



































































































Текст
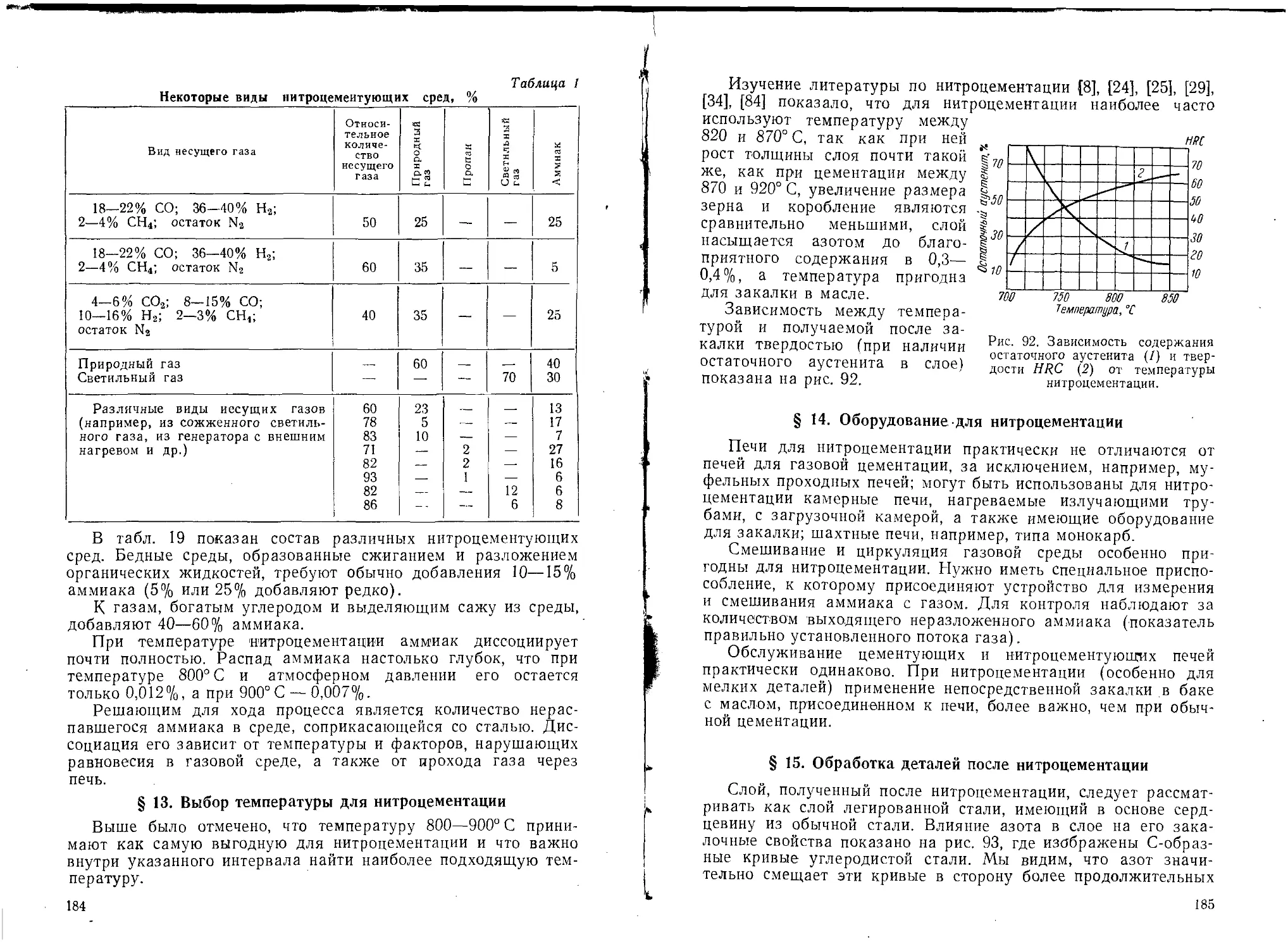
Dr Ing JAN KORECKY
CEMENTOVANI
OCELI
PRAHA
STATNI nakladatelstvi technicke literatury
ЯН КОРЕЦКИЙ
ЦЕМЕНТАЦИЯ СТАЛИ
Перевод с чешского Ю. Н. Савенкова
Под редакцией канд. техн, наук
И. Т. БАРУЗДИНА
ГОСУДАРСТВЕННОЕ СОЮЗНОЕ ИЗДАТЕЛЬСТВО СУДОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ Ленинград
1962
В книге изложены основы теории и практики процессов химико-термической обработки стали. Рассмотрены общие закономерности диффузии углерода в стали; процессы цементации; распределение содержания углерода в цементованном слое; влияние различных факторов на результат цементации; технологические процессы цементации и термической обработки цементованной стали; составы чехословацких и советских твердых карбюризаторов; составы смесей для цементации в жидких и газовых средах. Приведены данные о структуре и свойствах цементованной стали в термически обработанном состоянии и обзор цементуемых сталей. Содержится описание оборудования, применяемого для различных методов цементации; изложены основные требования к цементованному слою.
Книга предназначена для инженерно-технических работников машиностроительных заводов и научно-исследовательских институтов, а также для студентов высших учебных заведений машиностроительного и металлургического профилей.
ЯН КОРЕЦКИЙ ЦЕМЕНТАЦИЯ СТАЛИ Редактор Р. Д. Никитина Художественное оформление П. Д. Пестуновича Технический редактор Д. М. КрЯкова Корректоры С. Л. Осмоловская и М. И. Исаенкова
Сдано в набор 23/1 1962 г. М-03311. Подписано к печати 8/VI 1962 г. Формат бумаги 60X90718. Печати, листов 14,75 (1 вкл.). Уч.-изд. л. 15,8. Изд. № 1006-60. Тираж 4000 экз. Цена I руб. 26 коп. Заказ № 195.
______________________Судпромгиз, Ленинград, ул. Гоголя, 8.__________________ Типография № 4 УПП Ленсовиархоза, Ленинград, Социалистическая, 14.
ПРЕДИСЛОВИЕ
Технологические процессы поверхностного насыщения (диффузии) стали различными элементами широко применяют в машиностроении. Речь идет о двух способах химико-термической обработки: цементации и азотировании. Остальные процессы можно отнести к первому или второму способам, в зависимости от того, какой из диффундирующих элементов будет основным.
Монография по азотированию была написана несколько лет тому назад. В настоящей книге рассматривается вопрос о цементации стали. Обе монографии, имея много общего, отличаются одна от другой тем, что в первой («Азотирование») исчерпывается ограниченная тема и значительное место уделено полной библиографии; во второй — содержится обзор основных сведений по цементации стали, а в библиографию включены только источники, являющиеся самыми важными и новейшими. В Чехословакии до сих пор не было книг по цементации. В иностранной литературе такие книги имеются и их выпущено больше, чем книг, посвященных азотированию.
При цементации производится термическая обработка большого количества марок стали. В книге основное внимание уделено технологии цементации, а также приведены некоторые сведения об устройстве печей и оборудовании цехов.
Автор приносит благодарность инж. Богумилу Пршеносилу за активное сотрудничество в работе над главой VII, рецензентам инж. Богумилу Воженилку и инж. Олдржиху Красному за ценные замечания, проф. Ф. Грониху за представленные им оригинальные фотографии.
Ян Корецкий
ВВЕДЕНИЕ
Сведения о превращении мягкой ковкой стали в закаливаемую твердую сталь при нагревании в порошке из древесных углей, костей, рогов и других присадок мы находим в древних письменных памятниках и преданиях (Теофил Пресбытер в XI столетии, Нибелунги и др.), а также при металлографическом изучении древних изделий. В XVII столетии уже применялась цементация пруткового материала для превращения мягкой ковкой стали в твердую инструментальную и пружинную; существовали мастерские по цементации стали.
Для развития и углубления теоретических и практических знаний по цементации много сделал известный ученый и технолог начала XVII столетия Антуан Фершо де-Реомюр; он разработал состав твердого карбюризатора, в который наряду с древесным углем уже входили зола и поваренная соль. Исследования, выполненные при производстве ковкого чугуна и цементации, привели Реомюра к выводу, что испытание на твердость — вполне приемлемый метод контроля качества цементации.
В XVIII в. впервые удалось переплавить в тигле сварочную сталь (всегда загрязненную шлаком) и получить литую сталь с особыми свойствами. С этого времени цементацию стали как способ подготовки тигельного сырья применяли 150 лет. Только в начале минувшего столетия для цементации начали использовать особые печи (рис. 1), отапливаемые вначале твердым топливом, а позднее газом; они были похожи на металлургические печи. Основными их частями были камеры 1, предназначавшиеся для цементации; топка 2, где сжигалось топливо; каналы 3, по которым пламя омывало камеры для цементации; отверстия 4, куда вставлялись контрольные образцы (свидетели) толщиной 10—20 мм и шириной 50—100 мм (с помощью этих образцов контролировали процесс цементации). Камеры имели длину 2,5—4,5 м и поперечное сечение 1X1 м. В них загружали до 6 г стали; свободное пространство тщательно закладывали твердым карбюризатором и нагревали печь до температуры 1050-—1100° С. Цементация одной садки
6
продолжалась десять дней, после чего по содержанию углерода в контрольных образцах определяли результаты цементации.
Впервые применили цементацию деталей после внедрения паровых машин, детали которых быстро изнашивались.
На теоретическую сторону процесса цементации внимание было обращено в XIX и XX вв. Тогда же определили, как влияют на цементацию материалы, богатые азотом (белковые вещества, желтая кровяная соль). Действительную сущность воздействия различных веществ на качество цементации удалось объяснить только в настоящее время.
Рис. I. Старая печь для цементации стали.
/ — камеры для цементации; 2 — колосниковая решетка; 3 — каналы для отвода продуктов сгорания; 4 — отверстия для «свидетелей».
Предложения по использованию газовой среды для цементации также известны с начала прошлого столетия.1 К этому же периоду относится предложение о добавке углекислого бария к древесному углю.
В дальнейшем цементацией занимались выдающиеся теоретики и практики-металлурги: Чернов, Маннесман, Робертс-Аустен, Осмонд, Ле-Шателье, Шарпи и Ледебур [70]. К исследователям, посвятившим цементации значительную часть своих трудов, можно отнести Ф. Джиолитти [4], Л. Гийе [7], А. Н. Минкевича [10], Фещенко-Чаповского [44] и многих других.
Классические способы цементации в твердых карбюризато- -рах были последовательно расширены цементацией в газовой среде и позже — цементацией в соляных ваннах; количество различных вариантов основных процессов непрерывно увеличивалось.
1 Выдающийся русский металлург Аносов производил газовую цементацию железа в 1837 г. Прим. ред.
7
Продолжительное время для цементации применяли только мягкие углеродистые стали. Однако с развитием вооружения в военной промышленности в конце XIX века были внедрены новые высококачественные никелевые и хромоникелевые стали, предназначенные не только для стволов орудий, но и для брони. В начале XX века высококачественные цементуемые стали начали применять в автомобильной и в зарождающейся авиационной промышленности. До первой мировой войны выбор марок цементуемых сталей был ограниченным (никелевые и хромоникелевые стали). Так как в никеле ощущался недостаток, дальнейшее расширение области применения цементации привело к использованию в промышленности цементуемых сталей с малым содержанием никеля или без него.
В настоящее время цементация имеет большое хозяйственное значение. Уже давно отказались от цементации стали при получении сырья и полуфабрикатов. Основное значение цементации в настоящее время состоит в том, что она применяется в машиностроении как процесс окончательной обработки деталей. При помощи цементации, например, можно изготовлять детали с твердой поверхностью и хорошей вязкостью сердцевины. Такие детали хорошо сопротивляются поверхностному износу и выдерживают значительную ударную нагрузку без разрушения.
Цементация удлиняет срок службы деталей до полного износа и способствует повышению точности работы станков некоторых типов.
Одновременно применение деталей с высоким качеством цементации расширяет конструктивные возможности и позволяет создавать производительные станки с большим числом оборотов при экономически целесообразном времени их эксплуатации. Оба эти преимущества проявляются прежде всего при производстве автомобилей, мотоциклов и велосипедов, современных железнодорожных вагонов, самолетов, а также при изготовлении различных производственных станков (производительных и обрабатывающих автоматов в металлопромышленности, в текстильном производстве, в книгопечатании, в производстве инструментов и приспособлений и т. п.). Изготовление же станков с большой производительностью и длительным временем эксплуатации без использования цементованных деталей весьма затруднительно.
Цементация — не единственный способ, позволяющий получить высокую поверхностную твердость деталей машин. Тем не менее, она до сих пор широко распространена не только в Чехословакии, но и за ее пределами. Значение цементации по сравнению с остальными способами поверхностного упрочнения деталей рассмотрено в заключительной главе этой книги,
ГЛАВА I
СУЩНОСТЬ ЦЕМЕНТАЦИИ
Цементация-—диффузионный процесс, при котором поверхностный слой мягкой стали насыщается углеродом. После закалки цементованной стали отчетливо различаются твердости поверхности и сердцевины. При некоторых способах цементации в карбюризатор вводят вещества, содержащие азот. До тех пор, пока преобладает диффузия углерода, процесс считают цементацией. В таких случаях присутствующий азот рассматривают как элемент, несколько изменяющий равновесие диаграммы Fe — С в направлении расширения области аустенита.1 Процессы, протекающие в соответствии с диаграммой равновесия Fe—N, относятся к азотированию. После азотирования, за исключением особых случаев1 2, закалку не производят.
Поскольку в настоящей книге поставлена цель подробно ознакомить с цементацией и ее сущностью, необходимо напомнить некоторые превращения, протекающие согласно диаграмме равновесия системы Fe—С, в соответствии с которой назначается предварительная и окончательная термическая обработка слоя.
§ 1. Система Fe—С (содержание углерода до 2%)
В диаграмме равновесия Fe—С достаточно рассмотреть только часть, имеющую значение для цементации стали и соответствующую наибольшей растворимости углерода в аустените. Для этого пригодна метастабильная карбидная система, так как цементация практически не связана со стабильной графитовой системой.
Часть диаграммы равновесия изображена на рис. 2 с учетом последних данных [9]. На ней использовано общепринятое обозначение точек превращения; область над точками G, О, S
1 Химико-термическую обработку, сопровождающуюся одновременным насыщением стали углеродом и азотом, нет необходимости называть цианированием. Только один из процессов цементации в соляных ваннах, при котором наступает значительное обогащение азотом, мы можем из практических соображений называть в узком смысле слова «цианированием», так же как аналогичный процесс в газовой среде мы называем «нитроцементацией».
2 Таким случаем является антикоррозионное азотирование, кдтррое по своему характеру относится к процессам поверхностной защиты.
9
с
До
Рис. 2. Часть диаграммы равновесия железо — углерод углерода
и Е соответствует твердому раствору углерода в железе — аустениту.
Точки, ограничивающие нижнюю часть диаграммы, определяют содержание углерода и соответствующие температуры: G— 0%С, 910°С; О — точка Кюри, 768°С; S — эвтектоидная точка, 0,80% С, 723° С и £— 2,0% С, 1130° С.
Область, ограниченная осью координат и линией через точки G, Р и Q, занята ферритом. Положение точек определяется следующим образом: G— см. выше, Р — 0,25% С, 723° С и Q — 0,008% С, 0°С.
Магнитные изменения при 768° С не принимаются во внимание. Незначительная растворимость углерода в а-железе позволяет считать феррит просто железом.
В области GOSP нахо-?Лдятся феррит и аустенит, а в области, расположенной вправо от линии ES — аусте-содержанием нит и цементит (карбид железа 2'0%- Fe3C).
Вправо от точек Р и Q почти до перпендикуляра, опущен-находится область перлита (эвтектоидная
s,
ного из точки
смесь феррита и цементита) и феррита; вправо от этого перпендикуляра— область перлита и цементита.
В приведенной части диаграммы встречаются следующие фазы: феррит, аустенит, цементит и перлит; последний представляет структуру, образованную эвтектоидной смесью феррита и цементита. В цементованном слое имеют место указанные фазы. Остановимся на их особенностях.
Феррит — твердый раствор углерода в a-железе (до 780° С) и (3-железе1 (от 768°С почти до 910°С); а- и (3-железо имеет кубическую объемноцентрированную решетку, физически построенную так, что углерод в ней растворяется в весьма незначительном количестве. Феррит существует совместно с аустенитом в области температуры выше 723° С для сплавов при содержании углерода почти до 0,83% и совместно с перлитом — ниже этой температуры.
1 Немагнитное a-железо только в редких случаях называют Р-железом. (Прим. ред.).
10
Ниже 723° С феррит, находясь в контакте с углеродом, практически не растворяет его и только после повышения температуры на поверхности их контакта может образоваться небольшое количество твердого раствора углерода в у-железе. Этот процесс для мягкой стали способствует переходу углерода из перлита в аустенит.
Вследствие диффузии углерода процесс, первоначально начавшийся на поверхности стали, распространяется к сердце-вине. При температуре цементации выше 910° С феррит уже не существует, и углерод легко диффундирует в твердый раствор аустенита, который в этой стадии содержит лишь небольшое количество углерода.
Феррит мягок ц обладает сравнительно высокими пластическими свойствами в холодном и нагретом состоянии. Мягкая углеродистая сталь с большим количеством феррита не принимает закалки (т. е. при использовании закалки не приобретает высокой твердости). Нагрев низкоуглеродистой стали до температуры закалки способствует, при наличии малых количеств перлита, переходу феррита в твердый раствор у. Образовавшийся при закалке мартенсит содержит малое количество углерода, что не приводит к большим искажениям кристаллической решетки а-железа.
Аустенит — твердый раствор углерода в у-железе, содержит до 2% углерода при 1135° С; у-железо имеет гранецентрированную кубическую решетку, центр которой остается свободным. Благодаря этому создаются предпосылки для повышения концентрации углерода в сплаве; углерод может разместиться в центре решетки.
Растворимость углерода зависит от температуры. Линия SE — граница этой растворимости, ниже ее из аустенита выделяется углерод в виде карбида Fe3C. С другой стороны область аустенита ограничена температурой превращения у — а, которое для чистого железа соответствует точке G. По мере повышения содержания углерода в аустените температура снижается почти до 723° С и при 0,83% углерода аустенит достигает самой низкой границы своего существования — эвтектоидной точки S.
Наличие смеси аустенита с ферритом можно объяснить тем, что из твердого раствора углерода в аустените при понижении температуры ниже QOS выделяется небольшое количество феррита, а остающийся твердый раствор при этом обогащается углеродом. Соответственно снижается, температура его превращения, приближаясь к точке S. Выделяющийся из аустенита феррит кристаллизуется в виде зерен (это наиболее вероятно для раствора с концентрацией около точек линии GP) или располагается только по границам зерен (иногда также в местах пластических искажений в кристаллах аустенита). Феррит, выде-
11
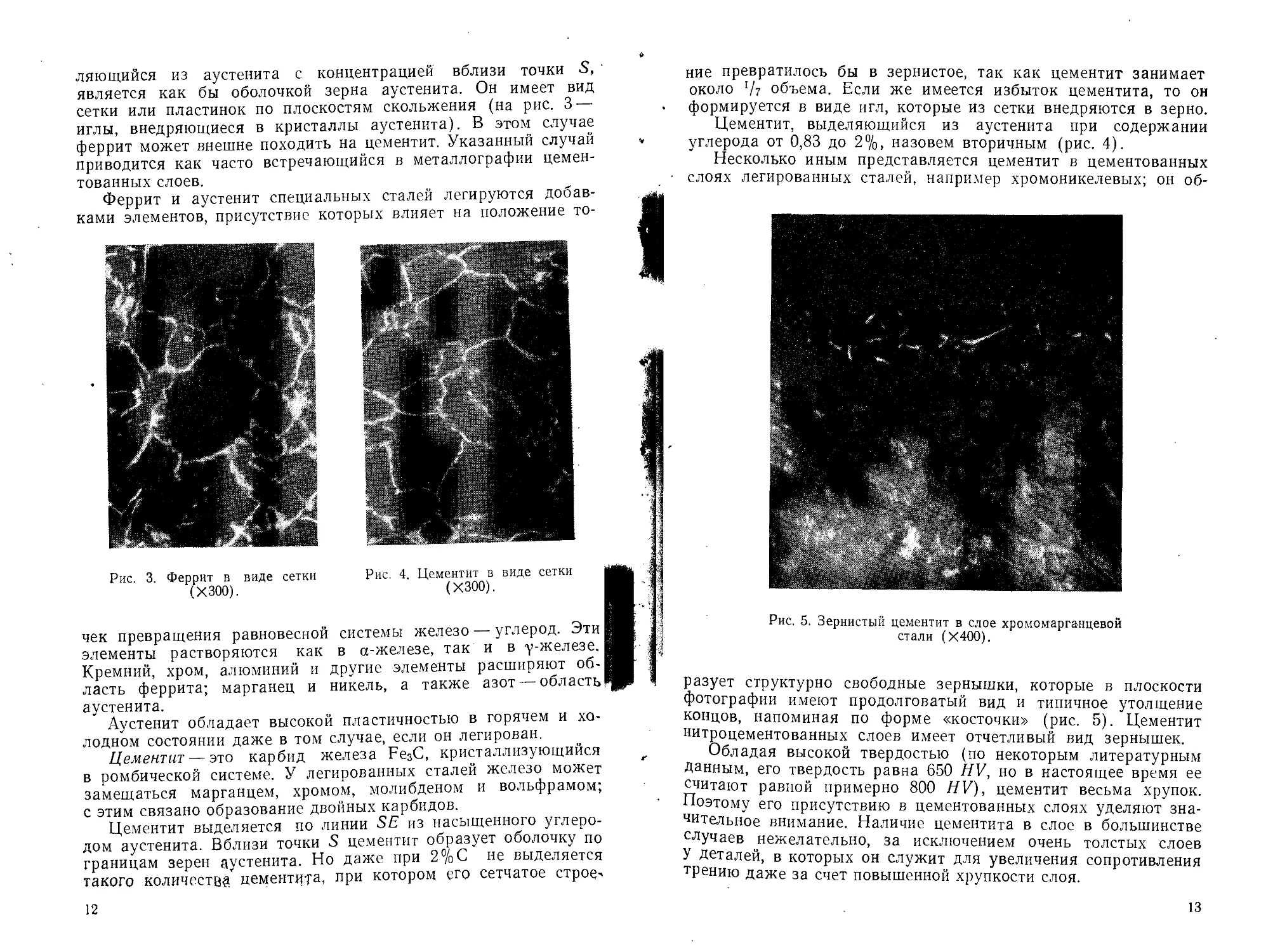
ляющийся из аустенита с концентрацией вблизи точки о, является как бы оболочкой зерна аустенита. Он имеет вид сетки или пластинок по плоскостям скольжения (на рис. 3 — иглы, внедряющиеся в кристаллы аустенита). В этом случае феррит может внешне походить на цементит. Указанный случай приводится как часто встречающийся в металлографии цемен-
тованных слоев.
Феррит и аустенит специальных сталей легируются добав-
ками элементов, присутствие которых влияет на положение то
Рис. 3. Феррит в виде сетки (ХЗОО).
Рис. 4. Цементит в виде сетки (ХЗОО).
чек превращения равновесной системы железо — углерод. Эти элементы растворяются как в ct-железе, так и в у-железе. Кремний, хром, алюминий и другие элементы расширяют область феррита; марганец и никель, а также азот — область аустенита.
Аустенит обладает высокой пластичностью в горячем и холодном состоянии даже в том случае, если он легирован.
Цементит — это карбид железа Fe3C, кристаллизующийся в ромбической системе. У легированных сталей железо может замещаться марганцем, хромом, молибденом и вольфрамом; с этим связано образование двойных карбидов.
Цементит выделяется по линии SE из насыщенного углеродом аустенита. Вблизи точки S цементит образует оболочку по границам зерен аустенита. Но даже при 2%С не выделяется такого количества цементита, при котором его сетчатое строе
12
ние превратилось бы в зернистое, так как цементит занимает около !/? объема. Если же имеется избыток цементита, то он формируется в виде игл, которые из сетки внедряются в зерно.
Цементит, выделяющийся из аустенита при содержании углерода от 0,83 до 2%, назовем вторичным (рис. 4).
Несколько иным представляется цементит в цементованных слоях легированных сталей, например хромоникелевых; он об-
Рис. 5. Зернистый цементит в слое хромомарганцевой стали (Х400).
разует структурно свободные зернышки, которые в плоскости фотографии имеют продолговатый вид и типичное утолщение концов, напоминая по форме «косточки» (рис. 5). Цементит нитроцементованных слоев имеет отчетливый вид зернышек.
Обладая высокой твердостью (по некоторым литературным Данным, его твердость равна 650 HV, но в настоящее время ее считают равной примерно 800 HV), цементит весьма хрупок. Поэтому его присутствию в цементованных слоях уделяют значительное внимание. Наличие цементита в слое в большинстве случаев нежелательно, за исключением очень толстых слоев У деталей, в которых он служит для увеличения сопротивления трению даже за счет повышенной хрупкости слоя.
13
§ 2, Превращение аустенита в перлит
При нагревании и охлаждении сплавов углерода с железом происходят превращения, соответствующие точкам: Ас3(Агз), Ac2(Ar2), Ac^Art) и Асст.
Аустенит превращается при охлаждении в перлит в точке АС1(ЛГ1). На этот переход влияют скорость охлаждения и присутствие посторонних элементов, которые либо первоначально содержались в стали, либо диффундировали дополнительно в слой. Твердый раствор аустенита распадается на пластинчатую смесь феррита и цементита в отношении 7: 1. При медленном охлаждении твердого раствора перлит занимает место аустенита.
Перлит представляет смесь двух фаз, весьма различных по своим свойствам; его предельные механические качества и физические свойства почти отвечают соотношению обеих составных частей в смеси. Перлит достаточно тверд, сохраняет относительную вязкость и небольшую пластичность, обладает значительной сопротивляемостью трению.
§ 3. Перлит нормальный и анормальный
Пластинчатый перлит имеет все признаки эвтектоидных структур; как эвтектоид он образуется из твердого раствора в виде чередующихся пластинок феррита и цементита, причем очень тонких и относительно равномерно расположенных. Перлит такого вида постоянно встречается в структуре спокойно охлажденной цементованной стали. У некоторых углеродист&х сталей в цементованном слое иногда возникает неправильная1 структура, обусловленная необычной формой выделения феррита и цементита вместо перлита.
При распаде аустенита иногда образуются неравномерные пластинки и перлит получается необычным, так как цементит выделяется в виде сетки, располагающейся по границам исходного зерна аустенита, а вблизи цементита образуется феррит (рис. 6). Как правило, внутри зерен находится грубый пластинчатый перлит; в целом же его структура только изредка бывает анормальной.
При закалке недостаточно перевести цементит в твердый раствор, так как имеются участки, лишенные углерода, и слои с анормальной структурой. Эти особенности служат причиной образования мягких пятен при цементации. Так как анормальная структура наблюдается в цементованном слое, а не в самой стали с аналогичным содержанием углерода, то была найдена зависимость между возникновением анормальной структуры и твердым карбюризатором. Уже Эн [41], Бейн [21] и
1 Встречается название «анормальная».
14
позднее Гийе [7] обратили внимание на то, что анормальная структура зависит от раскисления стали и от исходного зерна аустенита. Несколько позднее было установлено [39], что у совершенно чистых сплавов железа с углеродом при эвтектоидном строении возникает анормальная структура.
Известно, что при цементации ненормально ведет себя мелкозернистая сталь, раскисленная алюминием на последней стадии ее изготовления. Она содержит много субмикроскопических
Рис. 6. Анормальный перлит (слева — зерна цементита, справа внутри зерен цементита небольшое количество пластинчатого перлита [7], Х800).
центров кристаллизации, которые нарушают распад аустенита в перлит нормального вида. После закалки такая сталь имеет мартенситную структуру не во всех объемах металла, так как ее С-образная кривая оказывается сдвинутой в направлении меньшей устойчивости аустенита и поэтому при быстром охлаждении образует не только мартенсит, но отчасти и переходные структуры. Этим объясняется появление мягких пятен у мелкозернистой стали после повторной закалки.
Указанный дефект устраняют увеличением скорости охлаждения при закалке (резкой закалкой в воде с примесями), укрупнением зерна (цементацией при высокой температуре, либо интенсивным нагревом перед закалкой), или введением азота в слой (цементацией в твердом карбюризаторе с добавкой желтой кровяной соли, либо нагревом стали для закалки в ванне, содержащей цианид).
Устранению склонности к образованию анормальной структуры способствует легирование стали. Сталь, содержащая
15
больше 0,6% марганца или несколько десятых процента хрома, утрачивает склонность к образованию анормальной структуры.
Раскисление стали или содержание в ней кислорода перед раскислением и распределение появившейся окиси алюминия способствуют, с одной стороны, уменьшению величины зерна, а с другой — образованию анормальной структуры. Эти два фактора не встречаются одновременно, но каждый из них может вызвать появление мягких пятен после закалки. Не всякая мелкозернистая сталь дает анормальную структуру и бывает причиной появления мягких пятен после закалки. Сталь становится иногда анормальной под влиянием и других факторов: неравномерная закаливаемость, плохая прокаливаемость при нагреве для закалки и т. п.
§ 4. Влияние азота на равновесную систему железо — углерод
При цементации в некоторых случаях к науглероживающим материалам добавляют вещества, содержащие азот. Цементацию производят также и в цианистых слоях, содержащих углерод и азот. При цементации в газовой среде можно вводить азот. Сталь, обработанная одним из этих методов, насыщается одновременно углеродом и азотом и поэтому в цементованном слое обнаруживают азот. Система железо—азот достаточно исследована [62]. В ней есть фазы и структуры, подобные фазам и структурам системы железо — углерод. Например, существуют азотистый феррит, азотистый аустенит и азотистый эвтектоид, являющийся аналогом перлита; имеется фаза у, образуемая преимущественно нитридом Fe4N, соответствующим цементиту. К сплавам системы железо-—азот применима закалка, в результате которой получается азотистый мартенсит.
В системе железо — азот в отличие от системы железо — углерод все основные температурные точки лежат намного ниже, однако остается неисследованной верхняя часть диаграммы, которая могла бы объяснить поведение нитридов и твердых растворов при изменении температуры.
Азот, содержащийся в сплаве железо — углерод, влияет прежде всего на область у и снижает температуру превращения в точке Ась По данным Помея [81], при содержании 0,56 азота температура понижается на 43° С, а по данным Пршеносила [83], при содержании 0,28% азота — на 23° С.
Существующая С-образная кривая распада азотистого аустенита указывает, что в сплавах системы железо—азот скорость охлаждения этого аустенита, достаточная для образования мартенсита, почти, в десять раз меньше, чем скорость охлаждения при образовании мартенсита в сплавах системы железо — углерод. Вследствие этого С-образная кривая для углеродистой
16
стали при наличии азота перемещается вправо, т. е. в область большей устойчивости азотистого аустенита. Этим объясняется лучшая прокаливаемость материалов, содержащих азот. При цементации вещества, содержащие азот, выделяют его в атомарном состоянии.
§ 5. Диффузия углерода в сталь
Значение контакта поверхности стали с углеродом. Для активной диффузий необходимым условием является близкий контакт поверхности с диффундирующим элементом или со средой, взаимодействующей с этой поверхностью. У двух сплавов диффузия лучше всего происходит в тех местах, где сплавы либо сварены, либо имеют покрытие, нанесенное гальваническим способом, либо плотно прижаты один к другому. Диффузия углерода в сталь также зависит от такого контакта. При цементации в твердых средах было доказано, что передатчиком углерода к поверхности стали является газ; хороший контакт со сталью получается в жидкой (при хорошем премешивании ванны) и газовой (при хорошей циркуляции) средах.
Диффузия углерода может происходить также и в предварительно вакуумированном пространстве при условии близкого контакта стали с насыщающей средой.
Степень науглероживания при цементации зависит от состояния поверхности стали. Поверхность, очищенная механически или травлением, лучше способствует диффузии, чем поверхность, покрытая слоем окислов. Пассивная поверхность самопроизвольно окисленных хромистых сталей препятствует не только цементации, но и нитрированию [106]. До настоящего времени в работах о закономерности диффузии углерода в сталь
влияние окислов не учитывалось.
При рассмотрении вопросов диффузии предположили, что существует идеальный контакт среды и достаточное количество углерода в ней независимо от того, изменяется концентрация углерода в непосредственной близости к поверхности или нет.
Коэффициент диффузии. Диффузия в растворах происходит по закону, установленному еще 100 лет назад Фиком. Первое
уравнение закона исходит из предположения, что количество вещества m (в граммах), которое пройдет за единицу времени t (секунда, минута, час, день) через любое сечение q на рас-dc стояние х, пропорционально концентрационному перепаду-----,
" dx
т. е. концентрации с в сечении q в направлении диффузии х (иногда принято обозначать концентрационный перепад от большей концентрации к меньшей знаком минус)
dm dt
г-.
= —Dq — .
ах
2
Цементация стали
17
Если в этом уравнении вместо t и q подставить единицы измерения времени и площади и не принимать во внимание направление диффузии, то уравнение получит простой вид
de
tn = D —, dx
где D — коэффициент диффузии, см21сек (при высоких температурах иногда величина коэффициента может быть большой).
Этот коэффициент показывает, насколько быстро протекает диффузия. Если перепад концентрации соответствует единице, коэффициент диффузии отражает непосредственно то количество вещества, которое за единицу времени пройдет через единицу сечения.
На величину коэффициента диффузии влияет температура. Это видно из данных, приведенных в табл. 1 и на рис. 7, которые показывают среднюю величину изменения коэффициента диффузии углерода в сталь при различной температуре.
Таблица 1
Влияние температуры и содержания углерода на коэффициент диффузии
Содержание С в стали, % D см2/сек Ю ? при температуре, ° С
800 850 925 1000 1100 1200
0,10 1,1 2.1 7,7
0,20 — — — 2,45 6,06 13,1
0,40 —. —. — 3,36 7,95 17,3
0,54 0,31 1,4 2,8 9,2 —.
0,70 0,4 0,6 1.6 4,11 3,1 10,5 10,0 23,1
1,00 —. — 2,1 4.6 14,0 —
Влияние состава стали на величину коэффициента диффузии. До недавнего времени считали, что коэффициент диффузии углерода в сталь не зависит от содержания углерода в самой стали. Подробное исследование показывает, что с повышением содержания углерода величина коэффициента диффузии возрастает [107]. Так как речь идет о взаимосвязи элементов, содержащихся в стали, то необходимо отметить, что данные о влиянии хрома на коэффициент диффузии недостаточны. Вопросом влияния марганца и никеля на коэффициент диффузии занимались Уэллс и Мейл [107] и Смолуховский [97]. Они пришли к заключению, что эти элементы почти не влияют на изменение коэффициента диффузии.
Смолуховский в ранее цитированной работе занимался исследованием влияния некоторых элементов на коэффициент диффузии легированного железа в аустените (рис. 8). Им доказано,
18
например, что добавка 4-атомных процентов (т. с. 4,2 весовых процента) кобальта приводит к увеличению коэффициента диффузии вдвое, и наоборот, прибавка 3-атомных процентов молибдена и 1-атомного процента вольфрама (т. е. 5,06 и 3,22 весовых процента) уменьшает значение коэффициента наполовину. По
влиянию молибдена и вольфрама можно судить и о влиянии хрома. *
Рис. 8. Влияние некоторых легирующих элементов на величину коэффициента диффузии в аустените [97].
Рис. 7. Зависимость коэффициента диффузии углерода в сталь (средние результаты из ряда практических опытов [95]) от температуры.
Влияние азота на коэффициент диффузии рассмотрено в работе Брамлея [28]; отмечается, что при одновременной диффузии углерода и азота коэффициент для углерода является более высоким (табл. 2).
Таблица 2
Влияние одновременной диффузии азота и углерода на диффузию углерода [28]
Температура процесса, 0 С Нитроцементацня Цементация
Концентрация азота на поверхности, % °N Dc °C °C Ос
см^/сек-10”7
850 900 950 1000 0,55 0,34 0,24 0,18 0,3 0,6 1,08 1,35 0,38 0,75 1,17 2,00 0,17 0,38 0,87 2,00 2,24 1,97 1,38 1,00
2*
19
§ 6. Перепад концентрации углерода в слое
В железе, нагретом до температуры выше Ас3, малые атомы углерода легко проникают в решетку у-железа, и диффузионный слой продвигается равномерно. Если же диффузия останавливается, то углерод в слое распределяется примерно в соответствии с прямой 1 (рис. 9). Практически диффузия всегда несколько затормаживается и действительное распределение содержания углерода соответствует кривой 2.
Рис. 9. Распределение содержания углерода в слое.
1 -теоретическое; 2 — практическое.
Рис. 10. Распределение углерода в слое после цементации при различной температуре [8].
1 — 816’ С; 2 — 927’ С;
I — 1038° С.
Плавное распределение углерода в слое достигается во время диффузии при температурах, обеспечивающих появление структуры аустенита, особенно у никелевых сталей, которые не обнаруживают склонности к резкому науглероживанию поверхности. В противоположность никелевым сталям поверхностное науглероживание у сталей, содержащих хром, происходит более интенсивно. На изменение концентрации углерода по глубине влияет также температура: при низких температурах наблюдается более резкое, а при высоких — плавное падение концентрации углерода. Если процесс цементации протекает в интервале температур Ас3— Aclt диффузия вследствие постепенного растворения феррита в аустените замедляется. Аустенит непрерывно обогащается углеродом и концентрация последнего достигает на поверхности 3,1 %; в связи с этим переход от поверхности к сердцевине получается резким (перепад углерода крутой). Такой слой после закалки легко откалывается.
На рис. 10 представлены три кривые распределения углерода при цементации, относящиеся к трем различным температурам.
20
Рис- 11. Ра;рез цемен|вва:;-ного .слоя: а — цементит в виде сетки и игл перлита; б — перлит; в — переходная зона перлита и феррита; г—-сердцевина преимущественно из феррита (Х75).
Равномерное распределение углерода можно- улучшить дополнительным отжигом при температуре цементации без дальнейшего насыщения поверхности углеродом.
§ 7. Поверхностный слой и его термическая обработка
Сталь любой марки представляет собой почти однородный сплав, условия термической обработки которого определяются содержанием углерода и остальных элементов, их влиянием на вид диаграммы изотермического распада аустенита, на положение линий на этой диаграмме, на кривую прокаливаемости и т. д.
В противоположность этому цементованный слой представляет в разрезе непрерывный ряд сплавов, в которых углерод изменяется от содержания его в самой стали (содержание углерода в сердцевине) до максимального на поверхности слоя (рис. И).
Рис. 12. Полосы наибольшей твердости легированных и углеродистых сталей с различным содержанием углерода, закаленных в воде (результат более чем 1000 испытаний),
/ — полоса с содержанием около 99% мартенсита; 2 — полоса с содержанием 50% мартенсита (по Лабоиеку).
2!
Для выбора содержания углерода в сердцевине не существует никаких неизменных правил. Чаще всего (см. гл. II) содержание углерода в стали составляет около 0,15%. Бывают, однако, случаи, когда цементуемая сталь применяется с большим содержанием углерода. Самое высокое содержание углерода на поверхности (р толстых слоях цементации) доходит До 1,2%.
При цементации в газовой среде можно точно управлять степенью науглероживания. Учитывая это, не допускают повышения содержания углерода на поверхности больше 0,9%, даже во время получения толстых слоев, и чаще придерживаются эвтектоидного состава. Ниже приведены случаи, когда следует придерживаться в период цементации наибольшего содержания углерода в пределах 0,65—0,8%. Кривая (рис. 12) показывает твердость углеродистой стали, закаленной в воде. Максимальная твердость достигается при эвтектоидном составе. Более высокое содержание углерода вызывает появление структурно свободного цементита, который уже не повышает твердости стали, но увеличивает сопротивление трению. Поэтому температуру термической обработки слоя выбирают такой, чтобы выполнить требования, предъявляемые к свойствам слоя и сердцевины.
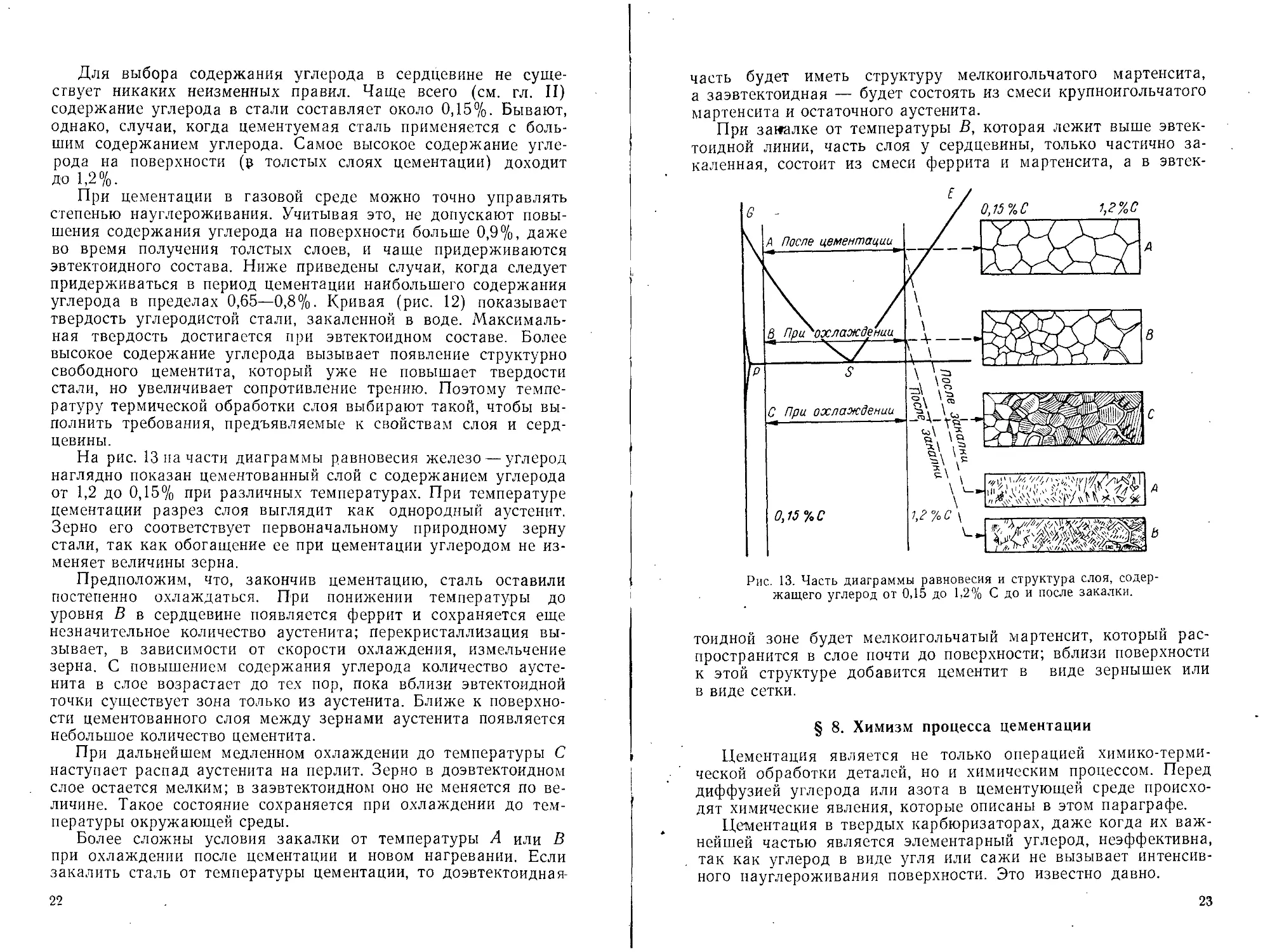
На рис. 13 на части диаграммы равновесия железо — углерод наглядно показан цементованный слой с содержанием углерода от 1,2 до 0,15% при различных температурах. При температуре цементации разрез слоя выглядит как однородный аустенит. Зерно его соответствует первоначальному природному зерну стали, так как обогащение ее при цементации углеродом не изменяет величины зерна.
Предположим, что, закончив цементацию, сталь оставили постепенно охлаждаться. При понижении температуры до уровня В в сердцевине появляется феррит и сохраняется еще незначительное количество аустенита; перекристаллизация вызывает, в зависимости от скорости охлаждения, измельчение зерна. С повышением содержания углерода количество аустенита в слое возрастает до тех пор, пока вблизи эвтектоидной точки существует зона только из аустенита. Ближе к поверхности цементованного слоя между зернами аустенита появляется небольшое количество цементита.
При дальнейшем медленном охлаждении до температуры С наступает распад аустенита на перлит. Зерно в доэвтектоидном слое остается мелким; в заэвтектоидном оно не меняется по величине. Такое состояние сохраняется при охлаждении до температуры окружающей среды.
Более сложны условия закалки от температуры А или В при охлаждении после цементации и новом нагревании. Если закалить сталь от температуры цементации, то доэвтектоидная-22
часть будет иметь структуру мелкоигольчатого мартенсита, а заэвтектоидная — будет состоять из смеси крупноигольчатого мартенсита и остаточного аустенита.
При закалке от температуры В, которая лежит выше эвтектоидной линии, часть слоя у сердцевины, только частично закаленная, состоит из смеси феррита и мартенсита, а в эвтек-
Рис. 13. Часть диаграммы равновесия и структура слоя, содержащего углерод от 0,15 до 1,2% С до и после закалки.
тоидной зоне будет мелкоигольчатый мартенсит, который распространится в слое почти до поверхности; вблизи поверхности к этой структуре добавится цементит в виде зернышек или в виде сетки.
§ 8. Химизм процесса цементации
Цементация является не только операцией химико-термической обработки деталей, но и химическим процессом. Перед диффузией углерода или азота в цементующей среде происходят химические явления, которые описаны в этом параграфе.
Цементация в твердых карбюризаторах, даже когда их важнейшей частью является элементарный углерод, неэффективна, так как углерод в виде угля или сажи не вызывает интенсивного науглероживания поверхности. Это известно давно.
23
Некоторые авторы стремились теоретически объяснить химизм явления. Ниже освещены основные вопросы, связанные с процессом цементации в твердых карбюризаторах.
Историю вопроса о цементации в твердых карбюризаторах можно найти в обширной литературе [2]—[5]; [7]; (10]—[12].
В 1851 г. развернулась творческая дискуссия о сущности химизма цементации. В ней участвовали химики Карон, Де Фреми и Марчеритт. Карон придавал большое значение присутствию азота при цементации, определил роль щелочных солей и солей щелочных металлов и первый предложил классический состав карбюризатора из трех частей древесного угля и одной части углекислого бария. Де Фреми подчеркнул одновременное действие азота и углерода, а Марчеритт подтвердил значение окиси углерода при цементации. Во время дискуссии, продолжавшейся почти 15 лет, многое уточнялось, но ряд вопросов остался невыясненным. Представляет интерес высказанное тогда мнение об одновременном влиянии азота и углерода, которое лучше объяснено современными исследованиями в области нитроцементации.
Внимание было уделено также следующему вопросу. Только ли древесные угли могут обеспечить процесс цементации и при каких условиях? Гийе установил, что в цементационном ящике, из которого удален воздух, сталь, упакованная в твердом углероде, при нагреве не цементуется. Эти результаты были опровергнуты экспериментами Ледебура [70], который провел цементацию в герметически закупоренном цементационном ящике. Гийе проверял свою работу еще два раза и получил результаты, аналогичные полученным ранее. Джиолитти и Шарли подтвердили, что для успешного переноса углерода при цементации необходимо небольшое количество кислорода, который остается в ящике и в порах угля. Было принято, что при цементации взаимодействие между кислородом и углеродом происходит по уравнениям:
2С2СО; (1)
2СО СО2 + С. (2)
Это не означает, что при достаточно плотном соприкосновении углерода с железом диффузии не произойдет. Было выяснено, что углерод из чугунной пластинки может способствовать цементации железа и в вакууме (Белл в дискуссии с Робертс-Аустеном) и что порошок углерода, нанесенный под давлением на стальную пластинку в вакууме, способствует цементации. Это подтвердил, наконец, и Гийе [48].
Результаты дискуссии, которая продолжалась более чем полстолетия, Фещенко-Чаповский [44] в 1914 г. резюмировал:
1. В среде, состоящей только из угля, цементация происхо
24
дит при оптимальной температуре 900° С и активным элементом является окись углерода.
2. Известные цементующие присадки можно разделить на следующие: добавки, сильно действующие при цементации, — i - углекислые литий, натрий, калий, барий и титан; добавка, мед-' ленно действующая, — углекислый стронций; добавки нейтральные— углекислый кальций, углемагниевая и углемарганцевая соли и присадки, замедляющие процесс (хлориды и сульфаты щелочных металлов).
t Фешенко-Чаповский первым сформулировал основные прин-
• ципы современной цементации и азотирования: при высоких температурах происходит цементация, а при низких — азотиро-f вание. Он же объяснил роль углекислого бария в составе твер-, дой цементующей среды.
; Углекислый барий под влиянием температуры распадается
очень медленно даже при 1000° С. Давление его диссоциации составляет только 5 мм, а полная диссоциация наступает при
* 1600° С. Однако в присутствии углерода температура диссоциа-
ции углекислого бария снижается и уже при 900° С он легко распадается по реакции
ВаСО3 + С ВаО + 2СО. (3)
Образуется достаточное количество окиси углерода. Все реакции при цементации в твердом карбюризаторе можно в совокупности написать следующим образом:
ВаСО3 + С-> ВаО + 2СО;
(ИЗ угля)
2СО-------->С + СО2;
(выделяющийся)
Fe3C е- 3Fe + С~'
—СО2+ ВаО ВаСО3.
Отсюда видно, что в процессе реакции углекислый барий обновляется и углерод из древесного угля переносится к поверхности стали как углерод, находящийся в атомарном состоянии. Приведенное толкование принято и сейчас как самое вероятное1. Данные табл. 3 показывают, почему углекислый барий из доступных углекислых солей является наиболее эффективным. В табл. 3 приводится давление диссоциации различных углекис-* лых солей при 900° С. Углекислый барий имеет самое низкое _ давление диссоциации, в то время как давление диссоциации углекислого кальция является наибольшим. Углекислый барий остается самой эффективной и проверенной на практике при-u # садкой в твердых карбюризаторах.
। 1 Эта реакция подтверждена с помощью углекислого бария, содержащего
। радиоактивный изотоп углерода С14 [98а].
25
Таблица 3
Давление диссоциации двуокиси углерода при 900° С [10]
Равновесие систем Давление СО2, мм рт. ст.
Na.,CO3 = Na.,0 + СО., 6,38
2ВаСО3 = ВаО- ВаСО3 + СО2 0,53
ВаО-5аСО3 = 2ВаО + СО2 0,20
К2СО3 — КгО со2 3,50
SrCO-i = SrO + СО2 5,91
СаСО3 = СаО + СО2 956
Использованный карбюризатор можно применять после добавления свежего карбюризатора, так как реакция является обратимой и частично разложенный углекислый барий снова регенерируется после поглощения двуокиси углерода. Если же в смесь добавить желтую кровяную соль, то при определенных условиях происходят одновременно азотирование и цементация стали. В этом процессе при повышении температуры уменьшается возможность диффузии азота в сталь; при низкой температуре возникает азотистый аустенит, что содействует диффузии углерода в сталь. При высокой температуре реакция с содержащейся в карбюризаторе желтой кровяной солью может протекать следующим образом.
K4Fe(CN)6 =4KCN + Fe(CN)2; (4)
4KCN + 4СО2-2К2СО3 ф- 4N + 4С. (5)
От добавления желтой кровяной соли отказываются, так как она способствует спеканию карбюризатора и появлению на деталях вытравленных мест; помимо этого, при цементации желтая кровяная соль химически действует на цианамид кальция, примесь которого, однако, не вызывает появления дефектов
CaCN2 + O2=CaO + CO4-2N. (6)
Цементация в соляных расплавленных средах. Известно, что присутствие в карбюризаторах азотистых веществ ускоряет процесс цементации, благодаря чему удается избежать длительного нагревания при цементации. Цианиды применяют давно. В Америке их используют с 1913 г. Патенты на составление цианистых ванн были получены еще в 20-х годах прошлого столетия и действуют до настоящего времени.
Основным возбудителем реакции, дающей углерод, а иногда и азот, является реакция с выделением цианида. Она протекает при наличии небольшого количества кислорода в воздухе. Кис
26
лород при температуре расплавленной соли, реагируя с цианидом, образует цианат. Для предотвращения образования большого количества цианата рекомендуется покрывать поверхность ванны чешуйчатым графитом. Ход реакции окисления следующий:
2NaCN + O2=2NaCNO. (7)
Цианид может вступать в реакцию и с углекислым газом
N aCN + СО2 N aCN О-СО. (8)
При этом возникают окись углерода и цианат. Окись углерода обладает способностью науглероживать сталь по реакции (2).
Цианат как неустойчивое соединение в дальнейшем распадается
4NaCNO 2NaCN + Na2CO3 + СО + 2N. (9)
Полученный активный атомарный азот может насыщать сталь. Эта реакция указывает на способность цианата науглероживать и азотировать стали.
Из приведенных формул видно, что состав ванны истощается за счет потери цианида и возрастания содержания соды. Процесс протекает непрерывно при загруженной или незагруженной материалом ванне; состав ее при нагреве постепенно истощается.
Кроме ванн с цианидом натрия, применяют, особенно в СССР и Польше, ванны с цианидом кальция или с цианамидом кальция. В этих ваннах насыщение стали углеродом и азотом протекает по следующим реакциям
Са (CN)2 =CaCN2 (цианамид) + С; ' (10)
2Са (CN)2 + ЗО2=2СаО + 4СО + 4N. (11)
Цианид кальция, с одной стороны, может распадаться на цианамид и свободный углерод, а с другой — может временно окисляться в цианат, который из-за своей неустойчивости распадается на окись кальция, окись углерода и активный азот в атомарном состоянии.
Газовая цементация [8], [100]. Самые сложные изменения, с точки зрения равновесия и химизма реакций, происходят в газовых смесях (см. гл. VIII). Цементация в газах основывается на трех главных реакциях.
Реакция окиси углерода
2СО СО2 + С.
