
























































































Автор: Крениг В.О. Амбарцумян Р.С.
Теги: физика авиация сопротивление материалов коррозия металлов история авиации авиация ссср оборонгиз
Год: 1941


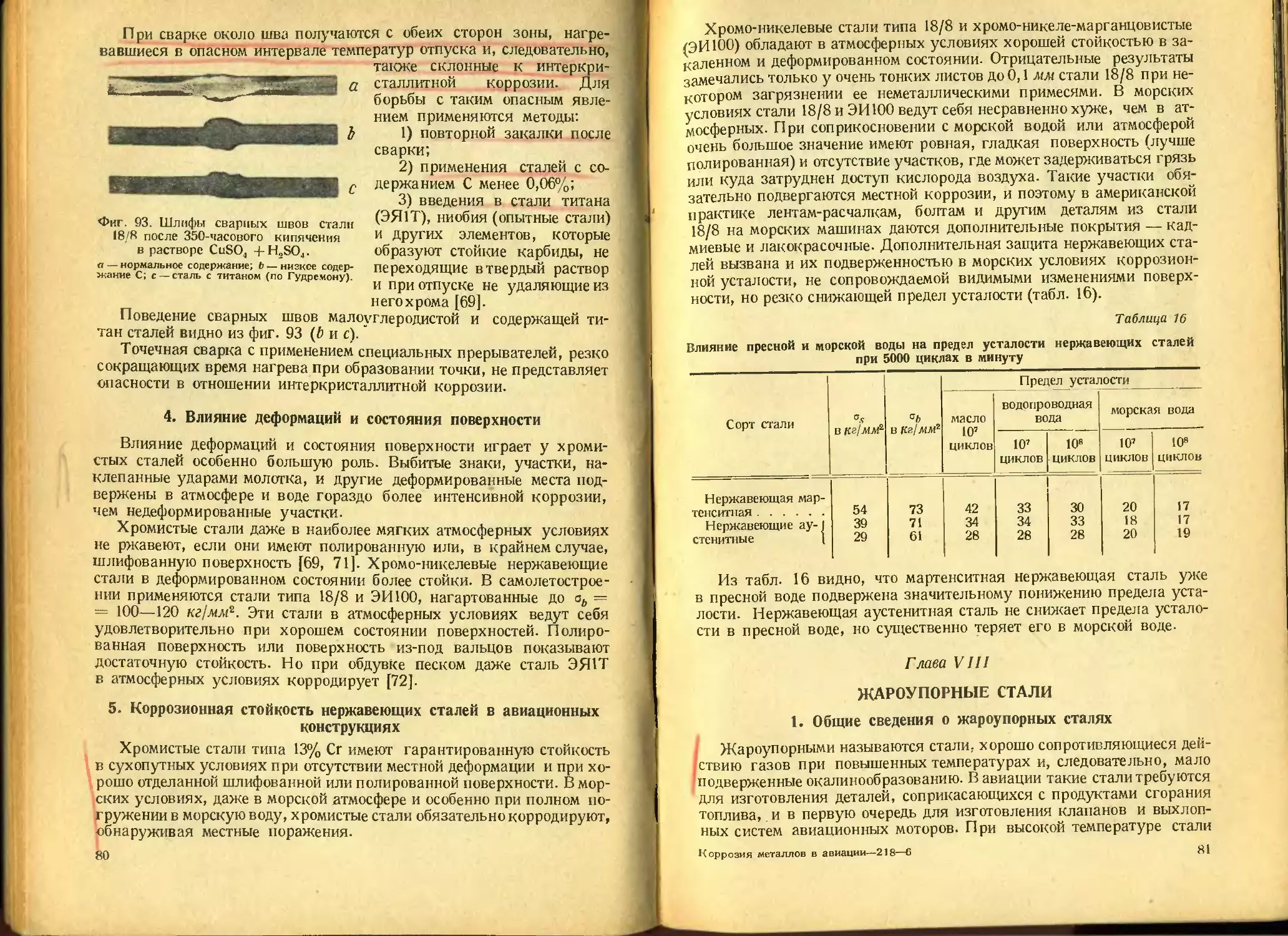
Текст
В.0.КРЕНИГ
Р.С.АМБАРЦУМЯН
КОРРОЗИЯ
МЕТАЛЛОВ
АВИАЦИИ
ОБОРОН ГИЗ
Проф. д-р В. О- КРЕНИГ и канд. техн, наук Р. С. АМБАРЦУМЯН
Читальный зал | .
КОРРОЗИЯ МЕТАЛЛОВ
В АВИАЦИИ
КОРРОЗИЯ АВИАЦИОННЫХ МАТЕРИАЛОВ, ЗАШИТА
ОТ КОРРОЗИИ И АНТИКОРРОЗИОННЫЕ ТЕХНОЛО-
ГИЧЕСКИЕ ПРОЦЕССЫ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ОБОРОННОЙ ПРОМЫШЛЕННОСТИ
А-60-5-3
Книга «Коррозия металлов в авиации» содер-
жит данные по коррозии различных авиацион-
ных материалов, по методам борьбы с корро-
зией материалов и деталей самолетов, моторов
и приборов и описания технологии антикорро-
зионных покрытий, принятых на авиационных
заводах.
Книга предназначена для инженерно-техниче-
ского состава авиационной промышленности,
военно-воздушных сил Красной армии и граж-
данского воздушного флота.
ПРЕДИСЛОВИЕ
Специфичность борьбы с коррозией в авиации заключается в том,
что в самолете, в моторе и других агрегатах важно не только макси-
мальное увеличение срока службы конструкции и уменьшение ее
износа, но и абсолютное предохранение металлов от коррозии, так
как коррозионные поражения могут оказаться катастрофичными для
авиационных конструкций, работающих при ударных и тем более
при знакопеременных нагрузках. Это обязывает конструкторов, тех-
нологов и эксплоатационников, работающих в авиации, уделять боль-
шое внимание профилактике коррозионных поражений.
За последние 10—12 лет в авиационной промышленности накоплен
значительный опыт по борьбе с коррозией и разработке различных
технологических процессов антикоррозионной обработки. Авторы
стремились в книге обобщить этот опыт и на основе проведенной ими
научно-исследовательской работы сделать практические выводы,
полезные для работников заводов авиационной промышленности и
лиц, эксплоатирующих самолеты и моторы.
Книга предназначена не только для специалистов по борьбе с кор-
розией на авиационных заводах. Авторы учитывали и запросы кон-
структоров и технологов—неспециалистов по антикоррозионным
мероприятиям. Поэтому книга написана без значительного исполь-
зования специальных дисциплин и в ней приведен минимальный тео-
ретический материал, безусловно необходимый для понимания прак-
тических разделов книги. Читатели, интересующиеся более глубокой
проработкой отдельных вопросов теории коррозии, отсылаются к книге
В. О. Крениг «Коррозия металлов» (ОНТИ, 1936 и 1938 гг.), в которой
имеются ссылки на узко специальную литературу.
Основное внимание в книге уделено коррозионной стойкости и
защите от коррозии наиболее распространенных авиационных ма-
териалов, в первую очередь легких и ультралегких сплавов. При опи-
сании технологических процессов авторы старались осветить специ-
фику этих процессов в обстановке авиационных заводов. Вопросы
3
общей теории гальванических процессов, анализа ванн и описания
оборудования опущены, так как читатели могут познакомиться с ними
по специальной литературе, в частности по работам В. И. Лайнера
и Н. Т. Кудрявцева «Основы гальваностегии» и П. А. Нусса «Элек-
тролитические покрытия металлов». Для более детального ознакомле-
ния с оборудованием гальванических и анодных цехов можно реко-
мендовать обратиться в контору Гальванопроектмонтажа Металло-
химзащиты .(Москва, Б. Черкасский пер., д. 17).
В книге использован значительный, еще не опубликованный
материал сотрудников коррозионной лаборатории ВИАМ, которым
авторы приносят искреннюю признательность.
Авторы отмечают значительную помощь, которая была оказана им
при собирании материалов коллективами антикоррозионных лабора-
торий заводов им. Горбунова и Фрунзе.
Москва, июнь 1940 г.
ЧАСТЬ I
ОСНОВЫ ТЕОРИИ КОРРОЗИИ И МЕТОДЫ ЗАЩИТЫ
ОТ КОРРОЗИИ
Глава I
ОСНОВЫ ТЕОРИИ КОРРОЗИОННЫХ ПРОЦЕССОВ
Коррозией металлов называется разрушение ме-
таллов или сплавов в результате химических
или электрохимических п р о ц е с с о в [1].
Наиболее часты такие случаи коррозии, как ржавление железа
в атмосфере, пресной и морской воде, появление белого налета на
алюминиевых сплавах и окалины при нагреве стали в термических
печах, на клапанах и выхлопных трубах авиационных моторов.
Химическая коррозия вызывается действием на металл сухих газов
или жидкостей, не проводящих тока: бензина, хлороформа, масла
и т. п.
Электрохимическая коррозия вызывается жидкостью или твердым
телом, проводящими электрический ток (электролитами).
1. Химическая коррозия
Газовая коррозия
Даже в сухой атмосфере и при комнатной температуре кислород
воздуха действует на поверхности всех металлов, отчего последние
покрываются тончайшими слоями окислов. Толщина слоя окислов
в обычных атмосферных условиях колеблется в пределах 10—30 А .
Исследования окисных пленок показали, что они имеют кристалли-
ческую структуру и состав их соответствует химическому составу
обычных окислов металлов (на олове — SnO, на меди — Сп2О, на
никеле — NiO, на свинце — РЬО).
Эвансу удалось, растворяя металл в реактивах, которые не раз-
рушали атмосферной окисной пленки, отделить ее и получить в форме
прозрачной пленочки.
При более высоких температурах пленки получаются более тол-
стыми, т. е. газовая коррозия усиливается с повышением температуры.
Зависимость интенсивности газовой коррозии от температуры чаще
Ангстрем 1А = 1 - 10 7
5
всего выражается формулой:
К = 1п,
(О
где к — интенсивность коррозии;
t— температура в °C;
п___показатель степени, меняющийся в зависимости от мате-
риала, состава газа и других условий.
Зависимость коррозии электролитического железа от темпера-
туры атмосферы видна из фиг. 1.
С течением времени пленка продуктов газовой коррозии (окислов
или других соединений) утолщается, диффузия новых порций газа
Фиг. 1. Коррозия электролитического
железа в атмосфере при различных
температурах (Крениг и Калинина).
через нее к поверхности металла
замедляется, и поэтому коррозия
развивается медленнее. В этом слу-
чае интенсивность коррозии в за-
висимости от времени выражается
формулой параболической кривой:
К2 - А • й, (2)
где К — интенсивность коррозии;
А — постоянный коэфициент;
й — продолжительность кор-
розии.
Коррозия в жидких
неэлектролитах
В органических средах с боль-
шим электросопротивлением (бен-
зин, бензол, хлороформ и т. п.)
частицы жидкости взаимодейст-
вуют с атомами на поверхности металла и образуют соответствующие
соединения. Например, крекинг-бензины, обладая большим электро-
сопротивлением (до 1010 ом см'^см-), все же вызывают интенсивную
коррозию магния и его сплавов с выделением водорода, а также железа
и медных сплавов [2]. Цинк в хлороформе также быстро растворяется-
Очевидно, коррозия в этих случаях из-за ничтожной электропро-
водности жидкой среды должна протекать чисто химическим путем.
Коррозия же металлов в этиловом спирте, этилен-гликоле, глицерине
и спиртоглицериновых смесях вследствие значительной электропро-
водности их протекает электрохимическим путем.
Защитные свойства пленок, полученных при газовой коррозии
Окислы металлов железа, алюминия, магния и некоторых со-
лей обладают хорошей стойкостью в воде, растворах солей и даже
в некоторых кислотах. Поэтому окисные пленки, образующиеся на
металлах в атмосфере, защищают металл от действия растворов солей
6
и кислот. Но современным воззрениям, пленки на металлах прони-
заны большим количеством пор. Площадь пор составляет от 10—5 до
10—3 см2 на 1 см2 поверхности. Очевидно, что диаметр пор очень мал,
а количество их велико. Действие внешней среды на металл возможно
только через поры, и поэтому чем меньше их диаметр, тем труднее
внешней среде воздействовать на металл.
Пассивность
Окисные (а иногда и другие) пленки образуются не только в газо-
образных, но и в жидких средах. Например, при погружении стали
в концентрированную азотную кйслоту или в раствор окислительной
соли (хромпика) на поверхности стали образуется окисная пленка.
Пленка препятствует дальнейшему воздействию на сталь внешней
среды. Если сталь с такой окисной пленкой поместить в среду (напри-
мер в водопроводную воду), в которой она обычно быстро ржавеет, то
на некоторое время сталь будет защищена. Точно так же ведет себя
магний при погружении во фтористоводородную кислоту. Но в этом
случае образуется не окисная пленка, а пленка фтористого магния,
не растворимая во фтористоводородной кислоте. У алюминия подоб-
ное явление наблюдается при помещении в концентрированную азот-
ную кислоту, концентрированную уксусную кислоту и в раствор
хромовой кислоты при комнатной температуре.
Явление, когда металл перестает корродировать в какой-либо
среде, называется пассивностью, а металл называется пассивным.
Пассивность металла связана с образованием на его поверхности
окисных или иных пленок. Пленки образуются в газообразной и
жидкой среде. Состояние, противоположное пассивному, называется
активным и связано с удалением защитных пленок с поверхности
металла.
2. Электрохимическая коррозия
Элементарные процессы на поверхности металла
Электрохимическая коррозия происходит только в растворах элек-
тролитов, т. е. в растворах солей, кислот или оснований (NaCl, H2SO4,
NaOH и др.) в воде, а иногда и других средах, например спирте,
когда эти соединения распадаются на электрически заряженные
частицы — ионы. При этом ионы металла или водорода несут поло-
жительный заряд и обозначаются Na', Н', а ионы металлоидов имеют
отрицательный заряд и обозначаются СГ, SO', ОН' ит. д.
При погружении металла в какой-нибудь электролит ионы элек-
тролита взаимодействуют с атомами (или ионами) металла1 и, в част-
ности, притягиваются (адсорбируются) атомами (ионами) металла,
лежащими на поверхности. Если ионы электролита адсорбированы
ионами на поверхности металла, то различают три случая взаимо-
действия между ними.
1 Существует взгляд, что в металле уже возможно существование ионов, т. е.
потеря атомом одного и даже нескольких электронов. Последние свободно пере-
двигаются в решетке металла от одного атома К другому (так называемые свобод-
ные электроны).
7
Honb> Honbi
металла электролита
Q-t---0 е—
—© е—
—-® е—
/.
Двойной слои.
Случай первый. Сила Q, связывающая атом (или ион)
металла в его пространственной решетке с другими атомами, больше,
чем сила q связи между адсорбированным ионом электролита и дру-
гими ионами, находящимися в элек-
тролите (фиг. 2). В этом случае ион
электролита потеряет связь с дру-
гими ионами электролита и присо-
единится к поверхности металла.
Случай второй. Сила Q
равна q. Между атомами металла и
ионами электролита устанавливается
равновесие.
Случай третий. Сила Q
меньше, чем сила q. В этом случае
атом металла в форме иона будет вы-
рван с поверхности металла -и пе-
рейдет в раствор. Однако далеко от
поверхности металла оторванный ион
удалиться [не может, так как он
электростатически будет притяги-
ваться освободившимися одним или несколькими электронами,
оставшимися в металле. В результате притяжения между ионами
металла и электролита на поверхности металла, погруженного
в электролит, создается двойной слой противоположных зарядов,
называемый д в о й н ы м электрическим слоем (фиг. 2).
Фиг. 2. Схема образования двой-
ного слоя на поверхности железа,
погруженного в электролит.
Электродные потенциалы
Наличие двойного электрического слоя на границе металла и элек-
тролита вызывает на ней скачок электрического (электродного) потен-
циала.
Скачок электрического потенциала на поверхности металла, по-
груженного в электролит (электродный потенциал), определяется по
формуле:
(3)
„ 0,0002 т , р
Е =-------— '8 Т’
где Е — электродный потенциал металла в в;
Р — величина, зависящая от природы металла в ат\
р — осмотическое давление ионов металла в растворе в апг,
Т — абсолютная температура;
п — зарядность (валентность) ионов, переходящих в раствор.
Знак минус указывает на растворяемость металла; в противном
случае в формуле минус меняется на плюс.
Величина электродного потенциала зависит от наличия тех или
иных ионов металла в электролите, от количества их и от температуры
Поэтому для сравнения электродные потенциалы различных металлов
определены при 18° С в растворах, содержащих 1 грамм-эквивалент
ионов данного металла. Такие электродные потенциалы нобят назва-
ние нормальных (табл. 1).
8
Потенциал водорода принят равным нулю. Металлы, электродный-
потенциал которых имеет бо-
лее высокое значение, чем у Таблица i
водорода, даются со знаком
плюс, более низкое значе-
ние — со знаком минус.
Потенциалы металлов
в разных средах
Как правило, металлы
в условиях эксплоатации не
находятся в растворах собст-
венных ионов и тем более
определенной концентрации.
В средах, чаще встречаю-
щихся на практике, — мор-
ской и пресной воде, этилен-
гликоле и спирте—потенци-
алы металлов будут иными,
чем в растворах с содержа-
нием нормальной концент-
рации ионов данного металла- Из формулы (3) видно, что изменения
Таблица 2
Электродные потенциалы различных
металлов в 3%-ном растворе NaCl
Металл Потенциал по отношению к водородному электроду в
вначале через некото- рый промежу- ток времени
Си + 0,02 + 0,05
Sn -0,25 — 0,25
Pb — 0,39 — 0,36
Ni — 0,13 — 0.02
Cd — 0,58 — 0,52
Fe — 0,39 — 0,52
Cr — 0,02 + 0,23.
Zn — 0,83 — 0.83
Mn — 1,05 — 0,91
Al — 0.63 — 0,53
Mg — 1,45 —
количество ионов, чем металл
этом на первом освободится
Нормальные электродные потенциалы
металлов (электрохимический ряд
напряжений)
Нормальный Нормальный
t=: q электродный ч t=: электродный
СЗ потенциал сз потенциал
GJ S в <и S. в
Au + 1,50 Ni — 0,20
Pt + 0.86 Cd — 0,40
Hg + 0,86 Fe — 0,44
Ag + 0,80 Cr — 0,56
Си + 0,345 Zn — 0,76
H, 0,00 Mn — 1,10
Pb — 0,13 Al — 1,34
Sn — 0,14 Mg — 1,87
Na — 2,71
температуры (7), концентрации и
природы ионов (р) электролита
отражаются на электродном потен-
циале металла. В табл. 2 приве-
дены потенциалы некоторых часто
встречающихся в технике металлов
в 3%-ном растворе NaCl — основ-
ной составляющей морской воды.
Из табл. 1 и 2 видно, что даже
последовательность расположения
металлов в ряде электродных по-
тенциалов меняется в зависимости
от электролита.
Работа гальванического элемента
Если пластинки двух разных
металлов погружены в электролит
и связаны между собой внешним
проводником (фиг. 3), то, как было
сказано выше, они будут иметь
разные электродные потенциалы.
Металл с более низким потенциалом
переведет в электролит большее
с более высоким потенциалом. При
большее количество электронов и
9
Фиг. 3. Схема
гальваниче-
ского элемента.
для установления равновесия электроны от пластинки металла с более
низким потенциалом (отрицательным) перетекут к пластинке с более
высоким (положительным) потенциалом, что соответствует прохожде-
нию электрического тока; можно сказать, что от пластинки К к пла-
стинке А будет перетекать электрический ток.
В электротехнике направлением тока считается на-
правление, противоположное пути перетекания элек-
тронов, Таким Образом пластинки меди и железа,
погруженные в раствор соляной кислоты, составят
гальванический элемент.
Для замыкания круга протекания тока необхо-
димо. чтобы он проходил по электролиту. В электро-
лите ток переносится ионами. Поэтому в нем поло-
жительно заряженные ионы будут, передвигаться
к пластинке (или полюсу), к которой будут притекать
по проводнику отрицательные заряды — электроны,
т. е. к полюсу К, называемому в электротехнике
катодом. Отрицательно заряженные ионы будут
притекать к полюсу А (а/юду), с которого в раствор перейдут поло-
жительно заряженные ионы. Отрицательно заряженные ионы, иду-
щие к аноду, называются анионами, а положительно заряженные,
идущие к катоду, — катионами.
При погружении пластинок меди и железа,
соединенных между собой проволокой (фиг. 4),
в слабый раствор (например 5%-ный) соляной
кислоты потенциал железа будет ниже, чем
потенциал меди, и поэтому положительно
заряженные ионы железа (катионы) Fe" перей-
дут в раствор и освободят электроны. Послед-
ние по внешнему проводнику перетекут к мед-
ной пластинке. В растворе НС1 распадается
на ионы Н‘ и ионы С1'. Отрицательно заря-
женные ионы (анионы) СГ пойдут в электро-
лите к аноду, т. е. к железу1, и, соединяясь
с катионами железа, дадут хлористое железо
по уравнению:
Fe"-f-2СГ-> FeCl2. (4)
Фиг. 4. Схема работы
гальванического эле-
мента железо-медь в
растворе соляной
кислоты.
Ионы водорода Н’ пойдут к катоду (медв) и будут’ там нейтрализо-
ваны электронами в атомы водорода по уравнению:
Н-+е~>Н; ' (5)
Из рассмотренного процесса видно, что медь принимает в работе
гальванического элемента участие тем, что на ней происходит разряд
ионов водорода. Сама медь в электролите не растворяется.
Электродвижущая сила любого гальванического элемента (ЭДС)
равна разности потенциалов катода и анода: ,
Е _ ек — ед.
(б)
10
Поляризация и деполяризация
При растворении металла анода в электролите около анода на-
капливаются ионы металла. При этом потенциал анода делается более
положительным (облагораживается) согласно формуле (3). Облаго-
раживание потенциала анода уменьшает ЭДС гальванического эле-
мента и носит название поляризации анода. Деполяризация, т. е.
в данном случае уменьшение концентрации ионов металла вблизи
анода, может произойти в результате перемешивания электролита.
На катоде' при разряде ионов водорода накапливается большое
количество атомов водорода, препятствующих разряду на катодной
поверхности новых ионов- Это явление называется поляризацией
катода. Происходит понижение потенциала катода.
Деполяризация катода, т. е. удаление атомов водорода с катода,
происходит двумя путями:
1) соединением атомов водорода в молекулу, ряда молекул в
пузырек водорода и отрывом пузырька от поверхности катода
Н + Н->Н2, (7)
Н2 + Н2 + Н2 . . . пузырек Н2; (7а)
2) окислением атомов водорода кислородом воздуха, растворенным
в электролите, по уравнению:
2Н+’О2^Н2О. (8)
Металл как многоэлектродный элемент
Технически чистые металлы — железо, алюминий, магний и др-
всегда содержат некоторое количество примесей и не могут считаться
химически однородными. Металлы и
сплавы всегда неоднородны и по
физическому состоянию поверхности.
На деталях конструкций имеются
участки с деформациями, царапи-
нами, неровностями поверхностей.
Такие участки поверхности даже при
одинаковом химическом составе не-
однородны в электрохимическом от-
ношении и поэтому отличаются друг
от друга электродными потенциалами.
Структура металла или сплава
в общем виде представляет собой
зерна твердого раствора с грани-
цами между ними и включениями
интерметаллических соединений. По-
этому общая схема распределения
потенциалов на поверхности металла,
погруженного в электролит, имеет
вид, изображенный на фиг. 5. Разные участки поверхности
металла имеют различные потенциалы. Они замкнуты между
собой массой металла и омывающим их электролитом. Поэтому
Фиг. 5. Схема распределения
электродных потенциалов на
поверхности металла.
11
Фиг. 6. Вид образца Фиг. 7. Вид образ-
дуралюмина, корро- па электрона после
дировавшего в мор- коррозии в 3%-ном
ской воде (Крениг). растворе NaCl
(Крениг).
металл, погруженный в электролит, можно рассматривать как гальва-
нический элемент, имеющий большое число короткозамкнутых элек-
тродов, т. е- как многоэлектродный элемент. Электроды, имеющие
наиболее низкие потенциалы, будут анодами и поэтому разрушаются.
Электроды с более высоким значением электродного потенциала будут
катодами, на них будет происходить разряд водорода, и они не
разрушатся. Решение задачи, какие электроды в многокомпонентном
сплаве, например в дуралю-
мине или электроне марки
АМ4, будут катодами или
анодами, принципиально воз-
можно [3], но в случае слож-
ных сплавов представляет
большие экспериментальные
трудности.
Формы коррозионного разру-
шения при электрохимической
коррозии
Вопрос о том, какие имен-
но структурные составляю-
щие сплава подверже'ны
разрушению вследствие кор-
розии, разрешается в зави-
симости от их электродных
потенциалов. Разрушения от
коррозии могут иметь сле-
дующую форму: 1) равномер-
ную, 2) местную, 3) интеркристаллитную, 4) растрескивающую,
5) селективную (избирательную).
Коррозия металла или сплава будет тем равномернее, чем они
однороднее, т. е. чем равномернее в них перемешаны катодные
и анодные участки. Тогда внешне металл или сплав кажутся про-
корродировавшими равномерно. Но при увеличении достаточно от-
четливо заметно неравномерное разрушение. Равномерному разру-
шению подвержены чистый алюминий в растворах кислот и щелочей
и сталь в кислотах при отсутствии у нее местных деформаций.
Местное разрушение наблюдается у неоднородных сплавов, у ко-
торых катодные участки разбросаны на значительном расстоянии
друг от друга или у которых анодные участки составляют незначи-
тельную по величине часть поверхности сплава и также расположены
далёко друг от друга. Очень часто местная коррозия встречается у
металлов и сплавов, покрытых оксидными пленками, даже в тех сре-
дах, в которых последние плохо растворяются, но все же могут по-
лучить местные разрушения. Коррозионные поражения появляются
в местах повреждения. При этом поверхность металла, покрытая
неповрежденной пленкой, не корродирует. Местная коррозия осо-
бенно часто встречается у алюминиевых или магниевых сплавов в рас-
12
творах хлоридов и, в частности, в морской воде (фиг. 6 и 7). На шлифе,
с различной
Фиг. 8. Микрошлифы сплавов
формой коррозионных поражений.
а—интеркристаллитная коррозия; Ъ—местная и интеркри-
сталлитная; с—местная; d—грубая интеркристаллитная;
е и /—коррозионное растрескивание.
или сплав
интеркри-
коррозии
проходящем через кор-
розионное поражение,
обнаруживается кавер- °'-уг
на (фиг. 8, о).
Металл
подвержен
сталлитной
тогда, когда потенциал
границ зерен ниже, чем
потенциал других струк-
турных составляющих,:
самих зерен твердого
раствора, интерметалли-
ческих включений ит. п.
Тогда границы зерен
или их поверхность
будут анодами и разру-
шатся. Внешне при ин-
теркристаллитной кор-
розии сплав очень мало
изменяется. Коррозион-
ное поражение распространяется вглубь металла, и продукты кор-
розии на поверхности
Фиг. 9. Вид поверхности
образца дуралюмина,
имеющего интеркристал-
литную коррозию, х 3
(Крениг).
его не видны. Только в некоторых случаях
на поверхности детали заметны бугорки или
наросты (фиг. 9). При вскрытии под ними
обнаруживаются скопления продуктов кор-
розии. На микрошлифе сплава-при интеркри-
сталлитной коррозии ясно видны границы
зерен даже в нетравленом виде, так как про-
дукты коррозии легко выкрашиваются при
изготовлении шлифа (фиг. 8,ft). Интеркри-
сталлитная коррозия часто встречается у алю-
миниевых сплавов и нержавеющих сталей
при неправильной термической обработке их.
Растрескиеающая коррозия бывает у ме-
таллов и сплавов, если они деформированы.
В этом случае внутренние напряжения и
коррозионные поражения действуют сов-
местно. Незначительные разрушения от кор-
розии позволяют внутренним напряжениям
реализоваться, отчего в сплаве появляются
трещины. При растрескивающей коррозии
на изделиях почти незаметно продуктов
коррозии и трещины имеют чистую, неокис-
ленную поверхность. При микроскопиче-
ском исследовании обнаруживается, что тре-
щины распространяются не только по
границам, но и по телу зерен (фиг. 8, е), это указывает на то, что
13
растрескивающая коррозия не обязательно связана с интеркристал-
литным разрушением. Растрескивающая коррозия встречается у на-
гартованной латуни и у легких алюминиевых сплавов также в нагар-
тованном состоянии. Внутренние напряжения, кроме влияния
на появление растрескивающей коррозии, так же как и остаточные
Фиг. 10. Электродные потенциалы
упруго деформированного дуралюмина
(Крениг).
% обжатия-*-
Фиг. 11. Потенциалы холодно-
катаного алюминия при различ-
ных степенях обжатия (Крениг).
деформации, понижают потенциал металлов и сплавов (фиг. 10 и 11).
Поэтому деформированные участки всегда являются анодными
по отношению к недеформированным участкам металла или сплава.
Из-за этого холоднодеформированные заклепки всегда корродируют
Фиг. 12. Вид прокорродиро-
вавшего в морской воде листа
дуралюмина, склепанного за-
клепками того же химического
состава (продукты коррозии
удалены) (Крениг).
Фиг. 13. Селективная коррозия
a-f-g-латуни (Вурстемберг).
сильнее, чем склепанные ими листы
того же, что и заклепки, химиче-
ского состава (фиг. 12).
Селективная коррозия есть част-
ный случай местной коррозии, но
с очень резко выраженным преимущественным разрушением какой-
либо одной фазы. Характерным примером селективной коррозии яв-
ляется разрушение я -j- р-латуни, при которой коррозия идет
исключительно за счет ^-составляющей, более богатой цинком
(фиг. 13).
14
Потери механических свойств от коррозии
Самой опасной при коррозии металлов и сплавов в конструкции
является потеря прочности вследствие коррозии отдельных деталей.
Коррозионные разрушения имеют различный характер, и влияние
их на потерю механических свойств неодинаково.
Равномерная коррозия наименее резко влияет на потерю механи-
ческих свойств. Прочность конструкции уменьшается пропорцио-
нально уменьшению толщины детали. Удлинение же при равномерной
коррозии страдает весьма незначительно.
Местная и селективная коррозия в значительно большей степени,
чем равномерная коррозия, снижает прочность и пластические свой-
ства материала. Эти виды коррозии уже при статическом разрушении
резко снижают удлинение. Значительная же коррозия отражается
и на временном сопротивлении разрушению металла или сплава. Из
табл. 3 видно, что при одной и той же потере в весе образцы с мест-
ной коррозией имеют большую потерю удлинения, чем образцы
с равномерной коррозией.
Т аблиц
Потери веса и механических свойств у сплава А1 + 4% Си при различных
формах коррозионного разрушения
Форма коррозионного разрушения Потеря в весе в е/м2 около Уменьшение временного сопротивления разрыву в % Потеря удлинения в %
Равномерная 200 0,0 0,0
Местная .... 200 10,5 45,0
Интеркристаллитная 200 54,0 81,0
Еще резче местная коррозия сказывается при ударных и особенно
при знакопеременных нагрузках. В этих случаях местные коррозион-
ные разрушения играют роль надрезов, около которых получается
значительная концентрация напряжений. Предел усталости углеро-
дистой стали при действии на нее пресной или морской воды сни-
жается с 20—30 до 14—12 кг)ммг~. Для легированных и термообра-
ботанных сталей процентное снижение предела усталости еще зна-
чительнее. Поэтому введено новое понятие — коррозионная усталость,
т. е. усталость металла при одновременном воздействии нагрузок и
коррозионной среды. Изломы от нее обычно исходят из нескольких
точек поверхности в соответствии с развитием трещин усталости от
коррозионных поражений на поверхности деталей (фиг. 14). В авиа-
ции разрушения от коррозионной усталости наблюдаются у лент-
расчалок и у тросов, работающих при сильных вибрациях- При
недостаточной защите от коррозии разрушения от коррозионной
усталости наблюдаются у всех сильно напряженных деталей само-
лета и мотора.
15
Фиг. 14. Излом штока двига-
теля внутреннего сгорания
с внутренним охлаждением его
водой с явлениями коррозион-
ной усталости (Тум и Оке).
Интеркристаллитная и растрескивающая
коррозии еще сильнее влияют на потерю механических качеств.
Поражения при этих видах коррозии
уподобляются более острым надрезам,
чем при местной коррозии, что опаснее,
так как с уменьшением радиуса кри-
визны надреза концентрация напряже-
ний растет. Кроме того, интеркристал-
литная коррозия внешне мало изменяет
вид детали и может вызвать непредви-
денное разрушение.
При растрескивающей к о р-
р о з и и трещина также появляется
совершенно неожиданно и выводит кон-
струкцию из строя, что и случается,
например, с латунными трубками ра-
диаторов.
Особенности коррозии в различных средах
Деление коррозионных процессов на две
группы в зависимости от катодной реакции.
Как известно, разряжающийся на катоде водород, удаляется с
катодных поверхностей двумя путями: а) образованием пузырьков
водорода и б) окислением водорода кислородом в воду. Обе формы
настолько характерны для коррозионного процесса, что вполне зако-
номерным стало деление всех коррозионных процессов на процессы,
идущие: а) с выделением на катоде газообразного водорода и б) с оки-
слением водорода на катоде.
Коррозионные процессы с выделением на
катоде газообразного водорода. Коррозионные про-
цессы с выделением на катоде газообразного водорода наблюдаются,
главным образом, в средах с высокой концентрацией ионов водорода,
т. е. в растворах кислот. Железо, алюминий, цинк, олово в растворах
неорганических кислот (соляной, серной и др.) и органических (ук-
сусной и др.) корродируют с выделением газообразного водорода.
Газообразный водород выделяется и при коррозии магниевых спла-
вов в морской и пресной воде, что является единственным случаем
коррозии металла в машиностроительных конструкциях с выделением
газообразного водорода в условиях эксплоатации.
Как уже было сказано выше, поверхность корродирующего металла
состоит из многочисленных участков с различным значением потен-
циала. Катодными участками у железа, главным образом, будут вклю-
чения цементита, у чугуна — графита, у алюминия — примеси же-
леза и кремния, у цинка — примеси железа, меди, кадмия и др.
На катодных участках идет выделение водорода. Легкость выделе-
ния его зависит не только от концентрации ионов водорода в растворе,
но и от особых свойств поверхностей, с которых выделяется
водород.
46
Легче всего водород выделяется с поверхности платины. Для вы-
деления водорода с других металлов приходится затрачивать доба-
вочную электродвижу-
щую силу, которая на-
зывается перенапряже-
нием водорода (табл. 4).
Из табл. 4 видно,
что перенапряжение во-
дорода на платине равно
нулю, но имеет весьма
значительную величину
на кадмии, свинце и
ртути. Поэтому, если
электродвижущая сила
гальванического элемен-
та £=ек—еА [формула
(б)], то электродвижущая
сила работающего галь-
ванического элемента, у
катоде^ будет:
Таблица 4
Перенапряжение водорода в 2N растворе H2SO,
при комнатной температуре в в
Металл Перенапря- жение водо- рода Металл Перенапря- жение водо- рода
Pt ООО Fe 0,48
Au 0,02 Са 0 48
Ag 0,15 Sn 0,53
Си 0,23 Pb 0,64
Ni 0,21 Hg 0,78
должен выделяться на
которого
водород
где тц—
Ег = — ед — к),
(9)
'еренапряжение водорода, т. е. электродвижущая сила эле-
мента уменьшается на величину перенапряжения водорода на катоде.
Влияние величины перенапряжения
водорода на катоде на интенсивность
коррозии видно из фиг. 15, где столбики
показывают количество водорода, выде-
ляемое на соответствующем металле при
контакте с магнием в 3%-ном растворе
NaCl. На платине наблюдается макси-
мальное выделение водорода, затем сле-
дуют алюминий, железо, медь и на
последних местах, почти не усиливая
коррозии магния, стоят свинец и ртуть.
Если перенапряжение водорода на
катодных участках корродирующего
металла больше, чем разность потенциа-
лов катодных и анодных участков, т. е.
выражение (9) меньше нуля, то кор-
розия с выделением газообразного водо-
рода итти не может. Катодные поверх-
разрядившимся и неудаленным водоро-
дом. В этих случаях коррозия протекает только с окислением
водорода кислородом.
Коррозионные процессы с окислением во-
дорода на катоде. Коррозия с окислением водорода кисло-
родом в авиации в условиях производства и эксплоатации наблюдается
г. подавляющем большинстве случаев. Коррозия стали, алюминия,
17
см3Нг
/40 п
120-
i00
80
со
40
20
о
Кол. Нг на аноВе
Нгна катоВет
II
Pt Pl Fe Nt Си РЪ Мп Zn Hg Mg
Фиг. 15. Выделение водорода
при контакте магния с разными
металлами в 3%-ном растворе
NaCl (Крениг и Костылев).
ности будут поляризованы
ЬИЕЛЯ: ГЕЬ
Впгн***^
цинка, кадмия, меди и ее сплавов в растворах солей, в морской
и пресной воде, происходит по этому виду процессов. Коррозия этих же
металлов в атмосферных условиях тоже относится к данному виду
коррозионных процессов. Коррозия с окислением водорода наблю-
дается и в так называемых окислительных кислотах — азотной, хро-
мовой, концентрированной серной — ив слабых растворах органи-
ческих кислот — фруктовой, щавелевой, винной и т. п.
Фиг. 16. Влияние глубины по-
гружения на коррозию желез-
ных пластинок (Кренке и др.).
Фиг. 17. Коррозия железных труб
в зависимости от скорости проте-
кания в них воды (Спеллер).
Доступ кислорода в этих случаях является обязательным условием
протекания коррозионного процесса. Скорость поступления кисло-
рода к катодным участкам металла регулирует скорость коррозии
в целом. Поэтому детали, находящиеся дальше от уровня жидкости
(например от поверхности
моря), будут корродировать
медленнее, чем детали, нахо-
дящиеся ближе к уровню
жидкости (фиг. 16), так как
к более глубоко погруженным
деталям кислороду воздуха
придется пройти более длин-
ный путь и он в меньшем
количестве поступит к их
катодным участкам. По этой
о го 40 во во юо 120 <го 160 180°с же причине скорость движе-
Фиг. 18. Коррозия железа в открытой и
закрытой системах при повышении темпе-
ратуры (Спеллер).
ния жидкости относительно
металла усиливает коррозию,
так как соприкосновение по-
верхности металла с новыми
порциями жидкости, содер-
жащими кислород, приводит этот кислород к катодным поверхностям
и процесс коррозии усиливается (фиг. 17).
Насколько велика роль кислорода, особенно наглядно видно из
фиг. 18. С повышением температуры всякая химическая или элек-
трохимическая реакция ускоряется. При увеличении температуры
коррозия также усиливается (фиг. 18). Но в открытой системе, т. е.
в такой, из которой кислород при нагревании может удалиться, так
18
как растворимость газов в ней понижается, коррозия начинает умень-
шаться, и при 100° С, когда растворимость кислорода в воде близка
к нулю, коррозия делается значительно меньшей, чем при 40—60° С.
В закрытой системе, где кислород не может удалиться, интенсивность
коррозии с повышением температуры увеличивается.
Коррозия при неравномерном доступе ки-
слорода. При действии кислорода на поверхность металла на
ней образуется окисная пленка, приводящая поверхность к пассив-
ному состоянию. Поэтому, если к некоторым участкам поверхности
одной и той же детали доступ кислорода
или воздуха интенсивнее, чем к другим,
то из-за пассивирования первых участков
их потенциал повысится и они станут
катодами по отношению к участкам
с меньшим доступом кислорода. Эванс,
например, наносил на поверхность стали
Образование f / Х\\[,бразоб11ни(.
щелочи. ! солеи желеав \ V щелочи
тит
белая буреющая белая буреющая
пленка гидроокиси, пленка гидроокиси.
Фиг. 19. Схема коррозии железа под каплей
слабого раствора NaCl (Эванс).
Фиг. 20. Вид заклепоч-
ного соединения плаки-
рованного дуралюмина
после коррозии в мор-
ской воде. Заклепки из
сплава D18 (Павлов).
или цинка каплю слабого раствора NaCl,
и через некоторое время стало видно,
что центральная часть капли корроди-
рует, в то время как по краям капли
образуется некорродирующее кольцо
(фиг. 19). Ясно, что к поверхности металла,
лежащей по краям капли, путь кисло-
рода из атмосферы через слой жидкости
короче, чем через слой жидкости в центре
капли. Поэтому поверхность металла
по краям капли будет иметь более вы-
сокое значение потенциала, чем под цент-
ром капли, и металл под центром капли
будет корродировать.
На практике участки поверхности металла, к которым доступ
Кислорода меньше, корродируют сильнее. В частности, замечается,
что интенсивная коррозия протекает в местах перехлестки заклепоч-
ных швов (фиг. 20); усиленная коррозия встречается в поплавках
и лодках гидросамолетов, если в них скапливается вода в местах,
где нет доступа воздуха (под шпангоутами, накладками или скопле-
нием посторонних веществ — грязи, ила и т. п.).
Атмосферная коррозия. При коррозии в атмосфере
Различаются два случая.
19
Случай первый. Влажность атмосферы 100%-ная, и на
поверхности металла конденсируются капли воды. Такое же явле-
ние можно наблюдать и в случае, если металлические изделия имеют
более низкую температуру, чем окружающая атмосфера, например
при переносе металлических изделий из холодного в более теплое
помещение.
Случай второй. Влажность атмосферы ниже 100% и тем-
пература металла равна температуре окружающей атмосферы. Кор-
розия возможна только в случае, если на поверхности металла нахо-
дятся гигроскопические вещества — пыль, грязь или старые про-
дукты коррозии.
Воздух вблизи промышленных предприятий содержит примеси
сернистых и углекислых газов, а иногда и хлора, сероводорода и т. п.
Капли влаги, образовавшиеся на поверхности металла в атмосфере,
адсорбируют эти газы. При соединении их с водой получаются ки-
слоты: сернистая, серная, хлористоводородная, отрицательно дейст-
вующие на металл. Поэтому коррозия в атмосфере промышленных
центров всегда протекает интенсивнее, чем в чистом воздухе. Вблизи
моря в атмосфере содержатся примеси солей, которые, попадая на
поверхность металлов, образуют вместе с влагой растворы солей
и усиливают коррозию.
Глава II
МЕТОДЫ ЗАЩИТЫ ОТ КОРРОЗИИ
1. Принципы применения методов защиты от коррозии
Методы защиты от коррозии весьма разнообразны. Задача кон-
структора и технолога — выбрать в каждом конкретном случае из
методов защиты от коррозии наиболее технически совершенный и
экономически оправданный.
Нужно предостеречь конструкторов и технологов от пренебрежения
вопросами защиты от коррозии. Но в то же время нужно делать только
самое необходимое, без затраты излишних материальных средств;
применение хорошего, но излишнего способа защиты от коррозии
влечет за собой неоправданное перетяжеление самолета. Очень-часто,
например, сверх оцинковки стального узла сухопутного самолета
делается двойное лакокрасочное покрытие. Такое сложное покрытие
только увеличивает вес. Со стороны коррозии не оправдано и без-
разборное применение нержавеющей стали для сухопутного самоле-
тостроения (например в сухопутных самолетах Сталь-6 и Сталь-7).
Наиболее распространены следующие методы защиты от корро-
зии:
1. Защита легированием (сплавлением): а) механическая защита
вновь введенными атомами; б) образование естественных защитных
пленок; в) отложение слоя защитного металла; г) изменение пере-
напряжения водорода на некоторых структурных составляющих;
д) изменение размера зерна.
20
2. Защита оксидными пленками: а) получение оксидных пленок
химическим травлением; б) получение оксидных пленок анодной об-
работкой; в) получение пленок иных, чем оксидные (фосфатные и др.).
3. Защита протектором.
4. Защита извне приложенным током.
5. Защита металлическими покрытиями: а) горячие покрытия;
б) гальванические'покрытия; в) диффузионные покрытия; г) покрытия
по методу набрызгивания; д) покрытия по методу плакирования.
6. Защита неметаллическими покрытиями: а) лакокрасочные по-
крытия; б) покрытия эмалями; в) покрытия цементом и бетоном;
г) смазки.
7. Защита обработкой внешней среды: а) предварительная обра-
ботка; б) присадки во время действия среды.
2. Применение отдельных методов защиты от коррозии
в авиации
Защита легированием
Защита легированием заключается в том, что к металлу или сплаву
добавляется один или несколько элементов, повышающих их корро-
зионную стойкость. Легирование уменьшает общую коррозию сплава
или переводит его от более опасной формы коррозии, например ин-
теркристаллитной, к местной или
равномерной (гл. I).
По механизму своего действия
легирующие присадки разбиваются
в первом приближении на две
группы.
1-я группа. Случай
больших добавок. К этой
группе относятся добавки порядка
десятков процентов легирующих
элементов, дающие с основным ме-
таллом или сплавом твердые рас-
творы. Например, хром с желе-
зом образует нержавеющие стали,
алюминий с медью —алюминиевые
бронзы и т. д. При этом вновь
введенные в сплав атомы благородного металла механически пре-
кращают доступ ионам электролита к ионам основного металла
(фиг. 21). В начале процесса атомы основного металла и легирующего
элемента перемешаны в пространственной решетке сплава. Атомы
основного металла переходят в раствор (например железа в азотной
кислоте), а атомы легирующего элемента (например хрома) не пере-
ходят в него. В этом случае переход атомов железа с поверхности
сплава в раствор будет происходить до тех пор, пока на поверхности
не останется барьер, состоящий только из атомов хрома. Сплав будет
иметь коррозионную стойкость, практически равную стойкости леги-
рующего элемента (хрома). Если атомов хрома недостаточно для
21
ВозбейстВие раствора.
I I I
• д д • X
. . Ж ж • жж
Д/па
• влагородного » « « «
металла • • Ж • °
ДтомЬ/
онеблагородн о о • ° •
металла
яАтомЬц/дсе • • о о о
леннЬ/е про коррозии___________
Фиг. 21. Схема действия электролита
на решетку твердого раствора.
образования из них в сплаве сплошного барьера, то сплав будет
вести себя как некоррозионностойкий основной металл. Для же-
лезо-хромистых сплавов количество хрома для достижения высокой
коррозионной стойкости сплава должно быть не ниже 11% (гл. VII).
Защита легированием большими добавками является весьма ра-
дикальным методом борьбы с коррозией. Всякие повреждения поверх-
ности, царапины и т. п. моментально «залечиваются» образованием
нового барьера благородных атомов. Но большие добавки легирующих
металлов связаны со значительной затратой благородного компонента
сплава, часто дефицитного и дорогостоящего.
2-я группа. Случай малых добавок. Существен-
ные изменения коррозионной стойкости могут быть получены и при
легировании небольшими добавками. Например, уже 0,25% меди или
0,1% фосфора значительно повышают коррозионную стойкость стали
в атмосферных условиях; около 1% марганца в несколько раз увели-
чивает сопротивление магния действию растворов хлористого натрия;
0,2—0,3% магния устраняют интеркристаллитную коррозию у дур-
алюмина, а приблизительно 1% титана — интеркристаллитную кор-
розию у нержавеющей стали 18/8.
Малые добавки влияют на повышение коррозионной стойкости
различными способами.
Во-первых, подобно меди в железе или марганцу в магнии они мо-
гут участвовать в образовании слоя продуктов коррозии, замедляю-
щих дальнейшее распространение ее- При этом эффект действия до-
бавок наступает не сразу, а спустя некоторое время после начала
воздействия коррозионной среды, например при коррозии медистой
стали в атмосфере — через 5—6 месяцев. К тому же сплав никогда
не имеет коррозионной стойкости легирующего элемента.
