

















































































































































































































































































































Автор: Завалов О.А.
Теги: естественные науки машиностроение вертолеты авиастроение
ISBN: 5-7035-1397-9
Год: 2004




Текст
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ
(государственный технический университет)
О.А. ЗАВАЛОВ
КОНСТРУКЦИЯ ВЕРТОЛЕТОВ
Под ред. чл.-корр. РАН, проф. С.В. Михеева
Допущено
Министерством образования. Российской Федерации
в качестве учебника для студентов
высших учебных заведений, обучающихся по специальности
“Самолете- и вертолетостроение”
направления подготовки
дипломированных специалистов “Авиастроение”
Москва
Издательство МАИ
2004
ББК 27.5.14.14
3 13
Федеральная целевая программа “Культура России"
(подпрограмма “Поддержка полиграфии и книгоиздания России")
Завалов О.А.
313 Конструкция вертолетов / Под ред. чл.-корр. РАН, проф.
С.В. Михеева. — М.: Изд-во МАИ, 2004. — 316 с.: ил.
ISBN 5-7035-1397-9
Излагаются основы проектирования элементов конструкции аг-
регатов вертолетов. Указаны основные пути обеспечения их проч-
ности, надежности и долговечности. Освещены вопросы выбора ма-
териала конструкции. Даны рекомендации по выбору конструктив-
но-силовой схемы деталей и узлов конструкции вертолета. Пред-
ставлены проектировочные расчеты типовых деталей и узлов.
Для студентов, обучающихся по направлению “Авиастроение”
специальности “Самолето- и вертолетостроение”, а также для спе-
циалистов вертолетных ОКБ.
Рецензенты:
МАТИ (РГТУ им. Циолковского) — профессор С.В. Бухаров;
зам. Главного конструктора ОАО “Камов” А.Ю. Вагин
ISBN 5-7035-1397-9
© Московский авиационный институт
(государственный технический
университет)
© О.А. Завалов, 2004
ПРЕДИСЛОВИЕ РЕДАКТОРА
В учебнике “Конструкция вертолетов” рассматриваются во-
просы, относящиеся к изучению элементов конструкции вертоле-
та. Знания по этим вопросам являются необходимым звеном в под-
готовке инженера авиационной специальности.
Методическое построение учебника способствует творческо-
му подходу специалистов вертолетостроения, подготавливаемых
высшей школой, к изучению методов конструирования и изго-
товления деталей как исходных элементов создания более слож-
ных структурных единиц конструкции вертолета — узлов, агрега-
тов, систем. Учебник дает возможность будущему специалисту
ориентироваться в вопросах выбора материала, методов и спосо-
бов формообразования деталей, выбора конструктивно-силовой
схемы и расчета деталей, выбора и расчета соединений деталей.
При его составлении использован имеющийся богатый опыт и
традиции проектирования авиационных конструкций с учетом
их работы в условиях вибраций, характерных для вертолетов.
В комплексе задач, решаемых авиационным конструктором,
наиболее сложным и ответственным является обеспечение надеж-
ности и долговечности летательного аппарата. Это во многом пред-
определило содержание учебника — в нем большое внимание уде-
лено обеспечению усталостной прочности элементов конструкции
как одного из основных способов достижения высокого ресурса аг-
регатов вертолета.
Книга хороша еще тем, что автор рассмотрел не только проч-
ностные стороны создания конструкций, но и учел технологичес-
кие аспекты изготовления, рассказав о характерных недостатках
того или иного вида соединения, которые встречаются в эксплуа-
тации или при изготовлении в производстве.
3
Наряду с рассмотрением конструирования деталей из тради-
ционных для авиации материалов (металлических сплавов) в
учебнике нашло отражение использование в конструкции верто-
лета композиционных материалов. Вертолетостроение традици-
онно было лидирующим в применении композитов. В последнее
время доля их использования в конструкции вертолета сущест-
венно возросла. Использование композитов предъявляет допол-
нительные требования к содержанию знаний конструктора.
Сложность конструирования деталей, выполняемых из компози-
тов, обусловлена тем, что деталь и материал изготавливаются
одновременно. Поэтому наряду с выбором внешней формы, оп-
тимальной с точки зрения изготовления детали, конструктор
должен определить структуру композита, которая была бы оп-
тимальна для выбранной формы детали и наилучшим образом
соответствовала действию внешних нагрузок. Для успешного ре-
шения этой задачи конструктор должен знать свойства компо-
зитов, методы их расчета и способы изготовления из них кон-
струкций.
В учебнике рассмотрены особенности проектирования эле-
ментов конструкции вертолетов, приведены основные требова-
ния к ним и мероприятия по обеспечению этих требований,
представлено описание характера и причин усталостного разру-
шения конструкции, определено содержание основных этапов
конструирования, указаны принципы и правила проектирования
деталей и узлов вертолета.
В учебнике даются рекомендации по выбору материала для
изготовления деталей, при этом учитываются свойства материа-
ла, возможности формообразования из него деталей и возмож-
ности применения различных технологических процессов для
повышения ресурса конструкции, даются рекомендации по фор-
мированию конструктивно-силовой схемы и выбору формы дета-
лей. Здесь также представлены методики расчетов деталей в за-
висимости от их функционального назначения, вида и направ-
ления действующих на деталь нагрузок. Значительное внимание
уделено конструированию деталей, изготавливаемых различны-
ми способами из разных материалов.
Учебник также затрагивает широкий круг вопросов, связан-
ных с проектированием соединений элементов конструкции. В
учебнике приведена классификация соединений по видам и
типам, указаны причины и характер возможных разрушений
4
элементов соединений, представлены рекомендации по выбору
параметров соединений металлических деталей и конструкций
из композиционных материалов с учетом обеспечения статичес-
кой и усталостной прочности.
Наряду с общими рекомендациями по конструированию,
для всех рассматриваемых типов деталей и видов соединений
даются необходимые методики их расчета, что позволяет ис-
пользовать представленный в учебнике материал в лабораторно-
практических занятиях и курсовом проектировании студентов,
подготавливаемых к инженерной работе на вертолетостроитель-
ных предприятиях. Большое внимание в учебнике уделяется не-
обходимости обеспечения системного подхода к конструирова-
нию деталей и узлов, учитывающего связи между характером
работы детали (условий нагружения, эксплуатации и т.п.), вы-
бором материала и технологическим процессом ее изготовления.
В книге собран воедино обширный материал, из множества
различных источников, поэтому она может быть полезна не
только студентам, но и конструкторам в качестве справочного
материала.
Генеральный конструктор,
член-корреспондент РАН,
профессор, д-р техн, наук
С.В. Михеев
5
ВВЕДЕНИЕ
Проектирование конструкции является наиболее ответствен-
ным этапом разработки вертолета. В процессе создания кон-
струкции агрегата, отдельного узла или детали затрагивается
широкий круг вопросов, связанных с выбором рациональной
конструктивно-силовой схемы, формы деталей, видов их соеди-
нений, эффективных материалов, способствующих получению
минимальной массы и наибольшего ресурса конструкции с уче-
том технологичности, стоимости и удобства эксплуатации.
Комплексный учет всех этих требований представляет основ-
ную трудность для конструктора. С первого взгляда, для полу-
чения наилучшей конструкции достаточно составить математи-
ческую модель проектируемого объекта и найти его оптималь-
ные параметры по одному или нескольким заранее выбранным
критериям эффективности. Однако есть принципиальные труд-
ности, которые не позволяют решить эту задачу достаточно кор-
ректно. Во-первых, определение оптимальных параметров кон-
струкции возможно лишь для заданной конструктивно-силовой
схемы, при этом остается нерешенным вопрос об оптимальности
самой схемы. Во-вторых, не всегда удается формализовать все
ограничения и требования к конструкции при построении мате-
матической модели. Выбор и определение комплексного крите-
рия оптимизации также является достаточно сложной и неодно-
значной в своем решении задачей. Поэтому упомянутые вопросы
конструирования обычно решаются последовательно, в порядке
определенного соподчинения.
Значительный прогресс в совершенствовании процесса про-
ектирования достигается при переходе на CAD/CAM/CAE техно-
логии. Имеющийся в них широкий набор инструментов автома-
тизации конструкторских работ позволяет не только сократить
6
сроки проектирования и выпуска изделия, но и повысить каче-
ство конструкции по многим показателям.
Однако несмотря на развитие и совершенствование методов
и инструментов конструирования главным залогом создания
удачной конструкции остаются инженерная изобретательность,
широта эрудиции и интуиция, опирающиеся на опыт и понима-
ние конструктором условий функционирования создаваемого
объекта.
В соответствии с этим в данном учебнике ставилась задача
— ознакомление с основными принципами проектирования де-
талей и соединений элементов конструкции вертолета с учетом
особенностей их работы и эксплуатации, а также с учетом
опыта, накопленного авиационной промышленностью и вертоле-
тостроением. Особое внимание при этом уделено обеспечению
усталостной прочности элементов конструкции.
1. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
ЭЛЕМЕНТОВ КОНСТРУКЦИИ ВЕРТОЛЕТА
1.1. ХАРАКТЕРИСТИКА УСЛОВИЙ РАБОТЫ
ЭЛЕМЕНТОВ КОНСТРУКЦИИ ВЕРТОЛЕТА
Вертолет отличается от других летательных аппаратов
многообразием типов агрегатов. Значительную долю конструк-
ции вертолета составляют механические агрегаты — элементы
несущих и рулевых винтов, трансмиссия, агрегаты системы уп-
равления и ряд других. Каждый агрегат вертолета находится в
специфических условиях работы, определяемых характером на-
гружения и условиями эксплуатации.
Нагрузки, действующие на вертолет, классифицируются по
природе и числу циклов нагружения за время его эксплуата-
ции. По природе различают: аэродинамические нагрузки, реак-
ции земли, реакции других агрегатов, инерционные силы. По
числу нагружений различают: усталостные, повторные и редко
действующие или однократные нагрузки.
Источниками аэродинамических нагрузок являются: несу-
щий винт, рулевой винт, элементы планера вертолета. Необхо-
димо отметить некоторые важные особенности этих сил. Из
курса аэродинамики несущего винта известно, что даже на ус-
тановившемся режиме полета, т.е. режиме, параметры которого
(скорость, высота полета, частота вращения винта и т.д.) не ме-
няются по времени, аэродинамическая нагрузка на любой части
лопасти не будет постоянной. Она содержит значительную по
величине переменную составляющую, полный цикл изменения
которой происходит за время одного оборота винта. Наличие
переменной составляющей аэродинамической нагрузки неизбеж-
но приводит к возникновению колебаний большинства элемен-
8
тов конструкции как самого винта, так и элементов прочих аг-
регатов, на которые передаются эти нагрузки (агрегаты управ-
ления несущим винтом, узлы крепления винта и редуктора, аг-
регаты планера и т.д.). Следствием колебаний являются пере-
менные напряжения в узлах и деталях конструкции вертолета.
Помимо несущего винта, источником переменных нагрузок яв-
ляются вращающийся рулевой винт (на вертолете одновинтовой
схемы), трансмиссия (редукторы, валы, муфты), двигатель. Сле-
дует также учитывать, что уровень переменных нагрузок в
узлах и деталях планера вертолета (фюзеляжа, оперения,
крыла) определяется не только нагрузками, передаваемыми на
него через узлы крепления несущего и рулевого винтов, но в
значительной мере добавками, возникающими вследствие воз-
действия на планер (фюзеляж, крыло, оперение) пульсирующего
воздушного потока от самих винтов. За время эксплуатации
вертолета, продолжающейся сотни часов, происходят миллионы
циклов изменения нагрузок, и, следовательно, миллионы цик-
лов колебаний и миллионы циклов переменных напряжений в
конструкции.
Наряду с длительными многоцикловыми нагрузками агрега-
ты вертолета в ряде случаев испытывают большие по величине
кратковременные нагрузки. Они возникают при маневре верто-
лета или полете в турбулентной атмосфере, когда величина
аэродинамической нагрузки значительно больше, чем в устано-
вившемся полете. Учитывая, что число маневров невелико и
большая турбулентность встречается редко, ее рассматривают
как единичное (статическое) нагружение. Единичному нагруже-
нию также подвержено шасси вертолета, поскольку оно испы-
тывает наибольшие нагрузки только во время посадки.
Режимы работы и соответствующие им случаи нагружения
вертолета в целом и агрегатов в отдельности оговорены в регла-
ментирующем документе — “Авиационных правилах” [26].
По характеру и величине нагружения детали и узлы разде-
ляют на силовые и несиловые. Они различаются также по сте-
пени ответственности в обеспечении надежности и безопасности.
Силовые детали и узлы, как правило, являются наиболее ответ-
ственными элементами конструкции вертолета.
9
1.2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЭЛЕМЕНТАМ
КОНСТРУКЦИИ ВЕРТОЛЕТА
Основными требованиями, предъявляемыми к элементам
конструкции вертолета, как и любого другого воздушного транс-
портного средства, являются:
— надежность;
— долговечность;
— совершенство по массе;
— работоспособность;
— технологичность;
— экономичность;
— эргономичность.
Надежность — способность конструкции сохранять свои вы-
ходные параметры в установленных пределах в течение задан-
ного промежутка времени.
Долговечность — общее время (обычно исчисляемое в годах)
работы конструкции на номинальном режиме в условиях нор-
мальной эксплуатации без существенного снижения расчетных
параметров при экономически приемлемой суммарной стоимости
ремонтов.
Весовое совершенство конструкции определяется величиной
ее массы в отношении к воспринимаемым нагрузкам (относи-
тельной массой).
Работоспособными называются конструкций, выходные пара-
метры которых отвечают условиям, оговоренным при ее кон-
струировании.
Технологичными называются конструкции, затраты средств,
времени и труда на изготовление которых минимальны.
Экономичность конструкции определяется затратами на ее
:роектирование, изготовление и последующую эксплуатацию.
Наконец, конструкция должны быть эргономичной, т.е.
>ыть удобной в обращении при эксплуатации и техническом об-
служивании, иметь красивый внешний вид, изящную отделку.
Эти требования зачастую противоречат друг другу. Умение
преодолеть противоречия и найти оптимальное решение опреде-
ляется квалификацией конструктора, его способностями и та-
лантом и используемыми инструментами проектирования.
?0
1.3. НАДЕЖНОСТЬ КОНСТРУКЦИИ
Обеспечение требуемого уровня надежности конструкции
вертолета одно из главных требований. Наряду с другими фак-
торами надежность конструкции обеспечивает безопасность эки-
пажа, пассажиров, обслуживающего вертолет персонала и со-
хранность вертолета в полете.
Надежность — сложное свойство. Она зависит от назначе-
ния объекта, условий его применения и состоит из сочетания
свойств безотказности, долговечности, ремонтопригодности и со-
храняемости. Теория надежности рассматривает отказы в основ-
ном как случайные события, так как они могут возникнуть в
результате повреждений или неправильной эксплуатации, не-
брежного отношения или нарушения условий сохраняемости.
Отказы могут возникнуть и не по вине обслуживающего персо-
нала, а вследствие внутренних особенностей конструкции изде-
лия (наличие вибраций, усталость, износ, старение материала и
т.п.). Причиной отказа могут быть ошибки и дефекты, допу-
щенные при конструировании, производстве, ремонтах.
Изучением количественных соотношений при расчете надеж-
ности занимается теория надежности. Основой этой теории яв-
ляется эксперимент. Обычно надежность конструкции оценива-
ется интенсивностью отказов в некотором промежутке времени.
Зависимость интенсивности отказов
узлов и механизмов имеет ха-
рактерный вид (рис. 1.1). Она h(t)
может быть разделена на три
участка. Период приработки
(интервал А, от t0 до 4г) харак-
теризуется повышенным значе-
нием интенсивности ранних от-
казов из-за производственных ц
дефектов и дефектов внутренней
структуры материалов. При нор-
мальной эксплуатации (интер-
вал В, от до t2) интенсив-
ность отказов уменьшается и из-
меняется сравнительно мало,
отказы носят случайный внезапный характер. На третьем участ-
h(t) от времени наработки
Рис. 1.1. Зависимость
интенсивности отказов
от времени наработки
11
ке (интервал С, от <2 Д° *з) интенсивность отказов снова резко
возрастает за счет разрушений, вызванных усталостью, износом,
старением и т.д. Поэтому перед эксплуатацией сложного меха-
нического агрегата следует проводить начальные испытания, от-
сеивающие дефекты приработки. Система, удовлетворительно
прошедшая начальный период А, более надежна, чем система,
находящаяся в начальном периоде. Замена старых деталей
(узлов) новыми целесообразна только в период С. При профи-
лактической замене деталей на новые в периоде В надежность
конструкции не возрастает', а уменьшается. Ресурс изделия сле-
дует назначать в начале третьего периода (периода изнашивания
и старения).
В арсенале современного конструктора имеется достаточно
средств для обеспечения заданного уровня надежности.
Инженерный опыт создания сложных технических систем
позволяет сформулировать основные правила обеспечения на-
дежности, которых следует придерживаться в процессе проекти-
рования конструкций вертолета.
1. Конструкция должна содержать максимально возможное
число элементов, проверенных на практике.
2. Рекомендуется (если это не приводит к существенному
увеличению массы изделия) применение модульного принципа
конструирования (когда конструкция создается из отдельных
автономных узлов), широкое использование стандартных и уни-
фицированных деталей и узлов.
3. Конструкция должна содержать защитные устройства,
предусматривающие возможность устранения катастрофических
отказов, в том числе сигнальные устройства, прецупрелкдамтпдя
о нарушении нормальной работы.
4. Конструкция должна обладать высокой контролеспособ-
ностью (оснащение контрольной аппаратурой для оценки напря-
женно-деформированного состояния, уровня вибраций, темпера-
тур; возможность визуальных осмотров и т.п.).
5. Конструкция должна быть удобной для ремонта, допус-
кать простую замену быстро изнашивающихся деталей и узлов
без разборки и переналадки всего изделия.
6. Силовые элементы конструкции должны подвергаться
тщательному расчету на статическую и усталостную прочность
с последующей их экспериментальной проверкой.
12
7. Для каждого типа конструкции должны соблюдаться ус-
тановленные нормы прочности.
Эффективным средством обеспечения заданного уровня на-
дежности также является резервирование. Резервирование — это
применение дополнительных средств и (или) использование воз-
можностей для сохранения работоспособного состояния объекта
при отказе одного или нескольких его элементов. Резервирова-
ние за счет установки параллельных двух одинаковых элемен-
тов объекта представляет собой дублирование. При использова-
нии дублирования следует иметь в виду неизбежность увеличе-
ния массы изделия.
1.4. ДОЛГОВЕЧНОСТЬ КОНСТРУКЦИИ
Долговечность агрегатов вертолетов, особенно имеющих си-
ловые детали и узлы, во многом определяется величиной их ре-
сурса.
Ресурсом называется наработка агрегата (исчисляемая в часах)
от начала эксплуатации до наступления предельного состояния,
после которого существует вероятность его разрушения.
Следует отметить, что для большинства агрегатов вертолета
(лопастей, втулок несущих и рулевых винтов, элементов систе-
мы управления, трансмиссии и др.) ресурс, как правило, уста-
навливается по условиям усталостной прочности.
Ресурс определяет потенциал срока службы агрегата. При
определенных условиях (дополнительные испытания, оценка
опыта длительной эксплуатации и т.п.) ресурс может быть про-
длен. Ресурс назначается для партии агрегатов. Сколь бы ни
идентичны были агрегаты одной партии, срок службы их будет
различен. Для многих из них момент разрушения может насту-
пить значительно позже выработки назначенного ресурса. В
связи с этим существует два способа проектирования авиацион-
ных конструкций по выносливости в условиях действия пере-
менных нагрузок: проектирование по принципам “безопасного
ресурса” и “безопасного повреждения”.
При назначении безопасного ресурса предполагается, что в
процессе отработки задаваемого срока службы ни в одной из де-
талей рассматриваемой серии не будут возникать усталостные
трещины. Все критические зоны должны быть выявлены при
лабораторных и натурных прочностных исследованиях и устра-
13
иены. Конструкция с безопасным ресурсом требует заниженного
уровня допускаемых напряжений, что отрицательно сказывается
на ее массовых характеристиках.
В конструкции с безопасным повреждением допускается по-
явление трещин в отдельных силовых элементах конструкции,
однако, трещины не должны приводить к разрушению или
чрезмерной деформации всей конструкции. Это достигается вы-
бором типа конструкции, при котором возможное разрушение
или усталостные трещины только уменьшат до некоторой степе-
ни статическую прочность и жесткость конструкции, достаточ-
ные для завершения безаварийного полета вертолета. Увеличе-
ние допускаемых напряжений в элементах конструкции с без-
опасным повреждением может составлять 15...20% по сравне-
нию с соответствующими напряжениями, принимаемыми для
конструкции безопасного срока службы.
Выигрыш от применения безопасно повреждаемых кон-
струкций заключается в уменьшении массы изделия, увеличе-
нии срока службы и уменьшения его стоимости. Безопасно по-
вреждаемые конструкции обслуживаются “по состоянию”. Опыт
эксплуатации таких конструкций показывает, что 90...92% де-
талей изделия сохраняют свою работоспособность после дости-
жения своего расчетного срока службы. Поэтому запасных час-
тей требуется лишь 8...10% от того количества, которым долж-
на быть укомплектована конструкция с безопасным ресурсом.
Главным преимуществом конструкций с безопасным поврежде-
нием является уменьшение возможности катастрофического раз-
рушения вертолета в полете.
Конструкция с допускаемыми повреждениями требует тру-
доемкого обслуживания, так как начиная с некоторой наработ-
ки появление трещин является не исключением, а закономер-
ным явлением. Эффективность осмотров должна быть такой,
чтобы любая трещина, способная привести к катастрофе, обна-
руживалась до того, как она станет опасной для вертолета.
Трудоемкость осмотров может быть во много раз снижена за
счет введения в конструкцию средств, сигнализирующих о по-
явлении в ней усталостных трещин. Примером такой конструк-
ции является лопасть несущего винта с металлическим лонже-
роном, используемая на ряде отечественных вертолетов [15]. В
комле лонжерона лопасти установлено устройство, фиксирующее
появление в лонжероне трещины (рис. 1.2). Это сигнализатор
14
пневматического типа. В его корпусе 1 находится сильфон 2 с
закаченным внутрь инертным газом с относительно небольшим
давлением Рс . Внутренняя полость корпуса сигнализатора сооб-
щается с внутренней полостью лонжерона 3, в которую закачен
сжатый воздух до давления Рл , на некоторую величину, превы-
шающую давление срабатывания сигнализатора. При появлении
в лонжероне сквозной трещины давление в полости лонжерона
и, соответственно, в полости сигнализатора выравнивается с ат-
мосферным. Избыточное давление разжимает сильфон и вытал-
кивает красный колпачок 4 наружу корпуса, сигнализируя о
нарушении герметичности лонжерона и его повреждении.
Рис. 1.2. Сигнализатор давления
воздуха:
1 — корпус сигнализатора;
2 — сильфон; 3 — лонжерон;
4 — сигнальный колпачок
(красного цвета)
Эффективным способом обеспечения безопасной повреждае-
мости является использование “избыточных” конструкций с не-
сколькими каналами передачи нагрузок. Примером такого ре-
шения является лопасть несущего винта с многоконтурным
лонжероном, показанная на рис. 1.3. Подобная конструкция
способна длительно выдерживать эксплуатационный уровень ус-
талостных нагрузок даже
при разрушении нескольких
контуров. Данный подход
был использован при разра-
ботке лопасти несущего
винта вертолета Ка-50, у ко-
торой лонжерон имеет два
Рис. 1.3. Отсек лопасти
с многоконтурным лонжероном
контура.
Следует отметить, что не ко всем элементам конструкции
вертолета может быть применен этот подход. Существует боль-
15
шое количество компонентов, не допускающих “избыточности”,
где возможна только одноканальная передача нагрузок. Также
вряд ли возможно и целесообразно создавать конструкции пол-
ностью в соответствии только с принципом “безопасного ресур-
са” или “безопасной повреждаемости”. В одной конструкции
вертолета могут быть элементы, спроектированные по разным
принципам или с учетом обоих. В частности, лопасти с метал-
лическим лонжероном в представленном ранее примере имеют
назначенный ресурс. После его выработки лопасть снимается с
эксплуатации. Сигнализаторы повреждения служат только для
повышения надежности несущего винта и обеспечения безопас-
ности полета вертолета.
1.5. СОВЕРШЕНСТВО ПО МАССЕ КОНСТРУКЦИИ
Для авиационных конструкций требование минимальной
массы является обязательным, разумеется, при соблюдении
прочности и жесткости.
Из уравнения существования вертолета
m0 = mK + тт + тцн + тэк ,
где т0 — взлетная масса вертолета; тк — масса конструкции
вертолета; тт — масса топлива; тцн — масса целевой нагрузки;
пгэк — масса экипажа, следует, что чем меньше доля конструк-
ции, тем больше перевозимая им полезная нагрузка, которая
наряду с другими характеристиками определяет эффективность
применения вертолета и степень его конкурентоспособности.
Уменьшение массы конструкции может быть достигнуто
грамотным конструированием; зависит от способностей и квали-
фикации конструктора, набора инструментов, используемых в
процессе проектировании и доводки изделия.
Конструкция агрегатов вертолета в разных соотношениях
содержит “силовые” элементы, испытывающие большие нагруз-
ки, и “несиловые”, слабонагруженные элементы. Для первых
основным путем уменьшения массы служит выбор рациональ-
ной конструктивно-силовой схемы, применение конструкцион-
ных материалов с высокими характеристиками относительной
прочности и относительной жесткости. Способы уменьшения
16
массы несиловых элементов сводятся к выбору легких материа-
лов, хотя бы и с небольшими значениями удельной прочности.
Существуют различные критерии количественной оценки оп-
тимальности конструкции по массе. В частности, в [23] предла-
гается сравнивать рассматриваемую конструкцию с простейшей
однотипной конструкцией отношением
т
Tf — рассм
Л т ~ т ’
прост
где трассм — масса рассматриваемой конструкции; тпрост —
масса простейшей конструкции.
В этом выражении массы сравниваемых конструкций зави-
сят от геометрических параметров и показателей механических
ов
свойств материалов: удельной прочности — — для конструк-
Р
Е
ции, работающих на статическую прочность; — — для кон-
Р
струкций, работающих на устойчивость (здесь ов — предел
прочности; р — плотность; Е — модуль упругости материала).
Проиллюстрируем данный подход на примере выбора сече-
ния детали, работающей на статическую прочность при изгибе
(рис. 1.4). Для этого случая нагружения самым несовершенным
является сплошное круглое сечение, которое может быть взято
в основу сравнения. Использова-
ние квадратного сечения по сравне-
нию с круглым дает уменьшение
массы детали более чем на 10%.
Еще больший эффект дает выборка
квадратного сечения. В итоге при-
ходим к выводу, что наиболее со-
вершенным сечением для данного
вида нагружения является двутавр
с тонкими полками.
Существенное уменьшение мас-
сы ряда агрегатов вертолета может
быть достигнуто за счет использова-
ния интегральных конструкций. Любую
сложную конструкцию можно пред-
Рис. 1.4. Коэффициент
совершенства по массе для
сечений, работающих на
прочность при изгибе
17
ставить состоящей из отдельных соединенных между собой зве-
ньев. Очевидно, что масса такой конструкции будет уменьшать-
ся с уменьшением числа звеньев. Пределом сокращения числа
звеньев является конструкция, в которой все отдельные звенья
слиты воедино, и составляют одно целое — это интегральная
конструкция. Создание интегральных конструкций при исполь-
зовании металлических сплавов было сопряжено с определенны-
ми трудностями. Во-первых, существенно усложнялась техноло-
гия изготовления конструкции и повышалась ее стоимость. Во-
вторых, в интегральной металлической конструкции ничто не
препятствует распространению усталостной трещины по всему
ее сечению, в то время как в сборной конструкции она локали-
зуется в отдельном ее элементе. Наибольшая степень интеграль-
ности достигается при использовании в конструкции компози-
ционных материалов, где распространение усталостных разру-
шений возможно лишь в ограниченном объеме. Однако следует
заметить, что чрезмерное увлечение повышением степени интег-
ральности может дать обратный эффект. Если отдельные эле-
ментарные звенья составной конструкции достаточно просто и
надежно проконтролировать в отношении качества изготовления
и отсутствия повреждений в процессе эксплуатации, то в слож-
ной интегральной конструкции могут быть места, малодоступ-
ные для контроля. Чтобы сделать такую конструкцию надеж-
ной, конструктор вынужден для этих участков брать низкие
значения допускаемых напряжений, в целом утяжеляя изделие.
Важными факторами уменьшения массы конструкции также
является совершенствование используемых методов расчета и
применение современных методов и инструментов конструирова-
ния, в частности, переход на трехмерное компьютерное модели-
рование конструкций, которое позволяет тщательно отрабаты-
вать форму деталей, удаляя излишний материал.
1.6. ПРОЧНОСТЬ КОНСТРУКЦИИ
Работоспособность, надежность, долговечность и совершенст-
во по массе элементов конструкции вертолета напрямую опреде-
ляются их прочностью. В зависимости от условий нагружения
элементы конструкции должны проектироваться с учетом обес-
печения статической, усталостной прочности или их совокупнос-
ти. Кроме того, на вертолете существует достаточно большое ко-
18
личество конструкций, работающих на устойчивость. Они требу-
ют отдельной проверки.
1.6.1. Статическая прочность конструкции
Статическая прочность конструкции проверяется при боль-
ших редко действующих нагрузках. При этом расчет и выбор
параметров конструкции проводится по разрушающей нагрузке
P„ar,„ , которая должна превосходить эксплуатационную в не-
которое число раз. Это число называют коэффициентом безопас-
ности f:
Р =Р f .
разр э 1
Под эксплуатационной нагрузкой понимают определенную
расчетом наибольшую нагрузку Рд , возможную при нормальной
эксплуатации.
Разрушающей нагрузкой называется такая, при которой воз-
никает напряженно-деформированное состояние, соответствую-
щее механическому разрушению конструкции или появлению
больших деформаций, при которых нарушатся ее нормальная
работа. Разрушающую нагрузку иначе называют расчетной и
обозначают как Рр .
Зависимость коэффициентов безопасности f от всех подлежа-
щих учету факторов не имеет строгой математической формули-
ровки. Их величина устанавливается как некоторый норматив-
ный запас прочности, принимаемый для гарантированной на-
дежности работы конструкции. При этом принимаются во вни-
мание следующие факторы.
1. Серьезные последствия, к которым приводит разрушение
конструкции. Разрушение ответственных деталей может привес-
ти к аварии, а порой — к катастрофе. Не говоря о больших
экономических потерях (вертолет является дорогостоящим лета-
тельным аппаратом), следствием поломки одной детали может
быть гибель людей. Поэтому для наиболее жизненно важных де-
талей, в частности, деталей несущего, рулевого винтов, элемен-
тов их крепления, деталей системы управления, трансмиссии в
расчет вводится достаточно высокое значение коэффициента без-
опасности равное 2. Для деталей, поломка которых не ведет к
19
серьезным последствиям, оно имеет меньшее значение —
1,25...1,5.
2. Срок работы конструкции. Для расчета деталей с продол-
жительным временем работы коэффициенты f завышаются на
некоторую величину. Принимают во внимание возможный износ
поверхностей деталей, изменение механических свойств мате-
риала и т.п.
3. Требование по жесткости конструкции (ограничения по
величине перемещений, отсутствие или допустимость остаточ-
ных деформаций, недопустимость потери аэроупругой устойчи-
вости — флаттер, дивергенция).
4. Механические свойства материалов. Например, для плас-
тических материалов при ударных нагрузках требуется мень-
ший коэффициент безопасности, чем для хрупких. Для матери-
алов, имеющих значительный разброс характеристик, например
таких, как титановые сплавы, значение коэффициента безопас-
ности наоборот завышают. Это также относится к композицион-
ным материалам, характеристики которых во многом зависят от
совершенства технологии их изготовления и свойств исходных
компонентов.
5. Точность определения нагрузок. Чем точнее определены
нагрузки, тем больше оснований для расчета деталей с мень-
шим значением коэффициента f.
6. Степень соответствия расчетной схемы реальной работе
конструкции.
7. Степень статической неопределенности. Для многократно
статически неопределимой конструкции разрушение отдельных
элементов не приводит к потере несущей способности всей сис-
темы. Поэтому допустимо принять пониженный коэффициент
безопасности.
8. Степень новизны силовой схемы, наличие эксперимен-
тальных данных о несущей способности аналогичных конструк-
ций.
9. Предполагаемый объем экспериментальной проверки. Воз-
можность опытной отработки детали позволяет принять более
низкий коэффициент f.
10- Чувствительность конструкции к возможным дефектам
изготовления. Например, для тонкостенных конструкций к вы-
бору коэффициентов безопасности подходят с большей осторож-
ностью.
20
11. Способ изготовления деталей. Для литых деталей обыч-
но принимают более высокие запасы прочности, чем для штам-
пованных.
12. Уровень квалификации обслуживающего персонала.
Перечисленные факторы дают наглядное представление о
важности и сложности процесса выбора коэффициента безопас-
ности. Чем больше его величина, тем надежнее работа кон-
струкции. Однако чрезмерное увеличение значения этого коэф-
фициента ведет к возрастанию габаритов и массы, что является
недопустимым для конструкции летательного аппарата. Поэтому
для элементов конструкции вертолета устанавливаются мини-
мально возможные коэффициенты безопасности на основе опыта
эксплуатации и экспериментальной проверки. Для каждого аг-
регата вертолета и конкретного случая его нагружения рекомен-
дуемые значения коэффициентов безопасности даются в “Авиа-
ционных правилах”.
Начальным этапом определения размеров детали является
проектировочный расчет по допускаемым напряжениям. Разме-
ры сечений детали рассчитываются таким образом, чтобы дей-
ствующие в них напряжения от расчетной
равны допускаемым напряжениям [а], [т]:
ор = [о] ,
ТР = и •
В качестве допускаемых напряжений
принимается пределы прочности ов , тв
или текучести о,г в зависимости от харак-
тера и условий нагружения конструкции.
Определенные трудности возникают
при выборе допускаемых напряжений в
деталях, изготавливаемых из композици-
онных материалов, вследствие особеннос-
тей характера их разрушения. На рис. 1.5
представлена диаграмма изменений напряжений в зависимости
от удлинения образца однонаправленного стеклопластика при
приложении нагрузки вдоль армирующих волокон. В начале на-
гружения до некоторого момента материал сохраняет целост-
нагрузки Стр ,
Рис. 1.5. Диаграм-
ма растяжения
однонаправленного
композиционного
материала
21
ность и ведет себя как упругий, подчиняясь закону Гука:
о = Ее . После достижения напряжений, соответствующих точке
1, начинается первая стадия разрушения композита — наруша-
ется его сплошность. В связующем на разделе сред появляются
мелкие трещины. Армирующие элементы здесь не разрушаются,
и конструкция не теряет несущих свойств. Более того, для не-
которых материалов наблюдается увеличение жесткости. На вто-
рой стадии (точка 2) вдоль армирующих элементов появляются
значительные трещины, но нити не повреждаются. Конструкция
еще сохраняет несущие свойства. На третьей стадии (точка В)
армирующие нити рвутся, и материал полностью разрушается.
Если допускаемые напряжения при действии максимальных
эксплуатационных нагрузок выбирать соответствующими пос-
ледней стадии разрушения — брать их равными ов , то может
оказаться, что при действии номинальных нагрузок материал
будет находиться в первой или второй стадиях разрушения. Это
недопустимо, поскольку при повторных нагрузках трещины в
конструкции будут расти, ускоряя ее разрушение. Поэтому
прочность деталей из композиционных материалов следует оце-
нивать как при максимальных, так и при номинальных эксплу-
атационных нагрузках. Это противоречие в ряде случаев преодо-
левается выбором большого значения коэффициента безопаснос-
ти / = 2...2,5 и занижением допускаемых напряжений в компо-
зите до уровня 2/Зсгв при расчете конструкции на предельную
несущую способность. При проектировании элементов конструк-
ции с учетом максимальных редко действующих нагрузок такой
подход вполне приемлем.
Геометрические соотношения детали, определенные из усло-
вия обеспечения прочности, в большинстве случаев приходится
корректировать, естественно в сторону увеличения размеров, ис-
ходя из конструктивных, технологических и эксплуатационных
соображений. После окончательного выбора размеров сечений
детали проводится поверочный расчет. В наиболее опасных се-
чениях с учетом изменений размеров определяются действую-
щие напряжения от расчетной нагрузки и сравниваются с до-
пускаемыми. Если размеры сечений не менялись после проекти-
ровочного расчета, то и в этом случае поверочный расчет явля-
ется обязательным. Это обусловлено тем, что в проектировочном
расчете, как правило, используются приближенные методы,
22
представляющие собой решение обратных задач прочности, ко-
торое не всегда удается сделать достаточно точным. В отличие
от них поверочные расчеты обладают высокой точностью, про-
веренной в экспериментах.
Отношение допускаемых или предельных напряжений к
расчетным называется запасом прочности
[о]
Г] =- — при нагружении детали нормальными силами
°Р
или
[т]
т] =----при нагружении детали касательными силами.
тр
При сложном виде нагружения детали, когда действуют как
нормальные, так и касательные усилия, оценку прочности дета-
ли проводят по эквивалентным напряжениям
СУЭКВ
аэкв = + Зтр •
При этом в качестве допускаемых напряжений берут
[СТ] =
Если во всех сечениях детали с учетом всех видов нагруже-
ния запас прочности одинаков, ее называют равнопрочной. На-
сколько деталь равнопрочная, настолько она совершенна по массе.
В равнопрочной детали отсутствует избыточный материал.
Запас прочности всегда должен быть больше единицы. Чем
больше запас прочности, тем надежнее деталь в работе. Однако
увеличение запаса прочности сверх необходимого значения ведет
к увеличению массы и габаритов детали, что для авиационных
конструкций является недопустимым. Поэтому конструктор дол-
жен стремиться к достижению минимального возможного значе-
ния запаса прочности. В хорошо спроектированных авиацион-
ных конструкциях при отсутствии существенных конструктив-
ны'х, эксплуатационных, технологических и прочих ограниче-
ний на размеры деталей величина запаса прочности имеет зна-
чения 1,05...1,2. Более высокие запасы прочности указывают на
перетяжеление изделия.
23
1.6.2. Прочность конструкции, работающей
на устойчивость
Расчет конструкции, работающей на устойчивость, произво-
дится по разрушающим нагрузкам и сводится к определению
критической силы потери устойчивости Ркр , которая должна
быть не меньше расчетной Рр :
Р > Р = Р f .
кр р э '
Принципы выбора коэффициента безопасности для кон-
струкций, работающих на устойчивость, в основном те же, что
и для конструкций, работающих на статическую прочность. Од-
нако к безопасности их работы следует подходить с большей ос-
торожностью, поскольку потеря устойчивости может привести к
разрушению всей системы, в то время как, например, явление
текучести в растянутом элементе не всегда опасно для всей
конструкции. При выборе коэффициентов безопасности сжа-
тых элементов принимают во внимание ряд дополнительных
факторов, влияющих на несущую способность конструкции. К
ним можно отнести качество изготовления, отклонение формы
конструкции от теоретических обводов, отклонение толщин и
др. Как правило, подобные факторы учитываются при расчете
критической нагрузки соответствующим выбором коэффициента
безопасности.
В расчетах на устойчивость обычно принимают f= 1,3...2,6.
Большие значения относятся к конструкциям с продолжитель-
ным сроком эксплуатации при многократном количестве нагру-
жений, меньшие — для конструкций с кратковременным дейст-
вием нагрузок и малом числом циклов нагружения при доста-
точном контроле качества изготовления.
1.6.3. Усталостная прочность конструкции
Усталостью материалов называют явление их разрушения
от воздействия большого цикла колебаний напряжений, из ко-
торых ни одно не достигает величины временного сопротивле-
ния разрыву.
Способность материалов сопротивляться этому разрушению
называют выносливостью. Причины и характер усталостного
24
разрушения различных конструкционных материалов, обладая
некоторыми общими чертами, имеют свои отличия.
Причины и характер усталостных разрушений
Характерной и опасной особенностью усталостного разруше-
ния большинства конструкционных металлов является отсутст-
вие видимых деформаций в зоне разрушения и хрупкий, вне-
запный характер разрушения. Усталостные разрушения состав-
ляют основной вид разрушения механических агрегатов верто-
лета и нередко приводят к тяжелым последствиям.
Усталостные трещины обычно зарождаются в зоне измене-
ния формы или нарушений поверхности деталей, а также в зоне
действия сосредоточенной нагрузки.
Среди многих факторов, способствующих возникновению ус-
талостных разрушений металлов, основными являются:
1) концентраторы напряжений (отверстия, резкие изменения
сечений, вырезы, следы обработки, валики сварных швов, не-
провары в сварных швах, острые кромки и т.д.);
2) неравномерное распределение нагрузки между крепежны-
ми изделиями в местах стыка деталей при нерационально подо-
бранных сечениях стыкуемых элементов;
3) резкое изменение жесткости сечений детали на пути
передачи нагрузки;
4) неравномерное распределение нагрузки по сечениям детали;
5) эксплуатационные факторы (химическая коррозия, фрет-
тинг-коррозия, повышенная температура и др.).
Существуют разные теории усталостного процесса, протека-
ющего в металле при приложении многократно повторяющихся
нагрузок. Согласно одной из теорий причиной усталостного раз-
рушения в металлических конструкциях считается появление в
ряде кристаллов, из которых состоит всякий конструкционный
сплав, пластической деформации, в то время как в остальной
массе металла (в остальных его зернах) деформации при данной
нагрузке являются упругими. При этом среднее напряжение в
образце может не превосходить предела упругости металла.
Многократное приложение нагрузки приводит к увеличению
пластической деформации в зернах, в которых начались сдвиги,
и вовлечению в нее соседних зерен. При достаточно высоком по-
вторном напряжении с увеличением количества нагрузок эта
25
пластическая деформация нарастает и может привести к образо-
ванию микротрещины. При дальнейшем увеличении количества
нагрузок трещина растет и, в конце концов, приводит к разру-
шению детали.
Усталостные изломы металлов имеют характерные призна-
ки, позволяющие отличить их от излома другого вида. На их
поверхности можно различить ряд особенностей (рис. 1.6). Фо-
кусом излома считается малая локальная зона, близкая к точке,
в которой возникает начальная микроскопическая трещина ус-
талости и откуда начинается ее развитие. Обычно фокус распо-
лагается на поверхности в местах концентрации напряжений
или поверхностных дефектов. При наличии внутренних дефек-
тов или при поверхностном упрочнении детали фокус излома
может находиться и под поверхностью. Зона излома около фо-
куса обычно характеризуется наибольшим блеском и более глад-
кой поверхностью по сравнению с другими участками излома.
Участок развития усталостной трещины также имеет вид
гладкой и блестящей поверхности. На нем видны характерные
усталостные линии, волнообразно расходящиеся от фокуса раз-
рушения — это следы фронта продвижения трещины. Их появ-
ление связано с изменением направления ее развития или изме-
нением величины нагрузки при эксплуатации.
Рис. 1.6. Схема усталостного
излома металла:
1 — фокус излома и очаг разрушения;
2 — участок развития трещин; 3 — зона
ускоренного развития излома;
4 — зона долома
Участок ускоренного развития трещины образуется в тече-
ние нескольких циклов, предшествующих окончательному раз-
рушению.
Зона долома образуется на последней стадии излома и обла-
дает признаками макрохрупкого разрушения.
Изучение формы и поверхности усталостных изломов позво-
ляет судить о характере усилий, вызвавших разрушение, и ос-
тепени нагруженности сломавшейся детали.
26
Усталостное разрушение композиционных материалов имеет
несколько иной характер.
Большинство композитов создаются на основе высокопроч-
ных армирующих элементов и матрицы, обладающей достаточно
высокой степенью деформативности. При разрушении армирую-
щего элемента или повреждении границы раздела армирующего
элемента и матрицы происходит перераспределение напряжений
таким образом, что повреждение при ограниченном уровне на-
пряжений локализуется в относительно малом объеме. Благода-
ря этому эффективная прочность композита в целом практичес-
ки не снижается, что является одним из преимуществ компози-
тов перед большинством традиционных материалов. Практика
использования композитов в конструкциях агрегата показала,
что срок их службы в условиях действия переменных многоцик-
ловых нагрузок значительно превышает срок службы аналогич-
ных конструкций, выполненных из металлов. В частности, ре-
сурс лопасти, выполненной из полимерных композитов, ограни-
чен не столько возможностью усталостного разрушения, сколько
изменением в течение длительной эксплуатации и хранения фи-
зико-механических свойств деталей лопасти и их клеевых со-
единений вследствие старения и охрупчивания.
Процесс усталостного разрушения композиционных матери-
алов имеет сложный характер и определяется большим: числом
факторов, таких, как состав композита, структура укладки
слоев армирующих элементов, направление и величина прила-
гаемой нагрузки и т.д. [20]. На начальных стадиях нагружения
композита происходят микроскопические изменения на уровне
волокна, матрицы, включений и т.п. Установлено, что эти мик-
роскопические изменения (в совокупности называемые повреж-
дением), снижающие прочность, жесткость и определяющие
долговечность композита, весьма разнообразны, связаны при
различных обстоятельствах с множеством данных. По мере на-
копления микроповреждений в композите появляются заметные
макроскопические трещины. Макроскопические трещины также
весьма разнообразны по форме. Даже в простейшем случае,
когда композит содержит однонаправленные армирующие во-
локна, можно различить несколько видов его разрушения. Так,
если плоскость начального надреза или трещины направлена ор-
тогонально направлению армирования, то трещина, как прави-
ло, развивается не совсем так, как в обычных изотропных ма-
27
a) 5) Б)
Рис. 1.7. Типы разрушений слоистых композитов:
а — “щеткообразное” разрушение при растяжении вдоль волокон;
б — продольное растрескивание при испытании по схеме
трехточечного изгиба; в — межслойное растрескивание
при испытании по двухконсольной схеме
териалах. При растяжении вдоль волокон может иметь место
“щеткообразное” разрушение (рис. 1.7,а), а при изгибе — про-
дольное растрескивание (рис. 1.7,6). Напротив, если начальная
трещина лежит в плоскости армирования, то она растет пример-
но в этой плоскости (рис. 1.7,б).
Циклы нагружений
Переменные нагрузки, действующие на конструкцию в про-
цессе эксплуатации, можно представить совокупностью циклов
повторных нагружений, выраженных в напряжениях.
Циклом напряжений называется однократная их смена, со-
ответствующая полному периоду их изменения (рис. 1.8).
Цикл описывается сочетанием двух параметров, которыми
могут быть амплитуда напряжений и его средняя величина
ст , либо минимальное <Jmin и максимальное напряжения amax ,
либо максимальное напряжение и размах (удвоенная амплиту-
да). Параметры цикла связаны между собой следуют ими соот-
ношениями:
~ ginin . _ °max+ amin
°а~ 2 ’ °т =----------2-----;
28
°min ®max ^°max ’
gmin _ rn _ । _ । _Sl_ — ~
°max °inax °max °max 1 + A
°a _ 1 - Д
om~ 1+R’
где индекс г означает размах нагрузки; а
— амплитуда нагруз-
ки; т — средняя нагрузка.
Рис. 1.8. Схемы циклического изменения напряжений по времени:
а — общий случай; б — симметричный цикл;
в — пульсирующий; г — асимметричный
Цикл называется симметричным (рис. 1.8,а), когда R = - 1,
т.е. напряжения атах и равны по величине. В этом случае
~ ®> — °max ~ ~ °min ‘
При пульсирующем цикле (рис.1.8,б) R = 0, т.е. минималь-
ное напряжение цикла равно 0.
29
Цикл, в котором R Ф 1 и R * 0, называют асимметричным
(рис. 1.8,6). При этом отах = оот + оа • Пределам выносливости а
при различных асимметриях нагрузки присваивается соответст-
венно индекс “-1”, “0” или “г”.
В литературе порой используется иной показатель асиммет-
рии цикла нагрузки: R = om/omax . Между первым и вторым по-
казателями имеет место следующее соотношение:
R = | (1 + R) .
Усталостная прочность металлов
Усталостная прочность характеризуется номинальной амп-
литудой оа напряжений, приводящей к разрушению детали при
некотором среднем напряжении от и определенном числе цик-
лов N.
Информацией об усталостной прочности являются кривые
усталости, получаемые экспериментально (рис. 1.9). При их по-
строении по оси ординат откладывается наибольшее напряжение
цикла, при котором испытывался данный образец, по оси абс-
цисс — число циклов перемен напряжений, которое образец вы-
держал до разрушения. Кривые усталости строятся в координа-
тах <у - N, о - 1g N, чаще 1g о - 1g N. Усталостная прочность ме-
таллов прежде всего проверяется на гладких образцах, несмотря
на то, что в практике они редко встречаются. Данные по испы-
таниям гладких образцов, т.е. образцов без концентраторов на-
пряжений, важны по различным причинам. Во-первых, по ис-
пытаниям гладких образцов принято сравнивать свойства новых
и применяемых материалов. Во-вторых, по усталостной прочнос-
ти гладких образцов путем введения в расчет специальных по-
правочных коэффициентов можно определять усталостные ха-
рактеристики несложных деталей простой формы.
В логарифмических координатах зависимость о = /(№), полу-
ченная из испытаний гладких образцов, представляет собой
полигональную кривую (состоит из отрезков прямых линий). В
зависимости от свойства материала она имеет определенный ха-
рактер. Кривая первого типа (рис 1.9,а) типична для деталей из
углеродистых сталей. При симметричном цикле нагружения
30
имеет предел выносливости ст_ j . В общем случае (при любой
форме цикла) пределом выносливости называют наибольшую
величину максимальных напряжений в цикле (Отах = ),
не вызывающих разрушения при произвольно большом увеличе-
нии числа циклов. Согласно этому определению при напряжениях
о < с_ г , отмеченных на кривой первого типа, усталостное разру-
шение невозможно. Кривая второго типа (рис. 1.9,6) характерна
для высоколегированных сталей и титановых сплавов. Она
после точки перелома имеет наклон (tg Ро = O,ltg (З^. Кривая
третьего типа (рис. 1.9,е) соответствует легким цветным метал-
лам. У нее наклон прямой сохраняется вплоть до очень малого
уровня напряжений. Каждая из перечисленных кривых доста-
точно точно описывается уравнениями, с которыми можно озна-
комиться в [5]. Наклонный участок кривой усталости во всех
случаях подчиняется уравнению
о0 N
\ 7
Точка перелома кривых усталости (в логарифмических ко-
ординатах) обычно соответствует числу циклов
No= 106 ... 107 .
При числе циклов N < (No ~ 103 ... 104 ) кривые усталос-
ти имеют еще один перелом, связанный с переходом в область
Рис. 1.9. Виды зависимости а = f(N)
31
малоцикловой усталости. Разделение кривых усталости на три
типа является весьма условным. На практике способность мате-
риала сопротивляться переменным напряжениям определяется
величиной переменного разрушающего напряжения при опреде-
ленном числе циклов N& , называемом базовым. Обычно для образ-
цов из стали принимают N6 = 107 , для образцов из легких сплавов
7 Я
— ДТд = 5 10 ... 10 . Если образец не сломался до числа цик-
лов Nq , то испытания прекращают.
Существенное влияние на предел усталости оказывают пара-
метры цикла нагружения, в частности величина , которую
часто называют статической подгрузкой. Исследования показы-
вают, что при действии постоянных сжимающих напряжений
от предел выносливости при изгибе и растяжении повышается
(затрудняется зарождение и развитие усталостной трещины)
(рис. 1.10). Это одна причин возрастания сопротивления уста-
лости после упрочняющей обработки, когда в поверхностных
слоях детали создаются сжимающие остаточные напряжения.
Рис. 1.10. Влияние
постоянного (статического)
напряжения на предел
выносливости
(кривая предельных амплитуд)
Помимо представленных здесь свойств, на усталостную
прочность детали, сделанной из конкретного материала, оказы-
вают влияние множество других факторов. Прежде всего следу-
ет отметить влияние формы детали, наличие в ней концентра-
торов напряжений, абсолютные размеры детали, состояние ее
поверхности. Поэтому теоретически определить предел выносли-
вости детали, особенно если она имеет сложную форму, весьма
затруднительно. Аналитические методы расчета характеристик
усталости приемлемы для деталей простых конфигураций с по-
стоянными по времени циклами нагружения. Для большинства
агрегатов вертолета наиболее точным, а порой и единственным
32
способом определения предела выносливости являются экспери-
ментальные исследования. Испытания проводят на специальных
стендах, моделируя нагружение детали, узла или в целом агре-
гата в реальных условиях полета. Если деталь сломалась при
меньшем числе циклов нагружения, которое требуется для до-
стижения заданного ресурса, корректируют ее форму, меняют
параметры и проводят повторные испытания. В итоге добивают-
ся требуемого ресурса. Величина ресурса является основным
критерием оценки усталостной прочности элементов конструк-
ции вертолета.
Следует отметить, что вопрос обеспечения усталостной проч-
ности конструкции вертолета не может быть решен окончатель-
но на каком-то отдельном этапе его проектирования, производ-
ства или эксплуатации. Оценка ресурса представляет собой не-
прерывный процесс, направленный на уточнение ранее получен-
ных результатов. Подробное описание комплекса расчетно-кон-
структорских и экспериментальных работ для обеспечения ре-
сурса агрегатов вертолета дано в [24].
Усталостная прочность композитов
На усталостные характеристики композиционных материа-
лов оказывает влияние множество факторов. Среди основных:
состав и структура материала, температура, влажность окру-
жающей среды, вид нагружения. Поэтому для каждого образца
материала, который предполагается использовать в конструк-
ции, необходимо проводить полный цикл усталостных испыта-
ний. Усталостную прочность композитов, как и у металлов, оце-
нивается кривыми усталости.
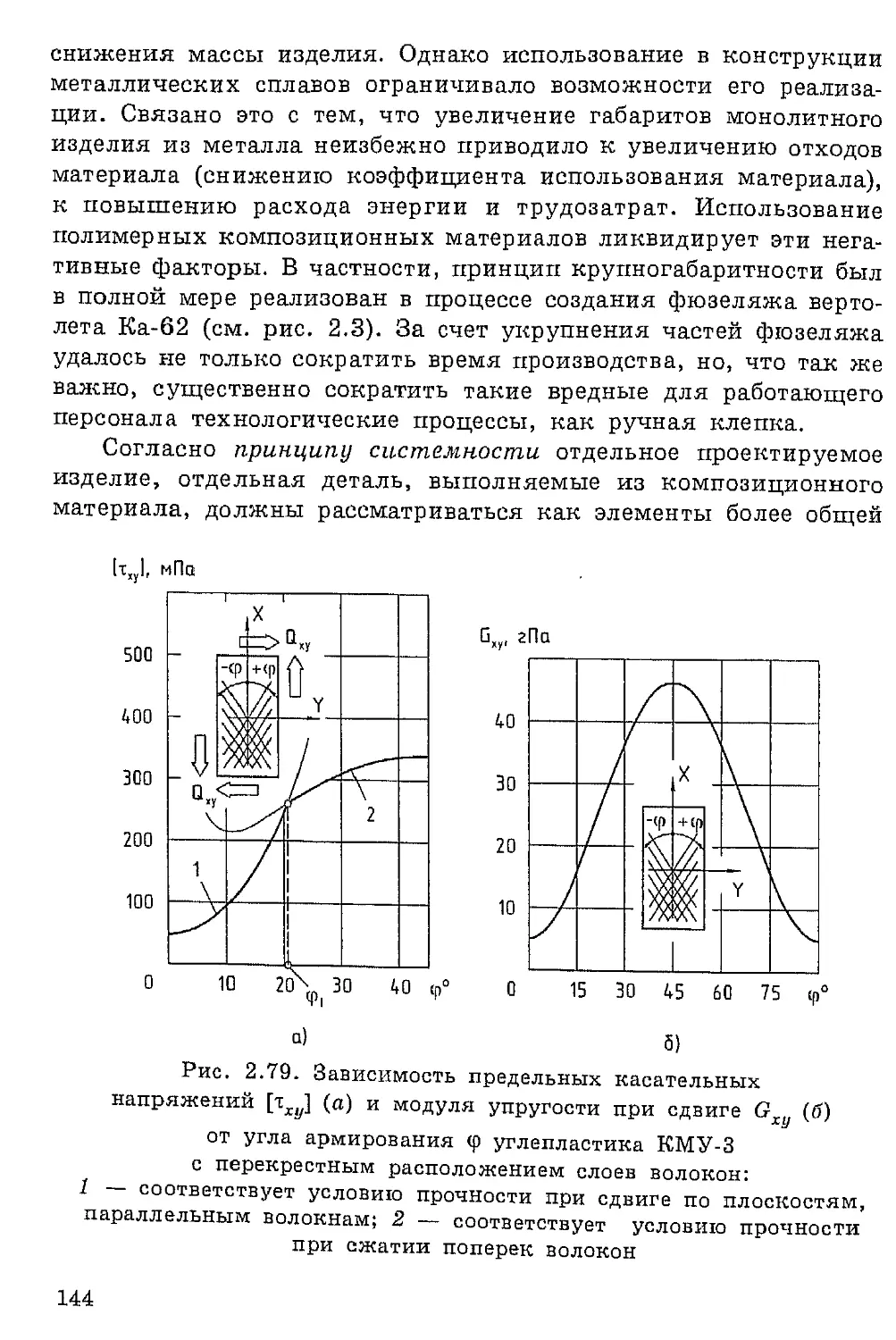
На рис. 1.11 показано влияние углов ориентации армирую-
щих волокон (относительно направления действия нагрузки) на
усталостные характеристики углепластика [32]. При уменьше-
нии угла армирования (р (кривые 2 и 3 соответствуют значени-
ям ср = ± 45° и ср = 90”) прочность композита снижается из-за воз-
растания влияния матрицы (связующего материала). Например,
при ср = 90° усталостная прочность практически определяется
только матрицей, механические характеристики которой, как
правило, на порядок ниже характеристик армирующих волокон.
Наибольшей усталостной прочностью обладают однонаправлен-
33
ные композиты при условии совпадения направления армирова-
ния с направлением нагрузки, хотя на практике они редко
встречаются. Реальные конструкции деталей агрегатов вертолета
одновременно испытывают нагрузки различного вида и направ-
ления. Поэтому применяемые в них композиты имеют много-
слойную структуру с различными углами ориентации слоев.
Рис. 1.11. Влияние углов
ориентации армирующих волокон
на предел выносливости
углепластика SP313
(Л = 0,1 при частоте 30 Гц):
1 — (р = 0°, 6 слоев;
2 — (р = ± 45°, 8 слоев;
3 — (р = 90°, 15 слоев
Зависимость усталостных характеристик композита от тем-
пературы окружающей среды в основном определяется снижени-
ем физико-механических свойств связующего при его нагреве.
При возрастании температуры усталостные свойства композита
снижаются при том же количестве циклов (рис. 1.12, [32]).
На усталостные характеристики композита оказывает также
влияние степень насыщения их влагой.
Рис. 1.12. Влияние температуры
на предел выносливости
однонаправленного ((р = 0°)
углепластика SP313
(Л = 0,1 при частоте 30 Гц):
1 — 22°С;
2 — 25°С;
3 — 128°С;
4 — 177°С
34
В справочной литературе достаточно широко представлены
характеристики композиционных материалов, полученные при
статических испытаниях, и сравнительно мало — при усталост-
ных. Однако между усталостными и статическими характерис-
тиками композита существует прямая зависимость. Чем выше
статическая прочность материала, тем лучше он сопротивляется
усталости (рис. 1.13).
Рис. 1.13. Отношение удельного
предела прочности при статическом
и переменном нагружении
углепластика при различных
углах ориентации армирующих
волокон А — Ф = 0°;
Б — ф = ± 45°; В — ф = 90":
1 — статическое нагружение;
2, 3 — предел выносливости
соответственно на базе
к 7
10 и 10 циклов нагружения
В отношении оценки усталостной прочности по результатам
статических испытаний интересен подход, используемый при
проектировании лонжеронов лопастей несущих и рулевых вин-
тов из композиционных материалов на Московском вертолетном
заводе им. М.Л. Миля. На этом предприятии лонжероны лопас-
тей традиционно проектируются с учетом их изготовления ме-
тодом спиральной намотки. Исходным полуфабрикатом для на-
мотки является препрег — тонкая лента из стеклонитей (воз-
можно с добавками другого материала), предварительно пропи-
танная эпоксидным связующим. После намотки и последующей
полимеризации образуется многослойный композит с перекрест-
ным армированием. Методы механики композитов позволяют
определить максимальные напряжения в цикле от внешней
переменной нагрузки отдельно в каждом слое в направлении ар-
35
мирующих волокон. Полученные в расчетах напряжения слоя
сравниваются с допускаемыми напряжениями однонаправленно-
го композита, однотипного по составу и структуре материалу-
лонжерона. В качестве допускаемых берутся напряжения, соот-
ветствующие первой стадии разрушения композита (Oj на гра-
фике рис. 1.5). Более того, при расчете лонжерона по условиям
статической прочности (для случая падения лопасти на ограни-
читель свеса) также ставится условие, чтобы расчетные напря-
жения в слое не превышали ог Это делается с целью недопу-
щения микротрещин даже при статическом, кратковременном
нагружении. В дальнейшем они могут привести к снижению ус-
талостной прочности при действии циклических нагрузок. При
таком подходе лопасть несущего винта приобретает большой ре-
сурс, ограниченный не столько усталостными характеристиками
исходного материала, сколько другими факторами, например
временем его естественного старения.
