



















































































































































































































































































































































































































































































































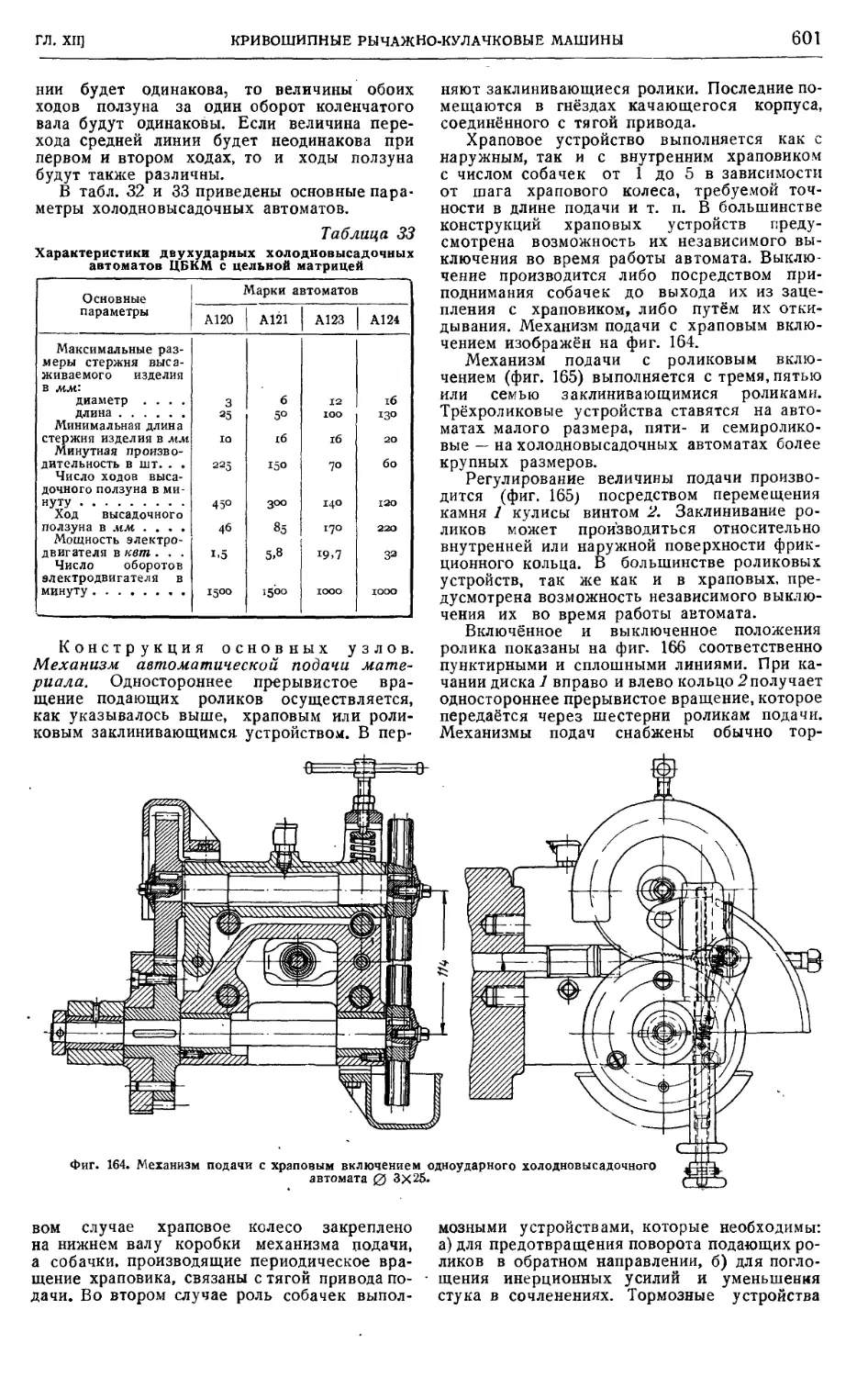


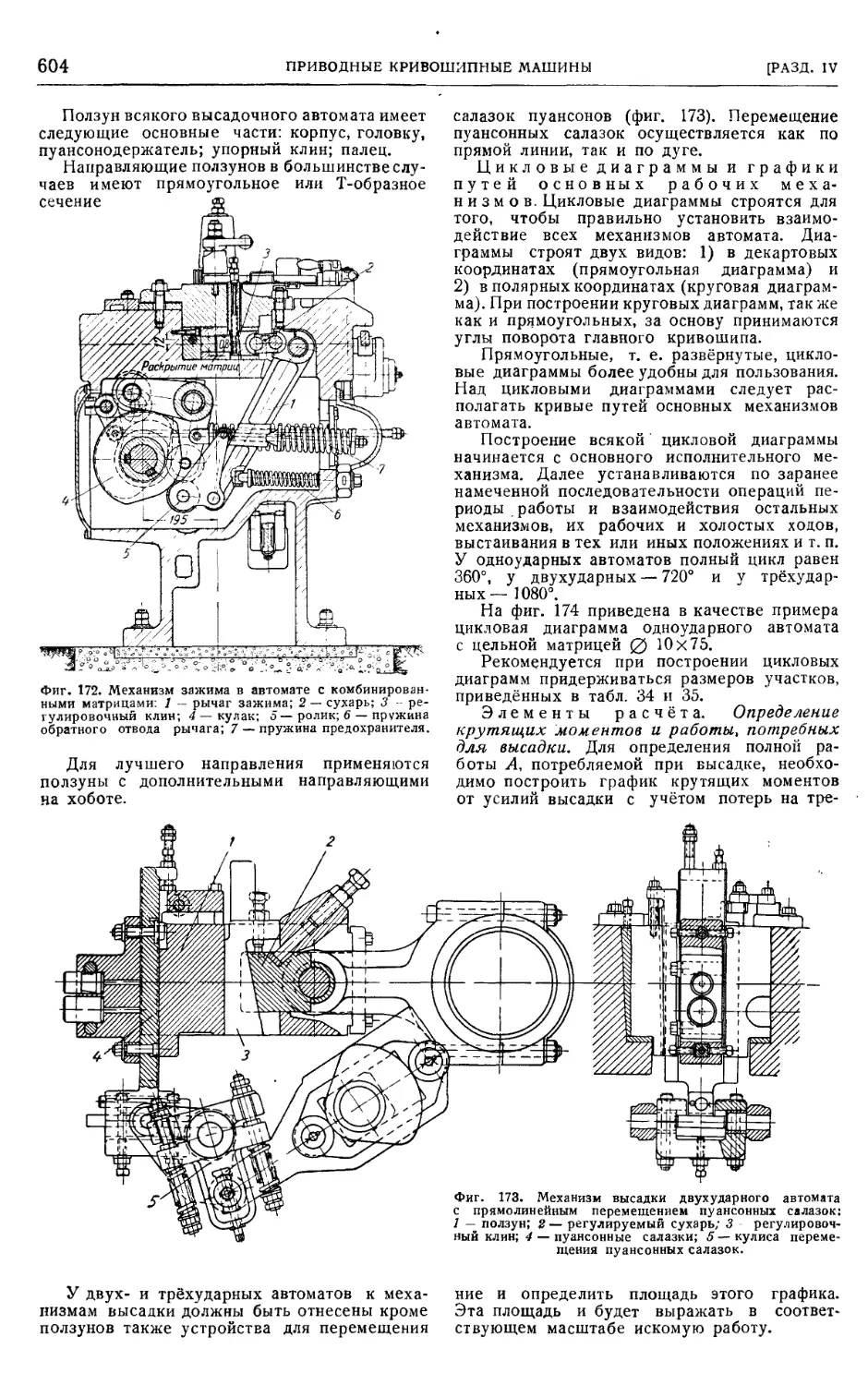














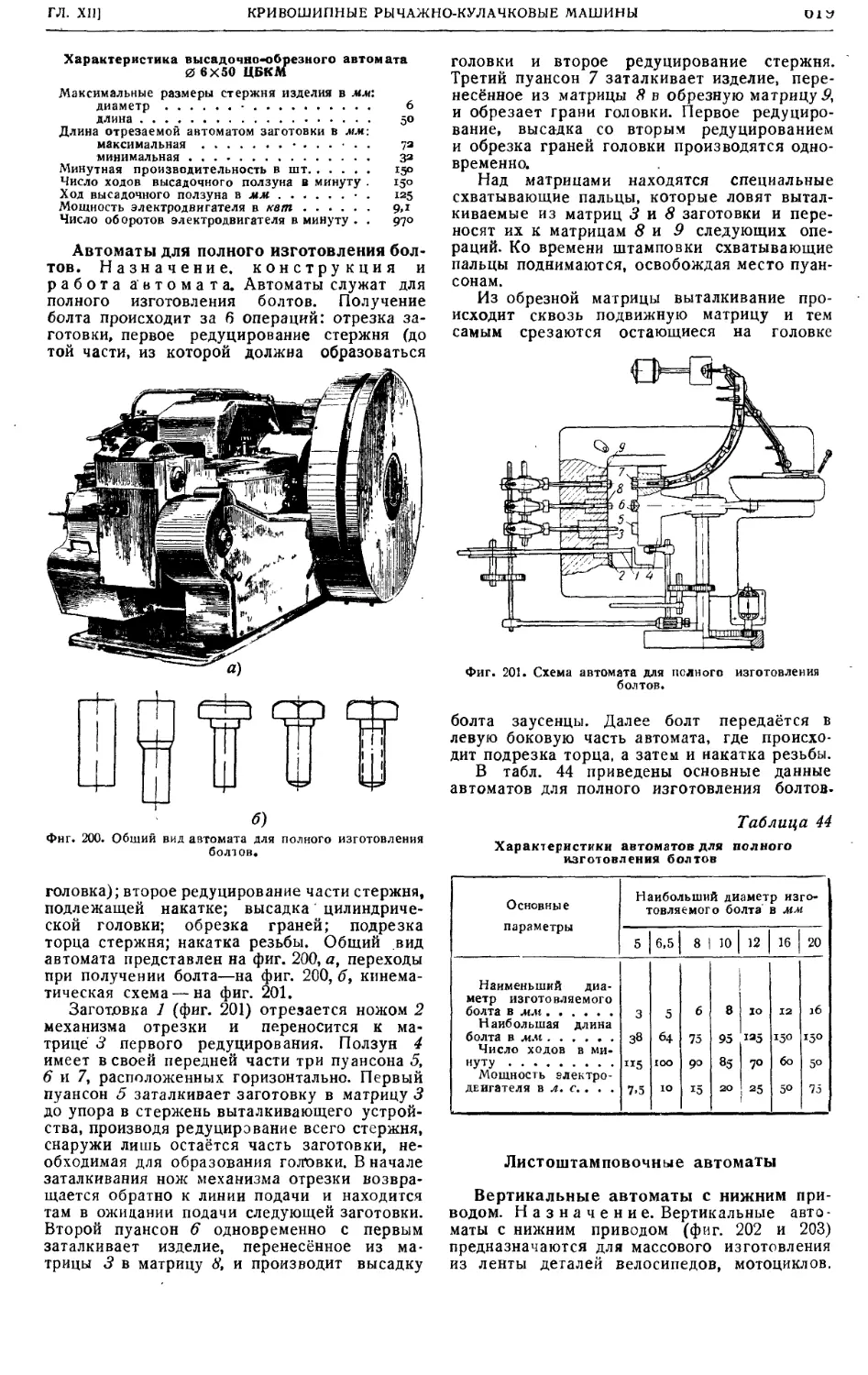

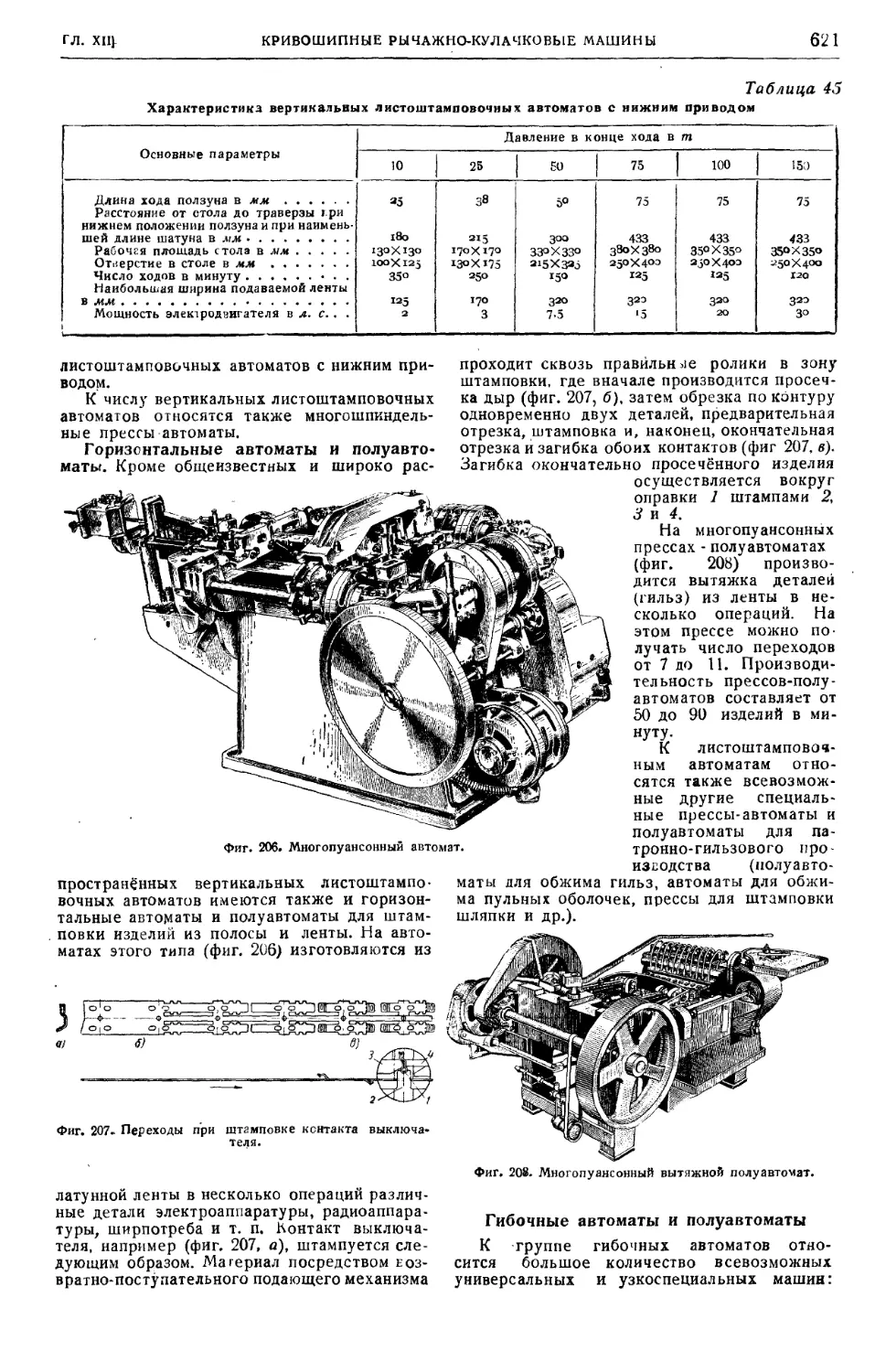


















































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, I Л. К. МАРТЕНС | , Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Педсовета). Е. О. ПАТОН, |л. К. РАМЗИН|, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К, ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я. ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ЧЕТВЁРТЫЙ
КОНСТРУИРОВАНИЕ
МАШИН
том 8
Ответственный редактор
проф., д-р техн. наук М. А. САВЕРИН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва - 1 9 4 8
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. Л1. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Зав. производством Справочника
Б. С. Раецкий. Техн. редактор Т. Ф. Соколова. Зав. корректорской
С. А. Третьяков. Корректор Ю. Н. Николаева. Переплет работы художника
А. Л. Вельского. Руководители графическою бюро А. И. Эйфель и
А. А. Силаев. Графики и ксилографы А. М. Тетерин, А. Ф. Иваницкая,
Е. Г. Курочкин, Н. И. Корытцев, Н. М. Владимирова, 3. И. Погудкина,
Т. И. Корытцева, Е. Е. Кирсанов.
*
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Я. И. Панин. Гл. инженер О. Я. Васин. Зав. производством
Л. О. Машгиза Я. И. Лебедев. Зав. производством типографии Н. С. Кондрот.
Набор и вёрстка произведены под руководством С. А. Павлова и техно-
лога Э. Я. Потапенко. Печатью руководили М. П. Седов и технолог
С. М- Сундаков. Брошировочно-переплётные работы выполнялись под
руководством М. Ф. Семёнова. Тиснением руководила Д. Г. Белова.
Матрицы и стереотипы изготовлены под руководством И. М. Беспалова.
Типографская корректура проведена под руководством Е. А. Беляйкина.
Бумага фабрики им. Еолодарского. Ледерин Щелковской фабрики. Картон
Калининской фабрики. Шрифт изготовлен на 1-ми 2-м шрифтолитейных
заводах.
8-й том сдан в производство 16'V 1948—24, VII 1948 г. Подписано к печати
26 X 1948 г. А10565. Зак. 3476. Бумага 70xl08Vie. Уч.-изд. листов 143.
Печатных листов 671.,. Тираж 50 000 il-й завод 1—15 000).
Адрес шпографии: Ленинград, ул. Моисеенко, д, Ю.
АВТОРЫ ТОМА
| Н. П. АКСЕНОВ |, проф., д-р техн. наук; П. Н. АКСЕНОВ, проф., д-р техн.
наук; И. Л. БРИНБЕРГ, инж.; Б. П. ВИНОГРАДОВ, инж.; А. И. ВОЛКОМИЧ,
инж.; И. И. ГИРШ, канд. техн. наук; Д. Л. ГЛИЗМАНЕНКО, доц., канд. техн.
наук; А. Т. ГОЛОВАН, проф., д-р техн. наук; Н. В. ГОЛИКОВ, инж.; А. И. ЗИ-
МИН, проф.; А. Н. ИРОШНИКОВ, канд. техн. наук; Н. Л. КАГАНОВ, доц., канд.
техн. наук; А М. КОГОС, инж.; А. А. КОРОЛЕВ, инж.; Н. П. КУНИЦКИЙ, доц.,
канд техн. наук; П. В. ЛОБАЧЕВ, инж.; К. В. ЛЮБАВСКИЙ, д-р техн. наук;
А. Н. МАЛОВ, доц., канд. техн. наук; Е. Н. МОШНИН, инж.; Г. А. НАВ-
РОЦКИЙ,-канд. техн. наук; А. Ф. НИСТРАТОВ, инж.; Е. О. ПАТОН, акад.;
К. В. ПЕРЕДЕЛЬСКИЙ, доц., канд. техн. наук; | В. К. ПОПОВ |, проф., д-р техн.
наук; Б. В. РОЗАНОВ, инж.; М. В. СТОРОЖЕВ, доц., канд. техн. наук; А. И. ЦЕ-
ЛИКОВ, проф., д-р техн. наук; Е. А. ЧЕРЕЙСКИЙ, инж.; Б. 3. ЧЕРНЯК,
канд. техн. наук; В. Ф. ЩЕГЛОВ, канд. техн. наук.
* *
*
НАУЧНЫЕ РЕДАКТОРЫ
АКСЕНОВ Н. П. I . проф., д-р техн. наук (гл. II—VI); АНДРЕЕВ В. П., доц., канд. техн. наук
(гл. I); БЛИЗНЯНСКИЙ А. С. (терминология и обозначения); ЗИМИН А. И., проф. (гл. X—XVI);
ХРЕНОВ К. К., действ, член АН УССР (гл. VII—IX); ЦЕЛИКОВ А. И., проф., Д-р техн. наук
(гл. XVII—XX).
Научные редакторы графических работ инж. В. Г. КАРГАНОВ и инж. П. М. ИОНОВ
*
Редактор-организатор тома Т. Б. КРАСНОВА
*
Зав. редакцией В. Н. МАЛЕЦКАЯ
Адрес редакции: Москва, 12, ул. Куйбышева, 4, пом, 12
Главная редакция энциклопедического справочника „Машиностроение'
СОДЕРЖАНИЕ
От редактора VII
Глава I. ЭЛЕКТРОПРИВОД МАШИН (проф.,
д-р техн. наук | В. К. Попов |) 1
Общие сведения 1
Механические характеристики электродвига-
телей 4
Выбор типа электропривода 13
Основы динамики электропривода 25
Выбор мощности электродвигателя привода . 31
Переходные процессы электроприводов .... 38
А ппаратура управления электроприводами . . 48
Принципы автоматического управления элек-
тродвигателями 61
Синхронизация хода 68
МАШИНЫ ЛИТЕЙНОГО
ПРОИЗВОДСТВА
Глава II. ОБОРУДОВАНИЕ ДЛЯ ПРИГОТО-
ВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИА-
ЛОВ И СМЕСЕЙ 78
Общие сведения (проф., д-р техн. наук
\Н. Л. Аксенов]) 78
Оборудование для предварительного пригото-
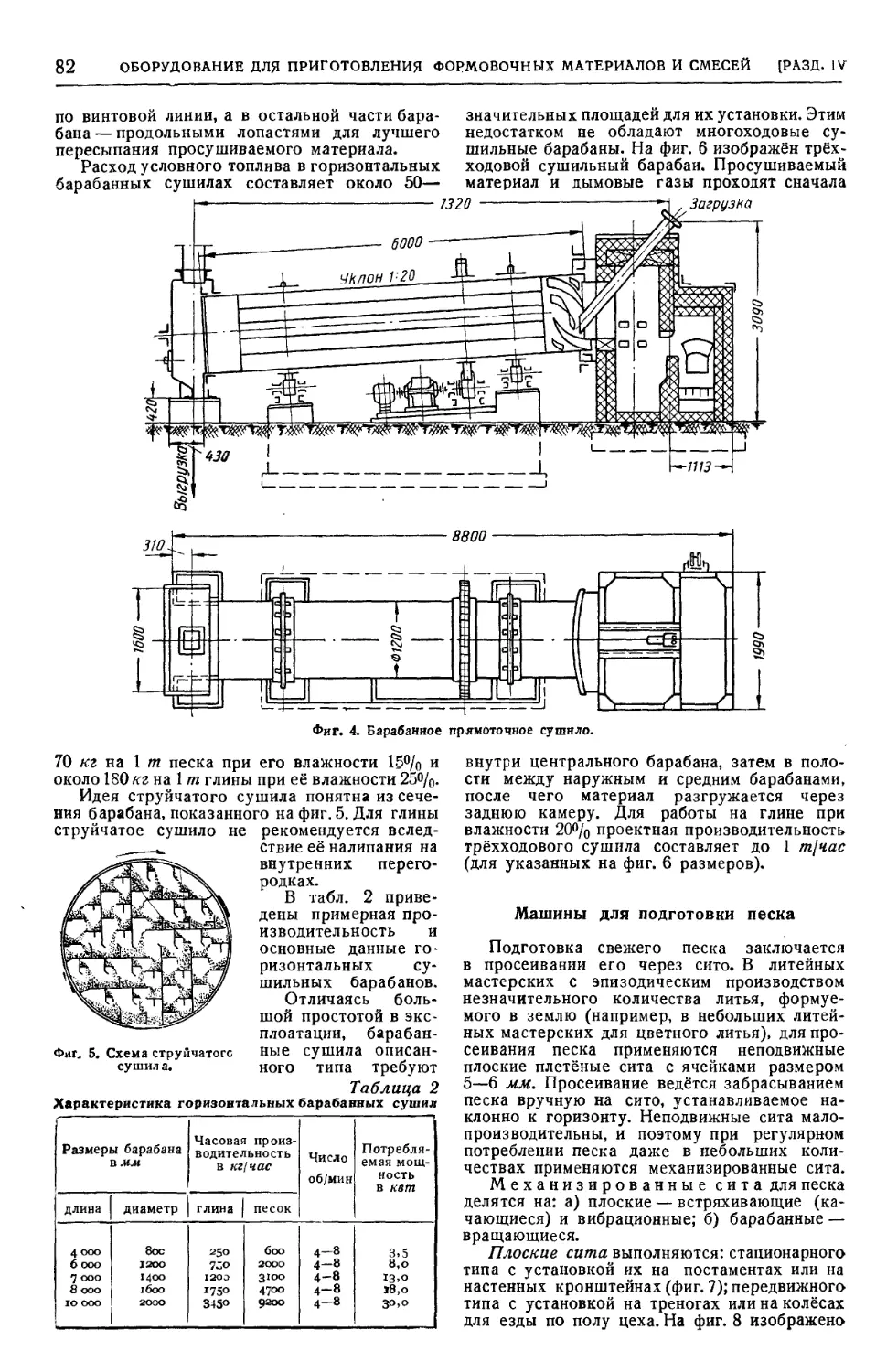
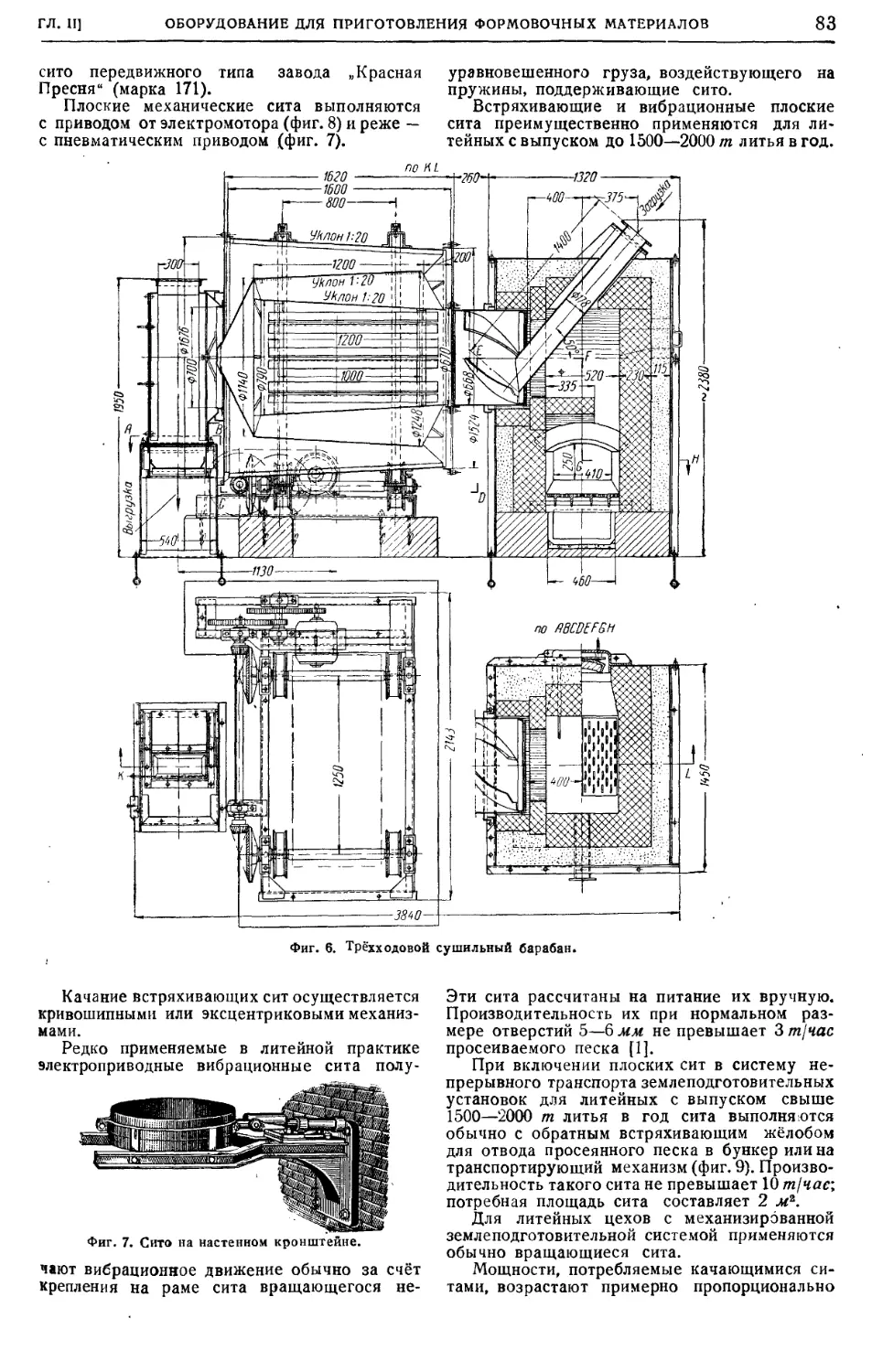
вления свежих формовочных материалов . . 78
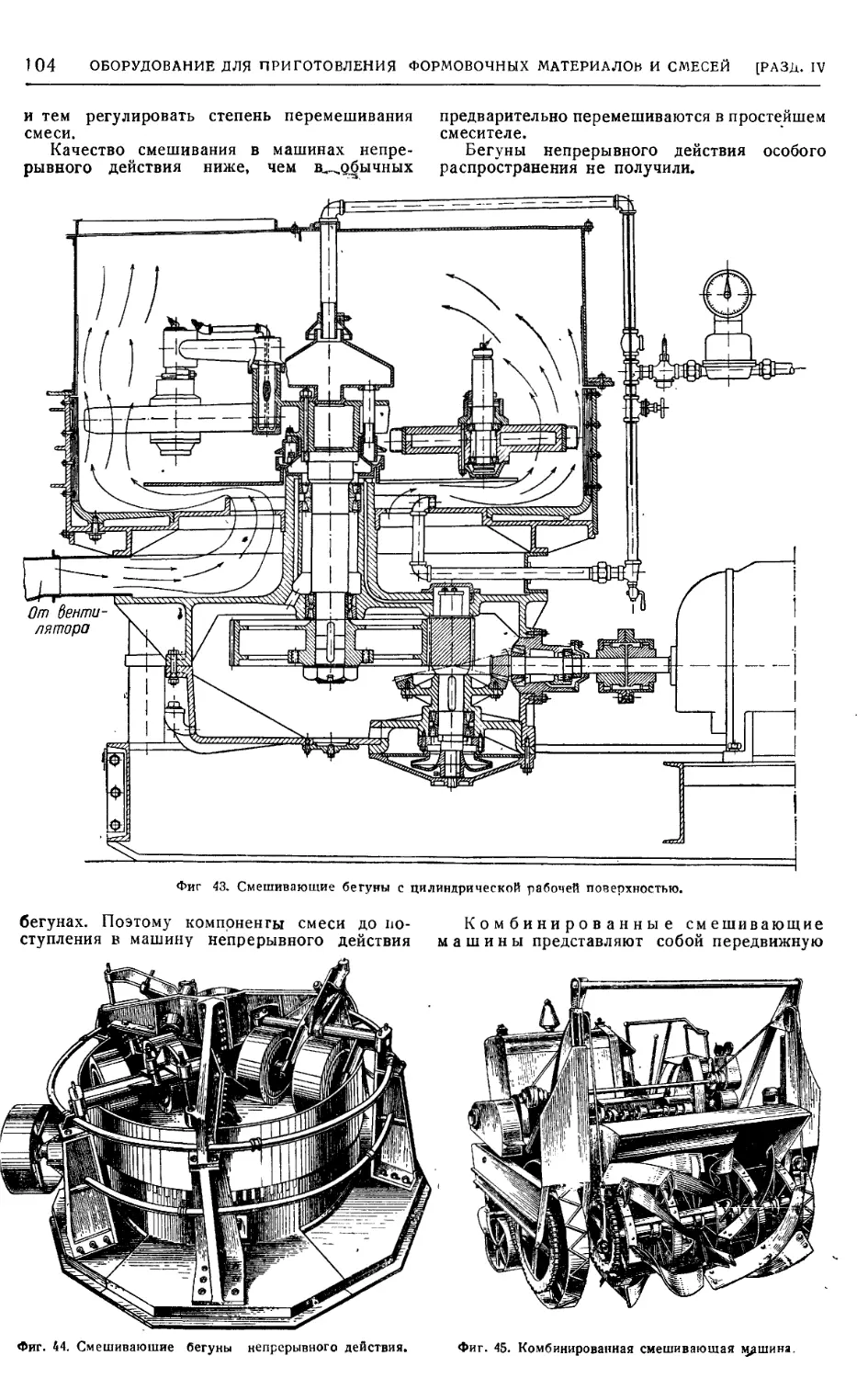
Машины для переработки отработанной фор-
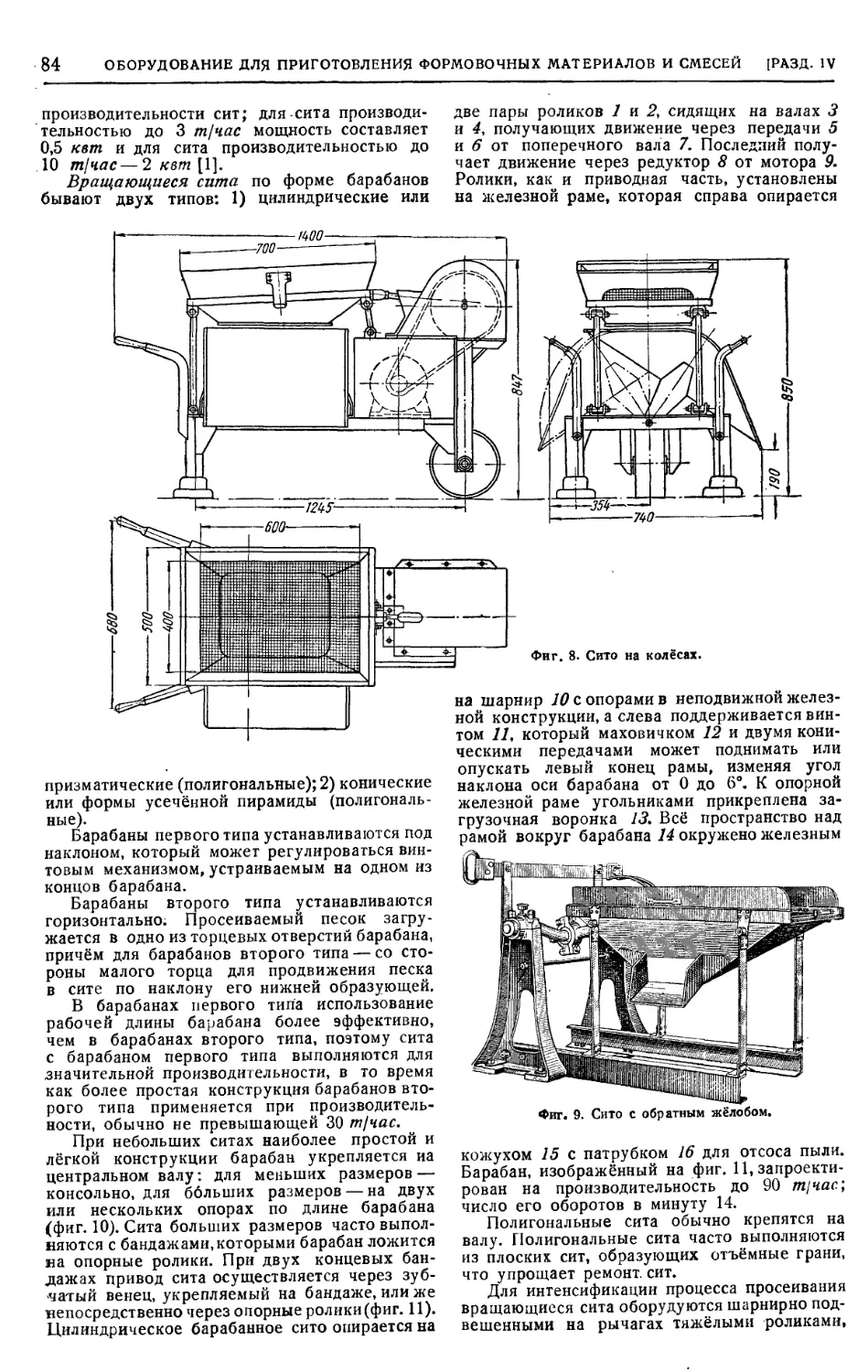
мовочной земли (анж. Е. А. Черейский). . 93
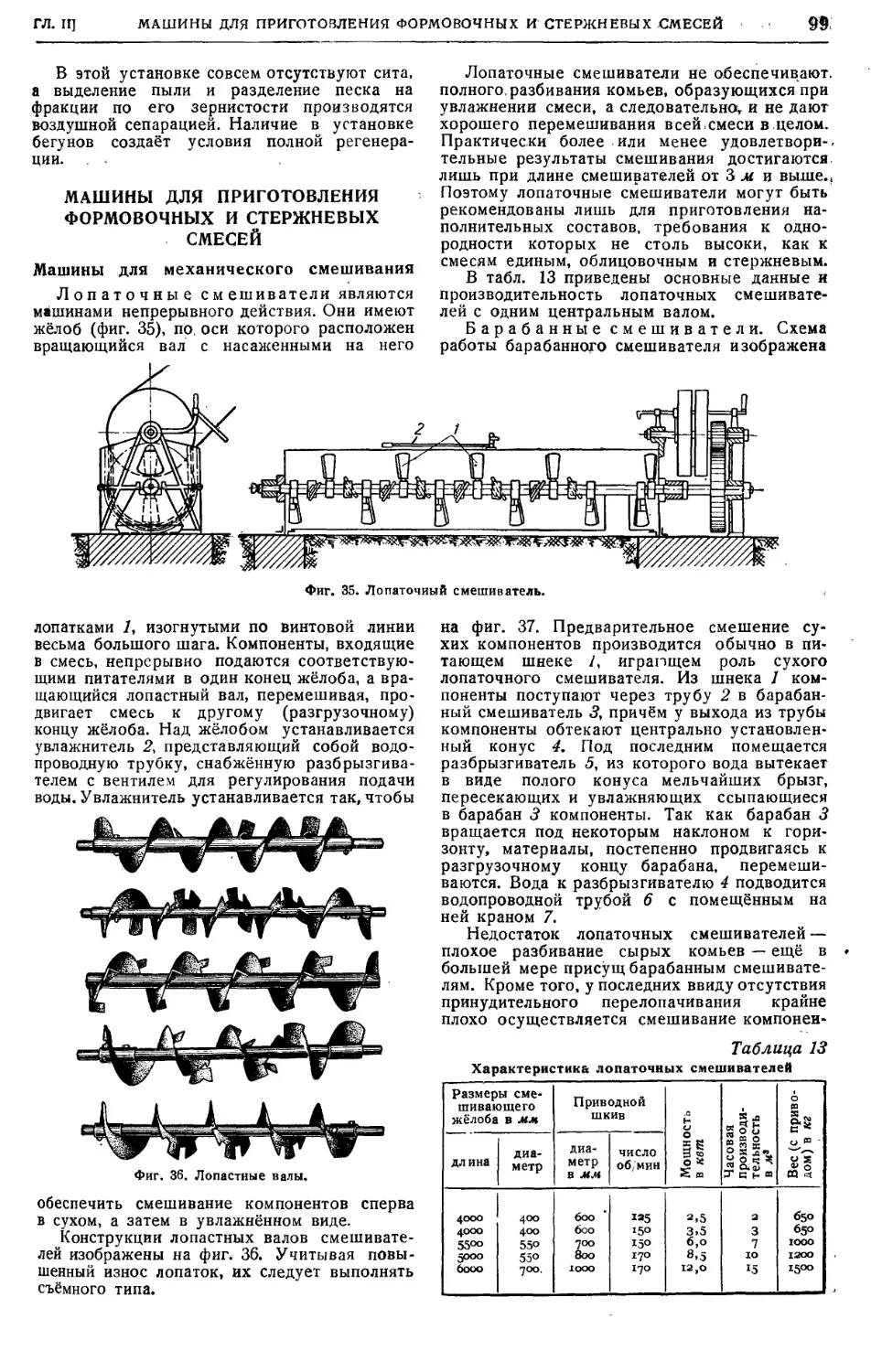
Машины для приготовления формовочных и
стержневых смесей 9S
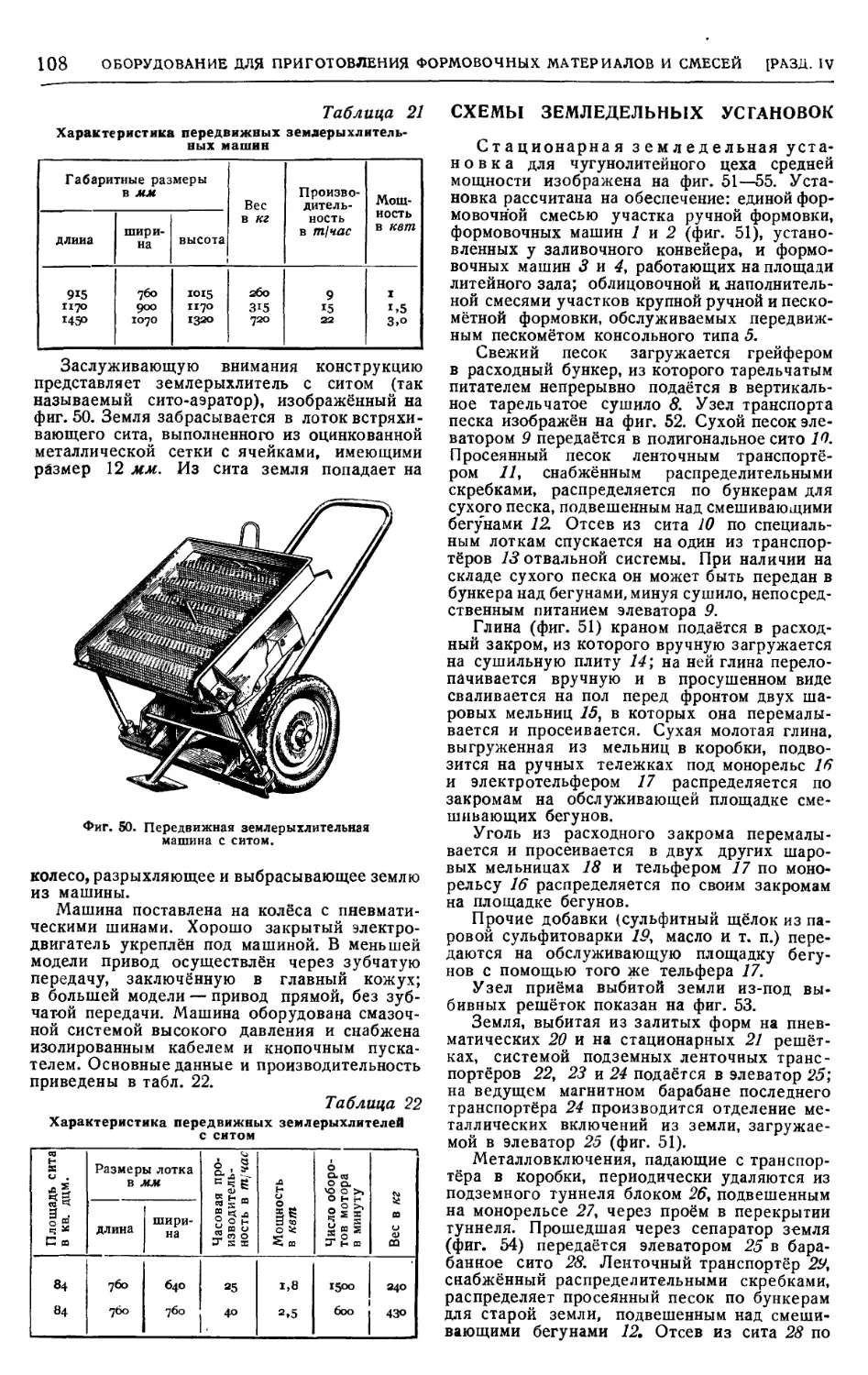
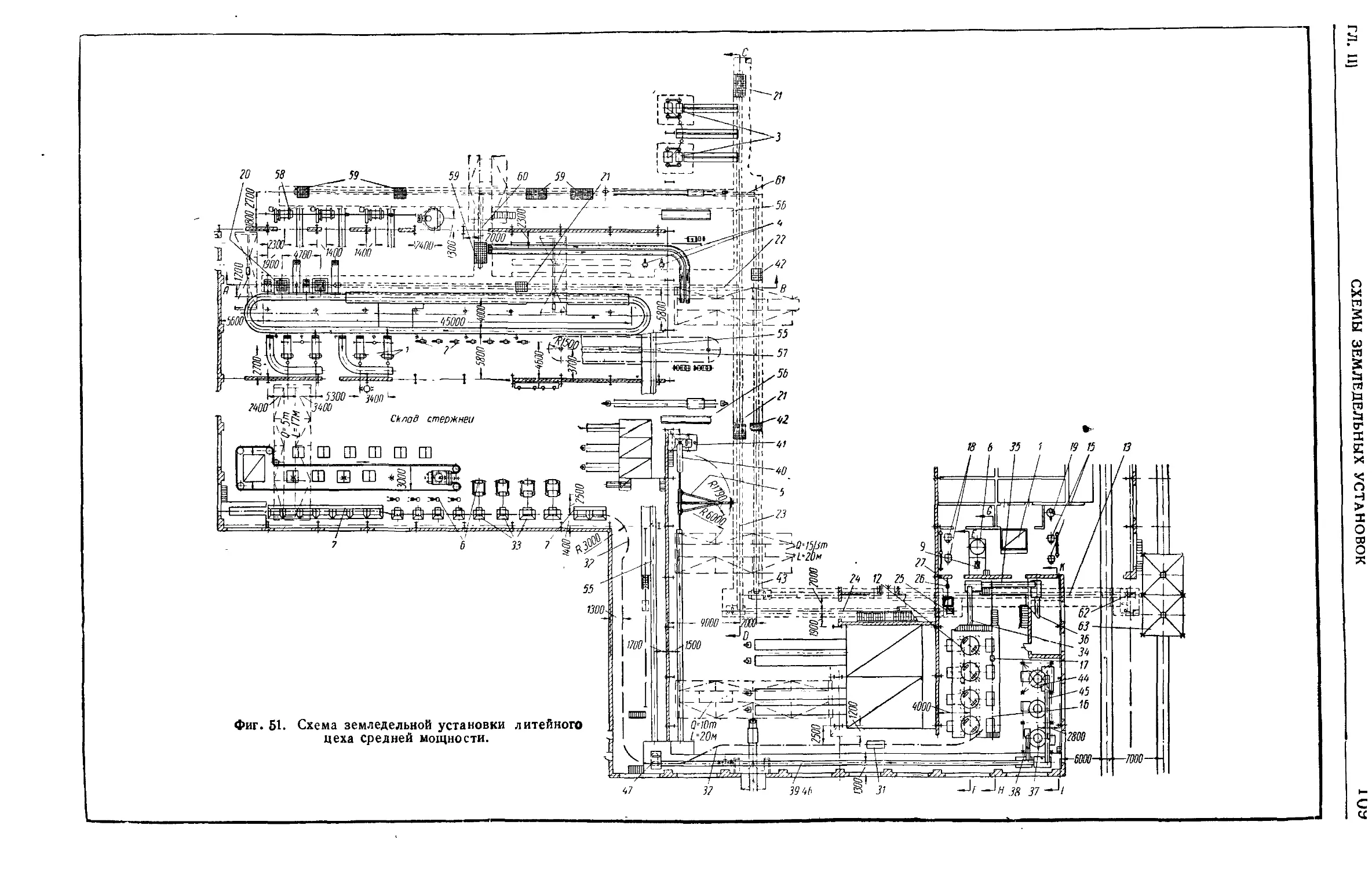
Схемы земледельцах установок . . • • • . . 108
Глава III. ФОРМОВОЧНЫЕ И СТЕРЖНЕ-
ВЫЕ МАШИНЫ (проф., д-р техн. наук
П. Н. Аксенов и канд. техн. наук
Б. 3. Черняк) 118
Принцип действия, область применения и про-
цесс уплотнения форм 118
Ручные формовочные машины 122
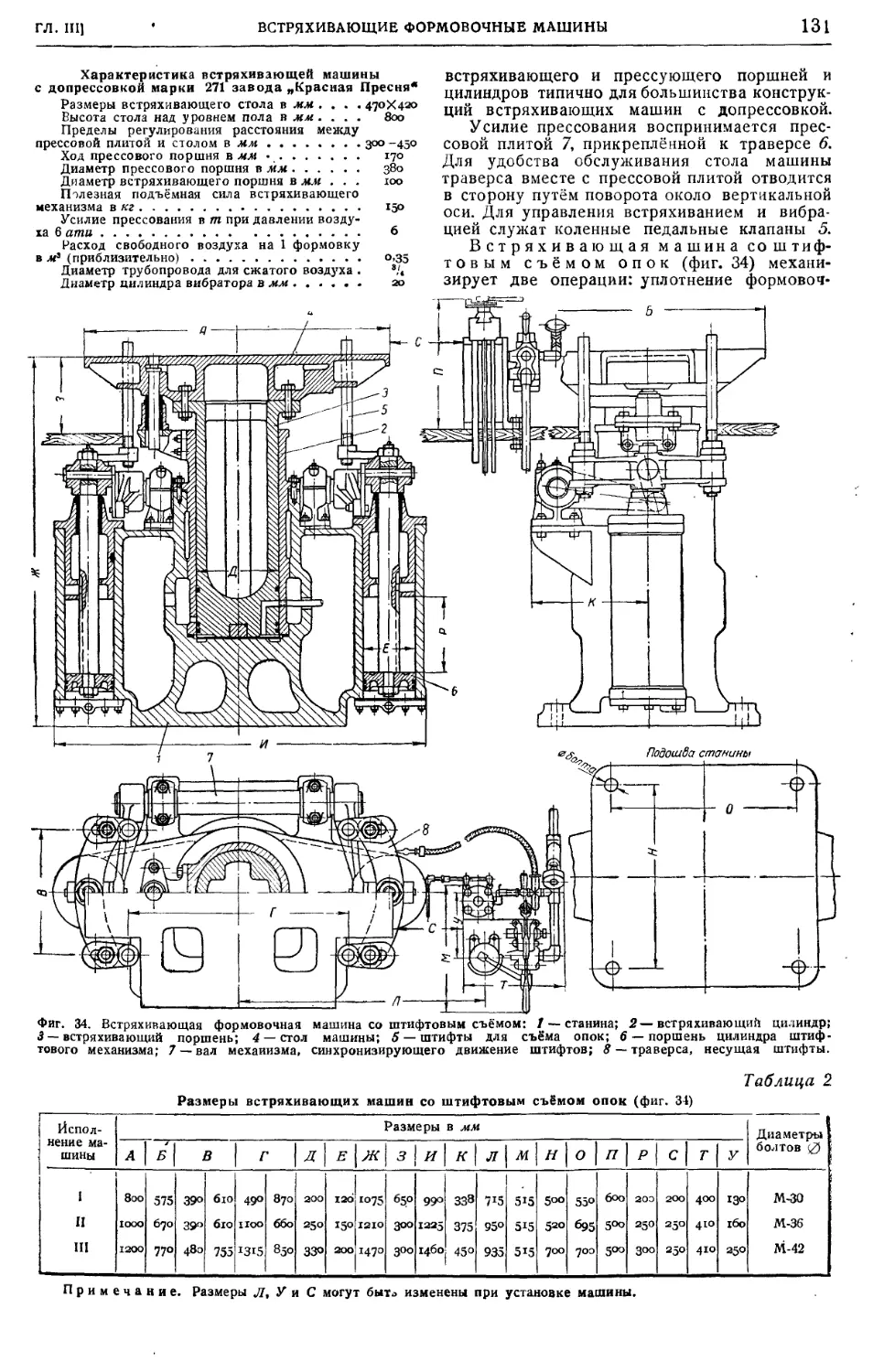
Прессовые формовочные машины 125
Встряхивающие формовочные машины .... 129
Стержневые машины 139
Пескомёты 143
Глава IV. МЕХАНИЗАЦИЯ ВЫБИВКИ И
ОЧИСТКИ ЛИТЬЯ (инж. А. И. Волкомич) 145
Выбивкд форм 145
Выбивка стержней 150
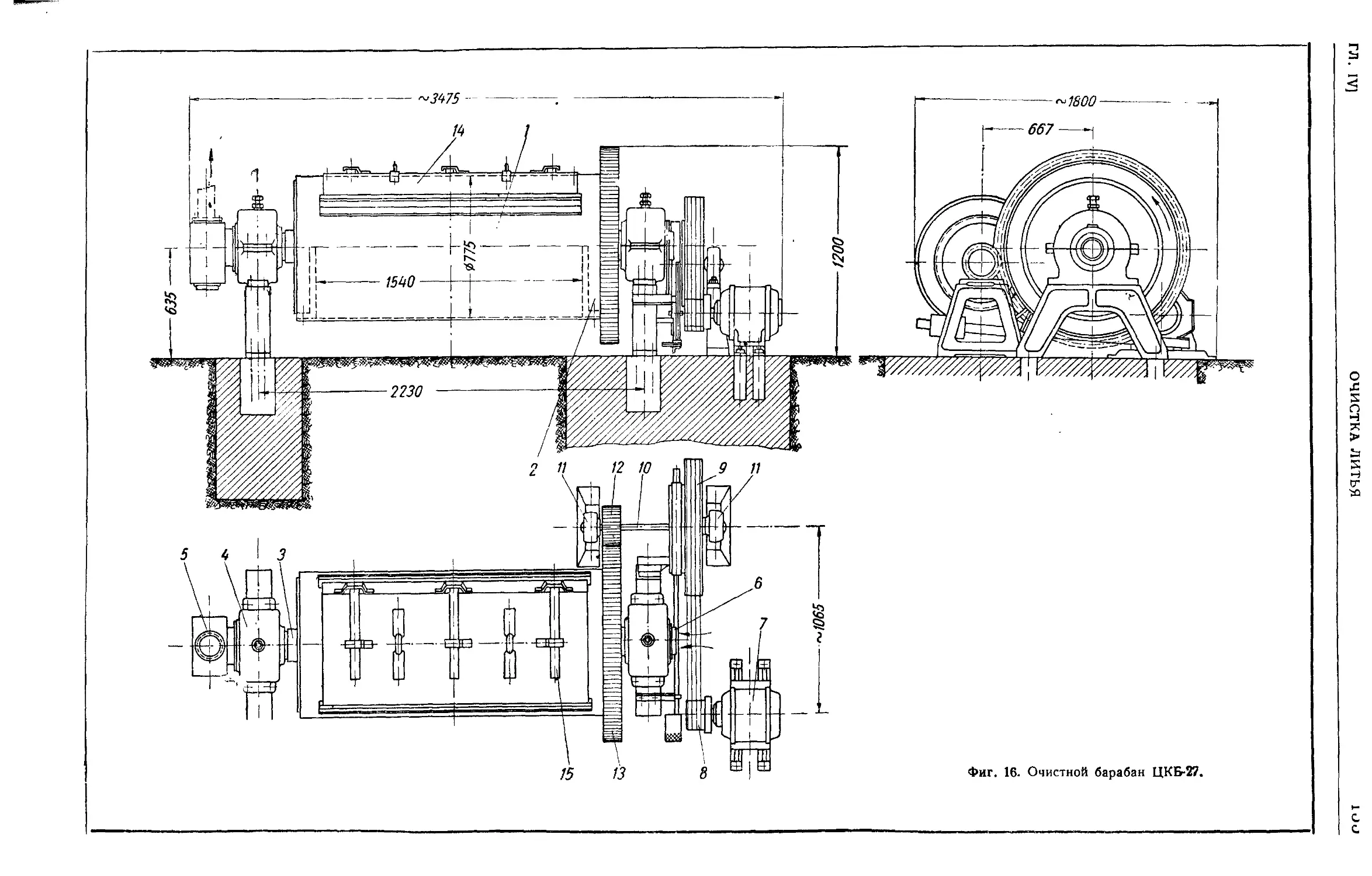
Очистка литья 152
Глава V. МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ
СПОСОБОВ ЛИТЬЯ (доц., канд. техн.