Во-вторых, малые добавки могут влиять на изменение потенциала
или перенапряжение водорода на отдельных структурных составляю-
щих сплава, как, например, при легировании сплавов Al-Си ма-
гнием, сплавов Mg-Al марганцем или сплавов Fe-Cr-Ni ти-
таном. В этих случаях действие присадок значительно уменьшает
общую коррозию (сплавы Mg-Al) или же позволяет иметь вместо
опасной интеркристаллитной формы разрушения равномерную или
местную коррозию.
Защита оксидными пленками
Техника использует для защиты от коррозии методы создания на
металлах и сплавах искусственных оксидных или других нераство-
римых пленок (фосфатных, хроматных и т. п.).
В авиации распространены оксидирование и фосфатирование стали,
химическое и анодное оксидирование алюминиевых сплавов и хими-
ческое оксидирование сплавов магния.
Искусственные пленки, как и естественные, имеют большое коли-
чество очень мелких пор. Для анодно оксидированного дуралюмина
диаметр пор оценивают в 0,0001 мм и общую площадь пор на I см2
поверхности в 10—5—10—6 см2. Поэтому оксидные пленки без какой-
22
либо дополнительной обработки дают весьма несовершенную защиту
от коррозии, особенно в средах, содержащих малые по диаметру
ионы, например ионы хлора (морская вода) и др. Дополнительная
обработка оксидных или иных пленок состоит в наполнении пор
пассивирующими и жировыми веществами или в дополнительном на-
несении на оксидные пленки лакокрасочных покрытий. В обоих слу-
чаях пористая поверхность пленки обеспечивает хорошее сцёпление
жира, краски или лака с поверхностью металла. В свою очередь
служба лакокрасочного покрытия удлиняется при нанесении его на
поверхность, подготовленную оксидированием или другим аналогич-
ным способом.
Защита протекторами
Защита протекторами заключается в том, что к металлической
конструкции, находящейся в электролите, присоединяют пластинку
другого металла, имеющего в этой среде более низкий потенциал,
чем металл конструкции. Пластинка протектора, являясь анодом,
разрушается и электрохимически защищает конструкцию. Сама же
конструкция, став катодом, не корродирует. Защита протекторами
широко применяется в гидросамолетах и для предохранения охлади-
тельных и других систем, заполненных электролитом. В качестве
металла-протектора для стали и легких сплавов алюминия чаще всего
применяется цинк. \
Защита извне приложенным током
Метод заключается в том, что защищаемая конструкция за счет
внешнего источника тока делается катодом по отношению к пластине
какого-нибудь металла. Последняя служит анодом и разрушается,
предохраняя конструкцию. В авиации защита извне приложенным
током применения пока не нашла.
Защита металлическими покрытиями
Защита металлическими покрытиями широко применяется в авиа-
ции. Металлические покрытия по характеру защитного действия де-
лятся на две группы. К первой группе относятся покрытия металлами,
потенциал которых выше (благороднее), чем потенциал основного
металла. Такое покрытие механически защищает основной металл,
изолируя его от действия внешней среды. При повреждении основной
металл и покрытие образуют пару- Основной металл, являясь ано-
дом, разрушается, покрытие Же сохраняется.
Ко второй группе металлических покрытий принадлежат такие,
которые являются анодными по отношению к основному металлу.
Последний будет всегда защищен электрохимически при повреждении
покрытия или при наличии в нем пор и неплотностей.
Металлы могут наноситься различными способами (см. стр. 20).
В авиации наиболее распространены покрытия, получаемые методом
плакирования (для сплавов алюминия), гальваническим способом
23
и методом шоопирования (для стали). Горячие и диффузионные по-
крытия находят в авиационных конструкциях весьма ограниченное
применение.
Защита неметаллическими покрытиями
Защитное действие неметаллических покрытий основано на меха-
нической изоляции изделия от внешней среды и на электроизоляцион-
ных свойствах покрытий, препятствующих протеканию электрохими-
ческих, коррозионных процессов.
Наконец, у лакокрасочных покрытий может быть выбран такой
пигмент, который, растворяясь в электролите, будет ослаблять его
действие на металл. В авиации широко применяются разнообразные
лакокрасочные покрытия для защиты от коррозии самолетов и мото-
ров в эксплоатационных условиях и смазки для предохранения
деталей и агрегатов при хранении на складах.
Защита обработкой внешней среды
Метод защиты обработкой внешней среды состоит в том, что к элек-
тролиту делают добавки или, наоборот, очищают его с тем, чтобы
сделать его неактивным по отношению к соприкасающимся металлам.
Например, для уменьшения агрессивности коррозионной среды про-
изводят водоочистку паровых котлов. Коррозию в воде уменьшают
добавки щелочей, жидкого стекла, хромпика. В авиации применяется
добавка 0,25% хромпика к воде охладительных систем авиационных
моторов (гл. IX). Она почти полностью устраняет коррозию заруба-
шечного пространства и всей водоохладительной системы. Небольшие
добавки различных веществ, уменьшающие коррозию при травлении
стали или при моечных операциях в механических цехах, широко
применяются и на авиационных заводах.
ЧАСТЬ II
КОРРОЗИЯ И МЕТОДЫ ЗАЩИТЫ ОТ НЕЕ МЕТАЛЛОВ
И СПЛАВОВ, ПРИМЕНЯЕМЫХ В АВИАЦИИ
Глава III
КОРРОЗИЯ УГЛЕРОДИСТЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ
1. Применение углеродистых и малолегированных сталей в авиации
Углеродистые стали в самолетостроении применяются для свар-
ных деталей фюзеляжа, для изготовления деталей шасси и значитель-
ного количества нормалей.
В моторостроении из углеродистой стали производятся менее
нагруженные болты, шпильки и валики, трубы подогревателей и
рубашки цилиндров.
Малолегированные стали являются основным материалом сталь-
ных и смешанных конструкций самолетов. Наибольшее применение
имеет сталь хромансиль и в меньшем количестве хромо-молибденовая
сталь. Моторостроение применяет низколегированные конструкцион-
ные стали, в состав которых входят до 4—5% никеля, до 1—1,5%
хрома, до 1,0% марганца, до 1—1,5% кремния, до 1% вольфрама, до
0,6% ванадия и молибдена.
Основной коррозионной средой для сталей, применяемых в авиа-
ции, является влажный воздух (пресный или морской); более ограни-
ченное значение имеют пресная вода (для охладительных систем),,
горючее (для систем питания), незамерзающие смеси для механизмов
подъема шасси и амортизаторов и морская вода (для гидросамолетов).
2. Электрохимическое поведение железа и структурных составляю-
щих стали
Нормальный электродный потенциал железа (табл. 1) равен
— 0,44 в. В практически важных средах измерены следующие потен-
циалы железа: в морской воде — в начале замера потенциал равен —
0,39 в, через некоторый промежуток времени равен—0,52 в, в пресной
(водопроводной) воде при 20° С соответственно равен — 0,234-0,47 в,
в водопроводной воде при 80° С (т. е. при условии, важном для
охладительных систем) равен — 0,37 в в начале опыта и — 0,52 в
через 60 час. Потенциал железа с течением времени нахождения
в электролите делается более отрицательным (фиг. 22) [7].
25
Фиг. 22, Изменение потенциала железа в воде
при 20 и 80° (Крениг и Павлов).
хромпика, потенциал же-
леза резко облагоражи-
вается (фиг. 23).
Цементит в структуре
сталей имеет более по-
ложительный потенциал,
чем феррит, и поэтому
феррит служит анодом
при коррозии стали. По-
мимо цементита, катод-
2С ными участками явля-
ются и случайные вклю-
чения сульфидов, окси-
дов и других соедине-
ний железа или легирующих элементов, например MnS, Сг4С и т. п.
Фиг. 23. Изменение потенциала железа в воде, содержащей
хромпик (Крениг и Павлов).
3. Механизм и реакции при коррозии железа
Потенциал железа значительно ниже, чем потенциал водорода.
Поэтому железо может корродировать с выделением газообразного
водорода. Но такой вид коррозии наблюдается только в средах с до-
статочно высокой концентрацией ионов водорода, т. е. в растворах
кислот. В нейтральных средах, встречающихся в авиации, выделение
газообразного водорода при коррозии железа идет весьма медленно
и в основном деполяризация протекает по типу окисления водорода
кислородом.
Первичным процессом при коррозии железа является переход
железа в раствор в форме двухзарядных ионов:
Fe->Fe”+2e. (Ю)
В дестиллированной воде или в растворе щелочи с преобладанием
ионов ОН' на аноде образуется Fe(OH)2 — гидрат закиси железа бе-
лого цвета- При коррозии железа в растворах солей, например хло-
ристых (морская вода), процесс коррозии протекает так, как пока-
зе
Зано на схеме фиг. 24. Первичным продуктом на аноде является
FеС12- На катоде разряжаются ионы водорода Н’, .около катода на-
копляются ионы ОН'. Последние при близком расположении катод-
ных и анодных участков будут реагировать с FeCl2 и образовывать
Fe(OH)2, который очень плохо растворим, и поэтому при отсутствии
кислорода процесс коррозии железа быстро прекращается.
Если же в электролите растворен кислород, то присутствие его
приводит не только к деполяризации ка-
тода, но и к протеканию вторичной реакции
на аноде:
4Fe (ОН), + О2 + 2Н2О -> 4Fe(OH)3, (6)
т- е. в качестве продукта коррозии образу-
ется гидрат окиси железа коричневого цвета,
обычно называемый ржавчиной. Он незначи-
feClfZOH'- Fe(0H)2 *2Cl'
ОН'
(----------
Н+ Q~*-H
НатоЗнЬт
участок
Fe+2U'-~FeCl,
АнодиНо
участок
тельно растворим в воде, но из-за рыхлости
мало затрудняет доступ электролита к по-
верхности металла и очень гигроскопичен.
Кислород в достаточном количестве имеется
Фиг. 24. Схема корро-
зионного процесса стали
в растворе хлористого
натрия (морской воде).
в пресной, морской воде и атмосфере.
Поэтому в практических случаях всегда наблюдается реакция (6)
и основным продуктом коррозии стали является ржавчина.
В начале процесса, когда не вся поверхность покрыта продук-
тами коррозии, последние усиливают интенсивность процесса, так
как увеличивают неоднородность поверхности металла и из-за гигро-
скопичности притягивают влагу. При тонком, даже равномерном слое
ржавчины коррозия усиливается, и только при значительных слоях
ржавчины (в несколько десятых миллиметра) наблюдается чисто ме-
ханическое препятствие дальнейшему развитию коррозии. Всякое
появление ржавчины на авиационных конструкциях рассматривается
как отрицательное явление, способствующее дальнейшему усиленному
развитию коррозионного процесса.
4. Влияние состава и термообработки стали на ее коррозию
Влияние углерода
Углерод коренным образом меняет структуру железа, но, как
показали многочисленные эксперименты, его влияние на коррозион-
ную стойкость весьма незначительно. Более отчетливо содержание
углерода сказывается при коррозии в кислотах. При коррозии же
в морской и пресной воде влияние углерода крайне невелико (фиг. 25).
В морской воде при полном погружении в нее стали еще заметна
некоторая тенденция к усилению коррозии с повышением содержания
Углерода до 0,9—1,0%. При коррозии же в водопроводной воде за-
метна явная независимость интенсивности коррозии от состава стали
по углероду. В атмосферных условиях влияние содержания углерода
на коррозию практически неощутимо.
27
Обычным объяснением того факта, что содержание углерода и
связанное с этим изменение структуры стали не сказывается на ее
коррозионной стойкости, является предположение, что вторичные
0,6 0,8
16 %с
Фиг. 25. Коррозия железа с различным содержанием углерода
в морской и пресной воде.
процессы, в частности образование слоя продуктов коррозии, ока-
зывают большое влияние на скорость процесса коррозии и перекры-
вают роль структуры. К сожалению, отсутствуют данные о склонно-
сти к появлению первых очагов коррозии на стали с различным со-
держанием углерода, конечно,
Фиг. 26. Коррозия железа с раз-
личным содержанием марганца
в морской воде (Годфильд и
Фрайнд).
в одной и той же среде и при одина-
ковом состоянии поверхности. Для
авиационных конструкций такие дан-
ные были бы гораздо более сущест-
венными, так как в этих конструк-
циях наиболее важной является
необходимость избежать появления
даже самых минимальных коррозион-
ных поражений.
Влияние марганца
Содержание марганца в количест-
вах, в которых он встречается в
авиационных сталях, т. е. до 2,5%,
не отражается на коррозионной стой-
кости стали в обычных для авиации
средах. Но и при более высоком содержании он на стойкость стали
в морской и пресной воде практически не влияет (фиг. 26).
Влияние кремния
Кремния в самой распространенной стали самолетостроения —
хромансиле — имеется 1—1,5%. Были сделаны наблюдения над
28
Таблица 5
Влияние содержания кремния
в стали на коррозию в атмо-
сфере
Кремния в % Потеря в весе в день в ме/0м2
0,0 13,7
0,233 14,0
0,603 10,1
1,034 14,2
1,897 16.7
2,826 17,4
[9]. Но из
соображений
троительными сталями с 1 — 1,5% кремния и обнаружено, что они
несколько сильнее корродируют в ат-
мосфеРных условиях, чем углеродистые
181 (см- табл. 5).
1 При более тщательном изучении
коррозии кремнистых сталей выявлено,
чт0 более сильная коррозия их по
сравнению с углеродистыми сталями
связана не с влиянием кремния на стой-
кость, а с менее качественной выкаткой
кремнистых строительных сталей по
сравнению с углеродистыми.
Влияние серы и фосфора
Сера и фосфор влияют на корро-
зионную стойкость при наличии их
в стали в количествах свыше 0,1%.
Сера несколько ухудшает, а фосфор
улучшает коррозионную стойкость стали
прочности в авиационных сталях никогда не допускается содержа-
ние этих элементов свыше 0,03—0,05%.
Влияние специальных легирующих элементов
Длительными исследовательскими работами и практикой установ-
лено, что медь даже в количестве 0,25—0,35% улучшает коррозион-
ную стойкость стали в атмосферных условиях на 50—75% (фиг. 27)
Фиг. 27. Влияние меди
на атмосферную корро-
зию стали (Бэк).
Фиг. 28. Поведение цинковых покрытий
на деталях из медистой (справа) и углеро-
дистой сталей после двух лет пребывания
в индустриальной атмосфере (Кариус
и Шульц).
ПО, 11]. Специфичность механизма влияния меди заключается в том,
что к продуктам коррозии стали примешиваются продукты коррозии
меди и делают ржавчину более компактной и менее гигроскопичной.
Присутствие меди в стали сказывается на стойкости последней
только через 3—б месяцев от начала коррозии. Так как в авиации
29
недопустима даже незначительная ржавчина, то преимущества меди-
Фиг. 29. Влияние никеля на атмосферную
коррозию стали (Кариус и Шульц).
о----о чистое железо с Ni после 162 дней;
о-------о обыкновенная сталь с Ni через год.
стой стали остаются не-
использованными, и она
в целях повышения кор-
розионной стойкости не
применяется. Но об ис-
пользовании ее следует
подумать, потому что
согласно наблюдениям
на медистых сталях
гораздо лучше ведут
себя лакокрасочные и
металлические покрытия
(фиг. 28).
Влияние ни-
келя. Никель добав-
ляется только в самые
нагруженные моторные
стали. Он благоприятно
влияет на стойкость их
против атмосферной кор-
розии (фиг. 29), хотя
при обычно встречаю-
щемся количестве (до 5%) его влияние весьма незначительно.
Влияние хрома. Хром в низколегированных сталях, иду-
щих на моторы и самолеты, содержится
в количестве до 2%, и поэтому практичес-
кого влияния на .коррозионную стойкость
он не имеет.
Влияние других элементов — воль-
фрама, ванадия и молибдена, входящих
в количествах не свыше 0,5—1% в мотор-
ные стали, на коррозионной стойкости
стали не сказывается.
Влияние термообработки
Влияние термообработки, чрезвычайно
резко меняющее механические характе-
ристики, отчетливо сказывается и на
стойкости стали в кислотах, в которых
образуются растворимые продукты кор-
розии (фиг. 30). В этом случае наибольшей
коррозионной стойкостью обладает самая
однородная структура закалки — мартен-
сит, наименьшей стойкостью — тростит
(мелкодисперсная структура, состоящая
Температура отпусИа
Фиг. 30. Растворимость
закаленной стали с 0,5%
С в H2SO4 в зависимости от
температуры отпуска (Эндо).
из цементита и феррита) [12]. При коррозии в нейтральных средах
продукты ее в значительной степени сглаживают влияние структуры
30
й последняя на коррозионную стойкость почти не оказывает
ВЛИЯНИЯ-
Следовательно, в авиационных нелегированных и малолегирован-
нь1х сталях практически состав и термообработка на коррозионную
„тонкость в атмосферных условиях и в морской и пресной воде влия-
ния не имеют.
На вопрос о том, какая из самолетостроительных сталей — хро-
мансиль или хромомолибденовая — более коррозионностойка, можна
ответить, что они обладают одинаковой стойкостью, равной в то же
время стойкости углеродистой стали М, применяемой в самолетных
конструкциях. Это же можно сказать и о малолегированных мотор-
ных сталях. Небольшие отклонения в составе сталей от технических
условий ни при каких обстоятельствах не рассматриваются как при-
чина повышенной или пониженной коррозионной стойкости.
5. Коррозия углеродистых и малолегированных сталей
в различных средах
Коррозия в нейтральных средах
Как было сказано выше, для протекания процесса коррозии стали
необходимо и достаточно наличия воды и кислорода. Кислород во
всякой воде, соприкасающейся с атмосферой, обязательно присут-
ствует, и поэтому даже в самой чистой воде стали подвержены
коррозии.
В населенных и особенно в индустриаль-
ных центрах вода всегда поглощает СО2.
Образуется угольная кислота Н.2СО3, которая
при гидролизе распадается на Н‘-|-НСО',
повышает концентрацию ионов водорода и
делает воду кислой. Вода, находившаяся
некоторое время в соприкосновении с инду-
стриальной атмосферой или постоявшая
в жилой комнате, имеет pH не 7, как это
должно было быть у нейтрального раствора,
а показывает явно кислую реакцию и имеет
pH до 5. Агрессивность такой воды значи-
тельно возрастает (фиг. 31). В этом случае
характер нарастания коррозии аналогичен
характеру нарастания ее в растворе соляной
кислоты, но из-за меньшей диссоциирован-
ное™ угольной кислоты, чем соляной, содер-
жание угольной кислоты для достижения
одного и того же pH должно быть значительно
выше.
Фиг. 31. Влияние кон-
центрации ионов водо-
рода на коррозию железа
в воде с различным со-
держанием СО2 и НС1 (по
Кариусу и Шульцу).
Р"
В растворах хлористых солей типа морской воды коррозия сталей
несколько усиливается по сравнению с пресной водой. Но такого
значительного усиления, как при коррозии алюминиевых и магние-
вь1х сплавов (гл. IV и V), не наблюдается. Это связано с тем, что при
31
наличии в воде солей растворимость кислорода в ней падает и интен-
Фиг. 32. Влияние концентрации солей на
интенсивность коррозии железа (по
Спеллеру).
сивность коррозии
уменьшается. Акти-
вирующее влияние
ионов хлора, насту-
пающее при малых
концентрациях соли,
перекрывается недо-
статком кислорода,
Фиг. 33. Коррозия же-
леза в зависимости от
содержания NaCl в воде.
Коррозия в дестиллиро-
ванной воде взята за 100
(по Кариусу и Шульцу).
•и интенсивность коррозии при повышении содержания в воде соли
падает (фиг. 32 и 33).
------ NOCI тремеш. Сол^г/л
———— СаС1г п
‘------ NaCl вез перемет.
“ * Cott? ” »
Фиг. 34. Коррозия железа в перемеши-
ваемых и неподвижных растворах NaCl
и СаС12 (по Кариусу и Шульцу).
Усиление доступа кисло-
рода в растворы солей, на-
пример при перемешивании
их, заметно усиливает корро-
зию (фиг. 34). Но хотя общие
потери в весе в пресной и мор-
ской воде сильно не отли-
чаются, разрушения в мор-
ской воде имеют резко выра-
женный местный характер.
При очень длительных про-
цессах ржавления в пресной
воде в результате образова-
ния толстого слоя продуктов
коррозии дальнейшее разру-
шение почти прекращается,
а в морской воде процесс коррозии продолжается, хотя и замедленно.
Поэтому с практической точки зрения коррозия углеродистых и мало-
легированных сталей в морской воде более опасна, чем в пресной.
Коррозия е атмосфере
Если поверхность стали абсолютно чиста, то коррозия ее насту-
пает при условии 100%-ной влажности атмосферы или тогда, когда
температура стали ниже температуры окружающей атмосферы. В обоих
.32
сЛучаях на поверхности стали будут конденсироваться капли
вЛаги. При наличии на поверхности стали гигроскопических веществ
(старых продуктов коррозии, пыли, грязи ит. п.) влага притягивается
из атмосферы и при более низкой влажности (60—65%) [7]. Влага
в атмосфере распределяется на поверхности металла маленькими
каплями или тонкой пленкой. Это крайне облегчает поглощение
влагой кислорода воздуха, и поэтому интенсивность коррозии стали
во влажной атмосфере выше, чем при полном погружении в воду
(табл- 6).
' Таблица б
Коррозия стали в различных средах
Сорт стали Потеря в весе после 62 суток коррозии в MzjcM2 день
в индустри- альной атмосфере в загородной атмосфере в 0,05%-ном растворе NaCl (полное погру- жение)
Электролитическое'железо . . 0,510 0,454
Сталь с содержанием 0,13%fC . . 0,470 0,445 0,182
» >> » 0.21 %*С . . . 0,540 0.507 0,195
Из этой таблицы видно, что на интенсивность коррозии сильно
влияет и загрязненность атмосферы газами. Коррозия в индустриаль-
ной, более загрязненной атмосфере протекает сильнее, чем в загород-
ной. Из загрязнений атмосферы промышленных центров особенно
опасны СО2, SO2 и хлор, которые образуют в соединении с влагой
угольную, сернистую и соляную кислоты, усиливающие коррозию.
Коррозия в щелочах и кислотах
В растворах щелочей стали обладают хорошей стойкостью, так
как на них образуется нерастворимый слой гидрата окиси железа.
Поэтому щелочные растворы применяются для промывки обработан-
ных стальных деталей в механических и сборочных цехах авиацион-
ных заводов.
В органических и особенно неорганических кислотах стали за
небольшими исключениями быстро корродируют.
Пассивирующие и неагрессивные растворы
Как известно, окислительные растворы резко повышают электрод-
ный потенциал железа и этим увеличивают его коррозионную стой-
кость.
В табл. 7 приведены концентрации растворов различных веществ,
вызывающих пассивность железа [14].
Вещества, указанные в табл. 7, используются для уменьшения
коррозионного действия воды на сталь.
Коррозия металлов в авиации—218—3 33
Таблица 7
Минимальные концентрации растворов, вызывающие пассивность железа
Реактив Концентра- ция, даю- щая полную пассивность, в Иг 2 г-ЭКв/л (в первом приближе- нии) Отношение концентра- ции данного вещества к концентра- ции CrOg, принятой за 1 Реактив Концентра- ция, даю- щая полную пассивность, в 10“2 г-ЭКв/Л (в первом приближе- нии) Отношение концентра- ции данного вещества к концентра- ции СгО3, принятой за 1
СгО3 : 2 0.02 1 КМпО4: 1 0,35 17
К,Сг.О7: 2 0,04 2 K3FeCN6:3 1,37 68
К СгО4 :2 0,06 3 NaOH : 1 2,5 125
КВгО3:1 0,33 16 К,СО3:2 7.97 398
KCN: 1 0,84 42 Na2CO3:2 10,39 520
Действие бензинов, бензиновых смесей и других органических
жидкостей
В бензинах прямой гонки и бензолах сталь обладает полной кор-
розионной стойкостью. Добавка к бензину этиловой жидкости не де-
лает его агрессивным по отношению к сталям. Но если в стальном
резервуаре или трубопроводе имеется отстойная вода, то она экстра-
гирует из бензина хлористые и бромистые составляющие этиловой
жидкости и чрезвычайно активно действует на сталь [2].
Крекинг-бензины со временем осмоляются, в них растет кислот-
ность, и они вызывают интенсивную коррозию стали. Продукты кор-
розии в свою очередь действуют как катализатор на распад и смоло-
образование в крекинг-бензинах [15].
Применяемая в гидроподъемниках и амортизаторах шасси смесь
глицерина со спиртом из-за своей гигроскопичности вызывает силь-
ную коррозию стали.
6. Основные методы защиты стальных авиационных конструкций
от коррозии
Оксидные и фосфатные пленки
Нанесение оксидных пленок или воронение стальных деталей
производится чаще всего в щелочных ваннах, которые дают более
качественное покрытие, чем кислые ванны (покрытие, называемое
ржавым лаком).
Поверхность оксидированных стальных изделий имеет черный
цвет с желтоватым или синеватым отливом. Черный цвет оксидиро-
ванных стальных деталей послужил поводом к применению оксиди-
рования для покрытия деталей вооружения самолета. Но оксидиро-
вание стали является весьма несовершенной защитой от коррозии.
Без дополнительного промасливания детали во влажной атмосфере
34
v>Ke через несколько часов обнаруживают признаки ржавления. Про-
масленные оксидированные детали противостоят влажной атмосфере
лучше, но требуют периодического возобновления смазки и могут
применяться только при хорошем уходе и наблюдении за ними.
q применении оксидированных деталей при нахождении в атмосфере
пли в соприкосновении с пресной и морской водой без возобновления
смазки не может быть и речи.
Некоторые заводы весьма успешно применяют оксидирование для
временного предохранения от коррозии готовых обработанных деталей.
В этом случае она служит достаточной мерой защиты от влияния за-
хвата руками при осмотре и сборке чувствительных в коррозионном
отношении деталей — поршневых колец, втулок направляющих кла-
пана, некоторых валиков и пружин, которые по конструктивным
соображениям не могут получить более надежных покрытий. Но,
как правило, применение воронения надо по возможности свести к
минимуму.
Фосфатные пленки, получаемые методом фосфатирования стали,
являются хорошей подготовкой поверхности для нанесения жировых
и лакокрасочных покрытий. Из приводимых ниже данных видно,
что уже только одна обработка фосфатированной поверхности маслом
дает значительную защиту по сравнению с необработанной поверх-
ностью. Основные преимущества фосфатирования выявляются при
комбинации с лакокрасочными покрытиями.
Видоизменением фосфатирования является бондеризация, при ко-
торой ускорение образования фосфатной пленки достигается за счет
добавления к ванне соединений меди.
Время (в часах), необходимое для появления ржавчины
на стали, обработанной различными методами (испы-
тание произведено в тумане 3%-ного раствора NaCl)
Необработанная сталь................. 0,1
Протравка фосфорной кислотой......... 0,5
Фосфатированная сталь, обработанная мас-
лом ................................. 40—48
Никелированная сталь ..... 10—13
Хромированная сталь ................. 23—24
Фосфатированная сталь с последующей об-
работкой парафином .................60
Необработанная сталь, покрытая двумя
слоями масляного лака горячей сушки 70
Фосфатированная поверхность, покрытая
двумя слоями масляного лака горячей
сушки .......................... .... свыше 500
Приведенные данные испытаний, а также и фиг- 35 показывают
большие преимущества фосфатированной и лакированной стали по
сравнению со сталью, прошедшей лакировку без подготовки фосфа-
тированием. При повреждениях лакокрасочного покрытия коррозия
на фосфатированной стали не распространяется в стороны от повре-
ждения и не разрушает лакокрасочную пленку, как это имеет место
без фосфатной подготовки. Ржавление ограничивается только участ-
ком повреждения лакокрасочной пленки (фиг. 36) [16].
35
Фосфатированные и покрашенные стальные поверхности вполне
удовлетворительно противостоят коррозии в условиях сухопутной и
Фиг. 35. Состояние окра-
шенных образцов стали
с небондеризованной а
и бондеризованной b по-
верхностью после 500-ча-
сового испытания обрыз-
гиванием раствора NaCl
(по Клозе).
Фиг. 36. Состояние окрашенных
небондеризованного а и бондсри-
зованного Ь образцов, имеющих
царапины, после 500-часового испы-
тания обрызгиванием раствором
NaCl (по Рывкинду).
морской авиации. Поэтому можно настоятельно рекомендовать фос-
фатирование, как подготовку поверхности под все лакокрасочные
покрытия стальных деталей самолета, мотора и приборов-
Азотирование
Азотирование, как метод защиты от коррозии, может быть приме-
нен в авиации для целого ряда стальных деталей. Малое изменение
размеров, полная коррозионная стойкость в атмосфере и пресной
воде и, наконец, возможность его применения для всех углеродистых
и малолегированных сталей настойчиво диктуют широкое внедрение
этого вида защиты от коррозии в авиацию. Кроме светлых металли-
ческих поверхностей, которые дает антикоррозионное азотирование,
можно изменением условий охлаждения после азотирования получить
оксидированную, синюю или коричневую поверхность, также обла-
дающую высокой коррозионной стойкостью. Впредь до выяснения
вопроса о возможности применения азотирования для деталей, ра-
ботающих с ударной нагрузкой, можно рекомендовать перевод других
стальных деталей с различных видов покрытий на антикоррозионное
азотирование, являющееся дешевым, быстрым и надежным средством
защиты стали от коррозии в атмосфере и пресной воде. В морской
воде азотирование сталь от коррозии не защищает.
Защита металлическими покрытиями
Как известно из гл. II, металлические покрытия могут быть анод-
ными, т. е. защитными по отношению к основному металлу детали,
или катодными. В условиях работы авиационных конструкций в атмо-
сфере, пресной и морской воде к первой группе покрытий принад-
лежат цинк и кадмий. Цинк в пресной и морской воде (см. табл. 2)
36
при 20—30° С имеет потенциал значительно более низкий, чем же-
лезо, и вопрос об электрохимической защите железа цинком в этих
средах не подлежит никакому сомнению. В неподвижной пресной воде
при более высоких температурах, в частности при температуре 80° С
/фиг. 37), потенциал цинка делается по отношению к потенциалу
железа несколько более высоким (положительным). В морской воде
из-за активирующего влияния ионов хлора на цинк последний и при
более высоких температурах воды аноден по отношению к стали.
Фиг. 37. Электродные потенциалы некоторых металлов
в водопроводной воде при 80° (Крениг и Павлов).
Потенциал кадмия в пресной воде (водопроводной или дождевой)
очень близок к потенциалу железа и иногда бывает даже выше. По-
этому, как правило, кадмий в этих условиях железо электрохими-
чески не защищает. Даже при наличии в кадмиевом покрытии малых
пор, занимающих 1/воо поверхности, в пресной воде защитные свойства
через некоторое время пропадают и железо начинает ржаветь. В мор-
ской воде потенциал кадмия почти не отличается от потенциала же-
леза (см. табл. 2), но перемены знаков у железа и кадмия, очевидно,
не наступает и кадмиевые покрытия хорошо защищают сталь. Кад-
мий обладает гораздо большей стойкостью в морской воде, чем цинк,
и поэтому применение кадмирования для защиты стали от влияния
морской воды является обязательным.
В сухопутных же условиях, особенно в индустриальной атмосфере,
Цинк приблизительно на 50% более стоек, чем кадмий. При наличии,
кроме того, и надежной электрохимической защиты стали цинковое
покрытие имеет несомненные преимущества перед кадмиевым в сухо-
путной авиации.
В авиации исключительно применяются гальванический метод
нанесения цинковых покрытий и шоопирование. Горячий метод и
шерардизация в авиационных конструкциях не применяются, так
как они дают менее качественное покрытие. Кадмий из-за его дорого-
визны и дефицитности наносится только гальваническим способом,
позволяющим более экономично расходовать металл.
37
Для обеспечения службы цинкового покрытия в течение 5 лет
в сухопутных условиях толщина его должна быть в нетрущихся дета-
лях не ниже 8 у. и в случае подверженности трению при эксплоатации
должна быть увеличена до 25—30 _у.
Для защиты деталей в морской воде в течение 5 лет необходимо
покрытие слоем кадмия толщиной не ниже 15 у., а при тяжелых усло-
виях, например при постоянном погружении в морскую воду, — до
20—25 р.. Как показал опыт, для надводных деталей морских машин,
только периодически смачиваемых морской водой, возможно приме-
нение и оцинкования, особенно блестящего цинкового покрытия
с толщиной слоя 25—30 у..
Из группы катодно-декоративных покрытий для стальных авиа-
ционных конструкций чаще других применяются никелирование и
хромирование. Применение их допустимо только для надводных
частей, так как при погружении в электролит и при наличии пор
или повреждений покрытия коррозия идет за счет стали и притом
усиленно из-за наличия катодного покрытия. Никелевые покрытия
для обеспечения безупречной службы должны иметь толщину не менее
25 ц. Для хромового покрытия требуется наличие подслоев меди и
никеля, уменьшающих его пористость. Толщина подслоев и хромо-
вого покрытия рекомендуется в пределах [17]:
меди........ 20 у
никеля . 5—10 »
хрома .............. 0,5—1 >>
В случаях, когда наличие подслоев меди и никеля под хромом
недопустимо, например при больших удельных давлениях на покры-
тую поверхность при эксплоатации, разрешается нанесение хрома
без подслоев. При этом нужно увеличить толщину слоя хрома до
5—10 у. и обеспечить смазку хромированной поверхности с возмож-
ностью периодического возобновления ее.
Защита неметаллическими покрытиями
Из неметаллических покрытий в авиации для стальных конструк-
ций применяются лакокрасочные покрытия и для временной защиты
от коррозии — смазки.
Наиболее важное в антикоррозионном отношении покрытие —
грунт — должно содержать пигмент, достаточно хорошо предохра-
няющий сталь от коррозии (свинцовый сурик или свинцовый крон).
Однако часто из нежелания диференцировать лакокрасочные по-
крытия для разных сплавов в авиационных конструкциях грунтовку
стальных деталей производят более дорогим грунтом, содержащим
цинковый крон, который пассивирует все металлы, применяемые
в авиационных конструкциях, в том числе и сталь. В качестве основы
краски или лака для стали применяются олифа и нитролаки, но еще
лучше лаки на основе искусственных смол. Очень желательно под-
готовить стальную поверхность под лак или краску фосфатированием
или бондеризацией.
38
Смазки, применяемые для временного предохранения стальных
изделий от коррозии, должны быть составлены из минеральных ве-
ществ, масел, парафина или церезина. Для длительного хранения
сталей с хорошей стороны зарекомендовала себя так называемая
пушечная смазка, в состав которой входят:
цилиндровое масло . 88%
церезин 12%
едкий натр ...............0,015—0,02%
Пушечная смазка — густая (консистентная) смазка — должна нано-
ситься в горячем состоянии. Для более короткого срока хранения
(1—2 месяца) можно применять менее консистентные смазки, содер-
жащие 2—3% церезина.
Глава IV
КОРРОЗИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ
1. Применение алюминиевых сплавов в авиации
Листы, профили, трубы и заклепки из алюминиевых сплавов
являются основными материалами металлического самолетостроения.
В некоторых самолётах свыше 80% веса конструкции приходится на
долю алюминиевых сплавов. Из отдельных сплавов шире других
применяют нормальный дуралюмин (ДЗ) или его разновидности с по-
ниженным (Д2) или повышенным (Д4 и Д1б) содержанием легирующих
компонентов.
С 1930 г. весь листовой материал и прокатанные профили из спла-
вов типа дуралюмина готовят в плакированном виде, т. е. покрытыми
тонким слоем чистого алюминия. Плакировку получают горячим
прокатом дуралюминовой заготовки между двумя листами чистого
алюминия. При этом происходит сваривание листов плакировки
с сердцевиной, и при дальнейших холодных прокатах они ведут себя
как одно целое.
В меньшем количестве самолетостроение потребляет сплавы с
более низкой прочностью, типа Al-Mg-Si или Al-Мп (АМц), для
изготовления баков, обтекателей, зализов и т. п. В настоящее
время широко распространены и воздушные винты из сплавов типа
дуралюмина. •
В моторостроении в большом количестве применяют литье из
алюминиевых сплавов. Картеры, поршни, головки цилиндров, кор-
пуса помп и передач — основные детали, отливаемые из алюминие-
вых сплавов. Сейчас некоторые детали мотора (картеры, поршни,
Диски нагнетателя и др.) переведены с литья на штамповку- В моторе
Детали из алюминиевых сплавов составляют около 40—50% общего
веса мотора. Легкие сплавы алюминия также широко применяются
в приборостроении и вооружении самолета. Такое большое использо-
вание их в авиации выдвигает вопрос о хорошей защите их от корро-
зии, так как только при определенных условиях можно достичь нуж-
ной коррозионной стойкости сплавов.
39
----z. электрохимическое поведение алюминия и его сплавов
Нормальный электродный потенциал алюминия, измеренный в от- '
сутствии кислорода, равен —1,34 в. В присутствии кислорода на алю- i
минии образуется окисная пленка и потенциал алюминия сразу резко
облагораживается. В наиболее интересующих авиацию средах — I
пресной воде — потенциал алюминия равен —0,55 в, в морской воде
равен —0,65 в. Разные добавки к алюминию по-разному влияют на его j
потенциал. Медь, железо, никель, кремний повышают потенциал,
и лишь магний значительно снижает его (фиг. 38) [18]. В средах с оки-
слителем, например с хромпиком, потенциал алюминиевых сплавов |
повышается, но не так
значительно, как у ста-
ли [7], потому что ки-
слород воздуха уже соз-
дает на алюминии и его
сплавах достаточно тол-
стую окисную пленку (от
0,00002 до 0,0001 мм).
Во влажной атмосфере
пленка получается более
толстой, в сухой она
содержит меньше гидра-
тов и поэтому бывает
тоньше. Естественная
пленка на алюминии по
Фиг. 38. Потенциалы твердых растворов Al с Mg, сравнению с другими
Si, Си в 3%-ном растворе NaCl (по Боссарду). металлами чрезвычайно
толста: у стали или
меди в атмосферных условиях при комнатной температуре она
достигает толщины 30 10—7 мм, а у алюминия она в 10 —
100 раз толще. Пленка на алюминии играет решающую роль в
его коррозионном поведении. Если пленка стойка в какой-либо
среде, то алюминий хорошо сопротивляется действию этой среды,
и наоборот.
Коррозия алюминия в нейтральных средах (пресная и морская
вода и атмосфера) протекает с деполяризацией кислородом. В чистой
воде и атмосфере оксидная пленка вполне стойка и-сам алюминий,
если в нем нет примесей, усиливающих коррозию, стоек. В среде с
содержанием агрессивных ионов (ионы хлора в морской воде), прони-
кающих через оксидную пленку алюминия, алюминий корродирует.
Но так как пленка пробивается ионами только в наиболее слабых
местах, то коррозия носит местный характер.
Присутствие в алюминии примесей, образующих новую фазу
(включения), нарушает оксидную пленку, и она легче пробивается
ионами хлора или другими даже менее активными ионами, имеющи-
мися в загрязненной атмосфере или речной воде. Включения посто-
ронних примесей, как правило, служат микрокатодными участками
и усиливают коррозию алюминия.
40
Влияние производственных факторов на коррозию алюминиевых
сплавов
Металлургически полученный алюминий имеет примеси натрия,
кальция, лития. При переплавке в литейных алюминий и его сплавы
загрязняются серой и особенно фосфором. Это наблюдается на мо-
торных заводах, где иногда алюминиевые сплавы плавятся в печах,
в которых до этого приготовлялись бронзы. Натрий [19] и фосфор [20]
при достаточно высоком содержании вызывают значительные кор-
розионные поражения. Однако все эти случаи относятся больше
к исключениям, так как нормальный металл содержит примеси ще-
лочных и щелочноземельных ме-
Фиг. 39. Коррозионные поражения
от закатов металла в плакированном
дуралюмине. Слева—вид до кор-
розии, справа—после нее (Павлов).
таллов в незначительном количе-
стве и они на коррозионной стой-
Фиг. 40. Интеркристаллитная кор-
розия у высокопроцентного литого
магналия со второй фазой, выде-
лившейся по границам зерен
(Крениг).
кости не отражаются. Остатки же флюсов и окислов, как правило,
достаточно хорошо удаляются при рафинировочной переплавке на
металлургических заводах.
Гораздо опаснее в коррозионном отношении пороки, которые
полуфабрикаты из алюминиевых сплавов (листы, трубы, профили
и т. и.) получают на перерабатывающих заводах. Наиболее распро-
страненными дефектами являются закаты посторонних металлов, попа-
дающих на поверхность полуфабрикатов при прокате или протяжке
в виде кусочков растрескавшихся кромок, сердцевины плакирован-
ного дуралюмина, металлической пыли с прокатных и других меха-
низмов, и продуктов обратной ликвации, удаляемых со слитков
в прокатном цехе шабровочными станками. Закаты металла подвер-
гаются усиленной коррозии или вызывают ее около себя (фиг. 39).
Другие пороки (закаты грязи, остатки селитры из нагревательных
ванн и т. п.) также являются очагами развития коррозии [21].
41
4. Замечания о влиянии состава и термообработки на коррозионную
стойкость сплавов алюминия
В алюминии в виде примесей всегда имеются железо и кремний.
Чем чище алюминий, тем выше его коррозионная стойкость [22]
(фиг. 40). Технические сорта его по своей коррозионной стойкости
располагаются также в порядке номеров сорта: наибольшей корро-
зионной стойкостью обладает алюминий (первого и наименьшей
•алюминий третьего сорта (см. ниже).
Коррозионная стойкость алюминия различной чистоты в 3%-ном растворе
NaCI+H2O2
Чистота алюминия Потеря в весе
в % в г/м2
А1 < 98 ............... 3,2
А1 =99 .................... 1,2
А1 > 99,5 ................ 0,025
Химические элементы по влиянию на коррозионную стойкость
технического алюминия с 0.5—1% примесей разбиваются на три
группы.
К первой группе принадлежат элементы, повышающие коррозион-
ную стойкость, — магний, сурьма и висмут [23].
Ко второй группе элементов, сравнительно мало влияющих на
коррозионную стойкость алюминия, относятся кремний, цинк, ти-
тан, марганец, кадмий.
К третьей группе элементов, резко усиливающих коррозию алю-
миния, относятся железо, медь, никель и химическое соединение
MgZn2. Такое действие соединения MgZn показывает, что при одно-
временном нахождении в сплаве двух или нескольких элементов
влияние их может отличаться от действия отдельных элементов.
Вредное влияние оказывает одновременное присутствие меди в так
называемом немецком сплаве, меди и магния в дуралюмине. Данное
.явление объясняется тем, что при одновременном наличии эти эле-
менты дают химическое соединение (например MgZnJ, катодное
по отношению ко всему остальному сплаву и поэтому усиливающее
коррозию. Наибольшей стойкостью после термической обработки
обладают сплавы, приведенные в наиболее однородное (гомогенное)
состояние. Для большинства сплавов это достигается закалкой с тем-
ператур, обеспечивающих фиксацию твердого раствора. Наименьшей
коррозионной стойкостью обладают сплавы в отожженном состоянии,
когда из твердого раствора выделяется максимально возможное ко-
личество интерметаллических соединений, которые являются катод-
ными включениями и нарушают оксидную пленку. Если после закалки
сплавы подвергаются искусственному старению в определенном ин-
тервале температур, то они подвержены интеркристаллитной корро-
зии, резко снижающей прочность.
Деформации понижают потенциал и коррозионную стойкость алю-
миниевых сплавов и, при наличии у сплава склонности к интеркри-
сталлитной коррозии, способствуют ее появлению [24].
42
5. Коррозионная стойкость сплавов, применяемых в авиации
В технике находит применение огромное количество алюминие-
ьтх сплавов различных композиций. Целесообразно разбить наи-
более важные технические сплавы на несколько групп и рассмо-
треть коррозионную стойкость каждой из них в целом, так как
отдельные модификации мало меняют коррозионную стойкость всей
группы, зависящую от основного компонента. Таких групп будет
/основном четыре: 1) сплавы с магнием, 2) сплавы с кремнием.
3) сплавы с медью и 4) прочие сплавы.
Сплавы с магнием
Высокая коррозионная стойкость и прекрасные механические
свойства сделали за последнее десятилетие сплавы системы алюминий-
магний наиболее интересными литейными и деформируемыми спла-
вами и обеспечили им широкое техническое применение. Сплавы алю-
миний-магний известны под общим техническим названием «магна-
лий». В разных странах су-
ществуют фирменные назва-
ния и марки, под которыми
эти сплавы выпускаются на
рынок [в СССР — «альтмаг»,
в Германии—«гидроналиум»
(фирма J.G. Farbenindustrie),
в Англии — «бирмабрайт»,
в США — сплавы 52S, 214,
216 и 220].
Согласно диаграмме со-
стояния алюминий раство-
ряет при эвтектической тем-
пературе до 15% магния. При
понижении температуры маг-
ний выделяется из твердого
3
Фиг. 41. Коррозионное разрушение магна-
лия после 60-суточного пребывания
в морской воде.
а — нагартованный; ь — закаленный; с — нагарто-
ванный и отпущенный; d — закаленный и отпущен-
ный. х 100 (Бобовников).
раствора в форме химиче-
ского соединения Mg2Al3.
Но выделение идет доволь-
но инертно, и поэтому даже
при небольших скоростях
охлаждения из сплавов с
9 10% магния легко получаются однородные твердые растворы
магния в алюминии.
к/ ? пРа1<тике применяются литейные сплавы с 9—10% Mg и 0,5 —
/о Мп и деформируемые сплавы с 2,5%, 5—6%, 8%, реже с 12% Mg
и то же с 0,5—1% Мп.
Высокая коррозионная стойкость этой системы сплавов объясняется
ем, что магний подобно алюминию способен давать хорошую оксид-
Ни"^ мЛенКУ' При наличии же в сплаве нерастворившихся включе-
и Mg2Al3 последние являются в пресной и морской воде и в атмо-
43
сфере анодными включениями и разрушаются сами, основная же масса
сплава остается нетронутой. Но если в литом сплаве включения
Mg2Ala представляют собой непрерывную цепочку по границам зе-
рен, то коррозионное разрушение становится интеркристаллитным
(см. фиг. 40). Интер-
крист алл итное разру-
шение наблюдаете^ и
после отпуска при тем-
пературе 100—150° С
нагартованного или
закаленного сплава.
Отпуск, очевидно, со-
провождается выде-
лением из твердо-
го раствора частиц
Mg,Al3, в результате
чего коррозионное
разрушение идет по
границам зерен или
по плоскостям сколь-
жения деформирован-
ного магналия (фиг.
41). На фиг. 41 видно, что только закаленный или нагартованный
магналий обнаруживает лишь небольшие местные разрушения.
Все сплавы типа магналия почти независимо от содержания маг-
ния обладают весьма высокой стойкостью в морской воде (фиг. 42).
40-у
30
3.,,
30
W--20^
15-15
ю\ю
$7° после Коррозии
^5ьКгрнмг после Коррозии
$ % до Коррозии
11111111111II11111111 И11 UlTTgriJ
Фиг. 42. Влияние магния на коррозию в морской
воде в течение 30 суток сплава А1 +1% Мп в отож-
женном состоянии (Крениг и Бобовников).
Фиг. 43. Влияние марганца на
коррозию в морской воде в течение
30 суток сплавов AI+7% Mg в
нагартованном состоянии (Крениг
и Бобовников).
a bed
Фиг. 44. Вид после 48-суточной
коррозии в 3%-ном растворе:
о и с — гидроналиума; Ь — дуралюмина;
d — чистого алюминия (Бреннер).
Здесь же видно изменение <зь в сторону увеличения с повышением
содержания Mg. Наиболее благоприятное влияние марганца сказы-
вается при наличии его в пределах 0,5—1% (фиг. 43).
Последние исследования [11] показали, что марганец дает игло-
образные тройные соединения Mg-Al-Mn, которые служат анодной
44
составляющей и препятствуют коррозии по границам зерен за счет
Mg2Al3.
