



























































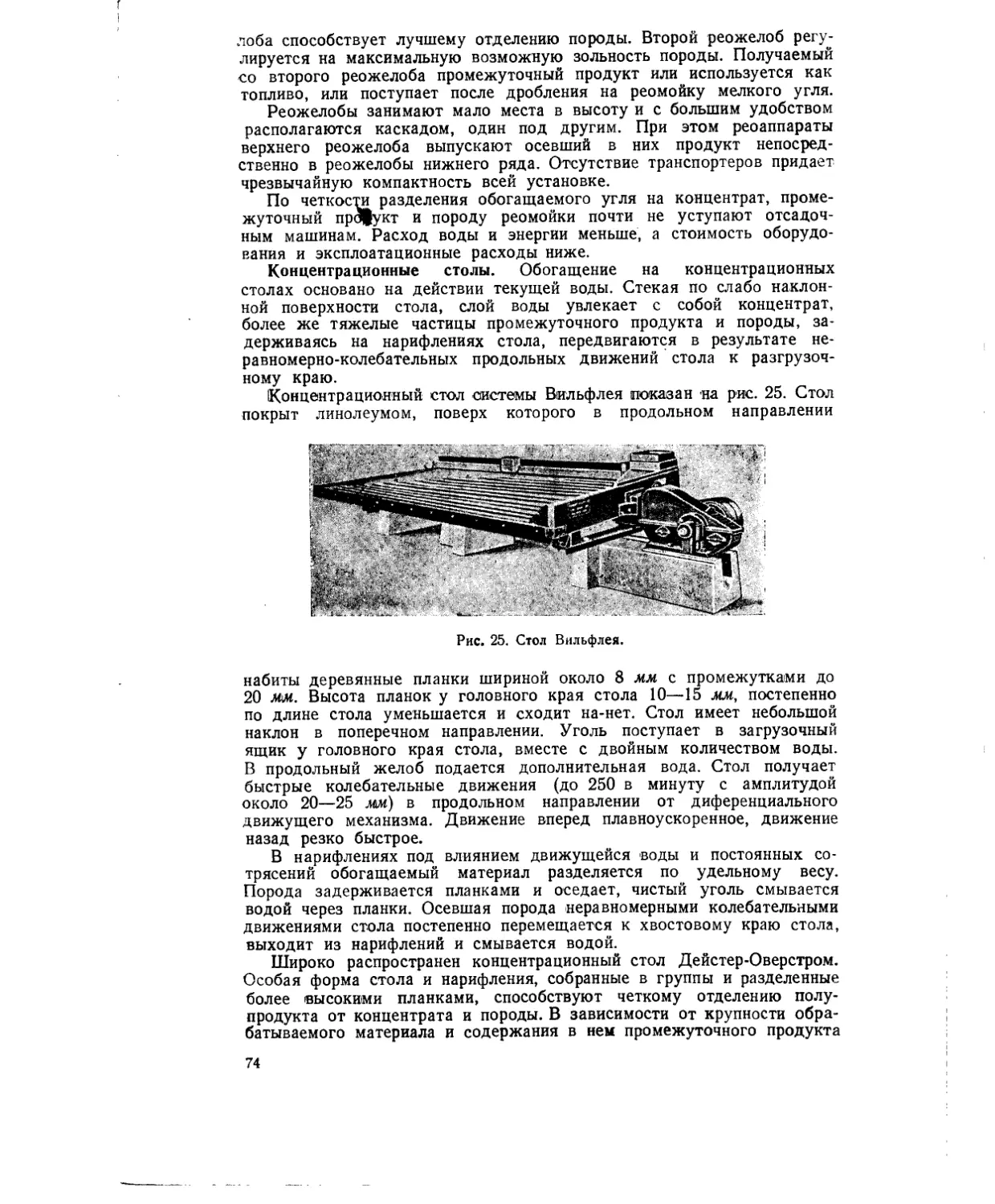














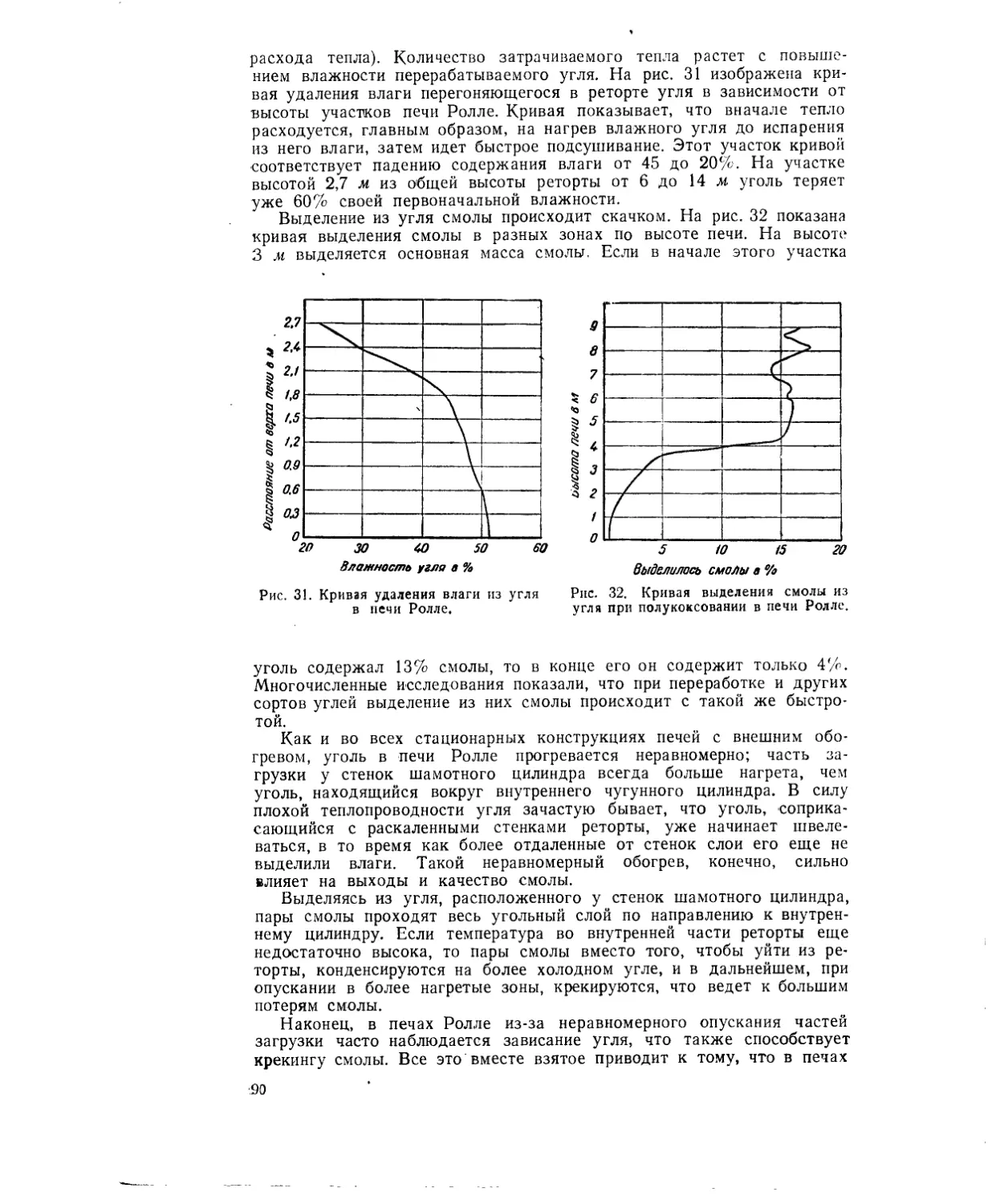

































































































































































































































































































































Текст
2.4 г/
!< .. / —
ОБЩАЯ ХИМИЧЕСКАЯ
ТЕХНОЛОГИЯ ТОПЛИВА
Под редакцией С. В. Кафтанова
Допущено Министерством высшего образования СССР
в качестве учебника для химических втузов
ИЗДАНИЕ ВТОРОЕ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ХИМИЧЕСКОЙ ЛИТЕРАТУРЫ
МОСКВА 1947 ЛЕНИНГРАД
662-6
0-28
41-
Книга является учебником для химико-техно-
логических вузов. В ией описаны основные
технологические процессы, оборудование и ре-
жим пирогенетической переработки твердого,
жидкого и газового топлив. Наряду с теорети-
ческими основами и технологией описываемых
процессов в книге приведены положения, не-
обходимые для выбора конструкций главней-
ших аппаратов и машин, и разобраны методы
обслуживания аппаратуры и агрегатов.
К ЧИТАТЕЛЮ
Издательство просит присылать Ваши замечания и отзывы
об этой книге по адресу: Москва, Новая площадь, дом 10,
подъезд 11, Госхимпздат.
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
Учебник «Общая химическая технология топлива» в первом изда-
нии был выпущен в 1941 году. В связи с тем, что учебник быстро
разошелся, а необходимость в этом учебнике значительно возросла,
авторы подготовили учебник к новому изданию.
В целях улучшения учебника при подготовке его к новому изда-
нию авторы несколько сократили его объем за счет описания некото-
рых деталей процессов и аппаратуры и за счет сокращения некоторых
разделов и подразделов;
Во втором издании книги поэтому не помещены: Введение и глава —
«Среднетемпературное коксование». Глава «Конденсация и улавлива-
ние» и отдельные подразделы в других главах сокращены. Дополни-
тельно внесены во второе издание; краткое изложение теории перегонки
и ректификации, новые данные по каталитическому крекингу иописание
работы современных установок по получению синтетического горючего.
Авторы обращаются с просьбой к читателям сообщить свои поже-
лания и замечания по данной книге, которые будут приняты с благо-
дарностью.
ПРЕДИСЛОВИЕ К ПЕРВОМУ ИЗДАНИЮ
Настоящий учебник составлен группой профессоров и преподавате-
лей Московского химико-технологического института им. Д. И. Мен-
делеева под общим руководством проф. Е. В. Раковского и проф.
Е. Э. Лидера при участии ряда работников научных институтов и про-
мышленности в соответствии с учебной программой курса «Общая хи-
мическая технология топлива», читаемого для студентов пирогенети-
ческих специальностей в качестве общего вводного курса. Издавав-
шиеся ранее учебные руководства по технологии топлива как совет-
ские, так и переводные либо разбирали процессы использования топ-
лива, главным образом, с теплотехнической точки зрения, недостаточно
уделяя место вопросам технологии и техники химической переработки
топлив, либо освещали только отдельные производства, не охватывая
всего объема технологии пирогенных процессов.
Химическая переработка топлива в СССР получает за последние
годы все большее распространение. XVIII Съезд ВКП(б) дал развер-
нутую программу еще более мощного развития химической перера-
ботки топлива в третьей Сталинской пятилетке.
В связи с этим особое значение приобретает подготовка высококва-
лифицированных кадров инженерно-технических работников этой от-
расли промышленности.
Настоящая работа, являясь первым опытом по составлению учеб-
ника для химико-технологических вузов по общей химической техноло-
гии топлива, само собой разумеется, не может претендовать на исчер-
Р 3
пывающее освещение всех вопросов, возникающих при изучении много-
образных процессов химической переработки топлива. Составители
ставили себе задачу осветить в сжатом виде лишь основные вопросы
химической переработки топлив. Тем не менее ввиду обширности са-
мой темы получился весьма объемистый труд.
Издание настоящего учебника не исключает, а, наоборот, предпо-
лагает издание учебных пособий по специальным курсам химической
технологии топлива — коксованию, газификации, полукоксованию
и т. д., в которых более детально будет излагаться материал специаль-
ных курсов.
В составлении отдельных глав принимали участие:
Введение — К- Н. Клопотов; главы 1 и 2 — проф. Е. В. Раковский,
глава 3 — проф. Е. Э. Лидер; глава 4—• канд. техн, наук Н. Д. Тала-
нов; глава 5 — канд. техн, наук Н. Д. Таланов совместно с проф.
Д. В. Нагорским (последним составлены расчеты полукоксовой печи и
рекуператора); глава 6 — К. Н. Клопотов; глава 7 — проф. Е. Э. Ли-
дер совместно с кандидатами техн, наук Н. Б. Пинягиным и И. Л. Фар-
беровым (расчет коксовых печей составлен по материалам проф.
Д. В. Нагорского); глава 8 — чл. корр. АН СССР А. Б. Чернышев
совместно с канд. техн, наук Н. В. Лавровым и инж. М. К. Письме
ном; глава 9 — чл. корр. АН СССР А. Б. Чернышев совместно
с канд. техн, наук Н. С. Печуро; глава 10—инж. И. М. Гур-
Финкель; глава 11 — канд. техн, наук П. А. Теснер; глава 12 — КН. Кло-
потов совместно с канд. техн, наук Н. Б. Пинягиным (последним дано
описание схем конденсации на заводах полукоксования и коксохими-
ческих); глава 13 — канд. техн, наук Н. Б. Пинягин; глава 14 — инж.
Н. Н. Егоров, инж. В. Д. Федоровский, инж. А. А. Ревякин (послед-
ним составлен раздел об улавливании циана); глава 15 — доц.
П. Н. Федотов; глава 16 — доц. П. Н. Фетодов совместно с доц.
Г. П. Григорьевым (последний принимал участие в описании перера-
ботки легкосредних фракций); глава 17 и 18 — чл. корр. АН БССР
В. Е. Раковский; главы 19—25 — инж. Н. Г. Степанов; глава 26 —
инж. В. В. Ке'льцев.
Авторы просят всех лиц, пользующихся настоящей книгой в своей
учебной или преподавательской работе, сообщить свои замечания по
ней, которые будут приняты с благодарностью.
СОДЕРЖАНИЕ
Предисловие ко второму изданию .... ... ............... 3
Предисловие к первому изданию............................................. 3
ЧАСТЬ I
Характеристика и методы пирогенетической переработки твердых
ископаемых топлив
Глава 1. Характеристика топлива........................................ 13
Составные части топлива и его свойства.............................. 13
Технический и элементарный анализы топлива................... 14
Теплотворная способность топлива ................................ 16
Химический и петрографический состав углей главнейших месторожде-
ний СССР...................................................... 17
Фюзен. Витрен. Дюрен. Кларен. Роль петрографических соста-
вляющих угля при его обогащении
Составные части ископаемых углей, выделяемые при обработке раство-
рителями ......................................................... 21
Битумы и их состав............................................... 22
Роль битумов в процессах термической переработки топлива
Гуминовые кислоты................................................ 25
Физико-химические свойства гуминовых кислот. Изменение содержа-
ния гуминовых кислот при старении углей. Гуминовые кислоты
, окисленных углей.
Остаточный уголь.................................................... 28
Классификация твердых ископаемых топлив............................ 28
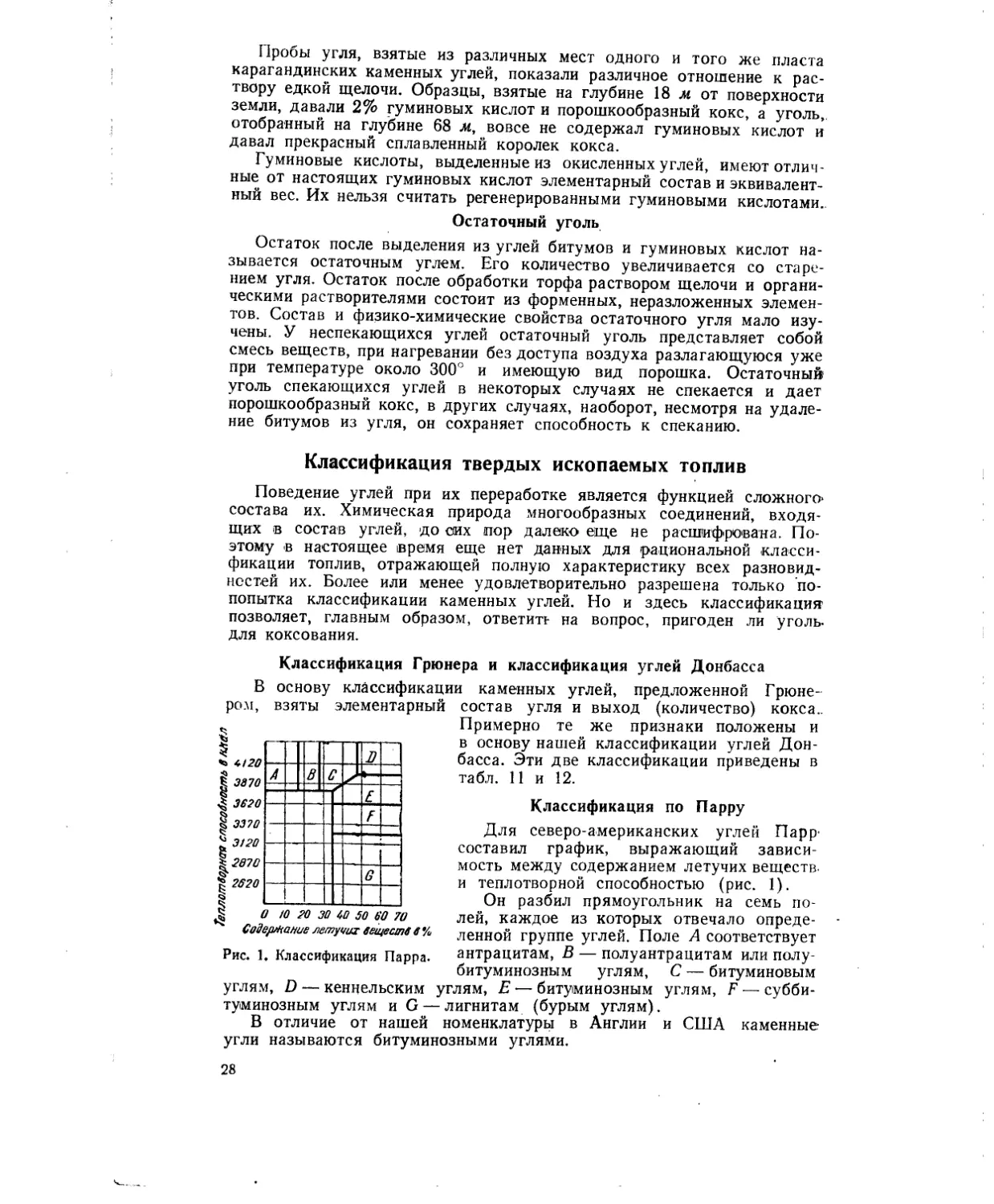
Классификация Грюнера и классификация углей Донбасса .... 28
Классификация по Парру.......................................... 28
Глава 2. Процессы пирогенетической переработки твердых ископаемых топлив
Ступени пирогенетической переработки твердых топлив.............. 30
Подсушка топлива................................................. 30
Бертииирование................................................... 30
Полукоксование (низкотемпературное коксование)................... 31
Высокотемпературное коксование................................... 31
Спекаемость угля. Пластическое состояние угля. Влияние битумов
Газификация...................................................... 34
Гидрогенизация................................................... 35
Химизм процессов изменения первичных продуктов низкотемпературной
перегонки топлив.................................................. 35
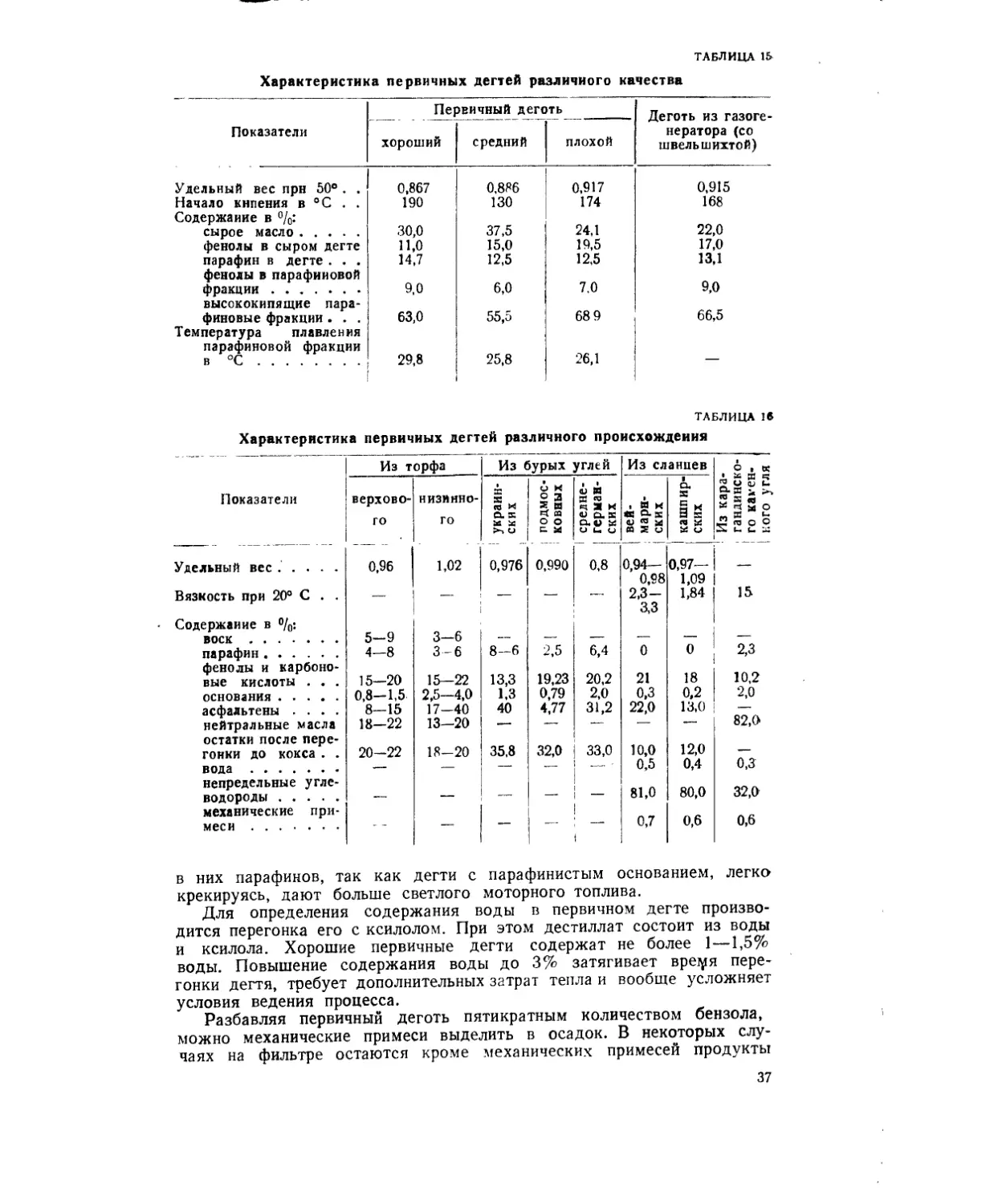
Первичный деготь, его состав и свойства.......................... 35
Разгонка первичного дегтя
Подсмольная вода................................................. 39
Первичные газы и их состав.......................... 39
г»
Продукты высокотемпературной перегонки твердых топлив
Каменноугольная смола ................................
Коксовый газ...................................................
Крекинг и гидрогенизация дегтей..................................... 43
Синтез жидкого топлива нз газов . ............................ 4/
ЧАСТЬ II
Полукоксование, коксование и газификация
Глава 3. Углеобогащение.................................................. 48
Методы обогащения углей ........................................... 48
Грохочение углей ................................................ 49
Колосниковые грохоты. Роликовые или валковые грохоты. Плоские
качающиеся грохоты. Грохот Бауме. Грохот Феррариса. Грохот
систем Кокса. Вибрационные грохоты. Барабанные грохоты
Дробление углей.................................................. 56
Щековые дробилки. Валковые дробилки. Дезинтеграторы и мо-
лотковые дробилки
Породоотборка.................................................... 61
Плоские грохоты или транспортерные ленты. Вращающиеся поро-
доотборные столы. Грохоты для сортировки по форме куска. Дро-
билки Бредфордса
Обогащение углей по удельному весу............................... 62
Методы определения обогатимости в тяжелых жидкостях
Мокрое обогащение............................................. 64
Теория и схемы мокрого обогащения. Моечные аппараты с не-
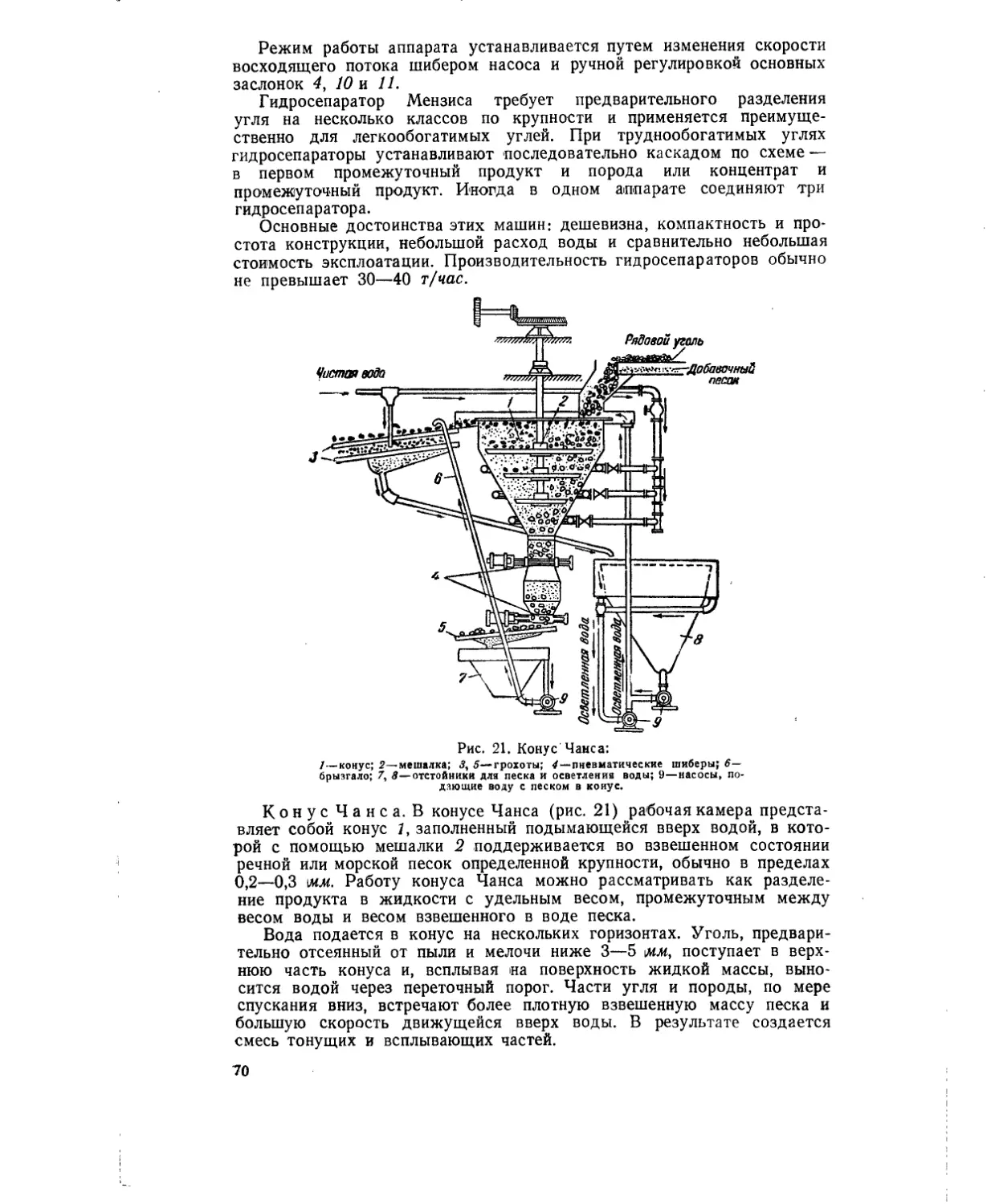
прерывно восходящим потоком воды. Гидросепаратор Мензиса.
Конус Чанса. Отсадочные машины. Реомойки. Концентрационные
столы. Флотационные машины
Обезвоживание................................................... 76
Промывные воды
Сухое обогащение................................................. 77
Глава 4. Полукоксование (низкотемпературное коксование)................ 80
Температура полукоксования и скорость нагрева топлива ... 80
Влияние размера кусков топлива на выход продуктов .... 82
Методы полукоксования............................................ 83
Роль давления при полукоксовании ................................ 84
Применение продуктов полукоксования.............................. 85
Полукокс. Первичный деготь (смола)
Комбинирование полукоксовых печей с газовыми заводами н котель-
ными установками................................................ 86
Глава 5. Печи для полукоксования.......................................... 88
Неподвижные печи с внешним обогревом................................ 88
Печи системы Ролле .............................................. 88
Печь «Коалит».................................................... 91
Печи для швелевания.............................................. 92
Вращающиеся печи с внешним обогревом................................ 93
Печь KSG......................................................... 93
Печь Гейсена..................................................... 94
Неподвижные печи с внутренним обогревом............................. 95
Печь Пинча...................................................... 95
Трехзонная печь с внутренним обогревом.......................... 98
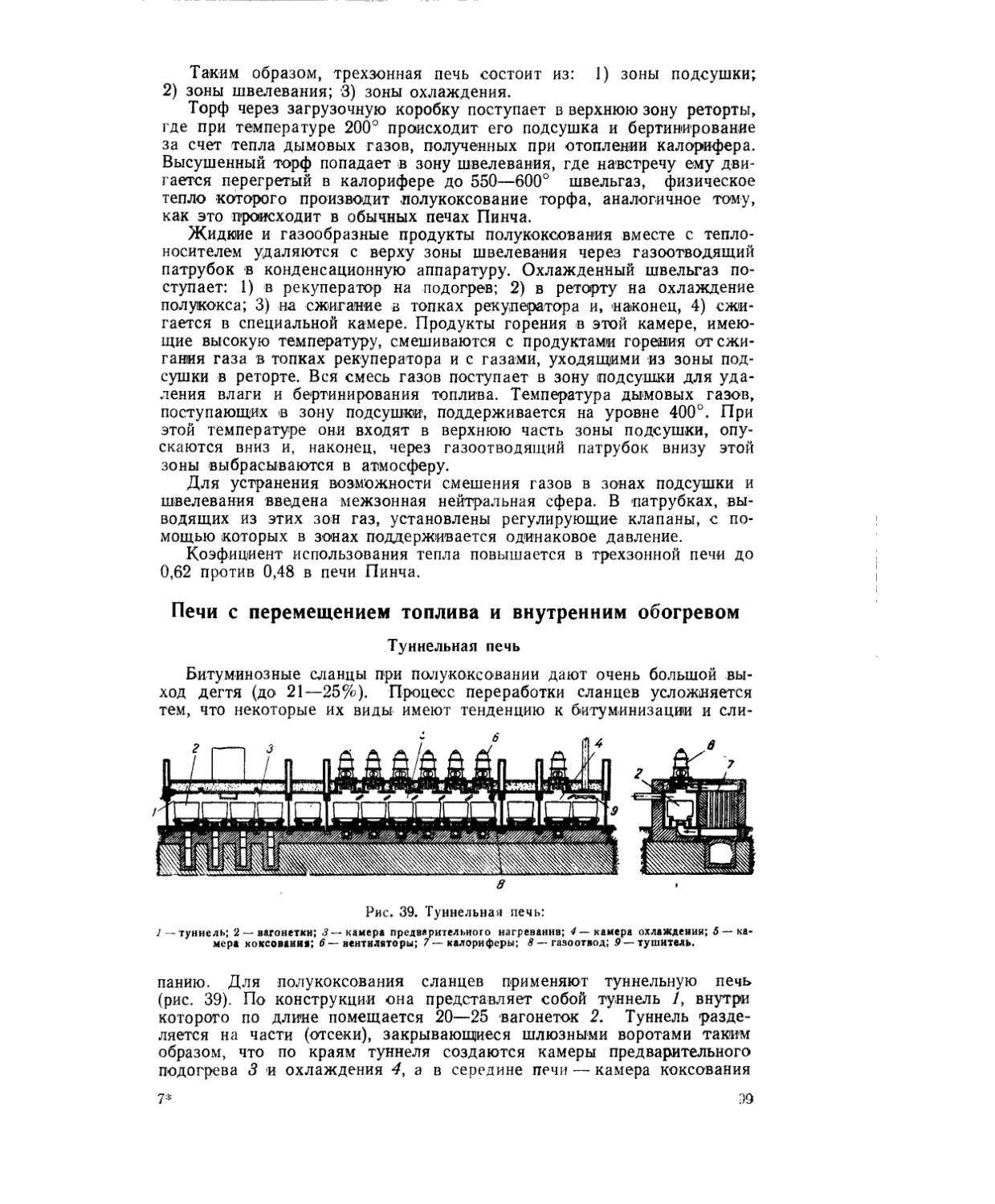
Печн с перемещением топлива и внутренним обогревом................. 99
Туннельная печь................................................. 99
Глава 6. Коксование и коксовые печи....................................... 102
Развитие техники коксования и конструкций печей .................... 102
Устройство первых коксовых печей................................. 102
6
Современные коксовые печи.........................................
Печи системы Отто..............................................
Печи системы Коппе.............................................
Г?'ечь системы Копперса с круговым потоком газа . . ...
Печи системы Беккера...........................................
Классификация современных коксовых печей..........................
Размеры коксовых печей.........................................
Непрерывные вертикальные печи.....................................
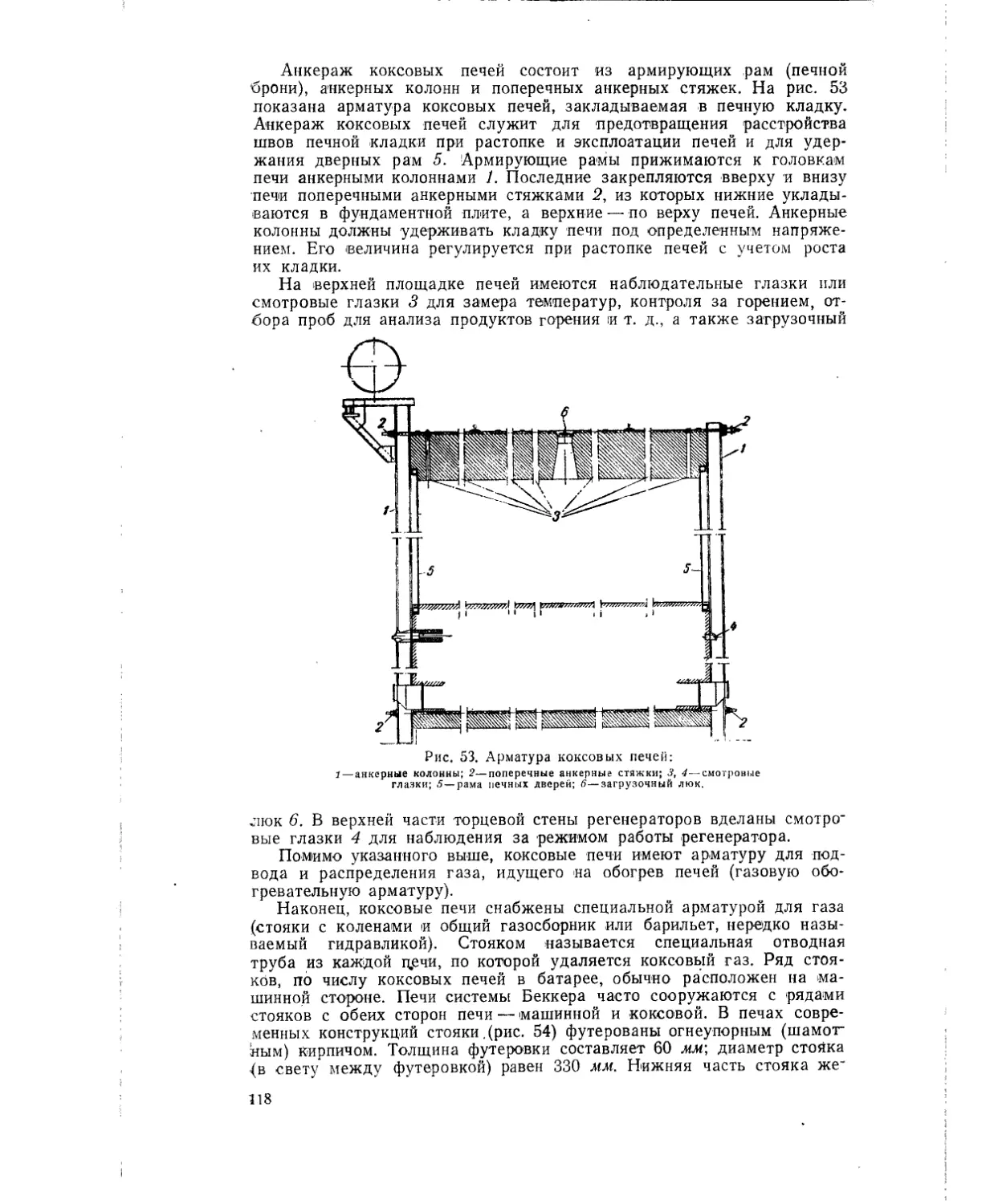
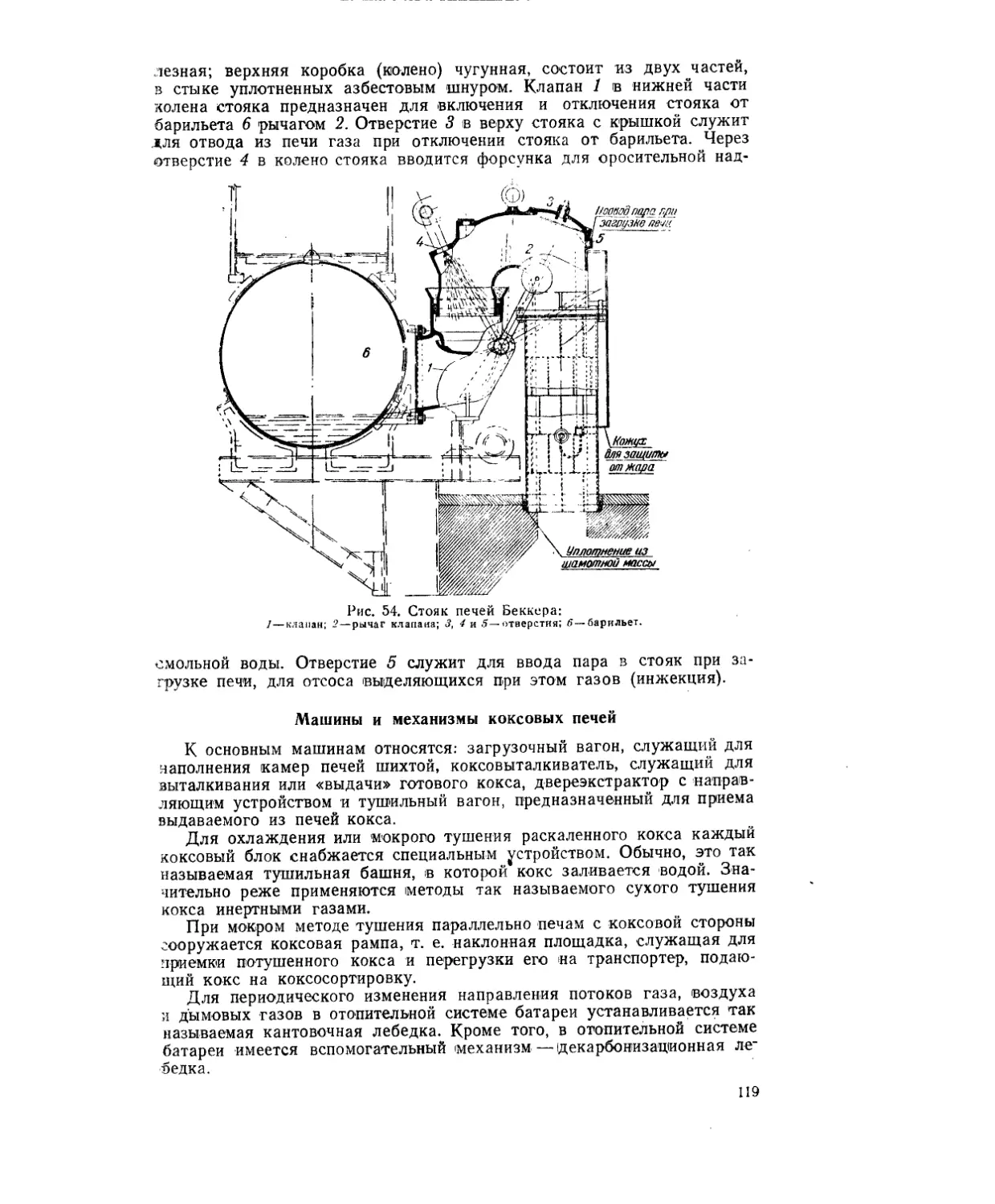
Арматура коксовых печей . .....................................
Машины и механизмы коксовых печей..............................
106
106
109
ПО
112
113
115
116
117
119
Загрузочный вагон. Коксовыталкиватель. Двересъемное устройство.
Двереэкстрактор с направляющей. Тушильный вагон. Тушильная
башня. Другие машины и механизмы, обслуживающие коксовые
печи. Рампа. Коксосортировка
Обслуживание коксовых печей..........................................126-
Загрузка печи шихтой......................................г 126
Угольная башня. Заполнение загрузочного вагона. Загрузка печи. 126
Планирование
Выдача коксового пирога............................................129
Подготовка печи к выдаче. Выдача кокса
Тушение и сортировка кокса.........................................131
Мокрое тушение. Сухое тушение. Сортировка кокса
График работы машин, обслуживающих коксовый блок................. . 132
Отопление коксовых печей............................................ . 133
Отопительная арматура ........................................133
Кантовочная лебедка. Перевод отопления печей с богатого на бед-,
ный газ. Устройство для контроля и регулирования нагрева
Режим работы коксовых печей...................................... . 139
Тепловой режим ....................................................139
Гидравлический режим.............................................. 140
Теплотехнический контроль..........................................142
Огнеупоры для кладки коксовых печей................'..................142
Растопка коксовых печей.............................................. 143
Процессы, происходящие в камере коксовых печей........................145
Пластическое состояние шихты и коксообразование....................145
Теплопроводность и теплопередача шихты.............................146
Движение газов в загрузке коксовых печей...........................148
Методика составления балансов коксовых печей..........................151
Материальный баланс........................................ . • 151
Тепловой баланс............................................... . 152
Расчет коксовых печей.................................................154
Качество кокса........................................................154
Состав кокса . ........................................154
* Физико-механические свойства кокса.......................................155
Барабанная проба и проба на сбрасывание. Трещиноватость и
пористость
Реакционная способность кокса .................................... 157
Глава 7. Газификация твердого топлива................................158
Физико-химические основы газогенераторного процесса..................158
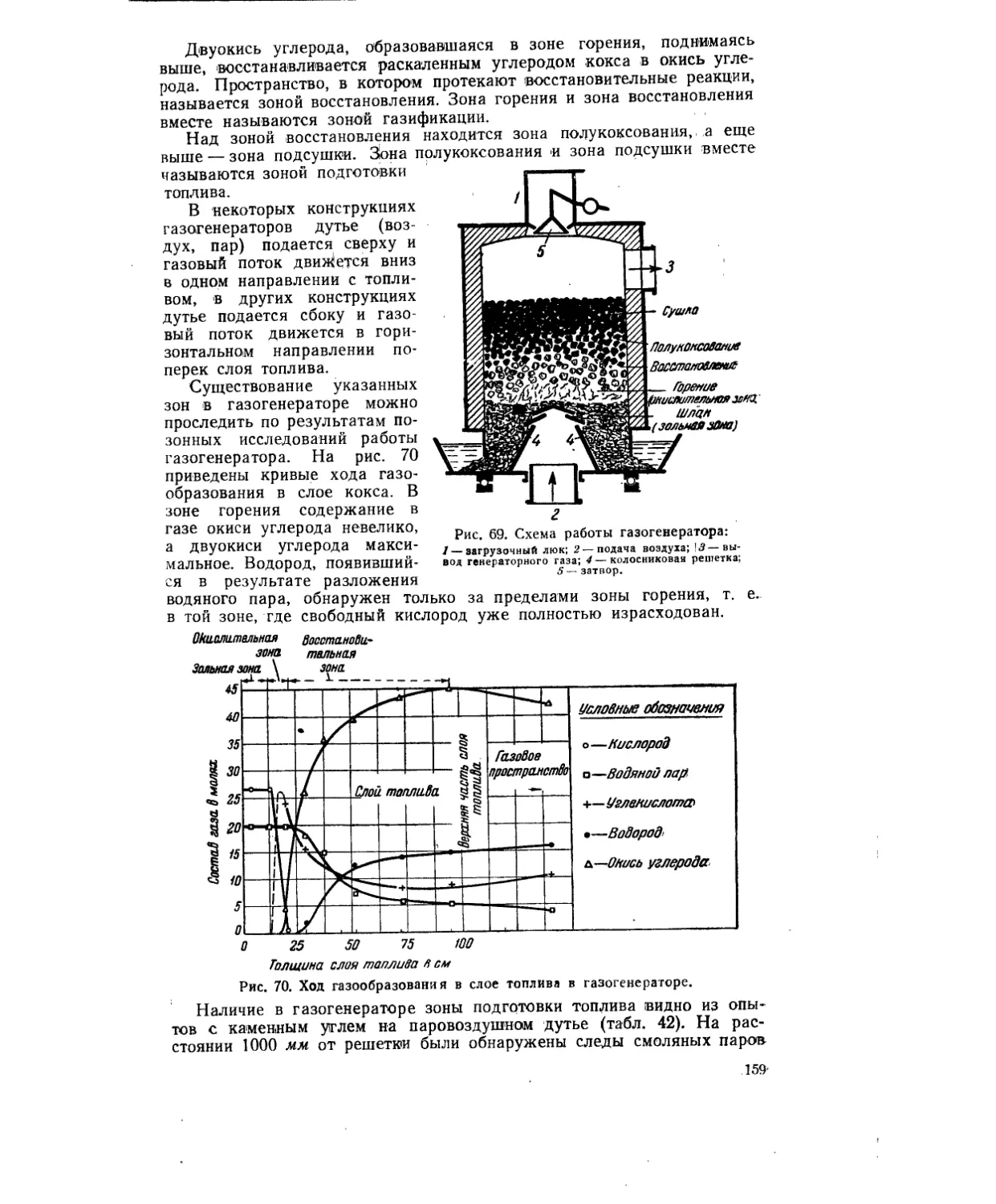
Схема работы газогенератора.......................................158
Механизм основных реакций процесса газификации....................160
Процесс газификации твердого топлива..............................162
Тепловой эффект и химическое равновесие основных реакций газо-
генераторного процесса . .........................................163
Основы кинетики химических реакций газогенераторного процесса . 166
Технические основы получения генераторных газов......................168
Основные факторы, влияющие на процесс газификации твердого
топлива ..........................................................168
Реакционная способность коксового остатка топлива.................168
Идеальные генераторные газы........................................ 170
Промышленные генераторные газы и технические методы их получения 172
Периодический способ производства водяного газа.............. . 176
Непрерывный способ производства водяного газа.....................179
Газификация мелкозернистого топлива ..............................180
Газификация под высоким давлением......................... . . 182
Подземная газификация углей..................................... . 182
7
Глава 8. Конструкция газогенераторов и их основных деталей................186-
Типы н виды газогенераторов.........................................186
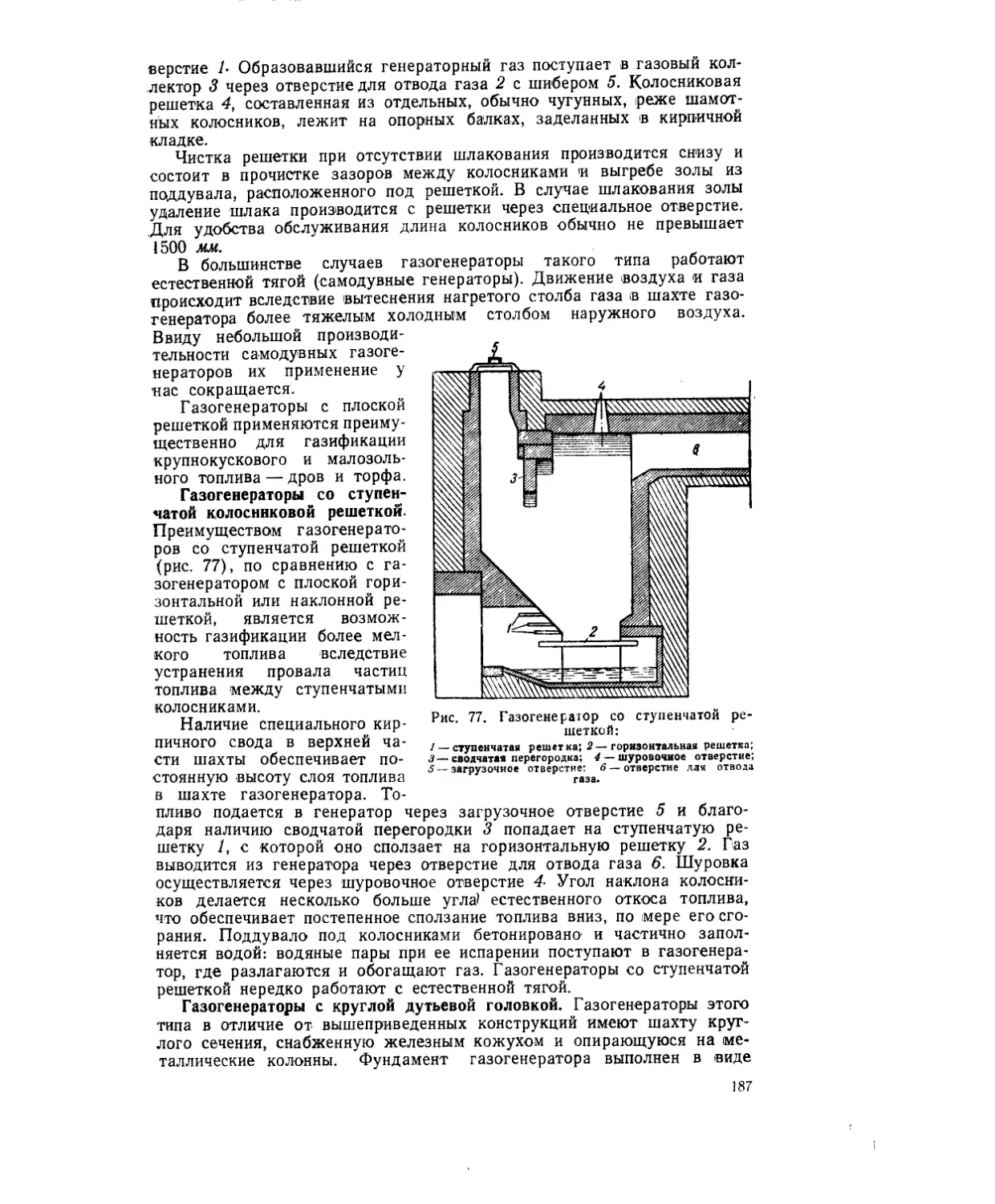
Газогенераторы с неподвижными колосниковыми решетками ... 186
Газогенераторы с плоской колосниковой решеткой. Газогенераторы
со ступенчатой колосниковой решеткой. Газогенераторы с круглой
дутьевой головкой
Газогенераторы с вращающимися колосниковыми решетками . . . 188
Газогенераторы Керпели. Газогенераторы Коллера. Газогенераторы
Дейтца. Газогенераторы Гильгера
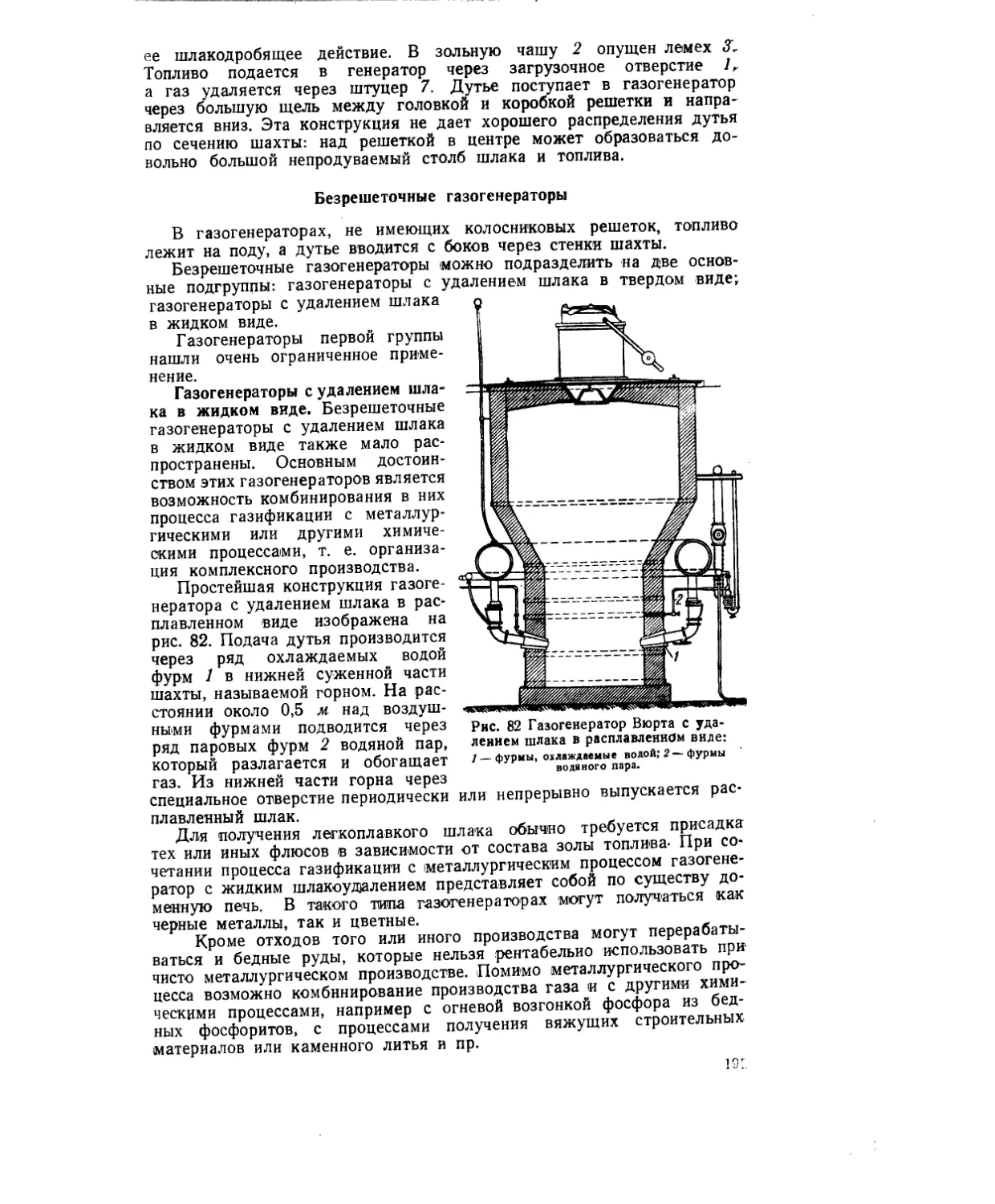
Безрешеточные газогенераторы.....................................191
Газогенераторы с удалением шлака в жидком виде
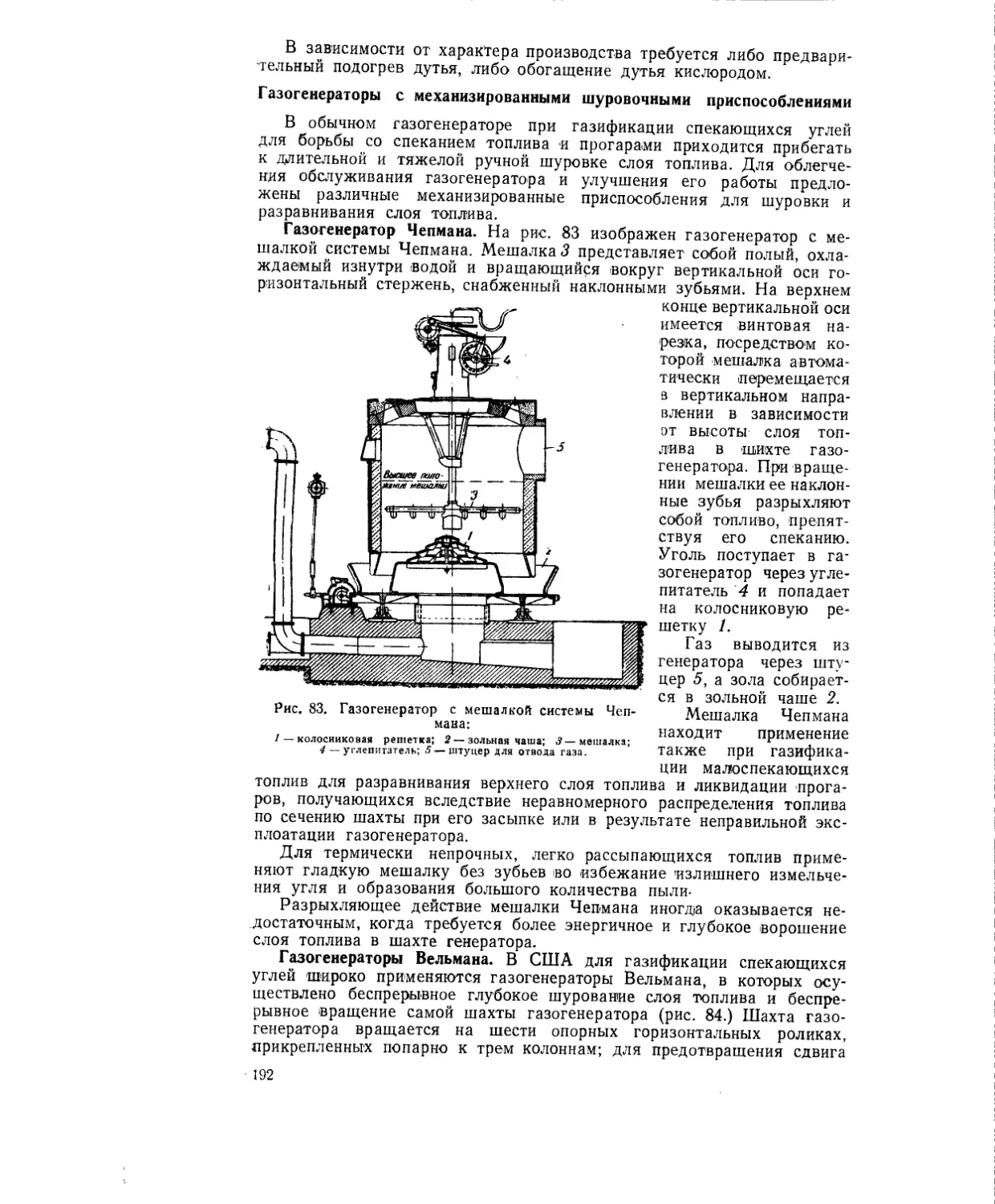
Газогенераторы с механизированными шуровочными приспособлениями 192
Газогенераторы Чепмана. Газогенераторы Вельмана
Специализированные газогенераторы................................193
Газогенераторы с использованием физического тепла. Газогене-
раторы для получения смол
Газогенераторы для силового газа.................................195
Газогенераторы Дейтца. Газогенераторы с обращенным процессом.
Газогенераторные установки для получения водяного и двойного во-
дяного газа. Газогенераторы Лимн-Рамбуш. Газогенераторы Штрахе
Загрузочные устройства газогенераторов и механизмы для привода
вращающихся колосниковых решеток.......................................200
Загрузочные устройства..............................................201
Приводные механизмы ................................................202
Расчеты газогенераторного процесса.....................................202
Основы эксплоатацни газогенераторных станций...........................204
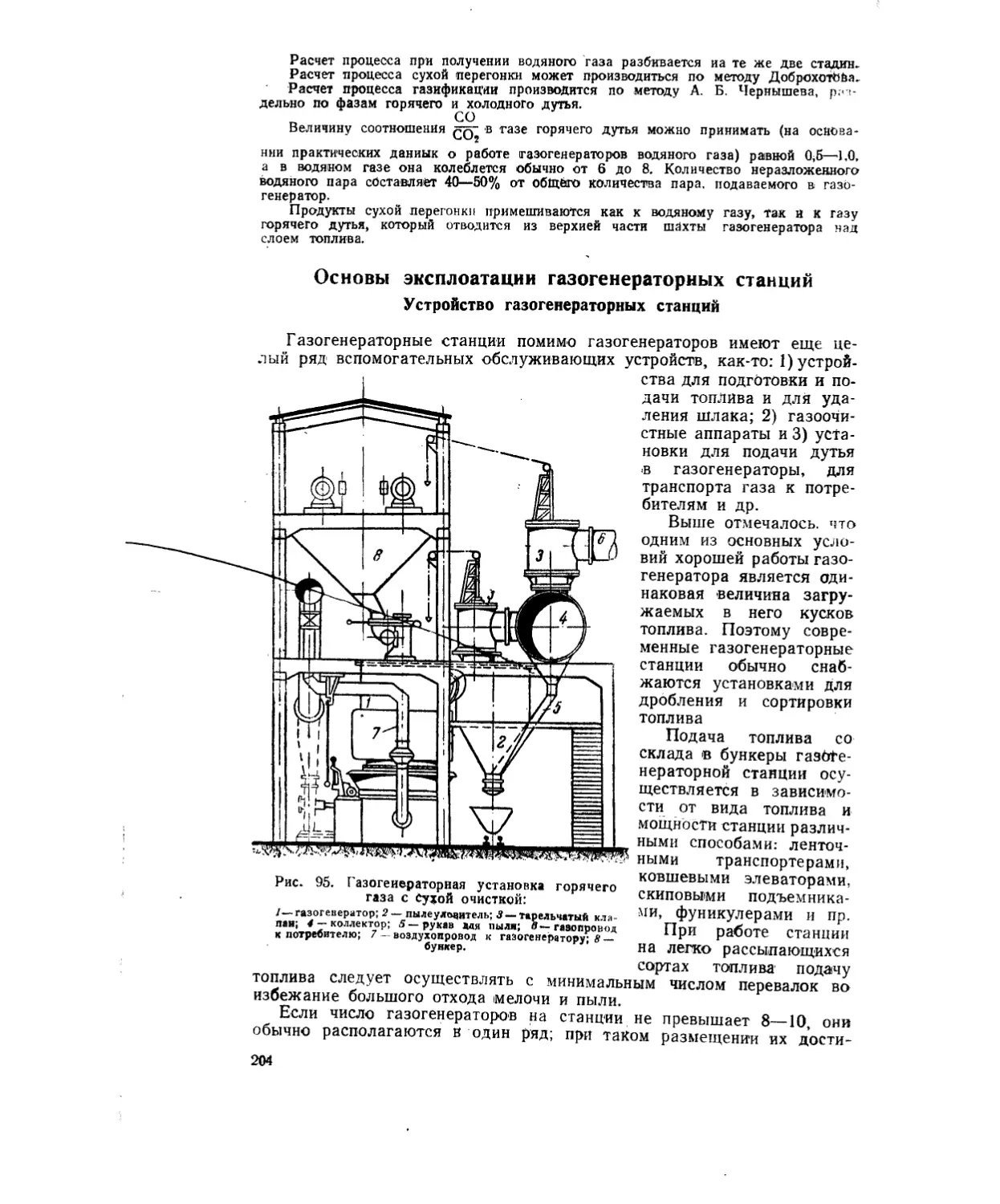
Устройство газогенераторных станций ...........................204
Эксплоатация газогенератора ........................................207
Организационно-технические вопросы эксплоатацни газогенераторных
станций..........................................................209
/'лава 9. Производство светильного (бытового) газа.........................210
Получение светильного газа из каменного угля.........................211
Требования к газовому углю..........................................211
Типы газовых печей и их конструкция....................................212
Гильзы. Реторты и камеры. Топки. Рекуператоры. Огневые каналы.
Аппаратура для вывода газа из печи
Газовые печн с горизонтальными ретортами.........................215-
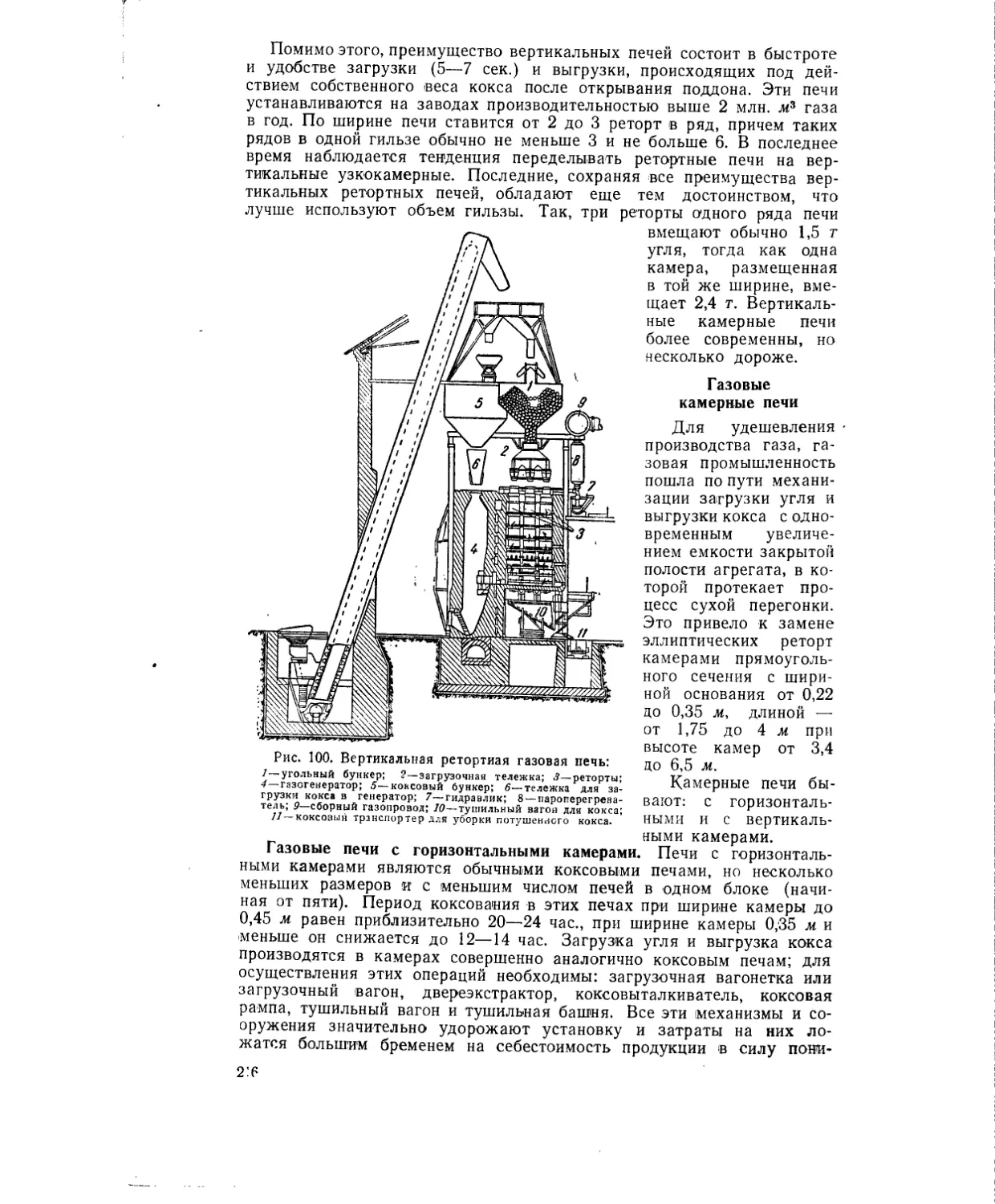
Газовые печи с вертикальными ретортами периодического действия 215
Газовые камерные печи............................................216
Газовые печи с вертикальными камерами. Газовые печи с вертикаль-
ными ретортами непрерывного действия............................216.
Ввод пара в реторты.................................................218
Общая схема газового завода для получения светильного газа . . 219
Глава 10. Хранение и транспорт газа.......................................220
Г азолроводы...........................................................220
Расчет газопроводов ................................................ 220
Потери давления по длине газопровода. Местные сопротивления.
Расчет простых и сложных газопроводов
Магистральные газопроводы ..........................................226
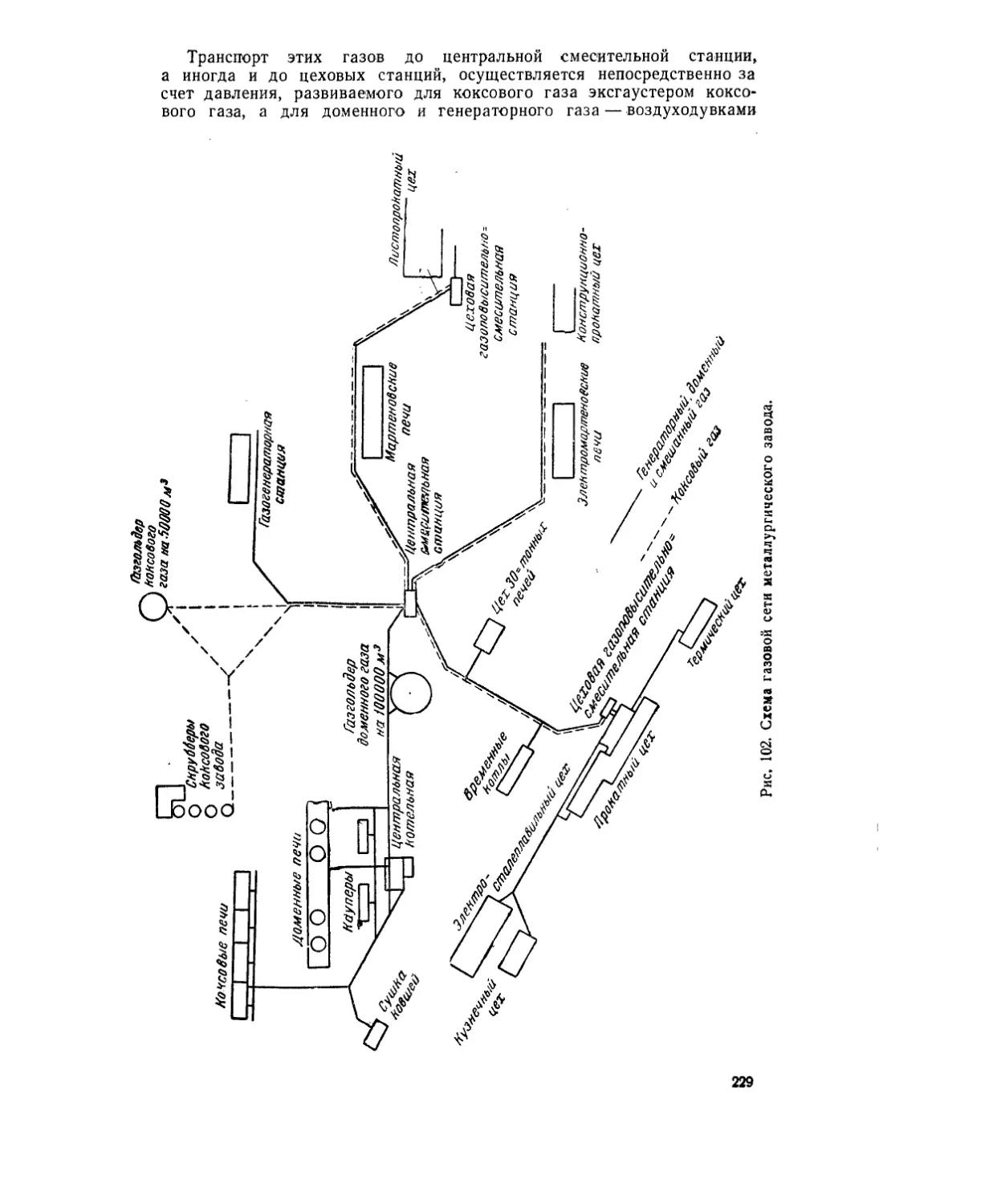
Газовые сети........................................................227
Городские сети. Заводские сети ................................
Горячие газопроводы.................................................230
Сжатие газа.........................................................230
Конструкция газопроводов ........................................... 232
Трубы. Соединение труб. Отсекающие приспособления. Компен-
саторы. Конденсационные горшки. Колонны газопроводов
. Газгольдер^...........................................................235
Мокрые газгольдеры..................................................236
Сухие газгольдеры ..................................................237
Газгольдеры высокого давления......................................239
Эксплоатация газгольдеров..........................................239
Включение в сеть. Йыбор газгольдера
Подземные газохранилища..........................................240
8
ЧАСТЬ III
Конденсация и улавливание летучих продуктов полукоксования,
коксования и газификации
Глава II. Конденсация н улавливание.......................................241
Состав и свойства газов..............................................241
Состав газов и температура их на выходе...........................241
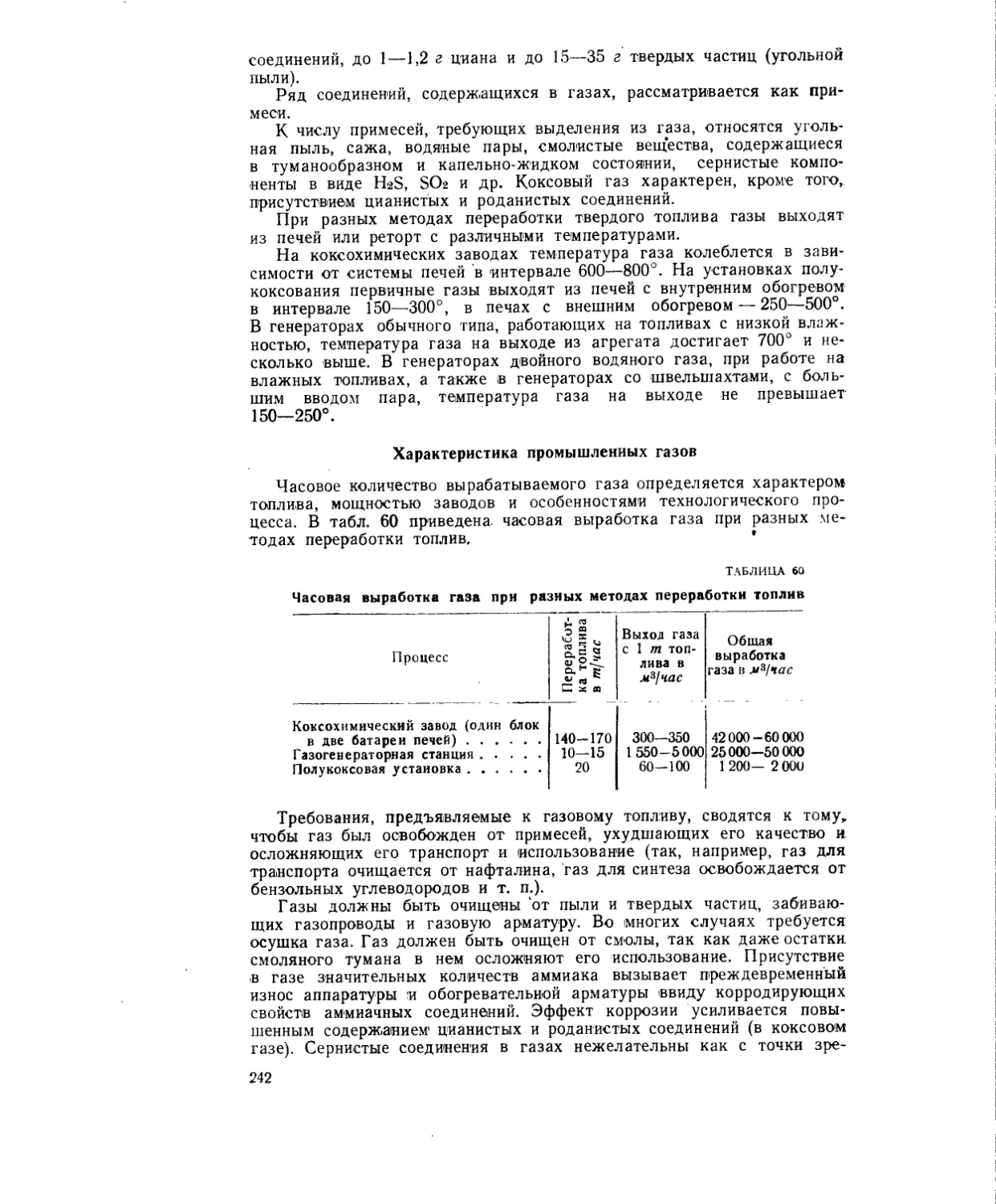
Характеристика промышленных газов ................................242
Процессы конденсации и улавливания летучих продуктов.................243
Охлаждение газа. Конденсация омолы. Извлечение аммиака.
Улавливание бензола. Вымывание нафталина. Извлечение серни-
стых соединений и циана. Осушка газов. Методы отсоса газа
Г лава 12. Конденсация и улавливание на коксохимических заводах . 247
Отдельные участки и аппараты конденсации и улавливания .... 247
Барильет или газосборник..........................................247
Газопровод от коксовых печей, фусоотделитель и декантер .. . . 248
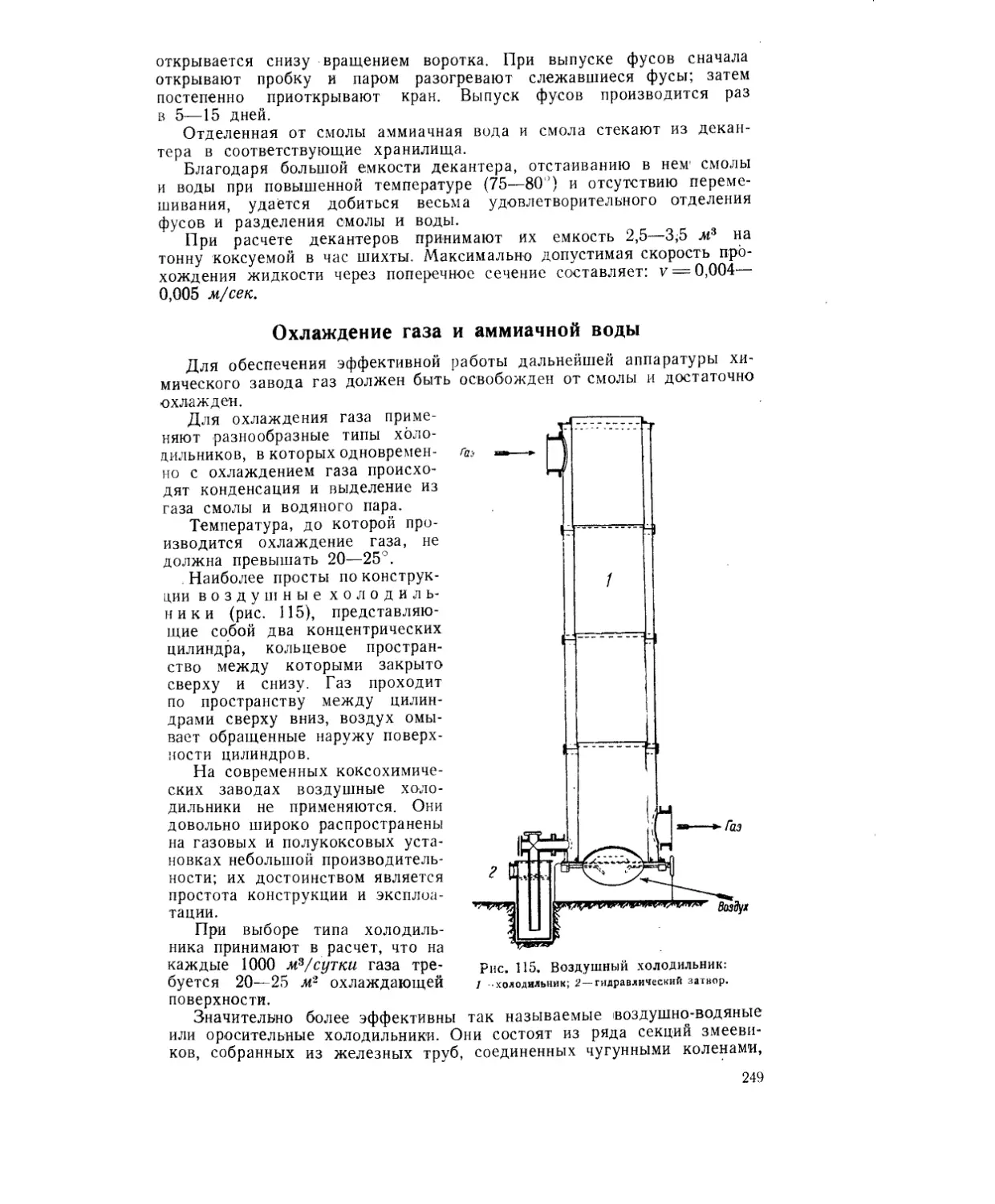
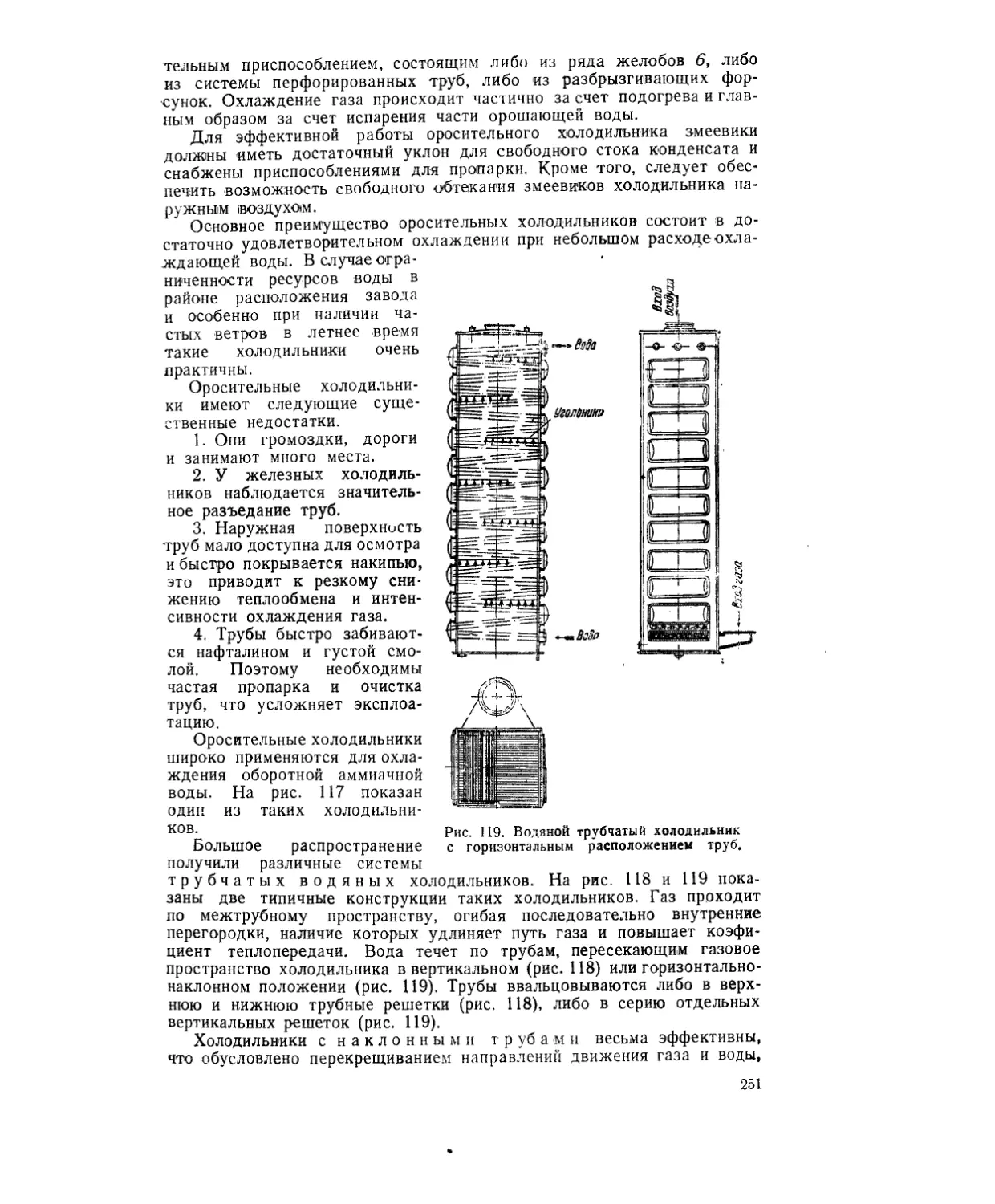
Охлаждение газа и аммиачной воды.....................................249
Отделение смолы.................................................... 253
Отсос или передвижение газа..........................................256
Улавливание и переработка аммиака....................................259
Аммиак надсмольной воды...........................................259
Способы переработки аммиака.......................................260
Улавливание аммиака из газа.......................................262
Аммиачные скрубберы
Получение концентрированной аммиачной воды........................264
Схема работы аммиачного отделения. Аммиачная колонна
Получение сульфата аммония........................................268
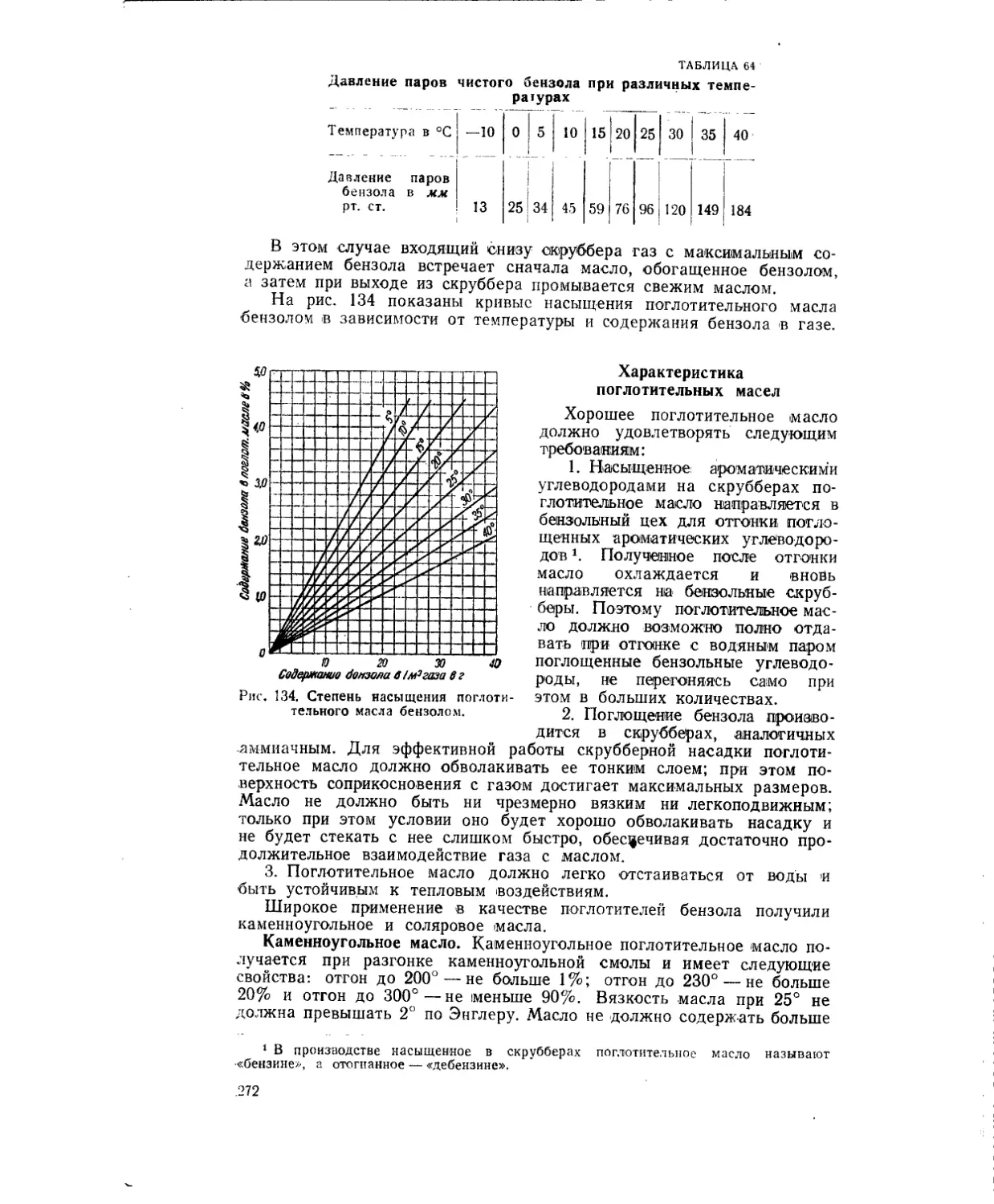
Методы улавливания и выделения бензола.............................271
Характеристика поглотительных масел.............................272
Каменноугольное масло. Соляровое масло.......................272
Типовая схема улавливания и выделения бензола
Схема бензольного отделения.......................................274
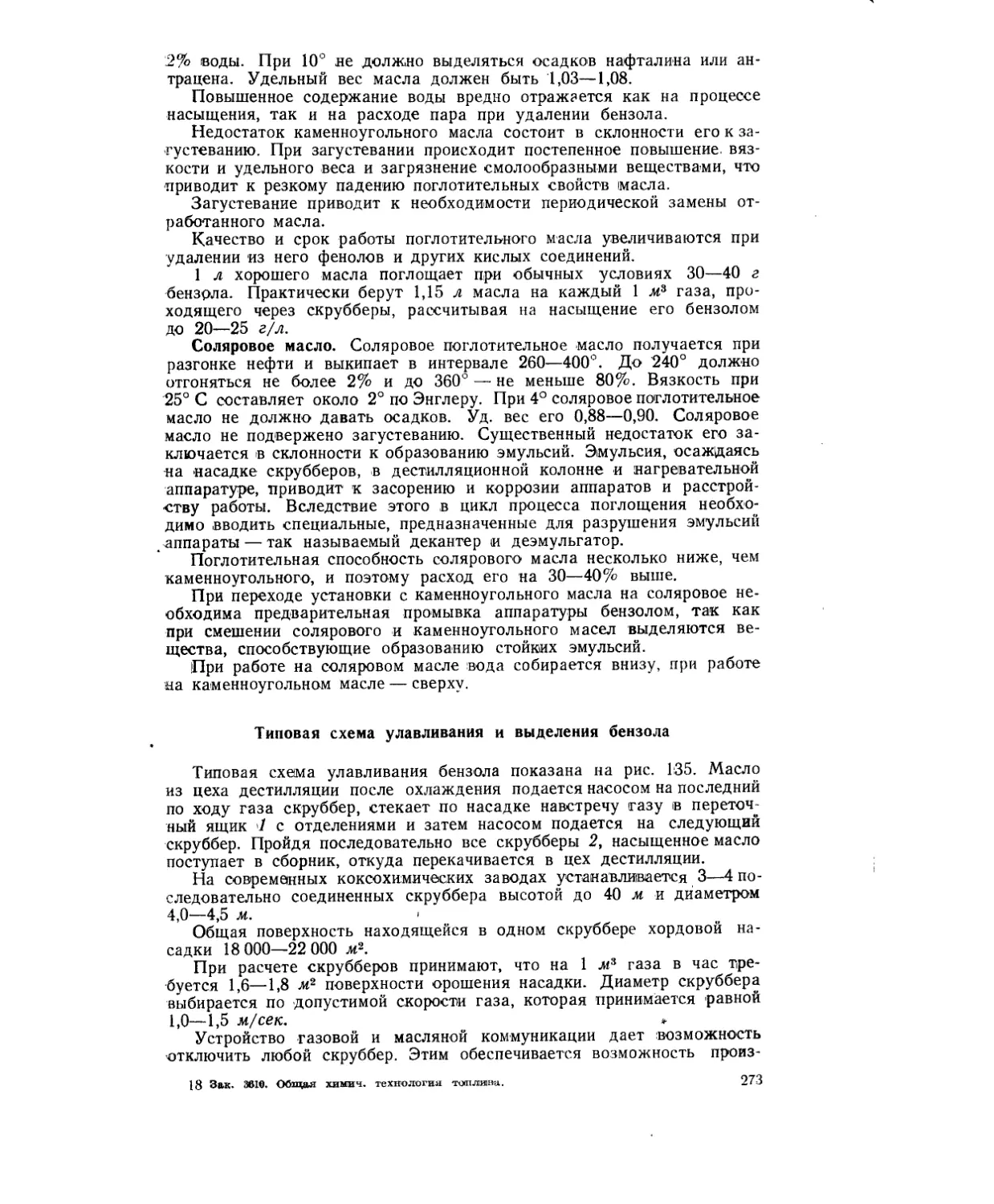
Аппараты бензольного отделения.................................. 277'
Колоииа. Дефлегматор. Подогреватель. Теплообменники. Конден-
сатор-холодильник. Масляные холодильники
Глава 13. Очистка газа от серы............................................281
Сухая очистка газа от сероводорода...................................281
Очистка болотной рудой в ящиках...................................281
Конструктивные особенности сероочистных ящиков. Башенная
очистка. Режим сухой очистки и регенерация очистной
массы
Основные показатели сухой очистки (болотной рудой)................287
Очистка газа от сероводорода активированным углем............... 288
Способы мокрой сероочистки...........................................289
Методы мокрой сероочистки без регенерации серы....................289
’ Методы Сиборда. Метод Пти. Железо-содовый и железо-аммиач-
ный методы
Методы мокрой сероочистки с получением элементарной серы . . 290
Мышьяково-содовый метод. Двухступенчатый процесс мышьяково-
содовой сероочистки
Мышьяково-аммиачный метод.........................................296
Способы Фишера....................................................297
Сероочистка фенолятом натрия......................................297
Очистка газа от циаиа................................................299
Сухие способы извлечения циана....................................299
ЧАСТЬ IV
Переработка жидких продуктов коксования, полукоксования
и газификации
Глава 14. Переработка сырого бензола.....................................301
Теоретические основы процессов дестилляции и ректификации . . , . 301
Фракцнонировка и/ ректификация...................................308
Переработка сырого бензола............................................312
Химическая очистка сырого бензола................................314
Предварительная ректификация . . ................................315
Очистки фракций крепкой серной кислотой..........................319
Окончательная ректификация ......................................320
Получение кумароновой смолы......................................323
Регенерация серной кислоты.................................... 323
Непрерывнодействующие системы ректификации.......................325
Глава 13. Переработка первичных и высокотемпературных смол . 329
Дестилляция каменноугольной смолы ..................................329
Обезвоживание....................................................329
Периодические схемы дестилляции..................................332
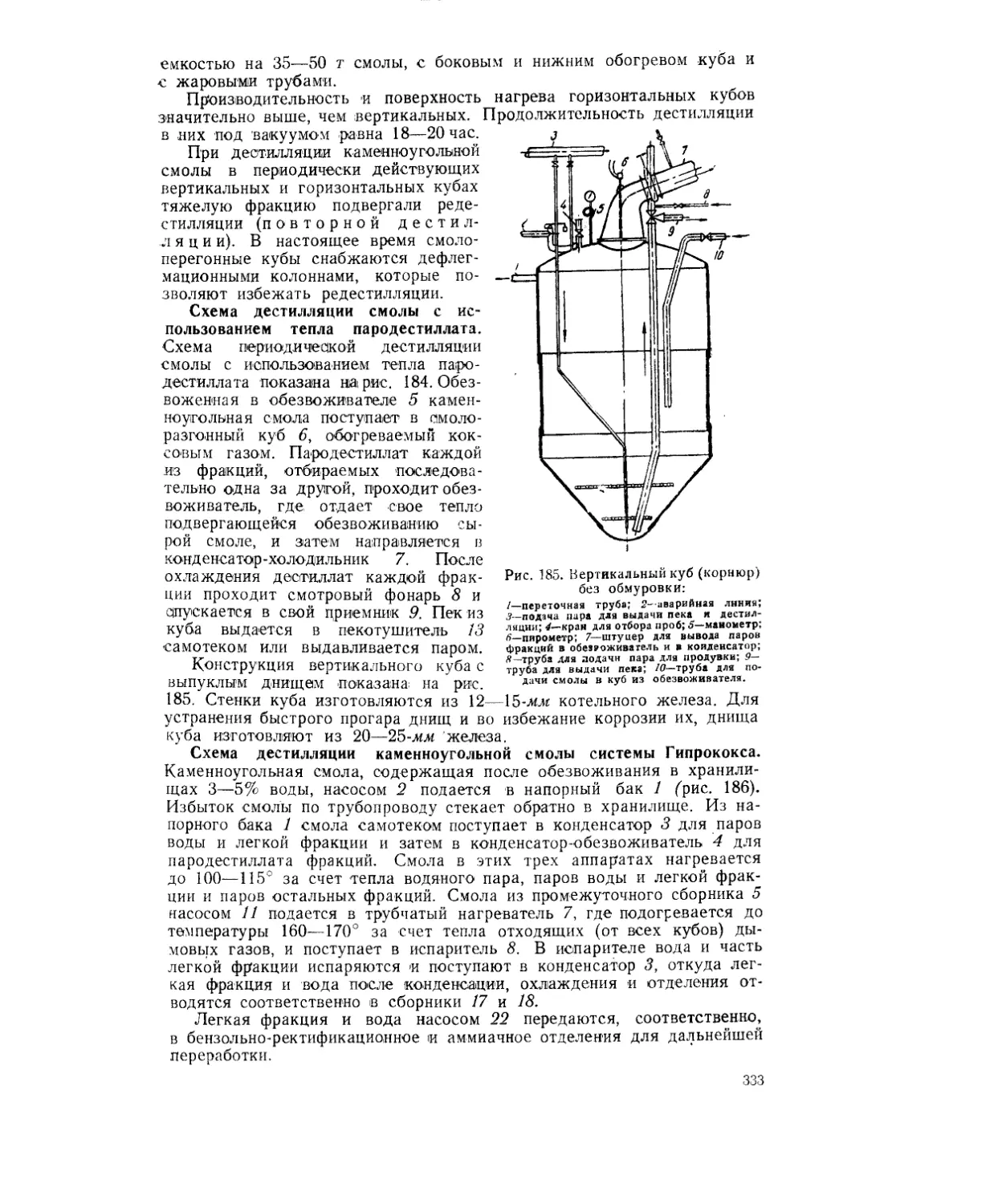
Схема дестилляции смолы с использованием тепла пародестил-
лата. Схема дестилляции каменноугольной смолы системы Гнпро*
кокса. Разливка и охлаждение пека. Режим дестилляции смолы
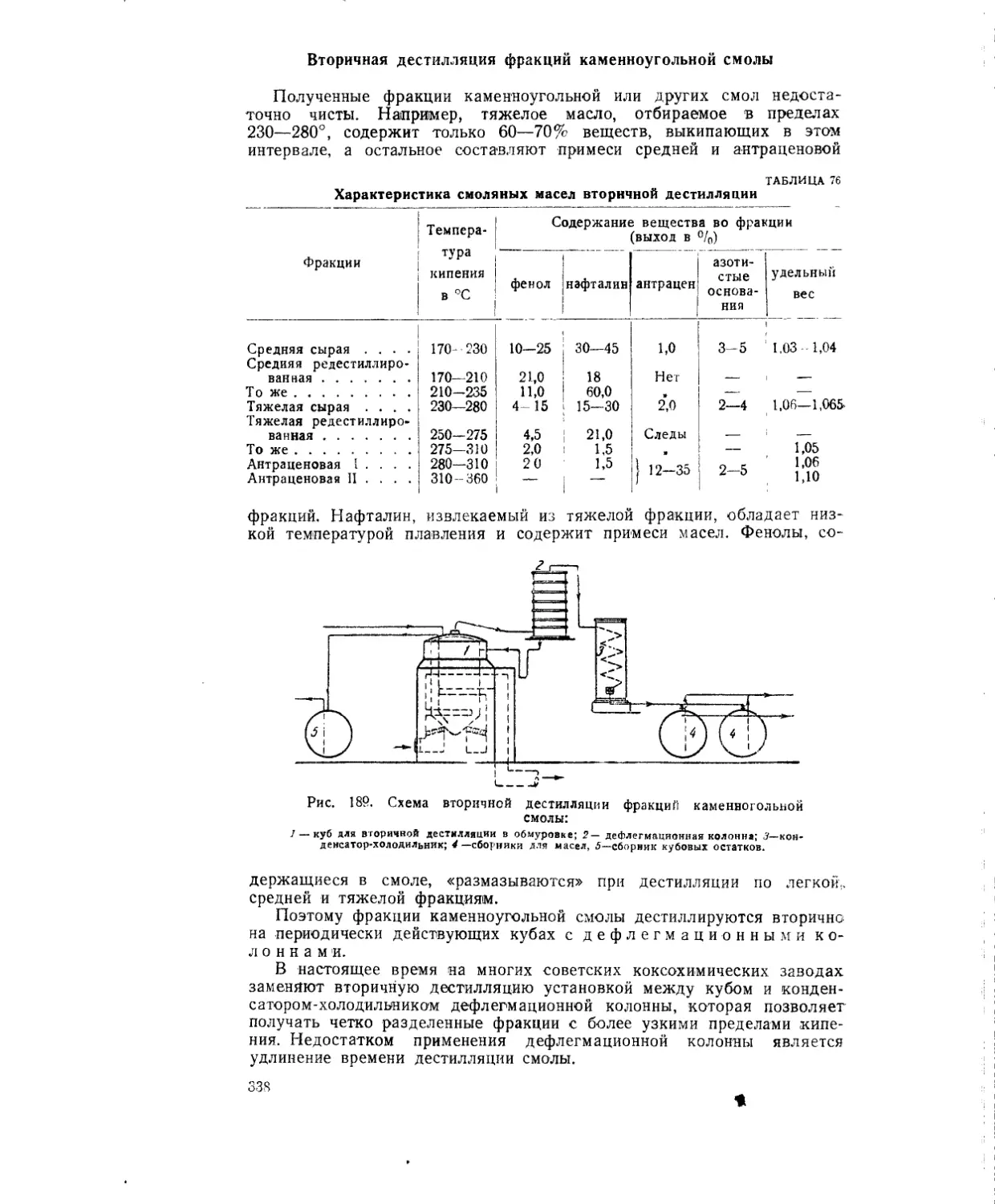
Вторичная дестилляция фракций каменноугольной смолы .... 338
Технологическая схема вторичной дестилляции
Непрерывная дестилляция смол......................................339
Система Абдерхальдена. Трубчатая система дестилляции
Кристаллизация и переработка фракций на чистые продукты .... 342
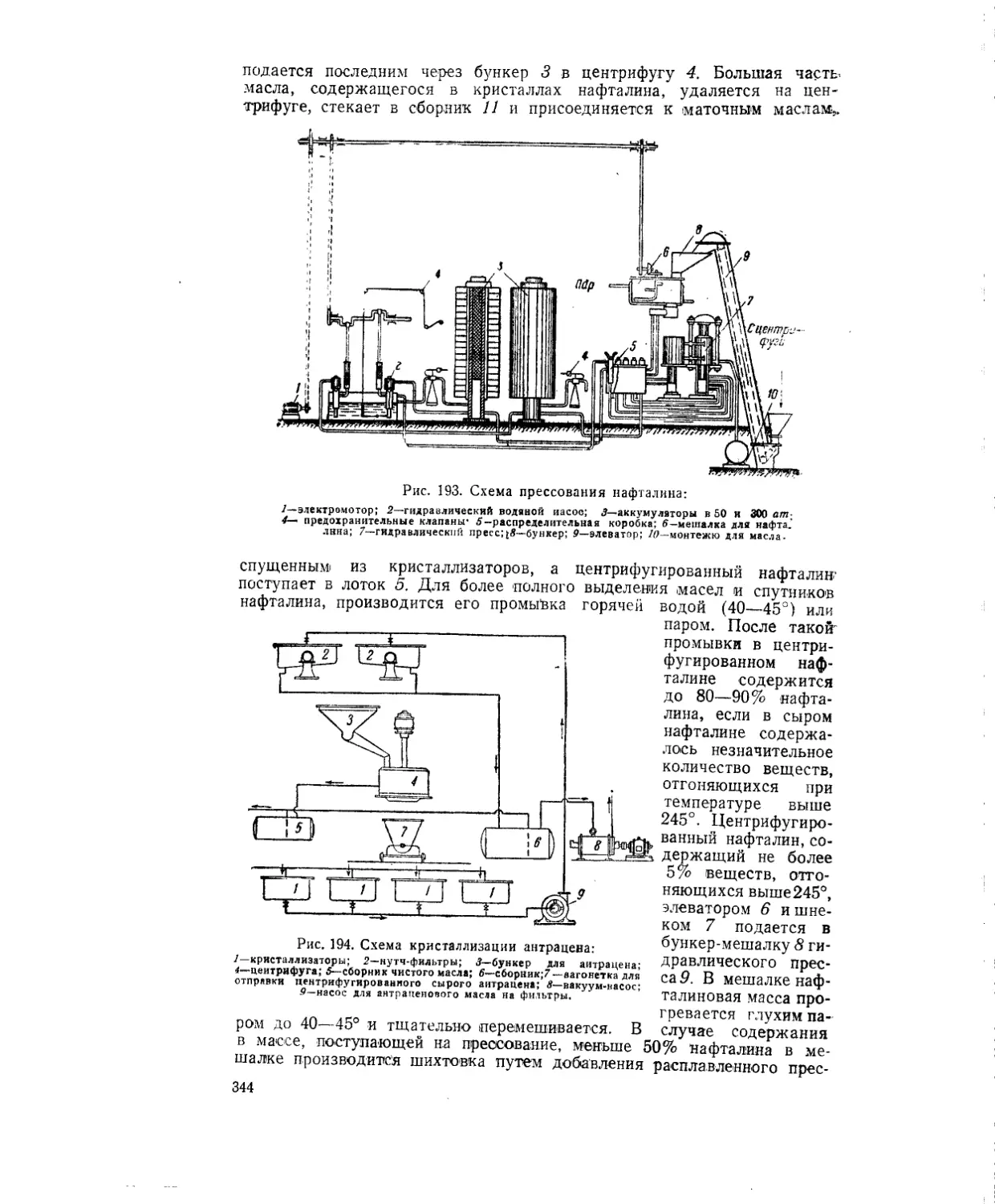
Схема кристаллизации нафталина и антрацена........................343
Нутчевание антрацена. Производство кристаллического нафталина.
Сублимация нафталина
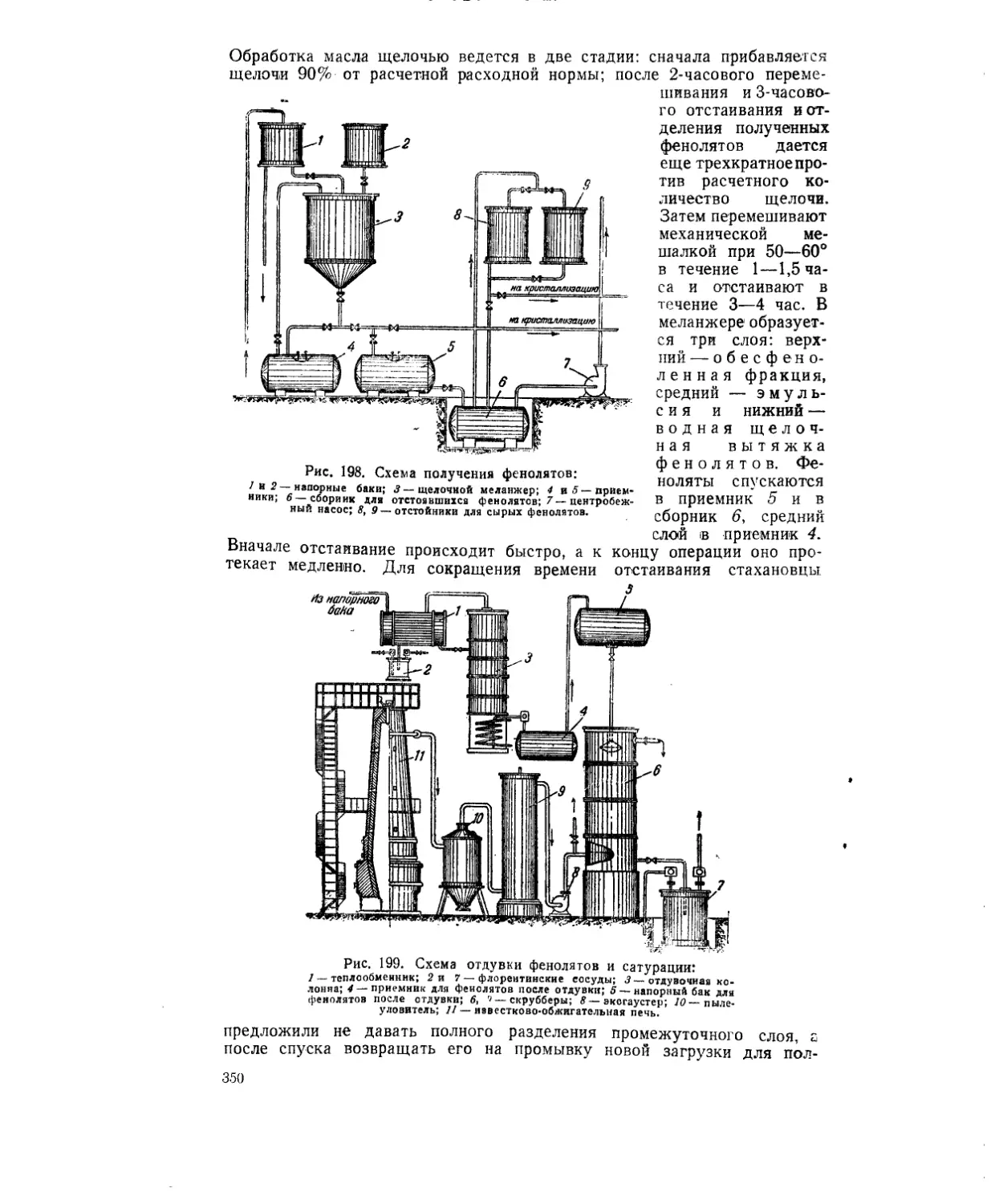
Получение фенолятов из фракции каменноугольной смолы .... 349
Отдувка масел и сатурация. Каустификация соды. Ректификация
сырых фенолов
Получение чистых азотистых (пиридиновых) оснований из фракций
каменноугольной смолы.............................................354
Получение сульфатов азотистых оснований и их разложение. Рек-
тификация азотистых оснований
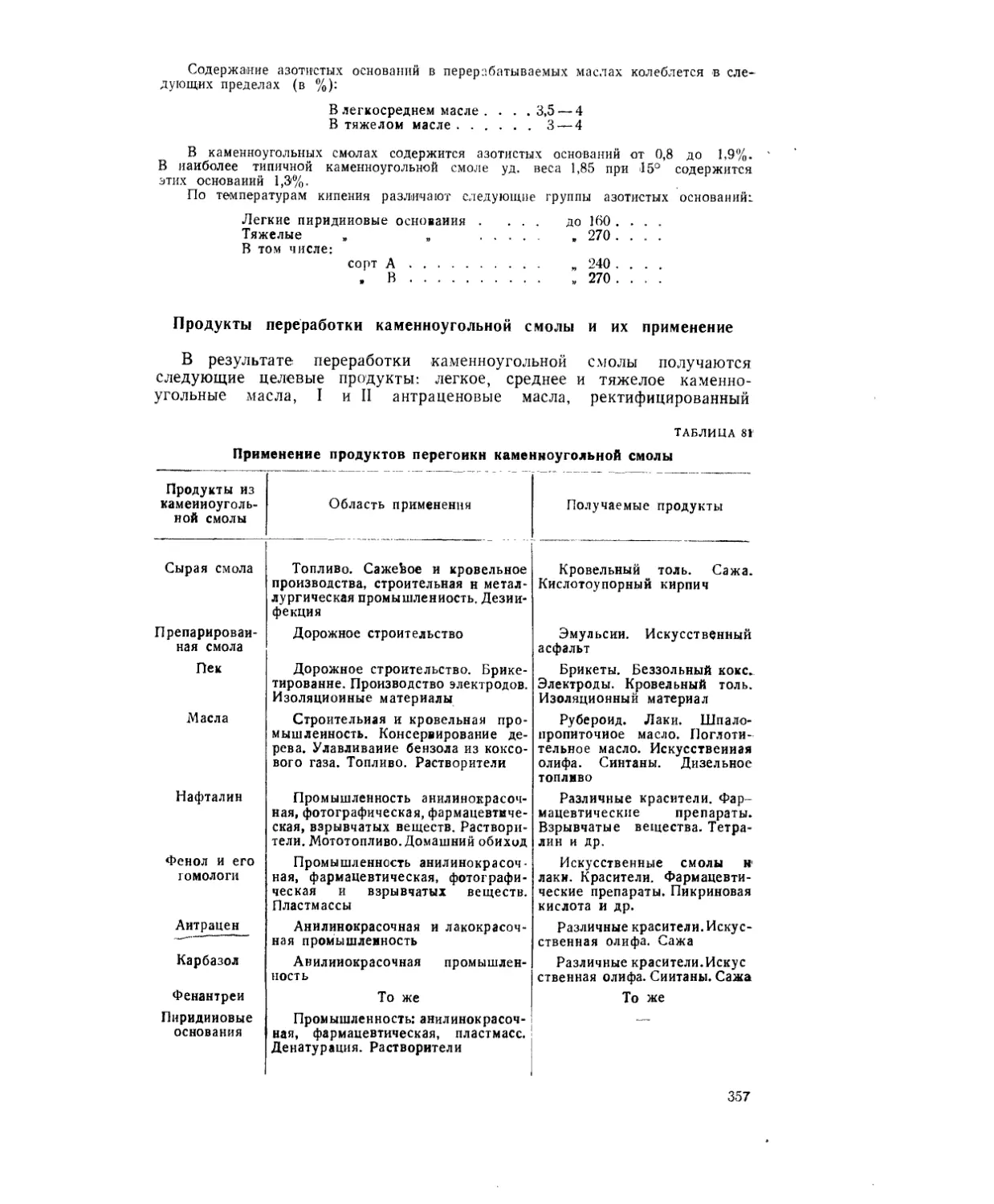
Продукты переработки каменноугольной смолы и их применение . . 357
Глава 16. Переработка первичных дегтей торфа...............................359
Влияние природы торфа и температуры переработки его на выходы и
состав дегтей.......................................................359
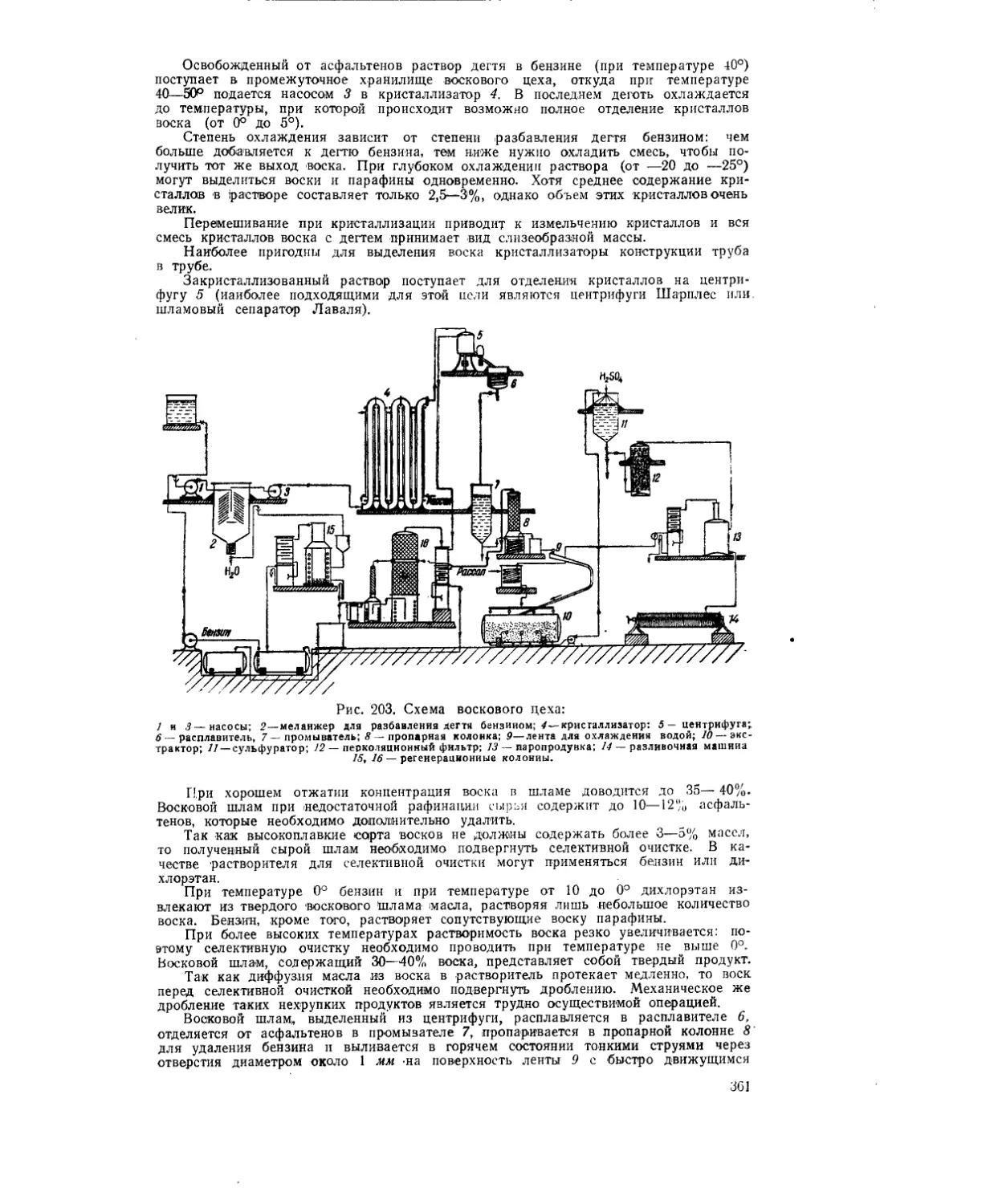
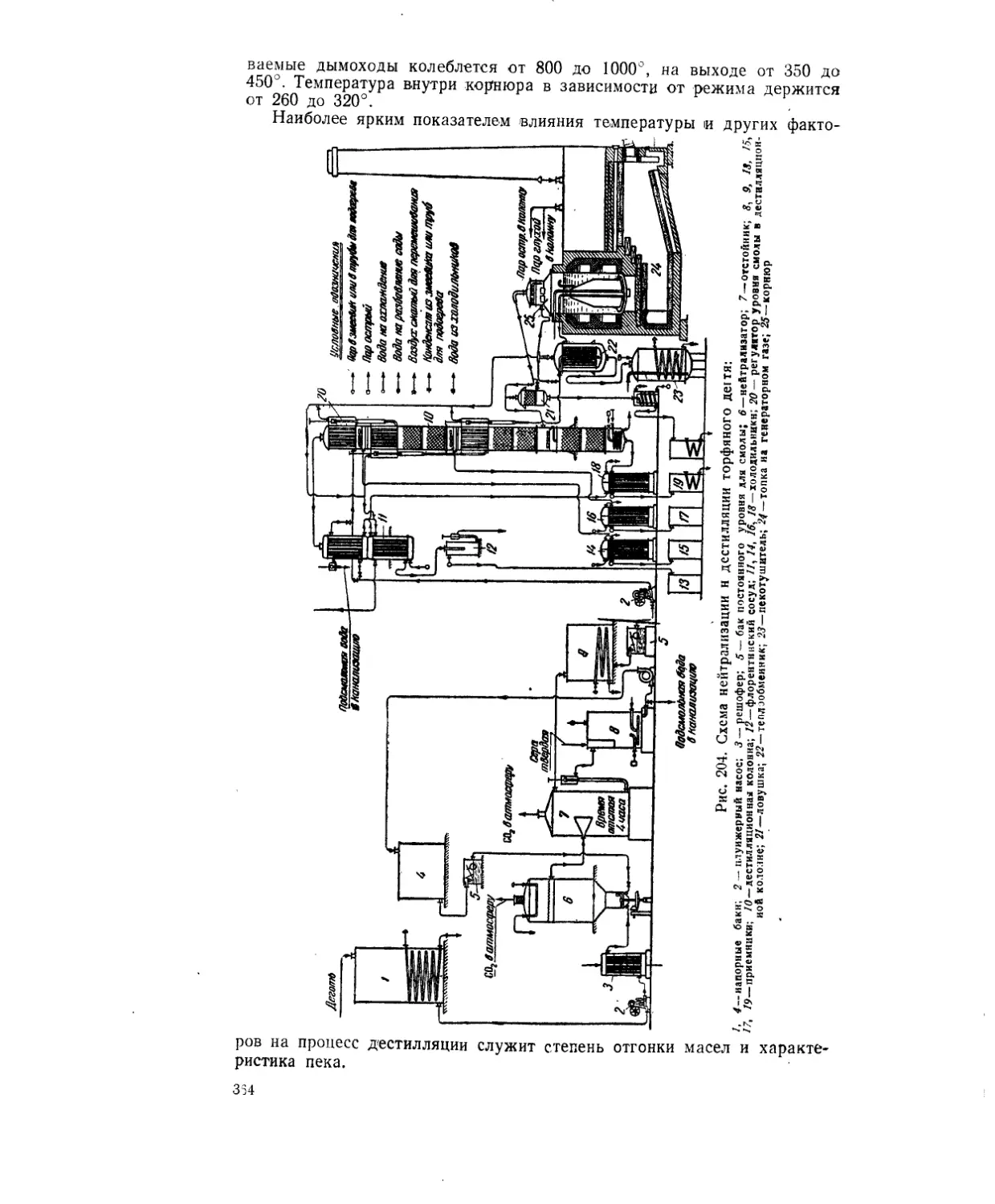
Технологическая схема переработки торфяных дегтей...................360
Получение восков..................................................360
Дестилляция дегтя.................................................362
Выделение и получение фенолов.....................................365
Производство парафина.............................................368
Очистка нейтральных масел.........................................370
Использование пеков...............................................370
Глава 17. Использование и обезвреживание подсмольных и надсмольных вод 373
Факторы, влияющие на состав подсмольных и надсмольных вод . . . 373
Влияние температурного режима переработки топлива.................373
Влияние состава перерабатываемого топлива ....................... 374
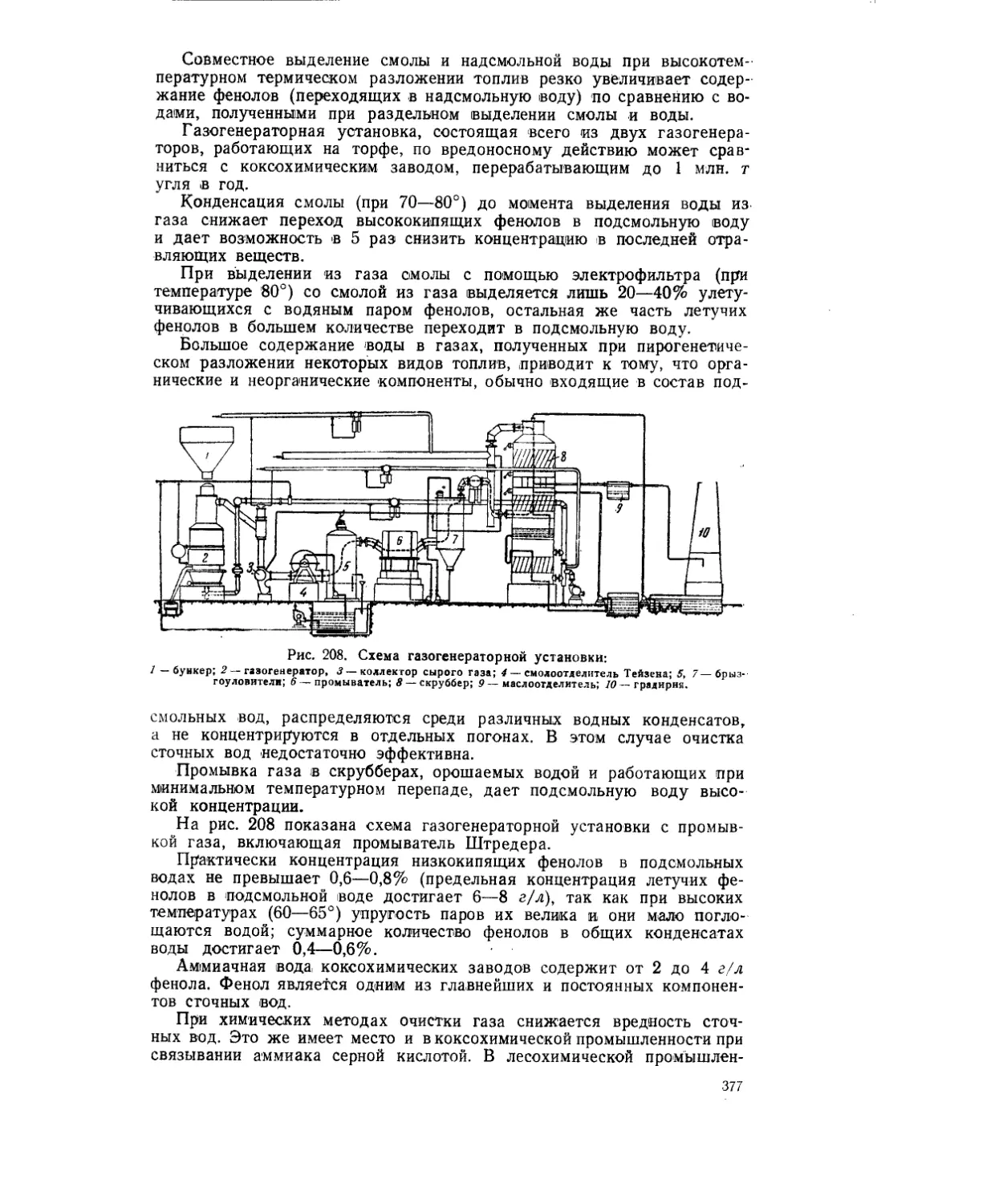
Влияние методов конденсации ..................................... 376
Выход подсмольных вод, их очистка и обезвреживание..................37g
Очистка и переработка подсмольных вод............................ 37g
Обесфеноливание бензолом. Обесфеноливание трикрезилфосфатом.
Окончательная (биологическая) очистка сточных вод
10
ЧАСТЬ V
Нефть и ее переработка
Глава 18. Прямая гонка нефти............................................384
Характеристика нефти как сырья для переработки.......................384
Характеристика и классификация нефтей.............................384
Физические свойства нефти........................................ 385
Прямая гонка нефти................................................. 389
Продукты прямой гонки нефти.......................................389
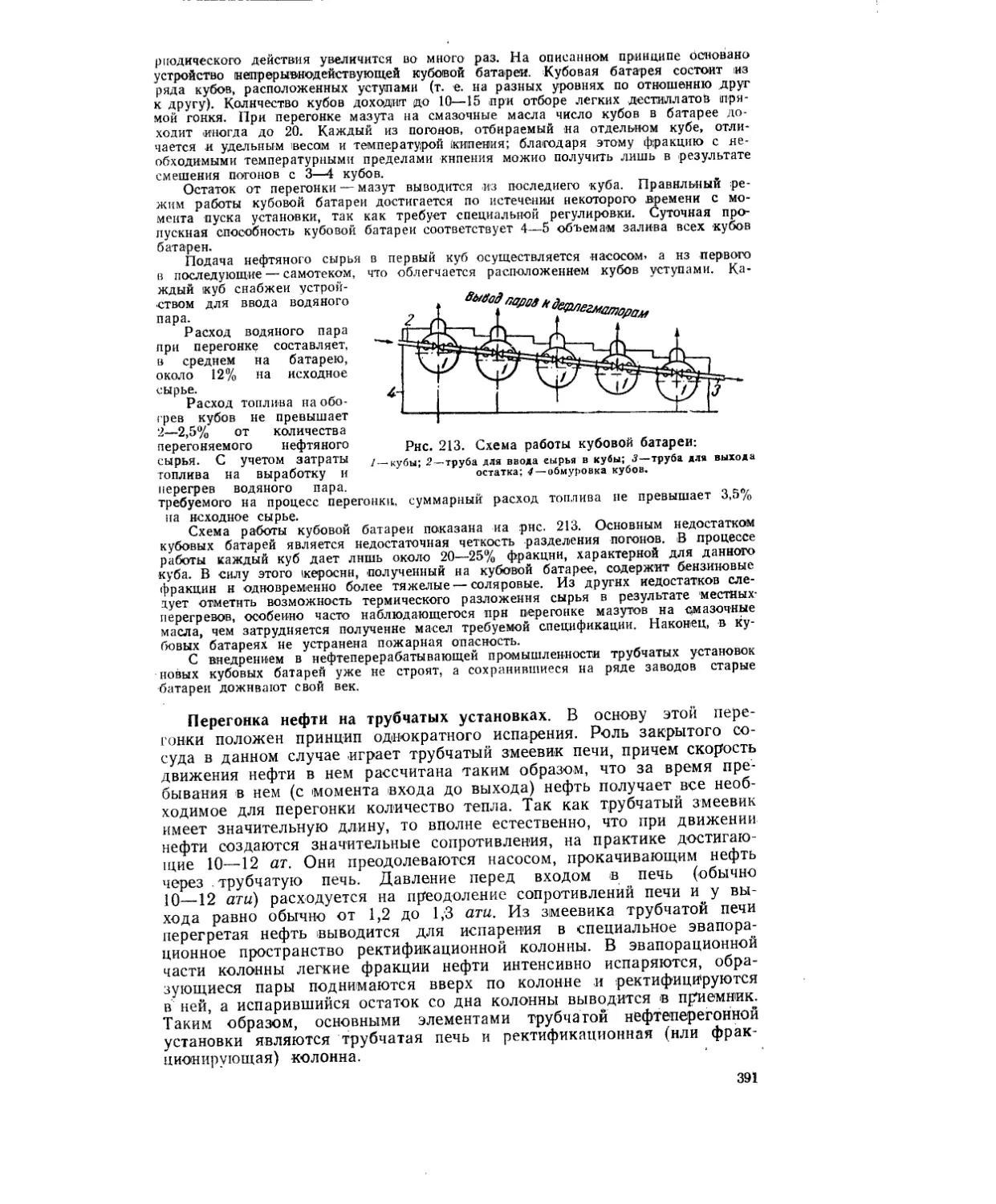
•Методы перегонки нефти.............................1 390
Периодическая разгонка. Непрерывная разгонка в кубовых бата-
реях. Перегонка нефти на трубчатых установках. Кривая истинных
точек кипения и кривая однократного испарения. Перегонка нефти
в трубчатых установках, работающих при атмосферном давлении.
Вакуумная перегонка мазута с целью получения смазочных масел
Глава 19. Крекинг тяжелых видов жидкого топлива..........................398
Влияние физико-химических факторов па процессы крекинга и химизм
процесса .......................................................... 399
Влияние температуры, продолжительности реакции и давления . . 399
Химизм процесса крекинга...........................................400
Термодинамика крекинга.............................................400
Повторный крекинг (крекинг с применением рисайкла).................402
Формы проведения крекпнг-процессов...................................403
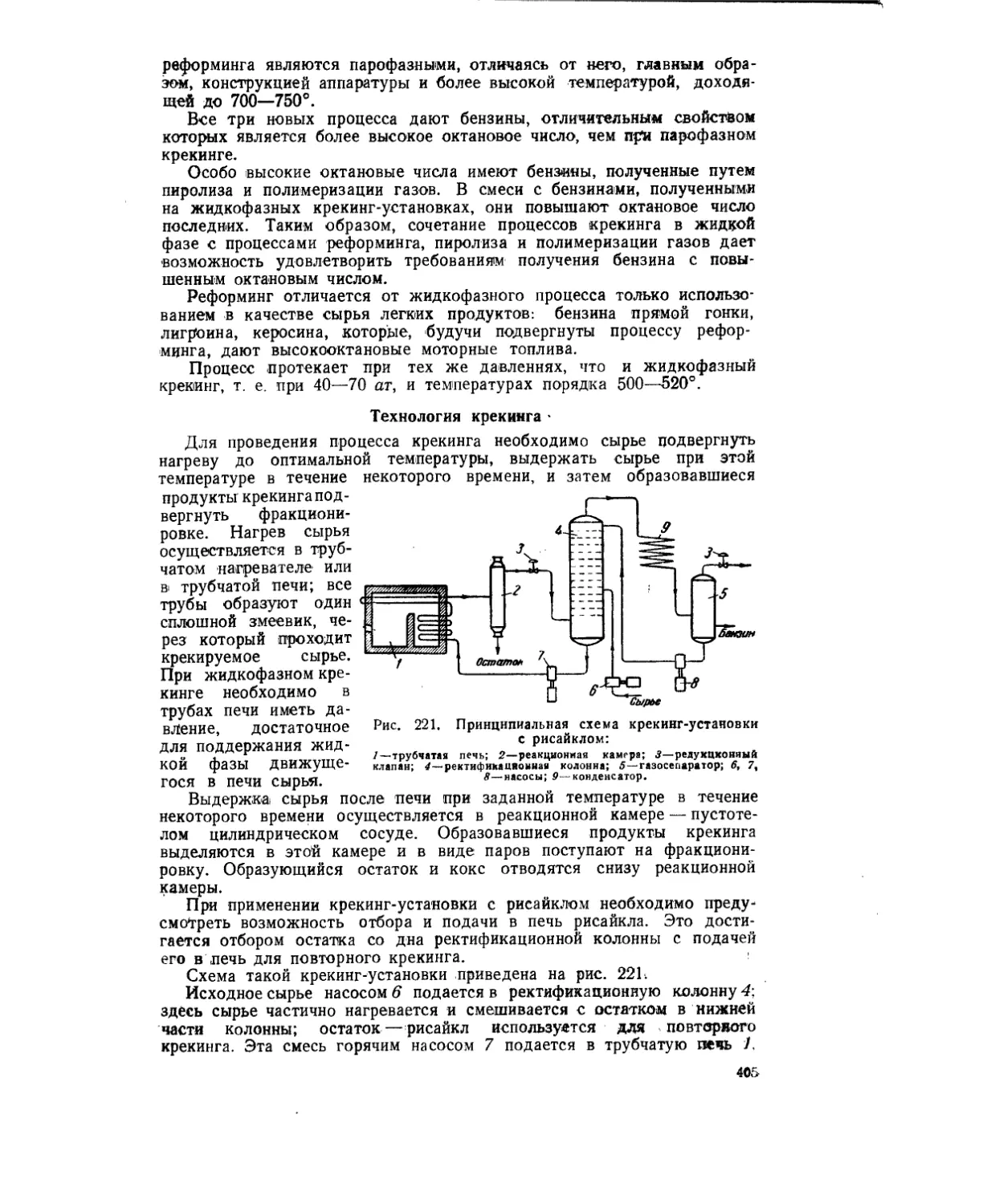
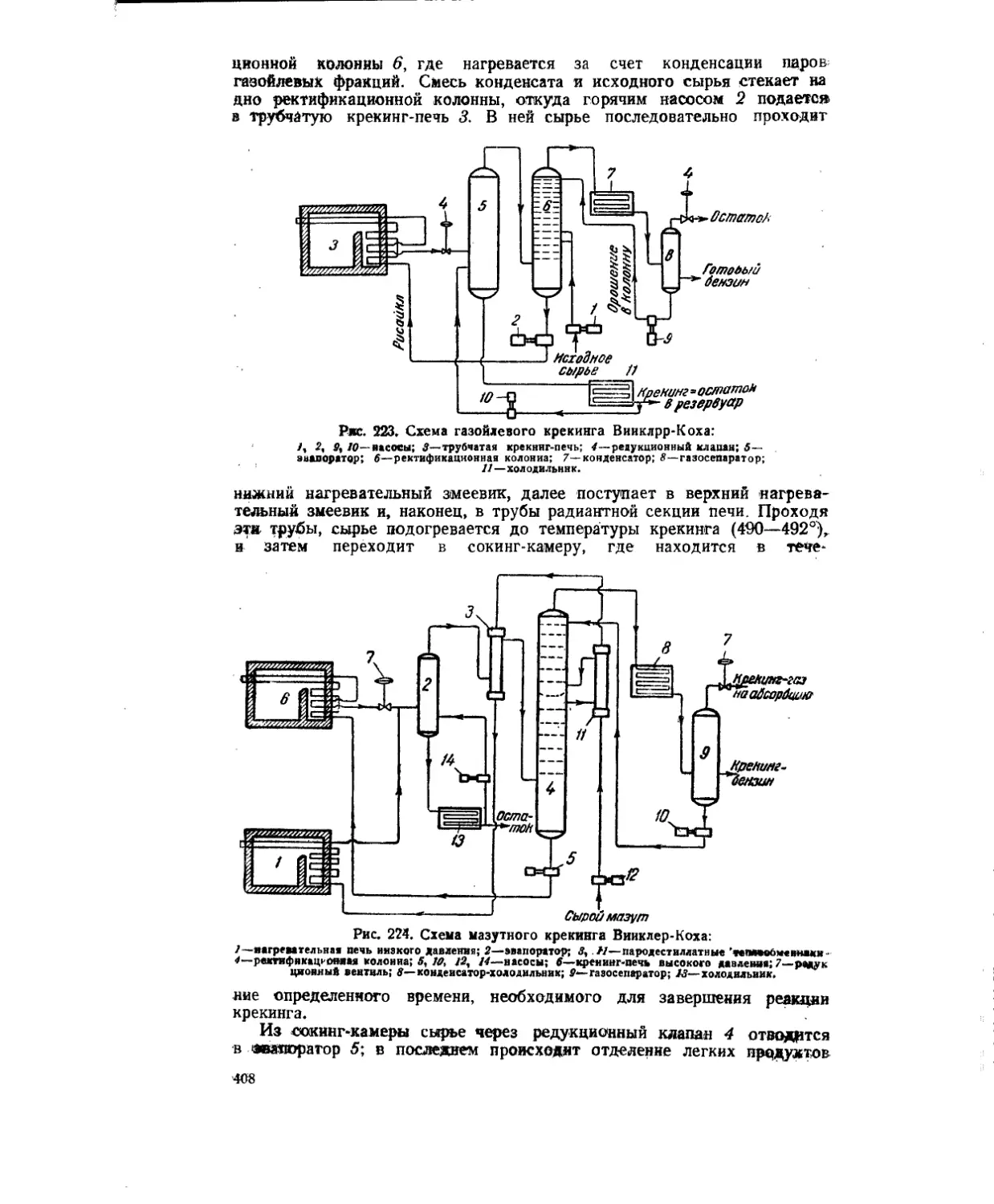
Технология крекинга..............................................405
Системы жидкофазного крекинга......................................408
Процесс Кросса. Процесс Винклер-Коха. Двухпечный крекинг
Нефтепроекта
Системы парофазного крекинга ......................................411
Окислительный крекинг системы Дубровая .... ... 413
Каталитический крекинг...............................................414
Процесс Гудри......................................................415
Катализаторы. Каталитические камеры. Схема работы завода .
Термофорный катализ................................................418
Жидкокатализаторный крекинг........................................419
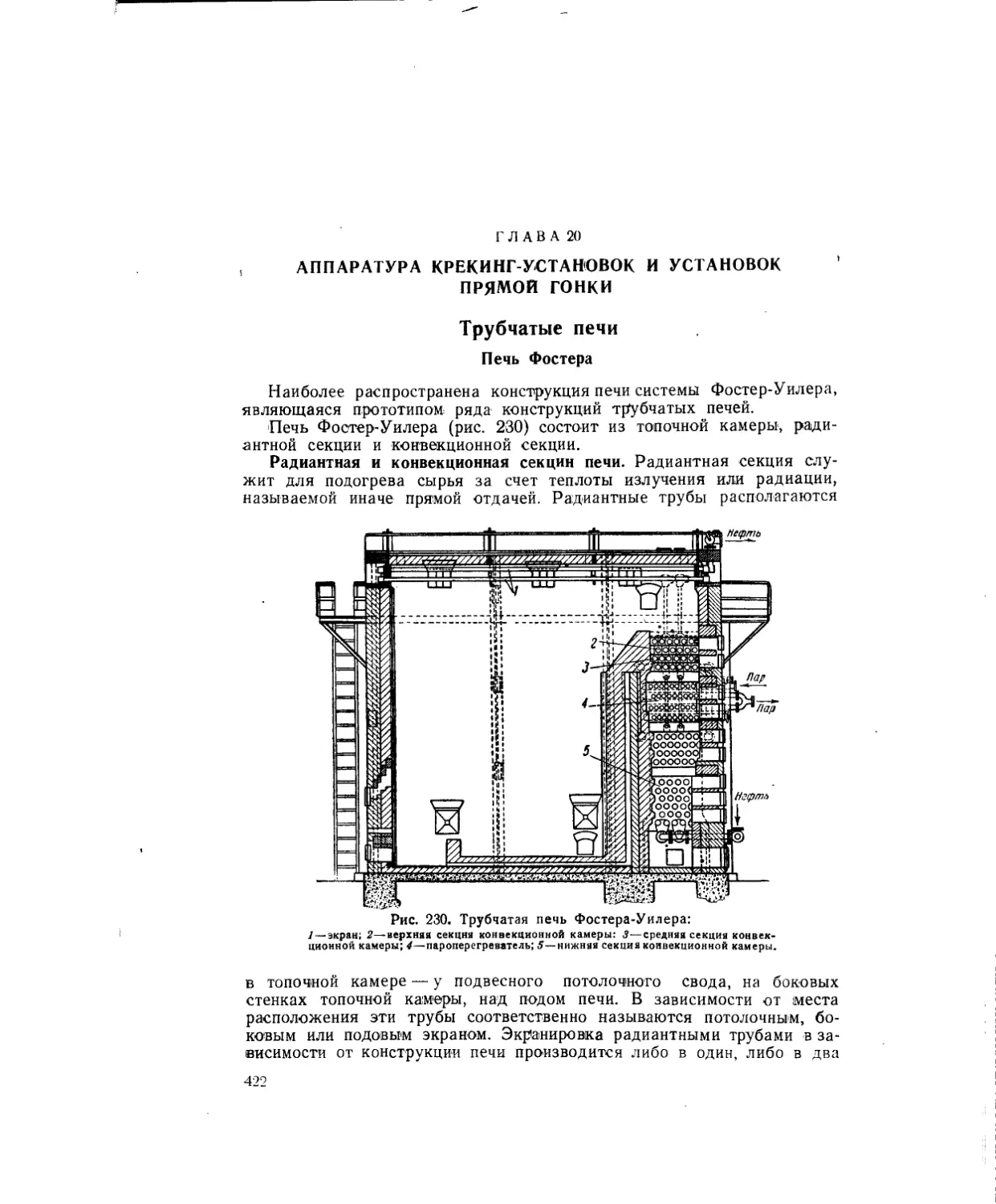
Глава 20. Аппаратура крекинг-установок прямой гонки........................422
Трубчатые печи.......................................................422
Печь Форстера......................................................422
Радиантная и конвекционная секции печи. Ретурбенды и нагре-
вательные трубы печи. Устройство и отопление печи
Печь высокого давления Винклер-Коха.............................425
Тепловой режим печей...............................................425
Ректификационные колонны.............................................426
Колонна Баджера. Колонна Фостера. Колонна типа Алко. Отпари-
вающие колонны. Вакуумные колонны
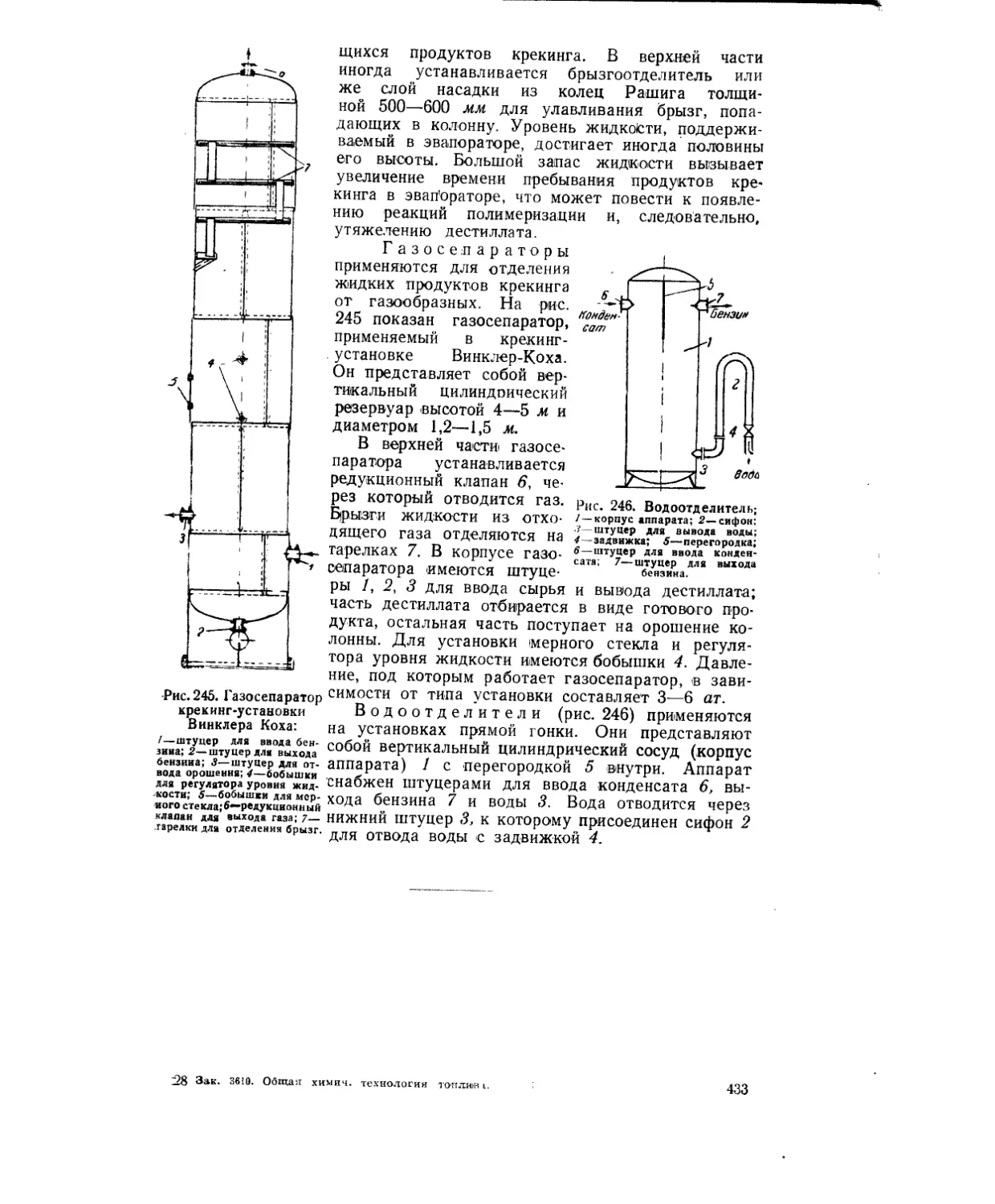
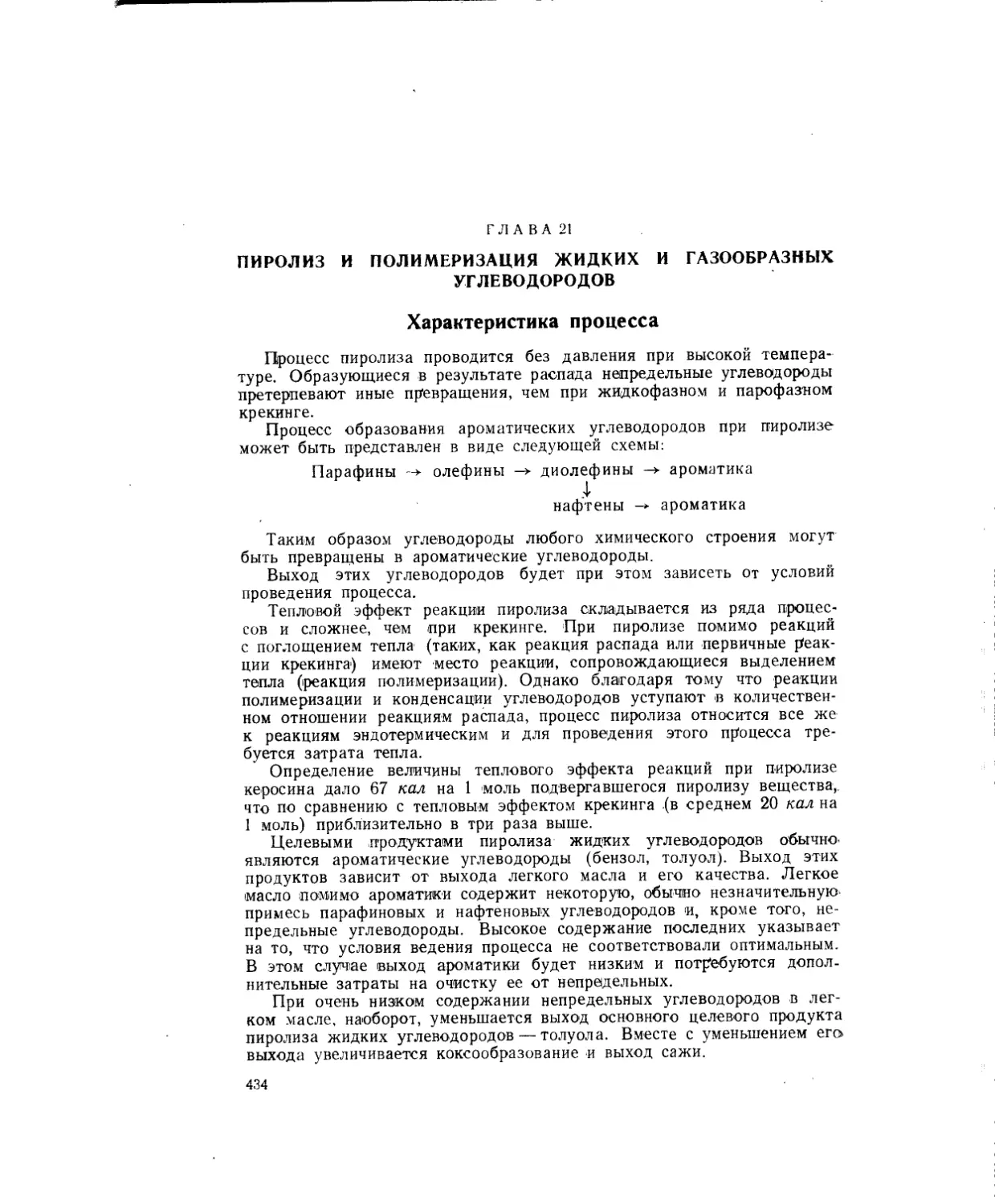
Другая аппаратура и оборудование.....................................431
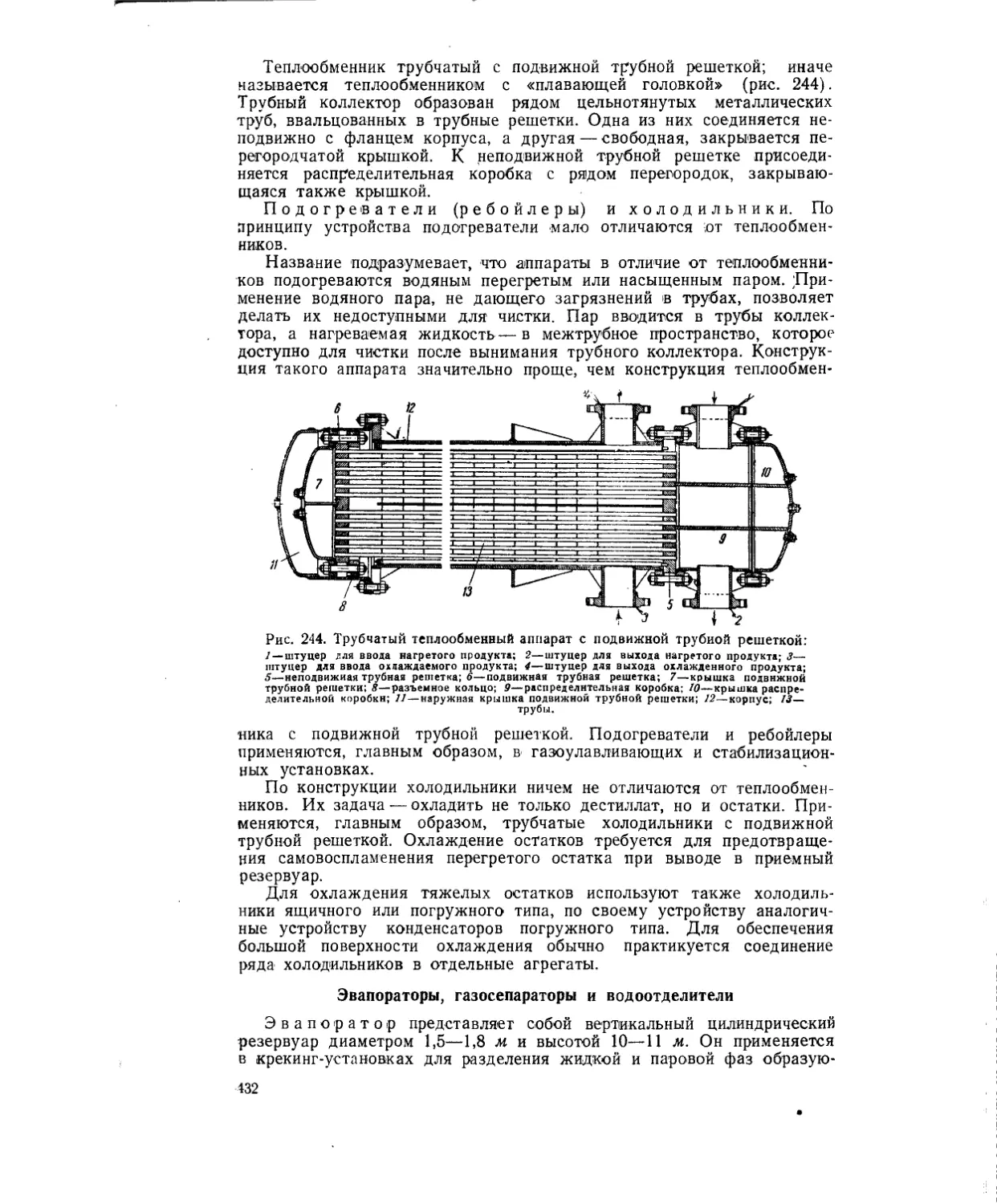
Теплообменные аппараты (теплообменники), подогреватели (ребой-
леры) и холодильники .......................................... 431
Эвапораторы, газосепараторы и водоотделители ......................432
Глава 21. Пиролиз и полимеризация жидких и газообразных углеводородов 434
Характеристика процесса............................................ 434
Кокоообразование...................................................436
Сырье для процессов пиролиза.......................................436
Технологические схемы процессов пиролиза.............................437
Аппаратура для процессов пиролиза ................................ 439
Газогенераторы. Промывная колонна
Пиролиз и полимеризация газов........................................140
Образование жидких углеводородов из газа......................441
Влияние условий проведения процесса .......... 442
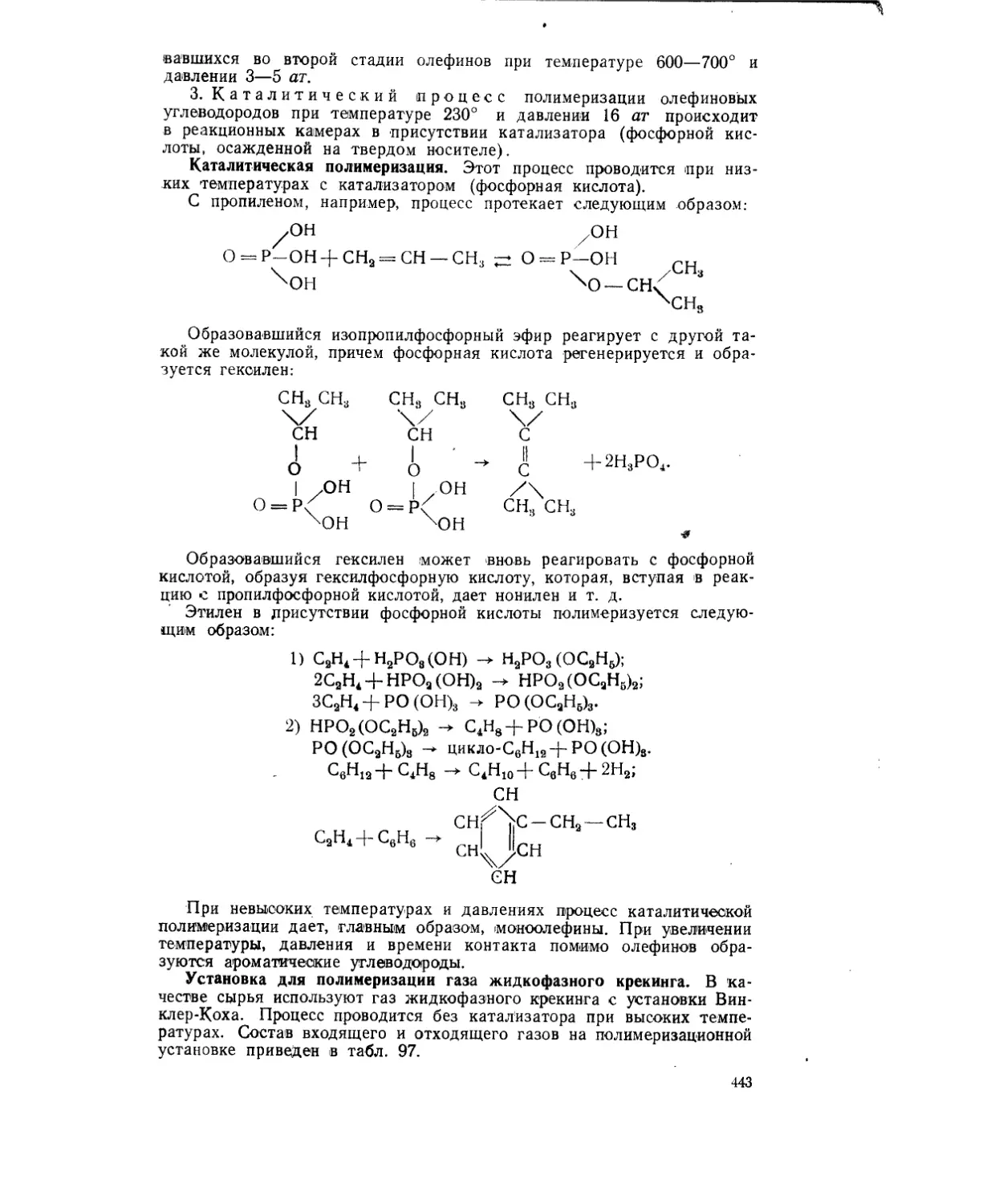
Схемы процессов полимеризации......................................442
Каталитическая полимеризация. Установка для полимеризации
газа жидкофазного крекинга
Пути химической переработки газов пиролиза.........................446
11
Глава 22. Улавливание беизииа из газов....................................447
Методы извлечения бензина из газов..................................447
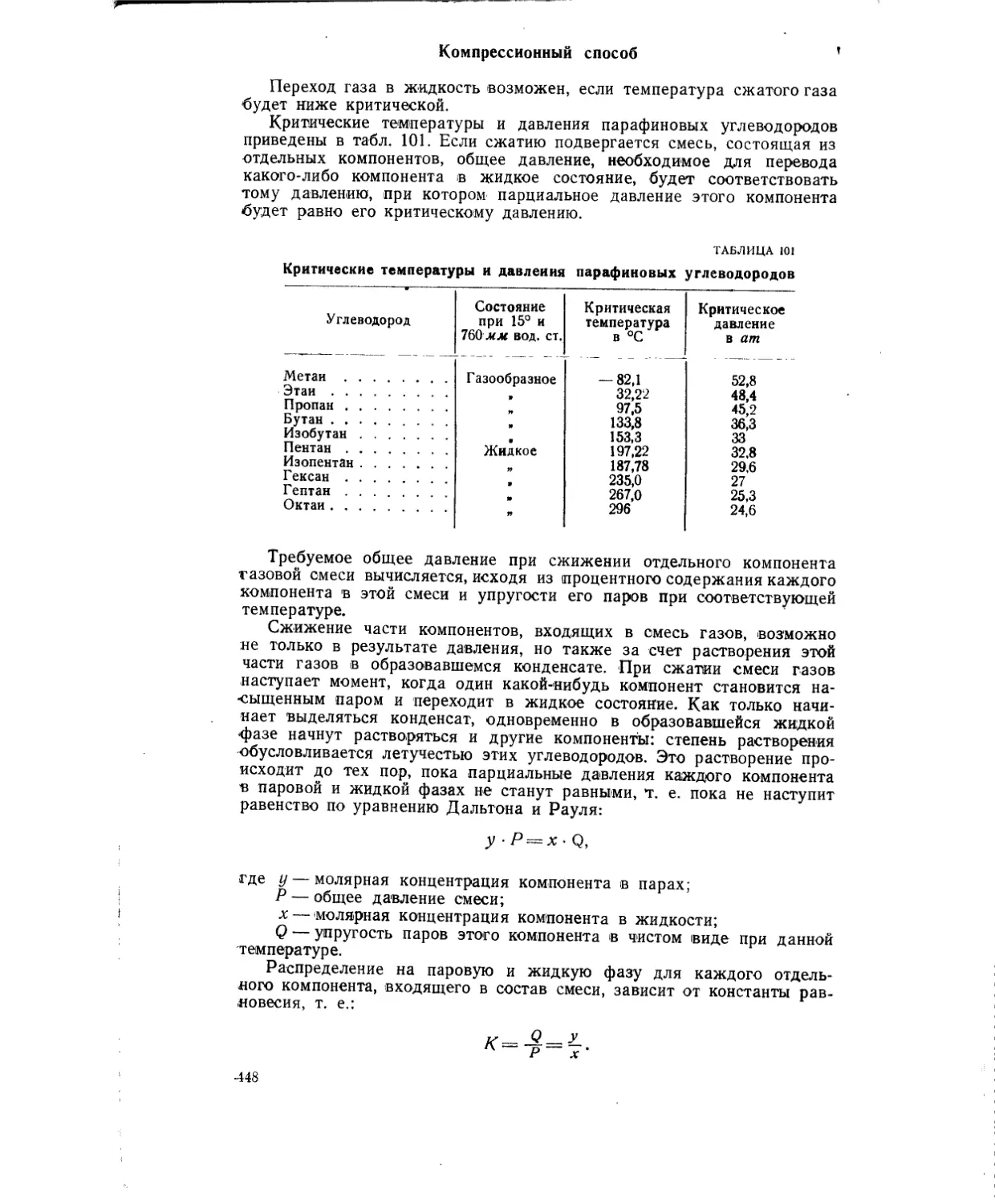
Компрессионный способ
Схема компрессионной установки, . 449
Процесс масляной абсорбции........................................449
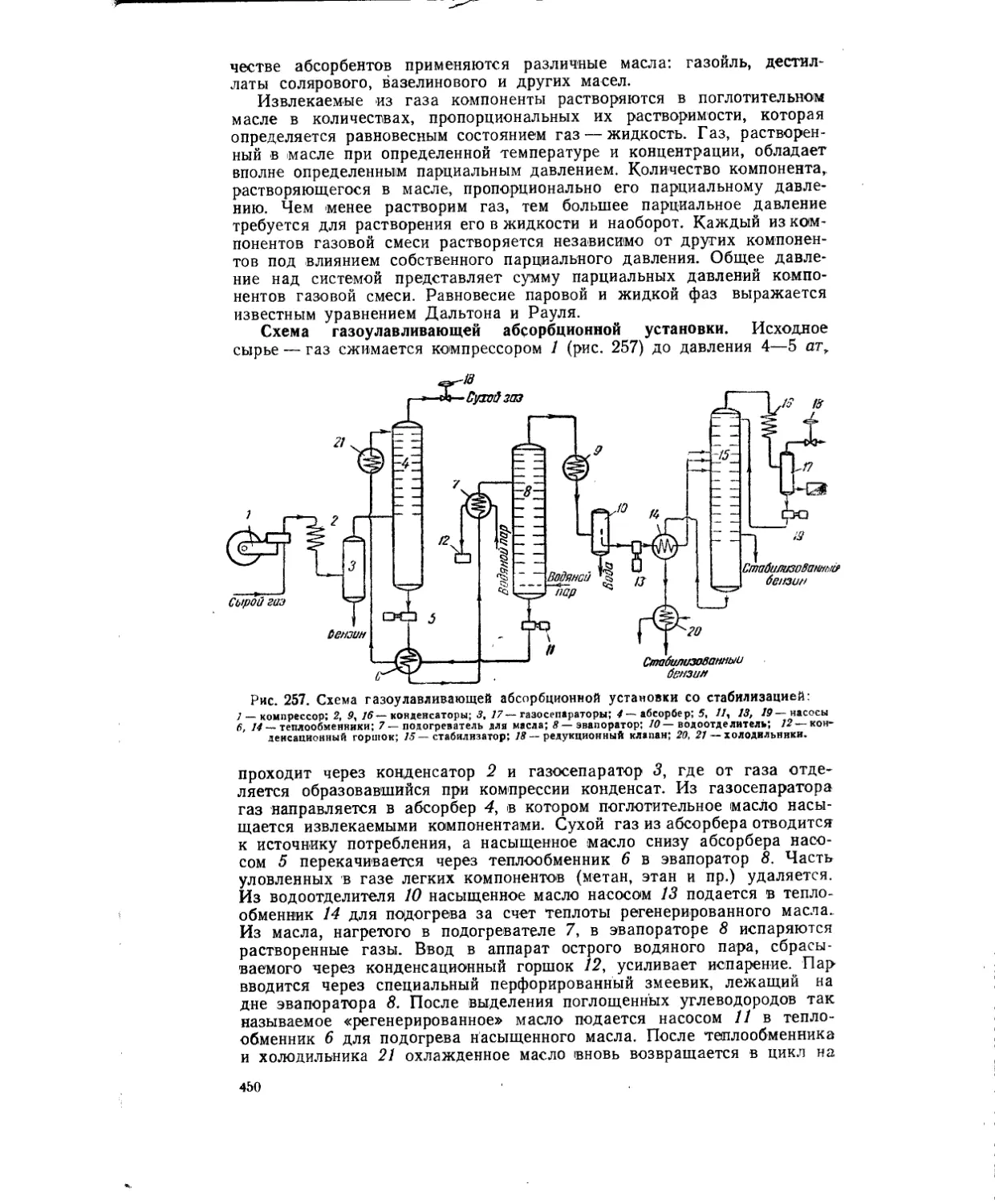
Схема газоулавливающей абсорбционной установки. Режим ра-
боты абсорбционной установки
Извлечение бензина из газов путем адсорбции.......................452
Стабилизация бензина ............................................ 453
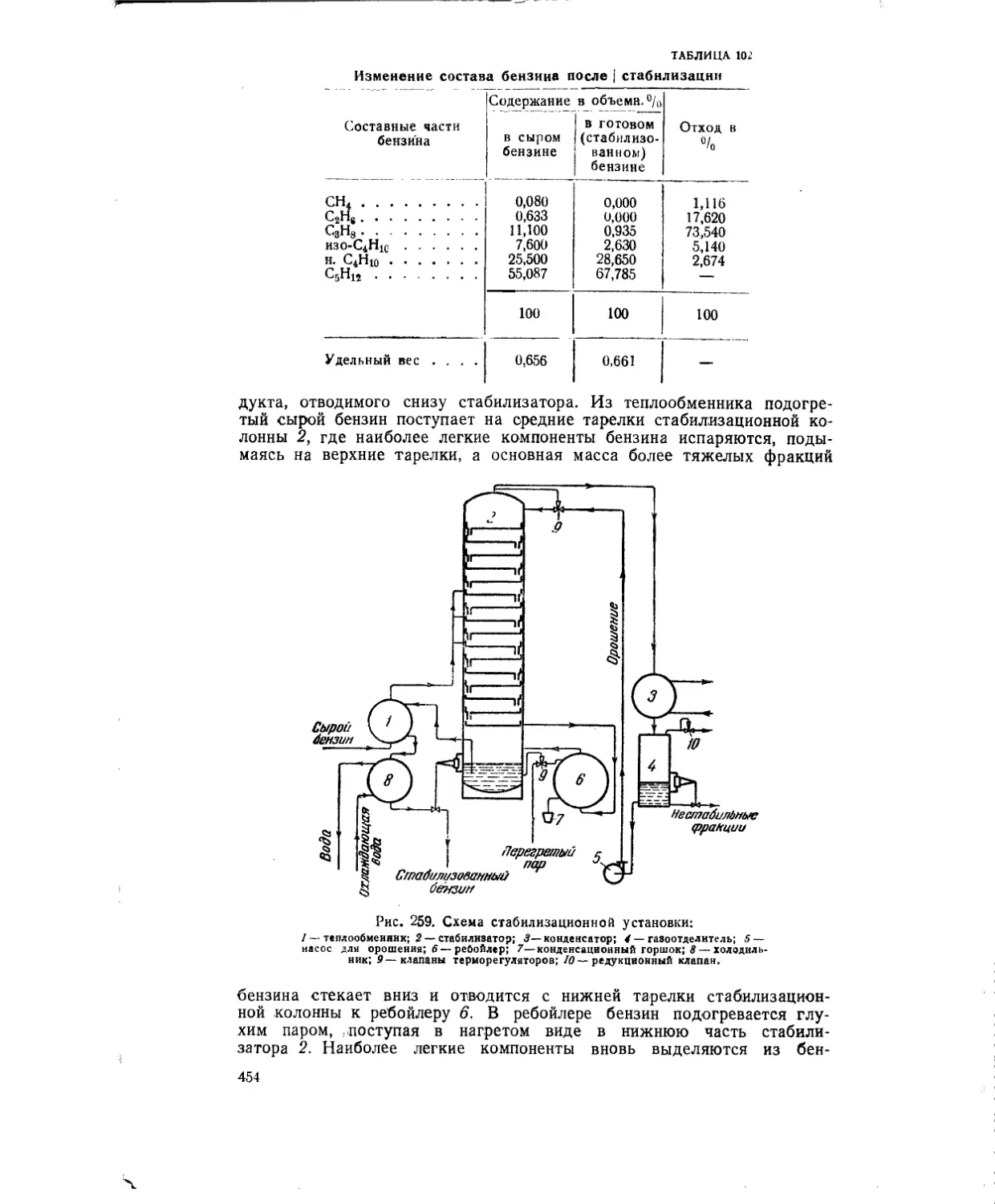
Схема стабилизационной установки . -
ЧАСТЬ VI
Новые методы получения жидких топлив
Глава 23. Гидрогенизация..................................................456
Сущность процесса и значение водорода и катализаторов для процес-
сов гидрогенизации..................................................456
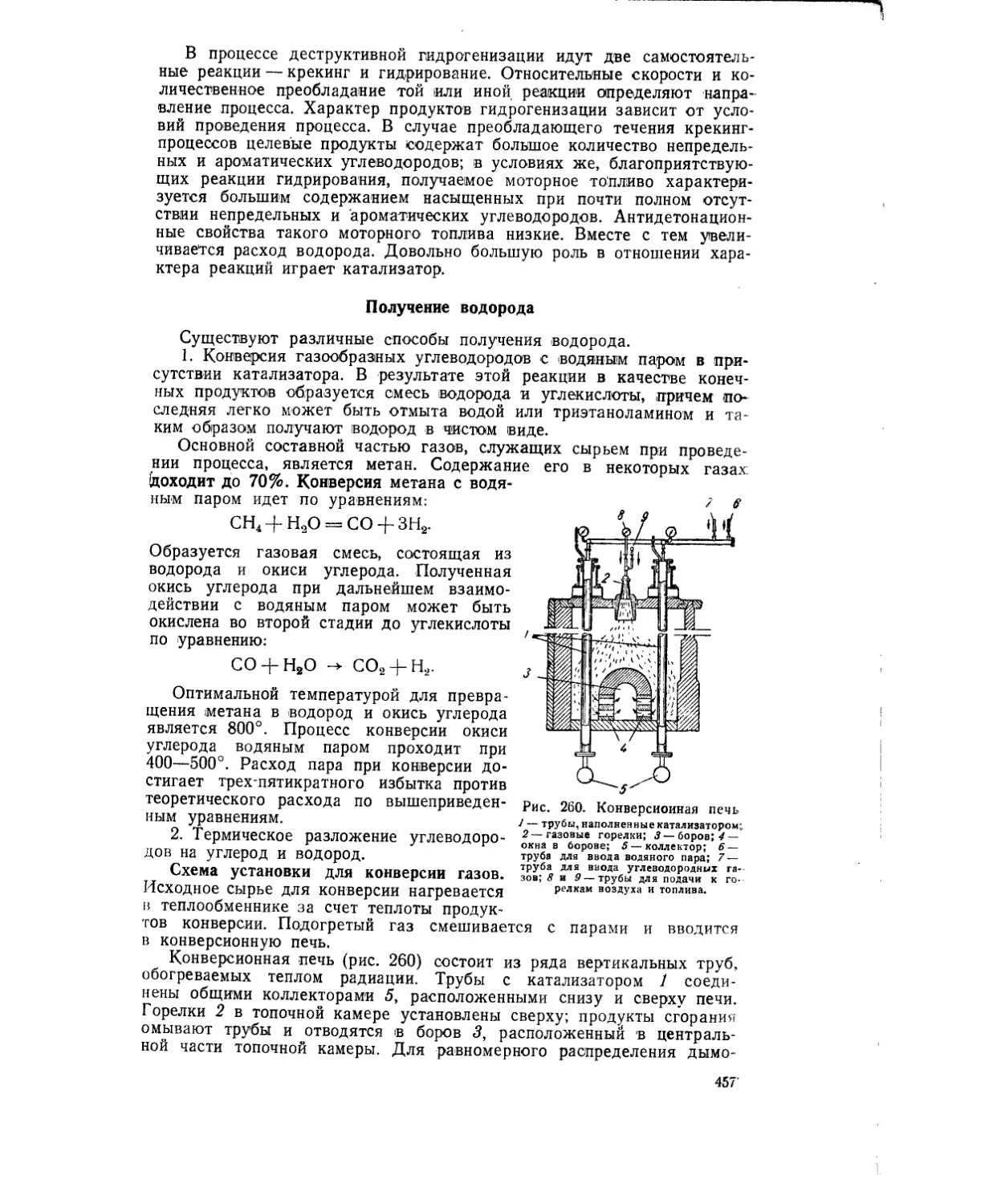
Получение водорода................................................457
Схема установки для конверсии газов
Катализаторы, применяемые в процессах гидрогенизации .... 459
Технология гидрогенизации ......................................... 459
Расход водорода при гидрогенизации................................460
Тепловой эффект реакции гидрогенизации............................461
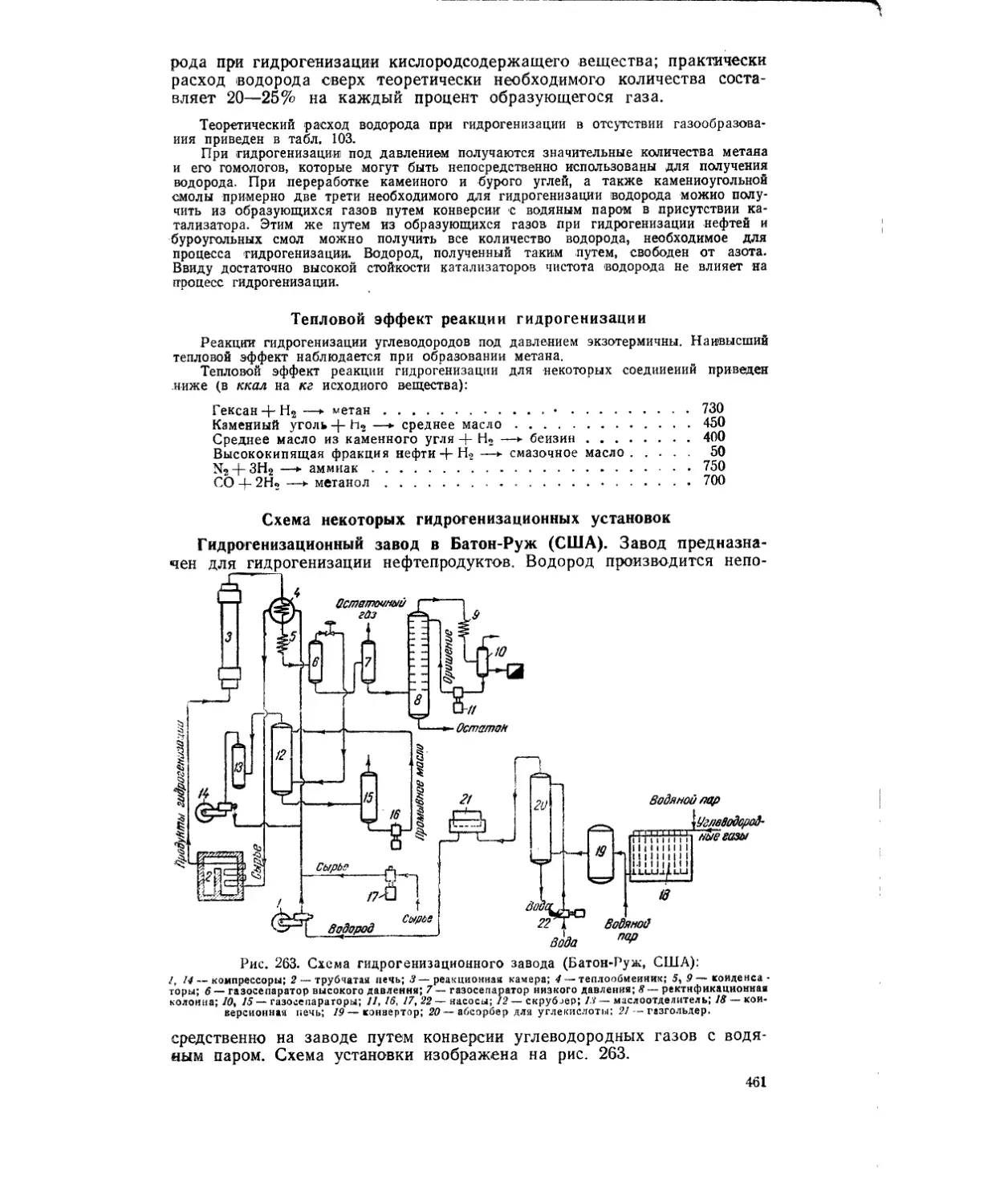
Схема некоторых гидрогенизационных установок......................461
Гидрогенизационный завод в Батон-Руж (США). Завод для ги-
дрогенизации угля в Биллингеме (Англия)
Области применения процессов гидрогенизации.......................453
Влияние условий гидрогенизации на аппаратуру......................464
Водородная коррозия. Аппаратура для процессов гидрогенизации
Глава 24. Каталитический синтез беизииа из окиси углерода и водорода. 467
Технологическая схема процесса....................................4gg
Катализаторы .....................................................472
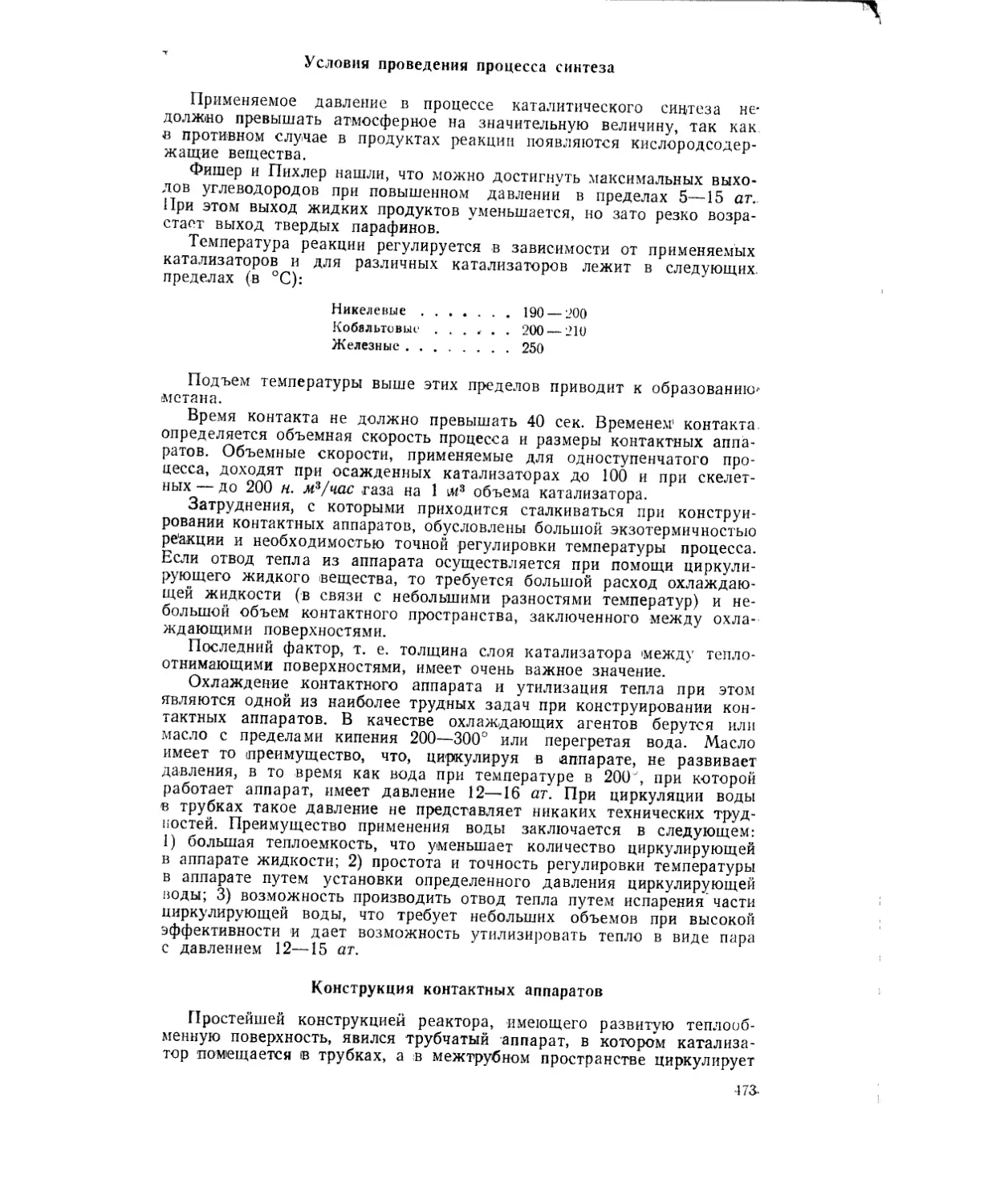
Условия проведения процесса синтеза...............................473
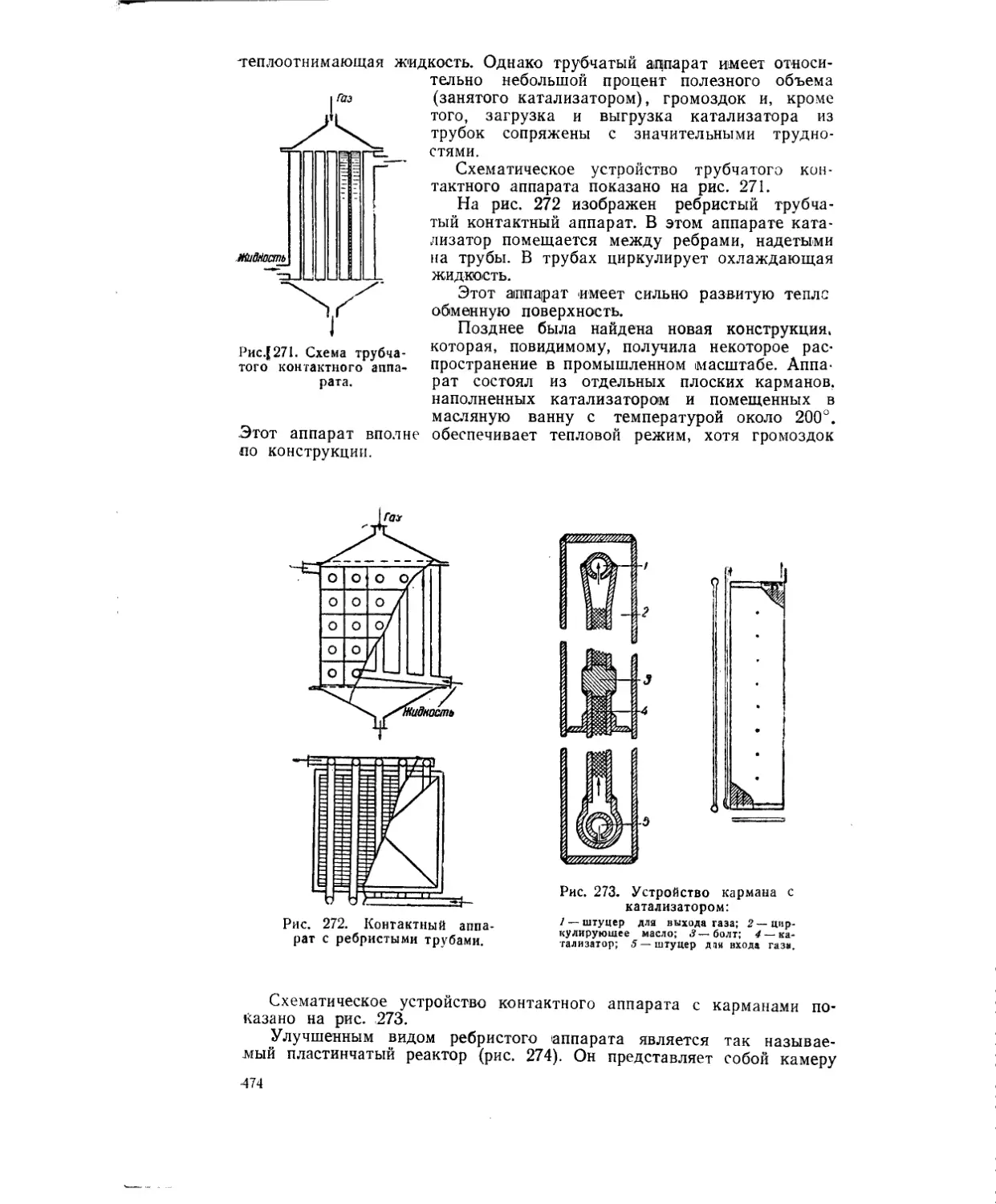
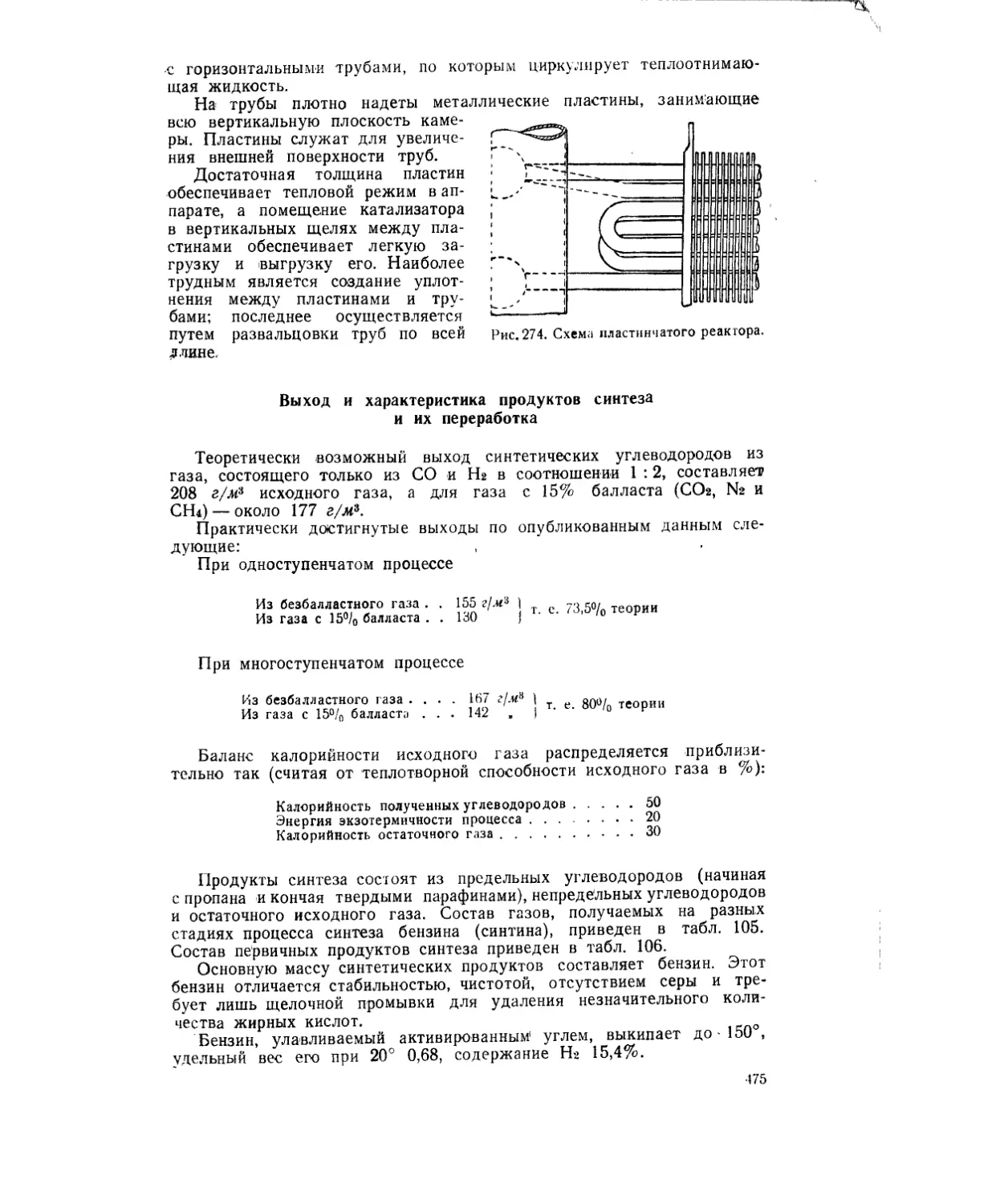
Конструкция контактных аппаратов..................................473
Выход и характеристика продуктов синтеза и их переработка . . 475
Предметный указатель......................................................479
ЧАСТЬ I
ХАРАКТЕРИСТИКА И МЕТОДЫ ПИРОГЕНЕТИЧЕСКОЙ
ПЕРЕРАБОТКИ ТВЕРДЫХ ИСКОПАЕМЫХ ТОПЛИВ
ГЛАВА I
ХАРАКТЕРИСТИКА ТОПЛИВА
Составные части топлива и его свойства
Топливом называются горючие органические вещества, являющиеся
источником тепловой энергии и существующие в природе или искус-
ственно изготовляемые в количествах, требуемых для широкого ис-
пользования в народном хозяйстве. Топливо бывает твердое, жидкое
и газообразное.