Это основная реакция цементации в твердом карбюризаторе и жидкой среде. При цементации в газах она имеет
27
небольшое значение, так как окись углерода обладает незначительной науглероживающей способностью; процесс цементации протекает медленно и при малом насыщении углеродом; в цементирующей газовой среде постоянно требуется избыток СО, чтобы реакция проходила главным образом слева направо.
Реакция углеводородов
(.метан) СН4 лт? 2Н2С. (12)
Это основная реакция при газовой цементации. Высшие углеводороды, например С2Н6 (этан) и СзН8 .(пропан), при нагревании диссоциируют на метан, водород и углерод (по реакции СгНб—► СН4 + Н2 + С), поэтому для понимания процесса цементации достаточно объяснения реакции (12). Для цементации в газах эта реакция очень важна, однако при диссоциации метана происходит настолько обильное выделение углерода, что он не успевает диффундировать в сталь и покрывает поверхность изделия твердым осадком в виде сажи. Налет сажи препятствует дальнейшему ходу цементации.
Реакция водяного пара
СО2 + 2Н2 tz; 2Н2О + С или СО + Н2 Н2О + С. (13)
Эта реакция протекает при наличии водяных паров, возникающих либо первично, либо образованных при некоторой равновесной реакции внутри газовой смеси.
Для получения цементирующего состава газовой атмосферы нужно подготовить пригодные смеси (см. гл. VIII).. Если в смесь науглероживающих газов вводят аммиак для нитроцементации, то непосредственно к основным реакциям цементации присоединяется реакция азотирования
2NH3^3H2+ 2N. (14)
Эта реакция сопровождается образованием активного азота и водорода.
§ 9. Факторы, оказывающие влияние на процесс цементации
Выше мы познакомились с основными явлениями, происходящими при цементации. Условия, при которых протекает цементация, весьма сложные. Остановимся на них подробно.
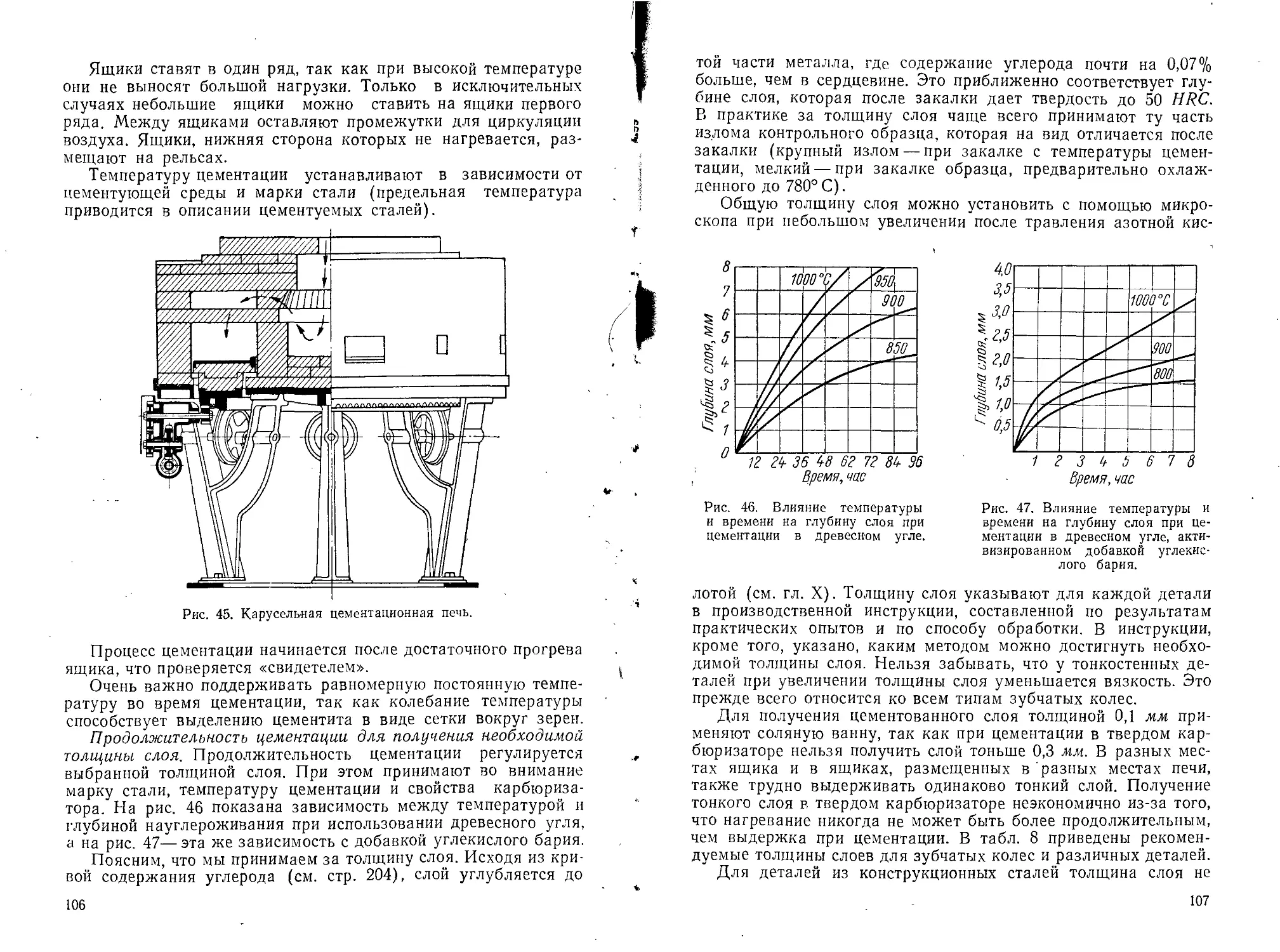
Рассмотрим в общем виде вопросы о влиянии температуры и продолжительности процесса на результат цементации и о составе цементуемых сталей.
Температура цементации.1 Самая низкая температура существования аустенита равна 723° С. Несколько выше этой температуры находится самая низкая теоретическая температура це
1 Вопрос о выборе температуры для нитроцементации более подробно освещен в главе VI.
28
ментации, потому что в a-железе растворяется не более 0,025% углерода. Даже в малоуглеродистой цементуемой стали, содержащей 0,08% углерода, феррит насыщается углеродом. Углерод, образуя незначительное количество перлита, при температуре выше Act переходит в аустенит 0,83 % С. Если же аустенит насыщается углеродом при температуре выше 723° С, то он может одновременно растворить в себе оставшуюся еще не растворенной часть феррита. Этот процесс продолжается до тех пор, пока не установится равновесие между способностью карбюризатора к науглероживанию и восприимчивостью стали к науглероживанию (потенциал науглероживания). Если потенциал ниже, чем 0,83% С при 723° С, то в слое сохраняются остатки феррита; если же потенциал выше, то избыточный углерод соединяется с железом, образуя свободный карбид железа.
Из сказанного следует, что при пониженной температуре, когда подвижность атомов в кристаллической решетке мала, диффузия протекает с трудом. Об этом же свидетельствует изменение коэффициента диффузии в направлении к температуре 800° С (см. табл. 2). Диффузия углерода при таких температурных условиях ограничивается тонким поверхностным слоем, граница между цементованным слоем и сердцевиной довольно резкая и после закалки возможно откалывание слоя. Между температурами 800 и 900° С лежит область температур, наиболее выгодных для цементации. В ней можно установить преимущество температур между 800 и 850° С. Из рис. 14 видно, что науглероживание при этих температурах протекает медленно. Иногда желательно получить тонкий и достаточно резко ограниченный слой или необходимо избежать большой деформации изделия при цементации. Однако такие требования в практике встречаются редко.
Интервал температур 850—900° С эффективен для цементации легированных и углеродистых сталей, когда слой получает требуемые свойства, а сердцевина не подвергается воздействию высокой температуры.
Что происходит при температурах выше 900° С? Эти температуры для некоторых сталей связаны с опасностью роста зерна, хотя из диаграммы Бейна (рис. 15) известно, что у мелкозернистых сталей быстрый рост зерна наступает при температуре около 1000° С. Обычно цементацию при температурах свыше 900° С производят только в соляных ваннах и в газовой среде, где нагрев может быть кратковременным. В твердом карбюризаторе цементуют стали, зная, что они не имеют склонности к интенсивному росту зерна.
Верхнюю границу температуры обычно принимают равной 950° С. Выше этой температуры цементацию производят только в отдельных случаях; к таким случаям относят цементацию из
29
делий, для которых требуется глубокий слой (толщиной в несколько миллиметров) или когда цементацию производят с использованием кратковременного индукционного нагрева (см. гл. IX, § 6).
Однако при повышении температуры цементации трудно сохранить чистоту поверхности, так как возникает опасность появления раковин и вытравленных мест на обрабатываемых поверхностях. Не следует пренебрегать выгодой, связанной с применением более высокой температуры: высокотемпературная
Рис. 14. Влияние температуры на толщину слоя при цементации в различных средах [7].
1 ~ цементовано в течение 10 час. в карбюризаторе из древесного угля с добавкой 40% углекислого бария; 2 то же, без добавки углекислого бария.
Рис. 15. Схематическое изображение влияния температуры на рост зерна при цементации.
1 — мелкозернистая сталь, полученная специальной обработкой; 2 — обычная сталь; а — продолжительное нагревание; <з — непродолжительное нагревание.
цементация позволяет получить необходимую толщину слоя за короткое время.
Цементацию, как указывалось ранее, производят в интервале температур 850—950° С. Во время цементации не допускают колебаний температуры.
Колебание температуры способствует выделению цементита (иногда в виде сетки). Это можно представить таким образом. При понижении температуры до температуры ниже из области твердого раствора начинают выделяться зернышки цементита как кристаллические зародыши. При повышении температуры выше Лст ранее выделившийся цементит не успевает полностью раствориться; он способствует дальнейшему насыщению твердого раствора углеродом.
Если цементит выделяется в виде сетки, то он ухудшает качество слоя.
30
Продолжительность дыдержни, час
Рис. 16. Влияние продолжительности выдержки йа толщину слоя при цементации в твердом карбюризаторе [7] (температура цементации 1000°С).
1 — древесный уголь с добавкой 40% углекислого бария; 2 — то же, без добавки углекислого бария.
Продолжительность процесса цементации. Из сказанного ранее о диффузии вытекает, что наряду с температурой важным фактором является продолжительность процесса. Толщина слоя также зависит от температуры и продолжительности процесса, хотя влиянием состава карбюризатора не следует пренебрегать. В обычно применяемых способах цементации температура и продолжительность процесса являются главными факторами.
На диаграммах (рис. 14 и 16) зависимость глубины слоя от температуры и продолжительности цементации отчетливо видна (даже при классическом способе цементации стали в порошке из древесного угля с добавкой углекислого бария) .
Следовательно, толщину цементуемого слоя можно регулировать с помощью температуры и продолжительности процесса, сообразуясь с техникоэкономическими требованиями. Непрерывность же процессов цементации значительно улучшает экономику производства. Продолжительность процесса цементации в свою очередь можно регулировать изменением температуры. Это имеет важное значение.
Состав стали в обычных пределах не оказывает на толщину слоя существенного влияния.
Состав стали. Легированные стали различаются, с одной стороны, влиянием основных легирующих элементов на положение критических точек диа
граммы железо — углерод и, с другой,— влиянием этих элементов на коэффициент диффузии углерода в стали.
Рассмотрим три наиболее важных элемента — хром, никель и марганец.
Хром сужает область у, но его воздействие резко проявляется только при содержании в стали свыше 5%, когда эвтектоидная точка по концентрации переместится к 0,5% С и по температуре повысится приблизительно до 800° С. Температура превращения а -> у (ПРИ нагревании) у стали с содержанием 0,1% С и при таком высоком проценте хрома снизится примерно до 870° С. Кривая растворимости углерода в у-фазе переместится далеко влево, что при значительной активности хрома по отношению к углероду является предпосылкой для возникновения карбидов из твердого раствора при цементации (карбиды типа Fe3C, Cr3C, Fe7C3 и Сг7С3). При содержании хрома в обычной цементованной стали до 1,5% его влияние очень мало,
31
особенно, если в стали присутствуют марганец или никель, оказывающие обратное действие.
Несколько иначе происходит процесс науглероживания у хромистых сталей, которые при тех же условиях (температура, карбюризатор, продолжительность) цементуются более
интенсивно, чем углеродистые, но это науглероживание сопровождается возникновением большого количества карбидов.
Подробных сведений о величине коэффициента диффузии
углерода в хромистую сталь не имеется; из практических опытов, приведенных в литературе [95], можно судить, что при обычном содержании хрома боль-
Рис. 17. Влияние содержания никеля на расположение линии в диаграмме железо — углерод [9].
1 — обычная нли хромистая сталь; 2 — сталь с 2% Ni; 3 — сталь с 3,5% Ni; 4 — сталь с 5% Ni.
ли с 2% никеля снижается
шого различия в отечественных сталях не наблюдается.
По поведению молибдена и вольфрама можно установить, что хром, подобно этим элементам, снижает коэффициент диффузии.
Никель, наоборот, расширяет область у. Даже при обычном содержании никеля в цементуемых сталях, на это явление необходимо обратить внимание. При содержании 2% никеля эвтектоидная точка перемещается по концентрации влево почти до 0,7% и по температуре — вниз примерно до 680—700° С. При содержании 4% никеля эта точка сдвигается почти до 0,6% и по температуре — до 650—670° С. Температура превращения a—(при нагреве) у мягкой стадо 840—860° С.
У никелевой стали сближаются температуры Acj и Ас3 со снижением, что соответствует области обычной закалки и
имеется много технологических преимуществ.
Кривая растворимости углерода в никелевом аустените (рис. 17) сдвигается влево, но так как никель не образует карбидов, то происходит только небольшое насыщение слоя углеродом. При содержании никеля свыше 6% (при отсутствии хрома) в цементованном слое мог бы возникнуть и графит. Этот единственно возможный случай возникновения графита в поверхностном слое ограничивает содержание никеля в цементуемых сталях до 5,25%.
Никелевые стали насыщаются углеродом относительно мало, тем не менее часть слоя, состоящая из перлита, имеет значительную ширину; это является одним из преимуществ цементуемых сталей, легированных никелем. На величину коэффи
32
циента диффузии никель оказывает незначительное влияние [97].
Марганец влияет подобно никелю. Содержание марганца в цементуемых сталях не превышает 2%, при этом температура Ас3 снижается почти до 850°С и температура Ас} — до 700° С, эвтектоидная точка сдвигается по содержанию углерода до 0,7%. Марганец также не влияет на величину коэффициента диффузии при обычных температурах.
В сталях, содержащих никель и хром или марганец и хром, количество хрома обычно бывает таким, что он не влияет на действие никеля или марганца. Поэтому сложнолегированные стали имеют более высокую твердость и твердую сердцевину, чем никелевые стали, и сохраняют все достоинства последних. Небольшое количество молибдена, вводимое в американские стали, а в некоторых случаях и в стали, изготовляемые в Чехословакии, повышает их ударную вязкость и прокаливаемость и ограничивает склонность к росту зерна при высоких температурах.
Легирующие элементы, улучшая прокаливаемость цементуемой стали, сообщают цементованному слою способность к повышению прокаливаемое™. Влияние науглероживающей среды на прокаливаемость сказывается только в случае, когда одновременно с углеродом на сталь воздействует азот. Это обычно проявляется при нитроцементации.
3
Цементация стали
ГЛАВА II
ЦЕМЕНТУЕМЫЕ СТАЛИ
К цементуемым относят стали, состав которых позволяет легко производить насыщение их поверхности углеродом. Поверхность этих сталей после закалки приобретает твердость, а сердцевина остается достаточно вязкой. Стали, содержащие около 0,25% углерода с небольшим количеством легирующих элементов, цементуются легко; высокое содержание легирующих элементов может препятствовать диффузии углерода.
Цементуемые стали бывают углеродистыми или легированными. По качеству цементуемые стали делятся на обыкновенные, качественные и высококачественные (легированные).
Для обзорного описания и классификации цементуемых сталей примем Чехословацкий Государственный Стандарт (CSN) 420075. По стандарту стали делят на десять классов. Стали, пригодные для цементации, входят в классы 10, 11, 12, 14, 15 и 16.
К классам 10 и 11 принадлежат углеродистые конструкционные стали обыкновенного качества, у которых химический состав не проверяется; класс 12 включает углеродистые качественные конструкционные стали; класс 14 — легированные конструкционные стали, содержащие хром и марганец; класс 15 — стали, которые наряду с хромом содержат молибден и ванадий; и класс 16 — стали, содержащие никель или никель совместно с хромом или другим элементом.
Цементуемые стали для изготовления инструментов, имеющие одинаковое строение с конструкционными сталями, по CSN 420075 отмечают буквой F.
Кроме указанных основных групп цементуемых сталей, часто подвергают цементации автоматные стали и стали других марок, например, закаливаемые для зубчатых колес, стальные отливки, ковкий чугун с глубоко обезуглероженной поверхностью.
34
§ 1. Краткий обзор стандартных цементуемых сталей
Стали класса 10. Из сталей этого класса можно цементовать стали, у которых после цифры 10 следует двузначное число 00, 34, 37 или 45. Эти стали не имеют гарантированных качеств и сердцевина их после закалки может быть очень неоднородной; содержание фосфора и серы в стали, ухудшающих ее вязкость, в этом классе довольно высокое (0,11% У мартеновской и почти 0,13% у томасовской стали). На надежность их цементации неблагоприятно влияет то обстоятельство, что эти стали, как правило, кипящие. Процессы плавки их не обеспечивают доброкачественной цементации. Поэтому стали класса 10 можно подвергать цементации выборочно после предварительных опытов. С помощью цементации у деталей можно только повысить сопротивление трению. Обзор сталей классов 11 и 12 приведен в табл. 4.
Стали класса И (табл. 4) удовлетворяют более высоким требованиям. Подвергать их цементации можно при условии, если после 11 следуют двузначные числа 34, 35, 37 и 42. Плавка этих сталей бывает спокойной и кипящей. Цементацию спокойных сталей производят успешно. Для кипящих сталей результаты могут быть ненадежны. Только марки с цифрой 5 на конце, например 11375 и 11425, имеют лучшие предпосылки для цементации.
Стали, пригодные для скоростной обработки (автоматные стали). Автоматные стали содержат повышенное количество серы (до 0,25%); их поставляют, как правило, холоднотянутыми с пределом прочности около 80 кг/мм2. Они хорошо обрабатываются режущими инструментами на автоматах. Очень много деталей, изготовленных таким способом, подвергают цементации и дополнительно закаливают. Для этого пригоден только материал, содержащий небольшое количество углерода (около 0,25%) и не более 0,25% серы. Из чехословацких автоматных сталей приведенному требованию соответствуют стали НПО и 11120.
После предварительного исследования можно подвергать цементации стали 11107, 11108 и при необходимости сталь 11125. Эти стали изготовляют по томасовскому способу, но они не всегда дают надежные результаты.
Механические свойства этих сталей после термической обработки не гарантируются и изготовленные из них детали, испытывающие небольшие нагрузки, можно устанавливать в конструкции.
Стали класса 12 — качественные конструкционные; они выплавляются в мартеновских или электрических печах; отличаются небольшим содержанием серы, фосфора и включений, а также узкими пределами по химическому составу. Эти стали
3*
35
Таблица 4 Чехословацкие углеродистые цементуемые стали Примечание
1 Ударная I ВЯЗ- КОСТЬ 1 1 *
Сердцевина в закаленном состоя-| нии (минимальные значения) 1 суже-1 1 ние | £
[удлинение |
ф 1 s Ч? f-а> 2 о 0.^0 С С ®
предел теку-1 чести
я , ч 5 « 6 = « X Г, и S» о S ” е ®
Средний химический состав. % | СЛ
о.
СЛ
Мп
У Л и Z g
о Ч со О g та S
с ° 0 н С° О 2 c°
00 о
x ® Z gw
5 В О
ca 11 :тали) (PS) fl >01)-11 ю
сч 14(10 рз)ог
u та ю
t) со
§ 1 1 . 1 § 1 1 та 1 1 ю ю
ч ю
я ю
CQ 4 1 1 s i । я ч СО о
Oj 1 1 д' ' та 04 co со
Л
о к -37 S * «18 о 3
о 1 1 о > 1 >> 1 сч ю я ю я о S >т LQ ю ю S
д CO та доч tKvo
Дм f-4 К
о о ь
X £ Ю SO 'geo ю о к- ю ю - 5 СЧ СЧ о Ef О S и 0,07 ,04; .07 ю 3
0J О о 3 X о W
s J ч a 6 3 1 1 м я Ю я о + ** 6 1- о S » ьй о
ста Ma Ма ИГО/1 0,1 0,1 о о га Q. 2 « а. м II та «
<D 3- с* ST та М II
5 У 1Л О У О У о Q ef< О «ж J W
X X о X О Д Ьй я—* X Я
О та * та - х та - та - 3 та
S S' о 2® £<с 8° о S о s° So
X О rf 1
О г 1 ООО о о 1 ° “° О у ю я со X СО 1 г-г- со
1 та - та - та а. *
д s^o S° ч О «о о °
о н Jo Jo >> о о 1 о 1 ю
1 о О СЧ О сч д СО О СП Ю со
1 1 ч-' Ь- - Г- * та «• С0 - СО -
о J о ’ ' о о° -О О
о о | | 1
ч о t; ю 1 cd 1 ю со 1 о 1 о
о — о — СО —< Ю 04 со со сч О 04
Ьй * о Ял
о° -о *о О о о о О о° -О О
9S »я »Х
* о W . Я « - о к ок * о К ОД О Д
<• о X g * га g X Я< X « * Оя о я *=• О к * СП д о та /Тч Jtf та xtJ о я « та о х
к 5 с с с t= Е
Q О
ю Ю СО о о о о со
счсч сч *< 04 сч
со WM V—М 1 1 О о
сч 04 сч
<—И т—4 •—< •—I
выплавленные в мартеновских печах; **Э — выплавленные в электрических печах
36
хорошо раскисляются, что улучшает процесс цементации. Для них предписаны нормы механических свойств после закалки.
Стали класса 13. В этот класс входят в основном стали марганцевая и марганцевокремнистая; в Чехословакии их для цементации не применяют, хотя в других странах марганцевые цементуемые стали используются (например, в СССР).
Стали класса 14. Цементуемые стали этого класса имеют в Чехословакии большое хозяйственное значение; их применяют в широких масштабах, так как они не содержат дефицитных легирующих элементов. Эти стали отличаются хорошими механическими свойствами, твердостью и вязкостью, обладают хорошей прокаливаемостью и надежно цементуются. Многие высоколегированные и никелевые стали удалось заменить сталями этого класса.
Стали класса 15. К этому классу относят стали хромомолибденовые и хромованадиевые, а также стали, легированные (кроме упомянутых элементов) марганцем; они пригодны для цементации, если содержат соответствующее количество углерода. Особенно хорошими свойствами слоя и сердцевины обладают хромомолибденовые цементованные стали.
Стали класса 16. В этот класс входят никелевые и хромоникелевые стали (иногда еще дополнительно легированные), а также цементуемые стали, хорошо зарекомендовавшие себя в производстве. Однако из-за недостатка никеля в Чехословакии их применяют ограниченно. Существует большое количество низко- и среднелегированных сталей этого класса с широким диапазоном свойств сердцевины. Цементация сталей класса 16 позволяет получить наилучшее соотношение между вязкостью и прочностью сердцевины. Они успешно заменяются сталями других классов.
Характеристики сталей классов 14, 15 и 16 приведены в табл. 5.
§ 2. Значение химического состава и чистоты цементуемых сталей
Для того чтобы судить о пригодности сталей к цементации и установить, можно ли получить после цементации и закалки стали нужного качества, необходимо знать, какое влияние на процесс цементации оказывают отдельные элементы, входящие в состав сталей [22].
На химический состав и химическую чистоту стали оказывают решающее влияние имеющиеся в шихте включения. Под включениями подразумевают самостоятельные фазы, которые не образуют с железом основную массу, а выделяются при раскислении или механически отделяются от шлака и от огнеупорной футеровки,
37
Чехословацкие цементуемые стали кл. 14, 15 и 16 (по CSN 420075) Таблица 5 Примечание По ГОСТ—сталь 15 X По ГОСТ—сталь 15 ХГ По ГОСТ-сталь 20ХГМ ! По ГОСТ—сталь 15ХМА По ГОСТ—сталь 20ХМА ! По ГОСТ—сталь 12ХНЗ По ГОСТ—сталь 18ХНВА
Закаленная сталь (мини» мальные значения) iwalwzy ‘чхэоя -емя KEHdBtfX 8 5 2 4 5 5 10 10 -6-~5 ~5 ~4 5 4 10
эинэжАэ 40 40 30 30 45 30 55 50 «35 «30 « 35 «30 40 40 50
012 'аинании’Ь'Л £? ° О Г-О0 С© Г-.1О счсог^ш | 1 ( CTCOaom о>
иинэжкхэес! иёп ихэон hodu irattadii | кг [мм* | 60—85 80—100 100—130 100—140 80—110 100—140 55-80 60-85 « 95 «100 ~ 90 ~ 100 95 —130 120—150 115
ия.ээь -£иэ1 irattadu 40 60 70 75 60 75 35 40 «55 «60 «50 «60 75 95 85
Отож. | женная i I сталь Hdn илэон -bodri iraifedu 60 » 70 65 70 5° 60 60 65 60 65 ’ 75 85 95
Средний химический состав. % о о л * сз со 2 S CU со 1 °- 1 1 II I О О S О I I 1 о о о о 1 1
СО со S S &. w 0,04 0,04 0,035 0.030 i 0,04 1 0,04 1 0,04 I 0,04 1 0,04 0,04 0,04 0,04 — 0,035 1 1 0,030
2 Ills 0.25 0,25 ; 0,20 N1 1,45 3,05 1,45 1,45 0,55 0,55 3,45 4,30 | 4,25
и 0,75 0,95 1.15 1,20 1,15 0,95 0,95 0,95 0,95 0,95 0,70 1,00 1,50
о со JB <л 0,35 0,35 0,35 0,35 0,35 Сред. 0,27 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,27
Мп 0,50 1,25 1,15 1,05 0,95 0,55 0,45 0,45 0,85 0,85 0,85 0,85 0,45 0,45 0,40
и 0.15 0,16 0,20 0,20 0,15 0,20 0,14 0,14 0,16 0,21 0,16 0.21 0.14 0,14 о,17;
Марка стали Польди Ш о. «• а = 1 ? еч Х Й « “ Ы Ы Й Й О - -•» BJ W о О ш W О ° о и О и 1 я ы ь н
CSN 420075 14120 14220 14221 15222 15221 15124 16120 16320 16220 16231 16121 16130 16420 16520 16720 । 1
38
К химическому составу стали относят основные элементы, содержание которых заранее установлено маркой стали. Шихтовые примеси не принадлежат к заранее заданному составу; в большинстве случаев это примеси-спутники, имеющиеся в незначительном количестве и, чаще всего, нежелательные. Шихтовые примеси никеля и молибдена обеспечивают улучшение прокаливаемости.
Выбирая цементуемую сталь, нужно учитывать влияние всех составляющих ее элементов.
Во вводной части отмечалось значение углерода для цементации. Здесь необходимо напомнить о влиянии углерода на качество сердцевины. С возрастанием содержания углерода увеличиваются прочность и твердость сердцевины. Ударная вязкость в то же время равномерно понижается. При одинаковом содержании в составе легированных и углеродистых сталей углерод больше влияет на качество легированной стали, чем углеродистой. Это связывают со смещением положения отдельных точек диаграммы равновесия железо — углерод под влиянием легирующих элементов.
Чтобы сохранить хорошее соотношение между ударной вязкостью и прочностью сердцевины у легированных сталей, содержание углерода не должно превышать 0,18%, в то время как углеродистые стали можно успешно подвергать цементации и при содержании до 0,22% углерода. При этом абсолютная прочность и ударная вязкость легированных сталей увеличиваются.
Вопрос о содержании углерода в цементуемой стали является вопросом качества сердцевины. Если не нужна высокая ударная вязкость, приведенный процент содержания углерода можно превысить. Это часто встречается в практике машиностроительных заводов (СССР, США), где цементуют сталь с содержанием углерода и около 0,30%, особенно при изготовлении некоторых видов зубчатых колес.
Марганец в стали не влияет на процесс науглероживания при цементации, но при содержании свыше 1 % и при высокой температуре цементации увеличивает опасность роста зерна стали.
Углеродистые стали, предназначенные для цементации, обычно содержат не более 0,7% марганца. Такое количество способствует устранению анормальной структуры и склонности к образованию мягких пятен. У легированных сталей неблагоприятное влияние марганца компенсируется действием хрома; поэтому содержание марганца в этих сталях увеличивают. Такие стали имеют большую прочность сердцевины при сохранении хороших качеств цементованного слоя.
Кремний затрудняет диффузию углерода и при его большом содержании в цементованном слое возникает опасность
39
графитизации цементита. Присутствие кремния ухудшает плавный переход углерода в стали. В цементуемых сталях избегают большого содержания кремния; его верхним пределом считают 0,35%. Обычно кремния бывает меньше. Если он содержится в сталях в небольшом количестве, это свидетельствует о том, что сталь кипящая и может цементоваться некачественно, :
Хром в цементуемых сталях [57] способствует насыщению слоя углеродом (рис. 18 и 19). Он препятствует образованию остаточного аустенита, вследствие чего цементованный слой в хромистых сталях имеет надежную твердость. Это благоприятное влияние хрома продолжается только до содержания 1,5%. При большем его содержании диффузия углерода замедляется.
Рис. 18. Влияние содержания хрома, температуры и времени на насыщение поверхности стали углеродом [57].
Рис. 19. Влияние содержания хрома, температуры и времени на глубину цементованного слоя [57].
Низколегированные хромистые стали склонны к большому науглероживанию слоя и, благодаря этому, к возникновению избыточного цементита. Стали, легированные только хромом, в Чехословакии применяют мало; в Советском Союзе эта группа сталей наиболее распространена.
Сердцевина хром-истых сталей обладает хорошими твердостью и ударной вязкостью. Хром улучшает прокаливаемость стали и уменьшает ее склонность к возникновению мягких пятен.
Никель не оказывает существенного влияния на диффузию углерода в сталь [57], но снижает предел наибольшего содержания углерода в слое (рис. 20 и 21). Никель придает слою способность к сохранению остаточного аустенита, снижающего твердость слоя. Оказывая благотворное влияние на прокаливаемость, никель ’придает сердцевине хорошую ударную вязкость при плавном повышении прочности. Он снижает температуры, необходимые для нагрева слоя и сердцевины при закалке, 40
и способствует тому, что при обычной закалке сталь остается мелкозернистой. Стали, легированные только никелем, применяют мало; более широко распространены хромоникелевые стали.
Никель способствует сохранению хорошей ударной вязкости закаленных цементованных сталей, используемых при низкой температуре [101а].
Молибден как карбидообразующий элемент способствует науглероживанию; обычно небольшое содержание его в цементуемых сталях не влияет на свойства слоя. Большее значение имеет добавка молибдена для улучшения качества сердцевины. Молибден уменьшает склонность
Рис. 20. Влияние содержания никеля, температуры и времени иа насыщение поверхности углеродом [57].
Рис. 21. Влияние содержания никеля, температуры и времени иа глубину цементованного слоя [57].
к росту зерна при продолжительном нагреве, повышает прочность и ударную вязкость стали в сердцевине. Применяется он только в комбинации с другими элементами. Влияние молибдена на снижение хрупкости цементованной стали при отпуске незначительно.
Ванадий принадлежит также к карбидообразующим элементам, которые способствуют науглероживанию. Подобно молибдену он не оказывает значительного действия. Ванадий придает стали мелкозернистую структуру, содействует сохранению тонкого зерна и улучшает качество стали в сердцевине.
Вольфрам способствует науглероживанию и действует как молибден. При большем содержании вольфрама глубина науглероживания уменьшается. В сталях, применяемых в Чехословакии, вольфрам встречается только в одной марке.
Титан, тантал и ниоби й как карбидообразующие элементы по своим действиям подобны хрому, способствуют науглероживанию, но содержание их в большом количестве снижает глубину цементации. В обычных цементуемых сталях они не встречаются. В СССР сталь с добавкой титана и с содержанием хромд применяют часто, '
41
Алюминий в цементуемых сталях также не применяют; его замедляющее действие можно сравнить с действием кремния.
Кобальт также не находит применения для цементуемых сталей; его влияние можно сравнить с влиянием никеля, если речь идет об улучшении сердцевины. Кобальт, в отличие от никеля, способствует образованию более глубокого слоя.
Медь оказывает такое же действие, как и никель.
Сопутствующие элементы. Сера, в количестве, обычно содержащемся в сталях, существенно не влияет на образование слоя цементации, но ухудшает качество закаленного слоя и сердцевины. То же можно сказать и о фосфоре, содержащемся в обычных количествах в сталях. Влияние мышьяка не было исследовано, но в легированных сталях в количестве от 0,01 до 0,02% он, практически, не оказывает влияния. Бор добавляют к цементуемым сталям для улучшения их прокаливаемое™ в сердцевине. Он не задерживает роста зерна при высокой температуре, что является недостатком (например, по сравнению с ванадием и титаном).
Газы в стали. Присутствие кислорода в стали, возможно, является одной из причин возникновения анормальной структуры слоя после закалки; водород вытесняется из стали при науглероживании; азот может образовывать в цементованном слое сложные соединения, так как он образует нитриды.
Шихтовые примеси попадают в сталь из отходов. К этим примесям относят легирующие элементы (хром, никель, молибден), а также элементы, обычно не вводимые в сталь (медь, олово и др.). Хром, никель и молибден могут быть вредными в составе углеродистых сталей, предназначенных для закалки в воде; закаливаемость стали повышается, что иногда приводит к чрезмерным деформациям и вызывает трещины в готовых деталях. Указанные элементы можно выгодно использовать после определения и регулирования полос прокаливаемое™ в стали.
Медь ведет себя практически нейтрально.
Чистоту стали определяют по степени ее загрязнения включениями различного происхождения. Этими загрязнениями могут быть окислы, появляющиеся при раскислении стали, кремниекислые соли, попадающие из огнеупорного материала или соединения кремнистого ангидрида с другими окислами, возникающими при раскислении, двойные окислы типа шпинелей и, наконец, сульфиды и первичные карбиды. Последние два типа неметаллических включений для легированных сталей с небольшим содержанием углерода и серы практически не имеют значения. О количестве, виде и величине микроскопически определяемых включений в стали судят по принятой шкале (рис.22,а).
42
Рис. 22а. Шкала неметаллических включений в стали (увеличение оригинала в 100 раз, репродукции в 25 раз). А—сульфиды; Б — окись алюминия; В—силикаты; Г — глобулярные окислы.
43*
Расположение и количество неметаллических включений
наблюдают через микроскоп и сопоставляют со шкалой. Вклю-
S)
Рис. 226. Стандартная шкала величины зерна (Х50).
чения, как правило, представляют собой неметаллические волокна, расположенные на различной глубине под поверхностью.
В цементованных сталях можно не опасаться влияния включений. Обычно только крупные или сосредоточенные в одном месте включения увеличивают в цементованном слое склонность к возникновению шлифовочных трещин или трещин, возникающих под нагрузкой при работе детали; такие включения иногда снижают предел усталости и наличие их на полированных рабочих поверхностях недопустимо. Включения в сердцевине не оказывают вредного влияния до тех пор, пока их количество не понизит ударную вязкость на поперечных образцах.
Цементованная и закаленная поверхность улучшает сопротивление усталости и ослабляет воздействие мелких включений, действующих как надрезы.
Окислы алюминия после раскисления стали, особенно в самом мельчайшем коллоидном виде, являются причиной возникновения анормальной структуры в углеродистой цементованной стали.
§ 3. Значение зерна аустенита при цементации
Размер зерна аустенита обычно выражают в абсолютных размерах величиной ца или в относительных — по общепринятой условной шкале; для этого производят испытание, цементуя образец стали при определенной заранее установленной температуре (испытание по Мак-Квед-Эну) При цементации стали по Мак-Квед-Эну избыточный цёментит располагается по границам зерен аустенита; после охлаждения стали величина зерна остается той же,
что получилась в процессе цементации.
1 В нецементуемых сталях применяют иные способы определения зерна аустенита (испытание окрсленнем, химическим или вакуумным травлением, диффузней сплавов меди)......
44
Склонность к образованию различных по величине зерен аустенита в стали является «наследственной» и возникает еще при выплавке стали. Появление этой склонности особенно связано со способом раскисления. Для классификации величины зерна применяется известная стандартная шкала (рис. 22,6), согласно которой зерно от 1 до 3-го балла считается крупным (грубым), 4 и 5-го — средним и от 6 до 8-го — мелким. Эту шкалу можно расширить и определять более крупное зерно (0,00,000 и т. д.), а также и более мелкое (9, 10, 11 и т. д.).
Цементованный слой мелкозернистой стали обладает хорошим качеством. В нем лучше распределяется цементит, чем в крупнозернистой стали; мелкозернистая сталь менее склонна к образованию шлифовочных трещин. Важно иметь мелкое зерно и для обеспечения высокого качества сердцевины. Однако сталь с очень мелким зерном менее выгодна из-за трудностей, возникающих при ее обработке.
Сталь, сохраняющая мелкое зерно в процессе длительной выдержки при температуре цементации, позволяет производить закалку непосредственно после цементации с температуры, при которой производилась цементация: снижается стоимость цементации и уменьшается коробление деталей. Для сохранения мелкозернистости стали при длительном нагреве, кроме тщательного раскисления, нужно подобрать соответствующие примеси. Из примесей, способствующих сохранению мелкого зерна и задерживающих его рост при длительном нагреве во время цементации в твердых карбюризаторах, заслуживают внимания, кроме молибдена, ванадия и вольфрама, титан и цирконий.
При цементации в соляных ваннах и газе, использование которых позволяет достигать быстрого нагрева, опасность увеличения зерна уменьшается.
Только в углеродистой цементованной стали особенно мелкое зерно обусловливает смещение кривой изотермического превращения аустенита далеко влево; это создает опасность получения при закалке стали анормальной структуры.
§ 4. Закаливаемость цементуемых сталей
На закаливаемость цементуемых сталей в сердцевине влияет содержание углерода. Поэтому стараются регулировать свойства сердцевины у некоторых марок стали изменением содержания углерода при неизменном содержании легирующих элементов. Твердость сердцевины обусловлена содержанием углерода. Углерод заэвтектоидной стали, если она закалена правильно, в значительной степени связан с мартенситом. Мартенсит под влиянием небольшого количества углерода получается очень мягким.
На рис. 12 изображены кривые твердости закаленных сталей, содержащих различное количество углерода. Известны
45
также кривые Моора и Арчера, а для чехословацких сталей — кривые Шихта. В обработанном виде кривые Шихта приводятся по результатам, полученным Лабонеком [69]. Влияние углерода на закаливаемость стали отчетливо видно по резкому повышению ее твердости с определенным разбросом точек твердости. Были исследованы более 1000 образцов легированных и нелегированных сталей выплавки заводов Польди.
Напоминаем, что в случае применения легированных сталей изменяется положение эвтектоидной точки, а при одинаковом количестве углерода в легированной и нелегированной стали твердость мартенсита различна (например, в 13%-ной хромистой стали с 0,3% углерода может быть получена твердость, соответствующая твердости эвтектоидной углеродистой стали).
§ 5. Прокаливаемость цементуемых сталей
Метод торцовой закалки слабо отражает прокаливаемость цементуемых сталей, особенно легированных. Температура за-
Рис. 23. Полосы прокалнваемостн некоторых распространенных цементуемых сталей (по Лабонеку [69])-
калки при этом испытании соответствует температуре закалки цементуемой стали, предусмотренной режимом; мерой глубины прокаливаемости служит место, где образуется по крайней мере 50% мартенсита. У мягкой стали с малым содержанием углерода существует небольшое различие между твердостями перлита и мартенсита. Так, например, у отожженной перлитной стали 16420 твердость перлита равна 210 HV, а твердость стали закаленной в воде, составляет 40 HV. Для углеродистой стали 12010 твердость соответственно равна 165 HV и 115 HV.
46
В действительности цементованные стали закаливают не при обычной температуре закалки, принимаемой для сердцевины стали, а подбирают температуру, лежащую между температурами закалки слоя и сердцевины; сталь получает полную или неполную закалку.
Для цементуемых сталей действителен общий принцип, заключающийся в том, что прокаливаемость определяется количеством и составом примесей. Именно поэтому высоколегированные стали имеют однородные свойства на большей глубине, чем углеродистые стали (рис. 23).
Предприняты попытки улучшить прокаливаемость цементуемых сталей посредством добавки около 0,001% бора. Стали с добавкой бора обладают более глубокой прокаливаемостью [109] и, кроме того, их цементованный слой надежнее закаливается. Однако бор не задерживает рост зерен аустенита.
§ 6. Обзор легированных цементуемых сталей по Чехословацкому Государственному Стандарту (CSN) 420075
Ниже отдельные или родственные марки сталей будут охарактеризованы по всем признакам, важным для их выбора и практического применения.
Сталь 12010
Состав этой стали приведен в табл. 4. Она известна под маркой Польди W8 и изготовляется в электрической печи. Сталь 12010 соответствует стали 10 по ГОСТ, стали 1010 — по американскому стандарту SAE и стали stc 1061—по германскому стандарту DIN.
Сталь 12010 поставляется большей частью как сортовая обычных поперечных сечений и профилей, но металлургические заводы могут поставлять и поковки. Эта сталь иногда встречается в виде прокатанных в холодном состоянии лент или листов. В этом случае можно применить стали из класса 11 с соответствующим содержанием углерода (например 11341, 11375).
Сталь 12010 химически чистая и содержит очень небольшое количество серы и фосфора. Необходимо принимать во внимание случайные примеси никеля, меди и хрома. Присутствие этих элементов может привести к определенному разбросу показателей механических свойств после закалки. Чистота по включениям не превосходит обычно балла 3 по шкале включений; зерно аустенита обычно мелкое, в среднем выше, чем балл 5. При более мелком зерне может возникнуть разброс твердости слоя и возможно появление мягких пятен. При последующей цементации и особенно при температуре свыше 900° С в слое может появиться более крупное зерно.
47
Эта сталь хорошо деформируется в нагретом и холодном состояниях и сваривается всеми способами. Обладая высокой вязкостью, она обрабатывается хуже, чем современные стали, имеющие более высокое содержание углерода, в особенности по сравнению с качественными автоматными сталями.
Термическая обработка. При получении с металлургического завода стали 12010, отожженной по стандарту, предварительную термическую обработку не производят. Сталь цементуется лучше всего при 880—900° С в твердом карбюризаторе (при 920—940° С в солях и в газе); хорошо насыщается углеродом и при надлежащих условиях цементации не имеет резкого перехода от поверхности слоя к сердцевине.
Первую закалку стали можно провести при температуре цементации. Для менее ответственных деталей закалку производят один раз и после этого сталь охлаждают и снова нагревают до 890° С. Закаливается она в воде.
Вторая закалка следует за первой при температуре 780° С. После двойной закалки сталь получает наилучшие качества слоя и сердцевины: очень мелкий излом и высокие твердость слоя (около 63 HRC) и ударную вязкость сердцевины. Детали больших размеров или имеющие толстый слой проходят отпуск в масле при 180° С в течение 1 часа; прокаливаемость стали — около 30 мм.
Механические свойства. После стандартного отжига сталь должна иметь предел прочности 35—40 кг1мм2\ обычно ее прочность несколько большая (из-за присутствия в стали случайных примесей).
Минимальное удлинение (10d) 25% сохраняется и при большей прочности.
В закаленном состоянии сталь (после двойной закалки) имеет прочность в сердцевине 55-^80 кг!мм2\ сохраняются указанные в стандарте минимальные удлинение 14%, сужение 50% и ударная вязкость 8 кгм!см2.
Для стали 12010 и всех сталей, указанных ниже, механические свойства были проверены на образцах, изготовленных из термически обработанных стержней диаметром 30 мм.
Применение. Сталь 12010 применяют для деталей, испытывающих небольшие напряжения; детали должны иметь надежную ударную вязкость в сердцевине (для них достаточна приведенная прочность сердцевины). Из этой стали выполняют детали различных станков, устройств и автомашин, когда необходима только поверхностная твердость (цапфы, кожухи и др.).
Кроме того, из нее изготовляют калибры и измерительные инструменты, а также зубчатые колеса, рассчитанные на небольшие усилия. Пригодна эта сталь и для деталей, которые перед цементацией обрабатывают в холодном состоянии (гибка или прессование).
48
Детали можно изготовлять вытяжкой или прессованием из прокатанных в холодном состоянии и отожженных листов или лент. В этом случае предварительно обработанный полуфабрикат обычно подвергают особому отжигу.
* Сталь 12020 (12023)
Сталь 12020, состав которой приведен в табл. 4, известна под маркой Польди VAR (Е — VAR).‘ Обычно ее изготовляют в электрических печах. Эта сталь соответствует стали 15 по ГОСТ; 1015 и 1020 —по SAE; stc 1661—по DIN и ЕпЗ —по английскому стандарту BS.
Свойства этой стали соответствуют свойствам стали 12010, однако под влиянием большого содержания марганца сталь 12020 изредка обнаруживает склонность к образованию мягких пятен.
Термическая обработка. После проката сталь 12020 становится мягкой и хорошо обрабатывается.
Термическая обработка этой стали практически не отличается от обработки стали 12010. Различаются же они по содержанию углерода.
Прокаливаемость в среднем 30 мм.
Механические свойства. Сталь после отжига должна иметь предел прочности 42 кг/мм1 2 * 4. В действительности ее прочность бывает несколько выше под влиянием случайных примесей, благодаря которым улучшается обрабатываемость стали.
Минимальное удлинение 23% (при 10d), как правило, сохраняется и в этом случае.
Закаленная сталь (после двойной закалки) имеет предел прочности 50—75 кг/мм2. В действительности прочность ее колеблется вблизи верхней границы, но предписанное минимальное удлинение 11% и номинальное сужение 40% сохраняются. Точно также и ударная вязкость соответствует стандарту (минимальная вязкость равна 9 кем/см2).
Применение. Для деталей, где требуется большая прочность в сердцевине при хорошей ударной вязкости, предпочитают применять сталь 12020. В отличие от стали 12010 обработку ее в холодном состоянии производят редко, даже при ее достаточной пластичности.
Сталь 12020 науглероживается хорошо при всех условиях цементации и пригодна для 1изготовления таких же деталей, которые изготовляют из стали 12010.
1 Металлургические заводы Польди обозначают поставленной впереди
буквой Е основные марки сталей, у которых прн небольшом изменении содержания какого-либо элемента достигается сходство с ГОСТ или выполнено по-
желание заказчика.
4 Цементация Стали " 49
Сталь 14120
Состав стали 14120 приведен в табл. 5. Эта сталь известна под маркой Польди СЕ. Изготовляют ее в электрических печах. Эта сталь соответствует стали 15Х по ГОСТ; 5115 (5120)—по SAE; ЕС 60 —по DIN и Еп207 —по BS[101],
Сталь поставляется сортовой горячекатаной, кованой в виде штампованных поковок и свободнокованых полуфабрикатов, прокатанной в холодном состоянии и протянутой только в виде исключения (по особому требованию).
Сталь 14120 — химически чистая. Случайные элементы (незначительное количество меди, никеля, а иногда молибдена) не могут существенно влиять на изменение свойств стали при ее улучшении. Сталь имеет мало неметаллических включений, содержание которых на практике не превосходит балла 3 по шкале неметаллических включений. Зерно аустенита колеблется вблизи средних размеров; оно мельче балла 5 по шкале ASTM.
Сталь 14120 — типичная хромистая цементуемая. Она поглощает углерод очень интенсивно; структура ее в поверхностном слое чаще всего имеет эвтектоидный состав; это обусловливает появление свободного цементита. По сравнению с другими цементуемыми сталями при использовании стали 14120 можно достигнуть наибольшей поверхностной твердости (свыше 64 HRC) и наилучшей сопротивляемости трению, потому что эта сталь имеет незначительную склонность к образованию остаточного аустенита.
Для получения плавного перехода в поверхностном слое тщательно выбирают среду для цементации. При использовании очень активной цементующей среды возможна опасность вы-крошивания и откалывания слоя и возникновения шлифовочных трещин.
Опыт показывает, что эту сталь можно сваривать, а швы, полученные с помощью соответствующих электродов, цементовать. Сталь 14120 хорошо обрабатывается режущими инструментами после отжига и ее улучшения (рис. 24).
Термическая обработка. Сталь поставляется в отожженном состоянии, а полуфабрикаты крупных сечений —в нормализованном. В твердом карбюризаторе цементацию производят при температуре 850—880° С, в солях и в газе — при 900—920° С.
Первую закалку выполняют сразу после окончания процесса цементации, т. е. при температуре цементации, или после охлаждения и последующего нагревания в интервале температур 870—900° С. Более тонкие изделия закаливают в масле, а толстые — в воде.
Отжиг холоднообработанных сложных деталей производят перед их правкой при температуре 650—680°С. Вторая закалка при 780—800° С; достигается твердость 66 HRC.
50
Отпуск при 180° С с одночасовой выдержкой и с охлаждением в масле необходим для уменьшения опасности возникновения шлифовочных трещин. Твердость при этом снижается не больше чем на две единицы.
Правильно закаленная цементованная сталь должна иметь только незначительное количество глобулярного карбида в по-
Рис. 24. Механические свойства цементуемых сталей в зависимости от температуры отпуска при улучшении: ---------------предел прочности;
----------- предел текучести;
— • — — • — удлинение при 5 d (%).
Механические свойства. В отожженном состоянии сталь имеет прочность около 60 кг/мм2. После двойной закалки прочность сердцевины выше 80 кг!мм2, минимальная ударная вязкость 8 кгм!см2.
Применение. Сталь 14120 применяют для деталей со средней нагрузкой, для которых необходима относительно высокая ударная вязкость в сердцевине, а также большая износостойкость поверхности. К этим деталям относят различные валики, которые должны хорошо сопротивляться трению. Для зубчатых колес сталь непригодна из-за возможного возникновения свободного цементита, трудностей в обработке граней и небольшой прочности. Исключение составляют колеса с зубьями, отшлифованными дополнительно, для которых обкатка граней необязательна.
Сталь пригодна для изготовления поршневых пальцев, шаровых цапф управления, калибров и инструментов для протяжки и штамповки. Из нее можно изготовлять инструменты (фрезы, развертки) для обработки дерева и кожи.
4*
51
Сталь 14220
Эта сталь (табл. 5) известна под маркой Польди СЕ2. Она соответствует стали 15ХГ по ГОСТ; ЕС80 по DIN. В Западной Европе и Америке подобной стали нет. В Чехословакии цементуемую сталь 14220 широко применяют: ее изготовляют вдвое больше остальных вместе взятых легированных цементуемых сталей.
По сортаменту, видам поставляемых изделий и свойствам сталь 14220 не отличается от стали 14120. Она интенсивно науглероживается, как все стали, содержащие хром; в ее поверхностном слое может появиться свободный цементит, который в отличие от сетчатого и глобулярного цементита сталей, рассмотренных выше, имеет вид коротких тычинок. Для достижения хороших результатов цементации обращают внимание на подбор подходящего состава карбюризатора.
Сталь 14220 имеет чистоту лучшую, чем балл 3 (по шкале включений) и зерно аустенита у нее более мелкое, чем балл 4 по стандартной шкале. Она хорошо механически обрабатывается, если после отжига получена достаточная твердость. Поэтому не рекомендуется отжигать сталь до предела прочности ниже 65 кг/мм2. Для получения очень гладкой поверхности необходимо применять нормализацию стали, после которой достигается прочность до 80 кг/мм2. Только в особых случаях можно использовать улучшение стали и получить прочность до 80 кг/мм2 (см. рис. 24).
Термическая обработка. Сталь 14220 поставляют либо без обработки, либо отожженной. Нормализацию производят при температурах от 850 до 880° С в течение 4 час. Для улучшения свойств сталь закаливают при 840° С в масле и производят отпуск при 500—550° С.
Цементацию выполняют в малоактивном твердом карбюризаторе при 870—890° С, а в солях и в газе — при 900—930° С.
Первую закалку производят непосредственно из ящика или после цементации и охлаждения. Затем следует новый нагрев до 840—850° С и закалка с охлаждением в масле. Толстостенные детали без пазов и выступов закаливают в воде. Такую закалку применяют часто.
Если перед закалкой необходимо снять слой металла или деталь нужно обработать, то после начала охлаждения от температуры цементации может быть проведен кратковременный отжиг при 650—680° С с медленным охлаждением. Остаточный аустенит возникает только при исключительных обстоятельствах (большой перегрев при закалке). В этом случае твердость можно улучшить отжигом [68].
Очень редко производят двойную закалку этой стали — при 870 и 810° С. Твердость слоя у стали легко достигается до 64—65 HRC.
52
После закалки всегда должен следовать отпуск до 180° С с выдержкой в течение одного часа, чтобы уменьшилась опасность возникновения шлифовочных трещин. Благодаря этому твердость снижается на две-три единицы HRC, но значительно возрастает ударная вязкость слоя, что в свою очередь хорошо сказывается на сопротивлении изгибу.
Прокаливаемость по торцовой пробе соответствует полосе прокаливаемости (см. рис. 23). Можно предположить, что прокаливание происходит равномерно до диаметра 30 мм; при диаметре 60 мм твердость в сердцевине будет намного ниже, чем на поверхности.
Механические свойства. По стандарту сталь 14220 должна иметь прочность в отожженном состоянии 60—73 кг/мм2, а в закаленном состоянии (испытание при диаметре 30 мм) — 80—100 кг/мм2; минимальный предел текучести 60/сг/лии2 и ударную вязкость 5 кгм/см2; минимальное удлинение при 5d — 10%, при 10d — 7%, сужение 40%.
Обычно прочность этой стали соответствует стандартной; иногда она возрастает у деталей с небольшим сечением.
При уменьшении прочности стали 14220 трудно сохранить предписанную стандартом величину предела текучести и процент сужения образцов, хотя удлинение их не меняется. Ударная вязкость при этом бывает несколько выше стандартной (минимальной) .
Применение. Сталь 14220 применяют для деталей, работающих с большими нагрузками (обычно для таких деталей применяют хромомолибденовые и хромоникелевые стали). Сталь 14220 пригодна для зубчатых колес с малым модулем (до модуля 3). Толщину слоя выбирают так, чтобы он был приравнен модулю зацепления. Для зубчатых колес с модулем 4 и выше применяют стали с большой прочностью в сердцевине.