¦ наук К. В. Переделъский) 173
Машины для литья в постоянные формы . . . 173
Машины для центробежного литья 177
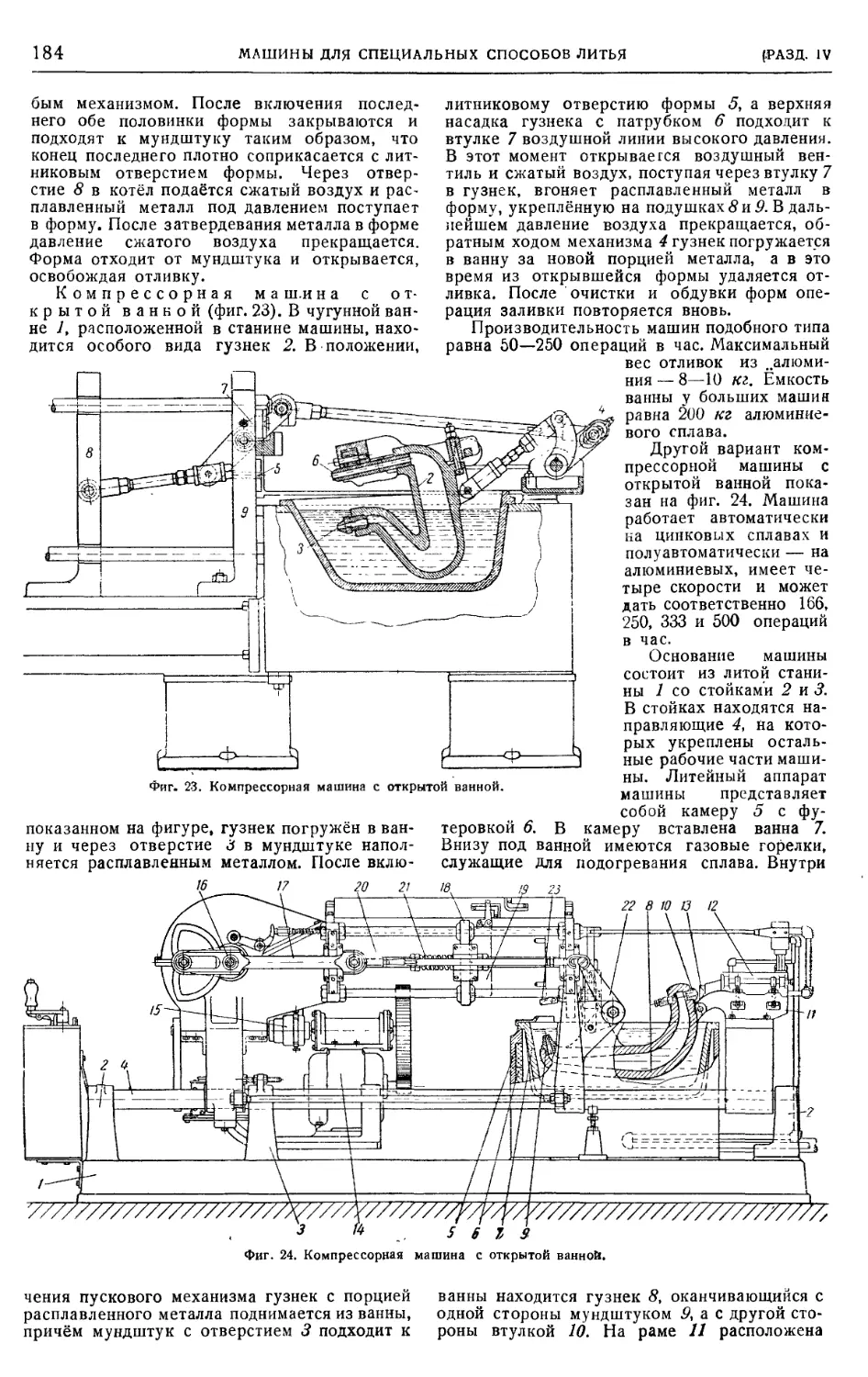
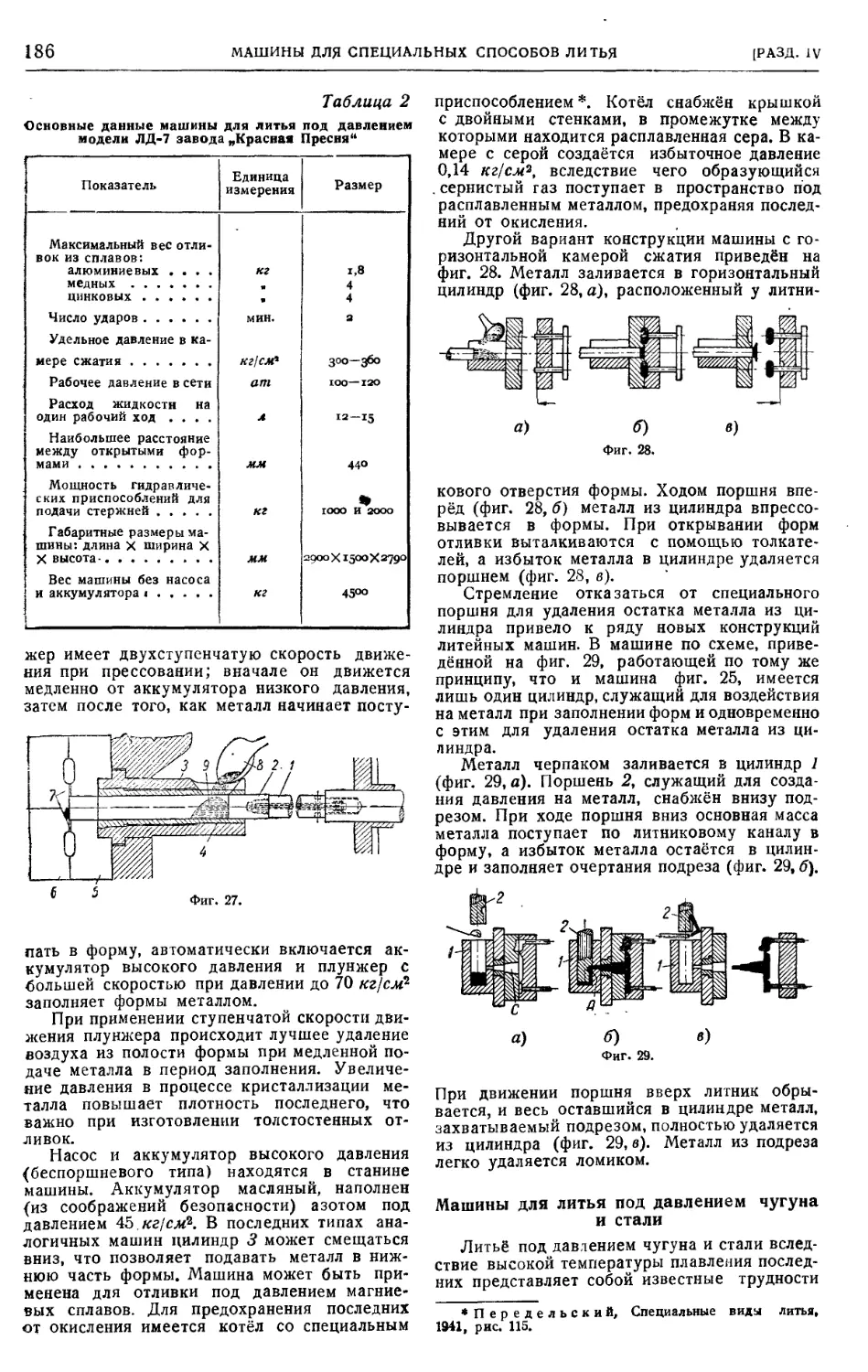
Машины для литья под давлением • 181
Глава VI. ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ
МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
(проф., д-р техн. наук П. Н. Аксенов) . . 189
Многопозиционные автоматические машины . 189
Автоматическое управление режимом маши-
ны по времени , 189
Рефлекторное автоматическое управление ре-
жимом машины 194
Частичная автоматизация машин литейного
производства 196
СВАРОЧНОЕ ОБОРУДОВАНИЕ
Глава VII. ОБОРУДОВАНИЕ ДЛЯ АВТОМА-
ТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРО-
СВАРКИ (лауреат Сталинской премии,
действ, член АН УССР Е. О. Патон) . . 197
Введение 197
Сварочные головки и автоматы 197
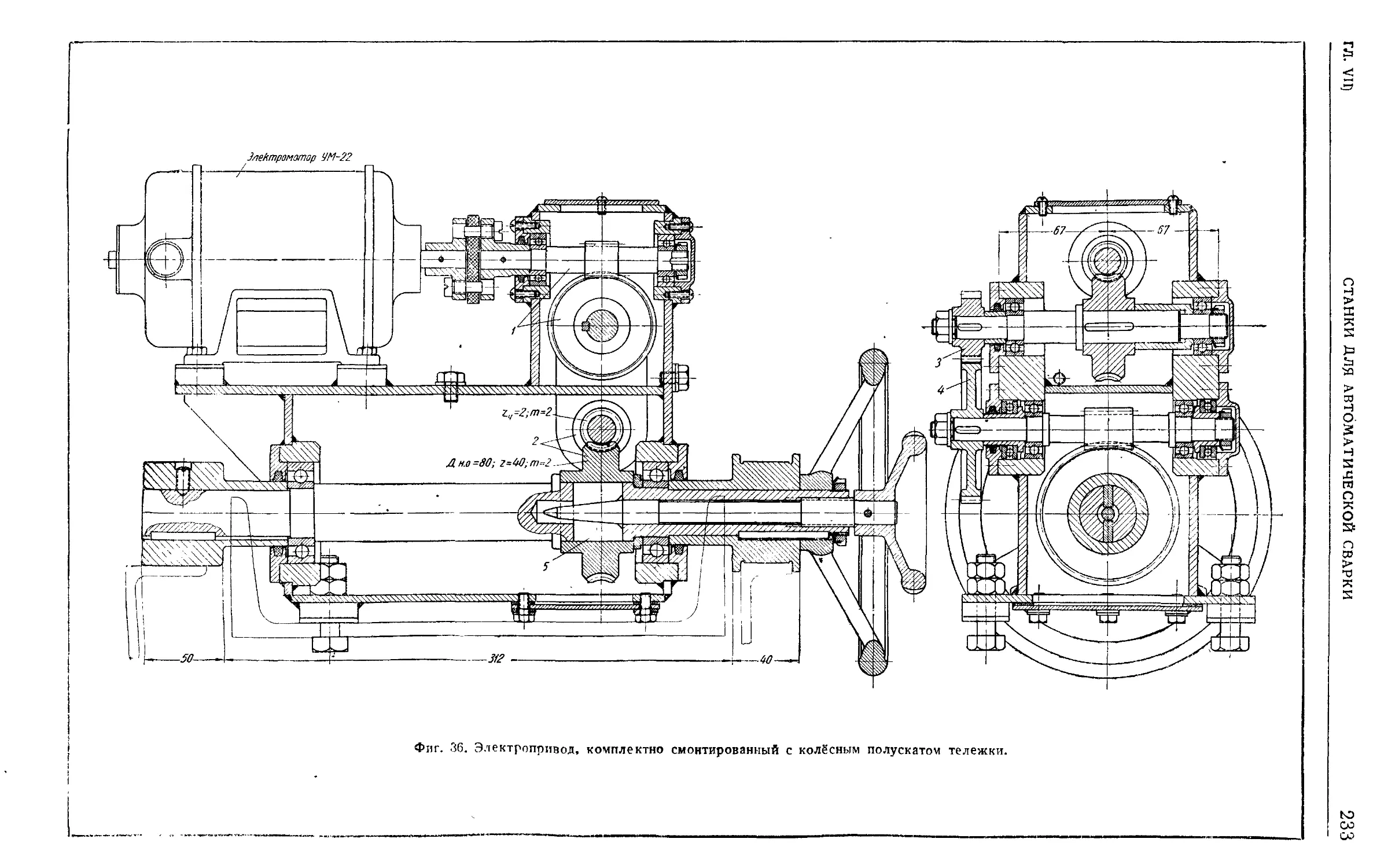
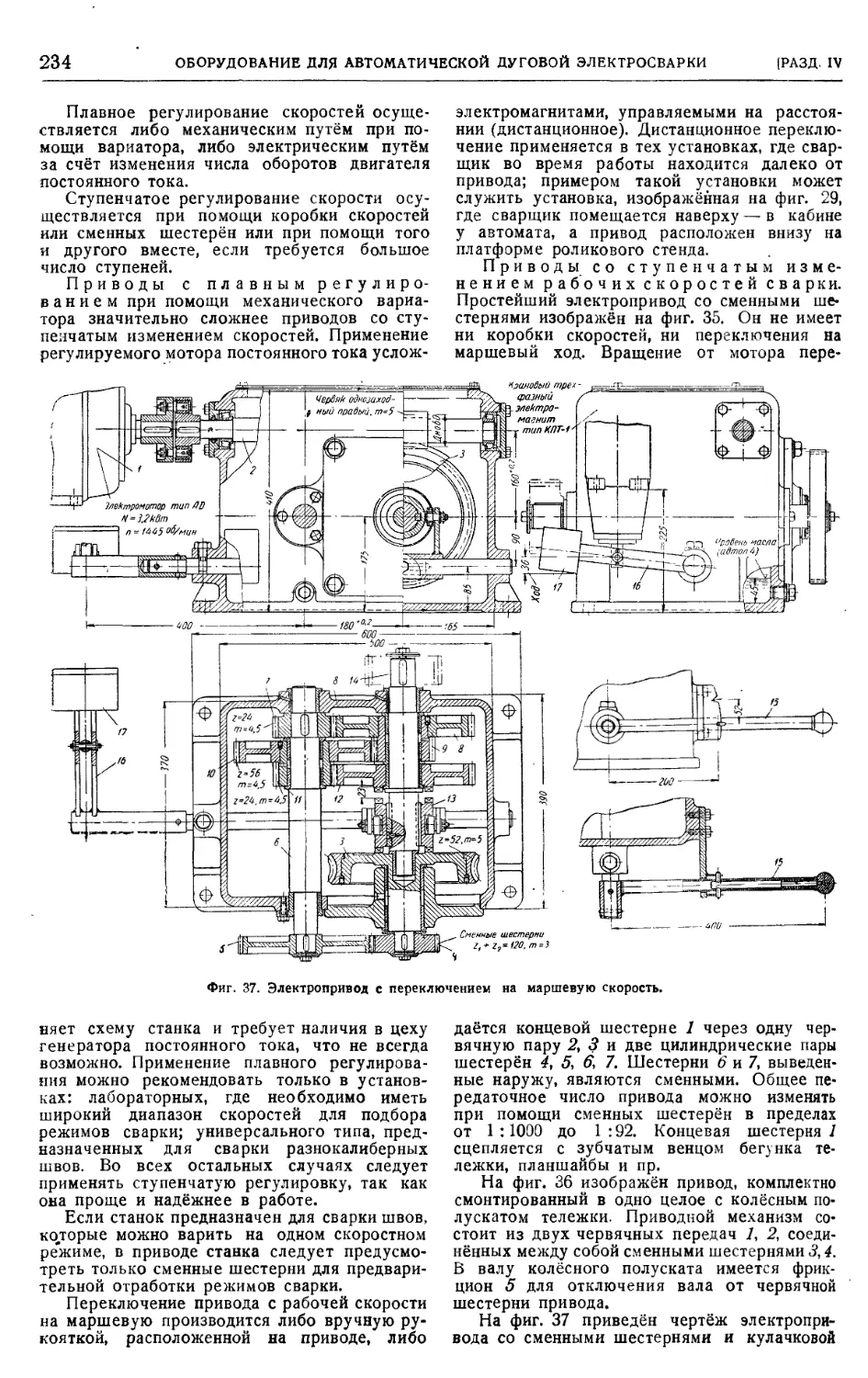
Станки для. автоматической сварки 212
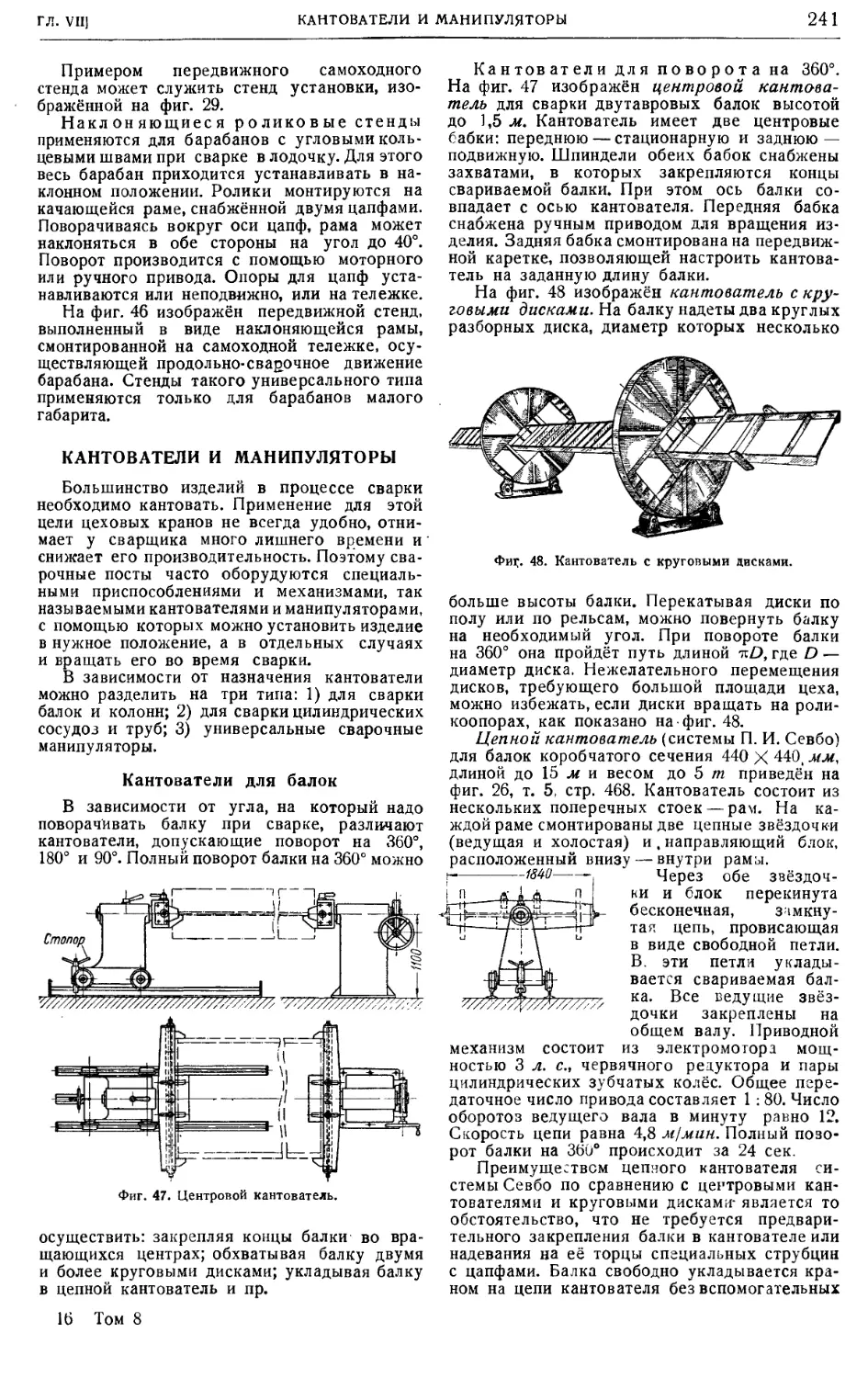
Кантователи и манипуляторы 241
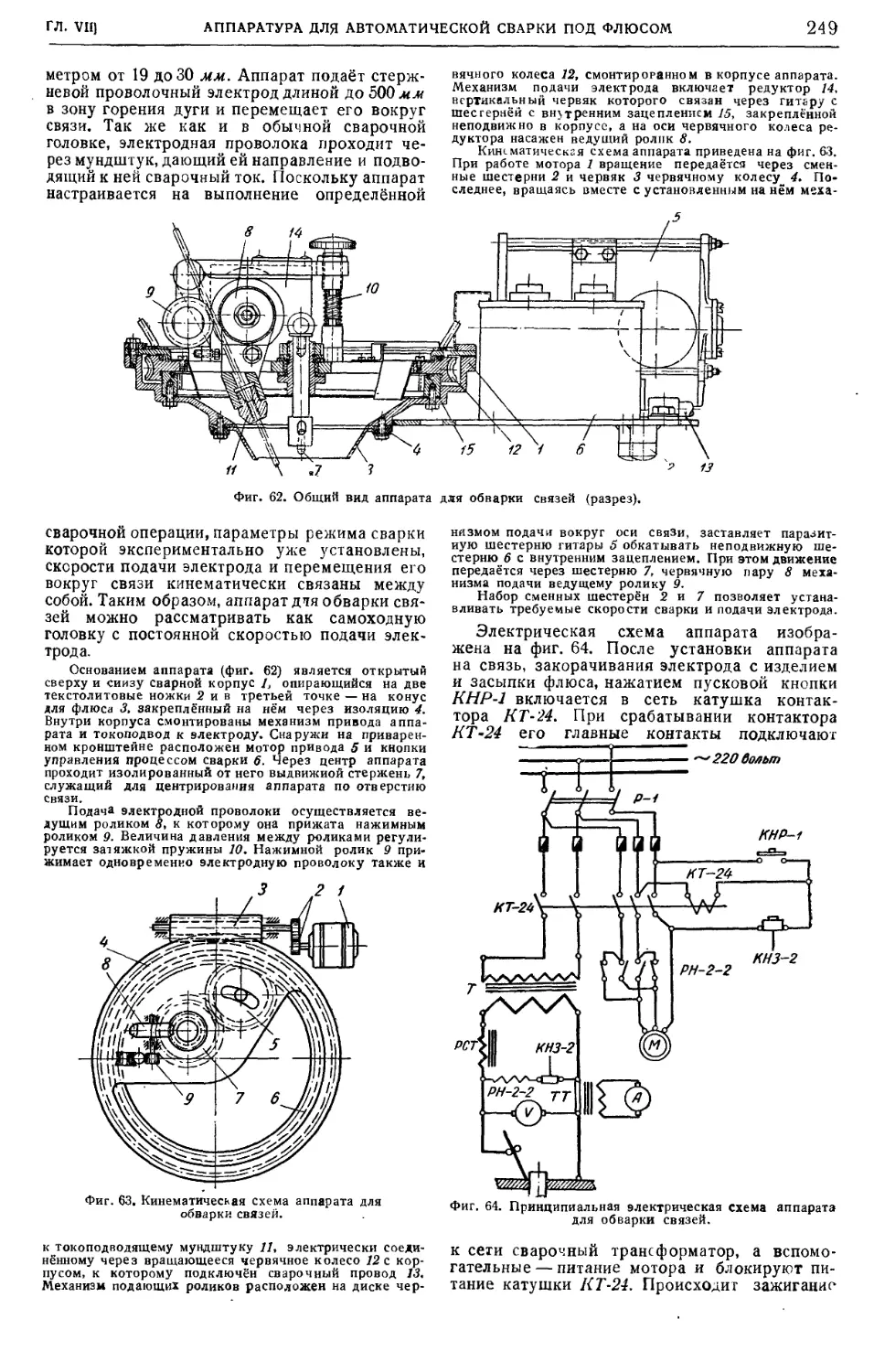
Аппаратура для автоматической сварки под
флюсом (конструкции ЦНИИТМАШ) (д-р
техн. наук К, В. Любавский и инж.
И. Л. Бринберг) 243
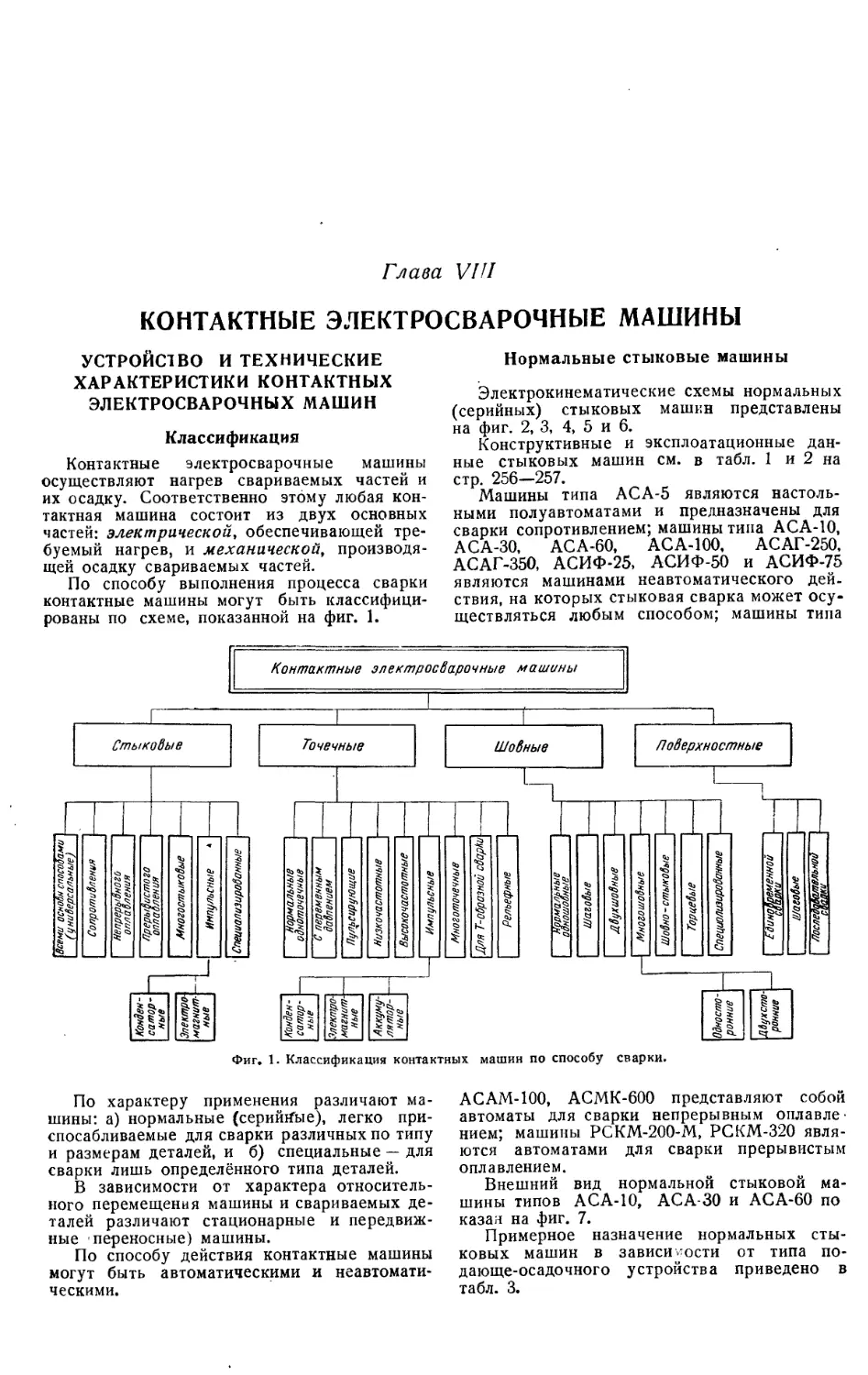
Глава VIII. КОНТАКТНЫЕ ЭЛЕКТРОСВА-
РОЧНЫЕ МАШИНЫ (доц., канд. техн.
наук Н. Л. Каганов) 25Э
Устройство и технические характеристики кон-
тактных электросварочных машин 253
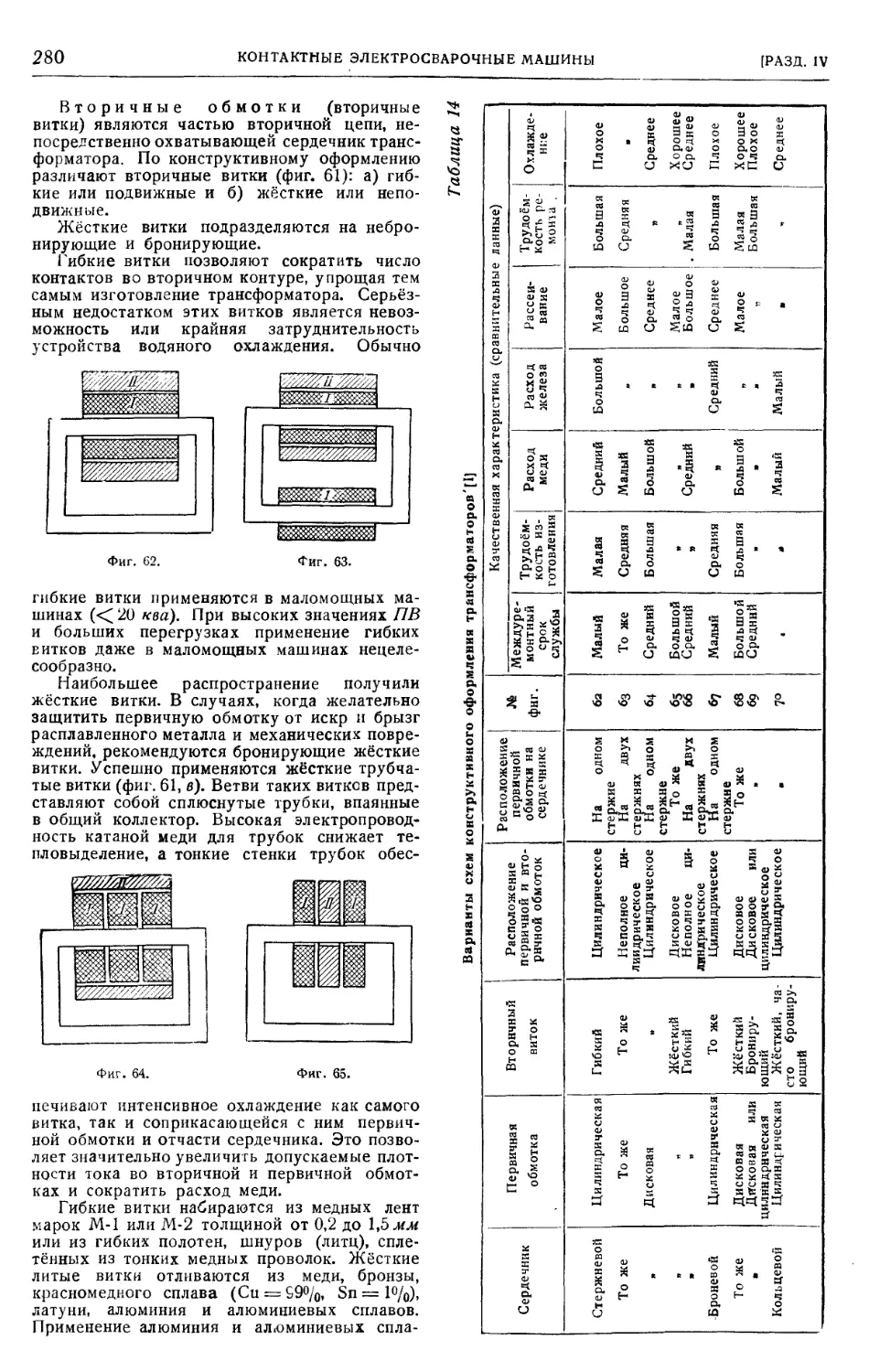
Элементы вторичного контура 266
Трансформаторы и регуляторы тока 276
Прерыватели тока и контакторы 284
Элементы механической части стыковых ма-
шин 294
Элементы механической части точечных ма-
шин 302
Элементы механической части шовных ма-
шин 304
СОДЕРЖАНИЕ
V
Глава IX. ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ
СВАРКИ И РЕЗКИ (доц., канд. техн.
наук Д. Л. Глизманенко) 307
Баллоны для сжатых газов 307
Вентили баллонов 310
Ацетиленовые генераторы 312
Водяные затворы и химические очистители . . 316
Редукторы для сжатых газов 318
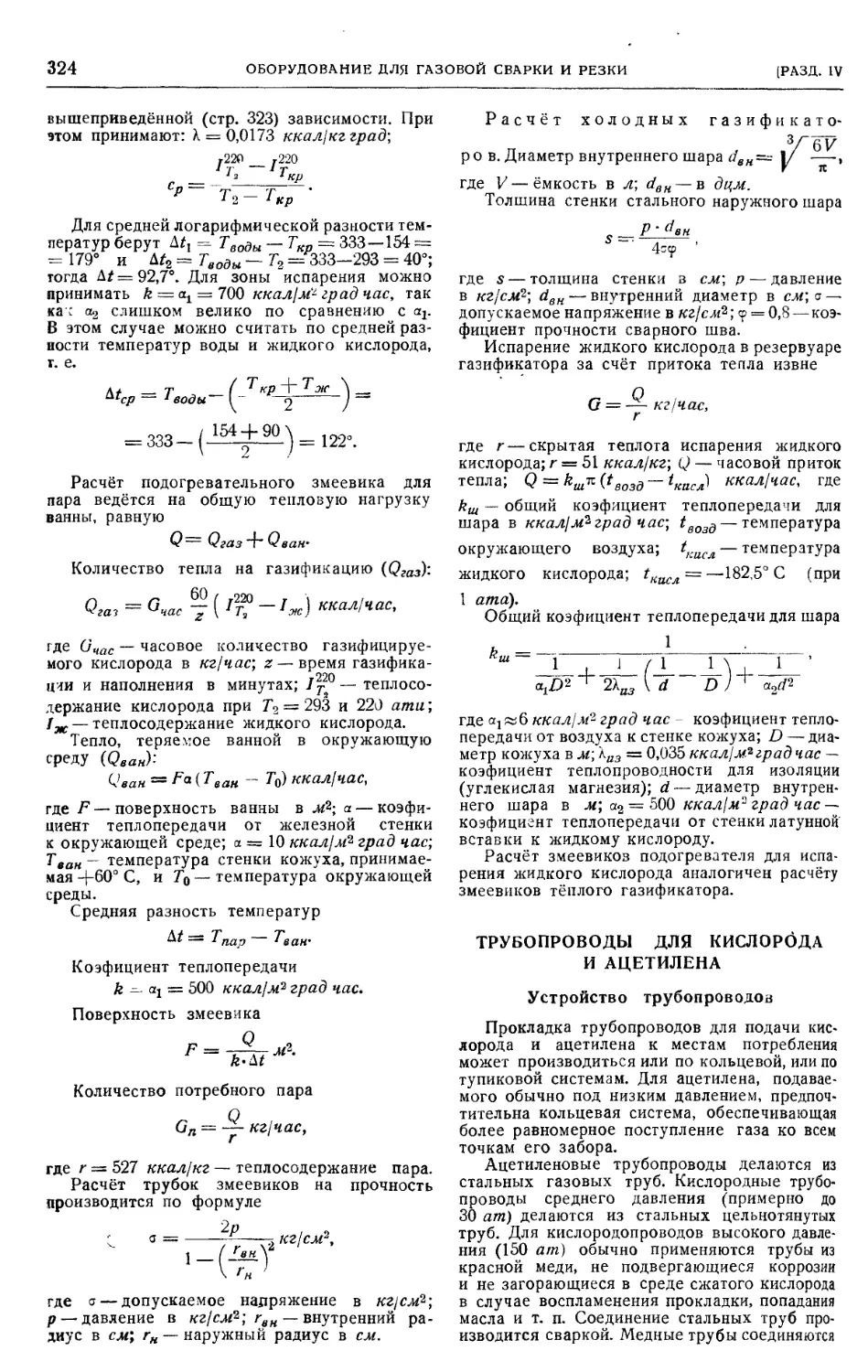
Газификаторы для жидкого кислорода .... 322
Трубопроводы для кислорода и ацетилена . . 324
Горелки для газовой сварки 326
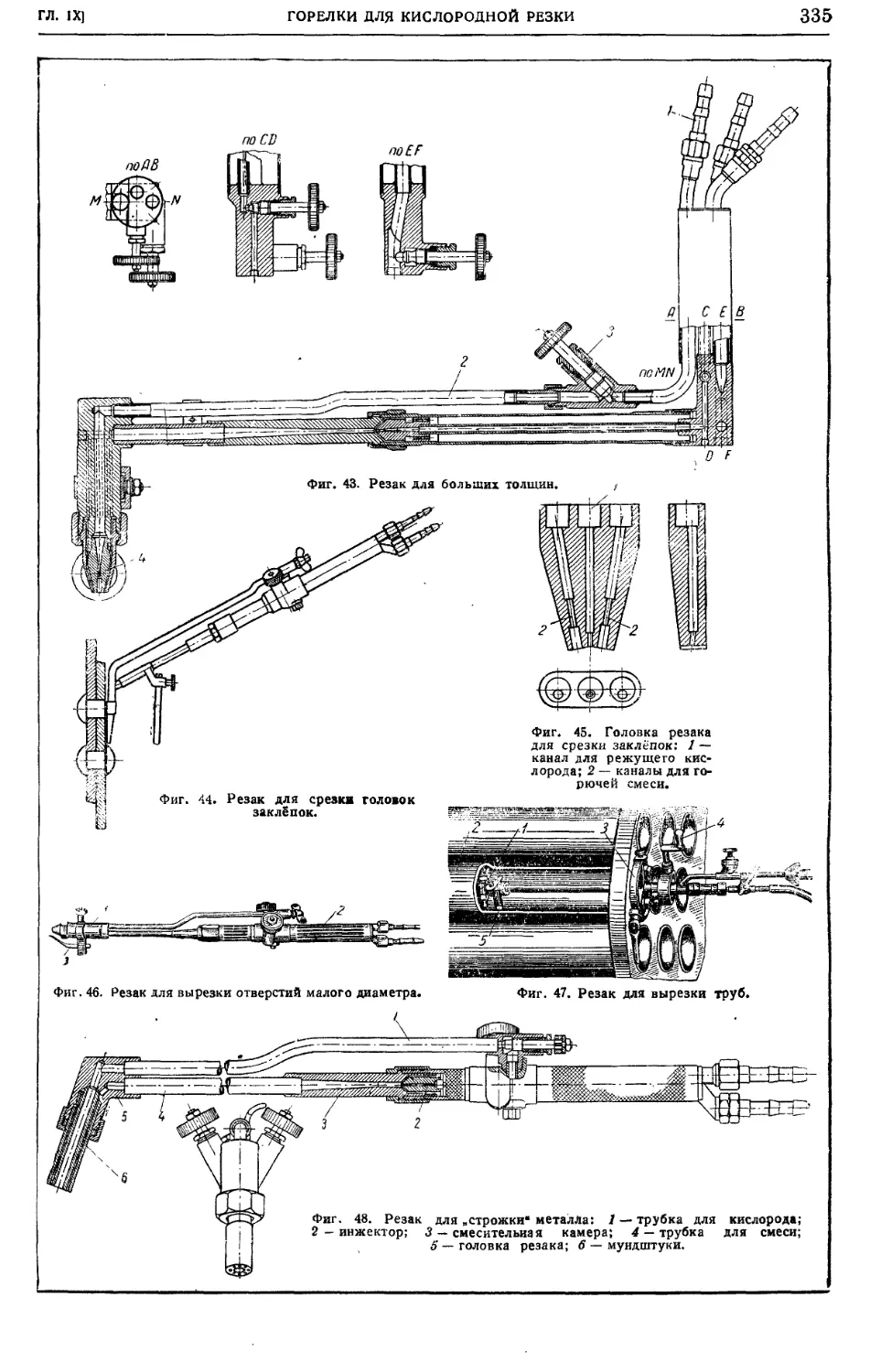
Горелки для кислородной резки (резаки). . . 330
Машины для кислородной резки 337
КУЗНЕ ЧНО-ПРЕССОВОЕ
ОБОРУДОВАНИЕ
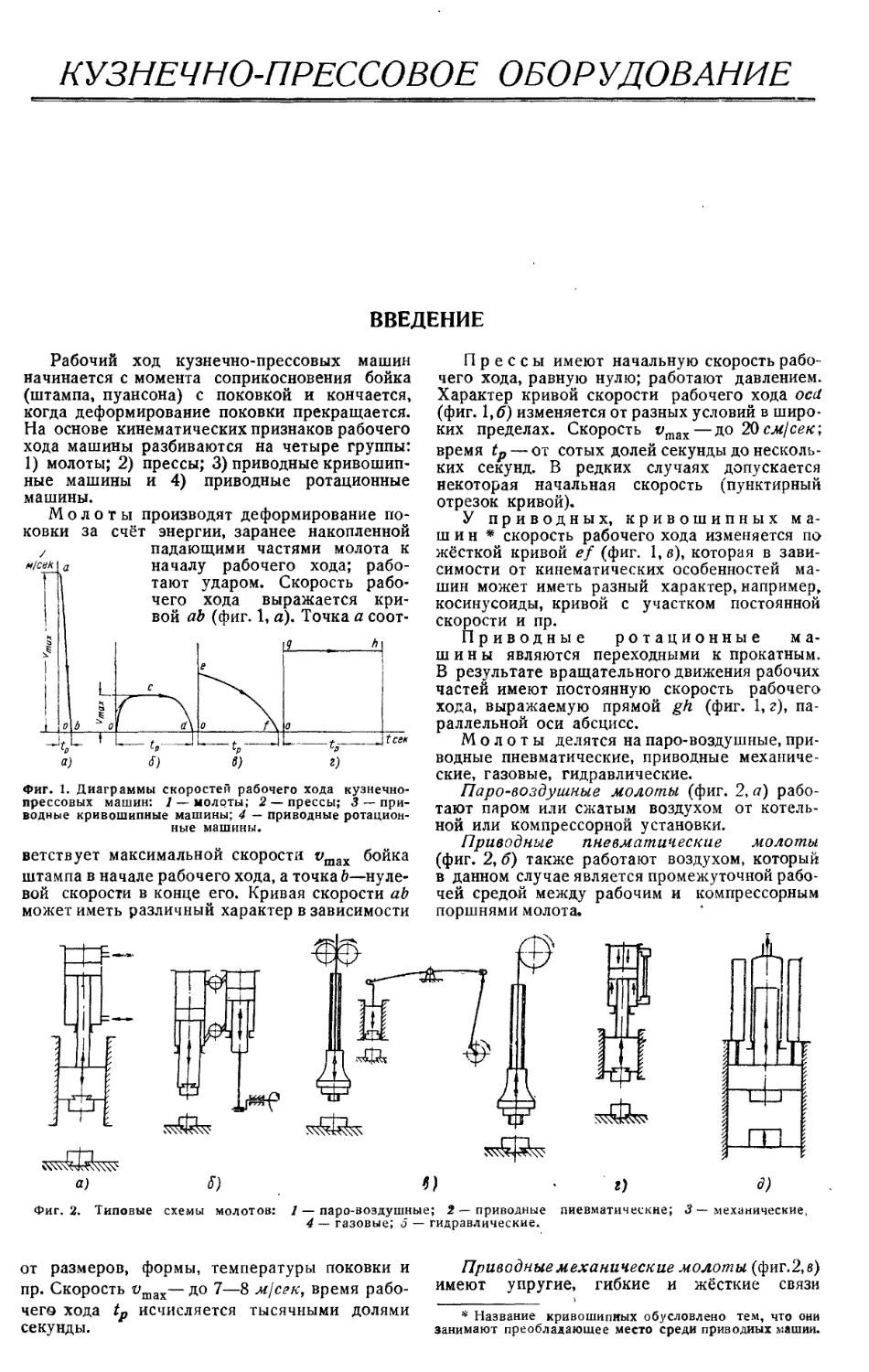
Введение 344
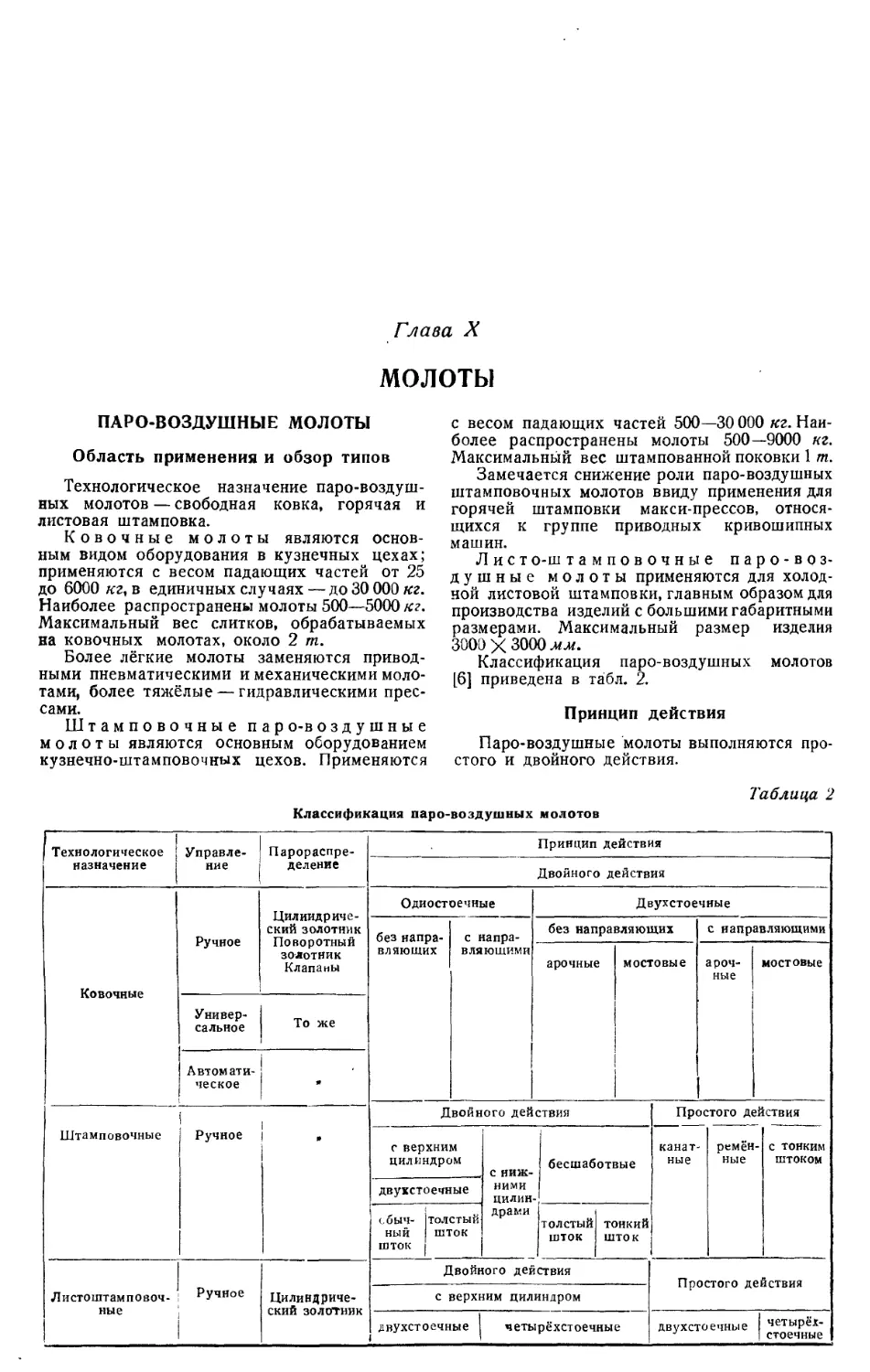
Глава X. МОЛОТЫ 348
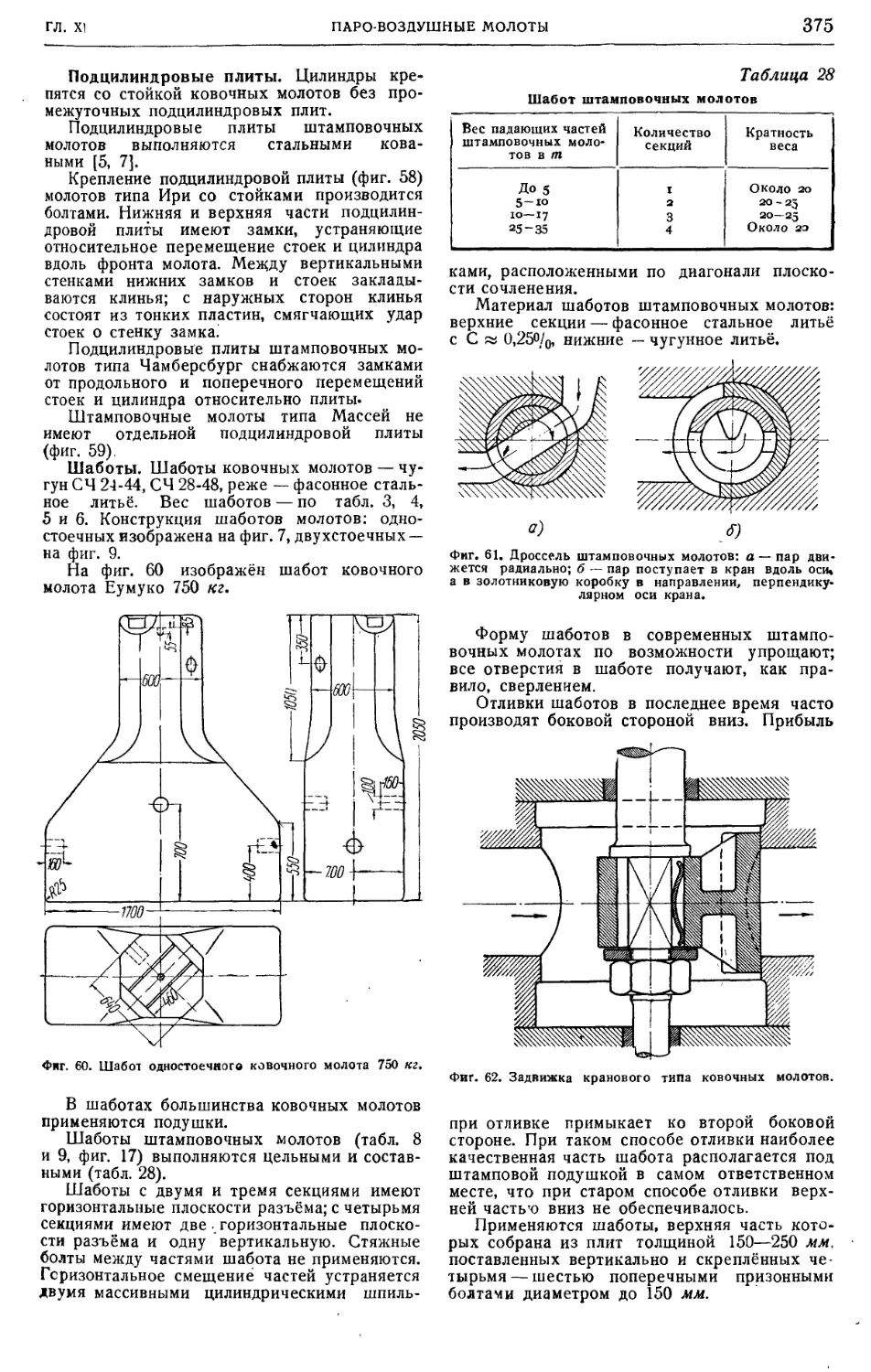
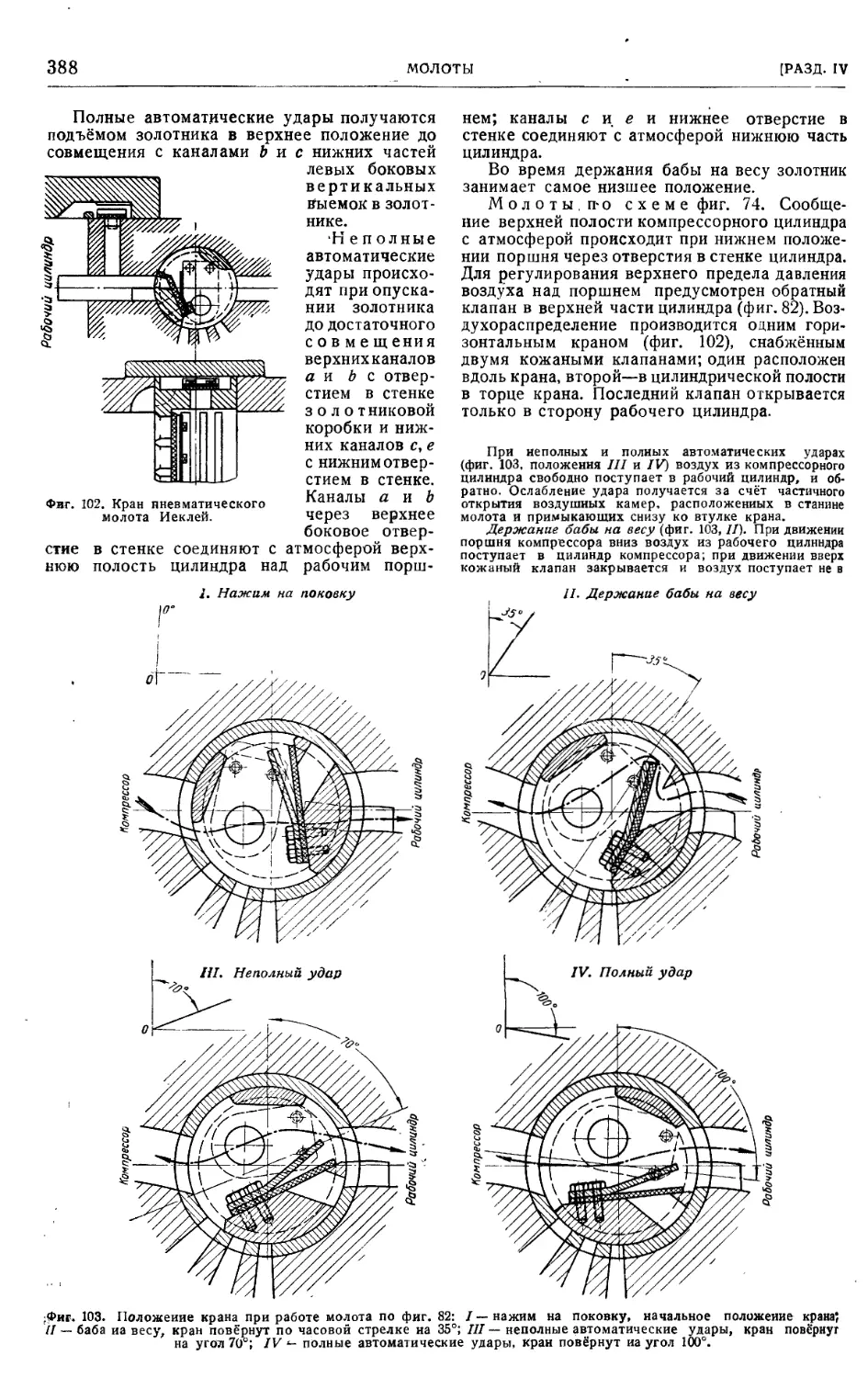
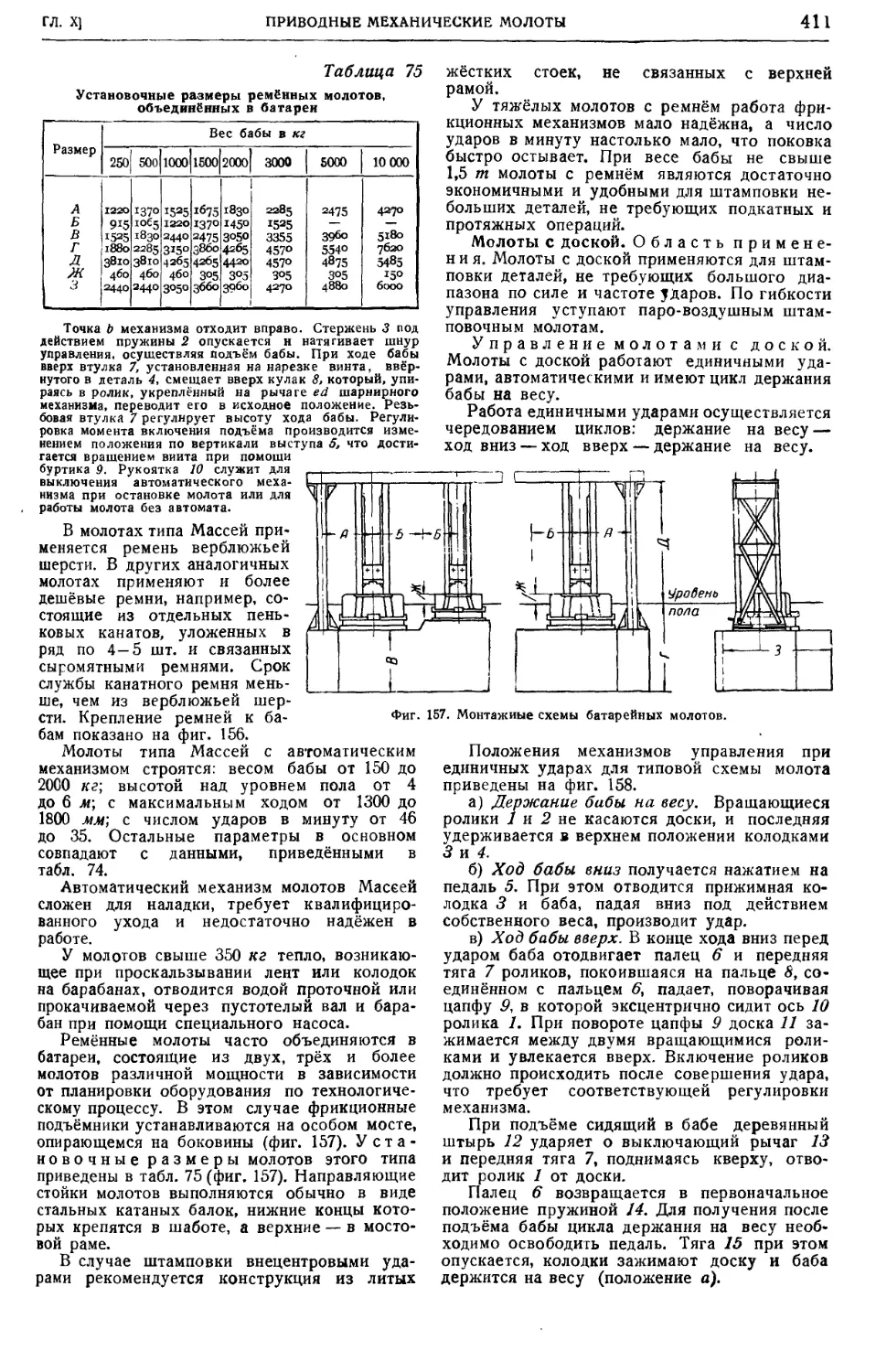
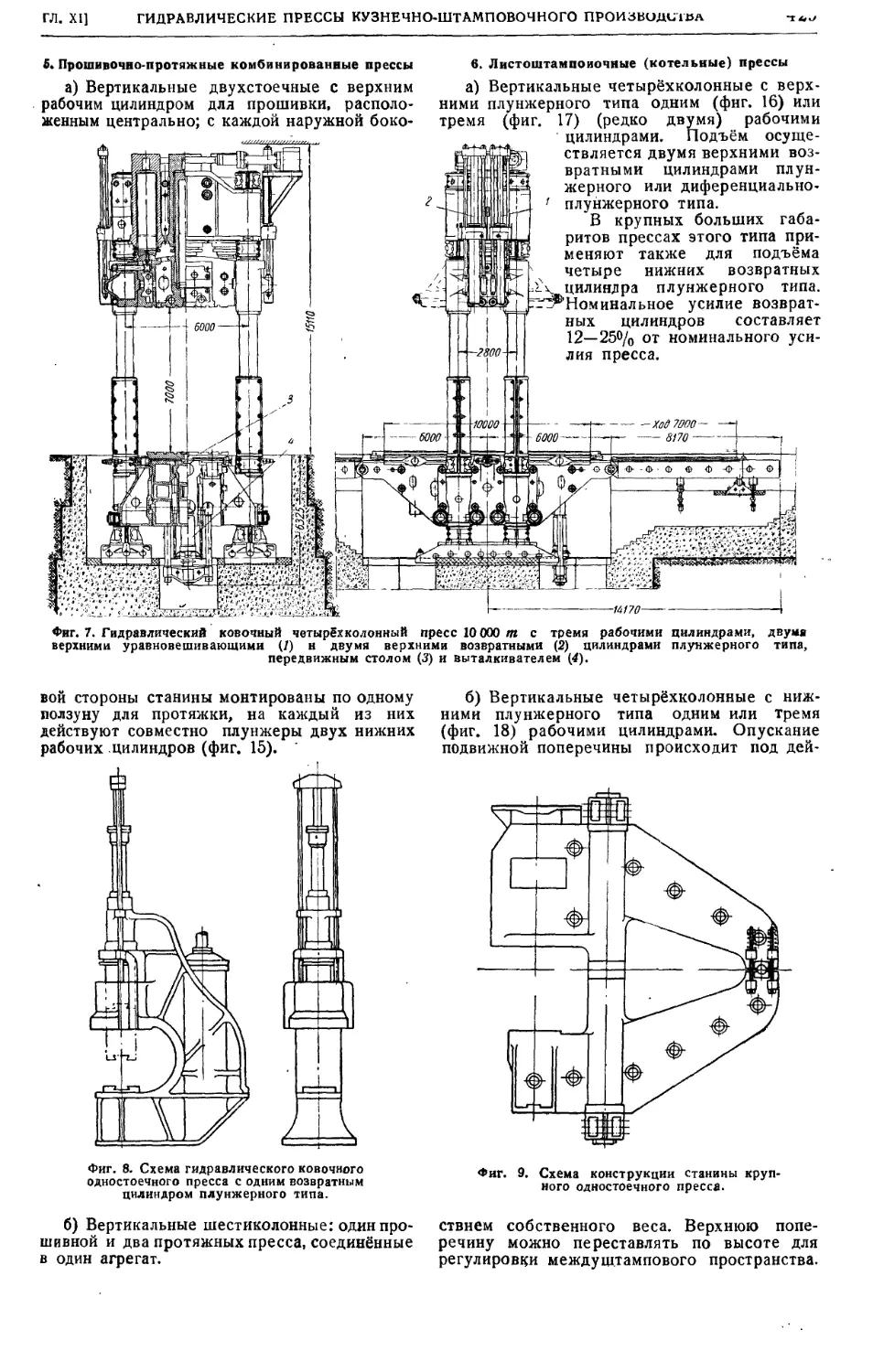
Паро-воздушные молоты [проф. А. И. Замин) 348
Приводные пневматические молоты (проф,
А. И. Зимин) 379
Приводные механические молоты (канд. техн.