Различают топливо естественное (дрова, уголь, нефть, природный
газ и т. д.) и искусственное (древесный уголь, кокс, полукокс, про-
дукты перегонки нефти, синтетический бензин и т. д.).
Кроме горючей органической массы топливо содержит еще и не-
горючую часть — балласт, состоящий из влаги и минеральных веществ.
Общий состав топлива в процентах можно выразить формулой:
орг. -j- балл. — 100, (1)
где «балл.» обозначает сумму влаги и минеральной части, а «орг.» —
органическую часть.
Минеральная часть, остающаяся после сжигания топлива, назы-
вается золой.
В состав минеральной части обычно входят карбонаты, силикаты,
фосфаты, сульфаты и сульфиды железа, кальция, алюминия, марганца,
калия, натрия и др.
Соли и окислы других металлов обычно содержатся в золе в очень
небольших количествах и поэтому при техническом анализе топлива
они не определяются.
Количество влаги в топливе меняется в зависимости от способа его
добычи и^^р^нения. Поэтому содержание влаги в пробе топлива дол-
жно быть отнесено к определенному его состоянию.
В зависимости от содержания влаги различают состояния топлива:
рабочее, воздушно-сухое или лабораторное и абсолютно сухое.
1. Рабочим топливом называется топливо, не подвергавшееся под-
сушке, т. е. топливо в том состоянии, в котором оно поступает потре-
бителю. Общее содержание влаги в рабочем топливе в процентах VV’'
складывается из влаги внешней (т. е. влаги, удаляемой при приведе-
нии топлива к воздушно-сухому состоянию) и влаги гигроскопической
деггиг₽- или лабораторной U/’™6'.
2. Воздушно-сухое или лабораторное топливо содержит некоторое
постоянное количество влаги после хранения в условиях лаборатории.
13
Эта влага называется гигроскопической или лабораторной влагой
IV'"гр- или 1Улаб‘.
3. Абсолютно сухое топливо получается досушкой топлива при
105° в атмосфере воздуха до постоянного веса.
В средней пробе топлива, отвечающей составу пласта того или
иного месторождения или исследуемой партии, наиболее характерным
показателем является состав органической массы, которую относят
к безводному и беззольному топливу. Состав топлива можно выра-
зить уравнением:
орг лаб’ Д- Алаб' + Глаб- = 100, (2)
где орг.1ав-—содержание органической части в топливе, Ала"’ —со-
держание золы и 1Улаб’ — содержание лабораторной влаги.
Содержание органической части топлива находят из уравнения:
орг. = 100 (Алаб- + 1Г1абЗ. (3)
При неправильных определениях золы и влаги может получиться
ошибочное представление об органической части топлива.
Технический и элементарный анализы топлива
Проведение технического анализа стандартизировано (ОСТ 7151).
При техническом анализе топлива определяют влагу, выходы лету-
чих веществ, нелетучий остаток, золу, серу и теплотворную способ-
ность. В лаборатории выход летучих веществ выражается в про-
центах от воздушно-сухой пробы исследуемого топлива. Выход летучих
веществ в лабораторном топливе V’1 от выходов летучих в рабочем
И’ или абсолютно-сухом топливе V находится в процентах по фор-
муле: '
уР = ул 100 -IV. н
100—И7Л ’ v
Для характеристики угля после удаления из него летучих веществ
описывают внешний вид оставшегося1 в тигле твердого остатка — кокса.
Порошкообразный характер остатка указывает на то, что для анализа
был взят неспекающийся уголь. Если же остаток в тигле приобретает
вид спекшегося королька, то должны быть отмечены характер и вид
этого королька. Так, например, если отдельные частицы размельченного
угля только слиплись, то такой кокс называется слипшимся. Если же
отдельные зерна либо совсем не видны, либо кокс представляет собой
сплошной монолит, то он называется в первом случае спекшимся, а
во втором — сплавленным.
Спекающиеся донецкие угли дают более' или менее сильно вспу-
ченные корольки, высота которых характеризует и их внешний вид
(табл. 1).
Элементарный состав ископаемых топлив определяется методами
органического анализа в воздушно-сухой пробе топлива. При перечис-
лении на органическую массу данных, полученных в результате анализа
такой пробы, неправильно определенное количество золы дает, как
видно из метода перечисления, несколько искаженное содержание эле-
ментов:
Горг _ Слаб- • 100
loo — (iv+Ау
14
Если А — количество золы, найденное опытом, будет больше дейст-
вительного содержания минеральных примесей, то Сор,'> вычисленное
по формуле, будет больше истинного содержания углерода в органи-
ческой массе топлива, и наоборот, у многозольного топлива величина
этой ошибки доходит до 10%.
ТАБЛИЦА 1
Зависимость между высотой и внешним видом
королька (при анализе во ОСТ 7151)
Высота королька
в мм
Характеристика королька
Меньше 8
8-10
10—12
12—15
15—18
18—20
Больше 20
Совершенно не вспученный
Почти не вспученный
Очень слабо вспученный
Слабо вспученный
Нормально вспученный
Сильно вспученный
Очень сильно вспученный
Элементарный состав и теплотворная способность органической
части некоторых видов топлива и растений углеобразователей приве-
дены в табл. 2.
ТАБЛИЦА 2
Элементарный состав н теплотворная способность некоторых
топлив и углеобразователей
Наименование Элементарный состав в % Теплотвор- ная способ- ность Q в кал!кг
С Н О N
Углеобразователи
Целлюлоза 44,4 6,2 49,3 —
Дерево 49,7 6,1 43,6 0,1 4500
Мхн 49,9 6,5 42,4 1,16 - -
Топливо
Торф старый 59,7 5,3 38,0 2,18 5700
Лигнит 66,0 5,7 24,1 1,01 6000
Землистый бурый уголь 67,7 5,6 25,7 — 6100
Рядовой бурый уголь 72,5 5,6 20,5 1,15 6200
Блестящий бурый уголь 74,5 5,9 18,8 1.4 6800
Пламенный бурый уголь 75,9 4,9 . 17,9 1,24 7600
Спекающийся газовый уголь .... 83,2 5,4 9,9 1,56 7900
Жирный уголь 85,2 4,9 8,3 1,4 8300
Тощий уголь 91,6 3,8 4,53 8200
Антрацит 94,5 2,51 2,10 0,9 8000
Шунгит 99,12 0,4 — 0,4 8100
Сапропель 50,7 8,3 32,1 6400
Балхашит 75,8 10,9 13,74 0,55 9100
Битуминозный сланец 76,6 9,2 14,2 — 8700
Пирописсит 77,0 12,6 10,1 —- 9600
Богхед 80,3 12,1 5,8 0,9 9900
।
Из табл. 2 видно, как постепенно увеличивается в разных видах
топлива содержание углерода и уменьшается содержание кислорода.
Такой процесс накопления углерода, или «обуглероживание», может
привести в конечном итоге к почти чистому углероду, как, например,
это имеет место у шунгита или графита.
15
По содержанию водорода в органической части твердые ископаемые
топлива можно разделить на две группы: гумусовые угли (4—5% во-
дорода) и битуминозные или сапропелитовые угли (8—9% водорода).
Теплотворная способность топлива
Органическая масса угля является основным фактором, определяю-
щим теплотворную способность топлива. Сульфиды и дисульфиды ми-
неральной части топлива выделяют при сгорании очень небольшое ко-
личество тепла.
Зависимость между количеством теплоты, выделяющейся при сгора-
нии топлива, и элементарным составом органической части сложна и
неодинакова для различных топлив. Наиболее просто эта зависимость
выражается для тех видов топлива, которые содержат мало кислорода.
Наоборот, чем больше содержание кислорода, тем труднее установить
эмпирические формулы, связывающие теплотворную способность топ-
лива с его элементарным составом.
В основу одной из первых предложенных формул, выражающих зависимость
•теплотворной способности топлива от его элементарного состава, было положено
допущение, что кислород находится в топливе в форме гидроксила. Исходя из этого
допущения, Дюлонг предложил уравнение:
Q == 81,4 - С-|-341^Н — -^-) + 22,2S, (7)
т. е. тепловой эффект водорода определяется только свободной его частью, не свя-
занной кислородом н при горении выделяющей 341(Н—у) кал. Углерод и сера по
допущению Дюлонга выделяют при сгорании столько же тепла, сколько они выде-
лили бы, находясь в свободном состоянии.
Эта формула нашла применение для таких топлив, как нефть и каменный уголь,
содержащих мало кислорода. Теплотворная способность тех видов топлива, которые
содержат большое количество кислородных соединений, выражается уравнениями,
в которых коэфицнеиты подобраны эмпирически специально для данной группы
топлива.
К подобным уравнениям относятся, например, формулы:
Менделеева
81С+ 300Н —26(0 — S); (8)
Вондрачека
Q (89,1 — 0,062Спрг’)С + 270 (Н — 0,10) + 25S; (9)
«Союзная» (Германия)
Qh = 81C-|-290(h—— 61Г4-258. (10)
Штейер предложил формулу, в которой сделана попытка учесть существование
различных форм соединений кислорода в топливе:
Q = 81(С---+ 57 • ~ О + 345(Н - + 258. (11)
\ о ) О \ 10/
Штейер считает, что только половина всего кислорода в топливе находится
в виде соединений с водородом, а часть кислорода в топливе находится в виде
карбонильной группы (СО), и поэтому из общего содержания углерода, могущего
2
сгорать до двуокиси углерода, вычитается-3-О. Тепловой эффект сгорания СО до
о
СО» увеличивают при этом на ту же В'еличииу.
Так как указанные представления о химической природе соединений, входящих
в органическую массу топлива, очень схематичны и упрощены, то и область приме-
нения всех приведенных формул ограничена. Они приложимы только к углям, для
которых был собран опытный материал, на основе чего и были подобраны числен-
ные коэфициенты.
Сопоставление теплотворной способности топлива, определенной в
калориметрической бомбе, с аналитическим составом, служит для про-
16
верки по теплотворной способности элементарного состава, так как ме-
тод калориметрического сожжения дает более надежные результаты,
чем расчет по составу, особенно для многозольного топлива.
Химический и петрографический состав углей главнейших
месторождений СССР
Аналитическая характеристика ряда ископаемых топлив СССР при-
ведена в табл. 3.
Из данных табл. 3 ясно, что Советский Союз богат разнообразными
видами ископаемых твердых топлив.
Микроскопическое исследование угольных шлифов позволило опре-
делить и изучить петрографические составляющие (ингредиенты) орга-
нической части углей.
Внешний вид угля и его поведение при термической переработке
определяются ингредиентами, входящими в его состав. По внешнему
виду угли делятся на блестящие, матовые, полосчатые и сажистые
(волокнистые). Блестящие угли слагаются преимущественно из витрена,
матовые — из дюрена, сажистые — из фюзена. Полосчатые угли со-
стоят из смеси плотно прилегающих друг к другу блестящих и мато-
вых разновидностей.
Приведенное деление схематично, так как очень редко встречаются
угли, состоящие из одного витрена, дюрена или фюзена.
Фюзен. По внешнему виду это вещество настолько напоминает дре-
весный уголь, что его раньше называли «ископаемым древесным углем».
Весьма часто он залегает в угле гнездами или линзами.
Под микроскопом фюзен обнаруживает ясно выраженное клеточное
строение (остатки растений). Часто стенки клеток фюзена сплющены.
Это свидетельствует о том, что фюзен образовался из растительных
остатков уже после того, как они попали в залежь. Такие остатки ра-
стений и сейчас обнаруживаются в торфах и лигнитах. Нередко расти-
тельное происхождение фюзена настолько хорошо выражено, что мож-
но наблюдать даже годовые кольца. Фюзен мягок и мажется, как дре-
весный уголь, почему и получил название сажистого угля. Элементар-
ный состав фюзена меняется в зависимости от степени обуглероживания
угля; как правило, фюзен содержит меньше водорода и почти всегда
больше углерода, чем остальные петрографические составляющие угля.
Иногда встречаются и такие угли, в которых уже совершенно сформи-
ровавшийся фюзен (с характерным для него внешним видом) содержит
меньше углерода, чем витрен и дюрен.
В табл. 4 приведен элементарный состав фюзена, витрена и дюрена
трех различных сортов угля.
Фюзен характерен большой пористостью, нередко его клетки и по-
ры заполнены минеральными веществами (кальцитом, пиритом). Он не
содержит битумов, и если иногда дает при сухой перегонке весьма ма-
лое количество смолы (дегтя), то только за счет не до конца разло-
жившейся клетчатки. Фюзен не дает спекшегося кокса.
Витрен. Витрен получил свое название благодаря блестящему виду.
Прежде считали, что витрен бесструктурен и не имеет следов расти-
тельной ткани. Однако, было установлено, что эта бесструктурность и
однородность витрена наблюдаются только при небольших увеличениях.
При сильном увеличении в приготовленных из блестящего угля шлифах
можно легко обнаружить клеточное строение. Часто стенки этих клеток
как бы размыты, благодаря чему получается впечатление, что они как
бы начали растворяться в основном веществе витрена. Чем моложе
уголь, тем яснее выражена эта клеточная структура. Особенно ясно
видна клеточная структура витрена после его обработки раствором
2 Зак. ЭМО. Общая химии, технология тоЛгива. к ” 171,1 Г^Г*""**’*^ 17
Хни-• ч • -
Характеристика главнейших
Район месторождения Наименование месторождения Сорт топлива * -
1 2 3
С л а в цы
Ленинградская область .
Куйбышевская область .
Ульяновская область . .
Вейнмарское ..........
Кашнирское............
Ундорско-Захарьевское .
Донбасс
Урал .......
Кузнецкий бассейн
Восточная Сибирь
Казахстан . . .
Дальневосточный край
Грузия . . . .
Северный Урал
Сахалин . . .
Средняя Азия
Кизеловское . . . .
Анжеро-Суджеиское
Прокопьевское . . .
Кемеровское . . . .
Ленинское.........
Черемховское . . .
Карагандинское . . .
Берчогурское. . . .
Букачачинское . . .
Тквибульское . . .
Ткварчельское . . .
Воркутское........
Октябрьское . . . .
Сулюкта...........
Кизил-Кия.........
Кок-Янгак.........
Шураб.............
Нарын.............
Каменные угли
Длиннопламенные .........
Газовые..................
Паровично-жирные ........
Коксовые.................
Паровично-спекающие . . . .
Тощие..................
Антрацит.................
Антрацит штыб ...........
Бурые угли
Подмосковный бассейн
Ленинградская область
Крым.................
Украина . . . . • .
я ............
Урал .... • . • . .
Боровическое .
Таврическое . .
Александрийское
Кировское . . .
Криворожское .
Челябинское . .
Богословское . .
Кивдинское . .
Артемовское . .
Бешуйское . . .
18
ТАБЛИЦА 3
видов топлив СССР
Средний состав топлива в % QOpr. (тепло- творная способ- ность органи- ческой массы) в кал уорг. (выход лету- чих) В %
1ГЛ (влага в воз- душно- сухой (пробе] 4 Ас (зола в воз- душно- сухой пробе) S° (сера в воз- душно- сухой пробе) Сорг. (угле- род в орга- ниче- ской массе) j-jopr. (водо- род в орга- ниче- ской массе) sорг- (сера в орга- нической массе) N°pr- (азот в органи- ческой массе) Оорг. (кисло- род в органи- ческой массе)
5 6 7 8 9 10 11 12 13
2,3 46,2+12,3 0,9 75,2 1,9 0,3 13,5 8100 83,0
4,3 57,3+ 9,2 5,1 71,1 8,5 14,0 1,6 4,8 7860 79,0
6,3 63,2+ 7,3 3,5 68,2 8,7 10,5 1,5 Н,1 7200 —
5,2 И,2 3,6 77,3 5,4 3,8 1,6 11,9 , 7800 44,0
2,8 11,1 2,9 81,0 5,4 3,2 1,6 5,8 8100 39,0
1,1 11,4 2,5 84,6 5,2 2,6 1,6 6,0 8470 30,5
1,0 10,7 2,0 87,0 4,9 2,1 1,6 4,4 8590 22,0
0,8 9,7 2,1 88,5 4,6 2,2 1,5 3,2 8590 17,0
1,0 8,5 1,5 90,6 4,3 1,6 1,6 1,9 8620 13,0
2,0 9,7 1,9 93,8 1,95 0,7 1.2 1,05 8200 3,5
2,0 17,3 1,8 93,2 1,85 0,7 1,2 1,75 8100 4,0
1,2 22,7 6,3 80,3 5,6 2,8 1,3 4,9 8370 41,0
0,6 9,0 0,5 91,2 4,3 0,5 1,8 2,2 8600 15,5
1,7 7,0 0,5 89,1 4,5 0,5 2,1 3,8 84С0 18,0
1,0 13,7 0,5 86,4 4,8 0,6 2,0 6,2 8200 29;0
1,8 9,0 0,5 83,5 5,8 0,5 2,7 7,5 8250 41,0
3,7 16,0 1,3 77,9 5,8 1,4 1,6 13,3 7750 45,0
2,1 17,5 0,8 85,3 5,2 0,8 1,4 7,3 8350 29,0
1,5 33,0 4,4 78,5 6,4 6,3 1,8 — 8240 46,0
3,8 11,1 0,9 79,1 5,0 0,8 1,0 14,1 7760 37,0
4,0 18,5 1,4 78,5 5,7 1,5 1,5 12,8 7780 41,0
1,0 18,0 1,0 77,5 5,8 1,1 1,7 13,9 7750 37,0
1,3 11,9 0,7 85,6 5,3 0,7 2,4 6,0 8440 29,0
1,7 13,3 0,4 85,8 4,4 0,4 9,4 — 8250 19,0
11,2 11,8 1,1 78,5 3,8 0,2 0,8 16,1 7070 28,5
И.2 13,5 1,7 76,9 4,0 0,5 0,9 16,6 7010 33,5
5,5 20,4 2,0 77,8 5,2 0,7 1,0 14,1 7550 36,0
11,5 13,8 2,0 78,8 3,5 0,6 0,8 14,7 6950 29,5
5,5 8,7 0,5 79,8 4,9 0,5 1,2 13,6 7650 35,0
8,0 26,8 3,7 69,7 4,9 5,1 1,4 18,9 . 6750 45,0
6,5 28,0 7,7 68,5 5,7 10,3 1,0 14,5 7230 49,0
8,5 10,7 0,5 75,2 5,6 0,4 1,6 17,2 7300 41,5
10,0 26,0 4,4 66,4 5,9 3,6 0,7 21,4 6500 56,5
10,0 46,0 3,1 62,5 5,3 3,5 0,9 26,7 5730 55,5
9,0 23,0 5,5 69,8 6,2 6,6 0,9 16,5 7300 60,5
9,0 19,2 1,2 73,6 5,2 0,7 1,8 17,9 7150 41,0
15,0 17,5 0,5 69,5 4,4 0,5 1,5 24,1 6250 43,0
10,6 13,1 0,2 71,5 4,2 0,1 1,2 23,0 6610 41,0
11,3 11,1 0,5 71,9 5,5 0,4 1,5 20,7 7050 48,0
2,2 41,0 2,6 76,4 5,9 1,6 1,3 12,4 7760 44,0
2*
19
ТАБЛИЦА 4
Элементарный состав фюзена, витрена и дюрена трех различных
сортов (угля в °/0)
Эле- менты I II III
фюзен витрен дюреи фюзен витрен дюрен фюзен витрен дюрен
с 90,5 84,7 86,9 90,0 84,9 85,9 73,5 85,5 86,2
н 3,3 5,1 5,3 ’ 3,3 5,17 4,8 3,2 5,2 5,2
о 5,6 8,2 6,2 6,0 2,9 7,8 18,7 5,8 5,3
хромовой кислоты. Штахе показал, что у некоторых образцов витрена
наблюдалась сплющенность клеток, обусловленная тем, что раститель-
ное вещество до обуглероживания подвергалось боковому давлению и
что оболочка клеток еще до начала ее обуглероживания подвергалась
пептизирующему действию основной массы минерала, в которую она
была погружена.
Витрен представляет собой материал, занимающий среднее положе-
ние между фюзеном и дюреном, как по составу (табл. 4 и 6), так и
по физическим свойствам (табл. 5).
ТАБЛИЦА 5
Физические свойства фюзена, витрена и дюрена
Наименование ингредиентов Удельный вес Коэфициенг спека- емости Внешний вид и высота королька Цвет
Фюзен .... 1,495 0 Порошок Черный
Витреи .... 0,72 4—9 Твердый высокий гриб Серый, серебри- стый
Дюрен .... 0,86 8 Слипшаяся лепешка Матово-черный
ТАБЛИЦА 6
Выход продуктов сухой перегонин из фюзена, витрена и дюрена
Наименование ингредиентов Выход в °/0
дегтя кокса воды разложения ЗОЛЫ
Фюзен 3,6 89,3 4,8 2,66
Витрен 7,7 55,7 8,8 0,72
Дюрен ....... 12,1 62,3 5,9 0,86
Дюрен. Имеет матовый вид. Уже при небольшом увеличении в нем
можно ясно обнаружить неоднородную структуру. Он образован как
бы из двух элементов, причем основная масса сильно разложена и бес-
структурна, мало прозрачна даже в тонких шлифах; в нее включены
желтые прозрачные скопления в виде остатков спор, кутикул, смоляных
телец и т. д. Основным физическим свойством дюрена является его
твердость, откуда этот ингредиент и получил свое название.
Кларен. При описании угольных ингредиентов Стопе кроме фюзена; дюрена
и витрена отметила наличие в углях и четвертого составляющего кларена, кото-
рый вследствие полублестящего вида легко может быть отсортирован от остальных
20
трех. По физико-химическим свойствам кларен занимает среднее положение между
дюреном и витреном. Поэтому некоторые исследователи считают, что кларен пред-
ставляет собой тесную и трудно разделимую смесь витрена и дюрена.
В описание поведения углей при их переработке введение клареиа не вносит
существенно нового. Поэтому чаще ограничиваются при описании угольных ингре-
диентов только вышеназванными тремя составляющими.
Роль петрографических составляющих угля при его обогащении. Как
видно из „табл. 7, наиболее засоренным ингредиентом является фюзен.
При сухой перегонке фюзена выход смолы (дегтя) значительно ниже,
чем при сухой перегонке прочих составляющих угля. Фюзен не дает
спекающегося кокса. Он легко крошится и дает большое количество
мелочи. Поэтому при сильном измельчении угля довольно легко отде-
лить фюзен от других составляющих угля, так как удельные веса по-
следних значительно различаются, в зависимости от степени их обугле-
роженности и зольности.
Содержание золы в % Удельный вес
Витрен . . . . . 0,72 1,286
Дюрен . . . . . 0,86 1,293
Фюзен . . . . . . 2,66 1,495
Расхождение в удельном весе у этих ингредиентов достаточно ве-
лико и при обогащении угля отделение зольного фюзена будет проис-
ходить довольно легко.
Удаление фюзена при обогащении наряду со снижением зольности
концентрата сильно повышает спекаемость угля.
Многочисленные анализы золы ингредиентов угля обнаружили, что
параллельно с повышенной зольностью в фюзене наблюдается скопле-
ние наиболее вредных для металлургического кокса элементов — серы
и фосфора. Следовательно, и здесь желательно удаление фюзена.
Однако некоторое содержание фюзена в угле благотворно влияет при
коксовании.
Составные части ископаемых углей,
выделяемые при обработке растворителями
Данные элементарного и технического анализов преимущественно
отвечают на вопрос, насколько топливо пригодно для энергетического
использования, для оценки же поведения топлива при его химической
переработке этих данных мало. Только после сопоставления результа-
тов длительного и тщательного изучения поведения топлива при его
промышленной переработке, например, при коксовании, с многочислен-
ными анализами переработанных топлив, нашли некоторую связь между
элементарным составом топлива, выходом летучих веществ и его
коксующей способностью.
Потребовались более совершенные научные методы определения при-
годности углей для химической переработки. Наиболее изучены и раз-
работаны советскими исследователями методы определения применимо-
сти углей для коксования. В Донбассе весьма долго осуществляли под-
бор шихты для коксовых печей, исходя из выхода летучих. Однако
этот метод оказался слишком примитивным, совершенно непригодным
для других бассейнов, да и для весьма многих углей Донбасса не-
удовлетворительным.
Потребность в расширении сырьевой базы и необходимость улучше-
ния качества и увеличения выходов продуктов улавливания привели к
более углубленному изучению топлив. Одним из методов исследования
(торфов, бурых и каменных углей) является обработка топлива раствори-
телями. Каждый из растворителей переводит в раствор только часть
21
органического вещества топлива. В результате создается возможность
судить о химической природе топлив и изучить отдельные их химиче-
ские соединения в смеси последних.
Исследование составных частей твердых ископаемых топлив, выде-
ленных растворителями, объясняет поведение топлива при пирогенети-
ческом разложении. Так, судя по содержанию битумов, можно выбрать
пути переработки углей методом полукоксования. Большое содержание
некоторых видов битумов в бурых углях указывает на возможность
извлечения из последних горного воска, парафина и т. д.
Все многочисленные химические соединения в топливе можно раз-
бить на три основные группы: 1) битумы; 2) гуминовые кислоты и 3)
остаточный уголь.
Битумы и их состав
Битумами называется смесь органических веществ топлива, раство-
римая в нейтральных органических растворителях (бензоле, эфире, хло-
роформе, бензине, сероуглероде, тетралине, декалине и др.). Количество
и качество битумов зависят от природы растворителя и от условий из-
влечения.
Так, Штейер указывает, что рибековский бурый уголь (Герма-
ния) при экстрагировании ацетоном дал 7,6% битума, бензол при тем-
пературе кипения растворил 14,2%, а тот же бензол, при экстрагирова-
нии под давлением при 250—260°, растворил уже 25% битумов. Неко-
торые виды топлива, например, торф, бурый уголь, вследствие большого
содержания гуминовых кислот, иногда дают битумы, загрязненные гу-
миновыми кислотами (особенно при применении в качестве растворителя
спирта или спирто-бензольной смеси).
Зависимость выходов битума от температуры и природы раствори-
теля привела к предположению о существовании разных видов битумов:
битумы, растворимые в бензоле или смеси бензола и спирта при темпе-
ратуре кипения, получили название битумов А. Если топливо после такой
обработки подвергнуть экстрагированию бензолом в автоклаве при тем-
пературе 200—250°, то извлекается еще некоторое количество биту-
мов, которые было предложено назвать битумами В.
Вопрос о полном извлечении битумов растворителями представляет
большой интерес, особенно для суждения о получении кускового кокса.
Поэтому был предложен ряд других растворителей (пиридин, ани-
лин, хинолин, фенолы и т. д.). Эти растворители, кроме собственно биту-
мов, экстрагируют вещества, име-
ющие кислую реакцию (напри-
мер производные фенола и гуми-
новые кислоты угля), или дают
коллоидные золи. Указанные рас-
творители экстрагируют значи-
тельно большее количество биту-
ма. При экстрагировании хиноли-
ном получается до 47% экстракта,
фенол дает до 40% битумов.
Экстрагируя угли различными
растворителями под давлением
при температуре 350°, получают
до 94,8% экстракта на органи-
ТАБЛИЦА7
Влияние природы растворителя
на выходы экстракта
Растворитель Выход экстракта в %
от угля от органиче- ской массы
Пиридин .... 36,1 39,8
Фенол 59,7 65,8
Нафталин .... 63,9 70,5
Антрацен .... 86,1 94,8
ческую массу угля (табл. 7).
Большие выходы битумов получаются при экстракции угля поли-
циклическими углеводородами: при нормальном давлении нафталин из-
влекал из углей Донбасса до 35% битума, а тетрагидронафталин под
давлением при 300° до 32%.
22
Таким образом, применяя нейтральные растворители, можно значи-
тельно повысить выход битумов.
При обработке углей растворителями при повышенных температу-
рах начинается разложение органической массы угля, что можно кон-
тролировать, наблюдая за газовыделением. Если при экстракции (под
давлением) в автоклаве давление не повысилось после окончания про-
цесса, то можно считать, что разложение не шло. Когда экстрагиро-
ванная часть угля и уголь имеют один и тот же состав, это указывает
на коллоидный характер экстракции.
Битумы топлива являются смесью веществ разнообразного хими-
ческого состава. Чаще всего битумы делят на две составные части —
«восковую» и «смоляную». Битумы бурого угля, полученные при эк-
стракции битуминозных углей бензолом или спирто-бензолом, разде-
ляют на «горный воск» и «горную смолу».
Такое деление на «воски» и «смолы» имеет значение потому, что
химически эти две составные части битумов различны. Воски отно-
сятся к группе жирного ряда, а смолы большей частью к циклическим
соединениям (нафтены, терпены и соединения ароматического ряда).
Более точное, но далеко не полное представление можно получить
хотя бы из перечисления соединений, входящих в состав этих под-
групп.
Восковая часть битумов содержит собственно воски, т. е. сложные
эфиры высокомолекулярных жирных кислот и спиртов.
Примером таких соединений является эфир моитановой кислоты и мирицилового
спирта С3оНв1СООС28Нб7 и другие эфиры такого же высокомолекулярного состава.
К этим эфирам примешаны свободные кислоты (от СлНиСООН до СззНвзСООН) и
спирты (цт С24Н49ОН до CsiHesOH). Кроме этих соединений восковая часть содер-
жит и другие вещества, хотя и в очень небольшом количестве, например: кетон
монтанон (СзтНаОэСО.
В воске содержатся в небольшом количестве предельные и непредельные угле-
водороды:
С15Н20, CljHjg, С2!Н4В, С3(1Н(;2, и др.
К группе же восков нужно отнести вещества, составляющие оболочку спор и
пыльцы, остатки которых в большом количестве находятся в каменных углях; вхо-
дящие в эти оболочки вещества (кутин и суберин) при омылении дают так же, как
и воски, кислоты и спирты.
Промежуточными веществами между восками и смолами являются: соединения
типа стеринов (циклические соединения полиметиленового ряда, типичным предста-
вителем которого является холестерин) и полициклические многоатомные спирты
спорополенины (вещество оболочек спор).
Восковая часть битумов обнаружена в молодых кислородсодержащих углях.
В старых каменных углях воски изменились; они потеряли кислород и перешли
в углеводороды.
Смоляная часть битумов представляет собой смесь ароматических и гидроаро-
матичесюих соединений (гидроурошиол, пиноабиетиновая кислота, производные ретена,
гваяковая смола и др.).
Смолы так же стойки, как и воски, и сохраняют свою основную
структуру при глубоком обуглероживании углей. Соотношение воско-
вой и смоляной частей битумов в различных видах топлива неодина-
ково. Так, в битуме, извлеченном из торфа, смоляная часть составляет
около 30% от веса битума. В бурых углях Украины количество смол
по отношению к выделенным битумам колеблется от 20 до 44%, а вос-
ков— от 30 до 55%.
При экстрагировании бензолом под давлением при температуре
270° извлекается битум, названный битумом В. Этот битум по раство-
римости в петролейном эфире разделяется на маслянистый и твердый.
Такое деление дало возможность предложить объяснение процесса по-
лучения металлургического кокса. Твердым битумом называется твер-
дый нерастворимый осадок, который выделяется из спирто-бензольной
23
вытяжки при разбавлении ее петролейным эфиром. Часть же битумов
остается в таком разбавленном бензольном растворе и после испарения
растворителя имеет вид маслообразной, более или менее вязкой жид-
кости, получившей название маслянистого битума. Количество масля-
нистых битумов по сравнению с количеством твердых битумов, по
мере старения угля и накопления в нем углерода, абсолютно умень-
шаясь, относительно растет. Так, по данным Агде и Линкера в жир-
ном угле отношение маслянистого битума к твердому было 47 :62, а
у антрацита 50 : 10.
Еще более глубокое деление битумов, полученных экстрагированием
бензолом под давлением, предложил Бон. Он разделил твердые биту-
мы на растворимые и нерастворимые в этиловом спирте. В итоге этим
способом можно получить уже четыре фракции, исследование которых
поможет выяснить роль битумов в процессах коксования.
Уилер с сотрудниками применил для экстракции углей пиридин,
так как считает, что в пиридине не растворяется гуминовая часть уг-
лей, обозначенная им как «-соединения или ульминовые соединения.
Растворимые в пиридине битумы делятся, в свою очередь, на две ча-
сти: на нерастворимые в хлороформе ^-соединения и растворимые в
хлороформе у-соединения.
а- и p-соединения представляют собой неплавящуюся массу, пюхо-
• жую по внешнему виду на исходный уголь. у-Соединения (у-битумы),
плавящиеся при 90—100°, представляют собой массу красно-бурого
цвета. у-Соединения близки по составу к той части битумов, которая
носит название «маслянистых».
Роль битумов в процессах термической переработки топлива. Битумы
топлива является основным веществом, дающим при сухой перегонке
топлива смолу (деготь). Если остальная, небитуминозная часть угля
может давать деготь, то в таком незначительном количестве, что воз-
никает сомнение, не явилось ли это образование дегтя .результатом
неполного выделения битумов. Эта роль битумов в процессе дегтеоб-
разования видна как из опытов раздельной перегонки составных групп
угля — битумов, гуминовых веществ и остаточного угля, так и из на-
блюдений над составом первичных смол (дегтей), получаемых при осто-
рожной перегонке топлива при низких температурах.
Пикте при перегонке каменного угля в высоком вакууме получил
около 4% дегтя, который состоял на 98% из углеводородов, из них
30% насыщенных.
Шнейдер, подвергая перегонке при 500° уголь, содержавший 23%
битумов, извлекаемых бензолом, получил 22,3% дегтя. При раздельной
сухой перегонке выделенных битумов и обезбитуминированного угля
было получено соответственно 17 и 5,3% дегтя. Так как бензол экстра-
гирует из угля не все количество битумов, то и 5,3% дегтя, получен-
ного из лишенного битума угля, могли образоваться за счет неудален-
ных битумов. Таким образом, главным дегтеобразователем при сухой
перегонке являются битумы. Перегонка битумов, выделенных из углей,
дает в среднем от 70 до 85% дегтя.
Менее ясно выражено свойство битумов сообщать углю способность
спекаться и давать кусковой кокс. В настоящее время еще не сущест-
вует методов экстракции, обеспечивающих полное удаление из угля
битумов. Следовательно, не установлено, когда уголь теряет способ-
ность спекаться вследствие удаления битумов. Некоторые угли уже
после обработки их бензолом под давлением утрачивают способность
давать спекающийся кокс. Другие же не теряют способности спекать-
ся даже после экстракции их пиридином.
Это зависит от того, что с увеличением молекулярного веса угле-
водородов их способность растворяться в органических растворителях
24
падает. Например, уже такой углеводород, как декациклен СзвНтв, имею-
щий темп. пл. 387° и мол. вес 450, не растворяется в обычных раство-
рителях.
В настоящее время известен углеводород с гораздо большим молекулярным
весом (около 3300), имеющий состав (CisHsX. и плавящийся при 350°, раствори-
мость которого еще меньше. Такие высокомолекулярные ароматические углеводороды,
являясь битумами, остаются в угле после его экстрагирования и могут сообщать
углю способность спекаться. Здесь как бы стирается различие между остаточным
углем и битумами.
Изучение выделенных битумов усложняется тем, что битумы, выделенные
экстрагированием, находятся не в состоянии истииного раствора, а в сильно диспер-
гированном виде; это видно из того, что экстракты и остаточный уголь иногда,
имеют один и тот же элементарный состав (табл. 8).
ТАБЛИЦА 8
Элементарный состав экстрактов н остаточного угля (в %)
Опы- ты Наименование С Н N S О
I Остаточный уголь 81,9 5,8 1,5 1,3 9,4
Фенольный экстракт 81,4 5,9 1,3 1,3 9,4
II Остаточный уголь 80,1 5,8 1,6
Пиридиновый экстракт .... 80,0 6,6 — 2,2 —
Процесс изменения битумов, происходящий при старении угля, сопровождается
наблюдается не во всех случаях, все же по данному примеру можно заключить,
что здесь имеет место явление диспергирования угля, а отделение битумов от-
остаточного угля не произошло.
Невозможность полного удаления из угля его битуминозной части мешает пока
точно и полно установить, какую роль играет остаточный уголь в образовании кус-
кового кокса.
Свойства битумов, извлеченных из торфа, бурого и каменного угля, как видно
из табл. 9, различны.
ТАБЛИЦА 9
Свойства битумов, извлеченных из различных видов топлива
Свойства Битум, извлеченный из
торфа бурого угля каменного угля
Температура плавления в °C . 70-110 70- 80 80—100
Содержание углерода в °/0 . . 70—72 77-80 80—85
„ водорода в % . 8—10 9—12 6—9
Кислотное число 1 35-80 10—70 До 40
Число омыления 1 60—200 40—260 До 40
Иодиое число 1 15—30 15-40 Больше 100
Содержание воска в % . . • . 50 Меньше 50 0
Процесс изменения битумов, происходящий при старении угля, сопровождается
накоплением углерода, уменьшением содержания водорода, увеличением содержания
непредельных соединений и полной потерей так называемых восков. В этом нужно
добавить, что по мере старения углей понижается содержание экстрагируемых бен-
золом битумов, но растет относительное количество маслянистой части в них.
Гуминовые кислоты
При обработке лишенных битумов некоторых видов топлив (торфов
и бурых углей) слабым раствором щелочи раствор окрашивается в тем-
нобурый цвет. Из этого окрашенного раствора при подкислении выпа-
дает красновато-коричневый осадок гуминовых кислот. Так как кис-
25.
лоты в угле частично находятся в виде солей, то их выход увеличи-
вается, если уголь предварительно обработать раствором! кислоты. Содер-
жание гуминовых кислот до некоторой степени связано с химическим
и геологическим возрастом топлива. Больше всего растворимых гуми-
новых кислот в торфе, несколько меньше в бурых углях и вовсе нет
в каменных углях.
Некоторые твердые ископаемые топлива (например бурые угли и
хорошо разложившийся торф) состоят только из гуминовых кислот и
битумов.
Физико-химические свойства гуминовых кислот. Выделенные при
подкислении из щелочной вытяжки углей гуминовые кислоты обладают
всеми свойствами коллоидного состояния. При тщательном промыва-
нии их для удаления минеральных примесей они начинают пептизиро-
ваться и переходить в раствор в виде очень тонкой дисперсии. Эта спо-
собность к пептизации препятствует полной отмывке гуминовых кислот
от минеральных примесей.
Гуминовые кислоты адсорбируют органические вещества, загряз-
няются ими, вследствие чего элементарный состав гуминовых кислот,
выделенных различными методами, неодинаков. Однако гуминовые кис-
лоты, приготовленные различными способами из разнообразных видов
топлива, обнаруживают много общего в своем составе и в химических
и физико-химических свойствах.
Гуминовые кислоты пептизируются в органических растворителях,
имеющих основной характер, и дают коллоидные растворы. Так, напри-
мер, гуминовые кислоты бурых таблица ю уГЛей легко переходят в раствор Элементарный состав гуминовых кислот при обработке пиридином, ацета- разлнчного происхождения мидом и др.
Происхождение Содержание в жат азота, если они хорошо про-
гуминовых кислот С Н N мыты и получены из угля, содер-
Из торфа .... Из кассельского бурого угля . Из гниющего де- рева .... гать 3—-4%. Э 59,6 59,5 60,6 цемента] 4,8 4,7 3,7 )НЫЙ жащего малое количество азота. 1,0 При получении гуминовых кис- лот обработкой угля раствором — аммиака или если само топливо (торф, сапропель) содержит азот, получаются вещества, у которых содержание азота может дости- состав гуминовых кислот различного про-
исхождения приведен в табл. 10.
Гуминовые кислоты обладают ясно выраженной кислотностью. Они
разлагают соли угольной, уксусной и фосфорной кислот.
Так, например, при обработке гуминовых кислот раствором уксуснокислого
кальция по реакции:
2НишН + Са(СН3СОО)2 —► Ca(Hum)2 + 2СН3СООН
(где «Нит» обозначает радикал гуминовых кислот) можно по количеству выделив-
шейся уксусной 'кислоты определить количество гуминовых кислот. При этом для
пересчета принимают, что эквивалентный вес гуминовых кислот равен 350.
При определении эквивалентного веса гуминовых кислот титрованием их рас-
твором едкого натра получаются более низкие числа, а именно 175. Такое расхожде-
ние может быть объяснено присутствием в молекуле гуминовых кислот двух видов
гидроксила: фенольных и карбоксильных.
Все приводимые в настоящее время значения молекулярного веса гуминовых
кислот близки к 1400. Но если учесть, что гуминовые кислоты имеют ярко выра-
женный коллоидальный характер, то нужно предполагать, что действительная вели-
чина молекулярного веса много выше. Химическая структура гуминовых кислот пока
еще не установлена.
Фенольная природа гуминовых кислот принимается, во-первых, на основании
различного характера кислотности гидроксилов, сказавшегося в различных экви-
26
валентных весах — 350 и 175: (в первом случае титровались все восемь кислых
гидроксилов, во втором — только четыре); во-вторых, па основании способности бу-
рых углей (содержащих только битумы н гуминовые кислоты) при окислении (под
давлением) кислородом воздуха в присутствии щелочи или раствором перманганата
калия давать в числе других кислот бензолполикарбоновые кислоты.
Из 65—69 атомов углерода, входящих в состав молекулы гуминовой кислоты,
более или менее точно определен химический характер только для двенадцати. Для
основного ядра гуминовых кислот принимают пиреновую группировку:
О
сн?сн2
но —с с с—соон
II I I
но —с с cZ
^соон
С С
I! I
СН3О —с с
\^\ /Н
с с'
I I ^соон
О СИ
''с'н
При конденсации различного числа этих группировок образуются большие мо-
лекулы гуминовых кислот.
Изменение содержания гуминовых кислот при старении углей. Ста-
рение углей сопровождается потерей ими способности растворяться в
органических растворителях и растворе едкой щелочи. Таким образом
происходит видимое уменьшение содержания битумов и гуминовых
кислот и нарастание количества остаточного угля.
В каменном угле кислород входит в соединения в карбонильной
форме и, вероятно, в форме циклического кислорода. Если допустить,
что гуминовые кислоты имеют ароматический характер, то потеря ими
способности растворяться в щелочи может быть схематически предста-
влена таким образом:
О
II
ч^/СООН но\/ \/с\/
I + I —> I I о.2.
НООС7"4 //ЧчС/Х'
II
о
Этот процесс потери кислорода идет в залежи угля за счет деятель-
ности анаэробных бактерий.
Таким образом, остаточный уголь, потеряв карбоксильную группу,
не может при сплавлении в дальнейшем с едкой щелочью снова полу-
чить способность переходить в раствор.
Гуминовые кислоты окисленных углей. Каменные угли, не раство-
ряющиеся в водном растворе едкой щелочи, при более или менее дли-
тельном окислении кислородом воздуха приобретают способность рас-
творяться в щелочи и при подкислении выделять из раствора осадок,
внешне сходный с гуминовыми кислотами. При таком окислении камен-
ные угли теряют способность давать спекающийся кокс.
27
Пробы угля, взятые из различных мест одного и того же пласта
карагандинских каменных углей, показали различное отношение к рас-
твору едкой щелочи. Образцы, взятые на глубине 18 м от поверхности
земли, давали 2% гуминовых кислот и порошкообразный кокс, а уголь,,
отобранный на глубине 68 м, вовсе не содержал гуминовых кислот и
давал прекрасный сплавленный королек кокса.
Гуминовые кислоты, выделенные из окисленных углей, имеют отлич-
ные от настоящих гуминовых кислот элементарный состав и эквивалент-
ный вес. Их нельзя считать регенерированными гуминовыми кислотами..
Остаточный уголь
Остаток после выделения из углей битумов и гуминовых кислот на-
зывается остаточным углем. Его количество увеличивается со старе-
нием угля. Остаток после обработки торфа раствором щелочи и органи-
ческими растворителями состоит из форменных, неразложенных элемен-
тов. Состав и физико-химические свойства остаточного угля мало изу-
чены. У неспекающихся углей остаточный уголь представляет собой
смесь веществ, при нагревании без доступа воздуха разлагающуюся уже
при температуре около 300° и имеющую вид порошка. Остаточный
уголь спекающихся углей в некоторых случаях не спекается и дает
порошкообразный кокс, в других случаях, наоборот, несмотря на удале-
ние битумов из угля, он сохраняет способность к спеканию.
Классификация твердых ископаемых топлив
Поведение углей при их переработке является функцией сложного-
состава их. Химическая природа многообразных соединений, входя-
щих в состав углей, до сих пор далеко еще не расшифрована. По-
этому в настоящее время еще нет данных для рациональной класси-
фикации топлив, отражающей полную характеристику всех разновид-
ностей их. Более или менее удовлетворительно разрешена только по-
попытка классификации каменных углей. Но и здесь классификация
позволяет, главным образом, ответить на вопрос, пригоден ли уголь-
для коксования.
Классификация Грюнера и классификация углей Донбасса
В основу классификации каменных углей, предложенной Грюне-
ром, взяты элементарный
Теплотворная способность в мал
Рис. 1. Классификация Парра.
состав угля и выход (количество) кокса..
Примерно те же признаки положены и
в основу нашей классификации углей Дон-
басса. Эти две классификации приведены в
табл. 11 и 12.
Классификация по Парру
Для северо-американских углей Парр-
составил график, выражающий зависи-
мость между содержанием летучих веществ,
и теплотворной способностью (рис. 1).
Он разбил прямоугольник на семь по-
лей, каждое из которых отвечало опреде-
ленной группе углей. Поле А соответствует
антрацитам, В — полуантрацитам или полу-
битуминозным углям, С — битуминовым
углям, D — кеннельским углям, Е — битуминозным углям, F — субби-
туминозным углям и G — лигнитам (бурым углям).
В отличие от нашей номенклатуры в Англии и США каменные
угли называются битуминозными углями.
28
ТАБЛИЦА 11
Классификация углей по Грюнеру
класса Элементарный состав углей в % Тип углей । ноше- Выход ко' кса (неле- п тучего Характер кокса
* С | Н О . — । остатка) в %
[ Сухие с длинным пламенем . . 75 -80 5,5—4,5 19,5—15 Жирные или га- зовые с длин-
II 4-3 50-60 Порошкообраз- ный
III ным пламенем 80—85 5,8— 5 14,2—10 Кузнечные или 3-2 60-68 Сплавленный, сильно вспу- ченный и рас- трескавшийся
IV жирные . . . 84—89 5,5—5 11—5,5 Коксовые или жирные с ко- ротким пла- 2—1 68 -74 Сплавленный уме- ренно плотный
V менем .... 88 5,5 6,5 Тощий или антра- 1 74-82 Сплавленный, очень плотный
питовый . . . 90—95 4,5-4 5,5—3 1 82—90 Едва слипшийся или порошко- образный
ТАБЛИЦА 12
Классификация донецких углей
Тип углей Элементарный состав в °/0 Содержа- Марка ние лету- чих в °/0 Характер кокса
С Н О
Длиннопламенный 75—86 5,6 -6,4 17,5—10 Д Более 42 Порошкообразный или слипшийся
Газовый Паровично-жир- 78-89 4,8—6,3 16,0—6,8 Г 35-44 Спекшийся, рыхлый
ный 84-90 4,6—6,0 10,8—5,0 ПЖ 26—35 Спекшийся, умерен- но плотный
Коксовый .... Ларовично-спе- 87-92 4,4—5,5 8,0—3,1 К 18-26 Сплавленный, умерен- но плотный
кающийся . . 89—94 4,1-5,2 6,0-2,1 ПС 12-18 Сплавленный, уме- ренно плотный
Гощий 90—95 3,7—9,0 4,6-1,6 т Менее 12 Порошкообразный или слипшийся
Существует еще ряд классификаций углей, менее распространен-
ных, чем указанные выше.
На практике отличают технические классификации от всяких
иных (например помарочной торговой классификации). Техническая
классификация каменных углей Донецкого бассейна была утверждена
Советом Труда и Обороны в 1929 г. Она содержит 'наименование
марок, обозначение каждой марки, выход летучих веществ на горю-
чую массу и характеристику нелетучего остатка. В Донецком бас-
сейне принята та же специальная торговая маркировка антрацитов,
делящая их на 7 сортов. Угли маркируют по размерам их кусков:
1) плита и крупные куски больше 100 мм; 2) крупный орех 100—25 ми;
3) мелкий орех 25—13 мм-, 4) семячко 13—6 мм; 5) штыб
6—0 мм.
29
ГЛАВА 2
ПРОЦЕССЫ ПИРОГЕНЕТИЧЕСКОЙ ПЕРЕРАБОТКИ
ТВЕРДЫХ ИСКОПАЕМЫХ ТОПЛИВ
Ступени пирогенетической переработки твердых топлив
При нагревании твердого топлива без доступа воздуха происходит
более или менее глубокое разложение его с образованием летучих
и нелетучих продуктов. Характер этого разложения зависит от при-
роды и состава топлива, температуры и условий переработки. Схе-
матически процесс пирогенетической (или термической) переработки
топлива по степени глубины переработки, можно расположить в та-
ком порядке: 1) подсушка; 2) бертинирование; 3) низкотемпературно^
коксование (полукоксование); 4) высокотемпературное коксование;
5) безостаточная газификация.
Гораздо глубже идут изменения состава и свойств топлива при
его переработке методом гидрогенизации, когда термическая обра-
ботка происходит в атмосфере водорода при повышенных давлениях
в присутствии катализатора.
Подсушка топлива
Термическая переработка топлива начинается его подсушкой. Так-
как в топливе кроме гигроскопической имеется коллоидно-связанная
вода, то подсушка заканчивается при температуре выше 100°. У не-
которых видов топлива (торф, лигниты) окончательное выделение
этой коллоидно-связанной воды заканчивается при температуре около
110—115°. Четко установить температуру начала пирогенетического
разложения нельзя, так как разложение богатого гуминовыми веще-
ствами топлива может начаться и при температуре несколько ниже
100°. Разложение топлива при процессе подсушки проявляется в сла-
бой степени, в виде едва заметного газовыделения.
Сушка топлива в атмосфере воздуха сопровождается окислением.
Бертинирование
Начавшееся газообразование усиливается с повышением темпера-
туры. При 200—250° количество выделенного газа может составлять
2—2,5% от взятого топлива. Выделяющийся газ состоит, главным
образом, из двуокиси углерода и воды. Выше 200° начинается выде-
ление также и сероводорода.
В итоге, теряя кислород, уносимый в виде водяных паров, дву-
окиси и окиси углерода, топливо значительно обогащается углеродом,
как это видно из табл. 13.
В результате процесса бертинирования топлива его теплотворная
способность повышается почти в три раза.
30
ТАБЛИЦА 1
Обогащение углеродом бурого угля в процессе бертинирования (в %)
Состав угля С Н O + N S Вода (UZ) Зола (А) Q в кал!кг Теплотворная способность
До бертинирования После бертинирования
рабочее топливо 23,37 2,00 14,68 0,54 56,09 3,23 2110 в пересчете на сухой вес 53,3 4,6 33,7 1,0 7,3 рабочее топливо 69,3 4,12 13,9 0,91 6,4 5,3 6290 в пересчете на сухой вес 74,3 4,4 14,7 0,9 5.6
В промышленно осуществленном процессе получается продукт, на-
зываемый «карбоцит».
Бертинирование угля. почти всегда сопровождается также измене-
нием и битуминозной части топлива.
Энглер показал, что после прогрева уголь дает больше экстраги-
руемых битумов, чем до этого прогревания и количество пиробиту-
мов, т. е. битумов термического разложения, получившихся в про-
цессе бертинирования, увеличивается в несколько раз.
Изучение свойств пиробитумов может пролить свет па процессы
образования кускового кокса.
Полукоксование (низкотемпературное коксование)
С повышением температуры переработки топлив, особенно после
400°, количество образующихся газов сильно возрастает.
При температуре около 350° вместе с неконденсирующимися га-
зами топливо начинает выделять конденсирующиеся продукты в виде
паров дегтя (смолы), количество которых все растет, достигая мак-
симума при температурах около 500—550 \ Эта температура обычно
и считается оптимальной температурой полукоксования. Деготь, полу-
ченный при этой температуре, называется первичным. Если его
быстро вывести из зоны нагрева, то он не успеет подвергнуться
дальнейшему, вторичному разложению от действия температуры.
В остатке при процессе полукоксования получается полукокс, со-
держащий еще большое количество летучих. Неспекающийся уголь
дает полукокс с малой механической прочностью, иногда даже
порошковидный. Спекающиеся угли дают полукокс довольно большой
механической прочности.
Газ полукоксования содержит сравнительно большое количество
углекислоты, предельных и непредельных углеводородов.
Получающийся при процессе полукоксования полукокс содержит
значительное количество водорода.
Высокотемпературное коксование
Термическое разложение топлива без доступа воздуха при темпе-
ратурах выше 800° называется коксованием. Перерабатываемое без
доступа воздуха топливо последовательно при повышении темпера-
туры нагрева проходит через те же стадии разложения, которые ука-
заны выше.
В громадном большинстве случаев конечной целью высокотемпе-
ратурного коксования является получение твердого продукта — кокса,
31
обладающего прочностью, твердостью, пористостью и другими свой-
ствами металлургического кокса.
Для получения металлургического кокса применяют спекающиеся
угли.
До коксования топливо проходит зону полукоксования, где спе-
кающееся топливо сначала переходит через пластическую стадию, а
затем затвердевает, образуя полукокс, содержащий значительное ко-
личество летучих веществ. Температура 500—550° является максиму-
мом для выделения конденсирующихся продуктов полукоксования
(дегтя).
Нагревание полукокса выше температуры 550° приводит к даль-
нейшему выделению летучих веществ и увеличению (до 96—97%)
содержания углерода в твердом остатке.
Хорошо прококсованный кокс содержит обычно от 0,5 до 1,5%
летучих веществ.
Только в исключительных случаях при промышленном коксовании
применяют один сорт угля. В большинстве же случаев приходится
коксовать смесь углей, составляя из них шихту. Способ подготовки
шихты («шихтовки» или «шихтования») определяется двумя обстоя-
тельствами: необходимостью получить однородный кокс, обладающий
достаточной твердостью, и обеспечить повышенные выходы коксо-
вого газа и химических продуктов коксования.
Спекаемость угля. Численное выражение способности коксующе-
гося угля в смеси с прибавкой тощих, некоксующихся углей давать
коксующуюся шихту выражается по Кампредону той величиной при-
бавки тощих углей или песка, которую удерживает один грамм этого
угля. К 1 г исследуемого угля последовательно прибавляется песок
Рис. 2. Рычажный пресс Мериса;
/—рабочий груз; 2—-раздавливающий пестик; <3—вращающаяся пластинка с цилиндрами
различной высоты для испытываемого на раздавливание королька; 4—груз-противовес; S—
рычаг пресса.
в таком количестве, пока несмотря на прибавку песка уголь еще дает
спекшийся королек, и притом настолько крепкий, что выдерживает
-слабое надавливание пальцев. Так, 1 г хорошо спекающегося угля
удерживает около 18 г песка, и в этом случае спекаемость выра-
жается величиной 18. Мерис предложил прибавлять к испытуемому
углю всегда определенное количество песка и судить о крепости по-
лученного королька измерением сопротивления, выдерживаемого ко-
рольком при раздавливании на прессе. Рычажной пресс (рис. 2) Ме-
риса представляет собой неравноплечий рычаг, на каждом плече его
передвигается по грузу (1>4). Раздавливание осуществляется при по-
мощи выдвигающегося пестика 2, подвешенного на длинном плече
рычага 5. Подлежащий испытанию королек помещают под пестик в
цилиндры различной высоты, сделанные во вращающейся пластинке 3.
Величина спекаемости вычисляется по формуле:
д.__ сопротивление иа раздавливание (кг/м3) X П
вес исследуемого (неспекшегося) остатка (кг) ' '
.32
Для определения спекаемости нужно взять навеску из смеси 1 г
испытуемого угля с 17 г песка. Уголь измельчается до прохождения
через сито с 860 отверстиями на 1 сж2; измельченный песок должен
проходить сквозь сито с 225 отверстиями на 1 см- и оставаться на сите
с 335 отверстиями на 1 cjk2.
В СССР принят в настоящее время метод Дамма. Этот метод за-
ключается в следующем: уголь измельчают до прохождения через
сито с 855 отверстиями на 1 см\ речной песок должен проходить
сквозь сито с 506 отверстиями на 1 см? и оставаться на сите с 855
отверстиями. Навеску изготовляют из смеси 1 г испытуемого угля с
переменным количеством песка, определяя количество неспекшегося
порошкобразного остатка после коксования изготовленной смеси в
тигле при температуре 900—1000° в муфеле. За показатель спекае-
мости принимается отношение веса песка к весу угля в той смеси,
при которой количество неспекшегося остатка будет равно единице.
Определение числа спекаемости является только первым прибли-
жением для установления пригодности угля или шихты для коксо-
вания.
Так как условия коксования угля в печи (в частности — скорость
подъема температуры) не соответствуют условиям выделения летучих
из угля в тигле, то и полученный королек только в первом прибли-
жении характеризует качество получаемого в печи кокса, и суждение
о поведении угля в печи составляется на основе наблюдений за всеми
признаками спекаемости угля, вспучивания, вязкости и величины пла-
стического слоя и скорости передвижения пластического слоя через
толщу угля во время коксования.
Пластическое состояние угля. Свойство углей давать после нагрева-
ния однородный сплавленный монолит указывает на то, что отдель-
ные частицы измельченного угля должны были пройти через пласти-
ческое состояние, образовав однородную массу. Образование пласти-
ческого слоя является результатом процесса пептизации, когда одна
часть угля переходит в расплавленное состояние, пропитывает неплав-
кую массу угля, последняя же набухает и принимает полужидкое со-
стояние.
Пептизация битумами неплавкой части угля может происходить
только при условии, если имеет место смачивание; в противном слу-
чае пластического слоя не получается.
Спекающиеся угли приобретают текучесть в пределах 350—480°.
Температура, при которой уголь принимает пластическое состояние
(становится текучим), называется его температурой размягчения.
'После размягчения угля при дальнейшем повышении температуры из
пластического слоя выделяются летучие составные части битумов, ко-
личество пептизирующих веществ уменьшается и пластический слой
снова переходит в твердый монолит, который при дальнейшем повы-
шении температуры, теряя летучие, претерпевает усадку. Летучая
часть битумов частично конденсируется и дает каменноугольную
смолу; не конденсирующаяся часть уходит в виде газа. Смола при
перегреве частично крекируется и дает также газ.
Таким образом, свойства металлургического кокса зависят от про-
цессов, происходящих в пластическом слое.
Из большого числа приборов для определения поведения пласти-
ческого слоя мы даем описание только пластометра Сапожникова.
Этот прибор служит для определения давления распирания. Схема и
детали прибора показаны на рис. 3. Цилиндрический стакан 1 имеет
дырчатое вставное дно 2. В цилиндр помещаются 100 а испытуемого
угля, измельченного до размеров частицы 1,5 мм. Поверх утрамбован-
ного угля помещается проходной штемпель 3, имеющий, как и дно
3 Зак. 3(110. Общая химия, технология топлива. 33
Рис. 3. Пластометр Сапожникова:
1—цилиндрический стакан; 2—лырчатое вставное дно
стакана; 3—проходной штемпель; 4 —отверстие для
термопары; 5—отверстие для иглы; 6— рычаг; 7—само-
пишущее^леро; 8— стержень штемпеля; 9—противовес.
цилиндрического стакана, ряд отверстий для выхода газа. Кроме не-
больших отверстий для выхода газа штемпель имеет два больших от-
верстия: одно (4) для термопары и другое (5) для введения иглы, ко-
। слоя. Проходной штемпель 3
соединен при помощи стер-
жня 8 с рычагом 6, который
заканчивается самопишущим
пером 7; последнее отмечает
колебания штемпеля и запи-
сывает давление, возникаю-
щее в пластическом слое. Ме-
жду самопишущим пером и
стержнем штемпеля на ры-
чаге имеется противовес. Чем
острее углы кривой давления,
тем менее вязок слой и тем
легче из слоя выделяются га-
зы. Скорость нагрева должна
соответствовать скорости обо-
грева коксовой печи, т. е. в
одну минуту температура дол-
жна повышаться на 3°. ,
Влияние битумов. Как пра-
вило, после полного удаления битумов из коксующегося угля экстраги-
рованием он теряет способность спекаться.
Битумы делятся на твердые, нерастворимые в петролейном эфире,
и мягкие, которые в последнем растворимы. Мягкие маслянистые би-
тумы имеют ясно выраженную температуру плавления и могут ча-
стично отгоняться без разложения. Твердые битумы начинают разла-
гаться еще до достижения температуры образования пластического
слоя. Твердые битумы с маслянистыми дают более низкоплавкую
смесь, которая пептизирует массу остаточного угля, причем твердые
битумы не успевают при этом разложиться. Поэтому, если температура
разложения битумов выше температуры образования пластического
слоя, то уголь начнет плавиться и в случае, если процесс пла-
вления продолжится более или менее длительное время, то все частицы
измельченной шихты соединяются в однородную пластическую массу.
Наступающие в дальнейшем разложение и отгонка летучих веществ
сообщают пластическому слою пористость и вздутость. Свойства
остаточного угля играют немаловажную роль. Так, например, кроме
способности смачиваться, остаточный уголь должен обладать извест-
ной пористостью, благодаря которой он быстрее пропитывается рас-
плавленными битумами.
Газификация
Безостаточной газификацией называют процесс полного превраще-
ния твердых топлив в горючие газы при высокой температуре с вве-
дением воздуха и водяного пара. Горючие газы, как указано выше,,
получаются как обычный продукт также и при процессах сухой пере-
гонки топлива (первичные газы, коксовый газ). При безостаточной
газификации, проводимой в газогенераторах (генераторный процесс),
генераторный газ является основным продуктом. Основным продуктом
является газ и на газовых заводах, вырабатывающих светильный газ.
Образование горючих газов при введении кислорода воздуха и па-
ров воды является результатом восстановительного действия углерода
кокса, полученного из загруженного топлива. Горение этого кокса
34
у самого выхода из аппарата дает двуокись углерода и выделяет теп-
ло, необходимое для всех происходящих при газификации процессах,
протекающих выше зоны горения; .еще выше находится зона коксова-
ния, затем зоны полукоксования, бертинирования и подсушки топлива.
Если для газификации берут уже готовый кокс или полукокс, то от-
падают соответственно те зоны, которые должно проходить топливо
при более низких температурах (полукоксование, бертинирование, под-
сушка). Из одного и того же сырья в зависимости от температуры тер-
мической переработки получаются газы, различные как по количеств) ,
так и по составу.
Состав газа и его количество находятся в известной зависимости
от возраста перерабатываемого топлива: дестилляционные газы более
молодых горючих богаче углекислотой, тогда как газы из более ста-
рых топлив содержат больше водорода.
Влияние кислорода угля на состав газа проявляется в планомерном
возрастании в газе CH<t, СОа и особенно СО с одновременным умень-
шением водорода, колебаниями СэНв и некоторым возрастанием С2Н4.
Влажность топлива в некоторых случаях (до известного предела)
является положительным фактором, повышая выход газа, но изменяя
его состав. Такое поведение топлива при нагревании относительно
мало сказывается на конечном составе газа, так как главная масса
газа в газогенераторах образуется в результате сгорания кокса и вос-
становления двуокиси углерода.
Водяной пар, вводимый в аппарат для газификации или сухой пе-
регонки топлива, действует особенно благоприятно, предотвращая
распад продуктов перегонки и одновременно способствуя образованию
водяного газа. Другие газы, вводимые в аппарат, влияют менее зна-
чительно, главным образом разбавляя дестилляционные газы, а также
способствуя более быстрому уносу газообразных продуктов перегонки
из зоны нагрева. Негорючие разбавляющие газы добавляют лишь при
швелевании, когда основным продуктом является смола, а не газ.
Гидрогенизация
В общем обзоре современных способов пирогенетической перера-
ботки топлива следует отметить некоторые основные положения, по-
зволяющие процесс гидрогенизации отнести к разряду методов наиболее
глубокой переработки твердых топлив. По современным воззрениям
гидрогенизация является по существу процессом комбинирован-
ным, сочетающим разложение топлива и присоединение водорода, на-
ходящегося в избытке и под большим давлением. Сущность процесса
гидрогенизации состоит в предотвращении полимеризации непредель-
ных соединений, образующихся в результате разложения сложных
соединений, с изомеризацией и переводом образовавшихся непредель-
ных осколков молекул в предельные соединения.
Скорость гидрогенизации должна быть выше скорости пирогенети-
ческого разложения, вызывающего образование непредельных осколков
молекул, или равняться этой скорости.
Химизм процессов изменения первичных продуктов
низкотемпературной перегонки топлив
Первичный деготь, его состав и свойства
Первичный деготь по составу мало отличается от битумов, вы-
деляемых при экстрагировании топлива органическими растворителями.
Особенно большое сходство между первичным дегтем и битумами
• 3 35
у каменных углей. Практически состав битумов одинаков с составом
дегтя, полученным при сухой перегонке того же угля при 450° в ва-
кууме. Так, например, деготь, полученный при перегонке угля под ва-
куумом, состоял из 30% насыщенных и 68% ненасыщенных углеводо-
родов, тогда как битумы того же угля содержали 20% насыщенных
и 78% ненасыщенных углеводородов. При перегонке молодого то-
плива, содержащего большое количество кислорода, первичный деготь
значительно отличается от битумов, хотя некоторое сходство сохра-
няется и в этом случае. Так, например, первичный деготь торфа содер-
жит те же воски, что и битумы.
На качество и количество продуктов полукоксования влияют также
условия перегонки. Быстрый вывод продуктов перегонки из зон повы-
шенной температуры предохраняет первичный деготь от разложения.
Перегонка с водяным паром или в токе инертного газа понижает пар-
циальное давление компонентов, увеличивает выход первичного дегтя
и уменьшает выход других продуктов. Во всех случаях, когда пере-
гонка ведется под уменьшенным давлением, наблюдается значитель-
ное увеличение выхода дегтя.
Повышение давления сверх атмосферного влияет менее резко
в обратном направлении: увеличиваются выходы полукокса и газа и
уменьшается выход дегтя.
В табл. 14 приведен выход продуктов полукоксования каменного
угля при различных давлениях.
ТАБЛИЦА 14
Выход продуктов полукоксования каменного угля при различных
давлениях (в %)
Наименование продук- тов перегонки При атмосфер- ном давлении При давлении 50 ат При атмосфер- ном давлении В вакууме
Полукокс 42,3 46,9 40,8 33,4
Первичный деготь . . . 21,9 8,2 23,3 41,2
Подсмольная вода . . . 18,5 17,7 20,1 12,1
Газ Потери 11,5 5,8 21,3 5,9 | 15,3 { 13,3
При более длительном нахождении продуктов термического разло-
жения в зоне, высоких температур выходы дегтя уменьшаются и уве-
личивается выход твердого остатка (полукокса) и газа.
Наиболее глубокий распад претерпевают парафины. Это приводит
к накоплению ненасыщенных углеводородов и к образованию непере-
гоняемых продуктов — асфальтенов.
Первичные дегти характеризуются отсутствием ароматических
углеводородов (бензола, нафталина, антрацена), непременно содержа-
щихся в высокотемпературных каменноугольных смолах. В очень
редких случаях первичный деготь содержит только следы этих аро-
матических углеводородов.
Примерный состав первичного дегтя из разных видов топлива при-
веден в табл. 15 и 16. Одним из существенных признаков первичных
дегтей многих видов топлива, кроме сапропелитовых углей, является
относительно высокое содержание фенолов (до 40—50% от веса
дегтя), состоящих, главным образом, из высокомолекулярных (ксиле-
нолы и выше) при небольшом содержании собственно фенола. Это
обстоятельство сильно затрудняет переработку первичных дегтей и
уменьшает их ценность.
Ценность первичных дегтей, особенно если они содержат незначи-
тельное количество низкокипящих фракций, определяется присутствием
36
ТАБЛИЦА lb
Характеристика первичных дегтей различного качества
Показатели Первичный деготь Деготь из газоге- нератора (со швельшихтой)
хороший средний плохой
Удельный вес при 50° . . 0,867 0,886 0,917 0,915
Начало кипения в °C . . 190 130 174 168
Содержание в %: сырое масло 30,0 37,5 24,1 22,0
фенолы в сыром дегте 11,0 15,0 19,5 17,0
парафин в дегте . . . 14,7 12,5 12,5 13,1
фенолы в парафиновой фракции 9,0 6,0 7.0 9,0
высококипящие пара- финовые фракции. . . 63,0 55,5 68 9 66,5
Температура плавления парафиновой фракции в °C 29,8 25,8 26,1 —
ТАБЛИЦА 16
Характеристика первичных дегтей различного происхождения
Из торфа Из бурых углей Из сланцев 6 , к
Показатели верхово- низинно- £ й И S з я и <и М X «о ч Я И «мм си S а м кара- ДИНСК гаген о угл
ГО го О. К Ж is и о о <и ex S сии а в О- X <и W 3 к ч а « ® О О
О с. м и и о Й 5 и « и S и- и х
Удельный вес ..... 0,96 1,02 0,976 0,990 0,8 0,94— 0,97—
Вязкость при 20° С . . — — — 0,98 2,3- 1,09 1,84 15
Содержание в %: воск 5-9 3-6 3,3
парафин 4—8 3-6 8-6 2,5 6,4 0 0 2,3
фенолы и карбоно- вые кислоты . . . 15-20 15—22 13,3 19,23 20,2 21 18 10,2
основания 0,8-1,5 2,5—4,0 1,3 0,79 2,0 0,3 0,2 2,0
асфальтены .... 8—15 17—40 40 4,77 31,2 22,0 13,0 —
нейтральные масла 18—22 13-20 ,— — — — — 82,0
остатки после пере- гонки до кокса . . 20-22 18-20 35,8 32,0 33,0 10,0 12,0 —
вода — — — — — • 0,5 0,4 0,3
непредельные угле- водороды — — — — — 81,0 80,0 32,0
механические при- меси ....... — — 0,7 0,6 0,6
в них парафинов, так как дегти с парафинистым основанием, легко
крекируясь, дают больше светлого моторного топлива.
Для определения содержания воды в первичном дегте произво-
дится перегонка его с ксилолом. При этом дестиллат состоит из воды
и ксилола. Хорошие первичные дегти содержат не более I—1,5%
воды. Повышение содержания воды до 3% затягивает вре^я пере-
гонки дегтя, требует дополнительных затрат тепла и вообще усложняет
условия ведения процесса.
Разбавляя первичный деготь пятикратным количеством бензола,
можно механические примеси выделить в осадок. В некоторых слу-
чаях на фильтре остаются кроме механических примесей продукты
37
окисления и полимеризации непредельных соединений дегтя, коли-
чество которых увеличивается на ярком свету. В этом случае
необходимо осадок на фильтре дополнительно обработать пиридином,
а затем снова промывать бензолом. В хороших первичных дегтях ко-
личество механических примесей не превышает 0,1—0,35' •
Величина удельного веса является одним из важных показателей
первичного дегтя. Чем ниже удельный вес, тем больше в первичном
дегте легкокипящих фракций и парафина и тем меньше фенолов и
асфальтенов. Повышенные удельные веса наблюдаются у дегтей, полу -
ченных из низкосортных, мало битуминозных типов топлив. Хороший,
легко поддающийся переработке первичный деготь должен иметь
уд. вес 0,85—0,90.
При разбавлении навески 30—40-кратным количеством петролей-
ного эфира из первичного дегтя в виде твердого осадка выделяются
асфальтены. Количество асфальтенов указывает на трудность перера-
ботки первичного дегтя; с увеличением содержания асфальтенов по-
вышается выход пека и продуктов разложения.
Раствором едкой щелочи извлекаются карбоновые кислоты и фе-
нолы, которые в дальнейшем могут быть определены раздельно друг
от друга. Раствором двууглекислого натрия связываются только кар-
боновые кислоты. Отделенный раствор бикарбоната подкисляют до
слабокислой реакции и выделившиеся карбоновые кислоты экстраги-
руют эфиром.
Содержание фенолов в первичных дегтях колеблется в очень боль-
ших пределах от 5,6 до 50%. Содержание карбоновых кислот много
меньше и редко превышает 5%.
При обработке первичного дегтя или его раствора в эфире разба-
вленной серной кислотой из него извлекаются азотистые основания.
По удалении из дегтя кислых веществ и оснований в остатке полу-
чают так называемое нейтральное масло. Содержание оснований в пер-
вичном дегте зависит от количества азота в исходном топливе. Так,
например, сапропели дают первичные дегти, в которых содержание
азотистых оснований доходит до 6—8%. Первичные дегти из бурых
углей содержат меньшее количество оснований. В большинстве слу-
чаев основания первичных дегтей высокомолекулярны.
Из нейтрального масла, при разбавлении его ацетоном и охлажде-
нии до—10—15°, выпадает осадок, состоящий из твердых парафи-
нов, количество которых определяют после тщательного промывания
ацетоном и его отгонки.
Разгонка первичного дегтя. Характер разгонки первичного дегтя
предопределяется способом использования. Так, например, если пер-
вичную смолу будут перерабатывать для получения парафина, то ее
перегонка ведется таким образом, чтобы удалить из нее наиболее легко-
кипящие фракции и получить остаток с высоким содержанием пара-
фина. Если при переработке ставят себе задачей получение моторного
топлива, то отбирают фракции, соответствующие температурам пере-
гонки товарных продуктов, — бензина, керосина и т. д.
Обычно, по аналогии с практикой нефтяной промышленности, лабо-
раторную перегонку первичного дегтя ведут по Энглеру, отбирая фрак-
ции в определенных интервалах и замеряя их по объему.
В случае переработки первичного дегтя на моторное топливо раз-
гонку ведут с отбором фракции до 180° — легкий бензин и до 220° —
тяжелый бензин, далее отбирают фракции через каждые 50°.
Для исследования возможности применения в качестве моторного
топлива очищенных от оснований и кислых веществ нейтральных ма-
сел и определения в них ароматических углеводородов разгонка в ла-
боратории ведется другим способом — с отбором и замером фракций,
38
выкипающих до 60°, 95°, 122°, 1503 и далее с интервалом через
каждые 50и.
У первичных дегтей изучение состава нейтральной части ослож-
няется тем, что она содержит большое количество кислородных соеди-
нений.
Несмотря на большое различие в составе первичных дегтей и нефти,
все же можно применить к этим дегтям ту же классификацию, что
и к нефтям, беря в основу характер углеводородной части. Подобно
парафинистой нефти можно выделить первичные дегти с парафиновым
основанием; нафтеновым нефтям соответствуют первичные дегти с по-
вышенным содержанием нафтеновых углеводородов. Существуют пер-
вичные дегти с повышенным содержанием асфальтенов, сходные ,с со-
ответственными нефтями.
В соответствии со способом получения первичных дегтей при низ-
кой температуре они содержат меньшее количество смол и асфальте-
нов, чем каменноугольные или газогенераторные высокотемпературные
дегти. Поэтому, как правило, при их фракционировании остается
меньше (около 6—10%) неперегоняемой части, чем у высокотемпера-
турных дегтей (до 60%).
Подсмольная вода
При низкотемпературной перегонке топлива образование аммиака
идет с очень малой скоростью. Поэтому выделяющаяся подсмольная
вода имеет или кислую или в лучшем случае нейтральную реакцию.
Кислотность подсмольной воды зависит не только от того, что в ней
мало NH3, но и от того, что в ней растворены низшие органические
кислоты, муравьиная, уксусная и их гомологи. Карбоновые кислоты и
другие образовавшиеся при низкотемпературной переработке топлива
растворимые в воде кислородные соединения переходят в подсмоль-
ную воду не целиком: часть их растворяется в первичном дегте. Кон-
центрация кислот в подсмольной воде зависит от коэфициента распре-
деления их между водой и дегтем, величина которого для данной пары
несмешивающихся жидкостей «вода—деготь» постоянна:
Поэтому из некоторых первичных дегтей, например из древесного
дегтя, можно вымыть всю кислую часть, обрабатывая их несколько
раз водой.
В подсмольной воде кроме кислот в незначительном количестве
содержатся спирты, альдегиды, кетоны, нитрилы и амины.
Первичные газы и их состав
Групповой состав переработанного топлива сильно сказывается на
составе первичных газов. Чем битуминознее топливо, тем меньше
в выделяющемся первичном газе окислов углерода, больше углеводоро-
дов и водорода. Первичные газы торфа, лигнитов, гумусовых бурых
углей, в которых много гуминовых кислот, содержат большое коли-
чество двуокиси углерода.
Повышенное содержание СОг наблюдается в первичном газе
окисленных каменных углей. Сравнительные данные о составе первич-
ных газов приведены в табл. 17.
Теплотворная способность первичного газа (7800—8000 кал/м5)
много выше, чем коксового. Удельный вес первичного газа близок
к 1, тогда как газ высокотемпературной перегонки имеет уд. вес
около 0,4.
39
ТАБЛИЦА 17
Состав первичного газа, полученного из различных углей (в %)
Наименование углей СО2 CnHm СО н2 n2 HsS
Тквибульские каменные
углы 14,63 6,72 7,26 59,1 6,7 5.4 —
Украинские бурые угли Карагандинский уголь 42,8 2,2 7,6 20,0 23,5 3,9 —
(пласт Верхняя Ма- рианна)— проба взята с глубины: 65 л 5,2 4,2 3,0 60,0 16,2 10,2 1,2
18 „ 32,6 0,2 16,0 28,2 12,3 10,2 0,5
Продукты высокотемпературной перегонки твердых топлив
Вторичные процессы, происходящие при нагреве в зоне высокой
температуры первичных продуктов сухой перегонки, сглаживают влия-
ние природы переработанного топлива. При высокотемпературной
перегонке, целью которой является выработка либо кокса, либо све-
тильного газа, кроме кокса и газа получаются каменноугольная смола,,
аммиак, сырой бензол и надсмольная вода. Выход продуктов с 1 т
сухой шихты колеблется в следующих пределах: кокс 75—85%;
каменноугольная смола 2,5—3,5%; сырой бензол 0,8—1,5%; аммиак
0,25—0,40%; коксовый газ 280—350 м3.
Каменноугольная смола
Каменноугольная смола представляет собой окрашенную в интен-
сивный цвет (от темнокоричневого до черного) вязкую жидкость,,
уд. веса от 1,05 до 1,25. Величина удельного веса смолы растет
с увеличением температуры коксования, одновременно растет и ее вяз-
кость. Так, например, каменноугольная смола с уд. весом 1,124 имеет
вязкость 39,ЗЕ°2о°, тогда как смола с уд. весом 1,24 обладает вяз-
костью 55Е°2о°.
С увеличением температуры процесса в смоле высокотемператур-
ного коксования растет содержание «свободного углерода» от 5%
в каменноугольной смоле до 17% в смоле, полученной в горизонталь-
ных ретортах.
Одним из основных методов исследования состава и качества
каменноугольных смол является их разгонка с последующим анализом
состава получаемых фракций. Отбор фракций производится в опреде-
ленных температурных интервалах. Выходы и свойства отдельных
фракций, как видно из табл. 18, весьма различны в зависимости от
характера исходных смол.
ТАБЛИЦА 18
Выход и свойства различных фракций каменноугольной смолы
Фракция Температура от- гонки фракции в °C Выход фракции В ®/о Удельный вес фракции
Легкое масло Среднее масло Тяжелое масло « Антраценовое масло . . . Каменноугольный пек . . . До 170 170—230 230-270 270—360 В остатке 0,5-5,0 • 3,46-12,2 9,93-27,0 4,0—24,8 50,5-71,8 0,88—0,98 0,98—1,04 1,04—1,06 1,06—1,10
40
Ароматизация каменноугольных смол. Так как вывод летучих про-
дуктов из зоны высокой температуры происходит не мгновенно и они
касаются стенок камеры печи, нагретых до более высокой темпера-
туры, то происходят вторичные процессы, вызывающие значительное
изменение в составе летучих и приводящие к образованию бензола,
нафталина, антрацена, фенантрена и т. д.
Парафиновые углеводороды легко и сравнительно полно разла-
гаются при температурах ниже 600°, особенно в соприкосновении
с углеродом. Позднейшие исследования подтвердили это положение
и показали, что даже кипячение высококипящих бензинов с углем при-
водит к распаду их молекул и образованию более низкокипящих фрак-
ций, состоящих из смеси предельных и непредельных углеводородов.
Такой распад, или, как его называют, крекинг парафиновых углеводо-
родов приводит не только к накоплению низкокипящих, но и к обра-
зованию новых более устойчивых углеводородов. При распаде пара-
финовых цепей, каким бы образом этот распад не проходил — с раз-
рывом ли цепи или с образованием свободных радикалов — всегда
следует, как это видно из простейшей схемы, ожидать образования
обязательно олефина:
СН3СН2СН2СН2СН3 —* СН3СН2СН3 + СН2 = СН2.
Стойкость углеводородов к действию высоких температур умень-
шается с увеличением длины цепочки, и поэтому нет оснований для
образования из осколков молекул новой, более длинной парафиновой
молекулы.
Образовавшиеся этиленовые углеводороды полимеризуются либо
в соединения открытой цепи, либо образуют циклические полимети-
леновые углеводороды, которые более стойки к температуре, чем
парафиновые.
Френсис на основе расчетов свободной энергии углеводородов приходит к вы-
воду, что высшие парафины обладают малой термической устойчивостью и при тем-
пературе выше 250° только метан является стойким углеводородом. Одиако ско-
рость термического распада при этих температурах очень мала: поэтому нужен до-
статочный промежуток времени или применение катализатора для накопления боль-
шого количества продуктов распада. Повышение температуры увеличивает скорость
реакции распада. Формы распада многообразны; можно считать, что углеводороды
жирного ряда могут распадаться по одному из следующих уравнений:
СН3СН2СН2СН3 СН2 = СН2+ СН3СН3;
СН3СН2СН2СН3 СН3СН = СН2 + СН4;
СН3СН2СН2СН3 СН3СН2СН = СН2 + н,.
При анализе продуктов распада бутана была получена смесь, состоящая из
19,5% непредельных углеводородов, 14,2% метана, 11% водорода, причем количе-
ство метана росло с повышением температуры. Образовавшиеся или имеющиеся
в каменноугольной смоле олефины полимеризуются с образованием шестичленного
кольца (гексаметиленов).
Установлено, что при термическом распаде парафиновых углеводородов связь
С — Н более крепка, чем связь С — С. В случае же циклических соединений повы-
шение температуры приводит к разрыву связи С — Н, поэтому шестичленные на-
фтены дегидрогенизируются до ароматических углеводородов (бензола и его гомоло-
гов) по схеме:
СН2 СН
сн^сн, сгГсн
I ‘ > I II +ЗН2.
сн2 си.. СН СН
\/ X/
СН2 СН
Бензольные углеводороды термически более стойки, чем полиметиленовые. При
повышении температуры от ннх отщепляется водород и образуются полициклические
41
соединения. Так, при пиролизе бензола образуется дифинил, при пиролизе толуола
могут образоваться антрацен и фенантрен.
Химизм процесса накопления полициклических соединений при термических
реакциях до сих пор мало выяснен.
Накопление полициклических соединений происходит в каменноугольной смоле.
Остающийся после отгонки фракций пек в количестве до 60%' состоит, главным
образом, из полициклических соединений.
Вторая, более вероятная гипотеза образования ароматики в высокотемператур-
ной смоле предполагает существование в продуктах термического распада свобод-
ных радикалов.
Панет, а затем Рейс и др. установили с несомненностью, что при действии вы-
сокой температуры из углеводородов образуются радикалы и в частности при рас-
паде метана можно ожидать образования свободных радикалов =СН, =СНа, —СНз
и других, соответственных им, если исходные углеводороды были не CHj, а более
высокомолекулярные. Из этих осколков и может синтезироваться бензол, его гомо-
логи или би-, три- и полициклические соединения.
Продолжительность жизни радикалов мала (тысячные доли секунды), но их
существование установлено с несомненностью. Соединяясь, они могут создать терми-
чески более устойчивые углеводороды; таковыми по отношению к парафиновому
ряду будут нафтены и ароматические углеводороды.
При рекомбинации одновременно образуется целый ряд ароматических углеводо-
родов, начиная с бензола и кончая высокомолекулярными полициклическими соеди-
нениями. Так, при кратковременном пиролизе пропана получают одновременно и
в одинаковых количествах бензол и нафталин.
Правило термической стойкости различных групп углеводородов следует пере-
нести и на их производные — фенолы, азотистые и кислородные соединения.
Коксовый газ
Изменение в составе первичного газа (табл. 19) при повышении тем-
пературы происходит за счет изменения содержания СО2, Н2 и
С Н 2 fi О •
ТАБЛИЦА 19
Изменение состава первичного газа при повышении температуры (в %)
Компоненты газа Температура в коксовой печи в СС
500 600 700 800 900 1000 1100
СО., • . . 15,9 4,2 3,2 2,0 1,1 1,2 1,0
с„н„, 9,1 7,1 4,3 4,5 4,8 4,6 5,2
СО 7,8 6,0 6,3 7,2 7,4 6,4 7,3
Н, 3,9 18,3 30,4 30,3 53,5 58,8 60,2
12 63,3 64,4 55,8 47,0 33,2 29,0 26,3
Уменьшение содержания СОг может быть объяснено реакцией
С + СОг—«-2СО; увеличение содержания Н2, вероятно, вызывается,
крекингом дегтя с образованием водорода и олефинов, либо является
результатом диссоциации углеводородов или конверсией углеводородов
с парами воды.
Содержание углеводородов в коксовом газе очень мало изме-
няется с повышением температуры. Даже при температуре диссоциа-
ции углеводородов содержание последних в коксовом газе снижается
вдвое, тогда как содержание водорода увеличивается в 15 раз. Такое
большое количество водорода не могло образоваться только путем
диссоциации метана и этана, так как одна молекула метана дает
лишь две молекулы водорода, а молекула этана — три молекулы во-
дорода. Поэтому следует допустить, что не исключена возможность
образования водорода за счет конверсии углеводородов как с парами
воды, так и с двуокисью углерода. При конверсии с парами воды
(CHj + Н2О = СО + ЗН2 и СгНв + 2НаО = 2СО + 5На) метан дает
увеличение содержания водорода в три раза, а этан в пять раз, т. е.
гораздо больше, чем при npocToii диссоциации. Не исключена возмож-
42
ность и конверсии более высокомолекулярных углеводородов. Кроме
того, происходит реакция конверсии с двуокисью углерода:
СН4 + С02 = 2СО + 2Н.,
СгНй + 2СО2 = 4СО3IU
Возможность существования этих процессов следует из того, что
содержание двуокиси углерода уменьшилось весьма сильно, тогда как
содержание окиси углерода остается почти постоянным. Объем пер-
вичных газов, выделившихся до начала коксования, значително
меньше объема газов, получающихся в процессе коксования, и по-
этому содержание СОг в первичном газе не имеет решающего влия-
ния на состав высокотемпературного газа. Это увеличение газообразо-
вания является результатом крекинга каменноугольной смолы и при-
веденных выше вторичных реакций, протекающих в газе.
Крекинг и гидрогенизация дегтей
Под действием высоких температур первичная смола претерпевает
большие изменения. Даже повторная перегонка, как видно из табл. 20,
изменяет состав этой смолы.
ТАБЛИЦА 20
Влияние условий перегонки первичного дегтя на его состав (в °/0)
Компоненты Первона- чальный со- став первич- ного дегтя Перегонка первичного дегтя
С водяным паром в вакууме при нор- мальном да- влении
Нерастворимые в бензине . . . 8,6 3,2 1,7 1,8
Фенолы . . . • 9,5 1,3 2,3 6,4
Карбоновые кислоты 5,6 5,8 7,9 7,3
Парафин 19,6 31,9 27,0 20,9
Нейтральные масла 53,7 39,4 43,3 50,9
Кокс 7,9 7,9 7,8
Парафиновые соединения наименее устойчивы к действию высокой
температуры. Начало их крекинга лежит при сравнительно низких тем-
пературах. Температура распада у олефинов выше, чем у парафинов;
еще выше она у нафтеновых углеводородов, и, наконец, ароматиче-
ские углеводороды — наиболее термически устойчивы. При повышении
температуры ароматические соединения дают многокольчатые моле-
кулы, которые и представляют собой твердые неперегоняемые отло-
жения, называемые коксом. Прежде чем дать кокс, высокополимеризо-
ванные ароматические соединения переходят в непрегоняемую смесь,
которая называется карбенами. Карбены в отличие от кокса раство-
ряются в бензоле, пиридине и других растворителях.
Такой же путь постепенного перехода в этом ряде (парафины,
олефины, нафтены, ароматика, карбены и кокс) можно наблюдать, не
повышая температуру до 900—1000°, как это имеет место в коксовых
печах, а удлиняя время пребывания вещества в реакционной зоне.
Так, в условиях промышленного крекинга нефтяных продуктов
температура поддерживается не выше 500° (при повышенном давле-
нии). При этих условиях дегти, имеющие в своем составе преимуще-
ственно парафины, потребуют больше' времени для образования кокса
и поэтому процесс можно остановить на стадии распада длинной пара-
финовой молекулы на низшие парафины и олефины. В случае преобла-
дания олефинов процесс распада дегтя при повышении температуры
43
может начаться одновременно с полимеризацией олефинов в полимети-
леновые углеводороды.
Процесс ароматизации нафтенов наступает с отщеплением водо-.
рода и боковых цепей; одновременно продолжается процесс накопле-
ния многокольчатых систем, которые сначала переходят в карбоиды,
а затем идет образование кокса.
У ароматических углеводородов крекинг может итти только в на-
правлении отрыва боковых цепей; затем начинается конденсация
одноядерных молекул в многоядерные и образование кокса. Наиболее
легко крекируются парафиновые, а затем нафтеновые, ароматические
и асфальтеновые дегти.
Дегти, содержащие небольшое количество парафинов, при крекинге
дают настолько мало легкокипящих фракций, что способ получения
бензинов путем крекинга экономически мало пригоден. Результаты
опытов крекинга сланцевых дегтей приведены в табл. 21. Из таблицы
ТАБЛИЦА 21
Фракционный состав сланцевых дегтей до крекирования
и после него (в °/0)
Фракции сланцевых дегтей Веймарнская смола 4 Кашпирская смола
до кре- кинга после крекинга до кре- кинга после крекинга
До 200° 3,2 28,7 11,5 27,0
От 200 до 300° . . . 19,8 6,9 29,3 5,3
Выше 300° (остаток) Газ и потери при 75,4 6,2 56,5 8,2
перегонке .... 1,6 23,0 2,7 23,3
Кокс — 35,2 — 35,3
ясно, что потери на газо- и коксообразование в обоих случаях соста-
вляют 58—59%, в то время как выход бензина при крекинге веймарн-
ской смолы повышается на 25,5%, а при крекинге кашпирской — на 15,5%.
Таким образом, главная масса дегтей при крекинге в данном слу-
чае превращалась в газ и кокс. Аналогичный процесс идет и при кре-
кинге других первичных дегтей (торфяных, буроугольных) с малым
содержанием парафиновых углеводородов.
Главной причиной таких малых выходов легких фракций при кре-
кинге сланцевых и других дегтей является содержание в них в боль-
шом количестве непредельных углеводородов. Поэтому для устране-
ния первичного накопления олефинов и последующего коксообразова-
ния процессы крекинга сланцевых дегтей ведутся в присутствии водо-
рода. Такой метод термической переработки получил название дестру-
ктивной гидрогенизации.
Водород гидрирует олефины и таким образом, во-первых, дает но-
вый материал для распада (парафины), во-вторых, мешает дегидри-
роваться ароматическим соединениям и предохраняет их от дальней-
шего уплотнения в многоядерные системы, а также облегчает распад,
прогидрированного полициклического соединения.
Так как большинство перечисленных реакций присоединения водо-
рода обратимо и скорость реакции для каждой группы углеводородов
различна, то для ускорения желаемой реакции необходимо применение
соответствующего специфического катализатора, свойства которого
изучаются на индивидуальных соединениях. Процессы, происходящие
при деструктивной гидрогенизации, в значительной мере зависят от
условий температуры и давления.
44
Общий характер действия водорода на группы углеводородов
можно схематически представить таким образом. Простой разрыв
данной цепи парафина с образованием олефинов приводит к полиме-
ризации с образованием димеров, тримеров и полимеров. Полнота
перехода олефинов в насыщенные полиметиленовые углеводороды
уменьшается по мере увеличения молекулярного веса углеводородов.
Поэтому в этих случаях необходимо несколько (но не сильно) поднять
давление, увеличить концентрацию водорода и не повышать темпера-
туры. Таким образом, короткий срок мягкого гидрирования будет спо-
собствовать накоплению насыщенных углеводородов.
Поведение нафтеновых углеводородов изучено на сравнительно небольшом
количестве индивидуальных соединений. Первый член — циклогексан дает по схеме
Джонса циклогексен и затем бензол:
СН.,
I
сн2 сн.
сн2
Декалин, вероятно, переходит в тетралин, а последний дает бензол по схеме:
СН2 СН2
СН^СН^Нг
I I
сн.
сн2 сн сн2
\н?сн^
сн2
I
сн2
Вместе с этой реакцией протекает и другая — изомеризация тетралина в метил-
гидроинден:
СН2
^\/Х,СН2 ---;СН2
Jch2 I^ XJcH,
сн2 ' сн — сн3
Такой переход циклогексана в метилциклопентан был реализован акад.
Зелин-
с ним:
СН2
СН.,—СНо
1'1'
СН2 СН — СН;;
^сщ
Таким образом полинафтеновые кольца при гидрировании переходят в одноколь-
чатые системы, а последние, присоединяя водород, дают парафиновый и олефино-
вый углеводороды:
СН2
сн?сн.>
I I —> СН3 — СНо— СН2 — СНв + СН2 = СН».
сн2 сн2
^сгн
45
Бензольное ядро и многокольчатые соединения наиболее прочны; их можно под-
вергать нагреванию до 800°. Разрыв бензольного кольца с образованием открытой
цепи с 6 атомами углерода не имеет места: он идет глубже с образованием угле-
рода, водорода и метана. Из гомологов бензола наиболее прочными являются егс
метилпроизводиые. При гидрировании высших гомологов бензола наблюдается более
легкая отщепляемость боковых цепей с образованием парафиновых углеводородов
и бензола или циклогексана, смотря по продолжительности гидрирования, уровню
температуры и характеру катализатора.
Характер распада азотистых, сернистых н кислородных соединений смолы
аналогичен описанным выше. Так. деструктивная гидрогенизация карбазола может
быть выражена следующей схемой:
Такова же схема разрушения молекулы тиофена:
СН—СН
II II
СН СН
СН2-СН2
СН» сн2
xs/
сн2—сн2
I ! и
СН» сн3
XSH
СН3-СН2—СН2—CH3+S.
В качестве наиболее стойких катализаторов для деструктивной гидрогенизации
применяются сернистые металлы, как не боящиеся отравления сероводородом, напри-
мер сернистый молибден.
Преимущество гидрогенизации некоторых дегтей перед крекингом
и ее значение для обеспечения повышенных выходов бензина видны из
ТАБЛИЦА 22
Состав продуктов, полученных из слан-
цевых дегтей после деструктивной ги-
дрогенизации их (в %)
Продукты Веймарн- Кашпир-
ская смола ская смола
Вода .... • . 6 3,3
Бензин 70 43,3
Газ и потери . . 24 26,5
Фракция, кипящая
выше 200° . . — 27,0
ТАБЛИЦА 23-
Состав газов, полученных при ги-
дрогенизации сланцевых дегтей
(в %)
Компоненты газа Веймарн- ская смола Кашпир' ская смола
со» 5,0 2,4
6,1 0,1
СпН2П-| 2 64,5 61,7
н2 30,4 34,2
табл. 22. При деструктивной гидрогенизации в моторное топливо пере-
шло 70% всей смолы.
В результате деструктивной гидрогенизации в качестве отхода по-
лучаются газы. В табл. 23 приведен состав газов гидрогенизации
тех же сланцевых дегтей.
Сырьем для получения водорода могут служить отходящие газы
гидрогенизации.
Путем конверсии с парами воды зти газы, содержащие 25—30%
СзНз и CiHio, могут быть переработаны на водород по реакции:
С4Н10~8Н2О —> 4СОо+ 13Н2.
46
Таким образом, из одного объема бутана можно получить 13 объе-
мов водорода и почти полностью удовлетворить потребность в нем для
гидрогенизации. Конверсией можно замкнуть процесс потребления во-
дорода для гидрогенизации.
Синтез жидкого топлива из газов
При процессах термической переработки топлива получается зна-
чительное количество отходящих газов. Так, например, коксовая уста-
новка, перерабатывающая в год 1 млн. т угля, дает до 300 млн. м3
газов. Еще большее количество газов получается в результате кре-
кинга нефти и смол. В зависимости от характера нефти, температуры
и продолжительности крекинга выход газа колеблется от 3 до 6%'.
Средний состав газов (в %):
II............... 3-7 С4Н8..........5,8-9
С»Н4..........3,9-27 С„Н.,1+г . . . 39,6-80,7
С3'Н0.........1,6—6,6
Среди многих методов использования этих отходящих газов сле-
дут отметить использование непредельных углеводородов для синтеза
спиртов и гликолей, а также выработки высокооктанового бензина и
получение водорода методом конверсии предельных углеводородов.
Процесс получения бензина из олефинов осуществляется полиме-
ризацией олефинов с фосфорной или серной кислотой.
Полимеризация идет по схеме:
СН3 СН2 ОН
V* + so»
СНо он
I
сн3
СН8 СН3
С — OSOsl I,
сн2
сн«
сн3 СНо сн:1 н
г о ||
с — OSO3H —> СН3 — СН2 — С — С — С = СН2 + 2H2SO4.
сн2 СН3СН3СН3
СН3
Химизм и технология получения жидкого топлива из окиси углерода
и водорода приведены в главе 24.
ЧАСТЬ II
ПОЛУКОКСОВАНИЕ, КОКСОВАНИЕ И ГАЗИФИКАЦИЯ
ГЛАВА 3
УГЛЕОБОГАЩЕНИЕ
Методы обогащения углей
Механическая обработка каменного угля для удаления породы и
многозольных частей носит название обогащения. Теплотворная спо-
собность обогащенного угля повышается вследствие увеличения со-
держания органической массы. Уменьшение в обогащенном угле серы
повышает его качество как топлива и как сырья для выжига кокса.
Масса рядового угля состоит из кусков и частиц разнообразной
зольности, начиная от пустой породы до зерен почти чистого органи-
ческого вещества; поэтому найденное содержание золы является сред-
ним количеством.
Рядовой уголь большей частью представляет смесь нескольких пла-
стов, добываемых из одной шахты. Уголь пластов даже одной марки
может сильно отличаться как по зольности, так и по крупности кусков
(ситовому анализу). Кроме того, пласты часто разделяются прослой-
ками на различные по анализу и по петрографическому составу пачки.
Пустая порода между пачками угля, а также обломки почвы и
кровли пластов, попадающие в рядовой уголь, увеличивают зольную
часть угля. В зависимости от состава пород (песчаники, глины, угли-
стые сланцы и др.) этот примешанный балласт может быть в виде ме-
лочи или крупных кусков. Соответствующими методами обогащения
эта часть золы может быть отделена от угля почти полностью. Круп-
ные куски породы могут быть удалены ручной или механической по-
родоотборкой, мелочь и пыль — мокрым или пневматическим обогаще-
нием, а также флотацией. В некоторых случаях предварительное обо-
гащение достигается простым грохочением.
Другую часть золы составляют минеральные вещества, отложив-
шиеся в угле в процессе его образования. Эти вещества заполняют
поры фюзена, образуют включения и тонкие пропластки в органиче-
ской массе угля и выделяются в трещинах угля из вод, пропитываю-
щих угольные пласты. Образуя как бы сросшуюся с веществом угля
массу, эта часть золы может быть отделена от угля только при соот-
ветствующем дроблении. Естественно, что часть этой золы переходит
при добыче угля в угольную мелочь.
Наконец, минеральные вещества, входившие в состав раститель-
ного вещества, из которого образовался уголь, химически связаны
с горючим веществом и отделение ее обычными методами углеобогаще-
ния невозможно. Содержание такой золы обычно составляет от 1 до
2% от органической массы угля.
48'
Рядовой уголь может быть получен мелким и крупным. Дюрен
лучше противостоит дроблению при добыче, витрен часто дает много
мелочи, фюзен частично остается в виде пропластков и включений
в кусковом угле.
Содержание в рядовом угле мелочи и кусков различного размера
определяется ситовым анализом. В производстве отсев угля от мелочи
или разделение угля по крупности производятся на различного типа
грохотах. Распределение золы в угле, разделенном на классы по круп-
ности, может быть весьма различным. Обыкновенно угольная мелочь
содержит больше золы, чем крупные классы угля, хотя нередко бы-
вают исключения.
Куски угля, прослоенные породой, неоднородные по составу или
содержащие зольные прожилки и включения, подвергаются раскалы-
ванию до соответствующих размеров в дробильных аппаратах. Образо-
вание мелочи и пыли при этом нежелательно, так как вызывает уве-
личение потерь при обогащении. В тех же случаях, когда задачей
дробления является простой размол угля с целью получения шихты
для коксования или для пылевидного топлива, применяются дезинте-
граторы, молотковые дробилки и мельницы, разбивающие или расти-
рающие уголь.
Шихта для коксования составляется смешением иногда довольно
значительного числа (5 и более) различных по качеству марок углей.
Сочетание нескольких компонентов позволяет более точно подобрать
состав шихты, обеспечивающий высокое качество получаемого кокса
при повышенном выходе смолы, но применение большого числа ком-
понентов значительно осложняет хозяйство угольных складов. Умень-
шение числа компонентов до трех представляется наиболее правиль-
ным решением во всех тех случаях, когда это окажется экономически
и технически возможным.
Шихта, все компоненты которой состоят из рядовых углей, встре-
чается редко. Обычно большая часть шихты составляется из углей,
предварительно обогащенных.
Обогащение углей может производиться на месте их добычи, или
на месте потребления.
В основу обогащения углей положены методы, основанные на раз-
личной скорости падения в движущейся воде или в токе воздуха раз-
личных по удельному весу и размеру кусков породы, зольного и чи-
стого угля. В соответствии с этим обогащение носит название мокрого
или сухого (пневматического).
В качестве предварительной, а иногда и самостоятельной операции
применяется ручная и механическая отборка породы.
В качестве особого метода обогащения мелкого угля и в частности
угольных шламов, получаемых при мокром обогащении, пользуются
флотацией, основанной на различной смачиваемости породы и уголь-
ных частиц.
Основные процессы обогащения слагаются из следующих опера-
ций: 1) грохочение и сортировка по крупности; 2) дробление; 3)поро-
доотборка; 4) мокрое обогащение; 5) флотация и 6) сухое обогащение.
Грохочение углей
Грохочение углей представляет собой операцию, необходимую
почти при всех процессах углеобогащения.
Сущность грохочения состоит в разделении угля на отдельные
классы (сорта) по крупности.
Грохочение может быть самостоятельной операцией и в этих слу-
чаях агрегаты для грохочения называются углесортировками.
4 Зак. 3610. Общая химия, технология топлива.
49
Грохочение кокса осуществляется на коксосортировках.
При отсеве рядового угля от мелочи на рудниках добиваются за-
метного уменьшения зольности и в данном случае сортировка уже
выполняет задачу обогащения. Это особенно целесообразно, когда
«отсев» может быть использован на месте в качестве котельного или
другого топлива.
Грохоты делятся на следующие четыре типа: 1) колосниковые, не-
подвижные и роликовые; 2) плоские качающиеся; 3) плоские вибра-
ционные и 4) барабанные медленно вращающиеся, цилиндрические и
конические.
Колосниковые грохоты. Неподвижные колосниковые грохоты
наиболее дешевы и просты. Конструкция грохота показана на рис. 4.
Рис. 4. Неподвижный колосниковый грохот.
Грохот укрепляется непосредственно под местом подачи угля и состоит
из ряда железных полос (колосников), скрепленных между собой в виде
решетки.
Ширина щелей между колосниками определяется размерами шайб.
Ширина грохота составляет обычно от 1,5 до 2 м, длина 5 м и более.
Угол наклона грохота должен обеспечить равномерное сползание угля
и быть несколько больше угла трения по железу: 25—35°. Нередко
изменяют угол наклона, сообразуясь с результатами наблюдений за
работой грохота. Во избежание заклинивания угля между колосниками
поперечному сечению колосников придают форму, суживающуюся
кверху.
Роликовые или валковые грохоты. Роликовые грохоты (гризли) ши-
роко распространены на коксосортировках для отсева металлургиче-
ского кокса.
Поперек металлической рамы установлены на подшипниках обычно 9
и более валов с насаженными на них чугунными фигурными ди-
сками. Посредством цепной передачи все валы с дисками вращаются
в одну сторону, передвигая кокс. Диски четных валков входят в про-
межутки нечетных, образуя просветы в 25 X 25 мм или 40 X 40 мм
в соответствии с размерами отсеваемого кокса. Куски двигающегося
через валковый грохот кокса все время перекатываются; если хотя бы
50
в одной проекции куска размеры менее указанных, то кокс провали-
вается под грохот.
На рис. 5 показан применяемый для отсева рядовых углей от мелочи
роликовый грохот Дистль-Зуски более простой конструкции с валками,
отлитыми целиком из чугуна.
Плоские качающиеся грохоты. Для этих грохотов применяются
штампованные из железных листов решета или проволочные сита.
Отверстия в решетках штампуются круглой, квадратной и щелевидной
формы и располагаются в шахматном порядке или параллельными ря-
дами. При продавливании штампом отверстий размеры их с нижней
Рис. 5. Роликовый грохот Дистль-Зуски.
стороны листа получаются несколько увеличенными, что уменьшает
возможность застревания частиц угля в решетах.
По условиям техники штампования толщина железного листа не
может быть более 0,6 диаметра отверстия. Поэтому решета с мелкими
отверстиями получаются тонкими.
Проволочные сита имеют большее живое сечение (до 70%) и до-
пускают возможность самого мелкого грохочения. Их недостаток —
неровная поверхность, увеличивающая трение и быстрый износ. Во из-
бежание изменения размеров отверстий, из-за перемещения проволок
в сите, применяется специальное плетение, при котором как продоль-
ные, так и поперечные проволоки одинаково изогнуты и плотно зажи-
мают друг друга.
В наклонных неподвижных грохотах движение угля происходит
под влиянием силы тяжести. В качающихся грохотах, даже при гори-
зонтальном положении сита, уголь может передвигаться под действием
сил инерции и при движении грохота вперед и назад уголь будет дви-
гаться вместе с грохотом, оставаясь по отношению к нему в покое
только до тех пор, пока инерция угля, равная Mi (где М — масса
угля, a i — ускорение или замедление движения грохота), не превы-
сит трения угля по ситу грохота.
4*
51
Сила трения при горизонтальном грохоте равна pt (где р — вес угля и f — коэфи-
циент трения), или, что то же, Mgf (где М — масса угля, a g — ускорение силы
тяжести).
Из равенства Mi = Mgf определяется критическое значение
/к=9,81/, (13)
выше которого всякое ускорение или замедление движения грохота вызывает пере-
мещение угля по грохоту.
Коэфициент f в зависимости от характера угля и различия решет колеблется
в пределах: для угля, находящегося в покое к грохоту, f — от 0,50 до 0,60, в дви-
жении f = от 0,20 до 0,25.
Для сползания угля с грохота необходимо нли придать его ситу наклон, в сто-
рону которого и будет сдвигаться вся масса угля, или сообщить колебаниям гро-
хота в одну сторону бблыпие ускорения или замедления, чем в другую. В отдель-
ных конструкциях при колебаниях грохота движение вперед останавливается ударом
грохота об упор или пружину, вызывая резкое замедление и изменение направления
хода, и уголь продвигается при этом толчками по одному направлению, каждый
раз на определенное расстояние.
Производительность грохота, повышаясь с увеличением скорости, доходит до
предела и затем начинает уменьшаться при одновременном ухудшении четкости
отсева.
Производительность грохота повышается с увеличением толщины
слоя двигающегося по нему угля, однако качество грохочения вслед-
ствие выноса углем мелких частиц при этом понижается. Сообщая
грохоту для встряхивания угля дополнительные колебания в напра-
влении, перпендикулярном решету, можно в значительной степени
ослабить это явление.
Для разделения угля на несколько классов по крупности уголь
пропускают через ряд последовательно расположенных сит, производя
грохочение «от мелкого к крупному» или «от крупного к мелкому».
Иногда применяется комбинирование обоих методов.
При грохочении «от мелкого к крупному» сита грохота распола-
гаются последовательно по длине одного грохота или отдельные гро-
хоты устанавливаются цепью один за другим. Грохочение «от мелкого
к крупному» занимает много места, но в некоторых случаях удобно,
так как грохоты заменяют собою транспортер, что позволяет непосред-
ственно распределять по бункерам отдельные классы угля по крупно-
сти. Надзор за работой грохотов удобен, чистка и смена сит при этом
грохочении производятся без затруднения.
При грохочении «от крупного к мелкому» сита располагаются одно
под другим. Конструкция проста и компактна, а износ мелких сит
значительно уменьшается. вл ц 2 Воспринимающий всю массу Основные показатели грохотов Маркуса 1 „ J < угля веохнии гпохот с боль-
Размеры сит (ширина X Длина) в мм Производи- тельность в т/час шими отверстиями может Вес ^грохота быть сделан весьма проч- ным из толстых железных
600 х юооо 1 200.Х 25 000 2 400 X 40 000 Разделенный ствующую обог Грохот Мар 90 180 360 на классы атительную куса. Грохот более совершенно. Крупные сорта угля, проходя мень- 25 0 ший путь, лучше сохраняют- ся, разделение по классам крупности более четкое, уголь направляется желобами в соответ- шпаратуру. Маркуса широко распространен на угле-
сортировках для грохочения по методу «от мелкого к крупному», так
как, заменяя транспортер, позволяет распределять уголь по сортам не-
посредственно в бункера, находящиеся под ситами. Вследствие дви-
жения грохота в горизонтальной плоскости по роликам, уголь переме-
52
щается по ситам сплошной массой без подбрасывания, что
предохраняет куски угля от измельчения и позволяет производить на
грохоте отборку породы вручную.
Основные показатели грохотов Маркуса приведены в табл. 24.
При движении вперед диференциальный механизм сообщает грохоту ускорение,
не превышающее критического, вследствие чего вся масса угля, двигаясь вместе
с грохотом, остается по отношению к нему в покое. В конце хода резкое замедле-
ние грохота заставляет уголь двигаться по грохоту вперед. Обратное движение гро-
хота начинается при быстром нарастании ускорения. Грохот как бы выдергивается
из-под движущейся массы.
Грохоты Маркуса применяются для грохочения угля по классам крупности не
ниже 10 мм. Грохоты Маркуса применяются и для обезвоживания мытых углей.
Грохот Баума. Наклонная рама грохота получает в верхней части
круговые качательные движения в вертикальной плоскости от эксцен-
Рис. 6. Грохот Ба]ма <т мелкого к крупному:
/ — решето; 2—тяга; ^—эксцентрик.
триков приводного вала 3, непосредственно связанных с рамой. Ниж-
няя часть грохота, подвешенная на тягах 2, движется почти горизон-
тально. Благодаря такому устройству уголь со стороны загрузки про-
двигается по решету 1 и быстро отсеивается от мелочи. При дальней-
Рис. 7. Грохот Феррариса:
1—рама грохота; 2—пружины; 3—эксцентриковая тяга.
шем перемещении по грохоту уголь получает более плавное движение,
что предохраняет куски от измельчения.
На рис. 6 изображен грохот Баума для грохочения по методу «от
мелкого к крупному» с разделением угля на три класса.
Угол наклона грохота 15—17°, число оборотов ведущего вала
100—120 в минуту. Грохоты Баума просты по конструкции и приме-
няются для кусков угля не крупнее 100 мм.
Основные размеры грохотов Баума: длина 3200—5200 мм, ширина
1200—2000 мм, вес 2—5 т. Производительность колеблется от 50 до
150 т/час.
Грохот Феррариса. Грохот Феррариса (рис. 7) горизонтальный, бы-
строходный с несимметричным и подбрасывающим движением. Рама
53
грохота 1, укрепленная по бокам на ряде поставленных наклонно
плоских пружин 2, получает колебания от эксцентриковой тяги 3. Ди-
ференциальное движение грохота в данном случае зависит от наклона
пружин и эксцентриковых тяг. При движении вперед грохот несколько
приподнимается на пружинах, сила трения возрастает и уголь дви-
жется вместе с грохотом. При движении назад грохот как бы опу-
скается под углем и уголь почти без трения, а иногда и отделяясь от
грохота, продолжает скачками свое поступательное движение вперед.
Пружинящие пластины грохота, обычно деревянные, устанавливаются
ТАБЛИЦА 25 П0Д УГЛ0М 0Т 15 ДО 25° Основные показатели грохотов Феррариса к вертикали. Радиус кривошипа эксцентри-
Размеры сит (ширина X Длина) в мм Производительность в т)час при величине отверстий сита 10 мм | 6 мм | 3 мм ка 15—30 мм. Число Мощность оборотов вала 400—500 в в минуту. При неболь- л- с- шом наклоне грохот Феррариса может ра-
460 X 2 300 900 X 3 200 • 1 000 X 4 000 10 12,5 15 6 7,5 10 3 4 5 ботать с подачей угля 2,5 вверх по наклону. Это 3,5 позволяет устанавли- 4’5 вать грохоты последо- вательно на одной пло-
щадке, причем уголь
пересыпается с одного грохота на другой без всяких дополнительных
приспособлений.
Грохоты Феррариса применяются для кусков угля крупностью
обычно не выше 40 мм. Основные показатели грохотов Феррариса
приведены в табл. 25.
По качеству сортировки грохоты Феррариса стоят на первом месте.
К достоинствам их относятся также дешевизна и простота конструкции,
удобство надзора за грохо-
чением и легкость ремонта.
Недостатками этих гро-
хотов являются довольно
частые поломки пружиня-
щих деревянных пластин и
эксцентриковых тяг, а так-
же вибрации, передаваемые
зданию.
Для уменьшения вибра-
ций здания и для улучше-
ния условий работы при-
водного вала грохоты Фер-
рариса иногда соединяют
попарно на общей фунда-
ментной раме и приводят в
движение от одного .вала,
причем одновременные ка-
чания грохотов производят-
ся в противоположных па-
Рис. 8. Грохот Кокса.
правлениях.
Грохот системы Кокса. Грохот системы Кокса (рис. 8) чрезвычайно
прост и компактен по конструкции. Грохочение «от крупного к мел-
кому» может производиться на 5 и более классов, в зависимости от
числа решет.
Круговое движение сит в горизонтальной плоскости вызывает
петлеобразное движение угля по грохоту. Для сползания угля с сит
54
достаточен наклон 2—5°. Производительность сит высока при хоро-
шем качестве сортировки.
Круговые грохоты применяются для угля различной крупности. Сита
берутся с отверстиями от 3 до 100 мм. Наклон сит тем больше, чем
меньше сортируемый уголь.
Обычные размеры сит от 800 X 1000 мм до 2200 X 4000 мм при
производительности грохота от 10 до 250 т/час.
Число оборотов грохота при радиусе вращения 50 мм около
150 в минуту.
Вибрационные грохоты. В вибрационных грохотах проволочное сито
получает быстрые колебательные движения в направлении, нормаль-
ном к поверхности сита. Амплитуда колебаний обычно не более 3 мм,
а число полных колебаний от 1500 до 3000 в минуту.
Быстрые колебания в вертикальной плоскости способствуют бы-
строму прохождению мелких частиц угля между крупными и прова-
ливанию их сквозь сито, причем обеспечивается почти полное разде-
ление (98—99%).
Для передвижения угля, грохоту придают соответствующий уклон
и уголь перемещается по ситу почти исключительно под действием
силы тяжести. Слишком
большой наклон, увели-
чивая производительность
грохота, понижает каче-
ство сортировки.
Работа грохота зави-
сит от толщины слоя угля
на сите. При слишком
толстом слое нарушает-
ся правильность вибра-
ции грохота, при слиш-
ком тонком частицы угля
перескакивают через от-
верстия сита, не прова-
ливаясь.
По конструктивным
соображениям вибрацион-
ные грохоты не могут
быть больших размеров и
обычно имеют только
одно сито. Для разделе-
ния по классам вибра-
Рис. 9. Внешний вид цилиндрического барабан-
ного грохота (вид со стороны загрузки).
иконные грохоты устанавливаются в последовательном порядке.
Главное применение вибрационные грохоты получили для сорти-
ровки мелких углей и особенно для отделения сухой пыли от угля.
В ряде систем вибрация грохота осуществляется посредством
быстро вращающихся на раме грохота маховиков с неуравновешен-
ными массами.
По принципу работы механизма грохоты этого типа называются
также инерционными. Инерционные грохоты весьма просты по кон-
струкции и дешевле вибрационных грохотов. Сита инерционных грохо-
тов вибрируют вместе с рамой, поэтому служба их продолжительнее,
а производительность несколько больше по сравнению с системами,
в которых вибрационный механизм действует непосредственно и
только на сито.
Барабанные грохоты. Внешний вид цилиндрического барабанного
грохота для грохочения «от мелкого к крупному» показан иа рис. 9.
Барабанные грохоты применяются также для грохочения по методу
55
«от крупного к мелкому»; в этом случае сита располагаются концен-
трически, что значительно уменьшает длину барабана.
Уголь, сползая и пересыпаясь по ситам, при медленном вращении
последних продвигается вперед вследствие наклона барабана. Для со-
хранения горизонтального положения оси вращения можно сита сделать
в виде усеченного конуса.
Благодаря медленному и равномерному вращению барабанные гро-
хоты работают спокойно, без толчков и сотрясений.
Барабанные грохоты отличаются долговечностью и требуют сравнительно ред-
кого ремонта. По производительности и затрате силы на грохочение барабанные
грохоты значительно уступают плоским. В барабанном грохоте уголь занимает не
более 1/6 части поверхности сит, тогда как в плоских работает почти вся поверх-
ность сита. Кроме того, крупные классы угля в барабанных грохотах подвергаются
большему дроблению. К недостаткам барабанных грохотов следует отнести также
сильное пылеобразование, вследствие чего при грохочении сухих углей грохот не-
обходимо покрывать сплошным кожухом.
Для барабанных грохотов обычно применяются штампованные стальные сита
Угол наклона цилиндрических грохотов чаще всего 3—7°.
Число оборотов в минуту:
8 14
от п = —до Л = —,
Vr Vr
где R — ргщпус барабана в м.
Производительность барабан-
ных грохотов 60—200 т/час и бо-
лее. При диаметре отверстий
сита в 25 мм производительность
1 м1 сита барабанного грохота
2,5—4 т/час, тогда как те же
сита на плоских грохотах дают
до 20 т/час на 1 ml.
Дробление углей
Дробление угля имеет
целью или уменьшение ве-
личины крупных кусков или
размол угля до определен-
ной тонкости помола.
При дроблении антраци-
товой плиты или крупных
кусков кокса до размеров,
наиболее удобных для даль-
нейшего использования, а
также при дроблении угля
перед мокрым обогащением
следует по возможности
избегать образования ме-
лочи и пыли. В этих случаях
применяются дробилки, дей-
ствие которых основано
на принципе раскалывания
и раздавливания. Соответ-
ствующими типами дробиль-
ных машин будут щековые дробилки и зубчатые валки. Для дробления
углей перед коксованием заготовленная шихта дробится сразу или
по отдельным компонентам до сравнительно тонкого помола маши-
нами, действующими по принципу удара или удара и истирания.
К этому типу машин относятся дезинтеграторы и молотковые дробилки.
Крупный уголь предварительно отсеивается и дробится на валковых
56
или щековых дробилках. Нередко предварительное дробление произ-
водится на дробилках Бредфорда.
Щековые дробилки. Наиболее распространенным типом щековых
дробилок является дробилка Блек а, схематически изображен-
ная на рис. 10. Чугунные или стальные щеки имеют глубокие нариф-
ления. Одна щека укреплена неподвижно, другая подвешена на оси,
расположенной выше загрузочного отверстия. Колебания подвешенной
щеке сообщаются эксцентриком 1 при посредстве рычажных распорок
2. Тяга 3, снабженная пружиной, ускоряет обратное движение щеки
и эластично скрепляет рычажный механизм. Маховики, насаженные на
приводной вал, накапливают энергию во время раздвигания щек и
отдают ее при сжатии. Число оборотов вала в зависимости от раз-
меров дробилки от 500 до 150 в минуту, в очень больших дробилках —
50 и меньше.
При каждом качании подвижной
кусков угля, заклинивающихся между
рифлений одной щеки, расположенные
против углублений другой, вызывают
раскалывание кусков угля, тем са-
мым предохраняя уголь от излишнего
измельчения. При каждом отходе щек
материал спускается под действием
тяжести, испытывая таким образом
последовательный ряд сжатий, пока
не выпадет из нижней щели, шири-
ной которой определяется величина
дробленого материала.
Дробилки Блека весьма широко
щеки происходит раздавливание
щеками. При этом выступы на-
Рис. 11. Двухвалковая дробилка.
распространены и применяются для дробления различных материалов.
В соответствии с этим конструкции их чрезвычайно разнообразны.
Дробилки Блека строятся различных размеров, от небольших до огром-
ных машин производительностью 2500 т/час. При измельчении круп-
ного угля применяются дробилки производительностью от 100 до
300 т/час.
Дробилки Блека дешевы, надежны и удобны в эксплоатации; недо-
статком их является выдача неравномерного продукта.
Валковые дробилки. Наиболее простая валковая дробилка (рис. 11)
состоит из двух гладких цилиндрических валков, вращающихся в про-
тивоположных направлениях, установленных на общей раме так, чтобы
щель между поверхностями валков соответствовала заданной величине
дробления. Валки покрыты кожухом, на верху которого имеется загру-
зочное устройство. Подшипники одного валка неподвижны, подшип-
ники другого могут в известных пределах передвигаться по раме, по-
зволяя изменять расстояние между валками. Такое устройство предо-
храняет валки от поломки в случае попадания в дробилку твердых
предметов. На прежнее место подшипники возвращаются действием
пружин.
Расстояние между валками (ширина щели) регулируется установ-
кой между подшипниками планок соответствующей толщины.
Гладкие валки применяются преимущественно для среднего дро-
бления и делаются диаметром от 600 до 1500 мм. Длина валков
обычно значительно меньше диаметра (от 1/2 до 1/5). Окружная ско-
рость составляет от 3 до 5 м/сек.
Благодаря большим вращающимся массам валковые дробилки ра-
ботают спокойно без толчков. Недостатками гладких валковых дроби-
лок являются их громоздкость и дороговизна при сравнительно малой
производительности, а главное большое образование мелочи и пыли.
57
Поэтому при дроблении углей применяются одновалковые и двух-
валковые дробилки с зубьями.
Гладкие валки дробят уголь раздавливанием, действие зубчатых
основано на раскалывании.
Диаметр зубчатых валков может быть небольшим (в три-четыре
раза больше поперечника крупных кусков угля). Давление, испыты-
ваемое валками при дроблении, благодаря раскалывающему действию
при дроблении, благодаря раскалывающему действию
зубцов значительно снижается,
что позволяет делать всю кон-
струкцию более легкой.
В одновалковой дробилке
(рис. 12) зубья делаются обыч-
но двух размеров: большие
служат для захватывания уг-
ля и раскалывания крупных
кусков, меньшие для последую-
щего раскалывания небольших
кусков угля. Зубья в двух-
валковых дробилках входят в
промежутки между рядами.
Число оборотов одновалковых
Рис. 12. Одновалковая дробилка с зубьями, дробилок от 40 до 120 в ми-
нуту.
Основные показатели дробилок Греппеля разных размеров приве-
дены в табл. 26.
Одновалковые дробилки применяются преимущественно для дро-
бления крупного угля, двухвалковые — для среднего дробления.
На рис. 13 показан разрез комбинированной трехвалковой дро-
билки Греппеля. Верхний валок с четырьмя большими зубцами служит
для предварительного дро-
бления. Размеры валков, чис-
ло оборотов и производи-
тельность вполне соответ-
ствуют данным для двух-
валковых дробилок. Расход
энергии на 20% больше, при-
чем дробится уголь значи-
тельно большей крупности.
Зубчатые валковые дро-
билки сравнительно с дру-
гими дробильными машина-
ми потребляют значительно
меньше энергии и дают про-
дукт с наименьшим содер-
жанием мелочи. Поэтому на
обогатительных фабриках,
ТАБЛИЦА 26
Основные показатели дробилок Греппеля
разных размеров
Показатели
Численные
величины их
Диаметр валков в мм . . 750 750 1000
Длина валков 750 1200 1500
Число об/мин Производительность 175 175 175
в т{ч.ас Ширина щелн между 40 60 100
валками в мм 80 80 100
Требуемая мощность в л. с. 18-20 25-30 35-40
Вес в т 6,2 8,8 12,5
где появление мелочи всегда нежелательно, применяются почти исклю-
чительно зубчатые валковые дробилки.
Дезинтеграторы и молотковые дробилки. Эти машины применяются
в тех случаях, когда поступающий на дробление материал должен
быть мелко размолот и содержание пыли в дробленом угле особого
значения не имеет; поэтому их широко применяют для окончательного
дробления шихты, идущей на коксование.
Разрез дезинтегратора системы Карра показан на рис. 14. Посту-
пающий в дезинтегратор уголь при падении встречает ряды быстро
двигающихся в противоположном направлении стальных стержней би-
чей 7 и от последовательных сильных и частых ударов разбивается
58
в мелочь. Стержни укреплены концентрическими рядами на двух ди-
сках 2, причем стержни одного диска входят в промежутки между
рядами стержней другого. Каждый диск (обычно с двумя рядами стерж-
ней) насажен на отдельный вал 3. Валы вращаются с одинаковой ско-
Рис. 13. Разрез комбинированной трехвалковой дробилки Греппеля с
зубьями.
ростью в противоположные стороны. Большие дезинтеграторы перера-
батывают 100 т и более угля в час. Диаметр дисков (корзин) больших
дезинтеграторов до 2500 мм, длина бичей 600 мм. Число оборотов от
200 до 240 в минуту.
Дезинтеграторы дают достаточно мелкий помол. Обычно через сито
с отверстиями в 3 мм про-
ходит 80—85% помола.
Мягкий уголь в дезин-
теграторе дробится силь-
нее твердого и вязкого.
Это является недостат-
ком при помоле коксовой
шихты из компонентов
различной твердости, так
как для хорошей ших-
ты обычно важен особо
тонкий помол твердых уг-
лей. Молотковые дробил-
ки дают более ровный по-
мол, в известной степени
позволяют регулировать
его величину, отличаются
компактностью и надеж-
ностью в работе и рас-
ходуют меньше энергии
на измельчение угля, чем
дезинтеграторы. Благо-
даря большой производительности капитальные затраты на обо-
рудование дробилного отделения значительно уменьшаются. Поэтому
молотковые дробилки имеют преимущества перед дезинтеграторами
при измельчении угольной шихты для коксовых печей.
На рис. 15 показан продольный разрез американской молотковой
дробилки «Пенсильвания». Конструкция и действие дробилки понятны
59
из чертежа. На массивном валу дробилки 1 наглухо насажен ряд ди-
сков 2, отделенных друг от друга шайбами 3. Через диски пропущены
восемь круглых стержней 4, на которых свободно подвешены мо-
лотки 5. При вращении вала молотки под влиянием центробежной
силы принимают радиальное направление. Куски поступающего в дро-
билку угля раньше всего разбиваются налету ударом молотков и
отбрасываются вниз на плиту, непосредственно примыкающую к сталь-
ному ситу 7, ограничивающему нижнюю часть рабочего пространства
дробилки. Сито состоит из стальных изогнутых листов (с отвер-
стиями), укрепленных на массивных рамах. При помощи регулирую-
щего устройства 6 можно изменять положение сит, приближая или
удаляя их от молотков. Перед пуском дробилки сита несколько опу-
скают, а затем медленно приподнимают почти до соприкосновения
с вращающимися молотками. Под влиянием ударов молотками и под
Рис. 15. Американская молотковая дробилка „Пенсильвания* (продольный
разрез):
1—-вал; 2—диски, укрепленные на валу; 3—шайбы между дисками; 4—стержни; 5—молотки;
5—-регулирующее устройство; 7—стальное сито.
действием центробежной силы уголь, прижимаясь к ситу, стремится
двигаться по тангенциальному направлению. Благодаря этому через
сито, несмотря на довольно большие отверстия (25 мм и более), про-
валивается только сильно измельченный уголь. Кусочки угля, переле-
тая через отверстия и ударяясь о противоположный край, задержи-
ваются. Настигающий молоток разбивает их и, несколько отклоняясь
назад, отчасти растирает по ситу.
Молотки и листы сит изготовляются из специальной стали. Обычно молотки
приходится переворачивать раз в месяц. Сита служат 2—3 месяца.
Мелкие железные предметы, случайно попавшие в дробилку, пройдя над ситом,
отбрасываются в особый карман кожуха. Однако это сильно увеличивает износ мо-
лотков и сит, поэтому уголь, поступающий на дробление в молотковые дробилки,
так же как и в дезинтеграторы, следует предварительно пропускать через магнитный
сепаратор.
Молотковые дробилки применяются для измельчения углей обачно 40—80 мм и
не крупнее 80—100 мм. Содержание в помоле класса угля ниже 3 мм обычно со-
60
ставляет около 85%. Дробилки могут быть отрегулированы н на более крупный
помол 6—8 мм; производительность нх при этом несколько повышается.
Молотковые дробнлкя строят производительностью от 20 до 250 т/час и более.
Дробилка «Пенсильвания» производительностью 225—285 т/час имеет размеры фун-
даментной плиты -2920 X 2840 мм. Высота до 'верхнего кожуха 1750 мм. Вес около
19 г. Число оборотов ротора 750 в минуту. Ротор дробилки имеет 270 молотков.
Потребная мощность в зависимости от твердости угля и тонкости размола 200—
340 л. с. Вращение дробилок обычно осуществляется непосредственным соединением
с валом мотора, часто синхронного.
Эффективность работы молотковых дробилок зависит от равномерной подачи
угля; поэтому непосредственно над дробилкой устанавливается питатель.
При влажности угля выше 8% производительность молотковых дробилок пони-
жается вследствие замазывания решет мелким углем. В этом отношении молотко-
вые дробилки несколько уступают дезинтеграторам, в которых можно перерабаты-
вать влажные угли.
Породоотборка
Рис. 16. Схема качающегося грохота
Алларда:
/—контрольное снто; 2—колосники.
Куски породы, отличающиеся от угля по цвету, блеску и форме,
отбираются вручную. Крупные куски породы отбираются еще в шахте
при добыче, а также на поверхности до погрузки угля в вагоны. Руч-
ная породоотборка значительно облегчается предварительным отсевом
мелочи. На углесортировках и углеобогатительных фабриках ручная
породоотборка применяется для классов угля выше 50—100 мм.
Плоские грохоты или транспортерные ленты. При сортировке угля
по классам крупности отборка породы может производиться или не-
посредственно с плоских грохо-
тов, или с транспортерных лент,
передающих грохоченый уголь.
Движение ленты в таком слу-
чае не должно быть быстрее
0,3 м/сек, рабочие должны стоять
на расстоянии от 1,0 до 1,5 м
друг от друга. Ширина ленты при
отборке с одной стороны не дол-
жна превышать 750 мм, при
отборке с двух сторон ши-
рина ленты может быть 1200—
1400 мм.
Вращающиеся породоотборные
столй. Вместо породоотборной
ленты иногда устанавливаются
вращающиеся столы.
Используя различные свойства
породы и угля, можно осуще-
ствить и механическую породо-
отборку.
Грохоты для сортировки по форме куска. Для отделения от углей
плоского сланца, нередко составляющего значительную часть породы,
может быть применен принцип обогащения по форме куска. Отсеян-
ный от мелочи уголь пропускается через неподвижный или качаю-
щийся грохот с колосниками специальной крышевидной формы. Пло-
ские куски сланца проваливаются в щели между колосниками,
а куски угля двигаются по поверхности грохота к выходу.
Из аппаратов, построенных по этому принципу, следует отметить
качающийся грохот Алларда (рис. 16), снабженный контрольным си-
том 1, укрепленным под колосниками 2. Особая форма ступенчатых
колосников с постепенно увеличивающимся наклоном боковых по-
верхностей и с расширяющейся щелью. способствует более полному
отделению сланца.
61
Отделенный сланец скользит по контрольному ситу, отсеиваясь от
мелкого угля, проваливающегося через колосники вместе со сланцем.
Дробилка Бредфорда. Дробилка Бредфорда часто применяется для
дробления углей, порода в которых состоит из сравнительно крупных
кусков более прочных, чем куски угля. Одновременно с дроблением
угля осуществляется и отделение породы.
По наружному виду дробилка Бредфорда напоминает цилиндри-
ческий барабанный грохот, установленный горизонтально. Решета гро-
хота из стальных плит толщиной обычно 20 мм прикреплены болтами
к поперечным балкам.
При вращении барабана уголь поднимается на высоту примерно
2/3 диаметра барабана и, падая, разбивается о стальные плиты сит.
Измельченный уголь проваливается, остаток, продвигаясь между на-
правляющими лопатками, несколько сдвигается по оси барабана по
направлению к выходному отверстию.
В дробилке Бредфорда дробление производится исключительно си-
лою удара при падении. Высота падения зависит от диаметра бара-
бана. Для увеличения высоты подъема угля полками последним при-
дают небольшой уклон в сторону вращения барабана. Скорость про-
движения загрузки вдоль по барабану, а следовательно, и число уда-
ров, которым подвергаются куски материала, регулируются установкой
направляющих лопаток. При падении дробятся в первую очередь менее
твердые части, а куски раскалываются по более слабым прослойкам.
Вязкий и более прочный материал, большей частью порода, а также
случайно попавшие в уголь куски железа и дерева проходят весь
барабан и выбрасываются через разгрузочное отверстие.
Дробилки Бредфорда строятся обычно размерами по диаметру ба-
рабана от 1830 до 3660 мм. Длина барабана (от 1 до 2 его диаметров)
выбирается в зависимости от свойства дробимого угля и породы.
При величине отверстий в ситах 38—50 мм производительность
малых дробилок составляет до 60 т/час и больших — до 480 т/час.
Обычное число оборотов в минуту 20.
Порода после дробилок Бредфорда содержит всегда значительное
количество угля. Вместе с породой и твердым углистым сланцем из
дробилки выбрасываются и отдельные куски сравнительно чистого, но
твердого угля. Поэтому отходы из дробилки Бредфорда, количество
которых при отверстиях решет дробилки в 40 мм часто составляет
около 5% от исходного угля, могут быть использованы в дальней-
шем.
Дробилка Бредфорда может быть применена для избирательного
дробления с целью разделения углей на петрографические компоненты.
Дюрен как наиболее твердый и вязкий ингредиент останется преиму-
щественно в отходах. Мягкий и рыхлый фюзен и хрупкий витрен
отсеются через решета дробилки и в дальнейшем могут быть более
или менее полно разделены пневматическим способом или на вибра-
ционных грохотах.
Обогащение углей по удельному весу
Удельный вес чистого угля, отделенного от прослоек, включений
и механически примешанной породы, колеблется от 1,12 до 1,25 в за-
висимости от петрографического состава угля, содержания в нем ле-
тучих и неотделяемой обогащением внутренней золы. Для каменных
углей содержание внутренней золы обычно не превышает 3%.
Удельный вес породы, состоящей из сланцев и. песчаника, коле-
блется от 2,0 до 2,6; углистого сланца и глины 1,6—2,2; колчедана —
около 5.
62 *
Уголь, измельченный до такой тонкости помола, при которой бу-
дут разрушены и отделены все прослойки и включения, можно при
обработке его жидкостью уд. веса 1,25—1,40 сразу почти полностью
освободить от выпадающей в осадок породы.
При непосредственной обработке рядового угля жидкостью уд. веса
1,25 наряду со сравнительно чистым мелким углем всплывут и более
крупные куски угля с прослойками и включениями. При удельном весе
угля 1,15 содержание золы в таких кусках может составить 11 —12%,
как это видно из простого расчета, если принять удельный вес прослоек
равным 2,0. Такие куски при обогащении угля должны быть предвари-
тельно раздроблены.
В технике мокрого обогащения наиболее дорогой по оборудованию
и эксплоатационным расходам и трудной операцией является обработка
угольных и породных шламов. Потери угля со шламом понижают вы-
ход мытого продукта.
Все куски достаточно чистого угля, как и все куски породы, должны
поэтому отделяться по возможности без измельчения. «Не
дробить ничего лишнего» — основное правило углеобогатительных
установок.
Для углей различной крупности применяются и различные обога-
тительные устройства. Поэтому при проектировании углеобогатитель-
ных фабрик прежде всего необходимо таблица 27
знать состав угля по классам круп-
ности (ситовой анализ), содержание
золы в каждом классе и характери-
стику обогатимости угля для каждого
класса.
Ситовой анализ сравнительно много-
зольного угля со средней зольностью и
22,64% приведен в табл. 27.
Из табл. 27 видно, что наиболее чистой
частью этого угля являются классы 13—6 мм.
Крупные классы очевидно содержат много
слоистых кусков угля и породы. В классе
ниже 3 мм собралась мелочь породы.
Методы определения обогатимости в тяже-
лых жидкостях. Для определения относитель-
ной характеристики обогатимости, пробу угля
подвергают последовательному расслаиванию
в. тяжелых жидкостях уд, веса от 1,2 до 1,75.
В качестве тяжелой жидкости обычно при-
Ситовой анализ многозольного
угля
Класс угля в мм Выход угля В °/о Содер- жание золы В °/о
Выше 80 ... . 1,0 32,81
80-25 8,7 31,32
25-13 20,1 19,27
13-6 2,2 12,80
6-3 31,0 14,12
3-1 13,9 18,26
1-0 23,1 36,88
100,0 22,64
меняют водные растворы хлористого цинка. Удельный вес водных растворов хло-
ристого цинка при комнатной температуре может быть доведен до 1,75 (при со-
держании около 60% ZnCh). Из органических жидкостей чаще всего пользуются
четыреххлористым углеродом, удельный вес которого при 15° равен 1,61. Для
понижения удельного веса четыреххлористый углерод разбавляется бензином.
Испытание пробы угля в тяжелых жидкостях начинают с жидкости с наимень-
шим удельным весом. Собрав всплывшую часть, промывают (если обогащение про-
изводилось раствором ZnCl»), высушивают, взвешивают и определяют в ней содер-
жание золы и серы. Остаток помещают в сосуд с более тяжелой жидкостью, повто-
ряя операции вплоть до погружения остатка в жидкость с уд. весом 1,7—1,75.
Отдельные классы по крупности будут сильно отличаться по своей относитель-
ной обогатимости. Поэтому для того чтобы использовать различную обогатимость
отдельных классов угля и составить технологическую схему обогащения, дающую
наиболее эффективные результаты, необходимо предварительно исследовать обога-
тимость угля в тяжелых жидкостях и по отдельным классам крупности.
Результаты исследований обогатимости углей могут быть представлены на диа-
граммах в виде кривых обогатимости Анри (рис. 17, 18 и 19).
По оси ординат откладывают выход всплывающей части (фракции) исследуе-
мого угля, а на оси абсцисс — содержание золы в % (или серы — при исследовании
обогатимости угля серой) в соответствующих фракциях угля.
По виду кривой 1 распределения золы можно сразу получить представление
об относительной обогатимости углей. На рис. 17, 18 и 19 даны три диаграммы
для углей легкой, средней и трудной обогатимости.
63
На рис. 17 кривая распределения золы быстро падает почти вертикально, а за-
тем резко принимает почти параллельное оси абсцисс направление. По кривой золь-
ности концентрата II видно, что при выходе концентрата 92% зольность его дол-
жна составлять около 2,5%. Зольность породы по кривой III будет около 72% при
выходе 8%. Уголь легко обогатим.
Для углей средней обогатимости (рис. 18) изгиб кривой распределения золы
в угле (кривая I) появляется значительно выше, а затем начинается пологий спуск.
О Ю го 30 40 50 60 70 ВО W юо
Содержание зилы в ’4
Рис. 17. Кривые обогатимости 'для
легкообогатимых углей.
Содержание залы в %
Рис. 18. Кривые обогатимости для
среднеобогатимых углей.
При содержании золы в концентрате (кривая II) 5% выход его составит около 80%,
причем максимальная зольность наиболее тяжелых частиц угля в концентрате будет
до 35%, как это видно по кривой I. Кроме концентрата из угля может быть выде-
лен полупродукт в количестве около 10% (очерченный на диаграмме горизонталь-
ными линиями) с зольностью 52%. Полу-
продукт может быть использован как топли-
во или после дробления возвращен для вто-
ричного обогащения. Кривая I (рис. 19)
дает пример трудно обогатимых углей.
Метод обогащения углей в тяжелых
жидкостях не получил промышленного
применения, но значение его в лаборато-
рии для изучения обогатимости углей очень
велико, так как он позволяет получить
необходимые предварительные данные для
правильного проектирования углеобогати-
тельных фабрик. Исследование углей дол-
жно производиться по классам крупности
их в соответствии с ситовыми анализами;
в отдельных случаях должна быть
испытана целесообразность дробления
полупродукта.
Теоретические данные, получаемые по
кривым Анри, хорошо согласуются с про-
мышленными результатами надлежащим
Рис. 19. Кривые обогатимости для образом спроектированных обогатительных
труднообогатимых углей. фабрик. ,
Обогащение углей по удельному весу
производится механическим путем в движущейся воде или в токе воздуха. Соответ-
ственно этому различают мокрое и сухое обогащение.
Мокрое обогащение
Теория и схемы мокрого обогащения. Скорость падения тел в воде
зависит от удельного веса, размеров и формы тела. При одном и
том же удельном весе крупные тела падают или всплывают в воде
быстрее мелких. Из двух тел одинаковой формы и объема, тонущих
в воде, быстрее опускается более тяжелое тело (в дальнейшем для
€4
упрощения форма тела принята шарообразной). В таком случае кусок
породы (уд. веса 2,0—2,2) будет падать в воде с одинаковой ско-
ростью с куском угля (уд. веса 1,10—1,25) только в том случае, если
кусок угля будет больше куска породы в определенное число раз. Ку-
ски породы и угля, более близкие по размеру, разделятся: куски по-
роды будут опережать уголь. На этом основано действие большин-
ства машин, в которых обогащение производится водой.
В начале падения тела с массой т, когда вследствие малых скоростей движе-
ния можно пренебречь динамическим воздействием воды, ускорение скорости паде-
ния i может быть найдено из соотношения:
i • т_вес тела в воде о — 1
g-m вес тела 8
откуда:
(14)
(15)
где g— ускорение силы тяжести = 9,81;
§ — удельный вес тела.
Следовательно, в начале падения тела скорость его в воде зависит исключи-
тельно от его удельного веса и будет тем больше, чем больше удельный вес.
При падении тела в воде с определенной скоростью v динамическое сопроти-
вление воды Р пропорционально (если не учитывать вязкости) горизонтальной проек-
ции тела и квадрату скорости движения:
P = Kt —/Qd-v2. (16)
Вес тела в воде:
ltd3
Р = 2^-(5-1) = л:з(/з(5_1). (17)
Очевидно, движение тела станет равномерным при:
А'2</-'п2=^Р(5_1)1 (18)
откуда
V = 1/"= К Vd(b-\). (19)
Таким образом, пройдя в воде некоторый путь с постепенно уменьшающимся
ускорением, тело будет продолжать дальнейшее падение равномерно со скоростью,
зависящей от диаметра и удельного веса тела.
Два тела будут падать с равной скоростью, когда:
К/^(61 — 1) = К /М^Т), (20)
откуда, при одинаковом значении К-.
dl \ 1 _ г- МП
d2 ot—f ^Риттингера- >
Отношение диаметров, при которых тела различного удельного веса падают
в воде с одинаковой конечной скоростью, называется коэфициентом равиопадае-
мости. _______
Формула v = К V(d (6—1) предложена Риттингером; поэтому коэфициент равнопа-
даемости, выведенный из этой формулы, называется коэфициентом равнопадаемости
по Риттингеру.
Сопротивление вязкой жидкости при падении в ней мелких тел определяется
по формуле Стокса:
Р=6п|л/?о, (22)
где R — радиус тела;
р. — коэфициент вязкости жидкости.
При постояином р:
Р = К{ • d • v. (23)
65
5 Зак. 3610. Общая химия, технология топлива.
Из условия равномерного движения
Ki-d.v = K^^— 1) (24>
следует
v -K-d^b — 1). (25)
Таким образом, для равнопадаемости двух тел в вязкой жидкости необходимо,,
чтобы:
—1) = W(8» —1), (26)
откуда коэфициеит равнопадаемости по Стоксу:
К — — — 1/"-*• (27)
«Стоке» — d, - У dl—Г
Коэфициеит равнопадаемости, выведенный из эмпирической формулы конечной
скорости падения тел в воде и предложенный Алленом, имеет вид:
iz ____dj -./"(Sa I)2 (28>
«Аллен. - d2 - У (81 - 1)2- W
Для удобства запоминания можно написать:
«Риттивгера—«Аллена _ \ ’ «Стоке» ______jy •
В качестве примера коэфициенты равнопадаемости для смеси сланца (5s = 2,2)
и угля (Si=l,3) будут:
^Риттн нгера j 3 р
Таким образом, куски угля размером 80 мм будут падать в воде с одинаковой
конечной скоростью с кусками сланца в 20 мм. Следовательно, при падении в воде
класса крупностью в пределах более узких, чем 80—20 мм, можно ожидать пол-
ного отделения угля от сланца, так как весь уголь размером меньше 80 мм будет
падать медленнее сланца размером 20 леи и более. Очевидно, что тот же резуль-
тат будет получен при промывке того же класса восходящим током воды, движу-
щейся с достаточной скоростью. Скорость воды определяется формулой конечной
скорости падения
v = К УК(»—1) (29)
и зависит, таким образом, от крупности класса. Весь уголь окажется при этом
приподнятым водой, весь сланец осевшим. Формула Риттингера дает удовлетвори-
тельные результаты для крупных классов угля, когда вязкость воды не имеет за-
метного влияния. Для мелких классов необходимо пользоваться формулами Стокса.
При работе моечных аппаратов в воде взвешена масса частиц,
близко расположенных друг от друга. Движение воды в промежутках
между частицами затрудняется и создается как бы подпор всей опу-
скающейся массе. Для учета этого явления, называемого стесненным
падением, воду рассматривают как жидкость с удельным весом
1 +а- В зависимости от плотности и характера взвешенных частиц
значение а. по опытным данным определяется от 0,1 до 0,3. Таким
образом, коэфициеит равнопадаемости при стесненном падении значи-
тельно увеличивается. Это обстоятельство позволяет ограничиться раз-
делением угля перед обогащением на меньшее число классов по круп-
ности, для того чтобы при промывке отдельных классов получить
66
достаточно чистые концентраты и породу. Схема обогащения в таком
случае будет такова: сперва разделение исходного угля на 2 или 3
класса по крупности, затем разделение в моечных аппаратах каждого
класса на конечные продукты: концентрат и породу.
На практике нередко применяют и другую схему. Исходный уголь
после отделения от него пыли и мелочи ниже 2—1 мм поступает не-
посредственно в промывной аппарат. В этом случае по законам равно-
а
падаемости в отмытом угле остается вся порода размером меньше ^.>
где К коэфициент равнопадаемости и а размер крупных кусков угля.
Отмытый уголь поступает на грохот с отверстиями 4? , на котором и
разделяется на чистый концентрат и мелочь, поступающую в промы-
вочные аппараты для мелкого угля.
Схемы обогащения угля
I II
Исходный уголь 80—0 Исходный уголь 80—2
Ф Ф
Грохочение Мойка
80—12 12—2 2—0 Продукт 80—2 Порода 80—20
Ф Ф ф
Мойка Мойка Грохочение
4- Ф Ф ф Ф Ф
Концентрат Порода Концентрат Порода Концентрат 80—20 Продукт 20—2
Ф
Мойка
Ф ф
Концентрат Порода
Эти схемы пригодны только для углей легкой обогатимости. При
мойке углей средней обогатимости и труднообогатимых получаются
промежуточные продукты: нечистый уголь или нечистая порода. Кон-
струкции отдельных моечных аппаратов позволяют осуществлять
в одном моечном аппарате разделение исходного угля на концентрат,
промежуточный продукт и породу.
В зависимости от количества и свойств, промежуточные продукты
подвергаются дальнейшей обработке: дроблению, грохочению и вто-
ричной мойке. Промежуточный продукт используется также непосред-
ственно как топливо. Примерные схемы для углей средней и трудной
обогатимости приводятся ниже.
III
Исходный уголь 80—0
Ф
Грохочение
Ф Ф Ф
80-12 12-1 Пыль
Мойка Мойка
Ф 4* Ф Ф Ф Ф
Концентрат Пром. Порода Концентрат Пром. Порода
продукт продукт
Ф
Дробление
Ф________________________________________
Ф
Мойка
Ф Ф Ф
Концентрат Пром. Порода
продукт
5*
67
IV
Исходный уголь 80—0
4
Грохочение
4 ф
80—40 40-12
________Мойка_______
4 4 4 ''
Концентрат Пром. Порода Мойка
продукт I |
Концентрат Пром,
продукт
Дробление Дробление
I I
4 4
12—1 Пыль
________Мойка
4_______4
Концентрат Пром.
। продукт
Порода
4
Порода
4
12—3
4
Мойка
4 4 4
Концентрат Пром. Порода
продукт
4
Грохочение
3-0
4
Мойка
4 4
Концентрат Хвосты
Остающийся промежуточный продукт используется как топливо.
Получающиеся при мойке шламы и хвосты в отдельных случаях обра-
батываются методом флотации для выделения из них мелкого угля.
Обогащение угля в восходящем токе воды до настоящего времени
является наиболее распространенным методом мокрого обогащения,
главным образом для углей крупных и средних классов. Применяемые
при этом моечные аппараты можно подразделить на две группы: на
аппараты с непрерывно восходящим потоком воды и на аппараты
с пульсирующим восходящим потоком, так называемые отсадочные
машины различных конструкций. В зависимости от крупности перера-
батываемого угля отсадочные машины можно, в свою очередь, под-
разделить на машины для крупного и мелкого угля.
Другим методом мокрого обогащения является более ранний спо-
соб отмывки руд в струе текущей воды, получивший за последнее
время довольно широкое распространение и для обогащения углей.
Построенные по этому методу обогатительные установки носят общее
название реомоек. Основной частью аппаратов реомойки являются
слегка наклонные желоба, по которым течет вода, увлекающая обога-
щаемый уголь. Поэтому эти аппараты часто называются желобными.
Более крупные и более тяжелые части, оседая на дно, задерживаются
на нем или перемещаются медленнее вследствие большего трения.
Коэфициент равнопадаемости, выведенный для падения тел в восходящем токе
воды, в данном случае может быть заменен коэфициентом равного перемещения по
желобу:
rft_(82—П (A —tga)
A (St—1) ’ (A-tga)’
(30)
где a.— угол наклона желоба;
fi и fa — коэфнциенты трения угля и породы.
Коэфициент равного перемещения, как это видно из вышеприведенной фор
мулы, отличается от коэфициента равнопадаемости Риттингера на множитель
так как ft всегда меньше fa.
A —tg* > t
A —tga
(31)
Благодаря большому коэфициенту равного перемещения в рео-
мойке можно обогащать исходный уголь, отделенный от мелочи, без
68
предварительного рассева его по классам крупности. Следует отме-
тить, что округлая форма кусков и частиц угля по сравнению с более
плоской формой сланца также способствует лучшему отделению угля
от породы в желобах реомойки. Аппараты реомойки разделяют обога-
щаемый уголь на концентрат, промежуточный продукт и породу.
Для обогащения мелких классов углей ниже 12 мм в настоящее
время применяют концентрационные столы, действующие в основном»
по принципу реомоек.
Таким образом, аппараты для мокрого обогащения угля можно
разделить на следующие группы: 1) аппараты с непрерывно восходя-
щим потоком воды; 2) отсадочные машины; 3) реомойки; 4) концен-
трационные столы.
Моечные аппараты с непрерывно восходящим потоком воды. Гид-
росепаратор Мензиса. Разрез гидросепаратора Мензиса в дей-
ствии представлен на рис. 20. В рабочей камере 7, снабженной на-
Рие . 20. Гидросепаратор Мензиса;
1—рабочая камера; 2—наклонная решетка; 3—центробежный насос: 4, 10 и 11—заслонки;
5—наклонный лоток; 6—неподвижное сито; 7—отстойный ящик; 8—регулирующий поплавок и
9—-ковшевой элеватор.
клонной решеткой 2, создается непрерывно восходящий поток воды,,
нагнетаемой под решетку центробежным насосом 3. Сверху из бункера,
через заслонку 4, поступает в камеру обогащаемый уголь. Более тя-
желая порода или полупродукт опускается на решетку и скользит по
ней. Таким образом рабочая камера и породное отделение аппарата
представляют собой сообщающиеся сосуды. Подымаемый восходящим
потоком обогащенный уголь-концентрат выносится водой в наклонный
лоток 5 и, спускаясь по неподвижному ситу 6, освобождается от воды.
Вода стекает в отстойный ящик 7, осветляется от шлама и подается
насосом обратно' под решетку рабочей камеры. В результате того что
течение воды в рабочей камере стаснено взвешенным» углем, уровень
воды »в породном отделении несколько выше. Чем интенсивнее посту-
пает уголь в рабочую »камеру аппарата, тем разница уровней будет
больше. На этом, основано дейстеие регулирующего поплавка 8, связан-
ного рычагами с заслонками для угля и породы. Из породного отделе-
ния порода удаляется небольшим »ковшевым элеватором 9.
69
Режим работы аппарата устанавливается путем изменения скорости
восходящего потока шибером насоса и ручной регулировкой основных
заслонок 4, 10 и 11.
Гидросепаратор Мензиса требует предварительного разделения
угля на несколько классов по крупности и применяется преимуще-
ственно для легкообогатимых углей. При труднообогатимых углях
гидросепараторы устанавливают последовательно каскадом по схеме —
в первом промежуточный продукт и порода или концентрат и
промежуточный продукт. Иногда в одном аппарате соединяют три
гидросепаратора.
Основные достоинства этих машин; дешевизна, компактность и про-
стота конструкции, небольшой расход воды и сравнительно небольшая
стоимость эксплоатации. Производительность гидросепараторов обычно
не превышает 30—40 т/час.
Рис. 21. Конус Чанса:
1—конус; 2—мешалка; 5, 5—грохоты; 4—пневматические шиберы; 6—
брызгало; 7, 8—отстойники для песка и осветления воды; 9—насосы» по-
дающие воду с песком в коиус.
Конус Чанса. В конусе Чанса (рис. 21) рабочая камера предста-
вляет собой конус 7, заполненный подымающейся вверх водой, в кото-
рой с помощью мешалки 2 поддерживается во взвешенном состоянии
речной или морской песок определенной крупности, обычно в пределах
0,2—0,3 мм. Работу конуса Чанса можно рассматривать как разделе-
ние продукта в жидкости с удельным весом, промежуточным между
весом воды и весом взвешенного в воде песка.
Вода подается в конус на нескольких горизонтах. Уголь, предвари-
тельно отсеянный от пыли и мелочи ниже 3—5 мм, поступает в верх-
нюю часть конуса и, всплывая на поверхность жидкой массы, выно-
сится водой через переточный порог. Части угля и породы, по мере
спускания вниз, встречают более плотную взвешенную массу песка и
большую скорость движущейся вверх воды. В результате создается
смесь тонущих и всплывающих частей.
70
Регулируя скорость движения воды на различных горизонтах ко-
нуса, можно при легкообогатимом угле получить сразу достаточно чет-
кое разделение на концентрат и породу. При углях, более трудно обо-
гатимых, можно по желанию направить промежуточный продукт вверх
с углем или вниз с породой. Порода через разгрузочное приспособле-
ние, снабженное двумя пневматическими шиберами 4, выгружается на
грохот 5 для отделения от воды и песка.
Обогащенный уголь вместе с водой и увлеченным песком после
выхода из конуса попадает на обезвоживающий грохот 3, где для
полного удаления песка дополнительно омывается через брызгало 6
чистой водой. Отмытый от угля и породы песок собирается в отстой-
никах 7 и 8 и подается шламовыми насосами 9 вместе с водой на верх
конуса со стороны поступления угля.
Основное достоинство конусов Чанса — простота и дешевизна обо-
рудования, большая производительность, а также возможность непо-
средственной обработки углей размерами 100 и выше мм без предва-
рительного разделения на классы по крупности. Конусы Чанса осо-
бенно пригодны для легкообогатимых углей; в этом случае по резуль-
татам работы они не уступают отсадочным машинам. При угле сред-
ней и тяжелой обогатимости конусы
Чанса могут быть с успехом использо-
ваны для предварительного обогащения. Г 4
Отсадочные машины. Основную часть Лг "Tt
отсадочной машины (рис. 22) предста- У/ UL
вляет ящик 1, разделенный вертикальной ......и. —Д -
не доходящей до дна перегородкой 2 на । I
два отделения. В одном отделении дви- ~~ m р ? ' 2
жется четырехугольный поршень 3, в W \ 8 Ч IhN
другом — укреплено неподвижное, гори- L JJi,
зонтальное или слабо наклонное сито 4. 1
Вода подается в нижнюю часть ящика, \ 1
обычно со стороны поршня 5 и пе- \
реливается через слив б. Под влия- I' Г/—,>•
нием колебательных движений воды, '
вызываемых качаниями поршня, обога- i WZ W'>/
щаемый уголь, поступающий на сито,
расслаивается на породу, промежуточ-
ный продукт и чистый уголь. Отверстия
сита делаются меньше нижних размеров Рис. 22. Отсадочная машина,
обогащаемого класса. При давлении /—ящик; 2—вертикальная перегородка;
___ г 3—поршень; 4—горизонтальное сито;
ПОрШНЯ ВНИЗ ВОДЯ быстро поднимается 5— штуцер для ввода воды; 6—трубадля
через СИТО ПОД совместным действием слива; 7—рычаги заслонок:
поршня и свежего притока. При движении поршня вверх свежий
приток воды замедляет ее опускание сквозь сито. Такое пульсирующее
движение воды создает особо благоприятные условия для отделения
угля от породы.
Действительно, при движении воды вниз разделение взвешенного
в воде материала происходит исключительно по удельному весу, так
как скорость падения его по отношению к воде не велика. Прежде
всего опускается порода, затем идет полупродукт и вверху остается
чистый уголь. При движении воды вверх, по законам равнопадаемо-
сти, при соответствующем классе крупности угля и скорости движе-
ния воды вся порода остается внизу, а весь чистый уголь выносится
наверх, промежуточный продукт находится между ними. После того
как на сите накопится постель породы и слой промежуточного про-
дукта, обогащенный уголь будет уходить из отсадочной машины че-
71
рез слив 6 вместе с водой. В зависимости от положения заслонок,
с рычагами 7, регулирующих толщину породной постели, промежуточ-
ный продукт может направляться частично с углем и частично с по-
родой. При легкообогатимых углях довольствуются разделением на
обогащенный уголь и породу, обычно же выделяют промежуточный
продукт отдельно. Для этого две, а для труднообогатимых углей и
три, отсадочные машины соединяются в одном аппарате. Производи-
тельность трехсекционных отсадочных машин колеблется в зависимости
от крупности угля от 6 до 7 т угля в час на 1 м2 сита.
В первой секции происходит отделение породы, которая, подви-
гаясь слоем по ситу, спускается через заслонку вниз, обогащенный
же уголь вместе с промежуточным продуктом переносится водой через
порог во вторую секцию машины. Здесь происходит отделение чис-
того угля от промежуточного продукта, который, образуя на сите по-
стель, спускается вниз, а чистый уголь выносится водой через слив
на обезвоживающие грохоты. Порода и промежуточный продукт уда-
ляются из машины ковшевыми элеваторами или другими устройст-
вами. Для четкого разделения обогащаемого угля высота слоя
породной постели на отсадочном сите должна быть определенных раз-
меров: 300 мм и более.
П(рИ разделении мелких углей применяют обычно искусственную постель из по-
левого шпата (уд. вес 2,5—2,6; размеры кусков 30—50 мм для более крупного и
20—30 мм для мелкого угля). Отверстия в сите при этом делаются больше макси-
мальных размеров кусков обогащаемого мелкого угля и меньше размеров кусков
полевого шпата. Искусственная постель устраняет необходимость применения мел-
ких снт, что упрощает конструкцию машины н главное значительно повышает чет-
кость разделения, трудно достижимую при естественной постели, образуемой из
мелких кусков породы.
В отсадочных машинах этого типа порода или промежуточный продукт (смотря
по схеме обогащения) засасывается пульсирующим потоком воды в щели между
кусками полевого шпата и проваливается через отверстия сита на дно машины,
откуда и удаляется элеваторами. При движении воды вверх постель полевого шпата
несколько приподнимается и разрыхляется, причем из нее выносятся вверх более
легкие зерна обогащаемого продукта. Имеются отсадочные машины для мелкого
угля также и без полевошпатовой постели.
Число полных качаний поршня (оборотов приводного вала) около 60 в минуту
у машин для крупного угля и до 120 н выше — для мелкого.
Значительным упрощением конструкции отсадочных машин явилось изобретение
беспоршневых машин Баума, колебание воды в которых достигается действием,
сжатого воздуха. Поршневое отделение в этих машинах заменено воздушной каме-
рой. Золотниковое или клапанное устройство последовательно впускает в камеру
воздух из воздухопровода компрессорной станции или выпускает воздух из камеры
в атмосферу. Сжатый воздух, выгоняя воду, создает быстрый восходящий поток
воды через отсадочное снто. Обратное движение воды вниз задерживается более
медленным выходом воздуха из камеры в атмосферу. Равномерное поступление
свежей воды еще более усиливает различие в скоростях восходящего н нисходя-
щего потока. Работа сжатым воздухом допускает простую и легкую регулировку
режима в достаточно широких пределах.
Реомойки. Первые и наиболее простые реомойки были оборудованы
в виде наклонных желобов с плоским дном и с поперечными пере-
городками (порогами), как это схематически изображено на рис. 23.
В желоб поступал обогащаемый уголь с двух- или трехкратным коли-
чеством воды. Порода собиралась у порогов и при помощи механиче-
ских приспособлений, скребков или шнеков выгребалась из желоба.
Такие аппараты не могли дать четкого разделения, поэтому реомойки на-
чали получать распространение только после усовершенствования, состо-
явшего в присоединении к желобам особых породоотделительных ящиков.
В отличие от реожелобов эти ящики обычно называются реоаппа-
ратами. Реоаппараты с ящиками показаны на рис. 24 (А и Б). В реоап-
парате создается восходящий поток воды, поступающей через щель
в реожелоб.' Благодаря такому устройству более тяжелая порода,
72
преодолевая движение воды, проваливается через щель, более же лег-
кие части угля выносятся водой обратно в желоб. Часть воды уходит
из реоаппарата вниз вместе с отмываемой породой.
Регулируя поступление воды в реоаппарат, можно установить ре-
жим, при котором в отмываемой породе не будет промежуточного
продукта, или при котором, если реоаппарат предназначен для отделе-
ния промежуточного продукта, в последнем не будет концентрата.
Реоаппарат для крупного
угля показан на рис. 24, Б.
Под щелью, соответствую-
щей по размерам крупным
кускам угля, укреплен ка-
чающийся секторный за-
Концентрат
Нсходный уголь
Порода
Порода
Рис. 23. Схема реомойки.
твор из дырчатого железа,
почти полностью закры-
вающий щель. Проходящая все время через отверстия затвора вода
вымывает из породы вверх более легкие части. Когда на затворе
накапливается соответствующий слой породы, затвор отклоняется,
пропуская часть породы. Порода падает из реоаппарата в небольшой
бункер, непосредственно присоединенный к реоаппарату, и выгребается
из бункера элеватором. Реожелоб, реоаппарат, бункер и элеватор пред-
ставляют собой сообщающиеся со-
суды. Таким образом вся подавае-
мая в реоаппарат из водопровода
Рис. 24. Реоаппараты:
А—для мелкого угля; Б—для крупного угля.
вода поступает в реожелоб и, разрыхляя материал в реожелобе, спо-
собствует лучшему разделению его по удельному весу.
Реожелобы имеют форму усеченного1 конуса. Верхняя часть рео-
желоба устанавливается с большим наклоном в 10—15° для придания
потоку воды и угля необходимой начальной скорости; рабочая часть
реожелобов обычно имеет уклон 3—4°. Каждый реожелоб снабжается
соответствующим числом реоаппаратов.
Применяется и более сложная схема реомойки, состоящая из двух
реожелобов. Работа первого желоба в данном случае регулируется
таким образом, чтобы в перемывочном материале этого реожелоба
оставалось некоторое количество чистого угля. Этим достигается вы-
сокое качество концентрата, получаемого с первого реожелоба. По-
рода первого реожелоба, содержащая в себе промежуточный продукт,
передается на второй реожелоб. Перемывочный материал второго же-
73
лоба способствует лучшему отделению породы. Второй реожелоб регу-
лируется на максимальную возможную зольность породы. Получаемый
со второго реожелоба промежуточный продукт или используется как
топливо, или поступает после дробления на реомойку мелкого угля.
Реожелобы занимают мало места в высоту и с большим удобством
располагаются каскадом, один под другим. При этом реоаппараты
верхнего реожелоба выпускают осевший в них продукт непосред-
ственно в реожелобы нижнего ряда. Отсутствие транспортеров придает
чрезвычайную компактность всей установке.
По четкости разделения обогащаемого угля на концентрат, проме-
жуточный продукт и породу реомойки почти не уступают отсадоч-
ным машинам. Расход воды и энергии меньше, а стоимость оборудо-
вания и эксплоатационные расходы ниже.
Концентрационные столы. Обогащение на концентрационных
столах основано на действии текущей воды. Стекая по слабо наклон-
ной поверхности стола, слой воды увлекает с собой концентрат,
более же тяжелые частицы промежуточного продукта и породы, за-
держиваясь на нарифлениях стола, передвигаются в результате не-
равномерно-колебательных продольных движений стола к разгрузоч-
ному краю.
Концентрационный стол системы Вильфлея показан на рис. 25. Стол
покрыт линолеумом, поверх которого в продольном направлении
Рис. 25. Стол Вильфлея.
набиты деревянные планки шириной около 8 мм с промежутками до
20 мм. Высота планок у головного края стола 10—15 мм, постепенно
по длине стола уменьшается и сходит на-нет. Стол имеет небольшой
наклон в поперечном направлении. Уголь поступает в загрузочный
ящик у головного края стола, вместе с двойным количеством воды.
В продольный желоб подается дополнительная вода. Стол получает
быстрые колебательные движения (до 250 в минуту с амплитудой
около 20—25 мм) в продольном направлении от диференциального
движущего механизма. Движение вперед плавноускоренное, движение
назад резко быстрое.
В нарифлениях под влиянием движущейся воды и постоянных со-
трясений обогащаемый материал разделяется по удельному весу.
Порода задерживается планками и оседает, чистый уголь смывается
водой через планки. Осевшая порода неравномерными колебательными
движениями стола постепенно перемещается к хвостовому краю стола,
выходит из нарифлений и смывается водой.
Широко распространен концентрационный стол Дейстер-Оверстром.
Особая форма стола и нарифления, собранные в группы и разделенные
более высокими планками, способствуют четкому отделению полу-
продукта от концентрата и породы. В зависимости от крупности обра-
батываемого материала и содержания в нем промежуточного продукта
74
и породы продольному направлению придают некоторый подъем, за-
медляющий передвижение породы.
Столы Дейстер-Оверстрома позволяют весьма четко разделять ма-
териал.
Размеры концентрационных столов до 5000 X 2500 мм. Производи-
тельность при крупном материале до 20 т/час, при обработке шламов
3 — 5 т/час. Недостатком концентрационных столов является их гро-
мозкость.
Флотационные машины. Для выделения угля из шламов на мойках
в последнее время находят применение флотационные машины.
Флотация является основным и наболее эффективным методом вы-
деления концентрата металла из бедной предварительно мелко раз-
дробленной руды. Процесс флотации основан на различной смачи-
ваемости водой составных частей материала. Поверхность угля сравни-
тельно плохо смачивается водой, тогда как глинистая порода, сланец
и песчаник смачиваются хорошо. При взбалтывании обогащаемой
угольной мелочи в воде вместе с небольшим количеством жидких
масел (нефтяных, каменноугольных и др.) частички угля вследствие
плохой смачиваемости водой обволакиваются тончайшим слоем масла.
ис. 26. Разрез отдельной секции флотационной машины:
1—мешалка; 2—щель; 3— отстойный ящик; 4 — валы со скребками; 5—труба.
Пузырьки воздуха, находящиеся в жидкости также как бы в тончай-
шей масляной оболочке, слипаясь с частичками угля, поднимают их
на поверхность вместе с пеной. Лучшее образование пены достигается
прибавлением к жидкости небольшого количества пенообразующих
веществ. Для обогащения угольной мелочи и шламов наибольшее
распространение получили американские флотационные машины, разрез
отдельной секции которой изображен на рис. 26. В отделение для
перемешивания под быстро вращающуюся мешалку 1 поступает
пульпа, состоящая из обогащаемого мелкого угля с пятикратным ко-
личеством воды и необходимыми реагентами. Взболтанная с воздухом
и вспененная жидкость через щель 2 перетекает в отстойные ящик 3.
Поднявшаяся пена сдвигается вращением вала со скребками 4 в слив-
ной желоб, а отстоявшаяся пульпа с оставшимся углем по трубе 5
засасывается в отделение для перемешивания следующей секции.
Число секций в мешалке зависит от обогатимости угля. В первую сек-
75
цию поступает свежая пульпа. Отстойный ящик последней секции вы-
пускает породу.
Машины этого типа применяются для флотации углей крупностью
зерна до 2,5 мм. Для шламов тоньше 0,5 мм применяются машины
без мешалок, работающие с помощью сжатого воздуха. Чистота ча-
стиц угля, поднимаемых пеной отдельных секций, различна. Чистый
концентрат дают первые секции; в последующих в зависимости от
обогатимости выделяется промежуточный продукт, направляемый
в предназначенный для него сливной желоб.
Чистота концентратов, получаемых на флотационных машинах,
может быть весьма высокой; нередко угольные шламы с содержанием
более 20% золы дают концентраты с зольностью менее 5%.
Производительность флотационных машин при числе секций от 10
до 15, в зависимости от характера обогащаемого продукта, колеблется
от 5 до 20 т/час. Стоимость флотации, в общем, невысока; удорожает
процесс флотации некоторая сложность дальнейшего обезвоживания
полученных концентратов.
Обезвоживание
Недостатком углемоек является повышенная влажность выпускае-
мого обогащенного угля, особенно мелких классов, содержание влаги
в которых достигает 12% и более Понижение производительности
Рис. 27. Обезвоживающие бункеры:
1 — бункеры; 2— дренажные трубы; 3— круглые сита.
коксовых печей, загружаемых влажной шихтой, заставляет обращать
особое внимание на возможно полное обезвоживание концентрата.
Первое отделение воды производится при выходе продуктов из
моечных аппаратов в дырчатых ковшах элеваторов, а также на обез-
воживающих грохотах, обычно типа грохотов Баума и Феррариса или
на вибрационных грохотах — для мелкого угля.
Для обезвоживания сгущенных угольных шламов применяются
также обычные вакуум-фильтры.