Сравнение по коррозионной стойкости магналия с дуралюмином
и даже с алюминием 99%-ной чистоты выдвигает магналий на первое
место (фиг. 44).
Многолетние испытания магналия в атмосферных условиях пока-
зали полную неприкосновенность его после 2-—3 лет пребывания во
влажной атмосфере при сохранении механических свойств.
В связи с освоением литья из 9%-го магналия сплавы типа KS
и ЦАГИ № 11 с 2,5% Mg и 1 — 2,5% Мп (KS с сурьмой), которые
также отличаются прекрасной коррозионной стойкостью, потеряли
свое значение. Они значительно уступают магналию по механиче-
ским характеристикам [25].
Сплавы с кремнием
Сплавы с кремнием чаще, а в СССР исключительно, применяются
как литейные.
В одной группе литейных сплавов кремний присутствует в коли-
честве 4—6% (обычно с добавками Си, Мп и др.); в силуминах содер
жится 11—13% Si и в специаль-
ных силуминах имеются неболь-
шие добавки Си, Со, Мп, Mg.
Кремний с алюминием дают
эвтектику приблизительно при
12% Si. В алюминии при эвтек-
тической температуре растворяется
только 1,65% Si. При охлаждении
растворимость кремния значитель-
но понижается; поэтому техниче-
ские сплавы имеют структуру,
представляющую включения эле-
ментарного кремния в основную
массу почти чистого алюминия-
Кремний имеет потенциал,
близкий к потенциалу алюминия,
и покрывается в присутствии кис-
лорода пленкой SiOз, аналогичной
пленке А1ЛО3. Поэтому коррозион-
ная стойкость сплавов Al-Si весьма
Фиг. 45. Коррозия различных спла-
вов алюминия в 1%-ном растворе
NaCl +0,2% Н2О2.
1—чистый алюминий; 2— силумин, 3 —
чугун; 4—американский сплав (8"/0 Си);
5 — немецкий сплав (12°/<> Zn, 4% Си)
(Лейхтеметаллверке).
удовлетворительна, хотя и уступает стойкости чистого алюминия
(фиг. 45), и намного превосходит стойкость сплавов алюминия с медью.
В табл. 8 приведены сравнительные данные потери механических
свойств алюминия, силумина (модифицированного 0,1% Na) и сплава
А1 + 8% Си.
Из табл. 8 видны преимущества силумина перед сплавом с 8%
меди. Прибавление к кремнистому сплаву меди тоже резко ухудшает
его коррозионную стойкость. Незначительная потеря удлинения у
сплава с 8% Си и немодифицированного силумина связана с тем,
что они до коррозии имеют сравнительно малое удлинение.
45
Таблица 8
Потеря механических свойств после 600-часовой коррозии в 3%-ном растворе
NaCl+ 0,1% Н2О2
(Воронов и Саморуков)
№ по пор. Сплавы Потеря Cfc в % Потеря 6 в %
1 Алюминий + 0,14% Si 4,7 8,7
2 Силумин (модифицированный 0.1% Na) . 6,0 35,0
3 Силумин ^модифицированный 12,0 9,0
4 А1 + 8% Си 28.0 18,0
5 Сплав 5 5% Si + 4,3% Си (остальное алюминий) 31.0 69,2
Модифицирование отражается положительно на коррозионной стой-
кости, но принципиального изменения в нее не вносит. Модифициро-
ванный силумин имеет большое значение удлинения, которое при кор-
розии очень сильно уменьшается. Временное сопротивление разрыву
f 2 3 Ь 5 б
Фиг. Образцы силумина
после коррозии в течение
50 суток в 3%-ном растворе
NaCl +0,1% Н.,О2.
1 — чистый силумин; В — силу-
мин + 3°/о Zn; 3 — силумин
-Ь 0,5% Мп; 4—то же, что 3,
но после старения в течение
20 час. при температуре 150°;
5 — силумин + 0,2% Mg; 6 — то
же, что 5, но после старения в
течение 20 час. при температуре
150° С (по Штернер-Райнеру).
у модифицированного силумина при кор-
розии надает незначительно ввиду боль-
шего измельчения структуры. Силумины со
специальными примесями обладают пони-
женной коррозионной стойкостью по срав-
нению с нормальным силумином. Особенно
вредно отражается добавка небольшого
количества цинка (фиг. 46) и меди (купро-
силумин).
Сплавы с медью
Сплавы с медью применяются в литом и
в деформированном виде. К литым отно-
сятся сплавы с 4 и 8% меди, несколько
более сложные по составу сплавы Y (4%
Си, 2% Ni, 1,5% Mg), еще более сложные
сплавы типа RR с 4—6 элементами помимо
меди. Коррозионная стойкость всех этих
сплавов в первую очередь зависит от нали-
чия в них меди и состояния термообработ-
ки, в котором сплавы находятся. Из дефор-
мированных сплавов с медью огромное
значение имеет группа сплавов типа ду-
ралюмина. В них имеются добавки Mg и Мп, которые на коррозион-
ное поведение большого влияния не оказывают.
Из алюминиевых сплавов сплавы с медью обладают наихудшей
коррозионной стойкостью. Это объясняется образованием в сплавах
Al-Cu интерметаллического соединения CuAl, со значительно ~более
высоким электродным потенциалом, чем алюминий или твердый рас-
46
Фиг. 47. Коррозия в 0,5 N НС1 сплава
AI + 4% Си после различных режимов
закалки (Крениг).
ТБор Al(Cu). Потенциал алюминия по отношению к* водородному
слектроду в 3%-ном растворе NaCl равен — 0,55 в, потенциал твердого
раствора меди в алюминии (дуралюмина) равен — 0,41 -=--0,44 в, а
потенциал СпА12 равен — 0,37
растворена в алюминии и
не присутствует в форме
свободных включений
СпА12, при коррозии заме-
чается обратное осаждение
меди. Медь, осадившаяся
на некоторых местах по-
верхности сплава, служит
катодными участками и
способствует сильной кор-
розии.
Коррозия литых
сплавов. Из литых
сплавов с медью относи-
тельно наибольшей корро-
зионной стойкостью обла-
дают сплавы Al -j- 4% Си.
Закалка их повышает кор-
розионную стойкость; при
этом удлинение времени выдержки перед закалкой, обеспечивающее
более полный переход СиА12 в твердый раствор, делает сплав более
стойким (фиг. 47). Отпуск после закалки понижает коррозионную
стойкость, ведя к распаду твердого раствора и вызывая появление
интеркристаллитной коррозии. Примерно аналогичное со сплавом
А1-)-4%Си коррозионное поведение показывает сплав типа Y.
Старый литой сплав с 8% Си имеет при большом количестве
свободных включений СиА1:! очень плохую коррозионную стойкость.
Из табл. 9 видно, что коррозионная стойкость сплава А1Ц- 8% Си
значительно ниже, чем стойкость кремнистого сплава с б% Si.
Таблица 9
Привес алюминиевых сплавов после полугодовой коррозии в атмосфере
[(продукты коррозии не удалялись) Циммерман]
Состав сплава в % Привес на 1 м2 поверхности сплава в г
Si Си Fe
0,35 9,35 0,61 10
0.46 8.75 1,07 16
6,17 0,30 0.57 0,5
Из табл. 9 видно, что присадка железа понижает коррозионную
стойкость, так как образующиеся при этом тройные соединения
Al-Cu-Fe, а возможно и двойные FeAh являются катодными участками
и усиливают коррозию сплава.
47
Сплавы с более высоким содержанием меди или железа обладают
еще меньшей коррозионной стойкостью. Особенностью литейных
Фиг. 48. Интеркристаллптный харак-
тер распространения коррозии у
сплава А1+8% Си (Крениг).
сплавов с медью является интер-
кристаллитный характер корро-
зии, которым сплав обладает
уже в сыром литом состоянии
(фиг. 48) и который усиливается
термобработкой-закалкой плюс
отпуск.
Коррозия деформи-
руемых сплавов (дур-
алюмина). Дуралюмин из-
за содержания в нем меди от-
носится к сплавам с плохой
коррозионной стойкостью. Надо
отметить, что отклонения в
составе дуралюмина, допускае-
мые техническими условиями,
меньше влияют на его корро-
зионное поведение, чем терми-
ческая обработка. Небольшие
отклонения в составе дуралю-
мина по меди мало влияют на
коррозионную стойкость зака-
ленного дуралюмина (фиг. 49).
Магний в количестве 0,5%
необходим в дуралюмине для
естественного старения сплава
и для устранения склонности его к интеркристаллитной коррозии;
при отсутствии магния сплавы А1-Сн подвержены этому наиболее опас-
ному 'виду коррозии. Но
при повышении количества-
магния коррозионная стой-
кость дуралюмина падает
(фиг. 50) [29], что связано
с уменьшением раствори-
мости CuAl, и образова-
нием новых интерметал-
лических соединений типа
Al-Cu-Mg. Влияние мар-
ганца до 1% благоприятно
отражается на коррозион-
ной стойкости дуралюми-
Фпг. 49. Потеря механических свойств дур-
алюмином с различным содержанием
после 30-суточной коррозии в морской
(Крениг и Бобовников).
меди
воде
на, более высокое содер-
жание влияет отрицатель-
но [29]. Кремний незна-
чительно отражается на
стойкости дуралюмина. Железо же в количествах, в которых оно
редко присутствует в высококачественном сплаве, в большой степени
48
ухудшает сопротивление дуралюмина коррозии (фиг. 51). Отрица-
тельное влияние железа до 0,5% незначительно и не опасно для
эксплоатации.
Дуралюмин применяется в авиации в двух состояниях: отожжен-
ном (медленное охлаждение после нагрева в интервале температур
300—400°) и закаленном (нагрев до 500° и быстрое охлаждение в воде).
Кроме того, иногда предлагают дуралюмин или его разновидность —
супердуралюмин (с 1,2% Si, остальные примеси, как в дуралюмине) —
подвергать после закалки
искусственному старению,
т. е- нагреву в интервале
Фиг. 51. Изменение механических свойств
дуралюмина с различным содержанием
Fe после 30-суточной коррозии в морской
воде (Крениг).
1 до коррозии; 2—после коррозии.
Фиг. 50. Изменение меха-
нических свойств дуралю-
мина с различным содержа-
нием Mg после 30-суточной
коррозии в морской воде
(Крениг).
1 — до коррозии; S — после
коррозии.
температур 100— 160°, в результате которого в дуралюмине
быстрее чем при комнатной температуре заканчивается процесс ста-
рения и он получает свои окончательные механические свойства.
У искусственно состаренного дуралюмина и особенно у супердур-
алюмина, кроме того, выше предел текучести as.
В отожженном дуралюмине твердый раствор наиболее сильно
обеднен легирующими примесями и в первую очередь медью. В его
структуре содержится максимальное количество интерметаллических
соединений (в частности СиА12) с более высоким электродным потен-
циалом, чем у твердого раствора меди в алюминии, к тому же обед-
ненного медью. Поэтому отожженный дуралюмин подвержен очень
сильной местной коррозии.
После закалки включения СиА12 удерживаются в твердом растворе,
и коррозионная стойкость такого дуралюмина значительно выше,
чем отожженного. Наибольшая стойкость дуралюмина наступает
после закалки с температур 500—510° (фиг. 52). Отсюда надо сделать
вывод, что во всех случаях дуралюмин в качестве окончательной
коррозия металлов в авиации—218—4 49
Вод” 2,2 ° С
Фиг. 53. Распространение коррозии
у дуралюмина в зависимости от закалоч-
ной среды Цифры указывают продолжи-
тельность испытания в сутках (Раудон).
Температипа annncha
Фиг. 54. Влияние температуры старения на
потерю механических свойств дуралюмина при
коррозии в 3%-ном растворе NaCl (Манн).
термической операции должен быть обязательно закален, а не
отожжен.
Закаливающая среда мало влияет на окончательные механические
свойства дуралюмина, но имеет решающее влияние на его коррозион-
ную стойкость. Чем быстрее охлажден дуралюмин после закалки,
тем он более коррозионностоек. При медленном охлаждении в масле,
в горячей воде и на воздухе дуралюмин получает склонность к интер-
кристаллитной коррозии. Даже задержка при переносе из нагрева-
тельной в закаливаю-
щую ванну может стать
причиной интеркристал-
литной коррозии дур-
алюмина [31].
После закалки сле-
дует процесс старения
дуралюмина. Если ста-
рение происходит при
комнатной температу-
ре, то дуралюмин под-
вержен только местной
коррозии [29]. При
более высоких темпера-
турах старения у дур-
алюмина появляется
склонность к интеркри-
сталлитной коррозии,
что особенно резко про-
является при темпера-
турах 120 — 140° С.
Фиг. 54 показывает
падение механических
свойств дуралюмина в
зависимости от времени
в растворе NaCl. Подобное явление наблюдается и у сплавов типа
супердуралюмина, что и ограничило внедрение этого сплава
в авиацию.
При температурах старения 125—140° С распад твердого раствора
успевает пройти только по границам зерен (на поверхности зерна).
Потенциал границ зерен по сравнению с сердцевиной снижается,
и границы делаются анодами по отношению к остальной массе сплава.
Поэтому происходит интеркристаллитная коррозия вдоль границ.
При температуре более низкой чем 120° С распад еще не успевает
произойти. При более же высокой температуре распад твердого рас-
твора захватывает не только границы, но и все зерно, и поэтому
интеркристаллитного разрушения не наблюдается.
Упругие и остаточные деформации вызывают усиление коррозии
Дуралюмина и делают даже правильно термически обработанный
Дуралюмин склонным к интеркристаллитной коррозии [32], [33]. На
фиг. 55 показана микрофотография структуры дуралюминовой трубы,
и температуры старения после коррозии
51
Фиг. 56. Развитие коррозии
у нагартованного ду ралюминового
лонжерона самолета. х200
(Павлов).
Фиг. 55. Структура прокорро-
дировавшей дуралюминовой
трубы, сильно деформирован-
ной при правке. х50 (Крениг).
Ъ
а
с
Фиг. 57. Коррозия дуралюмина деформированного: а — на 20%;
& — на 60%; с — на 100% от оР . Коррозия в 1 N НаС1 +
4-1% НС1. х200 (Крениг).
52
деформированной при правке и испытанной на коррозию в морской
атмосфере. На фиг. 56 показано развитие интеркристаллитной кор-
розии у нагартованного дуралюминового лонжерона сухопутного
самолета, появившейся в эксплоатационных условиях. Фиг. 57 по-
казывает, что одни только упругие деформации способны вызвать
интеркристаллитную коррозию у дуралюмина. Из этого можно за-
ключить, что вполне правильно термически и механически обработан-
ный дуралюмин в эксплоатационных условиях при передаче деталями
конструкции нагрузок (когда они будут находиться в напряженном
состоянии), может подвергаться наиболее опасному виду разрушения—
интеркристаллитной коррозии.
Фиг. 58. Результаты испытания дуралюмина на корро-
зионную усталость в закаленном и отожженном
состоянии (Мак-Адам).
Л— отожженный; В — закаленный и состаренный: 1— на
воздухе; 2 —в пресной воде; 3— в соленой веде.
Наконец, следует заметить, что при одновременном воздействии
коррозионного агента и знакопеременной нагрузки (коррозионной
усталости) предел коррозионной усталости гораздо (более чем вдвое)
ниже, чем предел усталости на воздухе (фиг. 58). Знаменательно
то, что пределы коррозионной усталости одинаково сильно сни-
жаются по сравнению с нормальным пределом усталости как в
пресной, так и в морской воде.
Из деформируемых сплавов системы Al-Си можно указать на
устаревший и мало применяемый ейлав лауталь (4% Си -ф 1% Si).
Лауталь стареет только при повышенной температуре и обладает
склонностью к интеркристаллитной коррозии. Эти качества имеются
и у американского сплава типа 25S (4,5% Си, 0,8% Мп).
53
Коррозия плакированного дуралюмина
Поверхностью плакированного дуралюмина служит не малостой-
кий против коррозии дуралюмин, а значительно более коррозионно-
стойкий чистый алюминий.
О I 3 5 10 20 30 00
Фиг. 59. Изменение потенциалов алюминия и
дуралюмина со временем в пресной воде
(Павлов)
Фиг. 60. Изменение потенциалов алюминия и
дуралюмина со временем в 3%-ном растворе
NaCl (Павлов).
Кроме того, алюминий по
отношению к дуралюмину
является анодным покры-
тием (фиг. 59 и 60) [34].
При повреждениях плаки-
рующего слоя в электро-
лите оставшийся пла-
кирующий слой будет
защищать сердцевину
электрохимически, т. е.
станет разрушаться сам и
предохранять от разруше-
ния сердцевину. Механи-
ческой основой материала
является сердцевина,и по
этому разрушение плаки-
рующего слоя почти не от-
ражается на механических
свойствах плакированно-
го дуралюмина. В этом и
заключается преимущество
плакированного дуралю-
мина перед неплакирован-
ным в коррозионном отно-
шении. В табл. 10 пока-
заны потери механических
свойств плакированного и неплакированного дуралюмина после кор-
розии, подтверждающие
преимущества плакиро-
ванного материала пе-
ред неплакированным.
Коррозионная стой-
кость плакированного
дуралюмина как биме-
талла определяется кор-
розионной стойкостью
защитного слоя, стой
костью сердцевины и
взаимодействием между
покрытием и сердцеви-
ной при термической
обработке плакирован-
ного дуралюмина.
Коррозионная стой-
кость плакирующего
Таблица 10
Потеря механических свойств плакированным и
неплакированным дуралюмииом после года кор-
розии в морской воде
(корроз. лаборатория ВИАМ)
(Толщина плакировки — 4%)
Толщина листа в мм Потеря о6 в % Потеря 6 в %
0.3 100 100
0.5 1.5 8,9
1.0 0,7 9,5
2.0 0,0 0.0
Примечание. Все листы неплакирован-
ного дуралюмина толщиной от 0,3 до 2,0 мм за
зто время полностью разрушились.
54
слоя зависит от чистоты алюминия, примененного для плакировки,
от тщательности ведения технологического процесса и от толщины
слоя.
Наиболее чистый алюминий будет и наиболее коррозионностой-
ким. В США для плакировки применяется алюминий чистоты не ниже
99,8%, в СССР — не ниже 99,5%.
Толщина плакирующего слоя почти во всех странах мира принята
равной 5% на сторону от толщины листа. Абсолютная толщина пла-
кирующего слоя на тонких листах меньше, и соответственно защитные
свойства плакирующих слоев на тонких листах ниже, чем на тол-
стых. Отсюда коррозионная стойкость у тонких листов меньше, чем
у толстых листов (фиг. 61).
Фиг. 61. Потеря аь дур-
алюмином и алькледом
различной толщины
после коррозии вЗ%-ном
растворе NaCl +0,1%
Н2О„ (по Бреннеру).
Фиг. 62. Влияние перезакалок на коррозионную
стойкость нормального алькледа и плакирован-
ного сплава М-95 после 2-месячной коррозии
в морской воде. Толщина материала 0,75 мм
(Воронов и Пинская).
При производстве плакированного дуралюмина нужно учитывать,
что слой мягкого алюминия легко подвергается всевозможным по-
вреждениям — закатам пыли, кусочков более твердых металлов
ит. п. Взаимодействие между сердцевиной и плакирующим слоем сво-
дится к диффузии составляющих сердцевины в плакирующий слой,
от чего алюминий загрязняется элементами, находящимися в сердце-
вине сплава и ухудшающими его коррозионную стойкость.
Состав сплава сердцевины, как видно из фиг. 62, оказывает влия-
ние на коррозионную стойкость плакированного дуралюмина [35].
Повышение процента легирующих примесей в сердцевине, в первую
очередь меди и магния, ухудшает стойкость плакированного дур-
алюмина. Содержание в сердцевине железа и марганца меньше влияет
на коррозионную стойкость плакированного дуралщмина, очевидно
в связи с худшими диффузией и растворимостью этих элементов в алю-
минии.
55
Фиг. 63. Кривые глубины диффузии
меди в плакирующий слой из серд-
цевины при различных температурах
нагрева (Павлов).
Чрезвычайно большое влияние на коррозионную стойкость пла-
кированного дуралюмина имеет термическая обработка. Нагрев при
отжигах и закалках приводит к диффузии составляющих сердцевины
в плакирующий слой. С повышением температуры диффузия усили-
вается (фиг. 63). Из фиг. 63 видно,
что для материала толщиной 0,5 мм
с учетом толщины плакирующего
слоя достаточно нагрева при 500°
в течение около 50 мин. для того,
чтобы привести к сквозной диффу-
зии меди из сердцевины до поверх-
ности сплава [36]. Для материала
толщиной 1 мм время для сквозной
диффузии требуется соответственно
больше — 2 часа. В результате
диффузии плакирующий слой пре-
вращается из алюминия в дуралю-
мин с соответствующим ухудше-
нием коррозионной стойкости.
Следовательно, существовавшая
ранее практика повышения пла-
стичности плакированного дуралю-
мина путем пе резакалок его перед
операциями шталшовки и выко-
лотки ухудшала коррозионную
стойкостьнлакированного дуралюмина. Перезакалку нужно заменить
на промежуточных операциях отжигом при температурах 360—400е С,
при которых диффузия из сердцевины в плакирующий слой значи-
тельно меньше. Закалку плакированного дуралюмина следует приме-
нять только в качестве конечной операции.
Коррозия прочих сплавов
Двойные сплавы алюминия с марганцем (например АМц с 1,2% Мп)
имеют в авиации значительное применение из-за своей хорошей пла-
стичности и свариваемости. Фиг. 64 показывает, что марганец ока-
зывает некоторое ухудшающее влияние на коррозионную стойкость;
все же коррозионная стойкость сплавов типа АМц довольно близка
к стойкости чистого алюминия и намного превосходит стойкость
дуралюмина. Так как из сплава АМц изготовляются бензиновые баки,
уместно указать, что этот сплав вполне стоек как в бензине, так и
в бензине с добавкой продукта Р9 (антидетонатора) и только при
отстое воды на дне бака замечается коррозия.
Сплавы типа Al-Mg-Si в незначительном количестве применяются
в авиации как сплавы средней прочности и хорошей пластичности.
Они содержат обычно около 1% Mg и 1% Si и носят названия аль-
дрей, авмелек, алюдур, авиаль (СССР). Коррозионная стойкость их
из-за отсутствия в них меди значительно выше, чем дуралюмина
56
(фиг. 65). Однако высокие механические свойства у сплавов Al-Mg-Si
достигаются закалкой с искусственным старением. В результате сплав.
Фиг. 64. Потери механи-
ческих свойств алюминия
с различным содержа-
нием марганца после кор-
розии в течение двух
месяцев в морской воде
(Павлов).
(Цифры в кружках пока-
зывают процентное
содержание Мп.)
°ътах
Кг/мм2
М Ь5-
До коррозии
Е%3~1.После
NSj ЕЖ) коррозии
Фнг. 65. Изменение механических
свойств после коррозии в течение
30 суток в морской воде у дур-
алюмина (№ 1) и у сплава типа
альдрей (№ 2 — закаленного и
№ 3 — закаленного и старенного
в течение 16 час. при 150° С)
(Крениг и Бобовников).
делается склонным к интеркристаллитной коррозии и теряет механи-
ческие свойства после коррозии.
6. Основные методы защиты от коррозии алюминиевых сплавов
Защита оксидными пленками
Защита оксидными пленками имеет для алюминиевых сплавов
большое значение и широко распространена. Пленки получаются
химическим или электрохимическим путем (анодным оксидированием).
В последнем случае они толще и тверже пленок, получаемых химиче-
ским оксидированием. Химическим путем получаются пленки тол-
щиной от 0,5 до 1 р. При анодном оксидировании обычная толщина
пленок колеблется в пределах от 3 до 12 р и может быть доведена до
значительно больших толщин [37], [38].
Из химических методов оксидирования алюминиевых сплавов наи-
более широко распространено оксидирование в щелочном растворе,
содержащем калиевый хромпик или хромовокислый натрий.
При более длительном оксидировании пленка на алюминии п его
сплавах получает зеленоватый цвет, говорящий о наличии в ней
окислов хрома. После оксидирования пленку следует наполнить
57
хромовым ангидридом, и она получает желтый цвет. После напол-
нения пленка все еще удовлетворительно адсорбирует лаки и краски
и в соединении с ними повышает коррозионную стойкость (фиг. 66).
Метод химического оксидирования нашел себе сравнительно огра-
ниченное применение в авиации. Пленка при химическом оксидиро-
вании алюминиевых сплавов уступает по защитным свойствам пленке,
523 52Л 528 530 535
Ддралюяин плакированнЬю
Фиг. 66. Вид образцов плакированного
дуралюмина. оксидированного ^омиче-
ским путем, после 3-летней коррозии
в атмосферных условиях (коррозионная
лаборатория ВИАМ).
52-7— без дополнительной обработки; с допол-
нительной обработкой: 524 — жидким стеклом,
528 — хромовой кислотой, 530 — хромовой кис-
лотой плюс олифа, 535 — хромовой кислотой
плюс ланолин.
вом ангидриде. Но повышенная
наполнения пленки кипячением в
полученной анодной оксида-
цией. Но химическое оксидирова-
ние позволяет создать оксидную
пленку там, где электрохими-
ческие методы применять за-
труднительно из-за недостатка
рассеивающей способности (на
длинных тонких трубах, на
литье сложной конфигурации
е малодоступными полостями).
Из большого количества ме-
тодов анодного оксидирования в
авиации наиболее употребитель-
но анодирование в хромовой
и серной кислотах.
Из разновидностей метода
анодирования в хромовой ки-
слоте в СССР распространены
анодирование в 3%-ном хромо-
вом ангидриде (метод Бенгоу)
[39, 40] и в 9—10%-ном растворе
хромового ангидрида (ускорен-
ный метод) [39]. Второй метод,
давая экономию во времени и
производственных площадях,
позволяет получить пленку луч-
шего качества (фиг. 67). После
анодирования в хромовой ки-
слоте наполнение пор пленки
не производят, а немедленно
передают детали на грунтовку.
Пленка, полученная в серной
кислоте, более пориста, чем
пленка, полученная в хромо-
пористость позволяет путем
10%-ном растворе хромпика
значительно повысить коррозионную стойкость ее- Хромпик оста-
ется в порах пленки и при действии влаги создает в них пас-
сивирующий «раствор, не вызывающий, а, наоборот, предохраняющий
металл от коррозии. Вид образцов плакированного дуралюмина,
различным образом оксидированных, после коррозии в растворе
3%-ной NaCl 4- 1% НаО, показан на фиг. 68. После наполнения
пленка, полученная в H.,SO4, обладает еще достаточной адсорбцион-
58
Фиг. 67. Состояние поверхности образцов, анодированных в 3%-ном растворе
СгО3 (три нижних) и в 9%-ном растворе СгОз (три верхних снимка), после коррозии
в растворе 3%-ной NaCl 4-1% Н2О, (Слепухина).
Не aHudupoScHHi’iu ЛнсдироАонный 6Сг03
fih'OdepoSa^Hbiii в H2S06
Фиг. 68 Вид образцов плакированного дуралюмина, оксидиро-
ванных различными методами, после коррозии в растворе
3%-ной NaCl 4- 1% Н„О2 (Туманов).
59
Фиг. 69. Растворение включений
CuAL при анодировании
(Келлер н др.).
ной способностью и может быть дополнительно окрашена органи-
ческими красителями или нанесением грунта.
Различные сплавы по-разному способны подвергаться оксидиро-
ванию. Лучше других оксидируются чистый алюминий и однородные
твердые растворы сплавов Al-Mg. Удовлетворительно оксидируются
сплавы, представляющие твердые
растворы меди в алюминии (зака-
ленный дуралюмин), а также сплавы
типа Al-Si. Причиной этого являет-
ся различная способность давать ок-
сидную пленку разными тверды-
ми растворами и интерметалличе-
скими соединениями, встречающи-
мися в алюминиевых сплавах. На-
пример, Si при окислении остается в
оксидной пленке, а включения
СиА12 и FeAl, при анодировании
растворяются (фиг. 69). Включения,
не оксидируясь, пропускают боль-
шое количество тока; от этого про-
исходит местное нагревание элект-
ролита и растворение включений и
металла в местах нахождения вклю-
чений (дальнейшее см. в гл. XI).
В растворе серной кислоты удается анодировать сплавы со свобод-
ными включениями СпА12 (например литье), чего нельзя с постоянным
успехом достичь в растворах хромового ангидрида. В растворах
хромового ангидрида очень часто даже деформированные сплавы типа
Таблица 11
Предел усталости закаленного дуралюмина при испытании переменным
____________________изгибом (по Герарду и Сэттону)___________________
Среда Обработка —е Дополнительная обработка Предел усталости
7V — 10-Ю6 кг/мм2 число циклов N —50-10* число циклов
Воздух Полирование - 14 1 13,9
>> Анодное окси- дирование 17.3 17,0
Обрызгивание Полирование — 5.1 4,7
раствором NaCl Ланолином 4,8 4.0
То же i> Масляным лаком 11.6 9,2
Обрызгивание раствором NaCl Анодирование Ланолином 7.4 7.0
То же »> Масляным лакол] 14.7 12,9
60
дуралюмина при недостаточно равномерном обжатии или неполноте
растворения включений CuAL в процессе закалки дают при анодиро-
вании растравливание.
Данные, характеризующие влияние анодного оксидирования на
пределы усталости и коррозионной усталости дуралюмина, приведены
в табл. 11.
Табл. 11 показывает, что анодирование повышает предел уста-
лости дуралюмина на воздухе и приблизительно в I1/., раза повышает
предел коррозионной усталости при дополнительной обработке
ланолином или масляным лаком.
Защита металлическими покрытиями
Защита алюминиевых сплавов металлическими покрытиями в авиа-
ции не получила широкого применения. Металлические покрытия
на алюминиевые сплавы невозможно нанести горячим способом. Боль-
шие трудности вызывает нанесение покрытий гальваническим путем.
Из анодных по отношению к алюминию и сплавам типа силумина и
магналия покрытий можно назвать только цинк, для сплавов типа
дуралюмина — цинк и кадмий. Положительные результаты при за-
щите алюминиевых сплавов дает эвтектический сплав кадмия с 17%
цинка, имеющий потенциал цинка и по коррозионной стойкости мало
отличающийся от стойкости кадмия в морской воде. В атмосферных
условиях он по стойкости превосходит цинк и кадмий и дает электро-
химическую защиту, равноценную защите цинком.
Нанесение кадмиевых и цинковых покрытий и сплавов производится
методом набрызгивания — шоопированием [42]. Блестящее цинкова-
ние из цианистых растворов позволяет производить осаждение цинка
на металл непосредственно из ванны, без особой предварительной
обработки.
Для дуралюмина защита может быть осуществлена плакировкой
и набрызгиванием алюминием. В табл. 12 показано влияние кадми-
рования, цинкования и покрытия алюминием на предел коррозионной
усталости закаленного дуралюмина.
Таблица 12
Влияние знакопеременной нагрузки на предел коррозионной усталости дуралю-
мина, защищенного различным образом
(по Герарду и Сэттону)
Среда Обработка Предел усталости при изгибе
N — 10 • 10« Кг]ММ* число циклов N — 50- 10е кг] мм1- число циклов
Обрызгивание раст- Полировка 5,1 4,7
вором NaCl Гальваническое кадми- рование 5 4 3,9
То же Шоопирование алю- минием 9.7 4,7
Гальваническое цин- кование 10,5 9,9
61
К сожалению, в табл. 12 отсутствуют данные о толщине покрытия,
но можно думать, что толщины были одинаковыми.
Защита протекторами
Алюминиевые сплавы с успехом могут быть защищены в пресной
и особенно в морской воде электрохимически цинком [43].
Защита лакокрасочными покрытиями
В последнее время в авиации для алюминиевых сплавов во всех
странах употребляют грунт с цинковым кроном в качестве пигмента.
В качестве основы большинство советских авиационных заводов и
заграничных фирм применяет лаки, изготовленные на искусственных
фенолальдегидных или иных смолах. Для отделочных покрытий упо-
требляются масляные эмали.
При применении анодной оксидировки в серной кислоте с обработ-
кой хромпиком выдвигается вопрос об использовании пигментов, не
являющихся пассиваторами, вроде цинкового крона. В связи же
с лучшей адгезией при оксидировке поверхностью металла лакокра-
сочного покрытия может быть поставлен вопрос о покрытии алюминие-
вых сплавов и нитроцеллюлозными лаками.
Глава V
КОРРОЗИЯ МАГНИЯ и ЕГО СПЛАВОВ
1. Применение магниевых сплавов в авиации
Применение магниевых сплавов в самолете- и моторостроении
с каждым годом возрастает. Особенно интенсивное внедрение магние-
вых сплавов началось в самое последнее время как из-за стремления
использовать все ресурсы металлов, так и вследствие исканий спо-
собов облегчения машин. К тому же сейчас разработаны методы за-
щиты от коррозии, дающие достаточную гарантию надежной службы
деталей из магниевых сплавов.
В самолетостроении листы, профили, трубы, отливки и штамповки
из магниевых сплавов применяются в смешанных конструкциях.
Но известны случаи постройки в СССР и за границей цельноэлектрон-
ных самолетов с очень ограниченным применением других металлов.
В моторостроении уже давно электрон применяют гораздо шире,
чем в самолетостроении, в виде отливок от самых малых деталей до
картера включительно. Электрон применяют и должны еще более
широко применять в приборостроении. Известно и об использовании
магниевых сплавов для изготовления лопастей воздушных винтов.
Сортамент магниевых сплавов не отличается большим разнообра-
зием. В качестве деформируемых сплавов высокой прочности при-
меняют сплавы типа МАЗ (b% А1, 1% Zn, 0,3% Мп), и пластичные
типа Ml (1,5% Мп). Для литья используют композиции сплавов
с обязательным содержанием алюминия. Наиболее часто встречаются
сплавы МА5 (9% А1, 0,3% Мп), МА4 (3% А1, 3% Zn, 0,3% Мп).
62
2. электрохимическое поведение магния и механизм коррозии его
в разных средах
Нормальный электродный потенциал магния, равный—1,8 б, в
присутствии кислорода несколько повышается. Так, в 3%-ном
растворе NaCl потенциал дестиллированного магния равен —1,68 в,
а технического магния равен —1,5 в [44]. Потенциалы некоторых
магниевых сплавов приведены в табл. 13.
Таблица 13
Потенциалы магниевых сплавов в 3%-ном растворе NaCl по отношению
к водородному электроду
Тип сплава Значение потенциала в е
начальное через 72 часа
МА1 — 1.68 — 1.57
МАЗ — 1.52 — 1,48
В случае прибавления к 3%-ному раствору NaCl 0,1% К2Сг207
(хромпика) потенциал электрона типа МАЗ повышается до значения
—0,65 в [3].
Из табл. 13 видно, что магний и его сплавы подобно алюминию
склонны к образованию оксидных пленок. В присутствии атмосфер-
ного кислорода пленки получаются недостаточно сплошными, и лишь
при наличии более сильного окислителя (хромпика) получается бо-
лее толстая и сплошная пленка, резко повышающая потенциал.
Магний и его сплавы обладают в технически важных для авиации
средах наиболее низким электродным потенциалом по сравнению со
всеми сплавами, применяемыми в конструкциях самолетов, моторов
и приборов. Вследствие низкого значения электродного потенциала
магний и его сплавы в растворах солей (морской воде) корродируют
с выделением газообразного водорода. Даже в таких слабых раство-
рах солей, как водопроводная и, наконец, дестиллированная вода
ординарной дестилляции, магний и его сплавы выделяют водород [47|
(фиг. 70).
Так как при коррозии магния и электрона в нейтральных средах
выделяется газообразный водород, то на интенсивность коррозии
влияет перенапряжение водорода на катодных участках магния и
магниевых сплавов. На магнии перенапряжение водорода очень вы-
соко. Алюминий, введенный в магний в качестве легирующего эле-
мента, образует с ним твердые растворы и интерметаллические соеди-
нения. Перенапряжение же водорода на твердом растворе Mg (Al) и
тем более на соединении Mg3Al2 значительно ниже, чем на магнии.
Поэтому сплавы магния с алюминием корродируют значительно силь-
нее, чем чистый магний. Добавка цинка и особенно марганца ведет
к образованию соединений и твердых растворов, перенапряжение
водорода на которых высоко; добавки же марганца и отчасти цинка
повышают коррозионную стойкость сплавов.
63
При рассмотрении поверхности корродирующих магниевых спла-
в микроскоп заметно, что у сплавов Mg-Al водород выделяется на
включениях Mg3 AL, а в сплавах с марганцем водород никогда не
выделяется на включе-
ниях Mg-Mn ввиду боль-
шого перенапряжения
водорода на них, а так-
же и на твердом рас-
творе Mg-Mn.
Подобная по меха-
низму^ коррозия магния
наблюдается в раство-
рах кислот, причем
в них магний корроди-
рует с еще более ин-
тенсивным выделением
водорода, чем в рас-
творах солей. Исключе-
ние составляет фтори-
стоводородная кислота,
в которой магний вполне
стоек из-за образова-
ния нерастворимой плен-
ки фтористого магния.
В щелочах магний и его
сплавы стойки ввиду
образования нераство-
римого гидрата окиси
<риг. 70. Скорость выделения водорода при
коррозии магния.
а (I b в—морской воде; с — в водопроводной. Для кривой
левый масштаб» для кривых а и с — правый (Крениг
и Костылев).
магния.
В чистом бензине пря-
мой гонки и в бензине
с этиловой жидкостью
электрон вполне стоек,
и поэтому его приме-
няют для изготовления бензиновых баков. Но электрон корродирует
в крекинг-бензинах и притом особенно сильно, если в бензиновом
баке на дне,отстаивается вода. Если же бензин содержит этиловую
жидкость, то при скоплении воды на дне бака коррозия электрона
достигает очень больших размеров (см. гл. VII).
3. Влияние технологических факторов на коррозию магниевых
сплавов
Плавка магниевых сплавов повсеместно производится под флю-
сами из смеси хлористых и фтористых солей. Часто при нетщатель-
h<im проведении отливки флюсы увлекаются в форму и попадают
в отливку в виде включений. Флюсы гигроскопичны и притягивают
влагу из атмосферы, образуются растворы хлористых солей, а места
с включениями флюсов и близлежащие к ним участки резко корро-
64
дирУют (Фиг- Для обеспечения коррозионной стойкости литья,
кованых, штампованных и прокатанных деталей необходимо удалить
флюсы. Флюсы могут быть не только на поверхности детали, но и
Фиг. 71. Сегмент из электронной отливки с включе-
нием флюса. Разрушенное место показано стрелками
(завод им. Фрунзе).
на некотором расстоянии от нее, в глубине детали. Поэтому операцию
удаления флюсов повторяют после механической обработки, выводя-
щей новые участки металла на поверхность изделия.
4. Коррозионная стойкость сплавов магния, применяемых
в авиации
«
Сплавы с марганцем
омз
800
700
800
500
500
300
гоо
too
О 0,5 1.0 1,5 гр г.5 3,0 3,5 5.0 4,5
Содержание Мп, %
Фиг. 72. Коррозия сплавов магния
в 3%-ном растворе NaCl в зависи-
мости от содержания марганца
(Крениг и Павлов).
Добавка марганца к техническому магнию значительно повышает
его коррозионную стойкость (фиг. 72). Наибольшая стойкость наблю-
дается при содержании 1,3—1,5% Мп,
но и при повышении содержания Мп
до 2% она еще очень высока. Закал-
кой сплавов Mg-Mn с температур
450—500° С можно в значительной
степени повысить их коррозионную
стойкость (фиг. 73).
По японским данным [49], терми-
ческая обработка необходима только
при незначительном содержании Мп.
При более высоком содержании мар-
ганца в отливках, в твердом растворе
марганца бывает уже достаточно, и
термообработка, переводящая его
в твердый раствор, не обязательна.
Благотворное влияние марганца на
коррозионную стойкость магния
объясняется тем, что образуется
пленка гидрата окиси марганца сна-
чала розового, а затем бурого цвета.
Она препятствует действию электролита на сплав. Сплавы с 1,5% Мп
Коррозия металлов в авиации—218—5
65
после гомогенизирующей термообработки
Фиг. 73. Вид образцов сплава Mg +1,35% Мп
после коррозии в течение 15 суток в морской
воде.Образцы были закалены с 450° С с выдерж-
кой, указанной в часах под каждым
образцом (Крениг).
bob магния с алюминием (фиг.
коррозии в 3%-ном растворе NaCl
разница в содержании алюминия
от 1 до 10% мало сказывается на
коррозионной стойкости сплава.
Термической обработкой, за-
ключающейся в гомогенизации
сплава путем закалки или отжига,
удается значительно повысить
стойкость сплавов магния с алю-
минием (фиг. 75 и 76).
Добавки к сплавам Mg-Al мар-
ганца также в значительной сте-
пени повышают их коррозионную
стойкость (фиг. 77). Марганец
74). Из
обладают вполне удовлет-
ворительной коррозион-
ной стойкостью даже
в морской воде, не го-
воря уже о сухопутной
атмосфере. Но хорошие
отливки из двойных
сплавов Mg-Mn получа-
ются с трудом, и механи-
ческие свойства сплавов
Mg-Mn в прокатном со-
стоянии очень невысоки
(cft = 18—22 кг/мм2).
Сплавы с алюминием и
марганцем
Алюминий даже в ма-
лых количествах сни-
жает коррозионную стой-
кость магния. Поэтому
большая разница в кор-
розионной стойкости су-
ществует только между
очень чистым магнием
(99,9% Mg и выше) и
магнием с примесями
алюминия. Технический
же магний, который
всегда содержит не-
сколько сотых процента
алюминия, по корро-
зионной стойкости мало
чем отличается от спла-
фиг. 74 видно, что при
Фиг. 74. Коррозия магния с различ-
ным содержанием алюминия в 3%-ном
растворе NaCl (Крениг и Кузнецов).
66
Фиг. 75. Влияние закалки и отжига с разных тем-
Фиг. 76. Влияние закалки и отжига с разных тем-
ператур на коррозию сплава Mg + 8% Al
в 3%-ном растворе NaCl (Крениг и Кузнецов);
Сутки. Сутки Сутки.
Фиг. 77. Коррозия сплавов Mg -|- А1 с различным содержанием
марганца в 1%-ном растворе NaCl (Эндо и Мориока).
67
входит в состав твердого раствора и интерметаллических
соединений Mg3Al2 и повышает на них перенапряжение водорода,
уменьшая этим интенсивность коррозии.
Существует и другой взгляд на действие марганца на повышение
коррозионнсй стойкости сплавов Mg-Al, который сводится к тому,
что марганец связывает железо, вводимое вместе с алюминием, и при
отстаивании механически удаляет его, осаждаясь вместе с ним на
дно тигля [50].
Сплавы с алюминием и цинком
Если к сплаву магния с содержанием алюминия добавляется цинк,
то коррозионная стойкость сплава меняется мало (табл. 14).
Таблица 74
Выделение водорода из морской воды магниевыми сплавами с содержанием
алюминия, марганца и различных количеств цинка
(Крениг и Костылев)
Состав сплавов в % Количество водорода в см3 на 1 см2 по- верхности за 4 часа действия
AI Мп Zn
5,95 0,25 1,59 17,76
6.30 0,34 2,02 5,25
6,30 0.38 3,33 4,71
6,31 0,35 3,99 6,22
Фиг. 78. Коррозия сплавов Mg-Al-Zn с различным содержа-]
нием марганца в 1%-ном растворе NaCl (Эндо и Мориока).
68
Некоторый максимум коррозионной стойкости намечается при
3% Zn, т. е. при содержании цинка, в известном техническом сплаве
МА4.
Добавка марганца к сплавам с алюминием и цинком повышает
их коррозионную стойкость (фиг. 78), причем влияние марганца тем
значительнее, чем выше содержание А1.
Без добавок +0,4% Be +0,4%Тс
Фиг. 79. Образцы электрона AZM без добавок и с добавками
0,4% Be и 0,4% Ti после 5-суточной коррозии в морской
воде (Бобевников).
К сплавам Mg-Al-Zn-Mn полезной оказалась добавка 0,4% Ti
(фиг. 79).
Прочие сплаеы
Основные технические сплавы исчерпываются разобранными выше
композициями. Ниже даются краткие замечания о влиянии на кор-
розионную стойкость других элементов при добавке их к основным
сплавам.
Медь, никель, кобальт резко ухудшают коррозионную стойкость
магниевых сплавов и в технических сплавах присутствуют только
как случайные примеси. Неблагоприятно влияют на стойкость свинец,
кадмий, олово, кремний [51].
Церий отрицательно действует на сопротивление коррозии, но
его добавляют в сплав систем Mg-Mn и Mg-Zn-Mn для увеличения
пластичности и теплопрочности их.
Бериллий предотвращает воспламеняемость магниевых сплавов
при литье. По влиянию же на коррозионную стойкость он несколько
уступает марганцу и титану (фиг. 79).
5. Формы коррозионного разрушения магниевых сплавов. Влияние
деформаций
Как правило, у литых сплавов наблюдается дендритный ха-
рактер коррозии, т. е. разрушение дендритов твердого раствора,
богатого магнием [53]. Очень часто разрушение магниевых сплавов
идет мало понятными и как бы случайными путями, связанными,
очевидно, с тем или иным состоянием оксидной пленки (фиг. 80).
69
Общий характер разрушения магниевых сплавов все же носит местный
характер (см. фиг. 79), как это и должно быть у сплавов, коррозион-
ные свойства которых зависят от наличия на поверхности оксидной
пленки.
При исследованиях у сплавов магния с алюминием, особенно
в деформированном состоянии, замечено коррозионное растрескива-
ние. Без видимых поверхностных
разрушений листы, трубы и про-
фили из сплавов типа МАЗ дают
трещины, причиной которых явля-
ется одновременное действие на-
пряжений и коррозионных агентов.
На фиг. 81 показана электрон-
ная труба из сплава МАЗ с са-
молета, находившегося в атмосфер-
ных условиях. Такие трещины
распространяются по телу зерна
преимущественно интракристалли-
чески (фиг. 82). Явления корро-
зионного растрескивания элект-
рона еще не изучены, но известно,
что сплавы типа Mg-Mn этому
явлению не подвержены [50J-
Фиг. 80. Разрушение сплава
Mg + 1,35% Мп <в 3%-ном
растворе NaCl (Крениг
и Павлов).
Фиг. 81. Трещины, появив-
шиеся на электронной трубе
в атмосферных условиях
(сплав МАЗ), х 4 (Зарецкий).
Действенным методом борьбы с коррозионным растрескиванием элек-
трона является плакировка его. Одна же оксидировка с покраской,
как показали эксплоатационные наблюдения, не устраняет корро-
зионного растрескивания.
Нагартовка повышает общую коррозионную стойкость магния и
электрона. Чем ниже температура проката и выше связанная с ней
частичная нагартовка электрона, тем он слабее корродирует в морской
70
нагартовка, хотя бы за счет
обработки резанием, повышает
коррозионную стойкость элек-
трона (фиг. 83). Повышение
коррозионной стойкости свя-
зано с расположением более
Боде (541
. Но даже небольшая
Фиг. 83. Вид двух дисков колес из
электрона после коррозии.
Левый диск обточен, правый травлен
(по Шульце).
Фиг. 82. Микроисследование трещи-
ны, появившемся у электронной
трубы (см. фиг. 81) при одновременном
действии коррозии и напряжений.
X 200 (Зарецкий).
коррозионностойких кристаллографических плоскостей кристаллитов
магниевых сплавов в направлении деформации [50].
6. Основные методы защиты магниевых сплавов от коррозии
Металлические покрытия
Магниевые сплавы обладают очень низким электродным потен-
циалом, и контакты их со всеми металлами усиливают коррозию
(см. фиг. 15). Из фиг. 15 видно, что усиление коррозии тем больше,
Фиг. 84. Образцы неплакированного (два верхних) и плакиро-
ванного (нижний) электрона после 5-суточйой коррозии в морской
воде (Бобовников).
чем ниже перенапряжение водорода на металле, находящемся в кон-
такте с магнием [55]. Аналогично ведет себя и электрон. Поэтому
обычные металлические покрытия непригодны для защиты электрона
от коррозии.