Величину Сц можно определить по излому в точке 1 диа-
граммы о = £ (см. рис. 1.5):
°1 - е1 Е1 >
Здесь — относительное удлинение образца, соответствующее
границе начального линейного участка в диаграмме деформиро-
вания; — модуль упругости материала в направлении арми-
рующих волокон.
Величина равна 0,006...0,0062 для стеклопластика,
0,0052...0,0054 — для органопластика и 0,0028...0,003 — для
углепластика.
1.7. ЖЕСТКОСТЬ КОНСТРУКЦИИ
Жесткостью называется способность конструкции сопротив-
ляться действию внешних нагрузок с наименьшими деформа-
циями. Понятием, обратным жесткости, является упругость,
т.е. свойство конструкции приобретать относительно большие
деформации под действием внешних нагрузок.
Жесткость определяет работоспособность конструкции в
такой же (а иногда и в большей) мере, как и прочность. Повы-
36
шенные деформации могут нарушить нормальную работу кон-
струкции задолго до возникновения опасных для прочности на-
пряжений. Нарушая равномерное распределение нагрузки, они
вызывают сосредоточение усилий на отдельных участках дета-
лей, в результате чего появляются высокие местные напряже-
ния.
Недостаточная жесткость соединений, подверженных дейст-
вию переменных нагрузок, вызывает фрикционную коррозию,
снижающую усталостную прочность конструкции. Недостаточ-
ная жесткость элементов каркаса вертолета может вызвать по-
терю устойчивости и их поломку. Нежесткость корпусов рас-
страивает взаимодействие расположенных в них механизмов,
вызывая повышенное трение и износ подвижных сочленений.
Нежесткость валов и опор зубчатых передач нарушает правиль-
ное зацепление колес и приводит к быстрому износу зубьев. Не-
жесткость цапф и опор подшипников вызывает повышенные
кромочные давления. В подшипниках скольжения это приводит
к появлению полужидкостного и полусухого трения, что, в свою
очередь, вызывает перегрев, заедание или снижение срока служ-
бы подшипников.
Жесткость имеет большое значение для конструкций, имею-
щих аэродинамическую поверхность, таких, как лопасти несу-
щих и рулевых винтов, крыло, оперение. Следствием их низкой
изгибной и крутильной жесткости может стать потеря эффек-
тивности управления вертолетом, когда из-за изгиба и закручи-
вания аэродинамической поверхности, находящейся под воздей-
ствием внешних сил, появляются неконтролируемые изменения
углов установки и, соответственно, углов атаки по длине лопас-
ти или крыла. Недостаточная изгибная и крутильная жест-
кость может стать причиной недопустимых явлений аэроупру-
гости, таких, как флаттер и дивергенция. Флаттер лопастей не-
сущего винта может также возникнуть из-за недостаточной
жесткости элементов силовой проводки управления вертолетом.
Нередко причиной автоколебаний рулевого винта становится не-
достаточная крутильная жесткость вала трансмиссии, подводя-
щего к нему мощность.
Жесткость принято оценивать коэффициентом жесткости,
представляющим собой отношение силы Р, приложенной к кон-
струкции, к максимальной деформации AZ, вызываемой этой
силой.
37
Для случая растяжения — сжатия бруса постоянного сече-
ния в пределах упругой деформации коэффициент жесткости,
согласно закону Гука,
. Р EF
Л = — = —т— ,
AZ I
где F — площадь сечения бруса; I — длина бруса.
Обратную величину
AZ I
Р ~ EF ’
характеризующую упругую податливость бруса, называют коэф-
фициентом упругости.
Для деталей сложной формы с переменными сечениями рас-
пределение жесткости по сечениям принято оценивать величи-
ной коэффициента жесткости, определяемого по относительной
деформации (е = AZ/Z):
X' = EF .
Он равен условной единичной нагрузке (1 ньютон), вызы-
вающей относительную деформацию . Соответственно коэффици-
ент упругости
И- =Ё7 ’
представляет собой относительную деформацию при приложении
единичной нагрузки.
Для случая изгиба жесткость конструкции оценивают вели-
чинами
где I — момент инерции сечения; а — коэффициент, зависящий
от условий нагружения (рис. 1.14).
Для случая кручения коэффициент жесткости равен отноше-
нию крутящего момента 7Икр к вызываемому этим моментом
углу ср [рад] поворота сечений бруса на длине Z:
38
Mvn GI„
1 — КР _ р
КР ф I ’
где 1р — полярный момент инерции сечения.
Определенный по относительному углу закручивания
(0 = Дср/Z), коэффициент крутильной жесткости будет иметь вид
Величину деформаций деталей с простой формой можно рас-
считать по приближенным формулам сопротивления материа-
лов, полученным с использованием гипотезы плоских сечений.
Для деталей сложной пространственной конфигурации они дают
большую погрешность. Существуют более точные методы расче-
та, например, метод конечных элементов. Современные
CAD/CAM программы автоматизированного конструирования,
как правило, в своем составе имеют набор инструментов, позво-
ляющих провести анализ напряженно-деформированного состоя-
ния деталей, узлов и более крупных сборочных единиц с ис-
пользованием метода конечных элементов. При этом можно ви-
деть форму конструкции в деформированном состоянии и чис-
ленные значения деформаций в каждой точке как на поверхнос-
ти, так и внутри деталей в зависимости от величины и направ-
ления прикладываемой нагрузки.
Рис. 1.14. Жесткость бруса при различных схемах нагружения
Из формул для определения X следует, что жесткость кон-
струкции зависит от физико-механических характеристик ис-
пользуемого материала (величин модуля упругости Е и G) и гео-
метрических характеристик сечения деталей (площади, момен-
тов инерции). В металлических конструкциях основными спосо-
39
бами умртттоптания деформаций является использование материа-
ла с более высоким модулем упругости и выбор рациональных
сечений, позволяющих максимально повысить жесткость в пре-
делах действующих ограничений на размеры деталей. В издели-
ях, выполняемых из композитов, для изменения жесткости по-
является дополнительная возможность — изменение структуры
материала. Причем жесткость можно менять как по величине,
так и по направлению.
Для увеличения жесткости конструкции надо по возможнос-
ти заменять деформации изгиба деформациями растяжения и
сжатия. Во многих случаях уменьшить деформации удается ис-
пользованием оребрения и перегородок. Однако надо учитывать,
что введение дополнительных жестких элементов не должно
приводить к резкому перепаду жесткостей по сечениям, особен-
но в конструкциях, нагруженных переменными силами. Они
могут быть причиной повышенной концентрации напряжений,
и, как следствие, снижения усталостной долговечности кон-
струкции.
Жесткость узлов повышается при увеличении площади со-
прягаемых поверхностей (площадей контакта), уменьшении ше-
роховатости контактирующих поверхностей, подгонке поверх-
ностей и селективной сборке.
1.8. ОСНОВНЫЕ ЭТАПЫ, ПРИНЦИПЫ И ПРАВИЛА
КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ И УЗЛОВ
Вертолет является сложной технической системой. Жесткие
ограничения по массе, габаритам, стоимости при необходимой
надежности, долговечности, технологичности и выполнении дру-
гих требований делают процесс проектирования конструкций
вертолета трудным и неоднозначным. Еще одна отличительная
черта авиационных конструкций — небольшое изменение одного
элемента приводит к необходимости пересмотра если не всей, то
значительной части конструкции, связанной с этим элементом.
Поэтому наилучшие результаты при создании летательного ап-
парата достигаются при использовании оптимального проектиро-
вания. Оптимальное проектирование предполагает системный
подход, требующий учета всех связей проектируемого элемента
с общей конструкцией. Необходима комплексная увязка реше-
ний задач, выполняемых всем коллективом проектировщиков.
40
Только при этом условии можно реализовать процесс системно-
го проектирования в замкнутом виде. Существенный прогресс в
реализации системного проектирования достигнут при переходе
на компьютерное моделирование конструкций и технологий их
изготовления. Задание моделей конструкций в параметрическом
виде позволяет в автоматическом режиме проводить их увязку,
существенно сокращая объем работ и снижая уровень возмож-
ных ошибок. Современные CAD/CAM программы имеют в своем
составе модули, позволяющие оценивать прочность конструк-
ции, анализировать технологичность принятых конструкторских
решений. Они также позволяют оценить и проанализировать ус-
ловия функционирования механизмов, решать задачи эргономи-
ки и ряд других. В них можно создавать и хранить образы уни-
фицированных и стандартных элементов конструкции. Все это
позволяет быстро выявить и качественно учесть возможные
связи и требования в проектируемом объекте. Но и при таком
подходе задачу проектирования часто приходится приходиться
решать поэтапно, предварительно рассматривая различные вари-
анты отдельных узлов и деталей, определяя их наилучшие
параметры на основе оптимизации частных решений. Здесь наи-
большее распространение получила задача выбора параметров,
соответствующих минимальной массе конструкции при заданной
нагрузке.
Традиционно процесс оптимизации конструкции узла по
массе выполняется в следующем порядке.
1. Проводится предварительный анализ, исходными данными
для которого являются: техническое задание на агрегат, включаю-
щее в себя проектируемый узел, его структурную схему, а также
результаты проектных расчетов агрегата. В процессе анализа оп-
ределяются условия функционирования узла, устанавливаются
требования, ограничения и связи узла с агрегатом.
2. Разрабатываются варианты конструктивно-силовой схемы
конструкции с учетом граничных условий, прогнозируемых ве-
личин и характера внешних нагрузок. Под конструктивно-си-
ловой схемой понимают совокупность конструктивных элементов,
обеспечивающих геометрическую неизменяемость конструкции.
3. Выбирается материал конструкции с учетом характера ее
нагружения, технологии изготовления и условий эксплуатации.
Материал оценивается по физико-механическим характеристи-
кам и эксплуатационным ограничениям, в которые входят диа-
41
пазон рабочих температур, зависимость характеристик материа-
ла от времени эксплуатации и хранения, влияние внешней
среды — влажности, агрессивности, радиации и т.п.
4. Определяется величина расчетных нагрузок и допускае-
мых напряжений в зависимости от характера работы и вида на-
гружения конструкции.
5. Задается форма сечений элементов конструкции исходя
из вида и характера нагружения.
6. Проводится оптимизация параметров конструктивно-сило-
вой схемы конструкции. Выбор метода оптимизации зависит от
сложности конструкции и числа оптимизируемых параметров.
Для несложных деталей, форма которых определяется относи-
тельно небольшим числом параметров (2...4), может быть ис-
пользован метод простого перебора.
Для каждого сочетания параметров первоначально проводит-
ся проектировочный расчет на прочность и определяются на-
чальные (обеспечивающие только прочность) размеры сечений
элементов конструкции. Затем проводится коррекция размеров
сечений с учетом конструктивных ограничений, норм и стандар-
тов, требований надежности, долговечности, эксплуатации и
просчитывается масса конструкции. В результате определяется
сочетание параметров, при которых конструкция имеет на-
именьшую массу. Оптимизация завершается выбором наилуч-
шей конструктивно-силовой схемы.
Рис. 1.15. Схема нагрузок в узле:
1 — плоскость разъема деталей;
2 — продольная ось соединения
деталей
Например, ставится задача конструирования соединения
ДВУХ деталей, нагруженных изгибающим, крутящим моментами
и растягивающей силой (рис. 1.15). В соответствии с условия-
ми нагружения рассматриваются возможные конструктив-
ные решения. В частности, ими могут быть стыки: гребенчатый
(рис. 1.16,а), фланцевый (рис. 1.16,6), фланцевый с накидной
гайкой (рис. 1.16,в), телескопический (рис. 1.16,г) стыки. После
42
анализа этих вариантов выбирается конкретная конструкция
каждого узла и проводится их дальнейшая проработка.
а) й) 6) г)
Рис. 1.16. Варианты стыков деталей:
а — гребенчатый; б — фланцевый;
в — фланцевый с накидной гайкой; г — телескопический
В процессе оптимизации конструкции масса узла определя-
ется как функция его основных параметров. В частности, для
узла с гребенчатым стыком одним из таких параметров являет-
ся расстояние между стыковочными болтами h (рис. 1.16,а). С
увеличением h следует ожидать увеличения массы стыкуемых
деталей гпд за счет удлинения проушин при одновременном
уменьшении массы стыковочных болтов за счет уменьшения
усилий в болтах (рис. 1.17). В результате этих соотношений
суммарная масса узла 5>пузл долж-
на иметь минимум при некото-
ром значении h = Л t . Анало-
гичную зависимость можно на-
блюдать и для фланцевого стыка
при изменении расстояния от оси
болтов до продольной оси стыка.
Во многих случаях зависимость
величины массы узла от рассмат-
риваемого параметра в области
его оптимума имеет пологий ха-
рактер. Это дает возможность без
существенных потерь весового со-
Рис. 1.17. Зависимость
массы узла от расстояния
между
43
вершенства детали, узла скорректировать найденное решение с
учетом эксплуатационных, технологических, экономических и
прочих требований и соображений.
Это наиболее простое решение задачи проектирования, когда
используется всего лишь один критерий — требование получе-
ния минимальной массы конструкции. Хотя он и остается ос-
новным для авиационных конструкций, но в современном мире с
высоким уровнем конкуренции на рынках авиационной техники
уже не может быть единственным и определяющим. Сегодня на-
считывается большое многообразие критериев, основанных как
на экономических, так и на иных требованиях. Причем крите-
рии могут меняться по времени, определяться страной и регионом,
где предполагается эксплуатировать создаваемую продукцию.
В этих условиях, как отмечалось выше, лучшее решение
дает системный подход как на уровне проектирования всего ле-
тательного аппарата, так и на уровне проектирования его сис-
тем (агрегатов), подсистем (узлов) и более мелких структурных
единиц (соединений, деталей). В системном подходе между вы-
явленными требованиями устанавливают возможные взаимосвя-
зи как при решении задачи выбора материала, так и при выбо-
ре формы детали или конструкции узла [28]. Изучение взаимо-
связей позволяет установить противоречия между требованиями,
а затем искать компромиссные решения.
В процессе проектировании конструктор должен руководст-
воваться многими правилами и принципами, которые достаточ-
но полно изложены в [27]. Часть из них, относящаяся обеспе-
чения к прочности, жесткости и долговечности, надежности
конструкции, была рассмотрена в предыдущих разделах. К не
менее важным правилам, обеспечивающим успех решения зада-
чи проектирования, также относятся: стандартизация и унифи-
кация, обеспечение точности взаимного расположения деталей
при сборке и т.п.
Стандартизация и унификация
Стандартизация — это регламентирование конструкций и
типоразмеров, широко применяемых в отрасли деталей, узлов,
агрегатов. Стандартизация ускоряет процесс проектирования,
облегчает и удешевляет изготовление, эксплуатацию и ремонт
техники. Стандартизация также способствует снижению техни-
44
ческого риска при создании новой техники и повышению ее на-
дежности.
Существуют следующие категории стандартов: государствен-
ные (ГОСТ), отраслевые (ОСТ) и стандарты предприятий (СТП).
Государственные стандарты обязательны для всех предприятий,
организаций и учреждений страны в пределах сферы их дейст-
вия. Отраслевые стандарты используют все предприятия и ор-
ганизации данной отрасли (при проектировании конструкции
вертолетов — авиационной), а также другие предприятия и ор-
ганизации (независимо от их ведомственной принадлежности),
разрабатывающие, изготавливающие и применяющие изделия,
которые относятся к номенклатуре соответствующего министер-
ства, департамента. Стандарты предприятий действуют только
на предприятии, утвердившем данный стандарт.
Стандарты определяют технические условия, параметры
(размеры), типы, марки, сортамент, конструкцию. В стандартах
также могут оговариваться правила приемки, методы испыта-
ний, правила эксплуатации и ремонта, типовые технологические
процессы и др.
Ожидаемый эффект от стандартизации может дать только
обязательное соблюдение стандартов, поэтому стандарты имеют
силу закона.
Унификация — это приведение объектов одинакового назна-
чения к однообразию по установленному признаку и рациональ-
ное сокращение числа этих объектов на основе данных об их
эффективной применяемости. Таким образом, при унификации
устанавливают минимально необходимое, но достаточное число
типов, видов типоразмеров изделий, сборочных единиц и дета-
лей, обладающих высокими показателями качества и полной
взаимозаменяемостью. Унификация представляет собой эффек-
тивный и экономичный способ создания на базе исходной моде-
ли ряда деталей, узлов, агрегатов с различными показателями
мощности, энергоемкости, производительности, сопротивляемос-
ти нагрузкам и т.п.
Унификация конструктивных элементов позволяет сокра-
тить номенклатуру обрабатывающего, мерительного и монтажно-
го инструмента. Унифицируют посадочные сопряжения, резьбо-
вые соединения (по диаметрам, типам резьбы, посадкам и точ-
ности размеров, размерам под ключ), шпоночные и шлицевые
соединения (по диаметрам, формам шпонок и шлицев, посадкам
45
и точности размеров), зубчатые зацепления (по модулям, типам
зубьев и точности размеров). Целесообразно ограничивать но-
менклатуру используемых материалов, виды технологических
операций, типы соединений.
Сокращение номенклатуры объектов и процессов на основе ра-
ционального выбора типажа дает большой экономический эффект:
повышает серийыыэность выпуска, расширяет возможности ме-
ханизации и автоматизации и внедрения методов изготовления
с соответствующим увеличением производительности и увеличе-
нием качества изделий. Устраняется распыление средств на вы-
пуск изделий малыми сериями, облегчается ксплуатация, ремонт
и снабжение запасными частями, создаются предпосылки центра-
лизованного и рентабельного изготовления запасных частей.
Обеспечение точности взаимного положения
деталей в сборке
При сборке узла, агрегата детали устанавливаются одна от-
носительно другой в определенном порядке. Здесь большое зна-
чение имеют такие понятия, как центрирование и базирование
деталей.
От точности центрирования (соосности) деталей в сборке во
многом зависит работоспособность узла, агрегата. При центриро-
вании по цилиндрическим поверхностям применяются посадки
с зазором H/h, H/g и переходные посадки H/js , H/k, Н/т.
Наиболее распространенными являются посадки H/h, назы-
ваемые скользящими. Они самые плотные из всех свободных по-
садок и обеспечивают минимальные зазоры в соединении (на-
именьший гарантированный зазор равен нулю). В зависимости от
требований к центрированию выбирается квалитет — степень точ-
ности посадки [12]. Посадка H/g гарантирует небольшой зазор,
изменяющийся с увеличение диаметра. Эти свободные посадки и
обеспечивают взаимное перемещение при сохранении высокой
точности центрирования. Но они очень чувствительны к увели-
чению зазора, поэтому их применяют в высоких квалитетах.
Посадки H/js , H/k, Н/т являются переходными посадка-
ми. Их используют для неподвижных соединений деталей. По-
садка H/js применяется в легкоразъемных неподвижных цент-
рирующих соединениях, подвергающихся частой разборке. По-
46
садка H/k (плотная) применяется вместо посадки Н/т (сколь-
зящей) в тех случаях, когда необходимо получить более высо-
кую точность центрирования в неподвижном соединении при
сохранении технологической точности изготовления детали в
том же квалитете. Она обеспечивает большую точность цент-
рирования при достаточно легкой сборке (с помощью молотка).
Посадка Н/т самая плотная из этих трех. Она характеризуется
большой вероятностью появления натяга (около 95%), чем зазо-
ра, и обеспечивает центрирование деталей с эксцентриситетом,
равным в большинстве соединений нулю. Однако это услож-
няет сборку и разборку соединений по сравнению с посадками
H/js и H/k.
Для улучшения точности центрирования целесообразно его
делать по наименьшему диаметру конструкции. В корпусных
деталях центрирующие поверхности должны выполняться в
виде отверстий, обрабатываемых на проход с одной установки,
что обеспечивает их соосность (рис. 1.18,а). Нельзя допускать в
одном узле центрирование деталей одновременно по нескольким
поверхностям. Центрировать необходимо по одной поверхности,
предусматривая по остальным зазоры (рис. 1.18,6).
5)
Рис. 1.18. Центрирование деталей:
а — по отверстиям, обрабатываемым напроход с одной установки;
б — по одной поверхности с гарантированными зазорами между
смежными поверхностями
Особого внимания требует центрирование резьбовых соеди-
нений. Резьбовые соединения обычной точности не обеспечива-
ют должного центрирования, поэтому центрирование по резьбе
недопустимо. В резьбовых соединениях для центрирования дета-
лей необходимо предусматривать дополнительные элементы
(втулки, цилиндрические пояски и т.п.).
47
Базированием называют придание детали требуемого поло-
жения относительно выбранной системы координат. Выбор спо-
соба базирования влияет на качество сборки узла. Базирование
должно иметь наименьшую погрешность. (Погрешностью бази-
рования называется отклонение фактически полученного поло-
жения от требуемого.) Базирование деталей может происходить
по плоским, цилиндрическим, торцевым поверхностям и их
комбинациям. Такие поверхности называются базовыми. Рас-
смотрим пример базирования тел вращения (втулок, валов, осей
колес и пр.). В посадках с зазором и переходных посадках по-
грешность базирования зависит от величины зазора. При выборе
базовой поверхности необходимо учитывать как величину зазора
посадки втулки на вал, так и величину погрешности в парал-
лельности поверхности буртика вала и торца втулки, определяе-
мой допусками торцевого биения обеих деталей. В зависимости
от величины зазора и отклонения от параллельности отмечен-
ных поверхностей возможны два случая базирования деталей.
1. Зазор г мал, и деталь соприкасается с валом по цилиндру
в точках а, Ь, с (рис. 1.19,а). Между торцами детали и бурти-
ком вала при достаточно большой погрешности в их параллель-
ности остается клиновый зазор. Основной базой в этом случае
является цилиндр (отверстие детали).
2. Зазор 2 достаточно велик, и при относительно небольшой
погрешности в параллельности торец детали прилегает к бурти-
ку вала (рис. 1.19,(1). Основной базой в этом случае является
торец детали.
Чтобы определить, какая из базирующихся поверхностей
является основной — цилиндр или торец, сравнивают погреш-
Q) В)
Рис. 1.19. Схема базирования детали по поверхности:
а — отверстия; б — торца
48
ность базирования по цилиндру соц и по торцу <вт . Если
сот > (Оц , то основная база торец, если > сот — цилиндр.
Для фиксации деталей по плоскостям (например, частей
корпуса редуктора при его окончательной сборке) используют
цилиндрические и конические штифты. Обычно ограничиваются
двумя штифтами, устанавливаемыми асимметрично по диагона-
ли фланца. Такое расположение штифтов исключает неправиль-
ность сборки. Диаметры штифтов назначают на 20...30% мень-
ше диаметров соединительных деталей (болтов, винтов, шпи-
лек). В корпусе штифты устанавливают с натягом, например по
посадке U8/H8, а в присоединяемой к нему крышке ответные
отверстия под штифты развертывают с полем допуска Н8, Js ,
чтобы обеспечить легкую разборку без выколачивания штифтов.
При конструировании узлов необходимо создать условия для
качественной и нетрудоемкой сборки узла. Одним из основных
условий является исключение подгоночных работ за счет пол-
ной взаимозаменяемости деталей. Взаимозаменяемость деталей
достигается назначением необходимых допусков и предельных
отклонений формы. Типы посадок выбирают в зависимости от
характера работы узла. Необходимую точность устанавливают
расчетом размерных цепей с целью проверки работоспособности
соединения при крайних значениях зазоров.
В конструкции вертолета имеется достаточно большое коли-
чество механизмов (элементы трансмиссии, системы управления
и пр.), во время эксплуатации которых в результате силовых и
температурных деформаций изменяются размеры некоторых зве-
ньев. Для обеспечения требуемой точности замыкающего звена
в размерной цепи и устранения погрешностей линейных и угло-
вых размеров, в конструкцию вводят неподвижные и подвижные
компенсаторы. Неподвижные компенсаторы выполняют в виде
промежуточных колец, прокладок, регулируемых упоров и дру-
гих сменных деталей.
В соединениях, передающих крутящий момент, предусмат-
ривают устройства, компенсирующие несоосность и перекосы со-
единяемых элементов. Типичными примерами конструкции, где
необходимы такие компенсаторы, являются валы трансмиссии
вертолета. Для исключения недопустимых угловых перекосов и
линейных смещений валов используют различные муфты: шли-
цевые, пластинчатые, упругие и др.
49
2. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ
2.1. ВЫБОР МАТЕРИАЛА
Правильный выбор материала является одним из главных
факторов успеха создания совершенной конструкции. При выбо-
ре материала необходимо учитывать:
1) удельные прочностные и жесткостные характеристики;
2) усталостные характеристики, от которых зависят появле-
ние и скорость распространения трещин;
3) стабильность механических качеств во времени и стой-
кость к действию окружающей среды;
4) стойкость к коррозии или возможность защиты изделия
при помощи специальных покрытий;
5) возможность применения и степень освоения технологи-
ческих процессов изготовления конструкции заданной формы,
размеров и свойств;
6) стоимость.
Известно, что материалы по-разному работают на разные
виды нагружения. При статическом нагружении одни хорошо
работают на растяжении, другие на продольный изгиб, третьи
— на сдвиг. Способность материала работать на данный вид на-
гружения в авиастроении принято оценивать величиной удель-
ной прочности. При нормальной температуре коэффициенты
удельной прочности для различных видов нагружения имеют вид:
°в
— растяжение и чистое сжатие;
Р
°в3
— поперечный изгиб;
Р
50
уЕ
--- — продольный изгиб;
Р
Тв
— — СДВИГ,
р
Для иллюстрации использования этих критериев приведем
пример расчета элемента конструкции, рабо-
тающего на растяжение. На элемент длиной
I (рис. 2.1) действует растягивающая сила Р.
Потребная площадь F сечения элемента на-
ходится из условия сохранения его работо-
способности до разрушения F = Р/св , и
масса элемента в этом случае определяется
соотношением
Рис. 2.1.
Элемент,
работающий на
растяжение
IP Pl
т — pFl = р — — —
°в Ф
Отсюда следует, что чем больше коэффициент удельной
прочности материала <р=св/р , тем меньше масса детали рабо-
тающей на растяжение.
Для деталей, которые работают в условиях действия пере-
менных нагрузок, выбор материала должен основываться на его
усталостной прочности. Ограниченное число сведений по уста-
лостной прочности образцов деталей при многообразии исполь-
зуемых марок материалов затрудняет непосредственную количе-
ственную оценку усталостных свойств будущей конструкции. На
практике предварительная оценка усталостных характеристик
материала чаще всего проводится по характеристикам его ста-
тической прочности, наиболее широко представленной в спра-
вочной литературе. В определенных пределах имеется достаточ-
но устойчивая связь между пределом усталости и статической
прочностью.
Сравнение пределов усталости (определенных при изгибе глад-
ких образцов) и предела прочности при растяжении (рис. 2.2) по-
казывает, что для сталей предел усталости возрастает приблизи-
тельно прямо пропорционально прочности при растяжении до
1200 МПа [37]. Снижение роста усталостной прочности высокоп-
рочных сталей в основном объясняется повышением местных
напряжений за счет включений и других неоднородностей
51
структуры или наличием внутренних напряжении, которые снима-
ются при низкотемпературном отжиге. Из диаграммы на рис. 2.2
также видно, что высокопрочные стали более чувствительны к
надрезам и коррозии, чем стали средней прочности. Кроме того,
менее прочные стали проявляют наибольшую склонность к эф-
фекту циклической пластической деформации, которая умень-
шает пики напряжений в зоне, где существует вероятность за-
рождения усталостной трещины. Поведение алюминиевых спла-
вов до некоторой степени подобно поведению стали. При проч-
ности на растяжение выше 400...470 МПа наблюдается лишь
небольшое увеличение предела усталости.
с_,, МПа
700
560
Д20
280
140
70
280 560 840 1120 1400 а,, МПа
Рис. 2.2, Зависимость между
пределом усталости и
временным сопротивлением
на разрыв стали:
1 — полированные образцы;
2 — надрезанные образцы;
3 — образцы, испытанные
в условиях коррозии
В конструкции современных вертолетов широко используют-
ся композиционные материалы. Первоначально из композицион-
ных материалов изготавливались отдельные конструкции неси-
лового назначения. Затем из них стали изготавливать лопасти
несущих и рулевых винтов. Здесь в наибольшей степени про-
явились преимущества новых материалов. В современных верто-
летах доля элементов из композитов значительна. Многофунк-
циональные композиты позволяют создавать высокотехнологич-
ные совершенные по массе конструкции, в том числе крупнога-
баритные с интегральной структурой. В качестве примера таких
конструкций на рис. 2.3 представлены элементы фюзеляжа и
оперения вертолета Ка-62.
Композиты обладают широким спектром свойств. Подробно
о характеристиках композитов, их достоинствах и недостатках
52
будет сказано в разделе 2.1.2. Здесь отметим, что статическая
и усталостная прочность композита зависит от многих факто-
ров: вида и характеристик исходных компонентов материала,
их соотношения в конечной конструкции, структурного состава
материала, технологии его изготовления и т.д. Как и для ме-
таллов, существует определенная связь усталостных характерис-
тик композита с характеристиками, полученными при статичес-
ких испытаниях. В частности, чем выше модуль упругости ар-
мирующих волокон, тем более высокой усталостной прочностью
обладает композит, создаваемый на их основе.
Рис. 2.3. Применение композиционных материалов
в конструкции фюзеляжа и оперения вертолета Ка-62
Из графика на рис. 2.4 видно, что по величине удельного
предела выносливости о_ ^/р (на базе более 106 циклов) углеплас-
тик значительно превосходит другие материалы. Одной из при-
чин высокой выносливости углепластиков является меньшая
чем, например, у стеклопластиков, деформация при одинаковом
53
уровне напряжений, снижающая вероятность образования тре-
щин в полимерной матрице. Высокий показатель усталостной
прочности имеют также органопластики, что связано с малой
дефектностью межфазовой области и отсутствием ярко выражен-
ной границы раздела волокно — связующее.
Рис. 2.4. Удельное
сопротивление усталости ст_г/р
композитов и стали
в зависимости от числа
циклов до разрушения:
1 — углепластик;
2 — стеклопластик;
3 — сталь
Одним из основных преимуществ композитов является их
высокое сопротивление вибрационным нагрузкам (вибропроч-
ность), для оценки которой используют обычно произведение
предела усталостной прочности на логарифмический декре-
мент затухания колебаний в материале. Данная величина для
высокомодульных материалов с перекрестной схемой армирова-
ния на 1—2 порядка выше, чем у других конструкционных ма-
териалов.
Важным показателем материалов, характеризующих надеж-
ность изделий в эксплуатации, является ударная вязкость, или
трещиностойкость. Экспериментально установлено, что ударная
вязкость волокнистых композитов пропорциональна отношению
квадрата прочности волокон к удвоенному значению их модуля
упругости . У традиционных металлических сплавов увели-
чение предела прочности, как правило, сопровождается сниже-
нием ударной вязкости. Использование композитов при долж-
ном подборе их состава и структуры дает возможность получе-
ния материала, обладающего сочетанием высокой статической
прочности и высокой сопротивляемости к хрупкому разруше-
нию. Из волокнистых композитов наибольшей ударной вязкос-
54
тью обладают органопластики и стеклопластики. Углепластики
уступают им в этом отношении. Одним из способов повышения
ударной вязкости углепластиков является введение в их состав
другого компонента — менее жестких волокон, например, стек-
лянных.
2.1.1. Основные принципы выбора
материала деталей
При выборе материала деталей конструкции вертолета сле-
дует придерживаться принципов:
— системности;
— минимальной номенклатуры используемых материалов;
— соответствия критерию эффективности проектируемого
вертолета;
— серийной преемственности;
— совместимости используемых материалов;
— приоритетности конструкции.
Принцип системности при выборе материала детали пред-
полагает учет основных связей между свойствами материала,
технологическими процессами формообразования детали, усло-
виями нагружения детали в процессе эксплуатации и прочими
факторами, от которых зависит эффективность использования
детали в конкретной конструкции вертолета. Например, состав
материалов может формироваться по группам деталей, отличаю-
щихся условиями работы и включать в себя:
— материалы конструкционного назначения для высоко-,
средне- и слабонагруженных деталей;
— материалы, работающие при высоких температурах;
— материалы радиотехнического и электротехнического на-
значения;
— материалы для интерьеров кабин вертолета;
— материалы, стойкие к баллистическим воздействиям и,
возможно, другие.
По условиям технологии изготовления, в номенклатуру ма-
териалов могут включаться сплавы металлов, обрабатываемые
давлением (горячей, холодной штамповкой), литейные сплавы
или металлы, подвергаемые в основном механической обработ-
ке. Число связей в системе: “материал — технология изготовле-
ния — назначение детали” значительно увеличивается при со-
55
здании деталей из композитов. Здесь дополнительно приходится
учитывать структурные свойства самого композита и свойства
исходных компонентов, из которых он образован.
Следование принципу минимальной номенклатуры исполь-
зуемых материалов имеет значение для снижения затрат на про-
изводство деталей в серийном производстве вертолета. В соответ-
ствии с этим принципом необходимо, во-первых, стремиться к
уменьшению марок используемых материалов и, во-вторых, следу-
ет рассматривать возможность использования материалов одного
назначения для изготовления деталей другого назначения.
Принцип соответствия номенклатуры, используемых мате-
риалов критерию эффективности вертолета должен рассмат-
риваться на самых первых этапах его проектирования, включая
техническое задание на проектирование. Если на первый план
выступают экономические показатели эффективности вертолета
(например, предназначенного для сельскохозяйственных работ),
то для снижения себестоимости вертолета целесообразно выби-
рать более дешевые материалы и обладающие малыми затрата-
ми на их обработку. В ином случае, когда от вертолета требу-
ется максимальная весовая отдача (например, при проектирова-
нии боевого вертолета), следует применять материалы с высоки-
ми конструкционными и эксплуатационными характеристика-
ми, пусть и более дорогие.
В соответствии с принципом серийной преемственности ре-
комендуется выбирать такие материалы, которые:
— освоены в серийном производстве;
— освоены данным конструкторским бюро в предыдущих
конструкциях вертолетов;
— используются при производстве других типов вертолетов
на серийном заводе, где предполагается изготавливать проекти-
руемый вертолет;
— имеют достаточно большой объем использования во вновь
создаваемой конструкции, чтобы их применение было целесооб-
разно с точки зрения снабжения завода этими материалами и
внедрения соответствующих технологий их обработки.
При определении принципа совместимости используемых
материалов имеется в виду их химическая, электрохимическая,
технологическая и эксплуатационная совместимость.
Согласно принципу приоритетности конструкций материал
следует выбирать последовательно. Начинать надо с определения
56
состава определенных марок материалов для одного или не-
скольких агрегатов, где будет их максимальное внедрение.
Только после убедительного обоснования недостаточности вы-
бранного состава расширяется номенклатура материалов для дру-
гих агрегатов.
2.1.2. Металлические сплавы
В конструкции вертолета используется достаточно большой
ассортимент металлов различного состава и марок. Каждый из
них обладает уникальными свойствами [3], которые конструктор
выбирает в зависимости от решаемых задач. При этом он дол-
жен иметь в виду, что конкретному виду и марки сплава соот-
ветствует свой, порой весьма ограниченный набор способов его
формообразования. Один металл допускает обработку давлением,
другой имеет хорошие литейные свойства, третий сваривается
или допускает сочетание нескольких технологий. Это необходи-
мо учитывать при выборе формы деталей, поскольку у каждого
способа формообразования есть свои ограничения.
Ниже дается описание основных марок металлических спла-
вов, которые могут применяться в конструкции агрегатов вер-
толета. Сравнительные характеристики типичных представите-
лей каждого вида и группы сплавов даны в табл. 2.1.
Алюминиевые сплавы
По своим свойствам алюминиевые сплавы подразделяются
на деформируемые, деформируемые и упрочняемые термообра-
боткой, литейные.
Деформируемые алюминиевые сплавы. К этой группе отно-
сятся сплавы алюминия с марганцем (сплавы АМц) и магнием
(сплавы АМг). Они имеют невысокую статическую прочность,
но обладают высокой вибрационной стойкостью за счет хорошей
пластичности, хорошо свариваются и имеют коррозионную стой-
кость. Благодаря этим свойствам алюминиевые сплавы данной
группы широко применяются для несиловых сварных конструк-
ций (различные емкости, топливо-, маслопроводы), а также для
заклепок.
Деформируемые алюминиевые сплавы, упрочняемые терми-
ческой обработкой. Основными в этой группе являются сплавы
57
сл
сю
Механические свойства металлических сплавов
Таблица 2.1
Марка сплава Е, ГПа ав , МПа а02 > МПа р, кг/м о ов/р, МПа • м /кг Е/р, МПа • м3/кг
Алюминиевые сплавы
АмцМ 72 130 50 2800 0,046 25,7
АМг2М 72 200 100 2800 0,071 25,7
Д16 72 440 330 2800 0,157 25,7
В95 72 600 560 2800 0,214 25,7
В96 72 670 640 2800 0,239 25,7
АК6 72 400 290 2800 0,143 25,7
АК8 72 480 380 2800 0,171 25,7
АЛ2 70 180 80 2780 0,065 25,2
ВАЛ5 70 330 280 2780 0,119 25,2
Магниевые сплавы
МЛ4 45 160 — 1800 0,089 25,0
МЛ12 45 230 — 1800 0,128 25,0
МЛ18 45 300 — 1800 0,167 25,0
Титановые сплавы
ВТ5 110 700 630 4500 0,156 24,4
ОТ4 110 800 — 4500 0,178 24,4
ВТ20 110 1000 | — 4500 0,222 24,4 |
Окончание табл. 2.1
Марка сплава Е, ГПа ов , МПа О02 , МПа , з р, кг/м Q ов/р, МПа м /кг Е/р, МПа • 3/ м /кг
Титановые сплавы
ВТ5 110 700 630 4500 0,156 24,4
0Т4 110 800 — 4500 0,178 24,4
ВТ20 110 1000 — 4500 0,222 24,4
ВТ6 110 1100 — 4500 0,244 24,4
ВТ14 110 1150 — 4500 0,256 24,4
ВТ6 110 1100 — 4500 0,244 24,4
ВТ22 110 1300 — 4500 0,289 24,4
ВТЛ1 110 450 — 4500 0,100 24,4
Стали
12ХНЗА 200 950 — 7800 0,121 25,6
ЗОХГСА 210 1100 850 7850 0,140 26,7
18Х2Н4МА 210 1150 850 7850 0,146 26,7
30ХГСН2А 210 1650 1400 7850 0,210 26,7
СП
to
алюминия с медью и магнием (сплавы Д16, Д19 и др.); с цин-
ком, магнием и медью (сплавы В93, В95,В96 и др.); с медью,
магнием, марганцем и кремнием (сплавы АК4, АК6, АК8 и др).
Сплавы типа Д16, Д19, называемые дуралюминами, имеют
широкий интервал прочностных свойств — от средних до высо-
ких. Изготавливаемые из них листы, полуфабрикаты, плиты
широко применяются в каркасных конструкциях вертолета. В
частности, листы идут на изготовление обшивок, стенок, тонко-
стенных деталей простых форм (например, несиловых нервюр,
шпангоутов), гнутых профилей; прессованные профили — на из-
готовление стрингеров, лонжеронов, балок; полуфабрикаты и
штампованные детали — на изготовление силовых шпангоутов,
кронштейнов и т. п. Дуралюмины также используются для из-
готовления элементов проводки управления, шасси и прочих аг-
регатов. Эти сплавы характеризуются низкой пластичностью
при литье и обработке давлением. Они относятся к категории
несвариваемых плавлением из-за высокой склонности к образо-
ванию кристаллизационных трещин. Допускается контактная
сварка.
Сплавы типа В93, В95, В95Ц, В96, В96Ц являются наибо-
лее высокопрочными среди алюминиевых сплавов. Их прочность
достигает 500...700 МПа, но при меньшей пластичности, чем у
дуралюминов. Они более чувствительны к концентраторам на-
пряжений, склонны к коррозионному растрескиванию. Поэтому
эти сплавы не рекомендуют применять для деталей, подвержен-
ных переменным нагрузкам. Их используют в основном для из-
готовления деталей, работающих в условиях статического нагру-
жения, предпочтительно в сжатых зонах конструкции. Механи-
ческая обработка заготовок из этих сплавов обеспечивает высо-
кую точность размеров и хорошее качество поверхности дета-
лей. Наиболее универсальным конструкционным материалом яв-
ляется сплав В95. Из него изготавливаются все виды деформи-
рованных полуфабрикатов: листы, плиты, профили, трубы, по-
ковки и штамповки. Низкая пластичность сплавов В95Ц, В96Ц
позволяет применять их только для производства горячедефор-
мированных полуфабрикатов (профилей, труб, штамповок).
Сплавы типа АК6 и АК8 предназначены исключительно для
изготовления поковок и штамповок. Они характеризуются высо-
кой технологичностью (обладают повышенно!! пластичностью в
горячем состоянии). Механические свойства поковок из сплавов
60
у^Кб и АК8 после закалки и искусственного старения представ-
лены в табл. 2.1. Они широко используются в конструкции раз-
личных агрегатов вертолета для изготовления объемных деталей
сложной и простой форм, таких, как рамы, фитинги, кронштей-
ны, качалки, стойки и т.п.
Литейные алюминиевые сплавы. Наилучшими литейными
свойствами и малой плотностью обладают сплавы алюминия с
кремнием, называемые силуминами (сплавы АЛ2, АЛ4, АЛ9,
15 АЛ 5, ВАЛЮ и др.). Механические свойства литейных сплавов
ниже по сравнению с обрабатываемыми давлением, особенно
низки показатели пластичности и вязкости. Поэтому изготавли-
ваемые из них детали имеют относительно низкую статическую
и усталостную прочность и, как правило, их не используют в
силовых конструкциях и элементах с многоцикловым нагруже-
нием. Из них изготавливаются несиловые кронштейны, корпуса
приборов, детали несиловой проводки управления и т.п.
Магниевые сплавы
Магниевые сплавы являются самыми легкими из металлов,
используемых в конструкции вертолета. Вместе с тем магниевые
сплавы имеют ряд существенных недостатков, которые ограни-
чивают сферу их применения. Они значительно уступают алю-
миниевым сплавам по пластичности, технологичности, характе-
ризуются невысоким модулем упругости. На вертолете в основ-
ном применяются литейные магниевые сплавы для изготовле-
ния картеров редукторов трансмиссии.
К литейным относятся сплавы магния с алюминием и цин-
ком (МЛ4, МЛ5) и сплавы магния с цинком и цирконием
(МЛ12, МЛ15, МЛ18).
Сплавы типа МЛ4, МЛ5 отличаются наилучшими литейны-
ми свойствами: малая линейная усадка, хорошая жидкотеку-
честь и малая склонность к образованию рыхлот. Из них изго-
тавливают сложные ответственные отливки.
Сплавы типа МЛ12, МЛ15, МЛ18 также имеют хорошие ли-
тейные свойства, но отличаются более высокими механическими
характеристиками, чем сплавы предыдущей группы. Кроме
того, их прочностные характеристики имеют малую чувстви-
тельность к толщине сечения литой детали. Отливки из них об-
ладают высокой прочностью.
61
Необходимо отметить, что магниевые сплавы обладают низ-
кой коррозионной стойкостью и склонны к наиболее опасному
типу коррозии — коррозии под напряжением. Детали из магни-
евых сплавов должны иметь хорошее антикоррозионное покры-
тие, в них следует избегать форм, при которых вода могла бы
задерживаться в пазах, внутренних углах, проточках. Для уве-
личения коррозионной стойкости конструкции также следует
избегать контактов магниевых сплавов со сталями, некоторыми
марками незащищенных алюминиевых сплавов, медными спла-
вами и рядом других.
Титановые сплавы
Исходный материал сплавов — титан представляет собой
твердый металл, который в 12 раз тверже алюминия, в 4 — же-
леза. Титан химически стоек. Во влажном воздухе, в морской
воде он противостоит коррозии не хуже нержавеющей стали.
Высокопрочные титановые сплавы по абсолютной прочности
уступают высокопрочным сталям, но вследствие небольшой
плотности их удельная прочность ов/р оказывается выше, чем
у максимально прочных сталей. У них значительно выше кор-
розионная усталость, меньшая склонность к растрескиванию.
Обычно титановые сплавы заменяют сталь там, где необходимо
уменьшить массу конструкции, а алюминиевые сплавы — при
работе с повышенными температурами.
Сплавы титана удовлетворительно обрабатываются, прокаты-
ваются и штампуются при обычных температурах, хорошо сва-
риваются. К их недостаткам следует отнести относительно вы-
сокую стоимость производства, низкий модуль упругости. К не-
достаткам также следует отнести более высокий, чем у других
металлов, разброс механических характеристик. Это снижает
точность прогноза предела выносливости и заставляет конструк-
тора завышать уровень допускаемых напряжений.
Титановые сплавы по технологии производства подразделя-
ются на деформируемые, литейные и порошковые. Основной ле-
гирующий элемент титановых сплавов — алюминий.
Деформируемые титановые сплавы. Основными в этой
группе являются сплавы титана с алюминием и оловом (ВТ5,
ВТ5-1), сплавы титана с алюминием, марганцем или молибде-
62
ном (ОТ4, ОТ4-0, ОТ4-1, ОТ4-2), сплавы титана с алюминием,
молибденом и ванадием (ВТ14, ВТ16), сплавы титана с алюми-
нием и цирконием (ВТ18, ВТ18-У, ВТ2О), сплавы титана с алю-
минием и ванадием (ВТ6, ВТ6С), сплавы титана с алюминием и
железом (ВТ22).
Сплав ВТ5-1 превосходит все другие титановые сплавы по
характеристикам ползучести, жаростойкости и свариваемости.
Он термически стабилен до 450°С. Сплав сваривается всеми ви-
дами сварки, причем сварные соединения и основной материал
практически равнопрочны. Из него изготовляют все виды полу-
фабрикатов: листы, трубы, поковки, профили и проволоку, в от-
личие от сплава ВТ5, который из-за низкой технологичности
может быть использован только в качестве листового материала.
Сплавы 0Т4, ОТ4-0, ОТ4-1, ОТ4-2 — наиболее технологичес-
кие титановые сплавы. Они хорошо деформируются в горячем
и холодном состоянии и предназначены, в основном, для изго-
товления листов, лент, полос. Из полуфабрикатов методом
штамповки и гибки изготавливаются тонкостенные детали раз-
личной формы. Хорошо свариваются.
Сплавы ВТ14, ВТ16 имеют высокую технологичность в за-
каленном состоянии, необходимую для изготовления сложных
деталей с высокой прочностью после старения. На некоторых
вертолетах эти сплавы используются для изготовления высоко-
нагруженных корпусных деталей втулок несущих винтов. Сплав
ВТ14 хорошо деформируется при комнатных температурах,
удовлетворительно сваривается всеми видами сварки. Сплав
ВТ16 из-за меньшего предела текучести после закалки техноло-
гичнее, чем сплав ВТ14.
Сплавы ВТ18, ВТ20 относятся к наиболее жаропрочным се-
рийным титановым сплавам и рекомендуются для изготовления
деталей, работающих длительно при 55О...58О°С и кратковре-
менно — до 800°С.
Сплавы ВТ6, ВТ6С характеризуются высоким комплексом
прочностных, пластических и технологических свойств. Легко
подвергаются горячей обработке, свариваются всеми видами
сварки и при этом сохраняют высокие механические характе-
ристики.
Сплав ВТ22 — наиболее прочный из промышленных тита-
новых сплавов как в отожженном, так и в закаленном состоя-
ниях. В отожженном состоянии из него можно изготавливать
63
крупногабаритные изделия, поскольку по сравнению с другими
высокопрочными сплавами он обладает большой глубиной про-
каливания.
Литейные титановые сплавы. К этой группе относятся
сплавы ВТЛ1, ВТ5Л, ВТ14Л, ВТ21Л и ВТЗ-1Л. По своему со-
ставу они совпадают с аналогичными деформируемыми сплава-
ми. Литейные титановые сплавы дешевле деформируемых, но
значительно уступают им по характеристикам прочности и
пластичности. Получаемые из них детали имеют относительно
низкий предел выносливости, что делает их малопригодными
для применения в конструкции вертолета.
Стали
В конструкциях вертолета, где имеют место повышенная
концентрация усилий и передача больших сосредоточенных на-
грузок, используются стали. При этом, как правило, детали из-
готавливаются из легированных сталей. Они обладают лучшими
физико-механическими свойствами, чем углеродистые: особенно
сильно повышаются ударная вязкость, сопротивление коррозии,
предел текучести, что проявляется в повышении статических и
усталостных характеристик (см. табл. 2.1), Существует несколь-
ко групп легированных сталей.
Цементируемые стали. К данной группе относятся низко-
и среднелегированные стали 15ХФ, 12ХНЗА, 12Х2Н4А,
18Х2Н4ВА, 25ХГН2ТРА, 18ХГТ, 25ХГТ, ЗОХГТ и др. После хи-
мико-термической обработки, закалки и низкого отпуска они
имеют высокую поверхностную прочность (HRC 58...62) при
вязкой, но достаточно прочной сердцевине. Эти стали использу-
ются для изготовления деталей, испытывающих переменные
ударные нагрузки и одновременно подверженные износу. Из
них изготавливаются зубчатые колеса редукторов трансмиссии,
кулачки, детали подшипников качения в шарнирах втулок не-
сущих и рулевых винтов и др.
Улучшаемые стали. Улучшаемыми называют такие стали,
которые используются после закалки с высоким отпуском (улуч-
шение). К данной группе относятся стали марок ЗОХГСА (хро-
мансиль), 38ХНЗМФА, 38XH3MA, 18Х2Н4МА и др. При соот-
ветствующей термической обработке они обладают хорошей
пластичностью, вязкостью и высоким пределом текучести,
64
малой чувствительностью к надрезам. Поэтому эти марки ста-
лей являются основными, используемыми в деталях конструк-
ции вертолета, подверженных воздействию переменных цикли-
ческих и ударных нагрузок. Хромансили хорошо свариваются,
и поэтому их применяют для изготовления элементов стоек
шасси, соединяемых сваркой.
Высокопрочные стали. К высокопрочным относятся средне-
углеродистые комплексно-легированные стали, используемые
после закалки с низким отпуском (ЗОХГСНА, 40ХГСНЗВА) или
после термомеханической обработки (ЗОХГСА, 40ХНМА,
ЗОХНЗМА) и мартенситно-стареющие стали (03Н18К9М5Т,
Н12К15М10, Н10Х11М2Т). Последние обладают малой чувстви-
тельностью к надрезам, высоким сопротивлением хрупкому раз-
рушению. Высокопрочные стали рекомендуется использовать в
ответственных деталях, нагруженными большими сосредоточен-
ными силами. В частности, их применяют для изготовления де-
талей шасси, силовой проводки системы управления, узлов
крепления редуктора, двигателя, оперения, крыла. Из сплава
40ХНМА изготавливают лонжероны лопастей несущего винта.
Новые сверхлегкие сплавы
Для конструкции летательных аппаратов перспективными
является алюминий-литиевые сплавы. Они на 10% легче и на
10% жестче алюминиевого сплава. Основной недостаток сущест-
вующих разработок этого сплава — большая стоимость, в 2,5 раза
превосходящая стоимость алюминиевых сплавов, и недостаточ-
ные характеристики вязкости разрушения и пластичности. Од-
нако в случае его успешной доработки появится возможность
примерно на 15% уменьшить массу конструкции, традиционно
изготавливаемой из алюминиевых сплавов. Основные работы по
совершенствованию алюминий-литиевых сплавов направлены на
улучшение усталостных характеристик при сохранении высокой
удельной прочности.
2.1.3. Композиционные материалы
Наряду с металлами в конструкции вертолетов широко ис-
пользуются материалы, получившие название композиционные
или композитные (композиты). Композитным называется мате-
65
риал, состоящий не менее чем из двух компонентов, с четкой
границей раздела между ними и обладающий свойствами, кото-
рые не присущи в полной мере ни одному из компонентов в от-
дельности.
Структура композита представляет собой систему, состоя-
щую из высокопрочного армирующего компонента (компонен-
тов) — наполнителя и эластичного компонента (компонентов) —
связующего или матрицы. Задача наполнителя — воспринимать
внешнюю нагрузку; назначение матрицы — фиксировать форму
композита, распределять нагрузку по объему материала, вклю-
чая в работу весь наполнитель.
Существует три класса композитов:
— композиты с полимерной матрицей (полимерные компо-
зиционные материалы — ПМК), включающие в качестве напол-
нителей стеклянные, углеродные, борные, базальтовые и орга-
нические волокна;
— композиты на металлической основе (матрице) (метал-
лические композиционные материалы — МКМ) с наполнителя-
ми в виде углеродных, борных волокон, бериллиевой, титановой
и стальной проволоки, окислов алюминия и карбида кремния;
— композиты на керамической основе (керамические ком-
позиционные материалы — ККМ): карбидах, боридах, нитридах,
интерметаллитах, армированных волокнами карбида кремния,
окисла алюминия, углерода и др., отличающихся уникально вы-
сокой прочностью и стабильностью при высоких температурах.
Композиты обладают многообразием свойств — механичес-
ких, физических, химических, определяемых разнообразием их
компонентов. Практически нет такого вещества, материала,
включая новые синтетически создаваемые, которое бы не ис-
пользовалось в композитах. С появлением композитов конструк-
тор получил уникальную возможность создавать материал, соот-
ветствующий функциональным свойствам детали или узла. Вы-
сокая функциональность является одним из главных достоинств
композита. Оно же налагает на конструктора дополнительные
требования. Он хорошо должен знать свойства композитов, ме-
тоды расчета, особенности проектирования и технологию произ-
водства.
В конструкции вертолета в основном используются полимер-
ные композиционные материалы, армированные непрерывными
волокнами (волокнистые ПКМ). Они имеют высокие механичес-
66
кие свойства: прочность, упругость, вибростойкость при малой
плотности. Используемые в них наполнители позволяют полу-
чить широкую гамму механических свойств: от рекордной ста-
тической и динамической прочности (порядка 10000 МПа) и мо-
дуля упругости (до 1000 ГПа), достигаемых при использовании
достаточно дорогих углеродных волокон, до свойств среднего
уровня, при использовании недорогих наполнителей, таких, как
стеклянные волокна и стеклоткани. Ввиду того, что волокнис-
тые ПМК играют лидирующую роль в конструкции вертолета,
ниже рассматриваются только эти материалы.
Наполнители волокнистых полимерных
композитов
Формы волокнистых наполнителей могут быть разными: во-
локна, нити, жгуты, ткани, ленты. Волокна; применяемые в
композитах, должны удовлетворять комплексу эксплуатацион-
ных и технологических требований. К первым относятся требо-
вания по прочности, жесткости, плотности, стабильности
свойств в требуемом температурном интервале, химической
стойкости и т.п. Технологичность волокон определяет возмож-
ность создания высокопроизводительного процесса изготовления
изделий на их основе. Важным требованием является совмести-
мость волокон с матричным материалом.
В конструкции вертолета наибольшее применение находят
композиты, создаваемые на основе стеклянных, углеродных и
органических волокон. Механические характеристики волокон
приведены в табл. 2.2.
Стеклянные волокна и изделия из них. В зависимости от
химического состава, режима изготовления стеклянные волокна
могут обеспечить композиту широкую гамму свойств: высокую
прочность, повышенный модуль упругости, стойкость к воздей-
ствию кислот и высоких температур. Стеклянные волокна изго-
тавливаются диаметром от 3 до 40 мкм и длиной до 50 м. Чем
меньше диаметр волокна, тем выше уровень его прочности.
Широкое применение стекловолокон и материалов из них
обусловлено существенными преимуществами перед другими на-
полнителями: сравнительно невысокой стоимостью, высокой
прочностью на растяжение, огне-, тепло- и химостойкость, со-
вместимость с другими полимерами, доступность сырья.
67
Таблица 2.2
Механические свойства волокон
Материал Плот- ность . з р, г/см Проч- ность о, МПа Модуль упругос- ти Е, ГПа о/р, Q МПа • м. /кг Е/р, з МПа м /кг
Стекловолокно 2,6 3500 89 1,40 36
Углеволокно: высокомодульное высокопрочное 1,95 1,76 2100 3300 400 260 1,08 1,88 205 148
Органоволокно 1,45 2800 120 1,93 83
Бороволокно 2500 3500 400 1,40 160
Наиболее широко применяются волокна из алюмоборосили-
катного стекла. При повышенных требованиях прочности ис-
пользуются стекловолокна из стекол специальных составов:
медь-, титано-, магнезиальносодержащих.
При производстве композитов (стеклопластиков) стеклянные
волокна используются в виде нитей (прядей), жгутов (ровинга),
тканей и вязально-прошивочных материалов.
Нити применяются для однонаправленных стеклопластиков,
профильных и намоточных изделий. Стеклоткани — наиболее
дорогие стекловолокнистые наполнители, но наиболее распро-
страненные в силу оптимальности присущих им свойств. Стек-
лоткани различаются по массе, толщине, типу и номеру нити,
соотношению нитей по ушку и основе, типу переплетения (по-
лотняное, саржевое, сатиновое). Вязально-прошивочные мате-
риалы являются менее дорогими наполнителями, но зачастую
более прочными, хотя и менее гибкими по сравнению со стек-
лотканями.
Углеродные волокна и изделия из них. Отличительной чер-
той углеродных волокон является высокая упругость. По харак-
теристикам упругости они в несколько раз превосходят стеклян-
ные волокна, также превосходя по прочности (см. табл. 2.2).
Углеродные волокна делятся на карбонизированные (температу-
68
ра термообработки — 1173...2273 К, содержание углерода —
80...90 %) и графитизированные (3273 К, 99 %).
Углеродные волокна изготавливаются диаметром от 5 до 7 мкм.
В качестве исходного сырья для производства углеродных воло-
кон применяются вискозные и полиакрилнитрильные волокна.
Углеродные волокна также изготавливаются на основе нефтя-
ных и каменноугольных пеков. По своим физико-механическим
показателям углеродные волокна подразделяются на: высокопроч-
ные (о ~ 3000 МПа), сверхвысокопрочные (о = 4500 МПа), низко-
модульные (Е = 100 ГПа), среднемодульные (Е = 200...300 ГПа),
высокомодульные (Е ~ 350 ГПа) и сверхвысокомодульные
(Е = 450 ГПа).
При производстве композитов (углепластиков) углеродные
волокна применяются в виде пучков в той или иной текстиль-
ной форме: цельноформованные жгуты, ленты, ткани. Для тка-
ней используют углеродные волокна средней прочности. Однона-
правленные ленты обычно используются при намоточных техно-
логиях.
К отрицательным свойствам углеродных волокон следует от-
нести повышенную хрупкость и низкую ударную вязкость.
Органические волокна и изделия из них. Органические во-
локна за счет малой плотности обладают высокими удельными
физико-механическими показателями (см. табл. 2.2). Наиболее
высокопрочные и высокомодульные органические волокна полу-
чены на основе ароматических полиамидов. Органические во-
локна малочувствительны к поверхностным дефектам, термоста-
бильны, имеют достаточно высокий модуль упругости и большое
относительное удлинение. Эти свойства определяют высокую ус-
талостную прочность композитов, изготавливаемых из органи-
ческих волокон.
При производстве композитов (органопластиков) органичес-
кие волокна используются в виде нитей (прядей), жгутов (ро-
винга), тканей и лент.
Связующие полимерных композитов
(матрицы)
В качестве связующих полимерных композиционных мате-
риалов используются термореактивные смолы — эпоксидные,
кремнийорганические, фенолформальдегидные, полиамидные, а
69
также термопластичные смолы. После отверждения смол в про-
цессе изготовления композита они становятся их матрицами. К
связующим предъявляются требования хорошей смачивающей
способности и адгезии к наполнителю, малой усадки при от-
верждении, низкой вязкости, высокой скорости отверждения.
Матрица должна иметь достаточную прочность. Прочность мат-
рицы определяет прочность композита при нагружении, отлич-
ном от направления армирующих волокон, и действии сдвиго-
вых нагрузок. Прочность матрицы оказывают существенное вли-
яние на усталостную прочность композита.
Наибольшее распространение среди связующих получили
синтетические термореактивные смолы. Среди них ведущее
место занимают эпоксидные смолы. Эпоксидные смолы отлича-
ются высокой адгезией к поверхности твердых тел, могут долго
храниться в неотвержденном виде. Последнее свойство позволя-
ет создавать предварительно пропитанные и частично отверж-
денные полуфабрикаты (препреги). Высокая технологичность
эпоксидных смол обеспечивает создание высокопроизводительно-
го процесса пропитки наполнителя, формирования изделия и
окончательного отверждения композита. Отверждение эпоксид-
ных смол можно проводить при необходимости в широком ин-
тервале температур (от 100 до 200°С). Связующие на основе
эпоксидных смол имеют достаточно высокие механические свой-
ства.