наук В. Ф. Щеглов) 401
Гидравлические молоты 422
Газовые молоты 423
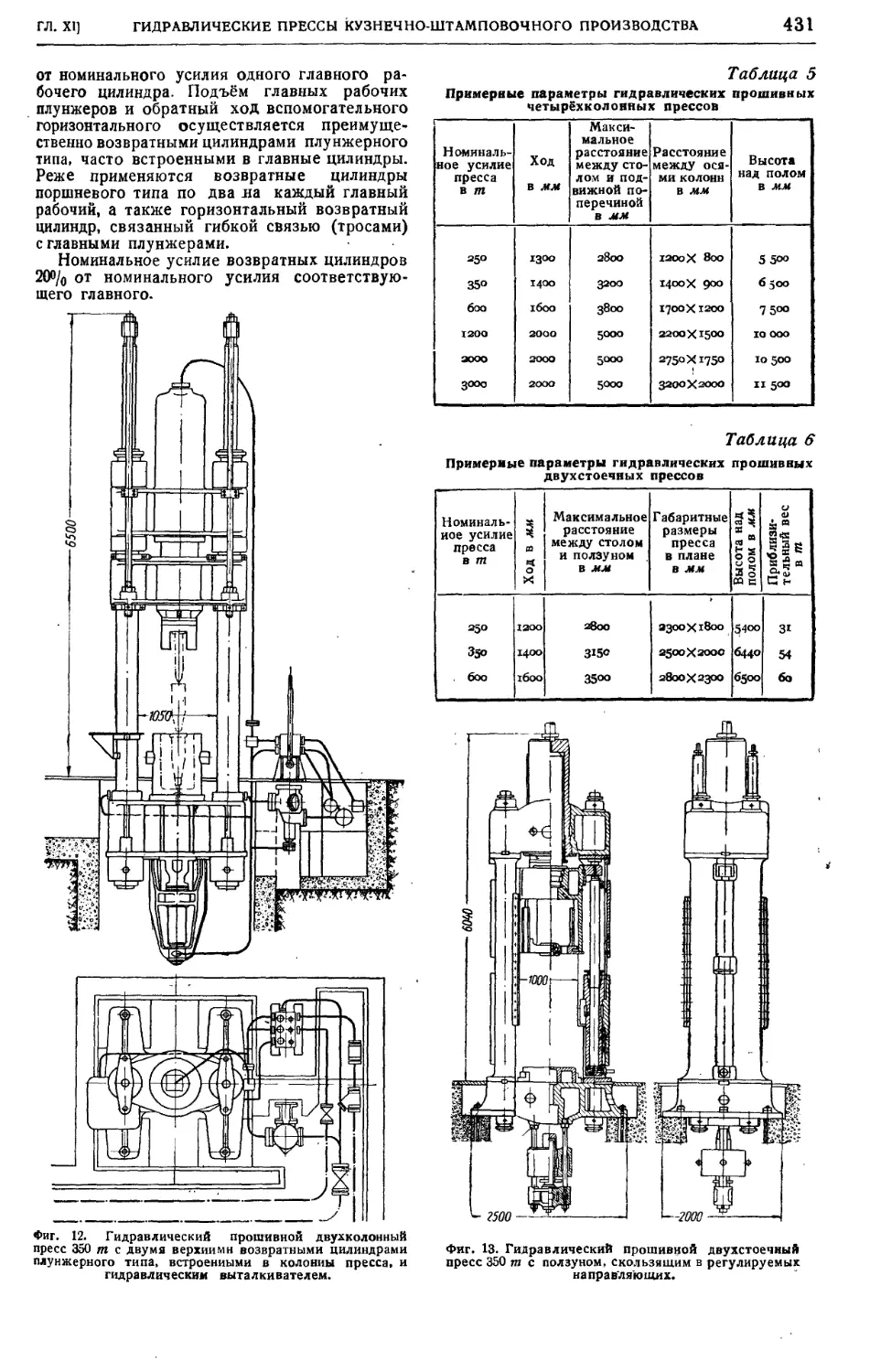
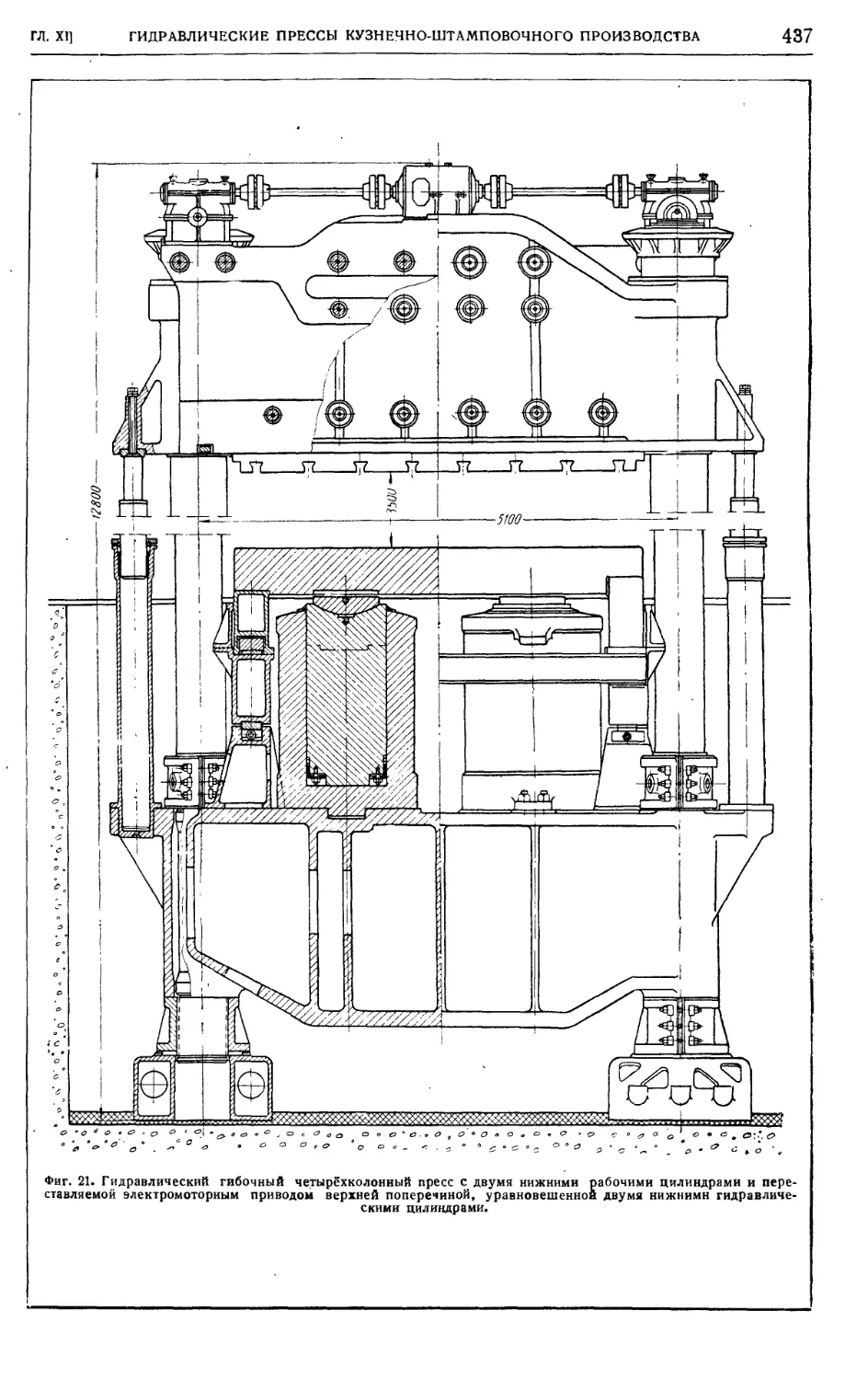
Глава XI. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ . . 424
Гидравлические прессы к у э»
нечно-штамповочного произ-
водства (доц., канд. техн. наук
М. В. Сторожев) . 424
Принцип действия и классификация 424
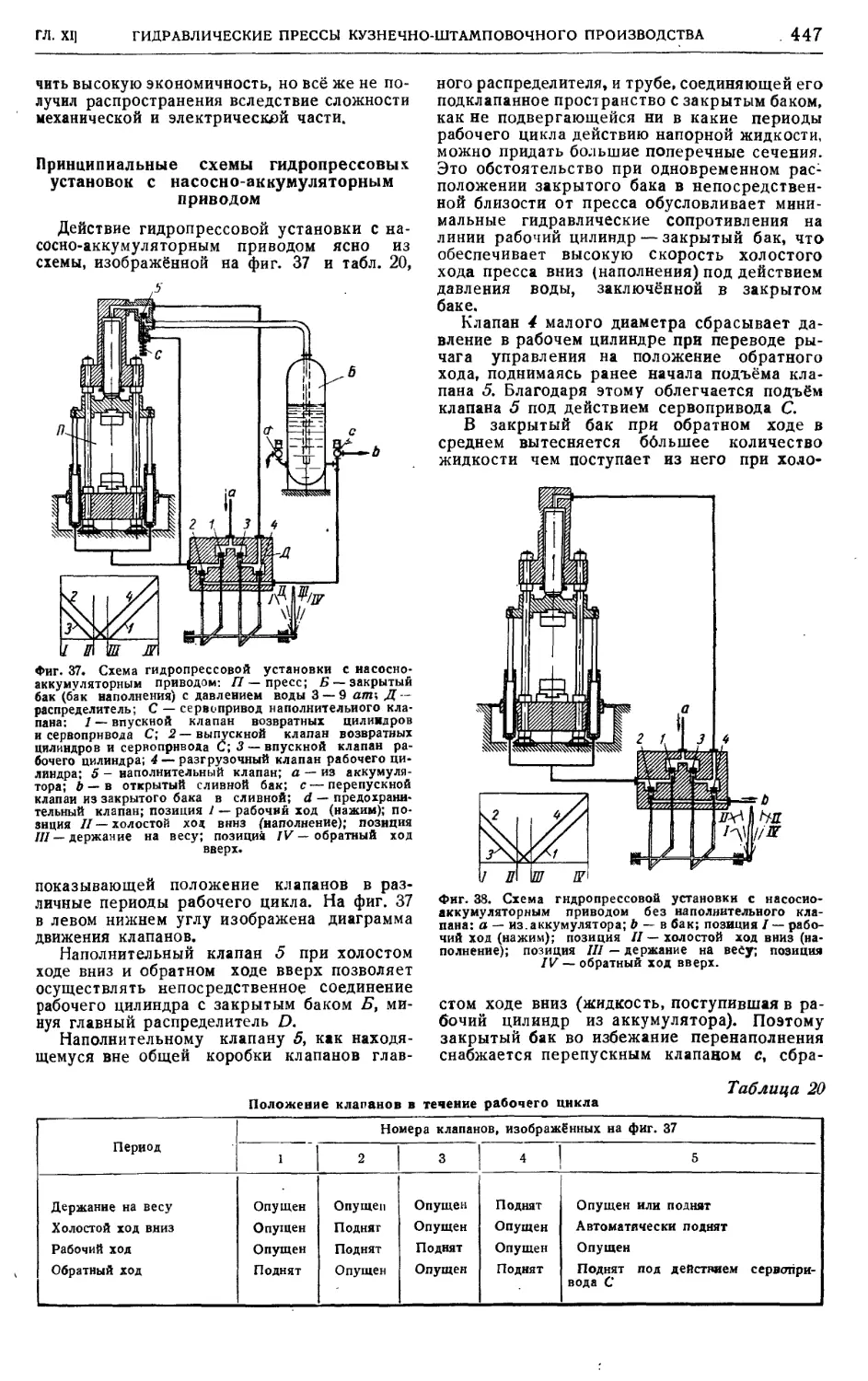
Рабочий цикл гидравлического пресса .... 441
Определение усилия пресса и диаметров ра-
бочих плунжеров 442
Конструкция узлов и деталей гидравлических
прессов 456
Конструкция аккумуляторов и контрольно-
распределительных приборов к ним .... 466
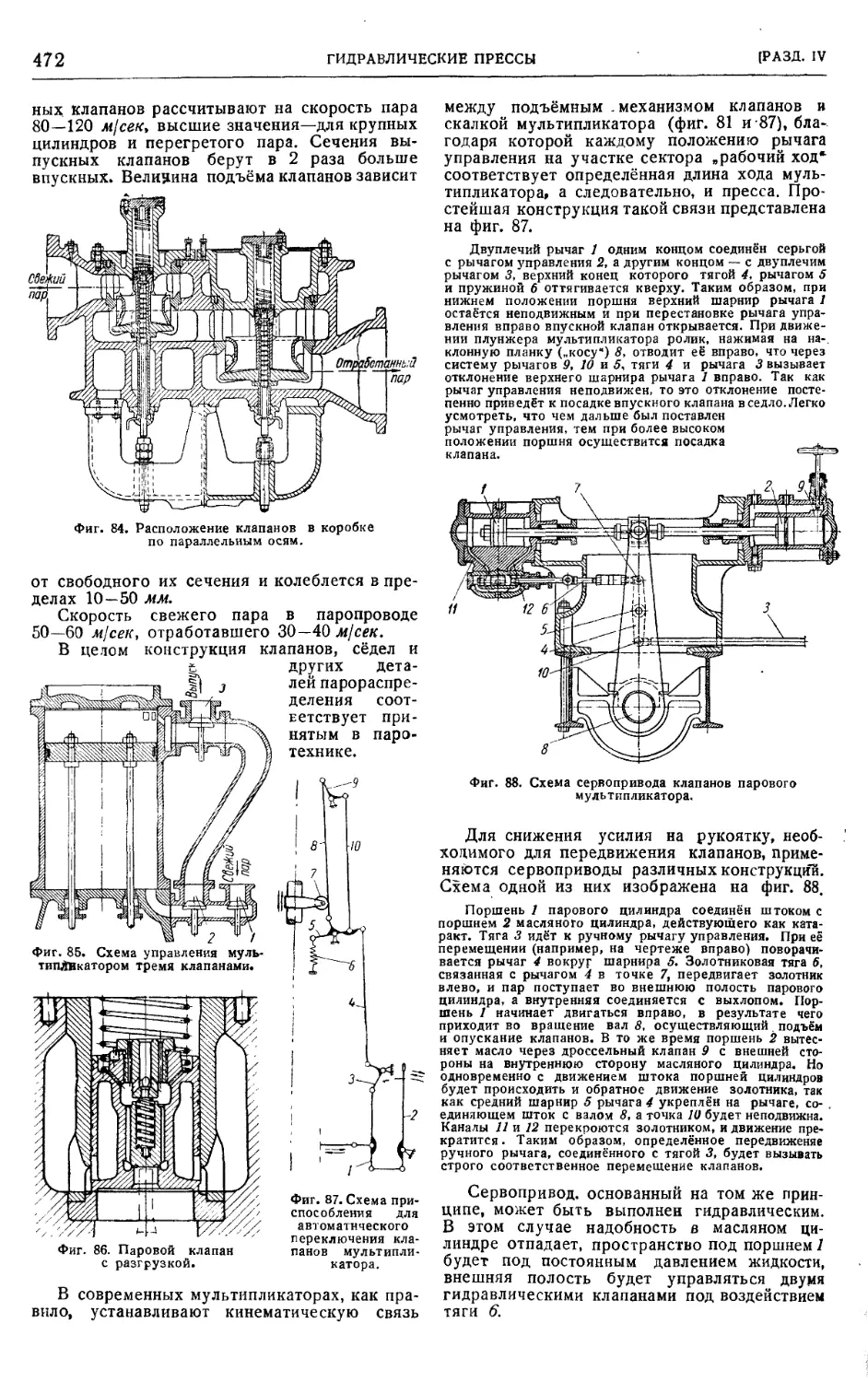
Конструкция мультипликаторов . 469
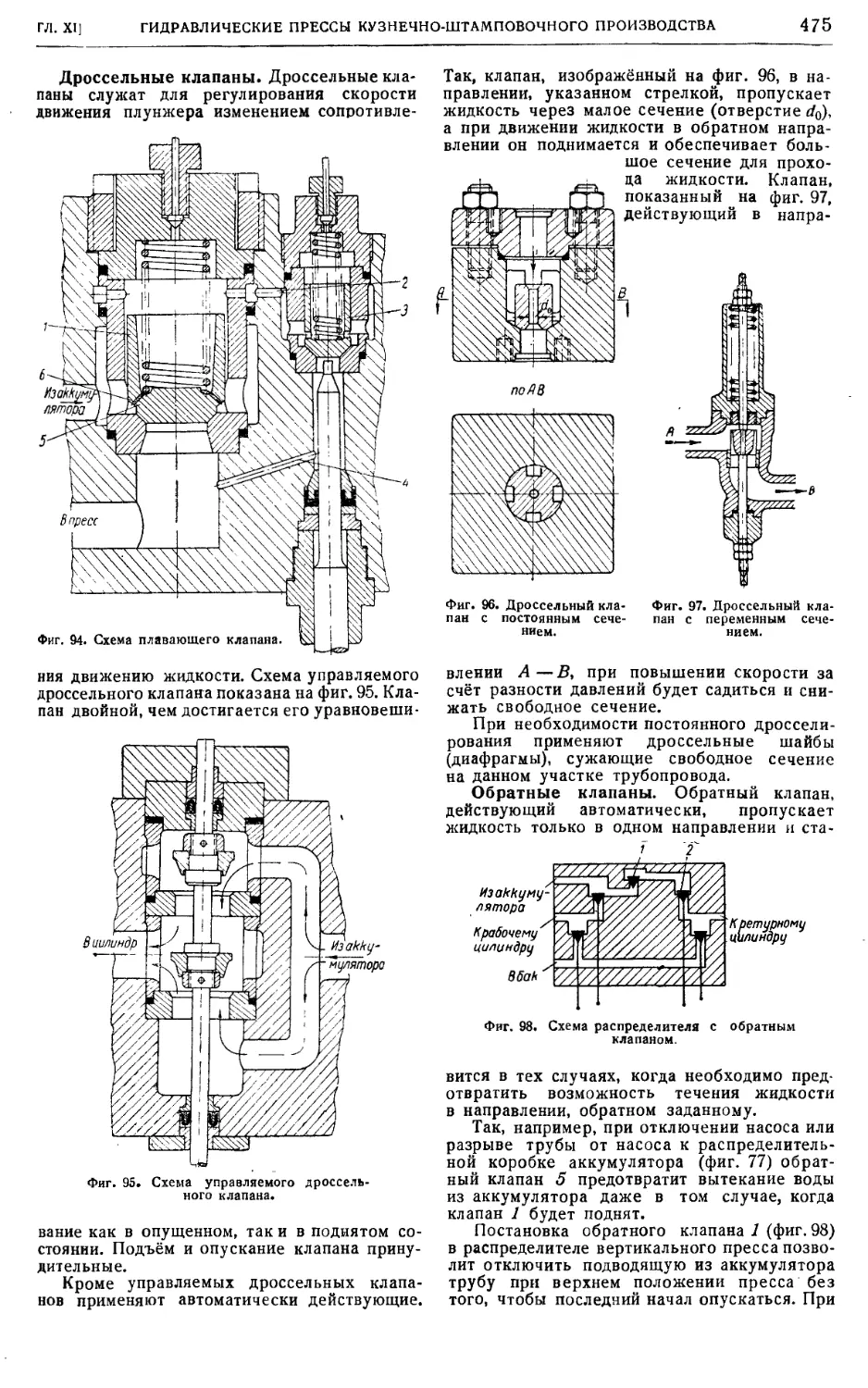
Клапаны. Распределители 473
Баки 480
Трубопроводы \ ... 481
Заглушки, водоспускные пробки и водоспуск-
ные клапаны 482
Испытания гидравлических прессов 483
Указания по эксплоатации прессов 484
Гидравлические прессы специ-
ального технологического на-
значения (инж. Б. В. Розанов) . . . 485
Трубопрутковые гидравлические прессы ... 485
Гидравлические штамповочные прессы двой-
ного действия 488
Правильные гидравлические прессы 491
Пакетировочные гидравлические прессы. . . 494
Гидравлические прессы для брикетирования 494
Гидравлические гибочные машины:бульдо-
зеры (канд. техн. наук И. И. Гирш). . . 495
Насосы гидропрессовых уста-
новок (инж. Б. В. Розанов). 496
Введение 496
Плунжерные (кривошипные) насосы на давле-
ние до 300 кцсяС1 496
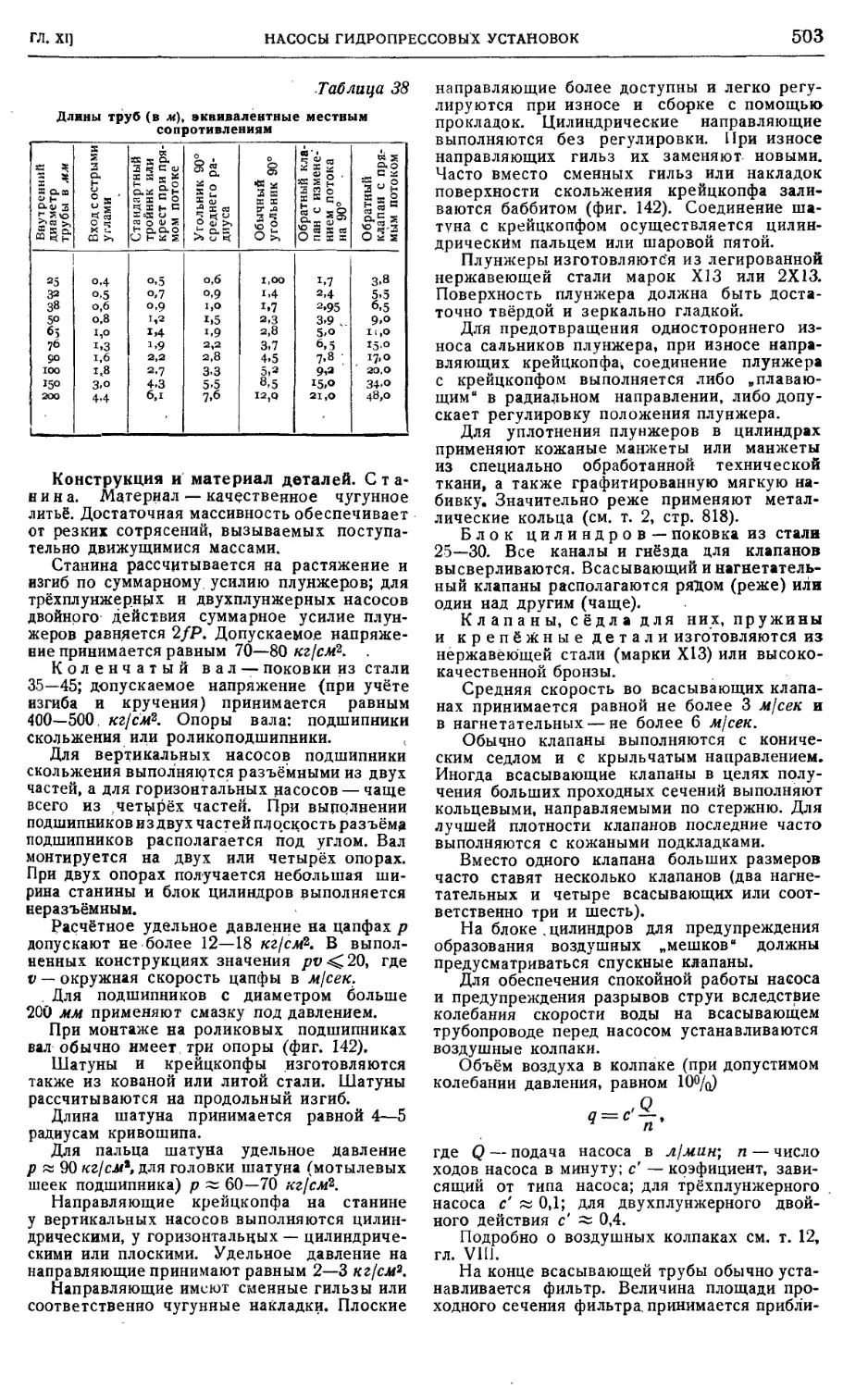
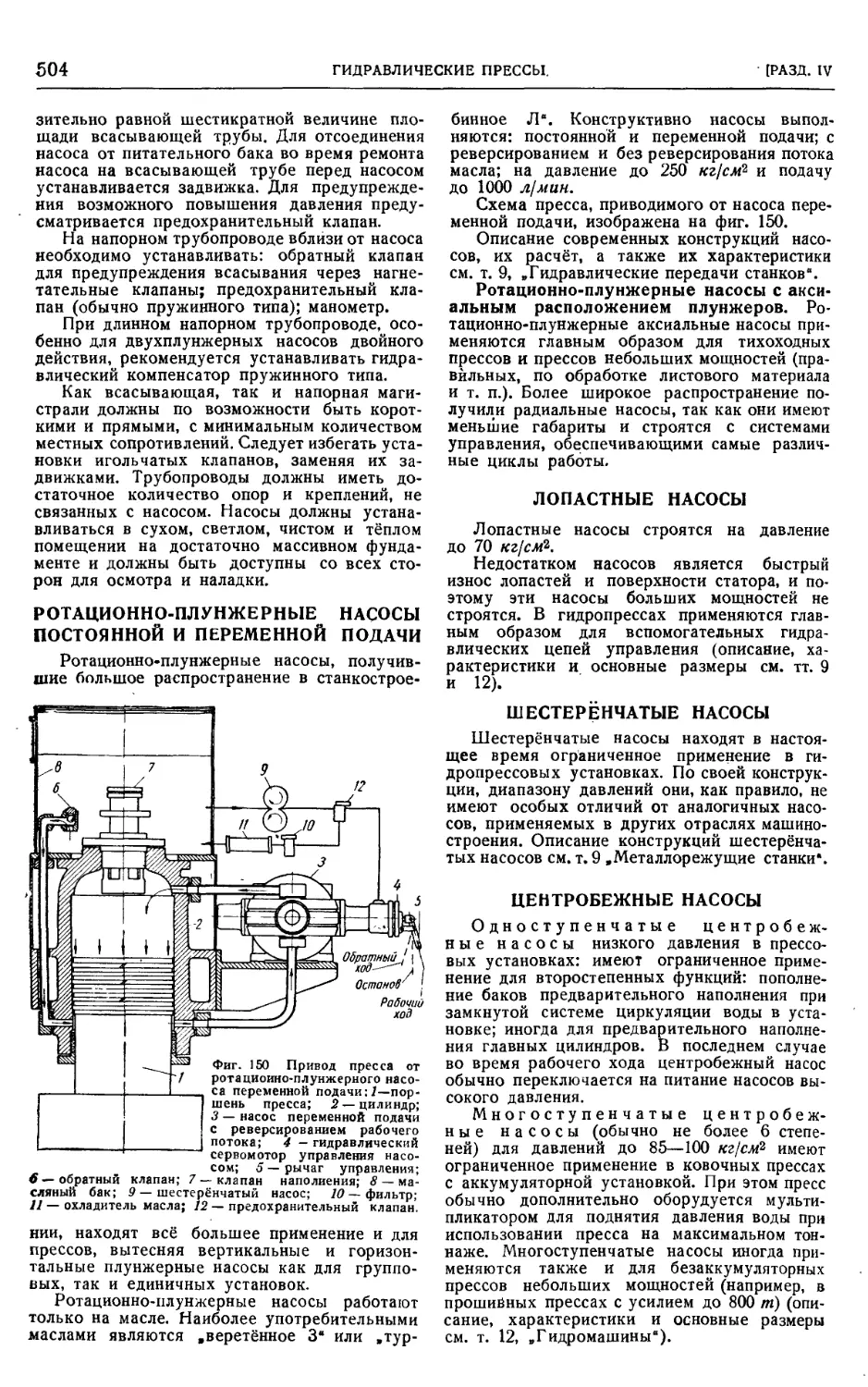
Ротационно-плунжерные насосы постоянной
и переменной подачи 504
Лопастные насосы 504
Шестерёнчатые насосы. • 504
Центробежные насосы 504
Глава XII. ПРИВОДНЫЕ КРИВОШИПНЫЕ
МАШИНЫ 505
Чистокривошипные листоштам-
повочные прессы (инж. А. Ф. Ни-
стратов) 505
Введение 505
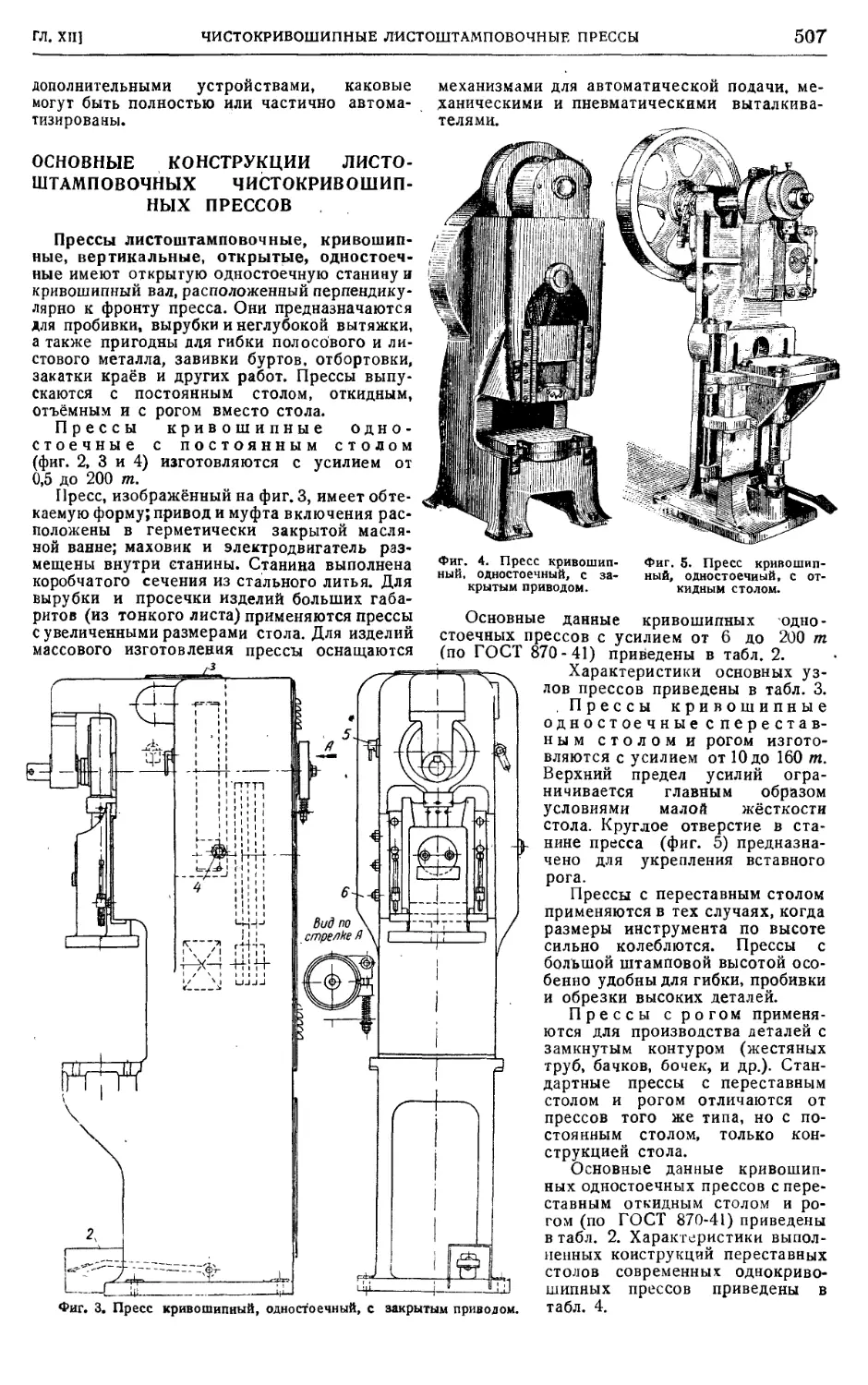
Основные конструкции листоштамповочных
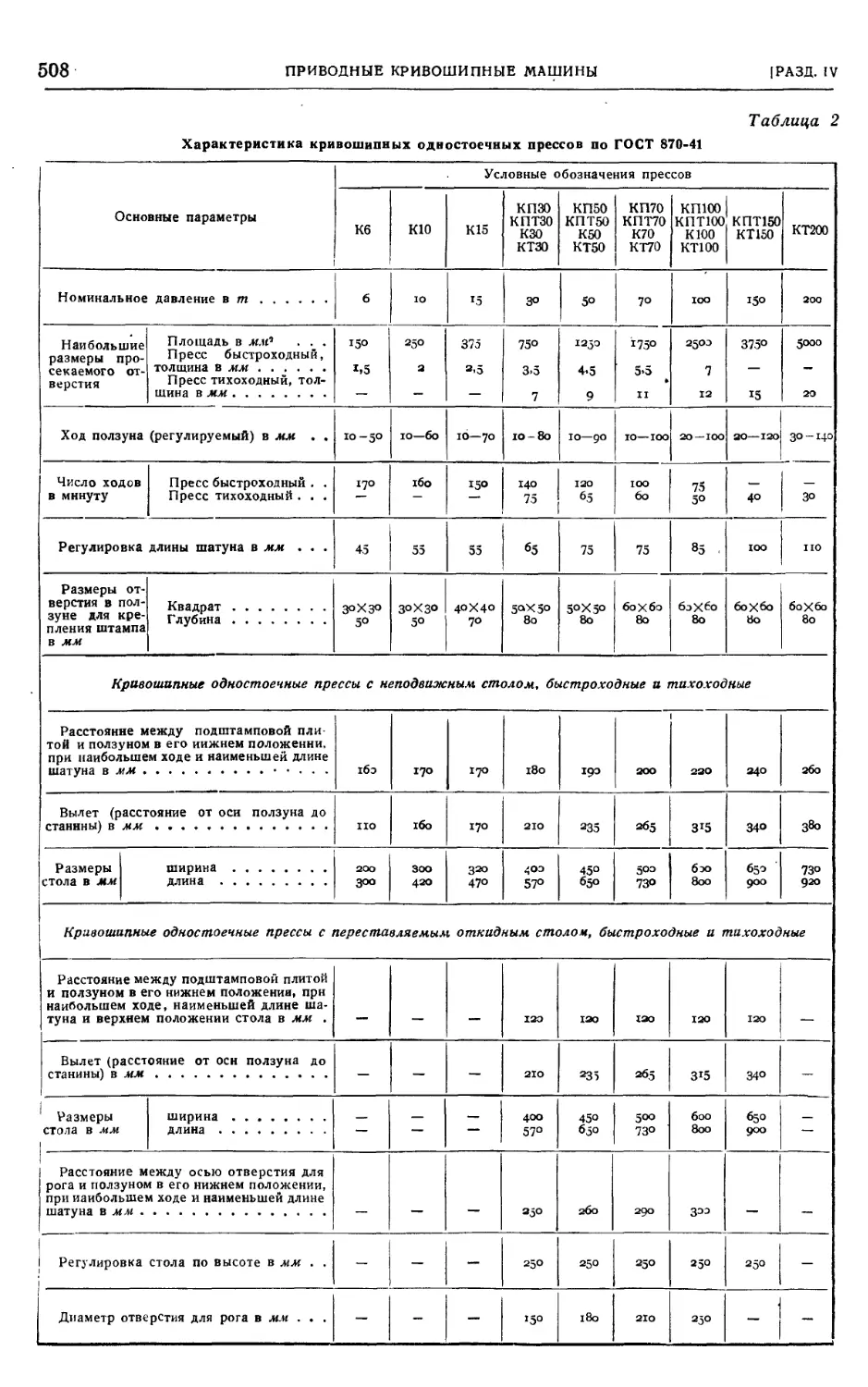
чистокривошипных прессов 507
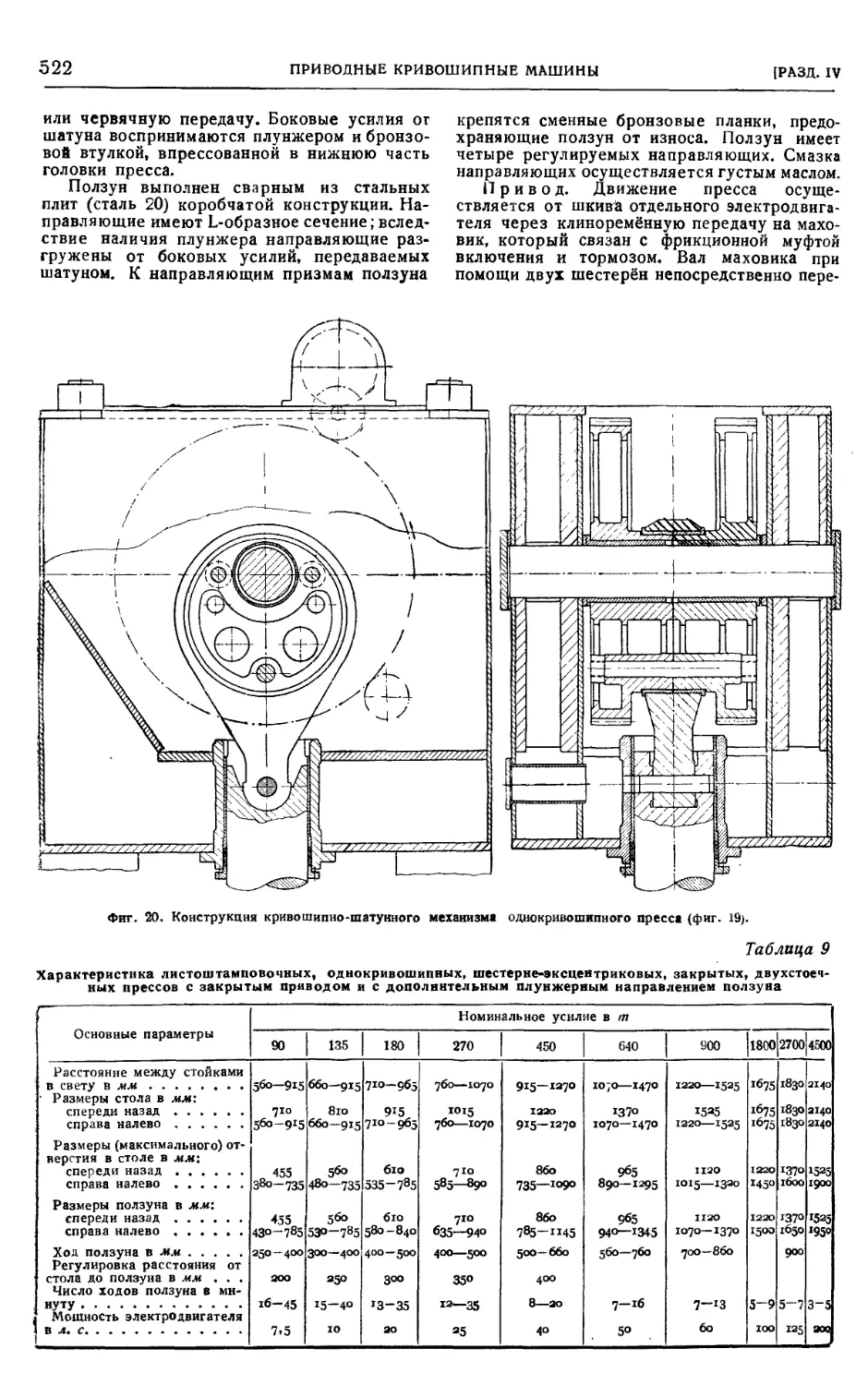
Чистокривошипные ковочно-штамповочные
прессы (макси-прессы) (инок. А. Ф. Ни-
стратов) 534
Листоштамповочные, чистокривошипные вы-
тяжные машины (прессы) простого дей-
ствия (инж. Б. П. Виноградов) 540'
Чистокривошипные правильно-гибочные и
профилировочно-гибочные машины (прессы)
(инж. Е. Н. Мошнин) 544
Гибочные машины (бульдозеры) (канд. техн.
наук И. И. Гирш) . . • 549
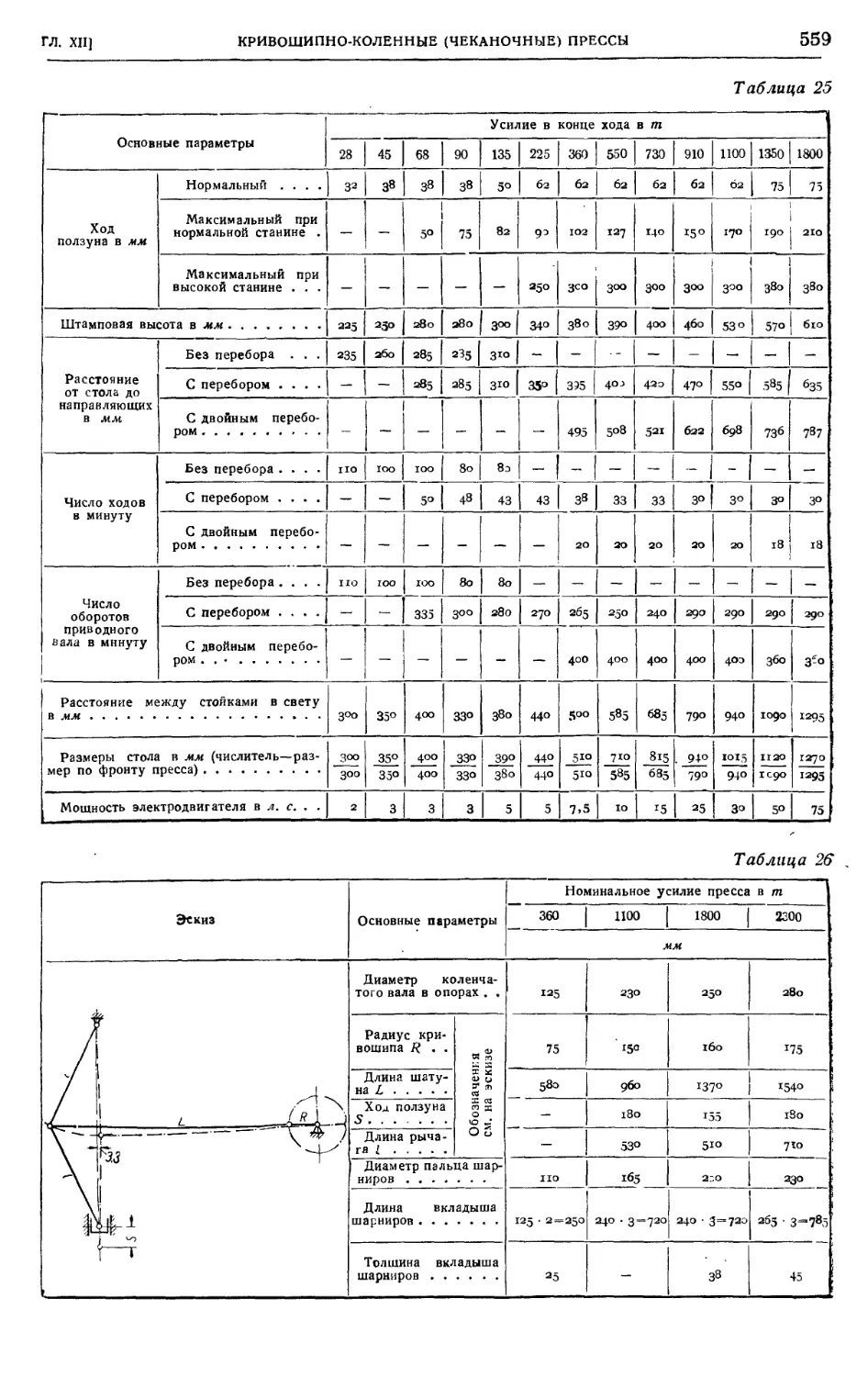
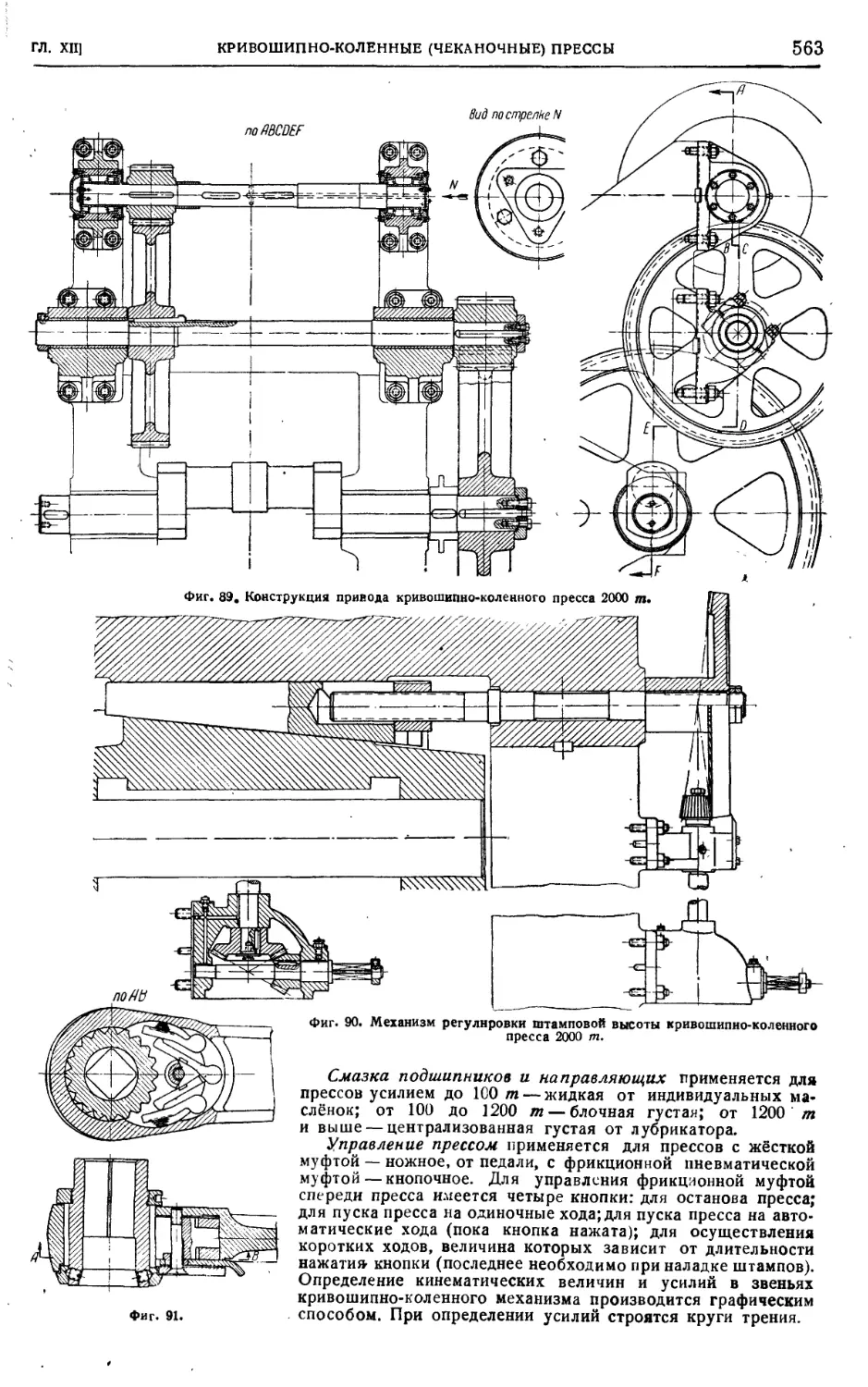
Кривошипно-коленные (чека-
ночные) прессы (инж. А. Ф. Ни-
стратов) 557
Схемы устройства и основные данные .... 557
Конструкция узлов, деталей и материалы . . 557
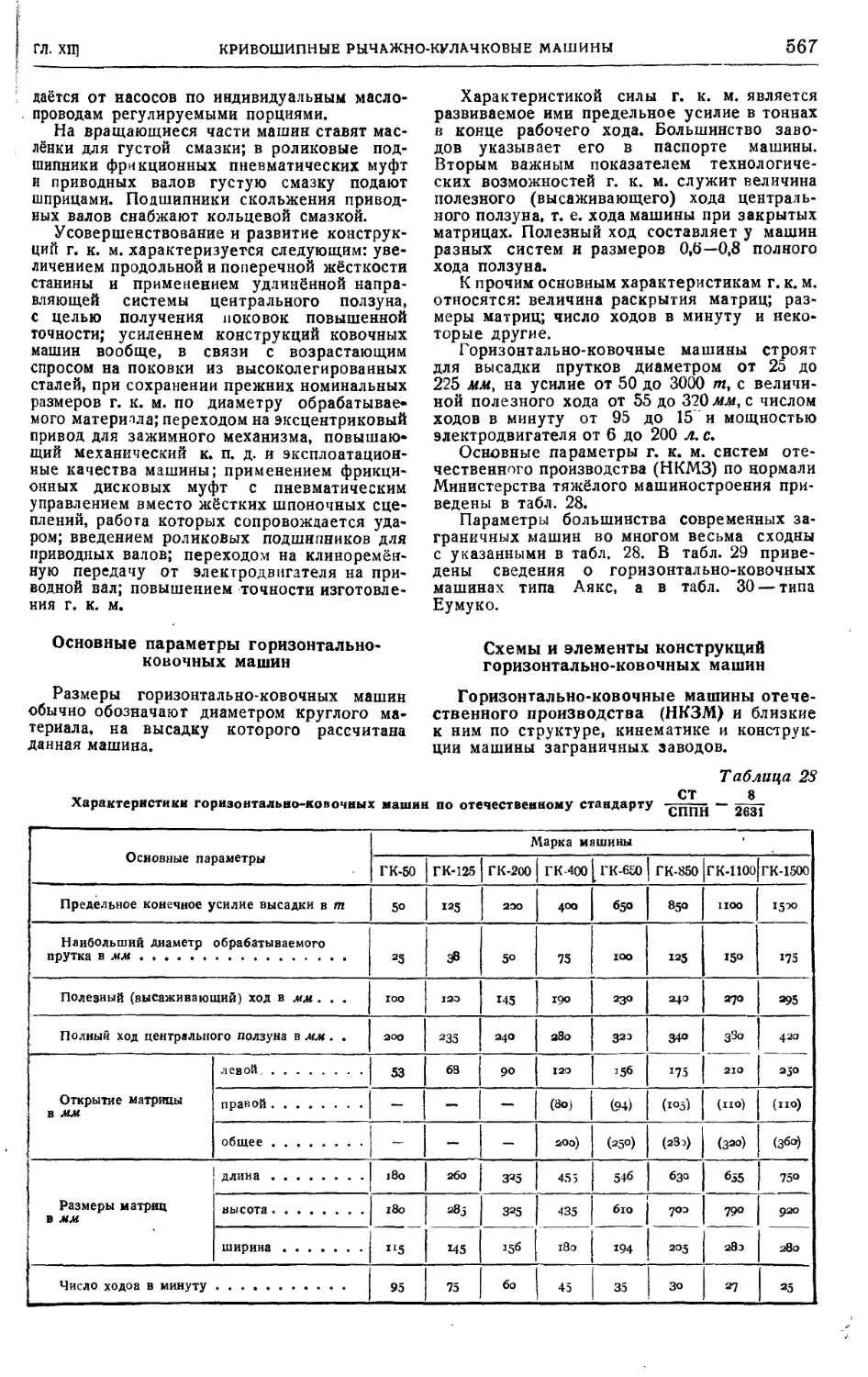
Кривошипные рычажно-кулач-
ковые машины (инж. А. Ф. Ни-
стратов) ? 564
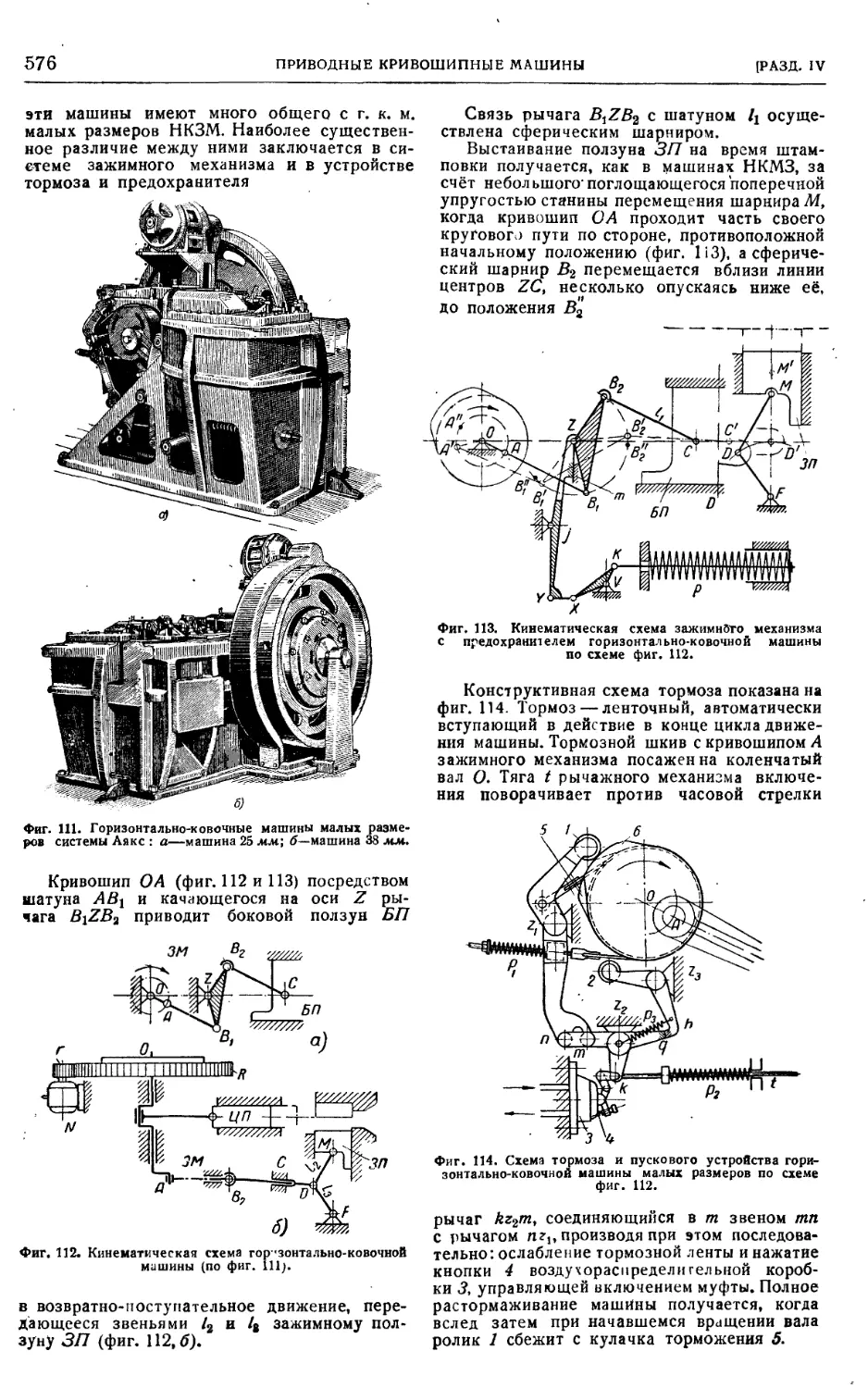
Горизонтально-ковочные машины 564
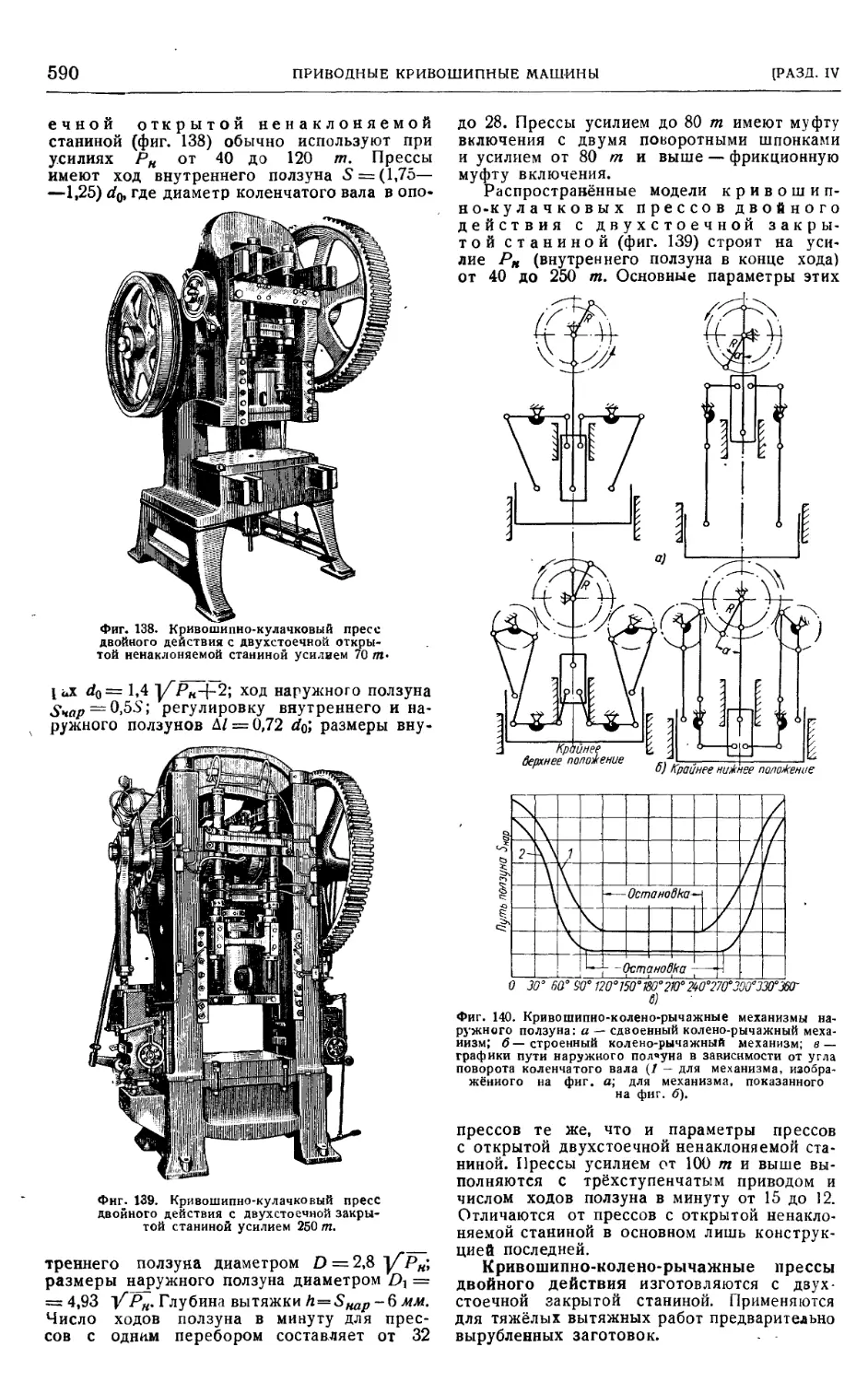
Прессы кривошипно-рычажно-кулачковые
двойного действия (вертикальные) 587
Кузнечно-штамповочные автоматы (канд.
