




































































































































Теги: станки токарные станки
Год: 1983




Текст
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И
ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
: jt у; » В
КодОКП
СТАНКИ ТРУБОНАРЕЗНЫЕ
модели маз, мезо™
I *
РУКОВОДСТВО-ЛС-ЗКСП/ УАТАЦИИ
1мдаз. оо. ооорз
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И
ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
: jt у; » В
КодОКП
СТАНКИ ТРУБОНАРЕЗНЫЕ
модели маз, мезо™
I *
РУКОВОДСТВО-ЛС-ЗКСП/ УАТАЦИИ
1мдаз. оо. ооорз
гаде ржание
/ Общие сведения об изделии
2 Основные технические данные и характеристики й..12
J. комплектность ®
U Указание мео безопасности 15.-П
18.. .го
ц Указание мер безопасности
5. Ссстаб станка
6. Устройство, работа изделия и его состав-
ных частей
7. Электрооборудование (см. отдельный альбом
/И983 00.000 РЭ1)
$. Смазка Ч6...56
У. Порядок установки 51... 61
~(о Порядок работах 68...11
// Характерные неЛепрабности и методы их
устранения 73
/27 Особенности разборки и сборки при
ремонте t 1>0
/3 Материалы по запасным частям (см. от-
дельный альбом JM983 00.000 Р92)' 8/
/0. Сбидетелостбо О приемке 82....УН
5. Сведения о консердации и упа кодке
16. Указания по техническому обслужи ба - sos....^
hup, эксплуатации и ремонту. 1№.-. 7
/7. Гарантии изготовителя
U Отбетст бенность потребите-/е6
18т..,1ез *
изменений код
I.
ЯР
ля
Лист регистрации
и №91303241 &MX.at.Kh.
j мзхзеоз/г.лнл./еххт
X, ди ЛОХМ i .iX рмз
f wtzwPdwi/7$
№6^аш ,^®’zwiwr* тру до нарез- !д _г
£цк^п Uiykn ‘ #ЫЕ
кану. Syiaef>a^^f}^LP(j£oi(fdamio поэксмуа-'
!М /Sj J fr?<W4L
/W3. 00. ОООРЭ
/ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
(^Трубонарезные станки моделей (М9?$й {МЗбЗФЮЗр 1
'Предназначены для токарной обработки кон-
цов труб и нарезания на них резьб С
допо би я к индивидуального, мелкосерийное о-
го производства и ремонта, а также дон
токарной обработки муфт, штанг, замкоЬ
других деталей, при меняемых б различных
отрасля х металлообЬа даты баю щей промыик
рем мости. {Зарабатываемая труба пропус-
кается через полый шпиндель, зажи мается
дбумя механизм робанными патронами и
бращаетс я б месте со шпин дерем. Другой
конец трубы устанаблиба ется на люнет.
Станкм имеют конусную линейку для
обра бот к и конических поберхноатей и
нарезания конических резьб.
Станок модели JM983 чМОГ оснащен •
устрсйстбон цифровой индикации, Одеопе-
чибающчм отсчет поперечного нереме ще-
Нчя суппорта б цифробой форме.
внимание! частоту вращения шпин-
деля 355 «^ПРИМЕНЯТЬ ТОЛЬКО ДЛЯ
ТРУБ 07О...75мм И ДЛЯ ЛННЗИИНИЕВЫЛ' I
ТРУ5
. ВНИМАНИЕ! НЕОБХОДИМО СТРОГО ПРИ-
-ДЕЖИВАТЬСЯ ПРЕДПИСАНИЙ И РЕШЕН-
к ДАНИИ, ИЗЛОЖЕННЫХ^ РУКОВОДСТВЕ!
Ёид климатического исполнения ^fno ГОСТ S6SSO-09.
Дата пуска станка Сексплуатацию.....
Сборочный чертеж из^лия 00.000 Об
к
i
, ,,—. ........... — -......- ,
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
' И ХАРАКТЕРИСТИКИ.
Техническая ха/Зс/ктеристика станкд.
Станок по точности соответствует клас-
су И по ГОСТ8-82 и специальным проверкам
/• • . 18 раздела „Нормы точности а лкесткости "
технических условий нс/ станок.
Основные размерь/ и параметры;
Z Целебный диаметр устанавливаемой
и обрабатываемой трубы
- наибольший v pgg
- наименьший
2. Наибольший диаметр устанавливаемой
заготовки и обрабатываемой наружной
поверхности ,мм, не менее
’Над станиной
-над суппортом
3 Диаметр отверстии в шп индене
У. Наибольшее сеиение резцов, мм
б. Голииество позиций инструмента
в. Наибольшая длина тоиения,мм}не менее
7 Наибольшая длина точения с конусной
линейкой tMMt не менее
8.Дискретность отсчета индикации ,мкм
S. Пределы частот вращения шпинделя,мии~/
Ю. Уисло скоростей шпинделя ♦
// Пределы продольных подач (мм /об
12. Пределы поперечных подач, мм/об (
13. количество подои суппорта
-продольных/
-попереиных
1 У. Пределы шагов нарезаемых метричес-
ких резьб ,мм
^Пределы шагов нарезаемых дюймовых
73
УбО
3/0
800
чго
ю*
12
08
?м
НУУбЗ. 00 000 ГО
frcr
Лага
/5 Наибольший угод поборота конус-
ной. линейки , градус
0,088 (5,3)
18. Габаритные размеры станка ,мм
-деина
- ширина
- высота
«
/5? Масса станка, кг,
20. Масса станка без отдельно
расположенного обрруддВания
(Электрошкасра и мнета- под-
держки J, кг ' <
21. Мощность электродвигателя
главного движения : кВт
5600
29 fо
I
у Для ставка 1М9259^/01
По особому заказу. ,
2.2. Механика главного движения
2.2.1. Характеристика механизма главного
движения 6 д?абл. 2.1
2,22. ХараX’.meристика м&замизма подай
I
--
л
t
/ w
t Л
Iji дг-т,-- —
- 1М985 00. 000
flt/cr
Таблица 2.1
У ф Положение рукояток иооьночение. рукояток диск о оборотов шпинделя 8 минуту (об/Нин) IbctMT ный Спд9 Раидольший допустеныС Крутящие момент на зипун- Пеле (кг м) Эффективная мощность mq Шпинделе 1Г5т) Наиболее слабое збено
nfi при&иду понаиЬо ке снабь ня цени
V/ 8 • 300 243 tutстерт
2 V Из 300 2,92 - 10
3 /и 16 300 9,1 ‘
k /// % 22,4 077 300 и,63 5,75
5 // 31,5 300 9.8
6 / ф* 45 244
? V/ 63 132,2
8 V *ф 90 />,П5 127,6 Н,63 ь ....
9 IV 125 91
10 ш 130 64,6
Н и 250 452
12 1 355 323 э
* Кпд берется с учетом рое хода мощности на по Вачу о
-г *
t
и
ГИГ
6cf ООО 00 '186 №
— ♦ ....-...
*
Г,
9
<
•>
t
952(7 J>5£& Wo n ОБ'О _5>гЪ л I r d
9£$Ф ZH'O Wp gL'O 9£b /Л
₽££& \29Z'0 K/'O 090 9'0 ПЛ
OMi'O Wo HO'k k90 ог'о Н1Л
oozb <00/b_ 090Ъ Л*'£^ ггь 7ЯП Л I
09p0 \OjpO Iphoo ^99p ^_2Ю 60b 1Л
fab 990'0 ££0t) С&П 9fro siob HA
гно i 9$b'O ягоЪ ttt) wo 901Г IIIA
9£5l(J “*-*• -y 2M'O httO г OO'f OSO III A 1 1 3
2020 hOOb гого ?2 7l 9f0 96 b UA
9£9 0 9H0 291'0 ?-» k'o _Sib 1Л
>109'0 — 7 — г$г‘о 9 г/ & oh io‘o_ A
9/гЪ gQPO 090 b so sib s/b ШЛ I
Wo 99f¥_ jfiob гrt 7гь . 0Ю UA
Jxtib 6£0W г/b /Л
ОгРО г$о7Г Po.. g. ?& WO L0‘0 A
Я 3 9 3 V J 9 3 9 3 V
14 p ’ 0/шш
hDfJOU Н9.ПН0ХЩ
v 111 4 J___________ ____f 14___________________i
I
>
.J
*
г.5. Техническая характеристика электрооборудования
Зана о рукобидстбе по эксплуатации электрооборудования
тмъ. 00.000091
S.4. Техническая характеристика системы охлаждения
]) Подача смазочно-охлаждающей жидкости
в зону резания } л /мин , не менее _ 9
2) . Объем заливаемой сказочно- охлаждающей
жидкости, л 40
2.5. Техническая характеристика системы смазки
У) Марка масла для смазки . №Dfi
г ПШП95й5
г). Тип насоса смазки шестеренный
ьгн - м
3) . Производительность насоса смазки, л/мин
ЦЦип срильтра тонкой очистки
.2.6. Сведения о о
T
£
I
$
$
4
Oft ГЩ-12
> содержании цветных металлов
1 Таблица 2.ict
Наименование составной части ' • *4 Обозначение составной части Кор. составных частей t ...,Т П Mecca о изделии,г
Сбор очные единицы Масса а одной сс таонои' части. г
ООО М су> ООО 05 W 000'?1’5Ш
1 & 3 ч 5 6 7 7
Сплаё алюминиеёый * 1HS85. 50.Ю2 /03 /OV *" 105 106 /07 • / 2 / 2 / / . 0,60 0,25 0,50 0,15 0,50 0,16 0,60 0^50 0,50 0,50 оро 0J2 2,16
Ш [0С1Ш5г15.
Щиток Скребок Щиток Скребок Колпачок Колпачок
kotssas /Xoato " flare
шз.оо. ОООРЭ
л
t
i
Продолжение та5л.
4 2 3 5 6 .7 ' 8 9
Медь Mi ГОСТ859-18 Ъамёпка Заклепка Тру8яи рц^одные *. * ЖЗ. У/. 100 1Н983 20125 ГН М3.73. /7811 73.182. 73 • 183 73 .189 ' ТрибаМЗМ 9*0,5 £ --0,535м- 8* 0,6М. 8> 0,75 м. 8 = 1,1м . 8- 5м * Труба МЗМ-8*Г 8= 0,15м 8-0,8м. Л 8 : 1М Труда МЗМ -10*1 ' г 8-1,8мО Труба мзМ-12*1 ё=г,гм 8=8,25 м 8 ч - • 1 20 1 1 1 1 1 1- 1 1 1 9 1 1 1 1 < 0,003 0,004 0,015 0.132 0,06 0,053 0026 0.029 0,057 0,055 0,295 0,032 0,157 о.г 0,959 0661 offi{ 1 • 0,022 ‘ 0,096 0,075 0,152 0,06 0,055 0,026 0,029‘- 0,057 0,053 0,295 0,052 0,157 02 0,959 * &661 offi 5t051
damutih flfij ГОСТ 15527-70 Винты уз/юб ~ заземления Винты Сетка №05 Винты Г0СТНМ71-80 Ш3.20.123 1НБУ. 07-113 19 9 1 0,000 0,015 0,108 0,059 0.015 0,175
.
9а
' '""1,1
ТТЖмшощ
Mi* , 4*7 У/йльШ
ЮТ1»
ШЬ. оо.ооорэ
XA#' V/ZO v|z У>(У.'77Г7' Z^<^rXZ^<y*T
I
4 2 3 4 _5_ 6 7 8 9
бронза бо оин-з гостю 1H9SJ.2O. 100 шз.го. юг. 1H38i.2O.1OH ingsiso. ю5 1H9Si 73. TOO 2 2 2 У 2 0.09 6>14 0,10 0,15 0,06 0,18 028 020 0,60 0,12 1,58
Накладка Накладка
Бронза 5р.О5115С5Г0Ст шь. и. пн iHgsi.n.np 1H0Si.2O.1O1 1H9Si.20.122 1H9S3.2O.291 1H9Si. 60.110 IM 63. 06.106 IM 66 06.113 1M 66.06.115 1M6i 06.118 1M66 61. 100 1H983-50.100 1H 0 S3 -50.101 1 1 1 1 2 1 1 1 1 1 1 8 0,19 0,195 0,11 0,067 0,119 2,0 0,99 055 12 0,55 0,38 0,75 062 0,19 0,195 0,11 0,067 0,228 20 0.99 0,35 1.2 0,55 0,75 0,75 0,62 7,96,
ётулка 6тулка Сухарь Кольцо контактное ётулка Гайка втулка втулка Колер о червячное втулка втулка Гайка Гайка
BaSSum ' 6У6 ГОСТ иго - ГН вилка Ш3..73Ш 0,5 ’ 0,5
2.7. ведения о содержании драгоценных материалов
Драгоценные материалы д изделии отсутствует.
1М98Ь. ОО.ОООРЭ
ffocr
ST Шпиндель передней
Торможение шпинделя - имеется.
Тип приходных ремней - слино&ые по госмрзч. г-80.
ГОСТ 1284.3-80
- В 2120
Размеры ремней
Количество ремней
2.8. Мусрты фрищионнь/е многодиссодые.
Таблица 2.4,
$
Назначение муфты Суда Ьиодит Тип муфты Материал поверхности трения
< Перес пре- ние подан е.Переынэче- ние прямою кода 3. Сереслюче- ние обратно' го 1ода Юоробюо подпч Кортус Фартук ЗТМ 032- ГА (2 шт) 5ТМ Н2К-2А (2иит) 0 ЭТИ 102К-1А (2шт) 4- 1 Сталь по стали
ТоличесгпЬо*
по&флнос7ей\
тления
i
L
i s
i
|________________j ____________________|
/.WA
I « — М — — -» ш I «II ?»...!.
«3. 00. 000P9 •
\ld
Рис. 2.3
Число резцой, устанавливаемых 6 резцовой
золовке । Ц
Наибольшее поперечное перемещение, мм 500
Цена одного деления лимба при поперечном
перемещении, мм < 0,05
Перемещение. за один * оборот лим ба, мм
Продольное зоо
поперечное - 5*
L * *
Наибольшее продольное' перемещение резцо* л
йь/х салазокмм 220
Наибольший угол поборото t градус ±90
Цена одного деления шкалы поборота,
градус > t 3.1
Перемещение за один оборот лимба, мм 5
Цена одного деления лимба, мм 0,05
2J0. Боб/со задняя
Наибольшее перемещение пиноли, мм 200
Перемещение пиноли за один оборот
ма/оЬика, мм 6
Поперечное смещений' мм ± Ю
Нонус под центр & пиноли Морзе
X
/W3.00. 000P3 '
4
ыо
$00
ЭлектрошКсгф
370
0оМ&ф32^
гг
—
/225
F
ГГ1
-J£OQ—
। 3_soo
части.
V7. ^гта
\ Ко пи № В ал
ГТрикгчоние
£,-»Ъ доли /SOOmm.
1Н9ЯЗ. 00. ОООРЭ
rL~9op9rafr>J>
1083
u
260
35
123C
330
—1
^сдобные обозначения
"“i Контур станины
---- Контур станка
Контур фундамента
От^рыВаю сциеся лрышни
-— ЗлектроВВоУ
и , с *
- перемещающий чаем,
Рис. 2.4. Установочный чертеж
3 КОМПЛЕКТНОСТЬ
У
Таблица 3 {
Обозначение
1Н983.
7Н983. 61/
7Н983. 86
НО8.10 036 Св
гост тзгш-тд
ГОСТ 6323-79
гост
3262 - 75
ши eg
1Н983. 92
Г"'
Наименование
Станок 8 сборе
Люнет
Станция управления
Ключ для элеарошксфс.
Центр 7032-0035
Провод ^63-7,0 380черные'
ПОЗ-^ОЗЯО красный
063 7,0380синий
083 1,5 380 ш.-желт
063 70380 зел.-хеат
ПВЗ 70 380 чеиный
Труба 3!i№bг 3000мм
входят 8 комплект
и стоимость стенка
Запас) ь<е части
Запасная электроап
паратура.
комплект согласно
спецификации.
Принадлежности
Принадлежности
Комплект согласно
спецификации
‘./м
Кол
Примечание]
КОм
80 Н
Нм
74 н
Orndt/ibkbiM
местом i
о&цей ум*
X380...50DV
<
От де ль -
ним мес-
том О
общей
1М983. 00. 000 РЭ
V
У S
5 '
ч
5
к>
У
*
V
л
*
табл. 3. /
Обозначение З/аимено&ш/е КОЛ. Примечание
6M983.00.000P3 Документу Руко&хкюА) /ю / г * *
МШО.ООО--РЭ1 Эксплуатации РусоЗодсгЗо по б
б№83. СОМОМ ЭлектрооборудяьМ/е Рутодто по 1
эксплуатации Матлриаш по запас- MW частям 1 , <
Дополуитсшая кошессностл для станка
//т>ш .
Входят £коммент
иетои/чосгб сгонка
'W/З Устроосг^о CfOippoSob
индохаоос/
Joty/WM/
7смммас&м> описание
и иисг/лунуин по
ЭАсм/атации
Ласпо/>т УЦ1/
S
ШЗ. £Ю ШРЭ
^г,оНМГЛГ'71а
I
V
w
4
Q. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Безопасность труда на станке модели 1М983
достигается соотдетстБием его требованиям
ГОСТ 12.2.009-80, ГОСТ 12.2. 049-80/СТСЭВ.538 - 17,
СТ С9&54О-17. Требования безопасности труда при
зксплуатации станка устанавливаются соотВетст-^
Ьующими разделами настоящего русоВодстда f русо-
Водст&ом по эксплуатации „ Электрооборудование,
41. Требования к ооспужиЬаюице му персоналу.