71
Успешно предохраняет от коррозионного растрескивания плаки-
ровка высокопрочного электрона типа МАЗ коррозионностойким элек-
троном типа МА1 [43]. При применении особого технологического
процесса удается получить листы МАЗ, покрытые с обеих сторон
слоем сплава МА1 толщиной 5—10% от толщины листа. Сплав МА1
имеет более низкий электродный потенциал (—1,57 в), чем сплав
МАЗ (—1,48 в), и поэтому сердцевина этого биметалла электрохими-
чески защищается плакирующим слоем. Плакирующий слой (сплав
МА1) и весь биметалл в целом обладают высокой коррозионной стой-
костью (фиг. 84).
Оксидные пленки
Наиболее широко распространенным способом создания на элек-
троне оксидных пленок является химический способ. Детали погру-
жаются на определенное время при заданной температуре в растворы
требуемой концентрации и покрываются оксидной пленкой, которая
содержит, кроме окислов, различные другие соединения и имеет цвет
от белого до черного [56]. На заводах СССР и за границей широко
распространено оксидирование в растворах хромпика и азотной
кислоты, дающее по сравнению с другими химическими методами
пленку наибольшей коррозионной стойкости. При наличии в сплаве
алюминия пленка получается особо качественной. В этом случае
она имеет, кроме окислов магния и окислов хрома, также и окислы
алюминия [58].
Кроме оксидирования в хромпике с азотной кислотой, заслуживают
внимания фосфатирование магниевых сплавов и оксидирование
в растворах хромового ангидрида и серной кислоты (15% СгО3 и
1% H.SOJ [59].
Очень хорошие результаты дает нанесение на электрон селени-
стой кислоты погружением в ванны с содержанием 10%-ного раствора
H2SeO3 или нанесение при помощи ваты или тряпки на поверхность
детали этого же раствора [60].
В последнее время начинают распространяться методы электро-
химического, анодного оксидирования электрона- Изучены и дали
сравнительно хорошие результаты щелочные и нейтральные ванны.
Но защитные свойства пленок, полученных анодным оксидирова-
нием, не превосходят пока защитных свойств пленок, полученных
химическим способом [61].
Искусственная оксидная пленка на электроне является прекрасной
основой для нанесения на нее лакокрасочных покрытий, и поэтому
оксидирование является обязательной операцией перед окраской.
Адгезия поверхностью электрона с оксидной пленкой увеличивается
во много раз по сравнению с неоксидированной поверхностью.
Лакокрасочные покрытия
Лакокрасочные покрытия по сравнению с другими металлами и
сплавами держатся на электроне особенно плохо. Влага, проникая
через лакокрасочную пленку, вызывает коррозию поверхности с вы-
72
делением водорода. Газообразный водород поднимает лакокрасочную
пленку и разрушает ее- Этому же способствует и щелочной характер
продуктов коррозии
магния. Поэтому водо-
непроницаемость и за-
щитные свойства грунта
имеют для электрона
особо важное значение-
Потенциалы элек-
трона в водных вытяж-
ках различных грунтов
отличаются друг от
друга (фиг. 85). Потен-
циал электрона в вы-
тяжке из цинкового
крона значительно вы-
ше, чем в вытяжках
других пигментов, и
в его присутствии элек-
трон делается пассив-
ным и не корродирует.
Коррозионные испыта-
ния электрона это под-
твердили (фиг. 86). Как
пигмент хорошие ре-
зультаты показала лам-
повая сажа. Плохие
Фиг. 85.. Электродные потенциалы электрона'
в водных вытяжках различных пигментов но
отношению к каломелевому электроду (Крениг и
Тер-Осипян).
результаты дали пигменты, содержащие свинец (свинцовые сурик
и крон). На основании практики можно рекомендовать в качестве
/ 2 3 4 5
Фиг. 86. Вид образцов электрона после 150-часовой коррозии
в водных вытяжках пигментов (Крениг и Тер-Осипян).
1—дестиллированная вода; 2— цинковый крон фирмы Siegle;
3— свинцовый крон лимонный; 4— свинцовый сурик; 5—каолин.
грунта для электрона цинковый крон на олифе или па лаке из
искусственных смол. Для отделочного покрытия применяют эмаль
73.
горячей сушки или нитролак. Учитывая важность получения по воз-
можности влагонепроницаемого слоя краски, обычно наносят не
менее двух отделочных покрытий.
Защита обработкой внешней среды
Магниевые сплавы делаются пассивными и не корродируют в вод-
ных растворах, содержащих хромовые соли. Поэтому в практике
пользуются добавкой к воде (например охладительных систем), со-
прикасающейся с электронными деталями, 0,25—0,30% хромпика.
Эта добавка предохраняет электронные детали от коррозии [44].
Для устранения коррозии от отстойной воды в бензиновые баки,
особенно при топливе с этиловой смесью, помещают мешочки с
фтористым натрием. Фтористый натрий растворяется в воде и создает
на электроне защитную пленку фтористого магния [63].
Глава VI
КОРРОЗИЯ МЕДИ И ЕЕ СПЛАВОВ
1. Электрохимическое поведение и механизм коррозии меди
и ее сплавов
Электродный потенциал меди, равный +0,34 в, выше потен-
циала водорода. В 3%-ном растворе NaCl потенциал меди, равный
+0,02 4- +0,05 в, также выше потенциала водорода в этой же среде.
В пресной воде потенциал меди равен +0,1 4- + 0,15 в.
Так как потенциал меди выше потенциала водорода, то термодина-
мически невозможно, чтобы медь корродировала с выделением газо-
образного водорода. Коррозия меди протекает только при присут-
ствии в растворе кислорода. Кислород окисляет медь и образует
пленку закиси меди, которая разрушается в растворах солей и особенно
в растворах кислот. Кроме того, кислород служит окислителем тех
атомов водорода, которые все же разряжаются на наиболее активных
участках поверхности меди, т. е. является также и деполяризатором.
При отсутствии кислорода медь и ее сплавы — латунь и бронза —
в пресной и морской воде и даже в неокислительных кислотах —
серной и соляной — совершенно стойки.
В атмосферных условиях медь и медные сплавы покрываются тон-
ким слоем продуктов коррозии, который в зависимости от содержа-
щихся в атмосфере газов состоит из углекислой, хлористой или сер-
нокислой меди. Коррозионное поражение в атмосферных условиях
у меди и медных сплавов глубоко не проникает.
2. Коррозия сплавов меди
Коррозия латуней
Латунями называются сплавы меди с цинком. От введения цинка,
металла с более низким электродным потенциалом, чем у меди, по-
тенциал латуни разблагораживается. Например, в 3%-ном растворе
NaCl начальный потенциал латуни равен +0,1 в против +^,2 в у
74
меди [43]. В атмосферных условиях латунь менее коррозионностойка,
чем чистая медь (фиг. 87). Чем выше содержание в латуни цинка, тем
ниже ее коррозионная стойкость. Коррозия особенно усиливается
у латуни, в структуре которой присутствуют две фазы а и р. Фаза
р, более богатая цинком и имеющая низкий электродный потенциал,
быстрее корродирует, чем фаза а.
В пресной и морской воде латунь корродирует также интенсивнее,
чем медь. Латунь, особенно в морской воде, подвержена явлению
«обесцинкования» [64], заклю-
Фиг. 87. Коррозия цинка, латуни и
меди в атмосферных условиях
(по Вернону).
1 — цинк; 2 — латунь 70; 3 — латунь 60.
чающегося в том, что цинк
Фиг. 88. Наличие в продуктах
коррозии латуни 60 и 70, цинка
и меди в зависимости от про-
должительности процесса
коррозии (по Вернону).
переходит в продукты коррозии в количестве, превосходящем отно-
сительное содержание его в сплаве. Со временем в корродирующем
сплаве процентное содержание меди увеличивается.
С течением времени эта диспропорция растет (фиг. 88) и цинк ла-
туни одновременно растворяется в электролите, но затем медь выса-
живается контактным путем обратно на поверхность сплава, и изде-
лие постепенно превращается в губчатую массу меди [65].
Сплавы медь-цинк, начиная с содержания 8—10% цинка подвер-
жены коррозионному растрескиванию. Изделия из холоднодеформиро-
ванной латуни при воздействии на нее коррозионной среды, особенно
паров аммиака и ртутных солей, внезапно дают трещины, являющие-
ся разрядкой внутренних напряжений. Коррозионному растрес-
киванию были подвержены латунные трубки радиаторов (фиг. 89).
С коррозионным растрескиванием латуни борются снятием у нее
напряжений путем низкого отжига при температурах 275—325° в те-
чение от 30 мин. до 2 час. Чем толще изделие, меньше степень наклепа
и ниже содержание цинка, тем более высокая температура или более
75
продолжительное время выдержки требуются для снятия внутренних
напряжений.
Но после снятия напряжений новая деформация опять делает ла-
тунь склонной к коррозионному растрескиванию. Например, если
латунные радиаторные
трубки или иные изде-
лия после отжига под- |
вергаются раздаче кон-
цов, гибке, пригонке
и другим операциям,
сопровождающимся де-
формациями, то в местах •
Фиг. 89. Вид растрескавшейся холоднотянутой
латунной трубки авиационного радиатора
(Крениг).
их сплав снова скло-
нен к растрескиванию. Поэтому сейчас радиаторные трубочки изго-
товляются из сплава ММн, не склонного к коррозионному растрески-
ванию |6б].
Коррозия бронз
Из бронз наибо лее употребительны сплавы меди с оловом и меди
с алюминием. Меньшее значение имеют кремнистые, никелевые и дру-
гие бронзы. Коррозионная стойкость бронз принципиально не отли-
чается от стойкости меди. В [атмосферных условиях оловянистые
и алюминиевые бронзы являются материалами очень высокой стой-
кости. У них коррозионное разрушение не выходит за пределы об-
разования тонкой защитной пленки продуктов коррозии, так назы-
ваемой патины. В морской воде бронзы даже несколько более стойки,
чем чистая медь (см. приводимые данные).
Потеря ееса в мг]смг после 8-летней коррозии в протекающей
морской воде (Бассет и Дэвис)
Чистая медь................. 1,9
Бронза с 5% Sn.............. 1,4
Бронза с 8,5% Sn............ 1,0
Алюминиевая бронза отличается большей стойкостью в морской
воде, чем оловянистая. Явления коррозионного растрескивания или
глубоко идущей избирательной коррозии (типа обесцинкования) у
бронз не наблюдается.
3. Методы защиты медных сплавов от коррозии
В авиации медные сплавы не нуждаются в специальных методах
защиты от коррозии. Иногда из декоративных целей их покрывают
гальваническим путем никелем или хромом. Никель для медных
сплавов является анодным покрытием. Хром по отношению к ним
катоден, но ввиду значительной коррозионной стойкости меди в атмо-
сферных условиях как покрытие не опасен.
Иногда для избежания вредного контакта медных, латунных или
бронзовых деталей со стальными или алюминиевыми первые покры-
вают цинком или кадмием.
76
Глава VII
КОРРОЗИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
1. Нержавеющие стали, применяемые в авиации, и их основные
характеристики
В авиации применяются хромистые и хромо-никелевые нержавею-
щие стали. В последнее время предложены и начинают внедряться
и хромо-марганцево-никелевые стали [68].
Основные характеристики и области применения нержавеющих
сталей показаны в табл. 15. Хромистые стали используются, глав-
ным образом, для различных точеных деталей — болтов, шпилек
и т. п., требующих повышенной коррозионной стойкости. Хромо-
никелевые и хромо-марганцево-никелевые стали применяются в форме
листов, лент, проволоки для основных структурных элементов само-
лета и в виде проволок для тросов морских машин. Применение
нержавеющих сталей в авиации сравнительно ограничено, что объ-
ясняется их дороговизной и дефицитностью.
2. Влияние состава нержавеющих сталей на коррозионную
стойкость
Хром, делающий сталь нержавеющей, обладает способностью
а частично
заржавел
О 1 2 3%С
Фиг. 91. Коррозионная
стойкость хромистой
стали с различным со-
держанием хрома и угле-
рода в атмосфере, насы-
щенной водяным паром
(Кюттиер).
Фиг. 90. Изменение потенциала железа
при добавке к нему хрома (по Гудремону
и Шотки).
в присутствии окислителя (например
кислорода воздуха) резко облагоражи-
вать свой потенциал, что говорит о лег-
кой его пассивируемости. Из табл. I
(стр. 9) видно, что потенциал хрома
равен — 0,56 в, а в 3%-ном растворе
NaCl, в котором растворен кислород, потенциал хрома доходит до
-f-0,23 в (см. табл. 2).
Хром при содержании в Fe в количестве 11,7% (при 0% С) вызы-
вает резкое повышение потенциала и делает железо пассивным и,
следовательно, коррозионностойким (фиг. 90).
77
При отсутствии в железе углерода хром находится в нем в твер-
дом растворе. Если же в железе присутствует углерод, то он
связывает хром в отношении 1 : 10, т. е- 0,1% углерода связывает
приблизительно 1% хрома и удаляет хром из твердого раствора.
При содержании хрома, близком к нижнему пределу (11 —12%),
удаление его из твердого раствора делает сталь нестойкой. Чтобы
снова сделать сталь коррозионностойкой, надо повысить содержание
хрома (фиг. 91). У хромо-никелевых сталей
содержание углерода также влияет отрица-
тельно на коррозионную стойкость, и по-
этому содержание его в стали 18/8 берется
не свыше 0,25 — 0,30%. У хромо-марганцо-
вистых сталей влияние повышенного содер-
жания углерода еще более резко выражено
и приводит к весьма нежелательной мест-
ной коррозии (фиг. 92).
3. Влияние термообработки на коррозионную
стойкость нержавеющих сталей
Фиг. 92. Местная корро-
зия стали типа ЭИ 100
при повышенном содер-
жании углерода (С =
= 0,34%) в морской воде
(Крениг и Калинина).
Наибольшей стойкостью хромистые стали
обладают в закаленном состоянии, при кото-
ром они имеют мартенситную структуру.
Для того чтобы сделать хромистую сталь
более вязкой и снять закалочные напряже-
ния, ее отпускают при температуре 500—
700° С. От этого коррозионная стойкость
снижается, но она все же достаточно высока
для сопротивления действию влажной атмо-
сферы и пресной воды. В закаленном и
отпущенном состоянии стали марки ЭЖ1
и ЭЖ2 применяются в авиационных конструкциях и приборах.
Хромо-нике левые стали обладают наибольшей коррозионной стой-
костью при наличии у них структуры однородного аустенита, что
достигается закалкой с температур 1050—1100° С в воде или на воз-
духе. Резкое, понижение стойкости наступает, если закаленная сталь
подвергается кратковременному отпуску в пределе температур 600—
900° С. При этом углерод выпадает из твердого раствора в форме
карбидов и увлекает с собой хром. Если к тому же, как было
указано выше, отпуск кратковременный, то распад твердого рас-
твора успеет произойти только по границам зерен. При удалении
хрома из твердого раствора около границ зерен потенциал твер-
дого раствора около них понижается. В этом месте раствор сдела-
ется анодным по отношению к остальному твердому раствору,
и, следовательно, коррозионное разрушение будет наблюдаться
исключительно вдоль границ зерен. Следовательно, нержавеющая
сталь после отпуска подвергается интеркристаллитной кор-
розии.
79
При сварке около шва получаются с обеих сторон зоны, нагре-
вавшиеся в опасном интервале температур отпуска и, следовательно,
также склонные к интеркри-
сталлитной коррозии. Для
борьбы с таким опасным явле-
нием применяются методы:
1) повторной закалки после
сварки;
2) применения сталей с со-
держанием С менее 0,06%;
3) введения в стали титана
Фиг. S3. Шлифы сварных швов стали
18/Я после 350-часового кипячения
в растворе CuSO4 + H2SO4.
а — нормальное содержание; b — низкое содер-
жание С; с —сталь с титаном (по Гудремону).
(ЭЯ1Т), ниобия (опытные стали)
и других элементов, которые
образуют стойкие карбиды, не
переходящие в твердый раствор
и при отпуске не удаляющие из
негохрома [69].
Поведение сварных швов малоуглеродистой и содержащей ти-
тан сталей видно из фиг. 93 (Ь и с). ’
Точечная сварка с применением специальных прерывателей, резко
сокращающих время нагрева при образовании точки, не представляет
опасности в отношении интеркристаллитной коррозии.
4. Влияние деформаций и состояния поверхности
Влияние деформаций и состояния поверхности играет у хроми-
стых сталей особенно большую роль. Выбитые знаки, участки, на-
клепанные ударами молотка, и другие деформированные места под-
вержены в атмосфере и воде гораздо более интенсивной коррозии,
чем недеформированные участки.
Хромистые стали даже в наиболее мягких атмосферных условиях
не ржавеют, если они имеют полированную или, в крайнем случае,
шлифованную поверхность [69, 71]. Хромо-никелевые нержавеющие
стали в деформированном состоянии более стойки. В самолетострое-
нии применяются стали типа 18/8 и ЭИ 100, нагартованные до aft =
— 100—120 кг/мм2. Эти стали в атмосферных условиях ведут себя
удовлетворительно при хорошем состоянии поверхностей. Полиро-
ванная поверхность или поверхность из-под вальцов показывают
достаточную стойкость. Но при обдувке песком даже сталь ЭЯ1Т
в атмосферных условиях корродирует [72].
5. Коррозионная стойкость нержавеющих сталей в авиационных
конструкциях
Хромистые стали типа 13% Сг имеют гарантированную стойкость
в сухопутных условиях при отсутствии местной деформации и при хо-
рошо отделанной шлифованной или полированной поверхности. В мор-
ских условиях, даже в морской атмосфере и особенно при полном по-
гружении в морскую воду, хромистые стали обязательно корродируют,
обнаруживая местные поражения.
80
Хромо-никелевые стали типа 18/8 и хромо-никеле-марганцовистые
(ЭИ100) обладают в атмосферных условиях хорошей стойкостью в за-
каленном и деформированном состоянии. Отрицательные результаты
замечались только у очень тонких листов до 0,1 мм стали 18/8 при не-
котором загрязнении ее неметаллическими примесями. В морских
условиях стали 18/8 и ЭИ 100 ведут себя несравненно хуже, чем в ат-
мосферных. При соприкосновении с морской водой или атмосферой
очень большое значение имеют ровная, гладкая поверхность (лучше
полированная) и отсутствие участков, где может задерживаться грязь
или куда затруднен доступ кислорода воздуха. Такие участки обя-
зательно подвергаются местной коррозии, и поэтому в американской
практике лентам-расчалкам, болтам и другим деталям из стали
18/8 на морских машинах даются дополнительные покрытия — кад-
миевые и лакокрасочные. Дополнительная защита нержавеющих ста-
лей вызвана и их подверженностью в морских условиях коррозион-
ной усталости, не сопровождаемой видимыми изменениями поверх-
ности, но резко снижающей предел усталости (табл. 16).
Таблица 16
Влияние пресной и морской воды на предел усталости нержавеющих сталей
при 5000 циклах в минуту
Сорт стали °.? в кг! мм2 °* В Кг! ммг Предел усталости
масло 10’ циклов водопроводная вода морская вода
107 циклов 108 циклов 107 циклов 10s циклов
Нержавеющая мар- тенситная 54 73 42 33 30 20 17
Нержавеющие ау-1 39 71 34 34 33 18 17
стенитные [ 29 61 28 28 28 20 19
Из табл. 16 видно, что мартенситная нержавеющая сталь уже
в пресной воде подвержена значительному понижению предела уста-
лости. Нержавеющая аустенитная сталь не снижает предела устало-
сти в пресной воде, но существенно теряет его в морской воде.
Глава VIII
жароупорные стали
1. Общие сведения о жароупорных сталях
Жароупорными называются стали,, хорошо сопротивляющиеся дей-
ствию газов при повышенных температурах и, следовательно, мало
подверженные окалинообразованию. В авиации такие стали требуются
для изготовления деталей, соприкасающихся с продуктами сгорания
топлива, и в первую очередь для изготовления клапанов и выхлоп-
ных систем авиационных моторов. При высокой температуре стали
Коррозия металлов в авиации—218—6 81
теряют свою прочность, текут или ползут под нагрузкой, и поэтому
одновременно с жароупорностью к ним предъявляют требования по-
вышенной прочности при высоких температурах — жаропрочности.
2. Элементы, повышающие жароупорность и жаропрочность
Имеются три основных элемента, повышающих жароупорность
сталей,—хром, кремний и алюминий. На основании работ Пфейля[73]
известно, что в случае коррозии стали при
повышенных температурах процесс заключа-
ется в том, что кислород диффундирует вглубь
Фиг. 94. Образцы стали
с различным содержа-
нием алюминия (обозна-
ченным цифрами) после
окисления при 1100°.
Фиг. 95. Окисление стали
с различным содержанием
хрома (Портевэн и др.).
металла и одновременно железо, углерод и другие примеси стали
диффундируют навстречу кислороду. В результате встречной диффу-
Фиг. 96. Влияние алюминия на ока-
линообразование стали (Гудремои и
Эмке).
Фиг. 97. Влияние кремния
на окалинообразование
стали (Портевэн и др.).
зии кислорода и элементов стали образуется окалина. Элементы Сг,
Si и А1, образующие стойкие, компактные окислы, дают окалину,
82
содержащую окислы этих металлов и обладающую большой стой-
костью. Химический анализ окалины стали с содержанием Cr, Si
л Д] показывает, что более толстые слои окалины содержат все боль-
шие и большие количества этих элементов. У кремнистых сталей
содержание SiO, в окалине доходит до 50% при содержании кремния
Е стали порядка 4% [74]. Это можно установить и по цвету окалины:
у хромистых сталей она имеет зеленоватый оттенок, у кремнистых
и алюминиевых — белый (фиг. 94).
Влияние хрома, кремния и алюминия на окалинообразование стали
видно из фиг. 95, 96 и 97.
Элементами, повышающими жаропрочность стали, являются в пер-
вую очередь никель, придающий стали аустенитную структуру [74],.
молибден и вольфрам [75, 76].
3. Жароупорные стали, применяемые в авиации
Клапанные стали маломощных моторов с ненапряженным режимом
базируются на присадках хрома или на комбинации хрома с кремнием.
Так, например, имеют применение стали Х12М с содержанием 1,45—
1,70% С, И—12,5% Ст, 0,15—0,30% Мо и СХ9М — сильхромо-молиб-
деновая — 0,30—0,40% С, 2,2—3,2% Si, 8—12% Cr, 0,7—1,3 Mo.
Для более мощных моторов, у которых жаропрочность приобре-
тает большее значение, в состав клапанных сталей вводят никель.
Так, например, ЭИ72 содержит 0,25—0,37% С, 2—3% Si,
]]?5—14% Cr, 6,5—7,5% Ni и ЭИ69 содержит 0,4—0,5% С,
13—15% Ni, 13—15% Cr, 0,4—0,6% Mo, 2—2,75% W.
Сталь ЭИ69, как наиболее прочная при высоких температурах,
применяется и для других деталей мотора, требующих жароупор-
ности и жаропрочности, например, лопаток турбокомпрессоров
и т. п.
Для выхлопных труб большое применение как жароупорная сталь
получила хромо-никелевая сталь с титаном ЭЯ1Т. Добавка титана
сделана по двум причинам. Во-первых, выхлопные трубы получа-
ются путем сварки, и во-вторых, их эксплоатационная температура
равна 600—700° С, т. е. находится в интервале карбидного распада
стали 18/8. Из этих соображений сталь 18/8 с Ti, идущая на изготов-
ление выхлопных систем, должна очень жестко контролироваться на
склонность к карбидному распаду и интеркристаллитной коррозии [77].
4. Средства поверхностного повышения жароупорности
За последние годы в авиации для повышения жароупорности
выхлопных труб применяется алитирование, т. е. поверхностное на-
сыщение стали А1. Наиболее широко распространено насыщение из
порошкообразной смеси: 49% ферроалюминия, 49% окиси алюминия
и 2% нашатыря. Процесс ведется при 850—900° С в течение 2 час-,
после чего изделия подвергаются нормализации. Алитированные де-
тали можно получать и отжигом шоопированных деталей или железа,
«3
плакированного Al (феррана). Алитированные изделия обладают
очень хорошей жароупорностью, до 900° (фиг. 98). Следует иметь
в виду, что при алитировании малоуглеродистой стали она получается
Фиг. 98. Жароупорность алитированных
сталей при разных температурах (поданным
фирмы Круппа).
недостаточно жаропрочной. Кроме того, в насыщенном алюминием
слое значительно растет зерно.
Г лава IX
БОРЬБА С КОРРОЗИЕЙ НА ПРОИЗВОДСТВЕ
И В ЭКСПЛОАТАЦИИ
1. Коррозия в заготовительных цехах
Из-за большого разнообразия операций в этих цехах трудно охва-
тить все возможные причины коррозии. Нов каждом из перечислен-
ных цехов можно указать на основные источники, способствующие
появлению ее.
Литейные цехи
В литейных цехах всю продукцию обдувают песком. Эта операция
быстро следует за отливкой, и на пути от литейного зала, через об-
рубочную, до пескоструйной коррозия не может появиться.
Но сама свежеобдутая поверхность, лишенная защитной окисной
пленки и имеющая большую поверхность, очень сильно подвержена
действию влажной атмосферы (особенно чугунные и стальные отливки).
Отливки из медных и алюминиевых сплавов менее страдают от влаж-
ной атмосферы после обдувки. Источником коррозии является песок,
если он влажен или загрязнен, что часто бывает при повторном его
использовании.
Необходимо контролировать влажность и чистоту песка. В част-
ности, при обдувке магниевых сплавов, отливаемых с применением
флюса из солей, практическим путем устанавливают число раз обо-
рачиваемости песка, которое еще не приносит ущерба для корро-
зионной стойкости деталей, так как флюсы являются источником
коррозии литья-
Для удаления флюсов из литья магниевых сплавов их промывают
в воде и в растворе хромового ангидрида (гл. X).
84
Стальные и чугунные отливки, не отправляемые немедленно для
обработки в механические цехи, смазывают защитной смазкой (гл. X).
Термические цехи
П ри технологических операциях в термических цехах встречаются
два источника коррозии:
1) нагрев под закалку
в расплавленных хлористых,
сернокислых или азотнокис-
лых солях и
2) наличие остатков кис-
лоты на поверхности изделий
после травления в целях
снятия окалины.
В первом случае основ-
ным средством борьбы с по-
явлением коррозии является
хорошая промывка в горячей
и холодной воде (гл. X). При
Фиг. 99. Листовой дуралюмин с коррозией
за счет неотм1>ггой селитры.
Слева — до коррозии, справа —после 10-суточной
коррозии во влажной атмосфере (Павлов).
невыполнении этого правила
появляется коррозия (фиг. 99)- Остатки кислоты после травления ока-
лины удаляют нейтрализацией в растворе щелочи и промывкой (гл. X).
Паяльные и сварочные мастерские
Источником появления коррозии в паяльных и сварочных мастер-
ских являются флюсы, остающиеся после сварки или пайки. Они
состоят из хлористых и фтористых солей, а иногда при пайке или
сварке стали и медных сплавов содержат буру. У алюминиевых спла-
вов флюсы удаляют промывкой в воде с применением щеток и после-
дующей промывкой в 2%-ном растворе хромпика. Последний не только
хорошо промывает флюсы, но и способствует пассивированию поверх-
ности. После сварки электрона флюсы удаляют двойной промывкой—
в воде с содержанием 1—2% соды и в 20%-ном растворе хромового
ангидрида (гл. X). Флюсы (содержащие буру), применяемые при пайке
медных сплавов и медных сплавов со сталью, хорошо удаляются
травлением в 10%-ном растворе фосфорной кислоты. После травления
производятся нейтрализация и промывка (гл. X).
2. Коррозия в механических и сборочных цехах
Главнейшими источниками появления и развития коррозии в
механических и сборочных цехах авиационных заводов являются
следующие:
1) наличие продуктов коррозии на изделиях, поступающих в цехи
из заготовительных цехов и со склада;
2) применение режущих эмульсий, вызывающих коррозию;
85
3) нахождение деталей в цехах без предохранительных покрытий;
4) захват деталей грязными руками;
5) отсутствие или несоблюдение технологии промывки и смазки
изделий.
Влияние продуктов коррозии
Если на изделиях, поступающих в цехи,'есть продукты корро-
зии, то они из-за гигроскопичности притягивают влагу из окружаю-
щей атмосферы и вызывают появление коррозии на соседних уча-
стках детали. В мелких изделиях, складываемых вместе, коррозия
переходит с одной детали на другую Поэтому, если на первых же
операциях в механических цехах продукты коррозии при обработке
не удаляются полностью, то необходимо удалить их химическим или
механическим путем (гл. X). В сборочных цехах продукты коррозии
на деталях, поступающих в сборку, совершенно недопустимы, так
как это равносильно постановке закорродировавшей детали на ма-
шину. Продукты коррозии с такой детали должны быть удалены.
Влияние режущих эмульсий
Применение правильно составленных режущих эмульсий предупре-
ждает коррозию обрабатываемых изделий и сохраняет металлорежу-
щие станки. Эмульсии обычно составляются с применением эмульсола
и соды. Если эмульсол соответствует ОСТ, то 3—5%-ная эмульсия
имеет щелочную реакцию и не вызывает коррозии 'стальных и чугун-
ных изделий. Неагрессивность эмульсии проверяется нанесением
капли на пластинку металла (обычно чугуна). Если после высыхания
капля не вызывает потемнения чугуна, то эмульсия считается пригод-
ной.
Для обработки алюминиевых и медных сплавов эмульсии непри-
годны из-за щелочной реакции. Остающиеся после обработки капли
эмульсии вызывают потемнение поверхности алюминия и меди и кор-
розию.
За состоянием эмульсолов и режущих эмульсий должно быть
организовано самое строгое наблюдение. Необходимо производить
периодический лабораторный контроль эмульсола и эмульсии, регла-
ментировать частоту смены эмульсии, следить за обращением с ними
на станках и приготовлением их из эмульсола. Данные о контроле
изложены в соответствующих инструкциях [77, 78].
Промывка и смазка деталей
Детали, обработанные на металлорежущих станках, часто неко-
торое время остаются в цехе, особенно если они проходят несколько
операций. Детали в процессе обработки рабочие трогают руками.
Потовые же выделения рук содержат органические кислоты и соли,
в частности хлористые, и являются одним из самых активных источ-
ников коррозии [79, 80]. Этих веществ при попадании на поверхность
86
металлов, особенно черных и магниевых сплавов, вполне достаточно
для появления коррозии. Коррозионные поражения от захватывания
руками напоминают собой дактилоскопический отпечаток (фиг. 100).
Для обезвреживания захватов руками и для сохранности деталей в
атмосфере цеха, содержащей влагу и всевозможные газы, на обрабо-
танные детали наносят предохранительное покрытие.
Для предохранения стальных и чугунных деталей между отдель-
ными операциями обработки достаточно окунания обработанной де-
тали в 10—20%-ную эмульсию, составленную из обычного эмульсола.
Она смывает следы захватов руками и создает тонкую защитную
пленку, которая в течение 3—5 дней достаточно хорошо защищает
от коррозии и не требует специального предохранения. Детали из
Фиг. 100. Коррозия поршневого кольца, явившаяся следствием
захвата руками (Крениг).
а—увеличено в 2 раза; b — увеличено в 10 раз.
алюминиевых и медных сплавов такому окунанию не подвергают из-за
щелочного характера эмульсии. Между операциями обработки в те-
чение 3—5 дней детали из этих сплавов обходятся без специального
предохранения.
При более длительных сроках пребывания в цехах или при передаче
на промежуточные склады детали из всех сплавов проходят промывку.
Наиболее совершенной является промывка в моечных струевых двух-
камерных машинах. В первой камере детали предварительно промы-
вают более концентрированным раствором, во второй — их оконча-
тельно промывают раствором меньшей концентрации. После про-
мывки детали немедленно сушат.
87
Промывочные растворы являются слабощелочными растворами
с добавлением пассиваторов. На практике зарекомендовали себя про-
мывочные смеси:
а) 1,5% кальцинированной соды % 0,05% хромпика,
б) 5%-ный раствор эмульсола.
При промывке алюминиевых сплавов в этих растворах добавляют
0,1—0,2% жидкого стекла, предотвращающего действие щелочи на
сплавы. Промывочные растворы применяются при температуре 60—
70°. При отсутствии моечных машин промывку выполняют погруже-
нием деталей в эти же растворы, но качество ее в этом случае будет
значительно ниже.
После промывки и сушки готовые изделия, идущие на промежуточ-
ный или базисный склады, немедленно предохраняют от коррозии
нанесением соответствующей смазки.
В настоящее время для консервации применяют исключительно
смазки из минеральных масел, загущенных церезином, парафи-
ном и т. п. Для увеличения липкости смазок в них добав-
ляют вещества типа мыл (стеарат алюминия, калиевые и натровые
мыла и т. п.).
Для получения нужных защитных свойств смазки должны быть:
1) инертны по отношению к защищаемому металлу или даже
давать ему защиту, пассивируя поверхность;
2) достаточно хорошо предохранять от проникания к поверхности
металла влаги и газов;
3) хорошо держаться на поверхности и не стекать при повышении
температуры.
Первому и второму условиям достаточно хорошо отвечают ней-
тральные минеральные смазки, со временем мало изменяющиеся.
Для предохранения от коррозии стали и электрона они могут
иметь несколько щелочную реакцию (содержать до 0,02% ще-
лочи).
Для выполнения третьего условия производят загущение, кото-
рое повышает защитные свойства смазок (фиг. 101). При повышенных
температурах загущение имеет еще более важное значение для преду-
преждения стекания смазки.
Смазка производится погружением промытых деталей в нагретые
составы. Наиболее рекомендуемый метод состоит из двух операций:
первая смазка в ванне с температурой 115—120° С и последующее
перенесение в ванну с той же смазкой при температуре 60—70° С.
Нагрев первой ванны до 115—120° обеспечивает удаление влаги с де-
талей и из самой смазки. В промежутке между погружениями в ванны
детали некоторое время стынут, в зависимости от массы, для того
чтобы во время второго окунания их можно было покрыть слоем
смазки толщиной 30-—200 р, в зависимости от конкретных условий.
Толщину слоя смазки регулируют подбором температуры второй
ванны.
При менее совершенной смазке только в одной ванне температура
ее поддерживается около 105° С и толщина слоя обеспечивается ре-
гулированием времени выдержки деталей в ванне. Температуру ванны
88
нельзя опускать ниже 100° С, так как не будет гарантии удаления
из смазки влаги [77, 78].
Для консервации стальных, чугунных и электронных деталей
Фиг. 101. Чугунные цилиндры, смазанные вазелином с различным
содержанием церезина, после 210-суточного обрызгивания морской
водой (коррозионная лаборатория ВИАМ).
1 — контрольный образец без смазки; покрытие цилиндровым маслом
ис примесью церезина: 2— 12®/0, 3 — 2О°/о» 4— 50“/о» 5 — 75®/0.
12 3 4 5 6 7 8
Фиг. 102. Вид образцов стали, смазанных различными смазками, после
265-суточной коррозии при обрызгивании морской водой
(коррозионная лаборатория ВИАМ).
1 — контрольный без смазки; 2 — смазка № 51 (завод № 19); 3 — смазка
№ 52 (завод № 19); 4 — цилиндровое масло плюс 2о°/о церезина; 5 — смазка
№ 5689 (фирма Райт); 6 — смазка № 5685 (фирма Райт); 7—смазка № 3
(заводим. Калинина); 8 — смазка №2 (завод им. Калинина),
линдрового масла «2», которое загущено 12% церезина и содержит
0,015— 0,02% щелочи (едкого натра). Одинаковые с пушечной
смазкой защитные свойства имеет смазка № 51, состоящая из 87%
89
авиационного масла, 3,5% стеарата алюминия, 5% церезина и 4,5%,
парафина (фиг. 102). Наилучшей смазкой медных и алюминиевых
сплавов является вазелин, загущенный 10—12% церезина. Но можно
применять и смазку № 51 и пушечную смазку, но при этом наблюдается
некоторое потемнение медных сплавов.
Коррозия в сборочных цехах
В сборочных цехах предохранительную смазку, как правило, при-
ходится снимать. Лучше всего ее удалять путем промывки в хлор-
органических растворителях — трихлорэтилене, дихлорэтане, четы-
реххлористом углероде и др. — в специальных аппаратах. При от-
сутствии аппаратов смазку удаляют в моечных машинах или про-
мывкой в бензине (последнее крайне нежелательно.). Обезжиренные
детали из-за неизбежного захвата руками при сборке часто начинают
корродировать. Для борьбы с коррозией создают тонкий слой смазки,
погружая промытые детали в 2—3%-ный раствор авиационного мине-
рального масла в бензине. Бензин улетучивается, и на поверхности
изделия остается тончайший слой масла, выполняющий нужные за-
щитные функции при сборке.
Очень важным и часто встречающимся источником коррозии при
сборке является применение для обдувки деталей недостаточно осу-
шенного сжатого воздуха. Для осушки его применяют масло-водо-
отделители в магистралях сжатого воздуха.
3. Коррозия на складах и при транспортировке
♦
Коррозия при хранении
При хранении металлических изделий появление коррозии свя-
зано со следующими факторами:
1) расположением, устройством и оборудованием хранилища;
2) консервацией продукции;
3) наблюдением за хранящимися изделиями.
Одним из важных моментов является правильный выбор место-
расположения хранилища. В хранилищах, находящихся вблизи от
теплостанций, химических заводов и больших водоемов, всегда на-
блюдается усиленная коррозия из-за проникания в хранилище боль-
шого количества влаги или вредно влияющих на коррозионную стой-
кость газов СО2, SO2, хлора и др. Поэтому не следует располагать
хранилища в радиусе 0,5 км от теплоцентралей, особенно если они
работают на угле с большими зольностью и содержанием серы, и от
химических заводов, выбрасывающих в атмосферу вредные газы. При
выборе места надо учитывать господствующие в данной местности
ветры. При выборе места для строительства больших стационарных
складов-хранилищ обязательно нужен предварительный анализ ат-
мосферы для установления загрязнения ее газами, опасными в
коррозионном отношении.
90
Из тех же соображений совершенно несовместимо хранение в
одном хранилище металлических изделий и различных химикатов.
Не менее важным вопросом является и планировка склада. Во мно-
гих складах прибывающая продукция поступает непосредственно
в само помещение хранилища. Если температура хранилища значи-
тельно выше температуры наружного воздуха, то на продукции
конденсируется влага, которая очень быстро вызывает коррозию
продукции. Положение еще усугубляется, если продукция немед-
ленно по прибытии распаковывается и ей не дается времени посте-
пенно приобрести температуру склада.
Многие склады имеют двери или ворота, непосредственно соеди-
няющие их с наружной атмосферой, без промежуточного тамбура.
В этом случае холодный или влажный воздух при открытии двери
попадает непосредственно в хранилище.
Рациональный склад должен быть спланирован так, чтобы он имел
тамбур, помещение для распаковки поступающей продукции и затем
собственно хранилище, отделенное от первых двух помещений сплош-
ной перегородкой. Поступающая продукция разгружается в тамбуре,
который в больших складах должен быть вместительным, чтобы до-
пускать въезд автомашин или железнодорожных вагонов. Разгру-
женная продукция помещается на некоторое время в тамбуре с тем,
чтобы принять промежугочную температуру между наружным воз-
духом и хранилищем (особенно зимой). После этого она поступает
в помещение для распаковки, где распаковывается, сортируется и,
если требуется, подвергается антикоррозионной обработке (удалению
продуктов коррозии, возобновлению смазки и т. п.). Только совер-
шенно готовая к хранению продукция поступает в хранилище.
В хранилище должна быть обеспечена возможность поддерживать
температуру в пределах от 4-6 до 4-30° С (желателен верхний предел
4-25°, так как при этой температуре на изделиях лучше сохраняется
смазка) и влажность в пределах 45—70%. Должны быть приняты
меры к недопущению резких перемен температуры, при которых
может произойти конденсация влаги на хранимой продукции. Для
удовлетворения требований температурного режима и влажности
хранилище должно быть хорошо построенным зданием с толстыми,
непромерзающими стенами, с подпольным пространством и потолком
под крышей. Во всех типах зданий безусловно необходима вентиляция,
обеспечивающая требуемую влажность помещения. Даже в наиболее
несовершенных, неотапливаемых складах нужно предусмотреть вен-
тиляцию, хотя бы с помощью дефлекторов [81].
Следует избегать попадания в склад пыли. В данном случае боль-
шое значение имеет устройство полов. Полы должны быть деревян-
ными или железобетонными, хорошо отделанными. Цементные или
земляные полы, являющиеся источником пыли, не рекомендуются.
Пыль, попадая на изделия, из-за своей гигроскопичности помогает
развитию процесса коррозии.
Все изделия на складе хранятся на специальных полках или стел-
лажах. Для крупных агрегатов (моторы и т. п.) следует применять
специальные козлы.
91
Дерево для изготовления полок и стеллажей должно иметь влаж-
ность не выше 18%; но все же непосредственного соприкосновения де-
рева с хранящейся металлической продукцией допускать нельзя,
так как при случайных повышениях влажности дерева металлические
изделия корродируют. Дерево должно быть хорошо покрашено ма-
сляной краской или покрыто промасленной пропарафиненной бумагой
или же линолеумом. Нельзя для обивки полок и стеллажей приме-
нять гигроскопичные материалы (войлок, сукно, бархат, вату ит. п.).
Детали устройства хранилищ изложены в специальных инструк-
циях [77, 78].
Сохранность имущества на складах в большой степени зависит от
консервации и упаковки металлоизделий. Как правило, при хранении
изделия смазываются защитными смазками. Кроме того, ряд изделий
при упаковке для транспортировки завертывают в бумагу или укла-
дывают в картонные коробочки. На складах эти изделия могут после
контрольного просмотра храниться в упаковке. Бумага и картон
должны быть в достаточной мере негигроскопичными, что достигается
обработкой их в парафине. Исходная влажность бумаги и картона
должна быть не выше 12%, а кислотность, выраженная в миллиграм-
мах КОН, 0,5.
Запасные комплекты, мелкие детали и т. п., упакованные на за-
воде в ящики, при поступлении на базисные склады проходят кон-
трольное вскрытие одного-двух ящиков из партии. Остальная партия
хранится на складе без вскрытия при условии хорошей заводской
консервации. В складских условиях не всегда удается обеспечить
консервацию, равноценную заводской.
Крупные агрегаты (моторы и т. п.), прибывающие в специальных
ящиках, вынимают из упаковки, ставят на специальные козлы и при-
крывают чехлами из негигроскопичной материи — брезента.
Всю продукцию, хранимую на складе, подвергают периодическому
осмотру, для того чтобы во-время заметить появление начальной ста-
дии коррозии. Нужно учесть, что гораздо легче предупредить или
исправить поражения в начальной стадии коррозионного процесса,
чем при значительном развитии его.
В зависимости от состояния склада и качества консервации перио-
дичность осмотра колеблется от одного месяца до года. Результаты
осмотра заносят в специальные ведомости или в формуляр агрегата
(мотора, самолета и т. п.). Закорродировавшее имущество немедленно
передают на антикоррозионную обработку, так как оставление про-
дуктов коррозии на деталях способствует дальнейшему распростра-
нению коррозии (гл. X).
После удаления продуктов коррозии продукция снова консерви-
руется обычными способами.
Коррозия при транспортировке
Основными источниками появления коррозии при транспорти-
ровке изделий являются:
1) неправильная консервация и упаковка транспортируемой про-
дукции;
&2
2) резкие перемены температуры, попадание осадков или посто-
ронних веществ на транспортируемые изделия.
Транспортировка несмазанной продукции, в частности алюминие-
вых сплавов, возможна только как исключение и при гарантии защиты
ее от попадания влаги.
Продукцию при транспортировке упаковывают в плотные ящики,
изготовленные из древесины с влажностью не свыше 18%. Внутри
ящики для влагонепроницаемое™ обивают тольжожей, восковкой
или пропарафиненной бумагой. Крышка снаружи также обивается
толь-кожей. Так как при резких переменах температуры на содержи-
мом ящиков конденсируется вода, то большие постоянные сборные
или агрегатные ящики изготовляют с небольшими продухами, снаружи
прикрытыми козырьками для предохранения от попадания осадков.
Ящики должны иметь бруски высотой 50—60 мм, прибитые на нижней
стороне для того, чтобы не происходило отсыревания дна ящика.
При транспортировке на автомобилях или по железной дороге ящи-
ки с агрегатами и деталями должны оберегаться от попадания на них
осадков. Как известно, резкие перемены температуры приводят к кон-
денсации влаги на транспортируемых деталях и являются источником
коррозии. При температурах ниже нуля коррозия не возникает и не
развивается. Поэтому при транспортировке нужно держать детали
хотя бы и при низкой, но постоянной температуре, не допуская вне-
сения их с холода сразу же в теплое помещение. Одним из частых
источников коррозии при транспортировке является перевозка про-
дукции в машинах или вагонах, в которых до этого находились хи-
микалий, гигроскопические или загрязняющие вещества.
4. Коррозия в эксплоатационных условиях
Коррозия в эксплоатационных условиях зависит в основном от
двух причин:
1) воздействия внешних (атмосферных и других) факторов;
2) специфических условий работы агрегата (мотора, амортизатора
шасси, бензиновой системы и т. п.).
Воздействие внешних условий
Воздействие внешних условий целесообразно рассматривать раз-
дельно для: 1) сухопутных самолетов и 2) морских самолетов.
Сухопутные" самолеты. Внешними факторами, которые
вызывают коррозию сухопутных самолетов, являются осадки —
дождь, снег — и резкие перемены температуры, сопровождающиеся
конденсацией влаги на машине (в частности при возвращении машины
из высотного полета).
Самолет, мотор и другие агрегаты обычно имеют защитные покры-
тия—лакокрасочные, оксидные, металлические, но все они защищают
агрегат от действия внешних условий далеко не полностью. Лаки и
краски в той или иной мере влаго- и газопроницаемы и пропускают
влагу и газы к металлической поверхности. Это же относится и к
оксидным покрытиям. Металлические покрытия сами корродируют и,
93
разрушившись, перестают защищать основной металл. Кроме того, в
самолете, моторе и других агрегатах довольно большое количество
деталей не имеет защитных покрытий (трущиеся части — шариковые
подшипники, поршни амортизаторов, коленчатый вал, цилиндры
и др.). С точки зрения коррозии они представляют наибольшую
опасность.
Поэтому при эксплоатации самолета нужно обеспечить наименее
защищенные и наиболее сложные агрегаты от непосредственного по-
падания на них осадков. Например, при стоянке под Открытым небом
мотор, детали вооружения и т. п. нужно прикрывать непромокаемыми
(в частности клеенчатыми) чехлами. Чехол должен быть сделан из
действительно непромокаемого материала, иначе он вместо пользы
принесет вред, являясь постоянным источником влаги.
Если самолет попал в условия резкой перемены температуры (на-
пример прилетел из высотного полета или вводится при низкой на-
ружной температуре в ангар), то все части, которые возможно защи-
тить теплым чехлом (мотор и др.), должны быть закрыты. Лишь после
того как агрегат примет температуру окружающего воздуха и конден-
сация влаги на нем будет исключена, чехол снимают и агрегат осма-
тривают. Все другие части машины после отпотевания тщательно
просматривают и удаляют все скопления влаги протиркой тряпками,
слегка смоченными минеральным маслом.
Детали, не имеющие антикоррозионного покрытия, должны быть
всегда смазаны. После попадания на них осадков или отпотевания
смазку возобновляют.
При эксплоатации сухопутных машин коррозия весьма часто
появляется во внутренних, особенно труднодоступных частях самолета
вследствие отсутствия проветривания этих мест. Отпотевшая после
полета машина при обдувании ветром снаружи быстро просыхает,
внутри же влага сохраняется долгое время. Особенно сильно отпоте-
вает верхняя обшивка крыльев и обшивка фюзеляжа с внутренней
стороны. Для борьбы с этим явлением применяют конструктивные
мероприятия, обеспечивающие лучшую вентиляцию и доступность к
внутренним полостям машины. Кроме того, при хорошей погоде надо
открывать все люки и другие отверстия в крыльях, оперении и фюзе-
ляже, обеспечивающие вентиляцию внутренних полостей машины.