К полимерным матрицам также относятся фенолформальде-
гидные, полиэфирные, полиимидные, кремнийорганические
смолы.
Дальнейшие перспективы создания композитов связывают с
применением термопластичных связующих. К этой группе свя-
зующих относятся полиэтилены, полистиролы, фторопласты,
поликарбонаты, полиамиды и др. Изготавливаемые на их основе
композиты имеют высокую ударную вязкость, повышенную
термостойкость, возможность вторичной переработки, улучшен-
ную технологичность и меньшую энергоемкость процессов фор-
мирования конечного продукта. Полуфабрикаты, изготавливае-
мые на основе термопластичного связующего, имеют неограни-
ченную жизнеспособность. Они не токсичны, не выделяют паров
растворителей.
Механические характеристики связующих представлены в
табл. 2.3.
70
Таблица 2,3
Механические свойства матриц
Связующие Плот- ность / 2 р> г/см Прочность при растя- жении а, Мпа Прочность при сжа- тии п, МПа Модуль упругос- ти Е, ГПа Предель- ное удли- нение 5, %
Эпоксидные 1,2...1,3 35...100 90...16 02,4...4,2 2...9
Полиэфирные 1,2...1,4 30...70 80...150 2,8...3,8 1...5
Полиимидные 1,4 90...95 250...280 3,2...5,0 1...2.5
Полиамидные — 95...140 200...280 -— 7...30
Основные свойства полимерных композитов
Характеристики полимерных композитов определяются не
только свойствами волокон и матриц. Они также зависят от
способа армирования. По способу армирования можно выделить
следующие основные группы композитов, которые могут быть
использованы в конструкции вертолета:
— композиты., образованные из слоев, армированных парал-
лельными непрерывными волокнами;
— композиты, армированные тканями;
— композиты с пространственным армированием.
Несмотря на большое многообразие структур первой группы
композитов, формируемых различным числом и ориентацией
слоев, свойства создаваемого на их основе материала в основном
определяются свойствами исходного однонаправленного слоя.
Однонаправленные композиты. Характеристики однонаправ-
ленных композитов наиболее изучены и представлены в справоч-
ной литературе. Наилучшие показатели механических свойств
однонаправленные композиты имеют вдоль волокон (табл. 2.4).
Прочность и модуль упругости композита вдоль волокон
возрастает с увеличением содержания волокон в композиции,
причем до определенного предела, обусловленного плотностью
упаковки волокон в композиции, обеспечивающей сохранность
монолитности связующего. Оптимальная степень армирования
для большинства композиций составляет 65...75% по объему.
71
Таблица 2.4
Механические свойства однонаправленных композитов
Материал Плот- ность р, г/см2 Прочность а, МПа Модуль упругости Е, ГПа
при рас- тяжении вдоль волокон при сжатии вдоль волокон при рас- тяжении поперек волокон при сдвиге ВДОЛЬ волокон сдвига
Стеклопластик 2,1 1750 650 34 48 57 5,2
Углепластик: высокопрочный высокомодульный 1,55 1,5 2500 1100 1450 450 33 27 150 200 5,0
Органопластик 1,38 1800 280 28 42 72 2,0
Наибольшей удельной прочностью и жесткостью вдоль воло-
кон обладают углепластики. Высокие показатели удельной проч-
ности также имеют органопластики, но у них небольшая проч-
ность на сжатие. При нагружении сжатием вдоль волокон раз-
рушение композита в основном происходит за счет потери ус-
тойчивости самих волокон. Низкие допускаемые напряжения
сжатия являются одним из недостатков композитов. Прочность
при сжатии, например стеклопластиков, можно значительно по-
высить, применяя волокна большего диаметра.
Прочность композита в направлении поперек волокон и при
сдвиге на порядок ниже, чем при растяжении вдоль волокон. В
этих направлениях прочность композита, в основном, определя-
ется прочностью матрицы, которая значительно ниже прочности
волокон.
Все перечисленные композиционные материалы имеют высо-
кие усталостные характеристики. Наибольшим пределом вынос-
ливости обладают углепластики. На втором месте по показате-
лям выносливости стоят органопластики, на третьем — стекло-
пластики.
При высокой сопротивляемости усталостному разрушению
углепластики уступают стеклопластикам по характеристикам
ударной вязкости и вибропрочности. Это обусловлено повышен-
ной жесткостью углеродных волокон. Одним их путей повыше-
ния вибропрочности углепластика является введение в его со-
став менее жестких волокон, например стеклянных или органи-
ческих.
На характеристики композита оказывает влияние внешняя
среда. С повышением температуры при относительной неизменя-
емости модуля упругости при растяжении и сжатии вдоль воло-
кон остальные упругие характеристики снижаются. Максималь-
ная рабочая температура композитов на эпоксидной матрице не
превышает 180°С. На прочность композитов также оказывает
влияние влажность среды. Накапливание влаги в композите
ведет к набуханию матрицы и ослаблению связей между волок-
ном и матрицей. Это приводит к уменьшению прочностных
свойств материала, особенно при сжатии, сдвиге и растяжении в
направлениях, отличных от ориентации волокон. Наиболее крити-
ческой является влажная среда с повышенной температурой.
Полуфабрикаты однонаправленных композитов (препреги)
широко применяются для изготовления элементов конструкции
73
методом намотки. Из них также выполняются ленты, полосы,
которые могут использоваться при изготовлении конструкций
методом выкладки.
Композиты, армированные тканями. Из большинства при-
меняемых волокон в результате текстильной обработки можно
получить ткани. Основным преимуществом тканей является их
высокая технологичность, особенно при изготовлении крупнога-
баритных изделий. В то же время текстильная переработка во-
локон и их искривления, появляющиеся в результате перепле-
тения, значительно снижают прочность и жесткость композита
при нагружении вдоль волокон. Снижение прочностй волокон в
ткани может составить 25...30% по сравнению с прочностью тех
же волокон в однонаправленном пластике. Ткани обычно изго-
тавливаются из низкомодульных волокон, таких, как стеклян-
ные и органические. Стеклоткани конструкционного назначения
изготавливаются из текстильных крученых нитей, состоящих из
волокон диаметром 6...7 мкм, и стекложгутов (ровингов), состо-
ящих из волокон диаметром 10 мкм. При создании композитов
на основе тканей применяются преимущественно ткани полотня-
ного и сатинового плетения. От вида переплетения волокон в
ткани, соотношения волокон по основе и утку зависят механи-
ческие характеристики получаемого на их основе композита.
Композиты с пространственным армированием. Сущест-
венным недостатком композитов с однонаправленной и плоской
схемой армирования является их низкая прочность при межсло-
евом сдвиге, растяжении и сжатии в трансверсальном направле-
нии. Этот недостаток в значительной мере преодолевается про-
странственным армированием. Образование композиций с про-
странственной структурой возможно с помощью многослойных
тканей, системы нитей, ориентированных в трех и более на-
правлениях, а также с помощью дискретных волокон, размеща-
емых в межволоконном пространстве основного наполнителя.
В многослойных тканях поперечное армирование достигает-
ся переплетением нитей одного из направлений отдельных слоев
или всей ткани по толщине. Многослойные ткани обычно изго-
тавливаются из низкомодульных волокон. Применение стекло-
тканей пространственного плетения приводит к возрастанию
сдвиговой прочности композита в 2,0...2,5 раза, но из-за суще-
ственного искривления волокон уменьшается прочность при рас-
тяжении и сжатии.
74
Простейшая пространственная структура композита может
бь!ть, например, создана переплетением трех семейств прямоли-
дейных волокон в трех взаимно перпендикулярных направлени-
ях- Такой принцип приемлем для высокомодульных волокон.
Введение пространственного каркаса на только ликвидирует
опасность расслоения слоистого композита вследствие слабого
сопротивления сдвигу и поперечному отрыву, но и локализует
с пределах нескольких пространственных ячеек распространение
трещин. Этим резко повышается несущая способность материала
с толстостенных конструкциях, особенно в зоне приложения со-
средоточенных нагрузок, вырезов, ребер, в местах концентрации
напряжений. Кроме того, пространственное армирование прида-
ет композиту высокую усталостную прочность.
2.2. ФОРМИРОВАНИЕ КОНСТРУКТИВНО-СИЛОВОЙ
СХЕМЫ ДЕТАЛИ
Детали в конструкции вертолета отличаются разнообразием
типов и множеством форм, условиями нагружения и выполняе-
мыми функциями. Приступая к проектированию детали, пер-
вым делом конструктор пытается представить, какими частями
детали будет воспринята нагрузка и передана на сопрягаемые с
ней другие элементы конструкции, какую форму должны иметь
детали, и как их лучше расположить. Это входит в понятие вы-
бора конструктивно-силовой схемы. Качество решения этой за-
дачи зависит, прежде всего, от квалификации конструктора и
его изобретательности. Большое значение в выборе конструктив-
но-силовой схемы детали имеет анализ прототипов, использова-
ние опыта создания конструкций вертолетов и знание других
отраслей машиностроения. Невозможно дать рекомендации по
проектированию всех деталей. Однако существует ряд положе-
ний, обязательных при проектировании наивыгоднейших кон-
струкций, которые остаются неизменными во времени. Приме-
нительно к формированию конструктивно-силовой схемы детали
их можно сформулировать следующим образом.
1. Силы и моменты в конструкции должны передаваться по
кратчайшему пути и по возможности по прямой. Замыкание си-
ловых потоков существенно уменьшает массу детали за счет уст-
ранения нежелательных деформаций изгиба и кручения. В ка-
честве примера рассмотрим передачу силы с изменением направ-
75
ления в угловой качалке (рис. 2.5). В первом варианте (рис. 2.5,а)
основная часть усилия с одной проушины на другую передается
по прямому звену качалки, вызывая во всех ее частях напря-
жения растяжения (или сжатия), равномерно распределенные
по сечению. Во втором варианте (рис. 2.5,б) рычаги качалки ра-
ботают преимущественно на изгиб. При изгибе величина напря-
жений в сечениях рычагов, особенно у основания качалки, зна-
чительно выше, чем в звеньях первой конструкции. К тому же
при изгибе не все участки поперечного сечения рычага работают
равномерно. Наибольшие напряжения испытывают крайние во-
локна. Все остальные недогружены. В итоге масса конструкции
получается больше.
Р Х-Х
О
СГ~\ . \
Ilk \ Рис. 2.5. Конструктивные
О'Чч~—— схемы угловой качалки:
ч (5) а — предпочтительная;
I б — нежелательная
I Р
б)
2. Материал следует концентрировать по основным силовым
потокам и удалять неработающие части детали. Необходимо
стремиться к равномерному предельному нагружению материала
по всему сечению детали. На рис. 2.6 представлены два вариан-
та кронштейна, работающего на изгиб: со сплошным прямо-
угольным сечением (рис. 2.6,а) и сечением, выполненным по
форме двутавра (рис. 2.6,^). Как уже было отмечено, при изгибе
средние участки поперечных сечений детали недогружены. Де-
таль с прямоугольным сечением будет иметь лишнюю массу, ко-
торую необходимо удалить. Поэтому второй вариант конструк-
ции кронштейна предпочтителен.
Рис. 2,6. Конструктивные
схемы кронштейна:
а — нежелательная;
б — предпочтительная
Р IР
а) 5)
76
3. Для уменьшения массы детали необходимо стремиться к
ее равнопрочности. Правильно спроектированная деталь должна
разрушаться по всем сечениям при достижении действующей
силой разрушающего значения. В идеале это достижимо только
при некоторых видах нагружения, когда нагрузку воспринимает
все сечение (растяжение, чистое сжатие, отчасти срез) и когда
отсутствуют резкие концентраторы напряжений. На рис. 2.7
представлены два варианта конструкции наконечника тяги. В
первом варианте (рис. 2.7,а) наконечник имеет цилиндрическое
основание со сплошным сечением, выполненным по размерам
трубы, стыкуемой с наконечником. Видно, что сечение основа-
ния FQca намного превосходит разрывное сечение F проушины
наконечника. Поэтому в основании уровень напряжений будет
значительно ниже допускаемого. Для того чтобы наконечник
был равнопрочным, в основании следует сделать внутреннюю
выборку (рис. 2.7,6).
Рис. 2.7. Конструктивные наконечника тяги:
а — нежелательная; б — предпочтительная
4. Плоскость наибольшей жесткости детали, должна быть
ориентирована по направлению действия внешней нагрузки. Ил-
люстрацией этого принципа может служить представленный
ранее пример конструкции кронштейна, нагруженного сосредо-
точенной силой в направлении, перпендикулярном продольной
оси кронштейна (рис. 2.6,6).
5. Следует максимально возможно уменьшать концентрацию
напряжений, исключать резкие переходы одной формы детали
в другую. Наличие концентраторов напряжений является одной
из главных причин снижения статической, и особенно усталост-
ной прочности деталей.
77
6. Необходимо стремиться к тому, чтобы все детали были
работающими, чтобы каждая деталь по возможности выполняла
как можно больше функций. Например, корпус главного редук-
тора трансмиссии вертолета, помимо своей основной функции,
осуществляет передачу нагрузок с несущего винта на узлы
крепления к фюзеляжу. Одновременно он является основанием
для крепления бустеров силового канала управления несущим
винтом. На нем смонтирован тормоз несущего винта и ряд дру-
гих агрегатов.
2.3. ВЫБОР ФОРМЫ И ПРОЕКТИРОВОЧНЫЙ
РАСЧЕТ ДЕТАЛЕЙ
Форма детали выбирается в зависимости от ее функциональ-
ного назначения с учетом вида нагружения и характера дейст-
вующих нагрузок. Детали в конструкции вертолета имеют, как
правило, сложный вид нагружения, не ограниченный действием
одной нагрузки. Однако во многих случаях удается выделить
главные силовые факторы, которые определяют профиль и раз-
меры сечений проектируемой детали.
2.3.1. Сечение детали, работающей на растяжение
и чистое сжатие
Во многих деталях стержневой формы основная нагрузка
действует вдоль оси. При этом детали растягиваются или сжи-
маются. С позиций обеспечения прочности, форма сечения для
этого вида нагружения не является определяющим фактором.
На достаточном удалении от места приложения силы (для круг-
лого стержня это больше одного диаметра) напряжения распре-
деляются по сечению практически равномерно. В этих условиях
главным параметром сечения, от которого зависит прочность де-
тали, является площадь сечения, определяемая из соотношения
Эта формула достаточно точно определяет площадь попере-
чного сечения длинных цилиндрических стержней и деталей
большого удлинения с небольшими и плавными изменениями
78
формы по длине. Ее также используют для определения мини-
мальной площади сечения (площадь нетто) в стержнях, имею-
щих местные ослабления, которые одновременно играют роль
концентраторов напряжений. С учетом неравномерности распре-
деления напряжений по сечению
[о]
где схо — коэффициент концентрации напряжений. Определение
коэффициента концентрации напряжений дано в разделе 2.4.
При расчете деталей сложных форм, особенно коротких с
соизмеримыми размерами продольных и поперечных сечений,
следует иметь в виду, что эта формула дает относительно боль-
шую погрешность. Определяемые по ней размеры необходимо
затем скорректировать, используя точные методы расчета (на-
пример, метод конечных элементов) или проведя прочностные
испытания.
2.3.2. Сечение детали, работающей на срез
В работе заклепок, шпонок, штифтов основное значение
имеют деформации среза. На срез также работают болты и винты
в резьбовых соединениях, когда сила Р, воспринимаемая узлом,
действует параллельно плоскости стыка деталей. Срез является ос-
новным видом разрушения оси в соединении типа “ухо-вилка”.
Действительное распределение напряжений в этих случаях
сложное, и расчет потребной площади сечения, работающего на
срез, ведут по условным напряжениям, предполагая их равно-
мерное распределение по сечению
Р
F = -^,
°Р [т]
где Р„п — сила, вызывающая срез,
ср
При определении Рср учитывается количество плоскостей
среза лср и количество элементов п3 , работающих на срез:
р _-----f----
СР лср ' лэ
79
Р/2
Р/2
Р/4
Рис. 2.8. Соединение
деталей болтами,
работающими на срез
Например, в узле на рис. 2.8 при наличии двух болтов
И
двух плоскостей среза в теле каждого болта имеем
Рср = 0,25Р.
2.3.3. Сечение детали, работающей
на поперечный изгиб
Многие детали конструкции вертолета: кронштейны, балки,
цилиндрические оси и т.п. испытывают деформацию изгиба. За
Рис. 2.9. Распределение
нормальных напряжений
в сечении детали, работающей
на изгиб
расчетную схему для таких Де-
талей принимается защемлен-
ная или опертая балка, находя-
щаяся под действием сосредото-
ченных и распределенных сил,
направленных перпендикулярно
к оси детали. Нагрузкой также
может быть внешний изгибаю-
щий момент.
В общем случае при изгибе
в поперечном сечении детали
действуют нормальные и каса-
тельные напряжения. Они рас-
пределяются по сечению нерав-
номерно. Нормальные напряжения максимальны в крайних точ-
ках сечения и снижаются до нуля на нейтральной оси (рис. 2.9),
подчиняясь зависимости
У
И а
I
<5 =
(2.1)
где Ми — изгибающий момент; I — момент инерции сечения;
у — расстояние до нейтральной оси.
80
Для того чтобы в детали не было лишнего материала, необ-
ходимо его удалить из неработающих зон и перенести в наибо-
лее нагруженные участки. На рис. 2.10 показан ряд профилей
с одинаковой площадью сечения в порядке увеличения рацио-
нальности формы при работе сечения на изгиб. Наибольшей ра-
циональностью обладают сечения с внутренней выборкой мате-
риала (пустотелые и двутавровые). Они обладают наибольшей
прочностью и жесткостью.
Рис. 2.10. Профили сечений с одинаковой площадью, расположенные
в последовательности увеличения рациональности формы
В соответствии с (2.1) максимальные напряжения в крайних
точках сечения
"и Утах
°- ! - W
(2-2)
Здесь г/тах — расстояние от нейтральной оси сечения до
наиболее удаленной от нее точки сечения. Величину W = —-— на-
ртах
зывают моментом сопротивления сечения.
Проведем расчет детали, работающей
на изгиб, на примере двутаврового сече-
ния, наиболее часто используемого при
данном виде нагружения.
Момент сопротивления двутаврового
сечения (рис. 2.11) определяется по фор-
муле
Рис. 2.11. Схема
сечения детали,
выполненного по
форме двутавра
W-BH^
6
Ufi ч
в н
JX.
Из этого выражения можно определить
потребную толщину полки двутаврового сечения, приравнивая
напряжения, вычисляемые по формуле (2.2), допускаемым на-
пряжениям материала детали.
81
зГ_2^Ми_
\ ВН2 [а]
1
1 В
В конструкции вертолета часто используются балки с тон-
кой стенкой (5СТ/В < 0,01...0,2) и относительно небольшой тол-
щиной полок (5Л/Н < 0,1). Для определения параметров сечения
таких балок работой стенки на изгиб пренебрегают и считают,
что весь изгибающий момент воспринимается полками (поясами
балки). Кроме того, делают допущение, что по сечению полки
напряжения распределены равномерно (рис. 2.12), т.е. эпюры
напряжений (а) заменяют эпюрой эквивалентных напряжений
(0. В этом случае момент от внешних сил Ма уравновешивается
парой сил Р = F„ на плече Н„„ = Н - 5„ , где F„ — площадь
поперечного сечения пояса, Fa = 5П В.
Рис. 2.12. Аппроксимация
эпюры нормальных
напряжений в поясе балки
при изгибе
При этом допущении нормальные напряжения в полках оп-
ределяются по приближенной формуле
Из условия равенства расчетных напряжений допускаемым
определяем потребную толщину поясов балки:
5
п ВНср[а]'
Размеры стенки двутаврового сечения зависят от величины
перерезывающей силы. При наличии перерезывающей силы Q в
стенке действуют напряжения сдвига, определяемые формулой
82
T=QS
Jb '
Н/г
где S — j у dF — статический момент; b — ширина сечения дву-
У1
тавра на расстоянии ух от нейтральной оси, где вычисляются
касательные напряжения (рис. 2.13).
В том месте, где полка переходит в стенку, происходит ска-
чок напряжений т. Напряжения в полках намного меньше, чем
в стенке. Поэтому в практических
расчетах работой полки часто прене-
брегают и считают, что всю перере-
зывающую силу Q воспринимает одна
стенка. При этом допущении напря-
жения сдвига определяют по прибли-
женной формуле
5СТЯ
Рис. 2.13. Распределение
касательных напряжений
при изгибе балки
Приравняв расчетные напряже-
ния допускаемым, можно найти потребную толщину стенки:
Я =
ст Н [т]
Изгибу часто подвержены детали, имеющие круглую форму
сечений, такие, как оси, втулки, валы, болты и т.п.
При расчете напряжений в круглом сечении с учетом внут-
ренней выборки материала (круглое полое сечение) момент со-
противления сечения определяется по формуле
w =
где а = d^/d; d, d1 — соответственно внешний и внутренний
диаметр сечения.
Из представленных зависимостей следует, что для уменьше-
ния массы детали необходимо максимально разносить материал
от нейтральной оси сечения, увеличивая его строительную вы-
83
соту. Как правило, это приводит к уменьшению толщины эле-
ментов контура сечения. При достижении определенного уровня
напряжений сжатия тонкие стенки и полки могут терять устой-
чивость.
Для определения критических напряжений местной потери
устойчивости тонкостенных деталей обычно используют форму-
лы расчета пластин. Они представлены в разделе 2.3.5, где по-
дробно описывается явление потери устойчивости конструкций.
Тонкая стенка также может потерять устойчивость в мес-
тах, где при общем изгибе детали возникают касательные уси-
лия. Например, при изгибе двутавровой балки от сдвиговых
усилий может разрушиться стенка, соединяющая полки. Крити-
ческие напряжения сдвига определяются по формуле (2.8). В
этой формуле коэффициент k учитывает условия заделки краев
стенки и соотношение ее размеров по длине и ширине.
2.3.4. Сечение детали, работающей
на кручение
Многие детали в конструкции
Рис. 2.14.
Распределение
касательных
напряжений при
кручении
сплошного вала
агрегатов вертолета испыты-
вают деформации кручения.
Лучшей формой сечения для
данного вида нагружения яв-
ляется круг или кольцо.
При кручении круглого
вала в поперечном сечении
действуют касательные на-
пряжения, которые распределяются по радиусу вала по линей-
ному закону (рис. 2.14). В центре вала напряжение равно нулю,
у поверхности достигает максимального значения
т _
vmax w *
(2.3)
где Мк — крутящий момент; ТУК — момент сопротивления се-
чения кручению.
тт т„ nd3
Для сплошного вала ТУК — , где d — диаметр вала.
Поскольку материал в середине сплошного вала недогружен,
его целесообразно оттуда удалить и перенести ближе к поверх-
84
ности, перейдя на кольцевое сечение. При отсутствии строгих,
ограничений (конструктивных, монтажных, технологических и
т.п.) переход на кольцевое сечение значительно экономит массу
детали.
Для полого вала
WK = (1 ~ >
где a = d1/d; — внутренний диаметр вала.
Из этого выражения можно определить потребную величину
диаметра вала, приравнивая расчетные напряжения (2.3) допус-
каемым:
3
d= 1,72
Полые валы при кручении могут разрушаться вследствие
потери устойчивости (выпучивания). Критические напряжения
потери устойчивости стенки полого вала зависят от отношений
d - d^
толщины стенки 5 = —=— и длины вала I к величине диамет-
ра. Чем короче вал, тем выше его критические напряжения. Ус-
тойчивость вала также зависит от величины модуля упругости
материала, из которого изготовлен вал.
Для определения величины допускаемых напряжений [т] по-
лого вала обычно используют графики, полученные в экспери-
менте. На рис. 2.15 в качестве примера представлен график для
определения [т] при кручении стального вала. Существуют
также эмпирические зависимости. Например, для вала, выпол-
ненного из дуралюмина, величина [т] рассчитывается по формуле
[т] = 240 - 0,06 4-- 0,035
d
, МПа.
Для некруглых деталей расчет сечений, работающих на кру-
чение, усложняется отсутствием простых решений задачи опре-
деления касательных напряжений в телах произвольной формы.
Касательные напряжения в некруглом сечении у поверхности
изменяются по величине в зависимости от положения рассмат-
85
риваемой точки. Существуют частные решения для некоторых
простых форм сечений (прямоугольного, эллиптического).
Рис. 2.15. Зависимость допускаемых касательных напряжений
в трубе вала от отношения его диаметра к толщине стенки d = d/8
при различных длинах вала I
Задача расчета касательных напряжений при кручении не-
круглых деталей существенно упрощается, если они имеют тон-
кие стенки. В этом случае полагают, что по толщине стенки ка-
сательные напряжения распределены равномерно. Тогда их оп-
Рис. 2.16.
Площадь,
ограниченная
средней линией
контура
— площадь, ограниченная
ределяют по формуле
28со
Здесь 8 — толщина стенки в месте,
где определяются напряжения; й)
средней линией сечения (рис. 2.16).
2.3.5. Сечение детали, работающей
на устойчивость
Если тонкий прямой стержень сжимать вдоль оси, постепен-
но увеличивая силу Р, то вначале он будет оставаться прямым,
но затем, при некоторой нагрузке, _Ркр , называемой критичес-
кой, стержень начнет резко изгибаться (продольный изгиб). Это
86
явление называется общей потерей устойчивости (рис. 2.17).
При потере устойчивости напряжения быстро возрастают, что
может привести к разрушению стержня. В конструкции верто-
лета существует много деталей, нагружаемых, продольной силой:
тяги, стойки, подкосы, элементы ферменных, балочных кон-
струкций и т.д. Для нормальной работы потеря устойчивости
элементов конструкции вертолета в большинстве случаев недо-
пустима.
Рис.
2.17. Потеря устойчивости стержня при сжатии
Величина критической силы, при которой происходит
общая потеря устойчивости стержня постоянного сечения, опре-
деляется формулой Эйлера
где Imin — наименьший момент инерции сечения; I — длина
стержня; с — коэффициент учитывающий условия заделки кон-
цов стержня.
Критической нагрузке соответствуют критические напряже-
ния сжатия
2 £
кр ~ С У?
где X = -----характеризует гибкость стержня; imill = N Л, 1 —
Д1Ш11 £
наименьший радиус сечения инерции сечения стержня; F —
площадь сечения стержня.
Величина коэффициента с меняется в широких пределах (от
0,25 до 4) в зависимости от граничных условий на опорах. При
его определении необходимо всесторонне оценивать способы за-
крепления стержня. В случае шарнирного закрепления обоих
87
концов с = 1. Для трубчатого стержня в сварных фермах с = 2.
При расчете стержней фермы, выполненных из дуралюминовых
труб, можно брать с = 2 лишь в тех случаях, когда трубы вкле-
паны в достаточно жестко заделанные стаканы.
Кроме общей потери устойчивости, причиной разрушения
тонкостенной конструкции может стать местная потеря устой-
чивости (выпучивание) одного из ее элементов. Данное явление
характерно не только для тонкостенных стержней, нагружен-
ных продольной сжимающей силой. Потерять устойчивость
может тонкая стенка в детали любой формы, практически при
всех видах нагружения, исключая одноосное растяжение. При
определении критических напряжений потери устойчивости сте-
нок детали обычно используют методы расчета пластин и обо-
лочек. Необходимые для этого расчета формулы и графики
представлены в [2, 5]. Познакомимся с некоторыми из них.
Рис. 2.18. Схема нагружения пластинки
сжимающей нагрузкой
Критические напряжения местной потери устойчивости
при сжатии. Под действием равномерно распределенной сжи-
мающей нагрузки (рис. 2.18), выпучивание прямоугольной плас-
тинки происходит при критическом напряжении
°кр “
2 тр$?2
71 Ео
(2.4)
где b — ширина нагруженной стороны; 8 — толщина пластин-
ки; ц — коэффициент Пуассона. Для листов из стали, дуралю-
мина и других широко используемых металлов значение р. в [2]
рекомендуется брать близким к среднему значению, равному
0,275. Таким образом, -------Д---=0,98 = 0,9. После
12 1 - И 1
0,9fta = k формула (2.4) приобретает удобный вид для
замены
расчета
критических напряжении местной потери устойчивости элемен-
тов деталей, выполненных из металлов:
88
kF,
5кр=т^- (2>5)
-I
8
к )
Значение k зависит от
способа закрепления кромок
пластинки и соотношения сто-
рон — (график на рис. 2.19).
Расчет стенки конкретной де-
тали необходимо выполнять
после анализа условий опор
стенки и выбора соответст-
вующей схемы закрепления
эквивалентной пластинки.
Для расчета критических
напряжений местной потери
устойчивости сжатого длин-
ного тонкостенного цилиндра
/ \
[ — > 75...100] можно исполь-
\ о )
зовать следующую формулу:
Рис. 2.19. Коэффициент k при
различных условиях закрепления
краев пластинки, сжатой в одном
направлении
(2.6)
8
где величина k определяется
соотношением радиуса кри-
визны к толщине стенки
(рис. 2.20).
При наличии кривизны
критические напряжения стенки увеличиваются. В коротких
криволинейных пластинках они определяются по формуле
°кр ^кр.пл +
(2.7)
где окр пл — критические напряжения плоской пластинки, оп-
ределяемые формулой (2.5); — увеличение критических на-
пряжений за счет кривизны.
89
Рис. 2.20. Зависимость
коэффициента k от параметров
от отношения радиуса к
толщине стенки трубы
Приближенно принимают
[18]
, 0.15Е
ЛстН “ R
8
Критические напряжения
местной потери устойчивос-
ти при сдвиге. Для расчета
критических касательных на-
пряжений в плоских стенках,
работающих на сдвиг, использу-
ют формулу, аналогичную (2.4):
л2 -Е82
ткр - т 12 ь2 ’
которая после подстановки 0,9/?т = k имеет вид
Рис. 2.21. Зависимость
коэффициента k при
различных условиях
закрепления краев
пластинки при сдвиге
- / П О'.
Хкр = —2- (2.8)
-I
5
k J
Здесь Ъ — всегда меньшая сторона
пластинки (т.е. b < а).
Значение k для этого вида нагру-
жения в зависимости от условий за-
крепления кромок и соотношения
сторон пластинки определяются по
графику на рис. 2.21 (обозначения
схем опирания краев на этом графике
соответствуют условным обозначенияс
рис. 2.19).
Критические напряжения сдвига
в коротких криволинейных пластин-
ках так же, как и при сжатии, рас-
считывают по формуле
Ткр "Скр.пл + A’Rr ’
(2.9)
90
где т пл — критические напряжения плоской пластинки, опре-
деляемые формулой (2.8); Дтд —увеличение критических напря-
жений за счет кривизны.
Приближенно принимают [18]
0,1Д
Я/8 ’
Более точные зависимости и графики для определения Дтд
и Дал в формулах (2.7) и (2.9) представлены в [2, 5].
Критические напряжения местной потери устойчивости
при кручении. Для расчета критических касательных напряже-
ний при кручении круговых цилиндров и тонкостенных труб
(В — диаметр трубы, I — длина трубы) можно использовать
следующие формулы.
Для длинной оболочки, у которой
> 4,27, независи-
мо от типа закрепления торцевых кромок
0,72Е
%
(2.10)
/п2
Для короткой оболочки, у которой -=-
гкр
'D'
8
kE
1,25 , г .0,5 '
В
(2.11)
Причем k = 0,94 для шарнирных кромок и k = 1,03 для за-
деланных.
2.3.6. Расчет деталей, выполненных
из композитов
Сложность проектирования деталей, выполняемых из компо-
зитов, обусловлена тем, что наряду с выбором форм и расчетом
геометрических параметров сечений, конструктор должен найти
91
структуру композита, которая была бы оптимальна к выбранной
форме детали и наилучшим образом соответствовала направле-
нию и величине внешних нагрузок. По сути, конструктор одно-
временно с проектированием детали должен заниматься проек-
тированием материала.
В решении этой задачи можно выделить два подхода. Пер-
вый и наиболее простой способ заключается в том, что кон-
структор заранее выбирает схему армирования композита (со-
став и количество слоев армирующего материала, толщину и
ориентацию каждого слоя), основываясь на качественной оценке
условий нагружения детали. Затем в обычном порядке по ана-
логии с расчетом деталей из металлов определяются средние по
толщине композита напряжения от внешних нагрузок. Далее по
средним напряжениям, используя физические соотношения ме-
ханики композита, определяют напряжения в каждом слое и по
наиболее нагруженному судят о степени прочности всего мате-
риала в рассматриваемом сечении детали. Если расчетные мето-
ды не позволяют точно вычислить допускаемые напряжения
композита, их определяют экспериментально, по результатам
прочностных испытаний образцов.
Второй подход представляет собой решение обратной задачи.
Заранее оговаривается только используемый материал и возмож-
ная схема ориентации его слоев. Необходимое количество и тол-
щина слоев каждой ориентации определяется из условия равно-
прочности, т.е. равенства расчетных напряжений допускаемым
во всех слоях композита. По сути, решается задача обеспечения
равнопрочности на уровне внутренней структуры материала и
на уровне внешней геометрии детали. В каждом сечении детали
определяется потребная суммарная толщина композита и опти-
мальное распределение слоев по толщине. Эта задача более
трудная. Существуют частные решения для некоторых структур
слоистых композитов, часто используемых в конструкции лета-
тельных аппаратов [17].
Рассмотрим задачу определения напряжений в слоях при
известной структуре композита [9].
На рис. 2.22,а представлен элемент слоистого композита,
по краям которого от внешних нагрузок действуют средние по
толщине нормальные ох , оу и касательные тху напряжения.
Связь средних напряжений с напряжениями в слоях (рис. 2.22,6)
и параметрами армирования композита определяются соотноше-
ниями
92
5)
а)
Рис. 2.22. Схема напряжений в слоистом композите:
а — элемент слоистого композита; б — i-й
слои композита
k
= Е \ (°1 cos2 Ф/ + °2 sin2 4>i - г12 sin 2(₽i) >
i = 1
k
= M sin2 <p. + o2 cos2 ф. - т'12 sin 2фг\ (2.12)
i = 1 7
k
Xxy = ^^1 [f°i " °г)sin 4>icos 4>t + г12 cos 2(P/] >
i = i
где й. = Л*/й — относительная толщина i-того слоя.
Если напряжения i-того слоя выразить через деформации
слоя, то (2.12) примет вид
°х = £11 Е=с + В12 Еу + В13Уху •
= В21 Ех + В22 £у + В23 Уху ’ (2.13)
Хху = В31 Ех + В32 £у + В33 Уху ’
где
k
-Bn = X ht [Еу cos4 фг + 2Ej ц'12 sin2 ф. cos2 ф( +
i= 1
93
+ EZ2 sin4 ([>,. + Gl12 sin2 2ф^ ,
k
B12 = B21 = E Tli Pl + Sin2 C°s2 ф‘ +
1 = 1
+ Elt ц‘12 pi4 Фг + cos4 - Gl12 sin2 2q>0 ,
k
B22 = E pl sin< Vi + 2B1 ^12 sin2 Vi COs2 Vi +
i= 1
+ El2 cos4 ф; + Gl12 sin2 2фг j ,
k
B13 = B31 = E \ sin ‘Picos ‘Pi [ Bi - H12) c°s2 <Pi -
i = 1
- Ё12 (1 - sin2 <pz - 2Gl12 cos 2Ф J ,
k
B23 = B32 = E *i sin Vi cos V( [ E1 f1 “ ^12) sin2 Vi “
i= 1
- Ёг2 (1 - p21^ cos3 фг + 2G‘12 cos 2ф;] ,
k
B33 = E pl + E2 - 2Ei H12) sin2 Vi c°s2 Vi + g12 cos2 2Vi] >
i = 1
~i E1 2
1>2’1-ц!1241‘
Здесь для каждого слоя: Ег , Е2 — эффективные модули уп-
ругости вдоль и поперек армирующих волокон; G12 — модуль
сдвига; ц12 (ц21) — коэффициент Пуассона, характеризующий
сокращение размера поперек (вдоль) волокон при растяжении
вдоль (поперек) волокон. В силу симметрии свойств материала
слоя
94
Е1 Н12 ~ Е2 М-21 •
Решение уравнения (2.13) относительно деформаций всего
пакета имеет вид
£х
сх 2л.
= ~Ё~~^ху Е
Л у
Пх, ху
G Х*У ’
ху
;'=*С’К
8,
о.
+ -у -
ху Е G ху
X ^ху
^х, ху
(2.14)
_ ху
уху ~ G
ху
°х
Пх, ху Т'хг/
Здесь
Ех
в
В22 В33 ~ В23
В
Еи ~ 2
В11 533 “ 513
С в
р п р2
°11 ^22 ^12
средние модули упругости пакета;
_ В12 Д33 Д13 В23
ху р т> т>2
“И -°33 - ^13
_ В12В33 В13В23
У х R R _
^22 ^33 -°23
средние коэффициенты Пуассона;
_ В12 ^23 ^22
Т^х, ху ху, х — — д2
-°22 “-°12
95
В12 В13 ~ В11 В23 _
^у,Ху-^у,у- ВПВ22-В22
коэффициенты влияния;
В ~ В33 (В11 В22 “ В12^+ 2В12 В13 В23 “ В11 В23 “ В22 В13 ‘
Для расчета напряжений в слоях требуется связь деформа-
ций каждого слоя в координатной системе 1, 2, ориентирован-
ной по направлению армирующих волокон, со средними дефор-
мациями пакета Еж , Еу , уху в координатах х и у. Она опреде-
ляется соотношениями
Е| = Ех соз3фг + Еу зЩ2ф; + уху sin ф£ cos фг ,
е2 = ех зт2ф. + Еу соз2фг - уху sin Фг cos фг , (2.15)
V12 = (Ч - Ех} sin 2(Pi + 7ху sin 2(Pi •
Напряжения слоя в координатной системе, связанной с на-
правление армирования, при известных деформациях слоя опре-
деляются законом Гука
< = Вф + 42Е!2у
°2 = В2 (е2+Н21е'1)’ (2.16)
Х12 ~ G12 712 •
Зависимости (2.14) соответствуют общему случаю анизотро-
пии материала, т.е. такому случаю, когда касательные напря-
жения вызывают удлинения, а нормальные напряжения — де-
формацию сдвига.
На практике обычно используют симметричную схему армиро-
вания, при которой каждому слою, уложенному под углом +фр со-
ответствует такой же слой с углом армирования — ф. (рис. 2.23).
В этом случае
96
Рис. 2,23. Симметричная схема
армирования композита
X
S13 = B31
- в2з ~ вз2
= 0 ,
(2.17)
Пх, ху ~ Пху, X - Пу, ху ~ ^ху, у ~ О
и равенства (2.13) и (2.14) принимают вид
°х = В11 Ех + В12 Еу > °у = В21Ех + В22Еу >
(2.18)
\у ~ В33 Уху ’
_ °х Нху О Ц
Ех Ех Еу^’ Еу Еу Ех°*’
(2.19)
т
V = ~^
‘*у G '
ху
Средние упругие постоянные материала для этого случая
В12 В12
= Еу = В22--^ Gxy = B23,
(2.20)
_ £12 £12
Bu’ ^-в22-
Представленные соотношения позволяют определить проч-
ность слоистого композита.
Расчет ведется по следующему алгоритму:
1) по заданным свойствам слоев и параметрам структуры мате-
риала находятся коэффициенты Втп , входящие в равенства (2.18);
2) по формулам (2.20) определяются упругие постоянные
ВХ ’ Ву ’ @ху ’ ’ Нух ’
97
3) по закону Гука для пакета (2.19) находятся средние де-
формации Ех , Еу , уху ;
4) по деформациям ех , Еу , уху с помощью равенств (2.15)
вычисляются деформации во всех слоях Е| , е2 , У12 ;
5) по закону Гука для слоя (2.16) определяются напряжения
В СЛОЯХ , Oq , Т|2 .
Вычисленные значения напряжений в каждом слое сравни-
ваются с допускаемыми напряжениями однонаправленного мате-
риала [oj, [о2], [т12]> из которого эти слои образованы. Величи-
ны допускаемых напряжений определяют по результатам испы-
таний образцов однонаправленных композитов или их вычисля-
ют по формулам микромеханики композита. Существуют раз-
личные критерии оценки прочности композита [9, 19, 20]. Наи-
более часто применяется упрощенный критерий
[Oj] < < [о^] ,
[о2] < О2 < [о+] , (2.21)
Т12 - •
Здесь расчетные и допускаемые напряжения сравниваются с
учетом своего знака. Индекс (+) соответствует допускаемым на-
пряжениям растяжения, (-) — сжатия.
Сравнение напряжений (2.21) удобнее делать в относитель-
ном виде, вычисляя запасы прочности каждого слоя при растя-
жении-сжатии вдоль и поперек волокон и сдвиге
П2-—-, (2.22)
а
98
Минимальное из этих значений, вычисленных для всех слоев,
определяет нагрузку, номер слоя и характер его разрушения.
В деталях из композитов тонкие стенки могут терять устой-
чивость. Критические напряжения местной потери устойчивости
тонких стенок из композита могут быть определены по форму-
лам расчета устойчивости анизотропных пластин и оболочек [9,
21]. В частности, для плоской пластинки с симметричной ук-
ладкой слоев (0, 90°, ± 45°) критические напряжения при сжа-
тии (кр и сдвиге (кр определяются соотношениями
2л2 f Ds А
кр ь2 h [
(2.23)
кр b2h +
(2.24)
где b — ширина панели; D-L — определяются по формулам
D1 “ 12 511 ’
^2 12 ^22’
h3 f
Пз = Ц2Взз +Вн-
если число слоев в композите больше двух и они образова-
ны из однонаправленного материала с симметричной структурой
укладки (О, ± ф или 0, 90°, + ф), приближенную оценку свойств
композита можно получить с помощью упрощенной нитяной мо-
дели. При этом предполагается, что слой обладает жесткостью
только вдоль волокна, т.е. в коэффициентах Втп сохраняются
только модули Е\ , a El2 = Gl12 - Ц12 = 0. В этом случае в допол-
нение к условию (2.17)
k
Вп = S Е\ \cos4 Ф/ >
i = 1
99
k
B22 = E E1 Sin4 4>i ’
i = 1
k
B12 = B21 = B33 = E E1 \ Sin2 4>i cos2 '
i = l
тери устойчивости стержня.
Задано:
— двутавровое сечение
Рис. 2.24. Форма и размеры
стержня из композита
Приведем примеры расчета элементов конструкций из ком-
позитов с использованием этих отношений.
Пример 1. Определить критические напряжения общей по-
:я с размерами, показанными
на рис. 2.24;
— исходный однонаправ-
ленный композит, из которо-
го образована структура мате-
рила двутавра — углепластик,
Ег = 180 ГПа;
— структура композита
полок двутавра состоит из
сочетания продольных слоев
(фо = 0°) с относительной тол-
щиной й0п = 0,8 и косых
толщиной й45п = 0,2;
— структура композита стенки двутавра состоит из сочетания
продольных слоев (ф0 = О') с относительной толщиной ЛОст = 0,3 и
косых слоев (<р0 = ± 45°) с относительной толщиной Л45ст = 0,7.
Изгибная жесткость сечения стержня определяется суммой
изгибных жестокостей полок и стенок двутавра
5 ВН2 S Я3
(ЯПсеч = СЕЛ + (Ех)ст •
слоев (цы =±45°) с относительной
Модули упругости полок и стенок согласно (2.20)
100
- ч (£, • 0,25Л45пГ q
(Ех)п = Ег ( /гОп + 0,25/г45пЛ-1-----= Ш х 109 Па ,
< J Е. 0,25Л45п
/ - - ч (£1 • 0,25/i4ScT)2 * * * 9
(£х)ст = Е1 ( ЛОст + 0,25/^------1= 45 х 109 Па .
< ) Е1 0,25Л45ст
Тогда
+ 0!O0£J0W45 x1q9]= 453900 ш м4.
Л а
Критическая сила и критические напряжения потери устой-
чивости стержня определяются формулой Эйлера. При жестком:
опирании концов балки
•Ркр
ел2 (Д1)сеч
L2
4 • 3,142 453900
1,22
= 12,44 КН ,
о =-----е--------------------
кр Fce4 2 В 5П + Н • 8СТ
6,22 х 10б
2 • 0,12- 0,008 + 0,08' 0,005
= 5360 Мпа.
Пример 2. Определить критические напряжения местной по-
тери устойчивости стенки лонжерона.
Задано: ь.* 250 ми
— стенка лонжерона с разме-
рами, показанными на рис. 2.25;
— исходный однонаправ-
ленный композит, из которого
образована структура материла
двутавра, — стеклопластик,
Ег = 55 ГПа;
Рис. 2.25. Форма и размеры
стенки лонжерона из композита
101
— структура композита стенки состоит из сочетания про-
дольных слоев (фо = Ог) с относительной толщиной Ло = 0,3 и
косых слоев (ф0 = ± 45) с относительной толщиной /145 = 0,7.
Вычисляются коэффициенты jDj , D2 , :
Dt + 0,25^=58,78,
g3
D2 = ^E10,25ft45 = 21,66,
2 0,25/i45 +
hQ + 0,25/i45
0,25K45
Z>3 = f|El
\
0,25Л45 = 102,1 .
/
Критические напряжения местной потери устойчивости
стенки определяются по формуле (2.24)
2 3,142 V21,66 102,1
т =----------------------—
кр 0,25 • 0,003
Л. 3^58,78-21,66 1Q2.1
+ Ю2,1 + V58.78 - 21,66
= 13,9 МПа.
2.4. Проектирование деталей с учетом требований
усталостной прочности
Проектирование деталей, работающих в условиях перемен-
ного нагружения, прежде всего связано с решением вопросов
обеспечения их усталостной прочности. Усталостная прочность
деталей зависит от многих факторов. Для повышения несущих
свойств и удлинения срока их службы проводят большой ком-
плекс работ, включающий в себя мероприятия:
- -- конструктивные,
— технологические,
— металлургические,
— - эксплуатационные,
— профилактические.
102
Конструктивные мероприятия сводятся к выбору материа-
ла, хорошо работающего на усталость, и приданию деталям
формы, способствующей рациональному, возможно более равно-
мерному распределению внутренних сил.
К технологическим мероприятиям относятся: тщательная
обработка поверхности детали; создание в деталях остаточных
напряжений, которые, суммируясь с рабочими напряжения-
ми, обеспечивали бы благоприятные условия работы детали;
разгрузка более напряженных и нагружение менее напряжен-
ных частей конструкции; создание противокоррозионных по-
крытий.
Металлургические мероприятия сводятся к установлению
оптимального режима термической обработки; к устранению за-
калочных трещин; к борьбе с появлением усадочных раковин и
трещин, газовых пузырей и включений. Сюда же может быть
отнесена цементация, азотирование и цианирование поверхност-
ных слоев материала.
К эксплуатационным мероприятиям относятся защита от
коррозии (окраска смазка); предохранение напряженных и от-
ветственных деталей от повреждений (царапины, забои при
сборке и разборке, истирание); предотвращение нерасчетных
перегрузок, предупреждение загрязнения рабочих поверхностей.
Профилактическими мероприятиями являются периодичес-
кие осмотры агрегатов, смазка трущихся частей деталей, замена
износившихся деталей, а также деталей, срок службы которых
истек.
Таким образом, задача обеспечения усталостной прочности
конструкции решается на всех этапах ее жизненного цикла:
проектирования, изготовления, испытания и эксплуатации.
Проектируя агрегат или узел, конструктор должен учиты-
вать все факторы. Что касается непосредственной работы кон-
структора над проектом детали, то из всего перечисленного
списка наиболее широко распространенными являются следую-
щие способы повышения усталостной прочности конструкции:
1) рациональный выбор марки материала (см. раздел 2.1);
2) улучшение характеристик усталости путем тщательного
конструирования детали с целью уменьшения концентрации на-
пряжений;
3) выбор рациональной технологии изготовления деталей и
упрочнение их поверхности;
103
4) уменьшение уровня напряжений (увеличение площади се-
чений).
Первые три способа более предпочтительны. Они не требуют
значительных затрат массы, которые неизбежны при уменьше-
нии уровня напряжений.
Физические основы явлений усталости еще не настолько
изучены, чтобы создать стройный расчет деталей на усталост-
ную прочность. Отсутствие основополагающих физических прин-
ципов заставляет идти по пути накопления экспериментальных
данных, которые не всегда позволяют произвести достоверный
расчет, тем более что данные, получаемые вследствие различия
методики испытаний, несопоставимы и порой противоречивы.
В этих условиях большое значение имеет понимание общих
закономерностей усталостной прочности. Осмысленное проекти-
рование, основанное на знании этих закономерностей, дает го-
раздо лучший результат, чем расчет, и позволяет избежать оши-
бок, которые в последующем пришлось бы исправлять, напри-
мер приемами упрочняющей технологии.
2.4.1. Улучшение характеристик усталости деталей
путем уменьшения концентраций напряжений
Выбирая рациональную форму детали, следует учитывать
вид и характер концентраторов напряжений в наиболее напря-
женных зонах детали. Если концентраторы напряжений по
каким-либо причинам неизбежны, то предварительная оценка
влияния параметров концентратора и самой детали на величину
концентрации напряжений позволит конструктору найти пра-
вильное решение при формировании конструктивно-силовой
схемы детали.
Концентраторы напряжений
Возле отверстий, галтелей, кольцевых выточек, у шпоноч-
ных и шлицевых пазов, у основания резьбы и в других местах,
где резко меняется конфигурация детали, а также там, где одна
деталь напрессовывается на другую, напряжения распределяют-
ся неравномерно, т.е. возникает концентрация напряжений.
Зоны концентрации напряжений и деформаций являются основ-
104
ным источником образования трещин и преждевременного раз-
рушения деталей. Поэтому им необходимо уделять особенное
внимание при проектировании деталей, работающих при пере-
менных нагрузках.
Концентрацией, напряжения (деформаций) принято называть
резкое местное изменение поля напряжений (деформаций), вы-
зываемое:
а) конструктивными факторами — изменением размеров се-
чений и формы деталей (выточки, галтели, отверстия, пазы, ка-
навки и т.п.);
б) условиями внешних воздействий (силовых, например кон-
тактных и т.п., а также температурных);
в) технологическими факторами (трещинами технологичес-
кого происхождения от литья, сварки и т.п.).
Существенная особенность явления концентрации напряже-
ний состоит в том, что в зоне концентратора часто образуется
сложное напряженное состояние. Зона поля возмущения поля
напряжений обычно невелика, однако, как показывает практи-
ка, именно она определяет прочность детали, работающей при
переменных нагрузках. Детали из хрупких материалов (напри-
мер, из высокопрочных сталей) при наличии концентраторов на-
пряжений могут разрушаться преждевременно и при статичес-
ких нагрузках.
В данном разделе рассмотрена концентрация напряжений в
элементах конструкции, обусловленная конструктивными факто-
рами. Влияние условий внешних воздействий при работе детали
в узле будет рассмотрено ниже, в разделе 3.
Концентрацию напряжений принято оценивать теоретичес-
ким коэффициентом концентрации напряжений а, равным от-
ношению наибольшего напряжения в зоне концентрации к но-
минальному напряжению:
°шах
=----- или
т
max
Номинальные напряжения рассчитываются по формулам со-
противления материалов, максимальные — методами теории уп-
ругости или же определяются экспериментально. Подробные
данные по концентрации напряжений приведены в [5, 29].
105
Рассмотрим типовые, часто встречающиеся концентраторы
Рис. 2.26. Концентрация
напряжений
у отверстия
Многие детали имеют отверстия
конструктивного или технологического
назначения. На рис. 2.26 показано рас-
пределение напряжений в детали с от-
верстием при одноосном (в одном на-
правлении) растяжении.
Если деталь имеет форму пласти-
ны, то в качестве номинального напря-
жения принимают
где а — напряжения по нагружен-
ным сторонам пластины.
При большой ширине пластины,
когда d много меньше b, иа = 3.
При двухосном растяжении пластины большой ширины
(b > 5d) концентрация напряжений снижается и зависит от со-
отношения напряжений и а2 на невозмущенной границе об-
ласти (рис. 2.27). При = о2 (с1/а2 = 1) теоретический коэф-
фициент концентрации напряжений аа = 2 и нормальные напря-
жения на контуре отверстия будут
отношения напряжений на границе
невозмущенной области пластинки
с круглыми отверстиями
одинаковыми во всех точках.
Такая концентрация типич-
на для дисков шестеренча-
тых колес с отверстиями,
располагаемыми по окруж-
ности диска с целью облегче-
ния детали, для корпусов
втулок несущих винтов,
имеющих фланцевое соедине-
ние с валом и т. п. Практи-
ческий интерес также пред-
ставляет случай действия
на границе невозмущенной
области пластинки с отверс-
тием растягивающих и сжи-
мающих напряжений. По-
106
добное напряженное состояние, лишь с равными нагрузками в
невозмущенной области (ах = - с?2), имеет место при кручении
полых валов трансмиссии вертолета. Теоретический коэффици-
ент концентрации напряжений в этом случае ао = 4.
Если пластинка имеет несколько рядом расположенных от-
верстий, то коэффициент концентрации напряжений зависит от
условий нагружения пластины и расположения отверстий отно-
сительно друг друга (рис. 2.28).
Рис. 2.28. Зависимость аа от отношения b/d для пластинок,
ослабленных рядом отверстий при различных схемах нагружения
При растяжении полосы конечной ширины теоретический
коэффициент концентрации напряжений снижается (рис. 2.29)
при увеличении .диаметра отверстия (или уменьшения ширины
пластинки), что связано с увеличением номинальных напряже-
ний в наиболее нагруженном сечении.
На характер распределения напряжений в полосе конечной
ширины также оказывает влияние положение отверстия по от-
ношению к краям пластины. На рис. 2.30 даны зависимости
теоретического коэффициента концентрации напряжений от от-
107
ношения основных размеров полосы, ослабленной отверстием,
смещенным от оси симметрии.
Рис. 2.29.
Зависимость ас от
отношения d/b
для пластинок
конечной ширины
с отверстием
Рис. 2.30. Зависимость ас
от отношения г/с для
пластинок с эксцентричес-
ким отверстием
На практике часто деталь с отверстием работает на изгиб.
При большой ширине пластинки (b > 5d) значение теоретическо-
го коэффициента концентрации напряжений для данного вида
нагружения можно определить по рис. 2.31,а, а для вала с от-
верстием — по рис. 2.31,(У. В деталях отверстия могут иметь
форму, отличную от круга. На рис. 2.32 показан характер рас-
пределения напряжений в пластинке большой ширины, растя-
нутой в одном направлении, с эллиптическим, треугольным и
квадратным отверстием.
В пластине с эллиптическим отверстием (рис. 2.32,а)
а„ = 1 + 2 - .
а а
В пластинах с треугольным (рис. 2.32,6) и квадратным
(рис. 2.32,в) отверстиями высокая концентрация напряжений
имеет место вблизи углов отверстий. Величина ап здесь зависит
от отношения радиуса скругления в углах отверстия к размерам
стороны отверстия.
108
Рис. 2.31. Зависимость аа от отношения d/h для пластинки (а) и
отношения d/D для вала (0 с поперечным отверстием
ltllHHHIIlH.il!
шшншшш
Hlttt..t.tHtHILH.t
7,80
г = 0,06Ь
ттттптптптпт
TflHITIIII'lllllll
miimiriiiiiiii
a a a
a) S) 6)
Рис. 2.32. Распределение напряжений в пластинках
с отверстиями различной формы
Рис. 2.33. Выточки
на поверхности вала
с различной формой
109
U,
a.
Рис. 2.34. Зависимость ас от основных параметров вала
с выточкой при растяжении и изгибе
Валы, оси стержни и другие детали часто имеют выточки и
галтели. На рис. 2.33 приведены три формы выточки на по-
верхности вала. Все выточки имеют одинаковую глубину h и
одинаковый входящий радиус г, а выходящий радиус R —
разный. У валов с подобными вырезами максимальные напря-
жения имеют в окрестности дна выточки незначительное отли-
чие. Основным параметром, от которого зависит величина коэф-
фициента концентрации напряжений детали с выточкой и гал-
телью, является радиус скругления г и глубина выточки. Это
подтверждается многочисленными опытами [5, 29]. На рис. 2.34
представлены зависимости от основных параметров круг-
лых стержней с выточкой при растяжении и изгибе и на рис.
2.35 — для стержней с галтелью при растяжении и ат при
кручении.
Следует отметить, что коэффициент аа определен для абсо-
лютно упругого материала. В действительности большинство ма-
териалов обладают пластичностью, и ао не отражает истинной
картины распределения напряжений по сечению детали, особен-
но при переменных нагрузках. Поэтому для оценки усталостной
ПО
Рис. 2.35. Зависимость аа от основных параметров вала
с галтелью при растяжении и ат при кручении
прочности деталей используют величину эффективного коэффи-
циента концентрации напряжений
Л
К =---—
° °-!
ИЛИ
Сс 1>д
т-1
где (о_ , (т_ х)д — предел выносливости детали с концентра-
тором напряжений, о_ । , т_ । — предел выносливости гладкого
образца того же размера.
Между теоретическим и эффективным коэффициентами кон-
центрации напряжений существует определенная связь. Обычно
она выражается соотношением
= 1 + g(aff - 1) ,
111
где q — коэффициент чувствительности материала к концентра-
ции напряжений.
Для литых стальных и алюминиевых сплавов q = 0,1...0,4;
для конструкционных легированных сталей q - 0,6...0,7; для
алюминиевых деформируемых сплавов q = 0,3...0,5; для титано-
вых сплавов q = 0,7...0,9.
Коэффициент q возрастает с увеличением абсолютных разме-
ров детали, при очень сильных источниках концентрации. Воз-
растание q с увеличением размеров детали объясняется стати-
ческой теорией разрушения, в соответствии с которой в боль-
шой массе материала возрастает вероятность попадания дефект-
ных зерен в зону повышенных напряжений. Существуют и дру-
гие причины, способствующие проявлению масштабного эффек-
та: меньшая однородность материала в деталях больших разме-
ров, трудность обеспечения стабильности технологического кон-
троля и т.п. С учетом всех этих факторов при определении ве-
личины q можно ознакомиться в [31].
Конструктивные способы уменьшения
концентрации напряжений
ВО BG
а) 5)
Рис. 2.36. Неправильное (а)
и правильное (б) выполнение
конструктивных элементов
Чем резче меняется форма де-
тали, тем больше коэффициент
концентрации. Коэффициенты кон-
центрации в правильно скон-
струированных и надежно работа-
ющих деталях обычно не превосхо-
дят значений сса = 2,0...2,5. В не-
удачных конструкциях они могут
достигать значений «о= 5...7. При-
меры правильного и неправильного
конструирования некоторых ти-
пичных элементов показаны на
рис. 2.36.
Если устранить концентрато-
ры полностью невозможно, то сле-
дует заменять сильные концент-
раторы умеренными. Например,
112
влияние отверстий, принадлежащих к
числу наиболее сильных концентрато-
ров, можно ослабить путем их зенков-
ки с внешней стороны (рис. 2.37,о)
или снятием лыски (рис. 2.37,6).
В местах детали, где есть ступен-
чатое изменение формы, необходимо
делать скругление углов. На рис. 2.38
представлены образцы деталей с гал-
тельными переходами. Хороший ре-
зультат дает переход с постоянным
уменьшением кривизны. На круглых
деталях (валах, осях и т.п.) это дости-
о) 5)
Рис. 2.37. Уменьшение
концентраций напряжений
вблизи отверстий
гается путем применения эллиптических галтелей. На рис. 2.39
указаны оптимальные соотношения между полуосями образую-
щего эллипса и размерами вала. Выполнение такой галтели свя-
зано с определенными технологическими трудностями, особенно
при малых различиях в диаметрах d и dr Поэтому ее приме-
няют в исключительных случаях, только для ответственных де-
талей. В большинстве деталей используют простую круглую гал-
тель. При установке подшипника на вал вместо галтели можно
Рис. 2.38. Детали с галтельными переходами
113
использовать внутреннюю кольцевую проточку в буртике, если у
Рис. 2.39.
Эллиптическая
галтель
него достаточно большие
размеры, как показано
на рис. 2.40,а. Внутрен-
ние кольцевые проточ-
ки также являются эф-
фективным средством
снижения пиков напря-
жений около ножек зу-
бьев шестерен (рис. 2.40,6). С края шестерни у основания зуба
обычно начинается развитие усталостной трещины.
а) 5)
Рис. 2.40. Использование внутренней кольцевой проточки
для уменьшения концентрации напряжений:
а — на буртике для установки подшипника;
б — у основания шестерни
Следует также обращать внимание на места установки шпо-
нок, шлицов, штифтов и т.п. На рис. 2.41,а показано сечение
вала со шпоночной канавкой. Местные напряжения в большой
степени зависят от величины радиуса г. Поэтому входящие
углы шпоночной канавки необходимо скруглить. Усталостная
прочность шпоночной канавки также зависит от того, каким спо-
Рис. 2.41. Вал со шпоночной канавкой:
а — сечение вала; б — шпоночная канавка, выполненная
продольным фрезерованием; в — шпоночная канавка, выполненная
торцевой фрезой; г — шпоночная канавка вблизи галтели
114
собом она изготовлена. С позиций уменьшения концентраций на-
пряжений в окрестностях конца канавки, ее целесообразно изготав-
ливать путем продольного фрезерования (рис. 2.41,6), а не фрезе-
рованием торцевой фрезой, дающей малый входящий радиус г
(рис. 2.41,в). На рис. 2.41,г показано неудачное сочетание канав-
ки и галтели, приведшее к образованию усталостной трещины А.