Чаще всего обезвоживание углей заканчивается в обезвоживающих
бункерах (рис. 27), в которых мытый уголь сохраняется определенное
время перед отправкой. Для лучшего обезвоживания бункеры
(емкостью от 20 до 200 т и более) снабжаются дренажными трубами 2
и пропускающими воду ситами 3.
76
Для обезвоживания мытых углей получили большое распростра-
нение также центрифуги. Производительность центрифуги около
40 т/час. Влажность угля уменьшается центрифугированием с 10—20
до 6—7%.
Углемойки, оборудованные обезвоживающими устройствами, могут
давать угольную шихту со средней влажностью 6—7%. Уменьшение
влаги в шихте в отдельных случаях достигается добавкой в шихту
немытых компонентов или сухой угольной пыли, если зольность по-
следней не выходит из допустимых пределов.
Промывные воды. Большое значение на углемойках имеет водяное
хозяйство. Отработанная вода после отстаивания возвращается насо-
сами снова на мойку. Количество оборотной воды на углемойках, обо-
рудованных отсадочными машинами, составляет обычно от 6 до 9 м3
на 1 т обогащаемого угля. На реомойках количество оборотной воды
несколько меньше. Во избежание насыщения солями, часть оборотной
воды необходимо постоянно заменять свежей водой. Учитывая неиз-
бежный унос воды увлажненным углем и породой, а также потери на
разлив и испарение, общий невозвратимый расход воды при доста-
точно оборудованном и хорошо налаженном водном хозяйстве следует
считать примерно от 0,15 до 0,25 м3 на 1 т угля.
Все промывные воды собираются и стекают или перекачиваются насосами
в осветлительные бассейны. Из бассейнов осевший на дно шлам удаляется периоди-
чески или непрерывно. Наиболее совершенными устройствами для этого являются
сгустители Дорра, часто устанавливаемые на углемойках в верхнем этаже здания.
Сгуститель Дорра представляет собой круглый железобетонный резервуар диамет-
ром 20 м и более; глубиной 2—3 м, по дну которого медленно вращается кресто-
вина с укрепленными на ней лопатками, сгребающими осадок к выпускной трубе,
помещенной в центре дна резервуара. Крестовина приводится в движение верти-
кальным валом, укрепленным на мосту, перекинутом через резервуар. Шламовые
воды подаются трубой, уложенной по мосту, в центральную часть поверхности
резервуара. Осветленная вода сливается через борт по всей окружности резервуара
в водоотводную канаву и самотеком направляется к аппаратам углемойки. Сгусти-
тели Дорра дают хорошо осветленную воду н достаточно густой шлам.
Сухое обогащение
Сухое обогащение осуществляется разделением обогащаемого
продукта по удельному весу под действием восходящего потока воз-
духа. Конечная скорость падения тел в воздухе, так же как и коэфи-
циент их равнопадаемости, могут быть определены по формулам, ана-
логичным формулам падения тел в воде.
Формула Рнттингера приближенно принимает при этом следующий вид:
VO = к / = К V аь, (32)
а коэфициеит равнопадаемости по Риттингеру:
Совершенно очевидна значительное уменьшение коэфициента равнопадаемости
в воздухе по сравнению с водой; так, при угле с уд. весом 1,2 н сланце с уд-
весом 2,2 коэфициеит равнопадаемости в воде будет:
2,2 - i с
1,2 — 1 ~ 6’
тогда как в воздухе он будет:
2,2
= I’83'
т. е. в 3,3 раза меньше.
77
Вследствие этого достаточное разделение обогащаемого угля на концентрат,
промежуточный продукт и породу при сухом обогащении достигается значительна
труднее, чем при мокром способе. Для получения удовлетворительных результатов
необходимо при этом предварительное грохочение угля по крупности, по крайней
мере, на три класса.
Применяемые в настоящее время машины для сухого обогащения,
по конструкции и принципу действия, сходны с отсадочными машинами
и концентрационными столами углемоек и носят название воздушных
или пневматических отсадочных машин или пневматических концен-
трационных столов. В конструктивном отношении воздушные машины
отличаются значительным наклоном отсадочных сит, так как вынос
обогащаемого продукта осуществляется в них действием тяжести,
а не смыванием водой, как при мокром обогащении.
В пневматических отсадочных машинах разделение обогащаемого
продукта происходит на неподвижном наклонном сите, сквозь которое
снизу подается пульсирующая струя воздуха. Под действием пульси-
рующей струи обрабатываемый уголь расслаивается на породу, проме-
жуточный продукт и концентрат. Порода образует на сите постель.
От высоты слоя постели зависит качество работы отсадочной машины,
поэтому спуск породы с наклонного сита регулируется особым раз-
грузочным приспособлением. Обычно слой постели для крупных
классов угля под-
держивается в пре-
делах 200—100 мм,
для мелких 100—
50 мм.
На рис. 28 по-
казана схема пнев-
матической отсадоч-
ной машины. Уголь
подается питате-
лем 1 на сита 2, а
воздух подается вен-
тиляторами 3 через
вращающиеся за-
слонки 4, создающие
пульсацию воздуха
в аппарате. Порода и промежуточные продукты выгружаются
автоматически выгружателями 5. Машина сдвоенная: на верхнем сите
отделяется порода, дальнейшее обогащение производится на втором
сите, отделяющем промежуточный продукт от концентрата. Наклон
сит 12—15°, число пульсаций около 200 в 1М'Инуту. Машины при пло-
щади сит 1 м2 дают: для класса угля 40—10 мм 45—35 т/час,
для класса 10—13 мм 15—12 т/час, для мелочи (3—0,5 мм) около
8 т/час.
Наиболее совершенным пневматическим концентрационным столом
является стол Бертлея. Двухскатная дека этого стола сделана из пер-
форированных стальных листов в виде английской буквы V, почему
этот стол называют столом «ВИ». Рама деки вместе с воздушной ка-
мерой установлена на наклонных подпорках наподобие грохота Фер-
рариса и получает быстрые ка нательные движения (около 400 в ми-
нуту) от двух эксцентриковых тяг движущего механизма. Размах
колебаний деки около 12 мм. Дека имеет небольшой подъем в сто-
рону движения породы, обычно до 4°, высота которого регулируется
ручными винтами. Порода, образуя между нарифлениями непрерывно
стягиваемую постель, передвигается к среднему заградительному борту
и направляется к узким краям стола для разгрузки. Чистый уголь
угля.
-Концентрат
Рис. 28. Схема
1—питатель; 2—сита;.?—вентиляторы; 4 — вращающиеся заслонки;
5 — автоматические выгружатели породы и промежуточного про-
дукта.
поооукт
пневматической отсадочной машины:
78
скатывается на первой половине стола, ближайшей к загрузочному
ящику, промежуточный продукт — ближе к породному краю.
Производительность стола в зависимости от крупности обогащае-
мого угля колеблется в пределах от 10 до 50 т/час.
Преимуществом установок сухого обогащения является отсутствие
водяного хозяйства и получение сухих продуктов. Оборудование
фабрик сухого обогащения проще и дешевле углемоек. Производ-
ственные расходы также меньше. Недостаточная четкость отделения
концентратов, образование большого количества пыли и необходи-
мость в связи с этим герметизации аппаратуры и, наконец, невозмож-
ность обогащения мелких классов влажных углей без предваритель-
ной подсушки, — вот основные недостатки сухого обогащения.
ГЛАВА 4
ПОЛУКОКСОВАНИЕ
(НИЗКОТЕМПЕРАТУРНОЕ КОКСОВАНИЕ)
Полукоксованием (швелеванием) называется процесс пирогенетиче-
ского разложения твердого топлива без доступа воздуха при темпера-
турах 500—550°. Продукты полукоксования — полукокс, деготь, газ и
подсмольная вода — принято называть, в отличие от продуктов коксо-
вания, первичными.
Полукокс представляет собой твердый продукт, отличающийся от
кокса большим содержанием летучих веществ и повышенной реак-
ционной способностью. Деготь (первичная смола или смола полукок-
сования) — темнобурая жидкость, содержащая в отличие от коксовой
смолы, главным образом, соединения жирного (в том числе олефины)
и нафтенового рядов, высшие фенолы и др.
Подсмольная вода, в отличие от надсмольной воды при коксовании,
имеет кислую или нейтральную реакцию; удельный вес ее немногим
больше единицы; вода
обладает резко выражен-
ным запахом сероводорода.
Первичный газ имеет
объемный вес 1,0—1,2 кг/мл
и обладает высокой кало-
рийностью, достигающей
8500—9000 кал/м* благода-
ря большому содержанию
метана и его гомологов.
На выход и качество
продуктов полукоксования
заметно влияют состав ис-
ходных горючих ископае-
мых. Зависимость между
ТАБЛИЦА 28
Зависимость между сортом угля и выходом
первичной смолы при полукоксовании
Сорт угля Выход безводной первичной смолы (в пересчете на сухой уголь) в %
Тощий (сухой) 1,5
Жирный 3,5
Газовый 8,0
Газовый пламенный . . . 12,0
Кеннельский 29,0
сортом перерабатываемого топлива и выходом первичной смолы пока-
зана в табл. 28. Как правило, чем моложе топливо и чем больше в нем
кислорода, тем больше оно дает первичной смолы (табл. 29).
Температура полукоксования и скорость нагрева топлива
Начало термического разложения топлива зависит от его химиче-
ского состава и характеризуется выделением газа и смолы. Темпера-
тура, при которой начинается это выделение, в среднем колеблется
между 200—400° (табл. 30). В интервале температур 100—150° уда-
ляется гигроскопическая вода.
Образование метилового спирта в тех случаях, когда это воз-
можно, происходит в интервалах от 160 до 300°; выделение первич-
ной смолы (дегтя) в незначительной степени начинается при темпера-
80
ТАБЛИЦА 29
Выход продуктов полукоксования из различных видов топлива
Наименование месторождения Выход продуктов полукоксо- вания иа сухой уголь В % Выход пирогене- тической воды В % Выход дегтя В % на горючую массу Выход газа в мй!т
полукокс первичный деготь газовый бензин
1 1ОДМОСКОВНЫЙ бассейн .... 71-76,5 4,8—7,8 0,16-0,32 4,5-10,5 62—86,4
Лисичанское и Петровское (Донбасс) . . . 68,4—74,3 8,3—18,1 3,1—10,6 51,0—82,2
Кузбасс 72,9—74,6 10,2—13,0 0,23-0,30 2,0— 4,9 11,0-13,4 78,0—86,1
Черемховский богхед .... 39,4 39,1 5,6
Матаганский богхед .... 20,0 48,8 4,8
Сапропелиты Черемховского бассейна . . . 47,8-60,9 14.8—31,6 0,60-0,85 7,2—18,0
Обогащенный уголь Кизелов- ского бассейна 73,0 16,7 2,5
Челябинский уголь: обогащенный . 55,7 4,5 6,1 6,22 .
необогащенный 62,2 4,4 — 4,4 6,75 —
Гдовское место- рождение (сланец) .... 67,3 23,7 32,8
I алицкий мох (торф) (Калининская обл.) 40,47 17,33 — —
ТАБЛИЦА 30
Температура начала разложения некоторых видов
топлива (в °C)
Вид топлива Начало выделения газообразных продуктов Начало выделения жидких продуктов
Торф калатинский (Урал) . . 196,6 204,0
Бурый уголь челябинский . . —- 288,4
Бурый уголь богословский (Урал) — 229,8
Бурый уголь кокянгакский (Средняя Азия) 332,5 334,0
Каменный уголь алапаевский (Урал) 381,0 383,5
туре 2003, бурное же ее выделение происходит при температурах
350—500°. До температуры 500—550° отгоняется большая часть ле-
тучих составных частей топлива. Содержание летучих веществ в по-
лукоксе обычно не ниже 6—8%.
б Зак. 3610. Общая химия, технология тоиинива.
81
Процесс нагрева топлива можно вести медленно или быстро. При
медленном нагреве подвод тепла к топливу происходит равномерно и
в небольшом количестве; выделяющиеся продукты разложения успе-
вают пройти через всю толщу топлива, не подвергаясь вторичному раз-
ложению. При таких условиях можно получить наивысший выход жид-
ких продуктов полукоксования, в большей степени сохранивших свои
индивидуальные особенности.
При быстром подъеме температуры полукоксования результаты
будут иные: проходя сквозь толщу топлива и соприкасаясь со стен-
ками аппарата, выделяющиеся продукты под действием высокой тем-
пературы подвергаются частичному крекингу. При этих условиях
всегда наблюдается увеличение количества газа, образующегося за
счет крекинга дегтя, причем выход последнего, естественно, умень-
шается.
В табл.31 показано изменение выхода твердого остатка (кокса или
полукокса), газа и безводного дегтя в зависимости от конечной тем-
пературы процесса переработки топлива.
ТАБЛИЦА »1
Влияние конечной температуры процесса иа выход
продуктов переработки газового угля
Наименование продуктов Высокотемпе- ратурное коксование (1000-1100°) Низкотемпе- ратурное по- лукоксование (450-550°)
Твердый остаток (кокс или полукокс) в °/0 Газ в м/т Деготь безводный в °/0 . . . . 78—80 300—340 2,5-3,0 75-77 60-70 7-10,0
Уменьшение выхода дегтя при переходе от низкотемпературного
процесса к высокотемпературному объясняется пиролизом этого
жидкого продукта и возрастанием выхода газа.
С повышением температуры процесса калорийность газа полукок-
сования снижается с 8500—9000 до 4000—4500 кал/м? для коксового
газа. Это объясняется повышенным содержанием в коксовом газе
водорода (обычно 55—60% против 10—20% в полукоксовом газе) и
понижением содержания углеводородов.
Влияние размера кусков топлива на выход продуктов
На выход продуктов полукоксования существенное влияние оказы-
вает размер кусков твердого топлива, загружаемого в печь. Чем
мельче куски перерабатываемого топлива, тем больше выход смолы.
Это обстоятельство можно объяснить следующим образом.
Так как теплопроводность угля мала и лежит в пределах 0,16—
0,18 кал/м2 час °C, то при прогреве отдельных кусков топлива на-
ружная часть куска значительно больше нагрета, чем внутренняя. Эта
разница тем больше, чем больше размер куска топлива. Жидкие и
газообразные продукты, находящиеся во внутренней части куска, при
своем выделении проходят более нагретую часть куска и претерпевают
разложение под действием высокой температуры. Таким образом
часть смоляных паров не успевает улетучиться ранее и при разло-
жении образует, с одной стороны, газ, уходящий из печи, и с дру-
гой — смоляной кокс, остающийся в частицах перерабатываемого
топлива, придавая полукоксу большую прочность. Смоляной кокс
82
образуется за счет разложения смолы в количестве тем большем, чем
крупнее куски перерабатываемого топлива; поэтому выход полукокса
увеличивается (табл. 32) при переработке более крупнокускового
топлива.
ТАБЛИЦА 32
Влияние размеров кусков топлива на выход продуктов
полукоксования (в °/0)
Величина кусков топлива в мм Первичный деготь Полукокс Содержа- ние лету- чих в полукоксе
20-30 10,3 41,4 8,8
100-120 8,1 46,5 10,3
Методы полукоксования
Имеется два основных метода полукоксования, в соответствии
со способом обогрева печей, причем получающиеся продукты количе-
ственно и качественно различны.
Обогрев печей бывает внутренний и внешний.
Простейшим видом применения первого метода является полукок-
сование в вертикальной (шахтной) печи, в которую сверху поступает
топливо, а снизу равномерно по всему сечению печи подается предва-
рительно нагретый в специальных аппаратах газ-теплоноситель. Пройдя
через толщу топливной загрузки, газ отдает ей свое физическое
тепло, за счет которого происходит процесс полукоксования, и уда-
ляется сверху, вынося с собой из печи жидкие и газообразные про-
дукты полукоксования.
Такое сравнительно быстрое удаление летучих частей перегонки
создает благоприятные условия для получения первичных продуктов.
Чем больше скорость газа в печи, тем благоприятнее условия для
получения первичных продуктов. Не всегда возможно подавать в печь
большое количество газа-теплоносителя, так как с увеличением ско-
рости газа возрастает сопротивление слоя топлива пропорционально
квадрату скорости, и это в сильной степени осложняет ведение про-
цесса. В промышленных условиях, где приходится иметь дело с топ-
ливом различной степени измельчения (различный размер кусков),
соблюдение одного и того же режима как для крупного, так и для
мелкого топлива невозможно по тем же самым соображениям. Самым
распространенным теплоносителем является швельгаз, т. е. газ, полу-
чающийся на той же полукоксовой установке.
Внутренний обогрев печей дает возможность полукоксовать неко-
торые сорта спекающихся углей.
Благодаря тому что газообразный теплоноситель, введенный внутрь
печи, понижает парциальное давление жидких и газообразных про-
дуктов, образующихся при разложении угля, удаление их в паро-
образном виде происходит ранее достижения температуры пластиче-
ского состояния угля и поэтому полукокс плохо спекается. При не-
достаточном количестве теплоносителя, т. е. при небольших скоро-
стях его, битум начинает улетучиваться при температуре образования
пластического слоя, куски топлива могут слипаться и в печи проис-
ходит зависание угля.
В печах с внешним обогревом уголь засыпается в камеру, стены
которой обогреваются дымовыми газами, получаемыми в отдельной
топке. После отдачи тепла шихте через стенку печи продукты горения
6*
83
выводятся в атмосферу, а жидкие и газообразные продукты полукок-
сования через особое отверстие в верху печи отводятся в конденса-
ционную аппаратуру.
Нагрев топлива происходит от стенки печи к центру. Полукокс
поэтому неравномерно прококсовывается по всей толще загрузки и
у стенок будет содержать наименьшее количество летучих. Чем
больше толщина обогреваемого
будет полукокс. Ввиду этого
в
ТАБЛИЦА 33
Влияние давления иа выход
первичного дегтя при полукоксо-
вании различных углей
(в л иа 1 т угля)
Сорт угля Давление
атмо- сферное вакуум
Иллинойский . . 37,0 49,3
Пенсильвап-
ский 56,5 75,1
Из западной Вир-
гинии .... 19,5 30,3
слоя топлива, тем менее однородным
конструкциях печей с внешним обо-
гревом стремятся выбрать наимень-
шую по возможности толщину слоя
топлива и разложение топлива идет
более равномерно и полно.
В печах с внешним обогревом вы-
ход первичного дегтя меньше, чем
в печах с внутренним обогревом. Со-
держание легких бензиновых фракций
в первичной смоле, полученной по
первому методу, 'больше, чем в полу-
ченной по второму методу, тогда как
в смоле, полученной
больше парафинов и
вторым методом,
восков.
полукоксовании
полукоксовании
, первичного
33).
Роль давления при
Применяя при
вакуум, можно в значительной мере
дегтя и избежать разложения первичных
повысить выход
продуктов (табл.
Однако полукоксование под вакуумом из-за сложности оборудова-
ния и ведения самого процесса пока не нашло применения в промыш-
ленности.
Повышение давления при низкотемпературной сухой перегонке угля
затрудняет выделение
в конечном результате
жидких продуктов полукоксования и ведет
к уменьшению их выходов. Количество полу-
ТАБЛИЦА 34
Выход продуктов полукоксования при повышенном давлении и
температуре в печи 600° (в %)
Наименование продуктов Давление в печи в ат
атмо- сферное 5 25 50 100
Полукокс 67,3 68,8 71,0 72,0 71,5
Первичный деготь . . . 13,0 7,9 5,1 3,8 2,2
Подсмольная вода . . . 12,0 11,7 12,4 12,1 11,3
Газ-j-потери 7,7 11,6 11,5 12,1 15,0
Кажущийся удельный вес полукокса .... 0,67 0,68 0,78 0,88 0,85 »
кокса увеличивается за счет разложения смоляных погонов дестилля-
ции и образования смоляного кокса (табл. 34); при этом улучшаются
механические свойства полукокса,— он становится значительно крепче
и прочнее.
При давлении 50 и 100 ат получался хорошо спекшийся полукокс
высокой прочности, хотя взятые для опыта угли были неспекающиеся.
84
В современных полукоксовых. печах специальных систем для получения
прочного полукокса искусственно создают давление внутри угольной
засыпки.
Применение продуктов полукоксования
Полукокс. Необходимо отметить следующие области использования
полукокса:
1. Как энергетическое и промышленное топливо для непосред-
ственного сжигания в топках паровых котлов или промышленных агре-
гатов (на электроцентралях, заводах — цементных, стекольных, кера-
мических и т. п.). Наиболее распространено потребление кускового
полукокса.
Благодаря повышенному количеству летучих, полукокс при сжига-
нии дает более высокие температуры в топках с меньшей затратой
топлива, отчего коэфициеит полезного действия парокотельной уста-
новки возрастает.
2. Как бытовое топливо в странах, где применяется полукокс
в домашних печах. В этом случае полукокс должен гореть бездымно,
иметь одинаковую кусковатость и т. п.
3. Как транспортное топливо — для сжигания в топках паровозов.
4. Как топливо для газогенераторных станций, вырабатывающих
из него водяной газ как для технического, так и для бытового по-
требления. За последние годы, в результате использования водяного
газа для синтеза искусственного жидкого топлива, применению полу-
кокса в газогенераторах обеспечено большое будущее.
С развитием автомобильного и тракторного транспорта, работаю-
щего на газогенераторных двигателях в качестве одного из удобных
видов топлива (для этих двигателей начали широко применять полу-
кокс). В этом случае важно использовать механически прочный по-
лукокс, не истирающийся и не измельчающийся от дополнительных
усилий (тряски при передвижениях).
5. Как добавка в шихту для коксования. В последнее время полу-
кокс начинает все больше находить применение как отощающий ком-
понент при составлении шихты для коксования, обеспечивающий по-
вышенный выход металлургического кокса и улучшающий его ка-
чества.
Полукоксовая мелочь в некоторых случаях брикетируется (прес-
суется) и затем уже в виде брикетов используется для тех же целей,
что и кусковой полукокс.
В последние годы за границей находит широкое применение в паро-
котельных горячий полукокс, для выработки которого поблизости от
парокотельной строится специальная установка для полукоксования.
Первичный деготь (смола). В настоящее время первичный деготь
используется для получения светлых моторных топлив. Различают
следующие области использования первичных смол:
1. Торфяной и сланцевый первичные дегти в основном являются
сырьем для переработки на масла и моторное топливо, причем из
смол извлекаются фенолы, воск и т. п.
2. Буроугольный первичный деготь идет для получения горного
воска, применяемого для специальных целей, а также подвергается
гидрогенизации для получения моторного топлива.
3. Каменноугольные первичные смолы перерабатываются на смо-
лоразгонных заводах и за последние годы также направляются на
переработку на моторное топливо.
При переработке первичных смол с целью получения моторного
топлива от них предварительно отгоняются легкие бензиновые и ке-
85
росиновые фракции, а тяжелый остаток подвергается крекингу или
гидрогенизации.
Газ полукоксования ввиду небольших его выходов большей частью
используется на самой установке и в некоторых случаях транспорти-
руется на соседние заводы.
Использование подсмольных вод полукоксования не получило раз-
вития. Обработка их ведется только с целью обезвреживания.
Комбинирование печей для полукоксования с газовыми заводами
и котельными установками
За границей имеются комбинированные заводы полукоксования
с газовыми заводами и с крупными котельными установками. Такое
комбинирование осуществляется в тех случаях, когда невысокое ка-
чество полукокса исключает возможность применения его для иных
целей кроме газификации и сжигания в топках паровых котлов. Газо-
генераторный газ смешивается со швельгазом, калорийность смеси
поддерживается примерно 4750 нал/м?, и таким образом получают
светильный газ, вполне пригодный для бытового обслуживания.
В Англии комплексное сочетание процессов полукоксования и гази-
фикации реализуют в следующем виде. Во вращающуюся закрытую
реторту, выложенную внутри огнеупорным кирпичом, загружается
уголь. Реторта, устанавливаемая на цапфах, может поворачиваться
(опрокидываться) вперед и назад с помощью специального устройства.
Первым этапом работы являются нагревание и бертинирование угля с
продувкой его воздухом. Второй этап — полукоксование, при этом к
раскаленному углю из бункера добавляется новая порция сырого
угля.
Жидкие и газообразные продукты полукоксования отводятся из ре-
торты в конденсационную аппаратуру. Реторта затем останавливается
и через оставшийся в ней полукокс снова продувается воздух, затем
добавляется новая порция угля, и после этого начинается новый цикл
процесса.
В конце процесса полукоксования через полукокс пропускают во-
дяной пар Для более полной отгонки летучих веществ. Большая часть
полукокса из реторты удаляется при продувке угля воздухом. Осталь-
ная часть полукокса удаляется из реторты во время остановки.
Производительность реторты мала — 4—6 т/сутки.
Установка, работающая на дюргемском угле с 31,1% летучих и
2% влаги, дает 58,2% полукокса, содержащего 6% летучих веществ,
первичного газа 116 м3/т калорийностью 2820 кал/j^ и первичного
дегтя 9,2% уд. веса 1,125.
Смола при разгонке дает 11,9% пека.
Другая форма комбинирования процесса полукоксования и газифи-
кации осуществляется следующим образом: над верхним отверстием
газогенератора надстраивается полукоксовая реторта, причем полу-
коксование происходит за счет тепла продуктов газификации.
Такой же по существу принцип применен в газогенераторах типов
AVG, Пинча, Лурги, у которых верхняя, более узкая по диаметру
часть является шахтой швелевания, а нижняя, более широкая — шах-
той газификации.
В этих типах газогенераторов можно получать наряду с промышлен-
ным газом, как в других типах печей для полукоксования, также пер-
вичную смолу, которая, однако, по составу значительно отличается
от первичной смолы, получаемой при полукоксовании.
В более широком масштабе применяется совместная эксплоатация
печей для полукоксования с котельными установками. Для использо-
86
вания физического тепла горячего полукокса полукоксовая печь уста-
навливается рядом с котельной топкой; выходящий из реторты горя-
чий полукокс на герметически закрытом конвейере подается на коло-
сниковую решетку топки котла. Из выделившегося газа улавливаются
жидкие и газообразные продукты полукоксования, а затем газ напра-
вляется в топку.
Комбинирование полукоксовых печей с котельными установками
осуществляется на ряде установок. Так, например, полукоксовая ре-
торта системы Пинча иногда является частью котельной установки и
производительность ее определяется потребностью в топливе для па-
ровых котлов. Полукоксование происходит при температуре 540° за
счет физического тепла дымовых газов, двигающихся навстречу опу-
скающемуся в низ реторты углю. Полукокс сжигается под котлами
в горячем состоянии.
По такому же принципу работает котельная установка Бабкок и
Вилькокс с ретортами для полукоксования генераторного типа, про-
пускной способностью в 60 т. Температура полукоксования 650—700°,
причем уголь перед полукоксованием предварительно подогревается до
температуры 120°.
В США комбинируют котельные установки с печами полукоксования
пылевидного угля.
Во всех установках генераторного типа коэфициеит полезного дей-
ствия очень высок (до 80—82%).
ГЛАВА 5
ПЕЧИ ДЛЯ ПОЛУКОКСОВАНИЯ
Системы печей для полукоксования можно разделить по принципу
обогрева на два основных класса: 1) печи с внешним обогревом;
2) печи с внутренним обогревом.
К первому классу относятся печи Ролле, Коалит, Гейсена, ВТ и
др.; в качестве примера печей с внутренним обогревом могут быть
названы печи Пинча, трехзонная печь и др.
Независимо от системы обогрева печи могут быть периодически
действующие и непрерывно работающие. Кроме того, печи можно
разделить на неподвижные (стационарные) и вращающиеся.
Вращение необходимо для перемещения и перемешивания топлива
в целях предохранения угольной загрузки от слеживания и спекания.
В ряде случаев топливо тем или другим способом передвигается в
неподвижной печи. Таковы печи туннельная и Гинзельмана.
По конструкции печи для полукоксования в основном делятся на
вертикальные и горизонтальные.
Обычно в печах с внешним обогревом, в силу плохой теплопро-
водности угля, толщина слоя перерабатываемого топлива невелика, в
противоположность печам с внутренним обогревом, в которых она зна-
чительно выше.
По толщине рабочего слоя угольной загрузки печи делятся на
работающие с тонким слоем и с толстым слоем угля.
Далеко не полная классификация печей, приведенная выше, дает
возможность судить о конструктивных особенностях различных печей
для полукоксования, основанных на том или ином принципе работы.
Неподвижные печи с внешним обогревом
Печи системы Ролле
Начало промышленному развитию процесса полукоксования было
положено в 1860 г. введением в эксплоатацию печи Ролле, схемати-
ческий разрез которой показан на рис. 29.
Печи Ролле с тех пор претерпели ряд изменений. На рис. 30 при-
ведена новейшая конструкция печи Ролле. Корпус печи представляет
собою цилиндр 1, сложенный из фасонного шамотного кирпича, опоясан-
ного снаружи кольцевыми дымоходами. Высота цилиндра 6—14 м.
в зависимости от производительности печи, внутренний диаметр
1570 мм.
Внутри шамотного цилиндра проходит хорошо центрированный
цилиндр, являющийся газоотводящей трубой 3. Он состоит из отдельных
конических колец, собранных не вплотную, а с зазорами, благодаря
чему поверхность цилиндра имеет множество щелей. Загрузка угля
88
производится сверху, выгрузка же полукокса снизу печи, причем пол.
выгрузочное отверстие конического разгрузочного аппарата подается
вагонетка, отвозящая полукокс для мокрого тушения.
Газы и пары, выделяющиеся в верхней, средней и нижней частях
цилиндра, выводятся тремя трубами в сборную гидравлику 4 и напра-
вляются в конденсационную аппаратуру.
Толщина слоя угля, находящегося между цилиндрами, в верху
печи равна ПО а внизу 75—80 мм. Такая толщина слоя угля
способствует равномерному опусканию загрузки.
Обогревается реторта горячими дымовыми газами, образующимися
при сгорании угля в специальной топке. Газы движутся вверх по
Рис. 29. Схематический раз-
рез печи Ролле конструкции
1860 г.
Рис. 30. Новейшая конструкция печи Ролле:
/ — шамотный цилиндр;,2—чугунный цилиндр; 3 —
газоотводящая труба;^4 — сборная гидравлика.
кольцевым дымоходам, опоясывающим цилиндр печи; внизу темпера-
тура обогревательных газов равна 850—900°, а вверху, где происхо-
дит подсушка угля, значительно ниже. Для более точной регулировки
температуры по высоте печи в первом, третьем и пятом дымоходах
(считая снизу) сжигается специально подводимый туда швельгаз.
Вся печь или блок печей стягивается анкерными соединениями.
Такая связь обеспечивает прочность конструкции и предупреждает воз-
можность коробления или сдавливания самой реторты.
Производительность усовершенствованной печи Ролле колеблется в
пределах от 3 до 8 т мелкого бурого угля в сутки (при влажности
55%).
Удаление влаги из угля требует затраты большего количества
тепла, чем самый процесс полукоксования (примерно 60% от общего
89
расхода тепла). Количество затрачиваемого тепла растет с повыше-
нием влажности перерабатываемого угля. На рис. 31 изображена кри-
вая удаления влаги перегоняющегося в реторте угля в зависимости от
высоты участков печи Ролле. Кривая показывает, что вначале тепло
расходуется, главным образом, на нагрев влажного угля до испарения
из него влаги, затем идет быстрое подсушивание. Этот участок кривой
соответствует падению содержания влаги от 45 до 20%. На участке
высотой 2,7 м из общей высоты реторты от 6 до 14 м уголь теряет
уже 60% своей первоначальной влажности.
Выделение из угля смолы происходит скачком. На рис. 32 показана
кривая выделения смолы в разных зонах по высоте печи. На высоте
3 м выделяется основная масса смолы. Если в начале этого участка
Рис. 31. Кривая удаления влаги из угля
в печи Ролле.
Выделилось смолы а “/о
Рис. 32. Кривая выделения смолы из
угля при полукоксовании в печи Ролле.
уголь содержал 13% смолы, то в конце его он содержит только 4%.
Многочисленные исследования показали, что при переработке и других
сортов углей выделение из них смолы происходит с такой же быстро-
той.
Как и во всех стационарных конструкциях печей с внешним обо-
гревом, уголь в печи Ролле прогревается неравномерно; часть за-
грузки у стенок шамотного цилиндра всегда больше нагрета, чем
уголь, находящийся вокруг внутреннего чугунного цилиндра. В силу
плохой теплопроводности угля зачастую бывает, что уголь, соприка-
сающийся с раскаленными стенками реторты, уже начинает швеле-
ваться, в то время как более отдаленные от стенок слои его еще не
выделили влаги. Такой неравномерный обогрев, конечно, сильно
влияет на выходы и качество смолы.
Выделяясь из угля, расположенного у стенок шамотного цилиндра,
пары смолы проходят весь угольный слой по направлению к внутрен-
нему цилиндру. Если температура во внутренней части реторты еще
недостаточно высока, то пары смолы вместо того, чтобы уйти из ре-
торты, конденсируются на более холодном угле, и в дальнейшем, при
опускании в более нагретые зоны, крекируются, что ведет к большим
потерям смолы.
Наконец, в печах Ролле из-за неравномерного опускания частей
загрузки часто наблюдается зависание угля, что также способствует
крекингу смолы. Все это вместе взятое приводит к тому, что в печах
•90
Ролле выход смолы обычно не превышает 55—60% возможного (опре-
деленного методом Грефе); следовательно, 40—45% первичного
дегтя разлагается, образуя при этом газ.
Печь «Коалит»
Печь «Коалит» (рис. 33), применяемая в Англии при полукоксова-
нии, представляет собой чугунную или стальную отливку, состоящую из
12 вертикальных труб, расположенных в 2 ряда по 6 в каждом. Трубы
имеют высоту 2,75—3 м\ в верхней части диаметр их равен 115 мм,
Рис. 33. Печь „Коалит":
/ — загрузочный бункер; 2— разгрузочные отверстия дчя полукокса; <?—обогревательные камеры
4 — газоподводящие устройства; 5 — гидравлика; 6—камера.
книзу для облегчения выгрузки полукокса из реторты трубы расши-
ряются до 140 мм.
Обмурованная огнеупорным кирпичом реторта (камера) устанавли-
вается над разгрузочными воронками 2 таким образом, что на одну
воронку приходятся две рядом расположенные реторты. Нагревание
производится газом, подающимся к камерам с помощью газоподводя-
щего устройства 4.
Реторты и обогревательные камеры 3 чередуются так, что каждая
реторта расположена в камере лучеиспускания, образованной стенками
прилегающих обогревательных камер. Реторта нагревается только за
счет лучеиспускания стен обогревательных камер, выложенных специ-
91
альными полыми огнеупорными кирпичами, и ни при каких условиях
не может соприкасаться с пламенем. Таким образом металлический
корпус реторты предохраняется от коробления и коррозии. Каждая
печь имеет общие для всех реторт основания и верхнюю часть с за-
грузочным бункером 1, через которую производится загрузка угля.
Печи работают периодически и служат для переработки угля, из-
мельченного до размера кусков 20 мм.
Уголь со склада поступает на подсушку в сушильный барабан,
отапливаемый дымовыми газами. Подсушенный уголь засыпается в
бункеры, откуда скиповым подъемником загружается в реторты.
Период полукоксования длится от 4 до 6 час. при температуре 600°.
Полукокс разгружается в нижние тушильные камеры, откуда подается
на конвейер и отвозится на коксосортировку. Для предохранения от
засоса воздуха тушильная камера имеет двойной затвор, один из ко-
торых водяной. На каждые две реторты — одна общая тушильная ка-
мера.
Летучие продукты отводятся из печи в гидравлику 5 для перво-
начального охлаждения. Затем газ очищается в электрофильтре от смо-
ляного тумана, в кислотном сатураторе от аммиака, далее охлаждается
в водяном холодильнике и, наконец, очищается от газового бензина в
абсорбере.
Из 1 т угля с 30—35% летучих получаются следующие продукты:
Полукокс (содержит 10—12% летучих веществ) . . . 700 кг
Первичная смола.............................76—81 л
Легкое масло (бензин).......................13,5 „
Газ (калорийность до 6000—7С00 «дл/л<3)..... 120—145 лг3
Смола имеет следующие свойства:
Удельный вес при 15,5°.............1,037
Температура вспышки . . . . •.....60J
Содержание воды....................2,4%
, фенолов н кислот............28,4%
Печи для швелевания
Печь для швелевания ВТ (Brennstoff-Technik), изображенная на
рис. 34, состоит из ряда вертикальных камер и обогревательных про-
стенков, в которых циркулируют горячие дымовые газы.
Для повышения коэфициента теплопередачи от стенок к углю про-
стенки сделаны из железа. Ширина во всех частях одинакова, что
способствует равномерному обогреву всего угля в камере. Выгрузка
полукокса из печи производится с помощью рычажного приспособле-
ния, которым простенки в нижней части могут отклоняться в стороны.
При таком положении кокс выпадает из камеры полукоксования 6 без
каких-либо затруднений. Подвижные стены камеры печи ВТ дают воз-
можность перерабатывать сильно вспучивающиеся и коксующиеся угли.
Положительной стороной конструкции этих печей является также воз-
можность полукоксования с предварительной трамбовкой угля, что
в некоторых случаях обеспечивает получение хорошего, крепкого полу-
кокса из неспекающегося угля.
Весь корпус печи подвешивается на металлической конструкции,
которая, кроме того, несет на себе загрузочные и разгрузочные при-
способления.
Загрузочный вагон 9, двигающийся по верху печи, загружает все
камеры. Кроме того, он снабжен приспособлением для трамбовки угля.
Циркуляция обогревающих газов производится вентилятором 8. Газ
поступает в газовую горелку и проходит в устроенные сбоку печи
огневую камеру 2 и камеру смешения 3. Продукты горения, смешанные
с возвращенными обратно дымовыми газами, направляются через ка-
92
меру смешения по газораспределительному каналу 4 в вертикалы ме-
таллических обогревательных простенков 5, пройдя которые, выводятся
в сборный канал для продуктов горения 7, откуда частично возвра-
щаются обратно в камеру смешения, а частично выбрасываются в
атмосферу.
Воздух для горения подогревается в особом рекуператоре, примы-
кающем непосредственно к печи и использующем тепло дымовых га-
зов.
Размеры камер примерно составляют 1,5—2,5 м длины при высоте
3—4 м. Ширина камер колеблется между 60—130 мм. В зависимости
Рис. 34. Печь для швелевания:
7 — газовая горелка; .?—огневая камера; 3— камера смешения; 4—газораспределительный канал;
5 — обогревательный простенок; 6—камера для полукоксования; 7—сборный канал для продуктов
горения; 8—вентилятор; 9 -- загрузочный вагон.
от ширины камер время полукоксования определяется от 2 до 7 час.
Суточная производительность печи, состоящей из 6 камер, колеблется
в пределах от 10 до 30 т угля.
При желании получить полукокс определенной формы и крупности,
в печь ВТ можно вводить особые металлические коробки-формы, в
которых и происходит швелевание угля. В таком случае кокс полу-
чается в виде кирпича; размер кирпича может быть изменен по же-
ланию.
В печи данной конструкции можно перерабатывать различные угли,
в том числе и плохо спекающиеся, которые дают хороший полукокс
при трамбовке.
Вращающиеся печи с внешним обогревом
Печь KSG
Печь этого типа (рис. 35) состоит из двух барабанов, вставленных
один в другой. Барабаны устанавливаются с наклоном в 6° в сторону
выдачи полукокса на опорных роликах / и крепятся между собой спе-
циальными приваренными лопастями. Длина барабанов 20 м, диаметр
внутреннего барабана 1,7 м и внешнего 3,0 м. Они вращаются со ско-
ростью одного оборота за 90 сек.
Уголь через загрузочную воронку 2 поступает в неподвижно уста-
новленный шнек 3 во внутреннем барабане и благодаря вращению по-
следнего медленно перемещается вверх. В конце внутреннего барабана
93
угольная загрузка вываливается во внешний барабан, и по нему воз-
вращается к выгрузочному отверстию печи 4. Во внутреннем барабане
происходит подсушка угля и нагревание до температуры 300°, а во
внешнем барабане заканчивается процесс полукоксования. Обогрев про-
изводится дымовыми газами, поступающими в обогревательные дымо-
ходы при 600—700°; снижение температуры дымовых газов осуще-
ствляется их рециркуляцией. Такое устройство препятствует перегреву
барабанов, а также дает возможность снизить содержание кислорода
в дымовых газах, что в значительной мере предохраняет металл от
коррозии.
Для предохранения барабанов от наслоения угля на станках в том
месте, где уголь переваливается во внешний барабан, устроены специ-
альные цепные скребки 6, счищающие уголь со стенок. Прилипание
Рис. 35. Печь KSG:
/ — опорные ролики; 2 — загрузочная воронка; 3—шнек; 4—вы-
грузочное отверстие; 5— патрубок ддя вывода из печи жцдких и
газообразных продуктов; 6~ цепные скребки.
угля к стенкам уменьшается, если к нему прибавляется коксовая
мелочь.
Жидкие и газообразные продукты полукоксования отводятся из
печи через патрубок 5. В этом же конце реторты через другой патру-
бок в реторту может подаваться перегретый до 400° водяной пар, ко-
торый способствует выделению летучих веществ из угля и играет роль
теплоносителя. Количество вводимого пара обычно не превышает
5—7% от веса перерабатываемого угля.
Производительность печи равна 60—80 т/сутки при работе на газо-
вом угле с влажностью 3% и содержанием летучих веществ 25%.
Период полукоксования равен примерно 2% часам.
Печь Гейсена
Примером вертикальных вращающихся непрерывнодействующих
печей может служить печь Гейсена, работающая на тонком слое и не-
сколько похожая по конструкции на печь Ролле.
Печь Гейсена (рис. 36) состоит из двух металлических цилиндров,
покоящихся на общем железобетонном фундаменте. Цилиндры (вну-
тренний 1 и внешний 2) выполнены из волнистой жароупорной литой
стали. Для хорошего перемешивания угля в печи и во избежание
прогаров внутренний цилиндр приводится во вращение специальным
механизмом. Внутри вращающегося цилиндра установлен неподвижный
шамотный цилиндр 3, выполняющий роль камеры горения. Печь ота-
цилиндре. В последнем имеется подсводная часть, через которую про-
пливается газом, сжигаемым в горелке 4, установленной в шамотном
дукты горения могут удаляться в пространство, ограниченное вращаю-
щимся цилиндром и камерой горения, и опускаться вниз. При таком
устройстве отопительной системы металлические части печи, не сопри-
касаясь непосредственно с пламенем горящего газа, предохраняются
от коробления и коррозии.
94
В наружном цилиндре имеются щели для отвода жидких и газооб-
разных продуктов полукоксования. Газы и пары проходят патрубок 5
и направляются в конденсационную аппаратуру.
Вращающийся цилиндр закрывается сверху конической крышкой 6.
Уголь засыпается в кольцевое пространство между двумя цилиндрами
Рис. 36. Печь Гейсена:
7— внутренний цилиндр; 2—внешний ци-
линдр; 3— шамотная камера горения; 4--
газовая горелка; 5 — патрубок для выво-
да продуктов перегонки; 6—коническая
крышка печи; 7—разгрузочное отверстие.
/ — шахта печи; 2— распредели-
тельный канал для обогреватель-
ного газа; 3 — загрузочная ко-
робка; 4— разгрузочное устрой-
ство; 5—патрубок для вывода
продуктов перегонки и обогре-
вательного газа.
и по мере нагрева медленно опускается вниз. Полукокс через разгру-
зочное отверстие 7 и рештак выгружается в приемную вагонетку.
Благодаря хорошей теплопередаче печь Гейсена диаметром 2,2 м и
высотой 7 м пропускает за сутки около 100 т подсушенного бурого
угля влажностью 15—20%. Отопление печей производится обычно
швельгазом.
Скорость вращения цилиндра составляет 1 оборот в 2 мин.
В печи могут перерабатываться только определенные сорта топлива.
Неподвижные печи с внутренним обогревом
Печь Пинча
Одной из распространенных печей, работающих по принципу вну-
треннего обогрева, является печь Пинча (рис. 37).
Она представляет собой вертикальную, прямоугольную кирпичную
шахту (реторту) 1 с поперечным сечением 1,8 X 1,8 м и высотой 9,25 м.
95
Для удобства обслуживания и уменьшения потерь тепла в окру-
жающую среду обычно две шахты соединены в один блок. Снаружи
такая печь окружена общим железным кожухом. Низ шахты высотой
1,2 м выложен из красного кирпича, выше него на высоту 4,2 м шахта
выложена из специального фасонного шамотного кирпича, верхняя
часть шахты — снова из красного кирпича.
Такое размещение кирпича объясняется тем, что при работе печи
в различных ее участках поддерживается разная температура.
На высоте 2,1 м от низа кожуха в специальном уширении кладки
имеется распределительный канал 2 из огнеупорного кирпича для ввода
в шахту нагретого газа — теплоносителя. Канал имеет с внутренней
стороны 44 щелевых отверстия в каждую из шахт, по которым швель-
газ с температурой 550—600° поступает в печь.
На верху печи над каждой шахтой имеются загрузочные коробки 3,
через которые из бункеров топливо поступает в печь, опускаясь посте-
пенно вниз по шахте. Пройдя зону швелевания, образовавшийся торфя-
ной полукокс омывается поступающим снизу в шахту газом-теплоноси-
телем и отдает ему свое физическое тепло, охлаждаясь при этом до
100—150°. После охлаждения полукокс через специальное разгрузоч-
. ное устройство 4 поступает в вагонетку и отвозится на склад. Так как
разгрузка кокса происходит под печью, последняя строится на железо-
бетонных колоннах, поднятых на высоту 5,5 м от уровня земли, с та-
ким расчетом, чтобы под нижним откидным затвором разгрузочного
бункера могла свободно устанавливаться вагонетка.
Жидкие и газообразные продукты полукоксования вместе с газом-
теплоносителем выводятся через верхний патрубок 5 в газопровод и
конденсационную аппаратуру. Очищенный от смолы, 'воды и пыли
швельгаз, охлажденный до 25—30°, распределяется по трем газопро-
водам, подающим его: 1) в низ шахты, где он охлаждает полукокс и
сам подогревается; 2) в рекуператор, где швельгаз подогревается до
температуры швелевания и 3) к топкам рекуператора, где он сжигается,
чтобы подогреть газ-теплонооитель, поступающий в рекуператор.
Нагретый в рекуператоре газ через хорошо футерованный газопро-
вод подводится к распределительному каналу 2 и в шахте соединяется
с газом, поступающим с низа печи.
Печь Пинча в конструктивном отношении не сложна и эксплоата-
ция ее чрезвычайно проста. Производительность описанной печи дости-
гает 50 т торфа в сутки при влажности торфа в 30%. При влажности
торфа в 20—25% производительность печи возрастает до 65—70 т
торфа в сутки.
Топливо равномерно коксуется по всему сечению печи.
Одним из существенных недостатков печи Пинча следует считать
то, что сушка топлива осуществляется в самой реторте и в силу этого
большие количества тепла газа-теплоносителя расходуются не по пря-
мому назначению.
Выгрузочные механизмы легко засоряются коксовой мелочью, а по-
тому неплотно прикрывают печь; для герметичности обычно приходится
после выгрузки кокса промазывать места прососа газа глиной. Точно
так же засоряется и верхний патрубок, отводящий газ, причем чистить
его во время работы печи нельзя.
Каждая печь имеет рекуператор. Продукты горения, нагретые до
1100°, опускаются по каналам рекуператора вниз, отдавая свое физи-
ческое тепло через стенку газу-теплоносителю, поступающему в реку-
ператор с противоположной стороны и поднимающемуся по смежным
каналам в верх рекуператора.
Несмотря на то, что рекуператор сложен из фасонного огнеупор-
ного кирпича, через неплотности швов кладки проходит в дымовые
9 о
каналы значительное количество газа-теплоносителя. Газ этот теряется
и не участвует в процессе полукоксования.
Количество перетекающего газа тем больше, чем больше разность
давлений в смежных каналах.
При разности давлений в 3—-5 мм вод. ст. практически можно счи-
тать, что переток газа будет незначительным.
Избежать полностью потерь газа в керамических рекуператорах
оказалось невозможным. Поэтому в промышленных установках обычно
стремятся либо совсем не устанавливать рекуператоры, либо держать
перепад давлений между газовым и дымовым каналами в вышеуказан-
ных пределах.
В табл. 35 приведены данные (по исследованиям Инсторфа), пока-
зывающие влияние температуры на выход продуктов полукоксования
на установке Пинча.
ТАБЛИЦА 35
Влияние температуры переработки торфа на выход
продуктов полукоксования
Температура в °C | , | 1 Производительность в т! су тки Влажность торфа в % Выход полу- кокса в % Содержание лету- чих в полукоксе в % от сухого вещества Выход смолы в Выход швель- газа в м3/т
На влажный торф На сухое ве- щество На сырой торф На абсолютно сухое веще- ство На сырой торф : На абсолютно 1 сухое веще- 1 ство
506 543 673 72,9 73,4 70,6 23,2 21,8 20,2 31,6 28,8 40,5 36,2 10,84 7,66 6,38 8,52 8,30 10,70 203 284 260 351
Состав и свойства полукокса при различных режимах коксования
несколько изменялись.
Средняя влажность смолы невелика и колебалась от 0,48 до 3,66%;
уд. вес при 15° от 0,997 до 1,009. Смола при разгонке дала 63,39%
масел и 31,32% пека, считая на влажную смолу.
Состав швельгаза и шпюльгаза1 при работе установки с газогене-
ратором приведен в табл. 36. Проба газа отбиралась из рекуператора.
ТАБЛИЦА 36
Состав швельгаза и шпюльгаза (на печах Пинча) (в % )
Компоненты Шпюльгаз при темпе- ратуре Швельгаз при темпе- ратуре
555—560° 646 -670° 543° 6731
СО2 27,2 20,8 41,4 28,4
С„Нт 0,88 0,85 0,9 1,4
О, 0,39 0,42 0,2 0,2
СО 13,4 16,72 12,4 20,5
Н2 11,0 9,55 13,9 24,9
СН4 10,0 23,26 14,2 20,7
Na 37,13 28,4 17,0 3,9
Теплотворная способ- ность (?низш. в кал/м3 1891 2264 2285 3587
1 Шпюльгазом вазывается швельгаз, разбавленный генераторным газом.
73ак. ЗВ10. Общая химия, технология топлива.
97
Состав подсмольных вод приведен в табл. 37.
Состав подсмольных вод (на печах Пинча)
ТАБЛИЦА 37
Температура полукоксо- вания в °C Влажность торфа в % Состав подсмольных вод в г/л
жирные кислоты общий азот аммиака фенолы, уле- тучивающиеся с водяным паром фенолы, не уле- тучивающиеся с водяным паром
543 21,8 24,4 3,76 15,1 7,34
673 20,2 21,8 6,0 6,96 6,84
За последнее время чрезвычайно сильно возрос интерес к использо-
ванию печей Пинча для швелевания каменных углей и сланцев.
Некоторые виды сланца при тем-
пературе 350—400° начинают биту-
минироваться,-
Опытами, проведенными на печах
Пинча с гдовскими сланцами, была
доказана полная возможность исполь-
зовать эти печи и подобрать такой ре-
жим; при котором не происходит сли-
пания и зависания топлива в шахте
печи.
Рис. 38. Трехзонная печь для
коксования торфа.
Трехзонная печь с внутренним
обогревом
Схема печи этого типа показана
на рис. 38. К преимуществам печи
Пинча следует отнести большую про-
изводительность, равномерность обо-
грева, легкость регулировки, большой
выход и хорошее качество смолы,
однако печь эта требует устройства
мощной конденсационной аппара-
туры при влажном топливе. Подсчет
теплового баланса показывает, что при
30%-ном содержании влаги в торфе,,
поступающем в реторту, 2/з тепла,
вносимого швельгазом, тратится на
его подсушку и только Уз — на самый
процесс полукоксования.
Поэтому при переработке торфа,,
влажность которого равна 30—35%,
тепла швельгаза для отопления кало-
рифера нехватает и недостаток era
должен быть пополнен за счет газа,
получаемого извне, например генера-
торного.
Подсушку торфа можно произво-
дить в отдельной зоне. Это достигнуто
устройством зоны подсушки над зоной
швелевания, причем общие габариты печи не увеличены, так как третья
зона по существу выделена из существовавших ранее зон.
98
Таким образом, трехзонная печь состоит из: 1) зоны подсушки;
2) зоны швелевания; 3) зоны охлаждения.
Торф через загрузочную коробку поступает в верхнюю зону реторты,
где при температуре 200° происходит его подсушка и бертинирование
за счет тепла дымовых газов, полученных при отоплении калорифера.
Высушенный торф попадает в зону швелевания, где навстречу ему дви-
гается перегретый в калорифере до 550—600° швельгаз, физическое
тепло которого производит полукоксование торфа, аналогичное тому,
как это происходит в обычных печах Пинча.
Жидкие и газообразные продукты полукоксования вместе с тепло-
носителем удаляются с верху зоны швелевания через газоотводящий
патрубок в конденсационную аппаратуру. Охлажденный швельгаз по-
ступает: 1) в рекуператор на подогрев; 2) в реторту на охлаждение
полукокса; 3) на сжигание в топках рекуператора и, наконец, 4) сжи-
гается в специальной камере. Продукты горения в этой камере, имею-
щие высокую температуру, смешиваются с продуктами горения от сжи-
гания газа в топках рекуператора и с газами, уходящими из зоны под-
сушки в реторте. Вся смесь газов поступает в зону подсушки для уда-
ления влаги и бертинирования топлива. Температура дымовых газов,
поступающих в зону подсушки, поддерживается на уровне 400°. При
этой температуре они входят в верхнюю часть зоны подсушки, опу-
скаются вниз и, наконец, через газоотводящий патрубок внизу этой
зоны выбрасываются в атмосферу.
Для устранения возможности смешения газов в зонах подсушки и
швелевания введена межзонная нейтральная сфера. В патрубках, вы-
водящих из этих зон газ, установлены регулирующие клапаны, с по-
мощью которых в зонах поддерживается одинаковое давление.
Коэфициент использования тепла повышается в трехзонной печи до
0,62 против 0,48 в печи Пинча.
Печи с перемещением топлива и внутренним обогревом
Туннельная печь
Битуминозные сланцы при полукоксовании дают очень большой вы-
ход дегтя (до 21—25%). Процесс переработки сланцев усложняется
тем, что некоторые их виды имеют тенденцию к битуминизации и сли-
Рис. 39. Туннельная печь:
У — туннель; 2 — вагонетки; 3— камера предварительного нагревание; 4—камера охлаждения; 5 — ка-
мера коксования; 6— вентиляторы; 7 — калориферы; 8 — газоотвод; 9 — тушитель.
панию. Для полукоксования сланцев применяют туннельную печь
(рис. 39). По конструкции она представляет собой туннель 1, внутри
которого по длине помещается 20—25 вагонеток 2. Туннель разде-
ляется на части (отсеки), закрывающиеся шлюзными воротами таким
образом, что по краям туннеля создаются камеры предварительного
подогрева 3 и охлаждения 4, а в середине печи — камера коксования
7* 99
(швелевания) 5. Между камерой швелевания и смежной камерой
устроены шлюзы, вмещающие по одной вагонетке. Камера швелевания
обычно 'вмещает 12 вагонеток, камера охлаждения — 4 и камера пред-
варительного подогрева — 3.
Днища в вагонетках двойные: одно дно — решетчатое, другое глу-
хое с вваренным посередине штуцером. Теплоноситель (швельгаз), на-
гретый до температуры 500—600°, поступает через эти штуцеры в ва-
гонетки, проходит через сланец, нагруженный в вагонетку слоем высо-
той 750 мм, и вместе с летучими продуктами швелевания отсасывается
из камеры швелевания. Отсос газа производится расположенными
в своде печи вентиляторами 6.
Вагонетки обычно стальные, прямоугольной формы.
Подогрев теплоносителя происходит в калориферах 7, размещенных
с одной стороны печи (туннеля). Располагаются они через равные
интервалы по одному калориферу на каждую вагонетку, находящуюся
в камере швелевания. Обогрев калориферов производится газом или
нефтью, сгорающими в специальной топке. Теплоноситель проходит
внутри труб калорифера.
Топливо перед поступлением в камеру швелевания подсушивают
в передней камере печи дымовыми газами при температуре 200°.
При более высокой температуре сушки наблюдается сильное оки-
сление сланца.
Пройдя шлюзовую камеру, топливо попадает в камеру швелевания,
где от него отгоняются летучие вещества, которые затем вентилятором
прогоняются через калорифер, подогреваются и снова подаются в печь
под вагонетку. Такой многократной циркуляцией газов достигается
крекинг паров смолы на более легкие части. Кратность циркуляции
газов около 12. Интенсивность циркуляции создает условия ведения
крекинга до образования легких масел, свободно улавливаемых холо-
дильной аппаратурой. При более глубоком крекинге обычно увеличи-
вается выход газа вместе с образованием газового бензина и газойля,
что не всегда желательно.
В конце камеры швелевания имеется газоотвод (канал) 8, выложен-
ный из огнеупорного кирпича, для отвода избыточного количества цир-
куляционных газов из швелькамеры в конденсационную аппаратуру.
Обычно на заводах применяют дробную конденсацию. Жидкие и
газообразные продукты швелевания, выходящие из печи с температу-
рой 500°, охладившись в газоотводном канале до 300°, попадают
в оросительный холодильник, где охлаждаются до 150°. Здесь конден-
сируется тяжелая фракция смолы. В оросительном холодильнике
имеется насадка из колец Рашига, сквозь которую поднимаются швель-
газы, орошаемые сверху охлажденным до 100° тяжелым маслом. От-
сюда через центробежный вентилятор и каплеуловитель газы посту-
пают в трубчатый водяной холодильник.
В трубчатом холодильнике выделяется, главным образом, бензино-
вая фракция, содержащая до 80% легких (выкипающих до 200°)
фракций.
Швельгазы после водяного холодильника направляются для погло-
щения газового бензина в промывную колонну. Очищенный от масел
газ газодувкой отводится на сжигание к топкам калорифера.
Из камеры швелевания вагонетки с полукоксом, пройдя шлюз, по-
ступают в камеру охлаждения, где полукокс тушится при помощи туши-
теля, и далее выводятся из печи.
Туннельная печь имеет следующие преимущества по сравнению
с другими системами печей.
Благодаря многократной циркуляции газа-теплоносителя, разница
в температурах верхних и нижних слоев сланца, за! ружейного в ваго-
100
нетки, не превышает 10—20 Л Большие объемы циркулирующих газов
в сильной мере способствуют выделению жидких продуктов полукоксо-
вания, благодаря чему выход смолы в туннельных печах часто соответ-
ствует лабораторному выходу в алюминиевой реторте Фишера. Кон-
денсации паров смолы в камере швелевания благодаря равномерному
обогреву невозможна, а потому при правильной работе туннельной печи
никогда не происходит спекания и сплавления топлива.
Многократная циркуляция газов обеспечивает в туннельной печи
протекание одновременно двух процессов: полукоксования сланца и
крекинга выделяющейся из него смолы. Поскольку эти процессы со-
вмещены в одном и том же аппарате, расход тепла по сравнению
с требуемым при раздельном проведении обоих процессов в разных
аппаратах в значительной мере сокращается.
Благодаря крекингу смолы в туннельных печах значительно увели-
чивается выход низкокипящих бензиновых фракций. При этом степень
разложения смолы легко можно регулировать соответственным измене-
нием температуры.
К недостаткам туннельной печи относятся ее сложность и громозд-
кость.
Производительность туннельных печей указанной конструкции до-
стигает 250—300 т в сутки. Период полукоксования колеблется в пре-
делах 2,5 часа.
ГЛАВA 6
КОКСОВАНИЕ И КОКСОВЫЕ ПЕЧИ
Развитие техники коксования и конструкции печей
Техника коксования, а вместе с тем и конструктивное оформление
косковых печей развивались последовательными этапами.
По примеру выжига древесного угля каменный уголь первоначально
коксовался в кучах, обычно круглых, диаметром в основании 3—4 м,
вмещавших по 2—4 т. Поверхность кучи покрывалась слоем земли.
В центре кучи выкладывался из кусков угля или из камней канал для
отвода продуктов горения; необходимое для коксования тепло получа-
лось от сжигания части угля. Продолжительность выжига кокса в та-
кой куче доходила до 4—5 дней. Выход кучного кокса составлял около
половины загруженного угля.
На рис. 40 изображена куча для коксования угля в XVIII в.
Различные конструкции для закрытых печей для коксования угля
начинают появляться с середины XVIII в. Однако наряду с этим еще
Рис. 40. Куча для коксования.
в первой четверти XIX в. все же наиболее распространен был кучной
способ.
Характер и размеры применявшихся в этот период куч были раз-
личны, но в общем мало отличались от описанных выше. Для коксова-
ния применялся коксовой или грохоченый уголь.
Устройство первых коксовых печей. Стремление использовать уголь-
ную мелочь, получающуюся в больших количествах при добыче угля,
вызвало применение метода коксования в полуоткрытых печах. При
этом способе увлажненную угольную мелочь загружали между двумя
параллельными кирпичными стенами. Зажигание угля и регулирование
поступления воздуха для горения производились через сделанные
102
в стенах отверстия, соединенные каналами, идущими поперек запру-
женной массы угля. В дальнейшем этот метод привел к созданию так
называемых стойловых печей, известных в литературе под названием
«шаумбургских стойл» (рис. 41).
Торцовые стены выкладывались на сухую и разбирались перед выгрузкой кокса.
Под печи был выложен кирпичом. Загруженный уголь сверху покрывался слоем
утрамбованной глины. Для зажигания печи на под закладывался слой дров.
По другому способу воздух поступал в горизонтальные каналы, соединенные
с вертикальными вытяжными трубами, выложенными в кладке стен. Для образова-
ния каналов в уголь закладывались деревянные шесты, которые перед зажиганием
вытаскивались через отверстия в кладке. Процесс горения регулировался открыва-
нием и закрыванием вытяжных труб. Для коксования применялся мелкий увлажнен-
ный уголь, который утрамбовывался слоями. Продолжительность процесса коксова-
ния достигала 6—7 дней при средней производительности печи около 2 г в сутки.
Выход кокса составлял 50—55%.
ПЬ мере роста потребления кокса появляется ряд закрытых коксовых печей.
Первые закрытые печи были довольно примитивны. Последние конструкции закры-
тых печей можно считать переходными к современным. К закрытым печам того
времени следует отнести так называемые ульевые печи, соединенные в батареи со
значительным числом отдельных камер.
Ульевые печи сохранялись иа протяжении всего прошлого столетия. Преимуще-
ства ульевых печей заключались в простоте конструкции и сравнительной деше-
визне. Кокс из этих печей отличался хорошим качеством и однородностью; выход
его был на 5—10% выше, чем в стойловых печах.
Вначале операции по загрузке угля и выгрузке кокса производили вручную,
в дальнейшем перешли к постепенной механизации этих операций.
Дальнейшие задачи развития техники коксования состояли в повы-
шении производительности печей, уничтожении угара кокса, создании
возможности регулирования температурного режима процесса и меха-
низации операций.
Коксовые печи начали строиться в виде камер вертикального и го’
ризонтального типа, в которые был прекращен доступ воздуха. Стены
камер были снабжены обогревательными каналами, в которых тепло
получалось сжиганием газа сухой перегонки угля.
В дальнейшем развитие коксовых печей пошло по пути конструиро-
вания горизонтальных камерных печей. По способу обогрева различа-
лись печи с горизонтальными и вертикальными обогревательными кана-
лами.
В печах с горизонтальными обогревательными каналами затруднен
равномерный обогрев коксующейся массы угля. Высокие температуры
конца печи, где происходит горение отопительного газа, вызывают не-
равномерный обогрев коксовой камеры и большие потери тепла через
103
кладку. Кладка печей с горизонтальными обогревательными каналам»'
обладает малой прочностью и требует частых ремонтов.
Ввиду перечисленных недостатков внимание конструкторов было, главным обра-
зом, обращено на развитие печей с вертикальными обогревательными каналами,
к типу которых принадлежат все современные системы коксовых печей.
Бельгийский конструктор Коппе в своей системе печи использовал вертикальные
отопительные каналы. Уже в первоначальном варианте печи Коппе имели ряд
основных конструктивных элементов, присущих современным коксовым печам.
Первые так называемые пламенные печи Коппе (рис. 42) были в свое время
самой распространенной системой печей для коксования угля. Газообразные про-
дукты сухой перегонки поступали непосредственно из камер коксования в обогре-
вательные каналы. Здесь они смешивались с воздухом, подводимым через специаль-
ные узкие отверстия, расположенные над каждой обогревательной стенкой и сго-
рали, нагревая стены камеры.
Таким образом, процесс коксования первоначально производился за счет сжи-
гания в самой печи всех летучих продуктов сухой перегонки угля. Продукты горе-
ния спускались вниз по обогрева
тельным каналам и, собираясь в по-
довых каналах, удалялись далее че-
рез дымовую трубу. Благодаря раз-
режению, создаваемому дымовой
трубой, в печь засасывался воздух,
необходимый для горения газа, Так
как в отопительных каналах сгорала
только часть газа, то несгоревший
газ, выходивший вместе с дымом
из труб, невысоких и установлен-
ных по концам каждой батареи, за-
горался при соприкосновении с воз-
духом и горел ярким пламенем,
освещая ночью окрестность (отсюда
и название «пламенные печи»). За-
грузка угля производилась через
расположенные в своде камеры люки,
которые затем плотно замазывались
глиной, чтобы избежать засасывания
воздуха.
Отдельные камеры соединялись
между собой небольшими отверстия-
ми. Такое устройство давало воз-
можность выравнивать количество
Рис. 42. Печь Коппе.
поступавшего в камеры коксового
газа (выход газа при процессе коксования неравномерен: в первый период его
получается больше, чем это нужно для обогрева данного простенка, а затем — меньше.
Загрузка одной камеры в пламенных печах Коппе составляла 7—8 т при про-
должительности коксования от 33 до 50 час.
Пламенные печи в настоящее время не строятся, но они имеют исторический
интерес, так как современные коксовые печи с улавливанием продуктов коксования
были созданы на базе печей без улавливания.
В печах с улавливанием летучих продуктов, газ из камер коксования
поступает через особые вертикальные трубы, установленные на своде
камер и называемые стояками, в общий горизонтальный газосборник,
барильет. Для отключения камер от барильета (на время выдачи кокса
и загрузки шихтой) колена, соединяющие стояки с барильетом, снаб-
жены клапанами с гидравлическим затвором. Из барильета коксовый
газ газовым насосом (эксгаустером) продвигается по трубам (газопро-
водам) через охлаждающую и улавливающую летучие продукты аппа-
ратуру химического завода, после чего либо возвращается на коксо-
вые печи и сжигается в отопительных каналах, либо используется для
других целей.
Первыми коксовыми печами с улавливанием летучих продуктов сле-
дует считать печи системы Кнаба, относящиеся к 1867 г.
До восьмидесятых годов прошлого столетия печи с улавливанием
расходовали на отопление почти весь свой газ. В лучшем случае оста-
валось для использования на другие цели не более 20% газа' Темпера-
104
тура продуктов горения газа, уходивших из отопительных простенков;
коксовых печей через подовые каналы в дымовую трубу, была 900° и
более. С целью уменьшения потерь тепла с уходящим дымом нередко-
в непосредственном соседстве с коксовыми печами устанавливали паро-
вые котлы и отапливали их дымовыми газами или, как это было
принято говорить, жар-газом коксовых печей (такие котлы-утилизаторы
применялись иногда и на пламенных печах).
Остаток неиспользованного коксового газа благодаря своей высокой
калорийности начал поступать на металлургические заводы в качестве
добавки к доменному газу. Это значительно облегчило ведение про-
цесса плавки стали и повысило производительность мартеновских
печей.
Стремление уменьшить расход коксового газа на обогрев привело
к постройке коксовых печей с регенераторами. В регенеративных
печах тепло дымовых газов используется для подогрева1 воздуха, и
таким образом возвращается в отопительную систему, повышая темпе-
ратуру горения коксового газа и соответственно понижая его расход.
Первые регенеративные коксовые печи были построены в 1883 г., почти
одновременно с регенеративными печами системы Коппе.
В коксовых печах с регенераторами отопительные вертикалы про-
стенков разделяются на две группы, связанные между собой, соеди-
ненные каждая со своим регенератором и работающие попеременно.
Когда в вертикалах одной группы происходит горение газа (восходя-
щий поток), вертикалы второй группы служат для отвода продуктов
горения (нисходящий поток). Перемена направления движения газовых
потоков (кантовка) осуществляется посредством особых клапанов через
определенные и равные промежутки времени, обычно от 15 до 30 мин.
Насадка регенераторов, нагретая теплом продуктов горения при нисхо-
дящем потоке, после перемены направления движения газов отдает
тепло воздуху, поступающему в вертикалы восходящего потока. В со-
временных коксовых печах воздух подогревается до 1000° и выше.
Коксовый газ поступает в горелки вертикалов по каналу, выложен-
ному в кладке под вертикалами. Эти каналы, обычно называемые кор
нюрами, соединены с газопроводом коксового газа посредством соот-
ветствующей арматуры и кантовочных кранов. Продукты горения ухо-
дят из регенераторов через кантовочные клапаны в боров с температу-
рой в пределах 270—340°. Хорошие регенеративные печи расходуют на
отопление около 45% вырабатываемого тми газа.
Развившаяся потребность в высококалорийном коксовом газе при-
вела к постройке комбинированных коксовых печей «компаунд», в ко-
торых отопление печей коксовым газом, частично или полностью,
может быть заменено отоплением доменным или генераторным газом.
Для получения соответствующего теплового эффекта при отоплении
коксовых печей низкокалорийным (бедным) газом в регенераторах не"
обходимо подогревать не только воздух, но и газ. Поэтому печи ком-
паунд снабжены регенераторами как для подогрева воздуха (воздуш-
ными), так и для подогрева газа (газовыми). При переводе отопления
печей компаунд на коксовый газ воздушный и газовый регенераторы
служат для подогрева воздуха.
Современные коксовые печи соединяются в батареи с числом печей
обычно от 55—65 и до 69. По длинным сторонам батарей, несколько
ниже уровня пода коксовых камер, устроены обслуживающие рабочие
площадки. Под площадками находятся коридоры, называемые тунне-
лями. В туннелях помещены трубопроводы отопительного газа коксо-
вого и доменного, кантовочные клапаны и краны.
Две, реже три, батареи, построенные в одну линию, образуют блок '
коксовых печей, обслуживаемых одним комплектом коксовых машин,
105
двигающихся по рельсовым путям, уложенным1 вдоль блока. Сторону
блока, вдоль которой движется коксовыталкиватель, принято называть
машинной, противоположная сторона, на которую производится выдача
кокса, носит название коксовой.
Современные коксовые печи
Печи системы Отто
Развитие современных коксовых печей можно проследить на при-
мере развития печей системы Отто.
Отопление печей этой системы конструкции 1883 г. производилось
следующим образом: горение газа начиналось под коксовой камерой
в подовом канале, разделенном глухой поперечной перегородкой на две
половины. Из подового канала обогревающие газы подымались в вер-
тикалы одной половины простенка, проходили через верхний газосбор'
ный канал и спускались по вертикалам второй половины простенка.
Дымовые газы по второй половине подового канала направлялись через
регенератор в боров дымовой трубы. Направление движения газов ме'
нялось периодически то в одну, то в другую сторону.
С каждой стороны печей имелось по два регенератора, располо-
женных вдоль батареи. Больший регенератор служил для подогрева
воздуха, меньший — для подогрева газа. Однако очень скоро от газо-
вых регенераторов из-за большой их взрывоопасности отказались.
Крупным недостатком первых печей Отто был значительный перегрев подовых
каналов. В печах конструкции 1890 г. для горения газа был устроен непосред-
ственно под обогревательными вертикалами простенка особый распределительный
продольный канал, причем газ поступал в этот канал в соответствии с направле-
нием горения то с коксовой, то с машинной стороны. Однако в этой конструкции
выявился другой недостаток, а именно, трудность равномерного распределения ото-
пительного газа и воздуха по всей длине простенка.
В печах конструкции 1910 г. обогревательный простенок состоит из ряда со-
вершенно самостоятельных обогревательных вертикалов. В каждом вертикале
имеется газовая горелка, около которой расположен проход из подового канала для
впуска воздуха. Горение газа происходит попеременно в каждой половине обогре-
вательных вертикалов. Продукты горения поднимаются вверх и, проходя через верх-
ний сборный горизонтальный канал, опускаются по второй половине отопительных
вертикалов. Отсюда через воздушные окна дымовые газы проходят через подовый
канал в регенератор и затем уходят в дымовую трубу.
Регенераторы строились по одному на .машинной и коксовой стороне и распо-
лагались по длине батареи коксовых печей.
Для дозировки газа по отдельным обогревательным каналам в патрубки, отхо-
дящие от распределительного газового канала, были вставлены специальные кали-
брованные горелки-дюзы.
Дальнейшее улучшение конструкции регенераторов и распределения
подаваемого воздуха заключалось в том, что отдельные регенераторы
с машинной и коксовой стороны были перенесены непосредственно под
коксовые камеры и дозировка воздуха производилась под каждый
обогревательный простенок. Так возникли индивидуальные регенера-
торы для каждой пары отопительных вертикалов в конструкции печей
1920 г.
Печи эти имели ряд преимуществ по сравнению со старыми кон'
струкциями: текущий ремонт печей можно было производить, не оста'
навливая всей батареи; регулировка подачи воздуха и газа осу-
ществлялась значительно более просто. Однако основная задача равно-
мерного обогрева печей еще не была разрешена.
При увеличении высоты печей этот недостаток сказывался еще
сильнее. Необходимо было добиться более равномерного распределения
температуры по высоте обогревательного вертикала и выравнивания
температуры по высоте коксового пирога.
106
Эта задача была разрешена тем, что воздух в вертикалы подавался
на одном и том же уровне, а газ на разных высотах, С этой целью
горелки в отопительных вертикалах одного и того же простенка рас-
полагались на разных высотах.
В последних конструкциях печей Отто .использован принцип «сдвоен-
ных» или «парных» вертикалов: весь обогревательный простенок раз-
бивается на участки, каждый из которых состоит из двух вертикалов.
Если последовательно занумеровать вертикалы, то в каждом участке
окажется один четный и один нечетный вертикал. Подача отопитель-
ного газа и горение его происходят попеременно то в четных, то в не-
четных вертикалах простенка. На рис. 43 дано схематическое изобра-
жение печи Отто, обогреваемой коксовым газом.
Коксовый газ подводится снизу из подвального помещения в ка-
ждый вертикал отдельно. Вертикальные подводящие газ каналы — вер-
тикалы 1 выложены в кладке стен, разделяющих регенераторы. В под-
вальном помещении для отопления каждого простенка, от общего газо-
провода 2 отходят два распределительных газопровода, из которых
один 3 соединен с каналами нечетных, а другой 4 — четных вертика-
Рис 43. Печь Отто, обогреваемая коксовым газом:
/—вертикалы; 2—общий газопровод; 2 и 4—распределительные газопроводы; 5 — регенераторы;
6—клапаны.
лов простенка. Кантовочные краны расположены на соединении рас-
пределительных газопроводов с общим газопроводом.
Направление подачи газа меняется через каждые полчаса. Измене-
ние направления производится поворотом особых кантовочных кранов,
которые соединяются посредством рычагов с общим тросом, приводи-
мым в движение специальным механизмом— кантовочной лебедкой.
В соответствии с изменением направления отопительного газа изме-
няется при помощи клапанов 6, приводимых в действие кантовочной
лебедкой, и направление движения газов через регенераторы 5. Благо-
даря такой системе подачи газа и воздуха горение в батарее проис-
ходит (если смотреть в плане) в шахматном порядке.
На рис. 44 дано схематическое изображение коксовой печи ком-
паунд системы Отто.
Конструктивные элементы этой печи аналогичны элементам печи,
обогреваемой только коксовым газом. Основное различие заключается
в устройстве регенераторов. Газ из газоподводящего канала 6 прохо-
дит через газопровод 4, распределительные газопроводы 5 и по рас-
107
пределительным каналам 3 поступает в вертикалы 2. Регенератор /
комбинированной печи разделен двумя продольными перегородками на
три части: при обогреве печей бедным доменным или газогенератор-
ным газом последний поступает в среднее широкое отделение регене-
ратора, в то время как в крайних узких частях подогревается воздух.
При работе на коксовом газе все три отделения служат для подо-
грева воздуха. Подовые каналы 7, расположенные под регенераторами,
служат попеременно для подвода воздуха и газа и для отвода продук-
тов горения.
Подовые каналы соединены с регенераторами отверстиями, снаб-
женными задвижками, что дает возможность обеспечить правильное
распределение воздушного потока по длине простенка в случае работы
на коксовом газе и воздушного и газового потоков — при работе на
бедном газе.
Рис. 44. Печь компаунд системы Отто:
7 — регенераторы; 2 — вертикалы; 3— распределительные каналы; 4 — газопровод; 5 — распределитель-
ные газопроводы; 6— газоподводящнй канал; / --подовый канал.
Подовые каналы посредством специальных кантовочных клапанов
соединены с боровом, газопроводом бедного газа и атмосферой. При
работе на бедном газе эти клапаны либо пропускают в соответствую-
щие регенераторы газ и воздух, либо соединяют подовые каналы реге-
нератора с боровом. При отоплении коксовым газом подовые каналы
соединяются кантовочными клапанами либо с атмосферой для подачи
воздуха, либо с боровом.
Основные достоинства печей последней системы Отто (с парными
каналами) следующие:
1. Уничтожение горизонтального сборного канала путем сдваивания
всех вертикалов отопительного простенка и, как следствие, правильное
распределение газа и воздуха по вертикалам, равномерность обогрева
по длине обогревательного простенка и повышенная прочность его.
2. Невысокий расход газа на коксование и равномерный обогрев
камеры по высоте благодаря расположению горелок на разной высоте
от пода.
3. При работе на бедном газе между регенераторами для газа и
для продуктов горения всегда находится воздушный регенератор, чем
избегается возможность просасывания отопительного газа в регенера-
тор, работающий на продуктах горения.
108
Недостатками печей Отто являются высокая стоимость постройки
этих печей и деление регенераторов на сравнительно мелкие ячейки,
что делает их трудно доступными для ремонта.
Печи системы Коппе
На рис. 45 схематически изображена печь Коппе последней кон-
струкции. Поперечные регенераторы, расположенные под камерами
коксования, служат при отоплении богатым газом только для подо-
грева воздуха, при отоплении бедным газом — для подогрева газа
и воздуха.
Регенераторы 2 расположены попарно: два на восходящем, два —
иа нисходящем потоке. Вертикалы 3 — парные. Каждый вертикал со-
единен двумя косыми ходами с соответствующей парой регенераторов.
Для лучшего разделения потоков различного направления со зна-
чительной разностью давлений, регенераторы, по которым поступает
воздух и газ (при отоплении бедным газом), отделяются утолщенной
стенкой от регенераторов, по которым' опускаются продукты горения,
Количество подаваемого воздуха регулируется специальными пла-
стинками у входа в воздушные регенераторы. Количество бедного газа,
поступающего в регенератор по газопроводу б, также регулируется
Рис. 45. Печь Коппе последней конструкции:
7 — боров; 2— регенераторы; 3— вертикалы; 4 —регистры; 5— газопровод коксового газа; 6 —газо-
провод бедного газа; 7—боров.
особыми кранами или задвижками. Подвод коксового газа по газопро-
воду .5 регулируется при помощи сменных калиброванных диафрагм,
расположенных при кантовочных кранах. Распределение необходимого
количества газа и воздуха по отдельным вертикалам осуществляется
изменением тяги в вертикалах при помощи перестановки регистров
(плоские подвижные кирпичи, которые можно надвигать на круглые
отверстия верхнего горизонтального ряда кладки вертикалов).
Вертикал, имеющий прямоугольное сечение, перекрыт сверху одним
рядом кирпичей, образующих круглое отверстие, ведущее в про-
странство, соединяющее смежные вертикалы. Регистры передвигаются
железным прутом через смотровые колодцы, устроенные над каждым
вертикалом.
Общее изменение режима отопления всей батареи осуществляется
в определенных пределах путем изменения общей тяги в боровах 7
дымовой трубы и давления отопительного газа в распределяющем газо-
проводе. В печах Коппе указанной конструкции продукты горения от-
водятся поочередно с коксовой и машинной стороны так, что из двух
боровов, расположенных по сторонам батареи, в каждый данный мо-
мент работает только один.
109
Рис. 46. Схема соединения
боровов у печей Коппе.
Для устранения этого недостатка, оба борова соединяются между
собой ходом или трубопроводом, по которому продукты горения из рабо-
тающего борова частично проходят во второй боров, уменьшая тем
самым сопротивление тяге и облегчая
регулировку отопления. На рис. 46 дана
схема соединения боровов у печей Коппе.
Достоинством печей Коппе является
применение в них принципа сдвоенных
вертикалов, что обеспечивает хорошую
равномерность обогрева по длине про-
стенка.
Недостатки печей Коппе: большая
поверхность разделительных стенок реге-
нераторов, через неплотности кладки
которой возможно просасывание воздуха
и газа; односторонний отвод продуктов
горения из каждой печи приводит к повышенному сопротивлению
отопительной системы и необходимости создания повышенной тяги.
Печи системы Копперса с круговым потоком газа
Печь Копперса является в настоящее время одной из наиболее
совершенных конструкций. Схематический разрез печи компаунд си-
стемы Копперса с круговым потоком изображен на рис. 47.
Отопительный простенок имеет 26 вертикалов, разделенных сплош-
ными поперечными стенками на 13 парных вертикалов. Стенка, от-
Рис. 47. Печь компаунд системы Копперса с круговым потоком газов:
/, 2—регенераторы; 5, 4—подовые каналы; 5—корнюры.
деляющая в парном вертикале восходящий поток от нисходящего, не
доходит до верха вертикала, а внизу около пода имеет окно.
Часть продуктов горения под влиянием инжектрирующего действия
засасывается восходящим потоком через это окно и, разбавляя газо-
воздушную смесь, замедляет процесс горения. Факел горения вытяги-
вается в высоту, увеличивая площадь интенсивной теплопередачи в
выравнивая температуру по высоте вертикалов.
ИО
I
Обычных регистров вертикалы этой системы не имеют. Регулировка
количества воздуха и бедного газа, подаваемого в каждый вертикал,
производится расстановкой так называемых «бананов» (особые кирпичи
клиновидной формы, которые помещаются в отверстиях косых ходов
из регенераторов при выходе в вертикал).
Передвижением «банана» при помощи железного прута, опускаемого
сверху печи через вертикал, можно изменять свободное сечение вы-
ходного отверстия косого хода.
При обогреве этих печей коксовым газом движение газов происхо-
дит следующим образом: коксовый газ из газопроводов, расположен-
ных в туннеле, подается одновременно с обеих сторон печи в один из
корнюров (правый или левый). При подаче газа с обеих сторон в кор-
нюры газ распределяется по нечетным обогревательным каналам всего
простенка. В этом случае через клапан и регенератор 2 поступает воз-
дух. Часть последнего непосредственно проходит в нечетные обогрева-
тельные каналы, расположенные над этим регенератором; другая часть
воздуха поступает в подовый канал 4 и проходит в нечетные обогре-
вательные каналы второй половины простенка.
Горение происходит по всему отопительному простенку, в данном
случае в нечетных вертикалах. Продукты горения опускаются по чет-
ным вертикалам из одной
половины печи по косым
ходам, непосредственно
в регенератор /, из дру-
гой половины печи в по-
довый канал 3 и оттуда
также в регенератор 1 и
затем в боров и дымо-
вую трубу. Подовые ка-
налы 3 и 4 в середине
печи перекрещиваются.
Через определенный про-
межуток времени (15—30
мин.) направление дви-
жения газов меняется:
газ с обеих сторон печи
поступает через корню-
ры 5 в четные вертикалы,
воздух проходит по реге-
Рис. 48. Схема движения газов в печи компаунд
системы Копперса:
/, 2-- регенераюры.
нератору 7, а продукты
горения из нечетных вертикалов поступают в регенераторы 2. Каждый
вертикал соединен косыми ходами с двумя смежными регенераторами
(непосредственно или через подовый канал).
В случае отопления бедным газом во всех половинах регенераторов
с одной стороны батареи попеременно проходит в одном воздух и
в другом газ, а по другим половинам отводятся продукты горения.
Схема движения газовых потоков в печи Копперса компаунд изоб-
ражена на рис. 48.
Достоинством печей Копперса с круговым потоком является отсут-
ствие продольных стен, разделяющих регенераторы, работающие на
различных потоках, что значительно уменьшает возможность просасы-
ваиия газов из одного регенератора в другой. Односторонний отвод
продуктов горения поочередно через борова то с машинной, то с коксо-
вой стороны в данном случае вполне оправдывается удобным располо-
жением регенераторов.
Наличие кругового потока повышает равномерность прогрева угля
по высоте и несколько сокращает период коксования.
111
Недостатки лечи -- трудность регулировки обогрева середины лечи
при изменении режима и конструктивная сложность места перекрещи-
вания двух подовых каналов, что приводит к увеличению числа марок
фасонного кирпича, требующегося для кладки.
Печи системы Беккера
Одной из наиболее распространенных в настоящее время в СССР
коксовых печей являются печи Беккера (рис. 49).
Рис. 49. Печь Беккера:
/•—коксовая камера; -—регенераторы; 3—перекидной канал; 4—вертикалы; газопроводы; 6—косые
ходы; 7—регистры; 8—боров.
Основная особенность печей Беккера заключается в том, что все
вертикалы 4 каждого простенка одновременно работают либо на вос-
ходящем потоке (иа горении), либо на нисходящем (на тяге). Это до-
стигается устройством над коксовыми камерами 1 нечетных печей осо-
112
бых перекидных каналов 3, по которым продукты горения восходящего
потока поступают в нисходящий. Под каждым отопительным простен-
ком расположены два регенератора 2: газовый и воздушный. Стенка
регенератора, отделяющая восходящий поток от нисходящего, распо-
ложена под коксовой камерой. Таким образом каждая нечетная печь
находится внутри замкнутой отопительной системы. Движение газовых
потоков из газопроводов 5 в соседних отопительных системах происхо-
дит в следующем порядке: на горении находятся простенки 1 и 4,
5 и 8, 9 и 12 и т. д., на тяге 2 и 3, 6 и 7, 10 и 11 и т. д. В соответ-
ствии с простенками два первых регенератора работают на восходя-
щем потоке, затем четыре смежных «а тяге, четыре на восходящем
и т. д. до двух последних. После кантовки направление потоков из-
меняется на обратное. Расположение регенераторов по четыре позво-
ляет поместить газовые регенераторы между воздушными и тем1
предотвратить утечку газа через разделительную стенку в боров.
Грубая регулировка поступления воздуха и газа при отоплении бед-
ным газом осуществляется установкой «бананов» в косых ходах 6.
Регулировка обогрева простенка производится путем изменения рас-
становки регистров 7 над вертикалами.
Достоинствами коксовых печей системы Беккера являются: простота
конструкции; возможность точной регулировки каждого обогреватель-
ного простенка благодаря наличию отдельных замкнутых обогреватель-
ных систем; уменьшение размеров сборного горизонтального канала
вследствие устройства нескольких перекидных каналов; небольшая
поверхность стен регенераторов, разделяющих восходящий и нисходящий
потоки (вследствие зеркального расположения соседних отопительных
систем).
Однако система не свободна от недостатков: неудачная перевязка
и расположение термических швов в корнюрной зоне печи, способ-
ствующая появлению прогаров; наличие продольной стены, разделяю-
щей регенераторы на восходящие и нисходящие потоки.
Классификация современных коксовых печей
Классификация может быть проведена по двум основным призна-
кам: по конструкции регенераторов и по типу обогревательного про-
стенка. Современные коксовые печи можно охарактеризовать, как печи
с комбинированным обогревом (богатым или бедным газом), с горизон-
тально расположенной камерой коксования, вертикальными обогрева-
тельными каналами, с использованием тепла отходящих продуктов го-
рения в регенераторах.
В зависимости от конструкции регенераторов печи можно разделить
на печи с продольными и поперечными регенераторами.
Продольные регенераторы располагаются вдоль батареи и являются
общими для всех печей батареи. На каждую батарею печей необхо-
димы два регенератора (с машинной и коксовой стороны), для того
чтобы они попеременно нагревались уходящими дымовыми газами и
отдавали тепло проходящему воздуху.
Поперечные регенераторы располагаются под камерами коксова-
ния вдоль оси печей и обслуживают индивидуально один или два обо-
гревательных простенка. В настоящее время все строящиеся у нас
коксовые печи оборудованы поперечными регенераторами, так как
практика показала их несомненные преимущества по сравнению с про-
дольными регенераторами. При ремонте отдельных камер регенерато-
ров во время остановки отдельных печей или группы печей нет необхо-
димости останавливать всю батарею; можно более точно и легко регу-
лировать как подвод газа и воздуха, так и отвод продуктов горения
8 Зак. 3G10. Общая хпмнч. технология топлива. 113
индивидуально для каждого из обогревательных простенков. Прохо
ждение газовых потоков встречает меньшее сопротивление.
Поперечные регенераторы, в свою очередь, .можно разбить на две
основные группы: регенераторы первой группы разделяются попереч-
ной перегородкой на две половины, одна из которых А служит для по-
догрева воздуха (и газа, в случае работы на бедном газе), другая Б —
для отвода дымовых газов.
Подобный тип регенераторов, схематически изображенный на
рис. 50, применяется в печах системы Копперса, Мосгипрококса и др.
Рис. 50. Регенераторы типа Копперса:
А— половина для подогрева воздуха; Б—половина для отвода дымовых газов.
Достоинством регенераторов этого типа является малая площадь стен,
разделяющих регенераторы с разными направлениями потоков. В силу
этого устраняется возможность засоса обогревательного газа или воз-
духа в продукты горения и уноса их в дымовую трубу.
Вследствие значительной ширины эти регенераторы сравнительно
легко доступны для очистки и ремонта. Недостатком их является не-
обходимость устройства
Рис. 51. Регенераторы типа Беккера.
при парных вертикалах
особых каналов вверху
регенератора для подачи
газа и воздуха в отопи-
тельные каналы.
Во второй группе по-
перечных регенераторов
подогрев воздуха или
газа происходит по всей
длине регенераторов, то-
гда как отвод продуктов
горения производится по
всей длине соседних ре-
генераторов.
Этот тип регенерато-
ров (рис. 51) имеется в
печах Беккера, Отто и др.
рого типа подвод воздуха
стенки более прост и не
В регенераторах вто-
или газов в отдельные обогревательные про-
требует устройства дополнительных распре-
делительных каналов.
К недостаткам второго типа надо отнести наличие большой пло-
щади соприкосновения регенераторов, работающих на разных потоках
и при равных давлениях, вследствие чего неизбежен засос воздуха
в дымовые регенераторы.
114
Вторым признаком, по которому можно классифицировать разно-
образные системы коксовых печей, является конструкция обогреватель-
ных простенков.
В этом отношении конструкции коксовых печей можно разбить на
три группы.
Первая группа печей характеризуется тем, что в них обогреватель-
ные каналы по длине простенка разделяются на две половины или
несколько секций.
В одной половине обогревательных каналов (или секций) происхо-
дит сгорание подводимого снизу газа, продукты горения подымаются
вверх (восходящий поток), собираются в общем верхнем горизонталь-
ном канале, по которому переходят во вторую половину простенка
(или секции) и уводятся по второй половине обогревательных каналов,
опускаясь по ним вниз (нисходящий поток).
Недостатком этой системы является уменьшение механической
устойчивости простенка в результате устройства сборного горизонталь-
ного канала.
Эта система обогревательных каналов имеется в печах Копперса
(старой конструкции), Коппе, Пьетта, Штиля и Когаг.
Вторая группа печей характеризуется сдвоенными обогреватель-
ными каналами. Весь обогревательный простенок разделен на отделы
ные топочные элементы, состоящие из двух вертикалов, работающих
попеременно на восходящем и нисходящем' потоке.
Достоинствами системы сдвоенных каналов являются: равномер-
ность обогрева обогревательного простенка по длине; равномерность
распределения газов по отдельным вертикалам и повышенная прочность
всего обогревательного простенка вследствие отсутствия в нем гори-
зонтального канала.
К этой группе печей можно отнести печи Отто, Копперса с круго-
вым потоком, Коппе последней конструкции, Коллена и Мосгипрококса.
Третья система обогревательных каналов свойственна печам Бек-
кера. Движение газов в обогревательных каналах по всей длине про-
стенка происходит здесь в одном направлении — то в восходящем, то
в нисходящем. Все обогревательные каналы простенка разбиты на 5—6
групп. Группы обогревательных каналов, расположенные по обе сто-
роны камеры коксования, сообщаются между собой посредством особых
перекидных каналов.
Особую систему обогрева имеют опытные печи Грум-Гржимайло,
в которых отсутствуют отдельные обогревательные каналы в простен-
ках для принудительного движения газов.
Размеры коксовых печей
Большинство современных систем коксовых печей различается
основными размерами и емкостью камер, а также количеством отдель-
ных фасонов огнеупорного кирпича, весом огнеупорной кладки и по-
лезным объемом. Точно так же разные системы коксовых печей разли-
чаются основными размерами регенераторов, количеством рядов на-
садки в них и размерами насадочного кирпича. Сравнительные данные
об основных размерах коксовых камер приведены в табл. 38.
Рассмотренные конструкции коксовых печей достаточно совершенны
в теплотехническом отношении и хорошо механизированы, обладают
высокой производительностью и обеспечивают хорошее качество кокса.
Все же эти конструкции печей не могут быть признаны идеальными.
Необходимо создание таких конструкций коксовой печи, которые
увеличили бы выходы продуктов коксования и предохранили эти про-
дукты от разложения при высоких температурах. При этом необходимо
8* 115
Размеры коксовых печей
ТАБЛ I ГА
Система печей Полез- ная длина печи в мм Полная высота камеры в мм Ширина камеры в мм Расстояние между осями печей в мм Количество вертикалов в обогрева- тельном простенке
с машин- ной сто- роны С коксо- вой' сто- роны
Беккер 12318 4267 382 432 1143 27
Отто 12140 3800 370 430 1050 26
Коппере 11930 4200 380 420 1150 26
Коппе 12626 4250 375 425 1100 28
Мосгипрококс . . . 12872 4300 375 425 1050 32
Дистикок 12950 4270 374 438 1143 28
стремиться к максимальному упрощению кладки печей и уменьшению
удельного расхода огнеупорного материала не в ущерб, однако, герме-
тичности, механической прочности и продолжительности службы коксо-
вых печей.
В последние годы как в СССР, так и за границей большое внима-
ние уделяется проблеме создания конструкций непрерывнодействую-
щих коксовых печей.
Непрерывные вертикальные печи
Непрерывные вертикальные печи имеют следующие преимущества
перед печами периодического действия: 1) малую площадь, занимае-
мую коксовым блоком; 2) отсутствие выделения газов в атмосферу;
3) уменьшение числа обслуживающих механизмов (без коксовыталки-
вателя и загрузочного вагона); 4) снижение эксплоатационных расхо-
дов; 5) увеличение среднегодовой производительности печи; 6) удлине-
ние срока службы камер, в результате более постоянного температур-
ного .режима; 7) возможность регулирования выхода и калорийности
газа путем отвода газов на разных горизонтах, а также применения
парования и 8) улучшение качества химических продуктов.
Характеристика разработанных Гипрококсом вертикальных коксо-
вых печей непрерывного действия (регенеративные с комбинированным
обогревом) приведена в табл. 39.
ТАБЛИЦА 39
Характеристика вертикальной коксовой печн непрерывного
действия (Гипрококс)
Место измерения Размеры камеры в мм Полезная емкость камеры в Л3 Насыпной вес шихты в т/м^
высота
ширина длина
Верх Низ Середина. . . 300 400 350 2800 3200 3000 Полная 9000 1 Полезная 7500 | 7,88 0,72
Период коксования рассчитан на 10,5—13 час. При вводе в печь
20—30% пара от веса перерабатываемого угля можно повысить выход
газа до 500—550 м3/т шихты.
116
Загрузка производится через каждые 1—2 часа. Тушение кокса
осуществляется в выгрузочном бункере водой или паром. Газ отво-
дится из печи в нескольких точках на разных уровнях по высоте печи,
поступая через стояки в барильет.
Арматура коксовых печей
Основным условием для нормального режима коксования прежде
всего является герметичность коксовой камеры. Это достигается кон-
струкцией дверей коксовых печей и загрузочных люков.
Двери коксовых печей в зависимости от характера уплотненя бы-
вают трех видов: 1) с уплотнением глиной; 2) с уплотнением азбесто-
вым шнуром; 3) самоуплотняющиеся
с уплотнением «железо по железу».
В первом случае обмазывают место
стыка двери с головкой печи специаль-
ной глиняной замазкой.
Во втором случае между дверью и
армирующей рамой зажимается азбесто-
вый шнур, который прикреплен к двери
специальной рамкой. Наконец, в дверях
«железо по железу» к выступу арми-
рующей рамы плотно прижимается ребро
специальной рамки двери. Хорошая об-
работка соприкасающихся поверхностей
позволяет достичь удовлетворительного
уплотнения.
На рис. 52 показано устройство две-
рей «железо по железу». Дверь, состоя-
щая из коробки 1 и 2, устанавливается
в армирующую раму 3, зажимается ри-
гелями 4, закладываемыми в крюки 5,
укрепленные на армирующей раме. Вну-
тренняя часть коробки 2 заполняется
шамотной футеровкой.
Уплотнение двери производится сталь-
ной пластинкой 6, идущей вокруг всей
двери и несущей на себе угловое же-
лезо, один край которого несколько
заострен и прижимается к выступу 7
армирующей рамы.
Двери машинной стороны имеют от-
верстие 8 для ввода планира, закрывае-
мое крышкой 9, которая прижимается
к двери специальными устройствами —
роликами 10.
На двери имеются карманы 11,
за которые дверь захватывается лапами
Рис. 52. Дверь .железо по же-
лезу":
/ и 2—коробки; 3— армирующая рама;
4—зажимные ригели; 5—крюки; 6—
уплотняющая стальная пластина; 7—
выступ рамы; Я—отверстия для вво-
да планира; 9—крышка; 70—ролики;
/7—карманы.
двереэкстрактора.
Двери с уплотнением «железо по железу» наиболее совершенны и
надежны в эксплоатацни.
Конструкция загрузочного люка весьма проста:’ в чугунную раму,
вделанную в кладку печей, вставляется крышка, уплотняемая глиня-
ным раствором (заливка люков). Уплотняющий слой глины предохра-
няет от засоса воздуха в печь и выбивания газа из люка. Одним из
требований эксплоатацни печей является обеспечение герметичности
загрузочных люков.
117
Анкерах коксовых печей состоит из армирующих рам (печной
брони), анкерных колонн и поперечных анкерных стяхек. На рис. 53
показана арматура коксовых печей, закладываемая в печную кладку.
Анкерах коксовых печей слухит для предотвращения расстройства
швов печной кладки при растопке и эксплоатации печей и для удер-
хания дверных рам 5. Армирующие рамы прихимаются к головкам
печи анкерными колоннами J. Последние закрепляются вверху и внизу
печи поперечными анкерными стяжками 2, из которых нижние уклады-
ваются в фундаментной плите, а верхние — по верху печей. Анкерные
колонны должны удерхивать кладку печи под определенным напряже-
нием. Его величина регулируется при растопке печей с учетом роста
их кладки.
На верхней площадке печей имеются наблюдательные глазки или
смотровые глазки 3 для замера температур, контроля за горением, от-
бора проб для анализа продуктов горения и т. д., а также загрузочный
Рис. 53. Арматура коксовых печей:
1—анкерные колонны; 2—поперечные анкерные стяжки; 3, 4—-смотровые
глазки; 5—рама печных дверей; 6—загрузочный люк.
люк 6. В верхней части торцевой стены регенераторов вделаны смотро-
вые глазки 4 для наблюдения за режимом работы регенератора.
Помимо указанного выше, коксовые печи имеют арматуру для под-
вода и распределения газа, идущего на обогрев печей (газовую обо-
гревательную арматуру).
Наконец, коксовые печи снабжены специальной арматурой для газа
(стояки с коленами и общий газосборник или барильет, нередко назы-
ваемый гидравликой). Стояком называется специальная отводная
труба из каждой цени, по которой удаляется коксовый газ. Ряд стоя-
ков, по числу коксовых печей в батарее, обычно расположен на ма-
шинной стороне. Печи системы Беккера часто сооружаются с рядами
стояков с обеих сторон печи — машинной и коксовой. В печах совре-
менных конструкций стояки.(рис. 54) футерованы огнеупорным (шамот-
ным) кирпичом. Толщина футеровки составляет 60 лш; диаметр стояка
<в свету между футеровкой) равен 330 мм. Нижняя часть стояка же~
118
лезная; верхняя коробка (колено) чугунная, состоит из двух частей,
в стыке уплотненных азбестовым шнуром. Клапан 1 в нижней части
колена стояка предназначен для включения и отключения стояка от
барильета 6 рычагом 2. Отверстие 3 в верху стояка с крышкой служит
для отвода из печи газа при отключении стояка от барильета. Через
отверстие 4 в колено стояка вводится форсунка для оросительной над-
Уплотнение из
шамотной массы
смольной воды. Отверстие 5 служит для ввода пара в стояк при за-
грузке печи, для отсоса выделяющихся при этом газов (инжекция).
Машины и механизмы коксовых печей
К основным машинам относятся: загрузочный вагон, служащий для
наполнения камер печей шихтой, коксовыталкиватель, служащий для
выталкивания или «выдачи» готового кокса, двереэкстрактор с направ-
ляющим устройством и тушильный вагон, предназначенный для приема
выдаваемого из печей кокса.
Для охлаждения или мокрого тушения раскаленного кокса каждый
коксовый блок снабжается специальным устройством. Обычно, это так
называемая тушильная башня, в которой кокс заливается водой. Зна-
чительно реже применяются методы так называемого сухого тушения
кокса инертными газами.
При мокром методе тушения параллельно печам с коксовой стороны
сооружается коксовая рампа, т. е. наклонная площадка, служащая для
приемки потушенного кокса и перегрузки его на транспортер, подаю-
щий кокс на коксосортировку.
Для периодического изменения направления потоков газа, воздуха
и дымовых газов в отопительной системе батареи устанавливается так
называемая кантовочная лебедка. Кроме того, в отопительной системе
батареи имеется вспомогательный механизм—декарбонизационная ле-
бедка.
119
3
Рис. 55. Загрузочный вагон:
/ — загрузочный бункер; 2—тележка; 3—телескоп.
Рис. 56. Устройство для чистки
стояков;
7—загрузочный вагон; 2—лебедка; 3—
консольный кран; 4—груз дли чистки —
,баран“; 5—стояк.
Загрузочный вагон. Загрузочный вагон (рис. 55) служит для за
грузки шихты в печи.
Вместимость вагона несколько больше полезной вместимости печной
камеры и обычно составляет 15—16 т. Вагон представляет систему
бункеров /, смонтированных на общей тележке 2, и передвигается
по путям, проложен-
ным по верху коксо-
вой батареи. Число
бункеров определяется
числом загрузочных
люков печи и обычно
равно 3 или 4.
Нижняя часть бун-
керов загрузочного ва-
гона представляет усе-
ченный конус и кон-
чается выпускными
трубами, диаметр кото-
рых соответствует диа-
метру загрузочных лю-
ков печи. Трубы снаб-
жены телескопами 3,
которые при загрузке
перекрывают простран-
ство между загрузоч-
ным люком и краем вы-
пускной трубы. Часто телескопами снабжается и верх загрузочного
бункера. Выпускные трубы закрываются плоскими шиберами или
сегментными затворами.
Так как телескоп опускается значительно раньше, чем полностью»
раскроется шибер, то обеспечивается
плотная насадка телескопа на раму
загрузочного люка.
Во избежание поломок, неизбеж-
ных в случае, если движение вагона
по какой-либо причине начнется при
опущенных телескопах, вагон снаб-
жен электрическим выключателем,
автоматически выключающим в этом
случае ходовой мотор.
Для устранения застревания шихты
в бункерах, в них устроены специаль-
ные карманы, через которые произво-
дится шуровка. В большинстве слу-
чаев бункеры современных загрузоч-
ных вагонов снабжаются ме!палками,
приводимыми в действие вручную.
Загрузочные вагоны 1 снабжаются
также устройством для чистки стоя-
ков коксовых печей (рис. 56), состоя-
щим из лебедки 2 и небольшого кон-
сольного крана <3, к которому подве-
шен передвигающийся внутри стояка
тяжелый груз цилиндрической формы
с острыми выступами на поверхности — «баран» 4 для чистки стояка.
Загрузочный вагон передвигается со скоростью 70—100 м/мин, и
весит 20—25 т.
120
Загрузочные вагоны отечественной конструкции значительно усовер'
шенствованы по сравнению с аналогичными вагонами иностранных
типов.
Вагон оборудован также ручными приводами для открывания и за-
крывания шиберов и опускания и поднимания телескопов.
Моторные привода имеют резервные ручные привода на случай
перебоев в подаче электроэнергии.
Коксовыталкиватель. Коксовыталкиватель является самой сложной
и ответственной из машин, обслуживающих коксовые печи. Он слу-
жит для выдачи (выталкивания) готового кокса из печей, для раз-
равнивания (планирования) шихты в загрузочных печах и для откры-
вания дверей печных камер с машинной стороны батареи.
Коксовыталкиватель представляет собой мощную клепаную кон-
струкцию, передвигающуюся по специальным путям, проложенным
вдоль печей с машинной стороны. На этой конструкции расположены:
механизм для выдачи кокса, механизм' для планирования, механизм
для открывания и съема дверей, для открывания планирных люков,
механизм для передвижения коксовыталкивателя и некоторые другие
вспомогательные устройства.
Штанга. Выдача кокса производится путем вдвигания в печь тя-
желой металлической штанги (рис. 57), заканчивающейся выталкиваю'
щей головкой 1 (прессом). Штанга установлена на опорных роликах 6
Рис. 57. Штанга коксовыталкивателя:
/ — пресс; 2— зубчатая рейка; 3— направляющие ролики; 4—опорный башмак; 5—камень;
6— опорные ролики.
и приводится в движение от мотора в 70—80 кет и редуктора с по-
мощью зубчатой рейки 2, прикрепленной к нижней поверхности штанги.
Направляющие ролики 3, расположенные над штангой, препятствуют
ее подниманию при выдаче кокса. На штанге имеется электрический
конечный выключатель.
Штанга снабжена опорным башмаком 4, который передает и рас-
пределяет на под печи давление штанги. В нижней части головки
штанги свободно подвешен параллелепипед — «камень» 5, который, не
воспринимая нагрузки штанги, передвигается по поду печи, очищая
его от кокса. На случай перебоев в подаче электрического тока коксо-
выталкиватель снабжается ручной лебедкой, которая дает возможность
вручную вытащить штангу из печи, если остановка произошла во время
выталкивания кокса. Для удаления графита со сводов и стенок камер
на коксовыталкивателе может быть смонтировано специальное устрой-
ство, работающее сжатым воздухом, выжигающим графитные от-
ложения.
П л а н и р. Планирование или выравнивание загруженной в печь
шихты производится путем передвигания под сводом' печной камеры
планира — металлической штанги легкой конструкции. Планирная
штанга приводится в движение от мотора в 30—40 кет наматыванием
21
или сматыванием с барабана троса, концы которого закреплены на
планирной штанге. Изменение профиля нижней части планирной
штанги дает возможность увеличивать объем загрузки в коксовой печи.
Планир равновеликого сопротивления системы Гипрококса увеличи-
вает загрузку печи примерно на 200—400 кг.
Планир при выдвигании из печи увлекает с собой некоторое ко-
личество шихты (обычно от 50 до 80 кг), высыпающейся из планир-
ного отверстия печной двери. Для сбора этой шихты на коксовыталки-
Рис. 58. Двересъемное устрой-
ство:
1—рычаги с захватами; 2—крон-
штейн; «У—штанга.
вателе имеется устройство, состоящее из
бункера, желоба и механизма для подни-
мания и опускания последнего.
Выгребаемая планиром шихта по же-
лобу поступает в бункер на коксо-
выталкивателе, из которого выгружается
в специальный бункер и оттуда скиповым
подъемником возвращается в угольную
башню.
Планитарное устройство также снабжа-
ется ручной лебедкой на случай перебоев
в подаче электрического тока.
Двересъемное устройство. Механизм для
открывания дверей коксовой печи состоит
в основном из двух устройств: первое —
для снятия двери с камеры печи, второе —
для передвижения двери (отвод от камеры
для чистки и подачи на место).
На рис. 58 дана схема двересъемного
устройства.
Дверь коксовой печи снабжена специ-
альными карманами, в которые заходят
рычаги с захватами 1, укрепленными на
кронштейне 2 штанги 3. После того как
двересъемное устройство установлено про-
тив печи, дверь захватывается этими рыча-
гами и затем отводится от камеры. Штанга
приводится в движение мотором в 7—10 кет.
На некоторых типах коксовыталкивателей
двересъемное устройство отводит снятую
дверь в сторону, так что после снятия
двери коксовыталкиватель готов к выдаче
кокса. В большинстве случаев снятая дверь отводится по прямой
к коксовыталкивателю; для выдачи кокса в таком случае необходимо
передвинуть коксовыталкиватель настолько, чтобы штанга приходилась
против оси выдаваемой печи.
Моторная группа. На коксовыталкивателях современных типов
установлено 4—5 моторов. 'Мотор для передвижения коксовыталкива~
теля имеет мощность 70—80 кет. Рабочие скорости передвижения от-
дельных механизмов коксовыталкивателя следующие (в м/мин):
Скорость выталкивания...............................23—25
„ планирования ............................... 50
„ двересъема...................................10—17
„ передвижения самого коксовыталкивателя . . . 50—80
Управление механизмами сосредоточенно в кабине машиниста коксо-
выталкивателя.
Коксовыталкиватель советской конструкции (тип 1939 г.) значм*
тельно усовершенствован. Вес машины доведен до 115 т вместо 140 т
при прежней конструкции. Переоборудована ходовая часть; улучшена
122
конструкция балансирных тележек и правильнее распределена общая
нагрузка на 8 скатов. Облегчен весь узел механизма выталкивания; вы-
браны более рациональные профили для штанги, введены сварные ше-
стерни и коробка редуктора. Механизм планирования оборудован авто-
матическим устройством, позволяющим производить планирование
одновременно с работой двересъемного устройства. Применена пла-
нирная штанга равновеликого сопротивления с изменением сечения пла-
нира. При меньшем прогибе планирной штанги достигается увеличение
полезной высоты коксовой камеры за счет изменения профиля планира.
Предусмотрено простое устройство для установки штанги по высоте,
чем уменьшается подсводовое пространство. Значительно усовершен-
ствовано двересъемное устройство коксовыталкивателя; съемка и уста-
новка дверей полностью осуществляются от моторного привода. На
головке штанги двереснимателя оборудовано механическое устройство
для отвинчивания и завинчивания ригельных винтов. Механизм' для
подъема дверей производит помимо этого операцию сбрасывания ри-
гелей.
Двереэкстрактор с направляющей. Двереэкстрактор с направляю-
щей для коксового пирога служит для съема и навешивания дверей
е коксовой стороны и для направления коксового пирога во время его
выдачи. Двереэкстрактор передвигается по рельсовым путям, уложен-
ным на обслуживающей площадке коксовых печей с коксовой сто-
роны.
Двересъемное устройство совершенно аналогично такому же устрой-
ству на коксовыталкивателе, отличаясь от него лишь длиной выдвигае-
мой штанги.
Направляющее устройство для коксового пирога состоит из пере-
двигающейся при помощи зубчатых реек коробки, стенки которой об-
разованы рядом горизонтально расположенных швеллеров, скрепленных
вертикальными швеллерами. Перед выдачей кокса направляющая ко-
робка подводится вплотную к дверной раме печи. В верхней части
направляющей подвешивается железная плита, помогающая правиль-
ному распределению кокса в тушильном вагоне. Ряд типов двереэкс-
тракторов имеет неподвижное направляющее устройство. В этом слу-
чае, после того как двереэкстрактор занял положение для приема ко-
ксового пирога, между порогом камеры коксования и подом направляю-
щего устройства опускается фартук, по которому и скользит выдавае-
мый пирог.
Во время выдачи кокса двереэкстрактор испытывает значительные
□прокидывающие усилия. Для предотвращения опрокидывания либо
устраивают верхний опорный ролик, который ходит по специальному
рельсовому пути, либо закрепляют двереэкстрактор особыми крюками
за анкерные стойки печи. Недостатком последнего способа является
возможная деформация стоек и необходимость производить закрепле-
ние при каждой выдаче кокса.
В описанной конструкции двереэкстрактора снятая и отведенная
назад дверь практически недоступна для осмотра и очистки, так как
верхняя ее часть закрыта железной конструкцией, служащей для крепле-
ния рельсов, по которым передвигается тележка штанги двересъемного
устройства. В двереэкстракторах американских конструкций дверь сни-
мается при помощи системы рычагов (захватов) и полностью доступна
для осмотра. Кроме того, во многих американских конструкциях на-
правляющее устройство независимо от двересъемного (так называе-
мая— раздельная конструкция). Это вызвано тем, что, во-первых, на-
правляющая коробка от действия раскаленного кокса быстро изнаши-
вается, в то время как двересъемное устройство -при хорошем обслу-
живании долго работает без капитального ремонта и, во-вторых, при
123
отдельном прицепном направляющем устройстве тележка с двересъем-
ным устройством и всеми моторами может быть легко отведена в сто-
рону при случайной остановке коксового пирога во время выдачи.
Двереэкстрактор весит около 30 т и снабжен двумя моторами: мо-
тор двересъемника мощностью в 5—10 кет и мотор передвижения мощ-
ностью в 15-—25 кет. Скорость передвижения машины составляет
60—80 м в минуту. Раздельная конструкция по общему весу примерно
на 10% больше веса совмещенной конструкции.
Тушильный вагон. Тушильный вагон служит для приема кокса, вы-
даваемого из коксовой печи, отвоза под тушильную башню и доставки
потушенного кокса на рампу. Вагон передвигается электровозом по
рельсовому пути, уложенному вдоль батареи с коксовой стороны. Уро-
вень верхней кромки Дна тушильного вагона находится несколько ниже
рабочей площадки с направляющей для кокса, уровень нижней
кромки — несколько выше коксовой рампы.
На рис. 59 показана схема тушильного вагона. Дно вагона накло-
нено к горизонту под углом 27—28° и выложено чугунными плитами.
Точно так же выложена чугунными плитами вся внутренняя часть ко-
Рис. 59. Тушильный вагон.
жуха вагона, соприкасающаяся с раскаленным коксом. Способ крепле-
ния плит позволяет легко производить их замену.
В стенке вагона, обращенной к рампе, имеются затворы, шарнирно
подвешенные к верхней, неподвижной части стенки. Открывание за-
творов производится посредством рычагов, скрепленных с проходящим
вдоль вагона валом. Вал приводится во вращение сжатым воздухом,
подаваемым компрессором с электровоза тушильного вагона. Управле-
ние затворами производится с электровоза.
На случай порчи компрессора или пневматического оборудования
для открывания затворов установлен ручной привод, иногда заменяе-
мый электромотором закрытого типа.
Тушильный вагон передвигается со скоростью до 150—200 м/мин и
весит 55—60 т.
Тушильная башня. Тушильная башня представляет собой кирпич-
ную или бетонную камеру, свободно вмещающую тушильный вагон.
В верхней части камера переходит в широкую вытяжную трубу, слу-
жащую для отвода выделяющихся при тушении кокса водяных паров
и газов.
В тушильной башне, несколько выше тушильного вагона, имеется
оросительное устройство, состоящее из системы труб с брызгалами.
Расположение труб обеспечивает равномерное орошение кокса в ту-
шильном вагоне.
Вода для тушения кокса подается из напорного бака, обычно по-
мещенного над зданием насосной при тушильной башне. Выключение
и включение подачи воды на новейших заводах автоматическое.
124
Стекающая с тушильного вагона вода поступает в расположенные
рядом с тушильной башней отстойные бассейны, где освобождается от
коксового шлама. Отстоявшаяся вода насосом передается снова в на-
порный бак. Шлам из отстойных бассейнов периодически удаляется
грейферным краном.
Другие машины и механизмы, обслуживающие коксовые печи. Из
встречающихся в практике коксохимических заводов машин, обслужи-
вающих коксовые печи, следует упомянуть скиповый подъемник, рас-
положенный обычно в конце батареи, примыкающей к угольной башне,
и периодически поднимающий на угольную башню шихту, собранную
коксовыталкивателем при планировании загруженных печей.
На заводах, применяющих глиняное уплотнение печных дверей,
в особенности в США, встречаются специальные механизмы для по-
дачи глины и замазывания дверей. Устройство этого механизма про-
стое: он представляет собою тележку, передвигающуюся по фронту
печей, с площадками для рабочего, производящего замазку дверей.
Эти площадки спускаются и поднимаются специальным механизмом
на разную высоту. На некоторых заводах осуществлена механизация
Рис. 60. Схема расположения рампы:
/—рампа; 2—тушильный вагон;*.?—затвор; -/—площадка; 5—транспортер,
уборки концов (кусков кокса, вывалившихся из печей на площадку при
выдаче печей). За последнее время внедряется механизация обслужи-
вания загрузочных люков.
На советских коксохимических заводах внедряются сконструиро-
ванные Гипрококсом тележки для бездымной загрузки коксовых пе-
чей. На двухосной тележке, передвигающейся наверху печей с коксо-
вой стороны по специальному рельсовому пути, смонтировано колено
(внутренним диаметром 360 мм). Оба конца колена заканчиваются
телескопами, удаленными друг от друга на расстояние, соответствую-
щее расстоянию между осями соседних печей. В средней части колена
в вертикальной плоскости расположен дроссель для регулирования
количества газа, переходящего из загружаемой печи в соседнюю с ней.
После выдачи кокса соединяют коленом камеру загружаемой печи
с соседней. Для соединения коленом на каждой печи за последним
загрузочным люком с коксовой стороны имеется специальный люк для
бездымной загрузки. Для устранения выбивания газа и пламени из
люка соседней печи в ее стояк впускается пар в момент открывания
люка и подвода к нему колена. Работа тележки для бездымной за-
грузки устраняет выделение газа из загрузочных люков, снижая по-
тери газа и облегчая условия труда.
125
Рампа. Как упоминалось выше, коксовый блок снабжен рампой, нг.
которую выгружается потушенный кокс из тушильного вагона
(рис. 60).
Рампа облицовывается чугунными плитами или клинкерным кир-
пичом. Уголь наклона ее при кирпичной облицовке 28—30°. При чу-
гунной облицовке он несколько меньше.
Размеры рампы рассчитаны на размещение 4—5 выдач кокса.
Обычно ее размеры: длина 50—60 м, ширина 5,5—6,5 м.
При средней продолжительности промежутка времени между двумя
последовательными выдачами 6—8 мин., пребывание кокса на рампе
составляет в среднем 20—30 мин. На рампе вручную осуществляется,
заливка недостаточно потушенных кусков кокса.
Кокс из тушильного вагона 2 подается на рампу 1. Нижний край
рампы снабжен затворами 3, удерживающими кокс на рампе; при
правильно выбранном угле наклона кокс лежит на рампе слоем по-
стоянной толщины. При поднятии затворов кокс сползает на располо-
женный ниже рампы ленточный транспортер 5, которым передвигается
на коксосортировку.
Обслуживание транспортера и затворов, равно как и дополнитель-
ная заливка недотушенного кокса, при недостаточно удовлетворитель-
ной работе тушильного устройства, производится со специальной пло-
щадки 4, устроенной вдоль нижнего края рампы.
Коксосортировка. С рампы кокс подается в коксосортировку, рас-
положенную в отдельном здании при коксовых печах (с коксовой сто-
роны). В коксосортировках установлены специальные валковые гро-
хоты гризли, разделяющие кокс на два сорта по крупности кусков:
надгризлевым продуктом является металлургический кокс крупнее
25 мм, провал (подгризлевый продукт) — мельче 25 мм. Последний на
грохотах Армса снова делится на две фракции: 0—15 и 15—25 мм.
На заводах новейшей постройки применяют двойные грохоты на
общей раме, используемые попеременно, путем передвижения тележки
грохота под желоб питающего транспортера, в случае остановки или
ремонта одного из грохотов. На коксосортировке имеется целая си-
стема желобов, течек и промежуточных транспортеров, предназначен-
ных для передвижения расклассифицированных фракций кокса либо
в бункеры коксосортировки (обычно емкостью 30—40 т), либо на по-
грузочные транспортеры.
В силу сильного износа желобов от истирания коксом их прихо-
дится футеровать.
Обслуживание коксовых печей
Загрузка печей шихтой
Угольная башня'. Между двумя батареями или блоками коксовых
печей строится угольная башня, в бетонных бункерах которой хра-
нится запас шихты, обеспечивающий нормальную работу печей в про-
должение 20—24 час.
Угольная башня внутри разделена на несколько секций, каждая
из которых заканчивается внизу двумя или тремя рядами разгрузоч-
ных люков. Число люков в каждом ряду определяется числом загру-
зочных люков печи и обычно равно 3—4.
Загрузочные люки угольной башни снабжены шиберными или сег-
ментными затворами, открывание и закрывание которых производит
машинист загрузочного вагона.
Под башней располагаются1 весы для взвешивания загрузочного
вагона с шихтой.
126
Обычно рядом с угольной башней устанавливается бункер, в ко-
торый периодически разгружается собранная коксовыталкивателем из-
под планира шихта. Из этого бункера шихта скиповым подъемником
подымается в укрепленный на угольной башне специальный добавоч-
ный бункер, из которого время от времени спускается в загрузочный
вагон.
Заполнение загрузочного вагона. Загрузочный вагон устанавливается
точно под одним из рядов разгрузочных люков угольной башни, так
чтобы отверстия люков приходились против приемных воронок бунке-
ров вагона. После этого машинист загрузочного вагона открывает
люки и заполняет бункеры вагона шихтой. Для равномерности вы-
грузки угольной башни, загрузочный вагон каждый раз! наполняется
из следующего по очереди ряда разгрузочных люков.
В загрузочных вагонах, снабженных телескопами, наполнение ших-
той производится доотказа, т. е. до тех пор, пока шихта не переста-
нет высыпаться из угольной башни в бункеры вагона вследствие
образования подпора. После заполнения достаточно закрыть разгру-
зочные люки башни, «срезать» опорный конус шихты и вагон готов
к отправке на загрузку следующей коксовой печи.
Так как камера коксовой печи расширяется в сторону выдачи, то
бункеры загрузочного вагона, находящиеся с коксовой стороны печей,
регулируются телескопом на соответственно большую емкость. Регули-
ровка емкости бункеров тесно связана с принятым методом загрузки
и имеет целью помочь равномерному распределению шихты в камере
печи. Общая емкость загрузки рассчитана на максимальную полноту
загрузки шихтой полезного объема печи. Последний зависит от вы-
соты планирных люков и от тщательности планирования загружен-
ных печей.
Взвешивание загруженного вагона должно производиться воз-
можно чаще правильного учета количества выжженного кокса,
исходя из веса шихты.
Загрузка печи. Заполненный шихтой загрузочный вагон напра-
вляется к загружаемой камере коксового блока, которая должна быть
к этому моменту полностью подготовлена' к загрузке, и устанавли-
вается над камерой с таким расчетом, чтобы отверстия загрузочных
люков 'камеры и нижние отверстия бункеров вагона точно приходи-
лись друг против друга. После этого машинист загрузочного вагона
опускает нижние телескопы бункеров на рамы загрузочных люков и,
открыв затворы, начинает выпуск шихты. Устройство телескопов по-
зволяет значительно уменьшить количество выбивающихся из люков
газа и пламени и тем самым облегчает операцию загрузки. В этом
отношении представляют преимущество загрузочные вагоны, имеющие
или раздельное управление нижними телескопами и шиберами, или
обеспечивающие быстрое опускание телескопов еще до полного откры-
тия затворов. Если телескопы опускаются только после того, как
полностью открыты затворы, высыпавшаяся шихта препятствует плот-
ному прилеганию телескопов’ к раме загрузочных люков, что приводит
к выбиванию газа и пламени из печи, горению рассыпавшейся шихты
и авариям вагона. В случае задержки шихты в бункерах применяется
шурование вручную или мешалкой.
При загрузке печи должна соблюдаться определенная последова-
тельность в опорожнении отдельных бункеров вагона.
Загрузка печи с тремя загрузочными люками может производиться
в следующей последовательности:
1. Сначала производится разгрузка среднего бункера, потом край-
них, или 2. Сначала производится разгрузка крайних бункеров, потом
среднего.
127-
В первом случае после заполнения средней части приступают
к загрузке крайних бункеров и шихта оттесняется к краям камеры, за-
полняя ее у дверей более полно. При этом полная разгрузка крайних
бункеров оказывается затрудненной вследствие подпора шихты, за-
груженной через средний люк печи.
Во втором случае заполняются сначала крайние части камеры.
Конусы, образованные шихтой, загруженной через крайние люки,
создают подпор шихте, выгружаемой из среднего бункера, что затруд-
няет его полную разгрузку.
Путем регулирования скорости и последовательности разгрузки
бункеров вагона стремятся добиться наиболее желательного распре-
деления шихты по длине камеры печи.
Планирование. Шихту не удается выгрузить из загрузочного вагона
полностью, так как она, особенно в случае большой влажности, обра-
зует в камере коксовой печи конус со значительным углом естествен-
ного откоса. В силу этого создается положение, при котором1 сход
шихты из загрузочного вагона прекращается, несмотря на далеко не
полную загрузку печи. Даже в случае полной разгрузки вагона рас-
пределение шихты по печи неравномерно: у загрузочных люков обра-
зуются бугры, препятствующие проходу выделяющихся из угля газов.
Поэтому для обеспечения равномерного распределения загруженной
шихты применяют операцию планирования шихты. При загрузке печи
коксовыталкиватель должен быть наготове с таким расчетом, чтобы
начать планирование немедленно после прекращения схода шихты.
Сигнал к началу планирования дается машинистом загрузочного ва-
гона. Запоздание планирования ведет к простоям загрузочного вагона
над печыо, нарушению графика работы и излишним потерям газа.
Перегрев вагона может привести к деформации нижних/ частей его
бункеров и порче мотора, если он расположен на нижней раме вагона.
Задержка загрузочного вагона с открытыми загрузочными лю-
ками не должна превышать 2—3 мин.
Планир через планирный люк может вводиться в камеру коксова-
ния на различную глубину и передвигаться там взад-вперед, разравни-
вая .при этом шихту по длине камеры.
После поднятия дверки планирного люка штанга планира медленно
вдвигается в печь, причем одновременно опускается желоб для сбора
шихты, выносимой из печи планиром. Дальнейшая работа по планиро-
ванию может производиться различно, в зависимости от качества
шихты, порядка разгрузки вагона, наличия одного или двух барилье-
тов на печах и т. д.
При сухой шихте, хорошей загрузке и малом сопротивлении, ока-
зываемом ходу планира, планирование может осуществляться сразу
на полную длину печи и 2—3 ходов оказывается достаточно для обес-
печения равномерного распределения шихты. При влажной шихте
применяют иной порядок планирования: 2—3 хода на первой трети
печи, несколько ходов на второй трети и, наконец, 2—3 хода на по-
следней трети, после чего планир удаляется из печи. Применяя ту или
иную последовательность операций планирования, можно добиться
полного и ровного заполнения печи. В тех случаях, когда имеется
барильет на коксовой стороне, планирование следует производить осо-
бенно осторожно, чтобы не забить шихтой входные отверстия стояков
с коксовой стороны.
При выводе штанги из печи одновременно поднимается желоб для
выгребаемой шихты, и после этого закрывается дверца планирного
люка.
Перед окончанием планирования рабочие, обслуживающие верх пе-
чей (люковые), сгребают в загрузочные люки просыпавшуюся шихту,
128
производят зачистку люков, закрывают их и заливают щель между
-крышкой и рамой люка раствором глины.
Переключением клапана стояка после всех этих операций печь
включают в барильет. На этом операции по загрузке печи заканчи-
ваются.
За последнее время широко внедрилаЬь бездымная загрузка путем
устройства искусственного отсоса выделяемых при загрузке печи га-
зов, с отводом их в барильет. Осуществляется это паровым эжекто-
ром, создающим разрежение в стояке и камере печи. Применение без-
дымной загрузки значительно улучшает условия труда на верхней пло-
щадке коксовых печей. На некоторых установках внедряется в СССР
тележка для бездымной загрузки со специальным' коленом, соединяю-
щим загружаемую печь с соседней для отвода в последнюю выделяю-
щихся при загрузке газов.
Выдача коксового пирога
Подготовка печи к выдаче. Коксовые печи должны работать на
определенном «марше», соответствующем принятому периоду коксова-
ния, т. е. через определенное число часов загруженная печь должйа
быть готова к «выдаче». К тому времени, когда коксование должно
•быть закончено, производится проверка готовности печи.
Для этого перекрывается клапан в стояке коксовой печи и припо-
дымается крышка или открывается пробка стояка. Этим самым печь
отключается от барильета и соединяется с атмосферой.
Из стояка не должно показываться дыма и пламени. Появление
дыма указывает на то, что печь еще не готова к выдаче, что коксо-
вый «пирог» еще не «поспел». В этом случае стояк перекрывается
обратно и проба через некоторое время повторяется.
Появление пламени при открывании стояка может объясняться не
только неготовностью печи к выдаче, но также неплотностью клапана
и связанным с этим просачиванием газа из барильета. Однако опыт-
ный глаз по характеру пламени может почти безошибочно определить
его происхождение: газ, выделяющийся из печи, коксование в кото-
рой подходит к концу, богат водородом и дает почти бесцветное
пламя, заметно отличающееся) от светящегося пламени, которое ха-
рактерно для газа из барильета.
После того как проба на стояке укажет на готовность печи к вы-
даче, приоткрывают крайний с коксовой стороны загрузочный люк и
через него производят осмотр пирога. Между коксовым пирогом и
кладкой камеры должна выделяться светлая щель, указывающая на
то, что пирог отошел от стенки и что коксование его закончено.
После этого можно приступать к выдаче. Нужно помнить, что по-
пытки выдачи недококсованной печи приводят к почти неизбежному
заклиниванию коксового пирога в печи, к «бурению». Бурение затруд-
няет выдачу коксового пирога. Правила технической эксплоатации
запрещают повторное толкание забуренных печей. При повторных по-
пытках выдачи забуренной печи можно легко повредить как кладку
печи, так и пути коксовыталкивателя, а также вывести из строя мо-
тор штанги.
Перед выдачей кокса из печи, в соответствии с заводскими ин-
струкциями, производится чистка стояков. Отложения на внутренней
поверхности футеровки стояков приводят к постепенному уменьшению
свободного сечения стояка, в результате чего затрудняется выход
газа и в камере печи развивается чрезмерное давление.
Очистка производится опусканием в стояки специальных грузов со
скребками. Устройство для поднимания и опускания груза монтируется
9 Зак. 3610. Общая химии, технология топлива. 129
обычно на загрузочном вагоне и обслуживается с его рабочей пло-
щадки. Сбитые со стояков отложения падают на кокс и при выдаче-
пирога поступают в тушильный вагой. Отделение их от кокса происхо-
дит на коксосортировке.
Выдача кокса. Непосредственно перед выдачей кокса из печи, две-
реэкстрактором' производится 'съем дверей и машина передвигается та-
ким образом, чтобы направляющее устройство, имеющее целью пред-
отвратить рассыпание раскаленного кокса на обслуживающей пло-
щадке, приходилось точно против печной рамы. После этого напра-
вляющее устройство вплотную придвигается к дверной раме.
Операции по съему дверей совершенно аналогичны тем, которые
выполняются двересъемным устройством коксовыталкивателя. К мо-
менту, когда двереэкстрактор заканчивает цикл подготовительных
к выдаче печи операций, тушильный вагон успевает произвести туше-
ние предыдущего коксового пирога, его выгрузку на рампу и занимает
исходное положение у очередной выдаваемой печи для приема новой
выдачи., В то же время коксовыталкиватель заканчивает все операции
по планированию загруженной печи, снимает дверь печи, подлежащей
выдаче, и занимает исходное для выдачи печи положение.
Двери коксовых печей плотно прижимаются к дверным рамам по-
мощью нажимных болтов-ригелей. Первой подготовительной операцией
по съему дверей является ослабление ригелей вручную.
После подхода коксовыталкивателя к очередной выдаваемой печи:
к двери печи подводится двересъемное устройство коксовыталкивателя.
Крюки двересъемного устройства заводятся в: карманы двери и
вращением! ручного штурвала, соединенного зубчатой передачей с дви-
жущимся винтом, приподнимаются вверх, захватывая и приподнимая
при этом дверь. Ручной штурвал вращается доотказа и после того,
как вращение начинает встречать сопротивление, проворачивается при-
мерно еще на один оборот. Это необходимо для того, чтобы дверь
была несколько приподнята и отошла при отводе двересъемного уст-
ройства от печи ровно, без толчков и ударов. Если штурвал не будет
достаточно повернут и дверь не подымется с порога печи, то при ее
отводе неминуемы рывки, так как дверь отойдет от печи не сразу по
всему периметру. Обычно в таком случае отрывается верхняя часть
двери, и затем дверь при толчке повисает на крюках двересъемного
устройства. Это вызывает дополнительные напряжения в механизмах
и вредно отражается как на состоянии уплотнения дверей, так и на
сохранности дверей и дверных рам.
После того как дверь приподнята на захватах, двересъемное уст-
ройство отводится от печи и коксовыталкиватель передвигается на-
столько, чтобы ось его штанги совпала с осью камеры выдаваемой
печи.
Закончив операции по съему двери и заняв исходное положение
для выдачи, машинист коксовыталкивателя ожидает сигнала с коксо-
вой стороны о готовности всех механизмов к приемке коксового пи-
рога. После сигнала начинается выдача. Машинист нажимает прессом
штанги коксовыталкивателя на коксовый пирог и выдвигает^ его из
печи через направляющее устройство двереэкстрактора в тушильный
вагон. В начале выдачи, когда коксовыталкивателю приходится пре-
одолевать начальное сопротивление пирога, мотор коксовыталкивателя
развивает максимальную мощность. Во избежание перегрузки мотора,
а также чрезмерного давления на пирог штанга коксовыталкивателя
должна подаваться вперед медленно и осторожно.
Если не удается сдвинуть пирог с одного приема, выдача печи дол-
жна быть прекращена и печь оставлена для доспевания. Ни в коем
случае недопустимо пытаться «выбить» пирог ударами штанги. В том
130
случае, когда коксовый пирог заклинится или, как говорят, «забу-
рится» во время выдачи, начавшейся нормально, также недопустимо
выбивать его повторными ударами штанги.
При ударах, штанга коксовыталкивателя и сам коксовыталкиватель
подвергаются усилиям, вредно отражающимся на сохранности машины
и рельсовых путей коксовыталкивателя.! Кроме того, значительные
усилия, развивающиеся при повторных попытках выдачи пирога или
при ударах штанги по пирогу, вызывают постепенную деформацию
кладки печи, что может привести к полному выходу последней из
строя.
Одновременно с началом выдачи пирога тушильный вагон приво-
дится в медленное движение вперед, вдоль фронта печей. Обычно
длина тушильного вагона близка к длине коксовой камеры и поэтому
для обеспечения равномерного распределения выдаваемого кокса по
вагону последний должен двигаться примерно с! той же скоростью,
с которой выдается пирог из печи, т. е. со скоростью порядка 0,5 м.
в секунду.
После выдачи пирога тушильный вагон направляется к тушильной
башне, а штанга коксовыталкивателя выдвигается нз печи обратно.
Время выдачи пирога используется для осмотра и чистки дверей
как с коксовой, так и машинной стороны. Современные конструкции
самоуплотняющихся дверей требуют тщательного ухода. Двери дол-
жны осматриваться и очищаться при каждой очередной выдаче печи.
При Дверях с уплотнением! асбестовым шнуром необходимо, тщатель-
ное наблюдение за сохранностью шнура. При уплотнении «железо
по железу» в тщательном уходе нуждаются уплотняющие ножи.
Графиком работы коксовыталкивателя должно быть также пред-
усмотрено время для очистки пода печи и дверной рамы, так как
недостаточная очистка пода печей неизбежно приводит к его ошлакова-
нию, что вызывает затруднения при последующих выдачах, и к порче
пода.
Удаленные при очистке пода и дверей кокс и мусор собираются
в специальные тачки и отвозятся на коксовую сторону батареи. Там
тачка выгружается в тушильный вагон, обычно в то время, когда он
с потушенным коксом направляется к рампе для выгрузки.
После того как штанга коксовыталкивателя выдвинута из печи,
пооизве'дена зачистка пода, дверей и дверной рамы, дверь подводится
к печи и заводится в раму. Обратным вращением! штурвала произво-
дится посадка двери на место. После закрепления двери ригелями и
отвода двересъемного устройства коксовыталкиватель готов к обслу-
живанию следующей печи и цикл его операций начинается вновь с от-
крывания планирной дверцы и т. д.
Тушение и сортировка кокса
Мокрое тушение. Тушильный вагон после выдачи кокса с макси-
мальной скоростью направляется к тушильной башне.
Продолжительное пребывание в тушильном вагоне непогашенного
кокса ведет кроме лишнего угара кокса к перегреву и порче вагона.
Одновременно с въездом тушильного вагона в камеру тушильной
башни производится включение орошения и начинается тушение кокса.
При напряженном графике работы орошение включают несколько
ранее, так что вагон входит под уже работающее оросительное
устройство. •
Время пребывания вагона в камере тушильной башни должно со-
ставлять 60—90 сек., из которых 40—60 сек. идет на собственно
тушение кокса и 20—30 сек. на сток воды.
9*
131
По окончании стока воды тушильный вагон направляется к рампе
для разгрузки. После этого вагон готов к новому циклу операций, на-
чинающихся с подъезда вагона к очередной выдаваемой печи.
Сухое тушение. При сухом тушении, раскаленный кокс выгружают
из тушильного вагона в спускное отверстие камеры сухого тушения
(при подземных камерах). В камере, имеющей форму бункера, кокс
тушится инертным газом. Через нижнее выпускное отверстие потушен-
ный кокс выгружается и направляется либо на коксосортировку, либо
на специальную рампу. За счет тепла нагрева инертных газов выра-
батывается пар в парокотельной, соединенной с камерами тушения.
При тушении 1 т кокса получается примерно 350—400 кг пара. Сухое
тушение широко не привилось ввиду сложности сооружений, значи-
тельных начальных капитальных затрат, большого износа камер и
некоторых неудобств эксплоатации (возможности отравления СО при
неплотности затворов). Качество кокса при сухом • тушении несколько
лучше.
Сортировка кокса. Основным при сортировке кокса является на-
блюдение за исправностью грохотов гризли и Армса, чтобы избегнуть
потерь крупного кокса.и предотвратить нечеткость разделения про-
дукта на сорта. Диски грохота гризли быстро срабатываются и зазоры
между ними увеличиваются, что влечет за собой провал крупного кокса
в подгризлевый продукт.
Контроль над зазорами (отверстиями) между дисками, смена дисков
немедленно после превышения отверстий более чем на 10 мм нормаль-
ного расстояния (25 мм) являются основным правилом при обслужи-
вании коксосортировок. Необходимо следить также за исправностью
сит на грохоте Армса.
Вторым требованием нормальной эксплоатации коксосортировок
является предотвращение чрезмерного дробления кокса, способного
увеличить количество коксовой мелочи, в особенности при передвиже-
нии кокса по промежуточным транспортерам и в бункерах, а также
при его погрузке в вагоны.
Дополнительное дробление кокса в бункере дает, например, излиш-
нее образование мелочи на 1—1,5%. Для увеличения срока службы
валков грохота гризли они вырабатываются из чугунов специальных
марок.
График работы машин,
обслуживающих коксовый блок
Машины, обслуживающие коксовый блок, работают по определен-
ному графику в полной согласованности друг с другом. Даже сравни-
тельно незначительная задержка в работе любой из обслуживающих
машин может привести к нарушению графика выдачи, а выравнять
нарушенный график очень трудно. Поэтому машины коксового цеха
должны всегда находиться в образцовом порядке.
Только при этом условии мож|ет быть выдержан четкий график
работы всего коксового блока.
Основные требования при построении графика следующие:
1. При выдаче какой-либо печи соседние печи должны быть за-
пружены.
2. Разница в степени готовности между двумя смежными с выда-
ваемой печами должна быть минимальной.
3. Смежные с выдаваемой печи должны быть примерно на сере-
дине периода коксования.
4. Свежие загрузки должны быть возможно) равномерно распре-
делены по всему печному массиву.
132
Выполнение последнего требования преследует цель не допустить
местных охлаждений массива кладки и связанных с этим вредных на-
пряжений.
Построение графика выдачи основано на том, что все печи коксо-
вого блока разбиваются на ряд серий.
Выдача печей производится последовательно по сериям. Печи но-
вой серии выдаются после того, как закончена выдача предыдущей
серии.
Имеется значительное количество графиков выдачи. На старых ша-
мотных печах наиболее часто применяется график выдачи через 3 печи,
на новых динасовых через 5, 9 и 10 печей.
Увеличение интервала между выдаваемыми печами, способствуя
равномерному распределению загрузок по всему массиву печей, при-
водит в то же время к увеличению времени, необходимого для пере-
ездов коксовых машин от печи к печи, и особенно времени, необхо-
димого для передвижения вдоль всей батареи в конце выдачи каждой
очередной серии печей. Основным правилом нормальной эксплоатации
коксовых печей является строгое соблюдение серийности выдач по
принятому графику.
Отопление коксовых печей
Во всех современных конструкциях коксовых печей используют
регенеративный принцип обогрева, что позволяет в значительной сте-
пени снизить расход тепла и получить достаточно высокие темпера-
туры в обогревательных каналах. Несомненным недостатком регене-
ративного принципа обогрева является необходимость регулярного
переключения потоков воздуха, газа и продуктов горения, так как это
связано с устройством специальных переключательных приспособлений
и установкой усложненной отопительной арматуры. Однако, эксплоа-
тация современных механизмов регенеративных печей не вызывает
каких-либо затруднений.
В большинстве случаев печи приспособлены для обогрева как «бога-
тым», т. е. коксовым, так и «бедным» — доменным или генераторным
газом.
Отопительная арматура
Магистральные трубопроводы богатого и бедного газа вводятся
в кантовочное помещение, расположенное в конце батареи в нижней
части печного блока. Здесь они разветвляются и ветви отопительных
газопроводов идут вдоль батареи с коксовой и машинной стороны.
Отопительные газопроводы расположены в так называемых туннелях
(обслуживающие коридоры вдоль батареи). В некоторых! случаях,
когда подовые каналы регенераторов не имеют поперечной стенки и
обслуживание обогрева может вестись с одной стороны блока, ограни-
чиваются устройством одного туннеля. В некоторых типах печей вся
печь устанавливается на железобетонных колоннах; в этом случае из
пространства под печами производится регулировка отопления.
Наружная стенка туннеля выкладывается в полкирпича в виде
решетки. Это улучшает охлаждение и вентиляцию туннеля, что облег-
чает работу обслуживающего персонала. Проблема хорошей вентиля-
ции туннелей приобрела особую остроту в последние годы в связи
с переводом печей на отопление доменным газом, содержащим боль-
шое количество окиси углерода.
На рис. 61 показано расположение отопительной и газоподводящей
арматуры в печах системы Беккера. Газопровод коксового газа 1 про-
133
тив каждого отопительного простенка имеет ответвление, на котором
расположены: кантовочный, реверсивный кран 2 с рычагом 3, стопор-
ный кран 4, гибкий шланг 5 и так называемая газовая пушка 6, кото-
рой и заканчивается корнюр. Обслуживание арматуры производится
с площадки.
Стопорный кран представляет собой ручной кран, служащий для
выключения подачи газа и иногда для регулировки. Кантовочный кран
тоже служит для выключения подачи газа и иногда для регулировки.
Рис. 61. Арматура отопления богатым газом на печах Беккера:
/—газопровод коксового газа; 2—кантовочный кран; рычаг кантовочного крана*
4—стопорный кран; 5—гибкий шланг; 6—газовая пушка. *
Кантовочный кран рычагом соединен с тягой от кантовочной ле-
бедки. Газовая пушка снабжена крышкой, соединенной рычагом
с тягой декарбонизатора. Посредством декарбонизатора производится
открытие крышек на газовых пушках во всех корнюрах, не находя-
щихся под газом, для выжигания в корнюрах графита.
В ниж)ней части туннеля расположены чугунные колена с клапа-
нами — вольверы, служащие для подачи доменного газа и воздуха и
отвода продуктов горения. На печах системы компаунд установлены
134
вольверы двух видов: газовоздушные вольверы для подачи газа или
воздуха и отвода продуктов горения (рис. 62) и воздушные вольверы
для подачи воздуха и отвода продуктов горения. Как видно из схемы
работы клапана вольвера (рис. 63), при поднятом клапане 1 доменный
газ поступает в регенератор; в это время клапан 2 опущен и закры-
вает отверстие в боров. При отводе продуктов горения клапан 1 опу-
щен, а клапан 2 поднят, так что продукты горения свободно могут
проходить в боров. Для регулировки тяги в вольвере имеется специаль-
ная задвижка. При работе на коксовом газе клапан 1 закрывается
и отключается от кантовочного устройства, а крышка для воздуха
переключается к соответствующему тросу.
Управление работой клапана доменного газа, клапана для продук-
Рис. 62. Вольверы для подачи доменного газа и отвода продуктов горе-
ния в печах Беккера;
1—клапан бедного газа; 2—клапан продуктов горения; 3— крышка для воздуха; 4 — ре-
гулировочный шибер для продуктов горения; 5 — регулировочный вентиль бедного газа.
тов горения и воздушной крышкой производится от тросов кантовоч-
ной лебедки.
При отоплении богатым газом газ подводится к корнюрам и отсюда
распределяется по горелкам. Воздух засасывается через воздушные
крышки вольверов в регенераторы печей, проходит насадку регенера-
торов и нагретый поступает по расположенным в кладке печи спе-
циальным «косым» ходам к горелкам отопительных, вертикалов. При
обогреве бедным газом газ подводится к газовым' регенераторам, про-
ходит регенератор и по соответствующим косым ходам поступает
в вертикалы, где, смешиваясь с воздухом на воздушных регенерато-
рах, сгорает.
135
Продукты горения из вертикалов опускаются в регенераторы, про-
ходя при этом по тем же ходам, по которым перед кантовкой посту-
пали бедный газ и воздух для горения. Из регенераторов продукты,
горения клапанами отводятся в борова и затем через дымовую трубу
в атмосферу.
Устройство отопительной системы позволяет одновременно вести
часть печей на богатом и часть на бедном газе. При этом переключе-
ние каждой печи с одного газа на другой осуществляется в течение
нескольких минут.
Кантовочная лебедка. Периодическое переключение воздушных, га-
зовых и дымовых или тяговых клапанов или' так называемая кан-
товка производится кантовочной лебедкой через равные промежутки
времени, обычно через 15—30 мин., и продолжается нормально 25—
35 сек. При этом перекрывание клапанов происходит в определенной
последовательности и с со-
Рис. 63. Схема работы газового клапана:
Газовый клапан 1 открыт; газовый клапан / закрыт
(справа).
блюдением необходимых
интервалов. Одновременно
перекантовываются -печи,
идущие на бедном и на бо-
гатом газе.
Лебедка работает от
электромотора и включается
автоматически или нажа-
тием соответствующей кноп-
ки. На случай возможных
перебоев в подаче электри-
ческого тока лебедка снаб-
жена ручным приводом.
В помещении кантовоч-
ной лебедки устанавливает-
ся также декарбонизанион-
ная лебедка (декарбони-
затор) .
За 2 мин. до начала ра-
боты кантовочной лебедки
с помощью декарбонизато-
ра опускают крыши корню-
ров, отключая корнюры от
сообщения с наружным воз-
духом. Эта операция произ-
водится в течение 2—4 сек.
Если крышки корнюров не
будут закрыты к моменту
включения кантовочной лебедки, то в корнюры поступит отопительный
газ вместе с холодным воздухом и в результате образования взрывча-
той смеси появляются хлопки.
При своевременно закрытой крышке, воздух в корнюре успеет на-
греться и газ загорится без образования взрывчатой смеси. В случае
работы на. бедном газе соответствующие корнюры отключаются от
декарбонизатора, для чего достаточно произвести отключение корнюр-
ных крышек от троса декарбонизационной лебедки.
При работе на богатом газе первой операцией после включения
кантовочной лебедки является перекрытие кранов коксового газа на
корнюрах, работающих на горении. Корнюрные краны нисходящего
потока остаются закрытыми. Таким образом, доступ газа во все кор-
нюры батареи прекращается. После этого начинается переключение
воздушных и тяговых клапанов. Во втором цикле операций все кор-
136
нюрные краны остаются закрытыми, так что доступ газа к обогрева-
тельным простенкам прекращен полностью. В то же время лебедка:
продолжает перекрытие воздушных клапанов, причем начинают откры-
ваться клапаны, служащие для отвода продуктов горения, и продол-
жают постепенно закрываться воздушные клапаны, работавшие на
восходящем потоке, с тем чтобы полностью закрыться к началу
третьего цикла. На нисходящей (до кантовки) стороне начинается от-
крывание клапанов для воздуха. Одновременно происходит постепен-
ное закрывание клапанов, через которые отводились продукты горе-
ния. Этот цикл операций наиболее продолжителен. Так, на печах Бек-
кера он составляет примерно 20 сек., на печах Копперса — 30 сек.
После переключения воздушных и тяговых клапанов приводится
в движение трос, открывающий корнюрные краны коксового газа вер-
тикалов, ранее работавших на нисходящем потоке. Корнюрные краны,
работавшие ранее на горении, остаются закрытыми.
Третий цикл операций совершенно симметричен с первым циклом;
его продолжительность, как и продолжительность первого цикла, со-
ставляет 3—4 сек. (печи Беккера).
Через 2 мин. по окончании работы кантовочной лебедки декарбо-
низатор открывает крышки корнюров нисходящей (после перекантовки}
стороны.
Перевод отопления печей с богатого на бедный газ. При переводе
отопления печей на бедный газ преж(де всего следует убедиться в пол-
ной исправности газопроводов бедного газа и плотности всех кранов,
и клапанов, соединяющих газопровод с регенераторами. После этого
газопровод, с точным соблюдением всех правил специальной инструк-
ции, продувается бедным газом в выхлопные свечи. Затем' в промежу-
ток времени между двумя кантовками на группе печей, подлежащих
переводу, предварительно проверяют горение коксового газа и закры-
вают стопорные краны под закрытыми кантовочными кранами, а да-
лее переключают соответствующие газовоздушные клапаны регенера-
торов нисходящего потока на бедный газ. При этом воздушные
крышки отключаются от троса кантовочной лебедки и наглухо закры-
ваются. После очередной кантовки закрывают стопорные краны под
кантовочными кранами коксового газа остальных корнюров, поступая
во всем согласно предыдущему.
Следует обращать особое внимание на то, что бедный газ при кан-
товке должен входить в регенератор, заполненный продуктами горе-
ния. Поступление бедного газа в регенераторы, заполненные возду-
хом, может повести к образованию взрывчатой смеси воздуха и бед-
ного газа.
Перевод печей с отопления одним газом на другой должен произ-
водиться постепенно — группа за группой; нужно внимательно следить
за давлением в газопроводе, не допуская разких повышений и пони-
жений давления.
Устройства для контроля и регулирования иагрева. Равномерность
обогрева стен коксовой камеры достигается правильной расстановкой
в отопительной системе! коксовых печей регулирующих и контроли-
рующих устройств, а также постоянным наблюдением за работой обо-
гревательных простенков и за распределением температур по печному
блоку. .
Регулирующие устройства можно грубо разделить на устройства,
предназначенные для работы всей батареи в целом, и на устрой-
ства, обеспечивающие равномерный обогрев каждого обогревательного
простенка.
137
Основные устройства и мероприятия, с помощью которых решается
задача обогрева коксовой батареи, имеют целью: 1) установление ре-
жима тяги; 2) подвод и распределение газа и 3) подвод и распределе-
ние воздуха.
Пренебрежение любым из этих факторов может привести к лиш-
нему расходу тепла на обогрев и к расстройству обогрева.
Регулировка подвода газа на всю батарею коксовых печей дости-
гается путем большего или меньшего закрывания задвижек, устано-
вленных на ветвях газопровода. В распределительном газопроводе
устанавливается определенное давление отопительного газа, которое
в дальнейшем' необходимо только поддерживать на определенном
уровне в соответствии с установленным режимом. В большинстве слу-
чаев для этой цели применяются автоматические регуляторы да-
вления.
Отопительный газ должен подвергаться систематической проверке
на удельный вес и теплотворную способность. В случае изменения теп-
лотворной способности газа следует изменять давление в соответствии
с изменением расхода газа.
Ответвления распределительного газопровода к печам снабжены
кроме реверсивных кранов, которые перекрываются при помощи кан-
товочной лебедки, также и ручными стопорными кранами. Для регули-
ровки количества газа, подаваемого в корнюр, в ответвлениях уста-
навливаются калиброванные диафрагмы. Установка диафрагм значи-
тельно упрощает регулировку подачи газа к каждому отопительному
простенку при переходе от одного режима обогрева к другому.
Для надлежащего распределения подведенного к простенку газа
по отдельным вертикалам в различных системах печей применяются
различные устройства. Термин «надлежащее» распределение, а не
«равномерное» употреблен не случайно. Даже в печах Беккера, где
работает на одном потоке целый простенок, распределение газа нельзя
назвать равномерным. Основные причины этих отступлений — конус-
ность камеры коксования, расширяющейся по направлению от машин-
ной к коксовой стороне, и повышенные тепловые потери у концов или
«головок» печи. Для обеспечения необходимого распределения газа по
вертикалам простенка применяются калиброванные горелки или «дюзы»
и 'регистры, передвижением которых можно изменять тягу в каждом
вертикале в отдельности.
Наиболее разнообразны методы достижения равномерного обогрева
по высоте камеры.
Так, в печах Копперса применен принцип кругового потока. В пе-
чах Отто применяется ступенчатая установка горелок. Штиль в своих
высоких 6-м печах применил подвод воздуха на нескольких уровнях
(ступенчатый обогрев).
Равномерный обогрев по высоте достигается равномерным распре-
делением тепла по высоте вертикала, и с этой целью следует по воз-
можности вытянуть в длину факел горения.
В большинстве конструкций воздух, необходимый для сжигания
отопительного газа, подается непосредственно из туннеля через газо-
воздушные клапаны в регенераторы и оттуда по соответствующим хо-
дам подводится к горелкам.
Для обеспечения правильной подачи воздуха к отопительному
простенку отверстия воздушных клапанов прикрываются регулирую-
щими планками в соответствии с установленной тягой, регулируемой
тяговыми заслонками.
Правильное соотношение количеств воздуха и газа, подводимых
к каждой горелке, . позволяет снизить расход тепла на коксование и
поднять тем самым коэфициеит полезного действия печей.
138
Режим работы коксовых печей
Тепловой режим
Соблюдение графика работы и достижение максимальной произво-
дительности коксового блока возможно только при одинаковом периоде
коксования всех печей батареи, что достигается равномерностью обо-
грева отопительных простенков.
Задержка в выдаче готовых печей приводит к пережогу кокса и
уменьшению выхода металлургического кокса за счет увеличенного
образования мелочи.
Выдача неготовых (сырых) печей резко снижает качество металлур-
гического кокса и, кроме того, она сопряжена со значительными за-
труднениями ввиду тяжелого хода печей и возможности бурения.
Для достижения одинакового периода коксования и равномерного
обогревания необходимы тщательное и систематическое наблюдение за
тепловым режимом установки и его регулировка. Изменение режима
работы батареи является ответственным делом, требующим большой
осторожности и опыта.
Предварительная регулировка коксовых печей производится во
время пуска в эксплоатацию коксовой батареи и продолжается до пол-
ного перевода печей на заданный марш. Основными моментами регу-
лировки являются обеспечение надлежащего распределения газа, воз-
духа и тяги по сторонам батареи и по простенкам каждой печи в от-
дельности, точное установление температурного режима в отопитель-
ной системе, давления в коксовой камере и пр. В дальнейшем прихо-
дится лишь следить за сохранением и выполнением установленного ре-
жима и выправлять замеченные нарушения.
Постоянное движение по верху печей загрузочного вагона может
привести к смещению регистров в отопительных вертикалах простенка
и нарушению теплового режима.
Широко развернувшееся на коксохимических заводах Советского
Союза стахановское движение позволило осуществить переход печей
на высокие марши, с периодом коксования порядка 13—14 час.
Сокращение периода коксования достигается за счет более горя-
чего хода печей, т. е. более высоких температур в обогревательных
простенках. Здесь в обогревательной системе динасовых печей допу-
скается температура до 1450°, и поэтому тщательный контроль темпе-
ратур приобретает особенно важное значение, так как возникает опас-
ность сплавления кирпичей и деформации кладки при небрежном об-
служивании.
Регулярный замер температур должен производиться на всех наи-
более важных участках коксовой печи и в первую очередь в вертика-
лах обогревательного простенка, а также в верхней части регенера-
торов.
Кроме замера температур большое значение имеет непосредствен-
ный осмотр кладки и наблюдение за характером пламени. В ряде слу-
чаев вид пламени, степень накала кладки, равномерность или нерав-
номерность накала стенок камеры коксования могут дать непосред-
ственные указания о причинах ненормальности и о мерах, необходи-
мых для ее ликвидации.
Появление темных вертикальных полос на стенке камеры коксова-
ния указывает на ненормальную работу соответствующих вертикалов.
Наблюдение за горением в вертикале может дать указания о причине
его плохой работы. Слишком, короткое и острое пламя указывает на
избыточное количество воздуха, следствием чего являются перегрев
нижней части вертикала и недостаточный нагрев верха. Напротив, не-
139
нормально вытянутое коптящее пламя указывает на недостаток воз-
духа и неполноту горения.
После того как установлен характер ненормальной работы, прини-
маются соответствующие меры в зависимости от причин, вызвавших
расстройство. Ликвидация неполадок может быть связана с большими
или меньшими затруднениями. Можно указать на неправильную уста-
новку регистров, на неправильный подбор горелок, на оплавление и
засорение горелки, на неправильную регулировку подвода воздуха, на
закупорку и деформацию подводящих воздушных и газовых каналов,,
неплотности в кладке и т. д.
Основные факторы горения—тяга, подвод воздуха и подвод газа —
находятся в тесной связи, поэтому регулировка должна правильно учи-
тывать соотношение этих факторов.
Режим работы коксовых печей оказывает решающее влияние на;
качество и количество получаемых химических продуктов (в частности
смолы, фенола, сырого бензола, толуола и т. п.). Задача поддержива-
ния правильного обогрева печи оказывается, таким образом, тесно свя-
занной с задачами по достижению оптимальных выходов летучих про-
дуктов коксования. В частности, необходимо учитывать нежелатель-
ность перегрева верхней части коксовой камеры, поскольку такой пере-
грев ведет к снижению выходов и ухудшению качества летучих про-
дуктов коксования.
Для соблюдения нормального режима обогрева необходимо выпол-
нение следующих основных условий:
1. Температура верхней части стен камеры по высоте коксового пи-
рога не должна быть ниже чем на 60—70° температуры нижней ее
части. Некоторое отставание (20—30°) желательно, так как при этом
улучшается качество летучих продуктов коксования и уменьшается за-
графичивание сводов печей.
2. Температуры в вертикалах должны соответствовать заданному
маршу печей, причем они должны понижаться от коксовой более ши-
рокой стороны к машинной таким образом, чтобы между соседними
вертикалами разность температур составляла 3—4°, тогда как общее
падение температуры от третьего вертикала коксовой стороны до
третьего вертикала машинной стороны должно составлять 60—70°.
3. Ни в одном из вертикалов не должно быть коптящего или рез-
кого короткого пламени. При нормальном горении коксового газа
в вертикалах наблюдается вытянутое желтоватое пламя. В продуктах
горения, взятых из вертикала, не должно быть окиси углерода, а ко-
личество кислорода не должно превышать 1,5—2,0%. Наличие в про-
дуктах горения окиси углерода указывает на неполноту горения. Дого-
рание газа в регенераторах может привести к их перегреву и оплавле-
нию насадки регенераторов, а также к перегреву боровов.
4. Средняя температура верха насадки регенератора должна быть
ниже средней температуры вертикалов на 100—120°.
Гидравлический режим
Гидравлический режим установки находится в непосредственной
связи с тепловым режимом.
На отопление печей оказывает значительное влияние соотношение
давлений в камере коксования и в обогревательном простенке. Даже
при тщательной кладке коксовых печей с применением шпунтованного
фасонного кирпича неплотности неизбежны, а потому возможно проса-
чивание как коксового газа из камер печей в отопительную систему,
так и продуктов горения и воздуха в камеру. Продукты коксования,
просачивающиеся из камер в нисходящий поток, сгорают в регенера-
140
торах; это может быть обнаружено по ненормально высокой темпера-
туре продуктов горения на выходе из регенераторов и по их
анализу.
Через трещины и неплотности кладки стенок регенераторов возмо-
жен пропуск газов из регенераторов восходящей стороны в регенера-
торы, находящиеся под тягой. Такой пропуск вызывает значительные
потери -нагретого воздуха, в случае работы на богатом газе, и потери
воздуха и отопительного газа при работе на бедном газе. В результате
нарушается правильное горение в отопительных простенках и беспо-
лезно перегружается дымовая труба. Не говоря уже о понижении про-
изводительности печей и потере тепла, неполадки в отопительной си-
стеме могут приводить к местным перегревам, прогарам и оплавлениям
кладки. Поскольку не удается добиться полной герметизации кладки,
«следует стремиться к соблюдению минимальных перепадов давления
между рядом расположенными элементами топочной системы и между
камерой коксования и отопительной системой-
Нормально давление в подсводовом пространстве камер коксования
составляет 2—3 мм, причем это давление к концу коксования, когда
выделение из шихты газов почти прекращается, поддерживается исклю-
чительно противодавлением барильета. В последнем случае вследствие
гидростатической разности давлений давление у пода камеры будет
примерно минус 1 мм (т. е. разрежение около 1 мм). Если в это время
в косом ходе на восходящем потоке будет более высокое давление,
хотя бы на 1 мм превышающее давление в камере, то при неудачном
расположении швов кладки горячий воздух из косого хода может
через неплотности швов войти в камеру. В результате интенсивного
сжигания раскаленного кокса около неисправного шва разовьется чрез-
мерно высокая температура и постепенно вследствие перегрева и
образования шлаков в поду печи неминуемо образуется прогар. Для
борьбы с подобными явлениями необходимо поддерживать в камере
коксования несколько более высокое давление, по сравнению с соот-
ветствующими участками отопительной системы. При таком режиме
в случае появления неплотностей дело свелось бы к некоторому проса-
чиванию летучих продуктов коксования из камеры в? отопительную
систему.
Вследствие разложения летучих продуктов, просачивающихся через
раскаленную кладку, произойдет постепенное заграфичивание не-
плотностей, в результате чего спустя некоторое время будет обес-
печена достаточная герметичность-
Следовательно, давление в камере коксования всегда должно быть
несколько больше давления в соответствующих участках восходящей
ветви отопительной системы. Нормально регенераторы на восходящем
потоке должны также работать на небольшом разрежении.
Следует отметить, что указанный режим сохраняет герметичность
стен и пода камеры и предохраняет от появления прогаров. Однако
при наличии образовавшихся вследствие предыдущей неправильной
работы щелей и прогаров последние прежде всего должны быть заде-
ланы, и только после этого должно быть приступлено к планомерному
и постепенному установлению указанного гидравлического режима.
Работа по контролю режима обогрева и давлений облегчается на-
личием на современной коксовой установке ряда автоматических
контролирующих и регистрирующих аппаратов. Как правило, автома-
тические приборы устанавливаются для поддержания постоянной тяги
дымовой трубы, постоянного давления в барильете и определенного
давления отопительного газа. Наряду с этим устанавливаются само-
пишущие и указывающие приборы, регистрирующие температуру и
давление в различных участках. Однако установленная автоматическая
141
аппаратура ни в коем случае не может рассматриваться как замена
обслуживающего персонала. Высокая квалификация и опыт последнего
"стаются основным фактором поддержания правильного температур-
ного и гидравлического режима печей-
Теплотехнический контроль
Организация контроля обогрева может изменяться в деталях на
различных заводах, однако основная принципиальная схема остается
практически неизменной.
Для контроля обогрева печей должны производиться следующие
записи и замеры:
1. Систематический учет времени готовности печей.
2. Систематические замеры температур контрольных вертикалов.
3. Замеры температур по всем вертикалам простенков печей с тем,,
чтобы за определенное время был выполнен промер всех простенков.
4. Систематические замеры температур в верху регенераторов,
в вольверах и в боровах.
5. Анализы продуктов горения из боровов и периодические ана-
лизы продуктов горения из вертикалов, регенераторов и вольверов.
6. Замер давления, температуры, калорийности и расхода отопитель-
ного газа.
7. Систематический замер тяги в боровах.
Все замеры и наблюдения, которые проводятся при контроле ра-
боты коксовых печей, можно грубо подразделить на две группы.
К первой группе относят замеры, которые проводятся системати-
чески и регулярно через определенные промежутки времени и в опре-
деленном месте. Ко второй группе можно отнести замеры, которые про-
изводятся регулярно, но место которых переносится изо дня в день,
из смены в смену или от выдачи к выдаче с таким расчетом, чтобы за
определенный промежуток времени обойти всю батарею. Эти замеры
имеют меньшее значение для суждения о работе батареи в целом и ха-
рактеризуют главным образом работу отдельных обогревательных
простенков.
Кроме всех замеров, связанных с тепловым режимом, должен ве-
стись тщательный контроль за состоянием кладки, наличием прога-
ров, неплотностей и т. д. Для каждой печи разрабатывается график,
на котором отмечаются дефектные места кладки, ремонты и т. п-
Улучшение теплотехнического режима коксовых печей является необ-
ходимым условием проведения четкого графика работы.
Огнеупоры для кладки коксовых печей
Для строительства элементов коксовых печей, подверженных воз-
действию высоких температур, применяется огнеупорный кирпич (пре-
имущественно — динас).
Огнеупорный кирпич (или огнеупорный припас) для коксовых пе-
чей должен выдерживать высокие температуры в течение продолжи-
тельного времени, не подвергаясь размягчению и плавлению.
Основные требования, предъявляемые к огнеупорному кирпичу,
следующие:
1- Высокая температура плавления.
2. Прочность и устойчивость под давлением при высокой темпера-
туре.
3. Устойчивость при изменении температур.
4. Возможно большее постоянство объема при изменении тем-
ператур.
142
5. Высокая теплопроводность.
6- Незначительная пористость.
7. Сопротивляемость разъеданию солями, растворенными' во влаге-
углей и присутствующими в золе угля.
Шамотный кирпич хорошо противостоит воздействию высоких тем-
ператур и сохраняет при этом неизменным свой объем. Материалом
для изготовления шамота являются огнеупорные глины. Большим недо-
статком шамота является склонность его к размягчению под давлением
2 кг/см2 уже при 1300—1330°, т. е. задолго до температуры плавле-
ния (1710°).
Поэтому постепенно перешли к так называемому полукислому кир-
пичу, в котором имеется добавка кварцевых материалов, содержащих,
кремнезем.
Однако дальнейшее повышение производительности печей и связан-
ное с этим повышение температуры в обогревательных каналах при-
вело к необходимости применения для кладки коксовых печей дина-
сового кирпича. В современных коксовых печах из динасового кирпича
выкладываются все подверженные воздействию высоких температур
части печи (обогревательные простенки, подовая часть, стены регене-
раторов и т. д.).
Динасовый кирпич изготовляется из природного кварца с добавкой
в качестве связующего 2—3% извести.
Преимуществом динасового кирпича, по сравнению с шамотным,
является близость температуры его размягчения к температуре плавле-
ния. Так, температура плавления динасового кирпича лежит в преде-
лах 1710—1760°, а температура начала деформации (под нагрузкой
в 2 кг/см2) при 1620° и выше. Это дает возможность поддерживать
в обогревательных каналах быстроходных динасовых печей темпера-
туры 1350—1450°.
Динасовый кирпич имеет бблыпую теплопроводность и лучше про-
тивостоит разрушающему действию золы, солей и влаги, чем шамот-
ный кирпич. Недостатком динасового кирпича является то, что он
плохо переносит резкие колебания температуры и при этом дает изме-
нение объема.
В настоящее время приняты технические условия, определяющие
стандартные требования к качеству огнеупорного кирпича в разных
зонах кладки коксовых печей. Кроме динасового и шамотного припаса
для печей требуются мертель, гитемпит и другие огнеупорные, а также
изолирующие материалы. Мертель является огнеупорным составом для
кладки кирпичей. Гитемпитом называется связующий состав для под-
мазок трещин.
Растопка коксовых печей
Вследствие высокого .коэфициента остаточного линейного расшире-
ния динасовые кирпичи требуют особого внимания при растопке коксо-
вых печей. Приступая к растопке, необходимо предварительно разра-
ботать детальный график подъема температуры. Составление такого
графика должно вестись в зависимости от температурных кривых рас-
ширения данного огнеупорного припаса.
Весь график растопки строится с расчетом постепенного нараста-
ния скорости подъема температуры. От начала растопки до удаления
влаги (до 100-^110°) подъем температуры составляет) в среднем 6°
в сутки-
Главным периодом растопки следует считать интервал температур
от 100 до 600° и в этом интервале необходима максимальная осто-
рожность. Начиная с температуры 800°, подъем температуры может
быть доведен до 50° в сутки.
143.
Более экономно производить растопку газом (коксовым, доменным
генераторным).
Растопка газом имеет много преимуществ по сравнению с растоп-
кой твердым топливом: легкость и точность регулировки, удобство об-
служивания, меньшее количество обслуживающего персонала и др.
Однако растопка твердым топливом является более спокойным ме-
тодом, так как не сопряжена при недосмотрах с опасностью взрывов.
Первый период растопки — сушку, правильнее при всех условиях
вести на дровяном топливе, используя щепу и остатки лесного мате-
риала. Сушку следует производить нагретым воздухом, для чего горе-
ние поддерживают в тонком слое при большом избытке воздуха, не
допуская образования острого пламени. Температура нагрева кладки
должна подниматься равномерно по всему массиву. В этом случае не
будет конденсации водяных паров в отстающих по нагреву частях
кладки, тогда как при неправильном ведении сушки в корнюрах по-
является конденсация воды. Равномерный подъем температуры во всем
массиве остается основным требованием при всех стадиях растопки.
В конце растопки распределение температур в кладке должно, при-
мерно, отвечать рабочему состоянию печи.
Растопке печей предшествует ряд подготовительных операций. Все
печные каналы освобождаются от строительного мусора и продуваются
сжатым воздухом под небольшим давлением. Барильет путем уста-
новки специальных заглушек отключается от камер коксования.
Особое внимание уделяется возможности необходимого свободного
расширения кладки в процессе растопки. Для этого между анкерными
стойками, стягивающими кладку печей, и гайками стяжек уклады-
ваются деревянные или свинцовые плашки, которые, сдавливаясь, дают
возможность кладке расширяться.
При растопке твердым топливом в каждой коксовой камере выкла-
дываются из шамотного кирпича временные топки как с коксовой, так
и с машинной стороны. В верхних частях камер коксования при кладке
оставляют специальные растопочные отверстия, которые в дальнейшем
после окончания растопки закладываются пробками-
Продукты горения переходят через эти растопочные отверстия или
в горизонтальный сборный канал, или в специальный растопочный
канал (в печах со сдвоенными вертикалами), откуда через отопитель-
ные каналы спускаются в регенераторы и через борова уходят в дымо-
вую трубу.
Первая загрузка производится после того, как в обогревательных
каналах температура будет не ниже 1000°. Перед первой загрузкой
(перед пуском батареи в ход) разрабатывается определенный порядок
загрузки печей (через две в третью, через три в четвертую и т. п.).
Обычно до начала отопления печей коксовым газом, т. е. при пуске
на временных топках, одновременно загружают несколько менее одной
трети всех печей. Так, при 55 печах в батарее для первой загрузки
выделяют 16 печей.
В выбранной группе печей разбираются временные топки, расто-
почные отверстия закладываются пробками, устанавливаются печные
двери, снимаются заглушки со стояков. Перед ломкой временных то-
пок тщательно проверяется на герметичность вся арматура, опробуются
все механизмы^ проверяется подготовленность химического завода к
приему коксового газа и т. п. После того как убеждаются в подго-
товленности всех цехов к пуску, производится загрузка намеченной по
графику первой печи, причем газ из печи выпускается через стояк
в атмосферу. Все печи, предназначенные для первой загрузки шихтой,
загружаются подряд, одна за другой, начиная с одного конца коксо-
вой батареи.
144
Очень ответственная операция включения получающегося газа в ба-
рильет производится с соблюдением всех правил специальной
инструкции.
Для наблюдения за продвижением газа в барильете и газопроводе
к химическому заводу и для вытеснения воздуха контрольные пробки
на этом участке держат открытыми. Пробки закрываются по мере по-
явления в них газа. Необходимо следить за тем, чтобы в барильете
ни в коем случае не было разрежения.
Г аз, постепенно наполняя барильет и вытесняя воздух, идет в газо-
провод по направлению к эксгаустеру. После проверки пробы газа его
пропускают через эксгаустер и возвращают в газопровод обратного
газа (отопительный газопровод) и оттуда в контрольные свечи. Лишь
после общей продувки газопровода и проверки состава газа, его вво-
дят через соответствующие корнюры в обогревательные простенки,
соблюдая при этом все правила, предусмотренные особой инструкцией
по пуску печей.
По мере повышения общей температуры печей уменьшают продол-
жительность периода коксования, постепенно приближая ее к норме.
Когда продолжительность периода коксования доведена примерно до
22 час., приступают к регулировке отопления печей.
Необходимо подчеркнуть, что процесс пуска печей является чрез-
вычайно ответственной операцией, от правильного проведения которой
в значительной степенй зависит дальнейшая работа всей коксовой ба-
тареи.
Каждая конструкция печей обладает своими специфическими осо-
бенностями. Перед пуском батареи необходимо тщательно изучить все
своеобразие конструкции и условий работы и сообразно с этим руко-
водствоваться общими правилами и методами пуска-
Процессы, происходящие в камере коксовых печей
При описании явлений, происходящих в камере коксовой печи,
нужно указать последовательность изменений, происходящих с уголь-
ной шихтой по мере ее нагревания.
Пластическое состояние шихты и коксообразование
При нагревании до 100° из шихты испаряется гигроскопическая
влага, от 100 до 300° выделяются пары воды, углекислота, серо-
водород, а также некоторое количество газообразных углеводородов.
С повышением температуры количество газов разложения угля увели-
чивается. В промежутке 350—450° из угля начинает выделяться смола,
и шихта постепенно переходит в пластическую массу, образующую по
мере разложения и выделения газа и паров смолы твердый полукокс.
Началу пластического состояния шихты обычно соответствует темпера-
тура в пределах от 350 до 450°. Начало образования полукокса про-
исходит при температурах от 450 до 550°.
Начальная и конечная температура, а также температурный диапа-
зон пластического состояния в основном зависят от химического со-
става шихты.
Выделяющиеся в период пластического состояния пары и газы при-
дают пластической массе, в зависимости от ее вязкости и газопрони-
цаемости, большую или меньшую пористость, вызывая соответствующее
увеличение объема. Образовавшийся при затвердевании пластической
массы, полукокс (при температуре 600°) продолжает выделять газь!>
состоящие, главным образом, из метана и водорода.
Ю Зак. 861Л. Общая химич. технология таплства.
145
Вследствие происходящей при этом усадки в полукоксе образуются
трещины, дальнейшее развитие которых определяет форму кусков
кокса.
При температуре 800° газовыделение почти прекращается, а при
900° полностью обеспечивается надлежащий выжиг кокса. Дальней-
шее повышение температуры приводит просто к перегреву уже гото-
вого кокса.
Коксование шихты в камере печи происходит под действием тепла
отопительных простенков, начинаясь от стен камеры и постепенно рас-
пространяясь, с убывающей скоростью, к середине загрузки.
Теплопроводность и теплопередача шихты
Для того чтобы яснее представить картину развивающихся при
этом процессов теплопередачи, можно мысленно разделить всю загру-
женную шихту на тонкие вертикальные слои, параллельные стенам
камеры. При равной толщине таких слоев количество тепла, которое
необходимо сообщить каждому слою, чтобы закончить коксование за-
ключенной в нем шихты, можно принять одинаковым.
Первый слой получает тепло непосредственно от стен камеры, все
остальные — через посредство слоев, расположенных между ними в
стенкой. Через каждый слой, за исключением последнего, расположен-
ного. в середине загрузки, должно пройти все количество тепла, необ-
ходимое для коксования последующих слоев. Таким образом, всегда
существует равенство: тепло, притекающее к слою, равно теплу, рас-
ходуемому на нагревание и коксование слоя, плюс тепло, передавае-
мое следующим слоям. Скорость передачи тепла зависит от темпера-
турного перепада между слоями и от их теплопроводности. В свою
очередь, температурный перепад зависит от количества тепла, погло-
щаемого слоем.
Тепло расходуется в слое на повышение его температуры в соот-
ветствии с истинной теплоемкостью вещества слоя при данной темпе-
ратуре (шихта — кокс), на испарение влаги и смолы и на химические-
реакции.
Реакции могут быть как эндотермическими, так и экзотермическими,,
в пределах от —20 до +50 кал на 1 кг шихты. Обычно чем выше
содержание кислорода в органической массе угля, тем более тепла
выделяет уголь при термическом разложении.
Теплопроводность шихты зависит как от состава, так и от насып-
ного веса шихты и изменяется в пределах от 0,20 до 0,35 ккал/лс час °СГ
т. е. при температурах до пластического состояния в 6—8 раз меньше
теплопроводности кладки стен камеры. Теплопроводность пластической
массы и полукокса также невелика. Кокс обладает лучшей теплопро-
водностью, значительно возрастающей с температурой и при 1000—1100е
почти равной теплопроводности кладки.
Заметное количество тепла, особенно в верхней части загрузки,
передается конвекцией вследствие движения через загрузку выделяю-
щихся паров и газа. Температура стен камеры около верха загрузки
несколько ниже, чем у пода. Это обстоятельство, компенсируя влияние
конвекции, действует выравнивающим образом.
На рис. 64 показаны кривые подъема температуры загрузки в ка-
мере шириной 400 мм при средней температуре вертикалов около
13009. Кривая I дает температуру слоя, непосредственно прилегаю-
щего к стене камеры, кривая II— слоя, расположенного на расстоянии
100 мм от стены, и кривая III — слоя на оси камеры.
На рис. 65 показаны кривые распределения температур по напра-
влению от стен камеры к середине, последовательно через промежутки
времени 2, 4, 6, 8, 10, 12, 14 и 16 час. после загрузки (изохроны).
146
Все кривые на рис. 64 и 65 составлены для точек, находящихся
в средней зоне печи по высоте загрузки.
Из рассмотрения кривых видно, что в данном случае коксование
заканчивается через 14 час., так как температура среднего слоя, наи-
более отдаленного от стен (кривая III на рис. 64 и изохрона для 14 час.
на рис. 65), к этому времени достигает 900°. Температура всех слоев,
за исключением ближайших к стене, задерживается на уровне около
100°, за счет испарения влаги шихты, и затем быстро растет. Рост
температуры среднего слоя (от 100°) начинается примерно на половине
периода коксования и идет медленнее, но более равномерно, чем
в остальных слоях (кривая ///, рис. 64).
Прилегающий к стене камеры слой шихты чрезвычайно быстро
прогревается до температуры порядка 500°. Затем наступает замедле-
ние и температура, постепенно повышаясь, доходит к концу коксова-
ния до 1000° и выше. Действительно, после загрузки в печь шихты,
имеющей летом температуру около 25°, а зимой 10° и ниже, поверх-
ность стен камеры быстро охлаждается — примерно до 600°. В это
время в шихту поступает тепло, аккумулированное в кладке. Уместно
Рис. 64. Кривые подъема
температуры загрузки в
камере коксования.
Расстояние от стеноп в мм.
Рис. 65. Изохроны распределе-
ния температур от стен к се-
редине камеры коксования
(цифры иа кривых показывают
продолжительность нагревания
в часах).
заметить, что вследствие возникающего при этом большого темпера-
турного перепада в стенках камеры тепло горения газа в вертикалах
устремляется в сторону свежезагруженной печи, вызывая уменьшение
подачи тепла в камеры соседних печей. По мере нагрева соприкасаю-
щейся со стенами загрузки температура поверхности стен в камере по-
вышается сперва быстро, а затем замедленно, выравниваясь во второй
половине периода коксования на уровне приблизительно на 200° ниже
средней температуры вертикалов. Перед концом коксования темпера-
тура стен начинает снова быстро повышаться.
Таким . образом, процесс коксования слоев загрузки, непосред-
ственно соприкасающихся со стенами камеры, бурно развиваясь, прохо-
дит в течение нескольких минут стадии подсушки и пластического со-
стояния. Образовавшиеся у стен камеры так называемые пластические
слои передвигаются внутрь загрузки со скоростью, вначале быстро
замедляющейся, а затем снова увеличивающейся при приближении
к оси камеры.
10*
На рис. 66 показана кривая, характеризующая скорость перемеще-
ния пластического слоя на разном расстоянии от стен камеры, со-
ставленная в соответствии с кривыми роста и распределения темпера-
тур, рассмотренными выше. Температурный интервал и ширина пла-
стического слоя зависят от индивидуальных качеств шихты. Ширина
слоя уменьшается с повышением температуры в вертикалах печи и
увеличивается по мере удаления пластического слоя от стен камеры.