Сталь 14220 применяют для тарелочных шестерен, зубчатых шестерен, цепных колес, а также для валов, цапф и других деталей.
Сталь 14221
Эта сталь (табл. 5) известна под маркой СЕ4. Она соответствует стали 20ХГ по ГОСТ; ЕСЮ0 — по DIN. Сталь 14221 содержит несколько больше хрома и меньше марганца, чем сталь 14220.
Сортамент и виды поставки стали 14221 соответствуют стали 14120, а термическая обработка — стали 14220.
Механические свойства. В отожженном состоянии сталь 14221 имеет прочность 70 кг/мм2; в закаленном состоянии (двойная закалка) прочность достигает ПО кг/мм2 при минимальном пределе текучести 70 кг/мм2. При указанной прочности ударная вязкость сердцевины сравнительно мала. Минимальное
53
удлинение составляет (при 10 d) 6%, сужение 30% и ударная вязкость, оговоренная стандартом, 2 кгм]см2.
Применение. Сталь 14221 применяют так же, как сталь 14220, но для деталей больших размеров, когда требуется повышенная прокаливаемость и большая прочность сердцевины (зубчатые колеса и шестерни с модулем выше 4).
Сталь 15222
Хромомолибденовая сталь 15222 (табл. 5) известна под маркой Польди СМ2. Вместе с выпущенной сталью 15221 она весьма распространена за границей. Сталь 15222 соответствует стали 20ХГМ по ГОСТ; ЕСМоЮО по DIN и близка к марке 4119 по SAE.
Как другие легированные цементуемые стали, сталь 15222 поставляется в виде сортового проката и поковок. Она имеет большую прочность в сердцевине и по свойствам приближается к хромоникелевым сталям. Ее можно использовать в качестве заменителя этих сталей.
Молибден весьма дефицитен. Поэтому применение стали 15222 ограничено особыми случаями. Она временно исключена из Чехословацкого Государственного Стандарта.
Сталь 15222 —типичный представитель хромомолибденовых или хромомарганцемолибденовых сталей. Она легко насыщается углеродом, мелкозернистая, не имеет склонности к росту зерна.
Сталь 15222 хорошо обрабатывается, но после горячей обработки приобретает местную твердость. С помощью отпуска или улучшения прочность ее снижают до 80 кг! мм2 (см. рис. 24).
Термическая обработка. Перед обработкой резанием сталь улучшают. Улучшение происходит при закалке с температуры 820° С в масле (только толстостенные детали закаливаются в воде) и отпуске при 600—650° С.
Цементацию стали производят в менее активном карбюризаторе при 860—880°С (в соляной ванне и в газе при910—930°С).
В связи с тем, что цементация происходит при высокой температуре, процесс ее значительно сокращается.
Сталь может быть подвергнута одинарной или двойной закалке. Во втором случае получают более качественную сердце-вину, а в первом случае уменьшается общая деформация. При одинарной закалке изделия закаливают при 820° С в масле. При двойной закалке сталь закаливают сначала при 860° С в масле и во второй раз при 800—820° С; если же требуется операция правки или промежуточная обработка резанием, то включают промежуточный отжиг; пригодная для этого температура равна 650—680° С. После прогревания следует медленное охлаждение в печи.
На закаленной стали достигается поверхностная твердость 63—65 HRC. В этом случае целесообразно производить отпуск 54
изделий с выдержкой в масле при 180° G в течение 30—60 мин,, как и для всех цементованных сталей с хромом.
Сталь прокаливается до диаметра 35 мм.
Механические свойства. В отожженном состоянии сталь имеет в сердцевине прочность 70 кг/мм2. После двойной закалки в масле достигается минимальный предел текучести 75 кг[мм2 и ее прочность составляет ПО—135 кг[мм2. Минимальные удлинения при 10d составляют 5—9%, сужение —30% и ударная вязкость 4 кгм/см2. .
Применение. Стали 15222 применяют для ответственных деталей, в основном для зубчатых колес, полуосей, шестеренок, цапф, цепных колес, а также для изготовления некоторых станков, используемых для прессовки искусственных материалов. Принимая во внимание большую прочность сердцевины, целесообразно цементовать изделия из этой стали очень глубоко; вполне достаточна толщина слоя 0,6—0,8 мм. Массивные детали (а также детали с припуском на шлифовку для выравнивания деформации) цементуют на глубину 1 —1,2 мм.
Сталь 15221
Сталь 15221 (табл. 5) известна под маркой СМ1. Она менее распространена, чем предшествующая. По составу она близка к марке 15ХМ по ГОСТ и стали ЕСМо80 по стандарту DIN.
От стали 15222 сталь 15221 отличается меньшими содержанием углерода, прочностью в сердцевине и несколько большей ударной вязкостью. Из Чехословацкого Государственного Стандарта эта сталь временно исключена. Свойства ее приближаются к свойствам стали 15222.
Термическая обработка обеих сталей практически одинакова.
В отожженном состоянии сталь 15221 имеет прочность в сердцевине 65 кг!мм1. В закаленном состоянии предел прочности достигает 90—ПО кг)мм2 при минимальном пределе текучести 60 кг)мм2. Минимальное удлинение при 10 d составляет 8—12%, сужение — 45% и ударная вязкость — 5 кгм[см2.
Сталь применяют для тех же деталей, что и сталь предшествующей марки.
Сталь 15124
Сталь 15124 (табл. 5) известна под маркой Польди Е-СМ2, по своему составу она точно соответствует советской стали 20ХМА по ГОСТ. От стали 15222 она отличается меньшим содержанием марганца и хрома.
Сталь 15124 имеет несколько лучшую ударную вязкость, чем сталь 15222; ее термическую обработку производят по аналогичным режимам. Применяется в тех же случаях, что и стандартная марка подобного состава в Советском Союзе.
В5
Сталь 16120
Сталь 16120 (табл. 5) известна под маркой Польди TY1W. Это низколегированная никелевая сталь, применение которой весьма ограничено. Она имеется в стандарте DIN как марка EN15, а в стандарте SAE ей ближе всего сталь марки 4608.
Сталь 16120 — никелевая цементуемая, в Чехословакии мало распространена. По термической обработке она более приближается к нелегированным сталям типа 12020, чем к сталям класса 16.
Рис. 25. Изменение механических свойств цементуемых сталей в зависимости от температуры отпуска при улучшении: ---------- предел прочности;
---------- предел текучести;
— • — — удлинение при 5 d (%).
Влияние никеля в стали 16120 небольшое. Для ее цементации можно применять активно действующие карбюризаторы, как для углеродистых сталей. Малое содержание никеля сообщает стали 16120 только небольшую склонность к сохранению остаточного аустенита.
Сталь поставляется как сортовая или в виде поковок в состоянии горячей обработки или в отожженном с пределом прочности 50 кг/мм2. Если сталь подвергнута улучшению, то предел прочности повышается до 58 кг!мм2 (см. рис. 25).
Термическая обработка. Для получения высоких качеств стали производят закалку при температуре 840°С в воде (тонкостенные детали закаливают в масле) и отпуск при 500° С.
Рекомендуется подвергать сталь двойной закалке; вначале при температуре 850—870° С прямо из цементационного ящика или после нового нагрева до указанной температуры. Вторую закалку выполняют при температуре 780—800° С в воде (тонкостенные детали в масле). При этом достигается твердость 60—62 HRC.
56
Сталь 16120 не имеет склонности к образованию шлифовочных трещин, поэтому отпуск ее можно не производить, хотя он оказывает благотворное влияние, особенно на детали с толстым слоем (свыше 1 мм).- Режим отпуска такой же, как и для других деталей. Его производят обычно до правки изделия.
Прокаливаемость стали до диаметра 30 мм.
Механические свойства. После двойной закалки предел прочности достигает 60—85 ке^мм2 в зависимости от содержания углерода, марганца и никеля. Предел текучести (обычно выше самой низкой границы) 33 /сг/лыи2, минимальные удлинение (при 10at) — 14%, сужение —55% и ударная вязкость-10 кем!см2 получаются и при высокой прочности.
Применение. Сталь 16120 применяют для деталей, в которых сохраняется значительная ударная вязкость при небольшой прочности: рычаги, цапфы, зубчатые колеса с небольшой нагрузкой и малыми модулями и др.
Кроме того, эту сталь используют для деталей, нуждающихся в правке; они выпрямляются лучше, чем детали из хромистых сталей, указанных выше.
Сталь 16320
Эта сталь (табл. 5) известна под маркой Польди TY3W. В советском ГОСТ и в немецком стандарте DIN ее нет. В американском стандарте SAE ей приблизительно соответствует сталь марки 2317, а в английском — сталь ЕпЗЗ.
В Чехословакии сталь 16320 из-за большого содержания никеля почти не применяется. По своим свойствам и термической обработке она приближается к остальным цементуемым сталям класса 16. Большое содержание никеля снижает скорость науглероживания и температуру превращений.
Сталь 16320 отличается мелкозернистостью и вязкостью, однако у нее проявляется склонность к образованию остаточного аустенита.
В отожженном состоянии она хорошо обрабатывается, но для тонкой обработки рекомендуется вначале ее подвергнуть нормализации или улучшению (см. рис. 25).
Термическая обработка. Сталь подвергается нормализации при 860° С с постепенным охлаждением на спокойном воздухе. Отжиг производят при 630—670° С в течение 4 час. с последующим медленным охлаждением в печи. Температура для цементации в твердом карбюризаторе 840—870° С, а для цементации в соли и в газе 900—920° С.
Простую закалку выполняют после охлаждения при температуре 790—820°C в масле (толстостенные детали в воде). Двойную закалку производят в два этапа: вначале с 860°С в масле и потом с 780—800° С в масле или воде.
57
Высокий отпуск при 630—670° С производят при необходимости удалить часть цементованного слоя или достигнуть самой высокой твердости после закалки. Отпуск в масляной ванне при 150—180° С (продолжающийся 1 час) необязателен, однако для утолщенных слоев выполнять его целесообразно.
Сталь прокаливается до диаметра 30 мм.
Механические свойства. Отожженная сталь достигает прочности 60 кг]мм2, после нормализации — до 70 кг/мм2.
Простая закалка придает сердцевине прочность 75—80кг/.и.и2, двойная закалка 70—80 кг/мм2. Предписанные стандартом минимальные величины: предел текучести — 40 ка/лии2, удлинение (при 10 d) 11% и сужение 50%. Ударная вязкость должна быть не менее 10 кем!см2.
Применение. Сталь 16320 применяют для деталей, которые должны иметь достаточно большую прочность в сердцевине и при этом хорошую ударную -вязкость, а иногда хорошую вязкость и при низких температурах.
Сталь 16220
Сталь 16220 (табл. 5) принадлежит к низколегированным сталям класса 16; она содержит, кроме никеля, около 1% хрома, имеет большую прочность в сердцевине, чем предшествующие никелевые стали; известна под маркой Польди ВЕ2. Подобная сталь есть в ГОСТ — сталь 12ХН2А, и стандарте SAE — сталь 3115. В Чехословакии сталь 16220 весьма распространена и по объему производства следует непосредственно за сталью СЕ2.
Поставляется сталь 16220 в виде сортового проката и стальных поковок в отожженном состоянии; обрабатывается хорошо. При резании достигают хорошего качества поверхности, если после отжига сталь обладает достаточной твердостью.
Сталь 16220 после цементации имеет мелкозернистую структуру, но влияние хрома требует применения менее активного карбюризатора.
Термическая обработка. Применяют смягчающий отжиг, продолжающийся 4 часа при 720° С с постепенным охлаждением, и нормализацию при 860° С на воздухе.
Сталь цементуют в твердом карбюризаторе при 850—880° С; в солях или газах при 910—930° С. Науглероживается она быстрее, чем высоколегированные стали класса 16, но не имеет склонности к перенасыщению углеродом.
После цементации можно производить закалку. При простой закалке получают лучшую ударную вязкость, при двойной закалке— большую прочность.
В первом случае детали после цементации полностью охлаждают, затем производят их нагрев до 830° С и закалку в масле.
Во втором случае детали доводят до охлаждения, затем нагревают до 860° С и закаливают в масле. Для вторичной за
58
калки детали нагревают до 810° С и охлаждают в масле. При этом достигается твердость &2.HRC. Высокий отпуск стали 16220 не применяют. Эта сталь не склонна к шлифовочным трещинам, но отпуск при 180° С в течение одного часа целесообразен.
Прокаливаемость — до диаметра 35 мм.
Механические свойства. Отожженная сталь имеет предел прочности в сердцевине 60—70 кг/мм2, после нормализации 70—80 кг]мм2.
После одинарной закалки прочность в сердцевине стали — 100 кг) мм2, после двойной — 95 кг!мм2. Предел текучести около 60 кг]мм2, а удлинение при 5 d составляет 9%; наименьшее сужение 35% и ударная вязкость 6 кгм]см2. Приведенные величины относятся, как уже было подчеркнуто, к стержням диаметром 30 мм.
Предписанные стандартом величины, из-за недостаточного количества проведенных с этой сталью опытов, остаются пока приблизительными.
Применение. Сталь 16220 применяют подобно высоколегированной стали 16320 и часто вместо сталей 16420 или 16520. Она имеет хорошую ударную вязкость и пригодна для изготовления зубчатых колес, для которых стали 14220 и 14221 при одинаковой прочности были бы хрупкими. Кроме того, сталь 16220 успешно применяют для ответственных деталей автомашин при условии достижения определенной вязкости.
Сталь 16231
Из сталей, приведенных в табл. 5, сталь 16231 аналогична по составу стали 16220, но содержит больше углерода. Она известна как сталь Польди BEY4. Подобная ей марка 3120 имеется в стандарте SAE; в английских стандартах к ней ближе всего марка Еп35, содержащая, кроме того, молибден.
По видам поставки и термической обработки сталь 16231 не отличается от стали 16220. Сталь 16231 прокаливается до диаметра 45 мм.
Механические свойства. Отожженная сталь 16231 имеет прочность в сердцевине 65—75 кг 1мм2, а после нормализации 75—85 кг!мм2. При одинарной закалке прочность достигает в сердцевине почти ПО кг1мм.2, при двойной— 100 кг/мм2. Удлинение, сужение и ударная вязкость этой стали несколько меньше, чем у стали 16220.
Сталь 16231 имеет высокую прочность в сердцевине и пригодна для зубчатых колес с увеличенной нагрузкой, особенно для колес с большим модулем. Ввиду высокой прочности при меньшей вязкости она заменяет сталь 16420. Сталь 16231 предназначена для деталей автомашин и обрабатывающих станков, а также для зубчатых колес, шестерен, цапф, валов, шарниров и т. д.
59
Сталь 16121
Сталь 16121 (табл. 5) известна под маркой Польди NC2. Аналогичная сталь встречается среди американских сталей военного времени (стали Е). Это — малолегированная хромоникелевая сталь, по соотношению между хромом и никелем ее можно изготовлять из отходов.
При низком легировании сталь имеет хорошие свойства и превосходит углеродистые стали класса 12. Сталь 16121 поставляется отожженной. В Чехословакии она распространена мало.
После цементации сталь 16121 подвергают смягчающему отжигу при 720° С в течение 4 час. или нормализации при температуре 860° С с охлаждением- на воздухе.
Сталь 16121 цементуется и закаливается подобно стали 16220. После закалки твердость слоя достигает 62—63HRC.
Отожженная сталь имеет в сердцевине прочность 60 кг/мм2: после одинарной закалки — свыше 90 кг/л.и2; удлинение при 5d — свыше 8% и наименьшее сужение — около 35%; ударная вязкость очень хорошая и превышает, как правило, 5 кгм/см2. По прокаливаемое™ эта сталь превосходит углеродистые стали.
Сталь 16121 можно применять там, где прочность углеродистых сталей класса 12, а также сталей класса 14 оказывается недостаточной.
Сталь 16130
Сталь 16130 отличается от предшествующей несколько большим содержанием углерода (табл. 5), что вызывает большую прочность в сердцевине; известна как сталь NC4. В иностранных стандартах соответствующей ей марки лет; во время войны подобные марки были среди американских сталей (стали Е).
Несмотря на более высокое содержание углерода термическая обработка стали 16130 практически не отличается от обработки стали 16121.
Механические свойства. После отжига характеризуется прочностью (65 кг/.и.м2), а после закалки еще большей прочностью и пределом текучести (около 100 кг/мм2 и 60 кг/мм2) и соответственно меньшим удлинением, сужением и меньшей ударной вязкостью.
Применение стали точно такое же, как и стали 16121.
Сталь 16420
Эта сталь принадлежит к высоколегированным хромоникелевым сталям класса 16 (табл. 5). В Чехословакии высококачественная цементуемая сталь 16420 из-за большого содержания в ней никеля применяется экономно. На заводах Польди ей соответствует сталь марки ТЕМ; в ГОСТ—12ХНЗ; в стандарте DIN —ЕС 35; по английскому стандарту BS известна под мар
60
кой ЕпЗб; в американском стандарте SAE к ней близка марка 9317.
Сталь поставляется в виде сортового проката и поковок, как правило, отожженная; хорошо обрабатывается, но если требуется особо гладкая и точно обработанная поверхность, то предпочитают улучшенную сталь с прочностью до 85 кг!мм2 (рис. 25). Сталь требует применения качественных цементующих сред.
Термическая обработка. При отжиге для смягчения сталь 16420 нагревают до 610—630° С в течение 4 час., после чего следует медленное охлаждение в печи. Нормализацию производят при температуре 830—870° С с постепенным охлаждением иа воздухе.
Сталь цементуют в твердом карбюризаторе при 860—880° С, а в соли и газах при 900—920° С. Науглероживание происходит достаточно плавно; в соответствующей среде и при указанной температуре цементации сталь 16420 не склонна к образованию цементита. Кроме того, она не образует большого количества остаточного аустенита при соответствующей толщине слоя. Сталь не рекомендуется закаливать непосредственно с температуры цементации: достаточной является после постепенного охлаждения одинарная закалка при температуре 790—810° С в масле. Двойная закалка для этой стали не приносит пользы, а ведет, наоборот, к большой деформации. В воде закаливают только большие по размеру детали без надрезов и выступов. Сталь 16420 получает после цементации на поверхности надежную твердость 60—62 HRC.
Благодаря высокому содержанию легирующих примесей сталь 16420 удовлетворяет требованиям, предъявляемым к ее высоким механическим свойствам (см. рис. 25). В этом случае закалку производят при 810—850°С в масле, а отпуск при 500—650° С, что обеспечивает получение прочности 75—85 кг]мм2.
Сталь прокаливается до диаметра 30 мм.
Механические свойства. Сталь 16420 сочетает в себе высокую прочность с хорошей пластичностью. Прочность после отжига достигается около 70 кг/мм2, а после нормализации 75 кг/мм2. После одинарной закалки в масле сталь имеет прочность в сердцевине ПО кг)мм2, в воде—135 кг/мм2. Предел текучести— не менее 75 кг!мм2. Наименьшие удлинение (при 10d) 6%, сужение 40% и ударная вязкость 5 кгм[см2. На практике иногда получают величины более высокие, чем предписанные стандартом.
Сталь 16420 имеет хорошую ударную вязкость при низких температурах.
Применение. Сталь Г6420 находит применение при изготовлении деталей, подвергающихся большим нагрузкам. Для этих деталей важно сочетать хорошую вязкость с большой поверх-
ностной твердостью. Необходимо принимать во внимание и экономическую сторону дела и использовать эту сталь только в тех случаях, когда нельзя применить стали 16220 и 16231, содержащие меньшее количество легирующих добавок.
Прежде всего из стали 16420 изготовляют очень ответственные детали автомашин и самолетов, зубчатые колеса, валы, цапфы, шарниры, шестерни и др. Для этого применяют качественные нецементованные стали.
Сталь 16520
Сталь 16520, состав которой приведен в табл. 5, принадлежит вместе со сталью 16720 к группе высоколегированных сталей. Из-за большого содержания никеля ее применяют в исключительных случаях и поэтому изготовляют в незначительном количестве. По своему составу сталь 16520 соответствует известной стали заводов Польди марки TEJ; в ГОСТ такой стали нет; в немецком стандарте DIN ей соответствует сталь BCN45; в английском стандарте BS — сталь Еп39А; в американском стандарте сталь такого состава не приводится.
Сталь 16520 поставляют в виде сортового проката и поковок, в отожженом или улучшенном состоянии. После нормализации сталь хорошо обрабатывается. При цементации используют высококачественные цементующие среды.
Термическая обработка. Термическая обработка стали 16520 требует большего внимания, чем низколегированные стали; при отжиге не превышают температуру 610—630° С; в печи ее охлаждают медленно. Нормализацию выполняют при температуре 820—860° С с постепенным охлаждением. При такой же температуре сталь закаливают в масле; если после этого необходимо получить хорошее качество, то производят отпуск при температуре около 600° С. Существующая опасность возникновения хрупкости при отпуске заставляет производить охлаждение стали в воде.
Цементацию производят в твердом карбюризаторе при температуре 870° С или в газе; в соли и газе цементацию выполняют при температуре более высокой, чем 900° С. Сталь 16520 науглероживается медленнее, чем другие цементуемые стали: она обладает склонностью к образованию остаточного аустенита.
Не рекомендуется закаливать сталь при температуре цементации; необходимо вначале подвергнуть ее охлаждению, потом снова нагреть до 770—800° С и произвести закалку в масле. Только в случае, если требуется большая поверхностная твердость (свыше 60 HRC), сталь закаливают при 830—860° С, а затем производят высокий отпуск для устранения остаточного аустенита. Отпуск выполняют при температуре 580—610° С. При закалке без высокого отпуска сталь приобретает твердость приблизительно 58—60HRC. В результате обработки сталь имеет 62
высокие механические свойства (см. рис. 25). В этом случае закалку производят при 830—860° С в масле (толстостенные детали— в воде), а отпуск при 550—650°С с последующим охлаждением в воде.
Прокаливаемость по данным стандарта — до диаметра 40жж, но в действительности она выше.
Механические свойства. В закаленном состоянии после цементации сталь в сердцевине имеет предел прочности свыше 130 ка/жж2 и предел текучести — свыше 90 /сг/жж2, удлинение (при 5 d) 8%, наименьшие сужение 40% и ударную вязкость 4 кем!см2. В действительности ударная вязкость бывает намного больше. Сталь 16520 имеет хорошую вязкость и в области низких температур.
Из-за большой прочности сердцевины трудно производить правку и обработку стали 16520.
Применение. Сталь 16520 применяют для тех же целей, что сталь 16420. Отличие заключается в том, что сталь используют для более ответственных деталей. Она находит применение и в качестве цементованной стали.
Сталь 16720
Сталь 16720 принадлежит к высоколегированным сталям (табл. 5). Ее применяют как высококачественную сталь. Цементация для нее необязательна. Сталь подобного типа в мировых стандартах не приводится. В ГОСТ 4543—57 этой стали соответствует марка 18ХНВА.
Сталь 16720 поставляют в отожженном состоянии в виде сортового проката и поковок. Ее можно применять в улучшенном состоянии. Предел прочности поставки до 115 кг!мм2.
Термическая обработка. Сталь 16720 в случае необходимости отжигают при температуре ниже 630° С в течение нескольких часов; она весьма мелкозернистая и выдерживает высокую температуру цементации, причем свойства ее не ухудшаются. Сталь подвергают цементации при температуре свыше 900° С. После охлаждения ее нагревают для закалки при 800° С. После закалки производят отпуск при 200° С в течение одного часа. Сталь содержит много остаточного аустенита, в результате чего твердость ее после закалки равна 54—56 HRC.
Прокаливаемость этой стали большая.
Механические свойства. После закалки предел прочности сердцевины составляет свыше 150 кг/мм2 при высоком пределе текучести (120 кг/мм2), поэтому сталь после закалки с трудом обрабатывается. Она имеет значительную ударную вязкость (свыше 9 кгм/см2) и удлинение (свыше 12% при 5 d).
Сталь применяют в особых случаях для изготовления больших деталей, испытывающих значительную нагрузку, когда требуются весьма высокие механические свойства.
63
§ 7. Обзор советских цементуемых сталей [101]
Нет необходимости углеродистые цементуемые стали сравнивать между собой, так как основные качественные марки во всем мире практически одинаковы, они могут иметь незначительные отклонения в содержании углерода и марганца.
Сравнение чехословацких легированных цементуемых сталей с цементуемыми сталями по ГОСТ 4543—57 показывает, что в Чехословацком Стандарте имеется 16 легированных цементуемых сталей, а в ГОСТ—27.
В последнее время в Чехословацкий Государственный Стандарт введены некоторые цементуемые стали из ГОСТ. В Советском Союзе, как и в Чехословакии, основной интерес для массового машиностроения представляют стали, например 15Х, 20Х, 15ХН, 15ХГ (обычного качества), 12Х2Н4, 18ХНВА и 18ХМА (высокого качества). Распространена сталь 18ХГТ, со-' держащая титан, а для шестерен коробок переключения — сталь ЗОХГТ.
Указанные обычные марки применяют для цементации в твердом карбюризаторе, в соляных ваннах и в различных газовых средах.
В табл. 6 приведен перечень цементуемых в СССР сталей. Из него видно, какие цементуемые стали в СССР точно соответствуют чехословацким сталям.
§ 8. Обзор иностранных цементуемых сталей [101]
Иностранные цементуемые стали близки по составу и свойствам, распределяются в Западной Европе (ФРГ, Франция, Австрия, Швеция и др.), Англии и США.
В Западной Европе, в частности в ФРГ и Франции, преобладает производство качественных сталей. Эти страны выпускают известные нам марки цементуемых сталей (это стали, применяемые по соображениям экономии, и классические хромоникелевые стали). В отдельных случаях они избегают применения никелевых или молибденовых сталей. По разнообразию марок стандарты этих стран несравнимы с чехословацкими и советскими. Это определяется не состоянием техники, а вполне определенной функцией стандартов в социалистических странах с плановым производством.
В английских стандартах наряду со сталями, распространенными в мировой практике, можно встретить (наравне с богатым выбором легированных никелевых и хромоникелевых сталей) небольшое количество экономичных хромистых сталей.
По состоянию английского стандарта можно судить, что выбор сталей в стране с развитым машиностроением сравнительно узок.
64
'о
Q
ю а
св
О
Примечание О ОО—О о 04 04 04 04 04 04 — М- М- 04 04 Г- чР О СО М- со III Z Z Z Z Z Z со со со со со со >о >о о >о >о о
| Ударная вязкость £ ь-соооо40Юаооо40г-.ь«аоаооо о о оо оо
Сужение ЮООЮООЮОООЮООООЮ Lf чГ’'ф1С>ЮЮ’'3*’'ФЮЮЮ’'ф1.ОЮЮЮ'^ т О О CO Ю Ю
Удли-' нение ю ю ОО - Ю — 000101000104 — О — — ООО
Предел прочности! л> ооооюоооюоооююою Ю ООО Г- 00 — <000400а00-^0100ь.000 — — — О — -* -* 1-4 •—t t -* —* —-*
1 Предел текучести ООООЮЮОООЮООЮЮОЮ Ю ЮОО'чГГ-.OOOt''-QQ — оюоаооо X ООО ООО
н 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0,11 0,09
> 1 1 1 1 1 1 1 1 1 1 1 1 О 1 1 1 £ ‘ о 00‘1
0 £ 1 1 1 1 1 1 1 1 1 1 1 1 1 ООО 0,25
юююююооо Ю О Ю ic ООО — — — со со со о О — со Tf Tf Ю ООО
д ОООЮЮЮОЮ1ЛЮОЮЮ ОО О Ю О LO ОООС00404СОГ--С'^Г--ЮООСОСОЮ Ю О 04 О 00040000000 — — ОО — — — — — —•
0404040404040404 0101040404040404 04 04 04 04 ОООООООС>ОООООООО о ООО
а £ ю LQ ю О ЮЮЮЮЮЮШЮЮО о ююю -чГ OOLO о о о о о” о* о о’ о" о” о" — о” о* о* о" о" о” o’4 —
О Ю О О СО СО — Ю 04 04 04 О О Ю Ю 04 00 0Q — 0404 — — 04 — —< — — — 04 — — — — — оооооооооооооооо о 0,18 0,18 0,15
гост 1 X X 2 3 3 к к 2 X К Ь е s В S “ -и = Sn - -ч 1-4 UN •—< 1-4 UN U_> до CKJ — 04 04 ~ ~ 18ХГМ 15Х2Г2Т
5
Цементация стали
65
О применении цементуемых сталей в США можно судить по перечню стандартных конструкционных сталей (SAE и AISI1). В этом перечне имеется почти 30 марок цементуемых сталей. В американской практике часто цементуют стали с содержанием углерода выше верхнего предела (0,25%). По нашим представлениям эти стали не могут быть отнесены к цементуемым. На выбор американских цементуемых сталей влияют узкая производственная специализация и огромный спрос автомобильной промышленности на легированные стали, особенно цементуемые. При этом необычно и деление цементуемых сталей на три категории, отличающихся различной закаливаемостью, с содержанием углерода 0,06—0,11; 0,13—0,18 и 0,18—0,25%. Необычны стали марганцевомолибденовые и никельмолибденовые, а также стали, низколегированные хромом, никелем и молибденом. Исключительно невелик в США выбор сталей с большим содержанием никеля (свыше 3,75%).
Американская промышленность широко применяет средне-и низколегированные цементуемые стали, содержащие небольшие количества молибдена; это, по-видимому, связано с использованием большого количества отходов, в которых никель и молибден обращаются почти без потерь.
В выборе американских цементуемых сталей значительную роль играет не только вопрос прокаливаемости, но и вопрос о величине зерна и обрабатываемости стали, особенно при сложной обработке, где многое зависит от ее скорости и от используемого инструмента.
§ 9. Принцип выбора цементуемых сталей
При выборе цементуемой стали для деталей учитывают конструктивные, технологические и экономические требования. Чехословацкие стандарты предоставляют достаточно богатый выбор сталей. При описании отдельных сталей уже были отмечены соображения, которыми руководствуются при выборе стали.
Механические свойства стали. При определении механических свойств цементуемой стали исследуют влияние заключительной термической обработки на свойства сердцевины. Прочность цементуемых сталей при закалке значительно возрастает, но различия между прочностными характеристиками не такие большие, чтобы считать их основным признаком. При одинарной закалке прочность на разрыв бывает обычно большей, чем при •двойной закалке, поскольку на закалку влияют содержание углерода и количество легирующих примесей.
Величины, приведенные в стандартах, относятся к контрольным образцам, изготовленным из стержня диаметром 30 мм.
1 The Society of Automatice Engineers at the American Iron and Steel Institute.
66
Под влиянием закалки возрастают пределы текучести и усталости. Собственно усталостная прочность деталей улучшается еще под влиянием цементованного закаленного слоя. С точки зрения прочности и 'предела текучести большой выбор цементуемых сталей не был бы обоснован, если бы не было высоких требований к ударной вязкости стали. С ударной вязкостью связаны удлинение и сужение.
На ударную вязкость цементуемых сталей и практическое использование этого свойства существуют различные взгляды. Ударная вязкость цементуемых сталей, как правило, не является критерием работы деталей. Она служит фактором безопасности в целях предотвращения аварий.
Нельзя высокую ударную вязкость связывать с повышенной сопротивляемостью усталости: если возникает предрасположение к усталостному излому, повышенная ударная вязкость не предотвратит этого разрушения. Известно, что высокую ударную вязкость получают за счет повышенного легирования и сложной термической обработки стали. Практика показывает, что высоколегированные стали применяют главным образом для деталей, испытывающих большую нагрузку.
Основной целью цементации является стремление достигнуть соответствия между свойствами сердцевины и слоя. Сердцевина должна иметь относительно высокую прочность, чтобы выдерживать давление, которое испытывает поверхностный слой. Недостаточную прочность сердцевины нельзя заменить увеличением толщины слоя.
Начали применять стали с повышенной прочностью сердцевины (и, соответственно, с меньшей ударной вязкостью), которую получают за счет повышенного содержания углерода. Экономически нецелесообразно добиваться повышения прочности сердцевины за счет создания толстого слоя.
Достаточно высокая твердость после нормального процесса цементации достигается для всех цементуемых сталей. Только при исключительных требованиях к поверхностной износостойкости выбирают некоторые хромистые стали, которые лучше насыщаются углеродом и образуют свободные карбиды. При этом не применяют стали с большим содержанием никеля, так как они склонны к образованию остаточного аустенита.
Наоборот, в тех случаях, когда необходимо быстро достигнуть хорошей обработки и бесшумного хода зубчатых передач, используют мягкий слой, появляющийся при наличии остаточного аустенита.
Технологические свойства стали. При выборе стали обращают внимание на прокаливаемость, особенно если из стали необходимо изготовлять детали больших размеров. Только высоколегированные стали, содержащие допустимое количество углерода для получения необходимой ударной вязкости, обес
67
5*
печивают хорошую прокаливаемость. С прокаливаемостью связан и такой важный вопрос, как возможность закалки слоя в масле для обеспечения достаточной твердости. Оказывается, только для сталей с хорошей прокаливаемостью, следовательно, для легированных, можно производить эту закалку. Трудности закалки и вопрос о возможности ее выполнения в масле или воде имеют большое значение для сложных деталей с переменной толщиной. Для высоколегированных сталей отдают предпочтение одинарной закалке, вызывающей меньшее коробление.
Следующим свойством является склонность к образованию мягких пятен. Углеродистые стали с очень мелким зерном прежде всего проявляют эту склонность, так как прокаливаемость их настолько мала, что при очень быстром охлаждении аустенит не достигает мартенситного превращения и в некоторых местах образуются мягкие продукты его распада. Легированные и углеродистые стали (если они содержат свыше 0,6% марганца) не имеют этого дефекта.
. Из сказанного видно, что причиной возникновения мягких пятен является слишком мелкое зерно углеродистой стали. У легированных сталей мелкое зерно не влияет на возникновение мягких пятен, так как эти стали обладают достаточной прокаливаемостью и при мелком зерне. Зато их труднее обрабатывать резанием, чем стали таких же марок, но крупнозернистые.
С выбором стали связан и выбор способа цементации. При нитроцементации достигается хорошая прокаливаемость слоя сталей углеродистых и низколегированных.
Очень важным для ряда цементованных изделий является постоянство размеров. Оно может служить для некоторых сталей характеристикой технологического свойства даже при значительном влиянии других факторов (например, последовательности термической обработки).
Экономичность изготовления изделий '[13 а]. На экономичность изготовления изделий оказывают влияние не только их цена, в которую включают расходы на сложность и стоимость легирования, но также расходы на обработку, имеющие большее значение, чем различия в основной цене стали.
Важным фактором является также процесс термической обработки. Включение, например, сравнительно дорогой операции обработки холодом, заметно повышает расходы. Поэтому стараются избежать обработки холодом и применить другие стали, для которых такая обработка не нужна.
ГЛАВА III
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦЕМЕНТОВАННЫХ СТАЛЕЙ
Термическая обработка для цементованных сталей очень важна, так как с ее помощью после цементации придают изделию требуемые свойства.
Иначе обстоит дело при обработке азотированных деталей. Необходимые свойства деталям придают до того, как их подвергают азотированию. В данном случае термическая обработка является операцией предварительной. После азотирования термическую обработку не производят. В этом существенное отличие азотирования от цементации.
Предварительная термическая обработка важна и для цементуемых изделий, так как она позволяет, например, уменьшить коробление после цементации, когда производят закалку.
Термическая обработка, в сущности, одинакова для всех способов цементации и ниже описана подробно.
Целесообразно разделить цементуемые стали на группы:
а) углеродистые и низколегированные (классы 10 и 11, а из класса 12 и других — стали 12010, 12020, 16120, иногда 14120);
б) хромистые, хромомарганцевые, хромомолибденовые и низколегированные хромоникелевые (14120, 14220, 14221, 15222, 16121, 16130);
в) высоколегированные никелевые и хромоникелевые (16320, 16220, 16231, 16420, 16520, 16720).
Термическую обработку цементуемых сталей производят перед цементацией, после цементации и для исправления дефектов.
§ 1. Термическая обработка перед цементацией
Цементуемые стали чаще всего поставляют без термической обработки, т. е. в сыром, но нередко и в отожженом (для смягчения) состоянии. В сыром состоянии (после прокатки или ковки) поставляют стали группы а и большую часть сталей группы б. Стали группы в поставляют в отоженном состоянии.
69
При необходимости изготовить из стали сложные детали, особенно после придания им формы холодной обработкой, выполняют отжиг сталей, которые в других случаях в этом не нуждаются. Если для деталей, изготовляемых из сталей группы б, необходима сталь улучшенного качества, то марки 14220 и 16121 поставляют нормализованными или изотермически отожженными. Тогда обработка деталей, изготовляемых резанием, облегчается.
Очень часто заказчик производит всю термическую обработку стали, включая и подготовительную, на своем заводе. Особенно это относится к поковкам.
Различные способы отжига. Сталь, охлажденная после прокатки, имеет преимущественно ферритную структуру с отдельными участками перлита различной.тонкости. Только у некоторых сталей групп бив между ферритными участками может возникнуть мартенсит различного вида; действительное зерно бывает мелким, так как сталь — особенно в небольших сечениях— охлаждается от температуры проката выше Ас3 довольно быстро. Поковки тоже имеют подобную структуру и зерно, однако они менее однородны.
У цементуемых сталей неоднородность структуры устраняют смягчающим отжигом без измельчения зерна. Для этого выбирают температуру несколько ниже Aci (на 20—30 °C) и достаточно короткое время отжига (2—4 часа, считая от начала нагревания). При небольшом количестве перлита в стали пластинчатый перлит переходит преимущественно в зернистый и получается смесь феррита и зернистого перлита, который располагается в стыках между зернами. У высоколегированных сталей продолжительность процесса увеличивается. Охлаждение может быть довольно быстрым. Только стали с содержанием никеля более 4% охлаждают до 500°С медленно.
Легированная сталь после обработки бывает иногда слишком вязкой; тогда стружка с трудом отделяется, инструмент быстро затупляется как при работе по твердой стали. Повторный отжиг для еще большего смягчения стали ухудшает положение; в этом случае целесообразно произвести улучшение стали. Если заранее известно, что сталь склонна к смягчению, то смягчающий отжиг не нужен; следует произвести только неполный отжиг, являющийся кратковременным при температуре на 50— 60° С ниже Aci. При этом полной сфероидизации перлита не получается: сталь еще достаточно твердая, но стружка при обработке отделяется лучше.
При изготовлении деталей штамповкой или прессованием в холодном состоянии требуется мягкая и пластичная сталь. Для этого часто проводят смягчающий отжиг. Если сталь должна иметь очень 'мелкое зерно, то применяют комбинированные способы термической обработки, при которых сталь (обычно уже
70
разрезанная на требуемые части) вначале проходит нормализацию при температуре выше Ас3 (это будет, как правило, при температуре 920° С) с быстрым охлаждением в интервале температур Аг3 и Ari. Для быстрого прохождения указанного интервала достаточно непродолжительного охлаждения на воздухе примерно до 670° С. Затем сталь переносят в другую печь, предварительно подогретую до температуры несколько ниже Aci, и выдерживают в течение нескольких часов.
Описанный выше способ является довольно трудоемким, поэтому можно выполнить закалку стали в воде с температуры выше Ас3; достигается измельчение зерна и получается мартенситная структура. Затем сталь нагревают до температуры выше Aci, при которой образуется аустенит и феррит в виде мелких зерен. После незначительного выдерживания производят замедленное охлаждение стали до температуры несколько ниже Ari. Дальнейшее охлаждение может быть и более быстрым. После выполнения приведенного режима образуется зернистый перлит [65].
Изотермический отжиг — процесс, занимающий промежуточное положение между отжигом и нормализацией. При постепенном переходе через верхнюю часть кривых изотермического превращения аустенита образуется тонкий пластинчатый перлит; эту же структуру получают при условии, что сталь при выбранной температуре равномерно прогревается по всему сечению. После прогрева применяют быстрое охлаждение. Полученная по такому режиму прочность равна прочности нормализованной стали. Легированные стали, подвергнутые изотермическому отжигу, приобретают более равномерную структуру и свойства. Изотермически отожженная сталь обрабатывается лучше, чем мягко отожженная.
Отжиг для снятия напряжений вводят в произвол-ственный процесс после обдирочных операций, при которых инструмент развивает большое давление; при этой операции срезается довольно толстый слой стали. Для отжига достаточна температура около 600°С и кратковременная выдержка, чтобы произошла рекристаллизация стали, деформированной до этого в холодном состоянии.
Нормализация — дешевый способ термической обработки цементуемых сталей, если речь идет о получении хорошей обрабатываемости. Ее применяют для низколегированных сталей, особенно для поковок.
Некоторые цементуемые стали, обладающие мелким зерном, полученным с помощью добавок при раскислении, часто трудно обрабатывать сложным режущим инструментом. В таких случаях (по данным иностранной литературы) рекомендуется применять нормализацию с высоким нагревом, который увеличивает зерно аустенита. Перлит, возникающий при этих условиях.
71
имеет толстые пластины. В Чехословакии этот процесс не применяют.
На диаграмме рис. 15 представлена зависимость между ве- § личиной зерна, согласно стандартной шкале, и температурой * нагрева. В сталях с нормальным зерном при нагреве до более высокой температуры постоянно увеличиваются зерна аустенита. Мелкозернистые стали, полученные с помощью особых раскислителей, сохраняют мелкое зерно при температуре, соответствующей обычной температуре цементации. При достижении же температуры выше 1000° С наступает быстрое увеличение зерна. Если после нормализации необходимо получить пригодную форму перлита, то достаточно нагреть сталь выше той температуры, при которой производят цементацию (950—1050° С) с соответствующим быстрым охлаждением.
Улучшение качества сталей. Перед цементацией сталь подвергают улучшению (сообщают высокие качества) для получения гладкой поверхности при обработке. Улучшенная сталь более пригодна для обработки резанием деталей сложного вида и позволяет получить при нарезке резьб, пазов, зубьев и протягивании чистую и гладкую поверхность. Из-за больших расходов, связанных с этим процессом, цементуемые стали улучшают только в случае, когда тот же результат не достигается при нормализации или изотермическом отжиге.
§ 2. Закалка после цементации
В гл. I было подчеркнуто, что цементованный слой вместе с сердцевиной стали составляет одно целое. Непрерывной концентрации углерода в цементованном слое отвечает непрерывный ряд закалочных температур. Следовательно, закалка цементованной стали всегда занимает промежуточное положение между нормальной закалкой сердцевины (как стали с одним пределом содержания углерода) и закалкой поверхностного слоя (как стали с другим пределом содержания углерода). Сообразуясь со сталью соответствующего состава, можно получить хорошие свойства сердцевины и слоя; по требованию эти свойства можно изменять в небольших пределах.
При цементации можно выполнять закалки следующих видов:
непосредственную (прямую) из цементационного ящика или из печи;
одинарную (простую) с новым нагревом после цементации: двойную;
изотермическую.
Непосредственная (прямая) закалка (рис. 26, Л1 и Л2) — процесс, при котором сразу после цементации, с этой же темпе-72
ратуры, следует закалка в соответствующей среде, в масле или воде (Л2).
Этот способ экономически выгоден, особенно при цементации в соляных ваннах или в газовой среде.
Автоматизируя процесс, указанный способ используют в качестве окончательной операции с применением длинных проходных печей, в которых температура перед погружением в закау лочную среду может понижаться до температуры, пригодной
Температура цементации
Рис. 26. Схематическое изображение процессов при закалке цементуемых сталей.
для закалки сердцевины (Aj). Преимущество процесса состоит в том, что сердцевина подвергается полной закалке и получает соответствующую твердость. Цементованный слой получает закалку с перегревом, при этом небольшое количество цементита остается в структурно свободном состоянии. Если закалку высоколегированных сталей производят по такому же режиму, то в их структуре сохраняется большое количество остаточного аустенита.
После непосредственной закалки детали коробятся меньше, чем при более сложных процессах; коробление получается еще меньшим, если применяют режим (рис. 26, Ai), в котором температуру снижают от температуры цементации до температуры в интервале между Асз и Aci для сердцевины (например, 830°С), после чего производят закалку.
Непосредственную закалку применяют для углеродистых сталей, когда не требуется определенного качества цементованного слоя. При таком способе закалки низколегированные к'ачесгвен-
73
ные стали, если они являются достаточно мелкозернистыми и цементация их производилась в соляных ваннах или в газовых смесях, дают хорошие результаты, особенно если нагрев под закалку выполнен в печах непрерывного действия (проходных).
В некоторых случаях после непосредственной закалки можно производить охлаждение при отрицательной температуре (для распада остаточного аустенита), а иногда нагрев свыше Act и закалку слоя.
Непосредственная закалка может быть также изотермической в соляной ванне. Последний способ используют для тонкостенных деталей и для деталей с неровной поверхностью.
Одинарная закалка с нагревом после цементации (рис. 26, Bi, В2 и Вз) имеет некоторые преимущества по сравнению с непосредственной закалкой; она вызывает меньшее коробление, экономична и сокращает производственный цикл. Однако одинарная закалка не позволяет использовать одновременно все наилучшие свойства сердцевины и слоя. Применяя ее для легированных сталей, достигают хороших результатов, вследствие чего для этой группы редко прибегают к дорогой и сложной двойной закалке.
Одинарную закалку применяют и в тех случаях, когда нельзя использовать непосредственную закалку, т. е. в случае обработки деталей после цементации (например, для удаления твердого поверхностного слоя) или если далее следует закалка в прессе (зубчатых колес и подобных им деталей).
При одинарной закалке важно, каким способом охлаждается деталь после цементации. Изделия можно охлаждать в ящиках на воздухе или в печи и на воздухе после извлечения деталей из цементующих ванн (в масле — большие по размеру изделия). После газовой цементации в печах типа монокарб изделия охлаждают свободно в специальных ямах. В конвейерных печах изделия оставляют охлаждаться у конечного конвейера, где температура ниже точки Ari. Задача охлаждения — уменьшить величину зерна, что происходит только при быстром охлаждении. При медленном охлаждении действительная величина зерна не уменьшается.
При быстром охлаждении слой становится твердым и трудно обрабатывается. В таких случаях после охлаждения на воздухе и в масле иногда производят отпуск при 650° С (при 580° С для стали с большим содержанием никеля). Подобные же результаты получают, если изделие от температуры цементации подвергается изотермическому охлаждению.
После охлаждения следует нагрев для закалки. Его изредка производят непосредственно в защитной среде. Обычно применяют самый распространенный нагрев — в соляных ваннах. Расширяется нагрев в печах с защитной атмосферой. В способе последующей закалки различают три режима.
74
1. Закалка при температуре вышеЛс3 (рис. 26,Bi).
При нагреве достигается нормальная температура закалки сердцевины, а (поверхностный слой закаливается с перегревом, вследствие чего он имеет структуру грубоигольчатого мартенсита. Сердцевина получает самые высокие возможные прочность и твердость. Детали из легированных сталей гораздо труднее поддаются правке; у них затруднена дополнительная обработка сердцевины.
Наоборот, слой под влиянием большого количества остаточного аустенита получается несколько мягче обычного (в основном это относится к легированным сталям с никелем). Если слой науглерожен незначительно (около 1,1%), то цементит в структурно свободном состоянии не выделяется.
Указанный режим используют для случаев, когда необходимы большая прочность и мелкое зерно в сердцевине; ударная вязкость сердцевины зависит от состава стали и от содержания в ней углерода. Слой получается не слишком вязкий, он более чувствителен к шлифованию, ввиду чего закалку при температуре выше Асз, применяют лишь в некоторых случаях.
Для того чтобы не стабилизировался остаточный аустенит, если не был устранен подстуживанием, необходимо сразу произвести отпуск.
В изломе этой стали можно видеть бархатистое мелкое зерно; несколько более крупное зерно -отчетливо отделяет цементованный слой.
2. Закалка при температуре между Асз и Aci (рис. 26, В2).
При такой закалке в сердцевине, закаленной неполностью, содержание феррита небольшое; цементованный слой закален с незначительным перегревом; сердцевина более мягкая и вязкая, чем в предшествующем режиме, но не совсем мелкозернистая; слой несколько более крупнозернистый, а цементит остается в твердом растворе, если углерод на поверхности не намного превышает его эвтектоидное содержание. По этому способу лучше закаливается легированная сталь, имеющая пониженную температуру Асз; результаты часто приближаются к результатам двойной закалки.
В изломе переход слоя к сердцевине заметен слабо, особенно у легированных сталей, излом которых мелкозернистый.
3. Закалка при температуре несколько выше A ci.
Указанный способ закалки не уменьшает величины зерна сердцевины; сердцевина остается мягкой и обогащенной ферритом; цементованный слой получается нормально закаленным и
75
содержит 'мелкоигольчатый мартенсит с минимальным количеством остаточного аустенита; присутствующий в слое цементит остается в структурно свободном состоянии. Этот режим способствует созданию высококачественного слоя при эвтектоидном содержании углерода или немного выше эвтектоидного. Слой при наличии большой твердости имеет хорошее качество. Процесс, практически применяемый для обработки легированных сталей, при повышении температуры несколько выше Aclt приближается к процессу, приведенному в п. 2.
Данный способ закалки влечет за собой минимальную деформацию; применяется для цементованных высоколегированных сталей с очень толстыми, но незначительно науглерожен-ными слоями.
У углеродистых сталей излом сердцевины заметно отличается от излома слоя: он мягкий, крупнозернистый с блестящими гранями, а излом слоя — раковистый.
Высоколегированные стали с большим содержанием никеля склонны к сохранению остаточного аустенита, который устраняют высоким отпуском. Хорошее качество слоя получают и при изотермической закалке в ванне, нагретой выше температуры Ms. Приведенный режим ограничивает коробление до небольших размеров и потому применяется для сложных деталей.
Двойная закалка (рис. 26, С). Двойная закалка способствует получению хороших свойств сердцевины и поверхностного слоя. Вначале закалку производят при температуре несколько выше Acz, сердцевина закаливается и приобретает мелкозернистое строение, а цементованный слой становится крупнозернистым, поскольку для него закалка произведена, в сущности, при температуре значительно выше Aci.
При новом нагревании для второй закалки до температуры несколько выше Aci мартенсит распадается; после перехода за температуру Acj в сердцевине образуются тонкий феррит и аустенит; однородная структура возникает в переходной части слоя; эвтектоидная часть слоя состоит только из аустенита с включениями цементита. После этой обработки сердцевина закаливается незначительно, но имеет мелкозернистую структуру; цементованный слой закален полностью и имеет мелкое зерно при максимальной твердости. После двойной закалки по величине зерна в изломе стали трудно отличить цементованный слой от сердцевины. При наличии толстого слоя только его переходная зона бывает несколько более крупнозернистой.
Режим двойной закалки рекомендуется для простых деталей, качество которых зависит от хороших свойств сердцевины и слоя. Этот режим целесообразно применять для сталей углеродистых цементованных и, в известной мере, для низколегированных.
76
Качественное изделие получают и после одинарной закалки при температуре выше Aci. Для высоколегированных сталей двойную закалку обычно не применяют.
При двойной закалке делегированные или низколегированные стали не подвергают высокому отпуску, цель которого — достижение более полного распада аустенита. Только в том случае, когда двойной закалке подвергают сталь глубокоцементованную и сталь с большим содержанием никеля, высокий отпуск необходим [91].
Вторая закалка бывает изотермической; ее выполняют с охлаждением в соляной ванне при температуре выше Afs; окончательное охлаждение возможно и на воздухе. Эта закалка несколько уменьшает склонность к короблению. Однако при проведении ее с соблюдением указанных условий охлаждения деформация получается большей, чем при всех остальных способах закалки после цементации. Двойная закалка невыгодна; она дорогая и малопроизводительная.
Изотермическую закалку применяют в тех случаях, когда цементованный слой закаливается на мартенсит непосредственно после цементации или нового нагревания. Необходимо знать температуру ЛД слоя и положение самого отдаленного конца кривой начала распада.
Изотермическую закалку применяют для углеродистых и легированных сталей. Когда детали не слишком большие по размерам (у них охлаждение сердцевины проходит при частичном распаде аустенита), в результате изотермической закалки появляется мартенсит, если исходная температура превышала точку Асз. У деталей больших размеров в сердцевине, кроме мартенсита, наряду с ферритом появляются структуры распада, соответствующие более высоким температурам.
Изотермическую закалку используют часто, особенно для сложных деталей (детали автоматов, автомашин и т. д.). Этот процесс успешно совмещают с цементацией в соляных ваннах или только с нагревом в этих ваннах.
Изотермическую закалку с ограничениями, обусловленными фо.рмой и размерами, применяют для мелкозернистых углеродистых сталей, склонных к образованию мягких пятен. Для нит-роцементованных сталей изотермическую закалку применяют с успехом потому, что С-образная кривая слоя под влиянием азота смещена.
§ 3. Отпуск после цементации
Когда сердцевина закалена не полностью, а слой закален при более высокой или нормальной температуре, в сердцевине образуется смесь феррита и мартенсита, а в слое — мартенсит, иногда небольшое количество цементита. Большая структурная неоднородность вызывает значительные напряжения между
77
слоем и сердцевиной. Мартенсит, образованный при непосредственной закалке, является тетрагональным и занимает объем почти на 4% больше, чем сердцевина, что вызвано присутствием углерода в физически плотно упакованной решетке, которая не может при быстром охлаждении принять кубическую форму.
Тетрагональный мартенсит при изотермической закалке не образуется, либо появляется в незначительном количестве в слу-
чае постепенного перехода
Рис. 27. Влияние температуры и продолжительности отпуска на прочность при изгибе цементованных опытных образцов из хромоникелевой стали (по Немчинскому).
температуры Ms со спокойным охлаждением.
-Неустойчивый тетрагональный мартенсит со временем или после постепенного нагрева переходит в кубический, который имеет одинаковые со своим предшественником свойства, но меньший объем (2%), а благодаря этому и меньшие внутренние напряжения. Этот переход при температуре кипящей воды происходит в течение нескольких часов, а при температуре 150° С — за несколько минут. При возникновении кубического мартенсита, даже
при незначительном уменьшении твердости, заметно возрастает вязкость цементованного слоя при изгибе (рис. 27). Из рисунка видно, что продолжительный отпуск оказывает незначительное
влияние на вязкость.
Снижение напряжений в мартенсите уменьшает напряжение между зернами цементита и мартенситом в основной массе слоя и между цементованным слоем и сердцевиной; существенно снижается возможность появления трещин при шлифовании, которые возникают при резком местном нагреве или при резком удалении больших поверхностных неровностей.