Для улучшения характеристик усталости вместо шпоночных
соединений предпочтительно использовать шлицевые соединения
(рис. 2.42). При этом диаметр впадин шлицов должен быть
равен или больше (рис. 2.42,6)диаметра вала. В этом случае
почти отсутствует концентрация напряжений в месте перехода
от шлицов к валу. При условии правильного выбора диаметров
d и обеспечивается равнопрочность вала в сечениях, близких
к шлицам и удаленных от них.
а) 5)
Рис. 2.42. Конструкция основания вала со шлицами:
а — нежелательная; б — предпочтительная
Иногда трудно добиться существенного уменьшения кон-
центрации напряжений. В этих случаях возможным решением
является уменьшение номинальных напряжений в месте распо-
ложения концентратора за счет увеличения площади сечения
детали. Например, вредные последствия от проделывания от-
верстий в оси, на которой крепится качалка (рис. 2.43),
можно уменьшить путем утолщения стенки в месте установ-
ки болтов за счет увеличения внешнего (рис. 2.43,6) или внут-
реннего (рис. 2.43,в) диаметра оси.
В заключение следует отметить, что внешние углы детали,
хотя и не являются концентраторами напряжений, их все же
115
Рис. 2.43. Увеличение
площади сечения оси в
месте установки
качалки:
а — утолщение стенки
оси уменьшением внут-
реннего
диаметра вала;
б — утолщение стенки
оси увеличением внешне-
го диаметра вала
полезно скруглять. Этим сглаживаются резкие перепады жесто-
костей по сечениям. Все острые кромки необходимо удалять, и
везде, где можно, делать фаски.
Формообразование деталей, способствующее
уменьшению концентрации нагрузок
Неравномерность распределения напряжений является не
только результатом концентрации напряжений в местах измене-
ния сечений, но и следствием концентрации нагрузки в соеди-
нениях или в зонах контакта деталей. Иногда трудно разграни-
чить влияние этих двух факторов, но оба они должны быть уч-
тены при конструировании.
Ситуация бывает достаточно ясной, когда уменьшение кон-
центрации нагрузки однозначно приводит к уменьшению кон-
центрации напряжений. Например, в зубчатых колесах непря-
молинейность зуба, погрешности угла наклона спиральных зу-
бьев, перекос осей колес могут вызвать сосредоточенные нагруз-
ки на кромках и, как следствие, повышение напряжений от из-
гиба в основании зуба. В этом случае снятие фасок (рис. 2.44,а)
или создание галтелей (рис. 2.44,6) на углах зуба всегда дает
положительный эффект. Также полезно увеличивать податли-
вость зуба путем уменьшения жесткости обода по направлению
к торцам (рис. 2.44,6). Действенным способом предупреждения
повышенных кромочных давлений является придание зубу слег-
ка бочкообразной формы (бомбирование) с одновременным
скруглением торцевых кромок (рис. 2.44,в). Этот способ обеспе-
чивает при возможных перекосах и неточностях наиболее бла-
116
□) 6) 6)
Рис. 2.44. Устранение концентрации
нагрузок на кромках зубьев:
а — снятием фаски на углах зубьев;
б — скруглением углов зубьев;
в — бомбированием зубьев
гоприятное расположение пятна контакта примерно в центре
зуба.
Часто выясняется, что факторы, влияющие на концентрацию
напряжений и нагрузки, являются
противоречивыми. Например, если
увеличивать радиус сопряжения го-
ловки со стержнем болта, то кон-
центрация напряжений понижается
(рис. 2.45). Но при этом опорная
часть торцевой поверхности отодви-
гается от оси болта (увеличивается
размер г ), что увеличивает изги-
бающий момент в головке болта от
реакции опорной поверхности Р, т.е.
Рис. 2.45. Концентрация
нагрузки и напряжений
под головкой болта
увеличивает концентрацию нагрузки.
То же самое имеет место при сравнении условий нагружения
шлицов с эвольвентной (рис. 2.46,а) и прямоугольной (рис. 2.46,6)
формой зуба. У эвольвентных шлицов за
счет большого радиуса у основания зуба
меньше концентрация напряжений, но
контактная поверхность более удалена от
его основания, чем у прямоугольного зуба,
имеющего меньший радиус у впадин. По
этой причине усталостная прочность шли-
цевого соединения с прямоугольным про-
филем зуба может быть не ниже проч-
ности эвольвентного шлица.
Рис. 2.46.
Эвольвентный (а) и
прямоугольный (6)
шлицы
2.4.2. Выбор рациональной технологии
изготовления и упрочнения деталей
Влияние технологии изготовления на усталостную прочность
детали проявляется на всех стадиях ее формообразования: от за-
готовки до конечного продукта. В первую очередь, необходимо
117
оценить способ получения заготовки. Хуже всего на переменные
нагрузки работают детали, получаемые из литых заготовок. В
них больше дефектов, оказывающих негативное влияние на вы-
носливость детали, — газовые поры, усадочные раковины, ино-
родные включения и т.д. Поэтому для деталей, рассчитанных
на работу при переменных нагрузках, литые заготовки, как
правило, не используются. Для ответственных высоконагружен-
ных деталей предпочтительно использовать полуфабрикаты, по-
лучаемые из деформируемых металлов. На рис. 2.47 дается
сравнение характеристик усталости деформируемых и литых
алюминиевых сплавов.
Рис. 2.47. Сопротивление
усталости деформируемых (I) и
литых (2) алюминиевых сплавов
g
(растяжение — сжатие, N = 10 )
Усталостные трещины всегда возникают на поверхности дета-
ли, поэтому технология обработки поверхности детали и получае-
мое при этом состояние поверхности наряду с другими факторами
оказывают значительное влияние на сопротивление усталости.
Влияние состояния поверхности на выносливость детали
принято оценивать коэффициентом
где (а_ — предел выносливости детали с определенным состо-
янием поверхности; о_ 1 — предел выносливости образца, имею-
щего аналогичную форму, но с состоянием поверхности, соответ-
ствующим стандартному образцу.
Коэффициент ра зависит от трех основных факторов:
шероховатости поверхности и механических свойств по-
верхностного слоя;
118
— упрочняющей поверхностной обработки;
— наличия коррозионных повреждений (фреттинг-коррозия,
воздействие морской воды и т.д.).
В связи с этим коэффициент состояния поверхности можно
представить в виде произведения:
Pa = KFKvKKop. (2.25)
Влияние шероховатости поверхности на усталостную
прочность детали. Влияние шероховатости поверхности в (2.25)
выражается величиной коэффициента KF . На рис. 2.48 пред-
ставлена зависимость KF от предела прочности ов легированной
стали при различных способах обработки поверхности. Из этого
графика следует, что для высокопрочной стали необходимо ис-
пользовать технологические процессы, обеспечивающие хорошее
качество поверхности: полирование, шлифование.
Рис. 2.48. Зависимость KF
от предела прочности стали:
1 — полирование;
2 — шлифование;
3 — тонкое точение;
4 — грубое точение;
5 — наличие окалины
Следует отметить, что влияние шероховатости поверхности
в той или иной мере связано с состоянием остальных двух фак-
торов: качеством упрочняющей технологии и наличием коррози-
онных повреждений.
Основные параметры шероховатости поверхности стандарти-
зированы. К ним относятся средняя высота неровностей Я2 ,
среднее арифметическое отклонение высоты неровностей Ra , ра-
диус кривизны впадин шероховатости р, направление неровнос-
тей и др. Из перечисленных величин наибольшее влияние на
119
предел выносливости детали оказывает Rz . О степени влияния
Rs можно судить по графику рис. 2.49, построенному по резуль-
татам испытаний на долговечность стали 30ХГСН2А и титано-
вого сплава ВТ6, [8]. Стальные образцы обрабатывались двумя
методами: точением или электрохимическим шлифованием.
Рис. 2.49. Влияние высоты неровностей R?
на долговечность образцов из стали 30ХГСН2А (а)
и титанового сплава ВТ6 (б) (R=0)‘.
1 — точение; 2 — электрохимическое шлифование
Наряду с таким параметром, как высота неровностей, зна-
чительное влияние на сопротивление усталости оказывает на-
правление шероховатости относительно линии действия нагруз-
ки. По этой причине, например, на нагруженных поверхностях
переходов ответственных деталей из высокопрочных сталей на-
правление неровностей должно совпадать с направлением дейст-
вия нагрузки. Влияние направления неровностей на выносли-
вость стали и алюминиевых сплавов показано в табл. 2.5.
Использование упрочняющих технологий, для повышения
предела выносливости деталей. Одним из эффективных спосо-
бов увеличения пределов выносливости является создание сжи-
мающих напряжений в поверхностных слоях детали. Создание
остаточных сжимающих напряжений в поверхностном слое про-
изводится механическим способом (обдувка дробью, обкатка ро-
120
Таблица 2.5
Влияние направления шероховатости на долговечность материала
Материал образцов Способ обработки поверхности Угол между действием нагрузки и неровностями, град. Относительная долговечность, %
Высокопрочная Шлифование поперечное 0 100
сталь Шлифование продольное 90 60
Алюминиевый Развертывание отверстия 0 100
сплав Протягивание отверстия 90 25
ликами и др.) или химико-термическим методом (закалка по-
верхностных слоев, азотирование, цианирование и др.).
Благоприятное влияние остаточных напряжений в поверх-
ностном слое упрочняемых деталей связано с характером диа-
граммы предельных напряжений при асимметричном цикле (см.
рис. 1.10 в разделе 1.6.3). Из нее следует, что при асимметрич-
ных циклах со средними сжимающими напряжениями пре-
дельная амплитуда оа увеличивается с ростом ат . Создавая ос-
таточные напряжения на поверхности детали, мы сдвигаемся
влево по кривой диаграммы в область более высоких значений
пределов выносливости. Например, при симметричном цикле
напряжений ораб от внешних нагрузок добавление остаточных
напряжений аост дает в поверхностном слое асимметричный
цикл суммарных напряжений с отрицательным значением от ,
равным о0СТ
~ ^ост ’
~ ^раб ‘
121
Указанный характер диаграммы предельных напряжений
при асимметричном цикле объясняет увеличение предела вынос-
ливости детали при упрочнении поверхностных слоев.
Влияние упрочнения поверхности детали на предел вынос-
ливости детали оценивается коэффициентом Ки в выражении
(2.25). При пластическом деформировании поверхностных слоев с
помощью обдувки дробью, обкатки роликами и т.п. Ки - 1,3...2,2.
Из рис. 2.50, где представлена зависимость коэффициента Кц от
величины эффективного коэффициента концентрации напряже-
ний Ка в образцах с галтелями из стали 45ХН, подвергнутых
дробеструйной обработке [31], видно, что эффект пластического
деформирования сказывается в большей степени на деталях
имеющих высокую концентрацию напряжений.
Рис. 2.50. Изменение коэффициента
Ки от Ка в галтелях образцов
из стали 45ХН (Ов = 1150 МПа),
подвергнутых дробеструйной обработке:
1 — расход дроби Q = 10 кг/мин
при частоте вращения ротора машины
пр = 3500 мин-1; 2 — при Q = 20 кг/мин
и пр = 2100 мин-1
Пластическая деформация поверхностных слоев — это наи-
более универсальный метод упрочнения металлов. Причем чем
тверже сплав, тем больше его эффект.
В зависимости от формы, размеров, условий работы детали
назначают тот или иной вид упрочняющей технологии.
Наиболее широко применяются вибронаклеп, наклеп дро-
бью, раскатка роликами и виброшлифование. Они пригодны для
деталей практически любой формы.
Алмазное выглаживание рекомендуется для недостаточно
жестких деталей с тонкими ажурными стенками, где вибронак-
леп может вызвать недопустимые изменения контура. Алмазное
выглаживание применяется для обработки наружных и внутрен-
них поверхностей тел вращения, обеспечивая поверхность высо-
кой чистоты.
122
Пневмодинамический наклеп рекомендуется для деталей
сравнительно простой формы.
При упрочнении отверстий оптимальные результаты дает
раскатка и дорнование.
Химико-термическая обработка деталей также служит для
создания остаточных напряжений сжатия. Например, при за-
калке токами высокой частоты прочность поверхностных слоев
увеличивается за счет остаточных напряжений, появляющихся
в детали после быстрого ее охлаждения. Кроме того, при хими-
ко-термической обработке (азотирование, цианирование и др.)
существенно увеличивается твердость поверхностных слоев, что
повышает их износостойкость. Химико-термическая обработка
детали позволяет достичь значений Кц = 1,3...2,5.
На рис. 2.51 показано
Рис. 2.51. Повышение
пределов
выносливости образцов
при азотировании:
1 — образцы с галтелью
(изгиб);
2 — то же (кручение);
3 — образцы
с гиперболической
канавкой
повышение пределов выносливости
образцов с концентрацией напряже-
ний при азотировании в зависимос-
ти от радиуса кривизны г в месте
концентрации [31].
Следует отметить, что существу-
ют способы химико-термической об-
работки поверхности детали, кото-
рые дают обратный эффект — сни-
жают усталостную прочность, на-
пример, насыщение поверхности
хромом. Хромирование обеспечивает
повышенную твердость и высокую
износостойкость поверхности. Эти
качества важны для деталей, работа-
ющих в трущихся парах. Но хром
является хрупким металлом и скло-
нен к образованию межкристалли-
ческих трещин. Поэтому поверхност-
ный слой с внедренным в него хро-
мом имеет низкую усталостную
прочность. Подобные способы обра-
ботки следует исключать для дета-
лей, работающих на переменные на-
грузки.
Защита деталей от коррозии с
целью повышения усталостной прочности. Все усилия по по-
123
вышению усталостной прочности могут быть напрасны, если на
поверхности детали появляется коррозия.
Явление усталости металла, развивающееся при одновремен-
ном воздействии коррозионно-агрессивной среды и переменных
напряжений, называется коррозионной усталостью. Влияние
коррозии на усталость детали проявляется в том, что она созда-
ет концентрацию напряжений и ускоряет развитие уже образо-
вавшихся трещин.
Снижение пределов выносливости в результате коррозионно-
го повреждения оценивается коэффициентом -Ккор в выражении
(2.25). Зависимость Дкор от предела прочности материала детали
показана на рис. 2.52. Особенно велико влияние коррозии на
сталь с высоким пределом выносливости.
Рис. 2.52. Зависимость Ккор от
предела прочности материала:
1 — пресная вода (образец
с концентрацией напряжения);
2 — тот же образец без концентра-
ции напряжений, а также образец
с концентрацией напряжений
морской воде; 3 — морская вода
(образец без концентрации
напряжений)
Поскольку вертолет эксплуатируется в различных климати-
ческих условиях, на суше и на море обеспечение высокой со-
противляемости поверхностного слоя деталей воздействию усло-
вий эксплуатации является одной из основных задач, решаемых
при проектировании конструкций.
Упомянутое выше упрочнение детали путем создания напря-
жений сжатия в поверхностных слоях детали и химико-терми-
ческая обработка поверхности, наряду с выполнением своей ос-
новной функции, является эффективными способом увеличения
пределов выносливости при коррозии. Для ослабления коррози-
онного воздействия также применяют различные покрытия, в
том числе полимерные.
Коррозионная усталость конструкций резко повышается при
применении титановых сплавов вместо стали, благодаря высо-
ким антикоррозионным свойствам титана.
124
2.5. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ,
ИЗГОТАВЛИВАЕМЫХ ИЗ МЕТАЛЛОВ РАЗНЫМИ
ТЕХНОЛОГИЧЕСКИМИ СПОСОБАМИ
В процессе проектирования конструктор сознательно или
интуитивно использует системный подход в выборе метода фор-
мообразования детали. Способ изготовления, форма детали и ис-
пользуемый при этом материал увязываются между собой. В
разделе 2.1 было отмечено, что для каждого материала сущест-
вует один или несколько оптимальных, а порой и единственно
допускаемых, способов обработки. Например, деформируемые
сплавы не могут использоваться для деталей, получаемых мето-
дом литья. В то же время некоторые сплавы, например алюми-
ниевые АМц, АМг, имеют вязкую структуру и низкую твер-
дость, что затрудняет их механическую обработку. Но они хо-
рошо свариваются и штампуются в холодном состоянии. Дру-
гие, такие, как дуралюмины Д16, Д19 или сплавы В95, В96,
наоборот, позволяют иметь хорошее качество поверхности при
механической обработке, но не поддаются сварке, кроме кон-
тактной и т.д.
Немного существует деталей, которые изготавливались бы с
применением только одной технологии. Детали, получаемые
одним методом, имеют доработку с использованием других спо-
собов. Но всегда можно выделить преобладающий метод формо-
образования исходной заготовки. Основными методами изготов-
ления деталей из металлических сплавов, являются: механичес-
кая обработка, холодная и горячая штамповки, литье.
При любом методе изготовления исходная заготовка по
форме и размерам должна максимально приближаться к готовой
детали с целью получения наиболее высокого коэффициента ис-
пользования материала:
где т„ — масса готовой детали; m — масса заготовки.
Задача получения максимального значения Кт решается на
каждом этапе разработки детали. В традиционном проектирова-
нии первоначальная техническая документация, как правило,
рассчитывалась на опытный технологический процесс, в резуль-
125
тате которого создавалось несколько экземпляров изделий, где
проверялось правильность принятых проектных решений. Не-
редко этому предшествовало создание макетов и изготовление
опытных образцов. Такая доводка требует больших затрат вре-
мени и не гарантирует полное устранение всех неувязок формо-
образования. Значительное сокращение времени проектирования
и доводки детали достигается при использовании компьютерных
CAD/CAM технологий. Создание виртуальных трехмерных моде-
лей позволяет наилучшим образом выбрать нужную форму де-
тали и совместить ее с используемыми методами изготовления.
В CAD/CAM программах высокого уровня, таких, как CATIA,
UNIGRAPHICS, CADS-5, имеется блок анализа технологичности
проектируемой конструкции. С его помощью можно оценить
степень соответствия формы детали используемому станочному
оборудованию и инструменту, найти оптимальную последова-
тельность операций обработки детали и оценить трудоемкость ее
изготовления.
2.5.1. Проектирование деталей, изготавливаемых
механической обработкой
Механическая обработка применяется для получения дета-
лей высокой точности и чистоты поверхности. Так как процесс
механической обработки очень неэкономичен из-за больших по-
терь металла в стружку, то необходимо выбирать такую конфи-
гурацию детали, чтобы для ее изготовления требовалась мини-
мальная доработка исходной заготовки. При задании конечной
формы детали конструктор должен четко представлять, в какой
последовательности эта форма будет получена, на каком станке
и каким инструментом. При проектировании деталей, подлежа-
щих механической обработке, рекомендуется выполнять следую-
щие правила [1].
1) В конструкции детали необходимо предусматривать мини-
мальное количество механически обрабатываемых поверхностей
и сокращать их протяженность до необходимого минимума. На
рис. 2.53 показан переход от нетехнологического (рис. 2.53,а) к
более технологическому (рис. 2.53,6) решению при проектирова-
нии крышки и посадочной поверхности корпусной детали.
2) Не назначать, по возможности, обработку высокой точ-
ности, применяя ее лишь в необходимых случаях на отдельных
126
участках поверхности (например, в местах сопряжения с други-
ми деталями).
3) Следует предусматривать совмещение конструктивных и
технологических баз; предусматривать базы, удобные для кон-
троля размеров.
Рис. 2.54.
Деталь с ребрами
жесткости:
1 — фрезеруемая
поверхность;
2 — ребра
жестхсости
Рис. 2.53. Конструкция
крышки, сопрягаемой
с корпусной деталью:
а — нетехнологичная;
б — технологичная
4) Необходимо придавать обрабатываемым участкам жест-
кость, достаточную для обеспечения необходимой точности при
механической обработке. При больших размерах тонкостенных
деталей, обрабатываемых резанием, необходимо предусматри-
вать ребра жесткости (рис. 2.54).
Рис. 2.55. Деталь с технологическим
пояском:
1 — технологический поясок;
А, В — поверхности базирования детали
5) Необходимо учитывать возможности удобного закрепле-
ния детали на станке. Детали конической формы должны иметь
цилиндрический поясок, который может служить базовой по-
верхностью (рис. 2.55).
127
6) Следует предусматривать удобный ввод и вывод инстру-
мента — резца (рис. 2.56,а) или фрезы (рис. 2.56,6).
7) Отверстия желательно делать сквозными. Следует избе-
гать сверления под острым углом (рис. 2.57). Если не удается
расположить отверстие под прямым углом к поверхности.
Рис. 2.56. Проточки для
выхода резца (а)
или фрезы (ff)
Рис. 2.57. Отверстия в деталях:
а — нетехнологичное;
б, в — технологичные
8) Следует избегать обработки по контуру (ушей, проушин
и т.д.), так называемую обкатку. Проушины следует изготов-
лять из тел вращения (рис. 2.58).
9) Обрабатываемые поверхности следует располагать на раз-
ных уровнях с необрабатываемыми. Величина уступа должна
быть больше допуска на необрабатываемую поверхность, но не
менее 0,5 мм.
10) Следует разделять уступами поверхности, обрабатывае-
мые разными инструментами. Точные цилиндрические поверх-
ности необходимо отделять от других канавками для выхода
шлифовального круга. Если из условия усталостной прочности
нельзя применять канавку, то на детали для всех ступеней сле-
дует предусматривать одну и ту же галтель. При наличии внеш-
ней резьбы диаметр соседнего обрабатываемого участка должен
быть больше диаметра резьбы (рис. 2.59).
Рис. 2.58. Последовательность
изготовления проушины
из заготовки с телом вращения
0,> 02
Рис. 2.59. Шлифуемый
участок детали вблизи
резьбового наконечника
128
11) Крепежные отверстия в деталях должны быть стандарт-
ными по диаметрам и резьбам, номенклатура их должна быть
зутинимальна. Необходимо ограничивать применение отверстий
высокого класса точности. Следует унифицировать посадки в от-
верстиях под подшипники.
12) Необходимо предусматривать фаски на концах сопряга-
емых деталей. Фаски необходимы также при выполнении на-
ружных резьбовых соединений для предохранения резьбы от по-
вреждения при вворачивании. Во внутренних резьбовых соеди-
нениях фаски необходимы для облегчения захода при свинчива-
нии. Следует избегать применения в конструкции детали галте-
лей там, где их можно заменить фасками. Следует по возмож-
ности унифицировать размеры фасок и галтелей.
13) Конфигурация глухих отверстий должна соответствовать
конструкции применяемого инструмента. Конструктивные эле-
гленты фрезеруемых деталей должны быть увязаны с размерами
фрез. При торцевом фрезеровании (рис. 2.60,а) ширина обраба-
тываемой поверхности В должна быть равна 0,8 диаметра фрезы
. При цилиндрическом фрезеровании ширина должна быть
на 3...5 мм меньше длины фрезы (рис. 2.60,6).
Рис. 2.60. Соотношение ширины обрабатываемой
поверхности детали с размерами фрезы при торцевом (я)
и цилиндрическом (6) фрезеровании
14) Необходимо согласовывать качество обработки поверх-
ности с допуском на размер участка детали с обрабатываемой
поверхностью. Назначаемый класс шероховатости должен быть
таким, чтобы высота неровностей поверхности не была больше
допуска на размер.
129
15) В местах крепежных отверстий необходимо предусмат-
ривать площадки с необходимыми размерами под гаечные
а) б)
Рис. 2.61. Места
под гаечный ключ:
а — плоский; б — торцовой
ключи (рис. 2.61).
16) Следует облегчать изго-
товление трудоемких деталей за
счет применения составных кон-
струкций.
17) Конструкция детали
должна обеспечивать возможность
применения наиболее производи-
тельных способов механической
обработки (многолезвийного ин-
струмента, обработку напроход,
обработку соосных и параллельных отверстий с одного установа
и др.).
18) Следует унифицировать размеры и формы обрабатывае-
мых элементов с целью сокращения номенклатуры обрабатыва-
ющего инструмента.
2.5.2. Проектирование деталей, изготавливаемых
холодной штамповкой
Холодная штамповка широко применяется для изготовления
деталей из листового материала. Это, в основном, элементы пла-
нера вертолета — стенки, нормальные шпангоуты и нервюры,
накладки, легкие окантовки и др. При штамповке из листового
материала образуются отгибы — ребра жесткости, отбортовки
для повышения устойчивости, рифтовки и т. д.
При проектировании деталей, изготавливаемых методом хо-
лодной штамповки, необходимо выполнять следующие прави-
ла [1].
1) Плоские детали, выполняемые из листа алюминиевых,
магниевых сплавов с пределом прочности ств < 600 МПа, имею-
щие борта, рифы, отверстия облегчения с отбортовками, долж-
ны проектироваться под штамповку резиной на гидравлических
прессах.
2) Детали с пределом прочности о > 600 МПа должны про-
ектироваться под штамповку в инструментальных штампах на
прессах или листоштамповочных молотах.
130
3) При изготовлении деталей из
листа (вытяжка, формование, выдавли-
вание, гибка с вытяжкой и т.д.) проис-
ходит утонение материала — обычно до
20% номинальной толщины материала.
При необходимости ограничения утоне-
ния это оговаривается в чертеже. Для
обшивок, имеющих двойную кривизну,
допускается утонение не более 10% но-
минальной толщины материала.
4) Отбортовки продолговатых отверс-
тий следует выполнять согласно чертежу
на рис. 2.62. При этом размеры D, d,
h, R, R1 берутся в соответствии с норма-
лями (раздел “Отбортовки в деталях из
листового материала по ГОСТ 17040-71"). Величины этих разме-
ров необходимо назначать по меньшему диаметру d.
5) При проектировании деталей типа “жесткость” (рис. 2.63)
Рис. 2.62. Отбортовки
отверстий
из алюминиевых сплавов рекомендуется:
— прямолинейные боковые
стенки выполнять с минималь-
ным углом (рс = 15°;
— в местах сопряжения пря-
молинейных боковых стенок при
R < 1,577 угол наклона = 22°;
— радиус сопряжения R боко-
вых стенок должен быть не менее
Фв
Рис. 2.63. Деталь типа
жесткость
глубины жесткости (R > Н);
— наибольшая глубина жесткости Н из условия удлинения
материала в эоне штамповки при толщине материала 0,6... 1,0 мм
должна быть не более (0,15...0,17)13. Здесь В — минимальное рас-
стояние между боковыми стенками жесткости;
— наименьшее значе-
ние г должно быть не ме-
нее 0,ЗН.
6) При проектирова-
нии деталей типа нервюр
(рис. 2.64) отношение вы-
соты борта h к его радиу-
Рис. 2.64. Деталь типа нервюры
131
су Bmin при (р = 180“ и s/R = 0,025 не должно превышать для
алюминиевых сплавов значений, указанных в нормалях (раздел
“Предельные отклонения отношения высоты борта к его радиусу
по ОСТ 1 51813-75”).
7) Везде, где позволяет конструкция, радиусы гибки листо-
вого материала следует выбирать большими, чем рекомендуемые
минимальные радиусы.
8) Из условий штамповки все элементы плоских листовых
деталей (борта, рифы, отверстия с отбортовками) следует по воз-
можности располагать с одной стороны.
9) Все выступающие углы деталей из листового материала
необходимо срезать под углом или скруглять.
10) Детали с переменным радиусом кривизны, изготовляе-
мые из листовых и прессованных профилей и имеющие посто-
янное сечение, целесообразно изготавливать методом изгиба с
растяжением. В этом случае минимальный радиус изгиба
R > 6Н при изгибе полкой внутрь (рис. 2.65,а) и R > 5J7 при из-
гибе полкой наружу (рис. 2.65,6). Угол изгиба при этом не дол-
жен превышать 180°. Не рекомендуется гнуть профиль стенкой
наружу (рис. 2.65,в).
11) Специальные прессованные профили, идущие на изго-
товление деталей с переменной малкой, следует заказывать по
наибольшему углу малки, так как закрытие малки требует
меньшей доработки, чем снятие выступающей части профиля,
образующейся при раскрытии малки.
12) Скосы свободных полок профилей (рис. 2.66,а) следует
выполнять по прямой. Угол р, там, где допускает конструкция,
необходимо брать равным 60°.
Q) 5) &)
Рис. 2.65. Детали, получаемые методом изгиба
из прессованных профилей:
а изгиб профиля полкой внутрь; б — изгиб профиля полкой
наружу; в — нерекомендуемый изгиб стенкой наружу
132
13) Углы подсечек прессо-
ванных профилей (рис. 2.66,6)
необходимо брать кратными
15° в пределах 45°...135“. Угол
а проставляется на чертеже,
размер А не нормализуется.
14) Двухстороннюю подсеч-
ку следует производить со сме-
щением подсечки (рис. 2.66^).
Минимальное расстояние между
зонами подсечки L = 50 мм
при s < 4 мм и L = 56 мм при
s > 4 мм.
15) Профили типа швел-
лер, двутавр, зет на ребро
не подсекаются. При необхо-
димости подсечка выполня-
ется механической обработкой
пол-ки или подсечка на ребро
с обрезанием одной полки
(рис. 2.66,г).
Радиусы гибки, размеры
отбортовок, рифтов и прочих
элементов деталей, получае-
Рис. 2.66. Типовые элементы
штампованных профилей:
а — скосы свободных полок; б —
углы подсечек профилей; в —
двухсторонние подсечки профи-
лей; г — подсечки профилей
типа швеллер, двутавр, зет
мых методом холодной штамповки и гибки должны выбираться
в соответствии с нормативными документами (ГОСТ 17040-71,
ОСТ 1 00126-74 и ОСТ 1 52468-80).
При вычерчивании детали из листового материала необходи-
мо давать развертку. На детали, гнутые из стандартных профи-
лей, развертка не вычерчивается.
2.5.3. Проектирование деталей, изготавливаемых
горячей штамповкой
Объемная горячая штамповка получила широкое распро-
странение для получения заготовок силовых деталей конструк-
ции вертолета. Хорошие механические свойства штамповок, по-
лучаемые за счет лучшей структуры материала при горячем
объемном деформировании, повышают ресурс и надежность де-
133
талей, работающих при переменных нагрузках. Точная штам-
повка позволяет добиться высокой идентичности деталей одной
партии. При этом не требуется большая механическая доработ-
ка. В основном дорабатываются поверхности в местах их сопря-
жения с другими деталями, где требуются высокая чистота по-
верхности и точность размеров.
Горячештамповочные заготовки (поковки) получают свобод-
ной ковкой (в условиях малосерийного производства, для поко-
вок простой конфигурации невысокой точности), штамповкой в
открытых и закрытых штампах, на горизонтально-ковочных ма-
шинах (в условиях серийного производства, для поковок слож-
ной конфигурации и высокой точности).
При проектировании детали, получаемой из горячештампо-
вочной заготовки, конструктор должен представлять особеннос-
ти метода ее получения и стремиться к тому, чтобы коэффици-
ент использования материала был как можно больше (не менее
0,5) за счет приближения окончательной формы детали к форме
заготовки. Необходимо иметь в виду, что при высокой степени
сложности формы цельноштампованные детали иногда целесооб-
разно заменять деталями из отдельных штампованных и сварен-
ных между собой. Однако этот прием можно использовать толь-
ко для деталей, работающих в условиях статического или мало-
циклового нагружения. В деталях, проектируемых в расчете на
работу при длительных переменных нагрузках, сварной шов
становится источником концентрации напряжений и является
причиной снижения усталостной прочности конструкции.
Основные требования к деталям, изготавливаемым из горя-
чештамповочных заготовок, состоят в выборе наиболее простой
геометрической формы, в обеспечении плавных переходов от
одного сечения к другому, в соблюдении рекомендуемых соотно-
шений между отдельными конструктивными элементами дета-
ли. При проектировании заготовки решается задача обеспечения
качества и точности взаимного расположения свободных (не
подвергаемых дальнейшей механической обработке) поверхнос-
тей детали.
Если заготовка получается свободной ковкой, то при вы-
боре форм детали следует избегать конических и клиновых
форм, особенно с малой конусностью и уклоном, ребристых се-
чений. Также следует избегать взаимных пересечений цилинд-
рических поверхностей и бобышек, выступающих на основном
теле поковки.
134
При проектировании деталей, изготавливаемых методом горя-
чей штамповки, необходимо выполнять следующие правила [1].
1) Детали должны по возможности иметь простую геометри-
ческую форму и плавные переходы от одного сечения к другому.
2) Следует проектировать детали так, чтобы из одной заго-
ловки можно было получать одновременно левую и правую де-
тали одного типоразмера.
3) Детали по возможности следует делать симметричными.
4) Следует по возможности обеспечивать линию разъема
цдтампа в одной плоскости (рис 2.67). При этом желательно,
чтобы она проходила по наибольшему периметру детали. Тогда
глубина штамповки получается минимальной. В деталях типа
коробчатой формы линия разъема должна проходить через вер-
гсишы стенок (рис. 2.68).
Линия разъема
штампа
Линия разъема штампа
Рис. 2,67. Положение
линии разъема штампа
в одной плоскости
Рис. 2.68. Положение
линии разъема штампа
в деталях коробчатого типа
5) Если не удается сделать линию разъема в одной плоскос-
ти, то при выборе линии разъема необходимо, чтобы ее распо-
ложение не препятствовало извлечению заготовки из плоскости
штампа.
6) Если линия разъема имеет вид ломаной линии, то ее
участки должны быть наклонены к горизонтальной плоскости
под углом не более 60° (рис. 2.69).
штампа
Рис. 2.69. Линия
разъема штампа,
имеющая вид
ломаной линии
7) Штамповочные уклоны необходимо назначать в соответ-
ствии с применяемым материалом и размерами детали (величи-
135
Рис. 2.70. Внешние и
внутренние уклоны на
штампованных деталях
ны уклонов следует брать
по таблицам из техноло-
гических справочников).
При этом необходимо
учитывать, что внешние
уклоны а всегда меньше внутренних (рис. 2.70). В среднем
а ~ 5...7” и р = 7...10°. Необходимо также соблюдать требуемые
толщины полотна 8 и высоты ребер.
8) Детали с двутавровыми и швеллерными сечениями следу-
ет выполнять с одинаковыми штамповочными уклонами по на-
ружным и внутренним поверхностям ребер, что значительно
удешевит изготовление штампов.
9) Для получения прочной и жесткой детали при наимень-
шей массе целесообразно выполнять конструкцию с большим
числом ребер. Однако следует иметь в виду, что в деталях, рас-
считываемых на работу с переменными нагрузками, дополни-
тельные поперечные ребра могут вызвать перепад жесткостей и
стать источником концентрации напряжений. Поэтому в зонах с
повышенной концентрацией нагрузки их установка нежелательна.
10) При проектировании крупногабаритных деталей следует
стремиться к одностороннему расположению ребер. Такая де-
таль будет обладать меньшей массой.
11) Следует иметь в виду, что двухсторонние ребристые де-
тали с двутавровыми и швеллерными сечениями (рис. 2.71,а)
менее технологичны, чем детали с крестообразными тавровыми
сечениями (рис. 2.71,6). При этом необходимо отметить, что
данная рекомендация в некоторых случаях может быть непри-
а) 5)
Рис. 2.71. Возможные сечения штампованных деталей
136
емлемой. Например, если деталь работает на изгиб, то, с
точки зрения уменьшения массы, сечение детали, показанное на
рис. 2.71,а, является более предпочтительным.
12) При переменной высоте ребра и переменном расстоянии
между ребрами необходимо применять переменный радиус г со-
пряжения ребер с полотном (рис. 2.71).
13) Жесткость деталей
с открытыми сечениями
можно повысить усилением
кромок сечений (рис. 2.72).
14) При проектирова-
нии деталей с закрытыми
Рис. 2.72.
Усиление кромки
детали с откры-
тым сечением
сечениями следует предусматривать на полотне отверстия облег-
чения, в которые при штамповке собирается избыточный мате-
риал. Площадь отверстия облегчения желательно делать не
менее 50% площади полотна.
Рис. 2.73. Вид горяче-
штамповочной детали
на чертеже
а) 5)
Рис. 2.74. Определение
толщины ребра
При оформлении чертежей горячештампованных деталей не-
обрабатываемые поверхности, расположенные перпендикулярно
плоскости разъема, следует вычерчивать со штамповочными ук-
лонами. Штамповочные уклоны в плане изображаются двумя
линиями (рис. 2.73). Размеры детали проставляются от баз,
принятых для механической обработки. На толщину стенок и
перемычек необходимо указывать допускаемые отрицательные
отклонения. Если ребро имеет скругление по дуге окружности,
то размер его толщины определяется диаметром этой окружнос-
ти (рис. 2.74,а). Если вершина имеет два радиуса, то толщина
ребра определяется расстоянием между точками сопряжения бо-
ковых граней с дугами вершин ребра (рис. 2.74,6).
137
2.5.4. Проектирование деталей,
изготавливаемых литьем
Методом литья изготавливают объемные детали сложной
формы с криволинейными поверхностями, когда нет возможнос-
ти использовать другие способы формообразования или когда
они невыгодны из-за больших трудозатрат при малом коэффи-
циенте использования материала.
При выборе данного метода формообразования следует по-
мнить, что механические свойства деталей из литейных сплавов
хуже, чем у деталей, получаемых их деформируемых сплавов.
Особенно у них хуже усталостная прочность.
Литье следует применять в тех случаях, когда механические
свойства литых деталей удовлетворяют требованиям конструк-
ции, если деталь имеет сложные поверхности, расположенные в
разных направлениях, большие по размерам полости и выступы
или она должна изготавливаться из сверхпрочных сплавов, с
трудом поддающихся механической обработке. Литье позволяет
получить оптимальное распределение материала по сечениям де-
тали, что частично может компенсировать понижение ее меха-
нических свойств. Литые детали имеют однородные свойства во
всех направлениях. При литье может быть достигнута высокая
точность и относительно небольшая шероховатость поверхности
(Rz20 ... Rz40).
При проектировании деталей, изготавливаемых методом
литья, необходимо выполнять следующие правила [1].
1) Форма детали должна выбираться с учетом способа литья
и технологических свойств литейного сплава.
2) Количество обрабатываемых поверхностей следует, по воз-
можности, уменьшать.
3) Необходимо учитывать, что точность размеров литых за-
готовок и, следовательно, коэффициент использования материа-
ла зависит от способа литья. Литье в песчаные формы позволя-
ет получить коэффициент использования материала порядка
0,6; литье в кокиль — 0,65; по выплавляемым моделям — 0,9;
литье под давлением — 0,95.
4) При проектировании литых деталей необходимо выдер-
живать требуемые литейные уклоны для облегчения извлечения
детали из формы. Радиусы закруглений и уклоны зависят от
способа литья и приводятся в технологических справочниках.
138
Необходимо учитывать, что очень малые радиусы перехода при-
водят к чрезмерной концентрации напряжений и появлению
трещин, чрезмерно большие — к образованию массивов с уса-
дочными дефектами в виде рыхлот и усадочных раковин.
5) Для выбора радиусов сопряжений стенок и ребер следует
пользоваться правилом вписанных окружностей (рис. 2.75,а).
Отношение D/d должно быть не менее 1,3 при заданной толщи-
не сопрягаемых стенок. Кроме того, при сопряжении стенок
толщиной до 10 мм рекомендуется брать г = (а + 5)/3 (рис. 2.75,6).
При сопряжении стенок и ребер толщиной до 6 мм с массивом
радиус сопряжения должен быть равен толщине тонкого элемен-
та а (рис. 2.75,б).
Рис. 2.75. Сопряжение ребер и стенок в литых деталях:
а — применение правила вписанных окружностей
при выборе радиусов сопряжения стенок и ребер;
б — сопряжение тонких стенок и ребер;
в — сопряжение тонкой стенки с массивом
Во избежание сосредоточения излишней массы материала,
приводящей к появлению рыхлот и раковин, желательно уби-
рать лишний материал, усиливая конструкцию ребрами (рис. 2.76).
Применение ребер жесткости также позволяет снизить внутрен-
ние напряжения в местах сопряжения стенок различного сече-
ния и предотвратить коробление. Во избежание трещин в мес-
тах стыка ребер с основными стенками деталей следует прида-
Роэъем
формы
Рис. 2.76. Ребра в литых деталях
139
вать им криволинейную форму. Ребра жесткости рекомендуется
располагать на прямых участках детали и перпендикулярно
плоскости разъема формы.
Необходимо стремиться к равномерной толщине стенки по
сечению. Тонкие стенки с равномерной толщиной обладают наи-
лучшими механическими свойствами, обеспечивают оптималь-
ное распределение напряжений в местах перехода и сопряжений
стенок и ребер, а также снижают трудоемкость изготовления от-
ливок и массу детали.
Отверстия в литых заготовках выполняются в тех случаях,
когда они имеют сложную форму, переменное сечение, и в тех
случаях, когда целесообразно избежать механической обработки
или уменьшить ее объем. Отверстия в стеках рекомендуется
усиливать буртиками.
2.6. Проектирование деталей, изготавливаемых
из композитов
Широкое использование композитов в конструкции вертоле-
та обусловлено их высокой функциональностью, которая прояв-
ляется, во-первых, в многообразии свойств материала и, во-вто-
рых, в возможности со стороны конструктора “управлять”
этими свойствами в процессе проектирования. Существенной
особенностью композитов является их высокая технологичность:
форма, а иногда и окончательный вид изделия определяется на
этапе формирования материала, что резко сокращает расходы на
последующую обработку и доводку изделия. В то же время не-
достаточные знания механики композитов, непонимание их
свойств и простой механический перенос способов проектирова-
ния конструкций из металлов на изделия из композитов могут
привести к обратному эффекту.
Опыт использования полимерных композиционных материа-
лов в конструкции вертолета позволяет сформулировать основ-
ные принципы проектирования изготавливаемых из них деталей:
— оптимальность;
— крупногабаритность;
— системность;
— варьирование технологий;
— интегральность;
— декомпозиция.
140
Принцип оптимальности заключается в том, что в издели-
ях из полимерных композитов можно создать рациональную,
равнопрочную конструкцию с высокими удельными характерис-
тиками в отношении статической и усталостной прочности
путем подбора соответствующей структуры материала. Иначе го-
воря, у конструктора имеется возможность создать гибридный
материал с необходимыми свойствами по направлениям основ-
ных силовых потоков, набрать его в необходимом количестве в
нужном месте и максимально использовать его свойства для до-
стижения требуемых характеристик изделия. Этот принцип на-
лагает на конструктора дополнительные требования: хорошо
знать свойства композитов, владеть методами их расчета, знать
особенности проектирования и технологию изготовления изде-
лий из них.
Рациональным является сочетание конструктивно-силовой
схемы детали и структуры композита, когда армирующие во-
локна работают преимущественно на растяжение или сжатие. В
правильно спроектированном композите при расчетной нагрузке
разрушаться должны армирующие волокна, но не матрица.
На примере слоистого однонаправленного композита пока-
жем влияние направления армирования волокон по отношению
к направлению внешней силы <р на прочностные характеристики
материала. При растяжении в направлении, когда значение <р
близко к нулю, однонаправленный композит имеет наибольшую
прочность, поскольку его разрушение происходит от нормаль-
ных напряжений, действующих вдоль волокон. В этой облас-
ти (кривая 1 на рис. 2.77,а) условие прочности подчиняется
о
уравнению [пг] < ств1 /cos <р, где пв1 — разрушающие напряже-
ния слоя вдоль волокон. Оно сохраняется до небольших значе-
ний 9 = ^! всего в пределах нескольких градусов. При
<р > ср-! прочность композита резко уменьшается, она начинает
контролироваться уравнением [ох] < тв12 /sin 9 cos 9 — разруше-
нием в результате сдвига по плоскостям, параллельным волок-
нам (кривая 2 на рис. 2.77,а). При 9 > 92 вступает в силу тре-
тье условие прочности — разрушение в слое происходит по-
перек волокон (кривая 3 на рис. 2.77,а).
Из этого примера видно, что однонаправленный композит
имеет высокую прочность только вдоль армирующих волокон,
141
поэтому в таком виде его практически не используют. Кроме
того, однонаправленный композит имеет склонность к попере-
чному расслоению.
Перекрестное армирование существенно улучшает прочност-
ные характеристики композита (рис. 2.77,6). Высокая прочность
сохраняется вплоть до значений (р1 = 15...30°, в зависимости от
типа наполнителя и связующего. Это важно, потому что многие
элементы конструкций изготавливаются методом спиральной на-
мотки, где минимальный угол укладки волокон зачастую огра-
ничен, особенно при изготовлении длинных стержней.
Аналогично ведет себя модуль упругости (рис. 2.78). Вели-
чина Ех у однонаправленного композита резко уменьшается при
отклонении направления растягивающей нагрузки от направле-
ния ориентации волокон. Этот фактор несколько смягчается
перекрестным армированием.
Рис. 2.77. Зависимость предельных напряжений при растяжении
[Ojj] от угла армирования <р углепластика КМУ-3 с однонаправленным
расположением слоев волокон наполнителя (я) и с перекрестным
расположением слоев волокон под углами + <p (б):
1 — соответствует условию прочности при растяжении вдоль
волокон; 2 — соответствует условию прочности при сдвиге по
плоскостям, параллельным волокнам; 3 — соответствует условию
прочности при растяжении поперек волокон
142
Ех, гПа
Рис. 2.78. Зависимость
модуля упругости
при растяжении Ех
от угла армирования <р
углепластика КМУ-3
с однонаправленным
и перекрестным
расположением слоев
волокон под углами ± <р
При нагружении сдвигом характеристики перекрестно арми-
рованного композита ведут себя по иному (рис. 2.79). При не-
больших углах армирования 0...<р1 (кривая 1 на рис. 2.79,а)
разрушение происходит в результате сдвига по плоскостям, па-
раллельным волокнам (рис. 2.79,а). При <р > (кривая 2 на
рис. 2.79,а) критическими становятся напряжения сжатия по-
перек волокон. Прочность на сдвиг [т„„] и модуль сдвига G„„
(рис. 2.79,6) достигают максимума при ср = 45°. Поэтому для де-
талей, работающих на чистый сдвиг или кручение, структура ма-
териала с углами укладки волокон ± 45 является оптимальной.
Когда нормальные и касательные усилия действуют в не-
скольких направлениях, следует использовать более сложную
структуру материала. На практике обычно применяют композит
с тремя или четырьмя направлениями укладки слоев — О,
± 45“ или 0, ± 45°, 90°. При этом толщина каждого слоя опреде-
ляется сочетанием величин и направлений, действующих нагру-
зок. В частности, для выбора оптимальной структуры материала
при сложном характере нагружения могут быть использованы
методы, представленные в [16, 17].
Следует отметить, что степень оптимальности конструкции,
выполняемой из композита, существенным образом зависит от
технологии ее изготовления (см. ниже).
Принцип крупногабаритности традиционно используется
авиационными конструкторами как один из основных приемов
143
снижения массы изделия. Однако использование в конструкции
металлических сплавов ограничивало возможности его реализа-
ции. Связано это с тем, что увеличение габаритов монолитного
изделия из металла неизбежно приводило к увеличению отходов
материала (снижению коэффициента использования материала),
к повышению расхода энергии и трудозатрат. Использование
полимерных композиционных материалов ликвидирует эти нега-
тивные факторы. В частности, принцип крупногабаритности был
в полной мере реализован в процессе создания фюзеляжа верто-
лета Ка-62 (см. рис. 2.3). За счет укрупнения частей фюзеляжа
удалось не только сократить время производства, но, что так же
важно, существенно сократить такие вредные для работающего
персонала технологические процессы, как ручная клепка.
Согласно принципу системности отдельное проектируемое
изделие, отдельная деталь, выполняемые из композиционного
материала, должны рассматриваться как элементы более общей
Рис. 2.79. Зависимость предельных касательных
напряжений [т1{Д (а) и модуля упругости при сдвиге G (tf)
от угла армирования <р углепластика КМУ-3
с перекрестным расположением слоев волокон:
соответствует условию прочности при сдвиге по плоскостям,
параллельным волокнам; 2 — соответствует условию прочности
при сжатии поперек волокон
144
конструкции. Неучет этого принципа может привести к увели-
чению стоимости, трудоемкости и массы конечного продукта.
Принцип варьирования технологий, заключается в том, что
проектирование изделий из композитов следует проводить с уче-
том возможности сочетания различных технологических при-
емов. Например, использовать намотку совместно с выкладкой,
автоклавное формование совместно с термокомпрессионным и т. д.
Принцип интегральности заключается в том, что проекти-
руемая деталь должна объединять в себе функции нескольких
элементов. При этом заданные свойства и требуемый уровень
характеристик должен обеспечиваться меньшим числом кон-
структивных элементов, меньшим количеством материалов и
меньшими затратами на ее производство по сравнению с анало-
гами — предшественниками. Принцип интегральности тесно
связан с принципом крупногабаритности. Как правило, чем
крупнее часть конструкции вертолета, тем больше она содержит
элементов различного вида и назначения. Например, агрегат
каркаса вертолета при использовании металлов традиционно со-
держит обшивку, элементы продольного набора — стрингеры,
лонжероны, балки и элементы поперечного набора — нормаль-
ные и силовые шпангоуты, нервюры. Кроме того, для стыковки
отдельных деталей требуются фитинги, накладки и т.п. Все эти
элементы выполняются отдельно, а затем в стапеле с помощью
соединений (заклепочных, резьбовых, комбинированных и дру-
гих) собираются в готовое изделие. Использование композитов
позволяет создать аналогичную конструкцию в виде одной круп-
ной монолитной детали, где все перечисленные элементы выпол-
нены за одно целое. Это позволяет не только сократить количе-
ство деталей, снизить массу конструкции, но что так же важно
— существенно уменьшить трудоемкость и сократить сроки ее
изготовления. Переход на интегральные конструкции является
одним из перспективных направлений современного вертолето-
строения. В то же время, следует отметить, что чрезмерное ув-
лечение повышением степени интегральности может привести в
ряде случаев к нежелательным последствиям, как было отмече-
но в разделе 1.5.
Принцип декомпозиции в основном следует отнести к дета-
лям, изготавливаемым с использованием метода намотки. Со-
гласно этому принципу группа конечных деталей может быть
получена из одного исходного изделия, изготовленного намот-
145
а) б)
Рис. 2.80. Изготовление панелей в соответствии
с принципом декомпозиции:
а — короб с ребрами, изготовленный методом намотки;
б — панели с ребрами, полученные из короба после его разрезания
кой с последующим его расчленением. Например, если необхо-
димо получить две или несколько панелей с открытым конту-
ром, то первоначально следует намотать многогранный короб,
каждая грань которого имеет требуемый профиль проектируе-
мых панелей (рис. 2.80). Таким способом можно получать дета-
ли с различным контуром поперечного сечения (рис. 2.81).
При создании изделий из композиционных материалов сле-
дует также учитывать, что работа с ними, особенно при их
а) 5)
Рис. 2.81. Изготовление профилей с открытым контуром
сечений в соответствии с принципом декомпозиции:
а — многоконтурная балка, изготовленная методом намотки;
б — профили с открытым контуром сечения, полученные
из многоконтурной балки после ее разрезания
146
большом применении в конструкции вертолета, относится к раз-
ряду вредных производств. Поэтому проектирование деталей из
композитов следует вести исходя из возможностей обеспечения
в серийном производстве автоматизированных и высокомехани-
зированных процессов их изготовления с максимально возмож-
ным коэффициентом использования материала.
Существует большое разнообразие технологий производства
изделий из полимерных композитов [9, 19, 20, 32]. Они отли-
чаются по методам начального формообразования изделия и
окончательного его формования. Для придания детали требуе-
мой формы используют такие приемы, как: выкладка (или ук-
ладка), намотка, пультрузия, напыление и т.д. Окончательное
формование композита осуществляется прессованием выложен-
ного или намотанного армирующего материала путем приложе-
ния к нему давления и отверждения связующего при действии
температуры. Известны следующие способы создания избыточ-
ного давления: прессовый, вакуумный, автоклавный, термоком-
прессионный, контактный, пресс-камерный и т.д. В авиастро-
ении используют те методы формообразования, которые позво-
ляют создавать конструкционные композиционные материалы с
высокими физико-механическими свойствами. В основном это
выкладка или намотка с последующим формованием под давле-
нием при соответствующей температуре.
2.6.1. Проектирование деталей из композитов,
изготавливаемых методом выкладки
Метод выкладки является наиболее универсальным способом
изготовления деталей из композиционных материалов. Он по-
зволяет получить практически любую форму изделия, без
каких-либо ограничений на распределение толщин и ориента-
цию слоев армирующего материла по сечениям. Здесь в полной
мере можно реализовать принцип оптимальности конструкции.
При этом в качестве армирующего материала, как правило,
применяются ткани, ленты или шпон, изготавливаемые из во-
локон. Основным недостатком метода является использование во
многих случаях ручного труда, связанного с раскроем полуфаб-
рикатов и последующей их пропиткой связующим, особенно при
изготовлении деталей сложных пространственных форм.
147
При проектировании деталей, рассчитанных на изготовление
методом выкладки, следует придерживаться некоторых правил.
Выбирая форму детали, следует избегать острых внутренних и
внешних углов. При наличии острого внутреннего угла (рис. 2.82,а)
укладываемые слои армирующего материала не закрывают всю
поверхность формы. После пропитки связующим в угле образу-
ются пузырьки воздуха, препятствующие полному прилеганию
композита к форме. Если же форма имеет прямой внешний
угол, композит также не будет плотно ее охватывать (рис. 2.82,6).
Для предотвращения этих явлений рекомендуется закруглять
внутренние и внешние углы по радиусу 5... 13 мм. В этом слу-
чае многослойный композит будет полнее следовать очертанию
формы, т.е. драпируемость будет лучше. Места резких перехо-
дов поверхности также являются зонами концентрации напря-
жений, где может происходить растрескивание материала. По
этой причине их следует избегать, создавая плавные переходные
участки умеренного изгиба.
Рис. 2.82. Прилегание формуемой
заготовки композита
к острым углам формы:
а — к внутренним;
б — к наружным
а) 5)
Изменение толщины стенки детали обычно достигается
путем прибавления или убавления числа слоев армирующего
материала. Места резкого изменения толщины также могут
стать причиной расслоения материала. Поэтому не рекомендует-
ся делать резких переходов толщины, а изменять ее постепенно,
укладывая слои ступенчато (рис. 2.83).
Рис. 2.83. Плавное изменение толщины
композита по сечению пакета
При раскрое материала и последующей выкладки следует
избегать отверстий с острыми углами. Для предотвращения кон-
центрации напряжений рекомендуется увеличивать радиусы за-
кругления в углах и по возможности предусматривать фланцы
148
вокруг отверстий. Минимальный радиус закругления углов ре-
комендуется брать равным 4,8...6,4 мм. Отверстия (большого
диаметра) следует формовать заодно с изделием. Места для
сверления небольших отверстий могут быть отформованы в из-
делии или размечены на форме.
В зависимости от сложности формы изделия применяется
тот или иной метод его формования. Для получения крупнога-
баритных тонкостенных изделий обычно используют процессы
вакуумного и автоклавного формования. Основная разница
между вакуумным и автоклавным формованием заключается в
величине создаваемого давления прессования. Вакуумное формо-
вание имеет относительно низкое давление прессования
0,05...0,098 МПа. Поэтому оно в основном применятся для из-
готовления несиловых деталей. При автоклавном методе давле-
ние формования достигает 0,5...0,7 МПа, что соответствует ус-
ловию получения композита с высокими механическими свойст-
вами для силовых высоконагруженных конструкций.
В чистом виде процессы вакуумного и автоклавного формо-
вания следует применять для деталей, имеющих открытые кон-
туры сечений без отрицательных углов загиба и поднутрений,
препятствующих созданию давления на поверхности и съему от-
формованного изделия с технологической оснастки (рис. 2.84).
Минимальный угол технологического уклона поверхности дета-
ли при неразъемной форме должен быть равным 2°.
Рис. 2.84. Форма заготовки при вакуумном
и автоклавном прессовании:
а — рекомендуемая; б — нежелательная
При проектировании деталей, получаемых методами вакуум-
ного и автоклавного формования, также необходимо учитывать
одну особенность этих процессов. Чистой, гладкой, с точными
размерами получается та поверхность детали, которая выклады-
вается на форму (рис. 2.85). Противоположная поверхность со
стороны эластичной диафрагмы, через которую прикладывается
давление, получается неровной и шероховатой.
149
2
Давление
Рис. 2.85. Схема вакуумного
формования:
1 — эластичная диафрагма;
2 — формуемая заготовка;
3 — форма (оправка)
Рис. 2.86. Каркас
двери кабины:
1 — внешняя стенка:
2 — внутренняя стенка
На рис. 2.86 представлена конструкция каркаса двери каби-
ны пилотов, полученная методом выкладки с автоклавным фор-
мованием двух деталей, образующих внешнюю 1 и внутреннюю
2 с ребрами жесткости стенки двери, которые впоследствии
склеиваются между собой. По сравнению с аналогичной метал-
лической конструкцией масса ее в два раза ниже. Здесь полнос-
тью отсутствуют элементы крепежа, в то время как у металли-
ческой двери их насчитывается до 700...900 штук. Количество
используемых марок материалов
сокращено с 10... 15 до 2 прак-
тически при 100% -ном коэффи-
циенте использования материала.
Снижено также количество ос-
новных технологических процес-
сов изготовления двери с 9 до 3.
Для создания деталей с
особо сложной формой, имею-
щей стенки с поднутрениями,
ребра с внутренними загибами,
замкнутые контуры сечений и
т.п. целесообразно применять
термокомпрессионную формов-
ку. Сущность этого метода за-
ключается в прессовании компо-
зита с использованием в качест-
ве пуансона специальной расши-
ряющейся при нагреве резины,
создающей внутри формы высо-
кое удельное давление (рис. 2.87).
На рис. 2.88 представлена интегральная конструкция хвос-
товой части стабилизатора, полученная выкладкой с последую-
щим автоклавным формованием, сочетаемым с термокомпресси-
онной формовкой. Она состоит из панелей — обшивок с элемен-
150
Рис. 2.87. Схема термокомпрессионной
формовки:
1 — форма; 2 — формуемая заготовка;
3 — резина
тами жесткости (зигами). Сначала верхняя и нижняя панели
хвостовой части стабилизатора формуются в развернутом виде
на оснастке малой кривизны с одновременным введением в со-
членение панелей тканой ленты (рис. 2.88,а). Для создания про-
филей зигов используются резиновые вставки. После формовки
панелей тканая лента промазывается клеем холодного отвержде-
ния. Затем панели складываются по форме готового изделия и
зажимаются в приспособление, где происходит окончательное
Рис. 2.88. Интегральная конструкция хвостовой части
стабилизатора из композиционных материалов:
а — промежуточная заготовка; б — окончательное изделие
151
отверждение клея (рис. 2.88,6)- За счет того, что исходная за-
готовка собирается на практически плоской оснастке, сущест-
венно снижается трудоемкость изготовления конструкции. Тех-
нологическая оснастка в этом случае значительно легче, на ее
создание расходуется меньше материала. За счет более гладкой
поверхности улучшается качество изделия. По сравнению с ме-
таллическим аналогом интегральная конструкция хвостового от-
сека стабилизатора, выполненная из композита, содержит мень-
шее количество деталей. Практически она представляет собой
одну деталь. В ней полностью отсутствуют детали крепежа.
2.6.2. Проектирование деталей из композитов,
изготавливаемых методом намотки
Наряду с выкладкой при изготовлении деталей иэ компози-
тов широко применяется намотка. Намоткой называют процесс
формообразования, при котором заготовки получают путем авто-
матической укладки армирующего материала, обычно заранее
пропитанного связующим, на вращающиеся формы или оправки
по заданным траекториям. Оправки или формы имеют конфигу-
рацию и размеры, соответствующие внутренним размерам изго-
тавливаемой детали. Формование заготовки завершается отверж-
дением намотанной заготовки. Оправка после отверждения
обычно удаляется, в отдельных случаях она может оставаться и
выполнять функцию конструктивного элемента.
Обычно намотка производится нитями, жгутами, лентами и
тканью, пропитанными связующим. Материал при намотке ук-
ладывается с натяжением, которое способствует увеличению
давления формования и получению монолитной беспористой
структуры материала, улучшает прочность изделия и повышает
сопротивление материала растрескиванию.
Основным достоинством намотки является большая произво-
дительность этого процесса, возможность его автоматизации, ис-
ключение вредных условий труда. Недостаток метода в том, что
его нельзя использовать при изготовлении деталей сложных
пространственных форм. Необходимо так выбирать форму дета-
ли, чтобы наматываемая нить или лента во всех точках плотно
прилегала к поверхности формы, не было провисаний армирую-
щего материла и пустот между материалом и формой. Поверх-
ность наматываемой детали не должна иметь резких изменений
152
Рис. 2.89. Схема
геодезической намотки
кривизны. В местах, где радиус кривизны поверхности соизме-
рим с толщиной композита, наблюдается обеднение композита
связующим, что является причиной снижения его прочностных-
и усталостных характеристик [39].
В зависимости от траектории, по которой лента укладывает-
ся на оправку, намотка разделяется
на геодезическую, полярную, ради-
альную, комбинированную и продоль-
но-поперечную.