Скорость движения пластического слоя и изменение его ширины
можно проследить, рассматривая температурные кривые. Действи-
тельно, горизонтальные проекции отрезков изохрон, ограниченных тем-
Рис. 66. Кривая скорости пере-
мещения пластического слоя.
пературными линиями интервала пла-
стичности (на рис. 65 заштрихованная
полоса), дают на оси абсцисс как ши-
рину пластического слоя, так и расстоя-
Рис. 67. Схемати-
ческий разрез мас-
сива загрузки:
1 — кокс; 2 — полу-
кокс; <3—пластический
слой; 4 — зона сухой и
подогретой шихты; 5—
сырая шихта.
ние его от стен камеры.
Схематический разрез массива загрузки в процессе коксования
представлен на рис. 67. В середине массива видна сырая шихта 5,
около стен — готовый кокс 1, разделенный на куски продольными тре-
щинами. Между шихтой и коксом последовательно расположены зоны
сухой и подогретой шихты 4, в которой частично конденсируются смо-
ляные пары, выделяющиеся из пластического слоя 3, за которым сле-
дует зона полукокса 2 с начинающими развиваться в нем продольными
трещинами. У пода камеры и в верхней части загрузки куски кокса
имеют изогнутую форму, разделяясь трещинами, нормальными к изо-
термическим поверхностям.
Движение газов в загрузке коксовой печи
Направление движения потоков газа в загрузке в основном опреде-
ляется присутствием пластического слоя.
Наибольшее сопротивление прохождению газов представляют как
затвердевающая пластическая масса, переходящая в полукокс, так и
полукокс до появления в нем усадочных трещин. В таком случае водя-
ные пары и основная масса паров первичной смолы и газов, образую-
щихся в пластическом слое, будут двигаться вверх через середину
загрузки. Уходя из зоны, имеющей температуру 350—400°, газы и
пары смолы ускоряют прогрев шихты. Частично пары смолы конденси-
148
руются в шихте. Пропитывание близлежащей шихты растекающейся
смолой размывает грань между шихтой и пластическим слоем. При
своем движении вверх между пластическими слоями парогазовая смесь,
очевидно, должна итти, главным образом, по зоне подсушенной
шихты, при средней температуре порядка 250—300', при которой за-
метного термического разложения этой парогазовой смеси быть не
может.
Совершенно иной характер будут иметь газовые потоки между пла-
стическим слоем и стенами камер. Содержание летучих в образую-
щемся из пластической массы полукоксе обычно остается в пределах
от 7 до 10%.
В процессе перехода полукокса в кокс выделяются газы, состоя-
щие из водорода, метана и некоторого количества более тяжелых угле-
водородов. Эти газы, проникая через поры полукокса, направляются
по образующимся в полукоксе трещинам, а затем по трещинам в коксе
к стенам камеры. При прохождении через поры и трещины из зон
более холодных в зоны более высоких температур газы нагреваются,
причем газообразные углеводороды, разлагаясь (метан в меньшей сте-
пени), выделяют углерод в виде графита на стенках пор и трещин. Со-
держание водорода в этих газах, по мере повышения температуры,
непрерывно возрастает. Температура газов, двигающихся вверх около
стен камеры в зоне раскаленного кокса, достигает к концу периода
коксования 1000° и выше.
Раньше чем проникнуть в подсводовое пространство, поток паров
и газов, поднимающийся из середины загрузки, должен пройти через
верхнюю часть загрузки, коксующуюся под действием тепла излуче-
ния кладки. Следует предполагать, что именно в этой рыхлой и рас-
каленной части верха загрузки развиваются процессы пирогенетиче-
ского разложения паров смолы, продолжающиеся затем в подсводном
пространстве. Смешение с потоками раскаленных газов, поднимающихся
у стен,’ а также каталитическое действие кокса, кладки и образующе-
гося на кладке графита оказывают свое действие на процессы пиро-
лиза. Однако основными факторами, влияющими на глубину разложе-
ния, являются температура и время пребывания паров в подсводовом
пространстве.
Ароматические углеводороды образуются, главным образом, за счет
разложения паров смолы. Повышение температуры способствует увели-
чению выходов бензола, однако до известных пределов.
Температура подсводового пространства в пределах 700—720°
является наиболее благоприятной для образования ароматики. Даль-
нейшее повышение температуры понижает выход смолы, уменьшая со-
держание в ней толуола. Полученная при высших температурах подсво-
дового пространства смола обладает высоким удельным весом (1,20 и
более), содержит значительное количество свободного углерода и при
разгонке дает мало масел и большое количество пека. При высоких
температурах в этой смоле почти исчезают фенолы и появляется боль-
шое количество нафталина.
Увеличение времени пребывания смоляных паров в подсводовом
пространстве действует в том же направлении, как и повышение тем-
пературы.
Поэтому понятно стремление исключить возможность перегрева га-
зов в подсводовом пространстве путем уменьшения высоты отопитель-
ных вертикалов, устройством дополнительных каналов, а также по-
тачей в подсводовое пространство распыленной воды или водяного
пара. Последним достигается не только понижение температуры 'в под-
сводовом пространстве, но и более быстрое удаление из него таро-
газовой смеси.
14»
Выделение газов из печной камеры достигает максимума обычно
через 2—3 часа после загрузки, когда образовавшиеся пластические
слои отойдут от стен камеры и когда к газам, выделяющимся из зон
шихты — пластический слой, добавятся газы, выделяющиеся из полу-
кокса при переходе его в кокс. К этому времени устанавливается и
сравнительно постоянный состав газа (водорода 48—55%, метана
32—36% на сухой газ). Затем по мере продвижения пластических слоев
к середине печи, выделение газа замедляется вначале незначительно,
с тем, чтобы резко пойти на убыль с момента соприкосновения пласти-
ческих слоев друг с другом. Содержание метана в газе уменьшается,
а водорода — возрастает. Выделение тяжелых углеводородов прекра-
щается с исчезновением пластического слоя. К концу коксования вы-
деляющиеся в дебольшом количестве газы состоят почти исключительно
из водорода (до 75% и выше), окиси углерода и азота. Следует за-
метить, что содержание окиси углерода в газе (обычно 4—6%) почти
не изменяется' во все время коксования. Происхождение окиси угле-
рода в газе объясняется, главным образом, реакциями между коксом
и углекислотой или водяным паром. Повышенное содержание !в газе
а_зота, а также окиси углерода в конце коксования указывает на недо-
статочную герметичность камеры коксования и подсос в нее дымовых
газов или воздуха.
Сразу после загрузки, стены печной камеры испытывают только да-
вление засыпанной шихты и выделяющихся газов. После образования
пластических слоев, по мере их движения к середине, давление
газов внутри загрузки возрастает и к нему присоединяется распи-
рание, производимое пластическим слоем до его затвердевания в полу-
кокс.
До тех пор, пока пластические слои находятся на значительном
расстоянии друг от друга, действие распирания сводится к постепен-
ному прессованию шихты, находящейся между слоями. Сопротивление
шихты прессованию быстро растет, соответственно чему увеличивается
и давление загрузки на стены камер. По мере движения пластических
слоев и уплотнения находящейся между ними шихты повышается
сопротивление потоку газа вверх через середину загрузки. Соответ-
ственно с этим увеличивается давление газов между слоями, что,
в свою очередь, увеличивает давление и «а стены камер.
С другой стороны, усадка полукокса, переходящего в кокс, сперва
ослабляет, а затем и' вовсе уничтожает давление коксового пирога
на стены камер.
К концу коксования коксовый пирог отходит от стен камеры, а во
время выдачи, при падении в тушильный вагон, распадается по вер-
тикальному шву на две части, рассыпающиеся кусками. Вертикальный
шов, часто называемый пластическим швом, остается в коксовом пи-
роге как след движения газов между пластическими слоями при их
слиянии и переходе в полукокс. Большое значение в образовании шва
имеют и напряжения, вызываемые усадкой.
Непременным условием свободной выдачи коксового пирога
является требование, чтобы ширина коксового пирога была меньше ши-
рины загрузки. Этому условию удовлетворяют шихты, усадка которых,
определяемая по пластометрическому методу Сапожникова, соответ-
ствует параметру № 18 и выше.
Однако и такие шихты в процессе коксования могут оказывать зна-
чительное давление на стены камер в определенные часы после за-
грузки. На определение величины этого давления и времени его дей-
ствия должно быть обращено внимание при установлении графика вы-
дачи печей.
Л50
Методика составления балансов коксовых печей
Данными для составления материального баланса служат резуль-
таты лабораторных, полузаводских и заводских испытаний угольной
шихты, которая намечается к использованию на проектируемой уста-
новке, а также технические показатели практической работы заводов,
применяющих сходную или аналогичную шихту.
Материальный баланс
Различают поэлементарный материальный баланс и материальный
•баланс по продуктам коксования. Поэлементарный баланс составляется
редко и имеет значение, главным образом, для теоретического анализа.
Для практических целей достаточно составления баланса по про-
дуктам коксования. Баланс составляется обычно на 1 т загружаемой
в печь сухой шихты.
Приходная часть баланса складывается из трех статен:
1. Количества загруженной сухой шихты.
2. Количества поступившей с шихтой влаги.
3. Количества засосанных воздуха и продуктов горения.
Содержание влаги в шихте составляет обычно 4—6% при отсутствии мокрого
обогащения и 6—8% при наличии последнего.
Количество засосанных воздуха и продуктов горения может быть с удовлетво-
рительной точностью определено на основе следующих соображений.
Коксовый газ при выходе из коксовых камер не содержит кислорода. Кислород
появляется в газе на участке между печами и эксгаустером вследствие подсоса
воздуха через неплотности трубопровода и аппаратуры.
Для пересчета анализа обратного газа на безвоздушный необходимо вычеркнуть
79
в анализе содержание Ог и уменьшить содержание Na на величину, равную Ot
или 3,76 О», а затем пересчитать все данные анализа на 100% умножением их на
коэфициент:
100
К ~ 100 — 4,760, • '
Выход безвоздушного газа равняется:
K = 1/обр., (35)
где Уобр—выход по замеру обратного газа.
Содержание азота в коксовом газе при полной герметичности камер коксования
не может быть выше 1,5—2,0%, так как при обычном содержании азота в шихте
менее 2% в газ переходит дзота не более 40%.
Избыточное против этого содержание азота в безвоздушном газе является ре-
зультатом проникновения в коксовую камеру воздуха и продуктов горения через
неплотности дверей и стен камеры.
Весовое количество засосанного воздуха и продуктов горения в кг на 1 г
шихты будет:
k — ^’"100 1,25> кг—1,25 V-jr кг, (36)
где V — выход безвоздушного газа;
N«— избыточный объем в объемных процентах;
К — содержание азота в весовых процентах (обычно от 77 до 84) в засосан-
ных воздухе и продуктах горения.
Расходная часть баланса складывается из следующих показателен:
1. Выход кокса (валового сухого).
2. Выход смолы и фусов.
3. Выход ароматических углеводородов.
4. Выход аммиака.
5. Выход С Оз + HaS надсмольных вод.
6. Выход воды (влага шихты + пирогенетическая влага).
7. Выход коксового газа (сухого, безвоздушного).
8. Потери и неувязки.
Валовый выход кокса составляет от 75 до 60% от веса сухой шихты. Выход
смолы и фусов колеблется обычно в пределах 2—3% от веса сухой шихты, выход
151
ароматических углеводородов, кипящих до 180°, от 0,8 до 1,3% и выход аммиака'
от 0,28 до 0,35%.
Выход СО» + H»S надсмольных вод зависит от применяемой схемы улавлива-
ния аммиака. При работе на аммиачную воду он составляет в среднем от 0,6 до
0,7%, при работе на сульфат—всего 0,1%.
При составлении материального баланса для той нли иной угольной шихты
выходы продуктов коксования надлежит уточнить по данным лабораторных и за-
водских испытаний.
Выход воды складывается из влаги, внесенной с шихтой, и пирогенетической
влаги. Обычно принимают, что при образовании пнрогенетической воды связывается
половина кислорода угля. Тогда ее количество определяется нз уравнения:
^ппр. ~ О,5 ‘ ’ 10 кг1т СУХОЙ шихты, (37)
где Оц—содержание кислорода в сухой шихте в процентах.
Вода расходной части баланса частично получается в жидком состоянии, в виде
надсмольных вод, частично остается в парообразном состоянии в виде влаги кок-
сового газа.
Выход коксового газа составляет, считая на сухой безвоздушный газ, от 300
до 350 лР на тонну сухой шихты. Весовой выход вычисляют, умножая объомный
выход на удельный вес газа, определяемый или на основании данных газового ана-
лиза или прибором Шиллинга по скорости истечения газа.
Последней статьей материального баланса являются неувязка н потери. Эта
статья не должна превышать 1—3% от веса сухой шихты.
В табл. 40 показан примерный материальный баланс, составленный на тонну
сухой шихты при работе на сульфат аммония.
ТАБЛИЦ \ 40
Примерный материальный баланс коксования
Приход кг °/о Расход кг %
Шихта сухая 1000 92.58 Кокс валовой сухой 790 73,14
Влага шихты 60 5,56 Смола и фусы 28 2,59
Засосанные воздух + про- 20 1,86 Бензольные углеводороды . . П 1,02
вукты горения Аммиак 3 0,28
CO24-H2S (надсмольная вода) Вода (влага угля-f-пирогене- 1 0,09
тическая) 85 7,87
Газ (сухой безвоздушный) . . 150 13,90
Невязка -|- потери 12 1,11
Всего . . , 1080 100 Всего .... 108.0 10)
Тепловой баланс
Тепловой баланс составляется в условиях работающей установки
для выявления неэффективных затрат тепла, распределения расхода
тепла по отдельным статьям баланса и установления расхода тепла на
обогрев или при проектиров1ании с целью получения необходимых для
расчета данных.
Баланс составляется обычно на тонну сухой шихты, исходя из
предположения, что теплота коксообразования равна нулю.
Приходная часть баланса складывается из следующих показателен:
1. Тепло сгорания отопительного газа.
2. Физическое тепло отопительного газа.
3. Физическое тепло шихты (с влагой).
4. Физическое тепло воздуха, подведенного для сжигания отопитель-
ного газа. .
• 152
Тепло сгорания отопительного газа представляет главную статью приходной
части баланса и составляет 97—98% общего прихода тепла. Оно может быть опре-
делено из выражения:
= -Связи... <38)
где Р — расход газа на коксование 1 т сухой шихты;
Он.зш — низшая теплотворная способность газа.
В случае, если величина Р при составлении баланса неизвестна, последний
может быть использован для ее определения, так как при приравнивании суммы
расходных и приходных статей баланса нулю получается уравнение с одним неиз-
вестным Р.
Расходная часть баланса складывается из следующих показателей:
1. Физическое тепло коксового пирога.
2. Физическое тепло коксового газа (сухого, безвоздушного).
3. Теплосодержание паров летучих продуктов коксования-
4. Теплосодержание водяных паров.
5. Физическое тепло продуктов горения.
6. Теплопотери и неувязки баланса.
Основной статьей расходной части баланса является тепло коксового пирога,
составляющее 45—50% от всего расхода 7епла.
Для подсчета физического тепла коксового газа нужно знать выход газа (по-
материальному балансу), его состав и температуру на выходе нз камеры коксова-
ния. Для современных быстроходных печей температура газа около 700—750е*, фи-
зическое тепло газа составляет около 15% общего расхода тепла.
Теплосодержание летучих продуктов коксования и водяных паров складывается
из физического тепла и скрытой теплоты парообразования. Для подсчета соответ-
ствующих статей баланса нужно знать выходы и температуры паров летучих про-
дуктов и воды, а также их скрытые теплоты испарения.
Обычно принимают, что температура водяных паров и летучих продуктов сов-
падает с температурой газа и что скрытые теплоты испарения составляют для
ароматических углеводородов около 90 кал/кг, для смолы—'около 85 кал/кг, для
воды — 540 кал!кг.
Теплосодержание паров воды составляет около 10—15%- от общего расхода
тепла, а теплосодержание летучих продуктов коксования около 2,7—3,2%.
Теплосодержание продуктов горения вычисляется на основании данных замера
их температуры, газового анализа и расчета горения газа. Зная расход газа на
отопление и анализ отопительного газа, легко определить теоретическое количество
продуктов горения при коэфициеите избытка воздуха а = I. На основании газового
анализа продуктов горения определяется действительное значение а и действитель-
ное количество продуктов горения. Теплосодержание продуктов горения составляет
обычно 11—15% от общего расхода тепла.
Теплопотери складываются из теплопотерь на лучеиспускание и конвекцию. Эта
статья теплового баланса занимает около 10% расходной части и определяется
путем соответствующих тепловых расчетов. Методика расчета сводится в основном
таблица -И
Примерный тепловой баланс коксования
Приход кал. % Расход кал %
Тепло сгорания газа . . . 601,89 97,87 Физическое тепло коксового пирога . 277,0 45
Физическое тепло газа . . 1,05 0,17 Физическое тепло коксового газа 92,2 15
Физическое тепло шихты . 7,38 1,2 Теплосодержание летучих продуктов 16,62 2,7
Физическое тепло воздуха 4,68 0,76 Теплосодержание водяных паров 73,8 12,0
Физическое тепло продуктов горения 86,05 14,0
Теплопотери -ф нехватка . . 69,33 11,3
Всего . . . 615 100 Всего . . . 615 100
153
тому, что теплоотдающая поверхность печного блока делится на участки равной
температуры и для каждого такого участка производится подсчет теплопотерь. По-
лученные величины суммируются, дополняются теплопотерямм на излучение во
время выдачи и теплопотерями через фундамент и относятся к единице веса шихты.
В табл. 41 приведен примерный тепловой баланс, составленный на тонну сухой
шихты применительно к данным материального баланса.
Расчет коксовых печей
Задачей расчета печной системы является определение размеров
сечений, скоростей и сопротивлений в отдельных частях системы и сба-
лансирование сопротивлений движению газовых потоков отопительной
системы с располагаемым напором (тягой).
Для сбалансирования* тяги и сопротивлений необходим предвари-
тельный расчет горения топлива и расхода тепла в качестве исходных
величин для расчета объемов воздуха и дымовых газов и расчета от-
дельных частей топочной системы.
Размеры рабочего пространства печей определяются, главным об-
разом, из технологических и конструктивных соображений и являются
исходным пунктом для расчета системы.
Для сбалансирования сопротивлений и тяги при выборе сечений эле-
ментов топочной системы приходится неоднократно изменять сечения.
При этом каждый раз необходимо пересчитывать сопротивления, что
для простоты целесообразно проводить при помощи графиков и но-
мограмм.
Расход тепла определяется из теплового баланса. Расчеты горения
могут производиться различно. Для многих топлив разработаны но-
мограммы, с помощью которых, зная состав топлива или иногда даже
только его теплотворную способность, можно с достаточной степенью
точности выбрать необходимые для расчета величины.
Качество кокса
В результате процессов коксования загруженная в камеру печи
угольная шихта дает твердый продукт — кокс и летучие продукты, ухо-
дящие из камеры в виде парогазовой смеси.
Основная масса производимого кокса используется для выплавки
чугуна. Требования, которые предъявляются к металлургическому коксу
доменным производством, устанавливаются стандартами, определяю-
щими содержание летучих, золы и серы, влаги, некоторые механиче-
ские показатели, в качестве которых в СССР принята так называемая
барабанная проба, размер кусков и содержание мелочи.
Состав кокса
В хорошем металлургическом коксе содержание золы не
должно превышать 9,5—10,0% и содержание серы 1,2—1,7%.
Большая зольность кокса значительно удорожает выплавку чугуна,
уменьшая производительность доменных печей, увеличивает расход
его, а также вызывает повышенный расход известняка на ошлакова-
ние золы. Последнее, в свою очередь, увеличивает расход кокса, так
как для плавки дополнительных количеств шлаков требуется допол-
нительный расход тепла. По опытным данным каждый 1% повышения
золы в коксе увеличивает на 2% % расход кокса.
В литейном производстве повышенное содержание золы увеличи-
вает трудности получения хорошего литья вследствие загрязнения чу-
гуна получающимися при плавке, шлаками. Большое значение состав
золы имеет также при использовании коксов для неметаллургических
целей, например в топках и газогенераторах. Это объясняете^ тем, что
154
состав золы определяет ее плавкость — характеристику, особенно важ-
ную для генераторного процесса.
Снижение зольности кокса может быть достигнуто путем снижения
зольности поступающей на коксовую установку угольной шихты (обо-
гащение углей и более чистые присадки).
Излишне высокая влажность кокса приводит к снижению тепло-
творной способности его, однако содержание влаги в коксе в пределах
до 5—7% не вызывает дополнительного расхода тепла в домне, так
как влага удаляется за счет теряющегося тепла отходящих колошни-
ковых газов.
Снижение содержания влаги до необходимых пределов может быть
достигнуто правильной организацией тушения кокса.
Наиболее вредной составной частью кокса является сера. Повышен-
ное содержание серы приводит к необходимости большого увеличения
флюсов в доменной шихте и, следовательно, к резкому росту количе-
ства шлаков.
В случае недостаточно основного характера шлаков сера переходит
в чугун, ухудшая его качество. При содержании серы в коксе
в J—1,3% для предотвращения перехода серы в чугун количество
шлаков при плавке должно быть не менее 0,5—0,6 т на 1 т чугуна;
при содержании серы 2—2,5% количество шлаков должно быть повы-
шено до 0,9—1,0 г на 1 т чугуна. Еще более вредна сера в литейном
коксе. Сернистость кокса обычно связана с его повышенной истирае-
мостью и большим образованием мелочи.
'Многочисленные попытки обессеривания кокса в процессе коксова-
ния до сих пор не дали достаточно удовлетворительных результатов,
и пока единственным методом снижения содержания серы в коксе
является обогащение поступающего для нужд коксования угля.
Содержание в коксе летучих может служить характеристикой сте-
пени его готовности и равномерности обжига по всей массе коксового
пирога. К концу периода коксования основная масса кокса практиче-
ски лишена летучих. Определяемые в лабораторной тигельной пробе
кокса летучие должны быть отнесены за счет некоторого содержания
их в- центральной части коксового пирога и, главным образом, за -счет
попавших в среднюю пробу кусков недопала. Оптимальным содержа-
нием летучих в средней пробе кокса можно считать 0,8—1,0%.
Физико-механические свойства кокса
К физико-механическим показателям качества кокса -в первую оче-
редь относятся его крепость и истираемость. Кокс должен обладать
достаточной прочностью, чтобы успешно противостоять механическим
воздействиям, которым он подвергается за время нахождения в до-
менной печи. -Прежде всего кокс должен хорошо сопротивляться исти-
рающим усилиям. Слабый кок-с дает в домне много мелочи, создаю-
щей затруднения дутью, проходящему через загрузку. Кроме того,
мелочь легко обволакивается шлаком и горение ее затрудняется. В та-
ком случае коксовая мелочь проходит мимо фурм, приводя к замусори-
ванию горна, горению фурм и другим нарушениям нормального про-
цесса доменной плавки.
Цвет кокса не может служить характеристикой его качества, хотя
в большинстве случаев хороший металлургический кокс имеет серо-
стальной цвет.
Кокс не должен содержать заметных количеств губки и недопала,
отдельные куски не должны иметь большого количества трещин.
Между внешним видом кусков кокса и его свойствами существует не-
сомненная связь. Наилучш-ий кокс получается обычно в виде одно-
155
родных кусков, примерно, призматической формы. Форма и размер
кусков зависят от состава шихты. Можно установить для каждой
шихты определенную зависимость между продольными и поперечными
измерениями кусков кокса. Размер и в меньшей мере форма кусков
кокса зависят также от ширины печей и режима коксования.
В качестве металлургического кокса используется кокс размером
выше 25 мм. Выход такого металлургического кокса на быстроходных
печах Донбасса составляет 93—95% от валового выхода кокса. Гра-
ницы крупности металлургического кокса в значительной степени
условны.
Барабанная проба и проба на сбрасывание. Определение механиче-
ских показателей кокса на производстве сводится к так называемой
барабанной пробе. В последнее время начинает приобретать распро-
странение также и проба на сбрасывание.
На металлургических и коксохимических заводах СССР для бара-
банной пробы применяется барабан Сундгрена диаметром в 2000 мм
и шириной в 800 мм. Цилиндрическая поверхность барабана образо-
вана прутьями из круглого железа в
25 мм\ между прутьями остаются
зазоры также в 25 мм ши-
рины. По окружности бара-
бана умещается 126 прутьев.
Цилиндрическая часть име-
ет отверстие, закрываемое
откидной дверцей, сделан-
ной также из 25-зьи прутьев
и служащей для загрузки
и опорожнения барабана.
Днища барабана делаются
сплошными.
Барабан наглухо наса-
живается на горизонталь-
ном валу. Вал приводится
во вращение, делая точно
10 об/мин. Для испытания в
барабан загружается 410 кг
кокса. Барабан вращается
_J| в течение 15 мин., затем
барабан останавливается,
остаток кокса высыпается
Рис. 68. Аппарат для испытания кокса -на через разгрузочное отвер-
сбрасывание. стие и взвешивается. Полу-
ченный вес и определяет ба-
рабанную пробу. Хороший кокс должен дать остаток не менее
300—320 кг.
В последнее время на наших заводах начинает применяться широко
распространенная на заводах США «проба на сбрасывание», характе-
ризующая склонность кокса к образованию мелочи при падении. Ис-
пытание производится в стандартном ящике шириной 410 мм, длиной
670 мм, глубиной 370 мм. Ящик устанавливается на чугунной или
стальной массивной плите, окруженной для предотвращения потерь
кокса бортом вышиной в 100 мм (рис. 68). Дно ящика состоит из
двух дверец, навешенных на петлях. Ящик может подниматься и опу-
скаться по специальному направляющему устройству. При максималь-
ном поднятии ящика расстояние от его дна до плиты составляет
1850 мм.
Для проведения испытания в ящик загружают 25 кг кокса разме-
рами кусков свыше 50 мм, разравнивают кокс, поднимают ящик и, от-
156
крывая затвор, удерживающий дно, дают коксу упасть на плиту. После
этого закрывают дно, опускают ящик и собирают в него весь кокс
с плиты. Затем ящик снова поднимают и вновь производят сбрасыва-
ние. Сбрасывание повторяется четыре раза. После этого кокс подвер-
гается просеиванию на ситах с квадратными отверстиями размером
50, 40 и 25 мм. Остаток кокса; на сите 40 мм (в %) принимают за
индекс пробы падением. Для металлургического кокса индекс падения
должен быть не ниже 90—93%. Дробление кокса происходит по уже
имеющимся в куске кокса трещинам.
Трещиноватость и пористость. В СССР принят следующий метод
замера трещиноватости кокса. На кусок кокса накладывается сетка, со-
стоящая из рамки с натянутыми нитями, образующими квадраты пло-
щадью в 1 см2.
С помощью сетки подсчитывают длину трещин и площадь грани
куска. Отношение длины трещин в см к площади в см2 дает показа-
тель трещиноватости.
Кокс обладает значительной пористостью. Для металлургического
кокса, она колеблется обычно в пределах 45—55%. Определение пори-
стости производится путем сравнения истинного и кажущегося удель-
ных весов. Пористость кокса способствует восстановлению углекислоты,
поэтому литейный кокс должен обладать меньшей пористостью по
сравнению с доменным.
Реакционная способность кокса
Различные образцы кокса с разной скоростью взаимодействуют
с углекислотой, кислородом и водяным паром при одной и той же
температуре и имеют разные температуры воспламенения; при сжига-
нии в одинаковых условиях они дают за одно и то же время разную
потерю в весе.
Сущность всех методов определения реакционной способности сво-
дится к определению скорости реакции кокса с кислородом или угле-
кислотой по уравнениям:
С О2 * СО2;
СЧ-СО2 —> 2СО.
Реакционная способность кокса различна по отношению к различ-
ным газам. Поэтому необходимо всегда указывать, по отношению
к какому газу определена его реакционная способность. Большое зна-
чение имеет различие реакционной способности кокса при использова-
нии в газогенераторах и вагранках.
ГЛАВА 7
ГАЗИФИКАЦИЯ ТВЕРДОГО ТОПЛИВА
Газификацией твердого топлива называют термические процессы,
при которых органическая часть твердого топлива превращается в го-
рючие газы с помощью воздуха, водяных паров, технического кисло-
рода или других газов.
Твердым Остатком при газификации должна являться только' него-
рючая часть топлива — зола. Практически твердый остаток — шлак
содержит обычно некоторое количество горючей части топлива.
При газификации битуминозных топлив наряду с газообразными
продуктами могут получаться и жидкие (смола, кислоты и др.), пары
которых конденсируются и выделяются при охлаждении газового по-
тока.
Аппараты, служащие для газификации твердого топлива, называются
газогенераторами. В зависимости от способа газификации и рода пере-
рабатываемого твердого топлива получаются различные по своим свой-
ствам (составу и теплотворной способности) генераторные газы: воз-
душный, смешанный или полуводяной, водяной, двойной водяной, окси-
газ, газ Монда и др.
Для получения различных видов генераторных газов соответственно
применяются различные типы газогенераторов в зависимости от рода
перерабатываемого топлива, мощности газогенератора и пр.
Физико-химические основы газогенераторного процесса
Схема работы газогенератора
•
Газогенератор обычно представляет собой вертикальную шахту из
листового железа, обмурованную внутри огнеупорным кирпичом.
Топливо подается сверху. Воздух, водяной пар или другие газообраз-
ные реагенты (например двуокись углерода) подаются в газогенера-
тор снизу под колосниковую решетку. Получающийся газ отводится
из верхней части газогенератора .над слоем топлива. Шлак удаляется
с колосниковой решетки в нижней части газогенератора. Схема ра-
боты газогенератора изображена на рис. 69.
Введенное в газогенератор твердое топливо постепенно опускается
вниз, навстречу нагретому газовому потоку.
Поступающие через колосниковую решетку в шахту газогенератора
воздух и водяной пар, поднимаясь вверх, проходят сначала через слой
шлака и при этом несколько подогреваются. Затем они встречают слой
раскаленного кокса и вступают в реакцию с углеродом кокса. Про-
странство, занимаемое нижней частью слоя топлива, в котором еще
имеется свободный кислород, называется окислительной зоной или зо-
ной горения. В зоне горения газ содержит в значительном количестве
продукт полного сгорания углерода — двуокись углерода.
358
Двуокись углерода, образовавшаяся в зоне горения, поднимаясь
выше, восстанавливается раскаленным углеродом кокса в окись угле-
рода. Пространство, в котором протекают восстановительные реакции,
называется зоной восстановления. Зона горения и зона восстановления
вместе называются зоной газификации.
Над зоной восстановления находится зона полукоксования, а еще
выше — зона подсушки. Зона полукоксования и зона подсушки вместе
называются зоной подготовки
топлива.
В некоторых конструкциях
газогенераторов дутье (воз-
дух, пар) подается сверху и
газовый поток движется вниз
в одном направлении с топли-
вом, в других конструкциях
дутье подается сбоку и газо-
вый поток движется в гори-
зонтальном направлении по-
перек слоя топлива.
Существование указанных
зон в газогенераторе можно
проследить по результатам по-
зонных исследований работы
газогенератора. На рис. 70
приведены кривые хода газо-
образования в слое кокса. В
зоне горения содержание в
газе окиси углерода невелико,
а двуокиси углерода макси-
мальное. Водород, появивший-
ся в результате разложения
водяного пара, обнаружен только за пределами зоны горения, т. е.
в той зоне, где свободный кислород уже полностью израсходован.
Сушка
ip
Полукоксование
Восстановление
__Горение
Окислительная звка,
Шлак
( зольная зона)
г
Рис. 69. Схема работы газогенератора:
/ — загрузочный люк; 2 —подача воздуха; 13—вы-
вод генераторного газа; 4—колосниковая решетка;
5 — затвор.
Толшина слоя топлива к см
Рис. 70. Ход газообразования в слое топлива в газогенераторе.
Наличие в газогенераторе зоны подготовки топлива видно из опы-
тов с каменным углем на паровоздушном дутье (табл. 42). На рас-
стоянии 1000 мм от решетки были обнаружены следы смоляных паров
159-
ТАБЛИЦА 42
Изменение состава газа и температуры по высоте газогенератора
при паровоздушном дутье
Место отбора проб по высоте шахты над колосниковой решеткой Состав газа в % (объемн.) Тем- пера- тура в °C
СО2 СО СН4 Н2 о2 N2
У сопла: ИЛ 9,5 79,1
250 мм 9,3 22,0 0,4 10,8 — 57,5 1110
500 5,5 28,0 0,9 13,7 — 51,9 ~
750 3,0 32,7 1,2 17,9 45,2 925
1000 „.....• ..... 5,0 28,7, 5,0- 21,8 — 39,5
1250 6,0 28,3 4,8 20,7 — 40,2 810
1500 6,3 28,0 4,1 19,0 — 43,6 —
Г азопровод . . • 5,5 26,8 3,4 14,6 — 49,7 410
я возрастание содержания метана в газе, что указывает на протека-
ние процесса сухой перегонки. На расстоянии 250 мм от решетки уже
находится зона восстановления, — здесь в газе обнаружены значитель-
ные количества окиси углерода и водорода и отсутствует свободный
кислород.
Механизм основных реакций процесса газификации
В настоящее время существуют три гипотезы химического взаимо-
действия углерода с кислородом.
1. Гипотеза первичного образования двуокиси углерода по реакции:
С + О2 = СО2.
Окись углерода является по этой гипотезе вторичным продуктом вос-
становления двуокиси углерода раскаленным углеродом топлива в ре-
зультате реакций
С + СО2 = 2СО.
2. Гипотеза первичного образования окиси углерода по реакции:
2С-|-О2 = 2СО,
согласно которой двуокись углерода является вторичным продуктом
последующего окисления окиси углерода по реакции:
2СО -Г О., = 2СО2.
3. Гипотеза о промежуточном' образовании сложного углеродно-
кислородного комплекса по реакции:
х • С 4~ у О2 =
по этой гипотезе предполагается, что в дальнейшем из комплекса об-
разуются СО и СО2 в различных соотношениях в зависимости от усло-
вий протекания реакции:
СЖОЙ = mCO2 -|- пСО.
1 Первичными называются реакции, происходящие между углеродом кокса и
газифицирующим» реагентами. Вторичными называются реакции, происходящие
между продуктами первичной химической реакции и газифицирующими реагентами
или твердым углеродом кокса.
160
I Гипотеза первичного образования двуокиси углерода является наиболее ранней
теорией горения углерода. Эта теория основывается на факте сгорания алмаза
в кислороде без видимого пламени непосредственно в двуокись углерода, а также
на работах Смита, обнаружившего, что влажный кислород, поглощенный углеродом
при 12°, выделялся при нагревании углерода до 100° в виде двуокиси углерода.
Ход газообразования в обычных газогенераторах по анализам проб газа, взя-
тых в различных точках но высоте слоя топлива, большей ’ частью также приводит
к выводу, что первичным продуктом горения твердого углерода с кислородом
является двуокись углерода.
Эта теория первичного образования двуокиси углерода и последующего вос-
становления ее в окись углерода в зоне восстановления получила название «редук-
ционной теории газогенераторного процесса» и имеет значительное распространение
еще и в настоящее время.
Л, В 1872 г. Белле получил большое- количество окиси углерода при анализе проб
газа, взятых в доменной печи вблизи фурм для подачи воздуха.
Далее С. Бекер определил, что поглощенный сухим древесным углем сухой
кислород выделяется при температурах выше 450° главным образом в виде окиси
углерода, что не могло явиться результатом восстановления углекислоты.
X. Бекер нашел в продуктах горения чистого углерода в сухом кислороде боль-
шое содержание окиси углерода при избытке кислорода. Он также установил, что
сухой древесный уголь даже при красном калении восстанавливает сухую двуокись
углерода очень медленно. Отсюда он сделал вывод, что окись углерода является
первичным продуктом горения углерод;!.
,3. Лэнгмюр изучал взаимодействие графитированного углерода с кислородом при
очень глубоком вакууме и пришел к выводу о существовании сложного комплекса
СТО„ даже при высоких температурах. Первичным продуктом разложения ком-
Рис. 71. Зависимость состава газа от линейной скорости
дутья для различных углей (по Гродзовскому и Чухапову).
Скорость вычислена для холодного дутья на свободное
сечение трубки.
илекса Лэнгмюр считает двуокись углерода, а окись углерода рассматривает как
вторичный продукт, образующийся по реакции:
C.r ' _vCO; = CJ.O// +гСО.
Л. Мейер подобно Лэнгмюру изучал реакции взаимодействия углерода с кис-
лородом при очень низких давлениях кпелорота, пропуская газы через реакцион-
ный сосуд с большой скоростью.
Механизм горения углерода Л. Мейер представляет следующим образом: две
молекулы кислорода глубоко проникают в кристаллическую решетку графита, где
удерживаются остаточными валентностями углерода и растворяется. При столкно-
вении третьей молекулы кислорода из газовою пространства с углеродом, не заня-
тым растворенным кислородом, протекает реакция:
4С -f- ЗО2 = 2СО« д- 2СО ^отношение = 1 j,
т. е. четыре углеродных атома с двумя сорбированными -молекулами кислорода и
третьей молекулой из газового пространства выделяются из кристаллической ре-
Ваг. Я610. Общая хгтмич. технология топлива.
161
шетки графита, давая при этом две молекулы двуокиси и две молекулы окиси угле-
рода. Эта реакция протекает при температурах до 1200°. П(ри температурах выше
1600° протекает реакция:
ЗС + 2О2 = СО2 -F 2СО (отношение = 0,5^.
В интервале температур от 1200 до 1600° соотношение между окисью и дву-
окисью углерода неустойчивое; углерод в этом интервале температур меняет свой-
ства своей решетки («графитируется»).
Опыты Гродзовского и Чуханова показали, что с увеличением скорости дутья
в газе растет содержание СО и, начиная с некоторой величины скорости, состав
газа остается постоянным (рис. 71}. Факт увеличения СО в газе с ростом скорости
дутья, т. е. при уменьшении времени контакта; СОг с раскаленным углем, указы-
вает по мнению авторов на образование СО наряду с ССЪ как первичного газооб-
разного продукта при образовании углеродно-кислородного комплекса.
Из указанных трех гипотез процесса горения углерода можно счи-
тать наиболее правильной третью гипотезу промежуточного образова-
ния сложного углеродно-кислородного комплекса с последующим обра-
зованием из этого комплекса первичных газообразных продуктов —
двуокиси и окиси углерода.
Процесс газификации твердого топлива
По вопросу о характере первичных реакций взаимодействия водя-
ного пара с раскаленным углеродом твердого топлива также суще-
ствуют три гипотезы:
1. Единственным первичным продуктом этой реакции является дву-
окись углерода, образующаяся по реакции:
С + 2Н2О = СО2 + 2Н2.
2. Окись углерода является единственным первичным продуктом
той реакции, которая идет по уравнению:
С+ НЮ = СО + Н2.
3. При взаимодействии водяного пара с раскаленным углеродом
твердого топлива одновременно образуются двуокись и окись угле-
рода по уравнениям:
С -j- Н2Опар == СО 4" Н2
С -j- 2Н20п»р = СО2 2Н2
2С + ЗНаО = СО 4- СО2 4- зн2
/ Однако пока нет достаточного фактического материала для оконча-
\ тельного ответа на вопрос о характере первичных газообразных про-
дуктов окисления углерода водяным паром.
В восстановительной зоне газогенератора находится уже подгото-
вленное топливо, в основном содержащее нелетучий углерод и золу
топлива, т. е. коксовый остаток. /и.
Таким образом в окислительной и восстановительной зонах проте-
кают гетерогенные реакции между твердым углеродом кокса и газами
и гомогенные реакции между отдельными газами, как, например:
СО + Н2О СО24-НД;
СО4-ЗН2 СН44-Н2О;
2СО-4-О, 2СО2.'
Зола кокса (в зависимости от состава) может оказывать каталити-
ческое действие на протекание тех и других реакций.
В слое топлива в обычных газогенераторах, работающих при не-
больших скоростях газового потока (0,1—0,2 м./сек}, в конце окисли-
162
тельной зоны в газах содержится большое количество двуокиси и не-
большое количество окиси углерода.
Двуокись углерода, образовавшуюся в окислительной зрне, необ-
ходимо восстановить в окись углерода в вышележащем слое топлива
для получения горючего генераторного газа. Наличие восстановитель-
ной зоны в газогенераторе необходимо не только для восстановления
двуокиси углерода, но и для разложения водяного пара; прн этом раз-
меры зоны восстановления должны обеспечить необходимое время кон-
такта газов с углеродом кокса для достаточно полного протекания этих
реакций-
Тепловой эффект и химическое равновесие основных реакций
газогенераторного процесса
. Величина теплового эффекта зависит от того, происходит ли реак-
ция -при постоянном объеме или при постоянном давлении.
Зависимость между теплотой реакции при постоянном давлении и
теплотой реакции при постоянном объеме выражается уравнением:
Qp = Q,.~&nRT, (39)
где Qp — тепловой эффект реакции при постоянном давлении;
Qv — тепловой эффект реакции при постоянном объеме;
Д„—приращение числа молекул газа после реакции.
Зависимость теплового эффекта реакции от температуры выражается
уравнением:
Qp = Q7/o+ р 7 J-j- ..., (40)
где Qfi0 — тепловой эффект реакции при абсолютном нуле, а
аТ _|_ + ... — разница теплоемкостей исчезающих и образую-
щихся веществ.
Тепловой эффект основных реакций. газогенераторного процесса
приведен в табл. 43.
ТАБЛИЦА 43
Тепловой эффект основных реакций газогенераторного
процесса 1
Реакции Тепловой эффект реак- ций (при 25°) в кал Реакции Тепловой эффект реак- ций (при 25°) в кал
ИС-)- о, = со2 4- 94 300 2СО ••)- О2 = 2СО, 4- 136.300
V 2С + О2 = 2СО + 52 300 2Н, 4- О, = 2Н,0 4-115700
«/с + н2о = со + н.. -31 700 СО 4- Н,0 = СО, 4- Н, 4- юзоо
,/С + 2НгО = СО, + 2Нг -214)0 СН4=С4-2Н2 — 17 000
С + СО, = 2СО — 42 000 СО 4- ЗН, = CHt 4- н,о 4- 48 700
1 Количества вступающих в реакции веществ даны в кг-молях.
Для обратимой реакции:
mA nA рС -f- qD
зависимость между константой равновесия, выраженной через концен-
трации реагирующих веществ К.с, и константой равновесия, выражен-
ной через парциальные давления Кр, следующая:
Ke = Kp(RTfn, (41)
п*
163
где Д „ = /? + </— (m — п) есть разность между числами молекул в пра-
вой и левой частях уравнения реакций.
Если реакция протекает без изменения объема, то
' 02)
Изменение газовой смеси, образующейся по реакции:
СОз + С 2СО,
приведенной в табл. 44, показывает, что с повышением температуры содержание
окиси углерода в смеси резко возрастает.
ТАБЛИЦА 44
Состав газовой смеси (в °/0 объемн), образующейся по реакции
СО»
Температура в LC Опьиы Вудуара Опыты Рида и Уилера.
со.. СО со2 со
450 97,8
650 60,2 39,8 . — —
700 41,3 58,7 —
750 24,1 75,9 — .
800 12,4 87,6 . 13,8 86,2
850 5,9 94,1 6,9 93,1
900 2,9 97,1 3,4 96,6
950 1,2 98,8 1,7 98,3
1000 0,9 99,1 0,95 99,05
ТАБЛИЦА 45
Равновесный состав воздушного газа (в °/0 объемн.)
Температура в °C со2 СО N, СО СО»-ЬСО ’100
650 10,8 16,9 72,3 61,0
800 1,6 31,9 66,5 95,2
900 0,4 34,1 65,5 98,8
1000 0,2 34,4 65,4 99,4
При получении газа па' воздушном дутье в газогенератор вместе с кислородом
воздуха поступает азот. Расчетный равновесный состав воздушного газа, состоящего
из СО, СО? и Ns, приведен в табл- 45. Вычисление равновесного состава -воздуш-
ного газа производится по уравнениям:
= Р ’ 4,76+"a (43)
„ 2а
с0’4,76 + а ’ (
где а — количество молей СО?, прореагировавших по реакции СО? + С = 2СО.
Величина а определяется из уравнения:
1 + Л) + 3'76 7 — 4>76 = 0. (45)
Разбавление смеси СО и СО? азотом, т. е. понижение парциальных давлений
газообразных окислов углерода, сдвигает равновесие в сторону образования окиси
углерода.
164
Значения константы равновесия реакции:
• СО 4- Н»О СО,. + Н2,
полученные Ганом и Нейманом и Келером при опытах, а также значения констант
равновесия, вычисленные Ганом по уравнению Вднт-Гоффа:
In К = \ const, (4fi)
приведены в табл. 46.
В табл. 47 приведен состав газовой смеси, образующейся по реакции:
СН, - С + 2Н».
ТАБЛИЦА 46
Значения константы равновесия реакции
СО + Н2О СО>[ Н >
Температура в °C По Нейману и Келеру По Гану
опытные данные вычисленные значения
355 0,0534
399 0,0840 — —
454 0,140 — -
515 0,225 —
576 0,337 — —
630 0,452 — -
68'6 0,598 0,534 0,57
786 0,884 0,8 0 0,86
886 1,24 1,197 1,19
986 1,61 1,571 1,з5
1005 - 1,620 1,62
1086 1,956 1,91
1205 — 2,126 2,33
1405 2,490 2,94
ТАБЛИЦА 47
Состав газовой смеси, образующейся по реакции
CHt - - С + 2Н2 (в % объемн.)
Тс мпература в °C СН4 Нз Температура 1 в °C сн4 н2
300 96,90 3,10 567 41,26' 58,74
400 86,16 . 13,84 600 31,68 68,32
475 69,86 30,14 700 11,07 88,93
500 62,53 37,47 800 4,41 95,59
506 60,71 39,29 1000 0,50 99,50
536 550 51,16 46,69 48,84 53,31 1100 0,20 ТАБЛИЦА 4 99.8Q 8
Зависимость равновесного состава газа от давления
(в % объемн.)
Составные части газа Давление гг зовой смеси в ат при 700°
1 25 50
со2 14,2 39,6 45,1
СО 40,2 15,6 11,8
сн, 1,6 16,3 20,1
Н2 44,6 28,5 23,0
165
С повышением температуры равновесие сдвигается вправо, т. е, происходит раз-
ложение метана. При повышении температуры в зоне сухой перегонки газог<йера-
торов часть метана, содержащегося в швельгазе, может подвергаться термическому
разложению.
При высоких давлениях -в газогенераторе наблюдается заметное образование
метана, протекающее с уменьшением объема.
В табл. 48 приведены ддя сравнения равновесные расчетные данные о составе
газа для давления 1,25 и 50 ат при температуре 700° и парокислородном дутье.
Состав газа подсчитан, исходя из предположения, что в газогенераторе одно-
временно протекают следующие три реакции:
COS+C Jit 2СО;
СО + Н2О jzi СОз4-Н2;
СО + ЗН2 сн4+н2о.
Для определения состава газа требуется решение системы уравнения с 5 неиз-
вестными:
к -
... _ Ао' А.о
Ао.-А,
„ = ?со
P^-Pw
2 Ан, + А.о + A, P„s0 _
2Ао, + А,о 4' Ao — 2Р'о, + Рн?0 “
Ао + Ао, + А, г А,0 + Ан, — Р-
(47)
(48)
(49)
(50)
(51)
Здесь Р'н>0 и P'Q* — парциальные давления водяного пара и кислорода в дутье.
Решение уравнений производится методом подбора, задаваясь величиной пар-
циального давления одного из компонентов газовой смеси (РОа).
На практике состав получаемого газа обычно отличается от равновесного, так
как время пребывания газа в реакционной зоне меньше времени, потребного для
установления равновесия.
Основы кинетики химических реакций газогенераторного процесса
Скорость гетерогенных реакций, протекающих в газогенераторе, за-
висит как от скорости самого химического взаимодействия углерода
с газифицирующим реагентом, так и от скорости подвода последнего
к поверхности углерода.
Если при некоторых определенных условиях наиболее медленной
стадией процесса является сама химическая реакция (химическое взаи-
модействие), то скорость суммарного процесса определяется истинной
кинетикой данной химической реакции. Совокупность условий, при ко-
торых наблюдается такая закономерность протекания процесса, носит
название кинетической области.
Скорость химической реакции быстро возрастает с повышением тем-
пературы. Зависимость скорости реакции от температуры определяется
уравнением Аррениуса
1пАГ= 4 + 1пК0, (52)
где Е — энергия активации;
Ко — константа максимальной скорости реакции, когда все моле-
кулы обладают необходимой энергией для вступления в химическую
реакцию.
166
В кинетической области реакция может иметь любой порядок и ско-
рость ее не должна зависеть от линейной скорости газового потока.
Если при некоторых определенных условиях скорость химического
взаимодействия значительно больше скорости диффузии газифицирую-
щего реагента к поверхности углерода, то скорость суммарного про-
цесса определяется законами вынужденной диффузии. Совокупность
условий, при которых наблюдается такая закономерность протекания
процесса, носит название диффузионной области-
Если скорости химического взаимодействия и диффузии близки, то
процесс протекает в так называемой переходной области. Процесс
диффузии подчиняется закону Фика:
dm = - D • F • • dt, (53)
dx ' ’
где dm — количество вещества, диффундирующего в течение времени
eft через слой dx к поверхности F при разности концен-
траций de;
D — коэфициеит диффузии.
Около поверхности углерода при омывании его потоком газа обра-
зуется тонкий ламинарный слой газа, через который газифицирующий
реагент может достигнуть поверхности углерода только посредством
диффузии.
В окислительной зоне газогенератора кислород поступает к внеш-
ней границе ламинарного слоя с концентрацией Со. Так как скорость
химического взаимодействия углерода с кислородом при высоких тем-
пературах очень велика, то концентрация кислорода у поверхности угле-
рода Cw мала и кислород из газового потока поступает через ламинар-
ный газовый слой к поверхности углерода.
Уравнение Фика дли случая горения углерода можно написать следующим об-
разом:
dm = ~D- F dt, (54)
5
где F —поверхность углерода;
g — толщина ламинарного слоя;
€й и Сю — концентрации кислорода в газовом потоке и на поверхности углерода.
Скорость газового потока сильно влияет на скорость диффузии, определяющей
во времени процесс взаимодействия углерода с кислородом.
Толщина ламинарного слоя около твердой поверхности (для случая цилиндри-
ческой поверхности) определяется следующей зависимостью:
8 = а d • Re~^, (55)
где а —постоянная;
d —диаметр цилиндра;
w • t/o ’
Re — число Рейнольдса (Re — - ' ). где w —скорость газа, р — плотность
газа, ц—вязкость газа).
Таким образом, с увеличением скорости газового потока толщина ламинарного
слоя уменьшается пропорционально увеличению скорости газа в степени 0,6—0,8.
Величина числа Рейнольдса указывает на ламинарный или турбулентный харак-
тер газового потока.
Зависимость скорости реакции от температуры в диффузионной области опре-
деляется изменением величины коэфициента диффузии с температурой:
Л-О.(Д. <»>
где п изменяется от 1,5 до 2.
Таким образом, зависимость скорости реакции от температуры в диффузионной
области значительно слабее, чем в кинетической области, где эта зависимость опре-
деляется законом Аррениуса.
167
Технические основы получения генераторных газов
протекания
Основные факторы, влияющие на процесс газификации
твердого топлива
К основным факторам, определяющим протекающие в газогенера-
торах процессы, следует отнести: скорость и характер газового потока
и свойства топлива, а также конструкцию и размеры газогенератора-
Большое влияние на газогенераторный процесс оказывает темпера-
тура в реакционных зонах, но она является функцией указанных выше
факторов.
Для окислительной зоны газогенератора, где протекают реакции
взаимодействия углерода с кислородом дутья, наибольшее значение
имеют скорость газового потока и концентрация в нем газифицирую-
щего реагента.
В восстановительной зоне газогенератора на скорость
реакции большое влияние оказывает температура зоны.
Опытные значения температурного коэфициента
А/
сти восстановления двуокиси углерода древесным углем
в табл. 49. При повышении темпера-
туры с 900 до 1100° скорость реакции
возрастает приблизительно в 175 раз.
Так как температурный режим в
шахте газогенератора зависит в силь-
ной степени от скорости газового
потока и концентрации в нем кисло-
рода и водяного пара, то эти факто-
ры в значительной мере определяют
и протекание реакций в восстанови-
тельной зоне.
Важным фактором, влияющим на
работу газогенератора, являются свой-
ства самого топлива: его реакционная
способность, размер частиц, содержа-
следней и, наконец, поведение топлива
для скоро-
приведены
ТАБЛИЦА 49
Скорость восстановления двуокиси
углерода древесным углем
Во сколько
Температур- Значения раз увели-
ный интер- ^/4-10° чивается
вал в °C к+ скорость
реакции
900—950 1,44 6,2
950—1000 1,36 4,6
1000-1050 1,27 3,3
1050--1100 1,13 1,86
ние влаги и золы и состав по
при нагревании.
Реакционная способность коксового остатка топлива
Реакционная способность коксового остатка топлива, т. е. скорость
его взаимодействия с тем или иным газифицирующим реагентом, с по-
вышением температуры возрастает. Наибольшей реакционной способ-
ностью обладают: торфяной кокс, древесный уголь и полукокс, полу-
ченный из бурых углей. Наименьшей реакционной способностью обла-
дает антрацит. При высоких температурах разница в реакционной спо-
собности различных видов топлива сглаживается (рис. 72).
Гетерогенные реакции, протекающие при газогенераторном процессе,
ускоряются с увеличением поверхности частиц топлива. Так как
с уменьшением размера частиц относительная величина их поверхности
возрастает, то уменьшение размера частиц топлива можно рассматри-
вать как средество интенсификации газогенераторного процесса. Од-
нако с уменьшением размера частиц при сохранении той же скорости
газового потока происходит уже нарушение плотности слоя топлива.
При нарушении же плотности слоя уменьшается относительная ско-
рость омывания частиц газовым потоком, что замедляет процесс гази-
фикации.
168
На практике газификация мелкозернистых топлив осуществляется
в настоящее время в газогенераторах специальных конструкций, в ко-
торых мелкие частицы топлива находятся в колебательном движении
или во взвешенном состоянии. При этом удается достигнуть значи-
тельных величин удельной производительности газогенератора \ но эти
величины возрастают значительно медленнее, чем относительная по-
верхность частиц топлива, с уменьшением размера частиц.
При газификации крупнокускового топлива одним из основных усло-
вий хорошей работы газогенератора является равномерность кусков
топлива. Целесообразно перерабатывать в газогенераторе примерно
следующие фракции: 15—25; 25—50 мм и т. д. Содержание 'мелочи
в крупнокусковом топливе не должно превышать 10—15%; в против-
ном случае нарушается равномерное протекание процесса газификации
и наблюдается большой унос из газогенератора топливной мелочи.
При газификации топлива с большим содержанием влаги (торф,
древесина, некоторые бурые угли) необходимо обеспечить хорошую его
подготовку в шахте газогенератора
кого слоя топлива. В некоторых
случаях может возникнуть необ
ходимость предварительной под-
сушки топлива до подачи его в
газогенератор.
Свойства золы определяют в
известной мере температурный
режим работы газогенератора:
температура в зоне газификации
не должна превышать темпера-
туры плавления золы, при уда-
лении последней в твердом виде.
В противном случае происходит
образование больших сплавлен-
ных кусков шлака и налипание
его на стенки газогенератора
(образование настылей), что на-
рушает работу газогенератора и
приводит к большим потерям пе-
стревшего углерода в кусках
шлака. Особенно большие за-
труднения при шлаковании воз-
никают при работе с многозоль-
путем создания достаточно высо-
0 1 2 3 4. 5 6 7 8 ч
Время соприкосновения в сек.
Рис. 72. Влияние температуры и сорта
топлива на скорость восстановления
двуокиси углерода.
ным топливом.
При газификации топлива с удалением шлака в жидком виде тем-
пература в окислительной зоне должна быть значительно выше тем-
пературы плавления золы. Для облегчения плавления золы топлива
(понижения температуры плавления, уменьшения теплоемкости и вяз-
кости) и удаления ее из газогенератора применяются различные мине-
ральные добавки к топливу, называемые флюсами.
Газификация спекающихся углей представляет большие трудности,
так как в шахте газогенератора, обычно в зоне температур 350—450°,
уголь переходит в тестообразное, пластическое состояние и образует
своды, препятствующие прохождению газового потока. Поэтому необ-
ходима постоянная шуровка или присадка к спекающимся углям «то-
щих» добавок.
1 Под удельной производительностью газогенератг ра понимают количеств» то-
плива, перерабатываемого иа единицу поперечного сечения или па единицу объема
шахты газогенератора (последнее является более показательной величиной).
169
Наряду со спекаемостью неблагоприятным фактором для газифика-
ции является свойство некоторых углей (особенно бурых) легко рас-,
трескиваться и рассыпаться в зонах высоких температур. При этом
сопротивление слоя топлива прохождению газа по сечению газогенера-
тора становится неравномерным, что приводит к местным прорывам
газа (прогарам), ухудшению его состава и расстройству нормальной ра-
боты газогенератора. Во избежание образования прогаров при газифи-
кации легко рассыпающихся, так называемых «термически непрочных»
топлив, требуется частая шуровка слоя.
На газогенераторный процесс влияют также конструкция и размеры
газогенератора. От конструкции газогенератора зависят условия под-
готовки топлива, его газификации и золоудаления, определяющие со-
став и количество получаемого газа и продуктов сухой перегонки из
данного вида топлива. С увеличением диаметра шахты ухудшается
равномерность распределения топлива и газового потока по сечению
шахты, но зато уменьшаются тепловые потери в окружающую среду
и улучшается состав газа. Улучшение состава газа объясняется умень-
шением вредного действия «краевого» газа, т. е. газа, образующегося
по периферии у стенок шахты газогенератора. Вследствие меньшего
сопротивления слоя топлива у стенок шахты здесь имеют место явле-
ния, аналогичные прогарам, которые приводят к ухудшению состава
газа.
Идеальные генераторные газы
Газовая смесь, состоящая исключительно из горючих компонентов
(балластом является только азот воздуха), называется идеальным ге-
нераторным газом. Такой газ должен был бы образоваться при взаимо-
действии чистого углерода с газифицирующими реагентами.
Рассмотрение идеальных процессов газификации позволяет дать
сравнительную оценку различных практических методов1 получения гене-
раторных газов.
Воздушный газ является продуктом реакции взаимодействия угле-
рода с сухим воздухом.
Суммарный процесс образования идеального воздушного газа мо-
жет быть выражен следующим уравнением:
2С 4- О., 4- 3,8N2 = 2СО 4- 3,8N2 4- 52 300 кал. (57)
Состав воздушного газа определяется уравнениями:
СО = э 238 • 100 = 34,5% объемн. (58)
N2 = • 100 = 65,5% объемн. (59)
Z “Г О,о
Коэфициеит полезного действия газификации — отношение тепло-
творной способности газа к теплотворной способности затраченного
топлива
136300 70 00/ ,сп\
94300-2 ’ 72,3/0. (60)
Таким образом при работе на воздушном дутье даже при идеальном
процессе мы можем получить в виде химически связанного тепла в газе
только 72,3% тепла, заключенного в топливе.
Количество воздушного газа, образующееся из 1 кг углерода:
22,4 >7^=5,41 (61)
170
Теплотворная способность 1 л<3 воздушного газа:
136 300 । «гл
Q — о к 1 050 кал!мл.
1 <£ * Z * и, * 1
Суммарный процесс образования идеального во-
дяного газа выражается уравнением:
С + Н2Опа,. = СО 4- Н2 — 31 700кал. (62)
Состав водяного газа:
СО = - • 100 =» 50% объемы.;
На = у • 100 = 50% объемы.
Коэфициеит полезного действия газификации (по тепловому эффекту
реакций горения СО, На и углерода):
, _ (136 300:2)+ (115 700: 2)
— 94 300 + 31700
т. е. при идеальном процессе получения водяного газа мы могли бы все
тепло, заключенное в топливе (углерода), перевести в химически свя-
занное тепло водяного газа.
Количество идеального водяного газа, образующееся из 1 кг угле-
рода, вступившего во взаимодействие с водяным паром, выразится:
22,4 • = 3,73 м\
Теплотворная способность 1 л<8 идеального водяного газа будет:
Полуводяной газ может быть получен при взаимодействии
углерода со смесью воздуха и водяного пара по следующим уравне-
ниям:
2С + Оа + 3,8N2 = 2СО % 3,8N2 4- 52 300 кал; (63)
С -4 Н2О„аР = СО 4- Н2 -31 700 кал. (64)
Состав идеального полуводяного газа определяется из условия «те-
плового равновесия», т. е. равенства экзотермического и эндотермиче-
ского тепловых эффектов этих реакций.
Для соблюдения этого условия на 2 кг-мол углерода, вступающего
в реакцию с воздухом, должны вступить в реакцию с водяным паром
• 52 300 , -с
5—- = 1,65 кг-мол углерода.
01 /ии
В результате взаимодействия 3,65 кг-мол углерода с паровоздушной
смесью получится:
3,65 моля СО 4-1,65 моля Н2-(-3,8 моля N2 = 9,10 моля газа.
Состав идеального полуводяного газа:
СО = 100 = 40,1% объемн.;
Н2 = ^- 100 = 18Л% объемы.;
Ы9 = ^- 100 = 41,8% Объемн.
171
Коэфициент полезного действия газификации выразится:
136300 t 115700
3,65—----J- 1.65 —ъ-
------------- — • 100 1000/
94300-3,65 ivu-iuu,,,.
Количество идеального полуводяного газа, образующееся из I кг
углерода, равно:
22,4-р^7 = 4,65
12-3,65
Теплотворная способность 1 ж3-газа:
Qhhsiu.
136 300
3,6а —2-
т 1,65
115 700
2
3,65- 12-4,65
= 1685 /сал/л/:!.
Оксиводяной газ может быть получен по тем же реакциям,
что и полуводяной газ. Процесс получения оксиводяного газа отли-
чается только тем, что вместо воздуха подается чистый кислород,
т. е. в газе отсутствует балласт (азот).
В этом случае на 3,65 кг-мол углерода получается:
3,65 моля СО -ф 1,65 моля Н2 = 5,3 моля газа.
Состав идеального оксиводяного газа:
СО = ^? • 100 '-68,9% объемн.;
Э,О
Но = т= • 100 л^31,1 °/0 объемн.
- 5,3 ' и
Коэфициент полезного действия газификации будет тот же, что и
при получении полуводяного газа, т. е. 100%- Количество идеального
оксиводяного газа, образующееся из 1 кг углерода:
22,4^7^ = 2,71 лр>.
’ 12 • 3,65
Теплотворная способность 1 лг3 газа:
К 1,65 —
136300 , , 115700
3,t5 —g------Ь 1160 —2~~
Qnnsra. — 3 65~1ГП 2^71 900
Промышленные генераторные газы и технические методы
их получения
♦
Получаемые на практике генераторные газы отличаются по составу
от идеальных газов. Во-первых, генераторные газы всегда содержат
некоторое количество двуокиси углерода. Минимальное содержание
СО? в газе будет определяться условиями химического равновесия, ко-
торое, однако, обычно в газогенераторах не достигается и поэтому со-
держание СО? в газе превышает равновесную концентрацию. Кроме
того, рабочее топливо всегда содержит некоторое количество летучих
продуктов, которые выделяются при его нагревании и примешиваются
к газу, образующемуся из нелетучего углерода коксового остатка.
Так как практически в условиях газификации топлива имеют место
различные тепловые потери (в окружающую среду, с нагретыми газами,
с провалом и уносом топлива и пр.), то величины коэфициента полез-
ного действия газификации получаются меньше величин, вычисленных
для идеальных условий.
172
Воздушный газ получается при подаче в газогенератор только воз-
душного дутья.
При интенсивной подаче воздушного дутья в шахте газогенератора
развиваются очень высокие температуры (1400—1500 и выше), кото-
рые вызывают сильное шлакование, нарушающее нормальную работу
газогенератора. Кроме того, теплотворная способность воздушного газа
и коэфициент полезного действия газификации даже при идельном про-
цессе весьма низки. Эти причины и обусловливают ограниченное про-
изводство воздушного газа в обычных газогенераторах. Воздушное
дутье имеет применение в специальных газогенераторах, из которых
шлак удаляется в расплавленном состоянии. Здесь высокие темпера-
туры, развивающиеся в реакционной зоне, являются благоприятным фа-
ктором, так как для бесперебойного удаления жидкого шлака из гене-
ратора необходимо поддерживать в горне температуру не ниже
1500—1600'. Нередко для поддержания такой температуры, особенно
при газификации многозольных топлив, требуется еще предварительный
подогрев воздуха.
В качестве примера приводим состав воздушного газа, полученного
в одном из газогенераторов с жидким шлакоулалением при газификации
каменноугольного кокса (в %):
СО,
СО’
н.
0,6 он,.......................0.5
33,4 N,.......................64,6
0,9 Низшая теплотворная
способност!............ 1085 кал/м*
Но и в газогенераторы с жидким шлакоудалением нередко подают
водяной пар с целью обогащения газа продуктами разложения пара.
Во избежание охлаждения зоны плавления шлака водяной пар
вводится в шахту газогенератора примерно на 0,5 м выше места по-
дачи воздуха.
Вследствие затруднений, возникающих при эксплоатации обычных
газогенераторов на воздушном дутье, а также низкой теплотворной спо-
собности воздушного газа в качестве дутья стали широко применять
паровоздушную смесь и получать полуводяной или генераторный газ.
Применение паровоздушной смеси облегчает эксплоатацию газогене-
ратора, уменьшая явления шлакования вследствие понижения темпера-
туры в реакционной зоне; кроме того, применение паровоздушного
дутья приводит к повышению теплотворной способности газа и коэфи-
циента полезного действия газификации.
С увеличением количества подаваемого пара степень его использова-
ния уменьшается, а при большей добавке лара ухудшается и качество
I аза.
Из табл. 50 видно, что наивысшая теплотворная способность газа
получается при расходе 0,4—0,5 кг пара на 1 кг углерода.
При газификации топлива, имеющего легкоплавкую золу, во избе-
жание зашлаковывания газогенератора приходится увеличивать расход
водяного пара против оптимального.
Газ, получаемый в газогенераторах при паровоздушном дутье,
обычно называют просто «генераторным газом», реже «газом Дов-
сона».
Газогенераторные установки, работающие на паровоздушном дутье,
наиболее широко распространены. Иногда для увеличения выхода ам-
миака, образующегося в шахте генератора за счет химического взаи-
модействия азота с неразложенным водяным паром, применяется по-
вышенный расход водяного пара.
По имени изобретателя этого метода газификации, газ носит наз-
вание «газа Монда».
173
ТАБЛИЦА 50'
Состав и калорийность генераторного газа при паровоздушном дутье
Количество
подаваемого
паровоздуш-
ною дутья
лерода
Расход уг-
59,6 25,44 74 12,18 70 2,09
56,3 13,20 64 11,08 64 1,19
58,5 0,57 10 9,8 57 0,058
101,0 25,41 65 21,82 126 1,22
113,4 13,49 52 25,45 147 0,53
98,2 1,13 13 18,42 106 0,061
148,9 24,84 58 33,59 194 0,74
147,3 14,18 48 31,40 182 0,45
152,0 1,46 10 29,55 171 0,049
* К о в ®-
S и
Состав газа в % объели. Q. 9 « и л X «а а> со П о
О U ч
н о « х WiOw грату де из в °C
9 ?,3 Е О -
д' о с» X* В О Ч Л 3 о
и и X и Z х 5 g Е- я
12,1 16,0 16,0 0,6 55,3 955 420
10,4 18,0 11,5 1,0 59,1 950 410
3,8 23,8 1,9 0,1 68,4 780 360
8,8 21,2 15,1 0,7 54,2 1(95 460
5,2 27,3 0,0 0,5 57,0 ИЗО 510
3,0 29,0 12,8 0,3 64,9 980 440
6,9 25,2 12,1 0,2 55,6 1095 500
3,8 27,6 9,5 0,2 58,9 1100 530
2,5 29,7 3,6 0,4 63,8 1030 550
Зависимость выхода аммиака от расхода пара на 1 кг топлива пс
опытам Бона и Уилера следующая:
Расход пара в кг на 1 кг угля.............. 0,45 0,55 0,80 1,10 1,55
Выход сульфата аммония в кг на 1 т угля . . 17,70 19,97 22,90 29,15 32,80
Во 'избежание резкого ухудшения качества газа при больших рас-
ходах пара на 1 кг угля в процессе Монда приходится прибегать
к предварительному подогреву паровоздушной смеси (в отдельных
случаях до 350°).
Генераторный газ, получаемый при паровоздушном дутье, в зави-
симости от вида перерабатываемого топлива обладает низшей тепло-
творной способностью от 1200 до 1600 кал/м* и обычно применяется
для энергетических целей.
В табл. 51 приведены средние показатели выработки смешанного
генераторного газа из различных видов твердого топлива.
В настоящее время наряду с использованием газа для энергетиче-
ских целей быстро развивается и использование его для технологиче-
ских нужд в качестве сырья для химического синтеза: синтетического
аммиака, искусственного жидкого топлива и др. В этих случаях при-
меняется водяной газ, состоящий в основном из окиси углерода и во-
дорода с небольшой примесью инертных газов (СОг и N>) и метана.
Водяной газ используется также и для снабжения населения
в смеси со светильным или другим высококалорийным газом в виде так
называемого «городского газа» с теплотворной способностью около
4000 кал/м3.
Наконец водяной газ находит применение для высокотемпературных
огневых процессов, например для сварочных работ и др.
Для осуществления процесса получения водяного газа необходим
подвод тепла в шахту газогенератора.
174
. ТАБЛИЦА ST
Средние показатели выработки смешанного генераторного rada из разных
_ _ ВИД°В твердого топлива
Показатели Древес- ная щепа | Торф Челябин- ский бу- рый уголь Донецкий газовый уголь Донецкий антрацит AM, АС
Состав сухого газа в % объемн.
СО2 6-7 6-8 6-8 4-5 3-5
СО 28-30 27-29 23—27 23—27 27—29
СЩ. . • 2,5-3 2,5-3 2,5-3,5 2,5-3 0,5-0,7
СяНот .... 0,3—0,4 0,3-0.4 0,3-0,4 0,3 0,1
На 13—15 15-18 16-17 12-14 13—15
Оа От 0 до 0,3
Na 46—48 43—47 45-48 53-55 53-55
Теплотворная способность газа — - - -- - - - - —
кал)м3 1400—1550 1450-1600 1400—1500 1250-1400 1150—1250'
Выход сухого газа из 1 кг
топлива в м3 1,2-1,6 1,4-1,7 1,8-2,2 3,0-3,5 3,8—4,2
Расход пара в кг на 1 кг
топлива 0-0,1 0,1-0,2 0,2-0,3 0,3-0,4 0,4-0,5
Удельная производительность
по топливу (напряжение по- перечного сечения шахты) в
кг1м- час : газогенератор с вращающейся колосниковой решеткой . . газогенератор с неподвижной 500-600 400450 250 300 230—280 150- 200
70—100
решеткой 300—350 200—250 — 100-130
Это может быть осуществлено тремя способами:
1. Путем наружного обогрева шахты. Слишком малая теплопередача
через стенку из огнеупорного материала сильно ограничивает приме-
нение наружного обогрева в газогенераторах водяного газа; этот
способ практически используется лишь в некоторых опытных установках
по получению водяного газа из мелкозернистых и пылевидных сортов
топлива.
2. Путем накопления тепла в самой шахте газогенератора посред-
ством продувания слоя топлива воздухом. В период воздушного дутья
в шахте газогенератора развиваются высокие температуры. Затем воз-
душное дутье прекращают и подают в газогенератор водяной пар.
В процессе образования водяного газа поглощается тепло, аккумули-
рованное слоем топлива за период воздушного дутья. После пониже-
ния температуры слоя до известного предела подачу пара прекращают
и вновь продувают газогенератор воздухом. Именно этот способ ра-
боты и дал возможность широкого практического осуществления про-
цессов производства водяного газа.
3. Путем подвода необходимого количества тепла в шахту газо-
генератора с газифицирующими реагентами. Этот наиболее новый спо-
соб может быть осуществлен двояко: 1) необходимое количество тепла,
получается за счет подачи в газогенератор кислорода в смеси с водя-
ным паром; 2) необходимое количество тепла вводится в газогенера-
тор нагретой смесью водяного пара и циркуляционного газа.
175.
Преимущество этого способа подвода тепла .заключается в воз-
можности ведения непрерывного процесса получения водяного газа и
п постоянстве режима работы газогенератора.
Периодический способ производства водяного газа
Количество тепла, аккумулируемое в шахте газогенератора при го-
рячем (воздушном) дутье, связано с увеличением содержания угле-
кислоты в получаемом при этом газе. Чем больше содержание угле-
кислоты в газе, тем больше аккумулирующее действие воздушного
дутья. Чем выше температура отходящего газа, тем меньше аккумули-
рующее действие воздушного дутья.
В табл. 52 приведены результаты опытов по определению содержа-
ния СОг в газе горячего дутья в зависимости от средней температуры
в шахте газогенератора. С повышением темпецатуры содержание СОг
в газе быстро уменьшается; отсюда можно сделать вывод, что выгодно
работать при низких температурах. Однако работа газогенератора во-
дяного газа определяется не только фазой горячего дутья, но еще и
фазой холодного (парового) дутья, во время которого происходит обра-
зование водяного газа. Во время холодного дутья с повышением тем-
пературы количество СОг в водяном газе и количество неразложен-
ного (неиспользованного) водяного пара уменьшаются, т. е. повышение
температуры является благоприятным фактором.
ТАБЛ1ШЛ 52
Содержание СО2 в газе горячею дутья
Продолжитель- ность дутья в ! МИН. ' Скорость дутья 1,67 м/сек, высота слоя топлива 2,2 м Скорость дутья 4,08 м/сек, высота слоя топлива 1,2 м
температура в °C содержание СО2 в% объемн. температура в °C содержание СО2 в°/0объемн.
— -
1 685 18,0 580 15,0
2 720 15,0 680 12.0
3 780 12,4 78) 8,0
4 795 10,8 800 6,0
5 870 8,5 1230 4.5
6 905 7,2 1275 4,3
10 970 5,8 1295 4,2
12 1010 5,6 1320 4,1
Величина коэфициента полезного действия газогенератора за от-
дельные фазы горячего и холодного дутья и за весь цикл в зависи-
мости от средней температуры внутри газогенератора и скорости водя-и
ного пара меняется. При постоянной температуре в газогенераторе^)
с увеличением скорости подачи водяного пара количество СОг в водя-
ном газе и количество неразложенного пара увеличиваются; для умень- '
шения содержания СОг и количества неразложенного пара одновре-
менно с увеличением скорости подачи водяного пара необходимо по-
вышать температуру в газогенераторе.
| Для обеспечения хорошего качества водяного газа и хорошего
J использования водяного пара в современных мощных газогенераторах
। водяного газа, работающих при больших скоростях воздушного и па-
) рового дутья, поддерживают высокие температуры. Все же, несмотря
на это, газ горячего дутья содержит значительное количество СОг, так
как вследствие очень больших скоростей воздушного дутья (в 8—9 раз
176
превышающих скорости парового дутья), СОг не успевает восстанавли-
ваться до СО.
Тепло газа горячего дутья, которое остается неиспользованным не-
посредственно в процессе газификации, используется в аппаратах для
производства и перегрева водяного пара
При подаче в газогенератор перегретого водяного пара часть тепла,
вынесенного из газогенератора с газом горячего дутья, вновь возвра-
щается в него с водяным паром. Перегрев пара улучшает условия^
образования водяного газа и позволяет увеличить продолжительность!
фазы холодного дутья по отношению к продолжительности фазы горя-1
чего дутья.
В газогенераторах водяного газа в период воздушного дутья стре-
мятся к получению газа горячего дутья с минимальным содержанием
СО и максимальным СОг. Здесь решается задача, обратная той, кото-
рая осуществляется в обычных газогенераторах смешанного газа, по-
скольку газ горячего дутья не поступает к потребителям, а обычно
используется на самой газогенераторной станции для производства и
перегрева водяного пара, необходимого для фазы холодного дутья, или
выпускается в атмосферу. ( / с >1 < s ? ->
Воздушное дутье в газогенераторах водяного газа подается снизу,
а газ горячего дутья отводится сверху. Паровое же дутье обычно под-
водится в газогенератор попеременно то снизу, то сверху, а водяной
газ отбирается соответственно то вверху, то внизу (под колосниковой
решеткой). После подачи воздушного дутья пространство под колосни-1
ковой решеткой во избежание образования гремучей смеси_ из воздуха I
и поступившего сверху вниз водяного газа необходимо продувать снизу i
паром. "Подача 'пара в~ одНой"направлении сверху вниз приводит «w
«“сильному перегреву колосниковой решетки. В газогенераторах водя- И
ного газа новых систем применяется указанный в табл- 53 режим ра- 1,1
боты (цикл из 4 фаз и 2 продувок).
ТАБЛИЦА 53
Режим работы газогенератора водяного газа на коксе
Фазы процесса Продолжи- тельность отдельных фаз в сек. Место подачи дутья Место отбора газов Назначение газа
воздуха ВОДЯНОГО пара
Горячее дутье 66 Внизу — Вверху Газ горячего дутья
Продувка паром 4 — Внизу V То же
Холодное дутье снизу . . 78 —. Водяной газ
Холодное дутье сверху . . 72 — Вверху Внизу » »
Холодное дутье снизу . . 16 — Внизу Вверху п »
Продувка воздухом .... 4 Внизу —— » V
Продувка паром и воздухом имеет целью вытеснение из газогене-
ратора газов, оставшихся в нем от предыдущей фазы.
При продувке паром вытесняемый газ присоединяется к газу горя-
чего дутья, а при продувке воздухом — к водяному газу. Вторичное
холодное дутье снизу перед подачей воздуха осуществляется во избе-
жание образования гремучей смеси под решеткой газогенератора.
Соотношение продолжительности отдельных фаз работы газогенера-
тора водяного"Т^й”завйсйТ~от вйдй'тоаййва; 'температуры перегрева
водяного пара и производительности газогенератора?
Малая продолжительность отдельных фаз обеспечивает более рав-
номерный температурный режим и качество получаемого газа, так как
12 Зак. 3610. Общая химия, технология топлива. 177
в течение каждой фазы состав газа непрерывно изменяется. Однако
кратковременные фазы могут быть осуществлены только на газогене-
раторных установках, имеющих автоматическое управление газовыми,
воздушными и паровыми шиберами.
I На небольших установках при ручном управлении шиберами про-
5 должительность отдельных фаз и всего цикла значительно больше, при-
i близительно от 6 до 10 мин. Изменение содержания СОг и неразло-
I жившегося пара в водяном газе в зависимости от продолжительности
J холодного дутья приведено в табл. 54.
ТАБЛИЦА 54
Изменение содержания СО2 и неразложенного пара в водяном газе
в завнснмостн от продолжительности дутья
Скорость прохожде- ния пара в мм]сек Время от начала фазы в мин. Температура в °C Содержание в водяном газе в %
средняя в газогенера- торе ВОДЯНОЙ газ со2 неразложен- ный пар
31,8 1 860 390 2,2 4,0
3 850 390 2,7 10,0
6 816 365 4,5 22,0
67,1 1 900 470 5,0 14,3
3 880 478 6,9 27,9
6 830 475 9,4 48,9
153,5 1 945 690 4,4 8,6
3 910 650 6,8 41,3
6 865 620 8,7 48,6
Ниже приводится средний состав газа (в %), получаемого при гази-
фикации кокса и антрацита в современных газогенераторах водяного
газа.
Водяной газ
СО2....................5—7 СН4...............
СО.................. 38—40 N2 . . . . • . . . .
Н*.................. 47—50 <?низш. .........
Газ горячего дутья
СО2.................13—16
СО...................7—12.
Н2..................2—4
0,5—0,8
4-5
2400—2600 кал!м~
. 72-74
~300—400 кал!мл
N2. .
Фнизш
Коэфициент полезного действия газификации составляет од 60—
65%; с учетом использования и химически связанного тепла газа горя-
0 (; чего дутья на производство в перегрев водяного пара термический
'• коэфициент полезного действия достигает 75%.
Двойной водяной газ получается при газификации битуминозных
топлив, выделяющих большое количество летучих, и представляет со-
бой смесь водяного газа, полученого из коксового остатка данного
топлива, и газообразных продуктов его сухой перегонки, обогащающих
водяной газ. Во избежание больших потерь продуктов сухой перегонки
газогенераторы двойного водяного газа снабжаются специальной
швелькамерой, помещаемой внутри основной шахты газогенератора.
Газ горячего дутья в первом случае омывает снаружи швелькамеру
178
(реторту), обогревая ее, а во втором случае отводится из газогенера-
тора и подножия швелькамеры (швельшахты). Водяной газ, образую-
щийся в нижней части основной шахты газогенератора, в обоих слу-
чаях проходит через швелькамеру, где смешивается с швельгазом и
отводится из газогенератора вверху через специальный патрубок-
Схема получения двойного водяного газа изображена на рис. 73.
При работе с сильно влажным топ-
ливом (бурые угли, торф) физическо-
го тепла водяного газа, поступающего
снизу в швельшахту, может оказаться
недостаточно для отгонки летучих
продуктов и подсушки топлива. В этом
случае необходим подвод в швель-
шахту дополнительного количества
тепла путем подачи в газогенератор
(ниже швельшахты) перегретого во-
дяного пара или нагретого циркуля-
ционного газа.
Примерный состав двойного водя-
ного газа из битуминозного камен-
ного угля (в %).-
• • •.............оо,и
СН*.....................7,0
CnHMi...................0,5
Н2.....................48,0
N2......................5,5
Спизш................ 2930 кал1м*
Рис. 73. Схема получения двой-
ного водяного газа:
1 — газогенератор; 2 — регенератор.
Непрерывный способ производства водяного газа
Непрерывный способ производства водяного газа в промышленно-
сти осуществляется путем введения в газогенератор вместе с водяным
паром кислорода. Этот газ отличается от водяного газа (периодиче-
ского процесса) повышенным содержанием окислов углерода и пони-
женным содержанием водорода и носит название оксиводяного газа.
При опытной газификации подмосковного угля на парокислородном
дутье был получен следующий состав оксиводяного газа (в %):
со»
СО
н2
сн*
20,0 СпНвг........................0,5
31,0 О2...........................0,2
37,5 ' N2..............................3,8
5,0 H,S..........................2,0
Температура насыщения парокислородной смеси колеблется от 89
до 95°; с повышением температуры насыщения смеси, т. е. с увеличе-
нием содержания в ней водяного пара, быстро понижается темпера-
тура реакционных зон в газогенераторе и увеличивается содержание
СОя в газе.
В зависимости от назначения газа может применяться как техни-
чески чистый кислород (97—98% Ог), так и обогащенный кислородом
воздух (до содержания 60—80% Оз).
Этот способ производства водяного газа осуществляется в настоя-
щее время только на заводах химического синтеза, где кислород
является побочным продуктом производства.
При подводе тепла извне парогазовой смесью (смесью водяного
пара и циркуляционного газа) последняя нагревается предварительно
в регенеративных теплообменниках. Часть полученного водяного газа
)2* ч 179
отводится из газогенератора ниже швельшахты. Другая часть прохо-
дит через швельшахту, где смешивается с продуктами сухой перегонки.
Водяной газ, отбираемый из нижней шахты, частично направляется
потребителю; другая часть газа насыщается водяным паром и заби-
рается эксгаустером для повторной подачи в газогенератор вместе
с газом, полученным из швельшахты. Перед поступлением в газогене-
ратор парогазовая смесь проходит через регенеративные теплообмен-
ники, где нагревается до 1250—1300°.
Состав газа, отбираемого из нижней шахты (в %):
СО2
СО
Н,
10,1
33,6
54,2
CHt......................0,4
N2.......................1,7
<?низш...................2490 кал!я*
Небольшое содержание в газе метана позволяет использовать этот
газ для целей синтеза.
Остановимся еще на одном возможном способе подвода тепла
в шахту газогенератора — посредством электрического тока.
В шахту газогенератора в нескольких ярусах по высоте слоя вве-
дены электроды, включенные параллельно в электрическую цепь.
Электрический ток проходит по всему слою топлива, причем между
кусочками угля образуются маленькие вольтовы дуги; при этом то-
пливо разогревается до очень высоких температур.
Как видно по составу (в %), получается водяной газ очень высо-
кого качества:
со»
СО
н„
........................1,0......................О,...0,1
. . . •...............................................47,9 <?низш . 2760 кал/м3
Однако электрогазогенераторы эксплоатируются пока только на одном
норвежском заводе, так как расход электроэнергии велик, составляя
1,4—1,6 квт-ч на 1 м3 газа.
Газификация мелкозернистого топлива
Описанные выше способы производства генераторного и водяного
газа были рассмотрены для случая работы газогенераторов на куско-
вом топливе различных фракций (начиная от 6—10 мм и выше), лежа-
щем в шахте газогенератора плотным слоем различной высоты (начи-
ная от 0,9—1,0 м и выше).
Однако во многих случаях весьма важно получить возможность
использования для целей газификации не только крупнокускового, но
и мелкозернистого топлива (от пыли до 6—10 мм).
Основной целью газификации мелкозернистых топлив является
использование наиболее дешевых сортов топлива (угольная мелочь,
фрезерный торф и др.).
До сего времени получили практическое применение только единич-
ные способы газификации мелкозернистого топлива и то в ограничен-
ном масштабе.
Основное затруднение при газификации пыли и мелочи заключается
в невозможности создания плотного слоя топлива в шахте газогенера-
тора, так как при больших скоростях газового потока частицы то-
плива, не прореагировав, выносятся из газогенератора. Необходима ор-
ганизация равномерного процесса газификации в подвижном слое топ-
лива.
Наиболее разработан и осуществлен в промышленном масштабе
способ Винклера.
Принцип работы газогенератора Винклера (рис. 74) заключается
в подаче вентилятором / дутья снизу под таким давлением и в таком
180
количестве, что весь слой мелкозернистого угля находится в сильном
колебательном движении ведет себя, как жидкость, так что уголь-
ная масса почти не оказывает сопротивления погружаемым в нее твер-
дым телам. Подача свежего топлива производится при помощи шнеков
сбоку в нижнюю часть шахты газогенератора 2, непосредственно
в угольный слой. Процесс газификации ведется при температуре около
1000°. Большая часть золы уносится потоком газа в виде мелкой пыли;
газификация угольной пыли, уносимой газовым потоком, осуще-
ствляется подачей добавочного дутья. По выходе из генератора газ
проходит через котел-утилизатор 3.
Благодаря наличию высокой температуры, равномерно распределяе-
мой по всему слою топлива высотой 0,25—0,75 м, имеет место крекинг
смолистых веществ угля; содержание метана в газе составляет 0,6—
1%. Перед поступлением в газогенераторы бурый уголь предвари-
тельно подсушивается до остаточного содержания влаги 6—8%.
Для выработки газа, идущего на производство синтетического ам-
миака, в газогенератор подается смесь пара и обогащенного кислоро-
дом (до 50—60% Оз) воздуха. При выработке газа для производства
синтетического бензина в газогенератор подается паро-кислородная
смесь.
Другим интересным способом газификации мелкозернистого топлива
является способ ВНИГИ (Всесоюзного научно-исследовательского ин-
ститута газа и искусственного жидкого топлива), при котором создается
концентрированный «взвешенный» слой топлива путем подбора конфи-
гурации поперечного сечения шахты газогенератора и давления дутья
таким образом, чтобы частицы топлива, в зависимости от крупности,
поддерживались газовым потоком на различных уровнях в нижней ча-
сти шахты газогенератора.
Нижняя часть шахты представляет собой усеченный конус, обра-
щенный большим основанием вверх; верхняя часть шахты — цилиндри-
ческая и снабжена специальным устройством для подсушки топлива
горячим газовым потоком.
Топливо (размером частиц до 6—8 мм) поступает в газогенератор
сверху в подсушивающее устройство; мелкие частицы топлива, уне-
сенные из газогенератора газовым потоком, улавливаются в циклоне
и затем подаются в нижнюю часть шахты газогенератора.
181
В результате длительных опытов в полузаводском масштабе была
доказана возможность газификации фрезерного торфа влажностью
. Примерный состав генераторного газа при работе на паровоздушной
смеси (в %):
СО2..................9,4
СО..................22,1
Н2..................10,8
СН4..................1,7
С„Нт..................0,9
О2....................0,2
N2..................54,9
Рнизш........................1215 *ал№
Газификация под высоким давлением
При производстве водяного и двойного водяного газа из кускового
или мелкозернистого топлива под атмосферным давлением теплотвор-
ная способность получаемого газа не превышает 2800—3200 кал/.м?.
Между тем в случае использования газа для бытовых целей и при
передаче его на большие расстояния желательно иметь газ с тепло-
творной способностью не ниже 4000 кал/м3- Такой газ может быть по-
лучен при газификации топлива под давлением 20—25 ат.
При подаче в газогенератор парокислородной смеси под таким да-
влением и при температуре в реакционной зоне 700—800° происходит
образование метана по уравнениям:
СО + ЗН2^СН4-|-Н2О;
2СО + 2На СН4Д-СОа.
Результаты опытов по газификации бурого угля с влажностью
около 20%, проведенных в полузаводском масштабе, указывают на
возможность получения газа с теплотворной способностью 4000—
4300 кал/м3 после отмывки углекислоты водой под давлением.
Помимо получения высококалорийного газа, не уступающего по
теплотворной способности коксовому и светильному, процесс газифика-
ции под давлением представляет интерес в том отношении, что вслед-
ствие образования метана в области более высоких температур и экзо-
термичности реакции уменьшается удельный расход кислорода на
1000 кал тепла в газе. Кроме того, имеется возможность переработки
мелкозернистого топлива (3—10 мм) в плотном слое вследствие рез-
кого сокращения объема и скорости протекающих через слой угля
газов.
Подземная газификация углей
Впервые идея подземной газификации углей была высказана
в 1888 г. Д. И- Менделеевым.
В более поздних работах Д. И. Менделеев неоднократно возвра-
щался к этому вопросу, указывая на возможность использования пу-
тем подземной газификации тонких пластов каменных углей. Углепро-
мышленники царской России не только не реализовали идею Д. И. Мен-
делеева, но даже не обратили на нее внимания.
В 1912 г. В. Рамсэй, который, повидимому, был знаком с идеей
подземной газификации Д. И. Менделеева, предложил конкретный спо-
соб ее осуществления, однако предложение это не было практически
реализовано.
В. И. Ленин, ознакомившись с предложением Рамсэя, в специаль-
ной статье «Одна из великих побед техники»1 очень высоко оценил
значение подземной газификации углей:
«Одна из великих задач современной техники — писал Ленин,—
1 В. И. Ленин, собр. соч., изд- 2-е, т. 16, стр. 368—369.
182
близится, таким образом, к разрешению- Переворот, который вызовет
ее решение, громаден.
В настоящее время, чтобы использовать энергию, заключающуюся
в каменном угле, его развозят по стране и сжигают в массе отдель-
ных предприятий и домов.
Открытие Рамсэя означает гигантскую техническую революцию
в этой, едва ли не самой важной, отрасли производства капиталисти-
ческих стран».
И далее,-
«Переворот в промышленности, вызванный этим открытием, будет
огромен».
В годы сталинских пятилеток подземная газификация углей в СССР
была реализована на практике.
При подземной газификации углей имеет значение не только тол-
щина угольных пластов, но и геологические условия их залегания.
В Донбассе мощность разрабатываемых
вляет 0,7—1,5 м-, пласты мощностью в 2 м
Около половины всех угольных запасов
Донбасса составляют тонкие пласты тол-
щиной менее 0,7 м.
При освоении подземной газификации
этих нерабочих пластов угольные ресурсы
в Донбассе удвоятся.
В Кузнецком бассейне мощность уголь-
ных пластов значительно больше, чем
в Донбассе, достигая в некоторых районах
13—18 м.
Особый интерес представляет использо-
вание путем подземной газофикации углей
с большим содержанием балласта (золы
и влаги), например в Подмосковном бас-
сейне.
При первых опытах подземной газифи-
кации углей делались попытки осуще-
ствить этот процесс теми же методами, что
и в обычных наземных газогенераторах,
т. е. применением дробленого угля. Одним
из таких методов был так называемый ме-
пластов в основном соста-
и выше встречаются редко.
Рис. 75. Схема подъемной
газификации угля по «по-
точному* методу:
I, II, III — наклонные выработ
ки (гезенки); IV — горизонталь-
ная выработка (огневой штрек);
1 — панель; 2 — дутьевые и газо-
отводящие трубы; 3 — огневой
забой; 4 —начальный огневой
штрек; 5—обрушивающаяся кров-
ля; 6 — поверхность земли; 7—
дутье; 8 — газ.
тод «магазинирования», при котором уголь в пласте предварительно
выламывался, раздроблялся и равномерно раскладывался в полученной
выработке — «магазине». Под землей как бы создавался при этом
обыкновенный газогенератор, в который снизу подается дутье, а сверху
отбирается газ. Однако этим методом не удалось обеспечить устой-
чивого и управляемого режима газификации угля и выдачи газа
постоянного состава.
Практическое осуществление подземной газификации угля стало
возможным после (применения так называемого поточного метода, пред-
ложенного инж. Матвеевым, Скафа и Филипповым.
Поточный метод подземной газификации углей заключается в сле-
дующем. В толще угольного пласта по падению проходят наклонные
выработки /, II и III (называемые гезенками). Они соединяются между
собой на некоторой глубине по простиранию пласта горизонтальной
выработкой IV (рис. 75).
Участок угольного пласта, ограниченный этими выработками, пред-
ставляет собой подземный газогенератор. По одной или двум (край-
ним) наклонным выработкам с обсадными трубами подается воздух,
кислород или другой газифицирующий’ реагент- Другая наклонная вы-
183
работка III, также взятая в трубы, служит для отвода газа. Самый
процесс газификации угля протекает в горизонтальной выработке 7V,
называемой огневым штреком. Поток дутья и образующегося газа
омывает раскаленную поверхность угольного пласта, получившую на-
звание огневого забоя.
По мере газификации угля, которая происходит вверх по падению
пласта, сечение огневого штрека увеличивается. Это происходит до
тех пор, пока кровля угольного пласта, под влиянием высокой темпе-
ратуры и давления вышележащих горных пород, не обрушивается, ча-
стично заполняя выгоревшее пространство.
Наиболее интенсивное выгорание угольного пласта происходит
вблизи дутьевой выработки. Во избежание неравномерной газификации
угля применяется изменение направления движения дутья и газа на
обратное (реверсирование) путем подачи дутья в гезенк, служивший
ранее для отвода газа, и, наоборот, отвода газа из гезенка, служившего
для подачи дутья.
Особенностью процесса подземной газификации угля является ча-
стичное сгорание газов, образовавшихся в восстановительной зоне и
выделяющихся из угля летучих веществ в огневом штреке (канале), и
большая протяженность зоны газификации. В подземных газогенерато-
рах длина огневого забоя, т. е. расстояние между наклонными выра-
ботками 1 и 11, составляет 50 м и более. Температура газа в конце
огневого забоя при воздушном дутье равна 500—700°.
По длине огневого забоя в подземном газогенераторе, помимо оки-
слительной и восстановительной зон, имеются также и зоны подсушки
и сухой перегонки угля. Распространение зон подсушки и сухой пере-
гонки угля имеет место не только по длине огневого забоя, но и
в глубь угольного целика вверх по падению пласта. По мере удаления
от поверхности огневого забоя в глубь угля степень термического воз-
действия на целик угля уменьшается.
Огневой забой представляет собой весьма трещиноватую, сильно
развитую поверхность прококсованного угля. Разрыхление угольного це-
лика происходит в самом процессе газификации вследствие бурного выде-
ления летучих веществ из пласта под действием высоких температур.
При подземной газификации углей необходимо считаться с геологи-
ческими условиями залегания пласта. Существенное влияние на про-
цесс газификации может оказать приток грунтовых вод. Важными фак-
торами являются также газонепроницаемость и газоемкость окружаю-
щих горных пород и тепловые потери на их прогревание.
Наконец, большое значение для режима подземной газификации
имеет поведение кровли угольного пласта, так как преждевременное
обрушение кровли или, наоборот, сильное отставание ее обрушения от
выгорания пласта могут привести к серьезному расстройству процесса
газификации.
Теплотворную способность и состав получаемого газа можно изме-
нять путем изменения состава подаваемого дутья.
При прекращении дутья в подземный газогенератор процесс гази-
фикации не прекращается сразу, а медленно затухает, выдавая еще
в течение некоторого времени газ за счет тепла, аккумулированного
угольным пластом и окружающими его горными породами. Состав газа
после прекращения подачи дутья резко меняется; быстро возрастает
содержание в газе водорода, так как процесс газообразования в этот
период происходит за счет разложения притекающей грунтовой влаги
и выделения из угля летучих веществ.
В табл. 55 приведена характеристика газов, полученных в подзем-
ном газогенераторе как при различных концентрациях кислорода
в дутье, так и после прекращения дутья.
184
ТАБЛИЦА 56.
Характеристика газов, полученных при подземной газификации каменных углей
Характеристика дутья • Состав газов в % объемн. 1ТВОр- юсоб- газа
СО3 СО Но СН4 О„ N3 W Г- £ ч ° н с к о га о
Воздушное (21% О2) . . 10,2 16,2 14,0 1,8 0,2 57,6 г я к и 1010
Обогащенное кнслоро-
дом (до 37% О2). . . 15,5 22,1 21,0 2,5 0,2 38,7 1430
Обогащенное кислоро-
дом (до 48% О2.). . . 15,4 26,1 28,2 3,5 0,3 26,5 1825
Бездутьевой период . . 18,6 18,9 52,0 4,7 0,2 5.6 2235
Газ, полученный в период прекращения дутья, может быть исполь-
зован для химических синтезов; однако производительность подземного
газогенератора в бездутьевой период невелика.
Более перспективным является способ получения газа для техноло-
гических целей за счет подачи в подземный газогенератор парокисло-
родной или обогащенной кислородом паровоздушной смеси.
Подземные газогенераторы полностью обслуживаются с поверхно-
сти земли. Наземные сооружения достаточно капитальны, тогда как
газификация отдельных панелей заканчивается в течение 1—2 лет. По-
этому наземные сооружения располагаются по возможности в центре
площадей, занимаемых станцией подземной газификации, с таким рас-
четом, чтобы обслужить несколько участков пласта или панелей. Такое
центральное расположение дает возможность сократить длину воздухо-,
паро- и газопроводов- Их протяженность может достигать нескольких
километров. Наземные постройки располагаются недалеко от подзем-
ных газогенераторов, но отнюдь не над ними, так как по мере гази-
фикации угольных пластов и обрушений кровли происходит осадка
вышележащих пород, вплоть до поверхности земли.
Дутье подается компрессорной установкой под давлением в не-
сколько атмосфер; оно должно быть рассчитано на преодоление всех
сопротивлений в подземных газогенераторах и наземных коммуника-
циях от компрессорной станции до газогенераторов и от последних до
газоочистительных аппаратов.
Большая протяженность коммуникационных линий обусловливает
необходимость автоматизации управления всеми задвижками на трубо-
проводах. Управление ими сосредоточено в диспетчерском пункте
станции.
Газ, выходящий из подземного газогенератора с высокой темпера-
турой, уносит с собой большое количество физического тепла. Оно
должно быть использовано для покрытия энергетических нужд стан-
ции путем установки котлов-утилизаторов и паровых или же газовых
турбин (без камеры горения). Последние используют, кроме того, из-
быточное давление выходящего из генератора газа-
Широкое развертывание газификации всех видов топлива и подзем-
ной газификации углей и превращение последней в самостоятельную
отрасль промышленности с использованием получаемого газа для энер-
гетики, химической промышленности и коммунального хозяйства, — та-
кова важнейшая практическая задача по подземной газификации углей
в четвертой пятилетке.
ГЛАВА 8
КОНСТРУКЦИЯ ГАЗОГЕНЕРАТОРОВ И ИХ ОСНОВНЫХ ДЕТАЛЕЙ
Типы и виды газогенераторов
Классификация газогенераторов производится по различным техно-
логическим и конструктивным признакам.
Наиболее распространена классификация газогенераторов по основ-
ной конструктивной детали — колосниковой решетке. На колосниковой
решетке удерживается слой топлива в шахте газогенератора, через
нее же производится подача и распределение дутья и удаление шлака.
По этому признаку газогенераторы могут быть разделены на сле-
дующие три группы: 1) газогенераторы с неподвижными решетками;
2) газогенераторы с вращающимися решетками; 3) газогенераторы
безрешеточные.
Газогенераторы с неподвижными колосниковыми решетками
Основным недостатком всех газогенераторов с неподвижными ре-
шетками является периодическое удаление шлака, которое произво-
дится вручную. При выгребе шлака прекращается подача дутья, чем
нарушается установившийся режим ра-
Рис. 76. Газогенератор с плоской ко-
лосниковой решеткой:
1 — загрузочное отверстие: 2 — отверстие
для отвода газа; 3—газовый коллектор;
4 — колосниковая решетка; 5 — шибер.
боты газогенератора. Кроме того, уда-
ление шлака вручную ограничивает
возможность увеличения мощности га-
зогенератора и переработки многозоль-
ных топлив. Преимуществом газогене-
раторов с неподвижными решетками
является их простота и дешевизна.
Применение таких газогенераторов
может оказаться целесообразным при
небольших масштабах потребления
газа при переработке малозольных
топлив.
Газогенераторы с неподвижными
колосниковыми решетками могут быть,
в свою очередь, разделены на следую-
щие подгруппы: 1) газогенераторы
с плоской решеткой; 2) газогенера-
торы со ступенчатой решеткой; 3) га-
зогенераторы с круглой дутьевой го-
ловкой.
Газогенераторы с плоской колосниковой решеткой. Конструкция та-
кого типа газогенератора изображена на рис. 76. Шахта газогенера-
тора имеет прямоугольное сечение и выполнена из шамотного и крас-
ного кирпича. Топливо загружается в генератор через загрузочное от-
186
верстие 1- Образовавшийся генераторный газ поступает в газовый кол-
лектор 3 через отверстие для отвода газа 2 с шибером 5. Колосниковая
решетка 4, составленная из отдельных, обычно чугунных, реже шамот-
ных колосников, лежит на опорных балках, заделанных в кирпичной
кладке.
Чистка решетки при отсутствии шлакования производится снизу и
состоит в прочистке зазоров между колосниками и выгребе золы из
поддувала, расположенного под решеткой. В случае шлакования золы
удаление шлака производится с решетки через специальное отверстие.
.Для удобства обслуживания длина колосников обычно не превышает
1500 мм.
В большинстве случаев газогенераторы такого типа работают
естественной тягой (самодувные генераторы). Движение воздуха и газа
происходит вследствие вытеснения нагретого столба газа в шахте газо-
генератора более тяжелым холодным столбом
Ввиду небольшой производи-
тельности самодувных газоге-
нераторов их применение у
нас сокращается.
Газогенераторы с плоской
решеткой применяются преиму-
щественно для газификации
крупнокускового и малозоль-
ного топлива — дров и торфа.
Газогенераторы со ступен-
чатой колосниковой решеткой.
Преимуществом газогенерато-
ров со ступенчатой решеткой
(рис. 77), по сравнению с га-
зогенератором с плоской гори-
зонтальной или наклонной ре-
шеткой, является возмож-
ность газификации более мел-
кого топлива вследствие
устранения провала частиц
топлива между ступенчатыми
колосниками.
Наличие специального кир-
пичного свода в верхней ча-
сти шахты обеспечивает по-
стоянную высоту слоя топлива
в шахте газогенератора. То-
пливо подается в генератор через загрузочное отверстие 5 и благо-
даря наличию сводчатой перегородки 3 попадает на ступенчатую ре-
шетку 1, с которой оно сползает на горизонтальную решетку 2. Газ
выводится из генератора через отверстие для отвода газа 6. Шуровка
осуществляется через шуровочное отверстие 4- Угол наклона колосни-
ков делается несколько больше угла! естественного откоса топлива,
что обеспечивает постепенное сползание топлива вниз, по мере его сго-
рания. Поддувало под колосниками бетонировано' и частично запол-
няется водой: водяные пары при ее испарении поступают в газогенера-
тор, где разлагаются и обогащают газ. Газогенераторы со ступенчатой
решеткой нередко работают с естественной тягой.
Газогенераторы с круглой дутьевой головкой. Газогенераторы этого
типа в отличие от вышеприведенных конструкций имеют шахту круг-
лого сечения, снабженную железным кожухом и опирающуюся на ме-
таллические колонны. Фундамент газогенератора выполнен в виде
наружного воздуха.
Рис. 77. Газогенератор со ступенчатой ре-
шеткой:
/ — ступенчатая решетка; 2—горизонтальная решетка;
3—сводчатая перегородка; 4 —шуровочное отверстие;
5 — загрузочное отверстие; 6 — отверстие для отвода
газа.
187
Рис. 78. Газогенератор Моргана:
/— дутьевая головка; 2— колосники; 3—отверстие
для отвода газа; подвод дутья по периферии;
5—загрузочное отверстие; 6—.гидравлический за-
твор; 7—шуровочное отверстие.
круглой чаши, заполненной водой; в эту чашу опускается нижняя
часть шахты газогенератора, образуя гидравлический затвор 6. Воздух
и пар вдуваются через круглую чугунную решетку и дутьевую го-
ловку 1, расположенную на фундаменте по оси газогенератора. Газо-
генераторы такого типа (рис- 78) носят название газогенераторов Мор-
гана. При большом диаметре
шахты для более равномер-
ного распределения дутья осу-
ществляется дополнительное
дутье по периферии — через
ряд специальных отверстий в
кожухе и обмуровке газогене-
ратора 4 подают дополнитель-
ное дутье. Топливо подается
в генератор через загрузочное
отверстие 5.
Удаление шлака произво-
дится вручную через гидравли-
ческий затвор 6. без выклю-
чения дутья, за исключением
тех случаев, когда на колосни-
ках 2 накопляются большие
комья шлака, для удаления
которых требуется открыть
дверцы в нижней части шах-
ты. Газ выделяется из газоге-
нератора через отверстие для
отвода газа 3.
Шуровка газогенератора осуществляется длинными железными
штангами, опускаемыми в шахту газогенератора через специальное
шуровочное отверстие 7 в крышке кожуха.
Газогенераторы с вращающимися колосниковыми решетками
Основной целью применения вращающихся колосниковых решеток
является достижение равномерного непрерывного удаления шлака без
нарушения процесса газообразования.
Газогенераторы с вращающимися решетками имеют в настоящее
время наибольшее распространение, являясь агрегатами, в которых
трудоемкий процесс удаления шлака механизирован-
Ввиду непрерывного механического удаления шлака без прекраще-
ния подачи дутья удельная производительность и общая мощность га-
зогенераторов с вращающимися решетками значительно больше, чем
газогенераторов с неподвижными решетками.
Существует целый ряд конструкций вращающихся решеток; однако
в большинстве случаев эти конструкции принципиально мало отли-
чаются друг от друга. Существующие конструкции вращающихся ко-
лосниковых решеток можно грубо подразделить на два типа: решетка
с равномерно распределенной или секционной подачей угля и решетка
с центральной подачей угля.
Колосниковая решетка располагается на вращающемся столе или
поддоне, снабженном обычно, бортами, образующими зольную чашу.
Нижняя часть шахты газогенератора, имеющая круглое сечение,
оканчивается чугунным или железным «фартуком»; между фартуком
и ребрами решетки дробятся крупные куски шлака. Фартук служит
также для создания водяного затвора в зольной чаше, препятствую-
щего прорыву газа, из шахты генератора в рабочее помещение.
188
Газогенераторы Керпели. Одной из распространенных конструкций
газогенераторов с вращающейся решеткой является газогенератор Кер-
пели (рис- 79).
Он состоит из нижней опорной коробки и ряда чугунных колосников,
образующих ступенчатый многогранник, стянутых между собой бол-
тами. Верхний колосник, носящий название головки или «чепца», имеет
эксцентричность. Дутье подается внутрь решетки и поступает <в шахту
газогенератора в радиальном направлении через многочисленные щели
между колосниками. Дутье подводится двумя трубопроводами 1 — по
одному в центральную часть решетки, по второму — в периферийную
часть решетки, что позволяет регулировать в широких пределах рас-
пределение дутья по сечению шахты газогенератора. К одной из стоек
газогенератора прикреплен лемех
или шлаковый нож 6, опущенный
снаружи корпуса газогенератора в
зольную чашу. При вращении ко-
лосниковой решетки 4 шлак прихо-
дит в движение, перемещается от
центра к периферии, дробится и
поступает под «фартук» к бортам
чаши. Поддон 3 приводится в дви-
жение от привода 2. Около лемеха
шлак накапливается и перевали-
вается через борт чаши, попадая по
специальному лотку в вагонетку для
вывозки шлака. Количество уда-
ленного шлака регулируется изме-
нением скорости вращения решетки
и подъемом или опусканием лемеха.
Накопление шлака с одной сто-
роны лемеха и малое количество
шлака — с другой может вызвать
смещение зон в шахте, во избежа-
ние этого на корпусе газогенера-
тора закрепляется снаружи еще не-
сколько коротких ножей, которые
способствуют более равномерному
распределению шлака по сечению,
не выгребая его из чаши. Газо-
генератор имеет охлаждающий ко-
жух 5, Шуровка производится через
шуровочное отверстие 7. Топливо
подается при помощи автоматиче-
ского загрузочного аппарата 8.
Решетка Керпеля применяется,
главным образом, в газогенерато-
рах, перерабатывающих каменные
и бурые угли.
Газогенератор Коллера. Решетка с
лера изображена на рис. 80. Эта реп
составленный из колосников малого диаметра. Дробление шлака за-
менено в этой конструкции подрезанием или «фрезерованием» шлака
при помощи спиральных ребер на конусообразном поддоне зольной
чаши. Такая конструкция обеспечивает равномерное удаление шлака
Рис. 79. Газогенератор Керпели:
/ — трубопроводы дутья; 2 — привод; 8—под-
дон; 4 — колосниковая решетка; 5— охлажда-
ющий кожух; б—шлаковый нож; 7 — шуро-
вочные отверстия; 8— автоматический за-
грузочный аппарат.
центральной подачей дутья Кол-
етка имеет центральный столбик,
и равномерное опускание слоя топлива в шахте газогенератора.
Основным недостатком решетки Коллера является ее малая меха-
ническая прочность, приводящая к частым поломкам решетки при
189
шлаковании. Применяется решетка Коллера в газогенераторах, рабо-
тающих на торфе, древесной щепе и буром угле-
При работе на каменных углях и антраците, особенно при мелких
фракциях, происходят большие потери топлива со шлаком вследствие не-
равномерного распреде-
Рис. 80. Колосниковая решетка Коллера.
другая часть образует с нижележащим колосником щель для прохода
дутья, открытую в сторону, противоположную направлению движения
колосниковой решет-
ки; это предохраняет
щели от засорения
частицами золы и
шлака.
Г азогенераторы
Дейтца обычно рабо-
тают под разреже-
нием, которое соз-
дается эксгаустером
или засасыванием
газа в газовый дви-
гатель.
Газогенераторы
Гильгера. Из старых
конструкций газоге-
нераторов с вращаю-
щимися решетками
значительное рас-
пространение полу-
чил газогенератор
Гильгера (рис. 81).
Колосниковая ре-
шетка состоит из
нижней конической
коробки 5 и централь-
ной головки 6, имею-
щей вид четырехко-
нечной звездочки;
коробка и звездочка
снабжены ребрами
для дробления и
ворошения шлака. Приводной механизм 4 позволяет направлять
вращение решетки в обе стороны, что дает возможность усилить
ления дутья по сечению-
шахты.
Газогенераторы Дейт-
ца. Для газификации ан-
трацита с успехом приме-
няется решетка Дейтц.
(см. рис. 86).
Решетка состоит из-
конусообразных, эксцен-
трично расположенных ко-
лосников. Форма верхней
поверхности колосников
такова, что одна часть
колосников проталкивает
при своем движении ле-
жащий на'них шлак, а
Рис. 81. Газогенератор Гильгера;
1 — загрузочное отверстие: 2 — зольная чаша; 3 — лемех; 4 — при-
водной механизм; 5 — нижияя коническая коробка; 6 — головка
решетки; 7— штуцер для отвода газа.
190
ее шлакодробящее действие. В зольную чашу 2 опущен лемех 3-
Топливо подается в генератор через загрузочное отверстие 7,
а газ удаляется через штуцер 7. Дутье поступает в газогенератор
через большую щель между головкой и коробкой решетки и напра-
вляется вниз. Эта конструкция не дает хорошего распределения дутья
по сечению шахты: над решеткой в центре может образоваться до-
вольно большой непродуваемый столб шлака и топлива.
Безрешеточные газогенераторы
В газогенераторах, не имеющих колосниковых решеток, топливо
лежит на поду, а дутье вводится с боков через стенки шахты.
Безрешеточные газогенераторы можно подразделить на две основ-
ные подгруппы: газогенераторы с удалением шлака в твердом виде;
газогенераторы с удалением шлака
в жидком виде.
Газогенераторы первой группы
нашли очень ограниченное приме-
нение.
Газогенераторы с удалением шла-
ка в жидком виде. Безрешеточные
газогенераторы с удалением шлака
в жидком виде также мало рас-
пространены. Основным достоин-
ством этих газогенераторов является
возможность комбинирования в них
процесса газификации с металлур-
гическими или другими химиче-
скими процессами, т. е. организа-
ция комплексного производства.
Простейшая конструкция газоге-
нератора с удалением шлака в рас-
плавленном виде изображена на
рис. 82. Подача дутья производится
через ряд охлаждаемых водой
фурм 1 в нижней суженной части
шахты, называемой горном. На рас-
стоянии около 0,5 м над воздуш-
ными фурмами подводится через
ряд паровых фурм 2 водяной пар,
который разлагается и обогащает
газ. Из нижней части горна через
специальное отверстие периодически
плавленный шлак.
Рис. 82 Газогенератор Вюрта с уда-
лением шлака в расплавленном виде:
1 — фурмы, охлаждаемые водой; 2—фурмы
водяного пара.
или непрерывно выпускается рас
Для получения легкоплавкого шлака обычно требуется присадка
тех или иных флюсов в зависимости от состава золы топлива- При со-
четании процесса газификации с металлургическим процессом газогене-
ратор с жидким шлакоудалением представляет собой по существу до-
менную печь. В такого типа газогенераторах могут получаться как
черные металлы, так и цветные.
Кроме отходов того или иного производства могут перерабаты-
ваться и бедные руды, которые нельзя рентабельно использовать при
чисто металлургическом производстве. Помимо металлургического про-
цесса возможно комбинирование производства газа и с другими хими-
ческими процессами, например с огневой возгонкой фосфора из бед-
ных фосфоритов, с процессами получения вяжущих строительных
материалов или каменного литья и пр.
191
В зависимости от характера производства требуется либо предвари-
тельный подогрев дутья, либо обогащение дутья кислородом.
Газогенераторы с механизированными шуровочными приспособлениями
В обычном газогенераторе при газификации спекающихся углей
для борьбы со спеканием топлива и прогарами приходится прибегать
к длительной и тяжелой ручной шуровке слоя топлива. Для облегче-
ния обслуживания газогенератора и улучшения его работы предло-
жены различные механизированные приспособления для шуровки и
разравнивания слоя топлива.
Газогенератор Чепмана. На рис. 83 изображен газогенератор с ме-
шалкой системы Чепмана. Мешалка 3 представляет собой полый, охла-
ждаемый изнутри водой и вращающийся вокруг вертикальной оси го-
ризонтальный стержень, снабженный наклонными зубьями. На верхнем
Рис. 83. Газогенератор с мешалкой системы Чеп-
мана-.
/ — колосниковая решетка; 2 — зольная чаша; 3—мешалка;
4 — углепитатель; 5 — штуцер для отвода газа.
конце вертикальной оси
имеется винтовая на-
резка, посредством ко-
торой мешалка автома-
тически перемещается
в вертикальном напра-
влении в зависимости
от высоты слоя топ-
лива в шихте газо-
генератора. При враще-
нии мешалки ее наклон-
ные зубья разрыхляют
собой топливо, препят-
ствуя его спеканию.
Уголь поступает в га-
зогенератор через угле-
питатель 4 и попадает
на колосниковую ре-
шетку /.
Газ выводится из
генератора через шту-
цер 5, а зола собирает-
ся в зольной чаше 2.
Мешалка Чепмана
находит применение
также при газифика-
ции малоспекающихся
топлив для разравнивания верхнего слоя топлива и ликвидации прога-
ров, получающихся вследствие неравномерного распределения топлива
по сечению шахты при его засыпке или в результате неправильной экс-
плоатации газогенератора.
Для термически непрочных, легко рассыпающихся топлив приме-
няют гладкую мешалку без зубьев во избежание излишнего измельче-
ния угля и образования большого количества пыли-
Разрыхляющее действие мешалки Чепмана иногда оказывается не-
достаточным, когда требуется более энергичное и глубокое ворошение
слоя топлива в шахте генератора.
Газогенераторы Вельмана. В США для газификации спекающихся
углей широко применяются газогенераторы Вельмана, в которых осу-
ществлено беспрерывное глубокое шурование слоя топлива и беспре-
рывное вращение самой шахты газогенератора (рис. 84.) Шахта газо-
генератора вращается на шести опорных горизонтальных роликах,
прикрепленных попарно к трем колоннам; для предотвращения сдвига
192
шахты в горизонтальном направлении на тех же колоцнах имеются
упорные вертикальные ролики. Шахта газогенератора 1 приводится во
вращение конической зубчатой передачей от электромотора.
Герметичность между неподвижной чугунной крышкой и вращаю-
щейся железной футерованной шахтой газогенератора достигается
посредством гидравлического затвора 3. Беспрерывное перемешивание
слоя топлива достигается, с одной стороны, вращением шахты газо-
генератора, увлекающей за собой силой трения столб топлива и шлака
и, с другой — беспрерывным качанием в шахте специального полого
шуровочного лома 6, охлаждаемого изнутри водой. Шуровочный лом
глубоко входит в слой топлива, хорошо его перемешивает и не допу-
скает образования сводов из спекшегося угля.
Однако механическая шуровка не предохраняет от шлакования
в нижней части газогенератора Вельмана. Чаша 7 не имеет специаль-
ного механизма вращения
и движется только под дей-
ствием силы трения столба
топлива и шлака.
После каждого поворота
чаши на Уз окружности
□на тормозится с помощью
специального стержня. При
этом происходит подреза-
ние шлака посредством ус-
тановленного горизонтально
подрезного ножа, напра-
вленного навстречу враще-
нию шахты.
Нижняя часть шахты
под обмуровкой снабжена
железными лопатками 2
для облегчения перемещения
шлака. Топливо загружает-
ся в газогенератор при по-
мощи загрузочного устрой-
ства с питательной ворон-
кой 4. По газоотводной
трубе 5 газ выводится из
генератора.
Благодаря постоянному
перемешиванию слоя топ-
лива в газогенераторе Вель-
мана достигается высокая
удельная производительность
на единицу площади попе-
речного сечения шахты газо-
генератора.
Рис. 84. Гаэогенератор Вельмана:
/--шахта; 2— железные лопатки; 3 — гидравлический
затвор; 4— загрузочное устройство с питательной во-
ронкой: — газоотводная труба; 6 —качающийся лом
’ для шурования; 7 — чаша.
Специализированные газогенераторы
Газогенераторы с использованием физического тепла. Наиболее ши-
роко распространено использование физического тепла в нижних
зонах газогенератора, где развивается наиболее высокая температура.
В этом случае нижняя часть кожуха газогенератора (шахта) 2 вместо
шамотной обмуровки снабжается водяной рубашкой / (рис. 85). То-
пливо загружается через загрузочное устройство 5. Газ из швель-
шахты <3 выдается по отводной трубе 4. Водяная рубашка соединяется
Зак. 3610. Общая химия, технология точглива.
193
двумя трубами с вышерасположенным паросборником. Трубы присоеди-
няются с таким расчетом, чтобы обеспечить постоянную циркуляцию
воды в рубашке. По трубе, присоединенной к верхней части рубашки,
нагретая вода поднимается в паросборник, где закипает, а по трубе,
присоединенной к нижней части рубашки, холодная вода из паросбор-
ника опускается в рубашку. Давление водяного пара составляет обычно
всего около 0,5 ати, что вполне достаточно при использовании пара
для увлажнения дутья.
Применение водяных рубашек в нижней части шахты газогенера-
тора имеет целью не только использование физического тепла для по-
лучения пара, но и предохранение стенок шахты от накипания шлака
и образования настылей, могущих привести к нарушению работы газо-
генератора. В газогенераторах, работающих
на топливе с большой влажностью, жела-
тельно как можно больше физического тепла
подвести к верхним зонам газогенератора
для обеспечения хорошей подготовки топлива;
в этих газогенераторах основной целью
устройства водяной рубашки нужно считать
предохранение стенок шахты от налипания
шлака.
В газогенераторах, работающих на камен-
ных углях, коксике и антраците, газ на вы-
ходе из слоя топлива имеет высокую темпе-
ратуру (500—700°); в этом случае целесооб-
разно использовать физическое тепло газа для
производства пара не только в нижней части
газогенератора, но и в верхней, а иногда и
за пределами газогенератора — в специаль-
ных котлах-утилизаторах.
Газогенераторы для получения смол. При
газификации битуминозных топлив для полу-
чения смол хорошего качества необходимо»
обеспечить их отгонку при невысоких темпе-
ратурах (около 600°). При работе на сильно
влажных топливах (торф, древесная щепа, не-
которые бурые угли) требуется, кроме того,
Рис. 85. Газогенератор со хорошая подсушка топлива в верхней части
швельшахтой и водиной ру- газогенератора.
башкой: Эти условия могут быть обеспечены в га-
з=ХТшах₽т^а“-:ш^«“раХдля: зогенераторах, в которых над основной шах-
отвода газа; s—загрузочное уст- той надстроена еще швельшахта. В этих газо-
ро ств0' генераторах, вследствие большой высоты слоя-
топлива, происходит постепенное подогрева-
ние его горячим газом, поднимающимся из иижней шахты. Газогене-
ратор со швельшахтой для газификации торфа и древесной щепы изо-
бражен на рис. 85.
Газогенераторы, перерабатывающие битуминозные угли с неболь-
шой влажностью, снабжаются двумя отводами газа — вверху швель-
шахты и у подножия ее; в этом случае через швелыпахту пропу-
скается только часть газа во избежание чрезмерного повышения тем-
пературы и ухудшения качества отгоняемой смолы.
В некоторых конструкциях газогенераторов швельшахта заменяется
внутренней ретортой, помещенной в верхней части основной шахты
газогенератора.
194
Газогенераторы для силового газа
В газогенераторах, вырабатывающих газ для двигателей внутрен-
него сгорания, обычно стремятся к возможно полному разложению
побочных продуктов (смол) в шахте газогенератора. Разложение смол
в шахте газогенератора достигается пропусканием газового потока,
содержащего смоляные пары, через зоны высоких температур.
Газогенераторы Дейтца. Для стационарных газовых двигателей на-
шел применение газогенератор Дейтца с двумя зонами горения 1, 2,
изображенный на рис. 86.
В этом газогенераторе воздух поступает как снизу (4) через колос-
никовую решетку 8, так и сверху (3). Для увлажнения воздуха, пода-
Рис. 86. Газогенератор Дейтца:
1 — верхняя зона горения; 2 — нижняя зона горения; 3 — подача воздуха сверху;
4- подача паровоздушного дутья снизу; 5—труба для подачи пара; б—газо-
провод; 7—охлаждающий кожух; 8 — вращающаяся колосниковая решетка.
ваемого в газогенератор, к нему добавляют пар, который поступает
по трубе 5. Вследствие высокой температуры в верхней части газоге-
нератора продукты сухой перегонки разлагаются; подвод дутья снизу
обеспечивает газификацию кокса в нижней части газогенератора с хо-
рошим выжигом шлака. Отвод газа из газогенератора производится
через кольцевой канал в средней части, образуемый сужением шахты
газогенератора, и затем по газопроводу 6. Газогенератор снабжен
охлаждающим кожухом 7.
Газогенераторы с обращенным процессом. Другим типом газогенера-
тора с разложением смол является газогенератор с обращенным про-
13*
195
цессом газификации- В этом газогенераторе топливо и газ движутся
в одном направлении сверху вниз. Воздух подается в слой топлива
через фурмы в стенках шахты газогенератора, и в этом месте обра-
зуется зона горения. В вышележащих слоях топлива происходят сухая
перегонка и подсушка топлива. Зона восстановления располагается
внизу — под зонор горения. Продукты сухой перегонки проходят через
зоны горения, где смола и влага топлива разлагаются, обога-
щая газ.
Газогенераторы с обращенным процессом получили широкое приме-
нение на транспорте (на тракторах и автомобилях). На рис. 87 изоб-
ражен транспортный газогенератор с обращенным процессом- Газ, вы-
ходящий из камеры газификации снизу, поднимается по кольцевому
пространству между двойными стенками кожуха, подогревая топливо,
Рис. 87. Транспортный газогене-
ратор с обращенным процессом
газификации:
1 — бункер; 2 — загрузочный люк; 3 — от-
верстия для прохода водяных паров;
/ — трубка для отвода конденсата; 5 —
шахта; 6 — топливник; 7 — отверстие для
засасывания воздуха; 8—отверстия для
распределения воздуха; 9 — газоотводный
штуцер.
а затем отводится из газогенерато-
ра через штуцер 9. Воздух засасы-
вается в газогенератор через отвер-
стие 7 за счет разрежения, созда-
ваемого газовым двигателем. Затем
воздух распределяется по сечению
газогенератора с помощью отвер-
Рис. 88. Транспортный газо-
генератор с поперечным то-
ком газов:
1 — Фурма для дутья; 2 — газоот-
водный штуцер; 3 — рычаг кача-
ющейся решетки; /— зольник.
стий 8. Топливо загружается через люк 2 в бункер 1, откуда оно за-
тем поступает в шахту 5 и топливник 6. Пар удаляется из генератора
через отверстие 3, а конденсат — через трубку 4.
На рис. 88 изображен транспортный газогенератор с поперечным
горизонтальным направлением газов. В нижней части шахТы имеется
охлаждаемая водой фурма для подачи дутья 1 и штуцер для отвода
Таза 2, расположенный против фурмы: воздушная фурма и газоотвод-
ный патрубок вдаются внутрь шахты.
Процесс газификации протекает очень интенсивно в малом объеме
при высоких температурах.
196
Дутье увлажняется водой через канал, служащий для охлаждения
фурйы.
Внизу тойлйвника имеется .качающаяся колосниковая решетка с ры-
чагом 3 для периодического сбрасывания шлака в зольник 4.
Для выработки силового газа в транспортных и стационарных уста-
новках находят применение и газогенераторы с прямым процессом,
главным образом при газификации антрацита, коксика и древесного
угля.
Газогенераторные установки для получения водяного
и двойного водяного газа
В газогенераторах водяного и двойного водяного газа с периоди-
ческим процессом применяются более высокие давления воздушного
дутья (до 1000 мм вод. ст. и выше) и перегретый водяной пар (с тем-
пературой до 600—700°). Вместо гидравлического затвора у вращаю-
щихся колосниковых решеток в этих газогенераторах обычно устраи-
вается сухой шлакоудалитель- В этом случае зольная чаша заменяется
герметически закрытым кожухом с одним или чаще двумя зольными
мешками, в которые и сгребается шлак. Опорожнение шлаковых меш-
ков производится периодически, обычно не чаще одного раза в смену,
и зависит от емкости мешков.
Газогенераторы Лнми-Рамбуш. В СССР для производства водяного
газа из кокСа и антрацита получили распространение мощные газоге-
нераторы водяного газа с решеткой типа Лимн-Рамбуш.
В плане эта решетка имеет форму неправильного десятиугольника
с криволинейными гранями. Поверхность колосниковой решетки имеет
волнообразную форму с пятью гребнями. Такая конструкция обеспечи-
вает энергичное перемешивание слоя и дробление шлака. Наверху ре-
шетка заканчивается круглым центральным чепцом-
Сгребание шлака со стола решетки в зольные мешки пройзвбдится
двумя ножами.
При периодическом процессе работы газогенератора водяного газа
около половины всего кокса или антрацита расходуется во время воз-
душного дутья. Поэтому для повышения экономичности работы необ-
ходимо использовать тепло, уносимое из газогенератора с газом горя-
чего (воздушного) дутья. Обычно это тепло используется для произ-
водства и перегрева водяного пара. Схема газогенераторной установки
водяного газа с использованием тепла газа горячего дутья изображена
на рис. 89.
В период горячего дутья (схема Л) выходящий из газогенератора 3
газ с теплотворной способностью 300—400 кал/м* и температурой
500—700° поступает в камеру сгорания 5; здесь газ горячего дутья
сжигается посредством так называемого вторичного воздушного дутья,
подаваемого по трубе 6. Продукты сгорания с высокой температурой
поступают по трубе 4 в паровой котел-утилизатор 8 высокого давле-
ния, а затем выбрасываются через дымовую трубу в атмосферу- В пе-
риод холодного дутья (схема Б) при подаче пара снизу ПО паропро-
воду 1 водяной газ выходит из газогенератора вверху через ‘тгЬ’Г же
патрубок, что и газ горячего дутья, но затем поступает не в камеру
сгорания 5, а в скруббер 9, где очищается от пыли й Охлаждается.
При подаче пара сверху по паропроводу 2 воДйной газ выходит из
газогенератора снизу под колосниковой решеткой й далее поступает
также в скруббер 9.
Газогенератор этого типа имеет пароводяную рубашку и паро-
сборник 7 ; \
197
В некоторых установках водяного газа камера сгорания, наполнен-
ная1 раскаленной шамотной насадкой, используется в период холод-
ного дутья для перегрева водяного пара, подаваемого в газогенера-
тор, что улучшает процесс образования водяного газа.
б
Рис. 89. Схема газогенераторной установки водяного газа с использова-
нием тепла газа горячего дутья:
А — горячее дутье; Б — парэвое дутье, / — труба для нижней подачи пара; 2—труба
для верхней подачи пара; 3—газогенератор; 4 — труба для отвода продуктов горячего
дутья; 5 — камера сгорания; б—труба для подачи воздуха; 7—паросборник; 8 — котел-
утилизатор; Р —скруббер.
Газогенераторы Штрахе. При производстве двойного водяного газа
из битуминозных топлив применяются газогенераторы с внутренними
ретортами или со швелыпахтами.
На рис. 90 изображен небольшой газогенератор двойного водяного
газа с внутренней швельретортой типа Штрахе-
Газ горячего дутья омывает снаружи швельреторту 1, подогревая
находящееся внутри реторты свежее топливо. По выходе из газогене-
ратора газ горячего дутья проходит через пылеотделитель 2 и посту-
пает в пароперегреватель 3 с шамотной насадкой, где дожигается
воздухом, подаваемым по трубе 4. Из перегревателя продукты сгорания
198
газа горячего дутья поступают в испаритель 5 и далее в дымовую трубу 6.
В период холодного дутья в испаритель 5 подается вода форсун-
кой 7; образовавшийся водяной пар перегревается в пароперегрева-
теле 3 и по трубе 4 поступает в газогенератор. Водяной газ про-
ходит через швельрет орту, где смешивается с продуктами сухой пере-
Рис. 90. Газогенератор двойного водяного газа (типа Штрехе):
7 —швельшахта (швельреторта); 2 — пылеотделитель; 3 — пароперегреватель;
4— подача воздуха; 5 — испаритель; в —дымовая труба; 7 — форсунка для воды;
3— отвод газа; 9— гидравлика.
гонки, и затем через трубу 8 и гидравлику 9 поступает в очистную
установку.
Для повышения теплотворной способности водяного и двойного
водяного газа нередко применяется карбюрация (обогащение) газа
продуктами термического разложения нефтяных остатков или смол.
Обычно карбюрация газа производится в специальных регенеративных
теплообменниках с шамотной насадкой, нагреваемых за счет использо-
вания тепла газа горячего дутья.
На рис. 91 изображена схема газогенераторной установки двойного
водяного газа с карбюрацией его продуктами термического разложе-
ния смолы, получаемой в швелыпахте / газогенератора при газифика-
ции битуминозного топлива.
В период воздушного дутья газ горячего дутья, отбираемый из
газогенератора у основания швельшахты, поступает по трубопроводу 2
в карбюратор 3, где частично дожигается. Затем газ горячего дутья
поступает в пароперегреватель 4, где окончательно дожигается. Про-
дукты сгорания переходят через паровой котел 5 и выбрасываются
в атмосферу по трубе 6.
В период парового дутья двойной водяной газ, выходящий из
верхней части швельшахты газогенератора, поступает по трубопро-
199
воду 7 в карбюрйтор 3. Здесь газ, содержащий пары смолы, нагре-
вается до высоких температур (700—800°), при этом смола рас-
щепляется на простейшие углеводороды! (CHi, С2Н4 и др.), повышаю-
щие теплотворную способность газа. Карбюрированный газ поступает
из карбюратора через гидравлику в очистную установку-
Рис. 91. Схема газогенераторной установки двойного водяного пара с карбюрацией -.
1 — швельшахта; 2—газопровод продуктов горячего дутья; 3—карбюратор; 4—пароперегреватель,
5— паровой котел; 6 — дымовая труба; 7 — газопровод двойного водяного газа; 8— паропровод; 9-
зольный карман; 10—загрузочное приспособление; 11 — вентилятор.
В этот же период водяной пар из котла 5 проходит через паро-
перегреватель 4 и по паропроводу 8 поступает снизу в газогенератор.
В установках водяного газа, работающих на коксе и антраците, кар-
бюрирующий материал подают в карбюратор извне через специальную
распиливающую форсунку.
Загрузочные устройства газогенераторов и механизмы
^^д*ч^0ривода вращающихся колосниковых решеток
Загрузочные устройства. Загрузочные устройства для подачи то-
плива в газогенераторьт-должны обладать герметичностью, чтобы при
загрузке топлива не требовалось приостанавливать подачу дутья
в газогенератор для предотвращения утечки газа в рабочее помеще-
ние, а для газогенераторов, работающих под разрежением, для устра-
нения засоса воздуха в генератор.
Загрузочные устройства должны обеспечивать достаточно равно-
мерное распределение топлива по сечению газогенератора.
В новых конструкциях газогенераторов широко применяются загру-
зочные коробки с двумя затворами — верхним1 и нижним. При загрузке
топлива из бункера верхний затвор коробки открыт, а нижний — за-
крыт; при подаче топлива из коробки в шахту газогенератора верхний
затвор закрыт, а нижний—открыт. Верхний затвор обычно выпол-
няется в виде плоской или выпуклой крышки; нижний затвор — в виде
полого конуса, перемещаемого в вертикальном направлении рычагом
с противовесом.
Загрузочные устройства с двумя затворами позволяют производить
загрузку топлива без прекращения подачи дутья в газогенератор.
Однако достижение полной герметизации весьма затруднено вслед-
ствие застревания топливной пыли и мелочи на уплотняющих поверх-
ностях конуса. Кроме того, при опускании конуса происходит сепара-
ция топлива — более крупные куски падают ближе к периферии,
а мелкие — ближе к центру генератора.
Для устранения этого явления и создания возможности рвТулирО-
ваийя подачи топлива по сечению газогенератора применяют загрузоч-
ные коробки с отклоняющим кольцом, которое устанавливается под
коробкой. На рис. 92 показано, как с изменением положения конуса
происходит изменение подачи топлива по сечению газогенератора.
В некоторых конструкциях газогенераторов отклоняющее кольцо-
Рис. 92. Загрузочное устройство с отклоняющим кольцом.
сильно удлиняют. В результате этого, топливо всегда заполняет часть-
объемй в кольце, и свежая порция топлива не соприкасается сразу
с выходящим из слоя газом. При загрузках больших порций холодного-
и влажного топлива и
непосредственном со-
прикосновений их с га-
зом вверху газогенера-
тора наблюдаются ко-
лебания в составе, да-
влении и температуре
газа, что нежелательно.
Удлиненное кольцо по-
лучило название «юб-
ки» и применяется пре-
имущественно в газоге-
нераторах, работающих
на топливах с большой
влажностью и поэтому
дающих газ с невысо-
кой температурой.
Описанные выше за-
грузочные устройства
сибслуживаются вруч-
ную. В современных
конструкциях газогене-
раторов все чаще на-
ходят применение авто-
матические непрерыв-
ные питатели (рис. 93).
Топливо из бункера
проходит через сёктор-
йый ЗаТвбр 1 к дози-
рующей крыльчатке 2,
Рйс 93. Автоматический питатель системы Газогеие-
раторстроя:
/—севторжый затвор; 2-дозир'кшая крыльчатка; 3— порционер;.
«,£— качающиеся пластинки
которая отмеривает определенные порции топлива, поступающие в пор-
Цй'Ойер 3, имеющий коническую форму. Качающиеся пластинки 4 и 5
201:
червяка сооощается вращение от
Рис. 94. Фрикционный приводной механизм
системы Газогенераторстроя:
1—вал трансмиссии; 2— эксцентрик; 3— ползун, регу-
лирующий ход зажимных колодок; 4 и 5—-зажимные
колодки; 6—рычаг; 7 и 8— тяги; 9—фрикционное ко-
лесо; 10— тормозные колодки, задерживающие фрик-
ционное колесо при обратном ходе; 11 — тяга.
предохраняют топливо от защемления крыльчаткой и порцио-
нером.
Приводные механизмы. Приводные механизмы служат для враще,-
ния поддонов с колосниковыми решетками.
Скорость вращения поддонов в зависимости от зольности топлива
и производительности газогенератора обычно колеблется от 0,5 до 4
оборотов в час.
Наиболее распространены червячные механизмы, приводимые в дви-
жение от электромотора.
На вал червяка насаживается храповое или фрикционное колесо.
1ла мотора через эксцентри-
ковую передачу, поворачи-
вающую на определенный
угол храповое колесо по-
средством собачек, а фрик-
ционное колесо — посредст-
вом колодок (рис. 94).
При обратном ходе
эксцентрика колодки свобод-
но скользят по ободу фрик-
циона. Фрикционная переда-
ча позволяет более плавно
регулировать скорость вра-
щения, чем храповая пере-
дача, при которой 'измене-
ние скорости вращения про-
исходит скачкообразно (на
1, 2, 3 зуба).
Кроме описанных выше
эксцентриковых передач пе-
риодического действия при-
меняются иногда и шесте-
ренные или цепные передачи
постоянного действия.
Опоры поддонов колос-
никовых решеток делаются:
шариковые, роликовые и
скользящие. Шариковые
опоры, ранее имеющие ши-
рокое распространение, в
последнее время вытесняют-
ся роликовыми, как более
надежными.
В некоторых конструкциях колосниковых решеток^ преимущественно
небольшого размера, встречаются скользящие опоры, состоящие из
двух колец; нижнее кольцо неподвижное, а верхнее, прикрепленное
к поддону, вращается вместе с ним, скользя по нижнему. При надле-
жащей смазке трущихся поверхностей эти опоры не вызывают ослож-
нений в работе.
Расчет газогенераторного процесса
Применяемые в настоящее время методы расчета газогенераторного
процесса имеют эмпирический характер и сводятся, в основном, к под-
бору отдельных показателей, близких к практическим.
Весь расчет разбивается на две стадии: 1) расчет процесса сушки
и сухой перегонки в верхней части слоя топлива (в зоне подготовки
202
топлива) и 2) расчет собственно процесса газификации (в зоне гази-
фикации).
Для расчета процесса сухой перегонки пользуются практическими
данными о составе и выходе продуктов сухой перегонки топлива, по-
лученных в условиях, аналогичных имеющим место в газогенераторах.
После подсчета содержания в продуктах сухой перегонки элемен-
тов горючей массы топлива (углерода, водорода, кислорода, азота,
серы) определяется остаток элементов горючей массы, попадающих
в зону газификации и вступающих там в химическое взаимодействие
с кислородом воздуха и водяным паром.
При расчете необходимо учесть унос, который составляет обычно
от 1 до 5% от веса топлива (в зависимости от прочности топлива и
от содержания в нем мелочи) и потерю углерода в шлаке, составляю-
щую обычно от 7 до 15% от веса шлака (в зависимости от содержа-
ния золы в топливе, ее состава и конструкции газогенератора).
Состав газа, получаемого в зоне газификации, определяется путем
решения 5 уравнений, связывающих между собой отдельные компо-
ненты образующегося газа: двуокиси углерода, окиси углерода, водо-
рода, водяного пара и азота.
1. Из одного атома углерода топлива может образоваться одна
молекула СО или СОг, поэтому можно составить следующее уравне-
ние:
СО-f-СО2 —С атомов. (65)
2. При разложении одной молекулы водяного пара образуется одна
молекула водорода, отсюда получаем второе уравнение:
На -!-Н,О= U7 молей,
(66)
где IV — количество водяного пара, подаваемого в генератор с дутьем;
это количество зависит от вида топлива.
3. Зависимость между водород- и углеродсодержащими компонеи
тами газа выражается уравнением:
со • н,о _
со2- н2 ~
(67)
аналогичным уравнению равновесия (водяного газа. Так как в газо-
генераторах равновесие обычно не достигается, то величину К на
основании практических данных берут в пределах от 1,7 до 2,5.
4. На каждые 100 молекул азота, подаваемого в газогенератор
с воздухом, в химическое взаимодействие £ кислородом воздуха и
водяного пара вступает (некоторое число мо»ек$*углерода, которое из-
меняется с изменением состава дутья. Это положение можно выразить
следующим уравнением:
СО -ь со« _
n; : 11
(68)
Значения п:
Для воздушного дутья.................. от 50 до 52,7 атомов С
» паровоздушного дутья.................. 60 , 63 , С
, , нагретого д> 250’ дутья .... 62 , 65 , С
5. Количество кислорода, пошедшее на образование СО и СОг, по-
лучено за счет кислорода воздуха и разложенного водяного пара; от-
сюда уравнение:
2CO2-j-CO=£|-f-H2, (6<1)
где -Дд — число атомов кислорода, поступающего с воздухом.
203
Расчет процесса при получении водяного газа разбивается иа те же две стадии.
Расчет процесса сухой перегонки может производиться по методу ДоброхотЬйа.
Расчет процесса газификации производится по методу А. Б. Чернышева, раз-
дельно по фазам горячего и холодного дутья.
Величину соотношения в газе горячего дутья можно принимать (на основа-
нии практических даниык о работе газогенераторов водяного газа) равной 0,5—1,0,
а в водяном газе она колеблется обычно от 6 до 8. Количество неразложенного
водяного пара составляет 40—50% от общего количества пара, подаваемого в газо-
генератор.
Продукты сухой перегонки примешиваются как к водяному газу, так и К газу
горячего дутья, который отводится из верхней части шахты газогенератора вад
слоем топлива.
Основы эксплоатации газогенераторных станций
Устройство газогенераторных станций
Газогенераторные станции помимо газогенераторов имеют еще це-
лый ряд вспомогательных обслуживающих устройств, как-то: ^устрой-
Рис. 95. Газогенераторная установка горячего
газа с Судой очисткой:
1—газогенератор; 2 — пылеуловитель; 3— тарельчатый кла-
пан; 4 — коллектор; 5— рукав для пыли; в—газопровод
к потребителю; 7 — воздухопровод к газогенератору; 8 —
бункер.
ства для подготовки и по-
дачи топлива и для уда-
ления шлака; 2) газоочи-
стные аппараты и 3) уста-
новки для подачи дутья
.в газогенераторы, для
транспорта газа к потре-
бителям и др.
Выше отмечалось, что
одним из основных усло-
вий хорошей работы газо-
генератора является оди-
наковая величина загру-
жаемых в него кусков
топлива. Поэтому совре-
менные газогенераторные
станции обычно снаб-
жаются установками для
дробления и сортировки
топлива
Подача топлива со
склада в бункеры газоге-
нераторной станции осу-
ществляется в зависимо-
сти от вида топлива и
мощности станции различ-
ными способами: ленточ-
ными транспортерами,
ковшевыми элеваторами,
скиповыми подъемника-
ми, фуникулерами и пр.
При работе станции
на легко рассыпающихся
сортах топлива подачу
топлива следует осуществлять с минимальным числом перевалок во
избежание большого отхода мелочи и пыли.
Если число газогенераторов на станции не превышает 8—10, они
обычно располагаются в один ряд; при таком размещении их дости-
204
гается хорошая освещенность рабочих помещений. При большом числе
газогенераторов они устанавливаются в два ряда.
Вдоль каждого ряда газогенераторов, располагается сборный газо-
вой коллектор. Отключение газогенераторов от коллектора произво-
дится: при высокой температуре газа (500—700°) тарельчатыми клапа-
нами, изготовленными из жароупорного материала или защищенными
огнеупорной футеровкой, а при более низких температурах (до 100°) —
шиберами или водяными затворами. Каждый газогенератор имеет вы-
хлопную трубу с шибером; труба помещается между газогенератором
и запорным устройством, отключающим газогенератор от общего кол-
лектора.
Применение той или иной газоочистной аппаратуры зависит от вида
топлива, а также от качества и назначения получаемого газа.
Наиболее простую схему очистки газа имеют газогенераторные
станции, работающие на антраците, коксике или каменных углях, если
Рис. 96. Газогенераторная установка для антрацита и кокса с котлом-утили-
затором:
/ — газогенератор; 2~бункер; 3~злеватор; 4— трубчатый котел-утилизатор; 5— подвод паровоз-
душной смеси в газогенератор; б—пылеуловитель; 7—скруббер; 8—газопровод очищенного
газа; 9—водяной бак.
Потребителю подается горячий газ без предварительного охлаждения.
Подача потребителю горячего газа применяется, главным образом, в
тех случаях, когда желают использовать физическое'тепло газа и по-
требитель расположен невдалеке от газогенераторной станции. На
станциях, подающих горячий газ, имеется только сухая очистка газа от
пыли (рис. 95). Обычно каждый газогенератор 1 снабжается отдель-
ным пылеуловителем 2, так что в сборный коллектор горячего газа 4
поступает уже очищенный газ (рис. 95). Но даже при очистке газа
205
в пылеуловителях циклонного типа наиболее мелкая пыль все же
уносится в значительном количестве газовым потоком через коллек-
тор 4, тарельчатый клапан 3 и попадает в сборный газопровод 6; по-
этому газопровод горячего газа снабжается устройствами для перио-
дической чистки от пыли и сажи. Из коллектора 4 осевшая здесь
пыль по рукаву 5 подается в пылеуловитель 2. Горячий газ посту-
пает к потребителю только под избыточным напором (в несколько
десятков мм вод. ст.), создаваемым в газогенераторе; поэтому во из-
бежание больших потерь напора в газопроводах горячего газа допу-
скается очень небольшая скорость газа (1,5—3 м/сек). Так как объем
горячего газа велик, а скорость газа небольшая, диаметры сборных
газопроводов горячего пара достигают иногда Р/г—2 м в свету.
Газогенераторные станции горячего газа теперь сооружаются редко.
Газопроводы горячего газа найдут, невидимому, широкое примене-
ние на станции подземной газификации углей, где вопрос об исполь-
зовании физического тепла газа имеет большое значение.
При подаче потребителю охлажденного газа на газогенераторных
станциях, работающих на антраците и коксике, устанавливаются скруб-
беры, в которых производится промывка газа водой. Одновременно е
охлаждением газа в скрубберах происходит осаждение из газа пыли.
Иногда газ, выходящий из газогенератора с высокой температурой,
пропускают предварительно, через паровой котел-утилизатор для
использования физического тепла газа, а затем уже промывают его
водой в скруббере (рис. 96). Более широко применяется теперь макси-
мальное использование физического тепла газа в кожухе и крышке
газогенератора.
Рис. 97. Схема газогенераторней установки для торфа:
/—элеватор; 2— буикер; 3—газогенератор со швелывахтой и водяной рубашкой; 4— коллектор сырого
газа; 5—смолоотделитель Тейзена; 6— каплеуловитель; 7—скруббер; в—маслоотделитель; 9—градирня.
На газогенераторных станциях, работающих на битуминозных
топливах, схема очистки газа является наиболее сложной, особенно в
случае улавливания для дальнейшего использования побочных про-
дуктов газификации.
На рис. 97 показана примерная схема очистки газа, получаемого из
торфа в газогенераторах с швелыпахтой.
Газ по выходе из газогенератора 3 поступает через гидравлический
затвор в сборный коллектор 4\ затем газ, имеющий температуру
70—80°, проходит через каплеуловитель 6 и электрофильтр (смоло-
отделитель), где происходит выделение смолы, находящейся в тум'аио-
обраэном состоянии. После 'электрофильтра газ проходит через две
ступени скруббера 7, где охлаждается водой до температуры 25—35°,
а затем в маслоуловителе 8 освобождается от масла. Очищенный и
охлажденный газ эксгаустером подается потребителю; после эксгау-
стера газ проходит через брызгоуловитель.
206
Иногда вместо электростатической очистки газа от смолы, осо-
бенно на небольших станциях, применяется механическая очистка в
смолоотделителях Тейзена 5 или смолоочистителях других типов. При
большом содержании пыли в газе иногда производится предваритель-
ная очистка газа от пыли, а затем уже от смолы.
При необходимости тонкой очистки газа от взвешенных твердых
частиц и смолистых веществ применяется вторичная очистка уже охла-
жденного газа в электрофильтрах, механических или сухих очисти-
телях.
Ввиду большого потребления воды на охлаждение газа на газо-
генераторных станциях обычно устраивается циркуляционная система
для скрубберной воды с охлаждением последней на градирнях 9 или
в бассейнах.
Подсмольные воды, выделяющиеся при охлаждении газа в скруб-
берах, содержат фенолы и другие вредные загрязнения и поэтому
должны перед спуском в канализацию или естественные водоемы под-
вергаться специальной очистке.
На газогенераторных станциях, работающих на углях с большим
содержанием серы, нередко требуется сооружение установки для очи-
стки газа от сернистых соединений.
На газогенераторных станциях водяного газа помимо аппаратуры
для очистки и охлаждения газа, поступающего к потребителю, доба-
вляется еще аппаратура для использования физического и химически
связанного тепла горячего дутья.
Таким образом, современные газогенераторные станции предста-
вляют собой сложный комплекс различных установок и сооружений.
Эксплоатация газогенератора
Пер,ед пуском газогенератора производится тщательный его
осмотр — проверяется исправность футеровки, колосниковой решетки,
фартука, лемеха, пароводяной системы, дутьевой коробки, загрузочного
устройства, шуровочных люков, а также запорных и предохранитель-
ных устройств, контрольно-измерительной аппаратуры и т. п. Далее
производится опробование вспомогательных механизмов (приводного
механизма для колосниковой решетки, шуровочного устройства, авто-
матического питателя и др.). Затем вся система — газогенератор, воз-
духе-, паро- и газопроводы — проверяется на герметичность.
После осмотра газогенератора и опробования вспомогательных ме-
ханизмов загружают в газогенератор дробленый шлак размером
10—50 мм; слой шлака должен находиться на 150—250 мм над верх-
ним колосником решетки. Поверх шлака равномерно по сечению газо-
генератора раскладываются дрова, щепки и смоченные в керосине
тряпки. Перед розжигом надо открыть шибер на выхлопной трубе и
клапан дутьевой коробки под колосниковой решеткой и проверить за-
ливку всех водяных затворов и отключение газогенератора от осталь-
ной системы (от сборного газового коллектора и воздухопровода). Роз-
жиг производится через шуровочные отверстия, в которые бросают го-
рящие тряпки, смоченные керосином. Горение дров должно итти равно-
мерно по всей поверхности. Затем начинают подавать в газогенератор
через загрузочное устройство небольшие порции рабочего топлива. Для
создания более устойчивого раскаленного слоя топлива иногда в газо-
генератор загружают предварительно немного кокса. Клапан дутьевой
коробки закрывается и в газогенератор подается дутье, сначала под
очень слабым напором, который постепенно все увеличивается, одно-
временно с увеличением подачи топлива в газогенератор. После за-
мера зон для установления правильного их расположения и проверки
207
качества газа (содержание кислорода в газе не должно превышать
0,5%) приступают к включению газогенератора в общую систему.
Перед включением газогенератора в работающую систему, находя-
щуюся под газом, в газогенераторе повышают давление газа. Затем
шибер выхлопной трубы закрывается и производится соединение газо-
генератора с обЩхШ коллектором. Если газогенератор включается пер-
вым в неработающую систему, необходимо продуть газом все газо-
очистные аппараты и газопроводы через соответствующие выхлопные
трубы, поддерживая все время в системе положительное давление.
Обслуживание газогенератора во время работы заключается, во-
первых, в подаче в газогенератор топлива и дутья и в удалении шлака
и,, во-вторых, в наблюдении за работой газогенератора и вспомогатель-
ных устройств и механизмов.
Подача топлива в газогенератор должна производиться в соответ-
ствии с потреблением газа так, чтобы слой топлива в шахте газо-
генератора сохранялся примерно на одном уровне.
Работа колосниковой решетки (скорость вращения, положения ле-
меха) должна регулироваться в зависимости от расхода топлива и его
зольности, чтобы слой шлака над верхним колосником решетки также
оставался примерно на одном уровне.
Важным условием хорошей работы газогенератора является устано-
вление надлежащего состава дутьевой смеси, так как от состава дутья
при одном и том же топливе и режиме работы газогенератора сильно
зависит состав получаемого газа. Правильность заданного состава
дутья должна контролироваться по анализу газа.
Наблюдение за работой газогенератора производится не только по
контрольно-измерительным приборам (анализ газа, температура газа и
давление дутья и выходящего из газогенератора газа), но и путем пе-
риодического замера зон в газогенераторе, не менее двух раз в смену
при помощи железных штанг (пик), спускаемых в шахту газогенера-
тора через шуровочные люки в крышке. Шуровочные люки снаб-
жаются специальным устройством, для создания паровой завесы, пре-
пятствующей выбиванию газа в рабочее помещение. Состояние зон ха-
рактеризуется накалом вынутой штанги: нижняя темная часть указы-
вает высоту слоя шлака; раскаленная часть штанги указывает высоту
зоны газификации. Замер зон производится последовательно через все
шуровочные люки в крышке генератора; это дает возможность уста-
новить различные нарушения нормальной работы газогенератора,
как-то: перекос или неправильное положение зон, наличие шлакова-
ния и прогаров и пр. Если замечены нарушения нормальной работы
газогенератора, необходимо принять меры к их устранению. Одним из
основных средств борьбы с нарушениями режима работы и их преду-
преждения является тщательная шуровка слоя топлива.
При сильном зашлаковании газогенератора иногда приходится вре-
менно отключать его от общей системы и, увеличив влагосодержание
дутья, разбивать и удалять из газогенератора крупные куски шлака.
Перекос зон нередко вызывается неравномерной подачей топлива по
сечению шахты или неравномерным удалением шлака из газогенера-
тора; ® последнем случае необходимо выровнять шлаковую подушку
путем подрезки шлака.
При поломке привода вращающейся колосниковой решетки, следует
производить удаление шлака вручную, не допуская значительного по-
вышения шлаковой подушки в шахте газогенератора.
Остановка газогенератора может быть кратковременной и длитель-
ной.
208
При всех остановках газогенератора следует отключать его от об-
щей системы; для этой цели открывают шибер на выхлопной трубе по
мере закрытия шибера на газопроводе, соединяющем газогенератор
с общим коллектором, и уменьшают подачу дутья.
При кратковременной остановке газогенератора после отключения
его от системы прекращают полностью подачу дутья и вращение ко-
лосниковой решетки.
При длительной остановке газогенератора подачу воздуха прекра- Q
щают, но производят подачу водяного пара и быстро вращают колос-
никовую решетку, выгребая из газогенератора оставшееся в нем
топливо. ь '
При большом количестве топлива в шахте газогенератора, иногда
предварительно выжигают часть этого топлива, подавая в газогенера-
тор небольшое количество дутья или переводя газогенератор, на есте-
ственную тягу.
Организационно-технические вопросы
эксплоатацни газогенераторных станций
Для обеспечения эффективной и бесперебойной работы современ-
ных газогенераторных станций, представляющих собой, как указано
выше, целый комплекс различных установок, необходима организация
автоматического контроля и регулирования работы станций, а также
диспетчерской службы и правильного учета.
К основным техническим показателям работы станций, подлежащим
обязательному учету и определению, следует отнести: качество и ко-
личество выработанного газа и побочных продуктов газификации, ка-
чество и количество израсходованного топлива и количество израсхо-
дованного водяного пара, электроэнергии и воды. Помимо этих общих
показателей должен быть организован текущий контроль и учет раз-
личных показателей по отдельным агрегатам станции, который харак-
теризовал бы их работу. Так, у каждого газогенератора следует про-
изводить следующие измерения: расход топлива и дутья, состав и
давление дутья, выход шлака, состав, температуру и давление газа,
осуществляя по возможности непрерывный автоматический учет боль-
шинства указанных выше показателей.
Помимо учета и контроля различных величин желательно устрой-
ство автоматического регулирования работы газогенераторов, например:
количества подаваемого дутья в зависимости от расхода газа (им-
пульс— давление газа) и состава дутья — в зависимости от качества
газа (импульс — процентное содержание в газе одного из его ком-
понентов, например СОа).
Соответствующий контроль и учет должны быть организованы
также на газоочистных аппаратах и прочих установках.
Все рабочие места должны быть снабжены производственными ин-
струкциями, которые разрабатываются на каждой станции с учетом
всех ее особенностей (качества перерабатываемого топлива, конструк-
ции агрегатов, схемы очистки газа и т. д.) и правилами по технике
безопасности для предотвращения несчастных случаев (ожогов, отра-
влений газом, взрывов и др.).
На каждой газогенераторной станции должна быть организована
система плановопредупредительного ремонта всего оборудования, со-
стоящая из периодических осмотров состояния оборудования и его ре-
монта (текущего и капитального). На многих газогенераторных стан-
циях СССР старые технические нормы производительности газогене-
раторов в настоящее время превышены в 1,5—2 раза.
14 Зак. 9в1Д. Овщая тсхпич. технология томлива.
209
ГЛАВА 9
ПРОИЗВОДСТВО СВЕТИЛЬНОГО (БЫТОВОГО) ГАЗА
Производство светильного газа сперва для освещения, а затем для
нагревательных целей является старейшим видом газификации твер-
дых топлив, развившимся в ряде стран в крупную отрасль промышлен-
ности.
На заре развития газового производства газ получил название
«светильного». В настоящее время нередко его называют также «го-
родским» или «бытовым» газом. Преобладающее количество светиль-
ного газа получается методом сухой перегонки топлив в специальных
газовых или коксовых печах. В США наряду с этим сильно развилось
бытовое потребление природного газа. Использование для бытовых и
коммунальных нужд генераторных газов встречается довольно редко.
В СССР снабжение городов бытовым газом до последнего времени
производилось, главным образом, за счет газогенераторного газа, вы-
рабатываемого из каменного угля. Наряду с газогенераторным газом
использовались для бытовых нужд также и коксовый газ, газы пиро-
лиза и др. Потребление природного газа для бытовых целей ограни-
чивалось местами добычи нефти (Баку, Грозный, Майкоп и др.). За
последние 2—3 года широкие размеры приняло использование «сухих»
газов метановых месторождений, находящихся в районе средней Волги.
В частности, на снабжение этими природными газами переведены пол-
ностью Москва и Саратов.
В Западной Европе светильный газ весьма длительный период вы-
рабатывался почти исключительно из каменного угля. Практика по-
следних десятилетий показала пригодность для этой цели самых разно-
образных видов топлива, начиная от нефти и природных газов и
кончая дровами, торфом и сланцами.
На обширнейшей территории Советского Союза каменный уголь,
безусловно, будет далеко не единственным источником бытового .газо-
снабжения. Одновременно может развиваться бытовое потребление и
таких видов газа, как природный, нефтяной ретортный, нефтяной гене-
раторный, буроугольный, сланцевый, торфяной и из древесины.
Наряду с выработкой светильного газа на специальных газовых за-
водах за последние два десятилетия все увеличивается удельный вес
использования для коммунально-бытовых нужд также и коксового газа.
В ряде стран, осуществивших или осуществляющих газоснабжение
на дальнее расстояние, газовые заводы кооперируются с коксовыми
в области отпуска газа, включаясь в общие газовые магистрали.
Газовые заводы широко распространены не только в крупных, но и
в малых городах, местечках, рабочих поселках и в сельских местно-
стях. Так, Англия, насчитывающая свыше 1100 газовых заводов, имеет
всего 40 крупных городов.
Производство газа на малых заводах менее выгодно, чем на боль-
ших, но там, где имеется местное топливо, малая газовая установка
может оказаться рентабельной. Так, газовый завод, работающий на
210
отходах лесопильных заводов или отбросах катушечного производства,
в сущности говоря, пользуется бесплатным топливом.
В лесистых местностях Советского Союза светильный газ можно
получать из древесного топлива.
Получение светильного газа из каменного угля
Процесс получения светильного (городского) газа из каменного
угля вполне тождествен с процессом выжига металлургического кокса,
или отличается от него, главным образом, качеством и количеством
выдаваемого кокса; это отличие является следствием применения спе-
циальных углей, сокращения периода коксования и пропускания пара
сквозь угольную загрузку.
Так как 1в последние часы коксования выход газа и его теплотвор-
ная способность сильно снижаются, то при желании получить хоро-
ший газ процесс коксования заканчивают до выделения всего газа из
угля. Это приводит к тому, что так называемый «газовый» кокс со-
держит от 4 до 6% летучих продуктов.
Период коксования и качество газа и кокса зависят также и от типа
печи. В печах со сравнительно большой поверхностью нагрева и не-
большой загрузкой угля процесс коксования заканчивается быстрее, чем
в печах с большой загрузкой. Если же процесс коксования протекает
быстро, то газы выделяются из угля бурно и кокс получается 'вспу-
ченный и ноздреватый. В данном случае, исходя из стремления уве-
личить пропускную способность печи, сознательно идут на ухудшение
качества кокса.
Стремясь получить возможно больше газа, подвергают сухой пере-
гонке так называемые газовые угли, богатые летучими.
В тех случаях, когда экономика диктует необходимость получения
наряду с газом также и кокса хорошего качества, процесс выработки
газа ведут в коксовых печах.
Длительность периода сухой перегонки при выработке светильного
газа в печах разного типа показана в табл. 56.
ТАБЛИЦА 56
Длительность сухой перегонки угля в п ечах
разного типа
Тип печей
Продолжитель-
ность сухой пере-
гонки в час.
Горизонтальные газовые реторты . . . .
Вертикальные газовые реторты.........
, камерные печи ..............
Горизонтальные камерные коксовые печи
4— 8
10—12
10-16
20 - 24
Требования к газовому углю
Хороший газовый уголь дает до 350—400 газа на 1 т сухого
угля. Средний элементарный состав газового угля (в вес. %) должен
соответствовать следующим требованиям:
с н2 o24-n2
80—85 5-6 10—14 2—3
14*
211
Уголь должен удовлетворять следующим требованиям:
1. При температурах в реторте 900—1000° выход газа должен быть
не ниже 350 д3 на 1 т сухого угля, а теплотворная способность газа
должна быть не меньше 4500 кал/м\
2. Выход газового кокса из 1 т загруженного в печь угля не дол-
жен быть ниже 660—700 кг.
3. Содержание серы в угле должно быть минимальным.
4. Содержание золы в угле не должно превышать 10%.
5. Влажность угля не должна превышать 4—6%.
6. Размеры кусков угля (уголь должен быть грохоченый) не
должны быть меньше 12 мм и больше 30 мм.
Проверку пригодности угля для выработки светильного (город-
ского) газа производят посредством технического анализа средней
пробы угля. При этом определяют содержание в угле влаги, летучих
продуктов (выход и состав газа), золы, серы, а также выход и каче-
ство кокса.
Типы газовых печей и их конструкция
По конструктивным особенностям камер газовые печи бывают:
1) ретортные, в которых процесс происходит в замкнутых ретортах
из огнеупорного материала, или 2) ка-
Рис. 98. Разрез горизонтальной ре-
тортной печи (девятки):
1 — гильза; 2—реторты; 3—генератор (топка);
4—огневые каналы; 5— рекуператор; 6—свод.
мерные, в которых процесс осуще-
ствляется в замкнутых камерах из
фасонного огнеупорного кирпича. При
этом в зависимости от того, в какой
плоскости происходит загрузка топ-
лива и выгрузка кокса, различают
газовые печи: 1) с горизонтальными
ретортами или камерами и 2) с верти-
кальными ретортами или камерами.
Кроме того, в зависимости от ха-
рактера загрузки (периодической или
непрерывной) ретортные печи бы-
вают: 1) периодического (наиболее
распространены) и 2) непрерывного
действия.
Горизонтальные камерные печи по
конструкции весьма похожи на коксо-
вые печи. По примеру коксохимиче-
ских заводов, печи на газовых пред-
приятиях также соединяются в ба-
тареи, образующие блоки, но обычно
с числом печей меньшим, чем на со-
временных заводах для выработки
металлургического кокса. Остальные газовые печи имеют специальные
конструкции.
Основные конструктивные элементы газовой печи следующие:
1) гильза печи; 2) реторта или камера; 3) генератор (топка); 4) огне-
вые каналы; 5) рекуператор; 6) аппаратура для вывода газа из печи.
На рис. 98 показан разрез ретортной печи.
Гильзы. Гильзой газовой печи называют наружную оболочку гори-
зонтальных ретортных печей. В вертикальных газовых печах гильзы
заменяются кладкой внешних стен печи или блока. Размеры и кон-
струкция гильз зависят от размеров и расположения реторт. Кроме
самих реторт в гильзах размещаются топка (генератор), рекуператоры
и огневые каналы.
212
также иногда
h
3
Рис. 99. Сечения
газовых реторт:
7, 2—горизонталь"
ные реторты; <?—вер"
тикатьная реторта*
В горизонтальных ретортных печах различают два типа гильз:
1) с расположением реторт в два ряда (узкие) и 2) с расположением
реторт в три ряда (широкие). Ширина в просвете первых (узких) ко-
леблется от 2,1 до 2,3 м, а вторых — от 2,55 до 2,7 м. Глубина гильзы
от 3,5 м при применении 3-метровых «глухих» реторт до 6,0 м — при
6-метровых «сквозных» ретортах. Наружные стены гильзы соору-
жаются из обыкновенного красного кирпича (в три кирпича); изнутри
гильза выкладывается огнеупорным кирпичом (в один кирпич) и пере-
крывается аркой из огнеупорного кирпича. Наилучшей формой свода
является полуциркулярная арка, которая обычно и применяется в уз-
ких гильзах. При «широких» гильзах свод делают эллиптическим
или сегментным. Так как последние виды сводов создают значитель-
ный распор на боковые стенки, то радиус арки не делают больше
2,25 м. Свод выкладывается из клинообразного шамотного кирпича.
Реторты и камеры. Различают два основных типа реторт: 1) сквоз-
ные и 2) глухие. Первый тип обязателен для вертикальных и на-
клонных печей, так как загрузка реторт этих печей происходит с од-
ного конца (сверху), а выгрузка кокса с другого (снизу). Для по-
вышения производительности в горизонтальных печах
ставят длинные (сквозные) реторты, т. е. реторты, от-
крывающиеся с обоих концов. Длина таких реторт
равна 6 м, поэтому ручная загрузка их невозможна и
печное здание должно быть в этом случае оборудовано
специальным загрузочным и выталкивательным меха-
низмами, что значительно удорожает установку.
Горизонтальные ретортные печи благодаря своей
дешевизне и простоте преимущественно распространены
на небольших газовых заводах. Большинство горизон-
тальных печей строится с ретортами «глухими», т. е.
открывающимися только с одного конца, с которого и
происходит как загрузка, так и выгрузка реторты (вруч-
ную или при помощи очень несложного лотка). Основ-
ные формы сечений реторт изображены на рис. 99.
Материалом для реторт служит шамотХорошая
реторта не должна давать трещин ни при высоких
температурах, порядка 1000—-1300°, ни при резком
охлаждении стенок — в периоды загрузки и выгрузки.
Кроме того, реторта должна удовлетворять следующим
требованиям: значительная теплопроводность, достаточ-
ная плотность, чтобы препятствовать диффузии газов
прочность, обеспечивающая стойкость реторты против
износа. Этим же требованиям должен удовлетворять фасонный кирпич,
из которого выкладываются камеры. Срок службы хорошей реторты
при правильной эксплоатации не менее 1000 рабочих суток.
Длина глухих реторт у горизонтальных печей колеблется от 2,75 до
3,0 м, а у вертикальных — от 3,4 до 7,5 м.
Производительность газовой реторты определяется ее вместимостью
и временем коксования. Основные данные для
на угле, приведены в табл. 57.
Топка. Обычно; газовые печи обогреваются
получаемым в газогенераторах, расположенных в
печи. Сырьем для выработки отопительного
является собственный газовый кокс,
1 В США в последнее время реторты строят из специальных фасонных кирпичей.
В этом случае кирпичи у устья реторты делают из шамота, а остальные— из кислого
огнеупора (динаса).
сквозь нее, и
механического
реторт, работающих
генераторным газом1,,
самой гильзе (блоке),
генераторного газа
вырабатываемый в ретортах.
213
ТАБЛИЦА 57
Основные показатели размеров и производительности газовых реторт
Основные показатели Тип реторты
Горизонтальная Вертикальная
Размер сечения в мм 650X400 650X430 525X380
Длина реторты в м . . . • .... 3 6 5,5
Высота загрузки шихты 0,5 Л1 0,65 h 0,8 h
Вес загрузки шихты в кг . ... . Продолжительность коксования в 200 750 800
часах 6 6 10-12
1 h — высота реторты (см. рис. 99).
В тех случаях, когда коксуемое топливо дает мало кокса или совер-
шенно не дает такового (бурый уголь, сланец, торф), печь отапли-
вается простой топкой с плоской колосниковой решеткой, размер ко-
торой определяется количеством тепла, требующегося для обогрева
печи, и теплотворной способностью сжигаемого топлива.
В горизонтальных ретортных печах с числом реторт не больше 6
топка помещается под ретортами. В тех случаях, когда нельзя сильно
углублять топку, например в случае близости грунтовых вод, приме-
няют мелкие топки с загрузкой слоя топлива высотой 0,3—0,4 м, назы-
ваемые полугазовыми в отличие от газовых, работающих на нормаль-
ном слое топлива (высотой 0,75 м).
Площадь колосниковой решетки генератора не должна быть меньше
0,03 л/2 на каждый пог. м суммарной длины установленных в печи ре-
торт. Для уменьшения тепловых потерь решетке придают вид четырех-
угольника, узкая сторона которого примыкает к передней стенке печи,
в которую вделана загрузочная дверца. Вдоль длинных сторон выве-
дены боковые стенки, перекрытые сводом с выводным отверстием для
выхода газа под реторты. Стенки топки сложены из огнеупорного кир-
пича (в два кирпича). Ширина топки (включая решетку и боковые
стенки) колеблется от 1,35 до 1,70 м, в то время как ширина гильзы
в просвете колеблется от 2,1 до 2,7 м, т. е. по бокам топки остается
свободное пространства для размещения дымовых каналов и реку-
ператора (рис. 98).
Рекуператоры. В ретортных печах, отапливаемых газовыми топками,
рекуператор служит для подогрева вторичного воздуха. На 1 №
вводимого вторичного воздуха получается около 2 м3 дымовых
газов; поэтому в рекуператоре может быть отдано максимально 50%
тепла дымовых газов. Последнее приводит к тому, что даже в верти-
кальных газовых печах, где поверхность рекуператоров всегда доста-
точна, температура отходящих в дымовой трубе газов не падает ниже
500°. В горизонтальных печах она достигает 700°, причем если она
падает ниже 450°, то это служит показателем засоса воздуха и на-
личия трещин в дымовых каналах.
На рис. 98 приведена печь с рекуператором Германсена. Дымовые
газы движутся по полым фасонным кирпичам; сами кирпичи образуют
каналы, внутри которых движется воздух. Поверх этих кирпичей по-
ложены плоские кирпичи, толщиной в 50 мм, поверх плоских кирпичей
вновь укладываются кирпичи с каналами.
Огневые каналы. В горизонтальных печах каждая реторта опи-
рается на переднюю и заднюю стенки печи, между которыми возво-
дится ряд параллельных вертикальных перегородок, отстоящих друг
214
от друга на 150—300 мм. В вертикальных печах эти перегородки рас-
полагаются в горизонтальных плоскостях по всей высоте реторты или
камеры. Назначение перегородок состоит в удлинении времени кон-
такта горячих топочных газов со стенками реторт, аккумулировании
тепла и направлении движения топочных газов в огневых каналах, об-
разуемых перегородками. Чем чаще поставлены перегородки, тем
больше тепла они воспринимают и тем лучше и равномернее идет на-
грев реторт, но тем уже сечение огневых каналов, больше скорости
топочных газов и, следовательно, больше сопротивление тяги.
Аппаратура для вывода газа из печи. Полученный путем сухой пе-
регонки газ через отверстие в загрузочной крышке реторты поступает
из реторт в стояк, из которого через угловой патрубок и гидравлик
направляется в сборный трубопровод. Чтобы воспрепятствовать вы-
носу из реторт пыли, образующей вместе со смолой настыли на стен-
ках труб, скорость газа в стояке не должна превышать 1 м/сек, а ми-
нимальный диаметр стояка установлен практикой в 150 мм. Угловой
патрубок в верху стояка снабжен одним или двумя люками для про-
чистки стояка, а к нисходящей ветви патрубка присоединена труба,
погруженная в водяной затвор гидравлика. Гидравлик представляет
собой корытообразный закрытый газосборник, наполовину наполненный
водой, через которую барботирует газ. Глубина погружения вводящих
•газ труб составляет 10—30 мм. Служа водяным затвором для реторт,
гидравлик одновременно является сборником для частично конденси-
рующихся в нем смол и прочих конденсирующихся компонентов газа.
Смола и подсмольная вода удаляются из гидравлики через слив, а све-
жая вода поступает через особый кран.
Газовые печи с горизонтальными ретортами
Несмотря на более чем столетнее существование, газовые печи
с горизонтальными ретортами применяются и в настоящее время, осо-
бенно на малых заводах производительностью до 3 млн. м3 светиль-
ного газа в год Г Процесс сухой перегонки угля в этих печах завер-
шается обычно в течение 4—6 час., а дров — 2—3 час. Это позволяет
легко и быстро применяться к колебаниям потребления газа, регули-
ровать интенсивность процесса и тем самым сильно снизить емкость
дорогостоящего газгольдера. Такая гибкость и простота устройства и
обслуживания обеспечили этому типу печей наибольшее распростране-
ние на небольших заводах.
В одной печи помещают от 2 до 10 реторт; по количеству реторт
печь носит название — «двойка», «тройка» и т. д. В большинстве слу-
чаев сооружают реторты «глухие» длиной 3 м. Одна реторта (600 X
X 400 мм) перерабатывает в среднем 1 т угля в сутки; выход газа
из одной реторты составляет 360—400 м8/сутки. Расход кокса на
отопление печи колеблется от 0,25 т для «двойки» до 1,3 т для
«десятки».
Газовые печи с вертикальными ретортами непрерывного действия
Этот тип печей (рис. 100) появился в 1903 г. Уголь, загруженный
в вертикальные реторты, дает газ лучшего качества. Это является
следствием того, что газ, поднимаясь преимущественно по оси реторты,
вдоль пластического шва, т. е. в области не очень высоких температур,
не встречает на своем пути раскаленных стенок реторты (как в гори-
зонтальных печах) и мало подвергается перегреву и крекингу.
1 В 1928 г. в Аиглии построен газовый завод производительностью в 30 млн. м3
газа в год, оборудованный целиком горизонтальными газовыми ретортами.
215
Помимо этого, преимущество вертикальных печей состоит в быстроте
и удобстве загрузки (5—7 сек.) и выгрузки, происходящих под дей-
ствием собственного веса кокса после открывания поддона. Эти печи
устанавливаются на заводах производительностью выше 2 млн. м3 газа
в год. По ширине печи ставится от 2 до 3 реторт в ряд, причем таких
рядов в одной гильзе обычно не меньше 3 и не больше 6. В последнее
время наблюдается тенденция переделывать ретортные печи на вер-
тикальные узкокамерные. Последние, сохраняя все преимущества вер-
тикальных ретортных печей, обладают еще тем достоинством, что
лучше используют объем гильзы. Так, три реторты одного ряда печи
вмещают обычно 1,5 г
угля, тогда как одна
камера, размещенная
в той же ширине, вме-
щает 2,4 т. Вертикаль-
ные камерные печи
более современны, но
несколько дороже.
Газовые
камерные печи
Для удешевления •
производства газа, га-
зовая промышленность
пошла по пути механи-
зации загрузки угля и
выгрузки кокса с одно-
временным увеличе-
нием емкости закрытой
полости агрегата, в ко-
торой протекает про-
цесс сухой перегонки.
Это привело к замене
эллиптических реторт
камерами прямоуголь-
ного сечения с шири-
ной основания от 0,22
до 0,35 лг, длиной —
от 1,75 до 4 м при
высоте камер от 3,4
до 6,5 м.
Камерные печи бы-
вают: с горизонталь-
ными и с вертикаль-
Рис. 100. Вертикальная ретортная газовая печь:
7—угольный бункер; 2—загрузочная тележка; 3—реторты;
4—газогенератор; 5—коксовый бункер; 6—тележка для за-
грузки кокса в генератор; 7—гидравлик; 8 — пароперегрева-
тель; 9—сборный газопровод; 10—тушильный вагон для кокса;
77 —коксовый транспортер для уборки потушенного кокса.
ными камерами.
Газовые печи с горизонтальными камерами. Печи с горизонталь-
ными камерами являются обычными коксовыми печами, но несколько
меньших размеров и с меньшим числом печей в одном блоке (начи-
ная от пяти). Период коксования в этих печах при ширине камеры до
0,45 м равен приблизительно 20—24 час., при ширине камеры 0,35 м и
меньше он снижается до 12—14 час. Загрузка угля и выгрузка кокса
производятся в камерах совершенно аналогично коксовым печам; для
осуществления этих операций необходимы: загрузочная вагонетка или
загрузочный вагон, двереэкстрактор, коксовыталкиватель, коксовая
рампа, тушильный вагон и тушильная башня. Все эти механизмы и со-
оружения значительно удорожают установку и затраты на них ло-
жатся большим бременем на себестоимость продукции в силу пони-
2:6
женной (вследствие уменьшенных размеров) производительности печи.
Поэтому такого рода печи строятся редко и им предпочитают обыч-
ные коксовые печи, которые сооружаются там, где производство
газа значительно и где обеспечено потребление металлургического
кокса.
Газовые печи с вертикальными камерами. Это — наиболее рас-
страненный тип печей на всех современных газовых заводах более или
менее новой стройки. Они компактны, дают до 50 м3 газа в сутки
с 1 м2 площади печи, вырабатывают кокс, вполне пригодный для
вагранок, и сравнительно недороги. Их успешно применяют на заводах
с производительностью не ниже 750 000 м3 газа в год. Обычно один
блок печей, отапливаемый одним генератором, содержит от 3 до 5 камер
прямоугольного сечения размерами вверху — 0,28 X 1,4 м и внизу
0,33 X 1,6 м (печь Клённе) при высоте 4,15 м. Стенки камеры сложены
из огнеупорного фасонного кирпича и обогреваются рядом горизонталь-
ных огневых каналов, в которых горит смесь генераторного газа с подо-
гретым в рекуператорах воздухом. Загружается камера через загрузоч-
ный люк в своде камеры, закрываемый простой крышкой. Разгрузка
кокса производится открытием нижнего поддона, причем кокс вы-
валивается либо на пластинчатый транспортер, которым и передается
в тушильное отделение, либо выгружается в вагонетку, которая кана-
том и лебедкой подается на тушение.
Газогенератор включен в гильзу печи и расположен в центре ее,
сбоку от камер. По обе стороны от газогенератора размещены рекупе-
раторы.
Каждая камера вышеприведенных размеров вмещает 1,25 т угля
и способна дать в сутки от 700 до 1000 м3 газа (при 12-часовом пе-
риоде коксования).
Газовые печи с вертикальными ретортами непрерывного действия.
Принцип работы газовых печей с вертикальными ретортами непре-
рывного действия состоит в том, что уголь в них находится в беспре-
рывном движении, опускаясь сверху вниз и коксуясь на своем пути;
кокс непрерывно удаляется снизу печи. Движение угля очень медлен-
ное. Скорость опускания колеблется от 14 до 17 мм/мин, что при вы-
соте реторты 7,5 м соответствует времени пребывания в ней куска
угля от 7,5 до 8 час. К этому времени нужно добавить еще 1,5—2 часа
пребывания кокса в нижнем бункере, где происходит сухое тушение
кокса. Выдача кокса осуществляется непрерывнодействующим экстрак-
тором.
Печи этого типа компактны (в одном блоке размещается от 1 до
5 реторт) и все операции в них полностью механизированы. Состав газа
не меняется по часам, а сохраняет постоянство в течение всего про-
цесса.
Основным недостатком этих печей является сложность кон-
струкции.
Высота реторт 7,5 м. Размеры вверху (в зависимости от числа ре-
торт в блоке): 1) 1530 X 175 мм (одна реторта в блоке); 2) 1280 X
X 175 мм (две или четыре реторты в блоке); 3) 860 X 175 мм (до пяти
реторт в одном блоке).
Пропускная способность первой печи за сутки от 6,5 до 7,5 т угля,
второй от 4,5 до 5,5 т угля и третьей от 2,5 до 3 т.