В качестве заключительной операции (после окончания всей термической обработки) рекомендуется производить отпуск цементованной стали выдерживанием в горячем масле от 30 мин. до 1 часа при 150—180° С или, в виде исключения, при 200° С.
§ 4. Термическая обработка для исправления дефектов слоя
После цементации деталей выполняют соответствующую термическую обработку для устранения структурных дефектов, случайно или часто встречающихся в некоторых сортах стали.
78
При выборе процесса цементации обращают внимание на причины возникновения дефектов. Они часто связаны со строением стали, поэтому рекомендации об исправлении приводят в подробных производственных инструкциях.
Типичные недостатки цементованных слоев — остаточный аустенит и большое количество избыточного цементита. Остаточный аустенит характерен для стали с большим содержанием никеля, избыточный цемен-
Рис. 29. Структура закаленного слоя с остаточным аустенитом (Х400).
Рис. 28. Полоса зависимости между твердостью и содержанием остаточного аустенита (Миркин [75]).
Не ясно пока, в каких случаях можно считать остаточный аустенит и излишний цементит причиной, вызывающей появление дефектов. Однако этот вопрос решают в отдельности, сообразуясь с опытом.
Уменьшение количества остаточного аустенита. Остаточный аустенит в слое способствует получению пониженной твердости слоя (рис. 28). Его содержание можно установить металлографически (рис. 29), магнитометрически или рентгенографически. Наличие остаточного аустенита ограничивает возможность достижения самой высокой твердости в слое, но вместе с тем оно сообщает значительную вязкость. Пониженная твердость является недостатком, если детали будут подвергаться трению; они должны удовлетворять требованиям хорошей износостойкости.
Присутствие остаточного аустенита в некоторых случаях расценивается иначе.
Для зубчатых колес, которые должны, как правило, иметь достаточные твердость и сопротивление зуба на излом, не всегда
79
низкую твердость принимают за недостаток. При пониженной твердости лучше осуществляется обкатка передачи и бесшумность хода, что больше способствует продолжительному сроку службы, чем предельно достижимая твердость.
В тех случаях, когда остаточный аустенит в слое является недостатком, существуют две возможности уменьшить его содержание: высокий отпуск между двумя закалками сердцевины и слоя, обработка холодом при температурах твердой двуокиси углерода или жидкого азота.
Высокий отпуск. Остаточный аустенит сохраняется у сталей с большим содержанием никеля и хромоникелевых, в которых никель задерживает нормальный раопад аустенита на мартенсит. Остаточный аустенит сохраняется особенно при значительном науглероживании и закалке при очень высокой температуре. Это чаще всего бывает в толстом цементованном слое при двойной закалке, когда первую закалку производят при высокой температуре для сердцевины, но перегревают при этом слой, или при одинарной закалке, когда выбирают такую температуру, которая является промежуточной между температурами закалки сердцевины и слоя. У нитроцементованных слоев азот содействует устойчивости аустенита.
Поэтому для стали, склонной к сохранению остаточного аустенита при двойной закалке, применяют высокий отпуск перед закалкой слоя. Высокий отпуск производят после первой закалки при температуре не выше 630° С (для сталей с высоким содержанием никеля целесообразнее— до 580°С). Продолжительность отпуска — не менее двух часов. После высокого отпуска применяют самую низкую температуру закалки, но выше точки Act, чтобы снова не получилось большого количества остаточного аустенита.
Распад остаточного аустенита (он очень устойчив, особенно при более высоком легировании) в некоторых случаях можно вызвать отпуском при 350° С. После этого детали необходимо быстро перенести в печь для высокого отпуска.
Обработка холодом. Средством для уменьшения содержания остаточного аустенита является глубокое подстуживание, как это следует из данных о распаде аустенита по С-образным кривым [75]. Мартенситное превращение, особенно у высоколегированных сталей, заканчивается гораздо ниже нуля, а поэтому с помощью обработки холодом можно вызвать распад большей части остаточного аустенита. Процессу обработки холодом (в случае, если произвести ее сразу же после закалки) во многом способствует температура — 78° С, которая получается от смеси твердой двуокиси углерода (сухого льда) с толуолом. Иногда оправдывает себя жидкий азот (—196°С). Применение жидкого воздуха и кислорода, согласно имеющимся данным [93], опасно из-за возможности взрыва при соприкосновении с мае-
лом й органическими веществами. Из рис. 30 видно, что применение температур более низких, чем —80° С, не способствует улучшению процесса [75].
Успешную обработку холодом проводят сразу же после закалки, чтобы остаточный аустенит не стабилизировался. Выдержка при обработке холодом составляет около 2 час. При исходной твердости около 55 HRC достигается повышение ее на 5—7 единиц.
Подстуженную при отрицательной температуре сталь реко-
Рис. 31. Влияние температуры отпуска на поверхностную твердость слоя закаленной стали 18ХНМА: обработанной (1,1') и необработанной (2,2') холодом (твердость кривых 1 и 2 в IIRC, кривых Г и 2' в HV [35]).
Рис. 30. Влияние температуры обработки холодом на содержание остаточного аустенита для трех сталей, изготовляемых в СССР [75].
1 - сталь 18ХНВА; 2 — 12Х2Н4; 3 -
18ХГТ (состав сталей в табл. 6).
образованный при распаде аустенита, является тетрагональным и, следовательно, напряженным. Отпуск снижает внутренние напряжения в мартенсите. Необходимо помнить, что более высокий отпуск стали, обработанной холодом, приводит к большему снижению'твердости по сравнению со сталями, не прошедшими глубокого охлаждения, у которых при повышенной температуре отпуска распад мартенсита продолжается, а снижение твердости замедляется. Это хорошо видно на рис. 31, заимствованном из работы В. Т. Чирикова [35].
Устранение избыточного цементита диффузионным отжигом. Наличие большого количества структурно свободного цементита в поверхностных частях слоя также является недостатком стали. Этот цементит появляется в структуре хромомолибденовых сталей, у которых в отличие от никелевых и хромоникелевых при науглероживании из твердого раствора выделяются карбиды.
Важно знать, в каких случаях карбиды оказывают вредное воздействие. Если в слое избыточные карбиды содержатся в виде
6
Цементация стали
81
сетки, то для деталей, подвергнутых шлифованию, опасность появления шлифовочных трещин возрастает; для деталей, подвергающихся высоким давлениям, большую опасность представляет выкрошивание слоя. Наоборот, спорно, являются ли карбиды, особенно в виде зерен, вредными для слоев, подвергающихся трению в среде, содержащей твердые эрозионные частицы (например, слой на валках, недостаточно защищенных от попадания ПЫЛИ И Т. п.).
Если же присутствие цементита как нежелательной составляющей структуры повышенной твердости после закалки (свыше 64 HRC) установлено и подтверждено металлографически, то для его устранения производят отжиг. Детали отжигают в стружках серого чугуна, в отработанном твердом карбюризаторе или только в древесных углях, или в газовой атмосфере, в которых способность науглероживания является малой; благодаря этому избыточный углерод, с одной стороны, выделяется из поверхности в окружающую среду, а с другой,— диффундирует к сердцевине.
Диффузионный отжиг можно производить и в соляных ваннах с небольшой науглероживающей способностью, например с использованием соли GS 540 с 5% соли СЗ, однако этот процесс очень дорог.
При диффузионном отжиге, когда выбирают температуру, соответствующую температуре цементации, происходят увеличение общей толщины слоя и улучшение его качества.
Диффузионный отжиг применяют для предупреждения возникновения структурно свободного цементита. Уже Hanson и Hurst [51] рекомендовали проводить цементацию на большую глубину (при которой есть опасность возникновения структурно свободного цементита) при двух температурах: начинать про-цес при обычной температуре, а заканчивать при температуре несколько выше Дсь
Иногда рекомендуют применять цикл цементации в двух ваннах [37]. Опытным путем установлено, что для сталей с большой склонностью к возникновению избыточного цементита вначале лучше провести цементацию в течение необходимого времени в сильно науглероживающей ванне С5 при 930° С, потом следует детали перенести в медленно науглероживающую ванну GS 540 с 5% соли СЗ или GS 560 с 25% 03. Длительность выдержки устанавливают опытным путем. Для общего расчета толщины слоя действительно выработанное практикой правило: если прибавить половину времени протекания цементации н медленно науглероживающей ванне ко времени процесса, происходящего в ванне С5, то получим общее время, необходимое для получения толщины слоя по диаграмме.
ГЛАВА IV
ПОДГОТОВКА ДЕТАЛЕЙ ПЕРЕД ЦЕМЕНТАЦИЕЙ
Непосредственно перед цементацией детали обрабатывают так, чтобы их поверхность была подготовлена для диффузии углерода или наоборот защищена (в Местах, не подлежащих науглероживанию). В тех случаях, когда неважно, будет ли в некоторых местах деталь науглерожена или нет, поверхность после предварительной термической обработки оставляют слегка окисленной. Не рекомендуется, однако, оставлять толстый слой окалины, которая может восстановиться до железа, а затем дать рыхлую и отслаивающуюся окалину.
§ 1. Механическая обработка деталей
Обработка резанием. Перед обработкой резанием деталей, предназначенных для цементации, предварительно выполняют операции, которые позволяют значительно уменьшить припуск на механическую обработку или избежать нарушения волокнистого строения (у поковок). Для снятия напряжений полезно провести отжиг. Он бывает кратковременным при температуре почти на 100° С ниже температуры обычного отжига стали. При этом может образоваться лишь небольшой слой окалины, особенно в случае применения восстановительной среды. Тогда изделие лучше не подвергать травлению или пескоструйной обработке.
Качество поверхности зависит от характера ее обработки после цементации. Для процесса цементации качество поверхности не играет роли, однако большие выступы на ней науглероживаются больше и склонны к дроблению при шлифовании; поэтому они врезаются в поверхность, что приводит к возникновению шлифовочных трещин. Отсюда вывод: поверхности, предназначенные для шлифования (как правило, рабочие или наружные), должны быть тщательно обработаны до цементации.
Деформация в холодном состоянии. Для цементации пригодна чистая металлическая поверхность, полученная при холодной деформации. В металлах, подверженных этой деформации,
6*
83
диффузия проходит более активно, так как температура рекристаллизации стали после холодной деформации бывает превзойдена при цементации раньше; поэтому раньше наступает диффузия углерода.
При массовом производстве находят применение детали, изготовленные из стали методом холодной деформации (глубокое прессование, прошивка и т. п.); обработка без снятия стружки экономична и пригодна для серийного производства.
Для глубокой прошивки отверстий сталь должна содержать небольшое количество углерода (ниже 0,10%) и должна иметь незначительное количество сопутствующих элементов. Желательно, чтобы она была мелкозернистой. Однако следует помнить, что не исключено возникновение мягких пятен.
Перед прессованием сталь отжигают чаще всего так, чтобы небольшое количество присутствующего в ней перлита имело зернистую структуру. После прессования обычно нет нужды в термической обработке, так как и изделия становятся прочными.
Изделия, предназначенные для цементации, целесообразно предварительно подвергнуть нормализации, так как они под влиянием температуры цементации могут дать грубозернистое строение в местах критической деформации и образовать крупную сетку цементита.
Очень мягкие и мелкозернистые стали, склонные к образованию мягких пятен, лучше цементовать в соляных ваннах.
Очистка. Рабочие поверхности изделий, подвергающихся цементации, основательно очищают от ржавчины, жирных пятен и окалины. Небольшой налет ржавчины не вреден, особенно при последующем шлифовании. Жирные пятна при цементации исчезают, но позднее на этих местах могут возникнуть пятна, которые затрудняют контроль поверхности после закалки.
Перед цементацией детали в корзинах обезжиривают в механических моечных машинах или в ваннах. В закалочный цех детали поступают сухими. Изделия с налетом ржавчины, особенно после хранения в промежуточных складах, протравливают в слабом растворе соляной или серной кислоты и затем нейтрализуют.
§ 2. Подготовка к цементации
Мелкие детали, закаливаемые из ящика, иногда заранее снабжают кольцами из проволоки для захватывания и переноса. При газовой цементации в проходных печах такие кольца не применяют. Когда цементацию производят в солях, рекомендуется применять кольца и для больших деталей (если для них не приготовлены особые приспособления). При подвешивании предохраняют от цементации те места детали, которые должны остаться мягкими.
84
Защита от цементации [14]. Для защиты от цементации применяют различные краски или пасты, а также металлизацию медью. Самый совершенный и надежный способ — гальваническое омеднение или никелирование.
Для частичной защиты от цементации можно применять минеральные обмазки и краски, а иногда глину, с помощью которой обмазывают ящики (смесь кирпичного порошка с добавкой порошка.из шамотных кирпичей). Реже детали обкладывают
Рис. 32. Частичная защита перед цементацией: й— предохранение от соприкосновения с карбюризатором упаковкой в инертную среду; б — частичная защита обмазкой; в — защита с помощью трубы, заполненной песком.
асбестом, размельченным в воде и имеющим вид теста, или смоченным листовым асбестом, который плотно прикладывают к поверхности детали и обвязывают проволокой.
Следует иметь в виду, что даже при цементации в твердом карбюризаторе углерод переносится газом и обмазки, пропускающие газ, защищают поверхность частично.
Лучшую защиту обеспечивают обечайки из мягких стальных листов (толщиной до 1 мм), надетые па детали и в местах зазоров обмазанные глиной. Перед закалкой обечайку можно разбить молотком, так как иначе деталь под обечайкой окажется мягкой. Для частичной защиты можно уложить детали вплотную одна к другой поверхностями, которые не должны цементоваться; щели замазывают глиной. Кроме того, детали упаковывают так, чтобы части, не подлежащие цементации, можно было засыпать шамотным порошком с небольшим количеством древесного угля, а выступающую часть — засыпать в ящике твердым карбюризатором (рис. 32).
85
Омеднение в ванне, состоящей из 1 кг медного купороса и 0,75 кг концентрированной серной кислоты в 100 л воды, способствует частичной защите.
Все способы защиты, при которых применяют глину, непригодны при цементации в соляных ваннах.
Полную защиту от цементации осуществляют с помощью специального покрытия и гальванического омеднения. Некоторые авторы [45] рекомендуют применять неорганическую краску, содержащую порошковую медь, наждак и жидкое стекло. Смесь двух весовых частей медного порошка (смесь можно иметь в запасе) с одной частью наждака разбавляют раствором жидкого технического стекла до получения консистенции, пригодной для покрытия кистью. Эта краска надежно защищает поверхности и легко снимается после цементации.
Другой состав защитной обмазки разработал Медек (национальное предприятие TOS, г. Верхлаби, Чехословакия). Она состоит из смеси двух весовых частей мелкого порошка обыкновенного стекла и одной весовой части магнезии или талька. Защищаемую поверхность покрывают густым раствором жидкого стекла и посыпают приведенной выше смесью. Если необходимо предохранить от цементации отверстия, то их заполняют глиной.
После того как нанесенная смесь высохнет, а на поверхности образуется хорошо удерживающееся сплошное покрытие, детали цементуют в печи. После закалки стекловидное покрытие растрескивается и легко удаляется.
С жидким стеклом размешивают необходимое количество обмазки непосредственно перед употреблением. Изделия должны быть тщательно обезжирены, иначе могут образоваться твердые пятна. Покрытия толщиной от 0,5 до 0,75 мм достаточны для защиты от цементации на глубину до 1 мм. В течение одного часа после нанесения обмазки детали укладывают в ящики. Обмазка при закалке отскакивает и остатки ее удаляют стальной щеткой. Этот способ защиты непригоден при цементации в соляных ваннах.
Гальваническое омеднение. Этот способ является надежной защитой даже при продолжительной цементации в твердом карбюризаторе. При цементации в соляных ваннах омеднение не применяют, так как медь переходит в ванну, загрязняет ее и может, кроме того, осесть на другие предметы, что неблагоприятно влияет на процесс цементации.
Омеднение применяют только на больших заводах, причем покрытие медью используют при цементации в газах и твердых карбюризаторах. Правильное выполнение омеднения требует тщательной подготовки.
Вначале детали обезжиривают в ванне. Затем места, которые необходимо цементировать, перед нанесением меди покрывают защитным составом из пчелиного воска с добавкой кани
R6
фоли (на 1 часть воска 4 части канифоли). Покрытие наносят погружением изделия в смесь, расплавленную в ванне. Так как покрытие легко удаляется, то обычно все изделие погружают в смесь, а затем ножом удаляют покрытие с мест, предназначенных для омеднения. Хотя пчелиный воск сравнительно дорог, расход его бывает небольшим, так как после омеднения воск легко снимается и вновь пригоден к употреблению.
При твердом хромировании вместо описанной смеси используют лак (хромолак), который удаляют с помощью растворителя.
Медное покрытие толщиной от 0,008 до 0,015 мм экономично, его можно быстро получить вначале в цианистых, а затем в сернокислых омедняющих ваннах.
Состав цианистых омедняющих ванн [63]
Цианистая меднокалиевая соль, кг.................... 6 (2,2)
Сернистоиатриевая соль, кг.......................... 4 (2,2)
Циаиистокалиевая соль, кг......................... 0,025 (0,5)
Сода (безводная), кг................................ 2 (0,5)
Вода, л . . 100 (100)
В скобках — состав ванны, менее концентрированной.
Плотность тока в цианистой ванне — 0,ЗЛ/д.м2, напряжение — 2,5—3 в, минимальная температура 20° С, соответствующая температуре помещения.
Состав сернокислой омедняющей ванны:
Сернокислая медь, кг..................25
Серная кислота 60, кг...............0,75
Вода, л.............................100
Для быстрого получения толстых покрытий используют плотность тока от 1 до 4 а'дм- при напряжении 1—5 в. Температура ванны также соответствует температуре помещения.
Обезжиренные детали с нанесенными защитными покрытиями развешивают в цианистых ваннах на 20 мин., затем детали промывают и помещают в сернокислые ванны на 35 мин. После омеднения деталь промывают в простой и щелочной (содержащей 0,5% срды) воде.
Заграничные заводы производят омеднение в никелировочных ваннах (вместо цианистых) и усиливают покрытие в сернокислой ванне. В Чехословакии никелировочные ванны не применяют из-за недостатка никеля.
Омедненные изделия сушат. Слой воска снимают тупым ножом.
Лаковые покрытия после цементации удаляют растворителем, медные — гальваническим способом: детали подвешивают между противоположными полюсами (деталь должна быть анолом) в омедняющих ваннах (3,7 кг цианистокалиевой соли в 100 л воды) под током напряжением 6 в и при температуре 50° С.
87
При необходимости получить разную толщину цементованного слоя на одной детали цементацию этой детали выполняют в два приема (рис. 33, а). После первой цементации места детали, где требуется тонкий цементованный слой, покрывают
Припуск
Рис. 33. Полная защита перед цементацией: а — омеднением; б — оставлением припуска.
1 — защита омеднением; 2 - образование слоев разной толщины при двойной цементации
с мест, которые должны остаться мягкими из конструкционных соображений или потому, что возникает опасность образования трещин при правке или закалке.
При установленной ритмичности серийного производства от указанного способа отказываются, но в некоторых случаях его использование целесообразно.
медью с целью защиты от повторного науглероживания; толщина слоя неомед-ненных частей детали при повторной цементации увеличивается по сравнению с толщиной, полученной при первой цементации.
Припуск, для защиты от цементации (рис. 33, б). На участках детали, которые должны остаться мягкими, можно оставить припуск, равный двойной толщине слоя. Этот способ — надежная защита; он пригоден для всех методов цементации: после цементации деталь полностью охлаждают, она поступает на отжиг, облегчающий удаление припуска
ГЛАВА V
ЦЕМЕНТАЦИЯ В ТВЕРДОМ КАРБЮРИЗАТОРЕ
Во введении было подчеркнуто, что цементация стали в твердых карбюризаторах является самым старым способом. Кузнецам еще в далеком прошлом было известно, что мягкая сталь при продолжительном нагревании в древесных углях без доступа воздуха становится закаливаемой. С XVII столетия хорошо известна цементация стали в твердых карбюризаторах. Она преследовала тогда две цели: сделать мягкую сталь закаливаемой и превратить мелкие или тонкостенные полуфабрикаты из сварочной стали в изделия из закаливаемой стали. Позднее появилась третья цель — насыщение мягкой стали необходимым количеством углерода и получение высококачественной стали в слитках с помощью последующей ее переплавки.
Интересный процесс — диффузия углерода в сталь со всеми технологическими особенностями — привлек внимание известных химиков и физиков XVIII и XIX вв.; каждый из них внес свой вклад в изучение явления цементации.
Во второй половине XIX в., после возникновения металлографии, интерес к изучению сущности цементации возрос еще больше. Среди ученых того времени в области металлургии и металлографии не было почти ни одного, который не занимался бы изучением цементации. Название важной фазы — цементит в системе равновесия железо — углерод, показывает, как цементация связана с указанной системой.
Если проследить развитие цементации стали в твердых карбюризаторах, то необходимо остановиться на двух важных этапах. В 1841 г. Лепле открыл, что цементация в древесном угле происходит за счет окиси углерода. Следующим важным шагом на пути к познанию действия цементующих порошков было открытие Карона, который в 1851 г. установил роль карбонатов щелочных и щелочноземельных металлов в качестве активизато-ров и предложил состав классического твердого карбюризатора: смесь древесного угля с углекислым барием.
89
§ 1. Состав карбюризаторов
Испытанный состав карбюризатора, предложенный Реомюром [86], был следующий: 1 часть древесного угля, 2 части сажи, I часть золы и 0,75 части морской соли. В 1825 г. уже было известно влияние добавки желтой кровяной соли. Состав, предложенный Кароном (3 части древесного угля и 1 часть углекислого бария), применяют и сейчас для качественного и хорошо действующего карбюризатора.
Таблица 7 Состав различных карбюризаторов, %
Марка карбюризатора Составляющие Углекислый ! барий 1 Углекислый 1 кальций Сода Другие добавки Примечание
» схо £ о ь * ч О.Л Зо Ч я >>я Ч СХ кокс 1 1 другие ' добавки
Чехосло ванкие В8 В15 В40 ВЗ 26 А К гост 5535-50 110] (101 (74] о X л ч оз S О J Остальное 65 50 W ЬЭ 1 1 ] j о о I 1 ( ( Небольшая добавка Остальное полукокс 7—9 14—16 18—20 12-15 10-15 12—15 10 12 Макс. 3,5 3-5 1 3 4-6 1 1 3 6—8 Желтая кровяная соль 4 (Патока, мазут) 3 (Мазут) 2 (Патока) Медленно науглероживает Средняя скорость науглероживания Средняя скорость науглероживания Активно действующий Активно действующий
В табл. 7 приведен состав карбюризаторов, применяемых в различных странах. Классический состав Карона дает лучшие результаты и не превзойден ни одним из указанных составов.
90
Углекислый барий заменяют углекислым кальцием или натрием из-за недостатка бариевого сырья.
Состав карбюризаторов, применяемых в СССР, предписан ГОСТ 2407—51, в котором указаны подробности их применения и приведено количество допустимых включений.
Отдельные составляющие карбюризаторов. Цементация в расплавленных солях и в газовой среде более выгодна, чем цементация в твердом карбюризаторе. Однако в Чехословакии п других странах с развитой промышленностью значительное количество деталей цементуют в твердом карбюризаторе. Обычно потребители сами составляют карбюризаторы из основного сырья. Ниже приведены отдельные составные части твердых карбюризаторов.
Древесные угли получают сухой перегонкой твердого дерева в неподвижных или подвижных ретортах. В угольных ямах дерево сжигают только в редких случаях. При сухой перегонке твердого дерева образуются побочные продукты, из которых вырабатывают соединения уксусной кислоты, ацетон, древесный деготь и другие химические продукты. В Чехословакии для сухой перегонки используют твердый бук. В СССР обрабатывают березу и другие лиственные породы. Уголь транспортируют кусками неправильной формы, размельчая их на месте потребления.
Раздробленный уголь делят на зерна различной величины (от размера зерна проса и риса до размера лесных орехов) и устанавливают три-четыре их размера.
Древесный уголь имеет следующий состав (в %) по элементам:
Углерод........................80,0-91,0
Водород .......................2,0—4,3
Азот...........................0,1—0,2
Кислород........................7,5—15,0
Зола . ........................ 1,0—3,0
Влага...........................5,0—10,0
Обугленная кожа образуется при сухой перегонке отходов из кожи. В нее входят соединения азота, способствующие более активному науглероживанию, чем древесные угли.
Костяной уголь получают из костей и хрящей при сжигании без доступа воздуха.
Уголь из скорлупы орехов — качественный материал для цементации; изготовляется с помощью сухой перегонки размельченной скорлупы орехов или косточек после использования их сердцевины для приготовления масла.
Черные или бурые угли менее пригодны для цементации из-за содержания в них серы и большого количества выделяющихся летучих продуктов. Их применяют только как добавки, удешевляющие стоимость процесса.
91
Кокс применять невыгодно; в нем содержится много серы, но он освобождается от летучих веществ при высокой температуре его обработки. Добавка кокса в карбюризаторы способствует незначительному изменению их объема; детали, уложенные в карбюризатор, не обнажаются. В то же время объем одного древесного угля при цементации изменяется значительно.
Сажа — аморфный углерод в виде хлопьев, полученный при искусственном разложении природного газа, нафталина и т. п. Отдельно как Карбюризатор сажу не применяют.
Неорганические примеси в карбюризаторах воздействуют как активизаторы, переносящие углерод. Они различны по своему действию [85], [42].
Углекислый барий (ВаСО3)—самая активная и высококачественная примесь. Его получают химической переработкой природных минералов, содержащих барий: барита (тяжелый шпат, сернокислый барий) и витерита (природного углекислого бария). В продажу он поступает в виде тяжелого мелкого порошка, получаемого чаще всего осаждением раствора хлористого бария содой.
Углекислый барий имеет такие же свойства, как и карбонаты этой группы: при нагревании разлагается и освобождает под воздействием кислоты углекислый газ. Для определения углекислого бария производят простое испытание: небольшое количество этого бария разводят в соляной кислоте (появившийся шум указывает, что это карбонат) и в разбавленный раствор вводят одну каплю серной кислоты (также разбавленной). Белый мутный осадок в остатке соляной кислоты показывает, что исследован углекислый барий, раствор которого в соляной кислоте окрашивает прозрачную жидкость в бледно-зеленый цвет.
Углекислый кальций (СаСО3) бывает различного происхождения: размолотый известняк, природный мел, осажденный карбонат (является очень чистым). Углекислый кальций полностью не может заменить углекислый барий, так как слишком легко разлагается.
Углекислый натрий (сода Na2CO3) и калий (поташ К2СО3) склонны к спеканию; рекомендуется их прибавлять к карбюризаторам как примесь в небольшом количестве. Карбюризаторы с этими щелочными примесями нельзя применять в цементационных ящиках из жароупорных хромистых сталей, так как их стенки протравливаются. [
Цианамид кальция (азотистая известь СаСЫг) содержит и углерод; при его обжиге образуется едкая известь. Присутствие азота активизирует действие карбюризатора; некоторое количество азота переходит в слой. Из соединений, содержащих азот, часто применяют желтую кровяную соль — ферроцианид калия K<Fe(CN)6.
92
Кровяная соль, содержащая углерод и азот, обогащает ими слой стали. Ее добавляют в карбюризатор в небольшом количестве, так как она способствует появлению склонности карбюризатора к спеканию.
Костяная мука содержит богатые азотом белковые вещества и золу. Она действует так же, как цианамид кальция, обогащая слой азотом.
Другие составляющие, применяемые в твердых карбюризаторах, не имеют широкого практического значения. Так, например, поваренная или двухромовокальциевая соли являются маловажными примесями и поэтому их нельзя рекомендовать для применения.
Обугливание выщелоченного дубильного вещества (из коры деревьев), опилок твердого дерева или обрезков кожи производят в изолированном помещении, так как ухудшается атмосфера цеха из-за интенсивного испарения.
Чехословацкие карбюризаторы. В Чехословакии карбюризаторы изготовляет «Северохема». Состав их приведен в табл. 7.
Карбюризатор В8, содержащий 8% углекислого бария и действующий медленно, изготовляют с двумя размерами зерен: 2—4 мм и 4—9 мм. Марка В15 содержит 15% углекислого бария, его изготовляют с такой же зернистостью как и В8 (к марке карбюризатора присоединяют в знаменателе среднюю величину зерна в мм, например, В8/3, В15/7). Этот карбюризатор действует несколько активнее, чем первый. Наиболее науглероживающий карбюризатор — В40 с 10% углекислого бария. Кроме указанных карбюризаторов, изготовляют ВЗ, содержащий добавку углекислого кальция, и 26АК, содержащий соду и желтую кровяную соль (без углекислого бария).
В качестве составляющих, богатых углеродом, принимают древесные угли с добавкой кокса; ВЗ и 26АК перемешивают только с древесным углем.
В карбюризаторах гарантируется предельное содержание серы 0,5% и предельная влажность 5% [27].
Дошкарж (Чехословакия) в своей работе [38а] исследовал влияние щелочных и других карбонатов, а также добавок из различных солей на цементирующее действие древесного угля для того, чтобы найти лучшую науглероживающую примесь, чем углекислый барий. Он установил, что влияние примесей возрастает, если в раствор ввести древесный уголь, а затем примеси высушить, и показал, что можно значительно снизить примеси из бариевых солей.
Советские карбюризаторы. Состав некоторых карбюризаторов, изготовляемых в Советском Союзе, приводится в табл. 7 [10]. По ГОСТ 5535—50 выпускается карбюризатор на основе полукокса и углекислого бария, который подобен чехословацкому карбюризатору В15/7. Стандартом предписаны верхние
93
Пределы содержания: влаги 6%, серы 0,35% и углекислого каль‘ ция 3,5%; при величине зерен 3,5—10 мм—не менее 80%. К этому стандарту приложена инструкция для контрольного химического анализа содержания указанных компонентов.
§ 2. Подготовка и хранение карбюризаторов
Карбюризаторы покупают в готовом виде или приготовляют на заводах по собственным инструкциям ручным или машинным способом. Ручное приготовление применяют в небольших цехах, где цементацию производят не часто и в небольших количествах. На заводах, при постоянно выполняемой цементации большого количества изделий, карбюризатор приобретают в готовом виде или изготавливают его с помощью механизмов при обеспеченной поставке отдельных составляющих. В Чехословакии карбюризаторы приобретают обычно в готовом виде.
Для размола древесного угля чаще всего применяют молотковые или дисковые мельницы, так как дезинтеграторы с большим числом оборотов слишком размельчают уголь и превращают его в пыль. Иногда вначале дробят куски угля легкими щековыми дробилками. Раздробленный уголь из мельниц подают непосредственно на сортировочное сито, где по требованию разделяют на два-три размера. Более крупные части возвращают в мельницу, а более мелкие (их бывает 30—40%) направляют для использования в литейных цехах.
Рассортированный уголь складывают по величине зерна в хранилища. Раздробленный уголь нельзя долго хранить на складах, так как он абсорбирует влагу (тем больше, чем больше в нем мелких зерен). Место для хранения не должно быть слишком теплым, так как уголь окисляется. Цех, где изготовляют карбюризатор, должен быть сухим, с хорошей вентиляцией и средней температурой около 20° С.
Остальные добавки хранят в отдельных помещениях.
Карбюризатор при небольшом числе оборотов смешивают в барабанных мешалках, имеющих перекидные перегородки • для того, чтобы древесный уголь не дробился. Примеси бывают очень мелкими для лучшего прилипания к шероховатой поверхности угля. Иногда добавляют небольшое количество связующих веществ, которые способствуют прилипанию карбюризатора к угольным зернам. Для этого применяют 3—4% мазута или патоки.
В Чехословакии можно применять отработавшее масло из коробок скоростей после незначительной очистки от загрязнений. Лучше применять примеси в сильно измельченном виде и проверять их весовое соотношение, чтобы избежать применения связующих веществ. Примеси обычно измеряют в процентах по весу (1 дм3 древесного угля весит 0,28—0,35 кг, углекислого ба
94
рия — 0,8 кг). При Мелком зерне достаточно незначительной поверхности угля, чтобы произошла адсорбция.
Из мешалки готовый карбюризатор пересыпают в вагонетки и транспортируют в упаковочный цех; здесь карбюризатор ссыпают в ящики над рабочими столами, на которых упаковывают детали в коробки.
Выбор карбюризатора. Вопрос правильного выбора состава карбюризатора важен не только по техническим, но и по экономическим соображениям [108]. Мы уже упоминали о необходимости до предела экономить углекислый барий, который можно только частично заменить углекислым кальцием или натрием. Пятьдесят лет тому назад Шарли пришел к выводу, что углекислый барий нельзя заменять углекислым кальцием ввиду их взаимного химического сродства. Добавка же ускорителей к древесному углю необходима, так как без нее науглероживание протекает медленно. Даже при экономном применении карбюризаторов необходимо использовать одни карбюризаторы для углеродистых сталей, другие — для высококачественных, третьи — для хромоникелевых.
Для цементации обычных сталей применяли карбюризаторы, в которых большая часть древесного угля была заменена коксом из бурого угля (так называемый полукокс), содержание углекислого бария было существенно снижено и недостающее его количество восполнено углекислым кальцием и небольшим количеством соды. Карбюризаторы этого типа нельзя рекомендовать для широкого использования, так как они содержат большое количество серы, которая может нарушить термическую стойкость стали в печах [112].
Для тех случаев, когда карбюризатор имеет по отношению к стали слишком большой потенциал науглероживания, литература рекомендует прибавлять так называемые замедлители (5% порошкового ферросилиция или 20% размолотого сланца или кварца). По данным некоторых авторов [60], действие этих примесей спорно.
Для углеродистых сталей применяют карбюризаторы, содержащие желтую кровяную соль и цианид кальция. Эти карбюризаторы обогащают сталь азотом, что способствует лучшей ее прокаливаемое™, и устраняют опасность возникновения мягких пятен. Перед применением карбонатов, щелочных и других солей необходимо испытать состав карбюризатора при всех используемых температурах.
Для цементации изготовляют также составы из смеси, состоящей из искусственных зерен, соединенных связующими веществами, или из смеси в виде прессованных зерен. Для Чехословакии этот способ необычен, а в других странах он начинает вытеснять цементацию в твердых карбюризаторах. В этих смесях используют пылевидные частицы угля; карбюризатор имеет
95
хороший внешний вид. Однако производство смесей обходится дорого. Кроме того, прессованные зерна иногда распадаются и превращаются в пыль.
При выборе карбюризатора важным фактором является состояние поверхности изделия, которое поступает в цементацию. Для цементации сложных деталей, поверхность которых не шлифуется, используют карбюризаторы, не подвергающиеся спеканию и не протравливающие поверхность изделия. Для крупных деталей, которые подвергают после цементации- значительной шлифовке (или их поверхность остается необработанной), используют карбюризаторы, содержащие щелочные соли; они способствуют травлению поверхности.
Обычно выбирают такое зерно смеси, чтобы деталь была окружена карбюризатором и он проник во все углубления. Например, при цементации зубчатых колес и шестерен зерно должно проникнуть между зубьями, а для цементации простого вала используют более крупное зерно.
На практике никогда не применяют свежеприготовленные карбюризаторы, а всегда смешивают свежий карбюризатор с использованным. Это не только экономично, но и целесообразно; такая смесь действует менее активно. Соотношение выбирают опытным путем, при учете марки цементуемой стали и требуемой толщины слоя. Обычно смешивают 7з нового карбюризатора с 2/з использованного. В больших закалочных цехах после цементации использованный карбюризатор выгребается из ящиков через решетку и по транспортеру направляют к складу.
§ 3. Практика цементации в карбюризаторе
Детали, предназначенные для цементации, должны быть чистыми (без масла, ржавчины и окалины), а их внутренние пустые пространства — сухими. В упаковочный цех детали поступают в ящиках с вкладышами или на вагонетках с подвесами. Для каждой детали соответственно марке стали технологическим процессом устанавливают марку карбюризатора, величину зерна, а также соотношение свежего карбюризатора со старым (при серийном производстве и тип ящика). Цементацию в карбюризаторе всегда выполняют в ящиках. На других языках процесс называется соответственно, на немецком — «Einsatzhar-tung», на английском — «pack, carburising».
Ящики для цементации изготовляют из листов мягкой или жароупорной стали сваркой или литьем (из жароупорной литой стали). В литературе также упоминается о применении для ящиков литой алюминиевой бронзы с 10% алюминия.
Если вместо литья используют листовой материал из мягкой стали, то он может быть несколько тоньше. Однако толщину листов подбирают по весу собранного ящика и его конструкции.
96
1
Ящики в зависимости от типа деталей имеют различные стандартные размеры, особенно для печей непрерывного действия; для них размеры ящиков выбирают сообразно размеру транспортера. Ящики иногда имеют приливы для захвата цепями (рис. 34.). При серийной цементации определенного изделия вид ящика приспосабливают к типу изделия (рис. 35). Преимущество такой конструкции заключается в том, что при цементации расходуется необходимое количе-
Рис. 35. Ящики для цементации шестеренок, приготовленные для транспортировки в печь непрерывного действия.
Рис. 34. Трубчатые ящики (для цементации тарельчатых зубчатых шестерен) и приливы для захвата ящиков на конвейере.
Цементационные ящики, изготовленные из жароупорной стали, должны быть достаточно прочными. С ними осторожно обращаются, особенно при извлечении из печи, так как при некоторых температурах на них появляются трещины. Для ящиков применяют аустенитные стали, содержащие никель, преимущественно стали— Польди АКС (CSN 17255) и AKCF (CSN 17251), а также в других странах стали: по ГОСТ — Х25Н20; Bohler — FFB; Krupp —NCT3; ATS1—310. Стали АКС и AKCF содержат, соответственно, хрома 24 и 19%, никеля 20 и 9%; диффузия углерода в эти стали при цементации незначительна. Стойкость аустенитных сталей против образования окалины превосходит стойкость мягкой стали; например при температуре цементации 880—900° С ящики из мягкой стали сохраняются в течение 60 час., а из стали АКС при осторожном обращении, являющемся одним из условий длительного срока службы ящиков,— 5000 час.
Цементация стали
97
Не менее пригодны и стали Польди АКХ (Csn —17153), а также по ГОСТ — Х25; ВбЫег—R.S30; Krupp — FF-25; AISI — 446, содержащие 25% хрома; эти стали, как и предыдущие, жароупорны и мало восприимчивы к диффузии углерода. В печах, отапливаемых твердым или газовым топливом, материал ящиков менее подвержен разрушению от воздействия серы, чем в печах, отапливаемых другими видами топлива. Однако при длительном применении сталь ящиков все же становится крупнозернистой и хрупкой. Так как сталь Х25 в противоположность
Рис. 36. Распространенные типы цементационных ящиков из стальных листов' с крышками и без них.
стали АКС не содержит никеля, то применение ее в Чехословакии весьма целесообразно, однако карбюризаторы, содержащие щелочные соли, протравливают ящики, изготовленные из сплавов хрома.
Оправдывают себя также ящики диффузионно-алитированные. Алюминиевый диффузионный слой на этих ящиках не подвергается воздействию высокой температуры и препятствует диффузии углерода. При плохо выполненном алитировании слой отстает.
Вместо алитирования используют переходные и дешевые обмазки, например обмазку из смеси алюминиевого порошка и жидкого стекла; при таком покрытии происходит диффузия алюминия.
Для сварки ящиков применяют различные электроды соответственно марке стали: для аустенитных сталей АКС и AKCF— электрод 376, для ферритной стали АКХ — электрод 386 или более дорогостоящий электрод 376. Такие же электроды применяют для заварки возникающих трещин.
Цементационные ящики изготовляют сваркой, придавая им любую форму и ребристую поверхность (рис. 37). Серый чугун для изготовления цементационных ящиков непригоден. Можно применять стали для литья, поскольку их прочность приближается к прочности листовой стали. Более пригодна для литья жароупорная сталь, например Польди АКС (CSN 422952). Существуют и другие жароупорные сплавы, но они хрупки.
Важна и отделка крышек. У сварных ящиков из листового материала (прямоугольных или круглых) крышкой служит хорошо приспособленный лист, который можно свободно положить
98
на наполненный ящик. Крышки делают редко, так как при деформации ящиков они плохо насаживаются.
Рис. 37. Сваренные цементационные ящики из листовой рифленой жароупорной стали.
Рис. 38. Цементационные ящики из листовой жароупорной стали с захватами на дне и литыми крышками с уплотняющими желобками.
К литым ящикам (рис. 38) крышки подгоняют более плотно. Их также изготовляют ребристыми. На крышке всегда оставляют отверстие для «свидетелей», закладываемых для контроля слоя.
7*
99
Наполнение ящиков. Закалочный цех должен иметь достаточный запас ящиков разных размеров. Каждое изделие окружают слоем карбюризатора толщиной 5—10 мм; у крупнозернистых карбюризаторов этот слой может достигать 15 мм. На дно ящика наносят слой хорошо просеянного карбюризатора, толщиной 30—40 мм и на него укладывают предметы, предназначенные для цементации. Затем их засыпают карбюризатором, который только слегка утрамбовывают (так, чтобы свободно прохо-
Рис. 39. Наполнение ящиков карбюризатором из бункера.
дил воздух) и не встряхивают. После наполнения первого слоя насыпают второй и так до края ящика. Верхний слой должен быть более толстым, чем предыдущие (разделяющие). Затем накладывают крышку и сверху обмазывают глиной (кирпичную глину смешивают по мере надобности с раздробленными обожженными остатками шамотных кирпичей) так, чтобы глина при нагреве не давала трещин, и ящик закупоривается. В отверстие крышки вкладывают «свидетель», один конец которого погружается в карбюризатор между деталями, а другой выступает настолько, чтобы можно было захватить его закалочными щипцами. Свидетель также обмазывают глиной.
Наполнение ящиков на больших заводах производят механизированными устройствами. Запас карбюризатора находится в бункере непосредственно над столом рабочего (рис. 39); карбюризатор можно насыпать в необходимом количестве сразу в ящики. Изделия из цехов поступают на стол в ящиках, переносимых подвижным легким краном, на вагонетках, на
100
Рис. 40. Камерная цементационная печь: а — с газовым отоплением (горелки размещены под подом); б — электрическая с приспособлением для удаления образовавшихся газов.
101
роликовых транспортерах; наполненные ящики транспортируют к печам.
Работу организуют так, чтобы ящики после наполнения не лежали долго, а сразу же после просыхания глины поступали в печь. При длительной задержке карбюризатор может отсыреть, что способствует нарушению процесса цементации и ухудшению качества поверхности.
Печи для цементации. Для цементации твердыми карбюризаторами на практике используют почти такие же печи, что и для
Рис. 41. Большая проходная печь с четырьмя транспортерами.
нагрева под закалку или для отжига. Это одна из причин распространения цементации твердыми карбюризаторами на небольших заводах. Среди печей, пригодных для цементации изделий в ящиках, различают следующие: камерные, шахтные, карусельные и др.
Камерные печи. Для цементации применяют все типы камерных печей, отапливаемых твердым или газовым (жидким) топливом, независимо от того, где расположены горелки — по сторонам, под плоским дном или вокруг муфеля (рис. 40, а) [981.
Печи, нагреваемые непосредственным сжиганием твердого топлива или с использованием генератора, а также с порошковым отоплением почти не применяют.
Электрические печи для цементации не отличаются от электрических печей, предназначенных для закалки: печам, используемым для цементации с упаковкой изделий в ящики, придают вентиляционное оборудование для устранения газов, которые образуются в начале процесса (рис. 40, б). Эти печи строят как односадочные. При массовом производстве широко применяют проходные (конвейерные) печи. В сочетании с механизацией
102
подготовительных операций эти печи (рис. 41) были распространены в американской автомобильной промышленности [36], [78], [96].
Проходные (конвейерные) печи для цементации изделий в ящиках строят с электрическим нагревом или с отоплением газовыми горелками (рис. 42). Для этих печей применяют ящики и горшки из специального жароупорного чугуна. На дне горшка или ящика имеются приливы, за которые транспортная цепь захватывает горшок (ящик) и переносит его по рельсам
Рис. 42. Цементационная печь с газовым отоплением и с двумя противоположно направленными линиями цементации.
через всю печь. В некоторых печах имеются два устройства, с помощью которых ящики перемещаются в противоположных направлениях (две поточные линии внутри печи). Благодаря этому теплом раскаленных ящиков нагреваются ящики, поступающие в печь. Часто такие печи строят как «двойники» с четырьмя линиями, направленными в противоположные стороны (рис. 43) или как «тройники» с шестью линиями (рис. 44). В этом случае в начале и в конце печи не ставят перегородок, чтобы не препятствовать теплообмену, а в средней части печи на перегородках размещают нагревательные сопротивления. Вместо литых сосудов и ящиков при цементации можно применять клетки с муфелями для отдельных деталей, например для шестерен.
Проходные механические печи соединены с заготовительным цехом, где производят упаковку на роликовых транспортерах. Так достигается общая механизация процесса. В настоящее время проходные печи для цементации в твердых карбюризато-
103
Рис. 43. Электрическая цементационная печь с четырьмя противоположно направленными линиями. А, Б — температурные зоны.
104
pax уступают место современным печам для газовой цементации, которые более производительны и экономичны.
Шахтные печи. Шахтные печи, нагреваемые обычным топливом или электричеством, по конструкции подобны шахтным печам для отжига. Изделия для цементации помещают в сосуды, которые опускают в шахтные печи с помощью крана. Эти печи особенно необходимы для цементации длинных деталей в вертикальном положении. В сосуд помещают большое количество
Рис. 44. Трехкамериая цементационная печь.
разных деталей; их укладывают таким образом, чтобы они не деформировались от собственного веса.
Карусельные и другие печи. Для цементации в карбюризаторах сравнительно редко применяют карусельные печи (рис. 45). Детали перемещаются во вращающемся колодце или по рельсам в круглой печи, либо печь строят как ряд камер, вращающихся вместе.
Для цементации в карбюризаторе применяют (для мелких не очень тонких деталей) ретортные барабанные печи, отапливаемые газом с внешних сторон или каким-либо топливом с колосниковой решеткой. В такие печи засыпают детали и проверенные дозы карбюризатора; барабан нагревают при постоянном вращении. Тонкие слои цементуются равномерно и быстро. В печах такой конструкции производят также газовую цементацию деталей.
Нагревание. После загрузки деталей ящики помещают в охлажденную печь или при постоянном нагреве загружают печи непрерывно. Затем производят нагревание до температуры цементации.
105
Ящики ставят в один ряд, так как при высокой температуре они не выносят большой нагрузки. Только в исключительных случаях небольшие ящики можно ставить на ящики первого ряда. Между ящиками оставляют промежутки для циркуляции воздуха. Ящики, нижняя сторона которых не нагревается, размещают на рельсах.
Температуру цементации устанавливают в зависимости от цементующей среды и марки стали (предельная температура приводится в описании цементуемых сталей).
Рис. 45. Карусельная цементационная печь.
Процесс цементации начинается после достаточного прогрева ящика, что проверяется «свидетелем».
Очень важно поддерживать равномерную постоянную температуру во время цементации, так как колебание температуры способствует выделению цементита в виде сетки вокруг зерен.
Продолжительность цементации для получения необходимой толщины слоя. Продолжительность цементации регулируется выбранной толщиной слоя. При этом принимают во внимание марку стали, температуру цементации и свойства карбюризатора. На рис. 46 показана зависимость между температурой и глубиной науглероживания при использовании древесного угля, а на рис. 47—эта же зависимость с добавкой углекислого бария.
Поясним, что мы принимаем за толщину слоя. Исходя из кривой содержания углерода (см. стр. 204), слой углубляется до
106
той части металла, где содержание углерода почти на 0,07% больше, чем в сердцевине. Это приближенно соответствует глубине слоя, которая после закалки дает твердость до 50 HRC. В практике за толщину слоя чаще всего принимают ту часть излома контрольного образца, которая на вид отличается после закалки (крупный излом — при закалке с температуры цементации, мелкий — при закалке образца, предварительно охлажденного до 780° С).
Общую толщину слоя можно установить с помощью микроскопа при небольшом увеличении после травления азотной кис
Рис. 46. Влияние температуры и времени на глубину слоя при цементации в древесном угле.
Время, час
Рис. 47. Влияние температуры и времени на глубину слоя при цементации в древесном угле, активизированном добавкой углекислого бария.
лотой (см. гл. X). Толщину слоя указывают для каждой детали в производственной инструкции, составленной по результатам практических опытов и по способу обработки. В инструкции, кроме того, указано, каким методом можно достигнуть необходимой толщины слоя. Нельзя забывать, что у тонкостенных деталей при увеличении толщины слоя уменьшается вязкость. Это прежде всего относится ко всем типам зубчатых колес.
Для получения цементованного слоя толщиной 0,1 мм применяют соляную ванну, так как при цементации в твердом карбюризаторе нельзя получить слой тоньше 0,3 мм. В разных местах ящика и в ящиках, размещенных в разных местах печи, также трудно выдерживать одинаково тонкий слой. Получение тонкого слоя в твердом карбюризаторе неэкономично из-за того, что нагревание никогда не может быть более продолжительным, чем выдержка при цементации. В табл. 8 приведены рекомендуемые толщины слоев для зубчатых колес и различных деталей.
Для деталей из конструкционных сталей толщина слоя не
107
превышает 2 мм. При цементации инструмента, пуансонов, валиков, наковален выбирают слой толщиной в 5 мм и более. В этом случае цементация в твердом карбюризаторе более экономична, чем в соляной ванне-
Таблица 8
Рекомендуемые толщины цементованных слоев
Название изделия Толщина, мм Название изделия Толщина, мм
Зубчатые изделия: модуль меньше 1 1—2 2—3 3—4 4—5 5—6 6-7 7—8 8—9 9—12 0,05-0,2 0,2—0,4 0,5 0,6 0,75 0,9 1,1 1,3 1,5 1,6—2,0 Кольца подшипников: для малого давления для большого давления Валики: несущих роликов подшипника мало отшлифованные для подшипников скольжения хорошо отшлифованные Кулачки Прессовальный инструмент: малый большой 0,8—1,0 1,2—1,6 1,0—1,4 0,8—1,0 1,2—1,4 1,0—1,4 0,9—1,2 1,1—1,5
При необходимости получить слой большей толщины цементацию выгодно выполнять в особых печах в газовой среде.
В цехах, где закаливают конструкционные детали, цементацию чаще всего производят на глубину 0,5—1,2 мм. Такие слои образуются быстро и при сравнительно низкой температуре. У легированных сталей, даже при использовании подходящего карбюризатора, не устраняется опасность образования в слое избыточного цементита.
Толщину слоя контролируют по «свидетелям», извлекаемым из цементационных ящиков (рис. 48).
При закалке с температуры цементации в воде и при температуре цементации выше 900° С в изломе «свидетеля» сердце-вина остается мелкозернистой, а слой — блестящим крупнозернистым; при изгибе слой часто отделяется от сердцевины. При медленном охлаждении «свидетеля» и закалке его с температуры 780° С в воде слой получается с более мелким зерном, чем сердцевина.
Окончание процесса цементации. При достижении необходимой толщины слоя цементацию заканчивают. В цементационных печах одновременно при разовом нагреве можно цементовать детали на различную глубину, если ящики размещены с таким расчетом, чтобы те, в которых находятся детали с самым тонким слоем, были расположены как можно ближе к дверцам. При серийном выпуске деталей для цементации выбирают известную
108
температуру и проверенное время. Точный учет всех факторов позволяет отказаться от «свидетеля». Однако контроль с помощью свидетелей так прост, что даже при наличии большого опыта цементации его проводят регулярно.
Крупный инструмент, детали машин для домашнего хозяйства, изготовленные из обычных углеродистых сталей 10 и 11-го классов, можно закаливать в воде от температуры цементации непосредственно из карбюризатора. Однако от этого способа при цементации в твердом кабюризаторе отказываются, так как он затрудняет работу. Нагретый ящик может открыться и прихо-
дится щипцами вынимать деталь за деталью и опускать в расположенный рядом бак для закалки (после газовой цементации и цементации в соляных ваннах способ закалки в воде применяют чаще). При опрокидывании всего ящика в воду, как это иногда делают при цементации мелких деталей, отработанный твердый карбюризатор теряет свои свойства.
В большинстве случаев ящики после извлечения из печи охлаждают; из больших проходных (конвейерных) печей ящики поступают уже значительно охлажденными на стол перед печью и оттуда по транспортеру в цех, где их опоражнивают и ремонтируют. Охлажденные ящики открывают, вынимают из них отвердевшую глину, а содержимое высыпают на колосниковую решетку. Использованный твердый карбюризатор попадает в бункер, откуда ленточным транспортером или ковшовым подъ
109
емником подается в цех, где перемешивается со свежим карбюризатором.
Во время второй мировой войны дефицитный углекислый барий получали выщелачиванием использованного карбюризатора соляной кислотой и осаждением углекислого бария как карбоната из нейтрального фильтрата.
Детали очищают постукиванием или струей воздуха, а в случаях спекания карбюризатора — с помощью проволочной щетки; после очистки детали передают в термический цех.
Закалка деталей, цементованных в твердом карбюризаторе. В зависимости от термической обработки после цементации чехословацкие стали делят на три группы:
1) углеродистые и низколегированные (CSN 12010, 12020, 16120, 14120);
2) хромистые, хромомарганцевые, хромомолибденовые и низколегированные хромоникелевые (14220, 14221, 15124, 15221, 15222, 16121, 16130);
3) никелевые и хромоникелевые (16320, 16220, 16231, 16420, 16520, 16720).
Для второстепенных деталей из сталей первой группы применяют одинарную закалку — из карбюризатора в воду. Слой получается крупнозернистый и хрупкий, сердцевина мелкозернистая и более твердая (менее вязкая), чем при способе, описанном ниже. Деформация незначительна.
Более совершенным процессом является охлаждение в ящике и закалка охлажденных деталей с 780° С в воде. Сердцевина получается несколько более крупнозернистая и мягкая, слой — мелкозернистый, высокой твердости при достаточной вязкости. В случае необходимости в определенных местах, которые должны остаться мягкими, после охлаждения слой снимают на станке; отжиг для этой группы не применяют. Коробление и деформация незначительны.
Наилучшие результаты дает двойная закалка; после охлаждения в ящике детали нагревают до 890° С и закаливают в воде (тонкостенные — в масле), затем следует второй нагрев до780°С и закалка в воде. Сердцевина — мелкозернистая, но несколько мягче, слой также мелкозернистый, твердый и соответственно вязкий. Деформация больше, чем в предшествующих случаях.