Классическим видом намотки яв-
ляется геодезическая, при которой
армирующий материал (нити, жгуты
или ленты) укладывается на поверх-
ность оправки по геодезическим ли-
ниям с некоторым расчетным углом
укладки sin <р = d/D (рис. 2.89). Принцип намотки по геодез-
ическим линиям основан на том, что гибкая нить, укладывае-
мая под натяжением на абсолютно гладкую поверхность, стре-
мится расположиться по геодезической линии. Траектория на-
мотки определяется соотношением и позволяет получать равно-
напряженные конструкции.
Геодезическую намотку можно осуществлять на различные
поверхности: цилиндрические, ко-
нические, сферические, овалоиды,
эллипсоиды, параболоиды, торце-
вые поверхности и их различные
сочетания, а также на поверхности
коробчатого типа.
Геодезическая намотка широ-
ко используется при изготовлении
лонжеронов лопастей (рис. 2.90).
Путем подбора угла намотки полу-
чают необходимые прочностные и
жесткостные характеристики лопас-
ти в продольном и поперечном на-
правлениях.
Кроме прямых стержней намот-
кой при некоторой изобретатель-
Рис. 2.90. Фрагмент
лонжерона лопасти
ности можно изготовить криволинейные балки, в том числе с
открытым контуром. На рис. 2.91 представлен фрагмент криво-
153
криволинейного шпангото
Рис. 2.91. Криволинейный
шпангоут, выполненный намоткой
снимают со станка, укладывают
линейного шпангоута с сече-
нием в форме двутавра, вы-
полненного намоткой на гиб-
кой оправке. Оправка состоит
из двух секций, собранных
из тонких листов дюралюми-
ния. На концах каждой сек-
ции имеются отверстия для
ее крепления в намоточном
станке и для фиксации сек-
ций между собой. Намотка
шпангоута производится поэ-
лементно. Вначале выполня-
ется намотка каждой секции
отдельно на оправке без кри-
визны как на прямом стерж-
не. Затем обе секции обматы-
ваются совместно. После на-
мотки оправки вместе с
полуфабрикатом шпангоута
на криволинейную матрицу
(при этом оправки деформируются), накрывают цулагами и по-
мещают в автоклав. После формования гибкие оправки вынима-
ют из секций и производят механическую обработку полученной
заготовки (фрезеруют торцы шпангоута и удаляют боковые стен-
ки для получения двутаврового сечения). Использование этого
приема существенно позволяет сократить трудоемкость изготов-
ления таких деталей по сравнению с методом выкладки, так
как отпадает необходимость сложного раскроя и укладки ткани.
При этом уменьшаются отходы материала.
Творчески подходя к проектированию, методом намотки
можно изготовить такие детали, как, например, качалки, крон-
штейны проводки управления (рис. 2.92), традиционно изготав-
ливаемые из металлов штамповкой, литьем и фрезерованием.
Безусловно, намотка является наиболее предпочтительным
методом для производства стержней круглого сечения — валов,
тяг управления, подкосов, элементов ферм и т. п. При этом в
зависимости от вида и направления нагрузки, действующей на
конструкцию, выбирается угол намотки <р.
154
Рис. 2.92. Элементы проводки управления,
изготавливаемые 'намоткой:
1, 2, 3 — кронштейны; 4 — угловая качалка
Проектируя детали сложной пространственной формы, с
целью исключения ошибок при намотке необходимо предвари-
тельно моделировать поверхность детали и отрабатывать на ней
направление укладки нитей (лент) армирующего материала. Пра-
вильный подбор формы позволяет использовать метод геодез-
ической намотки для создания силовых корпусных деталей,
таких, как корпуса редукторов
трансмиссии. На рис. 2.93 пред-
ставлен картер углового редукто-
ра вертолета Боинг-360, изготов-
ленного из композиционного ма-
терила с применением метода
намотки.
Метод намотки может
также использоваться для со-
здания интегральных конструк-
ций. В качестве примера такого
изделия на рис. 2.94 представ-
Рис. 2.93.
Заготовка
картера
углового
редуктора,
полученная
намоткой
лена стеклопластиковая конструкция отсека стабилизатора, из-
готовленная продольно-поперечной намоткой. Отсек представля-
ет собой многоконтурную балку с внутренними поперечными
ребрами жесткости.
Оснастка для намотки отсека (рис. 2.95) состоит из набора
оправок — резиновых вкладышей на металлических сердечни-
155
Б - Б
3
Рис. 2.94. Интегральная конструкция отсека стабилизатора:
I — обшивка; 2 — ребра жесткости; 3 — стенки лонжеронов;
4 — стрингер
лопластиковые жгуты.
матывается соответствующий
Рис. 2.95. Технологическая
оснастка для намотки
отсека стабилизатора
ках. Резиновые вкладыши имеют поперечные пазы для форми-
рования ребер жесткости. В них изначально укладываются стек-
на каждую оправку отдельно на-
контур стабилизатора. На оконча-
тельной стадии все оправки со-
бираются вместе и обматывают-
ся по общему внешнему конту-
ру. После завершения обмотки
заготовка помещается в замкну-
тую форму и нагревается. При
нагреве резиновые вкладыши со-
здают необходимое давление
прессования композита.
Стабилизатор, изготовлен-
ный по такой технологии, по
сравнению с аналогичным ме-
таллическим аналогом имеет в
15...20 раз меньшее количество
деталей. При этом трудоемкость изготовления снижается почти
в 3 раза и в 300...400 раз уменьшается время сборки за счет
сокращения соединений и деталей крепежа.
156
3. ПРОЕКТИРОВАНИЕ СОЕДИНЕНИЙ
3.1. ВИДЫ И ТИПЫ СОЕДИНЕНИЙ
Любой агрегат вертолета состоит из отдельных деталей и
узлов. Под узлом, обычно понимают совокупность нескольких
деталей, имеющих общее соединение. Детали в узле соединяют-
ся между собой в определенном порядке с помощью специаль-
ных элементов. Элементы конструкций, основное назначение ко-
торых состоит в объединении деталей в узлы, а самих узлов — в
более крупные структурные единицы, называют соединениями.
По своей физической природе и по назначению соединения
разнообразны, и наиболее эффективно каждое из них работает
при определенных условиях. Задача проектирования любого со-
единения состоит в том, чтобы правильно подобрать тот или
иной тип и вид соединения и определить основные геометричес-
кие размеры его элементов в зависимости от характера и вели-
чины внешней нагрузки, используемых материалов, требований
надежности, долговечности и условий эксплуатации.
Конструктивно соединение может быть выполнено следую-
щими способами: за счет использования отдельных частей со-
единяемых деталей, за счет использования вспомогательных де-
талей (винтов, болтов, гаек, заклепок, шлицов, шпонок и др.),
за счет сил сцепления на поверхности контакта (например, сил
трения) и за счет молекулярно-механического сцепления дета-
лей в соединении (например, в клеевых, сварных или паяных
соединениях).
Все соединения можно разделить на два типа: неразъемные
и разъемные.
Неразъемные соединения характеризуются тем, что разборка
соединения всегда связана с разрушением его элементов и при
нормальной работе не допускается. Типичными примерами не-
157
разъемных соединении являются заклепочные, паяные, клбе_
вые, сварные соединения и болтовые, в которых болты устанав-
ливаются с натягом.
Имеется также класс деталей, которые в процессе сборки и
разборки деформируются пластически и вследствие этого изме-
няют свои геометрические размеры и форму в местах взаимного
сопряжения. Такие сопряжения называются полуразъемными, и
они допускают ограниченное число разборок.
Разъемными называются такие соединения, которые допус-
кают разборку без разрушения составляющих деталей. Это могут
быть резьбовые соединения, изготовленные по свободным посад-
кам, и соединения деталей при передаче вращения (шлицевые,
штифтовые и т.д.). Разъемные соединения по степени подвиж-
ности соединяемых деталей подразделяются на неподвижные,
подвижные и малоподвижные.
Неподвижными называются соединения, которые характери-
зуется отсутствием взаимного перемещения сопрягаемых дета-
лей при всех видах нагружения во всем диапазоне расчетных
и эксплуатационных нагрузок. Для неподвижных соединений
допускаемые напряжения смятия [Оем] на поверхности сопря-
жения детали с соединительным элементом принимают равны-
ми (1...1,3)ств. Для особо ответственных соединений считают
[<Дем] ~ °в • Если поверхность сопряжения имеет цилиндричес-
кую форму (например, при использовании в соединении болтов
или осей), площадь поверхности смятия определяется соотноше-
нием FCM = td, где t — длина контактной поверхности; d — диа-
метр окружности, образующей поверхность контакта (рис. 3.1).
К неподвижным относится большинство видов соединений: за-
клепочные, большая часть болтовых, сварные, паяные, клеевые,
комбинированные.
Подвижные и малоподвижные соединения отличаются друг
от друга не столько степенью подвижности, а тем, при каких
нагрузках происходит перемещение сопрягаемых деталей.
Подвижными называются такие соединения, в которых
перемещение сопрягаемых деталей происходит под действием
расчетных нагрузок. Обычно подвижность в соединении обеспе-
чивается за счет выбора соответствующей посадки с зазором оси
в отверстие одной из соединяемых деталей. Наличие зазора не-
158
р
Рис. 3.1. Определение поверхности смятия
избежно ведет к уменьшению площади контакта поверхностей
болта и отверстия. Соответственно увеличивается удельная на-
грузка на контактную поверхность. Большие нагрузки могут
выдавить смазочный материал в соединении и вызвать сильное
изнашивание трущихся деталей. С целью уменьшения давления
на единицу поверхности в подвижном соединении допускаемые
напряжения смятия снижают до уровня [осм] - (0,2 ... 0,3) ог| .
Это ведет it увеличению требуемой площади поверхности смя-
тия. При этом увеличиваются размеры и масса соединения.
Большинство подвижных соединений осуществляются с помо-
щью болтов (осей), исполняющих роль разного рода шарниров,
и подшипников скольжения. Следует отметить, что соединение
наружного кольца подшипника качения с деталью в шарнирном
узле не является подвижным и должно рассчитываться как не-
подвижное соединение.
Малоподвижное соединение характеризуется отсутствием
взаимного перемещения сопрягаемых деталей под действием
расчетной нагрузки. К таким соединениям относится, например,
шарнирное соединение подкосов убираемого шасси. При посад-
ке, когда шасси выпущено и подкосы находятся в замках, в ус-
ловиях действия расчетных посадочных нагрузок перемещения
в узлах сопряжения подкосов со стойками шасси отсутствуют.
В то же время, при уборке и выпуске шасси, когда на него дей-
159
ствуют только аэродинамические силы во много раз меньше рас-
четных, подкосы имеют свободное перемещение. Для малопо-
движных соединений принимают [с>см] = 0,65ов .
По направлению действия внешних усилий относительно
оси крепежных элементов соединения также делят на срезные и
работающие, на растяжение (сжатие). В срезных соединениях
усилия направлены поперек крепежного элемента — стержня
болта или заклепки. В соединениях, работающих на растяжение,
действие усилия направлено вдоль оси крепежных элементов.
В конструкции современных вертолетов используются все
известные виды соединений. Для неразъемных соединений наи-
более широко применяются заклепочные, резьбовые, клеевые и
комбинированные соединения. Большинство разъемных соедине-
ний использует резьбовые элементы (болты, винты, гайки). При
выборе вида соединения учитываются назначение и условия ра-
боты агрегата, действующие нагрузки, особенности применяе-
мых материалов, толщины и жесткости отдельных элементов
конструкции, требований технологии, экономики и т.д. В каж-
дом: конкретном случае конструктор принимает решение на ос-
нове опыта организации, проектирующей вертолет, опыта отече-
ственного и зарубежного авиастроения и своего личного опыта.
Например, заклепочные соединения рекомендуется приме-
нять в пакетах соединяемых деталей толщиною s до трех с по-
ловиною диаметров заклепки:
s < 3,5d .
Ограничение по толщине пакета обусловлено тем, что при
слишком большой его толщине стержень заклепки может поте-
рять устойчивость и осаживаться неравномерно; при этом не
обеспечивается плотное заполнение отверстия стержнем.
Оптимальное соотношение толщины пакета соединяемых
листов и диаметра заклепки можно определить из условия рав-
ной прочности заклепки на срез и смятие пакета [13]:
d_ _ 4 [пем]
8 тс [т]
где [осм] — допускаемое напряжение смятия; [т] — допускаемое
напряжение среза заклепки.
160
Болтовые соединения применяются в местах, где требуется
в процессе эксплуатации разбирать конструкцию, и в местах
передачи больших сосредоточенных нагрузок. Они также приме-
няются в неразъемных соединениях при толщинах пакета
s > 3,5<i . Однако следует иметь в виду, что трудоемкость уста-
новки одного болта с гайкой в 15...25 раз превышает трудоем-
кость установки одной заклепки. Масса болтовых соединений в
1,5...3 раза больше массы заклепочных. Поэтому болтовые не-
разъемные соединения должны применяться вместо заклепоч-
ных соединений только в тех случаях, когда это необходимо по
конструктивно-технологическим соображениям.
Основное достоинство болтовых и заклепочных соединений
— их достаточно хорошая изученность. Методы их проектиро-
вания хорошо разработаны, и результаты проектировочных рас-
четов согласуются с опытными данными при расчете на стати-
ческие нагрузки. Эти соединения надежны, хорошо контролиру-
ются в производстве и эксплуатации. Вместе с тем у них име-
ются существенные недостатки — отсутствие достаточно надеж-
ных методов расчета на сопротивление усталости. Влияние мно-
гих конструктивных и технологических факторов на ресурс со-
единения выявляется только путем длительных испытаний. В
болтовых и заклепочных соединениях образование отверстий
под заклепки и болты ослабляют рабочее сечение деталей, они
становятся концентраторами напряжений, снижают статическую
и усталостную прочность конструкции.
Клеевые соединения широко применяются в конструкциях
из легких сплавов (для соединений тонких листов обшивок
между собой, для соединения обшивок с элементами каркаса,
при изготовлении сотовых конструкций) и в конструкциях из
композиционных материалов. Основными достоинствами клее-
вых соединений является более высокое сопротивление усталос-
ти и меньшая масса по сравнению с заклепочными и болтовыми
соединениями. Это обусловлено равномерной передачей нагрузки
по всему сечению соединения и отсутствием в соединении ослаб-
ленных мест. Достоинством клеевых соединений также являют-
ся гладкость поверхностей в соединении, хорошая герметич-
ность и коррозионная стойкость. Конструкции, изготовленные с
помощью клеевых соединений, имеют более высокий ресурс (на
30...50%), меньшую массу (на 10...20%) и меньшую трудоем-
кость (на 15...25%) по сравнению с клепаными соединениями.
161
Существенный недостаток клеевых соединений — их низкая
прочность при неравномерном отрыве, трудоемкость объективно-
го контроля качества соединения, снижение прочности соедине-
ний со временем вследствие старения клея.
В ряде агрегатов вертолета используются сварные соедине-
ния. Их объем в конструкции вертолета в целом невелик. Объ-
ясняется это тем, что в сварных соединениях трудно обеспечить
высокую усталостную прочность, столь необходимую для боль-
шинства агрегатов вертолета. В основном они используются для
соединений деталей, работающих при статических или малоцик-
ловых нагрузках, например при изготовлении стоек шасси. До-
стоинством сварных соединений несомненно является то, что
они хорошо поддаются механизации и автоматизации и позво-
ляют снизить трудоемкость их изготовления в 2...3 раза по
сравнению с клепаными и резьбовыми.
Пайка применяется для соединения арматуры трубопрово-
дов, установки наконечников на концы электрических прибо-
ров, изготовления сотовых панелей из алюминиевых, титановых
сплавов и нержавеющих сталей, при изготовлении агрегатов
системы кондиционирования. Основным преимуществом пайки
по сравнению со сваркой является то, что она выполняется при
более низких температурах, без расплавления металла соединя-
емых деталей.
В конструкции каркасных агрегатов вертолета часто исполь-
зуются комбинированные соединения: клееклепаные, клеерезь-
бовые и клеесварные. В частности, клееклепаные и клеерезьбо-
вые соединения являются одним из основных видов соединения
деталей, изготовленных из полимерных композитов. Они удачно
сочетают в себе достоинства клепаных, резьбовых и клеевых со-
единений, а влияние отрицательных свойств каждого из этих
соединений в них уменьшается. К достоинствам комбинирован-
ных соединений относится их герметичность. Каким бы качест-
вом не обладало обычное заклепочное соединение, все равно су-
ществует вероятность попадания влаги в зазоры соединяемых
деталей в процессе эксплуатации вертолета и как следствие по-
являются условия для коррозионного износа деталей. Поэтому,
например, каркасные агрегаты, выполненные с использованием
клееклепанного соединения, имеют значительно больший ре-
сурс, чем изготовленные с применением обычных заклепочных
соединений деталей. Введение клея в сварное точечное соедине-
162
ние разгружает сварные точки от сдвиговых нагрузок и увели-
чивает их долговечность.
Соединения являются важными элементами конструкции
вертолета и представляют собой наиболее распространенную
группу деталей, ответственных за надежную работу агрегатов.
Некоторые виды соединений в конструкции вертолета применя-
ются крайне редко, поэтому рассмотрим только те, которые наи-
более часто встречаются в практике вертолетостроения.
Многие соединения (резьбовые, заклепочные, клеевые, ком-
бинированные) используются как для соединения деталей из ме-
таллов, так и для соединения деталей, выполненных из компо-
зиционных материалов. При большой схожести используемых
крепежных элементов соединения деталей из композитов требу-
ют особого подхода, обусловленного физико-механическими ха-
рактеристиками этих материалов. Поэтому вопросы особеннос-
тей создания соединений деталей из композитов выделены в от-
дельный раздел. В отдельном разделе также даны выбор пара-
метров и расчет типовых элементов разъемных соединений
(узлов), часто используемых в конструкции вертолета.
3.2. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовыми называются такие соединения, неподвижность
элементов которых обеспечивается за счет соединительных дета-
лей, имеющих резьбу. Эти соединения являются основными
среди разъемных соединений. В ряде случаев их применяют и
для неразъемных соединений.
Резьбовые соединения отличаются многообразием конструк-
тивных решений, как по типу самого соединения, так и по типу
используемых в нем соединительных элементов (болтов, винтов,
шпилек, гаек и др.). Основные типы резьбовых соединений по-
казаны на рис. 3.2.
Наиболее распространенным является соединение деталей
болтом с гайкой (рис. 3.2,а); Оно не требует нарезания резьбы
в соединяемых деталях и простое в исполнении. Однако в таком
соединении требуется место для гайки и обеспечение возмож-
ности подхода инструмента с двух сторон (со стороны головки
болта и со стороны гайки). Если нельзя поставить гайку со сто-
роны соединяемой детали, в детали нарезают резьбу и осущест-
вляют соединение с помощью винта (рис. 3.2,О'). Необходимо от-
163
метить, что соединение винтом не может быть применено при
малой прочности материала нижней детали и при малой длине
резьбового участка в ней (при малой толщине). При больших
нагрузках вместо винтов используют шпильки (рис. 3.2,е), по-
скольку они при прочих равных условиях прочнее винта из-за
отсутствия концентрации напряжений в месте перехода от
стержня к головке винта. Для повышения надежности резьбовых
отверстий в деталях из легких сплавов, особенно при частых сбор-
ках, применяют стальные резьбовые вставки (рис. 3.2,г).
Рис. 3.2. Основные типы резьбовых соединений:
а — болтом с гайкой; б — винтом; в — шпилькой;
г — винтом с резьбовой втулкой
Болты и винты чаще имеют шестигранную головку с наруж-
ным захватом (рис. 3.3,а). В авиационной технике применяют
болты (винты) с уменьшенными размерами головки (D ~ 1,6с/,
h ~ 0,6d), обеспечивающими ее равнопрочность с резьбой и
стержнем болта (винта). Размеры S стандартизированы и соответ-
ствуют размерам стандартных гаечных ключей. Существуют
также болты с головкой с внутренним шестигранником (рис. 3.3,0.
Их применяют, когда невозможно использовать наружный
ключ, например, если головка утоплена. При малых диамет-
рах резьбы переходят на головки болтов (винтов) под отвертку.
Головки под отвертку бывают цилиндрические, конические (по-
тайные и полупотайные) и полусферические, с простым и крес-
тообразным пазом (рис. 3.3,g—з). В соединениях, где дейст-
вуют главным образом поперечные нагрузки, часто исполь-
зуют болты с цилиндрическими головками уменьшенной массы,
164
имеющими лыски для фиксации от проворачивания при завин-
чивании гайки (рис. 3.3,и).
В конструкции вертолета также находят применение болты
и винты с нестандартными головками в виде ушка, например,
в тягах механической проводки управления (рис. 3.3,к).
Установочные винты (рис. 3.3,м,н) служат для предотвраще-
ния сдвига деталей. Они передают усилие на соединяемую де-
таль концом стержня. Обычно их выполняют без головки с
пазом под отвертку.
Рис. 3.3. Основные виды резьбовых деталей:
а — н — болты и винты; о— п — шпильки; р—с — гайки
В ответственных соединениях при действиях переменных
нагрузок применяют удлиненные податливые болты и шпильки
с dQ<d (рис. 3.3,л,о,п). Применение более тонкого стержня
вместо обычного с = d (рис. 3.3,а,п) позволяет увеличить ус-
талостную прочность соединения.
Гайки обычно имеют шестигранную форму (рис. 3.3,р). В авиа-
ционных конструкциях применяют низкие гайки (Д ~ l,6...1,8d,
Н = 0,6d) и высокие гайки (Я = 0,8d) при больших растягиваю-
165
щих усилиях и при наличии предварительной затяжки болта.
Часто гайки выполняют с элементами стопорения (рис. 3.3,с).
Материалы для резьбовых деталей выбирают в соответствии
с выбранным классом прочности.
Для материала болтов, винтов и шпилек из углеродистых и
легированных сталей установлено 12 классов прочности: 3.6,
4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 6.9, 8.8, 10,9, 12,9, 14.9, из которых
в авиационной технике используются последние семь. Первое
число обозначения, умноженное на 100, определяет величину
ов , МПа, а произведение чисел, умноженное на 10, определяет
величину , МПа. Для гаек из тех же сталей установлено семь
классов прочности: 4, 5, 6, 8, 10, 12, 14, из которых в авиаци-
онной технике используются четыре. Число, обозначающее
класс прочности, умноженное на 100, определяет напряжение (в
мегапаскалях), равное испытательной нагрузке, отнесенной к се-
чению болта.
Выбор материала зависит от условий работы соединения (ха-
рактера нагружения, среды, диапазона рабочих температур).
В конструкции агрегатов вертолета в основном используются
стальные крепежные детали (болты, винты, шпильки, гайки). В
ответственных соединениях и при работе болта (винта, шпильки)
на растяжение необходимо применять резьбовые детали, изго-
товленные из высокопрочных легированных сталей типа 40Х,
ЗОХГСА, 16ХСНА, 40ХН2МА. Однако не рекомендуется приме-
нять сплавы с пределом прочности ов > 1600 МПа с пониженной
пластичностью. В резьбовых деталях, нагруженных переменны-
ми усилиями, с целью получения удовлетворительных характе-
ристик усталостной прочности следует использовать материал
с еще более низкой величиной предела прочности
°в ~ 1Ю0.. .1300 МПа (о связи характеристик усталости со ста-
тической прочностью металлов см. в разделе 2.1). Не рекомен-
дуется применять сталь с ударной вязкостью ан < 30 Дж/см2.
Следует также отметить, что болты из высокопрочной стали
> 1300 МПа весьма чувствительны к перекосу опорных по-
верхностей на 4 и более. При ов > 1200 МПа прочность болтов
при нормальной температуре не снижается даже при перекосе
поверхностей на 8“. Чувствительность стальных болтов к пере-
косу можно понизить повышением температуры отпуска.
166
На практике напряжения изгиба снижают при помощи тех-
нологических (введение жестких допусков на перекос поверхнос-
тей, биение торца гайки и т.п.) и конструктивных мер (рис. 3.4).
Рис. 3.4. Конструктивные способы разгрузки резьбы
от напряжений изгиба
В конструкциях, работающих в агрессивной среде или при
повышенных температурах (более +250°С), используются резьбо-
вые детали из сталей типа 14Х17Н2, 10X11H23T3MP.
Для соединения деталей из алюминиевых и титановых спла-
вов можно также использовать титановый крепеж из сплавов
ВТЗ-1, ВТ9, ВТ16. Причем элементы титанового крепежа с резь-
бой от 6 до 10 мм можно использовать только в соединениях,
работающих на срез. Титановые болты диаметром 12, 14, 16 мм
и выше следует применять в исключительных случаях.
Для улучшения свинчиваемости соединений, устранения за-
едания в резьбе, а также защиты от коррозии, придания деко-
ративного вида предусмотрены различные покрытия крепежных
деталей. Покрытия должны быть более мягкими, чем материал
резьбовой детали, и деформироваться без разрушения. Следует
избегать твердых покрытий, особенно в деталях, работающих
при переменных нагрузках. Для каждого материала в зависи-
мости от условий работы крепежного элемента выбирают свой
вид покрытия: для деталей из ЗОХГСА при температуре до
+250°С применяется кадмиевое покрытие; цинковое покрытие с
167
последующим оксидным фосфатированием применяется в среде
топлива при температурах до +300 С; пассивирование использу-
ется для деталей (кроме гаек) из нержавеющих сталей; анодное
оксидирование применяется для деталей из алюминиевых и ти-
тановых сплавов.
Все крепежные детали в конструкциях агрегатов вертолетов
должны быть надежно застопорены от самоотворачивания. Несо-
блюдение этого правила приводит к самым серьезным последст-
виям: известны случаи, когда отвернувшаяся внутри механизма
гайка или болт вызывали аварии и катастрофы вертолета. По
требованиям норм летной годности винтокрылых летательных
аппаратов [26] все съемные резьбовые детали, потеря которых
может угрожать безопасности эксплуатации вертолета, должны
иметь два стопорных устройства.
Различают два основных способа стопорения. Позитивное
(или жесткое) стопорение заключается в том, что стопоримая
деталь соединяется со стопорной деталью жесткой связью, когда
отвертывание стопоримой детали невозможно без среза, разру-
шения или деформации стопорящего элемента. К этому способу
относится стопорение шплинтами, отгибными шайбами, плас-
тинками, ввязочной проволокой, клеевым соединением стопори-
мой и стопорной деталей и т.д.
Другой способ заключается в создании повышенного трения
между стопоримой и стопорной деталями. Этот способ называет-
ся фрикционным стопорением. К нему относится стопорение
контргайками, упругими подкладными шайбами, самоконтр-
ящимися гайками и т.д. Фрикционное стопорение менее надеж-
но, чем позитивное; всегда существует опасность уменьшения
силы трения и, как следствие, ослабление соединения. По этой
причине во всех ответственных соединениях агрегатов вертолета
применяют только позитивное стопорение.
Самый надежный и распространенный способ стопорения
резьбовых деталей, применяемый в наиболее отвественных
узлах конструкций агрегатов вертолета, — стопорение шплинта-
ми (шплинтовка).
Резьбовые соединения хорошо сопротивляются статическим
нагрузкам. В условиях статического нагружения при нормаль-
ной эксплуатации резьбовые детали разрушаются редко. Статис-
тический анализ показывает, что примерно 90% всех поломок
резьбовых деталей носит усталостный характер. Это объясняется
168
наличием в резьбовых элементах сильных концентраторов на-
пряжений — резьбы и переходных сечений (сбег резьбы, сопря-
жение стержня с головкой болта). Часто разрушение резьбового
соединения является следствием недостаточного контроля сбор-
ки узла, неточностей изготовления и т.п.
Разрушения резьбовых соединений имеют различный харак-
тер. Иногда это выражается в нарушении нормальной эксплуа-
тации вертолета и приводит к его простою. В этом случае до-
статочно заменить разрушенную деталь. В ряде случаев послед-
ствия могут быть более тяжелые: разрушение одной резьбовой
детали может вызвать серьезную аварию вертолета. Поэтому
проблеме обеспечения статической и особенно усталостной проч-
ности резьбовых соединений должно уделяться первоочередное
внимание. Надежность резьбового соединения обеспечивается
правильным выбором конструктивных форм соединения (форм
соединяемых и соединительных деталей), выбором материала
резьбовых деталей, технологическими и эксплуатационными ме-
рами, а также соблюдением правил монтажа при сборке.
Для осознанного подхода к проектированию резьбового со-
единения необходимы знания о физической картине распределе-
ния и характере концентрации нагрузки в резьбовых деталях.
3.2.1. Концентрация нагрузки и напряжений
в резьбовом соединении
Разрушения резьбовых соединений, особенно при перемен-
ных нагрузках, часто связаны со .значительной концентрацией
напряжений во впадинах резьбы из-за неравномерного распределе-
ния нагрузки между витками и высокой местной напряженности.
Распределение нагрузки между витками принято характери-
зовать интенсивностью распределения осевых сил по высоте
резьбы (рис. 3.5).
Для соединения типа болт-гайка оно подчиняется соотноше-
нию
o(z) - ch mz , (3-1)
1 sh mH
где m = Vp/y ; (3 — коэффициент, характеризующий податли-
вость тел болта и гайки, В = ; у — коэффициент,
169
характеризующий податливость витков резьбы болта и гайки,
у~^б + £г; f ’
и гайки; Е6 и
Еб и Ег — модули упругости материалов болта
Ег — площади поперечных сечений болта и
гайки; Л-g и А,* — безразмерные коэффициенты, зависящие от
геометрических параметров соединения; s — шаг резьбы, f —
проекция боковой поверхности витка на плоскость, перпендику-
лярную оси 2.
4(0)
5)
Р
Q)
z
Рис. 3.5. Распределение нагрузки между витками резьбы
в соединении типа болт — гайка:
а — схема нагружения витков резьбы;
б — эпюра распределения нагрузки между витками
Из этого соотношения следует, что в болтовом соединении
нагрузка на витки возрастает от верхних витков к нижним вит-
кам по закону гиперболического косинуса (рис. 3.5,6).
Для соединения типа стяжки (рис. 3.6)
. . _ Рпг
q(Z’~^shmH Ер\
ch тг ch т (Н - г)
'б+ ЕГРГ
(3-2)
причем, в зависимости от соотношения жестокостей тел болта и
гайки, максимальное напряжения будет либо в сечении z — О,
либо в сечении г = Н.
Неравномерность распределения нагрузки по виткам резьбы
оказывает влияние на несущую способность резьбы при стати-
170
Рис. 3.6. Распределение нагрузки между витками резьбы
в соединении типа стяжки:
а — схема нагружения витков резьбы;
б — эпюра распределения нагрузки между витками
ческих нагрузках и особенно существенно влияет на сопротив-
ление усталости соединения. Экспериментально установлено, что
снижение нагрузки на нижнем витке приводит к пропорцио-
нальному повышению предела выносливости резьбового соедине-
ния. Из соотношений (3.1) и (3.2) следует, что улучшить рас-
пределение нагрузки между витками можно путем увеличения
податливости витков у и уменьшением податливости Р тел болта
и гайки соответственно при
Это может быть достиг-
нуто:
1. Применением гаек рас-
тяжения, в которых резьбо-
вая часть полностью разме-
растяжении и сжатии.
Рис. 3.7. Способы улучшения
распределения нагрузки между
витками резьбы с помощью
гаек растяжения
щается в отверстии детали
над опорной поверхностью
(рис. 3.7) растянуто-сжатых
гаек (рис. 3.8,а) и гаек с коль-
цевой выточкой (рис. 3.8,6).
Эпюра распределения нагрузки
разную
в таких гайках имеет седлооб
форму с плавным изменением по высоте.
171
d
г)
3)
Рис. 3.8. Конструкции соединений с улучшенным
распределением нагрузки между витками резьбы:
а — сжато-растянутая гайка, h/d = 1 ; б — гайка с поднутрением,
h/d= 0,47; в — гайка со скошенными витками; г — соединение
с разным профилем резьбы болта и гайки (угол профиля болта на
5° больше, чем у гайки); д — соединение с резьбовой вставкой
2. Применением гаек со скошенными витками (рис. 3.8,в).
Это увеличивает податливость витков вблизи опорной поверх-
ности, способствуя более равномерному распределению нагруз-
ки. Для увеличения податливости витков также может быть ис-
пользована резьба винта с углом профиля примерно на 5° боль-
ше, чем у гайки (рис. 3.8,г). В этом случае витки гайки будут
работать вершинами. За счет приращения консолей увеличива-
ются погибы витков.
3. Применением резьбовых вставок (рис. 3.8,5) из легких
сплавов, пластмассы, мягкого чугуна.
4. Коррекцией шага соединения путем уменьшения шага
резьбы винта. Под действием растягивающей нагрузки шаг
винта увеличивается и приближается к шагу гайки. При этом
нагрузка плавно распределяется по длине гайки.
5. Использованием гаек с пониженным модулем упругости
материала по отношению к материалу болтов. Пониженный мо-
дуль упругости материала гаек способствует выравниванию на-
грузки по виткам при действии растягивающих усилий. Напри-
172
мер, для высокопрочных болтов с ов = 1050...1300 МПа можно
применять гайки из низкоуглеродистой стали с ов = 700...800 МПа.
Кроме того, в гайках из материалов с невысокими механичес-
кими характеристиками происходит дополнительное выравнива-
ние нагрузки по виткам вследствие пластических деформаций
материала. Если же модуль упругости материала гайки выше,
чем у болта, то предел выносливости соединения существенно
снижается (например, на 20% в случае свинчивания титановых
болтов со стальными гайками).
В соответствии с положениями раздела 2.4.1.1 влияние кон-
центрации напряжений на прочность резьбового соединения
может быть оценено величиной теоретического коэффициента
концентрации напряжений
’“’max
о =------ .
где отах — максимальное растягивающее напряжение в зоне кон-
центрации; с>н — номинальное напряжение в сечении резьбовой
детали по внутреннему диаметру резьбы. На рис. 3.9 приведены
из [5] результаты расчета напряжений во впадинах соединения
с резьбой М10 при высоте
гайки Н = 0,8d и радиуса
скругления во впадинах резь-
бы г = 0,108s. Наибольшие
напряжения действуют во
впадине под первым рабочим
витком, а максимальные на-
пряжения на контуре кон-
центрируются не в центре
впадины, а в точке, смещен-
ной к рабочей грани. Это
связано с тем, что во впади-
нах имеет место концентра-
ция напряжений от общего
потока растягивающих уси-
лий и от изгиба витка. На-
пряжения во впадине под
вторым рабочим витком
Рис. 3.9. Распределение
напряжений во впадинах резьбы
(он=1,27 МПа; аа = 4,6)
173
почти в три раза ниже, чем под первым витком из-за разгрузки.
Для вычисления величины ио в резьбовом соединении болт —
гайка можно использовать приближенную формулу:
и = 1 + 1,1 .
Из нее следует, что концентрация напряжений в соединении
может быть уменьшена простым увеличением радиуса скругле-
ния г. Это подтверждается практикой эксплуатации резьбовых
соединений. Например, увеличение радиуса скругления от
r= 0,108s (стандартного для метрической резьбы) до г - 0,2s дает
приращение усталостной прочности соединения почти на 100%.
В то же время следует отметить, что увеличение г сверх значе-
ний (0,2...0,25)s становится невыгодным из-за уменьшения сте-
пени перекрытия витков гайки болта и ухудшения распределе-
ния нагрузки между витками вследствие уменьшения их подат-
ливости.
Помимо резьбы, зонами концентрации напряжений являют-
ся места сопряжения головки болта со стержнем, стержня с
центрирующими поясками и резьбовым участком.
“) 5)
Рис. 3.10. Распределение напряжений под головкой болта:
а. — распределение напряжений в стержне и головке болта;
б напряжения на опорном торце; 1 — недеформируемые
стягиваемые детали; 2 — деформируемые стягиваемые детали
174
На рис. 3.10,а показано распределение напряжений в стерж-
не и головке болта с радиусом их сопряжения R = 0,05с! и на
рис. 3.10,6 — распределение контактных давлений под головкой
болта на опорной поверхности при опирании
на жесткие стягиваемые детали (кривая 1) и
стягиваемые детали из одинакового с болтом
материала (кривая 2). При увеличении ра-
диуса скругления под головкой болта кон-
центрация напряжений снижается, однако
при этом уменьшается опорная поверхность и
возрастают контактные давления. Более эф-
фективным оказывается двухрадиусная гал-
тель (рис. 3.11). Причем больший радиус
следует применять на участке, прилежащем
к цилиндрической части стержня, так как в
этой зоне действуют наибольшие контурные
Рис. 3.11.
Головка болта
с двухрадиусной
галтелью
напряжения (рис. 3.10). Использование меньшего радиуса на
второй части галтели увеличивает опорную поверхность под го-
ловкой болта.
Теоретический коэффициент концентрации напряжений под
головкой болта можно вычислить по приближенной формуле
где Я6 — радиус галтели под головкой; d — диаметр стержня
болта.
При конструировании специальных болтов (рис. 3.12) для
снижения концентрации напряжений радиус галтели гр в месте
перехода стержня к резьбовому участку болта следует делать
больше, чем 0,2с!, где d — наружный диаметр резьбы. В местах
перехода стержня болта к центрирующим пояскам рекомендует-
ся гп > 0,5с!.
У болтов со шлицевой головкой или с головкой, имеющей
внутреннее шестигранное отверстие под ключ, усталостные тре-
Рис. 3.12. Болт с переменной
площадью поперечного
сечения стержня
175
щины могут распространяться от места перехода головки болта
к стержню до отверстия.
Следует также отметить, что наряду с разрушениями в пер-
вых рабочих витках резьбы и под головкой болта нередки уста-
лостные поломки соединений по сбегу резьбы. Для предотвраще-
ния таких разрушений необходимо увеличить длину резьбовой
части так, чтобы она распространялась под опорную поверх-
ность гайки на 2...3 витка. В соединении деталей ограниченной
толщины, особенно, работающем на срез, резьбовая часть болта
не должна заходить в отверстие детали. Увеличение длины резь-
бовой части болта под гайкой с учетом размеров сбега резьбы обес-
печивается установкой шайбы соответствующей толщины.
Усталостная прочность резьбового соединения существенно
повышается при использовании накатанной резьбы — на
15...20% по сравнению с нарезанной. Для повышения сопротив-
ления усталости соединений накатывание резьбы целесообразно
проводить при минимально возможной продолжительности про-
цесса, так как в этом случае во впадинах резьбы образуется
благоприятная система остаточных напряжений.
3.2.2, Предварительная затяжка
резьбового соединения
Предварительная затяжка обеспечивает плотность (нерас-
крытие) стыка в соединении болтами, работающими на растяже-
Рис. 3.13.
Расчетная схема
резьбового
соединения
ние. Предварительная затяжка также пред-
ставляет собой наилучший и простейший
способ увеличения усталостной прочности
резьбового соединения.
Большая затяжка болтов приводит к
тому, что внешняя нагрузка на сопрягаемые
детали мало сказывается на усилии в болте.
Чтобы понять, это рассмотрим соединение
двух деталей (рис. 3.13), затянутое усилием
Pq и затем нагруженное внешним растяги-
вающим усилием N, приходящимся на болт.
Полное усилие, действующее на болт,
определяют из диаграммы усилий (рис. 3.14).
На диаграмме приведены кривые деформи-
рования болта (кривая I) и промежуточных
176
деталей (кривая II), выражающие зависимость усилия от удли-
нения (или сжатия). При упругих деформациях эта зависимость
изображается прямыми линиями.
Рис. 3.14. Диаграмма усилий в резьбовом соединении
Углы наклона прямых схб и ссд характеризуют соответствен-
но податливость болта и стягиваемых деталей и определяются
равенствами
, 1 х 1
tg«6 = ^; =
где Xg — коэффициент податливости болта, соответствует его уд-
линению под действием единичной растягивающей силы; Хд —
коэффициент податливости стягиваемых деталей;
6 e,f6-
Здесь Iq — расчетная длина болта; и - соответственно мо-
дуль упругости материала и площадь сечения болта.
Для промежуточных деталей
177
где /д — длина (толщина) промежуточных деталей; £д и Fд —
соответственно модуль упругости материала и площадь попере-
чного сечения деталей.
Усилие затяжки Ро вызывает удлинение болта на величину
Зб и сжатие промежуточных деталей на величину Зд . Точки
А] и Ао на диаграмме характеризуют усилие и деформации в
болте и промежуточных деталях после затяжки.
Внешняя нагрузка N вызывает дополнительное удлинение
болта на величину AZ. При этом усилие в болте возрастает на
величину
AZ
N6 = AZ tg аб = — .
Сила, действующая на промежуточные детали, уменьшается
на величину
Это снижение усилия можно найти, проводя через точку
Ао прямую II', параллельно прямой II.
Сумма усилий
Ng + = N ,
тогда
Дополнительное усилие на болт
= (3.3)
где х — коэффициент основной нагрузки,
+ V
178
Полное усилие на болт
pt = p0 + K5 = P0 + XN . (3.4)
Расчетная зависимость полного усилия, действующего на
болт (шпильку), от внешней нагрузки показана на рис. 3.15.
Если внешняя нагрузка изменяется циклически (от 0 до N),
то амплитуда переменных напряжений в резьбовой части болта
ст _ - х
а % F1
-и среднее напряжение
— р^ — С0 + ’
где с>0 — напряжение пред-
варительной затяжки.
В общем случае цикли-
ческого нагружения резьбово-
го соединения, когда внеш-
няя нагрузка меняется от
N . до N
nun A max ’
Рис. 3.15. Зависимость
полного усилия в болте
от внешней нагрузки
- о/ ^min
- % 2Fy
D ^гпах + ^min
Ро + Х-----о------
Из формулы (3.3) следует, что в затянутом резьбовом соеди-
нении внешняя нагрузка на болт передается лишь частично
(X = 0,15...0,3).
Равенство (3.4) справедливо до начала раскрытия стыка. Ус-
ловие нераскрытая стыка
р0>(1-х)у.
179
Если внешняя нагрузка возрастает до величины
то стык раскроется (точка Ас на рис. 3.15), и при дальнейшем
увеличении внешней нагрузки усилие на болт будет
Р6 = Ро + ЛГ=1У,
где N — внешняя нагрузка, действующая на соединение.
После раскрытия стыка внешняя нагрузка полностью пере-
дается на болт, что при переменной нагрузке приводит к появ-
лению дополнительных напряжений ударного характера. Поэто-
му усилие затяжки следует назначать таким, чтобы при задан-
ной внешней нагрузке N стык оставался плотным.
Для снижения переменных напряжений с?а в болте следует
уменьшить коэффициент основной нагрузки /, т.е. применять
податливые болты (увеличивать Хб) и жесткие фланцы (умень-
шать X ). Преимущества податливых болтов наглядно иллюстри-
рует рис. 3.16. Отсюда правило конструирования резьбовых со-
единений, работающих на растяжение: жесткие фланцы — по-
датливые болты.
Рис. 3.16. Диаграммы усилий для соединений
с различной жесткостью болтов при одинаковых условиях работы
Величины коэффициентов податливости болтов Хд и соединя-
емых (промежуточных) деталей Хд определяются характеристи-
180
ками материалов, из которых они изго-
товлены, и размерами поперечных сече-
ний. Для вычисления Хб и Хд сложных
деталей можно использовать соотноше-
ния, полученные в [5].
В сложных силовых схемах, когда
болт соединяет несколько промежуточных
деталей (рис. 3.17) и внешняя нагрузка
приложена к произвольным стыкам, при
вычислении коэффициента основной на-
грузки различают детали системы болта и
детали системы корпуса. К системе
болта относят детали, в которых в ре-
зультате действия внешней нагрузки аб-
солютная деформация возрастает (детали
О, 1 на рис. 3.17). К системе корпуса
относятся детали, в которых абсолютная
деформация уменьшается (детали 2, 3).
При этом коэффициент основной нагрузки
Рис. 3.17. Схема
нагружения силовой
шпильки
определяется соотно-
шением
Сумма коэффициентов
податливости деталей системы корпуса
Сумма коэффициентов
податливости всех деталей
В рассматриваемом случае (рис. 3.17)
х2 + х3
у — --------------------------------- .
Хл + Xi + Хо -I- Xq
Усилие затяжки болтового соединения PQ назначают исходя
из получения надлежащего запаса плотности стыка:
Р0 = v р3 ’
(3.5)
где v — коэффициент затяжки; Р3 — наибольшее эксплуатаци-
онное усилие от внешней нагрузки.
По условию плотности стыка, v = 1,5...2 для постоянных на-
грузок; v = 2,5...4 — для переменных нагрузок.
181
При этом напряжения затяжки не должны превосходить ве-
личины предела текучести материала от . Обычно допускаемые
напряжения затяжки в силовых узлах принимаются
[ао] = (О,4...О,5)ат,
а во фланцевых
[о0] = (0,5...0,7) от ,
Напряжения затяжки для ответственных резьбовых соедине-
ний необходимо контролировать. На практике наиболее распро-
странены методы контроля с помощью измерения:
— удлинения болта или шпильки,
— угла поворота гайки,
— крутящего момента на ключе.
Последний метод является основным при проектировании и
эксплуатации резьбовых соединений в агрегатах вертолета. Кру-
тящий момент на ключе Мкл (момент затяжки), равный произ-
ведению силы, приложенной на конце ключа, на плечо ключа,
создает усилие затяжки Ро . Величина момента Мкя , приложен-
ного к гайке, уравновешивается моментом сил трения, возника-
ющих в резьбе на поверхности витков гайки и болта
° 1 -----------
и ло?
COS -5- СР
и моментом от сил трения на торце гайки
9
М2 = з- Ро 4
•3 - г3
2 Г1
.2 _ „2 ’
2 Г1
где f коэффициент трения в резьбе на поверхности гайки по
болту; fQ — коэффициент трения на кольцевой опорной поверх-
ности гайки с радиусами и г2 ’> « — угол профиля резьбы,
^ср > 8 средний диаметр нарезки, шаг резьбы.
182
При расчетах можно положить
dcp = d0 >
3 3
2 r2~rl
3 г2 2 Гср ’
'2 ~ rl
где dQ — наружный диаметр резьбы; rcp — средний радиус
1 ( \
опорной поверхности гаики; г = — г-. +г9].
СР ZJ I -* " I
Момент затяжки на ключе
МКЛ = М1+М2.
Для метрической резьбы (сх = 60°) имеем
4<л = л
<3
!о ДГ + 1’15^ +
0 'ср
(3.6)
о 2
Коэффициенты трения в резьбе f и на опорной поверхности
гайки /0 зависят от материала болта гайки и шайбы, покрытия
резьбовых деталей и используемого в соединении смазочного ма-
териала. Их значения даны в [5].
Для ориентировочных расчетов коэффициент f можно при-
нять равным /=0,17, как наиболее соответствующий опытным
данным для резьбы с чистовой обработкой. Если в соединении
используется гайка, шайба и болт из одинакового материала
(/0 = f) и гайка имеет стандартные параметры (г = 0,7dQ ;
cZp/s = 8), из (3.6) имеем приближенную зависимость
мкл = о,24 ро d0-
У ответственных резьбовых соединений необходимо периоди-
чески контролировать величину затяжки. Как чрезмерная, так
и недостаточная затяжка могут явиться причиной разрушения
соединения. В неответственных соединениях усилие затяжки не
регламентируют.
При заворачивании гайки, кроме осевых напряжений растя-
жения от момента затяжки, в резьбовой части и стержне болта
действуют касательные напряжения кручения. Они могут иметь
значительную величину при большой затяжке гайки и малой
жесткости стержня болта на кручение.
183
Напряжения кручения в резьбовой части
мг
т =----о ,
0,2й3
напряжения кручения в стержне болта (шпильки)
Мх
т =----о ,
0,2d3
Если a/oq + Зт^ > 0,8 ат , то болты и шпильки следует предо-
хранять от скручивания. Это можно сделать, удерживая болт со
стороны гайки. Чаще всего на конце болта делают грани под
обычный ключ (рис. 3.18,а). На конце болта могут быть выпол-
нены мелкие шлицы под специальный ключ (рис. 3.18,6) или
прорезь под отвертку (рис. 3.18,в). Более сложные в конструк-
тивном отношении варианты, гарантирующие от появления до-
полнительных напряжений кручения, показаны на рис. 3.18,г и
рис. 3.18,5. В первом используется шлицевая втулка, во вто-
ром — специальный замок, который удерживает шпильку от
скручивания за счет усиков, входящих в пазы шпильки и со-
единяемой детали.
О) 61 6) г) aj
Рис. 3.18. Конструктивные способы разгрузки соединений
от скручивания при затяжке
Необходимо отметить, что при большой крутильной жест-
кости стержня болта (шпильки) напряжения скручивания воз-
никают только при затяжке и в дальнейшем исчезают в резуль-
тате упругой отдачи болта. Поэтому при расчете жестких (ко-
184
ротких) болтов на длительную прочность напряжения кручения
обычно не учитывают, ограничиваясь расчетом только на осе-
вую силу.
3.2.3. Расчет резьбовых соединений
Основным параметром, определяющим геометрические раз-
меры резьбовых деталей, а в некоторых случаях и размеры сты-
куемых деталей, является диаметр стержня болта. При постоян-
ной нагрузке в соединении диаметры стандартных болтов выби-
раются в зависимости от величины расчетной нагрузки по нор-
малям и ГОСТам отдельно для болтов, работающих на растяже-
ние и на срез (табл. 3.1). В прочих случаях (нестандартная гео-
метрия болта, шпильки, нестандартный материал резьбовых
элементов, переменные нагрузки и т.д.) требуемая площадь се-
чения болта определяется расчетной нагрузкой Рр и допускае-
мыми напряжениями [о] или [т] в зависимости от характера на-
грузки.
Таблица 3.1
Расчетные разрушающие нагрузки для стандартных болтов
Диаметр болта d, мм Разрушающая нагрузка на разрыв болта, Н Разрушающая нагрузка на срез болта по одной плоскости, Н
Материал Материал
ЗОХГСА ВТ16 ЗОХГСА ВТ16
4 8340 8500 8340 7800
5 14500 13600 13400 12300
6 20700 19400 19300 17600
8 37300 35020 34300 31900
10 58900 55300 53900 50000
12 87700 82400 77500 72100
14 122600 115200 105000 98100
16 166800 156900 137300 127500
185
Окончание табл. 3.1
Диаметр болта d, мм 18 20 22 24 Разрушающая нагрузка на разрыв болта, Н Разрушающая нагрузка на срез болта по одной плоскости, Н
Материал Материал
ЗОХГСА 217800 275700 340400 411000 ВТ16 ЗОХГСА 174600 214800 260000 310000 ВТ16
с>в , МПа 1080...1280 850...1050
Определение диаметра болта (шпильки). Требуемая пло-
щадь сечения болта по внутреннему диаметру резьбы, нагружен-
ного растягивающим усилием
F1
Р„
= k-£- ,
[п]
(3.7)
где /г =1,25 — коэффициент, учитывающий требование повы-
шенной прочности болтов по отношению к прочности соединяе-
мых деталей.
Составляя незначительную часть массы узла, болты являют-
ся весьма ответственными элементами конструкции. Учет коэф-
фициента k позволяет обеспечить надежное соединение, а при
экспериментальной отработки прочности — получить данные о
несущей способности конструкции.
По найденному значению в соответствии с табл. 3.2 при-
нимается номинальный диаметр болта d и шаг резьбы з. Пове-
рочный расчет принятого диаметра болта проводится по формуле
4Р
п = /г -4г < [<т] .
Если соединение нагружено поперечной силой и болт установ-
лен в отверстие без зазора или с небольшим натягом (рис. 3.19),
186
Данные для расчета болтов на разрыв
Таблица 3.2
d, мм 8, ММ , мм ъ 2 г 1 , ММ
5 ' 0,8 4,02 12,7
6 1,0 4,77 17,9
8 1,0 6,77 36
1,25 6,47 32,8
10 1,0 8,77 60,4
1,5 8,16 52,3
12 1,5 10,16 80,9
1,75 9,85 76,8
14 1,5 12,6 116
2,0 11,55 105
16 1,5 14,16 157
2,0 13,55 144
18 1,5 16,16 205
2,5 14,93 175
20 1,5 18,16 259
2,5 16,93 225
22 1,5 20,16 319
2,5 18,93 281
24 1,5 22,16 386
2,0 21,55 361
3,0 20,32 324
27 1,5 25,16 497
2,0 24,55 4,73
3,0 23,32 427
30 1,5 28,16 623
2,0 27,54 596
187
Окончание табл. 3.2
d, мм S, мм , мм 7? 2 г । , мм
3,5 25,7 519
33 1,5 31,16 763
2,0 30,54 733
3,5 28,7 647
36 1,5 33,54 884
2,0 32,3 820
4,0 31,1 759
то площадь сечения стержня болта определяют из расчета на
срез:
F-k
РР
псР и ’
где п„п — число плоскостей среза,
ср
Рис. 3.19.
Нагружение болта,
установленного
в отверстие без зазора,
поперечной силой
Рис. 3.20.
Нагружение
болтов осевой
силой
Расчет витков резьбы, определение глубины свинчивания.
При действии осевой силы (рис. 3.20) глубина свинчивания Н
определяется допускаемыми напряжениями среза витков болта,
гайки или корпуса детали и рассчитывается по формуле
188
н = k р
nd0 №т M ’
(3.8)
где [г] ~ 0,6 [ст] ; km — коэффициент, учитывающий неравномер-
ность распределения нагрузки по виткам (km - 0,56 — болт и
гайка из одинаковых по модулю упругости материалов); [3 —
коэффициент полноты заполнения резьбы (р = 0,8 — для метри-
ческой резьбы, р = 0,65 — для трапецеидальной, Р = 0,5 — для
прямоугольной резьбы).
Если число витков z > 8, то для обеспечения работы витков
в пределах упругости принимают эффективную глубину завин-
чивания болта в корпус равной 8z.
При разнородных по механическим свойствам материалах
гайки и болта для обеспечения равнопрочности (при постоянных
нагрузках) стержня и витков резьбы гайки (корпуса) должно
выполняться условие
Н _ 1 (стгРболта (3 9)
d0 d% 4р/гт 0,6 (ств)гайки ‘
„ Н
Из этого соотношения следует, что величина -т- возрас-
“0
тает с повышением механических свойств материала болта
(шпильки) и с понижением этих свойств у материала гайки
(корпуса).
При действии на болт поперечной силы, когда резьбовая де-
таль ввернута на небольшую глубину, может произойти срез
витков резьбы. Для схемы нагружения, показанной на рис. 3.21,
прочность витков можно оценить по формуле
" = 0-47ГД2р1 + /2-)<[г].
PZ2 d0 V J
Если болт, соединяющий две детали (рис. 3.22), предвари-
тельно затянут, срез резьбы поперечной силой будет затруднен
из-за стесненности изгиба болта. Условие прочности такого со-
единения по напряжениям среза витков
189
рр р0
т = 0,2—+ п
₽do nd0 l2 3
£ [t] ,
где PQ — осевое усилие в болте от затяжки.
Рис. 3.21.
Нагружение
шпильки
поперечной
силой
предварительно
затянутого болта
поперечной силой
Выбор допускаемых напряжений в резьбовом соединении оп-
ределяется характером внешних нагрузок. При постоянных
внешних нагрузках
[СТ] = ^в -
М = Тв •
При переменных внешних нагрузках допускаемые перемен-
ные напряжения [а], называемые пределом выносливости соеди-
нения аад , можно принимать по табл. 3.3 или вычислять по
формуле
а- 1
[от] - с>ад - . Рк.уп Зт.уп ’
о
(3.10)
где G_ j — предел выносливости гладкого образца при растяже-
нии; /га — эффективный коэффициент концентрации напряже-
ний, = 1 + q ^оса - 1^, q — коэффициент чувствительности ма-
териала болта (шпильки) к концентрации напряжений, который
190
для легированных сталей, жаропрочных и титановых сплавов
можно принять q = 0,7...0,8; аа — теоретический коэффициент
концентрации напряжений (см. раздел 3.2.1); Рк уп — коэффи-
циент конструктивного упрочнения: для соединений стандарт-
ным болтом Ркуп=1, для соединений типа стяжки и со стти-
ральными вставками Ркуп = 1,5...1,6; Ртуд — коэффициент тех-
нологического упрочнения, р,г уп = 1 — для соединений с наре-
занной резьбой, а также для соединений из титановых сплавов,
Рт.уп= Ь2...1,3 — для соединений из сталей и сплавов с нака-
танной резьбой; Kd — коэффициент, учитывающий влияние
масштабного эффекта (рис. 3.23).
Рис. 3.23. Значение Kd
для резьбовых соединений
при d/s = 8
Таблица 3.3
Значение предельной амплитуды о для соединения
иД
типа болт — гайка при > 0,5о„„
* т ид
Материал болтов и гаек св с-1 сад’ МПа> Для соединений с резьбой
Ml 1а нарезанной накатанной
ЗОХГСА 1200 — 1300 300 65/75 75/85
ЗОХГСА 1600 — 1700 400 90/110 —
40Х2МА 1600 — 1700 450 90/100 95/100
14X17Н2 850 — 1050 300 50/60 60/70
ВТЗ-1 1100 — 1200 350 45/60 40/60
ВТ16 1150 — 1250 350 4560 50/70
191
По формуле (3.10) можно определять предел выносливости
соединения, если напряжения предварительной затяжки
о0 > 0,5от ,
так как величина о_„ при этом условии практически не зависит
ид
от среднего напряжения .
При меньших значениях о0
°-1
С’ад — ~~р Рк.уп Рт.уп
1-^
1
°т
1 - 0,5 —
°в
Если экспериментальные данные отсутствуют (или для со-
единений из новых материалов), то для вычисления можно
воспользоваться приближенной формулой
о
ад
где а_ j — предел выносливости материала болта при симмет-
ричном цикле нагружения.
Пример. Определить параметры резьбового соединения по-
водка лопасти 1 к корпусу осевого шарнира 2 втулки несущего
винта (рис. 3.24). В этом соединении болты 3 воспринимают
только осевую нагрузку. Поперечная сила воспринимается втул-
ками 4. Количество болтов 2 = 4.
Задана максимальная величина внешнего усилия (макси-
мальная эксплуатационная нагрузка), действующего на поводок
в направлении болтов Nmax = 80 кН. Внешнее усилие цикли-
чески меняется от 0 до
111Й.Х
Определение усилия затяжки и предварительный расчет
размеров болта
Максимальная эксплуатационная внешняя нагрузка на один
болт
= 20 КН
192
Рис. 3.24. Резьбовое соединение поводка лопасти к корпусу
осевого шарнира втулки несущего винта
Из условия плотности стыка при переменных нагрузках
(3.5) выбираем v = 2,5. Усилие затяжки болта
Р0 = уРэ = 2,5 20 = 50 кН .
По нормам прочности [26] для элементов несущего винта
коэффициент безопасности f = 2. Принимая величину коэффици-
ента основной нагрузки % = 0,15, определяем в первом прибли-
жении максимальное расчетное усилие в болте:
Рр = f [PQ + хРэу 2 (50 + 0,15 20^= 106 кН .
В качестве материала болта выбираем сталь 30ХГСА
(ов = 1200 МПа, = 1080 МПа, <5_ г = 300 МПа).
По формуле (3.7) определяем требуемую площадь сечения
болта по внутреннему диаметру резьбы:
193
F-. = fe = 1,25 106 — д = 0,00011 м2 = 110 мм2 .
[a] 1200 10°
По табл. 3.2 находим, что для болта можно принять резьбу
М14 х 1,5 (d = 14 мм, F = 154 мм2, dx = 12,6 мм, Fy = 116 мм2).
По чертежу узла определяем следующие величины:
— длину растягиваемой части болта Z6 = 40 мм,
— площадь сечения элемента поводка, приходящуюся на
о
один болт (сечение Б—Б), Fn = 550 мм ,
— высоту поводка в месте крепления к корпусу осевого
шарнира Zn = 30 мм,
— площадь сечения буртика втулки под головкой болта
Fs = 400 мм2,
— толщину буртика втулки ZB = 2,5 мм.
Принимаем модули упругости материала болта, поводка и
втулки Е = 210 ГПа (легированная сталь).
Определение расчетной, нагрузки на болт
Вычисляем коэффициенты податливости:
для болта
X = А =----------------------- = 1,24 • 10“ В 9 м/Н
EF 210- 109 154 • 10“ 6
для поводка
Ч = =--------------------в = °>26 ' 10 9 м/н >
210 109 550 • 10“ 6
для буртика втулки
Ч = =
ы В 210 109 400 • 10“ 6
10“ 9 м/Н .
В рассматриваемом случае к деталям системы болт отно-
сятся сам болт и втулка. При этом коэффициент основной на-
грузки
194
11 W ) V
А.б + \ + Лп “ 1,24+ 0,03 + 0,26
Максимальная в цикле расчетная нагрузка на болт
Рр = /(Р0 + хР/| = 2 (50 + 0,17 20^= 107 кН .
Амплитуда расчетной нагрузки
У 0 17
АРр = | fP3 = 2 20 = 3,4 кН .
Запас статической прочности
Так как болт относительно короткий и обладает большой
крутильной жесткостью, то учитывать касательные напряжения
в теле болта при определении запаса прочности не будем.
Поэтому запас прочности в резьбовой части
°в °в 1200 • 106
Пв = —' = -п 7~„ =------5--------Z =1,3.
а Pp/Fi 107 103 /116 19“ 6
В стержне болта
_ _ св_________1200 106_____ 1200 106 _ г 72
° pP/F 107 103 /154 19’6 695 106
Эти запасы следует признать удовлетворительными.