Производительность описанных выше типов газовых печей по вы-
работке газа в м3 на 1 м2 площади (занимаемой зданием), следующая-
Печи непрерывного действия........................9-—20
„ вертикальные периодического действия .... 7,5—17,5
, горизонтальные...............................3,5—7
217
Ввод пара в реторты
Для увеличения выхода газа из угля нередко прибегают к пропу-
сканию сквозь коксовый пирог в последние часы коксования некото-
рого количества пара, подаваемого снизу вертикальных реторт и
камер тонкими струйками через сопла диаметром 3 мм. При взаимо-
действии пара с раскаленным коксом образуется водяной газ, кото-
рым разбавляется основной газ процесса сухой перегонки. Пар для
этой цели должен обладать давлением 1,25—1,5 ат. Пропускается он
очень медленно и осторожно, чтобы не слишком охлаждать реторты.
Обычно его дают от 1,5 до 2 кг на каждые 100 кг угля, загруженного
в реторту или камеру; при этом разлагается приблизительно 50—70%
введенного пара.
Добавочный расход кокса на поддержание температуры стен печи
на постоянном уровне (1200°) составляет около 0,3 кг на 1 м3 обра-
зующегося водяного газа.
Добавляют такое количество пара, чтобы теплотворная способность
газовой смеси не опускалась ниже 4200 кал/м3. При большей добавке
1—ретортная газовая печь; 2—гидравлик; 3—сборный газопровод; 4—воздушный холодильник;
5—водяной трубчатый холодильник; 6—эксгаустер; 7—пелуз (для удаления смолы); 8—аммиач-
ный скруббер; 9—стандарт-скруобер (цля выделения нафталина); ' 10—сух«я ящичная очистка
газа болотной рудой; 11 — газовый счетчик (газовые часы); 12—газгольдер^(мокрый); 13—город-
ской регулятор давления газа.
пара наряду с увеличением количества водяного газа и уменьшением
выхода кокса сильно затягивается период «доспевания» кокса: средне-
суточная выработка газа не только не повышается, а даже может
снизиться. Это видно из следующего примера: без добавления пара,
реторта за 11 час. коксования давала 165 м3 газа, а с добавлением
пара — 200 м3'- при этом время пребывания загрузки в печи увеличилось
до 13,5 часа.
Суточная выработка в первом случае будет:
= 360 м3!сутки,
218
а во втором:
200-24 оСС<„, ,
= 355 м-^сутки,
т. е. даже немного меньше, чем без добавления пара.
Это обстоятельство следует всегда учитывать при вводе пара в ре-
торты.
Рекомендуется к вводу пара прибегать только в том случае, если
нужно снизить расход угля для коксования.
Общая схема газового завода для получения светильного газа
На рис. 101 приведена общая схема получения светильного газа из
угля, применяемая на газовых заводах. Краткие общие данные для
ориентировочных подсчетов завода светильного газа сводятся к сле-
дующему. Площадь заводского участка составляет от 2,5 до 7,5 м2 на
1000 м3 годовой выработки газа. Печной цех рассчитывается на ма-
ксимальный суточный выпуск газа, равный от 1/'ио до 1/зоо годовой
выработки.
При расчете возушных холодильников поверхность охлаждения при-
нимается от 2 до 3,5 ж2 на 100 м3 суточной выработки газа. При рас-
чете водяных холодильников поверхность орошения принимается со-
ответственно от 1 до 1,5 м2 на 100 м3 суточной выработки.
Эксгаустер определяется максимальной производительностью, рав-
ной V20 от максимальной суточной выработки.
Скруббер должен иметь от 0,6 до 1,2 .м3 объема на каждые 100 м3
суточной выработки газа.
ГЛАВА 10
ХРАНЕНИЕ И ТРАНСПОРТ ГАЗА
Газопроводы
Все пирогенные производства вырабатывают и потребляют значи-
тельное количество газов.
Передача этих газов из цеха в цех, а также за пределы завода
производится по газопроводам.
По своему назначению газопроводы можно разделить на 2 типа:
магистральные и распределительные или газовые сети.
Задачей магистральных газопроводов является передача газа от
места его получения к местоположению потребителей. Эти газопро-
воды передают обычно значительное количество газа на расстояние
в несколько десятков и даже сотен километров.
Распределительные газопроводы, как показывает само название,
распределяют газ (получаемый здесь же на месте или доставляемый
магистральным газопроводом) по> различным потребителям и состоят
из большого числа отдельных, обычно более коротких, чем главная
магистраль, газопроводов.
Деление это, конечно, условно и часто отдельный длинный газопро-
вод газовой сети можно назвать магистральным. Система магистраль-
ных газопроводов может образовать газовую сеть, в которую в каче-
стве отдельных потребителей включаются заводы или целые города.
Распределительные газопроводы или газовые сети, в свою очередь,
обычно делятся на сети городские и заводские.
С точки зрения расчета, газопроводы, как и водопроводы, можно
разделить на простые и сложные.
Простым называется газопровод, не имеющий ответвлений, газопро-
вод без промежуточного отбора газа. Весовые расходы такого газо-
провода, т. е. количества газа, проходящие в единицу времени через
сечения трубы, одинаковы во всех сечениях по длине газопровода.
Простой газопровод может состоять как из труб одного диаметра,
так и из последовательно соединенных труб различных диаметров.
Сложным называется всякий газопровод, имеющий хотя бы одно
ответвление. Такое деление объясняется принципиальным и значитель-
ным усложнением расчета при наличии у газопровода хотя бы одного
ответвления.
По этой классификации магистральные газопроводы обычно отно-
сятся к простым, а газовые сети — к сложным газопроводам.
Расчет газопроводов
Потери давления по длине газопроводов. Течение жидкости или
газа по трубе связано с известной потерей энергии на трение, что
внешне выражается в потере давления по длине трубы. Эта потеря
220
зависит от целого ряда факторов, из которых основными являются
скорость движения и геометрические размеры трубы, причем характер
этой зависимости определяется режимом течения жидкости или газа.
Как известно, режим течения определяется некоторым безразмерным
параметром, который называется критерием Рейнольдса. Для круглого
сечения критерий Рейнольдса определяется по формуле:
Re = v~^ , (70)
где v — скорость течения в м/сек,
d — диаметр трубы в м,
v — кинематический коэфициент вязкости в м2/сек, равный част-
ному от деления динамического коэфициента вязкости на плот-
ность жидкости (или газа).
Если Ле </ 2300, то в трубе устанавливается ламинарное (струйча-
тое) течение, а если Re > 2300, то течение турбулентное (вихревое).
При значении Re около 2300 течение может быть и ламинарным и
турбулентным, но ни то, ни другое не являются в данном случае устой-
чивыми.
При ламинарном течении потери пропорциональны скорости, при турбулентном
режиме, с которым мы в Дальнейшем только и будем иметь дело, эта зависимость
хорошо передается квадратичным законом.
Для капельной (несжимаемой) жидкости эта зависимость выражается формулой:
(71)
где Н — потеря давления в лг/.и-' или мм вод. ст.;
К—коэфициент трения;
L — длина трубы в лг,
d — диаметр в м;
v — скорость течения в м/сек\
g— ускорение (силы тяжести в м/сек3-,
Ч—объемный вес газа в кг/м.3.
В данном случае предполагается, что труба прямолинейна и горизонтальна, не
имеет боковых ответвлений и течение газа изотермическое. Течение газа отличается
от течения жидкости тем, что при постоянном сечении трубопровода линейная ско-
рость течения по длине трубы не остается постоянной, как у жидкости, а возра-
стает, так как (по мере движения газа давление его благодаря потерям на трение
падает, а следовательно увеличивается объем. Это приводит к тому, что потери
иапора на равных по длине .участках трубопровода не одинаковы между собой, как
при течении жидкости, а увеличиваются по длине трубы. Следовательно, падение
давления по длине происходит не линейно, как у жидкости, а по некоторой кривой.
Рассмотрим сначала один частный случай. Если падение давления по длине
газопровода невелико, то газ расширяется незначительно и можно считать объем-
ный вес Т 1и скорость v постоянными по длине газопровода. Тогда, подставив
в предыдущую формулу у, выраженное через секундный расход Q и диаметр 'd,
а именно:
т/_ Q • 4 __ Q
r.dl 0,785d5’
получим
d ‘ 0.7R52 d4 2g ' 7
72)
(7 3)
где Q — расход газа в м?/сек при температуре t и абсолютном давлении в газо-
проводе р;
у—объемный вес этого газа в кг/м3 при тех же условиях.
Приняв за исходную температуру 0°, выразим т через объемный вес воздуха
и относительный удельный вес Д:
7 = Гвозд. ’ д = 1,293 Д. (74
221
Подставив это выражение в формулу (73) и решая его относительно Q, полу-
чим так называемую формулу Поле:
Q = K]/~ <75>
где
(7б)
г Л • 1 ,Z jo
Величина коэфициента трения Л. не остается постоянной, а с увеличением диа-
метра и начального давления увеличивается., Однако обычно этой зависимостью
пренебрегают и, взяв для К некоторое среднее значение, считают его постоянным.
Это значительно упрощает расчет и не дает существенных ошибок. Значения X.
лежат между 0,02—0,03. Обычно в качестве постоянного значения принимают X.
равным 0,024.
Подставив это значение в формулу (76), получим:
К = V~2F0W~ = /2-9,81-0,785* = ;g?
/0,024-1,293 / 0,024-1,293
Понятно, что числовое значение коэфициента К зависит от единиц, в которых
выражены все величины, входящие в формулу Поле.
Табл. 58 дает числовые значения коэфициента К для двух различных случаев.
ТАБЛИЦА 58
Значение коэфициента К (для формулы Поле)
К d Q I н
0,71 CM м3/час м мм вод ст.
19,7 м лР/сек п В
Формулу Поле можно всегда применять для расчетов, если И < 300—400 мм
вод. ст., при каком бц! абсолютном давлении ни находился газ! в газопроводе.
Если падение давления по длине газопровода значительно, то газ по м'ере
движения по трубе расширяется, скорость его движения возрастает и применять
в этом случае формулу (71) сразу для всей длины нельзя. Поэтому применим фор-
мулу (71) к некоторому элементарному участку газопровода dl, по длине которого
давление можно считать постоянным, а затем, интегрируя, найдем закон течения
газа для всего газопровода:
(78)
(знак минус указывает, что с увеличением длины газопровода давление умень-
шается). , , Ж|
Для изотермического расширения газа имеем: * .......
v • т = »оТо. (79)
где индекс «0» указывает, что величина отнесена к нормальным условиям (0° и
760 мм).
Выразим v через vo по уравнению газового состояния:
г' = 1'оДг. (80)
Подставляя эти выражений в формулу (78), получим:
~dP-^lTTg^PT<>-
Разделяем переменные и интегрируем по всей длине газопровода:
А о
PJ—PJ _ X РпГ v± ,
2 d "t0' То ‘2g'L-
(81
(82)
(83)
222
Подставив
носительно Q,
выражения Vo и 7 о в формулы (72) и (74) и решая уравнение от-
получим:
/X-g-0,785? 5/, ГPf -
V Ро-1,293 А Г Z.7A
(84)
Как и в формуле Поле, в данном случае основное затруднение при расчете
представляет коэфициент А.
Как показали многочисленные опыты, эта величина не является постоянной и
зависит от целого ряда факторов, причем теоретически возможно рассчитать ее
только для случая ламинарного движения. При ламинарном движении пограничный
слой движущейся жидкости' или газа образует у самой стенки неподвижную пленку
и коэфициент трения не зависит от характера внутренней поверхности стенок,
а только от диаметра трубы и вязкости движущейся жидкости или газа. Для тур-
булентного же течения, которое нас только и интересует (так как газ в. трубах
практически всегда движется турбулентно), невидимому, еще долго придется до-
вольствоваться эмпирическими зависимостями ввиду большой сложности происхо-
дящих при этом физических явлений.
В дальнейшем будем применять формулу, предложенную Веймаутом, который
очень удачно выразил А как функцию диаметра:
0,0085
(85)
Подставив это выражение в формулу (102) и заменив в ней давления Р вкг/м-
на р кг/см2 (Р = 10 ОООр), получим:
где
Q^K-dl*yrp'tLTP/ ,
(86)
7<= 100
Tog-0.785?
V Ро 1,293 • 0,0085
273 • 9,81 • 0,785?
1,033 1,293 • 0,0085
= 38 200.
Это и есть формула Веймаута, наиболее широко применяемая из числа не-
скольких десятков подобных формул, которых мы не приводим.
Величина К, как и для формулы Поле, зависит от единиц, в которых выра-
жены все входящие в формулу (86) величины, поэтому формула Веймаута имеет
в литературе различный вид. В табл. 59 даны значения коэфициента К для различ-
ных случаев.
ТАБЛИЦА 59
Значение коэфициента К (для формулы Веймауты)
К d Q L р
38 200 м Мя/сек м абс. кг/см"
1 210 я км » г>
435.101 мЯ1 час м V »
20,2 см » » я
Следует подчеркнуть, что в отличие от формулы Июле, в которой расход от-
несен к температуре и давлению газа в газопроводе, формула Веймаута дает рас-
ход, отнесенный к нормальным условиям (0° и 760 мм).
Неоднократная практическая проверка формулы Веймаута показала, что при
пользовании ею ошибка обычно не превышает 3—5%, что для практических целей
является вполне удовлетворительным. Ошибки при расчете по другим формулам
при тех же условиях часто- достигают 30—40%.
Вычисления по формуле Веймаута дают несколько преувеличенный расход или
соответственно преуменьшенное падение давления, особенно при малых перепадах
давления pi — ат и диаметрах d < 150 мм, когда ошибка может составить
10—12%. Поэтому при выборе трубы по сортаменту следует всегда брать трубу
с ближайшим большим, а не меньшим диаметром. Все эти указания относятся
к нормальным условиям эксплоатации, тогда как сильная коррозия труб и их за-
сорение могут значительно уменьшить расход.
Ниже приводятся формулы Поле и Веймаута, решенные относительно перепада
давления или разности квадратов давлений и диаметра и несколько видоизмененные
для облегчения вычислений.
223
Формула Поле:
а „ а Q4A
d — И ' ГДе“ - ~/(2- •
(87)
Формула Веймаута:
Q = К(№ ! Pi- — р£ = 4г. d^a = rfLpj • где ? = . (88)
* d “
Вычисления по этим формулам, особенно по формуле Веймаута, довольно гро-
моздки, так как приходится возводить диаметр в степень 5, 8/з или 1в/3.
газа
Местные сопротивления. Всякое изменение скорости течения
как по величине, так и по направлению вызывает дополнительную, так
называемую местную потерю энергии. Такие детали трубопровода, как
колена, тройники, отводы, отчасти закрытые задвижки, измерительные
диафрагмы и т. и., нарушают установившийся поток газа, образуют
мертвые пространства и вихревые потоки, на что расходуется некото-
рая часть энергии потока. Если сечения трубы до и после такого ме-
ста одинаковы, то скорости тоже одинаковы; поэтому кинетическая
энергия потока остается неизменной и потеря идет за счет потенциаль-
ной энергии, т. е. давления. Экспериментально найдено, что потеря да-
вления, вызываемая местным сопротивлением) пропорциональна
драту скорости. Обычно ее выражают произведением некоторого
£/2
стояяного коэфициента сопротивления £ на скоростной напорчу:
V2
ЬН — Г,— «у мм вод. ст.
ква-
по-
(89)
Часто для упрощения расчета бывает выгодно заменить потерю,
вызываемую местным сопротивлением, потерей на трение некоторого
участка трубы с тем же диаметром и коэфициентом сопротивления, что
и у основной трубы.
Найдем длину этой так называемой эквивалентной (равноценной в смысле со-
противления) трубы
'1 =
d ’2gT
^2 = <%y
По условию эквивалентности:
(потеря на трение в эквивалентной трубе),
(потеря от местного сопротивления).
следовательно:
d 2 g :g
откуда:
(90)
(91)
(92)
Если на рассматриваемом участке газопровода имеется п различных местных
сопротивлений, то общая вызываемая ими потеря составит:
"1 = 2/^ = 7 (93)
1» I I ~ Zg
а общая эквивалентная длина будет равняться:
= S //. (94)
Z — 1
224
Общая потеря напора газопровода равна сумме потерь на трение и
всех местных потерь. Пользуясь понятием эквивалентной длины, об-
щую потерю находят, подставляя в расчетную формулу для определе-
ния потери на трение (Поле или Веймаута) вместо истинной длины
газопровода L большую, так называемую приведенную длину, равную
L + L'.
Однако для вычисления потерь от местных сопротивлений или
эквивалентной длины по приведенным формулам необходимо знать диа-
метр трубы, а при проектировании диаметр нам не известен. Поэтому
обычно предварительно приходится задаваться величиной потерь от
местных сопротивлений, а затем, когда найден диаметр газопровода,
вести поверочный расчет. Потеря от местных сопротивлений зависит
от характера газопровода и скорости газа. На отдельных участках за-
водских газопроводов с большим количеством колен, тройников и т. д.
потеря от местных сопротивлений может достигнуть значительной ве-
личины, обычно же она не превышает 10—15% от потери напора по
длине. Для магистральных газопроводов эта потеря еще меньше
(не выше 3—5%).
Расчет простых и сложных газопроводов. Простым газопроводом,
как указывалось, называется газопровод, не имеющий ответвлений. По-
этому простым газопроводом можно считать и длинный магистральный
газопровод и отдельный участок сложной газовой сети между двумя
соседними ответвлениями.
Такая терминология объясняется тем, что простой газопровод мо-
жет быть прямо рассчитан по формулам, в то время как расчет слож-
ного газопровода сводится к подбору и повторным расчетам отдель-
ных простых газопроводов, являющихся участками газовой сети между
соседними ответвлениями.
Наиболее просто рассчитать простой газопровод в том случае,
когда задан диаметр газопровода и требуется определить либо расход
газа по известному начальному и конечному давлениям, либо одно из
них по известному расходу и другому давлению. При проектировании
чаще приходится решать более сложную задачу: по данному расходу
и начальному и конечному давлению найти диаметр газопровода. В этом
случае для обеспечения нормальной работы газопровода при
любых условиях расчет ведут по максимальному расходу и наибольшей
возможной температуре газа в газопроводе, так как это соответствует
наихудшим условиям.
Простейшим примером сложного газопровода является газопровод
с одним ответвлением. Однако решение для этого газопровода даже
самой простой задачи — определение расходов в каждой ветви по из-
вестным длинам и диаметрам труб и давлениям — связано со значи-
тельными трудностями, так как дается системой четырех уравнений
с четырьмя неизвестными (три расхода Qp Q2, Qs и давление в точке
разветвления). Поэтому даже эту простейшую задачу (в гидравлике
называемую «задачей о трех резервуарах») обычно предпочитают ре-
шать подбором, задаваясь значением давления в точке ответвления р
и подсчитывая расходы в каждой ветви по способу расчета простых
газопроводов до тех пор, пока не будет достигнуто необходимое равен-
ство Qn — Qs-^-Qs. Для более сложных систем газовых сетей этот
метод подбора является не только простейшим, но и единственным
практическим способом расчета.
Обычно при расчете сети известно начальное давление, минималь-
ное давление у каждого потребителя и расход газа каждым потреби-
телем. В этом случае расчет сводится к следующему: взяв наиболее
удаленную точку сети, разбиваем все располагамое до этой точки
давление по отдельным участкам газопровода между соседними раз-
15 Зак. 3610. Общая химия, технология топлива. 225
ветвлениями, принимая во внимание длину каждого участка и его-
расход.
Иногда при проектировании газовой сети (как и в случае простого
газопровода) могут быть известны только расходы и конечные давле-
ния у потребителей, а проектировщик должен найти диаметры и на-
чальные давления. В этом случае следует сразу задаться диаметром
отдельных участков и найти начальное давление, но понятно, что та-
ким образом можно получить любое число различных решений; так же
как и для магистрального газопровода, выбор того или другого
варианта определяется экономическими соображениями.
Магистральные газопроводы
Магистральные газопроводы или газопроводы дальнего газоснабже-
ния служат для передачи значительных количеств газа от места его
добычи или производства к месту потребления.
В Советском Союзе передача естественного газа на дальние расстоя-
ния в больших масштабах началась в последние годы. В 1942 г. был
передан в эксплоатацию газопровод Елшанка — Саратов, и в 1943 г.
Бугуруслан — Куйбышев (140 км). В настоящее время закончено строи-
тельство и приступлено к эксплоатацни газопровода Саратов — Москва
(840 км). Газ подается в сеть при начальном давлении 80 ат, а в Мо-
скве поступает в сеть к потребителю при давлении 5 ат. На маги-
страли имеется 6 промежуточных компрессорных подстанций, повы-
шающих давление газа в газопроводе. Диаметр газопровода 320 мм.
Производительность газопровода Саратов — Москва 1300 тыс. м3/час;
калорийность газа 8 тыс. кал/М3.
Наиболее широкое развитие магистральные газопроводы получили
в США для транспорта природного газа. В настоящее время в США
имеется около 300 тыс. км магистральных газопроводов, по которым
передается в год свыше 80 млрд, м3 газа. Газ в США используется
в самых различных отраслях промышленности и чрезвычайно широко
применяется в быту. Большинство американских городов полностью
газифицированы и более 60% всего населения США пользуются в быту
газом.
Газ успешно конкурирует с электричеством и обычно оказывается
выгоднее передать его даже на расстояние в несколько сотен километ-
ров по трубам, чем превращать его на месте в электрическую энергию'
с передачей последней потребителю по проводам. Это объясняется тем,
что коэфициеит использования энергии газа при превращении его
в электроэнергию значительно ниже, чем при непосредственном исполь-
зовании газа для промышленного и бытового потребления.
В СССР несмотря на значительные запасы природных горючих га-
зов дальнее газоснабжение фактически только еще начинает разви-
ваться. Выработка больших количеств промышленных газов, успешное
использование природных газов (которых у нас не меньше, чем в США)’
и решение проблемы подземной газификации настоятельно требуют
быстрого развития строительства дальних газопроводов.
Технически газ можно передать на любое расстояние. Чем дешевле
газ, чем больше его калорийность и чем дешевле энергия, потребляе-
мая компрессорами, тем на большее расстояние рационально этот газ
транспортировать.
Наиболее длинным в настоящее время является газопровод в США
для передачи природного газа из Корпус Кристи (Тексас) — в Запад-
ную Виргинию. По этому газопроводу в сутки передается свыше
6 млн. м3 природного газа с теплотворной способностью 8 тыс. кал/м3.
При такой большой длине и производительности, недостаточно для
покрытия потерь давления сжать газ только в начале газопровода
226
(потребное давление было бы слишком велико); подобные газопроводы
имеют кроме начальной также и'промежуточные компрессорные стан-
ции, которые повышают давление газа по длине газопровода. Вообще,
американская практика передачи газа основана на применении высо-
ких давлений (до 50 ат), причем давление между соседними компрес-
сорными станциями падает за счет потерь не больше чем на 30—50%.
Трубы магистральных газопроводов, как правило, укладываются
в землю на глубину, превышающую глубину промерзания грунта. Для
защиты от внешней коррозии в грунте трубы изолируются. Строитель-
ству газопровода предшествует подробное изучение местности и выбор
трассы, а также выяснение коррозийного действия грунта.
Трасса газопровода, с одной стороны, должна как можйо больше
приближаться к прямой линии, а с другой, — иметь возможно меньше
естественных и искусственных препятствий (реки, болота, железные
дороги и т. д.) и обеспечить легкую доставку труб и других материа-
лов. При прокладке газопроводов через пустынные местности для
изыскания трассы с успехом применяется аэросъемка. Промежуточные
компрессорные станции должны быть обеспечены водой для охлажде-
ния сжимаемого газа, они располагаются, по возможности, вблизи на-
селенных пунктов. Весь газопровод обычно разбивается задвижками
на отдельные участки, чтобы при аварии или ремонте можно было
выключить лишь один участок, не выпуская газа из всего газопровода.
При эксплоатацни газопровода необходимо тщательно следить за
плотностью труб, быстро обнаруживая и устраняя неплотности и утечки.
Надзор за газопроводом поручают специальному персоналу, который
одновременно несет также и охрану газопровода. Для облегчения об-
служивания газопровод по всей длине оборудуется телефонной связью.
Срок службы газопровода в основном зависит от коррозийных
свойств почвы, от качества труб и их изоляции. Обычно амортизация
газопровода рассчитывается не менее чем на 20—25 лет эксплоатацни.
Газовые сети
Совокупность всех разводящих газопроводов образует газовую сеть.
Городские сети разводят газ по мелким коммунальным потребителям,
образуют густую сеть мелких ответвлений и достигают значительной
общей длины. Например, протяжение труб газовой сети Лондона соста-
вляет 13,5 тыс. км. Заводские сети значительно проще, так как коли-
чество потребляющих точек (отдельные цехи или агрегаты) меньше.
Газовые сети делятся на сети низкого давления с давлением
до 400 мм вод. ст., сети повышенного давления — от 400 до 5 000 мм
вод. ст. и сети высокого давления — свыше 5 000 мм вод. ст.
Городские сети. Старые городские сети являлись исключительно
сетями низкого давления. Однако расширение сетей и увеличение рас-
хода газа потребовало значительного увеличения диаметров газопро-
водов, и в настоящее время большинство крупных городов имеет ком-
бинированную, так называемую фидерную систему газораспределения.
По этой системе отдельные пункты (фидерные подстанции) снаб-
жаются газом по сети повышенного или высокого давления, а отдель-
ные потребители связаны ,с этими питающими пунктами сетями низ-
кого давления. Фидерные станции оборудованы специальными автома-
тическими редукторами, которые снижают давление газа и поддержи-
вают его на постоянном уровне в сетях низкого давления.
В некоторых городах США для распределения природного газа
применяются городские сети высокого давления. При этом каждый
индивидуальный потребитель имеет редуктор, снижающий давление
газа. Эта система может оказаться выгодной только в случае относи-
тельно малого числа потребителей на единицу длины магистрали,
15*
227
в противном случае все преимущества на стороне описанной комбини-
рованной системы. Магистрали городских сетей обычно образуют от-
дельные замкнутые кольца (так называемая окаймляющая система);
при этом каждая точка сети может питаться магистралью с двух сторон,
что обеспечивает надежность газоснабжения в случае аварии или ре-
монта магистрали. Городские газовые сети из железных или чугунных
труб укладываются обычно в земле (реже в специальных коллекторах
для всех видов подземной городской коммуникации). Чугунные трубы
лучше сохраняются, но при диаметрах меньше 4 дюймов их не при-
меняют, так как они не выдерживают динамической нагрузки от дви-
жения городского транспорта и часто ломаются. Для удаления обра-
зующегося в трубах конденсата во всех низких местах устанавли-
ваются конденсационные горшки (так называемые дриппы), а горизон-
тальные участки газопровода укладываются с уклоном в 5—8 мм на
1 м. В этом случае конденсационные горшки ставятся через каждые
120—180 м.
Заводские сети. Значительное место в коммуникациии любого за-
вода по переработке твердого или жидкого топлива занимает газовая
сеть.
От правильной работы этой сети зависит бесперебойная работа
завода. Поэтому на проектирование, постройку и правильную эксплоа-
тацию газопроводов должно быть обращено большое внимание. Наи-
более сложное газовое хозяйство имеют заводы черной металлургии,
которые часто тесно связаны энергетически с коксохимическими
заводами.
Требования, предъявляемые к газу различными металлургическими
цехами, очень разнообразны. Например, прокатные цехи требуют для
нагрева болванок газ калорийностью 1800—2000 кал/м3, мартены —
1800—3000 кал/м3, а для нагревания смесителя достаточна калорий-
ность газа 1400 кал/м3. В некоторых случаях давление газа также
должно быть сильно повышено, так как в настоящее время на многих
печах установлены горелки высокого давления (2О0О—4000 мм вод. ст.),
которые более экономичны и легче поддаются регулировке, чей горелки
низкого давления (до 300 мм}.
Для удовлетворения всех этих требований на заводе иногда имеется
центральная газосмесительная станция, на которой смешиваются коксо-
вый, доменный и газогенераторный газы для получения газа заданной
калорийности. Центральная смесительная станция снабжает требуемой
газовой смесью отдельные группы цехов, которые иногда, в свою оче-
редь, имеют цеховые газоповысительно-смесительные станции, где со-
ставляются смеси, требуемые отдельными цехами или агрегатами.
В случае необходимости давление газа повышается специальными вен-
тиляторами, так называемыми бустерами, отчего и станции эти
иногда называются бустерными. Цеховые смесительные станции соста-
вляют газовые смеси, добавляя коксовый газ к смеси, доставляемой
центральной смесительной станцией; поэтому к ним подводятся два
газопровода: один смешанного и другой коксового газа.
Для выравнивания неравномерности; производства и потребления
газа на заводе имеются обычно два газгольдера: один для коксового
газа и другой для доменного.
Как показано на схеме (рис. 102), очищенный коксовый газ посту-
пает или прямо на центральную смесительную станцию или в парал-
лельно включенный газгольдер коксового газа. Доменный газ частично
идет на отопление коксовых печей, частично же в центральную котель-
ную и для нагрева кауперов; остаток доменного газа поступает на сме-
сительную станцию или в газгольдер доменного газа. Газогенератор-
ный газ прямо идет на смесительную станцию.
228
Транспорт этих газов до центральной смесительной станции,
а иногда и до цеховых станций, осуществляется непосредственно за
счет давления, развиваемого для коксового газа эксгаустером коксо-
вого газа, а для доменного и генераторного газа—воздуходувками
Пззгомдер
коксового
газа на-5000Ом3
Рис, 102. Схема газовой сети металлургического завода.
229
дутья домен и генераторов. От центральной смесительной станции
газовые смеси и коксовый газ распределяются отдельными магистра-
лями по группам цехов.
Обслуживание такой большой газовой сети требует централизации
и автоматизации, что осуществляется центральным диспетчерским
пунктом, в котором сосредоточены все измерительные приборы, ведется
систематический контроль за количеством производимого газа и регу-
лируется потребление его отдельными цехами.
Горячие газопроводы
Если газ по технологическим причинам должен транспортироваться
при высокой температуре, применяются так называемые горячие
газопроводы.
Обычно горячий газ подается с генераторных установок к печам
стекольных и керамических заводов, к мартеновским печам (на старых
металлургических заводах), к печам с внутренним обогревом на уста-
новках полукоксования и т. д. Горячие газопроводы бывают кирпич-
ные и металлические, футерованные кирпичом. Кирпичные газопроводы
представляют собой каналы прямоугольного сечения со сводчатым
перекрытием. Весь канал выкладывается из простого кирпича и только
внутри делается огнеупорная футеровка толщиной в % кирпича. По-
добные каналы бывают как подземными, так и наземными; в послед-
нем случае они для прочности снабжены снаружи металлической об-
вязкой.
Потеря тепла в таких каналах невелика (от 1° на 1 пог. м канала
при 200—300° до 3,5° при 600—700°), что позволяет почти полностью
использовать в печах физическое тепло нагретого газа.
Кирпичные газопроводы применяются только для передачи под не-
большим давлением неочищенного газа, содержащего пары смолы, так
как в этом случае неплотности между кирпичами быстро забиваются
смолой и утечка газа прекращается.
Во всех остальных случаях (при очищенном газе или газе, не со-
держащем паров смолы, или газе под разрежением или под значитель-
ным давлением) применяются металлические газопроводы в виде круг-
лых или иногда овальных труб с внутренней футеровкой из фасонного
огнеупорного кирпича. Иногда для уменьшения тепловых потерь между
стенкой и огнеупорной футеровкой кладется еще слой изоляционного
кирпича. Металлические газопроводы, как правило, прокладываются
снаружи на специальных колоннах или кронштейнах, поэтому они бо-
лее доступны для осмотра и чистки. Отдельные трубы таких газопро-
водов соединяются между собой на фланцах, уплотненных асбестовым
шнуром, картоном или медными прокладками. Потери тепла металли-
ческими газопроводами выше, чем потери кирпичных каналов, и дости-
гают 4—5° на 1 пог. м.
Сечение горячих газопроводов выбирают с таким расчетом, чтобы
скорость газа, рассчитанная при 0°, составляла — в кирпичных кана-
лах 0,5—1 м/сек, в металлических газопроводах — 2—3 м/сек.
Рассчитываются горячие газопроводы обычно как каналы печей.
Длина таких газопроводов, конечно, не может быть значительной и
редко превышает 50—100 м.
Сжатие газа
Для передачи по трубам газ должен иметь известное давление,
достаточное для преодоления всех сопротивлений газопровода.
В некоторых случаях газ на месте получается под таким давлением,
которое вполне обеспечивает подачу его потребителю, например при-
230
родный газ, выделяющийся из земли, или отбросные газы процессов,
проводимых под давлением (крекинг, гидрирование). Чаще же всего
газ получается в печах и избыточное давление его не превышает не-
скольких миллиметров водяного столба. В этом случае, а также когда
давление газа недостаточно для передачи его по трубам, применяются
специальные машины для сжатия (компрессии) газа.
Сжатие газа требует затраты энергии тем большей, чем больше
степень сжатия, т. е. отношение конечного давления сжатия к началь-
ному давлению газа. Расход энергии зависит, кроме того, от того, как
производится процесс сжатия; минимальный расход энергии будет при
изотермическом сжатии, максимальный — при адиабатиче-
ском сжатии газа.
Технический процесс сжатия газа лежит между этими крайними
случаями и является политропическим процессом, так как со-
провождается одновременно повышением температуры газа и теплоот-
дачей от газа в окружающую среду. В отдельных случаях этот про-
цесс может приближаться как к адиабатическому, так и к изотермиче-
скому процессам.
Работа, расходуемая на сжатие газа, определяется известным соотношением тер-
модинамики:
А = J pdv, (95)
интегрирование которого дает следующие формулы для определения расходуемой
мощности.
Для изотермического процесса сжатия:
(96)
Р1
Для адиабатического процесса сжатия:
д,_0.5М0Г. У Г/М^1_,1л с
ч х—iLw J
Для случая р*— pi J 2000 мм вод. ст. можно пользоваться упрощенной фор-
мулой:
Д8)
7t>i)
Величины, входящие в эти формулы, означают:
/V—мощность на валу комйресоора в л. с.;
Q — расход газа в м^/сек при 0° и 760 мм;
Т—абс. температура газа в ° К (Кельвина);
д — коэфициент полезного действия компрессора (т; = 0,6—0,8);
pi, р-2 — абсолютные давления соответственно до и после компрессора в произ-
вольных одинаковых единицах (кг/см1, кг/м2, мм);
К — показатель адиабаты сжимаемого газа (К = 1,37—1,40);
Н = ри — pi в мм вод. ст.
Чтобы определить энергию, подаваемую двигателю, надо полученную мощность
N на валу компрессора разделить на коэфициент полезного действия двигателя и
коэфициент полезного действия передачи от двигателя к компрессору (последний
к. п. д. часто ранен единице, так как обе машины сидят на одном валу).
Для подсчета мощности при политропическом процессе сжатия можно пользо-
ваться формулой (97), заменив в ней показатель адиабаты показателем политропы.
Однако последний зависит от интенсивности охлаждения и заранее не известен;
поэтому расчет мощности ведут обычно по более простой формуле (96) для изо-
термического процесса. Формула эта дает преуменьшенные значения; поэтому при
расчетах для коэфициента полезного действия компрессора берут минимальный, так
называемый изотермический коэфициент полезного действия (отношение изотермиче-
ской работы сжатия к работе на валу компрессора).
Сжатие газовой смеси может привести к конденсации отдельных ее компонен-
тов и. прежде всего, присутствующих в газе водяных паров.
231
Действительно, количество паров некоторого вещества, насыщающее 1 лР газо-
вого пространства, не зависит от общего давления газовой смеси и может быть
найдено по формуле:
D = 1 000 . X = 16,03 г/ж1 * 3, (99)
Z / MV/ /
где Л1 — молекулярный вес вещества;
Т — абсолютная температура газовой смеси в °К;
р—упругость паров насыщения конденсируемого вещества при температуре-
Т в мм.
Но так как объем газовой смеси при сжатии уменьшается, то общее количество-
летучего вещества, [которое может остаться в виде паров, становится меньше и
часть паров должна сконденсироваться в жидкость. Таким образом, сжатие ведет
к осушению газа.
Аппараты, применяемые для сжатия газа, в зависимости от сте-
пени сжатия и расхода газа бывают различных конструкций. Для от-
сасывания газа из печей на коксовых, газовых и полукоксовых заво-
дах служат ротационные эксгаустеры (до расхода в 7000—8000 м3/час),
при больших расходах — турбоэксгаустеры (производительностью до
80 тыс. м3/час). Турбоэксгаустеры дают на всасывании разрежение до
500 мм и сжимают газ до 2000—2500 мм вод. ст.
Такое давление обеспечивает прохождение газом всей аппаратуры
химического завода, а также дальнейший транспорт газа по трубам
в газгольдер или прямо к печам или потребляющим его цехам.
Бустерные станции металлургических заводов, повышающие давле-
ние газа до 500—2000 мм' вод. ст., также оборудуются центробежными
газодувками, работающими по принципу турбоэксгаустера. В том слу-
чае, когда требуются более значительные степени сжатия, приме-
няются турбокомпрессоры (до давлений в 8—10 ат) и поршневые ком-
прессоры обычно с двумя ступенями сжатия.
Для уменьшения расходуемой поршневыми компрессорами на сжа-
тие энергии их конструкции предусматривают охлаждение сжимаемого
газа. Двигателями турбоэксгаустеров и турбокомпрессоров обычно слу-
жат электромоторы или паровые турбины, сидящие с ними на одном'
валу. Паровая турбина имеет преимущество перед электроприводом,
давая возможность регулировать число оборотов, что важно для умень-
шения расхода энергии при изменении производительности компрес-
сора.
В США в качестве двигателей для поршневых компрессоров при
передаче природного газа под большим давлением широко применяются
газомоторы, потребляющие часть перекачиваемого газа.
Конструкции газопроводов
Трубы. По способу производства трубы можно разделить на сле-
дующие три типа.
1. С в а р н ы е:
а) сваренные впритык (диаметром до 2—3 дюймов)1;
б) сваренные внахлестку (диаметром выше 3 дюймов)2;
в) сваренные водяным газом (больших диаметров);
г) электросварные.
2. Цельнотянутые (диаметром до 24 дюймов)3.
3. Л и т ы е (чугунные) для городских сетей (диаметром от 4 дюй-
мов) 4.
1 До 60,8—76,2 мм.
• Выше 76,2 мм.
3 До 610 мм.
4 От 101,6 мм.
232
Расчет труб на внутреннее давление производится по известной
формуле: >
р d
(100)
где s — толщина стенки в см;
d — внутренний диаметр в см;
р — избыточное давление в трубе в кг/см2;
а — допускаемое напряжение на разрыв материала стенки трубы
в кг/см'2, равное временному сопротивлению материала, деленному на
коэфициеит прочности.
Соединение труб. Первоначально для соединения труб применялись
лишь нарезные муфты, но в настоящее время они целиком заменены
ненарезными муфтами самых разнообразных конструкций. Преимуще-
ство последних заключается в абсолютной герметичности, чего никогда
нельзя достигнуть при нарезных муфтах, в простоте установки и из-
вестной гибкости соединения. Ненарезные муфты позволяют соединять-
между собой трубы, имеющие неточность в установке до 5°.
В настоящее время с улучшением техники электросварки трубы
газопроводов просто свариваются впритык. Однако -и в этом случае
для придания трубопроводу известной гибкости трубы через опреде-
ленные промежутки (100—150 м) соединяются муфтами.
На рис. 103 дана конструкция одной из наиболее распространенных
муфт—муфта Дрессера. Конструкция ее понятна из чертежа. Герметич-
ность достигается резиновыми проклад-
ками 1, которые стягиваются фланцами 2
при помощи натяжных болтов 3.
Чугунные трубы имеют раструбные
соединения, заливаемые свинцом или
цементом.
Все отмеченное относится к под-
земным газопроводам. Трубы заводских
газопроводов, как правило, соединяются
сваркой, а отдельные звенья из не-
скольких сваренных труб соединяются
на фланцах.
Рис. 103. Муфта Дрессера:
7 —резиновые прокладки; 2—фланцы;
3—натяжные болты.
Отсекающие приспособления. Для включения и выключения отдель-
ных участков газопроводов применяются газовые задвижки, водяные за-
творы, заглушки и клапаны, которые носят общее название отсекающих
приспособлений. Чугунная газовая задвижка изображена на рис. 104.
Полной герметичности газовые задвижки обеспечить не могут, и
в некоторых случаях (например при отключении газгольдера от сети)
применяются гидравлические затворы или листовые задвижки. Отсе-
кающие приспособления последних представляют собой железный лист
длиной, несколько большей двойного диаметра газопровода, с круглым
вырезом с одной стороны, равным внутреннему диаметру газопровода.
Специальным приспособлением с червячной передачей этот лист зажат
между фланцами, так что его отверстие совпадает с отверстием газо-
провода. Для перекрытия газопровода достаточно вращением специаль-
ного маховика ослабить лист между фланцами, опустить его в такое
положение, чтобы отверстие целиком вышло наружу, и опять зажать-
его между фланцами. В таком положении газопровод как бы разде-
лен заглушкой и обеспечивает полную герметичность; если газ и прой-
дет между листом и фланцем, то он выйдет наружу и попасть в трубу
после задвижки никак не сможет.
Клапаны применяются там, где по условиям технологического про-
цесса требуется частое и достаточно быстрое открывание и закрыва-
233
ние доступа газа по газопроводу. Клапаны часто имеют автоматиче-
ское управление (например
Рис. 104. Чугунная га-
зовая задвижка.
Рис. 106. Конденсацион-
ный горшок для надзем-
ных газопроводов и схе-
ма его включения:
1 — газопровод; 2— изоляция;
3—вентиль; 4 — горшок.
в производстве водяного газа ц>ша уста-
новках каталитического крекинга) и пред-
ставляют собой достаточно сложные при-
способления.
Компенсаторы. Для предохранения газо-
провода от напряжений при изменении
температуры стенок применяются компен-
саторы. Хотя линейное расширение железа
и незначительно (а = 0,0115 мм/м°С),
однако максимальная разность температур
стенок может составить 100° и больше и
при значительной длине газопровода
Рис. 105. Сальниковый компенсатор:
1, 2—трубы; 3— сальниковая набивка; 4—болт.
общее удлинение или укорочение может
составить несколько десятков сантиметров.
Для газопроводов применяются дисковые
(диафрагмовые) и сальниковые ком-
пенсаторы. Компенсирующее действие
дискового компенсатора основано на упру-
гости дисков, диаметр которых значительно
больше диаметра газопровода. При удлине-
нии газопровода эти диски сближаются,
Рис. 107. Конденсационный горшок
для подземных газопроводов:
1 — горшок; 2— штуцер для входа газа; 3—
вентиль; 4—трубка для откачки конденсата;
5—штуцер для выхода газа.
а при укорочении — расходятся. Компенсирующая способность таких
компенсаторов невелика; кроме того, они очень громоздки и неудобны
234
для установки, когда рядом идут несколько газопроводов. Преимуще-
ством изъявляется полная газонепроницаемость. На рис. 105 показан
сальниковый компенсатор в крайнем вытянутом положении (он может
укоротиться на длину I). Трубы 1 и 2 могут вдвигаться одна в другую,
так как зазор между ними уплотнен сальниковой набивкой 3. Сальни-
ковые компенсаторы допускают значительно большее удлинение
(150—300 л/км), однако требуют постоянного наблюдения за уплотне-
нием и систематического подтягивания болтов 4.
Подземные газопроводы подвержены значительно меньшим колеба-
ниям температуры, и практика показала, что установка специальных
компенсаторов на них не требуется. Частичную компенсацию осуще-
ствляют соединительные муфты, частично же удлинению этих газопро-
водов препятствует сопротивление грунта.
Конденсационные горшки. Для того чтобы конденсат не застаивался
в трубах, последние укладываются с уклоном в 5—8 мм на 1 пог. м,
а для отвода конденсата во всех низких местах газопровода устана-
вливаются конденсационные горшки (сифоны). На рис. 106
показан конденсационный горшок для надземных газопроводов и схема
его включения. Пар подводится как для периодического пропаривания,
так и для прогревания в зимнее время с целью предохранения конден-
сата от промерзания. Глубина погружения трубки, отводящей конден-
сат из газопровода, должна быть больше максимального давления, ко-
торое может возникнуть в этой точке газопровода. На рис. 107 пока-
зан типичный конденсационный горшок для подземных газопроводов.
Такие горшки бывают сварными или литыми (чугунными).
В газопроводах низкого давления конденсат из таких горшков от-
качивается специальными насосами; при высоком давлении он выда-
вливается при открывании вентиля 3.
Объем конденсационных горшков рассчитан на 5—7-дневное коли-
чество конденсата в зимнее время.
Колонны газопроводов. Прокладка подземных заводских газопрово-
дов требует постройки специальных тоннелей, скопление газа в кото-
рых может привести к взрывам и отравлениям обслуживающего пер-
сонала. Кроме того, ремонт и смена труб в тоннелях сильно затруд-
нены.
Поэтому заводские газопроводы, как правило, прокладывают на
колоннах, что значительно безопаснее и удобнее в эксплоатацни. Ко-
лонны для газопроводов бывают железные и железобетонные. В на-
стоящее время применяются почти исключительно железные колонны.
По конструкции колонны делятся на жесткие и гибкие.
Крепление газопровода к колоннам осуществляется специаль-
ными хомутами и бывает жестким и нежестким. Жестко кре-
пятся те участки, где имеются боковые отводы или где газопроводы
сходятся под углом. Нежесткое соединение только удерживает газопро-
вод на колонне и позволяет ему скользить по седлу, на которое он
уложен. Для уменьшения силы трения между седлом и трубой прокла-
дывается лист свинца или два листа толя с войлоком между ними, или
устанавливается опора на катках.
Г азгольдеры
Потребление газа никогда не бывает равномерным, а колеблется
как в течение суток, так и по временам года. Эти колебания потребле-
ния бывают особенно велики при снабжении газом городского комму-
нального потребителя. Производство также не может давать строго
постоянное количество газа, а главное — не может быстро следовать
за изменением потребления газа.
235
Для непрерывного снабжения газом потребителя в часы «пик» не-
обходимо организовать хранение газа в газгольдерах, чтобы
можно было создавать некоторые запасы его в период непЛного по-
требления всего вырабатываемого газа. Газохранилища, или газголь-
деры, представляют собой технически весьма сложные сооружения,
требующие больших затрат на строительство и эксплоатацию и тем
самым удорожающие все газовое хозяйство. Однако постройка газголь-
деров быстро окупается за счет экономии значительного количества
газа.
Обычно газгольдеры рассчитаны на хранение до 20—25% суточ-
ной потребности в газе (при коммунальном потреблении); заводские
газгольдеры сооружают различной емкости в зависимости от интенсив-
ности потребления газа (на получасовой, часовой, двухчасовой и более
запас) и имеют двойное назначение: выравнивать давление подавае-
мого газа и служить буферным резервом.
Все существующие в настоящее время газгольдеры можно по прин-
ципу работы разбить на 2 типа.
1. Газгольдеры переменного объема (низкого давления):
а) мокрые;
б) сухие (поршневые).
2. Газгольдеры постоянного объема (высокого давления).
Мокрые газгольдеры
Мокрый газгольдер состоит из цилиндрического резервуара, напол-
ненного водой, в котором плавает
Рис. 108. Схема работы мокрого газ-
гольдера:
1 — газгольдер пустой; 2—газгольдер запол-
ненный.
цилиндрический колокол со сфериче-
ской крышей (рис. 108). Через дно
резервуара в пространство под коло-
кол подведены трубы для подвода
и отвода газа. Когда в сети имеется
избыток газа, колокол поднимается
и газ собирается под колокол; когда
газа нехватает, колокол
весом поддерживает
стоянное давление,
газ уходит в сеть и
скается. При такой
глубина резервуара должна быть
равна высоте цилиндрической части
колокола. Если объем газгольдера
составляется из нескольких звеньев,
своим
в сети по-
накопленный
колокол опу-
конструкции
Рис. 109. Схема работы телескопического
газгольдера из трех звеньев;
1 — пустой газгольдер; 2—заполненный газгольдер*
больше 2000—3000 ле3, то колокол
что позволяет значительно уменьшить высоту резервуара. Последняя
при этой конструкции не долж-
на быть больше высоты от-
дельного звена и для самых
больших газгольдеров не пре-
вышает 12—13 м. Схема кон-
струкции такого телескопиче-
ского газгольдера из трех
звеньев показана на рис. 109.
Колокол . и отдельные цилин-
дрические звенья конструкции
соединены между собой при
помощи гидравлических за-
творов, которые идут по
окружности всего цилиндра. При наполнении телескопического газ-
гольдера отдельные звенья включаются в работу последовательно.
236
Сперва поднимается сам колокол, затем он нижним кольцевым за-
твором, который все время заполнен водой, захватывает верхний за-
твор первого звена и поднимает его, затем первое звено таким же обра-
зом поднимает второе и т. д. При опускании колокола выключение
звеньев происходит в обратном порядке. Понятно, что при включении
и выключении отдельных звеньев давление, создаваемое газгольдером,
которое в первом приближении равно частному от деления общего веса
колокола и работающих звеньев на площадь водяного зеркала, изме-
няется скачками. Действительно, при подъеме колокола вертикальная
сила давления газа равна весу колокола и поэтому для поднятия сле-
дующего звена, при почти неизменной площади, давление должно уве-
личиться на величину, близкую частному от деления веса этого звена
на площадь колокола. Так как давление в газе не может подняться
мгновенно, то, начиная с момента зацепления звеньев, колокол вре-
менно перестает подниматься. В это время газгольдер работает по
принципу газгольдера постоянного объема. Когда давление достигает
необходимого предела, начинается дальнейший подъем колокола, во
время которого давление сохраняется почти постоянным. Большие мок-
рые газгольдеры имеют до пяти звеньев.
В зависимости от климата мокрые газгольдеры строятся либо на
открытом воздухе (так называемые свободностоящие), либо
внутри специального здания. Последнее сильно удорожает сооружение,
поэтому, где только возможно, стараются поставить свободностоящий
газгольдер, не останавливаясь перед необходимостью в зимнее время
подогревать воду в гидравлических затворах и бассейне. В остальном,
конечно, газгольдеры в помещениях имеют ряд преимуществ перед
свободностоящими: они не подвержены действию внешних сил в виде
снеговой и ветровой нагрузки и в них легче поддерживать постоян-
ство температуры воды в бассейне и затворах.
Чтобы обеспечить правильное вертикальное перемещение колокола
и отдельных звеньев газгольдера, они снабжены внешними и внутрен-
ними роликами, движущимися по системе направляющих. Внутренние
направляющие расположены на стенках колокола и отдельных звеньев,
внешние же либо прикреплены к внутренним стенам здания, либо
у свободностоящего газгольдера образуют специальный железный кар-
кас. Водяные бассейны газгольдера бывают металлические, каменные
(из кирпичной или бутовой кладки), бетонные и железобетонные. Пер-
вые имеют преимущество в виде полной непроницаемости и, кроме
того, так же как и железобетонные могут быть расположены на по-
верхности земли, каменные же необходимо углублять в землю, так как
кладка не выдерживает растягивающих усилий.
Формы резервуаров также бывают различны: цилиндрические с пло-
ским дном, цилиндрические со сферическим вогнутым дном, кольце-
вые и др.
Сухие газгольдеры
Повышение объема мокрых газгольдеров свыше 100—150 тыс. мя
оказалось технически очень сложным и дорогим. В 1915 г. появились
сухие газгольдеры MAN. На рис. 110 даны схематический разрез и
деталь уплотнения такого газгольдера. Он представляет собой верти-
кальную многогранную призму с совершенно гладкими внутренними
стенками, по которым свободно движется плотно прилегающий пор-
шень (так называемая шайба), играющий в этой конструкции роль ко-
локола. Герметичность уплотнения между шайбой и стенками осуще-
ствляется смоляным затвором. Подвижное кольцо / из листового же-
леза или из брезента прижимается по всей окружности цилиндра ры-
237
чатами 2 к стенкам газгольдера. Образующееся кольцевое простран-
ство заполняется уплотняющей жидкостью (газгольдерным мас-
лом, вырабатываемым из каменноугольной смолы). Постепенно проса-
чиваясь через неплотности между стенкой и кольцом, газгольдерное
масло стекает по стенке вниз, где собирается в специальные колодцы,.
Рис. 110. Сухой газгольдер типа.MAN:
Л —внешний вид; Б—схематический разрез;
В—деталь уплотнения; 7—подвижное кольцо;
2— рычаг.
из которых по мере накопления
автоматически перекачивается на-
сосами в расположенный наверху
резервуар, откуда по стенкам опять
попадает в смоляной затвор. Такая
постоянная циркуляция жидкости
требует известного расхода энергии
на перекачку, однако создает до-
статочно хорошее уплотнение, и,
кроме того, газгольдерное масло,
постоянно циркулирующее по стен-
кам, смывает оседающие на них
из газа влагу, нафталин и другие
загрязнения. Газгольдерное масло
время от времени приходится обез-
воживать и заменять свежим, так
как оно на холоду начинает сильно
густеть, что нарушает правильную
работу шайбы.
За 20 лет в различных странах
Европы и Америки было построено
около 250 газгольдеров этого
типа объемом от 2000—3000 м3
до 566 тыс. м3.
В 1925 г. появилась конструкция сухих газгольдеров Клённе
(рис. 111). Они имеют цилиндрическую форму и шайба в них без жид-
костного затвора. Герметичность осуществляется при помощи сплош-
ного гибкого кольца из прорезиненной ткани, которое с одной стороны
герметически связано с поршнем, а с другой — рычагами с грузами
прижимается к стенкам газгольдера. Густая смазка все время подво-
дится к трущейся поверхности, уменьшая силу трения и улучшая
уплотнение.
238
Газгольдеры высокого давления
В последнее время в практике городского газоснабжения начали
широко применяться газгольдеры высокого давления. Такие газголь-
деры представляют собой полые, клепаные из котельного ж'елеза ре-
зервуары цилиндрической или шаровой формы, куда газ накачивается
до давления в 4—5 ат, непосредственно из сети высокого давления
Рис. 111. Внешний вид сухого газго-ni дера
Клённе.
или специальными компрессо-
рами. С сетями низкого да-
вления такие газгольдеры со-
единяются редукторами, так
Рис. 112. Шаровой газгольдер высо-
кого давления.
как при отдаче газа давление в них падает. Геометрический объем
цилиндрических газгольдеров достигает 3000 jw3, шаровых 4000 jh3.
Рабочий объем таких газгольдеров (т. е. количество отдаваемого ими
газа) равен их геометрическому объему, помноженному па предельное
избыточное давление.
Шаровые газгольдеры (рис. 112) имеют ряд преимуществ перед ци-
линдрическими. Благодаря своей форме они лучше выдерживают вну-
треннее давление, почему имеют при том же давлении более тонкие
стенки и, следовательно, требуют на единицу объема меньше металла.
Однако изготовление их значительно сложнее.
Отсутствие каких-либо движущихся частей делает газгольдеры вы-
сокого давления очень надежными, однако эксплоатационные расходы
вследствие постоянной работы компрессоров выше, чем у газгольдеров
других типов. Поэтому применение их ограниченно, и в заводском га-
зовом хозяйстве с сетями низкого давления газгольдеры постоянного
объема не применяются. Наоборот, при транспорте газа магистралями
высокого давления применение таких газгольдеров очень удобно.
Эксплоатация газгольдеров
Включение в сеть. Газгольдеры включаются в сеть либо последова-
тельно, либо параллельно. В первом случае весь газ проходит через-
газгольдер, во втором1 — в газгольдер поступает только, избыточный
газ. Последовательное включение применяется, когда газ имеет различ-
ный по времени состав, и в таком случае газгольдер выполняет также
23»
функции смесителя, в котором выравнивается состав проходящего газа.
Газопроводы, соединяющие газгольдер с сетью, кроме обычных за-
движек должны иметь герметические отсекающие приспособления —
гидравлические затворы или листовые задвижки. При отсутствии таких
приспособлений необходимо при ремонте газгольдера разобрать трубы
и поставить заглушки.
Эксплоатация газгольдеров требует специального квалифицирован-
ного персонала. Каждый газгольдер снабжен указывающими и реги-
стрирующими приборами, с помощью которых измеряются давления и
объемы находящегося в нем газа. Сухие газгольдеры помимо внешнего
осмотра требуют систематического наблюдения за работой уплотнения.
С этой целью постоянно отбираются и анализируются пробы газа из
пространства над шайбой. Особенно тщательно должна проверяться
работа газгольдера типа Клённе, так как отсутствие у него жидкост-
ного затвора делает уплотнение менее надеж'ным. Кроме того, если
газ не имеет запаха, небольшая утечка газа в газгольдере Клённе не-
заметна, тогда как в газгольдерах типа MAN всякая утечка через за-
твор заметна по пузырькам газа.
Особого внимания требует наблюдение за состоянием уплотнения
в зимнее время, так как образующаяся на стенках корка льда и зна-
чительное загустевание уплотняющей жидкости или смазки может вы-
звать заедание шайбы и ее перекос, что ведет к толчкам в давлении
газа и может быть причиной аварии и даже взрыва.
Выбор газгольдера. При хранении небольших количеств газа обычно
применяют надежные и сравнительно простые в эксплоатацни мокрые
газгольдеры.
Если по климатическим условиям1 можно построить свободностоя-
щий газгольдер, то мокрые газгольдеры применяются и больших объе-
мов— до 100—150 тыс. л3. При таких объемах сухие газгольдеры
оказываются значительно выгоднее, поэтому на металлургических заво-
дах строятся почти исключительно сухие газгольдеры. Однако сухие
газгольдеры представляют собой конструктивно очень сложные соору-
жения, требующие при больших размерах точного изготовления и мон-
тажа и внимательного наблюдения при работе. Несмотря на простоту
и надежность, газгольдеры высокого давления применяются только на
газовых заводах и при транспорте газа под высоким давлением, когда
для их наполнения не требуется затраты энергии на сжатие газа.
Подземные газохранилища
Газгольдеры применяют для выравнивания суточных пик потребле-
ния. По американским данным стоимость газгольдера для хранения
единицы объема газа в 750 раз превышает стоимость самого газа, в то
время как для нефти это же отношение равно 0,29. Однако практика
газоснабжения городов природным газом, получающимся при добыче
нефти, требует для покрытия зимних пик хранения огромных летних
избытков газа. В США нагнетают избытки газа в выработанные нефте-
носные пески, превращая последние в огромные подземные резервуары.
В районе Кетукки систематически накачивают летом избытки газа
в количестве около 1 млрд, л3 в год, а зимой извлекают обратно весь
газ. Измерением’ установлено, что накачивание каждых 6 млн. м3 газа
вызывает повышение давления на 0,07 ат, что соответствует полезному
объему газохранилища примерно в 85 млн. м3. Применение у нас под-
земной газификации углей для газоснабжения городов, безусловно,
также поставит вопрос о хранении значительных летних избытков газа.
240
ЧАСТЬ III
КОНДЕНСАЦИЯ И УЛАВЛИВАНИЕ ЛЕТУЧИХ ПРОДУКТОВ
ПОЛУКОКСОВАНИЯ, КОКСОВАНИЯ И ГАЗИФИКАЦИИ
ГЛАВА 11
КОНДЕНСАЦИЯ И УЛАВЛИВАНИЕ
Состав и свойства газов
Газообразные продукты, выделяющиеся в результате пирогенетиче-
ской обработки твердого топлива, до их улавливания носят название,
«прямого» или «сырого» газа. Обработка этих сырых газов сводится
к двум основным способам: очистке и конденсации и улавли-
ванию продуктов, содержащихся в газе, Эти процессы выполняются
соответственно в отделениях газоочистки или же в цехах и отделениях
конденсации и улавливания.
Состав газов и температура их на выходе
Сырой газ является сложной смесью, состоящей из газообразных,
парообразных и капельно-жидких систем'. Каждый пирогенетический
процесс переработки твердых топлив не всегда обеспечивает постоян-
ство состава летучих продуктов на протяжении всего процесса. Тепло-
вой режим переработки твердого топлива является решающим факто-
ром, определяющим постоянство состава прямого газа.
Генераторные газы обычно содержат значительное количество
влаги и пыли, а также повышенное содержание СОз и № при сравни-
тельно небольшом количестве смолы и совершенно ничтожных количе-
ствах ароматических углеводородов. Генераторные газы сернистых
топлив содержат значительные количества сернистых соединений.
Газы сухой перегонки торфа или другого молодого топлива, содер-
жащего много кислорода в органической массе, характеризуются вы-
соким содержанием! углекислоты, влаги и смолы. В зависимости от
температуры сухой перегонки торфа в газе могут содержаться аммиак,
пары уксусной кислоты и метилового спирта. Газы сухой перегонки
торфа почти лишены сернистых соединений.
Различается два основных типа газов полукоксования: из печей
с внутренним и внешним обогревом. Газы первого типа приближаются
по составу к газам газогенераторных установок с отбором первичного
дегтя. Газы второго типа содержат больше смолы и газового бензина.
Прямой коксовый газ по составу сильно отличается от полукоксо-
вых и генераторных газов. В 1 я3 сырого коксового газа в среднем
содержится 80—120 г паров смолы, 7—12 г аммиака, 20—45 г бен-
зольных углеводородов, до 10—18 г сероводорода и других сернистых
16 Зак. ЖИ0. Общая химия, технология -hmi.tu'Bu.
2И
соединений, до 1 —1,2 г циана и до 15—35 г твердых частиц (угольной
пыли).
Ряд соединений, содержащихся в газах, рассматривается как при-
меси.
К числу примесей, требующих выделения из газа, относятся уголь-
ная пыль, сажа, водяные пары, смолистые вещества, содержащиеся
в туманообразном и капельно-жидком состоянии, сернистые компо-
ненты в виде H2S, SO2 и др. Коксовый газ характерен, кроме того,
присутствием цианистых и роданистых соединений.
При разных методах переработки твердого топлива газы выходят
из печей или реторт с различными температурами.
На коксохимических заводах температура газа колеблется в зави-
симости от системы печей в интервале 600—800°. На установках полу-
коксования первичные газы выходят из печей с внутренним обогревом
в интервале 150—300°, в печах с внешним обогревом — 250—500°.
В генераторах обычного типа, работающих на топливах с низкой влаж-
ностью, температура газа на выходе из агрегата достигает 700° и не-
сколько выше. В генераторах двойного водяного газа, при работе на
влажных топливах, а также в генераторах со швельшахтами, с боль-
шим вводом пара, температура газа на выходе не превышает
150—250°.
Характеристика промышленных газов
Часовое количество вырабатываемого газа определяется характером
топлива, мощностью заводов и особенностями технологического про-
цесса. В табл. 60 приведена, часовая выработка газа при разных ме-
тодах переработки топлив, ’
ТАБЛИЦА 60
Часовая выработка газа при разных методах переработки топлив
Процесс 1 Переработ- ка топлива в т!час Выход газа с 1 т топ- лива в м3/час Общая выработка газа в м3/час
Коксохимический завод (один блок
в две батареи печей) 140-170 300—350 42 000 - 60 000
Газогенераторная станция 10-15 1550-5 000 25000—50 000
Полукоксовая установка 20 60-100 1 200— 2 000
Требования, предъявляемые к газовому топливу, сводятся к тому,,
чтобы газ был освобожден от примесей, ухудшающих его качество и
осложняющих его транспорт и использование (так, например, газ для
транспорта очищается от нафталина, Таз для синтеза освобождается от
бензольных углеводородов и т. п.).
Газы должны быть очищены ‘от пыли и твердых частиц, забиваю-
щих газопроводы и газовую арматуру. Во многих случаях требуется
осушка газа. Газ должен быть очищен от смолы, так как даже остатки
смоляного тумана в нем осложняют его использование. Присутствие
в газе значительных количеств аммиака вызывает преждевременный
износ аппаратуры и обогревательной арматуры ввиду корродирующих
свойств аммиачных соединений. Эффект коррозии усиливается повы-
шенным содержанием' цианистых и роданистых соединений (в коксовом
газе). Сернистые соединения в газах нежелательны как с точки зре-
242
ния корродирующего эффекта, так и с санитарно-гигиенической сто-
роны.
В случаях потребления газов в качестве технологического топлива
при некоторых процессах (производство стали в мартеновских печах)
содержание сероводорода в газе не должно превышать определенных
норм (4—5 г/м8).
В бытовом газе не должно содержаться свыше 0,02 г/м3 сероводо-
рода и 0,03 г/м3 циана.
Переработка газа (выделение водорода из коксового и водяного га-
зов для синтеза аммиака, фракционирование газов для органических
синтезов и т. д.) потребовала более тщательной очистки газов, в част-
ности от сернистых соединений, от органической серы, окислов азота
и т. п.
Большое значение приобрели ароматические углеводороды (бензол
и его гомологи) в коксовом газе и бензины в газах полукоксования
как для разных потребностей народного хозяйства, так и для обороны
страны. Извлечение аммиака из газа, производство удобрений (суль-
фата аммония, бикарбоната аммония, хлористого аммония и т. д.), тех-
нической аммиачной воды, нашатыря, азотной кислоты и т. п.
Во всех случаях, когда техно-экономические подсчеты подтвер-
ждают целесообразность извлечения перечисленных соединений, про-
мышленное их улавливание становится вполне реальной задачей. Боль-
шинство летучих продуктов, извлекаемых из газов, в той или иной
степени является базой военной промышленности.
Процессы конденсации и улавливания летучих продуктов
Охлаждение газа. Охлаждение газа вызывается не только необхо-
димостью конденсировать водяные пары и смолу; охлаждение умень-
шает объемы обрабатываемого газа. С другой стороны, в некоторых
случаях применение горячего газа создает ряд преимуществ. Газы
полукоксования, используемые на обогрев печей для полукоксования,
не требуют полного охлаждения; аналогичное положение может быть
при использовании генераторных газов.
Наиболее сложна схема охлаждения газа на коксохимических заво-
дах, так как его температура после охлаждения не должна превышать
25—35°. Другие виды пирогенетической переработки твердых топлив
имеют схемы охлаждения газа более простые.
Коксовый газ охлаждается обычно в три ступени (на барильете,
в первичных и конечных холодильниках). За последние 10—15 лет
в США на ряде заводов внедрено четырехступенчатое охлаждение за
счет промежуточного орошения коксового газа водой в газопроводе,
ведущем от барильета к первичным холодильникам. При обработке
меньших объемов газа, с менее высокой исходной температурой, при
других процессах переработки твердых топлив применяется двух-
ступенчатое, и только в редких случаях (на газовых заводах)
трехступенчатое охлаждение. Генераторные газы во, многих
случаях охлаждаются в одну ступень, реже в две ступени.
Во всех случаях охлаждение производится либо окружающим воз-
духом, либо орошением водой, либо комбинацией того и другого.
Сконденсировавшиеся при первичном охлаждении газа водяные
пары образуют на коксохимических заводах надсмольную воду,
на газовых заводах — газовую воду, на установках полукоксова-
ния — подсмольную воду.
В цикл охлаждения газа входит отвод смолы в смеси со сконден-
сировавшейся водой и их разделение.
16* 243
Конденсация смолы. Принцип конденсации смолы во всех случаях
одинаков. Большая часть смолы должна выделиться при первичном
охлаждении газа. 'Однако мельчайшие капли смолы уносятся газом.
В цикле улавливающей аппаратуры приходится предусматривать до-
полнительную очистку газа от остатков смолы и масляных капель
(смоляных и масляных туманов). Достигается это применением смоло-
отделителей (типа Пелуза — на газовых и на более старых коксохими-
ческих заводах) или смолоструйных аппаратов (типа Отто — на коксо-
химических заводах). Для дополнительного удаления смолы из генера-
торных газов нередко используются центробежные промыватели, заме-
няющие одновременно и эксгаустеры.
За последние десятилетия остатки смоляного тумана почти нацело
выделяются из газов применением электроочистки.
После охлаждения газа содержание смолы в коксовом газе колеб-
лется в пределах 0,2—0,3 г/м3. После электрофильтра снижается до
•0,06—0,07 г/м3.
Извлечение аммиака. Слабая аммиачная вода на коксохимических
заводах бывает двух видов: во-первых, надсмольная вода, скон-
денсировавшаяся вместе со смолой при охлаждении газа, и, во-вторых,
скрубберная вода, полученная путем орошения содержащего
аммиак коксового газа технической водой в аммиачных скрубберах.
Аммиачная вода коксохимических заводов содержит примеси: фенолы,
нафталин, пиридиновые основания, сернистые соединения, роданистые
соли и пр.
Последующей переработкой слабая аммиачная вода (содержащая
1—3% NHs) переводится в концентрированную аммиач-
ную воду (с концентрацией аммиака до 18—25%).
Улавливание аммиака главным образом имеет место на заводах
коксохимических и газовых. На генераторных установках аммиак из-
влекают лишь при выработке газа Монда и двойного водяного газа.
Уже в начале XIX в. аммиачные воды на газовых заводах начали
перерабатывать >в сульфат аммония’ путем нейтрализации аммиачной
воды серной кислотой, с последующим выпариванием раствора. Тех-
ника выработки сульфата аммония быстро эволюционировала. Сначала
была внедрена предварительная отгонка в кубах аммиачных паров из
надсмольной воды, затем промышленность перешла на непрерывную
отгонку аммиака из надсмольной и скрубберной воды и, наконец,
в конце XIX в. в технику вошел способ пропускания содержащего
аммиак газа через серную кислоту (прямой способ).
В настоящее время косвенный метод получения сульфата
аммония (т. е. с предварительным отгоном аммиака из аммиачной
воды на колоннах) удержался на газовых заводах; вместо прямого
метода на коксохимических заводах распространился так называемый
«полупрямой метод» выработки сульфата аммония, при котором
после конденсации смолы газ направляется в аппарат (сатуратор) для
получения сульфата аммония, где используется и аммиак надсмольной
воды после отгона на известковых колоннах. Ряд газовых заводов про-
должает вырабатывать из аммиачных вод нашатырный спирт.
Улавливание бензола. Выделение из газа ароматических углеводо-
родов осуществляется поглощением их жидким поглотителем (погло-
тительным маслом). Менее распространен метод «адсорбции» —
улавливание активированным углем или силикагелем. Еще реже при-
меняют способ компрессии, или вымораживания. Абсорбция
жидким поглотителем является в настоящее время наиболее распро-
страненным методом, главным образом в силу экономических сообра-
жений. Выделение бензинов на установках полукоксования осу-
ществляется поглощением их парафиновым маслом.
244
Вымывание нафталина. Удаление из газов нафталина обычно про-
изводится жидкими поглотителями. В заводской практике этот процесс
получил название «вымывания». Выделение нафталина особенно важно
на коксохимических и газовых заводах. Часть нафталина, и притом
наиболее значительная, растворяется в смоле; частично нафталин ула-
вливается поглотительным маслом в бензольных скрубберах. Нафта-
лин, остающийся в газовой фазе, при дальнейшем понижении темпера-
туры осаждается в твердом виде на внутренней поверхности труб и
аппаратуры.
Общее содержание нафталина в сыром прямом газе зависит от
температурного режима переработки твердого топлива. С повышением
температуры подсводового пространства печей выше определенного
предела содержание нафталина в газе быстро растет.
Нафталин вызывает много осложнений на газовых заводах, так как
при понижении температуры в газоносной сети, неудаленный из газа
нафталин легко выпадает в виде осадков, приводящих к закупорке
труб. Поэтому на газовых заводах в цепь улавливающей аппаратуры
всегда включается специальный нафталиновый промыватель. Чтобы
воспрепятствовать выделению твердого нафталина в газоносной сети,
светильный газ, особенно зимой, специально карбюрируют бензолом
или спиртом в количестве, достаточном1 для их конденсации при пони-
жении температуры в виде раствора с нафталином.
Извлечение сернистых соединений и циана. Очистка газов от соеди-
нений серы и циана осуществляется двумя принципиально различными
методами: сухим и мокрым. На газовых заводах, отпускающих газ
для бытовых и коммунальных целей, нередки случаи сочетания сухого
и мокрого процессов сероочистки. Коксохимические заводы применяют
все чаще мокрые методы очистки газа от серы.
Содержащиеся в газах сравнительно небольшие количества органи-
ческих соединений серы, в частности — сероуглерода, сероокиси угле-
рода и др., выделяются сравнительно редко.
Осушка газов. При передаче газа на далекие расстояния осушка
газа снижает расходы на передачу (ввиду уменьшения объема сухого
газа), увеличивает срок службы газопроводов и сухих газгольдеров
и т. д. Из многочисленных способов осушки газа при первых опытах
проведения этого процесса в СССР выбран метод промывки газа рас-
твором хлористого кальция как наиболее дешевый и обеспечивающий
нормальную эксплоатацию. Газ промывается этим раствором перед по-
ступлением1 в сухой газгольдер.
Методы отсоса газа. Газ проходит в конденсационно-улавливающих
отделениях цепь последовательно расположенных аппаратов и соеди-
нительных газопроводов. Это осуществляется с помощью эксгаустеров,
отсасывающих газ из печей и нагнетающих его через всю
аппаратуру химических цехов и отделений до потребителей газа или
до газгольдеров. Помимо принудительного продвижения газа эксгау-
стеры вследствие развиваемой ими центробежной силы осуществляют
еще одну задачу—удаление остатков смоляного тумана, сохранив-
шихся в газе после конденсации. Наиболее мощные эксгаустеры, рас-
считанные на пропускную способность в 50—80 тыс. м3 газа в час,
применяются на коксохимических заводах. В отделениях, где располо-
жены эксгаустеры, сосредоточены: паровая коммуникация (при работе
на паровых турбоэксгаустерах) с паросборником1 и водоотделителями,
газопроводы, конденсатопроводы для выделенного из газа конденсата,
электромоторы (при работе на электроэксгаустерах), основные измери-
тельные приборы и нередко насосы для подачи и циркуляции улавли-
вающих жидкостей. Это машинное отделение включается в цепь
улавливающей аппаратуры до аммиачных скрубберов. При улавлива-
245
нии аммиака в форме сульфата аммония эксгаустер в цепи аппаратуры
устанавливается до сатураторов. На полукоксовых установках эксга-
устеры устанавливаются до улавливания бензина в скрубберах. В схе-
мах улавливания на полукоксовых установках, применяющих двух-
ступенчатое охлаждение, эксгаустеры размещаются между выделением
смолы и конечным холодильником. Основными требованиями при рас-
положении эксгаустеров в аппаратурной цепи являются — поступление
в машину газа, достаточно охлажденного и, следовательно, значительно
уплотненного, а также с минимальным содержанием смолы и других
примесей. Первое обстоятельство влияет на повышение производитель-
ности, второе — устраняет более быстрый износ частей эксгаустера.
Процессы конденсации и улавливания наиболее широко развиты на
коксохимических и газовых заводах. Повышение требований к каче-
ству коксового и светильного газов привело к сочетанию улавливания
с процессами очистки газа.
Конденсационно-улавливающие отделения полукоксовых установок
имеют, как{ правило, меньшую производительность и более простую
схему расположения.
Газогенераторные станции обладают наиболее простой схемой ула-
вливания, преследующей исключительно очистку газа.
Сухая очистка газа встречается на современных газогенераторных
установках редко и применяется в тех случаях, когда газ предназна-
чается для питания небольшого количества печей, расположенных ря-
дом с генераторной станцией, и содержит сравнительно незначительное
количество смолы.
В большинстве схем очистки смолистых газов предусматривается
отделение генераторной смолы до окончательного охлаждения газа.
Это вызвано тем, что в случае охлаждения влажных неочищенных от
смолы газов выделяющиеся вода и смола смешиваются друг с другом
и с охлаждающей водой, причем последующее отделение смолы от
воды затруднено.
Отличительной особенностью большинства схем1 очистки газов, при-
нятых в газогенераторном производстве, является наличие пылеотде-
лителей, не встречающихся обычно в схемах конденсации и улавлива-
ния коксохимического и полукоксового производства.
ГЛАВА 12
КОНДЕНСАЦИЯ И УЛАВЛИВАНИЕ НА КОКСОХИМИЧЕСКИХ
ЗАВОДАХ
Отдельные участки и аппараты конденсации
и улавливания
Барильет или газосборник
Барильет, в который поступает газ из камер коксовых печей, пред- •
ставляет собой клепаный из 8—10-л/лт железа цилиндр или закрытый
сверху желоб, смонтированный с небольшим уклоном к середине или
одному из концов батареи.
На современных больших коксовых печах барильет обычно цилин-
дрический диаметром 1,4—1,7 м.
Барильет присоединяется к камерам коксовых печей посредством
стояков и особых колен. В колене на рычагах установлена откидываю-
щаяся в сторону тарелка, с помощью которой можно создавать гидра-
влический затвор и отключать камеру печи от барильета.
В барильете собирается газ из печных камер, выравнивается его
состав, газ охлаждается и из него выделяются тяжелая смола и фусы
(загустевшая смола, смешанная с угольной пылью).
На новых заводах барильет интенсивно орошается обратной аммиач-
ной водой, имеющей температуру 70—75° и вбрызгиваемой в барильет
через форсунки, установленные на газоотводящих коленах стояков над
тарелками клапанов и непосредственно на самом барильете.
На тонну коксуемой шихты подается в барильет 5—6 л/3 орошаю-
щей аммиачной воды. Этим обеспечивается снижение температуры
газа на выходе из барильета до 80—85°.
Помимо снижения температуры газа, преимуществами интенсивного
орошения являются: отсутствие в барильете больших осадков — фусов
и лучшее поглощение нафталина смолой, конденсирующейся в ба-
рильете в количестве 50—60% от общего ее содержания в газе.
Охлаждение газа в барильете идет, главным образом, за счет ча-
стичного испарения вводимой воды (более 70%) и частично за счет
радиации тепла (около 15%).
В барильетах старого типа охлаждение, газа является почти цели-
ком следствием радиации тепла.
Обслуживание барильета сводится к систематической очистке от
фусов, периодической проверке и ремонту отдельных элементов его и
проверке степени осветления подавамой на барильет аммиачной воды.
Необходимо обеспечить систематический контроль за состоянием за-
движек на выхлопных трубах барильета, служащих для быстрого вы-
пуска газа в случае чрезмерного давления, и наблюдение за тем-
пературой и давлением в барильете и за подачей орошающей
воды.
247
Газопровод от коксовых печей, фусоотделитель
и декантер
Газопровод на участке от барильетов печей до холодильников,
кроме отвода газа, служит для стока
воды и смолы и имеет уклон от
печей к химическому заводу.
Стекающие по газопрово-
ду смола и вода поступают
в фусоотделители (иногда на-
зываемые ав а нци с тер-
на м и). Попадающая в фу-
соотделители смола состоит
из высококипящих погонов
и содержит фусы.
На рис. ИЗ изображена
одна из конструкций фусо-
отделителей.Одна из боковых
сторон фусоотделителя на-
клонна для удобства извле-
чения фусов. Вычерпанные
фусы через штуцер 1 сбра-
Рис. 113. Фусоотделитель: сываются в вагонетки, жид-
1 — спускной штуцер для фусов; 2 — сливная труба для смолы КИЯ СМОЛЯ И ВОДЯ УХОДЯТ
и воды; 5—крышка; газопровода; 5-газо- п0 сливной трубе 2. Глубина
гидравлического затвора
при фусоотделителе составляет обычно 500- 700 мм.
На современных заводах разделение смолы и воды и отстаивание
фусов производятся
обычно в декан-
терах, предста-
вляющих собой же-
лезные клепаные или
железобетонные ре-
зервуары, состоящие
из отдельных сек-
ций, с коническими
или пирамидальными
днищами.
На рис. 114 изо-
бражен разрез типо-
вой круглой секции
декантера.
Подвод воды осу-
ществляется по цент-
ру, отвод по пери-
ферии. Для регули-
рования уровня смо-
лы и контроля за ее
стоком установлены
телескопический ре-
гулятор -смолоотвод-
Рис. 114. Секция декантера:
1 — штуцер для впуска аммиачной воды; 2—штуцер для слива
аммиачной воды; 3— штуцер для спуска смолы; 4 вагонетка
для фусов; 5—опоры под декантер.
чик и контрольные
краны.
Днище секций
декантера снабжено
затворами, состоящими из пробки и крана или клапана. Пробка откры-
вается с крышки декантера подъемным реечным механизмом. Кран
248
открывается снизу вращением воротка. При выпуске фусов сначала
открывают пробку и паром разогревают слежавшиеся фусы; затем
постепенно приоткрывают кран. Выпуск фусов производится раз
в 5—15 дней.
Отделенная от смолы аммиачная вода и смола стекают из декан-
тера в соответствующие хранилища.
Благодаря большой емкости декантера, отстаиванию в нем1 смолы
и воды при повышенной температуре (75—80°) и отсутствию переме-
шивания, удается добиться весьма удовлетворительного отделения
фусов и разделения смолы и воды.
При расчете декантеров принимают их емкость 2,5—3,5 лг1 на
тонну коксуемой в час шихты. Максимально допустимая скорость про-
хождения жидкости через поперечное сечение составляет: v — 0,004—
0,005 м/сек.
Охлаждение газа и аммиачной воды
Для обеспечения эффективной работы дальнейшей аппаратуры хи-
мического завода газ должен быть освобожден от смолы и достаточно
охлажден.
Для охлаждения газа приме-
няют разнообразные типы холо-
дильников, в которых одновремен-
но с охлаждением газа происхо-
дят конденсация и выделение из
газа смолы и водяного пара.
Температура, до которой про-
изводится охлаждение газа, не
должна превышать 20—25°.
. Наиболее просты по конструк-
ции воздушные холодиль-
ники (рис. 115), представляю-
щие собой два концентрических
цилиндра, кольцевое простран-
ство между которыми закрыто
сверху и снизу. Газ проходит
по пространству между цилин-
драми сверху вниз, воздух омы-
вает обращенные наружу поверх-
ности цилиндров.
На современных коксохимиче-
ских заводах воздушные холо-
дильники не применяются. Они
довольно широко распространены
на газовых и полукоксовых уста-
новках небольшой производитель-
ности; их достоинством является
простота конструкции и эксплоа-
тации.
При выборе типа холодиль-
ника принимают в расчет, что на
каждые 1000 м2/сутки газа тре-
буется 20—25 м'- охлаждающей
Рис. 115. Воздушный холодильник:
1 -холодильник; 2—гидравлический затвор.
поверхности.
Значительно более эффективны так называемые воздушно-водяные
или оросительные холодильники. Они состоят из ряда секций змееви-
ков, собранных из железных труб, соединенных чугунными коленами,
249
или из чугунных секций-радиаторов. Чугунные холодильники превосхо-
дят железные по эффективности и прочности. На рис. 116 показан
Рис. 116. Воздушно-водяной газовый холодильник:
J —нижний коллекторный газопровод; 2—секционные распределительные коробки; 3—верхний коллек-
торный газопровод; 4—гидравлические затворы; 5—трубы холодильника; 6—оросительные желоба;
7—соединительные колена.
железный оросительный холодильник, собранный из 6 цельнотянутых
труб.
Газ из нижнего коллектора 1 распределяется параллельными пото-
ками по змеевикам, сгруппированным в секции с помощью коробок 2,
проходит по этим змеевикам снизу вверх и собирается в верхнем кол-
лекторе 3. Образующийся в змеевиках конденсат стекает в нижний
коллектор 1 и из него через гидравлический затвор 4 в соответствую-
щий сборник.
Змеевики 5 орошаются холодной водой, подаваемой на верхние
трубы холодильника и распределяемой по всему холодильнику ороси-
250
тельным приспособлением, состоящим либо из ряда желобов 6, либо
из системы перфорированных труб, либо из разбрызгивающих фор-
сунок. Охлаждение газа происходит частично за счет подогрева и глав-
ным образом за счет испарения части орошающей воды.
Для эффективной работы оросительного холодильника змеевики
должны иметь достаточный уклон для свободного стока конденсата и
снабжены приспособлениями для пропарки. Кроме того, следует обес-
печить возможность свободного обтекания змеевиков холодильника на-
ружным воздухом.
Основное преимущество оросительных холодильников состоит в до-
статочно удовлетворительном охлаждении при небольшом расходе охла-
ждающей воды. В случае огра-
ниченности ресурсов воды в
районе расположения завода
и особенно при наличии ча-
стых ветров в летнее время
такие холодильники очень
практичны.
Оросительные холодильни-
ки имеют следующие суще-
ственные недостатки.
1. Они громоздки, дороги
и занимают много места.
2. У железных холодиль-
ников наблюдается значитель-
ное разъедание труб.
3. Наружная поверхность
•труб мало доступна для осмотра
и быстро покрывается накипью,
это приводит к резкому сни-
жению теплообмена и интен-
сивности охлаждения газа.
4. Трубы быстро забивают-
ся нафталином и густой смо-
лой. Поэтому необходимы
частая пропарка и очистка
труб, что усложняет эксплоа-
тацию.
Оросительные холодильники
широко применяются для охла-
ждения оборотной аммиачной
воды. На рис. 117 показан
один из таких холодильни-
Рис. 119. Водяной трубчатый холодильник
с горизонтальным расположением труб.
ков.
Большое распространение
получили различные системы
трубчатых водяных холодильников. На рис. 118 и 119 пока-
заны две типичные конструкции таких холодильников. Газ проходит
по межтрубному пространству, огибая последовательно внутренние
перегородки, наличие которых удлиняет путь газа и повышает коэфи-
циент теплопередачи. Вода течет по трубам, пересекающим газовое
пространство холодильника в вертикальном (рис. 118) или горизонтально-
наклонном положении (рис. 119). Трубы ввальцовываются либо в верх-
нюю и нижнюю трубные решетки (рис. 118), либо в серию отдельных
вертикальных решеток (рис. 119).
Холодильники с наклонными т р уб а м и весьма эффективны,
что обусловлено перекрещиванием направлений движения газа и воды,
251
большими скоростями этих движений по сравнению с холодильниками
с вертикальными трубами, относительно большей чистотой поверхности
труб при работе холодильника и возможностью усиленного орошения
газового пространства водой и смолой для очистки наружной поверх-
ности труб от смол и нафталина.
Чистка внутренней поверхности труб этих холодильников менее
удобна, чем у холодильников с вертикальными трубами.
На коксохимических заводах и вообще для больших количеств газа
применяются холодильники с вертикальными трубами как более про-
стые.
На рис. 120 показан трубчатый холодильник системы Гипрококса
последнего типа. .
По практическим данным при производстве заводом 1000 .и:' газа
в сутки требуется 8—15 м2 поверхности охлаждения.
Рис. 120. Трубчатый холодильник системы Гипрококса.
Для обеспечения нормальной работы холодильников необходим
систематический контроль за их сопротивлением проходу газа и охла-
ждающим действием.
В случае замеченных отступлений от нормального режима холодиль-
ников, немедленно должны быть выяснены причины этого и приняты
меры для восстановления режима.
На современных крупных коксохимических заводах значительно
распространены холодильники непосредственного дей-
ствия, в которых газ соприкасается с охлаждающей водой не через
стенку, как в ранее описанных типах холодильников, а непосред-
ственно. Один из таких холодильников показан на рис. 121. Холодиль-
ник представляет железный цилиндр, внутри которого расположено
несколько ярусов так называемой хордовой деревянной насадки. Газ
вводится снизу навстречу охлаждающей воде. Специальное устройство
равномерно распределяет орошающую воду по сечению холодильника.
Для пропарки холодильника предусмотрен подвод пара, для облегче-
ния ремонта на наружной поверхности аппарата имеются лазы.
252
Поверхность орошения холодильников непосредственного действия
по практическим данным должна составлять 15—18 м2 насадки на
1000 м3 газа в сутки.
Вместо хордовой насадки холодильники непосредственного действия
могут быть снабжены горизонтальными дырчатыми железными пол-
для пропуска
составляющими
Уз площадки
Рис. 121. Холодильник непосредственного действия
(скруббер с хордовой насадкой):
1 штуцер для входа воды; 2— штуцер для входа газа; 3—
трубка дли спуска воды; 4—штуцер для выхода воды; 5— шту-
цер для выхода газа.
ками с сегментными вы-
резами
газа,
около
полки. Полки удалены
одна от другой на рас-
стояние около 2 м, вы-
резы в них сделаны
последовательно — с
противоположных сто-
рон. Число отверстий
в полках для струй 6—
8 мм рассчитывается
по количеству орошаю-
щей воды.
Холодильники непо-
средственного действия
имеют высокую произ-
водительность, дешевы
и просты в обслужива-
нии. При непосред-
ственном соприкосно-
вении газа с водой
происходит значитель-
ное вымывание смоля-
ного тумана и нафта-
лина, что благоприятно
отражается на работе
последующих аппара-
тов.
Холодильники непо-
средственного действия
орошаются обычно ам-
миачной оборотной во-
дой, которая должна
быть охлаждена до 25—30 . Охлаждение оборотной воды производится
на оросительных холодильниках. Необходимость охлаждения оборот-
ной воды в громоздких и дорогих оросительных холодильниках
является основным неудобством, связанным с применением холодиль-
ников непосредственного действия.
Отделение смолы
Чтобы избежать загрязнений газовой коммуникации и аппаратуры,
применяемой для переработки и использования коксового Таза, сырой
газ, поступающий из коксовых печей, должен быть тщательно очищен
от капель тумана и паров смолы.
Существует много систем смолоотделителей, действующих на основе
различных принципов. Данные о них приведены в табл. 61.
Аппараты, основанные на ударном действии газа, широко приме-
няются на установках небольшой производительности: полукоксовых,
небольших газовых и на коксохимических заводах.
253
ТАБЛИЦА 62-
Основные типы смолоотделителей
Тип и система Принципы дей- ствия Режим и условия работы Пропускная [способность тыс. ж3 газа Результат работы смолоотделителей
1. Пелуз-Одуэи с 1—6 колокола- ми 2. Дрори 3. Медленно вра- щающийся ба- рабан Ударное дей- ствие газа о пре- граждающую по- верхность при увеличении ско- рости и измене- нии направления движения газа Оптимальная тем- пература около 30°. Сопротивление 70— 90 мм вод. ст. 2—6 Выделяется 60 —96% смолы; ее содержание в га- зе снижается с 4—5 г/ж3 до 1,5-0,2 г/м3
1. Центробежный эксгаустер с большим чис- лом оборотов 2. Аппарат Тейзе- иа Центробежная сила при быст- ром вращении газа в закрытом механизме Температура 25-35° до 65 Выделяется до 98 % содержа- щейся в газе смолы
1 .’ Смолоотдели- тель' системы Отто 2 . То же системы Гильгеиштока Промывание орошающей жидкостью (смо- лой, надсмоль- ной водой) Оптимальная тем- пература 70—80. Ставится перед экс- гаустером. Сопро- тивление 30—60 мм вод. ст. до 30 Содержание смолы в газе сни- жается до 1 г/м3
Электрофильт- ры Коттреля Действие элек- трически заря- женного поля При работе перед эксгаустером опти- мальная температу- ра 80—90°. При установке после экс- гаустера возможна работа при 20°. Эле- ктрическое напря- жение поля 50—55 тыс. в при прямом токе 0,5 а. Сопро- тивление ничтожно мало. Расход энер- гии в 4 раза мень- ше, чем при меха- ническом выделении смолы 3—20 Содержание смолы в газе сни- жается до 0,06— 0,04 г/м3; смола получается без- водной
Промывание орошающей жидкостью применяется в коксохимиче-
ском производстве, главным образом, при прямом методе полу-
чения сульфата аммония.
На рис. 122 показан смолоотделитель системы Пелуза. Над тру-
бами подвешены сетчатые колпаки, закрытые сверху и погруженные
нижней частью в смолу. Коксовый газ входит снизу через штуцер 4,
проходит по трубам 1 и до выхода 5 из аппарата должен пройти через
сетки колпаков 2.
Проходя через сетки, газ принужден многократно менять направле-
ние, ударяясь о глухие стенки, так как отверстия в разных сетках рас-
254
положены в шахматном порядке. Смола оседает при этом на стенках,
стекает в нижнюю часть смолоотделителя и оттуда удаляется через,
кастрюлю (гидравлический затвор) 3 в сборник.
На рис. 123 показан смолоотделитель Тейзена, широко распростра-
ненный в газогенераторной
промышленности. Действие его основано
на том, что газ прогоняется через короб-
ку, снабженную ударными лопастями 1.
Эти лопасти вращаются между рядами
неподвижных лопастей 2. В аппарат
вводится по штуцеру 5 промывающая
жидкость. Во время работы она прони-
кает через сетчатый барабан 6, разбрыз-
гивается, проходит к лопастям 1 и 2, на
которых мелко распыляется, хорошо пе-
ремешивается с газом, и под действием:
Рис, 122. Смолоотделитель си-
стемы Пелуза:
/—трубы 2—-сетчатые колпаки; 3--
кастрюля; 4— штуцер для входа газа;
5—штуцер для выхода газа; 6--отвод-
ная труба
Рис. 123. Смолоотделитель Тейзена:
/— ударные лопасти; 2—неподвижные ло-
пасти; з—корпус аппарата; 4— вал (стальной
диск); 5—штуцер для промывающей жид-
кости; в —сетчатый барабан; 7, 8—крылья.
центробежной силы отбрасывается к периферии, захватывая с собой
содержащуюся в газе туманообразную смолу. Выходящий газ захва-
тывает некоторое количество капель смолы, для отделения которых
применяются каплеотделители.
Аппараты Тейзена ставятся для выделения как смолы, так и пыли.
В последнем случае в качестве промывной жидкости применяется вода.
За последнее время все больше и больше применяется электро-
очистка газа от пыли и смолы.
На рис. 124 показано устройство электрофильтра. Газ входит че-
рез штуцер 1, поднимается по трубам 2 и выходит через штуцер 3.
Для лучшего распределения газа по сечению служит насадка 4. Трубы
являются осадительными электродами. Они подвешены на стальной
трубной решетке 5. По оси каждой трубы натянут коронирующий про-
вод 6. Провода 6 оттянуты грузами 9 и закреплены сверху на раме 7.
Рис. 124. Электрофильтр:
1 — штуцер для входа газа; 2 —осади-
тельные электроды; 3—штуцер для
выхода газа; 4—насадка; 5—трубная
решетка; 6—коронирующий провод;
7—верхняя рама: нижняя рама;
р—оттяжные грузы; /0—тяги; /7 —
труба для подвешивания корониру-
ющей системы; 12— изоляторы; 13—
масляный затвор; 14—предохрани-
тельный клапан; 15— лаз; 16 — паро-
вой змеевик для разогрева выделен-
ной в электрическом поле смолы; 17—
устройство для спуска смолы.
Нижняя рама 8 препятствует отклонению
проводов от центра осадительных труб.
Вся коронирующая система помощью
трубы 11 подвешена на опорной конст-
рукции и покоится на изоляторах 12.
Уплотнение достигается при помощи мас-
ляного затвора 13.
Сущность работы электрофильтра со-
стоит в том, что при пропускании газа
через поле постоянного тока высокого
напряжения (около 50 000 в), которое
создается в кольцевом пространстве
между коронирующими и осадительными
электродами, частички смолы (или пы-
ли) заряжаются, двигаются к осадитель-
ному электроду и осаждаются на нем.
Осевшая на осадительных электро-
дах смола стекает в нижнюю часть
фильтра и отводится через гидравличе-
ский затвор. В случае очистки от пыли
предусматриваются специальные устрой-
ства для периодического встряхивания
осадительных электродов.
Степень очистки достигает в отдель-
ных случаях 99,8%.
Отсос или передвижение газа
При движении через конденсацион-
ную и улавливающую аппаратуру коксо-
вый газ преодолевает значительное со-
противление, которое на коксохимиче-
ских заводах нередко превышает 2000 мм
вод. ст. Для преодоления столь высоких
сопротивлений и продвижения газа уста-
навливают специальные газовые насосы
или эксгаустеры. Эксгаустер уста-
навливается чаще всего непосредствен-
но после первичных холодильников.
Недостатком такого расположения
является то, что газ поступает в эксга-
устер не вполне освобожденный от смо-
лы и некоторых других примесей. Это
приводит к ускоренному износу эксгау-
стера, особенно его движущихся частей.
Однако это распол'ожение имеет значи-
тельные преимущества, которые компен-
сируют указанный недостаток и предо-
пределяют расположение эксгаустера.
Преимущества эти следующие: 1) воз-
можность легко регулировать отсасыва-
ние газа со стороны печей; 2) наиболее эффективные условия работы
скрубберов; 3) минимальное число аппаратов, находящихся под раз-
режением, чем в значительной степени устраняется возможность заса-
сывания в аппаратуру воздуха.
256
Рис. 125. Трехлопасгный эксгаустер
Биля:
1 крылья; 2—краевые ребра крыльев; ба-
рабан.
Современные работающие на высоком числе оборотов эксгаустеры
попутно с основной задачей — создания необходимого перепада да-
влений — выполняют функции смолоотделителей.
Эксгаустеры бывают трех основных типов:
1. Лопастные.
2. Ротационные или барабанные.
3. Центробежные или турбоэксгаустеры.
Устройство трехлопастного эксгаустера Биля показано на рис. 125.
Крылья 1 могут свободно передвигаться в прорезах вращающегося
внутреннего барабана 5, располо-
женного эксцентрично по отно-
шению к неподвижному кожуху.
Объем, ограниченный поверхно-
стями двух крыльев, кожухом и
барабаном, при вращении увели-
чивается по одну сторону и умень-
шается по другую сторону, чем
достигается засасывание газа
со стороны увеличивающегося
объема.
Лопастные эксгаустеры стро-
ятся на производительность до
7000—8000 мА/'час. Производи-
тельность зависит от размера
барабана и числа оборотов, обыч-
но не превышающего 80 об/мин.
Вал, эксгаустера приводится в
движение от электромотора или паровой машины. Достоинства лопаст-
ных эксгаустеров — надежность и простота обслуживания. Они с успе-
хом применяются на небольших заводах.
Рис. 126. Ротационный эксгаустер:
— чугунный кожух; 2~рабочая полость; 3—втулк а с ра ючимп дисками; 4— вал рабо-
чего поршня; 5— вал распределительного поршня; 6 — вращающиеся крылья распредели-
тельного поршня.
На рис. 126 показаны схематические разрезы ротационного эксгау-
стера. . '
По принципу работы он сходен с поршневым компрессором. Ка
чество газа, подаваемого эксгаустером, зависит от числа оборотов, а
создаваемое давление — от преодолеваемых сопротивлений. На валу 4
насажен диск с тремя рабочими крыльями 6, на валу 5 — распредели-
17 Зак. .3610. Общая химия, технология топлива. 257
тельный барабан с тремя полостями 2. Валы вращаются в противополож-
ных направлениях. Распределительный барабан
устроен таким обра-
зом, что при любом
положении разобща-
ет всасывающий па-
трубок от нагнета-
тельного. При враще-
нии рабочее крылья
сжимают газ и на-
гнетают его к выход-
ному патрубку. Как
только^ крыло, за-
вершив свой рабочий
цикл, пройдет мимо
нагнетательного па-
трубка, оно попа-
дает в полость бара-
бана и затем, дойдя
до входного патруб-
ка, начинает новый
цикл. Уплотнитель-
ные поверхности ра-
бочих крыльев и рас-
пределительного ба-
рабана работают без
давления на стен-
ки кожуха 1. Для обеспечения доста-
точной плотности необходимо в эксгау-
стер время от времени подавать масло.
Ротационные эксгаустеры необходи-
мо снабжать предохранительными .уст-
ройствами, которые должны открываться
при чрезмерном повышении давления и
пропускать соответствующее количество
газа со стороны нагнетания на сторону
всасывания до тех пор, пока давление
не понизится до нормального. Регули-
ровка при помощи дроссельных или за-
порных приспособлений недопустима.
Ротационные эксгаустеры строятся
на рабочий напор до 6000 мм вод. ст.
и производительностью до 7000—
8000 м?/час. Скорость вращения ~ 250—
300 об/мин.
Они с успехом могут быть примене-
ны на заводах небольшой мощности. На
больших коксохимических заводах при-
меняют исключительно центробежные
или турбоэксгаустеры. Работа их осно-
вана на принципе превращения скорости
турбоэксгаустера показана на рис. 127.
неподвижного кожуха 1 с расположенными
Рис. 127. Турбоэксгаустер:
1 —кожух; 2—ротор-вал с насаженны-
ми на нем рабочими дисками;#—вра-
щающиеся лиски; 4—неподвижные на-
правляющие устройства; 5—нагнета-
тельная часть к выходному патрубку
v) первая ступень нагнетания, б) вто-
рая ступень, в) третья ступень.
в давление. Конструкция
Эксгаустер состоит из
в нем направляющими устройствами и ротора-вала 2 с насаженными
на нем рабочими дисками 3. Газ поступает к центру первого диска и
под влиянием центробежной силы отбрасывается в кольцеобразную по-
лость кожуха, где скорость газа превращается в давление. Далее газ
по направляющему устройству 4 подводится ко второму диску ротора
258
и описанный цикл сжатия повторяется. Давление повышается таким
образом ступенями после каждого рабочего диска. Из последнего
диска газ поступает к нагнетательному патрубку и далее в газо-
провод.
Регулировка турбоэксгаустера при заданном числе оборотов про-
изводится бблыпим или меньшим закрытием шибера на всасывающем
или нагнетающем газопроводе.
На современных коксохимических заводах устанавливаются турбо-
эксгаустеры производительностью 60—80 тыс. м3/час, способные пре-
одолеть сопротивление в 2500—3000 мм вод. ст. Газ засасывается
в эксгаустер под разрежением в 450—600 мм. Вращение эксгаустера
осуществляется или от электромотора или от паровой турбины: дви-
гатель устанавливается на одном валу с эксгаустером. Число оборотов
эксгаустера обычно около 3000 в минуту. При работе эксгаустера газ
нагревается обычно на 6—8°.
При выходе из рабочих дисков эксгаустера газ с силой ударяется
о стенки кожуха, что приводит к резкому изменению направления га-
зовых струй и выделению смолы, оставшейся в газе. Для отвода вы-
делившейся смолы устраивают спускные сифонные трубки, располо-
женные так, чтобы при максимальном вакууме конденсат не мог по-
пасть обратно в эксгаустер.
Глубина затвора должна быть достаточной для того, чтобы не было
утечки газа в случае максимального давления.
Производительность регулируется задвижкой на всосе, поскольку
это допускает глубина гидравлических затворов. При этом расход
энергии меньше, чем при регулировке задвижкой на нагнетательной
линии.
В случае остановки эксгаустера сначала закрывается задвижка на
нагнетательной линии, затем задвижка на всосе и, наконец, выклю-
чается привод.
Эксплоатация, пуск и переключение эксгаустеров должны произво-
диться в точном соответствии со специальными инструкциями.
Улавливание и переработка аммиака
Аммиак иадсмольной воды
В надсмольную воду переходит только часть общего количества
аммиака, поступающего в конденсационную аппаратуру. Большая часть
его остается в газе и извлекается на скрубберах или в сатураторе.
Количество аммиака, переходящего в надсмольную воду, зависит от
степени охлаждения коксового газа и количества надсмольной воды.
Содержание аммиака в надсмольной воде обычно не бывает выше
1,0—1,5%. Аммиак находится в надсмольной воде в виде раствора
различных солей.
Некоторые из них непрочны и легко разлагаются при нагревании.
Связанный в виде таких солей аммиак называется летучим. Это, глав-
ным образом, углекислые, сернистые и цианистые соли.
Прочие соли стойки при нагревании и выделяют аммиак лишь при
обработке щелочами, например гашеной известью. Этот аммиак назы-
вается связанным.
Связанный аммиак присутствует, главным образом, в виде хлори-
стого, роданистого и сернокислого аммония.
Средний состав надсмольной воды и примерное распределение ам-
миака между надсмольной водой и коксовым газом после эксгаустера
приведены в табл. 62 и 63.
17* 259
ТАБЛИЦА 62
Состав надсмольной аммиачной воды
Содержание в г на 1 л
воды
Наименование веществ, растворен- ных в надсмольной воде на заводах со слабым орошением барильетов водой на заводах с обильным орошением барильетов водой
Общее количество аммиака .... 8-17 3-10
Летучий аммиак То же в виде: 5—12 1,5-3
углекислых соединений .... 3-7 1-2
сернистых соединений 2—4 0,5-1
цианистого аммония 0,5—1 0,3
Связанный аммиак — соли аммония: 3-5 1,5 — !
сернокислые 1-1,5 0,5-3
хлористые 2—3 ' 0,75—3
роданистые, сернистые и др. . . 0,5—V.7 0,25—1,0
ТАБЛИЦА 63
Распределение аммиака между надсмольной водой и кок- совым газом, охлажденным до 10—35°
Наименование вещества Заводы со слабым оро- шением ба- рнльетов водой Заводы с обильным орошением барильетов водой
Общее содержание аммиака в кг 2,5- •3,5
на 1 т коксуемого сухого угля Аммиак в надсмольной воде в %
от всего аммиака 10—20 в летнее время
Аммиак в коксовом газе после 25—50 „ зимнее ,
эксгаустера в °/0 от всего аммиака 90—80 в летнее время
75—50 „ зимнее „
Аммиак летучий в % от всего аммиа-
ка * 85 75
Аммиак связанный в % от всего
аммиака 15 25
Способы переработки аммиака
Аммиак, содержащийся в сыром газе, перерабатывается обычно на.
сульфат аммония или на концентрированную амми-
ачную воду. При переработке на сульфат различают косвенный
или непрямой, полупрямой и прямой способы.
При косвенном и полупрямой способах имеется возможность соот-
ветственно перерабатывать весь или известную часть аммиака на кон-
центрированную аммиачную воду.
Косвенный способ. Очищенный от смолы газ после эксгаустеров по-
ступает в конечные холодильники и затем в аммиачные скрубберы, где
производится поглощение аммиака водой. Освобожденный от аммиака
газ поступает в бензольные скрубберы, а стекающая с аммиачных
скрубберов слабая аммиачная вода соединяется с надсмольной водой
н направляется на дестилляционную колонну. Концентрация аммиака
в скрубберной воде составляет 1—2%.
260
В аммиачных колоннах вода нагревается водяным паром до кипе-
ния и затем обрабатывается известковым молоком для выделения свя-
занного аммиака.
Выходящая из колонны смесь паров воды и аммиака поступает
в сатуратор, где аммиак связывается серной кислотой в сульфат ам-
мония, или направляется через дефлегматор в аппаратуру для полу-
чения концентрированной аммиачной воды.
Недостатки косвенного способа: повышенный расход пара, увели-
ченное количество сточных вод, повышенные, по сравнению с другими
способами, потери аммиака. Кроме того, требуется установка допол-
нительной аппаратуры — скрубберов и аммиачных колонн для перера-
ботки скрубберной воды.
Основное преимущество способа — большая гибкость. Способ дает
возможность переработки всего аммиака как на концентрированную
аммиачную воду, так и на сульфат.
За последнее время косвенный способ применяется редко.
Полупрямой способ. При работе по полупрямому способу газ после
эксгаустера вводится в сатуратор, где аммиак газа связывается серной
кислотой. Выводимая из цикла конденсации избыточная аммиачная
вода перерабатывается на известково-аммиачной колонне и полученная
смесь паров воды и аммиака примешивается к поступающему в сату-
ратор газу. В случае необходимости она может быть переработана на
концентрированную аммиачную воду. Для уменьшения количества над-
смольной воды, подлежащей переработке на аммиачно-известковой ко-
лонне и извлечения из воды аммиака, перед сатуратором включается
испаритель, представляющий собой цилиндр, заполненный хордовой на-
садкой или снабженный дырчатыми полками. Испаритель орошается
горячей аммиачной водой, стекающей навстречу газу. За счет тепла
аммиачной воды газ подогревается до 55—65°, причем часть воды ис-
паряется и уходит с газом. Вместе с водяным паром в газ переходит
часть летучего аммиака. После испарителя газ пропускается через
решофер для подогрева водяным паром.
Полупрямой способ получил широкое распространение и принят
в качестве типового для коксохимических заводов СССР.
Недостатком этого способа является необходимость переработки
некоторого количества.аммиака в виде аммиачной воды.
Прямой способ. Идея прямого способа состоит в том, чтобы весь
содержащийся в сыром газе аммиак ввести непосредственно в сатура-
тор. Прй этом способе смола осаждается непосредственно из го-
рячего газа, после чего газ при температуре, превышающей точку
росы, направляется в сатуратор, где и происходит связывание аммиака.
Несмотря на то, что этот способ по экономичности и простоте имеет
все преимущества, его широкому распространению мешают: трудность-
очистки горячего газа от смолы, необходимость поддержания в сату-
раторе высокой температуры (около 110°) и повышенная коррозия за
счет образующейся при разложении хлористых солей аммиака летучей
соляной кислоты.
Основные преимущества прямого метода следующие: 1) отсутствие
избыточной аммиачной воды; 2) возможность охлаждения газа в хо-
лодильниках непосредственного действия технической водой, что зна-
чительно упрощает процесс; 3) отсутствие избыточных загрязненных
фенолами сточных вод.
На рис. 128 приведена схема прямого способа получения сульфата'
аммония.
Сырой газ из барильета поступает в электрофильтр 1, где очи-
щается от смолы и при температуре точки росы (около 80°) поступает
через подогреватель 2 в сатуратор 3. Регулированием температуры
261
газа в подогревателе поддерживается такой тепловой режим сатура-
тора, при котором не происходит конденсации вносимых газом водя-
ных паров.
После сатуратора газ проходит ловушку 4, предназначенную для
улавливания выносимых капель серной кислоты. К ловушке подведена
вода для промывки. Пройдя ловушку, газ поступает в холодильник
непосредственного действия 5, где охлаждается технической водой.
Охлажденный газ проходит эксгаустер и направляется, как обычно,
на бензольные скрубберы. Выдача из сатуратора сульфата и его об-
работка ведутся обычным путем.
Рис. 128. Прямой метод получения сульфата аммония:
/ — электрофильтр; 2—подогреватель; 3~ сатуратор: 4—ловушка; 5— холодильник не-
посредственного действия; 6— сборник маточного раствора; 7—кислотоупорный насос;
Я—центрифуга; 9—воронка обратных токов; 10— циркуляционная кастрюля; // — напор-
ный бак; /2 —сборник серной кислоты; 13—гидравлическая кастрюля.
Работа на концентрированную аммиачную воду. В случае работы
завода на концентрированную аммиачную воду, отпадает необходимость
установки сатуратора и связанной с ним вспомогательной аппаратуры.
Газ по(оле конечного холодильника проходит аммиачные скрубберы,
где из него вымывается аммиак. Полученные надсмольные и скруббер-
ные слабые аммиачные воды перерабатываются на колоннах.
В большинстве случаев при работе на аммиачную воду, для обес-
печения большей гибкости установки, устанавливаются также и сату-
раторы.
Улавливание аммиака из газа
Улавливание аммиака из газа производится промывкой газа холод-
ной водой.
Вследствие значительной растворимости в воде углекислоты и серо-
водорода, всегда присутствующих в газе, часть аммиака поглощается
водой в виде углекислых и сернистых солей.
Эффективность улавливания сильно зависит от температуры, что
связано с уменьшением растворимости газов с ростом температуры.
Если принять производительность установки при 20° за 100%, то при
25° производительность падает на 10%, и при 40° — на 40%.
262
Рис. 129. Оросительное устрой-
ство скруббера конструк-
ции Гипрококса:
1 —сопло: 2, 3, 4 и 5—тарелки.
Растворимость аммиака растет с давлением, поэтому аммиачные
скрубберы устанавливаются непосредственно за эксгаустером.
При улавливании аммиака всегда используется принцип противо-
тока, т. е. чистая вода встречается с почти освобожденным от аммиака
газом, а поступающий в поглотительную аппаратуру газ, содержащий
максимальное количество аммиака, встречает наиболее насыщенную
воду.
Насыщенная вода, стекающая с поглотительной аппаратуры, должна
содержать не меньше 10—20 г аммиака на 1 л. Содержание аммиака
в выходящем газе не должно превышать 3 г па 100 л/3.
Большое значение имеет качество воды. При жесткой воде улавли-
вание идет хуже и, кроме того, образующиеся устойчивые соли загряз-
няют скрубберы и дестилляционные колонны.
Аммиачные скрубберы. Улавливание аммиака из газа производится
обычно в скруббере с хордовой насадкой (см. рис. 1211. Последний пред-
ставляет собой железный цилиндр высо-
той до 40ии и диаметром до 5 ж. Внутри
скурббера на расстоянии 3—5 м друг от
друга устанавливают1ся опарные пояса
для укладки наседки, состоящей из
сбитых в отдельные решетчатые круги
деревянных планок. Планки имеют тол-
щину 7—13 мм и высоту 100—150 мм.
Ширина промежуточных щелей в стан-
дартной хордовой насадке 12,5 мм.
В зависимости от размеров реек и
ширины промежуточных щелей хордо-
вая насадка имеет поверхность ороше-
ния от 50 до 90 м- на 1 л3 насадки.
Насадка располагается в скруббере яру-
сами до 15—20 кругов на ярус. Круги
поворачивают по отношению друг к
другу так, чтобы планки соседних кру-
гов насадки (составляли угол около 90°.
Реже применяются другие виды на-
садки. Так, например, применяют насад-
ку из колец Рашига, представляющих
собой небольшие керамические или ме-
таллические . цилиндрики, размерами
15 X 15, 25 X 25, 50 X 50 мм.
Насадка из колец Рашига, как и хор-
довая, размещается в скруббере отдель-
ными ярусами по 3—4 м высотой.
В верхней части скруббера распола-
гается оросительное устройство. Типы
оросительных устройств весьма разно-
образны.
На рис. 129 показана одна из кон-
струкций Гипрококюа. Орошающая вода
поступает по соплу и, попадая на тарелки 2—5, разбрасывается по
сечению скруббера.
В последнем по ходу газа скуббере над оросительными устрой-
ствами располагают секцию осушительной насадки, предназначенной
для удержания уносимых газом- капель воды.
При определении размеров и числа необходимых скрубберов исхо-
дят из допустимых скоростей газа и необходимой поверхности насадки.
263
Скорость газа в скруббере, считая на полное сечение, составляет
обычно 1—1,5 м/сек. Поверхность насадки определяют, исходя из.
того, что на каждый 1 .и3 газа в час требуется 1,6—1,8 м- поверхно-
сти насадки.
Охлажденный в конечном холодильнике газ проходит последова-
тельно все аммиачные скрубберы навстречу стекающей по насадке
воде. Последний по ходу газа скруббер орошается чистой водой. Сте-
кающая по насадке вода через гидравлический затвор, находящийся
в нижней части скруббера, поступает в переточный ящик, перекачи-
вается из него насосом на следующий скруббер и т. д.
Стекающая с первого по ходу газа скруббера аммиачная вода на-
правляется на переработку.
При недостаточном охлаждении газа и плохой очистке от смолы и
нафталина насадка скрубберов постепенно забивается осаждающимся
нафталином, смешанным с водой и смолой. Борьбе с забиванием на-
садки должно уделять максимум внимания.
Для обеспечения нормальной работы скрубберов необходимо си-
стематически следить за поддержанием нормальных температур газа
и орошающей воды.
Температура в скрубберах не должна быть выше 25°.
Чтобы избежать засорения скрубберов, устанавливается наблюде-
ние за давлением газа до и после каждого скруббера. Если сопро-
тивление превышает допустимый предел, который устанавливается по
опыту и в зависимости от местных условий составляет до 100 мм
вод. ст. (нормальное сопротивление скруббера составляет 1—2 мм на
1 м насадки), скруббер выключается из газовой цепи и пропаривается.
Пар для пропарки подводится под каждый ярус насадки. Расплавлен-
ный нафталин выводится из нижней части скруббера через специаль-
ный штуцер.
Пропарка скрубберов вредно влияет на прочность иасадки, поэтому
следует особо внимательно следить за удалением из газа смолы и наф-
талина, что достигается надлежащим охлаждением газа перед эксгау-
.стерами и установкой перед аммиачными скрубберами нафталиновых
промывателей.
Расположение запорных задвижек на газопроводе должно допускать
возможность выключения любого скруббера без нарушения работы дру-
гих аппаратов.
Для извлечения аммиака применяются кроме обычных насадочных
скрубберов различные конструкции с вращающимися промывными при-
способлениями, безнасадочные скрубберы и т. д.
Получение концентрированной аммиачной воды
В зависимости от способа работы установки' на концентрированную
аммиачную воду перерабатывают надсмольную воду или 'Смесь над-
смольной и скрубберной вод.
Переработка ведется на аммиачных и аммиачно-известковых колон-
нах, работа которых основана на резком уменьшении растворимости
аммиака в воде при повышении температуры. В колонну подается во-
дяной пар для нагрева и испарения аммиака. При этом практически
происходит полное выделение аммиака. Выходящая из колонны смесь
паров воды и аммиака проходит дефлегматор и затем конденсируется.
В результате получается крепкая аммиачная вода, содержащая
200—250 г аммиака в литре.
Перед поступлением в колонну перерабатываемая вода освобо-
ждается от углекислоты и сероводорода в диссоциаторе.
2<;4
В аммиачной воде аммиак, углекислота и сероводород химически
связаны и упругость их паров невелика. При нагревании углекислые
и сернистые соли диссоциируют.
Растворимость аммиака при прочих равных условиях гораздо выше
растворимости сероводорода и углекислоты. Поэтому аммиак удержи-
вается в растворе, а углекислота и сероводород в значительной степени
улетучиваются.
Для достаточно полного удаления СО» и HaS, температура в диссо-
циаторе доводится до 95—97°. При этой температуре вода обладает
значительной упругостью паров и поэтому из диссоциатора вместе
с СОа и HaS выходит соответствующее количество водяного пара. Для
улавливания выходящего из диссоциатора в небольшом количестве
Рис. 130. Схема аммиачного отделения:
1 — испарительная колонна; 2—известковая колонна; приколоиок; 4—напорный
оак; 5—теплообменник; 6—диссоциатор; 7—сборник горячей поды из теплообменника;
.?—градирня, 9—-скруббер; 10—сборник скрубберной аммводы; // — дефлегматор; 12—кон-
денсатор-холодильник; 13—воронка для подачи известковою молока; /-/ — мерный сборник
концентрированной аммиачной воды.
газообразного NH3 устанавливается небольшая промывательная ко-
лонка.
Аммиачная вода после отгонки летучего аммиака обрабатывается
известковым молоком для разрушения устойчивых аммиачных солей и
выделения связанного аммиака.
Схема работы аммиачного отделения. На рис. 130 изображена ти-
пичная схема производства концентрированной аммиачной воды по так
называемому комбинированному способу.
Слабая аммиачная вода из сборника 10 насосом подается в на-
порный бак 4 и оттуда частью через теплообменник 5, частью в обход
его поступает в диссоциатор 6.
Нагретая здесь до 93—96° вода, освобожденная от СО» й прибли-
зительно от половины H2S, поступает в колонны 1 и 2 на вторую или
третью тарелку сверху.
Выходящие из диссоциатора 6 отбросные газы отводятся к дополни-
тельному промывателю-скрубберу ' для отмывки технической водой
остатка аммиака.
Д55
В колоннах 1 и 2 из аммиачной воды острым паром отгоняется
летучий аммиак. В известковую колонну через воронку 13 непрерывно
вводится известковое молоко для разложения связанных аммиачных
солей и связывания остаточных HaS и СОг.
Сточные воды известковой колонны направляются в отстойник.
Пары из аммиачной колонны, содержащие около 15% NHa с некоторой
примесью СОг, H2S и органических соединений, проходят в дефлегма-
торы 11. Полученный здесь конденсат (так называемая флегма),
содержащий 3—8% NHa, возвращается в колонны. Регулировкой тем-
пературы за дефлегматором. можно довести концентрацию NHa в парах
до 18—25%.
Окончательная конденсация аммиачно-водяных паров и охлаждение
полученной концентрированной аммиачной воды происходит в конден-
саторе-холодильнике 12. Гото-
вый продукт через смотровой
фонарь направляется в мерный
сборник 14.
Горячая сточная вода с ко-
лонны 1 проходит теплообмен-
ник 5, охлаждается оконча-
тельно' на градирне 8 и посту-
пает на орошение аммиачных
скруберов 9.
Сточная вода колонны, при
движении повторяет один и
тот же цикл (скрубберы — ко- ,
лонна — градирня — скруббе-
ры) и поэтому описанный про-
цесс производства аммиака
называется круговым.
Круговой процесс по-
зволяет обойтись без употре-
бления технической воды для
орошения
ipOB.
На известковой колонне
приходится при работе по кру-
говому процессу перерабаты-
вать только излишек, выводи-
мый из цикла оборотной воды;
это является основным пре-
имуществом данного способа,
позволяя снизить расход пара
и извести и уменьшить коли-
чество сточных вод.
В том случае, если слабая
аммиачная вода перерабаты-
олонн 1 и 2, минуя дефлегма-
торы, отводятся непосредственно в сатуратор.
Аммиачная колонна. Переработка аммиачной воды производится на
колоннах с барботажными колпачками. На рис. 131 показано устройство
типовой колонны Гипрококса. Колонна собирается из чугунных двух-
тарельчатых секций-царг и имеет диаметр 2200 мм.
Аммиачная вода подается на верхнюю царгу 1 со съемной тарел-
кой 2. Тарелка представляет собой чугунную плиту, на которой имеется
центральное круглое отверстие 6 и двенадцать продолговатых отвер-
стий — горловин 3, снабженных бортами. Горловины закрыты колпа-
/9
Рис. 131. Аммиачная колонна:
1 — первая верхняя питающая царга; 2—съемная
тарелка; 3—горловины; 4—переливной стакан; 5—
колпаки; 6—круглое отверстие; 7—нижняя тарелка
с 12 переливными стаканами; 8— переливные стаканы;
Р—труба в смесительную часть колонны; 10 — сме-
сительная часть; 11— барботер; 12—нижняя часть
колонны; 13—переливной чатрубок; //—питающая
труба; 15—верхняя тарелка приколоика; 16— иижняя
сливная царга; 17—верхняя однотарельчатяя царга;
18—штуцер из приколоика в колонку; 19— отвер-
стие в верхней колонне.
аммиачных скруббе-
вается на сульфат аммония, пары из
266
ками 5, а в центральное отверстие вставлен переливной стакан 4, бла-
годаря которому на тарелке поддерживается постоянный уровень жид-
кости. Избыток жидкости по переливному стакану стекает на ниже-
лежащую тарелку.
Зубчатая нижняя часть колпаков 5 погруж ена в жидкость таким
образом, что поступающие снизу пары, прежде чем попасть в паровое
пространство царги, барботируют сквозь слой жидкости.
Чтобы пары не могли пройти вверх через стакан 4, он погружен
в слой жидкости на расположенной ниже тарелке 7. Тарелка 7 отли-
чается от описанной тем, что у нее вместо центрального круглого от-
верстия устроено 12 расположенных по кругу отверстий для перелив-
ных стаканов 8. Тарелки съемные и расположены одна над другой.
Жидкость последовательно стекает вниз, навстречу парам.
В верхней части колонны кроме верхней питающей имеется еще
шесть двухтарельчатых царг. Пройдя все тринадцать тарелок, жид-
кость по трубе 9 переходит в среднюю смесительную часть колонны 10.
Эта часть колонны представляет собой резервуар, в который снизу
вводится известковое молоко и через барботер 11 пар.
Прореагировавшая жидкость по переливной трубе переходит в
нижнюю часть колонны 12, а выделившиеся пары поднимаются
вверх.
Под давлением перелива 13 жидкость по трубе 14 поступает на
верхнюю тарелку 15 приколонка, состоящего из восьми двухтарельча-
тых царг, нижней сливной царги 16 и верхней царги 17. В нижнюю
царгу подается острый пар. Аммиак, отогнанный водяными парами по
штуцеру 18, переходит в основную колонну. Отработанная вода выпу-
скается из приколонка через регулятор.
Эффективность работы колонны зависит от скорости движения па-
ров в ней, она же определяет скорость барботажа паров через перете-
кающую с тарелки на тарелку жидкость.
При слишком большой скорости может иметь место унос жидкости
с тарелки. При малой скорости жидкость на тарелке недостаточно пе-
ремешивается и замедляется выделение аммиака. Оптимальная ско-
рость паров, считая на полное сечение колонны, принимается
0,3—0,6 м/сек.
Для хорошей работы аммиачной колонны следует обеспечить рав-
номерную подачу аммиачной воды и известкового молока и равномер-
ный отвод отработаннЪй воды. Поступающее известковое молоко
должно иметь температуру не ниже 90" и постоянную концентрацию.
Концентрация колеблется в пределах 4—6° Вё, что соответствует со-
держанию 36—56 г/л активной извести (СаО). Применение слишком
концентрированного молока приводит к быстрому засорению колонны.
При Концентрации ниже 4° Вё чрезмерно повышается расход пара,
составляющий нормально 220—300 кг/м* переработанной слабой ам
миачной воды.
Подачу известкового молока регулируют в зависимости от содер-
жания в отработанной воде неразложенных солей аммиака. Нормально
в сточной воде не должно содержаться более 0,01% аммиака.
Во избежание засорения, колонну нужно периодически промывать.
Засорение вызывается присутствием в воде смолы или отложением
известковых солей.
Признаком засорения является ненормальное повышение давления
в колонне.
Известковое молоко получается из негашеной извести, которая из
приемной ямы подается в бункер и далее в аппарат Мика, предста-
вляющий собой горизонтальный полый цилиндр, вращающийся на кат-
ках с помощью шестерни на внешнем кожухе барабана.
267
Получение сульфата аммония
При косвенном способе в сатуратор поступают пары воды и
аммиак, выходящие из колонны. При прямом способе через сатуратор
проходит горячий газ, содержащий значительное количество паров
воды. Наконец, при полупрямой способе через сатуратор прохо-
дит газ, к которому перед сатуратором примешивается смесь водяного-
пара и аммиака от аммиачной колонны.
В зависимости от способа работы в сатураторе поддерживается со-
ответствующий тепловой режим, определяемый тем, что в сатуратор
должно, вводиться количество тепла, достаточное для испарения постс-
пающей в него -воды. При недостаточном или избыточном подводе
Рис. 132. Типовой сатуратор Гипрококса:
— резервуар; 2—подогреватель; 3—воронка обрат-
ных токов; 4—циркуляционная кастрюля; 5—пита*
юшая труба; б—бароотажный колокол; 7—питающая
кис отой труба; 8—штуцер для паров из аммиачной
колонны; 9—перелив в кастрюлю; 10—нижний шту-
цер к насосу; 11—переливная труба в яму для ма-
точного раствора; Г2—труба для промывной жид-
кости.
тепла происходит нарушение
нормальной работы сатуратора.
В настоящее время приме-
няются исключительно закры-
тые сатураторы, представляю-
щие собой цилиндрические»,
железные, выложенные внутри
свинцом сосуды, высотой л
диаметром до шести и более
метров. Большинство совре-
менных конструкций сатурато-
ров мало отличается друг от
друга. На рис. 132 показано
устройство типового сатурато-
ра Гипрококса, рассчитанного'
на полупрямой способ работы
и произяводительность! в 50—
60 тыс. м?/час, считая на су-
хой газ при’ нормальных усло-
виях. Сатуратор представляет
собой агрегат, состоящий из
резервуара 1, подогревателя 2,
воронки обратных токов 3 и
циркуляционной кастрюли 4.
Сопротивление проходу газа
составляет 450—550 мм вод. ст.
Сатуратор состоит из же-
лезного клепаного корпуса с
коническим днищем, изнутри
освинцованного и выложенно-
го кислотоупорными плитками.
Через шлем проходит питаю-
щая труба 5, заканчивающаяся
барботажным колоколом 6.
Над колоколом укреплен же-
лоб, в который по трубе 7
подается кислота для питания
ванны сатуратора.
2, проходит через колокол и
При этом аммиак газа перево-
. Г аз подогревается в подогревателе
барботирует через реакционный слой,
дится в сульфат. По штуцеру 8 к газу добавляются пары из аммиач-
ной колонны. Находящийся в сатураторе маточный раствор непре-
рывно перемешивается для предотвращения образования нейтральных
слоев и лучшей кристаллизации. В описываемой конструкции переме-
шивание достигается особым устройством направляющих лопаток бар-
268
ботажного колокола и дополнительной циркуляцией, осуществляемой
насосом.
Постоянный уровень раствора поддерживается при помощи пере-
лива 9, соединенного с гидравлическим затвором, состоящим из поме-
щенных в кастрюлю стакана и патрубка. На случай при переполнении
кастрюли 4 имеется переливная труба 11, по которой раствор стекает
в яму, расположенную под сатуратором. Освобожденный от аммиака
газ проходит ловушку, представляющую освинцованный цилиндр с ко-
леном и с оросительным устройством. В ловушке осаждаются капли
маточного раствора и мелкие кристаллы сульфата, унесенные газом.
Вытекающая из ловушки промывная жидкость отводится в кастрюлю 4.
Образовавшиеся в сатураторе кристаллы сульфата оседают в кониче-
ской части его. Кашеобразная масса маточного раствора и кристаллов
сульфата откачивается эжекторами, работающими паром или сжатым
воздухом.
Существенным недостатком сатуратора Гипрококса является повы-
шенный унос брызг кислого раствора, обусловленный высокими скоро-
Рис. 133. Тиковая схема сульфатного иска:
7 подогреватель; 2—сатуратор; 3—барботер; 4—эжектор; 5—воронка обратных токов; б —цир-
куляционная кастрюля; 7—циркуляционный насос; 8—кислотоловушка; 9—кристаллоприемник;
70 -центрифуга.
корпуса сатуратора, для чего верх цилиндрической части сатуратора
отделен от ванны конусным зонтом.
На рис. 133 приведена типовая схема сульфатного цеха, работаю-
щего полупрямым методом.
Газ из аммиачного отделения, проходя подогреватель 1, поступает
через барботер 3 в сатуратор 2. Остаточный газ выводится из сату-
ратора через кислотоловушку. Смесь кристаллов сульфата и маточ-
ного раствора из сатуратора 2 эжекторами 4 откачивается в кристал-
лоприемник 9, где происходит д е к а н т а ц ия кристаллов сульфата.
Приемник снабжен вытяжным трубопроводом для отвода вредных па-
ров и газов (HCN, HaS). Кислота из циркуляционной кастрюли 6 цир-
куляционным насосом 7 перекачивается снова в сатуратор.
После декантации кристаллы сульфата выгружаются в центри-
фугу 10, где они освобождаются от остатков маточного раствора и про-
269
мываются водой для уменьшения кислотности. Маточный раствор и
промывные воды по трубе через воронку 5 отводятся в сатуратор.
Для обеспечения нормальной работы сатуратора необходимо под-
держивать заданную кислотность ванны (5—10%). Некоторый избы-
ток кислоты требуется для предотвращения потерь аммиака. Необ-
ходимо систематически проверять сопротивление проходу газа через
сатуратор и отдельные аппараты при нем, а также температуру газа.
Качество сульфата зависит, главным образом, от качества серной
кислоты и степени очистки газа от смолы. Серная кислота должна
быть свободна от мышьяка, железа и окислов азота. Присутствие этих
примесей, равно как и плохая очистка газа, приводят также к быст-
рому загрязнению и износу сатуратора.
Для пропарки, разогрева и продувки к сатуратору, подогревателю
и другим частям установки подводят пар.
Яма, расположенная под сатуратором, должна вмещать весь .маточ-
ный раствор из сатуратора на время очистки и ремонтов.
Хорошего качества сульфат должен содержать не более 0,5%
H2SO4 и не менее 24,3% МНз (ОСТ 412), считая на сухое вещество.
Тепловой баланс сатуратора
Тепло расходуется в сатураторе на подогрев кислоты, подогрев поступающего
газа и жидкости до температуры ванны сатуратора.
Основное количество тепла расходуется на испарение воды, поступающей в са-
туратор с серной кислотой н промывной водой.
Расходные статьи компенсируются теплотой реакции образования сульфата. Не-
достающее количество тепла вводится в сатуратор путем подогрева газа в подогре-
вателе.
Приведенный ниже тепловой баланс составлен для полупрямого способа работы.
Часовой баланс тепла. Температура ванны сатуратора может быть приближенно
определена из эмпирической формулы Штиля:
Тв = 1,О17/о + 0,00046/02 + 3,65, (101)
где to— температура газа, поступающего в сатуратор, в ° С.
Более точно температура ванны сатуратора, равная температуре газа, поки-
дающего ванну, определяется вычислением парциального давления р водяных паров
в этом газе:
р== ------?-----, (102)
-^2.0,805 + 1
А
где Р —абсолютное давление газа, выходящего из ваниы;
р — парциальное давление водяных паров;
Vo—объем газа в н. л3 (при 0°, 760 мм вод. ст.);
А— кг воды, поступающей в сатуратор за то же время с газом и жидкостями,
за вычетом влаги в сульфате и испарения прн перекачке раствора.
Так как р равно упругости водяного пара над маточным раствором ванны, то
температура раствора находится по соответствующим таблицам или кривым (кривые
Терреса).
Приход тепла Q равен теплоте реакции:
<?о = (42,9 + 0,018Z0 — 0,557»), (103)
где М — количество общего аммиака в газе в кг/час, при входе в сатуратор;
а—процент свободного аммиака в газе при входе в сатуратор.
Расход тепла складывается из следующих показателей:
1. Qi — потери тепла сатуратора и маточного раствора:
= [РК +44-2,4 (0^2 + ^’28,2)] ~ (104>
где F — поверхность теплопотерь в м2;
К — коэфициент теплопередачи, равный 5—8 кал/м1 • час • °C;
Тп— температура окружающего 'воздуха в °C;
270
Ci — концентрация в граммах сульфата на 100 г воды:
G = 70,6 + 0,22 7» + 0,0011 Тв".
2. Qi—-расход тепла на испарение поступающей в сатуратор воды (тепло, за-
трачиваемое на испарение воды, поступающей с серной кислотой, учтено в 0о);
в сатуратор поступает промывная вода в количестве 5% от веса образующегося
сульфата:
Q2 = 0,05-Л (600,12 +я ГА
где А — вес образующегося в час сульфата в кг;
а — количество промывной воды в долях от А (а = 0,005).
3. 0з— потери тепла на изменение давления газа, с достаточной точностью
определяемые по формуле изотермического расширения газа.
Разность 0о—01—02—0з= 0 дает количество тепла, которое должно быть
выведено из процесса в случае, если 0 больше нуля или дополнительно введено-
в сатуратор, когда 01 + 0» + 03 превышает величину 0о.
<
Методы улавливания и выделения бензола
В настоящее время применяются три способа извлечения сырого
бензола из газа: 1) охлаждение до низких температур (выморажива-
ние); 2) улавливание твердыми поглотителями (адсорбция) и 3) ула-
вливание жидкими поглотителями (абсорбция). Наиболее распростра-
нен способ улавливания бензола жидкими поглотителями.
Процесс взаимодействия между паром и поглотителем имеет чисто
физический характер и может быть выражен уравнением
= const, (105)
согласно которому для каждой данной температуры существует по-
стоянное отношение между концентрацией паров бензола в газе (Ci) и
концентрацией бензола в поглотителе (Сг).
Поглощение бензола из газа идет до тех пор, пока парциаль-
ное давление паров бензола в газе не сравняется с парциальным
давлением паров бензола над поглотителем.
Зная, какое содержание бензола в поглотительном масле находится
в равновесии с заданным конечным содержанием бензола в газе,,
а также зная начальное содержание бензола в газе и поглотительном
масле, легко вычислить расход поглотительного масла. Для подсчета
расхода поглотительного масла можно также пользоваться приближен-
ной формулой Штиля:
а = ,106>
где /?0 — давление паров чистого бензола (при температуре улавлива-
ния) в ММ',
Af0 — молекулярный вес масла;
Vi — объем входящего газа в м3/час-,
Т — абсолютная температура газа;
Р — общее давление в скруббере в мм;
Y — удельный вес масла в кг/мя;
1,6—-практически оптимальный избыток поглотительного масла при
температуре улавливания около 25°;
0,0821 — газовая постоянная.
Давление паров чистого бензола Рп для различных температур при-
ведено в табл. 64.
Для достижения достаточной полноты поглощения необходимо,
чтобы поступающее для улавливания поглотительное масло содержало
минимальное количество бензола. Поэтому принцип противотока обес-
печивает вымывание бензола наиболее совершенно.
27Т
ТАБЛИЦА 64
Давление паров чистого бензола при различных темпе-
ра iypax
Температура в °C —10
Давление паров
бензола в мм
рт. ст. 13
В этом случае входящий снизу скруббера газ с максимальным со-
держанием бензола встречает сначала масло, обогащенное бензолом,
а затем при выходе из скруббера промывается свежим маслом.
На рис. 134 показаны кривые насыщения поглотительного масла
бензолом в зависимости от температуры и содержания бензола в газе.
Рис. 134. Степень насыщения поглоти-
тельного масла бензолом.
Характеристика
поглотительных масел
Хорошее поглотительное масло
должно удовлетворять следующим
требованиям:
1. Насыщенное; ароматическими
углеводородами на скрубберах по-
глотительное масло направляется в
бензольный цех для отгонки погло-
щенных ароматических углеводоро-
дов *. Полученное после отгонки
масло охлаждается и вновь
направляется на бензольные скруб-
беры. Поэтому поглотительное мас-
ло должно возможно полно отда-
вать при отгонке с водяным паром
поглощенные бензольные углеводо-
роды, не перегоняясь само при
этом в больших количествах.
2. Поглощение бензола произво-
дится в скрубберах, аналогичных
аммиачным. Для эффективной работы скрубберной насадки поглоти-
тельное масло должно обволакивать ее тонким слоем; при этом по-
верхность соприкосновения с газом достигает максимальных размеров.
Масло не должно быть ни чрезмерно вязким ни легкоподвижным;
только при этом условии оно будет хорошо обволакивать насадку и
не будет стекать с нее слишком быстро, обеспечивая достаточно про-
должительное взаимодействие газа с маслом.
3. Поглотительное масло должно легко отстаиваться от воды и
быть устойчивым к тепловым воздействиям.
Широкое применение в качестве поглотителей бензола получили
каменноугольное и соляровое масла.
Каменноугольное масло. Каменноугольное поглотительное масло по-
лучается при разгонке каменноугольной смолы и имеет следующие
свойства: отгон до 200° — не больше 1%; отгон до 230° — не больше
20% и отгон до 300°—не меньше 90%. Вязкость масла при 25° не
должна превышать 2° по Энглеру. Масло не должно содержать больше
1 В производстве насыщенное в скрубберах поглотительное масло называют
«бензине», а отогнанное — «дебензине».
.272
2% воды. При 10° не должно выделяться осадков нафталина или ан-
трацена. Удельный вес масла должен быть 1,03—1,08.
Повышенное содержание воды вредно отражается как на процессе
насыщения, так и на расходе пара при удалении бензола.
Недостаток каменноугольного масла состоит в склонности его к за-
густеванию. При загустевании происходит постепенное повышение, вяз-
кости и удельного веса и загрязнение смолообразными веществами, что
приводит к резкому падению поглотительных свойств масла.
Загустевание приводит к необходимости периодической замены от-
работанного масла.
Качество и срок работы поглотительного масла увеличиваются при
удалении из него фенолов и других кислых соединений.
1 л хорошего масла поглощает при обычных условиях 30—40 г
бензрла. Практически берут 1,15 л масла на каждый 1 м3 газа, про-
ходящего через скрубберы, рассчитывая на насыщение его бензолом
до 20—25 г/л.
Соляровое масло. Соляровое поглотительное масло получается при
разгонке нефти и выкипает в интервале 260—400°. До 240° должно
отгоняться не более 2% и до 360° — не меньше 80%. Вязкость при
25° С составляет около 2° по Энглеру. При 4° соляровое поглотительное
масло не должно давать осадков. Уд. вес его 0,88—0,90. Соляровое
масло не подвержено загустеванию. Существенный недостаток его за-
ключается в склонности к образованию эмульсий. Эмульсия, осаждаясь
на насадке скрубберов, в дестилляционной колонне и нагревательной
аппаратуре, приводит к засорению и коррозии аппаратов и расстрой-
ству работы. Вследствие этого в цикл процесса поглощения необхо-
димо вводить специальные, предназначенные для разрушения эмульсий
аппараты — так называемый декантер и деэмульгатор.
Поглотительная способность солярового масла несколько ниже, чем
каменноугольного, и поэтому расход его на 30—40% выше.
При переходе установки с каменноугольного масла на соляровое не-
обходима предварительная промывка аппаратуры бензолом, так как
при смешении солярового и каменноугольного масел выделяются ве-
щества, способствующие образованию стойких эмульсий.
При работе на соляровом масле вода собирается внизу, при работе
на каменноугольном масле — сверху.
Типовая схема улавливания и выделения бензола
Типовая схема улавливания бензола показана на рис. 135. Масло
из цеха дестилляции после охлаждения подается насосом на последний
по ходу газа скруббер, стекает по насадке навстречу газу в переточ-
ный ящик 1 с отделениями и затем насосом подается на следующий
скруббер. Пройдя последовательно все скрубберы 2, насыщенное масло
поступает в сборник, откуда перекачивается в цех дестилляции.
На современных коксохимических заводах устанавливается 3—4 по-
следовательно соединенных скруббера высотой до 40 м и диаметром
4,0—4,5 м. ।
Общая поверхность находящейся в одном скруббере хордовой на-
садки 18 000—22 000 л2.
При расчете скрубберов принимают, что на 1 м3 газа в час тре-
буется 1,6—1,8 м2 поверхности орошения насадки. Диаметр скруббера
выбирается по допустимой скорости газа, которая принимается равной
1,0—1,5 м./сек. »
Устройство газовой и масляной коммуникации дает возможность
отключить любой скруббер. Этим обеспечивается возможность произ-
18 Зак. 3610. Общая химия, технология топлива. 273
водить необходимый ремонт, пропарку и очистку насадки и других опе-
раций, не нарушая общей работы.
Равномерное распределение газа и поглотительного масла по скруб-
беру достигается секционным расположением насадки и применением
надлежащих оросительных устройств.
Для выделения сырого бензола из насыщенного поглотительного
масла применяется метод отгонки с водяным паром.
Масло, подогретое в теплообменниках и подогревателях до
120—140°, подается в дестилляционную колонну, где обработкой
острым водяным паром из него отгоняется сырой бензол.
Стекающее с колонны освобожденное от бензола масло, пройдя че-
рез теплообменники и холодильники, поступает в промежуточный
сборник и снова качается на бензольные скрубберы. Таким образом по-
глотительное масло непрерывно циркулирует в замкнутом цикле: скруб-
беры — теплообменники — решоферы — дестилляционная колонна — хо-
лодильники — скрубберы. В те-
чение суток масло оборачивается 3
раза в процессе.
При 'пропускании через подогре-
тое насыщенное масло водяного пара
компоненты сырого бензола испаря-
ются в соответствии с упругостью
их паров при данной температуре.
Для определения количества па-
ра для отгонки сырого бензола
нужно знать молекулярный состав
поступающего в колонку насыщен-
ного масла и упругости компонентов
сырого бензола и поглотительного
масла для различных температур.
Общий расход пара на дестилля-
цию сырого бензола зависит от кон-
струкции аппаратов, тщательности
их теплоизоляции, состава поглоти-
тельного масла и ряда других фак-
торов.
При хорошем качестве поглоти-
Рис. 135. Типовая схема улавливания
бензола:
7 —масляный иеерточный ящик; 2—бензель- ТСЛБНОГО МД'СЛЗ, ХОрОШО СКОНСТруИ-
ные скрубберы. рованной и защищенной от тепло-
потерь аппаратуре и квалифицированном обслуживании расход пара по- ’
данным Гипрококса (при работе на соляровом масле) составляет на
тонну сырого бензола 2,4—2,7 г в подогревателе и 2,2—2,5 т в колонне.
Общий расход пара на 1 т сырого бензола составляет 4,6—5,2 т.
При работе на каменноугольном масле расход пара на подогреватель
2,5—2,8 т и на колонну 1,5—-1,7 т. Суммарный расход пара 4,4—4,5 т
на 1 т сырого бензола.
Основная часть пара расходуется на подогрев поглотительного
масла. 'Большое влияние на расход пара оказывает качество масла.
Загрязнение масла нафталином, антраценом и смолистыми веществами
способствует образованию эмульсий и повышению содержания влаги,
что приводит к повышенному расходу пара.
Схема бензольного отделения
На рис. 136 показана схема бензольного отделения. Насыщенное
масло (бензине) из напорного бака 1 самотеком проходит через де-
флегматор 2 дестилляционной колонны 3, где подогревается за счет
тепла, выделяющегося при частичной конденсации выходящих из ко-
274
лонны паров. Далее масло проходит масляный теплообменник 4 (на
рисунке не присоединен) и подогреватели свежего и отработанного
пара. В подогревателях соляровое масло подогревается до 120°
а каменноугольное до 140 \ Из подогревателя 5 масло поступает в ко-
лонну 3.
В колонне острым паром производится отгонка из масла сырого
бензола. Продукты дестилляции из колонны проходят дефлегматор, где
охлаждаются, так что в газовой фазе остаются бензольные углеводо-
роды с некоторым количеством паров масла и водяные пары.
Конденсат (флегма) из дефлегматора стекает в сепаратор 7, где
масло отстаивается от воды. Отсюда масляная флегма либо напра-
вляется обратно в бензольную колонну, либо отводится в нафталино-
Рис. 136. Схема бензольного отделения системы Отто:
•напорный бак; 2-дефлегматор; 3—дестилляционная колонна; •/ —теплообменник; 5 и 6 -подогре-
ватели; 7 -^епаратор; 8 — нафтатиновая колонка; 9 -конденсационное устройство.
вую колонку 8 для дополнительной отгонки бензола. Флегма нагре-
вается в подогревателе, расположенном в верхней части колонны, и
стекает вниз. В нижнюю часть колонны подается острый пар, отго-
няющий из флегмы весь бензол.
Пары из колонки 8 проходят небольшой расположенный над ней
дефлегматор (где из них выделяется увлеченное парами масло), соеди-
няются с парами главной колонны и направляются в конденсационное
устройство 9. Отстоявшаяся в сепараторе 7 вода спускается в канали-
зационную сеть.
Пары главной колонны вместе с конденсатом' из дефлегматора 2
проходят через верхнюю часть сепаратора 7, где отделяется конденсат,
и направляются к конденсационному устройству 9, соединяясь по до-
роге с парами из колонки 8.
Из нижней части колонны 3 масло — дебензине проходит тепло-
обменник 4 и направляется в маслохолодильники для охлаждения
и возврата на улавливание бензола.
Флегма, стекающая с колонки 8, спускается в кристаллизаторы, для
выделения нафталина. Масло из кристаллизаторов присоединяется
к поглотительному маслу.
18:5 275
Конденсационное устройство состоит из двух частей: вверху распо-
ложена трубчатка, играющая роль конденсатора паров, и ниже — зме-
евик, являющийся холодильником для полученного в верхней трубчатке
конденсата.
Охлажденный конденсат поступает в сепаратор, расположенный
в нижней части конденсационного устройства.
бензол отделяется от воды и че-
рез смотровой фонарь напра-
вляется в приемный резервуар
(мерник). Вода из сепаратора сте-
кает в канализационную сеть.
Отличит!елыная особенность
описанной схемы — сильная де-
флепмационная часть, Позволяю-
щая получать высококачествен-
ный сырой бензол.
Описанная схема может иметь
большое число различных измене-
ний. В ряде случаев насыщенное
масло (бензине) не подогревается
в дефлегматоре. Последний при
этом охлаждается только водой.
В некоторых случаях дефлегма-
тор делится на секций, часть
В сепараторе сырой
Рис. 138. Бензольная колонна системы
Гипрококса большой производитель-
ности.
Рис. 137. Бензольная ко-
лонна системы Гипро-
кокса.
которых работает на масле, а часть — на воде. Такое разделение дает
возможность использовать дефлегматор в качестве теплообменника и
одновременно обеспечить достаточно широкий диапазон регулировки.
Иногда дополнительно к дефлегматору устанавливается дефлегма-
торная колонка, служащая для более полного отделения поглотитель-
ного масла и нафталина.
Интересным видоизменением описанной схемы является вариант,
предусматривающий одновременное получение двух сортов сырого
276
бензола — тяжелого и легкого, что достигается путем фракционной
конденсации паров. Применением этой схемы удается значительно
облегчить последующие операции по переработке сырого бензола в то-
варные продукты.
Выбор схемы бензольного отделения зависит также от вида приме-
няемого на установке поглотительного масла. В случае работы на со-
ляровом масле устанавливаются дополнительные аппараты, предназна-
ченные для разрушения получающейся эмульсии масла и воды.
Аппараты бензольного отделения
Колонна. Для отгонки сырого бензола применяются тарельча-
тые колпачковые колонны, чугунные или железные. Железная
дестилляционная колонна си-
стемы Гипрококса показана на
рис. 137. Насыщенное погло-
тительное мас!ло вводится в
среднюю часть колонны и сте-
кает по тарелкам нижней части
колонны навстречу потоку пара.
Бензольная колонна системы
Гипрококса большой производи-
тельности показана на рис. 138.
Сплошной железный ци-
линдр колонны диаметром
3,5 м и высотой 14 м имеет
14 железных тарелок, снаб-
женных каждая 12 штампован-
ными длинными корытообраз-
ными колпаками. Насыщенное
масло из подогревателей по-
ступает на третью тарелку
сверху; таким образом колонна
не имеет дефлегмационной
части и должна быть поэтому
Рис. 139. Типовой дефлегматор.
соединена с мощным дефлегматором. Производительность колонны (по
маслу) достигает 200 т масла в час.
Дефлегматор. Типовой дефлегматор (рис. 139) представляет собой
секционный трубчатый аппарат с горизонтально расположенными тру-
бами. Пары проходят снизу вверх по межтрубному пространству. По
трубам течет охлаждающая жидкость. Для повышения эффективности
аппарата между двумя секциями помещается колпачковая барботажная
тарелка. Флегма может отбираться с каждой тарелки.
Выходящие из колонны пары охлаждаются в дефлегматоре до 97°.
Ниже этой температуры начинают- конденсироваться сольвенты. Ко-
личество водяных паров, выходящих из дефлегматора, определяется по
формуле:
V- 18-А
М
(107)
где М — средний молекулярный вес сырого бензола;
А— количество сырого бензола (по отгону до 180°), получаемого
с колонны, в кг/час;
V — объем водяных паров на 1 объем бензольных углеводородов,
при входе в конденсатор.
На 1 кг сырого бензола (до 180°) поступает в конденсатор 1,6—2,0 кг
водяных паров.
21Т
Подогреватель. Устройство типового подогревателя (решофера) пока-
зано на рис. 140. Насыщенное масло входит через штуцер, расположен-
ный'в днище решофера, при тем-
пературе 80—90° и поднимается
по трубкам снизу вверх, по пути
Рис. 140. Типовой
подогреватель.
нагреваюсь паром, про ходящим
по межтрубному пространству.
В случае применения солярового
поглотительного масла подогрев
ведется до 115—120°, при камен-
ноугольном масле до 130—135°.
Пар подается в верхнюю часть
подогревателя. Конденсат отво-
дится через конденсационный
горшок.
В подогревателе начинается
отгонка поглотительного масла,
причем количество отогнанных
продуктов» доходит до 50% от
веса сырого бензола (при подо-
греве до 130°). Коэфициент теп-
лопередачи К — 100—150 кал/м?- •
• час°С.
Выделившиеся пары соби-
раются в верхней части подогре-
вателя, свободной от труб. Подо-
гретое бензине и выделившиеся
пары через штуцеры, расположенные в крышке и паросборном про-
странстве, поступают в колонну.
Расход греющего пара определяется по формуле:
о___% -4- Оз ~Ь Оз 4~ Ot — Qr.
< Об-От
(108)
где Qi — теплосодержание выходящего бензине в кал/час;
Q->— теплосодержание паров продуктов, отгоняемых в подогрева-
теле, в кал/час; ,
Qs — теплосодержание отгоняемых водяных паров в кал/час;
Qi — теплопотери 1в окружающую среду (QalO/v от тепла, пе-
реданного греющим паром) в кал/час;
Qa — теплосодержание входящего насыщенного масла в кал/час;
Qe — теплосодержание греющего пара в кал/час;
От — теплосодержание конденсата в кал/час.
Повышенный расход пара вызывается чаще всего неправильной ра-
ботой конденсационного горшка.
Теплообменники. Наиболее употребительны горизонтальные трубча-
тые теплообменники (рис. 141). Бензине проходит по трубам, а дебен-
зине — по межтрубному пространству, навстречу ему. Для повышения
коэфициента теплопередачи теплообменники делаются многоходовыми.
Тепловой режим для работы:
на каменноугольном масле
бензине...............................60 -> 92°
дебензине.........90 «-125’
на соляровом масле
бензине...........70 -> 90°
дебензнне.........93 <-115°
278
Для подсчета необходимой поверхности теплообмена можно при-
нять, что на 1 т/час поглотительного масла требуется около 8 .и2 поверх-
ности теплообмена.
Наиболее частое расстройство в работе теплообменника состоит
в нарушении плотности развальцовки труб, что приводит к смешива-
нию бензине в дебензине.
Конденсатор-холодильник конструкции Гипрококса представляет
собой сочетание теплообменника-конденсатора с холодильником и сепа-
ратором. Аппарат (рис. 142) состоит из двух трубчаток, расположенного
.между ними промежуточного барабана и сепаратора.
Рис. 142. Конденсатор-холодильник.
Пары бензола и воды после дефлегматора поступают в межтрубное
пространство и подогревают идущее к теплообменникам бензине.
Несконденсировавшиеся пары и конденсат переходят в межтруб-
279
ное пространство второй нижней трубчатки. В ней технической водой
производится окончательное охлаждение. Межтрубное пространство
верхней трубчатки двухходовое и нижней — четырехходовое. Охлажден-
ный конденсат поступает в сепаратор, где происходит расслоение воды
и сырого бензола.
Масляные холодильники. Для охлаждения прошедшего теплообмен-
ники освобожденного от бензола масла применяются различные типы
холодильников (трубчатые, оросительные воздушно-водяные). На
рис. 143 показан масляный холодильник.
На 1 м3/час поглотительного масла по данным Гипрококса требуется
17—20 м'2 поверхности охлаждения. (
Некоторое распространение получили также и холодильники пря-
мого действия, в которых масло непосредственно соприкасается с охла-
ждающей водой. На рис. 144 показан
один из таких холодильников.
Масло (каменноугольное) из теплооб-
менников поступает в холодильник через
верхнюю распределительную трубу 1, во-
да—через нижнюю 2. Вследствие разно-
сти удельных весов масло опускается вниз,
в то время как вода поднимается.
Работа холодильника регулируется ре-
гулятором уровня масла 3. Меняя уровень
Рис. 144. Холодильник прямого
действия:
/, 2—распределительные трубы; 3—
регулятор уровня масла.
Рис. 143. Масляный холодильник:
/—коллектор охлаждающей воды; 2—штуцер для ло-
дячи пара для пропарки; 3—отводящий коллектор;
4,— подающий коллектор.
масла, можно увеличивать или уменьшать время соприкосновения и
отстаивания воды и масла.
Для лучшего перемешивания воды и масла внутри холодильника
помещено два ряда решеток, в отверстия которых вставлены трубки
диаметром 1" и длиной 100 и 300 мм.
.280
ГЛАВА 13
ОЧИСТКА ГАЗА ОТ СЕРЫ1
Сухая очистка газа от сероводорода
Существуют три способа очистки газа от сероводорода сухим путем:
болотной рудой, гашеной известью и активированным углем.
Наиболее распространена очистка болотной рудой, содержащей
30—75% РегОз (гидрата окиси железа), 7—14% А1гОз-р S1O2, 3—5%
СаСОз, MgCOs, 10—25% воды, органических веществ/ и др. Сухая
очистка этим методом позволяет снизить содержание сероводорода
(в гйзе) до 0,02 г/м? H2S. В настоящее время различают две системы
сухого извлечения сероводорода из газа гидроокисью железа — ящич-
ную и башенную.
Очистка болотной рудой в ящиках
Обычно очистка проводится в чугунных ящиках. За последние годы
вместо них применяют железобетонные ящики, покрытые внутри защит-
ным асфальтовым слоем. Иногда ящики изготовляются из котельного
железа, внутри покрытого пековым лаком. Это предохраняет железо от
разрушительного действия серы, кислорода и влаги.
Ящики обычно делаются длиной и шириной 1—9 ии, высотой
1—5 м. Внутри ящиков на 2—6 съемных горизонтальных деревянных
решетках расположена болотная руда слоем в 300—400 imjw. Для
обеспечения большей пористости очистной массы, увеличения площади
ее соприкосновения с газом и уменьшения сопротивления прохождению
газа болотную руду смешивают с древесными опилками или торфом.
На один объем грубо измельченной болотной руды берут около одного
объема опилок.
Количество прибавляемых опилок зависит от физических свойств
руды: чем она плотнее, тем больше нужно брать опилок. К смеси при-
бавляется сверх этого около 0,5% вес. гашеной извести, сообщающей
очистной массе щелочную реакцию, при которой очистка идет лучше.
В качестве очистной массы вместо болотной руды употребляют
бокситовый отвал алюминиевого производства, получающийся при спла-
влении боксита со щелочью. Средний состав этого отхода: 50—55/>'
РегОз, 20—24% щелочей, 10—15% AI2O3 + S1O2 и 12—15% воды. Этот
отход получил название «массы Люкса».
Конструктивные особенности сероочистных ящиков. Чугунные ящики
собираются на болтах (с картонным или мастичным уплотнением).
Железные ящики бывают и клепаные и сварные. При их расчетах
важно учесть величину сопротивления очистной массы проходу газа,
которая пропорциональна первой степени линейной скорости газа, про-
1 В эту главу включены также некоторые сведения об улавлувании циана из
коксового газа.
S8T
пускаемого через очистную массу, и зависит от физико-механических
свойств очистного материала (пористости, ситового анализа, влажности
и т. д.). Сопротивление очистной массы проходу газа составляет 15—30 мм
вод. ст. при скорости газа 5 мм/сек и 25—30 мм вод. ст. при 8 мм/сек.
При отключенном методе регенерации допускается скорость газа
до 20—25 мм/сек.
Важнейшими элементами ящика являются его крышка и затвор.
Крышки делаются плоские и сводчатые. Последние считаются более
Рис. 145. Чугунный очистный ящик с гидравлическим за-
твором:
/—стенка ящика; 2—гидравлический затвор; 3~крышка ящика.
удобными, особенно для очистных ящиков малого и среднего размера,
и, кроме того, они легче и дешевле. Конфигурация ящика должна’
Рис. 146. Сухой затвор
очистного ящика:
/--фланец ящика; 2—проклад-
ка; 3- крышка; 4—болт.
Рис. 147. Трехходовая
задвижка.
выбираться такой, чтобы исключить возможность образования газовых
мешков при его продувке перед открыванием ящика.
Сероочистные ящики бывают с водяными или сухими затворами.
При гидравлическом затворе (рис. 145) по периметру
ящика имеется паз в форме «чаши», наполненной водой, в который
погружаются стенки крышки на глубину 500—750 мм. Такой затвор
гарантирует совершенную герметичность, но не применим при высоком
давлении газа,'не допускает установки ящиков на открытом воздухе
282
Рис. 148. Разрез цеха сухой очистки:
/—первый этаж; ~ -второй этаж; 3—третий
этаж; 4 —загрузочный рукав; 5—разгрузочная
труба; 6— ящики с очистной массой; 7—эле-
ватор.
(опасность замерзания воды), и требует специального ухода (контроль
за высотой водяного слоя, подогрев паром).
Сухой затвор (рис. 146) достигается прокладкой (резина, про-
масленный пеньковый жгут, реже— асбестовый шнур) между фланцем
ящика и крышкой. Крышка прижи-
мается к ящику болтами.
Сухой затвор 'применим при лю-
бом давлении и не боится мороза,
но при нем возможна утечка газа,
что следует иметь в виду при
установке ящиков в; помещении.
Для переключения ящиков при-
меняют задвижки и гидравлические
переключатели. Для уменьшения
количества задвижек применяются
трехходовые ( рис. 147) и четырех -
ходовые задвижки.
Гидравлические переключатели
обеспечивают полную герметичность
затвора, чего нельзя ожидать от за-
движек, но гидравлические затворы
при больших диаметрах газопрово-
дов становятся громоздкими.
Комбинация задвижек с гидра-
влическими затворами наиболее цс-
лесообразна и надежна с точки
зрения борьбы с утечками газа.
Весьма важна удобная и проду-
манная система расположения газо-
проводов, обеспечивающая после-
довательность проведения газа' по
очистным ящикам, выключение
каждого ящика и в некоторых слу-
чаях изменение направления газа.
Сероочистные ящики устанавли-
ваются обычно в отапливаемом помещении. В местностях с мягким
климатом возможна установка их и на открытом воздухе.
Иногда сами ящики устанавливаются в помещении, а крышки их
выводятся наружу. Это особенно удобно при сухих затворах крышек.
На рис. 148 представлен разрез цеха очистки распространенного
типа.
Ящики с очистной массой 6 расположены в восемь ярусов во вто-
ром этаже 2. Отработанная масса выгружается через разгрузочную
трубу 5 (при больших размерах ящиков разгрузочных труб делается не-
сколько) , проходящую через ящик в первый этаж 1 здания, откуда она
подается элеватором' 7 на третий этаж для регенерации.
Загрузка ящиков очистной массой производится с третьего этажа 3
при .помощи загрузочного холщевого рукава 4. На крупных установках
имеются специальные отделения для приготовления очистной массы
с соответствующим оборудованием (дробилки, смесители, дозеры, эле-
ваторы) .
В каждом ящике газ, разделяясь на параллельные потоки, проходит
через один слой очистной массы.
Допускаемая скорость газа составляет 8—15 мм/сек в зависимости
от метода работы, считая иа свободное сечение ящика. Такая, малая
скорость газа обусловливает потребность в значительных площадях для
сооружения сероочистных цехов, большие размеры ящиков и большое
283
Рис. 149. Вставная железная ко-
робка (царга) в газоочиститель-
иой башне.
ную газораспределительную
количество очистной массы, которую приходится неоднократно пере-
гружать.
При крупных масштабах производства должны быть максимально-
механизированы работы по перегрузке массы для сохранения непроиз-
водительного простоя аппаратов. Обычно механизируют также подъем
и опускание крышек ящиков.
Башенная очистка. Для сокращения времени, требуемого для пере-
грузки очистной массы, а также для уменьшения площади сероочистных
цехов в последнее время (в установках
производительностью свыше 20 м?/час
газа) стали строить цилиндрические се-
роочистные башни или башенные очист-
ные установки с 20—24 слоями массы
в каждой. Высота башни составляет
12—16 м при диаметре 5,5—7,5 ju. Очист-
ная масса в башнях размещается во
вставных царгах (рис. 149); в каждую
царгу (|коробку) на деревянные решетки
загружаются два слоя массы.
Царги в башне стоят одна на дру-
гой; в каждой царге имеются круглые
отверстия, которые образуют централь-
трубу. Газ поступает в башню снизу, идет
в центральную трубу, распределяется параллельным потоком по цар-
гам, в которых разделяется параллельно по двум слоям очистной массы,
Рис. 150. Поперечный разрез башенной газоочистительной установки.
и выходит по периферии в зазор между стенками царг и башни, затем
через штуцер поступает в следующую башню.
Загрузка и выгрузка царг производятся специальным краном. Царги
загружаются очистной массой заранее и до загрузки хранятся в запас-
284
ной башне, откуда постепенно перегружаются в работающую. Этим
достигается быстрая загрузка рабочей башни. Разрез одной из башен-
ных газоочистительных установок показан на рис. 150.
Необходимо отметить, что сооружение башен ни в какой мере не
уменьшает количества работы по перегрузке очистной массы, а лишь
сокращает время простоя агрегата и, главное, — уменьшает площадь,
необходимую для постройки цеха.
Башни соединяются в блоки по 4 штуки; газ проходит через них
последовательно.
При особо крупных масштабах производства устанавливаются не-
сколько блоков, работающих параллельно. Переключение башен про-
изводился ащашогично очистным ящикам.
Режим сухой очистки и регенерация очистной массы. Оценку актив-
ности очистной массы определяют по скорости реакции ее с H»S.
Большие скорости газа применимы лишь при работе на очистной массе
высокой активности. Перед загрузкой в ящики очистная масса равно-
мерно смачивается водой до содержания влаги 30—40%. Самый про-
цесс очистки охватывает пропускание газа через систему очистных
ящиков для извлечения из него сероводорода и регенерацию очистной
массы воздухом на месте, т. е. в очистных ящиках. Для успешного
извлечения сероводо-
рода из газа требуется
регулирование темпера-
туры и влажности газа,
а также щелочности
и влажности очистной
массы. Основные зада-
чи обслуживания пер-
вой фазы процесса со-
Рис. 151. Схема коммуникации сероочистных ящиков
(переключение производится двухходовыми задвиж-
ками):
/, 2, 4 — ящики.
стоят в регулярном
переключении ящиков,
в контроле направле-
ния, скорости, влаж-
ности химического со-
става газа (содержание сероводорода), в выгрузке отработанной массы,
потерявшей поглотительную способность и в загрузке ящиков свежей
массой.
Испытание степени очистки газа от сероводорода на рабочем месте
проводится бумажкой, пропитанной раствором уксуснокислого свинца.
В струе очищенного газа, выходящего из пробного крана ящика, такая
полоска бумаги не должна давать изменения цвета в течение 1 мин.
При очистке газ обычно пропускают последовательно через 3—4
очистных ящика. По мере насыщения массы серой порядок ящиков по
ходу газа меняется (рис. 151). Практика показывает, что бблыпая часть
сероводорода поглощается уже в 1-м ящике (при свежезагруженной
массе до 90%). В правильно рассчитанной установке в 4-м ящике H»S
не должен поглощаться, так как иначе нельзя было бы гарантировать
должную чистоту газа при перегрузках. Поэтому 4-й ящик обычно
является контрольным. Если предпоследний по ходу газа ящик начинает
пропускать сероводород, то выключают очистный ящик, стоящий пер-
вым по потоку газа, опоражнивают его, наполняют свежей или регене-
рированной массой и снова включают в ток газа уже в качестве
последнего, а первым теперь становится второй ящик и т. д. Таким
образом целиком проводится принцип противотока.
С течением времени активность очистной массы понижается так
сильно, что ее приходится заменять свежей. Отработанная очистная
масса может быть регенерирована. Первоначально существовал
285
единственный способ регенерации — извлечение отработанной массы из.
ящика и специальная обработка ее на воздухе. Впослед-
ствии, вместо этого неудобного способа, постепенно внедрился другой
метод регенерации очистной массы в самых ящиках, названный регене-
рацией на месте (в отключенном ящике). Схема регенерации по этому
методу дана на рис. 152. Газ последовательно проходит через ящики
I, // и ///, а ящик IV отключен на регенерацию. Существует два
варианта регенерации массы: 1) введение в ящики небольшого коли-
чества воздуха (до 2%) вместе с газом (воздушная присадка) и
2) постепенное пропускание через руду воздуха в виде добавки к так
называемому «оборотному газу» (воздушная продувка).
Отработанную массу оставляют на открытом воздухе, рассыпая
в отведенном помещении слоем высотой в 200—300 мм, слегка смачи-
вая водой и тщательно перелопачивая 1—2 раза в сутки. Очистная
масса разогревается и поверхность ее принимает бурый цвет. Реакция
выход виза
1 И Л Л
Ряс. 152. Схема регенерации массы в отключенном очистном
ящике:
III и IV—ящики с очистной массой; I — скруббер для охлаждения
циркулирующего газа; 2—газодувка для циркуляции газа; 5— воздухо-
дувка; гидравлический затвор для выброса избыточного газа в атмо-
сферу; 5—автоматический газоанализатор иа кислород; 6'--термометры.
регенерации экзотермична и при недостаточном надзоре и быстром
окислении температура нагрева может настолько подняться, что приве-
дет к потере активности очистной массы, а при большом содержании
сульфида железа — и к воспламенению выделившейся серы; поэтому
регенерацию нужно проводить осторожно.
После того как вся масса примет однородный цвет и перестанет
нагреваться, процесс регенерации закончился и очистная масса снова
способна поглощать сероводород.
Процесс регенерации с течением времени протекает у данной массы
все медленнее и медленнее: выделяющаяся при регенерации элемен-
тарная сера все более и более обволакивает частицы активного гидрата
окиси железа, затрудняя доступ газа; активность массы падает.
Очистная масса может выдержать только 10—12 повторных регене-
раций, после чего масса должна быть заменена новой.
Падение поглотительной способности массы вызывает необходи-
мость перезарядок ящиков и регенераций.
286
Обогащенная серой масса может быть использована на сернокис-
лотных заводах как сырье для обжига в печах вместо колчедана.
Можно также извлекать серу подходящими растворителями (сероугле-
род, сернокислый аммоний) или горячей водой под давлением, но сера
при этом получается низкого качества, загрязненная посторонними
веществами, экстрагируемыми из болотной руды.
Регенерация добавкой воздуха и пара заключается в следующем. •
Воздух прибавляется непосредственно перед входом газов в первый
ящик в таком количестве, чтобы содержание кислорода в газе после
сероочистки не превышало 0,5%, так как в противном случае кислород,
содержащийся в газе, начинает сильно корродировать железную аппа-
ратуру. На Московском газовом заводе очищенный газ без прибавки
воздуха содержит свыше 0,2% кислорода, а с добавкой воздуха — не
выше 0,3%.
Количество воздуха, добавляемого к газу перед очисткой, можно
рассчитать по формуле:
0,5% объемн. О2 + 1?-б-^%%±^-О2, (109)
где 0,5% — избыточное против реакции количество кислорода. Добавка
воздуха облегчает работу очистки газа.
При добавлении к газу воздуха нужно тщательно следить за темпе-
ратурой в ящиках, не давая ей повышаться. При недосмотре может
произойти сильное разогревание массы, частичное ее оплавление и пол-
ное ее обезвоживание, после чего ящик перестает работать.
Непосредственная добавка воздуха к газу до очистки требует вни-
мания во избежание образования взрывчатой газовой смеси.
1 ж3 хорошей очистной массы при добавке до 1,5% воздуха может
очистить в 3 раза большее количество газа, а также удлинить период
между перезарядками ящиков не менее чем в 2 раза.
Основные показатели сухой очистки (болотной рудой)
Необходимое для очистки газа объемное количество очистной массы
определяется эмпирической формулой, в которой учитываются содер-
жание сероводорода в газе и качество очистной массы.
Формула имеет вид:
л (110)
где А — количество очистной массы (в ж3), необходимое для очистки
1000 м3 газа в час;
S —содержание сероводорода в газе в % объемн.;
F — процент активного FeaOs в свежей массе (для хорошей массы
Люкс F=18%)i;
W — объемный вес свежей рабочей массы (0,8—0,9 кг/м3).
1 м3 очистной массы в слабо спрессованном состоянии весит
800—900 кг и очищает от сероводорода и циана от 25 до 170 тыс. ж3
газа в зависимости от активности, содержания сероводорода в газе и
условий очистки. На 1000 м3 газа при работе на четырех последова-
тельно соединенных ящиках в период максимального расхода прини-
мается 3,5 м2 поперечного сечения каждого ящика. На 1000 м3 газа
в сутки нормально требуется 4 м3 очистной массы для всех четырех
ящиков вместе. Продолжительность контакта газа с очистной массой
обычно принимается от 5 до 8 мин. в зависимости от движения газа.
Наиболее благоприятная для извлечения сероводорода температура
газа держится в пределах 25—35°; влажность 65%. Для увеличения
продуктивности работы очистной массы и полезного действия очистного
287
ящика в ящики вводят острый пар. Согласно теоретическим подсчетам
1 кг металлического железа, полностью окисленный до РеаОз (или
1,43 кг РеэОз), соединяется с 0,913 кг или 0,636 № HaS, т. е. очищает
63,6 м3 газа, содержащего 1% H2S по объему, или же 0,0146 кг в 1 м3
газа без регенерации окиси железа.
Очистка газа от сероводорода активированным углем
Сущность процесса очистки активированным углем заключается
в том, что на поверхности активированного угля происходит окисле-
ние сероводорода кислородом воздуха до свободной серы, отлагаю-
щейся на угле.
К газу прибавляется некоторое количество воздуха (3—4% от ко-
личества газа) и аммиака (0,3—0,5 г/1 м3 газа). Аммиак служит ка-
тализатором.
Скорость прохождения газа через активированный уголь составляет
75—100 мм/сек, т. е. значительно превосходит скорость, допускаемую
Рис. 153. Схема установки для очистки газа активированным
углем:
/—очистные аппараты с активированным углем; 2—сборники для рас-
твора сернистого аммония; «3—- центробежные насосы; 4—сборник концен-
трированного раствора (NHJtS; 5— кипятильник; 6—центрифуга; 7—кон-
денсатор; сборник регенерированного растьора.
при очистке газа болотной рудой. Очистные аппараты много компакт-
нее, чем при болотной руде. (
Схема установки для очистки газа активированным углем дана на
рис. 153..
Кроме сероводорода активированный уголь поглощает содержащиеся в газе
органические соединения серы, кроме циклических. Газ пропускается через аппарат
сверху вниз. Реакция идет не по всей высоте угля, а по зонам (высота эоны зави-
сит от содержания сероводорода в газе и скорости газа), передвигаясь сверху вниз.
В реакционной зоне температура повышается н по ней судят об интенсивности
процесса.
Оптимальная температура процесса 35—50°.
Наличие влаги в угле или в газе снижает сорбционную способность угля, по-
этому газ перед очисткой должен быть по возможности осушен.
Насыщение активированного угля серой составляет 50—100% от веса угля. Не-
обходимым условием хорошей работы активированного угля является тщательная
очистка газа от смолы.
Применение этого способа очистки газа затруднено в силу необходимости
обеспечить достаточно совершенную очистку газа от омолы. Этот способ распростра-
нен иа заводах для обессеривания водяного газа, идущего на производство синте-
тического аммиака.
288
Насыщенный серой уголь подвергается регенерации в самом аппарате. Сера
выщелачивается каким-либо растворителем: (сернистым аммонием, сероуглеродом,
хлористой серой и т. п. Растворитель отгоняется от активированного угля перегре-
тым паром и аппарат снова включается в работу. Дальнейшая операция заклю-
чается в регенерации растворителя с получением элементарной серы (99%-ной чи-
стоты).
При растворении серы сернистым аммонием образуются полисульфиды аммония,
которые при нагревании под давлением выделяют элементарную серу. Сера отде-
ляется, а аммиак и сероводород поглощаются в скруббере с образованием серни-
стого аммония, вновь идущего на экстракцию серы.
Низкое качество серы, получаемой при сухой очистке газа гидроокисью железа,
и нерентабельность этого способа очистки вызвали появление довольно многочис-
ленных методов мокрого извлечения сероводорода из газа. При разработке этих ме-
тодов преследовались следующие цели: улучшение условий труда, достижение более
высоких показателей извлечения, повышение качества уловленной из газа серы (без
дополнительных сложных методов ее обработки) и удешевление себестоимости ее.
Способы мокрой сероочистки
Методы мокрой сероочистки без регенерации серы
Метод Сиборда. Наиболее простым из мокрых способов, обеспечи-
вающих удаление сероводорода из промышленных газов в непрерыв-
ном цикле, является очистка газов раствором соды. Технически этот
процесс осуществляется в скрубберах с насадкой, в которые снизу
подается газ, а сверху противотоком орошающий 1—3%-ный раствор
соды.
Очищенный газ уходит через верхний штуцер, а жидкость, содер-
жащая бикарбонат и сульфгидрат, перекачивается на верх другого та-
кого же скруббера, где, стекая по насадке, встречается с идущим
снизу воздухом и регенерируется.
При этом сероводород и углекислота уходят с продувочным возду-
хом, а регенерированный раствор соды возвращается обратно в погло-
тительный скруббер.
Теоретически в этом методе сода не расходуется. Однако практи-
чески имеются потери соды вследствие частичного окисления ее до ги-
посульфита и механических потерь. Поддержание необходимой концен-
трации раствора достигается периодической добавкой новых порций
соды.
Современные установки по методу Сиборда представлены всего од-
ной башней, в которой абсорбер и регенератор располагаются один *
над другим. Регенерированный раствор спускается в нижнюю часть
башни, где встречается с подлежащим очистке газом и извлекает из
него сероводород. Затем насосом раствор перекачивается на самый
верх башни и, стекая вниз, встречается с идущим снизу воздухом,
вновь регенерируясь. Цикл непрерывно повторяется.
Недостатком этого способа является невысокая степень очистки
(порядка 70—80%), полная потеря серы и отравление окрестностей
выпускаемым в атмосферу сероводородом, если он не собирается спе-
циально. Достоинством этого метода является простота установки и
процесса, компактность аппаратуры. Установки для очистки газа ме-
тодом Сиборда строились в большом количестве.
Метод Пти. Промывка газа по этому способу осуществляется
15—20%-ным раствором поташа. Благодаря высокой концентрации
раствора поглощение сероводорода идет чрезвычайно энергично. Газ
очищается от HaS полностью, кроме того попутно удаляется и значи-
тельная часть органической серы.
Вытекающая из скруббера отработанная жидкость продувается угле-
кислотой; при этом выделяется HaS, который вместе с избытком СОа
поступает на небольшую сухую установку для поглощения HaS тем или
19 Зак. 3610. Общая хтпшч. технология тон,тили.
289
иным способом. При этом очищается и углекислота, которая возвра-
щается обратно для продувки новых порций раствора.
Обращающийся раствор бикарбоната при нагревании переходит об-
ратно в карбонат и возвращается снова в цикл.
Хотя при этом способе серы непосредственно не получается, однако,
она не теряется полностью, так как весь сероводород может быть
использован.
Расход поташа и экстрагирующих веществ составляет 2% от ко-
личества полученной серы. За последнее время число промышленных
установок, работающих по этому методу, увеличивается.
Железо-содовый и железо-аммиачный методы. Почти в аналогичной
аппаратуре и по такой же технологической схеме осуществляется мок-
рый метод сероочистки с применением гидрата окиси железа.
Этот процесс, носящий наименование феррокс-процесса, был
введен после метода Сиборда.
Поглощение сероводорода в скруббере идет в две стадии: сперва
сероводород связывается содой в сульфгидрат натрия с переходом ча-
сти соды в бикарбонат:
Ха.,СО3 Н- H2S = NaHS + NaHCOs,
а затем сульфгидрат натрия дает с гидроокисью железа сернистое же-
лезо:
3NaHS + 2Fe (ОН)3 = Fe2S3 + 3NaOH -f- 3H2O.
Регенерация окиси железа достигается продуванием сжатым возду-
хом: сернистое железо окисляется снова в гидроокись с освобожде-
нием серы в виде пены, а бикарбонат и NaOH опять дают соду.
При замене соды аммиаком получаем железо-аммиачный вариант
рассматриваемого способа. В настоящее время железо-щелочные ме-
тоды могут найти применение лишь в исключительных случаях, напри-
мер, когда по местным условиям абсолютно недопустим спуск содер-
жащего мышьяк отработанного раствора в канализацию при одновре-
менной невозможности упаривать его на гипосульфит.
Методы мокрой сероочистки с получением элементарной серы.
Относящиеся к этой группе мышьяково-щелочные и же-
• лез о-щ елочные методы применяются в тех случаях, когда в со-
ставе очищаемого газа содержание СОг не превышает 12—1'3%. В по-
следнее время в лабораторных условиях доказана возможность приме-
нения мышьяково-содовой сероочистки и на газах с содержанием СОг
выше 12—13%, при соответствующем увеличении щелочности рас-
твора. ' 1 « 4 I
Эти способы допускают весьма высокую степень очистки газа
от сероводорода (до 95—98%) и сера получается достаточно высокой
чистоты. Наиболее распространен мышьяко в о-щ елочной метод,
называемый часто тайлокс-процессом и применяемый в двух
вариантах: мышьяково-содовом и м ы ш ь я к о в о-a м м и а ч-
н о м.
Сущность этих методов состоит в том, что после извлечения ам-
миака коксовый газ промывается жидким поглотителем (нижеуказан-
ного состава) в специальном скруббере при температуре около 40° и
затем производится регенерация поглотительной жидкости с вы-
делением из нее элементарной серы.
Получающаяся серная пена перерабатывается в так называемую
серную пасту, содержащую до 45—50% S, из которой затем
получают плавленую серу.
290
В первом способе (мышьяково-содовом) поглотитель представляет
собой водный раствор, содержащий 5—10 г/л AS2O3 в виде солей
NasAsCh, NasHAsOSs, NaaAsOg, NasAsSi и др.
Во втором способе (мышьяково-аммиачном) поглотительный рас-
твор содержит 6—9 г/л AsaOa, 1,2—1,5 г/л летучего аммиака и
3,5—6,0 г/л аммиака в виде аммонийных солей [(NHiJsAsO-a,
(NH^aAsOi и др.].
Реакция поглощения сероводорода в скруббере протекает по урав-
нению:
Na4As2SsO2 + H2S — NaiAsaSeO + Н2О.
Регенерация раствора кислородом воздуха идет по уравнению.-
2Na4As2iSeO Оз = 2Na4As2|SsO2 4-2S.
Приготовление свежего поглотительного раствора сводится к сле-
дующему:
2Na2CO3-|- As2O8 + Н2О = 2Na2HAsO3 + 2СО2.
Этот раствор не является еще нормальным рабочим раствором и
после введения его в цикл происходит его «созревание» в скруббере:
2Na2HAsO;j + 5H2S = Na4As2Ss + 6Н2О,
а затем в регенераторе:
Na4As2Ss -(- О2 — NaiAsaSsCh,
т. е. получается раствор оксисульфомышьяковой соли, ко-
торый и участвует дальше в реакции поглощения в скруббере.