У углеродистых сталей иногда появляется анормальная структура или возникают мягкие пятна, что на практике недопустимо. Более резкую закалку стали выполняют в соленой или щелочной воде. Иногда сталь предварительно посыпают порошком желтой кровяной соли или нагревают для закалки в соляной цианистой ванне.
Детали из сталей второй группы закаливают непосредственно из ящиков. Если цементацию производят при низкой темпера
туре (860—880°С), в виде исключения применяют первую закалку. Обычно детали оставляют для охлаждения в ящиках, а затем производят либо одинарную закалку с температуры выше 800°С (чаще всего 830—840°С), либо двойную закалку вначале с 880° С, а потом с 810—830° С.
При одинарной закалке сердцевина имеет несколько большую величину зерна, чем при двойной (в зависимости от температуры цементации и от склонности к образованию мелкого или крупного зерна аустенита); слой немного перегрет, но очень мелкозернистый. Одинарную закалку часто применяют для хромомолибденовых сталей.
При двойной закалке в сердцевине получают мелкое зерно и вязкий мелкозернистый излом; вязкость сердцевины самая высокая, а коробление — большое.
Для сталей второй группы высокий отпуск не применяют, так как эти стали не склонны к образованию остаточного аустенита. Этот отпуск применяют для цементованных деталей, получающих при медленном охлаждении повышенную твердость на поверхности (хромомолибденовые стали) в тех случаях, когда необходимо устранить слой на некоторых участках или подвергнуть изделие механической обработке.
У деталей с толщиной слоя более 1,2—1,5 мм часто происходит выделение цементита в виде зерен или сетки. В таких случаях производят диффузионный отжиг.
Детали из третьей группы стали требуют точной термической обработки для получения лучших результатов. Их всегда оставляют для охлаждения в ящиках.
Для стали с содержанием никеля не выше 3,5% после охлаждения в ящике достаточно одинарной закалки в масле с температуры 780—820° С; при этом сердцевина и слой будут мелкозернистыми и вязкими.
Только для стали с содержанием никеля ниже 2% (если необходимо получить высокую вязкость сердцевины) производят двойную закалку: вначале с температуры 850° С в масле, а затем с температуры 780—810° С в масле или воде (толстостенные детали). Для стали с содержанием более 4% никеля температура закалки — 760° С.
Отжиг необходим для сталей с содержанием никеля свыше 3% в случае, если детали нужно обрабатывать после термообработки. Отжиг производят при 610—630° С в течение 4—6 час. Стали с содержанием никеля свыше 4% нельзя отжигать при температуре выше 550—580° С. Стали с большим содержанием никеля для увеличения поверхностной твердости иногда подсту-живают.
Цементованные слои никелевых сталей под влиянием большого содержания избыточного аустенита имеют высокую вязкость, а твердость ниже 60 HRC. Вязкость и пластичность
111
слоя в некоторых случаях не являются техническим недостатком.
§ 4. Цементующие пасты
Пасты содержат те же составляющие, что и твердые карбюризаторы; эти составляющие мелко растерты и приведены в консистенцию паст добавкой вязких растворов (водного раствора камеди, метилцеллюлозы, пектина, клея и др.).
Состав паст, применяемых в Советском Союзе {10], приведен в табл. 9. Цементующая паста образует жидкую кашицу, которая после нанесения на поверхность металла прилипает толстым слоем и не стекает. Детали, предназначенные для цементации, погружают в пасту целиком или частично. Части деталей, не под-
вергающиеся цементации, предварительно натирают жидким стеклом с глиной или другой защитной пастой.
Таблица 9
Состав применяемых в СССР паст для цементации
Наименование составляющих паст
Содержание сталнта» % (весовые)
1 1 2 3 | 4 5 6 7
Голландская сажа или кокс (торфяной малосернистый)
Углекислый барий ВаСО3
Сода или поташ (Na2CO3 или КгСО3)
Желтая кровяная соль (K4Fe4(CH)0)
Соль ГИПХ'а
Щавелевокислый натрий или калий
Муравьинокислый никель или щавелевокислый кобальт
Феррохром (для нелегированной стали)
Песок
30—60
30—60
20—40
5—10
30—60
20—40
5—10
35
45
40
50
5-10
30—60
5—10
5-10
5—10
15
15
20
20
20
15
20
40
15
15
20
10
15
5
Примечание. Мелкорастертые составляющие необходимо перемешать» развести в 15%-иом растворе патоки или растворе камеди до состояния краски.
затем
Цементуемые детали, покрытые пастой, просушивают, а затем помещают в камерные или шахтные печи на соответствующих подвесках.
При цементации пастами сокращается время, необходимое для прогревания ящиков и поэтому изделия нагревают до температуры около 900° С; нет опасности укрупнения зерна в сердцевине. По времени процесса цементация пастами приближается к цементации в расплавленных солях или газах. В пастах происходит быстрое науглероживание, и слой насыщается азотом,
112
так как они содержат желтую кровяную соль (ферроцианид калия) или катализаторы (соли никеля и кобальта).
При толщине покрытия пастой 3—4 мм детали можно цементовать в течение 1—2 час. до глубины 1,5 мм. После окончания цементации детали охлаждают на воздухе и пасту удаляют щеткой, либо закаливают с температуры цементации в воде. При этом паста откалывается, и скорость закалки достаточна. Процесс закалки в дальнейшем такой же, как и после цементации в твердом карбюризаторе.
Цементация пастами не получила широкого распространения, так как манипуляции с ними неприятны, а электрические печи с обмотками на стенках быстро выходят из строя из-за выделяемых газов.
Цементацию пастами быстро вытеснила цементация в жидкой среде и позднее — в газовой.
8 Цементация стали
ГЛАВА VI
ЦЕМЕНТАЦИЯ В ЖИДКОЙ СРЕДЕ
Цементация в расплавленных солях появилась сравнительно недавно. Она была известна перед первой мировой войной, но широкое распространение получила в 1925—1935 гг. и с того времени с успехом применяется при цементации деталей небольших и средних размеров. Для деталей больших размеров преобладает цементация в твердых карбюризаторах.
Кроме упоминания о цементации в жидком чугуне , в технической литературе эпохи Возрождения (Бирингуччо и Агрикола) не встречалось сведений о применении для цементации жидких и расплавленных солей. Жидкие среды для цементации, вероятно, начали использовать в то время, когда стало известно о действии желтой кровяной соли на сталь. С 1920 г. увеличивается количество работ о новом способе цементации в расплавленных солях, появляются патенты и начато его промышленное использование.
В Советском Союзе изучены пригодные для цементации соли, разработаны инструкции для заводов, успешно решен вопрос об использовании известковых солей.
В Чехословакии вырабатывают соль для цементации под названием «синферрит» на национальном предприятии Драсловка-Колин в таком же составе и таком же обозначении, как и ранее упомянутая соль «дурферрит».
§ 1. Состав цементующих солей
Из применяемых для цементации солей можно выделить основную соль, содержащую хлориды, и составляющие соли, содержащие углерод и азот.
Основные материалы. Хлористый натрий (NaCl)— обычная поваренная соль в виде мелких кубических кристаллов, поступает в продажу как безводная соль с температурой плавления 800°С (самая дешевая составляющая).
1 В настоящее время мы находим в советской литературе сведения об опытах цементации в этой среде [102].
114
Хлористый барий (ВаС12 • 2Н2О) — белая соль, кристаллизирующаяся в виде пластинок; при нагревании теряет кристаллизационную воду; плавится при 980°С. Смесь хлористого бария (1 часть) и хлористого натрия (1 часть) плавится при 530° С; известна как соль GS 540, применяемая для отпуска. Соль ядовита.
Хлористый калий (КС1) подобен поваренной соли, кристаллизируется без воды в мелкие кубические кристаллы, плавится при 768° С и применяется как присадка к хлоридным смесям. Смесь из 3 частей хлористого бария и 2 частей хлористого калия плавится при температуре около 670° С; известна как закалочная соль GS670.
Хлористый калий (СаС12) поставляется как обезвоженный продукт. Он кристаллизуется с шестью молекулами воды, поглощает очень активно влагу и с трудом освобождается от нее. Поэтому хлористый кальций хранят в упаковке с плотно прилегающими крышками. Он плавится при 772° С; в смеси с хлористым натрием является основной солью для некоторых советских цементующих жидких сред.
Хлористые барий и кальций в цементующих ваннах являются также ускорителями и хотя в процессе непосредственно не участвуют, но поддерживают его.
Цементующие материалы. Углекислая натриевая соль (сода Na2CO3), как правило, продается в виде порошкообразной безводной соли; она гигроскопична в гораздо меньшей мере, чем безводный хлористый кальций, но может поглощать 10 молекул воды. Самостоятельно натриевая соль не науглероживает, а в присутствии, например, карбида кремния способствует науглероживанию.
Цианистонатриевая соль (цианистый натрий NaCN) продается плавленной в виде шариков, а также и в виде мелких кристаллов. Соль опасна тем, что при соединении с кислотами (или и с углекислым газом, являющимся очень слабой кислотой) освобождает цианистый водород — опасный яд, проникающий в кровь через органы дыхания. Цианистонатриевая соль плавится при 564° С. Она дешевле цианистокалиевой соли (KCN); плавится (точка таяния) при 634° С и поэтому ее на практике применяют чаще.
Указанные цианиды сталь не науглероживают, так как вначале должно быть произведено ее окисление. Однако оба цианида под влиянием науглероживающей реакции являются основными частями цианидных цементуемых жидкостей.
Цианид кальция (CaC2N2), образующий белую соль, является составной частью некоторых ванн для цементации, применяемых в Советском Союзе; кальций действует как акти-визатор.
Цианамид кальция (CaCN2) более известен как «азотистая
8,|:
115
известь», применяемая для удобрения. Его получают под воздействием азота на известковый карбид при нагревании. Цианамид кальция хороший активизатор; он действует скорее как среда цементующая, чем азотирующая и, кроме того, его применяют в твердых карбюризаторах.
Желтая кровяная соль (ферроцианид калия, K^FeCNe) кристаллизуется в плоские желтые кристаллы. Ядовита.
§ 2. Состав цементующих смесей
При цианировании в соляных ваннах происходит сложная реакция. В цианистой ванне образуется цианит, разлагающийся на окись углерода и азот в состоянии выделения. Химическое взаимодействие между смесью солей и поверхностью стали сложное и зависит от температуры процесса: при низкой температуре образуется больше нитрида, при высокой — цементита. Успех зависит от правильного выбора состава смеси и содержания ванны, так как условия протекания процесса в ванне изменяются не только от проникновения углерода и азота в слой, но и от собственных тепловых процессов.
Экономическая выгода определенных составов солей основана на их практическом использовании для слоев различных толщин; одинаковые составы смесей для получения тонких слоев и для глубокой цементации неэкономичны. Не менее важно знать порядок пополнения, контроля и содержания ванны. При составлении пригодной соляной ванны исходят из нескольких основных смесей соли:
1. Хлористая смесь содержит одинаковое число частей хлористого бария; известна как соли GS540 и GS 560 (в их составах небольшое различие).
2. Смесь СЗ содержит 80% цианида натрия (цианистая соль натрия), 15% обезвоженной соды и 5% хлорида натрия; в продажу поступает в виде темно-серых шариков, размещенных в барабанах с запаянными крышками.
3. Смесь С5 содержит 15% цианида натрия и 85% хлористого бария; поступает в виде белых шариков.
Из указанных составных частей приготовляют смеси для цементационных ванн. В зависимости от количества составных частей готовую ванну обозначают СЗ или С5.
Ванна СЗ выгодна для цементации до глубины 1 мм, а ванна С5 — для цементации до глубины 2 льи.
Подготовка ванны СЗ. На каждые 100 л полезного объема тигля (не принимая во внимание увеличение объема после подвешивания изделия) применяют 80 кг соли СЗ и 20 кг соли GS 560. Вначале расплавляют соль СЗ, а затем при постоянном перемешивании добавляют соль GS560. Общее содержание цианида в ванне почти 64%, остальное — смесь хлори
116
стого бария и натрия. Удельный вес расплавленной соли у СЗ около 1,3 кг^дм^ и соли GS 560 — около 2,3 кг/дм?.
Подготовка ванны С5. На каждые 100 л полезного объема смешивают 90 кг соли GS 540, 58 кг соли С5 и 12 кг соли СЗ. Вначале расплавляют соль GS 540, затем добавляют соли СЗ и С5. Готовая ванна содержит около 10—15% цианида, 55—60% хлористого бария, 25—30% хлористого натрия и почти 1% соды. Удельный вес соли GS540 около 2,3 кг[дм?, а соли С5 — около 2,5 кг/дм\
Кроме смесей СЗ и С5, существуют смеси С2 и С4. Смесь С2 предназначена для цементации небольших деталей с очень тонким слоем. Ванну составляют из 80% смеси С2 и 20% соли GS 560. Смесь С4 поставляется в готовом виде с содержанием около 40% цианистого натрия; 'пригодна для цементации до глубины 1 мм, имеет большую текучесть, чем предшествующие смеси; ею наполняют ванны, включенные в поточную линию. Смеси С2 и С4 применяют на практике 'редко.
В СССР Государственный институт прикладной химии (ГИПХ) разработал состав соли, основанной на «активных» элементах — цианиде и цианамиде. Эта соль распространена на заводах Советского Союза наряду с цианистыми ваннами, которые соответствуют чехословацкому синферриту. Основной ее частью является хлористая смесь, содержащая 60% безводного хлористого кальция и 40% хлористого натрия; температура плавления 565° С, удельный вес 1,55 кг/дм\
Ванну составляют из 90% указанной соли и 10% цементующей соли ГИПХ, которая состоит из 43—49% цианида кальция, 2—3% цианамида кальция, 30—35% хлористого натрия, 14— 16% окиси кальция и небольшого количества фтористого кальция (СаГг). В приготовленной ванне, следовательно, содержится около 5—7% цианида.
Другие советские цементующие ванны [10] содержат расплавленную соду с присадкой 10—15% хлористого натрия. В ванну такого состава прибавляют 10% порошкообразного карбида кремния (карборунда), а с поверхности снимают ' пленку, содержащую кремнекислый натрий. Существуют и другие ванны.
Небольшое значение имеет и электролитическая цементация в расплавленной массе, содержащей соду и хлористый натрий, либо углекислый и хлористый барий. Ванна работает на напряжении в несколько вольт при плотности тока 20—40 aldM2. Изделия в ней подвешивают; они являются катодом. При указанной плотности тока и температуре ванны свыше 900° С (лучше — свыше 1050° С) цементация протекает довольно быстро. Углекислая соль распадается на металл, выделяющийся на катоде, И углекислый газ и кислород, выделяющиеся на аноде [фор
117
мула (15)]. Металл (Na или Ва) быстро вступает в реакцию с углекислой солью и образуется окись натрия и углерод [формула (16)] или окись углерода [формула (17)]. Сталь науглероживается
Na2CO3 = 2Na 4- СО2 + О; (15)
4Nа 4- Nа2СО3 ЗХа2О 4- С; (16)
2Nа 4- Nа2СО3 = 2Na2O 4- СО. (17)
§ 3. Оборудование для цементации в расплавленных солях
Для цементации в расплавленных солях применяют тигельные печи: газовые, электрические (сопротивления), индукцион-
Рис. 49. Газовая тигельная печь с тремя горелками.
ные (в них накаливается стальной тигель). Применяют электродные печи. Для цианистой расплавленной массы используют стальные тигли из специальной литой стали.
Газовые печи. Применение их экономично, если имеется дешевый отопительный газ. Эти печи строят как шахтные; они отапли
Рис. 50. Тигельная электрическая печь сопротивления.
ваются двумя или тремя горелками, пламя которых направлено по касательной к стенке тигля (рис. 49). В низких печах горелки располагают в одной плоскости, а в глубинных — для равномерности нагрева размещают большое число горелок в двух пло
118
скостях —одна над другой. Такие печи редки; их применяют только для цементации длинных деталей.
В газовых печах тепло от продуктов сгорания используют для нагревания печей предварительного подогрева. Это большие шахтные печи, в которые продукты сгорания поступают перед выходом из трубы. В них легко достигается температура 350—400° С, что вполне достаточно для предварительного нагрева деталей перед опусканием их в ванну.
Электрические печи сопротивления (рис. 50) почти не отличаются по своему виду от газовых печей. Внутри печи распо-
ложены подвесные приспособления для размещения нагревательных спиралей или нагревательных секций. Сопротивления нагревают
a)
Рис. 52. Тигель, снабженный наваркой из жароупорной хромоникелевой стали (справа — разрез наварки), для соляной цементующей ванны.
Рис. 51. Различные виды тиглей: а — штампованный; б — литой.
тигель равномерно. Дно тигля свободно и в печи под ним свободное пространство.
Из-за частого выхода из строя эти печи применяют редко.
Электродные печи изготовляют так же, как тигельные или как печи с призматической литой ванной. Электродные печи экономичнее печей с внешним подогревом; они имеют два или три электрода, работающих на напряжении 30—60 в. Печи поставляют с трансформатором, позволяющим вручную или автомати-► чески регулировать температуру. Для предварительного подогрева деталей рядом с электродными печами устанавливают шахтные печи с циркуляцией воздуха. Преимуществом электродных печей является конвекция в ванне, вызываемая протеканием тока.
Тигли изготовляют литыми или штампованными из толстых листов мягкой жаропрочной хромоникелевой или хромистой стали (рис. 51); литые тигли редко бывают без трещин. Стойкость обычных стальных тиглей повышают наплавкой электродами из хромоникелевой стали, как показано на рис. 52. Кроме того, на внешнюю сторону тигля иногда наплавляют пояски из
119
Рис. 53. Тигельные печи для закалки и цементации с зонтом для отсасывания газов.
Рис. 54. Тигель с подковообразным вытяжным устройством.
120
Рис. 55. Тигельные печи с отсасыванием газов в сборный ящик с помощью щелевого устройства.
Рис. 56. Устройство для перекачки содержимого ванны.
7 — тигель; 2 —сифон; 3 — передвижной котел с уплотняющей крышкой; 4 — трубопроводы к насосу; 5 — насос; 6 — мотор; 7 — предохранительный бячок;
8 — манометр.
той же стали. Тигли имеют загнутые края для того, чтобы их верхний край был плотно прижат к верхней плите печи; выкипающая соль при этом не может протекать внутрь печи. Штампованные тигли имеют толщину стенок 10—15 мм, а дно несколько толще. Наружная поверхность тиглей значительно нагревается в газовых печах и электрических печах сопротивления.
Вытяжка. Для удаления испарений и особенно осаждающихся частиц солей применяют зонты (крышки). Вначале для
Рис. 57. Автоматическое устройство для цементации (аналогично устройству, изображенному на рис. 58).
тигельных соляных ванн изготовляли зонты с защитными кожухами, а доступ к ваннам обеспечивался открывающимися дверцами (рис. 53). Это устройство часто выходило из строя, доступ к поверхности ванны был недостаточным, затруднялось измерение температуры. Сейчас используют вытяжное устройство подковообразной формы, облегчающее доступ к ваннам, но требующее большой тяги (рис. 54). Иногда непосредственно над тиглями устанавливают щелевое вытяжное устройство (рис. 55).
Измерение температуры. В цианистых ваннах температуру измеряют с помощью термопар погружения, так как засыпанный на поверхность ванны графит исключает измерение оптическим пирометром (ардометром). Можно применять никельхромовые или платинородиевые термопары в защитных керамических трубках, помещенных в трубки из жароупорной стали. Менее прочна, по более дешева термопара из стальной мягкой трубки, вытянутой в иглу, внутри которой запаяна проволока из константана, изолированная от внутренней стенки трубки 122
--------.--------------------------------------------iggoo
Рис. 58. Автомат для цементации крупных серий одинаковых деталей.
м; 2 — сушка и предварительное нагревание; 3 — соляная ванна с электродным нагретом; 4 — ванна с маслом для закалки; 5 — обезжиривающий душ,
той же верхний пающая пованны сколько греваетс
Вытя щихся ч
тигельнь хами, а цами (pi к поверх ние темп ковообрг щее бол лями ус:
Ияме измеряю ный на г СКИМ ПИ] мовые и ческих т Менее п кой труб из конст
122
керамическими бусами или асбестовым шнуром. Железоконстан-тановая термопара используется при температуре 930° С [40].
Точное измерение температуры достигается при помощи автоматического регулирования.
Вспомогательные устройства. Для очистки ванн используют ковши с отверстиями. Соль хранят в бункерах; ее тщательно уплотняют для предохранения от проникновения влаги, а бункеры закрывают. Для сбора соли, стекающей каплями с деталей, служат железные плоские тазы. В больших цехах устанавливают насосы для перекачки содержимого ванн (рис. 56).
Цементацию в соляных ваннах выполняют на автоматических или полуавтоматических агрегатах (рис. 57, 58).
§ 4. Различия между цементацией в твердых карбюризаторах и солях
При значительной распространенности цементации в соляных ваннах цементация в твердых карбюризаторах полностью не вытеснена. Ниже приводится сравнение юбоих способов.
Преимущества цементации в соляных ваннах. Цементация в соляных ваннах происходит быстро, так как не затрачивается время на нагревание ящиков. Цементовать изделия можно без опасений при температуре свыше 900° С. Это преимущество проявляется в большей степени при цементации деталей малых и средних размеров.
Цементация в соляных ваннах позволяет более точно получать различную толщину слоя, что по сравнению с цементацией в твердых карбюризаторах очень важно для небольших по размеру деталей с тонкими слоями, у которых разброс по толщине слоя (принимая во внимание небольшую толщину сердцевины) допускается в узких пределах по сравнению с крупногабаритными деталями.
Температуру соляной ванны часто используют для первой закалки при двойном закаливании, так как она соответствует температуре закалки сердцевины.
Слои, полученные в цианистых ваннах, содержащих азот, лучше прокаливаются, не образуют мягких пятен и имеют несколько лучшие механические качества. Кратковременность цементации в соляных ваннах уменьшает возможность излишнего науглероживания, несмотря на то, что температура процесса бывает очень высокой.
Соляные ванны позволяют вести цементацию полуавтоматически или автоматически. Совершенно исключаются работы,связанные с наполнением и разгрузкой ящиков, при которых рабочий подвергается вредному действию порошка.
Недостатки цементации в соляных ваннах. Соляные ванны мало пригодны для цементации крупногабаритных деталей, так
123
как детали быстро охлаждают ванну: поверхность изделий по отношению к весу мала; ванна из-за долговременного нагревания большой массы расходует тепло быстрее, чем при собственной науглероживающей реакции. При цементации нагрев крупногабаритных деталей в камерных печах более экономичен, чем в больших тигельных.
Применяемые в соляных ваннах химикаты дороже твердых карбюризаторов. Большой недостаток этих химикатов — ядовитость и необходимость нейтрализации отработавшей воды. Другим недостатком цементации в соляных ваннах является загрязнение рабочего помещения ядовитыми солями и опасность ожогов. Кроме того, ограничена возможность точного сохранения размеров у сложных деталей, которые часто деформируются при подвешивании в ванне.
В табл 10 (по Гавличку) приведено сравнение способов цементации по трехбалльной системе.
Таблица 10
Сравнение преимуществ и недостатков различных способов цементации [6]
Показатели сравнения Цементация
в ваннах СЗ в твердом карбюризаторе в моно-карбе
Универсальность применения 3 1 2
Контролируемость и сопротивляемость про- 2 3 1
цесса
Требование к обслуживанию во время про- 2 1 3
цесса
Скорость всего цикла 1 3 2
Возможность ограничения деформации 3 1 2
Качество поверхности после цементации 1 2 3
Механизация 2 3 1
Использование рабочего пространства обору- 1 3 2
дования
Общие расходы на цементацию 3 2 1
Производительность 2 3 1
Использование энергии 3 2 1
Профессиональные вредности 3 2 1
Условия производственной санитарии 2 3 1
Физическая утомляемость 2 3 1
Примечание. Условные оценки: 1 — иаилучшая; 2 — плохая; 3 — наих удшая
§ 5. Практика цементации в соляных ваннах
Рабочий процесс цементации в соляных ваннах принципиально отличается от процесса в твердых карбюризаторах. Использование ядовитых солей и работа при раскаленной ванне с жидкой средой требуют осторожности, д также технических;
124
знаний, чтобы точно и надежно достигнуть заданных результатов. Преимущества цементации в соляных ваннах, описанные в предшествующем параграфе, настолько значительны, что сейчас трудно найти цех закалки машиностроительного завода без применения этого способа.
Первое заполнение ванны для получения расплавленной массы. Для заполнения ванны применяют сухие смеси солей (т. е. GS560 и СЗ). Лучше всего их использовать непосредственно из пакетов или упаковки, в которых они поступают от поставщика. Так как обычно известны размеры тиглей, то по табл. 11 —13 можно рассчитать необходимое количество обеих солей.
Таблица 11
Размеры и объем обычных тиглей для цементации в соли
Обозначение ТИГЛЯ Внутренние размеры, мм Объем, дм? Вес наполненного тигля, кг
диаметр глубина
18/30 180 300 6,0 8—12
22/45 220 450 15,0 20—25
29/55 290 550 31,0 35—50
29/80 290 800 47,0 55-75
29/130 290 1300 85,0 90—130
29/160 290 1600 100,0 110—160
35/50 350 500 • 38,0 45—60
35/80 350 800 68,0 75—100
35/200 350 2000 180,0 275—350
50/50 500 500 75,0 80—120
50/80 500 800 135,0 160—250
50/200 500 2000 375,0 420—650
50/250 500 2500 470,0 520—780
70/75 700 750 245,0 320—450
90/185 900 1850 1100,0 1200—1800
Для ванны СЗ берут 4 части соли СЗ (плавится при температуре около 600°С), которую помещают в умеренно нагретый тигель. Здесь повышают температуру до тех пор, пока соль не расплавится. Потом добавляют 1 часть соли GS560 (с температурой плавления немного более высокой, чем у СЗ) и, производя перемешивание, повышают температуру. Тигель после расплавления солей бывает наполнен не более чем на 3/4 своего объема.
После расплавления поверхность покрывается темной пеной, под которой находится чистый слой соли. Эту пену удаляют ложкой в железную посуду. При достижении рабочей температуры ванны поверхность должна быть чистой.
При рабочей температуре свыше 850° С поверхность засыпают чистым графитом. Графит применяют чешуйчатый и хорошего качества с небольшим количеством землистых включении
125
(содержание углерода определяют сжиганием пробы в печи Марса; для этого навески порошка помещают в фарфоровую трубку и сжигают в струе кислорода).
При наполнении ванны С5 вначале также расплавляют легкоплавкую соль СЗ, а затем добавляют соль С5 и, наконец, GS540. ’
Таблица 12
Состав цементующих ванн при первом расплавлении
Обозначение тигля Состав ванны, кг
СЗ С4 CS
GS 560 СЗ С4 GS 540 С5 СЗ
22/45 3 12 17 16 8 1,6
29/55 7 25 34' 32 18 3
29/80 10 40 52 50 26 5
29/130 16 65 88 81 41 9
29/160 20 80 ПО 100 55 10
35/50 8 30 42 40 25 4
35/80 14 55 75 70 40 7
35/200 37 150 204 195 ПО 20
59/50 17 60 83 80 45 8
50/80 28 ПО 150 150 80 15
50/200 80 300 413 380 225 40
50/250 91 365 600 470 280 47
70/75 48 195 300 248 150 25
90/185 250 820 1280 1060 630 105
Таблица 13
Пополнение ваниы С5 солью СЗ
Т нл тигля Объем тигля, дм* Добавка С5 через каждые 8 час, кг Добавка СЗ для пополнения ванны, кг, если в последней при анализе было установлено содержание СЗ. %
3 4 5 6 7 8 9
22/45 15 1 2,1 1,8 1,8 1,2 0,9 0,6 о,3
29/55 31 2 4,9 4,2 3,5 2,8 2,1 1,4 0,7
29/80 47 3 7 6 5 4 3 2 1
30/130 80 6 12 10,2 8,5 6,8 5,1 3,4 1,7
29/160 100 7 14 12 10 8 6 4 2
35/50 38 3 5,6 4,8 4 3,2 5,4 1,6 0,8
35/80 68 5 9,5 8,1 6,8 5,4 4,1 2,7 1,4
35/200 185 12 25 22 18 14,5 11 7,2 3,6
50/50 75 5 12 10,2 8,5 6,8 5,1 3,4 1,7
50/80 135 9 19 16,5 13,5 11 8,1 5,4 2,7
50/200 375 24 50,5 43,5 36 29 21 14,5 7,2
50/250 470 33 65 55,3 46,5 37 28 18,5 9,5
70/75 245 16 35 30 25 20 15 10 5
90/185 1100 67 147 126 105 84 63 42 21
126
Ванну С4 наполняют расплавленной готовой солью С4, а ванну С2 — расплавленными 4 частями соли С2 (плавится при температуре около 560° С) и добавляют 1 часть соли GS5. Эти соли не покрывают графитом, как для цементации очень тонких слоев при температуре 850°С.
Ванна С2 считается подготовленной к применению, поскольку смесь С2 расплавляют, не смешивая с какой-либо другой солью. С2 плавится при температуре 600° С.
Расплавление охлажденной смеси. После окончания рабочего процесса наполненную расплавленной смесью ванну охлаждают; объем смеси уменьшается; сверху образуется твердая корка (пленка), а под ней — иногда усадочная полость (от сокращения объема). При необходимости нагреть ванну снизу, масса в глубине ванны расплавляется раньше застывшей поверхностной корки. При пробивке этой корки (для перемешивания смеси ванны) брызги раскаленной жидкости могут попасть на рабочего-калильщика. Чтобы этого не произошло, необходимо оставлять в соли при охлаждении круглый стальной стержень. После охлаждения стержень вынимают. При новом нагревании расплавленная соль заполняет это отверстие в середине тигля и смесь плавится безопасно.
Во время наполнения расплавленной смесью новых ванн и при расплавлении охлажденных ванн следят, чтобы нагрев производился постепенно. Внезапное и быстрое нагревание соли приводит к ее перегреву и излишним потерям.
Подготовка деталей к цементации в солях. Подготовка деталей для цементации в соляных ваннах отличается от подготовки их для цементации в твердом карбюризаторе. При цементации в соли трудно защитить места, которые не должны цементоваться.
Защита с помощью омеднения не приводит к нужным результатам, так как обычные медные пленки под влиянием цианида, находящегося в ванне, растворяются. Медные пленки применяют только при цементации продолжительностью 10—20 мин. Более стойкими поверхностными покрытиями являются никелевые или комбинированные — из никеля и меди.
Защитные обмазки из асбеста и глины применять в цианистых ваннах нельзя, так как силикаты под влиянием щелочного характера ванны и под действием высокой температуры быстро распадаются.
ч Для цементации в соляных ваннах подбирают детали, в которых места, не подлежащие цементации, не нуждаются в тщательной защите, или детали, у которых достаточно уменьшить твердость в отдельных местах отпуском в свинце либо нагреванием. Для местного уменьшения твердости используют индукционный нагрев либо оставляют припуски, которые после цементации и отпуска устраняют механической обработкой.
127
Последний способ усложняет процесс производства, поэтому применяют его редко.
При цементации в соляной ванне важно, чтобы поверхность деталей была тщательно обработана, даже если в дальнейшем цементованные участки нужно шлифовать. Так как нагревание и охлаждение при цементации в соляной ванне происходит быстро, то детали сложной формы и тонкостенные легко подвергаются короблению,
Для развешивания серийных деталей в соляной ванне нужны подвески. Объем деталей, погруженных в ванну, включая подвески, должен составлять четверть объема тигля. Неэкономично | подвешивать в ванну несколько деталей, не используя весь сво- ' бодный объем, так как соль истощается так же быстро в пустой ванне, как и в заполненной деталями.
Подвески размещают на стержне, положенном поперек тигля на его края. Сложные детали подвешивают так, чтобы соль легко вытекала из пустот. ,
Подвески изготовляют из мягкой кремнистой стали, не под- 8 вергающейся науглероживанию.
Перед подвешиванием в соляную ванну детали подогревают в воздушной среде до температуры 300—400° С с образованием плотного слоя окислов, а затем их помещают в соль GS560, нагретую до 650—700° С, а после соли — в ванну для цементации. Этот процесс сокращает до минимума возможность возникновения деформаций и устраняет последствия резкого нагрева. Предварительным нагреванием устраняют опасность попадания в ванну эмульсии, содержащейся в пустотах деталей, используемой для охлаждения при механической обработке,
Предварительный подогрев деталей выполняют в шахтных печах, нагреваемых за счет тепла продуктов сгорания из тигельных печей, использующих газ или нефть. Иногда тигельные печи нагревают электрическим током.
Выбор температуры и продолжительность процесса. При цементации в соляной ванне с непосредственным нагревом сокращается весь процесс. Это позволяет применить высокую температуру, не опасаясь увеличения зерна.
Температуру цементации в соляной ванне выбирают в зависимости от толщины слоя и типа ванны для цементации.
В цианистой ванне образуется азот, который попадает в слой. При температуре около 900°С содержание азота в слое : колеблется обычно около сотых долей процента. Чем ниже температура, тем больше азота проникает в поверхность. При тем- i пературе ниже 850°С и несколько измененном составе ванны в поверхность проникает 0,2% азота, который влияет на закаливаемость и другие свойства слоя. Этот процесс иногда называют «цианированием». •
128
На графиках рис. 59—61 изображена зависимость между временем, температурой и толщиной слоя в свежих ваннах СЗ, С4, С5 или в ваннах с достаточной активностью смеси.
Рис. 59. Влияние температуры и времени на глубину цементованного слоя при использовании ванны СЗ [40].
Рис. 60. Влияние температуры и времени на глубину цементованного слоя при использовании ванны С4 [40].
При выборе толщины слоя для цементации в солях используют такие же приемы, как и при цементации в твердом карбю-
ризаторе. Для обработки в соляных ваннах выбирают детали с тонкими слоями. Экономичным является получение слоев толщиной 0,5—0,8 мм. Слои толщиной 0,8—1,2 мм получают цементацией в соляных ваннах в тех случаях, когда нельзя применить другой способ.
Последовательность операций после окончания процесса. После цементации, окончание которой проверяют «свидетелем», всю садку на подвесках поднимают из тигля вручную или краном (в зависимости от веса загрузки) И оставляют над ванной для стекания капель. Затем садку вместе с подвесками переносят на воз-
Время. час
Рис. 61. Влияние температуры и времени на глубину цементованного слоя при использовании ванны С5 [40].
дух, где детали оставляют для постепенного охлаждения. В связи с различным сокращением объема металла и соли остатки соли отпадают. Поэтому детали охлаждают над метал-
лическими плоскими ящиками, из которых выпавшие остатки соли возвращают в ванну.
9 Цементация стали
129
После охлаждения детали промывают в горячей водяной ванне и сушат. Для этого процесса применяют автоматическую промывочную машину с чистой горячей водой.
Закалку выполняют и при иной последовательности работ: садку с подвесками переносят в ванну с маслом, где изделия охлаждают (для лучшего охлаждения применяют циркуляцию масла); затем производят их обезжиривание и промывку для устранения остатков солей.
Иногда детали быстро, но осторожно (соль может разбрызгаться) закаливают в воде: мелкие — вместе с подвесками, крупные—каждую отдельно.
В некоторых случаях после цементации изделия помещают сразу в расплавленную хлористую ванну для того, чтобы смыть соль и нагреть до необходимой температуры закалки, затем производят изотермическую закалку в селитровой (нитратной) ванне.
Очень важно наиболее удобно разместить в цехе цианистую ванну, а также тигельные печи и закалочные ванны. Целесообразно, чтобы закалочные баки передвигались.
Закалка деталей, цементованных в соляных ваннах. При цементации в соляных ваннах закаливаемые стали делят на три группы-
1) углеродистые и низколегированные;
2) хромистые, хромомарганцевые и хромомолибденовые;
3) высоколегированные никелевые и хромоникелевые.
Первая группа. После цементации в соляных ваннах при температуре от 900 до 930° С применяют непосредственную закалку: из цементующей ванны прямо в воду. При цементации в соляных ваннах этот способ, как легко выполнимый, применяют чаще, чем при цементации в твердом карбюризаторе, особенно при цементации легких деталей с тонким слоем, к качеству которых не предъявляются большие требования.
При наличии тонкого цементованного слоя сердцевина детали имеет удовлетворительную вязкость. Такой режим используют для гаек, мелких деталей колес, ключей с отверстием из мягкого листового металла, для предметов домашнего обихода, строительных поковок, замков и т. п.
Качественные результаты дает непосредственная закалка (в этом случае в закалочном масле), после которой следует обычная закалка в воде (с нагревом в .соляной ванне при 780° С). Детали предварительно обезжиривают и кипятят. В результате получают сталь с соответствующей тонкой сердцевиной и поверхностным слоем хорошего качества. Процесс пригоден для многих деталей машин, мотоциклов, железнодорожных колес, автомобилей и др.
Хорошие результаты дает, как и в других случаях, двойная закалка; после извлечения из цементирующей ванны изделия 130
оставляют для охлаждения на воздухе (при соблюдении ранее приведенных правил чистоты), затем нагревают их в закалочной ванне до температуры от 890 до 900° С для получения мелкого зерна в сердцевине и закаливают либо в воде (более крупные детали), либо в жидком закалочном масле (более мелкие детали). Перед второй закалкой детали тщательно обезжиривают, кипятят и сушат; закалку производят с 780° С в воде. Во всех описанных случаях необходимо считаться с деформациями.
В некоторых случаях перед контролем качества производят отпуск до температуры около 180° С.
Вторая группа. Детали из сталей этой группы подвергаются при эксплуатации большим нагрузкам, поэтому для них применяют, главным образом, режим двойной закалки.
После цементации детали охлаждают на воздухе. Одинарную закалку выполняют при температуре 830—840° С, достигая достаточно хорошего качества сердцевины и слоя.
При двойной закалке детали, охлажденные на воздухе, нагревают в закалочной ванне до 880° С, а потом охлаждают в масле, либо без охлаждения подвергают изотермической закалке в ванне с горячей средой (нитратом). Последний режим проводят только для ванны С5; при использовании, например, ванны СЗ, содержащей больше цианида, для промывки всегда используют хлористую ванну.
Необходимо подчеркнуть, что для хромистых сталей потенциал науглероживания ванны С5 более благоприятный, чем ванны СЗ, в связи с чем ванна С5 в меньшей степени способствует образованию карбидов по кромкам.
После кипячения и сушки выполняют вторую закалку при температуре от 830 до 840° С; однако для стали с содержанием марганца более 0,8% температуру закалки снижают до 800—820° С.
Промежуточный отпуск в отпускной соляной ванне или в печи с циркуляцией воздуха, при температуре 650° С после первой закалки применяют только в случае, когда отдельные места детали, которые должны остаться мягкими, подвергают дополнительной обработке.
У деталей из хромистых сталей с очень глубоким цементованным слоем (свыше 1,2 мм) существует опасность возникновения крупных карбидов. Такие детали целесообразно подвергать диффузионному отжигу.
' Третья группа предназначена для цементации высококачественных изделий.
Для этой группы сталей выгодно, учитывая потенциал науглероживания, использовать ванны СЗ или С4. После цементации выбирают способ закалки, при котором изделия переносят из цементационной ванны в закалочную с температурой 760° С. После выравнивания температуры производят закалку в масле
9*
131
или же в ванне для изотермической закалки. Более сложен способ, при котором изделия оставляют для охлаждения на воздухе, а затем снова нагревают и производят закалку с температуры 780—820° С в масле. Для стали с большим содержанием никеля (свыше 3%) проводят после охлаждения двухчасовой промежуточный отпуск при 630° С для того, чтобы уменьшить содержание остаточного аустенита в цементованном слое.
Двойную закалку с промежуточным отпуском применяют не часто. После охлаждения цементованной детали на воздухе следует закалка с 860—880° С в масле и промежуточный отпуск в течение 3—4 часов при 610—630°С для устранения остаточного аустенита (для сталей, имеющих более 4% никеля, температуры отпуска 550—580°С). Этот режим применяют в тех случаях, когда отдельные места детали, которые должны остаться мягкими, подлежат обработке резанием.
Окончательную закалку проводят с 730° С для тонких слоев и с 760—780° С — для слоев толщиной свыше 1 мм. Для стали с большим содержанием никеля целесообразно применить предварительное подстуживание.
Изотермическая закалка в ваннах. Вместо закалки в масле фасонных деталей выгодно применять изотермическую закалку в селитровых ваннах с азотнокислой солью, нагретой до 200° С; точка Ms слоя окажется ниже температуры ванны и тогда в нем образуется мартенсит.
При этом нужно соблюдать определенную осторожность: после ванны СЗ, которая содержит свыше 60% цианида, детали нельзя непосредственно закаливать в ванне с селитрой, так как реакция цианида проходит бурно, и ванна при этом кипит. Поэтому применяют более охлажденную хлористую ванну, содержащую 5% цианида.
Для ванны С5 можно избежать частого применения промывочных средств.
В ванне с нитратом хлориды пропадают, ввиду чего необходимо обновлять ее содержание.
При серийной и массовой закалке детали закаливают в горячем масле, если изолирующий слой соли не препятствует процессу закалки.
§ 6. Уход за соляными ваннами
Ниже указан основной порядок ухода за соляными ваннами для установления полной технологической надежности процесса, производительности ванн и безопасности работы с ними.
Для равномерного нагрева нужно часто вращать тигли в печах с газовым отоплением. Ванну покрывают слоем графита, который постоянно пополняют, так как графит уносится с изделием. Температура ванны не должна превышать 950° С; выше 132
указанной температуры соль становится непригодной. Ванну нельзя загрязнять другими солями, глиной, шамотом и асбестом; ее необходимо чистить регулярно, так как примеси оседают на стены и дно, а также на изделие. Разлитую через края печи соль соскабливают и возвращают в тигель, если она не загрязнена. Подобную операцию выполняют с каплями, разбрызганными и застывшими на воздухе. Футляр гальванометра защищают от попадания соли.
Со стекла, предохраняющего гальванометр, несколько раз в день удаляют соляной налет и капли соли. Кроме того, периодически проверяют, не образовалось ли в тигле отверстие, через которое соль может просочиться внутрь печи.
Основное внимание уделяют контролю содержания цианида в ванне. Добавкой соли СЗ и присадочных солей удается сохранить постоянство состава ванны.
Соль расходуется неравномерно. Часть убывает механически, прилипая к изделиям и попадая в закалочную печь. Эта потеря составляет от 0,25 до 0,5% веса ванны. Потери в тигле иногда в течение одной смены достигают 2—3% веса наполненной ванны. Дальнейшие потери происходят из-за окисления цианидов в цианаты и распада солей. Распад'ограничивают добавлением в соль угольного порошка и подсыпкой в ванну графита. Степень распада устанавливают с помощью простого химического анализа, при котором определяют примерный объем цианида. Недостающее количество цианида добавляют. При ежедневном выполнении такого анализа (его могут проводить вне химической лаборатории сотрудники без специального обучения) и регулярном пополнении ванны солями, потери их сокращаются, и ванна работает удовлетворительно.
Химический анализ цианида в ванне. Содержание цианида определяют с помощью титрования раствором азотнокислого серебра, который добавляют к раствору в количестве 1 г растертой пробы из ванны в присутствии индикатора [99]. Титрование производят до постоянного желтоватого помутнения. По количеству потребляемого раствора азотнокислого серебра в 1 см2 определяют процентное содержание цианида в ванне.
Для анализа необходимы:
раствор азотнокислого серебра, содержащего в 1 л 13,04 г точно взвешенного чистого нитрата;
индикатор — раствор йодистого калия (в 800 см2 воды пол-йостью растворяют 100 г зернистого гидрата окиси натрия и 6 г иодного калия; указанный раствор смешивают с раствором, состоящим из 200 см2 воды и 15 г уксусносвинцовистой соли);
бюретки (автоматические или обычные);
две колбы с широким горлом вместимостью 300 см2 каждая (в одной растворяется проба из ванны, а в другой фильтруется растворенная проба);
133
ступка для растирания;
малочувствительные весы с роговыми чашками; щеточка;
раствор железного купороса (100 г железного купороса в 1 л воды).
Вначале размешивают соляную ванну стальным нагретым стержнем, который погружают в ванну после снятия пленки. Соль, прилипшую к стержню, снимают ударом и затем растирают в растирочной ступке. Отвешивают точно 1 г соли и высыпают ее в первую колбу, наполненную до половины дистиллированной водой. Остатки растертой соли переносят с чашки весов с помощью щеточки. Затем взбалтывают раствор в течение 2 мин. После растворения содержимого ванны раствор отфильтровывают во вторую колбу, в которую добавляют 5 см3 индикатора. В цементующей ванне С5 при растворении остается серо-белый осадок, в то время как в ванне СЗ наблюдается полное растворение.
Бюретку заполняют раствором азотнокислого серебра и осторожно его переливают с помощью крана в раствор пробы из ванны (фильтрата) в присутствии индикатора до получения постепенного желтоватого помутнения (титрование).
После окончания анализа добавляют в колбу 50 см3 раствора железного купороса для того, чтобы обезвредить цианид, а затем содержимое выливают в отходы.
Количество (в см3) использованного раствора азотнокислого серебра показывает содержание (в %) цианидов в ванне. Для исследования ванны СЗ обычно берут 60 см3 этого раствора. С целью экономии серебра пробу из ванны по весу уменьшают вдвое, следовательно, для определения содержания цианидов необходимо количество использованного раствора азотнокислого серебра (в см3) удвоить.
Для исследования ванны С5 нельзя применять менее 10 см3 указанного раствора.
Вместо ценного раствора азотнокислого серебра для титрования используют раствор 21,3 г медноаммонийного хлорида Cu(NH4)2C14-2H2O. В качестве индикатора берут хорошо растертую смесь из 50 г углекислой натриевой соли, 50 г безводной сернистонатриевой соли и 1 г углесвинцовой соли. Затем берут ложкой приготовленный индикатор в количестве 2,5 г (первую порцию взвешивают, а последующие оценивают на глаз) и добавляют его в раствор анализируемой пробы. Дальнейшее исследование проводят так же, как с раствором азотнокислого серебра.
Английские [31] источники рекомендуют для определения содержания цианида использовать раствор серноникелевой аммониевой соли (NiSO4 (NH4)2SO4• 6Н2О— раствор 1). Ее точно взвешивают (в количестве 20,14 г) и растворяют в 1 л
134
воды. В качестве индикатора вместо иодида (раствор 2) применяют раствор диметилглиоксима (в 450 см3 этилалкоголя растворяют 0,5 г диметилглиоксима и добавляют 50 см3 раствора гидрата окиси аммония 1:1). Затем к профильтрованному раствору пробы из соляной ванны добавляют индикатор (5 см3 раствора диметилглиоксима), а из бюретки (медленно)—раствор серноникелевой аммониевой соли. До тех пор, пока раствор реагирует с цианидом, он окрашивается в синий цвет; при использовании всего цианида раствор окрашивается в зеленый цвет, и при избытке в нем раствора никеля он окрашивается в ярко-карминовый цвет. Использованное количество раствора никеля (в см3) соответствует содержанию (в %) цианида в ванне.
Пополнение ванны. Ванна С5 может содержать почти 10% цианистого натрия (содержание его не. должно быть меньше 7%). Ванна СЗ должна иметь 60% (не менее 50%) цианистого натрия.
После проведения химического анализа ванну освежают присадкой соли СЗ (она содержит 80% цианистого натрия). С одной стороны пополняют количество соли, вынесенной из ванны, с другой — возмещают потерю цианистого натрия, вызванную цементацией и распадом. В табл. 13 показано, в каких количествах пополняют ванну С5 солью СЗ. В табл. 14 такие же данные приведены для ванны С4, а в табл. 15 — для ванны СЗ.
Для пополнения нестандартных тиглей отмечают содержимое новой ванны (в килограммах) и вычитают из него один процент (например, для ванны с весом содержимого 160 кг, пополнение составит 1%, или 1,6 кг).
Освежение ванны СЗ: через каждые 8 час. эксплуатации добавляют 2% соли СЗ и 0,5% соли GS 560 (для приведенного выше примера 1,6X2 = 3,2 кг соли СЗ и 1,6x0,5 = 0,8 кг соли GS560). Затем по данным химического анализа дополняют солью СЗ недостающее содержание цианида (до 60%). Если, например, установлено, что в ванне содержится 50% цианида, то добавляют 4% или 1,6X4 = 6,6 кг соли СЗ.
Освежение ванны С5: через каждые 8 час. эксплуатации добавляют около 3% соли С5 и, по данным химического анализа, недостающий процент соли СЗ.
Пример. Вес наполненной ванны равен 240 кг; 1% составляет 2,4 кг. Добавляем через каждые 8 час. около 7,2 кг соли С5. При химическом анализе определено 8% цианида. Следовательно, дополним 2X2,4 = 4,8 или около 5 кг соли СЗ. Если содержимое ванны загустевает и при нормальном содержании цианида в ванне образуется скопление кристаллов, необходимо все содержимое заменить.
Перекачка содержимого ванны. При значительном загрязнении ванны окалиной или при образовании в тигле отверстия,
135
Таблица 14
Пополнение ванны С4 солью С4 (по результатам анализа)
Обозначение тигля Объем. дм3 Добавка соли С4, кг, для пополнения ванны, если в последней было определено анализом содержание СЗ, %
5 6 7 8 9 10 11 12 13 14 15 16 17
22/45 15 6 5,5 5 4,5 4 3,6 3,1 2,7 2,2 1,8 1,4 1 0,5
29/55 31 13 12 11 10 9 8 7 6 5 4 3 2 1
29/80 47 19,5 18 16,5 15 13,5 12 10,5 9 7,5 6 4,5 3 1,5
29/130 80 32,5 30 27 25 22,5 20 17,5 15 12,5 10 7,5 5 2,5
29/160 100 39 36 33 30 27 24 21 18 15 12 9 6 63
35/50 38 15,5 14,5 13 12 11 10 8,5 7 6 5 4 2,5 1,5
35/80 68 26 24 22 20 18 16 14 12 10 8 6 4 2
35/200 185 71,5 66 61,5 55 50 44 39 33 28 22 17 11 6
50/50 75 28,5 26,5 24 22 20 18 16 13 11 9 6,5 4,5 2,5
50/80 135 52 48 44 40 36 32 28 24 20 16 12 8 4
50/200 375 150 138 127 115 104 92 81 69 58 46 35 23 12
50/250 470 183,3 169 155 141 127 113 99 85 70,5 56 42 28 14
70/75 245 98 90 83 75 68 60 53 45 38 30 23 15 8
90/185 1100 455 420 385 350 325 280 245 210 170 140 105 70 35
т ~ - V
Таблица 15
Пополнение ванны СЗ добавкой соли СЗ (по результатам анализа)
Обозначение тигля Объем тигля, дм3 Добавка СЗ, кг, для пополнения ванны, если в последней было анализом определено содержание соли СЗ, % г
50 51 52 53 54 55 56 57 58 59
22/45 15 1,5 1,35 1,20 1,05 0,90 0,75 0,60 0,45 0,30 0,15
29/55 31 3,2 2,90 2,55 2,25 1,90 1,60 1,30 0,95 0,65 0,32
29/80 47 5,0 4,50 4,00 3,50 3,00 2,50 2,00 1,50 1,00 0,50
29/130 80 8,1 7,30 6,50 5,65 4,85 4,05 3,25 2,45 1,60 0,80
29/160 100 10,0 9,0 8,0 7,0 6,0 5,0 4,0 3,0 2,0 1,0
35/50 38 3,8 3,4 3,05 2,65 2,30 1,90 1,50 1,15 0,75 0,38
35/80 68 6,9 6,20 5,50 4,85 4,15 3,45 2,75 2,10 1,35 0,69
35/200 185 18,5 16,70 14,85 13,0 11,2 9,35 7,50 5,65 3,70 1,85
50/50 75 7,7 6,95 6,15 5,40 4,60 3,85 3,10 2,30 1,55 0,77
50/80 135 13,8 12,40 11,00 9,65 8,30 6,90 5,50 4,15 2,75 1,38
50/200 375 38,0 34,2 30,4 26,6 22,8 19,0 15,2 11,4 7,60 3,80
50/250 470 47,5 52,75 48,00 33,25 28,50 23,75 19,0 14,25 9,50 4,75
70/75 245 25,0 22,5 20,0 17,5 15,0 12,5 10,0 7,5 5,0 2,50
90/185 1100 112,0 100,8 89,6 78,4 67,2 56,0 44,8 33,6 22,4 11,20
через которые содержимое ванны просачивается, необходимо содержимое перекачать в резервные тигли или в специально для этой цели подготовленные баки. Содержимое ванн объемом около 100 л переливают подогретым полукруглым черпаком. Для опорожнения больших тиглей применяют вакуумные насосы (рис. 56) и специальные котлы или резервные тигли: на края пустого котла укладывают крышку с уплотнением, к которой присоединяют трубу, соединенную с насосом. Вакуум, возникающий в котле, способствует перекачиванию соли из наполненного тигля. Обычно, когда вытекает значительное количество соли, устройство работает как сифон; содержимое ванны можно выкачать до любой глубины. На дне остается грязь (окалина, упавшие куски проволоки и т. п.), которую удаляют черпаком.
Соль из наполненного котла после затвердения удаляют и переплавляют, а трубы, в которых скопилась грязь, обколачивают. Если соль перекачена в тигель, то новый тигель переносят в печь, а поврежденный очищают и выбрасывают в отходы, так как после ремонта он никогда не бывает надежным.
§ 7. Ванны из известковых солей
В Советском Союзе наряду с цианидными ваннами применяют ванны, в которых основной составной частью являются
Время мин
Рис. 62. Влияние времени на глубину слоя при цемен-товании в ванне из цианистого кальция при 800—870° С. /—углеродистая сталь; 2 — хромоникелевая сталь [10].
хлористый кальций, хлористый натрий и цианид кальция (соль ГИПХ).
Эти ванны имеют преимущество: несмотря на большой расход цианида (от первоначальных 5—7% до 0,5%) их цементую-138
щая способность существенно не ухудшается. Науглероживание в ванне с солью ГИПХ происходит быстрее, чем в ванне С5. Благодаря этому цементующую ванну с солью ГИПХ применяют при 870° С для постоянной глубины, в то время как ванну С5 — при 900° С (рис. 62).
Недостатками указанных ванн являются значительное вспенивание, застывание и трудное освежение. Ванну освежают добавкой 45%-ной смеси цианида кальция (соль ГИПХ) в количестве 3% первоначального веса содержимого тигля через каждые 2 часа.