4.11 Персонал, допущенный В установленном порядке
но донном предприятии с работе на станке, а танке
кого ремонтуf обязан:
1) получить инструктаж по технике безопаснос-
ти I соответствии с забодссими инструкциями раз-
работанными но основании типоЬых инструкции по
охране труда;
2} ознакомиться с правилами зксплуатации и ре-
р монта станка и указаниями па Безопасности тру-
да , которые содержатся В настоящем руководстве t
В руководстве по оссппуатации,,Электрооборудование
и 6 эссплуатационной досцменЛпации с устройст-
вам и комплектуюицим изделиям, входящим 6 состав
станка.
42. Требования безопасности^ при монтаж-
ных и ремонтных работах.
4.2. 1 Перед транспортированием и монтажом стан-
ка на месте зссплуотации следует ознакомиться с
указаниями &' разделе »Порядок успбрнодки11 настоя^
щего руководства.
4г.2. При расконсервации станка следует руко-
Ьодстдо&аться требованиями безопасности по
ГОСТ 9.014-78.
42.3 . Перед осмотром или ремонтом стон на
необходимо Выключить бдодной о&томот и дыбе-
T
I
‘ion
ЮЗ. DO. ОООРЭ
/S
*1
сить предупредитепьную надпись:
„ Не Включать - ремонт * t
„ Не включать - наладка \
закрыть дверцы электрошкасра на замок специ-
альным Вынимающимся ключам.
У .З. Требования безопасности к основным элемен-
там конструкции и систем управления — в
соответствии с. ГОСТ Тё.ё 009 -80, *
НУ. Средства защиты, Входящие 8 конст-
рукцию. t *
У .Ч1. Ременная передача привода главного дви-
жения % гитара зубчатых солее Снабжены огражде-
ниями t предохраняющими от травмирования при
работе указанных устройств
Л. У.е. Внешние тдрцы протекторов каретки и
суппорта окрашены В желтый цвет. 8 желтый
цвет окрашены также наружные торцевые по-
верхности шкиВьВ ременной передачи, задний торец
станины под гитарой зубчатых колес, прислан*
Внутренняя поверхность маховика срартусаf Внут-
ренние поверхности дВерок ограждения патроноо.
На наружной поверхности съемной крыш си ги-
тары зубчатых солее предусмотрена устаноВка
предупреждающего зноса безопасности по
гост/ё н. оёб-Тб.
У .Ц3. На стансе установлены защитные устрой-
• стВа патронаВ и защитное устройство, огрожд^мн
щее зону обработки ат отлетающей стружки и,
СОМ, обеспечивающие удобство трудовых действий
и не снижающие технологических возможностей
'j станка.
I У.УР, включение Вращения шпинделя осуществ-
ляется только после окончания закрепления заео ~
! трвси и Вывода из зацепления Вала зажима пат-
»
1М988. 00. ОООРЭ
л
4
К Л.
’ а|
*
§
1щ,5. На передней бабке ! расположении органов
упражнения установлена ,таблица, показы бающая недо-
пустимость переключения ‘рукояток упрабления при
Прощении шпинделя.
4У6. Рукоятки и другие органы управления станка
снабжены надежными фиксаторами не допускающими
самопроизвольных перемещений органов управления.
цц.7 Аля закрепления и Мерки заготовки б стан-
ке предусмотрена кратковременное бклюиение глав-
ного дбижемия. •*-
цц.Я. Шкаф с электрооборудованием имеет специаль-
ный запор, закрывающийся с помощью специального
ключа.
Ц.Ц.9. Ра станке установлена кнопка „Стоп' (ава-
рийная) с гриб обидным толкателем увеличенного
размера, находящаяся на пульте управления.
Ц.Ч.10. Насос системы смазки' сблокирован с элгк-
тродбигателем главного движения.
й.Ц.Н. Шкаср электрообйрудобания и клеммная
коробка имеют исполнение по степени защищен-
ности IP54 по ГОСТ 7425Ч -30.
4,4.72. Со стороны, противоположной рабочему мес-
ту. зона обработки ограждена защитным экраном
от отлетающей стружки и СО Ж, который установ-
лен на каретке.
4.473. На Электрой кафе, у б&ооного аь томата и
и Годных клеммных наборов установлены знаки'
напряжения по ГОСТ 72. 4(026 - 76.
45. При обработке на станке длинных труб с
использобанием люнета - поддержки зона располо-
жения выступающего конца трубы должна быть
ограждена защитным ограждением, окрашенным
б желтый цбет по ГОС / 72.4. 026 - 76. (С станком
не постабляется)
4.6. При обработке на станке коротких труб и
деталей без применения заднего патрона торец
его должен быть огражден защитным ограждением,
окрашенным 6 желтый цбет по ГОСТ 72.4026 -76.
(С станком не постабляется)
✓ зам.
00. 000 РЭ
tfucr
V *
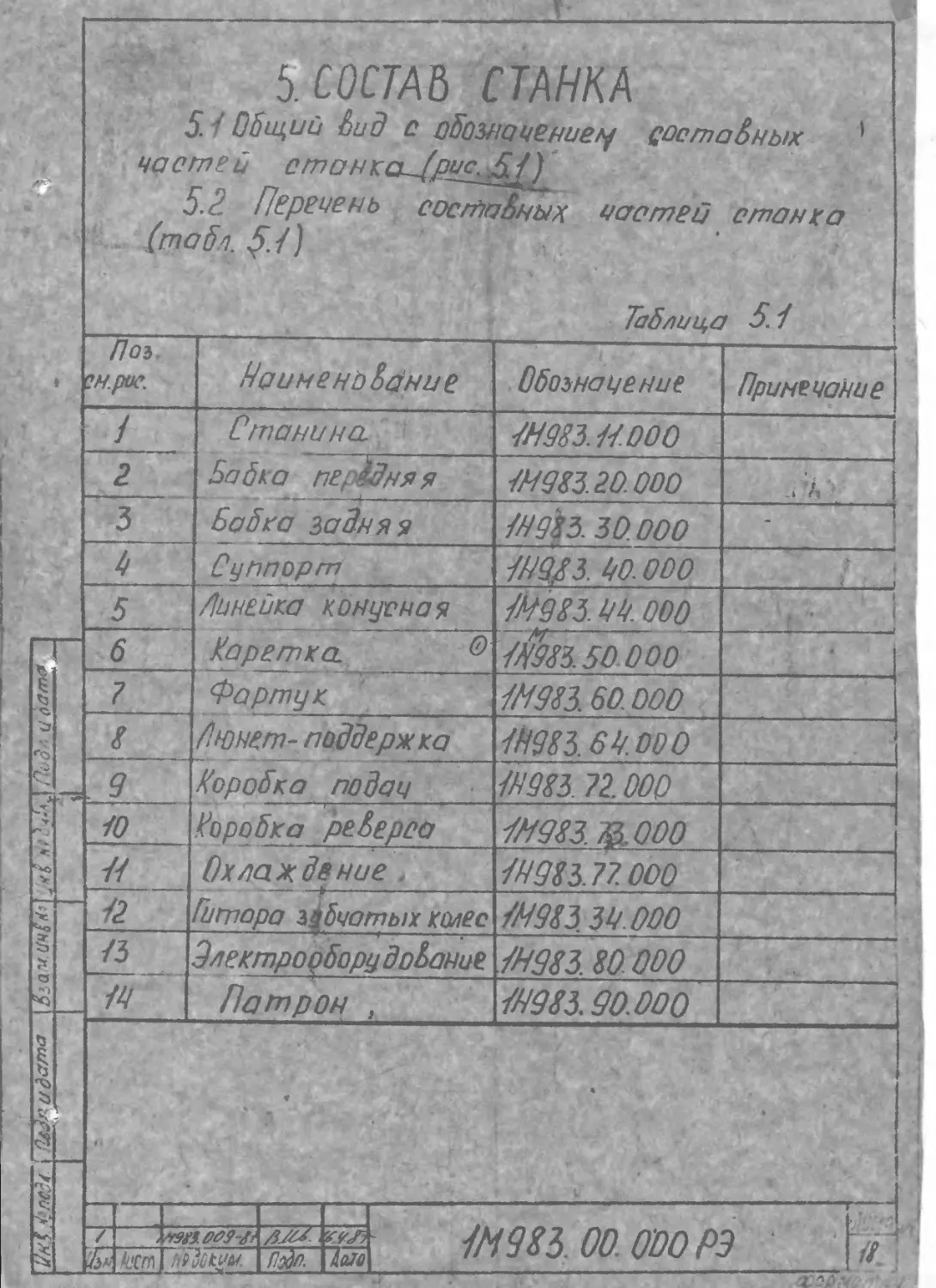
Ь.СОСТАЪ СТАНКА 5. •' Общий Аид с обозначение^ составных 1 частей стонка-Нрис. 5.2 Перечень сости&ных частей станка (табл. 5.1) ’ •А1' '* ' '* !-' ?*', '' | Таблица 5.1
Поъ *н.рис. НаиненсАание Обозначение Примечание
Станина. 1Н983.11.000
2 5адко передняя Ч - - - - 171983.20. 000 - :А :
3 Ба5га задняя 1/7983. 3D ООО -
4 Суппорт 1D9/3. 90. 000 ' ? ।
и /!инейка конусная 1И983.90. 000
6 Каретка. ® 15983.50 000 •
7 Фартук 1Н983.60.000
8 Сю нет- поддержка 15983.69.000
- 9 v> * - Коробка подач 19983. 72. 000
/0 Бородка ре Беров 1№83.73,000
11 Охлаждение . 19983.77.000
" 12 Гитара ^Бчотых кыес 1М983 39. 000
13 Электрооборч доАание 1Н983. 80. 000
_ 19 Патрон , ~1H983.90.DOQ "Н
Нашими
to|
/7ж 4лЛ?
/Л^З. 00. ODO РЭ
Utf$. I ь аалпа i/ oirrs*
у—" "'"' 53 Перечень составных частей станке моде ни 7М983Ф101 (тбл. 5.2) Таблица 5.2 ।
/703. скрисИ • Наименобание Обозначение Примечание
7 Станина 777985.77 000
г. bob к а передне я 1Н985Ф707.20.000
Бабко заднее 7/7985.50. ООр
❖ Суппорт 7/7985 ШОО
5 Линейка конусное 7М985Ф707 OO.OOL
6 1 Каретка 7Н985Ф7О7.5ОООО 1 .
7 Фартук 771985.60.000 ... 1 . .... л V
8 Люнет- поддержка 777985.69 000 ч
9 Коробка подач 777985.72ODO
70 77 Коробка ребе ре а Охлаждение 7Н983.75.000 1 777985.77.000.
12 [итара зубчатых коли о 1/7983.39 000
75 Электрооборудование 7М983Ф701.80000
19 Патрон 7/7985.90. 000
75 Устройет&о цшрробой цидикации Ф 5797/3
щ 985 oo. ooo рэ
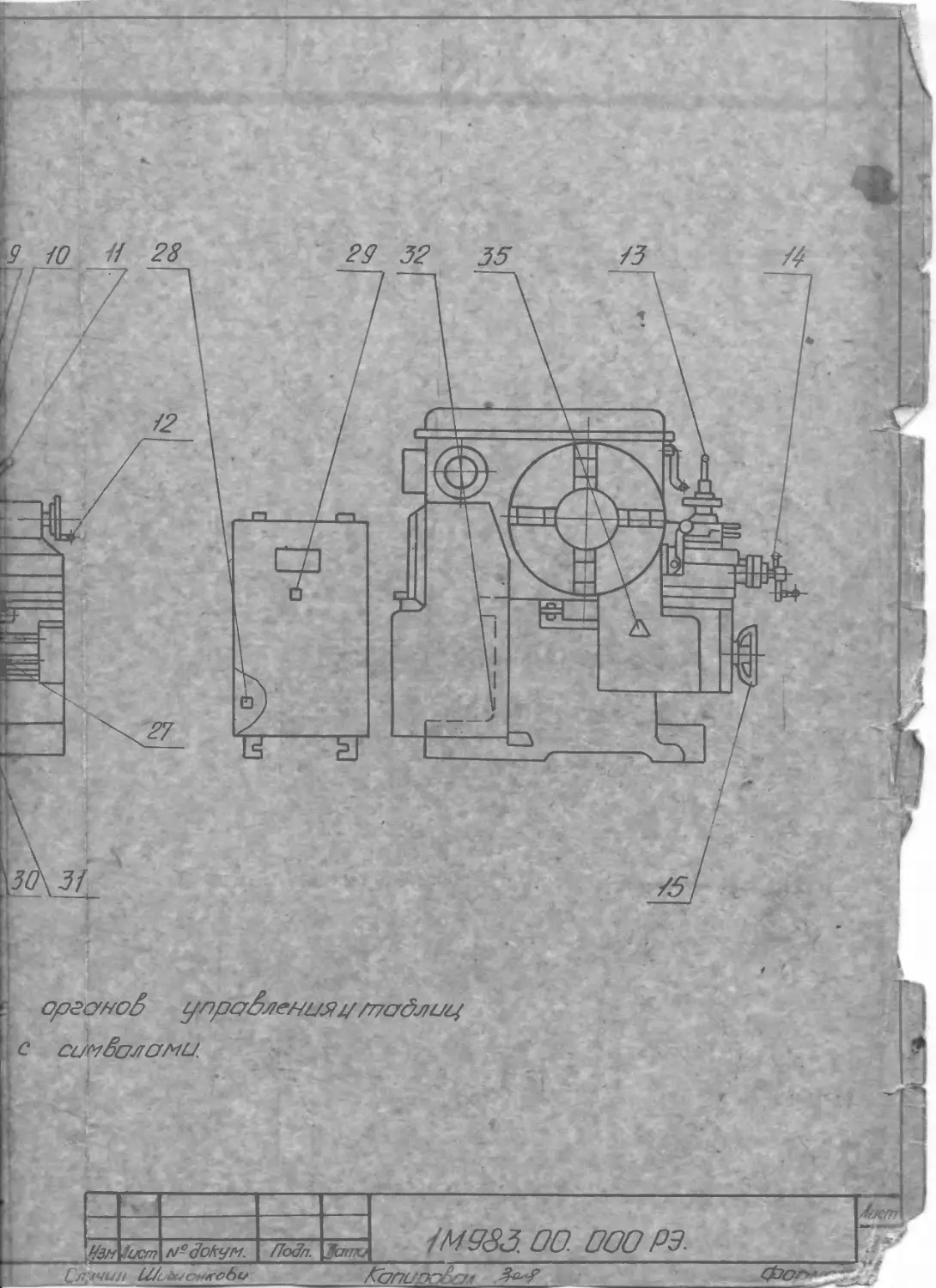
Рис. 57 Ра с пол о Же нас со ст
% ▼ • L
м Только Эля станка ноЭ {Н985<р.{0{
В УСТРОЙСТВО И РАБОТА СТАНКА И
. ЕГО СОСТАВНЫХ ЧАСТЕЙ
6Л Общий Вид с обозначением органов управления
(рис. 6.1)
6.2 перечень органов управления (шобл. 6.1)
Таблица 6. /
лоз.
PueU 43
Органы упраВления и их назноиение__________
Рукоятка Зля Включения механизма зажима левого
и правого па тронет ;_____________
достройка шпинделя на необходимое число оборотов
достройка шпинделя на необходимое число оборотов
Пульт передней бабки.- -.
Амперметр <
Л.2
h.4
Q.b
52
Кнопка Главный привод „ вперед”
Кнопка Главный привод „Назад
Кнопка Шпиндель „Толчок*_________
Кнопка Патрон'„‘Разжим, разжато
Кнопка Шпиндель „Стоп ”__________
Кнопка Патрон „ Зажим, зажато4
Кнопка Шпиндель <• Пуск4_________
Кнопка „ Общий стоп *'___________
Пульт Фартука ____________________
Кнопка Шпиндель , Пуск #_________
Кнопка Шпиндель „Стоп*___________
Рукоятка тормоза_________________
Отвод резцедержки________________
J
ъ
8 \Тран Эля подаии охлаждающей жидкости
9 ручное перемещение резцовых салазок)
10 а включение продольных Поперечных подои и
искоренмга гц^ене щен и?
/Н9Н. 00. 000 РЭ
Продолжение тодл.в.^
о
7Тдз.
//
Органы управления и их назначе ние
Крепление пиноли задней бабки_______
Ручное перемещение пиноли• .,
Тб
Тб
Поборот и крепление резц о бой голобки
Ручное перемещение поперечных салазок_______
Ручное про дем иное перемещ ение корешки с суппортом
_Переключение муерты реберса ходобогр бинта .
_ Зхлюиение маточной гайки_________________ I
Рукоятка настройки на бели чини шага резьбы г/1
отключение бращрния ход о бог о бинта i
_ Рцхрятка настройки на бели чину подачи и шага резьбы
р!коятка Ты Тора типа резьбы, бели ины по да и и
и бклюиения ходобогр бинта напрямую
23
2й
гб
РчкоРтка бы бора бе л и чины подачи и шага резьбы
Рукоятка Настройки на бе личи ну подачи ичгого резьбы
Постройка люнета -поддержки
„£fr&7Z//77d
Таблица f} Расцепить еай/су едшелтон'.
J
Таблица ,/ Охлаждение
>•
ч
»
Таблица » Знак заземления м____________!
Таблица „ Знак напряжения "____________!
Тумблер бключемия насоса охлаждения____
s
г
35
Переключатель подач дистанционного упрабления
Таблица , Знак заземления'__________________
Таблица подач______________£________________
Таблица резьб
Таблица , Знак предупреждающий*
а
911.00. 000 РЭ
\к
£d ООО OOOgfiW
nun£ vgou
idfiyopsN
uianAHtyf
ПМДУОдМЛЭ
г^т
717 ПЭРЭНСШ Г71/77
ZOO ЭННОМ) 1/0000^ / g Dnrf
'fencjif uwy/j Г&дп и 3a/n
эдЛст] Льды. fi^n.
ИШЪОО.ОООРЭ J?3j
~'?apa7'Vj-’
t i
М
.... и, и,
СинЬолы
ч.
к
»л
, • I k
6i Перечень грасрииеских сим Лол о В
указываемых на таблицах или панелях (табл. 6.2)
Таблица 6.2
ТаименоВание
Электропривод
Зажим, зажато
.—...! -
Разжим, разжато
вращательное движение
Шпиндель с кулачко!>ь1н
патроном
1 "' '' --- ------------
Ограничение хода
Электросеть подключена
Охлаждение
Внимание!
Ос/порож но !