техн. наук Г. А. Навроцкий) 59*
Кулачковые ковочные машины
(канд. техн. наук В. Ф. Щеглов) .... 62»
Общие сведения 628
Конструкция машин 628
Рычажные вытяжные машины
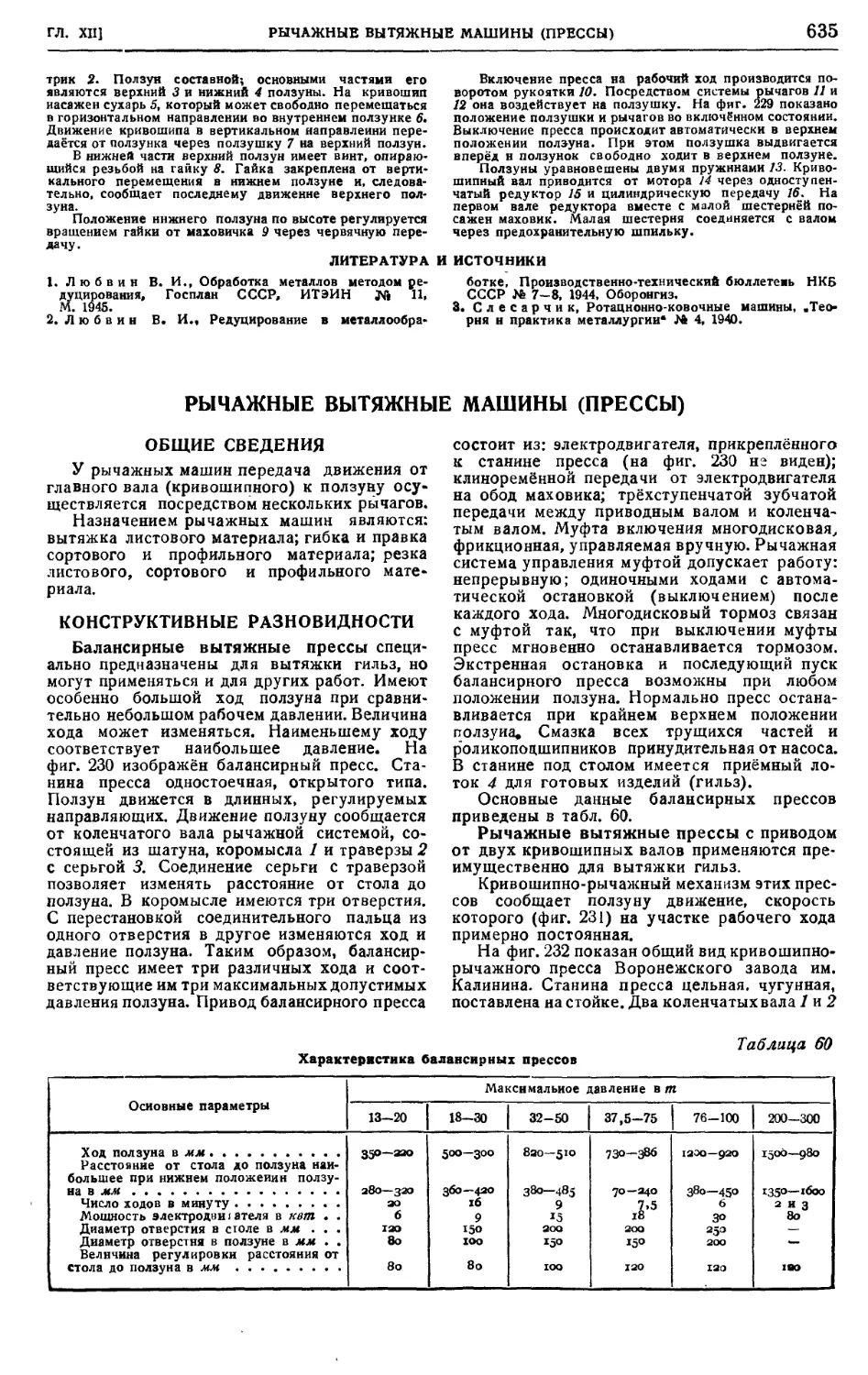
(прессы) (инж. Б. П. Виноградов). . . 635
Общие сведения 635
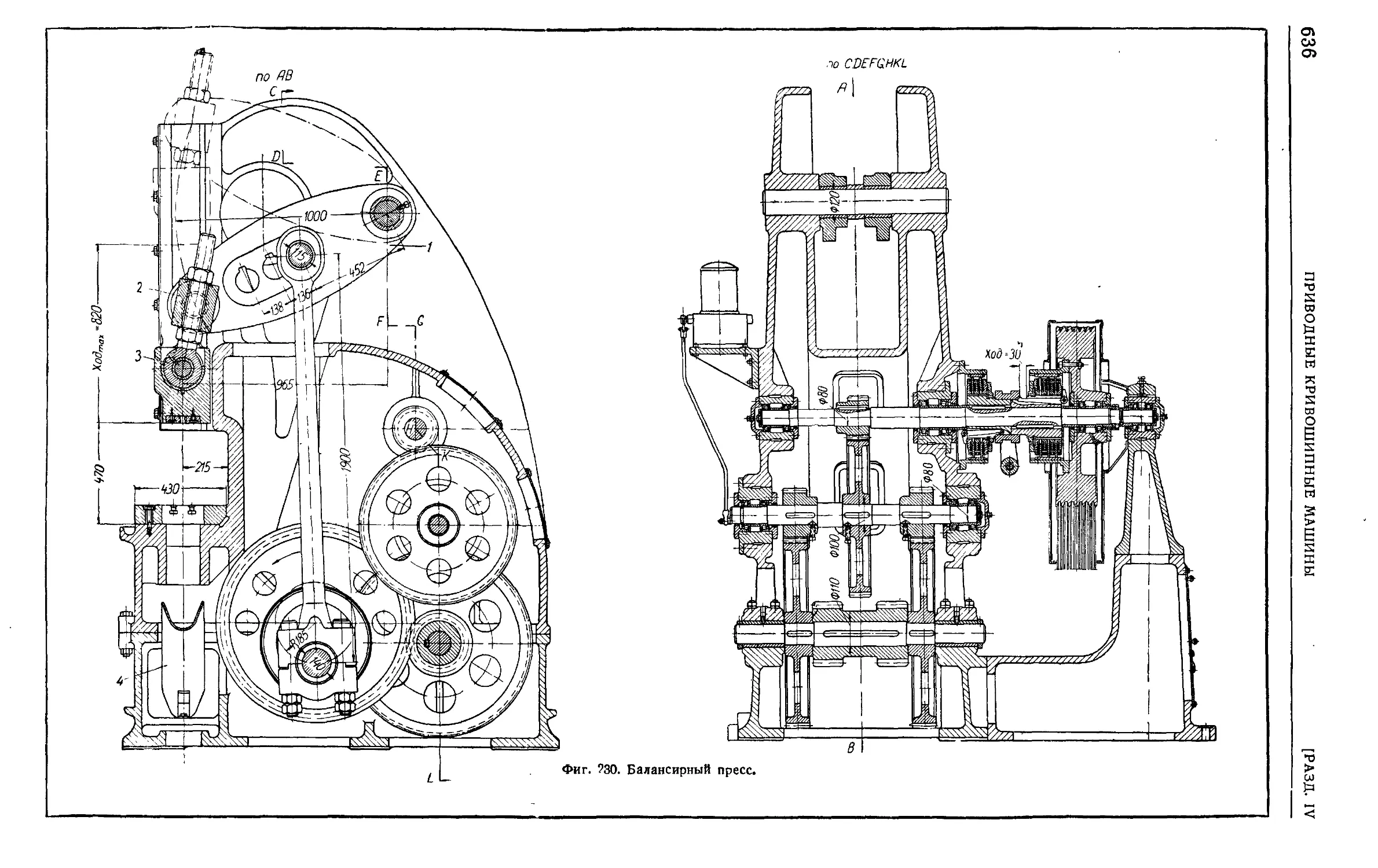
Конструктивные разновидности 635
Рычажные правйльн о-г и б о ч н ы е
машины (прессы) (инж. Е. Н. Мош-
нин) 638
Конструктивные разновидности 638-
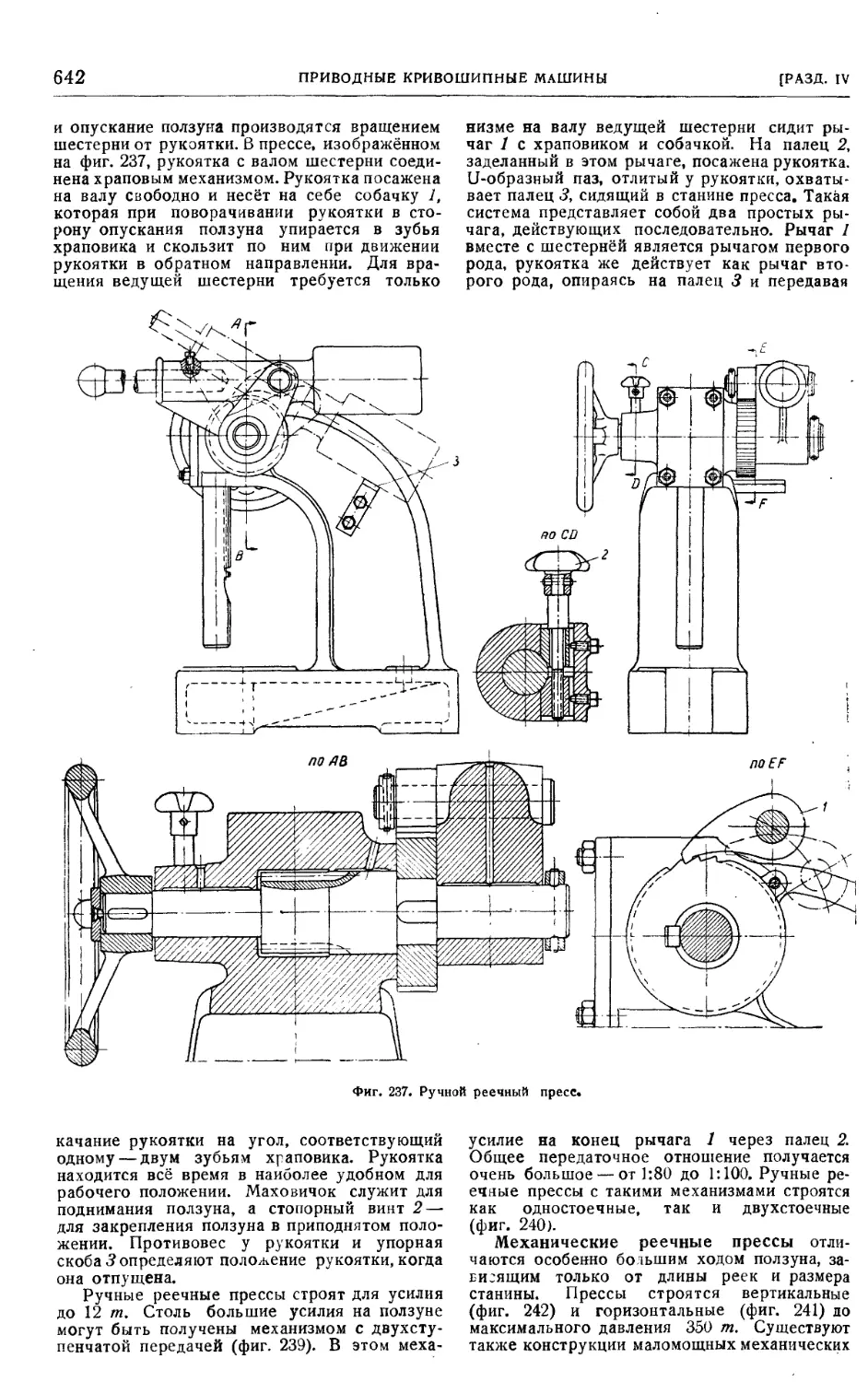
Реечные машины (прессы) (инж.
Б. П. Виноградов) 641
Общие сведения 641
Конструктивные разновидности 641
Винтовые машины (прессы) (инок.
Б. П. Виноградов) . 644
Общие сведения ¦ . 644
Конструктивные разновидности 644
Глава XIII. ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ
ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
(ПРЕССЫ) (инж. А. Ф. Нистратов) . . . 647
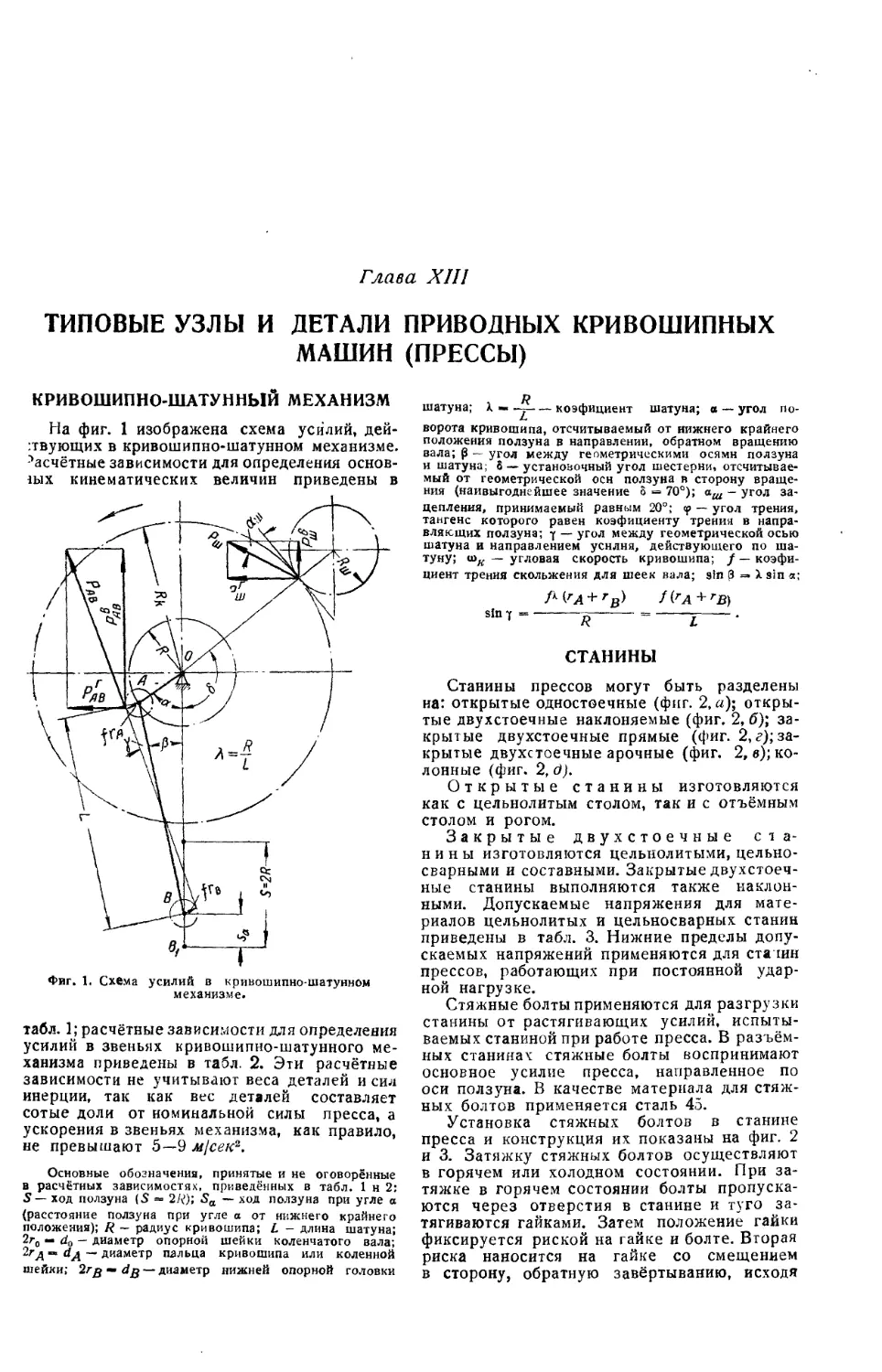
Кривошипно-шатунный механизм 647
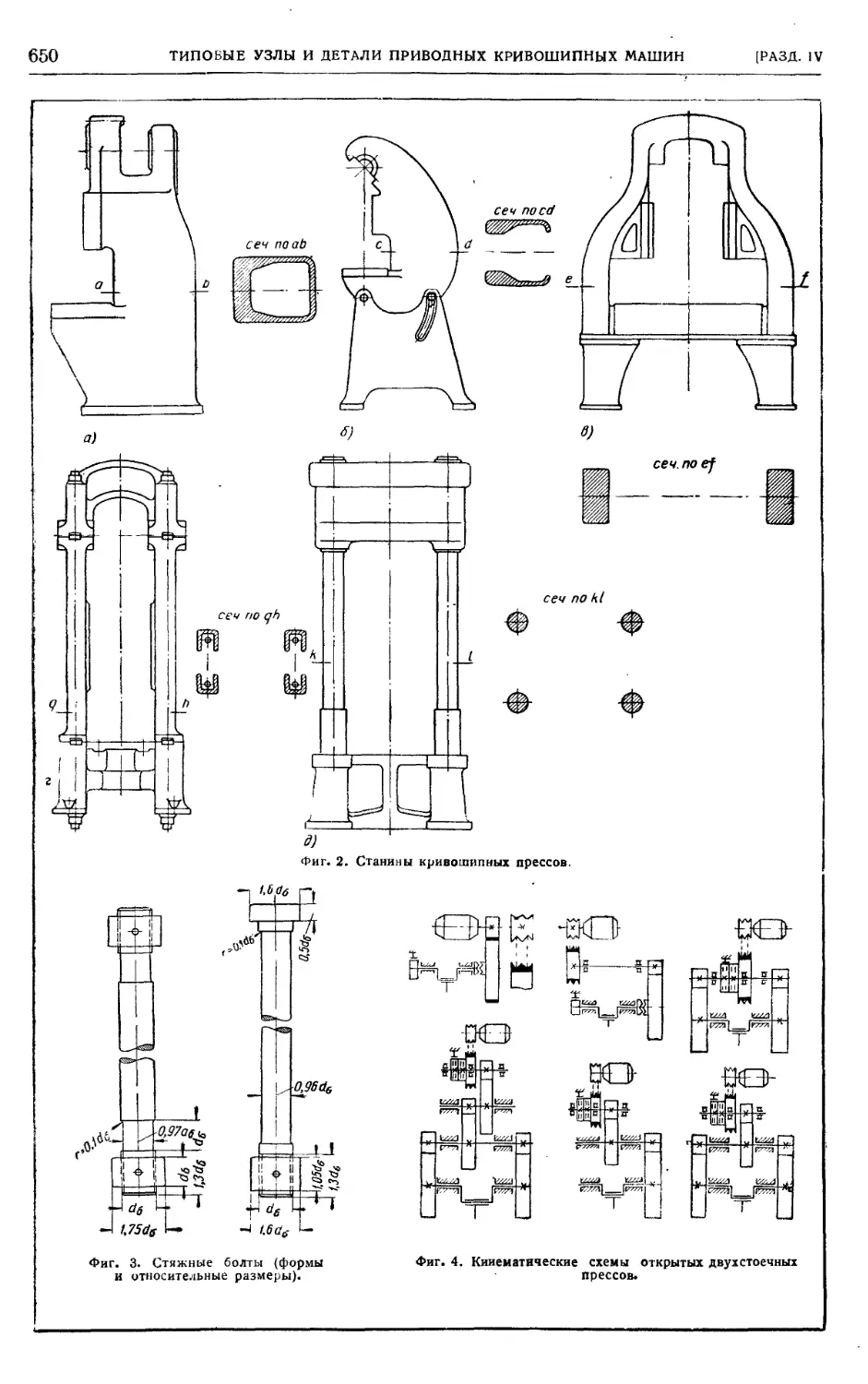
Станины 647
Привод 651
Муфты включения 652
Тормозы 661
Зубчатые колёса 661
VI
СОДЕРЖАНИЕ
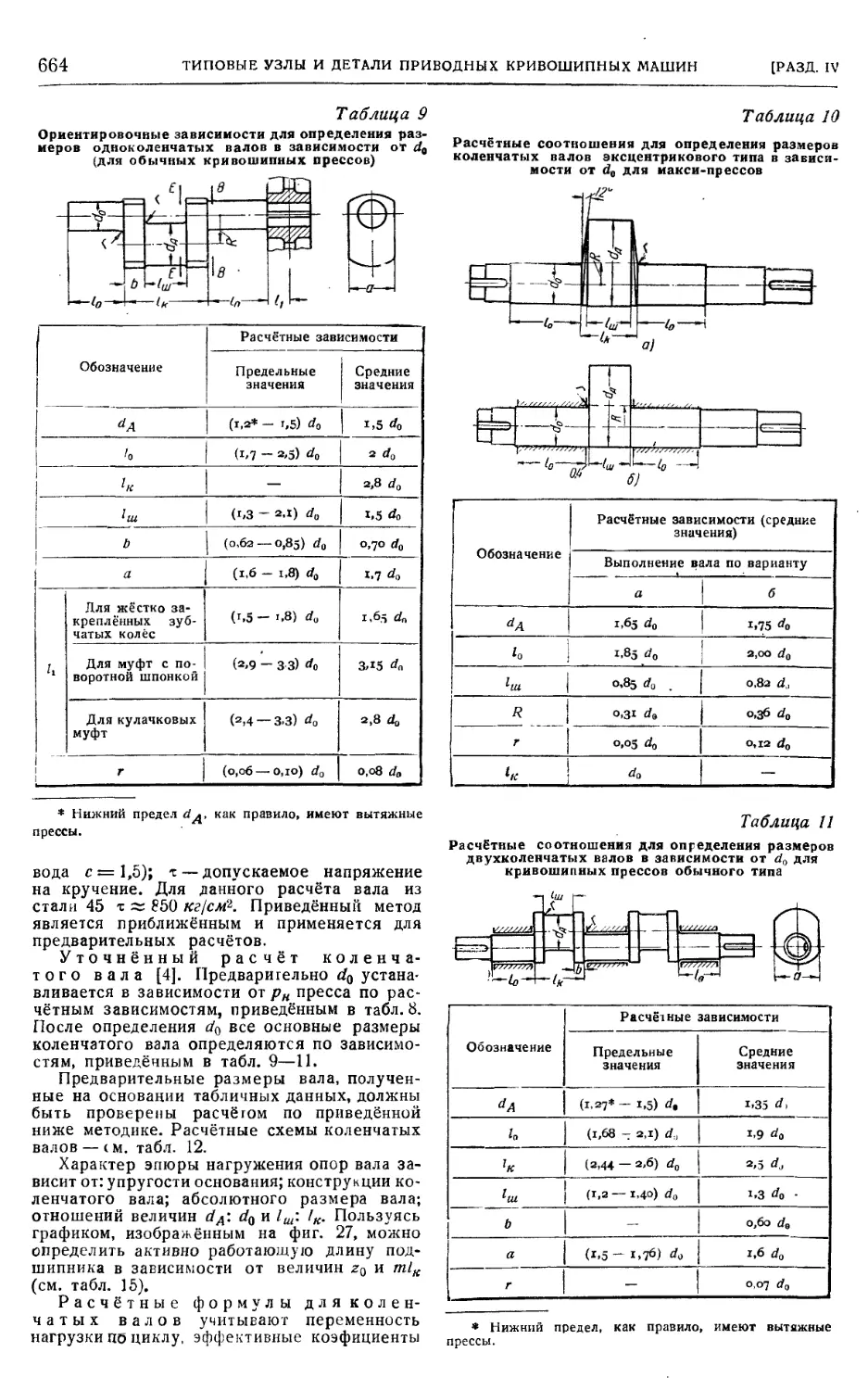
Коленчатые и кривошипные валы ...... 661
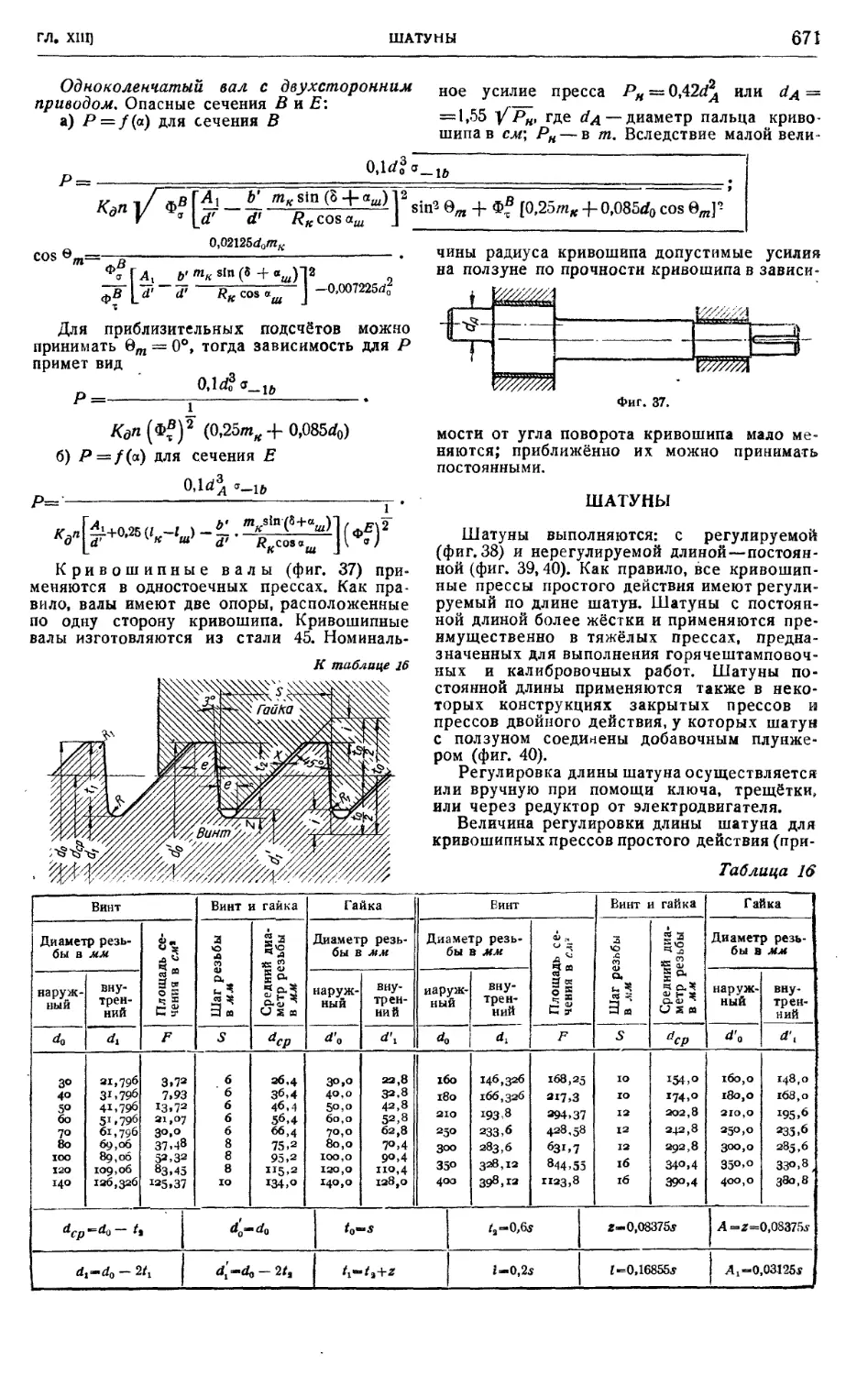
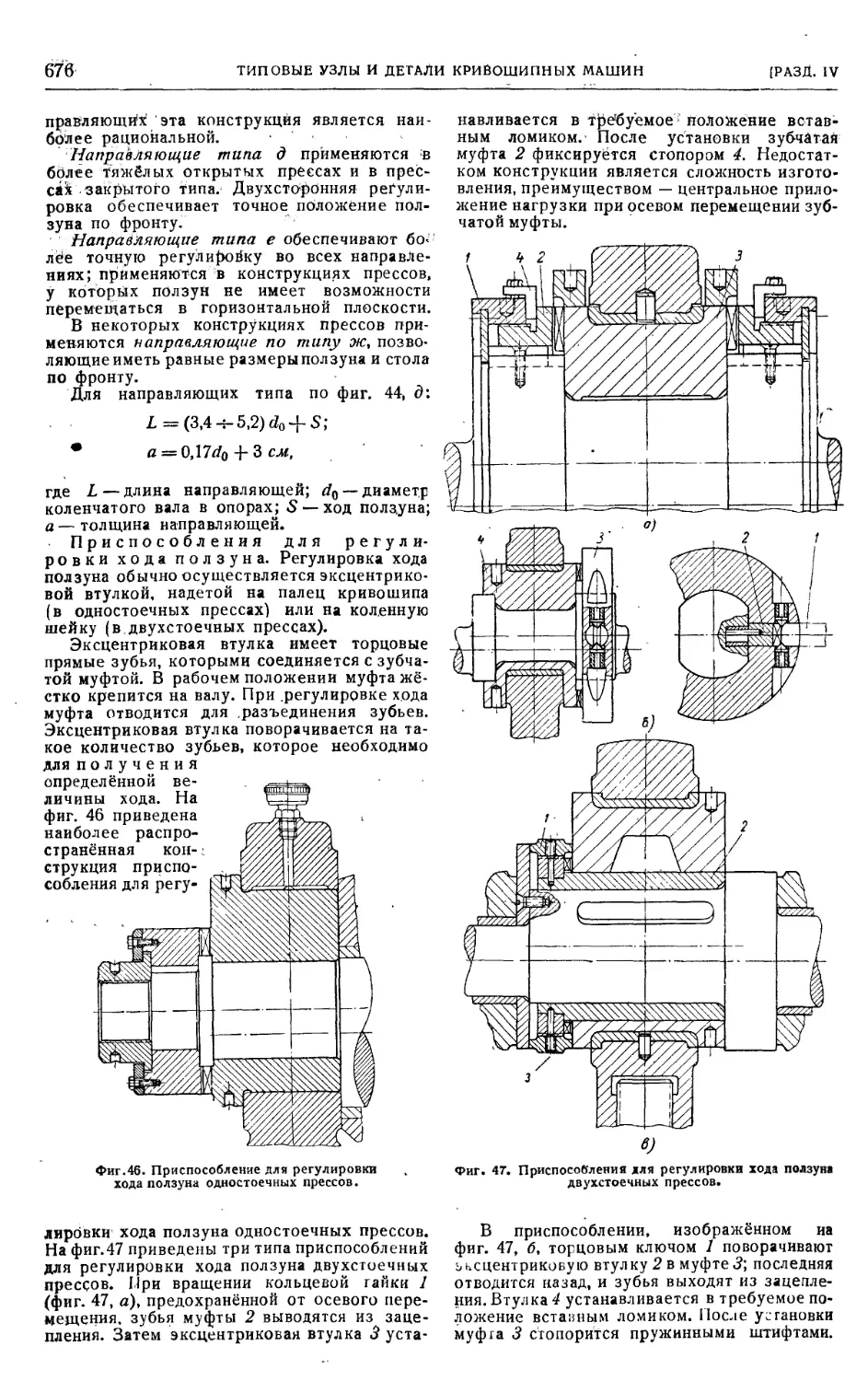
Шатуны 671
Механизмы для регулировки штамповой вы-
соты 674
Ползуны 674
Предохранительные устройства 677
Смазка 679
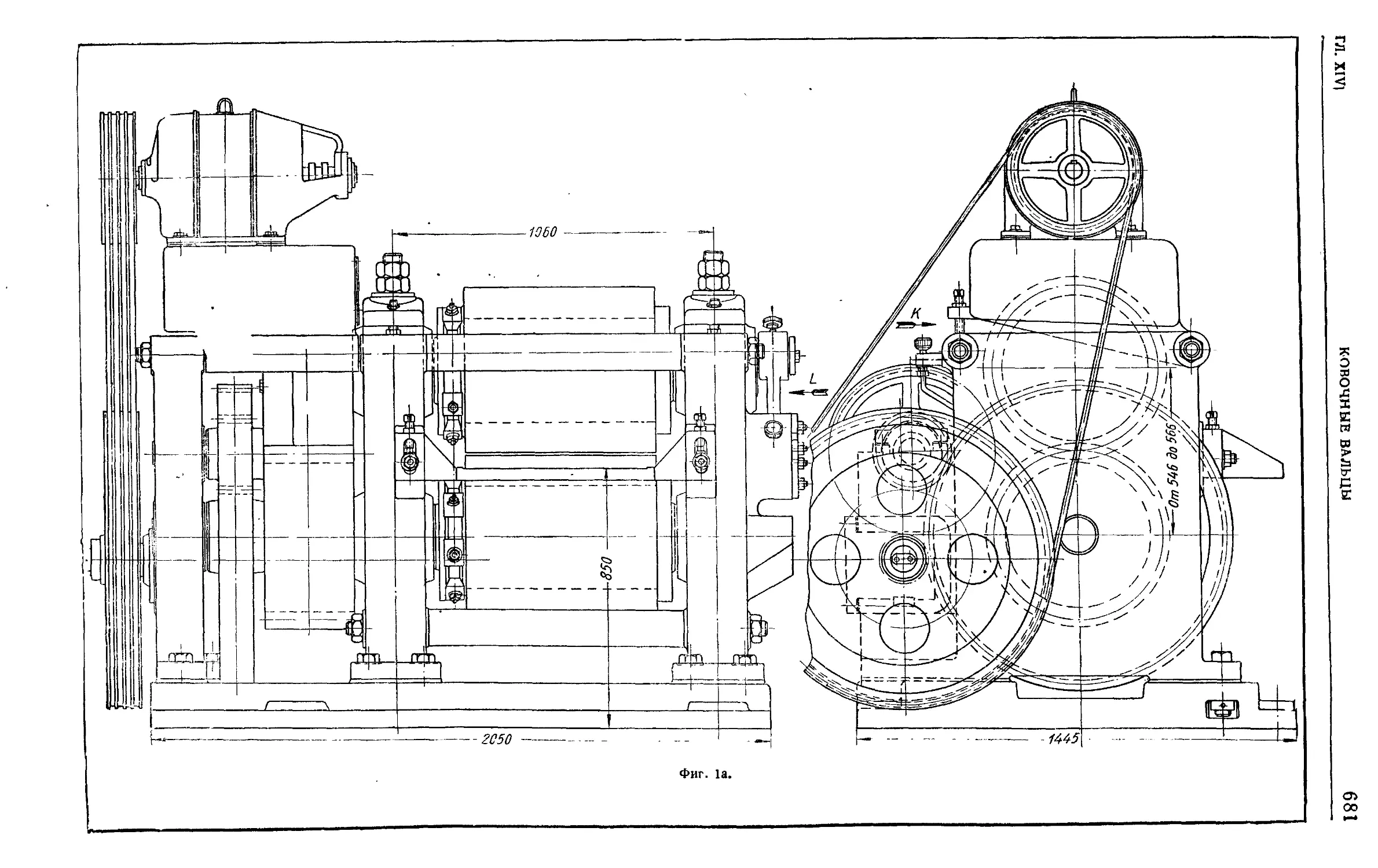
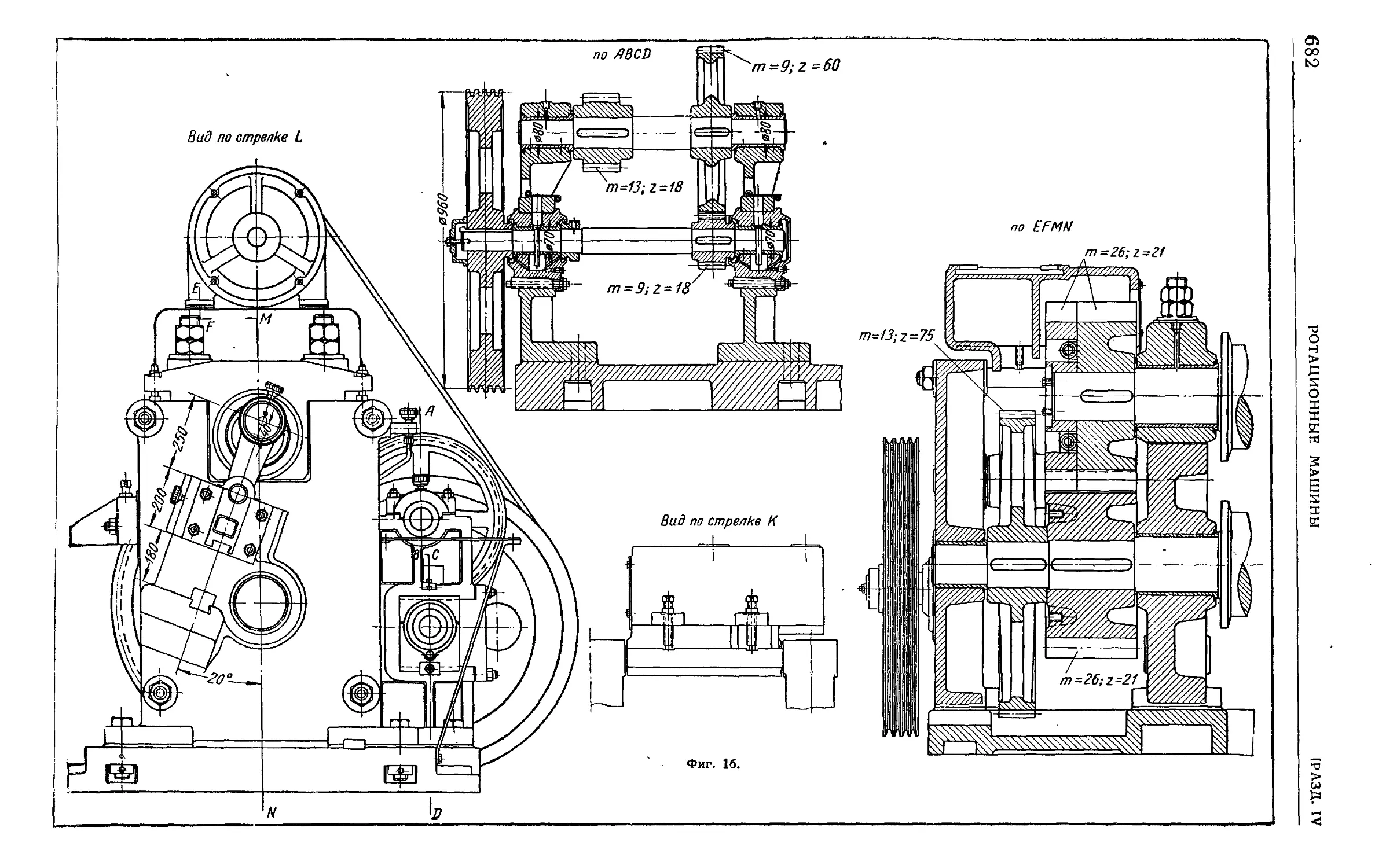
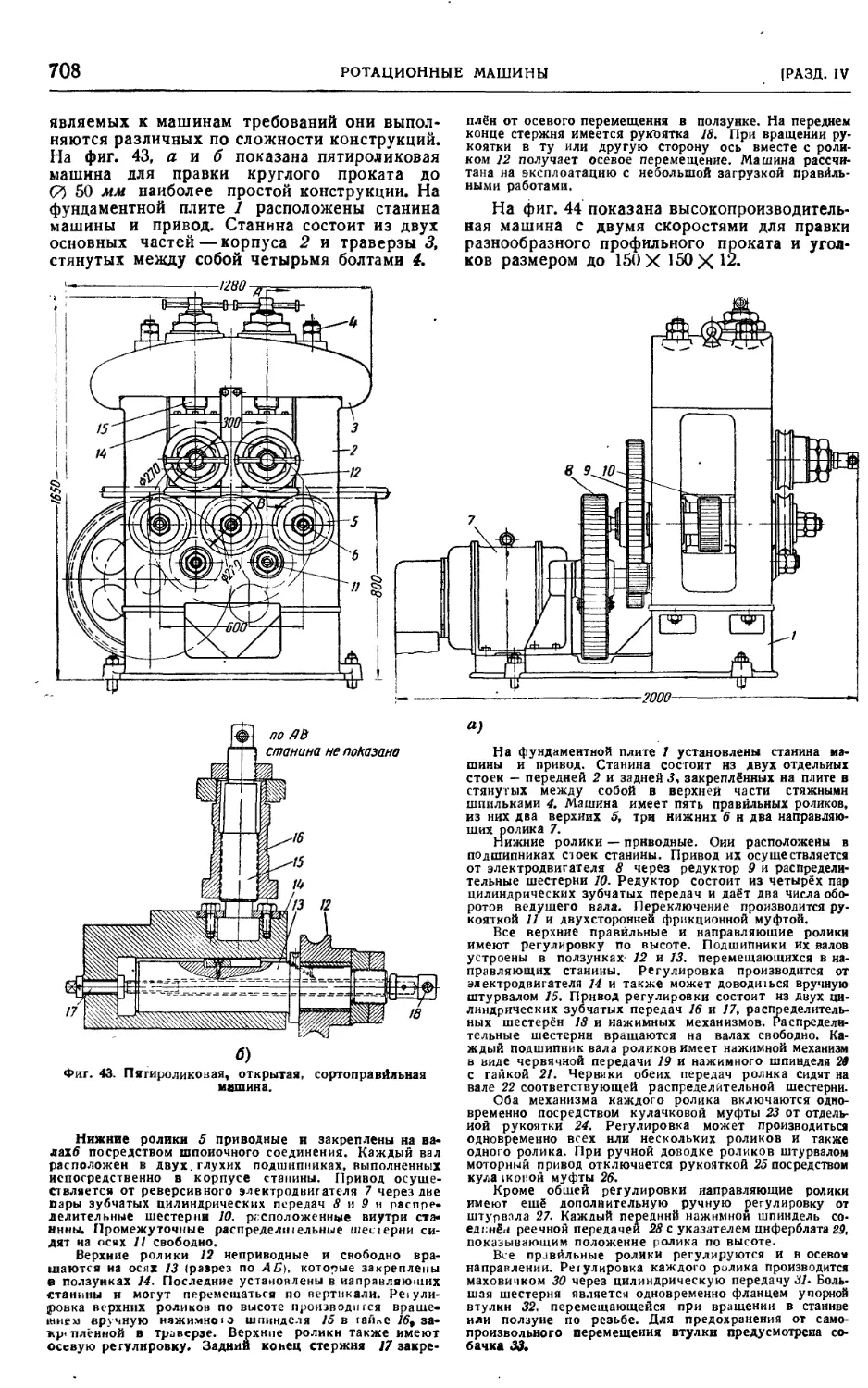
Глава XIV. РОТАЦИОННЫЕ МАШИНЫ . . 680
Ковочные вальцы {проф. А. И. Зимин) ... 680
Ротационные гибочные машины (инж.
Е. Н. Мошнин) 683
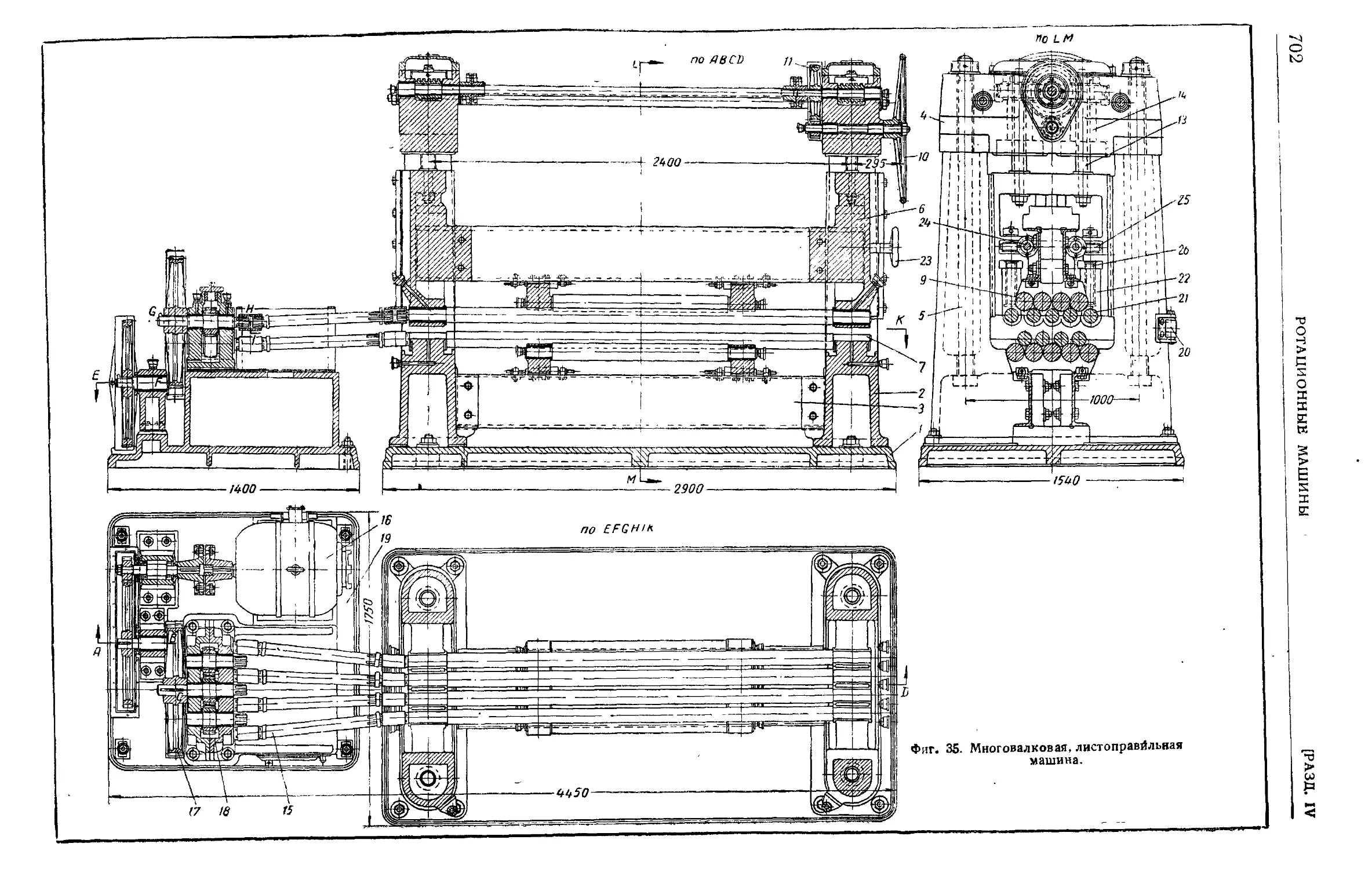
Ротационные правильные машины (инж.
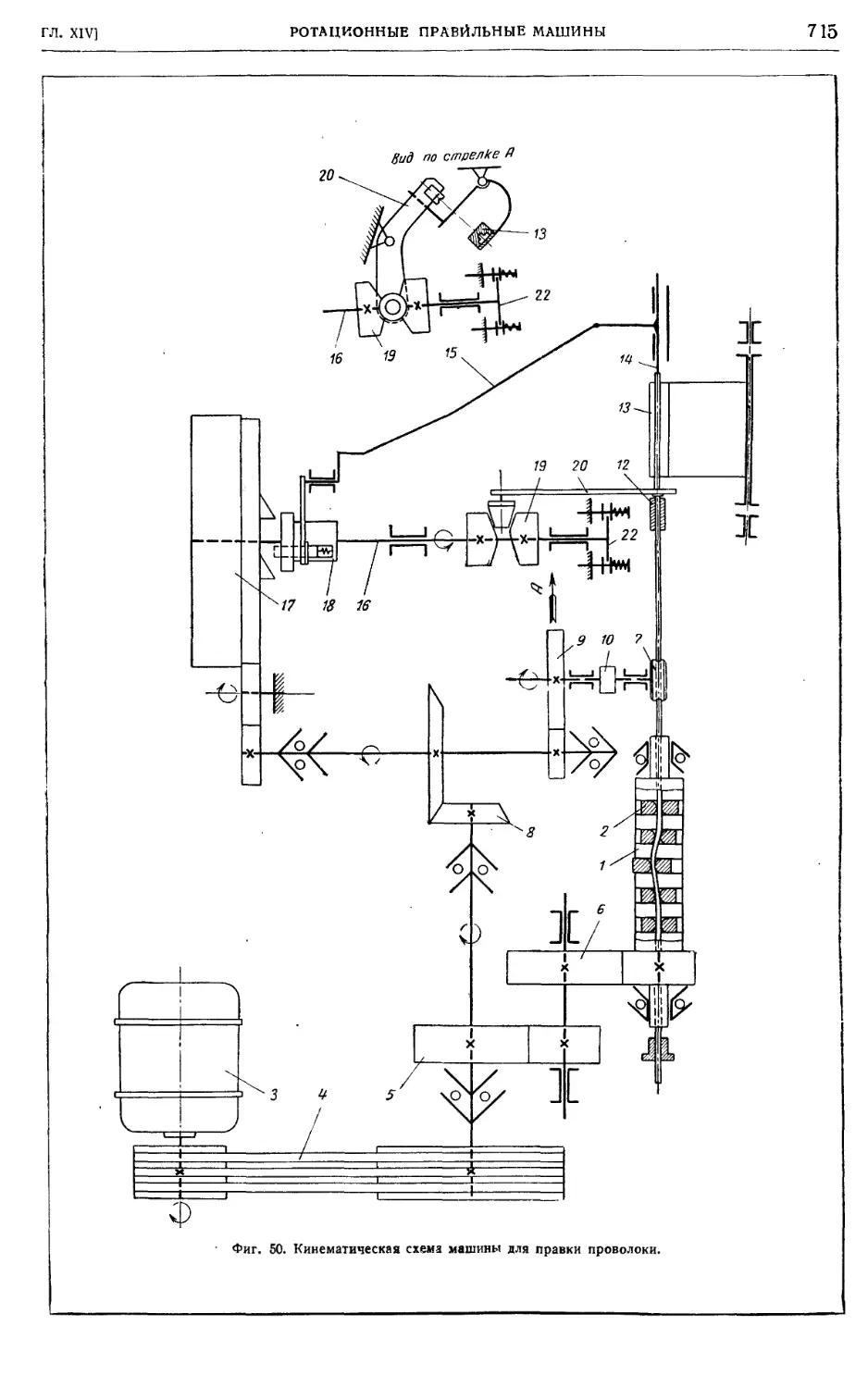
Е. Н. Мошнин) 701
Материал основных деталей 716
Глава XV. НОЖНИЦЫ (инж. П. В. Лоба-
чев) 717
Чистокривошипные ножницы 718
Кривошипно-коленные ножницы 719
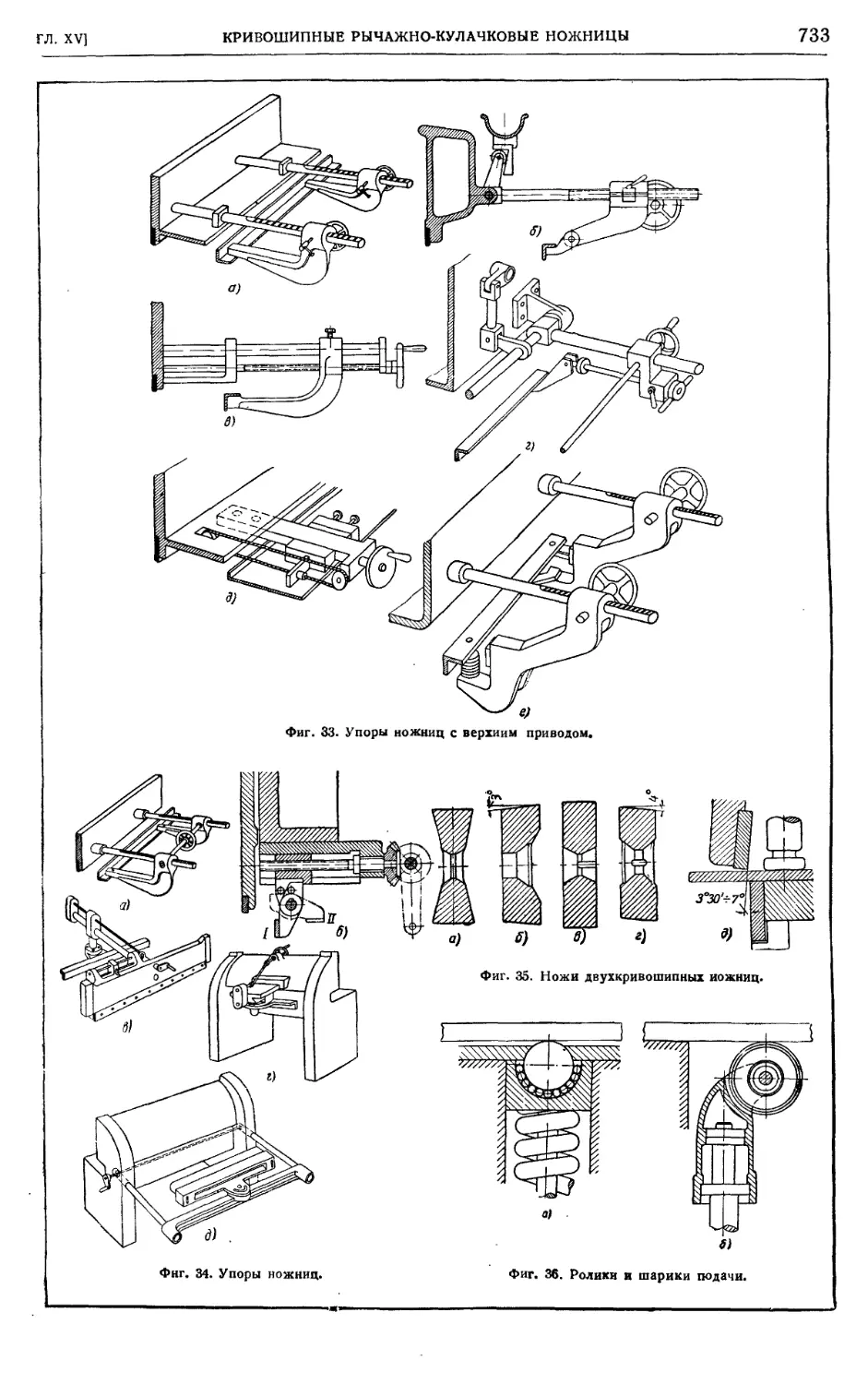
Кривошипные рычажно-кулачковые ножницы 720
Рычажные ножницы 734
Однокривошипные кулачковые ножницы . . . 738
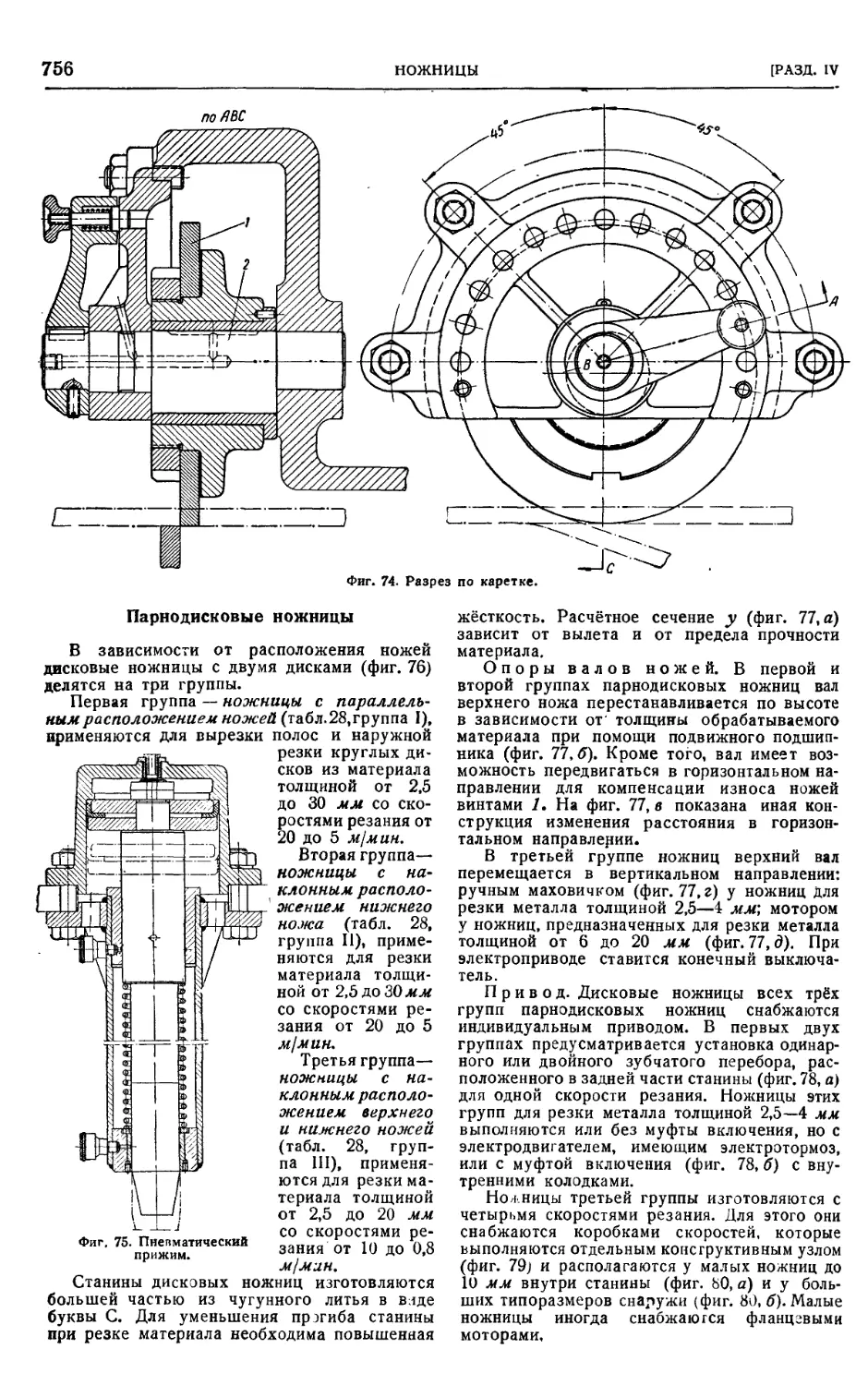
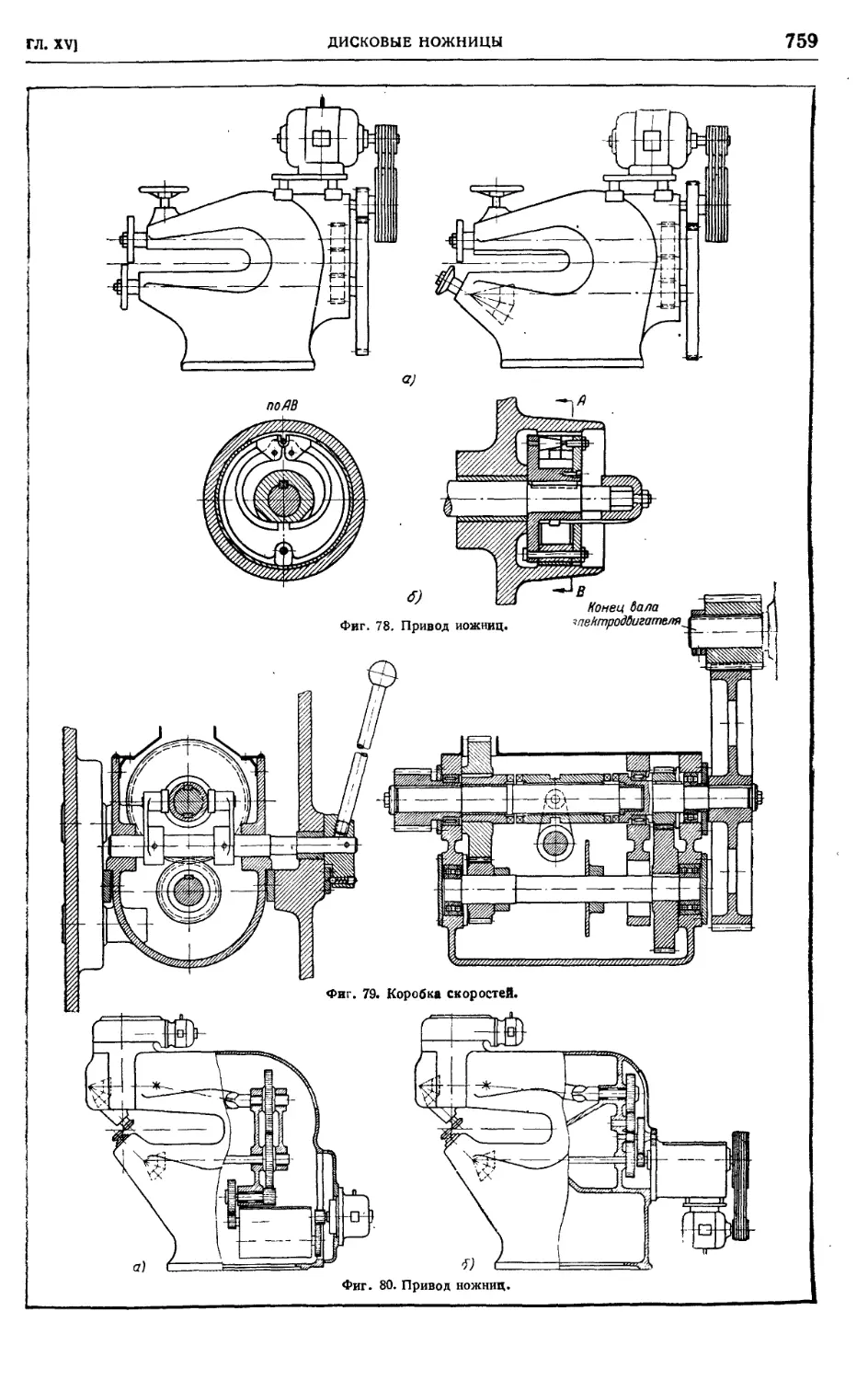
Дисковые ножницы 755
Глава XVI. ЭЛЕКТРОПРИВОД И ДРУГИЕ
ВИДЫ ОБОРУДОВАНИЯ 761
Электропривод кузнечн о-ш там-
побочных машин (проф., д-р техн.