§ 8. Меры предосторожности при работе с цианидами
Опасность при работе с ваннами, наполненными цианидами, двойная: во-первых — ядовитость применяемых материалов и, во-вторых,— опасность, связанная с использованием расплавленной соли, имеющей высокую температуру.
Основой для безопасной работы с цианидами является чистота на рабочем месте. При работе с солями (наполнение тиглей, опорожнивание тары с солями и т. д.) необходимо использовать рукавицы и фартук.
На таре с цианидами отмечают, что она содержит яд; на рабочем месте вывешивают указания о работе с цианидами и о мерах первой помощи при отравлении. Пол на рабочем месте легко промывается водой, рабочих обеспечивают умывальниками и душами. Печи оборудуют хорошей вытяжной вентиляцией (подковообразной, щелевой, шахтной).
Отработавшие воды, содержащие цианиды, пропускают через нейтрализационный колодец, где свободный цианид оседает под воздействием сернокислого закисного железа или окисляется хлором [77].
При работе с раскаленной солью важно знать ее свойства и воздействие на открытые места тела. Наибольшая опасность возникает при погружении в ванну деталей, содержащих в порах охлаждающую воду. Опасность вызывается также затоплением ванны при пробивании корки, поэтому необходимо применять предохранительные щиты, очки и асбестовые рукавицы.
ГЛАВА VII
ГАЗОВАЯ ЦЕМЕНТАЦИЯ
Цементация в газовой среде известна давно. Этим способом цементовали броневые плиты с конца XIX в. Однако процесс был плохо освоен и экономически невыгоден. При тщательном соблюдении режима получали требуемую толщину слоя (до 20 мм). Броневые плиты цементовали в светильном газе 10— 20 дней при температуре 1000° С в камерных печах. Цементации подвергали одну сторону каждой плиты (другие их стороны были плотно прижаты одна к другой).
В начале XX в. светильный газ начали применять для цементации мелких деталей в печах с вращающейся ретортой по патентам Махлетовых [7], [9]; появились сведения и о добавке аммиака.
Выше речь шла о газовой цементации, выполняемой без особых требований к точности производимого процесса.
Теоретические предпосылки газовой цементации и, тем более, равновесные состояния газовой среды не были изучены; вопросы решали обычно эмпирически. Если бы газовая цементация была освоена ранее, то она стала бы действенным фактором химикотермической обработки и по своей надежности сравнялась бы с цементацией в твердом карбюризаторе или в расплавленных солях. Газовую цементацию ввели в точном машиностроении, примерно, с 1930 г.; расширился выбор комбинаций газов; были проверены теоретические предпосылки и начаты конструктивные разработки [8], [10], [91]. С 1950 г. газовую цементацию начали широко применять в промышленности и она почти вытеснила цементацию в твердом карбюризаторе.
§ 1. Равновесные состояния в газовых смесях
При цементации в твердом карбюризаторе равновесные состояния между цементующими смесями и содержанием углерода в стали теоретически менее интересны; внимание привлек ход химических реакций.
140
Подобно этому и при цементации в расплавленных солях, где химические равновесия зависят от температуры и состава смеси, направление необходимой реакции определяется избытком соответствующего реагента.
При газовой цементации устанавливается равновесие между составными частями газовых смесей и поверхностью стали. Здесь принимают во внимание две равновесные системы — систему диссоциации окиси С—СО2—СО, которой соответствует обратимая реакция
2СО^СО24-С, (18)
и систему углеводородную С—Н2—СН4, которой соответствует тоже обратимая реакция
СН4^2Н24-С. (19)
Железо участвует в реакции только в состоянии твердого раствора.
При исследовании указанных систем концентрацию эффективных компонентов, как правило, выражают в объемных процентах или приводят парциальные давления. В последнем случае нет необходимости учитывать неэффективные компоненты.
Процессы цементации осуществляют обычно при температуре, соответствующей аустенитному состоянию стали; следует помнить о содержании углерода в аустените. Из диаграммы равновесия Fe — С следует, что наибольшая растворимость углерода в аустените при ИЗО0 С достигает 2,0%; при температуре цементации около 900° С — соответственно меньше. В феррите при 723° С растворяется только 0,025% углерода.
В технической практике не исследуются воздействия равновесия изолированных систем, поэтому анализ равновесных состояний не дает объективных данных. В тех случаях, когда трудно точно применить теоретические предпосылки, стараются практически приблизиться к ним; тогда знание теории равновесных систем очень полезно.
Равновесие системы С — СО2— СО— (N2). Газ с компонентами, соответствующими этому равновесию, практически не применяется. С указанными компонентами мы встречаемся при цементации в твердых карбюризаторах, но в несколько иных условиях; поэтому равновесие представляет интерес. Этот газ можно сравнить с генераторным газом, получаемым при перегонке сухих древесных углей.
Для предотвращения реакции, обратной нужному направлению СО2 + С 2СО, в газовой смеси поддерживают избыток компонента СО; иначе возникает процесс, противоположный цементации. Однако чистый СО обладает малой способностью к науглероживанию (рис. 63), поэтому поддерживают непрерывное течение реакции в направлении, обратном тому, котороеука-
141
зано формулой (18). Равновесие этой системы можно объяснить на других рисунках.
На рис. 64 изображено состояние равновесия между смесью СО и СО2 и углеродистыми сталями при различном содержании в них углерода. На диаграмме видно, что при температуре 870° С сталь с содержанием 0,20% С находится в равновесии с газовой смесью, состоящей из 19% СО2 и 81% СО; при той же
Рис. 63. Влияние скорости потока окиси углерода на его распределение углерода по глубине слоя мягкой стали при температуре 950° С (после 20 час.).
I — 28,65 л; час; 2 -21,34 л;час; 3—14,23 л; час.
4 -- 7,60 л/час [28].
Рис. 64. Равновесное состояние между смесью СО—СО2 и углеродистой сталью с содержанием углерода 0,10—1,0% при различной температуре.
температуре сталь с содержанием 0,40% С находится в равновесии с газовой смесью, состоящей из 10% СО2 и 90% СО. Диаграмма на рис. 65 показывает состояние равновесия между газовой смесью СО—СО2 (в присутствии нейтрального газа — азота) и углеродом в аустените.
Так, например, при соотношении СО и СО2 как 88 и 12 газовая смесь находится в равновесии со сталью, содержащей 0,6% углерода при 800° С.
Газ приведенного соотношения при температуре ниже 800° С науглероживает сталь, содержащую 0,6% С, а при более высокой температуре вызывает ее обезуглероживание. Другими словами, указанная газовая среда при 800° С науглероживает сталь с содержанием углерода ниже 0,6% До тех пор, пока содержа
142
ние его в поверхностном слое достигнет 0,6%; сталь с более высоким содержанием углерода с поверхности обезуглероживается до 0,6% углерода.
Из закона Гульдберга — Ваага известно, что обратимые реакции характеризуются константами равновесия. В нашем случае можно будет выразить константу равновесия реакции СО2 4- Сд^СО -f- СО следующим образом:
к [СО] [СО] _ [СОр
1 [СОа] [С] [СО2] [С]
При расчете констант равновесия из уравнений, в которых встречается свободный углерод, мы не учитываем действитель-
ную величину давления углерода, получившегося от диссоциации окиси углерода; концентрация его свободных атомов в газовой фазе чрезмерно мала и ее невозможно измерить (за исключением опытов, в которых применили радиоактивный углерод). Поэтому заменяем величину давления углерода от диссоциации величиной его термодинамической активности, обозначенной ас.
Т ермодинамиче-с к а я активность определяется как отношение парциального давле-
Рис. 65. Диаграмма равновесия между смесью СО—СОг и углеродом в аустените при различной температуре.
ос=^
[Со]
ния углерода в испытуемом состоянии к парциальному давлению чистого углерода в стандартном состоянии (в твердом виде), или
За стандартное состояние принят чистый углерод в твердом виде.
В приведенной формуле заменяем давление углерода от диссоциации его термодинамической активностью, чем одновременно распространяем действие этой формулы и при избранном стандартном состоянии углерода:
ас (ауст) = ас (атм) = -^С0^- .
[CO2J А1
143
Постоянные равновесия
Тип реакции Постоянная равновесия Величина постоянной
400 450 500 550
2С0 СО, 4- С ,г РсО Л1 = — Рсо2 9,0.Ю-5 7,3-10- 4 3,7-10- 3 0,023.
С + 2Н-2 СН4 /г Да Рен, 5.6-10—2 0,164 0,422 ]0,977
Н20 + CO^Ho -i- С02 „ Рнао‘Рсо Аз — Рн2-Рсо2 0,081 0,135 0,205 0,292
В газах достаточное количество смеси выражают парциальными давлениями, поэтому при исключении парциального давления углерода получим формулу
is _ Pep
Величины константы /Q приведены в табл. 16.
Равновесие системы С—Н2— СН4. Практически газ такого состава для цементации не применяется. Система, которую можно назвать углеводородной, является примером смеси, возникшей при воздействии углеводорода на сталь при нагревании (действительна для углеводородов всего ряда СпЯ2п + 2, так как высшие углеводороды при нагревании расщепляются до метана). При нагревании в системе освобождается избыточное ко-
Рис. 66. Науглероживание стали в личество углерода, оседающего
смесях Н2—СН4 при различной в виде сажи на изделии и
температуре. ухудшающего процесс цементации. ‘•й
Для предотвращения образования сажи в смеси должен быть избыток водорода. Отсюда видно, что науглероживающая способность углеводородов велика. Это показывает и диа-
144
основных реакций в газах
Таблица 16
при температуре, °C
600 650 700 750 800 850 900 950 1000 1100 1200 1300
0,096 0,343 1,06 2,96 7,48 17,46 37,76 76,70 146,5 463,4 1244 2951
2,09 3,92 7,16 12,3 20,1 31,8 48,3 71,0 102,4 192 335 547
0,394 0,513 0,650 0,794 0,950 1,12 1,31 1,49 1,69 2,11 2,51 2,94
грамма (рис. 66), из которой видно,, что при температуре 870° С в смеси с содержанием 3% метана и 97% водорода науглероживание равно 0,95% С. Следовательно, можно из уравнения
С 4- 2Н2^СН1 вывести константу равновесия ’ „ [С] [На]1 2
2 [СН4]
Термодинамическая активность получает следующий вид:
а = [СН4] к2 с [Н2р
Если принять в расчет величины парциальных давлений, то получим константу равновесия
(20)
Рн, Рен.
Величины константы равновесия К2 приведены в табл. 16.
Равновесие систем С — СО — СО2 — Н2 — СН4 — (N2) — Н2О. Названные компоненты находятся в газах: крекированном и пиролизном из керосина; образованных при распаде цементующих жидкостей; несущем эндотермическом; генераторном при обогащении углеводородами и др.
В сложной газовой смеси при соединении с углеродом протекают не только описанные реакции, но и много других. По-
1 Это уравнение принято писать в следующем виде: СН4 5?2Н2 + С (прим. ред.).
10 Цементация стали
145
следующие реакции получаются из реакций основных, поэтому они не являются существенными для определения окончательного равновесия. Рассмотрим реакцию между углекислым газом и водородом
СО2 +Н2^СО+Н2О. (21)
Из уравнения (21) можно вывести третью константу равновесия
К tc°l 1Н2О]
3 [СО.,ЦН2]
или, выражая парциальными давлениями,
„ PcoPn.fi
У\ Q •
РсоЛщ
Константа равновесия К3 позволяет с помощью водяных паров непосредственно контролировать способность смеси к науглероживанию. По содержанию водяных паров легко (при определении точки росы) определяют вид смеси. Этот метод достаточно быстрый, простой и очень чувствительный.
Состояние равновесия в сложной смеси наглядно показывает диаграмма Неймана [84] (рис. 67), где нанесены величины констант равновесия Ki и Д2; Линия аа указывает границу равновесия между смесями, в которых углерод находится либо в составе газа, либо осаждается в свободном состоянии.
Примеры пользования диаграммой. Газовая смесь Н2— СН4 с константой равновесия 10 не выделяет сажу до 775° С, но при переходе за температуру 800° С выделение сажи значительно. Смесь с константой равновесия 0,5 не выделяет сажу до 530° С; при повышении температуры сажа выделяется.
Каким будет потенциал науглероживания смеси, обладающей константой равновесия 200 для смеси Н2 — СН4 при 925° С?
Точка пересечения линии константы (200) и линии температуры (925° С) лежит в области у справа на диаграмме. Получаем потенциал науглероживания 0,2—0,4% С. Для потенциала науглероживания 0,8% при указанной температуре константа равновесия смеси равна 60.
§ 2. Потенциал науглероживания
Практический результат цементации в газовой среде оценивают по содержанию углерода на поверхности стали, находящемуся при выбранной рабочей температуре в равновесии с цементующей средой. Рабочую температуру нельзя изменять произвольно; ее выбирают в зависимости от сорта стали. Продолжительность процесса при этой температуре зависит от заданной толщины слоя.
146
Ь9»
Преимущество газовой среды перед солями заключается в возможности регулирования процесса цементации для достижения наиболее целесообразного поверхностного науглероживания. Концентрацию углерода на поверхности стали получают 0,7—0,9%.
Цементующие газовые среды применяют также для дополнительного науглероживания поверхности стали (обезуглероженной), если необходимо довести содержание углерода на поверхности до его содержания в сердцевине. Поэтому введено понятие потенциал науглероживания, под которым понимают содержание углерода на поверхности слоя, которое находится в равновесии с газовой смесью при данной температуре. Иначе говоря, это наибольшее количество углерода (в %), которого можно достигнуть на поверхности стали при цементации и которое находится в равновесии с газовой средой при заданной рабочей температуре.
§ 3. Образование сажи и действие катализаторов
Из основных формул видно, что науглероживающие среды при многих реакциях освобождают углерод; если он не растворяется в стали, то образуется слой аморфного углерода — сажи, препятствующей нормальному процессу цементации и способствующей загрязнению печи.
Многие реакции в газовых смесях ускоряются под влиянием катализаторов. Это имеет значение не только для приготовления газовых смесей, но и для их применения, так как катализаторами могут служить материалы, которые идут на изготовление печи или ее оборудования. Так, например, никель действует как катализатор, особенно при реакциях распада углеводородов, а железо способствует осаждению сажи.
§ 4. Значение точки росы
Содержание водяных паров в атмосфере является указателем равновесия в соотношении всех составных частей газа. Поэтому, определив содержание влаги, можно судить о науглероживающей способности смеси; это иногда позволяет регулировать устройства, приготовляющие газы. Содержание влаги определяют с помощью точки росы проще и точнее, чем содержание газовых компонентов.
Точкой росы какой-либо атмосферы (газовой среды) является температура, при которой блестящая поверхность впервые покрывается туманом выпавшей влаги (блестящую поверхность во избежание нагрева охлаждают соответствующим способом).
Теоретическое значение влажности связывают с составом среды, дополняя его рядом различных диаграмм, полученных на 148
практике. Так, диаграмма на рис. 68 показывает, с каким содержанием углерода находится атмосфера, образовавшаяся при сгорании светильного газа в равновесии (или какой ее потенциал науглероживания) при определенных точке росы и температуре.
Рис. 68. Равновесное состояние между содержаниями воды, выраженной точкой росы, и углерода при различной температуре в атмосфере эндотермического газа.
Например, если нужно произвести науглероживание стали, содержащей 0,15% углерода при 870°С до наибольшего поверхностного содержания 0,9% С, следует обратиться к диаграмме. На ней видно, что среда должна иметь точку росы —2° С.
§ 5. Цементующие газовые смеси и их приготовление
На практике для цементации применяют различные газовые смеси. Это газы, существующие в природе (природный, болотный или полученный при брожении растительных отходов), выработанные промышленностью и применяемые для отопления (светильный, коксовый и различные виды генераторных газов); углеводороды, образующиеся при синтезе жидких топлив (пропан, бутан) и, наконец, возникающие при распаде органических веществ под влиянием температуры (крекированный газ).
Выше было отмечено, что для выбора цементующего газа очень важно, чтобы он распадался не слишком легко, и не образовывал сажу. Поэтому для цементации обычно выбирают «бедные» смеси газов — нейтральные для стали с небольшим содержанием углерода и «богатые» смеси, позволяющие при
149
соответствующей добавке приготовить цементующие и нитроцементующие составы, наиболее пригодные для науглероживания; состав должен быть выбран таким, чтобы при цементации не выделялась сажа.
Основные составные части цементующих газовых смесей и их значение. Окись углерода — важнейший компонент при цементации в твердом карбюризаторе. Науглероживает достаточно медленно и слабо, так как образует тонкий слой с небольшим содержанием углерода. В газовой среде более полное науглероживание получается при частой смене газа и быстром его потоке [8]. Поэтому к газам с большим содержанием СО добавляют предельные углеводороды.
Углекислый газ производит окисляющее действие, а следовательно, препятствует цементации. Надо стремиться к тому, чтобы ь цементующих смесях он не образовывался. Большое количество углекислого газа из смеси стараются удалить.
Азот оказывает нейтральное действие. Газ, образованный при сгорании и содержащий много азота, используют в качестве бедного газа для приготовления цементующих смесей.
Водород способствует обезуглероживанию, но является важнейшей составной частью, которая в смесях поддерживает необходимое равновесие, особенно в таких смесях, состав которых регулируется по точке росы. В этих смесях по сравнению с СОг и с водяными парами должен быть достаточный избыток водорода.
Водяной пар способствует обезуглероживанию; в незначительном количестве поддерживает равновесие в смеси. Его содержание влияет на потенциал науглероживания. Так как количество водяного пара зависит от количества водорода и отношения Н2: Н2О, то от них зависнет равновесие СО2: СО (при большом избытке Н2).
Наличие водяного пара в составе отходящих газов является хорошим указателем науглероживающей способности газа.
Углеводороды, присутствующие в газах, можно разделить на следующие группы:
а) предельные (состав типа СпН2л+2). К ним относятся метан (СН4), имеющий 74,81% С, с точкой кипения 164° С, этан (С2Н6), имеющий 79,8% С, с точкой кипения — 93°С, пропан (С3Н8), содержащий 81,6% С, с точкой кипения — 38°С, бутан и изобутан с точками кипения +1° и —17° С и с содержанием 82,7% С. Высшие углеводороды при обычной температуре и давлении находятся в жидком состоянии;
б) непредельные (состав типа СпН2п), содержащие в среднем 85,6% углерода. К ним принадлежит этилен (С2Н4) с точкой кипения —50° С. Высшие углеводороды при обычной температуре находятся в жидком состоянии; в газах присутствуют в небольшм количестве;
150
в) ацетиленовый ряд (состав типа С„'Н2|1.-2). Эти углеводороды при обычной температуре находятся в жидком состоянии. Сюда входит ацетилен С2Н2, имеющий 92,3% С, с точкой кипения —83° С. При цементации ацетилен не применяют. В технических газах он иногда появляется в незначительном количестве.
Большое содержание углерода и быстрота, с какой высшие углеводороды распадаются при нагревании на низшие и углерод, свидетельствуют (если углеводороды присутствуют в газовой смеси в большом количестве) не только об их большой способности к науглероживанию, но и о том, что из смеси будет выделяться сажа.
Главные источники технических газов. Природные газы встречаются, в основном, в районах добычи нефти и больших месторождений газа (например, в СССР около Саратова, в США вблизи Питтсбурга у Техасского залива). В Чехословакии природный газ встречается в меньшем количестве, преимущественно в нефтеносной области Годонина, и используется в Южной Моравии.
Основными компонентами природного газа являются метан (92—96%), азот (1—5%), небольшое количество этана, пропана и бутана, следы других углеводородов и кислорода.
Метан образуется также при тлении растительных отходов в торфяных болотах, но промышленно он не используется. Биологический газ, выделяющийся при брожении растительных отходов и городских сточных вод, содержит 60—70% метана; иногда используется на особых станциях, но имеет небольшое техническое значение.
Для непосредственной цементации природный газ используют только в некоторых печах — проходных (непрерывного действия) или барабанных (с вращающейся ретортой); в других условиях он образует много сажи. Из-за большого содержания углерода природный газ является хорошей примесью к бедным газам. Кроме того, он пригоден как топливо для цементационных печей, а после соответствующей обработки (термическое каталитическое разложение) его можно использовать в качестве несущего газа для цементационных и защитных атмосфер.
Промышленные газы пропан и бутан образуются в виде вторичных продуктов при обработке нефти как смесь, которая в дальнейшем не делится. Их легко транспортировать в жидком состоянии под давлением в стальных баллонах и можно использовать в качестве теплопроизводительного и богатого углеродом топлива. Для цементации эти газы и их смеси непосредственно не применяют; они выделяют много сажи. Пропан и бутан являются хорошей примесью для бедных газов и пригодны для приготовления смеси, богатой азотом, так как их можно сжигать только с большим избытком воздуха.
151
Светильный и коксовый газы- имеют для европейских стран почти такое же значение, как природный газ для Северной Америки. Это — газовые смеси, которые по способу получения и составу сходны между собой. В состав их входят 40—50% водорода, 30—40% метана, 5—15% окиси углерода, небольшое количество непредельных углеводородов и следы бензола. Содержание азота в них регулируется типом печи и качеством обслуживания. Газы распределяются через разветвленную сеть трубопроводов; они доступны в местах, где нет газовых заводов.
Светильный газ принадлежит к самым старейшим цементующим средствам. Он сравнительно беден углеводородами, поэтому не склонен к образованию сажи, как природный газ.
Светильный газ применяли для цементации броневых листов и мелких деталей в ротационных печах. Для цементации в современных проходных печах (непрерывного действия) светильный газ, подаваемый из сети трубопроводов, непригоден из-за изменяющегося состава.
При соответствующей обработке (каталитическое разложение при нагревании) из светильного газа приготовляют газ, пригодный для цементации в современных камерных шахтных печах.
Генераторный газ, полученный в промышленных генераторах, для цементации непригоден. Его состав неустойчив. Газ значительно загрязнен серой, поэтому его необходимо очищать. Кроме того, он способствует коррозии.
Для получения газа, пригодного для цементации, используют генераторный газ из древесноугольного генератора особой конструкции, позволяющей точно регулировать процесс газификации. Этот газ не содержит серы. В нем свыше 60% азота, около 25% СО, несколько процентов СО2 и водорода, а также следы метана. Газы с большим содержанием окиси углерода не могут служить пригодной цементующей средой, поэтому генераторный газ для цементации применяют после его смеси с компонентами, богатыми углеводородами.
Древесноугольный генераторный газ пригоден для цементации только в качестве несущего газа, используемого для небольших устройств.
Искусственные газы. Выше мы ознакомились со свойствами и применением для цементации технических газов. Эти газы в исходном состоянии для цементации непригодны и их подвергают обработке для получения менее обогащенных газов, которые при высокой температуре нейтральны к стали.
К этим газам добавляют небольшое количество науглероживающего газа или пары жидких веществ, богатых углеродом. Для образования науглероженного слоя достаточно небольшого количества углеводородов или подобных им веществ; большая добавка приводит к образованию сажи.
152
Газ, являющийся основой для цементующей газовой смеси, в реакции принимает небольшое участие, но необходим как разбавляющая и несущая среда для цементующего газа; он называется «несущим газом».
Рассмотрим несущий газ, полученный из природного и светильного газов.
Эндотермический газ. Для приготовления этого газа в зависимости от местных условий применяют светильный или при-
Рис. 69. Схема генератора для получения эндотермического газа из светильного газа.
1— горелки; 2 — реторта разложения; 3 — охлаждающий кожух; 4 — холодильник; 5 — подвод газа; 6 — подвод воздуха через фильтр; 7—регулятор; 8 — измерители притока газа и воздуха; 9 — выход эндотермического газа; 10—вентиль; 11 — предохранительный ударный вентиль; 12, 13— смеситель с насосом.
родный газы,-которые одновременно расщепляют и сжигают с ограниченным количеством воздуха. Газ назван эндотермическим не потому, что возникает эндотермическая реакция; его название означает, что для расщепления используют приток тепла, поступающего извне.
Эндотермический газ приготовляют непосредственно в цехе [61] в генераторе (рис. 69, 70), основной частью которого является реторта сжигания. Светильный газ и воздух всасываются смешивающим насосом через проточные камеры.
Воздух и газ поступают в генератор с отношением 2: 1 Точную регулировку производят в зависимости от состава газа.
Реторту, изготовленную из зернистого керамического материала, пропитанного металлическими солями, в переходной части покрывают слоем металла. Для самого раскаленного места применяют никель, а для мест с более низкой температурой— медь. Снаружи реторту нагревают топочным газом или
153
электрическим током до 1000—1100° С. Тщательно следят за равномерностью состава газа. При расщеплении и сгорании светильного газа образуются водород и окись углерода с небольшими остатками метана и углекислого газа; оба эти газа при исправном регулировании генератора быстро исчезают. Водяной пар образуется в результате соприкосновения со сталью внутри
Рис. 70. Общий вид генератора эндотермического газа.
ночи, поэтому пробу для установления точки росы берут непосредственно из печного пространства.
Реторта заканчивается наконечником, в кожухе которого циркулирует охлаждающая вода для быстрого охлаждения газа до температуры ниже 300° С. В противном случае может возникнуть обратная реакция. Эндотермический газ из генератора проходит через холодильник, где охлаждается до температуры помещения. После этого к нему добавляют присадку науглероживающего газа (пропан или свежий светильный газ, иногда еще аммиак) и подают его в цементационную печь.
154
Сжигаемый пропан. При неполном сгорании смеси пропана и воздуха в отношении 1:10 или 1:8 при 1100°С образуется несущий газ, который содержит, кроме азота, почти 20% водорода, 16% окиси углерода, 3% углекислого газа и 40% метана. В генераторе для сжигания пропана (рис. 71) смесь сжигается в камере с катализатором.
Газ, образовавшийся при сгорании, подводится через охладитель для смешивания и использования в цементационных печах.
Генератор с горизонтальной камерой показан на рис. 72.
Генераторный газ. В качестве несущего газа применяют газ из древесноугольного генератора. Для этой цели изготовляют генераторы, подобные применяемым на грузовых автомобилях. Для получения несущего газа широко применяют два типа дре-весноугольных генераторов, приводимых в действие потоком воздуха (иногда увлажненного) и отапливаемых снаружи (в него подают ограниченное количество воздуха).
В качестве топлива в генераторах применяют сухой древесный уголь, раздробленный на куски величиной с орех или яйцо, или угольную пыль.
Для выработки несущего газа наиболее пригодны генераторы с внешним отоплением, так как газ, полученный в них, содержит наименьшее количество углекислого газа.
Генератор, показанный на рис. 73, снабжен печью с электрическим или газовым обогревом, обеспечивающей нагрев до 900° С. Реторта генератора расположена в печи вертикально для легкого наполнения ее топливом и удаления золы. В реторту с помощью воздуходувки подается определенное количество воздуха.
Генераторный газ содержит при этих условиях 33% СО, 0,7% СО2 и 1,85% Н2. Для его стабильности важно поддерживать постоянную температуру; чем она выше, тем больше образуется окиси углерода и меньше углекислого газа.
При использовании сухого древесного угля газ почти не содержит водяных паров и серы. Для получения 100 .и3 газа необходимо 16,5 кг древесного угля. Профильтрованный газ проходит через охладитель в смеситель, где к нему добавляют науглероживающий газ, а затем смесь подают в цементующую печь.
В генераторах с внешним отоплением воздух не применяют; в них используют водяной пар для газификации угля. От предшествующего типа по общему устройству эти генераторы не отличаются. В них применяют наивысшую температуру около 1000°С и подводят определенное количество водяного пара или впрыскиваемой воды. Если в генератор не попадают излишки воздуха, то газ практически не содержит азота и состоит почти из одинаковых частей окиси углерода и водорода; в нем обнаруживают следи углекислого газа, метана и воды.
155
156
Генераторный газ очень чист и перед применением его не Следует очищать. Применяется он как несущий и защитный газ. Газом после дополнительной реакции называют генераторный газ из древесноугольного генератора, который пропускают через раскаленные угли для перехода присутствующего в нем углекислого газа в окись углерода. Такой газ применяют скорее в качестве защитного, чем несущего газа.
Газовые смеси, полученные при расщеплении органических жидкостей. К органическим жидкостям относят углеводороды или их соединения, которые, кроме углерода и водорода, еще содержат кислород; при нагревании без доступа воздуха они распадаются на простые углеводороды с меньшей молекулой и водород, окись углерода и водяной пар, свободный углерод.
Сложные газовые соединения образуются при низких температурах. Способ этот носит название «пиролиза» (разложение при нагревании). Процесс, проходящий при высоких температурах, когда распад распространяется на простые соединения и отдельные элементы, носит название «крекинга» (что соответствует процессу, применяемому в нефтяной промышленности для повышения выхода бензина из нефти). Термическое разложение может быть легко ускорено с помощью использования никеля или железа в качестве катализаторов.
Газы, образованные расщеплением органических жидких веществ, подают в цементационные печи в чистом виде или в смеси с другими газами. В некоторых случаях разложение осуществляют непосредственно в цементационной печи (подачу чаще всего производят каплями или впрыскиванием). Преимущество этого процесса заключается в том, что отпадает необходимость контроля состава газовой смеси (состав ее бывает постоянным); это выгодно, если учесть, что дозирование подаваемых веществ весьма затруднено.
На заводах Советского Союза применяют газ, полученный с помощью пиролиз-крекинга керосина.
Для получения этого газа служит особая печь (рис. 74) с ретортами и очистным устройством [1].
Это двухкамерная длинная печь, отапливаемая нефтью, светильным газом или электрическими нагревателями. Печь имеет в каждой камере три реторты из жароупорной стали длиной 3,85 м, с внутренним диаметром 75 мм. Три нижние реторты используют для пиролиза (две всегда в действии, а третья — в резерве). Реторты периодически очищают от наносного кокса и масляных отходов.
В трех верхних ретортах пиролизный газ дополнительно подвергают крекированию; реторты действуют постоянно, так как их не нужно часто очищать.
Керосин из бака поступает в пиролизные реторты. Полученный пиролизный газ подвергают тщательной очистке; 60%
157
этого газа проходит крекирование, а 40% используют непосредственно в смеси с крекированным газом для цементации в печи.
Реторты для пиролиза имеют две зоны нагрева: первую зону нагревают по длине 2,5 м до температуры 650° С, а в остальной части (вторая зона)—до 830° С. При пиролизе керосин разлагается, образуя газовую смесь, содержащую смолы и сажу.
Газовая смесь имеет следующий состав: 40—55% углеводородов типа СпН2п+2, 20—23% углеводородов типа СпН2п, 19—22% водорода и 5—6% СО. Часть пиролизного газа, поступающего непосредственно в цементующую смесь, очищают с по
Рис. 74. Печь для получения газа пиролиз-крекиигом керосина.
мощью проточной воды, моющего газа и древесной стружки.
Вторая часть газа поступает в смеси с водяным паром в три верхние реторты для крекирования, где поддерживают температуру 960—970° С. Для ускорения разложения в реторты вкладывают железные трубки (катализатор), с помощью которых увеличивают поверхность.
Газ, выходящий из верхних реторт, содержит 10—17% СпН2п+2, 16—20% СО и почти 2% СО2, 60% Н2, остаток—азот и кислород. Его очищают так же, как пиролизный газ.
Смесь 60% пиролизного газа с 40% крекированного применяют при цементации. Эта смесь содержит 2—5% углеводородов СпН2п+2, 12—16% СО, 10—15% СН4, 60—70% Н2до0,5% О2 и остаток N2.
Состав газа и температуру на всех участках тщательно контролируют для быстрого обнаружения нарушения в ходе процесса. Так, например, повышенное содержание СО2 и указывает на прогар трубок, а присутствие слишком большого количества углеводородов типа С„Н2п свидетельствует о низкой температуре при пиролизе.
158
Непосредственное разложение правильно составленной жидкости в печи очень удобно при обслуживании и дает хорошие результаты.
Первоначально для этого применяли смесь бензола, керосина и других материалов. В Соединенных Штатах Америки применяют жидкость вапокарб. Она состоит из органических веществ, содержащих соединения с кислородом, что позволяет непосредственно получить окончательный газ, который не способствует образованию сажи и обеспечивает хорошее науглероживание. Вапокарб содержит этиловый эфир, диэтиленгликоль и окись этилена.
В Чехословакии используют жидкость, называемую «терал». Она состоит из 40% терпентина, 30% безводного этилалкоголя и 30% чистого ацетона. Исследования показали, что алкоголь не должен быть целиком безводным и нужно заменить терпентин, так как его добавляют в процессе цементации [6]. Жидкость подают каплями в печь на раскаленную никелевую пластинку, действующую как катализатор разложения.
Полученный газ имеет следующий состав: около 27% СО, 65% Нг, 2% СН4, 5% N2 и следы высших углеводородов.
§ 6. Очистка газов
При выборе цементующих смесей (готовых или несущего газа с присадкой чистых газов) следят за тем, чтобы приготовление смеси не требовало громоздкого устройства для очистки, которая, кроме того, затрудняет обслуживание и может быть причиной аварий.
Очистка необходима при получении газов для защитных атмосфер при термической обработке, которая нуждается в дешевых смесях. Для цементующих смесей стремятся подбирать доброкачественное сырье (древесные угли) или готовый очищенный газ в баллонах.
Устранение нежелательных примесей в газах достигается при выборе оптимального процесса очистки. Углекислый газ, например, можно устранить только с помощью спирта или органических веществ (диэтанооламина, тетрамина, дипиперидила и др.), поэтому предпочтение отдают процессам, при которых этот газ возникает в незначительном количестве.
Сложно удалять серу независимо от того, получается она в виде продуктов окисления или восстановления. Сернистый ангидрид удаляют вместе с избытком водяных паров от холодного душа, но сероводород можно устранить только фильтрацией через очищающее вещество (гидрат окиси железа). Другие соединения серы улавливают фильтрацией через активные угли. В любом случае выгодно использовать сырье, не содержащее серу.
159
В составе Цементующих газов стремятся избежать излишнего водяного пара и регулируют процесс так, чтобы пар был в количестве, необходимом для получения нормального науглероживающего потенциала. В случае, если водяной пар образуется в избытке, необходимо его удалить. С помощью холодного душа при +5°С водяной пар удаляют почти до 0,9%. Большее количество влаги можно удалить с помощью замораживания. При —10° С содержание водяного пара уменьшается до 0,25%. На практике вместо замораживания применяют сушку, так как замораживание требует более тщательного наблюдения за процессом.
Лучшим средством сушки является силикагель; в газе остается несколько сотых процента его. Силикагель не размягчается в отличие от многих высушивающих химикатов и восстанавливается при высыхании; в этом преимущество препарата.
§ 7. Смешивание газов
Концентрированную смесь подготавливают смешиванием нескольких газовых смесей. Для жидкостей этот процесс не производят. Для смешивания часто применяют несущий газ и некоторые технические газы (см. табл. 17).
Таблица 17
Состав некоторых видов смесей, применяемых при цементации
Вид атмосферы со, со Н, сн4 Последующие углеводороды ряда N„ % Точка росы Примечание
% ^п^2п + 2п сган2га
Несущие смеси; генераторный газ из древесных углей (генератор с внешним нагреванием); газ из сожженного светильного газа; сожженный пропан Науглероживающие смеси: пиролизный газ крекированный газ газ из терала 0,5 5 3 2 28—32 И 16 5-6 16-20 17 2 12 20 19-22 60 65 1 0,5 4 2 40-50, включая метан] 10-17, включая метан Отдельные частицы 20—30 Отдельные частицы Остаток То же >> » 5 -40 + 15 -t 15 + 15 + 15 Добавляется пропаи, природный газ или другой науглероживающий газ ^Применя-ются в смесн Образуется в печи
1 i
160
Газовая смесь в печь поступает при атмосферном давлении или с превышением его на несколько миллиметров водяного столба. Поэтому из источников газ с большим давлением пропускают через редуктор или удаляют его продувкой из генераторов и подают в печь.
Количество проходящего газа измеряют различными измерителями потока; небольшое количество газа — газомерами.
Контроль газовых смесей. Очень важным является контроль состава газа. Его выполняют для отдельных составляющих либо в смешивающих устройствах, либо непосредственно в печи. При освоении новых устройств для подготовки газов и при введении их в эксплуатацию необходим детальный химический анализ; в освоенном процессе контролируют только основные показатели или ограничиваются технологическим контролем.
Для химического анализа [46], [59] применяют прибор Орса или его улучшенную модель, которая позволяет определить все основные составляющие части технических газов, за исключением влаги и аммиака; их определяют анализом особой пробы. Для автоматизации контроля газов пригодны некоторые автоматические анализаторы.
Физические способы контроля газов основаны на самых различных физических свойствах газов (удельный вес, теплопроводность, трение газоз. их спектр и т. п.). В табл. 18 приведены физические свойства и их показатели для некоторых газов и паров.
Таблица 18
Физические свойства некоторых газов и паров ____
Вид газа Молеку-лярный вес Удельный вес при 0° С и 760 мм г/дм3 Удельная теплопроводность, кал.см^секЛЪ при 0° Критическая температура, °C Критическое давление, апгм
Воздух 1,2928 — 141 37
Аммиак 17,03 0,7708 51 132 112
Азот 28,02 1,2506 57 —147,1 33,5
Угарный газ 28,00 1,2501 54 —139 35
Углекислый газ 44,0 1,9769 34 31,1 73
Кислород 32,0 1,4289 57 —118,8 49,7
Метан 16,03 0,7168 72 — 82,5 46
Водород 2,016 0,0899 397 —239,9 12,8
Водяные пары 18,02 0,8044 374 218
Содержание водорода можно контролировать в смесях по удельному весу (прибором Ренерекс). Используют значительные различия в теплопроводности водорода и остальных газов и сравнивают их теплопроводности. Для этого определяют охлаждающую способность испытуемого газа по отношению к платиновой спирали, которую нагревают электрическим током
11 Цементация стали
161
Рис. 75. Схема гигрометра Ламбрехта.
1 — резервуар; 2 — термометр.
постоянной величины. Затем определяют охлаждающее воздействие теплого воздуха на платиновую спираль и производят сравнение результатов.
Физические приборы конструируют как регистраторы или автоматы, регулирующие смешивание газов согласно выбранному режиму. Для цементации большое значение имеют приборы, регулирующие сгорание газа по точке росы смеси.
Контролем газовой смеси непосредственно определяют науглероживающую ее способность.
Точку росы определяют классическим методом Ламбрехта (рис. 75) или применяют особые приборы. Гигрометром Ламбрехта измеряют относительную влажность воздуха по точке росы. Основная деталь прибора—металлический резервуар с посеребренной передней стенкой, создающей зеркальную поверхность. В резервуар вставлены точный термометр и трубка, соединенная с баллончиком, и налито небольшое количество эфира. Вдуванием воздуха вызывают значительное испарение эфира и этим охлаждают резервуар. Точка росы достигнута, когда зер-одновременно проверяют тюка-
кальная стенка затуманивается; зания термометра.
Для определения точки росы печи в том месте, где должна быть газовая смесь в равновесии с углеродом, содержащимся в изделии, и затем ее подают непосредственно на зеркальную поверхность стенки. Прибор Ламбрехта пригоден для определения точки росы, лежащей выше 0° С. Для определения низкой точки росы (для очень малых следов влажности в атмосфере) изготовлен прибор, с помощью которого можно точно определить точку росы для атмосферы печи. Прибор размещен в переносном футляре, имеющем два газовых подвода: один — для газа из печи, а другой— для углекислого газа, подводимого из баллона. На футляре прикреплено металлическое зеркало, к которому присоединен термоэлектрический элемент. К передней стенке зеркала подводят газ, и отражение наблюдают через отверстие. Заднюю стенку зеркала охлаждают углекислым газом и наблюдают момент запотевания одновременно с показанием температуры на гальванометре. Так можно определить точку росы до—40° С.
При помощи другого прибора влажность газа оценивают по степени ионизации газовой смеси из радиоактивного источника.
газовой смеси берут пробу из
162
Влажность оказывает значительное влияние на ионизацию; поэтому достаточно установить содержание влажности по электрической проводимости смеси.
Науглероживающий потенциал измеряют по науглероживанию испытуемой смесью контрольных железных образцов. У одного из приборов газ подают на раскаленную электрическим током железную проволоку в продолжение определенного времени. Проволока натянута в стеклянном цилиндре и при на-
Рис. 76. Устройство для измерения потенциала науглероживания по Зборжилу (слева — устройство для измерения сопротивления науглероженной проволоки, справа — трубка с продольно намотанной проволокой).
гревании растягивается и прогибается. По величине прогиба судят о температуре (должна быть при каждом измерении одинакова) проволоки. После окончания времени замера ток выключают; измеряют электропроводность проволоки, подвергнутой закалке. Из таблицы, полученной по данным электрического нагрева, устанавливают величину науглероживания проволоки.
В Чехословакии инженер Зборжил совместно с сотрудниками исследовательского института VUMT [115] сконструировал простое устройство для измерения потенциала науглероживания (рис. 76).
Устройство состоит из катушки с продольно намотанной тонкой стальной проволокой (с очень малым содержанием углерода); катушку вставляют в трубку. Дно трубки закрывают крышкой со стержнем, проходящим через центр катушки.
11*
163
Трубку помещают в печь, а стержень с катушкой выдвигают из трубки в нагретое пространство с подготовленной газовой средой. В течение 15 мин. проволока науглероживается, а затем катушку снова вставляют в трубку, закрываемую плотно крышкой. В трубке остается проба газовой среды, защищающая проволоку от окисления до закалки. Измеряют электрическое сопротивление проволоки и по определенной шкале устанавливают степень ее науглероживания.
На указанных принципах конструируют приборы, работающие автоматически и одновременно регулирующие состав смеси. К ним относят американские приборы «Алнор» и «Кар-ботрол», известные в Чехословакии из специальной литературы.
При измерении точки росы из пространства печи берут пробу с помощью трубки из жароупорного материала. При большом содержании влажности предварительно постепенно нагревают трубки прибора и часть воды конденсируется.
Измерение температуры производят термопарами. Трубки термопар невозможно защитить от проникновения восстановительной атмосферы к проводам, подвергшимся воздействию науглероживающей среды. Поэтому был изменен состав очень распространенной пирометрической пары хромель — алюмель. К хромелю добавили ниобий, как стабилизирующую присадку, а вместо алюмеля применили сплав никеля с 3% кремния [47]. Эта пара имеет несколько меньшую электродвижущую силу, но больший срок службы в восстановительной атмосфере.
§ 8. Печи для цементации газом
Для цементации в газах применяют особые печи, в которых цементационное пространство, заполненное газом, отделено от нагревательного. Цементационное пространство после заполнения изделиями закрывают так, чтобы в рабочее пространство не проникал воздух. Для однокамерных печей это требование выполнить легко, для печей непрерывного действия (муфельных, кольцевых) — сложно.
Цементацию в газах выполняют в печах: барабанных1, камерных, муфельных, односадочных и проходных (непрерывного действия), шахтных.
Колокольные печи, используемые для азотирования, при цементации не применяют. В камерных и шахтных печах используют вентиляторы для равномерного нагрева и разложения газовой атмосферы.
Цементация в барабанных, печах. Барабанные печи эксплуатируют уже полстолетия. Конструктивно они практически не изменились со времени выдачи патента Махлету в 1910 г. [4],
1 В СССР такие печи называют печами с вращающейся ретортой.
164
[7], [8]. Печи применяли для цементации в твердом карбюризаторе, но чаще в них цементовали светильным газом или парами углеводородов (например, из керосина), не разбавленных или разбавленных бедным газом или аммиаком.
В барабанной печи (рис. 77, 78) медленно вращается труба (реторта) из жароупорной стали, снабженная фланцами для герметизации. На фланцах размещены крышки, скрепляющиеся хомутами. Через середину крышки и полость хомута проходят трубы подвода и отвода газа. На одной стороне барабана насажен венец шкива для ременной передачи.
Печь имеет стальной кожух, выложенный жароупорной и изолирующей футеровкой, отапливается газовыми горелками или электрическим током и размещается на станине, которая позволяет после окончания цементации и освобождения хомутов наклонить печь. Через открытые крышки детали попадают в ванну, расположенную рядом, для закалки.
Печь на рис. 79 имеет конструкцию, немного отличающуюся от описанной. Ее кожух имеет одну крышку, к которой присоединен шкив. После передвижения крышки открывается нижнее отверстие, через которое изделия высыпают в подставленную ванну без соприкосновения с воздухом.
Выгрузка из барабана происходит с помощью шкива на станине (печь закреплена через ушко в поворотном шарнире), который может немного приподниматься для наклона печи. Печь пригодна для цементации в твердых карбюризаторах и газовой среде. В нагретый от предшествующей операции муфель помещают изделия, и печь приводят в действие. При достижении температуры около 750° С в печь подают цементующий газ, и нагрев продолжают до тех пор, пока не будет достигнута температура цементации 850—900° С. Муфель вращают несколько раз в минуту. Это способствует поддержанию ровной и постоянной температуры (в некоторых печах в муфель вкладывают перегородки). С поверхности деталей постоянно удаляется сажа, что очень важно при использовании богатой цементацией смеси.
Цементацию газом в барабанах используют для мелких деталей, которые цементуют на глубину 0,05—0,25 мм. Более глубокая цементация неэкономична, так как процесс становится продолжительным и производительность оборудования снижается. Обычно цементация продолжается несколько меньше часа [15].
Изделия закаливают обычно в воде, изредка в масле. При закалке .применяют систему стержней или пирамид; падающие детали рассыпаются, и каждое изделие закаливается отдельно.
Этим способом успешно цементуют мелкие изделия: гвозди, булавки, детали точной механики, винты, гайки и мелкие колеса, а также части цепей для велосипедов и мотоциклов.
165
Рис. 77. Барабанная печь для цементации газом (схема).
1 — реторта с изделиями; 2 подвод газа и отвод отработавшего газа; 3 — система шестерен; 4 — часть печи с крышкой реторты; 5 — печь, нагреваемая газом; 6 — термопара; 7 — винт передвижения; 8 — ванна для закалки.
Рис. 78. Барабанная печь для цементации.
166
Цементация в камерных, печах. Камерные печи бывают однокамерными (с внутренним муфелем или без него — в зависимости от способа отопления) и проходными (непрерывного действия, кольцевые, толкательные). Конструкция камерных печей появилась в результате усовершенствования печи для цементации твердыми карбюризаторами.
Самыми ранними камерными печами для цементации газом были, вероятно, вертикальные глубинные печи с крышкой, в которых цементовали светильным газом броневые листы..
Рис. 79. Барабанная печь с газовым нагревом для цементации мелких деталей.
/ — горелка; 2 — барабан; 3 — съемная крышка; f — станина с наклоняющим устройством; 5 — контрольный пирометр; 6 — неподвижная крышка;
7 — шкив для вращения печи.
Современные камерные печи строят однокамерными различных размеров для цементации мелких, средних и больших деталей, если это экономически выгодно. По внутреннему устройству печи бывают муфельные и без муфелей.
Муфельные печи нагревают любым способом (газовым или жидким топливом, электрическим током), так как камера с изделиями в ней отделена.
В печах без муфелей источник тепла отделяют от атмосферы печи. Этого достигают применением трубок излучения, в которых циркулирует газовое топливо или действуют электронагреватели.
Изготовление герметичного муфеля из жароупорной стали обходится дорого. Керамический муфель также не оправдывает себя из-за неплотности и хрупкости. Для больших печей поэтому пригодно отопление с помощью трубок из жароупорной стали. В безмуфельных печах можно разместить вентиляторы для искусственной циркуляции. В этом их преимущество перед муфельными печами.
167
На рис. 80, а и б показана современная небольшая механизированная камерная печь для цементации газом (и для нитроцементации). Такие печи в различных модификациях строят в США и в Великобритании [18], [50], [61]. Передняя камера у них отделена от пространства, в котором размещают изделия: в печь не проникает воздух при загрузке, а изделия предвари-
Рис. 80. Механизированная печь для газовой цементации: а — схема; б — внешний вид.
/ — дверка; 2 — стол с роликовым транспортером; 3 —• цепной транспортер; 4 —камера нагревания; 5 —камера для охлаждения или закалки; 6 — гидравлический подъемник корзин; 7 — ваниа с маслом; 8 — дверка для разгрузки печи; Р — вентилятор;
10 — трубка излучения.
тельно нагреваются без доступа воздуха. В других печах этого типа изделия подвешивают внутри, а после окончания процесса их передвигают в заднюю камеру, отделенную от рабочей камеры.
Печи, как правило, строят бсзмуфельными с трубками излучения. Особого внимания заслуживает их автоматизация.
Изделия, равномерно размещенные в поддоне, подают с помощью крана на стол с роликовой подачей. При открывании дверцы с помощью кнопочного устройства поддон подают в камеру на транспортер, передвигающий ее в печь. После окончания процесса дверцы, отделяющие печь от задней камеры, от
168
крываются, и изделия передвигаются в заднюю камеру, наполненную цементующим газом. Затем дверцы закрываются, и печь впереди подготовлена для приема следующей загрузки.
Поддон с изделиями лежит в задней камере на столе, соединенном с поршнем гидравлического механизма.
В случае необходимости цементованные изделия оставляют для охлаждения в защитной газовой среде; в этом случае детали выходят из печи с блестящей поверхностью и сухими. С по-
Рис. 81. L'-образная трубка излучения.
/— трубка; 2—газовая горелка; 3—индикатор.
мощью опускающегося поршня изделия можно для закалки быстро погрузить в масло, наполняющее ванну до уровня задней камеры. После закалки поддон вынимают, масло стекает, и изделия выгружают из печи через открытую заднюю дверь.
В других конструкциях вместо задней камеры имеется передняя камера. После цементации поддон с изделиями возвращают в эту камеру, гидравлический механизм (размещенный глубоко под уровнем пола) погружает поддон в масло под защитой газа, и изделия выгружают через эти входные дверцы.
В механизированных печах все механизгиы, дверцы, транспортер и гидравлика имеют кнопочное управление. В систему механизации входят также контроль за температурой внутри печи и в ванне с маслом, перемешивание газовой среды вентилятором, установленным в своде печи, перемешивание масла в ванне, контроль точки росы атмосферы в печи и другое оборудование.
169
В печах применяют различные излучающие трубки. Для них очень важно, чтобы пламя горело по всей длине и было прямо направлено. Трубки старого типа (рис. 81) были U-образ
ные; газ и воздух в них поступали под повышен-
Sosd/jxa
Рис. 82. Прямая трубка излучения (применяется в вертикальном положении) .
/ — сжатые участки на трубке; 2 — приспособление
для закрепления трубки и отвода газов сгорания.
ным давлением, что приводило к значительному износу колена трубки даже при его утолщении.
Применяют прямые трубки излучения, в которых вначале образуется пламя при недостатке воздуха, а в удаленных местах при добавке вторичного воздуха возникает другое пламя. Для добавки вторичного воздуха применяют трубки, имеющие различное внутреннее сечение. Образованию вторичного пламени способствуют, например, узкие места в трубке (рис. 82). Трубки размещают под подиной или вертикально на стенке (рис. 83). При этом способе трубки можно легко заменять.
К печи или к батарее печей относится также устройство для получения цементующего газа. В печах этого типа часто применяют эндотермические атмосферы из природного или светильного (коксовального) газа; к ним добавляют 5—10% (по объему) свежего природного газа (метан), пропан или смесь пропана с бутаном для получения необходимого потенциала науглероживания. Станции для получения газа, являющиеся самостоятельными предприятиями, снабжены необходимым техническим оборудованием и измерительными приборами для контроля работы устройств.
Это не означает, что в печах нельзя использовать и другие виды цементующих газовых атмосфер (например, газ, образуемый при расщеплении органических жидкостей, газ из древесноугольного генератора с добавкой пропана или другие комбинации, описанные в предшествующих главах). Важно, чтобы газовая смесь была в равновесии с изделиями и не образовывалась сажа, возникновение которой приводит к нару
шению процесса.
Муфельные печи появились в результате реконструкции обычных электрических камерных печей, в которые были вставлены сварные муфели из жароупорной стали с отверстием на передней стенке у дверок, где температура не достигает высшей точки. Это отверстие закрывают крышкой, прижимаемой к фланцу болтами и уплотняемой жаро
упорными прокладками.
Некоторые камерные печи имеют съемный свод, изготовленный в виде крышки. В этом случае муфель уплотняют перемычкой, заполненной шамотным порошком и глиной; газ подают в муфель через трубку; другая трубка служит для отвода газа.
Оба вида муфельных иечей имеют недостатки: коробление и недостаточное уплотнение муфелей, затрудненную загрузку и выгрузку изделий и др. Поэтому печи этого типа не получили широкого распространения.
Большее значение имеют камерные кольцевые печи непрерывного действия. Среди них есть печи с отдельным муфелем и безмуфельные (отапливаемые излучающими трубками).
Рис. 83. Трубки излучения в печи.
Муфельные проходные печи (кольцевые, непрерывного действия). В автомобильной и тракторной промышленности и в серийном машиностроительном производстве экономичными являются большие проходные печи (непрерывного действия) [32], [73], [82], [НО]. Их начали применять перед второй мировой войной.
Печи такого типа получили распространение в Советском Союзе, США и других странах. Цементующий газ применяют с учетом местных условий: в Америке — природный газ в смеси с эндотермическим несущим газом, в СССР — пиролизный газ из керосина в смеси с крекинг-газом. Осаждению сажи на изделия препятствовало нагревание по зонам, благодаря чему сажа, образующаяся вначале при низкой температуре, затем сгорала по реакции, возникающей при повышенной температуре в центре муфеля (рис. 84, а и б).
Основной частью камерной печи длиной более 9 м является муфель из жароупорной стали (тип стали Poldi Antoxyd с 40%
171
9330
172
к
никеля и 20% хрома). Муфель составлен из 10—11 литых секций (каждая длиной 0,75 м), соединяемых на фланцах болтами; стыки секций сваривают. Муфель имеет прямоугольный профиль с плавным дугообразным сводом размером 0,80x0,46 м. На его поду размещены рельсы, изготовленные заодно с подиной или прикрепленные к ней; по рельсам подают корзины (или поддоны) с изделиями. По опыту завода им. Лихачева под выдерживает непрерывную эксплуатацию от 6 до 12 месяцев между капитальными ремонтами.
На концах муфеля устанавливают герметические клиновидные заслонки, отделяющие муфель от загрузочной и разгрузочной камер и от камеры для охлаждения изделий. Для предотвращения изгиба муфеля при термическом расширении один его конец располагают на подвижных роликах.