’ t.’CT Лс$п‘ лхъ
Mi. 00. ОООРЭ
6.4 Схема кинематическая принципиа-
льная и основные движения ррис. s.nj
9
S ч в. Главный привод
Ст электродвигателя, расположенного с зад -
ней стороны станины, вращение передается
через клиноремённую передачу и пусковую
электро магнитную муфту на проводной вал
передней бабки и далее внутри корпуса через
соответствующие шестерни на шпиндель
Шпиндель может получить /<? скоростей как
пре нога так и обратного вращения Часто-
та вращения шпинделя изменяется переме-
щением зубчатых блоков по шлицевым валам
64.2. Привод подай
Привод, подач обеспечивает через звенья
кинематической цепи связь шпинделя VI с
ходовым винтом 73 с реечной шестерней #0,
с винтом -Юё поперечной подачи.
вчнторезная .кинематическая цепь обес-
печивает получение метрической дюймовой
резьб с нормальным (м/j и увеличенными
(2 1) шагами.
Для получения двух дистанционно переклю-
чаемых подач на валу хх установлены
две электромагнитные фрикционные мурты
^6.4.3. выбор величин частот вращения шпин-
деля и величин подач указан в таблицах
21,83,03.
1М933. 00. 000 РЭ
Г
I
6.4.4. Перечень зубчатых колес и чербякоб
к киненатачеекай^сорерче при беден б
таблице 63.
6.4.5. Перечень коррегиро банных зубчатых
колес б таблице 6.4
М3 83. 00. 000 РЗ
«.« .
ФООГ4..ЛП^
'X-*' v
' .... ..........'
fy3o Ьходит
fob OOOiHdUeHUt
CMpUO. M
Пиело зу5ье&
зубчатых колес
им зи^одоб
иврьуко ъ, хооооых
iuumol и
МоЗууь им
шаг f мм
Ширина оёоЗд ¥fr
Зубчатого голеоа,
диаметр чербяка
мм
Передаточное
отношение
Гитор&Ыуб; i/d?TW* голео Патрон Луда Кходит
GJ г» 04 По Г\^ по съ Jo « Го * Поз. обозначение ен рио. 6. Q
Со ' Г (О", Со, Но <->] Г-“ См О1 ^иало зубьев ьубиамых шее или ibxodof) uepb eoi, x^olbiK iupmcfu гаек
Го £\j> г\^ Го Го СЪ 05 Модуль или шаг, нн
* По По Но По По fb По <04 ГО <04 по Ширина q6q3q ' Ъцдиатого шеоц диаметр иербр- г.а, мм
Переда точное йгп ношение
зпноаэнпдц
гъ
табл. 63
I
> да и
Поз обозначение
см. рие. 6. И
Пиело зубьеб
зубчатых гцлео
или захобоб
иер&$хоб, ходи-
бых бинтов и
_______2а е к
Нодуль или
щог, мн
Ширина обода**
зуоиатого шё-
Caf диаметр
игрека, мм
Передаточное
птиоше ние
о т у к ЦуЗа кодит
Об 61 Oq съ оо Oh^ S <\) Поз. обозначение он. рис. 6 П
ГЧз О) Cbr\S С>1 См й <5 г\> По Ch Oi й Цислр зубы1 Зубчатых колес Ули заходов аербцкоб, хоЗоЬьн НинтоЗ и гаек
См См см Г\з СМ См ^>3 См 04 Модуль или шаг, NH
/4 in 'Мч ч^" 'С? Ширина обода** зубчатого колеса, диаметр иербя- ка, НН
Передаточное отношение
1 f с • • Примечание » • •
£ д vgouj зпн
* Зуб хоррегироЬцнный
*
**/1ля гаек- длина t для ЬинтоЬ и
цгрЬякоЬ наружный - диаметр.
Поз. он.
рис. 6 4
ч
//?
12
23
107
25
43
48
J£
55
1__56
65
^Л6
69
ТО
,«
с
Перечень еоррегиробаыньч голее
' Та5/ши,а 6.Q
А
'оэффициент сме-
щения исходного
КОнгпура
±£45 ____________
±£45
Uucjo
зубьеб
V Медум,
нм
62
26
_2б_____
73
11 '.
18
4_3
26
135
135
42
28
24
-П- - .
3 6
Зй.
42
* f—*=*—
40
40
32
40.
40
/Y^O.^y^odfT ^7с
♦
Ц
£5
275
^25
« .> га. т, <1 । -
1- ........
о
- 0^76
±06 '
zM
z0£
+ 0,498
+0,6
+ 0,53
+ 0.53
z&26
+£233
- 0,411
+£233
z£15
+ < 0966
-0,5
± £25
№83. 00. ОООРЭ
- * -,•
.
6.5. Станина
Станина станса Выполнено с попереинь/ми
реброни п-образного- сеоения,,обеслеаиВающи-
HU большую жесткость с-онетрупции.
Станина имеет дде засаленные направляю-
щие для паретси /одну призматииеспу/о и
одну плос/еую/ и а Се направляющие для зад-
ней бадей (тал же одну празмотииеслую
и одну плоссую)
& ну три станине/ имеются но/слоннь/е люпи
для отВода стружеи и охлаждающей
Жидкости С сторону, противоположную
рабочему месту.
& одной нише станине/ под переднеи доб-
рой установлен электродвигатель глаВного
привода станса
3 друзой нише находятся насос с нас с и
передней бадей, электронасос и резервуар ,
д/р охлаждающей > жидкости.
Сорыто для сбора охлаждающей жидкос -
ти отлито заодно целое со станиной, В
средней части станина/ установлен
рунной эссуентрисобь/у тормоз шпинделя.
Уодобой бинт стоила по пере износа еео
ууост/ро расооложенноео дли ясе х шпинде-
лю , целесообразно переустановить х
шпинделю менее изношеннь/м уиаотпом,
бдб 6ад/сс/ передняя
Вабса передняя установлена на лебои
аости станины ВыВерса шпинделя В
горизонтальной плоскости осуществляет-
ся за сиет разВорота бадей при помо-
щи
—я— ...........
1М$83. 00. ОООРЭ
. /зет
установочных Винтов, находящихся снизу
засдней пасти дадпи. Д Виженио от элептро-
двиеате ля передается спиновымиремня-
ми . сао..' с пусповой злептроиоенитносй
муртай на дадхе, а далее внутри рррлуса
через шестереннь/й механизм шпиРиелю и к
породпе родии ьыпиндель может' полупить
Чёспо.. остей пап пряного man и одра'/пноео
Вращения
изменение частоты Вращения шпинделя
производится за спет перемещения длопоВ
шестерен по шлиуеВь/м Валом при помощи
ВВух рупоятоп, Выведенных на лередннхо
стоил и лоро дли споростей.
Зел а йена о рямого и одратноео Вращении
шпинделя осуществляется с помощь со
оно пел у про Вления расположенных ног
пульте управления. i
Для лоВышения хозрриуиента походно-
го дейстВия tu удодстВа одслуясиВания '
станса ВЬлипй передней дойхи Вращогнотся
6 шарипоВых- . и ролипоВых поди/илнихйх
СтальнЪй пустотелый шпиндель стонти-
роВан на двух пониоесхих ролипоВых
подшилнипах Высопоео пласой рпоинооты,
В порпусе передней дадпи .расположен
механизм зажима латроноВ дтот 'ме-
ханизм приводится & движение отдельным
елептродВиеателем t расположенным нй
ле Визы степсе передней дйдси .
Механизм зажима пооиередно осуществля-
ет зажим одрадатыВаемой труеды В
праВом и леВом патроне /Верепльоиение
механизма зажима на правый и левый
"ЗоЗп. tarn
1М983. 00. ОООРЭ
Л'
<г-
Л"
с
* л
—-"" 11111 1 — - ......... nil'll I I ..I «I-.
патрон осуществляется рукояткой,расположен-
ной на передней стенке дайки.
Для исключения возможности одновремен-
ного включения механизма зажима а
при бода шпинделя бключение механизма
Зажима рукояткой 7fрис. д. 7J сблокироба :
но с пусковой электромагнитной муфтой
злобного природа
67. бобко задняя
бабка задняя жесткой конструкции
закрепляется на напрабляющих хтонины
при помощи дбух планок четырьмя
болтами. Поперечное смещение корпуса
байки относительно мостимо производит*
ся с помощью бинтоб и гайки, уктанрблен-
них б мостике Перемещение пиноли
производится от руки с помещено мах одну-
ко. бедка задняя перемещается ддоль •
направляющих станины но й— шарика бык
подшипниках, установленных б мостйке
6.6 Суппорт, каретка и линейка конусная
Суппорт может перемещаться 6продольном
направлении Смеете с кареткой по напрабляю
щим станины и б поперечном напра бленим
бместе с поперечными салазками по
направляющим на каретке. Продольное и
поперечное перемещения могут лроизбодитея
как механически, так обручную. Механичес-
кие перемещения имеются как рабочие,
так и ускоренные
На поперечных еолазках суппорта ®
/
№983. 00. ОООРЭ
Для. ручного' поперечною^ перемещения
суппорта необходимо поворотом ручки
**: поз. 2 .(рис 6.5) вокрЦе с@оё& оси ила
ножа ту ом кнопки 3 привести в действие
механизм фиксации рукоятки 4 и пово-
ротом данной рукоятки, осуществить
перемещение суппорта в никнут сторону.
Для ручного продольного перемещения
~_суппорта необходимо Выдвинуть маховик
45’/рис. 6. Д вперед до еео фиксации . При
ртом происходит сцепление и/естерён
срс/ртук^. Перемещение суппортд осуществ-
ляете н Поворотом маховики.
На поперечных сапазках суппорта
имеется поборотнря часть, которую молено
повернуть Рокруэ дертисамной оси на любой
угол и закрепить Р требуемом положении
болтами
Резцобые салазки', несущие четырёхгранную
резцодунэ голорку перемещаются вручную
по напрабляющим но поборо/пной части
Для быстрого отбода резца при нарезании
резьб четырехгранная резцовая голорка может
перемещаться по резуобым салазкам с помощью
эксцентрикорого механизма ирукоятей /ррчс.бр.
Напрабляющио поперечных ирезуобых сала-
зок регулируются клиньями перемещаемыми
С помощью динтоб.
Гайка поперечного бинта имеет устройстбо
для Рыборки люрто.
£ корпусу каретки прикреплен кронимпейн
конусной линейки.б пазах, которого
перемещается плита.
На плите под необходимым углом закрепляется
кон ус нор линейкаj пр крлюоуй перемещается _
ползущкайРязанная с_хрс^р/м_ бинтом попереч-
ной^ поддай супоор/рй.
При обточке ила нарезании резьбь/ с
'щспользоРанием конусной линейки салазки
, /пягой сРязыРоют^р с кронщтейном j
. закрепленным на е/ромумС
При брожении каретки салазки бместе с
линейкой остаются на месте ,о ползу tux а
линейки перемещается бместе с кареткой
т Рдоль оси станины1, при этом линейка
будучи подернуто но необходимый угол, пере-
мещает однбРременНо ползусику перпенди-
кулярно оси станины, осуществляя при этом
1М9И. 00. ОООРЭ
*
R
£
поперечное перемещение ползушки паре no си.
6 9. Фарроус
'Фартук закрытого типа со съёмной перед-
ней стенкой ркрыиясои). Движение саппор-
ту передается через срартук от woo догу
Винта или кодового дола благодаря наличию
В срартупе Уб злектромагнитных мусрт,
управление срартуком сосредоточено В одной
рукоятке, причём напРУйВления отключения
рукоятки соВпаЭйютснапраВленйямы
движения подачи.
Дополнительным нажатием кнопки, встроен-
ной & етуже рукоятку, Включает ускорен-
ный ход суппорта.
Благодаря наличию 6 фартуке обгонной
му (рты, Включение ускоренного хода Бозмож- |
но при включенной подаче.
Электрическая Блокировка исключает
Возможность одновременного Включениядыстра-\
го перемещения суппорта и подачи от
ходового Вала при сцепленной гайке
ходоВого Винта.
6'0 Лнэнепд-поОдерж/cQ
Люнет-поддержка устанабли дается на
отдельном ерунда менте, расположенном от
станса на расстоянии, определяемом длиной
обрабатываемых труд.
Люнет служит для поддерживания Усдешиоаю-
щегося конца труды. донец труды опирается
на дВ>а ролика, расположенных под углом 45°
к Вертикальной оси.
......*r
I
fiuaA Xf telpjv. l/а^д. taio
1M933. 00. ОООРЭ
ЯЦММ/П *
Ролики Вращаются уа неподвижной оси
но сферических роликоподшипниках. .
6. // (бородка пода а
(бородка побои обеспечивает настройку
на следующие Виды работ: нарезание3 резьбы,
метрической, дю ймодой, точение.
Шестеренный механизм породой л ода у
состоит из наборного механизма множитель-
ных механизмов, лриВодо ходобого ВинкВЬ
и ходоВого дало и механизма Выбора Вида
работы - нарезание резьбы или точение
Множительный механизм приВода ходово-
го бала снабжен дВумя електромаенитны-
ми'муфтами, управление которыми
осуществляется с лультд на срартусе.
изменение величины подачи при пербклю-
чении электромагнитных муерт рабно j
дЬум. Выбор Вида работ, бели чин подои и
.резьб осуществляется л а .таблицам.
б./д (бэро&кпт-'ре дерса.
Коробка реберса крепится - к корпусу ко-
робки подач; и передает ^последней движение
Огб'биторы. ‘ р
3 коробке реберса имеется сула_чкрбар однозу-
бая мурта, которая даёт Возможность 'лрй '
нарезании рез'ьб отводить каретку б исход-
ное положение без Выключения маточной ,
гайки и. реВерса шпинделя, Кулачкобая .
мурта (находящаяся на Валуисоторый делает
такое же число оборотов какое делает
шпиндель станка Jnpu переключении
(М9М. 00 ОООРЭ т
4 >
гарантирует попадание резца б ните у при
бсех резьбах нарезая мых от городки подай.
Спорости прямого и обратного хода карет-
ки рабны между содой поэтому при нарез-
ке лебых резьб положение рукоятей пере-
ключения прямого и обратного хода карет-
ки будет обратное, те. прямому ходу
при лебой резьбе будет соотбетстбоботь
обратный ход на пробой резьбе
ВНИМАНИЕ! РУКОЯТКУ РЕВЕРСА ХОДО-
ВОГО ВИНТА НЕ переклнжть на ходу при
•.ACTОТЕ ВРАЩЕНИЯ ШПИНДЕЛЯ CBb'LUEJ25
6.13. Охлаззюбдмсге
•а
ъ
Для охлаждения рабочего инструмента 6
станке под передней бабкой устанобпен
Электронасос произбодительностью 2гл/шин,
подающий охлаждающую жидкость из о
резерьуара станины по труба про&обу и-'
Нюбкамуннню нгнп резцу
Стекающая после .охлаждения жидкость
попадает & корыто станины откуда жид-
кость сноба поступает б резербуар.
6.14. Гс тара
Гитара зубчатых колес 6 донном станке
сложит для соединения быходного бала
передней бабки с быходным болом коробки
реберса .Передаточное отношение гита-
ры 1.S
, , чш ри я 3!оДут
.•Ъитя л* сэгчм поаа М. Н
1МфЗ. 00. ОООРЭ
6. 15. Патрон. .
Станок имеет дба зажимных четырехкулачко-
*Вых самоцентрируюЩих механизированных патрона,
"установленных на кон щах шпинделя .
Патронное зубчатое колесо, приводящее
посредством спирального диска в движение кулач-
ки, получает вращение от зубчатого колеса
скользящего вала передней бабки.
В конце зажима труды происходит отключе-
ние электродвигателя зажима. Контроль зажима
осуществляется с помощью реле максимального
тока *»
Помимо концентричного движения относитель-
но оси спирального диска кулачки могут
перемещаться в отдельности 'с помощью винтов
относительно ползушек.
После отключения электродвигателя дополнитель-
ный зажим и центрирование заготовки осущест -
вляется перемещением кулачков с помощью винлоов^
вращаемых вручную, патронным ключом.
ВНИМАНИЕ / в целях предотвращения поломки
механизма зажима патронов категорически запре-
щается повторно включать 'элехтродвигатель Зажи-
ма ДозаЯатие заготовки производить только^
вручную
Задний патрон отличается от переднего
направлением спирали диска и кулачков Наибольший
диаметр зажимаемой детали в патроне 300 мм.
6.16. Принадлежности.
Державка 1Н963 92.159 поставляемая со станком
может быть использована при обработке внутренних
поверхностей . Диаметр устанавливаемой в державку
оправки 30мм, вершина резца должна на ловиться на оси
• оправки. Оправка 1Н963.92.160 предназначена для крепления
в ней инструмента при обработке внутренних поверхностей
и нарезании внутренних резьб.
7\3ом.
л ЧлмЭ
4М 933.00 000 РЭ
49
7 MF КТРООБОРУДО&Ш
Сн. отдельный альбом JH983.00. DD0P31
8. СМАЗКА
Pt
• * 8. / Общие, сведения ‘
Механизмы станка должны быть хорошо смазаны,
при этом рбслужиёающий персонал обязан Помнить,
' что сёреВременная и достаточная смазка механиз-
. । моё обеспечиёаепя надежную работа и убеличиёает
•Л долговечность станка, масло, залиоаемое б резврёц-
! ары станка t должно быть рекомендуемых марок и
отфильтровано от посторонних 'частиц с абсолют-
ным размером более Юмкм. категорически запреща-
* ется золиёатЬ*'масло непосредственно ' из бочек,.
При смазыёании механизмов станка необходимо
пользоваться схемой смазки ( рис. 8.f), ё jкоторой
указаны бее точки смазки и местар наполнения
масла, места ели За отраЪотанного масла, и смсэы-
Вание отдельных точек. . * <,
8' 8. Схема смазки принципиальная ' показана на
рис. 8.2. . ’ ,
В таблицах 8.2 и 8. 3 указан перечень точек
и злементоё системы, а также периодичность
смазки.
8.3. Описание работы.