Запас прочности по переменным напряжениям
Для накатанной резьбы из стали ЗОХГСА по табл. 3.3 при-
нимаем ст =65 МПа.
С1Д
Напряжения затяжки
_£о
Fx
50 106
116 10’6
= 431 МПа .
Учитывая, что напряжение затяжки о0 « 0,5от , запас по
переменным напряжениям
195
n = —= =---=— =--------------------- = .
a ca /Fl 3,4 103 /116 • 19" 6
Такой запас достаточен. Так как первоначально выбранные
размеры болта обеспечивают необходимые запасы прочности, то
расчет резьбового соединения на этом заканчиваем.
3.2.4. Посадки, шаг резьбы и длины свинчивания
резьбовых деталей
Выбор посадки. Выбор посадки в соединении, использующем
резьбовые элементы, определяется видом соединения (разъемное
или неразъемное) и степенью его подвижности (подвижное, не-
подвижное или малоподвижное).
Для разъемных соединений наиболее широко распростране-
ны посадки с зазором типа H/h. Эти посадки называют сколь-
зящими. Они самые плотные из всех свободных посадок и обес-
печивают минимальные зазоры в соединении (гарантированный
наименьший зазор равен нулю). При средних значениях квали-
тета они пригодны для подвижных соединений, работающих
при относительно небольших скоростях. Их также широко ис-
пользуют для центрирования легкоразъемных неподвижных со-
единений. Величина квалитета посадки устанавливается в зави-
симости от требований к центрированию сопрягаемых деталей и
условий их работы. В частности, посадка болта в неподвижном
соединении выбирается исходя из вида его нагружения. Болто-
вые соединения, работающие на растяжение, выполняются по
посадке Н12/Й.12 или Н11/Л11 (при шероховатости поверхности
отверстия 3,2). При работе на срез соединение выполняется по
посадке Н9/Н8. Для увеличения выносливости болтового соеди-
нения, работающего на срез, рекомендуется посадка H8/pQ. Для
болтов, работающих на растяжение и срез, а также в гермети-
ческих соединениях применяется посадка H9/f9. Шарнирные
соединения с подшипниками выполняются по посадке H7/f7.
Отверстия с допусками Н9, Н8, Н7 выполняются с шерохова-
тостью 1,6.
Выбор шага резьбы и длины свинчивания. Эксперименталь-
ные исследования резьбовых соединений [4] показывают, что с
196
увеличением отношения диметра резьбы к шагу dQ /s, т.е. для
резьбы с мелким шагом, опасность разрушения вследствие среза
витков возрастает. При статических и переменных нагрузках
можно рекомендовать /s = 10...15. В то же время применять
резьбу с dq /s < 8 не рекомендуется. При мелкой резьбе
dq /s > 20 может наступить явление цепного среза, когда разру-
шение витков идет одно за другим, и равнопрочности гайки и
болта нельзя достигнуть даже при очень большой высоте гайки.
Для гаек из пластмасс цепной срез витков возможен при dq /s > 7.
Необходимую высоту гайки или длину свинчивания Hq опре-
деляют из условия равнопрочности стержня и витков резьбы по
формуле (3.9). Фактическая высота гайки
H>Hq.
Фактическую высоту гайки или длину свинчивания, при ко-
торой несущая способность резьбы наибольшая, называют пре-
дельной. Эта длина соответствует максимальному числу витков,
несущих нагрузку при наличии в резьбе пластических деформа-
ций, и зависит преимущественно от характера распределения на-
грузки по виткам, диаметра и шага резьбы, диаметра (радиальной
жесткости) гайки. При диаметре гайки D = 3d предельная отно-
сительная высота гайки (длина свинчивания) =1,9...1,95.
При уменьшении диаметра гайки до D — 2d радиальные дефор-
мации возрастают, и предельная длина свинчивания снижается
до — = 1,55...1,6. Предельная несущая способность резьбы по
V /пр
разрушающему усилию может быть определена с использовани-
ем формулы (3.8). Для этого необходимо записать ее относитель-
но Рр и принять в ней Н - Нпр = l,5d при D = 2d или Нпр = 2d при
D = 3d. Длину завинчивания шпилек в корпус можно определить
по табл. 3.4.
197
Таблица 3.4
Относительная длина завинчивания стальных шпилек в корпус
с>в , материала шпильки, МПа H/d для корпусов из материала
дюралюминия ов = 360...400 МПА силумина Ов= 160...200 МПА
400...500 0,8...0,9 1,4...2,0
| 900...1100 1,6...2,0 1,8...2,0
3.3. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевые (зубчатые) соединения часто используются для
соединения деталей осесимметричной формы, участвующих в
передаче крутящего момента. В конструкций вертолета они при-
меняются для соединения элементов трансмиссии (валов, ступиц
зубчатых колес и т.п.), некоторых деталей механической про-
водки управления (например, для соединения высоконагружен-
ных качалок с осью) и в ряде узлов других механизмов. Соеди-
нения этого типа образуются выступами (зубьями) на валу и
впадинами на ступице. При этом передача момента вращения
обеспечивается зацеплением. Шлицевые соединения технологич-
ны и компактны, обладают высокой несущей способностью при
постоянных и переменных нагрузках, обеспечивают хорошее
центрирование сопрягаемых деталей.
По форме поперечного сечения зуба различают три основ-
ных типа шлицевых соединений: прямобочные, эволъвентные и
треугольные.
Наиболее распространенные соединения с прямобочными зу-
бьями используются как для неподвижного соединения деталей,
так и для случая, когда необходимо обеспечить относительное
перемещение элементов соединения (подвижное соединение). Их
можно центрировать по боковым граням шлицев (рис. 3.25,а),
по наружному (рис. 3.25,6) или внутреннему диаметру вала
(рис. 3.25,а). Первый способ применяют при числе зубьев
2 = Ю, 16 и наружном диаметре D < 90 мм для передачи боль-
ших крутящих моментов и при отсутствии высоких требований
к точности центрирования деталей.
198
b
Рис. 3.25. Способы центрирования прямобочных соединений:
а — по боковым поверхностям; б — по наружному диаметру;
в — по внутреннему диаметру; г — форма сечения ступицы;
д, е — форма сечения вала соответственно для исполнений б и в
При высоких требованиях к соосности вала и ступицы дета-
ли центрируются по наружному диаметру вала (если зубья в
ступице получают протягиванием) или по внутреннему диаметру
вала. Нагрузочная способность таких соединений ниже, чем при
центрировании по боковым поверхностям зубьев из-за менее
благоприятного распределения нагрузки между зубьями. В зави-
симости от числа зубьев и их высоты стандартом предусмотрены
три серии соединений: легкая, средняя и тяжелая.
Соединения эвольвентными. зубьями характеризуются тем,
что боковая поверхность зуба и впадины- очерчены участком
эвольвенты. Эти соединения более технологичны, нежели соеди-
нения с прямобочными шлицами, имеют более высокую проч-
ность (благодаря большему числу зубьев и скруглению впадин)
и точность. Они могут центрироваться по боковым граням (наи-
более распространенный способ, рис. 3.26,а) и по наружному
диаметру вала (рис 3.26,6).
199
Рис. 3.26. Способы центрирования эвольвентных соединений:
а — по боковым граням; б — по наружному диаметру
Соединения с прямобочными и эвольвентными зубьями
также применяют для направления осевого передвижения дета-
лей, посаженных на вал (например, зубчатых колес). В этом
случае соединение считается подвижным.
Соединения с треугольными зубьями (рис. 3.27) используют-
ся в случае малых нагрузок и при стесненных радиальных га-
баритах конструкции, например, для посадки качалки на ось в
канале ручной проводки системы управления. В силовых кон-
струкциях эти соединения практически не применяются.
Следует отметить, что для быстроходных передач (напри-
мер, в редукторах трансмиссии) точность центрирования шлице-
вых соединений бывает недостаточна. Для повышения точности
центрирование осуществляют по вспомогательным цилиндричес-
ким поверхностям или отказываются от применения соединения
(колеса изготавливают за одно целое с валом).
Рис. 3.27. Шлицевое соединение
с треугольными зубьями
Шлицевые соединения подобно резьбовым характеризуются
неравномерным распределением нагрузки по длине. Распределение
погонного крутящего момента m(z) = dMK(z) /dz по длине шлице-
вого соединения (рис. 3.28) имеет структуру, аналогичную форму-
ле для распределения нагрузки между витками резьбового соеди-
нения типа стяжки (рис. 3.6). Неравномерность распределения на-
грузки оказывает существенное влияние на работоспособность со-
единений и учитывается в расчетах.
200
3
Рис. 3.28. Схема нагружения шлицевого соединения:
1 — втулка; 2 — вал; 3 — эпюра распределения погонного
крутящего момента на валу; 4 — свободная неконтактирующая
часть шлицевого вала
Шлицевые соединения выходят из строя главным образом
из-за повреждения рабочих поверхностей (изнашивание, смя-
тие), а также усталостного разрушения зубьев и тонкостенных
валов, которому обычно предшествует контактная коррозия
(фретинг-коррозия).
Расчет шлицевых соединений включает в себя расчет зубьев
и расчет шлицевых валов на кручение при действии статичес-
ких и переменных крутящих моментов.
Основной причиной разрушения шлицевого соединения яв-
ляется появление пластических деформаций на боковой поверх-
ности шлицев, т.е. их смятие. Поэтому в отечественной и зару-
бежной практике в основу расчета зуба положено определение
напряжений смятия (средних контактных давлений). Напряже-
ния изгиба и среза в основании зуба пропорциональны напря-
жениям смятия, и последние можно рассматривать как крите-
рий подобия, обобщающий опыт эксплуатации конструкций.
Расчет зуба ведут по формуле
2МК
асм = 3--ГГ^смЬ (3.11)
где d — средний диаметр соединений; z — число зубьев; Л и
I — соответственно высота и длина поверхности контакта зу-
201
бьев; \|/ — коэффициент, учитывающий неравномерность распре-
деления давлений в соединении, обычно \|/= 0,7...0,8; [е?см] —
допускаемое напряжение смятия на боковых поверхностях зу-
бьев. Значения допускаемых напряжений смятия для неподвиж-
ных шлицевых соединений представлены в табл. 3.5.
Таблица 3.5
Допускаемые напряжения смятия для неподвижных
шлицевых соединений
Термообработка шлицев Допускаемые напряжения [Осм], МПа
при статической нагрузке при переменной нагрузке при ударной нагрузке
Улучшение (ЛВС 30...35) 60...100 80...120 35...50
Закалка ТВЧ; цементация (НДС >35) 100...140 120...200 40...70
Азотирование (HV 900...1000) 40...60 60...80 30...40
В случае подвижного соединения величины допускаемых на-
пряжений следует уменьшить в два раза.
Высота h и длина I поверхности контакта вычисляются в за-
висимости от типа шлицевого соединения.
Для прямобочных шлицев (см. рис. 3.25)
, D - d
h- 2 2/ ;
L) + d
dcp = -^-
для эвольвентных (см. рис. 3.26) -
Л = т ; d = d = mz .
(Ц
Здесь т — модуль; г — число зубьев; с/д — диаметр делитель-
ной окружности.
При действии переменных нагрузок нередки случаи разру-
шения деталей со шлицами (в особенности тонкостенных валов)
от усталости из-за высокой концентрации напряжений.
202
В свободной (неконтактирующей) части шлицевого вала
(рис. 3.28) имеет место значительная концентрация касательных
напряжений. Теоретический коэффициент концентрации каса-
тельных напряжений при кручении шлицевого вала
где т ит — соответственно максимальное и номинальное на-
II 1л Л. IT
пряжение в зубчатом валу при кручении.
Номинальные напряжения определяются по формуле
г
Н
где WK — момент сопротивления сечения вала кручению; для
сплошного вала ТУК = 0,2d3 ; d — внутренний диаметр зубчатого
вала.
На рис. 3.29 показано изменение теоретического коэффици-
ента концентрации напряжений по контуру шлицев прямобоч-
ного (рис. 3.29,а) и эвольвентного (рис. 3.29,6) профиля с оди-
наковой высотой h и максимальными радиусами галтелей. В
Рис. 3.29. Концентрация напряжений при кручении
шлицевых валов:
а — с прямобочными зубьями; б — с эвольвентными зубьями
В расчетах на прочность учитывают максимальное значение
ат , соответствующее наиболее нагруженной точке на контуре.
В контактирующей части вала касательные напряжения
уменьшаются благодаря распределению крутящего момента по
203
длине соединения. Следует отметить, что в этой части вала
также появляются нормальные и касательные напряжения от
изгиба и сдвига зубьев, наибольшие значения которых концент-
рируются в основании шлицев. Однако максимальные суммар-
ные напряжения в контактирующей части шлицевого соедине-
ния (участок длиной I на рис. 3.28) оказываются ниже каса-
тельных напряжений в свободной части шлицевого вала, поэто-
му разрушение шлицевых валов от усталости происходит, как
правило, в неконтактирующей части.
В приближенных расчетах на сопротивление усталости зна-
чения коэффициентов концентрации напряжений при кручении
для прямобочных шлицевых валов берут ат = 2,1...2,3. Для
валов с эвольвентными зубьями ат = 1,5...1,7 при z=ll..,16;
ат = 1,7...1,9 при z= 18...36 и ат=1,9...2 при z > 38. Большие
значения ат соответствуют большим z.
Шлицевые соединения выходят из строя в основном вслед-
ствие изнашивания боковых (рабочих) поверхностей шлицев (зу-
бьев). Оно связано с практически неизбежными циклическими
смещениями деталей соединения под действием радиальной на-
грузки, в результате несовпадения или взаимного наклона осей
при действии крутящего момента. Начальный монтажный пере-
кос может возрастать в работе за счет тепловых деформаций,
изменения взаимного расположения сопрягаемых деталей под
нагрузкой и т.д.
Изнашивание шлицевых соединений происходит более ин-
тенсивно при развитии на рабочих гранях контактной коррозии,
которая проявляется даже в соединениях с высокой твердостью
рабочих поверхностей (45...55 HRC) и при сравнительно невы-
соких средних контактных напряжениях осм = 50 МПа).
Приближенный расчет на износостойкость проводят по до-
пускаемой удельной мощности трения (мощности трения отне-
сенной к 1 мм контактной поверхности шлицев) [5]. Удельная
мощность трения определяется выражением
_ A(pWcp
^тр 60 асм
(3.12)
204
где Лф (рад) — перекос осей вала и втулки шлицевого соедине-
ния; п — частота вращения шлицевого вала; <7(.р и I — соответ-
ственно средний диаметр и длина соединения; ц — коэффици-
ент трения; асм — среднее контактное давление в соединении,
вычисляемое по формуле (3.11) при значении у=1.
Если затрачиваемая на трение мощность N < 60 — 7°^- при
мм2 с
бедной смазке (масляный туман и др.) и ЛГ < 100 ** ММ при
р мкг с
обильной смазке, то изнашивание в соединениях практически
не наблюдается при неограниченно большом числе циклов.
Из формулы (3.12) можно получить выражение для опреде-
ления допустимого угла перекоса в шлицевом соединении по ус-
ловиям износостойкости
[Дер] <;
6Q[^Tp]
°см
nd
ср
(3.13)
Я • мм
где [NT 1 — допускаемая мощность трения; [N ] = 300 5— при
р миг • с
- г»т 1 -ла Н • мм „ - „
бедной смазке, [1У1 = 500 ---5--- для соединении при обильной
р мм2 • с
смазке.
Следует отметить, что для валов (рессор) с dcp=10..,50 мм
перекос свыше 0,003 рад (10') нежелателен, а для соединений,
допускающих проскальзывание, углы перекоса свыше 0,012 рад
(40') недопустимы.
Из соотношения (3.13) следует, что допустимый угол пере-
коса деталей в соединении может быть увеличен за счет сниже-
ния контактного давления и коэффициента трения. Для сниже-
ния коэффициента трения и защиты соединения от контактной
коррозии применяют различные гальванические покрытия (ни-
келевое, медное, серебряное, кадмиевое, окисное и др.). Толщи-
на слоя металлических покрытий 6...15 мкм. Для повышения
износостойкости применяют также покрытия из твердых смазок
на основе дисульфида молибдена и др., зазоры заполняют тер-
205
мопластичными полимерами типа эпоксидных и фенольных
смол.
Для повышения износостойкости шлицевых соединений ши-
роко используются химико-термическая и упрочняющая обра-
ботка шлицевых валов: азотирование, цементация, цианирова-
ние, закалка поверхности. Повышению износостойкости валов и
втулок также способствует применение виброшлифования и дро-
беструйного упрочнения.
3.4. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Заклепочным называется неразъемное соединение деталей,
выполненное с использованием соединительных элементов — за-
Рис. 3.30.
Заклепочное
соединение
альным инструментом
клепок. Заклепка представляет собой
стержень круглого поперечного сече-
ния с головками на концах. Она уста-
навливается в отверстие соединяемых
деталей, и в результате клепки специ-
образует плотное соединение (рис. 3.30).
Соединение деталей упорядоченной группой заклепок называет-
ся заклепочным швом.
Номенклатура применяемых в конструкции вертолета закле-
пок определена отраслевыми нормативами и государственными
стандартами. Основные виды заклепок показаны на рис. 3.31.
Наиболее часто используются обыкновенные заклепки, которые
предназначены для клепки пневмомолотами, скобами или на
стационарных полуавтоматических прессах. Для сборки внут-
реннего набора и для соединения внешних элементов каркаса
вертолета используются в основном заклепки с плоской, полу-
круглой и плосковыпуклой головками (рис. 3.31,а,фе). Заклеп-
ки с потайной головкой (рис. 3.31,г) применяются для клепки
обшивок, если к ним предъявляются высокие требования глад-
кости обводов с целью получения хорошего аэродинамического
качества поверхности. Поскольку вертолет является нескорост-
ным летательным аппаратом, этот тип заклепок в соединениях
сравнительно тонких металлических обшивок каркаса вертолета
используется редко. Обыкновенные заклепки изготовляются
главным образом из алюминиевых сплавов В65, Д18П, Д19П и
др. Для соединения деталей из деформируемых сплавов АМц,
АМгЗ применяют заклепки из пластичного алюминиевого спла-
206
ва АМг5П. В небольших количествах используются заклепки из
титановых сплавов, конструкционных и коррозионно-стойких
сталей марок 20ГА, сталь 10, сталь 15 и Х18Н19Т.
Рис. 3.31. Типы заклепок:
а — с плоской головкой; б — с полукруглой головкой;
в — с плосковыпуклой головкой; г — с потайной головкой;
д, е — с компенсаторами; ж — в виде стержня;
з — с высоким сопротивлением среза; и — с сердечником;
к — гайка-пистон; л —трубчатая с фланцем;
м — трубчатая с загнутыми бортами
Существуют заклепки с разными видами компенсаторов.
Применение этих заклепок способствует повышению ресурса со-
единения. Компенсатор представляет собой небольшой выступ
на головке заклепки (рис. 3.31,д,е). Компенсатор при его рас-
клепывании обеспечивает более плотное заполнение отверстия и
создание остаточных напряжений сжатия. Усталостная долго-
вечность такого соединения существенно выше, чем при обык-
новенной клепке.
Заклепки в виде стержня (рис. 3.31,ж) предназначены для
клепки на пресс-автоматах с числовыми системами программно-
го управления.
Для клепки с односторонним подходом применяются за-
клепки с высоким сопротивлением срезу (рис. 3.31,з), с сердеч-
ником (рис. 3.31,и), гайки-пистоны (рис. 3.31,к).
207
Пустотелые заклепки с фланцем (рис. 3.31,л) предназначе-
ны для несиловых соединений. Для соединения деталей из элас-
тичных материалов используются пустотелые заклепки с загну-
тыми бортами (рис. 3.31,-и).
Заклепки из легких сплавов и стальные заклепки диамет-
ром d < 10 мм клепают холодным способом. Клепку стальных
заклепок большого диаметра осуществляют горячим способом,
разогревая конец стержня заклепки до 1000°С.
Из представленных выше типов наиболее распространенны-
ми в производстве являются стержневые заклепки с диаметром
стержня d = 1...10 мм с закладной головкой (рис. 3.31,а,б,в,г).
Замыкающую головку образуют методом прессования или уда-
ром. Различают одиночную или групповую клепку, при которой
за один ход пресса расклепывают несколько заклепок. Клепку
ударом выполняют с помощью пневматических клепальных мо-
лотков. При клепке молотком образование замыкающей головки
происходит в процессе ударного воздействия и осаживания
стержня заклепки. При прессовой клепке замыкающую головку
заклепки формируют путем равномерного сжатия стержня на
полуавтоматических прессах или клепальных автоматах. Каче-
ство прессовой клепки выше, чем ударной.
Заклепочные соединения являются одним из наиболее при-
меняемых и надежных способов соединения деталей в каркас-
ных конструкциях вертолета (фюзеляж, крыло, оперение).
Каркасные конструкции принято рассчитывать на большие
однократные нагрузки, которые относятся к статическому виду
нагружения [24]. Эти нагрузки возникают при маневре вертоле-
та с максимально допустимой перегрузкой, при полете в неспо-
койной атмосфере и при посадке вертолета [26]. Однако учет
только статической прочности не всегда бывает достаточным. На
протяжении всего полета в большей части агрегатов вертолета,
включая каркас, действуют дополнительные переменные нагруз-
ки. В некоторых местах конструкции они достигают значитель-
ной величины. Это, прежде всего, наиболее нагруженные пере-
менными силами от рулевого винта зоны хвостовой балки, а
также оперение и крыло, находящиеся под воздействием пуль-
сирующего потока от несущего винта. Усталостное разрушение
элементов каркаса в основном происходит в зоне заклепочных
швов, поэтому понятно то внимание, которое уделяется созда-
нию высокоресурсных заклепочных соединений.
208
Статическая и усталостная прочность заклепочных соедине-
ний зависит от многих факторов: конструктивных, технологи-
ческих, эксплуатационных. Их правильное понимание и долж-
ная оценка дают конструктору ключ к решению задачи созда-
ния надежного соединения. Поэтому целесообразно ознакомить-
ся с условиями нагружения элементов соединения и оценить
степень влияния основных конструктивных факторов на проч-
ность заклепочного шва.
3.4.1. Концентрация напряжений
в заклепочном соединении
Усталостная трещина в заклепочном соединении образуется,
как правило, в соединяемых деталях на контуре отверстия под
заклепку. Образование трещины обусловлено высоким уровнем
концентрации напряжений на этом участке. В простейшем слу-
чае соединения, когда заклепка установлена в отверстие с зазо-
ром при отсутствии сил, стягивающих пакет соединяемых дета-
лей и сил, передаваемых крепежом на стенки отверстия, кон-
центрация напряжений на контуре отверстия обусловлена лишь
одним типом концентратора, а именно самим отверстием. Ха-
рактер и величина концентрации напряжений у отверстия и
конструктивные параметры, от которых они зависят, подробно
изложены в разделе 2.4.1.1.
В случае осевой нагрузки (растяжение), когда в детали име-
ется ряд отверстий, достаточно удаленных друг от друга (отно-
шение расстояния b между ними к диаметру отверстия d боль-
ше 5), величину теоретического коэффициента концентрации
для точек в поперечном сечении детали на контуре отверс-
тий (см. рис. 2.26) можно принять равной трем. При уменьше-
нии расстояний между отверстиями (отношения b/d) имеет
место явление интерференции (наложения) полей напряжений
соседних отверстий, приводящее к изменению величины о.ст (см.
рис. 2.28). Для поперечного ряда отверстий относительно линии
действия внешней нагрузки коэффициент концентрации увели-
чивается; для продольного ряда — уменьшается. Последнее об-
стоятельство можно использовать в целях повышения прочности
соединения.
209
Следует отметить, что по контуру отверстия, как и в по-
перечном сечении пластины, напряжения распределены весьма
неравномерно (рис. 3.32). Наряду с зонами концентрации суще-
ствуют зоны с нулевым уровнем напряжений и зоны с напря-
жением обратного знака по отношению к знаку номинальных
напряжений.
а)
Рис. 3.32. Распределение кольцевых напряжений:
а — по контуру отверстия; б — в поперечном сечении,
проходящем через центр отверстия
Неравномерность напряженного состояния пластины во-
круг отверстия существенно возрастает при наличии зенковки
(рис. 3.33). В детали с отверстием, зенкованным на глубину А,
равную половине толщины пластины 8, коэффициент концент-
рации возрастает до значения о.ст=3,5. При этом наиболее на-
А
Рис. 8.33.
Отверстие
с зенковкой
пряженная точка А расположена на участке
перехода конического гнезда в цилиндричес-
кое. В случае сквозной зенковки (коническое
отверстие с углом конуса 90°) величина
возрастает до 4,2 [11].
Концентрация напряжений у отверстия
также зависит от условий плоского напря-
женного состояния пластины. Например, когда главные напря-
жения равны по величине и имеют одинаковый знак, величина
ас = 2, ав случае разных знаков аа = 4 (рис. 2.27). Следователь-
210
но, коэффициент концентрации напряжений у отверстия в эле-
менте, работающем на сдвиг (в стенке лонжерона, шпангоута,
нервюры и т.п.), почти в полтора раза выше, чем у аналогич-
ного отверстия в элементе, работающем в условиях одноосного
нагружения.
Коэффициент концентрации напряжений у отверстия плас-
тины, нагруженной изгибающим моментом, зависит еще от
одного параметра — от толщины пластины (рис. 2.31,а), причем
величина ао оказывается заметно меньшей, чем в случае осевого
нагружения пластины. Так, например, при отношении диаметра
заклепки к толщине листа, равном двум ао=2,04, вместо
ао = 3 при осевом нагружении пластины. С увеличением толщи-
ны пластины (по отношению к диаметру отверстия) величина
аа в изгибаемой пластине приближается к значению коэффици-
ента концентрации напряжений пластины, нагруженной нор-
мальными усилиями. Изгиб заклепочного соединения вызывает-
ся обычно наличием эксцентриситета £ в односрезных стыках —
соединениях листов внахлест и в стык на накладке (рис. 3.34).
При этом зона максимальных напряжений изгиба располагается
по краю головок заклепок, стоящих в первом ряду стыка. Здесь
со стороны стыкуемых деталей, где напряжения от изгиба и
растяжения суммируются, могут возникнуть усталостные тре-
щины. При дальнейшем росте трещин их фронт обычно искрив-
ляется, и они выходят иа сечение листа, поврежденное отверс-
тиями, где и происходит окончательный долом конструкции.
а) б)
Рис. 3.34. Заклепочное соединение листов:
а — внахлест; б — встык с одной накладкой
Для упрочнения отверстий используют различные методы, в
том числе создание на контуре отверстия поля благоприятных
остаточных напряжений, которое получают путем пластического
деформирования стенок отверстия раскатыванием, дорнованием
или обжатием участков поверхностей пластины вблизи отверс-
211
тия. Остаточные напряжения сжатия, получаемые в результате
этих операций, взаимодействуя с напряжениями, вызванными
действием внешних нагрузок, приводят к изменению асиммет-
рии цикла. В деталях, работающих на растяжение, это повы-
шает усталостную прочность, поскольку, чем ниже среднее
напряжение цикла <5т , тем выше предел выносливости <Уа (см.
рис. 1.10). Подобный эффект также имеет место в соединениях
с большим радиальным натягом, способствующим созданию ос-
таточных напряжений сжатия вблизи отверстия.
Дополнительное увеличение усталостной прочности закле-
почного соединения происходит за счет увеличения осевого на-
тяга соединяемого пакета деталей в процессе выполнения клеп-
ки. Осевой натяг создает силы трения по контактным поверх-
ностям соединяемых деталей, которые уменьшают концентра-
цию напряжений и разгружают ослабленные под отверстия се-
чения за счет сил трения между поверхностями деталей. Однако
следует иметь в виду, что при недостаточном прижатии между
головкой заклепки и контактирующей с ней поверхностью дета-
ли может происходить проскальзывание, что, в свою очередь,
может стать причиной возникновения фреттинг-коррозии, спо-
собной вызвать появление усталостных трещин вне отверстия
(обычно на границе пятна контакта).
3.4.2. Влияние конструктивных факторов
на прочность и усталостную долговечность
заклепочных соединений
Результаты многочисленных испытаний и опыт эксплуата-
ции авиационной техники, в том числе вертолетов, свидетельст-
вуют о зависимости статической и усталостной прочности закле-
почного соединения от большого числа конструктивных пара-
метров. К ним относятся: характеристики материалов соединяе-
мых элементов и заклепок, форма заклепок, взаимное располо-
жение соединяемых элементов (встык, внахлест), число плоскос-
тей среза, число рядов и размерные параметры заклепочного
шва. Из всей совокупности размерных параметров наибольшее
влияние на статическую и усталостную прочность заклепочного
шва оказывают пять размеров: толщина листа S, диаметр за-
клепки d, шаг заклепок в ряду t, расстояние между рядами h
212
и расстояние заклепки до края листа а (рис. 3.35). Первые че-
тыре размера могут быть выражены тремя безразмерными пара-
метрами d/8 , t/d и h/d.
По форме конструкции различают за-
клепочные швы внахлестку (рис. 3.36,а),
встык с одной накладкой (рис. 3.36,6)
и двумя накладками (рис. 3.36,в), внах-
лест и встык на полках продольных и
поперечных силовых элементах кар-
каса (рис. 3.36,г,д,е).
По количеству сечений заклепок,
работающих на срез, соединение может
быть односрезным (рис. 3.36,а,б) или
двухсрезным (рис. 3.36,в). Число плос-
костей среза заметно влияет на уста-
лостную прочность заклепочного шва.
Двухсрезные соединения, как прави-
ло, долговечнее односрезных. Сниже-
Рис. 3.35. Размерные
параметры заклепочного
соединения
ние усталостной прочности односрезных соединений обусловлено
наличием в них дополнительных напряжений от изгиба. Одно-
срезные соединения могут выполняться внахлест или встык
на односторонней накладке. Однако подобная стыковка листов
(рис 3.36,а,б) встречается крайне редко. На практике соедине-
ние листов обшивки каркаса вертолета делают на полках лон-
жеронов или стрингеров (рис. 3.36,г,д'), где изгиб листов при до-
статочно жесткой полке продольного элемента практически от-
сутствует. Усталостная прочность такого соединения существен-
но повышается, хотя она и остается несколько ниже, чем у
двухсрезных соединений. Несмотря на исключение изгиба, в со-
единяемых листах остается неравномерность распределения кон-
тактных напряжений по толщине пакета, обусловленных накло-
ном стержней заклепок, неизбежным для односрезного соедине-
ния. Этот негативный фактор можно смягчить за счет увеличе-
ния числа рядов и длины нахлестки. Поэтому соединение внах-
лест с тремя или четырьмя рядами заклепок при центральном
расположении полки стрингера и “мягком”, свисающем со
стрингера в обе стороны началом стыка (рис. 3.37) не намного
уступает по долговечности двухсрезным соединениям, более
сложным в исполнении.
213
Рис. 3.36. Формы заклепочных соединений листов:
а — внахлест; б — встык с одной накладкой; в — встык с двумя
накладками; г, д, е — на полках стрингеров и лонжеронов
На рис. 3.38 показано влияние на усталостную прочность
заклепочного соединения отношения диаметра заклепки к тол-
щине листа. Увеличение диаметра заклепки при постоянной
толщине соединяемых листов ведет к возрастанию усталостной
прочности. Для однорядного соединения этот процесс наблюда-
Рис. 3.37. Соединение внахлест
с четырьмя рядами заклепок при
центральном расположении полки
стрингера и “мягким”, свисающим
со стрингера в обе стороны
214
ется при увеличении отношения d/8 до значения примерно рав-
ного 3. Это объясняют тем, что увеличение диаметра заклепки
способствует уменьшению повреждающего действия напряжений
смятия. При ci/8 > 3 рост усталостной прочности однорядного
шва прекращается. Более того, при d/8>3,5...4 наблюдается
обратная картина — долговечность соединения падает. Для шва
с двумя рядами и более процесс “насыщения” происходит позже
— наибольший выигрыш дает отношение <i/8=4,5.
Рис. 3.38. Влияние отношения
диаметра заклепки
к толщине листа d/3
на усталостную долговечность
(В = 0) соединений листов
из алюминиевого сплава
внахлест
Взаимное расположение заклепок в соединении определяет-
ся величиной шага заклепок в ряду и расстоянием между сосед-
ними рядами в многорядном шве. Наибольшей усталостной дол-
говечностью обладают соединения, где отношение шага к диа-
метру заклепки t/d лежит в пределах 2,5...3,7. При больших
отношениях t/d усталостная долговечность соединения снижает-
ся. Увеличение расстояния между заклепками в ряду прежде
всего приводит к увеличению нагрузки на каждую заклепку (к
увеличению концентрации нагрузки), вызывая соответствующее
уменьшение прочности соединения. По-иному проявляет себя
параметр h/d — отношение расстояния между рядами к диа-
метру заклепки. Увеличение этого параметра приводит к увели-
чению усталостной долговечности. Поэтому более выгодное, с
позиции минимальной массы стыка, близкое расположение за-
клепок часто приводит к неудовлетворительным усталостным
характеристикам.
При выборе расположения крайнего ряда заклепок необхо-
димо учитывать, что уменьшение расстояния от центра крайней
заклепки до края листа а способствует повышению усталостной
215
долговечности соединения, но при этом падает его статическая
прочность. Однако здесь необходимо учитывать, что для по-
вышения усталостной прочности требуется более частое располо-
жение заклепок в ряду по сравнению с требованиями статичес-
кой прочности и чем больше будет заклепок в ряду, тем меньше
будет уровень концентрации напряжений в соединении. Соответ-
ственно, меньше будет влияние параметра а на статическую
прочность края листа. Поэтому при выполнении отношений
а!/8, способствующих повышению усталостной прочности соеди-
нения, для однорядного шва величина а может быть небольшой
и равной 1,5...1,8с!, в то время как по условию статической
прочности обычно берут а = 2d + 2 мм. В случае двухрядного со-
единения предпочтительно большее расстояние, чтобы центры
заклепок находились примерно на расстоянии трех диаметров
заклепки от края листа.
При анализе влияния материала на усталостную прочность
все известные исследования подтверждают общую закономер-
ность — чем пластичнее материал соединяемых листов, тем
выше долговечность заклепочного соединения. Так, например,
алюминиевый сплав В95Т с пределом прочности ов = 540 МПа от-
личается большей скоростью распространения трещин, чем
менее прочный, но более пластичный сплав Д16Т с пределом
прочности ов = 450 МПа [34].
Обилие факторов, влияющих на выносливость заклепок и
связанных с типом заклепки, делает весьма затруднительным
вывод о предпочтении того или иного типа. Различные источ-
ники [11, 36, 38] показывают, что тип заклепки, форма ее го-
ловки (потайная или непотайная) оказывают лишь малое влия-
ние на выносливость соединения. При определенных конструк-
тивно-технологических сочетаниях наблюдалась более высокая
долговечность соединений заклепками с потайной головкой, чем
в случае использования заклепок с выступающей головкой [11].
Здесь в большей степени проявляется роль глубины зенковки.
Естественно, что глубокая зенковка тонких листов приводит к
существенному ослаблению опасного сечения листа, что в свою
очередь приводит не только к снижению статической прочности,
но и к значительному уменьшению долговечности соединения.
Например, если лист прозенкован насквозь, усталостная долго-
вечность соединения может быть ниже в пять раз, чем в анало-
216
гичном соединении непотайным крепежом. Вот почему для со-
единения сравнительно тонких обшивок каркаса вертолета ис-
пользуют обычные заклепки с выступающей полукруглой голов-
кой. Для толстых листов без значительного ущерба можно ис-
пользовать заклепки с потайной головкой. Но при этом необхо-
димо, чтобы минимально гарантируемый (с учетом допусков на
размеры элементов) размер цилиндрического пояска в зенкован-
ном отверстии составлял не менее 0,2 мм.
Более важным проявлением формы заклепки и ее конструк-
ции является возможность создания соединения с более плот-
ным заполнением отверстия, обеспечивающим получение оста-
точных напряжений, и с более плотным осевым натягом. Для
этого разработано несколько видов заклепок. Некоторые из них
показаны на рис. 3.31.
3.4.3. Выбор параметров и расчет
заклепочных соединений
При выборе и расчете параметров заклепочного соединения
прежде всего необходимо учитывать характер, величину и на-
правление нагрузок, действующих в соединении.
Оптимальное соотношение между диаметром d односрезной
заклепки и толщиной листа ( при статическом характере нагру-
жения соединения можно определить из условия равной проч-
ности заклепки на срез и листа на смятие [13]:
4=4
5 71 [°см] ’
где [т]3 — допускаемые напряжения среза заклепки; [осм] — до-
пускаемые напряжения смятия листа (или заклепки).
Так, для листа из сплава Д16 допускаемое напряжение смя-
тия [а ] = 520 МПа. Принимая для заклепки из сплава В65
[т] = 270 МПа, для односрезной заклепки получим d/S=2,45.
Для двухсрезной заклепки условие равнопрочности записы-
вается в виде
d= 2 М3
5 - п 1>сМ] '
217
При тех же характеристиках материала заклепки и листа
для двухсрезной заклепки имеем d/Ь = 1,23.
В конструкторской практике эти соотношения не всегда вы-
держиваются. Часто они вступают в противоречие с технологи-
ческими ограничениями при установке заклепки. Поэтому
выбор диаметра заклепки в соединении, рассчитываемом на ста-
тические нагрузки, проводят по обобщенной формуле, которая в
достаточной мере учитывает возможность получения равнопроч-
ного соединения и наличие технологических ограничений при
постановке заклепки
d = 2 ТЁЗ = 2 4S ,
где S — суммарная толщина соединяемых листов (толщина
пакета).
Для обеспечения статической прочности заклепочного шва
шаг для односрезных заклепок берется равным t = 3d-, для двух-
срезных заклепок t = 5d. Расстояние между рядами независимо
от количества плоскостей среза определяется соотношением
h = 3d. При расположении заклепок в шахматном порядке рас-
стояние между соседними заклепкам tQ = ad (рис. 3.39). Мини-
мальное расстояние от оси заклепки до края листа принимают
равным а = 2d + 2 мм.
Рис. 3.39. Заклепочный многорядный шов
с шахматным расположением заклепок
Для элементов каркаса шаг заклепок в шве берется по ГОСТу
равным t = 405.
Для обеспечения усталостной прочности заклепочного шва
следует придерживаться рекомендаций, которые вытекают из
анализа усталостной долговечности заклепочного соединения,
представленного в разделе 3.4.2.
Для однорядного соединения наибольшая усталостная проч-
ность получается, если d > 35 ; t < 3d; а - l,5d; для двухрядного
d = 4,55 ; t = 4d; а = 3d. Если нет конструктивных ограниче-
ний расстояние между рядами следует увеличивать.
218
Сравнивая правила выбора параметров заклепочного шва,
можно видеть, что для повышения усталостной долговечности
соединения необходимо применять заклепки большего диамет-
ра и устанавливать их с меньшим относительным шагом t/d.
Для тонких листов некоторые размеры заклепочного соедине-
ния, определяемые требованиями статической и усталостной
прочности, могут совпадать. Например, для однорядного шва
при толщинах склепываемых листов 5 = 1 мм по требованию
как статической, так и усталостной прочности диаметр за-
клепки должен быть равен d = 3 мм. При толщине листов
5=2 мм получаются иные соотношения: по условиям стати-
ческой прочности, d = 4 мм; усталостной — d = 6 мм.
Вычисленные по рекомендуемым соотношениям значения диа-
метров заклепок округляют до стандартного из ряда: 1; 1,4; 1,6;
2; 2,6; 3; 3,5; 4; 5; 6; 7; 8; 10. Окончательный шаг заклепок на-
значают из ряда: 12,5; 15; 17,5; 20; 25; 30; 40; 50; 60 мм.
После выбора параметров заклепочного шва проверяется
прочность всех его элементов. Определяются запасы статической
прочности на срез заклепок, на отрыв головки, на прорыв
листа. При определении нагрузок в соединении пренебрегают
трением между соединяемыми деталями. Расчет соединения
проводят по разрушающим нагрузкам, значения которых для
заклепок и листов приведены в соответствующих стандартах и
нормалях [22]. Расчетная нагрузка, приходящаяся на одну за-
клепку Ру в односрезном шве, равна
Л = Рр /з,
где Рр — расчетная нагрузка, действующая в соединении; z —
число заклепок в шве.
Полученная величина расчетной нагрузки сравнивается с
разрушающей Рразр для каждого из перечисленных видов разру-
шения так, чтобы Рг < Рразр • В качестве примера в табл. 3.6 и
3.7 даны значения разрушающих нагрузок в соединениях за-
клепками с двухсторонним подходом для клепки. В дополнение
необходимо убедиться в прочности листа в сечении, ослаблен-
ном отверстиями под заклепки. Напряжение в опасном сечении
должно удовлетворять условию
219
co
to
о
Разрушающие усилия среза заклепок по одной плоскости
Таблица 3.6
Диаметр заклепки d, мм Площадь среза, мм Разрушающие усилия, Н
Алюминиевые сплавы Стали
АМг5П Д18П В95 Д19П 10; 15 1Х18Н9
3,0 7,07 1200 1410 1910 1980 2470 3110
3,5 9,63 1640 1920 2690 2690 3370 4230
4,0 12,56 2140 2510 3390 3520 4400 5530
5,0 19,64 3340 3930 5300 5500 6870 8650
6,0 28,30 4810 5650 7630 7920 9900 12440
7,0 38,50 6450 7700 10390 10390 13470 16930
8,0 50,30 8550 10005 13570 13570 17230 22120
Сопротивление срезу, МПа 170 200 270 280 350 440
Разрушающие нагрузки на отрыв головки заклепки
и на прорыв листа
Таблица 3.7
Диаметр заклепки d, мм 3,5 4,0 5,0
Тип заклепки А Б В А Б В А Б В
Разрушающая нагрузка на отрыв головки, Н 3700 2750 3940 5000 3500 5020 7500 5300 7860
Материал листа Толщина пакета, мм Разрушающие нагрузки на прорыв листа, 1
1,0 1250 1500 1800 1600 1750 2100 1950 2000 2520
1,2 1520 1750 2200 1900 2050 2500 2340 2400 3030
Д16АТ 1,5 1900 2250 2750 2400 2600 3100 2930 3000 3780
1,8 2300 2700 3250 2900 3080 3650 3510 3600 4530
2,0 2560 3600 3200 3400 4050 3900 4000 5030
2,5 3200 4000 5000 4880 5000 6300
3,0 4800 5850 7560
3,5 Разрушение головки 6810
ЬчЭ
ьз
Окончание табл. 3.7
со ___________________________________________________
—===========J==============^== Диаметр заклепки d, мм 3,5 4,0 5,0
Тип заклепки А Б В А В В А Б В
Разрушающая нагрузка на отрыв головки, Н 3700 2750 3940 5000 3500 5020 7500 5300 7860
Материал листа Толщина пакета, мм Разрушающие нагрузки на прорыв листа, Н
В95АТ 1,0 1,2 1,5 1,8 2,0 2,5 3,0 3,5 1560 1900 2400 2920 3120 1720 2110 2670 2210 2650 3420 1930 2290 2950 3580 3940 2050 2600 3130 2530 3010 3790 4500 5090 2380 2900 3600 4380 4920 5640 7000 2340 2890 3780 4380 4810 3040 3540 4620 5740 6240 7950
Разрушение головки
А — с потайной головкой Z. 90 ; Б — с потайной головкой zf 120°; В — с плоской и полукруглой головками
где К — коэффициент, учитывающий концентрацию напряже-
ний у отверстия с заклепкой; для листов из сплавов Д16АТ,
В95АТ, Д19 .
Длину заклепки выбирают в зависимости от диаметра за-
клепки и толщины соединяемых деталей по ГОСТу [22]. При
подборе длины заклепки толщина пакета не должна превышать
3,5б! при ударной клепке и 4,5d при прессовой клепке.
3.5. СВАРНЫЕ СОЕДИНЕНИЯ
Сварным называется неразъемное соединение деталей, кото-
рое получают за счет местного нагрева свариваемых частей до
состояния расплавления либо до полной пластичности.
Основными типами сварки являются термическая (сварка
плавлением), механическая (сварка без нагрева — холодная),
термомеханическая (комбинированная сварка, осуществляемая
нагревом с последующей пластической деформацией).
В производстве вертолетов используются в основном терми-
ческая и термомеханическая сварки. Из всех видов термической
сварки наиболее применимы дуговая сварка (ручная и автома-
тическая), электронно-лучевая и плазменная. Используемый
вид термомеханической сварки — контактная сварка (точеч-
ная и роликовая).
Ручной дуговой сваркой соединяют детали толщиной от 1 до
60 мм с короткими и неудобно расположенными сварными
швами. В конструкциях со швами значительной длины и удоб-
ным подходом наиболее производительной является дуговая
автоматическая сварка под флюсом. Этим видом сварки соеди-
няют детали из углеродистых и низколегированных сталей тол-
щиной от 2 до 130 мм.
Для соединения деталей из легированных сталей и цветных
металлов применяют дуговую сварку в среде инертных газов —
аргона и гелия или вакууме — плавящимися и неплавящимися
(вольфрамовыми) электродами.
Плазменная сварка (ручная и автоматическая) позволяет со-
единять детали толщиной от 0,1 до 0,5 мм. Она используется
223
при изготовлении тонкостенных конструкций типа: сильфоны,
тонкостенные трубопроводы, детали приборов и т.п.
Контактная точечная и роликовая сварка в конструкции
вертолета используется в основном для сварки листовых деталей
(для стыка и присоединения обшивок к элементам силового на-
бора, для присоединения перегородок, для сборки панелей и
т.п.). Точечной сваркой одновременно можно сваривать несколь-
ко деталей. Однако необходимо учитывать, что с увеличением
числа и толщины свариваемых деталей качество сварного соеди-
нения снижается. В ответственных конструкциях не рекоменду-
ют сваривать одновременно более двух деталей. Роликовую
сварку применяют для получения герметичных швов в тонко-
листовых конструкциях с толщиной стенки до 2...3 мм — в
топливных баках, герметичных контейнерах и т.п. Для контакт-
ной сварки характерна быстрота процесса, высокая степень
автоматизации и механизации.
По взаимному расположению свариваемых деталей различа-
ют стыковые, нахлесточные, тавровые и угловые виды сварных
соединений.
В стыковых соединениях детали привариваются их торцевы-
ми поверхностями. Этот вид соединений является наиболее ра-
циональным и предпочтительным для использования в кон-
струкции вертолета. Стыковое соединение имеет хорошую стати-
ческую прочность, близкую к прочности основного металла, а
при соответствующей термической и механической обработке
стыкового сварного шва можно добиться удовлетворительных
характеристик усталости.
Стыковой шов совпадает по форме с торцевым сечением сва-
риваемых деталей. В зависимости от толщины деталей сварку
выполняют односторонним (рис. 3.40,а) или двухсторонним
(рис. 3.40,5) швами. Перед сваркой выполняют разделку кромок
делают прямолинейные (рис. 3.40,в,г) или криволинейные
(рис. 3.40,3) скосы. Выбор формы шва и разделки кромок зави-
сит от толщин свариваемых деталей и марок материалов, из
которых они изготовлены [22]. Если сварку можно произво-
дить лишь с одной стороны, то для предотвращения стекания
металла с противоположной стороны прокладывают подкладки
(рис. 3.40,е). Для повышения усталостной прочности сварного
соединения подкладки после проведения сварки желательно
удалить.
224
Рис. 3.40. Стыковые соединения, выполненные:
а — односторонним швом; б — двухсторонним швом;
в, г — с прямолинейным скосом кромок; д — с криволинейным
скосом кромок; е — с подкладкой
В нахлесточных соединениях боковые поверхности частично
перекрывают друг друга (рис. 3.41). В зависимости от ориента-
ции относительно внешней нагрузки швы бывают: фланговы-
ми, когда внешняя сила параллельна шву (рис. 3.41,а); лобо-
выми, когда внешняя сила перпендикулярна шву (рис. 3.41,6);
косыми, когда внешняя сила наклонна относительно шва
(рис. 3.41,в), и комбинированными — сочетание лобовых и
фланговых (рис. 3.41,г).
Угловые и тавровые соединения в зависимости от толщины
свариваемых деталей выполняют без подготовки кромок (рис.
3.42,а,г) и с подготовкой кромок (рис. 3.42,б,в,<?,е).
□) 6) 6) г)
Рис. 3.41. Нахлесточные соединения, выполненные:
а — фланговыми швами; б, в — лобовыми швами;
г — комбинированным (фланговыми и лобовыми) швом
225
Рис. 3.42. Угловые (а, б, в) и тавровые (г, д, е) соединения
Нахлесточные, тавровые и угловые соединения выполняют
угловыми швами. По форме поперечного сечения угловые швы
бывают: нормальными (рис. 3.43,а); выпуклыми (рис. 3.43,6) и
улучшенными (рис. 3.43,с,г). Форма швов достигается механи-
ческой обработкой их после сварки. Основными параметрами се-
чения шва являются катет k и угол |3. На практике вместо угла
3 обычно задается соотношение катетов
^1 _ fe 1
k2 fe/tg ₽ tg P ’
Рис. 3.43. Угловые швы:
a — нормальный; б — выпуклый; в, г — улучшенные
Контактной сваркой выполняют точечные и шовные (ро-
ликовая сварка) соединения (рис. 3.44). При точечной свар-
ке детали собирают внахлест и сваривают по точкам касания
(рис. 3.44,а). При роликовой сварке образуется непрерывный
шов (рис. 3.44,6). Основными параметрами шва, получаемого то-
чечной контактной сваркой, являются диаметр сварной точки
d и расстояние между точками t.
Металлические сплавы, используемые в конструкции верто-
лета, обладают различной свариваемостью (см. раздел 2.1.2).
Хорошо свариваются малоуглеродистые стали 20 и 25. Для от-
226
ветственных силовых конструкций, где основным видом соеди-
нения деталей является сварка, используют низко- и среднеле-
гированные стали ЗОХГСА и ЗОХГСНА. Сварке подвергаются
также некоторые алюминиевые сплавы АК, АМц, АМг, АЛ9.
Следует отметить, что широко используемые в конструкции вер-
толета деформируемые алюминиевые сплавы — Д16, Д19, В93,
В95 и др. — плохо свариваются всеми видами сварки; удовле-
творительные результаты дает лишь контактная сварка. Хорошо
свариваются большинство титановых сплавов.
Рис. 3.44. Соединения контактной сваркой:
а — точечной; б — шовной (роликовой)
Сварные соединения имеют высокую статическую прочность,
практически равную статической прочности основного металла
деталей. При этом сопротивление усталости часто оказывается
более низким, чем для сплошных деталей. Это объясняется сле-
дующими факторами:
— концентрацией напряжений, связанной с геометрией
шва, непроварами и т.п.;
— неравномерным распределением нагрузки вдоль шва (во
фланговых швах и др.);
— остаточными напряжениями после сварки;
— литейной структурой шва и околошовной зоны.
Более подробное описание причин, по которым снижается
прочность сварного соединения, дано ниже, в разделе 3.5.1. Там
же представлен анализ влияния основных конструктивных фак-
торов на сопротивление усталости сварных соединений.
227
3.5.1. Концентрация нагрузки и напряжений
в сварном соединении
Каждый вид сварного соединения и используемого в нем
сварного шва отличается характером распределения нагрузки и
величиной концентрации напряжений. От них зависит усталост-
ная прочность соединения. Учет и знание особенности каждого
вида соединений — залог успешного решения задачи создания
ресурсной конструкции, где сварка является основным способом
соединения силовых деталей.
Рис. 3.45. Пределы усталостной прочности (Я = 0)
сварных соединений деталей из стали 37:
1 — целая полоса; 2 — стыковой шов с косым расположением
шва; 3 — стыковой шов с поперечным расположением шва;
4 — соединение с лобовыми швами; 5 — крестовое соединение;
6 — соединение с фланговыми швами
Стыковые соединения. Эти соединения по сравнению с со-
единениями других типов обладают наибольшей усталостной
прочностью благодаря небольшому уровню концентрации напря-
жений. (рис. 3.45). На рис. 3.46 в качестве примера показано
распределение нормальных напряжений в поверхностных слоях
шва и стыкуемых деталей. При качественной сварке (автома-
тическая или ручная с контролем шва просвечиванием) вели-
чина эффективного коэффициента концентрации напряжений ka
близка к единице (см. табл. 3.8). Поэтому стыковая сварка явля-
228
ется основным видом соединения ответственных элементов кон-
струкции.
Рис. 3.46. Напряжения в стыковом соединении
Величина предела выносливости стыкового сварного соеди-
нения зависит от состояния поверхности основного металла в
зоне шва. Опыты показывают, что пределы выносливости дета-
лей из низкоуглеродистых сталей, сваренных без удаления
окисных пленок с поверхности, ниже, чем у основного металла,
на 40...65% и практически не зависят от режима сварки и сва-
рочных материалов (электродов, флюса). Для низколегирован-
ных сталей, таких, как 20ХГСА, 25ХГСА, ЗОХГСА, усталостная
прочность снижается еще в большей степени. Если окисную
пленку удалить методом резания, то предел выносливости со-
единений повысится на 20...30%.
На усталостную прочность стыкового соединения также ока-
зывает влияние форма и размеры сварного шва. Форма шва
стыкового соединения характеризуется высотой усиления шва g,
его шириной Ъ и углом 0 (рис. 3.46). Высота g определяет ве-
личину перепада жесткостей между основным металлом и
швом, угол 0 — плавность изменения жесткости от сечения ос-
новного метала к сечению шва. Чем меньше высота усиления g
и чем больше угол 0, тем меньше концентрация напряжений и
тем выше величина предела выносливости соединения. Поэтому
зачистка шва и снятие усиления шва, обычно производимое ме-
тодом резания, способствует снижению концентрации напряжений
и повышению сопротивления усталости стыкового соединения.
В сварных конструкциях следует избегать пересечения
швов, иначе усталостная прочность соединения снизится на
17... 30%.
229
Таблица 3.8
Эффективные коэффициенты концентрации напряжений
в сварных соединениях деталей из низколегированной стали
Элементы соединения и их характеристика
Сварные швы
Стыковые швы с полным проваром корня шва: при автоматической и ручной сварке и контроле шва просвечиванием при ручной сварке без просвечивания Угловые швы: поперечные (лобовые) при ручной сварке поперечные (лобовые) при автоматической сварке продольные (фланговые), работающие на срез 1,0 1,4 3,2 2,4 4,5
Основной металл
У перехода к стыковому шву с усилением: без механической обработки шва с механической обработкой шва и стыкованием листов: одинаковой ширины и толщины разной ширины разной толщины У перехода к лобовому шву при направлении усилия вдоль большего катета и отношении катетов 1-го и 2-го листов: k^/k2= 2 кг/к2 = 1,5 У флангового шва У косынок, приваренных встык и втавр, при плавных формах косынок У косынок, приваренных внахлестку У ребер жесткости и диафрагм, приваренных лобовыми швами с плавными переходами 1,9 1,0 1,4 1,6 1,4 1,9 4,5 1,9 3,3 1,9
В низкоуглеродистых и низколегированных сталях, обычно
используемых в сварных конструкциях, при высоких темпера-
турах в процессе сварки может происходить распад аустенита.
После, в процессе охлаждения шва в околошовных зонах, обра-
зуются растягивающие остаточные напряжения с высоким гра-
230
диентом. Со временем остаточные напряжения могут стать при-
чиной появления трещины. Остаточные растягивающие напря-
жения на 30...40% снижают сопротивление усталости стыковых
соединений, поэтому для ответственных конструкций после
сварки для снятия остаточных напряжений обязательно прово-
дят отжиг (в среде аргона или вакууме).
Эффективным средством повышения сопротивления усталос-
ти стыковых соединений из низколегированных и среднелегиро-
ванных сталей является сочетание механической и термической
обработок шва (снятие остаточных напряжений и улучшение
структуры металла околошовной зоны). Предел выносливости
соединения значительно повышается при обработке швов и око-
лошовных зон методами поверхностного пластического деформи-
рования (обдувка дробью, чеканка, обкатка роликом и т.д.).
Особенно эффективно применение упрочняющей обработки для
крупногабаритных деталей. В этом случае можно добиться рав-
нопрочности основного металла и шва даже без обработки уси-
ления шва методами резания. Повышение предела выносливости
в таких деталях составляет 60... 100%.
Иногда для увеличения статической прочности лобового шва
используют накладку. В результате этого предел выносливости
соединений снижается на 30...40%, поэтому в ответственных
конструкциях, рассчитываемых на сопротивление переменным
нагрузкам, такое сочетание недопустимо.
Нахлесточные соединения. В отличие от стыковых нахлес-
точные соединения имеют более высокую концентрацию напря-
жений (см. табл. 3.8), поэтому их применение в ответственных
конструкциях нежелательно. Величина эффективного коэффи-
циента концентрации в шве нахлесточного соединения зависит
от соотношения катетов, определяемых величиной угла Р (см.
рис. 3.43). Чем меньше угол Р, тем меньше концентрация на-
пряжений. Применение пологих катетов (Р < 30°) вместо нор-
мального сечения (Р = 45°) в сочетании с механической обработ-
кой швов позволяет повысить предел выносливости соединений
на 30%.
Значения теоретических коэффициентов коццентрации на-
пряжений в нахлесточных соединениях с лобовыми швами даны
в табл. 3.9.
231
Таблица 3.9
Теоретические коэффициенты концентрации напряжений
в нахлесточных соединениях с лобовыми швами
Характеристика углового шва «а
у кромки у корня
р = 30° (см. рис. 3.43) 2,5 2,5
р = 45° 3,5 3,5
Тангенциальный вогнутый профиль 1,5 3,5
Нетангепциальный вогнутый профиль 3,0 4,0
Выпуклый профиль 4,0 4,0
Соединения с фланговыми швами имеют еще большую кон-
центрацию напряжений, чем соединения с лобовыми швами.
Это связано с неравномерным распределением нагрузки вдоль
шва (рис. 3.47). Поэтому в динамически нагруженных кон-
струкциях нежелательно использовать соединения с фланговы-
ми швами.
Рис. 3.47. Распределение нагрузки по длине
нахлесточного соединения:
а — при разной площади поперечных сечений
соединяемых деталей (Рх < Р2);
® — при равной площади поперечных сечений
соединяемых деталей (FL = Р2)
Улучшению распределения нагрузки способствует сочетание
фланговых с лобовыми швами. Такая комбинация повышает
предел выносливости соединения на 34...50%. В ряде случаев
232
предел выносливости таких соединений с необработанными
швами составляет 30...46% предела выносливости цельной плас-
тины. Следует отметить, что высокий отпуск после сварки на-
хлесточных соединений не изменяет прочности. Поверхностный
наклеп повышает предел выносливости на 25% соединений с
фланговыми швами и на 60% — с лобовыми швами.
Сопротивление усталости нахлесточных соединений, полу-
ченных контактной сваркой (точечной и шовной ), низкое, что
связано с высокой концентрацией напряжений в зоне шва. Пре-
дел выносливости соединений, полученных контактной сваркой,
можно повысить обжатием шва. Например, при обжатии точеч-
ного соединения ковочным давлением при остывании предел вы-
носливости соединения повышается на 50...100%.
Тавровые соединения. Концентрация напряжений в тавровых
соединениях существенно выше, чем в стыковых, и зависит от
подготовки кромок и степени проплавления. Эффективные коэф-
фициенты концентрации ka напряжений в тавровых соединени-
ях с неподготовленными кромками и с малой глубиной проплав-
ления (см. рис. 3.42,г) изменяются от 2 до 4,6, а теоретические
аа от 3,4 до 5. В соединениях с разделкой кромок при наличии
глубокого проплавления (см. рис. 3.42,5,е) эффективные коэф-
фициенты концентрации ka имеют более низкие значения и из-
меняются от 1,1 до 1,7.
Соединения с конструктивными элементами. В ряде кон-
струкций к основным силовым элементам приваривают различ-
ные конструктивные элементы (косынки, ребра, планки, на-
кладки и др.), образующие обычно тавровые и угловые соедине-
ния. В таких конструкциях через сварные швы, как правило,
не передается нагрузка на основной элемент. Однако при нагру-
жении основного элемента в зоне присоединения дополнительно-
го элемента создается значительная концентрация напряжений
из-за резкого изменения жесткости.
Прочность конструкции в результате присоединения элемен-
тов может снизиться в несколько раз (табл. 3.10). Фланговые
швы снижают прочность в большей степени, чем лобовые.
Для уменьшения концентрации напряжений следует приме-
нять присоединяемые детали с плавными очертаниями и меха-
нической обработкой мест перехода.