Муфель нагревают с обеих сторон газовыми горелками, расположенными в шахматном порядке; используют электрические нагреватели. Нагрев разделен на три зоны, в которых температура регулируется самостоятельно. Поддоны с деталями передвигаются в печи с помощью механических толкателей. Загрузочная камера, изготовленная из обычной листовой стали, снабжена подводом цементующего газа. После закрытия загрузочной камеры перед дверками зажигают горелки, с помощью которых задерживают поступление воздуха. Третья зона — камера для разгрузки изделий — может быть короткой с охлаждением изделий до температуры закалки либо длинной с охлаждением изделий на воздухе. В новейших печах в разгрузочной камере устанавливают стол с гидравлическим управлением, позволяющий погружать поддон в закалочную ванну в окружении защитной газовой среды.
При цементации в проходных печах изделия, уложенные (поставленные) в поддоны или подвешенные в клетях, подают с соседнего роликового транспортера к головке толкателя. После открытия одних герметических клиновидных затворов и внешней дверки в загрузочную камеру толкатель подает поддон в эту камеру, а все остальные поддоны соответственно передвигаются. При подаче в печь нового поддона обслуживающий персонал вынимает из печи поддон, подготовленный для закалки или охлажденный до температуры 600° С, и ставит его на стол для последующей операции. Это повторяется через каждые 20— 30 мин. Изделия проходят через печь 8—12 час. в зависимости от заданной глубины поверхностного слоя. Через печь одновременно проходят 24 поддона; каждый содержит 5—120 кг изделий. Производительность печи в час равна 200 кг изделий при глубине цементованного слоя 0,8—1,2 мм.
В печи с указанными размерами потребляется 4,5—4,6 ju3 газа в час. Газ поступает в печь в начале муфеля и под небольшим давлением (около 10 мм вод. ст.) проходит с изде-
173
лиями к концу печи, где его избыток сгорает с воздухом в горелках. Первую зону печи нагревают до температуры 700— 800° С. При этой температуре на
изделия выпадает сажа, так как железо служит катализатором. На стены муфеля, содержащие много никеля и хрома, сажа не выпадает. Во второй зоне, нагретой до температуры цементации 880—920° С, в результате реакции углерода с углекислым газом образуется окись углерода и происходит интенсивное науглероживание. В третьей зоне, где самая низкая температура, науглероживающее воздействие газа меньше и в слое получается равномерное распределение углерода под действием его диффузии в направлении к сердцевине. Камера для выгрузки изделий в отличие от передней загрузочной камеры выложена (футерована) шамотом и отделена от цементационной печи клиновидным затвором. Подстуживание деталей перед закалкой до температуры закалки 780—840° С производят в разгрузочной камере.
Недостатки печей с муфелями; высокая стоимость и потребление ценного металла — хрома и никеля. Поэтому строят и безмуфельные печи (рис. 85), нагреваемые U-образными или прямыми трубками излучения (горизонтальными или вертикальными). Преимущество этих печей по сравнению с муфельными — простота обслуживания. В них устанавливают вентиляторы для лучшей циркуляции газа. Безмуфельные печи часто строят двухрядными (рис. 86); почти при одинаковых затратах на строительство достигается
174
175
большая емкость этих печей по сравнению с однорядными. Часто применяют газ с точно исследованным потенциалом науглероживания. В соответствии с требованиями технологического процесса в различных зонах печи поддерживают разную температуру.
В тыльной части печи температуру снижают для того, чтобы под защитой газа изделия можно было закаливать при заданной температуре в близко установленной ванне. Детали поступают в закалочные баки механически; при необходимости присоединяют камеру для охлаждения изделия без окисления.
Камерные проходные (непрерывного действия) печи допускают применение газа из различных источников, а также газов из разлагающихся органических жидкостей, которые распыляют в различных местах печи.
Большие проходные печи для цементации газом позволяют выпускать большое количество цементованных изделий. При эксплуатации этих печей не загрязняется цех; их можно устанавливать в непосредственной близости от конвейеров, благодаря чему перевозка изделий значительно сокращается.
Проходные печи экономичны при крупносерийном производстве и гарантируют цементацию более чем 150 — 200 кг одного вида деталей в час.
Цементация в шахтных, печах. Для газовой цементации пригодны шахтные печи, наиболее близкие по конструкции к шахтным печам для отпуска с циркуляцией воздуха или для азотирования. У рассматриваемых печей внутренняя камера отделена от пространства, в котором размещены электронагреватели. Печи различаются по способу отвода отработавших продуктов горения, по наличию герметичной крышки и вентилятора, приводящего внутреннюю газовую среду в движение.
В шахтных печах используют все виды цементующих газов, но наиболее часто в них образуется газовая смесь, полученная в результате распада жидкой цементующей среды. Этот процесс и соответствующие ему печи известны под названием «монокарб».
Шахтные печи для процесса монокарб строят в Чехословакии в пяти вариантах: тип НОА 7/5 имеет внутреннее пространство 300X500 мм, тип НОА 20/8 — 500X800 мм, тип НОА 20/15 — примерно 500X1500 мм, тип 38/8 — 700x800 мм и тип НОА 38/15 — 700X1500 мм. Печи нагреваются электросекциями, размещенными на стенках шахты (рис. 87).
При установке печь обычно опускают на две трети высоты от уровня пола. Внутри нее помещена реторта из жароупорной стали, отделяющая рабочее пространство от электронагревателей. Шахта выполнена из стального кожуха, выложенного внутри жароупорными кирпичами. В дно кожуха вставляют вентилятор, вал которого, соединенный приводом с электромотором, хорошо уплотняют, смазывают и охлаждают.
176
Крышка плотно прилегает к фланцу печи и имеет по окружности бурт, который входит в желобок, наполненный сыпучим материалом (затвором); она передвигается на поворотном плече вертикально и горизонтально. В крышке имеются трубки для подвода жидкости, для отвода отработавшего газа и отверстие, через которое вставляют и вынимают контрольные образцы.
В цементирующую установку, кроме печи, входит шахта для охлаждения (в виде ванны из стальных листов, выложенной изоляцией и снабженной крышкой; в шахту подводится светильный или генераторный газ для вытеснения воздуха), панель управления с арматурой, регистрирующими и регулирующими гальванометрами, насосом, ванночкой для жидкости и электрической аппаратурой печи.
В цехе краном производят загрузку изделий в печь и их выгрузку, устанавливают закалочные баки и т. п.
Защиту отдельных мест деталей от цементации выполняют так же, как при цементации в твердом карбюризаторе или газе.
Подвешивание изделий производится так, чтобы их можно было загрузить в печь с помощью крана (рис. 88). Для эффективного использования всего внутреннего объема печи и обеспечения хорошей циркуляции газа применяют жесткие подвесы из мягкой жароупорной стали. Их изготовляют сварными.
При подвешивании заготовок принимают во внимание существенное уменьшение прочности стали при температуре цементации (при 900° С
Рис. 87. Схематический разрез печи монокарб.
1 — рабочая реторта; 2 — трубка для подвода защитной атмосферы; 3 — вентилятор; 4 — нижний герметизирующий затвор для крышки; 5 — нагревательные электросопротивления; 6 — герметизирующий затвор для крышки; 7 — крышка; 8 — предохранительный клапан; 9 — никелевая газифицирующая пластинка.
прочность при растяжении стали АКС падает до 15 кг!мм2-,
мягкой углеродистой стали — до 4 кг/мм2, а предел текучести до 2 кг/мм2; прочность хромистой стали АКХ при 900° С такая же, как и у углеродистой стали).
На подвесах (рис. 89) размещают детали больших размеров. Мелкие детали помещают в поддонах, разделенных перего-
родками.
Изделия загружают в нагретую печь. Для деталей сложной конфигурации имеет значение температурный толчок (не такой, как при нагревании в соляной цементационной ванне). Этот толчок смягчают предварительным подогревом на 300—400° С.
12 Цементация стали
177
Рис. 88. Детали на подвесных приспособлениях, подготовленные для цементации в печи монокарб.
Рис. 89. Подвесные приспособления для деталей, цементуемых в печи монокарб.
178
При загрузке деталей весом в несколько сот килограммов (включая подвесное приспособление) печь значительно охлаждается; поэтому требуется некоторое время, пока она нагреется снова. После этого насосом подают жидкость (при низкой температуре она недостаточно быстро разлагается, а это грозит взрывом) в небольшом количестве (за час в виде капель пускают в печь 250—300 см3).
Жидкость попадает на никелевую пластинку (катализатор), которая ускоряет разложение. Затем зажигают газ, выходящий из трубки в крышке (газ нахо
дится под незначительным давлением). Высота и окраска пламени являются очень хорошими показателями того, что в печи достаточное количество жидкости. Температура в печи повышается до 920° С, затем ее подъем прекращается; в дальнейшем в течение процесса температура поддерживается без изменений на постоянном уровне.
Начиная от загрузки изделий в печь и до конца процесса работает вентилятор.
Перед окончанием цементации вынимают контрольный об-
слоя от времени при цементации в печи монокарб (температура 910° С).
разец и устанавливают толщину
слоя. Процесс протекает быстрее, чем при цементации в твердом карбюризаторе, но медленнее, чем при цементации в солях (рис. 90).
После окончания цементации выключают насос, приподнимают и отбрасывают крышку, и изделия с помощью крана переносят в охлаждающую шахту. Там они остывают до температуры около 400° С, и затем их оставляют на воздухе для дальнейшего охлаждения. Можно получить чистую поверхность
на деталях, если наполнить охлаждающую шахту светильным или генераторным газом вместо воздуха.
При этом процессе детали несколько больше отпускаются, чем при цементации в соляной ванне.
Температуру закалки после цементации определяют маркой стали, формой и размерами детали. Это делают так же, как при цементации в соляной ванне.
- Детали охлаждают и подвергают одинарной или двойной закалке с промежуточным отпуском или без него либо переносят в печь, нагретую до необходимой закалочной температуры, и производят простую закалку. Если необходимо произвести обработку деталей, то для углеродистых и слабо легированных
12*
179
сталей ^наиболее приемлема закалка, а для высоколегированных сталей — промежуточный отпуск, способствующий устранению остаточного аустенита.
Остаточный аустенит устраняют также медленным охлаждением.
Рис. 91. Шахтная печь на газовом топливе, нагреваемая излучающими трубами (применяется в СССР для газовой цементации).
Для достижения равномерной твердости поверхностного слоя закалочную среду (воду, масло, при изотермической закалке—• расплавленную соль) интенсивно размешивают погруженным смесительным вентилятором или перекачиванием содержимого ванны (масла).1
1 Сравнение методов цементации см. в табл. 10.
180
Для газовой цементации применяют шахтные печи и другой конструкции. Так, для цементации с помощью расщепляющейся органической жидкости используют печи с вентилятором в крышке.
Шахтные печи можно нагревать излучающими трубками (рис. 91); их выгоднее применять там, где есть дешевый источник газа. Эти печи конструктивно более сложны, а ремонт их дорог.
В шахтных печах применяют современные цементирующие смеси (как при цементации в камерных печах), например смеси светильного газа с метаном или пропаном.
Смесь подается на под шахтной печи и сжигается с помощью горелки под крышкой; кран горелки открывают так, чтобы газ, поступающий во внутреннюю полость печи, имел повышенное давление от 2 до 10 мм вод. ст.
По данным практики в Советском Союзе [10], печь нагревают до 950° С и затем загружают изделиями, после чего температуру снижают; на под печи насыпают 1—2 кг древесного угля и нагревание производят до 850° С. Затем подают газ и зажигают горелку; температура снова повышается до рабочей 930° С. В процессе цементации состав газа контролируют через каждые 1,5 часа с помощью анализатора.
После окончания цементации контрольные образцы закаливают точно так же, как при методе монокарб, а изделия оставляют для охлаждения в печи до 450° С. Перед этим при 700° С перекрывают кран горелки и подвод газа в печь значительно уменьшается.
Шахту для охлаждения по способу монокарб в данном случае не применяют. Количество вводимого газа зависит от загрузки изделий; для печи средней величины оно составляет 6 л]мин.
Подготовку деталей для цементации в газовой среде выполняют так же, как для цементации в твердом карбюризаторе. При этом способе также защищают слоем меди поверхность деталей, которая должна остаться мягкой; на деталях не должно быть остатков жира, ржавчины, лака и других загрязнений.
§ 9. Нитроцементация
Во вводной главе упоминалось о цементации в расплавленных солях и указывалось, что расплавленные массы могут способствовать насыщению слоя некоторым количеством азота. При цементации газом также можно приготовить цементующие смеси, которые одновременно с углеродом будут насыщать поверхность стали азотом. В качестве примесей, пригодных для насыщения азотом, применяют аммиак (опыты с применением паров органических веществ, содержащих азот, не привели к практическим результатам).
181
Аммиак может быть частью науглероживающей атмосферы с концентрацией в сравнительно широких пределах. При температуре 500—700° С образуются стойкие нитриды, а углерод проникает в слой в небольшом количестве как элемент, способный образовать твердый раствор с азотистым аустенитом; в этой температурной области имеют перевес процессы, протекающие по диаграмме азота [62]. При температуре 700—900° С под влиянием азота процессы протекают по диаграмме углерода. Структура слоев и их особенности подобны цементованному слою.
Предполагали, что под влиянием науглероживающих смесей, содержащих аммиак в любом соотношении, и при непрерывном изменении температуры возникнут слои самого разнообразного характера — от полностью нитрированных до полностью цементованных.
В действительности же технические свойства слоев находятся в зависимости от температурных интервалов процесса цементации.
В интервале 500—600° С появляются слои нитрированного характера, в которых присутствующий углерод не влияет на свойства слоя, но влияет на глубину нитрирования. Эти слои без закалки оказываются твердыми (особенно в сталях, пригодных для нитрирования) и технически пригодными. Процессы, проходящие в указанном .интервале, относят к нитрированию. В советской терминологии этот процесс называют низкотемпературным газовым цианированием.
Процессы, протекающие в интервале 600—-700° С, придают слою после охлаждения хрупкость; большая вязкость может быть получена после закалки в масле; появляется значительная сопротивляемость слоев коррозии.
Наиболее интересны процессы, наблюдаемые в интервале 700—900° С. Здесь наступает одновременная диффузия углерода и азота: чем выше температура, тем меньше азота в слое. Процессы, происходящие в этой области температур, имеют большое техническое значение и носят название нитроцементации (в советской литературе их называют высокотемпературным газовым цианированием; в американской терминологии наряду с сухим цианированием существует выражение нитроцементация).
§ 10. Одновременное воздействие углерода и азота на образование слоя
Нитроцементация возможна при температуре, более низкой, чем для обычной цементации, так как азот расширяет в стали область у-фазы и тем самым снижает температуру Acs. Под влиянием диффузии азота возникает обогащенный углеродом аустенит и при температуре ниже 723°С. Уже содержание 0,3% азота в слое снижает температуру Act до 697° С, а при 0,6% 182
азота — до 680° С. В присутствии азота поверхность поддается диффузии углерода, а при одновременном воздействии азота и углерода и одинаковом времени процесса образуется более толстый слой, чем при обычной цементации газом в таких же условиях.
Практика показала, что слои, образованные при температуре 700—800° С технически мало приемлемы по сравнению со слоями, возникшими при более высокой температуре; они имеют слишком резкий переход между поверхностным слоем и сердцевиной и богаты азотом на поверхности. Такие слои очень хрупки, что снижает их ценность.
В современной практике нитроцементацию проводят при температуре 800—900° С, когда в течение сравнительно короткого времени образуются достаточно глубокие слои и с более выгодным распределением азота.
§ 11. Выбор стали для йитроцементации
Нитроцементации можно подвергать каждую цементуемую сталь, но на практике ограничиваются применением углеродистой цементуемой стали, так как слой на этой стали получает под влиянием азота хорошую прокаливаемость, близкую к про-каливаемости низколегированных сталей.
О нитроцементации легированных сталей до сих пор мало известно. По немногим работам с легированной сталью [57] можно судить, что у хромистых сталей происходит интенсивное насыщение азотом с возникновением нитридов хрома, которые выделяются на границах аустенитного зерна и образуют хрупкий слой. Можно предположить, что азот повышает склонность легированной стали к образованию остаточного аустенита.
§ 12. Выбор газовой среды для нитроцементации
Нитроцементация может быть проведена и в газах; для нее используют все указанные выше газовые среды (даже очень богатые углеродом и образующие много сажи). Аммиак применяют для разбавления среды. Нитроцементующие среды состоят из смеси двух или трех частей цементующего газа и аммиака или из смеси цементующего и несущего газов и аммиака.
Обычно сжиганием приготовляют, например, эндотермический газ и к нему добавляют небольшое количество науглероживающего газа (пропана, бутана) и аммиака. Установлено, что при добавке аммиака повышается потенциал науглероживания, поэтому примесь науглероживающего газа может быть меньше, чем при обычной цементации.
183
Таблица 1
Некоторые виды нитроцемеитующих сред, %
Вид несущего газа Относительное количество несущего газа Природный газ Пропан Светильный газ Аммиак
18—22% СО; 36-40% Н2;
2—4% СН4; остаток N2 50 25 — — 25
18—22% СО; 36—40% Н2;
2—4% СН4; остаток N2 60 35 — — 5
4-6% СО2; 8—15% СО;
10—16% Н2; 2—3% СН4; 40 35 — — 25
остаток N2
Природный газ — 60 — — 40
Светильный газ — — — 70 30
Различные виды несущих газов 60 23 — — 13
(например, из сожженного светиль- 78 5 — 17
кого газа, из генератора с внешним 83 10 — — 7
нагревом и др.) 71 — 2 — 27
82 — 2 — 16
93 — 1 — 6
82 — — 12 6
86 — 6 8
В табл. 19 показан состав различных нитроцементующих сред. Бедные среды, образованные сжиганием и разложением органических жидкостей, требуют обычно добавления 10—15% аммиака (5% или 25% добавляют редко).
К газам, богатым углеродом и выделяющим сажу из среды, добавляют 40—60% аммиака.
При температуре нитроцементации аммиак диссоциирует почти полностью. Распад аммиака настолько глубок, что при температуре 800° С и атмосферном давлении его остается только 0,012%, а при 900° С — 0,007%.
Решающим для хода процесса является количество нерас-павшегося аммиака в среде, соприкасающейся со сталью. Диссоциация его зависит от температуры и факторов, нарушающих равновесия в газовой среде, а также от прохода газа через печь.
§ 13. Выбор температуры для нитроцементации
Выше было отмечено, что температуру 800—900° С принимают как самую выгодную для нитроцементации и что важно внутри указанного интервала найти наиболее подходящую температуру.
184
Изучение литературы по нитроцементации [8], (24], [25], [29], [34], [84] показало, что для нитроцементации наиболее часто
используют температуру между 820 и 870° С, так как при ней рост толщины слоя почти такой же, как при цементации между 870 и 920° С, увеличение размера зерна и коробление являются сравнительно меньшими, слой насыщается азотом до благоприятного содержания в 0,3— 0,4%, а температура пригодна для закалки в масле.
Зависимость между температурой и получаемой после закалки твердостью (при наличии остаточного аустенита в слое) показана на рис. 92.
Рис. 92. Зависимость содержания остаточного аустенита (/) и твердости HRC (2) от температуры нитроцементации.
§ 14. Оборудование для нитроцементации
Печи для нитроцементации практически не отличаются от печей для газовой цементации, за исключением, например, муфельных проходных печей; могут быть использованы для нитроцементации камерные печи, нагреваемые излучающими трубами, с загрузочной камерой, а также имеющие оборудование для закалки; шахтные печи, например, типа монокарб.
Смешивание и циркуляция газовой среды особенно пригодны для нитроцементации. Нужно иметь специальное приспособление, к которому присоединяют устройство для измерения и смешивания аммиака с газом. Для контроля наблюдают за количеством выходящего неразложенного аммиака (показатель правильно установленного потока газа).
Обслуживание цементующих и нитроцементующих печей практически одинаково. При нитроцементации (особенно для мелких деталей) применение непосредственной закалки в баке с маслом, присоединенном к печи, более важно, чем при обычной цементации.
§ 15. Обработка деталей после нитроцементации
Слой, полученный после нитроцементации, следует рассматривать как слой легированной стали, имеющий в основе сердцевину из обычной стали. Влияние азота в слое на его закалочные свойства показано на рис. 93, где изображены С-образные кривые углеродистой стали. Мы видим, что азот значительно смещает эти кривые в сторону более продолжительных
185
промежутков времени, так же как легирование сталей. Благодаря этому нитроцементованный слой обычной углеродистой стали закаливается в масле, а нитроцементованный слой легированной стали может закаливаться и на воздухе.
На практике обычно детали закаливают в масле непосредственно с нитроцементующей температуры. Процесс экономичен при массовом производстве деталей простой и сложной формы. Для этого процесса пригодны особые камерные печи (либо проходные печи), в которых изделия свободно размещают в поддонах (применяют для деталей простой формы),
Рис. 93. Сравнение С-образных кривых цементованного слоя (слева) и нитро-цементованного слоя (в середине) с кривыми марганцевой стали (справа); первые две кривые по Пршеносилу [83].
подвешивают или укладывают на специальных подвесках (для деталей сложной формы); сердцевина получается мелкозернистой, слой малоперегретым, поверхность деталей чистая.
Второй процесс — простая закалка в случае снижения перед ней температуры до 810—830° С. Поверхность при этом получается высококачественная, чистая и твердая. Этот процесс применяют в проходных печах, где можно производить нагрев по зонам.
Двойную закалку не применяют. Обычную закалку можно проводить после полного охлаждения деталей.
Отпуск после закалки имеет такое же значение, как и при цементации, так как уменьшается склонность к образованию шлифовочных трещин; его производят при 180° С в течение 1—2 час.
Обработку холодом применяют для слоев, содержащих большое количество остаточного аустенита, или для слоев, получающихся при низких температурах. Охлаждением до температуры —78°С (температура «сухого льда») достигается распадение значительной части аустенита.
186
На рис. 94 показано уменьшение аустенита в слое, который содержит в одном случае 0,69% азота, а в другом 0,31 %, полученное глубоким охлаждением с помощью сухого льда (Прше-носил). После охлаждения целесообразно произвести отпуск. Для нитроцементованных слоев также принято глубокое охлаждение непосредственно после закалки.
Промежуточный отпуск целесообразно производить для высоколегированных сталей (хромоникельвольфрамовых), если их подвергают нитроцементации. В СССР нитроцементуют и ле-
о,1 о, г о,з о,о-Глубина слоя, мм
Рис. 94. Количество остаточного аустенита в нитро-цементованном слое перед глубоким охлаждением.
/ — слой, содержащий 0,96% С и 0,31% N, нитроценментован при 860° С в течение 4,5 час.;
2 — слой, содержащий 0,87% С и 0,63% N, ннтроцементован прн 820° С в течение 6,5 час.;
после глубокого охлаждения.
/' — соответствует слою /; 2' — соответствует слою 2.
гированные стали [10]. Для промежуточного отпуска выбирают обычно температуру 580—650° С, в зависимости от марки стали; при этом достигается такая же твердость, как и для цементованных сталей.
§ 16. Структура и свойства нитроцементованного слоя
В Чехословакии свойствами нитроцементованных слоев подробно занимался Пршеносил [83], [84]; его исследования относятся к слоям, которые на практике встречаются наиболее часто (на углеродистых сталях) и при температурах 820—860° С.
При температуре 820° С и достаточном содержании аммиака в газовой среде в углеродистой стали образуется слой, богатый углеродом и азотом (рис. 95). Этот слой при очень медленном охлаждении бывает только перлитным, а при охлаждении в масле содержит мартенсит или смесь мартенсита с аустенитом.
В непосредственной близости к поверхности образуется зона, наполненная кристаллами твердой фазы, которая напоминает цементит, но все же в отличие от сетчатого цементита она представляет собой тонкие связанные пленки или только отдельные зернышки под поверхностью. Эти зернышки имеют твердость около 600 HV и можно утверждать, что они образованы цементитом, который содержит азот в твердом растворе замещения.
187
Рис. 95. Нитроцементованный закаленный слой (Х 500).
Рис. 96. Поры в виде сетки в нитроцементовапном слое, богатом азотом (Пршеносил [83], Х500).
188
Очень интересным явлением, которое впервые наблюдал Валентин [103], была темная сетка (рис. 96), расположенная по границам зерен и заметная только на нетравленом шлифе. Первоначально считали, что это выделившаяся избыточная фаза. Указанное явление подробно исследовал Пршеносил, установивший, что темная сетка представляет цепочку тонких трещин и появляется она только в тех случаях, когда слой содержит более 0,5% азота.
Наличие трещин, по-видимому, является нежелательным при
Рис. 97. Твердость нитроцементо-ванного слоя (0,87% С и 0,69% N) перед охлаждением 1 и после охлаждения 2 при —78° С [83].
Гпубина слоя, мм
Рис. 98. Твердость нитроцементо-ванного слоя (0,96% С и 0,31% N) перед охлаждением 1 и после охлаждения 2 при —78° С [83].
абразивном истирании металлов. Не исключено все же, что указанные трещины могут быть выгодны в сплавах, где пористость полезна, например при использовании пористого хрома.
При температуре 860° С возникает слой, более бедный азотом, который внешне напоминает слои, образующиеся при цементации в расплавленных цианидах.
При малом содержании углерода фаза, подобная цементиту, не образуется и склонность слоя к возникновению остаточного аустенита меньше [24], [87].
Опасности отслоения нет, так как нитроцементованные слои имеют плавный переход.
Характер кривых твердости слоев, образованных при 820— 860° С, показан на рис. 97 и 98; образцы подвергнуты закалке с 820° С в воде.
Нитроцементованные слои так же, как азотированные и цементованные, повышают предел усталости и снижают опасное влияние надрезов. Пршеносил [93] установил, что эти
189
благоприятные факторы появляются у слоев с содержанием азота до 0,5%, так как богатые азотом слои имеют -под влиянием пористой сетки плохую сопротивляемость циклическим напряжениям.
Вопрос износоустойчивости нитроцементованных слоев был исследован различными авторами, однако выводы пока сделать нельзя, принимая во внимание разнообразные условия возникновения слоев; кроме того, на износоустойчивость значительное влияние оказывает остаточный аустенит, количество которого не было учтено во многих работах.
ГЛАВА VIII
ОБРАБОТКА ДЕТАЛЕЙ ПОСЛЕ ЦЕМЕНТАЦИИ
Цементация и последующая закалка при изготовлении машиностроительных деталей, как правило, предшествуют окончательной обработке деталей. Только для изделий широкого потребления и для некоторых деталей цементация является заключительной операцией.
Кратко остановимся на заключительных операциях и рассмотрим обстоятельства, которые могут влиять на качество изделий.
§ 1. Очистка
Цементованные детали после закалки и отпуска загрязняются маслом или солью и маслом. Перед отправкой в цехи для дальнейшей обработки детали обезжиривают кипячением в ванне.
Иногда после закалки в соляных ваннах детали промывают только в горячей воде, так как в обезжиривающей ванне, содержащей щелочь, соли плохо растворяются. Это объясняется тем, что из растворимого хлористого бария образуется нерастворимый гидрат окиси бария и углекислый барий, пленки которого препятствуют растворению частиц соли. Обезжиривание в горячей воде несовершенно: с поверхности ванны постоянно удаляют масло и после этого детали обезжиривают в опилках. Поэтому за «вывариванием» следует иногда обезжиривание в некоторых специальных составах (например, P3S) или в растворе едкого натрия и соды.
На крупных заводах хорошо зарекомендовали себя автоматы; они обезжиривают изделия горячей водой под давлением, обмывают их горячей водой и высушивают на воздухе. Таким способом очищают детали, подлежащие шлифованию.
Детали, у которых подлежат шлифованию функционально важные рабочие поверхности, подвергают тщательной пескоструйной очистке, придающей им хороший внешний вид (особенно для запасных частей, инструментов и др.).
191
Детали (мелкие), для которых закалка — последняя операция, после обезжиривания полируют или очищают в барабанах. Так обрабатывают болты после цементации и закалки, мелкие детали автоматов, игольчатые изделия, детали цепей велосипедов и др.
Для очистки и полировки используют различные барабаны или колокола, соответственно требуемому виду изделия. Вначале производят очистку в опилках, чтобы устранить поверхностное загрязнение, затем — в опилках с добавкой наждака и, нако- ' нец, полировку в сухом виде в опилках или в кожаных обрезках с полированным крокусом либо в мыльном растворе между стальными шариками.
Указанные рабочие процессы относятся к поверхностной обработке и описаны в специальных руководствах.1
После обезжиривания детали можно гальванически омеднять.
§ 2. Отпуск
Часто термическую обработку не заканчивают закалкой и после нее производят отпуск. В зависимости от марки стали, полученной твердости, толщины слоя и степени науглерожива-
Рис. 99. Влияние температуры отпуска на твердость цементованного слоя.
ния устанавливают температуру и продолжительность отпуска. Температура отпуска колеблется между 150 и 180° С. Низкую температуру выбирают для стали, которая содержит никель и тонкий науглероживающий слой; высокую используют для хромистых сталей и сталей с глубоким науглероживанием. Отпуск при температуре 180°С приводит к уменьшению твердости от 2 до ЗЯДС (рис. 99). Это надо учитывать. В особых случаях, если необходимо придать слою большую вязкость, при отпуске используют температуру 250°.
При высокой температуре, особенно в интервале отпускной хрупкости, отпуск производить нецелесообразно.
Отпуск осуществляют либо в шахтных печах с циркуляцией воздуха, либо в ванне, наполненной маслом с большой вязкостью и достаточно высокой точкой воспламенения (обычно выше 300° С); ванну снабжают приспособлением для перемеши-
1 Я- Корецкий, Поверхностное обогащение металлов, Прага, 1950; Копец-Машталирж-Мудрох, Обзор гальванотехники, Прага, 1955; Коллектив Ковотехны, Обработка поверхности шлифовкой и полировкой, Прага, 1952.
192
вания. Применяют цилиндровое масло 28 (температура воспламенения 285° С) или 31 (температура воспламенения 310° С).
Отпуск в масле имеет то преимущество, что детали, уже очищенные от шлама, не нуждаются в очистке от масла. С крупных деталей маслу дают стечь. Мелкие детали перед отпуском вываривают и хорошо высушивают, так как есть опасность загрязнения масляных ванн закалочным маслом с низкой точкой воспламенения.
Масляную ванну нагревают газом или электрическими сопротивлениями. Ванна имеет хорошо изолированные двойные стенки; нагреватели сопротивления размещают на внутренних стенках. Температуру масла регулируют по ртутному термометру, погруженному в ванну. Если ванна снабжена смесителем, то в ней поддерживают равномерную температуру в пределах ± 5° С.
Изделия размещают в ванне на подвесках (крупные детали) и поддонах (мелкие детали) вручную или с помощью легкого электрического крана.
Для отпуска чаще применяют шахтные печи с циркуляцией воздуха. В эти печи загружают обезжиренные изделия и поддерживают равномерную температуру.
§ 3. Местное смягчение
В некоторых случаях вместо местной защиты применяют местное смягчение [64] цементованного слоя. Целесообразность обеих операций приблизительно одинакова; однако местное смягчение менее совершенно, особенно для высоколегированных сталей.
Проще всего выполнить местное смягчение концевых частей, например, у валов. Такие места опускают в расплавленный свинец при нагревании почти до 600° С. Стали с большим содержанием никеля не опускают при температуре выше 570° С. Для того, чтобы резкое нагревание не способствовало образованию трещин, всю деталь непродолжительное время нагревают до 200° С. До необходимой температуры нагревают в основном слой, а не сердцевину, так как она может подвергнуться ненужному отпуску.
Для предотвращения образования хрупкости при отпуске никелевых, хромоникелевых или хромомарганцевых сталей рекомендуется сразу же охлаждать место отпуска в масле. Слой смягчается так, что деталь можно в этом месте обтачивать и сверлить. Нарезка защищает слой от разрушения при затягивании гайки.
Отпуск в расплавленной закалочной соли нельзя применять, так как после нагревания свыше температуры превращения A щ слой на легированных сталях, наоборот, становится твердым, так как снова происходит закалка.
13
Цементация стали
193
г
Достигнуть смягчения на средних частях деталей несколько сложнее. Для цилиндрических деталей используют оборудование, применяемое для закалки пламенем. Вращающуюся деталь в месте смягчения плавно нагревают пламенем (поверхность нельзя нагревать до красного цвета). Для деталей сложной конфигурации применяют индукционный нагрев (это экономично). С большим преимуществом используют ток нормальной частоты (в сети); ток при этой частоте производит нагревание на глубину, но не перегревает деталь выше температуры превращения Aclt совпадающей с магнитными изменениями; используют также ток высокой частоты, который нагревает только поверхностный слой. Индуктор приспосабливают к нагреваемому месту, а время нагрева и условия питания током определяют точно. Этот способ применим для серийного производства.
Для смягчения применяют также точечную сварку с использованием соответствующих электродов.
После .местного смягчения деталей с глубокими слоями производят магнитный контроль для установления трещин.
§ 4. Правка
Правку деформированных деталей выполняют как операцию исправления деталей. Способ ее зависит, в основном, от формы детали, термической обработки (двойная закалка всегда увеличивает коробление), а также марки стали.
Правка цементованных деталей сложнее, чем правка закаленных инструментов, и требует особой последовательности операций. Цементованные детали нельзя, например, править ударами, так как трещины могут образоваться сразу или после шлифования. Цементованные детали рекомендуется править на прессах со стороны, противоположной прогибу. Для облегчения правки некоторые части деталей (особенно длинные) омедняют или дополнительно смягчают отпуском.
При индивидуальной правке крупные детали можно выравнивать в горячем состоянии после постепенного нагревания до 200° С в печах для отпуска (сушилке) или с помощью подвижного пламени паяльной лампы. При серийном производстве целесообразно тщательно исследовать деформацию деталей и затем предварительно их выравнивать или подвергать обработке так, чтобы после закалки достаточно было шлифования.
§ 5. Шлифование
Шлифование цементованных деталей требует внимания, так как легко могут возникнуть нежелательные поверхностные трещины в виде сетки или параллельных, неравномерно удаленных одна от другой волосных трещин. Причины образования трещин при шлифовании различны. Трещины возникают вследствие 194
неправильного процесса цементации и термической обработки, а также неправильного и неосторожного шлифования.
Склонность к шлифовочным трещинам обычно имеют хромистые стали, резко науглероженные и имеющие глубокие слои (образованные при повышенной температуре или закаленные при высокой температуре), и детали, цементованные при переменной температуре. Во всех случаях склонностью к шлифовочным трещинам обладают слои, содержащие большое количество цементита в виде сетки и игл.
Вторая причина образования шлифовочных трещин — неправильный выбор скорости шлифования и недостаточное охлаждение.
При шлифовании цементованных деталей применяют мягкие шлифовальные круги (G, Н и I) из искусственного корунда (электрита). Для шлифа грубой обработки выбирают зерно средней величины (36—50) и для тонкого шлифования зерно 60—80. Лучше применять большие скорости при небольшом врезывании и большой подаче. Слишком твердые круги «сгорают», малая скорость, по Гийе [7], ведет к образованию шлифовочных трещин.
Важный технологический фактор — правильное-охлаждение деталей. Для охлаждения используют очень разжиженную (1 : 40) качественную эмульсию или чистый раствор соды (3— 5%). Эмульсию подают под давлением, обеспечивающим надежное смачивание круга и металла. Шлифовальный круг хорошо затачивают, очищают и правильно устанавливают; тупой и загрязненный круг быстро снашивается, сгорает.
13*
ГЛАВА IX
ЦЕМЕНТАЦИЯ СПЕЦИАЛЬНЫХ СТАЛЕЙ, ЧУГУНА И МЕТАЛЛОВ
§ 1. Цементация сталей с большим содержанием углерода
Иногда для цементации используют стали, содержащие 0,3—0,4% углерода (некоторые автоматные стали, а также стали, служащие для непосредственной закалки зубчатых колес в масле или на воздухе). В Чехословакии — это стали 11500. 12030, 12031, 12040, 12041, автоматная сталь 11125 и закаливающиеся стали 15241, 16341, 16640.
Стали с большим содержанием углерода, как правило, це ментуют только в соляных ваннах и изредка в газовых средах; глубокого цементования не производят — достаточны слои толщиной 0,05—0,2 мм. У автоматных сталей повышается поверхностная прочность деталей, предназначенных для частых смен при демонтажах; для зубчатых колес, подвергнутых прямой закалке, цементованный слой повышает сопротивление поверхности образованию точечных выкрошиваний (так называемых «питтингов») на боковой части зубьев; считают, что питтинги возникают от усталости металла.
При получении тонкого слоя детали цементуют готовыми (шлифованными или обработанными). Температура цементации соответствует температуре закалки (равна 860° С). Для получения тонких слоев продолжительность цементации 20—30 мин в ванне СЗ или С5.
Детали можно закаливать непосредственно из ванны. Высокую температуру цементации выбирают реже для быстрого до стижения большой глубины.
На рис. 100 показаны примеры определения глубины слоя в зависимости от содержания углерода (для 0,10% и 0,28% С). В зависимости от содержания углерода проводим линии, параллельные оси абсцисс (штриховые линии); из точек пересечения этих линий с линиями времени опускаем перпендикуляры на ось абсцисс и получаем значения глубины слоя в нем. На рис. 100 для шестичасовой цементации показана глубина слоя 1,93 и
196
1,57 мм. В этом случае детали после охлаждения снова нагревают до необходимой температуры закалки. В качестве закалочной среды применяют масло или воздух.
В особых случаях детали цементуют с целью улучшения. Для закалки детали нагревают в соляной цементующей ванне СЗ и выдерживают в ней до тех пор, пока не образуется необходимый слой. Затем их закаливают и отпускают обычным способом.
Рис. 100. Определение толщины слоя на стали с большим содержанием углерода при цементации в соли С5 в течение 1—6 час.
При повышении содержания углерода на поверхности у некоторых высоколегированных сталей может образоваться после закалки остаточный аустенит; вследствие разложения его при отпуске вторичная твердость слоя будет во много раз тверже сердцевины. Так повышают не только сопротивляемость трению, но и частично сопротивляемость усталости.
Если для цементации легированных сталей, содержащих 0,3% С, применяют соляные ванны, соответствующие примерно ванне С5 при температуре 800—840° С, то слой обогащается азотом (около 0,2%); происходит цианирование. При проведении его за 10—90 мин. толщина слоя достигает 0,05—0,25 мм. Детали закаливают в 'масле. Этим способом часто цементуют зубчатые колеса автомобильных коробок скоростей, изготовляемые из легированных сталей [67а].
197
§ 2. Цементация нержавеющих сталей
Цементация хромоникелевых нержавеющих сталей нецелесообразна, так как при насыщении поверхности стали углеродом образуются карбиды хрома, обедняющие основную массу стали и ускоряющие процесс коррозии. Аллен и Вудард [16] описали особый способ цементации, который представляет скорее чисто технический интерес. По этому способу сталь вначале отжигают в водороде для увеличения энергетической поверхности краев зерен, а затем ее цементуют при 1060° С в цементационном ящике с твердым карбюризатором, который содержит углерод, соли титана и ванадия. Из этих солей восстановленные ванадий и титан диффундируют в поверхность стали и одновременно образуют карбиды.
Термическая обработка не влияет на поверхностную твердость, которая зависит только от плотности и количества присутствующих карбидов. По существу происходит термическая обработка сердцевины стали при обычном быстром охлаждении с температуры цементации.
Так как в слое увеличивается количество карбидов, то сопротивление коррозии уменьшается. Процесс практически трудно выполним.
Возможна цементация хромистых нержавеющих сталей, содержащих 13—17% хрома и небольшое количество углерода, так как ферритная сталь при высокой температуре под влиянием углерода переходит в аустенитную. Для этого необходимо применять свежие обожженные древесные угли, свободные от кислорода, способствующего окислению поверхности стали. Для цементации приемлема температура 920—940° С, а время цементации должно быть минимум 6 час. Сталь закаливается с 1020° С в масле и оказывает сопротивление коррозии только в закаленном состоянии [106].
§ 3. Цементация ковкого и серого чугуна
Белый ковкий чугун (особенно чугунные изделия с тонкими стенками, которые не содержат в сердцевине перлита) можно без особых усилий цементовать всеми способами так же, как изделия из мягкой стали. Рабочие поверхности, подлежащие цементации, обрабатывают. Цементацию производят преимущественно в солях. С большой экономией применяют соляные ванны СЗ и С5. Этот процесс применяют в массовом производстве некоторых изделий.
Цементуются и детали из серого чугуна [40]. Чисто обработанные чугунные детали подвергают в течение нескольких часов действию соляной ванны СЗ при 730° С. При указанной температуре основная масса перлитного чугуна находится в аустенитном состоянии и может насыщаться углеродом и азотом.
198
Одновременное проникновение азота и углерода способствует образованию тонкого твердого слоя, содержащего цементит, который в дальнейшей термической обработке не участвует, но повышает поверхностную твердость и сопротивляемость трению. Подобным способом термически обрабатывают, например, вкладыши цилиндров.
§ 4. Цементация тантала, титана и деталей, покрытых хромом
Тантал [66] и титан при цементации приобретают твердость без закалки под влиянием возникновения очень твердых карбидов. Бунгардт и Рюдингер [29а] установили, что цементацией титана при 850—950° С в древесных углях за 8 час. достигается на поверхности металла слой толщиной 0,1 мм. Поверхностная твердость бывает в пределах 1500 — 3200 HV.
Интересный способ повышения твердости и сопротивления трению посредством покрытия хромом предлагают Архаров и Конев [20]. Они рекомендуют цементовать детали, покрытые слоем хрома толщиной не менее 0,04 мм, при температуре 1050°С в смеси паров бензина с водородом; в поверхностном слое 'образуется твердый карбид, оказывающий сопротивление трению при высокой температуре.
§ 5. Особые процессы цементации
В Польше исследовали цементацию в метилалкоголе с помощью высокочастотного нагрева. Около детали образуется облачко паров алкоголя, которые оказывают такое же воздействие на раскаленную поверхность, как цементующий газ.
Для некоторых процессов применяют особые комбинации. Так, Кобел [61] описывает, что цементацию газом вначале производят до высокого содержания углерода в слое (высокий потенциал). Затем уменьшают содержание углерода в слое до требуемого (например, 0,75—0,90% С). Благодаря этому процесс цементации значительно ускоряется.
Маутнер (рационализаторское предложение в национальном предприятии Моторпал) рекомендует цементовать детали на достаточную глубину в соляной ванне при температуре 930° С, а затем перенести их в ванну для цианирования, которое производится при температуре 840° С. После этого детали вынимают из ванны и сразу же закаливают. Этот процесс позволяет получить достаточно толстый слой с поверхностными свойствами цианированных слоев.
§ 6. Цементация при индукционном нагреве
Индукционный нагрев применяют на московском заводе им. Лихачева для цементации зубчатых колес коробки скоростей.
199
Колеса из стали 18ХГТ и ЗОХГТ нагревают индукционным током средней частоты 2500 пер!сек (такая же частота используется при кузнечном нагреве) и производят газовую цементацию. Для получения требуемого слоя толщиной от 0,8 до 1,0 мм в короткое время температуру повышают до 1080° С. Цементация продолжается 45—50 мин.
Красный, на основании своего опыта [67а], описывает сложный автомат, в котором зубчатые колеса механически передвигаются в нижней части до перпендикулярного барабана, где остаются в нагретом состоянии, соприкасаясь некоторое время с цементующим газом. Затем поданное снизу цементованное зубчатое колесо через верхнюю часть сбрасывается на тарелку, которая вместе с колесом погружается в масляную ванну. Сталь, цементованная при высокой температуре, становится несколько грубой, но не теряет своих свойств. За один час обрабатывается от 20 до 40 колес.
Кроме упомянутого автомата, существует автомат, в котором после проведения цементации охлажденные колеса вместо закалки индукционным нагревом подвергают отпуску, позволяющему выполнить механическую обработку. Устройство очень производительно, и расходы по сравнению с газовой цементацией в проходной печи вдвое меньше.
ГЛАВА X
КОНТРОЛЬ качества цементованных слоев
Цементация немыслима без постоянного и точного контроля качества цементованных слоев. По результатам контроля слоя устанавливают недостатки цементации и применяемых средств. Ниже приведены способы оценки качества слоя.
§ 1. Состав, структура и толщина слоя
Состав слоя. В предшествующих главах рассматривались вопросы о содержании углерода на поверхности стали и в слое и о характере кривой распределения углерода. Были разобраны условия для процессов, при которых происходит обогащение азотом. По распределению обоих элементов можно оценить технологический процесс.
Данные о составе слоя дает кривая, одновременно отображающая градиент концентрации углерода или азота. Для определения состава слоя с поверхности контрольного призматического образца последовательно отбирают стружки по слоям толщиной 0,05 — 0,1 мм при постоянном измерении образца, а затем стружки подвергают анализу. Снятие стружки производят острым карбидным резцом. На круглых образцах стружку снимают также карбидным резцом на токарном станке.
Для точных чувствительных методов микроанализа (потенциометрическое определение количества углерода после сжигания, дистилляционное определение количества азота) достаточно около 0,05 г стружек с богатого поверхностного слоя или 0,1 г из средней и нижней части слоя. По результатам среднего химического анализа каждого слоя строят график.
В практике эту продолжительную и трудоемкую работу проводят изредка (в случае научного исследования процесса или при введении новой технологии). Представление о градиенте концентрации углерода во много раз быстрее (но менее точно) дает металлографическое исследование испытываемых образцов и соответствующий снимок [53]. В этом случае также применяют особые опытные образцы призматической или цилиндрической
201
формы или непосредственные разрезы цементованных деталей.
Структура слоя. Для металлографического исследования слоев используют образцы, охлажденные после цементации или нормализованные (при температуре нормализации сердцевины) для получения отчетливого пластинчатого перлита. Опытные образцы после закалки не дают представления о распределении углерода в слое, так же как и образцы, подвергнутые отпуску при температуре около Act.
Рис. 101. Сетка цементита в свободно охлажденном слое после травления в спиртовом растворе пикриновой кислоты (X 200).
После нормализации, а потом после соответствующей обработки, известной из металлографической практики,1 образцы протравливают различными пригодными для нормализованной стали средствами — спиртовым раствором азотной кислоты (5 мл концентрированного раствора азотной кислоты в 95 мл этилового или метилового спирта), раствором пикриновой кислоты в спирте (5 г пикриновой кислоты в 100 мл этилового или метилового спирта).
Слой рассматривают визуально и при 70—100-кратном увеличении и более детально при увеличении в 400 раз. Пригодно электролитическое травление, при котором хорошо различаются перлит и феррит.
Цементит не протравливается; он представляет собой светлые участки в виде зерен или сетки (рис. 101). Подготовленный
1 Практической металлографии стали посвящены руководства: В. A. Korn е л е в, Основы металлографии стали, Гос. издательство технической литературы, Прага, 1953; В. Валла, Основы практической металлографии стали, Прага, 1953; 3. Министер, Основы практической металлографии, Гос. издательство технической литературы, Прага, 1956.
202
образец позволяет при небольшом увеличении хорошо различить объем перлитной части слоя, а также определить уменьшение содержания углерода в направлении к сердцевине.
Для закаленной стали определяют количество мартенсита, распределение цементита и присутствие остаточного аустенита. Так как слой протравливается интенсивнее сердцевины, то в качестве реактива используют раствор азотной кислоты в спирте (иногда разведен половинным количеством спирта).
Под микроскопом, таким образом, различают величину и форму мартенситных игл и присутствие большого количества
Рис. 102. Сетка цементита, протравленная спиртовым раствором пикрата натрия, окрашивающего цементит в черный цвет (Х200).
I свободного аустенита. При большой опытности можно опреде-L лить нитриды фазы е и карбонитриды. В закаленном состоянии труднее выявляется присутствие свободного цементита и поэтому можно применить некоторые из известных способов дифференцированного травления (например, спиртовым раствором пикрата натрия в горячем состоянии), в результате которого цементит и нитридные в- и у'-фазы окрашиваются в темный цвет. Опытный металлограф все же различит цементит и нитрид по времени травления (рис. 102).
Для макроскопического исследования (особенно толщины । слоя) или для оценки результатов защиты применяют полиро-I ванные шлифы (их необязательно подготавливать с большой тщательностью), протравленные в спиртовом растворе азотной или пикриновой кислоты. После подготовки образца невооруженным глазом или в измерительный микроскоп слой виден темным (особенно отчетливо различается переход слоя к сердце-вине).
203
Фрактография слоев — самый старый практический метод для оценки качества цементации. У закаленных деталей по излому оценивают мелкозернистость слоя и сердцевины; опытный цеховой сотрудник распознает отклонения от нормальной температуры закалки. Излом можно рассматривать невооруженным глазом или с помощью лупы, увеличивающей в 10 раз. По излому весьма быстро определяют толщину слоя в случае, если образец закаливают так, чтобы слой достаточно отличался от
Рис. 103. Излом цементованных образцов для определения толщины слоя; слева — после травления с одновременным омеднением.
сердцевины. Иногда образец закаливают с высокой температуры, при которой сердцевина приобретает тонкий бархатистый излом, а слой становится крупнозернистым.
Закалку производят при 900°С или при температуре цементации. Иногда отдают предпочтение другому способу: после охлаждения цементованного образца производят закалку при температуре 770° С; получается мелкозернистый слой, а сердце-вина при этом имеет крупнозернистое строение (рис. 103).
Деформация при изломе искажает структуру и фактическую толщину слоя, так как зерно проявляется то со стороны растяжения, то со стороны сжатия. Это предупреждают надрезом кромок перед испытанием образца. С помощью измерительной лупы измеряют по излому толщину слоя, как описано ниже.
204
По излому также определяют наличие шлифовочных трещин. Эти трещины (в отличие от трещин другого происхождения) на отдельных участках окрашиваются цветами отпуска.
Толщина слоя при цементации является важным показателем производственного процесса. Ее указывают на рабочем чертеже или технологической карте с допуском: для тонких слоев ±0,1 мм; для слоев толщиной 0,5 н- 1 мм обычно ±0,2 мм; для слоев с большей толщиной (почти до 3 мм) ±0,3 мм. При установлении допуска принимают во внимание невозможность точного выполнения всех производственных процессов, также считаются с индивидуальными особенностями отдельных наблюдателей при измерении толщин.
Если требуется точное соблюдение толщины, как это предписывается в особых приемочных условиях, то выбирают метод, с помощью которого определяют толщину; абсолютного и точного метода определения толщины цементованного слоя не существует. На практике применяют несколько различных способов.
При фрактографическом способе определяют толщину слоя на поверхности излома детали или испытуемого образца. Для этого закаливают образец от температуры 770° С, надрезают его по месту намеченного излома, чтобы он не очень деформировался, и ломают образец. По Гийе [7], слой на изломе можно отчетливо выявить, применив некоторые из известных реактивов, содержащих медь; для макроскопического травления, например реактив Стеада, реактив Обергофера (100 мл спирта, 18 мл воды, 1 мл соляной кислоты, 1 г кристаллизованной хлористой меди, 4 г кристаллизованного хлористого магния). Феррит быстро покрывается медью, а мартенсит и аустенит во много раз медленнее. Более четкое различие по цвету между указанными фазами достигается отпуском при температуре, соответствующей светло-синему цвету побежалости. Фрактографическое распознавание не является точным для высоколегированных сталей.
Травление шлифа применяют для непосредственного определения толщины закаленных слоев. На тонко шлифованном или полированном шлифе можно отличить слой от сердцевины травлением в спиртовом растворе азотной кислоты, которая интенсивно окрашивает слой в темный цвет, особенно переход от слоя к сердцевине. Для простого измерения толщины шлиф достаточно обработать наждачным полотном с зерном 0 или 00. Нормализованные образцы измеряют достаточно точно с помощью окуляр-микрометра при небольшом увеличении: за окончание слоя принимают место перехода, отличающееся несколько большим количеством перлита, чем в самой сердцевине. Согласно данным некоторых авторов, за окончание слоя принимают сере-
205
дину между концом чисто перлитной эоны и началом структуры сердцевины (рис. 104). Способ пригоден и для легированных сталей.
Рис. 104. Пример определения толщины слоя металлографическим методом; средняя линия — граница слоя.
Толщину слоя определяют химическим анализом. С помощью способа, приведенного в предыдущем параграфе, вычерчивают
Глубина слоя, мм
01 ----------------1-------
Рис. 105. Определение толщин слоя по содержанию углерода.
кривую содержания углерода в слое. Так как технически невозможно отделить бесконечно, ' тонкие слои один от другого,
то кривая содержания углерода точно не совпадает с прямой, которая соответствует содержанию углерода в сердце-I вине. Поэтому Гаррис [9] реко-
- мендует за окончание слоя \°loCTceiidueSum принимать точку пересечения горизонтальной прямой, которая соответствует содержанию углерода в сердцевине, увеличенному на 0,07%, с кривой со
держания углерода (рис. 105). Этот способ не зависит от состава стали.
Для измерения глубины слоя были предложены электро
206
магнитные способы, основанные на различных магнитных свойствах феррита и 'Мартенсита [43] или на разнице при измерении твердости € помощью шарика или алмазного конуса [7] при различной нагрузке. Эти способы не вошли в практику из-за недостаточной точности.
Для определения глубины слоя измерением твердости был сконструирован прибор «тестограф». На тестографе можно начертить кривую зависимости между нагрузкой алмазного острия и глубиной вдавливания до нагрузки 1000 кг.
Для закаленного образца кривая имеет плавный характер, для цементованного — на кривой проявляется резкое падение, полученное при входе острия прибора в переходную зону. По отклонению можно определить не только глубину слоя, за которую принимается зона до твердости 50HRC, но и твердость на различной глубине слоя. Более точно толщину слоя определяют по кривой твердости (см. следующий параграф).
§ 2. Физические и механические свойства слоя
Физические свойства цементованного слоя тождественны физическим свойствам углеродистой стали с соответствующим содержанием углерода. Некоторые свойства слоя, отличающиеся от свойств сердцевины (удельный вес, термическое расширение, удельная теплопроводность, удельная теплота, электропроводность или магнитные свойства), не могут влиять на свойства всей детали, так как слой имеет небольшую толщину.
В противоположность этому механические свойства слоя (твердость, прочность, пластичность, вязкость слоя и др.) изменяют свойства всего изделия.