Снарка станка обеспечивается следующими
системами:
- циркуляционной системой смазки механизмов
зубчатых колес и подшипниковых опор.
i
i 985.00. 000 РЭ
I
I
14
• J
л
XJ
бабси передней
Насосом ; сстерённым 83 из резерву оря
3 через Фильтры /<7 смазка_ подается В
подшипника Вые опоры 'шпинделя и В Ваннер
распределительную 7 а из нее /с другим
смазыВоемым точкам ио. Пр ой др через
смазываемые точки, масло собираете? на
дне, корпуса бабки (резерВуарЗ). Кроме
main смазка деталей производите?
ум^орызги^ан/лем.
' контроль зо подачей смазки и ее уроВнем В
„резервуаре осуществляет#! Визуально с помощью
маслоусазателей е(г] и 2. Залив масла В резерВуор
производите? через отверстие В крышке бад-
ей 9(1), а юли В - через -отВерстие 12(f);-
~ Циркуляционной системой смазки механиз-
ма короб си подай, \
Плфкерный насос 23 приводится В действие
от эксцентрика, закрепленного на ВВодном Валу
коробки реВерса. Масло ВсасыВаемое насосом
цзрезервуара / подается В Ванну распреде-
лительную 24 из которой производите? дожде-
вая смазка подшипников и зубчатые, колес.
Пройдя через смазыВаемые точки 41, масло
собирается на дне корпуса коробки подач
(резерВуар Л контроль 'за подачей масла и его
уроВнет 'В резерВуаре осуществляете?
Визуально с помощью маслоуказателей ь и
2HJ. балиВ масла В резервуар производится
через отВерстие В крышке коробки подач
9(8) , а ели В - через отверстие (2(2).
- циркуляционной системой смазки меха-
низма ряртука.
Плужерныи уасос 20 приВодитс? В дейстВие
е
*с ЖВ'цг
?7
1М983. ОООООР^ . ]й
-1_1 /?/ .
I
t>
-b
>
1
3
§
от эксцентрика; связанного с калом - 1
шестерней ' срартука масло ксасыкаемое на-
сосом ‘‘через срильтр 24(4] из резервуара 47,
подается к распределительную канну (8, из
которой по труде ат с смазываемым точ-
кам 43 механизма срартука, пройдя через
смазыЬаемые точки орартука, масло соби-
рается на дне срартуса (резервуар 47].
Контроль за подачей масла и его уровнем
осуществляется визуально с помощью масло-
усазателей 2(3] и 49.
Зали& масла к резеркуар производится через
отверстие 9(3] а сли& - через отверстие 42/3).
- периодической системой смазки напра -
клеющих продольного перемещения суппорта,
Ьинто&ой пары и задней поджимной планки
каретки от пл нжерного насоса Залик
масла производится через отверстие 48
(см. рис. 8.4]. . ] ,
- периодической системой смазей опор
скольжения кодового Бинта поперечного
суппорта z подшипника скольжения шестер-
ни поперечного перемещения суппорта
Уинта и гайки продольного перемещения
kepx-ней части, с< ппорта, подшипника
ссольэсения хода ^ого кин та продольного пере-
мещения верхней части суппорта направля-
ющих. поперечной ползут к и па до ротной
части суппорта, спиральных диссок патро-
нок t механизма резуедержки t механизма пере-
мещения пинали Смазка осуществляется «
помощью пресс-масленое 46 85,27 заполняе-
мых ручным шприцем (см.рис. 2.4Jазалидом
масла через отверстия 28(1], 28(2).
ГС5
-
дабе
1П983.00000РЭ
______211
нов учат р’4,'
V
фитильной системой смазей пробой опоры
ходового бинта и бала, состоящей из ванноч-
ку Ши ритиля 26.
*' Периода чес. сой системой густой смазки
подшипников шеи ба бабки передней б; подшип-
ников гитары зубчатых колес У механизма
электродвигателя t быстрых ходав /6 подшип-
' ников роликов люнета ОУ, осуществляемой
набивкой вручную смазки универсальной
средне плавкой OC-f гост. p}33 -7J б смазывае-
мые точе а.. .
Налра Ыпяю щие люнета., направляющие
станины под заднюю бабкунаправляющие
конусной линейкиz ходовой винт, ходовой
вал смазываются периодически из маслен-
' 8.9. Указания по монтажу и
Эк спя уатауии системы с мазей
Перед пуском станса необходимо-
- резервуаоы бд/Т?, наполнить фильтрован-
ным маслом индустриальное Ы-Здл через
заливные отбореп ия 9(fJt 9(2jt 9(2)^о верхней
риски м ело указателей 6,6, (9-
-Заполнить анночку 18маслом индустриаль-
ное й-зеш,
- залитс ‘срез заливные отверстия 28(1) и
28(3) число индустриальное и-303 для смазки
Ьинтобои пары 'поперечных салазок и направля-
ющих поперечной палзуш/си,
- заполнить маслом .индустриальное Ц-ЗОЛ
; | места ежедневной смазки -уз, 29,.,38)49;
у । - набить смазку универсальную среднеплаб-
ft! f
-< 4
I
/М9М. 00. 000 РЭ
инв.к°подл. Подп # дата &зам.инЪ.нйинвл°ду6л. Подп.идоггку
кую 5С-1 В смазываемые точки 55, /5
-отсоединить выходной патрубок плунжерного на-
_ coco di коробки реверса и золить масло индустри-
альное 30А. После заполнения насоса мослом Вновь
присоединить Выходной патрубок.
Для смазки станка необходимо применять
только срилыпроВонное масло
Контроль работы плунжерного насоса коробки
реверса, осуществляется при п= 250 мин'!
При работе станка контролировать •
уровень масла по указателям 6} 8, 58
налучие подачи масла по указателям 2(1)... 2(B)
контроль работы плунжерного насоса ср ар ту-
ка осуществляется при быстром перемещении
суппорта.
Резервуар Р5 наполнить фильтраВанным маслом
индустриальное 11- 50ft через заливное отверстие
9(У) до Верхней риски мослоукозотеля 58.
Для обеспечения провальной роботы электромаг-
нитных Мурт срортуко нужно следить за тем}
чтобы в резервуар ср ар тука заливалось масло
индустриальное И - ВОА * или соответствуюииее ему
по вязкости.
в Зимнее время; В случае заметного повышения
вязкости против нормальной} а так же Для умень-
шения перебегов суппорта рекомендуется исполь-
зовать масло с более низкой Вязкостьюf например
моело индустриальное И-20 А.
Применение мосел с повышенной вязкостью Вызы-
вает замедленное расцепление дисков муфт и в
следствие этого перебеги суппорта после отклю-
чения или реверсирования его движения.
Смену масла в резервуарах 1,В 11 производить :
первый раз после 10 дней работы} Второй - после
20 дней) и затем через каждые 50 дней
1П98Ъ.ОО.ООО РЭ
-
a зам. из&юг 4? 18 Wh
лист н°докум. подп. дата
лист
50
ЗсинЛ масла I резервуар 1- 7л, I резервуар
3 -65л, ЬрезерЬуар 17-5 л, f> резервуар чя-о,2л.
Для повышения равномерности и платнос-
ти перемещения карет си, ото особенно
бажно при резьбонарезных работахf
рекомендуется 6 качестве смазси ходового
бинта и направляющих станины приме -
НЯть масло ИНСп - 60 (Ьязсость кинема -
тическая 6 сст не менее 1G.5 при 50°Cv
и Ц6 при ioo°cj. При переходе на другой
сорт масла необходимо очистить смазоч-
ные поверхности от масла инСп-УО.
8.5. Перечень возможных нарушений
Ь работе системы с мазей ртабл.£1)
Таблица 21,
К
•ъ
йозмокное
нарушение
'Отсутствие
потока масла
букоъатбли 2(2]
з
--г- * .'лп; ' 11 " 1 —
вероятная
причина
$ыход и^ строя
насоса. Отсут-
ствие ноала 6
реьербуаре. Засо-
рение фильтра.
Нетод
устранения
Заменить ни.
а ос
Залить мас-
ло. Проныть
фильтр.
I
Примечание
О'тсутОтЬие по-
тока наела 1>
указа те ллх 2 9)
и 2(3]
Поломка пру-
жины плунжер-
ного насоса.
Засорение наело-
проба Вод.
Засорение
(рилотроб.
Ьа пенить
пружину.
Прочие ти7ь
тру Оки.
Промыть
фильтры.
1Н983.00. 000 РЭ
4<3 47
73
2
46
76 *
ема расположения элементоб смазки на станке.
/fcJCT
/7оЗп.
Лата
Нзм\___________________________________
лачил Шишонкобо А&пс/робсм *
^оомал? л Зл
/ист
52
/M9S5. 00 ОООРЭ
Перечень ^оленем mob системы смазки
.Таблица $.2
Поз. обозна- чение Обозначение Наименование Гол- 1о Примечание
г / 9N923 72 Резервуар 9 U-- 2/>
Нас.ю у ко зоте/9 ь дм кон-
трос я намни? и подача сназ
3 . 90923.20 Peiepbyap / V^65/i
9'5 Точку CNO3KU ‘ дн.табл. S.3
1 6;7%М &Н76-63 Наос еуказа те сь 7^0 3
7 90923.20:222 Ванна распредемте^ьна?
8 ;• МН416 - 63 Масло указатель 1-30
да эд f; Заливное отверстие 3
70 ГО 9- 92 Фильтр пластинчатой 0,72 /
// 99983.20.239 Фильтр сетчатый
ваУ-д Слитное от /кротче ij
/3,/5 Точки сназки Внтабл В.З
т /4 Ванна для фитилей
.и /7 99/923.60 Резервуар У*5л
ч и ванна paonpeJejpjmTJibHap 9
1 '. 1 20 Насос плунжерный 7
;>[ <?/(// 7/763.06.295 фильтр сетчатый /
U i <?2 6Г99- 99 Насос шестеренный 9 й-бя/мон^5%
| 23 V Насос . плунжерный 9
’«• I ъ. 1 20 бонна распределительна? 9
t • !«•-«• 26 Точки CMQ3KU с наиб л. g.3
-:| $25.27 ГОС!19853-1U Масленка 3.^.2Л6Хр 93
км J i Точки смазки См. га б л. В.З
t - 1 -29 Точки оназпЗ См . та 5л. 53
• •— |А»Й» Ь; $0.39, Щ Точки смазки См.габл. 03
И 90 9N923.69 Точки смазки См. табл. 8 3
ч 95 . ... M.j-tC Реьербуор У«4<?л
91 1. 1 Насос плунжерный
1S»’I 98 1Н92350217 /Часло указатель J
“i
• . >, t .• 7л£Л 4 9М933. С1. ОООРЭ / .7Г-г 59~
1
$С*/год
57
Тоже
дериодииема?
ежеднеВна
Перечень тон er смазки
Л i
-
Поз.
ОбОЫа
иение
ЗУ
35
Расход
смазоим-
гонотериоА
mrfrt?
см\
Периодич-
ность
смазки
Один раз $мд
СмазыВаемая
тонка
Таблица В.З
Подшипники гиторы зубчатых кол го
Один роз Iгод
дёриодииёркоя
ежедневно
Тп же
Один роз 3 tod
ТО^ке
Тоже
Тоже
Тоже
тоже
Тоже
Тоже
Шкид передней бабки
Сайка механизма перемещения пиноли
под шип ник скольжения__________.
Задняя опора ходоВого Винта ТГ"
Вала
Подшипники и ь одна ты е колеса
дВига те ля диотрык хддо В________
Винги и гайка поперечных салазок
Рапра1ляюш,ие продольного п ере не-
(ценир верхней части суппорто\
Спиральный диск патрона
Споры скольжение кодового Ьинта
поперечного\ суппорта_____________
Пой шип но к скольжения шестерни
поперечного перемещение суппорта
!3уда
Входит
Гитара
Оабка перед'
няя
Оодка зад-
..Ш.______
Станина
Фартук
Смазанный
материал
енозко ончберсальипН
Наело индрагприальнод
ЦЗОА ГСС100109-75 !
Суппорт
Суппорт
Патрон
Суппорт
Суппорт
------У----------j
‘ Рмазко имиВероальная
среднерлоВкал УМрХЮЗУф
наело индустриальное
^ЗОА №20149-75Д
£
/л
Винт и гайка продольного ~п‘ёремеtye-
Ния Верхней на о тис напор mg .Суппорт
Подшипник скольжения кодового Винта
уммин перемещения Верхней иости сцппорта
Сопра дляу)щие поперечной пол, ушку
Суппорт
Суппорт
ПоЗоротна я пооть суппорта Суппорт
*|||||UI« ^MI —ЧЦ>«1’»М- - - —------— jtjr--'-I Т 1 1» I " 1 1-1_Г___Ц __
-/
//-
-//-
Z1L
/д-
JJ
I
t
£ ПОРЯДОК УСТАНОВКИ
/ Осз£р///'0е/7// и р/р/>6/ /£бдо 0/р 0/> оз/с-
/00/777/ /7/0/7 -/7/7/77/7/>о£/Р.
6/>7/з6Р-У/.7МЗ 0о£о/>Л/£р////0 t/77/Z/О£//'#/><?/)
С/7702/00 //777/7//7б£иГ0/л/ //////77/7//7/Р///770 U,
fap/MVT/fi ^/>/0O2PP//02/e/77CJ7 77/>P>C/3£(70£//7?6 £
ез/т/'/гхс/р.' /р73//,£а£707г/з///>//770:
/ 0.0/7/776 /73C7///Z/, Р/С7/7С0С/Р 6 р//)Л'/77/>/>Л7/-
//77/77 £ /'/7/773/7/ 0'3 //<0 //О//////# /0/00/7 }
<?. 0/73076 0j'/////<7 /7/0/77<2//С/СЖ'/7/<? £/г/}/0С/
0/0/77/7 .////<//0Р//О 30///777/
3 а//3’/77б 60/73//0// //£//77 //оо/об/х/л/го
J7/Z/0PC7
4 &///Т7 6 £///7£/7/3 0 /77/7/7 /0 66/3 0/0/776/;
£.0/7>бЗ/>/776 02000 /7/73/0'3////^ О/Г7ОР0/7
А" £/7/66/7// 00/07 АО/УОЗ 3/00///
££ /^0/770/ ///7/6/70/
£/6-б0С/ГХ}/Х70АТ9'/70/770/ /)/>///77//3//0/707/7 077/0£>0601-
¥
м
*
/7//б£ OyTO//COO/>/nO;l>o£t<X/ /О/ОО/оД///////-
eo> , /w&wM/w /0о///р/г//б//>/ oo/uo//?-
/з/' р/оА/о/пб з<?/7 0/2007/73/////> // //6б£//о7б/з
(££>0/7 З&З ЗС7А/>3/7,76>//0/ о&
/0/70-Р- /?/>&&>' V /70/007/00////// (р^С. 9.7, 9.Q.)
£?£> 7о// /77р/7//о/7рр//7//оо£/б 2/3/7б>6'.р/7'7/7/7 -
0/7 /7Р0070О£// U07 '3£о//////7/770 000/00 -б///0/0'-
////, '// £б'£ао /а///?/??# 6, 0>о>3£//о/73 6/л:
£ за 6 ////Р/Р0/7?/ 0/77 £w /<з/с? £0£30-3//7/0W0
транспортировке Лри транспартироб^ у&/?&6
следует между /с&натапи и острыми углами
деталей подгладывать деревянные друсси
9.22. Транспортировка станка /рис. 93J
При погрузке и Sbiepyone ящика со ст ан к опт
нельзя сильно наклонять ящик 2 стороныf
допускать удаоы дном или боками, сильных
сотрясений ирыЗкоб при опускании или
подъеме.
При транспортировке станка необходимо
следить за тем, чтобы канатами небыли
по урождены йыступанэщие части станка
и обработанные лоберхности для чего
6 соотбетстбутщих местах подклады-
вать деревянные бруски размером 80»тО0г300н
-* J • • "
г * Ur 2 /
Ёо избежании лобреждения канатами
заднего кожуха при транспортировке '
станка между задней стенкой коробки
скоростей и канатом необходимо
лодклодыбать деревянные- брус размером
220 к 220 к 500мм.
Диаметр стольных штанг из трубы для
подъема станка должен быть с/ не менее
95мм c/t не более 7/мм. материал штанг:
Сталь /О ГОСТ /050- 7у или Cm2. Ст 3
ГОСТ 320- 7/.
Длина штанг не менее L=/6 Од мм
уоличестбо - 2 штуки; Р - 2600кг
Вылет штанг до точки захват а
не долее. С -250мм
Диаметр стального каната не .
менее дк~ /9,6мм-ГОСТ30^2-29
и. ..... ... , у —
/М9М. ОО.ОООРЭ,
Составил Проверил kVi. отделен. Технолог iJrjjlnojjaiso^L
fa/ь. Mbit}
рлектрошкадза
I
Maaca/50tr
• r
<•
£ •
?>
Puo.9J
Диаметр стальной штанги иъ трубы блр
подъема элелтрош касра d. не менее 22нм,сГ~ не
более Юнн. Материал штанги: сталь 70 шСУ059-79
или сталь Ст i ГОСТзео - 7/
Длина штанги Lt ре более 750мнf Р= бО кг
Вылет штанг до точки ъакбата £ не более
20 мм.Диаметр стального каната не менее
ГОСТ 2 CSS - 69. Длина Ьетби строп Т^иб-б не
менее 2200мн, Всего строп 2, Угол между Вет-
Ьями каната должен быть менее 90°
I
1M983. 00. ОООРЭ
<n' ' ' 7- -».*<
I хема страпобки люнета
Рис 9.2
Диаметр стального каната не немее Ок* 6,9мп
ГОСТ 2688 - 69
Длина строп А и Б не менее И^Омн.
Бее го строп 2
Угол между бетбяни каната должен
быть менее 90*
!F, ?? Tfod'i
/л/ж 00. ОООРЭ
во
{Стропальщик! Строго соблюдай скену отролодки и инструкцию
I по теклик^ безопасности
' Длина соната L строп'.Г?6600мм
Д :ЗУТ0ММ ,>
Цсего строп-5
Угол У. между бет&ямы каната
''. должен быть о менее до0
93. Способы удаления антикор-
роз и иных покрыт и й 4;
Ле zed установкой станка необходимо
тщательно очистить от антикоррозийных
покрытий обработанные поверхности/f
направляющие станины суппорта,хобо-
Зой бинт , ходоЬой бар резуедержку зеркало
cpapnvjfzat сменные сиестерни. Следует обрати-
те с обое Внимание на снятие антикоррозийно-
ео по рытис 3 регулировочных клиньях
попер мных и резцоВых салазок, планок корот-
ки^ а также с опорных поверхностей зад-
ней бабки . т.п. неуоаленное покрытие В этих
нес тех. снижает тайность станка.