В рабочем растворе соотношение между содой NaeCOs 1 и AS2O3
практически должно быть порядка 2,5 : 1 в грамм-атомах. При очистке
Рис. 154. Схема мышьяково-содового способа газоочистки:
7 —скруббер; 2—подогреватель; 3—регенератор; 4—напорный бак; 5—пеносборник; 6-вакуум-фильтр’
7—автоклав; 8—вакуум-сборник; 9—брызгоуловитель; 70—барометрический сборник; 11—вакуум-насос;
12—сборник растворов; 13—растворитель; 14—напорный сборник; 15—компрессор; 16—воздухосбор-
ник; 17—маслоотделитель; 18—воздухосборник низкого давления; 79, 20—центробежные насосы.
газов с большей концентрацией сероводорода, чем 12—18 г/нм^
(коксовом, генераторном и т. п.), содержание мышьяка в растворе бе-
рется’10 г/л, соды—14 г/л. При малом содержании серы в очищае-
мом газе концентрация раствора может быть понижена до 5 и 7 г/л.
Мышьяково-содовый метод. Технологическая схема этого метода,
представленная на рис. 154, состоит в следующем.
19* • 291
Очищаемый газ пропускается через скруббер 1 с насадкой, орошае-
мый поглотительным раствором соды и трехокиси мышьяка
в воде. Очищенный газ выходит сверху из скруббера, а раствор со
связанным сероводородом прокачивается насосом 19 через паровой
трубчатый подогреватель 2 для поддержания температуры раствора
около 35—40° и поступает снизу в полый регенератор 3, который за-
полняется раствором на высоту 20—30 м. В этот же регенератор по-
дается компрессором 15 (давление 3—4 ат) сжатый воздух из возду-
хосборника 16 через маслоотделитель /7; воздух барботирует через
столб раствора, разбиваясь установленными в регенераторе 4—8 дыр-
чатыми листами на мелкие пузырьки.
Раствор после окисления кислородом воздуха приобретет снова по-
глотительные свойства, через сливной штуцер самотеком направляется
в напорный бак 4, а оттуда вновь на скруббер; выделившаяся сера
всплывает вместе с пузырьками воздуха в виде пены и переваливается
в кольцевой карман у верхушки регенератора. Оттуда пена самотеком
стекает сначала в пеносборник 5, в котором уплотняется до более гу-
стой суспензии, а затем на вакуум-фильтр 6. Отфильтрованный рас-
твор отделяется в вакуум-сборнике 8 от воздуха и насосом 20 накачй-
вается обратно в систему регенератора-скруббера; сера промывается
на фильтре водой, снимается с фильтра в виде влажной пасты и за-
гружается в автоклав 7 для отделения влаги. Промывные воды
с фильтра идут в поглотительный раствор для пополнения потерь по-
следнего. Воздух из вакуум-сборника откачивается вакуум-насосом 11
через брызгоуловитель 9, со стоком жидкости по барометрической
трубе. Серная паста плавится в автоклаве острым паром (давление
в 4—4,5 ата), затем отстаивается с подогревом глухим паром, отде-
ляется от водного раствора и спускается в изложницы, где застывает
(черенковая сера). Конденсат из автоклава спускается в сборник и от-
туда возвращается насосом в систему поглощения.
Пополнение убыли соды и мышьяка в поглотительном растворе про-
изводится растворением кальцинированной соды и белого мышьяка
в растворителе 13 при подогреве и перемешивании острым паром. За-
тем раствор выдавливается сжатым воздухом в напорный сборник 14,
откуда самотеком добавляется в систему поглощения.
Схема обработки выводимого раствора. Для того чтобы предупре-
дить выпадение мышьяка из поглотительного раствора, приходится
поддерживать в растворе некоторую избыточную щелочность, а это,
в свою очередь, ведет к образованию сульфгидрата натрия, который
в регенераторе окисляется воздухом в гипосульфит. Происходит на-
копление последнего в растворе и, чтобы ограничить возрастание кон-
центрации, удельного веса и вязкости раствора, приходится часть рас-
твора выводить из цикла и заменять новым.
Если выводимый раствор не содержит циановых солей, то
он подается через подогреватель I в испаритель 2 — однокорпус-
ный или двухкорпусный (рис. 155), где концентрируется глухим па-
ром; при этом вторичные пары могут быть направлены как в подо-
греватель циркулирующего' раствора, так и в калоризатор 3 для подо-
грева раствора перед выпарным аппаратом в целях общей экономии
в расходе пара на сероочистку. Концентрированный раствор идет из
выпарного аппарата в кристаллизатор 4, охлаждаемый водой, где из
него выпадает гипосульфит. Кристаллическая суспензия последнего
направляется затем в центрифугу 5, в которой гипосульфит отжи-
мается с влажностью 1—2%, а маточный раствор возвращается в си-
стему. Эта схема обработки выводимого раствора (рис. 155) наибо-
лее рациональна, так как дает добавочный продукт в виде техниче-
ского гипосульфита.
292
Если в очищаемом газе содержится циан (при очистке коксо-
вого газа), то в поглотительном растворе накапливается кроме ги-
Пар л подогреватель
Рис. 155. Схема получения гипосульфита:
/—п 1догреватель; 2—испарители; 3— калоризаторы; 4—кристаллизатор; 5—центрифуга.
посульфита роданистый натрий. Растворимость его очень вы-
сока и он не может быть удален выпариванием и кристаллизацией.
Рис. 156. Схема нейтрализации поглотительного раствора:
г —мерник серной кислоты; 2—нейтрализатор; 3— контрольный фильтр;
4—сборник сточных вод; 5—вентилятор.
В этом случае приходится часть раствора, выводить из цикла, а так
как мышьяковый раствор нельзя спускать в канализацию, то, его пред-
варительно подают в нейтрализатор первой ступени 2; здесь раствор
обрабатывается по схеме, показанной на рис. 156. Раствор обрабаты-
293
вается в нейтрализаторе серной кислотой, поступающей из мерника 1,
при непрерывном перемешивании сжитым воздухом, нагнетаемым вен-
тилятором 5. Большая часть мышьяка выпадает в осадок, а раствор
с содержанием мышьяка 0,1—0,2 г/л сливается через контрольный
фильтр 3 в нейтрализатор второй ступени 4, являющийся одновременно
сборником сточных вод. В нейтрализатор первой ступени подается со-
довый раствор, производится перемешивание с подогревом1 паром и
осажденный мышьяк снова растворяется и возвращается в цикл. В ней-
трализаторе второй ступени к раствору добавляется Fe2(SO«)s и известь:
мышьяк образует нерастворимые соли, являющиеся безвредными, и рас-
твор, содержащий гипосульфит, сернокислый натрий, и только
10—20 мг/л растворенного мышьяка спускается в канализацию. В по-
следнее время разработан метод извлечения части гипосульфита из
нейтрализуемого и сливаемого раствора при сероочистке коксового
газа.
Основная аппаратура. Скруббер является основным аппаратом про-
цесса. Применяют скруббер с хордовой насадкой из досок толщиной
в 10—12 /мм и с таким же зазором между ними. Подача поглотитель-
ного раствора производится обычно через цолушаровое брызгало типа
Браузе с отверстиями в 12—15 мм, при напоре жидкости у брызгала
4—5 м вод. ст. Над брызгалом необходимо устанавливать несколько
рядов сухой насадки, лучше из наклонных досок, для улавливания
брызг раствора, которые иначе будут уноситься газом и давать мышья-
ковый конденсат в газоходах. Диаметр скруббера рассчитывается
в свободном сечении по скорости газа (от 0,6 до 1,2 м/сек)-, при этом
сопротивление скруббера составляет, в зависимости от его высоты и
скорости газа, 30—80 мм вод. ст. Поверхность насадки F рассчиты-
вается по количеству пропускаемого газа, средней логарифмической
концентрации сероводорода в газе в г/м2 и коэфициенту абсорбции К
(от 3,5 до 5 г серы с м2/час) по формуле (в упрощенном виде):
V-2.303 1g ->-
F —------(HD
А
где V — часовой объем газа;
Ci и Сг —начальное и конечное содержание H2S в газе.
Запроектированный скруббер проверяется на интенсивность ороше-
ния (не менее 2,5 л/мин на 1 пог. м ребер насадки) при одновременной
проверке избытка раствора против стехиометрического (не менее
30—50%).
Диаметры установленных скрубберов составляют от 3000 до
6000 мм, высота колеблется от 18 до 30 м.
Высота и поперечное сечение регенераторов выбираются по объему
циркулирующего раствора с тем, чтобы время его нахождения
в регенераторах составляло 30—40 мин., а плотность дутья воздуха
150—250 м3/час м2. Построенные у нас регенераторы имеют диаметр
1600—2000 мм. Они могут также иметь диаметр в 2500 и 3000 ‘мм.
Высота регенераторов от 25 до 40 м. Расход воздуха на регенерацию
рассчитывается, исходя из 6 м3/кг поглощенной серы, и по этому рас-
ходу выбираются компрессоры. Регенераторы должны проектироваться
выше скрубберов для обеспечения самотека раствора в скрубберы после
регенерации.
Подогреватель циркулирующего раствора рассчи-
тывается по общим правилам для поверхностных теплообменных аппара-
тов и имеет целью поддержание температуры раствора в 40°, причем
должны быть компенсированы потери тепла в окружающую среду стен-
ками скрубберов и регенераторов, а также потери тепла раствором на
-.-294
увеличение влагосодержания очищаемого газа в скруббере и воздуха
в регенераторе.
Пеносборник рассчитывается как буферная емкость для пены,
исходя из практической концентрации ее по сере от 25 до 100 г/'л, на
запас пены от 2 до 6 час.
В а к у у м-ф и л ь т р рассчитывается по практическому съему про-
дукта, считая на сухую серу с I м2 поверхности фильтрации. Для
барабанных вакуум-фильтров этот съем может быть принят в
60—80 кг/м2 • час.
Автоклавы устанавливаются железные, с внутренней футеров-
кой из тонкого листа нержавеющей стали (ЭЯ1); снабжаются вводом
острого пара и паровой рубашкой. Стенки и крышки рассчитываются
на рабочее давление 4 ага, емкость по объему серной пасты, которая
поступает с вакуум-филь-
тров с влажностью 40—
50%, по заполнению до 70%
объема и полному времени
операции плавки 3,5—
4 часа.
Растворители рас-
считываются на приготовле-
ние раствора повышенной
концентрации против рабо-
чей, исходя из расхода соды
120—350 кг/т полученной
серы (в зависимости от ин-
тенсивности побочных реак-
ций и наличия циана в газе)
и из практического расхода
мышьяка 5—6 кг на 1 т серы.
Выводимое из цикла
количество отработан-
ного раствора опреде-
ляется, исходя -из связыва-
ния 8—15% поглощенной
серы в гипосульфит и наи-
высшей допустимой кон-
центрации гипосульфита в
рабочем растворе 150—
175 г/л. В случае выпари-
вания выводимого раствора
размеры- и поверхность на-
грева выпарного аппарата
определяются требованием
Чистый газ
Рис. 157. Схема двухступенчатой мышьяково-со-
довой сероочистки газа:
/— насадка цикла первой ступени; 2—насадка цикла второй
ступени;^—сухая насадка для орызгоулавливания;4—реге-
нератор; 5~напорный бак (гидрозатвор); 6—подогреватель
раствора; 7--циркуляционный насос первой ступени; 8—
циркуляционный насос второй ступени; 9—сборник свежего
поглотительного раствора второй ступени; 10— сборник
раствора первой ступени.
произвести упаривание выведенного раствора от начальной концентра-
цииоколо 13 до конечной 50% (вес). Выпарной аппарат проектируется
на давление вторичных паров 1,2—1,5 ата для использования этих
паров в подогревателях; с этой целью давление греющего пара должно
•быть порядка 5 ата.
Кристаллизатор после выпарки должен быть рассчитан
на отвод тепла кристаллизации и охлаждение упаренного раствора до
температуры не выше 30°. По расчетам на выпарку нужно выводить
из цикла 12,5 мя раствора на каждые 100 кг получаемого пятиводного
гипосульфита.
В случае -нейтрализации выводимого раствора его количество прямо
определяется по количеству образовавшегося гипосульфита и по допу-
стимой концентрации последнего. На нейтрализацию раствора расхо-
295
дуется практически 2,5—3,5-кратное количество серной кислоты от тео-
ретического (по нейтрализуемой соде).
Двухступенчатый процесс мышьяково-содовой сероочистки. Если при
очистке должны быть достигнуты нормы серосодержания, принятые
для бытового газа, т. е. очистка должна быть доведена до содержания
серы в очищенном газе не выше 0,02 г/н. м3, *го с помощью одной
мокрой очистки нельзя справиться с такой задачей и приходится вклю-
чать после мокрой сероочистки сухую для дополнительного улавлива-
ния остатков сероводорода.
Технологическая схема двухступенчатой очистки представлена на
рис. 157, причем даны только циклы абсорбции и регенерации, по-
скольку остальная подсобная аппаратура аналогична таковой при одно-
ступенчатой сероочистке. Промывка газа производится в скруббере
с насадкой, причем нижняя часть насадки 1 орошается рабочим погло-
тительным раствором. Раствор доходит до дна скруббера (сборник 10),
стекает к циркуляционному насосу первой ступени 7 и прокачивается
им через подогреватель 6 и регенератор 4, после чего возвращается са-
мотеком через напорный бак (гидрозатвор) 5 в скруббер. Верхняя,
меньшая часть насадки скруббера 2 орошается свежеприготовленным
очистным раствором, который задерживается специальной перегород-
кой (с отверстием для газа), стекает в отдельный сборник 9 и цирку-
ляционным насосом второй ступени 8 снова подается на верх скруббера
без регенерации. Наконец, на самом верху скруббера имеется тонкий
слой сухой насадки 3, играющей роль брызгоулавливателя. Газ, раньше
чем выйти из скруббера, проходит последовательно через все три на-
садки. Периодически часть раствора из второй ступени перепускается
в цикл первой ступени, а в сборник второй ступени из растворителя
и мерника подается новая порция! свежего раствора.
Мышьяково-аммиачный метод
В мышьяковом методе сероочистки сода может быть заменена
аммиаком и при очистке коксового газа нужное для процесса количе-
ство аммиака может быть просто оставлено в газе при извлечении,
аммиака в аммиачных скрубберах. Химизм мышьяково-аммпачного
метода может быть представлен следующими уравнениями.
Поглощение сероводорода в скруббере:
(NH4)3AsO2S2 4- H2S = (NH4')3AsOS3 4- Н2О.
Регенерация раствора сжатым воздухом:
2 (NH4)3AsOS3 4- Оо = 2 (NH4)3AsO2S2 4- 2S.
Одновременно при регенерации часть аммиака и серы связывается
в гипосульфит (МНа^ЗгОз, кроме того циан коксового газа дает рода-
нистый аммоний NH4CNS.
Нейтрализация выводимого из цикла раствора в этом случае произ-
водится серной кислотой:
(NH3)3AsO2S2 + (NH J8AsOS8 4- 3H2SO4 = As.,S5 4- 3 (NH4)sSO4 4- 3H2O,
причем сернистый мышьяк AsaSs выпадает в осадок. Растворение
осадка для возвращения мышьяка в рабочий раствор происходит по
уравнению-
As2S- 4- 6 (NH4)2 СО3 4- ЗН2О =
= 6 (ЫН4) НСО3 4- (NH4)3AsO2S2 4- (NH4)3AsOS3.
Мышьяково-аммиачный процесс осуществляется в такой же аппара-
туре, как и мышьяково-содовый.
296
Способ Фишера
Наиболее совершенно сероводород извлекается из газа щелочным
раствором красной кровяной соли, причем немедленно вы-
деляется элементарная сера по реакции:
2K3Fe(CN)e + 2КОН + H2S = 2K4Fe(CN)e % 2Н2О + S.
Раствор, содержащий в растворе желтую кровяную соль, отфиль-
тровывается от серы и направляется на регенерацию, осуществляемую
электролитическим восстановлением. При электролизе
идет реакция:
2K4Fe (CN)6 + 2Н2О = 2K3Fe (CN)6 -% 2КОН + Н2.
Достоинства метода — простота обслуживания, несложность техно-
логической схемы, незначительный расход материалов. В выработанном
продукте содержится в промытом состоянии 99% чистой серы.
Однако ввиду большого расхода электроэнергии метод Фишера не
получил распространения.
Сероочистка фенолятом натрия
Идеальным поглотителем для такого слабокислого газа, как серо-
водород, является раствор едкого натра; однако регенерация получаю-
щегося сульфгидрата натрия трудна и практически неприемлема.
Для устранения этого затруднения к раствору каустика добавляют
кислоты более слабой, чем сероводород при низких температурах, но
обладающей свойством увеличивать кислотность при повышении темпе-
ратуры. При таких условиях добавленная к каустику кислота не будет
препятствовать поглощению сероводорода при нормальной температуре,
но будет «вытеснять» его при нагревании раствора.
Этим условиям удовлетворяют некоторые фенолы. Процесс серо-
очистки фенолятом натрия выражается следующей реакцией:
NaOCoHr, % H2S NaHS + СвНзОН.
При низкой температуре реакция идет вправо, т. е. при промывке
газовой смеси раствором фенолята натрия поглощается сероводород;
при нагревании раствора равновесие передвигается влево, т. е. серо-
водород выделяется в сравнительно чистом виде (в смеси с парами
воды и углекислотой, если последняя содержалась в очищаемом газе),
а раствор снова может быть после охлаждения использован для газо-
очистки.
Отогнанная из поглотительного раствора парогазовая смесь после
охлаждения и конденсации водяных паров сильно насыщена сероводо-
родом; она может быть направлена на сернокислотный завод для
использования сероводорода на окисление в серную кислоту или в печи
Клауса для получения элементарной серы.
Преимуществом фенолятного процесса по сравнению с мышьяково-
щелочным является гораздо большая «сероемкость» поглотительного
раствора: в среднем можно считать, что оборот жидкости в фенолят-
ной сероочистке в 10—ГЗ раз меньше, чем в мышьяковой, т. е. полу-
чается экономия расхода электроэнергии на насосы. Однако на отгонку
сероводорода из раствора требуется пар. Поэтому фенолятный процесс
имеет явное экономическое преимущество перед мышьяковым в тех
случаях, когда сероочистка производится под давлением в несколько
атмосфер или концентрация сероводорода в очищаемом газе высока.
В том и другом случае благодаря повышенному парциальному давле-
297
Вова
нию сероводорода в газе при абсорбции повышается количество погло-
щенного H2S на единицу раствора, уменьшается количество оборачи-
ваемого раствора и, следовательно, уменьшается расход пара на нагрев
его.
Содержание фенола и каустика в фенолятном процессе варьируют
так, чтобы при невысоких концентрациях H2S в очищаемом газе и вы-
сокой степени очистки раствор содержал повышенную концентрацию по
фенолу, в случае же большого содержания серы в газе, наоборот,—
имел высокую концентрацию по едкому натру.
Технологическая схема и аппаратура фенолятного процесса серо-
очистки представлены на рис. 158. Абсорбер 1 сероводорода предста-
вляет собой колпачковую колонну, через которую снизу вверх прохо-
дит очищаемый газ противотоком к поглотительному раствору, пода-
ваемому на четвертую сверху тарелку. На самую верхнюю тарелку по-
дается небольшое количество чистой воды для улавливания раствора,
увлекаемого газом с нижних рабочих тарелок. Насыщенный раствор вы-
ходит снизу абсорбера и подается насосом 6 (или при помощи избы-
точного давления газа) через теплообменник 3 на верх регенератора 2.
В теплообменнике раствор частич-
но подогревается регенерированным
раствором, ' идущим на абсорбцию.
Регенератор является тарельчатой
колонной с паровым подогревате-
лем в нижней части. Раствор, про-
ходя колонну сверху вниз, освобо-
ждается от сероводорода и самоте-
ком поступает в теплообменник 3,
прокачивается насосом 7 через труб-
чатый водяной холодильник 4 для
окончательного охлаждения и снова
подается на абсорбцию.
Сероводород с нарами воды про-
ходит два последовательных де-
флегматора 5, помещенных над ре-
генератором, освобождается от во-
дяных паров, которые конденси-
руются и стекают обратно в колон-
ну, и направляется на сернокислот-
ный завод или в печи Клауса.
Вся аппаратура выполняется из
асти регенератора и дефлегматоров,
изготовленных из нержавеющей стали.
Приводимые практические показатели работы установки по фено-
лятной сероочистке относятся к газу с содержанием 4—5% H2S.
Очистка производится на 96%. Температура абсорбции поддержи-
вается 32—43°, температура регенерации ПО—120°. Газ поступает
двумя потоками, один под давлением 7—10,5 ат, другой под давле-
нием 0,7 ат. Сообразно этому имеются два абсорбера; регенератор один
общий.
Абсорбер высокого давления пропускает 15 500 н.м3/час газа; его
диаметр 1220 мм и высота 10370 мм. Число тарелок 12; на каждой та-
релке имеется по 24 чугунных колпачка.
Абсорбер низкого давления пропускает 4200 н.м3/час газа, имеет
диаметр 1675 мм, высоту 10370 мм. В нем также 12 тарелок, но на
каждой тарелке имеется по 48 колпачков.
Регенератор диаметром 2,9 м и высотой 13,0 м содержит 12 тарелок
по 168 колпачков на каждой.
298
Вар
Рис. 158. Схема фенолятного процесса
сероочистки:
1 — абсорбер; 2—регенератор; 3— теплообменник;
4—холодильник; 5—дефлегматоры; 6, 7—насосы.
железа за исключением верхней
Очистка газа от циана
В числе химических продуктов, входящих в состав коксового и све-
тильного газов, имеются цианистые соединения, которые мо-
гут образовывать комплексные железо- и железистосинеродистые со-
единения, легко растворимые в воде, которые способствуют быстрому
износу аппаратуры и коммуникации на газовых и коксохимических за-
водах. Поэтому экономическая выгода извлечения цианистых соедине-
ний заключается не столько в увеличении товарной продукции завода,
сколько в обеспечении ббльшей долговечности аппаратуры и коммуни-
кации.
В циан переходит незначительная доля общего азота угля, образо-
вание циана находится в связи с образованием аммиака. Цианистый
водород образуется в результате взаимодействия аммиака с накален-
ным углеродом; в циан переходит от 10 до 15% NHa.
Количество циана в коксовом газе колеблется обычно от 0,5 до
1,5 г/м*.
Сухие способы извлечения циана
Извлечение циана протекает в установке для улавливания серы из
газа.
В настоящее время почти повсеместно для этой цели применяется
очистная масса, описанная выше под названием массы Люкса. Она от-
личается особенно высокой поглотительной способностью по отноше-
нию к циану, что объясняется высоким содержанием в ней гид-
рата окиси железа (до 75%) и наличием от 3 до 5% свободной
щелочи.
Обычно очистная масса, загружаемая впервые в очистной аппарат,
плохо поглощает циан. Последний начинает удовлетворительно улавли-
ваться только спустя некоторое время. Это зависит от того, что связы-
вание циана идет уже после образования гидрата закиси железа из
окиси, что является следствием восстановления сероводородом.
Реакция протекает по уравнениям:
1) 2Fe(OH)3 % H2S = 2Fe(OH)2 + 2НЮ + S
и далее
2) Fe(OH) а + 2HCN = Fe(CN)2 + 2НаО;
3) 4Fe(OH)3 + 3Fe(OH)2 + 18HCN = Fe7(CN) is + I8H2O;
4) 2Fe (OH)3-4-FeS = 3Fe(OH)2%-S;
3Fe (OH)2 4- 6HCN =- 3Fe (CN)2 -f- 6H2O;
5) Fe9 + 2HCN + О = Fe(CN)2 + НЮ + S.
При отсутствии воздуха в массе образуется наряду с берлинской
лазурью так называемая берлинская бель 3[Fe(CN)2] или Fe2Fe(CN)e.
Это соединение легко переходит на воздухе в берлинскую лазурь, от-
части еще в очистной массе (под действием находящегося в газе кисло-
рода) и полностью при регенерации очистной массы.
Содержание аммиака в газе оказывает сильное влияние на улавли-
вание циана очистной массой. Поглощение последнего идет лучше при
299
наличии в газе небольших количеств NHa и поэтому при улавливании
циана оставляют NHs до 0,03 г на 1 .и3.
Обычно после 10—12-кратной регенерации очистной массы содер-
жание берлинской лазури в ней достигает 10—12% и кроме того .до
2—4% роданистого аммония.
Поглощение циана по сухому способу не превышает 90% от общего
содержания его в газе. Переработка очистной массы на циан мало вы-
годна вследствие того, что масса обычно сильно загрязнена смолой.
Поэтому сухая очистка газа от циана применяется лишь в качестве
побочной при очистке газа от серы.
В силу того, что газ, идущий для бытового потребления, должен
быть обязательно очищен не только от циана, но и от сероводорода,
сухой способ улавливания циана наиболее широко распространен.
ЧАСТЬ IV
ПЕРЕРАБОТКА ЖИДКИХ ПРОДУКТОВ КОКСОВАНИЯ,
ПОЛУКОКСОВАНИЯ И ГАЗИФИКАЦИИ
ГЛАВА 14
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
Теоретические основы процессов дестилляции
и ректификации
В числе главных задач при переработке жидких продуктов терми-
ческой деструкции топлива являются перегонка и ректификация. Пере-
гоняемые жидкости являются однородными многокомпонентными сме-
сями. Образовавшиеся при кипении этих смесей пары уводятся в кон-
денсационную аппаратуру, где они частично или полностью переходят
в жидкое состояние. Для облегчения решения ряда практических
вопросов перегонки принимают, что паровая фаза здесь находится
в равновесии с жидкой. При таком1 допущении способность системы
менять свое состояние определяется уравнением Гибса:
L — л'+ 2 —- А,
где L — изменяемость системы (число степеней свободы),
л — число компонентов,
N — число фаз.
При перегонке многокомпонентной жидкой смеси состояние системы
определяется изменением давления, температуры и концентрации:
f\T, р,’с) = 0. (112)
При двух фазах, жидкой и парообразной, и многих компонентах, как
видно из уравнения, система может иметь много степеней свободы.
Так, уже при трех компонентах система имеет три степени свободы.
Поэтому для упрощения решения задачи в большинстве случаев при-
нимают систему двухкомпонентной; одним из компонентов здесь будет
целевой продукт (бензин, керосин, бензол, фенол и т. д.), а другим
считают остаток, причем и отгоняемая фракция и остаток принимаются
веществами, имеющими средний молекулярный вес.
Из трех переменных величин температуру и давление выражают со-
ответственно в градусах Цельсия и атмосферах. Концентрация же вы-
ражается в весовых или молярных долях.
Так, если система состоит из граммов не-
скольких компонентов, то весо-йая концентрация, например, компо-
нента А будет:
. -------‘1______. (113)
А = а Д- b 4- с 4- d + е. ..
301
Обозначая через Ма, Мъ, Мс, Md и т. д. молекулярный вес компо-
нента, можно выразить и молярную концентрацию:
Л ________________а!Ма____________
М а/Ма + b/Mb + С/Мс + <ЦМа...
(114}
Очевидно, что А - 100 и Лм* 100 будут выражать соответственно весо-
вые и молярные процентные концентрации. Пересчет из весового на
процентное содержание и обратно может быть про-
ведан просто. Расчеты значительно упрощаются
при молярном выражении концентрации. Наконец,
содержание компонента в жидкости обозначают
через х, а в правой фазе через у.
Паровая фаза, находящаяся в равновесии с жид-
кой, всегда в своем составе содержит те же ком-
поненты, что и жидкость, весовое же количество
компонентов в паровой и жидкой фазах различно.
Исключение здесь представляют так называемые
азеотропные растворы, которые перегоняются при
определенных температурах так, что пары и жид-
кость имеют один и тот же состав!.
Общее давление насыщенных паров равно сумме
парциальных давлений компонентов. Если кон-
центрация раствора выражена в молях, то изме-
Рис. 159. Типы изотерм нение величины давления в жидкостях с перемен-
упругости паров двух- ным содержанием компонентов при одной и той
компонентной системы. же тем,пераТуре выражается по закону Рауля урав-
нением:
Ра = Ра-х,
(115).
где ра—давление компонента при его содержании в растворе х;
Ра — упругость чистого компонента при той же температуре.
В условиях перегонки и ректификации мы имеем дело с компонен-
тами, смешивающимися во всех отношениях, но
вести перегонку с парами воды и тогда имеет
место система с двумя совершенно несмеши-
вающимися компонентами. Изменение упругости
графически можно представить диаграммой
Р — х, где по оси ордина'т отложены упругости
смесей, а по оси :абсцис1с— концентрация в жид-
кой Смеси. Кривая 1 (рис. 159) представляет
общее давление двух совершенно несмешиваю-
щихся компонентов. Здесь на всем протяжении
кривой общее давление над раствором равно
сумме упругостей паров чистых компонентов:
Ра-^Рв = Р. (116)
На кривых 2, 3 и 4 (рис. 159) представлено
иногда приходится»
Р— Т.
изменение упругости паров для двух хорошо смешивающихся компо-
нентов. I
В этом случае кривая имеет ординаты на всем своем протяжении,
средние между значением упругости чистых компонентов:
Рл>~>Рц,
где я — упругость паров смеси.
Если компоненты дают азеотропные смеси, то кривая упругости
паров этой смеси переходит через максимальное или минимальное зна-
чение (5, 6), где смеси перегоняются при определенном составе, не из-
302
меняя его до конца перегонки. Упругость паров такой азеотропной
смеси буДет выше или ниже, чем упругость чистых компонентов.
Для построения рассмотренных кривых нужно знать прежде всего
кривую Р — Т (рис. 160), т. е. зависимость величины упругости насы-
щенных паров чистых компонентов от температуры. Такие кривые по-
лучаются экспериментально или путем решения уравнения Клапейрона-
Клаузиуса:
RR. —.________________ (117)
T(Vr^ + 1/ЖИдК.) *
•
Это уравнение выведено для идеальных газов. Пренебрегая величи-
ной V жядк. по сравнению с Угаз и подставляя вместо V газ его значе-
ние из уравнения VP = RT, после интегрирования можно получить вы-
ражение:
= г)’
где А — молярная теплота испарения;
Р — значения давлений при соответственных температурах.
По вычисленным данным можно построить кривую Р — Т. Однако
для реальных газов уравнение Клапейрона-Клаузиуса не дает безупреч-
ных результатов. Поэтому был предложен
ряд эмпирических формул.
Формула Дальтона имеет такой вид:
^о-Л = »о —«р (119)
где (о и Во и (i и 'h — температуры кипения
жидкостей при соответственно равных давле-
ниях (рис. 161).
Следовательно, при наличии кривой Р — Т
для одной жидкости можно построить такую
же кривую для другой жидкости, если изве-
стно значение одной пары Р и Т для другой
жидкости. Из формулы Далыоца следует,
что кривые Р — Т Для всех жидкостей долж-
ны итти параллельно, что, как известно, не имеет места.
Дюринг внес некоторое изменение и придал формуле вид:
4) — 6
'%-----Яд
=к,
Рис. 161. Вид кривых пара
по формуле Дальтона.
(120)
где К — постоянная, характерная для каждой пары жидкостей.
Очевидно, чтобы определить К, нужно кроме кривой Р — Т для од-
ной жидкости иметь еще значения двух точек Р и двух точек Т кри-
вой второй жидкости. Кроме того, было установлено, что К далеко не
постоянно.
Рамсей и Юнг поэтому предложили изменить это уравнение и при-
дали ему вид:
- ^ + С(7’1- Г2), (121)
где Гиб — абсолютные температуры сравниваемых жидкостей;
С — постоянная.
Уравнение Рамсея и Юнга также требует определения двух соответ-
ственных Т и 6 . Постоянная С также не сохраняет своего значения
для всех температур. Ввиду этого был предложен ряд эмпирических
диаграмм, которые построены так, что дают возможность определить-
кривую Р — Т изучаемой жидкости, исходя из кривой Р — Т хорошо
экспериментально исследованной жидкости.
303:
Зная кривые Р — Т чистых компонентов, можно построить изотермы
и изобары для смесей компонентов различного состава. По уравнению
Рауля величина упругости пара вещества при его содержании в рас-
творе х выражается как
Ра = Ра •
где Р„— упругость чистого компонента а.
Для компонента Ь это выражение принимает вид:
Рь = ^ь(1 — *)•
Парциальное давление в паровой фазе в соответствии с законом
Генри будет:
Ра = Ра • У,
где Р „ — упругость паров чистого компонента.
у —содержание компонента в парах.
При установившемся равновесии
рах = Ра У
и, таким образом, можно определить содержание у в паровой фазе. Со-
Рис. 162. Определение концентрации паро-
вой (у) и жидкой (х) фаз двухкомпонент-
ной равновесной системы.
Лгг „ вл ив
AGF следует, что = и -^--г-,=
J hh Hh (тЬ
став паровой фазы можно опре-
делить графически. На рис. 162
АС и BD — ординаты Ра и Ps,
представляющие упругость па-
ров при заданной температуре
чистых компонентов А и В. Изо-
термы AD и СВ представляют
изменение упругости компонентов
А и В при изменении содержания
их в растворе от. О до 100%.
Изотерма CD дает изменение
общей упругости смеси при пе-
• ременном содержании А и В.
Точка К дает величины общей
упругости и состава жидкости:
KF и AF. Парциальное давление
компонентов А и В при этой кон-
центрации будет FG и EF. По
основному определению EF —
= KG. Из подобия треугольников
А СВ и FEB, а также ADB и
4
г,. Исключая ВА, получаем:
OF _ DB AF
EF ~ АС ' BF
где GF и FE—парциальные давления компонентов;
AF и BF — концентрации компонентов в жидкой фазе;
DB и АС — упругости чистых компонентов Л и В. В соответствии,
с законом Авогадро отношение^ равно yzzy (отношение молярных
АГ
концентраций компонентов в паровой фазе), а отношение равно
j-22A. • После соответственных подстановок уравнение принимает вид:
У _ Ръ . х
1 — У ' Ра ’ 1 — X
(122)
.304
Следовательно, раз известна концентрация компонентов в жидкой
фазе исходной смеси х и упругости Ри и Р ь чистых компонентов при
заданной температуре, можно определить и состав паровой фазы. Со-
став паровой фазы можно найти аналитически. Парциальное давление
компонентов выражается по закону Рауля уравнениями:
Ра = Ра’Х И рь = Ръ -(1— X). U23)
Общее давление смеси будет равно:
Л,б=^ + А) = ^-^ + Л,-(1 — (124
В паровой фазе молярное содержание у на основе закона Авогадро
будет:
______Ра ___ Рд • х — /’«ЗА (10S')
У Pa+Pb Ра-х + РъР— X)________________________Р о6.
Таким образом на основе изотермы (р — х) можно построить изотерму
(р — у) и иметь на одной диаграмме две изотермы: жидкости и пара.
Точка К (рис.' 162) изотермы CD диаграммы (р — х) соответствует мо-
Рис. 163. а) Построение изобар по изотермам. 6) Мольные
доли В в жидкости (х) и в паре (у).
лярной концентрации компонента А — х. /Чтобы найти на диаграмме
точку М, характеризующую состав и содержание паровой фазы у ком-
понента А, производят следующее построение: из точки К проводят
линию, параллельную оси абсцисс, до пересечения ее с ординатой для
чистого компонента В; точку пересечения с линией BD — L соединяют
с точкой А. Проводя из точки G, характеризующей величину пар-
циального давления компонента В при концентрации жидкости х, ли-
нию, параллельную оси абсцисс, до пересечения с линией AL, находят
искомую точку М. Она, таким образом, характеризует абсциссу АН —
содержание компонента В в паровой фазе и соответствующее парци-
альное давление МН компонента. Таким образом, можно построить
ряд точек для соответственно выбранных концентраций компонента В
в жидкой фазе и, соединив их плавной кривой DM, получить изотерму
паровой фазы. Эта изотерма лежит ниже изотермы жидкости.
В производственный условиях перегонку и дефлегмирование ведут
при некотором постоянном давлении и поэтому большее значение имеют
изобары, а не изотермы. Построение изобар производят по изо-
термам пара и жидкости и, таким образом, получают кривые
20 Зак. 3610. Общая химия, технология топлива.
305
Т — х — у. Для этого нужно иметь несколько изотерм, соответ-
ствующих нескольким температурам, лежащим в интервале кипения
чистых компонентов. Пересекая эти изотермы линией", соответствую-
щей выбранной величине давления, получаем ряд точек, лежащих на
изотермах пара и жидкости. Найденные точки a, б, с, d и т. д., ха-
рактерные для жидкости, и точки А, В, С, D, характерные для пара,
наносят на диаграмму (рис. 163, а) и, соединяя полученные точки плав-
ной кривой, поручают изобары жид-
кости ADB и пара АСВ (рис. 163, б). Эти
кривые указывают, что при установив-
шемся равновесии при температуре ti
состав жидкой фазы будет характери-
зоваться точкой К, а газовой — точкой
L. Ордината точки К укажет состав;
жидкости, a L — пара (рис. 164). Если
теперь смесь нагреть до температуры
12, то часть жидкости испарится це-
ликом и система! будет однофазной,
и, наоборот, если температуру понизить
до 13, то вся паровая часть сконден-
сируется и система также будет од-
нофазной. Только плоскость, ограничен-
ная изобарами жидкости и пара, будет
Рис. 164. Изобары (/. х, у) испаре- представлять двухфазную систему.
ния и конденсации. Линии АСВ и ADB указывают, что
состав; паровой и жидкой фаз разли-
чен. Далее при нагревании системы до температуры ti состав жид-
кой фазы характеризуется точкой Mi, а паровой — точкой Ni. При
охлаждении системы от ti до ts произойдет частичная конденсация и
состав фаз изменится. Здесь состав жидкой фазы начала конден-
сации определится О, а для паровой — точкой Р и, таким образом.
Рис. 165. Кривая равновесия
(х,у).
Рис. 166. Схема изобар пара и
жидкости для двухкомпонентной
смесн.
концентрация в жидкой фазе будет xi, а в паровой i/i. Кривая ADB
есть кривая точек росы.
Процесс разгонки однородной жидкости смеси сводится к возможно
полному ' разделению смеси в результате постепенного накопления
одного из компонентов в жидком неотгоняемом остатке, а другого —
в паровой фазе, которая потом конденсируется при охлаждении. При
этом принимают, что при испарении система при каждой температуре
306
переходит через равновесное состояние. Поэтому важно знать кривую,
характеризующую распределение компонентов в жидкой и паровой фа-
зах, т. е. знать зависимость х— у. Эта кривая называется кривой рав-
новесия. Кривую равновесия (рис. 165) строят, исходя из изобар
Т — х — у, для этого наносят на диаграмму ряд значений х, соответ-
ствующих у. Величины, отложенные на осях ординат и абсцисс .кривой,
лежат между 0 и 1 или, в случае выражения в процентах, между О
и 100%.
Испарение жидкой смеси может быть проведено двумя принци-
пиально различными способами. Первый метод испарения называется
однократным испарением (образовавшаяся паровая смесь отделяется
от жидкой фазы и затем уже конденсируется). Состав остатка после
испарения может быть определен по изобаре. До начала испарения,
при температуре t (рис. 166), количество жидкости было g, содержа-
ние компонента А в нем было х. Таким образом, общее содержание
компонента было gx. После однократного испарения компонента
было gx. После однократного испарения при температуре 1л
количество жидкого остатка будет gi и содержание в нем компонента
А — Xi. Состав паровой фазы, находящейся в равновесии при однократ-
ном испарении, будет соответствовать концентрации компонента А — yi
и на изобаре это содержание будет представлено точкой Bi. Находя-
щаяся в равновесии жидкая фаза будет представлена точкой At и со-
ответствовать содержанию Xi. Таким образом, материальный баланс
сводится к уравнению:
gx = (g—gl)yl-{-g1 -Xj, (126)
отсюда можно определить весовое количество отгона:
или
gl X— У! gl Х~ У!
Далее, продолжая ординату точки А до пересечения с абсциссой
точки Ai, находим точку С, которая может дать графическое предста-
вление о - количестве образовавшихся жидкой и паровой фаз в ре-
зультате однократного испарения. Отрезок АС численно равен xi — х,
а ВС — равен у—Xi. Точка С .на диаграмме дает представление о со-
ставе паровой и жидкой фаз, а, следовательно, по ней можно найти
температуру, до которой нужно нагреть жидкую смесь, чтобы отобрать
заданное количество пара определенного состава. По той же диа-
грамме можно определить, до какой температуры нужно нагреть рас-
твор, чтобы один из компонентов целиком перешел в паровую фазу.
Очевидно, для этого смесь х при температуре t нужно нагреть до
температуры ts, где х = у. На чертеже это будет представлено хара-
ктерной точкой Вз, соответствующей температуре ts (рис. 166). При
этой температуре вся жидкость перейдет в пар.
Положение точки С на линии АВ изменяется с изменением темпе-
ратуры; она делит линии на отрезки различной величины. При повы-
шении температуры линия, соответствующая АВ, и точка С на ней пере-
мещаются, причем С приближается к А, т. е. gi — g становится
меньше: количество остающейся жидкой фазы уменьшается.
Если образовавшуюся в результате однократного испарения при t па-
ровую фазу отвести и охладить до частичной ее конденсации — ti, то
первая капля росы согласно характеру изобары будет, очевидно,опреде-
лена характеристической точкой Ai, которая соответствует равновесию
при температуре ti. Образовавшаяся при этом жидкость обогатится,
как это видно из диаграммы (рис. 166), высококипящим компонентом.
Таким образом, в результате однократного испарения конденсат
обогащается низкокипящей жидкостью, а остаток — высококипящей.
20* 307
Однократное испарение проводится для системы с несколькими ком-
понентами для выделения определенного количества смеси, выкипаю-
щей в заданном температурном интервале. Такой процесс происхо-
дит в трубчатках, где под давлением отделяются от перегретой
жидкости пары. Смесь жидкости и пара, проходя по трубам, нагре-
вается. Дары находятся в контакте с жидкостью до момента выхода
смеси в сепаратор. При выходе из трубчатки в сепаратор жидкость
при понижении давления вскипает и состав пара отвечает равновес-
ному еостоянию о жидкостью при данных температуре и (давлении.
Таким образом, однократное испарение не дает возможности разделить
целиком смесь на ее компоненты, а позволяет провести лишь частич-
ное обогащение низкокипящим компонентом паровой фазы.
Если процесс однократного испарения повторить, т. е. испарить
определенное количество жидкости, отделить образовавшиеся пары от
жидкости, а остаток опять подвергнуть испарению и этот процесс про-
водить многократно, то можно считать, что каждая элементарная пор-
ция пара будет находиться в равновесии1 с жидкостью. Такой метод на-
зывается многократным испарением. Общий состав отогнанного дестил-
лата не будет отвечать равновесному составу с жидким остатком.
Такой способ перегонки, как и метод однократного испарения, не
обеспечивает совершенного разделения смеси на компоненты и приме-
няется для разделения только в тех случаях, когда компоненты зна-
чительно отличаются друг от друга по температурам кипения, т. е.
когда существует большая разница между упругостями жидкой смеси
и смеси в паровой фазе; в этом случае кривые, ограничивающие двух-
фазную область (изобары жидкости и пара) на всем своем протяжении
значительно удалены друг от друга, ограничивая собою большую пло-
щадь. В аппаратах, работающих по этому принципу, конденсат обратно
в систему не подается.
Фракционировка и ректификация
Полное разделение компонентов раствора может быть проведено
многократным чередующимся испарением и конденсацией. Такое чере-
дование осуществляется в аппаратах, в
которых поднимающийся поток пара все
время находится в соприкосновении с
движущимся навстречу ему потоком
Ренти/ринал
Оститол
Рис. 168. Схема работы ступен-
чатых кубов (непосредственное
смешение паров с жидкостью).
Рис. 167. Схема работы пе-
регонного аппарата с ректи-
фикационной колонкой:
1 — куб, 2—ректификационная ко-
лоина; 3—конденсатор.
жидкости. Схема такого аппарата представлена на рис. 167. В перегон-
ный куб 1 вагружается смесь; после нагревания пары поступают
в колонну 2, где пар конденсируется. Часть конденсата возвращается
обратно в куб, в котором температура поднимается до точки кипения
.308
высококипящего компонента. Другая часть отводится в конденсатор 3,
откуда частично возвращается в колонну в виде флегмы.
Наиболее рациональным процессом будет схема работы сту-
пенчатых кубов, т. е. ввод паров прямо в жидкость, как показано на
рис. 168. В кубе 2 происходит соприкосновение конденсата из куба 3
с парами, идущими из куба 1 и т. д. Такой принцип работы применен в та-
релочной колонне. Тарелки имеют ряд отверстий, через которые под-
нимающиеся от тарелки к тарелке пары барботируют через жидкости
и удерживают напором часть жидкости на верхней тарелке. Проходя
через жидкость вышележащей тарелки, пары частично конденсируются,
нагревая жидкость на тарелке (частично даже испаряя низкокипящий
компонент) за счет выделяющейся при конденсации скрытой теплоты.
В результате ряда последовательно протекающих конденсаций и
рений происходит разделение перегоняе-
мой смеси на компоненты. Для опреде-
ленной смеси необходимо некоторое число
последовательных конденсаций и испаре-
ний, т. е. определенное число тарелок.
Вообще говоря, в производственном ап-
парате на каждой тарелке не устанавли-
вается равновесие между паром и жид-
костью. Однако для расчета вводят по-
нятие о так называемой идеальной та-
релке, т. е. такой тарелке, на которой
равновесие устанавливается. Число та-
ких идеальных тарелок, отсчитываемых
сверху, может быть выведено по кривой
равновесия и оно является минимальным
числом, при котором возможно разде-
ление компонентов при ректификации.
Число теоретических (идеальных) тарелок
можно высчитать по нижеприведенному уравнению. На диаграмме кри-
вой равновесия можно нанести точки, характеризующие содержание
компонента в жидкой (х) и паровой (у) фазах на каждой теоретиче-
ской тарелке. Пусть содержание на n-ой тарелке низкокипящего ком-
понента в жидкой и паровой фазах будет хп ау„. На диаграмме кри-
вой равновесия они показаны соответственными точками. Состав пото-
ков жидкости и пара, входящих и выходящих из n-й тарелки и нахо-
дящихся на ней, будет представлен точками (x.t, у» । j); (xn-t, у») и
хп, уп, ). На рис. 169 эти точки представлены под соответственным
обозначением (треугольник /). Точка х„, у>/:1 будет представлять со-
став жидкости, стекающей с тарелки1 п, и состав пара, отходящего на
вышележащую тарелку. Точка х„-р уп дает состав жидкости, по-
ступающей с верхней тарелки, и состав пара, переходящий на вышеле-
жащую тарелку, и точка х„, уп — состав жидкости и пара, соответ-
ствующий равновесному составу п-й тарелки. Длина катетов треуголь-
ника (/), прямой угол которого лежит на кривой равновесия, будет
равна разности уп—и x,(_j — х„, отсюда:
испа-
в перегонной колонне
Уп—Уп+i = Q
хп—1 хп S
(127)
Это соотношение определяет наклон гипотенузы. Если построить
такой же треугольник для (п — 1)-й тарелки, то отношение катетов бу-
дет опять равно Q : g и треугольники I и II имеют общую точку хп-1,
уп. Строя таким образом III, IV и т. д. треугольники, мы получим пря-
мую, составленную из гипотенузы этих треугольников, которая имеет
наклон Q : g, соответствующий постоянному молярному переливу.
309
Самая верхняя тарелка колонны получает жидкость из конденсатора,
а пары — со второй тарелки (рис. 170). Флегма первой тарелки питает
вторую тарелку и т. д. Пар первой тарелки является целевым продук-
том, и он одного и того же состава, как и (конденсат, который питает
первую тарелку. Таким образом, пар первой тарелки, конденсируясь,
свою главную массу отдает в сборник, а часть образовавшейся жид-
кости дает флегму для первой тарелки. Это схематически видно из
рис. 170. На первую тарелку поступает пар уъ со второй тарелки и
жидкость хр из конденсатора в виде флегмы. С этой же тарелки ухо-
дит жидкость состава xi на вторую тарелку и пар yi в конденсатор.
Таким образом, уравнение этой тарелки приобретает следующий вид:
но так Как yi = x]J, то, подставляя вместо у, хр, мы получаем
окончательное выражение его в виде:
(128)
х„ — *1 g
Следовательно гипотенузы всех треугольников составляют общую
линию, угол наклона которой имеет величину молярного перелива
Q : g. Эта линия носит название рабочей линии
и на диаграмме проходит (через точку (R) хр, yi.
Построение этой рабочей линии, которая дает
возможность определить число идеальных та-
релок колонны, может быть выполнено- следую-
щим образом. Пусть через некоторое время
после установившегося стационарного режима
работы, 1 граммолекула отгоняемого вещества
уходит в конденсат в определенный промежуток
времени. Для этого случая материальный баланс
будет представлен:
я-Q + l,
а отсюда
(У: — хр) • (Q + 1) = Q (х — хр)
и, следовательно
У = ёЯИ Х + ’ <129)
xp=!f,
Хр
Уг
Рис. 170. Баланс веще-
ства для верхней тарел-
ки колонны.
Хр
В этом выражении есть величина ординаты отсекаемой ра-
бочей линии оси у. Соединив точку S (см. рис. 169) ординаты у = 0 и
х — qz^- с точкой, которая является пересечением диагонали диа-
граммы с ординатой, восстановленной из точки хр = х, мы получаем
рабочую линию.
Следовательно, на диаграмме имеются все элементы, необходимые
для графического вычисления числа теоретических тарелок. Чтобы
определить это число тарелок, при условии подачи флегмы в коли-
честве Q, нужно иметь кривую равновесия и рабочую линию. Так
как хр—содержание компонента в смеси и Q даны, то можно
найти первую точку S, которая лежит в месте пересечения перпен-
дикуляра с диагональю. Вторая точка R будет на ординате, имею-
щей значение х = 0 и у = (рис. 171). Соединив точки S и R рабо-
чей линии, строят, начиная с точки S, ряд прямоутольных треугольников,
вершины прямого угла который лежат на линии равновесия, а гипоте-
нуза лежит на рабочей линии, образуя ее. Количество построенных тре-
угольников и дает число тарелок.
310
Таким образом, колонна может нормально работать только при
правильно выбранной подаче флегмы. Масса флегмы не может быть
ниже некоторого минимального количества. Эта флегма является
частью конденсата, образовавшегося при конденсации паров с верхней
тарелки колонны. Масса поступающей флегмы была обозначена через Q,
и эта величина определяет наклон рабочей линии. Далее, если бы
рабочая линия совпадала с хордой кривой равновесия аг (рис. 172), то
тогда наклон ее был бы равен 45 и, следовательно —величина,
определяющая тангенс угла наклона, была бы в данном случае равна 1.
Это возможно только, когда Q будет очень большой величиной по срав-
Рис. 171. Диаграмма ректифи-
кации. Равновесная и рабочая
кривые.
Рис. 172. Вывод минимального
количества орошения.
1. Следовательно, количество флегмы было бы чрезвычайно
и производительность колонны была бы равна нулю. Другой
предел определяется положением рабочей линии ас, т. е.
она кривую равновесия пересекает в точке g до ординаты
как видно из диаграммы (рис. 172). В этом случае нельзя по-
нению с
большим
крайний
когда
С* * Vn' .....
строить треугольников до требуемой концентрации хп. Рабочая линия
кончится в точке g. Практически это совершенно' невозможно, так как
такой колонны не существует. Колонна не имеет рабочей линии. Да-
лее возможен случай, когда рабочая линия пересекает кривую равно-
весия в точке, соответствующей хг. При та-
ком положении рабочей линии количество
флегмы определится уравнением:
<2 xi> —Уг
Qu + 1 х/I — хг
и следовательно
фициента полезного дей-
ствия тарелки.
может. Однако на прак-
Q = -е-
Исследуя это уравнение, придавая различ-
ные значения хну, можно легко установить,
что при этом положении точки d, определяе-
мой координатами xf и у r, Qo принимает
значение минимума. При таком положении
рабочей линии теоретически колонна работать
тике было установлено, что для правильной работы нужно брать коли-
чество флегмы несколько большее, и реальная рабочая линия проходит
через точку е, лежащую между точками Лис/.
Теоретическое число тарелок может обеспечить работу колонны
только в том случае, если на каждой тарелке устанавливается равно-
311
весне между паровой и жидкой фазами. Как правило, этого не бывает.
Равновесие не достигается и количество низкокипящего компонента
в парах ниже равновесного. Если это последнее положение предста-
вить в виде диаграммы (рис. 173), то катет ab такого реального тре-
угольника abe, соответствующего рассматриваемой тарелке, будет
меньше катета ас, отвечающего треугольнику acd идеальной тарелки.
Если точка а представляет концентрацию паровой фазы ynj\, посту-
пающей с (п + 1)-й тарелки, точка b — концентрацию пара реального
уп, а с — концентрацию пара над той же тарелкой, но работающей
идеально, у'п, то, очевидно, что коэфициент полезного действия реаль-
ной тарелки будет:
Уп У п-1
1 Уп—Уп+1
Значение коэфициента. полезного действия дает возможность найти
число реальных тарелок. Так, если построение дало 12 идеальных та-
релок, а г) —60%, то число реальных тарелок, очевидно, будет:
Следовательно, при конструировании колонны необходимо стре-
миться создать такие условия, при которых можно было бы прибли-
зиться к состоянию равновесия. При конструировании нужно по воз-
можности учитывать факторы, которые облегчают испарение низкоки-
пящего компонента. При барботировании, пар следует пропускать
в виде возможно мелких пузырьков, а скорость движения его должна
быть такова, чтобы при этом не увлекались капли жидкости, стекаю-
щей с тарелки на тарелку; слой жидкости должен быть тонким и т. д.
При увеличении количества флегмы рабочая линия подходит к ли-
нии равновесия, уменьшается число тарелок, увеличивается масса
флегмы. Однако при этом увеличивается расход тепла, так как флегма
поступает после возможно полной конденсации и охлаждения. Кроме
того, увеличение массы флегмы связано с заливом тарелок колонны.
Для устранения всего этого нужно увеличить поверхность тарелок,
а следовательно, и поперечное сечение колонны. Таким образом, для
реальной колонны нужен избыток массы флегмы. На основании опыт-
ных данных установлено, что колонна хорошо работает при двойном
избытке требуемого минимума массы флегмы.
В целом ряде случаев, например при перегонке масляных и других
высококипящих фракций, нужно бывает понизить температуру пере-
гонки, чтобы избежать разложения. В этом случае перегонку ведут
при пониженном давлении или в присутствии какого-либо инертного
газа, чтобы понизить парциальное давление. Такое понижение парциаль-
ного давления легче всего может быть достигнуто, как известно, пере-
гонкой с водяным паром.
Переработка сырого бензола
Составными частями сырого бензола являются ароматические, не-
предельные и предельные углеводороды, фенолы и азотистые осно-
вания.
Сырой бензол в том виде, в каком он получается при коксовании,
не может быть использован, так как не удовлетворяет требований
потребителей. Кроме того, он содержит большое количество ценных
веществ, которые целесообразно выделить. Поэтому сырой бензол
подвергается химической очистке и ректификации.
Наиболее важное промышленное значение имеют ароматические
углеводороды и азотистые основания.
312
Сырой бензол разгоняется на ряд фракций, выход которых
приведен в табл. 65.
ТАБЛИЦА 65
Выход различных фракций при разгонке сырого бензола
Название фракций • Выход в °/0 по данным
Гипрококса американ- ским немецким
Сероуглеродная .... Бензольная Толуольная Ксилольная Тяжелый бензол .... Сольвеит-нафта .... Остаток масла и наф- талин Вода . Потери цри ректифика- ции 2,0 49,1 13,0 2,6 6,0 24,0 1,4 2,0 65,0 14,0 8,0 5,0 8,0 61,0 19,0 11,0 6,0 3,0
100 m 100
Состав фракций сырого бензола без отбора сероуглеродной фрак-
ции и сольвент-нафты II приведен в табл. 66, а с отбором этих фрак-
ций — в табл. 67.
ТАБЛИЦА 66
Состав фракций сырого бензола без отбора сероуглеродной фракции
и сольвент-нафты II
Название компонентов Состав ректи( шката в % вес.
бензольная фракция толуольная фракция ксилольная фракция тяжелый бензол
Сероуглерод 1,5— 1,0 0,1- 0,3
Чистый бензол 84,0-81,5 21,0—27,7 3,0 —
Чистый толуол 13,0-15,0 65,0—60,0 30,0—24,0 10,0
Чистый ксилол 1,0— 1,8 10,0— 8,0 44,0—45,0 25,0
Кумол ... — 2,0— 2,5 16,0—21,0 30,0-35,0
Кумароновая смола — — 4,0— 6,0 20,0-30,0
«
ТАБЛИЦА 67
Состав фракций сырого бензола с отбором сероуглеродной фракции
и сольвент-нафты
Наименование фракций и температу- ры предела отбора Состав ректификата в °/0 вес.
серо- углерод бен- зол толуол кси- лол соль- вент кумол и мезите- лен
Сероуглеродная до 68—75’ .... 25,0 75,0 — — — —
Бензольная 0,10 90,0 8,90 1,0 —
Толуольная — 11,0 80,0 7,0 2,0 —
Ксилольная — 1,0 16,0 70,0 13,0 —
Сольвент I (120—160°) очищенный . — — 20,0 62,0 — 18,0
Сольвент II (136—181°) очищенный — — 10,0 24,0 — 66,0
Тяжелый бензол (160—200°) 1 . . . — — — 3,0 — 24,0
1 В этой фракции, кроме того, содержатся следующие компоненты: 18% тетра-
метилбензола; 5% нафталина и до 25% непредельных соединений и полимеров.
313
Химическая очистка сырого бензола
В сыром бензоле содержится до 1% фенолов. Содержание азоти-
стых оснований в сыром бензоле для углей Донбасса составляет
0,06—0,3%.
Схема очистки сырого бензола показана на рис. 174.
Очистку бензола начинают извлечением чаще всего фенолов, так
как азотистые основания образуют с фенолами соединения (фенцксиды)
и должны быть разрушены удалением фенолов.
Фенолы из сырого бензола удаляются путем обработки его
10—12%-ным раствором едкого натра, с которым они образуют раство-
римые феноляты.
Расход каустической соды берется на 20% больше теоретического.
Рис. 174. Схема очистки сырого бензола и фракций:
1,*11, 13, и 21—резервуары; 2—насос; 3, 12 и 17—меланжеры; 4, 7, 16 и
18— монтежю; 5, 14, 19 и 22—-мерники; 6, 9, 10, 15 и 20—сливные та-
релки: 8—деэмульгатор.
После извлечения из сырого бензола фенолов удаляются азотистые
основания обработкой 30%-ной серной кислотой обесфеноленного про-
дукта.
Промывка сырого бензола щелочью и серной кислотой осу-
ществляется в меланжерах. ч
Из резервуара 1 сырой бензол насосом 2 перекачивается в мелан-
жер 3, в который из монтежю 4 через мерник 5 сжатым воздухом
подается раствор едкого натра. Перемешивание производится мешал-
ками; воздушное перемешивание не допускается согласно требованиям
техники безопасности и пожарной безопасности. Перемешивание про-
должается 25—30 мин., после чего смесь отстаивается в. течение
30—35 мин.
После перемешивания и отстоя, раствор едкого натра с растворен-
ными в нем фенолятами спускается через сливную тарелку 6 в мон-
тежю 7, а щелочная эмульсия поступает в деэмульгатор 8. Выделив-
шиеся из эмульсии феноляты через сливную тарелку 9 направляются
в монтежю 7. Отстоявшийся продукт через сливную тарелку 10 посту-
пает в резервуар 11. Сырой бензол отмывается водой от остатков ще-
лочи и спускается в меланжер 12, куда из резервуара 13 сжатым воз-
духом через мерник 14 подается 30%-ная серная кислота. После пере-
мешивания и отстоя раствор сульфатов азотистых оснований через
сливную тарелку 15 спускается в монтежю 16. Сырой бензол после
314
этого вновь промывается водой. Промывные воды после сепарации
спускаются в канализацию, а сырой бензол нейтрализуется щелочью
до щелочей реакции, передается в резервуар И и далее на предва-
рительную ректификацию.
Конструкция меланжера представлена на рис. 175.
Для кислотной промывки меланжер внутри освинцовывается и фу-
теруется кислотоупорными плитками. Щелочную промывку можно про-
изводить в неосвинцованных и нефутерованных меланжерах. Переме-
шивание достигается двумя турбинками: нижняя засасывает реагирую-
щие вещества со дна и отбрасывает их к стенке меланжера, а средняя
засасывает смесь, состоящую из реагентов и сырого бензола, и также
отбрасывает ее к стенке, перемешивая
делает 150—200 об/мин. Внизу мелан-
жера расположен освинцованный змее-
вик для охлаждения загруженной смеси.
Выделение фенолов и азотистых
ойнойаний из соответственной фракции
первичных и генераторных смол произ-
водится в такой же аппаратуре. Отли-
чие заключается только в применении
различной концентрации едкой щелочи
и серной кислоты. Так, например, удале-
ние фенолов из сланцевых или торфя-
ных смол осуществляется 13—14%-ным
раствором едкого натра и т. д.
захваченную смесь. Мешалка
Рис. 175. Конструкция меланжера.
7—резервуар меланжера; 2—крышка; 3—
вал мешалки; 4—загрузочные штуцеры;
5—передача от трансмиссии; 6—нижняя
турбинная мешалка; 7—средняя турбин-
ная мешалка; 3—змеевик.
Предварительная ректификация
Освобожденный от фенола и пири-
дина бензол направляется на предвари-
тельную ректификацию, где отбираются
сероуглеродная, бензольная, .толуольная
и ксилольная фракции, тяжелый бензол
и сольвент-нафта.
Процесс предварительной ректифика-
ции мытого бензола на новых заводах
нередко осуществляется на непрерывно
действующей системе, состоящей из трех
тарельчатых колонн; на старых заводах
предварительная ректификация произво-
дится на периодически действующих
колоннах.
В каждой колонне пары дестиллатов проходят снизу вверх, оро-
шаясь стекающей сверху колонны флегмой, более богатой низкокипя-
щими компонентами, чем перегоняющаяся жидкость.
Так как упругость паров высококипящих компонентов значительно
ниже упругости насыщенных паров (.при данной температуре) низко-
кипящих компонентов, то конденсат обогащается высококипящими
продуктами.
Тепло конденсирующихся паров высококипящих компонентов идет
на испарение низкокипящих, находящихся во флегме.
На каждой тарелке колонны процесс теплообмена между высоко-
кипящими и низкокипящими компонентами повторяется, и пары, про-
шедшие колонну, содержат больше низкокипящих, а остаток в ко-
лонне — больше высококипящих компонентов.
Обогрев предварительно очищенного сырого бензола производится
в дефлегматоре за счет использования тепла дестиллатов бензольной
315
колонны и тепла глухого пара. Для обогрева содержимого в колоннах
чаще всего применяется перегретый пар давлением 4—10 ат. С успе-
хом может применяться также мятый пар паровых турбин, паровых
насосов и т. д.
Предварительная ректификация сырого бензола осуществляется по
схеме, изображенной на рис. 176.
Предварительно очищенный сырой бензол из резервуара 1 подается
центробежным насосом 2 в напорный бак 8, откуда через регулятор
давления направляется в нижнюю часть дефлегматора 4. В последнем
сырой бензол подогревается за счет тепла пародестиллата бензольной
фракции до температуры 60—70°. Из дефлегматора подогретый бензол
поступает в среднюю часть бензольной колонны 5. Внизу бензольной
колонны помещен подогреватель 6 для нагрева до температуры 140°
остатка сырого бензолй, получающегося после удаления сероуглеродной
и бензольной фракций. Подогретая смесь паров сероуглеродной и бен-
зольной фракций с примесями, пройдя колонну снизу вверх, обога-
j
Рис. 176. Схема установки предварительной ректификации сырого бензола непрерыв-
ного действия:
1 и 24—резервуары; 2—центробежный насос; 3—напорный бак; 4, 15 и 19—дефлегматоры; 5, 14 и 18 —
колонны; 6—подогреватели; 7—к.онденсатор; 8, 16, 20 и 22—конденсаторы-холодильникв; Р—сепараторы
10, 12, 17, 21 и 23—мерники; 11—холодильник для бензола; /3—трубопровод.
щается сероуглеродом и бензолом и направляется в дефлегматор 4
с температурой 74°.
В дефлегматоре бензольная фракция конденсируется за счет от-
дачи тепла сырому бензолу и возвращается обратно в колонну для
повторной ректификации.
Пары сероуглеродной фракции уходят в конденсатор 7, который
в случае необходимости может дополнительно дефлегмировать пары
сероуглеродной фракции и возвращать их в колонну 5. Несконденси-
ровавшиеся пары этой фракции направляются в конденсатор-холо-
дильник 8. Смесь паров сероуглеродной фракции и воды, сконденси-
ровавшись и охладившись в конденсаторе-холодильнике 8 до 10—25°,
собирается в сепаратор 9, где происходит разделение воды и сероугле-
родной фракции. Вода уходит в канализацию, а сероуглеродная фрак-
316
ция поступает в мерник 10 и далее в свой сборник. Бензольная фрак-
ция отбирается с 3—4 тарелок с верху колонны и охлаждается в хо-
лодильнике 11 до температуры 10—25°. После холодильника бензоль-
ная фракция, пройдя через сепаратор 9, отделяется от воды (вода
получается в результате конденсации водяного пара вследствие сни-
жения температуры паров смеси дестиллата в дефлегматоре до темпе-
ратуры насыщения водяного пара). Вода из сепаратора поступает в ка-
нализацию, а бензольная фракция в мерник 12 и далее в свой
сборник.
При отсутствии отбора сероуглеродной фракции перекрытием кра-
нов на линии к конденсатору 7 прекращают пропуск паров через этот
конденсатор, направляя по трубопроводу 13 на смешение с бензольной
фракцией.
Остаток из бензольной колонны самотеком направляется в толуоль-
ную колонну 14.
В толуольной колонне производится ректификация толуольной фрак-
ции за счет нагрева глухим и частично острым водяным паром.
Смесь паров толуола и примесей, пройдя колонну 14, поступает
в дефлегматор 15, помещенный на колонне и охлаждаемый холодной
водой. После выделения флегмы смесь паров направляется в конден-
сатор-холодильник 16. После конденсации и охлаждения до 10—25°
и отделения от воды эта смесь в виде конденсата поступает через
мерник 17 в свой сборник; флегма из дефлегматора возвращается
обратно в колонну.
Остаток из толуольной колонны самотеком направляется в ксилоль-
ную колонну 18. Процесс ректификации в этой колонне производится
нагревом глухим и острым паром и в принципе аналогичен предыду-
щим двум.
Ксилольная фракция после дефлегмации в дефлегматоре. 19, кон-
денсации в конденсаторе-холодильнике 20 и отделения воды поступает
через мерник 21 в свой сборник при температуре 10—25°.
Тяжелый бензол отбирается с нижних 3—5—7 тарелок колонны
в виде пародестиллата.
После конденсации и охлаждения в конденсаторе-холодильнике 22
до 35° тяжелый бензол через мерник 23 собирается в свой сборник.
Образовавшаяся сольвент-нафта снизу колонны самотеком напра-
вляется в резервуар 24 и далее поступает на кристаллизацию для вы-
деления нафталина.
Для нормального ведения, технологического процесса предваритель-
ной ректификации требуется соблюдение следующего режима -работы:
1. На бензольную колонну должно поступать постоянное количество
сырого бензола с постоянным составом и температурой подогрева.
2. На все колонны должно поступать постоянное количество пара
с определенным давлением.
3. На все дефлегматоры и конденсаторы должно подаваться по-
стоянное количество воды с постоянной температурой.
4. Перед конденсаторами необходимо поддерживать следующий тем-
пературный режим: температура паров дестиллата сероуглеродной
фракции 63—65°. бензольной фракции 73—75°, толуольной 83—86°,
ксилольной 93—97° и температура тяжелого бензола перед холодиль-
ником 98—100°.
Потери при предварительной ректификации составляют 1,0—1,5%.
Технические требования, предъявляемые при дестилляции фракций,
приведены в табл. 68.
Колпачковая колонна для отбора ксилольной фракции при предва-
рительной ректификации сырого бензола показана на рис. 177. Эта
колонна состоит из 7 царг, в каждой из них закреплены две съемные
317
ТАБЛИЦА 65
Технические требования, предъявляемые к бензольным фракциям
Наименование фракций Отгон до темпера- туры в °C Отбор не более в % Отгон до темпера- туры в °C Отбор не менее В °/о Конец ки- пения не выше темпера- туры в °C
Сероуглеродная — — 90 98 95
Бензольная — — 100 85 130
Толуольная 100 10 125 90 140
Ксилольная . . 125 10 150 90 160
Тяжелый бензол 150 10 180 85 200
тарелки с 6 колпачками; верхняя тарелка каждой царги имеет 6 слив-
ных стоков по периферии, а нижняя — один сток в центре. Внизу имеется
, / одна переходная тарелка для стекания
остатка. На дне колонны уложен барбо-
те‘Р для ОС'ГР°'ГО пара, выше помещен
Ь подогреватель 4 для глухого пара. На
Ч jJ » верху колонны укреплен двухсекционный
Рис. 177. Ксилольная ко-
лонна предварительной
ректификации:
/—дефлегматор (в две секции);
2—тарельчатая часть колонны
с 7 царгами; 3— переходная
царга; 4—подогреватель (ре-
шофер).
Рис. 178. Конструкция тарелок ксилольной
КОЛОННЫ:
7—верхняя тарелка каждой царги; 2—нижняя тарелка
каждой царги* ^—сливные стаканы на периферии (в
верхней тарелке); 4—центральный сливной стакан
(в нижней тарелке); 5—колпачки тарелки.
дефлегматор 1, охлаждаемый водой. На 3, 5 и 7 тарелках имеются
пароотводы для паров тяжелого бензола. Остаток с толуольной колонны
подводится на восьмую тарелку. Бензольная и толуольная колонны
мало отличаются по конструкции от ксилольной. Конструкция тарелки
ясна из рис. 178.
318
При предварительной ректификации сырого бензола применяется
комбинированный аппарат, называемый конденсатором-холодильнпком-
сепаратором. Этот аппарат служит для конденсации, охлаждения паро-
дестиллата и отделения его от воды. Иногда сепаратор стоит отдельно.
Конденсатор-холодильник с отдельно смонтированным сепаратором
показан на рис. 179. В трубчатом конденсаторе 1 происходит кон-
денсация паров дестиллата, в змеевиковом холодильнике 2 — дополни-
тельная конденсация и
охлаждение конденсата.
В трубчатой части паро-
дестиллат движется меж-
ду труб, а вода — по
трубам; s змеевиковой
части пародестиллат и его
конденсат идут парал-
лельно по двум змееви-
кам, а вода — снизу вверх
движется между трубами.
Поверхность конденса-
ции и охлаждения этого
Рис. 179. Конструкция конденсатора:
У—трубчатый конденсатор; 2—змеевиковый холодильник; 3— сепаратор.
аппарата определяется по часовому количеству тепла, отнимаемого от
пародестиллата. ,
Перегонные фракции подвергаются химической или адсорбционной
очистке.
Очистка фракций крепкой серной кислотой
Для удаления непредельных углеводородов, сернистых и смолистых
соединений, содержащихся во фракциях, применяется 91—93%-ная
серная кислота.
Непредельные углеводороды реагируют с серной кислотой, давая
кислые (I) или средние (II) эфиры:
н3сх
C==CH2 + HaSO4
H8CZ
П3(\ ,CH:i
H..C- XO —SO8H
(1>
HsCk
Z = CH2
H3CZ
H3cx
,C = CH2
H3(Z
-f- H2SO4
H3C.
хсн -сн2- о
H3cZ
H3cx
;сн-ch2—
H8cz
so2
(II)
31<>
При реакции конденсации одновременно протекают реакции поли-
меризации с образованием полимеров, остающихся при вторичной рек-
тификации в кубе.
Процесс очистки фракций осуществляется 'в две стадии: для обез-
воживания фракции ее сначала обрабатывают 2—7% 50%-ной серной
кислотой, а затем для удаления непредельных углеводородов, серни-
стых и смолистых веществ применяют 91—93%-ную серную кислоту
(при очистке бензольной и толуольной фракций 5—7% и при очистке
ксилольной фракции 10—15%).
Каждая фракция подвергается очистке крепкой серной кислотой
отдельно.
Потери при очистке фракций составляют в сумме около 5%.
Схематически процесс очистки фракций аналогичен описан-
ному ранее (рис. 174). Фракции подаются насосом в меланжер 17, куда
из монтежю 18 через мерник 19 загружается 50% -мая серная кислота.
После перемешивания в течение 10 мин. и отстоя кислая смолка и
эмульсия спускаются на тарелку 20; кислая смолка поступает на реге-
нерацию.
Затем в меланжер медленно подается 91—93%-ная серная кислота
в течение 10 мин. и производится перемешивание в течение 40 мин.;
после этого в течение 30 мин. дают кислому гудрону остояться.
Далее кислый гудрон спускается в приемник. Во избежание сульфи-
рования бензола и его гомологов смесь охлаждается водой. Остатки
серной кислоты в дестиллате отмываются водой и нейтрализуются
едким натром.
Очищенные фракции через тарелку 20 спускаются в свои отделения
сборника 21.
Окончательная ректификация
Окончательная ректификация применяется для получения фракций,
выкипающих в узких пределах, или почти чистых продуктов. Оконча-
тельной ректификации подвергаются бензольная, толуольная и кси-
лольная фракции. Эти фракции ректифицируются на авиационный, мо-
торный и чистый бензолы, на чистый толуол, ксилол, сольвенты I и II
и сероуглеродную фракцию.
При окончательной ректификации фракции, кроме того, освобож-
даются от полимеров и смолистых веществ.
Схема окончательной ректификации представлена на рис. 180. Ка-
ждая в отдельности очищенная фракция насосом загружается в куб 1
емкостью 25—50 м3, где она нагревается глухим паром (при ректифи-
кации высококипящих фракций применяется также и острый пар). Па-
родестиллат из куба 1 поступает в ректификационную колонну 2,
пройдя которую попадает в дефлегматор 3.
Высококипящие примеси, конденсируясь в колонне, стекают обратно
в куб. Образовавшаяся в дефлегматоре флегма после охлаждения хо-
лодной водой возвращается обратно в колонку, а пары дестиллата
направляются в конденсатор-холодильник 4, также охлаждаемый холод-
ной водой, откуда они после конденсации, охлаждения в холодиль-
нике и сепарации собираются в приемники 6—12 в виде готового про-
дукта.
Температурный режим перегонки на колоннах окончательной ректи-
фикации приведен в табл. 69.
Общая продолжительность окончательной ректификации бензольной
и толуольной фракций составляет 63—65 час., ксилольной 77—79 час.
320
Помимо основных приведенных выше фракций получаются также
промежуточные фракции. При ректификации бензольной фракции,
после сероуглеродной фракции отбираются еще две: одна — кипящая
Рис. 180. Схема окончательной периодической ректификации фракций сырого бензола:
I—куб; 2—ректификационная колонна; •?—дефлегматор; 4—конденсатор-холодильник; ,5—фонарь; 6—12—
приемники готовых фракций (7>—бензол, Г—толуол, А'—ксилол, и С^.—сольвент-нафта I н II}
в пределах 72—75°, и вторая — кипящая выше 75J до чистого бензола.
Фракция 72—75° ректифицируется самостоятельно, а фракция, кипя-
щая выше 75°, примешивается к исходной бензольной фракции и
ТАБЛИЦА 69
Температурный режим перегонки иа колоннах окончательной ректификации
фракций (в °C)
Наименование
продуктов
Чистый бензол
Чистый толуол
Чистый ксилол
Сольвенты . .
Температура на
дефлегматоре
Вход воды Выход ! воды Вход де- стиллата Выход де- , стиллата | ’ Вход воды Выход 1 воды Вход де- стиллата Выход де-* , стиллата |
25 45 81 80 30 45 80 75
25 50 85 84 30 50 84 80
25 55 95 94 30 55 94 90
25 60 98 97 30 55 97 1 40
Температура на
конденсаторе
Температура на змеевиковых холо-
дильниках
, А ф 1)
=( О са сЗ
м «О
ф и ° S з 5 < к ° к О Ч Й S
X и и И и са о
_. _ — — — —
25 30 75 30
25 30 80 30
25 30 90 30
—• — —— —
еще раз подвергается ректификации. После отгонки чистого бензола
получаются еще две промежуточные фракции: одна до первой капли
до 90° и вторая от 90° и до чистого толуола. Фракция до 90° (пер-
21 Зак. 3610. Общая химия, технология топлдаа.
321
вая капля) называется легкой фракцией .авиабензола,
а фракция выше 90° подвергается повторной ректификации. Затем рек-
тифицируется чистый толуол приблизительно при условиях, соответ-
ствующих перегонке чистого бензола.
При ректификации толуольной фракции, сначала отбирается некото-
рое количество легкого бензола, далее бензол-толуольные промежуточ-
ные фракции.
После ректификации чистого толуола отбираются фракции: толуол-
ксилольная до 115°, от 115° до 120° — тяжелая фракция авиабензола,
после чего идет сольвент I.
ТАБЛИЦА 70
Зависимость скорости ректификации
бензольной фракции от флегмового
числа
Легкий бензол
Бензол ....
Беизол-толуол
Толуол ....
Толуол-ксилол
После чистого ксилола отбирают сольвент II. Режим ректифика-
ции ксилольной фракции аналогичен режиму ректификации толуольной
фракции с иной скоростью отбора. Для более четкого фракционирова-
ния всех фракций поддерживается такой режим, чтобы промежуточ-
ные фракции ректифицировались медленнее основных. Это дости-
гается более интенсивным охлаждением дефлегматора и увеличением
количества рефлюкса.
Изменение скорости ректификации бензольной фракции в зависи-
мости от флегмового числа (степени дефлегмации) характеризуется
данными, приведенными в табл. 70.
Для окончательной ректификации сырого бензола на новых заво-
дах применяются горизонтальные кубы, а на старых сохранились еще
вертикальные кубы. Емкость го-
ризонтальных кубов колеблется
в пределах 25—30 ж3.
Для дестилляции фракций сы-
рого бензола применяется глухой
и острый пар. Вертикальные
кубы обогреваются глухим паром
посредством змеевиков; в гори-
зональных кубах их заменяет
трубчатый подогреватель. Для
понижения температуры испаре-
ния фракций в распределитель-
ный паропровод (звездообразный,
спиралеобразный или крестовино-
образный) впускается острый
водяной пйр.
Для получения более чистых
кубы закрепляются за определен-
Скорость
ректифика-
ции в кг
ректификата
в час
Флегмовое
число
Фракции
600
3500
600
1200
700
2—3
1
2—3
2
•2-3
фракций и облегчения эксплоатации,
ной фракцией.
Для ректификации фракций сырого бензола Гипрококсом за-
проектированы колпачковые ректификационные к о-
л о н н ы.
На колпачковой колонне получаются: 95%-ный бензол, выкипающий
в пределах 1°, и 95%-ный толуол, выкипающий в пределах 4,5°.
Все колонны конструктивно одинаковы. За исключением колонны
для получения сольвент-нафты из тяжелого бензола все колонны
имеют по 20 царг высотой 400 мм. В каждой царге укреплены две чу-
гунные тарелки. Сливные стаканы распределены таким образом, что
на одной тарелке 10 стаканов размещены по периферии, а на следую-
щей имеется один стакан в центре. На каждой тарелке имеется
10 колпачков.
В колонне для получения сольвент-нафты из тяжелого бензола
имеется 11 тарелок с 6 стаканами по периферии и 11 тарелок с одним
стаканом в центре; сток флегмы осуществляется так же, как и в при-
веденной выше колонне.
322
В действующих цехах ректификации сырого бензола, кроме колпач-
ковых встречаются и ситчатые ректификационные ко-
лонны.
Получение кумароновой смолы
При обработке тяжелого бензола (фракции 160—180°) концентри-
рованной серной кислотой непредельные углеводороды — кумарон и
инден — полимеризуются и дают смолы, остающиеся в тяжелом бен-
золе.
После сульфирования кислота удаляется, продукт промывается
водой, нейтрализуется щелочью и вторично промывается водой. При
дестилляции этой смеси получаются в виде дестиллатов ксилольно-
сольвентовая фракция, сольвент И, нафталин и масло. Для дестилля-
ции фракций нафталина и масла применяется глухой и острый водя-
ной пар. Ксилольно-сольвентовая фракция присоединяется к ксилоль-
ной фракции, получаемой при предварительной ректификации, а соль-
вент II представляет собой готовый продукт. В кубе остается кума-
роновая смола, которая спускается в формы или открытые ящики.
Несколько худшего качества кумароновая смола получается из ку-
бовых остатков окончательной ректификации сырого бензола. Для этой
цели кубовые остатки предварительной ректификации запружаются
в отдельный куб и подвергаются дестилляции для отделения от нафта-
лина и масел.
Кумароновые смолы а зависимости от метода выработки имеют
окраску от лимонно-желтого до темнокоричневого цвета; температуры
размягчения этих смол также различны.
Чем тверже и светлее кумароновая смола, тем она ценнее. Каче-
ство кумароновых смол определяется также отношением их к некото-
рым растворителям и содержанием в них примесей (воды, серной кис-
лоты, ее солей и фенолов). Кумароновые смолы растворимы в бензоле
и его гомологах, в тяжелом бензоле; они хорошо растворяются в аце-
тоне, скипидаре, хлороформе, трихлорэтилене и в четыреххлористом
углероде.
Кумароновые смолы широко применяются для получения различных
сортов лаков, изолирующих материалов, линолеума и клеенки, печат-
ных красок, пластических масс, как композиционные составляю-
щие, и т. д.
Регенерация серной кислоты
При очистке сырого бензола избыток серной кислоты остается не
прореагировавшим. Для его выделения из кислой смолки последняя на-
правляется в кислотные горшки, где нагревается острым паром. При
пропарке кислой смолки паром выделяются фракции сырого бен-
зола и эфиры. Эфиры улавливаются щелочью в сатураторе, а пары
фракций сырого бензола конденсируются в холодильнике. Регенериро-
ванная кислота используется для производства сульфата аммония и
извлечения азотистых оснований из сырого бензола.
Регенерация серной кислоты из кислой смолки, полученной при про-
мывке серной кислотой фракций предварительной ректификации и сы-
рого бензола, осуществляется сравнительно просто в самом моечном
аппарате, но концентрация ее не выше 40—50%.
По этому способу после промывки серной кислотой фракции, к ней
(фракция и кислая смолка) добавляется около 75% воды от введенной
кислоты. Полученная смесь перемешивается в течение часа и после
отстаивания разделяется на три слоя: слой мытой фракции, слой
смолки и слой регенерированной серной кислоты. После спуска смолки
21* 323
и серной кислоты в свои сборники, мытая фракция обрабатывается по-
следовательно щелочью и водой и спускается в свой сборник.
Количество смолки, получаемой при мойке бензольной фракции, со-
ставляет 3—4%, при мойке толуольной и ксилольной фракций 1—1,5%
от загруженных фракций.
В табл. 71 приведены расходные коэфициенты водяного пара по
цеху ректификации сырого бензола, принятые для типового проекта
Гипрококса на 1 т перерабатываемого сырого бензола (при отгоне 75%
до 180°).
ТАБЛИЦА 71
Расход водяного пара при ректификации сырого бензола и его
фракций
Статьи расхода Расход пара в m
на 1 m чистого продукта на 1 m сырого бензол а
Предварительная ректификация 0,9 —1,1
Технический сероуглерод и бензол . . . 0,9—1,2 0,4 —0,54
Толуол 2,5-3 0,3 —0,36
Ксилол 5-6 0,11—0,13
Сольвенты . . . . • • . . . • .... 6-7 0,24-0,27
Кумароновые смолы 2,5—3 0,03—0,04
Насосы — 0,2 -0,3
Регенерация серной кислоты Пропарка трубопроводов и аппаратуры, — 0,04—0,06
потери — 0,3 —0,5
Отопление (зимой) — 0,75—1,5
Итого 16,4—20,2 3,27-4,8
Расход воды по цеху ректификации составляет 60—70 м3 на 1 т
сырого бензола. Количество оборотной воды, поступающей на гра-
дирню, составляет 55—66 м3 на 1 т сырого бензола. Свежей воды для
пополнения потерь ее по цеху и на градирне добавляется около 10 м3
на 1 т сырого бензола.
Расход серной кислоты (66° Вё) на 1 т сырого бензола составляет
(В %):
Для выделения оснований...........................0,3 — 0,4
„ мойкн тяжелого бензола..........................0,2—0,25
фракций после предварительной ректификации 3 -4
Итого .... 3,5 — 4,65
Расход каустической соды на 1 т сырого
весе составляет (в °/< У
бензола в фактическом
Для выделения фенолов.............0,3 — 0,5
, нейтрализации.................0,1—0,15
Итого . . . .0,4 — 0,65
Расход электроэнергии на 1 т сырого бензола равен 65—85 кет,
в том числе на моторы в производстве 25—30 кет, на освещение
15—20 кет и на вентиляцию и отопление 25—35 кет.
324
Непрерывнодействующие системы ректификации
Установки непрерывного действия, заменяющие в настоящее время
периодические системы, обладают следующими основными преимуще-
ствами: 1) высокая производительность; 2) более низкие капитальные
затраты и эксплоатационные расходы; 3) компактность; 4) стандарт-
ность получаемых продуктов; 5) высокий коэфициент полезного исполь-
зования тепла; 6) снижение потерь.
Непрерывнодействующие системы ректификации сложны в управле-
нии и поэтому для обслуживания их требуется более квалифицирован-
ный персонал, чем для периодических систем.
Гипрококсом разработаны две схемы непрерывной переработки сы-
рого бензола; одна из них показана на рис. 181.
Сырой бензол после промывки в меланжерах поступает в сборник/,
откуда насосом 10 через напорный бак 2 подается в конденсатор^для
Рис. 181. Схема Гипрококса непрерывнодейств^ющей ректификации мытого бензола:
/—сборник мытого бензола; 2—напорный бак; 3 и 16—решоферы; 4, 5, 11 и /5—ректификационные
колонны: 6—конденсаторы для паров дестнллата; 7 и 8—холодильники; Р—сепараторы; 10— насосы;
12— мерники; 13, /</—сборники.
паров дестнллата 6, где подогревается за счет тепла пародестиллата,
выходящего из колонны. Далее сырой бензол проходит подогрева-
тель 3, где нагревается теплом водяного пара, и направляется в ректи-
фикационную колонну 4, внизу которой помещен трубчатый подогрева-
тель 16 для обогрева остатка.
Сверху колонны отбирается смесь сероуглерода и бензола в виде
паров, направляющихся в ректификационную колонну 5 для разделе-
ния на технический сероуглерод и чистый бензол. Технический серо-
углерод из колонны, 5 сверху в виде паров проходит конденсатор 6,
холодильник 8 и сепаратор 9 и принимается в сборник 13. Чистый бен-
зол выходит снизу колонны 5 и, пройдя холодильник 7 и сепаратор 9„
поступает в свой сборник 13.
325
Продукты ректификации
Продукт Цвет и прозрачность Удельный вес при 15° Испаряемость Характеристика перегонки
Технический сероуглерод Бензол авиационный летний Бензол авиационный зимний Автобензол Чистый бензол Чистый толуол Чистый ксилол Сольвент I Сольвент II Кумароновая смола Окрашен от желтого до темножелтого цвета, прозрачный Бесцветен или слабожелтый, прозрачный Прозрачен, бесцве тен или слабожелтый То же Бесцветен, прозрачен То же » 9 Бесцветен или со слабожел- той окраской, прозрачен Бесцветен или слабожелтый, допускается потемнение или покраснение Темнобурый цвет. Окраска8 по шкале 1,1—1,20 0,875—0,880 0,871—0,876 0,865-0,885 0,880—0,875 0,872—0,868 0,865—0,869 0,860—0,880 Допускается незначитель- ный остаток Полная испа- ряемость без остатка масля- ного слоя Испаряемость полная без остатка То же Испаряется без остатка То же • • В пределах 20—75® отго- няется не менее 90% по объему Содержание чистого серо- углерода не менее 60—70% (вес.) Начало кипения ие ниже 79°, отгон: до 100° не более 8О°/о, до 120° не менее 90%, до 140* не менее 95°. Конец кипения не выше 155°, оста- ток в колбе не более 1,2%. Потери при дестилляции l.Oo/o Начало кипения не ниже 81е; отгон: до 90° 7—12%, до 100° 54-58%, до 120° 80—84% и до 140® не менее 95%. Конец кипения не выше 155°. Остаток в колбе 1,2%. Потери при дестилля- цни 1,0% Отгон: до 100° не менее 30%, до 150° не менее 90%. Ко- нец кипения не выше 160°. Остаток в колбе не более 1.5% Начало кипения не ниже 78,5%. Конец дестилляции не выше 80,6°. В пределах 1° перегоняется не менее 95% объемн. Начало кипения не ниже 109°; конец дестилляции не выше 111°. В пределах 1° перегоняется не менее 95% объемн. Начало дестилляции не ни- же 136,5°, конец дестилля- ция 141,5°. В пределах 4,5° перегоняется не менее 95% объемн. Начало кипения не ниже 120°. В пределах 120—160° отгоняется не менее 90% Начало кипения не ниже 135°. В пределах 135—180° отгоняется не менее 90% 10%-ный раствор в бензоле должен быть прозрачным
326
ТАБЛИЦА 72
сырого бензола
Содержание воды Содержание Температура замерзания
и реакция серы в % в °C
Реакция нейтраль-
ная
При —5° не допу-
скается помутне-
ния; реакция ней-
тральная
Не более
0,18
Выпадение кри-
сталлов при темпе-
ратуре не выше
— 8°
Основные области применения
Резиновое и каучуковое произ-
водства. Технология искусствен-
ного волокна. Сельское хозяйство.
Для приготовления ряда препара-
тов органической и неорганиче-
ской технологии
Авиационные моторы
При —5° не допу- Не более
скается помутне- 0,18
ния; реакция ней-
тральная
Выпадение кри-
сталлов при темпе-
ратуре не выше
— 26°
То же
При О3 не допу- скается помутне- ния; реакция ней- тральная Не более 0,3 Не нормируется Автомобильные моторы. Бензол применяется в смеси с бензином
— — - Производство красок и взрывча- тых веществ. Фармацевтическое производство. Применяется как растворитель
- — Производство красок, взрывчатых веществ и как растворитель ду- шистых веществ
— — Производство органических кра- сителей, искусственного каучука и лаков. Применяется как раство- ритель
—- — Применяется как растворитель для органических синтезов. Авиа- бензол (как составная часть)
— — Производство искусственного кау- чука, лаков. В производстве взрывчатых веществ. Авиабензол (составная часть)
— Температура "раз- мягчения 65—72° Спнрто-водочное производство. Для замены канифоли. Производ- ство лаков, пластмасс и печатных красок
327
Остаток снизу колонны 4, пройдя через холодильник 7, после охла-
ждения направляется через мерник 12 в свой сборник 14. Этот остаток
из сборника 14 насосом через, напорный бачок 2 толуольной колонны
подается на конденсатор 6 и подогреватель 3. В конденсаторе остаток
подогревается за счет тепла конденсации толуола и в подогревателе —
за счет тепла водяного пара. После подогрева в подогревателе
остаток поступает в колонну 11 для ректификации. Сверху колонны
отбирается чистый толуол, проходящий конденсатор 6, холодильник 8,
сепаратор 9 и мерник 12 и направляемый в свой сборник 13. Остаток
снизу колонны 11, пройдя холодильник 7 и мерник, собирается в сбор-
ник 14, откуда забирается насосом, а также через конденсатор и подо-
греватель подается в колонну 15.
В колонне 15 сверху отбирается чистый ксилол; ниже ввода остатка
отводятся сольвенты I и 11, которые охлаждаются в особых холодиль-
никах 8, отделяются от попавшей в них воды в сепараторах 9 и соби-
раются в свои сборники 13. Кубовые остатки из колонны спускаются
в сборник 14.
Колонны 5, 11, 15 орошаются для регулировки процесса ректифика-
ции своими верхними продуктами из мерников 12; в этих колоннах
внизу также помещены подогреватели 16 для подогрева остатков.
Основные свойства готовых продуктов ректификации сырого бензола
приведены в табл. 72.
ГЛАВА 15
ПЕРЕРАБОТКА ПЕРВИЧНЫХ И ВЫСОКОТЕМПЕРАТУРНЫХ СМОЛ
Ввиду различного состава первичных и высокотемпературных смол
способы их переработки различаются между собой. Так, например, пе-
ред дестилляцией первичных торфяных смол необходимо удалить из
них асфальтены и воски, из буроугольных смол — асфальтены и крео-
зот и т. д. Кроме того, температурные пределы отбора фракций разных
смол различны, так как температуры кипения выделяемых из них целе-
вых продуктов не совпадают. Фракционный состав первичных и вторич-
ных смол приведен в табл. 73.
Схемы и системы дестилляции первичных и высокотемпературных
смол, а также конструкции применяемых для этого аппаратов имеют
много общего. Периодические системы дестилляции каменноугольной
смолы с успехом применяются также для дестилляции буроугольной и
сланцевой смол. Система дестилляции торфяной смолы, разработанная
Инсторфом и Гипроторфом, очень близка к системе, применяемой для
дестилляции каменноугольной смолы и т. д.
Непрерывные системы дестилляции каменноугольной смолы с неко-
торыми изменениями могут быть применены для дестилляции первич-
ных смол.
Переработка каменноугольной смолы широко развивается со второй
трети XIX в., в то время как переработка первичных смол в произ-
водственном масштабе начала распространяться с начала XX в. Пе-
реработка первичных сланцевых, буроугольных и каменноугольных
смол более или менее интенсивно повышается с 1914 г. За последние
15—20 лет особенно возрос интерес к переработке этих смол в связи
с потребностью расширить ресурсы жидкого топлива для авиации и
автомобильного парка.
Дестилляция каменноугольной смолы
Обезвоживание
В смоле содержится большее или меньшее количество воды. Содер-
жание воды в смолах, поступающих после конденсации в хранилища,
зависит от природы горючего ископаемого, режима и системы печей,
а также способа и температуры отделения воды в отстойниках. При-
сутствие воды в смоле сверх определенной нормы отрицательно влияет
на процесс дестилляции. Вследствие неравномерности теплопередачи
при дестилляции сильно оводненных смол имеет место перегрев, из-за
чего происходит бурное испарение воды, сопровождающееся перебро-
сами. Кроме того, высокое содержание воды в смоле увеличивает про-
должительность дестилляции. Поэтому перед дестилляцией смол не-
обходимо максимально удалить из них воду. Это имеет особенное зна-
чение при дестилляции смол на периодически действующих системах.
Снижение содержания воды в смолах достигается отстаиванием
в хранилищах с подогревом до 60—80°.
329
ТАБЛИЦА 73
Фракционный состав первичных и вторичных смол
Каменноугольная смола; удельный вес 1,175 — 1,264 Первичные смолы эстонских сланцев; удельный вес при 15° 0,907 Первичные смолы из черем- ховских зумпфовых углей Торфяная первичная смола Ред- кинскнх болот, полученная при дестилляции паром с температу- рой перегрева 250°
температура выход удель- температура выход удель- температура выход удель- наименование выход удель- ный
название фракций отбора В °/о ный вес отбора фракции фракции ный вес отбора фракции фракции ный вес фракции и место фракции вес
в °C при 15° в °C в % при 15° в °C В % при 15° ее отбора в % 15°
Легкая фракция . 170 0,5 0,940 Первая капля Первая капля Вода 3,30
при 85 при 81 Флорентийская фракция . . .
Средняя фракция 170—230 5,0 1,035 До 150 9,9 0,790 До 150 8,4 — 10,30 0,897
Тяжелая фракция 230-280 12,5 1,056 150-200 27,5 0,831 150—200 11,0 — Фракция верхней
200-250 17,5 0,879 200-250 18,2 — колонны . . . 9,70 0,935
Антраценовая 250—280 17,5 0,925 250—300 13,2 — Фракция средней
колонны . . . 16,85 0,927
’ “Гфракция . . 280-310 10,0 1,075 Остаток выше 280 36,0 — 300-335 13,3 — Фракция нижне й
колонны . . . 12,00 0,920
Антраценовая
II фракция . . 310-360 12,0 1,10 — — — Остаток 34,4 — Фракция с ло-
выше 335 вушки .... 8,45 —
Пек Выше 360 57,0 — — — — — — — Остаток .... 33,70 —
Потери — 3,0 — — 1,6 — — 1,5 Потери 5,80 —
Итого . . 100,0 Итого . . 100,0 Итого . . 100,0 Итого . . . 100,00
Хранилища оборудованы змеевиками диаметром в 25—37,5 мм, обо-
греваемыми глухим паром и снабжены ступенчатыми сливными штуце-
рами для спуска воды, люками и вытяжными трубами высотой не ме-
нее 3 м для удаления образующихся паров.
Более полное обезвоживание смол достигается центрофугированием
или нагревом до температуры 105—110°. По этому методу содержание
воды, например в каменноугольной омоле, может быть снижено
до 1 —1,5%. Повышая температуру каменноугольной смолы в непро"
точном обезвоживателе к концу обезвоживания до 105° и подкачивая
время от времени свежую порцию смолы в обезвоживатель с после-
дующим отжатием отстоявшейся воды, можно довести содержание
воды до 0,4—0,5%.
Обезвоживание нагревом осуществляется в непроточных или про-
точных обезвоживателях. В непроточном обезвоживателе смола
остается в течение всего времени обезвоживания, а в проточном нахо-
дится всего 6—7 мин., дви-
Рис. 182. Непроточный обезвоживатель смолы:
/—штуцер для загрузки смолы; 2—кран; 3~ кран
для выпуска смолы; 4, 5—змеевики; 6—сифон.
печная температура в этом обезвожива-
теле 140°.
Конструкция непроточного обезвожи-
вателя показана на рис. 182. Он имеет
гаясь по трубам, обогревае-
мым теплом противотока
паров дестнллата. Коэфи-
циент теплопередачи в! про-
точном обезвоживателе вы-
ше, чем в непроточном. Ко-
Рис. 183. Проточный обезвожи-
ватель смолы.
/—труба для ввода паров фракции; 2—
труба для подачи паров, минуя обезво-
живатель; «?, /—змеевики; 5—труба с кра-
ном для вывода фракций; 6—труба для
ввода пара; 7—труба для вывода пара;
8— труба с краном для впуска сырой
смолы; 9— штуцер для выдачи обезво-
женной смолы.
два змеевика 4 и 5: один для подогрева смолы водяным паром до 100°
и другой — для движения пародестиллата фракции и отдачи тепла
смоле. Для спуска излишков смолы этот обезвоживатель снабжен
сифоном 6.
Конструкция проточного обезвоживателя для смолы приведена на
рис. 183. Этот тип обезвоживателя меньшего объема, чем непроточный.
Смола в проточном обезвоживателе нагревается водяным паром1 до
100°, а затем пародестиллатом фракции до температуры не ниже 120°.
331
Регулировка температуры смолы после обезвоживателя осуществляется
краном на впускной трубе.
Обезвоженная смола собирается в сборник, снабженный змеевиком
для поддержания температуры на заданном уровне. Сборники строятся
емкостью на 100—500 л3. По мере надобности смола насосом перека-
чивается из сборника в куб для дестилляции'
Периодические схемы дестилляции
Для дестилляции каменноугольной смолы применяются следующие
периодические схемы: 1) без использования тепла пародестиллата;
2) с использованием тепла пародестиллата и 3) с использованием
тепла пародестиллата, отходящих дымовых газов и пека.
Первая схема встречается на старых коксохимических заводах.
С теплотехнической точки зрения она несовершенна, так как все под-
веденное под куб тепло теряется безвозвратно. Вторая схема более
совершенна, позволяя сэкономить 25—28% от общего тепла, затрачи-
ваемого на разгонку смолы. Третья схема выгодно отличается от пер-
Рис. 184. Схема периодической дестилляции смелы с использованием тепла паро-
дестиллата:
/—смоляной бассейн; 2—смоляной насос; ^—напорный бак; 4—загрузочный монтежю; 5— обезвоживатель;
б—смолоразгонный вертикальный куб; 7—конденсатор-холодильник; ^—смотровый фонарь; 9—прнемни-
кн фракции; 10—вакуум-цистерна, 11— накуум-наеос; 12—электромотор; 13—пекотушитель.
вых двух использованием тепла пародестиллата и отходящих газов;
она дает экономию до 50—54% общего количества тепла, расходуе-
мого на дестилляцию. Последняя схема сокращает продолжительность
дестилляции, так как обезвоживание смолы происходит одновременно
с отбором фракций и смола поступает в куб с влажностью 0,5—1%.
Сокращение времени пребывания в аппаратуре уменьшает количество
продуктов крекинга в кубе.
Дестилляция каменноугольной смолы в периодически действующих
вертикальных кубах емкостью 15—30 л3 в зависимости от обез-
воживания и нагрева смолы продолжается от 36 до 42 час. без ва-
куума и от 22 до 28 час. с применением вакуума.
В настоящее время в СССР внедрены горизонтальные кубы
332
емкостью на 35—50 т смолы, с боковым и нижним обогревом куба и
-с жаровыми трубами.
Производительность и поверхность нагрева горизонтальных кубов
значительно выше, чем вертикальных. Продолжительность дестилляции
в них под вакуумом равна 18—20 час.
При дестилляции каменноугольной
смолы в периодически действующих
вертикальных и горизонтальных кубах
тяжелую фракцию подвергали реде-
стилляции (повторной дести л-
л я ц и и). В настоящее время смоло-
перегонные кубы снабжаются дефлег-
мационными колоннами, которые по-
зволяют избежать редестилляции.
Схема дестилляции смолы с ис-
пользованием тепла пародестиллата.
Схема периодической дестилляции
смолы с использованием тепла паро-
дестиллата показана на рис. 184. Обез-
воженная в обезвоживателе 5 камен-
ноугольная смола поступает в смоло-
разгонный куб 6, обогреваемый кок-
совым газом. Пародестиллат каждой
из фракций, отбираемых последова-
тельно одна за другой, проходит обез-
воживатель, где отдает свое тепло
подвергающейся обезвоживанию сы-
рой смоле, и затем направляется в
конденсатор-холодильник 7. После
охлаждения дестиллат каждой фрак-
ции проходит смотровый фонарь 8 и
опускается в свой приемник 9. Пек из
куба выдается в пекотушитель 13
-самотеком или выдавливается паром.
Конструкция вертикального куба с
выпуклым днищем показана; на рис.
185. Стенки куба изготовляются из 12—15-мм котельного железа. Для
устранения быстрого прогара днищ и во избежание коррозии их, днища
куба изготовляют из 20—25-мм ’железа.
Схема дестилляции каменноугольной смолы системы Гипрококса.
Каменноугольная смола, содержащая после обезвоживания в хранили-
щах 3—5% воды, насосом 2 подается в напорный бак 1 (фис. 186).
Избыток смолы по трубопроводу стекает обратно в хранилище. Из на-
порного бака 1 смола самотеком поступает в конденсатор 3 для паров
воды и легкой фракции и затем в конденсатор-обезвоживатель 4 для
пародестиллата фракций. Смола в этих трех аппаратах нагревается
до 100—115° за счет тепла водяного пара, паров воды и легкой фрак-
ции и паров остальных фракций. Смола из промежуточного сборника 5
насосом 11 подается в трубчатый нагреватель 7, где подогревается до
температуры 160—170° за счет тепла отходящих (от всех кубов) ды-
мовых газов, и поступает в испаритель 8. В испарителе вода и часть
легкой фракции испаряются и поступают в конденсатор 3, откуда лег-
кая фракция и вода после конденсации, охлаждения и отделения от-
водятся соответственно в сборники 17 и 18.
Легкая фракция и вода насосом 22 передаются, соответственно,
в бензольно-ректификационное и аммиачное отделения для дальнейшей
переработки.
Рис. 185. Вертикальный куб (корнюр)
без обмуровки:
/—переточная труба; "—аварийная линия;
3—подача пара для выдачи пека и дестил-
ляции; кран для отбора проб; б—манометр;
б—пирометр; 7—штуцер для вывода паров
фракций в обезвоживатель и в конденсатор;
Я—труба для додачи пара для продувки; Р—
труба для выдачи пека; /О—труба для по-
дачи смолы в куб из обезвоживателя.
333
Обезвоженная смола самотеком поступает в изолированные резер-
вуары 6, откуда насосом 9 периодически загружается в горизонтальные
кубы 10 (см. рис. 187).
Рис. 186. Схема периодической дестилляции смолы системы Гипрококса:
/—напорный бак; 2, 9, 11 н 22—насосы; .?•—конденсатор легкого масла и воды; ^—кон-
денсатор-обезвоживатель; 5—промежуточный сборник; 6—хранилище для обезвоженной
смолы; 7—нагреватель; 8— испаритель; /0—горизонтальный перегонный куб; 12 и 13— хо-
* лодильннки; //-вакуум-насос; 15— вакуум-цистерна; 16 17, н /£—сборники, /р—пеко-
тушигель; 20— ловушка; ^/--монтежю для конденсата из ловушки;
Каменноугольная смола загружается в горячие периодически дей-
ствующие кубы при температуре не ниже 100°. При загрузке поддер-
живается слабый вакуум (не более 20—25 мм). При загрузке в кубы
смеси смолы и отработанного поглотительного масла, последнего доба-
вляют не более 20% от смеси. После загрузки куба производится
дестилляции смолы на фракции.
Рис. 187. Горизонтальный куб.
Фракции, получаемые из смолы в виде паров, направляются в кон-
денсатор-обезвоживатель 4 (см. рис. 186), где конденсируются за счет
охлаждения смолой, и поступают в холодильник 12, охлаждаются и со-
бираются в сборник 16. Из сборников средняя и антраценовые фрак-
ции сжатым воздухом передаются в цехи кристаллизации, а тяжелая —
на редестилляцию.
Несконденсировавшиеся пары дестнллата и инертные газы напра-
вляются в конечный холодильник 13, соединенный с вакуум-цистер-
ной 15.
Во всех кубах поддерживается вакуум, создаваемый поршневым или
центробежным (с подсосом воды) насосом 14, соединенным через ва-
куум-цистерну 15 со (сборниками 16.
После разгонки смолы пек поступает самотеком из кубов (темпера-
тура 250—300°) в пекотушители 19, где охлаждается летом до
140—150° и зимой до 200°. Затем пек водяным паром под давлением
0,5 ат выдается в пековые ямы.
334
Часть паров антраценовой фракции и пека улавливается в ловуш-
ках пекотушителя 20. Конденсат из ловушек стекает в монтежю 21 и
направляется в пекотушители.
С точки зрения использования тепла и величины поверхности на-
грева (жаровые трубы) описанная схема может считаться достаточно
удовлетворительной. Продолжительность дестилляции смолы по этой
схеме составляет 18—20 час. Полезная емкость кубов доведена до
50 т.
18 мм; диаметр жаро-
Рис. 188. Пекотушигель.
Однако в практике применения описанной схемы обнаружен ряд
дефектов. Конденсатор для легкой фракции и воды 3, обезвожи-
ватель 4 и трубчатый нагреватель пропускают смолу во фланцах и
в крышках (трубчатый нагреватель). Все кубы находятся в общей об-
муровке и без термических швов, что затрудняет демонтаж и охла-
ждение. При остановке одного куба приходится останавливать сосед-
ние. Трубы в трубчатом нагревателе рассчитаны на низкое давление.
Корпус обезвоживателя из-за значительного количества фланцев меха-
нически непрочен.
Конструкция горизонтального куба показана на рис. 187. Диаметр
куба 3 м, длина 8 м, толщина стенок корпуса
вых труб 0,75 см, толщина стенок И мм и
толщина днищ 20 лиг. Жаровые трубы смонти-
рованы на сальниках. Для задержки капель
смолы в шлеме установлен отбойник из чу-
гунных решеток.
Разливка и охлаждение пека. Пекотуши-
тели (рис. 188) имеют форму горизонтальных
или вертикальных цилиндров. Для устранения
застывания пека внутри пекотушителя поме-
щен змеевик, обогреваемый паром. Выдача
пека 'из котла производится острым паром под
давлением. Емкость пекотушителя составляет
70% емкости куба. Пекотушитель рассчи-
тывается на давление (6 ат.
Для приема пека из пекотушителей до
настоящего времени на большинстве наших
коксохимических заводов служили пековые
я м ы. Они представляют хранилища! прямо-
угольного сечения глубиной 1,5 м, выложен-
ные внутри кирпичом и разделенные перегородками на ряд камер. Охла-
ждение разливаемого в ямы пека происходит довольно быстро вслед-
ствие тонкого слоя заливки (0,5 м). Для облегчения выламывания пека
из ям после охлаждения, его поверхность перед каждым спуском зали-
вается в яме слоем воды в, 15—20 мм; при спуске новой порции пека на
такой слой воды пек раскалывается, что облегчает его выдачу из ям.
Пековые ямы просты по конструкции и не требуют крупных капи-
тальных затрат, но пек в них медленно охлаждается, особенно в лет-
нее время.
Наряду с пековыми ямами сооружаются механизированные пековые
парки с разливкой пека в металлические формы и ванны. Однако та-
кие механизированные пековые парки не получили широкого распро-
странения в коксохимической промышленности.
В последнее время Гипрококсом были приняты для некоторых заво-
дов железные ванн ы. Скорость остывания пека в железных ван-
нах больше, чем в пековых; кроме того, улучшаются условия труда
(вводится значительная механизация). Основным недостатком этих ванн
является необходимость беспрерывной подачи вагонов для отгрузки
335
пека, так как при задержке, пек в бункерах может слипаться в сплош-
ную массу, что затрудняет погрузку. Для устранения этого при меха-
низированных пековых парках устанавливаются открытые пековые
ямы вместо бункеров для хранения пека.
В механизированных парках пек из пекотушителей по жолобу раз-
ливается в железные ванны слоем в 350—400 мм. Ванны снабжены
устройствами с муфтами для стягивания и ослабления бортов; эти
устройства способствуют свободной выдаче пека из ванны. Застывший
в ванне пек легко раскалывается ломом или пневматическим молотком.
Поворотом ванны на 45° расколотый пек ссыпается в бункер, а из
последнего по течке направляется в вагоны.
Размеры ванны: длина 10 м, ширина 2,5 м и высота 0,4 м. К днищу
ванны прикреплен вал, опирающийся на два подшипника на концах
ванны.
Режим дестилляции смолы. Для повышения выходов и качества
фракций необходимо соблюдение установленного режима дестилляции
первичных и вторичных смол. Основным требованием является пра-
вильная регулировка обогрева куба и четкий режим отбора фракций.
При дестилляции каменноугольной смолы в периодических кубах
поддерживается следующий режим.
Вначале дестилляции подъем температуры нагрева кубов произво-
дится осторожно во избежание перебросов. Смола должна быть предва-
рительно хорошо обезвожена.
Отгон легкой фракции и воды производится без вакуума. Легко-
средняя фракция и остатки воды отгоняются осторожно и медленно.
При отгонке средней фракции вакуум поддерживают до 300 мм. Для
отбора тяжелой фракции форсируется обогрев, вакуум доводится до
500—600 мм, и в куб подается острый водяной пар.
Отгон антраценовой фракции производится только острым паром и
под вакуумом 600 мм; температура пара должна быть не ниже 150°.
Для этого в начале отгонки антраценовой фракции закрывается газо-
вый кран и в куб дается острый пар. Процесс дестилляции в этом
случае протекает за счет тепла, аккумулированного кладкой куба и
остатком после отбора тяжелой фракции.
При охлаждении масляных фракций во избежание кристаллизации
нафталина или антрацена в конденсаторе поддерживается определен-
ная температура охлаждающей воды. Например, температура легко-
средней и тяжелой фракций при выходе из конденсатора должна быть
не ниже 60—70°; антраценовой фракции не ниже 70—80°.
При дестилляции переход от одной фракции к другой определяется
по удельным весам проб, отбираемых из фонаря, и по температуре
паров дестиллируемой фракции. Конец дестилляции определяется по
заданной температуре размягчения пека, зависящей от глубины отбора
фракций и способа дестилляции. Температуры размягчения пека
колеблются в следующих пределах: мягкого 40—55°, пека средней
твердости в зависимости от сорта 65—75° и твердого пека свыше 75°.
Еще несколько лет тому назад продолжительность дестилляции
одной загрузки каменноугольной смолы в периодически действующих
вертикальных кубах емкостью 20—30 т достигала 28—36 час. Такая
продолжительность вызывалась значительным содержанием воды
в смоле (1,5—^3%), частыми и продолжительными простоями кубов на
чистке, а также медленностью операций загрузки, охлаждения кубов
и спуска пека из куба. Для сокращения периода отгонки воды и устра-
нения перебросов введена дестилляция со спуском через контрольный
штуцер собирающейся воды и примесей смолы при нагреве смолы до
110°. Постепенная подкачка в обезвоживатель свежей смолы при тем-
пературе не выше 105° позволила сократить время обезвоживания.
.336
Применение дестилляции паром без внешнего обогрева не толькс
к антраценовой, но и к тяжелой фракции сократило время остывания
пека в кубе.
Чередование дестилляции смолы и редестилляции фракций в одном
и том же кубе привело к снижению- образования в нем отложений кок-
осика. Это дало возможность производить чистку кубов не после 15—25
циклов, а после 60—80, без ущерба для сохранности куба. Кроме того,
был введен строгий график обезвоживания и дестилляции каждой
фракции.
Проведенные мероприятия позволили сократить время дестилляции
в периодически действующих кубах указанной емкости до 18—20 час.,
увеличить число циклов, улучшить использование имеющихся мощно-
стей смолоперегонных кубов и понизить себестоимость продукции.
Качество и выходы фракций и продолжительность периодической
дестилляции с применением вакуума иа южных смолоперегонных заво-
дах СССР приведены в табл. 74.
ТАБЛИЦА 74
Основные показатели отбираемых фракций на южных смолоперегоиных
заводах СССР
Фракции Удельный вес при 20 Отгон В % Средний выход от смолы В % Продолжи- тельность дестйлляцни в час.
Лег кая + вода .... Средняя Тяжелая Первая антраценовая . Вторая антраценовая . Загрузка куба Спуск пека не > 0,98 не > 1,042 не > 1,07 | не > 1,15 не >1,16 | До 180° не <50 „ 230“ . <70 , 230° , >30 „ 300° , <85 . 300° „ >30 , 300° „ >15 , 360° . <75 1 4 j 10 3 ) 18 5—7 3 3-4 2 4-5 1,0-0,5 0,5
— — 36 19,5-23
Некоторые расходные данные на 1 т дестиллируемых масел при-
ведены в табл. 75.
ТАБЛИЦА 75
Расходные нормы на 1 m дестиллируемых масел
Коксовый газ в ж3 Пар в m Вода в ж3 Электро- энергия квт-ч
Статья расхода
Дестилляция в кубе 70
Охлаждение фракций ... — 4,8 —
Перекачка масел — 0,01 0,5 10,0
На работу вакуум-насоса Подогрев, пропарка аппаратов и коммуни- — —- — 2,5
кации —- 0,1 —
Итого ’22 Зак. 3016. Об».цая химии, технология топлп 70 ва. 0,11 5.3 12,5 327
fit
Вторичная дестилляции фракций каменноугольной смолы
Полученные фракции каменноугольной или других смол недоста-
точно чисты. Например, тяжелое масло, отбираемое в пределах
230—280°, содержит только 60—70% веществ, выкипающих в этом
интервале, а остальное составляют примеси средней и антраценовой
ТАБЛИЦА 76
Характеристика смоляных масел вторичной дестилляции
Содержание вещества во фракции
(выход в °/0)
Фракции тура кипения в °C фенол нафталин антрацен азоти- стые основа- ния удельный вес
Средняя сырая .... Средняя редестиллиро- 170-230 10-25 30—45 1,0 3-5 1.03-1,04
ванная 170—210 21,0 18 Нет — ——
То же 210-235 11,0 60,0 — —
Тяжелая сырая .... Тяжелая редестиллиро- 230—280 4- 15 15-30 2,0 2—4 1,06—1,065
ванная 250-275 4,5 21,0 Следы — —
То же 275—310 2,0 1,5 м — 1,05
Антраценовая 1 . . . . 280—310 20 1,5 j 12 35 2 5 1,06
Антраценовая II ... . 310-360 1,10
фракций. Нафталин, извлекаемый из тяжелой фракции, обладает низ-
кой температурой плавления и содержит примеси масел. Фенолы, со-
Рис. 189. Схема вторичной дестилляции фракций каменногольной
смолы:
У — куб для вторичной дестилляции в обмуровке; 2 — дефлегмационная колонна; 3— кон-
денсатор-холодильник; 4—сборники для масел, 5—сборник кубовых остатков.
держащиеся в смоле, «размазываются» при дестилляции по легкой.,
средней и тяжелой фракциям.
Поэтому фракции каменноугольной смолы дестиллируются вторично
на периодически действующих кубах с дефлегмационными ко-
лоннам и.
В настоящее время на многих советских коксохимических заводах
заменяют вторичную дестилляцию установкой между кубом и конден-
сатором-холодильником дефлегмационной колонны, которая позволяет
получать четко разделенные фракции с более узкими пределами кипе-
ния. Недостатком применения дефлегмационной колонны является
удлинение времени дестилляции смолы.
338
*
Технологическая схема вторичной дестилляции. Характеристика смо-
ляных масел после вторичной дестилляции приведена в табл. 76.
Вторичная дестилляция смоляных фракций производится в кубе 1,
обогреваемом коксовым газом (рис. 189). Пары фракции из куба посту-
пают в нижнюю часть дефлегмационной колонны 2. Из этой колонны
флегма возвращается в куб 1, а пародестиллат направляется в конден-
сатор-холодильник 3 для конденсации и охлаждения. Сконденсиро-
вавшаяся фракция опускается в сборники масел 4. Из этих сборников
масла подаются на кристаллизацию. Легкосредняя фракция напра-
вляется на фенольный завод.
Кубовый остаток либо остается в кубе, причем к нему примеши-
вается следующая редестиллируемая фракция, либо через сборник
кубовых остатков 5 передается в цех дестилляции смолы или непосред-
ственно в смолоперегонные кубы для смешения с более высококипя-
щими фракциями.
Процесс вторичной дестилляции производится под вакуумом.
Описанная схема вполне применима для вторичной дестилляции
фракций первичных смол в целях получения продуктов среднего ка-
чества.
Непрерывная дестилляция смол
Рациональность непрерывной дестилляции ясна из следующего.
Если принять одинаковую годовую производительность непрерывно- и
периодически действующей установки в 180 тыс. т, то при максималь-
ной производительности одного
периодически действующего куба
в 15 тыс. т в год потребуется
12 кубов, тогда как 'такое же
количество смолы перерабаты-
вает только одна непрерывно дей-
ствующая трубчатая уста-
новка. Ее обслуживание тре-
бует значительно меньше персо-
нала, чем 12 периодически дей-
ствующих кубов.
Чёткость разделения смол на
фракции на непрерывной смоло-
перегонной установке значитель-
но выше. Это достигается по-
стоянством режима дестилляции
н применением ректификацион-
ных колонн. Потери при непре-
рывной дестилляции смолы ниже.
Выходы фракций в сравниваемых
системах сопоставлены в табл. 77.
Каменноугольная смола, разо-
гнанная на периодической си-
стеме, дает выход масел 37—2
43—50%.
ТАБЛИЦА 77
Выходы фракций при прерывной
и непрерывной разгонке смолы
(В %)
Фракции В кубах периодиче- ского действия При непре- рывной раз- гонке смолы с ректифи- кацией
Легкосредвяя . . 7,7
Легкая — 0,5
Фенольная . . . — 3,8
Нафталиновая . . 8,4
Тяжелая 7,0 10,1
Антраценовая . . 21,5 20,0
Пек 60,8 55,0
Потери 3,0 2,2
Итого . . . 100,0 100,0
%, а на непрерывнодействующей
Дестиллируемые смолы в трубчатом нагревателе находятся всего
10—12 мин. против 18—20 час. при периодической си-
стеме и крекинг составных частей смол в непрерывной системе сни-
жается до минимума.
Низкие потери тепла в окружающую среду, отсутствие потерь тепла
на частый разогрев и охлаждение, имеющие место в периодической
системе, и хорошая регенерация тепла паров дестиллатов, остатка и
обогревающих газов снижают в итоге расход топлива в непрерывной
339
системе на 25—40% по сравнению с периодическими кубами. В непре-
рывной системе исключены частые пуски и остановки. Поэтому дефор-
мация аппаратуры сводится до минимума и срок службы ее выше.
К основным недостаткам, препятствующим широкому внедрению
непрерывных систем в смолоперегонном деле, относятся: 1) опасность
перегрева смолы, ее крекирование и отложение вследствие этого на
трубах карбоидов; 2) при плохом контроле не исключена возможность
забивания аппаратов и трубопроводов кристаллами нафталина или
антрацена, а также пеком.
Система Абдерхальдена. Эта система работает по принципу одно-
кратного испарения и фракционированной конденсации. Она позволяет
получать легкую, среднюю, тяжелую и антраценовую фракции и пек.
Более новая схема дестилляции по Абдерхальдену представлена на
рис. 190.
Каменноугольная смола из бака 1 насосом 2 подается в пековый
теплообменник 3 и далее в подогреватель 6. В теплообменнике 3 смола
нагревается пеком, а в подогревателе 6 теплом отходящих дымовых
газов. Нагретая в обоих аппаратах до температуры 230° смола напра-
вляется через распределительное устройство отдельными потоками
в куб 4. При этом смола нагревается дополнительно парами фракций,
Рис. 190. Схема непрерывной дестилляции смолы системы Абдерхальдена:
/—б»к; 2—насос; 3—пековый теплообменник; 4— куб; 5- пароперегреватель; 5—подогреватель; 7—топка;
3 — гидравлический затвор; Я—крап на смоляной линии; 1С, 11 и 14—дефлегмацноиные колонны, 12 и
15— конденсаторы; 13 н 16—сепараторы.
поднимающимися ей навстречу. Для понижения температуры дестилля-
ции в куб непрерывно дается водяной пар, перегретый теплом отхо-
дящих газов в пароперегревателе 5 до температуры 300—350°. Куб
подогревается отходящими дымовыми газами и имеет емкость, равную
часовой производительности установки (45—50 т/сутки). В дальнейшем
пары фракций последовательно проходят ряд дефлегмационных колонн
для фракционной конденсации.
Смесь антраценовой, тяжелой и легкосредней фракций вместе с во-
дяным паром поступает в дефлегмационную колонну 10, в которой кон-
денсируется антраценовая фракция, стекающая через гидравлический
затвор 8 и смотровой фонарь в соответствующий сборник. Тяжелая и
легкосредняя фракции вместе с водяным паром поступают в дефлегма-
ционную колонну 11, где конденсируется тяжелая фракция, стекающая
через гидрозатвор в свой сборник. Смесь легкосредней фракции и па-
ров воды поступает в конденсатор 12, где конденсируются средняя
фракция и вода; последняя отделяется от средней фракции в сепара-
торе 13 и спускается в канализацию, а средняя фракция направляется
в свой сборник. Легкая фракция поступает в дефлегмационную ко-
340
лонну 14, в которой конденсируются остатки средней фракции, сте-
кающей в сепаратор 13 для присоединения к основной массе этой же
фракции. Пары легкой фракции и частично водяные пары напра-
вляются в конденсатор /5; сконденсировавшись за счет охлаждения
водой, смесь конденсата поступает в сепаратор 16, откуда легкая фрак-
ция после отделения от воды принимается в свой сборник, а вода спу-
скается в канализацию.
Горячий пек из куба непрерывно выдается под небольшим давле-
нием паров в кубе в теплообменник 3 и направляется в пекотушитель
и затем в пековый парк.
Высота цилиндрической части куба 4 м и конусной 1.2 м, диаметр 2,4 м. Куб
железный, клепаный.
Поверхность пароперегревателя 14 м2, размеры трубок 35 X 45 мм. Поверхность
пекового теплообменника 3 м‘, трубчатого подогревателя смолы 12 м'~, диаметр
трубок 80 мм.
Размеры дефлегмационной колонны для легкой фракции: диаметр 0,6 м, вы-
сота 1,7 м, количество царг 9 и тарелок 8.
Дефлегмационные колонны для антраценовой и тяжелой фракций имеют сле-
дующие размеры: диаметр 1,8 м, высота 7 м, количество царг 14 и тарелок 28.
Конденсатор для средней фракции имеет поверхность охлаждения 26,8 м2, диа-
метр трубчатки 1,4 м н высоту 4,6 м.
Конечный змеевиковый холодильник для легкого масла имеет поверхность охла-
ждения 4 м2.
Для обогрева пароперегревателя куба и подогревателя смолы служит топка 7,
в которой сжигаются газ, жидкое топливо или уголь. Горячие газы сначала отдают
часть тепла водяному пару в пароперегревателе 5, затем через стенки куба смоле
и, наконец, смоле в подогревателе 6. Такое направление движения горнчих газов
позволяет понизить степень удара пламени непосредственно под кубом и избежать
местного перегрева и преждевременной его деформации. Расположение подогрева-
теля смолы за кубом способствует предохранению смолы от местных перегревов
в трубчатке и крекинга. Применение водяного пара при дестилляции помимо пони-
жения температуры процесса содействует хорошему перемешиванию смолы, снижает
степень ее крекирования, уменьшает возможность местных перегревов и удлиняет
срок службы куба. Однако применение водяного пара отрицательно влияет на вы-
ход фенолов; конденсат пара растворяет до 1% фенолов.
Применение ряда дефлегмационных колонн в описанной схеме дает
возможность получать более четко разделенные фракции. Недостат-
ками схемы являются: повышенные капитальные затраты и сложное
обслуживание.
Трубчатая система дестилляции. Усовершенствование конструкции
трубчатого нагревателя и остальной аппаратуры устранило явления
крекинга и позволило перерабатывать смолы различного состава с по-
лучением различных фракций и пека с высокими температурами пла-
вления. Трубчатые печи для перегонки смолы работают с ректифика-
ционными колоннами.
На рис. 191 показана схема новейшей, практически оправдавшей
себя трубчатой системы для перегонки смолы.
Каменноугольная смола насосом 16 подается в теплообменники
4 и 5, где соответственно подогревается теплом пародестиллата и пека.
Из теплообменника 4 смола поступает в трубчатую печь 2, обогревае-
мую коксовым газом. Скорость движения смолы перед печью поддер-
живается в 0,6—1,0 м/сек. В трубчатой печи смола нагревается
н а 50—60° выше температуры о д н о к р а т н о го и с п а р е-
н и я.1 Из трубчатой печи 1 смола поступает на 6—7-ю тарелку ректи-
фикационной колонны 3. В нижней (так называемой лютерной) части
колонны происходит испарение масел, а в верхней части их фрак-
1 Температурой однократного испарения называется температура жидкости и
паров в испарителе после окончания процесса испарения, когда пары отделены от
жидкости и практически установилось состояние равновесия между парами и жид-
костью.
341
ционирование и ректификация. С тарелок этой колонны отбираются
четыре фракции и вода.
Пары легкой фракции и вода, пройдя теплообменник 5, где они
конденсируются, поступают в холодильник смешения 9. В нем легкая
фракция и вода охлаждаются за счет непосредственного охлаждения
водой, и затем направляются в отстойник 10; после отделения от воды
легкая фракция поступает в сборник 11.
Сконденсировавшаяся часть легкой фракции, пройдя холодильник б
и сепаратор 8, в виде рефлюкса (флегмы), поступает в сборник 11. Из
Рис. 191. Схема труб.чагой системы дестилляции каменноугольной
смолы:
/—вентилятор для рециркуляции дымовых газов; 2—трубчатая печь; 3—колонна; 4 к
5—теплообменники; 6, 7 и 9—холодильники; 8—сепаратор; 10—отстойник; 11—сборник
для рефлюкса; 12 и 16— насосы; 13— пекотушитель; 14—ловушка паров пека; 15—монтежю.
сборника И часть легкой фракции насосом 12 подается на орошение
колонны 3, а избыток направляется на переработку.
Фракции, кипящие в интервалах 170—210°, 210—250°, 250—280° и
280—360°, пройдя холодильники 7, направляются на кристаллизацию.
Пек снизу ректификационной колонны 3 поступает через тепло-
обменник 4 в пекотушитель 13 и после охлаждения — в пековый парк.
Выделяющиеся в пекотушителе пары пека направляются в ловушку 14
и после конденсации в монтежю 15.
Кристаллизация и переработка фракций
на чистые продукты
При переработке торфяной, буроугольной и каменноугольной смол
процесс кристаллизации занимает значительное место.
Путем кристаллизации из торфяной и буроугольной смолы выде-
ляются воск н парафин, из каменноугольной смолы—нафталин и
антрацен.
Иногда при кристаллизации требуется получить кристаллы доста-
точной крупности. Это достигается или медленным охлаждением или
внесением в несильно пересыщенный раствор незначительного коли-
чества кристаллов-зародышей крупного размера.
Понижение температуры кристаллизации имеет известный предел,
определяемый началом выкристаллизовывания сопутствующих веществ,
342
загрязняющих кристаллы основного выделяемого вещества. При кри-
сталлизации нафталина, антрацена и воска температура кристаллизации
поддерживается для нафталина 18—20°, для антрацена 40—45° и
воска 0—10°.
Так как при кристаллизации выделяется тепло, то для его отвода
требуется большая поверхность охлаждения, что достигается примене-
нием ящичных кристаллизаторов, например для кристаллизации нафта-
лина и антрацена с поверхностью 45—50 м2 на 10 т загрузки.
При высоте слоя кристаллизующейся массы в 780—800 мм и при
отсутствии перемешивания, коэфициент теплопередачи не велик
(3—4 кал/м2 час). Отсутствие перемешивания значительно увеличивает
слой обедненного веществом раствора, что затрудняет скорость роста
кристалла.
Все приведенные факторы определяют продолжительность кристал-
лизации.
Схема кристаллизации нафталина и антрацена
Перед кристаллизацией масляные фракции должны содержать воды
не более 1%.
Для увеличения выхода нафталина легкосредняя и тяжелая фракции
перед кристаллизацией должны быть обесфенолены.
Схематически процесс кристаллизации показан на рис. 192. Соль-
вент-нафта, легкосредняя и тяжелая фракции подаются из сборника 10
Рис. 192. Схема кристаллизации нафталина:
У—кристаллизаторы; 2 и 7—шнеки; 3 и 8—бункеры; 4—центрифуга; 5— лоток дта центри-
фугированного нафталина; б—элеватор; 9—гидравлический пресс; 10 и 11—сборники.
сжатым воздухом при температуре 60—75° в кристаллизаторы ящич-
ного типа 1 с наклонным днищем. Загруженные фракции охлаждаются
окружающим воздухом в зимнее время не ниже: 15°—для легкосред-
ней, 10° — для тяжелой и 30° — для антраценовой. Охлаждение и
процесс кристаллизации продолжаются, в зависимости от температуры
окружающего воздуха, 3—7 суток. По окончании выкристаллизовыва-
вания маслй из кристаллизаторов спускаются через штуцер в сборники
и насосом или сжатым воздухом перекачиваются в хранилища. В ма-
точных маслах остается в зимнее время до 8—9% нафталина, а в лет-
ний период — почти вдвое больше.
Закристаллизовавшаяся масса нафталина с содержанием 15—25%
насел и других примесей выгружается вручную лопатами в шнек 2 и
343
подается последним через бункер 3 в центрифугу 4. Большая часть
масла, содержащегося в кристаллах нафталина, удаляется на цен-
трифуге, стекает в сборник //и присоединяется к маточным маслам».
Рис. 193. Схема прессования нафталина:
У—электромотор; 2—гидравлический водяной иасоо; 3— аккумуляторы в 50 и 300 ат-
4— предохранительные клапаны- 5— распределительная коробка; б—мешалка для нафта,
лниа; 7—гидравлический пресс;бункер; 9—элеватор; 10—монтежю для масла-
спущенным! из кристаллизаторов, а центрифугированный нафталин?
поступает в лоток 5. Для более полного выделения масел и спутников
нафталина, производится его промыЬка горячей водой (40—45°) или
паром. После такой'
Рис. 194. Схема кристаллизации антрацена:
/—кристаллизаторы; 2—нутч-фильтры; У—бункер для антрацена;
<—центрифуга; б—сборник чистого масла; 6—сборник;/ —вагонетка для
отправки центрифугированного сырого антрацена; У—вакуум-насос;
9—насос для антраценового масла на фильтры.
промывки в центри-
фугированном наф-
талине содержится
до 80—90% нафта-
лина, если в сыром
нафталине содержа-
лось незначительное
количество веществ,
отгоняющихся при
температуре выше
245°. Центрифугиро-
ванный нафталин, со-
держащий не более
5% веществ, отго-
няющихся выше 245°,
элеватором 6 и шне-
ком 7 подается в
бункер-мешалку 8 ги-
дравлического прес-
са 9. В мешалке наф-
талиновая масса про-
гревается глухим па-
ром до 40—45° и тщательно перемешивается. В случае содержания
в массе, поступающей на прессование, меньше 50% нафталина в ме-
шалке производится шихтовка путем добавления расплавленного прес-
344
сованного нафталина для повышения концентрации чистого нафталина.
При помощи дозера нафталиновая масса подается далее в патрон
гидравлического пресса 9 для прессования. Для равномерного стекания
масла процесс сжатия в прессе ведется постепенно в несколько ступе-
ней: сначала давление доводится до 20 ат, затем после некоторой
выдержки до 50, до 300 и до 600 ат. Отжатые при горячем прессовании
масла с содержанием 25—35% нафталина подаются на вторичную кри-
сталлизацию, а отпрессованный нафталин в виде коржей (весом 8—10 кг)
с содержанием 94—96% чистого нафталина подается на склад и на
дальнейшую переработку. Производительность одного гидропресса
составляет 24—30 т/сутки прессованного нафталина.
Схема прессования нафталина показана на рис. 193.
Нутчевание антрацена. Технологическая схема кристаллизации антра-
цена (рис. 194) отличается от схемы кристаллизации нафталина режи-
мом и применением механически разгружающихся нутч-фильтров.
Антраценовое масло после кристаллизации при температуре 40—45°
представляет собой густую массу с содержанием 5—7% чистого антра-
цена. Масло спускается из кристаллизаторов 1 в сборник 6. Насосом 9
оно подается в нутч-фильтры 2. В нутч-фильтрах примеси масла отса-
сываются в течение 3—4 час. при помощи вакуум-насоса 8; получается
обогащенный сырой антрацен с содержанием 8—10% чистого антрацена.
Через бункер 3 эта кристаллическая масса поступает в центрифугу 4,
в которой дополнительно отделяется антраценовое масло. После центри-
фугирования, с непрерывной подачей в центрифугу пара, сырой
антрацен с содержанием 12—20% чистого антрацена в вагонетке 7
отправляется на склад, а масло с центрифуги поступает в сборник 5.
Промывкой центрифугированного антрацена горячей водой (с тем-
пературой 90—95°) на нутч-фильтре получают массу с содержанием
чистого антрацена до 25%.
Нутч-фильтр представляет собой клепаный из листового железа
ящик с наклонным дном. По серейине ящика укреплена железная
решетка. Над ней на деревянной раме посредством нажимных болтов
натянуто фильтровальное полотно.
Нутч-фильтр укреплен на цапфах, опирающихся на стойки, с подшип-
никами. При выгрузке кристаллической массы нутч-фильтр червячной
зубчатой передачей, действующей от мотора, поворачивается на неко-
торый угол для удобства ручной выгрузки.
Нутч-фильтр соединен с вакуум-насосом через цистерну.
Производительность нутч-фильтра при 8 ж2 фильтрующей поверх-
’ ности рассчитана на 12—15 т масла в сутки.
Удовлетворительное отделение масла из антраценовой массы дости-
i гается при высоте кристаллического слоя на вакуум-фильтре (нутч-
^фильтре) не более 250 мм. Ввиду высокого содержания примесей_мелких
кристаллов масло, отжатое с вакуум-фильтров^ поступает для отделения
кристаллов в специальный сборник-кристаллизатор.
Для более полного выделения масла из маточного раствора в центри-
фуге производится подогрев паром.
Из сырого обогащенного описанным выше способом нафталина
вырабатываются чистый кристаллический нафталин (99,7%), а методом
ректификации и сублимирования 100%-ный нафталин.
Сырой обогащенный антрацен перерабатывается методом конден-
сации на продукт, содержащий 50—70%-ный чистый антрацен, и мето-
дом калиплавления на 85—86%-ный чистый антрацен, с одновременным
получением 85—90%-ного карбазола и сырого фенантрена.
Производство кристаллического нафталина. Производство кристал-
лического нафталина состоит из следующих операций: 1) плавление;.
345*
2) промывка серной кислотой, щелочью и водой; 3) ректификация;
4) разливка и охлаждение готового кристаллического продукта..
Если исходное сырье обладает температурой плавления ниже 79э,
то нужно произвести обогащение его перекристаллизацией.
Плавление нафталина. Прессованный нафталин с точкой
плавления выше 79° не требует переработки и непосредственно напра-
вляется в плавильное отделение нафталинового цеха, где в специаль-
ном монтежю-плавильнике (емкостью до 16 .и3) расплавляется глухим
паром при температуре 100—110°.
Очистка прессованного нафталина. Расплавленный
нафталин промывается серной кислотой 66° Вё, щелочью 20—21° Вё и
водой для очистки его от примесей. ;
Сырой прессованный нафталин содержит примеси каменноугольного
масла, фенолов, оснований, тионафтена и осмоляющихся веществ.
При обработке расплавленного нафталина серной кислотой удаляются
основания, осмоляющиеся вещества и тионафтен; промывка щелочью
Рис. 195. Схема очистки прессованного нафталина:
1 и 2—сборники; 3 и 4— напорные баки; 5—меланжеры; 6—плавильник; 7 и 8— сборники;
9—ловушка для нафталина.
связывает оставшуюся серную кислоту и фенолы. После такой очистки
нафталин поступает прямо потребителю или направляется на ректифи-
кацию или сублимацию. ,
Расплавленный нафталин из плавильника 6 (рис. 195) сжатым воз-
духом подается в меланжеры 5 моечного отделения, обогреваемые
паровой рубашкой. Для обезвоживания расплавленного нафталина из
сборника 2 через напорный бак 4 в меланжер 5 подается 1% серной
кислоты концентрации 66° Вё; после этой операции производится обра-
ботка 3—4% серной кислоты 66° Вё. Промывка кислотой осуществляется
при температуре 90—95°. Отработанная серная кислота собирается
в сборник 7.
После обработки серной кислотой производится последовательная
промывка водой и щелочью, подаваемой из сборника 1 через напорный
бак <3. Очищенный нафталин самотеком спускается в сборник 8, обору-
дованный змеевиком для подогрева глухим паром.
346
Очищенный нафталин имеет темп. пл. 79,3°.
Потери нафталина при очистке составляют 5—8%. Они получаются
за счет сульфирования продукта серной кислотой и уноса с отработан-
ной серной кислотой.
Расход серной кислоты в моногидрате в среднем составляет 9%,
а твердого каустика 0,8—1% от безводного нафталина, идущего на
очистку.
Ректификация нафталина. Мытый нафталин подвергается
ректификации под вакуумом на периодически действующей установке
в ректификационных кубах (рис. 196) с паровым или огневым обогревом.
При ректификации очищенный нафталин разделяют на следующие
фракции:
1. До 110°—для отделения воды (при атмосферном давлении).
2. Головной погон с температурой кристаллизации 79,4° (при вакууме
30—50 мм).
3. Первый сорт с температурой кристаллизации не ниже 79,6° при
удовлетворительной реакции с HaSOi и HNOa (при вакууме 300 мм).
Рис. 196. Схема ректификации очищенного нафталина:
/—ректификационный куб; 2—ректификационная колонна; 3—дефлегматор;
4— конденсатор; 5 — смотровый фонарь; 6, 7, #, 9 — сборники готовых продуктов;
10—вакуум-ловушка; 11— вакуум-цистериа; 12 и 16— сборники; 13—вакуум-на-
сос; 14— шнеки для кристаллизации; 15— бункер для готового продукта.
4. Второй сорт с температурой кристаллизации не ниже 79,3° при
удовлетворительной реакции с H2SO4 и HNO3 (при вакууме 560 мм).
5. Кубовый остаток с температурой кристаллизации 79,3°.
Во избежание крекинга нафталина и примесей, а также их осмоле-
ния нагрев кубов производится глухим паром с давлением 20—22 ат
или горячими газами под вакуумом. Однако обогрев горячими газами
не исключает крекинга нафталина и примесей.
Ректификационная колонна также обогревается глухим паром в 4 ат,
для чего на каждой царге имеется паровая рубашка.
Процесс ректификации происходит следующим образом.
Очищенный и подогретый в сборниках очистного отделения до 90—
100° нафталин переводится в горизонтальный куб 1, обогреваемый глу-
хим паром. Первые 2—3 часа происходит нагрев нафталина, затем
347
отгоняется вода и после этого начинается разгонка нафталина с подъе-
мом температуры в топке куба до 900—950°.
Пары дестиллата направляются в ректификацикационную колонну 2.
При температуре паров дестиллата 200—210° в куб включается
вакуум, постепенно повышаемый. Из колонны дестиллат поступает
в дефлегматор 3, охлаждаемый водяным паром, откуда, отдав флегму,
стекающую в колонну 2, при температуре 175° направляется в конден-
сатор 4. Конденсация паров нафталина осуществляется охлаждением
горячей водой с температурой 85—90°. Сконденсировавшиеся фракции
нафталина с температурой 95—100° поступают через смотровый фонарь 5
в сборники готовых продуктов 6, 7, 8 и 9. Шнек-кристаллизатор 14
подает охлажденный продукт в бункер 15, из которого производится
выгрузка в тару.
Сборники 6, 7, 8 и 9 через ловушку 10 и вакуум-цистерну 11 соеди-
нены с вакуум-насосом 13.
Для улавнивания паров нафталина в ловушку 10 подается масло,
отбираемое из лепкосредией фракции (сборник 12) выше 210°. По мере
обогащения этого масла нафталином оно поступает на кристаллизацию
и прессование для выделения уловленного нафталина.
Кубовый остаток по окончании процесса ректификации (через 5 час.
после остановки куба) спускается в сборник 16 и далее поступает на
сублимацию.
Потери нафталина по цеху ректификации достигают 4,8%.
Разливка и охлаждение нафталина. На ряде заводов сохранилась
ручная разливка нафталина; это вредная и тяжелая операция, связанная с поте-
рями продукта (от испарения и разлива).
Из приемных сборников нафталин шлангами подается в формы для разливки,
в которых происходит остывание продукта. Ввиду вредности паров нафталина при
работе необходимо соблюдать ряд специальных мероприятий для обеспечения ги-
гиеничных условий труда.
Описанная схема ректификации имеет следующие недостатки:
1) низкая производительность (8,4—10,8 т 99,3—99,8%-ного нафталина в сутки);
2) ввиду длительности процесса, особенно при внешнем обогреве, не исключены при
плохой регулировке местные перегревы в кубе и как следствие этого — крекинг
продуктов; 3) ввиду необходимости подогрева ректификационной колонны паром и
применения вакуума чрезвычайно усложняется управление процессом; 4) разливка
жидкого нафталина вредно отражается на здоровыг обслуживающего персонала;
5) значительные потери нафталина при ректификации.
По заводским данным расходные коэфнциенты пара на очистку и ректификацию
1 т прессованного нафталина составляют примерно 3,65 т.
Общий расход пара распределяется по следующим статьям:
Уо к общиму рас-
ходу пара
Плавление прессованного нафталина . . . 4,60
Подогрев нафталина при очистке .... 3,80
Подогрев мытого нафталина в погрузоч-
ных монтежю............................... 4,30
Растворение каустика..........• . . . 1,06
Ректификация очищенного нафталина . . 40,20
Подогрев кристаллического нафталина в
приемниках............................... 22,10
Подогрев разливочных аппаратов .... 0,10
Подогрев сборников с кубовыми остат-
ками от ректификации ........ 2,20
Подогрев коммуникаций..................... 6,50
Дополнительные неучтенные расходы . . 15,14
Итого . . . 100,00
Расход воды на 1 т прессованного нафталина составляет 2,9 м\
Сублимация нафталина. Кубовый остаток ректификации нафталина
содержит 98,5—98,8% нафталина. Для получения из этого остатка
99—100%-ного нафталина применяется процесс сублидвации.
348
Процесс сублимации нафталина осуществляется по следующей схеме.
Кубовый остаток или прессованный нафталин поступает в монтежю-
плавильник 2 (рис. 197), где нагревается до 85—90° и в расплавленном
состоянии1, сжатым воздухом подается в испарительные коробки 4,
представляющие собой железные ящики с зеркалом испарения 13 м-
и емкостью каждого в 9,5 .и3, на дне испарителя уложен змеевик для
нагрева глухим паром. Во избежание уноса масла с нафталином темпе-
ратура паров его над испарительными коробками поддерживается не
выше 97°. Понижение температуры паров над коробками не рекомен-
дуется, так как выход сублимированного нафталина и производитель-
ность установки при этом уменьшаются. Температура нафталина в верх-
ней испарительной коробке поддерживается в 115°, в нижней 125°.
Пары нафталина в сублимационной камере 1 охлаждаются омывающим
воздухом, переходят в твердое состояние в виде блестящих пластинок
Рис. 197. Схема сублимации нафталина:
/ — сублимационная камера; 2 — монтежю-плавильник; 3— сборник остатков из испари-
тельных коробок; 4— испарительные коробки; 5 — бункеры сублимированного продукта.
(чешуек), оседающих в бункерах готового продукта 5. Для получения
крупночешуйчатого нафталина следует охлаждать камеры медленно,
в противном случае образуется мелкочешуйчатый продукт. Тем-
пература в сублимационной камере поддерживается летом 50—55°, а
зимой 35—40°. Сублимация прекращается, когда в остатке в испари-
тельных коробках содержание нафталина понизится до 80—85%. Оста-
ток из испарительных коробок спускают в сборник 3.
После остановки камеры остаток из испарительных коробок, содер-
жащий 80% нафталина, собирается в сборнике 3 и далее направляется
в отделение дестилляции. Сублимированный нафталин выгружается из
камеры периодически (обычно через 20—24 суток). Затем испаритель-
ные коробки вновь загружаются сырьем из плавильника и процесс
сублимации возобновляется.
Получение фенолятов из фракций каменноугольной смолы
На рис. 198 показана схема получения фенолятов.
Фракции каменноугольной смолы из напорного бака 1 поступают
в щелочный меланжер 3, куда подается щелочь из напорного бака 2.
349
Обработка масла щелочью ведется в две стадии: сначала прибавляется
щелочи 90% от расчетной расходной нормы; после 2-часового переме-
шивания и 3-часово-
Рис. 198. Схема получения фенолятов:
г ~~ напорные баки; 3— щелочной меланжер; 4 и 5—прием-
ники; о сборник для отстоявшихся фенолятов; 7—центробеж-
ный насос; 8, 9—отстойники для сырых фенолятов.
го отстаивания и от-
деления полученных
фенолятов дается
еще трехкратное про-
тив расчетного ко-
личество щелочи.
Затем перемешивают
механической ме-
шалкой при 50—60°
в течение 1—1,5 ча-
са и отстаивают в
течение 3—4 час. В
меланжере образует-
ся три слоя: верх-
ний — обесфе но-
лей ная фракция,
средний — эмуль-
сия и нижний —
водная щелоч-
ная вытяжка
фенолятов. Фе-
ноляты спускаются
в приемник 5 и в
сборник 6, средний
слой в приемник 4.
концу операции оно про-
отстаивания стахановцы
Вначале отстаивание происходит быстро, а к
текает медленно. Для сокращения времени
Рис. 199. Схема отдувки фенолятов и сатурации:
/ — теплообменник; 2 и 7 — флорентинские сосуды; 3— отдувочная ко-
лонна; 4 — приемник для фенолятов после отдувки; 5 —напорный бак для
фенолятов после отдувки; 6, ’ — скрубберы; 8 — эксгаустер; 10 — пыле-
уловитель; 11 — известково-обжигательная печь.
предложили не давать полного разделения промежуточного слоя, с
после спуска возвращать его на промывку новой загрузки для пол-
350
кого использования щелочи. При таком способе обработки не наблю-
дается увеличения количества промежуточного слоя при новой загрузке..
Феноляты из сборника 6 поступают на дополнительное отстаивание
в отстойники 8 и 9 и после отстоя в них возвращаются в сборник 6,
откуда центробежным насосом 7 подаются в отделение отдувки.
Отдувка масел и сатурация. В фенолятах, полученных из легкосред-
ней фракции каменноугольной смолы, содержится до 18% масла, а
в фенолятах, полученных из тяжелой фракции, содержание масла дости-
гает 50%.
Для удаления этих масел применяется отдувка острым водяным
паром. Схема отдувки масел состоит в следующем.
Феноляты, подогретые в теплообменнике 1 (рис. 199) за счет паров
отогнанного до 80—90° масла и воды, поступают в отдувочную колонну 3.
Эта колонна состоит из трех частей: верхней ловушки-дефлегматора
с 7 решетками по высоте с отверстиями диаметром 10 мм, средней из
4 царг с тарелками и зубчатыми колпачками и нижней — подогрева-
теля фенолятов — со змеевиками для глухого пара и звездочкой.
Отдувка фракций от фенолятов производится острым и глухим паром.
Пары воды и дестнллата масел из колонны 3, пройдя теплообменник 1,
направляются во флорентийский сосуд 2, где происходит отделение
воды ст масляной фракции. Фракция собирается в сборник, вода спу-
скается в канализацию. Феноляты из нижней части колонны 3 стекают
в приемник 4. Расход острого пара на дестилляцию фракций соста-
вляет 30—35% от веса фенолятов. Потери при отдувке фенолятов
достигают 0,75—1%.
При выделении фенолов из сырого бензола и из фракций каменно-
угольной смолы' применяется комбинированный метод разложения фено-
лятов, состоящий в обработке их сначала углекислотой, а затем сер-
ной кислотой. Этот метод в техно-экономическом отношении далеко
не совершенен и требует дальнейшего улучшения.
По комбинированному методу процесс осуществляется следующим
образом.
Феноляты из напорного бака 5 самотеком поступают в скруббер 6,
разбрызгиваясь на мельчайшие струи. Скруббер имеет диаметр 2—3 м,
высоту 7 м и заполнен кольцами Рашига размером 50 X 50 мм. Снизу
в скруббер подается углекислый газ, получаемый в известково-обжи-
гательной печи 11.
Углекислый газ очищается от пыли и сернистого газа’ в пылеулови-
теле /0; газ охлаждается в воздушном холодильнике и затем очищается
от сернистого газа в скруббере 9, заполненном известняком и орошае-
мым технической водой. Очищенный углекислый газ эксгаустером 3
подается в скруббер 6.
Феноляты, стекая сверху -вниз и вступая в контакт с углекислотой,,
подаваемой снизу, разлагаются по одной из реакций:
CeHr,ONa-4-CO2 + H2b C6H6OH + NaHCOs;
2C6H5ONa + CO2 + H2O дд 2С6Н5ОН+ Na2CO3.
Первая реакция протекает при избытке углекислоты, а вторая
при некотором недостатке ее. В практике процесс разложения
стремятся направлять по второй реакции. Для более полного разложе-
ния фенолятов применяется углекислота концентрации в 32—38%.
Температура в скруббере поддерживается 45—55°.
Углекислый газ в скруббере используется на 85—90%. Выход
12%-ного раствора соды составляет около 73% от загруженных фено-
лятов; содержание бикарбоната в соде не должно превышать 1,0%
во избежание выкристаллизовывания в аппаратуре.
35 !•
Сырые фенолы с примесью до 25% воды, содержащей бикарбонат
натрия и до 3% фенолятов, поступают в сепаратор 7, где происходит
разделение на содово-бикарбонатный раствор и сырые фенолы с при-
месью фенолятов. Содово-бикарбонатный раствор поступает на каусти-
фикацию, а сырые фенолы с примесью фенолятов обрабатываются
серной кислотой для полного разложения фенолятов. Обработка про-
изводится в меланжере, принцип действия которого аналогичен дей-
ствию щелочного меланжера. После дополнительного разложения сер-
ной кислотой, сырые фенолы поступают на ректификацию, а сульфат
натрия в отброс.
Концентрация и расход щелочи и серной кислоты приведены
в табл. 78.
ТАБЛИЦА 78
Концентрации и расход щелочи и серной кислоты на обработку фракций
каменноугольной смолы
Фракции каменноугольной смолы, кипящие при температуре в °C Концентрация применяемой щелочи в % Расход Ю0°/0-ной ще- лочи на 1 т фракции в т Концентрация применяемой кислоты в % Расход Ю0°/0-ной серной кислоты иа 1 т феноло- крезолов в т
170—210 210-230 230—280 Каустификаи показанной на 10,5-12,5%- натрия и 2—2,5 10 10 15 ия соды, к эис. 200. ный раствор % фенолов и 0,15 0,075 0,03 аустификация соды с npi з сборника 1 30 30 30 осуществляе шесью 1—2 поступает в 0,6-0,7 0,7—0,6 0,5-0,6 тся по схеме, Ус бикарбоната промежуточный
Рис. 200. Схема каустификации содового раствора:
/, 2 и 6 -сборники; 3—каустицир; 4 — плунжерный насос; 5 — декантер; 7—нутч-
фильтр; 8 -- вакуум-сборник промежуточных вод; у— напорный бак для воды; 10— хра-
нилище промывных вод.
сборник 2, откуда сжатым воздухом подается в каустицир 5, снабжен-
ный змеевиком, и подогревается глухим паром до 95° для перевода
бикарбоната в карбонат.
После подогрева в каустицир подается гашеная известь, при этом
реакция идет по уравнению:
Na2COs %- Са (ОН)2 = СаСО8 + 2NaOH.
352
В конце процесса каустификации выход щелочи должен составлять
195% от теории и концентрация ее должна быть не ниже 10%.
По окончании процесса каустификации раствор плунжерным насо-
сом 4 подается в декантер 5 для отделения щелочи от шлама угле-
кислого кальция; перед этим при подогреве производится отстаивание.
После отстоя и декантации щелочь спускается в сборник 6, а шлам
углекислого кальция передается на нутч-фильтр 7, в котором после
отстоя шлама производится отсасывание жидкой части шлама в
вакуум-сборник 8 (вакуум-насос на схеме не показан). При вакууме
200—250 мм шлам подсушивается и, наконец, промывается водой из
напорного бака 9 для удаления задержавшейся щелочи.
Промывные воды, содержащие едкий натр, поступают в хранилище 10,
из которого вновь направляются в напорный бак 9 для концентра-
ции едкого натра до 10%.
После доведения концентрации щелочи в шламе до 2,5—3'/ он
вручную выгребается лопатами в яму (на схеме не показана) и после
разбавления водой подается плунжерным насосом в отстойник.
Промывные воды направляются в запасный резервуар 10 и по мере
надобности питают каустицир для получения 10%-ной щелочи.
Ректификация сырых фенолов. Выделенные сырые фенолы содер- ,
жат 7—10% воды и незначительные примеси масел, смолистых веществ
и сульфата натрия. Для получения узких фракций и очистки их от
примесей прибегают к ректификации сырых фенолов.
Состав сырых фенолов приведен в табл. 79.
Состав и свойства фракций, получаемых при ректификации сырых
фенолов, приведены в табл. 80.
ТАБЛИЦА 79 ТАБЛИЦА 80
Состав сырых фенолов из легкосредией фрак- ции каменноугольной Состав и свойства фракций, получаемых при ректи- фикации сырых фенолов из легкосредией фракции каменноугольной смолы
Наименование веществ Содержа- ние в % Наименование фракций Пределы отбора фракций в °C Удель- ный вес Выход В % от сырых фенолов
Фенол 0-Кре30Л .... л-Крезол .... /г-Крезол .... Ксиленолы и выс- шие фенолы . . Вода и минераль- ные примеси . 28,8 18,0 10,8 12,6 19,8 10,0 Вода и легкая фракция . , Кристаллическая фракция Промежуточная фракция . Ортокрезольиая фракция (лизольиая) Метакрезольная фракция . (карболитовая) .... Ксилольная фракция . . . Кубовый остаток Потери . • До 178 178—183 183- 187 187—198 198—205 205—225 Выше 225 1,01 1,06 1,05 1,044 1,038 1,036 1,094 7,0—10 15,0-25,0 1;,0—25,0 17,0 46,0-50,0 5,0 7,5 1,5
Фракция до 178° содержит 2% фенолов, 0,5% примесей масла и
97,5% воды. Вода содержит 2—2,5% фенолов и поступает на раз-
бавление фенолятов из тяжелой фракции.
Легкая фракция состоит из 75—80% фенолов, 1—2% нейтральных
масел и 18—24% воды. Эта фракция добавляется к сырым фенолам
при новой загрузке.
Кристаллическая и промежуточная фракции подвергаются вторичной
ректификации для получения более чистых фракций. При вторичной
ректификации, кроме промежуточной фракции (183—187°), получаются
.•кристаллическая и вторая промежуточная фракции. Температурные пре-
23 «^ак. 3*510. Общая химпч. технология тои;шва.
353
дели отбора кристаллической фракции аналогичны ее отбору при пер-
вичной ректификации. Промежуточная (вторая) фракция отбирается
по температуре кристаллизации (25—12°). Кубовые остатки, содержа-
щие до 93% феноло-крезолов, при вторичной ректификации присоеди-
няются к новой загрузке сырых фенолов.
Кристаллическая фракция (178—183°) первичной ректификации
сырых фенолов при вторичной ректификации разделяется на две фрак-
ции: 1) с содержанием 95,7% СвНзОН (температура кристаллизации
38—39°) и 2) с содержанием 80—85% СвНзОН (температура кристал-
лизации: начальная 34° и конечная 30°). Выход кристаллического-
фенола составляет 55% от загруженной кристаллической фракции.
Метакрезольной фракции отбирается 45—50% от загрузки сырых
фенолов; в ней содержатся три изомера крезолов в количестве не
менее 36%. Эта фракция используется для производства пластмасс.
Кубовый остаток после первичной ректификации сырых фенолов
содержит до 80% фенолов и добавляется к следующей загрузке..
Кубовые остатки после второй ректификации употребляются для произ-
водства 50%-ной черной карболки.
Первичная и вторичная ректификации сырых фенолов из фракции
каменноугольной смолы осуществляются на периодически действующей
системе, аналогичной установке, применяемой при ректификации прес-
сованного нафталина. При первичной и вторичной ректификациях сырых
фенолов и их первичных фракций применяется вакуум в 460—600 мм.
Описанному способу получения чистых фенолов свойственны все
недостатки периодически действующих систем.
Общие потери фенолов, начиная с о-перации дестилляции масел и
кончая ректификацией, составляют 12,0—14,72% от загрузки фенолов.
Схема переработки фенолятов тяжелой и первой антраценовой фрак-
ций на чистые феноло-продукты аналогична описанной выше, за исклю-
чением способа обогрева куба. Вместо парового подогревателя, куб
•обогревается огневой топкой. Куб соединен не с ректификационной, а
с дефлегмационной колонной.
Получение чистых азотистых оснований
Азотистые основания извлекаются из сырого бензола, легкосредней
и тяжелой фракций каменноугольной смолы и из масел первичных
смол.
Состав азотистых оснований из фракций каменноугольной смолы
изучен сравнительно хорошо. В состав азотистых оснований, выделяе-
мых из сырого бензола, входит, главным образом, пиридин; в состав
легкосредней фракции — пиридин, пиколин и хинолин. В тяжелой фрак-
ции содержатся хинолйн и высшие пиридиновые основания, а в антра-
ценовой фракции присутствуют акридин и высшие азотистые основа-
ния
Состав азотистых оснований первичных смол изучен много хуже.
Из всех существующих способов выделения азотистых оснований
в чистом виде почти повсеместно распространился способ их извлече-
ния обработкой масел серной кислотой, с последующим разложением
полученных сульфатов щелочью или содой и ректификацией на чистые
продукты.
Для извлечения азотистых оснований из сырого бензола и фракций
каменноугольной смолы применяется 30—35%-ная серная кислота.
Разложение сульфатов азотистых оснований производится 30—
35%-ным раствором соды, насыщенным поваренной солью, или 20—
25%-ным раствором едкого натра.
Извлечение азотистых оснований серной кислотой и их разложение
производятся при температуре 50—60° в меланжерах, одинаковых по»
354
конструкции с аппаратами, применяемыми при дефеноляции и при
очистке нафталина, но внутри освинцованных.
Получение сульфатов азотистых оснований и их разложение. Процесс
разложения сульфатов азотистых оснований содой производится в три
стадии,- 1) осветление сульфатов азотистых оснований; 2) выделение
фракций высокомолекулярных азотистых оснований; 3) выделение фрак-
ций низкомолекулярных азотистых оснований.
На рис. 201 дана схема выделения пиридина путем разложения
сульфата пиридина.
При отстаивании подогретого в меланжере масла выделяются фено-
ляты, которые спускаются и направляются на выработку черной кар-
болки. Затем добавляется раствор сульфата азотистых оснований (так
называемый кислый сульфат-пиридин) от предыдущей операции
в количестве 10—15% от веса загруженного масла. Образовавшийся
средний слой сульфата азотистых оснований спускается в сборник.
К маслу добавляется серная кислота концентрации 30—35% в количе-
стве 0,65 т на 1 т чистых азотистых оснований.
После перемешивания и отстаивания полученный кислый сульфат
азотистых оснований спускается в освинцованный сборник. Масло
после промывки водой, ще-
лочью и вторично водой по-
ступает в сборник; в про-
мытом! масле должно оста-
ваться не более 0,2% азо-
тистых оснований. В сбор-
никах в течение 3—4 су-
ток происходит отстаивание
среднего слоя сульфата азо"
тистых оснований от приме-
сей масла, смолистых ве-
ществ и нафталина, всплы-
вающих наверх. Верхний
слой вновь возвращается в
меланжер.
Для удаления смолки из
азотистых оснований из на-
порного бака 1 в смеситель
2, предварительно загружен-
ный сульфатом азотистых
оснований, дается слабый
раствор кальцинированной
Рис. 201. Схема разложения сульфата пиридина
/ н 7 —напорные баки; 2 —смеситель; ^—сепараторы;
4 — ловушка; 5 —шнек для соды; 6—сборник для сырых
пиридиновых оснований.
СОДЫ.
Смолка, имеющая слабо выраженный кислый характер, легко раз-
рушается слабым раствором соды и удаляется после отстаивания.
После ее удаления в смеситель (аппарат для разложения) 2 шнеком 5
подается сода при осторожном перемешивании. Из осветленного суль-
фата азотистых оснований в результате этого всплывают на поверх-
ность высокомолекулярные (тяжелые) азотистые основания.
Смесь высокомолекулярных азотистых оснований и сульфатов
низкомолекулярных азотистых оснований поступает через сифон
в сепараторы 3, где после разделения фракция тяжелых оснований
направляется в сборник 6, а сульфат низкомолекулярных оснований
возвращается в один из смесителей 2. В смеситель 2 подается 30—
35%-ная сода, вызывающая разложение низкомолекулярных сульфатов;
азотистых оснований. Выделенные низкомолекулярные (легкие) осно-
вания отделяются от сульфата натрия в одном из сепараторов 3 и
направляются в специальное отделение сборника 6. Фракции тяжелых
23*
355
и легких азотистых оснований, обычно выделяемых в соотношении
60—40%, отдельно подаются в напорные баки 7, где происходит допол-
нительное отстаивание от сульфата натрия. Последний не используется,
и спускается в канализацию, а обе отстоявшиеся фракции, носящие
название тяжелых и легких азотистых оснований, поступают на
ректификацию.
В смесителе 2 выделяется углекислый газ, увлекающий азотистые
основания. Для их улавливания газ пропускается через ловушку 4,
заполненную серной кислотой. После выделения газ вентилятором
удаляется в атмосферу.
Ректификация азотистых оснований. Для получения чистых продук-
тов фракции низкомолекулярных и высокомолекулярных азотистых
оснований подвергаются ректификации.
Процесс ректификации происходит в периодически действующих
кубах, обогреваемых извне углем или газом и снабженных чугунными
тарельчатыми колпачковыми колоннами.
Обогрев кубов лучше производить паром.
Схема ректификации азотистых оснований показана на рис. 202.
Рис. 202. Схема ректификации азотистых оснований:
7 и /2—перегонные кубы; 2 и 13 — ректификационные колонны; 3 и 14 — сборники; 4 и
/5 — дефлегматоры; 5 и 16—конденсаторы; 6—обезвоживатели; 7, 8, 9, Юн 11 — сбор-
ники; 17, 18—мерники фракций; 19 — вакуум-ловушка; 20 — вакууи-цистерна; 21 —вакуум-
насос.
Отбираемые при ректификации фракции направляются в отдельные
сборники.
В результате выделения и дальнейшей (переработки азотистых оснований могут
быть получены следующие продукты (в %):
Из легкосреднего масла (170 — 210°) Из сырого бензола
Чистый пиридин . . , 4,0 6,0
а-Пиколин 3,0 2,0
Пиридин растворитель 16.2 —
Легкие основания • . — 30,0
Тяжелые основания . 76,8 62,0
100,0 100,0
355
Содержание азотистых оснований в перерабатываемых маслах колеблется в сле-
дующих пределах (в %):
В легкосреднем масле . . . .3,5 — 4
В тяжелом масле............3 — 4
В каменноугольных смолах содержится азотистых оснований от 0,8 до 1,9%.
В наиболее типичной каменноугольной смоле уд. веса 1,85 при 15° содержится
этих оснований 1,3%.
По температурам кипения различают следующие группы азотистых оснований:.
Легкие пиридиновые основания . ... до 160 . . . .
Тяжелые „ „ ....... , 270. . . .
В том числе:
сорт А..................... „ 240 . . . .
, В....................... „ 270 ... .
Продукты переработки каменноугольной смолы и их применение
В результате переработки каменноугольной смолы получаются
следующие целевые продукты: легкое, среднее и тяжелое каменно-
угольные масла, I и II антраценовые масла, ректифицированный
ТАБЛИЦА 81
Применение продуктов перегоикн каменноугольной смолы
Продукты из каменноуголь- ной смолы
Область применения
Получаемые продукты
Сырая смола Топливо. СажеЪое и кровельное производства, строительная н метал- лургическая промышленность. Дезин- фекция Кровельный толь. Сажа. Кислотоупорный кирпич
Препарирован- ная смола Дорожное строительство Эмульсии. Искусственный асфальт
Пек Дорожное строительство. Брике- тирование. Производство электродов. Изоляционные материалы Брикеты. Беззольный кокс. Электроды. Кровельный толь. Изоляционный материал
Масла Строительная и кровельная про- мышленность. Консервирование де- рева. Улавливание бензола из коксо- вого газа. Топливо. Растворители Рубероид. Лаки. Шпало- пропиточное масло. Поглоти- тельное масло. Искусственная олифа. Синтаны. Дизельное топливо
Нафталин Промышленность анилинокрасоч- ная, фотографическая, фармацевтиче- ская, взрывчатых веществ. Раствори- тели. Мототопливо. Домашний обиход Различные красители. Фар- мацевтические препараты. Взрывчатые вещества. Тетра- лин и др.
Фенол и его гомологи Промышленность анилинокрасоч- ная, фармацевтическая, фотографи- ческая и взрывчатых веществ. Пластмассы Искусственные смолы н лаки. Красители. Фармацевти- ческие препараты. Пикриновая кислота и др.
Антрацен Анилинокрасочная и лакокрасоч- ная промышленность Различные красители. Искус- ственная олифа. Сажа
Карбазол Анилииокрасочная промышлен- ность Различные красители.Искус ственная олифа. Сиитаны. Сажа
Фенантрен То же То же
Пиридиновые основания Промышленность: анилинокрасоч- ная, фармацевтическая, пластмасс. Денатурация. Растворители
357
кристаллический и сублимированный нафталин, обогащенный антрацен,
карбазол, фенантрен, фенолы, азотистые основания и т. д.
В настоящее время из каменноугольной смолы могут быть выде-
лены следующие продукты (различной чистоты): антрацен; карбазол;
фенантрен; аценафтен; флюорен; дифенил; акридин; 2, 6-диметилнаф-
талин; (3-метилнафталин; пиридин; дифениленоксид (80%); о-крезол;
щ-крезол (60%); а-пико'лин и т. д.
Применение некоторых основных продуктов, извлекаемых из камен-
ноугольной смолы, приведено в табл. 81.
ГЛАВА Ifi
ПЕРЕРАБОТКА ПЕРВИЧНЫХ ДЕГТЕЙ ТОРФА
Влияние природы торфа и температуры переработки его
на выходы и состав дегтей
В настоящее время первичные дегти твердого топлива перерабаты-
ваются, главным образом, для получения жидкого топлива, а остальные
компоненты первичных дегтей не подвергаются более глубокой
переработке.
Наиболее полно производится переработка торфяных дегтей.
Первичные дегти торфа резко отличаются по составу от дегтей,
получаемых из других видов твердого топлива. Высокотемпературные
же торфяные дегти, содержащие углеводороды ароматического ряда,
сходны со смолами коксохимических заводов. Явно выраженные при-
знаки ароматизации наступают при перегреве летучих продуктов торфа
выше 700—750°.
При термическом разложении торфа в печах с внутренним обогревом
получается около 9—11% (на абс. вес сухого вещества) дегтя.
Полукоксование с наружным обогревом и с отводом летучих
веществ в верхней части непрерывнодействующей реторты создает
менее благоприятные условия в отношении термического разложения
и приводит к снижению выхода торфяного дегтя на 30—40%.
В крупных масштабах и в больших количествах торф перерабаты-
вается методом газификации.
В настоящее время в СССР имеется ряд заводов, перерабатывающих
первичные дегти торфа.
На эти заводы поступают два вида дегтей: 1) дегти верхового и
2) дегти низинного торфа.
Как видно из табл. 82, они резко различаются по своему
составу.
Выходы первичного дегтя из битуминозного верхового торфа, при
внутреннем обогреве, на 20—35%. больше, чем из менее битуминозных
низинных торфов.
В настоящее время выделяются и могут быть выделены из торфя-
ного дегтя следующие товарные продукты:
1. Воски типа очищенного монтан-воска с температурой плавления
70—80°, кислотным числом 140, эфирным числом 30, иодным числом 0,
ют желтого до черного цвета.
2. Парафин с температурой плавления от 42 до 48°.
3. Фенол.
4. Трикрезолы.
5. Высшие фенолы, выкипающие в пределах от 210 до 270°,
содержащие ксиленолы, многоатомные фенолы и их кислые эфиры.
6. Пек с температурой плавления от 48 до 57° при отгонке из
дегтя масел с паром или под вакуумом и с температурой плавления
70—80° при непосредственной перегонке под атмосферным давлением.
359
7. Нейтральные масла с температурой кипения 170—300°.
8. Карбоновые кислоты.
9. Азотистые соединения.
ТАБЛИЦА 02*
Средний состав промышленных первичных дегтей торфа (в %)
Наименование веществ Верховой торф Низинный торф
Воски 5-9 3-6 (7)
Парафины 4-8 3-6
Фенолы (всего) В том числе фенолы, кипящие до: 15—20 15-22
210° 3,5- 6,0 5,0-8,0
210—275°. . . . • 7,5-10,0 3,0—8,0
Азот в дегте . 0,8— 1,5 2,5-4,0
Нейтральные масла после обесфеиоливания . . . . Нейтральные масла, получаемые при перегонке 18-22 13-20
пека до кокса 20—22 18-22
Асфальтены 8-15 17—40
Карбоновые кислоты 1,5-2,0 1,5-2,0
Технологическая схема переработки торфяных дегтей
Дестилляция без предварительной обработки к торфяному дегтю
целиком не применима. Так, например, воски легко разлагаются при
нагревании выше 270° и поэтому в случае необходимости добычи
восков их приходится выделять путем холодной переработки до-
дести лляции.
После выделения восков остаток дегтя разделяется дестилляцией*
на фракции: фенольную, креолиновую и шпалопропиточную. Из феноль-
ной фракции выделяются нейтральные масла, карбоновые кислоты и
фенолы.
В настоящее время наиболее рациональна следующая промышлен-
ная схема переработки первичных дегтей торфа:
1. Выделение и получение восков (из дегтей битуминозных торфов).
2. Дестилляция и разделение на фракции обезбитуминированного
дегтя.
3. Химическая переработка полученных при дестилляции фракций..
4. Переработка кубовых остатков дестилляции дегтя.
Получение восков
Наиболее доступным способом выделения твердых битумов как из первичных
дегтей, так и из нефти является кристаллизация с последующим отделением-
полученных кристаллов фильтрацией или центрифугированием.
Высокая вязкость торфяного дегтя и присутствие в нем асфальтенов требуют
вести выкристаллизовывание из разбавленного раствора дегтя.
При таком разбавлении дегтя бензином происходит выделение асфальтенов. Од-
нако одно разбавление бензином не удаляет полностью асфальтенов; последнее до-
стигается обработкой дегтя водным раствором серной кислоты или обработкой кис-
лотой бензинового раствора дегтя. '
Раствор дегтя ® бензине после отделения асфальтенов при температуре 50—60°
обрабатывается серной кислотой в н>епрерывнодействующем смесителе или в ме-
шалке. Серная кислота, введенная в виде водного раствора концентрацией 35—50%,.
вызывает расслаивание дегтя и приводит к удалению кислых смол.
Выделившийся кислый гудрон отделяется от дегтя. Оставшийся так, называе-
мый рафинированный деготь промывается водой и перекачивается в. восковой цех.
(рис. 203), где происходит выделение восков.
360
Освобожденный от асфальтенов раствор дегтя в бензине (при температуре 40°)
поступает в промежуточное хранилище воскового цеха, откуда при температуре
40—5№ подается насосом 3 в кристаллизатор 4. В последнем деготь охлаждается
до температуры, при которой происходит возможно полное отделение кристаллов
воска (от 0° до 5°).
Степень охлаждения зависит от степени разбавления дегтя бензином: чем
больше добавляется к дегтю бензина, тем ниже нужно охладить смесь, чтобы по-
лучить тот же выход воска. При глубоком охлаждении раствора (от —20 до —25°)
могут выделиться воски и парафины одновременно. Хотя среднее содержание кри-
сталлов в ipacTBOpe составляет только 2,5—3%, однако объем этих кристаллов очень
велик.
Перемешивание при кристаллизации приводит к измельчению кристаллов и вся
смесь кристаллов воска с дегтем принимает вид слизеобразной массы.
Наиболее пригодны для выделения воска кристаллизаторы конструкции труба
в трубе.
Закристаллизованный раствор поступает для отделения кристаллов на центри-
фугу 5 (наиболее подходящими для этой пели являются центрифуги Шарплес или
шламовый сепаратор Лаваля).
Рис. 203. Схема воскового цеха:
7 и з—насосы; 2—меланжер для разбавления дегтя бензином; 4—кристаллизатор: 5 — центрифуга;
в __ расплавитель, 7—промыватель; 8 — пропарная колонка; 9—лента для охлаждения водой; 10— экс-
трактор; // —сульфуратор; 12 — перколяционный фильтр; 13 — паропродувка; 14 — разливочная машниа
/5, 16 — регенерационные колонны.
При хорошем отжатии концентрация воска в шламе доводится до 35— 40%.
Восковой шлам при недостаточной рафинации сырья содержит до 10—12% асфаль-
тенов, которые необходимо дополнительно удалить.
Так как высокоплавкие сорта восков не должны содержать более 3—5% масел,
то полученный сырой шлам необходимо подвергнуть селективной очистке. В ка-
честве растворителя для селективной очистки могут применяться бензин или ди-
хлорэтан.
При температуре 0° бензин и при температуре от 10 до 0° дихлорэтан из-
влекают из твердого воскового Шлама масла, растворяя лишь небольшое количество
воска. Бензин, кроме того, растворяет сопутствующие воску парафины.
При более высоких температурах растворимость воска резко увеличивается: по-
этому селективную очистку необходимо проводить при температуре не выше 0°.
Восковой шлам, содержащий 30—40% воска, представляет собой твердый продукт.
Так как диффузия масла из воска в растворитель протекает медленно, то воск
перед селективной очисткой необходимо подвергнуть дроблению. Механическое же
дробление таких нехрупких продуктов является трудно осуществимой операцией.
Восковой шлам, выделенный из центрифуги, расплавляется в расплавителе 6,
отделяется от асфальтенов в промывателе 7, пропаривается в пропарной колонне 8
для удаления бензина и выливается в горячем состоянии тонкими струями через
отверстия диаметром около 1 мм -на поверхность ленты 9 с быстро движущимся
361
потоком воды. Соприкасаясь с холодной водой (имеющей температуру от 8 до
10°), сырой воск быстро застывает, образуя тонкие чешуйки площадью в среднем
5—15 л/л2. Чешуйки эти содержат некоторое количество воды, отделение которой
происходит в экстракторе 10. После удаления основной массы воды в экстрактор
накачивается селективный растворитель.
Растворитель должен заполнить все пустоты между частицами воска. Продол-
жительность соприкосновения воска с каждой порцией растворителя определяется
•в 2—2Уо часа (в бензине чешуйчатая восковая крошка тонет, в дихлорэтане пла-
вает).
Наилучшее заполнение экстрактора достигается подачей растворителя снизу;
по мере подъема слоя растворителя Вверх (вытесняется воздух, находящийся ’между
частицами воска; в результате растворитель нацело заполняет все поры между че-
шуйками воска.
В зависимости от величины и равномерности дробления воска расход раство-
рителя колеблется в пределах от 800 до 1000% от взятого воска.
После такой очистки сырой воск все же содержит от 3 до 5% масла и от
5 до 12% смол, окрашивающих продукт в глубокий черно-коричневый цвет; темп,
пл. его 75°.
Промытый воск, расплавленный при 65—70°, перекачивается в жидком виде
(с растворителем) в сульфуратор 11 для сульфирования смолистых примесей. Осу-
ществляется этот процесс путем распыления в материале серной кислоты (уд. вес
1,84) в небольших количествах на каждом отдельном участке. Увеличение порции
кислоты сверх нормы вызывает глубокое осмоление (обугливание) асфальтенов, пе-
реход их в полутвердое состояние, что влечет за собой забивание трубопроводов.
Из сульфуратора, нагретого глухим паром, бензиновый раствор воска под давле-
нием паров бензина, либо насосом выдавливается в перколяционный фильтр (перко-
лятор) /2; последний заполнен глиной с большим содержанием AlsOs 4- SiOa
(жиздринская глина и нальчикин) или смесью глины с активированным углем.
В перколяторе на щелочном адсорбенте адсорбируются образовавшиеся при сульфи-
ровании кислые смолы.
Полученный после фильтрования почти бесцветный раствор воска в бензине про-
дувается паром в паропродувке 13 для освобождения от бензина и подается в раз-
ливочную машину 14. Асфальтены и обезбитуминированпый деготь освобождаются
от бензина на регенерационных колоннах 15 и 16.
Дестилляция дегтя
Характер дестилляции первичных торфяных дегтей, особенно
дегтей, полученных из бедных битумами сортов торфа, значительно
отличается от перегонки таких продуктов, как нефть. Объясняется
это присутствием в первичных дегтях торфа фенолов, нейтральных
кислородных соединений (альдегидов, кетонов, спиртов и т. д.) и
азотистых соединений, чего нет в нефтях. Асфальтены и содержащиеся
в нейтральных маслах непредельные соединения в количестве от 40
до 80% сообщают первичному дегтю такую большую неустойчивость,
что даже при относительно невысоких температурах начинаются про-
цессы глубокого изменения состава торфяного дегтя.
Процессы изменения химического состава дегтя, происходящие при
нагревании и дестилляции, приводят к его осмолению, накоплению
в нем карбоидов, а затем и к коксообразованию.
Основными факторами, определяющими упомянутые процессы при
дестилляции асфальтсодержащих дегтей, являются: степень и продол-
жительность нагрева дестиллируемого дегтя, химический состав его,
а также присутствие химических агентов, ускоряющих или тормозящих
реакции осмоления.
Первые два фактора влияют на скорость и глубину изменения
состава дегтя при конденсации его компонентов; третий — обусло-
вливает глубину осмоления дегтя при его дестилляции, так как макси-
мальное накопление продуктов конденсации зависит от концентраций
исходных веществ в дегте, способных конденсироваться с образованием
асфальтенов, карбоидов и кокса. Четвертый фактор указывает на
влияние тех веществ, которые или входят в состав дегтя или вводятся
в него, ускоряя или тормозя процессы конденсации. К первым отно-
362
сятся, например, аммиак, уксусная кислота и др., ко вторым — пары
воды.
В табл. 83 приведена характеристика различных видов первичных
торфяных дегтей, полученных при разных методах термической пере-
работки верховых и низинных торфов.
ТАБЛИЦА 83
Характеристика различных видов первичных дегтей торфа
Состав и характер первичных дегтей торфа Швель- деготь из верхового торфа Газогене- раторный деготь из верхового торфа Г азогенерагорный деготь из низинного торфа
Удельный вес 0,957 0,941 1 U 1,04
Влажность в % 2,5 5,6 9,0 1 6,5
Вязкость в градусах Эиглера Содержание нерастворимых в бензине 5.0 17,0 32,8 12,5
веществ в % .... • Содержание нерастворимых в бензоле 8,4 22,6 41,3 7,9 23,7 7,1
веществ в % Элементарный состав в %: 3.8 4,7
С 79,3 79,0 69,1 68,26
н 9,83 9,0 8,0 8,59
N 1,82 2,75 3,6 3,0
S 0,13 0,14 0,4 0,27
Содержание воска в 10 } 6,9 6,9 11,0
Содержание парафина в % Выход масел при перегонке до кокса 8
в лабораторных условиях в % . . . 72,9 ' 40,5 31,9 62,0
Влияние различных факторов на процесс дестилляции видно из
сопоставления ^результатов перегонки торфяных дегтей в непрерывно-
действующей дестилляционной аппаратуре и в периодически работаю-
щем кубе.