наук А. Т. Голован) 761
Типы применяемого электрооборудования . . 761
Расчёт мощности двигателя и момента инер-
ции маховика 762
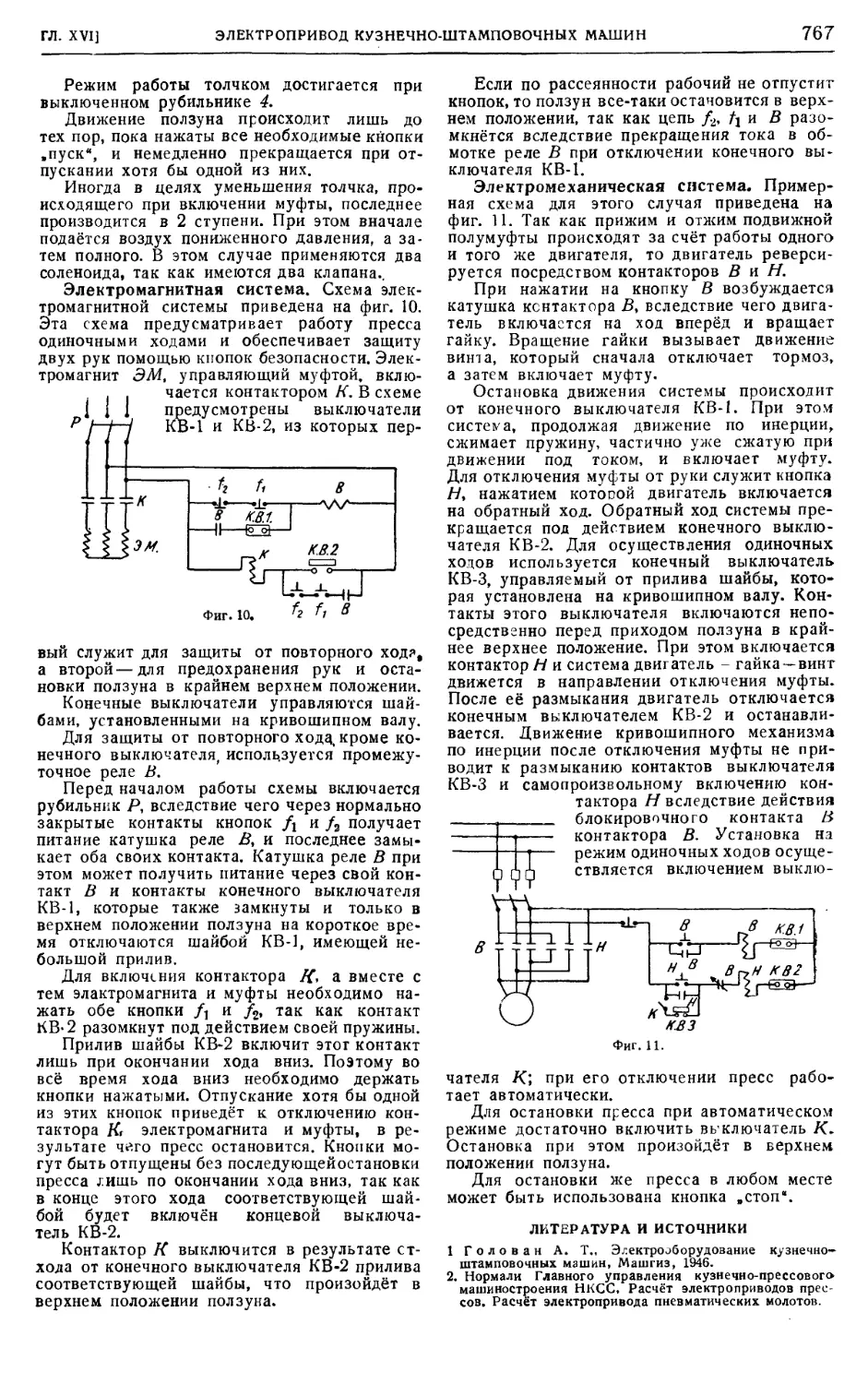
Схемы управления фрикционными муфтами
кривошипных прессов 766
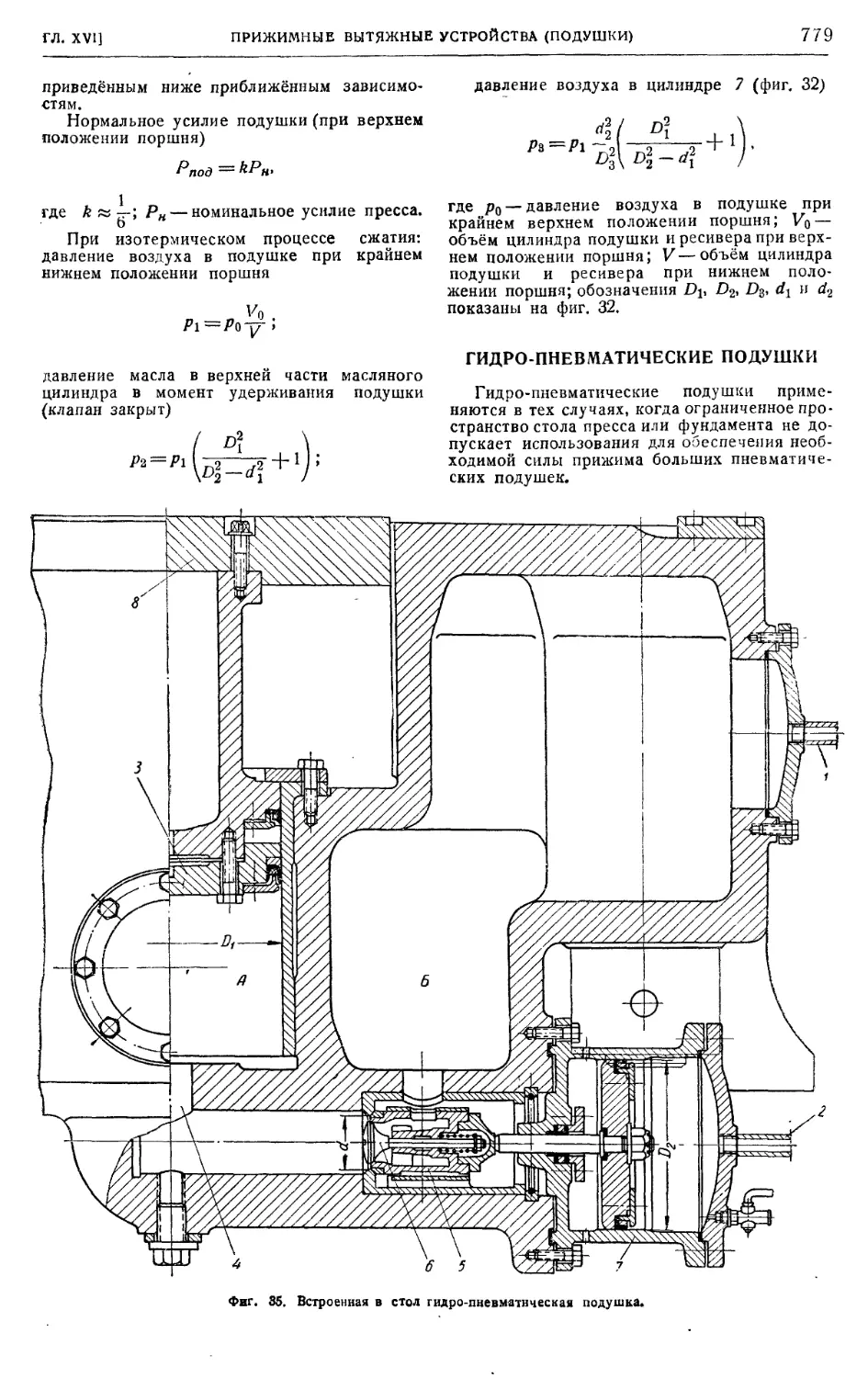
Прижимные вытяжные устрой-
ства (подушки) (инж. А. Ф. Ни-
стратов) 768
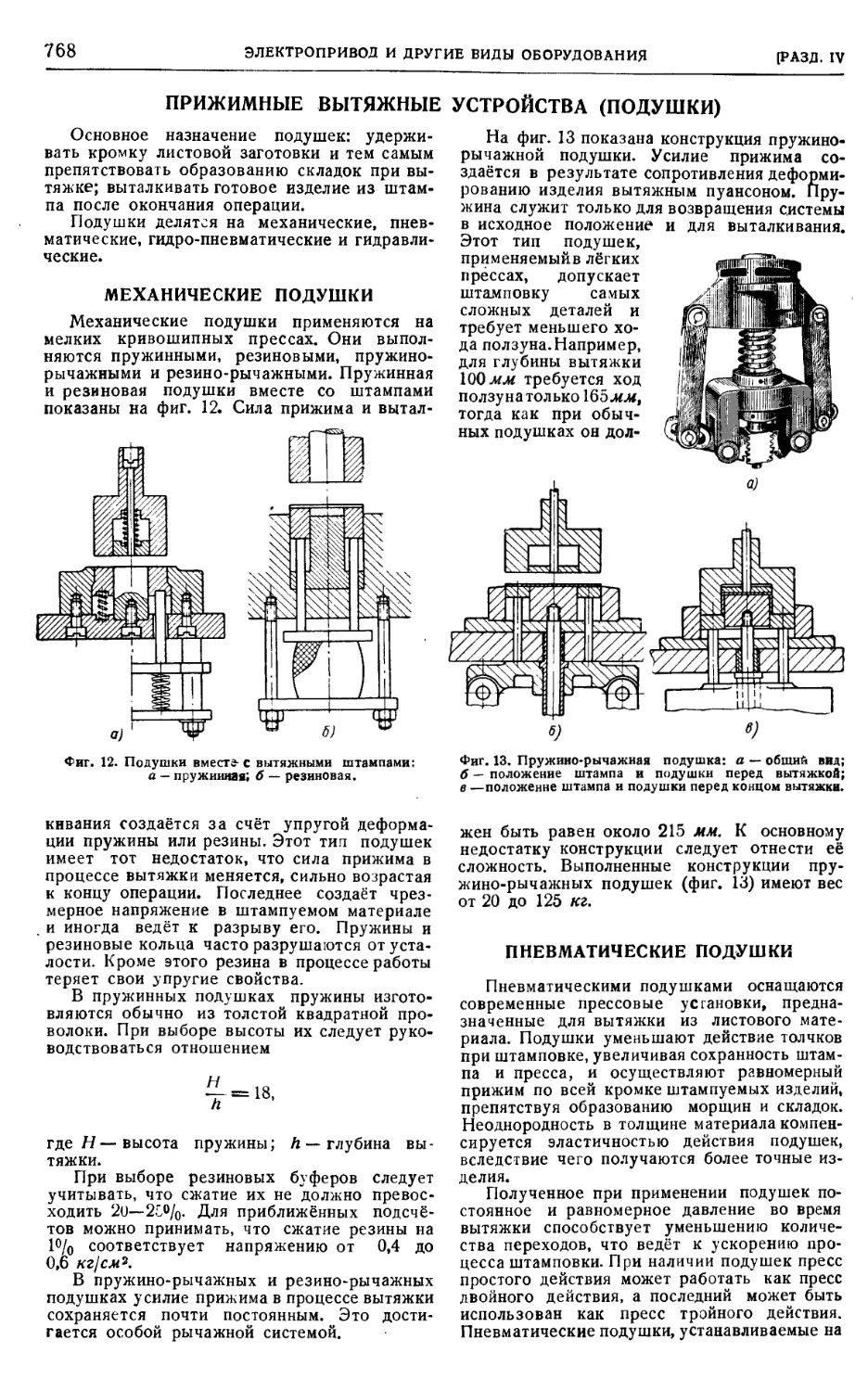
Механические подушки • 768
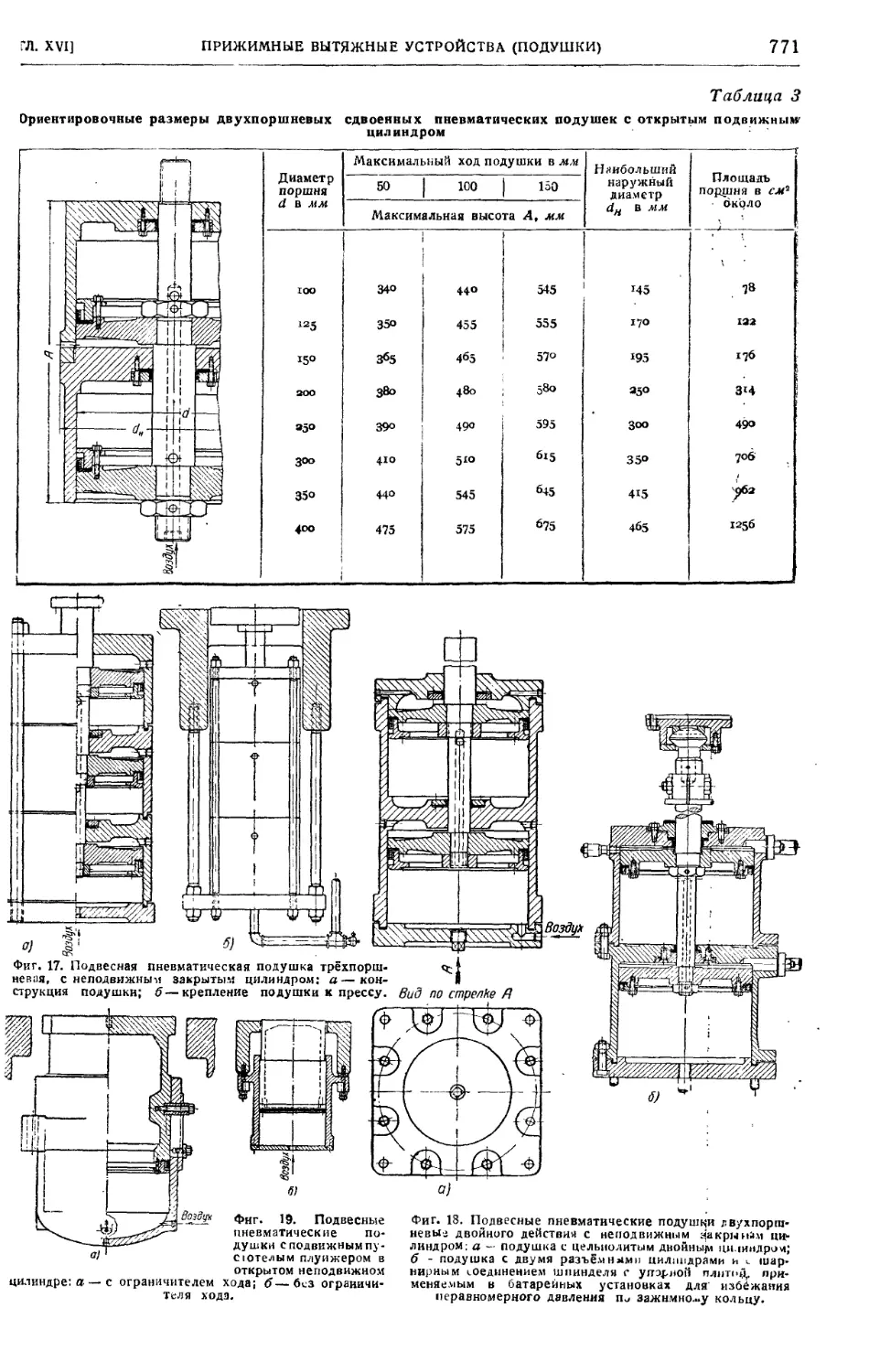
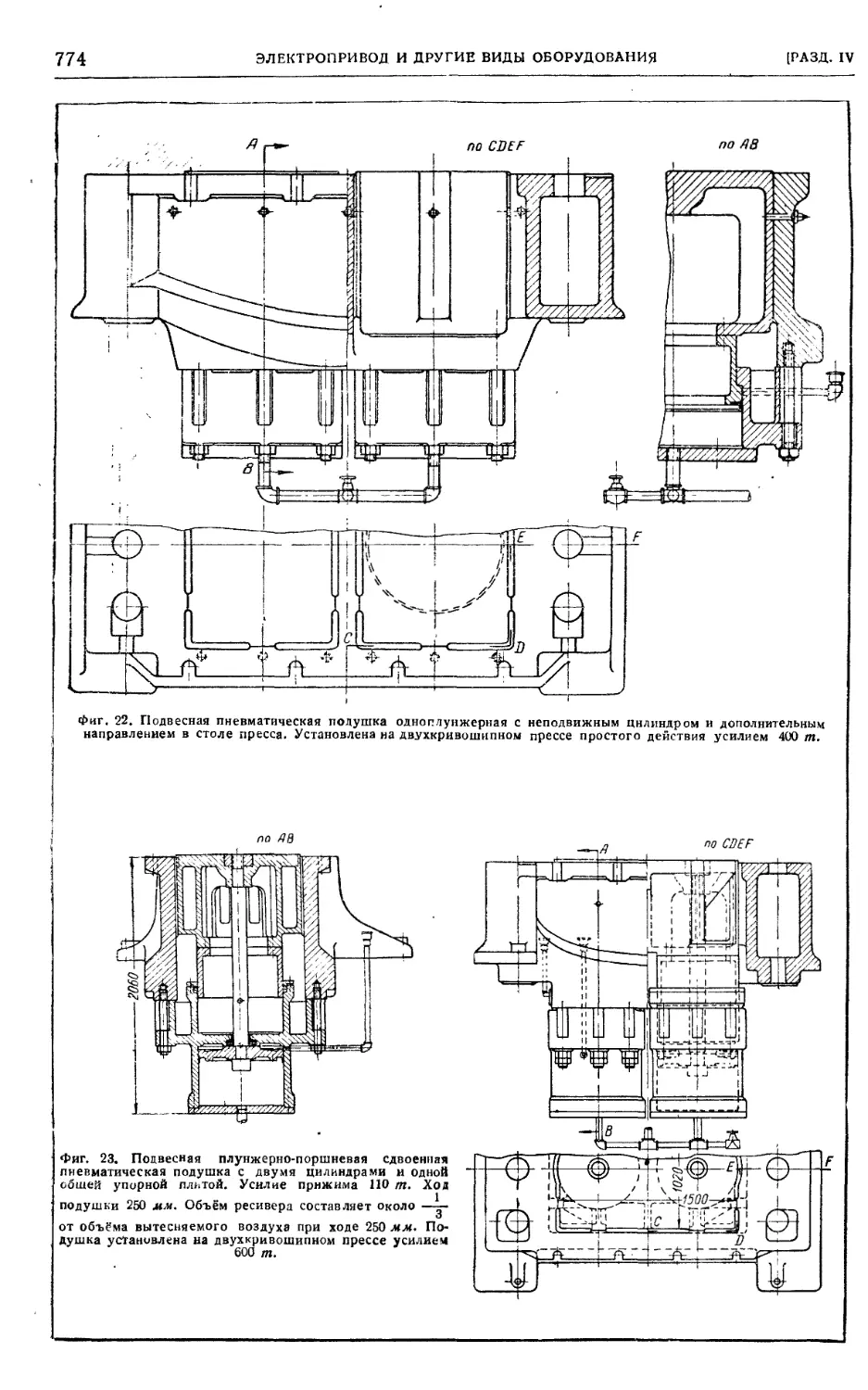
Пневматические подушки 768
Гидро-пневматические подушки 779
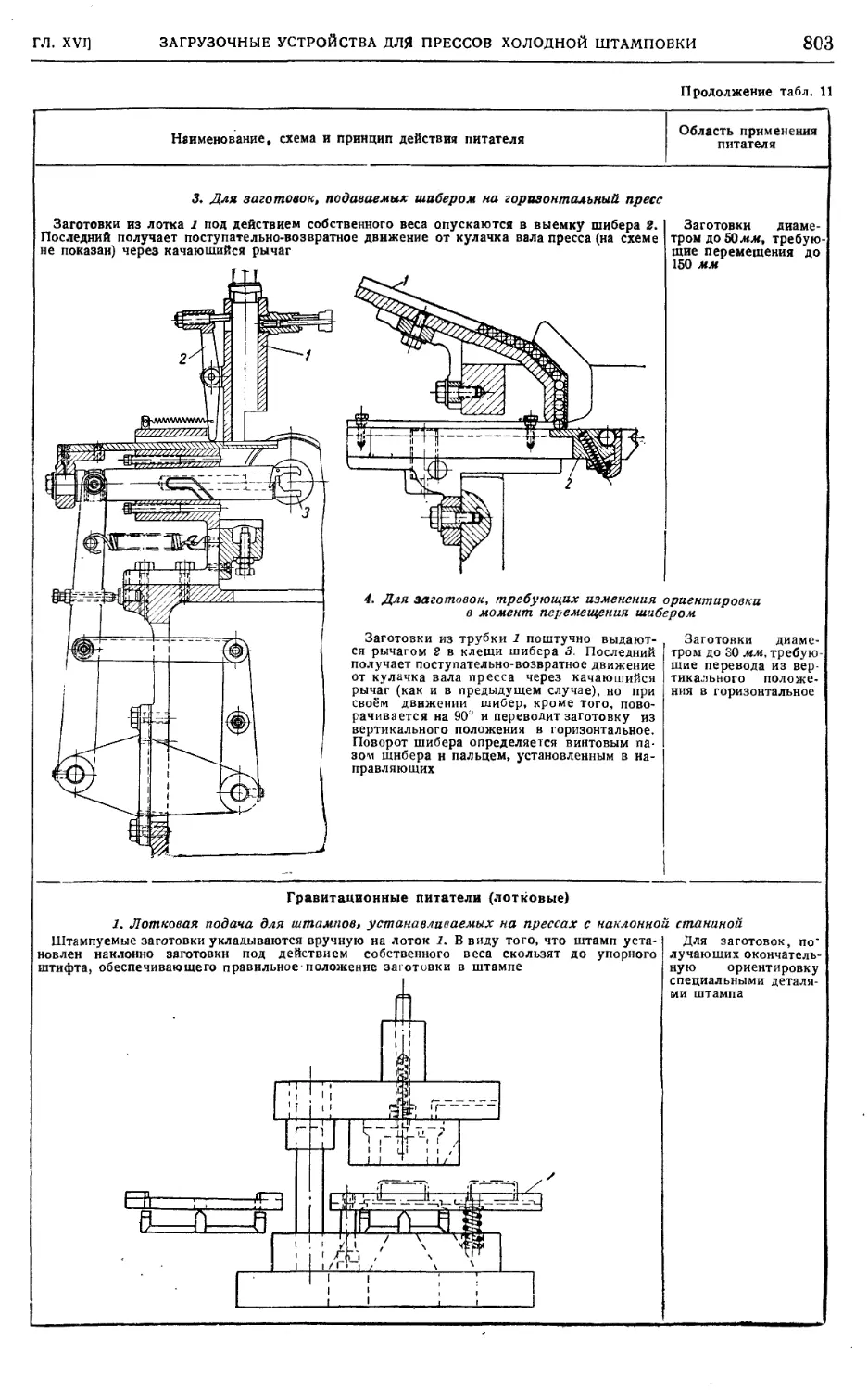
Загрузочные устройства для
п р е с с-о в холодной штамповки
(доц., канд. техн. наук А. Н. Малое). . 781
Общие сведения 781
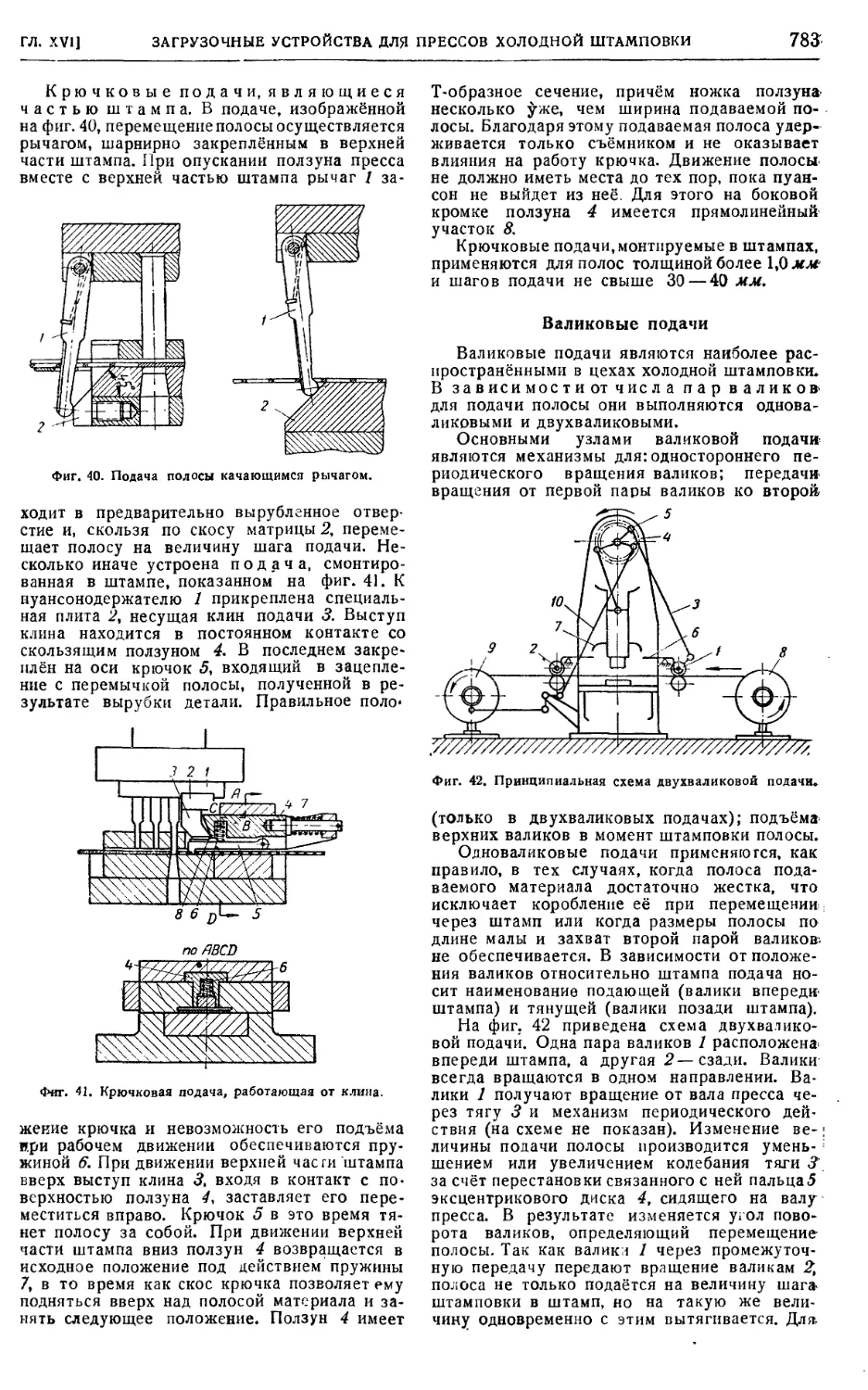
Загрузочные устройства для полос и лент. . 781
Загрузочные устройства для штучных загото-
вок 788
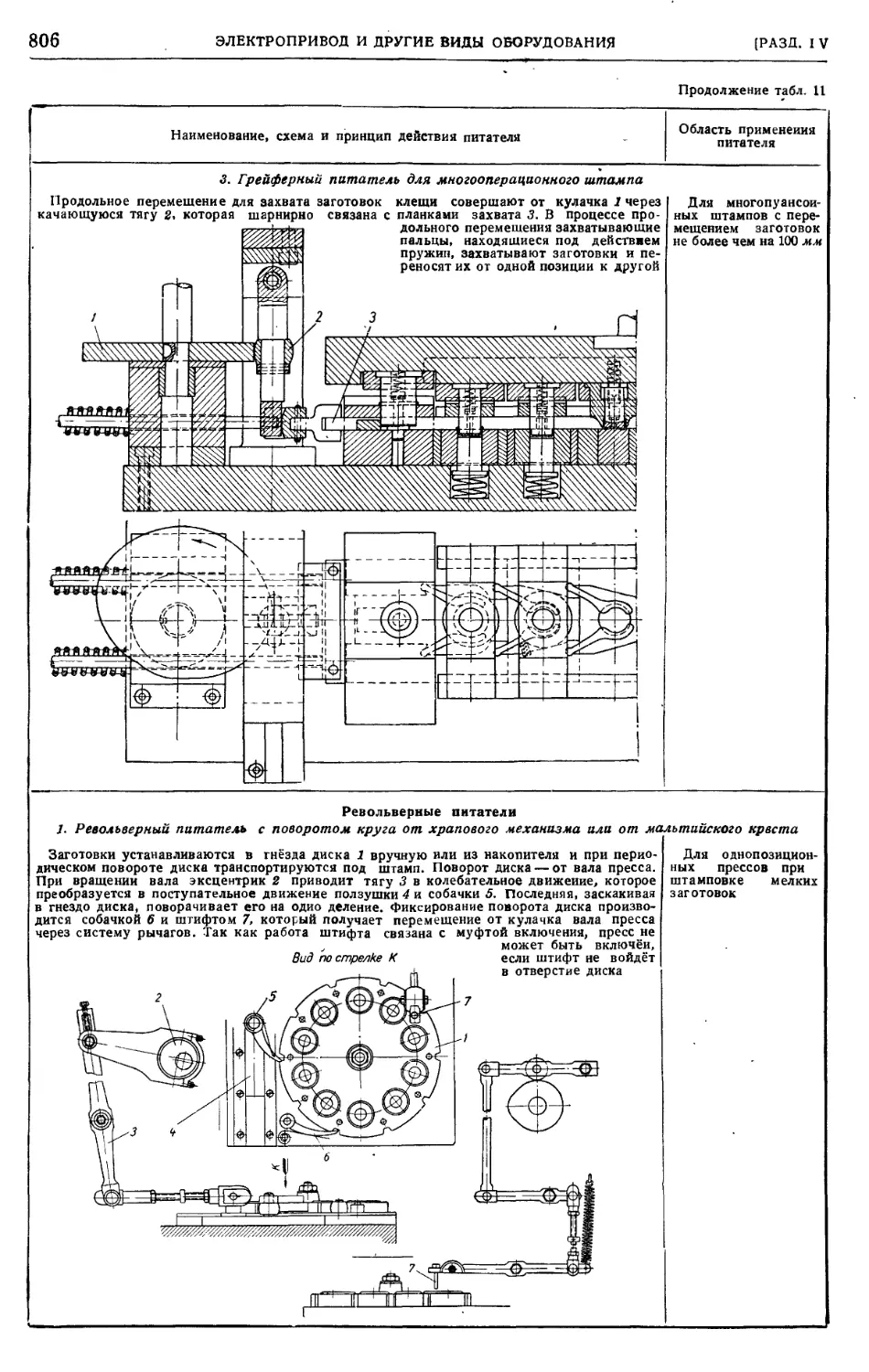
Устройства по механизации
работ в кузнечн о-ш тамповоч-
ном производстве (инж. Н. В. Го-
миков) 808
Классификация устройств 808
Мостовые электрические краны 808
Кантователи, подвесные к крану (манипуля-
торы) 808
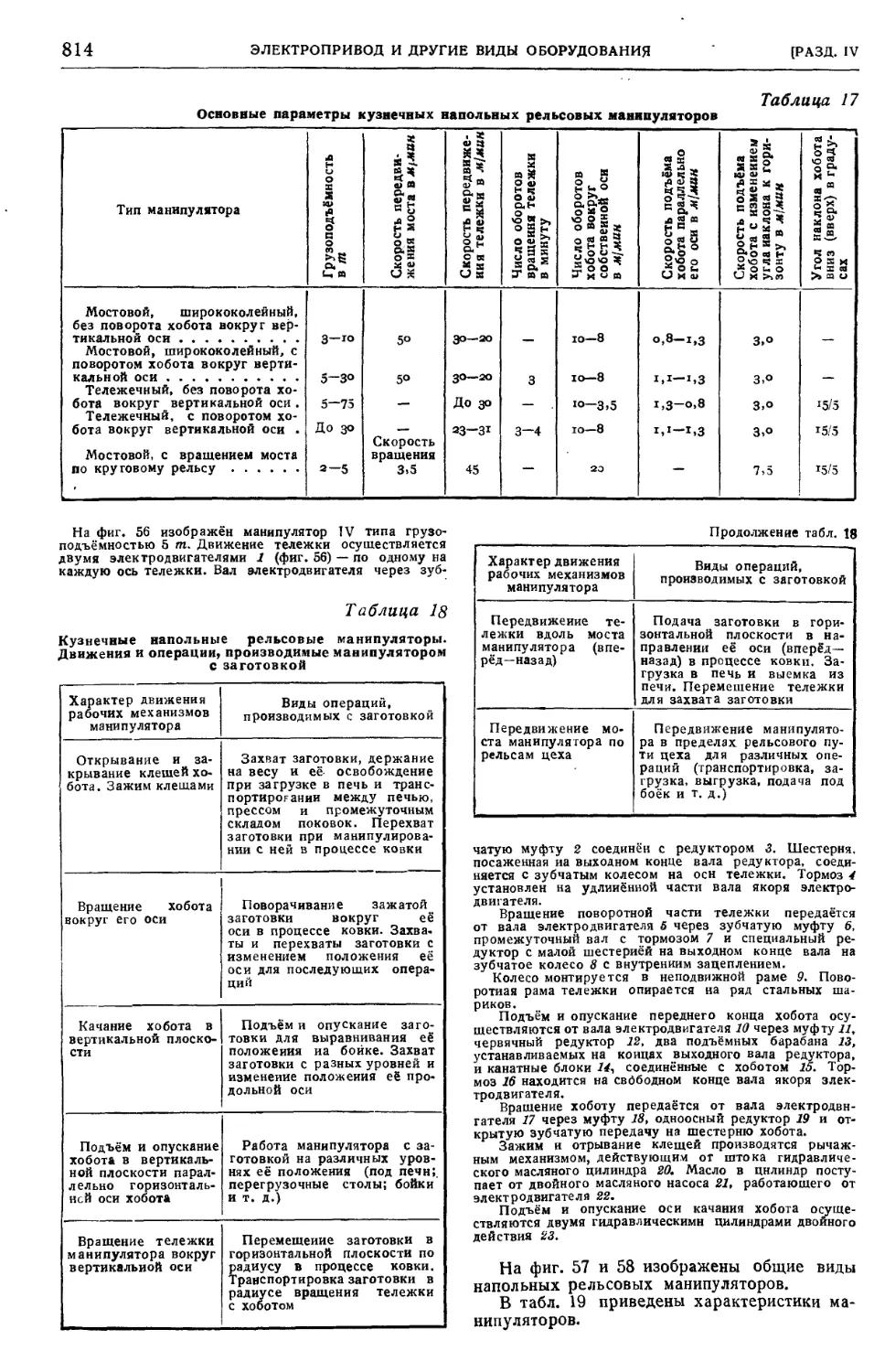
Посадочные машины 812
Кузнечные напольные манипуляторы 812
Манипулирующие и специализированные
устройства 819
Транспортные устройства прерывного и не-
прерывного действия. Прочие устройства. 819
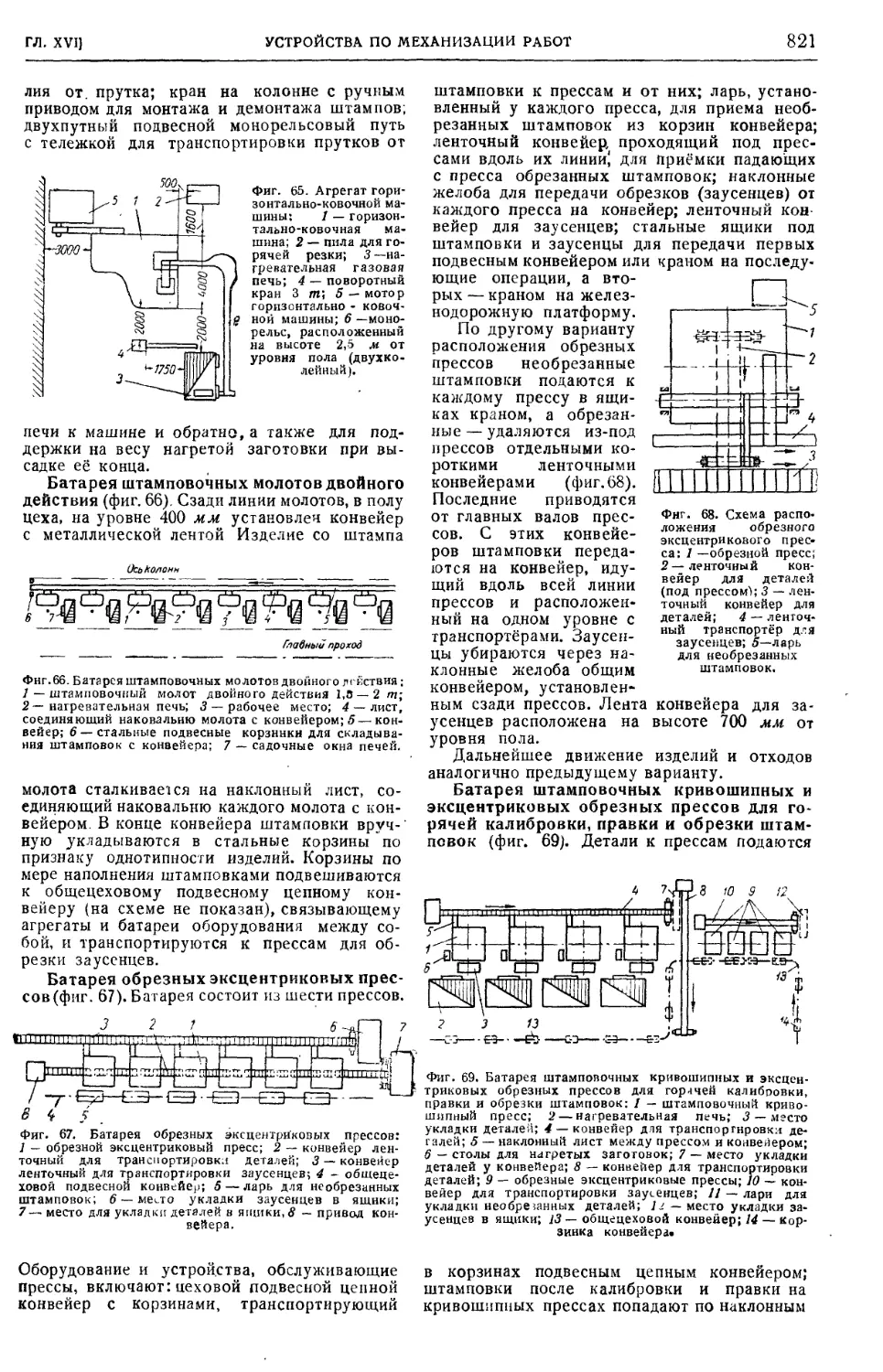
Расположение оборудования и механизация
транспортных операций 820
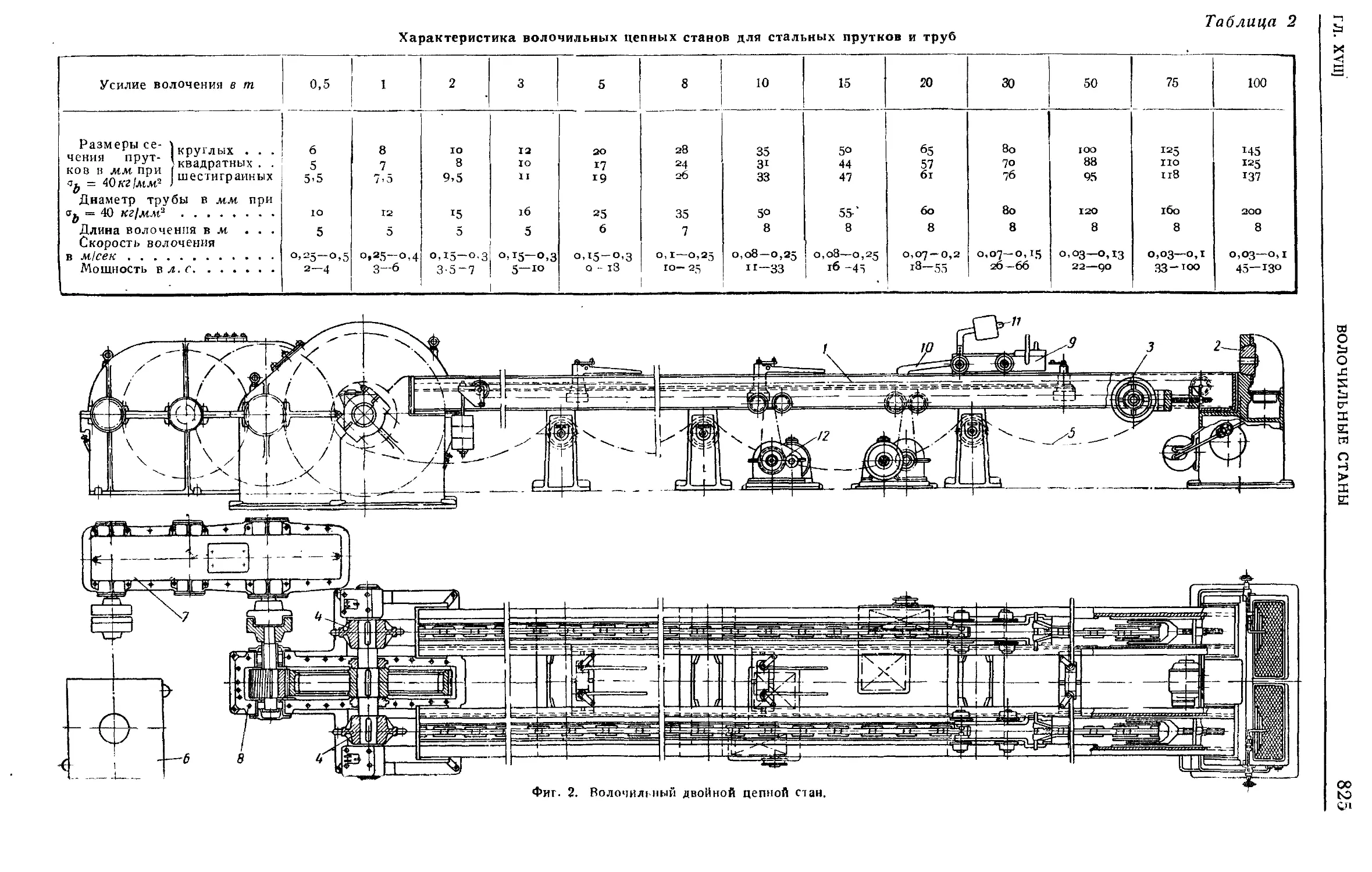
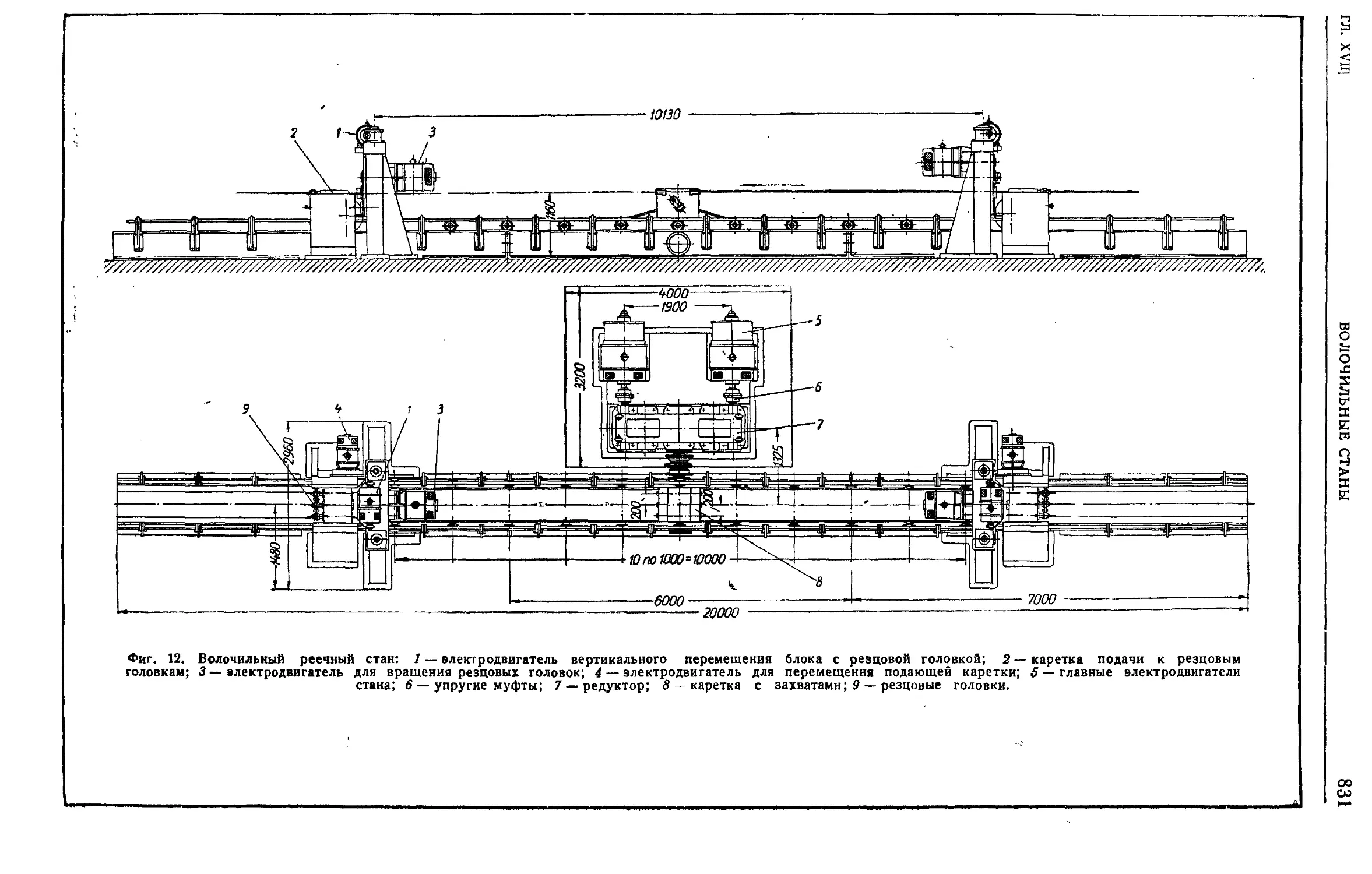
ВОЛОЧИЛЬНЫЕ МАШИНЫ
Глава XVII. ВОЛОЧИЛЬНЫЕ СТАНЫ И ИХ
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
(инж. А. М. Когэс) 824
Введение 824
Волочильные станы 824
Расчёт усилия волочения и потребной мощно-
сти ... 841
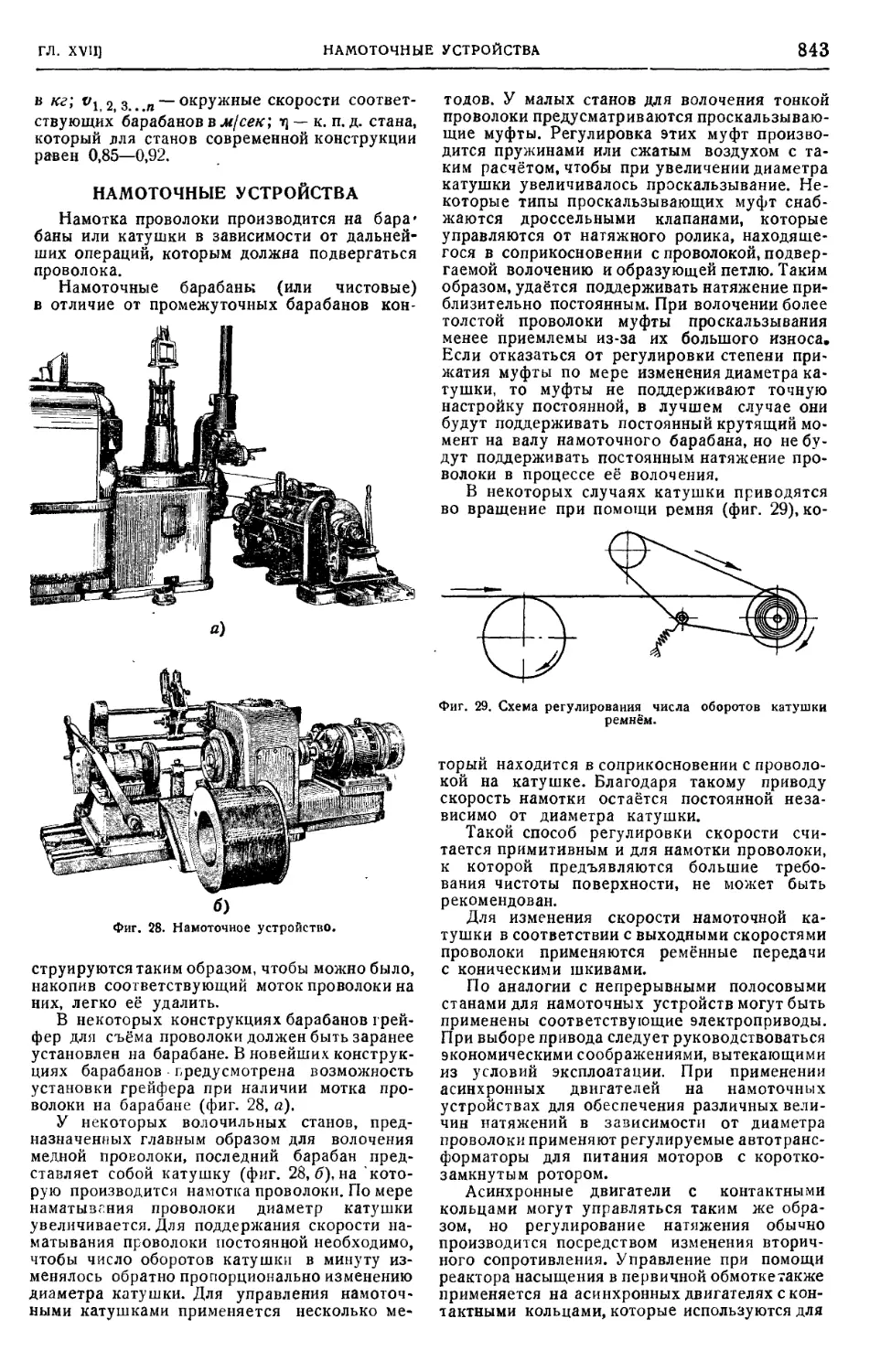
Намоточные устройства 843
Вспомогательное оборудование волочильных
станов 845
ПРОКАТНЫЕ СТАНЫ И ИХ
ВСПОМОГАТЕЛЬНОЕ
ОБОРУДОВАНИЕ
Глава XVIII. УСТРОЙСТВО И СХЕМЫ
ПРОКАТНЫХ СТАНОВ (лауреат Сталин-
ской премии, проф., д-р техн. наук
А. И. Целиков и инж. А. А. Королев! . . 849
Общее устройство и классификация прокат-
ных станов 849
Схемы типовых прокатных станов ...... 858
Глава XIX. СИЛОВЫЕ ВОЗДЕЙСТВИЯ В
ПРОКАТНЫХ СТАНАХ И РАСЧЁТ
ОСНОВНЫХ ДЕТАЛЕЙ И МЕХАНИЗ-
МОВ ГЛАВНОЙ ЛИНИИ (лауреат Ста-
линской премии, проф., д-р техн. наук
А. И. Целиков) .874
Усилия, действующие на валки в прокатных
станах 874
Детали и механизмы главной линии прокат-
ных станов (конструкция и расчёт). . . 894
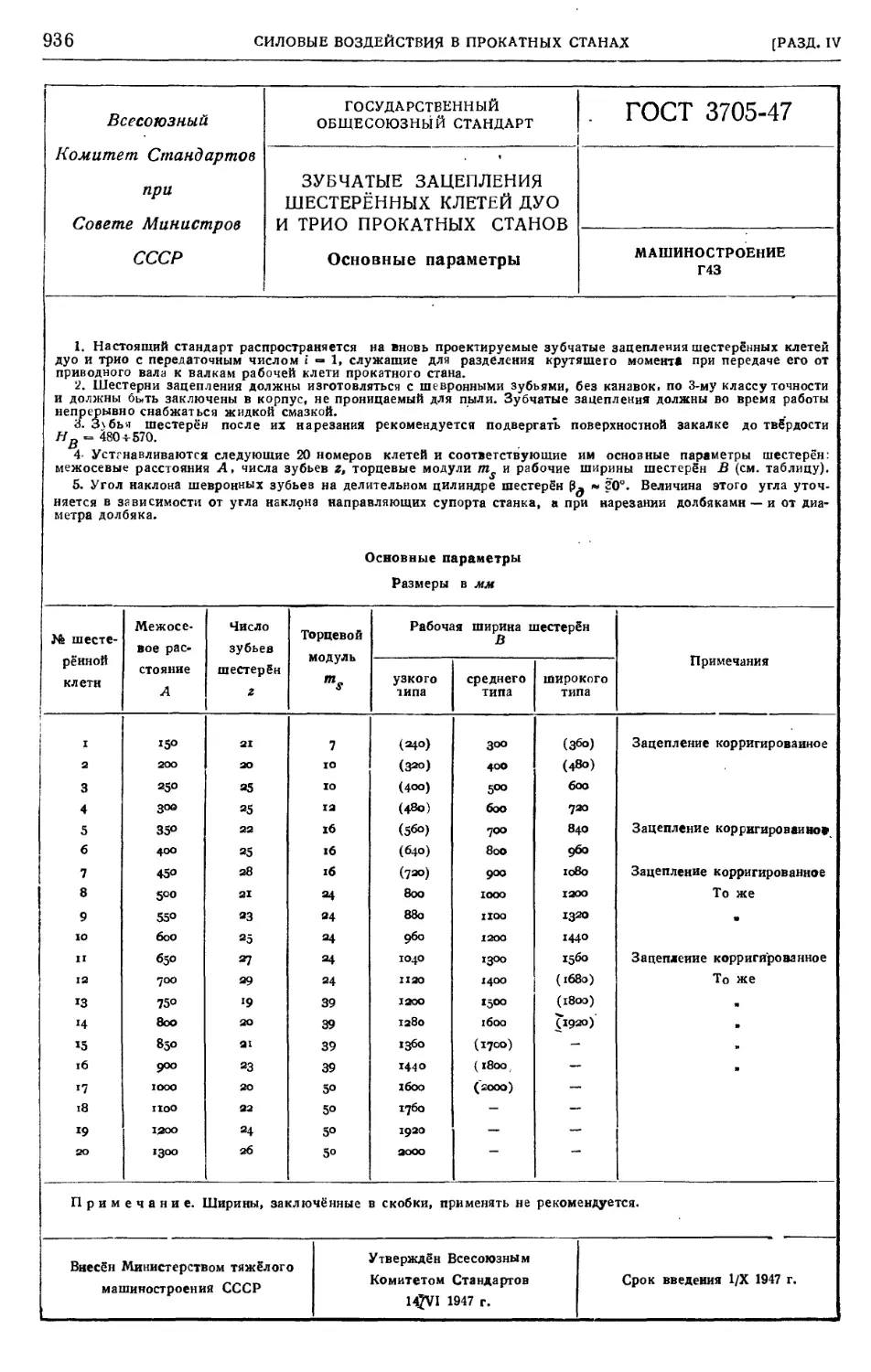
Глава XX. ВСПОМОГАТЕЛЬНЫЕ МА-
ШИНЫ ПРОКАТНОГО СТАНА (канд.