Гидросамолеты. Как известно, морская вода для метал-
лов, особенно для легких сплавов, является гораздо более агрессив-
ной, чем пресная вода и сухопутная атмосфера. Кроме более совер-
шенной защиты различными покрытиями морских машин, основным
правилом при эксплоатации их является удаление после полетов мор-
ской воды из всех частей машины. Для морских и речных машин
употребляют способ защиты, не являющийся основным в сухопутных
самолетах, — протекторную защиту.
После полетов морскую машину обязательно промывают сильной
струей пресной воды. Особое внимание уделяют промывке трудно-
доступных мест, в которых скапливается морская вода. После про-
мывки самолет просушивают сжатым воздухом. Опыт эксплоатации
морских машин показал, что после просушки целесообразно нанести
94
на машину тонкую пленку жирового вещества. Для этого ее проти-
рают концами или тряпками, смоченными смесью масла и керосина
(25% масла и 75% керосина) [77].
Протекторную защиту осуществляют прикреплением к гидроплану
или лодке защитных пластинок — протекторов. Для алюминиевых
сплавов и для стали в морской воде наиболее эффективным материалом
протектора является цинк [82]. Чем чище цинк, тем продолжитель-
нее он работает. На практике, однако, оказалось достаточным приме-
нение цинка марки Ц2. Цинковые пластины для протекторов более
стойки в прокатанном состоянии, чем литые.
Размер протекторов пропорционален размерам поверхности кон-
струкции, находящейся в воде. Отношение поверхности защищаемой
конструкции к поверхности протектора берется в пределах 1/200—
1 /500 [83]. Протектор может иметь и большие размеры, но это неэконо-
мично со стороны расходования цинка и усложняет конструкцию. Про-
Фиг. 103. Схема крепления пластинок к поплавку
гидросамолета.
тектор в морской воде защищает на расстоянии нескольких метров
[43]. Поэтому расстояние между протекторами берут 2—ЗлЦфиг. 103).
При выборе места крепления протектора нужно, помимо обще-
конструктивных соображений, особо учитывать, что он должен быть
расположен возможно ближе к защищаемой части конструкции [83].
Если, например, в конструкции имеются детали из легких сплавов
или из бронзы или латуни, то протектор нужно крепить возможно
ближе к деталям из алюминиевых сплавов и возможно дальше от ка-
тодных участков—латунных или бронзовых деталей. При соблюдении
этого правила протектор в большей степени выполняет свое основное
назначение — электрохимической защиты алюминиевых сплавов.
Крепление протектора к конструкции должно обеспечивать хоро-
ший металлический контакт и возможность легкой смены протектора.
Обычно протектор крепят при помощи болтов или шпилек, реже
применяют пайку.В процессе работы цинковый протектор покрывается
продуктами коррозии, затрудняющими хорошую электрохимическую
защиту, и его время от времени прочищают металлическими сталь-
ными щетками. Защита протектором не исключает оксидных и лако-
красочных покрытий и не является излишней при наличии их- В этом
случае протектор защищает участки, лишившиеся покрытий, и рас-
ходуется экономичнее.
95
5. Коррозия в результате специфических условий работы
различных агрегатов
Мотор
При работе мотора в результате процесса сгорания топлива об-
разуется водяной пар, который конденсируется на более холодных
частях мотора, главным образом внутри картера. Весьма действен-
ным источником коррозии является применение топлива с антидето-
натором, с хлористыми и бромистыми соединениями. Эти соединения
при работе мотора полностью не удаляются и остаются в камере сго-
рания, на клапанах, седлах, в выхлопных патрубках и трубах мото-
ров водяного охлаждения. Большое значение имеет коррозия рубашек
и цилиндров, охлаждаемых водой.
I 2 3 4
Фиг. 104. Вид стальных образцов, на мокрую поверхность
которых нанесены различные смазки, спустя 14 суток
(коррозионная лаборатория ВИ AM).
1—смазка № 58; 2—смазка № 59; .?—смазка № 60; 4—пушечная смазка.
Методами борьбы с коррозией от влаги, скапливающейся в моторе,
является периодический спуск ее через специальный краник в кар-
тере. Много влаги образуется и на стенках цилиндра, в камере сго-
рания мотора, на поршне, клапанах и клапанных кольцах. Для борьбы
с влагой до стекания ее в картер используют смазывающие вещества,
которые с водой образуют эмульсию, не вызывающую коррозии.
Результаты нанесения эмульгирующей и обычной минеральной смазок
на мокрую поверхность стали и бронзы видны из фиг. 104. Поверх-
ность стали и бронзы, на которую нанесена эмульгирующая смазка,
в точках нахождения капель воды не показала коррозии. После на-
несения обычной смазки в местах капель воды видна отчетливая кор-
розия. Специальные составы эмульгирующих смазок разработаны
еще в недостаточном количестве- Имеется смазка американской фирмы
Райт, в состав которой входят кислое свиное сало, стеарат алюминия,
триэтаноламин и бутиловый спирт. Эта смазка образует эмульсию
с тройным объемом воды. Но она дорога и сильно коррозионно воз-
действует на электрон и медные сплавы.
SC
Возможно применение смазок, в состав которых вместе с мине-
ральным маслом вводят олеиновую или стеариновую кислоты как
эмульгаторы. Составы их еще в достаточной мере не уточнены. Од-
новременно с переводом в эмульсию влаги смазка может и нейтрали-
зовать продукты распада этиловой смеси. Эту задачу в значительной
степени выполняет смазка Райта (в СССР выпускается под маркой
№ 58) [84]. Способ применения смазки заключается в подаче ее
сразу же после окончания работы мотора в камеру сгорания при
помощи шприца через свечные отверстия.
Практика показала, что для ослабления действия продуктов рас-
пада этиловой смеси весьма целесообразно первый пуск мотора на
испытательном стэнде завода производить в течение 20—30 мин. на
топливе без антидетонатора, для того чтобы «обкоптить» мотор, соз-
дать на деталях камеры сгорания и выхлопной системы защитную
пленку, которая в известной степени предохранит детали мотора от
воздействия хлористых и бромистых соединений антидетонатора.
Практикой же установлена целесообразность прогонки в течение
30—СО мин. на чистом бензине мотора, идущего на консервацию или
имеющего длительный перерыв в работе. Прогонка в известной сте-
пени удаляет из камеры сгорания продукты распада антидетонатора
и бензина с антидетонатором из системы питания горючим, что осо-
бенно важно для карбюратора.
Охладительная система
Охладительная система подвержена коррозии за счет циркули-
рующей в ней воды при значительной температуре (70 — 80° С)
В ней же имеются сопряжения (контакты) различных металлов —
стальных рубашек и цилиндров, медных сплавов в радиаторе, алюми-
ниевых сплавов в помпах, что уси-
ливает коррозию некоторых из со-
пряженных металлов. Очень часто
наблюдается течь стальных руба-
шек и труб моторов водяного
охлаждения (фиг- 105). Зачастую
даже гильза цилиндра получает
настолько сильные поражения, что
они начинают угрожать эксплоа-
тационной безопасности цилиндра. Фиг- 105- Коррозия трубы подогрева-
Цилиндр, как правило, подвержен теля мотора АМ'34 (зав°Д им- Фрунзе),
неравномерному коррозионному
разрушению, причем наиболее сильные поражения наблюдаются в
местах поступления воды из подводящей трубки в зарубашечное
пространство (фиг. 106). Применение защитных покрытий (цинка или
кадмия) для предохранения от коррозии цилиндра и рубашки ослож-
няется тем, что они в пресной воде при 80° С катодны по отношению
к железу [7, 85] (фиг. 107). тому же сам цинк подвержен в воде
при 60—80° С сильной коррозии (фиг. 108). Для покрытия цилиндра
и зарубашечного пространства можно рассчитывать на возможность
Коррозия металлов в авиации—218—7
97
Фиг. 106. Коррозия гильз цилиндра
мотора АМ-34 (коррозионная лаборато-
рия ВИ AM).
§ -w
I
-0.9,
•s
-r~~.Fe
2^7.п
Фиг. 107. Электродные потенциалы железа,
кадмия и цинка в водопроводной воде
при 80° С (Павлов).
Фиг. 108. Вид оцинкованных труб охлади-
тельной системы мотора после эксплоа-
тации. Цинк полностью разрушен, сталь
ржавеет (завод им. Горбунова).
1 5 10 20 3090 50 100 150 200час
применения фосфатирова-
ния с нанесением лаков.
Но этот вопрос нуждается
еще в эксплоатационной
проверке.
Радикальное решение
вопроса защиты охлади-
тельной системы от кор-
розии дает присадка к ох-
лаждающей воде хромпика
[78, 7, 85]. Прибавление
к водопроводной воде
0,05% хромпика полностью
предохраняет сталь, алю-
миний и в значительной
степени цинк от корро-
зии при 20° С. При
более высоких темпера-
турах (70—80° С), имею-
щихся в охладительных
системах, содержание
хромпика повышают до
0,25 — 0,30%. В воде
с хромпиком повыша-
ется потенциал всех
металлов и особенно
железа [7]. Повышение
потенциала вызывается
образованием окисных
пленок, которые на же-
лезе, соприкасавшемся
с раствором хромпика,
обнаруживаются вслед-
ствие появления цветов
побежалости [85]. Обра-
зованию окисных пле-
нок можно приписать
стойкость железа и дру-
гих металлов в раство-
рах хромпика.
Добавка хромпика
к охлаждающей воде
неоднократно проверя-
лась и дала хорошие
результаты. Но следует
избегать добавки хром-
пика в обычных коли-
чествах к воде с содер-
жанием свыше 0,01%
98
хлоридов. В этом случае появляется резко выраженная местная кор-
розия, так как ионы хлора пробивают окисную пленку- При больших
количествах хлоридов содержание хромпика повышают из расчета,
чтобы хромпика было в 50 раз больше, чем хлоридов в пересчете на
NaCl [85]. В растворах хромпика при 80° С знаки потенциалов
у железа и цинка меняются, цинк снова становится анодом и
электрохимически защищает железо.
В качестве охлаждающей смеси в последнее время применяются
гликоли (в частности этиленгликоль) или смеси его с водой (анти-
фризы). В этих средах, являющихся электролитами, коррозия всех
металлов охладитель-
ной системы протекает
электрохимическим пу-
тем. В чистом этилен-
гликоле или антифризе
от коррозии особенно
сильно страдает железо.
Но если к ним добавить
небольшой процент три-
этаноламина, то корро-
зия железа значительно
сокращается. При этом
медь и ее сплавы, вхо-
дящие в охладительную
систему, подвергаются
значительному разру-
шению.
При соприкоснове-
нии антифриза (с рас-
творенной в нем медью)
с деталями охладитель-
ной системы из алюми-
ниевых сплавов про-
исходит контактное оса-
ждение меди на алю-
миниевых сплавах, при-
водящее к быстрому
разрушению последних.
В настоящее время
ВИАМ разработаны и
внедряются новые до-
бавки к антифризу, ко-
торые устраняют коррозию стали и медных сплавов.
Фиг. 109. Вид днища бензинового бака из пла-
кированного дуралюмина после эксплоатации
(некоторые поражения указаны стрелками) (завод
им. Горбунова).
Бензиновая система
В бензиновой системе коррозия появляется в карбюраторе, подво-
дящих трубках и бензиновых баках (фиг. 109). Основными причи-
нами ее являются наличие в топливе влаги и добавки к нему
этиловой жидкости. Чистый бензин прямой гонки, применяемый в
99
Фиг. 110. Действие цинковых протекторов на коррозию пластинок сплава АМц в смеси для
гидроподъема шасси (Мишнэ, завод им. Горбунова).
а — без протекторов; b — с протекторами.
100
авиации, не вызывает коррозии всех металлов и сплавов бензиновой
системы, включая и электрон. Бензин прямой гонки, содержащий
этиловую жидкость при отсутствии воды, также не вызывает кор-
розии [12]. Но несмотря на все предосторожности при хранении и
заливке бензина, все-таки в баки попадает вода за счет отпотевания
их изнутри при резких переменах температуры, после полетов и т. д.
Вода скапливается в нижних частях баков, в низко расположенных
участках трубопроводов, в карбюраторе и вызывает коррозию их.
Коррозия особенно интенсивно усиливается, если в бензине имеется
этиловая жидкость. Хлористые и бромистые компоненты этиловой
жидкости экстрагируются отстойной водой, и вода делается гораздо
более агрессивной по отношению ко всем металлам бензиновой си-
стемы.
Методами борьбы с коррозией бензиновых систем является устрой-
ство у баков достаточно больших и эффективных водоотстойников,
через которые отстойная вода спускается. Бак, в котором находился
бензин с этиловой жидкостью, обязательно промывают чистым бензи-
ном прямой гонки. Действенным методом борьбы с коррозией кор-
пусов карбюраторов из алюминиевых сплавов является анодная
оксидировка корпусов.
В целях избежания коррозии электронных баков на дно их поме-
щают мешочки с фтористым натрием.
Система гидроподъема шасси
Для системы подъема и амортизации шасси применяется незамер-
зающая жидкость, в состав которой входят глицерин, спирт, вода
и другие вещества — этиленгликоль, четыреххлористый углерод
Фиг. 111. Закорродировавшая игла механизма
гидроподъема шасси (завод им. Горбунова).
и т. п. Они в достаточной степени электропроводны, и поэтому металлы,
входящие в систему гидроподъема шасси, часто подвержены значи-
тельной коррозии.
На фиг. 111 показана игла механизма подъема шасси из дуралю-
мина, подвергшаяся коррозии после нескольких месяцев эксплоата-
ции. Эта деталь не может уже дать плотного перекрытия, которое от
нее требуется в работе. Наряду с изысканием новых незамерзающих
антикоррозионных жидкостей защита может быть осуществлена и
в имеющейся жидкости путем применения цинковых протекторов.
Протекторы хорошо защищают электрохимически все металлы, вхо-
дящие в систему гидроподъема шасси (фиг. НО).
ЧАСТЬ III
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ, ПРИ-
НЯТЫХ В АВИАЦИИ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ, И
ВЫБОР ВИДОВ ЗАЩИТНЫХ ПОКРЫТИЙ
ОБЩИЕ ЗАМЕЧАНИЯ
Качество защитных покрытий во многом определяется правиль-
ным построением технологического процесса их получения. Строгое
выполнение режимов технологических процессов, регулярный кон-
троль и корректировка растворов обеспечивают получение высоко-
качественных защитных покрытий при отсутствии брака. Поэтому
знание и овладение технологическими процессами совершенно обяза-
тельно для работников цехов покрытий и для технологов. Знание
основных принципов технологии защитных покрытий необходимо и
для конструкторов, так как назначение покрытия для детали без
знания технологического процесса во многих случаях значительно
осложняет технологию покрытия. В практике встречаются даже
случаи, когда из-за конструктивных особенностей деталей их нельзя
обработать в соответствии с назначенным конструктором методом
покрытия.
Глава X
ЗАЩИТА ОТ КОРРОЗИИ ЧЕРНЫХ МЕТАЛЛОВ ОКСИДНЫМИ
И ФОСФАТНЫМИ ПЛЕНКАМИ
1. Оксидирование черных металлов (воронение)
Существующие методы оксидирования черных металлов делятся
на три основных группы:
1) обработка паром и восстановителем (газом) при температурах
выше 600° С [6];
2) обработка в расплавленных солях, главным образом в азотно-
кислых, при температурах около 300° С или нагреванием до этих же
температур в атмосфере воздуха [86];
3) обработка в водных растворах щелочей и солей обычно при
температурах, близких к температурам кипения их [87].
Все три группы методов позволяют получить на поверхности де-
талей из черных металлов слои окислов, состоящих, главным обра-
зом, из магнитной окиси железа. Как уже указывалось в гл. III,
защитные свойства оксидных пленок, полученных воронением, мало
удовлетворительны даже для условий влажной пресной атмосфера и
в значительной степени зависят от метода получения их. Длительный
опыт показал, что наилучшие защитные пленки дают методы, объеди-
ненные в третьей группе, и поэтому они получили наибольшее распро-
странение в авиации.
102
Рецептура третьей группы методов воронения чрезвычайно разно-
образна. Ниже дается состав ванны воронения, являющийся одним
из лучших составов, достаточно хорошо и длительно проверенных
в заводских условиях и особенно рекомендуемый для цехов авиацион-
ной промышленности.
Схема нормального технологического процесса воронения
1. Обезжиривание.
2. Промывка в горячей воде.
3. Промывка в холодной воде.
4. Декапирование или травление.
5. Промывка в холодной воде.
6. Промывка в горячей воде.
7. Оксидирование.
8. Промывка в холодной воде»
9. Промывка в эмульсии.
10. Обдувка воздухом.
11. Сушка.
12. Смазка.
[Обезжиривание деталей производится химическим или электро-
химическим путем. Отделения оксидирования обычно выделяются из
гальванического цеха, поэтому большей частью применяется хими-
ческое обезжиривание, производимое в водных растворах щелочей.
Можно рекомендовать для этого раствор, дающий весьма удовлетво-
рительные результаты:
соды кальцинированной............10%
соды каустической.................5%
контакта Петрова ...............5%
вода.............................остальное
Обезжиривание в растворе ведется при температуре не ниже
60° С в течение 15—30 мин. в зависимости от зажиренности деталей.
Если детали поступают для обезжиривания с толстым слоем смазки
(особенно минеральной), -то ее предварительно удаляют каким-либо
растворителем или в моечных машинах.
Операции промывок должны производиться достаточно тщательно
с тем, чтобы полностью удалить с деталей остатки щелочи, которые,
попадая в ванну для декапирования, быстро выводят ее из строя.
Качество обезжиривания проверяется смачиванием водой. Если де-
таль полностью не смачивается, то необходимо операцию обезжири-
вания повторить.
Декапирование производится в слабых растворах кислот с целью
очистки поверхности деталей от легких окислов, мешающих
образованию в процессе оксидирования качественной оксидной пленки.
Декапирование следует производить в растворе 3—5% серной кислоты
в воде при температуре 18—30° в течение 3—5 мин. Ванна декапиро-
вания контролируется путем определения содержания в ней кислоты.
Рекомендуется один раз в месяц раствор обновлять. Полированные
детали декапированию не подвергаются.
Если детали покрыты ржавчиной или окалиной, то их травят,
так как декапировочный раствор не в состоянии очистить их. Для
травления рекомендуется раствор:
серной кислоты (уд. в. 1,84) . . 100—150 см1
хлористого натрия 5 — 10 г
присадки КС . . 10 г
воды ... .... . 1л
103
при температуре 40—50° С. Более высокую температуру применять
нельзя, так как защитные свойства присадки КС резко снижаются
и происходит растравливание деталей. Время травления колеблется
от 3 до 10 мин. в зависимости от заржавленности деталей.
Анализ ванны производится на серную кислоту и сернокислое
железо. При содержании сернокислого железа более 200 г/л раствор
заменяется новым. Растравливание деталей при нормальных режимах
обработки указывает на необходимость добавки присадки КС.
Промывочные операции производятся с максимальной тщатель-
ностью, так как остатки кислоты изменяют состав оксидировочного
раствора.
Для оксидирования рекомендуется раствор:
каустической соды .... .... 650 г
нитрита натрия (NaNO,) 250 г
воды .................................. 1 л
Режим обработки в этом растворе зависит в значительной сте-
пени от содержания углерода и легирующих примесей стали.
Табл. 17 дает примерные режимы оксидирования различных
сплавов.
Таблица 17
Режимы оксидирования
Содержание углерода
и других элементов
в %
Температура
раствора
в °C
Время оксидирования
Свыше 0,7
0,7—0.4...............
0,4—0,1 . . . . .
135—137
138—142
140—145
Легированная сталь" (например,
1—1,5 Сг, 0,2—0,3 Мо, 3—4Ni)
140—145
10—20 мин.
20—35 »
35—50 >>
(в отдельных случаях до
2 час.)
1—2 часа
Детали опускаются в ванну на железных крючках, в корзинах
или на специальных завешивающих приспособлениях. Необходимо
следить за тем, чтобы в деталях не было воздушных мешков.
По внешним признакам можно судить о ненормальной работе
ванны: рыжий налет на деталях указывает на высокую температуру
обработки или на недостаток каустика, зеленый — ца недостаток
нитрита. Необходимо не реже одного раза в 10 дней производить
анализ ванны, проверяя содержание каустика и нитрита. В процессе
работы ванна загрязняется шламмом, который нужно ежедневно
удалять сетчатым черпаком. Срок службы раствора во многом зависит
от загрузки. При нормальной двухсменной загрузке раствор следует
обновлять через 3—4 месяца.
После оксидирования промывочные операции также произво-
дят особенно тщательно, так как остатки нитритов и других солей
104
могут значительно снизить защитные свойства оксидной пленки. При
хорошей промывке спиртовый раствор фенолфталеина на детали не
должен давать розовой окраски.
Промывка в 20%-ном растворе эмульсии или в мыльном растворе
производится для дополнительного пассивирования поверхности
оксидированных деталей.
Обдувка детали производится сухим и, желательно, теплым воз-
духом. Она удаляет остатки влаги, которые вызывают коррозию-
деталей за очень короткий срок. Но обдувка не гарантирует полной
сушки деталей, и поэтому их необходимо просушить в сушильном
шкафу при температуре 80—100° С в течение 5—10 мин.
Операция смазки производится непосредственно после сушки.
После сушки детали незащищенными руками трогать нельзя, и все
последующие операции с деталями следует производить в перчатках
или беря их промасленной бумагой.
Как уже указывалось в главе III, раздел 6, защитные свойства воро-
нения недостаточны, и поэтому оксидные пленки применяются сов-
местно с защитными смазками. Смазку деталей рекомендуется про-
изводить путем погружения их в нагретую до 105—115° С пушечную
смазку или в смазку № 51.
Контроль качества оксидирования производится после обдувки,
воздухом пробой на качество промывки фенолфталеином (см. выше}
и внешним осмотром. Стальные детали должны иметь ровный черный
цвет, чугунные — от золотистого до светлокоричневого цвета, без
следов побежалости. Проверка пористости покрытия производится
нанесением капли 10%-ного раствора медного купороса. Выделяю-
щаяся по порам медь характеризует пористость оксидного слоя.
Толщина слоя оксидирования определяется действием капли 0,1ЛГ
раствора серной кислоты. Время от момента нанесения капли до по-
светления поверхности, когда снята вся оксидная пленка, служит
характеристикой толщины слоя [88].
Все ванны, необходимые для технологического процесса оксиди-
рования, изготовляются из железа. Ванна для травления и декапи-
рования выкладывается внутри диабазом или свинцом. Ванны обез-
жиривания, декапирования, травления и оксидирования снабжаются
бортовым отсосом. Обогревательные секции в оксидировочной ванне
располагаются по боковым стенкам ванны, но не на дне, так как
осаждающийся на дно шламм затрудняет нагрев ванны и, кроме того,
при нагревании происходит взмучивание его, что мешает нормаль-
ному ходу процесса.
2. Фосфатирование черных металлов
Фосфатирование как процесс защиты железа от коррозии изве-
стно давно [89], но особеннее развитие оно получило за последние 15—
20 лет. Имеется большая патентная литература по вопросам фосфати-
рования [90].
Не касаясь теоретических вопросов процесса, достаточно широко
освещенных в литературе [91, 16], можно отметить, что метод основан
Ти5
на получении на поверхности стали нерастворимых защитных пле-
нок из фосфорнокислых солей железа и марганца.
Существует много патентов [6] на фосфатирующие составы, но все
они мало отличаются по своим основным компонентам. В СССР из-
готовляются два препарата для фосфатирования; препарат ВИМ и
препарат Мажеф (табл. 18).
Таблица 78
Примерный химический состав препаратов для фосфатирования,
изготовляемых в СССР [92]
Наимено- вание пре- парата Химический состав в %
Fe Мп РО4 SO„ Са С1 Влага Fe закис- ное Нерас- творимые вещества
Фосфат ВИМ 2,5— 3,5 16—20 74—80 Следы Нет Не более 0,05 12—14 2,0—3,0 15-17
Мажеф 1,5— 2 18—20 67—70 До1% Следы 0,1—0,2 11—13 0,3—0,4 22—25
Из табл. 18 видно, что качество фосфата ВИМ по содержанию
примесей и нерастворимого осадка несколько выше препарата Мажеф.
Технологический процесс фосфатирования складывается из сле-
дующих основных операций:
а) подготовки поверхности;
б) собственно фосфатирования;
в) последующей обработки фосфатного слоя для повышения его
защитных свойств.
Особенности подготовки поверхности для фосфатирования
Наилучшей подготовкой поверхности перед фосфатированием яв-
ляется обдувка песком непосредственно перед фосфатированием. При
такой обработке покрытие получается наиболее мелкокристалличе-
ским и обладает наивысшими защитными свойствами.
Однако построение общей технологии на авиационных заводах
в большинстве случаев исключает получение свежеобдутой поверх-
ности непосредственно перед фосфатированием, так как это сопря-
жено с целым рядом затруднений и вызвало бы значительные услож-
нения технологического цикла деталей. Кроме того, многие детали
вообще не допускают обработку песком. Поэтому этот наилучший
метод подготовки во многих случаях не может быть применен.
В процессе травления деталей в кислотах с целью удаления ржав-
чины на поверхности стали образуется некоторое количество плохо
растворимых солей, которые снижают качество последующего фосфа-
тирования, так как пленка фосфатов получается крупнокристалличе-
106
ской [92]. В случаях, когда травление в кислотах, неизбежно, необ-
ходимо после травления и промывки обработать детали в слабом
содовом растворе [16]. Такая обработка почти полностью очищает
поверхность и устраняет вредное влияние травления.
Можно рекомендовать две схемы подготовки поверхности перед
фосфатированием, выбор которых зависит от условий производства,
характера деталей и предшествующей механической обработки.
Схема 1-я — для деталей, которые могут быть обдуты песком
непосредственно перед фосфатированием:
1. Обдувка песком.
2. Обдувка воздухом.
3. Промывка в воде.
4. Фосфатирование.
Обдувка воздухом и промывка водой производятся для удаления
с деталей остатков песка.
Схема 2-я — для деталей, прошедших ранее механическую
обработку, включая и обдувку песком, и имеющих незначительные
следы ржавчины:
1. Промывка в холодной воде.
2. Обезжиривание.
3. Промывка в теплой воде.
4. Промывка в холодной воде.
5. Декапирование.
6. Промывка в холодной воде.
7. Обработка в растворе соды.
8. Промывка в горячей воде.
9. Фосфатирование.
Обезжиривание производится в одном из растворов, приведен-
ных выше (стр. 103, или в гл. XII). Декапирование производится в
растворе, указанном на стр. 103.
Для обработки после травления рекомендуется применять 3—
5%-ный раствор соды.
При поступлении на фосфатирование деталей со значительной
ржавчиной операция декапирования в схеме 2-й заменяется травле-
нием в растворе, указанном на стр. 103.
Детали с толстой окалиной целесообразнее всего обрабатывать
по схеме 1-й. Для облегчения обдувки песком рекомендуется предва-
рительно разрыхлить окалину травлением в растворе, указанном на
стр. 103.
Фосфатирование
Фосфатирование производится в растворе;
фосфата ВИМ или препарата Мажеф . . 30—33 г
воды .........................1 л
при температуре не ниже 96°, но не выше 98—99° С. Снижение
температуры удлиняет процесс, образуется пленка с крупнокристал-
лической структурой, и защитные свойства ее значительно снижаются-
107
I
Время обработки колеблется в пределах от 40 до 80 мин. и зависит
от содержания углерода в стали (чем больше углерода, тем быстрее
проходит процесс), состояния ванны и т. п.
Продолжительность процесса фосфатирования ограничивается
временем, в течение которого прекращается выделение водорода
с фосфатируемой поверхности, и дополнительной выдержкой после
этого в течение 5—10 мин. [16].
Детали подвешиваются в ванну на железных или медных крюч-
ках или специальных завесках. Необходимо вести борьбу с возмож-
ностью образования газовых мешков.
В ванне фосфатирования всегда имеется нерастворимый осадок,
от которого она периодически должна освобождаться. Однако пол-
ное удаление осадка из ванны недопустимо, так как это вызовет нару-
шение равновесия между растворенной и нерастворенной частью пре-
парата. Нужно избегать и взмучивания осадка, так как он, оседая
на деталях, препятствует нормальному протеканию процесса. Как
и при воронении, необходимо устанавливать нагревательные секции
по боковым стенкам ванны, отступя от дна на 200—250 мм.
Работоспособность ванны зависит от содержания в ней фосфати-
рующего препарата и свободной фосфорной кислоты. Содержание
в ванне фосфатирующего препарата характеризуется общей кислот-
ностью ванны и определяется титрованием О, IN МаОН при индика-
торе фенолфталеине.
Общая кислотность выражается числом см3 0,1N раствора МаОН,
пошедшего на нейтрализацию 10 см3 раствора, при индикаторе фенол-
фталеине. Это количество см3 0,\N МаОН принято называть точками.
Нормальная величина общей кислотности должна быть в пределах
28—30 точек, что приблизительно соответствует наличию 30—33 г
фосфатирующей соли в 1 л раствора.
После определения числа точек корректировка ванны легко про-
изводится добавкой фосфатирующего порошка. Контроль общей
кислотности рекомендуется производить ежедневно. Внешним призна-
ком истощения ванны является удлинение процесса фосфатирований.
Содержание свободной фосфорной кислоты, получающейся при
гидролизе многоосновных фосфатов, также должно быть в определен-
ных пределах. Соотношение между общей и свободной кислотностью
должно быть в пределах 7,5 : 1; 8 : 1, что соответствует для рекомен-
дуемых пределов общей кислотности 3—4 точкам. Избыток свобод-
ной кислоты удлиняет процесс фосфатирования и ведет к излишнему
травлению фосфатируемых деталей.
Определение свободной кислотности производится также титро-
ванием 0, LiV NaOH 10 см3 раствора, но при индикаторе метилоранже,
до перехода окраски из розовой в светложелтую. Обычно на прак-
тике в результате истощения ванны свободная кислотность увеличи-
вается. К такой ванне рекомендуется прибавлять углекислый марга-
нец до получения нормального количества свободной кислоты [УЗ].
Через определенные промежутки времени, зависящие от степени
загрузки ванны, рекомендуется раствор обновлять (примерно один
раз в 2—3 месяца).
108
Кроме указанных основных факторов, определяющих качество
раствора для фосфатирования, необходимо отметить вредное влияние
таких примесей, как SO" и СГ- Поэтому периодически необходимо
контролировать содержание этих примесей в ванне. Правда, в настоя-
щее время еще нет стандарта на исходные препараты, но нужно из-
бегать применения порошка, содержащего эти примеси в большем
количестве, чем это указано в табл. 18. Есть данные о том, что при
содержании SO" в количестве 4,95 г/л раствора время обработки
удлиняется до 5 час., что безусловно недопустимо [94]. При содер-
жании SO" и 3 г/л целесообразно ванну заменять.
После операции фосфатирования производится промывка в холод-
ной и горячей проточной воде.
Бондеризация
За последнее 10-летие появились многочисленные модификации
классического способа фосфатирования, ускоряющие процесс фосфа-
тирования при помощи добавок ускорителей [16]. В числе их нужно
отметить бондеризацию. Состав для бондеризации отличается от обыч-
ного состава для фосфатирования наличием ускорителей процесса
(обычно соединений меди).
Рекомендуется следующий раствор для бондеризации:
фосфата ВИМ или препарата Мажеф............... 30—32 г
окиси меди ...............................0,3—0,5 »
воды ...................................... 1л
при температуре раствора 96—98° С и времени обработки 8—10 мин.
Ускоритель в процессе обработки расходуется, поэтому [16] после
обработки 3 дм2 поверхности на каждый литр раствора нужно про-
изводить повторную добавку окиси меди. Однако следует избегать
избытка окиси меди, так как это резко ухудшает качество фосфатного
слоя.
Содержание свободной кислоты не должно быть более 3,5 то-
чек, в противном случае время бондеризации заметно увеличивается.
В остальном процесс бондеризации не отличается от фосфатирования.
Дополнительная обработка фосфатных покрытий
Как уже указывалось в гл. III, фосфатные покрытия требуют для
повышения защитных свойств последующей смазки, лакировки или
окраски. Однако перед смазкой и лакировкой чрезвычайно полезной
является обработка фосфатированных деталей в растворе хромпика.
Такая обработка пассивирует железо в порах покрытия, наполняет
их хроматом, играющим роль пассиватора в условиях эксплоатации,
и тем самым повышает защитные свойства покрытия [95, 96]. Обра-
ботка производится в следующем растворе:
КгСггО7.....................5-8%
воды........................остальное
при температуре раствора 60—80° С и времени выдержки 8—10 мин.
109
После обработки детали промываются в теплой (50—60° С) воде и
сушатся. Если детали не предназначаются к окраске, то их необхо-
димо после сушки смазать горячим авиационным маслом или пушеч-
ной смазкой.
Качество фосфатной пленки контролируется внешним осмотром
и периодическими коррозионными испытаниями. Покрытие должно
быть темносерого цвета, мелкокристаллическое (без «искристости»).
Рекомендуется следующая схема дополнительного технологиче-
ского процесса после фосфатирования:
1. Промывка в холодной воде.
2, Промывка в горячей воде.
3. Обработка в хромпике.
4. Промывка в теплой воде.
5. Сушка.
6. Окраска, лакировка или смазка.
Ванна для фосфатирования изготовляется из железа [97]. Новая
ванна при заливке раствора фосфатируется сама, поэтому необходимо
после заливки проанализировать состав ванны и откорректировать
его. Ванна для раствора хромпика делается из железа. Бортовой от-
сос обязателен как для одной, так и для другой ванны.
Глава XI
ОКСИДИРОВАНИЕ АЛЮМИНИЕВЫХ И МАГНИЕВЫХ СПЛАВОВ
Как уже указывалось в гл. IV, для получения защитных оксид-
ных пленок на алюминии и его сплавах применяются химические
и электрохимические методы. Последние получили наибольшее рас-
пространение из-за лучших защитных и механических свойств. Од-
нако химическое оксидирование благодаря своей простоте и дешевизне
иногда применяется; поэтому ниже описан один из способов химиче-
ского оксидирования, получивший наибольшее распространение.
1. Химическое оксидирование алюминиевых сплавов
Общие замечания
Существует много рецептов химического оксидирования алюминие-
вых сплавов [98, 99. 100]. Почти все они содержат в качестве основ-
ных компонентов щелочи и хроматы щелочных металлов [101, 102].
После подготовки поверхности алюминиевые сплавы обрабатываются
в этих растворах при определенном режиме.
Оксидные пленки ограничиваются толщиной в 0,5—1 у. и состоят
в основном из гидратов окиси алюминия и хрома. Геллинг [103] приво-
дит состав оксидной пленки, полученной в растворе соды и хромата
натрия:
А1(ОН)з ............... . 72,8%
Сг(ОН)3..................24,5%
Na....................... 1,7%
Si....................... 1,0%
110
Технологический процесс химического оксидирования алюминия
и его сплавов ведется по следующей схеме:
1. Монтаж деталей на подвески.
2. Обезжиривание.
3. Промывка в горячей воде.
4. Промывка холодным душем.
5. Химическое оксидирование.
6. Промывка в холодной воде.
7. Обработка в растворе хромового ангидрида.
8. Промывка в холодной воде.
9. Демонтаж деталей.
10. Сушка.
Подготовка поверхности для оксидирования
Детали монтируются на подвески так, чтобы избежать в процессе
обработки образования газовых мешков. Обезжиривание производят
в щелочном растворе состава [104]:
тринатрия фосфата NasPO4.............50 г
едкого натра NaOH.............. 5—10 г
жидкого стекла Na2O : SiO„ = 1:1. 30 г
воды.... . . ........ 1л
Обезжиривание производят при температурах 50 — 60° С по-
гружением деталей в раствор на 3—5 мин. Со временем обезжи-
ривающая способность ванны понижается, и поэтому продолжи-
тельность обезжиривания деталей несколько увеличивают. Раствор
перемешивают сжатым воздухом. Поверхность ванны периодически
очищают от жира и грязи.
Контроль производят путем определения общей щелочности ванны.
Свежий раствор имеет щелочность, равную 2,5%. При снижении
щелочности до 0,5% раствор заменяют. Если детали поступают на
обработку с большим слоем смазки или с маркировкой, не удаляемой
обезжириванием в щелочном растворе, то обработке предшествует
обезжиривание органическими растворителями — смывкой, бензином
или трихлорэтиленом. При работе с этим обезжиривающим раствором
часто наблюдается появление белого порошка — сыпи на деталях
(фиг. 112). Для устранения сыпи температуру раствора снижают' на
5—10° или добавляют в раствор некоторое количество воды.
Обезжириванию в щелочном растворе подвергают все материалы
из алюминиевых сплавов, плакированные и неплакированные, за
исключением труб и деталей из неплакированного материала с темной
и сильно окисленной поверхностью. Последние детали очищают трав-
лением в растворе:
NaOH ................ 50—80 г
воды.............. ... 1л
при температуре раствора 60° С; время обработки до 1 мин. в зависи-
мости от загрязнения поверхности. После травления детали промывают
в горячей и холодной воде. При этом особое внимание обращают на
111
удаление травильного раствора из внутренних полостей труб и дру-
гих деталей. При травлении сплавы, содержащие медь, сильно темнеют
за счет образования губчатой меди и окиси меди, и для них требуется
осветление. Осветление производят в одном из нижеследующих рас-
творов:
а) в крепкой азотной кислоте при минимальной концентрации
<ее в 40% для предохранения сплава от растравливания или
б) в растворе:
СгО3 . . 100 г
Нг8О„(уд. н. 1,84) 10 см3
воды . . 1 л
Фиг. 112. Белый порошкообразный налет, появляющийся на детали при
обезжиривании в тринатрийфосфатной ванне (завод им. Горбунова).
После операций обезжиривания также производят промывку де-
талей в горячей проточной воде и под холодным душем. Необходи-
мость душа вызывается тем, что при обезжиривании в фосфатной ванне
на деталях образуется тончайший слой труднорастворимых солей.
Простой промывкой соли не удаляются. Механическое же действие
душевой струи полностью удаляет их. При отсутствии душа приме-
няют промывку с протиркой щетками или губками.
Оксидирование
Оксидирование производят в ванне состава:
углекислой кальцинированной соды 50 г
хромовокислого натрия ... . . 15 г
едкого натра.................... . . . 2—2,5 г
воды ... . . 1л
при температуре раствора во время оксидирования в пределах 85—
100° С и времени выдержки в пределах 5—30 мин. В свежеприготов-
тенной ванне работа производится при минимальных температуре
п времени выдержки, а по мере истощения ванны они повышаются.
После оксидирования детали тщательно промывают в холодной
воде и обрабатывают в растворе хромового ангидрида [105] для нейтра-
112
лизации остатков щелочи в tiopax оксидной пленки и заполнения пас-
сиватором СгО3 этих пор. Детали погружаются в раствор состава:
Спэз........... 20 г
ВОЦЫ....... . . 1л
на время от 2 до 10 сек. в зависимости от толщины материала. Пе-
редержка при нейтрализации ведет к сползанию оксидной пленки.
Нарушения режима оксидирования ярко выявляются при ней-
трализации. Если ванна работает нормально и режим выдержан пра-
вильно, то пленка после Нейтрализации получается золотисто-жел-
того цвета. При избытке Цщлочи в ванне даже при 85° С и мини-
мальной выдержке происходит сползание пленки. Этот избыток
нейтрализуют двууглекислой содой или связывают путем проработки
ванны на бракованных деталях. Подобный же эффект оказывает и
несоответствие температуру содержанию свободной щелочи. Если,
например, содержание щецочи соответствует свежеприготовленному
раствору, а оксидирование производится при температуре 100° С,
то произойдет сползание пленки.
Недостаток щелочи, нцЗКая температура обработки или малая
выдержка характеризуются цветами побежалости при нейтрализации
в хромовом ангидриде.
После нейтрализации в хромовом ангидриде детали промывают
в холодной проточной воде и затем в теплой воде (40—50° С). Сушку
производят в сушильных Цщафах при температуре 60—70° С в тече-
ние 10—15 мин.
Пленка, полученная хи^ическим оксидированием, очень чувстви-
тельна к горячей воде и Горячему воздуху. Поэтому промывать ее
или длительно сушить при температурах 60—70° С нельзя, так как
произойдет сползание плецки.
Пленка чрезвычайно м^гка, и поэтому при транспортировке и
сборке Деталей необходим^ предохранять ее от царапания. С точки
зрения получения хорошей адгезии лакокрасочных покрытий и для
защиты пленки от царапанця после оксидирования нужно немедленно
покрыть детали грунтом.
Все промывные ванны, ванны для щелочного обезжиривания,
оксидирования и хромовых растворов делают из обычной стали Ст. 2
или М. Ванну для азотной кислоты изготовляют из диабаза, камен-
ного литья или же из чистого алюминия. Все ванны за исключением
промывных снабжают бортОвым отсосом.
2. Анодное оксидирование алюминиевых сплавов
Анодное оксидирование алюминиевых сплавов является электро-
химическим процессом, прц котором происходит искусственное утол-
щение естественной оксидцой пленки. Химическая природа пленки
окончательно не установлена, но известно, что она состоит из гидра-
тированной в различной степени окиси алюминия [106, 107, 108, 10Э].
Физико-химические свойства искусственной оксидной пленки в боль-
Коррозия металлов в авиации—218^g iin
шой степени зависят от условий оксидирования — температуры, со-
става электролита, плотности тока, времени обработки и характера
последующей обработки оксидной пленки.
В растворах, нашедших промышленное применение, анодный про-
цесс складывается из двух одновременно протекающих процессов:
процесса образования оксидной пленки и процесса растворения ее [НО,
111, 1121. В зависимости от применяемого режима изменяется и скорость
процесса. При принятых в практике режимах скорость первого про-
цесса всегда больше скорости второго процесса. Точное соблюдение
рекомендуемых режимов является совершенно необходимым. Откло-
нения приводят к изменению соотношений скоростей и ухудшают
качество оксидной пленки, а в ряде случаев ведут и к полному отсут-
ствию ее.
Из многочисленных рецептур [111] анодного оксидирования
промышленное применение получили следующие методы:
Метод оксидирования Состав раствора Применяемый ток
Бенгоу Дуглас Консолидейтед. . Алюмнлайт . . . Шеппард .... Элоксаль ... 3%-ный раствор хромовой кислоты 5%-ный * >> >> 9,5%-ный >> >> »> 10—30%-ный раствор H2SO4 30%-ный раствор H2SO4 + глицерин 5%-ная щавелевая кислота + 0,1% СгО3 Постоянный >> ?> >> >> Переменный
В авиационной промышленности применяются только способы
анодного оксидирования в хромовой и серной кислотах.
Как указывалось в гл. IV, наилучшими защитными свойствами
обладают оксидные пленки, полученные в растворе серной кислоты.
Технологические процессы анодного оксидирования складываются
из операций:
1) подготовки поверхности;
2) анодного оксидирования;
3) дополнительной обработки оксидных покрытий.
Подготовка поверхности перед электрохимическим оксидирова-
нием ничем не отличается от подготовки поверхности при химическом
оксидировании алюминиевых сплавов (стр. 111).
Оксидирование в 3%-ном растворе хромовой кислоты (способ Бенгоу)
Состав и режим работы ванн. Состав свежеприго-
товленной ванны следующий:
СгО3................30 г
SO4.................не более 0,5 г
С1 ................. не более 0,2 г
воды.................. 1л
Процесс ведут при температуре ванны 40 ± 2° С. После загрузки
деталей дается начальная плотность тока из расчета 0,3 а[дм*. В
114
течение 15 мин. с момента загрузки напряжение на шинах ванны повы-
шают от О до 40 в и ведут процесс в течение 35 мин. Затем напряжение
в течение 5 мин. повышают до 50 в, выдерживают при этом напряже-
нии 5 мин. и на этом процесс заканчивают Ч Таким образом общее
время обработки исчисляется в 60 мин. Плотность тока по мере окси-
дирования падает из-за повышения сопротивления деталей за счет
Фиг. 113. Вид оксидной пленки
сплава с кремнием после анод-
ного оксидирования (Келлер).
Фиг. 114. Вид оксидной пленки
сплава с железом после анод-
ного оксидирования (Келлер).
оксидной пленки. Средняя плот-
ность тока находится в пределах
0,2 (11дм1 1113]. Указанный режим
можно выдержать только при обра-
ботке плакированного материала.
Режим обработки неплакированного
материала- несколько отличается от
описанного из-за различных соотно-
шений между скоростями образования
пленки и растворения ее на чистом
алюминии и сплавах.
Кроме двух основных процессов
образования и растворения пленки
на поверхности сплава, происходят
еще окисление и растворение состав-
ляющих сплава [114].
Включения СиА12, не окисляясь,
подвергаются довольно интенсив-
ному растворению; Si, Al-Cr-Mg, Al-
вержены заметному растворению при
Фиг. 115. Вид оксидной пленки
сплава с медью и магнием
после анодного оксидирования
(Келлер).
Мп, FeAl3, Mg2Si также под-
: ^анодном оксидировании [115]
1 Проведенная в последнее время на заводе им. Горбунова проверка данного
режима показала, что как для адгезионных, так и для антикоррозионных свойств
пленки повышение напряжения свыше 40 в является излишним и может быть
опущено.
115
(фиг. 113, 114, 115), поэтому сплошность оксидной пленки сильно
нарушается, рост напряжения затрудняется и плотность тока дости-
гает больших значений. При больших количествах включений, осо-
бенно СпА1., скорость оксидирования делается по сравнению со ско-
ростью растворения компонентов сплава настолько малой, что про-
исходит растравливание материала.
Имеются указания [113], подтвержденные практикой авиационных
заводов, что в хромовой кислоте сплавы с содержанием Си более
5% не оксидируются. Поэтому
Фиг. 116. Изменение основных ком-
понентов ванны в зависимости от
продолжительности зксплоатации ее
(Базарт и Вильсон).
А—5%-иая хромовая кислота; С—1О’/»-ная
хромовая кислота; 1 — шестивалентный
хром; 2 — свободная хромовая кислота;
3 — алюминий; 4— трехвалентный хром.
режим обработки неплакирован-
ного материала (труб, литья,
точеных деталей ит. п.) во мно-
гом зависит от состава сплава и
предшествующих механической
итермической обработок. В част-
ное, и, из-за малей деформации,
которую претерпевают трубы и
прутки в процессе их изготов-
ления, перевод в твердый рас-
твор составляющих сплава при
последующей термической обра-
ботке происходит в недостаточ-
ной степени.
Как правило, основным фак-
тором, определяющим режим
оксидирования, является плот-
ность тока, которую для литых
или мало деформированных де-
талей поддерживают в преде-
лах 2 — 3 afdM*. Напряжение
при этом редко достигает
40 в, а обычно ограничивается
30 в (при температуре ванны
40 ±2° С).
Одновременная обработка
плакированного и неплакиро-
ванного материала (литье, меха-
нические детали, трубы) не-
допустима. При совместной
обработке основная масса тока
проходит через неплакированный
материал, имеющий оксидную пленку, с меньшим сопротивлением,
плакированный же материал почти не оксидируется.
После оксидирования детали промывают в холодной и горячейвй-
де. Сушку производят при температуре 60—80° С в течение 15—20 мин.