Антикоррозийное покрытие t нанесенное на
обработанные поверхности станса снимается,
луте 1 протирания лоЬер^р^й Детоичью и
пену ми смоченными ь -керосине, а также
дерз'-най лопаткой. Передвигать суппорт,
пи но. о задней бобки ц Включать станок до
очистки поверхностей от антикоррозийного
покрытия категорически запрещается.
Cam горичесси запрещается употреблять для
очиерпки станка мотрллические предметы
или наждачную бумагу, Воизбежание корро-
зии Все очищенные поверхности покрыть
трнким слоем масла У-30Л ГОСТ 60799 - 75. •
’ 1*. ‘
о
Г—- - £ II — ..... III. I — ' т , LI- . .
~л- >-г : йу 1И9М. ОО.ОООРЭ - Ьт1
.1 * - • I ________________________________ I6g !
- - Т ' г any Ду
9. Ч. Установка, монтаж
- ’
Точность работы станка 6 значительной
мере зависит от правильной его установки.
Станок ус та на в ли дается на Бетонный
фундамент и укрепляется фундаментными
болтами, (рие. 9 ф. Глубина заложения фундамен-
та устонавлиёается В зависимости от грунта,
фундаментные болты к станку не прилагаются
При установке на фундамент станок Выверяется в обе-
их плоскостях при помощи уровней. Уровни располагать на
мостике, устанавливаемом на направляющих каретки. Откло-
нение не должно превышать 0,02 мм на длине 1000 мм
в Вертикальной и горизонтальной плоскостях, fрис. 99}
Выставку голодной части производить по
оправке, зажатой В патроне с точностью 0,0/6 Мм
на длине 300 мм по Боковой поверхности и с точ-
ностью 0,03 мм на длине 300мм по верхней
поверхности оправки.
Метод Выставки аналогичен а метадон про-
верки 8 норм точности станка. ’
После выверки станка фундаментные болты
заливаются цементным раствором. Когда раствор
Затвердеет, следует затянуть гайки фундамент-
ных болтов, проверяя положение станка по уровню.
Затяжка болтов должна производиться равномер-
но и плоёно. Затем подливают цементный раст-
вор под корыто Вокруг станка и производят
отделку цоколей.
Примечание / фундаментные болты изготавливают-
ся заказчиком согласно рис. У. 5 ц 9.6.
После установки станка необходимо откре -
пить заднюю бабку и каретку, которые были
закреплены в целях предохранения от перемещений
при транспортировании.
/ turnff^r м ‘/M98i.OO.QOOPd 63
сЬосМпт АЧ
6 Шайба 230.05.О5ГОСМ37?-7$ 73
5 Гайко ® М305Н505ГОСТ5927-70 /5 **
tf Шайба 272.05.05ГОСТ77377-7& ❖
б Гайка е ГОСТ 5927-77 И
2 Стержень «• /3. ' Л,
Стержень I- - ... б
Поз. Наименование Обозначение ^ол. Примечание
MfdMrr \Р°докун\Подп\Дато
At/onj
#1983.00. 000 РЭ
Стержень для сечения 6-Б Рис 9.5
Длина раздернутой части 910 мн
. pnu, i^lrpcrjSSOzli
PS Ч5-Т ГОСТ 1050-74
Стержень для сечения В-В Рио.96
’О'М)
25
ею
у а
16'45*
ыб
300
• /ЖЗ. 00. ОООРЭ
Длина раздернутой части 355мн
КпиР &±[М1ЛИГЮ
45-fi ГОСТ 1051-7~
Рис. 9.7.
Закрепление задней бабки
перед транспортировкой-
/fow* 1ПгЭЛ ferd
1М985 ОО.ОООРЭ
*
- . .... 4, -4» ' ..
Каретка
Станина
Рис. 9 8.'
Закрепление каретки перед транспортировкой
<5
I
о
3
итж’жтя
reieiiiCT’ltWffll?®
/М9&5 00 ООО РЭ
Мостик дли установки уровней
4
Рис- 39
Сталь & ГОСТ 1050-74
“
f О WW&
: и । । । I л л. I ’ < . р < г л
Е5И 1М983.00.000:РЭ-. 05,й
, _____ - , J, • I
^оомпт Ди
Ь2С/,
\/ Кг
Jf
h
I
Q.5. Требования t относящиеся к подготовке
—и первоначальному пуску станса
Перед пуском станса I работу необходимо:
1] ознакомиться с назначением органов
управления на станке;
г] подвергнуть наружному осмотру электра-
ооорцдование станса , у де биться в отсутствии
повреждений изоляции и коротких замыканий)
3 заземлить станок подключением с общей
цеховой системе заземления р
Я) подключить станок. t электросетиt продери о
соответствие напряжения сети и электро -
оборудования стансаj
3) проверить (ручную работу всех механиз-
мов станка-, • •
в' проверить работу электродвигателя насоса
охлаждения, предварилпельно^залив. охлаждающую
жидкость (резервуар станции охлаждения ;
1J проверить работу системы смазки
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА в
МАСЛОУКАЗАТЕЛЯХ РАБОТА НЕДОПУСТИМА.
Заключить станок на минимальную частоту
ьренцения шпинделя;
9) проверить на холостом ходу работу меха-
“низ нов главного движения и подач;
> wj Обкатать станок в течении, часа
постепенно увеличивая частоту вращения
шпинделя,
ВНИМАНИЕ! НЕ ДОПУСКАЕТСЯ ПЕРЕКЛЮЧЕНИЕ
РУКОЯТОК НА ХОДУ, ТК. ЭТО МОЖЕТ ПРИВЕСТИ
К ПОЛОМКЕ ЗУБЬЕВ ШЕСТЕРЕН. V
&
^W3. 00^ ОООРЭ
О^ОАМ/П .
If) заменить масло I резервуарах
i3j убедившись В нормальной работе бсех
механизмов стан ха, ‘можно приступить к
настройке станка для раооты.
Q.6. Выполнить требования, относящееся к
подготовке и первоначальному пуску станка
которые изложены h разделах руководства
л Электрооборудование • , Смазка •
10 ПОРДДОИ РАБОТЫ
г *
/<?./. Управление станком и настройка
его механизмов должны производиться В
соответствии с данные руководством по
эксплуатации, надписями, расположенны-
ми на механизмах
.<Д
/ЯД Нострой tea необходимой частоты
Вращения шпинделя указана В таблице
2.1. ина рисунке 2.1
103. Настрой па Величин подач осусцестВля-
еркя рукоятками 19,20,21,22 и переключа-
телем ~31 по рису ню у е./.и /па длицам 2.2. и 23.
Рукоя т с а 12 устанавливается В положе-
, ни и „ Точение', (рис. б. у
Рукояткой 20 Выбирается один из дьуа. .
рядов имеющих ся подач (положения Си Ду .
Рукояткой 21, имеющей четыре положения
к, VI, VH, Vm и рукоятками 1у и23 илчеюиуи-
juu соответственно дба положения (л и
£,Р Выбирается искомая Величина подачи,
которая переключателем 3/, имеющим поло-
жения Дид может быть увеличена или
уменьшена В дАо раза без останоВа стан-
са под нагрузкой.
ЮУ до..истечении некоторого Времени работы
станка может потребоваться регулирование
механизмов с целью обеспечения нормальных
зазораё а компенсации износа Ниже даются
указания по регулированию отдельных меха-
низмов
7
1М983. 00. 000 РЗ
МТ» 4
— I. nr
I ! ' '.' — Г»-Г-—
.
40.5 Регулирование подшипников шпинделя (рис. Юд)
Регулирование, подшипников производится в сборе
шпиндельного узла с корпусом .передней бабки в следую-
щей последовательности
Затягивается до отказа гайка' передней шпиндель-
ной опоры радиусным ключом с плечом в - 45Омм.
Регулируются Подшипники посредством гайки 1 зад-
ней опары до значения отжима 'шпинделя OtOQ5 мм, в Sep-
' тикал ь ной плоскости у передней опоры относительно
корпуса передней бабки от нагрузки 800кгс, приложенной
к шейке шпинделя ф 850 мм и действующей в направле-
нии снизу вверх в плоскости измерения отжима. При этом
вращение шпинделя от руки должно быть легким, без за-
еданий.
^ZZZZZZZZZZZZZZL
<•
гГ*
Puc. /0. j
Примечание. В случае, если при регулировке подшип-
ники передней и задней опор* будут перетянуты (шпин-
дель туг0\ проворачивается от руки) гайкой д задней
опоры распускаются подшипники и их регулировка повто-
ряется с одновременной проверкой отжима шпинделя у
передней опоры до значения 0,005 мм от усилия 800кгс
*/ мя 4М985- оо. ООО РЭ
__/ . ' ' -7>-' I ' "‘.у - - - ' .
59
10.6 Регулирование пусковой муфты (рис. 10.2)
Для правильной эксплуатации муфты-необходимо
Выдерживать зазор между якорем (1) и катушкой 2,
равный 0,3.. 10,4 мм в окатом состоянии. По мере
износа диску* (б) зазор уменьшается. Для регулировки
зазора необходимо ослабить 3 винта (7) утопить фик-
сатор (з) и\ро8ернутЬ' гайку (н) на путное число деле-
ний (В гайке имеется 10'отв. 4>&, шаг резьбы 2мм, а
В шкиве [5) находятся два фикса тора(з), сдвинутые на
угол 1&° При повороте гайки (у) до Входа фиксатора
(Ъ) В отверстие (13°) шкив (5) подвигается на О, 1мм.
Величину < зазора можно измерить Вводя щуп в
один из пазов на правом торце шкива. После регули-^
роВки Винты (7) равномерно затянуть. t •
1м 985.00. 000
Перед регулированием -пусковой муфты необхо-
димо:
/ Снять ремни со шкиВоВ,
2а Поставить Временное ограждение шкиВа
электродвигателя.
• ь с в"
10.7 УстаноВка шпинделя передней дадки.
/ ппп JO
При транспортировке или Л процессе работы
может нарушиться параллельность шпинделя
относительно направляющих станины. В таком слу-
чае ослабляют Все Винты, соединяющие кородку
скоростей со станиной. Ось иияинделя Выставляется
с помощью ВинтоВ 1, ВВинченных в колодку 2г рас-
положенную под коробкой скоростей с левого кон-
ус/ и жестко связанную с последней. -
w fM98i.00.000РЭ
ЧОа
bi
. 4
Ю-8. Установка оси пинали задней ба беи
V щ ..^ри* 10-4/.
v Поперейнре. смещение задней бадей произво-
дится при-нас трои се на точение 'конуерр,
с по-мощью НингпоР, 1 осла блрр один из них
и подтягивая другой При исто над се задней
бадей соосна с осью шпинделя передней даб си
1 совместить рис си, нанесенные на шла тисах
„ корпуса бабки и настиса.
Ось пинали находится Ььише оси шпинделя ~
t^epea греиЗ^г&дигттер—^-гкгеретот -eaemo^HutH-
-нормальноео—положения шпинделям Положе-’
ние линии отсчета ст. проверку 3 & сбидетельст-
&е о прием се.
с?!
4
nptiii Чп993.00.0Q0. РЭ.
о
W9. Регулирование опорных подпружинен-
ных подшипника!» задней бабки (puc10.5.j.
ц & процессе работы или после ремонта может
потребоваться регулировка степени сжатия
ццлинбрбч'бспих пружин 2,3 опорных под'пру -
жиненных под'шипнипаЬ Ц Ъмрнтиробанных о.
мостик задней бабки с целью, обеспечения
легкости передвижения задней бабки Ьдолъ.
станины
Для этого необходимо; &
' ослабить Ьинты крепления бабки; быьернуть
* передний Ьинт /(см.рис/0.5), осторожно сдбинуть
( Заднюю бабку по мостику так, чтобы был
свободен доступ до регулировочных бинтоб
1 поворачивая соторые^обеспечибают легкость
передвижения бабки по станине при мини-
мальных зазорах между направляющими мос-
тика и станины . Это операция производится
поочередно для передних и задних павшипни-
/
....
^ПЖ-r.TW
тззооооорз.
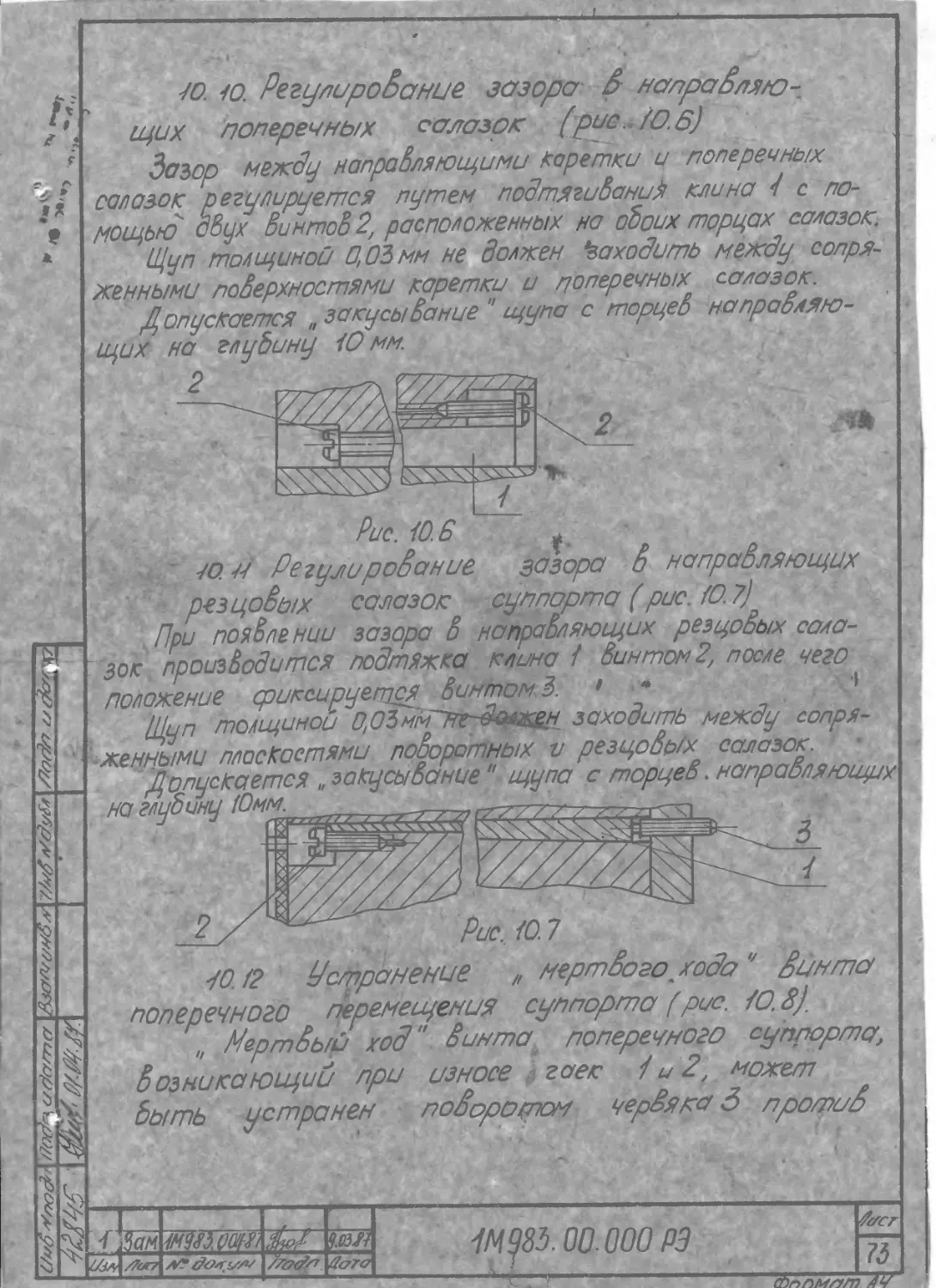
щих поперечных салазок ('PUCi Ю6)
Зазор между направляющими Харе тки и поперечных
салазок: регулируется путем подтягиБаниЯ клина / с по-
мощью обух БинтоБ 2, расположенных на обоих торцах салазок.
Щуп толщиной 0,03 мм не должен Заходить между сопря-
женными поверхностями каретки и поперечных салазок.
Допускается „ закусывание " щупа с торцеБ направляю-
щих на гл удину Ю мм.
Рис. 10. Б
юн Регулирование зазора д направляющих
резцо&ых салазок суппорта (рис. 10. 7)
При появлении зазора Б на продляющих резцоёых сала-
зок производится подтяжка клина / Бинтом 2, после чего
положение сриксируется Бинтом 3. 1 *
Щ 7 толщиной О'ОЪммПсеюк'Жен заходить между сопря-
женными плоскостями поБоратных и резус дых салазок.
Допускается и заКусыБание" щупа с торцеБ. направляющих
на глубину 10мм.
Рис. Ю. 7
Устранение „ нертёого^оУа" Линта
поперечного перемещения суппорта (рис. /0.8).
Уертёыи код" 8инта поперечного суппорта,
Возникающий при износе гаек 1 и 2, может
Выть устранен поворотом черёяка 3 протий
у Ж 4 , •* ' 4
( *
00. 000 РЭ
" иГ .. --------------
frcr
'гЬьпмлт XU
часоВой стрелки? для чего необходимо предва-
рительна отвернуть стопорный Винт #
Регулировку произВодить, когда люфт
рукоятки преВыииает 5 делений по лимбц^
лимбу
Рис. /0.8
/О. /3 Регулирование зазора 8 нап Верхней и
нижней полоВин гайки ходового о 19)
При ослаблений производится подтягиВанце планки /
тремя Винтами2 с фиксацией последних контргайками3.
Щуп толщиной 0,03 мм не должен заходить между
плоскостями маточной гайки и корпуса.
л
г
Рис. ю. д
7 ран 9м
1М 985.00.000 Р$
/focr
19
f
г
ю. Регулирование радиального зазора
между ходовым . 8ин том и маточной
гайкой рус. 10. to).