техн. наук А. Н. Ирошников) 938
Введение 938
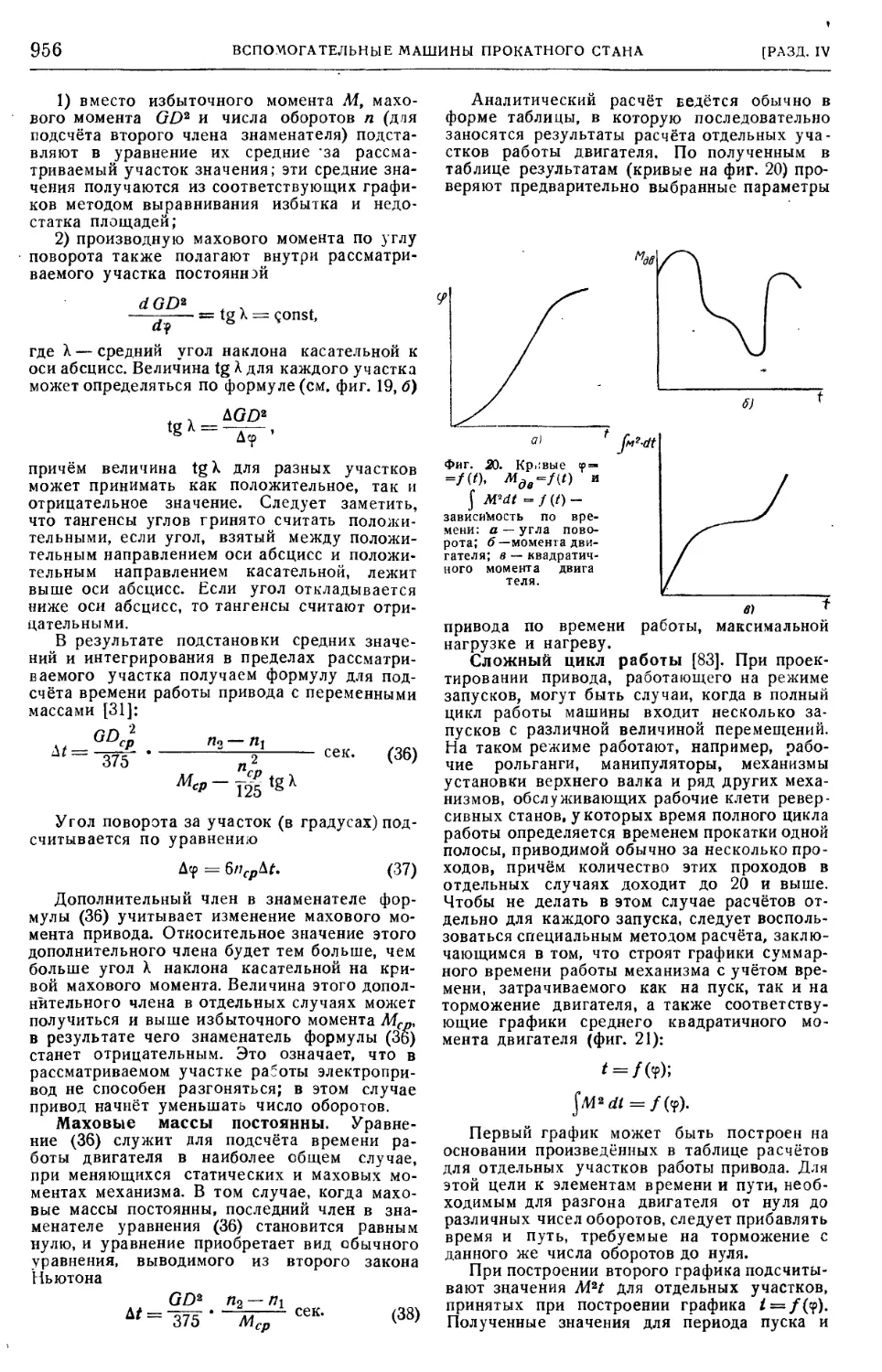
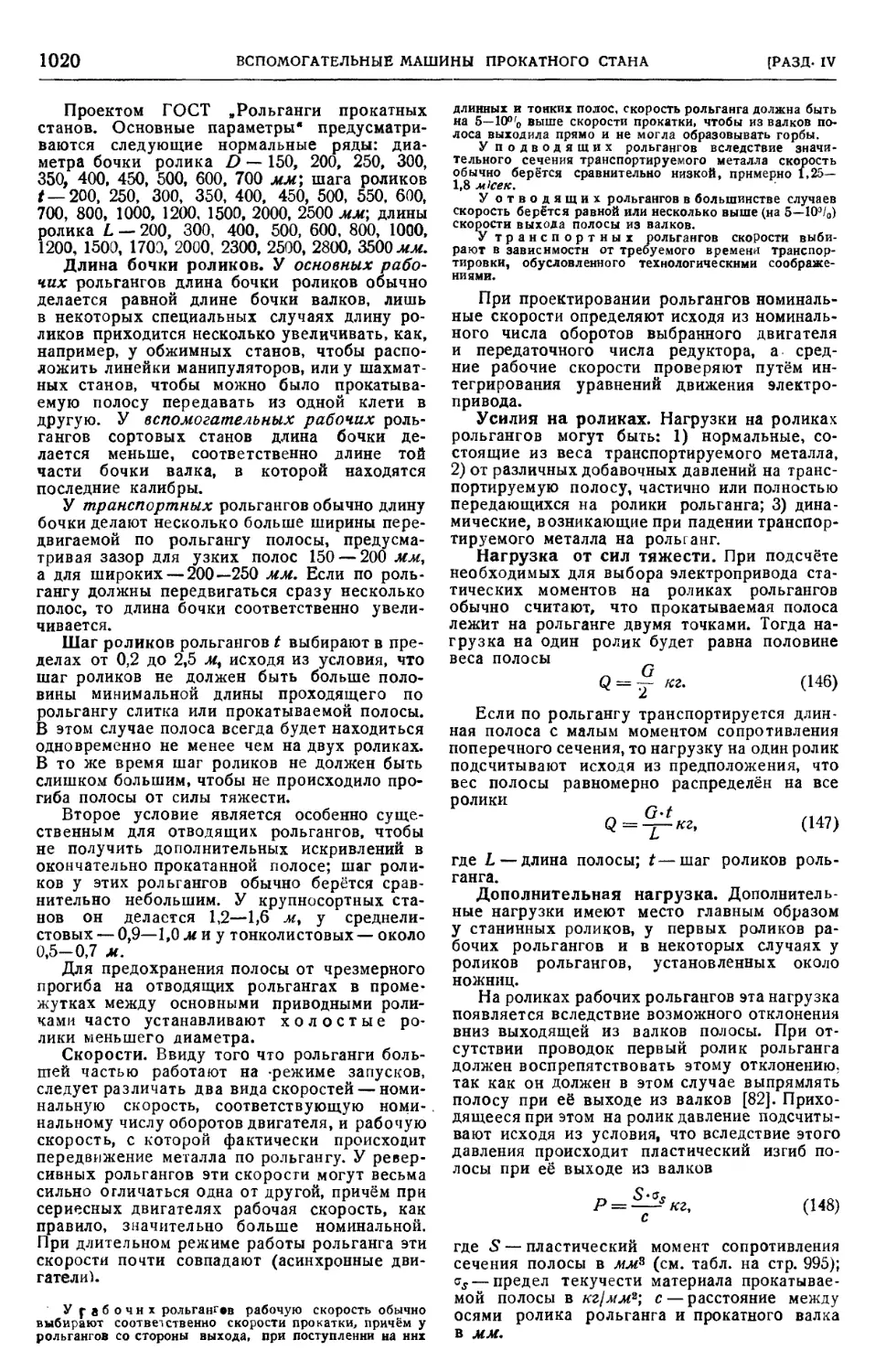
Динамика вспомогательных машин 944
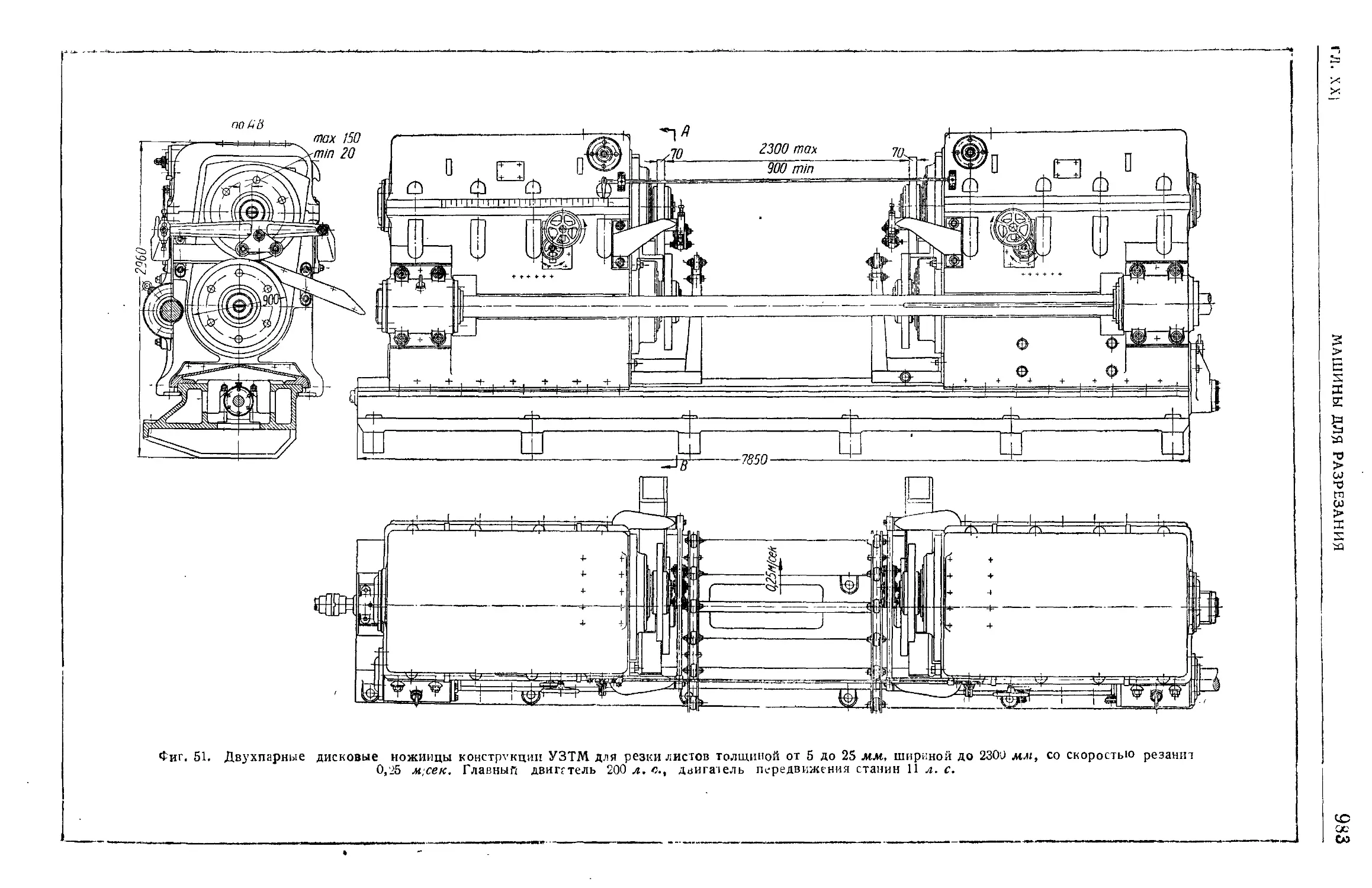
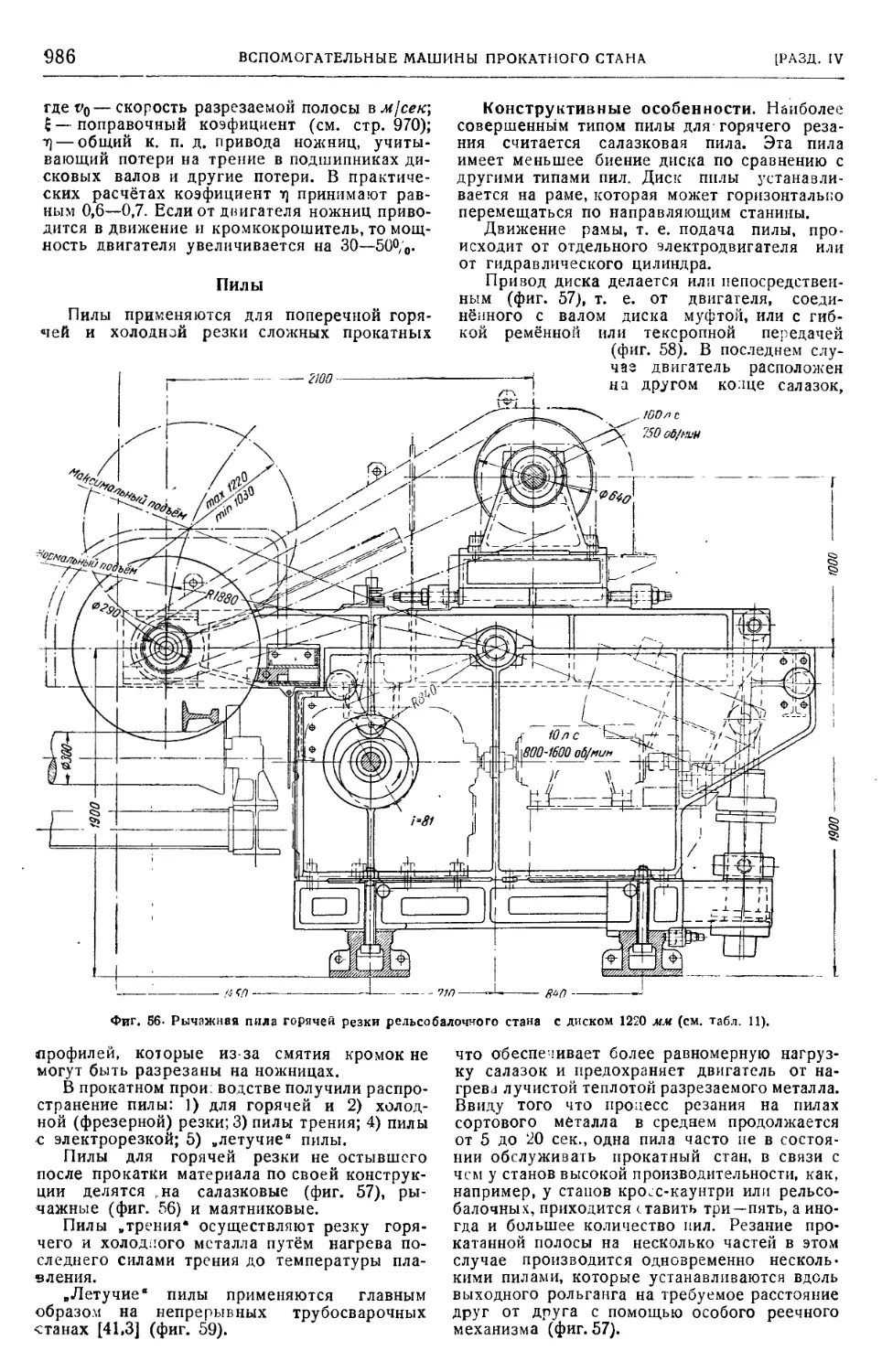
Машины для разрезания 961
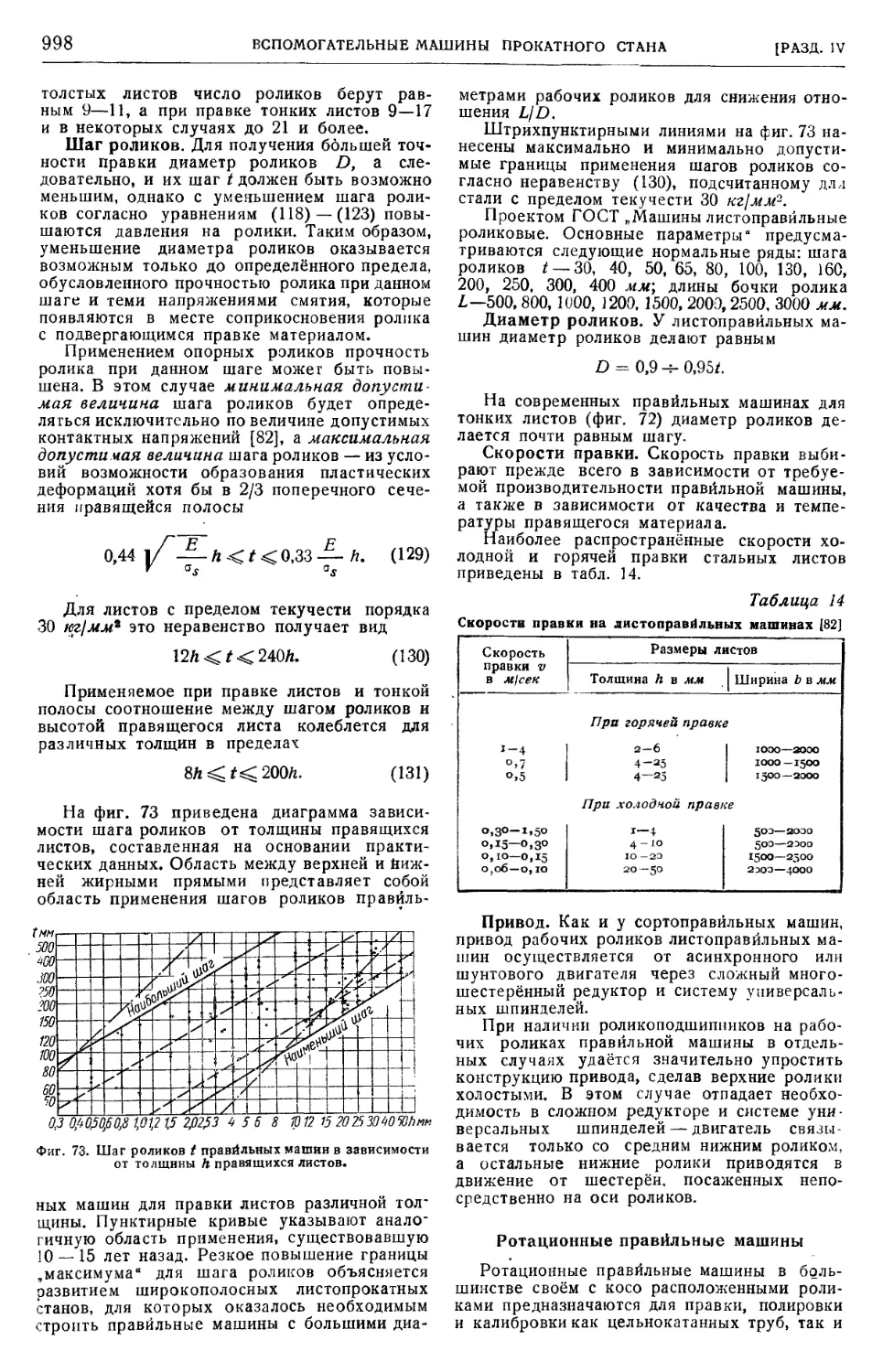
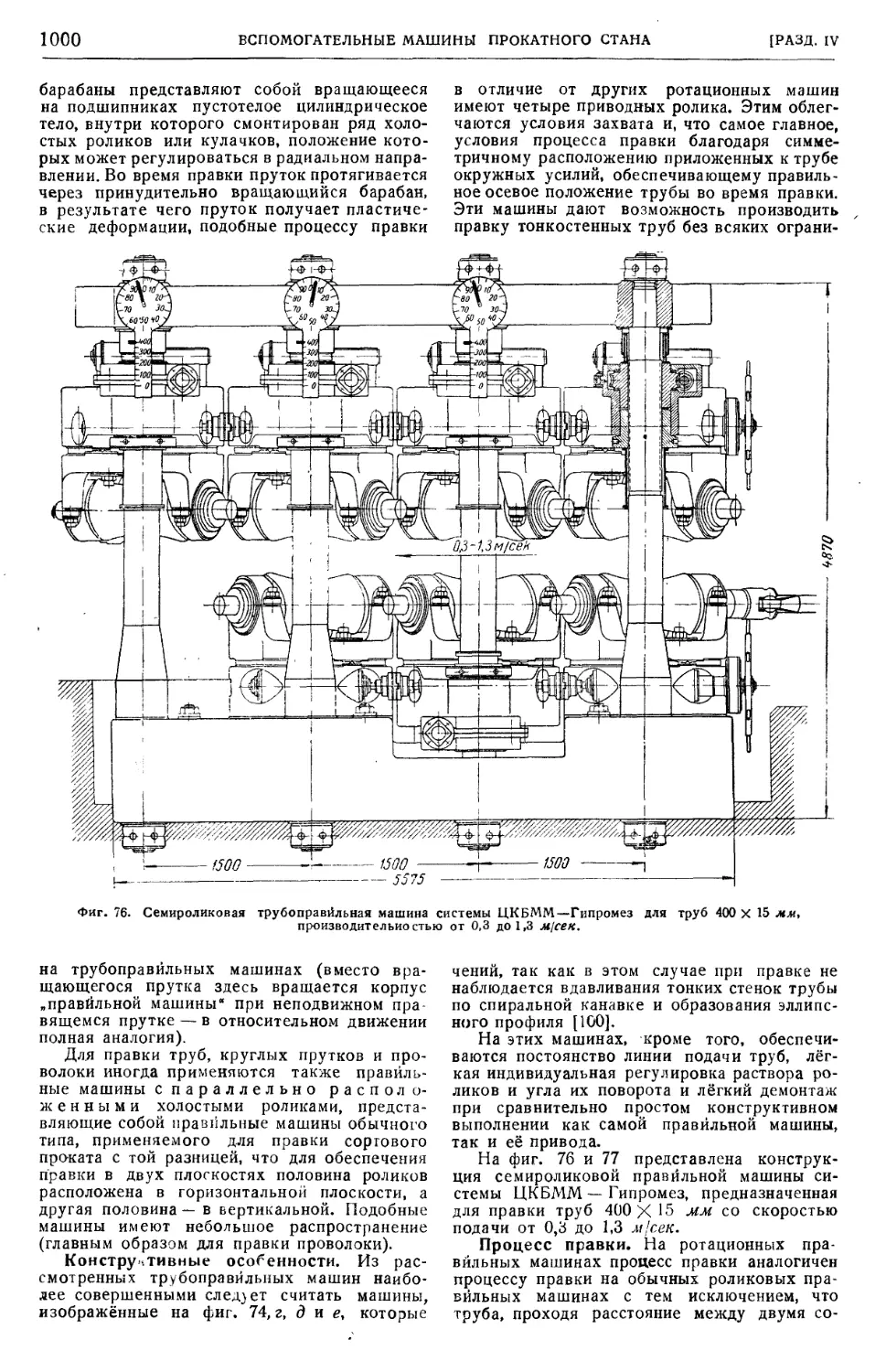
Правильные машины 992
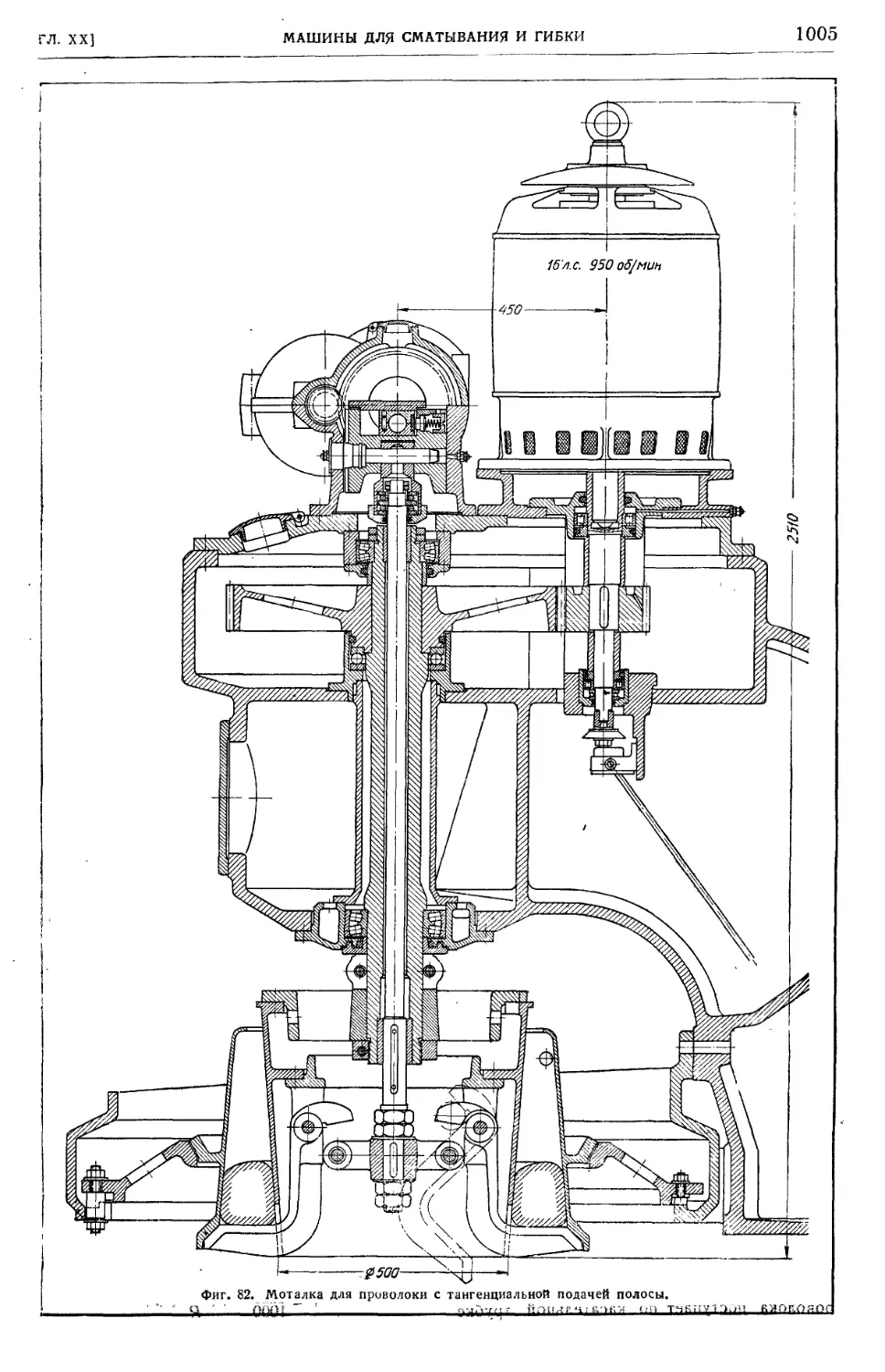
Машины для сматывания и гибки 1004
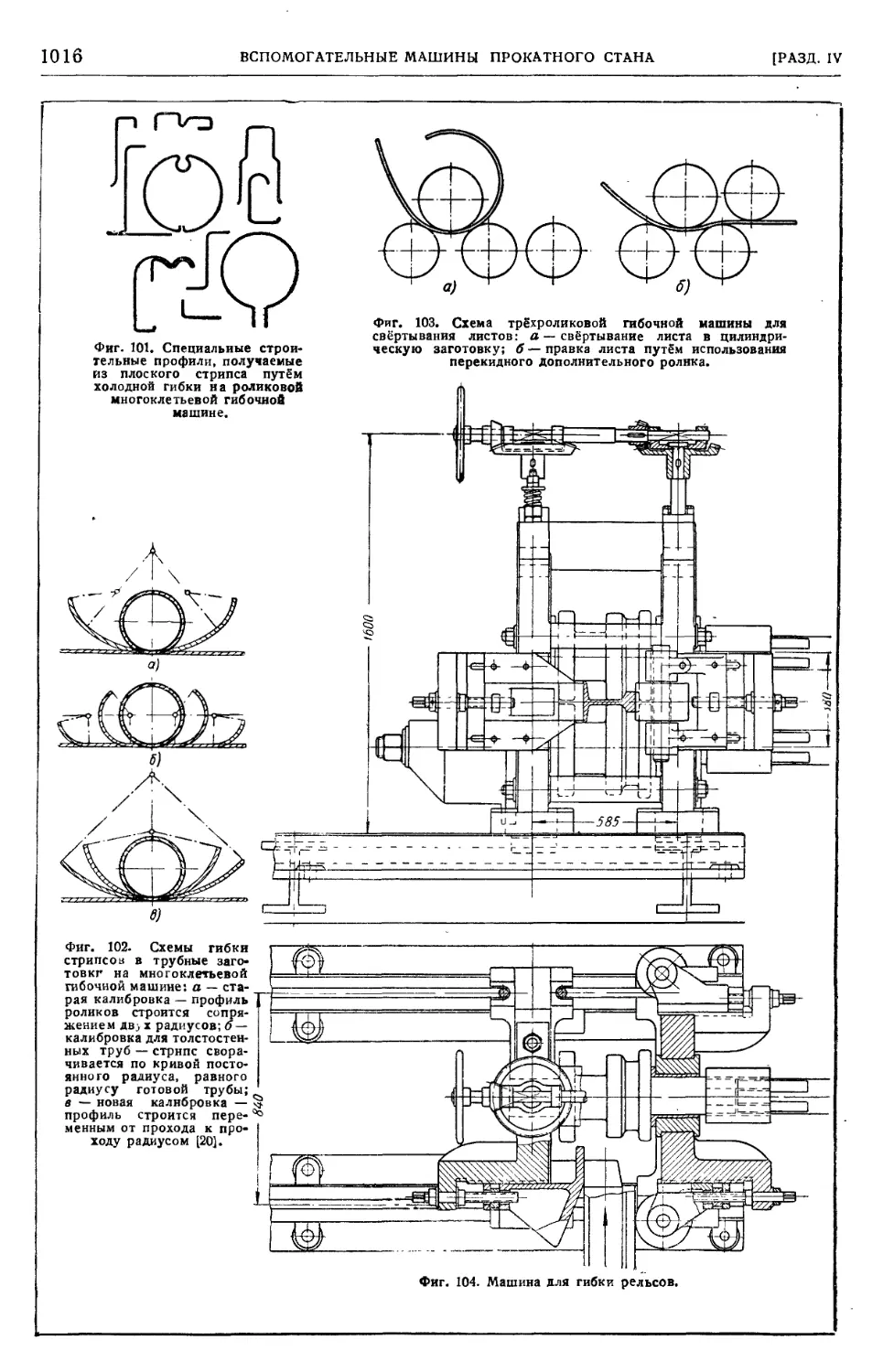
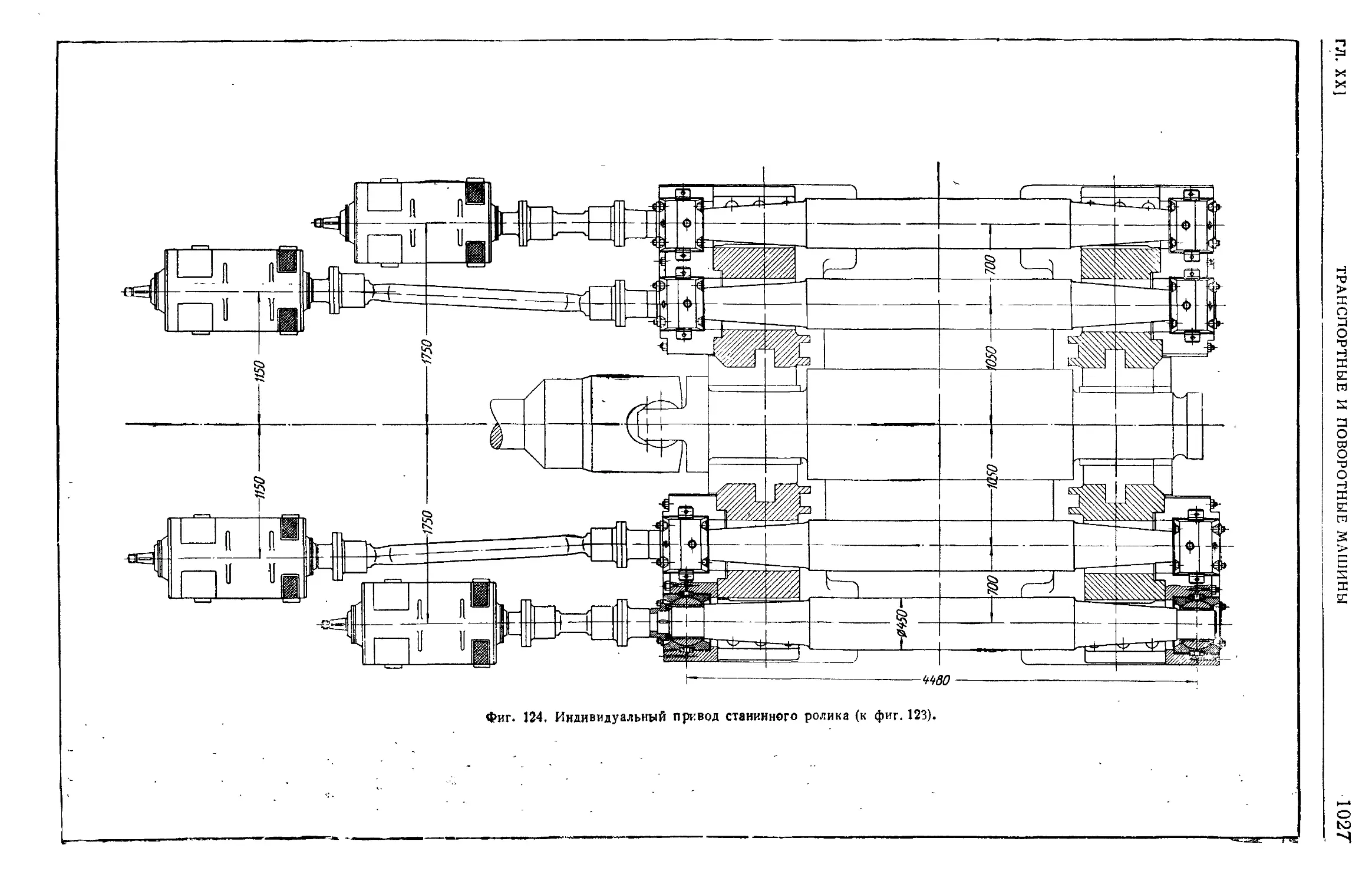
Транспортные и поворотные машины 1015
Глава XXI. ЭЛЕКТРОПРИВОД ПРОКАТ-
НЫХ МЕХАНИЗМОВ (доц., канд. техн.
наук Н. П. Куницкий) Ю53
Определение работы прокатки по кривым
расхода энергии 1053
Электропривод нереверсивных прокатных ста-
нов 1053
Электропривод реверсивных прокатных ста-
нов .. 1059
Электропривод вспомогательных механизмов
прокатных станов 1061
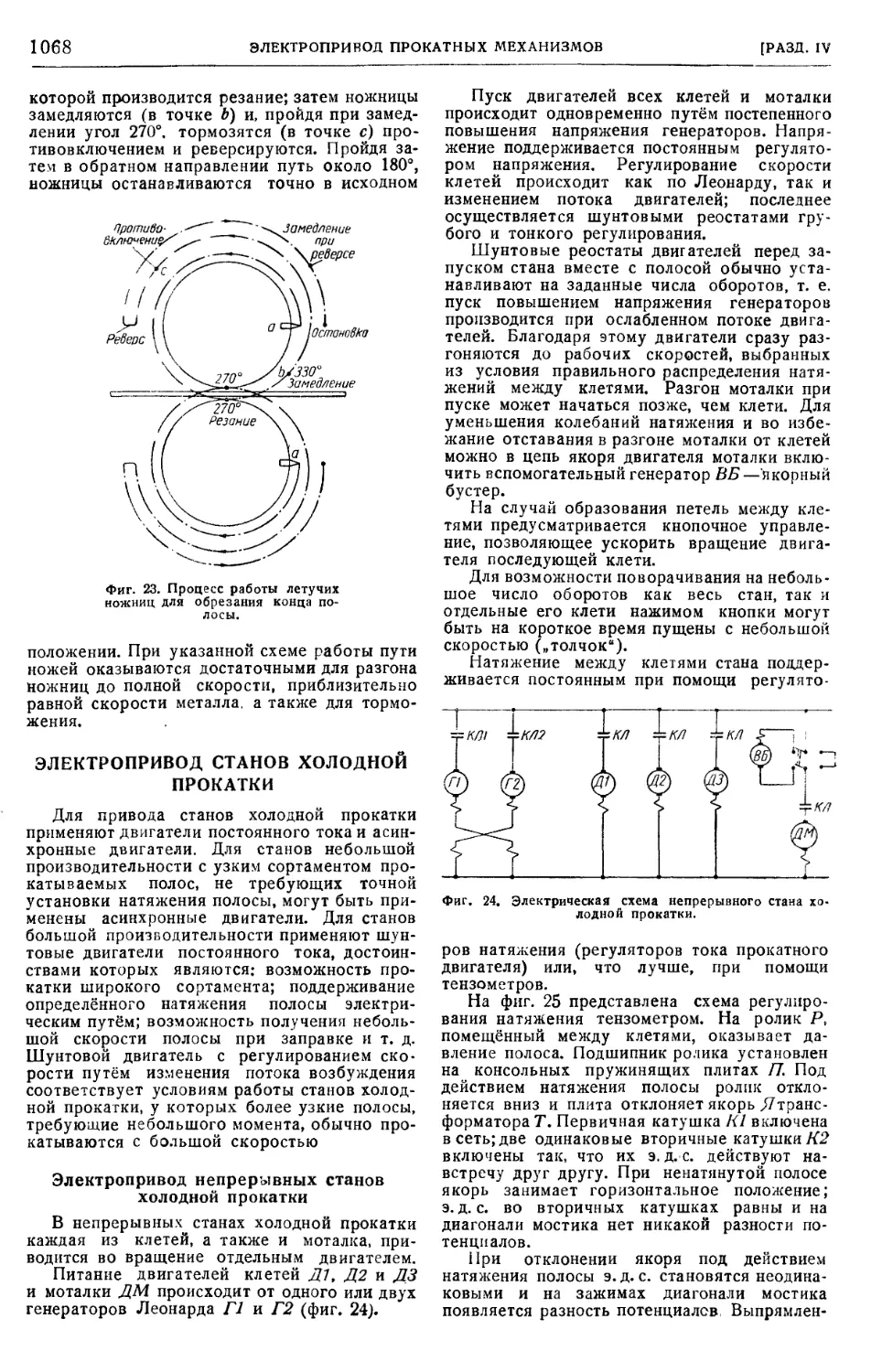
Электропривод станов холодной прокатки . . 1068
ОТ РЕДАКТОРА
Настоящий — восьмой — том Энциклопедического справочника „Машинострое-
ние" посвящен конструированию оборудования машиностроительных заво-
дов — литейного, сварочного, кузнечно-прессового, а также прокатного для метал-
лургии чёрных и цветных металлов. Материалы данного тома будут полезны не
только для конструкторов, но в некоторой степени для технологов-машиностроите-
лей, которые найдут здесь многие технологические характеристики оборудования,
необходимые для его выбора и проектирования технологических процессов. С этой
точки зрения содержание восьмого тома надлежит рассматривать в непосредствен-
ной связи с содержанием пятого и шестого томов, содержащих справочные све-
дения и данные по технологии сварочного (т. 5), литейного и кузнечно-штампо-
вочного (т. 6) производств.
Материалы настоящего тома освещают обширный отечественный опыт в об-
ласти конструирования заводского оборудования, накопленный ведущими заводами,
проектно-конструкторскими и научно-исследовательскими организациями СССР в
течение предвоенных сталинских пятилеток, во время Великой Отечественной
войны и в послевоенный период. Именно в эти последние годы все без исключения
конструкции производившихся ранее машин подверглись модернизации либо пол-
ному пересмотру на основе освоения новой, передовой техники, характеризую-
щейся высокой производительностью и большой экономичностью заводского обо-
рудования, механизацией обслуживания, а также автоматизацией основных и вспо-
могательных процессов.
Глава I посвящена электроприводу. Если в главе „Электротехника", вхо-
дящей в состав первого тома (книга первая), были изложены только основные
сведения по электротехнике, включая законы цепей постоянного и переменного
тока, то в восьмом томе читатель найдет указания по выбору типа электропри-
вода для разных видов машин, выбору мощности электродвигателя, по аппара-
туре управления электроприводом. В полном соответствии с основными задачами
развития отечественной техники на основах автоматизации, автоматического упра-
вления и регулирования важнейших производственных процессов в народном хо-
зяйстве СССР особое внимание уделено принципам автоматического управления
электродвигателями.
Здесь следует подчеркнуть, что рассмотрение вопросов' электропривода в то-
мах, посвященных конструированию машин, отнюдь не ограничивается одной дан-
ной главой. Вопросы электропривода рассматриваются и в последующих главах
настоящего и других тймов в прямой связи с конструкциями некоторых видов
машин, предъявляющими специальные требования к электроприводу. Так, в мате-
риалах, посвященных кузнечно-прессовому оборудованию, содержатся сведения по
электроприводу кузнечно-штамповочных машин. Значительное внимание уделено
электроприводу прокатных механизмов и т, д.
Главы II — VI посвящены оборудованию литейного производ-
ства. Оборудование рассматривается здесь применительно к отдельным этапам
технологического процесса: приготовлению формовочных материалов и смесей,
формовке и изготовлению стержней, выбивке и очистке литья, а также специаль-
ным видам литья. Материалы этих глав могут быть использованы не только тех-
нологами, но также заводскими механиками для целей выполняемой внутризавод-
скими средствами механизации трудоёмких процессов в литейных цехах и модер-
низации существующего оборудования. L
Главы VII—IX посвящены конструкциям оборудования для основных видов
с в ар к и, а также для газовой (кислородной) ре з к и металлов. В соответствии
с возрастающей прогрессивной ролью автоматической дуговой электросварки под
УIII ОТ РЕДАКТОРА
флюсом в главе VII приведены справочные данные и сведения по оборудованию
для указанного процесса, разработанному Институтом электросварки Академии
наук УССР им. акад. Е. О. Патона, а также по аппаратуре для автоматической
сварки конструкции ЦНИИТМАШ.
Большое место отведено машинам контактной электросварки — процесса, полу-
чившего широкое применение на заводах автомобильной, авиационной и ряда дру-
гих передовых отраслей промышленности. Наряду с механическими элементами
контактных электросварочных машин значительное внимание уделено электрическим
частям последних, включая трансформаторы и регуляторы тока, прерыватели тока
и контакторы, а также электрическим параметрам процесса контактной сварки.
Глава IX, посвященная оборудованию для газовой сварки и резки, рассматри-
вает всю относящуюся сюда основную и вспомогательную аппаратуру примени-
тельно к последним — зарекомендовавшим себя на практике — моделям ацетиле-
новых генераторов, редукторов для сжатых газов, газификаторов для жидкого кис-
лорода, трубопроводов для кислорода и ацетилена, горелок для газовой сварки и
кислородной резки, а также машин для кислородной резки.
Главы X—XVI содержат справочные сведения и данные по конструкциям со
временного к у з не ч но-п р е с со в ого оборудования во всем его кон-
структивно-технологическом разнообразии, включая паро-воздушные, приводные
пневматические и другие молоты, гидравлические прессы, приводные кривошип-
ные и ротационные машины, а также ножницы. По наиболее важным видам этого
оборудования рассмотрены не только общие конструктивные схемы, но также ти-
повые узлы и детали, приведены указания по методике расчёта. Большое место
уделено сведениям о вспомогательном и комплектующем оборудовании в виде
прижимных, вытяжных и загрузочных устройств, а также подъёмно-транспортного
оборудования для механизации работ при обслуживании ковочных агрегатов.
Заключительная часть тома (главы XVII—XXI) отведена волочильному
и прокатному оборудованию. Здесь читатель найдет сведения по воло-
чильным станам и их вспомогательному оборудованию (гл. XVII) и по прокатным
станам наиболее важных назначений. В соответствии с крупнейшим значением
отечественного прокатного машиностроения для индустриализации СССР сведения
о прокатных станах здесь даны с большой детализацией. После изложения об-
щего устройства и классификации прокатных станов в гл. XVIII приведены схе-
мы 28 типовых прокатных установок. В гл. XIX рассматриваются силовые воздей-
ствия в прокатных станах и даётся расчёт основных деталей и механизмов главной
линии. В дальнейшем (гл. XX) освещены конструктивные и расчётные характери-
стики вспомогательных машин прокатного стана, а затем приведены комплексные
сведения об относящемся сюда оборудовании, включая машины для разрезания
(ножницы и пилы, обрезные станки, ломатели заготовок), правильные машины,
машины для сматывания и гибки, транспортные и поворотные механизмы.. Заклю-
чительная часть посвящена электроприводу прокатных станов и их механизмов.
Для рецензирования помещённых в т. 8 материалов привлекались специалисты-
производственники и научные работники.
Редакция приносит благодарность*за рецензирование и весьма ценные указа-
ния по содержанию отдельных глав и статей т. 8: канд. техн. наук И. И. Гиршу
(гл. XII и XIII), проф. В. И. Залесскому (гл. XI), инж. А. Д. Кузьмину (гл. XVIII
и XIX), инж. В. А. Курдюмову (гл. XI), д-ру техн. наук Д. /7. Морозову (гл. I),
инж. А. М. Неймарку (гл. II, III, IV и VII), проф.,#д-ру техн. наук Е. В. Нитусову
(гл. I), канд. техн. наук В. В. Ноеалю (гл. XVII), проф., д-ру техн. наук \В. К. Попову]
(гл. XVI), проф., д-ру техн. наук Н. Н, Рубцову (гл. V), инж. И. А. Ревину
(гл. XVIII и XIX), инж Б. В. Розанову (гл. XI). доц., канд. техн. наук С. 3. Стол-
бовому (гл. III), доц., канд. техн. наук М. В. Сторожеву (гл. XV и XVI), инж.
В. С. Черняку (гл. IX), инж. В. А. Чернушевичу (гл. II, Ш, V и VI), доц., канд
техн. наук Л. А. Шофману (гл. XII, XIV и XVI).
С особой признательностью редакция отмечает большую работу научных редак-
торов: проф. А. И. Зимина (гл. X—XVI), действ, члена АН УССР К. К. Хре-
нова (гл. VII—IX) и лауреата Сталинской премии, проф., д-ра техн. наук А. И Це~
ликова (гл. XVII-XX).
Критические замечания и пожелания по содержанию тома просим направлять
в адрес Главной редакции Справочника; они будут приняты нами с благодарно-
стью для использования в нашей дальнейшей работе.
М. Саверин
Глава I
ЭЛЕКТРОПРИВОД МАШИН
ОБЩИЕ СВЕДЕНИЯ
Определение понятия „электропривод".
Электропривод — машинное устройство, слу-
жащее для приведения в движение рабочих
машин. Состоит из трёх основных звеньев:
1) электродвигателя (очень редко — электро-
. магнита); 2) аппаратуры для управления дви-
гателем; 3) механических передач от двигателя
к рабочей машине. Привод с электродвига-
телем называется электродвигательным, с
электромагнитом — электромагнитным. Элек-
тромагнитный привод применяется сравни-
тельно редко и обычно в практике под элек-
троприводом понимают электродвигательный
привод.
Вместе с рабочей машиной (исполнитель-
ным механизмом) электропривод образует
более сложное машинное устройство, которое
может быть названо электрифицированным
(а в случае применения автоматики управле-
ния и автоматизированным) производственным
агрегатом. Наряду с электроприводом в от-
дельных агрегатах иногда может применяться
пневмо- и гидропривод. При электрической
системе управления эти приводы называются
пневмоэлектроприводом и гидроэлектропри-
водом. Наибольшее распространение имеет
автоматизированный электропривод.
Краткие сведения о развитии электро-
привода. При переходе от ручной обработки
материалов к машинной рабочие машины-ору-
дия конструировались для приведения во вра-
щение от трансмиссии, движимой вначале
водяными колёсами, а позднее — паровыми ма-
шинами. Звенья рабочей машины имели жёст-
кую или эластичную связь. В нужных случаях
для регулирования скорости применялись при-
способления в виде коробок скоростей, конус-
ных шкивов и т. п. Такая конструкция машин
существенно влияла на структуру производ-
ственных цехов и размещение в них обору-
дования.
Развитие электротехники и создание цен-
тральных электрических станций повело к ши-
рокому применению на предприятиях электри-
ческой энергии, к механизации и автоматиза-
ции производства. Первоначально общий транс-
миссионный привод был сохранён, и крупные
электродвигатели заменили собой водяные ко-
лёса и паровые машины. Однако применение-
электропривода показало все существенные
преимущества электрического распределения
энергии перед механическим. Электропри-
1 Том 8
вод и электрическое распределение энергии
стали вытеснять механическое распределение
с промежуточными канатными и ремёнными
передачами. Трансмиссионный электропривод
разделился на отдельные участки крупно-
группового привода. Последний превратился
в мелкогрупповой и, наконец, в одиночный,
при котором каждая рабочая машина стала
приводиться во вращение отдельным электро-
двигателем. Главнейшие технико-экономиче-
ские преимущества одиночного электропри-
вода: повышение производительности рабочих
орудий, значительное упрощение в размеще-
нии оборудования, уменьшение расхода энер-
гии, более лёгкое обслуживание, улучшение
освещения и, как следствие, сокращение
числа случаев травматизма, а в ряде произ-
водств — возможность повысить качество про-
дукции.
При одиночном приводе электродвигатель
стал оказывать революционизирующее влия-
ние на кинематику и конструкцию рабочих
машин. В результате появился многодвига-
тельный привод рабочих машин, при котором
отдельные их звенья приводились уже не-
сколькими двигателями (подъёмные краны,
прокатные станы, бумагоделательные машины,
некоторые металлорежущие станки и т. д.).
Развитие, изучение и усовершенствование
электропривода, появление и широкое рас-
пространение автоматической аппаратуры как
релейно-контактной, так и ионно-электронной
создали ряд новых возможностей использо-
вания электрического управления рабочими
машинами. С помощью автоматизированного
одиночного и многодвигательного электро-
привода в ряде случаев оказались возмож-
ными такие процессы, которые нельзя было
осуществить при чисто механическом и груп-
повом приводе рабочих машин. При конструи-
ровании отдельных производственных машин
вопросы электропривода иногда стали не
менее важными, чем задачи чисто механи-
ческой конструкции. На современной стадии
проектирования многих рабочих машин не-
обходимо совместное решение этих задач в
самой начальной стадии конструирования ра-
бочей машины.
В развитии ряда современных мощных ско-
ростных и высокопроизводительных агрегатов
(например, прокатных станов горячей и холод-
ний прокатки, бумагоделательных машин,
металлорежущих станков, экскаваторов, тек-
стильных отделочных агрегатов и т. д.) элек-
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
тропривод сыграл исключительно важную
роль. Только электропривод дал возможность
достигнуть очень высоких производственных
скоростей во многих рабочих агрегатах.
Для иллюстрации на фиг. 1 показано по-
степенное развитие электропривода радиально-
сверлильного станка от трансмиссионного при-
вода до многодвигательного. На фиг. 2 пока-
Основные требования к электроприводу.
Выбор типа электропривода и сочетание его
с рабочей машиной должны производиться на
базе основных требований производственного
процесса. Эти требования следующие: 1) соот-
ветствующие скорости вращения (число обо-
ротов в минуту) рабочих машин; 2) необхо-
димая степень регулирования скорости, т. е.
Фиг. 1. Развитие электропривода радиально-сверлильного станка.
зано постепенное развитие электропривода
нереверсивных регулируемых прокатных сор-
товых станов.
Рациональное сочетание электропривода
с исполнительным механизмом представляет
чрезвычайно существенную задачу. Только
тщательный анализ существующих электри-
фицированных производственных агрегатов с
последующим синтезом механических и элек-
трических схем может указать путь создания
наиболее совершенных высокопроизводитель-
ных агрегатов.
Главнейшей тенденцией развития электри-
фицированных агрегатов следует считать
проектирование кинематических схем рабочих
отношения максимальной и минимальной ско-
ростей, например, 4:1; 3) необходимое число
ступеней регулирования скорости; 4) плав-
ность регулирования и требуемый ею ком-
плекс механических характеристик элек-
тропривода, т. е. зависимостей скорости от
вращающего момента двигателя; 5) определён-
ные величины пусковых моментов; 6) плав-
ность и определённое время пуска; 7) опре-
делённый график скорости во время разгона;
8) определённая частота пуска или иначе —
число включений в час, а отсюда определён-
ные минимальные маховые моменты электро-
двигателей; 9) достаточные значения пере-
грузочных моментов при рабочем процессе;
10) плавность и малое время торможения;
11) точная остановка в определённом месте;
ir
if
-*—<?
*-<
Фиг. 2. Развитие электропривода сорто"вого прокатного стана.
орудий при наилучшем сочетании механиче-
ских и электромагнитных параметров испол-
нительных механизмов и электродвигателей и
с использованием всех возможностей, давае-
мых автоматической аппаратурой управления,
контроля и регулирования.
Развитие отдельной автоматизированной
рабочей машины и автоматизированных
производственных комплексов исключительно
тесно связано с развитием техники автомати-
зированного электропривода.
12) выполнение рабочего цикла машины по
заданному графику-шаблону; 13) автоматиче-
ское регулирование процесса; 14) автомати-
зация производственного процесса; 15) воз-
можность взаимных блокировок; 16) точность
выполнения операций; 17) быстрота выполне-
ния операций, а следовательно, высокая произ-
водительность; 18) минимальный расход элек-
трической энергии; 19) простота и удобство
обслуживания и ремонта; 20) несложное, ком-
пактное конструктивное оформление; 21) без-
ГЛ. I]
ОБЩИЕ СВЕДЕНИЯ
опасность и надёжность работы; 22) по воз-
можности невысокая стоимость.
Все указанные факторы должны быть тща-
тельно учтены при проектировании электри-
фицированных производственных агрегатов.
Последовательность проектирования
электропривода. Проектирование электро-
привода нормально должно вестись парал-
лельно с проектированием соответствующей
рабочей машины, так как в ряде случаев тип
электропривода может влиять как на кине-
матические связи рабочей машины, так и на
детали её конструкции. Так, конструкция
металлорежущего станка с многодвигательным
приводом существенно разнится от конструк-
ции такого же станка с однодвигательным при-
водом. Поэтому уже в начальной стадии
проектирования рабочей машины и её при-
вода необходимо выяснить те конструктивные
и производственные преимущества, которые
может дать специально приспособленный к
данной рабочей машине электропривод. .Особо
важное значение этот вопрос имеет для рабо-
чих машин с частым пуском в ход или со
специфическими требованиями к переходным
режимам (пуску, торможению, рабочему про-
цессу, реверсированию, регулированию ско-
рости). Лишь в машинах, которые не предъ-
являют особых требований к двигателю, кроме
его конструктивной защиты от окружающей
среды, можно обходиться нормальными от-
крытыми, защищенными и закрытыми электро-
двигателями.
После анализа кинематической схемы произ-
водственного механизма намечается число дви-
гателей, необходимых для приведения его в
движение.
Далее в зависимости от требований, касаю-
щихся регулирования скорости, частоты
пуска, плавности пуска и торможения, мини-
мальных скоростей, перегрузочных моментов,
а иногда и в зависимости от условий окру-
жающей среды, намечаются род тока электро-
привода (трёхфазный или постоянный) и тип
двигателя, наиболее подходящий по его меха-
ническим характеристикам, пусковым и регу-
лировочным свойствам. При этом учитываются
необходимые мощности электродвигателей.
Окончательная необходимая для машины
мощность электродвигателя выявляется обыч-
но лишь после детального расчёта переход-
ных режимов электрифицированного произ-
водственного агрегата. В начале расчёта мощ-
ность двигателя приходится ориентировочно
выбирать по параметрам рабочей машины
и условиям её работы или же по данным
других аналогичных промышленных уста-
новок.
Определив предварительно указанным спо-
собом мощность и электрический тип двига-
теля, выбирают необходимый габарит (кон-
структивный тип) двигателя по заводскому
каталогу. При этом должны быть рассмотрены
особенности необходимой конструкции двига-
теля для защиты его от влияния окружающей
среды. Иногда приходится учитывать и необ-
ходимость применения двигателя с соответ-
ствующими значениями его механических (пре-
имущественно махового момента) и электро-
магнитных параметров (величин активных и
реактивных сопротивлений и т. д.). При этом
должно быть правильно выбрано число обо-
ротов двигателя в минуту, т. е. верно оценено
значение величины передаточного числа пере-
дачи от двигателя к звеньям рабочей машины.
Иногда приходится сопоставлять несколько
вариантов передаточных чисел.
Для отдельных производств используются
специально приспособленные двигатели —
прокатные, металлургические, шахтные, те-
кстильные, для металлорежущих станков, для
бумагоделательных машин и т. п. Без необ-
ходимости к таким специальным двигателям
прибегать не следует, но там, где они лучше
обеспечивают технологический процесс и по-
вышают производительность, такое решение
становится обязательным.
Выбрав тип и габарит двигателя, намечают
по каталогу его механические характери-
стики — пусковые, тормозные, регулировоч-
ные, рабочие, соответственно фиксируя число
ступеней пуска, торможения, регулирования
скорости. Попутно решают вопрос о роде
управления, которое может быть автомати-
ческим, полуавтоматическим, ручным. Послед-
нее в современной практике по условиям
производительности, качества продукции, на-
дёжности, расхода энергии и т. п. почти не
применяется. Выбирая характеристики двига-
теля, тем самым намечают схему включения
главных цепей двигателя: якоря и обмотки
возбуждения в машинах постоянного тока,
статора и ротора — в асинхронных машинах.
Имея характеристики двигателя, параметры
последнего и зная параметры рабочей машины,
устанавливают характер переходных режимов
электропривода, т. е. законы изменения мо-
мента, скорости, тока, мощности и т. п. от
времени. Имея эти диаграммы и пользуясь
методом эквивалентного тока или другим ему
аналогичным методом, находят нужную мощ-
ность двигателя. Далее проверяют двигатель
найденной мощности на перегрузочный и
пусковой момент. Если полученная мощность
двигателя совпадает с ориентировочно при-
нятой в начале расчёта, то на этом подсчёт
заканчивается. В противном случае за исход-
ную мощность двигателя должна быть принята
мощность, полученная из полного расчёта, а
анализ переходных режимов и определение
мощности двигателя должны быть проделаны
вновь. Так поступают до примерного совпаде-
ния исходной и полученной мощности дви-
гателя.
Решив указанные вопросы, а иногда ещё и
до предварительного выбора мощности, про-
ектируют автоматическую схему управления
двигателем, т. е. цепи управления для схемы
главной цепи двигателя, намеченной ранее.
При этом схема должна осуществлять при-
нятый при расчёте комплекс механических
характеристик привода. В цепях управления
предусматривают также все необходимые аппа-
раты для защиты и блокировки отдельных це-
пей двигателя или отдельных движений рабо-
чей машины.
Для спроектированной таким образом схемы
управления выбирают по соответствующим ка-
талогам аппараты управления и решают во-
просы их конструктивного размещения. Закан-
чивается проектирование электропривода со-
ставлением технической сметы.
В отдельных случаях два или более типов
электропривода могут оказаться равноценными
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
в производственном отношении и по перво-
начальным затратам. Тогда их приходится
сравнивать по эксплоатационной стоимости.
Выше указан метод проектирования электро-
приводов для наиболее сложных случаев. Для
простых рабочих машин или машин с про-
стыми режимами работы вопрос значительно
упрощается и сводится к выбору мощности
и числа оборотов в минуту двигателя по дан-
ным рабочей машины, к проверке двигателя
на перегрузку и пусковой момент и к выбору
простого автоматического аппарата для пуска
двигателя.
В сложных случаях лишь рациональное
сочетание свойств рабочей машины со ста-
тическими и динамическими свойствами дви-
гателя и аппаратуры управления может дать
наиболее эффективный в производственном
отношении электрифицированный рабочий
агрегат.
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Значение механических характеристик
в электроприводе. Механическими характе-
ристиками электродвигателей называются за-
висимости скорости вращения п (число обо-
ротов в минуту) от момента, развиваемого
двигателем, т. е. п — /(М^). Эти характе-
ристики даются аналитически или графически
для установившихся режимов работы двига-
телей и потому называются статическими
механическими характеристиками.
Характер изменения скорости в зависимости
от вращающего момента двигателя определяет
поведение электропривода и исполнительных
механизмов в переходных режимах при пуске,
изменении нагрузки, торможении; длительность
переходных режимов; законы изменения во
времени тока, момента вращения, скорости,
пройденного пути. Все необходимые для прак-
тических целей закономерности выясняются
в результате решения уравнений движения
электропривода с подстановкой в него зави-
симости n = f(Mcj). Различные исполнитель-
ные механизмы предъявляют исключительно
разнообразные требования к механическим
характеристикам двигателя. Только специаль-
ные комбинации последних могут разрешить
иногда весьма сложные задачи изменения ско-
рости, вытекающие из условий работы данной
машины. Комплекс механических характе-
ристик определяет собой величины тех со-
противлений, которые должны быть введены
в схему двигателя.
Режимы работы электродвигателей в
приводе. В зависимости от процесса и пе-
риода работы электродвигателя от него может
требоваться движущий или тормозящий мо-
мент. В первом случае получается двигатель-
ный режим привода (фиг. 3, а), во втором —
тормозной режим привода (фиг. 3,6, в и г).
Двигательный режим соответствует нормаль-
ной схеме включения данной электрической
машины как двигателя. Во всех типах электро-
двигателей тормозной режим может полу-
чаться тремя основными схемами включения:
1) генераторным торможением с рекупера-
цией энергии; 2) динамическим торможением;
3) торможением противовключением.
При генераторном торможении
с рекуперацией энергии, т. е.с воз-
вратом её в сеть, электродвигатель остаётся
прнключённым к сети по нормальной схеме.
Приводимый во вращение живой силой всего
агрегата или спускающимся грузом двига-
тель выше некоторой определённой скорости
nQ работает как генератор, получая механи-
ческую энергию от приводимой рабочей ма-
шины и возвращая её за вычетом промежу-
точных механических и электрических потерь
обратно в сеть в качестве электрической
(фиг. 3, б). Такое торможение часто называют
просто рекуперативным; по условиям высокой
скорости оно может быть использовано сра-
внительно редко.
При динамическом торможении
(фиг. 3, г) якорь машины, или её генерирую-
щая обмотка, отъединяется от сети и вклю-
чается на отдельное тормозное сопротивление.
Обмотка возбуждения остаётся присоединён-
ной к сети или получает ток от особой ма-
шины — возбудителя. Иногда в машинах по-
стоянного тока применяется самовозбуждение.
При динамическом торможении электрическая
машина, работая как генератор, получает ме-
ханическую энергию от приводимого меха-
низма и, превращая её в электрическую,
отдаёт её в тормозное сопротивление, где она
превращается в тепло (фиг. 3, г).
При торможении противовклю-
чением электрическая машина вращается
приводимым механизмом в сторону, обратную
тому направлению вращения, для которого
включены обмотки машины. Последняя по-
лучает механическую энергию от приводи-
мого механизма и электрическую энергию из
сети и превращает ту и другую в тепло в
обмотках двигателя и в добавочном сопро-
тивлении противовключения. Наличие этого
сопротивления в схеме двигателя обязательно
(фиг. 3, б).
Все указанные виды электрического тор-
можения за исключением рекуперативного
применяются тогда, когда требуется быстрая,
а иногда и точная остановка. Рекуперативное
торможение даёт возможность тормозить дви-
гатель лишь на высоких скоростях. Каждый
вид электрического торможения обусловливает
особые тормозные механические характери-
стики. Электрическое торможение в часто
пускаемых приводах вызывает всегда повы-
шение мощности двигателя по сравнению с
работой без электрического торможения, так
как во время последнего в двигателе имеют
место потери. В более редких случаях приме-
няется электромагнитное торможение посред-
ством тормозного диска, насаженного на вал
двигателя и вращающегося в поле особого
электромагнита. Токи Фуко, индуктируемые в
диске, создают тормозной момент. Двигатель
при этом отключается от сети.
Наконец, иногда используется чисто меха-
нический тормоз, состоящий из шкива, тор-
мозных колодок, механизма нажима и упра-
вления (электромагнит). При отсутствии спе-
циальных требований к режиму торможения
производственный агрегат может останавли-
ваться путём самоторможения.
Применение относительных величин при
расчёте механических характеристик. Для
упрощения расчётов механических характе-
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
ристик отдельные величины целесообразнее
выражать не в абсолютных единицах, а в
относительных. При подобном методе рас-
чёты, выполненные для одного двигателя,
легко использовать для расчёта другого двига-
теля того же типа. Так, если несколько шун-
тозых двигателей постоянного тока имеют
одно и то же процентное изменение скорости
между холостым ходом (щ) и полной на-
грузкой (лдг), т. е. ¦— — 100%=const, то
механическая характеристика этих двигателей,
выраженная в относительных единицах или
При расчётах обычно пользуются относи-
тельными величинами напряжения, тока, со-
противления, вращающего момента, скорости.
Под относительным напряжением пони-
мается величина
U
где UN — номинальное (по паспорту) напря-
жение на зажимах двигателя. Напряжение
в°/о
Группа А
-WW-1 ЦЛМг l-VvVW
a) 6~) в)
Группа Б
—X"~—-O-
Динамическое
тормоЖение
Протиоовмю-
чение
Динамическое
тормоЖение
си
Фиг. 3. Различные режимы работы электроприводов постоянного и переменного тока. Группа А
соединений относится к шунтовому двигателю постоянного тока; группа Б — к асинхронному
двигателю с кольцами.
в процентах, будет выражена для всех этих
двигателей одной и той же зависимостью
M
И V =
В асинхронных двигателях различают два
номинальных напряжения — линейное напря-
жение статора и э. д. с. ротора при разо-
мкнутом роторе.
Относительный ток
Соответственно {л.% = -~- 100% и v% =
100%. Б приведённых формулах индекс
"о
N относится к номинальным величинам.
V у
JN
где IN — номинальный (по паспорту) ток дви-
гателя.