Истощение, контроль и корректировка
ванн. Работоспособность ванны анодирования в первую очередь
зависит от содержания свободной хромовой кислоты. С течением вре-
мени в зависимости от суммарной анодированной поверхности про-
ча
исходит связывание свободной хромовой кислоты и анодирующая
способность раствора снижается. Уменьшение концентрации Н СгО4
происходит, главным образом, за счет образования хроматов алюми-
ния и отчасти основных хромхроматов [116]. Если хромовая кислота
частично регенерируется в ванне на аноде из хромхроматов, то с хро-
матами алюминия этого не происходит. Таким образом концентрация
свободной хромовой кислоты падает (фиг. 116, 117) [19]. Следова-
тельно, основным критерием работоспособности ванны является со-
держание свободной хромовой кислоты, определяемое путем измере-
ния pH раствора или его электропроводности; pH растворов хромо-
вой кислоты определяют только стеклянным электродом. Все другие
электроды (хингидронный, водородный) неприменимы из-за явлений
Фиг. 117. Растворение алюминия в ваннах с различной
концентрацией хромовой кислоты (Базарт и Вильсон).
1 — 10%-ная хромовая кислота; 2 — 5%-ная хромовая кислота;
3 — 3%-ная хромовая кислота.
отравления их в растворах хромовой кислоты. Фиг. 118 показывает
изменения pH в зависимости от концентрации хромовой кислоты.
У 3%-ного раствора хромовой кислоты pH лежит в пределах 0,6—0,65.
На основании работ, проведенных на заводе им. Ворошилова, допу-
стимым верхним пределом pH без заметного ухудшения качества
анодирования является 0,8. Выше этого предела качество оксидных
пленок резко ухудшается, и при pH, равном 1,5, восстанавливать
работоспособность ванны нецелесообразно.
Метод контроля по электропроводности раствора был разработан
на заводе им. Горбунова [117] (фиг. 119). Электропроводность опре-
деляется на мостике Кольрауша. Нижним пределом удельной электро-
проводности, дающей еще удовлетворительные оксидные пленки, яв-
ляется 0,054 обратного ома. Однако желательно электропроводность
поддерживать в пределах 0,06—0,07 обратного ома.
Контроль содержания свободной хромовой кислоты необходимо
производить ежедневно или через день в зависимости от загрузки
ванн.
117
Ежемесячно для установления общего состояния раствора про-
изводят полный анализ ванны. Определению подлежат CrVI, Сг,н,
Al, SO4 и С1. Особое внимание уделяют содержанию хлора, так как
повышенные количества его вызывают разъедание материала при
оксидировании [116]. Содержание CrVI в пересчете на СгО3 не должно
быть выше 100 г/л. По достижении такой концентрации раствор заме-
няют новым, так как вследствие значительного накопления в ванне
хромхроматов и хроматов алюминия резко возрастает расход хромо-
вого ангидрида, необходимого для восстановления работоспособности
ванны, и использовать такую ванну нерентабельно.
Фиг. 118. Изменения pH в зави-
симости от содержания свободной
хромовой кислоты (Базарт и
Вильсон).
Фиг. 119. Изменение электропровод-
ности в зависимости от концентрации
хромовой кислоты (Слепухина).
Корректировка ванн производится своевременными добавками
хромового ангидрида. Величина их рассчитывается по кривым pH,
по электропроводности раствора или по готовым таблицам добавок
СгО3 [123]. Если ванна выйдет из допустимых пределов pH или элек-
тропроводности, то добавки хромового ангидрида для восстановления
работоспособности ее во много раз превысят расчетные. Это связано
с тем, что определенное количество хромовой кислоты расходуется
на нейтрализацию основных хромхроматов, а в запущенной ванне
количество их велико. Так, например, одна из ванн была запущена
до состояния, характеризовавшегося pH = 3,5. Добавки 70 г/л хро-
мового ангидрида довели ванну только до pH = 3,0.
Наиболее правильной системой корректировки ванн являются
ежедневные добавки хромового ангидрида в ванны. Нормальный рас-
ход хромового ангидрида лежит в пределах 24—30 г СгО3 на 1 м2 об-
работанной поверхности. Применяемый для составления и корректи-
ровки ванн хромовый ангидрид не должен содержать SO4 более 0,1%
и С1 более 0,05%.
118
Возможные дефекты оксидирования и меры борьбы с ними
Растравливание. Одним из основных дефектов при окси-
дировании является растравливание материала, известное в практике
как «желтые пятна» (фиг. 120, 121, 122, 123, 124). Растравливание
большей частью встречается на неплакированном материале, но от-
мечены случаи появления его и на плакированном материале.
Установлены две причины, вызывающие такие дефекты К
1. Содержание свободной хромовой кислоты в ванне лежит ниже
допустимых пределов. Вследствие этого оксидирующая способность
ванны низка и скорость растворения составляющих сплава значи-
тельна, отчего и происходит растравливание анодируемого материала.
Растравленная поверхность достаточно активна, адсорбирует хромо-
вые соли и приобретает желтый цвет. Эта причина дефектов встре-
чается наиболее часто.
2. В практике встречаются случаи растравливания даже при со-
ставе ванны, полностью удовлетворяющем технологическим требо-
ваниям, и при условии соблюдения нормального технологического
режима. Причиной растравливания является недоброкачественность
анодируемого материала. Неравномерное распределение меди в сплаве,
ведущее к местному повышенному скоплению включений CuAL, не-
достаточная механическая обработка и меньшая эффективность тер-
мической обработки (закалки) также увеличивают включения СпА12.
В плакированном материале такой же эффект оказывают закаты
меди, железа и других посторонних металлов или же сквозная
диффузия меди в плакирующий слой. Очень часто эти две причины
растравливания материала при оксидировании встречаются одно-
временно и приводят к массовому появлению дефектов.
Основным методом борьбы с «желтыми пятнами» является тщатель-
ный контроль и своевременная корректировка состава анодных ванн.
При растравливании по второй причине можно рекомендовать приме-
нение повторных термообработок (для неплакированного материала)
для максимального введения СиА12 в твердый раствор и выравнива-
ния состава сплава.'Иногда полезно применять предварительное трав-
ление в щелочи с утроенным против нормы временем выдержки при
осветлении в азотной или хромовой кислотах (см. стр. 111).
Ввиду практической неизбежности появления растравливания
в том или ином количестве на литье и механических деталях рекомен-
дуется анодирование их производить в серной кислоте (см. ниже),
при обработке в которой указанный дефект совершенно отсутствует.
Кроме того, при этом защитные свойства пленки на деталях оказы-
ваются во много раз лучшими.
Низкое качество анодной пленки. Причинами
низкого качества анодной пленки являются отклонения от нормаль-
ного состава и режима оксидирования и отсутствие хорошего контакта
завешивающих приспособлений с деталями.
В коррозионной лаборатории ВИАМ.
119
Фиг. 124. «Желтые пятна» на прсфиле из плакированного материала
_________________(коррозионная лаборатория (ВИАМ).___________
120
Прогары анодируемого материала. Наиболее
частой причиной прогаров является соприкосновение деталей друг
с другом и со стенками ванны при анодировании. Особенно опасно-
соприкосновение деталей с большой поверхностью с деталями с малой
поверхностью. Соприкосновение деталей, хорошо контактированных
с завесками, с деталями, плохо контактированными, также ведет
к прогару. Прогаром во всех случаях является оплавление материала
за счет выделяющегося тепла из-за образования электрической искры
(дуги). Поэтому аккуратное завешивание деталей в ванну и проверка
их положения перед пуском тока совершенно необходимы.
Оксидирование в 9,5—10%-ном растворе хромовой кислоты
(ускоренный метод)
Серьезными недостатками метода анодной оксидации в 3%-ном.
растворе СгО3 являются:
1) сложность процесса, требующего ступенчатого изменения на-
пряжения; это не только неудобно для работы, но и делает почти,
невозможным механизацию процесса оксидирования;
2) малая пропускная способность ванн вследствие необходимости1
выдержки в течение 60 мин.
Имеющиеся в распоряжении ВИАМ и заводов материалы фирмы;
Дуглас [119], фирмы Консолидейтед [120] и указания в литературе
[116] позволили разработать ускоренный метод оксидирования
в 9,5—10%-ном растворе хромовой кислоты.
В результате проведенных работ [117, 121, 122] и заводской
проверки можно рекомендовать технологический процесс оксидиро-
вания по этому методу, не имеющему указанных недостатков.
Состав и режим работы ванн. Исходный состав,
ванны следующий:
СгОа .............. 90—95 г
S04............ . . не более 0,5 г
С1................не более 0,2 г
воды............... 1л
Процесс ведется при температуре ванны в пределах 37 ± 2° С
и плотности тока 0,3—0,4 а[дм2. После включения ванны доводят
напряжение от 0 до 40 в в течение 1—5 мин. Нужно учесть, что при
пуске ванны возможна перегрузка в 30—40% от расчетной плотности
тока 0,3—0,4 а[дм2. При напряжении в 40 в детали выдерживают
в ванне 30 мин.
Заводим. Ворошилова [121, 122] рекомендует несколько иной ре-
жим: температура ванны 35° С, плотность тока 0,3—0,4 а[дм2, напря-
жение доводится до 30 в, а время обработки берется равным 30 мин.
После анодирования следуют те же операции, что и.при способе
Бенгоу (см. стр. 116).
Истощение, контроль и корректировка ванн.
Причины истощения ванн, методы контроля и корректировки ванн
при способе Бенгоу полностью относятся и к 9,5%-ным растворам
хромового ангидрида.
121
Удельная электропроводность ванны должна быть не ниже 0,17
обратного ома при оптимальном интервале 0,20—0,24 обратного ома.
Этим электропроводностям соответствуют следующие pH: нижний
допустимый предел pH — 0,45, оптимальный интервал — 0,15-^0,25.
Сроки контроля и корректировки ванн те же, что и при 3%-ном рас-
творе хромовой кислоты. Один или два раза в месяц нужно произво-
дить полный анализ ванны на CrVI, Сг,п, Al, SO4h Cl. По достижении
в ванне концентрации СгО3 250 г/л ванна заменяется новой. Здесь
это связано еще и с тем, что вентиляция при более высоких концен-
трациях хромового ангидрида уже недостаточно эффективна.
Дефекты анодирования и меры борьбы
с ними. Виды дефектов при анодировании, их причины и меры
борьбы с ними подобны дефектам при анодировании в 3%-ном растворе
хромовой кислоты. Но из-за большей анодирующей способности
ванны растравливание материала наблюдается в меньшей степени.
За счет же большей электропроводности раствора и значительного
тока, проходящего в процессе анодирования, при неаккуратной ра-
боте наблюдаются прогары в значительно большей степени, чем при
процессе Бенгоу. Поэтому большое внимание нужно уделять мерам
предупреждения прогаров (стр. 121).
Хотя явления растравливания в данном растворе проявляются
в меньшей степени, все же детали из неплакированного материала
рекомендуется анодировать только в серной кислоте.
Ванны для оксидирования в хромовой кислоте изготовляются из
-стали марок Ст. 2 или М. Размеры их выбираются в соответствии
с габаритами оксидируемых объектов. Ширина ванны ограничивается
1000—1200 мм. При ббльшей ширине эффективность бортового от-
соса резко снижается. Типовые чертежи ванн могут быть "Получены
в Металлохимзащите [123] или 1-м ГПИ НКАП.
Особое внимание необходимо уделить вентиляции. Вследствие
чрезвычайно вредного действия хромовой кислоты на организм
вентиляция должна быть достаточно мощной и обеспечивать съем
75 мъ газов с 1 м2 поверхности ванны, при скорости вытяжки не ниже
11 м)сек. Анодные шины располагаются не более чем в четыре ряда;
катодом служит корпус ванны. Для устранения контактов деталей
со стенками ванны у корпуса ванны с внутренней стороны устанав-
ливаются деревянные или эбонитовые решетки.
Нагрев ванн большей частью производится паровыми змеевиками.
Нужно предусмотреть змеевики и для охлаждения ванны при разо-
греве за счет джоулевого тепла и особенно при анодировании
в 9,5%-ном растворе хромовой кислоты из-за протекания больших
токов. Те же трубы служат для нагрева ванн от пропускания в них
горячей воды или пара.
В качестве источника тока рекомендуются генераторы СМГ-4
(завода «Электрик» или Харьковского завода), рассчитанные на 60 е
и 1000 а, но на практике возможен съем только 800 а, и все расчеты
электрооборудования нужно вести на эту величину. Эти машины не
допускают заметной перегрузки, что нужно особенно учитывать при
анодировании в 9,5%-ном растворе хромовой кислоты.
122
Систематическая работа с растворами хромовой кислоты при от-
сутствии специальных мер очень вредно отражается на здоровье
работающих [124]. Особенно страдают носовые ткани и кожа. Поэтому
необходимо соблюдать следующие мероприятия по охране труда:
1) не разрешать работать без вентиляции;
2) работу производить в резиновой спецодежде (перчатки, обувь,
фартуки);
3) весь состав работающих должен находиться под систематическим
медицинским контролем;
4) работающие должны ежедневно смазывать носовые ткани ва-
зелином или специальными мазями (проверяет специальный врач
в амбулатории);
5) работающие должны часто мыть руки и смазывать ссадины и
порезы специальными мазями;
6) полы по соседству с ваннами должны часто мыться; ни в коем
случае нельзя допускать застаивания электролита на полу.
Оксидирование в серной кислоте
Способ оксидирования в серной кислоте впервые был предложен
в 1927 г. Говером и О’Бриеном [1251. Многочисленная патентная лите-
ратура указывает, что применяются растворы серной кислоты кон-
центрации от 10 до 70%. Однако наибольшее распространение полу-
чили растворы, содержащие 20—30% H2SO4. Подробное исследование
метода проведено Вальтером [111]. Детальные исследования по анод-
ном оксидировании в серной кислоте проведены и в ВИАМ [126, 127,
128]. На основании их и рекомендуется нижеописываемый метод.
Как известно, защитные свойства оксидных пленок, полученных
в серной кислоте, выше, чем у пленок, полученных по способу Бенгоу
и ускоренному хромовокислотному методу. Преимуществами серно-
кислотного метода являются сокращение времени обработки до
20 мин., уменьшение расхода электроэнергии на 30—50%, огромная
экономия на химикалиях и менее вредные условия работы. Кроме
того, расширяется номенклатура сплавов, удовлетворительно ано-
дирующихся при данном методе, и почти полностью устраняется
растравливание, неизбежное при хромовокислотном способе.
Состав и режим работы ванн. Исходный состав
ванны следующий:
H.SO.............. 200 г
21 1
ВОДЫ .............. I л
Для составления ванны применяется химически чистая и техни-
ческая кислоты (последняя без примесей азотной кислоты и удовлет-
воряющая ОСТ 5354 на «купоросное масло»). Применение технической
серной кислоты на качестве оксидной пленки не отражается [129].
Температура ванны поддерживается в пределах 15—25° С. Не реко-
мендуется оксидировать при температуре ниже 15°, так как повы-
шается хрупкость пленки. При температуре выше 25' С скорость
растворения пленки в процессе анодирования увеличивается, и она
получается рыхлой, защитные свойства ее снижаются [127]. Плотность
123
тока поддерживают в пределах 0,8—1 а!дм2, напряжение при этом не-
превышает 12 в; время обработки 20 мин. Такой режим обработки
применим для плакированного и неплакировэнного материалов, но
анодирование плакированного и неплакированного материалов про-
изводят раздельно.
После анодирования детали тщательно промывают в холодной про-
точной и в теплой (50—60° С) воде. На промывочные операции необ-
ходимо обратить особое внимание, так как остатки серной кислоты
являются источником коррозии деталей и загрязняют ванну хромпика
в процессе наполнения оксидной пленки.
Как уже указывалось в гл. IV, высокие защитные свойства серно-
кислотного метода достигаются дополнительной обработкой в раство-
рах хроматов. Наиболее приемлемым оказался раствор калиевого
хромпика. Могут быть использованы натриевый и аммониевый
хромпики [129], но из-за больших трудностей получения последнего
и большей гигроскопичности натриевого хромпика они применения не
нашли.
Обработка ведется в растворе, содержащем:
К,Сг,О7.............. 100 г
воды..................1л
при температуре ванны в пределах 92—98° С. Снижение температуры
уменьшает адсорбцию хромпика оксидной пленкой. Время обработки
в растворе 20 мин. Дальнейшая выдержка нерентабельна, так как
основная масса хромпика адсорбируется в первые 20 мин. [127].
Затем детали промываются теплой водой и поступают на сушку.
Истощение, контроль и корректировка ванн.
Истощение ванн происходит, главным образом, за счет связывания
свободной серной кислоты алюминием, растворяющимся при аноди-
ровании. По данным завода им. Дмитрова, с каждого квадратного
метра анодируемой поверхности растворяется 5 г алюминия. По
данным ВИАМ 1129], эта цифра колеблется в пределах 10—12 г. Исходя
из простых стехиометрических расчетов, следует, что при обработке
1 л;2 поверхности расход кислоты составляет 35—60 г.
Ванна требует систематического контроля количества свободной
серной кислоты и ее добавок. До настоящего времени существовал
только химический метод контроля, при котором определяется общее
содержание SO4 в ванне и содержание алюминия, делается расчет
необходимого количества SO4 для связывания всего алюминия
в A12(SO4)3, остаток SO4 пересчитывается на Н SO4 и дает содержание
свободной серной кислоты. По разнице 200 г/л минус фактическое со-
держание серной кислоты на 1 л и делается добавка [118]. В 1939 г.
ВИАМ разработал новый метод контроля, более простой и быстрый
и менее трудоемкий [128].
Исследования электропроводностей и удельных весов растворов
различной концентрации свободной серной кислоты и алюминия уста-
новили определенные закономерности зависимости электропровод-
ности и удельных весов от содержания серной кислоты и алюминия
(фиг. 125 и 126).
124
По кривым легко определяют содержание свободной серной кис-
лоты в ванне. Для этого химическим путем находят количество алю-
миния в растворе и затем измеряют электропроводность на мостике
Кольрауша или удельный вес и по этим данным ищут количество сво-
бодной серной кислоты в ванне. Минимальное содержание серной
кислоты в ванне должно быть не ниже 160 г/л.
Эти же исследования показали невозможность применения в ка-
честве контроля количества свободной серной кислоты измерения
Фиг. 125. Зависимость элект-
ропроводности растворов от
содержания А1 при t = 25° С
(коррозионная лаборатория
в растворе сильно искажает pH.
1,080'---------------------------------------
0 5 10 15 20 25 30 35А1,г//1
Фиг. 126. Зависимость удельного
веса растворов от содержания А1 при
/=20° С (коррозионная лаборатория
ВИАМ).
ВИАМ).
Содержание алюминия в ванне допустимо до 25 г/л при условии до-
ведения количества свободной серной кислоты до нормального содер-
жания — 200 г/л. Количество алюминия выше 25 г/л заметно сказы-
вается на качестве оксидирования, и поэтому при достижении такой
концентрации ванна заменяется новой. Со временем в ванне на-
копляются медь и железо. Но при нормальной эксплоатации содер-
жание их не достигает недопустимых величин, так как ванна обога-
щается излишком алюминия раньше, чем железом и медью. Содер-
жание железа 0,5 г/л не оказывает влияния на качество оксидной
пленки. Но уже при содержании железа 5 г/л качество оксидной
пленки резко ухудшается. Промежуточные концентрации железа не
изучены.
Для уменьшения растворимости алюминия Шеппард [111,130] пред-
ложил добавлять в анодную ванну глицерин в количествах 5—20%.
Неоднократные проверки влияния глицерина на растворимость алю-
миния, проведенные в ВИАМ [128, 129], не подтвердили его ука-
заний.
125
Фиг. 127. Растравливание на де-
тали из сплава типа магналия при
анодировании в серной кислоте
(коррозионная лаборатория ВИАМ)
Ванна хромпика анализируется на содержание КгСг^О,
и SO4. При содержании SO4 более 0,3% ванна заменяется
новой.
Дефекты анодирования в серной кислоте.
При анодировании в серной кислоте наблюдаются те же дефекты, что
и при анодировании в хромовой кислоте, за исключением растравли-
вания материала. Но последний дефект иногда наблюдается на ли-
тых сплавах и особенно на сплавах типа магналия (фиг. 127).
Дженни [131] объясняет растравливание включениями посторон-
них металлических и неметаллических тел. В частности, на фиг. 127
в местах растравливания обнаружено
включение посторонних тел, богатых
железом. Такой же эффект оказы-
вают включения песка, кусочков
инструмента, которым производилась
механическая обработка литья, и т. п.
Прогары и низкое качество оксиди-
рования обусловлены теми же при-
чинами. что и при оксидировании
в хромовой кислоте, и меры борьбы
остаются теми же.
Ванна для анодирования изготов-
ляется из стали Ст. 2 или М. Внут-
ренняя сторона выкладывается роль-
ным свинцом или диабазом. Размеры,
конструкция и вентиляция ванн
аналогичны ваннам для анодирова-
ния в хромовой кислоте. Но при
этом методе нужно иметь две катод-
ные шины. Присоединение корпуса
ванны в качестве катода при обли-
цовке свинцом не рекомендуется, так
как выделяющийся на катоде водород
сбивает защитную пленку сернокислого свинца, образующуюся на
свинце. Катодные шины располагаются по бокам ванны (по длине).
В качестве катодов берутся свинцовые пластины.
Анодные шины располагаются в 3—4 ряда в зависимости от ши-
рины ванны. Вследствие большой рассеивающей способности анодных
[132, 133] и особенно сернокислотных ванн детали, находящиеся
на разных расстояниях от катодов, анодируются одинаково хорошо.
Высокая рассеивающая способность объясняется тем, что неравномер-
ное первичное распределение тока довольно быстро выравнивается
из-за повышения сопротивления на участках, близких к катодам,
за счет образования оксидной пленки. Как видно из фиг. 128, внутрен-
няя поверхность трубы, анодированной в Н SO4, совершенно не под-
верглась коррозии, тогда как анодированная в хромовой кислоте
труба довольно сильно закорродировала.
Несмотря на хорошую рассеивающую способность, трубы длиной
более 10-кратного диаметра рекомендуется анодировать с внутренним
126
катодом. При этом минимальный диаметр трубы должен быть
25 мм.
В ваннах нужно предусмотреть хорошую охлаждающую систему,
исходя из летних условий работы, так как при анодировании выде-
ляется большое количество тепла. Ориентировочно можно указать
следующие расчетные данные: скорость нагрева ванны приблизительна
2° С в час при одинаковых температурах ванный окружающего воз-
духа. Если температура окружающего воздуха выше на 3°, чем.
температура ванны, то ско-
рость нагрева составляет
уже около 2,3 — 2,5° С
в час.
Наиболее экономичным
является охлаждение арте-
зианской водой, пропу-
скаемой через свинцовые
змеевики. При отсутствии
артезианской воды ста-
вятся аммиачные или дру-
гие холодильные уста-
новки.
Фиг. 128.' Вид внутренних поверхностей
анодированных труб после коррозионных
испытаний.
Верхний отрезок анодирован в хромовой кислоте,,
нижний—в серной (коррозионная лаборатория
ВИАМ)$
Ванна для раствора хромпика делается из железа; размеры ее:
такие же, как и у анодной ванны. Однако ширину ванны следует
делать не более 800—900 мм для обеспечения хорошей вентиляции
и сведения вредности раствора до минимума. Такие размеры вполне
обеспечивают обработку всей загрузки изделиями анодной ванны
шириной до 1200 мм.
Завешивающие приспособления
Надежное и хорошее контактирование деталей и завешивающих
приспособлений при анодной оксидировке является основным факто-
ром высокого качества оксидной пленки. Контактирующая поверх-
ность у детали должна быть минимальной, так как она остается не
оксидированной. Завески должны быть просты в обращении и обес-
печивать быстрый монтаж и демонтаж деталей. Контактирующие
поверхности должны быть доступны для зачистки, так как они во-
время оксидирования деталей частично окисляются сами и оксидную
пленку с них перед новым монтажей деталей нужно удалять. Прак-
тика эксплоатации типовых завесок (фиг. 129 и 130), применяемых
одним из заводов, показала, что они в основном удовлетворяют предъяв-
ляемым требованиям. Завески делаются из алюминия и алюминиевых
сплавов.
Контроль качества оксидной пленки
Контроль качества оксидной пленки для установления внешних
Дефектов (растравливания, прогаров ит. п.) осуществляется внешним
осмотром.
127
На оксидированную поверхность для проверки защитных свойств
пленки [134] наносят одну-две капли раствора следующего состава:
К2Сг2О, ........... 3 г
НС1 (уд. в. 1,16) . . 25 сл<3
воды...............75 сл<3
и отмечают время, протекшее от момента нанесения капли до начала
позеленения раствора. Состав растворяет оксидную пленку и одно-
временно диффундирует через поры к неоксидированной поверхности
алюминия. При контакте его с алюминием происходит растворение
Фиг. 129. Различные виды
завесок для анодирования
плоских деталей.
(Зав. им. Горбунова).
Фиг. 130. Завескадля
труб и профилиро-
ванных деталей.
(Зав. им. Горбунова).
алюминия и выделение водорода, последний восстанавливает хромпик
и изменяет его окраску из оранжевого в зеленый цвет. Этим способом,
главным образом, определяется пористость оксидной пленки, если
иметь в виду слабую растворимость самой пленки. Сравнительными
коррозионными испытаниями и проверкой в заводских условиях
установлены нормативы на время появления позеленения на оксид-
ных пленках, полученных в разных ваннах и на различных материа-
лах [118]; с повышением температуры время до начала позеленения
сокращается [135, 121]. В настоящее время на авиационных заводах
приняты следующие нормативы;
128
Для пленок, полученных в 3%-ном растворе СгО3
Температура в °C Время отсутствия позеленения капли в мин.
для плакированного материала для неплакированного материала
18—21 4 2,5
22—26 3 1,5
27—32 2 1,0
Для пленок, полученных в 9,5-ном растворе Сг03
Температура в °C Время отсутствия позеленения капли в мин.
для плакированного материала для неплакированного материала
18—21 6,0 4
22—26 4.5 3
27—32 3,0 2
Для пленок, полученных в 20%-растворе H2SO4
Температура в °C Время отсутствия позеленения капли в мин.
для плакированного материала для неплакированного материала
18—21 8,0 5,0
22—26 5,5 3,5
27—32 4,5 2,5
После испытания капля реактива смывается теплой водой. След,
остающийся от капли, признаком для бракования не является.
Рекомендуется периодически производить испытания на корро-
зию анодированной продукции по стандартным условиям и методам
испытания, принятым для алюминиевых сплавов [136].
3. Оксидирование магниевых сплавов
Из гл. V известно, что наиболее эффективным методом защиты
магниевых сплавов от коррозии является защита оксидными плен-
ками химическими и электрохимическими методами. До настоящего
Коррозия металлов в авиации—218—9 129
времени наиболее распространено более простое и дешевое химиче-
ское оксидирование, дающее пленку, не уступающую по своим защит-
ным качествам пленке, получаемой существующими электрохимиче-
скими методами.
Химическое оксидирование
Рецептура химического оксидирования магниевых сплавов очень
разнообразна [56]. Большинство рецептов в качестве основных ком-
понентов содержит хромовокислые соли, кислоты, аммонийные соли
и аммиак.
Основная рецептура дается в табл. 19.
Таблица 19
Типичная рецептура по химическому оксидированию магниевых сплавов
№ Состав ванны Автор
1 К2СГ2О7 . ......... HNO3 . вода . . . . . 15% • 20% . . остальное I. G F.
2 Na2Cr2O, HNOS ВОДЫ .... 180 s ... 190 см3 . . . . 1л Винстон [137]
3 К2СГ2О7 ....... . . HNO3 NH4C1 ..... ... ВОДЫ . . 20—50 г . . 30—110 е .... 1л ВИАМ [126]
4 ZnS04 NH4NO3 вода . - • 5% . . . . 5% . . остальное Льюис и Эванс [138]
5 MnSO4 NH,NO3 вода . . • • 5% • . . 5% —
6 Н3РО4 K2Cr2O, nh4oh воды . . 20 сл3 . . 25 г 35 си3 1л Испано-Сюиза [139]
7 Дигофата NaF воды . 32 г . . . 0,3 г . . . . 1л Бадальян [140]
8 H2SeO3 ...... NaCl вода . . - 10% . 0,1—05% . . остальное Бенгоу и Уитби [141]
130
Исследования [128] защитных свойств оксидных пленок показали,
что хорошие защитные пленки получаются из растворов № 1, 2, 3,
7 и 8. Все остальные рецепты дают незначительную защиту от кор-
розии.
Из первых трех рецептов наилучшие результаты дает рецепт № 3.
Недостатком растворов этой группы является то, что они при нормаль-
ных режимах обработки, обеспечивающих высокие защитные свойства
пленок, несколько уменьшают размеры деталей- за счет растворе-
ния [142].
Раствор № 7 (фосфатирование) дает несколько худшую защитную
пленку, но почти не изменяет размеров деталей. Большим и серьез-
ным недостатком его является очень быстрое истощение, требующее
частых корректировок.
Рецепт № 8 дает защитные пленки, по своим качествам близкие
к пленкам, полученным в растворе № 3, и не изменяет размеров де-
талей, но вследствие дороговизны широкого применения не нашел.
Большим преимуществом его является то, что оксидные пленки хо-
рошего качества получаются не погружением деталей в ванну, а на-
несением на оксидируемую поверхность кистью, ватой или тряпкой
тонкой пленки раствора. После нанесения раствора деталь просуши-
вают без промывки.
Схема технологического процесса оксиди-
рования. Технологический процесс химического оксидирования
магниевых сплавов ведется по следующей схеме:
1. Обезжиривание.
2. Промывка в теплой воде.
3. Промывка в холодной воде.
4. Обработка в растворе хромового ангидрида.
5. Промывка в холодной воде.
6. Промывка в теплой воде.
7. Оксидирование.
8. Промывка в холодной воде.
9. Промывка в горячей воде.
10. Сушка.
Детали обезжиривают в щелочной фосфатной ванне (стр. 111) по
режимам, указанным для алюминиевых сплавов. При большом слое
смазки их предварительно обезжиривают органическими раствори-
телями или промывкой в моечных машинах сильной струей щелочных
растворов. Обработка в растворе хромового ангидрида удаляет с
поверхности деталей остатки флюсов, которые могут стать очагами
интенсивной коррозии.
Для этой цели применяется раствор состава:
СгО . . ........ 200 г
воды........ I л
Температура обработки 20—25° С и время выдержки 10 1.5 мин.
Раствор контролируется на содержание хромовой кислоты и С1 . При
достижении в ванне концентрации СГ выше 0 5% она заменяется.
131
Оксидирование производится в растворах:
а) для литых деталей:
К»Сг2О7..............50 г
HNO3 ............ 1Ю г
NH4C1............... 1г
воды................ 1л
б) для деталей из прокатанного материала:
К2Сг2О,...........20 г
HNO3..............30 г
NH4C1............... 1г
воды................ 1л
Температура растворов должна быть в пределах 70—80° С. Время
выдержки в растворе «а» 2 мин., в растворе «б» — 5 мин.
В свежеприготовленной ванне время оксидирования необходимо
сократить в 2—3 раза. Важным фактором является выдерживание
температуры. Повышение температуры выше 80° С приводит к очень
большому растравливанию деталей и к рыхлой пленке. При низких
температурах защитные свойства пленки значительно ухудшаются.
Контроль ванн ведется химическим анализом на содержание основ-.
ных компонентов. Установлено, что после травления 200 уи2 литья
в 1000 л раствора «а» нужно добавить азотной кислоты из расчета
50 г/л и NH4C1 1 г/л. После же травления 600 м2 литья в 1000 л раствора
ванна должна быть заменена. Для раствора «б» рекомендуются сроки:
после травления 250 л<2 в 1000 л раствора добавляют азотную кислоту
из расчета 15 г/л и хлористый амоний— 1 г/л. После травления 1750 >иа
материала состав заменяется свежим.
Промывочные операции после оксидирования проводятся тща-
тельно для полного удаления остатков раствора. Сушка производится
при температурах 60—80° С в течение 10—15 мин.
Оксидированные детали грунтуют цинкхроматным грунтом не
позднее чем через 24 часа после оксидировки.
Контроль качества оксидной пленки. Кон-
троль качества производится внешним осмотром. Цвет пленки обычно
меняется от светлозолотистого до темнокоричневого в зависимости от
состава сплава и предшествовавших механической и термической
обработок. При наличии на деталях неоксидированных участков про-
изводят повторную обработку или на этих участках восстанавли-
вают пленку натиранием селенистой кислотой.
На оксидированную поверхность для проверки защитных свойств
пленки при 20° С наносят каплю раствора:
NaCl ............... 1% 1
фенолфталеина.......0,1% I в воде
Время с момента нанесения капли до начала порозовения харак-
теризует защитные свойства оксидной пленки. Раствор необходимо
приготовлять ежедневно. Фенолфталеин вводится в него в виде 1%-ного
спиртового раствора. В авиационной промышленности приняты сле-
132
дующие нормативы испытания качества оксидной пленки при темпе-
ратуре 20° С на литых и прокатанных сплавах:
Состав или марка сплавов Продолжительность испытания в мин. Способ обработки
AZM (МАЗ) 10 Прокат до 1,5 мм
АМ503 МА1 5 1 2 J Прокатанные сплавы
Магниевый сплав с 5% А1 Магниевый сплав с 9% А1 1 1 Литые сплавы
МАЗ 2 Прокатанные до 3 мм
Повышение температуры помещения, где производится испытание
качества оксидной пленки, увеличивает скорость реакции. В этом
случае при оценке качества оксидной пленки применяют следующую
переводную шкалу:
Температура помещения Поправочный коэфициент
в°С
25 1,5
30 1,9
35 2,3
40 3,0
Время испытания при какой-либо температуре, умноженное на
вышеуказанный коэфициент, даст продолжительность испытания, со-
ответствующую продолжительности испытания при 20° С.
После испытания капля раствора тщательно смывается теплой
водой. Детали, выдержавшие испытание, считаются годными и по-
вторной оксидировке не подлежат.
Ванну для раствора хромового ангидрида изготовляют из стали
Ст. 2 или М. Для оксидировочного раствора ванну изготовляют из
чистого алюминия. Обе ванны снабжают сильным бортовым отсосом.
Завешивающие приспособления изготовляют из алюминия. Меры
предосторожности те же, что и при работе с хромовыми растворами
(стр. 123).
Электрохимическое оксидирование магниевых сплавов
За последние годы в литературе описываются методы электрохими-
ческого оксидирования магниевых сплавов. Рекомендуемые электро-
литы являются растворами едких щелочей с карбонатами и другими до-
бавками [143], растворами фосфорнокислых солей с бихроматами [116],
щелочными растворами фторидов, марганцевых солей и других [144,
133
145]1. Однако до сего времени не получен электролит, дающий лучшие
защитные пленки, чем при химическом оксидировании в хромпике
с азотной кислотой [1161-
Состав и режим работы ванн. Проверка рецептов, ре-
комендуемых в литературе [146], показала, что наилучшие пленки,
приближающиеся по своим защитным свойствам к пленкам хи-
мического оксидирования, дают два электролита:
a) NaOH............ 5% б) К2Сг2О,..........10%
Na„C03 .......... 5% NaHsPO4 ................ 5%
воды остальное соды остальное
Анодная оксидировка электрона в них имеет перед химическим
методом то преимущество, что размеры деталей совершенно не из-
меняются.
Оксидирование в этих электролитах рекомендуется для защиты
от коррозии деталей, ограниченных минимальными допусками на
размеры.
Режим оксидирования в электролитах следующий:
Электролит «а». Температура 25—30° С. Начальная плот-
ность тока 3 а!дм2. Время обработки 30 мин. Конечное напряжение
50 е. В начале процесса дается плотность тока из расчета 3 а!дм2.
Постепенно по мере оксидирования плотность тока падает, а напря-
жение растет. Необходимо следить за тем, чтобы напряжение не пре-
вышало 50 в, так как произойдет пробой пленки, сопровождающийся
искрением. В качестве катодов применяются железные пла-
стины.
Электролит «б». Температура электролита 50° С. Плот-
ность тока 2 а/дм2, напряжение не превышает 6 в. Продолжитель-
ность анодирования 60 мин. Регулирование процесса ведется по плот-
ности тока, которую за все время процесса поддерживают на уровне
2 а!дм2. Ванну при работе перемешивают. В качестве катодов приме-
няют свинцовые пластины. Все последующие операции после окси-
дирования производят по вышеприведенной схеме.
Ванна для щелочного электролита (электролит «а») изготовляется
из стали Ст. 2 или М. Источником тока могут быть машины СМГ-4
или СМГ-2; для электролита «б» также применяется стальная ванна.
Источником тока могут служить те же машины, что и при анодном
оксидировании в серной кислоте. Обе ванны должны быть снабжены
бортовым отсосом достаточной мощности. П одвески для электролита «а»
могут быть изготовлены из любого материала. Наиболее приемлемым
материалом будет сталь. Однако необходимо подвеску по линии раз-
дела электролит — воздух изолировать. В качестве материала для
изоляции рекомендуется «Королак» [146]. Подвескидля электролита
«б» должны быть изготовлены из алюминия или магналия. В этом слу-
чае нет необходимости изолировать поверхность на границе раздела
электролит — воздух.
1 Подробный обзор рецептуры и рекомендуемых режимов приводится в ра-
боте В. О. Кренига и Б. И. Рыбак [146].
134
Глава XII
ЗАЩИТА ОТ КОРРОЗИИ СВАРНЫХ БАКОВ ИЗ АЛЮМИ-
НИЕВЫХ И МАГНИЕВЫХ СПЛАВОВ В ПРОЦЕССЕ ИХ
ИЗГОТОВЛЕНИЯ
ОБЩИЕ ЗАМЕЧАНИЯ
Флюсы, применяемые при сварке баков, остаются на поверхности
материала и в порах шва и являются источниками возникновения
коррозии. Кроме того, при сварке баков из магниевых сплавов защит-
ная оксидная пленка удаляется и такая поверхность корродирует
уже в атмосферных условиях. Поэтому необходимо принять меры для
предупреждения возникновения коррозии в процессе сварки и эксплоа-
тации баков. Защитные мероприятия состоят из специальных промы-
вочных операций, максимально удаляющих остатки флюсов.
1. Защита баков из алюминиевых сплавов
Сварной шов сразу же после сварки нужно тщательно промыть
с обеих сторон горячей водой температурой 50—60° С обязательно
с помощью волосяных щеток, так как флюсы недостаточно раство-
римы в воде. Готовый бак, у которого все операции сварки закончены,
промывают в одном из следующих растворов:
а) СгО3 ..... 20 г
воды 1л
при температуре раствора 60—80° С и продолжительности промывки
5 мин.
б) СгО3 ...... 200 г
воды ....... 1л
при температуре раствора 20—25° С и продолжительности промывки
10 мин.
в) К2Сг2О,....20 г
воды . . . 1л
при температуре раствора 60—80° С и продолжительности промывки
20—30 мин.
Растворы «а», «б» и нельзя применять, если арматура баков изго-
товлена из оцинкованного железа, так как цинковое покрытие в них
разрушается. Промывка производится погружением бака в растворы;
ее можно заменить тщательным прополаскиванием бака растворами
внутри и промывкой снаружи.
Растворы «а», «б» и «в» достаточно хорошо удаляют остатки флюсов
из сварных швов и создают на материале защитную пленку. В слу-
чаях, когда перерыв в операциях сварки бывает свыше пяти суток,
сварные швы промывают в этих растворах, так как длительный
перерыв без промывок приводит к коррозии.
Контроль работоспособности ванн ведется по наличию в них хлор-
и фтор-ионов, максимальное суммарное содержание которых допу-
скается не свыше 1%. При ббльшей концентрации раствор нужно
заменить новым, при значительном загрязнении ванны механическими
135
примесями (нерастворимыми осадками, остатками масла и т. п.) рас-
твор также заменяют новым. Ванны для этих растворов изготовляются
из стали Ст. 2 или М. Обязателен мощный бортовой отсос. Должны
соблюдаться все меры предосторожности, указанные на стр. 123.
После операций промывки в растворах производится окончатель-
ная промывка в холодной проточной и горячей воде с температурой
60—80° С.
Сушку для полного удаления влаги из бака рекомендуется
производить пропусканием горячего воздуха через бак.
При назначении бака на длительное хранение (свыше трех меся-
цев) или для длительной транспортировки его после просушки под-
вергают консервации.
Для получения раствора для консервации к авиационному бензину
добавляется равное по объему количество авиационного масла. Смесь
тщательно перемешивается до образования однородного раствора.
2—3 л раствора заливается в бак. Все внутренние стенки и перегородки
тщательно прополаскиваются раствором. Избыток его из бака сли-
вается. При такой обработке на металлической поверхности образуется
тонкая пленка масла, защищающая бак от коррозии при хранении.
2. Защита баков из магниевых сплавов
Сварному шву дают возможность остыть и сразу же тщательно
промывают с обеих сторон горячей водой (60—80° С) с добавкой
0,5% жидкого стекла обязательно при помощи волосяных щеток.
Жидкое стекло устраняет корродирующее действие горячей воды на
электрон.
Если в процессе сварки бака имеются перерывы свыше 3 час. между
отдельными операциями сварки, то промывка горячей водой с жидким
стеклом оказывается недостаточной и поэтому необходимо произвести
дополнительную промывку в растворе хромового ангидрида. Для
этой промывки применяется раствор «б», приведенный на стр. 135.
Контроль работоспособности ванны ведется по наличию в ней хлор-
ионов, и при концентрации СГ свыше 0,5% раствор заменяют. В тех же
случаях, когда разрыв между отдельными операциями сварки пре-
вышает пять суток, необходимо после указанных выше промывок
сварной шов с обеих сторон защитить оксидированием методомна-
тирания селенистой кислотой.
После приварки к обичайке бака арматуры и перед приваркой
дна необходимо промыть весь бак горячей водой с жидким стеклом
и 20%-ным раствором хромового ангидрида. Эти же промывки по-
вторяются после приварки дна. По окончании всех операций сварки
бак окончательно промывается горячей водой с жидким стеклом,
раствором хромового ангидрида и поступает на оксидировку в растворе
хромпика с азотной кислотой.
Разрыв между последней операцией сварки и оксидированием
должен быть минимальным и не превышать 24 час. Обезжиривание
перед оксидированием проводить не обязательно, но бак необходимо
тщательно промыть горячей водой для удаления остатков хромового
ангидрида от последней промывки.
136
Бак, подвергаемый оксидировке, не должен иметь арматуры, за-
клепок и других деталей не из магниевых сплавов (медных, железных,,
оцинкованных, алюминиевых и др.).
При хранении свыше трех месяцев и при длительной транспорти-
ровке необходимо применять консервацию. Технология и материалы,
для консервации те же, что и для алюминиевых баков.
Г лава XIII
МЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
1. Цинкование
Цинкование вследствие своих превосходных защитных качеств;
получило чрезвычайно широкое распространение для защиты стали
от коррозии. Покрытие цинком производится различными методами
(гл. II). Однако наибольшее применение в авиации получил электро-
литический метод покрытия- Основными преимуществами его
являются:
а) высокие защитные свойства покрытий при минимальных тол-
щинах ;
б) возможность в довольно узких пределах регулировать необхо-
димую толщину покрытия;
в) значительная экономия в стоимости и расходе материалов.
Нов ряде случаев этот метод не может быть применен с достаточ-
ным успехом (см. гл. XIV), и поэтому применяются другие методы
нанесения цинковых покрытий, в частности шоопирование.
Процесс электролитического цинкования широко освещен как
в советской, таки в иностранной литературе [147, 148, 149, 150, 151]-
Для электролитического цинкования в авиации применяются два
рода электролитов: кислые и щелочные (цианистые). Кислые электро-
литы более дешевы, просты в работе и менее вредны, но их примене-
ние во многих случаях оказывается невозможным из-за их низкой
рассеивающей способности и кислой реакции. Последнее обстоятель-
ство весьма существенно, так как остатки электролита в участках
деталей, недоступных для промывки (например во внутренних поло-
стях сварных деталей, под накладками на сварных узлах и т. п.),
вызывают сильную коррозию стали. Номенклатура деталей, подле-
жащих покрытию цинком в кислых или щелочных ваннах, должна
быть строго установлена по указаниям, приведенным в гл. XIV.
Технологический процесс цинкования складывается из трех ос-
новных операций:
а) подготовки поверхности,
б) цинкования,
в) последующей обработки.
Подготовка поверхности деталей перед цинкованием
Физико-химическое состояние и степень чистоты поверхности ме-
таллических изделий перед покрытием являются основными факто-
рами, определяющими качество цинкового покрытия. Изделие должно
137
быть очищено от окислов, жиров и других загрязнений. При плойой
очистке поверхности осадки цинка получаются рыхлыми и пористыми,
а иногда и вовсе не осаживаются на металле или плохо сцепляются
с основным металлом.
Тщательное соблюдение всех операций подготовки поверхности
является одним из основных условий получения качественных покры-
тий. Выбор схемы подготовки поверхности исключительно зависит
от характера и состояния покрываемых деталей.
Детали, подвергающиеся цинкованию, в авиационной промышлен-
ности можно разбить на три основные группы:
1) сварные узлы;
2) детали, прошедшие механическую обработку резанием;
3) детали, не прошедшие какой-либо специальной механической
обработки поверхности.
Подготовка поверхности сварных узлов.
Сварные узлы, как правило, поступают в цех покрытий с поверх-
ностью, обдутой песком. Чистота поверхности их зависит от общего
технологического процесса обработки, принятого на заводе. В редких
случаях узлы поступают в цех со свежеобдутой поверхностью. Боль-
шей частью время от обдувки песком до начала покрытия бывает
значительным, и поэтому детали загрязнены в той или иной степени.
Поступившие в цех детали просматриваются и классифицируются
по состоянию их поверхности. Детали, имеющие на своей поверхности
значительную ржавчину или следы окалины, направляются на по-
вторную обдувку песком или на механическую зачистку. Приме-
нение для очистки травления недопустимо, так как кислота попадает
в закрытые или труднодоступные для промывки полости и вызывает
значительную коррозию. Кроме того, сварной шов сам адсорбирует
заметные количества кислоты и корродирует.
Детали с чистой поверхностью или следами ржавчины, которые
возможно удалить при декапировании, проходят подготовку поверх-
ности по схеме:
1. Обдувка воздухом или промывка водой.
2. Монтаж на завески.
3. Обезжиривание.
4. Промывка в теплой воде.
5. Промывка в холодной воде.
6. Декапирование.
7. Промывка в холодной воде.
8. Нейтрализация в растворе соды.
9. Промывка в холодной воде.
10. Цинкование.
Обдувка воздухом или промывка водой производится для удале-
ния остатков песка в пыли.
Детали монтируются на специальные завески [151] или навязыва-
ются на проволоку. Контактные поверхности завесок должны быть
тщательно очищены. Монтаж деталей нужно производить так, чтобы
избежать образования газовых мешков и обеспечить наиболее равно-
мерное покрытие.
138
Обезжиривание рекомендуется
путем в одном из растворов:
производить
электролитическим
a) NaOH . 30—50 г
Na2COs........ 50—75 »
жидкого стекла 3— 5 »
воды ............. 1л
6) Na3PO4 30 г
Na;CO3 30
NaOH............ 10 »
жидкого стекла 3 »
воды ,1л
Обезжиривание производится при температуре 60—80° С, при
плотности тока 5—10 а/дм2 и продолжительности обезжиривания до
5 мин. Детали завешиваются в ванну на катод, а в конце процесса
переключаются на 0,5—1 мин. на анод. Переключение частично устра-
няет наводороживание деталей и снимает с них легкий налет, который
иногда образуется при обезжиривании на катоде. Поверхность ванны
освобождается от жира путем устройства специальных карманов или
периодической очисткой жира специальными черпаками. Качество
обезжиривания деталей проверяется смачиванием водой.
После обезжиривания детали промываются в теплой (50—60° С)
и в холодной проточной воде. Декапирование производится в слабых
растворах серной или соляной кислоты (см. гл. X).
Для нейтрализации остатков кислоты применяется 3%-ный раствор
соды; детали погружаются в него на время до одной минуты, затем
промываются в холодной воде и поступают на цинкование. Если
подготовленные детали не могут быть немедленно загружены в
цинковую ванну, то они хранятся в 3%-ном растворе соды и перед
загрузкой в цинковую ванну должны пройти вновь все операции
очистки, начиная с декапирования.