В непрерывнодействующей дестиляционной аппаратуре (рис. 204)
в вертикальном корнюре 25, обогреваемом топочными газами, проис-
ходит однократное испарение дегтя с введением пара. Деготь плун-
жерным насосом 2 или из бака 5 и приемника 9 подается в холодиль-
ник 11 установки, где подогревается, охлаждая пародестиллаты.
Оттуда деготь поступает в теплообменник с пеком 22 и, подогретый
до 140°, переходит в дестилляционную колонну 10; в ней из дегтя
отгоняются масла (до заданного предела отгона, определяемого теп-
ловым режимом корнюра и количеством вводимого острого перегре-
того до 300° пара).
Температурный режим подогрева дегтя в конденсационной аппара-
туре— в межтрубном пространстве конденсаторов-дефлегматоров —
следующий.
В верхней части колонны 10 деготь подогревается до 80—85°,
в средней части — до 100—110° и в нижней части — до 120—125°.
В теплообменнике деготь нагревается до 130—140°.
Коэфициеит теплопередачи в дефлегматорах-конденсаторах доста-
точно велик, достигая 100—120.
Вводя тангенциально в вертикальный куб водяной пар и создавая
этим вращение дестиллируемого продукта, можно довести теплопере-
дачу до 35—40, против 12—20 в кубах, обогреваемых дымовыми га-
зами. Это позволяет сократить объем куба и продолжительность на-
грева. Температура дымовых газов под корнюром на входе в обогре-
363
ваемые дымоходы колеблется от 800 до 1000°, на выходе от 350 до
450°. Температура внутри корнюра в зависимости от режима держится
от 260 до 320°.
Наиболее ярким показателем влияния температуры и других факто-
ров на процесс дестилляции служит степень отгонки масел и характе-
ристика пека.
334
При отгонке от дегтя низинного торфа масел в количестве 33%! по-
лучается пек с темп, размягчения 80°, а при отгонке 53% масла от
дегтя верхового торфа — с темп. пл. около 90°.
Ввод водяного пара и сокращение периода разгонки уменьшают
конденсацию кислородсодержащих соединений и увеличивают отгонку
масел на 20%'.
При перегонке с меньшими количествами пара более быстро обра-
зуются карбоиды и более быстро повышается температура плавления
пека.
После удаления из дегтя низинного торфа асфальтенов, аммиака
и уксусной кислоты осмоление и образование карбоидов резко падают.
При разгонке дегтя с однократным испарением в непрерьганодей-
ствующем аппарате с вводом пара, даже в случае отгонки до 60%
масел, процессы образования карбоидов едва заметны.
Таким образом, при разгонке в периодических кубах с огневым
обогревом предел отбора фракций из дегтя (низиннного торфа) лежит
между 26 и 33%; при паровом обогреве — между 50 и 55%; при одно-
кратном испарении с введе-
нием пара — отгоняется до
60% масел.
Скорость роста темпера-
туры плавления пека (из
дегтя низинного торфа) при
различных методах выра-
жается показателями, при-
веденными в табл. 84.
Разложение продуктов
перегонки происходит мень-
ше всего при снижении тем-
пература перегонки (что
достигается вводом пара
или применением вакуума),
а также при ум^енылении
продолжительности нагрева
дегтя (при однократном ис-
парении).
Таким образом, перегонка
ТАБЛИЦА 84
Зависимость между способом перегонки дегтя
и температурой плавления торфяного пека
Условия перегонки Рост темпера- туры плавле- ния пека при отгонке 1% масла 1 в °C
Разгонка атмосферно-огневая . . 3,7
Периодическая дестилляция с введением более 1ОО°/о пара . 3,7
Разгонка атмосферно-огневая при освобождении от основа- ний и агентов, вызывающих осмоление дегтя 2,4
Однократное испарение с паром 0,6
таких неустойчивых дегтей, как торфя-
ные, древесные и т. д., требует соблюдения определенного режима ра-
боты. При обычной атмосферно-огневой дестилляции качество и коли-
чество полученных масел снижаются.
Необходимо, однако, отметить, что введение больших количеств
острого пара при перегонке дегтей заметно ухудшает четкость разде-
ления дегтя на фракции: дестиллаты периодической разгонки сильно
при этом обводняются. При дестилляции дегтей, содержащих твердые
компоненты, например парафины, эти твердые продукты распреде-
ляются почти по всем фракциям. Для устранения подобных явлений
ввод острого пара начинают только в самом конце периодической
разгонки. При непрерывной разгонке стремятся сократить расход
острого пара.
Выделение и получение фенолов
Способ обесфеноливания кислых масел торфяных дегтей в прин-
ципе не отличается от способа, применяемого на коксохимических за-
1 Каждый последующий процент масел, отгоняемых при достижении конечной
допустимой глубины исчерпывания, вызывает подъем температуры плавления пека
на указанную величину в °C.
365
ТАБЛИЦА 85
Степень очистки фенолятоа, полученных
из масел различными способами (в %)
Способ очистки Степень очистки
Фильтрация фенолятов (отделение парафина) • . .. . 10—15
Перегонка фенолов 15-25
Продувание паром 40—60
Освобождение масла от пиридинов и кислот 30-40
Освобождение масла от оснований и карбоновых кислот н перегонка кислого масла 80—90
Экстракция фенолятов бензолом . . 80—90
водах. Для извлечения фенолов из кислых масел последние на перио-
дически действующих установках следует подвергать обработке сна-
чала фенолятами, а затем свежей щелочью. При таких условиях имеет
место наиболее полное использование щелочи и выделение фенолов из
масел.
Обесфеноливание кислых . торфяных масел может производиться
также в непрерывных прямоточных экстракторах башенного типа.
Большую роль при обесфеноливании масел играет температура про-
цесса. Чем выше температура, тем полнее происходит отделение фено-
лятов от масел. При переводе фенолов в соли сильно сказывается
концентрация щелочи или фенолятов.
Масла, увлекаемые фенолятами при обесфеноливании, содержат
значительное количество оснований и нейтральных кислородных соеди-
нений. Выделение масел может производиться разбавлением растворов
водой, в результате чего можно удалить до 80% масел, растворенных
в фенолятах, если в них не содержатся основания и карбоновые кис-
лоты.
Наиболее радикальным и простым методом очистки высококипящих
фенолов от нейтральных примесей является экстракция фенолятов
органическими растворите-
’ лями; наиболее пригодны
для указанных целей 'аро-
матические углеводороды.
Так как очистка феноля-
тов является достаточно
сложной задачей, то необ-
ходимо уже при самом по-
лучении фенолятов соблю-
дать условия, обеспечиваю-
щие минимальное за-
грязнение их примесей.
Степень очистки фенолятов,,
как видно из табл. 85, зави-
сит от способов получения
их.
В тех случаях, когда
масла ничем не загрязнены
фенолов, разделение фенолятов;
и просто.
и свежеперегнаны, процессы экстракции
и нейтральных масел протекают быстро
Промышленная установка для выделения и очистки фенолов из пер-
вичных дегтей торфа показана на рис. 205.
Кислые масла подаются насосом 1 в смеситель 2, в который одно-
временно этим же насосом накачивается щелочь. Пройдя смеситель,,
нейтральные масла поступают в отстойник непрерывного действия 3,,
после чего направляются в хранилища; феноляты же поступают в за-
пасное хранилище 4, где отстаиваются от всплывающего в виде пленки
шлама.
Из хранилища феноляты насосом подаются при температуре-
15—20° на фильтры 5, наполненные пасадкой из кокса или пемзы.
Насадка удерживает шлам, состоящий из парафина, смол и масел.
При забивке фильтра феноляты подаются на запасной, а забитый
фильтр чистится промывкой горячей водой или горячими фенолятами
(температура плавления шлама обычно около 35—45°).
Профильтрованные феноляты поступают в экстрактор 6 для экстра-
гирования масел бензолом, подаваемым через ряд отверстий (диамет-
ром в 0,5—1,0 мм}. Выходя с достаточной скоростью через отверстия,,
струи бензола разбиваются на мелкие капли, заполняющие все сече-
366
ние экстрактора. Капли
бензола медленно всплы-
вают. в фенолятах; в эти
капли бензола диффунди-
руют масла. Постепенно
спускаясь вниз, феноляты
вытекают из экстрактора
снизу, в то время как бен-
зол выходит сверху.
Башенный безнасадоч-
ный экстрактор имеет пе-
реливной затвор, обеспе-
чивающий высоту его
заполнения и дающий воз-
можность регулировать
положение слоев бензола
и фенолятов. Таким обра-
зом экстрактор предста-
вляет собой как бы фло-
рентинский сосуд.
После экстракции фе-
ноляты содержат около
1% бензола, а отработан-
ный бензол после выде-
ления фенолов 13%-ной
щелочью содержит до
7—10% масел. От бензола
феноляты освобождаются
продувкой паром в отду-
вочной колонке 7. Отра-
ботанный же бензол отго-
няется в регенерационную
колонну 8, конденсируется
в холодильнике-конденса-
торе 9 и возвращается в
цикл. Способ экстрагиро-
вания фенолятов сокра-
щает расход пара в 3
раза по сравнению с про-
дувкой паром фенолятов
высококипящих фенойов.
Очищенные от масел
феноляты обрабатываются
(в аппаратах 11 и 12),
слабой серной кислотой,
поступающей из храни-
лища 10, или угольной
кислотой, нейтрализуются
и моются в ’ меланжере 13,
затем направляются в при-
емник сырого фенола 14,
а оттуда на ректификацию.
Хорошо отстоявшиеся
от воды фенолы содержат
влаги 13—15%, а иногда
и больше. Часть фенолов
растворяется в воде, об-
Рис. 205. Установка для выделения и очистки 'фенолов из первичного торфяного дегтя:
/—плунжерный сдвоенный насос; 2, //—диафрагмовые смесители; 3, 12 — отстойники непрерывного действия; 4, 10 — хранилища; 5 —фильтры; 6 — экстрактор; 7 — отду-
вочная колонна; 8 - регенерационная колонна; 9 — холодильник-конденсатор, Л? — меланжер для мойки сырых фенолов раствором 'соды; 14— приемник для сырого фенола.
367
разуя раствор с содержанием фенолов 6—8 г/л воды* Таким путем
теряется 3—4%' фенолов, если сточные воды от разложения фенолятов
не возвращаются в цикл обесфеноливания или не поступают на очистку
от фенолов.
Другой метод извлечения фенолов основывается на разложении фе-
нолятов аммонийными солями. Концентрированные растворы уксусно-
кислого или углекислого аммония разлагают феноляты, как и кислоты,
по следующим уравнениям:
1) CH3COONH4 + C6H5ONa NH4OC6H5 + CH3COONa;
2) NH4OC6H6 + H2O C6H6OH + NH4OH;
3) (NH4)2CO8+ 2NaOCaH5 ^,2NH4OCeH6 +Na2COs;
4) NH4OC6H5 + H2O CaH5OH NH4OH.
Подогрев и одновременное удаление аммиака способствуют тече-
нию этих реакций обменного разложения. Для устранения загрязне-
ния фенолов при данном способе необходимо, чтобы аммонийные соли
(т. е. подсмольные воды) не были загрязнены как большим количе-
ством нейтральных масел, так особенно азотными соединениями.
Полученные сырые фенолы ректифицируются по схеме, аналогичной
для каменноугольных фенолов.
После отгона легкокипящих фенолов (до 205—210°) куб переклю-
чается с колонны на холодильник и из него отгоняются высшие фе-
нолы; отгонка высококипящих фенолов через мощную ректификацион-
ную колонну практически не осуществима, так как с повышением тем-
пературы кипения фенолов падают теплоты их испарения и теплопотери
в окружающую среду растут.
Сырые фенолы содержат карбоновые кислоты и в некоторых слу-
чаях также меркаптаны.
Удаление первых производится обработкой сырых фенолов содой
или бикарбонатом. Процесс этот протекает медленно и далеко не
полно. Меркаптаны удаляются конденсацией с альдегидами.
Лучшие результаты по удалению карбоновых кислот получаются
при недоразложении фенолятов и промывке кислых масел аммиаком
и слабой щелочью.
Производство парафина
Высококипящие фракции первичных смол битуминозных топлив
(торфа, бурого угля) содержат, как правило, значительное количество
твердых парафинов.
Часть этих парафинов содержится непосредственно в смоле, полу-
ченной при термическом разложении твердого топлива. Некоторая же
часть парафина может образоваться из восков при вторичной перегонке.
Количество и характер этих парафинов зависят как от состава дестиллируемого
сырья, так и от методов перегонки смолы. При перегонке с паром и в вакууме
парафины и воски концентрируются в кубовых остатках или пеке.
Парафины Воски
Содержание в сырой смоле в % Содержание в пеке после отгона 50% дестил- 6 6
латов (при нагреве не выше 300°) в%. . . . 9 8
То же в пересчете на исходное количество в % Содержание парафина в парафинистой фракции в пересчете на исходное количество (при вы- 60 60
ходе парафинистой фракции 15%) в % , . . 20--25 301
1 От сумуы воска и парафина.
368
При перегонке на голом огне, с конечной температурой до 350°, та же, смола
даст 25% парафинистой фракции, содержащей 20% парафинов (или 40% от ис-
ходного количества в смоле). В пеке содержится 10—20% парафина от исходного
содержания в смоле.
Парафины, получаемые при перегонке с паром в вакууме, плохо кристалли-
зуются и часто внешне почти аморфны. При огневой атмосферной перегонке по-
Рис. 206. Схема выделения парафина из торфяного масла:
/ — напорный бак для парафиновой фракции и обеспарафннеиного масла; 2—полочный смеситель;
у —приемник; 4—кристаллизатор; 5— приемник для обеспарафинеяного масла; 6 — фильтрпресс для
парафина; 7—шнек для гача; <? —гачевый плавильник; 9 — приемник для расплавленного гача; 70 —
— меланжер; 11 — отстойник для парафина; 12 — ящик для кислого газа; 13— приемники; 74 — перко-
ляционный фильтр; 15—машина для отливки парафина в плитки.
лучаются кристаллические парафины, которые легко отфильтровываются и отжи-
маются от масел.
Присутствие в маслах фенолов увеличивает растворимость в масле парафина;
после удаления фенолов масло, представляющее собой раствор, насыщенный пара-
фином, при небольшом охлаждении
начинает выделять твердый осадок —
парафин.
Выделение парафина проводится
механизированным способом по схеме,
показанной на рис. 206.
Парафинистое масло охлаждается
в кристаллизаторах непрерывного дей-
ствия, состоящих из труб (заключен-
ных в рубашку), соединенных в ряд
в виде последовательно включающихся
секций. Во внутренние трубы, снаб-
женные скребками, пускается масло,
а в рубашку накачивается охлаждаю-
щий рассол.
Охлажденное закристаллизованное
сырье поступает на фильтрпресс, где
из него отжимается масло при давле-
нии от 10 до 30. ат в зависимости от
характера кристаллов.
Для производства сырого желтого
парафина полученный на фильтрпрес-
сах «гач» (сырой отжатый на фильтр-
прессе парафин) достаточно промыть
щелочью для удаления фенолов,, а за-
тем 50—80%-ной серной кислотой н
после этого пропустить парафин через
перколяционный, наполненный актив-
ной глиной, фильтр. Жидкий парафин
разливается в формы, в которых он
застывает. Он имеет слабый лимонно-
Рнс. 207. Десятиваниый агрегат для вы-
потевания (швицевания) парафина:
/ — ванны; 2 —трубы для воды н пара; 3 — сетки
желтый цвет; темп. пл. 45—48°.
Для получения так называемого свечного парафина сырой парафин раньше
подвергали дополнительному двухкратному отжатию на гидравлических прессах при
давлении 50—75 ат и далее обесцвечивали. Впоследствии трудоемкий способ от-
жатия на гидравлических прессах для некоторых сортов парафинов был заменен
так называемым методом швицевания (выпотевания). По этому методу парафин
24 Зак. 3610. Общая химия, технология топлива.
369
отливай? в пластины, Медленно охлаждают их (при этом парафин кристаллизуется)»,
выдерживают при температуре иа 2—<3° ниже температуры плавления парафина;
масло, Выделяющееся в вйде капель при охлаждении пластин, стекает в приемники.
Установка для швицевания парафина (рис. 207) представляет собой камеру,,
в которой установлены ванйы 1 с крупно ячеистыми сетками 3; под сетками рас-
положены трубы 2, питаемые водой или паром. Сначала ваины заполняются водой,
покрывающей сетки небольшим слоем, затем заливают ванны расплавленным гачем
и кристаллизуют парафин подачей холодной воды. Когда весь парафин превратится
в твердые пластинки, воду из ванн спускают, причем пластины парафина, спускаясь,
ложатся иа сетки. При дальнейшем медленном нагреве камеры парафин начинает
потеть, выделяя масло. По мере выделения масла температуру камеры постепенно
повышают.
Парафин, прошедший процесс выпотевания, удаляют из швицкамеры расплавле-
нием. При большом содержании в сыром парафине масла процесс выпотевания
повторяют несколько раз, переплавляя каждый раз после швицевания твердый оста-
ток. Процесс швицевания крупнокристаллического парафина продолжается 20—3,0 час.,
а мелкокристаллического парафина, полученного при перегонке дегтей паром
в вакууме, — до 5 суток.
Окончательная очистка парафина, полученного швицеванием, состоит в мойке-
серной кислотой- и очистке глинами.
Очистка нейтральных масел.
Освобожденное от фенолов и карбоновых кислот нейтральное масло,
битуминозного твердого топлива содержит азотистые основания, кисло-
родные и сернистые соединения, истинные и потенциальные смолы. До-
промышленного освоения процесса гидрирования, из дегтей методом
прямой перегонки и очистки вырабатывался бензин. •
Для получения из продуктов перегонки торфяного дегтя стабиль-
ных, устойчивых, светлых моторных топлив необходимо удалить ука-
занные выше соединения.
Очистка масел торфяного дегтя серной кислотой аналогична очистке-
масел других смол. Более совершенным является способ селектив-
ной ;очистки, рационализирующий расход кислоты.
i Для удаления осмоляющихся соединений нейтральные масла обра-
батывают раствором фенолятов, получаемым при обесфеноливании
фракций торфяного дегтя.
Феноляты растворяют не только кислородные, но и азотистые соеди-
нения. Фенолятная очистка резко сокращает расход серной кислоты,
потребной для вымывания азотистых оснований и кислородных соеди-
нений.
Противоточные безнасадочные экстракторы башенного типа мало
пригодны для этой цели, так как время диффузии экстрагируемых
масел в феноляты велико (вследствие большой вязкости фенолятов).
Если при экстрагировании применяется механическое перемешивание,
то условия ведения процесса значительно улучшаются. Смесь феноля-
тов и экстрагируемых масел перемешивается центробежным насосом,
прсле чего она переводится в флорентинский сосуд для отстоя.
Использование леков
Пеки первичных и ароматизированных смол (особенно последние)-
широко применяются в самых различных производствах и отраслях
промышленности.
Очень мягкие сорта пеков, называемые иногда препарирован-
ной смолой, применяются для обрызгивания грунтовых дорог как
средство для борьбы с пылью, для окраски металлических предметов
в целях борьбы со ржавлением, для пропитки тканей и т. д. Пеки
с темп. пл. 27-г—50° употребляются как связующее вещество для при-
готовления дорожных покрытий. Пек с темп. пл. 50—70° используется
на производство толя и рубероида, в строительном деле как сйязую-
370
щее вещество, при постройке щебенчатых дорог и для других видов
связывания.
Пек с темп. пл. 70—100° применяется в брикетном деле для связы-
вания угольной мелочи.
• Увеличение температуры плавления пека может быть достигнуто
также путем последующего окисления его воздухом. Окисляют только
пеки, содержащие небольшие количества масел, летучих при продувке
воздухом, так как иначе окисление приводит к большим потерям. На-
греванием пека с серой и хлорированием возможно довести его темп,
пл. до 140°.
Одним из характерных показателей свойств пеков является растя-
жимость (дуктильность). Это свойство очень важно при использовании
пека для дорожного строительства как клеящего или цементирую-
щего вещества.
Наличие в пеках парафинов, и особенно восков, приводит к тому,
что пек не обнаруживает никакой дуктильности. Лишённая же восков
смола (обезбитуминированная) дает очень хорошие сорта пеков с боль-
шой дуктильностью.
Для увеличения дуктильности пека первичной смолы, содержащей'
немного твердых битумов (воска и парафинов), достаточно окислить
его воздухом при температуре 150—200°.
Еще более радикальным методом препарирования является путь
разрушения восков прогревом пека до 320—330°. При этой темпера-
туре воски в пеках распадаются, и если пек не содержит значитель-
ного количества фенолов и карбоидов, а лишь асфальтены, то токой
своеобразный «крекинг» пека приводит к понижению температуры его
плавления на 8—10°.
Если дуктильность пека все же недостаточна и после этого, то ее
поднимают окислением пека воздухом.
Такая переработка пека возможна лишь при условии предваритель-
ной тщательной отгонки от смолы (с паром или под вакуумом) всех
кислых масел с тем, чтобы в пеке осталось минимальное количество
фенолов и продуктов их конденсации.
Наличие в пеке фенолов' приводит при его нагреве и окислении
к резкому увеличению температуры плавления его за счет увеличения
содержания карбоидов.
Окисление приводит к повышению температуры плавления пеков
с 40—50° (по методу кольца и шара) до 70—90°.
Достоинством пека первичных дегтей по сравнению с пеком каменно-
угольной высокотемпературной смолы является то, что его пары не
вызывают накожных заболеваний.
Пеки являются также исходным материалом для получения без-
зольного кокса (называемого также смоляным или электродным).
Для этого в коксовые печи или специальные кубы порциями загру-
жается разогретый пек, содержащий возможно ббльшее количество
асфальтенов и карбоидов. Пек грузится большими порциями так как
малые порции быстро нагреваются в печи до" 700° и выше и испа-
ряются, а пары, долго находясь при малой нагрузке печи под дей-
ствием высоких температур, дают много сажи. Порция пека, попадая
на под печи, охлаждает нижнюю часть камеры; находясь в жидком со-
стоянии, эта порция постепенно выделяет летучие продукты, переходя
от жидкого в полужидкое (пластическое) состояние. К полужидкому
пеку в печь добавляется новая порция, причем снова происходит тот
же ход процесса.
Описанные операции подачи пека в печь порциями повторяются до
тех пор, пока камера печи не заполнится пековой массой на допусти-
мую высоту. После этого загрузка пека прекращается и приступают
24*
371
к дальнейшему прогреву содержимого камеры, к так называемому
«выгазовыванию».
Пек затвердевает и из него удаляются остатки летучих продуктов:
он образует коксовый пирог, расположенный более или менее равно-
мерно по всей печи и равномерно отошедший от стенок камеры. Этот
коксовый пирог легко выдается из печи обычным коксовыталкива-
телем.
Полученный пековый кокс представляет собой прочный ноздрева-
тый продукт. Тушение его, так же как кокса из каменного угля, про-
изводят водой.
При коксовании каменноугольного пека получаются незначительные
количества жидких дестиллатов и газ теплотворной способностью
около 4000 кал/м?.
Иные результаты получаются при коксовании пеков других первич-
ных дегтей, особенно пеков дегтей битуминозного топлива. Эти послед-
ние дают в виде главного продукта дестиллаты. Количество кокса варьи-
рует в зависимости от глубины перегонки дегтя при получении пека.
Дестиллаты, получаемые при перегонке первичных пеков до кокса,
содержат значительное количество легкокипящих фракций. Дестиллаты
эти образуются за счет разложения высокомолекулярных битумов пека
и масел.
Из битуминозных пеков буроугольной смолы получается до 30%
легкокипящих фракций (выкипающих до 200°) от пека.
При перегонке торфяных пеков получается той же фракции
30—35% от всего количества дестиллатов или 15—17% от пека.
Дестиллаты содержат от 5,0 до 12% фенолов и от 1,5 до ЗД%
оснований. Элементарный состав кубовых остатков от перегонки пеков
приведен в табл. 86.
ТАБЛИЦА 86
Элементарный состав кубовых остатков от перегонки пеков
(В %)
Наименование продуктов С Н S N О
Нефтяной битум 85,5 10,7 0,37 0,85 2,56
Пек дегтей битумииозных^торфов . 82,7 11,68 0,15 0,89 4,52
Пек древесных дегтей 82,7 7,6 0,19 0,85 8,65
Пек каменноугольной высокотемпе-
ратурной смолы 87,0 5,20 0,38 1,71 5,71
Помимо так называемого беззольного кокса и легких бензиновых
фракций при коксовании пеков первичных битуминозных дегтей полу-
чается высококалорийный газ в количестве 25—35%' от веса пека (до
300 м? на 1 т пека) теплотворной способности 7000—7500 кал(м£.
Газ содержит около 30% непредельных углеводородов и может
служить исходным сырьем для синтеза.
ГЛАВА 17
ИСПОЛЬЗОВАНИЕ И ОБЕЗВРЕЖИВАНИЕ ПОДСМОЛЬНЫХ
И НАДСМОЛЬНЫХ ВОД
Факторы, влияющие на состав подсмольных
и надсмольных вод
Водные конденсаты и оборотные промывные воды (подсмольные и
надсмольные), получаемые в улавливающей и газоочистной аппаратуре
установок для термического разложения твердых топлив, резко отли-
чаются друг от друга как по составу, так и по выходу. Это зависит
от следующих основных факторов: 1) режима термического разложе-
ния топлива; 2) состава топлива, подвергаемого .переработке, и 3) си-
стемы и метода очистки газа и выделения из него воды и других жид-
ких компонентов.
Освобожденная от механических примесей подсмольная вода пред-
ставляет собой водный раствор органических и неорганических веществ.
Содержание этих соединений в воде колеблется в очень широких
пределах от долей до 30—40%.
В подсмольных и надсмольных водах обнаружены следующие
соединения.
1) Н4ОН 12) Аммонийные соли органических карбоно-
2) (NH4)2CO, вых кислот
3) NH4HCO3 13) CHgOH
4) (NH4)2 SO3 14) CHSCOCH3
5) (NHJ2S 15) НСООН
6) (NH4)2SO4 16) CHSCOOH
7) NH4CN 17) С3Н8СООН
8) NH4C1 18) Фенол и его гомологи
9) NH4CNS 19) С6Н4(ОН)2 и их эфиры
10) H2S 20) Пиридин и его гомологи
11) СО2 21) Сернистые, кислород- и азотсодержащие
органические соединения
Компоненты, входящие в состав надсмольной и подсмольной воды,
делятся на две части: 1) отгоняемую с водяным паром — летучую и
2) иеотгоняемую с паром — нелетучую.
Не улетучивающиеся с водяным паром соединения, называемые
«плотным остатком», образуются конденсацией более низкомолекуляр-
ных и перегоняемых с паром соединений или вымываются подсмоль-
ной водой из смол.
Влияние температурного режима переработки топлива
При термическом разложении твердого топлива при высоких тем-
пературах получаются надсмольные воды, преимущественно содержа-
щие небольшое количество кислых компонентов.
373
Так, например, воды коксохимических заводов содержат аммиак и
его соли. Из органических соединений в них содержатся фенол и не-
большое количество его гомологов.
Аммиак в водных конденсатах (в газовой воде) содержится от 5 до
20 г/л, из них 90% в связанном виде и около 10% свободного.
Органические соединения, кипящие выше 150°, содержатся
в наибольшем количестве в подсмольной воде, уходящей из скруббе-
ров.
При низкотемпературном процессе пирогенетического разложения
топлив получаются некоторые термически неустойчивые соединения
(спирты, альдегиды, кетоны, органические карбоновые кислоты, высоко-
кипящие фенолы и т. д.). Среди них имеются соединения хорошо рас-
творимые й воде, в результате чего происходит обогащение подсмоль-
ных вод органическимй компонентами.
Переход от низкотемпературного процесса термического разложе-
ния твердого топлива к высокотемпературному сказывается в резком
изменении характера химических продуктов улавливания и приводит
к коренному изменению состава надсмольных вод.
При высокотемпературном режиме прежде всего разлагаются все
Неустойчивые в термическом отношении соединения.
Уксусная кислота уже при 400° начинает частично переходить
в ацетон, а потому в надсмольных водах высокотемпературных про-
цессов ее нет. Ацетон и более высокомолекулярные карбоновые кис-
лоты также разлагаются.
Процессы термического разложения, происходящие в температур-
ных интервалах выше 600—700°, приводят к получению из высоко-
кипящих многоатомных фенолов газообразных продуктов СО, СОа,
СН«. Крекинг ксиленолов, протекающий при температурах 550—650°,
и восстановление многоатомных фенолов приводят к повышению со-
держания низкомолекулярных фенолов.
Изменение температурного режима термического разложения то-
плива сильно сказывается на содержании аммиака в подсмольных во-
дах. При низких температурах аммиак образуется в незначительных
количествах, с повышением температуры содержание аммиака в водах
быстро растет.
Повышение содержания аммиака в надсмольных водах существен-
ным образом влияет на возрастание экономичности переработки над-
смольных вод высокотемпературного коксования.
Выход надсмольных вод с аммиачных скрубберов, концентрация
аммиачных солей и, наконец, реакция надсмольных вод (кислая или
щелочная) определяются содержанием в них аммиака.
Влияние состава перерабатываемого топлива
Влияние химического состава топлива на состав подсмольных вод
наиболее обстоятельно изучено для случаев переработки торфа и дре-
весины. В табл. 87 приведен состав подсмольной воды, получаемой
при перегонке древесины различных пород. Из таблицы видно, что
-подсмольная вода при переработке древесины хвойных пород содержит
меньше уксусной кислоты, чем лиственных. «Прочие органические ве-
щества» в значительной мере представляют собой плотный остаток, не
перегоняющийся при выпаривании подсмольных вод.
Содержание уксусной'кислоты в подсмольной воде сухой перегонки
торфа зависит от содержания в нем неразложившихся соединений, вхо-
дящих в состав растений, и в первую очередь углеводов; уменьшение
их. содержания приводит к резкому падению выхода уксусной кислоты,
ацетона и метилового спирта (см. тдбд. 88). При переработке более глу-
374
«боко обуглероженных топлив, а именно — бурых и каменных углей, —
уксусная кислота и ацетон исчезают в подсмольных водах. •
ТАБЛИЦА??
Выход продуктов перегонки древесины различных пород и состав ,
подсмольной воды
Выход продуктов перегонки в °/0 Содержание в подсмольной воде в %
Порода дерева смола вода уголь газ по- тери Итого метиловый : спирт ацетон < । метил. , ацетат ! уксусная ‘ кислота другие орга- нические ве-J । щества 1
Сосна . . . 11,79 22,27 37,83 11,63 0,82 100 0,88 0.18 I 0,01 3,5 8,03
Ель .... 8,08 25,70 37,81 14,88 1,41 100 0,96 0,2 i 0,02 3,19 7,75
Береза . . 7,93 27,81 31,80 14,01 1,41 100 1,60 0,19 1 0,02 7,08 8,15
Бук .... 8,11 26,58 34,97 15,79 0,82 100 2,07 0,2 1 0,03 6,04 5,89
ТАБЛИЦА 88
Выход уксусной кислоты из торфов,
содержащих различное количество
углеводов
ТАБЛИЦА 89
Выход аммиака из торфов при полу-
коксовании
Вид торфа Выход ле- тучих орга- нических кислот в пе- ресчете на СНдСООН В °1о Содер- жание в торфе угле- водов в °/о
Низинный .... 0,82 37,1
Переходный . . [ 1,172 1,350 32,7 42,5
Верховой .... 1,435 45,6
Вид торфа Содержание азота в торфе В °/о Выход аммиака в %
от торфа! от азота торфа !
Низинный .... 3,12 0,5 16
2,89 0,44 15
2,7 0,37 13,7
Верховой .... 0,96 0,16 15,5
п ‘ • 1,0 о,и 11,0
Присутствие щелочных соединений как в газе (NHs), так и в самом топливе
(щелочные, щелочноземельные и углекислые соли золы) несомненно оказывает су-
щественное влияние на выход уксусной кислоты. Уксусная кислота, связываемая
золой в соль, например кальциевую, при термическом разложении топлива дает
ацетон. i > J
Низинные торфы содержат большое количество золы, включающей много щелоч-
ных и щелочноземельных элементов.
В меньшей мере сказывается влияние аммиака, но все же наличие последнего
может приводить к .образованию небольших количеств ацетамида, который, разла-
гаясь, дает также ацетон.
Такую же прямую зависимость можно наблюдать между выходом аммиака и
содержанием в топливе азота: чем больше в топливе азота, тем больше' выход
аммиака.
При высокотемпературном коксовании угля:
В топливе остается азота угля в %.................50
Переходит в газ в виде элементарного азота в % 35
Переходит в аммиак азота угля в %............... 15
При коксовании торфа с конечной температурой процесса 550° в среднем
в аммиак превращается 11—16% азота (табл. 89). -
В подсмольные воды переходит ие только аммиак, а также н легко > летучие
азотистые основания, хорошо растворимые в воде, например, пиридин и др.
375
В состав плотного остатка подсмольной воды входят азотистые основания, ней-
тральные соединения и неулетучивающиеся с паром фенолы.
Плотный остаток и неулетучивающиеся с паром высокомолекулярные фенолы
чрезвычайно неустойчивы по отношению к действию высокой температуры; присут-
ствие их характерно для низкотемпературных условий сухой перегонки.
Из табл. 90 видно, что торфы верховые, содержащие много углеводов, дают
при полукоксовании значительно бдлыпий выход высокомолекулярных фенолов, чем»
торфы низинные, содержащие меньше углеводородов.
ТАБЛИЦА. 90
Содержание фенолов в подсмольной воде, получаемой
при сухой перегонке
Температура сухой перегонки в вС Верховой торф Низинный торф
содержание фенолов в г/л содержание фенолов в г/л
летучие нелетучие летучие нелетучие
До 320 1,2 7,58 2,5 3,5
380 4,8 4,5 3,9 2,6
400 7,2 3,6 4,6 2,7
470 8,6 1,8 4,4 1,2
500 9.2 1,2 7,1 1.3
550 7,8 1,3 4,0 0,9
Присутствие в подсмольных водах большого количества раствори-
мых многоатомных фенолов является большим злом, так как эти фе-
нолы по всем показателям более вредны, чем карболовая кислота и
крезолы.
Бактерицидность этих фенолов в 6—7 раз выше о-крезола. Токсич-
ность их выше, чем у одноатомного фенола. Они являются мощными»
акцепторами кислорода.
Низкотемпературные процессы переработки сернистого топлива при-
водят к получению подсмольных вод, содержащих значительное коли-
чество органических водорастворимых сернистых соединений.
Ввиду того что очистка подсмольных вод связана с огромными
непроизводительными затратами, следует принимать все меры к тому,
чтобы количество подсмольных вод было минимальным, содержание
ценных продуктов, по возможности, повышено, а вредных примесей —
снижено до минимума.
Влияние методов конденсации
Охлаждение газа в промышленных установках проводится в один
или в несколько приемов.
При конденсации газа и очистке его от смолы, проводимых в один
прием, т. е. когда сырой газ сразу охлаждается до 40—30° и ниже,
из газа одновременно выделяются и смола и подсмольная вода.
Такое охлаждение газа иногда проводится не в одном, а в ряде
аппаратов, но все выделенные из газа продукты собираются в общем
приемнике и отделяются друг от друга уже после их конденсации.
Другой метод очистки газа сводится к дробному охлаждению сы-
рого горячего газа и раздельному выделению из газа смолы и под-
смольной воды.
На выход подсмольных или надсмольных вод влияют также про-
мывка газа водой или водными растворами.
Промывкой газа водой достигается улавливание аммиака или»
уксусной кислоты, а также ацетата аммония.
376
Совместное выделение смолы и надсмольной воды при высокотем-
пературном термическом разложении топлив резко увеличивает содер-
жание фенолов (переходящих в надсмольную воду) по сравнению с во-
дами, полученными при раздельном выделении смолы и воды.
Газогенераторная установка, состоящая всего из двух газогенера-
торов, работающих на торфе, по вредоносному действию может срав-
ниться с коксохимическим заводом, перерабатывающим до 1 млн. т
угля в год.
Конденсация смолы (при 70—80°) до момента выделения воды из
газа снижает переход высококипящих фенолов в подсмольную воду
и дает возможность в 5 раз снизить концентрацию в последней отра-
вляющих веществ.
При выделении из газа смолы с помощью электрофильтра (при
температуре 80°) со смолой из газа выделяется лишь 20—40% улету-
чивающихся с водяным паром фенолов, остальная же часть летучих
фенолов в большем количестве переходит в подсмольную воду.
Большое содержание воды в газах, полученных при пирогенетиче-
ском разложении некоторых видов топлив, приводит к тому, что орга-
нические и неорганические компоненты, обычно входящие в состав под-
Рис. 208. Схема газогенераторной установки:
/ — бункер; 2 — газогенератор, 3— коллектор сырого газа; 4 — смолоотделитель Тейзена; 5, 7—брыз-
гоуловители; 6 — промыватель; 8 — скруббер; 9—маслоотделитель; 10—градирня.
смольных вод, распределяются среди различных водных конденсатов,
а не концентрируются в отдельных погонах. В этом случае очистка
сточных вод недостаточно эффективна.
Промывка газа в скрубберах, орошаемых водой и работающих при
минимальном температурном перепаде, дает подсмольную воду высо-
кой концентрации.
На рис. 208 показана схема газогенераторной установки с промыв-
кой газа, включающая промыватель Штредера.
Практически концентрация низкокипящих фенолов в подсмольных
водах не превышает 0,6—0,8% (предельная концентрация летучих фе-
нолов в подсмольной воде достигает 6—8 г/л), так как при высоких
температурах (60—65°) упругость паров их велика и они мало погло-
щаются водой; суммарное количество фенолов в общих конденсатах
воды достигает 0,4—0,6%.
Аммиачная вода, коксохимических заводов содержит от 2 до 4 г/л
фенола. Фенол является одним из главнейших и постоянных компонен-
тов сточных вод.
При химических методах очистки газа снижается вредность сточ-
ных вод. Это же имеет место и в коксохимической промышленности при
связывании аммиака серной кислотой. В лесохимической промышлен-
377
пости промывка газа производится известью или раствором уксусно-
кислого кальция; при этом получается кислая соль ацетата кальция.
Промывка проводится при высокой температуре для того, чтобы не
происходило конденсации воды и не наступило разбавление раствора
ацетата кальция. Циркуляционная вода нейтрализуется известью.
Выход подсмольных вод, их очистка и обезвреживание
Выход подсмольных вод зависит от влажности топлива и коли-
чества технических вод, вводимых в процессе переработки топлива.
К последним относятся: вода смачивания шихты коксовых установок;
вода, вводимая для охлаждения газов и промывки газопроводов и
испаряющаяся при прохождении горячего газа; вода, поступающая
в газоулавливающую аппаратуру установок, а также водяные пары,
вводимые в газогенераторы для получения водяного газа или для об-
разования паровоздушной смеси.
Применение менее влажного топлива и сокращение количества
воды, поступающей для орошения газа, обеспечивают снижение коли-
чества подсмольных вод. Конденсационная аппаратура, работающая по
принципу наружного охлаждения, дает максимальный выход подсмоль-
ной воды. Охлаждение газа в холодильниках непосредственного дей-
ствия прямым смешением его с охлаждающей водой приводит к полу-
чению минимальных количеств подсмольной воды, так как последняя
испаряется на градирнях для циркуляционной воды.
Циркулирующая в скруббере вода нагревается на 80% за счет
скрытой теплоты конденсируемого пара и на 20% за счет физического
тепла газа. Почти такие же соотношения сохраняются при охлаждении
воды в градирне.
Если скрубберы для охлаждения генераторного газа (испарители)
и газопроводы не теряют большого количества тепла в окружающую
-среду, то вода, циркулирующая по ним, испаряется там почти нацело
даже при большой влажности топлива. Наиболее практичны в этом
отношении трехступенчатые скрубберы. Водяное орошение имеет в них
два цикла — горячий и холодный. Генераторный газ поступает в сред-
нюю секцию, орошается водой, перетекающей в нижнюю секцию.
В средней секции происходят частичное (неполное) охлаждение газа и
осушка его за счет конденсации содержащихся в нем водяных паров.
В нижней секции скруббера — циркулирующая нагретая в средней сек-
ции — оросительная вода (называемая водой горячего цикла) охла-
ждается вдуваемым воздухом. Последний насыщается при этом па-
рами и в виде паровоздушной смеси подается затем в газогенератор.
Одновременно воздух охлаждает воду горячего цикла.
Работа горячего цикла приводит к упариванию одной трети всей
воды, выделяющейся из газа при газификации торфа с 35% влаги.
Практически вся сконденсировавшаяся в средней или второй ступени
скруббера вода испаряется в нижней, третьей секции или ступени, что
достигается в результате небольших теплопотерь в окружающую
среду.
Верхняя, или первая, секция скруббера находится вне здания. По-
этому теплопотери в окружающую среду в этой части аппарата зна-
чительно больше, что часто приводит к избытку неиспарившейся воды.
При работе с испарителем количество надсмольной воды на
60—70% меньше, чем при работе без него.
Выработка концентрированной аммиачной воды с использованием
как свободного аммиака, так и связанных его солей дает большое ко-
личество сточных вод. При производстве сульфата аммония с перера-
боткой как надсмольной, так и скрубберной аммиачной воды количе-
378
ство сточных вод не превышает 50% от переработанных сырых вод
(надсмольной и скрубберной).
В среднем в перерабатываемой надсмольной воде коксохимических
заводов содержится до 20—30% связанного и 80—70% летучего
аммиака, а в барильетной надсмольной воде связанного аммиака со-
держится до 50—60% от общего количества NHs в воде. Фенолов
в надсмольны'х водах новых коксохимических заводов СССР
содержится 0,3—1,2%. Отгонка одного свободного (летучего) аммиака
из надсмольных вод коксохимических заводов, с возвратом надсмоль-
ной воды после отгонки на новое поглощение аммиака в аммиачных
скрубберах резко сокращает общее количество надсмольных вод. При
этом поднимается концентрация связанного аммиака в воде до 6%
вместо 1,7—3% при работе по другим методам. Тем самым умень-
шается количество сточных вод, требующих обезвреживания и очистки.
Очистка и переработка подсмольных вод
Обезвреживанию и переработке подсмольных вод должна предше-
ствовать предварительная очистка их от механических примесей и рас-
творимых в воде органических соединений.
Главной вредной частью подсмольных вод являются фенолы.
Даже при низкой концентрации фенолов живые организмы обла-
дают способностью их поглощать. Благодаря этому рыбы, например,
приобретают неприятный запах. Фенолы придают отвратительный при-
вкус питьевой воде и чувствуются даже при огромном разбавлении
(до Vaooooo), особенно если питьевая вода подверглась хлорированию.
Поэтому подсмольные воды требуют очистки.
Наибольшее распространение в промышленности получили следую-
щие способы извлечения фенолов: I) экстракционный; 2) адсорбцион-
ный и 3) метод отгонки.
При экстракции фенолов ввиду незначительного содержания лету-
чих фенолов в подсмольной воде (обычно меньше 1%) и необходи-
мости извлечь не менее 90% от их начального содержания следует
применять наиболее эффективно действующие растворители и аппара-
туру.
Наиболее пригодным растворителем оказался бензол или высшие
сложные эфиры, мало растворяющиеся в воде и относительно хорошо
извлекающие фенолы.
Среди других растворителей следует назвать трикрезилфосфат, даю-
щий лучший эффект, чем бензол, но более дорогой препарат.
Расход бензола или какого-либо другого растворителя зависит от
коэфициента распределения фенолов между водой и растворителем.
Этот .коэфициент зависит, в свою очередь, от состава фенолов и
эффективности работы применяемой аппаратуры.
Применение непрерывнодействующего противоточного экстрактора
для извлечения фенола из водного раствора снижает по сравнению
с периодическими установками расход растворителя в 3—4 раза.
Обычно в хорошо работающем экстракторе требуется ПО—120%
растворителя от вычисленного теоретически.
Обесфеноливание бензолом. Существует несколько схем процесса
извлечения фенолов из подсмольной воды бензолом.
По одному из вариантов (рис. 209) процесс протекает следующим
образом: сырая подсмольная (аммиачная) вода накачивается насосом 1
в напорный бак 2, из которого, пройдя теплообменник 3, поступает
в экстрактор 4. В последнем производится извлечение фенолов раство-
рителем, подаваемым из напорного бака 5. Обработанная в экстрак-'
торе подсмольная вода поступает далее через регулятор уровня в фло-'
рентинский сосуд бив цех переработки. Насыщенный фенолом бензол
379
поступает в подогреватель 7, из него в испаритель 8; пары бензола,,
прошедшие дефлегматор 9, поступают в теплообменник 3 и для окон-
чательной конденсации — в холодильник 10. Из холодильника 10 бен-
зол поступает в разделитель 11, а оттуда в сборник 12.
Для того чтобы удалить остатки бензола из сырых фенолов, по-
следние подвергаются дополнительному подогреву в испарителе 13.
Рис. 209. Схема обесфеноливаиия подсмольной воды бевзолом:
/ — насос; 2 и 5 — напорные баки; 3—теплообменник; 4— экстрактор; 6—флорентинский сосуд»
7 и 16 — подогреватели; 8 и 13—испарители; 9— дефлегматор; 10— холодильник; 11— разделитель;
12—сборник; 14, 15 — адсорберы с активнровавым углем.
В некоторых случаях подсмольная вода должна быть совершенно
очищена от фенолов.
Для извлечения остатка фенолов воду перед выпуском в канализа-
цию фильтруют через активированный уголь, пропуская ее через адсор-
Рис. 210. Схема обесфеноливаиия подсмольной воды трикрезилфосфатом:
7—экстрактор; 2, 6—теплообменник; 3 к 16—разделители; 4—циркуляционный бак; 5—регулятор
уровня; /—двухступенчатая термосушилка; 8, 11 и 15—холодильники, 9—решофер; 10— регенераци-
онная колония; 12—промежуточный сборник; 13—вакуум-сборник; 14—брызгоуловитель; 17—колон-
ка для получения безводных фенолов; 18—вакуум-иасос; 19—насосы.
беры 14 и 15, наполненные активированным углем; в них предвари-
тельно нагретая в подогревателе 16 до 50—60° подсмольная вода осво-
бождается не только от остатков фенолов, но и от растворенного в ней
бензола. Вода после экстракции бензолом уносит в среднем около 1 кг
бензола на 1 воды.
Степень извлечения фенолов бензолом’ тем меньше, чем больше
гидроксильных групп содержится в феноле.
380
Необходимо отметить, что бензол помимо фенолов растворяет масло,
смолистые вещества и капли смолы, в том случае, если они не будут
отделены до экстрактора.
Трикрезилфосфат смол не растворяет и извлекает почти только
•одни фенолы.
Обесфеноливание трикрезилфосфатом. Схема обесфеноливания под-
смольной воды трикрезилфосфатом показана на рис. 210.
Предварительно очищенная от нерастворимых примесей и подогре-
тая в теплообменнике 2 подсмольная вода подается насосом в экс-
трактор 1.
В верхней части экстрактора вода частично отстаивается и отде-
ляется от растворителя; окончательное отстаивание осуществляется
в специальном разделителе <3.
Трикрезилфосфат из циркуляционного бака 4 подается насосом
в верхнюю часть экстрактора и, насытившись фенолами, пройдя через
регулятор уровня 5, вытекает из нижней части разделителя '<?.
Отработанный трикрезилфосфат подвергается предварительной под-
сушке. Для этого растворитель из экстрактора поступает в теплооб-
менник 6 и двухступенчатую термосушилку 7.
Отгоняемые пары воды проходят теплообменник 6 и холодильник 8.
Отгоняющаяся при сушке вода может увлечь некоторое количество
фенолов; поэтому ее следует вновь добавлять к исходной подсмольной
воде.
Из сушилки 7 трикрезнлфосфат подается в подогреватель 9, нагре-
вается там .и поступает в регенерационную колонну 10, работающую
под вакуумом, в которую вводится острый пар.
Освобожденный от фенолов растворитель, пройдя сушилку 7 и хо-
лодильник 11, из небольшого промежуточного сборника 12 подается
насосом в вакуум-сборник 13, откуда чистый растворитель перетекает
в общий сборник.
Переточные вакуум-сборники устанавливаются так же, как и баро-
метрические конденсаторы, в тех случаях, когда желают устранить
необходимость периодического переключения наполнившихся приемни-
ков, работающих под вакуумом.
Пародестиллат (вода и фенолы) из регенерационной колонны 10,
пройдя брызгоуловитель 14 и теплообменник 2, конденсируется в хо-
лодильнике 15. Из холодильника фенолы насосом откачиваются в ва-
куум-сборник 13 и оттуда поступают в разделитель 16, в котором отде-
ляются от воды. Конденсат воды, содержащий фенолы, сбрасывается
в поступающую новую порцию подсмольной воды.
Для получения безводных фенолов сырые фенолы освобождаются
от воды в специальной колонке 17.
Расход трикрезилфосфата значительно меньше, чем бензола; так,
например, при переработке надсм'ольной воды коксохимических заво-
дов в экстрактор подается столько же бензола, сколько перерабаты-
вается воды, тогда как подача трикрезилфосфата составляет всего
5—10% от обрабатываемой сточной воды (при противоточных экстрак-
торах).
Вследствие этого в конечном отработанном растворителе концен-
трация фенолов поднимается до 6—10% вместо 0,3—0,5% в случае
применения бензола.
Аппаратура в последнем случае более компактна.
К недостаткам трикрезилфосфата как растворителя для извлечения
фенолов относится его омыляемость щелочами и более высокая стои-
мость по сравнению с бензолом.
381
Обесфеноливающая установка системы Копперса. В обесфеноливаю-
щей установке Копперса (рис. 211) фенол извлекается из сточных вод
без применения растворителей и без перегонки обрабатываемой воды.
шенамаю»
Рис. 211. Схема обесфеноливающей установки системы
Копперса:
/—колонна для обесфеноливания; 2—паровой змеевик; 3—насадка из
стальной стружки; насадка из крупной стальной стружки; 5—насадка
из керамиковых колец; 6—сборник для раствора каустика с паровым змее-
виком; 7—сборник для дозировки каустика; 8—регулирующее н измери-
тельное устройство; 9—иасосы для свежего и циркулирующего каустика;
10—паровой вентилятор;//—циркуляционный сборник.
Колонна для обесфеноливания (скруббер) 1, наполненная насадкой
(3, 4 и 5), орошается обесфеноливаемой водой, подаваемой насосом 9
из сборника 6 (через сборник 7 и регулирующее устройство 8). Стекая
вниз по насадке, обесфеноливаемая вода продувается газом, насыщен-
ным парами воды. Из скруббера пар или газ, насыщенный парами
воды и фенолов, поступает в промыватель, в котором щелочью извле-
каются фенолы. Освобожденный от них газ с парами воды вновь воз-
вращается в кругооборот в скруббер. Циркулируя в системе, газ
только один раз насыщается парами воды, попеременно то насыщаясь
фенолами, то освобождаясь от них. Расход пара на выпаривание фено-
382
лов при таком методе работы сводится только к подогреву системы а
компенсации теплопотерь.
Если не считать расхода на щелочь, то затраты в основном сво-
дятся к стоимости электроэнергии.
На 1 объем сточной скрубберной или надсмольной воды требуется
2900—3000 объемов циркулирующего газа. Степень обесфеноливания
достигает 95%.
Окончательная (биологическая) очистка сточных вод. Так как при
всех способах обезвреживания и переработки подсмольных вод извле-
кают фенолы в пределах от 80 до 90%, а санитарные нормы требуют
более высокой степени очистки сточных вод от фенолов, то необходима
дополнительная очистка вод, особенно в том случае, если питьевые
воды, забираемые из водоемов, подвергаются хлорировайию. Фенолы,
особенно после хлорирования, придают отвратительный вкус воде и
ощущаются на вкус при концентрации ниже 0,005 г/л.
Одним из наиболее старых и пока наиболее совершенных методов
очистки сточных вод является биологическая очистка.
Фаулер первый предложил в 1904 г. разрушать фенолы бактериаль-
ными культурами, что дало возможность достаточно простым приемом
бороться с «кислородоемкостью» фенольных вод.
Такая биологическая очистка наиболее эффективна при переработке
фенольных вод совместно с фекальными. Однако в ряде случаев она
применима и к одним фенольным водам.
Так как высокая концентрация фенолов прекращает жизнедеятель-
ность бактериальной культуры (отравляя ее), то на переработку необ-
ходимо пускать или предварительно несколько очищенные или разве-
денные воды.
Разведение поступающих порций сточных вод в ряде случаев про-
водится путем возврата части биологически очищенных вод.
Особенно хорошие результаты были достигнуты при одновременной'
аэрации фильтров. Для этого через фильтры продувается воздух в ко-
личестве до 60 л«3 на 1 л3 воды. Такое мероприятие давало возможг
ность снизить кислородоемкость сточных вод с 10—40 тыс. .и3 кисло-
рода (по перманганату) до 600—800 м3, т. е. эффект очистки составлял
около 95%.
Биологическая очистка сточных вод является очень дорогим мето-
дом, так как производительность установок невелика, а устройства
последних требует больших капиталовложений.
ЧАСТЬ V
НЕФТЬ И ЕЕ ПЕРЕРАБОТКА
ГЛАВА 18
ПРЯМАЯ ГОНКА НЕФТИ
Характеристика нефти как сырья для переработки
Основным источником естественного жидкого топлива является
нефть. В связи со все возрастающими запросами на жидкое топливо
и отсутствием нефти в некоторых странах в качестве сырья для полу-
чения искусственного жидкого топлива стали применять во все увели-
чивающихся масштабах продукты сухой перегонки (смолы) каменных
и других углей. За последние 15—20 лет разрешен вопрос перевода
в жидкое топливо непосредственно и самих углей.
Однако процессы получения «искусственных» светлых моторных
топлив особенно широко распространены в нефтяной промышленности.
Поэтому в дальнейшем будут рассмотрены методы выработки искус-
ственного жидкого топлива на основе нефти, получившие промышлен-
ное применение в настоящее время.
Характеристика и классификация нефтей
Нефть является смесью почти исключительно углеводородов пара-
финового, нафтенового и ароматического рядов, к которым в неболь-
ших количествах примешаны кислородные, азотистые и сернистые со-
единения. Главное отличие нефти от смол, получающихся при сухой
перегонке, — это отсутствие в ней непредельных углеводородов, тогда
как в смолах содержание непредельных углеводородов часто пре-
вышает 50%. Это обстоятельство должно быть учтено при пере-
носе методов получения искусственного топлива из нефти на пере-
работку смол. Широкое развитие автомобилизма, авиации и других
видов транспорта с двигателями внутреннего сгорания привело к тому,
что способ получения бензина прямой гонкой нефти не 1в состоянии
удовлетворить потребность в жидких моторных горючих. Это вызвало
появление ряда новых технологических процессов (крекинг и гидроге-
низация нефтяных остатков и др.). Параллельно с этим разрабатыва-
лись методы использования и других видов сырья: гидрогенизация угля,
пиролиз жидких продуктов переработки твердого топлива, полимериза-
ция газов и др. Разработан и промышленно осуществлен также целый
ряд синтетических способов получения углеводородов, по своему фрак-
ционному составу близких к нефтяным бензинам. Из этих процессов
следует отметить каталитический процесс получения синтетического
бензина из водяного газа и т. д.
•384
Развитие процессов получения моторных топлив тесно связано
с развитием моторостроения (главным образом авиации и автотранс-
порта). Широкое использование дизельмоторов и карбюраторных ° дви-
гателей должно сказаться особенно сильно на развитии технологиче-
ских процессов получения жидкого моторного топлива.
В каждой нефти обычно содержатся углеводороды нескольких ря-
дов (парафиновые, нафтеновые и ароматические), из которых не всегда
какой-либо определенный ряд углеводородов является преобладающим.
В связи с этим предложена классификация, основанная на групповом
химическом составе нефтей. Эта классификация делит нефти на шесть
основных групп.
1. Метановые.
2. Метано-нафтеновые.
3. Нафтеновые.
4. Метано-нафтеново-ароматические.
5. Нафтеново-ароматические.
6. Ароматические.
К этим шести группам следует еще добавить и группу нефтей, со-
держащих сравнительно большое’количество смол и асфальтенов.
Пользуясь классификацией, можно иметь лишь приблизительное
суждение о путях переработки данной нефти. Так, например, имея
нефть с парафиновым основанием, можно предвидеть, что легкие фрак-
ции этой нефти не будут являться достаточно хорошим моторным то-
пливом1 и из тяжелых фракций этой нефти нельзя получить хорошее
•смазочное масло. Нефти, имеющие нафтеновое основание, дают хоро-
шее моторное топливо и хорошие по качеству смазочные масла. Для
правильного суждения о выборе схемы переработки и о качестве
продуктов переработки данной нефти, необходим подробный лабора-
торный анализ сырья, а для легких фракций, применяемых в каче-
стве моторного топлива, необходимо также определение октанового
числа.
Физические свойства нефти
Нефть представляет собой коричневого цвета горючую жидкость от
жидкой до густой консистенции со специфическим запахом-.
Удельный вес. Удельный вес нефти колеблется в пределах 0,75—
'1,0. В очень редких случаях встречаются нефти с удельным весом
больше единицы. Нефти с парафиновым основанием имеют удельный
вес меньше, чем нефти с нафтеновым или ароматическим основанием.
Удельный -вес нефти находится в некоторой зависимости от глубины
•ее залегания, причем в ряде случаев он уменьшается по мере увеличе-
ния глубины залегания нефти, в других — наоборот, увеличивается.
Уменьшение удельного веса по мере увеличения глубины залегания
может быть объяснено тем, что на большей глубине влияние таких
факторов, как выветривание, приводящее к испарению легких фрак-
ций, значительно ослаблено и имеет место адсорбция почвой смоли-
стых соединений.
Молекулярный вес нефтяных фракций повышается с возрастанием темпе-
ратуры кипения последних.
Зависимость между молекулярным весом и температурой кипения может быть
•определена по формуле В о и и о в а:
Л4==59 4-0,3^4-0,001/а, (130)
где t — средняя температура кипения фракции.
Вязкость выражают несколькими способами.
Абсолютную вязкость, данную в пуазах, следует отличать от кинематической вяз-
кости, являющейся отношением абсолютной вязкости к удельному весу жидкости,
25 Bats. 3410. Общая химия, технология топлива. 38-5
и от удедыщй вязкости, которая представляет собою отношение абсолютной вяз-
кости данной жидкости к абсолютной вязкости воды при той же температуре. Те-
кучесть является величиной, обратной абсолютной вязкости, т. е. ’/tjo- где т)п
абсолютная вязкость.
Зависимость вязкости от температуры выражается эмпирическим уравнением:
т]0 == (1 + at + ЬР\ (131)
где 7)0 и nt—вязкости, нефтяной фракции или масла при 0° и (.
Для суждения об изменении вязкости с изменением температуры в практике
обычно пользуются графиками. Измерение вязкости производится в различных еди-
ницах.
В США приняты секунды Сейболта, которые представляют собой время истече-
ния 60 см3 испытуемой жидкости из вискозиметра Сейболта в секундах, при тем-
пературе t. В США распространено также измерение вязкости, в секундах Сейболт-
Фурол, которые представляют собой время истечения в секундах 60 слг3 испытуе-
мой жидкости при температуре t из вискозиметра Сейболт-Фурол.
В Англии вязкость измеряется в секундах Редвуда-Адмиралти (7?А), которые
соответствуют времени истечения в секундах испытуемой жидкости при 32° F (0° СУ
из вискозиметра Редвуда.
Для нефти не найдено общей зависимости вязкости от других свойств ее, в силу
чего вязкость приходится определять в каждом отдельном случае непосредственно.
С повышением молекулярного веса фракций вязкость их возрастает.
Тепловое расширение нефтил Изменение удельного веса или плот-
ности при повышении температуры выражается формулой Менделеева:
d ______ dl:>
(.1321
где dis и df—удельные веса или плотности при 15° С п t°\
t — температура нагретой нефти;
В—объемный коэфициент расширения, зависящий от удельного веса при
15° С и определяемый из нижеприводимых величин:
dn....... 0,700 0,800 0,850 0,900 0,920
0........ 0,00082 0,00077 0,00072 0,00064 0,00060
В США принято пользоваться средним значением объемного коэфициента рас-
ширения, равным 0,0007.
Застывание. В зависимости от количества содержащегося парафина
температура застывания нефти колеблется в пределах от +11° до
—20°. На температуру застывания нефти влияет также содержание
смолистых веществ. Смолистые вещества оказывают обратное дей-
ствие, т. е. препятствуют застыванию нефти. Для нефтепродуктов тем-
пература застывания тем выше, чем ниже удельный вес при данной
температуре кипения. Для наиболее легкокипящей фракции (бензина)
температура застывания составляет —80° и ниже, в то время как для
мазута температура застывания доходит иногда до +35°.
Испарение и кипение. Температура кипения нефти при ее
перегонке все время возрастает. Начальная температура кипения
нефти для некоторых нефтей иногда ниже 40°. Конец кипения при
разгонке под вакуумом доходит до 410—420°.
Вспышка, воспламенение и самовоспламенение.
Под вспышкой или температурой вспышки подразумевают температуру,
при которой пары нефтепродукта в смеси с воздухом при приближе-
нии пламени дают короткую вспышку.
Практическое значение определения температуры вспышки сводится
к получению характеристики огнеопасности, летучести нефтепродукта
и пр. Температура вспышки у различных нефтепродуктов колеблется
в достаточно широких пределах. Так например, для керосиновых фрак-
ций температура вспышки по Абель-Пенскому составляет 28—35°, для
масляных фракций — от 120 до 200°. Наиболее тяжелые смазочные
масла имеют температуру вспышки от 200 до 330° (по Бренкену).
Самовоспламенение нефти и ее продуктов происходит без сопри-
косновения с пламенем смеси паров горючего и кислорода или воздуха
под влиянием подогрева извне. Температура самовоспламенения обычно
386
на несколько сот градусов выше температуры вспышки. Практическое
значение определения - температуры самовоспламёнения заключается,
главным образом, в том, что она до некоторой степени характеризует
антидетонационные свойства данного горючего при использовании его
в качестве моторного топлива.
Цвет нефти и продуктов ее перегонки. В зависимости
от содержания смолистых и асфальтовых веществ нефть имеёт корич-
невый, темнокорйчневый, красноватый или черный цвет. Иногда встре-
чаются совершенно бесцветные, прозрачные нефти. Низкокипящие
фракции нефти (бензин, лигроин и частично керосин) прозрачны и бес-
цветны. Высококипящие фракции окрашены (от светложелтого до тем-
ного цвета). Интенсивность окрашивания последних увеличивается
с повышением температуры кипения их. Цвет некоторых нефтепродук-
тов (авиабензина, керосина и вазелинового масла) входит в техниче-
ские нормЬ1, причем по цвету нефтепродукта, обычно судят о его ста-
бильности и степени очистки.
В связи с появлением за последние годы специальных стабилизато-
ров (ингибиторов) требования, предъявляемые к цвету нефтепродуктов,
несколько снизились.
Теплотворная способность. Теплотворная способность различных неф-
тей колеблется в пределах от 10 400 до 11 000 кал1кг. Чем меньше удельный вес
нефти, тем больше ее теплотворная способность. Теплотворная способность продук-
тов перегонки нефти лежит в пределах 10 800— 11 200 кал/кг, причем, так же
как и у нефти, большую теплотворную способность имеют фракции с меньшим
удельным весом. Так, например, теплотворная способность бензина равна
11 230 кал/кг, керосина 11060 кал/кг и, наконец, наиболее тяжелой фракции — ци-
линдрового масла 10 883 кал/кг.
Для определения теплотворной способности нефти или ее фракции пользуются
формулами Менделеева или Крэга.
Формула Крэга имеет «ид:
(Экизш. = Qbuoux. — °/о Н (50,45), (133)
где <2НИЗШ.— низшая теплотворная способность топлива в кал/кг\
<?выош.— высшая теплотворная способность топлива, определяемая из соотноше-
ния: Q ввсш.= 12 400— 2100 d2;
% Н — процент водорода в исследуемом горючем, находимый по уравнению:
% Н = 26—15d;
d — удельный вес нефти или ее фракций при 15°.
Теплоемкость нефти и нефтепродуктов. Теплоемкости отдельных
нефтей колеблются в пределах от 0,4 до 0,5 кал1кг °C. Как правило, с повыше-
нием удельного веса теплоемкость нефти уменьшается.
Зависимость между теплоемкостью, удельным весом и температу-
рой выражается формулой Крэга:
Ct = —~ (0,403 Ц- 0,00081 /), (134)
у
где Ct — теплоемкость при температуре (;
d —удельный вес фракции при 15°.
Теплоемкость нефтяных паров. Теплоемкость нефтяных
'паров при атмосферном' давлении определяется обычно по формуле
Балкэ и Ки:
(1^-|-702), (135)
где d— удельный вес сконденсированных паров при 15,5°;
t— температура паров в °C.
При давлениях выше атмосферного теплоемкость нефтяных паров
меняется. Для определения теплоемкости в этом случае пользуются
обычно графиком, в котором приведены теплоемкости в зависимости от
отношения теплоемкости при данном давлении к теплоемкости при
25*
387
атмосферном давлении, т. е. (где С — теплоемкость при данном
давлении, Ср1— теплоемкость при атмосферном давлении). Отноше-
ния даются обычно как функция приведенных давлений и при-
веденных температур.
Скрытая теплота испарения. Скрытая теплота испарения
для индивидуальных углеводородов определяется по формуле Трутона:
-у-= const,
(136)
где М — молекулярный вес жидкости;
I — скрытая теплота испарения;
Т — абсолютная температура кипения.
Константа в этой формуле в среднем равна 21.
Для нефти и нефтяных фракций формула Трутона дает весьма при-
близительные результаты, которые нередко значительно расходятся
с данными калориметрического определения.
Теплосодержание нефти и нефтяных фракций. Имеется целый
ряд формул для определения теплосодержания нефти и нефтяных фракций. Из этих
формул наибольшее распространение имеет эмпирическая формула Крэга; теплосо-
держание при температуре t выражается следующим образом:
qt = (0,403 -Ь 0,000405 t} t —кал /кг, (137)
V dis
где t — температура в °C;
dis—удельный вес при 15° С.
Среднее теплосодержание в пределах температур от ti до ta по формуле Крэга
равно:
qh_tt = [0,403 + 0,000405 (^ + 72)] кал/кг. (138)
2 V dis
Определение теплосодержания насыщенных нефтяных паров производится по
формуле Уир и Итона, упрощенной Воиновым:
qt = (50,24-0,1097+0,0001472) • (4 — t/ir>) — 73,8 кал/кг, (139)
где Q t—теплосодержание в кал/кг;
dis — удельный вес при 15° С.
Теплопроводность нефти. Для определения теплопроводности приняты
формулы Грэтца и Крэга. По формуле Грэтца теплопроводность выражается урав-
нением:
= 0,112(1 -Ь0,0117)час °C. (140)
Формула Крэга имеет вид:
а =2^ (1 — 0,000547) кал/м час °C, (141)
“15
где X t—коэфициеит теплопроводности при температуре t;
dis—удельный вес при 15° С.
На практике обычно пользуются формулой Крэга.
Упругость паров нефтяных фракций
Определение упругости паров нефтяных фракций теоретическим путем сопряжено
с трудностями, происходящими нз-за неполноты данных о составе и процентном со-
держании углеводородов. Поэтому, на практике, для определения упругости паров
нефти пользуются экспериментальными и эмпирическими данными, которые дают
значение упругости паров, приближающиеся к истинным. Из наиболее распростра-
ненных эмпирических формул можно указать на формулы Ашворта и Вильсона.
Формула Ашворта имеет вид:
__________1____________1
2,68 108 030 — 307,6 1250 п
2,68 —lg 7J1 1~ > (
/<»+ 108 GO0 — 307,6 1250
388
где Р—упругость паров при температуре tc С;
t» — температура кипения при атмосферном давлении в °C.
Формула Ашворта вполне удовлетворительна лишь в области низких давлений
для определения упругости паров углеводородов, начиная с пентана. Для более тя-
желых углеводородов она дает более или менее точные значения.
Для определения упругости паров широко распространено также уравнение Виль-
сона:
0,3091— 0,000J097 (/0-f 230) V + 230 /и + 230Л u ’
Вышеприведенные уравнения Ашворта и Вильсона составлены для индивидуаль-
ных нормальных парафиновых углеводородов, но используются и для определения
упругости паров нефтепродукта за неимением более точных уравнений.
Величина упругости паров, вычисленная по этим уравнениям, будет тем больше
отклоняться от фактической упругости паров, чем шире фракционный состав нефте-
продукта и чем больше содержание в нем непарафиновых углеводородов.
Прямая гонка нефти
До появления процессов крекинга прямая гонка была единствен-
ным методом получения из сырой нефти бензинов, керосинов и смазоч-
ных масел.
После широкого внедрения крекинг-процессов относительное коли-
чество получаемых прямой гонкой нефтепродуктов уменьшается.
Продукты прямой гонки нефти
К продуктам прямой гонки относятся два основных типа продук-
тов— дестиллатные и остаточные.
К дестиллатным товарным продуктам прямой гонки относятся: бен-
зин, керосин, газойль и смазочные масла. Обычно они поступают по-
требителям после очистки, каждый из этих продуктов может быть раз-
делен на ряд фракций с более узкими интервалами температур кипе-
ния, например: авиационный бензин, автомобильный, экстракционный,
уайт-спирит, тракторный (лигроин) и др^
Из масляных дестиллатов могут быть получены следующие масла:
соляровое, трансформаторное, веретенное, турбинное, машинное, мотор-
ное. автомобильное, авиационное, цилиндровое и др.
Сортов остаточных продуктов значительно меньше; к ним отно-
сятся: мазуты — топливный и смазочный, полугудроны и гудроны. Из
других остаточных продуктов можно указать на асфальтовые гудроны,
составляющие остаток от перегонки нефтей нафтенового типа под ва-
куумом с целью получения смазочных масел. Асфальтовые гудроны
являются сырьем для получения асфальта, широко используемого
в дороя ном строительстве. К числу остаточных продуктов можно от-
нести также и наиболее тяжелые сорта смазочных масел — висковины
и вапор. .
Выход дестиллатов и остаточных продуктов различен. Так, например,
при перегонке грозненской парафинистой нефти выход дестиллатных
и остаточных продуктов составляет (в % вес.):
Дестиллатные продукты:
Бензич..........14,5
Лигроин........7,5
Керосин........18,00
Газойль........5,0
Остаточный продукт:
Мазут.................................55,0
Мазуты, полученные из различных нефтей, различаются по химиче-
скому составу и обладают различными физическими свойствами.
389
Характеристика одного из мазутов приводится ниже:
Удельный вес при 15°.................. . 0,947
Температура вспышки по Бренкену . . . 183’
Вязкость по Энглеру.............= 3,52
Температура застывания................11°
Мазут можно подвергнуть дальнейшей перегонке под вакуумом
(вакуум применяется для устранения крекинга) с получением целого
ряда смазочных масел.
Методы перегонки нефти
Периодическая перегонка. Процесс периодической перегонки схема-
тически изображен на рис. 212. Перегоняемое сырье загружается через
патрубок 6 в куб 1, замурованный в кладке с огневым обогревом.
Образующиеся при нагреве куба пары проходят в дефлегматор 2 с на-
садкой из колец Рашига, далее в конденсатор 3 и холодиль-
ник 4. Из холодильника по патрубку 8 дестиллат отводится
в приемник. Увлеченные парами тяжелые фракции отделяются
в дефлегматоре и снова возвращаются в куб. По мере отгонки легких
фракций (бензина, керосина и пр.), собираемых в отдельные приемники,
температуру в кубе постепенно повышают, продолжая перегонку до
г
Рис. 212. Схема процесса периодической перегонки:
/—куб периодического действия с обмуровкой; 2—дефлегматоры; конден-
сатор; 4—холодильник; 5, 6, 7 и 8—патрубки.
отбора всех необходимых фракций. После отбора этих фракций куб
охлаждается, остаток в виде мазута удаляется из него по патрубку 7
и затем куб загружается новой порцией сырья.
Для повышения поверхности нагрева кубы периодического действия
снабжаются иногда одной или двумя жаровыми трубами, а для повы-
шения интенсивности испарения и понижения температуры перегонки
через патрубок 5 вводится водяной пар.
Недостатки этой установки весьма многочисленны: периодичность
процесса, недостаточная четкость разделения погонов и др.
Непрерывная перегонка в кубовых батареях. Установка непрерывного действия
для перегонки нефти была впервые введена в эксплоатацию в 1883 г. в Баку.
В сравнительно короткое время подобные установки (Нобелевские кубовые бата-
реи) получили общее признание и широко распространились также в США.
Устройство кубовой батареи сводится к следующему. Устанавливается рядом
несколько кубов периодического действия; в простейшем варианте число ку-
бов равно числу отбираемых фракций. В первом кубе производится отбор
наиболее легкой фракции (бензина). После отгонки бензина остаток из пер-
вого куба перетекает во второй, в котором поддерживается более высокая тем-
пература, для отбора второй — более тяжелой фракции (лигроина). Затем остаток
из второго куба после отгонки лигроина перекачивается в третий куб и т. д. Об-
разующиеся пары бензина, лигроина и керосина через шлемовую трубу поступают
в дефлегматоры, число которых соответствует 'числу отбираемых продуктов. Орта-
ток от перегонки выводится из последнего куба.
Если обеспечить непрерывное питанйе сырьем такой установки н, одновременно,
непрерывную перекачку остатков из одного куба в другой, то практически процесс
сделается непрерывным- а пропускная способность по сравнению с установкой, пе-
390
р!юдического действия увеличится во много раз. На описанном принципе основано
устройство непрерывнодействующей кубовой батареи. Кубовая батарея состоит не
ряда кубов, расположенных уступами (т. е. на разных уровнях по отношению друг
к другу). Количество кубов доходит до 10—15 при отборе легких дестиллатов пря-
мой гонкя. При перегонке мазута на смазочные масла число кубов в батарее до-
ходит иногда до 20. Каждый из погонов, отбираемый на отдельном кубе, отли-
чается и удельным 1весом и температурой (кипения; благодаря этому фракцию с не-
обходимыми температурными пределами кипения можно получить лишь в результате
смешения погонов с 3—4 кубов.
Остаток от перегонки — мазут выводится из последнего куба. Правильный ре-
жим работы кубовой батареи достигается по истечении некоторого .времени с мо-
мента пуска установки, так как требует специальной регулировки. Суточная про-
пускная способность кубовой батареи соответствует 4—5 объемам залива всех кубов
батареи.
Подача нефтяного сырья
в последующие — самотеком,
ждый куб снабжен устрой-
ством для ввода водяного
пара.
Расход водяного пара
при перегонке составляет,
в среднем на батарею,
около 12% на исходное
сырье.
Расход топлива на обо-
грев кубов не превышает
2—2,5% от количества
перегоняемого нефтяного
сырья. С учетом затраты
топлива на выработку и
в первый куб осуществляется насосом, а нз первого
что облегчается расположением кубов уступами. Ка-
Рнс. 213. Схема работы кубовой батареи:
1 — кубы; 2—труба для ввода сырья в кубы; 3—труба для выхода
остатка; 4— обмуровка кубов.
перегрев водяного пара.
требуемого на процесс перегонки, суммарный расход топлива не превышает 3,5%
на исходное сырье.
Схема работы кубовой батареи показана иа рнс. 213. Основным недостатком
кубовых батарей является недостаточная четкость разделения погонов. В процессе
работы каждый куб дает лишь около 20—25% фракции, характерной для данного
куба. В силу этого керосин, полученный на кубовой батарее, содержит бензиновые
фракции и одновременно более тяжелые—соляровые. Из других недостатков сле-
дует отметить возможность термического разложения сырья в результате местных-
перегревов, особенно часто наблюдающегося при перегонке мазутов на смазочные
масла, чем затрудняется получение масел требуемой спецификации. Наконец, в ку-
бовых батареях не устранена пожарная опасность.
С внедрением в нефтеперерабатывающей промышленности трубчатых установок
новых кубовых батарей уже не строят, а сохранившиеся на ряде заводов старые
батареи доживают свой век.
Перегонка нефти на трубчатых установках. В основу этой пере-
гонки положен принцип однократного испарения. Роль закрытого со-
суда в данном случае играет трубчатый змеевик печи, причем скорость
движения нефти в нем рассчитана таким образом, что за время пре-
бывания в нем (с момента входа до выхода) нефть получает все необ-
ходимое для перегонки количество тепла. Так как трубчатый змеевик
имеет значительную длину, то вполне естественно, что при движении
нефти создаются значительные сопротивления, на практике достигаю-
щие 10—12 ат. Они преодолеваются насосом, прокачивающим нефть
через трубчатую печь. Давление перед входом в печь (обычно
10—12 ати) расходуется на преодоление сопротивлений печи и у вы-
хода равно обычно от 1,2 до 1,3 ати. Из змеевика трубчатой печи
перегретая нефть выводится для испарения в специальное эвапора-
ционное пространство ректификационной колонны. В эвапорационной
части колонны легкие фракции нефти интенсивно испаряются, обра-
зующиеся пары поднимаются вверх по колонне и ректифицируются
в ней, а испарившийся остаток со дна колонны выводится в приемник.
Таким образом, основными элементами трубчатой нефтеперегонной
установки являются трубчатая печь и ректификационная (нли фрак-
ционирующая) колонна.
391
Поскольку одним из решающих факторов для обеспечения одно -
кратного испарения является температурный режим процесса, необхо-
димо разобрать методы определения требуемых температур.
Кривая истинных точек кипения (НТК) и кривая однократного испарения (ОИ).
Для суждения о необходимых температурах при способе однократного испарение
на практике пользуются обычно двумя методами.
Первый из них заключается в разгонке нефти на лабораторной установке, при-
способленной для однократного испарения. Регистрируя при этом проценты отгона
от исходного сырья в определенных температурных интервалах, получают характе-
ристику разгонки данной нефти. Нанося на осн абсцисс проценты отгона, а на
оси ординат соответствующие им температуры, фиксируют ряд точек. Соединив
эти точки, получают кривую однократного испарения. За последнее время этот
способ достаточно широко вошел в практику.
Аппарат для однократного испарения показан на рис. 214. Сырье по трубе /б
поступает в змеевнк /, заключенный в нагревательную печь, где оно нагревается
и переходит в сепаратор 2 на испарение, причем остаток удаляется с низа сепа-
ратора и отводится через холодильник 4 в приемник для остатка 6. Отделившиеся
в сепараторе пары поступают в холодильник 3, где конденсируются и охлаждаются,
а затем отводятся в приемник 5. Сепаратор для отделения паров от остатка должен
быть полностью изолирован от теплопотерь, так как только при этом условии будет
устранена «возможность конденсации в нем паров.
Другой метод основан на построении кривой однократного испарения.
По результатам разгонки в специальном аппарате ИТК (рис. 215) строят кри-
вую истинных точек кипения. Для этого на оси ординат откладывают температурь
Рис. 214. Аппарат для однократного испа-
рения:
1—нагревательный змеевик; 2—сепаратор; 3, 4—холо-
дильники-, 5, б—приемники; 7—термометр для паровой
фазы; 8—термометр для жидкой фазы; 9—нагрева-
тельная печь; 10—труба для ввода сырья.
Рис. 215. Аппарат для определения
истинных точек кипения (ИТК):
1 — колба; 2—колонна; 3—холодильник;
4 — приемник.
кипения (через каждые 10°), а на оси абсцисс соответствующие им проценты от-
гона. Соединяя проекции точек пересечения температур и процентов отгона, полу-
чают кривую истинных точек кипения. Эта кривая характеризует условия разгонки
при атмосферном давлении, т. е. случай разгонки по методу многократного испа-
рения.
Перегонке под вакуумом подвергаются остаточные продукты, тяжелые масла —
мазут, с целью получения товарных продуктов—смазочных масел. Вакуум приме-
няется во избежание термического расщепления (крекинга) исходного сырья.
Лабораторная разгонка мазутов н тяжелых масел также проводится под вакуу-
мом. Кривые истинных точек кипения при разгонке под вакуумом строятся по
температурам, соответствующим процентам отгона от исходного сырья при атмо-
сферном давлении. Пересчет температур кипения при вакууме иа температуру ки-
пения при атмосферном давлении может быть произведен по специальной номо-
грамме. В остальном способ построения кривых истинных точек кипения при ва-
куумной разгонке ничем не отличается от способа построения кривых, строящихся*
для атмосферной разгонки.
На всех установках прямой гонки применяются водяной пар и ва-
куум. Необходимость снижения температуры кипения фракций дик-
.392
туется требованием устранить процессы термического расщепления
(крекинга) нефти при ее перегонке и тем самым обеспечить выработку
продуктов установленного стандартного качества. Особо следует отме-
тить роль водяного пара при перегонке в кубах периодического дей-
ствия и кубовых батареях. По условиям работы этой аппаратуры
сырье довольно значительное время должно находиться здесь при
относительно высоких температурах, чем создается опасность терми-
ческого его расщепления.
Снизить температуру перегонки можно двумя способами:
1. Понизив давление в кубе (создав вакуум), благодаря чему сни-
зится температура кипения фракций. Этот способ применяется при пе-
регонке мазутов на масла.
2. Введя в перегонный аппарат водяной пар, который понизит упру-
гость паров и, следовательно, температуру кипения отдельных фрак-
ций. На отбензинивающих установках ввод водяного пара является
единственным средством, снижающим температуру перегонки и дающим
возможность при данной температуре увеличить отбор.
Перегонка нефти в трубчатых установках. Этот способ перегонки
легкокипящих фракций. Предельная темпе-
применяется для отбора
ратура выкипания этих
фракций обычно соста-
вляет 300°. Остаток выше
300° — мазут использует-
ся для последующей пе-
реработки, как и всякий
другой мазут.
Упрощенная схема ра-
боты трубчатой установки
показана на рис. 216.
Сырая нефть по паропе-
регревателю 3 поступает
в трубчатую ‘ печь /, а
оттуда на фракционирую-
щую колонну 2.
Фракционирующая ко-
лонна дает возможность
отбирать «разу несколько
фракций. Обычно отби-
Рис. 216. Схема трубчатой установки для прямой
гонки:
1 — трубчат»» печь; 2— фракционирующая колонна; Л—паро-
перегреватель; 4—конденсатор; 5— водоотделитель; <5—резер-
вуар для орошения; 7—насос.
раются при атмосферной
гонке бензин, лигроин, керосин и газойль. Бензин отбирается в паро-
образом состоянии сверху колонны, а все остальные фракции отво-
дятся из средней части колонны в сконденсированном виде и после
охлаждения в холодильнике направляются в приемники.
Для конденсации названных продуктов и отнятия избыточного
тепла вводится орошение (рефлюкс), представляющее собой часть наи-
более легкокипящего продукта, возвращаемого в колонну на ее верхнюю
тарелку. На 1 кг отбираемого продукта возвращается в колонне от 6
до 8 кг. Следовательно, отношение орошения составляет 1 :6 или 1 : 8.
Для повышения интенсивности испарения и частично для сниже-
ния температуры в нижней части колонны, а также для увеличения
глубины отбора в нижнюю часть колонны вводится перегретый водя-
ной пар. Для этой цели используется обыкновенно мятый пар от
насосов, который собирается в аккумуляторе и перегревается в паро-
перегревателе 3. Сверху колонны помимо паров бензина отводятся
пары орошения и водяные пары. В конденсаторе 4 Они конденси-
руются и охлаждаются, а затем поступают в водоотделитель 5.
Отделившийся от воды бензин поступает в резервуар для орошения 6,
393
откуда часть его направляется в виде рефлюкса на орошение,
а остальная отводится в приемник товарного [продукта.
Дестиллаты и остатки, отводимые из колонны, нагреты до сравни-
тельно высокой температуры и, следовательно, содержат довольно зна-
чительное количество тепла. Утилизация этого тепла осуществляется
в теплообменниках на линиях отвода горячих продуктов. Благодаря
регенерации тепла удается получить довольно значительную экономию
топлива.
Схема нефтеперегонной трубчатой установки с регенерацией тепла
показана на рис. 217.
Сырая нефть насосом прокачивается через пять теплообменников:
бензиновый 3, лигроиновый 7, керосиновый 6, газойлевый 5 и, наконец,
мазутный 4. Пройдя эти теплообменные аппараты, сырье подогревается
до 160—200° и при этой температуре поступает в трубчатую печь 1.
В дальнейшем процесс движения погонов аналогичен описанному
ранее, с той только разницей, что жидкие дестиллаты перед холодиль-
Рис. 217. Схема нефтеперегонной трубчатой установки с регене-
рацией тепла:
/—трубчатая печь; 2—фракционирующая колонна; 3, 4У 5, (5, 7—теплообмен-
ники; 8—холодильники; р —водоотделитель; /0—резервуар для орошения; /7,
12—насосы.
никами 8 отдают свое тепло на подогрев сырья в теплообменниках,
а все парообразные части до поступления в конденсатор проходят че-
рез пародестиллатный теплообменник.
Температурный режим установки обусловливается качеством исход-
ного сырья. Конечная температура нагрева определяется обычно кри-
вой однократного испарения. Температура в верху колонны обусловли-
вается концом кипения отбираемой бензиновой фракции и количеством
вводимого водяного пара. В среднем конечная температура нагрева сы-
рой нефти при нормальной глубине отбора 50% составляет обычно
в зависимости от выбранной схемы работы 270—340°, а температура
в верху колонны 100—120°. Температура сырья, вводимого в печь, по-
догретого за счет использования тепла отводимых дестиллатов, коле-
блется обычно в пределах ПО—170°. >
Описанная схема с однократным испарением широко применяется,
на практике. Однако применение ее сопряжено с рядом затруднений
в тех случаях, когда перегоняемая нефть содержит большое количество
394
легких фракций. Нагрев сырой нефти за счет регенерации тепла в тепло-
обменниках приводит к повышению упругости паров легких фракций, бла-
годаря чему в аппаратуре создаются высокие давления. Для безопас-
ности в работе теплообменники должны быть в данном случае рассчи-
таны на высокие давления, что приводит к утяжелению их конструкции.
В таких случаях выгодно применять видоизмененную схему, называе-
мую схемой с предварительным (или повторным) испарением. По этой
схеме (рис. 218) сырая нефть, нагретая в теплообменниках 5, перед
вводом в трубчатую печь 1 предварительно поступает в первую ректи-
фикационную колонну 2, где легкие фракции испаряются, а неиспарив-
шаяся часть откачивается со дна колонны горячим насосом и возвра-
щается в трубчатую печь. При выходе из печи часть нагретого в печи
сырья возвращается в первую колонну и служит для подогрева сы-
рой нефти, поступающей из теплообменников. Остальная часть нагре-
того сырья поступает во вторую фракционирующую колонну, где под-
Рис. 218. Схема нефтеперегонной трубчатой установки
с повторным испарением:
2—трубчатая печь; 2 — первая ректификационная колонна; «?—вторая
ректифкаииоиная колонна; 4—конденсатор для бензина; 5—теплообмен*
лики; б—холодильники; 7—насосы.
вергается фракционировке. Легкие фракции конденсируются в конден-
саторе для бензина 4. В остальных деталях схема с предварительным
испарением не отличается от схемы с однократным испарением.
Необходимо отметить, что каждой из описанных схем свойственны
свои преимущества и недостатки. К преимуществам схемы с однократ-
ным испарением относятся ее простота, а также более низкая конеч-
ная температура нагрева сырья в печи (на существующих установках
эта температура равна 270—280°)- К числу недостатков этой схемы
относятся затруднения, возникающие при перегонке нефти с большим
содержанием легких фракций, приводящие к утяжелению аппаратуры.
К достоинствам второй схемы (с предварительным испарением) отно-
сятся меньшие эксплоатационные расходы благодаря меньшим давле-
ниям в теплообменной аппаратуре, приводящим к уменьшению расхода
энергии на насосы. К недостаткам ее относится более высокая конеч-
ная температура нагрева сырья в печи, которая достигает 340°.
Вакуумная перегонка мазута с целью получения смазочных масел.
Смазочные масла имеют высокую температуру кипения, лежащую
в пределах 350—550°. Нагрев же углеводородов парафинового и иаф-
395
тенового рядов выше 400° сопровождается их термическим расщепле-
нием и получить смазочные масла при разгонке под атмосферным да-
влением невозможно. Поэтому для отгонки масляных фракций от ма-
зута снижают температуру перегонки либо путем ввода большого ко-
личества водяного пара, либо применением вакуума. Разрежение
на кубовых батареях едва достигало 300—350 мм. Современные труб-
чатые вакуумные установки, предназначенные для перегонки мазута
на масла, работают при глубоком вакууме порядка 710—720 мм (оста-
точное давление 40—50 мм).
Схема вакуумной трубчатой установки отличается наличием обору-
дования для создания вакуума и конструктивной особенностью фрак-
ционирующей колонны.
Фракционирующая колонна благодаря значительным объемам паров
при вакууме имеет бблыпие размеры, чем колонна, работающая при
Пар
Рис. 219. Схема нефтеперегонной вакуумной трубчатой установки:
/—трубчатая печь; 2— вакуумная колонна; 5—вакуумный конденсатор; 4— эжектоиы; 5—барометри -
ческий конденсатор; 6—тепл юбменннчи для дестиллатов; 7—холодильники для дестиллатов; 8—насос
для исходного сырья; 9—барометрический колодец; 10—холодильник для остатка.
атмосферном давлении. Для предотвращения потери вакуума и ввиду
наличия больших сопротивлений вакуумные колонны имеют в большин-
стве случаев меньшее количество тарелок, чем атмосферные. Для
компенсации потери вакуума колонна должна работать с повышенным,
расходом пара, что и имеет место на практике. Другой особенностью
вакуумных колонн является ограниченность эвапорационного простран-
ства. Уменьшение эвапорационного пространства приводит к сокраще-
нию времени пребывания сырья в нем и предотвращает опасность тер-
мического разложения сырья. Вакуум в вакуумных трубчатых установ-
ках создается барометрическим конденсатором и несколькими паро-
струйными эжекторами, устанавливаемыми последовательно. Приме-
нение вакуум-насосов, несмотря на их более высокий коэфициент по-
лезного действия, затруднительно, так как в силу большого количества
паров, отсасываемых насосом, требовались бы чрезмерно большие раз-
меры насоса. Схема нефтеперегонной вакуумной трубчатой установке
показана на рис. 219.
396
Мазут насосом 8 прокачивается через ряд теплообменников 6 и по-
догретым поступает в вакуумную трубчатую печь 1, где ему сооб-
щается дополнительное тепло, необходимое для испарения. Из труб-
чатой печи нагретый мазут поступает в эвапорационную часть вакуум-
ной колонны 2, где испаряется, и пары вместе с вводимым перегретым
водяным паром проходят вверх по тарелкам колонны. Отдельные де-
стиллаты смазочных масел конденсируются за счет ввода орошения и
отбираются сбоку колонны; проходя через теплообменники 6 и холо-
дильники 7, дестиллаты поступают в приемники. Пары наиболее лег-
кого дестнллата — тяжелого газойля — отводятся вместе с водяным
паром сверху колонны. Эти пары поступают в вакуумный конденса-
тор 3, где конденсируются, и через вакуумный сепаратор отводятся
к приемнику. Несконденсировавшийся водяной пар и частично в не-
значительном количестве увлеченные пары дестнллата отсасываются
пароструйным эжектором 4 и нагнетаются последним в барометриче-
ский конденсатор 5. Этот пароструйный эжектор, называемый бусте-
ром, служит для обеспечения более совершенного отсасывания паров
из вакуумной колонны и создания более высокого вакуума. Благодаря
его применению основные недостатки в работе барометрического кон-
денсатора, вызываемые наличием неконденсирующихся газов и содер-
жанием воздуха в питательной воде барометрического конденсатора,
приводящие к значительному снижению вакуума, отпадают. Однако
громадные размеры бустера и эксплоатационные расходы, вызываемые
его работой, заставляют в ряде случаев отказываться от него, пред-
почитая потерю вакуума увеличению эксплоатационных расходов.
В барометрическом конденсаторе происходит конденсация водяного
пара водой, подаваемой на верхнюю тарелку этого конденсатора. Кон-
денсат водяного пара вместе с охлаждающей водой отводится по ба-
рометрической трубе в барометрический колодец 9. Несконденоировав-
шиеся пары отсасываются эжектором, установленным за барометри-
ческим конденсатором, и подаются этим эжектором в конденсатор сме-
шения. В последнем вновь происходит конденсация несконденсирован-
ных в барометрическом конденсаторе паров, причем конденсат отво-
дится в барометрический колодец, а несконденсировавшиеся пары
вновь отсасываются следующим эжектором и затем вместе с рабочим
паром, питающим пароструйный эжектор, выбрасываются на воздух
или конденсируются в трубе, соединенной с барометрическим колодцем.
Остаток от вакуумной перегонки (гудрон) отводится снизу вакуумной
колонны через холодильник 10 в приемник. Этот гудрон используется
как сырье для производства дорожного асфальта. Конечная температура
нагрева сырья в трубчатой печи обусловливается качеством перегоняе-
мого мазута и в среднем доставляет 410—415°. Температуру в эвапо-
рационном пространстве вакуумной колонны рекомендуется держать
не выше 380°. Температура верха колонны обусловливается темпера-
турными пределами отбираемой сверху колонны фракции и количе-
ством вводимого в колонну водяного пара. Из основных схем трубча-
тых установок, применяемых для вакуумной разгонки мазута, сле-
дует отметить схемы Баджера, Фостера и Алко. Принципиально эти
схемы тождественны между собой, различаясь, главным образом, кон-
структивными деталями аппаратуры. На современных трубчатых нефте-
перегонных установках широко используется автоматический конт-
роль температурного режима путем автоматической регулировки подачи-
топлива и воздуха, подводимого к топке печи.
397
ГЛАВА 19
КРЕКИНГ ТЯЖЕЛЫХ ВИДОВ ЖИДКОГО ТОПЛИВА
Термическое разложение жидких топлив получило название кре-
кинг-процесса. При крекинг-процессе имеют место следующие основ-
ные реакции:
1. Расщепление высокомолекулярных углеводородов на более мел-
кие молекулы.
2. Полимеризация осколков молекул.
3. Перегруппировка — изомеризация молекул.
Крекинг-процесс проводится и в присутствии катализаторов (ката-
литический крекинг).
При проведении крекинг-процесса в заводских условиях основная
цель состоит в получении продуктов распада; реакции полимеризации
должны быть сведены к минимуму.
Повышение температуры крекинг-процесса ведет к резкому повы-
шению газо- и коксообразования. Путем тщательного контроля тем-
пературы, давления и времени реакций, с одной стороны, и быстрого
удаления крекинг-остатков из аппаратуры или введения разных мето-
дов воздействия на крекинг-продукты (охлаждение и т. д.), с другой —
удается регулировать крекинг-процесс и обеспечить получение легко-
кипящих фракций — бензина.
К числу основных требований, предъявляемых к бензину как мотор-
ному топливу, следует отнести: определенный интервал температур вы-
кипания, стабильность и антидетонационные свойства. Наличие в бен-
зине легкокипящей фракции, а также равномерная кривая кипения и
стабильность бензина обеспечивают легкость пуска и бесперебойную
работу двигателя. Антидетонационные свойства бензина дают возмож-
ность повысить степень сжатия в цилиндре двигателя, что приводит
к повышению его мощности.
В табл. 91 приведены предельные стегани сжатия для различных
горючих веществ, при превышении которых возникает детонация, при-
водящая к целому ряду нежелательных явлений: стук в моторе, быст-
рый износ деталей мотора и пр.
ТАБЛИЦА 91
Предельная степень сжатия различных горючих веществ
Наименование горючего Максимальная степень сжатия Наименование горючего Максимальная степень сжатия
н. Пентан 5,85 Циклогексан 5,90
и. Гексан 5,10 Бензол 6,90
н. Гептан 3,75 Толуол 7,00
Керосин 4,20 Этиловый спирт .... 9,00
Крекивг-бензин 5,55 Изооктан 6,90
398
В настоящее время наиболее распространено измерение антидето-
нирующей способности бензина так называемым октановым числом.
Чем выше октановое число моторного топлива, тем меньше детони-
рует это топливо.
В качестве стандартного топлива для определения антидетонацион-
ных свойств берутся смеси изооктана:
СН3 СН..
СН8 —С —СН2 —СН
СН3 сн3
и н. гептана С7Н16, причем за 100 единиц принимается работа одного
изооктана, а за нуль — гептана.
Влияние физико-химических факторов
на процессы крекинга и химизм процесса
Влияние температуры, продолжительности реакции и давления
Основным фактором, направляющим реакции крекинга, является
температура. Углеводороды устойчивы при повышении температуры
только до некоторого предела. При переходе температуры за этот пре-
дел начинается распад молекул с образованием легкокипящих, низко-
молекулярных соединений. Температура начала распада каждого
отдельного углеводорода называется критической температурой
распада.
Высокая температура или длительное нахождение продукта рас-
пада в реакционной зоне приведет к глубокому расщеплению углево-
дородов и интенсивному коксообразованию. Кокс будет отлагаться
на стенках нагревательных труб печи и аппаратуры, расстроит режим
работы установки и вызовет необходимость остановить ее на чистку.
Температура крекинга, проводимого на заводских установках, не
превышает обычно 450—650°. Известное влияние на выбор темпера-
туры оказывает форма крекинга, т. е. проведение процесса в жидкой
илм паровой фазе.
Процессы в паровой фазе имеют температурный интервал от 550
до 650°; крекинг в жидкой фазе позволяет снизить температурные ин-
тервалы до пределов от 450 до 520°.
При нагревании ниже критической температуры диссоциация — рас-
пад углеводородов будет происходить медленно и в ничтожно малом
количестве. Таким образом, регулируя скорость крекинга, можно по-
лучать конечный продукт различного состава. Однако с увеличением
продолжительности крекинга наступают реакции конденсации, замыка-
ния кольца, что приводит к повышению удельного веса остатка, уве-
личению концентрации асфальтенов и смол и, наконец, к коксообразо-
ванию. При продолжительном нагревании может образоваться лишь
Незначительное количество товарных продуктов, причем процесс све-
дется к интенсивному коксообразованию.
Роль давления на процессы крекинга изучена мало, но есть осно-
вание предполагать, что на качество получающихся продуктов давле-
ние существенного влияния не оказывает.
Применение давления дает возможность вести процесс в жидкой
фазе и тем самым значительно повысить коэфициент теплопередачи.
Процесс крекинга сопровождается частичной дегидрогенизацией.
Образовавшийся свободный водород при увеличении давления может
частично гидрировать непредельные соединения.
399
Химизм процесса крекинга
Устойчивость определенных групп углеводородов при крекинге по-
вышается в такой последовательности: парафины, диолефины, оле-
фины, нафтены, ароматические углеводороды.
Непредельные углеводороды крекинга, образующиеся от разложе-
ния парафиновых! углеводородов, полимеризуются при относительно
низких температурах.
Вместе с тем идут реакции конденсации, при которых олефины от-
крытой цепи замыкаются, давая полиметиленовые углеводороды. Идет
также реакция гидрогенизации олефинов в паровой фазе с образова-
нием парафиновых углеводородов.
Циклические соединения более устойчивы по сравнению с ацикли-
ческими. Диссоциация циклических углеводородов становится заметной
при температурах выше 500°; при этом образуются ароматические
углеводороды. Выделяющиеся при диссоциации газы содержат боль-
шое количество водорода.
Образование ароматики при крекинг-процессах идет обычно за счет
конденсации непредельных и дегидрированных нафтенов.
При крекинге, ароматические углеводороды наиболее устойчивы.
Однако продукты конденсации этих углеводородов (многоядерная аро-
матика, а также продукты конденсации ароматических углеводородов
с непредельными) являются главным источником коксообразования.
Термодинамика крекинга
Равновесие химической реакции крекинга может быть определено с некоторым
приближением по формуле Нернста или из величины свободных энергий.
Вследствие многообразия реакций, протекающих при крекинг-процессах, расчет-
ные данные теплового эффекта не надежны, и наиболее целесообразно брать для
расчетов средние данные, полученные по тепловому балансу установки.
В табл. 92 приводятся данные по теплоте реакции крекинга.
таблица 92
Теплота реакции крекинга по данным различных исследователей
Теплота реакции крекинга, отнесенная Исследователи . к 1 кг полученного бензина, в кал Способ определения
Лесли, Паттгоф . . . . | 500 Обрядчиков, Великанов . . 336 . - , 350 , . . . 366 Нельсои i 343 . 426 Лабораторное иссле- дование По тепловому балансу крекинг-установки
Из этих данных видно, что теплота реакции, отнесенная к 1 кг полученного
бензина, лежит около 420 кал.
Так как в основном при крекинге, реакция протекает как распад одной моле-
кулы, то в первом приближении реакцию крекинга можно рассматривать как реак-
цию первого порядка.
Константа скорости мономолекулярной реакции будет:
К = -1п / ч • (,44>
t а (а — х)
Пользуясь этим уравнением, можно приблизительно подсчитать выходы продук-
тов, которые могут быть получены при крекинге.
400
Определяя х (количество дестиллата, образовавшегося за время () из уравнения
'(144 ) будем иметь
х = а(1 —е-М). (145)
Количество неразложившегося исходного сырья за время t составит
у = а — x=ae~kt. (Нб1!
Этими уравнениями можно пользоваться для вычисления выхода дестиллата и
остатка при крекинге в том случае, когда крекинг-процесс не сопровождается обра-
зованием побочных продуктов.
Если обозначить через xt—количество образующегося при крекинге газа, а че-
рез х — количество образовавшегося крекииг-дестиллата, то количество остатка бу-
дет равно а — (х 4- xi), и в соответствии с этим уравнение моиомолекулярной реак-
ции при образовании дестиллата выразится уравнением:
^~ = К[а-(х + Х1)]. (147)
При образовании газа уравнение моиомолекулярной реакции выразится анало-
гичным образом:
К,[а- (х + хО]. (148)
Складывая почленно уравнения (147) и (148), получим:
d-XiX'} = ^1)
Определяя после интегрирования этого выражения количество образовавшегося
крекииг-дестиллата и газа, будем иметь:
XXj = <z (1 — (Igo)
Подставляя в уравнение (147) вместо х 4~ xi их выражение по уравнению
(160), имеем:
dx^aKe-^+Wdt-, (151)
и, интегрируя, будем иметь:
х = f 4- С. (152)
о Н- А1
Значение постоянной интегрирования найдем, полагая t = 0 и х — 0.
При этом
.следовательно:
X = а (1 — '). ('53)
л 4-А1
Полученное уравнение действительно в том случае, если дестиллат н газ вы-
водятся из зоны реакции немедленно по мере их образования. Максимальный вы-
реакцнн приближается к бес-
а х — к наибольшему значе-
ход дестиллата получается в том случае, когда время
конечности (f=oo) и приближается к нулю,
ННЮ K+Ki '
, Если дестнллат ие удаляется достаточно быстро
ои, в свою очередь, также подвергается разложению,
дестиллата сначала увеличивается, затем по истечении
по мере его образования» то
за счет чего выход крекинг-
некоторого времени начинает
падать.
Обозначая количество разложившегося крекинг-дестиллата за время dt черев
Жыг и подстввляя это выражение в уравнение (151), будем иметь:
K=(aKe-<k+W — Ках) dt. (154)
После интегрирования получим:
.<.7;.. —,(155)
26 Зак* WW. Общая химич. технология топлива.
401
Постоянную интегрирования найдем, полагая:
t = 0: х = 0;
„ , К
с~а K+Ki-Ki'
Следовательно:
—W
а
K+Ki-K^*
(15б)>
Эти три уравнения характеризуют выход дестиллата при проведение крекинга'
в различных' условиях: уравнение (145) характеризует выход дестиллата, когда кре-
кинг-процесс не сопровождается образованием побочных продуктов, уравнение
(153) применимо для определения выхода крекииг-дестиллата при образовании по-
бочных продуктов (газа), не подвергающихся разложению благодаря быстрому от-
воду из зоны реакции. Наконец,’ уравнение (156) применимо для определения вы-
хода крекииг-дестиллата в том случае, когда крекинг-процесс идет с образованием
побочных продуктов, а образующийся крекинг-дестиллат подвергается разложению.
Для определения времени крекинг-реакции применяется одно из уравнений
(145), (153), (156). !
Рис. 220. Зависимость выходов бензина и газа
от продолжительности реакции.
(157)
Зависимость между температурой и скоростью реакции выражается уравнением’
Аррениуса:
£
In +С
I
где Е — энергия активации;
Т — абсолютная температура;
R — газовая постоянная;
С — константа интегрирова-
ния, лежащая в преде-
лах 28,8—32;
К — константа скорости реак-
ции.
Энергия активации (£) при-
близительно постоянна для всех
углеводородов нефтяных фрак-
ций и равна около ;60ООО кал на-
граммолекулу.
- Пользуясь уравнением Ар-
рениуса и зная величину энергии
активации для данной фракции
или отдельного углеводорода,
можно определить константу скорости реакции и, применяя ее, найти выходы дестил-
лата прн крекинге. Для этого пользуются одним из уравнений (145), (153), (156)»
которые соответствуют условиям проведения крекинга (крекинг без образования
побочных продуктов; крекинг с образованием газов в качестве побочных про-
дуктов; крекинг с образованием газа и разложением образующегося крекинг-
дестиллата).
Влияние температуры на увеличение скорости реакции очень велико. При повы-
шении температуры от 482 до 538° скорость реакции возрастает в тринадцать раз.
На рис. 220 показана зависимость глубины реакции крекинга (выход беизин&
и газа) от продолжительности реакции.
Повторный крекинг (крекинг с применением рисайкла)
' При увеличении продолжительности крекинга выход крекинг-дестил-
лата увеличивается. Однако длительный нагрев приводит к образо-
ванию продуктов полимеризации и к коксообразованию.
Сырье можно крекировать для получения одного и того же выхода
крекииг-дестиллата двумя различными путями.
1. Выбирать условия крекинга таким образом, чтобы максимальный
выход продукта получался за время однократного пропуска сырья
через крекинг-систему, увеличивая время пребывания сырья в реак-
ционной зоне.
2. Возвращать получающийся во время однократного крекинга про-
межуточный продукт в крекинг-систему для дополнительного терми
402
веского расщепления, повторяя это до тех пор, пока не будет получен
максимальный выход крекйнг-десгиллата.
Первый способ крекинга носит название однократного крекинга или
крекинга без рисайкла *. Второй способ называется многократным кре-
кингом или крекингом с применением, рисайкла.
Крекинг с рисайклом дает значительно большие выходы крекинг-
дестиллата, доходящие при работе на газойле до 60—70% и на тя-
желых видах сырья до 40—50% от исходного сырья.
Перед вводом в нагревательную пМь, рйсййкл обычно смешивается
с исходным сырьем. Количество рисййкла Характеризуется так назы-
ваемым коэфициентом рисайкла, т. е. отношением: Г
__ смешанное сырье (рисайкл 4-сырье) 1 1
исходное сырье '
Коэфициент рисайкла обычно характеризует число пропусков че-
рез систему утяжеленной фракции или рисайкла, идущего «а повтор-
ный крекинг. Практически коэфициент рисайкла приблизительно равен
отношению выхода бензина в процентах от исходного сырья к 20.. Та-
ким образом, при выходе крекинг-дестиллата в 50% от исходного сырья
50
коэфициент рисайкла составит — 2,5; при выходе в 38% от исход-
38 ' ' *
ного сырья коэфициент рисайкла будет равен = 1,9, что достаточно,
хорошо согласуется с практическими данными работы крекинг-уста--
новок. ‘ 1
Формы проведения крекинг-процессов
По характеру проведения крекинг-процессы можно отнести к двум
основным видам: 1) в жидкой фазе; 2) в паровой фазе, .. . . .
Такое разграничение является в некотором отнощении условным,’
так как в установках жидкофазного крекинга процесс в более или ме-
нее значительной степени проходит и в паровой фазе. - - - ч • ,. F
Большое значение имеют величины критических температур ;и да-
влений исходного, сырья. В этом случае, если температура -процесса
выше критической температуры сырья, — сырье будет находиться
только в паровой фазе. Определение критических температур сложных
смесей углеводородов, каким является сырье для крекинга, предста-,
вляет большие трудности.
В применении к нефтяным фракциям, критические температуры мо-
гут быть вычислены по формуле Мак-Ки и Паркера, которая для
предельных углеводородов будет
6.-== 1,05/„-1 -160 (158)
и для ароматических углеводородов
Аж==^ + 208, . (159)
где tk — критическая температура, ...
tb—средняя арифметическая температура десяти отсчетов. . . ,
Критическое давление см§с$й углеводородов, каким является,. кре-
кинг-сырье, лежит всегда ниже тех давлений, которые применяются
в жидкофазных установках. — ' '
Разновидности крекинг-процессов, как каталитический крекинг,. так
и пиролиз, проводятся: первой — в жидкой и паровой фазах, второй —
только в паровой фазе.
1 Рисайкл (recycle) — остаток, подаваемый на повторный крекинг после однократ-
ного крекинга.
26*
403
। Процесс технически совершенного жидкофазного крекинга осуще-
ствлен в промышленном масштабе в период 1920—1925 гг. и до на-
стоящего времени занимает одно из главнейших мест.
Таким образом, жидкофазный крекинг характеризуется:
1. Наличием высоких давлений (12—70 кг/см2) и сравнительно низ-
ких температур (до 5009).
2. Коэфициенты теплопередачи и термический коэфициент полез-
ного действия для жидкофазного крекинга выше, чем! для парофаз-
ного крекинга. Расход топлива, отнесенный к 1 кг получаемого кре-
кинг-дестиллата; ниже, чем при парофазном крекинге.
3. Механический коэфициент полезного действия установки по
сравнению с парофазным крекингом будет ниже вследствие необходи-
мости применения высоких давлений.
4. Полученный крекинг-дестиллат (бензин) содержит большое ко-
личество насыщенных углеводородов и потери при очистке ниже, чем
в случае парофазного крекинга.
Парофазный крекинг характеризуется:
1. Применением высоких температур (до 600°) и обычных да-
влений.
2. Коэфициенты теплопередачи при нагреве сырья в паровой фазе
меньше, чем при жидкофазном1 крекинге; термический коэфициент по-
лезного действия ниже по сравнению с термическим коэфициентом по-
лезного действия жидкофазного крекинга, расход топлива по сравне-
нию с жидкофазным крекингом, отнесенный к 1 кг полученного крекинг-
дестиллата, значительно выше.
3. Механический коэфициент полезного действия установки благо-
даря проведению процесса при низких давлениях и незначительным по-
терям напора при перекачке сырья насосами будет выше, чем при
жидкофазном крекинге.
4. Полученный крекинг-дестиллат (бензин) характеризуется содер-
жанием большого количества непредельных углеводородов, что при-
водит к большим потерям при очистке.
5. При парофазном крекинг-процессе наряду с образованием непре-
дельных и ароматических углеводородов увеличивается выход газа и
кокса за счет уменьшения выхода бензина.
Из сравнения экономики обоих процессов—жидкофазного и паро±
фазного — можно заключить, что наиболее экономичным является про-
цесс жидкофазный, требующий меньшего расхода топлива и незначи-
тельных размеров аппаратуры, при их сравнительно невысокой стои-
мости.
Качество бензинов, получаемых при различных крекинг-процессах,
различно.
Помимо разницы в основных физических: свойствах этих бензинов
(температуры кипения, удельного веса, цвета, стабильности) имеется
разница в октановых числах. Жидкофазный крекинг дает бензины,
в основном состоящие из насыщенных углеводородов и отличающиеся
сравнительно невысокими октановыми числами.
Существующие технологические процессы должны быть приспосо-
блены для повышёнйя октанового числа бензинов. Так как жидкофаз-
ный процесс, безусловно, не мог удовлетворить предъявленных требо-
ваний, то вновь было обращено внимание на парофазный процесс,
обеспечивающий бензины с более высокими октановыми числами.
Развитие технологических процессов парофазного крекинга шло до
тех пор, пока на смену ему не пришли более экономичные разновид'-
иости крекинг-процесса: реформинг, пиролиз и полимеризация газов
и легких жидких углеводородов. Указанные процессы за исключением
464
реформинга являются парофазными, отличаясь от него, главным обра-
зом, конструкцией аппаратуры и более высокой температурой, доходя-
щей до 700—750°.
Все три новых процесса дают бензины, отличительным свойством
которых является более высокое октановое число, чем пр'и парофазном
крекинге.
Особо высокие октановые числа имеют бензины, полученные путем
пиролиза и полимеризации газов. В смеси с бензинами, полученными
на жидкофазных крекинг-установках, они повышают октановое число
последних. Таким образом, сочетание процессов крекинга в жидкой
фазе с процессами реформинга, пиролиза и полимеризации газов дает
возможность удовлетворить требованиям получения бензина с повы-
шенным октановым числом.
Реформинг отличается от жидкофазного процесса только использо-
ванием в качестве сырья легких продуктов: бензина прямой гонки,
лигроина, керосина, которые, будучи подвергнуты процессу рефор-
минга, дают высокооктановые моторные топлива.
Процесс протекает при тех же давлениях, что и жидкофазный
крекинг, т. е. при 40—70 ат, и температурах порядка 500—520°.
Технология крекинга •
Для проведения процесса крекинга необходимо сырье подвергнуть
нагреву до оптимальной температуры, выдержать сырье при этой
температуре в течение некоторого времени, и затем образовавшиеся
продукты крекинга под-
вергнуть фракциони-
ровке. Нагрев сырья
осуществляется в труб-
чатом нагревателе1 или
в, трубчатой печи; все
трубы образуют один
сплошной змеевик, че-
рез который проходит
крекируемое сырье.
При жидкофазном кре-
кинге необходимо в
трубах печи иметь да-
вление, достаточное
для поддержания жид-
кой фазы движуще-
гося в печи сырья.
Рис. 221. Принципиальная схема крекинг-установки
с рисайклом:
7 —трубчатая печь; 2—реакционная камера; 3—редукционный
клапан; 4—ректификационная колонна; 5—газосепаратор; 6, 7,
8—насосы; 9— конденсатор.
Выдержка сырья после печи при заданной температуре в течение
некоторого времени осуществляется в реакционной камере — пустоте-
лом цилиндрическом сосуде. Образовавшиеся продукты крекинга
выделяются в этой камере и в виде паров поступают на фракциони-
ровку. Образующийся остаток и кокс отводятся снизу реакционной
камеры.
При применении крекинг-установки с рисайклом необходимо преду-
смотреть возможность отбора и подачи в печь рисайкла. Это дости-
гается отбором остатка со дна ректификационной колонны с подачей
его в печь для повторного крекинга.
Схема такой крекинг-установки приведена на рис. 221.
Исходное сырье насосом 6 подается в ректификационную колонну 4;
здесь сырье частично нагревается и смешивается с остатком в нижней
части колонны; остаток — рисайкл используется для повторного
крекинга. Эта смесь горячим насосом 7 подается в трубчатую печь 1,
405
в которой нагревается до температуры крекинга,переводится в нагре-
том состоянии в реакционную камеру 2, где завершается реакция
крекинга и одновременно отделяются продукты крекинга, поступающие
в ректификационную колонну 4. г!>
В последней крекинг-дестиллат отделяется от промежуточного
продукта — рисайкла, после чего конденсируется и охлаждается
в конденсаторе S.,! Конденсат и газы поступают в газосепаратор 5,
в котором^;происходит, отделение газа от крекинг-дестиллата. .Отде-
лившийся гад..черезпредукционный клапан 3 выводится из газосепара-
тора к источнику;потребления; крекинг-дестиллат частично1 отводится
на очистку ,из;i газосепаратора в виде готового продукта, а ..частично
подается насосрм 18< на . орошение ректификационной коло^ры.
Существующие заводские системы крееднг.'^от/щчаютсд от приве-
денной схемы/) .тдавщям образом, только , конструкцией;, аппаратуры,
а также различным, рабочим температурным, режимом, .и давлением.
1 'скст^ыжидкофазного. .крекинга’
f, Из основных , систе^н’ жидкофазного ’ крекинга' можно привести
следующие:
1. Процесс Кросса. *
2. Процесс Винклер-Коха/
3. Двухпечный креццрг-про'цесс.. ...
4. Комбинированные процессы. s
Рис. 222. Схема крекинг-установки; Кросса: J ‘
1 — трубчдта; печь; 2— реакционна камера; 3— редукционный казнам; 4—эвапоратор; 5—ректифика-
ционная колонна; S—парздэетнлдагные теплообменники; 1^ЦГ12, 13—насосря; 8—конденсатор; 9—кон-
цевой холодильник; 10—газосепаратор; 14—Змеевики в эвапораторе.
Процесс Кросса. Процесс Кросса (рис. 222) характеризуется приме-
нением сравнительно высоких давлений и относительно низких
температур, и является крекингом в жидкой фазе. , . ,
Исходное сырье насосом 7 подается в пародестиллатные парциаль-
ные конденсаторы (теплообменники) 6, служащие для - утилизации
> тепла отходящих паров бензина на предварительный подогрев
сырья.
406
Далее сырье поступает на нижние тарелки ректификационной
колонны 5, где частично нагревается за счет отдачи.,тепла поднимаю-
щимися: по- колонне парами. Затем в виде смеси с конденсирующимися
парами тяжелых фракций (промежуточным продуктом, или рисайклцм)
попадает на дно ректификационной колонны и горячим насосом 13
через ряд змеевиков 14, установленных в эвапораторе 4, передается
в трубчатую нагревательную печь 1. Здесь температура смеси дово-
дится до 450—480° и давление до 40—58 ат. Из печи смесь передается
в реакционную камеру 2, где завершаются реакции - крекинга.,
Из двух реакционных камер работает обычно одна, а ' другая
в резерве. Камеры изолированы от теплопотерь и дополнительного
обогрева не имеют. Из реакционной камеры продукты крекинга через
редукционный клапан <3 поршневого типа поступают в эвапоратор 4
для отделения паров образовавшихся продуктов от тяжелого остатка,
направляясь затем в ректификационную колонну. Тяжелый остаток со
дна эвапоратора охлаждается в холодильнике-конденсаторе 8. Основ-
ная часть используется как котельное топливо, часть же перекачи-
вается в эвапоратор для поглощения избыточного тепла в нижней
части аппарата.
Пары, поступающие из эвапоратора в ректификационную колонну,
частично конденсируются ' в ней. Конденсат, :скопляющийся на дне
колонны, является рисайклом. Несконденсировавшиеся фракции паров,
поднявшись по колонне, переходят в парциальные конденсаторы, где
частично , конденсируются, и затем, в конденсатор погружного типа,
в котором происходит полная их “конденсация и охлаждение конден-
сата. Регулировка конечной температуры конденсата * достигается при-
менением концевого трубчатого холодильника 9, после которого
конденсат бензина и несконденсировавшиеся газы поступает в газо-
сепаратор 10, где бензин отделяется от газа. Часть бензина из
газосепаратора подается насосом 11 в ректификационную колонну для
орошения. Остальная является готовым продуктом. Газ из газосепара-
тора через редукционный клапан отводится к источнику потребления
или на газоулавливающую установку.
Установка типа Кросса практически работает в жидкой фазе как
в трубчатой печи, так и в реакционной камере. Коксообразование
в установках этого типа проявляется незначительно. Поэтому реак-
ционные камеры обладают сравнительно небольшим объемом. Средние
выходы бензина с концом кипения 225° на установке Кросса соста-
вляют 45—55% для мазута и до 80% — для керосина (газойль занимает
промежуточное положение — 65—70%); кокс, газ и потери составляют
8—9% на исходное сырье, остальное (15—55%) падает на остаток.
Процесс Винклер-Коха. Процесс Винклер-Коха не имеет реакционной
камеры, так как получение легких углеводородов обусловливается
температурой и временем. При увеличении температуры надобность
в реакционной камере отпадает. Незначительное время для завершения
реакции крекинга обеспечивается в специальном трубчатом змеевике,
установленном в нагревательной печи и называемом реакционной или
сокинг-камерой. Сокинг-камера помещается в конвекционной части
печи между верхним и нижним нагревательным змеевиком; такое
расположение обеспечивает .постоянную температуру сырья, проходя-
щего через камеру. Крекинг-установка Винклер-Коха работает или на
таком легком сырье, Как газойль, или на тяжелых видах сырья, как
маз^¥;(Ьрямой гонки нефти. Схемы установок, работающих на , легком
и тяжелом сырье, отличаются друг от друга. . . ।
Рабата на газойле протекает по схеме,; изображенной, на - риа.; 223.
Исходное сырье насосом 1- подается на! нижние; тарелки . ректифик$-
j'4Q7
ционной колонны 6, где нагревается за счет конденсации паров
газойлевых фракций. Смесь конденсата и исходного сырья стекает на
дно ректификационной колонны, откуда горячим насосом 2 подаете»
в труочйтую крекинг-печь 3. В ней сырье последовательно проходит
Рис. 323. Схема газойлевого крекинга Вииклрр-Коха:
1, 2, 9, 10—насоеы; 3— трубчатая крекннг-печь; 4—редукционный клапан; 5—
эвапоратор; б—ректификационная колонна; 7—конденсатор; 8—газосепаратор;
11—холодильник.
нижний нагревательный змеевик, далее поступает в верхний нагрева-
тельный змеевик и, наконец, в трубы радиантной секции печи. Проходя
эти трубы, сырье подогревается до температуры крекинга (490—492°),
и затем переходит в сокинг-камеру, где находится в тече-
Рис. 224. Схема мазутного крекинга Винклер-Коха:
1~нагревательная печь низкого давления; 2—эвапоратор; 8, Н— пародестиллатные 'ммаобмеинвии -
4—ректифнкацювиая колонна; 5, 10, 12, 14—насосы; 6—креиинг-печь высокого давления; 7—рмук
цяониый вентиль; в—конденсатор-холодильник; 2—газосепаратор; 13—холодильник.
ние определенного времени, необходимого для завершения реакции
крекинга.
Из сокинг-камеры сырье через редукционный клапан 4 отводится
в эвапоратор 5; в последнем происходит отделение легких продуктов
408
крекинга от остатка. Остаток, используемый как котельное топливо,,
отводится через холодильник 11 к приемнику; часть охлажденного
остатка насосом 10 возвращается снова в эвапоратор для поглощения
избыточного тепла. Легкие продукты крекинга в виде паров, состоящих
из бензина, газа и газойля, по выходе из эвапоратора поступают
в ректификационную колонну.
В ректификационной колонне пары газойля конденсируются за счет
отдачи тепла вводимому сырью, и конденсат в смеси с сырьем
горячим насосом подается в печь, как указывалось выше. Газойль
в данном случае служит рисайклом и подвергается повторному кре-
кингу. Пары бензина и газа, поднявшись по колонне, переходят
в конденсатор 7, где происходит конденсация бензина. Конденсат и
несконденсировавшийся газ далее поступают из конденсатора в газо-
сепаратор 8.
В газосепараторе газ отделяется от жидкости и через редукцион-
нЪгй клапан отводится либо к источнику потребления, либо на абсорб-
ционную установку для улавливания бензина. Часть бензина из
газосепаратора отводится в приемник в виде готового продукта,
а часть подается насосом 9 на верхнюю тарелку ректификационной
колонны для орошения. Конечная температура нагрева сырья в печи
490—492°. Давление на выходе из печи равно 38—40 ат, а при входе
58—60 ат. В эвапораторе, колонне и газосепараторе давление поддер-
живается около 3,5 ат. Выход бензина на установке Винклер-Коха при
работе на газойле составляет 60—62% от исходного сырья.
Крекинг-установка Винклер-Коха, работающая на таких тяжелых
видах сырья, как мазут прямой гонки нефти, отличается от установок
для крекинга газойля наличием второй нагревательной печи для подогрева
мазута, с целью отгонки от него газойля.
Схема установки Винклер-Коха, работающей на мазуте, показана
на рис. 224.
Сырой мазут после подогрева в двух теплообменниках до 320°
подается насосом 12 в нагревательную печь низкого давления 1.
В ней мазут подогревается до 385° и, по выходе из печи, подается
в эвапоратор 2, где из мазута выделяется газойль. Остаток со дна
эвапоратора отводится через холодильник 13 в приемник. В эвапора-
торе выделившийся из мазута газойль смешивается с парами продук-
тов крекинга, поступающих из крекинг-печи высокого давления 6.
Смесь паров, состоящая из крекинг-газа, крекинг-бензина, крекинг-
газойля, образовавшегося в печи высокого давления, и газойля,
отогнанного от мазута из эвапоратора, поступает при 400° через
пародестиллатный теплообменник 3 в ректификационную колонну 4.
Пары крекинг-газойля и газойля, отогнанного от мазута, сконденсиро-
вавшись в жидкость в ректификационной колонне, со дна ее откачи-
ваются горячим насосом 5 (при 320°) и подаются в печь высокого
давления 6, где подвергаются крекингу при температуре 485—490°.
Пары легких фракций, поднявшись по тарелкам ректификационной
колонны, выходят в пародестиллатный теплообменник 11, где подогре-
вают исходное сырье, подаваемое насосом 12 в печь низкого давле-
ния, и вновь вводятся в колонну, в которой проходят вверх по
остальным тарелкам, подвергаясь ректификации. Из ректификацион-
ной колонны пары с температурой 195° поступают в конденсатор-хо-
лодильник 8, откуда крекинг-бензин и газ направляются после кон-
денсации в газосепаратор 9. В последнем происходит разделение кре-
кинг- бензина и газа.
Часть крекинг-бензина подается насосом 10 из газосепаратора на
орошение колонны. Остальная часть крекинг-бензина направляется
в приемник. Газ из газосепаратора отродится через редукционный вен-
409-
тиль 7 на абсорбционную установку для улавливания бензина. Промы-
тый газ с абсорбционной установки используется для отопления печей,
а избыток газа -4- для других целей.
Режим давления в установке следующий: у входа в печь высокого
давления 60 ату у выхода:из печи 38—40 аг, у;входа в печь низкого
давления 15—16 ат, у выхода из печи 3,5 ат. Давление в эвапораторе,
ректификационной колонне, конденсаторе и газосепараторе поддержи-
вается на уровне 8—!4 'ат.
Средние выходы;- получаемые на мазутных крекинг-установках Вин-
клер-КоХа, по данным работы крекинг-установок на грозненском па-
рафинистом мазуте' составляют (в %' от исходного сырья):
Крекинг-бензчн........ . 30 — 35
Крекинг-остаток........ . 50 — 55
Газ + потери. . . • . . . 10 —15
Топливо . . .. •...........8
Стремление,; повысить выходы бензина на установках типа Винклер-
Коха вызвало^внедрение в промышленность ряда установок с видоиз-
мененной схемойрдботы. Довольно заметное повышение выхода кре-
кинг-бензицан подучается в том случае, если печь низкого давления пе-
ревести ,на крекинг-мазут путем повышения температуры. По некото-
рым данцым дри<такоч режиме можно повысить выходы на 5—8% от
исходного сырья, так, что суммарный выход крекинг-бенэина из обеих
печей составит 35—43/Ь от мазута.
Двухпечный. крекинг Нефтепроекта. Двухпечный крекинг Нефте-
проекта отражаете себе идею раздельного крекирования тяжелого и
легкого сь^я- Если мазут подвергнуть крекингу в печи низкого да-
вления установки. Винклер-Коха, то, помимо увеличения выхода кре-
кинг-бензина в общем балансе крекинг-установки, получаются более
однородные по составу фракции, которые поступят на крекирование в
печь высокого давления. Благодаря этому уменьшается опасность чрез-
мерного коксообразования при углублении. крекинга.
Подобный метод крекинга тяжелых видор сырья, широко распро-
•странец в СШД, и носит^, название, «редюсинга». Необходимо отме-
тить^дтр; установка тирр Винклер-Коха должна быть специально кон-
структиву приснособленацдля -проведений; редюсинга^
В ,QCHOgy.;ipj^j^>i, двухпечного; крекинга,,Нефтепроекта положена
схема установки^ Винклер-Коха, видоизменённая и приспособленная для
проведения креквдгд- в -обиеих. печах. Вместо печи низкого давления
введена вторая нагревательная крекинг-печь, снабженная сокинг-ка-
мерой. . " •
Схема двухпечного крекинга системы Нефтепроекта изображена на
рис. 225.-!,С{э1рой1 мазут, качается ндсосом //. в ,испарительную колонну
(флешинг^колонна) 4.;|После нагрева в ней мазут подается из нее насо-
сом 13 в перцую -, ректификационную колонну 5, где подогревается
дополнительно, замечет теплоты, паров,- движущихся навстречу. Смесь
сырья и сконденсировавшихся на дне первой колонны паров тяжелых
фракций горяццм : насосом 14 подается в печь легкого крекинга 1.
Нагретое сырке из .э^й; печи поступает в эвапаратор 5; одновременно
в эвапоратор поступает также. сырье из печи глубокого крекинга 2.
В эвапораторе происходит разделение жидкой и паровой фаз, причем
жидкая фаза (+ остаток) поступрер, во флешинг-колонну, где из нее
удаляются легкие фракции.,-t Цары этих легких фракций поступают
в ректификационную часть флешинг-колонны, а тяжелый остаток насо-
сом 12 через холодильник 9 отводится в приемник. Пары из эвапора-
ратора поступают в первую ректификационную колонну; после ректи-
фикации в ней (причем флегма собирается на дне колонны, где смеши-
вается с исходным сырьем) пары из первой поступают во вторую рек-
hl 10
тификационную колонну, где. ^подвергаются вторичой ректификации.
Сконденсировавшаяся часть тяжелых фракций, содержащихся в парах
(или флегца^,!'собирается на1 дне ректификационной колонны и отсюда
подается насосом 15 на рисайкл для питания печи глубокого крекинга.
Пары крекинг-бензина и газ из второй ректификационной колонны 6
поступают в конденсатор :далее в газосепаратор 7. Газ из газосе-
паратора отводится на абсорбционную установку через редукционный
вентиль 10-, крекинг-бензин ico дна газосепаратора частично подается
насосом 16 для орошения колонн, а остальная часть отводится в прием-
ник готового продукта. ,.«,* ।
Двухпечный крекинг Нефтепроекта по сравнению; с крекинг-уста-
новкой Винклер-Коха даетувозможность проводить достаточно глубо-
Рис. 225. Схема двухпечниго крекинга системы Нефтепроекта:
1__печь легкого крекинга 2—печь глубокого крекинга; 3—эвапоратор; 4—флешинг-колоииа;
5__первак ректификационная колонна; б—вторая ректификационная колонна; 7—газосепаратор;
8__конденсатор; 9—холодильник; /0—редукционный вентиль; 11, 12, 13, 14, 15 и 16—насосы.
кий крекинг тяжелых видов сырья, це опасаясь коксообразования даже
при более жестком режиме, рассчитанном на повышение выходов
крекинг-бензина. Причиной этого является возможность благодаря раз-
дельному крекированию тяжёлого и легкого сырья получать рйсайкл
для питания печи глубокого крекинга со сравнительно узкими грани-
цами кипения фракций. 1
В среднем установка двухпечного крекинга Нефтепроекта дает вы-
ходы бензина на 10—15% больше, чем установка Винклер-Коха, при
работе на одном и том же тяжелом сырье. При работе на мазуте пре-
дельные выходы бензина, достижимые на этой установке, составляли
45—50% от исходного сырья.
Системы парофазного крекинга
Из парофазных крекинг-установок удачной следует считать кре,-
Кйнп по Джайро.
Схема работы этой установки изображена на рис. 226. Из резер-
вуара 1 сырье насосом' 2, под давлением; около 7 ат, подается’К раз-
брызгивающим соплам аррестера 3 (аппарат, имеющий назначение
приостанавливать реакцию крекинга).
' ’ Подаваемое Насосом в аррестер. ёырье снижает температуру горячих
‘паров,- поступающих из печи, до ЗГб0. Этим понижением температуры
, ‘ 411
!
приостанавливается реакция крекинга. Жидкость, собирающаяся в ар -
рестере и состоящая из остатка крекируемого сырья и скондевеировав-
шихся паров тяжелых фракций, поступает в нижнюю часть ректифика-
ционной КОЛОННЫ1
Пары из аррестера, представляющие смесь паров крекируемого
сырья вместе с несконденсировавшимися парами продуктов крекинга,
выходящих из печи, поступают в ректификационную колонну 4. Рейта»
фикационный бензин и газ сверху колонны отводятся в конденсатор 12.
Для улучшения регулировки температуры верха колонны и получения
бензина с требуемым интервалом температур кипения верхняя часть
колонны снабжена змеевиком, охлаждаемым водой. Нагреваясь в этом
змеевике, охлаждающая вода превращается в пар низкого давления,
используемый для работы насосов и технологических целей.
Жидкий бензин, отделившись от газа в газосепараторе 13, отво-
дится в приемник 14 со дна аппарата; газ из газосепараторов засасы-
Рис. 226. Схема установки парофазного крекинга Джайро:
1—резервуар лля исходного сырья; 2, 5, 17—насосы: 3—зррестер; 4—ректификационная колонна;
в—коньекционнея речь; 7—ларофазная печь; в—аваператор; 9—сепаратор; /р—холодильник длр остзт-
ия; 11, 14—приемника; 12—конденсатор; 13—газосепарагор; 15—аккумулятор для воды; 16—резервуар-
для воды.
вается и сжимается компрессором для извлечения бензина. Неиспа-
рившаяся часть исходного сырья и конденсат тяжелых фракций
(флегма) из ректификационной колонны, собирающиеся в аккумуля-
торе для горячего продукта, подаются насосом 5 в экономайзер (кон-
векционная печь) 6 или подогреватель со скоростью, регулируемой
с таким расчетом, чтобы обеспечить печь постоянным количеством по-
ступающих на крекинг 'паров. В случае подачи избыточного количе-
ства горячего продукта в экономайзер этот избыток через теплообмен-
ники и холодильники может быть возвращен в резервуар для исход-
ного сырья. Выйдя из экономайзера с температурой около 370°, горя-
чий продукт поступает в эвапоратор 8 для разделения жидкой и па-
ровой фаз.
Жидкий остаток со дна эвапоратора, как обычно, после холодиль-
ника 10 отводится в приемник готовой продукции 11.
Для предотвращения коксообразования и смягчения режима в тру-
бах парофазной печи в эти трубы подается водяной Пар в количестве
около 3% от веса паров сырья, подаваемых в печь. Путь водяного
4',2
пар’а следующий: пар вводится снизу в эвапоратор, проходит лежащие
на дне аппарата перфорированные змеевики. Смесь водяного пара и
паров крекируемого сырья по выходе из эвапоратора пропускается
предварительно сквозь брызгоотделитель (сепаратор) 9 для отделения
увлекаемых частиц жидкости, а затем при 340° поступает в парофаз-
ную печь 7. Нагрев паров до температуры порядка 600° сопрово-
ждается одновремен- ным расщеплением их с образованием низко- молекулярных углево- дородов. Трубы паро- фазной печи наполнены катализатором (окисью железа, нанесенной на цементные зерна), пре- дотвращающим коксо- вание в трубах печи. В установке Джайро закоксовывания труб не наблюдается. В табл. 93 приведены ТАБЛИЦА 93 Выход и октановые числа бензинов, полученных на парофазной установке Джайро
Сырье для крекинга Выход бензина в % объемн. от сырья Октановое число
Сырая нефть Отбензиненная нефть . Мазут Тяжелые остатки . . . выход и октановые ч 59-61 47-52 58-60 52—55 исла бензина, 88-90 75—79 75-76 получаемого
при крекинге различных видов сырья.
Наиболее низкие выходы бензина (58—62%) и сильное газообразо-
вание (32%) наблюдаются при крекинге керосина.
Вырабатываемый на установке Джайро бензин содержит значитель-
ный процент ненасыщенных углеводородов.
Парофазный крекинг-бензин содержит 45—50% олефинов, 40—45%
-ароматики, остальное — нафтеновые углеводороды; парафиновые угле-
водороды отсутствуют.
После очистки бензин достаточно стабилен, имеет хороший запах
и обладает высокими антидетонационными свойствами.
Окислительный крекинг системы Дубровай
Несколько особо среди процессов крекинга стоят процессы окисли-
тельного крекинга, проводимые с целью получения моторных топлив
из нефти и ее дестиллатов. К таким процессам можно отнести кре-
кинг системы Дубровай, протекающий при высокой температуре, в при-
сутствии кислорода воздуха. Процесс проводится в паровой фазе
в специальном генераторе и сводится к следующему: исходное сырье
(газойль) проходит через ряд теплообменников, где нагревается за счет
утилизации тепла получаемых продуктов и поступает в трубчатую
печь, где нагрев доводится до температуры 450°. Выходящие из печи
пары сырья подаются в реакционную камеру (генератор с огнеупорной
насадкой внутри), где смешиваются с воздухом. За счет реакций окис-
ления, которые идут с выделением тепла, происходят процессы рас-
щепления, дегидрогенизации и ароматизации исходного сырья.
Крекинг-процесс Дубровай имеет целью получение специальных
высокооктановых бензинов, а также газов, богатых непредельными
соединениями. Выход бензина с концом кипения 170°, как показал
опыт работы одной заводской установки, составляет 34% от исход-
ного сырья, 14,4% лигроина, 15—20% крекинг-остатка, 15—20% поли-
меров после очистки хлористым цинком; 15—20% газа; 8% потерь при
сгорании (окислении).
Бензин, полученный на установке Дубровай, содержит непредель-
ных углеводородов 57—60%, ароматических 21—22%, нафтеновых
11—17% и парафиновых 0,9%. Таким образом, процесс парофазно-
413
окислительного крекинга Дубровай дает бензины, содержащие, глав-
ным образом, непредельные и ароматические углеводороды. Ввиду
большой потери непредельных при сернокислотной очистке и неста-
бильности получаемого бензина при применении парофазной очистки,
выработанное моторное топливо требует специального метода очистки
хлористым цинком. Октановое число полученного бензина после
очистки хлористым цинком равно 77,5. К преимуществам процесса сле-
дует отнести почти полное отсутствие коксо- и сажеобразования.
Кислород воздуха при крекинге .расходуется, главным образом, на
образование кислородсодержащих > соединений — альдегидов, фенолов
и кислот. Часть кислорода расходуется на образование продуктов сго-
рания углерода и водорода (СОг и НгО).
Газ, образующийся при крекийге, содержит 15—20% непредельных
углеводородов, 8—15% предельных углеводородов, от 2 до 8% воды,
45—60% азота, 2—8% окиси углерода и 0,5—5% СОг.
г • >
Каталитический фрекинг1 *
Термический крекинг смог удовлетворить растущий спрос на мотор-
ный бензин с количественной стороны (если не считаться с неполнотой
использования нефти), но качество бензинов термического крекинга
оказалось недостаточно высоким для мощных авиационных моторов.
Существенные недостатки жидкофазйбго термического крекинга:
неполное использование сырья, приводящее' к большому выходу мало-
ценных продуктов (крекинг-мазут и др.) и невысокие качества полу-
чаемого бензина: низкое октановое число!55’—72, слабая приемистость
к ТЭС, неустойчивость (легко осмоляются при хранении вследствие
присутствия легко окисляющихся .олефинов, и :диенов), — все это побу-
ждало к поискам более эффективных методов нефтепереработки.
Дальнейшая рационализация жидкофазного крекинга позволила от-
части устранить эти недостатки, но наибольший промышленный инте-
рес представляет каталитическое превращение тяжелых погонов нефти
в бензин над крекирующими, изомеризующими и ароматизирующими
катализаторами, так как этот метод позволяет при более полном и ра-
циональном использовании сырья получать высококачественный авиа-
бензин с октановым числом 80 без ТЭС в количестве до 50% от нефти.
Развитие каталитического крекинга ‘ црло: крайне медленно из-за
стремления исследователей найти катализаторы; активные в течение
долгого времени. Скоро было установлено’,' что' это практически неосу-
ществимо, так как образующиеся в нёкбтором количестве тяжелые
смольг крекинга отлагаются на поверхности катализатора, образуя
углистую пленку («кокс»), которая прекращает контакт катализируе-
мого вещества с катализатором и обрывает реакцию.
Только использование катализаторов прй чередовании рабочих цик-
лов и регенераций путем выжигания углистых веществ, отложившихся
на поверхности и в порах катализатора, дало' возможность пустить
в 1927—1928 гг. первые промышленные уЬтййовки каталитического кре-
кинга.
В настоящее время' каталитическая переработка нефти и ее фракций
нашла большое промышленное применение в США, где работают про-
мышленные установки каталитического крекинга системы француз-
ского инженера Гудри.
Вслед за процессом Гудри были разработаны и в 1942—1943 гг.
вступили в эксплоатацию заводы каталитического крекинга с так на-
зываемым «жидким катализатором» и заводы «термофорного крекинга».
1 В. М. Грязнов, Успехи химий, XIV, в. Т, 42 (1945).
414
Современные виды каталитического крекинга проводятся над твер-
дым катализатором в паровой фазе. В технологическом отношении эти
процессы делятся на две группы: 1) процессы с неподвижным катали-
затором — процессы Гудри и 2) процессы с движущимся катализато-
ром— процессы термофорного и жидкокатализаторного крекинга.
if ( ;
Процесс Гудри
Катализаторы. Типичный катализатор крекинга имеет следующий
состав: 76% SiO2, 16,8% AhOs, 2,4% СаО, 1,6% FeaQe, 1,3%'; MgO. Ка-
талитическое действие глины может быть усилено или изменено
введением не более чем 10% окислов никеля, меди, марганца. Катали-
заторы должны иметь тонкую пористую структуру, достаточную, но не
чрезмерную активность и должны легко регенерироваться; путем про-
дувки воздухом или воздухом в смеси с дымовыми газами, или водя-
ным паром. Катализаторы Гудри теряют свою активность при пере-
греве свыше 530°. Катализатор Гудри живет (с сохранением почти
полной каталитической активности) неопределенно долго, выдерживая
тысячи регенераций без заметного снижения активности. На заводах
катализатор сменяют два раза в год, но вполне возможен и больший
срок работы.
Каталитические камеры. В основном каталитический крекинг по
Гудри состоит в пропускании паров углеводородов в нагретом состоя-
нии через камеру, наполненную катализатором, собирании и разгонке
продуктов и, наконец, в регенерации катализатора, когда его актив-
ность начинает падать.
Для удовлетворительного проведения крекинга сырье в парообраз-
ном состоянии пропускают в камеру при температуре около 450°; для
выжигания отложившегося кокса нужна более высокая температура
(до 520°). Происходящая быстрая смена температур сопровождается
расширением и сжатием камеры, что может привести к ее разрушению.
Каталитическая камера Гудри — это металлический цилиндр до 9 л
высоты и 3,5 м в поперечнике. Внутри камера снабжена системами
вертикальных перфорированных труб, обеспечивающих подачу”* паров
нефти сразу во всю массу катализатора и отсасывание катализирован-
ных паров. Из-за плохой теплопроводности катализатора, во время
регенерации, когда выделяется большое количество тепла’, возможны
местные перегревы.
Для устранения местных перегревов, для понижения температуры
после окончания регенерации перед новым пропусканием паров сырья
и для поддержания нужной температуры во время каждого из этих
процессов, в камерах используют расплав солей. По системе металли-
ческих труб циркулирует смесь расплавленных солей • (40% NaNO®,
53% KNO3 и 7% NaNOs), которая плавится при 140° и не разлагается
при температуре 550°.
Каталитическая масса находится в промежутках между трубами, по.
который циркулируют расплавленные соли, и трубами для подачи и
отсасывания паров сырья и продуктов реакции, по которым во время
регенерации подается воздух и отсасываются продукты горения. Для
ускорения теплообмена между каталитической массой и циркулирую-
щей в трубах смесью солей трубы снабжены металлическими ребрами,
которые расположены так, чтобы ни одна часть катализатора не была
удалена от теплопроводящей поверхности более, чем на 25 мм.
Схема работы завода. В 1939 г. в США построен завод мощностью
3 600 т нефти в сутки.
Весь технологический процесс на этом заводе, как видно из схемы
на рис. 227, состоит из следующих операций: 1) отгонка бензиновой
415.
фракции нефти, 2) каталитический крекинг остатка, от которого отде-
лен мазут, и 3) каталитическая обработка бензина каталитического
крекинга.
Отделение бензиновой фракции от сырой нефти.
Сырая нефть подается в теплообменник /, где нагревается за счет га-
зойля, вытекающего из главной перегонной колонны, затем протекает
через самый холодный из пяти холодильников 2 для крекированных
паров, идущих из каталитических камер. При этом сырая нефть нагре-
вается настолько, что становится возможным удаление из нее некото-
рого количества воды, которую она может содержать в виде эмульсии.
Это производится в дегидраторе 3 под давлением. Выходящая оттуда
нефть проходит через четвертый холодильник и поступает в первую
перегонную колонну, откуда пары попадают во вторую фракционную
колонну для сырья (5) выше питающей тарелки. Остатки перегонки из
первой фракционной колонны делятся на две части — одна проходит
через три холодильника, нагреваясь за счет охлаждения крекирован-
ных паров, а другая — через мазутный теплообменник. Затем они
соединяются на питающей тарелке второй перегонной колонны 4, где
гЧ1
io
9
Т
Сырье
//
Ь/
6
Тджелыр второй фракционной
Мазут ?азо6м
Рис. 227. Схема 'технологического процесса Гудрн:
/—теплообменник; 2—холодильники; 3—дегидратор; 4, S, 10—
перегонные колонны; б—нагреватель Баджера: 7—отделитель
мазута; 8—теплообменник для сырья; 9—крекннг-камеры;
11—конденсатор;12—газоотделитель.
Затем они
перегонной колонны 4, где
отгоняются газ, бензин и
нафта, в то время как
остатки являются сырьем
для каталитической части
этого предприятия.
Тепло для фракциони-
рования сырой нефти по-
лучается в теплообменни-
ках от горячих паров или
горячих продуктов.
Каталитическ а я
секция. Сократившееся
в объеме сырье со дна
ко-
лонны подается центро-
бежным насосом через
нагреватели в каталитиче-
скую секцию. Нагреватели
Баджера 6, обогреваемые
горящим газом, оборудо-
ваны теплорегулирующими аппаратами, обеспечивающими испарение
нефти и нагревание паров до 450°. Выходные отверстия четырех нагре?
вателей соединяются в один поток перед отделителем мазута 7, куда
пары входят по касательной к стенке так, что мазут отделяется под
действием центробежной силы и силы тяжести. Мазут удаляется
через коническое дно сепаратора, охлаждаемого холодным мазутом,
прокачивается через теплообменники для сырья 8 и затем охлаждается
водой.
К парам, выходящим из мазутоотделителя, добавляется немного
перегретого пара для предотвращения конденсации до их поступления
в камеры крекинга 9. На этом заводе группы соединены параллельно
и пары поступают сразу в четыре камеры. Каждые две пары камер
находятся под продувкой паров сырья 10 мин. Регулировка клапанов
производится так, что каждые две пары камер вступают в продувку
друг за другом. Это обеспечивает непрерывный поток нефти через
камеры.
По описанной уже системе труб пары поступают снизу в каталити-
ческие камеры, покидают их наверху и вместе с образующимися кон-
денсатами попадают в главную перегонную колонну 10, пройдя через
41в
пять теплообменников 2. Из перегонной колонны отгоняется моторный
бензин. Как побочный продукт получается газойль, который можно
снова направить в цикл, а небольшое количество тяжелого газойля со
дна колонны после смешивания с мазутом используется в качестве ко-
тельного топлива. Пары моторного бензина идут в конденсатор 11 и
отделитель газа 12, откуда газ идет на газовые заводы, а сырой бен-
зин на стабилизацию.
Рабочий цикл на заводе Гудри состоит из следующих операций:
Продувание' паров сырья — рабочее время. . . . 10 мин.
Выкачивание паров сырья—подготовка к регенерации 5 „
Продувание воздуха — регенерация..........10 ,
Выкачивание воздуха и продуктов горения —
подготовка к продуванию паров сырья.......5 ,
В каждом описанном цикле за 30 мин. происходят переключения
28 клапанов, обеспечивающие продувку паров сырья, включение вакуум-
ной линии, впуск воздуха для регенерации, включение вакуумной
линии для удаления его излишков и отключение вакуумной линии. Эти
переключения следуют друг за другом с интервалами в 5 или 10 мин.
и при ручной работе потребовали бы большой штат. Вместо этого
переключения выполняются электромоторами под контролем централь-
ного циклорегулятора.
Помещение, в котором установлен циклорегулятор, снабжено при-
борами, показывающими температуры, скорости потоков в различных
частях установки, включения и выключения моторов у клапанов, кото-
рые производятся импульсами циклорегулятора.
Если клапан не открывается в нужный момент, то звучит сигналь-
ный звонок дежурному инженеру, и задержавшийся клапан приводится
в действие нажатием кнопки, включакццей вторую систему управления.
Если клапан все еще не действует или обнаруживается другая какая-
либо неисправность, то эта камера может быть отключена без оста-
новки всего завода.
В результате одного пропуска сырья над катализатором получается
автомобильный бензин. Выход бензина высокий и достигает 45% от
поданного к катализатору сырья; октановое число бензина колеблется
в зависимости от качества сырья от 76 до 82.
Высокие выходы и хорошее качество получаемого бензина, а также
широкое использование теплоты реакции сильно снижают стоимость
переработки нефтепродуктов по методу Гудри; его можно применять
даже при работе на автомобильном бензине.
Для производства авиационного бензина применяют каталитическую
обработку автомобильного бензина. Эта обработка, называемая обла-
гораживанием бензина, производится в точно такой же каталитической
секции Гудри, что и крекинг, при более низкой (400°) температуре.
Отличие облагораживания от крекинга состоит еще и в том, что
период пропускания паров над катализатором может продолжаться не-
сколько часов благодаря менее интенсивному коксообразованию; это
делает возможным вариирование процесса в соответствии с характе-
ром сырья и желаемыми продуктами.
Каталитическим облагораживанием автомобильного бензина по Гудри
получается авиационный бензин с октановым числом 98 при добавле-
нии 3 мл ТЭС на 3,8 л. Выход авиабензина составляет 96,8% к взя-
тому автомобильному бензину. Выход газа и потери 0,3%.
Другие каталитические процессы. Кроме каталитиче-
ского крекинга сырой нефти, ее дестиллатов или остатков перегонки,
•каталитической обработки бензина каталитического или термического
крекинга на заводах типа Гудри можно производить каталитическое
обессеривание газов крекинга или бензина.
27 Зак. 3610. Общая химия, технология топлива. 417
Заводы крекинга или обработки бензина могут работать при самых
разнообразных и точно контролируемых условиях. Эти различные усло-
вия включают давление, температуру в реакторе, скорость подачи
сырья, время реакции, природу и форму катализатора и т. д. Одно
или несколько из этих условий могут быть изменены в желаемом на-
правлении; это дает возможность осуществить большое число произ-
водственных комбинаций, не внося никаких изменений в оборудование.
Важным преимуществом каталитического крекинга Гудри является
более низкая стоимость эксплоатацни заводов по сравнению с заводами
термического крекинга. Это достигнуто главным образом благодаря
широкому использованию теплоты на всех стадиях процесса: отделе-
ние бензина из сырой нефти идет почти исключительно за счет тепла
горячих паров или продуктов; теплота, выделяющаяся при регенерации,
идет для получения пара и электроэнергии.
В 1943 г. по процессу Гудри было получено 90% всего произведен-
ного в США бензина каталитического крекинга, остальные 10% выра-
ботки пришлись на долю недавно разработанных процессов термофор-
ного и «жидкокатализаторного» каталитического крекинга. Оба эти
процесса отличаются от процесса Гудри применением непрерывного
потока катализатора через реакционное пространство.
Термофорный катализ
Процесс термофорного каталитического крекинга (ТКК) получил
свое название от термофорной печи, применяемой в керамической про-
мышленности для обжигания глины. Эта печь, в которой глина обжи-
гается во время прохождения ее внутри печи сверху вниз по специаль-
ной насадке, оказалась очень эффективной для регенерации катализа-
тора процесса термофорного каталитического крекинга и удовлетво-
ряла требованиям непрерывного потока катализатора. Применение си-
стемы движущегося катализатора предъявляет особые требования
к катализатору.
Из механических свойств катализатора Гудри важна лишь устой-
чивость к раздавливанию; форма отдельных кусочков катализатора мо-
жет быть почти произвольной. Катализатор процесса термофорного
каталитического крекинга должен, кроме активности и легкой регене-
рируемости, обладать большой прочностью, малой истираемостью и
удобной для перемешивания в аппаратуре формой. Такой формой яв-
ляется сферическая форма зерен, и катализатор был выбран шарико-
вым. Шарообразная форма оказалась наиболее подходящей для термо-
форного каталитического крекинга, так как шариковый катализатор
наиболее плотно упаковывается в данном объеме, не имеет царапаю-
щих острых углов или краев, образует наиболее правильный поток и
имеет минимальную внешнюю поверхность, подвергающуюся изнаши-
ванию.
Шарики прочны, каждый из них до раздавливания выдерживает на-
грузку в 90 кг, которая превышает давление всей массы катализатора
в бункере.
Шариковый катализатор позволяет получать 97-октановый бензин
и сохраняет достаточную для работы активность в течение года, так
как регенерации в термофорной печи происходят очень полно и не
снижают его каталитической активности.
Схема технологического процесса термофорного каталитического
крекинга показана на рис. 228. Катализатор в процессе термофорного
каталитического крекинга совершает цикл, начиная с бункера / для
свежего или регенерированного катализатора, откуда он собственной
418
Рис. 228. Схема технологического процесса термо-
форного каталитического крекинга:
1—бункер: 2—реактор; 3, 5—элеваторы; 4—регенератор; 6—
испаритель; 7— мазутоотделитель; 8—перегонная колонна; 9—
газоотделитель; 10- теплообменники; //- пылеуловитель.
тяжестью через распределительные трубки попадает в реактор 2
сверху.
Нефть (сырье) подается насосами через два теплообменника 10 и
испаритель 6 в мазутоотделитель 7, где она освобождается от мазута
и затем поступает в реактор 2 в виде паров.
К сырой нефти в случае необходимости можно добавить возвра-
щаемые в цикл тяжелые продукты из перегонной колонны 8. Отрабо-
танный катализатор подается элеватором 3 в верхнюю часть регенера-
тора 4, которым служит термофорная печь. В печи катализатор дви-
жется по специальной насадке из спиральных труб, навстречу катали-
затору снизу подается насосом воздух.
При такой системе достигается полное выжигание отложившегося
на катализаторе кокса. Регенерированный катализатор подается эле-
ватором 5 снова в бункер 1.
Катализированные пары из реактора проходят через центробежный
пылеуловитель 11 для освобождения от пыли, получающейся в неболь-
шом количестве при исти-
рании катализатора.
Затем катализирован-
ные пары поступают в пе-
регонную колонну 8, где
отделяются газ, бензин и
возвращаемые в цикл про-
дукты. Газ, выходящий
из газоотделителя 9, со-
держит 5—8% бутана и
используется на заводах
алкилирования. Бензин,
получаемый крекингом га-
зойля при температуре
450—500° и объемной
скорости сырья от 0,2 до
3, может быть пущен по-
вторно в цикл при пони-
женной температуре с вы-
ходом 80—95% от взятого
бензина.
При крекинге газойлевой части сырья в один пропуск получают
30—40% вес. бензина, при повторении цикла выход возрастает до
40—60% вес. бензина. Октановое число полученного бензина 77—80
(без ТЭС); при добавлении ТЭС октановое число повышается до
92—95 при 1 мл/л и до 94—97 — при 1,3 мл/л. Таким образом, из
моторного бензина, полученного в результате первого пропуска, полу-
чают авиабензин высокого качества.
Ценными побочными продуктами являются ароматические угле-
водороды.
Процесс термофорного каталитического крекинга очень гибок в от-
ношении типов операций и видов сырья.
Жидкокатализаторный крекинг
Жидкокатализаторный крекинг получил свое название не по агре-
гатному состоянию катализатора, а за своеобразный способ его приме-
нения.
Катализатором в процессе жидкокатализаторного крекинга служит
тонкий порошок природной глины или синтетического алюмосиликата.
Способ приготовления катализатора не опубликован.
27*
419
Как и в процессе термофорного крекинга, здесь применяется непре-
рывный поток катализатора.
Благодаря добавлению небольших количеств водяного пара поро-
шок катализатора «ожижается» в том смысле, что его после этого мо-
жно пропускать через трубы и клапаны как жидкость. Такой ожижен-
ный катализатор впрыскивается в поток нефти и переносится им через
каталитическое пространство, а в аппаратуре, предназначенной для
регенерации, катализатор передавливается компрессором после ожи-
жения добавлением пара или переносится потоком воздуха для регене-
Рис. 229. Схема жидкокатализаторного крекинга;
рации.
Диспергированием катализатора в нефти достигается наиболее пол-
ное контактирование, необходимое для проведения каталитического
процесса.
Регенерация тонкого порошка катализатора в быстром токе горя-
чего воздуха также происходит наиболее полно и эффективно.
Процесс жидкокатализаторного крекинга схематически изображен
на рис. 229. Катализатор из бункера для регенерированного катализа-
тора 1 под некоторым давлением подается по трубе 10, которая со-
единяется с трубой, подводящей из испарительной печи 12 пары
нефти. !
В точке соединения этих двух труб происходит инжектирование
«жидкого» катализатора в поток нефти. Концентрацию диспергирован-
ного в нефти катализатора можно изменять, но обычно она равна 2,4 кг
на 10 л нефти. Смесь нефти с катализатором попадает в реактор 2,
где из-за увеличения сече-
ния трубы скорость течения
смеси резко падает, созда-
вая необходимые для реак-
ции условия. Температуру в
реакторе можно варииро-
вать между 430 и 540°.
Смесь продуктов реакции с
катализатором подается в
пылеотд ел итель 3, в котором
катализированные пары от-
деляются от порошка ката-
лизатора.
Z—бункер для регенерированного катализатора; 2—реактор; КатаЛИЗИрОВаННЫе 1 ПРО-
3, 7—пылеотделителн; 4—бункер для отработанного катали- __ г _ . г
затора; 5—ректификационная колонна; 6—регенератор; 8— ДУКТЫ ИДУТ В реКТИфИКЭЦИ-
пылеуловнтель Когтрелля; 9—теплообменники; 10, 11—трубы; пиитгтгт Н гтга рктпр
/2—испарительная печь. ОННуЮ КОЛОННУ О, ГДе ВЫДе
ляются желаемые фракции,
а катализатор попадает в бункер для отработанного катализатора 4.
В бункер и в отводную трубу для отработанного катализатора, от
него подается небольшое количество водяного пара, который ожижает
катализатор, облегчая его инжекцию в поток воздуха. Подаваемый
центробежным насосом воздух увлекает катализатор, при этом- начи-
нается обжигание угольной пленки на катализаторе, но наиболее удоб-
ные условия для регенерации осуществляются в регенераторе 6, где
скорость потока резко падает. ,
Температура в реакторе обычно устанавливается порядка 450—500°.
Скорость потока взвеси катализатора в воздухе еще уменьшается бла-
годаря специальной насадке. Движение этой смеси является турбулент-
ным, напоминает кипящую жидкость. Благодаря этой турбулентности
температура в регенераторе (как и в реакторе) колеблется меньше чем
на 3° от дна до вершины регенератора. Регенерированный катализатор
подается в бункер 1, воздух и газы горения отделяются в пылеотд ели-
теле 7.
420
Для удаления из газов горения увлеченных ими наиболее мел-
ких частиц катализатора газы пропускают через электрическую пыле-
уловительную камеру Коттрелля 8. Осажденный там катализатор воз-
вращается в бункер 1. Как и в остальных процессах каталитического
крекинга при этом методе необходимо регулирование температуры
регенерации, так как «жидкий» катализатор также теряет активность
при перегреве. Регулирование температуры регенерации достигается
теплообменниками 9, в рубашке которых циркулирует регенерирован-
ный катализатор, подаваемый из бункера 1 по трубе 11. Протекающая
по змеевикам теплообменников смесь воздуха с катализатором охла-
ждается соответственно скорости потока регенерированного катали-
затора.
Г Л А В A 20
АППАРАТУРА КРЕКИНГ-УСТАНОВОК И УСТАНОВОК
ПРЯМОЙ гонки
Трубчатые печи
Печь Фостера
Наиболее распространена конструкция печи системы Фостер-Уилера,
являющаяся прототипом ряда конструкций трубчатых печей.
Печь Фостер-Уилера (рис. 230) состоит из топочной камеры, ради-
антной секции и конвекционной секции.
Радиантная и конвекционная секции печи. Радиантная секция слу-
жит для подогрева сырья за счет теплоты излучения или радиации,
называемой иначе прямой отдачей. Радиантные трубы располагаются
Рис. 230. Трубчатая печь Фостера-Уилера:
У —экран; 2—верхняя секция конвекционной камеры: 3—средняя секция конвек-
ционной камеры; 4—пароперегреватель; S— нижняя секция конвекционной камеры.
в топочной камере — у подвесного потолочного свода, на боковых
стенках топочной камеры, над подом печи. В зависимости от места
расположения эти трубы соответственно называются потолочным, бо-
ковым или подовым экраном. Экранировка радиантными трубами в за-
висимости от конструкции печи производится либо в один, либо в два
422
ряда. Новейшие печи предпочитают экранировать одним рядом труб.
Расположение их аналогично описанному выше. Благодаря экраниро-
ванию эффективность теплоотдачи в печи очень сильно возрастает.
Конвекционная секция печи помещается в пространстве, отделяемом
топочным порогом, и служит для использования теплоты отходящих
продуктов сгорания. Нагрев сырья в этой секции происходит за счет
тепла, передаваемого от продуктов сгорания нагревательным трубам
путем конвекции. Конвекционная секция содержит 10—15 рядов труб
по вертикали и от 4 до 8 труб в каждом горизонтальном ряду. Трубы
располагаются в шахматном порядке.
Ретурбенды и нагревательные трубы печи. Все трубы, включая кон-
векционную и радиантную секции, последовательно соединяются в один
сплошной, непрерывный змеевик при по-
мощи специальных соединительных эле-
ментов— поворотных двойников, называ-
емых ретурбендами. Помимо соединения
труб печи ретурбенды обеспечивают
очистку отложений кокса на стенках труб
через конические отверстия в верхней
части корпуса ретурбендов, закрытые во
время работы печи коническими проб-
ками.
В печи высокого давления установки
Винклер-Коха, в которой крекируемое
сырье движется одновременно параллель-
ным потоком по двум трубам, приме-
няется конструкция четырехтрубного ре-
турбенда, соединяющего одновременно
четыре трубы.
Нагревательные трубы печи—цельно-
тянутые, холодной прокатки, обычно из
углеродистой или низколегированной хро-
момолибденовой стали (4—6% Сг, 0,5%
Мо).
Современные трубчатые печи имеют
сильно развитую радиантную поверх-
ность. Этим сильно повышают эффектив-
ность теплоотдачи печи. Съем тепла со-
ставляет для радиантной секции до 70,
а для конвекционной около 30% от
всего количества полезно расходуемого
тепла. Относительные величины и соотно-
шение радиантной и конвекционной поверхностей далеко не соответ-
ствуют количествам передаваемого тепла, колеблясь в ряде печей в до-
вольно широких пределах (поверхность радиантной секции составляет
от 30 до 70% общей поверхности нагрева печи). Теплоотдача радиант-
ной поверхности примерно в 4 раза эффективнее теплоотдачи в кон-
векционной секции. Таким образом, увеличивая радиантную поверх-
ность, можно в значительной степени сократить габариты печи за счет
уменьшения конвекционной секции.
Концы трубы в радиантной секции опираются на литые концевые
трубные решетки, защищенные специальной футеровкой от теплопотерь
и перегрева. Эти трубные решетки подвешиваются на каркасе печи и
образуют заднюю стенку коробки ретурбендов. Нижней и верхней стен-
ками этой коробки служит кирпичная кладка печи; коробка! ретурбен-
дов закрывается крышкой, что дает возможность в любое время про-
изводить осмотр их состояния. На рис. 231 показаны трубная решетка
Рис. 231. Трубная решетка и ко-
робка ретурбендов бокового эк-
рана:
7—стойка каркаса печи; 2—трубная ре-
шетка; ^—нагревательные трубы; 4—ко-
робка ретурбендов; 5—дверцы.
423
и коробка ретурбевдов. От прогиба посредине под влиянием собствен-
ного веса (что всегда может иметь место, принимая во внимание зна-
чительную длину труб) радиантные трубы предохраняются особыми
подвесными опорами из специальной стали.
Трубы подовых экранов опираются концами на трубные решетки,
устанавливаемые на фундаменте.
Трубы конвекционной секции также опираются концами на специ-
альные трубные решетки, образующие заднюю стенку коробки ретур-
бендов конвекционной секции.
Перевальный или топочный порог служит для отделения конвекцион-
ной секции от топочной камеры. Значительная разность температур
в топочной камере и конвекционной секции отрицательно влияет на
кирпичную кладку перевального порога и поэтому последний снабжен
внутри каналом для охлаждения. Этот кан^л снаружи закрывается
специальными дверцами, величина открытия которых регулируется, чем
достигается ввод большего или меньшего количества воздуха для охла-
ждения перевального порога. Подогретый воздух в дальнейшем посту-
пает в топку печи. КажЗдая трубчатая печь имеет крышу из волнистого
железа.
Устройство и отопление печи. Толщина обмуровки печей обычно
равняется 21/г кирпичам. В топочной камере 1 кирпич приходится на
огнеупорную кладку, V2 кирпича на изоляционный слой и 1 кирпич на
облицовку красным кирпичом. В качестве огнеупора используется обыч-
ный огнеупорный шамотовый кирпич класса «Б». Подвесной кирпич
потолочного свода также изготовляется из шамота. Ввиду сравнительно'
больших линейных размеров печи и наличия высоких температур, при-
том же неравномерно распределяемых, в кладке печи должны преду-
сматриваться в достаточном количестве температурные швы. Они пред-
ставляют собой зазоры шириной 15—20 мм, заполняемые асбестовым
шнуром. Для защиты от атмосферных влияний наружная поверхность
обмуровки облицовывается листовым железом или асбофанерой.
Гарнитура печи включает дверцы — взрывопредохранительные для
очистки и инспекционные. Взрывопредохранительные дверцы служат
для предохранения кладки печи от разрушения в случае взрыва. При-
чинами взрыва может быть образование взрывчатой смеси из газа и
воздуха при растопке печи или образование такой смеси из паров
и воздуха при прогаре нагревательной трубы (в этом случае вытекаю-
щее из трубы сырье быстро превращается в пары). Взрывопредохрани-
тельные дверцы при взрыве откидываются в горизонтальное положе-
ние, благодаря чему в топочной камере уменьшается давление. При
взрыве из дверец обычно выбрасывается пламя, поэтому предохрани-
тельные дверцы устанавливаются в кладке печи на высоте, превышаю-
щей рост человека.
Дверцы для очистки устраиваются обычно в конвекционной секции-
печи для очистки труб от сажи и нагара. Сажа удаляется про-
дувкой паром. В некоторых конструкциях печей эти дверцы заменяются
рядом отверстий, в которые вставляются трубы для продувки паром.
Инспекционные дверцы служат для наблюдения за состоянием труб
радиантной секции печи во время работы. В случае отложений значи-
тельного количества кокса на стенках трубы процесс теплопередачи
к сырью замедляется и труба сильно перегревается. Во избежание
пережога трубы, установку необходимо остановить.
На жидком топливе производится растопка печи в момент пуска
установки, а на газообразном — печь работает в течение всего времени
эксплоатации. Для жидкого топлива используются обычные форсунки
с распылением паром. Форсунки устанавливаются с фронта печи на
расстоянии 1.2—1,5 м друг от друга и на высоте 1,2—1,5 м от уровня
424
пода; в некоторых типах печей высота установки форсунок достигает
3—3,5 м от уровня пода. В печах нормальной производительности
обычно устанавливается от 4 до 5 форсунок с максимальной произво-
дительностью каждой от 150 до 180 кг мазута в час. На линии, под-
водящей мазут или газ, устанавливается моторный клапан, регулируе-
мый электромотором, действующим от термопары, установленной на
выходе сырья из печи. Воздух регулируется таким же образом, при-
чем воздушный клапан приводится в действие тем же мотором, что и
клапан. Подобное устройство позволяет достаточно точно регулиро-
вать температуры сырья, выходящего из печи.
Печь высокого давления Винклер-Коха
Печь высокого давления или крекинг-печь установки Винклер-Коха
(рис. 232) помимо конвекционных труб оборудуется также сокинг-ка-
мерой или реакционным змеевиком, который заменяет собой реакцион-
ную камеру, применяемую в других установках. Реакционный змеевик
располагается между нижним
и верхним пучком конвекцион-
ных труб.
Нагреваемое сырье дви-
жется в печи следующим об-
разом: вводится в первый пучок
конвекционных труб, затем,
минуя реакционный змеевик,
проходит в верхний пучок кон-
векционных труб и поступает
в радиантные трубы, откуда
переходит в реакционный змее-
вик, продвигаясь в нем сверху
вниз, т. е. параллельно потоку
отходящих дымовых газов.
Практически реакционный змее-
вик находится в условиях, при
которых он не обогревается и
Рис. 232. Схема трубчатой печи высокого дав-
ления Винклер-Коха:
/—первый подогревательный змеевик; 2—второй по-
догревательный змеевик; 3—радиантные трубы;4—реак-
ционный змеевик (сокинг-камера); 5—труба для ввода
сырья; 6—труба для выхода сырья из печи.
не теряет тепла.
Печь высокого давления установки Винклер-Коха оборудована ре-
циркуляцией продуктов сгорания и подогревом воздуха, поступающего
в топку для процесса горения.
Продукты сгорания отсасываются вентилятором из борова и по-
даются в канал, проходящий под серединой пода печи. Из этого ка-
нала через ряд отверстий у перевального порога происходит распреде-
ление газов рециркуляции и их смешение со свежими продуктами сго-
рания.
Подогрев воздуха осуществляется в пластинчатом рекуператоре,
устанавливаемом рядом с дымовой трубой. Свежий воздух вентилято-
ром подается в рекуператор, где подогревается за счет тепла, отдавае-
мого отходящими продуктами сгорания. Нагретый воздух вводится
в топку печи через ряд железных рукавов, установленных со стороны
форсунок (с фронта печи). Печи Винклер-Коха установлены у нас.
в Союзе на подавляющем большинстве крекинг-установок.
Тепловой режим печей
Наиболее высокая температура под радиантными трубами в совре-
менных печах для крекинга не должна превышать 800°, температура
нал перевальным порогом при этом не превышает 700°. В печах кре-
425-
кинг-установок Винклер-Коха, снабженных рециркуляцией дымовых га-
зов, температура топочных газов под радиантными трубами равна 700 .
Температура над перевальным порогом около 630°. В печах установок
для прямой гонки указанные температуры топочных газов поддержи-
ваются несколько ниже, а именно, под радиантными трубами не выше
630—650° и над перевальной стенкой 600—620°.
Температуры отходящих продуктов сгорания по выходе в боров
различны в зависимости от температурного режима в печи; обычно они
лежат между 250—450°.
Теплонапряжение радиантной и конвекционной поверхности в труб-
чатых печах обычно лежит в пределах: 1) радиантная секция (при
двухрядном экранировании) 24 тыс. кал/М- час, 2) радиантная секция
(при однорядном экранировании) 28—30 тыс. кал/м- час, 3) конвек-
ционная секция — в среднем 7—8 тыс. кал/м2 час.
Коэффициенты теплопередачи для конвекционной секции, наблюдае-
мые в практике эксплоатации печей, лежат в пределах 17—
22 кал/м- час °C.
Теплонапряжение 1 м3 топочной камеры составляет от 40 до
50 тыс. кал/л*3 час.
Температуру в топочной камере можно снизить за счет увеличения
поверхности радиантных труб. Количество тепла, которое может быть
воспринято за счет теплоотдачи радиацией, доходит до 50—55% от
всего количества тепла, развиваемого топливом. При отнятии такого
количества тепла температура продуктов сгорания достаточно сильно
снижается. Однако, если поверхность радиации небольшая, то тепло-
напряжение 1 м2 этой поверхности будет большим, что вызывает пере-
грев и возможность пережога труб. Наоборот, при большой поверх-
ности радиации количество тепла, передаваемое радиацией, распреде-
ляется по большой поверхности и приводит к значительно меньшим ве-
личинам теплонапряжений на единицу поверхности. Благодаря этому
опасность перегрева труб и пережогов, а также коксования в трубах
устраняется. Увеличением радиантной поверхности можно добиться
очень резкого замедления, а в некоторых случаях и прекращения про-
цесса горения благодаря чрезмерно сильному охлаждению топочной
камеры. В некоторых современных печах, имеющих сильно развитую
радиантную поверхность, не устраивается рециркуляция продуктов сго-
рания как средство регулировки температуры в топочной камере.
Ректификационные колонны
Схема работы ректификационной колонны показана на рис. 233.
Подача орошения в колонну может осуществляться различными спо-
собами. Наиболее известным* является применение парциального кон-
денсатора, устанавливаемого в верхней части колонны. Схема ороше-
ния при помощи парциального конденсатора и регулировка орошения
показаны на рис. 234. Наиболее распространен способ орошения ко-
лонны, названный 'орошением с испарением и состоящий в возвраще-
нии в колонну части дестнллата, собирающегося в газосепараторе ре-
флюкса; часть этого дестнллата отводится в виде готового продукта,
а остальная насосом возвращается в колонну. Схема орошения с испа-
рением приведена на рис. 235.
Другой разновидностью орошения, вводимого извне, является так
называемое орошение без испарения (рис. 236). Количество орошения
в этом случае значительно больше, чем при орошении с испарением.
Нагретое орошение обычно отводится на одну тарелку ниже места
ввода.
426
При орошении с парциальным конденсатором можно использовать
почти на 100% тепло конденсации орошения. Однако оно отличается
громоздкостью устройства при больших производительностях и недо-
статочной чувствительностью автоматической регулировки.
Ректифицированный
Рис. 233. Схема работы ректи-
фикационной колонны.
Рис. 234. Орошение с
парциальным конденса-
тором:
Z—ректификационная колон-
на; 2—парциальный конден-
сатор.
Преимущества орошения с испарением сводятся к чрезвычайно чув-
ствительной регулировке автоматическими терморегуляторами и сра-
Рис. 235. Схема орошения колонны с испа-
рением:
/—ректификационная колонна; 2—конденсатор; 3—во-
доотделитель; 4—резервуар для орошения; 5 — насос для
орошения.
Рнс. 236. Орошение колонны без
испарения:
Z — ректнфикационная колонна; 2—коло
дильник; сборник; 4— насос.
внительно небольшому объему жидкости, перекачиваемой насосом.
К числу недостатков относятся: невозможность полной регенерации
тепла конденсации паров орошения при использовании его для подо-
427
грева исходного сырья и необходимость увеличения поверхности кон-
денсатора для конденсации паров орошения.
Достоинство орошения без испарения заключается в том, что про-
цесс конденсации и охлаждения заменяется здесь только охлаждением.
Вследствие этого срок службы холодильника довольно продолжителен,
так как в процессе охлаждения коррозия проявляется незначительно.
К числу недостатков следует отнести необходимость перекачки в два
и три раза больших количеств жидкости.
Орошение с испарением наиболее распространено преимущественно
на установках для прямой гонки и крекинг-установках. Основной недо-
статок этого орошения — быстрый выход из строя конденсационной
аппаратуры при переработке корродирующего сырья. Это устраняется
применением аппаратуры из антикоррозийных сплавов (низколегиро-
ванная хромомолибденовая сталь и др.), благодаря чему срок службы
этой аппаратуры практически
уравнивается со сроком ра-
боты установки в целом.
Разница в конструкции раз-
личных ректификационных ко-
лонн сводится, главным обра-
Рис. 237. Тарелка ректификационной колонны
с колпачками Баджера:
/—колпачки; 2—переточные трубы; 3—уголки для под-
вески колпачков.
Рис. 238. Установка колпачка на
тарелке ректификационной колонны
Баджера:
/ — тарелка; 2—ниппель; 3—колпачок; 4—
хомут; 5—болт.
зом, к различному устройству тарелок. В разных типах тарелок вно-
сятся изменения в форму и конструкцию колпачков.
Колонна Баджера. Наиболее распространена на установках прямой
гонки и крекинга колонна типа' Баджера; она оборудована круглыми
колпачками. Сама колонна представляет собой вертикальный цилин-
дрический резервуар с установленными через определенные проме-
жутки тарелками. Число тарелок, устанавливаемых в корпусе колонны,
зависит от числа отбираемых фракций. В среднем для отбора бензино-
вой или лигроиновой фракции требуется 4—6 тарелок, керосиновой или
газойлевой 6—8.
Ниже вывода сырья из печи устанавливается обычно 4 тарелки. Та-
ким образом при отборе 4 фракций (бензин, лигроин, керосин и га-
зойль) число тарелок в колонне будет равно 24—32. Каждая тарелка,
428
имеющая ряд отверстий, представляет собой плоское днище, борты ко-
торого приклепываются к корпусу колонны (рис. 237). Установка кол-
пачка на тарелке приведена на рис. 238, Переточные трубы большого
диаметра приварены к тарелке. Уровень жидкости на тарелке поддер-
живается выступающими над ней концами переточных труб. При не-
больших количествах орошения в тарелках Баджера жидкость совер-
Рис. 239. Отвод бокового дестнллата
с тарелки Баджера:
/—тарелки; 2— переточная труба; гид-
равлический затвор; -штуцер для выхода
дестнллата.
Рис. 240. Колпачок ректифика-
ционной колонны Винклер-Коха.
шает круговое движение, трубы поставлены наклонно, и в средней
части тарелки имеется перегородка, предотвращающая возможность
заноса брызг от места поступления флегмы с верхней тарелки к месту
отвода на нижнюю тарелку. Устройство вывода бокового дестнллата
с тарелки показано на рис. 239. Конструкция колпачков системы Вин-
клер-Коха изображена на рис. 240, а системы Джаксона — на рис. 241.
Колонна Фостера. По принципу работы та-
релка колонны Фостера отличается от тарелки
колонны Баджера схемой потока жидкости:
жидкость движется прямолинейно, проходя
одинаковые пути на протяжении всего диа-
метра тарелки. Поэтому процесс рактификации
проходит более равномерно, чем в тарелках
Баджера.
Другим цринципиальным отличием колон-
ны Фостера является устройство стриппинг-
секции или отпаривающих секций внутри
самой колонны для удаления следов легких де-
стиллатов из отбираемых фракций, тогда как
в колонне Баджера отпаривание производится
в отдельных специальных стриппинг-колон-
нах. Отпаривающая секция колонны Фостера
Рис. 241. Схема устройства
колпачка Джаксона:
/ — ниппель; 2—колпачок с цент-
ральной трубой; 3—гидравличе-
ский затвор; 4—выход паров; 5—
переток флегмы.
имеет обычно 3 тарелки (одна глухая, а две
снабжены несколькими колпачками). В центральной части всех трех
тарелок имеются отверстия прямоугольной формы, в которые вста-
вляется ящик без дна и крышки: создается отверстие через все три
429
тарелки, служащее для прохода паров из нижней части колонны, мимо
стриппинг-секции, в верхнюю часть ее.
В отличие от колонны Баджера колонна Фостера разборного типа
имеет меньшее число люков для монтажа деталей тарелки. Наконец,
Мазуп:
Рис. 242. Схема стриппинг-уста-
новки (ректификационной и отпа-
ривающей колонны):
I—ректификационная колонна; 2—отпа-
риваюшаа колонна.
колонна Фостера отличается от колонны
Баджера большей высотой в силу нали-
чия внутренних отпаривающих секций.
Колонны Фостера преимущественно при-
меняются на установках для прямой
гонки; колонны этого типа установлены
в Баку и Грозном на установках Фос-
тера.
Колонна типа Алко. Тарелка колонны
этого типа — разборная и состоит из же-
лобов, устанавливаемых выпуклостью
вниз и образующих щели для прохода
паров. Желоба закрепляются в соответ-
ствующих вырезах в опорных роликах и
накрываются колпачками особой желоб-
чатой формы. Переточных труб тарелка
не имеет и их заменяют особые перего-
родки, через которые происходит переток
жидкости на нижележащую тарелку.
Жидкость, сливающаяся через такую
перегородку, поступает на желоба кол-
пачков нижележащей тарелки через гре-
бенку, которая равномерно распределяет
жидкость по тарелке. Количество таре-
лок в колонне зависит от числа отбирае-
мых фракций. Максимальное число таре-
лок 28—30.
Отпаривающие колонны. Отпаривающие или стриппинг-колонны при-
меняются при отводе промежуточных фракций с целью удаления из
них следов легкокипящих фракций. За исключением колонны Фостера,
5
Рис. 243. Распределение уровня жидкости на тарелке:
А—без перегородки; Б—с перегородкой.
колонны других типов снабжаются отпаривающей колонной в случае
отбора промежуточных фракций. Отпаривающая колонна цилиндриче-
ская с 4—6 тарелками такого же типа, как и у основной колонны.
430
Промежуточная фракция, выводимая из основной колонны, посту-
пает на верхнюю тарелку отпаривающей колонны, откуда перетекает
по тарелкам на дно колонны. Под нижнюю тарелку отпаривающей ко-
лонны вводится водяной пар для отпаривания. Водяной пар вместе
с парами легких фракций поступает в основную колонну для частич-
ной конденсации, после чего водяной пар вместе с парами дестнллата,
выходящего сверху главной колонны, передается в конденсатор. Схема
соединения основной колонны с отпаривающей приведена на рис. 242.