233
Таблица 3.10
Эффективные коэффициенты концентрации напряжений ka
в сварныхсоединениях с конструктивными элементами
Эскиз соединения kc ——==>
1,2
1,25
1,2
1,35
2,6
3.5.2. Выбор параметров и расчет
сварных соединений
Создание надежных сварных конструкций является ком-
плексной задачей, при которой конструктор должен обеспечить
прочность, долговечность и технологичность конструкции. В ка-
честве общих рекомендаций отметим следующее. Необходимо:
1) стремиться к уменьшению сварных соединений и протя-
женности сварных швов;
2) располагать швы в местах, где уровень нагрузок наимень-
ший и где конструкция менее чувствительна к несовершенствам
форм свариваемых деталей;
3) в объемных конструкциях сварные швы располагать
симметрично и одновременно сваривать их с двух сторон, чтобы
исключить поводку изделия в процессе сварки;
234
4) в ответственных динамически нагруженных конструкци-
ях искать такие решения, которые позволяют применять стыко-
вые швы и избегать других типов соединений с высоким уров-
нем концентрации напряжений;
5) в конструкциях с тонкими стенками, работающими на
устойчивость применять только стыковые соединения;
6) избегать резких изменений сечений в конструкции в на-
правлении по потоку сил и создавать плавные переходы, умень-
шающие опасность возникновения концентрации напряжений;
7) не размещать отверстия вблизи сварного шва;
8) при высокопрочных материалах не располагать сварные
швы в местах резкого изменения жесткостей сечений, где кон-
центрация напряжений неизбежна;
9) обеспечить возможность применения автоматической
сварки;
10) не применять одновременно различные виды сварки на
одном и том же узле;
11) для алюминиевых сплавов учитывать повышенную де-
формативность материала при сварке по сравнению со сталью,
избегая жестких узлов со значительным скоплением швов.
Сварные швы на чертеже обозначают по ГОСТ в соответст-
вии с ЕСКД [22].
При всех видах соединений и типах применяемой сварки
сварной шов должен быть полностью проплавлен. При непрова-
ре шва, даже небольшом, образуется надрез шва и повышается
концентрация напряжений, что приводит к существенному сни-
жению статической прочности и резкому падению усталостной
прочности соединения. Для повышения качества сварки необхо-
димо соответствующим образом подготовить кромки сваривае-
мых деталей (см. рис. 3.40, 3.42). Размеры и форма кромок
подготавливаемых к сварке деталей должны соответствовать
указанным в руководящих технологических материалах [22].
Швы стыковых соединений рекомендуется выполнять с уси-
лением при угле не менее 0=160...170° и отношении ширины
шва к высоте усиления не менее b/g-9...11 (см. рис. 3.46).
Форма и размеры шва стыкового соединения, как правило, оп-
ределяются формой и размерами стыкуемых деталей — конфи-
гурацией и длиной соединяемых кромок.
Из-за большой неравномерности распределения нагрузки по
длине флангового шва стремятся уменьшить его длину. В прак-
235
тике длину фланговых швов ограничивают условием I < 50/г, где
k — катет шва. Минимальная длина шва — 30 мм.
При использовании фланговых соединений следует приме-
нять улучшенную форму шва с пологими катетами (Р < 30°) или
с вогнутой поверхностью.
Влияние параметров сварного шва, получаемого контактной
точечной сваркой, на прочность соединения во многом аналогич-
но тому, которое мы наблюдали в заклепочном шве (см. раз-
дел 3.4.2). Диаметр сварной точки устанавливается в зависимос-
ти от толщины свариваемых деталей: d = 1,2S + 4 мм при
S < 1.5...3 мм; d= 1,6,8 + 4 при S > 3 мм, где S — наименьшая
толщина свариваемых деталей. Рекомендуемое расстояние
между сварными точками t = 3d — при сварке двух элементов
и t = 4d — при сварке трех элементов [25]. В практике иногда
применяют соотношение между t, 8 и d:
d = 1,4 \/o,Olt2 + tS - 0,It .
Расчет сварных соединений на статическую прочность
проводят с учетом предполагаемого равномерного распределения
напряжений по длине шва и в сечениях. Определенные расче-
том нормальные о и касательные т напряжения сравнивают с
допускаемыми ст < [ст] и т < [т] , значения которых устанавлива-
ются в зависимости от предела прочности материала деталей:
[о] = срств ,
И = <Р^в .
где ср =0,9 •— коэффициент сварного шва первой категории;
ср = 0,8 — шва второй категории.
Стыковые швы рассчитывают по номинальному сечению со-
единяемых деталей (без учета утолщения швов), как целые де-
тали. Напряжения растяжения в стыковом шве
а = -^ <[о], (3.14)
где Р — внешняя нагрузка; I — длина шва ( рис. 3.48,а); 5 —
толщина соединяемых деталей.
236
Для повышения прочности соединения применяют косые
швы (рис. 3.48,6). Такое соединение при [Зк ~ 45° равнопрочно
целому сечению. Расчетные напряжения сечения в сечении 1—1
° 65 ’
а допускаемые [а] определяют, прини-
мая коэффициент сварного шва равным
(р = 1.
Максимальные напряжения в сты-
ковом шве при совместном действии
внешней силы Р и изгибающего момен-
та М
М Р
o = М’
где W.
момент сопротивления сече-
К расчету угловых
швов
Рис. 3.48.
Соединение встык:
а — прямым швом;
О — косым
ния шва.
Расчет угловых фланговых и лобовых швов проводится на
срез по сечению, проходящему через биссектрису прямого угла
(рис. 3.49). Площадь расчетного сечения
принимают
F = 0,7k2l ,
где k — катет углового шва; 21 — длина
шва.
Напряжения среза в расчетном сече-
нии шва
(3-15)
Если соединение имеет лобовые и
фланговые швы, то в эту формулу вместо
I следует подставлять длину всего пери-
метра угловых швов.
Если фланговые швы размещены сим-
метрично относительно нагрузки, напри-
мер, в соединении с уголком (рис. 3.50),
237
то, полагая, что напряжения равномерно распределены по длине
шва, из уравнения равновесия получаем соотношение для нагру-
зок на фланговые швы в виде
йп
р =----i— р . р -------р ,
1 аг + а2 аг + а2
где и а2 — расстояния от центра тяжести сечения элемента
до центра тяжести сечений швов.
Рис. 3.50. Соединение
пластины с уголком
Рис. 3.51.
Соединение
комбинированным
швом под
действием момента
Если задана длина- шва
0,7k [т] ’
то ее целесообразно разместить пропорционально нагрузкам
и Р2 :
аг + а2 * + а2
что эквивалентно условию = т2 •
Из этого следует, что для получения равномерного распре-
деления нагрузки между швами необходимо длину каждого шва
принимать обратно пропорциональной расстоянию между цент-
рами тяжести шва и детали.
Расчет комбинированных (фланговых и лобовых) угловых
швов под действием момента в плоскости стыка (рис. 3.51) вы-
238
полняют, полагая, что все швы работают независимо, а фланго-
вые швы передают только силы вдоль своей оси.
Из условия равновесия следует:
М = F„ Ьт + W т ,
и С '
2
где Fc = 0,7kl ; Wc = ,
откуда
При нагружении лобового шва моментом М и поперечной
силой Q в плоскости стыка (рис. 3.52) вначале отдельно вычис-
ляют напряжения среза от момента М:
М
“ wc ’
т„ 0,7/г/г2
где V7C = —ё— ’
и от силы Q:
Рис. 3.52. Соединение
лобовым швом под
действием момента
и поперечной силы
т
TQ “ F ’
с
где Fc = 0,7kb .
Суммарные напряжения среза в шве определяются вектор-
ной суммой напряжений и Tq :
Тавровые соединения, выполненные угловыми швами, рас-
считывают по формуле (3.15), а стыковые — по формуле (3.14).
Прочность стыкового соединения, полученного контактной
сваркой, принимают равной прочности основного металла.
Соединение, полученное точечной контактной сваркой, при
действии нагрузки в плоскости стыка рассчитывают на срез,
принимая равномерное распределение нагрузки между точками:
239
где Ру — усилие, приходящееся на одну точку; п — число плос-
костей среза точек.
Швы, получаемые на роликовых машинах, рассчитывают по
формуле
т = -щ- < [т] ,
al L J
где а, I — соответственно ширина и длина шва.
Расчет сварных соединений на усталостную прочность про-
водят по эквивалентным напряжениям
°э = ka + Va ’
где са , Gm — соответственно амплитуда и среднее напряжения
цикла; ка — эффективный коэффициент концентрации напря-
жений (см. табл. 3.8); — коэффициент, учитывающий влия-
ние на сопротивление усталости асимметрии цикла. Для стыко-
вых соединений = 0,1...0,2.
Вычисленные значения оэ сравниваются с пределом вынос-
ливости материала соединяемых деталей а_ 1 с учетом масштаб-
ного эффекта. При этом запас прочности по переменным напря-
жениям
Расчет на сопротивление усталости соединений, полученных
контактной сваркой, выполняют аналогично.
3.6. ПАЯНЫЕ СОЕДИНЕНИЯ
Паяным называется неразъемное соединение деталей, кото-
рое получают за счет местного нагрева соединяемых частей и
плавления припоя. Температура плавления припоя должна быть
240
ниже плавления материалов соединяемых деталей. При расплав-
лении припой растекается по нагретым поверхностям стыка де-
талей, образуя при охлаждении паяный шов, диффузионно и
химически связанный с материалом деталей.
Пайкой можно соединять детали с тонкими стенками, где
применение сварки невозможно из-за опасности прожога. Одним
из достоинств пайки является то, что можно изготавливать за
один производственный цикл сложные по форме узлы и целые
конструкции (например, сотовые панели).
Пайка позволяет соединять детали не только из однород-
ных, но и из разнородных материалов. Но при этом необхо-
димо учитывать, что при высокотемпературной пайке ряда раз-
нородных металлов (например, титана с медью, магния со ста-
лью, алюминия с медью и др.) невозможно получить пластич-
ные и прочные соединения без нанесения на них барьерных
покрытий, предохраняющих разнородные материалы от актив-
ного взаимодействия и возникновения в паяном шве хрупких
интерметаллидов. В качестве барьерного покрытия наносят
такой металл, который легко паяется и образует прочные
связи с основным конструкционным материалом. Например,
при пайке стали с титаном на последний наносят молибдено-
вое покрытие, затем осуществляют пайку медными или сереб-
ряными припоями.
В табл. 3.11 приведены области применения припоев.
Тип паяного соединения и его конструкция зависят от тре-
бований к прочности соединения, характера и направления дей-
ствия внешних нагрузок.
В конструкциях с плоскими стенками встречаются пая-
ные соединения внахлестку (рис. 3.53,а,в), встык (рис.
3.53,г), Т-образные (рис. 3.53,3), и угловые (рис. 3.53,е).
Наиболее распространены нахлесточные соединения, так как
путем подбора величины нахлестки в них достигается равно-
прочность паяного соединения. Высокую прочность обеспечи-
вают ступенчатые (рис. 3.53,ж), замковые (рис. 3.53,з) и ко-
состыковые (рис. 3.53,н), но они требуют сложной подготовки
кромок. Их применяют только в особо ответственных кон-
струкциях. Соединения встык, Т-образные и угловые в пая-
ных соединениях применяются редко, так как они не обеспе-
чивают равнопрочности.
241
Таблица 3.11
Области применения распространенных припоев
Марка припоя Основа Назначение
ВПр 1 ВПр 2 ВПр 4 Медь Для пайки деталей из коррозионно-стойкой стали
Л63 Медь Для пайки стальных деталей неответственного назначения
ПСр25 Медь и серебро Для пайки деталей из конструкционных, кор- розионно-стойких сталей
ПСр40 Г1Ср45 ПСр 72 Серебро Для пайки деталей из конструкционных, коррозионно-стойких сталей и медных сплавов. Могут работать до температур 350...400°С
ПОС 90 ПОС 61 ПОС 40 ПОС 30 Олово и свинец Для пайки радиаторов, деталей электро- и радиоаппаратуры, деталей, не подвергающихся ударной нагрузке
to
иишмм
Ь
а)
MIMHLS£££S£SSS£§ialHMl
б)
[аввакя^/ииааяйК^^^И
им^в . ___ми
М^ИВййИвиаи^ЯИШИ
и)
6)
Рис. 3.53. Паяные соединения плоских деталей:
внахлестку; б — встык; в — внахлестку с подсечкой;
г встык с накладками; д — Т-образное; е — угловое;
ж ступенчатое; з — замковое; и — косостыковое
242
На рис. 3.54 представлены соединения, характерные для
пайки труб и стержней между собой и других стыкуемых с
ними элементов.
W/MM/M
Рис. 3.54. Паяные соединения труб и стержней
На качество паяного соединения существенное влияние ока-
зывает размер паяльного зазора (табл. 3.12) и условия течения
припоя в нем. Чем лучше припой смачивает поверхность основ-
ного металла, тем меньшим можно назначать зазор. При актив-
ном растворении основного металла расплавленным припоем за-
зоры увеличивают, так как у припоя повышается температура
плавления, и они хуже растекаются. Выбирая паяльный зазор,
следует учитывать, что при его увеличении прочность паяного
соединения уменьшается из-за образования пустот, не заполнен-
ных припоем, флюсовых включений и т.п. Указанные в табл. 3.12
зазоры должны быть выдержаны до температуры пайки.
Прочность паяных соединений существенно зависит от проч-
ности припоя и активности взаимодействия расплавленного при-
поя и основного металла. При активном растворении припоя в
металле прочность соединений на 30...60% выше прочности
припоя. Механические характеристики паяных соединений при-
ведены в табл. 3.13.
Расчет на прочность паяных соединений проводят в предпо-
ложении, что напряжения равномерно распределены по площа-
ди соединения. Для нахлесточных соединений (см. рис. 3.53,а),
нагруженных растягивающей силой, условие прочности имеет
вид
243
Таблица 3.12
Зазоры, применяемые при пайке металлов
Основной мекыл Осшч;л привоя За юр, мм |
Углеродистые слали Meat. Латми, Серебро (1.02,.,0.15 0.05,..0.30 0,05 ,,0.15
Корролионно- стойкие стали Мел> Л;и> пь Серебро Никель-\ром (1.05..,0.12 0,05, ,0.30 0,05...0,12 0.05,,. 0.10
Жаропрочные стали и сплавы Никель П;ыла.'пп'1 0.05. ,0.10 0,05 .,0.10
Титановые сплавы Серебро Серебро-мар, анец 0.03,,0,10 о.оз... 0.10
Медь н медные сплавы Меаь-шшк Медь-фосфор Серебро 0.10...0.30 0.02...0.15 0.03... 0.15
Алюминиевые сплавы Алюминий 0.10... 0,30
Таблица 3.13
Прочность при срезе паяных соединений
Марка припоя ап при пайке материалов, МПа
меди, латуни титановых сплавов стали
ПОС 40 51...53 — 51...53
ПОС 30 25...35 — 25...35
Л63 — — 300...350
ПСр 25 180...230 250...300
ПСр 40 160...210 — 200...260
ПСр 45 160...210 — 200...250
ПСР 72 — 120...200 —
244
где т — расчетные напряжения среза: тп — предел прочности
паяного шва (табл. 3.13).
Для обеспечения равнопрочности нахлесточного соединения
величину нахлестки находят из соотношения
где о — предел прочности на растяжение материала детали.
3.7. КЛЕЕВЫЕ СОЕДИНЕНИЯ
Клеевым называется неразъемное соединение, выполненное
с использованием клея. Соединение происходит за счет адгезии
(прилипания), обусловленной межмолекулярными силами связи
между поверхностями соединяемых деталей и поверхностью рас-
положенного между ними клеевого слоя.
Благодаря созданию высококачественных клеев на основе
полимеров соединению склеиванием подвергаются практически
все конструкционные материалы, используемые в авиационной
технике.
В конструкции вертолета клеевые соединения нашли широ-
кое применение благодаря их высокой усталостной прочности.
Они используются при изготовлении лопастей несущих и руле-
вых винтов, элементов каркасных конструкций и т.п. Клеевые
соединения являются одним из основных видов соединении в
конструкциях, где используются композиционные материалы.
Основные недостатки клеевых соединений: старение со вре-
менем; малая прочность при неравномерном отрыве; необходи-
мость сложной оснастки для изготовления конструкций сложно-
го профиля и точной пригонки склеиваемых поверхностей;
трудность контроля качества склейки.
Процесс склеивания обычно состоит из ряда последователь-
ных операций: подготовки поверхности склеиваемых материалов
(увеличение шероховатости, различные виды химической и физи-
245
ко-химической обработки), нанесения клея, сборки соединения,
выдержки при соответствующих давлениях и температурах [35].
На рис. 3.55 представлены наиболее распространенные типы
клеевых соединений, используемых в конструкции вертолета:
нахлесточные (рис. 3.55,а—г), врезные и стыковые по косому
срезу, позволяющие получать гладкие внешнюю и внутреннюю
поверхности (рис. 3.55,5—,з), с накладками (рис. 3.55,и—л).
iwwascflfiw——IИ
ИИИИ __ I
I
а)
е)
и)
—
—
Рис. 3.55. Клеевые соединения:
а—г — внахлестку; д—з — врезные и стыковые по косому срезу;
и—м — с накладками
Большинство конструкционных клеев, используемых в авиа-
ционных конструкциях, представляют собой композиции на ос-
нове полимерных материалов.
В зависимости от теплостойкости получаемого соединения
различают четыре группы конструкционных клеев: с низкой
теплостойкостью (до +80°С); со средней теплостойкостью (до
+ 150°С); с хорошей теплостойкостью (до +200...350°С) и с вы-
сокой теплостойкостью (+1000°С и выше).
246
В зависимости от состояния при нанесении конструкцион-
ные клеи разделяют на жидкие, пастообразные, пленочные, по-
рошкообразные и твердые.
Наиболее полно требованиям вертолетостроения удовлетво-
ряют пленочные клеи на основе модифицированных эпоксидных
смол. Эпоксидные пленочные клеи, как правило, не требуют
подслоя жидкого клея и высокого давления при склеивании, а
также не выделяют при отверждении летучих веществ. Пленоч-
ные клеи применяются при изготовлении сотовых конструкций,
для склеивания высоконагруженных деталей из металлов, ком-
позитов и элементов конструкции из полиамидной бумаги. Наи-
более широко применяются пленочные клеи ВК-24, ВК-24М,
ВК-31, ВК-36, ВК-40, ВК-41 и ВК-50. В частности, пленочный
клей ВК-50 используется на ряде лопастей несущих винтов вер-
толетов для приклейки хвостовых отсеков к лонжерону. Отли-
чительной особенностью клея ВК-36 является его более высокая
по сравнению с другими пленочными клеями теплостойкость (до
+ 150°С). Высокими технологическими свойствами обладают клеи
ВК-40, ВК-41. Отверждение этих клеев происходит при более
низких температурах (до +120°С).
В ряде конструкций используются вспенивающиеся клеи,
такие как ВКВ-1Т и ВКВ-2. Это клеи на основе эпоксидных
олигомеров, которые, вспениваясь при отверждении, способны
увеличиваться в объеме в 1,5...2 раза и заполнять зазоры между
склеиваемыми поверхностями деталей в пределах 0,1...3 мм.
Одним из применений вспенивающегося клея является склеива-
ние по периметру сотового заполнителя с элементами каркаса
сотовой панели и соединение отдельных блоков сотового запол-
нителя между собой.
Для контровки и уплотнения резьбовых соединений, фикса-
ции деталей в неподвижных соединениях используются анаэроб-
ные клеи. Интервал рабочих температур анаэробных клеев от
-200°С до +300°С.
Основными параметрами клея является прочность при сдви-
ге, отрыве и диапазон рабочих температур. В табл. 3.14 приве-
дены значения предела прочности клеевого слоя при сдвиге тв
для некоторых марок клея.
Помимо марки клея, статическая и усталостная прочность
клеевого соединения определяется технологическими и кон-
247
структивными факторами. От конструкции соединения зависит
распределение и концентрация напряжений в клеевом шве.
Таблица 3.14
Характеристики прочности клеев при сдвиге и отрыве
Марка клея Температура испытаний, 'С
-60 +20 +60 +150 +200 +300 +20 +60 +200
при сдвиге, МПа при отрыве, Мпа
ПУ-2 14 18 16 1,5 — — 35 20 3
ВФ-2 10 20 9 — — — 45 — 2
МПФ-1 — 15 8 — — — — — —
ВК-32-200 30 20 15 10 8 4 50 — 3
ВС-ЮМ 14 18 15 12 10 6 __ _— 1
ВК-32-ЭМ 14 15 18 1 — __ 40 46 2
ВК-1 17 16 4 1 — 25 — 2
ВК-5 14 10 2 — — — — —
ВК-9 15 14 11 4 2 — — — —
ВК-13 28 17 15 12 10 5 — — —
ВК-40 25 32 25 __ — — — — __
3.7.1. Концентрация напряжений
в клеевом соединении
Характер распределения напряжений и величина концентра-
ции напряжений в клеевом соединении определяется силовой
схемой (видом) соединения и его конструктивными параметрами.
Наиболее распространенным видом клеевого соединения яв-
ляется соединение внахлестку (рис. 3.55,а). Распределенная по
ширине шва нагрузка , действующая в плоскости стыка дета-
лей, вызывает появление напряжений сдвига в клеевом слое и
на поверхности раздела.
248
Распределение касательных напряжений ( по длине клеевого
шва (рис. 3.56) определяются выражением [20]
_ у ch - Z) + (1 - у) ch kx
X ehkl
I(! i T V E-, 8-1
где k = \ — ----- + ——- , у = — -------—— , G, 8K — модуль
\ ^1 $1 -®2 $2j -^1 + -^2 $2
сдвига и толщина клеевой прослойки; , Е2 и Sj , 32 — соот-
ветственно модули упругости и толщины склеиваемых элемен-
тов.
Для элементов одинаковой жесткости (Ej = Е2= Е, 8-j = 32 = 8,
у = 1/2) это выражение имеет вид
x = NkChk(x-l/2)
2 ch I
где k = ^2G/E?i?>K .
Данное равенство показывает,
по длине клеевого шва распреде-
ляются неравномерно (рис. 3.56)
и достигают максимальной вели-
чины (шах на концах нахлестки,
т.е. при х = 0 и х = I.
Из (3.16) имеем
Nk 4.1, /О 1
ттах_ 2 2 ' (3.17)
Величина ттах зависит от пара-
метра /г, причем несущая способ-
ность соединения с увеличением
k падает. Несущая способность соединения также падает с уве-
личением длины нахлеста I. Это подтверждается эксперимента-
ми (рис. 3.57). Входящее в параметр k отношение G/8K харак-
теризует способность клеевой прослойки включать в работу при-
соединенный элемент. Чем выше жесткость клеевой прослойки,
тем меньший ее объем оказывается нагруженным, тем выше
максимальные напряжения и ниже несущая способность соеди-
что касательные напряжения
Рис. 3.56. Расчетная схема
нахлесточного клеевого
соединения
249
t, МПа
Рис. 3.57. Зависимость
среднего разрушающего
напряжения при сдвиге
нахлесточного клеевого
соединения от длины
нахлеста I
(при температурах
25°С и 260°С)
нения, и наоборот, чем выше жесткость соединяемых элемен-
тов, тем выше несущая способность соединения (рис. 3.58).
Рис. 3.58. Зависимость
среднего разрушающего
напряжения при сдвиге
нахлесточного клеевого
соединения от толщины
склеиваемых элементов S
и длины нахлеста I:
1 — I = 12,7 мм;
2 — I = 25,4 мм;
3 — 1= 127 мм
Из формулы (3.17) следует, что при увеличении длины на-
хлеста напряжение ттах снижается и, достигнув некоторого
предела, остается постоянным. Величину нахлестки, при до-
стижении которой перестает уменьшаться максимум касатель-
ных напряжений, обозначим через Znp. Поскольку при I > Znp
,, kl
cth -g- ~ 1, получим
250
т.е. тП]ах зависит только от нагрузки и от упругих характерис-
тик элементов соединений.
Из формулы (3.17) также можно заключить, что с увеличе-
нием длины нахлестки касательные напряжения в ее средней
части уменьшаются до нуля. При превышении длины нахлестки
величины Z в центре соединения начинает развиваться зона,
которая не принимает участия в восприятии внешней нагрузки.
Величину можно определить из условия cth рг/пр /2} ~ 1. В
результате имеем
Znp = 6 ^E^K/2G .
Коэффициент концентрации напряжений в клеевом соедине-
нии, равный отношению максимального напряжения в клеевом
шве к среднему ч = P/bl = N/1, при склейке двух одинаковых
по жесткости элементов равен
kl kl
«т = J cth J •
Анализ напряжений в нахлесточном соединении элементов
различной жесткости выявляет еще большую неравномерность
распределения касательных напряжений в клеевой прослойке.
Напряжения сдвига имеют максимумы на концах нахлестки,
причем больший из них расположен со стороны менее жесткого
элемента.
При большой длине соединения I > Z касательные напря-
жения на концах нахлестки определяются следующими прибли-
женными асимптотическими зависимостями:
л Л1°1 G
(3.18)
°1
_______G
+ Е2 82 £1515к •
Из равенств (3.18) видно, что увеличение жесткости только
одного из соединяемых элементов уменьшает прочность соедине-
ния.
251
Напряжения, возникающие в клеевом соединении при дей-
ствии внешних нагрузок, накладываются на начальные (остаточ-
ные) напряжения, появляющиеся в процессе склеивания. Наи-
больших величин эти остаточные напряжения достигают в слу-
чае склеивания при повышенных температурах разнородных
элементов. Зависимость температурных напряжений Tf в клее-
вой прослойке при соединении разнородных элементов имеет
вид
А / GE1 51 Е2 52 /
1 v 8К (X Si + Е2 52) I 2
(3.19)
где t — перепад температур при охлаждении после склеивания;
сс1 и <х2 — соответственно температурный коэффициент первого
и второго элемента.
Максимальных значений напряжения zt достигают на кон-
цах нахлестки. Максимальные остаточные напряжения тем
выше, чем тоньше клеевая прослойка, выше ее модуль упругос-
ти и меньше различие в жесткостях соединяемых деталей. Не-
обходимо учитывать, что остаточные напряжения, возникающие
в соединении, могут вызвать изгибание (коробление) соедине-
ния, и тем больше, чем больше различие жесткостей элементов.
По сравнению с действительными расчетные остаточные напря-
жения, как правило, оказываются завышенными, что связано с
неучетом высокоэластичных и пластических деформаций клее-
вых прослоек. Зависимость (3.19) можно использовать в основ-
ном для качественного анализа остаточных напряжений в клее-
вом шве.
3.7.2. Выбор параметров и расчет
клеевых соединений
Представленные в разделе 3.7.1 зависимости распределения
напряжений в клеевом шве позволяют определить пути созда-
ния соединений с уменьшенной концентрацией напряжений.
Концентрацию напряжений можно существенно уменьшить за
счет изменения жесткости клеевой прослойки или соединяемых
элементов по длине соединения. Изменение жесткости клеевой
прослойки в нахлесточном соединении может быть достигнуто
252
за счет комбинации клеев: использования эластичного по краям
и более жесткого в середине шва. Более простым и часто ис-
пользуемым способом выравнивания напряжений является изме-
нение толщины склеиваемых деталей по длине клеевого шва.
Срезание части материала на кромках склеиваемых деталей по-
вышает их деформативность, что способствует более равномерно-
му распределению напряжений по длине шва. Наилучшие ре-
зультаты дает соединение “на ус”. Считается, что в таком со-
единении концентрация напряжений практически отсутствует
(ат=1). С уменьшением концентрации напряжений увеличива-
ется прочность клеевого соединения (рис. 3.59).
Виа
Рис. 3.59. Влияние
конструкции
соединения деталей
из алюминиевого сплава
на клее ВФ-2
на прочность клеевого
шва при сдвиге
После выбора конфигурации соединения определяют его раз-
меры. Площадь клеевого соединения F, необходимая для пере-
дачи нагрузки Р, определяется из соотношения
ат Р
х = — < [т] ,
(3.20)
где [т] — допускаемые напряжения в клеевом шве, прини-
маемые равными пределу прочности клеевой прослойки (см.
табл. 3.14).
Коэффициент концентрации напряжений at определяется
как максимальная величина из двух ожидаемых значений, вы-
численных на краях клеевого шва: 1
ах = max jaT1 , ат2 | .
253
Из соотношения (3.20) можно определить потребную пло-
щадь склейки F = Ы (см. рис. 3.55,а) и при известной ширине
клеевого шва b — длину нахлеста l=F/b. Поскольку величина
ат , входящая в формулу (3.20), также зависит от длины на-
хлеста, то вычисление I приходится вести методом последова-
тельных уточнений.
Для окончательной оценки прочности клеевого соединения
конкретной конструкции необходимо проведение дополнитель-
ных прочностных испытаний.
3.8. КОМБИНИРОВАННЫЕ СОЕДИНЕНИЯ
Каждый вид соединений имеет свои преимущества и недо-
статки. Совместное использование в одном узле для соединения
одних и тех же деталей нескольких (обычно двух) видов соеди-
нений есть попытка сгладить их недостатки. При удачном соче-
тании нескольких видов соединений в одном можно не только
исключить недостатки, но достичь более высоких показателей
качества и надежности узла по сравнению с конструкциями, где
они используются в отдельности. Подобные соединения называ-
ют комбинированными.
Типичными примерами комбинированных соединений, ис-
пользуемых в авиационных конструкциях, являются клееклепа-
ные и клеесварные.
Клееклепаные соединения являются одним из основных
видов соединения деталей из композитов. Они будут рассмотре-
ны выше в разделе 3.10.
Клеесварное соединение сочетает в себе процессы контакт-
ной сварки и склеивания металла. Оно применяются в кон-
струкциях для соединения деталей, выполненных из листового
металла, между собой и с деталями, имеющими относительно
небольшую толщину, позволяющую проводить контактную свар-
ку. Это могут быть крупногабаритные панели и узлы из алюми-
ниевых, магниевых, титановых сплавов и сталей. Типичным яв-
ляется пример использования клеесварного соединения для при-
соединения обшивки к силовым элементам продольного и по-
перечного набора каркаса вертолета.
При выполнении клеесварных соединений применяют два
способа: сварку по клею и предварительную сварку с последую-
щей заливкой в зазор сварных швов.
254
При сварке по клею вначале осуществляется предваритель-
ная сборка, выполняется подготовка поверхности к сварке, на-
носится клей на соединяемые поверхности. Тотчас после нанесе-
ния клея выполняется сборка и сварка соединения. Отвержде-
ние клея обычное. При этом способе особое внимание уделяется
сохранению жизнеспособности и вязкости клея и обеспечению
полного удаления клея из контактной поверхности под давлени-
ем электродов. Наиболее существенное преимущество сварки по
клею — гарантированное высокое качество заполнения клеем
сварного шва. Однако ограниченность данного процесса перио-
дом жизнеспособности клея делает его неприемлемым для со-
единений в сложных крупногабаритных конструкциях, требую-
щих большого времени сборки. В конструкции каркаса вертоле-
та также имеются места, где трудно обеспечить и проконтроли-
ровать удаление излишка клея из зоны сварного шва.
При втором способе на кромки предварительно выполненно-
го контактной сваркой соединения с помощью шприца вводят
внахлестку клей невысокой вязкости. Этот способ более техно-
логичен, особенно при изготовлении крупногабаритных изделий,
так как позволяет раздельно осуществлять сварку и заливку
клея и, следовательно, исключить попадание клея и его лету-
чих составляющих в зону сварки и улучшить условия труда
при сварке.
Рис. 3.60. Усталостная
долговечность двухрядных
соединений внахлестку:
1 — клеесварное;
2 — клеевое;
3 — заклепочное;
4 — сварное
Опытные данные указывают на достаточно высокую уста-
лостную прочность клеесварного соединения. На рис. 3.60 и
3.61 представлены характеристики усталостной прочности двух-
и трехрядных соединений внахлестку [13]. Видно, что из всех
сравниваемых соединений клеесварное обладает наибольшей ус-
255
Рис. 3.61. Усталостная
долговечность трехрядных
соединений внахлестку:
1 — клеесварное;
2 — клеевое;
3 — сварное
талостной выносливостью. На втором месте по выносливости
стоит клеевое соединение, на третьем — клепаное и на четвер-
том сварное. На рис. 3.62 представлены кривые усталостной
прочности соединений со связующими точками, подобные соеди-
нениям обшивки с подкрепляющими элементами. В этом случае
наибольшей долговечностью обладает клеесварное соединение,
затем клеевое, сварное и, наконец, клепаное. Менее долговечны-
ми оказываются однорядные клеесварные соединения, и их сле-
дует избегать.
Рис. 3.62. Усталостная
долговечность связующих
соединений:
1 — клеесварное;
2 — клеевое;
3 — сварное;
4 — заклепочное
В качестве общих рекомендаций по конструированию клее-
сварных соединений необходимо отметить следующее.
1. В соединениях, передающих значительные нагрузки, це-
лесообразно применять многорядные швы. Прочность клеесвар-
ных соединений при двухрядном расположении сварных точек
в шахматном порядке равна прочности основного материала.
2. При конструировании клеесварного соединения каркаса с
обшивкой необходимо обеспечить возможность подхода прямы-
256
ми электродами на стационарных сварочных машинах. Этому
требованию удовлетворяют профили, показанные на рис. 3.63.
Однако следует иметь в виду, что только соединения типов а,
б, д позволяют осуществить двухсторонний подход для нанесе-
ния клея после сварки. Что
ж, то они требуют сварки
либо по клеевой пленке, либо
по слою жидкого клея.
3. Нужно избегать кон-
струкций со слишком тугой
или слишком свободной по-
садкой, при которых зазор
для клея может оказаться
касается соединений типов в, г, е,
а) е) ж)
Рис. 3.63. Виды швов
клеесварного соединения
слишком малым или излиш-
не большим. Например, кле-
есварное соединение может
оказаться непригодным для телескопического соединения ци-
линдрических деталей (трубы с трубой, трубы со стаканом и
т.п.), так как при нанесения клея до сварки он будет выдавлен
при сопряжении деталей, а при нанесении после сварки может
не проникнуть в малый зазор вследствие вязкости.
3.9. ФРЕТТИНГ-КОРРОЗИЯ В СОЕДИНЕНИЯХ
Фреттинг-коррозия, называемая иначе коррозией трения,
представляет собой процесс, наблюдаемый на поверхности кон-
такта двух твердых тел, подвергающихся относительному пере-
мещению небольшой амплитуды. Обычно она происходит в не-
подвижных соединениях (резьбовых, заклепочных, шлицевых и
др.), где могут быть деформации и микроперемещения деталей
в зоне контакта под действием внешней переменной нагрузки.
Фреттинг-коррозия может быть также и в зоне контакта дета-
лей соединяемых сваркой. Следствием фреттинг-коррозии явля-
ется преждевременное повреждение контактирующих поверхнос-
тей, что, в свою очередь, резко снижает усталостную прочность
как самих соединяемых деталей, так и элементов их соединения
(болтов, осей, заклепок, шлицев и т.п.).
Внешне фреттинг-коррозия проявляется в образовании с те-
чением времени на поверхности детали трещинок, изъявлений
и порошкообразных продуктов, которые состоят из мелко раз-
257
дробленных окисных частиц. В стали это окись железа Fe2C>3,
которая имеет красновато-коричневый цвет; в магниевых и алю-
миниевых сплавах раздробленные окисленные частицы имеют
черный цвет.
Рис. 3.64. Влияние фреттинг-коррозии
на долговечность алюминиевого сплава
при амплитуде перемещения поверхностей
контакта:
1 — фреттинг отсутствует (перемещения
равны нулю); 2—6 —амплитуда
перемещений соответственно равна (мкм):
2,5; 3,75; 5,0; 6,25; 7,25...22,5
Скорость процесса фреттинг-коррозии определяется числом
циклов переменных нагрузок, уровнем этих нагрузок, частотой
их изменения, величиной смещения контактирующих деталей,
величиной контактного давления, материалом контактирующих
деталей (рис. 3.64, 3.65). На скорость процесса также оказывает
влияние состояние поверхностей деталей в зоне контакта.
В контакте могут находиться детали, изготовленные из
одного и разных материалов. Для последнего случая необходимо
Рис. 3.65. Влияние фреттинг-коррозии на долговечность титанового
сплава ВТЗ-1 (2) и стали 1Х12Н2ВМФ (2), оцениваемое
отношением предела прочности образца при наличии фреттинга
к пределу прочности образца при его отсутствии о
а. амплитуды перемещения; б — удельного давления
при амплитуде перемещения 14 мкм
258
отметить, что, если в начале процесса фреттинг-коррозионное
повреждение образуется на поверхности детали, изготовленной
из менее твердого материала, то затем, по мере накапливания
и окисления продуктов износа этой детали, может наблюдаться
и повреждение поверхности детали, изготовленной из более
твердого сплава.
Кривые усталости соединений, подверженных фреттинг-кор-
розионному повреждению, значительно отличаются от кривых
усталости образцов с геометрическими концентраторами, эффек-
тивные коэффициенты напряжений которых одинаковы. Уста-
лостное разрушение соединения происходит на более ранних
стадиях и при меньшей амплитуде напряжений. Б логарифми-
ческих координатах кривая усталости образца с концентратором
к
меняет наклон, начиная со значения 10 циклов — у соединений
с фреттинг-коррозией изменение наклона наблюдается значитель-
6 7
но позже (после 5 10 ...5 10 циклов). Необходимо также учи-
тывать зависимость интенсивности фреттинг-коррозионного по-
вреждения от частоты изменения нагрузки — с уменьшением
частоты интенсивность повреждения растет.
Такие параметры, как контактное давление и величина сме-
щения (рис. 3.65), влияют на степень фреттинг-коррозионного
повреждения нелинейным образом. Важно иметь в виду, что
уже при малых значениях усилий контактного взаимодействия
(5...10 МПа) и величины смещения (6...8 мкм), которые всегда
реализуются в соединениях, образуются необходимые условия
для интенсивного протекания процесса фреттинг-коррозии.
Исходя из природы фреттинг-коррозии и причин, вызываю-
щих этот процесс, можно указать следующие пути его устранения:
1) исключение относительного движения деталей при помо-
щи создания больших нормальных нагрузок;
2) уменьшение поверхности детали, в переделах которой
действуют растягивающие напряжения;
3) введение остаточных сжимающих напряжений;
4) использование антикоррозионных составов и поверхност-
ных покрытий.
Исключение относительного движения деталей. Поскольку
одной из основных причин фреттинг-коррозии являются микро-
перемещения находящихся в контакте деталей, то первое, что
необходимо сделать, — исключить возможность движения дета-
лей в соединении. В резьбовых соединениях это достигается
259
/7
2
Рис. 3.66. Соединение
“ухо-вилка” с разжимными
коническими втулками
легание разрезных колец
путем увеличения контактного давления соответствующей за-
тяжкой болтов (винтов, шпилек). В заклепочных соединениях
давление между соединяемыми деталями можно увеличить за
счет дополнительного осевого натяга при использовании специ-
альных заклепок повышенного ресурса (см. раздел 3.4). При
проектировании конструкций со сварными соединениями следу-
ет избегать таких решений, которые дают возможность появле-
ния зон с повышенным давлением и микроперемещениями на
поверхности контакта свариваемых деталей, например, исполь-
зование соединений внахлестку с фланговыми или лобовыми
швами. При вставке в отверстие круглых деталей (болтов, осей
и т.п.) относительное движение может быть предотвращено при
помощи прессовой посадки детали. Хороший результат дает ис-
пользование в ответственных соединениях конических болтов
вместо обычных цилиндрических.
В разъемных соединениях, например ушковых, где по усло-
виям сборки нет возможности обеспечить необходимый для ис-
ключения фреттинг-коррозии натяг, целесообразно применять
жертвенные детали. Ими могут быть
кольца и втулки, устанавливаемые
между трущимися деталями. Для
повышения трещиностойкости соеди-
нения втулки могут быть разрезны-
ми или состоять из нескольких от-
дельных сегментов. Примером такой
конструкции может служить вильча-
тое соединение комля лонжерона ло-
пасти к корпусу осевого шарнира
втулки несущего винта вертолета
Ми-26 [14]. В отверстия каждой
проушины наконечника лонжерона
установлена на клею стальная втул-
ка, разрезанная вдоль на четыре
части. Интересен пример конструк-
ции ушкового соединения, представ-
ленный на рис. 3.66. В соединении
используется болт с разжимными
коническими втулками. При стяги-
вании гайкой 1 втулок 2, 3, надетых
на болт 4, происходит плотное при-
5 к втулкам 6, запрессованным в от-
160
верстия проушины 7 и вилки 8. При соответствующей затяжке
разрезных втулок перемещения деталей в соединении полностью
исключаются. Несмотря на значительное увеличение массы, по-
добный узел может оказаться предпочтительнее других кон-
струкций, более легких, но менее долговечных.
Для исключения относительного движения деталей также
используют прокладки из материала более пластичного, чем ма-
териал соединяемых деталей. Например,
пасти несущего винта вертолета Ми-6 в
одной из опор наконечника лопасти в
зоне контакта элементов соединения с
лонжероном лопасти используется про-
кладка из лавсана (рис. 3.67) [10].
Уменьшение поверхности детали, в
пределах которой действуют, растяги-
вающие напряжения. Поскольку всякое
перемещение участка детали, зажатой в
одном или нескольких местах, есть
функция нагрузки Р, жесткости EF и
длины участка I (AZ - Pl/EF), для умень-
шения микроперемещений следует по
возможности ограничивать длину и
площадь поверхности деталей, находя-
щихся в контакте. Например, при со-
единении деталей с помощью несколь-
ких болтов следует по возможности на-
значать наименьший шаг болтов (опре-
деляемый возможностью свободных
операций с гаечным ключом), заверты-
вать гайки с высоким крутящим момен-
том и уменьшать до минимума площадь
контакта соединяемых деталей.
Введение остаточных сжимающих
напряжений. О пользе остаточных сжи-
мающих напряжений в деталях, нагру-
женных переменными силами, уже не-
однократно указывалось. Они дают по-
ложительный эффект и в случае корро-
в комлевом стыке ло-
Рис. 3.67.
Конструкция опоры
наконечника лонжерона
лопасти несущего
винта вертолета Ми-6:
1 — лонжерон;
2 — наконечник;
3 — гайка;
4 — разрезной конус;
5 — лавсановая
прокладка
зии трения. Термическая, химико-термическая обработка, по-
верхностная обкатка, обработка дробью и прочие мероприятия
261
(см. раздел 2.4.2) дают существенный прирост усталостной проч-
ности деталей, находящихся в соединении.
Использование антикоррозионных составов и поверхност-
ных покрытий. Для предупреждения фреттинга металлов в
зоне контакта получили широкое применение различного рода
смазки и покрытия. Наиболее распространены твердые смазки
(дисульфид молибдена марок ВАП-2 и ВАП-3), металлизацион-
ные покрытия (бронзирование, латунирование), материалы на
основе пластмасс (полиамиды, политетрафторэтилен — фторо-
пласт 4-Д) и др.
В ушковых соединениях часто применяют дисульфид молиб-
дена. В ряде случаев используется фторопластовое покрытие.
Например, для титановых сплавов фторопластовое покрытие,
нанесенное методом электрофореза, обеспечивает примерно деся-
тикратное повышение долговечности соединения. Покрытия
ВАП-2 и ВАП-3 увеличивают долговечность ушковых соедине-
ний примерно в два раза. Хорошие результаты наблюдаются
при использовании металоплакирующих смазок (10% металли-
ческого порошка — свинца или бронзы и 90% масла ЦИАТИМ)
для стальных проушин. Усталостная прочность проушин с
таким покрытием увеличивается в 1,5...2 раза. Не рекомендует-
ся применять металлизированное покрытие бронзой (электро-
искровое бронзирование) деталей, изготавливаемых из высокоп-
рочной стали. Оно полностью снимает положительное воздейст-
вие раскатки отверстий под крепежные элементы.
3.10. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
СОЕДИНЕНИЙ ДЕТАЛЕЙ ИЗ КОМПОЗИТОВ
Одной из проблем применения композиционных материалов
в конструкции вертолета является обеспечение прочности и на-
дежности соединений.
Трудности соединений в конструкциях из композитов в ос-
новном связаны со своеобразием структуры и спецификой
свойств этих материалов. Существенные отличия большинства
механических свойств композитов от аналогичных свойств тра-
диционных металлических сплавов (в частности, резкая анизо-
тропия упругих и прочностных свойств, гетерогенность структу-
ры, низкая межслоевая прочность и т.д.) обуславливают тот
факт, что эти материалы хуже, чем металлы, приспособлены к
262
передаче нагрузок (особенно сосредоточенных) с одной детали на
Другую.
Следует отметить, что большинство разрушений конструк-
ций из композитов происходит именно в зоне соединений и
масса стыков часто составляет значительную долю (20...30%)
массы конструкции всего агрегата.
Прочность наиболее распространенных (заклепочных, резь-
бовых) соединений в металлических конструкциях значительно
превосходят прочность аналогичных соединений в конструкциях
из композитов. Из-за невысокой прочности композита на смятие
и срез может быть сведен на нет весь выигрыш от его при-
менения. Если для металлов значения показателей прочности
при смятии о и растяжении ов находятся в соотношении
<у„ = 1...1,3сц , а при срезе т„ = 0,65...0,7сц , то для однона-
правленных композитов — п = 0,3...0,5сц и т = 0,02...0,Обец .
С Ж Xj и Хл
Создание более сложной структуры армирования, введение в
композит дополнительных элементов (металлической фольги,
высокопрочных пленок т.п.) и ряд других мер повышают проч-
ностные характеристики композита, но не столько, чтобы все
известные конструктивные и технологические решения, исполь-
зуемые для соединений металлических деталей, можно было ис-
пользовать без существенных изменений и дополнений в кон-
струкциях из композитов.
Малое относительное удлинение ряда композитов (например,
для углепластиков е= 0,5...1,5% может привести к местному
локальному разрушению композита уже в процессе клепки.
Слоистость структуры композитов приводит к перегрузке
прилегающих к клеевым швам слоев и часто вызывает их
отрыв или расслоение.
Низкая прочность композита на смятие в поперечном на-
правлении относительно армирующих слоев не позволяет ис-
пользовать большую затяжку болтов. Специфической проблемой
также становится сохранение плотности стыка и обеспечение
стабильной затяжки болтовых соединений из-за ползучести и
релаксации напряжений в соединении.
Прочность композита значительно снижается при сверлении
в нем отверстий под крепежные элементы.
Эти и другие особенности следует учитывать при констру-
ировании и выборе вида соединения и оценке их прочности.
263
Конструктивное оформление соединений композитных эле-
ментов отличается большим разнообразием и зависит как от на-
значения и предъявляемых требований, так и от технологичес-
ких операций, с помощью которых они выполняются.
Каждое соединение обладает своими особенностями, преиму-
ществами и недостатками, и выбор того или иного из них при
проектировании узла, агрегата вертолета зависит от ряда факто-
ров —- характера и величины нагрузки, размеров деталей, фи-
зико-механических свойств материалов, условий эксплуатации,
стоимости, технологической реализуемости, а также от специ-
альных требований, например по герметичности.
Виды соединений, используемые в конструкциях из компо-
зитов, условно разделяют на механические (точечные), сплош-
ные и комбинированные.
3.10.1. Механические соединения
К механическим соединениям относятся резьбовые, закле-
почные, штифто-болтовые, сшивные и игольчатые соединения.
Основным преимуществом механических соединений являет-
ся возможность передачи сосредоточенных нагрузок. Они имеют
простую технологию изготовления, позволяют соединять мате-
риалы различной природы и толщины, обладают высокими экс-
плуатационными характеристиками. Основной недостаток меха-
нических соединений — значительное уменьшение прочности
композита в зоне установки крепежных элементов.
Опыт создания и эксплуатации конструкций из композитов
показывает, что в соединениях деталей толщиной 1...3 мм це-
лесообразно использовать заклепочные, сшивные и игольчатые
соединения, при толщинах более 3 мм — резьбовые. В группо-
вых резьбовых и заклепочных соединениях, работающих на
срез, геометрические параметры соединения выбираются по
общим правилам. В частности, для стандартных конструкций из
стеклопластиков согласно рекомендациям [32] величину отнопта-
ния диаметра крепежного элемента d к толщине соединяемого
элемента 8 следует брать равной d/8 = 1 при условии, что тол-
щина композита больше, чем 2,3...2,5 мм. Для тонких пласти-
ков с толщиной менее 2 мм в месте установки крепежных эле-
ментов необходимо использовать локальное усиление. Для угле-
264
пластика при всех толщинах соединяемых элементов рекоменду-
ется отношение (7/5 = 3.
В групповых многорядных соединениях деталей из компози-
тов важными параметрами также явля-
ются шаг крепежных элементов в ряду
t, расстояние между рядами Л, рассто-
яние от оси крепежного элемента до
торца а и до бокового края b детали
(рис. 3.68).
Шаг в ряду t и расстояние между
рядами fi рекомендуется брать равны-
ми четырем, пяти диаметрам отверстий
под крепежные элементы t = (4...5)(7,
что соответствует достаточно большому
запасу прочности соединения.
Расстояние от крепежного элемента
до торца детали должно быть не менее
Рис. 3.68. Размерные
параметры точечного
соединения деталей
из композитов
трех диаметров отверстия а > 3(7. При выборе расстояния от оси
крепежного элемента до боковой поверхности детали также ре-
комендуется придерживаться этого соотношения.
После выбора основных геометрических размеров соедине-
ния необходимо проверить его прочность:
при разрыве детали
V1 ,
по ослабленному сечению
при
смятии детали
при
при
где Рх
м , г
срезе детали т = —— < [т ] ,
2оа р
4Pi
срезе крепежа т = —5- < [т:„] ,
таГ
— усилие, приходящее на один крепежный элемент
° (75 “ ’
(болт, заклепку); [ор] , [псм] , [тср] — соответственно допускае-
мые напряжения растяжения, смятия и среза в композите;
[тк] — допускаемые напряжения среза крепежного элемента;
Ка — эффективный коэффициент концентрации напряжений в
композите в зоне отверстия под крепежный элемент. Зависи-
265
мость эффективного коэффициента концентрации напряжений
около отверстия в пластине из многослойного углепластика с
углами армирования 0° и ± 45' от относительного содержания
слоев с углами армирования ± 45°, определяемого отношением
толщины этих слоев к общей толщине композита вблизи отверс-
тия Л+= Л+/5, представлена на рис. 3.69. В [9] геометри-
ческие параметры соединения предлагается находить из условия
равнопрочности элементов соединения. Условие равнопрочности
определяет следующие соотношения:
d =£KJ
5 я К]
Д _ [^сМ]
d ~ * м ’
t__, t°CM]
d = [%]
За-
ранее отмечалось, что одним из недостатков механического
соединения является уменьшение прочности материала в зоне
установки крепежных элементов. Во-первых, это связано с об-
разованием отверстий под крепежные элементы, что ослабляет
сечение детали. Во-вторых, в зоне отверстия возрастает концент-
рация напряжений, что также снижает прочность соединения.
Кроме того, концентрация напряжений в соединении дополни-
тельно возрастает в процессе постановки крепежных элементов.
Так, например, образцы из стеклопластика с отверстием разру-
Рис. 3.69. Зависимость эффективного
коэффициента концентрации
напряжений около отверстия
в пластине из многослойного
углепластика с углами армирования
0° и ± 45° от относительного
содержания слоев с углами
армирования ± 45°
266
шаются при напряжениях, равных 0,66...0,72 прочности ов при
растяжении целого материала, а образцы с установленными в
отверстия крепежными элементами разрушаются при напряже-
ниях, равных (0,41...0,67)ов . На ослабление соединения также
влияет природа и структура композита. Композит плохо воспри-
нимает действие сминающих нагрузок, и его прочность во
многом зависит от структуры материала. В частности, структура
композита, сочетающая в себе продольные и перекрестные
косые слои, считается одной из лучших для механических со-
единений. Для сохранения монолитности и исключения растрес-
кивания композита в зоне постановки крепежных элементов не-
обходимо, чтобы количество слоев с укладкой ± 45° составляло
не менее 30..35% от общей толщины композита.
Перечисленные причины снижения прочности механических
соединений заставили искать пути их компенсации. Возможны
следующие варианты решения этой задачи: усиление зоны шва
путем применения накладок из более прочного материала; утол-
щение стыкуемых кромок; армирование основного материала
более прочным.
Для армирования композита обычно применяют стальную
или титановую фольгу толщиной 0,03...0,1 мм. Значительный
выигрыш в прочности по сравнению с металлической фольгой
дает использование борной пленки, так как она лучше работает
на смятие и срез.
Эффективность армирования композита фольгой можно про-
иллюстрировать следующим примером [30].
При армировании углепластика на основе волокна ВМН-3 и
связующего ЭДТ-10 стальной фольгой СН-2 толщиной 0,05 мм
(при отношении толщины всех слоев фольги к толщине компо-
зита равном 0,27...0,3) прочность материала на срез увеличи-
лась до 115...125 МПа, а на смятие — до 600...640 МПа, т.е. в
1,5 раза. Еще больший эффект дает фольгирование стеклоплас-
тиков. Здесь удается повысить допускаемые напряжения сжатия
до значений, близких к напряжениям разрыва композита.
Потребную толщину фольги можно определить из условия
равнопрочности композита при разрыве в сечении, ослабленном
отверстиями, и при смятии композита с фольгой у поверхности
отверстий
267
3 _5КмШ°р] 7 /
[°еЛ1Д[°см] J’
где [ос.м]ф — допускаемые напряжения смятия фольги; X = d/t;
у — коэффициент, учитывающий увеличение прочности основ-
ного материала при армировании фольгой; п — количество
рядов отверстий в соединении.
При фольгировании важен выбор способа включения фольги
в совместную работу. Если коэффициенты термического расши-
рения фольги и композита близки, то прочность соединения без
подслоя клея составляет 90...100% от максимальной, когда
фольга полностью включена в работу. В случае различных ко-
эффициентов термического расширения армирование лучше про-
водить фольгой, на которую нанесен подслой частично отверж-
денного клея ВК-32-200. Например, нанесение подслоя при ар-
мировании' углепластиков стальной фольгой (типа ВНС, СН или
Х18Н9Т) предотвращает расслоение композита и вздутие вблизи
заклепок.
Резьбовые соединения. Низкая прочность композита при
смятии определяет различие подходов к проектированию резьбо-
вых соединений деталей из композитов и соединений в метал-
лических конструкциях. Она не позволяет обеспечить большую
затяжку болтов в соединении, так как при сжатии может про-
изойти разрушение поверхностных слоев композита, находящих-
ся под головкой болта или под поверхностью шайбы со стороны
гайки. Обычно усилие затяжки болтов в соединении деталей из
композитов ограничивают 10...20% от максимальной эксплуата-
ционной нагрузки, приходящейся на болт, в то время как для
соединений металлических деталей усилие затяжки может пре-
восходить эксплуатационную нагрузку в 2...2,5 раза. Из этого
следует вывод о необходимости избегать фланцевых соединений,
требующих большой предварительной затяжки, особенно при
действии переменных нагрузок в стыке.
Оптимальной считается затяжка болта, при которой в ком-
позите появляются напряжения сжатия порядка 20...25 МПа.
Они не настолько велики, чтобы вызвать смятие и разрушение
волокон на поверхности детали, и в то же время достаточны,
чтобы создать боковое стеснение, необходимое для предотвраще-
268
ния потери устойчивости волокон в зоне материала, восприни-
мающего сжимающую нагрузку от болта.
Для уменьшения напряжений смятия поверхности компози-
та под головку болта и гайку устанавливают шайбы относитель-
но большого диаметра, равного 3...4 диаметрам стержня болта
(рис. 3.70,а). Если в соединении используются несколько близ-
ко установленных друг от друга болтов, то вместо шайб можно
использовать общую для всех болтов металлическую накладку.
В соединении, работающем на сдвиг, в дополнение к шай-
бам полезно использовать металлические втулки (рис. 3.70,6).
Во-первых, они уменьшают напряжения смятия в композите у
поверхности отверстия. Во-вторых, они предотвращают повреж-
дение поверхности отверстия при установке болта и обеспечива-
ют необходимую величину допуска на посадку болта в отверс-
тие. Втулки и шайбы обычно устанавливают на клею. Для уве-
личения нагрузок сдвига и прижима при использовании болтов
(винтов) малого диаметра (до 8 мм) можно использовать ци-
линдрические втулки из относительно мягкого металла, края
которых развальцовываются при закручивании гайки под дейст-
вием усилия затяжки (рис. 3.70,в).
Рис. 3.70. Резьбовое соединение Деталей из композиционных
материалов с использованием:
а — шайб большого диаметра; б — шайб и втулки;
в — развальцованной втулки
При выборе диаметра болтов в соединении деталей из стек-
ло- и органопластиков следует использовать болты большого
диаметра (> 8 мм). Для углепластиков можно использовать
болты меньшего диаметра. В соединениях деталей из углеплас-
269
тика обычно стараются выбрать отверстия наименьшего диамет-
ра из всех, способных обеспечить необходимую прочность соеди-
нения.
В резьбовых соединениях конструкций из композитов, как
правило, используют стандартные болты из различных металлов
(см. раздел 3.2). Имеются также варианты изготовления болтов
из термопластов и армированных реактопластов.
При небольшой затяжке болтов для обеспечения надежной
работы соединений следует обращать внимание на предотвраще-
ние ослабления затяжки, которое может быть вызвано деформа-
цией композита, вибрацией, самоотвинчиванием при динамичес-
ких нагрузках, состоянием окружающей среды (влажность, тем-
пература и т.п.). Для эффективного стопорения применяют зуб-
чатые и пружинные шайбы, фиксацию гайки клеем, и др.
Заклепочные соединения. Соединение обычными заклепками
с помощью традиционных технологических процессов клепки,
используемых для металлических конструкций, характеризуется
наличием относительно больших пластических деформаций в
зоне отверстия, приводящих к росту концентрации напряжений.
Для композитов это недопустимо, так как при образовании
замыкающей головки происходит разрушение композита (рас-
трескивание связующего) за счет деформации стержня и вибра-
ционных нагрузок (особенно при ручной пневматической удар-
ной клепке). Поэтому в основе разработки заклепочных соеди-
нений деталей, выполненных из композитов, заложена идея ис-
ключения натяга и снижения напряжений смятия в композите.
Для этого применяют следующие методы.
1. Применяют клепку раскатыванием на раскаточных стан-
ках. В этом случае участок стержня заклепки в отверстии дета-
ли практически не деформируется. Использование клепки мето-
дом раскатывания позволяет применять заклепки, не поддаю-
щиеся расклепыванию обычным приемами (например, заклепки
из стали Х18Н10Т). Соединения, полученные этим методом, об-
ладают повышенной прочностью и долговечностью.
2. Используют заклепки, армированные высокомодульным
волокном. Пример соединения с использованием таких заклепок
показан на рис. 3.71.
3. Применяют заклепки из композиционного материала. В
качестве заготовки заклепки используют стержень, составлен-
ный из продольных волокон (стеклянных или органических
270
Рис. 3.71. Соединение с использованием
заклепок, армированных
высокомодульным волокном
применяют полупустые и
Рис. 3.72. Соединение с
использованием заклепок
из композиционного
материала
нитей) с предварительной пропиткой связующим и частичным
его отверждением (рис. 3.72)
4. При одностороннем подходе
полые заклепки с обрываемым и не-
обрываемым сердечником, с резьбо-
выми сердечниками, заклепки типа
гайка-пистон и другие (см. рис. 3.31).
5. Для повышения местной
прочности используют металличес-
кие шайбы, которые устанавливают
под замыкающую головку заклепки.
6. Проводятся работы по внедре-
нию новых процессов магнитно-им-
пульсной клепки, клепки с наложе-
нием ультразвуковых колебаний, с электронагревом и др.
Штифтоболтовые (штифтошпилечные) соединения. Для
передачи больших по величине сосредоточенных нагрузок в со-
единениях деталей из композитов, работающих на растяжение
(например, во фланцевых стыках), часто используют различные
болты и шпильки с передачей усилий через внедренный в де-
таль штифт. Примеры конструкций такого соединения показаны
на рис. 3.73.
Проблема создания подобного типа конструкций включает в
себя решение широкого круга задач, связанных с выбором кон-
структивных параметров крепежных элементов и соединяемых
деталей, обеспечением прочности в местах перехода от усилен-
ной зоны детали к основному материалу, выбором способов фор-
мования и обработки мест усиления детали и т.д.
Штифтоболтовые соединения могут выполняться как с на-
ружным, так и внутренним фланцем в зависимости от назначе-
ния конструкции, удобства подхода к элементам соединения,
характера и величины нагрузок в стыке деталей. Для увеличе-
ния прочности штифтоболтового соединения используют специ-
альную намотку кольцевых утолщений в зоне установки штиф-
271
Рис. 3.73. Штифтоболтовое (а) и
штифтошпилечное (С) соединения
тов, дополнительную при-
формовку, введение специ-
альных упрочняющих эле-
ментов.
Несущая способность
стыкового штифтоболтового
(штифтошпилечного) соеди-
нения в значительной мере
зависит от выбора его кон-
структивных параметров, к
которым относятся (рис.
3.73,а) диаметр штифта d
и количество силовых
точек п (определяется коли-
чеством штифтов), расстоя-
ние между штифтами t,
диаметр болта , толщина
детали из композита в
месте стыка , расстояние
от оси отверстия до края
элемента а.
Эти размеры определя-
ют прочность соединения:
при разрыве детали по
Кср1
а =---2—=— < Го ] ,
L₽J
ослабленному сечению
при смятии детали о =
, г ,
^2"[а°м]’
^ш^у~ 4
при срезе детали т = —— < [т ] ,
2йу а ср
при разрыве болта (шпильки) о = —± < [о]б ,
где усилие, приходящее на один болт (шпильку); [ар]
’ [тср1 соответственно допускаемые напряжения растяже
972
1
, 1 1
[Ор] [асм] + [о]б
1
НИЯ, смятия и среза в композите; [сг]б — допускаемые напряже-
ния растяжения стягивающего болта (шпильки) крепежного эле-
мента; Кс — эффективный коэффициент концентрации напря-
жений в композите в зоне отверстия под штифт.