Детали, прошедшие механическую обра-
ботку. Детали после механической обработки в основном прохо-
дят подготовку поверхности аналогично сварным узлам. Но после
обработки резанием они часто бывают покрыты заметным масляным
слоем. Поэтому операциям электролитического обезжиривания пред-
шествуют специальные операции обезжиривания в моечных машинах
(см. гл. IX) или в органических растворителях— бензине, смывке или
трихлорэтилене. Из-за ядовитых свойств трихлорэтилена он приме-
няется при обязательном наличии специальных установок закрытого
типа [123]. Можно применять для очистки деталей и двойное электро-
литическое обезжиривание в двух последовательных ваннах.
Если детали покрыты слоем ржавчины или на них имеются следы
окалины, т'о операция декапирования заменяется травлением, но
операция нейтрализации в 3%-ном растворе соды производится
только для деталей очень сложной конфигурации.
Детали, механически не обработанные. Под-
готовка поверхности деталей, не прошедших какой-либо специаль-
ной механической обработки, незначительно отличается от подготовки
поверхности деталей второй группы. Но для очистки их, как правило,
применяется травление, а если детали допускают обдувку песком, то
ее целесообразно применить.
139
Матовое цинкование
Кислое цинкование. Рецептура растворов для кислого
цинкования многочисленна и разнообразна. Но все они состоят из
соли цинка (большей частью сернокислого цинка), проводящей соли
и буфера для поддерживания необходимого pH.
Рекомендуется следующий раствор для цинкования:
ZnSO„ 7Н2О ................... 215—300 г
Na8SO4 • ЮНоО ............... 50—150 »
Н3ВО3 ..."...................... 25— 30 »
декстрина или глюкозы ....... 10— 12 »
воды............................. 1л
при температуре раствора 18—25° С, плотности тока 2—5 а/дм2,
pH ванны должно быть в пределах 4,5—5,0. Желательно применять
перемешивание и фильтрацию раствора, так как без них плотность
тока не может быть выше 3 а/дм2.
Расчет времени покрытия в зависимости от необходимой толщины
слоя производится по простой формуле, полученной на основании
обычных методов расчета:
12)
а b ' '
где х — необходимое время покрытия в мин.;
с — заданная толщина слоя в р.;
а — плотность тока в а/дм2-,
/’ — коэфициент выхода по току.
Пример. Дано: с = 10 р, а = 2 а/дм2, выход по току равен
100%. Тогда
3,5 ю _
х = —= 17,5 мин.
При кислом цинковании применяются аноды, катаные из электро-
литического цинка. Применение литых анодов нежелательно, так как
они более интенсивно растворяются и обычно анодный выход по току
бывает больше 100%. Анодная поверхность по площади должна быть
больше катодной. Когда ванна не работает, аноды должны быть
извлечены из ванны. Для устранения загрязнения ванны шламмом,
образующимся на аноде, последний помещается в матерчатом чехле.
Испытания, проведенные в ВИАМ, показали, что оцинкованные детали
с анодами, содержащими ртуть, при контакте с алюминиевыми дета-
лями вызывают сильную коррозию последних. Коррозия происходит
от ртути, находящейся в цинковом покрытии.
Влияние различных факторов на качество
цинкования в кислых ваннах. Исходные соли должны
быть достаточно чистыми и не должны содержать солей тяжелых ме-
таллов, особенно меди, олова, мышьяка, железа и др. Они должны
соответствовать стандарту, разработанному Металлохимзащитой [153].
Наличие примесей в ванне приводит к образованию рыхлого губча-
того осадка. Исправить такую ванну можно проработкой ее при низ-
ком напряжении с предварительным подкислением.
140
Рыхлые и губчатые осадки получаются и при снижении pH ниже
указанных пределов. Повышение pH сверх 5, также приводит к этому
результату. Позтому необходимо строгое соблюдение указанных пре-
делов pH. Повышенная плотность тока при указанных выше темпера-
турах и пределах pH приводит к образованию пузырей, наростов по
краям деталей и к губчатому покрытию. При низких плотностях тока
осадок получается крупнокристаллическим.
Цианистые ванны. Рецептура цианистых ванн также
многообразна. Но основными компонентами ванны являются цинко-
вый цианистый комплекс, цинкатщелочь, свободный цианид и неко-
торые специальные добавки. Рекомендуется следующий раствор:
ZnO...................... 45 г
NaCN..................... 75 »
NaOH..................... 30—40 г
глицерина................ 3— 5 г
воды.................... 1л
Температура ванны 20—35° С и плотность тока 1—2 а/дм2. Время
покрытия берется в зависимости от заданной толщины слоя и рассчи-
тывается по формуле (12). Выход по току при нормальном составе
ванны колеблется в пределах 80—90%.
Аноды применяются литые и катаные, но аноды со ртутью не ре-
комендуются .
Цианистые ванны обладают меньшей стабильностью, чем кислые,
и требуют более частого контроля и корректировки основных компо-
нентов. Особенно это относится к содержанию цианида и цинка.
При уменьшении содержания цианида рассеивающая способность
ванны падает и осадки получаются более грубой структуры. Одно-
временно происходит усиленное пассивирование анодов, увеличиваю-
щее напряжение на шинах ванны. Увеличение же содержания цианида
сильно понижает выход по току, покрытия становятся хрупкими и
на них появляются пузыри.
Необходимо строго соблюдать пределы плотности тока. Повыше-
ние плотности тока дает такой же эффект, как увеличение со-
держания цианида. Повышение температуры благоприятно сказы-
вается на качестве осадка. Однако выше 35° С температуру не реко-
мендуется доводить, так как резко возрастает количество вредных
выделений из ванны и состав ванны быстрее нарушается. При этом
особенно быстро возрастает содержание карбонатов, количество ко-
торых в ванне, превышающее 60 г/л, уже вредно сказывается на
работе ее. Избыток карбонатов удаляется из ванны охлаждением се
до 5° С.
Исходные соли должны соответствовать стандартам Металлохим-
защиты [153J. Особое внимание уделяется цианистому натрию, чистота
которого должна быть не ниже 70%.
Блестящее цинкование
За последние 4—5 лет в литературе появилось много указаний
на разработку и применение методов блестящего цинкования. Эти
покрытия характеризуются как более коррозионностойкие, чем ма-
141
товые цинковые покрытия, и имеющие высокие декоративные качества,
не уступающие качествам кадмиевых покрытий; они рекомендовались
вместо последних.
В Советском Союзе также разработаны рецепты ванн для блестя-
щего кислого и цианистого цинкования. Цианистые ванны в настоя-
щее время получили большое распространение в авиационной про-
мышленности. Ниже приводятся рекомендуемые составы ванн для
блестящего цинкования.
Кислая ванна (Цнилметаллохимзащиты) [154] следующего состава:
ZnSO4-7H2O3 .......................... 215—530 г
Na2SO4- ЮН2О ........ 50—150 г
A12(SO4)3-18H2O3 ..................... 30 г
2,6 натриевая соль сульфонафталиновой
кислоты .............................. 3—5 г
воды.................................. 1л
Температура раствора 18—25° С, плотность тока 3—10 а/дмг и pH
3,8—4,5. Выход по току близок к 100%.
Обязательно перемешивание механическое или сжатым воздухом.
Блескодаватель — 2,6-натриевая соль сульфонафталиновой кислоты—
является побочным продуктом некоторых химических производств,
и, в частности, Дорогомиловского химзавода в Москве. Эта соль может
быть приготовлена обработкой нафталина 100%-ной серной кислотой.
На одну весовую часть измельченного в тонкий порошок нафталина
берутся три весовых части моногидрата серной кислоты. Кислота пред-
варительно нагревается до 00—65° С и к ней при этой температуре
постепенно (в течение 15—20 мин.) добавляют нафталин при непре-
рывном помешивании. Эта смесь нагревается до температуры 160—
165° С и выдерживается в течение 10 час. при непрерывном помеши-
вании. Данный продукт предварительно растворяется в другом со-
суде, если необходимо, фильтруется и, наконец, вводится в ванну для
цинкования из расчета 1—2 г/л.
Электролит блестящего цинкования требует предварительной «про-
работки» при плотности тока 2—3 а/дм2 из расчета затраты 10—
20 а-ч на 1 л раствора.
В остальном ванна в своем поведении ничем не отличается от
обычных кислых ванн. Периодически необходимо повторять добавки
блескодавателя.
Цианистая ванна (ВИАМ БЦ2) [155] следующего состава:
ZnO...................... 42—45 г
NaCN 78—85 »
NaOH........ 70—85 »
Na2S или K2S . 0,5— 5 »
глицерина.............. 3— 5 »
воды................. . 1л
Температура электролита 16—25° С, плотность тока 3—8 а!дм2. Вы-
ход по току колеблется в пределах 80—90%.
Применяемые соли должны удовлетворять стандарту [153]. Можно
применять как натриевые, так и калиевые соли. Если ванна пере-
стает давать блеск, необходимо добавить блескодаватель — серни-
142
стый натрий или калий — в указанных выше количествах. В своем
поведении ванна не отличается от цианистой ванны для матового
цинкования.
Не допускаются перемешивание и повышение температуры сверх
25° С, так как от этого падает степень блеска. В механизированных
установках движение деталей не отражается на степени блеска, так
как допустимая скорость движения в несколько раз выше, чем макси-
мальная скорость, применяемая в автоматах. По данным ВИАМ [128],
при движении деталей со скоростью 5 м/мин блеск полностью сохра-
няется. Для барабанов эта цифра выражается 12 об/мин.
Аноды применяются те же, что и в обычной цианистой ванне.
Аноды в ванне, когда последняя не работает, оставлять нельзя во из-
бежание излишнего растворения их. Внешним признаком нормаль-
ной работы ванны является образование на цинковом покрытии тон-
кой желтоватой пленки. При изготовлении электролита цианистый
натрий и едкий натр растворяют в разных сосудах, используя при
этом минимальные количества воды. Окись цинка также разводят
в небольшом количестве воды, доводят до кашеобразного состояния,
прогревают до 40—50° С и постепенно при помешивании вводят в рас-
твор цианистого натрия. После растворения основной массы окиси
цинка добавляют едкий натр и, если необходимо, раствор филь-
труют. Наконец, в него вводят глицерин и сернистый натрий и доли-
вают ванну водой до необходимого расчетного объема.
Операции после цинковцния
Обработка деталей после матового цинко-
ван и я. После цинкования детали тщательно промываются в хо-
лодной проточной и затем в горячей воде. Сушка производится в су-
шильных шкафах при температуре 120° С в течение 5—30 мин.; при
этом обеспечивается полная просушка деталей и удаление опасных
для механических качеств деталей количеств поглощенного в про-
цессе покрытия водорода.
Сварные узлы и глубоко профилированные детали 2-й и 3-й групп,
прошедшие покрытие в цианистых ваннах, промываются в холодной
воде и погружаются на полминуты в 5%-ный раствор СгО3 с содер-
жанием SO4 не более 0,1%. Эта операция полностью нейтрализует
остатки щелочного электролита, действующего растворяюще на цин-
ковое покрытие. Она пассивирует цинковое покрытие, увеличивая
его коррозионную стойкость. Во внутренних полостях деталей об-
разуются хроматы и остаются там вследствие невозможности удалить
их промывкой. Они являются также хорошими пассиваторами стали.
После нейтрализации остатков электролита следует холодная и
горячая промывки. После горячей промывки детали целесообразно
обдуть воздухом для ускорения последующей сушки, так как есте-
ственное удаление влаги из закрытых полостей довольно затрудни-
тельно. Время сушки для тонкостенных деталей (менее 1 мм) реко-
мендуется удлинять до 1—Р/3 час. для максимального устранения
водородной хрупкости.
14.3
Обработка деталей после блестящего цин-
кования. После кислого цинкования детали промываются в хо-
лодной проточной воде и дополнительно осветляются и пассивируются
в растворе состава:
СгОа...................50 г
H.,S04 ............ 4 »
ВОДЫ . - .......... 1л
при комнатной температуре и времени обработки 4—10 сек. Далее
следуют промывка в холодной и горячей воде и сушка.
После цинкования в ванне ВИАМ БЦ2 детали промываются в
холодной воде и осветляются в растворе:
HNO3 (по объему).......... 1—3%
вода......................остальное
при комнатной температуре и времени осветления 2—5 сек. Далее
производится промывка в холодной воде, обработка в 5%-ном растворе
хромового ангидрида без серной кислоты (см. стр. 143), промывка
- в холодной и горячей воде и сушка-
Методы контроля и корректировки ванн.
Кислые ванны систематически проверяются на ZnSO4 и на величину
pH. Корректировка производится введением солей. Если pH велико,
то добавляется борная или серная кислота. При pH ниже допустимой
величины раствор нейтрализуют аммиаком или едкой щелочью. Циа-
нистые ванны систематически проверяются на содержание суммар-
ного количества CN, общую щелочность и содержание Zn. Периоди-
чески нужно определять и количество карбонатов в ванне. Корректи-
ровка производится добавкой нужных солей, а избыток карбонатов
удаляется охлаждением ванны до 5° С с последующей фильтрацией
и доведением ее до нормального состава (методику анализа см. [147,
148, 150, 156J). Допускаются колебания в составе ванны на
15—20% от исходных количеств.
Ванна обезжиривания проверяется на содержание общей щелоч-
ности, титрованием 1/V раствора NaOH при индикаторе фенолфтале-
ине. Общая щелочность должна быть в пределах 40—80 г/л в пере-
расчете на NaOH.
О проверке ванн декапирования и травления см. в гл. X.
Контроль качества покрытий
Контроль качества покрытий производится согласно стандартам
НКАП СЙ55. Контроль состоит из:
а) внешнего осмотра деталей;
б) определения пористости покрытия;
в) определения толщины слоя покрытия;
г) проверки равномерности покрытия;
д) проверки сцепления слоя цинка с основным металлом,
144
Пористость покрытия определяется раствором состава:
а) хлорной ртути.................. . зо г
соляной кислоты (уд. в. 1,19) .. . 30 см3
агар-агара........................ 3—10 г
воды....................... . ,1л
б) красной кровяной соли............20 г
воды ... ... . 1л
Реактивы «а» и «б» изготовляют отдельно. Перед испытанием их в
равных количествах смешивают и наносят на испытуемую поверхность.
В местах пор появляется посинение. Для этой же цели можно поль-
зоваться фильтровальной бумагой, смоченной в указанном растворе.
Бумагу для контроля прикладывают к поверхности испытуемой
детали.
Толщина покрытия определяется капельным методом с приме-
нением раствора состава:
nh4no3 .... .......................юо г
HNOS (уд. в. 1,42) . . . . 55 см3
воды ... ........ . 1л
Раствор из бюретки капают на испытуемую деталь со скоростью
80—100 капель в минуту до тех пор, пока не станет видимым основной
металл. Испытание производится при 18° С. Толщину слоя опреде-
ляют по формуле [157]:
у = 0,142х, (13)
где у — толщина слоя в р.;
х — число капель.
Применяется также и магнитный метод контроля толщины слоя
[158].
Равномерность покрытия определяется реактивом Приса (ней-
тральный 20%-ный раствор медного купороса уд. в. 1,186).
Сцепление, как правило, определяется методом загиба, причем
покрытие не должно отслаиваться до излома основного металла. Кроме
того, следует периодически производить коррозионные испытания во
влажной камере с морской и пресной водой. Недоброкачественные по-
крытия снимаются в 5%-ном растворе серной кислоты, и детали вновь
проходят весь цикл обработок.
Необходимо уделить самое серьезное внимание охране труда
и особенно вентиляционным устройствам. Ванны с цианистыми
растворами должны быть снабжены мощной вентиляцией. Электро-
литы нужно приготовлять под вытяжкой. Рабочие должны работать
в резиновой спецодежде. По окончании работы все цианистые ванны
должны быть закрыты 'на замок. Весь рабочий персонал должен
находиться под систематическим медицинским наблюдением.
оррозия металлов в авиации—218—10
145
2. Кадмирование
Кадмий, как и цинк, является анодным покрытием для стали и
получил широкое распространение. Обладая лучшими декоратив-
ными качествами, чем цинк, он использовался чаще последнего. Но
после разработки методов блестящего цинкования, в ряде случаев
превосходящего кадмиевое покрытие при значительно большей стои-
мости и острой дефицитности кадмия, области применения кадмия
все больше и больше сокращаются. Единственным распространенным
методом нанесения кадмиевых покрытий является электролитический
метод из кислых и цианистых растворов. Преимущества и недостатки
этих электролитов те же, что и у цинковых электролитов. Номенкла-
тура деталей, подвергаемых покрытию из кислых или цианистых элек-
тролитов, устанавливается так же, как и при цинковании. Вся опи-
санная выше схема подготовки поверхности для цинкования пред-
шествует и процессу кадмирования.
Состав ванны и режим работы
Рекомендуется следующий кислый электролит для кадмирования:
сернокислого кадмия............... 150 г
сернокислого магния........... 40 г
борной кислоты...................... 15 г
столярного клея .... . 1—2 г
воды............................... 1л
Температура раствора 18—25° С, плотность тока 1—3 ajdM2, pH ванны
должно быть в пределах 3—4.
Время покрытия рассчитывается по формуле:
2,46 • с
х = ——г- ,
а Ь
где обозначения соответствуют обозначениям формулы (12).
Кадмиевая ванна в своем поведении мало отличается от цинковой
кислой ванны. Поэтому все указания, приведенные для цинковых
ванн в части примесей (вредными примесями являются серебро, сви-
нец, олово, мышьяк и сурьма) и соблюдения режима покрытия, рас-
пространяются и на кадмиевые ванны. Но кислые кадмиевые ванны
больше склонны к образованию крупнокристаллических осадков, и
поэтому без добавок коллоидов невозможно получить удовлетвори-
тельные покрытия. Вообще же кислые кадмиевые ванны не получили
большого распространения.
Из цианистых электролитов рекомендуется состав:
окиси кадмия.................... 45 г
цианистого натрия............... 120 »
сернокислого натрия .... . . 50 »
сернокислого никеля ............ 1 »
декстрина......... 10 »
воды............. I л
Температура электролита должна быть в пределах 18—25° С,
плотность тока 1—2 а!дм2. Выход по току приблизительно равен 90%.
143
Ванна обладает высокой рассеивающей способностью, осадки полу-
чаются светлые и мелкокристаллические.
При приведенной выше концентрации кадмия рекомендуется со-
держание свободного цианида поддерживать в пределах 50—70 г[л
для обеспечения нормальной работы ванны.
Если ванна изготовляется из цианистого кадмия, то в нее вводят
20__30 г/л щелочи. Не допускается значительное понижение концен-
трации кадмия, так как ванна становится менее стабильной. Для
получения более стабильного состояния ванны площадь анодной
поверхности должна быть несколько больше катодной.
Карбонаты в небольших количествах не оказывают заметного
влияния на работу ванны. Однако следует избегать значительных
накоплений их в ванне. Работать при повышенных температурах
в кадмиевых ваннах нежелательно по тем же соображениям, что и
в цинковых ваннах. Декстрин вводится в ванну только после пред-
варительной проверки его пригодности в малых объемах электролита,
так как органические примеси иногда оказывают вредное влияние на
качество покрытия, вызывают хрупкость и пузыристость осадка.
Кислые ванны систематически проверяются на Cd, SO4 и pH.
Корректировка ведется нужными добавками. Цианистые ванны про-
веряются на кадмий, свободный цианид, суммарное содержание циа-
нида, карбонаты и щелочь (последние три компонента определяются
реже).
После кадмирования детали тщательно промываются в холодной
проточной воде и подвергаются осветлению в растворе:
СгОа................... 150 г
H2SO4............. 1,5—2,5 г
ВОДЫ..................... 1л
при комнатной температуре погружением в него на 3—10 сек»
Обработка дополнительно пассивирует покрытие. Не допускается
крацовка кадмиевых покрытий. После осветления детали промываются
в холодной и горячей воде, и дальнейшие операции аналогичны опе-
рациям при цинковании.
Контроль качества покрытия аналогичен контролю цинкового по-
крытия. Лишь раствор для капельного определения толщины кадмие-
вого покрытия берется иной:
NH4NOs .................... 1Ю г
НС1 (уд. в. 1,19) ю см*
воды ....................... 1л
Толщина слоя определяется по формуле:
х = 0,2/с, (15)
где х — толщина слоя в р;
к — количество капель раствора, пошедшего на снятие слоя кад-
мия.
Температура испытания 18° С.
147
Снятие недоброкачественных покрытий кадмия производится
в растворе:
NH4NO3 ............. 100—150 г
воды ............... 1л
при комнатной температуре. Время берется в зависимости от тол-
щины слоя.
3. Омеднение
Самостоятельное покрытие Си для защиты от коррозии не приме-
няется. Как правило, медь является подслоем для нанесения Ni и
Сг. Для омеднения применяются кислые и цианистые электролиты.
Кислые ванны обладают рядом преимуществ перед цианистыми,
но из-за их низкой рассеивающей способности и более грубой струк-
туры образующихся осадков они нс получили в авиационной про-
мышленности большого применения.
Железные и стальные детали не могут быть покрыты непосред-
ственно из кислой ванны, так как в процессе покрытия идет довольно
интенсивная коррозия стали и покрытие получается неудовлетвори-
тельного качества.
Для покрытия стали применяются цианистые ванны. Часто при-
меняют комбинированный метод покрытия — сначала в цианистой
и затем в кислой ванне. Последний метод хорош для получения тол-
стых слоев меди и для деталей несложной конфигурации. Иногда для
полного устранения цианистых ванн применяют предварительное
покрытие стали никелем, на которой осаждают медь из кислой ванны.
Цианистые ванны при прекрасной рассеивающей способности дают
осадки исключительно высокого качества, но они нестабильны и
вредны для здоровья работающих. При соблюдении необходимых
условий вредность производства можно свести до минимума.
Подготовка поверхности перед омеднением аналогична описанной
’выше для цинкования. При омеднении деталей после шлифовки и
полировки необходимо тщательно удалить с поверхности деталей
остатки полировочных паст.
Состав и режим работы ванн
Цианистые ванны. Основными компонентами цианистой
ванны являются цианистый медный комплекс и свободный цианид.
В ванну вводят сульфит или гипосульфит, которые стабилизуют
ванну и уменьшают потери цианида за счет процессов восстановления
двухвалентной меди в одновалентную. В процессе работы ванны в ней
происходит накопление карбонатов и сульфатов.
Рекомендуются такие соотношения компонентов в ванне:
Си (считая на металлическую) . 15—20 г
свободного цианида............. 10—20 »>
сульфита натрия............ 4— 7 л
воды......................... 1д
В качестве исходных солей используют цианистую медь CuCN и
цианистый натрий или калий. При отсутствии цианистой меди можно
148
применять основную углекислую медь СиСО3 • Си(ОН)а, растворяя
ее в цианистом натрии. Рекомендуется применять для приготовления
ванны соль Шевреля [147, 150].
Хорошие результаты дают следующие составы ванны:
Первый состав CuCN............ ... 30 г
NaCN ................. 45 »
Na2CO3 . 10 »
Na2SOs................. 4 »
воды................... 1 л
Температура ванны 18—25° С, плотность тока 0,5—1 а/дм2.
Второй состав CuCN................... 90 г
NaCN ................. 100 »
Na2CO3..................50 »
воды.................... 1 л
Температура ванны 25—30° С, плотность тока 1 —2 а/дм2. Время покры-
тия зависит от заданной толщины слоя и рассчитывается по формуле:
2,4 - с .. с.
х = 1Гь ’ (16)
где обозначения соответствуют обозначениям формулы (157). Выход
по току в медных цианистых ваннах при нормальных условиях работы
равен 70—80%.
Соли, применяемые для приготовления ванн, должны быть проана-
лизированы для установления концентрации основных компонентов
и для правильного расчета необходимого количества солей.
Аноды делаются из электролитической меди. Поверхность анодов
должна быть больше катодной на 1/3, но это соотношение меняется
в ту или иную сторону в зависимости от состояния ванны.
Режим работы медных ванн зависит от их состава и соотношения
компонентов. Как правило, температуру ванн нельзя повышать сверх
30° С из-за нестабильности растворов. Плотность тока является функ-
цией концентрации меди и свободного цианида. Чем выше концентра-
ция меди и ниже содержание свободного цианида (но не меньше 5 г/л),
тем более высокую плотность тока можно применить без ухудшения
качества осадка. При низкой концентрации меди и высокой концен-
трации свободного цианида применяют меньшую плотность тока.
Например, в ванне второго состава при содержании свободного
цианида 15 г/л должна применяться плотность тока 1 а/дм2, а при
содержании 8 г/л — плотность тока 2 а/дм2.
Медные цианистые ванны требуют систематического контроля и
корректировки для правильного применения требуемого режима ра-
боты ванны. Ежедневно необходимо определять содержание свобод-
ного цианида и два раза в шестидневку содержание меди. Периоди-
чески определяется и содержание карбонатов.
Состояние ванны достаточно хорошо характеризуется внешними
признаками. При недостатке свободного цианида аноды покрываются
зеленой пленкой, при избытке его наблюдается бурное выделение во-
дорода и явно замедленное осаждение меди; в некоторых случаях
медь вовсе не осаждается. Аноды при этом становятся блестящими,
149
катодный осадок становится матовым и порошкообразным, иногда
на покрытии появляются вздутия и пузыри. Такой же эффект на ка-
тодный осадок оказывает и повышенная плотность тока.
После омеднения детали тщательно промываются в холодной и
горячей воде и затем сушатся.
Кислые ванны. Рекомендуется следующий состав ванны:
CuSO4-5H2O .... 200 г
H2SO4 .... ....... 50 »
воды..................... 1л
Температура раствора 18—25° С, плотность тока 2—3 а/дм2.
Время покрытия рассчитывается по формуле:
4,8 • с
X = ——Г— ,
а - Ъ ’
где обозначения соответствуют обозначениям формулы (12).
Выход по току близок к 100%.
При перемешивании и повышении температуры плотность тока
может быть значительно повышена.
Аноды для уменьшения шламмообразования применяются из ка-
таной электролитической меди. Раствор периодически фильтруют,
так как механические примеси, попадая в катодный осадок, ухудшают
его качество.
Важным фактором является содержание серной кислоты. Не-
хватка HZSO4 делает осадки более грубыми по структуре, уменьшает
рассеивающую способность и электропроводность раствора. Избыток
кислоты и низкая концентрация меди делают осадок хрупким из-за
включений в осадок водорода. Вредными примесями в ванне являются
мышьяк и сурьма.
Контроль качества медных покрытий осуществляется внешним
осмотром, определением пористости и степени сцепления.
Пористость определяется реактивом Уокера, содержащим:
K3Fe(CN)6 . ..........10 г
NaCl...................10 »
воды . .............. 1л
Испытуемая деталь должна быть чистой и свободной от жировых
и других загрязнений. Раствор каплями или с помощью смоченной
фильтровальной бумажки наносится на испытуемую поверхность, и
в местах пор появляется посинение. Хорошее медное покрытие не
должно иметь пор.
Сцепление проверяется, как правило, на загиб. Можно рекомен-
довать для этой цели также и крацовку на металлических щетках.
При обоих методах покрытие не должно отслаиваться.
Снятие меди при недоброкачественных покрытиях производится
в растворе:
хромового ангидрида ............................ 250 г
серной кислоты (уд. в. 1,84) ... 20 сл3
воды............................. 1 л
150
при температуре раствора 18—30° С. Ванна перемешивается возду-
хом. Время снятия меди зависит от толщины слоя меди, сталь в этом
растворе не разрушается.
4. Никелирование
Никель обладает достаточно высокой коррозионной стойкостью
и хорошим внешним видом и широко применяется для защиты от кор-
розии стальных и медных сплавов. Применение никелевых покрытий
для защиты от коррозии медных сплавов не встречает серьезных воз-
ражений. Для черных металлов никель во многих случаях оказывается
мало эффективным. При катодности никелевого покрытия на стали и
том обстоятельстве, что беспористые покрытия получаются только
в очень толстых слоях, никель на стали может применяться лишь
с подслоями меди (подробнее см. гл. XIV).
Часто для увеличения декоративных качеств никелевое покрытие
применяется как подслой под хром.
Методы подготовки поверхности перед никелированием в основ-
ном те же, что и описанные выше для цинкования.
Операции подготовки должны быть тщательно выполнены, так
как процесс никелирования чрезвычайно чувствителен к малейшим
загрязнениям поверхности деталей. При никелировании большую
роль играет механическая подготовка поверхности (шлифовка и поли-
ровка), и конечные декоративные качества никелевых покрытий во
многом зависят от качества ее.
Омедненные детали, не подвергающиеся полировке, нужно нике-
лировать немедленно после омеднения. Целесообразно при этом при-
менять легкое декапирование в 5%-ном растворе цианистого калия
или натрия. Если же эти детали полируются, то весь цикл подготовки
поверхности повторяется. При этом особое внимание обращается на
удаление остатков полировочных материалов промывкой деталей вен-
ской известью с помощью волосяных щеток.
Для подготовки поверхности деталей из медных сплавов остается
та же схема. Ее дополняют применением растворов для глянцевого
травления. Рецептуры его весьма многочисленны [147, 150, 156].
Рекомендуется применять следующий раствор, дающий очень хорошие
результаты:
H2SO4 -8 л.
hnos — 4 »
воды — 1 »
Температура раствора комнатная; время обработки — до 20 сек.
Травлению предшествуют операции обезжиривания и обычного трав-
ления для удаления основной массы окислов (особенно после терми-
ческой обработки). После глянцевого травления детали тщательно
промываются в холодной и горячей воде.
Состав и режим работы
Никелирование производится исключительно из кислых ванн.
Основным компонентом в большинстве рецептов является сернокислый
151
(18)
никель. В растворе присутствуют проводящие соли и компонент!.!
для его буферирования (наибольшее распространение получила бор-
ная кислота).
Рекомендуется состав электролита для никелирования:
NiSO4-7H„O .......... 140—200 г
Na„SO4 ЮН„О .. 80—160 »
КС1......." ...... 20 г
НаВОэ ... 20 »
воды ................. 1л
Температура электролита 30—40° С, плотность тока 1,5—2,5 а/дм2
и pH = 5,3. Можно работать и при температурах 20—30° С, но при
этом нужно снизить плотность тока до 0,5—1,5 а/дм2. Ниже 20° С
температуру не снижают, так как осадки получаются хрупкими и
склонными к отслаиванию.
Время покрытия рассчитывается по формуле:
4,0 • с
где обозначения соответствуют обозначениям формулы (12).
Аноды делаются из электролитического никеля. Хлориды вводятся
в ванну для активирования анодов.
Чрезвычайно важным фактором является pH раствора. С увели-
чением pH (т. е. с уменьшением кислотности) уменьшают величину
плотности тока с тем, чтобы избежать хрупких, отслаивающихся осад-
ков и не увеличить возможности получения пятнистого (питтинг)
покрытия. Нельзя допускать повышения pH больше б, так как ка-
чество осадков резко ухудшается. При понижении pH раствора плот-
ность тока увеличивается. Однако не следует производить работу
в рекомендуемой ванне при pH ниже 5—4,8, так как это вызывает
необходимость в значительном изменении режима покрытия. Суще-
ствует большое количество рецептов с низкими pH, работающих
при высоких плотностях тока и температурах, перемешивании и т. п.
Но эти ванны менее устойчивы в работе, требуют более тщательного
и квалифицированного обслуживания.
Хрупкость и отслаивание покрытий большей частью являются ре-
зультатом несоблюдения нужных соотношений между температурой,
плотностью тока и величиной pH и плохой подготовки поверхности.
При никелировании деталей нельзя делать перерывов, так как это
также способствует отслаиванию покрытия. ,
Другим характерным дефектом никелирования является пятни-
стость покрытия (питтинг). Кроме указанных выше причин, образо-
ванию питтинга способствуют механические загрязнения ванны. По-
этому ванну следует периодически фильтровать. Для устранения пит-
тинга применяют также качающиеся катоды или в ванну вводя'1'
4—6 см3 3%-ной перекиси водорода (НаО.,) на 1 л раствора. Такая
добавка эффективна лишь на сутки, после чего ее необходимо возобно-
вить.
Вредными примесями в ванне являются Fe, Zn и Си. Железо от-
рицательно влияет на внешний вид осадка и делает его хрупким.
152
цинк и медь резко ухудшают внешний вид покрытия (появляются тем-
ные полосы). Медь довольно легко обнаруживается по покраснению
анодов, находящихся в неработающей ванне. Удалить ее можно кон-
тактным осаждением на никелевых пластинах или лучше всего элек-
тролизом при очень низком напряжении.
Удаление цинка более затруднительно. Для этого необходимо
довести pH электролита до 6,3, при этом цинк выпадет в виде осадка.
Раствор фильтруют и доводят до нормального состояния, и только
тогда продолжают работу. Но этот метод не всегда достаточно эффек-
тивен и его рекомендуется предварительно проверить на неболь-
шом объеме раствора. Все химикалии для никелирования нужно
тщательно анализировать по стандарту.
Качество никелевых покрытий проверяют внешним осмотром,
испытанием на пористость, сцепление и толщину слоя.
Для определения толщины слоя на испытуемую обезжиренную
деталь наносят каплю раствора состава:
HNO3 (уд. в. 1,42)...... 80 см3
H2SO4 (уд. в. 1,80)..... 20 »
воды.....................40 »
Через минуту каплю удаляют. Если основной металл не оголился,
то повторно наносят каплю раствора и продолжают это делать до
оголения. За каждую минуту при 18° С растворяется 0,00164 мм,
при 22° С — 0,00194 мм слоя никеля. Температурные условия испы-
тания должны быть строго выдержаны [157].
Пористость проверяют реактивом Уокера. Если никель покрыт
по меди, то вместе с синими точками, указывающими на сквозные поры,
появляются и коричневые точки, указывающие не на сквозные, а
достигающие только до меди поры. Последняя реакция недостаточно
чувствительна.
Снятие недоброкачественных покрытий никеля более или менее
удовлетворительно производят в растворах:
1) H2SO4 (уд. в. 1,84) .... 8 л
глицерина..............60 г
воды................. 1л
Детали подвешиваются на анод при напряжении в 6 в. Катодом
служит корпус ванны, выложенный свинцом. Температура раствора
комнатная.
2) H2SO4 ........... 4 части
воды ............. 1 часть
Катоды свинцовые. Детали завешивают на анод при напряжении
6 в. Добавление в раствор 20—30 г/л CuSO4 понижает действие рас-
твора на основной металл.
5. Хромирование
Хром обладает лучшими, чем у никеля, декоративными качествами,
повышенной стойкостью на истирание, твердостью и высокой кор-
розионной стойкостью. Он получил большое распространение.
153
Но являясь катодным покрытием и будучи при применяемых тол-
щинах всегда в значительной мере пористым, он как самостоятельное
покрытие для стали не применяется- Покрытию хромом предшествует
покрытие медью, и еше лучше медью и никелем (глава XIV).
Особое внимание при подготовке поверхности уделяют шлифовке
и полировке, так как декоративные качества хромового покрытия
зависят от состояния поверхности перед хромированием. Все де-
фекты поверхности при низкой рассеивающей способности и особен-
ностях кристаллизации хрома еще более рельефно вырисовываются
после хромирования- К тому же сам хром довольнотрудно полируется.
Состав и режим работы ванны
Хромовые ванны по своему составу очень просты. Приводимый
ниже рецепт ванны хромирования получил наибольшее распростра-
нение по целому ряду преимуществ:
а) наибольшему рабочему интервалу, т. е. наибольшему интервалу
плотности тока, при котором получаются блестящие покрытия;
б) сравнительно высокой рассеивающей способности;
в) относительно малым потерям электролита за счет уноса;
г) меньшей вредности для работников цеха.
Этот состав ванны следующий:
СгО3 .......... 250 г
H2SO4 ...... 1,25—2,5 г
воды..........1л
Режим работы может изменяться в широких пределах. Но во
всех случаях нужно строго соблюдать соотношение температуры
электролита и плотности тока для получения блестящих осадков.
Чем выше температура раствора, тем большую плотность тока приме-
няют.
Для декоративного хромирования наилучшими условиями яв-
ляются температура электролита 45 ± 2° С, плотность тока 10—
15 а[дм2. Более твердые осадки получаются при температуре 55 ± 2°
и плотности тока 30—35 а/дм2. Первый режим дает лучшие резуль-
таты при хромировании с подслоями меди или меди и никеля, так
как при этом уменьшается возможность отслаивания покрытий. Вы-
ход по току в хромовых ваннах очень низок и колеблется в зависи-
мости от условий от 6 до 20%.
Время покрытия рассчитывается по формуле:
12,0 • с] ,
а • ’
(19)
где обозначения те же, что и в формуле (12).
Исключительно важным является соблюдение соотношений между
€гО3 и SO' в пределах:
х СгО3 = 100 200
so; “ г • 1
154
Увеличение концентрации SO' в ванне понижает рассеивающую
способность ее, а уменьшение концентрации ниже соотношения 200: 1
дает осадки с темными полосами.
Пры введении сульфатов'в ванну необходимо учесть содержание
SO^ в исходном хромовом ангидриде. Нельзя применять хромовый
ангидрид с наличием азотной кислоты — чрезвычайно вредной при-
меси.
В ванне хромирования всегда присутствует трехвалентный хром.
Содержание его не следует допускать выше эквивалентного содержа-
нию серной кислоты, так как уже при этих концентрациях он сужи-
вает область получения блестящих покрытий. Уменьшать концентра-
цию трехвалентного хрома можно окислением его на аноде. Катод
лучше всего поместить в пористый (глиняный) сосуд.
В процессе работы в ванне накапливается железо. Влияние его
подобно влиянию трехвалентного хрома. Удаление железа из ванны
связано с большими трудностями, и поэтому следует предупреждать
большие скопления его.
В качестве анодов применяется свинец. Лучшие аноды делаются
из сплава свинца с сурьмой (6%).
Особое внимание нужно уделять завешивающим приспособлениям.
При хромировании применяются значительные силы тока, и поэтому
нужно обеспечить достаточно хороший контакт завесок с деталями и
катодной шиной. Сечения завесок выбирают в соответствии с величи-
ной тока. При очень низкой рассеивающей способности хромовых ванн
завески должны строго фиксировать детали в наивыгоднейшем по-
ложении по отношению к анодам. Неконтактирующиеся поверхности
изолируют «Королаком», гуммированием, эбонитовыми накладками
и т. п. Острия, грани и другие выступающие части деталей экранируют
проводниками. Форма анодов должна быть по возможности близкой
к форме покрываемых деталей. Расстояние между анодами и катодами
делают возможно большим для большей равномерности хромового
отложения. От соблюдения этих условий и правильного конструиро-
вания завесок зависит качество хромового покрытия.
Контроль качества покрытий во многом сходен с контролем ни-
келевых покрытий, но следует указать, что до сего времени еще не
найден достаточно удобный и удовлетворительный метод контроля
толщины хромового покрытия.
Снятие недоброкачественных покрытий хрома на железе и никеле
производится в 5—10%-ном растворе щелочи на аноде. С медных
сплавов хром снимается в 5%-ном растворе НС1. Недоброкачествен-
ные покрытия должны быть обязательно удалены, так как повторное
хромирование по хрому трудно осуществимо.
6. Цинкование алюминия и его сплавов
Получение электролитических, прочно сцепляющихся покрытий
на алюминии и его сплавах раньше было связано с некоторыми за-
труднениями, главным из которых являлось наличие оксидной пленки
на алюминии. В связи с этим большое внимание уделяют подготовке
155
поверхности алюминия перед нанесением гальванических покрытий.
Рекомендуются обдувка песком, травление в специальных травителях,
обработка в цинкатных растворах и т. п.
Разработанный ВИАМ метод покрытия алюминия является, по-
жалуй, наиболее простым и вместе с тем обеспечивающим исключи-
тельно высокие качества покрытия. Этот метод почти ничем не отли-
чается от метода блестящего цинкования стальных деталей в циани-
стой ванне БЦ-2 (см. гл. XII). Детали из алюминия или его сплавов
подвергаются нормальному процессу электролитического обезжири-
вания. После промывок детали декапируют в растворе состава:
НС1 (уд. в. 1,19)....... 20 см3
HF...................... 10 »
воды.............. ..... 1л
при комнатной температуре. Время декапирования — 30 сек.— 1 мин.
Деталь промывают в двух холодных водах и, наконец, цинкуют
в ванне БЦ-2. Цинкование можно производить в стационарных ван-
нах, в барабанах и колоколах. Данный метод освоен рядом заводов
и весьма успешно применяется для цинкования заклепок и крепеж-
ных деталей из алюминиевых сплавов. Коррозионные испытания по-
казали высокие защитные свойства блестящего цинкования для алю-
миниевых сплавов.
Осаждение других металлических покрытий (медь, никель, хром)
на алюминий не рекомендуется, так как они являются катодными
покрытиями для алюминия и вызывают при наличии пор и обнажен-
ных мест усиленную коррозию последнего. Процесс непосредствен-
ного осаждения их на алюминий сопряжен с очень большими труд-
ностями. В случае необходимости нанесения таких покрытий деталь
сначала оцинковывают, а затем по цинку покрывают медью и другими
металлами. Осаждение меди нужно вести из цианистой ванны.
Глава XIV
ВЫБОР ВИДОВ ЗАЩИТНЫХ ПОКРЫТИЙ В САМОЛЕТО-МОТОРО-
И ПРИБОРОСТРОЕНИИ
Авиационные конструкции работают в разнообразных коррозион-
ных условиях—от относительно чистой влажной атмосферы до атмо-
сферы, насыщенной различными индустриальными газами и солями,
особенно хлористыми, в условиях моря. В последнем случае имеет
место и непосредственное воздействие морской воды на ряд частей и
деталей самолета.
Такой широкий диапазон коррозионных условий, исключительно
большие и разнообразные механические воздействия, которые испы-
тывают самолетные конструкции, при минимальных сечениях деталей
конструкций, а также большая пестрота применяемых разнородных
материалов являются факторами, стимулирующими коррозионные
процессы. Все это заставляет к выбору защитных покрытий подхо-
дить с исключительной тщательностью. Вместе с этим следует учи-
тывать, что выбранные покрытия должны не только успешно защищать
156
от коррозии самые покрываемые детали, но наряду с этим и быть
достаточно эффективными в отношении устранения вредного влияния
контактов различных материалов.
1. Рекомендуемые основные виды защитных покрытий
На основании приведенных в главах III, IV, V, VI, VII харак-
теристик коррозионного поведения различных материалов и принци-
пов их защиты и большого эксплоатационного опыта основными за-
щитными покрытиями деталей самолетов, моторов и приборов счи-
таются следующие.
Алюминиевые сплавы подвергают анодному оксидированию с нане-
сением лакокрасочных покрытий.
Магниевые сплавы подвергают химическому оксидированию с по-
следующей окраской.
Детали из черных металлов покрывают блестящим цинкованием
и в особых случаях кадмируют. Как самостоятельные защитные покры-
тия для них применяют лаки и краски. Специальные нержавеющие
стали не нуждаются в дополнительной защите.
Медь и медные сплавы также не нуждаются в дополнительных
защитных покрытиях.
Эти покрытия принимаются как основные, но в ряде случаев
целесообразно применять и другие виды покрытий: хромирование,
никелирование, фосфатирование, воронение и азотирование.
2. Выбор видов защитных покрытий для различных деталей
и агрегатов
Детали из алюминиевых сплавов
Обшивочный материал, профили, нервюры, стрингеры и т. п. из
плакированных материалов подвергают анодной оксидировке в сер-
ной кислоте. На заводах, где имеются установки для анодирования
в хромовой кислоте, детали обрабатывают по ускоренному методу
в 9,5%-ном растворе хромовой кислоты (гл. XI). Не позднее 24 час.
после анодирования детали загрунтовывают цинкохромачным грунтом
АЛГ-1. Методы нанесения грунта подробно изложены в соответствую-
щих инструкциях.
Последующие слои лакокрасочных покрытий наносят в зависи-
мости от условий эксплоатации самолетов. Для сухопутных машин
их ограничивают для наружных и внутренних деталей одним слоем.
Наружные поверхности покрывают алюминиевой эмалью АЭ8, а
внутренние — светлосерой эмалью АЭ9 или А14. Иногда по техно-
логическим особенностям некоторые детали и наружную поверхность
машины окрашивают в три слоя, из которых два — отделочные по-
крытия. С точки зрения защиты от коррозии это является излишним.
Лакокрасочные покрытия рассмочрены выше только с точки зрения
обеспечения надежной защиты от коррозии. Наружную отделку ма-
шин следует производить в соответствии и с иными возможными
декоративными и аэродинамическими требованиями.
157
У морских машин наружную поверхность выше ватерлинии по-
крывают двумя слоями АЭ9; поверхность ниже ватерлинии покры-
вают вторым слоем грунта АЛГ-3 и наносят два слоя эмали АЭ9.
Внутреннюю поверхность ниже ватерлинии покрывают слоем АЛГ-3
и поверх слоем А14, а выше ватерлинии двумя слоями АЭ9 или А14.
Наружные детали моторов и авиационных приборов, изготовлен-
ные из плакированных материалов, после анодной оксидировки грун-
туют цинкхроматным грунтом, а затем окрашивают с учетом требо-
ваний к внешнему виду. Внутренние детали, изолированные от не-
посредственных воздействий атмосферных коррозионных агентов, мо-
гут ставиться без грунтовки и окраски.
Самолетное литье, механические детали, прессованные профили,
трубы и т- п. подвергают анодной оксидировке в серной кислоте и
окрашивают.
Поверхности деталей, подвергающиеся трению (ролики механиз-
мов управления и др.), на которых лакокрасочное покрытие стирается;
периодически смазывают пушечной смазкой или техническим ней-
тральным вазелином.
Внутренние поверхности деталей, соприкасающиеся с маслом и
бензином, не окрашивают. Литье и детали из сплавов типа магна-
лия в сухопутных и морских машинах после анодной оксидировки
в серной кислоте могут не окрашиваться.
Моторное литье, механические детали и детали авиационных при-
боров подвергают анодной оксидировке в серной кислоте. Окрашивают
лишь наружные поверхности их. Целесообразно анодно оксидировать
поршни авиационных моторов для увеличения коррозионной стой-
кости и теплоотдачи.
Лопасти воздушных винтов, особенно для морских машин, анодно
оксидируют, что повышает коррозионную стойкость и сопротивление
износу.
Заклепки как одни из наиболее уязвимых коррозией деталей обя-
зательно подвергаются анодной оксидировке в серной кислоте.
Последующие повторные закалки заметно снижают защитные свой-
ства оксидной пленки, но все же такие заклепки значительно более
стойки в отношении коррозии, чем неоксидированные, и, что особенно
важно, адгезия лакокрасочных покрытий еще достаточно высока. Сни-
жение защитных свойств не наблюдается у заклепок из сплава Д18,
которыми клепают в состаренном состоянии.
Рекомендуется немедленно после закалки заклепки погружать
в ванну, содержащую 100 г K2CrO7 на 1 л воды, на 5 мин. при темпе-
ратуре 65 — 70° С и сейчас же передавать на клепку. Техноло-
гических осложнений после этой операции при клепке не наблюда-
ется, а защитные свойства перезакаленных заклепок восстанав-
ливаются.
Для защиты внутренних поверхностей трубок малых диаметров
(трубки воздухопроводов и кислородных приборов) применяют хи-
мическое оксидирование путем прокачки через внутреннюю поверх-
ность соответствующих растворов, применяемых при этом методе
(см. гл. XI).
158
Сварные бензиновые баки из сплава АМц защищают в соответствии
с данными гл. XII. Внутренние перегородки баков при изготовлении
из плакированного дуралюмина толщиной менее 0,8 мм оксиди-
руют.
Детали из магниевых сплавов
Магниевые сплавы применяют только на сухопутных машинах,
а для деталей моторов и авиационных приборов — на всех типах
машин. Обшивочный материал, профили, нервюры и т. п. из листо-
вого электрона химически оксидируют по методу ВИАМ и не позднее
24 час. загрунтовывают цинкхроматным грунтом АЛГ-1, на который
наносят два слоя эмали АЭ9 или А14. Все покрытия на электроне для
увеличения влагоупорности и общих защитных свойств обязательно
проходят горячую сушку. Литье, прессованный материал и механи-
ческие детали обрабатывают аналогично.