величина радиального зазора между ходо-
вым Винтом 4 и Вкладышами маточной
гайки 2 регулируется * путем ввинчивания
или Вывинчйоания Винта 3, расположенного под
фартуком. ‘ В отрегулированном положении в ин m3
фиксируется гайкой Р.
Допускаемый люрт между маточной гайкой и
ходовым бинтом 0,6 мм.
he. 10.10
10. 15. Устранение Хлюсрта в направляющих
Конусной линейку [рис. fo 11)
Выборка люфта ползуна ! и линейки 2 осущест-
вится при помощи клина 3 и Винта Ч.
' Устранение люфта В направляющих типа „ ласточ-
кин хвости осуществляется ' при помощи клина 5 и
Винта 6.
Щуп толщиной 0,03мм не должен заходить между
сопряженными плоскостями движущихся деталей, а
также клиньев, линейки и кронштейнов.
Допускается „закусывание" щупа с торцев направляю-
щих на глубину Ю мм.
1 Зам W
W985.00, 000 РЭ
75
л
10. 16 Расположение штуцеров электро-
магнитных мусрт и регулировка (рисшг/
Щеткодержатель 1- питающий злестромаг-
. нитную муерту продольного перемещение
7} ' каретки enpaba' налебр. щеткодержатель-
< ' - 2 • питающий электромагнитную муср-
.77 ' продольного перемещения каретки
~ . слеЬа направо. Щеткодержатель 3-питан)-
'у । щий электромагнитную нуерту переме-
щения поперечных салазок и ^ерхуего суп-
- \ , j~| ^^зоо.ооорд. г
порто ат рабочего на изделие Щетка держа-
тель V- питающий электромагнитную муср-
ту перемещения поперечных салазок и
Верхнего суппорта от изделия на рабочего.
3 случае отказа В работе электро магнит-
ных муерт срартука необходимо Выключить
станок' ВыВернуть щеткодержатель той
му<рты которая неиспра Вна.
ВыВернутые щеткодержатели проверить
на платность перемещения} щетка & дер-
жателе, проверить прилегание щетки гр
контактному кольцу.
ж
10. /7 Регулирование пода а и масла Энаг
ОсобоЬой Винт (рис. чо. 13J
Вращение Винта 1 па часоВой стрелк е
уменьшает подрчц масла а против часр-
Вой стрелки у Величи кает подачу мае га,.
Ори Выключенном ходоВом Винте Винт 3
за Вернуть до отказа.
Рис. 10.13
1,4 дунгп Л? сснцм \^рга
1М983 00 000. РЭ
ЮЛ Регулирование и эксплуатация ремней
привода главного движения (рис./о./8)
Перед установкой ремней канадки шки-
tot должны, быть риищены от консервации.
Ремни устанаб'либаштся на шкибы бруиную
t ненапряженном состоянии без каких-либо
. инструментов
Натяжение ремРей при эксплуатации необ-
ходимо периодаиёски контролировать и регули-
ровать, особенно б пердые йб иасоб работы,
д соотдетстдии с ГОСТ ЩЦ.б- £0 натяжение
.ремней контролируют по прогибу детби / под
•;! Воздействием определенной силы Q
%
J
f.
I
r
<
Рис,- /22 /4
BSD мн - межцентровое расстояние;
1DH
TO... Т2.мм
При выходе из строя одною ремня рекомен-
дуется снимать Весь комплект. использование
нсьих ремней с ремнями, бывшими Ь употреблении,
недопустимо.
Ренни, бывшие В употреблении, подбираются
отдельными комплектами. . .
, £ coombemcmbuu с ГОСТ 72SU. б - SO наиболь-
шая разность между длинами ремней
одного комплекта 7 мм.
£
№966 00 000 РЭ * *-
oi
^ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ-И
МЕТОДЫ ИХ УСТРАНЕНИЯ
/// В станке могут Быть различного
рода неисправности. Мнргие из них Бозни -
кают из-за несоблюдения указаний по \
техническому обслужи банан}, эксплуата- *'
рии и ремонту. * . - /
В любом случае прежде, чем лристща
пить к устранению неисправности, меобхо-
дим о ознакомиться с соотбетст бующи-
- ми разделами: „ Устройство ^работа изде-
’ кия и его соста&ных частей ' и 9 Порядок
раБоты.' * *
Указания о мерах устранения
возможных нарушений нормальной рабо-
ты електрооБорудобания f смазки Б9мьа
I соот Бетот Вую Ш их част як рукободстБа.
& При индемпшчносггш харрк тер л. £оз мини/ей
неислрй£ноы71и. е описанной £ пункте. ^£3
нунсно £ас/1О/и>5О&2тьея ореблагаемымы
методами устранена#
V
// £ Перечень осноВных Возможных неисправностей
Характер
j неисправности
Станок не
запускается.
Причины ВозникноВения Методы устранения
Срабатывает Ьлокиро- пагпрони
Вечное устройство
Падение или отсутствие
напряжения питающей
сети
wn мехсшма зажима
потроноо установить о
нейтральное положение
Проверить наличие и
Величину напряжений
В сети
Крутящий момент
шпинделя меньше
указанного в ру-
КоВодстВе
Станок
Вибрирует
Станок не обес-
печивает точ-
ность обработки
Недостаточное натя-
жение ремней__________
НеотрегулироВан зазор
фрикционной муфты
НепраВильная устаноВка
станка на фундаменте
по уроВню
Износ направляющих
суппорта _____________.
НёпраВильно ёыЬронь/
режимы резания, непра-
вильно заточен резец .
Поперечное смещение
задней бабки при обра-
ботке В центрах
Деталь, закрепленная
8 патроне, имеет боль-
шой Вылет_____________
Нежесткое Крепление
резцедержателя________
Нежесткие Крепление
патрона на шпинделе
УВеличить натяже-
ние ремней________
ОтрегулироВатЬ
зазор____________
ВыВерить станок
Подтянуть прижим-
ные планки и Клинья.
Изменить скорость
резания, подачу,
заточку резца
Отрегулировать поло-
жение Задней бабки
Деталь поджать
центром
Подтянуть рукоятку
резцедержателя
Подтянуть крепеж-
ные Винты патрона
4
/Л/Ш ОО.ОООРЭ
J 1
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ
СТАНКА ПРИ PEIHOHTK
121 В случае разборки станка необ-
ходимо иметь б биду следующее;
/У прежде чем приступить к разбор-
ке станкЪ, обязательно отключить
ее О от электросети - ббодным ьы ключа -
теле н _
2] Ври разборке станка наолежит
рцкоьодстбобаться сборочными чертежа-
ми. при лакаемыми к на сто я те ну руко-
водству. е
3) ремонт должен ооущесть лятьоя
6 соотбетстбии с , Единой системой
планобо- предупредительного ремонта и
эксплуатаци и технологическоео оборудо-
вания машиностроительных предприя-
тий."
Техническая документация по ремон-
ту оформляется забодан - потреоите-
лом осоотбетст би и с „ Единой систе-
мой - ППР ''
I
iX, «
•z
V 1
fM933 00 ОООРЭ
46'
в .4)
1. Станина
1H9S3. и. ого
____2
счго гост
1412-35
Наименование
и обозначение Материал
детали
обработка
НЫ70....2Ш
. ii.i i ij » ———*——। В — 1 » *' 1 1 -•-’U 1 —“' " - '
12.2. Данные о наиболее, отбетстбенных деталях
станка.
Таблица 12 1
Финишная операция,
чистота и /точность
Допуск прямолинейности
продольных образующих
поверхностей направляющих
Каретки S вертикальной и
горизонтальной плоскостях
0Д15мм на 1000мм и 0,02
но Весу Орине,
Допуск параллельности
продольных образующих
поверхностей напраьляющил
Каретки 0,015 мм на 1000мм
и 0,02 на Всей длине.
Допуск параллельности
поверхностей напроВляющих
задней бабки относительно
продольных образующих
поверхностей направляющих
каретки 0,015мм на 1000мм
и 0,02 на Всей длине.
Допуск параллельности
поВерхности мод устаноВкц
корпуса передней бабки
относительно продольных,
образующих поверхностей
направляющих Каретки0,02.
Допуск параллельности
поВерхностеи под прижимные
планки Каретки относительно
продольных образующих по-
верхностей направляющих
Каретки 0,02, "
JM9S5 00 000 РЗ
fact
SOa
$
Продолжение mad а 12.1
2. Корпус
1Н983.20. 065
3. Шпиндель
1И983.20. ISO
хоаооои
1Н983. 11 170
H&170..2W
счго гост
1412-85
Труба W...52hrc3
М2х60ГЫТ8732-7Х
МОХГОСГ8Ъ1~Я
Стань ЧОХУ A
ГОСТ4543-71
. Wj.w. Щ tou
,'ЛоЬ
4
Допуск профиля продоль-
ного сечения поверхностей
призматических направляющих
Каретки и задней байки при
про Верке шаблоном не долее
0,03 мм под щуп.
Допуск плоскостности
поВерхности под цстаноВку
корпуса передней оабки о,05мм
Шероховатость поверхностей
плоских и призматических
напраВляющих каретки зад-
ней байки и поверхностей
под устаноВку корпуса пе-
редней бабки и под прижим-
ные п панки Каретки
Допуск оВальности и Кону-
co образности отверстий
под шпиндельные опоры
6,013 мм.
ШерохоВатость поверхностей
отВерстий под шпиндельные
опоры
Допуск круглости и допуск
профиля продольного сече-
пая посадочных поверхностей
под подшипники 0,004мм.
Шероховатость посадочных
поверхностей под подшип-
вотирование
h 0,3...0,5
55...i9HRCe.
/Слосс точности резьЪы-5
no 0CT2HS3-2-7<f.
»
/M98i.00.000 РЭ
/Тисг
Ж
7Г
t
ч Продолжение табл. 121
/ 2 3 *
5. Корпус 1ШЗ.ФМ.5ШС % счго готщг-ъъ НапраВляю- щиесуппоДТр HRCg^/3,5 tL » • » •* »’ Допуск прямолинейности поверхностей нижней на- праВляющей 0,03 мм. Допуск перпендикулярнос- ти напраВляющик суппорта относительно нижних напраВляющих 0,03мм. Допуск плоскостности под ьерхностей напраВляющих суппорта 0,02 мм. tUepoxo ВптостЬ поВерхнос- < щей напраВляющих
в. Колеса зиЬчатые №83.20.153 154 155 • • 158 160 161 165 166 167 168 169 173 2*1 2*5 Сталь lox Г0СП5ЧЗ-71 \ f * Ч %. ЗуЬья 1S...53HRC3. « ШерохоВотость ноВерхностеи профиля зубьеВ Степень тонн ости 7- В ГОСТ /ВУЗ-81. । • • • « 1 •' 1
т
Ч*>/
ОО-ОООРЭ
Е7Г,
808
1
/3. WfWA/ibl по запасным
ЧАСТЯМ
См. отдельный альйом /7/983.00 000 №2
/4. СвИДЕТЕ /IbCT&O О ПРИЕМКЕ
(даЗодской номер) ””
__________а_________
(Класс точности)
Результаты испытаний
/ испытание станка на соотбет^стбие нор-
мам точности по ТЦ2. 02й -676g -65
Про бер са / Прямолинейность продольное о пере-
мещения суппорта б горизонтальной плоскости.
is
Длина измерения
_____А££_______
Длина кода
Допуск мкм
-------------------
Sсторону оси центроъ
Метод проверки
В центрах передней Р и задней 5 бабок уста-
наблибают опрабку 2 с цилиндрической измерительной
поверхностью. Резцедержатель должен быть расположен
возможно ближе к. оси цент роб станка. Но суппорте 7
(6 резцедержателе) укрепляют индикатор В так, что-
бы его измерительный наконечник касался боковой
образующей опрабки и был направлен к ее оси перпен-
дикулярно образующей .Показания индикатора на конца к
Опрабки должны быть одинаковыми. Суппорт перемещают
I продольном направлении на бею длину кода. Отклонение
Фактическое
отс/юнение t мкм
/ J 1
р *
. определяют как наибольшую алгебраическую разность
показаний индикатора.
попамиий ииЗисатора.
''г
±_ щн изЬооПч zww 5т
\зн\лиа\й^дО1(чм\пЬдп иша
1М9&$. 00 000 РЭ
Проверка 2. Прямолинейность продольного перемеще-
ния суппорта в дерти сальной плоскости.
Длина измерения мм Допусс, МК.М Фактическое отклонена nJ мкм—•—
Длина хода 4 <?5
♦
t
л
К
(
Метод проверки
& Центрах пересмей Ц и задней Б SaSoc уста-
навливают оправку 2 с цилиндрической измерительной
поверхностью. Резцедержатель должен быть располо-
жен возможно Ближе с оси центров станка. На суп-
порте / (б резцедержателе) укрепляют индикатор 3
так, чтоБы его измерительный на кон ей ник касался
верхней (рижнгй) образующей оправки и /ыл направ-
лен к ее оси перпендикулярно образующей, Суппорт
перемещают в продольном направлении на-'бею длину
хода. Отклонение определяют как наибольшую алгебраи-
ческую разность показаний индикатора, (дели пока-
зания индикатора на концах оправки не едина со-
вы, то из результатов отклонений следует вычесть
погрешность, бы званную установкой оправки),
Вогнутость не допускается,
I
<
г
.-p.--------------
~M UMooHl stiaept
л
JMMi.OO.OOQ РЭ
*
'Щн\лист\^0акуну^обп Wra
Проверка 3. Одно высотность оси вра-
щения шпинделя переднее даб'ко ц оси
отверстия пиноли задней дайки' по
отношению к направляющим станины
6 Вертикальной плоскости.
300
Илина оз не,пени я мн Допуск, мкм
Ось пиноли быть °С£/ шпин -
Фактическое
Отклонение; мм
4
1
Применение: аими я отсчета относи- *
телъно напрабляющик станины дстанаВ-
лиВается Выше оси шпинделя на
20 ~-е&&мкм.
Метод проВер к и
Заднюю Видку В с полностью
ВдВинутой пинолью устанаВлиВают на
расстоянии примерно раВном 3 от
торца шпинделя до торца пиноли.
Заднюю ВаВку и пиноль закрепляют.
На шпиндель передней ВаВки / и 6
Отверстие под центр пиноли задней
6аВки 5 устанавливают опраВку 2 и 6
с цилиндрической измерительной поверх-
ностью одинакового диаметра.
На суппорте И (Вреьцедержате ле )
укрепляют индикатор 3 так( и то Вы его
измерительный наконечник касался
W988. 00. ОООРЭ
<•
т
. измерительной поверхности одной
±из опрабок на расстоянии ра Внон
IдВун диаметрам опраВки от торца
juпин де л я (пиноли) и был направлен к
ее оси перпендикулярно образующе й.
Затем суппорт пере не икают В сто-
рону Второй опраВки t и не изменяя
‘положеная индикатора f производят
проверку одно Высотности о пер Boo дп-
раВкой. Для определения наибольшего
показания индикатора Верхнюю часть
суппорта (поперечные салазки} пере-
мещают В поперечном направлении
Вперед и назад.
Результат измерения у шпинде-
ля передней бабки устанаблиВают
как среднюю ариупметииескую . д'Вух
измерений* после перВого измерено я;
шпиндель поВораииВается на 680*
Отклонение определи ют как
наибольшую алгебраическую разность
показаний индикатора дВух указан-
ных < измерений.
*
t
Проверка Ц Параллельность перемещения
Задней бабки перемещению суппорта
Проверяемая: ol 6 Вертикальной плоскости-
6} В горизонтальной плоскости
1М9П- 00 ОООРЭ
г
Длина измерения, нм Допуск, МКН Фактическое отклонение, нкм
Длина хода aj Ро <57 25
Метод проверки
Суппорт С и заднюю бабку Р уста на о ли-
Ваюгп б крайнее исходное положение на нап-
равляющих в та ноны (правое или ле бое).
Пиноль 3 Ьдбигают В заднюю Задку но
Ор хода /30 нм/ и зажинают.
Ра сип порте укрепляют индикатор 2 так,
чтобы его измерительный наконечник касал-
ся пиноли задней бабки и был направлен
к ее оси перпендикулярно образующей. Суп-
порт у заднюю бабку перемещают одновре-
менно (при стом расотаяние между суппор-
том и задней бабкой должно быт о посто-
янно на Всю длину хода задней бабки с
остановами для измерена я не более чем •
tfauHoi кода (70 мм)
____ ^Заднюю бабку закрепляют. Отклонение
определяют как наиболои/ую алгебраическую
разность показаний индикатора при перво-
начальном и последующем положениях
Задней бабки и суппорта.
" Проверка 5. Радиальное 5^и^/етйри'
рцюш,ей поверхности шпинделя лере
робки под патрон.
iM9S3. 00. ОООРЭ
Длина измерения
ДОПУСК, MKM
Фактическое откло-
нение*. мкл±------
. Метод проверки л
На неподоижнои части станка укреп *
ля ют индикатор //7747л, чтобы его изме-
рительный наконечник касался проверяемой
поверхности и дом напра Влен к ее оси
перпендикулярно образующей. Шпиндель при-
водят So Вращение (Врабочем направлении).
Шпиндель при измерении должен сделать
не менее дВух оборотов. Отклонение опре-
деляют хак наибольшую алгеб^Ьическую
разность показании индикато ра.
ПроВерка £ ОсеВое биение шпинделя
редней бабки.
п£-
измерено я
мн —
СК; UKM
фактическое
отклонение, мкм
. Мтод проверки >
На шпиндель / пер^дней^Ам^ук1а9^маВ-
лиВают контрольную опраВ - о иднпиэсВым
отверстием под шарик Q.
На неподбижыой цоети станка укреп-
ляют индикатор 3 так, чтобы £^0 ппоский\
измерительный наконечник касался шарика.
Вставленного 6 иемтробое отВерстие опраВки
tj
’5. 00. ОООРЭ
^CJ^rra/Tf 4 If
Шпиндель приводят So Прощение (Пра-
бочем направлении }: При измерении шпиндель
должен сделать не менее д&ух оборотдб.
Отклонение опред еяямжгг как наибольшую
алгебраическую разность результатов изме-
рений.