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД.IV
В асинхронных двигателях приходится иметь
дело с двумя номинальными токами — статора
и ротора. Для получения величин относитель-
ных сопротивлений необходимо ввести особое
понятие о номинальном (фиктивном) сопроти-
влении машины. Для двигателей постоянного
тока всех типов под номинальным сопроти-
влением kN понимается таксе сопротивление
якорной цепи, через которое при номинальном
напряжении сети UN и неподвижном якоре
пойдёт ток /ЛГ:
Номинальное сопротивление во много раз
больше сопротивления обмотки якоря. Отно-
R
сительное сопротивление р = -уг— и сопро-
Д
тивление в процентах р°/о =
_R_
R»
В асинхронных двигателях с кольцами но-
минальное сопротивление для ротора при со-
единении его обмоток звездой
Кг*- \,Тыгы '
где ErN0 — э. д. с. на кольцах разомкнутого
неподвижного ротора, а 1Г^ — номинальный
ток ротора.
Соотношения между сопротивлениями и
значениями токов и напряжений (в о/о)
_U_
Р%= #- 1000/0 = ^-1000/0 =
ГГ 10°
N
7—100
4%
iooo/(f ¦
где U — напряжение на зажимах сопроти-
вления R при прохождении через него тока /.
Относительный вращающий момент двига-
теля
М
а м-1
М
N
Мк
где Мдг — номинальный момент двигателя.
Относительная скорость
vo/o= i
'о
Вместо числа оборотов в минуту скорость
двигателей можно характеризовать сколь-
П(\— П
жением s = —¦ , где л0 — синхронное
"о
число оборотов в минуту в асинхронных дви-
гателях пли число оборотов в минуту идеаль-
ного холостого хода (без потерь) в шунтовых
двигателях постоянного тока. Скольжение в %
100°/0
ЮО — -- 100 I о/0 =
«о
= A00-v0/o)o/o.
Механические характеристики шунтовых
двигателей постоянного тока для двига-
тельного режима и их расчёт. Все механи-
ческие характеристики шунтового двигателя,
если пренебречь реакцией якоря, имеющей
практически малое влияние, являются пря-
мыми линиями. Аналитическое их выражение
получается из формулы для вращающего мо-
мента этого двигателя
где Ф — магнитный поток двигателя; / — ток,
проходящий по якорю; с2 — постоянная, за-
висящая от параметров машины. Так как для
каждой характеристики ф = const, то Мд =
= k\ • /, где ki — с2 • Ф = const. Но ток
U?7
якоря двигателя I
где R — сопро-
тивление всей якорной цепи двигателя, сле-
U ?
довательно, Мд — kx ^—• Учитывая, что
А:
обратная э. д. с. Е = Су пФ и обозначая
через п0 число оборотов в минуту холостого
хода, при котором Е — U и / = 0, получаем
выражение для двигательной механической
характеристики:
Ci-Щ-Ф
П-Ф
где а и р - постоянные, зависящие от пара-
метров машины и сопротивления якорной
цепи и равные
kyCi-tlQ-Ф
R
R
Вводя для шунтового двигателя понятие
скольжения s =
п0- п
"о
получаем другое вы-
ражение для механической характеристики
Md — a-s. Коэфициенты аир могут быть
найдены по данным двигателя
Механическая характеристика двигателя,
выраженная в процентах, будет
A)
где v, р и {л. — соответственно число оборотов
в минуту, сопротивление якорной цепи и вра-
щающий момент двигателя, выраженные в от-
носительных единицах, v%, p%, (л0/0.
Связь между скольжением сг и v и между
аир такова:
«*% =
100
При номинальном моменте двигателя, т. е.
при ^о/0==(Ало/о=1оО;7сь о% = Р% и vO/o =
= 1СО-рО.'0.
Механические характеристики шунтового
двигателя для двигательного режима и разных
сопротивлений в цепи якоря представлены на
фиг. 4 в первом квадранте. Верхняя характе-
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
ристика 1 относится к случаю отсутствия до-
бавочного сопротивления в якорной цепи и
носит название естественной, остальные ха-
рактеристики {2—5) с добавочными сопроти-
влениями в цепи якоря называются искус-
ственными. Чем больше сопротивление, вве-
дённое в цепь якоря, тем круче идёт харак-
теристика. Расчёт характеристик может быть
выполнен по равенству A). Разлагая в нём со-
противление якорной цепи р на сопротивление
\ \ \
"¦^^Рекуперация \
Мшммес/<ое\1'
тормошение ^i1 \
Ш
-п
п,
0
I
„__
\ Двигатель
\\ \*
\ \ '"'
Противовключение
" \ \
Фиг. 4. Механические характеристики шунтового двига-
теля постоянного тока.
собственно обмотки якоря ра и внешнее доба-
вочное рх, получаем равенство для расчёта
характеристик:
Pd% + P.vVo ll0/ /о\
Расчёт характеристик легко может быть
выполнен графическим способом (фиг. 5). За-
даёмся предельными колебаниями момента
двигателя при пуске от ц^/о до f^/o- В дви,-
Фиг. 5. Графический способ расчёта механиче-
ских характеристик.
гателях- мощностью до 100 кет ^ = A,75-4-
-г 1,65) fx^; из = A,11-*- 1,17)^. В покое дви-
гатель развивает момент щ. Проводим соот-
ветствующую характеристику через точки
vO/0 = 1(:00/0 ка оси ординат и точку р.хо/о на
оси абсцисс. После включения двигатель по-
вышает скорость, разгоняясь по этой харак-
теристике до точки а, соответствующей {jo/q
В этой точке двигатель должен быть переклю-
чён практически мгновенно (скорость не успе-
вает измениться) в точку с, где р.%= F-i°/o-
Далее разгон будет происходить по этой ха-
рактеристике до точки d, соответствующей
{хо/о = У2°/о и т- А- до естественной характери-
стики. Так как по формуле A) при ;а%= 100%
роуо — ЮО —»v0/0, то вертикальные отрезки ор-
динат при fi<>/0= 100% дают полные сопроти-
вления отдельных ступеней в процентах и
сопротивления отдельных ступеней реостата
в цепи якоря в процентах. Величины сопро-
тивлений ступеней в омах могут быть найдены
по зависимости
loo
г>
C)
Тормозные характеристики шунтовых
двигателей. При рекуперативном торможении
обратная э. д. с. двигателя Е становится
больше приложенного напряжения U. Ток ма-
шины при переходе через скорость щ меняет
своё направление с двигательного на генера-
торный. Вращающий момент переходят из дви-
жущего в тормозной. Механические харак-
теристики для этого случая представлены в
квадранте // (фиг. 4). По аналогии с форму-
лой A) можно написать
D)
Тормозные характеристики рекуператив-
ного режима являются продолжением харак-
теристик двигательного режима в квадранте У/.
При торможении противовключением э. д. с.
двигателя в отличие от двигательного и реку-
перативного режимов складывается с напряже-
нием сети; ток двигателя /
мозной
При
момент
этом
соответственно
'^Шо^0-
а тор-
E)
. Тормозные характеристики режима протн-
вовключения также являются продолжением
характеристик двигательного режима в ква-
дранте IV (фиг. 4). Реально они осуществимы
лишь при больших сопротивлениях в цепи
якоря, при которых ток двигателя не пре-
вышает двух-трёхкратной нормальной вели-
чины.
При динамическом торможении тормозной
момент
М(=с'1 = с' —.
Отсюда сопротивление цепи якоря при ди-
намическом торможении, включая и сопроти-
вление обмотки якоря,
=-^ 1000/^-^.1000/,, ,6)
где е°/0 — э. д. с. машины Е в процентах, рав-
ная числу оборотоз её в минуту v в процентах.
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Исходя из максимального тока, допусти-
мого по условиям коммутации и максималь-
ной э. д. с. е°/0, можно по формуле Fj найти
величину р%. Характеристики динамического
торможения расположены в квадранте //.
Сравнение видов электрического тор-
можения. Рекуперативное торможение можно
применять в шунтовых двигателях постоян-
ного тока с регулированием скорости током
возбуждения и в короткозамкнутых асинхрон-
ных двигателях с переключением полюсов.
Выбор между противовключением и динами-
ческим торможением зависит от требуемой
быстроты торможения и точности остановки
при одинаковых исходных токах в якоре; тор-
можение противовключением более эффек-
тивно, так как тормозной момент при противо-
включении меняется мало, а при динамическом
торможении спадает до нуля. Динамическое
торможение практически считается наиболее
точным. Для реверсивных приводов чаще при-
меняют противовключение, для нереверсив-
ных— динамическое, так как схема послед-
него проще.
Механические характеристики шунто-
вого двигателя при регулировании его ско-
рости током возбуждения. Число оборотов
в минуту шунтового двигателя определяется
U — IR п
равенством п = -=—- . При меньшем ма-
гнитном потоке двигатель будет иметь боль-
шую скорость. Ка-
ждая из механических
характеристик, соот-
ветствующая опреде-
лённому току возбу-
ждения или, что то же,
определённому ма-
гнитному ПОТОКУ Фд-,
будет иметь своё соб-
ственное число оборо-
тов в минуту идеаль-
ного холостого хода
U „
пЕсте-
Фиг. 6. Характеристики
шунтового двигателя при
регулировании скорости
током возбуждения.
"х СгФх
ственные механиче-
ские характеристики
« = /(/) при различ-
ных Ф^ и при отсутствии добавочного со-
противления в цепи якоря представлены на
фиг. 6. Указанные характеристики вообще не
параллельны; все они пересекаются в одной
точке оси абсцисс при токе, равном току по-
коя, или, иначе говоря, току короткого замы-
кания машины IK = -g— . Такой ток практи-
ка
чески недопустим, поэтому соответствующая
точка на фиг. 6 не показана. Характеристики
эти могут быть использованы для рекупера-
тивного торможения при переходе от высо-
ких скоростей к низким (фиг. 7). Меняя в
двигателе поток Ф1 на поток Ф2 > Ф^ мы с
точки а характеристики / переходим в точку а'
характеристики 2. Скорость привода будет
постепенно снижаться и до точки Ь' двигатель
будет работать как генератор. При этом пред-
полагается, что самоиндукция обмотки возбу-
ждения двигателя практически не задержи-
вает изменения его магнитного потока. Пере-
ход от характеристик «=/(/) к зависимо-
стям п = о (М) может быть получен построе-
нием в осях п и М прямой, проходящей через
точки:
по* = ~сф- ПРИ М = 0;
п = 0 при Мк ¦= СуФх]к, G)
где п§х — скорость идеального холостого хода,
Мк — момент, соответствующий току 1К .
Фиг. 7. Переход по механическим харак-
теристикам при рекуперативном тормо-
жении.
Специальные характеристики шунтовых
двигателей. Необходимость пологих характе-
ристик на низких скоростях вращения для
производственных механизмов побуждает в
+ «s
О « ГШШШВЯ~) , О
ЛЛ/VWV
Фиг. 8. Схема включения двигателя с шунтиро-
ванным якорем.
отдельных случаях применять особую схему
включения двигателя с шунтированным яко-
рем и последовательным сопротивлением
(фиг. 8). При этом семейство характеристик
2.
-м.
Фиг. 9. Характеристики схемы с шунтированным якорем.
при Rp = const и Rs = var будет иметь вид,
показанный на фиг. 9. Аналитически зависи-
мость между п и М выражается формулой
(8)
тг т г~ *<а Т^ я—;—к~ m •
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
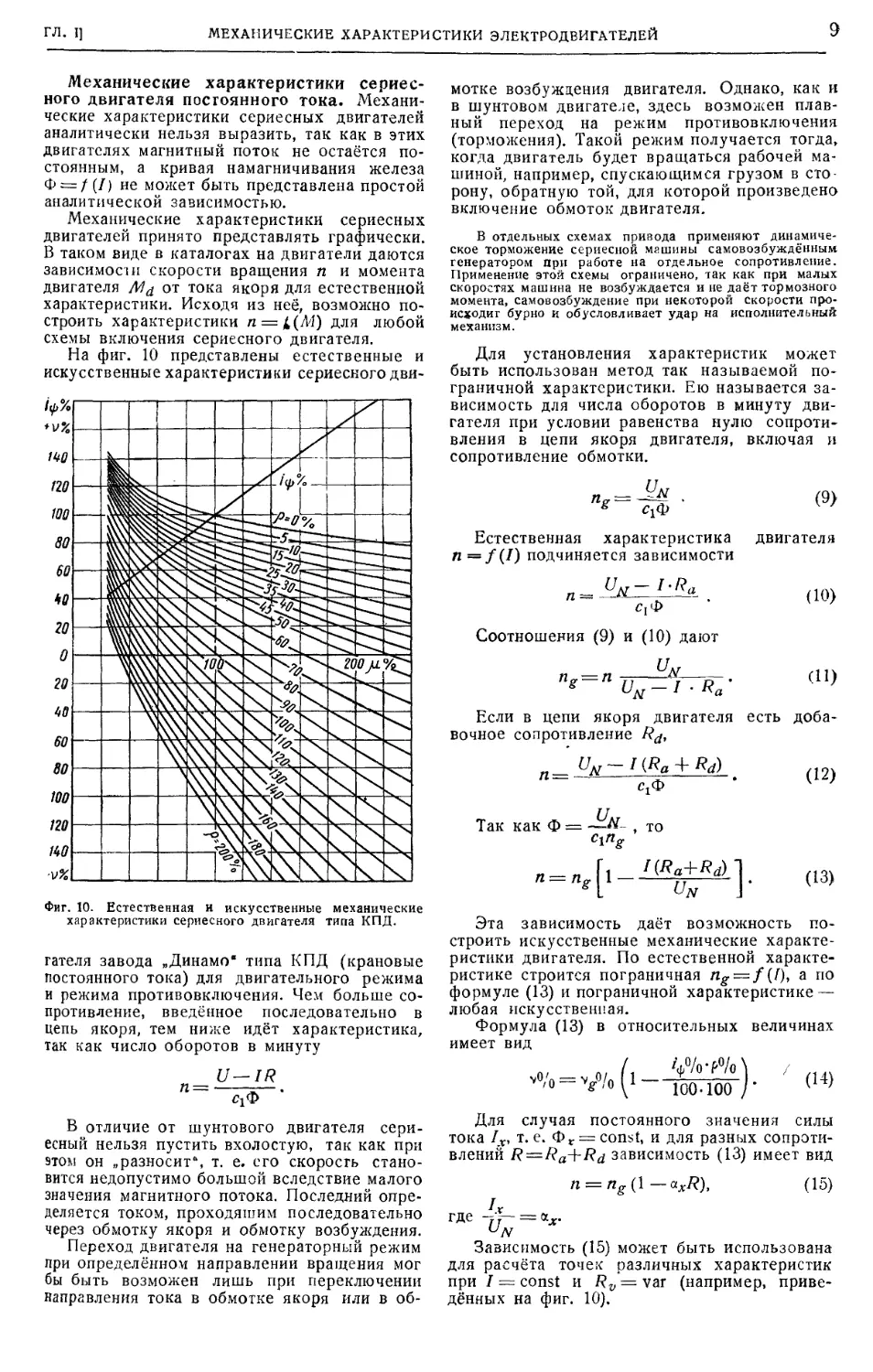
Механические характеристики сериес-
ного двигателя постоянного тока. Механи-
ческие характеристики сериесных двигателей
аналитически нельзя выразить, так как в этих
двигателях магнитный поток не остаётся по-
стоянным, а кривая намагничивания железа
Ф = /(/) не может быть представлена простой
аналитической зависимостью.
Механические характеристики сериесных
двигателей принято представлять графически.
В таком виде в каталогах на двигатели даются
зависимости скорости вращения л и момента
двигателя Ма от тока якоря для естественной
характеристики. Исходя из нее, возможно по-
строить характеристики п = i(M) для любой
схемы включения сериесного двигателя.
На фиг. 10 представлены естественные и
искусственные характеристики сериесного дви-
/¦«/,%
Фиг. 10. Естественная и искусственные механические
характеристики сериесного двигателя типа КПД.
гателя завода „Динамо" типа КПД (крановые
постоянного тока) для двигательного режима
и режима противовключения. Чем больше со-
противление, введённое последовательно в
цепь якоря, тем ниже идёт характеристика,
так как число оборотов в минуту
U—IR
В отличие от шунтового двигателя сери-
есный нельзя пустить вхолостую, так как при
этом он „разносит", т. е. его скорость стано-
вится недопустимо большой вследствие малого
значения магнитного потока. Последний опре-
деляется током, проходяшим последовательно
через обмотку якоря и обмотку возбуждения.
Переход двигателя на генераторный режим
при определённом направлении вращения мог
бы быть возможен лишь при переключении
направления тока в обмотке якоря или в об-
мотке возбуждения двигателя. Однако, как и
в шунтовом двигателе, здесь возможен плав-
ный переход на режим противовключения
(торможения). Такой режим получается тогда,
когда двигатель будет вращаться рабочей ма-
шиной, например, спускающимся грузом в сто-
рону, обратную той, для которой произведено
включение обмоток двигателя.
В отдельных схемах привода применяют динамиче-
ское торможение сериесной машины самовозбуждённым
генератором при работе на отдельное сопротивление.
Применение этой схемы ограничено, так как при малых
скоростях машина не возбуждается и не даёт тормозного
момента, самовозбуждение при некоторой скорости про-
исходит бурно и обусловливает удар на исполнительный
механизм.
Для установления характеристик может
быть использован метод так называемой по-
граничной характеристики. Ею называется за-
висимость для числа оборотов в минуту дви-
гателя при условии равенства нулю сопроти-
вления в цепи якоря двигателя, включая и
сопротивление обмотки.
п =Jk .
Слф
Естественная характеристика
n=f(I) подчиняется зависимости
(9)
двигателя
п— —
U,г- I-R,
Соотношения (9) и A0) дают
(Ю)
(И)
С,Ф
Если в цепи якоря двигателя есть доба-
вочное сопротивление R&
A2)
A3)
#
Так как Ф = —Н- , то
UN J
Эта зависимость даёт возможность по-
строить искусственные механические характе-
ристики двигателя. По естественной характе-
ристике строится пограничная ng=f{[), а по
формуле A3) и пограничной характеристике —
любая искусственная.
Формула A3) в относительных величинах
имеет вид
<•«
Для случая постоянного значения силы
тока 1Х, т. е. Фк = const, и для разных сопроти-
влений R=Ra+Rd зависимость A3) имеет вид
n = ng{\— axR), A5)
h
где -jj— = &x.
uN
Зависимость A5) может быть использована
для расчёта точек различных характеристик
при / = const и Rv = var (например, приве-
дённых на фиг. 10).
10
ЭЛЕКТРОПРИВОД МАШИН
1РАЗД. IV
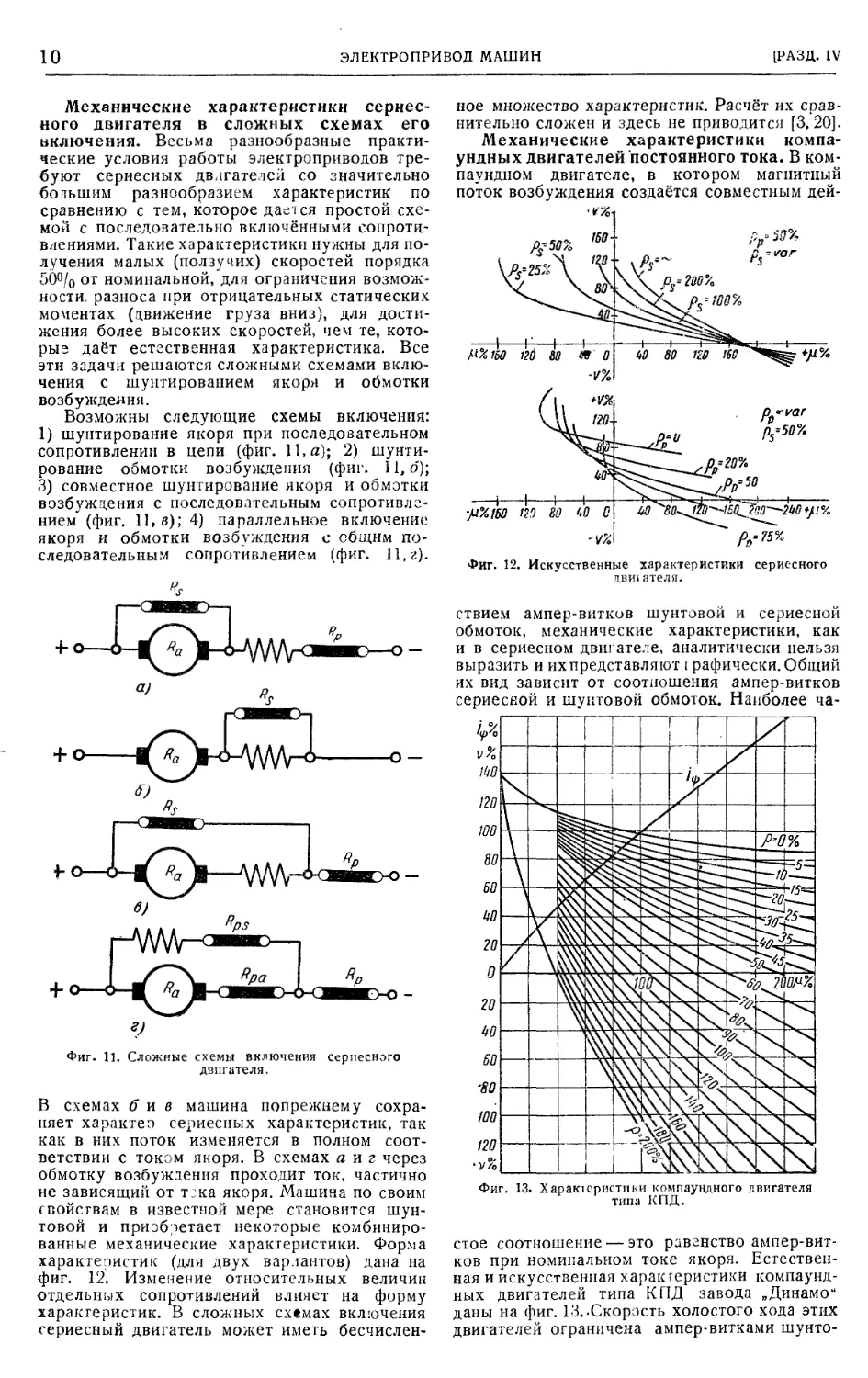
Механические характеристики сериес-
ного двигателя в сложных схемах его
включения. Весьма разнообразные практи-
ческие условия работы электроприводов тре-
буют сериесных двлгателей со значительно
большим разнообразием характеристик по
сравнению с тем, которое даётся простой схе-
мой с последовательно включёнными сопроти-
влениями. Такие характеристики нужны для по-
лучения малых (ползучих) скоростей порядка
50% от номинальной, для ограничения возмож-
ности; разноса при отрицательных статических
моментах (движение груза вниз), для дости-
жения более высоких скоростей, чем те, кото-
рыэ даёт естгственная характеристика. Все
эти задачи решаются сложными схемами вклю-
чения с шунтированием якоря и обмотки
возбуждения.
Возможны следующие схемы включения:
1) шунтирование якоря при последовательном
сопротивлении в цепи (фиг. 11, я); 2) шунти-
рование обмотки возбуждения (фиг. 11, б);
3) совместное шунтирование якоря и обмотки
возбуждения с последовательным сопротивле-
нием (фиг. 11, б); 4) параллельное включение
якоря и обмотки возбуждения с общим по-
следовательным сопротивлением (фиг. 11, г).
Фиг. 11. Сложные схемы включения сериесного
двигателя.
В схемах б и в машина попрежнему сохра-
няет характер сериесных характеристик, так
как в них поток изменяется в полном соот-
ветствии с током якоря. В схемах а и г через
обмотку возбуждения проходит ток, частично
не зависящий от тока якоря. Машина по своим
свойствам в известной мере становится шун-
товой и приобретает некоторые комбиниро-
ванные механические характеристики. Форма
характеристик (для двух вариантов) дана на
фиг. 12. Изменение относительных величии
отдельных сопротивлений влияет на форму
характеристик. В сложных схемах включения
сериесный двигатель может иметь бесчислен-
ное множество характеристик. Расчёт их срав-
нительно сложен и здесь не приводится [3,20].
Механические характеристики компа-
ундных двигателей постоянного тока. В ком-
паундном двигателе, в котором магнитный
поток возбуждения создаётся совместным дей-
¦JJ%t60 ПО 80 ив С
-VX
Фиг. 12. Искусственные характеристики сериесного
двигателя.
ствием ампер-витков шунтовой и сериесной
обмоток, механические характеристики, как
и в сериесном двигателе, аналитически нельзя
выразить и их представляют графически. Общий
их вид зависит от соотношения ампер-витков
сериесной и шунтовой обмоток. Наиболее ча-
Характеристики компаундного двигателя
типа КПД.
стое соотношение — это равенство ампер-вит-
ков при номинальном токе якоря. Естествен-
ная и искусственная характеристики компаунд -
ных двигателей типа КПД завода „Динамо"
даны на фиг. 13..Скорость холостого хода этих
двигателей ограничена ампер-витками шунто-
ГЛ. 1]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
11
вой обмотки. Для торможения компаундных
двигателей практически используются два ме-
тода — противовключение и динамическое тор-
можение (обычно при отключённой сериесной
обмотке).
Переход двигателя от одной механиче-
ской характеристики к другой в неустано-
вившихся процессах. В пусковых, тормоз-
ных, регулировочных и реверсивных режимах
в цепях двигателей делаются переключения
сопротивлений, в результате чего двигатель
переходит с одной характеристики на другую.
При этом перед
переходом и в пер-
вый момент после
перехода на новую
характеристику
угловая скорость
двигателя остаётся
той же самой. На
фиг. 14 показана
графическая трак-
товка перехода
по характеристи-
кам при пуске шун-
тового двигателя
'постоянного тока.
/^ и момент двига-
/1Г,„, и /„
Фиг. 14. Протекание пускового
процесса шунтового двигателя.
Во время пуска сила тока
теля Мд меняются в пределах ,max *. ,min
iWmax и Afmin. Положение покоя соответствует
точке О'. Далее двигатель, работая на харак-
теристике 1, ускоряется по характеристике /
до точки Ь, где происходит выключение сопро-
Фиг. 15. Переход с рабочего режима
на режим динамического торможения.
тивления, и двигатель переходит в точке Ь'
на вторую характеристику 2, ускоряется по
ней до точки с и переходит в точку с' харак-
теристики 3 и т. д. На фиг. 15 показан пере-
ход двигателя от работы (характеристика 1)
при статическом моменте Мт на динамическое
торможение (характеристика 2) из точки а
в точку Ъ. Переход достигается соответствую-
щим переключением. Далее двигатель посте-
пенно понижает число оборотов, идя по ха-
рактеристике ДТ в точку О. Нужно иметь
в виду, что механические характеристики не
являются функциями времени, а представляют
зависимость n=f{M).
Контроллерная диаграмма. Проектируе-
мая для привода схема включения электродви-
гателя и аппаратуры предназначена для опре-
делённого комплекса механических характе-
ристик. Этот комплекс графически предста-
вляется на так называемой контроллерной
диаграмме. Он показывает, какие характери-
стики дают возможность получить переклю-
чения данного ручного или автоматического
120
контроллера. На фиг. 16 приведена одна из
контроллерных диаграмм для подъёмного
сериесного двигателя постоянного тока.
Квадрант 1 содержит семь двигательных характери-
стик, получаемых изменением сопротивлений в цепи
якоря. Квадранты IV л III дают пять тормозных харак-
теристик, получаемых
сложной схемой вклю- о
чения двигателя. Ква- V Уо
дрант/^характеристик fgg
предназначен для спу-
ска груза при элек-
трическом торможении 120
(для тормозного спу-
ска). Квадрант III пред»
усматривает спуск ма- gg
лых грузов при дли-
тельном режиме (сило-
вой спуск). цд
Система Лео-
нарда и её ва- о
рианты. Электро-
привод постоян- 40
ного тока по си-
стеме Леонарда
[21] является луч- ™
шим типом регу-^
лируемых электро-
приводов по пре-
делам регулиро-
вания (нормально
1 :20), по плавно-
сти переходных
процессов, по про-
стоте управления.
Недостатком его следует считать более высо-
кую стоимость, что объясняется необходи-
мостью преобразовывать переменный ток
в постоянный вращающимися машинами. Нор-
мальная система Леонарда состоит из: 1) основ-
ного двигателя постоянного тока, приводящего
исполнительный механизм; 2) генератора по-
стоянного тока, питающего основной двига-
тель (генератор Леонарда); 3) двигателя, вра-
щающего генератор; этот двигатель при малых
мощностях или резко пиковых нагрузках —
обычно асинхронный, при больших мощно-
стях и отсутствии очень больших пиков на-
!
*—
-п-
__
i
[
\
\
-227-
\
V
\
к
к
s
Силодой спуск
Ш Подъем
"Ж
V-
^^
lS
ч
—.
\
V
3^
V
¦^.
4
s
[/'
ш
щ
Спуске щктрШррн
30
кО 0
фиг 16 комплекс характера
стик сериесного двигателя по-
стоянног,о тока.
Фиг. 17. Квадратичная система Леонарда.
грузки — синхронный 4) возбудителя или
возбудителей для генератора и двигателя,
сидящих на одном валу с генератором или
вращаемых отдельным двигателем.
При больших мощностях д.!Я упрощения
управления применяется квадратичная система
Леонарда (фиг. 17), в которой генератор Г и
12
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Фиг. 18. Механическая ха-
рактеристика двигателя,
питаемого трёхобмоточным
генератором Леонарда.
двигатель Д имеют отдельные возбудители,
возбуждаемые в свою очередь от так назы-
ваемого первого возбудителя Вр Управление
машинами перенесено на реостаты в цепях
возбуждения возбудителей двигателя Вд и
генератора Вг. Особое место занимает си-
стема Леонарда с так называемым трёхобмо-
точным генератором Леонарда по типу свароч-
ной машины Кремера,
который имеет три
обмотки возбужде-
ния: независимую, са-
мовозбуждения и про-
тивокомпаундную. Та-
кая комбинация обмо-
ток даёт возможность
получать малое изме-
нение скорости дви-
гателя от холостого
хода до полной на-
грузки с резким паде-
нием её при перегруз-
ках (фиг. 18). Эта комбинация нашла примене-
ние в приводе экскаваторов, вспомогатель-
ных механизмах металлургических заводов,
подъёмных механизмах, судовых палубных ме-
ханизмах, ледоколах. В новых, а частично и в
старых установках, эта комбинация теперь за-
меняется схемой с амплидином.
В последние годы широкое распростране-
ние получает система Леонарда, в которой
генератором служит амплидин. Подобная^ си-
стема пока конструируется для мощностей до
25 кет. При больших мощностях применяется
нормальная система Леонарда, а амплидины
используются в качестве возбудителей гене-
ратора и двигателя.
Наиболее распространена система Леонарда
с одним генератором и одним приводным дви-
гателем. Однако в отдельных случаях приме-
няется один генератор для питания нескольких
идентичных параллельно включённых двигате-
лей (бумагоделательные машины), или не-
сколько параллельно включённых генераторов
при одном двигателе, или несколько парал-
лельно включённых генераторов при несколь-
ких параллельно включённых двигателях (про-
катные станы).
При резко пиковых нагрузках и при боль-
ших мощностях основного двигателя на валу
генератора и вращающего его асинхронного
двигателя насаживается маховик для сглажи-
вания нагрузки на сеть. Подобная система
носит название системы Леонарда — Илъ-
гнера. Скорость асинхронного двигателя при
больших нагрузках снижается автоматически
посредством реостата в цепи ротора двига-
теля и специальной аппаратуры. Комплекс из
реостата и автоматической аппаратуры для
управления скоростью асинхронного двигателя
называется регулятором скольжения.
В последние годы применяется система Лео-
нарда с особой вращающейся машиной регу-
лятором „Рототролем". Эта система отличается
применением на генераторе Леонарда несколь-
ких обмоток возбуждения. Часть из них пи-
тается особо включённым возбудителем, назы-
ваемым рототролем, также с несколькими
обмотками возбуждения. Преимущество такой
системы — в расширении пределов регули-
рования скорости до соотношения 1 :120 [22,
47, 48].
Механические характеристики двигате-
лей постоянного тока, питаемых по си-
стеме Леонарда. В системе Леонарда двига-
тель постоянного тока питается от отдель-
ного генератора, напряжение которого можно
менять, регулируя его ток возбуждения по
величине в самых широких пределах от нуля
до некоторого максимума. Переменой же
направления тока возбуждения можно изме-
нять полярность. Двигатель пускается не при
помощи реостата, а изменением величины на-
пряжения генератора (фиг. 17). Скорость дви-
гателя при номинальном магнитном потоке
генератора и максимальном магнитном потоке
двигателя называется основной. Ниже основ-
ной скорость двигателя регулируется током
возбуждения генератора; повышение скорости
выше основной достигается уменьшением тока
возбуждения двигателя. Во всех случаях число
оборотов двигателя в минуту подчиняется
зависимости
сх-Фа
По системе Леонарда независимо от спо-
соба возбуждения могут питаться двигатели
постоянного тока. Однако наиболее часто
используется двигатель независимого возбу-
ждения. Механические (рабочие и тормозные)
характеристики электропривода по системе
Леонарда для двигателя с независимым возбу-
ждением приве-
дены на фиг. 19.
Каждая из них
является обыч-
ной прямоли-
нейной харак-
теристикой дви-
гателя постоян-
ного тока с не-
зависимым воз-
буждением при
постоянном маг-
нитном потоке
(J>=const. Число
таких характе-
ристик опреде-
ляется числом
регулировочных
ступеней в це-
пи возбуждения
генератора. Все
эти характери-
стики будут па-
раллельны одна
другой. Идеаль-
ная скорость
холостого хода
под- каждой из
них определяется напряжением генератора Ugx
соответствующей ступени
Ue
-A%W20 0 20 М 60 80 100 /20 М+цУ.
Фиг. 19. Механические характери-
стики электропривода по системе
Леонарда.
В частях характеристик, охватывающих
скорости, большие скоростей идеального
холостого хода (квадрант //, фиг. 19), дви-
гатель переходит в режим генератора, отда-
вая энергию питающему его агрегату. Послед-
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
13
ний эту энергию за вычетом неизбежных по-
терь возвращает в сеть.
К характеристикам, получаемым в системе
при постоянном потоке двигателя Ф^ и Ug =
= var A—6, фиг. 19), обычно добавляются
характеристики при постоянном напряжении
генератора Ug = const и при переменном по-
токе возбуждения двигателя ф^ = var G—13,
фиг. 19). Эти характеристики используются
для более высоких скоростей при расширении
диапазона регулирования скорости. Строго
говоря, они уже не будут параллельны харак-
теристикам при и„ = const, однако в масштабе
графического изображения на фиг. 19 они
могут считаться параллельными. Характери-
стики ниже оси абсцисс соответствуют обрат-
ному направлению вращения двигателя. Си-
стема Леонарда позволяет осуществить весьма
плавное торможение с непрерывной рекупе-
рацией энергии до самых малых скоростей.
Переход от одной характеристики к другой
при пуске производится постепенной переста-
новкой вручную или автоматически сначала
реостата цепи возбуждения генератора (уси-
ление его поля), а затем реостата цепи воз-
буждения двигателя (ослабление поля двига-
теля). Простота получения большого числа
ступеней в цепи возбуждения генератора
обеспечивает возможность исключительно
плавного пуска электропривода. Торможение
в ней производится в обратном порядке. Сна-
чала повышается ток возбуждения двигателя
до максимального значения, а потом умень-
шается ток возбуждения генератора до мини-
мального значения. При этом машина-двига-
тель почти всё время работает на генератор-
ных тормозных характеристиках, так как
э. д. с. двигателя оказывается больше э. д. с.
генератора и ток идёт из двигателя в гене-
ратор.
Амплидин. Амплидин (генератор-усили-
тель) [22] представляет собой компенсиро-
ванный генератор постоянного тока с попе-
речным полем, т. е. с добавочными коротко-
замкнутыми щётками на коллекторе (фиг. 20).
Рабочая
машина
Фиг. 20. Питание двигателя от амплидина.
Он имеет несколько обмоток: а) основную
обмотку возбуждения — обмотку управления /;
б) обмотку регулирования 2; в схеме фиг. 20
она предназначена для поддержания постоян-
ства силы тока питаемого амплидином двига-
теля Д; в) особым образом включённую успог-
коительную обмотку 3 для успокоения коле-
баний в переходных режимах. Небольшие
изменения токов возбуждения амплидина вы-
зывают во много раз большие изменения
мощности в главной цепи амплидина. Коэфи-
циент усиления по мощности может достигать
10 000. Энергия для покрытия этой усиленной
мощности поступает от двигателя, вращаю-
щего амплидин. Механическая характеристика
двигателя п=/(М^) прямолинейна (фиг. 21).
Так как компенсиро-
ванный и перекомпен- „
сированный амплидин
склонен к неустойчи-
вым электромагнит-
ным процессам-коле-
баниям, то обычно
применяют недоком-
пенсированный ампли-
дин, т. е. с несколько
падающей характери-
стикой. Фиг. 21 ОТ- Фиг. 21. Характеристики
носится к определён- дветател« "?" ™тании °т
j а М ПЛИ ДИН а.
ному току возбужде-
ния в обмотке упра-
вления. При разных токах возбуждения харак-
теристики будут аналогичны характеристикам
обычной системы Леонарда (фиг. 19). Ампли-
дин чаще всего используется в качестве
возбудителя генератора Леонарда. Амплидин
применяется в приводах продольно-строгаль-
ных станков, в расточных станках для уста-
новки шпинделя, в шлифовальных станках, в
приводах реверсивных прокатных станов, ста-
нах холодной прокатки, в летучих ножницах,
в приводах шахтных и доменных подъёмни-
ков, в электроприводах на самолётах, на одно-
двигательных и многодвигательных приво-
дах бумагоделательных машин, экскаваторах,
подъёмниках и кранах и т. д. Известен ряд
случаев использования амплидина в качестве
двигателя, работающего с точно заданным чис-
лом оборотов. Основные свойства амплидина,
важные для управления, — это высокая чув-
ствительность и практическая безинерцион-
ность электромагнитной системы.
Ионный электропривод постоянного тока
и его механические характеристики. Элек-
тропривод этого типа состоит из ионных вы-
прямляющих аппаратов и двигателя постоянно-
го тока. Для выпрямления переменного тока
при больших мощностях двигателей исполь-
зуются ртутные выпрямители с регулируемой
сеткой, при меньших мощностях — тиратроны
(стеклянные или металлические) и игнитроны.
Подводимое к двигателю напряжение ионных
аппаратов можно регулировать в широких
пределах, изменяя момент зажигания игнитро-
нов посредством подачи соответствующих по-
тенциалов на сетки ртутных выпрямителей или
тиратронов. Этим создаётся возможность про-
изводить пуск и широко регулировать ско-
рость так же, как и в системе Леонарда. Пре-
делы регулирования скорости двигателя — от
1:20 и выше.
На фиг. 22, а дана схема питания двига-
теля от однофазной сети переменного тока
через два тиратрона Т\ и Т2, на фиг. 22, б —
от трёхфазной сети через три тиратрона Ть
Т2, Т3. Регулирование фазы сеточного напря-
жения для воздействия на периоды зажигания
тиратронов производится в первом случае ре-
гулированием R и /., во втором — поворотом
фазорегулятора (небольшого заторможённого
14
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
асинхронного двигателя) ФР через специаль-
ные пиковые трансформаторы ПТ. Последние
в силу своего насыщения вместо нормального
синусоидального изменения напряжения дают
резкий пиковый импульс напряжения. Схема
фиг. 22 не позволяет осуществить рекуператив-
его главных цепей дана на фиг. 23 [22]. Дви-
гатель постоянного тока независимого возбу-
ждения питается через две группы тиратро-
нов. Одна пара Т-у и Т2 служит для пита-
ния обмотки якоря, вторая пара Г3 и Т4 —
для питания обмотки возбуждения. Цепи упра-
Фиг. 22. Питание двигателя постоянного тока через тиратроны.
ное электрическое торможение. Для этой цели
приходится использовать два (или три) доба-
вочных тиратрона, пропускающих ток от дви-
гателя в обратном направлении при работе его
в качестве генератора. Рекуперативное тор-
Из цепи
у про в/гения
+ В цепь
управлении
Фиг. 23. Принципиальная схема ионного привода
с тиратронами.
можение в ионном приводе применяется редко,
так как оно удорожает и усложняет оборудо-
вание.
В последние годы в заграничной практике
внедряется особый тип ионного привода,
называемого „7' аймотроль* — тиратронное
управление двигателем. Принципиальная схема
вления и цепи сеток обеспечиваются энергией
через выпрямительную лампу А. Группы элек-
тронных ламп, служащих для управления тира-
тронами с использованием принципа обратной
связи, на фиг. 23 не показаны. Схема преду-
сматривает пусковой процесс двигателя при
/= const, т. е. при максимальном использо-
вании двигателя. Рекуперация энергии в схеме
фиг. 23 не предусмотрена. Подобный тип при-
вода для мощностей до 10—15 кет стал в США
стандартным.
В ионном приводе, как и в приводе по
системе Леонарда, скорость двигателя изме-
няется за счёт изменения напряжения на за-
жимах якоря двигателя. Механические харак-
Фиг. 24. Механические характеристики ионного привода.
теристики ионного привода представлены на
фиг. 24, причём правая часть относится к дви-
гательному режиму электрических машин,
левая — к рекуперативному по отношению
к двигателю и инверторному по отношению*
к ионным аппаратам [5]. Характеристики
имеют пологий вид, нормальный для шунто-
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
15
вых двигателей. Осуществление инверторного
режима, необходимого для рекуперации, тре-
бует удвоенного числа ионных аппаратов для
цепи якоря, при тиратронах и игнитронах и
питании от однофазной сети — четыре, при
многоанодных ртутных выпрямителях двух
комплектов их. При малых нагрузках в резуль-
тате прерывистости токов выпрямляющих
аппаратов характеристики принимают неустой-
чивый сериесный вид. В отличие от системы
Леонарда (фиг. 19) рекуперативная характе-
ристика не является продолжением двигатель-
ной, хотя и параллельна ей. Получающееся
при этом изменение скорости двигателя соот-
ветствует двойному падению напряжения
в дуге ионных аппаратов. Различные характе-
ристики относятся к разным моментам зажи-
гания.
Механические характеристики асинхрон-
ных двигателей. Величина вращающего мо-
мента асинхронных двигателей даётся обычно
Пл — П
в зависимости от скольжения s =
по
а не
о
от скорости вращения п. Вид характеристики
Md=f(s) зависит от того, как меняются при
изменении скольжения двигателя активные и
реактивные сопротивления обмотки ротора.
В двигателях с кольцами и в обыкновенных
короткозамкнутых двигателях старой кон-
струкции эти сопротивления можно было счи-
тать постоянными. Наиболее сильно изменя-
ются эти параметры в короткозамкнутых дви-
гателях Бушеро (с двойной беличьей клеткой)
и в двигателях с глубоким пазом. Классиче-
ская теория асинхронной машины не учиты-
вала всех особенностей изменения параметров
ротора двигателя. Современные задачи элек-
тропривода требуют более глубокого анализа
этих явлений для асинхронных двигателей
с кольцами и короткозамкнутых с постоян-
г+5
Наибольшее значение вращающего момента
(Mmd) имеет место при скольжении
sm==^jL, A7)
т. е. при равенстве активного и реактивного
сопротивлений цепи ротора.
Из отношения М и Mmd для момента дви-
гателя получается зависимость
2ЛГ
md
A8)
.
Подобное равенство получается при усло-
вии пренебрежения величиной активного со-
противления статора, что допустимо лишь для
больших двигателей.
Для двигателей малой и средней мощности
уточнённая зависимость для Md имеет вид
A9)
Ь —
где е « -у1 » если Х3 — полное реактивное
сопротивление двигателя. Знак (+) относится
к двигательному режиму, знак (—) к генера-
торному. Из равенства A9) видно, что опро-
кидывающий момент в генераторном режиме
Мтё имеет большее значение, чем в двига-
тельном Mmd.
Величину е ориентировочно можно прини-
мать равной 5sN, где sN — номинальное сколь-
жение двигателя. Так как малые двигатели
имеют значительно большее скольжение, до-
ходящее до 4 и даже 12%, чем крупные (где
5^ = 1—2%), то разница между зависимостями
A8) и A9) в малых двигателях становится очень
существенной. Формулой A8) в расчётах при-
вода можно пользоваться лишь тогда, когда
не требуется очень большой точности. Зави-
симости A8) и A9) могут быть выражены
в относительных единицах. При этом за мас-
штаб для скольжения принимают максималь-
ное скольжение sm, а для момента — макси-
мальный момент Mmd. Относительными вели-
чинами будут скольжение а'=— и момент
„_—4_ _ Зависимости A8) и A9) приобре-
Mmd
тают вид
Фиг. 25. Характеристика асинхронного двигателя.
ными параметрами ротора. Нормальная харак-
теристика Md = f(s) дана на фиг. 25. Вращаю-
щий момент асинхронного двигателя выра-
жается формулой
^ . A6)
J
где /?2 и 12 — соответственно активное сопро-
тивление и коэфициент самоиндукции вто-
ричной обмотки, a v,~ частота питающего
тока.
2A
_2A ,
V 1 Г а2 + 2гз + Г
о' -\ г- ± 2е —
а
Для пользования приведёнными зависимо-
стями необходимо знать sm и Mmd двигателя.
В каталогах на асинхронные двигатели обычно
не даётся величина опрокидывающего сколь-
жения, а указывается лишь величина пере-
грузки \м = -~f^ .
16
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Так как
м
то
N
2A+е)
B0)
В двигателях большой мощности с малым е
можно пользоваться упрощёнными зависи-
мостями
•> sm sN
>?M-i). B1)
В ряде случаев, когда важно изучить не
пусковые условия двигателя, а лишь его ра-
боту до опрокидывающего момента (примерно
от 5 = 0 до .5=1,3$^), в упрощённой фор-
с
муле A8) отношением — по сравнению с от-
sm
Sm
ношением —— с достаточной для практики точ-
ностью можно пренебречь. В таком случае
s.s=-f—. B2)
Если за масштаб момента
масштаб скольжения s^, то
брать
а за
Md
Мы
1000/0 = f.'0/o = -i-. 100% = a/0.
6ЛГ
СТИ
H'a
Прямолинейный средний участок кривой на
фиг. 25 выражает эту зависимость. Она может
быть построена:
1) по синхронной
скорости двига-
теля при Ма=0
и s = 0; 2) по но-
минальной скоро-
двигателя при
и 5jy. Вели-
чину sN можно
определить по но-
минальному числу
оборотов в минуту,
указываемому на
щитке машины nN,
В асинхронных
двигателях с коль-
цами максималь-
ный вращающий
момент не зависит
от активного со-
противления ро-
тора R2. Изменение
этого сопротивле-
ния производит
лишь смещение
максимума кривой
момента. Разные сопротивления i?2 цепи ро-
тора дают семейство характеристик, предста-
вленное на фиг. 26: /?2i < ^22 < #23 <С #24и т« Д-
-п
Фиг. 26. Переход по механи-
ческим характеристикам при
пуске асинхронного двигателя
с кольцами.
При пуске в ход двигателей с кольцами
сопротивление в цепи ротора двигателя ме-
няется ступенями; так что при этом исполь-
зуется лишь часть характеристик, изображён-
ных на фиг. 26 толстыми линиями.
Построение характеристик в тех случаях,
когда в цепь ротора вводятся добавочные оми-
ческие сопротивления, базируется на том, что
при любом одинаковом вращающем моменте
(для естественной и искусственной характе-
ристики) скольжение на искусственной харак-
теристике Si во столько раз больше скольже-
ния на естественной se, во сколько раз сопро-
тивление фазы цепи ротора (R^+Rd) больше
внутреннего сопротивления фазы обмотки ро-
тора (R2)
Bз;
B4)
Выражая az- в процентах, получим
Р2%
Все характеристики прямолинейны и про-
ходят через точку синхронной скорости п0.
Любая вторая точка может быть найдена по
зависимости
М
N
При номинальном моменте двигателя
B5)
Для анализа пусковых режимов коротко-
замкнутых двигателей малой и средней мощ-
ности полное уравнение A9) также недостаточ-
но точно из-за непостоянства параметров об-
М%
250
200
150
160
50
[V-
-
25 50 75 v%
а)
-
/
/
]
1
25 50 75 и % 0 25 50 75и%
Фиг. 27. Сопоставление характеристик коротко-
замкнутых асинхронных двигателей: а — обы-
кновенный; б—Бушеро; е — с глубоким пазом.
мотки ротора активного и реактивного сопро-
тивлений. Наиболее резко это сказывается в
двигателях с глубокой впадиной и в двигателях
Бушеро. На фиг. 27: а — типичная характери-
стика момента обыкновенного короткозамкну-
того двигателя, б—двигателя Бушеро, в—двига-
теля с глубоким пазом. Возможен ряд других
аналогичных вариантов характеристик. Для
целей привода эти характеристики, как и ха-
рактеристики сериесных двигателей постоян-
ного тока, следует давать графически. На
фиг. 28 приведены типичные характеристики
двигателей, используемых в некоторых ме-
таллорежущих станках в США.
ГЛ. I]
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОДВИГАТЕЛЕЙ
17
/
/
\
/
1
А
(\
А
/
А
/
/
ч
А
1
\.
\
L
\
V
N
\
\
\
S
\
Тормозные характеристики асинхронных
двигателей. Торможение асинхронных двига-
телей в основном можно производить тремя
методами: 1) противовключением; 2) рекупера-
тивным торможением при работе машины как
асинхронного генератора выше синхронной
скорости; 3) динамическим торможением, т.е.
100
60
60
го
О 50 100 150 200 250 300/*%
Фиг. 28. Кривые короткозамкнутых двигате-
лей для металлорежущих станков.
работой отсоединённой от сети машины как
синхронного генератора на отдельное сопро-
тивление при переменной частоте.
Все эти три способа применимы принци-
пиально как к двигателям с кольцами, так и
к короткозамкнутым. При режиме противо-
включения асинхронная машина вращается
рабочим механизмом против поля. Скольже-
ние при этом меняется от 2 до 1. Подобный
режим получается переключением на ходу
двух фаз асинхронного двигателя.
Характеристики противовключения являются
продолжением двигательных характеристик
в квадранте IV (фиг. 26). По условиям допусти-
мого толчка тока противовключение возможно
лишь на искусственных характеристиках.
Режим рекуперативного торможения при
работе машины как асинхронного генератора
выше синхронной скорости применяется глав-
ным образом в короткозамкнутых двигателях
с переключением полюсов. Если машина рабо-
v-60 .,
тает при высшей скорости л2 = A—srf,
Рг
т. е. при меньшем числе полюсов, то для перво-
начального торможения она переключается на
большее число полюсов 2/?j, соответствующее
v-60 ^
меньшей синхронной скорости п01 = <Сл02-
Pi
В пределах от яО2 Д° ло1 машина работает как
асинхронный генератор, отдавая энергию
в сеть. Рекуперация используется также при
спуске тяжёлых грузов в подъёмно-транспорт-
ных устройствах.
Кривая генераторного момента асинхронной
машины ('квадрант ///, фиг. 25) аналогична
кривой двигательного момента в квадранте/.
Согласно зависимости A9) опрокидываю-
щий момент в генераторном режиме имеет
ббльшее значение, чем в двигательном режиме.
Максимальное скольжение sm для обоих режи-
мов одно и то же. На фиг. 29 представлены
кривые моментов двигателя с переключением
полюсов. Верхняя кривая л3 относится к мень-
шему числу полюсов, нижняя щ — к боль-
шему. Положим, что привод работал в точке а.
1 Том 8
Для торможения машина переключается на
другое число полюсов и с первой характе-
ристики переходит на вторую, попадая в гене-
раторный режим. При снижении скорости при-
вода от точки Ь до точки с машина будет да,-
вать торможение, работая как асинхронный
генератор. Далее, для полной остановки, от
точки с до d переходят на противовключение.
При динамическом торможении возможны
различные варианты включения машины. В дви-
гателях с кольцами постоянный ток подаётся
обычно в обмотку статора, отсоединённую
предварительно от сети, которая играет роль
обмотки возбуждения. Ротор замыкается, как
генераторная обмотка, на пусковое сопротивле-
ние или на его часть.
В короткозамкнутых двигателях роторная
обмотка используется как обмотка коротко-
замкнутого генератора. Статор питается
постоянным током или от специального возбу-
дителя постоянного тока или при малых мощ-
ностях от купроксного (меднозакисного) выпря-
мителя.
Машина при динамическом торможении ра-
ботает как синхронный генератор с неподвиж-
ными полюсами при переменной частоте.
Частота уменьшается по мере снижения ско-
рости. Форма кривой вращающего момента
почти одинакова с формой в двигательном ре-
жиме [21, 14]. Величина постоянного тока воз-
буждения зависит от схемы включения обмо-
Фиг. 29. Рекуперативный режим в дви-
гателях с переключением полюсов.
ток машины и ограничивается нагревом их и
односторонним магнитным притяжением между
статором и ротором.
В короткозамкнутых двигателях малой мощ-
ности иногда применяют торможение тормоз-
ным электромагнитом.
Механические характеристики синхрон-
ных двигателей. Синхронный двигатель
является двигателем со строго постоянным
v.60
числом оборотов в минуту п= — const
при всех значениях М. Современный синхрон-
ный двигатель пускается в ход исключительно
в качестве асинхронного от нормального или
пониженного напряжения; для осуществления
такого способа пуска ротор двигателя снаб-
жается специальной короткозамкнутой обмот-
кой по типу беличьего колеса. Сложность
18
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
I.0S
Фиг. 30. Пусковая характери-
стика синхронного двигателя:
1 — с латунной обмоткой;
2— с медной.
подсчёта параметров синхронных двигателей
и обычное отсутствие этих данных у конструк-
торов электропривода делают необходимым
представление зависимости Мд = f (s) для асин-
хронного пускового режима двигателя в гра-
фическом виде. В зависимости от соотношений
активного и реактивного сопротивлений пуско-
войобмоткиэти ха-
рактеристики, как
и в короткоза-
мкнутых двигате-
лях, могут сильно
варьировать. На
фиг. 30 показана
кривая Md = f(s)
для двигателя с ла-
тунной и медной
пусковыми обмот-
ками. При выборе
формы пусковой
характеристики
синхронного дви-
гателя необходимо
предусмотреть достаточную величину пуско-
вого момента при 5 = 1 и достаточный под-
синхронный момент при 5 = 0,05, т. е. при
95% синхронной скорости. Лишь соответ-
ствующее значение подсинхронного момента
обеспечивает успешное впадение двигателя
в синхронизм. Практически заводы могут
обеспечить в синхронных двигателях мощ-
ностью от 7,5 до 150 кет значения вращающих
моментов в процентах при пуске от но-
минального напряжения, указанные в табл. 1.
Торможение синхронных двигателей практи-
чески можно осуществить лишь двумя спосо-
бами —противовключением как асин-
хронного и динамическим торможе-
нием. Из-за больших толчков тока в
сети противовключение применяется
очень редко, преимущественно в при-
водах непрерывных прокатных заго-
товочных станов с последующим ре-
версом для вытягивания застрявшей
раскатки. При динамическом тормо-
жении отключённая от сети обмотка
статора машины, возбуждённой со
стороны ротора постоянным током,
включается на особый реостат. Реку-
перативная работа на сеть в качестве
синхронного генератора возможна
лишь при синхронной скорости, а по-
тому практического значения для
торможения электропривода в обыч-
ных схемах не имеет.
Таблица J
Механические характеристики коллек-
торных двигателей переменного тока. Число
различных типов коллекторных двигателей
переменного тока, предложенных изобрета-
телями, чрезвычайно велико. Практическое
значение имеют лишь следующие двигатели:
1) однофазный репульсионный двигатель с двумя
комплектами щёток, соединёнными по хорде;
оба комплекта щёток ввх механически связаны
и перемещаются вместе (фиг. 31,5); 2) одно-
фазный репульсионный двигатель с двумя ком-
плектами щёток, из которых один неподвижен,
а второй перемещается (фиг. 31, а); 3) трёх-
фазный последовательный коллекторный дви-
гатель (фиг. 31,в) и 4) трёхфазный шунтовой
коллекторный двигатель: а) с возбуждением
со статора (фиг. 31, г) и б) с возбуждением
с ротора (фиг. 31, д). Репульсионные двигатели
строятся мощностью до 75 кет и имеют нор-
мальные пределы регулирования от 50 до 120%
синхронной скорости. Трёхфазные коллектор-
ные двигатели за границей строятся мощ-
ностью до 150 кет с пределами регулирова-
ния от 50 до 150% синхронной скорости для
шунтовых и от 50 до 120% для сериесных.
Большие пределы регулирования ограничены
коммутацией. Специальными мерами с пони-
жением мощности эти пределы иногда могут
быть расширены для шунтовых машин вниз
до 15°/0 синхронной скорости.
Ввиду сложности электромагнитных про-
цессов, происходящих в коллекторных маши-
нах, механические характеристики их целесооб-
разнее выражать графически, как и в сериесном
двигателе постоянного тока [20, 21, 35]. На
фиг.32 приведены механические характеристики
Момент
Пусковой . . .
Подсинхронный
Перегрузочный
при рабочем син-
хронном режиме .
Син-
хрон-
ное
число
об, мин
15оэ
IOOO
75°
Все
Номинальный
cos <p
1
145
125
I2O
IOO
175
0,8
упреждаю-
щий
175
155
15°
125
=5°
Фиг. 31. Схемы коллекторных двигателей.
двигателя по схеме фиг. 31, б для разных углов
сдвига щёток. На фиг. 33 даны механические
характеристики стандартных трёхфазных по-
следовательных двигателей (по схеме 31, в),
на фиг. 34 — для шунтовых двигателей (по
схеме фиг.31, д) при разных углах сдвига щёток.
Торможение коллекторных двигателей пере-
менного тока принципиально может осуще-
ствляться теми же тремя методами, что и дви-
гателей постоянного тока, т. е. противовклю-
чением, рекуперативным торможением, дина-
мическим торможением. Бурные условия само-
возбуждения этих машин делают динамическое
ГЛ. I]
ВЫБОР ТИПА ЭЛЕКТРОПРИВОДА
19
торможение непригодным. На практике при-
меняются для шунтовых машин по схеме 31, д
протиЁовключение и рекуперативное торможе-
/4%
360
320
280
2Ь0
200
160
120
80
40
\
4
s
4,
4
--.
—-.
__?
\l*
X
к
~JkO°\
\i30"
_N__
m
\
\
N
К
ч
\
\
Д
\
V
\
s
s
s
4
,90°
Щ
r
M
Ik
\
\
\\
\\
\
\
s
\
\
Ч„
——
b"
\
\
w
\
V
\
\
4
ч
——
\
\
\
\
s
s
ч
¦^«
V
s
4
4,
=~-
-**
\
ч
ч
—_
s
—-
==
m
О 20 Ш 60 80 WO 120 /40 ISO v%
Фиг. 32 Характеристики коллекторного двигателя
по схеме 31, б.
ние; для сериесных — противовключение и ра-
бота в качестве генератора с независимым
возбуждением.
120
WO
80
60
го
\
__
s
\s
-1 ,.
1—.
ч,
к
s
Ч
N
"^«
ч
до*
"V
^120°-
105
N
г—
5—
V%
160
120
80
I/O
™ им
—
О 20 UO SO 80 ЮО ПО НО
0 20 кп 60 80МЯ
Фиг. 33. Характеристики трёх- Фиг. 34. Характери-
фазного коллекторного двига- стики коллекторного
теля по схеме 31, в. двигателя по схеме
31, д.
ВЫБОР ТИПА ЭЛЕКТРОПРИВОДА
Выбор электрического типа двигателя
переменного тока с нерегулируемой ско-
ростью. По экономическим соображениям для
приводов с нерегулируемой скоростью, кото-
рые не рассчитываются на большую частоту
пуска в ход, следует применять исключительно
двигатели переменного (трёхфазного) тока
одного из следующих трёх электрических ти-
пов: 1) короткозамкнутые асинхронные; 2) син-
хронные; 3) асинхронные с кольцами. Выбор
решается экономическими соображениями
с учётом влияния коэфициента мощности (cos у)
двигателя на стоимость электрической энер-
гии. В отношении cos 9 преимущество имеет
синхронный двигатель, работающий при cos 9 =
= 1 или cos ср = 0,8 при упреждающем токе.