Твердость. Поверхностная твердость цементованных слоев— это твердость углеродистой стали с соответствующим содержанием углерода. Она определяется твердостью эвтектоидного мартенсита, и увеличение содержания углерода не изменяет ее. Теоретически на поверхностную твердость не должно влиять даже содержание легирующих элементов, но на практике так не бывает; легирующие элементы оказывают влияние на поверхностную твердость благодаря тому, что способствуют сохранению части остаточного аустенита в структуре слоя. При отсутствии остаточного аустенита твердость нормально закаленных слоев составила бы 64 — &6HRC. Практически эта твердость достигается только у углеродистых и хромистых сталей, которые содержат наименьшее количество остаточного аустенита. У хромомарганцевых сталей наибольшая твердость составляет 62 н-№HRC, у никелевых и хромоникелевых — 60 -(RiHRC, у высоколегированных с содержанием никеля 4%—57 60HRC. У слоев, закаленных, например, с высоких температур, количество остаточного аустенита может увеличиться.
207
Распределение твердости в слое зависит от распределения углерода. От поверхности почти до конца эвтектоидной зоны твердость остается постоянно одинаковой и затем быстро падает по направлению к сердцевине. Поэтому кривые твердости можно применить для определения толщины слоя. При этом за точку,
показывающую толщину слоя, принимают точку пересечения
кривой твердости слоя с прямой твердости сердцевины, прохо-
дящей параллельно оси абсцисс (подобно рис. 105).
Рис. 106. Вспомогательный прибор Польди для определения поверхностной твердости слоя по Виккерсу.
Поверхностную твердость устанавливают с помощью приборов с алмазными остриями; часто применяют приборы с алмазным конусом, с помощью которых измеряют твердость по Роквеллу (HRC), или приборы с алмазной пирамидой, определяющей твердость по Виккерсу (HV). В обоих случаях подбирают правильную нагрузку соответственно предполагаемой толщине слоя. Полную нагрузку 150 кг (шкала С) прибора Роквелла можно использовать только для слоев с достаточной толщиной. Для тонких слоев лучше использовать нагрузку 60 кг или приборы, предназначенные для меньшей нагрузки (45, 30 и 15 кг); прибором Вик-
керса можно выбрать нагрузку между 30 и 10 кг (5 и 1 кг); небольшими приборами Польди (рис. 106) выбирают нагрузку между 30 и 10 кг в зависимости от толщины слоя.
Для нанесения кривой твердости пригодны только приборы с алмазной пирамидой и с очень небольшой нагрузкой, не выше 1 кг. Для построения этой кривой, относящейся к поперечно-му разрезу слоя, используют приборы для измерения микротвердости с нагрузкой в несколько граммов, а также особо подготовленные образцы с поверхностью, имеющей уклон 1 : 100 [62], или поперечные разрезы на микроскопическом шлифе. Поперечные разрезы применяют на любой части, вырезанной из цементованного изделия. В этом случае следят, чтобы разрез был действительно перпендикулярен к слою и не проходил вблизи граней и углов. Алмаз вдавливают с таким расчетом, чтобы отпечатки твердости были расположены своими центрами перпендикулярно к поверхности и удалены один от другого на 0,05 или 0,1 мм. Кривую заканчивают, когда последние три-четыре отпечатка вдавливания имеют одинаковый размер (рис. 107).
Первое вдавливание производят на относительно большом расстоянии от края для того, чтобы край не отщепился. Началом кривой выбирают поверхностную твердость, определенную
208
вблизи разреза (разрез производят делительным шлифовальным кругом при интенсивном охлаждении и место разреза отшлифовывают на плоском бруске на несколько десятых миллиметра, чтобы твердость слоя не была нарушена влиянием температуры) .
На характер кривой твердости влияет не только разное содержание углерода и остаточный аустенит, но и последующая термическая обработка.
Вязкость слоя — очень важное свойство; ее определение не .представляет трудностей. При высокой твердости слоя доби-
ла
Рис. 107. Определение толщины слоя с помощью измерения твердости после закалки.
ваются, чтобы после правильного проведения цементации слой имел соответствующую вязкость, а деталь выдержала плавный изгиб или удары без образования волосных трещин в слое, которые могут быть причиной быстрого разрушения.
При сравнительно небольшой разнице в твердости может получиться значительная разница в вязкости слоя. Уровень вязкости зависит от процесса цементации, способа термической обработки после цементации и состава стали.
Отрицательно влияют на вязкость свободный цементит в слое, резкое снижение концентрации углерода по толщине слоя, высокая температура закалки и неотпущенный тетрагональный мартенсит.
Вязкость слоя зависит не только от свойств слоя, но и от его толщины и свойств сердцевины; неблагоприятно влияют на вязкость большая толщина слоя, грубая и мягкая сердцевина и грубая поверхность детали.
Благоприятно влияют на вязкость слоя науглероживание, когда получается эвтектоидная структура; легирование стали элементами, способствующими повышению содержания остаточного аустенита, плавное изменение концентрации углерода и отпуск.
Цементация стали
209
Для определения вязкости слоя разработан ряд статических и динамических технологических проб. Обычно эти испытания выполняют на образцах, близких по форме к испытываемым деталям. Одним из испытаний, по которому лучше всего можно судить о вязкости слоя (до тех пор, пока мы вообще можем судить о слое без взаимодействия его с сердцевиной), является испытание на изгиб, для которого применяют гладко отшлифованные небольшие стержни круглого или . изредка квадратного профиля.
Таблица 20
Оценка испытаний на изгиб цементованной и закаленной стали
Поверхностная твердость при закалке: . простой двойной Твердость сердцевины НВ при закалке: простой двойной Нагрузка при закалке, кг: простой двойной Угол изгиба при закалке: простой двойной Примечания. Стер между опорами 130 мм Термическая обработка: Простая закалка при 80 Двойная закалка при 9С Хромомолибденовая ста Сталь хромомолибденовая 15222 Сталь хромоникелевая 16520
испытание
1 2 1 2
62—64 62-64 395 395 6200 7600 0 3 жень: диамет цементация пр )° С (масло). 0= С (масло); 8 ль, отпущеина 62—64 62—64 395 395 5000 6800 0 2 р 20 о, дл и 800' С (10 чг 00° С (масло). при 1803 С. 63—64 63—64 401 401 5700 6700 1 4 л на 200 .-ил/, 1с.), толщина с 63-64 63—64 401 401 6100 6200 1 5 расстояние лоя 1,2 мм.
Обработка поверхности стержня до необходимой чистоты и его профиль точно установлены; для квадратных стержней предписывается точное закругление граней (радиус). После термической обработки стержень испытывают статическим изгибом до разрушения слоя при определенных условиях (удаленность опор, радиус опоры, способ нагрузки и др.). При разрушении
210
слоя под нагрузкой в тишине хорошо слышен треск. Нагрузка, подсчитанная в этот момент и относящаяся к стандартному типу стержня, показывает непосредственно вязкость слоя или пересчитывается на прочность при изгибе, относящуюся только к стандартному типу стержня. В табл. 20 приведены примеры
оценки такого испытания.
При определении вязкости талях учитывают назначение
Рис. 108. Устройство для определения вязкости зубьев шестерен ударом по зубу копром Изода (соседние зубья устраняют шлифовкой) .
слоя на машиностроительных дедеталей и условия их работы. Например, для шестерен вязкость слоя определяют динамическим изгибом зубьев с помощью копра Изода. На рис. 108 показано устройство, которое применил По-
ду
Рис. 109. Образец для оценки вязкости цементованных зубьев (по перечное сечение 10 X 5 .«).
боржил для своих исследований закалки шестерен способом Лсд оно пригодно и для испытания цементованных колес. На рис. 109 приведен тип образца для испытаний, который применили Каллен и Шрадер [60] для установления вязкости хромомолибденовых и хромоникелевых сталей (также с помощью копра Изода). Условия и характер испытания должны быть подобны тем напряжениям, которые испытывают зубья шестерни в работе.
Штефец и Добры испытывали на удар образцы Менаже, чтобы определить ударную вязкость цементованных сталей при низких температурах [101 а]. Они установили, что хромоникелевые стали имеют при температуре ниже нуля хорошую вязкость, в то время как хромомарганцевые оказались сравнительно хрупкими. Углеродистые стали сохраняют в этом случае лучшую вязкость.
Сопротивление усталости. Общеизвестно, что повышение поверхностной твердости, даже если ее достигают механическими способами (дробеструйной обработкой) или металлургическими (поверхностной закалкой, цементацией, азотированием, плакировкой и др.), повышает усталостную прочность при изгибе или кручении при обычных атмосферных условиях или при одновре-
ViH*
211
менном воздействии воды и корродирующих растворов. Это справедливо в случае, если сам слой обладает достаточной стойкостью против коррозии. Уменьшению ударного воздействия при усталости способствуют также твердые слои.
Высокая усталостная прочность обусловлена либо более высоким пределом усталости слоя, либо внутренними напряжениями между слоем и сердцевиной, либо обоими этими факто-
Рис. НО. Кривые усталости Велера для образцов, испытанных на изгиб (по Пршеиооилу).
/ — обычная сталь (закаленная); 2 — эта же сталь (ннтроцементованная и закаленная); 3—эта же сталь (обработанная холодом) ннтроцементованная н закаленная.
рами одновременно. Для цементованных и азотированных слоев повышенные пределы усталости объясняются высокой твердостью слоя и напряжениями, возникающими между слоем и сердцевиной под. влиянием увеличения толщины слоя.
При испытании цементованных образцов круглой формы на усталость при кручении с изгибом получают более повышенный предел усталости по сравнению с такими же образцами, но одинаково термически обработанными. По данным различных авторов, это’ повышение достигает почти 50%; оно действительно только для размеров изделия, равных размерам образца; по
этому нельзя переносить ре-
зультаты на детали других размеров.
Предел усталости при кручении возрастает благодаря высокой твердости слоя и увеличению содержания в нем мартенсита, но отпуск, который устраняет внутренние напряжения мартенсита, снижает предел усталости. Условия, благодаря которым распадается остаточный аустенит (сюда относится и охлаждение до температуры не менее —70° С), способствуют повышению предела усталости. Влияние распадения аустенита очень наглядно показал Пршеносил [83] на образцах с нитроцементован-ным слоем, которые после цианирования были подвергнуты обработке холодом. Такая обработка привела к повышению предела усталости по сравнению с основным материалом на 87% (рис. ПО).
Об испытании образцов на кручение имеется мало данных (Виеганд, Шейност и др.). Известные результаты все же показывают, что цементованные слои могут существенно повышать
предел усталости при кручении.
212
В отличие от азотированных слоев, которые повышенной сопротивляемостью коррозии увеличивают сопротивление усталости деталей в коррозионной среде, цементованные слои этого эффекта не дают.
В противоположность этому, как показал Альмен [17], цементованные слои, с точки зрения механической, оказывают большее сопротивление усталости, чем слои, получаемые поверхностной индукционной закалкой.
Много внимания уделяется вопросу усталости зубьев шестерен. Результаты испытаний на заводах Польди показывают, что
Рис. 111. Устройство для испытания цементованных зубьев на сопротивление усталости при повторяющемся изгибе с применением пульсатора (заводы Польди).
цементация существенно увеличивает сопротивление зубьев усталости. Испытания были проведены на машине Лозенхаузена с пульсатором (рис. 111), где напряжение возрастало от предварительного натяга до максимума.
Несмотря на большое число зубьев для каждой испытываемой шестерни составляют кривую Велера. Краткие результаты испытаний свидетельствуют о значительном повышении предела усталости при изгибе под влиянием цементации (табл. 21).
Несколько авторов (Миллер, Помей и др. [80]) рассмотрели влияние повторных ударов на усталость. Помей исследовал сопротивление двух серий стержней, одинаково цементованных и затем закаленных, но различающихся тем, что одна серия стержней была защищена медным покрытием перед цементацией. Во всех случаях он установил значительное повышение сопротивляемости удару стержней с цементованным слоем. Результаты испытаний Помея показывают, что абсолютный наибольший цикл ударов и относительно наибольшее увеличение сопро
213
тивления имеет мягкая углеродистая цементованная сталь со слоем толщиной 0,8 мм, в то время как хромоникелевая сталь с тонким слоем (толщина 0,2 мм) имеет меньшее как абсолютное, так и относительное повышение сопротивления усталости. Точно так же и у «полутвердых» сталей (очевидно, стали с содержанием 0,3% углерода) имеется абсолютное и относительное повышение сопротивляемости ударам, но это повышение не так значительно.
Таблица 21
Результаты испытаний на усталость цементованных и закаленных шестерен
Марки стали Состав стали. %' Мо Состояние Т вердость HV (прочность, кг/.ил?) поверхности сердцевины Предел усталости (из кривых Велера), кг/мм- (соотношение предела усталости и прочности сердцевины)
С Мп Сг Xi
ТЕМ 0,14 0,46 0,69 3,35 — Закаленная цементованная (1 мм) 406 (137) 770 400 (134) 19 (0,14) 52 (0,39)
СЕЧ 0,19 1,16 1,15 — — Закаленная цементованная (1,5 ял) 430 (146) 820 426(145) 27 (0,19) 47 (0,32)
BOZ 0,41 0,56 1,4 2,05 0,09 Закаленная цементованная (0,9 л.и) 619 (204) 650 619(204) 19 (0,09) 33 (0,16)
И ) и м е ч а и и цепление: м я. О одуль писание проведенного испыта 5. ния см. на рис. 111. За
Сталь ТЕМ: закалка 820° С (вода), цементация 870" С (6 час.) и закалка 820° С (вода)
СЕЧ: > 84 3’ С (масло). » 880 ' С (8 час.) » » 840- С(масло)
BOZ: » 84 О С (масло), » 880° С (8 час.) » » 840° С (масло)
В литературе мы не находим данных о тщательно проведенных сравнительных испытаниях, при которых систематически исследовалось бы влияние отдельных технологических способов цементации на сопротивляемость усталости. Конструкторам достаточно знать, что хорошо проведенная любым способом цементация благоприятно влияет на сопротивляемость всем видам переменных напряжений. Но в отличие от цианированных, у цементованных слоев сопротивляемость ударному воздействию меньше, так как у цианированных излом от усталости происхо-. дит под слоем, в то время как у цементованных он расположен, как правило, на поверхности. Благоприятное влияние цементованных слоев (за исключением некоторых нитроцементованных)
214
на сопротивляемость усталости при одновременном коррозионном действии воды, пара и соляных растворов по сравнению с ц'ианированными слоями весьма незначительно.
Сопротивляемость истиранию и задирам. Одной из задач цементации является улучшение сопротивляемости деталей машин поверхностному истиранию. Сопротивляемость истиранию зависит от твердости поверхности; однако прямой зависимости в этом случае нет, так как сталь с наибольшей поверхностной твердостью может и не иметь наибольшую сопротивляемость исти-* ранию. Многое зависит от способа трения и среды, давления при
трении, от скорости движения трущихся деталей, от охлаждения и т. п. Так как сопротивляемость истиранию проверить трудно, то ограничиваются испытанием на твердость, предполагая, что чем выше твердость, тем больше сопротивляемость истиранию цементованной стали.
По кривой (см. рис. НО), показывающей увеличение твердости закаленной стали в зависимости от повышения содержания углерода, видно, что достигаемая в заэв-тектоидной области макси-
Рис. 112. Сопротивление слоев, цементованных в твердом карбюризаторе и в цианистой ванне на истирание: а — сталь углеродистая; б — сталь хромистая; испытано на приборе Амслера по Брауну, Власову и Гольдину [2Q],
1 — цементация; 2 — нитроцементация.
мальная твердость не повы-
шается, так как содержание углерода сверх эвтектоидного образует с железом карбид. Карбид повышает износоустойчивость поверхности. В легированных сталях хром, марганец, ванадий и вольфрам образуют с углеродом более твердые сложные карбиды; сопротивляемость легированных сталей истиранию увеличивается; однако повышение износоустойчивости незначительно.
В литературе исследован вопрос о том, какой из технологических способов цементации способствует повышению сопротивляемости истиранию. Допускают, что у слоев, полученных цементацией в присутствии соединений азота, сопротивляемость истиранию бывает выше. .
На рис. 112 с помощью кривых изображены результаты работы Брауна, Власова и Гольдина по испытанию цианирован-ных образцов в сопоставлении с образцами, цементованными в твердом карбюризаторе. Причина более высокой сопротивляемости первых образцов заключается не только в повышенной твердости нитридов или карбонитридов, но и в нагреве, возни
21 5
кающем от трения и способствующем распаду остаточного аустенита, в котором содержится азот. Известно, что при нагревании слоев до 300° С (для нелегированных сталей) и до 400° С (для легированных сталей) поверхностная твердость постепенно уве-. личивается.
Для определения величины износоустойчивости были сконструированы различные машины. Машина Амслера позволяет испытывать кольца, изготовленные из различных материалов; при испытании плотно прижатые одно к другому кольца вращаются; результаты оцениваются по потере их веса. Машина позволяет изменять число оборотов и величину давления.
В Чехословакии с помощью известной машины Савинова износоустойчивость испытуемой стали определяют по следам, остающимся на кольце от карбидов, имеющихся в цементованном слое.
Цементованные слои, содержащие свободный остаточный аустенит, особенно легированный никелем, можно применять на практике и при меньшей твердости в благоприятных для них условиях.
Сопротивление задирам тесно связано с сопротивлениями истиранию и усталости. Цементованные детали имеют, безусловно, меньшие величины сопротивляемости износу, чем детали цианированные.
Сопротивляемость давлению. Цементованные слои оказывают достаточное сопротивление повышенному давлению. Сопротивляемость при этом возрастает с увеличением твердости сердцевины, а также с увеличением толщины и вязкости слоя.
§ 3. Химический состав слоя
Цементованный слой по химическим свойствам подобен закаленной инструментальной стали эвтектоидного или заэвтектоид-ного состава. В отожженном состоянии эта сталь имеет меньшую стойкость против коррозии, чем отожженная мягкая сталь, но после закалки стойкость ее улучшается; нет существенного различия между мягкой и закаленной сталью с большим содержанием углерода (по Uhligy). На химические свойства цементованных сталей количество легированных присадок особого влияния не оказывает.
ГЛАВА XI
ДЕФЕКТЫ ПРИ ЦЕМЕНТАЦИИ И ИХ ИСПРАВЛЕНИЕ
§ 1. Поверхностные и размерные дефекты
Для деталей сложной конфигурации, не подвергаемых после цементации шлифованию, некоторые поверхностные и размерные дефекты недопустимы.
Поверхностные дефекты зависят от дефектов структуры. При каждой закалке в изделии появляются деформации; они должны быть небольшими и равномерными. Шероховатая или волнистая поверхность обработанных деталей свидетельствует об изменении объема слоя. В структуре часто образуется цементитная сетка или мягкие места; всеми средствами препятствуют образованию цементной сетки. Дефект устраняют шлифованием.
Поверхностное разъедание имеет различный характер: шероховатые и круглые пятна, с рубцами на поверхности; нагары с поднятыми краями; приваренная шелуха; протравленные раковинки.
В большинстве случаев эти дефекты объясняются недостаточной чистотой поверхности перед цементацией или недостаточной чистотой при цементации. Остатки окалины, например, способствуют возникновению дефекта, а жир является причиной появления шероховатых пятен. Нагары образуются от загрязнения твердого карбюризатора (сера, недостаточное перемешивание со щелочами), а также от соприкосновения предметов с электродами в закалочной ванне. Шероховатые места возникают при ржавлении во влажном порошке, если деталь не подвергают обработке в день упаковки. Разъеденные в глубину пятна образуются иногда от порошков карбюризатора, который содержит щелочи и желтую кровяную соль. Этот дефект можно предупредить тщательным поддержанием чистоты при всех производственных процессах. Исправить дефекты можно только шлифованием.
Разъедание вызывают также соли серной кислоты (сульфаты); если появляется такой дефект, то необходимо проверить с помощью химического анализа присутствие сульфатов в порошке (твердом карбюризаторе) или в цементующей соли.
15 Цементация стали
217
§ 2. Изменение формы и размеров детали (деформация)
Изменение формы и размеров детали зависит от всех видов термической обработки перед цементацией, во время и после цементации, а также от конфигурации детали. Обратим внимание " на важные причины деформаций.
Закалка при слишком высокой температуре, двойная или повторная, и глубокая цементация бывают причинами неожиданно больших деформаций. Другой причиной деформации бывает интенсивная обработка материала, когда детали между операциями не отжигают для устранения напряжений. Иногда большая или меньшая склонность к деформации зависит от марки стали, индивидуальных свойств плавки. Причиной деформации может быть, например, загрузка деталей в цементационные горячие ящики, имеющие температуру цементации.
Во многих случаях упростить режим термической обработки цементованного изделия и, в частности, избежать двойной закалки не удается; тогда прибегают к исправлению коробления. Для этого применяют операции правки изделия и его шлифования. Во многих случаях используют изотермическую закалку изделия.
Трещины, расслоения или выкрошивание слоя, как правило,—признаки больших недостатков самой цементации (значительного перегрева и колебания температуры, а также резкой закалки в воде вместо масла). Иногда причиной этих дефектов бывает продолжительная цементация (например, если оставляют ящик по недосмотру в печи на два цементующих цикла) или неконтролируемая высокая температура закалки. Отставание слоя происходит из-за цементации при низкой температуре или из-за слишком науглероживающей среды.
Для предупреждения дефектов необходима аккуратность в работе, проведение производственного процесса одновременно с точным контролем температур при термической обработке и проверкой соответствующими термопарами. До тех пор, пока поверхность детали еще не повреждена, дефект можно частично исправить нормализацией (после осторожного нагревания от температуры первой закалки соответственно марке стали) и новой закалкой; необходимо считаться с большими деформациями. Слои с резким переходом исправляют диффузионным отжигом.
§ 3. Недостаточная твердость
Недостаточная твердость — наиболее заметный дефект, так как он обнаруживается при контроле сразу же после закалки. Причин недостаточной твердости несколько.
Недостаточную твердость, вызванную неправильной закалкой, легко ликвидируют повторной закалкой. Дефект может возникнуть при низкой температуре закалки (что бывает очень редко) или от неправильного охлаждения при закалке. Местная
218
мягкость, т. е. так называемые мягкие пятна, возникает у мелкозернистых сталей с небольшой прокаливаемостью. Это явление особенно проявляется на деталях из углеродистых сталей. Мягкие пятна могут быть вызваны анормальностью стали. Исправление возможно повторной закалкой при выполнении нормального режима. Часто помогает создание хорошей циркуляции в ванне.
Недостаточная твердость деталей может быть вызвана не-. большой толщиной слоя вследствие нарушений предписанного режима цементации: сокращения времени цементации, неравномерной или низкой температуры, ссыпания цементующего порошка или плохого состава цементующей ванны. Возникновение недостаточной твердости предупреждают точным выполнением всех условий цементации. Его можно исправить применением дополнительной кратковременной цементации.
Недостаточная твердость слоя объясняется недостатком цементующих порошков, плохим составом цементующих газов или цементующей ванны. Этот недостаток может быть обнаружен своевременно с помощью цементованных образцов при испытании, что при тщательном контроле позволяет вовремя исправить ошибку.
Недостаточная твердость, вызванная возникновением остаточного аустенита,— частое явление у сталей, содержащих свыше 4% Ni, которые из-за своего состава уже склонны к образованию остаточного аустенита. Остаточный аустенит появляется и у низколегированных сталей при закалке с перегревом.
Недостаточная твердость, возникшая вследствие обезуглероживания, легко обнаруживается напильником. Дефект бывает, как правило, вызван при нагреве в печи для закалки или в окисляющих соляных ваннах. Исправление не нужно, если рабочие поверхности детали шлифуются; иначе обезуглероживание необходимо было бы устранить кратким цементованном- в солях и повторной закалкой.
Недостаточная твердость, вызванная малым содержанием углерода в слое, проявляется при использовании отработавшего порошка, неправильно составленной ванны или при небольшом потенциале науглероживания газа. Этот недостаток обнаруживается химическим анализом и металлографическим исследованием. Предупредить его можно точным соблюдением предписанных условий. Исправляют его новым науглероживанием.
Недостаточная твердость обнаруживается также на тех участках, где поверхностные дефекты заметны невооруженным глазом. Это — результат действия окалины на поверхности, загрязнения поверхности защитными веществами (глиной или медью) или следствие образования сульфатов из примесей, богатых серой. Если не вызвано нарушение поверхности или если оно не очень большое, эти дефекты легко устраняют.
15*
219
1
Участки поверхности цементуются неравномерно при неудачном стряхивании порошка, образовании воздушных пространств в твердом карбюризаторе, попадании на деталь порошка во время манипуляции с ящиками или в результате прогорания ящиков.
§ 4. Структурные дефекты
В результате структурных дефектов стали возникают различные недостатки: низная твердость, склонность к возникновению шлифовочных трещин и отставанию цементованного слоя, хрупкость слоя. Дефекты устанавливают микроскопом, как было описано в предыдущей главе.
Неправильное распределение углерода в слое. В цементованном слое после нормально проведенного процесса перепад содержания углерода в направлении от поверхности к сердцевине бывает плавным. Соответственно этому переход от заэвтектоидной структуры через перлит к перлитно-ферритной структуре и далее к структуре сердцевины постепенный. Перлитная часть слоя занимает V2—2/3 всей толщины слоя, определенной под микроскопом от кромки до структуры сердцевины; остальная часть, кроме перлита, представляет смесь перлитных и ферритных участков тоже при достаточно плавном переходе.
Слишком резкий переход, сопровождаемый выделением цементита на поверхности, является признаком неправильного процесса цементации. Он свидетельствует о резком науглероживании и возникает при сильнодействующем карбюризаторе, неправильном составе соляной ванны или цементующего газа и наиболее часто при низкой температуре цементации из-за плохого обслуживания печи. Дефект предупреждают контролем и исследованием цементующей среды. Исправить его можно только с помощью диффузионного отжига.
Свободный цементит в цементованном слое не всегда является дефектной фазой, особенно, если он присутствует в небольшом количестве в виде глобулей. Присутствие цементита во многих деталях даже улучшает износоустойчивость слоя. В случае присутствия свободного цементита в виде сетки он ухудшает вязкость слоя и может послужить причиной выкрошивания. Надежное средство для исправления этого дефекта — диффузионный отжиг; иногда применяют закалку слоя с температуры свыше Дсст; после закалки цементит удерживается в твердом растворе.
Остаточный аустенит в цементованном слое уменьшает твердость слоя, так как изменяет его свойства по сравнению с цементитом в противоположном направлении. Нельзя сказать, что воздействие остаточного аустенита всегда вредно. В некоторых случаях большая вязкость слоя, вызванная остаточным аустенитом, очень нужна, например, для шестерен, которые при меньшей твердости лучше обкатываются.
ГЛАВА XII
СРАВНЕНИЕ СПОСОБОВ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛИ
Цементация — не единственное средство повышения поверхностной твердости деталей машин. Для этого используют и цианирование. Цианирование и цементация — два способа химикотермической обработки, создающей с помощью диффузии на поверхности детали слои большой твердости (располагаются на мягкой сердцевине). Известны и другие способы, основанные на поверхностной закалке изделий из стали с большим содержанием углерода. Все способы широко используются в промышленности.
Сравним способы поверхностной закалки стали с диффузионными процессами. В диффузионных процессах (цементация и цианирование) до рабочей температуры нагревают всю деталь (и те объемы, поверхность которых должна быть мягкой) и подвергают ее воздействий) внешней среды, пока поверхность не будет насыщена углеродом или азотом. При поверхностной закалке нагревают поверхность детали до необходимой температуры закалки только в том месте, которое должно быть твердым, что обычно продолжается очень недолго.
Применяя нагрев пламенем или индукционный нагрев (при последовательности закалки), можно производить поверхностную закалку деталей больших габаритов. При таком способе нагревают ту часть детали, которую нужно закалить; другую часть не нагревают. Необходимо учитывать, что для небольших и- неровных деталей применение нагрева пламенем и индукционного нагрева не позволяет создать твердые слои с точностью, которая достигается при диффузионных процессах.
При поверхностной закалке не получают глубоких и равномерных твердых слоев (как при диффузионных процессах). Качество закаленного слоя не соответствует качеству диффузионного слоя по износоустойчивости и сопротивлению усталости.
Поверхностную закалку можно сравнить с химико-термическими процессами (для деталей крупных, простого вида и у которых закалке подвергают отдельные части). Экономически поверхностная закалка выгодна в серийном,механизированном и автоматизированном производстве (особенно больших изделий).
221
Что можно установить при сравнении технических, технологических и экономических показателей цементации и азотирования?
Цементация по сравнению с азотированием имеет некоторые-технические недостатки. Азотированные слои отличаются высокой твердостью, большим сопротивлением истиранию и задирам, а также теплоустойчивостью и повышенной стойкостью против коррозии. Цианированные детали в целом подвергаются меньшему короблению, так как после цианирования их не закаливают.
Цементация имеет свои технические преимущества: слои получаются более вязкими, а с помощью отпуска вязкость еще повышается; цементованные детали сравнительно легко обрабатываются, а при значительном короблении их легко выправляют, так как они обладают большей вязкостью.
Цементация имеет и технологические преимущества. Выше было указано на многосторонность цементации, осуществляемой различными способами (цементация в твердом карбюризаторе, цементация в соляных растворах и газах). Оборудование для цементации обычно простое по конструкции.
Применение проходных муфельных печей позволило решить вопрос о непрерывности производства; процесс значительно ускоряют, применяя высокую температуру; с помощью цементации без особых трудностей получают слои различной толщины. Поэтому перед цементацией детали не нужно шлифовать, так как их можно отшлифовать после цементации.
Нельзя не упомянуть также о технологических преимуществах цианирования. Хотя оборудование для этого процесса очень сложное, сам процесс простой, надежный и точно управляемый. Преимущество его состоит еще и в том, что после цианирования не производят дальнейшую термическую обработку. Цианирование применяют для ряда легированных сталей, сообразуясь с тем, какую при этом преследуют цель — повышение твердости, улучшение сопротивления усталости или коррозии.
Нет сомнения в том, что цианирование — более дорогой способ, чем цементация. Для него пригодны только легированные стали, в то время как с помощью цементации и обычная углеродистая сталь приобретает хорошие свойства.
После цианирования, как правило, нет необходимости в термической обработке и детали получаются прочными. В таких случаях с экономической стороны цианирование можно сравнивать с цементацией.
Нельзя оба основных способа химико-термической обработки противопоставлять и отдавать предпочтение одному из них, так как каждый способ имеет свои преимущества и недостатки. Цементации и цианированию принадлежит ведущее место при термической обработке деталей в машиностроении; оба способа значительно улучшают качество изделий.
ЛИТЕРАТУРА
А. РАБОТЫ, ПОСВЯЩЕННЫЕ ЦЕМЕНТАЦИИ ИЛИ СОДЕРЖАЩИЕ ЗНАЧИТЕЛЬНЫЕ СТАТЬИ О ЦЕМЕНТАЦИИ
1. А с сонов А. Д., Термическая обработка деталей автомобиля, М., Машгиз, 19Э1.
2. Brearley Н., Schafer R.,Die Einsatzhartung von Stahl und Eisen, Berlin, I. Springer, 1926,
3. В u 11 e n s D. K„ Steel and its Heat Treatment, 5 vyd., sv. 11, New York, John Wiley a Sons, 1948.
4. G i о 1 i 11 i F„ La cementazione dellacciaio Torino, Unione tipografica torinese, 1912 (Английский перевод: The Cementation of Iron and Steel, New York, MacGraw-Hill, 1915).
5. Gmelin’s Handbuch der anorganischen Chemie, 8 изд.; част. А, отд. 1,1, Berlin, Verlag Chemie, 1934/39.
6. Гр э них Ф., Гав личе к М., Практика работы с цементацией газом, Прага, 1955.
7. G u i 11 е t L., La cementation des produits metallurgiques et sa generalisation, sv. 1, Cementation des aciers par le carbon, Paris, Dunod, 1935.
8. Jenkis I., Controlled atmospheres for the Heat Treatment of Metals, London, Chapman a Hall, 1946.
9. Metals Handbook— 1948 Edition, Cleveland: The American Society for Metals, 1948 (Kapitola: Case Hardening, str. 677—702).
10. Мицкевич A. H., Химико-термическая обработка стали, M., Машгиз, 1950.
11. Muller Н., Die Einsatzhartung Dusseldorf, Verlag Stahleisen, 1931.
12. Регирер 3. Л., Шмыков А. А., Цианирование стали, M., Me-таллургнздат, 1934.
13. Шмыков А. А., Справочник термиста, Москва, Машгиз, 1952.
13а. Воженнлек Б., Пути повышения производительности труда и повышение экономичности в закалочных цехах, Прага, SNTL, 1957.
Б. СТАТЬИ В ЖУРНАЛАХ И КНИГИ ИЗ РАЗЛИЧНЫХ ОБЛАСТЕЙ ТЕХНИКИ
14. А с h i 11 е s О., Uber die Schutzwirkung von Abdeckmitteln gegen Zementation bei teilweiser Oberflachenhartung, Berlin, I. Springer, 1930.
15. A 11 e n A. H., Rotary retort carburising cuts gas consumption, Steel 126, 1950, N 17, str. 74—76.
16. Allen L. M., Woodard D., Case hardening of austenitic stainless by the „carbidizing" process Steel Processing 38 (1952), str. 615—620.
17. Almen I. O., Some needed precautions when induction and flame hardening, Metal Progress 46 (1944).
18. Recent heat treatment furnace installations. Металлургия 53 (1956), N 320, стр. 257—275.
223
19. Gas carburizing, Automotive Engineer 41 (1951), N 546, str. 427—428.
20. A p x a p о в В. И., Конев В. Н., Повышение сопротивления хромистых покрытий против износа науглероживанием, Вестник машиностроения, 21. Bain Е. С„ Factors affecting the inherent hardenability of steel, Transactions ASST 20 (1932), str. 358—428.
22. В a i п E. C., Function of alloying elements in steel, Cleveland, The American Society for Metals, 1939, str. 135—141.
23. В a i n E. С., V i 1 e 11 a I. R., Austenitic grain size in steel, Metals Handbook, 1948, Edition, str. 399—406.
24. В e v e r M. B„ Floe C. F., Zaruba W. G., Carbonitriding on the increase survey shows, The Iron Age 168 (1951), N 11, str. 151—155.
25. В e v e г M. B., Floe C. F„ Zaruba W. G., A survey of industrial carbonitriding practice, Industrial Heating 2 (1953), str. 256—288.
26. Bishop E. G„ Case hardening and heat treatment with lequid cyanides, Heat Treating and Forging 22 (1938), N 8, str. 282—288.
27. Богуш О., Контроль цементующих твердых карбюризаторов, Techinckej radce, 5 (1944) и 1, стр. .10—<11.
28. В г a m 1 е у A., dinkings A. I., The diffusion of carbon and nitrogen into iron and steel, Part I, Iron and Steel Inst., Carnegie Scholarship Met. 15 (1926), str. 127—153.
29. Браун M. П., Власов A. M., Гольдин P. M., Газовое цианирование стали, Металлург, (1940), № 7, стр. 32.
29а. Bungardt К., Rii dinger К., Oberflachenhartung von Titan mit Stickstoff und Kohlenstoff, Zeitschrift ftir Mefallkunde, 47 (1956), N 8, str. 577—583.
30. В u r n s I. L., Moore T. L., Archer R. S„ Quantitative Hardenability Transactions ASM 26 (1938), str. 1—36.
31. ,,Cassel“ salts for heat treatment and case hardening, Лондон, I. С. I. 1955.
32. С о w a n R. I., Development in continous gas carburising Steel 1.13 (1943), N 11, str. 96, 118, 120, 122, 124—126.
33. Ч e p о з о в а В. Ф., Бондина Ю. А., Лысенко И. H., Бестарная цементация деталей в шахтных электропечах, Промышленная энергетика 8 (1951), № 3, стр. 14—15.
34. Ч и р и к о в В. Т. Газовое цианирование конструкционной стали, М., Машгнз, 1949.
35. Ч и р и к о в В. Т., Газовое цианирование, Автотракторное дело (1930), № 8—9.
36. Davis Е. F., Production carburizing, Transactions ASM (1938), N 3, str. 607—645.
37. Diergarten H., Albrecht C. Tiefzementieren von Chrom-Mo-lybdan und Chrom-Mangan-Einsatzstahlen in Salzbadern, Stahl und Eisen 61 (1941), N 23, str. 567—568.
38. Д о м о p а з e к И. Дефекты при термической обработке в защитных газовых средах, Strojirenstvi, 5 (1955) № 9, str. 693—700.
38а. Дошка рж И., Влияние некоторых присадок на скорость науглероживания цементующих сталей с помощью древесного угля при процессе цементации (Hutnicke listy 4 (1949), N 11—12).
39. Duf schmid L., Ho nd rem о nt E., Ursache des anormalen Ver-haltens von Stahlen bei der Einsatzhartung, Stahl und Eisen 51 (1931), str. 1613—1616.
40. Duferrit—Taschenbuch. Frankfurt a M. Degussa 1941.
41. Ehn E. W„ Influence of dissolved oxides on carburizing and hardening qualites of steel, Journal of the Iron and Steel Institute 105 (1922), str. 157.
42. E n о s G. H., Beschleunigungsmittel in Zementationsgemischen, Stahl und Eisen 52 (1932), N 39, стр. 956.
43. F a z i о T. C., Measurement of case depth by hardness gradient, Metal Progress 46 (1944), N 1, str. 89—90.
224
44. Feszczenko-Czopiwski L, Revue de la Societe russe de Me-tallurgie I (1941), str. 245.
45. Galibourg-Ballay, Revue de metalurgie 19 (1922), str. 222.
46. Г л а з о в а А. И., Аппаратура для контроля процесса газовой цементации, Заводская лаборатория, № 10, стр. 1249—4202.
47. Guettel Ch., New thermocouple for service in reducing atmospheres, Metal Progress 69 (1956), N 4, str. 89—90.
* 48. Guillet L„ Grit fit C h. De la cementation par carbon, Revue dr Metallurgie 5 (1909), str. 1013.
49. Г у д ц о в H. Т„ Сумин И. А., Ускорение цементации путем использования электрического тока, Металлург 12 (1987), № 4, стр. 65—67.
50. Н а п с о с k Р. F., Modern casehardening processes, Iron and Steel 29 (1956), № 3, str. 87—93.
51. H a n s о n - H u r s t, Journal of the Iron and Steel Institute (1919).
52. Harris F. E., Controlled gas carburizing, Steel Processing 30 (1944), N 1, str. 47*49.
53. Harris F. E., Case depth, Metal Progress 44 (1943), str. 265—272.
54. Гавличек M., Гудец В., Опыт работы с печами монокарб для цементации в газовой среде, Strojirenska vyroba (1955), N 4, стр. 4i45—152.
55. Hol с го ft W. H., Carbonitriding in present practice, Metal Progress 59 (1950), N 6, str. 843—846.
56. Горак В., Слоуп M., Цементация газом в загруженных муфелях, Strojirenstvi 3 (1953), N 12, стр. 914—922.
57. Hou dremo nt Е., Schrader Н., Einfluss der Legierungselemente auf das Verhalten von Stahlen bei der Einsatzhartung, Archiv ftir Eisenhiitten-wesen 8 (1934—35), N 10, str. 445—459.
58. И п а т о в H. К., Динамическая прочность цементованной ннзкоугле-родистой и среднеуглеродистой стали, Автомобильная и тракторная промышленность (1935), № 9, стр. 28.
59. И р к о в с к и й Р., Технический анализ эксплуатационных газов и шахтных потоков, Прага, Prirodovedecke nakladatelstvi, 1952.
60. К а 1 е n Н., Schrader Н., Sparstoffarme Chromomolybdan-Ein-satzstahle Durferrit-Mitteilungen 4 (1935), N 9, str. 35—47.
61. Ko eb el N. K., Modern gas carburizing and carbonitriding practice. Iron and Steel 28 (1956), N 10, str. 421—425.
62. Корецкий Я., Азотирование, Прага, Prumyslove vydavatelstvi, 1951.
63. Корецкий Я., Поверхностное обогащение металлов, 3 изд., Прага, Ргасе, 1950.
64. К о р е ц к и й Я., Местное упрочнение деталей машин, Cs. strojnik a elektrotechnik 31 (1936), стр. 207—209.
65. Корецкий Я., Прогресс термической обработки, Прага, 1956.
66. Корецкий Я., Поспешил Р., Редкие металлы в технике, Прага, ICMF, 1948.
67. Косов К. В., Термическая обработка автомобильных деталей на Горьковском автозаводе, Автомобильная и тракторная промышленность 11 (1951), № 11, стр. 16—21.
67а. Красный О., Технология термической обработки на некоторых автомобильных заводах за рубежом, Strojirenska vyroba 5, 1957, N 1, str. 18—26.
68. Kreim I., Zweckmassige Hartung von Chrom-Mangan-Einsatzstahlen nach dem Einsatzen, Stahl und Eisen 62 (1942), N 7, str. 130—136.
69. Л а б о н e к ф., Прокаливаемость стали, Strojirenstvi 5 (1955), N 1, стр. 40—50.
70. L e d e b u г A., Einiges fiber das Zementieren, Stahl und Eisen 26 (1906), str. 72.
71. Leland С. H., Cas carburizing, Metal Progress 55 (1949), N 6, str. 811—815.
225
72. M a c Qua id H. V., The Me Quaid—Ehn test, Metals Handbook 1948 Edition, str. 407—408.
73. M а л ы ш e в Б. В., Агрегат непрерывного действия для газовой цементации н отжига. Вестник машиностроения (1947), № 5, стр. 08—70.
74. Meyer Н. U., Der Einfluss von Legierungsstoffen auf die Randhart--: barkeit von Einsatzstahlen, Stahl und Eisen 76 (1956), N 2, str. 68—78.
75. Миркин И. Л., Термическая обработка стали холодом, М„ Маш-гиз, 1950.
76. Н е м е ч е к И., Сверхэвтектоидное содержание углерода в цементованных слоях. Термическая обработка цементованных слоев со сверхэвтекто-идным углеродом, Strojirenstvi 4 (1954), N 11, 12, стр. 846—849, 902—912.
77. Но се к И., Петру А., Вода в поверхностном обогащении металлов, Прага, Prumyslove vydavatelstvi, 1952.
78. Р I е q f f е г W. С., Automatic casehardening of small stampings. Maschinery (американское издание) 57 (1950), № 2, стр. 153—456.
79. Погодин-Алексеев Г. И., Земсков Г. В., Цементация стали природным газом, Вестннк машиностроения (1953), № 10, стр. 65.
80. Р omey I., Precontraites et durcissement superficiel des pieces d’acier, Revue de Metallurgie 66 (1949), N 1, 2, 3, str. 108—120, 163—180.
81. Pome у I., Courday R., Moulin I., Etude magnetique des alliages Fe—C—N, Revue de Metallurgie 68 (1951), N 7, str. 552—560.
82. Привалов С. H., Безмуфельная печь для газовой цементации, Машиностроение (1941), № 58, стр. 3.
83. Пршеносил Б., Некоторые свойства ннтроцементованных слоев (диссертация, 1956).
84. П р ш е н о с и л Б., Нитроцементующие газовые среды, Strojirenstvi 3 (1953), № 9, стр. 659—666.
85- . R a gat z R. А., К ova Ike С. L., Beschleunigte Wirkung verschiede-ner chemischer Verbindungen bei der Einsatzhartung mit festen Einsatzmittel, Gie₽erei 19 (1932), N 13—14, str. 134—135.
86. Reaumur Rene Antonie, L’art de convertir le fee forge en acier et l’art d’adoucir le fer fondu... Paris: Michel Brunet, 1722.
87. R e n g s t a f f G. W., В e v e г M. B., Floe C. F., The carbonitriding process of case hardening steel ASM Preprint (1950), N 1, str. 1—30.
88. R i c h a г d s I. W., New process of casehardening, Iron Trade Review (1919), N 2, str. 437—438.
89. R о u s h R. W., Dames A. C., A study of commercial carburising containers, Transactions of ASM 26 (1938), N 3, str. 646—686.
90. R о w 1 a n d E. S., Lyle S. K-, Measurement of case depth by martensite formation, Metal Progress 47 (1945), str. 907—912.
91. Самойлов H. В., Ускоренный отжиг цементованных деталей из стали 18ХНВА, Вестник машиностроения (1953), стр. 42.
92. Сб. Полная механизация термической обработки, Прага, Prumyslove vydavatelstvi, 1952.
93. Сб. Обработка инструмента в холодном состоянии, Прага, Prumyslove vydavatelstvi, 1951.
94. С е м и н Л. Е., Новый метод газовой цементации, Промышленная энергетика 7 (1950), № 10, стр. 11.
95. S 1 a 11 е n s с h е k A., Die Gesetze der Diffusion bei der Aufkohlung im Salzbad und im Pulver, Harterei-Technische Mitteilungen 2 (1943), str. 110—122.
96. S m i t h F. C., Modern heat treating in truck manufacture, Metal Progress 20 (1931), N 6, str. 45—52.
97. S m о 1 u c h о w s к i R„ Physical Revue 63 (1943), str. 483.
98. Spencer L. I., Production carburizing, Steel Processing 33 (1947), N 1, str. 43—50.
98a. Stanley I. K., Cementation with radioactive carbon, Metal Progress 52, 1947, N 2, str. 227—229.
226
99. Синферрит, соли цементующие для отжига, закалки, отпуска н обогащения, Прага, Synthesia—USCP, 1949.
100. Шмыков А. А., Контролируемые атмосферы, М., Машгиз, 1953.
101. Штефец Р., Химические составы сталей, нормированные в Чехословацкой Социалистической Республике и за границей, Прага, Prumyslove vydavatelstvi, 1951.
101а. Штефец Р., Добры., Пособие для сравнения наших цементирующих сталей, Hutnicke listy 9 (1956), N 9, стр. 536'—41.
102. Тарабрнн Г., Цементация стальных деталей в жидком чугуне, Паровозник (1940), № 4, стр. 47—48.
103. V а 1 е n t i n е О., Structures and properties of some carbonitrided cases, Metal Progress (1953), str. 97—103.
104. Витензон С. П., Бранцевич В. P., Газовая цементация сжиженными углеводородными газами, Вестник машиностроения 27 (1947), № 2, стр. 38—44.
105. Волчанский И. А., К вопросу цементации стали жидкими углеводородами, Вестник машиностроения (1953), № 7, стр. 30.
106. Weih rich R., Einsatzversuche von nichtrostenden Chromstahlen, Stahl und Eisen 61 (1941), N 4, str. 83—84.
107. Wells, Mehl R. F., Rate of diffusion on carbon in austenite in plain carbon, in nickel and in manganese stells, Metals Technology 7 (1940), N 5, Technikal Publication 1180.
108. W i d r i g S. L., The chemical and physical characteristics of carburizing componds and their handling in production, Transactions AMS 26 (1938), N 3, str. 687—705.
109. Widrig S. L., Groves W. T., Forgeability, machinability and hardenability of boron carburizung steels, Metal Progress 61 (1952), N 6, str. 71—76.
110. Widrig S. L., Reed I. E., Culled D. F., Suspended carburization. Materials and Methods 25 (1947), N 2, str. 65—68.
111. Wiegand H„ Scheinost R., Einfluss der Einsatzhartung auf die Beige und Verdrehwechselfestigkeit von glatten und quergebohrten Probesta-ben, Archiv f. d, Eisenhuttenwesen 12 (1939), str. 445—449.
112. Wohlgemuth K-, Die Frage des Schwefelgehaltes von Einsatzpul-vern bei Verwendung in elektrisch beheizten Ofen, Fertigungstechnik (1943), N 4, str. 92—94.
113. Зборжил Я., Производственные простые цементующие атмосферы, Strojirenstvi 3 (1953), N 12, str. 909—13.
114. Зборжил Я-, Цементация газом в нормальных камерных печах с помощью муфелей, Strojirenstvi 3, 19537, N 5, стр. 360—365.
145. Зборжил Я., Шала А., Установление науглероживающего потенциала атмосферы. Strojirenstvi 6 (1956), N 5 стр. 327—330.
ОГЛАВЛЕНИЕ
Стр. '
Предисловие ..................................................... 5
Введение ........................................................ 6
Глава I
Сущность цементации
§ 1. Система Fe — С (содержание углерода до 2%).............. 9
§ 2. Превращение аустенита в перлит..........................14
§ 3. .Перлит нормальный и анормальный.........................—
§ 4. Влияние азота на равновесную систему железо—углерод . . 16
§ 5. Диффузия углерода в сталь...............................17
§ 6. Перепад концентрации углерода в слое....................20
§ 7. Поверхностный слой и его термическая обработка .... 21
§ 8. Химизм процесса цементации..............................23
§ 9. Факторы, оказывающие влияние на процесс цементации ... 28
Глава II
Цементуемые стали
§ 1. Краткий обзор стандартных цементуемых сталей............35
§ 2. Значение химического состава и чистоты цементуемых сталей. 37
§ 3. Значение зерна аустенита при цементации................44
§ 4. Закаливаемость цементуемых сталей.....................45
§ 5. Прокаливаемость цементуемых сталей....................46
§ 6. Обзор легированных цементуемых сталей по Чехословацкому Государственному Стандарту (CSN) 420075 ................... 47
§ 7. Обзор советских цементуемых сталей [101]................64
§ 8. Обзор иностранных цементуемых сталей [101]...............—
§ 9. Принцип выбора цементуемых сталей.......................66
Глава III
Термическая обработка цементованных сталей
§ 1. Термическая обработка перед цементацией.................69
§ 2. Закалка после цементации.............................. 72
§ 3. Отпуск после цементации.................................77
§ 4. Термическая обработка для исправления дефектов слоя ... 78
228
Стр.
Глава IV
Подготовка деталей перед цементацией
§ 1. Механическая обработка деталей..........................83
§ 2. Подготовка к цементации.................................84
Глава V
Цементация в твердом карбюризаторе
§ 1. Состав карбюризаторов...................................90
§ 2. Подготовка и хранение карбюризаторов....................94
§ 3. Практика цементации в карбюризаторе.....................96
§ 4. Цементующие пасты .....................................112
Глава VI
Цементация в жидкой среде
§ 1. Состав цементующих солей...............................114
§ 2. Состав цементующих смесей..............................116
§ 3. Оборудование для цементации в расплавленных солях . . .118
§ 4. Различия между цементацией в твердых карбюризаторах и солях.....................................................123
§ 5. Практика цементации в соляных ваннах...................124
§ 6. Уход за соляными ваннами...............................132
§ 7. Вайны из известковых солей.............................138
§ 8. Меры предосторожности при работе с цианидами...........139
Глава VII
Газовая цементация
§ 1. Равновесные состояния в газовых смесях................140
§ 2. Потенциал науглероживания.............................146
§ 3.‘ Образование сажи и действие катализаторов............148
§ 4. Значение точки росы.....................................—
§ 5. Цементующие газовые смеси и их приготовление..........149
§ 6. Очистка газов.........................................159
§ 7. Смешивание газов .....................................160
§ 8. Печи для цементации газом.............................164
§ 9. Нитроцементация ......................................181
§ 10. Одновременное воздействие углерода и азота на образование слоя .......................................................182
§ 11. Выбор стали для нитроцементации.......................183
§ 12. Выбор газовой среды для нитроцементации.................—
§ 13. Выбор температуры для нитроцементации.................184
§ 14. Оборудование для нитроцементации......................185
§ 15. Обработка деталей после нитроцементации.................—
§ 16. Структура и свойства нитроцементовднного слоя.........187
229
Стр.
Глава VIII
Обработка деталей после цементации
§ 1. Очистка ...........................................191
§ 2. Отпуск ...........................................192
§ 3. Местное смягчение......................................193
§ 4. Правка ...........................................194
§ 5. Шлифование.............................................. —
Глава IX
Цементация специальных сталей, чугуна и металлов
§ 1. Цементация сталей с большим содержанием углерода .... 196
§ 2. Цементация нержавеющих сталей..........................198
§ 3. Цементация ковкого н серого чугуна.......................—
§ 4. Цементация тантала, титана и деталей, покрытых хромом . . 199
§ 5. Особые процессы цементации...............................—
§ 6. Цементация при индукционном нагреве......................—
Глава X
Контроль качества цементованных слоев
§ 1. Состав, структура и толщина слоя.......................201
§ 2. Физические и механические свойства слоя................207
§ 3. Химический состав слоя . . . . .......................216
Глава XI
Дефекты при цементации н их исправление
§ 1. Поверхностные и размерные дефекты......................217
§ 2. Изменение формы и размеров детали (деформация) .... 218
§ 3. Недостаточная твердость..................................—
§ 4. Структурные дефекты....................................220
Глава XII
Сравнение способов поверхностного упрочнения сталей
Литература........................................................223
В 1962 году издательство
СУДПРОМГИЗ
выпускает в свет новые книги:
ВЕЙНГАРТЕН А. М„ ДЕЛЛЕ В. А., НОСКИН А. В., СОКОЛОВ! Н. Н., ТОВСТЫХ Е. В., ШПЕЙЗМАН В. М., Судостроительная сталь, 25 печ. л., ц. 1 руб. 20 коп.
В книге изложены сведения о технологии изготовления стальных изделий, их термической обработке, контроле и оценке свойств стали, корпусной листовой и профильной стали, конструкционной стали для фасонных отливок и поковок, сталях нержавеющей, немагнитной и теплопрочной, двухслойной листовой корпусной стали, а также о стали для судовых трубопроводов, для якорей н цепей. Для каждой из марок сталей указаны требования, предъявляемые к ней, особенности обработки и сварки.
Книга рассчитана на инженерно-технических работников судостроительной и смежных отраслей промышленности; может быть использована студентами кораблестроительных, металлургических н машиностроительных вузов.
БОЙЦОВ Г. В., НЕБЫЛОВ В. М., ТАУБИН Г. О., Прочность судовых конструкций из алюминиевых сплавов, 15 печ. л., ц. 85 коп.
В книге излагаются особенности проектирования и методы расчета прочности судовых конструкций, изготовленных из алюминиевых сплавов. Исследуется зависимость веса корпуса и размеров связей судового набора от механических характеристик материала, приведены нормы прочности для конструкций из алюминиевых сплавов.
Книга предназначается для инженерно-технических работников судостроительных заводов и конструкторских бюро, занимающихся проектированием и изготовлением корпусных конструкций из алюминиевых сплавов. Может быть использована студентами кораблестроительных вузов и факультетов.
МАКСИМАДЖИ А. И., НОВИКОВ О. А., СОКОЛОВ Л. Г. Эффективность применения низколегированных сталей в судостроении, 12 печ. л., ц. 50 коп.
В книге рассматривается комплекс факторов, влияющих на эффективность применения в транспортном судостроении сталей повышенной прочности. Даются рекомендации для установления рациональных пределов применения тех или иных сталей для различных типов судов.
31