4 1; • ’ * V Ч»
Проверка X Торцевое биение опорного
буртика шпинделя передней бабки. л
Ллина измерения,
I ______мм
йзаинопгрьендчку-
Xяр Лых план остяк
т - V
Допуск, нкн
~' 50
Фахтииеокье i
отклонение, МКМ
-----77 7—----------
I
* Метод проверка
На неподвижной чсоргги станка укрепляют
индикатор 1 тат^ чтобы его измерительный
наконечник касался опорного буртика иипин^
деля 2 на возможно большем расстоянии '
От центра и бы л перпендикулр рем ему.
Шпиндель приводят £о вращение рабо-
чем напра Плен ии). дзмеремия производят £
доук £ут1имчоперпенди-куд[?ер^ь1х плоскостях дио •
нетрально протиЬоположнык точках поочеред-
но. Прикаждом измерений шпиндель должен
сделать не немее дбук оборотов.
Отклонение определяют как наиболь-
шую алгебраическую разность показаний
индикатора 6 Каждом его положении.
t.
1М983.0% ОООРЭ
--------$------------
у Проберта %. Параллельность оси вращения
шпинделя передней бабки продольному пере-
решению суппорта.
oj Ь Ьертикальной плоскости
6] 6 горизонтальной плоскости
I
I
Длина измерения,
мн
300
Допуск f нкм
а) 30
б) Я
<Ьактйиес£.ое огшо- |
ценив' нкм I
Сводный сонец опрабки может отклонять-
ся Зберк и 6 направлении к резцу.
Метод проверки
На шпиндель / передней бабки уста-
Иа&яи £ашт контрольную опрабку с цилин-
дрической измерительной поверхностью
на суппорте У (£ резцер жителе) укрепляют инди-
катор 2 трк/ итода е\о азмерительный наго-
неиник * касался измерительной поверхности
оправки и бом направлен к ее оси перпенди-
кулярно образующей.
Суппорт перемещают д про долл бон
’ направлении на бею длину* хода, измерения
производят по дбум диаметрально противо-
положным образующим опрабки (при побори-
те шпинделя на i£O°J. Отклонение определяют
как среднюю ориернетаиеекую результатов
♦
I
t
’} jocr
/М983. 00. ОООРЭ
\Л
мелее чем д£ух измерений ' В каждой
плоскости, каждый из которых определяют
как наибольшую алгебраическую разность
показании индикатора при/переме щемим
суппорта.
»
: Проверка Я. Параллельность продольного
I перемещения Верхних. 'салазок суппорта
оси Вращения шпинделя, 'переднее бабки
В Вертикальной плоокоатйл^
тлимс измерения,
J НН
Г ! .
• зоо
’tii”1. V-*T F ।
Доруск, нхн
‘ ^0
Фактическое
отклонение. мкн
>
'т
I
»>
•I
rJ-
Метод пробе рки
. Ма шпиндель 4 передней бабки уста на В-
либо ют контрольную опраВку б с цили при-
ческой измеритель ной поверхностью. На Верх -
них салазках суппорта у (В резцедержате-
ле) укрепляют индикатор £ такf чтобы его
\ измерительный наконечник Касался из не рй-
тельной поверхности опраВки и был напраВ-
лен; к ее оси перпендикулярно образующей.
Верхние салазки суппорта перемешают
Вдоль оси 'шпинделя. ^нгрени}Г производят
не менее чем В Вл поперечных сечениях опроВки-
т крайних и среднем.<
IVZttT! Лодл.
/М933. 00. ОООРЭ .
Для определения наибо льщ его Показа- 1
КОЯ индикатора в каждом из положений суп- (
порта Верхнюю часть суппорта (попере и- ;
ные салазки] перемещают g поперечном |
направлении Вперед и назад, Измерения
производят по двум диаметрально лротибо-
положиым образующим оправки (при поворо-
те шпинделя на двО°).
Отклонение определяют как , среднюю
арифмети ческухо результатов diyx указан-
ны* измерений( каждый из которых опреде-
ляется как наибольшая алгебррическа я
разность показамий имдикатора В указан-
ны* положена як салазок суппорта.
Проверка /О Параллельность перемещения
пиноли напра В ленинс продольного перемещения
суппорта
I о] 6 верти калиной плоскости;
4 д) В горизонтальной плоскости .
При выдвижении конец пиноли может откло-
няться Вверх и В сторону резца передне го
суппорта.
гН—! - ---? —f-j 1мт 00 ОООРЭ
z«г 4z.x>/.‘/ i 7 Lт т)
У/
5
Метод проверки
Заднюю до Яку с полностью Вдбинутои
пинолью устанабли Забот на расе то янии
примерно 800мм от торца шпин де л я до
торца пиноли, бабку Ч и пиноли 3 закреп-
ЛЯЮП7.
На суппорте Z уста но 8л е ином рядом*,
укрепляют индикатор 2 так, чтобы его
измерительны# но коне ими к касался поВерл-
ноет и пиноли и бит направлен нее оси
перпендикулярно образующей ;
Пиноль ос бобо ж дают, Выдб ига ют на
длину большую Д и е.йоба зажинают.
Суппорт перене щают £ продольной направ-
лении б сторону передней .бабки так, чтобы
измерительны# наконечник индикатора '
сноба коснулся обра зуюицес мимо ли б той
же точкеt что U при пррВоно чальнои
уста но Вке. —
Отклонение б карсдой из плоское те и
определяют как наибольшую Величину 1
алгебраической разности покаъании инди-
катора В дбу к указанны* л олож енияк пи -
ноли и суппорта.
%
<5
51
*
LyUucr К^ООКУЛ-
flcvn.
1M9S3. ООО. ОООРЭ
л
ПроВерка H. Параллельность оси комииеского
отВерстия пиноли задней бабки
перемещению суппорта:
а)& Вертикальной плоскости-
а) В горизонтальной плоскости.
e
J
4
длина измерения мм Допуск, мкм сравстииесяйое етзлонем&е,
300 а) 30 . I. Що_
Отклонение свободного конца опраьки
'допускается лиа/ь В сторону резца.
Метод про Вер с и.
Заднюю бабсу с полностью ВдВинутой пи - •
нолью устанавливают на -расстоянии пример -
‘ но равном Дот торца шпинделя до торца
пиноли Заднюю дойку и пиноль закрепляют.
* В отверстие пиноли Вставляют контроль-
ную опроВку ^цилиндрической измеритель-
ной поверхностью. . к
rta су про рте У устанавливают индикатор
2 так чтобы его измерительный на соне и-
ник касался измерительной поверхности
опраВси и был направлен к ее оси перпенди-
кулярно образующей Суппорт перещают В
продольной направлении на длину 3. Ст к ла-’
нение определяют как наибольшую
алгебраическую разность .показаний инди-
катора В указанных положениях суппор -
та
T
1M9B3. DO. ОООРЭ
Примечание Т/=$00нн/нди5альщий диаметр
обрабатываемого изделия)
Проверка /О Точность пине матической цели
от ш пиндела передней да Оси Од суппорта
(ходового 3>инта)
Длина измерения мм Д ОПЦС/С , /ЧК/Ч ррактичестсие отклонение, мзем
а} 70 5)90 .УО
б случае участия /соробпи подач допуски
убеди чать нб ?56/о.
Метод проверки
Между передней и задней баб/сами устанаблш
бают эталонный цилиндрический бинт На
суппорте устанабли бают индикатор та к, чтобы
его измерительный насонечнию сасался босо бои
стороны профиля резьбы эталонного бинта,
XofoboMu бинту сообщается бращение от
шпинделя с переоа чей раб ной отношению шага
эталонного бинта х шагу ходобого бинта. При
дбижении суппорта определяют накопленную
погрешность' на длине ЮОмм и 300мм 4
Примечание: арбитражные проберки производить
г помощью прибора б и средств to6ec печибающих
ТЮрОНЫ профиля ptobObl эталиннисо ьинтч,
Ховобоми бинту сообщается бр^щение от
пинделя с передачей раб ной отношению шага
шагу зс одо бого бинта. При
требеляют насопленную
'Поамёчамиё‘.арбитражные проверка производить'
с помощью приборов и средств t обеспеииЬающио.
непрерывную Г запись реЗулыпатоь измерен и и,.t
Псдп Алго _
4/4933 оо.ооорэ.
Проверка И. Точность геометрической спор-
ны цилиндрической поверхности образца 4, обра-
ботанного на о там хе при закреплении образ-
ца £ патроне.
а} постоянство диаметра £ поперечном сечении,
б\ постоянство диаметра блюдом сечении
Юо
чоо
Длина измерения,
НН
300
Допу pt, нгм
О) 2 5
S) 30
Факггицеское
отклонение, нкн
Метод про бе fl к и
Ра станке б патроне закрепляют образец J
и производят обработку его наружной цилин-
дрической поверхности. Образец предварительно
обработан. Прочерку постоянства диаметра
обработанной поверхности производят прибо-
ром для измерена я диаметров бал об. Отклонение
определяют по разности диаметров обработан-
ных поверхностей:
для проверки /ба - блюдом поперечном сучении
для проверки /55 -£ любых двух и более поперечных
сечениях
0тк4]р^1рК(Тг< № геометрической упорны
макнепрянол°инеймости образующей конической
поверхности образца f обработанное» на станке
при закреплении образца 6 центрах.
Длина измерения,
нн
Допуск, мкн
го
дактииеекое откло-
некие , мкм
/00
'fOj
I /PS83. 00, ОООРЭ
iCV’
&
8i
X
X
3
з
ч
ч>
§
Метод 'проверки
//а стансе д централ: закргп/я/от обра-
зец и произ/обет обработку наружной кони-
аеокоу подерхноети о по/ио/цз/о конусной
ханейка. р одер су яепрнпохингйнооти обра-
зу/ои/ей ноиоуеехос/ подерхноота производят
при по/ноиу контроябной лхитб/ ия и конце-
дан /игр длине/, пни то/t из и щупа.
I S
i 5
ло/ерхноотг/ образца, обработанной’ на станы.
\
/йена изнерения, /Ч/Ч ‘ допуск, мкм O'mfcAO- //3we, л/м
зой —t ' 30
ъ
/Рстод про/еркс/
Образец зокреазян/т но станке / патро-
не о пр паз до бет обработку торцевой поберх-
НОстУ. /дродерку пз ос пост поста обработан-
ной позерхноота проаззодят, не они/н ан
образец со отанпа i/ндипотор укрепия/от у та
суппорте тар </тобз/ его аз/иератг ббнб/с/
никонеинак касахоя лробгряо/иой поберхноо-
та о/ бе/н еб/ перпенаинуняреп: верхнее/о
уао/пб суппорта перецеща/от) д поперек-
*
£>4?4'Ub’/» Л / -
1
о
нон направлении на длину рабмую или
сколько больше Д< От к лоне мае определяют *
Как поло бону Наибольшей алгебра ыч^б кой
разности показаний Индикатора,
Проверка /6. Точность шага резьбы1 ^ареъае^
ной на станке (рабно нерноеть)
г50...350
\ Длина измерения
м м
5) /00
Допуск, МКМ
35
?О
Фактическое
отклонение \ нем
*
й
Метод проверки
Образец 3 закрепляют б центра*. после ve-
to нарезают коническую резьбу с конуснос-
тью Тб шагом 6,35мм. После иистобой обра-
ботки проверяют * равномерность резьбы
на Планомерной на и/ ине или на универсаль-
ном микроскопе „UHM-tM"
По результатам измерении опреде л я ют
накопленную погрешность шага резьбы-
разность между фактическим и заданным
расстоянием не жди любыми од мои не нмы -
/у и не соседними про фар л ми битка
резьбы б осе 6 ом сечении по линии, парал-
лельной оси резьбы^
0
1° ; JNfl
loro
/М983. ОО.ОООРЭ
.?/п
97
1
U - £.
Проверка 1?. Погрешность отсчета по УЦИ
величин поперечного перемещения суппорта
Размер до координатной точки, мм Допускаемая погреш- ность Отсчета,тойЦМ при каждом подходе к точкам r МКН ЧРактииес ^ая погрешность отсчета уМкм
до 50 сёь/ше 50 до 80 с&ыше 80 до 120 свыше 120 до 200 сдыше 200 до 320 го' 25 25 32 40 1 •
A
Метод проверки
- Производится перемещение суппорта в поперечном
направлении в k координатные точки отсчет которых
ведется по 9UJ/ от оси центров• /величина перемеще-
ния суппорта составляет половину величины ^ука-
зываемой УШУ. в начале 'каждого отсчета moped,
резцедержки устанавливается примерно на ось '
$
’А
ъ
1
центров, а на УЦЦ нулевое положение. /7а?лд17 л_
координатным точкам осуществляется три J ala.
Контроль установки суппорта в координатные
точки осуществляется с помощью соответствующих
измерительных средств-
Погрешность определяется как алгебраическая
разность наибольшего и наименьшего ' на длине .кон-
тролируемого участка) среднеарифметического зна-
чения отклонения перемещения от установленного
на 9UJH- ,
i: wi М(М Ilf Л
ч л*; 3*^?4 44V //<7(7^ H'g’XQ
Х/сг
9fa
{М985.00. ООСРЭ
(8. 0
[ipofiepeq /2 Относительное . перемещений под
нагрузкой рёзце держателя и ппрадки. цатоноВ-
ленной:
о) В патроне передней дадки}
П) В пиноли задней Падки'
Л?,.. 630
/го
---
(Jа про дление и топка приложения силы Р Д
плоскостях 1-Ти
Нспрумп/мое^
5?
Запсолиил
i
Усилие A nxocKoemuI^P с 16QQ0 п Индикатор для относиге^
и^и~Рг,^Р00н , ' нык перенещемиа
Допуск, нкм
-4-
ФактииескоС откло-
нение, нкн. ;
_____
Цлума измерения
мн
~ a) J20
S1 200
д) 070______
Метод проверки
В патроне передней d и пиноли задней 2
^зурзя^^Ж
ШЗ. 00.0ООРЭ
бабок устанаблибаются опрабки 3 и Q.Устройстве
дли нагружающей силы закрепляют / лебом пазу
резцедержателя 5 или 6 положений резца следа. Для
измерения белииины нагружающей силы используются
рабочие динамометры Все подвижные части суппор-
та, пиноль, корпус задней бабки дместе с ее пли-'
той перед каждым испытанием перемещают и уста-
наблибают б заданные положения, а шпиндель подо-
раиибают. При этом салазки суппорта поддодят
б положение проверки, перемещая ил к линии '
цент род станка 9 Допускается продольное (ддоль линии
центров ] смещение берхней части суппорта б
пределах ОД длины хода. Закрепление задней бадей
и пиноли б бабке, а также резцедержателя произ-
водят без применения удлинителей к ключам и
рукояткам. Между шпинделем (пинолью) и резцедер-
жателем под углом 60е к направлению поперечной
подачи создают пладно дозростаюсцую до заданно-
го предела силу Р Однобременна при помощи индика-
тора измеряют (д плоскости деист би я силы) отно-
сительное перемещение резцедержателя и опрабкй
драдио льном награблении, параллельном напрабле-^
нию подачи За бедичиму относительных перемеще-
ний принимают среднюю арифметическую резуль-^
татсо дбух испытаний.
б. Нормы шума
Метод »
пробери/
______Таблица (6.(
Цело би я приемки
Допусти-
мые
Фактичес-
кие
Примечание
t,
V.
'г
Корректированный
уро день збуко-
бой мощности
ЪрА,дБА
8 соответ-
ствии с
/осткиомб
402
ирооеряется
ьи б срочно к
не менее^с"
ста нс о S оз
партии
4 Ч)М
И 1-4*Z
4М9Н>. 00. 000 РЗ
5. ЭЛЕКТРООБОРУДОВАНИЕ
•
Злектрошкаср 1Н 983.85 -
Пр едприятие - изготовитель с
Заводской • номер *
'Питающая сегь Напряжение Жв^род тока
частота УОпц
Напряжение НОВ; род тока—
//епи Напряжение НОВ - род тока—______
управления Напряжение2УВ;роЗ плоха —
Местное освещение [ На пр я же мае дйГв
Номинальный тох (сумма номинальных
типов одновременно райотающил,
электродвигателей) № А.
Номинальный тох защитного аппарзата
(предохранителей t автоматического выключате-
ля ' 6 пункте питания электроэнергией.
^0 А
Элехппроодррадованае выполнено по
следующим документам:
принципиальной схеме Мзъ. осс эз
схеме соединений iHyss .31,000 эч
. ЭлЁктрод£тгате.ли
г ’
"оЗозня!.
к схеме
М1
М5
Назначение
Главный
привод
ЛЗимтёлъ усг О:
PWHC30 лйсН&щ
Тип
томвиз
Нои хкт^омтйнал
К&тг)
16.0
тох, Л
холостой хоЗ
Нагрузка
/ у?н ujtazs-fS Тг7у
1М8£300. 000 рэ
л.
3 <л/1
* При недогруженном изделии с
/7 °5 мин шпинделя - 480
* * При максимальной погрузке
испытание поПышеннын напряжением
промышленной частоты проВедено
напряженней^ В
Сопротибление изоляции пдо Ь од об относительно земли -п МОн .
Силовые цепи * 7^
Цепи управления - //С’С’Р
Электрическое сопротивление между
Винтон заъемления и нетал ли чески ми
uacm$Mut которые могут оказаться
под нопря женив н Ц2В и Выше, не пре-
вышает 0(40Ро
I] испытание станка на холостом
ходу и под нагрузкой проПедено П соот-
ветствии о требования ни тех ни чес к их
услоПий на станок и особыми усхоПия-
ми поста 6 к и.
•'* *' ' »
£ Принадлежности и приспособления
к станку.
Станок укомплектован согласно
комплекту постаВки.
*
f>. Дополнительные замечания.
SMM3. 00. ОСЮРЭ
«И
7. Одщее заключение no испытана ю
Станка.
Ча основании осмотра и проведен-
ных испытаний станок признан год-
ным к эксплуатации.
Станок соответствует тре So дая-
ниям ГОСТ 7549-82. ГОСТ 122.004-&0 и
техническим услооирн на станок.
।
(Дата выпуске)
।
Штамп ОТ К
1
(Подпись)
Начальник ОТК
15 СВЕДЕНИЯ О КОНСЕРВАЦИИ И .