В том случае, когда с основной колонны отводится несколько промежу-
точных фракций, отдельные отпаривающие колонны объединяются
в одном кожухе в виде общей колонны.
Вакуумные колонны. Вакуумные ректификационные колонны при-
меняются в установках прямой гонки для фракционировки и ректифи-
кации масляных дестиллатов.
Вакуумная колонна отличается от колонн прямой гонки большими
размерами в силу большего объема паров при разгонке под вакуумом.
При нормальной пропускной способности современных вакуумных
трубчатых установок для получения масел (800—1000 т сырья в сутки)
диаметр вакуумной колонны доходит до 6—7 м. Такой большой диа-
метр вызывает изменение конструкции тарелки. Колпачки, стоящие
на пути жидкости, перетекающей от труб вышележащей тарелки к пе-
реточным трубам, отводящим жидкость на нижнюю тарелку, создают
сопротивление движению.
В результате этих сопротивлений уровень жидкости постепенно
уменьшается по мере передвижения по тарелке, причем у переточных
труб, отводящих жидкость с тарелки, этот уровень будет минималь-
ным (рис. 243, Л).
Распределение уровня жидкости на тарелке с перегородками изо-
бражено на рис. 243, Б, из которого видно, что постепенное изменение
уровня по наклонной линии становится ступенчатым благодаря введе-
нию перегородок. В каждой из секций колпачки подвешены на раз-
личной высоте в соответствии с уровнем жидкости, установленным
в данной секции. Вследствие небольших сравнительно размеров каждой
отдельной секции падение уровня жидкости по мере ее продвижения
по секции ?также будет небольшим; в результате условия работы ко-
лонны большого диаметра сведутся к условиям работы колонны обыч-
ных диаметров.
Устройство вакуумных колонн с тарелками других типов ничем не
отличается от колонн атмосферного типа. Общее количество тарелок
вакуумной колонны составляет обычно 8—12 шт.
Другая аппаратура и оборудование
Теплообменные аппараты (теплообменники), подогреватели
(ребойлеры) и холодильники
Конструкции теплообменников чрезвычайно разнообразны.
Теплообменники «труба в трубе» применяются на установках не-
большой производительности. Этот аппарат состоит из наружного ко-
жуха со вставленной второй концентрической трубой; ее концы уплот-
няются при помощи сальников, служащих для компенсации темпера-
турных расширений, имеющих место благодаря высоким температурам
нагрева жидкости.
Все наружные трубы соединяются друг с другом штуцерами, а вну-
тренние — изогнутыми двойниками на фланцах. Путем соединения ряда
труб можно получить любую поверхность нагрева.
431
Теплообменник трубчатый с подвижной трубной решеткой; иначе
называется теплообменником с «плавающей головкой» (рис. 244).
Трубный коллектор образован рядом цельнотянутых металлических
труб, ввальцованных в трубные решетки. Одна из них соединяется не-
подвижно с фланцем корпуса, а другая — свободная, закрывается пе-
регородчатой крышкой. К неподвижной трубной решетке присоеди-
няется распределительная коробка с рядом перегородок, закрываю-
щаяся также крышкой.
Подогреватели (ребойлеры) и холодильники. По
принципу устройства подогреватели мало отличаются от теплообмен-
ников.
Название подразумевает, что аппараты в отличие от теплообменни-
ков подогреваются водяным перегретым или насыщенным паром. При-
менение водяного пара, не дающего загрязнений в трубах, позволяет
делать их недоступными для чистки. Пар вводится в трубы коллек-
тора, а нагреваемая жидкость—в межтрубное пространство, которое
доступно для чистки после вынимания трубного коллектора. Конструк-
ция такого аппарата значительно проще, чем конструкция теплообмен-
Рис. 244. Трубчатый теплообменный аппарат с подвижной трубной решеткой:
/ — штуцер для ввода нагретого продукта; 2—штуцер для выхода нагретого продукта; 3—
штуцер для ввода охлаждаемого продукта; 4—штуцер для выхода охлажденного продукта;
5—неподвижная трубная решетка; 6—подвижная трубная решетка; 7—крышка подвижной
трубной решетки; 8—разъемное кольцо; 9—распределительная коробка; 10—крышка распре-
делительной коробки; 11—наружная крышка подвижной трубной решетки; 12—корпус; 75-
труб ы.
ника с подвижной трубной решеткой. Подогреватели и ребойлеры
применяются, главным образом, в газоулавливающих и стабилизацион-
ных установках.
По конструкции холодильники ничем не отличаются от теплообмен-
ников. Их задача — охладить не только дестиллат, но и остатки. При-
меняются, главным образом, трубчатые холодильники с подвижной
трубной решеткой. Охлаждение остатков требуется для предотвраще-
ния самовоспламенения перегретого остатка при выводе в приемный
резервуар.
Для охлаждения тяжелых остатков используют также холодиль-
ники ящичного или погружного типа, по своему устройству аналогич-
ные устройству конденсаторов погружного типа. Для обеспечения
большой поверхности охлаждения обычно практикуется соединение
ряда холодильников в отдельные агрегаты.
Эвапораторы, газосепараторы и водоотделители
Эвапоратор представляет собой вертикальный цилиндрический
резервуар диаметром 1,5—1,8 м и высотой 10—11 м. Он применяется
в крекинг-установках для разделения жидкой и паровой фаз образую-
432
щихся продуктов крекинга. В верхней части
иногда устанавливается брызгоотделитель или
же слой насадки из колец Рашига толщи-
ной 500—600 мм для улавливания брызг, попа-
дающих в колонну. Уровень жидкости, поддержи-
ваемый в эвапораторе, достигает иногда половины
его высоты. Большой запас жидкости вызывает
увеличение времени пребывания продуктов кре-
кинга в эвап'ораторе, что может повести к появле-
нию реакций полимеризации и, следовательно,
утяжелению дестиллата.
Газосе.параторы
применяются для отделения
жидких продуктов крекинга
от газообразных. На рис.
245 показан газосепаратор,
применяемый в крекинг-
установке Винклер-Коха.
Он представляет собой вер-
тикальный цилиндоический
резервуар высотой 4—5 м и
диаметром 1,2—1,5 м.
В верхней части газосе-
паратора устанавливается
редукционный клапан 6, че-
рез который отводится газ.
Брызги жидкости из отхо-
дящего газа отделяются на
тарелках 7. В корпусе газо-
сепаратора имеются штуце-
ры 1, 2, 3 для ввода сырья
часть дестиллата отбирается
Рис. 246. Водоотделитель-,
1 — корпус аппарата; 2—сифон;
Ч—штуцер для вывода воды;
4—задвижка; 5—перегородка;
6—штуцер для ввода конден-
сата; 7—штуцер для выхода
бензина.
и вывода дестиллата;
в виде готового про-
дукта, остальная часть поступает на орошение ко-
лонны. Для установки мерного стекла и регуля-
тора уровня жидкости имеются бобышки 4. Давле-
ние, под которым работает газосепаратор, в зави-
-Рис. 245. Газосепаратор
крекинг-установки
Винклера Коха:
/—штуцер для ввода бен-
зина; 2—штуцер для выхода
бензина; 3—штуцер для от-
вода орошения; 4—бобышки
для регулятора уровня жид-
кости; 5—бобышки для мер-
ного стекла; б—редукционный
клапан для выхода газа; 7—
тарелки для отделения брызг.
симости от типа установки составляет 3—6 ат.
Водоотделители (рис. 246) применяются
на установках прямой гонки. Они представляют
собой вертикальный цилиндрический сосуд (корпус
аппарата) 1 с перегородкой 5 внутри. Аппарат
снабжен штуцерами для ввода конденсата 6, вы-
хода бензина 7 и воды 3. Вода отводится через
нижний штуцер 3, к которому присоединен сифон 2
для отвода воды с задвижкой 4.
128 Зак. 3610. Общая химия, технология totijihjri.
433
ГЛАВА 21
ПИРОЛИЗ И ПОЛИМЕРИЗАЦИЯ ЖИДКИХ И ГАЗООБРАЗНЫХ
УГЛЕВОДОРОДОВ
Характеристика процесса
Процесс пиролиза проводится без давления при высокой темпера-
туре. Образующиеся в результате распада непредельные углеводороды
претерпевают иные превращения, чем при жидкофазном и парофазном
крекинге.
Процесс образования ароматических углеводородов при пиролизе
может быть представлен в виде следующей схемы:
Парафины олефины -> диолефины -> ароматика
.4
нафтены -* ароматика
Таким образом углеводороды любого химического строения могут
быть превращены в ароматические углеводороды.
Выход этих углеводородов будет при этом зависеть от условий
проведения процесса.
Тепловой эффект реакции пиролиза складывается из ряда процес-
сов и сложнее, чем при крекинге. При пиролизе помимо реакций
с поглощением тепла (таких, как реакция распада или первичные реак-
ции крекинга) имеют место реакции, сопровождающиеся выделением
тепла (реакция полимеризации). Однако благодаря тому что реакции
полимеризации и конденсации углеводородов уступают в количествен-
ном отношении реакциям распада, процесс пиролиза относится все же
к реакциям эндотермическим и для проведения этого процесса тре-
буется затрата тепла.
Определение величины теплового эффекта реакций при пиролизе
керосина дало 67 кал на 1 моль подвергавшегося пиролизу вещества,,
что по сравнению с тепловым эффектом крекинга (в среднем 20 кал на
1 моль) приблизительно в три раза выше.
Целевыми продуктами пиролиза жидких углеводородов обычно,
являются ароматические углеводороды (бензол, толуол). Выход этих
продуктов зависит от выхода легкого масла и его качества. Легкое
масло помимо ароматики содержит некоторую, обычно незначительную,
примесь парафиновых и нафтеновых углеводородов и, кроме того, не-
предельные углеводороды. Высокое содержание последних указывает
на то, что условия ведения процесса не соответствовали оптимальным.
В этом случае выход ароматики будет низким и потребуются допол-
нительные затраты на очистку ее от непредельных.
При очень низком содержании непредельных углеводородов в лег-
ком масле, наоборот, уменьшается выход основного целевого продукта
пиролиза жидких углеводородов — толуола. Вместе с уменьшением его
выхода увеличивается коксообразование и выход сажи.
434
Оптимальной для процесса пиролиза является температура
670—720°. Оптимальные выходы ароматики и оптимальные темпера-
туры при определенной длительности процесса находятся для каждого
вида сырья лабораторным исследованием. Изменение выходов арома-
тики в зависимости от температуры и других условий процесса почти
одинаково для всех нефтяных углеводородов. Зависимость выходов
ароматики, смолы и газов от температуры пиролиза показана на
рис. 247. Выходы бензола повышаются до температуры 750°, после
Рис. 247. Зависимость выхода аро-
матики, смолы и газов от тем-
пературы пиролиза.
става газа при изменении
температуры пиролиза.
чего остаются почти постоянными; выходы толуола достигают макси-
мума при температуре 700° и с повышением температуры падают; вы-
ходы нафталина увеличиваются по мере повышения температуры.
Выходы газа и непредельных углеводородов также зависят от тем-
пературного режима и времени реакции. Выходы газа возрастают до
температуры 700°; при дальнейшем повы-
шении температуры выходы газа начинают
уменьшаться, что можно объяснить явле-
ниями полимеризации газообразных угле-
водородов. Изменение состава газа пиролиза
в зависимости от температуры показано на
рис. 248: содержание высших олефинов
в газах резко падает с повышением темпе-
ратуры, а содержание этилена изменяется
незначительно. По мере повышения темпе-
ратуры очень резко возрастает содержание
водорода.
Изменение содержания непредельных
углеводородов в жидких продуктах пиро-
лиза с изменением температуры процесса •
показано на рис. 249.
Минимальное содержание непредельных
в бензоле и толуоле соответствует температуре 750°. Как снижение,
так и повышение температуры приводит к возрастанию количества не-
предельных.
Температура пиролиза 6 °C
Рис. 249. Изменение содержа-
ния непредельных углеводо-
родов в жидких продуктах
пиролиза с изменением Тем-
пературы процесса.
Коксообразование
Процесс пиролиза сопровождается значительным выделением кокса
и сажи. Количество образующегося кокса составляет от 1 до 6% от
исходного сырья. Иногда чрезмерное коксообразование' делает не-
возможным пиролиз некоторых видов сырья. Однако отложение
28* 435
кокса на стенках реторты или на насадке газогенератора оказывает и
некоторое благоприятное действие, так как кокс является катализато-
ром реакций ароматизации: при полном отсутствии кокса реакции
уплотнения непредельных углеводородов замедляются; при этом на-
блюдаются повышенные выходы газа и непредельных и пониженный
выход ароматики. Ввиду этого поверхность аппарата (реторты или га-
зогенератора) имеет большое значение при выборе производительности
установки.
Повысить эффективность процесса пиролиза можно было бы спе-
циальными катализаторами, но их применение наталкивается на за-
труднения, состоящие в необходимости каждый раз удалять также и
катализатор при очистке от кокса реторы или газогенератора.
Подбор катализаторов для процесса пиролиза не только позволит
повысить эффективность самого процесса, но и приведет к возможности
устранения коксообразования и, следовательно, к возможности пере-
работки видов сырья, до сих пор считавшихся непригодными в резуль-
тате интенсивного коксообразования.
Выход кокса при пиролизе зависит от химического и фракционного
состава исходного сырья и от температуры процесса (табл. 94).
ТАБЛИЦА 94
Коксообразование различных видов сырья при пиролизе
Виды сырья Температура пиролиза в °C Выход кокса в в/0 Содержание сажи в смоле в %
сырого ОТМЫТОГО
Сурахаиский мазут 650 4,15 2,51 0,6
То же 675 4,46 2,64 0,67
700 5,37 3,6 1,30
750 7,37 6,35 2,04
800 16,69 13,28 2,93
Бакинский керосин • 675 1,2 — 0,15
» газойль . 675 1,2 0,41
Грозненский керосин 675 1,27 0,74 0,16
То же 700 1,55 0,87 0,27
Грозненские крекинг-полимеры . 700 1,75 1,15 0,33
Из табл. 94 видно, что выход кокса и сажи при пиролизе мазута
(высокомолекулярного вида сырья) приблизительно в пять раз выше,
чем при пиролизе в оптимальных условиях керосиновых дестиллатов
(керосина, лигроина, газойля).
Образующаяся при пиролизе сажа обладает пирофорными свой-
ствами и способна самовоспламеняться и взрываться при взаимодей-
ствии с кислородом воздуха, что служило источником пожаров, воз-
никающих при чистке аппаратуры. Склонность к самовоспламенению
сажи обусловливается также химической природой перерабатываемого
сырья.
Парафиновые углеводороды дают при пиролизе сажу, более
склонную к самовоспламенению; при пиролизе нафтеновых углеводо-
родов явления самовоспламенения сажи встречаются реже.
Сырье для процессов пиролиза
Рядом исследований установлено, что лигроин является наилучшим
видом сырья для пиролиза с целью ароматизации. Однако данный вид
сырья относится к высококачественным сортам моторного топлива и
переработку его на установках пиролиза нельзя признать рациональ-
ной. Большинство существующих установок пиролиза перерабатывает
436
керосин и его применение как сырья для пиролиза дает хорошие ре-
зультаты.
Использование газойля также дает высокий выход ароматических
соединений, в количественном отношении не уступающий выходу при
пиролизе керосина. Но при применении газойля в качестве сырья для
пиролиза возникают все упоминавшиеся выше затруднения в виде иНт
теисивного коксо- и сажеобразования, быстрого засорения и забивки
аппаратуры, ее остановок на: очистку и опасности самовоспламенения
и взрыва во время чистки. Основным затруднением при применении
в качестве сырья мазута является невозможность его испарения без
разложения.
Лигроин дает при пиролизе выход ароматики (бензола и толуола)
в Р/г раза больше, чем другие виды нефтяного сырья (табл. 95).
ТАБЛИЦА 95
Выход ароматики при пиролизе различных видов нефтяного сырья
Сырье Выход в % Удельный вес легкого масла Выход сырого бензола в % Удельный вес сырого бен- зола Выход сырого толуола в % Удельный вес сырого толуо- ла
газ смола легкое масло (до 175°)
Лигроин эмбенский 54,0 39,7 28,7 0,852 11,42 0,865 6,94 0,861
Керосин грозненский .... 57,0 42,7 18,8 0,843 7,03 0,878 3,78 0,867
Газойль бакинский 44,0 52,2 19,1 0,856 7,2 0,868 6,0 0,865
Сураханский мазут 51,8 45,0 — — 7,2 0,864 4,4 0,865
Фракция сураханского мазута до 400° (21°/0) 52,5 46,3 9,0 0,868 5,68 0,866
Сольвент (до 250°) 30,9 65,5 22,3 0,874 8,56 0,866 4,35 0,871
Зеленое масло 31,4 63,9 9,8 — 4,23 — 2,29 —
Ксилол сырой 24,4 64,5 36,0 0,889 4,06 0,884 14,68 —
Грозненские крекинг-поли- меры 45,8 52,6 16,0 0,847 4,98 0,863 3,2 0,861
Пиролиз таких видов сырья, как бензиновые фракции, сопрово-
ждается большим выделением газа и пониженными выходами смолы и
легкого масла. Следовательно, и выход ароматических углеводородов
будет меньше, чем при пиролизе лигроиновых и керосиновых фракций..
Причина этого заключается, повидимому, в том, что температуры,
обычно применяемые при пиролизе (670—700°), недостаточны для аро-
матизации бензиновых фракций. Эта недостаточная температура про-
является в том, что пентан при пиролизе в обычных условиях дает
выход газа в 78% и выход смолы в 19%. Легкое масло, получаемое
из этой смолы, почти совершенно не ароматизировано, так как удель-
ный вес его составляет всего лишь 0,74.
Таким образом, при существующих конструкциях реторт и газоге-
нераторов для пиролиза, бензиновые фракции, так же как й мазуты,
являются мало эффективным сырьем для этого процесса; пиролиз
этих фракций, а также пиролиз и полимеризация газов требуют иных
условий ведения процесса в аппаратуре другой конструкции.
Технологические схемы процессов пиролиза
Кроме получения ароматики в настоящее время процесс ведется
для выделения также и непредельных углеводородов — этилена, про-
пилена, бутилена и амиленов. Эти продукты являются ценным сырьем
для различных производств. Этилен может быть использован для по-
437
лучения этилового спирта, этиленгликоля, хлорпроизводных и пр.; про-
пилен и бутилены могут быть использованы для получения синтетиче-
ского бензина путем полимеризации. Амилены после гидрогенизации
дают возможность получать бензин с высоким октановым числом, до-
стигающим 100 (при добавке незначительного количества этиловой
жидкости).
Недостатком существующих схем пиролиза является отсутствие
использования тепла, уносимого отходящими продуктами пиролиза. От-
дельные попытки использования тепла отходящих продуктов пиролиза
не дали пока положительных результатов.
Все это очень сильно отражается на рентабельности процесса пи-
ролиза и на коэфициенте полезного действия установок.
Схема установки для Пиролиза керосина с отбором непредельных
углеводородов и частичной утилизацией тепла показана на рис. 250.
В этой схеме исходное сырье для пиролиза, насосом 1 прокачи-
вается через трубчатую печь 2, где нагревается в условиях однократ-
Рис. 250. Схема установки для пиролиза керосина:
J 9, 15 18—насосы; 2—трубчатая печь; 3—сепаратор; 4—газогенератор; 5—промывная колонна;
б—ректификационная колонна; 7, 23—конденсаторы; 8, 24—газосепараторы; 10—компрессор; 77—абсор-
бер; 12—редукционные клапаны; 13,16, 21 — холодильники; 14, 17—сборники; 19—теплообменник; 20—по-
догреватель; 22—стабилизатор.
ного испарения. Выходящее из печи сырье поступает в сепаратор 3
для разделения жидкой и паровой фаз. В случае применения легких
видов сырья (керосиновых и лигроиновых фракций) испарение проис-
ходит почти полностью, и в сепараторе отделяется лишь незначитель-
ное количество жидкости. Пары сырья, выходящие из сепаратора, по-
ступают в газогенератор 4, где подвергаются пирогенетическому рас-
щеплению. Из промывной колонны 5 пары промывного масла и про-
дуктов пиролиза поступают в ректификационную колонну 6, где про-
исходит отделение зеленого масла от смеси масел легкого и нафтали-
нового, направляемой по выходе из колонны в конденсационное устрой-
ство. Снизу промывной колонны в качестве остатка отбирается жид-
кий пек.
После конденсации, конденсат легкого и нафталинового масел от-
деляется в газосепараторе 8 от газа; сырой газ из газосепаратора посту-
438
пает в абсорбер 11, где производится улавливание ароматических угле-
водородов, содержащихся в газе; сухой газ отводится сверху абсор-
бера. Для извлечения растворенных в смеси легкого и нафталинового
масел, этилена, пропилена, бутилена и амилена эта смесь подвергается
стабилизации в особом стабилизаторе, к которому через теплообменник
и подогреватель подводится смесь легкого и нафталинового масел.
Стабилизованная смесь через холодильник 13 отводится к прием-
нику 14. Выделившиеся при стабилизации газы отводятся сверху ста-
билизатора, поступают ’в холодильник и, наконец, подаются в прием-
ник. Эти газы в дальнейшем могут быть разделены фракционировкой
и использованы в качестве сырья для органического синтеза.
На данной установке получаются четыре продукта: 1) сухой газ;
2) непредельные углеводороды после стабилизации смеси легкого и
нафталинового масел; 3) гудрон, являющийся отходом производства;
4) смесь легкого и нафталинового масел, подвергаемых в дальнейшем
ректификации с целью отделения в сыром виде ароматических углево-
дородов — бензола, толуола и ксилола. Полученные ароматические
фракции после очистки серной кислотой подвергаются вторичной ректи-
фикации, при которой происходит разделение толуола, ксилола и бен-
зола.
При выработке авиационного топлива легкое масло, полученное
после первой ректификации, подвергается очистке серной кислотой и
в дальнейшем — ректификации с целью выделения толуола. Получен-
ный после ректификации пиробензол обычно служит добавкой к бен-
зину прямой гонки, довольно значительно повышая его октановое число.
Аппаратура для процессов пиролиза
Газогенераторы. Процесс пиролиза керосинового дестнллата, газойля
и других жидких видов сырья является периодическим. Он может быть
проведен или в специальных шамотных ретортах (печи Пиккеринга),
или в газогенераторах, или в трубчатых печах (в последнем случае
процесс идет непрерывно). Реторты в настоящее время уже не приме-
няют. Со времени появления процесса пиролиза газогенераторы пре-
терпели ряд конструктивных изменений, но все же не достигли пока
технического совершенства.
Газогенератор для пиролиза показан на рис. 251.
Пары сырья, выходящие из трубчатой печи, поступают в газогене-
ратор и, соприкасаясь с раскаленной насадкой, подвергаются пиролизу.
Образующиеся продукты пиролиза выводятся из газогенератора
в промывную колонну; нагретая до соответствующей температуры на-
садка по мере пирогенизации проходящих паров сырья постепенно
охлаждается.. Так как невозможно нагреть эту насадку в процессе
пиролиза, то питание газогенератора парами сырья должно быть пре-
кращено. Насадка газогенератора вновь разогревается при помощи
топки (форсункой), присоединенной сбоку в верхней его части. Разо-
грев достигается теплотой отходящих продуктов сгорания.
Таким образом, пиролиз и разогрев насадки в газогенераторе все
время чередуются. Для обеспечения непрерывности работы остальной
аппаратуры, установка для пиролиза снабжается обычно несколькими
газогенераторами, которые работают в промежутках «разогрева на-
садки» одного из газогенераторов.
Время пребывания паров углеводородов в реакционной зоне газо-
генератора в среднем составляет 40—50 сек.
Пропускная способность газогенератора на 1 -ж2 поперечного сечения
составляет от 3,6 до 4,6 кг паров сырья в час. Пропускная способ-
ность 1 л*2 поперечного сечения у газогенераторов ниже, чем у реторт;
439
в последних она равна 5—7 кг на 1 м2 площади поперечного сечения
реторты. Количество сырья в кг, приходящееся на 1 м* объема, соста-
вляет 65—80 кг для газогенераторов и 65—119 кг для реторт.
Промывная колонна (сажеотделитель).
Промывная колонна (рис. 252) предназна-
чается для удаления сажи нз продуктов пи-
ролиза, поступающих из газогенератора,
орошением паров смесью зеленого и нафта-
линового масел. Испаряясь, эти масла охла-
Рис. 252. Схема промыв-
ной колонны:
]—штуцер для ввода паров и га-
зов из газогенератора; 2—шту-
церы для ввода поглотительного
масла; 3—штуцер для выхода па-
ров н газа; /—штуцер для вы-
пуска поглотительного масла;
5—люки для очистки.
Рис. 251. Газогенератор для пи-
ролиза:
1—металлический кожух газогенератора;
2—изоляционный кирпич; 3— огнеупор-
ный кирпич; 4—насадка газогенератора;
5— выход в дымовую трубу; б—штуцер
для ввода сырья; 7—штуцер для выхода
продуктов пиролиза; 8—топка с форсун-
кой; 9—перегородка; 10—предохрани-
тельный клапан.
ждают поступившие в промывную колонну пары продуктов пиролиза?
удаляя из них тяжелые смолистые вещества, отводимые снизу про-
мывной колонны. Колонна состоит из вертикального цилиндра с кони-
ческими тарелками, поставленного на горизонтальный цилиндрический
резервуар. Пары из газогенератора поступают в последний, барботи-
руют через слой жидкого пека и поднимаются вверх навстречу потоку
масел. Для очистки частей аппарата и тарелок от сажи в его верти-
кальной и горизонтальной частях имеется ряд лючков.
Пиролиз и полимеризация газов
Крекинг в жидкой и паровой фазах и пиролиз жидких углеводоро-
дов дают значительные выходы газов, содержащих как парафиновые,
так и непредельные углеводороды. Состав и выход газов приведены
в табл. 96.
Выход газа при парофазном крекинг-процессе может достигать
60—70% от исходного сырья в случае его получения как целевого про-
дукта парофазного крекинга. Наибольшее количество непредельных
углеводородов содержится в газах парофазного крекинга и пиролиза,
что позволяет использовать эти газы для органического синтеза или
переработки на моторные топлива.
За последние годы разработан ряд термических процессов полиме-
ризации этих газов с катализаторами и без них.
При термическом процессе без катализаторов, температуры лежат
в пределах 500—550° при давлении в 50—70 ат. В некоторых слу-
чаях применяют значительно более высокие температуры, но давле-
ние не превышает 5—7 ат.
440
ТАБЛИЦА 96
Выход и состав газов крекинга и пиролиза
Содержание в газах в %
Составные части газа жидко- фазного крекинга ларо- фазного крекинга пиролиза
Водород Метан Этан Пропан Бутан Этилеи Пропилен Бутилен Бензин Дивинил Амилен 0,4 13,8 14,6 19,7 10,3 3,6 10,7 9,8 17,1 0,5 16,7 13,7 9,2 3,8 11,5 20,6 11,0 13,0 1,4 31,7 10,0 1,9 0,5 21,0 14,8 7,1 2,4 ’ 9,2
Выходы в о/0 от исход- ного сырья 12,0 25,0 50,0
Каталитический процесс проводится при температурах порядка
230—250° и давлениях 15—16 ат. Выход продуктов полимеризации
при термическом и каталитическом процессах примерно одинаков. Бен-
зины полимеризации по качествам’ выше бензинов прямой гонки, имея
высокие октановые числа, а именно 85—95. Такие октановые числа
свойственны лишь продуктам пиролиза жидких нефтепродуктов или
продуктам алкилирования низшими олефинами (диизопропиловый эфир-
из пропилена, изооктан, изобутилен, изодекан из амилена).
Образование жидких углеводородов из газа
Механизм образования ароматики может быть представлен следующим образом:
1. Парафин — олефин 4- На.
2. Парафин -+ олефин + парафин с меньшим молекулярным весом.
3. Олефин + олефин -s- диолефин.
4. Диолефин + олефин — циклоолефин.
5. Циклоолефии -> циклодиолефин + Нг ->ароматика + На.
В качестве примера приведем цепь реакций, дающих в конечном итоге бензол:'
1) СН» = СН3 + СН3 = СН3 -» СН3— СН3 — СН = СН, -»
-> СН3 = СН — СН = СН3 -I- Н3;
2) СН3 = СН3 4- СН3 = СН»— СН = СН3 -
-» СН3 == CH — CH3 — СН3 — СН = СН3;
3) СН3 = СН — СН3— СН3 — СН = СН, ->
-> СН3 = СН — СН = СН — СН = СН3 4- Н, ;
СН = СН
4) СН, = СН —СН = СН—СН = СН,-> СН ^Н2;
ХСН — СН»
сн = сн _ <:н = сн^
5) сн \сн2 сн СН 4- н.,
^сн — сн3 ^СН —сн^
44?
Из приведенной схемы реакций видно, что превращение низкомолекулярных
парафиновых углеводородов в жидкие углеводороды с более высоким молекулярным
весом происходит в две стадии/Первая характеризуется экзотермическим распадом
углеводородов с образованием олефинов, которые за счет полимеризации и дегидро-
генизации при определенных температурных условиях во второй стадии реакций
дают ароматические углеводороды. Тепловой эффект пиролиза газа показан на
рис. 253.
Энзотермичесная-
U/j. стадия\ |. | .
^.tooo
| S0°
§ 700
5 600 •
OJ op Op op op i.t
Продолжительность в мин,
Ри* 253. Тепловой эффект
пиролиза смеси углеводо-
родов.
Эндотермическая -
'-к-реаНция'гА-л—
Влияние условий проведения процесса
Основным фактором, определяющим на-
правление реакций полимеризации и влияющим
на ее скорость, является температура; она
не только благоприятствует повышению раз-
ложения исходного сырья, но одновременно
увеличивает выход продуктов полимеризации.
При исследовании реакций полимеризации
этилена с образованием высших олефинов
установлено, что максимальный выход поли-
меризата достигает 13,7% от исходного сырья
при температуре 500° и трехчасовом кон-
такте. Характер продуктов полимеризации олефинов в зависимости от
температуры изменяется следующим образом: при низких температурах
образуются высшие олефины и нафтены, при средних — высшие
олефины, парафины, нафтены и полинафтены и при высоких температу-
рах — ароматические углеводороды.
Увеличение времени реакции в процессах полимеризации, как и в
крекинг-процессах, приводит к повышению выхода продуктов реакции
до некоторого оптимума, после чего выход
увеличивается очень незначительно.
На рис. 254 приведены кривые зависимости
степени конверсии этилена и пропилена от
продолжительности контакта при 136 ат.
Роль давления в процессах полимеризации
пока изучена мало. Учитывая уменьшение
объема в этом процессе, можно предположить,
что давление может способствовать повыше-
нию выхода полимеризата. Так, полимериза-
ция этилена при 50 ат и температуре 340°
дает конверсию в 66—73%; полимеризация
при той же температуре, но при атмосферном
давлении, не дает заметных результатов, так
как этилен ори этих условиях только начи-
нает видоизменяться.
Рис. 254. Зависимость сте-
пени конверсии этилена и
пропилена от продолжи-
тельности контакта:
/ — полимеризация этилена; 2 —
полимеризация пропилена.
Схема процессов полимеризации
В промышленном масштабе применяются как термические, так и
каталитические процессы полимеризации. В США применяют следую-
щие разновидности процесса полимеризации:
1. Унитарный процесс состоит в обработке парафиновых и
олефиновых углеводородов при температуре 510—595° и давлении от
70 до 200 ат в трубчатой печи с применением рисайкла.
2. Ступенчатый процесс состоит из трех последователь-
ных стадий: а) полимеризации олефиновой части при температуре
480—540° и давлении от 40 до 60 ат; б) термической дегидрогениза-
ции и крекинга оставшихся парафиновых углеводородов при темпера-
туре выше 700е и атмосферном давлении; в) полимеризации образо-
442
вавшихся во второй стадии олефинов при температуре 600—700° и
давлении 3—5 ат.
3. Каталитический процесс полимеризации олефиновых
углеводородов при температуре 230° и давлении 16 ат происходит
в реакционных камерах в присутствии катализатора (фосфорной кис-
лоты, осажденной на твердом носителе).
Каталитическая полимеризация. Этот процесс проводится при низ-
ких температурах с катализатором (фосфорная кислота).
С пропиленом, например, процесс протекает следующим образом:
//ОН /ОН
О = Р-ОН + СН2 = СН — СН3 дд О = Р—ОН сн
^он Nd—сн/
хсн3
Образовавшийся изопропилфосфорный эфир реагирует с другой та-
кой же молекулой, причем фосфорная кислота регенерируется и обра-
зуется гексилен:
СН3 СН3 СН3 СН3
'сн 'сн
о + о
| /ОН | он
О = р< О = Р<
ХОН ХОН
СН3 сн3
с
1} +2Н3РО4.
сн^сн3
Образовавшийся гексилен может вновь реагировать с фосфорной
кислотой, образуя гексилфосфорную кислоту, которая, вступая в реак-
цию с пропилфосфорной кислотой, дает нонилен и т. д.
Этилен в присутствии фосфорной кислоты полимеризуется следую-
щим образам:
1) С2Н4 + Н2РО8(ОН) Н2РО3 (ОС2НВ);
2С2Н4 + НРО2(ОН)2 НРО2(ОС2НВ)2;
ЗС2Н4 + РО(ОН)3 РО(ОС2Нб)3.
2) НРО2(ОС2НВ)2 С4Н8Н-РО(ОН)3;
РО(ОС2НВ)3 -»• цикло-С6Н12-|-РО(ОН)з.
С6Н12+С4Н8 С4Н10+С6Н6-1-2Н2;
С2Н4+С6Н6 ->
СН
сн/\с-сн2—сн3
ch^JIch
сн
При невысоких температурах и давлениях процесс каталитической
полимеризации дает, главным образом, моноолефины. При увеличении
температуры, давления и времени контакта помимо олефинов обра-
зуются ароматические углеводороды.
Установка для полимеризации газа жидкофазного крекинга. В ка-
честве сырья используют газ жидкофазного крекинга с установки Вин-
клер-Коха. Процесс проводится без катализатора при высоких темпе-
ратурах. Состав входящего и отходящего газов на полимеризационной
установке приведен в табл. 97.
443
ТАБЛИЦА 97
Состав входящего и отходящего газов на установке
для полимеризации
Составные части газа Входящий газ Отходящий газ
содержа- ние в °/0 (мол.) содержа- ние в % (вес.) содержа- ние в % (мол.) содержа- ние в °/п (вес.)
Водород 6,5 0,4 11,7 1,1
Метан 29,5 13,8 51,0 37,8
Этилен 4,4 3,6 14,4 18,7
Этан 16,6 14,6 14,3 19,7
Пропилен 8,7 10,7 3,9 7,6
Пропан 15,3 19,7 1,5 3,1
Бутилен 6,0 9,8 10,3 0,6 1,5
Бутан ' Высшие углеводо- 6,1 0,1 0.4
роды 6,8 17,1 — —
Выход жидких продуктов полимеризации достигает 11—12% (вес.)
по отношению к исходному сырью. Пиробензин имеет уд. вес 0,875
и температурные пределы кипения -48—217° с отгоном 96%.
Химический состав пиробензина: ароматики 70%, из них бензола
45%, толуола 25%. Содержание непредельных 13,7%. Очищенный пи-
робензин имеет октановое число 95—100; количество его после очистки
Рис. 255. Схема работы полимеризационной установки для получения
пиробензина из крекннг-газов:
1— компрессор; 2 —трубчатая печь; 3— сепаратор; 4 — абсорбер; 5, 70 —теплообмен-
ники; 6, 7/— холодильники; 7—эвапоратор; 8—конденсатор; 9—приемник для лиро-
бензнна; 12—насос для подачи масла в абсорбер; 13—редукционный клапан.
достигает 9% по отношению к исходному сырью, температура замер-
зания — 29°.
Сравнительно высокая температура замерзания (—29°) не позво-
ляет использовать этот пиробензин в качестве авиационного топлива.
444
ТАБЛИЦА 98
Состав газов термического разложения и пути их использования
Выход и состав газов Газы Использование составных частей газов
природный жидкофаз- ный крекинг парофаз- ный крекинг каталити- ческий крекинг пиролиз
Выход в % Состав газов в %: — 4—10 — 23 — 28 — 50
водород — 10 6 13 9 13 Для гидрирования и синтеза
метан 85 33 29 21 45 На получение водорода конверсией с водой; хлори- рование и. синтез на базе хлорпроизводных. Термо-
и электрокрекинг до ацетилена; окисление в форм- альдегид. На получение метанола, бензола, купрена,
хлоропрена
эшлен 5 90 10 17 Хлорпроизводные (хлористый винил), этиленгликоль, тиокол. Окисление в окись этилена; диэтаноламины, ОВ, мыла. Этилеихлоргидрин и синтетический этило- вый спирт. Эфиры акриловой кислоты (пластмассы), СК
— 18 13 1 7 9 Хлорирование. Этиловый эфир. Тетраэтилсвинец
пропилен . — 9 12 | 35 1 10 Изопропиловый спирт, ацетон, уксусная кислота. Эфиры
пропан 0,1-3 16 3 1 13 1 Пропилеи, хлорпроизводные, пропиловый спирт
бутилен • — 6 4 3 1 Бутиловый спирт. Искусственные лаки. Бутилацетат,
изобутилен — 6 3 1 2 2 изомаслявая кислота, метнлэтилкетон. Диизобутилен, изооктан. Бутадиен (СК). Хлорпроизводные; масля-
бутан 0,1—1,3 7 2 i 3 — ный альдегид. Новогексан
амилены — — ’ 3 Метилэтилкарбинол. Хлорпроизводные и синтезы
i на их основе
пентаны I-2 — — 4 — Хлорпроизводные. Амиловый спирт. Амилацетат.
Моющие вещества
бутадиен Е СП —- i - 2 i 2 СК. Моющие вещества. Пластические массы
Схема работы полимеризационной установки показана на рис. 255.
Исходное сырье (газ из газосепаратора жидкофазной крекинг-уста-
новки Винклер-Коха) направляется в абсорбер для улавливания бен-
зина. Абсорбер орошается газойлем. Сухой газ из абсорбера засасы-
вается компрессором и подается в трубчатую печь. В ней газ нагре-
вается до 650°. Давление при выходе из трубчатой печи доходит до
5 ат. Это давление перед вводом газа в смолоотделитель снижается
редукционным клапаном до 3,5 ат. В смолоотделителе смола оса-
ждается за счет охлаждения поступающих продуктов пиролиза и от-
водится снизу к приемнику. Сырой пирогаз из смолоотделителя. по-
ступает в абсорбер для пирогаза, где из него газойлем извлекаются
жидкие компоненты. Промытый сухой газ из абсорбера удаляется
сверху, а насыщенный абсорбент (газойль) поступает в эвапоратор,
где пиробензин отгоняется водяным паром; пары его проходят в кон-
денсатор, откуда пиробензин направляется в приемник. Регенерирован-
ный газойль из абсорбера поступает через теплообменник в холодиль-
ник и после охлаждения подается вновь на абсорбцию.
Пути химической переработки газов пиролиза
Перечисленные методы дают большой выход высокооктановых бен-
зинов, содержащих значительное количество ароматики. Эти бензины
вполне способны заменить ароматические углеводороды, добавляемые
к низкооктановым бензинам с целью повышения их октанового числа.
Развитие пиролиза и полимеризации газов идет по двум главным
направлениям: процессы термической и каталитической полимери-
зации.
Процесс каталитической полимеризации в настоящее время следует
считать достаточно освоенным.
Термическая полимеризация и пиролиз газов являются гибким спо-
собом' переработки, дающим разнообразные продукты и мало завися-
щим от видов сырья. Качество получаемых продуктов пиролиза и по-
лимеризации газов всецело обусловлено режимом работы установки.
Изменением режима работы установки в сторону повышения или по-
нижейия температуры и давления можно менять характер получаемых
продуктов. Большинство процессов термической полимеризации, за
исключением низкотемпературных процессов, дает пиробензины с боль-
шим содержанием ароматики. Эти пиробензины характеризуются высо-
ким октановым числом (до 95—105) и являются прекрасным моторным
топливом. Наряду с высокооктановым моторным топливом процессы
эти дают также газ, характеризующийся высоким содержанием эти-
лена и других олефинов. Это открывает широкие перспективы для раз-
вития промышленности органического синтеза, работающей на этих га-
зах, и приводит к повышению рентабельности процессов термической
полимеризации.
В табл. 98 приведен состав газов термического разложения и ос-
новые пути химической переработки их.
ГЛАВА 22
УЛАВЛИВАНИЕ БЕНЗИНА ИЗ ГАЗОВ
Природный газ нефтяных месторождений, газы крекинг-установок и
других установок пиролиза содержат значительное количество легких
углеводородов, при конденсации которых можно получить жидкие газы
и газовый бензин.
Средний состав природных газов Кавказа (Грозненского и Бакин-
ского нефтяных месторождений) приведен в табл. 99, а газа с крекинг-
установки Винклер-Коха—в табл. 100.
ТАБЛИЦА 99
Средний состав природных газов
Кавказа
Место-
рождение
Состав Гроз- нен- ское Бакин- ское
Содержание углеводо- родов в % объемн.: СН* 54,7 91,78
с2н6 7,4 3,05
С3н8 15,7 0,45
С4Н10 13,7 1,37
изо-С4Н]0 .... 8,5 2,0
С5Н12 н др. . . . — 1,35
Удельный вес 1,07 0,702
ТАБЛИЦА 100.
Состав газа с крекинг-установки
Винклер-Коха
(удельный вес газа 1,1)
Составные части
Содержание
В °/о
объемн.
Водород .....
Углекислота ....
Метан.............
Этан + этилен . . .
Пропан пропилен
Бутан -р бутилен. .
Пентан + пентади ей
6,4
0,3
35,2
21.2
22,5
9,6
4,8
Из углеводородов, входящих в состав природных и крекинг-газов,.
практическое значение для получения бензина имеют углеводороды,,
начиная с пентана и выше. При конденсации пропана и бутана полу-
чаются «жидкие газы», которые не могут быть использованы в каче-
стве жидкого моторного топлива из-за высокой упругости паров при
обычных температурах и нормальном давлении.
Методы извлечения бензина из газов
Различают три основных способа извлечения бензина из газов,-
1. Компрессионный (сжатие с последующим охлаждением).
2. Абсорбционный (поглощение бензиновых углеводородов жидким
поглотителем).
3. Адсорбционный (поглощение бензина из газа активированным
углем); поглощенные бензиновые углеводороды извлекаются продувкой
угля водяным паром.
447
Компрессионный способ
Переход газа в жидкость возможен, если температура сжатого газа
будет ниже критической.
Критические температуры и давления парафиновых углеводородов
приведены в табл. 101. Если сжатию подвергается смесь, состоящая из
отдельных компонентов, общее давление, необходимое для перевода
какого-либо компонента в жидкое состояние, будет соответствовать
тому давлению, при котором парциальное давление этого компонента
будет равно его критическому давлению.
ТАБЛИЦА 101
Критические температуры и давления парафиновых углеводородов
Углеводород
Состояние
при 15° и
760 -иж вод. ст.
Критическая
температура
в °C
Критическое
давление
в ат
Метай Газообразное — 82,1 52,8
Этаи 32,22 48,4
Пропан 97,5 45,2
Бутан 133,8 36,3
Изобутан 153,3 33
Пентан Жидкое 197,22 32,8
Изопентан 187,78 29,6
Гексан 235,0 27
Гептан 267,0 25,3
Октаи 296 24,6
Требуемое общее давление при сжижении отдельного компонента
газовой смеси вычисляется, исходя из процентного содержания каждого
компонента в этой смеси и упругости его паров при соответствующей
температуре.
Сжижение части компонентов, входящих в смесь газов, возможно
не только в результате давления, но также за счет растворения этой
части газов в образовавшемся конденсате. При сжатии смеси газов
наступает момент, когда один какой-нибудь компонент становится на-
сыщенным паром и переходит в жидкое состояние. Как только начи-
нает выделяться конденсат, одновременно в образовавшейся жидкой
«фазе начнут растворяться и другие компоненты: степень растворения
обусловливается летучестью этих углеводородов. Это растворение про-
исходит до тех пор, пока парциальные давления каждого компонента
в паровой и жидкой фазах не станут равными, т. е. пока не наступит
равенство по уравнению Дальтона и Рауля:
у Р = х • Q,
где у — молярная концентрация компонента в парах;
Р — общее давление смеси;
х — молярная концентрация компонента в жидкости;
Q — упругость паров этого компонента в чистом виде при данной
-температуре.
Распределение на паровую и жидкую фазу для каждого отдель-
ного компонента, входящего в состав смеси, зависит от константы рав-
новесия, т. е.:
448
Большая часть наиболее легких углеводородов останется в паровой
фазе, большая часть самого тяжелого углеводорода перейдет в жид-
кость.
Схема компрессионной установки. Процессы сжатия (компрессии)
подразделяются на одноступенчатые и двухступенчатые.
При одноступенчатом процессе исходный газ сжимается до давле-
ния 5—6 ат, сжатый газ охлаждается, и из него выделяется конден-
сат. При двухступенчатом процессе исходный газ сжимается до давле-
ния 5—6 ат, после сжатия охлаждается и образовавшийся конденсат
отделяется от газа в газосепараторе. Газ из сепаратора поступает
в компрессор высокого давления, сжимается до 10—12 ат и вновь охла-
ждается. При охлаждении выделяется некоторое количество конден-
сата. Процесс сжатия в две ступени дает из газа одного и того же
состава большее количество бензина, чем' одноступенчатое сжатие. Это
увеличение выхода бензина идет только за счет более высокого давле-
ния, применяемого в двухступенчатом процессе. Использование высо-
кого давления при проведении одноступенчатого процесса невозможно,
так как газ после сжатия до 5—6 ат сильно нагревается и должен
бензин
Рис. 256. Схема двухступенчатой компрессионной установки:
I — компрессор низкого давления; 2 — конденсатор; 3 — газосепаратор; 4 — редукционные кла-
паны; 5 — ресивер; 6 — компрессор высокого давления; 7 — конденсатор второй ступени; 8 — газо-
сепаратор высокого давления.
быть охлажден. Схема работы двухступенчатой компрессионной уста-
новки изображена на рис. 256. При удалении второго компрессора по-
лучим схему работы одноступенчатой компрессионной установки.
В некоторых случаях при эксплоатации нефтяной скважины практи-
куется извлечение бензина из газа компрессорами. При этом газ, цир-
кулирующий в системе:
скважина -+ газосепаратор -> компрессор,
выходя из скважины, насыщен парами легких бензиновых углеводоро-
дов, которые могут быть извлечены из газа путем установки холо-
дильников, приемников для бензина и газоотделителей на выходных
линиях от компрессоров низкого и высокого давления.
Процесс масляной абсорбции
По сравнению с компрессионным способом извлечения бензина из
газа способ масляной абсорбции обладает преимуществом в смысле
более полного извлечения бензина из газов. Этот способ достаточно
широко используется при улавливании бензола и толуола из коксового
газа. При улавливании бензина из газов природного и крекинга в ка-
29 Зак. 3610. Общая химия. технология топлива.
449
честве абсорбентов применяются различные масла: газойль, дестил-
латы солярового, вазелинового и других масел.
Извлекаемые из газа компоненты растворяются в поглотительном
масле в количествах, пропорциональных их растворимости, которая
определяется равновесным состоянием газ — жидкость. Газ, растворен-
ный в масле при определенной температуре и концентрации, обладает
вполне определенным парциальным давлением. Количество компонента,
растворяющегося в масле, пропорционально его парциальному давле-
нию. Чем менее растворим газ, тем большее парциальное давление
требуется для растворения его в жидкости и наоборот. Каждый из ком-
понентов газовой смеси растворяется независимо от других компонен-
тов под влиянием собственного парциального давления. Общее давле-
ние над системой представляет сумму парциальных давлений компо-
нентов газовой смеси. Равновесие паровой и жидкой фаз выражается
известным уравнением Дальтона и Рауля.
Схема газоулавливающей абсорбционной установки. Исходное
сырье — газ сжимается компрессором 1 (рис. 257) до давления 4—5 ат,
Рис. 257. Схема газоулавливающей абсорбционной установки со стабилизацией:
1 — компрессор: 2, 9, 16— конденсаторы; 3, 17— газосепараторы; 4 — абсорбер; 5, 11, 13, 19 — насосы
6, 14 — теплообменники; 7 — подогреватель для масла; 8— эвапоратор: 10— водоотделитель; 72—кон-
денсационный горшок; 15 — стабилизатор; 18 — редукционный клапан; 29, 21 — холодильники.
проходит через конденсатор 2 и газосепаратор 3, где от газа отде-
ляется образовавшийся при компрессии конденсат. Из газосепаратора
газ направляется в абсорбер 4, в котором поглотительное масло насы-
щается извлекаемыми компонентами. Сухой газ из абсорбера отводится
к источнику потребления, а насыщенное масло снизу абсорбера насо-
сом 5 перекачивается через теплообменник 6 в эвапоратор 8. Часть
уловленных в газе легких компонентов (метан, этан и пр.) удаляется.
Из водоотделителя 10 насыщенное масло насосом 13 подается в тепло-
обменник 14 для подогрева за счет теплоты регенерированного масла-
Из масла, нагретого в подогревателе 7, в эвапораторе 8 испаряются
растворенные газы. Ввод в аппарат острого водяного пара, сбрасы-
ваемого через конденсационный горшок 12, усиливает испарение. Пар
вводится через специальный перфорированный змеевик, лежащий на
дне эвапоратора 8. После выделения поглощенных углеводородов так
называемое «регенерированное» масло подается насосом 11 в тепло-
обменник 6 для подогрева насыщенного масла. После теплообменника
и холодильника 21 охлажденное масло вновь возвращается в цикл на
450
абсорбцию. Пары легких фракций из эвапоратора 8 отводятся сверху
в конденсатор 9, откуда конденсат (сырой бензин) выводится насо-
сом 13 через водоотделитель 10, теплообменник 14 и холодильник 20.
Окончательный подогрев сырого бензина глухим водяным паром про-
изводится в теплообменнике 14, после чего продукт подвергается
фракционировке в стабилизаторе 15.
Низкокипящие углеводороды, состоящие, главным образом, из ме-
тана; пропана и бутана, выходят сверху стабилизатора 15 в конден-
сатор 16. Образовавшийся в нем конденсат, содержащий пропан и бу-
тан, поступает в газосепаратор 17 с редукционным клапаном 18. После
отделения в нем газа конденсат насосом 19 подается для орошения
в стабилизатор. Остаточный газ отводится к источнику потребления.
При повышении давления в абсорбере количество извлеченных из
газа жидких углеводородов возрастает. Поэтому абсорбционные уста-
новки устраиваются иногда двухступенчатыми. В этом случае остаточ-
ный газ из газосепаратора после первого абсорбера вновь сжимается
компрессором до более высокого давления, и через холодильник и
газоотделитель поступает во второй абсорбер, работающий при более
высоком давлении. В остальном двухступенчатая установка не отли-
чается от установки одноступенчатой абсорбции.
Режим работы абсорбционной установки. Температура на всем про-
тяжении абсорбера не является постоянной. За счет выделяющейся
скрытой теплоты парообразования в процессе перехода отдельных
компонентов из газа в жидкость при поглощении маслом происходит
разогрев поглотительного масла. Температура в абсорбере не должна
превышать 35—40°. При более высокой температуре резко падает
коэфициент извлечения. Нагрев масла за счет выделения скрытой те-
плоты испарения не должен превышать 10°. Следовательно, при на-
чальной температуре (25°) масла, поступающего в абсорбер, его конеч-
ная температура при выходе из абсорбера не должна превышать 35°.
Температура в эвапораторе на практике поддерживается, в зави-
симости от давления в нем, в пределах НО—180°. Чем ниже давле-
ние в эвапораторе, тем ниже и температура выпарки.
Расход масла зависит от применяемого давления. Чем выше давле-
ние, тем меньше масла потребуется для абсорбции. Количество масла
может быть подсчитано по эмпирической формуле:
(160)
где g— количество абсорбента в м3 на 1000 м3 сырого газа, а
р — давление в абсорбере в ата.
Количество поглотительного масла может быть определено и тео-
ретическим путем по уравнению:
L^AKv, ’ (161)
где А — абсорбционный фактор, соответствующий заданному коэфи-
циенту извлечения какого-либо компонента;
К — константа равновесия этого же компонента и
v — число молей остаточного газа.
Величина L представляет собой количество абсорбента в молях.
Расчет ведется на часовое количество газа. Константа равновесия
в пределах давлений до 6 ага определяется по известному уравнению
Дальтона и Рауля.
Регулировка режима работы установки сводится, главным образом,
к регулировке температурного режима в различных аппаратах — аб-
сорбере, эвапораторе, стабилизационной колонне и конденсаторах. Для
этого в верху абсорбера, эвапоратора, стабилизатора устанавливаются
29*
451
термопары, соединенные с регулирующими пирометрами, приводящими
в действие моторные клапаны на линиях подачи абсорбента и ороше-
ния. Нередко применяются термостаты, действующие на диафрагмо-
вые клапаны, установленные на указанных линиях. Эти клапаны при-
водятся в действие сжатым воздухом, с регулировкой его подачи тер-
мостатами.
Ряд усовершенствований, введенных в процессы масляной абсорб-
ции, как-то: применение высоких давлений, обеспечивающих полноту
извлечения, стабилизация полученного газового бензина и внедрение
автоматизации, создали в настоящее время предпосылки для широкого
распространения этого метода.
Извлечение бензина из газов путем адсорбции
В качестве адсорбентов для извлечения бензина из газа путем
адсорбции наиболее широко применяются активированный уголь и си-
ликагель.
Адсорбция бензина из газа имеет некоторые преимущества по
сравнению с масляной абсорбцией. В основном эти преимущества сво-
дятся к большей простоте установки, более полному извлечений бен-
зина из газа и более высокому качеству получаемого бензина. Бензин,
Рис. 258. Схема адсорбционного завода:
/ — компрессор; 2 — адсорберы; 3—конденсатор паров бензина и воды при продувке
паром; 4 — холодильник; 5 — водоотделитель; 6 — газосепаратор; 7—редукционный
клапан.
полученный путем адсорбции, содержит большое количество легких
фракций.
Основная аппаратура установки состоит из адсорберов и конден-
саторов, не сложных по конструкции.
Процессу адсорбции присущ ряд недостатков: периодичность про-
цесса и высокая стоимость активированного угля, требующего замены
по истечении небольшого срока работы.
Последнее обстоятельство является главным препятствием к широ-
кому применению адсорбции для улавливания бензина из газа.
Процесс адсорбции бензина из газа активированным углем пока-
зан на рис. 258. Исходное сырье компрессором 1 подается в адсор-
беры (вертикальные цилиндры) 2. Ряд горизонтальных полок внутри
адсорберов заполнен активированным углем. Поступающий в адсор-
бер газ проходит слои активированного угля, адсорбирующие бензи-
новые углеводороды. После насыщения угля доступ газа в адсорбер
прекращается. Уголь подвергается регенерации перегретым паром,
452
вводимым в адсорбер для вытеснения из угля бензина. Выходящий из
адсорбера водяной пар и пары бензина конденсируются в конденсаторе 3.
Конденсат после холодильника 4 поступает в водоотделитель 5, где
происходит отделение бензина от воды. Вода спускается в нижней части
водоотделителя, а бензин поступает в газосепаратор 6 с редукцион-
ным клапаном 7, где он освобождается от газов и выдается в виде
готового продукта. Перегретый пар применяется для регенерации угля
в силу необходимости получать сухой уголь после регенерации, что
не имело бы места в случае продувки угля насыщенным паром. Про-
цесс насыщения угля бензиновыми углеводородами длится обычно
0,5—1 час. Чем больше время насыщения, тем лучше качество полу-
чаемого бензина, так как частично поглощенные легкие углеводороды
с течением времени вытесняются и замещаются более тяжелыми.
Периодичность процесса в довольно значительной степени отра-
жается на производительности установки. Для сокращения простоев
аппаратуры, на установке группируется не меньше тре'х адсорберов.
Давление при адсорбции доходит до 6,5—7,5 ата\ существуют тен-
денции проводить процесс при 18 ата. Активированного угля в адсор-
бер загружается 1,2—1,5 кг на 1 кг получаемого в сутки бензина.
Толщина слоя активированного угля достигает 0,9—1,5 м. Размеры
адсорбера: диаметр 1,5 м, высота до 6 м. Расход пара на отбензинивание
активированного угля достигает 3 кг и выше на 1 кг извлекаемого
бензина. Процесс адсорбции сопровождается повышением темпера-
туры, поэтому адсорбер охлаждается водой в змеевиках, устроенных
внутри аппарата.
Стабилизация бензина
Бензин, уловленный из газов крекинг-установок и естественного
газа, характеризуется высокой упругостью паров. Это объясняется
значительным содержанием в нем лёгких углеводородов, главным
образом пропана и бутана. Наличие в топливе бутановых фракций же-
лательно, так как этим повышается летучесть и испаряемость топлива,
т. е. достигаются качества, ценные при запуске мотора. Однако в силу
высокой упругости паров бензина, содержащих большое количество
бутана и пропана, в карбюраторе двигателя внутреннего сгорания
создаются газовые пробки, вследствие чего мотор легко может за-
глохнуть и остановиться. Во избежание этого избыток легких фракций
должен быть удален из бензина. В среднем бензин, полученный путем
улавливания из крекинг-газов и естественного таза, содержит около
5% пропана, до 40% бутана и от 15 до 40% пентана; остальное —
тяжелые углеводороды. Таким образом высокая упругость паров бен-
зина обусловливается, главным образом, значительным содержанием
бутана.
Конечная точка кипения бензина не должна превышать 200—225°.
Для авиационных бензинов конечная температура кипения лежит зна-
чительно ниже, доходя в некоторых случаях до 120°.
Процесс удаления пропан-бутановых фракций из бензина назы-
вается стабилизацией. Стабилизация является обычной фракциониров-
кой, проводимой при сравнительно высоких давлениях. После стабили-
зации пропан обычно удаляется целиком, а содержание бутана* дово-
дится до допускаемых пределов. Изменение состава бензина при
стабилизации на специальной стабилизационной установке приводится
в табл. 102.
Схема стабилизационной установки. Исходное сырье для стабилиза-
ции (сырой бензин) подается насосом в теплообменник 1 (рис. 259),
служащий подогревателем за счет утилизации тепла готового про-
453.
ТАБЛИЦА 102
Изменение состава бензина после | стабилизации
Составные части бензина Содержание в сыром бензине в объемн. % в готовом (стабилизо- ванном) бензине Отход в %
СН4 0,080 0,000 1,116
С2Нв 0,633 0,000 17,620
с3н8 11,100 0,935 73,540
изо-С4Н1с 7,600 2,630 5,140
н. С4Н10 25,500 28,650 2,674
с5н12 55,087 67,785 —
100 100 100
Удельный вес .... 0,656 0,661 —
дукта, отводимого снизу стабилизатора. Из теплообменника подогре-
тый сырой бензин поступает на средние тарелки стабилизационной ко-
лонны 2, где наиболее легкие компоненты бензина испаряются, поды-
маясь на верхние тарелки, а основная масса более тяжелых фракций
Рис. 259. Схема стабилизационной установки:
/ —теплообменник; 2 — стабилизатор; 5—конденсатор; —газоотделитель; 5 —
насос для орошения; б — ребойлер; 7—конденсационный горшок; 8 — холодиль-
ник; 9—клапаны терморегуляторов; 10— редукционный клапан.
бензина стекает вниз и отводится с нижней тарелки стабилизацион-
ной колонны к ребойлеру 6. В ребойлере бензин подогревается глу-
хим паром, ^поступая в нагретом виде в нижнюю часть стабили-
затора 2. Наиболее легкие компоненты вновь выделяются из бен-
454
зина и в виде паров и газа поступают на тарелки, где наиболее
тяжелая часть этих легких компонентов конденсируется и через те-
плообменник 1 и холодильник 8 поступает в приемник, а основная
масса паров движется вверх, смешивается с парами, выделившимися
из исходного сырья. Пары легких фракций в смеси с газом сверху
стабилизатора поступают в конденсатор 3 на конденсацию. В газо-
сепараторе жидкая фаза образовавшегося конденсата отделяется от
паровой. Газ из газоотделителя 4 отводится через редукционный кла-
пан 10, установленный на линии выхода газа. Этот редукционный кла-
пан поддерживает в стабилизаторе и остальной аппаратуре необходи-
мое для проведения процессов стабилизации давление. Жидкая часть
конденсата в виде жидкого пропана и бутана частично отводится из
газосепаратора в виде побочного продукта (отход) и частично по-
дается насосом 5 на орошение верхней тарелки стабилизатора.
Регулировка режима работы стабилизационной установки заклю-
чается в регулировке подачи орошения и подвода пара к ребойлеру.
Орошение регулируется установленной над верхней тарелкой стабили-
затора термопарой, связанной с регулирующим пирометром. Послед-
ний приводит в действие моторный клапан терморегулятора 9, уста-
новленный на выкидной линии насоса, подающего орошение. Количе-
ство пара регулируется моторным клапаном терморегулятора 9, уста-
новленным на паровой линии; этот моторный клапан связан с регули-
рующим пирометром, который соединен с термопарой, установленной
внизу стабилизатора.
Давление, применяемое в процессах стабилизации, варьирует от 8
до 18—19 ата. Величина давления обусловливается составом стабили-
зуемого исходного сырья.
Температура обычно поддерживается вверху стабилизатора 55—60°,
внизу стабилизатора 130—140°, при вводе сырья в стабилизатор—
до 80°; температура выходящего готового продукта из теплообмен-
ника 47—50°, при выходе из холодильника 23°.
ЧАСТЬ VI
НОВЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ЖИДКИХ ТОПЛИВ
ГЛ АВА 23
ГИДРОГЕНИЗАЦИЯ
В 1868 г. Вертело, на основе своих опытов, высказал предположе-
ние, что водород в момент выделения реагирует с углем при нагре-
вании, давая нефтеподобные углеводороды. ,
Однако только исследования, выполненные в начале XX в. Са-
батье, Зелинским, Клингом и Флорантеном, Бергиусом, Фишером и др.,
обеспечили возможность нового промышленного процесса получения
жидкого топлива как из тяжелых погонов нефти и смол, так и из
углей. Этот процесс получил названия «гидрогенизация», «ожижение»,
«бергинизация».
Основные препятствия, стоявшие на пути разработки процесса
гидрогенизации, заключались в трудности подбора активных и стойких
против отравления катализаторов, в отсутствии специальных сталей,
устойчивых против водородной коррозии.
В период 1913—1917 гг. в Германии осуществлен процесс ожиже-
ния угля Бергиусом и Бильвиллером, названный «бергинизацией».
Этот процесс проводился без катализаторов при температуре 450° и
давлении 200 ат, с затратой 4—5% водорода от веса угля.
В г. Лейне в 1926 г. была введена в эксплоатацию первая про-
мышленная установка каталитической гидрогенизации бурых углей.
В 1928 г. в США (Батон-Руж) была пущена опытная установка по
гидрогенизации нефтепродуктов; в том же году (Бэйвэй, США) была
построена и промышленная установка для гидрогенизации нефтепро-
дуктов.
В Англии (Биллингэм) в 1933—1935 гг. построена крупная промыш-
ленная установка для гидрогенизации. В Германии в период
1939—1941 гг. был пущен ряд гидрогенизационных заводов для полу-
чения бензина из различных видов дегтя и угля. В 1944 г. в Германии
было произведено 5,5 млн. т синтетического горючего (The Chem. Age
53, 1360, 1945 г.).
Большинство заводов по гидрогенизации угля и смол применяло
давление от 300 до 700 ат. Гидрирование угля велось в две стадии.
Стадия гидрирования жидкой угольной пасты проводилась при 700 ат;
вторая стадия гидрирования — в паровой фазе проводилась при 300 ат.
Сущность процесса и значение водорода и катализаторов
для процессов гидрогенизации
Процессы гидрогенизации состоят в расщеплении в присутствии во-
дорода высокомолекулярных углеводородов на несколько более мел-
ких молекул. Этот процесс называется деструктивной гидрогенизацией.
456
В процессе деструктивной гидрогенизации идут две самостоятель-
ные реакции — крекинг и гидрирование. Относительные скорости и ко-
личественное преобладание той или иной реакции определяют напра-
вление процесса. Характер продуктов гидрогенизации зависит от усло-
вий проведения процесса. В случае преобладающего течения крекинг-
процессов целевые продукты содержат большое количество непредель-
ных и ароматических углеводородов; в условиях же, благоприятствую-
щих реакции гидрирования, получаемое моторное топливо характери-
зуется большим содержанием насыщенных при почти полном отсут-
ствии непредельных и ароматических углеводородов. Антидетонацион-
ные свойства такого моторного топлива низкие. Вместе с тем увели-
чивается расход водорода. Довольно большую роль в отношении хара-
ктера реакций играет катализатор.
Получение водорода
Существуют различные способы получения водорода.
1. Конверсия газообразных углеводородов с водяным паром в при-
сутствии катализатора. В результате этой реакции в качестве конеч-
ных продуктов образуется смесь водорода и углекислоты, причем по-
следняя легко может быть отмыта водой или триэтаноламином и та-
ким образом получают водород в чистом виде.
Основной составной частью газов, служащих сырьем при проведе-
нии процесса, является метан. Содержание его в некоторых газах
[доходит до 70%. Конверсия метана с водя-
ным паром идет по уравнениям:
СН4-|-Н2О = СО + ЗН2.
Образуется газовая смесь, состоящая из
водорода и окиси углерода. Полученная
окись углерода при дальнейшем взаимо-
действии с водяным паром может быть
окислена во второй стадии до углекислоты
по уравнению:
СО + Н2О со2+-н2.
Оптимальной температурой для превра-
щения метана в водород и окись углерода
является 800°. Процесс конверсии окиси
углерода водяным паром проходит при
400—500°. Расход пара при конверсии до-
стигает трех-пятикратного избытка против
теоретического расхода по вышеприведен- Рис. 260. Конверсионная печь
НЫМ уравнениям. 1— трубы, наполненные катализатором;
2. Термическое разложение углеводоро- 4в-
ДОВ на углерод И водород. труба для ввода водяного пара; 7 —
Схема установки для конверсии газов. 2ЛЯ9-т0рДуабыУГдлГпДодРа0чДи^ гТ
Исходное сырье ДЛЯ конверсии нагревается релкам воздуха и топлива,
в теплообменнике за счет теплоты продук-
тов конверсии. Подогретый газ смешивается с парами и вводится
в конверсионную печь.
Конверсионная печь (рис. 260) состоит из ряда вертикальных труб,
обогреваемых теплом радиации. Трубы с катализатором 1 соеди-
нены общими коллекторами 5, расположенными снизу и сверху печи.
Горелки 2 в топочной камере установлены сверху; продукты сгорания
омывают трубы и отводятся в боров 3, расположенный в централь-
ной части топочной камеры. Для равномерного распределения дымо-
457'
вых газов в борове устроен целый ряд окон 4, через которые в него
поступают отходящие продукты сгорания. Газы конверсии в присут-
ствии водяного пара нагреваются в печи до температуры 800°. По
Рис. 261. Схема установки для получения водорода путем конверсии газов:
1 и 9 — теплообменники; 2—конверсионная печь; 5—конвертор; 4 — компрессор; 5—скруббер;
6 — газосепаратор; 7—редукционный клапан; 8— холодильник для газа.
трубам б и 7 в печь вводятся водяной пар и углеводородные газы,
а по трубам 8 и 9
Рис. 262. Конвертор
для окисления окиси
углерода:
7 -трубы; 2—катализатор;
термопары; / —штуцер
для выхода углекислоты и
водорода: 5— штуцер для
ввода смеси окиси углерода
и водорода.
подаются воздух и топливо к горелкам.
Образовавшиеся продукты конверсии отводятся
в конвертор 3 (рис. 261) для проведения второй
стадии реакции. Температура в конверторе сни-
жается до 500—400° за счет дополнительного
ввода пара. Из конвертора газы направляются
в теплообменник 9 и отдают тепло газу, посту-
пающему в печь. Далее газы охлаждаются в холо-
дильнике 8 и поступают затем в скруббер 5 для
отмывки углекислоты. После отмывки углекислоты
водород проходит через газосепаратор б для отде-
ления воды и через редукционный клапан 7 идет
к потребителю.
Газы, поступающие из конвертора через тепло-
обменник и холодильник в абсорберы, предвари-
тельно сжимаются компрессором до 15—20 ат.
Применение давления сокращает расход промыв-
ной воды для поглощения углекислоты. Выхо-
дящий из абсорберов газ состоит почти целиком
из водорода.
На некоторых заводах, в частности на заводе
в г. Батон-Руж, в качестве абсорбента вместо
воды применяется триэтаноламин N (С2ШОН)з,
который подается в колпачковую колонну под
давлением в 17 ат. В нее же подаются сжатые
до давления 17 ат газы конверсии, из которых необходимо извлечь
углекислоту. Триэтаноламин как основное вещество очень интенсивно
поглощает такие газы, как углекислота и сероводород. Регенерация
триэтаноламина производится путем нагрева его паром при атмо-
458
сферном давлении. Углекислота при этом удаляется, а регенерирован-
ный триэтаноламин охлаждается и вновь подается на абсорбцию
в колпачковую колонну.
Из других методов получения водорода следует упомянуть электро-
литический способ, который является конкурентоспособным только при
наличии дешевой электроэнергии.
Способ получения водорода из водяного газа в настоящее время
сравнительно широко распространен, однако он относится к наиболее
дорогим. Окисление окиси углерода осуществляется в этом случае
тем же путем, что и окисление окиси углерода во второй стадии кон-
версионного способа. Дальнейший процесс обработки газа ничем не
отличается от описанного в способе получения водорода путем кон-
версии газов. Конвертор, применяемый для окисления окиси углерода
при работе на водяном газе, показан на рис. 262.
Входящий в аппарат газ нагревается за счет уходящего из конвер-
тора газа. Этот подогрев возможен благодаря экзотермичности про-
цесса окисления окиси углерода.
Катализаторы, применяемые в процессах гидрогенизации
Гидрогенизация углей обычно осуществляется в несколько ступе-
ней. В первой ступени применяют железный или никелевый катали-
затор.
Из специфических катализаторов гидрогенизации наиболее актив-
ными и устойчивыми являются соединения молибдена (в частности
окись молибдена и сернистый молибден, активированные некоторыми
добавками).
В зависимости от характера применяемого в процессах гидрогени-.
зации сырья, катализаторы могут использоваться различным образом.
Так, при гидрогенизации углей в первой стадии катализатор вместе
с угольной пастой вводится в нагревательную печь и далее — в реак-
ционную камеру. Таким образом^ гидрируемое сырье несет с собой
одновременно и катализатор. В последующих стадиях гидрогенизации
углей, так же как и при гидрогенизации жидких видов сырья (смол,
тяжелых масел и т. п.), катализатор, осажденный на носителе, в ка-
честве которого используются активированный уголь, окись алюминия,
шамот и др., помещается на тарелках реакционной камеры. Вместе
с тем применяется также и «плавающий», т. е. коллоидально-размоло-
тый катализатор, находящийся во взвешенном состоянии в гидрируе-
мом сырье.
Технология гидрогенизации
При гидрогенизации жидкого сырья не требуется никакой предва-
рительной подготовки. Подача его насосом в трубчатую печь для на-
грева и далее в реакционную камеру не вызывает никаких особых за-
труднений. Иначе обстоит дело при гидрогенизации углей. Для обеспе-
чения непрерывной подачи угля в печь и реакционную камеру необхо-
димо предварительное 'измельчение угля до порошкообразного состоя-
ния и смешение его со средним или тяжелым маслом, получаемым
как побочный продукт 'или остаток гидрогенизации. Образующаяся
угольная паста специальными насосами перекачивается в печь и далее
в реакционную камеру.
При гидрогенизации высококипящих масел или каменноугольных
смол можно добиться при однократном пропускании почти полного
превращения исходного сырья в бензин, при условии регулирования
времени реакции и обеспечения низкого парциального давления про-
459
дуктов гидрогенизации. Продолжительность работы катализатора при
работе в жидкой и паровой фазах достигает одного года и более.
Внутреннее устройство реакционной камеры для гидрогенизации
угольной пасты отличается от устройства реакционной камеры, пред-
назначенной для гидрогенизации жидких продуктов в жидкой или па-
ровой фазе. В первом случае камера не заполняется катализатором,
осажденным на носителе. Катализатор, как указано выше, в смеси
с небольшой порцией масла добавляется к угольной пасте. Смесь не-
прерывно подается в реакционную камеру. При гидрогенизации жид-
кого сырья реакционная камера либо заполняется осажденным на но-
сителе катализатором, либо применяется плавающий катализатор.
Принципиально схема процесса гидрогенизации одинакова для обоих
видов сырья. Перед вводом в реакционную камеру сырье должно быть
предварительно нагрето. Нагрев осуществляется сперва в теплообмен-
нике за счет тепла отходящих продуктов гидрогенизации и затем в
трубчатой печи (окончательный нагрев до температуры, при которой
ведется процесс гидрогенизации). Перед вводом в теплообменник ис-
ходное сырье в смесителе смешивается с необходимым количеством
водорода. Нагретое в трубчатой печи сырье поступает в реакционную
камеру, где и происходит реакция гидрогенизации. Температура в про-
цессе гидрогенизации поддерживается около 450—550°; такая темпе-
ратура необходима для достижения крекинга углеводородов непосред-
ственно перед гидрогенизацией.
Расход водорода при гидрогенизации
Решающее значение для расхода водорода имеет процесс газо-
образования при гидрогенизации. Особенно повышается расход водо-
ТАБЛИЦА 10»
Теоретический расход водорода на гидрогенизацию
Гидрируемые продукты Расход водорода в м3 на получение 1 т к онечных продуктов
среднее масло бензин керосин
Нефть: богатая водородом .... 50 120
бедная водородом .... 200 400 —
Среднее нефтяное масло: богатое водородом . . . — 70 30
бедное водородом .... — 200 210
Бурый уголь 900 1220 ——
Продукты из бурого угля: первичная смола 135 450
среднее масло из первич- ной смолы 310 375
генераторная смола . . . 210 620 —
среднее масло из генера- торной смолы 410
Каменный уголь 680 1100 —
Продукты из каменного угля: первичная смола .... 290 760
среднее масло из первич- ной смолы 470 550
высокотемпературная смо- ла < 330 820
среднее масло из высоко- температурной смолы . . — 490 —
460
рода при гидрогенизации кислородсодержащего вещества; практически
расход водорода сверх теоретически необходимого количества соста-
вляет 20—25% на каждый процент образующегося газа.
Теоретический расход водорода при гидрогенизации в отсутствии газообразова-
ния приведен в табл. 103.
При гидрогенизации под давлением получаются значительные количества метана
и его гомологов, которые могут быть непосредственно использованы для получения
водорода. При переработке каменного и бурого углей, а также каменноугольной
смолы примерно две трети необходимого для гидрогенизации водорода можно полу-
чить из образующихся газов путем конверсии с водяным паром в присутствии ка-
тализатора. Этим же путем из образующихся газов при гидрогенизации нефтей и
буроугольных смол можно получить все количество водорода, необходимое для
процесса гидрогенизации. Водород, полученный таким путем, свободен от азота.
Ввиду достаточно высокой стойкости катализаторов чистота водорода не влияет на
процесс гидрогенизации.
Тепловой эффект реакции гидрогенизации
Реакции гидрогенизации углеводородов под давлением экзотермичны. Наивысший
тепловой эффект наблюдается при образовании метана.
Тепловой эффект реакции гидрогенизации для некоторых соединений приведен
ниже (в ккал на кг исходного вещества):
Гексан-|-Н2 —* метан.....................•..................730
Каменный уголь 4- h2 —► среднее масло.......................450
Среднее масло из каменного угля 4- Н» —► бензин.............400
Высококипящая фракция нефти 4-Н2 —► смазочное масло........ 50
N24-3H2 —► аммиак..........................................750
СО 4- 2Н» —► метанол....................................... 700
Схема некоторых гидрогенизационных установок
Гидрогенизационный завод в Батон-Руж (США). Завод предназна-
чен для гидрогенизации нефтепродуктов. Водород производится непо-
Рис. 263. Схема гидрогенизационного завода (Батон-Руж, США):
/, 14— компрессоры; 2 — трубчатая печь; 3—реакционная камера; 4 — теплообменник; 5, 9— конденса-
торы; 6 — газосепаратор высокого давления; 7 — газосепаратор низкого давления; 8 — ректификационная
колонна; /0, 15 — газосепараторы; 11, 16, 17,22 — насосы; 12 — скрубэер; 13 — маслоотделитель; 18 — кон-
версионная печь; 19—кэнаертор; 20 — абсорбер для углекислоты; 21 — газгольдер.
средственно на заводе путем конверсии углеводородных газов с водя-
ным паром. Схема установки изображена на рис. 263.
461
Завод для гидрогенизации угля в Биллингеме (Англия). Схема этого
завода представлена на рис. 264.
Завод работает в две стадии; в первой производится гидрогениза-
ция угля с целью превращения его в жидкие продукты, а во второй
стадии гидрогенизации подвергаются образовавшиеся в первой стадии
жидкие продукты после отделения из них бензина. Во второй стадии
процесс ведется в паровой фазе.
Уголь предварительно измельчается, смешивается с тяже'лыми остат-
ками гидрогенизации и катализатором. Угольная паста специальным
насосом 1 подается в теплообменник трубчатой печи 3, где частично
подогреваемся за счет теплоты отходящих из реакционной камеры
продуктов гидрогенизации. Смесь пасты и водорода поступает в труб-
чатую печь 3, где она нагревается до температуры, несколько ниже.
Оста.ттаый газ
Рис. 264. С.\ема завода для гидрогенизации угля (Биллингем, Англия):
1, 14 — насосы; 2, 13, 24, 25 — компрессоры; 3,15 — трубчатые печи первой н второй ступеней; 4,16 — ре-
акционные камеры первой н второй ступеней; 5—конденсатор-холодильник; 6, 7—газосепараторы
высокого и низкого давления первой ступени; 8, 20— ректификационные колонны; 9, 21 — конденса-
торы; 10, 22 — газосепараторы; 11 — редукционные клапаны; 12, 23 — скрубберы; 17 — конденсатор-хо-
лоднльннк; 18, 19 — газосепараторы высокого и низкого давлеиня второй ступеин; 26 — приемник для
тяжелого масла и твердых остатков; 27—фильтр для тяжелого масла; 28—установка для приготовления
пасты.
конечной температуры процесса гидрогенизации. Окончательный на-
грев происходит в реакционной камере 4 за счет выделения теплоты
реакции гидрогенизации. Температура процесса лежит в пределах
400—475°, давление колеблется в пределах 200—300 ат.
В реакционной камере образовавшиеся продукты гидрогенизации
разделяются на две фазы; в первой (газообразной) фазе находятся бен-
зин, легкие и средние масла, которые отводятся сверху реакционной
камеры; во второй (жидкой) фазе находятся тяжелое масло и твердые
остатки, состоящие из невступившего в реакцию угля и угольной золы.
Смесь тяжелого масла и твердых остатков поступает в конденсатор-
холодильник 5, затем в газосепараторы высокого и низкого давления
6, 7 и дальше в ректификационную колонну 8. Оставшееся тяжелое
масло используется для приготовления пасты. Отводимые из реакцион-
4S2
ной камеры продукты гидрогенизации направляются в теплообменник,
где нагревают свежую угольную пасту, подаваемую в трубчатую печь 3.
Газообразные продукты подвергаются промывке в скруббере 12
маслом для удаления сероводорода и частично газообразных продук-
тов гидрогенизации, составляющих балласт. Поглощенные маслом газы
после отделения сероводорода могут подвергаться конверсии для полу-
чения водорода, а регенерированное масло вновь используется для
промывки. Жидкие продукты из газосепаратора поступают в ректифи-
кационную колонну 8, где разделяются на три фракции: бензин, сред-
нее и тяжелое масла. После очистки бензина получают товарный
продукт. Среднее масло используется во второй стадии гидрогениза-
ции, а тяжелое масло идет на приготовление угольной пасты.
Сырьем для проведения второй стадии процесса гидрогенизации
является среднее масло. Отбираемое в ректификационной! колонне
первой стадии среднее масло насосом высокого давления 14 подается
в трубчатую печь второй ступени 15. Перед вводом в печь к маслу
примешивается водород. Из трубчатой печи нагретая смесь водорода
и масла в парообразном состоянии вводится в реакционную камеру
второй ступени 16, заполненную твердым катализатором. Из реакцион-
ной камеры образовавшиеся продукты гидрогенизации поступают
в конденсатор-холодильник 17, а затем в газосепаратор высокого да-
вления 18, где жидкие продукты отделяются от газообразных, посту-
пают в газосепаратор низкого давления 19, из которого отводятся
в ректификационную колонну второй ступени 20. В последней жидкие
продукты реакции разделяются на бензин и недогон, который исполь-
зуется для рециркуляции.
Полученный 'бензин после очистки отводится в приемник в ка-
честве товарного продукта.
Газообразные продукты реакции вместе с водородом, не всту-
пившим в реакцию, из газосепаратора 'высокого давления второй сту-
пени поступают в скруббер 23 для промывки, а затем водород сжи-
мается компрессором 25 и вводится вновь в цикл второй ступени.
Свежий водород для работы второй ступени подается компрессором 24.
На рис. 265 приведена схема гидрогенизации угля, а на рис. 266 —
схема (Переработки продуктов гидрогенизации угля.
Области применения процессов гидрогенизации
Гидрогенизация нашла широкое приложение в переработке нефти
и каменноугольной смолы, а именно:
1. Переработка тяжелых остатков с асфальтовым основанием и
большим содержанием серы в целях удаления асфальта и серы с пре-
вращением всего сырья в дестиллатные масла. При гидрогенизации
таких остатков можно получить 30% бензина, около 70% средних и
тяжелых масел и 2—3% газа; содержание серы в конечных продуктах
снижается на 65—85%.
2. Переработка низкосортных масляных дестиллатов, проводимая
с целью получения высокосортного смазочного масла. В процессе пере-
работки получается около 10% бензина, 29% газойля и 'около 65%
высокосортного смазочного масла. Содержание серы снижается на
80—95%. Выход газа составляет 0,5—1,5%.
3. Гидрогенизация низкосортных керосиновых дестиллатов с целью
получения высокосортного осветительного керосина, свободного от
смол и серы. Получаемые при гидрогенизации продукты состоят из
30% бензина, около 70% керосина и 0,5—2% газа.
4. Переработка парафинистых и ароматизированных газойлей, даю-
щая бензины с относительно высоким октановым числом и низким
46 ft
содержанием серы и смол. Выход бензина составляет 70—95% от
исходного сырья. Выход газа —5%. Содержание серы снижается на
80—95%.
5. Применение процессов гидрогенизации для стабилизации и
очистки крекинг-бензинов. При очистке крекинг-бензинов обычными
методами содержащиеся в них непредельные соединения подвер-
гаются осмолению и полимеризации и выводятся из бензина, являясь
отбросом производства.
При гидроочистке эти непредельные соединения, присоединяя во-
дород, становятся насыщенными углеводородами. Склонность их
к осмолению и полимеризации утрачивается; потери при этом способе
очистки почти отсутствуют, так как упомянутые углеводороды остаются
в бензине.
6. Переработка высокотемпературной каменноугольной смолы, из
которой можно получить до 30% бензина и около 30% дестиллатов
смазочных масел.
Влияние условий гидрогенизации на аппаратуру
Применение высоких температур и давлений при гидрогенизации
ставит работу отдельных аппаратов в крайне неблагоприятные усло-
вия. При повышении температуры модуль упругости металла снижается
и это приводит к необходимости принимать при проектировании по-
вышенные напряжения на разрыв аппаратуры.
Наиболее заметно падение модуля упругости стали при температу-
рах выше 200°. Ниже приводятся различные стали с указанием темпе-
ратур, соответствующих снижению модуля упругости (температура
снижения модуля упругости в °C):
Обыкновенная углеродистая сталь........250
Ферритовая хромомолибденовая сталь . . . 450
Аустенитовая сталь.....................600
Действие высоких температур вызывает в аппаратуре остаточные
деформации под влиянием приложенных усилий (внутреннего действия
и пр.). Эти остаточные деформации появляются даже тогда, когда на-
пряжения в металле ниже допускаемых при данной температуре. Это
явление носит название к р и п п а или ползучести.
Водородная коррозия. По истечении некоторого времени работы
аппаратов из углеродистых сталей при высоких температурах и под
давлением водорода наблюдается изменение поверхности металла и
диффузия водорода через металлические стенки аппарата. Явления
эти вызваны так называемой водородной коррозией, т. е. разъеданием
при известных температурах и давлениях металла воздействием водо-
рода (пенетрацией). Для повышения прочности 'аппарата обычно приме-
няется сталь, содержащая 0,15—0,2% углерода, 4—6% хрома и 0,5%
молибдена. Прибавка незначительного количества молибдена сильно
повышает устойчивость стали против водородной коррозии. Содержа-
ние хрома обусловливает устойчивость стали против водородной кор-
розии. Хром обладает способностью образовывать с углеродом и же-
лезом двойной карбид железа и хрома, не поддающийся восстановле-
нию водородом в пределах температур до 450°; помимо этого хром
имеет способность соединяться с железом, образуя хромистый феррит,
сохраняющий механическую прочность в условиях работы при высоких
давлениях и температуре.
Благодаря значительному содержанию хрома, хромомолибденовые
стали допускают большую глубину закалки, дающую возможность из-
готовлять наиболее толстостенные аппараты, встречающиеся в совре-
менных установках для катализа.
464
Аппаратура для процессов гидро-
генизации. Конструкция печей в прин-
ципе не отличается от печей, применяе-
мых для крекинга. Разница состоит
лишь в материале труб в аппаратах для
нагрева гидрируемого сырья. Материал
труб должен противостоять действию
высоких температур и быть устойчи-
вым против водородной коррозии. Сами
трубы должны быть толстостенными,
способными противостоять давлению
в 200—250 ат, при температурах 450—•
550°. Ретурбенды трубчатых печей, при-
меняемых для гидрогенизации, должны
обладать достаточной прочностью и гер-
метичностью.
Устройство ретурбенда трубчатой!
печи изображено на рис. 267.
Рис. 267. Ретурбенд трубчатой
печи для гидрогенизации:
f— трубы печи; 2— соединительный
двойник; <? —уплотняющий конус;
4 — прокладка; 5 — гайка; 6 — затяж-
ная втулка; 7—пробка.
Реакционная камера является по
устройству наиболее сложным аппара-
том гидрогенизационной установки.
Обычно эти камеры имеют относительно
большой диаметр, что приводит к боль-
шим толщинам стенок, так как работа
камеры протекает при высоких давле-
ниях и температурах.
Для устранения водородной коррозии
внутренняя поверхность корпуса вы-
полняется в виде тонкостенного цилин-
дра из хромомолибденовой стали, кото-
рый вставляется с натягом в наружный
цилиндр или приваривается к послед-
нему контактной сваркой. Так как при
высоких температурах сопротивление
углеродистой стали резко снижается,
30 Зак. 3610. Общая хпмпч. технология топлива.
Рис. 268. Реакционния камера для
гидрогенизации газойля:
1 -- стенки камеры; 2 — внутренний хро-
мовомолибденовый цилиндр: 3—гильза
термопары; 4 — решетки для колец Ра-
шига; 5—распорные трубки; б—шту-
цер для ввода холодного водорода; 7 —
труба для подачи смеси водорода и во-
дяных паров; -- внутреннее простран-
ство между решетками.
465
а скорость криппа возрастает, то во избежание чрезмерного увеличе-
ния толщины стенки корпуса необходимо корпус охлаждать. Охлажде-
ние достигается устройством циркуляции холодного водорода между
стенкой корпуса и стенками внутреннего цилиндра, в котором поме-
щается катализатор и который служит реакционным пространством.
Циркуляцией холодного водорода можно добиться довольно зна-
чительного снижения температуры стенок корпуса, что приведет
к уменьшению их толщины. Одновременно циркулирующий водород,
предохраняет стенки камеры от коррозии сероводородом. Водород
циркуляции, попадая в реакционную зону, может быть использован,
или для реакции гидрогенизации, или же выводится из кольцевого-
пространства к холодильнику, поступая после охлаждения вновь на
циркуляцию.
Устройство реакционной камеры с циркуляцией водорода показано-
на рис. 268.
При использовании реакционной камеры для целей гидрогенизации
жидких остатков и дестиллатов (с применением неподвижного катали-
затора) внутренняя часть камеры снабжается перфорированными та-
релками, поддерживающими носитель, на поверхности которого оса-
жден катализатор. При гидрогенизации угольной пасты внутренняя
часть реакционной камеры остается свободной, так как катализатор
непосредственно примешивается к пасте.
Из числа наиболее распространенных типов затворов реакционных
камер следует указать затвор типа Казале, применяемый в реакцион-
ных камерах для синтеза аммиака, а также самоуплотняющийся
затвор.
Последний выгодно отличается от первого тем, что при вводе ка-
меры в эксплоатацию требуется лишь предварительная затяжка бол-
тов для легкого уплотнения крышки. Окончательное уплотнение со-
здается за счет -внутреннего давления. Реакционная камера для гидро-
генизации газойля с затвором Казале показана на рис. 268. Крышка
этого затвора поддерживается муфтой, которая снабжена сегментной
резьбой (типа пушечного затвора), воспринимающей все усилие, созда-
ваемое внутренним давлением. Уплотнение создается при помощи мед-
ной прокладки, прижимаемой специальным кольцом, которое при на-
жатии болтом деформирует прокладку, плотно прижимая ее к стен-
кам крышки.
Г Л А В A 24
i КАТАЛИТИЧЕСКИЙ СИНТЕЗ БЕНЗИНА ИЗ ОКИСИ
УГЛЕРОДА И ВОДОРОДА
Первым шагом в истории каталитического синтеза бензина из га-
зов был синтез метана из окиси углерода и водорода, осуществлен-
ный Сабатье в 1902 г. В качестве катализаторов Сабатье применял
никель и кобальт. Реакция проводилась при температуре 230—250°
и атмосферном давлении и протекала по уравнению
СО -ЬЗН2 = СН4 Н2О 4- 48,9 кал.
В 1923—1924 гг. Фишер и Тропш провели ряд опытов по синтезу
жидкого топлива из окиси углерода и водорода при температуре 400°
и давлении 100 ат. Катализатором служили железные опилки, смочен-
ные раствором поташа или едкого кали. Полученный продукт, на-
званный ими синто л ом, содержал кроме углеводородов спирты,
альдегиды, кетоны и жирные кислоты.
В более поздних своих исследованиях Фишер и Тропш определили,
что наиболее хорошими являются следующие условия для проведения
синтеза углеводородов из СО и Н>:
1. Давление атмосферное.
2. Соотношение На: СО в исходной газовой смеси, как 2:1.
3. В качестве катализатора применяются железо, кобальт и никель
с различными активирующими добавками.
4. Температура реакции около 200°. Отклонения от оптимальной
температуры в слое катализатора не должны превышать 5°. Местные
перегревы в катализаторе сдвигают реакцию в сторону образования
метана, а при снижении температуры реакция затухает.
5. Реакция идет с выделением1 тепла, равным приблизительно 20%
калорийности исходного газа, т. е. от 500 до 600 кал на 1 м3 исход-
ного газа.
6. Такие примеси в исходном газе, как СО2, CHi, №, не влияют на
ход реакции, являясь лишь балластом, снижающим процент реагирую-
щей части газов.
7. Исходный газ для синтеза должен быть свободен от сернистых
соединений, чтобы избежать быстрого отравления катализатора.
Кроме бензина (когазин I) получаются более тяжелые углеводороды
типа дизельного масла, выкипающие до 350° (когазин II). Общий вы-
ход синтетических углеводородов в первых опытах достигал 100 г на
1 м3 исходного газа.
При применении никелевого или кобальтового катализатора основ-
ная реакция идет по уравнению:
«СО 4~ 2«Н2 = (СН2) п 4~ лН2О 4- 44п кал.
Если в качестве катализатора применяется железо, то реакция
идет по уравнению:
2/гСО 4- «Н2 = (CHjj),, 4- «СО2 4 43,7/г кал.
30* 467
Для объяснения образования радикала СНа Фишер предложил ги-
потезу, по которой реакция идет через промежуточную стадию образо-
вания карбидов металла катализатора. Сначала получается более про-
стой карбид, который, превращаясь в более сложный, отдает углерод
водороду с 'образованием радикала СНа по уравнениям:
СО + Н2 Ч- МеС = МеС2 + Н.,0;
МеС2 + Но == МеС Н-СН.2.
Это предположение подтверждается тем, что в отработанных ката-
лизаторах карбиды металла содержатся в большом количестве.
Из радикалов СН2 образуются мблекулы жирных углеводородов;
при этом могут получаться моноолефины и предельные в зависимости
от гидрогенизационной способности катализатора.
Постоянство качества полученных продуктов достигается примене-
нием для процесса синтеза газа постоянного состава.
Технологическая схема процесса
Для получения синтетического бензина применяется газ, который
обычно содержит в среднем по объему (в %):
Водород................................56,5
Окись углерода.........................28,5
Инертные примеси (N,-;- СО2 СН4 и др.) . 15,0
Наиболее простым и освоенным в технике способом получения
этого газа является производство водяного газа. Водяной газ не имеет
нужного для синтеза соотношения Н2: СО и требует добавки водорода.
Дополнительный водород получается различными способами, наиболее
распространенным из которых является конверсия части водяного газа
(около 25%) по реакции:
СО + Н2О - Н-2 + СО2
с последующим освобождением от СОг. Для получения< водорода часто
применяется также разложение коксового или другого какого-либо
газа, богатого водородом!. Этот способ получения газа для синтеза на
основе водяного газа имеет крупный недостаток, заключающийся в не-
обходимости применения в качестве сырья дорогих сортов топлива
(кокс, полукокс, антрацит) и устройства установки для производства
дополнительного количества водорода. В последние годы были предло-
жены также и другие способы для получения газа для синтеза.
Состав газов для синтеза бензина, получаемых по этим способам,
приведен в табл. 104.
ТАБЛИЦА 104
Состав газов для синтеза бензина, получаемых по различным
способам (в объемн. °/0)
Метод получения
Составные части газа Винк- лера Коп- перса Лурги 11ИНЧ- Гилле- бранда Дидье
СО., 22,0 12,0 28,0 10,1 9,5
0 0 0 0 0,2
СО 38,0 28,0 16,0 33,6 29,3
Н2 38,0 56,0 50,0 54,2 ' 58,6
СН4 2,0 2,0 3,0 0,4 1,0
n2 2,0 3,0 1,7 ! 1,4
со + н2 76,0 84,0 66,0 87,6 87,9
Отношение Н2 ; СО . . 1.0 2,0 3,1 1,6 1 2.0
468
На рис. 269. показана схема установки для получения водяного газа
из бурых углей, необходимого для производства газа для синтеза бен-
зина. Процесс получения этого газа состоит из трех звеньев. Первыми
по схеме аппаратами являются агрегаты для получения водяного газа
из твердого топлива. В печь для сухой перегонки загружаются брикеты
бурого угля, которые поступают через бункер 7 в печь 2. Полученный в ре-
зультате сухой перегонки кокс выгружается в тележку 3 и поступает
на загрузку в газогенератор 4 (в установке имеется 6 газогенераторов
е пылеотделителями и холодильниками), где он газифицируется. Гене-
раторный газ после очистки (при температуре 230°) подается через
электросмолоочиститель 10 в регенераторы 5 (в установке имеется
2 регенератора) для нагрева газа, поступающего из печи 2. Подогре-
тый до 1100—1200° газ поступает обратно в среднюю часть печи 2,
где температура поддерживается около 1000°, благодаря чему кроме
Рис. 269. Схема установки для получения водяного газа из бурых углей:
1— бункеры; 2—печь; 3 — тележка для выгрузки кокса; 4 — газогенератор; 5 — регенератор; 6'—пыле-
очистители; 7—котел-утилизатор; 5 — скрубберы; 9—водоотделитель; 10— электросмолоочиститель;
7/ — эксгаустеры.
перегонки происходит и полное разложение углеводородов. Смесь га-
зов, состоящая, главным образом, из окиси углерода и водорода, про-
ходит пылеочиститель 6, котел-утилизатор 7, скруббер 8 (в установке
3 скруббера) и водоотделитель 9 (в установке 2 водоотделителя), по-
дается при температуре 33° эксгаустерами И (в установке 5 эксгау-
стеров) в аппаратуру для синтеза бензина.
Процесс можно отрегулировать так, что отношение На к СО
в газе для синтеза будет 2:1.
Средний состав получаемого в производстве газа (в объемн. '<):
СО2 .
CnHfli
СО .
н, . .
сн4 .
N . .
12
0
28
56
2
о
После удаления СО* получается необходимый для синтеза газ, со-
стоящий из Н* и СО в соотношении 2:1, содержание примесей (ме-
тан и азот) в котором составляет всего 4—5%.
56Д
Завод, работающий по этой схеме, характеризуется следующими
показателями: расход брикетов бурого угля 500 т/сутки-, выход
кокса — 200 т/т брикетов и 1200 м3 водяного газа на 1 т бри-
кетов.
Сырьем для получения исходного газа для синтеза бензина может
служить, кроме твердого топлива, и природный газ, который при кон-
версии дает окись углерода и водорода по уравнениям:
СН4 + НзО - СО 4- ЗН-.
или
СН4 + СОа 2СО + 2На
На рис. 270 показана схема завода синтетического бензина.
На этом заводе водяной газ получается в 10 газогенераторах, из
которых два всегда в резерве. Каждый газогенератор дает 7500 м3/час.
Рис. 270. Схема завода синтетического бензина:
д _ установка для получения водяного газа: 7 — генераторы водяного газа; 2 — газгольдер; 3 — пыле-
отделитель; 4 — эксгаустер; 5, 6 — установки для грубой и тонкой очистки от серы; 7 — теплообменник;
8 — подогреватель; 9 — очиститель; 10, 13, 75 — холодильники; // — компрессор; 12, 75 — контактные
печи; 14— скруббер для поглощения углекислоты,
Д—установки для синтеза бензина из водяного газа: /, 7—цехи контактных аппаратов; 2, 5» 10,13— хо-
лодильники; 3, 12— адсорберы; 4—подогреватель; 6— компрессор; 8— конденсатор; 9—промыватель;
11 — дросселирование давления; 14, 15, /6—разделители.
Газ от 8 работающих газогенераторов собирается в газгольдере. Из
газгольдера газ, пройдя очистку от пыли, подается на грубую очистку,
где удаляется главным образом сероводород. После такой очистки газ
с температурой 35° проходит теплообменник и подогреватель и нагре-
тый до 230° подается в контактную печь для удаления из него органи-
ческих сернистых соединений.
Часть очищенного от серы газа идет для нужд завода, другая же
часть поступает на конверсионную установку для доведения соотно-
шения Нг и СО в газе до необходимой величины 2:1.
Конверсия происходит в контактных аппаратах на катализаторе при
450—500°. Очищенный газ, который мы будем называть газ I, (посту-
пает в аппаратуру низкого давления с температурой 120°. Синтез низ-
кого давления протекает в контактйых аппаратах при 180—196°. На за-
воде таких контактных аппаратов, соединенных в четыре блока, 72;
в постоянной работе находятся 64—68 аппаратов, а остальные—в ре-
зерве. Производительность каждого аппарата 950 м?/час газа. Сопро-
тивление в каждом отдельном аппарате 300 мм вод. ст.
Из реактора газ вместе с жидкими продуктами (при температуре
160°) переходит в холодильник непосредственного действия, орошае-
мый водой, охлаждаясь до 20—30°, а затем поступает на адсорбцион-
ную установку.
Из холодильников и газопроводов конденсат поступает
в разделитель, а оттуда после отделения от воды — на дестил-
ляцию.
Адсорбция проводится в четырех адсорберах диаметром 5,8 м, за-
груженных активированным углем. Десорбция ведется перегретым
паром. Бензин, вытесненный из адсорберов перегретым паром, носит
название АК бензина. Газ после адсорбционной установки идет
в первый компрессор, сжимается до 10 ат и затем поступает на вто-
Кую стадию синтеза при температуре 190—220° под давлением 10 ат.
[роизводительность реактора второй ступени 1100 м3/час газа.
Количество аппаратов 24. Из контактных аппаратов высокого давления
продукты реакции проходят те же стадии, что и на первой ступени: кон-
денсатор, холодильник непосредственного действия, дросселирование,
адсорбцию. Все продукты, выделенные до адсорбции, после разделе-
ния направляются на дестилляцию. Газ, оставшийся после адсорберов
ступени высокого давления, направляется в газгольдер.
В каждый контактный аппарат загружается 2,95 т контактной । массы
следующего состава: 32%Со, 1,5% Th, 2,5% MgO и 64% кизельгура.
Катализатор меняется после того, как через него пройдет 2,8 •10е м3
газа I. За это время катализатор приходится регенерировать 5 раз.
Выход жидких продуктов после первой стадии 103 г на 1 м3
газа I и выход пропан-бутановой фракции 12 г. Во второй стадии
получается дополнительно: 25 г жидких продуктов и 2 г бутан-пропа-
новой фракции на 1 м3 начального газа I, поступившего в первую
ступень синтеза. Таким образом, из 1 м3 поступающего безбалласт-
ного газа I получается 142 г сырых продуктов: 128 г жидких и 14 г
бутан-пропановой фракции. Полученные продукты подвергаются очи-
стке и стабилизации, после чего остается 126 г жидких продуктов и
13 г газа Сз + Сз.
Газ из реактора поступает в первичный холодильник, где охла-
ждается водой. Охлаждение газа достигается или 'путем непосред-
ственного орошения водой в скрубберах или в поверхностных холо-
дильниках. При первичном охлаждении газа конденсируются основная
масса воды, образовавшаяся при синтезе, а также полученные тяже-
лые углеводороды, так называемое «масло» (когазин II). Масло легко
отделяется от воды в обычных водоотделителях.
После первичного охлаждения в газе остается легкая наиболее цен-
ная часть синтетических углеводородов, а также газы — пропан, бу-
тан и их гомологи. Для улавливания из остаточного газа этой части
продуктов синтеза применяют три способа: 1) абсорбцию маслом;
2) глубокое охлаждение и 3) адсорбцию твердыми поглотителями —
активированным углем или силикагелем.
Углеводороды, выделяющиеся при десорбции, конденсируются
вместе с водяным паром в конденсаторах. Газ, состоящий из пропан-
бутановой фракции, и конденсат легкого бензина и воды разделяются
в водоотделителе. Пропан-бутановая фракция может быть сжижена
путем сжатия до 15 ат. Остаточный газ после адсорберов может быть
использован в качестве энергетического топлива. Легкий бензин
,(когазин I) является чистым стабильным продуктом, не содержащим
серы, и не нуждается в очистке.
471
Катализаторы
В качестве катализаторов для синтеза бензина берутся соединения
железа, никеля и кобальта, т. е. металлы, способные образовать кар-
биды.
Катализаторы наносятся на инертный носитель для создания боль-
шей поверхности. В качестве носителя обычно применяют кизельгур.
Для нанесения катализаторов применяются два способа:
1. «Сухой» способ, заключающийся в испарении досуха растворов
нитратов на носителе с последующим прокаливанием их до образова-
ния окисей металлов.
2. «Мокрый» способ, состоящий в осаждении карбонатов металла
щелочью из раствора нитрата.
Нанесенный этими способами катализатор (наносной или оса-
жденный катализатор) требует предварительного восстановления
водородом при температуре -350—400°. После обработки водоро-
дом восстановленный до металлического состояния катализатор ста-
новится пирофорным (при соприкосновении с кислородом загорается)
и поэтому требует особых предосторожностей при хранении и транс-
порте.
Для повышения активности катализатора применяют различные
добавки. В качестве таких активаторов применяются следующие ме-
таллы или их окиси: медь, урай, торий, марганец, алюминий, магний,
и т. д. Количество этих добавок колеблется от 5 до 20% от веса
основного металла катализатора.
Кроме осажденных катализаторов, в настоящее время применяются
и так называемые сплавные или скелетные катализаторы. Впервые
эти катализаторы и способ их приготовления были предложены Ра-
неем для гидрогенизации жиров. Для приготовления «скелетного» ка-
тализатора активный металл (кобальт или никель) сплавляется с алю-
минием' -или кремнием, обычно в весовом отношении 1:1. Получен-
ный сплав обрабатывается едкой щелочью; при этом алюминий -или
кремний выщелачивается ею почти нацело, а оставшийся активный
металл обладает большой каталитической поверхностью и является
уже готовым катализатором, требующим перед применением лишь
промывки водой и восстановления водородом при температуре 200—
250°. Последнюю операцию восстановления даже необязательно про-
изводить особо, а можно сразу дать на катализатор синтетический
газ, который и произведет восстановление. Активирующих добавок
скелетные катализаторы не требуют.
Осажденные катализаторы более активны и долговечны. К преиму-
ществам «скелетных» катализаторов следует отнести простоту их при-
готовления; кроме того, отравленные скелетные катализаторы легко
регенерируются простой переплавкой, в то время как осажденные
регенерируются с большими трудностями.
Имея металлическую основу, скелетные катализаторы значительно
теплопроводнее осажденных, поэтому отвод тепла из зоны реакции
происходит интенсивнее.
Скелетные катализаторы позволяют применять большие объемные
скорости процесса контактирования, что уменьшает объемы аппара-
туры для синтеза.
Катализаторы, применяемые в реакторах, имеют величину зерен
4—5 мм.
Катализатор работает 45—60 суток, не снижая своей активности
меньше 80% первоначальной; после снижения активности до этих
пределов катализатор требует регенерации, так как он покрывается
слоем высокомолекулярного парафина.
472
Условия проведения процесса синтеза
Применяемое давление в процессе каталитического синтеза не-
долж-но превышать атмосферное на значительную величину, так как
в противном случае в продуктах реакции появляются кислородсодер-
жащие вещества.
Фишер и Пихлер нашли, что можно достигнуть максимальных выхо-
дов углеводородов при повышенном давлении в пределах 5—15 ат.
При этом выход жидких продуктов уменьшается, но зато резко возра-
стает выход твердых парафинов.
Температура реакции регулируется в зависимости от применяемых
катализаторов и для различных катализаторов лежит в следующих,
пределах (в °C):
Никелевые...........190 — 200
Кобальтовые ...... 200 — 210
Железные............250
Подъем температуры выше этих пределов приводит к образованию-'
метана.
Время контакта не должно превышать 40 сек. Временем' контакта,
определяется объемная скорость процесса и размеры контактных аппа-
ратов. Объемные скорости, применяемые для одноступенчатого про-
цесса, доходят при осажденных катализаторах до 100 и при скелет-
ных — до 200 н. мР/час газа на 1 ш3 объема катализатора.
Затруднения, с которыми приходится сталкиваться при конструи-
ровании контактных аппаратов, обусловлены большой экзотермичностыо
ре'акции и необходимостью точной регулировки температуры процесса.
Если отвод тепла из аппарата осуществляется при помощи циркули-
рующего жидкого вещества, то требуется большой расход охлаждаю-
щей жидкости (в связи с небольшими разностями температур) и не-
большой объем контактного пространства, заключенного между охла-
ждающими поверхностями.
Последний фактор, т. е. толщина слоя катализатора -между тепло-
отнимающими поверхностями, имеет очень важное значение.
Охлаждение контактного аппарата и утилизация тепла при этом
являются одной из наиболее трудных задач при конструировании кон-
тактных аппаратов. В качестве охлаждающих агентов берутся или
масло с пределами кипения 200—300° или перегретая вода. Масло
имеет то -преимущество, что, циркулируя в аппарате, не развивает
давления, в то время как вода при температуре в 200 , при которой
работает аппарат, имеет давление 12—16 ат. При циркуляции воды
в трубках такое давление не представляет никаких технических труд-
ностей. Преимущество применения воды заключается в следующем:
1) большая теплоемкость, что уменьшает количество циркулирующей
в аппарате жидкости; 2) простота и точность регулировки температуры
в аппарате путем установки определенного давления циркулирующей
воды; 3) возможность производить отвод тепла путем испарения части
циркулирующей воды, что требует небольших объемов при высокой
эффективности и дает возможность утилизировать тепло в виде пара
с давлением 12—15 ат.
Конструкция контактных аппаратов
Простейшей конструкцией реактора, имеющего развитую теплооб-
менную поверхность, явился трубчатый аппарат, в котором катализа-
тор помещается в трубках, а в межтрубном пространстве циркулирует
473-
теплоотнимающая жидкость. Однако трубчатый аппарат имеет относи-
тельно небольшой процент полезного объема
Рис.(271. Схема трубча-
того контактного аппа-
рата.
(занятого катализатором), громоздок и, кроме
того, загрузка и выгрузка катализатора из
трубок сопряжены с значительными трудно-
стями.
Схематическое устройство трубчатого кон-
тактного аппарата показано на рис. 271.
На рис. 272 изображен ребристый трубча-
тый контактный аппарат. В этом аппарате ката-
лизатор помещается между ребрами, надетыми
на трубы. В трубах циркулирует охлаждающая
жидкость.
Этот аппарат имеет сильно развитую тепле
обменную поверхность.
Позднее была найдена новая конструкция.
которая, повидимому, получила некоторое рас-
пространение в промышленном масштабе. Аппа-
рат состоял из отдельных плоских карманов,
наполненных катализатором и помещенных в
масляную ванну с температурой около 200°.
Этот аппарат вполне обеспечивает тепловой режим, хотя громоздок
по конструкции.
Рис. 272. Контактный аппа-
рат с ребристыми трубами.
Рис. 273. Устройство кармана с
катализатором:
I — штуцер для выхода газа; 2 — цир-
кулирующее масло; 3—болт; 4 — ка-
тализатор; 5 — штуцер для входа газа.
Схематическое устройство контактного аппарата с карманами по-
казано на рис. 273.
Улучшенным видом ребристого аппарата является так называе-
мый пластинчатый реактор (рис. 274). Он представляет собой камеру
474
-с горизонтальными трубами, по которым циркулирует теплоотнимаю-
щая жидкость.
На трубы плотно надеты металлические пластины, занимающие
всю вертикальную плоскость каме-
ры. Пластины служат для увеличе-
ния внешней поверхности труб.
Достаточная толщина пластин
обеспечивает тепловой режим в ап-
парате, а помещение катализатора
в вертикальных щелях между пла-
стинами обеспечивает легкую за-
грузку и выгрузку его. Наиболее
трудным является создание уплот-
нения между пластинами и тру-
бами; последнее осуществляется
путем развальцовки труб по всей
длине.
Выход и характеристика продуктов синтеза
и их переработка
Теоретически возможный выход синтетических углеводородов из
газа, состоящего только из СО и Нг в соотношении 1 : 2, составляет
208 г/л3 исходного газа, а для газа с 15% балласта (СО2, Ns и
СН<) — около 177 г/л3.
Практически достигнутые выходы по опубликованным данным сле-
дующие:
При одноступенчатом процессе
Из безбалластного газа .
Из газа с 15% балласта .
155 г/.«3 1 т с 73_5о/ теории
1 oU J
При многоступенчатом процессе
Из безбалластного газа .
Из газа с 15% балласта
16/ г/.и3 | т е_ 8ОО/о теории
Баланс калорийности исходного газа распределяется приблизи-
тельно так (считая от теплотворной способности исходного газа в %):
Калорийность полученных углеводородов..........50
Энергия экзотермичности процесса ............. 20
Калорийность остаточного газа..................30
Продукты синтеза состоят из предельных углеводородов (начиная
с пропана и кончая твердыми парафинами), непредельных углеводородов
и остаточного исходного газа. Состав газов, получаемых на разных
стадиях процесса синтеза бензина (синтина), приведен в табл. 105.
Состав первичных продуктов синтеза приведен в табл. 106.
Основную массу синтетических продуктов составляет бензин. Этот
бензин отличается стабильностью, чистотой, отсутствием серы и тре-
бует лишь щелочной промывки для удаления незначительного коли-
чества жирных кислот. о
Бензин, улавливаемый активированным' углем, выкипает до 150 ,
удельный вес его при 20° 0,68, содержание На 15,4%.
475
ТАБЛИЦА 105
Состав газов, получаемых на разных стадиях производства синтина (в °/п)
Водяной газ на
конверсию .
Газ после кон-
версии . . .
Водород после
отмывки от
СО2 ....
Газ синтеза (I)
Остаточный
газ I . . . .
Остаточный
газ II перед
дросселиро-
ванием . . .
Остаточный
газ II, выво-
димый нз
39,5
2,0
2,9
27,4
17,5
8,6
6,0 50,0
31,2 [63,4
— >92,3
14,1 54,3
I
33,6)31,0
51,4 |11,6
процесса . . 110,6
47,5 116,1
I
0,1 4,2
0,0 3,2
— 4,6
0,1 3,9
— 9,6
0,0 14,3
0,0 13,2
14,0 20,2
12.6 26,7
1,25 — 350
1,98 0,718
1,78 1,095
1,35 1,413
1,52
ТАБЛИЦА 1С6
Состав первичных продуктов каталитического синтеза
бензина
Составные части Весовые % от общего количества Содержание олефинов В °/о
Пропан-бутан (С3 и С4). . . 8,0 55,0
Легкий бензин, выкипающий до 150" 46,0 45,0
Тяжелый бензин, выкипаю- щий от 150 до 200" . . . 14,0 25,0
Дизельное масло 22,0 10,0
Парафин из масла (с темп. пл. 50°) 7,0 .—.
Церезин, оседающий на ката- лизаторе (с темп. пл. до 100") 3,0 —
Одним из существенных недостатков синтетического бензина
является его низкое октановое число. Однако синтетический бензин
чрезвычайно приемист к антидетонаторам (табл. 107).
Для повышения октанового числа синтетического бензина могут
применяться также добавки бензола или спирта и др. Добавка 5%
анилина и 10% этилового спирта повышает до 79,5 октановое число
бензина, выкипающего до 150°.
476
ТАБЛИЦА 107
Повышение октанового числа синтетического
бензина добавкой тетраэтилсвинца
Предел кипе- ния в °C Октановое число
бензина без добавок бензина + 0,5 см^л ТЭС бензина 1 гм9!л ТЭС
30-180 47,0 67,0 71,5
30—150 57,0 72,5 76,0
30—125 62,0 76,0 80,0
Дизельное масло (когазин П), конденсирующееся при первичном
охлаждении газа, характеризуется следующими показателями:
Пределы выкипания........................... 200 — 360°
Удельный вес (20° С)......................... 0,77
Содержание Н2 в °'п.......................... 15,2
Высшая теплотворная способность в кал/кг . . 11 305
Низшая теплотворная способность „ „ . . 10 471
Цетеновое число (характеризующее темпера-
туру вспышки дизельного топлива)...........свыше 100
После выделения из когазина II твердых парафинов он может
служить отличным дизельным топливом1.
Область применения «жидких газов» (пропан-бутановая фракция)
с каждым годом все больше и больше расширяется.
Они применяются как топливо для моторов автомобилей и дири-
жаблей. Пропан и бутан в чистом виде применяются в качестве орга-
нических растворителей и, наконец, могут служить сырьем для полу-
чения высокооктанового бензина методом1 полимеризации после пред-
варительного их пиролиза.
Твердые парафины представляют большую ценность благодаря
своей чистоте. Более низкоплавящаяся часть их выделяется из масла,
а более высокоплавкая остается на катализаторе и периодически уда-
ляется из него путем экстрагирования бензином. Парафин, получен-
ный из масла с темп. пл. 50—60°, может применяться для производ-
ства свечей и пр. Парафин, оседающий на катализаторе с темп. пл.
до 120°, находит большое применение в электротехнической промыш-
ленности.
Первичные продукты синтеза могут быть подвергнуты дальнейшей
переработке с целью увеличения выхода бензина и повышения его
октанового числа.
Эглофф, Нельсон и Морелл подвергали переработке жидкую часть
продуктов синтеза, выкипающую до 370°. Весь продукт перегонялся,
причем самая легкая часть с октановым числом около 70 не подвер-
галась дальнейшей переработке. Фракция до 200° подвергалась ре-
формингу, фракция 200—370° — крекингу, а получающиеся при ре-
форминге и крекинге газы подвергались полимеризации. В результате
этих операций было получено бензина 84,3% от объема подвергну-
того переработке сырого продукта.
Количества полученных бензинов распределялись следующим обра-
зом (в % к объему сырья):
Легкий бензин................29,1
Бензин реформинга...........26,8
Крекинг-бензин..............22,6
Полнмер-беизин............. 5,8
Всего.............84,3
477
Продукты синтеза не содержат фракции смазочного масла, но
представляют собой прекрасное сырье для получения такого масла
путем реакции хлорирования и уплотнения при помощи хлористого
алюминия. Лучшие смазочные масла получаются из фракций, кипящих
в пределах 125—225°. Смазочные 'масла, получаемые из продуктов
синтеза, отличаются хорошими качествами благодаря высокому содер-
жанию водорода, низкому удельному весу и низкой точке застывания.
Путем гидрогенизации возможно еще больше повысить их качества.
Характеристика смазочных масел, полученных из синтетического
бензина и нефтяных масел, приведена в табл. 108.
ТАБЛИЦА 108
Сравнение показателей смазочных масел, полученных из синтетического
бензина, с показателями нефтяных масел
Способ получения масел Удельный вес при 20эС Точка замерзания в °C Вязкость в °Е Содержание водорода В %
при 20° С прн 50' С
Масла из синтина .... 0,84-0,85 — — — 14,0— 14,2
Масла из нефти с парафи- 0,88—0,89
новым основанием . . . — — —. —
Масла из нефти с нафтено- 0,91—0,92 12,0
вым основанием .... — — — 13,5
Автомасло | „„ 0,845 —45 40,9 7,94 14,2
Авияияслп 1 И3 синтетиче- Спецмасло / ского бензина 0,854 0,856 -30 —И 128,5 3000 17,5 200 14,1 14,2'
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абдерхальдена система дестилляции
340 сл.
Абсолютно сухое топливо 14
Абсорберы 451
Абсорбционные установки 450 сл.
Абсорбционный фактор 450
Абсорбция масляная 449
Аванцистерны 248
/Хвиабензол 322, 326
Авиационное топливо 326, 389, 430
Автобензол 326
Адсорбенты 452
Адсорбционные установки 452
Азеотропная смесь 302
Азеотропные растворы 302
Азот топлива и выход аммиака, зави-
симость 325
Азотистые основания 38, 312 сл., 358
определение в первичном дегте 38
получение 354 сл.
применение 358
ректификация 356
способы извлечения 354
схема ректификации 356
АК бензин 470
Акридин 354, 358
Активированный уголь 288, 452 сл.
Алко колонна 430
колпачок 430
Аллена коэфициент равнопадаемости 66
Альфа-пиколин 356, 358
Американские флотационные машины 75
Амилены 437, 438, 441, 446
Аммиак 375 сл., 461
выход при коксовании 40
— при полукоксовании 375
летучий 259 сл.
надсмольной воды 259 сл.
подсмольной воды 244
применение для сероочистки 296
растворимость в воде 263
связанный 259 сл.
содержание в коксовом газе 260
— в надсмольиой воде 259 сл.
улавливание 244
Аммиачная вода 244
концентрированная 262, 264 сл.
подсмольная 244
скрубберная 244
Аммиачная колонна 264, 266 сл.
Аммиачные скрубберы 263 сл.
Аммиачный цех, схема работы 265
Аммоний, сульфат 244
получение 244, 254, 260 сл., 268 сл.
требования к качеству продукта 269 сл.
Анализ
первичных дегтей 37
ситовой 48, 63
топлива 14 сл.
Аналитическая характеристика еоста-
I ва углей 17 сл.
Аикераж коксовых печей 118
Анри кривые обогатимости 63 сл.
Антидетонациониые свойства топ-
лива 387
Антрацен 41, 342 сл., 357 сл.
кристаллизация 342 сл.
нутчевание 345
применение 357
процесс образования 42
Антраценовое масло 40,331,339,345,357’
выход 339
Антрацит 15, 18, 29
Аппарат перегонный, схема работы 308
Ароматизация
I каменноугольной смолы 41
\ нефти 434
Ароматические углеводороды 36, 41 сл.,
! 312, 400, 434, 441
выход при пиролизе 435, 437
образование при коксовании 41, 312 сл.
i — при крекинге 400
। — при пиролизе 434
I — при полимеризации 441
термическая стойкость 46
| Аррениуса уравнение 166, 402
, Аррестер 411
i Асфальт 389
I Асфальтены 36 сл., 360
| Асфальтовые гудроны 389
| Аценафтен 358
I Ацетон 375
Ашворта формула 388 сл.
Баджера
колпачок 428 сл.
нагреватель 416
трубчатые печи 397
Балласт в топливе 15
I Балкэ и Ки формула 387
Балхаш ит 15
«Бананы» 111
Барабан
Мика 267
, Сундгрена 156
( Барабанная проба 156
«Баран» 120
Барильет 104, 118, 129, 247
I устройство 247
I Батареи коксовых печей 105
। Баима
грохот 53, 76
1 отсадоная машина 72
! Бедный газ 137
\ Бездымная загрузка коксовой печи,
i 125, 129
1 Безостановочная газификация 34, 35
I Беккера печь 112 сл., 133 сл.
-1791
/Бензин 47, 389 сл., 393, 404. 438, 441,
460 ел., 464. 467
авиационный 389
автомобильный 389
АК 470
высокооктановый 445
выход 417, 419
газовый, выход 81
извлечение из газов 447 сл., 449, 452
крекинга см. Крекинг-бензин
облагораживание 417
октановое число 419
очистка гидрогенизацией 464
полученный при гидрогенизации 46^
синтетический 47, 467 сл., см. также
Синтез бензина
стабилизация 464 сл.
улавливание из газов 447 сл.
Бензинё-масло 272, 278 сл.
Бензиновая фракция, отделение 416
Бензол 41, 377, 398, 434 сл.
авиационный, характеристика 326
выход при коксовании 40
непрерывный метод ректификации
325 сл.
окончательная ректификация фрак-
ций 320 сл.
очистка фракций 314, 319
переработка 301 сл.
предварительная ректификация 316
применение для обесфеноливаиия 379
продукты ректификации 326
процесс образования 41 сл.
расчет водяного пара при ректифи-
кации 324
ректификация 316, 320 сл.
свойства 381
состав фракций 312 сл.
сыроц 312 сл.
тяжелый 313, 315
— выходы 313
— состав фракций 313
— технические требования 317
улавливание '244, 271
фракции 313 сл., 317, 319
химическая очистка 314
чистый 313, 321
— давление паров 272
— характеристика 326
Бензольная колонна 277, 315 Ъл.
Беизольное отделение 274 сл.
Бензольные скрубберы 273 сл.
Бензольные фракции 313, 315, 317
Бергинизация 456
Берлинская бель 299
Берлинская лазурь 299
Бертииирование 30 сл
Биологический метод счистки сточных
вод 383
Битум А 22
Битум В 22 сл.
Битуминозные угли 16, 28 ел.
Битуминозный сланец 15
Битумы 22 сл., 31
влияние на спекаемость углей 34
восковая часть 23
выходы при экстрагировании угля
22 сл.
извлечение 23 сл.
маслянистые 23 сл.
растворители для них 22 сл.
-180
Битумы
роль в процессах термической пере-
работки топлива 24
.свойства и характеристика 23
— фракций 24
смоляная часть 23
состав 22 сл.
твердые 23 сл.
Блестящие угли 17
Богатый газ 137
Богхед 15
Бокситовый отвал 281
| Болотная руда 281 сл., 287
j Бункеры загрузочного вагона 120
I «Бурение» коксовых печей 129
Буроугольная смола
; переработка 85
; состав 37
Бурые угли
I изменение состава при бертиниро-
вании 31
I состав 26
| состав органической массы 15
I теплотворная способность 15
I характеристика 18
I Бустерные станции 228, 232
I Бустеры 228, 3|97
Бутадиены 446
j Бутан 47, 441, 444, 446 сл., 453
удаление его из бензина 453
' Бутилены 437, 441, 444, 446 сл.
j Бытовой газ, см. Светильный газ
| Вакуум 36, 305, 431
I Вакуум-перегонка нефтяных продуктов 3
! Вакуум-фильтры 76
Вакуумные ректификационные, колонны
431
I Валковые грохота 50
I — дробилки 57 сл.
1 Вант-Гоффа уравнение 165
Вапор 389
Веймаута формула 223
Веретенное масло 389
Вертикалы 104 сл.
сдвоенные 107, 109 сл.
«ВИ» концентрационные столы 78
Вибрационные грохота 55, 76
Вильсона формула 388 сл.
Вильфлея концентрационные столы 74
Винклер-Коха
колпачок 429
крекинг-установка 408 сл., 433
процесс 407 сл.
Вискозины 389
Витрен 17, 20, 49, 62
Влага
i внешняя 13
| гигроскопическая 13 сл.
лабораторная 13 сл.
I общая 13
I содержание в топливе 13
' Вода
; аммиачная, см. Аммиачная вода
газовая 243
надсмольиаи '259 сл.
определение ' в первичном дегте 37
подсмольная, см. Подсмольные воды
; промывная 77
! скрубберная 244
| сточная, см. Сточные воды
Водоотделители 433
Водород 44 сл., 435, 441, 444, 446 сл.,
460 сл.
получение из водяного газа 459
— конверсией газов 457 сл.
— термическим (разложением угле-
водородов 457 сл.
применение для гидрогенизации 44 сл.,
456 сл.
расход при гидрогенизации 460
способы получения 46, 457 сл.
Водородная корразия 464
Водяной газ 85, 158, 174, 468 сл.
газогенераторы для получения его
197 сл.
горячего дутья 176 сл.
двойной 158, 178, 179, 197 сл., 204
идеальный 171
изменение его состава в зависимости
от дутья 178
конверсия 470
к. п. д. процесса получения его
176, 178
непрерывный способ производства
179 сл.
периодический способ производства
176 сл.
получение 174
расчет получения 204
схема получения 469
состав 178 сл.
Воздушно-сухое топливо 13
Воздушный газ 158, 170 сл.
идеальный 170 сл.
получение 173
Воинова формула 385
Волокнистые угли 17
Вольверы 134
Вондрачека формула 16
Воски 23, 342, 359, 368
выделение 360 сл.
горный 23, 85
содержание в первичном дегте 37
Восковая часть битумов 23
Восковой цех, схема 361
Восстановления зона 159
Восходящий поток обогревательного
газа 105, 115
Вторичная дестилляция каменноугольной
смолы 333, 338 сл.
Вторичные реакции газификации топ-
лива 160
Выгазовывание 372
Выпотевывание 369
Высококипящая жидкость 307
Высокотемпературное коксование, см.
Коксование
Выхлопные свечи 137
Вязкость 385
Газ (газы)
абсорбционный способ переработки
447, 449 сл.
бедный 137
богатый 137
влияние температуры на состав 35
водяной, см. Водяной газ
генераторный, см. Генераторный газ
для синтеза бензина 472
Довсона 173
дымовые 426
31 Зак. 3610. Общая хт«ич. технология топлива.
। Газ (газы)
| жидкие 447
। как топливо, требования к нему 242
каталитическое обессеривание 417
коксовый, см. Коксовый газ
компрессионный способ переработки
448
компрессия 230 сл.
«Краевой» 170
I крекинга 404, 406 сл., 413 сл.
! — полимеризация 440
; — состав 446 сл. .
Моида 158, 174
обогревательный 105, 115
окси-водяной 158, 172, 179
осушка 245
отсос 245, 256 сл.
охлаждение 241
очистка 242, 245, 281, 337
первичный, см. Первичный газ
пиролиз и полимеризация 437, 441 сл.
полуводяной 171, 173
полукоксовый, см. Полукоксовый газ
природный, см. Природные газы
прямой, состав 241
светильный, см. Светильный газ
сжижение 448
состав, факторы, влияющие на него 35
сухой перегонки торфа, состав 241
сырой 241
температура при выходе из печей 242
турбулентное течение 221
углеводородные, конверсия их 42, 46,
457 сл.
химические способы очистки 377
часовая выработка 242
Газгольдерное масло 238
Газгольдеры 235 сл.
включение в сеть 239 сл.
выбор 240
высокого давления 239
классификация 236
мокрые 236
сравиеиие отдельных типов 240
сухие 237 сл.
телескопические 236
типа Кленне 238
типа MAN 237 сл.
шаровые 239
эксплоатация 239 сл.
Газификация подземная 182 сл.
Газификация твердого топлива 34, 158
безостановочная 34 сл.
вторичные реакции 160
зона 1’59
коэфициент полезного действия
170 сл.
мелкозернистого 180 сл.
определение понятия 158
основные реакции 160
первичные реакции 160
под высоким давлением 182 сл.
Газовая вода 243
Газовые печи, см. Печи газовые
Газовые сети 220, 227 сл.
Газовые трубы, см. Трубы газовые
Газовый завод, схема 218 сл.
Газовый уголь 211
состав органической массы и тепло.
творная способность 15
481
Газогенераторная установка
горячего газа с сухой очисткой
204
для антрацита и кокса 205
для торфа 205
схема 377
Газогенераторные станции. 204 сл.
Газогенераторный процесс 158
кинетика химических реакций 168
механизм основных реакций 160
расчеты 202 сл.
редукционная теория 161
факторы, влияющие на процесс 168
химическое равновесие основных
реакций 163
Газогенераторы 158, 168 сл.
безрешеточные 191
Вельмана 192 сл.
Винклера 181
ВНИГИ 181
водяного газа 197 сл.
— к. п. д, их 176 сл.
водяного пара, режим работы 177
Вюрта 191
Гильгера 190
двойного водяного газа 197 сл.
Дейтца 190
— с двумя зонами горения 195
для пиролиза 439 сл.
для получения смол 194
для силового газа 195 сл.
загрузка 207
Керпели 189
классификация 186
Коллера 189
конструкции 186
Лнмн-Рамбуш 197
Моргана 188
остановка 208
пуск 207
расположение на станции 204 сл.
реакционные зоны 159
с водяной рубашкой 193 сл.
с вращающимися решетками 188 сл.
с использованием физического теп-
ла 193 сл.
с круглой дутьевой головкой 187
с механизированным шуровочным
приспособлением 192
с неподвижными решетками 186
с обращенным процессом 195 сл.
с охлаждаемым кожухом и крышкой
195
с плоской решеткой 186
с разложением побочных продуктов
195
с удалением шлака в чистом виде
191
самодувные 187
со ступенчатой решеткой 187
со швелыпахтой и водяной рубаш-
кой 194
схема работы 158 сл.
транспортные 196 сл.
удельная производительность 169,
175, 188
ход газообразования 159
Чепмэна 192
Штрахе 198 сл.
эксплоатацня 207 сл.
Газойль 389 , 393, 407 . 409, 417, 419,
436 сл.
I
I
Газойля крекинг 407, 419
Газоочистка см. Сероочистка
Газопроводы 220 сл.
горячие 230
классификация 220
конструкции 232 сл.
магистральные 220, 226
простые 220, 225
расчет 220 сл., 225
сложные 220, 225
Газосборник, см. Барильет
Газосепараторы 406, 433
Газоснабжение дальнее 225
Г азохранилища подземные 240
Гексан 398, 448, 461
Германского общества инженеров фор-
мула 16
Генераторный газ 158
влияние давления на состав его
166
горячего дутья 176 сл. 197 сл.
горячий 205 сл.
идеальный 170 сл.
калорийность 174
обогащение 199 сл.
особенности охлаждения 255
охлажденный 206, 207
показатели 175
получение 172 сл.
смешанный 175
состав 174, 241
торфяной 3'77
холодного дутья 176 сл., 197 сл.
Генри закон 304
Гептан 398 сл., 448
Гибса уравнение 301
Гигроскопическая влага 13 сл.
Гидравлика, см. Барнльет
Гидравлические переключатели 283
Гидравлический затвор 282
Гидравлический режим коксовых пе-
чей 140
Гидрогенизация 35, 43 сл., 456 сл.
аппаратура 464 сл.
деструктивная, см. Деструктивная
гидрогенизация
области применения 463
применяемые катализаторы 459
продуктов переработки нефти 463
расход водорода 460
смол 44 сл., 464
сущность процесса 456 сл.
схемы установок 461 сл.
тепловой эффект реакции 461
технология процессов 459 сл.
угля, установка 462 сл.
Гидросепаратор Мензиса 69 сл.
Гильзы печные 212
Гипосульфит 292 сл.
Гипрококса
оросительное устройство
скруббера 263
печь 115 сл.
схема дестилляции смолы 334
трубчатый холодильник 252
Гитемпит 143
Горелки-дюзы 106, 138
Горение углерода, теория процесса 160
Горения зона 158
Горная смола 23
Горный воск 23, 85, см. также Воски
482
Городской газ, см. Светильный газ
Горячее дутье 176 сл., 197 сл.
График выдачи кокса 132
Греппеля дробилка 58 сл.
Гризли 126, 132
Г рохота
Алларда 61
Армса 126, 132
барабанные 55 сл.
Баума 53, 76
валковые 50
вибрационные 55, 76
гризли 126, 132
Дистль-Зуски 51
инерционные 55
качающиеся 61
Кокса 54 сл.
колосниковые 50
Маркуса 52
обезвоживающие 76
плоские качающиеся 51
роликовые 50
типы 50
Фаррариса 53 сл., 76
цилиндрические 55 сл.
Грохочение углей 49 сл., 52
Грэтца формула 388
Грюнера кла < ификация углей 28 сл.
Гудри
камера 415
катализатор 415, 418
процесс 414 сл.
— технологическая схема 416
Гудроны 389, 439
Гуминовые кислоты 25 сл.
Гумусовые угли 16
Давление распирания 33
Дальнее газоснабжение 225
Дальтона, формула 303
Дальтона и Рауля закон 448
Дамма метод определения спекаемости
угля 33
Двересъемное устройство 122, 130
Двереэкстракторы 123, 130
Двери коксовых печей 117
Движущийся катализатор 418
Двойной водяной газ 158, 179
газогенераторы для получения его
197 сл.
получение 178
расчет процесса получения 204
состав 179
Двуокись углерода, см. Углерод, дву-
окись
Дебензинё-масло 272
Деготь первичный 31, 35, 80 85
329, 359
анализ 37
буроугольный 37
влияние условий перегонки па
состав и свойства 36
выходы 36, 80 сл., 83 сл.
зависимость от сорта угля 80 сл.
изменение свойств при полукоксо-
вании 36
определение механических примесей
37 сл.
переработка 85, 329, 359 сл.
применение 85
31-
Деготь первичный
разгонка 38
рафинированный 360
состав 43
торфяной, см. Торфяные дегти
удельный вес 37
характеристика 37
Дезинтеграторы 58 сл.
Дейстер-Оверстром концентрационные
столы 74 сл.
Декалин 45
Декантеры 248
Декарбонизатор 136 ,
| Декарбонизационная лебедка 136
; Дестиллатные продукты 389
Дестилляция 301 сл.
с водяным паром 301 сл.
теоретические основы 301 сл.
। Дестилляция каменноугольной смолы
' 40, 329 сл.
вторичная 333, 338
выходы фракций 339
непрерывная 339
; периодическая 332 сл.
расходные нормы 337
режим 336
। система Абдерхальдена 340
I схема 334
трубчатая система 341 сл.
характеристика масел при вторич-
ной дестилляции 338
— продуктов при периодической де-
стилляцни 337
Деструктивная гидрогенизация 44, 46
456 сл.
Детонация в моторе 398
Дефлегматор бензольной колонны
277
Дефлегмационные колонны 338
Джайро установка 411 сл.
Джексона колпачок 429
Джонса схема 45
Диаграмма ректификации 311
Диафрагмы сменные калиброванные 109
Дивинил 441
Диены 414
Дизельное масло 476
Днметилнафталин 358
Динасовый кирпич 142 сл.
Диолефины 400, 434, 441
Диссоциатор 264 сл.
Дифенил 358
Дифениленоксид 358
Диффузионная область 167
Довсона газ, см. Генераторный г; ->
Донецкие угли, классификация 29
характеристика 18
Дорра сгуститель 77
Древесина 15
| Дрессера муфта 233
I Дробилки 56 сл.
J Блека 56 сл
Бредфорда 57, 62
валковые 57 сл.
Греппеля 58 сл.
двухвалковые 58
зубчатые валковые 58
молотковые 58 сл.
1 одновалковые 58
Пенсильвания 59 сл.
принцип действия 56 сл.
483
Дробилки ' '
трехвалковые 58 сл.
щековые 57
Дробление углей 56
избирательное 62
Дубровая система крекинга 413
Дуктильность пека 371
Дымовые газы, рециркуляция 426
Дюзы см. Горелки-дюзы
Дюлонга уравнение 16
Дюрен 17, 20, 49, 62
Дюринга формула 303
Едкий натр,очистка сырого бензола 314
Жар-газ коксовых печей 105
Железо, гидрат окиси 281 сл.
Железо-аммиачный способ сероочистки
290
Железо-содовый способ сероочистки 290
Желобные аппараты 69
Жидкая смесь, испарение 307
Жидкие газы 447
«Жидкий катализатор» 414
Жидкое топливо, синтез 47, 456
Жидкокатализаторный крекинг 419 сл.
схема процесса 420
Жидкофазный крекинг 399, 403 сл.
выход газов 441
полимеризация газа 443
системы 406 сл.
состав газов 441, 446
характеристика 404
Жирный уголь 15
Заглушки 233
Загрузка коксовой печи 127
бездымная 125, 129
последовательность операций 127
Загрузочное устройство с отклоняющим
кольцом 201
Загрузочные устройства газогенераторов
200 сл.
Загрузочный вагон коксовой печи 120,
127
Загрузочный люк коксовой печи 117
Задвижки 233 сл., 283
Законы
Генри 304
Дальтона и Рауля 448
Фика 167
Затворы
водяные 233
гидравлические 282
на рампе 126
сухой 283
реакционных камер 466
Зеленое масло 437
Зола топлива 13, 15
Зона
восстановления 159
газификации 159
горения 158
•окислительная 158
подготовки топлива 159
подсушки 159
полукоксования Г59
Идеальные генераторные газы 170 сл.
Идеальные тарелки, расчет 309
Избирательное дробление 62
Известковое молоко, получение 267
484
Изеотропные растворы 302
Изобары, построение 305 сл. 1
Изобутан 448
Изобутилен 446
Изооктан 398
Изопентан 448
Изохроны 147
Ингредиенты петрографических углей 17,
20 сл.
Инерционные грохота 55
Испарение 307, 391
жидкой смеси 307
кривые 392
многократное 308
однократное 307 сл.
Истираемость кокса 155
Калиброванные горелки-дюзы 106, 138
Каменноугольная смола 40 сл., 329
ароматизация 41
выход при коксовании 40
гидрогенизация 44 сл., 464
дестилляции см. Дестилляция ка-
менноугольной смолы
крекинг 43 сл.
обезвоживание 329, 331
переработка 329 сл.
применение продуктов переработки
357
продукты переработки 357
процессы при ароматизации ее 41
редестилляция 333, 337 сл.
состав 40
фракции 330
Каменноугольное поглотительное масло
272 сл.
Каменные угли
состав органической массы 15
теплотворная способность 15
характеристика 18
Камера
Гудри 415
Коттреля 421
Камеры газовых печей 213, 216, 217
Кампредона метод определения спе-
каемости угля 32
Кантовка 105, 136
Кантовочная лебедка 107, 13,6
Кантовочные краны 105
Карбазол 46, 357 сл.
применение 357
Карбены 43
Карбоиды 44
Карболка черная 354
Карбоновые кислоты 37, 43, 373
Карбоцнт 31
Карбюрация генераторного газа 199 сл.
Карра дезинтегратор 58 сл.
Катализ термофорный 418 сл.
Катализатор
Гудри 416, 418
движущийся 418
жидкий 414
ожиженный 420
шариковый 418
Катализаторы
наносные 472
осажденные 472
при гидрировании 46, 459
при синтезе бензина 47, 472
j скелетные 472
Каталитическая камера Гудри 415
Каталитическая секция 416
Каталитическая полимеризация 443
Каталитический крекинг 384, 414 сл.
состав газа 446
Каталитическое обессеривание 117
Каустификация содового раствора 352
Керосин 389 сл., 398, 407, 436 сл., 460
осветительный 389
тракторный 389
установка для пиролиза 438
Кинетическая область 167
Кирпич динасовый 142 с л.
Кислая смолка 323 сл., 355
Клапаны 233
Клапейрона-Клаузиуса уравнение 303
Кларен 20 сл.
Классификация
углей 28 сл. .
химических соединений в топливе 22
«Коалит» полукоксовая печь 91
Когазин 467, 477
«Кокс» 414
Кокс 43, 404
барабанная проба 156
беззольный 371
влажность 155
выдача 129, 132 сл.
выход при коксовании 40, 82
— при пиролизе 436
газовый 211
зольность 154 сл.
испытание 156
истираемость 155
качество 154 сл.
крепость 156
металлургический 126, 154, 156
, обессеривание 155
образование при пиролизе 435 сл.
пековый 371
пористость 157
проба на сбрасывание 156
реакционная способность 157. 168
сернистый 155
слипшийся 14
смоляной 371
1 сортировка 132
спекшийся 14
сплавленный 14
трещиноватость 157
тушение Г24, 131 сл.
физико-механические показатели 155
электродный 371
Кокса грохот 54 сл.
Коксование 31 сл., 102 сл.
-в кучах 102
материальный баланс 152
низкотемпературное, см. Полукоксо-
вание
пека 371
продукты 40
процесс 145 сл.
развитие техники 102
тепловой баланс 153
Коксовая сторона блока 106
Коксовые печи, см. Печи коксовые
Коксовый газ
выход 40, 47
использование 47
осушка 245
охлаждение 243, 247, 249 сл.
Коксовый газ
очистка 245 сл., 281
передвижение (отсос) 245
состав 47, 241
температура при выходе из ба-
рильета 247
— при выходе из печи 242
требования к нему 242
часовая выработка 242
Коксовый остаток, реакционная способ-
ность 168
Коксовый пирог, выдача 129
Коксовыталкиватель 121, 130
Коксообразование 3,1 сл.
при крекинге 43
при пиролизе 435 сл.
Коксосортировка 50, 126
Колено для бездымной загрузки 125
Колонна
Алко 430
аммиачная 264 сл.
бензольная 277, 315 сл.
дефлегмационная 338
ксилольная 318
ректификационные см. Ректифика-
ционные колонны
отпаривающие 490
— секции 429 сл.
тарельчатые 265 сл., 277, 309
толуольная 317
Колонны опорные водопроводов 235
Колосниковые решетки 186 сл.
вращающиеся 188, 202
Гильгера 190
Дейтца 190
Керпели 189
Коллера 189
Лимн-Рамбуш 197 '
плоские 186 сл.
приводные механизмы нх 202
ступенчатые 187
Колпачки тарелок 428 сл.
Алко 430
Баджера 428 сл.
Вииклер-Ко.ха 429
Джаксоиа 429
Колпачковые ректификационные колон-
ны 322, 428
Кольцо Рашига 263
Компенсаторы 234
Компрессионная установка, схема 44Д
Компрессионный способ переработки га-
зов 448
Компрессия газов 230 сл.
Конвекционная секция трубчатой печи
423
Конверсия
метана 457 *
углеводородных газов 42, 46,1457 сл.
Конденсатор-холодильник 279 сл.
Конденсатор-холодильник-сепаратор 319
Конденсаторы 451
парциальные 426 сл.
Конденсационные горшки 235
Конденсация и улавливание 241 сл.
на коксохимических заводах 247 сл.
на полукоксовых установках 247
процессы 243
Контроль обогрева коксовых печей 142
Конус Чанса 70 сл.
485
Концентрационные столы 69, 74
Вильфлея 74
Дейстер-Оверстром 74 сл.
пневматические 78 сл.
Концентрация молярная 302
Копперса метод сероочистки, обесфепо-
ливающая установка 381 сл.
Копперса лечь НО, 116, 137 сл.
Корнюры 105, 136, 333
Королек коксовый 14, 32
Коррозия водородная 464
Котлы-утилнзаторы 105, 194
Коттрелля камера 420
Коэфициенты
полезного действия газификации
170 сл.
равного перемещения 68
равнопадаемости 65, 77
— Аллена 66
рисайкла 403
«Краевой» газ 170
Красная кровяная соль 297
Крезолы 353 сл., 358 сл.
Крекинг см. Жидкофазный крекинг и
Парофазиый крекинг
без рисайкла 403
в жидкой фазе см. Жидкофазный
крекинг
в паровой фазе см. Парофазный
крекинг
влияние давления 399
— продолжительности реакции 399,
402
— температуры 402
выходы 402 сл.
газойля 407
двухпечный Нефтепроекта 410 сл.
жидкокатализаторный 419 сл.
каменноугольной смолы 43 сл.
каталитический 384, 414 сл.
мазута 409 сл., 413
многократный 403
однократный 403
окислительный 413
повторный 402
понятия о процессе 398
с рисайклом 402, 405
системы Дубровая 413
скорость реакции 400, 402
температура 399
теплота реакции 400
термический 414
термодинамика 400
«термофорный» 414
технология процесса 405
химизм процесса 400
Крекииг-бензин 398, 404
выходы. 402, 404, 407, 410, 413.
октановые числа 399, 413
состав 413
'Крекинг-установка 406 сл.
Винклер-Коха 408 сл., 433
Джайро 411 сл.
для двухпечного крекинга 410
Дубровая 413
Кросса 406
Кривая равновесия 306 сл.
Кривые
обогатимости углей 63 сл.
однократного испарения 392
Крипп 464
Кристаллизаторы «труба в трубе» 361
Кристаллизация
антрацена 342 сл.
нафталина 342 сл.
I Критерий Рейнольдса 221
I Критические давления и температуры
I для крекинг-сырья 403
для углеводородов 403
Кросса процесс 406 сл.
Крэга формула 387 сл.
Ксиленолы 353
Ксилол 437
чистый 313, 321
— характеристика 326
Ксилольная колонна 317 сл.
Кснлольная фракция 313, 317 сл.
Кубовые батареи 341, 390 сл.
Кубовые остатки 323, 339, 372
Кубы
перегонные 332 сл.
ступенчатые 309
— схема работы 308 сл.
Кумароновая смола, характеристика и
применение 326
Кумол 313
Кучное коксование 102
Лабораторная влага 14
Лабораторное топливо 13
Лаваля сепаратор 361
Ламинарное течение газа 221
Лебедка кантовочнаи 107, 136
Легкое масло 40, 330, 339, 3(57, 437
выходы 339
из смолы пиролиза 437
Легкосреднее масло 339, 353
выходы 339
Лигнит 15
Лигроин 389 сл., 436 сл.
как сырье для пиролиза 436 сл.
тракторный 389
Ловушка сатуратора 269
Люкса масса для очистки от серы 281.
299
Магазиннроваиня метод 183
Мазут 389 сл., 396, 407 сл., 413. 436 сл.
вакуумная перегонка 396 сл.
крекинг 409 сл., 413
свойства 389 сл.
Мак-Ku и Паркера формула 403
Маннесмана пластинчатый реактор 475
«Марш» коксовых печей 129
Масло (масла)
«бензине» 272, 278 сл.
веретенное 389
газгольдерное 238
«дебензине» 272
дизельное 476
машинное 389
нейтральные см. Нейтральные масла
парафиновое 244
поглотительные см. Поглотительные
масла
смазочные 389
из продуктов синтеза 478
нефтяные 478
получение из мазута 396 сл.
характеристика 389
-486
Масли (масла)
соляровое 273, 389
среднее 40, 331, 338 сл., 357, 460 сл.
тяжелое см. Тяжелое масло
Масляная абсорбция 449
Масляные холодильники 279 сл.
Масса сероочистпая Люкса 281, 299
Материальный баланс коксовой печи 151
Матовые угли 17
Машинная сторона блока 106
Машинное масло 389
Машины коксовых печей 119 сл.
Меланжер 315
Менделеева формулы 16, 386 сл.
Мензиса гидросепаратор 69 сл.
Мериса метод определения спекаемо-
сти углей 32
Мертель 143
Метакрезол 353 сл., 358
Метан 441, 444, 446 сл.
конверсия 457
Метанол 461
Метилгидроинден 45
З-Метнлнафталип 358
Метилциклопентан 45
Мешалки загрузочных вагонов 120
Мика барабан 267
Многократное испарение 308
Моечные аппараты 68 сл.
Мокрое обогащение угля 49
Молотковые дробилки 58 сл.
Молярная концентрация 302
Монда газ 158, 174
Монтанон-вакс (горный воск) 23
Муфта Дрессера 233
Мышьяк соединения 291 сл.
Мышьяково-аммиачный способ серо-
очистки 290, 298
Мышьяково-содовый способ сероочист-
ки 290 сл., 295
Наблюдательные глазки 118
Нагреватель Баджера 416
Надсмольные воды 243 сл., 259
влияние состава топлива 373 сл.
влияние температуры переработки
топлива 373 сл.
выходы 40
состав 260
Направляющее устройство двереэкс-
трактора 123
Насадки 263 сл.
Настыли 169
Натрия фенолят, применение 297 сл.
Нафталин 41, 339, 342 сл., 357 сл., 435
вымывание 245
кристаллизация 342 сл.
кристаллический, производство 345 сл.
образование 42
охлаждение 348
очистка 346
плавление 346
прессование 344
применение 357
разливка 348
ректификация 347
сублимация 348, сл.
фугование 344
Нафталиновая фракция, выход 339
Нафтены 43, 45, 434
Нашатырный спирт 244
Нейтральные масла 38
очистка 370
содержание в дегте 3.7, 43 .
। Нефтепроекта двухпечный крекинг 410
| Нефть 384 сл.
। ароматизация 434
; как сырье для переработки 384 сл.
। классификация 385
прямая гонка, см. Прямая гонка
; нефти
I самовоспламенение 386
I скрытая теплота испарения 388
температура воспламенения 386 сл..
— вспышки 386
— застывания 386
— кипения 386
тепловое расширение 386
теплоемкость 387
теплопроводность 388
। теплотворная способность 387
; физические свойства 385 сл.
цвет 387
элементарный состав 385
Нефтяные пары
теплоемкость 387
теплосодержание 388
Нефтяные фракции
теплосодержание 388
упругость паров 388 сл.
Низкокипящая жидкость 307
Низкотемпературное коксование, см.
Полукоксование
Нисходящий поток обогревательного
газа 105, 115
Нутч-фильтры 345
Обезбитумированне смол 371
Обезвоживание
смол 329, 331
угля 77
Обезвоживатели смол 331
Обезвоживающие бункера 76
Обезграфичивающее устройство 121
Обессеривание каталитическое 417
Обесфеноливание подсмольных вод
379 сл.
бензолом 379 сл.
| способы 379
j трикрезолфосфатом 381 сл.
Обесфеноливающая установка Коппер-
са 381 сл.
I Облагораживание бензина 417
। Обогатимость углей 63 сл.
Обогащение генераторного газа 199,
200 сл.
: Обогащение углей 48 сл.
' в тяжелых жидкостях 63
] мокрое 49, 63 сл.
. определение понятия 48
! пневматическое 49
по удельному весу 63
по форме 61 сл.
роль петрографических ингредиентов
21
сухое 49, 77 сл.
схемы 67 сл.
теория 64 сл.
Обогрев коксовых печей 103 сл., 133,
137, 141
контроль 142
равномерность 137
487
Обогревательные простенки коксовых
печей 115
Обуглероживание 15
Общая влага 13
Огневой забой 184
Огневой штрек 184
Огневые каналы ретортных печей 214
Огнеупоры 142
Однократное испарение 307 сл.
Ожижение 456
твердых топлив, 456
Ожиженный катализатор 420
Окаймляющая система газораспределе-
ния 228
Окисленные угли 27 сл.
Окислительная зона 158
Окись углерода, см.. Углерод, окись
Окси-водяной газ 158, 172, 179
Оксисульфомышьяковая соль 291
Октан 448
Октановое число 399
бензина 419, 463
крекинг-бензинов 413
полимербензииа 441
Олефины 43 сл., 47. 400, 434 с л.,. 441 сл.
образование 41, 434
полимеризация 47, 443
получение бензина из них 47
Органическая часть топлива 13, 15
Оросительные устройства скрубберов
263
Орошение ректификационной колонны
426 сл.
Ортокрезол 353, 358
Остаточные продукты 389
Остаточный уголь 22, 25, 28, 34
Осушка газов 245
Отопительная арматура 133 сл.
Отопление коксовых печей 103 сл., 133,
137, 141
Отпаривающие колонны 490
Отсадочные машины 69, 71 сл.
Баума 72
воздушные 78
пневматические 78
Отсев при грохочении 50
Отсекающие приспособления 233
Отсос газа 24о, 256 сл.
Отто печи 106 сл., 116
система бензольного отделения 275
Охлаждение
газов 241
нафталина 348
Очистка
газов 242, 245, 281, 377, см. также
Сероочистка
нафталина 346
Очистная масса
загрузка 283 сл.
Люкса 281, 299
определение необходимого количе-
ства 287
регенерация 285 сл.
сопротивление проходу газа 282
Падение стесненное 66
Панель 185
Пар водяной 35
в процессах прямой гонки нефти 393
ввод в реторты газовых печей 218
Паракрезол 353
488
Парафин 36 сл., 342, 359, 477
определение в первичном дегте 38
производство 368 сл.
содержание в первичном дегте 36
сл., 43
схема выделения из торфяного мае-
ла 369
швицевание (выпотевание) 369
Парафиновое масло 244
Парафиновые углеводороды 43 сл., 434
критические давления 448
— температуры 448
j распад 41, 400, 434
i —при крекинге 400
| температурная стойкость 41 сл.
I Паровая фаза, состав 304 сл.
; Парофазный крекинг 399, 403 сл.,.
411 сл.
i выход газов 440
система 411 сл.
I состав газов 441, 446
| характеристика 404
I Парра классификация углей 28
। Пеки
ароматизированных смол 370
выходы 339
дуктильность 371
каменноугольной смолы 40, 330, 335„
337, 339, 357, 370 сл.
коксование 371
первичных смол 370
применение 357, 370
торфяной смолы 359, 365
Пековые
ванны 235
парки 335 сл.
ямы 335
; Пековый кокс 371
I Пекотушителя 335
Пенетрация 464
Пентадиен 447
Пеитан 3S8, 437, 446 сл.
Пептизация 33
Первичная смола, см. Деготь первичный
Первичные реакции газификации топ-
лива 160
Первичный газ 31, 80 сл.
выходы 81
переход в коксовый газ 42
состав 39 сл.
Первичный деготь, см. Деготь первич-
ный
Первичный деготь торфа, см. Торфя-
ные дегти
Перегонка 301
Перегонный аппарат, схема работы 308
Перекидные каналы коксовых печей 113
Переключатели гидравлические 283
Перемывочный материал 73
Переходная область 167
Петрографические составляющие (ин-
гредиенты углей) 17, 20 сл., 62
Печи газовые 212
камерные 212, 216 сл.
классификация 212
конструктивные элементы 212
ретортные 212 сл., 215, 217
топки 213
Печи коксовые 102 сл.
анкераж 118
Печи коксовые
арматура 117
батареи 105
без улавливания 104
Беккера 112 сл., 116, 118 сл., 133 сл.,
137 сл.
— арматура отопления 133 сл.
«бурение» 129
гидравлический режим 140
горизонтальные камерные 103
Дистикок 116
загрузка 126 сл., 129
закрытие 102 сл.
классификация 113 сл.
Клаба 104
компаунд 105, 108, ПО
конструкции ИЗ
контроль обогрева 142
Коппе 104, 109, 116
Копперса ПО, 116, 137 сл.
материальный баланс 151
машины и механизмы
119 сл.
Мосгипрококса 116
непрерывнодействующие 116
обогрев 103 сл., 133, 137, 141
обогревательные простенки 115
обслуживание 126 сл.
огнеупоры 142
отопительная арматура 133 сл.
отопление 103 сл., 133 сл., 137, 141
' Отто 106 сл., 116
перевод с богатого газа на бед-
ный 137
переходные каналы 113
пламенные 104
полуоткрытые 102
процессы, происходящие в каме-
ре 145 сл.
пуск 143 сл.
развитие 102, 105
размеры 115 сл.
рампа 125 сл.
растопка 143
расчет 154 сл.
регенеративные 105
с улавливанием 104 сл.
стойловые 103
тепловой баланс 151
—- режим 139
ульевые 103
шаумбургские 103
Печи пламенные 104
Печи полукоксовые 88 сл.
Brennstoff-Technik 92
Гейсена 94 сл.
классификация 88
«Коалит» 91
комбинирование с газовыми заво-
дами 86
— с котельными установками 86
неподвижные с внешним обогре-
вом 88 сл.
— с внутренним обогревом 95 сл.
Пинча 95 сл.
Ролле 88 сл.
с внешним обогревом 83 сл., 88 сл.
с внутренним обогревом 83
с перемещением топлива 99 сл.
системы В. Т. 92 сл,
- KSG 93 сл.
Печи полукоксовые
трехзонные для торфа 98 сл.
туннельные 99 сл.
Печи стойловые 103
Печи трубчатые 391, 405, 422 сл.
Алко 397
Баджера 397
высокого давл. Винклера-Коха 425
гарнитура 424
для гидрогенизации 465
конвекционная секция 423
нагревательные трубы 423
обмуровка 424
отопление 424
радиантная поверхность 423
— секция 422
рециркуляция продуктов сгора-
ния 426
снижение температуры в топочной
камере 426
тепловой режим 425 сл.
Фостера 397, 422
Печи ульевые 103
Пиколин 354, 356, 358
Пинча печь 95 сл.
Пиридин чистый 354, 356, 358
Пиридиновые основания см. Азотистые-
основания
Пиробензии 444 сл.
Пиробитумы 31
Пирог коксовый 129
Пнрогенетическая переработка твердого-
топлива 30 сл.
Пиролиз 434 сл.
аппаратура 439 сл.
выход ароматики 437
— газов 441
газов 440 сл.
жидких углеводородов 437
изменение состава газа с температу-
рой 435
оптимальная температура 435
содержание олефииов в продуктах,
пиролиза 435
состав газов 441, 446
сравнительная оценка методов 445
сырье для него 436 сл.
тепловой эффект 434, 442
технологическая схема 437 сл.
установка для пиролиза 445
характеристика процесса 434
Пирописсит 15
Питатели механические 201
Плавление нафталина 346
Пламенные печи 104
Планир 121 сл., 128
Планирная штанга 121 сл.
Планирование шихты 121, Г28
Пластинчатый реактор 474 сл.
Пластический слой 33 сл., 174, 148
Пластический шов 150
Пластическое состояние угля 33 сл.
Пластометр Сапожникова 33 сл.
Пневматические концентрационные сто-
лы 78 сл.
Пневматические отсадочные машины 78"-
Пневматическое обогащение угля 49
Поглотительные масла 272 сл.
дестилляция 274
каменноугольяое 272 сл.
соляровое 273
48»
Поглотительные масла
степень насыщения бензолом 272
характеристика 272
Подготовки топлива зона 159
Подземная газификация углей 182 сл.
Подземные газохранилища 240
Подмосковные у^ли, характеристика 18
Подогреватели 432
Подсмольные воды 39, 80, 243
биологический метод очистки 383
влияние методов конденсации 376 сл.
— состава топлива 374
— температуры переработки топлива
373 сл.
выходы 36, 84, 378
— методы их уменьшения 378
обезвреживание и переработка 378 сл.
обесфеноливание и переработка
379 сл.
очистка 378 сл.
— окончательная 383
содержание фенолов 376
состав 98, 3,73, 375 сл.
— при перегонке древесины 374
— при сухой перегонке торфа 376
Подсушка топлива 30
Подсушки зона 159
Поле формула 222, 224
Ползучесть, см. Крипп
Полимеризация газов 441 сл.
влияние давления 442
— продолжительности контакта 442
— температуры 442
жидкофазного крекинга 443
каталитический процесс 443
крекинга 441
образование жидких углеводоро-
дов 441
сравнительная оценка методов 445
ступенчатый процесс 442
унитарный процесс 442
установка для полимеризации газов
444
Полициклические соединения, образова-
ние 41
Полосчатые угли 17
Полуводяной газ 171, 173
Полугудроны 389
Полукокс 31, 38, 80 сл.
выходы 36, 81 сл.
образование 31 сл., 148
применение 85
процесс перехода в кокс 149
Полукоксование 31, 36, 80
влияние давления 36, 84
— размера кусков топлива 82 сл.
выходы продуктов 36, 81, 92, 97
зона 159
методы 83
определение понятия 80
получаемые продукты 36
температура 80 сл.
Полукоксовый газ 80 сл.
выход 36, 81 сл.
калорийность 82
применения 86
состав 31, 39 сл., 97, 241
Породоотборка 61
Порбдоотборная лента 61
Породоотборный стол 61
Поташ, применение для сероочистки 289
490
Поточный метод подземной газифика-
ции 183
Препарированная смола 357, 370, см.
также Пеки
Пресс Мериса 32
Приводные механизмы колосниковых
решеток 202
Природные газы 447
состав 446
Проба барабанная 156
Проба на сбрасывание 156
Прогары 170
Производство кристаллического нафта-
лина 345 сл.
Промыватель Штредера 377
Промывная колонна для удаления
сажи 440
Промывные воды при мойке углей 77
Пропан 444 сл.
удаление из бензина 453
Пропан-бутановая фракция синтетиче-
ского топлива 470 сл., 476 сл.
Пропилен 437 сл., 441, 444, 446
полимеризация 442
Простенки обогревательные коксовых
печей 115
Процесс
Винклер-Коха 407 сл.
газогенераторный см. Газогенератор-
ный процесс
Гудри 415 сл.
— технологическая схема 416
термофорный 415
Прямая гонка нефти 389
в вакуумных установках 396
в кубовых батареях 390 сл.
на трубчатых установках 391 сл.
непрерывная 390 сл.
периодическая 390
продукты 389
Прямой газ 241
Пти способ 289
Пульпа 75
Рабочее топливо 13
Равного перемещения коэфициент 68
Равнопадаемостн коэфициент 66
Радикалы свободные 42
Раздавливание 56
Разливка нафталина 348
Размягчения угля температура 33
Рампа коксовых печей 125 сл.
Рамсея и Юнга уравнение 303
Раскалывание 56 сл.
Распирания давление 33
Расчеты
газовых труб 233
газогенераторного процесса 202 сл.
газопроводов 220 сл., 225
идеальных тарелок 309
коксовых печей 154
получения двойного водяного газа
204
Рауля уравнение 302, 304
Рашига кольцо 263
Реактор пластинчатый 475 сл.
Реакционная способность кокса 157, 168
Реакционные камеры
для гидрогенизации 465
крекинг-установок 405. 407
Реакционный змеевик 425
Ребойлеры 432, 454
Реверсирование 184
Регенеративные печи 105
Регенеративные теплообменники 200
Регенераторы 105
в коксовых печах 105
воздушные 105
газовые 105
поперечные 109, ИЗ сл.
продольные 113
типа Беккера 114
— Копперса 114
Регенерация
очистной массы 285
раствора при сероочистке 290,
294 сл.
— серной кислоты при очистке сы-
рого бензола 323
Регистры 109, 138
Регуляторы давления автоматиче-
ские 138
Редестилляция каменноугольной смо-
лы 333, 337 сл.
Редукционная теория газогенераторного
процесса 161
Редюсинг 410
Рейнольдса
критерий '221
число 167
Ректификационные колонны 322, 426 сл.
Алко 430
Баджера 428
вакуумные 431
Винклер-Коха 429
колпачковые 322, 428
системы орошения 426 сл.
типы 428
Фостера 429 сл.
Ректификация 301 сл., 308, см. также
Дестилляция и Бензол
диаграмма 311
нафталина 347
теоретические основы 301 сл.
Рекуператоры
газовых печей 214
системы Германсена 214
Реожелобы 73
Реомойки 69, 72 с,л.
Реторты газовые 213
ввод пара 218
характеристика 214
Ретурбенды 423
трубчатой печи для гидрогениза-
ции 465
Рефлюкс 393
Реформинг 405
Рециркуляция продуктов сгорания 426
Решета для грохочения 50 сл.
Решетки колосниковые см. Колоснико-
вые решетки
Решофер бензольного отделения 278
Рисайкл 403
Риттингера коэфициент равпопадаемо-
сти 65
Роданистый натрий 293
Руда болотная 281 сл., 287
Сажа при пиролизе 43-5 сл.
удаление из продуктов 440
Сажеотделитель 440
1 Сажистые угли 17, 20
I Сапожникова пластометр 33 сл.
Сапропелитовые угли 16
Сапропель 15
I Сатураторы 244, 262, 268
Гипрококса. 267
- закрытые 267
I тепловой баланс 270
устройство 268 сл.
! Светильный газ 174, 210 сл.
' компрессия 230
получение нз каменноугольного угля
211 сл.
। транспорт 220
। требования к нему 243
хранение 236
Свечи выхлопные 137
Свободные радикалы 42
Свободный углерод 40
Сгустители Дорра 77
Секция каталитическая 416
Селективная очистка нейтральных ма-
сел 370
Сепаратор Лаваля 361
! Сера 21, 290 сл., 296
' Серная кислота 314, 319, 323 сл.,
! 351 сл.
применение при очистке сырого бен-
зола 314, 323
регенерация при очистке сырого
i бензола 323
Серная паста 290, 292
j Серная пена 290, 292
j Сернистость кокса 155
I Сернистые соединения 245, 467
Сероводород 291, 296
извлечение 297
очистка газа от пего 281
поглощение 291, 296
Сероочистка 245, 281 сл.
активированным углем 288
башенная 284
без регенерации серы 289
I болотной рудой 281 сл.
железо-аммиачным способом 290
железо-соловым способом 290
мокрая 289 сл.
мышьяково-аммиачным способом
296
мышьяково-содовым способом 290 сл.,
296
по способу Копперса 381 сл.
- - Пти 289
- - Сиборда 289
— Фишера 297
сухая 281, 287
фенолятным способом 297, 298
ящичная 281 сл.
Сероочистные ящики 281 сл.
! Сероуглерод 313, 326
: Сероуглеродная фракция 313, 317
| Сеть газовая 220, '227
I заводская 228
Сжатие, предельная степень его для
। горючих веществ 398
। Сжатия газов процессы 231
j Сиборда способ сероочистки 289
Синтез бензина 47, 467 сл., см. также
I Бензин синтетический
1 аппаратура 474
491
Синтез бензина
выход продуктов его 475
катализаторы 471
получение газа для него 472
продукты 475
состав газа для него 472
— первичных продуктов 476
схема 468
Синтез жидкого топлива 47, 456
Синтол 467
Сита проволочные 51
Ситовой анализ 48, 63
Сифоны 235
Скиповый подъемник 125
Скорость восстановления двуокиси
углерода 168
Скрубберная вода 244
Скрубберы 263 сл.
аммиачные 263
бензольные 273 сл.
для мокрой очистки 294
оросительные 263
Скрытая теплота испарения нефти 388
Сланцевый деготь (смола) 37, 330
переработка 85
продукты гидрогенизации 46
состав 37
фракционная разгонка 44
Сланцы горючие, характеристика 18
Слипшийся кокс 14
Смазочные масла, см. Масла смазочные
Смесь азеотропная 302
Смолка кислая 323 сл., 355
Смолоотделители 244, 263 сл.
Гильгенштока 254
Дрори 254
Отто 254
Пелуза 254 сл.
Тейзена 254 сл.
Смолоперегонные кубы 332 сл.
Смолы
битумов 23
гидрогенизация 44 сл., 464
• каменноугольная, см. Каменноуголь-
ная смола
конденсация 244
концентрационные «ВИ» 78
обезбитумирование 371
обезвоживание 329, 331
отдельные 244, 253 сл.
первичная, см. Деготь первичный
— сланцевая, см. Сланцевый деготь
Смоляная часть битумов 23
Смотровые колодцы 109, 118
Сода, применение для сероочистки 289,
292, 296
Содовый раствор, каустификация 352
Сокинг-камера 407, 410
Сольвент-нафта 313, 315, 326
выходы 313
Соляровое поглотительное масло 273, 389
Сортировка
кокса 132
угля 49 сл., 61
Состав паровой фазы 304 сл.
Спекаемость углей 14, 32 сл.
Спекшийся кокс 14
Спорополины 23
Среднее масло 40, 331, 338 сл., 357, 460сл.
Стабилизаторы 451, 464 сл.
Стабилизационная установка 454 сл.
Стабилизация бензина 453, 464
Стали, сопротивление явлениям крчп-
па 464
Старение углей 27
Стерины 23
Стесненное падение 66
Стокса формула 66
Столы концентрационные, см. Концен-
трационные столы
Стопорный кран 134
Сточные воды
биологический метод очистки 383
обесфенолнвание 379, подробнее см.
Обесфеноливание
Стояки коксовых печей 104, 118
устройство для чистки их 120
Стр.иппинг-колонна 430
Стриппинг-секции 430
Ступенчатые кубы 309
схема работы 308 сл.
Сублимация нафталина 348 сл.
Сульфатный цех, схема 269
Сундгрена барабаны 156
Сухое обогащение угля 49, 77 сл.
Сухой затвор 283
Сырой бензол, см. Бензол сырой
Сырой газ, см. Газ сырой
Тайлокс-процесс 290
Тарелки 322, 428 сл., 431
идеальные, расчет 309
коэфициеит полезного действия 311 сл.
расположение перегородок 431
распределение уровня жидкости 431
теоретические вычисления 309 сл.
типы 428 сл.
Тарельчатые колонны 265 сл., 277, 309
Тейзена аппарат 255
Текучесть углей 33
Телескопический газгольдер 236
«Телескопы» загрузочного вагона 120
Температура размягчения углей 33
Тепловой баланс
коксовой печи 151
сатуратора 270
Тепловой режим коксовых печей 139
Тепловой эффект химических реак-
ций 163
Теплоемкость
нефти 387 сл.
нефтяных паров 387 сл.
— фракций 388
Теплообменники 431
для масла 278 сл.
регенеративные
— с плавающей головкой 432
— «труба в трубе» 431
— трубчатые 432
Теплопроводность нефти 388
Теплосодержание нефтяных паров 388
Теплотворная способность
нефти 387
твердых топлив 15 сл.
углеобразователей 15
Теплотехнический контроль коксовых
печей 142
Термическая стойкость углеводоро-
дов 41 сл.
Термический крекинг 414
Термофорный катализ 418 сл.
технологическая схема процесса 419
492
«Термофорный крекинг» 414
Термофорный процесс 415
Тетралин 45
Тетраэтилсвинец 477
Технические классификации углей
29
Технический анализ топлива 14
Тиофен 46
Толуол 398, 434 сл.
характеристика 326
чистый 321
Толуольная колонна 317
Толуольная фракция 313, 315, 317
Топки газовых печей 213
Топливо I
абсолютно сухое 14
авиационное 326, 389, 439
антндетонациоиные свойства 387
виды 15
воздушно-сухое 13
жидкое, синтез 47, 456
определение понятия 13
органическая часть 13, 15
подсушка 30
рабочее 13
составные части 13
твердое, газификация, см. Газифика-
ция твердого топлива
технический анализ 14
элементарный анализ 14 сл.
состав 15, 28 сл.
Торговые классификации углей 29
Торф
верховой 359 сл., 375 сл.
выходы продуктов полукоксова-
ния 97
низинный 359 сл., 375 сл.
состав 26
— органической массы 15
теплотворная способность 15
Торфяные дегти 85, 330, 359 сл.
верхового торфа 359 сл.
влияние различных факторов на
дестнлляцию 364 сл.
выделение воска 360 сл.
— фенолов 365 сл.
дестнлляция 362
низинного торфа 359 сл.
переработка 85, 359 сл.
состав 37, 359 сл.
схема нейтрализации и дестилля-
ции 364
технологическая схема переработ-
ки 360
фракции 330
характеристика 363
Тощий уголь 15, 29
Трехзонная печь полукоксовая 98 ел.
Трикрезилфосфат, применение для
обесфеноливания 381 сл.
Трнкрезолы 359
Трубчатая система дестилляции смол
339, 341 сл.
Трубчатые печи, см. Печи трубчатые
Трубчатые установки для перегонки
нефти 391 сл.
в вакууме 396
при атмосферном давлении 393
с повторным испарением 395
с регенерацией тепла 394
Трубчатый змеевик 407
Трубы '
газовые 232 сл.
нагревательных печей 423
Трутона формула 388
Туннели батарей коксовых печей 105
Туннельная печь 99 сл.
Турбоэксгаустеры 258
Турбулентное течение газа 221
Тушение кокса 124, 131 сл.
мокрое 131
сухое 132
Тушильная башня 124
Тушильная камера 132
Тушильный вагон 124
Тяжелое масло 40, 330, 338 сл., 357
выход 339
Тяжелый бензол, см. Бензол тяжелый
Уайт-спирит 389
Углеводороды 41 ал.,, 323, 385, 398, 403,
434, 437, 440 сл.
ароматические, см. Ароматические
углеводороды
парафиновые, см. Парафиновые
углеводороды
состав 446
термическая стойкость 41 сл.
циклические 400
Углемойки, водяное хозяйство 77
Углеобогащение, см. Обогащение углей
Углеобразователи, элементарный со-
став 15
Углерод
графитированный 161
двуокись 457
— содержание в водяном газе 178
-------- в газе горячего дутья 176
— теория образования 160 сл.
окись, «160, 458, 467 сл., 472
— образование 160
свободный 40
теория процесса горения 160 сл.
Углесортировки 49 сл.
Уголь (угли)
активированные 288, 452, 453
аналитическая характеристика со-
става 17 сл.
битуминозные 16, 28 сл.
блестящие 17
бурые, см. Бурые угли
волокнистые 17
газовые 15, 211
гидрогенизация 462 сл.
грохочение 49 сл.
гумусовые 16
донецкие 18, '29
дробление 56, 62
жирные 15
каменные, см. Каменные угли
классификация 28 сл.
матовые 17
обезвоживание 77
обогащение, см. Обогащение углей
окисленные 27 сл.
остаточный 22, 25, '28, 34
петрографические, ингредиенты 17,
20 сл., 62
пластическое состояние 33 сл.
подземная газификация 182 сл. *
493
Уголь (угли)
подмосковные 18
полосчатые 17
сажистые 17, 20
сапропелитовые 16
сортировка 49 сл., 61
спекаемость 14, 32 сл.
старение 27
текучесть 33
температура размягчения 33
тощие 15, 29
экстрагирование 22 сл.
Угольная башня 126
Удельная производительность газогене-
ратора 169, 175, 188
У up и Итона формула 388
Улавливание, ем. Конденсация и ула-
вливании
аммиака 262 сл.
бензола 244, 271 сл.
отдельные процессы 243
Ульевые печи 103
Ульминовые соединения 24
Уплотнение «железо по железу» 117,
131
Уравнение
'Аррениуса 166, 402
Вант-Гоффа 165
Гибса 301
Дальтона и Рауля 448
Дюлонга 16
Клапейрона-Клаузиуса 303
Рамсея и Юнга 303
Рауля 302, 304
Фика 167
Установки
абсорбционные 450 сл.
адсорбционные 452
Джайро 411 сл.
Факел горения ПО •
Фенантрен 41, 357 сл.
процесс образования 42
Феноксиды 314
Фенольная фракция 339
Фенолы 312, 314 сл., 350 сл., 357, 377
вредное действие на водоемы 379
выделение из торфяного дегтя
365 сл.
высшие 359
— очистка 366
извлечение из подсмольных вод, см.
Обесфеноливание
определение в первичном дегте 38
получение из смол 351 сл.
применение 357
содержание в подсмольных водах 376
— в смолах 36 сл., 43
сырые, ректификация 353, 368
— состав 353
— фракция 353 сл.
Фенолятный способ сероочистки 297 сл.
Феноляты 3)13, 366 сл.
натрия 297 сл.
степень очистки 366
схема отдувки и сатурации 351
схема получения 350 сл.
Феррокс-процесс 290
Фидерная система газораспределения
227
Фика уравнение 167
»
494
Фишера способ сероочистки 297
Фишера и Тропша способ синтеза
бензина 467
Флотационные машины 75 сл.
Флотация 75
Флэшинг-колонн а 410
Флюорен 358
Флюсы 169
Формулы
Ашворта 388 сл.
Балкэ_и_ Ки 387
Веймаута 223
Вильсона 388 сл.
Воинова 385
Вондрачека 16
Германского о-ва инженеров 16
Грэтца 388
Дальтона 303
для расчета газовых труб 233
Дюринга 303
зависимости теплотворной способно-
сти от состава топлива 16
Крэга 387 сл.
Мак-Ки и Паркера 403
Менделеева 16, 386 сл.
Поле 222, 224
Риттингера 65 сл. 77
Стокса 66
Трутона 388
Уир и Итона 388
Штейера 16
Штиля 270 сл.
Фосфор в углях 21
Фосфорная кислота как катализатюр
47, 443
Фракции каменноугольной смолы 40.
329, 334, 337 сл.
вторичная дестилляция 333, 338 сл.
основные показатели отбираемых
фракций 337
получение фенолятов из них 349 сл.
при непрерывной дестилляции 339
Фракции сырого бензола 313 сл. 317.
320 сл.
Фракции сырых фенолов 353 сл.
Фракционировка 308 сл.
Фракционный состав смол 329 сл.
Фракция сероуглеродная 313, 317 _
Фракция толуольная 313, 315. 317
Фусоотделители 248
Фусы 248
Фюзен 17, 49, 62.
Хинолин 354
Холестерин 23
Холодильники 249 сл.
воздушно-водяные 249 сл.
воздушные 249
масляные 279
непосредственного действия 252 сл
оросительные 249 сл., 279
погруженного типа 432
прямого действия 279 сл.
с вертикальными трубами 250 сл.
с наклонными трубами 251 сл.
с подвижной трубной решеткой 432
трубчатые 250 сл.
ящичного типа 432
Холодное дутье 176 сл. 197 сл.
Хордовая насадка 252, 263
Царги 266, 283
Церезин 476
Циан 292 сл., 299
извлечение 299
методы улавливания 299
содержание в коксовом газе 299
удаление из газа 245, 292 сл., 299
улавливание 299
Цианистые соединения 299
Целлюлоза 15
Центрифуги 77
Шарплеса 361
Циклические насыщенные углеводороды
400
Циклогексан 45, 398
Циклогексен 45
Циклоолефины 441
Циклорегулятор 417
Цилиндрические грохота 55 сд.
Чанса конус 70 сл.
Черная карболка 354
Число Рейнольдса 167
Чистка стояков 120
Шамотный кирпич 143
Шариковый катализатор 418
Шарплеса центрифуга 361
«Шаумбургские стойла» 103
Шахтные печи 95 сл.
Швелевание, см. Полукоксование
Швельгаз см. Полукоксовый газ
состав 97
Швель-камеры 179
Швель-реторта 179, 198 сл.
Швель-шахта 179 сл., 193 сл., 200
Швицевание 369
Шихта 21, 32, 49
изменение в процессе нагревания
145 сл.
планирование 1'21, 128
I Шлак 158
удаление и жидком виде 169, 191
— в сухом виде 186, 188 сл., 197
i — периодическое 186
I Шламовые воды 77
Шламы угольные
обезвоживание 76
обогащение 75
обработка 63
Шпюльгаз, состав 97
Штанга коксовыталкивателя 121
Штейера формула 16
, Штредера промыватель 377
Штиля формула 270 сл.
Шунгит 15
Ще новые дробилки 57
Эвапораторы 432, 451
Эксгаустеры 104
барабанные 257 сл.
Биля 257
лопастные 257
назначение 257
ротационные 257 сл.
! центробежные 254, 257 сл., ем.
| также Турбоэксгаустеры
i Экстрагирование углей 22 сл.
I Экстракторы для промывки газа 379
I Электрогазогенераторы 180
I Электроочистка газов 244
’ Электрофильтры 254, 256
сущность работы 256
Элементарный анализ топлив 14 сл.
Элементарный состав топлив 15, 28 сл.
Этан 441, 444, 446 сл.
Этилен 437, 441, 444, 446 сл.
полимеризация 442 сл.
Этиловый спирт 398
Ямы пековые 335
Ящичная система очистки газа 281 сл.
Редактор С, Р. Сергиенко
Рук» выпуском И. В. Вольфсон
Техник, редактор М. С. Лурье
Сдано в набор 28 апреля 1946 г.
Подписано к пен. 11 декабря 1946 г.
Формат 72х108Ч19. Тираж 5000 экз.
Л 11778. Печатных листов 31-\-2вкл.
Тип. знаков в 1 печати, листе 46000
У четно-издательских листов 48,8
Цена 32 руб. Заказ типогр. Ns 3610
4-я тип. имени Евгении Соколовой
Треста «Лолиграфкнига» ОГИЗа
<при Совете Министров СССР
Ленинград, Измайловский пр., 29
ЗАМЕЧЕННЫЕ
Стр. Строка Напечатано
16 13 и 16 снизу 258
25 19 сверху Взамен 19 строки: „Процесс изменения..
50 11 снизу кверху
122 18 сверху Планитарное
127 28 снизу чаще
166 23 снизу (РО2)
221 9 снизу _ 0_4 л й!3
235 7 сверху л/км.
250 7 сверху 6
254 табл. 62 4 графа лЗ
284 10 сверху 20
307 23 снизу У — Xi
311 8 снизу <2о
311 14 снизу Q
Qn + 1
373 20 сверху Н4ОН
Заказ 3610. Общая химическая технология топлива
Должно быть
25 S
Правда, такое совпадение
элементарного состава эк-
страктов и остаточного угля
кинзу
Планнрное
чаще для
(Рв.)
Q-4
®
те
мм/км
6"
мя/час
20 тыс.
J1—*1
Q
Q
Q + 1
nh4oh