Если детали не допускают покраски и не работают в контакте
с топливом, то их обязательно смазывают пушечной смазкой. Всякие
повреждения оксидной пленки восстанавливают селенистой кислотой.
Детали с жесткими допусками на размеры оксидируются электро-
химически в одном из указанных выше растворов (см. гл. XI).
Все остальные операции по защите идут в том же порядке, как
и после химического оксидирования.
Особое внимание уделяют эксплоатационному уходу за магние-
выми сплавами в соответствии с указаниями разд. 4, гл. IX.
Детали из черных металлов
Основным защитным покрытием для черных металлов, приме-
няемым для сухопутных и морских машин, является блестящий
цинк. Но детали морских машин, подвергающиеся непосредственному
воздействию морской воды при постоянном или периодическом погру-
жении в морскую воду, защищают от коррозии кадмированием.
Оптимальная толщина слоя цинка для сухопутных машин равна
15 р, минимальная толщина 8 у.. Для морских машин оптимальную
толщину слоя цинка принимают в 25 у. и минимальную — в 12 р.
Толщина слоя кадмия равна 15 р. Покрытия цинком таких толщин
обеспечивают срок службы деталей до 5 лет.
Детали авиационных моторов и авиационных приборов для сухо-
путных и морских машин защищаются блестящим цинкованием при
оптимальной толщине слоя в 15 р. Агрегаты сухопутных машин по-
сравнению с морскими не выделяются, потому что условия работы их
значительно менее жестки, чем самого самолета. Кроме того, что-
особенно важно, моторы и приборы доступнее для осмотра и получают
значительно лучший уход, чем основные конструкции самолета.
Самолетные детали. Защита сварных узлов.
Сварные узлы покрываются цинком с толщиной слоя 15 р для сухо-
путных машин и 25 р для морских. Покрытие производят в цианистых
ваннах. Покрытие в кислых ваннах недопустимо, так как остатки
кислого электролита в сварном шве и недоступных для промывки
участках вызывают усиленную коррозию стали (см. гл. XIII).
159-
Громоздкие и очень сложные по своей конфигурации сварные узлы
я конструкции целесообразно покрывать металлизацией распыле-
нием. При этом толщина слоя цинка возрастает до 30 р для сухопут-
ных и 50 р для морских машин. Увеличение толщины слоя связано
с тем, что менее тонкие слои при этом методе недостаточно надежно
защищают от коррозии. Сварные узлы и детали, приходящие в не-
посредственное соприкосновение с морской водой, кадмируются (тол-
щина слоя 15 р).
Внутренние поверхности сварных трубчатых конструкций (на-
пример моторамы) также подвержены коррозии, правда, в значительно
меньшей степени, чем наружные. Их защищают промасливанием под
небольшим давлением горячей (70° С) олифой. Отверстия, через ко-
торые производилось промасливание, закрывают самоврезывающи-
мися оцинкованными шурупами или же запаивают с применением
бескислотного флюса.
Защита механических деталей. Детали, не ра-
ботающие на трение, покрывают блестящим цинком из кислых или
цианистых ванн в зависимости от конфигурации их. Толщина слоя
принята в пределах 8—15 р для сухопутных машин и 12—25 р для
морских машин. Минимальные пределы толщин используют в слу-
чаях, когда детали ограничены допусками на размеры. Для длитель-
ного сохранения декоративных свойств блестящего цинкового покры-
тия детали дополнительно покрывают бесцветным лаком.
Детали, работающие на трение и в нежестких коррозионных усло-
виях при отсутствии постоянной смазки, подвергают твердому хро-
мированию для повышения стойкости против износа.
При наличии свободного доступа влаги, отсутствии вентиляции
и возможности длительного скопления влаги покрытия хромом мо-
гут оказать отрицательное влияние на коррозионную стойкость де-
талей. В этих случаях целесообразно вместо хромирования приме-
нять азотирование, достаточно хорошо защищающее детали в пре-
сной и морской атмосфере (см. гл. Ill).
Детали, работающие в условиях постоянной смазки, в дополни-
тельных защитных покрытиях не нуждаются, так как смазка защи-
щает их от коррозии.
Нормали. Защита от коррозии нормалей, особенно малых
диаметров, всегда вызывала затруднения, так как в допусках на нор-
мали не предусмотрено изменение размеров за счет нанесения слоя
защитного покрытия. Кардинальным решением вопроса было бы из-
менение допусков с учетом необходимых толщин покрытий. На основе
большого практического опыта можно рекомендовать следующие
виды защиты.
Болты и гайки диаметром больше 6 мм покрывают блестящим
цинком с толщиной в пределах 8—15 р для сухопутных и 12—25 р
для морских машин. Чем больше диаметр болта, тем большую толщину
покрытия дают без необходимости в последующей прогонке или раз-
вертке. Для болтов и гаек в морских машинах с очень мелкой резьбой
такие толщины могут оказаться большими, и для этих нормалей
оставляют кадмиевое покрытие с толщиной слоя 8—15 р.
160
Г олты и гайки диаметром менее б мм покрывают блестящим цин-
ком толщиной слоя от 5 до 8 р для сухопутных машин и кадмием
в те-: же пределах толщин для морских машин. Уменьшение толщины
покрытия вызвано минимальными допусками на размеры для мелких
но, «алей. Толщина покрытия кадмием и цинком менее 8 у. значи-
те оно ухудшает защитные свойства покрытий. Поэтому установле-
Hi i допусков на такие нормали с учетом слоя покрытия минимум
8 *1 было бы целесообразно и необходимо. В процессе сборки необ-
ходимо дополнительно смазывать мелкие нормали нейтральным тех-
I тческим вазелином.
Заклепки, шурупы, гвозди и т. п. оцинковывают слоями толщиной
15 [х для сухопутных и 25 р. для морских машин. Покрытию этих дета-
лей не уделяется должного внимания, хотя оно обязательно не только
для защиты самих деталей, но и для устранения вредного влияния
контактов различных материалов.
Применение других видов защитных покры-
тий для деталей самолета. Трубы стальных лонжеро-
нов защищаются исключительно лакокрасочными покрытиями. Для
сухопутных машин достаточно применения двухслойного покрытия,
первым слоем которого является цинкхроматный грунт. Для морских
машин применяют трехслойное покрытие. Детали на доске пилота,
мелкий крепеж неответственного назначения, детали, которые по
условиям эксплоатации нуждаются в черной окраске, и т. п. защи-
щают от коррозии фосфатированием или бондеризацией. Последую-
щее промасливание или окраска обязательны.
Никелирование и хромирование для защиты от коррозии само-
летных деталей из черных сплавов не рекомендуются. Эти виды по-
крытий используются взамен серебрения для покрытия медных и
латунных электрических контактов и для деталей, требующих деко-
ративного внешнею вида.
В случае необходимости покрытия хромом черных металлов обя-
зательно применяют подслои меди и никеля. Толщины покрытий
(промежуточных и окончательных) для жестких условий, и в част-
ности для морских машин, берутся: Си —20 р, Ni —10 р и Сг — 2 р.
Для сухопутных машин можно применять толщины слоев: Си —
20 р, Ni — 5 р и Сг — 1р.
Моторные детали
Методы защиты от коррозии деталей самолета из черных металлов
целиком применимы и к моторным деталям. Дополнительно приме-
няется воронение для защиты от коррозии поршневых колец и деталей,
работающих в масле или хранящихся в цеховых и складских усло-
виях. Кроме того, для ряда деталей, работающих при относительно
повышенных температурах, для окраски применяются другие виды
лакокрасочных покрытий.
Защита от коррозии зарубашечного пространства описана в гл. IX.
Кроме того, следует указать на широкое применение различных сма-
зок для защиты от коррозии моторных деталей (см. гл. IX).
Коррозия металлов в авиации—218—11 161
Особенности выбора видов защитных покрытий для авиационных
приборов
Все методы защиты от коррозии в равной мере 'относятся и к
защите деталей авиационных приборов. Но здесь большое значение
имеют требования к внешнему виду приборов. Поэтому для прибо-
ров в более широком объеме применяют азотирование и фосфатирова-
ние. Хромирование стальных деталей производят с подслоями. Для
деталей, применяющихся в термически необработанном состоянии,
более приемлемо антикоррозионное азотирование, которое по своим
декоративным и защитным свойствам не уступает хромированию.
Для меди и медных сплавов рекомендуются следующие толщины
покрытий: при нежестких коррозионных условиях достаточно покры-
тия только хромом толщиной слоя 1—2 |л, при жестких требованиях
применяют подслой никеля в 10 р. и последующий слой хрома в 1 р.
Иногда хромируют и алюминиевые сплавы, но при этом покрытии
нарушение слоя приводит к усиленной коррозии алюминиевого сплава,
и поэтому эта операция нежелательна. Поэтому нужно тщательно
соблюдать следующую комбинацию покрытий при хромировании
алюминия:
1-й слой Zn...............15 р.
2-й » Си ... 10 »
3-й >> Ni .... 5 »
4-й » Сг ... 1 »
Для деталей, работающих под сильными механическими нагруз-
ками, такие покрытия непригодны и для них применяют анодную
оксидировку.
3. Недопустимые контакты металлов и сплавов в сопряженных
деталях и меры устранения их вредного влияния
В условиях эксплоатации самолетных конструкций главное значе-
ние имеет электрохимическая коррозия. Поэтому при конструирова-
нии сопряженных деталей необходимо учитывать вредное влияние
контактов различных материалов и принимать меры к их устранению.
Особенное внимание нужно уделять сопряжениям металлов с алюми-
ниевыми и магниевыми сплавами.
Недопустимые контакты для алюминиевых сплавов и меры
устранения их вредного влияния
Недопустимыми контактами для алюминиевых сплавов являются
1) нержавеющие и специальные высоколегированные сплавы,
хромированные и никелированные детали;
2) медь и медные сплавы, никель и никелевые сплавы, благород-
ные металлы.
Допустим контакт со следующими металлами:
1) с алюминиевыми сплавами, отличающимися от данного сплава
по составу;
2) со сплавами на основе цинка и кадмия;
162
3) с любыми материалами, покрытыми цинком, кадмием и алюми-
нием.
Для устранения вредного влияния недопустимых контактов:
1) детали из меди и медных сплавов рекомендуется оцинковывать;
если детали не оцинковываются, то применяют прокладки или шайбы
из цинка, алюминия или оцинкованного железа и стали;
2) допускается в отдельных случаях для изоляции применять
покрытие цинкхроматным грунтом, но при этом алюминиевые детали
обязательно анодируются;
3) при плотных посадках стальных или медных деталей (например
подшипников) в алюминиевые детали впрессовку необходимо про-
изводить в отверстие, предварительно промазанное цинкхроматным
грунтом АЛГ-1.
Недопустимые контакты для магниевых сплавов и меры
устранения их вредного влияния
При конструировании деталей из магниевых сплавов нужно преду-
сматривать формы деталей, при которых влага не задерживалась бы
в пазах, углах, под выступами и т. п. Такие требования важны также
и при соединении электронных деталей между собой и с другими
металлами.
Контакты электронных деталей недопустимы со следующими ме-
таллами:
1) со сталями углеродистыми, легированными, конструкционными,
(хромансиль, хромо-молибден), высоколегированными специальными
сталями (магнитными, нержавеющими);
2) с незащищенным алюминием и его сплавами за исключением
сплавов типа магналия (2—12% магния);
3) с медью и медными сплавами, никелем и никелевыми сплавами,
с хромированными деталями и благородными металлами.
Допускаются контакты:
1) электронных деталей, хотя бы разного состава, между собой;
2) со сплавами типа магналия;
3) с цинком, кадмием и свинцом или деталями из любого металла
и сплава с покрытиями этими металлами.
Для устранения вредного влияния недопустимых контактов
рекомендуются следующие мероприятия:
1) при соединении с алюминиевыми деталями последние нужно
оцинковать, или подвергнуть анодной оксидировке в серной кислоте
с нанесением цинкхроматного грунта АЛГ-1.
Если, например, каркас сделан из алюминиевого сплава, а обшивка
из электрона, то детали каркаса анодно оксидируются и окрашиваются
цинкхроматным грунтом. Обшивка из электрона оксидируется по
методу ВИАМ, и грунтуется цинкхроматным грунтом. Внутренняя
поверхность покрывается слоем эмалевой краски АЭ9 или А14. Все
операции проделываются до клепки.
2) При контакте со стальными, медными и тому подобными дета-
лями последние обязательно оцинковываются или между деталями
кладутся прокладки или шайбы из оцинкованного железа.
163
3) Заклепки изготовляются из магналия или из сплава Д18 (ду-
раля, не требующего перезакалки). Заклепки из сплава Д18 обяза-
тельно оцинковывают. Перед постановкой заклепки в отверстие,
в него вводят небольшое количество грунта АЛГ-1..
4) Поверхность отверстий в электронных оксидированных деталях,
высверленных под болты, покрывают селенистой кислотой и без
промывки дают ей высохнуть (см. стр. 72). Попадание селенистой
кислоты на стальные и медные детали недопустимо.
5) Резьбовые соединения при контакте электрона с другими метал-
лами должны быть:
а) электронные — оксидированы,
б) алюминиевые — анодно оксидированы в серной кислоте,
в) стальные и медные — оцинкованы.
Кроме того, все они обязательно смазываются пушечной или спе-
циальной уплотнительной смазкой, проверенной в отношении воздей-
ствия на металлы соединения.
6) Полотно и дерево, соприкасающиеся с электроном, красятся.
Электрон оксидируется и также нормально окрашивается.
7) При плотных посадках в электронные детали подшипников,
втулок и т. п., которые не могут быть покрыты цинком или кадмием,
запрессовку производят в отверстие, предварительно смазанное
пушечной смазкой.
Контакты со стальными деталями
Недопустимыми контактами с незащищенными стальными дета-
лями являются медь и медные сплавы, никель и никелевые сплавы
и благородные металлы. Для устранения вредного влияния этих
металлов их оцинковывают или кадмируют, а также применяют про-
кладки или шайбы из оцинкованного железа. Если стальные детали
оцинкованы или кадмированы, то все эти контакты допустимы.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Азотирование стальных деталей 36
Активное состояние металла 7
Алитирование сталей 83
Алюминиевые сплавы, пороки их 41
- применение их в авиации 39
- - с кремнием 45
- - с магнием 43
- - с медью 46
— литые 47
Алюминий, влияние состава и термо-
обработки на коррозионную стой-
кость 42
- , коррозионная стойкость его в за-
висимости от чистоты 42
- , электрохимическое поведение его
40
Анион 10
Анод 10
Анодирование алюминиевых сплавов
58
— , дефекты и меры борьбы с ними
122
- в серной кислоте, дефекты его 126
Анодное оксидирование алюминие-
вых сплавов 58, 113 и сл.
—, влияние ее на усталость (для
дуралюмина) 61
—, методы 114 и сл., 121
- - деталей из алюминиевых спла-
вов 157
Б
Бенгоу метод анодирования 58, 114
Бензин и бензол, действие их на
сталь 34
Блескодаватель 142
Борьба с коррозией на производстве
и в зксплоатации 84—101
Бондеризации 35, 109
Бронзы, коррозия их 76
В
Ванадий, влияние на коррозионную
стойкость стали 30
Ванны для декапирования (черных
металлов) 105
Ванны для кадмирования 146
- для никелирования 151 и сл.
- для обезжиривания 103, 111, 131,
139
- для оксидирования алюминиевых
сплавов, их состав, режим, ра-
ботоспособность 112, 114, 116 и
сл., 121 и сл., 123 и сл., 126
----алюминиевых сплавов, мате-
риал их 113, 122, 126
----магниевых сплавов, их со-
став, режим, работоспособ-
ность 130, 132, 134
----магниевых сплавов, материал
их 133, 134
----черных металлов 104, 105
- для омеднения 148 и сл.
- для раствора хромпика 110, 127
- для травления 103, 111
- для фосфатирования, состав, ре-
жим, работоспособность 108
----, материал их 110
- для хромирования 154
- для цинкования алюминия и его
сплавов 156
----стальных деталей 140 и сл., 144
- цианистые для омеднения 148 и сл.
- - для цинкования 141, 142, 144
Вольфрам, влияние на коррозионную
стойкость стали 30
Воронение 34, 102 и сл.
Г
Газовая коррозия 5, 6
Гальванический элемент, работа его! 9
Гвозди, защита их от коррозии 161
Гидросамолеты, коррозия их и борьба
с ней 94
Глицерин со спиртом, действие на
сталь 34
Д
Декапирование алюминиевых деталей
при цинковании 156
- сварных узлов 139
- стальных деталей (при оксидиро-
вании и фосфатировании) 103, 107
Деполяризация анода и катода 11
165
Дуглас, метод анодного окисления
114, 121
Дуралюмин, коррозия и коррозион-
ная стойкость его 48—53
- плакированный, коррозионная
стойкость его 54 и ел-
Ж
Жароупорные стали 81—84
- -, применение в авиации 83
- элементы, повышающие их жа-
роупорность и жаропрочность
82, 83
♦Желтые пятна» 120
3
Завески для анодирования алюми-
ниевых деталей 127
Завод им. Ворошилова, метод анод-
ной обработки 121
Заготовительные цехи, источники по-
явления коррозии 84 и сл.
Заклепки, защита их от коррозии
158, 161
Защита авиационных металлов и
сплавов (от коррозии) 25—101
- алюминиевых баков 135
- алюминиевых сплавов лакокра-
сочными покрытиями 62
----металлическими покрытиями
- - -, методы ее 57
----протекторами 62
- баков алюминиевых и электрон-
ных (сварных) при их изготовле-
нии 135—137
- - из магниевых сплавов 136
- дуралюмина металлическими по-
крытиями 61
- легированием 20, 21
- магниевых сплавов 70, 71
----лакокрасочными покрытиями
72
оксидированием 72
плакировкой 72
- медных сплавов 76
- металлическими покрытиями 21,23
(Зашита), методы ее 20—24
- неметаллическими покрытиями 21,
- обработкой внешней среды 21, 24
- оксидными пленками 21, 22
- от коррозии—см. защита и за-
щитные покрытия
- протектором 21, 23
- стали металлическими покрыти-
ями 36
- стальных авиаконструкций, ме-
тоды ее 34
- , технологические процессы 102
- током, приложенным извне, 21, 23
166
Защита черных металлов 102—110
Защитные покрытия алюминиевых
сплавов 157
- - в самолете-, моторо- и приборо-
строения 156—164
- - деталей авиаприборов 158, 162
из магниевых сплавов 159
- - - из плакированных материа-
лов 157
----из черных металлов, 159, 161
- -, основные виды 157
- - магниевых сплавов 157, 158
- - меди и медных сплавов 157
- - мотерных деталей 158, 161
- - самолетных стальных деталей
159 и сл.
- - сварных узлов 159
И
Ионы 7
К
Кадмий, защитные свойства его 37
Кадмирование 146 и сл.
- алюминиевых сплавов 61
- , контроль качества покрытия 147
- сварных узлов и деталей само-
лета 160, 161
Катион 1Р
Катод 10
Консолидейтед, метод анодной обра-
ботки 114, 121
Контакты металлов, вызывающие кор-
розию, 162
- - допустимые и недопустимые (для
алюминиевых и магниевых спла-
вов) 162, 163
- цветных и благородных металлов
со сталью 164
Коррозионная усталость 15
Коррозионные процессы с выделением
на катоде водорода 16
- - с окислением водорода на ка-
тоде 17
Коррозия авиационных металлов и
сплавов 25—101
- алюминиевых сплавов, влияние на
нее производственных факторов 41
с магнием и кремнием 5b
с марганцем 56
- алюминия и его сплавов 39—62
- атмосферная 19
- бронз 76
- в жидких неэлектролитах 6
- в цехах (заготовительных, меха-
нических и сборочных) 84 и сл.
- дуралюмина 48 и сл., 54, 58
- железа 26 и сл.
- интеркристаллитная 13, 16
- - магналия 44
- латуни 74
Коррозия магниевых сплавов, формы
разрушения 69 и сл.
- магния и его сплавов 62—74
- меди и ее сплавов 74—76
- местная 12
- металлов, определение 5
- мотора и борьба с ней 96
- на производстве 84 и сл.
- на складах 90
- нержавеющих сталей 77—81
основы теории 5—20
- охладительных систем 97 и сл.
- при транспортировке 92
- при хранении 90
- при эксплоатации 93
- равномерная 12, 15
- растрескивающая 13, 16
- самолета 93 и сл.
- сварных швов 80
- селективная 14
- сталей малолегированных и угле-
родистых 25—38
— в атмосфере 32
— в бензине 34
— в воде 31
— в кислотах 33
— в щелочах 33
- - нержавеющих 77 и сл.
- стали, влияние на нее состава и
термообработки 27 и сл.
- химическая, определение 5
- цинка 75
- шасси (системы амортизации и си-
стемы подъема) 101
Крекинг-бензины, действие на сталь
34
Кремний, влияние его содержания
в стали на коррозию 28
Л
Лакокрасочные покрытия 38
- - деталей из алюминиевых спла-
вов 157
- - - (самолетных) из черных метал-
лов 161
- - электрона 72
Латунь, коррозия ее 74
Лауталь 53
Литейные цехи, источники появле-
ния коррозии 84
Лонжероны стальные, трубчатые, за-
щита их от коррозии 161
Лопасти винтов, защита их от кор-
розии 158
М
Магналии (алюминиево-магниевые
сплавы) 43
Магниевые сплавы, влияние различ-
ных металлов на их стойкость 69
Магниевые влияние технологических
факторов на коррозию их 64
- -, коррозионная стойкость их 63
- -, применение их в авиации 62
- - с алюминием, коррозионная
стойкость их 66, 68
- - с марганцем, коррозионная стой-
кость их 65, 66, 69
- - с цинком, коррозионная стой-
кость их 68
- -, электродные потенциалы их 63
Магний, влияние его на коррозию
алюминия в воде 44
- , электрохимическое поведение его
63
Марганец, влияние его на коррозию
алюминия в воде 44
- , влияние его на стойкость маг-
ниевых сплавов 69
- , влияние его на стойкость стали 28
Медь, влияние ее на стойкость магни-
евых сплавов 69
- , влияние ее на стойкость стали 29
- и ее сплавы, электрохимическое
поведение и коррозия их 74
Металл, как многоэлектродный эле-
мент 11
Металлизация распылением цинка 160
Металлические покрытия 137—155
Механические цехи, источники кор-
розии 85
Молибден, влияние его на стойкость
стали 30
Мотор, коррозия и защита его 96 и сл.,
161
Н
Нержавеющие стали, влияние состава
их на стойкость 77
- -, влияние термообработки их на
стойкость 79
- -, коррозия их 77—81
- -, предел усталости их в воде 81
- -, применение их в авиации 77, 78
Никелирование 151 и сл.
- , качество и дефекты покрытий 152,
153
- , подготовка поверхности 151
- самолетных деталей 161
- , состав и режим работы ванн 151
Никель, влияние его на стойкость
стали 30
- , применение его для защитных по-
крытий 38
Нормали, защита их от коррозии 160
О
Обезжиривание деталей 90, 103, 107,
111, 131, 139
— сварных узлов 139
167
Обработка деталей после цинкования
143, 144
Окислы металлов, коррозионная стой-
кость их 6
- толщина слоя 5
Окисные пленки 5
- защитные свойства их б, 7
Оксидирование алюминиевых сплавов,
анодное 113 и сл.
---- в серной кислоте 123
----в хромовой кислоте 114 и сл.,
121 и сл.
----, дефекты и меры борьбы с ними
119
----, метод ускоренный 121
- - -, методы химические 57 и сл.
----химическое НО и сл.
- - трубок малого диаметра 158
- магниевых сплавов 72, 129 и сл.
----химическое 130 и сл.
----электрохимическое 133 и сл.
- стальных деталей как метод за-
щиты 34
- черных металлов 102
Оксидные пленки на алюминии 40
- - на алюминиевых сплавах 57 и
сл., ПО, 115
- , контроль качества 127 и сл.
- - на магниевых сплавах 131, 132
- - на стали 34 и сл.
Омеднение 148 и сл.
Осветление поверхности алюминие-
вых деталей 112
Охрана труда в цехе оцинковки 145
- - при оксидировании 123
П
Пассивность металла, определение 7
Паяльные мастерские, источники по-
явления коррозии 85
Перенапряжение водорода 17
Плакированный дуралюмин, корро-
зия его 54 и сл.
Плакировка алюминия 39
Покрытия защитные — см. защитные
покрытия
Поляризация анода и катода 11
Потенциалы металлов в различных
средах 9
- - , распределение их по поверх-
ности 11
- электродные—см. электродные по-
тенциалы
Потеря веса от коррозии 14
- механических свойств от коррозии
15
Прогары (при оксидировании алюми-
ния) 121, 126
Промасливание сварных трубчатых
конструкций 160
168
Промывка деталей в механических це-
хах 86
- - при оксидировании 104
Промывочные растворы 88
Протекторы 94 и сл., 101
Пушечная смазка (пушсмазка) 39, 89
Р
Растворы неагрессивные (для железа)
33
- пассивирующие (для железа) 33
- - (для магниевых сплавов) 74
Растравливание алюминия 119
- магналия 126
Режущие эмульсии, влияние их на
коррозию 86
«Ржавый лак» 34
Ржавчина 27
Ролики управления, защита их от
коррозии 158
С
Самолеты сухопутные, коррозия их 93
Сборочные цехи, источники появле-
ния коррозии 85, 90
Сварочные мастерские, источники по-
явления коррозии 85
Сера, влияние ее на коррозию стали 29
Серная кислота, применение ее для
оксидирования 123 и сл.
Силумин, коррозионная стойкость его
45 и сл.
Склады, местоположение и плани-
ровка 90, 91
Смазка деталей 86 и сл., 105
Смазки защитные 39
- - для мотора 96
Спирт с глицерином, действие на
сталь 34
Стали жароупорные 81—84
- малолегированные, применение их
- нержавеющие, применение их 77
- углеродистые, применение их 25
- хромистые, коррозионная стой-
кость их 79 и сл.
- хромоникелевые, коррозионная
стойкость их 79 и сл.
Супердуралюмин 49
Сушка деталей 105
Т
Термические цехи, источники появле-
ния коррозии 85
Травление деталей 103, 107, 111
У
Углерод, влияние его содержания
в стали на коррозию 27
Упаковка металлоизделий 92, 93
ф
Фосфатирование как средство защиты
от коррозии 35
- черных металлов 105 и сл.
Фосфатные пленки 34
- покрытия, дополнительная обра-
ботка их 109
Фосфор, влияние его содержания в
стали на коррозию 29
X
Хром, влияние его содержания в стали
на коррозию 30
- , применение его для покрытий 38
Хромирование 153 нсл., 160, 161, 162
Хромовая кислота, применение ее для
оксидирования 114 и сл., 121 и сл.
Хромпик, добавление его к воде
охладительной системы 98
Ц
Цианистые ванны для кадмирования
147
- - для омеднения 148
- - для цинкования 141, 142
Цинк, применение его для покрытий
36
Цинкование алюминия и алюминиевых
сплавов 61, 155 и сл.
- блестящее 141
- деталей из черных металлов 159,
160, 161
- кислое 140
контроль качества покрытия 144
- матовое 140
Цинкование, подготовка поверхнос!
137 и сл.
- стальных деталей 137 и сл.
Ч
Чехлы самолетные 94
Ш 11
Шурупы, защита их от коррозии I1
Э
Электрический слой двойной 8 Р~—&~
Электродвижущая сила гальвани’
ского элемента 10, 17
Электродные потенциалы 8 и сл.
- - алюминия 14, 40
- - железа 25 и сл., 37, 98
- - магниевых сплавов 63
- - меди 74
- - различных металлов 9, 37
- - цинка 98 я- «
- - электрона 73 1 65 8
Электродный потенциал, скачок ег'
Электролиты цианистые 146
Электрон — см. Магниевые сплав!
Электрохимическая коррозия 7 „
- -, определение 5 ~
- -, формы разрушения при ней ю—о-*"
Электрохимическое поведение а.
миния и его сплавов 40
- - железа 25
- - магния 62
- - меди 74
- - структурных составляющих
стали 25
Эмульсии режущие 86
Эмульсол 86
ЛИТЕРАТУРА
1. В. Крениг, Рациональная терминология по коррозии, изд. Академии
наук СССР, 1935.
ОСТ7ВКС 8591 «Коррозия металлов».
В. Крениг, Коррозия металлов, ОНТИ, 1936 и 1938.
2. Л. Гиндин и Р. Амбарцумян, ТВФ, № 4, 1937 г. стр. 68.
3. Г. Акимов и Н. Т о м а ш е в, Журнал физической химии, т. VIII,
вып. 5, 1936, стр. 623 и Н. Томаше в, Журнал физической химии,
т. X, вып. 1, 1937, стр. 44.
4. «Электрохимическая теория коррозии», Сборник статей, ОНТИ, 1938..
5. U. R. Evans. Metallic Corrosion Passivity and Protection, London, 1937.
6. Г. P а у д о н, Предохранительное покрытие металлами, ОНТИ, 1939.
7. В. Крениг и С. Павлов, Труды ВИАМ, № 6.1
8. F. Speller, Corrosion Causes and Prevention, 1926, pp. 100—101.
9. U. К e n d a 1 1 u. E. T a у 1 e г s о n, Stahl u. Eisen, 1929, SS. 1707.
10. А. В u c k, Year Book Am. Iron and Steel Inst., 1920, pp. 373.
11. С. В e д e н к и н, Доклады на 2-й конференции по коррозии, изд. Академии
наук СССР, 1940.
12. Н. Endo, Science Rep. Toh. Imp. Univ., No 17, 1928.
13. Г. Ш и к о p p, Советско-германский вестник науки и техники, № 2,
14. Krohnke Maass Beck, Die Korrosion, 1932.
15. Л. Гиндин и P. Амбарцумян, Известия Академии наук СССР,
Отдел математических и естественных наук, 1935, стр. 1385.
16. А. Р и в к и н д, Коррозия и борьба с ней, № 1—2, 1939, стр. 30.
17. Tenative Specificat. for Electrodepos. Coatings of Nickel and Chromium on
Steel. ASTM, 166, 35T, 1935.
18. M. В о s s a r d, Mitteil. d. neuen Intern. Verb. f. Materialpriif. Verlag N.I.M.,
Zurich, 1930.
19. Б. Гращенко и Даровский, Легкие металлы, 1936, стр. 17.
20. И. Тутов, Металлург, № 7—8, 1938, стр. 81.
21. С. Павлов, Новая технология в авиастроении, вып. 4, изд. НКАП,
Москва, 1939.
22. R. G a d е a u, Revue de Г Aluminium, № 70, 1935.
23. R. Sterner-Rainer, Zeitschrift f. Metallkunde, № 10, 1930, SS. 357.
24. В. Крен и г, Сборник ВИАМ, № 15.
25. В. Крениг, Труды ЦАГИ, № 91, 1931, стр. 104.
26. В. К р е н и г и Н. Бобовников, Труды ВИАМ, № 16.
27. В. Крениг и С. Тер-Осипян, Металлург, 1940, № 9.
28. Г. А к и м о в и А. О л е ш к о, Труды ВИАМ, № 18.
29. В. Крениг, Труды ЦАГИ, № 72.
30. Н. М а п п, Korros. u. Metallsch., 1935, SS. 141.
31. М. В о s s а г d and Hug, Aluminium, № 6, 1938, стр. 389.
32. В. Крени г. Сборник ВИАМ, № 19.
33. Р. Brenner, Zeitschr. f. Metallkunde, 1932, SS. 145.
34. С. Павлов, Коррозия плакированного дуралюмина (печатается).
35. С. Воронов и Пинская, Новая технология в авиастроении, Ns 1,
1938.
170
36. В. Крениг и С. Павлов, ТВФ, № 7, 1936, стр. 60.
37. Н. Fischer, Zeitschr. f. Metallkunde, № 2, 1936, SS 25.
38. J- Walter, Aluminium Archiv, J\° 1, Verlag Aluminium-Zentrale.
39. В. Крениг и И. Казаков, Цветные металлы, № 4, 1932.
40. Т. А т а в и н а, М. Кемпер, Д. Липецкий, Анодная поляризация
в самолетостроении, ОНТИ, 1938.
41. 3. Слепухина, Новая технология в самолетостроении, вып. 4, 1939.
42. Г. Акимов и В. Крениг, Труды ЦАГИ, № 102.
43. Г. Акимов, Труды ЦАГИ, № 45 и 71.
44. В. Крениг и С. Павлов, Труды ВИАМ, № 30.
45. В. Крениг и Н. Бобовников, Труды конференции по коррозии,
изд. Академии наук СССР, 1936, стр. 498.
46. В. Крениг и С. Павлов, Труды ВИАМ, № 6.
47. В. Крениг и Г. К о с т ы л е в, Труды ВИАМ, № 4.
48. В. Крениг, Коррозия и борьба с ней, изд. Стандартизация и рационали-
зация, 1934.
49. Н. Endo and S. М о г i о k a, Sc. Rep. Tok. Imp. Univ., XXVI, №2, 1937.
50. W. Schmidt u. W. Schulze, Masing Krohnke, Die Kor-
rosion metallischer Werkstoffe, d. 2, 1938, SS. 445.
51. A. P о r t e v i n et S. Pretet, Rev. de Metallurgie, 26, 1929, стр. 259.
52. A. Beck, Magnesium, изд. Springer, 1939.
53. J. В о у e r, Nat. adv. Comf. Aeronautics, № 248, 1925.
54. H. Бобовников, Труды ВИАМ, № 31.
55. В. К p e н и г и Г. Костылев, Труды ВИАМ, № 7.
56. И. Левин, Новая технология в самолетостроении, вып. 4, НКАП, 1939.
57. В. К р е н и г и Г. Костылев, Труды ЦАГИ, № 128.
58. Сов. авторское свидетельство 43259, опубликованное 31 мая 1935 г.
59. I. С о u г п о t and L. Holm, Comptes rendues, 204. June, 28, 1927, SS 1941.
60. G. Bengough and L. Whitby, Metal Industry (L), 44, 1934, SS 383.
61. В. Крениг и Б. Рыбак, Авиапромышленность, № 3, 1940.
62. В. Крениг и С. Тер-Осипян, Новая технология в самолето-
строении, вып. 4, 1939.
63. G a d d, Aircraft Engineering, 1935, pp. 299.
64. O-Krohnke u. M a s i n g, Die Korrosion metallischer Werkstoffe, Bd. Il,
SS 157.
65. H. S t a e g e r, Korrosion u. Metallschutz, № 4, 1935, SS. 73.
66. А. Балл ь, Цветные металлы, № 2, 1937, стр. 87.
67. А. Т h u m, The Book of the Stainless Steel, New-York. 1935.
68. К. К ю т н е р, Сборник «Коррозия металлов», ОНТИ, Металлургиздат,
1934, стр. 40.
69. Г. Акимов, Труды ЦАГИ, № 56.
70. П. Ш а ф м е й с т е р, Вестник науки и техники, № 5, 1935, стр. 27.
71. Д. М о н и н е н н и, Нержавеющее железо и сталь, Госмаштехиздат, 1932.
72. Ф. Ф. X и м у ш и н, Труды ВИАМ, № 32.
73, Е. Гудремон и Эмке, Советско-германский вестник науки и техники,
№ 5, 1934.
74. А. Б о р з д ы к а, Жароупорные и теплоустойчивые стали, ОНТИ, 1937.
75. М. Романов и О. Вер, Огнестойкие сплавы, ОНТИ, 1935.
76. Труды конференции по жароупорным и теплоустойчивым сталям, ОНТИ,
1935.
77. Инструкция ВИАМ, № 20, изд. 1-е и 2-е.
78. Сборник № 1 инструкций 3-го ГУ НКАП, 1939.
79. Е. Пустовалов, Сборник «Коррозия металлов», Труды института при-
кладной химии и минералогии, 1931.
80. П. К а р а с и к и Т. Мастерков, Заводская лаборатория, № 9, 1934.
81. Е. Дыр мо нт и И. Ч а р п у р с к и й, Коррозия и борьба с ней,
№ 1—2, 1939, стр. 166.
82. Ф. С л о м я н с к а я, Коррозия и борьба с ней, 1937, стр. 332.
R. Ktihnel, Korrosion III VDI, SS 42.
83. H. T о м а ш e в, Защита протекторами, ОНТИ, 1940.
84. В. Я х л о к о в, Авиапромышленность, № 7—8, 1939.
171
85. С. Павлов, Труды ВИАМ 1937.
86. Cornel), Chem. Met. Eng., 24, 209, 1921.
87. E. Забываев, Точная индустрия, № 5 и 9, 1934.
88. Е. Забываев, Точная индустрия, № 11—12, 1932, стр. 36.
89. Германский патент 209805.
90. Е. R а с k w i t z, Kor. u. Met., 10, 58, 1934.
91. Kor. u. Met., № 8, 1936 (весь журнал).
92. И. Хаи н, Коррозия и борьба с ней, т. 5, № 1—2, 1939, стр. 76.
93. И. X а и н, Новости техники, № 10, 39, 1937.
94. Д. Попо в, Коррозия и борьба с ней, т. 5, № 1—2, 1939, стр. 26.
95. Parker, Rust Proof С ° Chem. Zbl., I, 2671, 1931.
95. Неопубликованные данные ВИАМ.
97. Н. Карасев, Коррозия и борьба с ней, т. 5, № 1—2, 1939, стр. 96.
98. Германский патент 423758.
99. Германский патент 442766.
100. Швейцарский патент 146282.
101. J. Eckert, Hausz, Aluminium, № 9—11, 349, 1931.
102. W. Helling, Aluminium, № 8, 536, 1938.
103. W. Helling, Aluminium, № 7, 375 1937.
104. p. Непомнящая, Новая технология в авиастроении, вып. 4, стр. 20.
105. Ed wa rd i, Kor. u. Met., № 12, 297, 1934.
106. A. G u n t e r s c h u 1 ze u. H. В e t z, Z. f. Electr., 37, 726, 1931.
107. W. Burgers t, Classen и др., Z. f. Physik, 74, 593, 1932.
108. S. S e t о h u. A. M i у a t a, Tokyo Imper. Univer. pap., 727.
109. E. Schmidt u. G. Wasserman, Hauszeitschrift VAW, 4, 100, 1932.
ПО. T. R u m m e 1, Z. f. Physik, 19, № 7/8, 518, 1936.
111. G. Walter, Aluminium Archiv, Bd. 1.
112. S. Setoh u. A. M i у a t a, Pap. In. Phys. Chem. Res., 19, 182, 1932.
113. G. В e n g о u g h u. Stuart, Kor. u. Met., 3, 63, 1925.
114. H. R о h r i g, Kor. u. Met., № 1—2, 32, 1939.
115. F. К e 11 e r, O. Wi I сох и др., Met. a. Abl., № 6, 187, 1939.
116. K. Buzzard a, W i 1 s о n, J. Res. Nat. Bur. St., 18, № 1, 53, 1937.
117. 3. Слепухина, Новая технология в авиастроении, вып. 4, стр. 24.
118. Кабинет обмена опытом. Инструкции по борьбе с коррозией.
119. Douglas, Aircr. corp. General Inf. on the Chromic acid Process.
120. Consolidated Aircr. corp.
121. А. К о з л e н к о в, Авиапромышленность, № 6, 1939.
122. Ф. Утянская, Новая технология в авиастроении, вып. Ns 4, стр. 44.
123. Металлохимзащита, Гальванопроектмонтаж, Москва.
124. В. Лайнер, Хромирование металлов.
125. Английский патент 290901.
126. Технический отчет лаборатории Кв 5 ВИАМ, 1937.
127. Технический отчет лаборатории Кв 5 ВИАМ, 1938.
128. Технический отчет лаборатории Кв 5, ВИАМ, 1939.
129. В. Крениг и А. Туманов, Новая технология в авиастроении,
вып. 4, стр. 49.
130. Английский патент 359494.
131. A. Jenny, Die Elektrolitische Oxidation des Aluminiums und seiner Legie-
rungen.
132. U n g e n. Kor. u. Met., Ka 6/7, 237, 1938.
133. H. R 6 h r i g, Aluminium, 19, 585, 1937.
134. А. Туманов, Заводская лаборатория, Кв 10, стр. 1237, 1937.
135. А, Туманов, Новая технология в авиастроении, вып. Кв 4.
136. Стандартные методы испытания авиационных металлических материалов,
СИ-50, СИ-51, 1938.
137. A. Winston, Ind. a. Eng. Chem., 27, 1333, 1935.
138. К. L е w i s a. U. E v a n s, J. Inst. Met., 57, 226, 1935.
139. В. Крениг, Отчет о заграничной командировке, 1936.
140. А. РивкиндиБадальян, Коррозия и борьба с ней, Кв 4, 1937,
стр. 279.
141 О. В е n g о u g h a. Whitby, J. Inst. Met., 18, 15, 1932.
172
142. А. Бу н дин, Авиапромышленность, Ks 9, 1939, стр. 49.
143. J- F г a s с h, Metaux et Corr., 13, 153, 154, 155, 1938.
144. Американский патент 498485.
145. Американский патент 619415.
146. В. К рен иг и Б. Рыбак, Авиапромышленность, № 3, 1940.
147. В. Лайнер и Н. Кудрявцев, Основы гальваностегии, ч. 1, 1936.
148. Ж. Б и л и т е р, Основы гальванотехники, 1937.
149. Ю. Баймаков, Электролиз в металлургии, ч. I, 1939.
150. П. Нусс, Электролитические покрытия, 1938.
151. В. Лайнер и Н. Кудрявцев, Основы гальваностегии, ч. II, 1938.
152. Н. Б а б л и к, Основы цинкования, 1935.
153. Металлохимзащита, Сборник технических условий на материалы, приме-
няемые в гальваническом производстве.
154. Н. Кудрявцев, Новая технология в авиастроении, вып. 4.
155. Л. Мхитарьян, Авиапромышленность, № И, 1938.
156. Platers Guide Book, изд. Met. Ind., 1936, 1937, 1938.
157. Д. Абрамсон, Коррозия и борьба с ней, № 2, 1940.
158. Н. Акулов, Вестник металлопромышленности, № 9, 1939, стр. 78.
ОГЛАВЛЕНИЕ
Стр.
Предисловие................................................. ... 3
Часть I
Основы теории коррозии и методы защиты от коррозии
Глава I. Основы теории коррозионных процессов......................... 5
1. Химическая коррозия ......................................... —
2. Электрохимическая коррозия .................................. 7
Глава 11. Методы зашиты от коррозии.................................. 20
1. Принципы применения методов защиты от коррозии. —
2. Применение отдельных методов защиты от коррозии в авиации . . 21
Часть II
Коррозия и методы защиты от нее металлов и сплавов,
применяемых в авиации
Глава III. Коррозия углеродистых и малолегированных сталей........ 25
1. Применение углеродистых и малолегированных сталей в авиации . . —
2. Электрохимическое поведение железа и структурных составляющих
стали ......................................................... —
3. Механизм и реакции при коррозии железа....................... 26
4. Влияние состава и термообработки стали на ее коррозию..... 27
5. Коррозия углеродистых и малолегированных сталей в различных
средах........................................................ 31
6. Основные методы защиты стальных авиационных конструкций от
коррозии ..................................................... 34
Глава IV. Коррозия алюминия и его сплавов........................ 39
1. Применение алюминиевых сплавов в авиации..................... —
2. Электрохимическое поведение алюминия и его сплавов .......... 40
3. Влияние производственных факторов на коррозию алюминиевых
сплавов ...................................................... 41
4. Замечания о влиянии состава и термообработки на коррозионную
стойкость сплавов алюминия ................................... 42
5. Коррозионная стойкость сплавов, применяемых в авиации . . 43
6. Основные методы защиты от коррозии алюминиевых сплавов 57
Глава V. Коррозия магния и его сплавов .............................. 62
1. Применение магниевых сплавов в авиации ....................... —
2. Электрохимическое поведение магния и механизм коррозии его в
разных средах............................................... 63
3. Влияние технологических факторов на коррозию магниевых сплавов 64
4. Коррозионная стойкость сплавов магния, применяемых в авиации 65
5. Формы коррозионного разрушения магниевых сплавов. Влияние
деформаций.................................................... 69
6. Основные методы защиты магниевых сплавов от коррозии . . 71
174
пава V/. Коррозия меди и ее сплавов........................... . 74
' 1. Электрохимическое поведение и механизм коррозии меди и ее сплавов —
2. Коррозия сплавов меди .................................. ....
3. Методы защиты медных сплавов от коррозии...... 76
г-,1(1ва VII. Коррозия нержавеющих сталей........................ 77
1. Нержавеющие стали, применяемые в авиации, и их основные харак-
теристики ................................................. —
2. Влияние состава нержавеющих сталей на коррозионную стойкость —
3. Влияние термообработки на коррозионную стойкость нержавеющих
сталей .................................................... 79
4. Влияние деформаций и состояния поверхности................. 80
5. Коррозионная стойкость нержавеющих сталей в авиационных кон-
струкциях ..................................................... —
Глава VIII. Жароупорные стали ................. . .............. 81
1. Общие сведения о жароупорных сталях ........................ —
2. Элементы, повышающие жароупорность и жаропрочность........ 82
3. Жароупорные стали, применяемые в авиации .................. 83
4. Средства поверхностного повышения жароупорности ....... . —
Глава IX. Борьба с коррозией на производстве и в эксплоатации . 84
1. Коррозия в заготовительных цехах ........................... —
2. Коррозия в механических и сборочных цехах ................. 85
3. Коррозия на складах и при транспортировке .... . . 90
4. Коррозия в эксплоатационных условиях ...................... 93
5. Коррозия в результате специфических условий работы различных
агрегатов ................................................. • 96
Часть III
Описание технологических процессов, принятых в авиации для защиты от
коррозии, и выбор видов защитных покрытий
Глава X. Защита от коррозии черных металлов оксидными и фосфатными
пленками .................................. 102
1. Оксидирование черных металлов (воронение) —
2. Фосфатирование черных металлов ..................... 105
Глава XI. Оксидирование алюминиевых и магниевых Сплавов . ПО
1. Химическое оксидирование алюминиевых сплавов . . ... —
2. Анодное оксидирование алюминиевых сплавов ........ . . 113
3. Оксидирование магниевых сплавов .................... 129
Глава XII. Защита от коррозии сварных баков из алюминиевых и магниевых
сплавов в процессе их изготовления ...................... 135
1. Защита баков из алюминиевых сплавов . .......... —
2. Защита баков из магниевых сплавов ..... . . 136
Глава XIII. Металлические покрытия ....................... 137
1. Цинкование ......................................... —
2. Кадмирование ............ . . . . . . . 14G
3. Омеднение ............................. 148'
4. Никелирование .................................... 151
5. Хромирование ....................................... 153
6. Цинкование алюминия и его сплавов .................. 155
Глава XIV. Выбор видов защитных покрытий в самолето- моторо- и приборо-
строении ................................................ 156
1. Рекомендуемые основные виды защитных покрытий ...... 157
2. Выбор видов защитных покрытий для различных деталей и агрегатов —
3. Недопустимые контакты металлов и сплавов в сопряженных деталях
и меры устранения их вредного влияния................. 162
Предметный указатель .................................. ... 165
Литература............................................. 170
Редактор Н. И. Расторгуев
Тираж 6500 экз. Подписано к печати
I1/II 1941 г. А 35071. Количество печ.
листов 11. Количество уч. авт. листов 12,20.
Количество знаков в печ. листе 48144.
Заказ № 218/79.
Цена 7 Руб.
Типография Оборонгиза.
Киев, Крещатик, 42.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть По чьей вине
29 Подпись под фиг. 28 (справа) (слева) авт.
149 30 снизу формула (157) формулы (12) ред.
В. О. К р е н и г, Р. С- Амбарцумян, Коррозия металлов в авиации. Зак. № 818.