УПАКОВКЕ
О
/51 Станок, принадлежности инегпрунент
и т.д. подвергнуты консервации 6 соотбет-
cm Suu с треде 6 а ниями текнииески*
/5.2 Упаковка станка при на дне. ж нос-
тей. инстру мента, документоб выпол-
нена согласно требобани ям предусмоп -
реннын конструкторской документа-
цией. , ' ’
V
>3
DO. QOOP3
' — — • «И «ЯМ*. - .^г.и - w.W
СМАЕШКТВО О КОНСЕРВАЦИИ
Станок трц5онореыои модели 1Н9Т& задодскоц
I УОНУ)
МШргнут консерЪацци согласно гпребоЬаниям t предусмотрен- ’
мм де&тбумщини норна/, ufoo- техническими документами.
-% -е-< - *. J , ст » •
Дота консервации № t. 4
Срок защиты без переконсервации
По ГОСТ 9.0Щ-&:
вариант крененной* защиты
Ьириант Снутрент ющигцы
категория усяоЬии хранения
Консербоцию rpoublen
Ubdenue после консервации нринм
(подпись )
(подпись)
ь
Т1
1М983. DO. ОООРЭ
i
~ /6. УКАЗАНИЕ ф ТЕХНИЧЕСКОМУ
ОБСЛУЖИВАНИЕОр ЭКСПО ТАЦИИ И
РЕМОНТУ
/6/ Технически обслуживание и эксплуа-
таций) Станка производить & слот Вете т Ви и
с настоящим рукоВудст Вон по эксплуатации.
162 босстамоВление работоспссобности
станка должно производиться £ соответ-
ствии с пронятой £ СССР „Единой систе-
мой планово - предупреди тельного ремонта
и рацио ноль ной эксплуатации технологи-
ческого оборудована я машиностроитель -
ных предприятий " и указаний £ настоящем
руководстве.
/S3 При эксплуатации, Гпе^нирге^Т/рз/(р)
обслужи Вамии и ремонте лолуоВтомата
соблюдать тредоВания техники безопаснос-
ти coomtem стВующих инструкций, разраба-
тываемые за бодом ~ потребителем и разде-
ла „Указания мер безопасности " настоя-
щего рукободстба.
® УаиЬолыиую эффективность использования
Станка, могут обеспечить рациональное
чередование й периодичность техническою
обслуживания и плановых ремонтов,
Выполняемых е учётом конкретных для каждого
отдельного е,тЬ.н<а. уелобий эксплуатации.
| .......................... ....- ...
/М983. 00. ОООРЭ
/6.5 Техническое обслуживание
Наружный осмотр без. разборки для Выявления де-
фектов станка в целуч и по узлам.
Проверка прочности ', и плотности неподвижных жест-
ких соединений (станины с фундаментом, передней баб-
ки и Коробки подан со станиной, Каретки с фартуком,
шкивов с . валами и гд,п).
Открывание крышёк узкой для осмотра и проверка
состояния механизмов.
выборка люфта в винтовой паре привода попереч-
ных ралазок. •*
Регулирование пусковой муфты.
Подтягивание прижимных планок каретки, клиньев
Поперечных и резцовых салазок и конусной линейки.
Регулирование зазора в направляющей верхней и
нижней половин гайки ходового винта.
Регулирование радиального зазора между ходовым вин-
том и маточной гайкой.
Очистка сопрягаемых поверхностей резцедержателя,
*занисгПКа забоин и царапин.
Проверка состояния, направляющих станины и ка-
^ретки, 'Зачистка забоин, царапин, задиров..
, Ояистка и промывка протекторов на каретке,
салазках суппорта и задней Задке.
Подтягивание или замена ослабших или изношенных
крепежных деталей - болтов, Винтов, шпилек, гаек, а так-
же пружин.
Чистка, натяжение, ремонт или замена ремней при-
вода главного движения.
Проверка состояния и мелкий ремонт системы
Охлаждения и системы смазки.
т
WQ8i.0Q.00Q
Проверка состояния, очистка и мелкий ремонт се
рождающих кожухоВ, щит об и т.п.
ВыяВление изношенных деталей, требующих Восста-
нобления или замены при ближайшем планоВом ремонте,
эскизыроВание или за/Шз чертежей изношенных детохдй
и узлоВ, подвергающихся разборке
Проверка контакта токопррбодящего кольца
электромагнитны* мусрт со щетками В фартуке,
копобке подач и на шкибе передней бабки
£
*
-/6-6. Текущий ремонт.
Частичная разборка передней бабки, каретки коробки1
подач , срартукар также других наиболее загрязненные узлоо.
Открывание крышек и снятие кожухоб для внут-
реннего осмотра и промыбки остальных уълоб
Проверка заэороВ между балами и Втулками, замена•
изношенных б тулок:, регулирование подшипникоВ качения
кроме шпиндель ных), замена изношенных
Регулирование пускоВой мууЬты, добаВление дшн. ?В
Зачистка зау енцеВ на зубьях шестерен и шлицах
Замена или I осстаноВление изношенных крёнежмй/х
регулироВочных деталей ’ резце с ержакнелей
ПришабриВание или зачистка регулировочных клиньеб,
прижимных планок и т.п
очистка одобого Винтер ходоВоео Вала ВинтоВ
бода поперечных и резцобых салазок суппорта.
Зачистка и промыВка поса очных поверхностей рез-
це держателя.
ПроВерка раЬоты и регу^ЬроВание рычоеоВ и рц^я-
т к рганоо ипра ^ления/ блокирующих^ сриксирующих предо-
хранительных механизмов и огре ни ш те леи замена изно-
шенаых ецхарец штисртоВ пружин и других деталей указан-
ных механизмов.
т
и
1М983 00.000 РЭ
ЫЖгийпгп
Замена изношенных деталей, которые предпоюлштелы-
но не Sb/держат експлуатауии до очередного планового
ремонта.
Зачистка забоин, заусенцев, задиров и царапин на
трущихся поверхностях направляющих станины, ка-
ретки, салазок суппорта и задней Задки.
Ремонт ограждающих Кожухов, щитков, экранов и т.п,
ремонт и промывка системы смазки и устране-
ние утечек.
Регулирование плавности перемещения Каретку са-
лазок суппорта, подтягивание клиньев и пришимных
планок. й
Проверка состояния и зачистка зубчатых мурт.
Проверка и ремонт систем емазки и охлаждения.
* Вы явление деталей требующих замены или восста-
новления при ближайшем плановом ремонте.
Проверка точности установки станка и вь/дорочно
других точных параметров.
Испытание станка на холостом ходу на всех скорос-
тях и подачах, проверка на шум, нагрев и по обрабаты-
ваемой детали на точность и чистоту обработки.
Примечание . При текущем ремонте выполняют-
ся те из указанных работ, которые вызываются
состоянием ремонтируемого станка, за исключением работ,
предусмотренных в трех последних пунктах, ' Которые
должны выполняться во Всех случаях. ’
№. 7. Средний ремонт t
Проверка станка на точность перед разборкой.
Измерение износа трущихся поверхностей перед
ремонтом базовых деталей
Частичная разборка станка.
i
Л I < • Г-ЛТ-'
твоо.ооорэ
Промывка, пропирка demoted разодоаннок улов,
промывка, очистка от ерязи нс . Зра- *ых узлов.
Контроль жесткости шпиндельного узла.
Замена или восстановление изношенных втулок и
подшипников качения.
Замена электромагнитных фрикционных муфт
Замена изношенных зудчатых колес и муфт,
восстановление или замена изношенных винтовых
пар привода салазок суппорта и пиноли задней вавки.
Замена изношенных крепежных деталей.
Замена или восстановление и пригонка регулировочных
Клиньев и прижимных планок
восстановление точности ходового винта(путем про-
Проверка ц зачистда неизношенных деталей, остовлх-
емых в механизмах станка.
Ремонт насоса подачи охлаждающей жидкости и
арматуры.
Ремонт или замена арматуры местного освещения.
Ремонт насосов системы смазки, арматуры и аппара-
туры, ремонт или замена маслоу Каза теле и, прокладок,
пробок и других элементов системы смазки.
Исправление шлифованием или шабрением нуждаю-
щихся в ремонте направляющих поверхностей, если их
'износ преоышает допустимый.
Ремонт или замена Протекторов на каретке, салаз-
ках суппорта, задней иабке.
Ремонт или замена ограждающих щитков, кожухов,
экранов и т.п.
Сборка отремонтированных узлов, проверка пра-
вильности взаимодействия узлов и всех механизмов
станка.
IM 985.00.000 РЗ
Окрашивание наружных нерабочих поверхностей с
hod шпат л е б кой.
Обкатка станка на холостом ходу на бсех ско-
ростях и подачах
«’♦ Проверка на шум и нагреб.
> :
ти.
к
§
1
I
Проверка станка на^соотдетстбие нормам точнос-
JB. 8 Капитальный ремонт.
Проверка станка на точность перед разборкой.
Измерение износа врущихся поверхностей перед
базовых деталей.
4
V
ремонтом
Пом
Промы&ка, протирка всех деталей.
Осмотр всех деталей.
Уточнение предварительно составленной (при ос-
I мотрах и ремонтах} ведомости дефектных деталей', тре-
бующих восстановления или замены.
восстановление или' замена изношенных деталей
Ремонт системы охлаждения.
Смена насосов сис/пемы смазки и ее ремонт.
Шлифование или шабрение направляющих поверх-
ностей станины, Каретки, салазок суппорта, задней
* бабки.
Замена протекторов на каретке, салазках суппорта,
| z Сборка всех узлоб станка, проверка правильности
1 бзаимодейстбия узлоб и механизмов.
Шпатле&кй и окраска Scex необработанных по&ерх-
^1 ноет ей S соотбетстбии с требованиями по отделке
Ч« надою оборудования.
Обкатка станка \на холостом ходе/ на Всех ско-
ростях и подачах.
'Г
задней бабке.
< М 1М9Ш0{Я 4М985 00 000P3
— --- _ ...- -ш, - . - - 1..Г .IT - 1,111 urn. II I II -1ПГ , r- • — •
*
Проверка ya шум и нагреВ.
Проверка состояния фундамента, исправление его
и устаноВка стан fan В соотВетстВии^ с разделом 9 1
настоящего руКоВодстВа.
16 9 Дополнительные требования, предъявляемые
/с эксплуатации техническому обслуживанию и ремонту
станка.
Поддержание станка 8 работоспособном состоянии
обеспечивается сВоеЬременно проводимыми профилакти-
ческими мероприятиями и качественным ежедневным »
обслуживанием.
Станок необходимо периодически Подвергать про-
веркам по нормам точности и жесткости.
Необходимо избегать лишней разборки станка, *
Особенно f цзлоВ, определяющих Выходную точность
/ шпиндельной группы, Винторезной цепи).
ДемонтироВанные при ремонте узлы а 'ответствен-
ные детали должны храниться на специальных мягких
' подкладках.
Ремонт должны Выполнять специально подго-
товленные слесари Высокой кВсмификации.
Применяемые измерительные инструменты и
приборы должны быть проверены В измерительной
лаборатории и аттестоВань/.
ГМ 985 00.000 РЭ
УЛ ГДРДНТИИ ИЗГОТОВИТЕЛЯ И
ОТВЕТСТВЕННОСТЬ ПОТРЕБИТЕЛЯ
/7 /. Станки трубонарезные моделей 1М 985 и
должны Быть приняты-представителем
отдела технического Контроля забода- изготовителя.
17 д. За Бод- изготовитель гарантирует соответ-
ствие станко б моделей 1М98В и /К98ВФ101 требо-
ваниям технических условий и осязан безвозмездно
заменять или ремонтировать ёышедшие из строя
станки и их составные части при соблюдении потре-
бителем условий эксплуатации, транспортирования,
хранения, упаКобки и установки., а также технического
обслуживания и ремонта.
/7 3. Ср ок гарантии ус та нобли бается- 62 месяцев.
После присвоения станку государственного Знака качест-
ва срок гарантии устанаблибается 18 месяцев.
/7 V. Начало гарантийного срока исчисляется со дня
пуска станка 3 эксплуатацию, но не позднее 6 месяцеб
для действующих и 9 месяцев для Бнобь строящихся
предприятий с момента получения егй на складе за-
ёода- изготовителя
17.5 Срок службы станка до среднего ремонта -
6 лет, до первого капитального ремонта - ГЗяет.
176. Ресурс станка по точности б отработанных
тыс. чособ - 2В, О.
17. 7 Срок переконсербации - /2 месяцед.
При несоблюдении потребителем установленных В настоя-
щем руководстве пробил эксплуатации, транспортирования,
хранения, упокобки и установки, пробил технического обслужи- '
Вания и ремонта за аварии и поломки б эксплуатации, а
также за неоЬеспечение точности обработки и производитель
ности станка^ изготовитель отбетотбеннЪсти не несет.
IIU--3____Т~Т“
у ’зом
* — «Li . «щи I » I ——4—— n. I— Г... — «А
1М 983.00 000 РЗ
РдкоЪодстпапоэксплуатации к с та игу не отра
жагт неъночитсЛных изменений о станке, снесенных
цъгото^телен после Ьътуска данного руководство, /
также изменений по комплектующим тшиям и доку
менгтюции, поступающей сними.
1М983, 00. ОООРЭ
ClwnOKOnuu рцкМстЬа и приложении пробрил:
*
l Идущий коисгпр^тор:
Рылись, cpQHunui, дата)
, r f
5
«
'У''
I
I
«
i
।
i
!
1
A.U
1M983. 00. ООО.РЭ
& 'MMW -J4 .
Лист регистрации изменений
I Вэ»ч. t'HB, ? | Иг». .1* *>/• 1 Подп, и *| 1 < t 1 1 1 1 1 1 1 I 1 1 1 к 1 1 1 1 1 1 11 1 1 Г 1 г 1 1 1 1 1 1 1J а I I | | | II | I I I I I 1 I 1 1 1 1 1 1 ! 1 1 1 1 1 1 1 1 1 1 1 1 llx 1 1 1 1 1 1 1 1 1 i 1 1 1 1 1 1 1 ,1 ,1 ,1 1 1 1 1 1 i 1 1 1 1 1 1 : 1 1 1 1 1 1 1 1 1 1 1 t I 1 1 I 1 I 1 1. 1 1 1 | 1 1 1 । 1 I « 1 1 1 1 1 1 1 1 I l l 1 1 l 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 | 1 ♦ » 1 1 1 1 ' _• I ‘ i J ' । • I I , > 1 a 1 * ♦ 1 £ § § IJIIIIIIIlllllllll.il II 1' 1 1 1 J 1 I 1 1 1 i « 1 "к ' 1 1 II 1' 'll Illi 11,11 = S III 1 1 1 I 1 1 1 I 1 1 1 1 1 1 1 III Illi 1 1 1 1 1 S . ? III 1 1 1 1 1• 1 t 1 1. 1 1 I » II I 1 1 ill) .1 1 » . 1 i £ 9 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 । 1 1 1 1 • 1 ‘ I ! I ! I . 11 1 I । । । 1 । । 1 1 1 1 I 1 1 '! 1 1 s ;« 1 1 1 1 1 1 1 1 1 1 1 1 i 1 1 1 i I 1 1 1 t 1 1 J 1 1 1 5 5 111:111111 1 : : ' • 1 1 1 1 I 1 1 t 1 । 1 I 1 1 1 1 1 . s ", л' i I I I f III III 1 1 1 1 1 1 I 1 1 1 1 1 1 ill Ь 1 II III 1 1 I 1 1 1 1 i 1 1 1 1 1 III H 1 1 1 1 1 1 1 1 I 1 1 II II! s 111 1 । 1 । I 1 1 । । । 1 । 1 1 1 I lilt 1 1 1 1 | 1 1 1 1 1 1 1 1 1 1 1 1 i 1 1 1 i 1 1 1 1 1 I I 1 1 ‘ ' 1 w ' 1 1 1 1 • ' 1 1 ,1 1 1 1 ,! ,1 1 1 I 1, 1, 1, 1, 1 I, ' 1 ) & sss.5 1 1 । i | | | | | I | | Illi 1 1 1 1 1 1 S’ ' 1 1 I ' 1 1 1 I I I 1 I I 1 1 l । I 1 । । 1 1 1 1 £ e> I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । 11 1- 1 I I : I 1 1 1 t 1 § ! 1 I 1 I 1111 1 1 1 ' 1 1 Lu II l-l ‘1 1 ,1 1 । ! J'l 5 « I t | | 1 I 1 I 1 1 1 1 I 1 1 t^l 1 1 M- 1 1 1 1 1 1 J « > f Cj 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 I 1 1 1 5 1 1 1 { | I 1 1 1 I 1 1 1 1 1 1 1 t II 1 1 1 1 1 1 1 J I 1 । = S) j 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ! 1 । 1 1 I 1 ‘ I I 1 f l 1 I 1 1 1 1 1 1 I 1 I 1 1 <! 1 ! 1 1 1 1 1 I ‘M I 1 1 1 1 г f 1 | | 1 I 1 । 1 1 » 1 l 1 1 1 1 1 1 I 1 1 %-5 Sil 1 1 1 1 1 1 1 1 1 1 1 1 1 1 i 1 1 1 1 1 1 n 1 11 1 1 1 I И I M 1 1 < 1 i у । > * 1 1 I 1 1 1 1 1 1 1 1 1 1 J < J. w. ,ar.- 1 1 1 1 1 1 f 1 » 1 1 1 1 1 1 1 I I 1 1 1 I 1 t 1 1 1 1 I ’ 1 1 ’ Il 1 | 1 1 1 1 1 ! 1 I 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 ! 1, I f I I | | 1 1 1 1 1 1 1 1 I 1 1 I j 1 1 1 1 1 I 1 1 1 1 1 1 1 I f .Iflllllllilll 1 ' 1 । 1 1 1 1 1 1 1 > । t ' । 1 * 1 1 1 f ! 1 1 I » 1 1 i 1 I 1 r 1 li l 1 । 1 I I I $ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 i I 1 1 1 1 1 I 1 । 1 1 i 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 t 1 1 i l 1 1 1 1 | TT 1 E
1 ЧП' к игоц j
а’ 0 с * я X Ласт им .4 Под i. JOHpOM —< - Лата a