Оптимальные соотношения между размерами соединения
можно определить из условия равнопрочности элементов соеди-
нения по всем перечисленным видам разрушения:
[°ем] Мб
Ка , 1 ] 1 ’
+ [°см1+ мб
_yj4t [стр] 80
л [а]б
а 1
Z = 9 Ро 1 1 Г
У<тр] [асм] [о]б
5о ___________1___________
г 1 И’
[°п] ? 7 + 7 7 + Т77?"
Р |JCTp] MeJ
Из этих соотношений видно, что наличие утолщения компо-
зита 5у в зоне установки болтов (шпилек) позволяет создать со-
единение, равнопрочное основному материалу детали с толщи-
ной 50 .
Сшивные и игольчатые соединения. Опыты показывают, что
с уменьшением диаметра крепежного элемента d показатели
прочности соединений деталей из композитов возрастают за счет
уменьшения концентрации напряжений. Наилучшие показатели
прочности соответствуют значениям d = 0,3...1,5 мм. При этом со-
единение имеет прочность, практически равную прочности основ-
ного материала соединяемых деталей. Использование тонких кре-
пежных элементов значительно увеличивает усталостную проч-
ность соединения. Например, соединение с отверстиями d = 1 мм
в 18 раз долговечнее соединения с отверстиями d = 6 мм.
273
Если обе соединяемые детали выполнены из композита, то
в процессе соединения они обе одновременно прошиваются игол-
ками. Если одна из деталей имеет относительно толстую стенку
и выполнена с использованием метода намотки, то иголки в эту
деталь могут быть внедрены заранее в процессе намотки. Соеди-
нение второй композитной детали происходит за счет прижатия
к выступающим иголкам в первой детали. Если композитная
деталь соединяется с металлической, здесь также могут быть
использованы оба эти приема, с той разницей, что во втором
случае иголки предварительно внедряются в поверхность метал-
лической детали.
Следует отметить, что в чистом виде сшивные и игольчатые
соединения используются крайне редко. Они эффективны в со-
четании с клеевым швом в комбинированных соединениях (см.
выше).
3.10.2. Сплошные соединения
К сплошным соединениям относятся клеевые и формовоч-
ные соединения.
Клеевые соединения. Склеивание является одним из основ-
ных и наиболее распространенных способов соединения кон-
струкций из композитов. Склейкой получают вибростойкие и
трещиностойкие соединения, имеющие высокую усталостную
прочность и долговечность. Прочность клеевого соединения де-
талей из композитов, его качество зависят от многих факторов.
К ним следует отнести свойства склеиваемого материала (струк-
тура волокон и связующего, растворимость и смачиваемость, со-
стояние поверхности и др.), свойства самого клея (структура и
полярность молекул, смачивающая способность, реологические
свойства и др.), форму соединяемых деталей и площадь контак-
та; способ нанесения клея и режим склеивания.
При проектировании клеевых соединений, помимо общих
рекомендаций, данных в разделе 3.7, необходимо учитывать
следующее. Прочность композита при сдвиге меньше, чем при
растяжении, а межслойная прочность композита при отрыве
меньше межслойной прочности при сдвиге. Поэтому клеевые со-
единения деталей из композитов проектируются таким образом,
чтобы нагрузка на клеевой шов совпадала с направлением, в ко-
тором композит имеет наибольшую прочность. Желательно,
274
чтобы соединение работало только на сдвиг и в нем не было бы
отдирающих и расслаивающих напряжений.
При склеивании стекло- и углепластиков вместо контактно-
го формования лучше использовать прессование, что повышает
связь между слоями склеиваемых деталей и, соответственно,
прочность соединения.
При склейке деталей из композитов применяют различные
виды клеев: эпоксидные, полиуретановые, полиакриловые и
другие (см. раздел 3.7). Кроме них, также применяют феноло-
поливинилацетатные, фенолокаучуковые и полиэфирные клеи.
При работе с повышенными температурами используют крем-
нийорганические клеи.
Виды конструкций клеевых соединений деталей из компози-
тов аналогичны представленным в разделе 3.7. Общая методи-
ка выбора параметров и расчета клеевых соединений, данная в
этом разделе, также применима для расчета соединений кон-
струкций из композитов. Особенность ее будет заключаться в
том, что подставляемые в формулы значения модулей упругости
склеиваемых материалов должны быть взяты из справочной ли-
тературы или определены расчетным путем по формулам макро-
механики композитов (см. раздел 2.3.6) в направлении действия
внешней нагрузки.
Важным завершающим этапом создания клеевых соедине-
ний является контроль качества клеевого шва.
Существуют различные виды контроля. Визуальным контро-
лем определяют внешний вид соединения, наличие складок,
смещений, разрывы в склейке.
Разрушающий контроль позволяет определить прочность со-
единения при различных видах нагружения.
К неразрушающим видам контроля относятся: простукива-
ние, инфракрасная дефектоскопия, световой метод, рентгеноде-
фектоскопия, радиоинтроскопия и ультразвуковая дефектоскопия.
Также используются: эхо-метод, теневой, резонансный и им-
педансный методы и метод свободных колебаний.
Формовочные соединения. Формовочные соединения, иначе
называемые соединениями приформовкой, представляют собой
процесс нанесения на внешние участки стыкуемых деталей на-
кладок из композиционных материалов, пропитанных связую-
щим, которое после отверждения обеспечивает прочную связь
между деталями и накладками.
275
Этот процесс близок к склеиванию и технологически выпол-
няется как метод контактного формования.
Конструктивно приформовку выполняют в виде стыкового,
нахлесточного, углового п Т-образного соединений.
Подготовку поверхности соединяемых деталей проводят
двумя способами: с использованием “жертвенных” слоев и меха-
нической обработкой поверхности. Метод “жертвенных” слоев
заключается в нанесении слоев стеклоткани на соединяемые
участки перед формованием деталей таким образом, чтобы эти
слои не пропитывались связующим. Перед соединением “жер-
твенные” слои удаляются. Метод механической обработки за-
ключается в зачистке поверхности шлифовальными кругами,
наждачной шкуркой и т.п.
3.10.3. Комбинированные соединения
Соединения в конструкции вертолета, как правило, имеют
сложный вид нагружения, с различным направлением, характе-
ром и величиной действующих в них усилий. Поэтому один тип
соединения не всегда обеспечивает должную надежность и дол-
говечность конструкции. В этих условиях лучше проявляют
себя комбинированные соединения. Комбинированные соедине-
ния в конструкциях из композитов основаны на сочетании кле-
евого и механического соединения. Подобные комбинированные
соединения часто называют клеемеханическими. Проектируя
клеемеханическое соединение, важно обеспечить два условия:
совместную деформацию механического и клеевого соединения и
возможность создания давления в клеевой прослойке при поли-
меризации.
Клееклепаные соединения. Клееклепаные соединения явля-
ются одним из наиболее распространенных видов соединения об-
шивок и тонкостенных элементов в конструкции каркасных аг-
регатов, изготавливаемых из композиционных материалов. При-
чем элемент обшивки или целая панель из композита может
соединяться с элементом, также выполненным из композита,
или с элементом конструкции из металла. Клеевой шов берет
на себя большую часть сдвиговых нагрузок, уменьшает кон-
центрацию напряжений и повышает трещиностойкость соедине-
ния. Соответственно увеличиваются надежность и долговечность
соединения.
276
Для соединения обшивки с элементами продольного набора
каркасных агрегатов в клееклепаном соединении часто исполь-
зуются металлические накладки в области заклепочного шва.
Для изготовления накладок применяют полоски тонкого листа
дуралюмина или стальную фольгу. Металлическая накладка со
стороны закладной головки заклепки позволяет уменьшить дав-
ление на поверхностные слои и предотвратить растрескивание
композита во время клепки. В соединении обшивок встык через
нее также передается значительная часть сдвиговой нагрузки. При
соответствующей толщине накладки в клееклепаном шве можно
использовать потайные заклепки, что особенно важно для кон-
струкций крыла, оперения, к которым могут предъявляться повы-
шенные требования гладкости аэродинамической поверхности.
• Существуют две схемы технологического процесса выполне-
ния клееклепаных соединений.
Первый процесс выполняется в следующем порядке: подго-
товка поверхности, нанесение клея, отверждение клея в специ-
альном приспособлении и клепка.
Второй процесс включает в себя иную последовательность
этих операций: подготовка поверхности, нанесение клея, клепка
по неотвержденному клею, отверждение клея без применения
приспособления (необходимое давление для полимеризации осу-
ществляется за счет давления, создаваемого головками заклепок
или технологическими болтами).
Вторая схема процесса является предпочтительной, так как
сборка с применением клея осуществляется в стапеле и не тре-
бует специальных автоклавов.
Клеесшивные и клееиголъчатые соединения. По показателям
прочности и долговечности клеесшивные и клееигольчатые со-
единения имеют преимущество перед другими типами комбини-
рованных соединений. Их недостатком является большая трудо-
емкость процесса изготовления и, кроме того, их не всегда
можно применить, особенно в местах трудного доступа. Как
правило, технологические процессы выполнения этих соедине-
ний предусматривают возможность двухстороннего подхода к со-
единяемым деталям. В наиболее ответственных местах клее-
игольчатое соединение, как и клеезаклепочное, выполняется с
использованием усиливающей накладки.
При создании комбинированного соединения способ сшивки
и установки иголок не изменяется, однако располагать иголки
277
следует преимущественно в местах наибольшей концентрации
напряжений в клеевом шве, т.е. по концам нахлестки или по
краям усиливающей накладки. Наличие гибких и жестких свя-
зей в клеевом шве обеспечивает лучшее включение накладок и
композита в совместную работу и компенсирует недостаточную
прочность клеевых соединений при неравномерном отрыве.
3.11. ПРОЕКТИРОВАНИЕ ТИПОВЫХ ЭЛЕМЕНТОВ
В СОЕДИНЕНИЯХ
3.11.1. Проектирование групповых резьбовых
соединений
Во многих узлах для соединения деталей используется не
один, а несколько болтов. Расположение болтов и их количество
определяется видом стыкуемых деталей, величиной нагрузки на
стык, конструктивно-силовой схемой узла.
Прежде всего необходимо рационально разместить болты в
стыке по отношению к действующей нагрузке. На рис. 3.74
представлены варианты крепления кронштейна. При креплении
кронштейна по типу 1 в результате неправильного выбора кон-
структивно-силовой схемы узла болты будут работать с изгибом.
Под действием силы Р кронштейн стремится повернуться отно-
сительно точки А. При соотношениях, показанных на рис. 3.74,
на каждый болт действует сила Рб = Р1/2Ь. Кроме того, болт
подвергается изгибу моментом М = Pg dr /2, где dr — диаметр
головки болта.
Однако, если учесть деформацию фланца и обжатие поверх-
ностей стыка, реальная точка опрокидывания лежит ближе к
оси болта. Поэтому для подобных стыков, если размер b соиз-
мерим с диаметром болта и b <к I, принимают, что весь внешний
момент воспринимается только болтами, работающими на изгиб.
Изгибающий момент для одного болта М - Р1/2.
При расположении фланца по типу 2 левый болт будет ра-
ботать на растяжение. При значительных внешних нагрузках, а
также с целью надежности соединения увеличивают число бол-
тов в нагруженном ряду. Введение дополнительного болта по
типу крепления 3 не увеличивает прочности соединения, так
как дополнительный болт здесь не принимает участия в работе.
278
Рис. 3.74. Размещение болтов в стыке по отношению
к действующей нагрузке:
1 — неправильное; 2 — правильное; 3 — нерациональное;
4 — рациональное
Целесообразна конструкция 4: здесь сила отрыва, действующая
на каждый болт, по сравнению с вариантами стыков 2 и 3
уменьшится в два раза пропорционально
количеству болтов в нагруженном ряду.
Основное условие нормальной работы
резьбовых деталей состоит в том, что
резьбовое сечение болтов должно быть
изолировано от нагружения изгибом и
срезом. Болт, установленный с зазором в
отверстие детали (рис. 3.75), при дейст-
вии поперечной силы подвергается изгибу
и срезу, а также растяжению вследствие
удлинения при смещении стягиваемых де-
талей. Поперечные силы создают местные
напряжения смятия в отверстиях детали
Рис. 3.75.
Деформирование
болта под действием
поперечной силы
279
(зоны А и Б), расклинивая витки резьбового отверстия. При
малой глубине завинчивания болта витки резьбы будут работать
еще и на срез. В результате возникает сложное напряженное со-
стояние, усугубляющееся тем, что в резьбовых витках возника-
ет дополнительная концентрация напряжений. Последнее обсто-
ятельство особенно опасно для болтов, изготовленных из—высо-
копрочных материалов. В результате создаются ненадежные ус-
ловия для работы стыка.
Таким образом, задача упрочнения резьбового соединения
заключается в том, чтобы устранить сложное напряженное со-
стояние резьбовых деталей и создать условия, при которых
резьбовой участок деталей работал только на растяжение. По-
перечные силы следует воспринимать дополнительными силовы-
ми элементами, работающими на срез. Для передачи попере-
чных сил в групповом резьбовом соединении чаще всего приме-
няются штифты, центрирующие бурты, шпонки, шлицы, специ-
альные срезные болты (рис. 3.76). Удачным примером изоляции
болта от среза является конструкция крепления поводка лопас-
ти к корпусу осевого шарнира втулки несущего винта, показан-
ная на рис. 3.24, где поперечная сила воспринимается втулкой 4.
Рис. 3.z6. Конструктивные элементы для передачи поперечных сил:
1 штифт; 2 — кольцевой центрирующий буртик; 3 — шпонка;
4 — шлицы; 5 — срезные болты; 6 — насечка
Значительному увеличению усталостной прочности резьбово-
го соединения способствует посадка срезных болтов с натягом.
280
Однако в групповом соединении вследствие наличия отклонений
в расстоянии между болтами при постановке всех болтов с на-
тягом может быть получено плохое распределение нагрузки в
соединяемых деталях. Поэтому на практике посадка всех болтов
с натягом применяется редко. Более простое решение заключа-
ется в применении тугой посадки только для критических от-
верстий. Например, для узла, показанного на рис. 3.77, крити-
ческим является отверстие в месте установки болта Г. Причем
натяг здесь требуется только для сопряжения болта с внутрен-
ней деталью. Внешние детали в этом месте не склонны к раз-
рушению, и в них может быть дана посадка болта с зазором.
Разрушение внешних деталей может произойти у болта А на
другом конце стыка, где также следовало бы применить тугую
посадку. Более плотное прилегание поверхности стержня болта
к поверхности отверстий соединяемых деталей обеспечивает ус-
тановка конических болтов.
А Б В г
Рис. 3.77. Соединение деталей группой болтов
Если резьбовые элементы используются для соединения де-
талей из мягких сплавов, в частности алюминиевых, необходи-
мо использовать промежуточные втулки и футорки, запрессо-
ванные предварительно в отверстия соединяемых деталей.
На статическую и усталостную прочность групповых соеди-
нений оказывают существенное влияние такие параметры, как
расстояние (шаг) между крепежными элементами в ряду, коли-
чество рядов, расстояние между рядами, расстояние крепежных
элементов от краев детали и т.п. В различных точечных соеди-
нениях механизм их действия практически одинаков. В част-
ности, прочность групповых резьбовых соединений зависит от
перечисленных параметров, как и прочность заклепочных со-
единений (см. 3.4.2).
281
3.11.2. Определение усилий в групповом
резьбовом соединении
Проектировочный расчет группового соединения сводится к
определению усилий в наиболее нагруженном болте и выбору
его параметров по методикам, изложенным в предыдущих раз-
делах. В общем случае в стыке двух деталей действуют осевая
ЛГ, поперечная Q силы и моменты относительно поперечной Ми и
продольной Мк осей (рис. 3.78). Расчет на осевую силу N, приве-
денную к центру тяжести сечения болтов, не представляет за-
труднений, так как эта нагрузка равно-
мерно распределена между болтами.
При одинаковом сечении болтов усилие
в каждом болте
N
Pt = ^< (3.21)
Рис. 3.78, Схема
нагружения стыка
момент Ми (рис. 3.79)
где п — количество болтов в соедине-
нии.
При расчете на опрокидывающий
принимается: для стыкуемых деталей с
жесткими фланцами раскрытие стыка происходит относительно
оси опрокидывания х, проходящей через крайний ненагружен-
ный ряд болтов; усилия между болтами распределяются по ли-
al 5)
Рис, 3.79. Схема нагружения стыка изгибающим моментом
и распределение усилий между болтами. Расчетное сечение:
a — по болтам; б — эквивалентное по площади
282
нейному закону; все болты имеют одинаковое сечение и распо-
ложены
болте с
с. равным шагом. При этих допущениях усилие в z-м
координатой yt
Pi=oif >
где аг =
У i j.
—т , / — площадь сечения болта.
1X
Определим усилия в болтах для некоторых форм стыков.
п
Прямоугольный стык. Момент инерции 1Х = у fy2 можно
I = 1
вычислить, непосредственно суммируя fy2 . Однако при боль-
шом количестве болтов п их сечения могут быть “размазаны”
по условному прямоугольному контуру (рис. 3.79,6), у которого
f/B, 52 = п2 f/H, а момент инерции относительно оси х
9 25?Я3 А
Ix= 8r ВН2 ++ 282 Н f =fH2[n1+jn2 .
Наибольшее усилие в болте крайнего ряда с координатой
у = Н определяется из выражения (3.21)
М_л_____
2 А 1
+ 3 М
^шах /
Н Пх
Кольцевой стык. Представим, что сечения болтов в кольце-
вом стыке (рис. 3.80) “размазаны” по условному кольцу, пло-
щадь которого nd8 = fn, а момент инерции относительно оси х
3 / \2
S + (тП =^d2nf.
Л о 2 о
Наиболее нагруженным будет крайний болт с координатой
уг = d, для которого из выражения (3.21) находим
Р = 2,67—ц.
max nd
283
a)
Рис. 3.80. К расчету кольцевого стыка.
Эквивалентное по площади сечение:
а — при жестких фланцах; б — при нежестких фланцах
При нежестких фланцах, например при стыковке каркас-
ных агрегатов посредством стыковочных шпангоутов, ось опро-
кидывания будет находиться между осью х0 и осью х. При-
нимая положение оси хх с координатой = 30°, расчетную
схему эквивалентного кольца сечения болтов представим в виде,
показанном на рис. 3.80,d. Усилие в наиболее нагруженном
болте с координатой уг = 3/4 d
Рис. 3.81.
К расчету стыка
с произвольным
4М
Р =------ .
nd
Для стыка с произвольным расположени-
ем болтов (рис. 3.81)
t__________-^и Утах______
шах “ 2.2 2 2 '
У1 + У2 + Уз + + Уп
расположением
болтов
тяжести стыка,
При расчете группы болтов, нагруженных
центральной сдвигающей силой Q (централь-
ной называется сила, приложенная к центру
рис. 3.82,а), предполагается, что каждый болт
воспринимает одинаковую часть внешней нагрузки
Р .=£
Qi п
284
о) 6) 6)
Рис. 3.82. Схема нагружения стыка:
а — сдвигающей силой; б — крутящим моментом;
в — комбинацией из сдвигающей силы и крутящего момента
По условию равновесия силы Pq; , приложенные к каждому
болту, имеют направление, противоположное внешней нагрузке.
При наличии в плоскости стыка крутящего момента Мк
(рис. 3.82,6) реакция болтов будет различной. Чем дальше болт
удален от центра сдвига (относительно этого центра возможен
поворот стыка), тем большую долю внешней нагрузки он вос-
принимает. При расчете полагается, что величина реактивной
силы PMi , приходящейся на произвольно размещенный i — й
болт, пропорциональна расстоянию р£ от этого болта до центра
сдвига. Очевидно также, что реактивная сила PMi , вызванная
действием внешнего момента Мк , перпендикулярна радиусу-
вектору, проведенному от центра болта до центра сдвига, и про-
тивоположна по знаку моменту Мк . Уравнение равновесия
стыка при этом будет иметь вид
п
(3.22)
i = 1
Обозначим через РМтях и ртах силу, приложенную к наибо-
лее нагруженному болту, и расстояние до этого болта. Из пред-
положения о пропорциональности нагрузки расстоянию до цент-
ра сдвига следует, что
Р Mi _ ^Мтвх.
Р/ Ртах
285
Определяя по этому соотношению величину Ри подстав-
ляя ее в (3.22), запишем
р 71
р2п.
Ртах ; = х
Тогда сила, приходящаяся на наиболее нагруженный болт,
р _ ртах
*Мтах ~ п
I = 1
Рассмотрим теперь случай нагружения группы болтов про-
извольной комбинацией из сдвигающих сил и крутящих момен-
тов (рис. 3.82,в). По правилам механики, такую схему можно
привести к суммарному вектору сдвигающих сил и суммарному
крутящему моменту, точка приложения которых совпадает с
центром сдвига. При этом в соответствии с принципом суперпо-
зиции действие каждого из силовых факторов (которое рассчи-
тывается по приведенным выше формулам) можно рассматри-
вать независимо от наличия другого. Полная сила сдвига, при-
ложенная к болту, определяется векторным суммированием ре-
активных сил:
P^Qi^Mi'
Р1 = ^Р11 + РМ1 + ^РМ1^^ >
где фг — угол между векторами PQi и PMi .
Выполнив указанную операцию суммирования, для каждого
из болтов получаем набор векторов, из которых определяем
максимальную величину Ртах , соответствующую наиболее на-
груженному болту:
Xnax = m‘« (X > X - -> X ’ -> X ) •
Выше было введено понятие центра сдвига — точки стыка,
которая остается неподвижной при приложении внешнего кру-
тящего момента. Эта точка совпадает с центром тяжести геомет-
286
рической фигуры, образованной из совокупности поперечных се-
чений крепежных деталей. Для случая симметричного размеще-
ния болтов этот центр является одновременно и центром сим-
метрии. Если болты расположены несимметрично, то координа-
ты центра сдвига определяются по известным в механике фор-
мулам:
X У1
где , yL — координаты размещения болтов в локальной сис-
теме координат; хс , ус — расстояния до центра тяжести в ло-
кальной системе координат.
3.11.3. Проектирование соединений
с проушинами
Узлы, состоящие из проушин, соединенных болтами или
осями, широко применяются в конструкциях агрегатов вертолета,
как в неразъемных, так и в разъемных соединениях (рис. 3.83).
Рис. 3.83. Соединения с проушинами:
а, б — типа “ухо-вилка”; в — соединение вилки с отверстием
на плоскости; г, д — многоушковые соединения
287
Они также обеспечивают кинематику узлов, деталей и могут
передавать усилия при изменении направления их действия.
Как правило, соединения с проушинами устанавливаются в мес-
тах передачи сосредоточенной, большой по величине нагрузки.
Поэтому они являются ответственными и высоконагруженными
силовыми элементами. От назначения, условий работы и харак-
тера нагружения зависят методы их расчета. В основном это
приближенные методы, базирующиеся на использовании экспе-
риментальных результатов. Наиболее полно они разработаны
для случая статического нагружения конструкции [2, 33]. Из-
вестны также работы, где приводится анализ влияния основных
факторов на долговечность соединений с проушинами, и даются
рекомендации по обеспечению их усталостной прочности [6, 7].
Одним из главных признаков, определяющих конструкцию,
формы и размеры соединения с проушинами, является характе-
ристика его подвижности: неподвижное, малоподвижное и по-
движное (классификация и определение типов соединений по
степени подвижности даны в разделе 3.1).
Типичными примерами неподвижного разъемного соедине-
ния с проушинами являются стыковые узлы лопастей несущих
и рулевых винтов, стыковые узлы крыла и оперения, узлы
крепления двигателей, редукторов трансмиссии и т.п.
Подвижные разъемные соединения с проушинами широко
используются в различных механических агрегатах: механичес-
кой проводке управления, втулках несущих и рулевых винтов,
стойках убираемого шасси и др.
Расчет элементов соединения с проушинами при статичес-
ком нагружении. При высоких статических нагрузках наруше-
ние работоспособности соединения с проушинами может возник-
нуть вследствие разрыва или среза проушин и вилок, недопус-
тимых пластических деформаций в зонах контактного смятия,
среза и необратимого изгиба болта (оси).
Проушина, воспринимающая нагрузку со стороны оси,
вставленной в ее отверстие, находится в сложном объемном на-
пряженном состоянии. В расчетных моделях обычно его заменя-
ют плоским напряженным состоянием. Основными напряжения-
ми, которые действуют в проушине и определяют ее прочность,
являются окружные и контактные ог , которые достигают
своего максимального значения на контуре отверстия (рис. 3.84).
288
Если нагрузка действует вдоль проушины, максимум о([) нахо-
дится в сечениях по горизонтальному диаметру отверстия про-
ушины.
Рис. 3.84. Эпюра распределения
окружных и контактных
напряжений в проушине:
1 — по контуру отверстия;
2 — по ширине перемычки
Величина напряжений и характер разрушения проушин за-
висят от их формы и относительных размеров D/d, H/d, a/b,
t/d (рис. 3.85), а также от направления внешней нагрузки. Не-
большой зазор или натяг между болтом и отверстием, форма ос-
нования и масштабный фактор незначительно влияют на стати-
ческую прочность проушин.
Рис. 3.85. Схема
проушины с указанием
наиболее возможных
мест разрушения
при статическом
нагружении
Если в проушине нет трещин, пор и других начальных де-
фектов, то наиболее вероятные места ее разрушения при разры-
ве: боковая (сечение 1 — 1) или верхняя (сечение 2—2) пере-
мычки, при смятии — срезе перемычки (сечении 3 — 3) и при
смятии — поверхность отверстия в зоне контакта с болтом
(рис. 3.85).
289
Условие статической прочности при расчете проушины на раз-
рыв по сечению 1—1 записывается в виде
СТ = А.<ТГ [о], (3.23)
&U I ~
где А'()1 — коэффициент, учитывающий влияние геометрии про-
ушины на среднее разрушающее напряжение в сечении 1—1.
Если параметры D/d = 2...3 и а/Ь = 1,...1,4, то влияние гео-
метрии проушин и свойств материала на коэффициент невели-
ко, и его величину для одинарной проушины можно определить
по приближенной формуле
К-, =0,56 + 0,46 £ -0,1^.
pi b d
При расчете соединений типа “ухо-вилка” (см. рис. 3.83,а)
следует учитывать, что прочность проушины вилки из-за несим-
метричного приложения нагрузки ниже прочности одинарной
проушины уха. Особенно существенна эта разница для вилок и
проушин из алюминиевых сплавов, для которых она достигает
30...40% при а/b = 1,...1,3 и 2,5 < D/d < 3,5 (рис. 3.86). Соедине-
ния с такими параметрами часто встречаются в конструкциях аг-
регатов вертолетов.
Рис. 3.86. Зависимость прочности одинарной проушины уха
от прочности аналогичной проушины вилки, оцениваемая
отношением коэффициентов (^р1)пр для одинарной проушины уха и
проушины вилки к относительным геометрическим разме-
рам проушины D/d и с = а/b для алюминиевых сплавов
290
Условие статической прочности при расчете проушины на
разрыв перемычки по сечению 2—2 записывается в виде
(3.24)
где 2^р2 — коэффициент, учитывающий влияние геометрии про-
ушины на среднее разрушающее напряжение в сечении 2—2.
При D/о! < 3 величину Кр2 можно определить по прибли-
женной формуле
Яр2 = 1,15-0,3^.
Условие статической прочности при срезе перемычки про-
ушины в сечении 3—3 записывается в виде
_£р
2F
ср
2(а +0,205с!) t "^р W ’
(3.25)
где 15S — коэффициент, учитывающий влияние геометрии про-
ушины на среднее разрушающее напряжение среза в сечении
3—3.
Условие статической проч-
ности при расчете на контакт-
ное смятие под болтом (осью)
определяется выражением
- ^СМ МСМ •
(3.26)
Зависимость коэффициента
Ксм от геометрических пара-
метров проушины приведена
рис. 3.87.
Рис. 3.87. Зависимость
коэффициента напряжений
смятия от относительных
размеров проушины H/d и d/t
контактное смятие под болтом
Для прямых проушин (а = Ъ)
экспериментально установлено,
что независимо от места и ха-
рактера разрушения расчет про-
ушин можно проводить только
на разрыв по сечению 1—1 и на
291
Для таких проушин имеются данные, позволяющие определить
разрушающие напряжения разрыва проушины, если нагрузка,
прикладываемая к проушине, направлена не вдоль ее оси, а под
некоторым углом (р. В этом случае условие прочности (3.23) за-
писывается в виде
рп
° ~ 2bt~ К<? ’
(3.27)
где К,„ — коэффициент, учитывающий направление приклады-
ваемой к проушине нагрузки.
На рис. 3.88 представлена зависимость К,„ от направления
нагрузки и геометрических параметров проушин, выполненных
из стали ЗОХГСА и алюминиевого сплава.
Рис. 3.88. Влияние
направления приложения
нагрузки на ее
разрушающую величину
для проушин из стали
(сплошные линии)
и из алюминиевого сплава
(пунктирные линии)
Проектировочный расчет соединения с проушинами при ста-
тическом нагружении включает в себя определение основных
размеров болта (оси) и проушин уха и вилки. В инженерной
практике обычно придерживаются следующего порядка расчета.
1. По известной величине расчетной нагрузки Рр , действую-
щей на соединение, определяется площадь сечения F и диаметр
d болта (оси) из условия работы болта на срез:
и %
где лср — число плоскостей среза болта.
292
Вычисленное по этой формуле значение d округляют (в сто-
рону увеличения) до стандартного размера болта.
2. Из условия работы проушины на смятие (3.26) определя-
ют ее толщину
i=—ъ.
°^пр ^СМ
где лпр — число проушин в стыкуемом элементе. Например,
для вилки лпр = 2.
3. Из условия возможного разрыва проушины (3.23), (3.24)
определяют ширину перемычки b проушины по сечению 1—1 и
ширину перемычки а по сечению 2—2:
ь=- ,
2,”0Р КР1И
U- — _ •
2innp #Р2 [°]
Поскольку значения коэффициентов и Кр2 зависят от
относительных размеров проушины D/d, a/b, расчет величин
а и b следует вести методом последовательных приближений.
4. Проверяется условие прочности на срез (3.25) в сечении
3—3, и, если оно не выполняется, увеличивают размер а до не-
обходимого значения.
Для прямой проушины (а = Ь) достаточно ограничиться про-
веркой условий (3.23) и (3.26). Если внешняя нагрузка действует
под углом к продольной оси прямой проушины, ширину ее пере-
мычки можно определить из условия (3.27).
В практике конструирования геометрические параметры эле-
ментов соединения с проушинами часто приходится определять
по конструктивным соображениям. Например, диаметр болта в
силовой конструкции не может быть меньше 6 мм. При фикси-
ровании болта гайкой ширина перемычки проушины должна
обеспечить необходимую площадь контакта боковой поверхности
проушины и торцевой поверхности гайки или шайбы. Поэтому
размер D обычно берут быть несколько большим, чем диаметр
крепежного элемента (гайки, шайбы, головки болта, оси и т.п.).
293
В ряде случаев параметры проушин определяются технологичес-
кими ограничениями. Так, в проушинах шарнирных соединений
по условию прессовой установки обоймы подшипника в проуши-
ну ширина перемычки для стальной проушины не должна быть
меньше 2 мм, а для проушин из алюминиевых сплавов — 3 мм.
Помимо обычных проушин для соединения вилки с деталью
иногда используется отверстие, расположенное у края плоскости
детали (рис. 3.83,в). Плоскость с отверстием у края можно рас-
сматривать как один из видов проушин. В зависимости от от-
носительного расположения отверстия в детали H/d (рис. 3.89)
возможны три вида разрушения такой детали: для весьма узкой
перемычки а при H/d < 1...1,3 — разрыв перемычки по сече-
нию 1 — 1; для узкой — срез перемычки по сечению 2—2; для
широкой — смятие поверхности отверстия под болтом.
Рис. 3.89. Схема
полуплоскости
с отверстием
с указанием
наиболее возможных
мест разрушения
при статическом
нагружении
На основании экспериментальных данных оценка прочности
перечисленных видов разрушения проводится по приведенным
ранее формулам для обычных проушин, при этом коэффициент
•^см определяется по графику на рис. 3.87, а для вычисления
значений _Кр2 и Кср используются эмпирические формулы. Из-
вестны формулы [33], полученные из испытаний алюминиевых
деталей:
„ 0,655
р2 (H/d)2
+ 0,5 ,
К 1>7
ср“>77
+ 0,5 ,
294
Имеются также данные по магниевым сплавам, для которых
при H/d = 0,9...1,3 эти коэффициенты имеют значительно мень-
шие значения, равные Кср = 0,85...0,95; Кр2 = 0,7.
Пример. Определить основные размеры элементов неподвиж-
ного соединения типа “ухо-вилка” (рис. 3.83,а).
Задана расчетная нагрузка, передаваемая соединением
Рр=150 кН. Материал уха, вилки и болта — сталь ЗОХГСА
ов = 1250 МПа, тв = 750 МПа). Проушины уха и вилки — пря-
мые (а = Ь).
Из условия работы болта на срез определяем площадь его
поперечного сечения и диаметр
„ рР 150000 2
F = -— ----------= 100 мм
тв "ср 750 2
, J4 юо „ _
d = V— = \--------= 11,3 мм
л л
Вычисленную величину диаметра болта округляем до стан-
дартного значения и принимаем равным 12 мм.
Из условия работы проушины уха на смятие определяем ее
толщину. В первом приближении полагаем величину К(;м в фор-
муле (3.26) равной 1. Допускаемые напряжения смятия для не-
подвижного соединения принимаем [о]см = ов .
Тогда
. Рр 150000 ПП1
t —----s„ — 0,01 м .
dKCM [о]см 0,012 • 1250 • 10°
Из условия разрыва по поперечному сечению проушины оп-
ределяем ширину ее перемычки. В первом приближении пола-
гаем D/d = 2. Тогда
7< , = 0,56 + 0,46 г - 0,1 4 = 0,56 + 0,46 - 0,2 = 0,82 ,
P-l и а
Р
2i^pi [о]
_________150000_________
2 • 0,01 • 0,82 1250 10б
0,0073
м .
295
Для вычисленных значений d, t и b определяем новые
значения коэффициентов Ксм и Кр1 . Из графика на рис. 3.87
для H/d = 0,0133/0,012 = 1,011 и d/t = 0,012/0,01 = 1,2 берем
^см =0,9 и вычисляем
2fn1 = 0,56 + 0,46 £ - 0,1 ~ = 0,56 + 0,46 - 0,1 = 0,8 .
Р1 Ой U,U1<4
Делаем повторный расчет размеров проушины, из которого
определяем t= 11 мм и 5 = 6,8 мм. Третье приближение дает
практически те же значения t и Ь, что позволяет закончить рас-
чет проушины уха.
Аналогично вычисляются размеры проушин вилки. Здесь
также достаточно двух приближений расчета, из которого полу-
чаем толщину t = 5,5 мм и ширину перемычки b - 6,8 мм про-
ушины вилки.
Основные факторы, влияющие на усталостную долговеч-
ность проушин. При конструировании соединений с проушина-
ми необходимо учитывать основные факторы, оказывающие су-
щественное влияние на усталостную долговечность проушин:
форму в плане, ее толщину, посадку болта (величину зазора или
натяга), технологию окончательной обработки контактирующих
поверхностей соединения, наличие на них смазки или покры-
тий, величину, асимметрию и направление внешней переменной
нагрузки.
Существенное влияние на снижение сопротивления усталос-
ти проушин оказывает фреттинг-коррозия (см. раздел 3.9), ко-
торая развивается уже на ранних стадиях циклического нагру-
жения в зоне контакта болта с поверхностью отверстия при
взаимных микроперемещениях. Очаги фреттинг-коррозии в
проушинах часто являются источниками усталостных трещин.
Понижение сопротивления усталости проушин за счет фрет-
тинг-коррозии можно оценить с помощью коэффициента
•^фрет = ав.к/°дд ’ гДе аЛк — предел выносливости образца с под-
резом, размеры которого соизмеримы с размерами проушины,
и с таким же значением теоретического коэффициента кон-
центрации напряжений ао , оДд — предел выносливости про-
ушины [6].
296
Экспериментально полученные зависимости Кфрет = f(N~) для
проушин из стали и алюминиевых сплавов при посадке с зазо-
ром болта в отверстие (относительный зазор е = 0...4%) пред-
ставлены на рис. 3.90. Как видно, для обоих материалов влия-
ние фреттинг-коррозии на сопротивление усталости проушин на-
чинает проявляться только с 104 циклов нагружения. При даль-
нейшем нагружении величина ЛГф ет становится практически
прямо пропорциональной 1g N. Влияние фреттинг-коррозии на
сопротивление усталости при большом количестве циклов нагру-
жения более существенно в проушинах из стали, чем из алюми-
ниевых сплавов.
Рис. 3.90. Зависимость
коэффициента ^фрет = f(N),
характеризующая
понижение предела
выносливости проушин:
1 — из стали;
2 — из алюминиевого сплава
Влияние фреттинг-коррозии на снижение сопротивления ус-
талости проушин также зависит от посадки болта в отверстии:
с увеличением зазора оно усиливается, а при установке болта с
натягом — уменьшается. На рис. 3.91 представлена эксперимен-
тально полученная зависимость коэффициента Л'фрет от относи-
тельного зазора е между болтом и отверстием проушин из стали
и алюминиевого сплава.
Рис. 3.91. Зависимость коэффициента
-Кфрс.г = №), характеризующая влияние
посадки болта (зазора между болтом и
поверхностью отверстия) на снижение
предела выносливости проушин:
1 — из стали;
2 — из алюминиевого сплава
Для устранения фреттинг-коррозии необходимо принимать
соответствующие конструктивные решения, проводить техноло-
297
гические и профилактические мероприятия, исключающие воз-
можность ее возникновения (см. раздел 3.9).
Рис. 3.92. Влияние отношения d/D
на предел выносливости проушин
(Я = О, .V = 2 • 106, d = 12,7 мм,
t = 12,7 мм, е=0...4%):
1 — из стали с сти = 1250 МПа;
2 — из алюминиевого сплава
с ов = 540 МПа
Влияние геометрических параметров проушины на сопротив-
ление усталости в основном связано с их влиянием на величину
концентрации напряжений. Из всех параметров наибольшее
влияние на сопротивление усталости проушин оказывает отно-
шение d/D. Характер изменения предела выносливости про-
ушин из стали и алюминиевых сплавов от величины отношения
d/D показан на рис. 3.92. С увеличением отношения d/D сни-
жается концентрация напряжений и повышается предел вынос-
ливости проушин. Например, при увеличении d/D в 2 раза (с
0,3 до 0,6) теоретический коэффициент концентрации напряже-
ний уменьшается в 1,6 раза (с 4 до 2,5). При этом предел вы-
носливости проушин увеличивается в 1,5 раза.
Следует отметить положительное влияние на сопротивление
усталости утолщения верхней перемычки (увеличение размера а,
или отношения H/d). Из
графика на рис. 3.93 следует, что при
Рис. 3.93. Влияние относительной
толщины перемычки, оцениваемой
отношением Н/d, и посадки болта
на предел выносливости проушины
из стали 40ХН с параметром
d/D = 0,45:
1 — натяг е = -0,5...1% ;
2 — зазор е = -0,5...1%
298
увеличении H/d в два раза предел выносливости проушины
возрастает на 85% при посадке болта с зазором и на 45% —
при посадке болта с натягом, Утолщение только боковых пере-
мычек приводит к снижению предела выносливости проушины
(рис. 3.94), поэтому такой формы следует избегать.
Рис. 3.94. Влияние формы
проушины из стали
с ав = 1250 МПа
на предел выносливости
(В = 0,2; d = 20 мм,
10 мм, е = 0,5%)
Экспериментальные исследования показывают, что влияние
формы основания проушины на ее сопротивление усталости не
очень значительно. Среди возможных по форме основания типов
проушин (рис. 3.95) наибольший предел выносливости имеют
проушины типов 3 и 4, наименьший типа — 1. Однако следует
учитывать, что масса проушин типов 3 и 4 будет больше массы
проушин типа 1 и 2. Это не всегда оправдано. Например, для
уменьшения массы длинных тяг целесообразно уменьшать сече-
ние основания проушины.
Рис. 3.95.
Формы
наиболее
распространенных
проушин
На сопротивление усталости также оказывает влияние тол-
щина проушины (рис. 3.96). С увеличением толщины повыша-
ются напряжения вблизи боковых граней проушины из-за изги-
ба болта. Снижение усталостной прочности при увеличении тол-
щины проушины в большей степени проявляется в проушинах
с невысоким пределом текучести материала и при посадке болта
с зазором. Для снижения концентрации напряжений от изгиба
299
в очень толстых проушинах рекомендуется применять болты
большого диаметра, которые для уменьшения массы желательно
делать полыми.
Рис. 3.96. Зависимость предела
выносливости от толщины
проушины из стали
30ХГСНА2А
(Я = 0,2; d= 20 мм;
d/D = 0,5; H/D = 0,5)
Влияние посадки болта в отверстие на долговечность про-
ушины показано на рис. 3.97. С увеличением зазора между бол-
том и поверхностью отверстия сопротивление проушины умень-
шается. Это уменьшение наблюдается до величин £=1...1,б%.
При зазорах £>1,5% происходит более медленное снижение дол-
говечности проушины.
Рис. 3.97.
Влияние величины
зазора и натяга £
на долговечность
проушин из
алюминиевого
сплава Д16
(Я = 0)
Постановка болтов с натягом позволяет существенно повы-
сить выносливость проушин. Например, создание натяга величи-
ной £ — -0,7% повышает предел выносливости проушин из алю-
миниевых сплавов в 4 — 5 раз. Для стальных проушин это уве-
личение составляет 1,5...2 раза. Причем эффективность натяга
300
возрастает до величины £ = -1,5%. Дальнейшее увеличение на-
тяга практически не оказывает влияния на увеличение долго-
вечности проушин.
Для обеспечения требуемых величин зазора или натяга сле-
дует регламентировать шероховатость поверхности отверстия.
При большой шероховатости смятие болтом выступов поверх-
ностного микрорельефа поверхности отверстия может привести
к увеличению размера отверстия и, соответственно, к увеличе-
нию зазора или уменьшению натяга. По этой причине малые
натяги £ = -(0,2...0,5)% оказываются малоэффективными и не
дают устойчивых результатов.
Расчет проушин при переменных нагрузках. При расчете
характеристик сопротивления усталости проушин обычно опре-
деляют предел выносливости при пульсирующем цикле нагру-
жения О() (при R = 0), а потом делают пересчет на требуемую
асимметрию цикла R и получают значение .
Существуют различные методы и подходы к расчету долго-
вечности и предела выносливости проушин. Наиболее простые и
удобные для инженерной практики методы оценки предела вы-
носливости проушин основаны на использовании характеристик
сопротивления усталости так называемых “стандартных” про-
ушин. В частности, Хейвуд для определения предела выносли-
вости проушин при пульсирующем цикле предложил следую-
щую формулу [38]:
ст ______103 + бкл4____
°0 °() 1()з + + о,О4с!^сп4 ’
где < •— предел выносливости “стандартной проушины” с диа-
метром отверстия d = 25,4 мм и значением теоретического коэф-
фициента концентрации напряжений = 30; к — коэффициент
для сталей, равный 2,7 и для алюминиевых сплавов — 1,85;
множитель (1 + 0,04cJ)k учитывает влияние фреттинг-коррозии;
п = 1g N— логарифм числа циклов нагружения проушины.
Кривые усталости для стандартных проушин из стали с сгв
от 700 до 1600 МПа и алюминиевых сплавов с ов от 700 до
301
1600 МПа приведены на рис. 3.98 и 3.99. Для определения зна-
чения теоретического коэффициента концентрации напряжений
аа можно использовать зависимость % = / dJ , представлен-
ную на рис 3.100 [6].
Рис. 3.98.
Кривая
усталости
“стандартной”
проушины
(по Хейвуду)
из сталей с
ов= 700...1600 МПа
(7? = 0)
Рис. 3.99.
Кривая
усталости
“стандартной”
проушины
(по Хейвуду)
из алюминиевых
сплавов с
ов = 490...600 МПа
(7? = 0)
Для пересчета величины о0 на требуемую асимметрию
цикла используют зависимости, полученные из анализа диа-
граммы предельных напряжений (максимальных напряжений в
цикле отах = <зт + оа) для проушины. Она имеет существенное
отличие от диаграмм для обычных деталей, особенно в области
отрицательных значений коэффициента R (рис. 3.101). Это свя-
зано с тем, что сжимающие нагрузки вызывают в опасном се-
чении проушин пренебрежительно малые растягивающие напря-
жения, которые практически не влияют на величину предела
ВЫНОСЛИВОСТИ Oq.
302
Рис. 3.100. Зависимость
теоретического коэффициента
концентрации напряжений
в проушине а0 от отношения
d/D при различных
величинах зазора:
1 — Е = 0;
2 — е = 0,003;
3 — Е = 0,01
Диаграмма предельных напряжений для проушины (рис. 3.101)
аппросимируется двумя прямыми линями, уравнения которых
имеют вид:
од = о0 при R < 0 (на участке А—В),
Од ч----------------- при R > 0 (на участке В—С),
ор (1 ~ ^) +
где ор разрушающие напряжения
в проушине при статическом на-
гружении
Условием прочности проуши-
ны по переменным напряжениям
будет соотношение
°а + 5 >
Рис. 3.101. Диаграмма
предельных напряжений
для проушины
где оа и о;п — соответственно
амплитуда и среднее напряжение от внешней нагрузки, цикли-
чески меняющейся в пределах -Pmin ~ -^щах
р х mm - р max р • х min + р х max
"а~ 2{D - d) t Um“ 2(D - d) t
303
Пример. Определить предел выносливости проушины из
алюминиевого сплава Д16Т с ов = 430 МПа при коэффициенте
асимметрии цикла R = 0,3 и количестве циклов нагружения
N = 2 106.
Заданы параметры проушины: d - 14 мм, D = 38 мм. Зазор
между болтом и проушиной е = 0,5%.
Находим предел выносливости “стандартной” проушины по
графику на рис. 3.98:
OqT МПа для N = 2 106 циклов, OqT - 50 МПа.
Рассчитываем параметр тг.
п = lg N = 1g 2 • 106 = 6,301.
По графику на рис. 3.100 находим ао = 3,75 для проушины
при ~ = 0,36; е = 0,5%.
Вычисляем предел выносливости при пульсирующем цикле
нагружения:
ст 103 + бки4
;о = °о —ч--7-------л—7
103 + a (l + 0,04dW
= 50
_________103 + 6 1,85 6,3014_____
103 + 3,75 (1 + 0,04 14) • 1,85 6,3014
МПа .
Определяем разрушающие напряжения при статическом на-
гружении проушины:
tfpl = 0,56 + 0,46 | - 0,1 = 0,56 + 0,46 - 0,1 = 0,749 ,
°в 430
°Р _йГр1 0,749 ~ 574 '
Вычисляем предел выносливости при цикле нагружения
R = 0,3:
с0°р 51,2 574 .......
On н----------------------------------———• — то 5 МП я
<зр (1 - Л) + о0 Я 574(1 - 0,3) + 51,2 3 ’
304
3.11.4. Проектировочный расчет
кронштейнов
Во многих узлах конструкции вертолета для закрепления
различных агрегатов используются кронштейны, которые обыч-
но представляют собой консоль-
ный элемент, прикрепленный с
одной стороны по фланцу к
жесткому основанию, а с дру-
гой заканчивающийся проуши-
ной, вилкой или другим эле-
ментом для передачи сосредо-
точенной нагрузки (рис. 3.102).
В общем случае нагрузка,
действующая на кронштейн,
может быть произвольной. Рас-
смотрим наиболее часто встре-
Рис. 3.102. Кронштейны:
а — с проушиной;
б — с резьбовым наконечником
чающийся пример, когда сосредоточенная сила приложена на
некотором плече от плоскости заделки и направлена перпенди-
кулярно продольной оси кронштейна (рис. 3.103).
Проектировочный расчет в данном случае проводится в
такой последовательности.
Рис. 3.103. Расчетная схема консольного кронштейна
1. Из конструктивных соображений выбирается ширина В в
основании кронштейна (в сечении 1 — 1). Обычно она ограничена
габаритами элемента, к которому крепится кронштейн.
2. Определяется высота Н и толщина полки 5К в основании
кронштейна:
305
В [0-](l - [Г]
bK = I H (1 - P) ,
la
где P = h/H. В первом приближении можно принять Р = 0,8...0,9,
затем величина Р может быть скорректирована с учетом воз-
можных ограничений (конструктивных, технологических и т.д.)
на толщину полки кронштейна.
Для облегчения кронштейна в его стенке часто выполняют
отверстия, как это показано на рис. 3.103. Максимальный раз-
мер отверстия не должен превышать 0,5Н. При больших отверс-
тиях кронштейн в силовом отношении будет представлять уже
рамочную систему, нецелесообразную для данного элемента.
Если полка получается тонкой, необходимо проверить ее на
местную устойчивость (при условии В > 85к).
3. Рассчитывается крепление кронштейна. Для кронштей-
нов, присоединяемых к основанию сваркой, оценивается проч-
ность сварного шва. Для резьбового соединения определяется
усилие в максимально нагруженном болте (шпильке), и по нему
выбираются размеры болта.
4. Определяется толщина 5ф полки фланца основания крон-
штейна. Полка фланца рассчитывается на местный изгиб под
отдельным болтом по сечению 2—2 (рис. 3.104). Контакт крон-
штейна с другой деталью обычно осуществляется по всей по-
верхности стыка. В этом случае при затянутом болтовом соеди-
нении изгиб полки фланца в сечении 2-2 будет стесненным, и
толщина полки фланца кронштейна будет определяться услови-
ем [23]
о = 0,5-^-5 [о],
где Рб — расчетное усилие в наиболее нагруженном болте;
_Ь8Ф
W — g ; b — ширина полки фланца, эффективно работающая
на изгиб (определяется в соответствии с рис. 3.104).
306
Рис. 3.104. К определению эффективной ширины полки
фланца кронштейна на изгиб:
а — открытой; б — подкрепленной ребром
307
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Алявдин И.М., Васильев В.В., Красоткин АЛ. и др. Кон-
струирование деталей: Учебное пособие к курсовому проектиро-
ванию. — М.: МАИ, 1985.
2. Справочная книга по расчету самолета на прочность / Ас-
тахов М.Ф., Караваев А.В., Макаров С.Я., Суздалъцев Я.Я. —
М.: Оборонгиз, 1954.
3. Белов А.Ф., Бенедиктова Г.П., Висков А.С. и др. Строение
и свойства авиационных материалов: Учебник для вузов. — М.:
Металлургия, 1989.
4. Биргер ИЛ. Расчет резьбовых соединений. — М.: Оборон-
гиз, 1959.
5. Биргер ИЛ., Шофф Б.Ф., Иосилевич Г.Б. Расчет на проч-
ность деталей машин: Справочник. — М.: Машиностроение, 1993.
6. Бойцов Б.В., Кишкина С.И., Кравченко Г.Н. и др. Долго-
вечность шарнирно-болтовых соединений летательных аппара-
тов. — М.: Машиностроение, 1996.
7. Бойцов Б.В. Прогнозирование долговечности напряжен-
ных конструкций. Комплексное исследование шасси самолета.
— М.: Машиностроение, 1985.
8. Брондз Л.Д. Технология и обеспечение ресурса самолетов.
— М.: Машиностроение, 1986.
9. Васильев В.В., Добряков АЛ., Дудченко АЛ. и др. Основы
проектирования и изготовления конструкций летательных аппа-
ратов из композиционных материалов. — М.: МАИ, 1985.
10. Вахитов А.Ф., Буров Б.В. Вертолет Ми-6. — М.: Транс-
порт, 1977.
11. Сопротивление усталости элементов конструкции / Воро-
бьев А.З., Олькин Б.И., Стебенев В.Н., Родченко Т.С. — М.: Ма-
шиностроение, 1990.
308
12. Гжиров Р.И. Краткий справочник конструктора. — Л.:
Машиностроение, 1984.
13. Гиммельфарб А.Л. Основы конструирования в самолето-
строении. — М.: Машиностроение, 1980.
14. Далин В.Н., Михеев С.В. Конструкция вертолетов. — М.:
Изд-во МАИ, 2001.
15. Данилов ВА, Другое А.Г., Тетерин И.В. Вертолет Ми-8.
— М.: Транспорт, 1979.
16. Анизотропные панели — плоская задача: Учебное посо-
бие / Дудченко АА, Елпатъевский АН., Лурье СА, Фирсанов В.В.
— М.: Изд-во МАИ, 1991.
17. Дудченко АА., Елпатъевский АН., Хворостинский АН.
Учебное пособие по проектированию и расчету тонкостенных
конструкций, выполненных из композиционных материалов. —
М.: МАИ, 1985.
18. Кан С.Н., Свердлов ИА. Расчет самолета на прочность.
— М.: Оборонгиз, 1958.
19. Композиционные материалы: Справочник / Под ред.
Д.М. Карпиноса. — Киев: Наукова думка, 1985.
20. Композиционные материалы: Справочник / Васильев
В.В, Протасов В.Д., Болотин В.В. и др.; Под общ. ред. В.В. Ва-
сильева, Ю.М. Тарнопольского. — М.: Машиностроение, 1990.
21. Лехницкий С.Г. Анизотропные пластинки. — М.: Гостех-
издат, 1947.
22. Лещин А.В., Попов Ю.И. Черняков Н.С. Конструирова-
ние узлов: Учебное пособие к курсовому проектированию. —
М.: МАИ, 1985.
23. Лизин В.Т., Пяткин ВА. Проектирование тонкостенных
конструкций. 2-е изд., перераб. и доп. — М.: Машиностроение,
1985.
24. Михеев РА. Прочность вертолетов: Учебник для авиаци-
онных специальностей вузов. — М.: Машиностроение, 1984.
25. Николаев ГА., Винокуров В А. Сварные конструкции.
Расчет и проектирование. — М.: Высшая школа, 1990.
26. Нормы летной годности винтокрылых летательных аппа-
ратов транспортной категории. Авиационные правила. Часть 29.
Межгосударственный авиационный комитет, 1995.
27. Орлов П.И. Основы конструирования: Справочно-методи-
ческое пособие. — М.: Машиностроение, 1977.
309
28. Основы конструирования деталей механизмов летатель-
ных аппаратов: Учебное пособие / Под ред. ЕЛ. Самойлова. —
М.: Изд-во МАИ, 1992.
29. Петерсон Р. Коэффициенты концентрации напряжений.
— М.: Мир, 1977.
30. Резниченко В.И., Хомич В.И. Применение композицион-
ных материалов. Энергетика, электротехника, электроника. —
М.: Центральный Российский дом знаний. НВЦ Источник,
1992.
31. Серенсен С.В., Когаев В.П., Шнейдерович Р.М. Несущая
способность и расчет деталей машин на прочность: Руководство
и справочное пособие. — М.: Машиностроение, 1975.
32. Справочник по композиционным материалам: Кн. 2/
Под ред. Дж. Любина', Пер. с англ. А.Б. Геллера и др.; Под ред.
Б.Э. Геллера. — М.: Машиностроение, 1988.
33. Сухарев Н.П. Прочность шарнирных узлов машин. —
М.: Машиностроение, 1977.
34. Теория и практика проектирования пассажирских само-
летов / Под ред. Г.В. Новожилова. — М.: Наука, 1976.
35. Технология выполнения высокоресурсных соединений в
конструкциях самолетов: Учебное пособие / Под ред. А.И. Яр-
ковца. — М.: МАИ, 1985.
36. Усталость самолетных конструкций; Пер. с англ. / Под
ред. И.И. Эскина. — М.: Оборонгиз, 1961.
37. Форрест П. Усталость металлов; Пер. с англ. / Под ред.
С.В. Серенсена. — М.: Машиностроение, 1968.
38. Хейвуд Р.Б. Проектирование с учетом усталости. — М.:
Машиностроение, 1969.
39. Шнуров З.Е. Композитные лопасти: выкладка или на-
мотка. Российский информационный технический журнал “Вер-
толет”. 1999. №4.
310
ОГЛАВЛЕНИЕ
Предисловие редактора ................................ 3
Введение ..............................................6
1. Особенности проектирования элементов конструк-
ции вертолета ........................................ 8
1.1. Характеристика условий работы элементов
конструкций вертолета..............................8
1.2. Требования, предъявляемые к элементам
конструкции вертолета..............................10
1.3. Надежность конструкции........................11
1.4. Долговечность конструкции.....................13
1.5. Совершенство по массе конструкции ............16
1.6. Прочность конструкции.........................18
1.6.1. Статическая прочность конструкции.......19
1.6.2. Прочность конструкции, работающей
на устойчивость ................................24
1.6.3. Усталостная прочность конструкции.......24
1.7. Жесткость конструкции.........................36
1.8. Основные этапы, принципы и правила
конструирования деталей и узлов....................40
2. Проектирование деталей.............................50
2.1. Выбор материала...............................50
2.1.1. Основные принципы выбора материала
деталей.........................................55
2.1.2. Металлические сплавы.....................57
2.1.3. Композиционные материалы.................65
311
2.2. Формирование конструктивно-силовой
схемы детали......................................75
2.3. Выбор формы и проектировочный расчет
деталей...........................................78
2.3.1. Сечение детали, работающей на растя-
жение и чистое сжатие...........................78
2.3.2. Сечение детали, работающей на срез.......79
2.3.3. Сечение детали, работающей на попереч-
ный изгиб ......................................80
2.3.4. Сечение детали, работающей на кручение ... 84
2.3.5. Сечение детали, работающей на устой-
чивость ........................................86
2.3.6. Расчет деталей, выполненных из ком-
позитов ........................................91
2.4. Проектирование деталей с учетом требова-
ний усталостной прочности....................... 102
2.4.1. Улучшение характеристик усталости де-
талей путем уменьшения концентраций напря-
жений ........................................ 104
2.4.2. Выбор рациональной технологии изго-
товления и упрочнения деталей................. 117
2.5. Проектирование деталей, изготавливаемых
из металлов разными технологическими способами . . 125
2.5.1. Проектирование деталей, изготавливае-
мых механической обработкой .................. 126
2.5.2. Проектирование деталей, изготавливае-
мых холодной штамповкой....................... 130
2.5.3. Проектирование деталей, изготавливае-
мых горячей штамповкой........................ 133
2.5.4. Проектирование деталей, изготавливае-
мых литьем.................................... 138
2.6. Проектирование деталей, изготавливаемых
из композитов................................... 140
312
2.6.1. Проектирование деталей из композитов,
изготавливаемых методом выкладки ............. 147
2.6.2. Проектирование деталей из композитов,
изготавливаемых методом намотки............... 152
3. Проектирование соединений........................ 157
3.1. Виды и типы соединений..................... 157
3.2. Резьбовые соединения....................... 163
3.2.1. Концентрация нагрузки и напряжений
в резьбовом соединении........................ 169
3.2.2. Предварительная затяжка резьбового со-
единения ..................................... 176
3.2.3. Расчет резьбовых соединений............ 185
3.2.4. Посадки, шаг резьбы и длины свинчива-
ния резьбовых деталей......................... 196
3.3. Шлицевые соединения ....................... 198
3.4. Заклепочные соединения..................... 206
3.4.1. Концентрация напряжений в заклепоч-
ном соединении................................ 209
3.4.2. Влияние конструктивных факторов на
прочность и усталостную долговечность закле-
почных соединений............................. 212
3.4.3. Выбор параметров и расчет заклепоч-
ных соединений................................ 217
3.5. Сварные соединения......................... 223
3.5.1. Концентрация нагрузки и напряжений
в сварном соединении.......................... 228
3.5.2. Выбор параметров и расчет сварных со-
единений ..................................... 234
3.6. Паяные соединения.......................... 240
3.7. Клеевые соединения...................... 245
3.7.1. Концентрация напряжений в клеевом
соединении.................................... 248
3.7.2. Выбор параметров и расчет клеевых со-
„ 95?
единении ....................................
313
3.8. Комбинированные соединения.................. 254
3.9. Фреттинг-коррозия в соединениях............. 257
3.10. Особенности проектирования соединений
деталей из композитов............................ 262
3.10.1. Механические соединения............... 264
3.10.2. Сплошные соединения................... 274
3.10.3. Комбинированные соединения............ 276
3.11. Проектирование типовых элементов в
соединениях...................................... 278
3.11.1 Проектирование групповых резьбовых
соединений.................................... 278
3.11.2. Определение усилий в групповом
резьбовом соединении.......................... 282
3.11.3. Проектирование соединений с про-
ушинами ...................................... 287
3.11.4. Проектировочный расчет кронштейнов ... 305
Библиографический список ........................... 308
314
Тем. план 2004, поз. 1
Завалов Олег Анатольевич
КОНСТРУКЦИЯ ВЕРТОЛЕТОВ
Редактор М.С. Винниченко
Компьютерная верстка Т.С. Евгеньевой
Сдано в набор 13.11.03. Подписано в печать 11.03.04.
Бумага офсетная. Формат 60 х 84 1/16.
Печать офсетная. Усл. печ. л. 18,37. Уч.-изд. л. 19,75.
Тираж 1000. Зак. 2698/1676. С. 155.
Издательство МАИ
“МАИ”, Волоколамское шоссе, д. 4,
Москва, А-80, ГСП-3 125993
Типография Издательства МАИ
“МАИ”, Волоколамское шоссе, д. 4,
Москва, А-80, ГСП-3 125993
ДЛЯ ЗАМЕТОК