Преимущество короткозамкнуюго двигателя
заключается в более простой конструкции и,
следовательно, в меньшей первоначальной
стоимости. В современной практике в основ-
ном применяются короткозамкнутые и синхрон-
ные двигатели. При мощностях примерно до
150—200 кет экономичнее короткозамкнутые
двигатели, при более значительных мощно-
стях — синхронные. В тех случаях, когда необ-
ходима установка нескольких двигателей в цехе
на разных механизмах, иногда оказывается
целесообразным применять синхронные двига-
тели и при малых мощностях (от 15 кет), уста-
навливая для группы синхронных двигателей
общий возбудительный агрегат (асинхронный
двигатель и генератор постоянного тока). Наи-
более часто синхронные двигатели меньших
мощностей устанавливаются на поршневых
компрессорах. Синхронные двигатели могут
быть использованы лишь при сравнительно
редких пусках A-2 раза в смену). Синхрон-
ные двигатели не пригодны в приводах с очень
высокой перегрузкой в рабочем режиме, когда
требуется применение маховика. При ограни-
ченной мощности питающих подстанций и
источников электроснабжения установка ко-
роткозамкнутых и синхронных двигателей
с пуском от полного напряжения сети может
оказаться неприемлемой по условиям высокого
пускового толчка тока.
Нормальные значения пусковых токов и
пусковых моментов короткозамкнутых двига-
телей при пуске от полного напряжения даны
в табл. 2.
Таблица 2
Тип короткозамкнутого
двигателя
Типовые с глубоким пазом .
С двойным пазом (Бушеро) .
Тип БАО
Тип АД
а) 1,6—12 кет 3000 об/мин
б) 1,0-10 „ 1500 „
в) 0,55-6 » 100J „
Двигатели Бушеро заво-
дов СССР:
а) при нормальном пуско-
б)при среднем пусковом
в) при пониженном пу-
сковом моменте . . .
Двигатели заводов СССР
мощностью от 300 до 100С кет
Пусковой
ток (отно-
шение
к номиналь-
ному)
3,4-5.5
3—5
4—5
7,1-8,о
5,о—7,о
4,9~6,о
4.5—5,°
3,8-4,з
3,2—3,5
4-6
Пус ковой
момент
(отношение
к номиналь-
ному)
1,2—1,6
i—i,8
1,2 — 1,8
1,3
i,i—I,a
°>9
1,6-1,8
1,2
t о
1,О
В нормальных короткозамкнутых двига-
телях удаётся получать кратности пускового
момента, указанные в табл. 3.
Таблица 3
Двигатели с глу-
боким пазом дают
примерно ту же
кратность пуско-
вого тока, что и
двигатели Бушеро,
но обладают мень-
шим пусковым мо-
ментом.
Выбор типа
короткозамкнутого
двигателя зависит
от характера ста-
тического момента
рабочей машины и от величины приведённого
момента инерции электрифицированного агре-
гата. При малом пусковом моменте и малом
Мощность
в кат
До i
1-4,5
4,5-14,5
4,5-4°
4О—юо
Кратность
пускового
момента
1,О
1.5
1,3
1,О
о,9
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
моменте инерции можно остановиться на
простом короткозамкнутом двигателе, если
позволяет толчок тока. При более тяжёлых
условиях пуска выбирают двигатель Бушеро
или двигатель с глубоким пазом. Последний
двигатель по простоте конструкции предпочти-
тельнее во всех случаях, где не требуется
очень высокого пускового момента.
В синхронных двигателях, делающих
250 об/мин, пусковой ток при пуске от номи-
нального напряжения равен 2,5/^; в двига-
телях с 240—450 об/мин — 3/^; в двигателях
более высоких скоростей равен D -4 7) iN.
Пусковой ток синхронных и корохкозамкну-
тых двигателей может быть уменьшен пони-
жением напряжения при пуске. В коротко-
замкнутых двигателях это выполняется авто-
трансформатором или переключением обмоток
статора на время пуска с треугольника на
звезду. В синхронных двигателях для умень-
шения пускового тока применяются: 1) пуск
через автотрансформатор; 2) пуск через реак-
тор; 3) комбинированный пуск через авто-
трансформатор и реактор; 4) пуск от полного
напряжения включением части параллельных
статорных обмоток. Нужно иметь в виду, что
как в синхронных, так и в короткозамккутых
двигателях при уменьшении пускового напря-
жения (пускового тока) пусковой момент
уменьшается примерно пропорционально ква-
драту напряжения. Лишь в тех случаях, когда
короткозамкнутые и синхронные двигатели
невозможно применить по условиям пуска или
использования маховых масс, приходится уста-
навливать двигатели с кольцами*
Пыбор рода тока для электроприводов.
На районных электрических станциях энер-
гия генерируется в форме переменного тока
и на промышленные предприятия подаётся
трёхфазный ток. Поэтому во всех случаях, где
применение двигателей постоянного тока не
вызывается производственной необходимостью,
следует устанавливать электродвигатели трёх-
фазного тока. Потребность в двигателях
постоянного тока может возникать: 1) при ши-
роком и плавном регулировании скорости; 2) при
большом числе пусков в час и вообще при
напряжённом повторно-кратковременном ре-
жиме; 3) при работе электроприводов по спе-
циальному графику скорости, пути; 4) при
необходимости в особой плавности пуска и
торможения, перехода от одного рабочего про-
цесса к другому; 5) при необходимости кроме
основных, рабочих, получить и заправочные
скорости механизмов. Краткое сопоставление
различных электрических типов электродви-
гателей в отношении регулирования скорости
дано в табл. 4, из которой видно, что во
всех тех случаях, где требуется плавное
регулирование скорости в пределах 1:3
и выше, наиболее целесообразно применять
двигатели постоянного тока или систему Лео-
нарда, а в малых мощностях электронно-
ионный привод. Последний в эксплоатационном
отношении достаточно не изучен. При ступен-
чатом регулировании до 1 :4 преимущественно
при малых мощностях (особенно в металло-
режущих станках) могут быть использованы
короткозамкнутые асинхронные двигатели
с переключением полюсов. Коллекторные дви-
гатели переменного тока в указанных пределах
экономичны в основном лишь при установке
отдельных регулируемых двигателей в цехах.
Каскадные установки применяются в настоя-
щее время в очень редких случаях (в неко-
торых прокатных станах и в шахтных венти-
ляторах).
Выбор электрического типа регулируемого
двигателя тесно связан с выбором его механи-
ческих харакгеристик (сериесная, шунтовая,
компаундная). Система Леонарда даёт возмож-
ность получать любые механические характе-
ристики.
Для напряжённого повторно-кратковремен-
ного режима короткозамкнутые двигатели под-
ходят менее всего, так как в обмотках их ро-
торов должно рассеиваться всё тепло от пуско-
вых и тормозных токов. В двигателях постоян-
ного тока и в асинхронных с кольцами боль-
шая часть этого тепла рассеивается в доба-
вочных пусковых сопротивлениях, а не в об-
мотках якоря или ротора. Возможность созда-
ния специальных типов короткозамкнутых дви-
гателей небольших мощностей, рассчитанных
на пуск до 3000—4000 раз в час, не ограни-
чена.
Для очень напряжённых повторно-кратко-
временных режимов работы двигателей при
средних мощностях (металлургические заводы)
наиболее подходят двигатели постоянного тока.
Хотя многие задачи в этом случае могут быть
решены путём использования асинхронных дви-
гателей с кольцами, однако обычно менее
целесообразно, т. е. с меньшей скоростью
операций. При выборе между двигателями
постоянного и переменного тока необходим
тщательный анализ для установления, какой
тип привода наиболее эффективен.
Электропривод с дуговым (сегментным)
статором. Число оборотов в минуту коротко-
замкнутого асинхронного двигателя связано
с частотой питающего переменного тока и
v60 _
числом пар полюсов равенством щ = - -. При
определённых числах оборотов в минуту рабо-
чих машин, обусловленных соответствующими
производственными процессами, часто тре-
буется введение промежуточных передач между
двигателями и рабочими машинами. Примене-
ния передач принципиально можно избежать,
используя сегментный (дуговой) статор. В СССР
этот тип привода разрабатывается инж. Фрид-
киным П. А. [41]. Статор такого привода с об-
моткой занимает лишь часть дуги. Ротором
является та или другая вращающаяся часть
рабочей машины; так, например, в кардочесаль-
ной машине ротором служит её барабан, снаб-
жённый беличьей клеткой из медных стержней;
в шаровой углеразмольной мельнице, уста-
новленной на Сталинской ТЭЦ в Москве,—
барабан мельницы [41]. Подобная конструкция
электропривода мельницы дала возможность
устранить громоздкую, очень тяжёлую и
дорогую зубчатую передачу, большая шестерня
которой венцом охватывает барабан мельницы
большего диаметра. Можно ставить вопрос
о применении такого типа привода в анало-
гичных механизмах, например: в цементных
мельницах, камнедробильных машинах, во
вращающихся обжигательных печах, рудо-
дробильных мельницах и т. п. Дуговой ста-
тор принципиально даёт возможность осу-
ществить тихоходные приводы, так как по-
ГЛ. II
ВЫБОР ТИПА ЭЛЕКТРОПРИВОДА
21
Таблица 4
Характеристики регулировочных свойств основных систем различных электроприводов
Наименование
системы
Двигатели постоянно-
го тока, питаемые от по-
стоянного напряжения:
а) шунтовые
б) сериесные
' в) компаундные
Система Леонарда
Система Леонарда
с амплидином в каче-
стве генератора
Двигатели постоян-
ного тока, питаемые
ионным преобразовате-
лем
Короткозамкнутые
асинхронные двигатели
без переключения по-
люсов и синхронные
двигатели
Короткозамкнутые
асинхронные двигатели
с переключением полю-
сов
Асинхронные двига-
тели с кольцами
Каскадные агрегаты
асинхронных машин
с коллекторными по-
стоянного и перемен-
ного тока
Репульсионные одно-
фазные коллекторные
двигатели
Трёхфазные сериес-
ные коллекторные дви-
гатели
Трёхфазные шунто-
вые коллекторные дви-
гатели
Пределы регули-
рования
До 1:3 и даже
до 1:4 с получе-
нием заправочных
и ползучих скоро-
стей
От 1: 10 до 1:20;
при использовании
специальных регу-
ляторов до 1 : 120
То же, чтоивси-
стеме Леонарда
Аналогичны си-
стеме Леонарда
от 1 :20 до 1: 60
Регулирование
возможно лишь
путём изменения
частоты с исключи-
тельно высоким
удорожанием уста-
новки
Обычно не выше
1: 4
Практически
1 :0,8
Не выше 1 : 2
От 0,5 до 1,2 син-
хронной скорости
От 0,5 до 1,2 син-
хронной скорости
A : 2.4)
От 0,5 до 1,5 син-
хронной скорости
A:3)
Характер
регулирования
Плавный;
наименее плав-
ный — в сериес-
ных двигателях
Очень плав-
ный
Очень плав-
ный
Очень плав-
ный
Очень плав-
ный
Ступенчатый,
нормально —
до 4 степеней
Такой же
плавный, как и
в двигателях
постоянного то-
ка, питаемых от
нормальногона-
пряжения
Плавный
Плавный
Плавный
Плавный
Ограничение
в мощностях
Практически
ограничений нет
Практически
ограничений нет
В существующих
установках до
25 кет
Большие средние
мощности ограни-
чены ухудшением
при регулировании
коэфициента мощ-
ности (cos <р)
Теоретически
ограничений нет.
По соображениям
экономичности при-
меняются лишь при
очень малых мощ-
ностях в специаль-
ных установках
Практически нет
Практически нет
Экономичны при
мощностях свыше
200—300 кет
Строятся до
75 кет
Нормальной кон-
ст рукции до 150 кет
Нормальной кон-
струкции до 150 кет
Примечания
Наименее экономично регу-
лирование в сериесных двига-
телях. Получение очень низких
скоростей сопряжено с потеря-
ми. Подходят для повторно-
кратковременного режима
Лучшая по возможности ре-
гулирования и плавности пере-
ходных процессов система,
требующая специального агре-
гата для питания. Подходит
для любых режимов
Преимущество — весьма ма-
лая электромагнитная инерция
и высокая чувствительность,
непрерывное управление
В начальной стадии примене-
ния
Почти не имеют практиче-
ского значения в промышлен-
ности для регулируемых при-
водов из-за высокой стоимости
регулирующих агрегатов
Обычно применяются двига-
тели малых и средних мощно-
стей. Для повторно-кратковре-
менного режима подходят
лишь при малых мощностях
При мощностях свыше
150—200 кет совершенно не
экономичны. Получение очень
низких скоростей сопряжено
с потерями. Подходят для по-
вторно-кратковременного ре-
жима
Пригодны лишь для одиноч-
ных, а не многодвигательных
приводов
Возможно расширение пре-
делов регулирования за счёт
уменьшения мощности данного
габарита. Возможно получение
низких скоростей
Мало подходят для повторно-
кратковременного режима
Специальными мероприятия-
ми с понижением мощности
при низкой скорости пределы
могут быть расширены вниз
до 15°/0 синхронной скорости
A : 8 и 1:10). Не подходят для
повторно-кратковрем енного р е-
жнма
22
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
зволяет получать практически любые синхрон-
ные скорости.
В нормальном асинхронном двигателе нолюс-
ное деление т в сл := -~—, где D — диаметр
расточки статора в см) р — целое число. При
использовании под обмотку не всей окруж-
ности статора, а лишь части её, число полю-
сов 2р =
может быть не только целым
чётным, но и дробным. Это даёт возможность
при применении дугового статора получать от
него не только числа оборотов в минуту, опре-
деляемые формулой л0 = — , но и любые
промежуточные. При этом соблюдается одно
условие. Так как окружная скорость ротора
nDn
двигателя v — -у^—
60
то, используя вышепри-
ведённые равенства, можно получить зависи-
мость
v = 2xv
или при ч = 50гц v = ЮСт.
Таким образом, окружная скорость v ротора
в метрах в секунду должна быть равна полюс-
ному делению в сантиметрах.
Полюсное деление двигателя средней и боль-
шой мощности по условиям конструирования
не может быть нормально меньше 10—12 см и
лишь с трудом может быть доведено до 6 см.
Поэтому дуговой статор применим лишь к та-
ким частям рабочих машин, скорости которых
не меньше 6 м\сек. Дуговой статор совершенно
не пригоден в приводах с регулируемой ско-
ростью и не может нормально конкурировать
в приводах средней и большой мощности с син-
хронными двигателями. В частности, его сле-
дует считать не применимым для прокатных
станов.
Выбор конструктивного типа двигателя
по состоянию окружающей среды. В зави-
симости от условий, в которых работают
электродвигатели в промышленных предприя-
тиях, их часто приходится защищать от окру-
жающей среды — от попадания посторонних
предметов, пыли, грязи, дыма, газов, сырости,
кислотных паров, взрывчатой смеси, высокой
температуры и т. д. Совершенно открытые
стандартные двигатели можно устанавливать
лишь в достаточно сухих, чистых, непыльных
помещениях, в которых воздух свободен от
каких-либо примесей и исключена возможность
попадания в двигатель каких-либо посторон-
них предметов. Во всех остальных случаях
двигатель должен быть защищен от окружаю-
щей среды во избежание порчи изоляции,
уменьшения срока службы и всевозможных
механических повреждений двигателя.
В этом отношении электротехнические
нормы СССР и других стран дают следующую
классификацию машин по способу их защиты
от окружающей среды: 1) открытые; 2) защи-
щенные добавочными спицами или решёткой
от проникновения внутрь машины посторонних
тел; 3) защищенные от падения капель
сверху; 4) защищенные от дождя и брызг;
5) закрытые; 6) закрытые вентилируемые; 7) гер-
метически закрытые; 8) с защитой против
взрыва (взрывобезопасные); 9) с защитной
противовзрывной оболочкой для колец (асин-
хронного двигателя). Кроме того, в двигателях
применяется специальная противосыростная и
противокислотная изоляция. Особую важность
представляет защита двигателей во взрыво-
опасной среде.
Указания для выбора конструктивного типа
электродвигателя средней мощности с точки
зрения защиты его от окружающей среды
даны в табл. 5.
Характеристика помещения
и среды
Сухое помещение, без пы-
ли, грязи и газов
Сухое, непыльное помеще-
ние с опасностью попадания
крупных или мелких предме-
тов
Пыльное помещение
Влажное помещение
Открытый воздух
Помещение с высокой
температурой
Взрывчатая атмосфера
Таблица о
Конструктивный тип
двигателя
Открытый
Защищенный, откры-
тый с добавочными
спицами или с сеткой
Закрытый с вентиля-
цией
Закрытый с вентиля-
цией
Закрытый двигатель
Закрытый двигатель
с теплостойкой изоля-
цией
Специальные закры-
тые взрывобезопасные
двигатели, в отдельных
случаях двигатели,
наполненные инертным
газом
К отраслям промышленности, требующим
очень большого числа закрытых двигателей
или закрытых с самовентиляцией, относятся
горная, нефтяная, металлургическая, калийная,
цементная, заводы взрывчатых веществ, син-
тетического каучука, солеваренные и содо-
вые заводы: Табл. 6 даёт общую характери-
стику электродвигателей, выпускаемых заво-
дами СССР.
Таблица 6
Ориентировочные данные о мощностях и числах
оборотов в минуту основных электродвигателей,
выпускаемых заводами СССР
Род
машины
Посто-
янного то-
ка
Крановые
Синхрон-
ные
Наименование
серии
МП-БОО
МП-510
МП-520
МП-600
КП
КПД
КТ
кто
КТК
ктко
Я о
IS в
о.
И
см
Номиналь-
ная мощ-
ность
в кет
O.5—I5
ю-175
140-925
700—бсоэ
Э—12°
4,5-17°
3,4 — 220
3-165
2,2—04
3—9°
95-6580
195—6000
Номиналь-
ное число
оборотов
в минуту
1430—950
1430—950
95°—35°
400-50
i34°—385
1230-380
960—590
935-575
900-565
975-585
1500—4а8
IOOO—125
ГЛ. I]
ВЫБОР ТИПА ЭЛЕКТРОПРИВОДА
23
Продолжение табл. С
Род
машины
Асин-
хронные
Наименование
серии
AM
МА-200
МА-170
МА-140
АД
АД (многоскорост-
ные)
УТ
УТМ
БАО
АЗГ
мт
AT
т
МКБ
МКА
Номиналь-
ная мощ-
ность
в кет
4о—15со
5,4—юо
3,7—27
5,5-14°
i,i—I45
о,4—3
2,85-75
6,8-75
4,5—55
0,6—2б
о,5-55
16-57
2О,5—IOO
2,5—Ш
3,7-37
Номиналь-
ное число
оборотов
в минуту
i5°o-5°o
1500-750
1500—750
1500—750
3000—750
3000-500
1500-750
1500—750
1500—750
1500—750
1500-750
1500—750
1500—750
1500—750
15°°-75°
В табл. 7 приведена разработанная Элек-
тропромом классификация выпускаемых за-
водами СССР электродвигателей по защите
от окружающей среды.
Карликовые двигатели и микродвига-
тели. Карликовыми двигателями называются
двигатели с мощностью от 1 до 100 вт', ми-
кродвигателями — мощностью менее 1 am.
Сюда относятся двигатели: 1) постоянного
тока: а) шунтовые, б) сериесные, в) компаунд-
ные, г) универсальные; 2) трёхфазного тока:
а) коллекторные универсальные, репульсион-
ные, б) репульсионно-индукционные, в) корот-
козамкнутые, г) синхронные различных кон-
струкций; 3) однофазные асинхронные двига-
тели: а) с пуском вручную, б) со вспомога-
тельной фазой и самоиндукцией, в) двигатели,
у которых главная фаза с сопротивлением,
вспомогательная — с самоиндукцией, г) двига-
тели, имеющие вспомогательную фазу с ём-
костью, д) со вспомогательной фазой в виде
замкнутого кольца. Все они находят примене-
ние в быту, в промышленной и лабораторной
практике и в авиации [37, 58]. Заграничная
практика показывает большой рост примени-
мости электродвигателей этой группы. Уни-
версальные двигатели могут работать как на
постоянном, так и на переменном токе при
числах оборотов до 80—100 тыс. в минуту.
Таблица 7
Классификация электродвигателей по защите
Выполнение корпуса
Открытые
Защищенные
Защищенные от до-
ждя и брызг (капёжа)
Продуваемые
Закрытые
Взрывобезопасные
Герметические
С нормальной изоляцией
С коротко-
замкнутым
ротором
ТАК, AM
МА-220
АД, АДФ
ФАД, МА-200
TG-1. ФТО
МКБ (с)
МКБ (с), гАМ
МА-200
МА-220
МКБ (п),
гАМО
МА-200
МА-220
МКБ (к) ТТ
МА-140
ТАГ, БАО-2
МА-140
МА-170
АЗГ
С контакт-
ными
кольцами
AM
МА-220
МА-200
МКА (с)
МКА (с)
МА-200,
AM
МКА (п)
АМО
МА-200
МА-220
МКА (к)
МА-140
МА-140
Крано-
вые
КТО
КПД
КТК
КТ
кпд
Посто-
янного
тока
МП-520
МП-GOJ
МА-5ЭЭ
МА-510
МП-550
МП-510
МП-600
МП-50Э
МП-510
МП-550
МП-50Э
от окружающей среды
С противосыростной изоляцией
С коротко-
замкнутым
ротором
AM
МА-220
АД, АДФ, ФАД
МА-200, АДО
АДОФ, ФАДО
МКБ (с) ТС-2
МКБ (Е)
МА-200
МКБ (п),
гАМО
МА-200
МА-220
МКБ (к)
ТТ, МА-140
ТАГ, БАО-2
МА-140
МА-170
С контакт-
ными
кольцами
AM
МА-220
МА-200
МКА (с)
МКА (Б)
МА-200
МКА (п)
гАМО
МА-200
МА-220
МКА (к)
МА-140
МА-140
Крано-
вые
КТОШ
кпд
КТК
ктш
кпд
Посто-
янного
тока
МП-520
МП-600
МП-50Э
МП-510
МП-550
МП-510
МП-600
МП-503
МП-5Ю
МП-530
МП-500
Подробные технические характеристики
двигателей даются в каталогах Министерства
электропромышленности.
В табл. 8 даны разработанные Электро-
промом указания по выбору способа защиты
двигателей типов, изготовлявшихся совет-
скими заводами до Великой Отечественной
войны.
Средние коэфициенты полезного действия
таких двигателей примерно следующие:
Мощность в вт 0,7+1 ii5 7>5 *5 25 Зо 35
К. п. д. в % 4+6 16 аз 29 35 39 43
Мощность в вт 9° 12° 15° Х2° 25° 35Э
К. п. д. в °/# 5^ 6о 6г 6569 72
5°
49
75
54
Таблица 8
Характеристика
По электротехниче-
ским правилам и
нормам
Сухое отапливаемое
или неотапливаемое
Жаркое
Жаркое
Сырое
Особо сырое
С непроводящей
пылью
С проводящей пылью
Пожароопасное
Взрывоопасное
С едкими парами или г
Вне здания
Данные для
помещения и среды
Дополнительные данные
о помещении
Электромашинные про-
чие помещения
До 35
Выше
°с
35° С
-
-
Пыль
удаляем
Пыль
удаляел
негорючая легко
ая
негорючая тяжело
1ая
1-я сте-
пень
2-я ст
1-я ст
2-стег
Пыль легко уда-
ляемая
Пыль тяжело
удаляемая ....
епень
епень
На открытом воздухе
ПОД КрЫПТРЙ
выбора
типа
электродвигателей t
Открытый
Нор-
мальная
изоля-
ция
КЗ
ТАКЗ, гАМ
X
О
X
О
X
кк
Й
X
X
X
о
X
Противо-
сыростная
изоляция
КЗ
Й
<
X
КК
X
зависимости
Защищенный
Нор-
маль-
ная
изоля-
ция
КЗ
АД, М-2, ТС
МА-200; МКБ (с)
X
О
I
о
X
О
КК
МА-200, МКА (с)
X
о
X
Противо-
сыростная
изоляция
КЗ
АД, АДО, МА-200,
МКБ (с)
X
о
о
о
КК
МА-200, МКА (с)
х
о
от характера окружающей среды
Закрытый
Нор-
маль-
ная
изоля-
ция
КЗ
ТТ, МКБ (к)
МА-140
кк
о
Й
|
1
|
X
X
X
X
О
О
X
X
X
X
X
О
1
Прогиво-
сыростная
изоляция
КЗ
МКБ (к), ТТ,
МА-140
X
X
кк
МКА (к), МА-140
Закрытый с венти-
ляцией
Нор-
маль-
ная
ИЗОЛЯ-
ЦИЯ
КЗ
МКБ (п) гАМО,
МА-200
|
кк
МКА (п), АМО
МА-20Э
I X | X
о
х
X
X
X
1°
X
X
о
X
X
X
X
X
X I
X 1
Противо-
сыростная
изоляция
КЗ
МКБ (п), гАМО
МА-200
КК
МКА (п), АМО,
МА-200
Защищен-
ный от ка-
пёжа
Противо-
сыростная
изоляция
КЗ
МКБ (а), МА-200
X
о
КК
МКБ (е), МА-200
Взрывобезопасный
Нор-
маль-
ная
изоля-
ция
КЗ
ТАГ, БАО-2,
МА-140, МА-170
1
X
о
КК
МА-140
у v
о
о
Противо-
сыростная
изоляция
КЗ
ТАГ, БАО, МА-140
МА-170
X
о
КК
МА-140
Герме-
тиче-
ский
Проти-
восы-
ростная
изоля-
ция
КЗ
АЗГ
X ^
о
о
X
Примечание. Х~ рекомендуемый; о — допускаемый; КЗ — с короткозамкнутым ротором; КК — с контактными кольцами.
ГЛ. I]
ОСНОВЫ ДИНАМИКИ ЭЛЕКТРОПРИВОДА
25
Редукторные двигатели (мотор-рздук-
торы). Редукторный двигатель представляет
собой сочетание в одном корпусе двигателя
и зубчатой (червячной) передачи. При неболь-
ших и средних мощностях редукторный дви-
гатель на высокое число оборотов в минуту
оказывается несколько дешевле и имеет
меньшие габариты по сравнению с установ-
кой тихоходного двигателя для прямого со-
единения с рабочей машиной.
Электродвигатели в таких конструкциях
обычно имеют число оборотов 1000—
1500 об/мин и передаточное число до 50—60,
реже — выше.
При односкоростном асинхронном двига-
теле редукторные двигатели соответствую-
щей конструкции могут давать несколько ско-
ростей.
Высокочастотные двигатели. При ча-
стоте переменного тока в 50 гц наибольшая
скорость асинхронного двигателя составляет
301H об/мин. В тех случаях, когда для рабо-
чих машин требуются двигатели трёхфазного
тока большей скорости, применяются асин-
хронные двигатели, специально сконструиро-
ванные на частоту ЗЭО—400 гц и выше. При
300 гц двухполюсный асинхронный двигатель
даёт 18 000 об/мин. Ток высокой частоты по-
даётся от специальных синхронных генерато-
ров индукторного типа или от специальных
преобразователей частоты. Наиболее часто
такой преобразователь представляет собой
агрегат, состоящий из обыкновенного асин-
хронного двигателя и вращаемого им индук-
ционного преобразователя частоты. Последний
получается из асинхронной машины, статор
которой включён на сеть промышленной ча-
стоты, ротор же, вращаемый против поля, пи-
тает приёмники высокой частоты. Частота
возникающего в роторе тока при вращении
его против поля равна
рп
Vl+60'
моменте инерции агрегата Ja , зависящем от
угла поворота вала механизма а, уравнение
движения электропривода будет
где р — число пар полюсов машины, an —
её число оборотов в минуту. При необходи-
мости в ступенчатом регулировании частоты,
последняя может меняться переключением
числа полюсов двигателя, приводящего асин-
хронный преобразователь частоты.
ОСНОВЫ ДИНАМИКИ ЭЛЕКТРОПРИВОДА
Значение динамики электропривода.
Длительность и точность пусковых, рабочих
и тормозных процессов электрифицированных
механизмов зависят от поведения электро-
привода. Характер протекания этих процессов
определяется прежде всего законами измене-
ния движущих моментов и моментов сопро-
тивления рабочей машины. Необходимые для
практических целей выводы получаются или
путём решения основных уравнений движе-
ний, даваемых механикой, или же совме-
стным решением их с уравнениями, электри-
ческого равновесия в цепях электродвигателей.
Уравнения движения электропривода в
случае вращательных движений элементов
электрифицированного агрегата. В наиболее
общем случае при переменном приведённом
с»2 dj
(а)
B6)
где М — результирующий вращающий момент
системы электропривода с приводимым меха-
низмом; J,aj — переменный момент инерции
агрегата; а —угол поворота системы; ш —
угловая скорость; t—время. Практически
У(я) = const.
При этом
М— Г —
B7)
Величина J ~тт в этом случае носит назва-
ние динамической составляющей момента или
кратко — динамического момента. В зависи-
мости от знака результирующего момента ди-
намический момент может быть положитель-
ным или отрицательным. Равенство B7) может
быть отнесено как к угловому ускорению
двигателя, так и к угловому ускорению
какого-либо звена исполнительного меха-
низма. Наиболее часто уравнение движения
электропривода относят к угловой скорости
двигателя. Уравнение движения в этом случае
принимает вид
± Мд + Мт = J —? , B8)
где Мд—вращающий или тормозящий момент
двигателя; Мт — статический момент сопро-
тивления рабочей машины, отнесённый к валу
двигателя; J — приведённый к оси двигателя
момент инерции всей системы: —j-—угловое
ускорение двигателя.
Знак перед Мд и Мт зависит от того,
является ли .соответствующий момент в рас-
сматриваемом режиме движущим или тормо-
зящим.
Под статическим моментом исполни-
тельного механизма (Ms) понимается вращаю-
щий момент рабочей машины на её валу,
определяемый статическими силами. Если
этот момент редуцирован на вал двигателя,
то он называется приведённым статическим
моментом Мт. Статические моменты могут
быть разбиты на две категории: 1) реактив-
ных моментов, 2) потенциальных моментов.
В первую категорию входят моменты от тре-
ния, резания (металла, дерева, бумаги и т. д.),
сжатия (газа, воздуха), от растяжения и скру-
чивания неупругих тел (пряжи). Они всегда
противодействуют вращению электрифициро-
ванного агрегата. Во вторую категорию вклю-
чаются моменты от веса, сжатия, растяжения
и скручивания упругих тел. Эти процессы
связаны с изменением потенциальной энер-
гии отдельных элементов системы. В зависи-
мости от направления вращения двигателя
потенциальные моменты могут противодей-
ствовать вращению агрегата или способство-
вать ему (табл. 9).
26
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Таблица У
1
2
3
4
5
6
7
Знаки вращающих моментов в
движения привода
Режим
Пуск:
а) при реактивном
статическом мо-
менте
б) при потенциаль-
ном статическом
моменте в случае
уменьшения по-
тенциальной энер-
гии
Торможение:
а) при реактивном
статическом мо-
менте
б) при потенциаль-
ном статическом
моменте в случае
уменьшения по-
тенциальной энер-
гии
Установившиеся рабочиг
режимы при неизменной
нагрузке:
а) при реактивном
статическом мо-
менте
¦ б) при потенциаль-
ном статическом
моменте (спуск
груза)
Приём нагрузки при по-
тенциальном статическом
моменте
Сброс нагрузки при по-
тенциальном статическом
моменте
Регулирование с повы-
шением скорости при по-
тенциальном статическом
Регулирование с пони-
жением скорости при по-
тенциальном статическом
моменте
уравнении
Момент
двига-
теля
4-
+
—.
1
4-
+
стати-
ческий
—
+
.—
4
—
4
—
динами-
ческий
4
4-
—
о
о
1
4
—
Наряду со статическим и динамическим
моментом оперируют со статической Рт и
динамической мощностью Р/.
»d = Mr<*d B9)
±
B9')
где Ра—мгновенная полезная мощность дви-
гателя.
Вращающий (полезный) момент элек-
тродвигателя. Так как мощность равняется
произведению вращающего момента М на
угловую скорость W, то вращающий момент
двигателя в килограммометрах
7 г,
736
: 0,975-,
C0)
если Р выражена в ваттах и
М = 975 -, C00
п
если Р выражена в киловаттах; 736 — множи-
тель для перевода ваттов в лошадиные силы
и 75 — из лошадиных сил в килограммометры.
В отдельных случаях момент выражают в
киловатт-секундах и тоннометрах:
М,
М.
102
C1)
кгм
1000
хм кгм квт-сек
Приведение статических моментов. Если
статический момент на валу рабочей машины
Ms, а приведённый к валу двигателя статиче-
ский момент Мт, то
,. .- шот 1 . ., 1 1
C2)
где <ат — угловая скорость рабочей машины
при скорости двигателя u>d; k — передаточное
число между валом двигателя и рабочей ма-
шины; Y)p — к. п. д. промежуточных передач.
При наличии между двигателем и механиз-
мом нескольких передач с передаточными
числами kv k2 ... kn и соответственно с их
К. П. Д. 7]р1, inpj
Г[рп
1
1
V
чрп
где каждое значение ripx должно соответство-
вать моменту, передаваемому через данную
передачу. При этом нужно учитывать напра-
вление передачи энергии, различное при дви-
жущем и тормозном режиме двигателя. На-
пример, при подъёме груза краном энергия
передаётся от двигателя к грузу. Приведён-
ный к валу двигателя статический момент при
подъёме
\ 1_
C3)
Если при спуске груза большой величины
энергия передаётся от груза к двигателю, ра-
ботающему при тормозном режиме, то
1
р-
C3')
Таким образом для рассматриваемого при-
мера при одинаковых значениях г\р для обоих
случаев
Мт1=Мт*"Чо- C4)
Аналогичные условия пересчёта статиче-
ских моментов могут быть и при реактивных
моментах в случае работы двигателя при тор-
мозном режиме.
При переходных режимах электропривода
через передачу передаётся не только стати-
ческий, но и динамический момент; поэтому
т)„ не остаётся постоянным, a f\p = f{Mm+
+Mj). Точный учёт изменений т,р усложнил
бы расчёт; в связи с этим обычно rip прини-
мают постоянным, относя его к нормальному
моменту передачи. О более точных, но весьма
трудоёмких расчётах см. [13, 21, 33].
Приведение маховых масс механизма к
одной оси. Если в системе электрифициро-
ГЛ. I]
ОСНОВЫ ДИНАМИКИ ЭЛЕКТРОПРИВОДА
27
ванного агрегата кроме двигателя имеется п
звеньев с моментами инерции двигателя Ja
и каждого звена Jb J& J3 ,..., Jn, вращаю-
щихся соответственно при угловой скорости
двигателя ша с угловыми скоростями u>t, <о2,...,
<о„, то приведённый к валу двигателя момент
инерции системы будет
0J . 0)|
У = Jd+Ji —о + Уа -о +
где kb ft2, . . . , kn — передаточные числа
между осью двигателя и осями отдельных
кинематических вращающихся звеньев.
Значения моментов инерции см. т. 1,
кн. 2, стр. 39 и 139.
В случае переменного передаточного
числа к между двигателем и механизмом
(электромагнитные, гидравлические муфты)
при расчёте приходится иметь дело с пере-
менным приведённым моментом инерции.
В теории и практике электропривода
обычно оперируют не с моментами инерции J,
а с маховыми моментами в кгм2, обозначае-
мыми GD2, где G — вес тела, a D — его диа-
метр инерции.
у=|-т- C6)
Для приведённого махового момента си-
стемы существует соотношение, аналогичное
соотношению для моментов инерции
GD* = (GD*)d
(CD2) А
(GD*J - +
)«Л. C7)
Уравнение движения электрифицирован-
ного агрегата с введением в него GD2 вместо
J при постоянном GD2 принимает вид
±Md±Mm=
При переменном GD
GD2
dn
_
GDI
375 '
dn
dl
7200
C8)
.. C9)
Для крановых двигателей завода „Динамо"
можно принимать:
1) для двигателей постоянного тока типа КП
^ 0,35 MNd кгм?;
2) для двигателей трёхфазного тока типа КТ
где MNd— номинальный
в килоРраммометрах.
момент двигателя
Приведение поступательного движения
к вращательному и обратно. В электропри-
воде весьма часто встречаются два вида дви-
жения: вращательное и поступательное. Урав-
нение поступательного движения имеет вид
Fd-Fm = m~-, D0)
где Fd — движущая сила; Fm — сила статиче-
ского сопротивления, приведённая к скоро-
сти v; т — масса системы, приведённая к ско-
dv „ „
рости v; ——: линейное ускорение. При ре-
шении задач привода часто бывает необходимо
приводить одно движение [формула B8)]
к другому [формула D0)].
Статический момент Мт вращательного
движения, соответствующий статической
силе Fs при скорости поступательного движе-
ния,
Соответственно
D2)
где у]р — к. п. д. передач и механизма.
При приведении к вращательному движе-
нию системы с моментом инерции J при
угловой скорости ша и с движущейся посту-
пательно массой т при скорости vm
прав
Соответственно
тправ "¦
= J
D3)
D4)
Определение приведённых усилий и при-
ведённых маховых моментов в механизмах
с кривошипной передачей. В случае перемен-
ного приведённого махового момента GjD2
уравнение движения привода получает более
общий вид C9). Подобное изменение момента
инерции происходит по существу в трёх ти-
пичных случаях, связанных с наличием посту-
пательного движения: 1) в кинематических
схемах, обусловливающих перемещение центра
тяжести какого-либо тела относительно центра
вращения, т. е. с изменением радиуса инерции
его; 2) в кривошипных передачах, преобразу-
ющих вращательное движение в поступатель-
ное; 3) в механизмах с переменным переда-
точным числом между двигателем и рабочей
машиной. Переменное передаточное число
имеется, например, в периоды разгона и тор-
можения в приводе с гидравлическими и
частично с электромагнитными муфтами. При-
мером может служить кинематичбска'я схема
привода с кривошипной передачей (фиг. 35).
Здесь при повороте кривошипа меняется зна-
чение приведённых моментов как махового,
так и статического. Приведённый к валу дви-
гателя статический момент механизма
М —F.r-— —
D5)
где г —радиус кривошипа; k— передаточное
число между двигателем и кривошипом;
28
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
г:р — к. п. д. соответствующих передач меха-
низма.
Суммарный приведённый к валу двигателя
маховой момент системы будет
GD2 = (GD*)d +
, тпА -g-4/-2-sin2 (9i — 3) sins (a — Р)
-Г -- ,. DЬ)
где {GD'i)d—маховой момент двигателя и
приведённый к валу двигателя маховой момент
зубчатых колёс; пгА — масса частей, связанных
с точкой А (возвратно-поступательное дви-
Вал двигатель
Фиг. 35. Схема привода с кривошипной передачей.
жение). В отдельных случаях, не требующих
особой точности или являющихся сложными
для вычислений (например, привод поршневого
компрессора от синхронного двигателя), от
точного учёта закона изменения махового
момента отказываются и принимают при рас-
чёте его среднее значение.
Время пуска и торможения электропри-
вода и путь, пройденный за это время
органами рабочей машины. Время пуска и
торможения электропривода может быть опре-
делено из уравнения движения электропривода.
Длительность пуска и торможения во многих
случаях имеет существенное значение с точки
зрения производительности механизмов. Вместе
с тем это время не может быть меньше неко-
торого минимума, определяемого допустимыми
усилиями в системе.
Уравнение для пуска двигателя вхолостую
375
dn
"dt
Время пуска
_ f
dn
D7)
D8)
Строго теоретически время пуска равно бес-
конечности. Практически верхний предел инте-
грирования следует брать равным 0,95 п0. При
пуске двигателя постоянного тока или асин-
хронного под реостатом изменение момента
двигателя невелико. Вместо него можно взять
среднее значение Md = a-MNf где а обычно
лежит в пределах 1,4—1,5. В таком случае при-
ближённо-определяемое время пуска(с точно-
стью примерно до ЮО/)
1ро
375
D9)
Аналогичное равенство для времени пуска tp
получается при пуске двигателя под пусковым
реостатом и при постоянном статическом мо-
менте
GD*-ns
375(MNa-Mm)
E0)
где GD2— приведённый маховой момент си-
стемы; ns— число оборотов двигателя в минуту.,
соответствующее Мт. Точное выражение для
времени пуска электрифицированного меха-
низма при любом законе изменения Md и Мт
будет
0
= J ~
0
GD2_
375"
dn
— M
E1)
Время торможения t( при тормозном мо-
менте двигателя М^ и реактивном статическом
моменте Мт
375
ns
Практический интерес представляет случай,
довольно часто используемый на практике и со-
ответствующий прямолинейному изменению
динамического момента Mj — Md—Mnj~f{n).
Если для Mj принять зависимость
М1 =
М
/2
E3)
то время перехода от скорости щ до скоро-
сти л8
Г12—
375 Мд-Mji
В практике часто весьма важно знать путь,
пройденный отдельными частями механизма
в единицах длины или в оборотах N.
п _,, ,,, GD* dn
Так как dN = — dt, a dt = -==^ . -ТГ, то
ЬО 375 Mj
в общем случае
E5)
22 500 J M/
При прямолинейном изменении динамиче-
ского момента
щ— пх
П4 — /Ij
/l2= 22500 * Мл— Mi
E6)
Потери энергии при пуске электропри-
вода. Электрическая энергия, потерянная
в главной цепи двигателя (якорь машины
постоянного тока, ротор асинхронного двига-
теля) при пуске вхолостую, равна кинетиче-
ской энергии, запасаемой системой. При пуске
под нагрузкой эти потери равны запасённой
в системе кинетической энергии, увеличен-
ной на некоторую часть полезно произведён-
ной работы [2].
ГЛ. I]
ОСНОВЫ ДИНАМИКИ ЭЛЕКТРОПРИВОДА
29
В целях уменьшения расхода энергии при
пуске в ход в часто пускаемых электропри-
водах необходимо стремиться: 1) к уменьшению
приведённого махового момента системы;
2) махового момента электродвигателей.
Тепло во время пуска двигателей постоян-
ного тока и асинхронных с кольцами выде-
ляется как в главных цепях, так и в до-
бавочных сопротивлениях. В асинхронных
короткозамкнутых двигателях оно выделяется
в обмотке ротора. Поэтому конструирование
короткозамкнутых асинхронных двигателей
на большое число пусков в час сложно. Ко-
роткозамкнутые двигатели для таких условий
могут быть лишь малых мощностей с умень-
шенным маховым моментом и повышенным
номинальным скольжением. Применение дви-
гателей подобного типа даёт возможность
вести производственный процесс более интен-
сивно и с меньшими потерями электрической
энергии.
Допустимое число включений в час
короткозамкнутых асинхронных двигате-
лей. Наиболее типичными механизмами,
требующими большого числа пусков в час
короткозамкнутых двигателей.являются метал-
лорежущие станки. В отдельных типах таких
станков число включений в час доходит до
2000—4000. Большую частоту пусков в час
допускают лишь специальные короткозамкну-
тые двигатели. Такие двигатели конструи-
руются с малым пусковым током и повышен-
ным скольжением.
Допустимое число включений короткоза-
мкнутых двигателей в час приходится подсчи-
тывать по средним пусковым и тормозным
потерям. Оно зависит от способа торможения
двигателя. Если допустимое число пусков при
чисто механическом торможении обозначить
через z, то при динамическом торможении
оно будет г/2, при торможении противовключе-
нием г/4. Число пусков в час двигателя с ме-
ханизмом уменьшается по сравнению с числом
пусков одного двигателя вхолостую в отно-
шении
'где
~при"
ведённый к валу двигателя маховой момент
механизма, a (GD2)d—маховой момент дви-
гателя.
Влияние выбора номинальной скорости
двигателя на его маховой момент и на
потери при пуске. Время пуска и торможе-
ния электропривода прямо пропорционально
величине приведённого махового момента
системы, а потери в главной цепи двигателей
во время пуска определяются в первую очередь
величиной запасаемой в маховых массах кине-
тической энергии электрифицированного
агрегата. Поэтому выбор числа оборотов двига-
теля в минуту для часто пускаемых в ход
механизмов должен производиться с особой
тщательностью.
Мощность любого электродвигателя в ки-
ловаттах
где с — машинная постоянная; D и I — диа-
метр и активная длина железа якоря или
ротора двигателя; п — число оборотов в ми-
нуту. Чем выше номинальная скорость двига-
теля при данной мощности, тем меньше его
размеры и маховой момент и тем дешевле
двигатель. При проектировании двигателя
можно взаимно варьировать D и /. Уменьше-
ние D при одновременном увеличении / ведёт
к уменьшению махового момента, так как
последний примерно пропорционален D4.
Поэтому двигатели для частых пусков в ход
конструируются с увеличенной длиной и умень-
шенным диаметром. Иногда при больших
мощностях с этой целью вместо одного дви-
гателя берут два половинной мощности или
устраивают двуякорный двигатель уменьшен-
ного диаметра (прокатные реверсивные дви-
гатели). Номинальные числа оборотов двига-
телей, приспособленных для частых пусков,
проектируют с учётом уменьшения махового
момента и понижения расхода электрической
энергии при пуске. Живая сила двигателя
определённой мощности для разных номиналь-
ных чисел оборотов в минуту имеет опреде-
лённый минимум.
Выбор наивыгоднейшего передаточного
числа между двигателем и механизмом.
Для механизмов с редкими пусками число
оборотов двигателя должно быть выбрано так,
чтобы стоимость двигателя с передачей была
наименьшей. В механизмах с частыми пусками
обязательно должно учитываться влияние пе-
редаточного числа от двигателя к механизму
на приведённый маховой момент агрегата и,
стало быть, на время пуска, торможения и на
расход электрической энергии при этих ре-
жимах.
Длительность пуска и торможения меха-
низма сильно зависит от выбора номинального
числа оборотов двигателя и передаточного
числа от двигателя к механизму. Наивыгод-
нейшее передаточное число &в, получаемое
из условий наибольшего ускорения, ориенти-
ровочно будет [21]
(GD>)a
где Ms—статический момент механизма на его
валу; Y) — к. п. д. передач от двигателя к меха-
низму; Mdm — средний пусковой момент двига-
теля; (GD2)a — маховой момент двигателя;
(GD2)m — маховой момент механизма на его
валу.
Соответственно наивыгоднейшее переда-
точное число для периода торможения ориен-
тировочно
ko=-
м.
dt
ldt
(GD*)d
где' Mat—средний тормозной момент двига-
теля. Коэфициент р учитывает потери в пере-
дачах от механизма к двигателю и зависит от
М. ..
соотношения —^ и Mdt и распределения махо-
вых масс по осям. Если Ms целиком покры-
вается живой силой маховых масс самой ра-
бочей машины, то р = 1. В других случаях Э
может быть больше и меньше 1.
30
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Среднее значение передаточного числа,
принимаемое при предварительных расчётах,
может быть взято
*0
Более детальный анализ этого вопроса
дан Н. А. Тищенко [39].
Окончательный выбор наивыгоднейшего
передаточного числа может быть сделан
после детального расчёта протекания пере-
ходных режимов для нескольких вариантов
передаточных чисел.
Нагрузочные диаграммы электропри-
вода. Под нагрузочными диаграммами элек-
тропривода понимаются представляемые гра-
фически зависимости для тока двигателя /^,
вращающего момента Мд, скорости враще-
ния nd, мощности Ра и пройденного двига-
телем и связанным с ним механизмом пути S
в функции от времени t. Нагрузочные диа-
граммы характеризуют протекание переход-
ных процессов электрифицированного агре-
гата, его время на пуск и время торможения,
точность работы, расход энергии. Диаграммы
необходимы для определения производитель-
ности механизма, для выяснения качества его
работы и для определения мощности двига-
теля. Расчёт и построение нагрузочных диа-
грамм, т. е. выяснение законов протекания
переходных процессов электропривода, при-
надлежат к числу основных задач теории
электропривода. Нагрузочные диаграммы полу-
чаются в результате решения уравнения дви-
жения для определённого комплекса, состоя-
щего из механизма, двигателя и аппаратуры
управления.
Классификация нагрузочных диаграмм
электропривода по исполнительным меха-
низмам и электродвигателям. Хотя коли-
чество различных по типу и конструкции
исполнительных механизмов чрезвычайно ве-
лико, все случаи работы электрифицирован-
ных агрегатов подчиняются уравнению дви-
жения B6).
Число принципиально возможных практи-
ческих решений этого уравнения в основном
может быть классифицировано и обобщено
так, что оно будет охватывать любые суще-
ствующие и возможные комбинации различ-
ных исполнительных механизмов с разными
электрическими типами двигателей и разно-
родными видами аппаратуры управления
[21, 35]. Такая классификация даёт возмож-
ность упростить анализ переходных режимов
для любого практического случая. В основу
анализа положен прежде всего характер
изменения статического момента рабочей
машины. В этом отношении все исполни-
тельные механизмы могут быть разделены
на пять основных классов: 1) Ms = const;
2) Ms=f(v); 3) Ms=f E); 4) Ms = <b (v, 5);
b)Ms=f{t).
Примерное распределение некоторых меха-
низмов по классам дано в табл. 10.
Решение уравнения движения привода
определяется как характером статического
момента рабочей машины на её валу, так и
закономерностями изменения приведённого
махового момента GD* при переменном пере-
даточном числе от двигателя к механизму k.
В свою очередь необходимо учитывать харак-
тер изменения передаточного числа k от из-
менения потерь в передачах, т. е. изменение их
к. п. д. г\р. С учётом всех этих зависимостей
каждый класс рабочих машин может быть
подразделён на пять подклассов: 1) GD2,
k, rip = const; 2) GD2 = var; kxt\p = const;
3) GD2, k, t\p = var; 4) GD\ k = const; ч\р = var;
5) GD2, ч]р = const, k ~ var. Наибольшее прак-
тическое значение имеют два первых под-
класса. Они лишь и будут рассматриваться
ниже.
Кроме свойств механизма переходные
режимы определяются свойствами электро-
двигателей двух основных групп—постоян-
ного и переменного тока. Эти группы делятся
Таблица 10
Классификация некоторых исполнительных механизмов по характеру статического момента
М, = corst
о
Мостовые краны
Шахтные подъёмники
с уравновешенным кана-
том
Строгальные станки
Нереверсивные и ревер-
сивные прокатные станы
Ленточные транспортёры
Ротационные машины
Рольганги
Нажимные устройства
валков прокатных станов
Многие металлорежу-
щие станки с вращатель-
ным движением
Ms-f(v)
Вентиляторы
Центробежные
насосы
Рогулечные и
кольцевые ватеры
Листовальные и
об кладочные ка-
ландры
Механизмы гори-
зонтального наведе-
ния артиллерий-
ских орудий
Ms = f(S)
Механизмы с кривошип-
ной передачей
Подъёмные качающиеся
столы
Поршневые компрес-
соры
Шахтные подъёмники
с неуравновешенным кана-
том
Вагоноопрокидыватели
Деррик-краны
Пневматические молоты
Различные ножницы
Ткацкие станки
Зарядные устройства
в артиллерии
Качающиеся мартенов-
ские печи
Плоскопечатные машины
Ms - ф (v. S)
Электровозы
Рулевые
устройства
Разводные
пролёты мостов
с крыльями
Регуляторы
скольжения
Следящие
приводы
Дефибреры
Мездрильные маши-
ны
Каландры
Механизмы враща-
тельного бурения
Кардочесальные ма-
шины
Бумажные роллы
Фрикционные моло-
ты
Шлифовальные
станки
Дорновые станки
ГЛ. I]
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА
31
по электрическим типам двигателей на под-
группы следующим образом: первая группа:
1) шунтовые двигатели; 2) сериесные двига-
тели; 3) компаундные двигатели; 4) приводы
по системе Леонарда; 5) ионные приводы;
вторая группа: 1) асинхронные двигатели;
2) синхронные двигатели; 3) коллекторные
двигатели.
Каждый электрифицированный агрегат
может работать лишь при пяти категориях
режимов; эти режимы: 1) пуск в ход; 2) приём
и сброс нагрузки; 3) регулирование скорости;
4) торможение; 5) реверсирование.
Любые возможные режимы производствен-
ных агрегатов комбинируются лишь из пере-
численных пяти режимов. Решение уравнения
привода определяется комбинацией класса
производственного механизма с его подклассом,
с подгруппой электродвигателя и соответ-
ствующим режимом. При определённой комби-
нации методика решения остаётся той же не-
зависимо от названия механизма и его назна-
чения. Так, методика решения уравнения дви-
жения для привода строгального станка при
двигателе постоянного тока одинакова с мето-
дикой для реверсивного прокатного стана
и шахтного подъёмника с уравновешенным
канатом.
Точность учёта механических и электро-
механических переходных процессов. Раз-
нородные производственные процессы предъ-
являют к электроприводу различные требова-
ния в отношении точности перемещений. Так,
например, механизм глиномялки не предъ-
являет никаких особых требований к приводу;
в свою очередь, такие механизмы, как копи-
ровальные станки, бумагоделательные машины,
реверсивные прокатные станы, стань? холодной
прокатки, требуют повышенной точности ра-
боты. Поэтому переходные режимы электро-
приводов рассчитываются с разной точностью.
Пуск, торможение и другие переходные про-
цессы электропривода, естественно, не проис-
ходят мгновенно. Степень быстроты этих про-
цессов определяется величинами, характери-
зующими механическую и электромагнитную
(влияние самоиндукции) инерцию привода. Рас-
чёт процессов с учётом электромагнитной и
механической инерции значительно сложнее,
чем с учётом одной механической инерции.
Поэтому в менее ответственных случаях огра-
ничиваются только учётом механической инер-
ции. Соответствующие переходные процессы
называются механическими переходными про-
цессами. Переходные процессы привода, в ко-
торых учитывается также и влияние электро-
магнитной инерции, называются электроме-
ханическими.
Понятие об устойчивости электрифици-
рованных агрегатов. При проектировании
электропривод нужно выбирать таким обра-
зом, чтобы весь агрегат работал вполне
устойчиво. Это имеет преимущественное зна-
чение для механизмов с переменными режи-
мами работы. Под устойчивостью машинного
устройства понимается его свойство прихо-
дить в состояние устойчивого равновесия в
кратчайший промежуток после того, как оно
было выведено из имевшегося ранее состояния
равновесия вследствие изменения нагрузки
исполнительного механизма или других причин
(изменения напряжения, тока возбуждения
и т. д ). Условия устойчивости электрифициро-
ванного агрегата определяются характеристи-
ками и параметрами исполнительного механиз-
ма, двигателя и аппаратуры для его управле-
ния. Вопросы устойчивости агрегатов вообще
сложны. В применении к статическим механи-
ческим характеристикам электродвигателей и
исполнительных механизмов и к механическим
переходным режимам они рассмотрены акад,
В. П. Никитиным [17, 18, 19].
Задача практически сводится к решению
линейных диференциальных уравнений п-то
порядка C-го, 4-го и выше) с применением
критерия устойчивости Гурвица или более
нового, использующего применяемый в элек-
тротехнике метод частотных характеристик,
критерия Найквиста [53, 55]. Эти критерии
дают условия, при которых отдельные экспо-
ненциальные функции, входящие в выражение
для общего интеграла рассматриваемого1
диференциального уравнения, постепенно убы-
вают до нуля. Тем самым процесс возвра-
щается к устойчивому состоянию, которое
определяется начальными условиями- имев-
шегося переходного процесса.
Простейшее обычное условие устойчиво-
сти для всех электроприводов требует, что-
бы механическая характеристика двигателя
na=f(M(i) имела падающий характер.
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ
ПРИВОДА
Значение правильного выбора мощно-
сти двигателя. Правильный выбор мощности
двигателя играет исключительно важную роль
в условиях эксплоатации привода. Двигатель
чрезмерной мощности будет стоить дороже,,
занимать больше места, работать с худшим
к. п. д., а асинхронный двигатель, кроме того, —
с худшим cos <р. Двигатель недостаточной
мощности вызовет аварию и снижение произ-
водительности.
Замена двигателей на старых с большим
запасом запроектированных установках даёт
значительное уменьшение расхода электри-
ческой энергии на предприятиях.
Номинальный режим и номинальные
величины электрической машины. Согласно-
ГОСТ 183-41 (ч. 1. 11, III) номинальным режи-
мом работы электрической машины называется
режим работы при условиях, для которых она
предназначена изготовившим её заводом. Но-
минальный режим работы характеризуется ве-
личинами, обозначенными на заводском щитке
машины (называемом номинальным), как-тск
номинальная мощность, номинальное напряже-
ние, номинальный ток и т. п. Термин „номи-
нальный" может применяться и к величинам,
не указанным на заводском щитке машины, но
относящимся к номинальному режиму работы,,
например, номинальный момент вращения, но-
минальный к. п. д. и т. д. Номинальной мощ-
ностью двигателей называется полезная меха-
ническая мощность на валу, выраженная в
ваттах, киловаттах или мегаваттах.
Факторы, определяющие номинальную»
и перегрузочную мощность электрической
машины. В электродвигателях различают три
характерные мощности: номинальную продол-
жительную, мгновенную, перегрузочную и
32
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
кратковременную перегрузочную. Номиналь-
ной продолжительной мощностью назы-
вается мощность, которую электрическая ма-
шина может развивать в течение произвольно
долгого времени. Эта мощность, указываемая
на щитке двигателя, ограничена нагревом,
который является результатом выделения в
машине потерь при превращении одного вида
энергии в другой. Практически допустимый
предел нагревания машины устанавливается
применяемым в машине родом изоляции. При
данной температуре окружающей среды номи-
нальная мощность есть величина вполне опре-
делённая. За стандартную температуру окру-
жающей среды в СССР принято 35° С. К ней
и отнесены мощности на щитках электриче-
ских машин. Мгновенной перегрузочной
мощностью называется мощность, которую
машина может дать в нагретом состоянии без
нарушения нормальных условий её работы.
Эта мощность определяется электрома-
гнитными свойствами электродвигателя и
его механической конструкции; под крат-
ковременной перегрузочной мощностью по-
нимается та мощность, которую двигатель
может дать в холодном состоянии в те-
чение определённого промежутка времени
E, 10, 15, 30, 60 мин.). Эта мощность может
зависеть от одного, двух или всех трёх ука-
занных факторов (нагрева, электромагнитных
свойств и механической конструкции). Соот-
ношение между продолжительной номиналь-
ной, кратковременной и мгновенной перегру-
зочной мощностями зависит от электрических
свойств двигателя, его механической кон-
струкции и применённого в машине вида
изоляции. Различные электроприводы в про-
мышленности требуют разных соотношений
трёх указанных мощностей. В большинстве
случаев электродвигатель для привода прихо-
дится выбирать по нагреву, а затем проверять
на возможную мгновенную перегрузку. Встре-
чаются также электроприводы, в которых
двигатель выбирается на основе максималь-
ных мгновенных перегрузок, и по ним уже
получается номинальная мощность двигателя.
Подобные приводы в тепловом отношении
могут быть недоиспользованными.
Таблица 1.1
Пределы превышений температур (в °С) для отдельных частей электрических машин при максимально
допустимой температуре окружающего воздуха C5°С) по ГОСТ 183-41
Части машин
а) Обмотки машин переменного тока мощ-
ностью меньше 5000 ква
6) Обмотки возбуждения (многослойные) машин
постоянного тока и переменного тока с возбужде-
нием постоянным током
в) Якорные обмотки, соединённые с коллектором
а) Однорядные обмотки возбуждения
б) Обмотки возбуждения турбогенераторов и
стержневые обмотки роторов асинхронных машин
при числе стержней в пазу не более двух ....
Обмотки возбуждения малого сопротивления,
имеющие несколько слоев, и компенсационные
обмотки
Изолированные обмотки, непрерывно замкнутые
на себя . . •
Неизолированные обмотки, непрерывно замкну-
тые на себя
Железные сердечники и другие части, не сопри-
касающиеся с обмотками
Железные сердечники и другие части, соприка-
сающиеся с обмотками
Контактные кольца как защищенные, так и не-
защищённые
Коллекторы (класс изоляции относится к обмот-
ке, соединяемой с коллектором)
Подшипники качения • . .
Изоляция класса А
Метод термо-
метра
бо
7°
65
65
Метод сопро-
тивления
65
7°
7О
65
-
Изоляция класса В
Метод термо-
метра
75
95
85
85
Повышение температур этих частей ни в
не должно достигать величины, которая созд
повреждения изолирующих или других смеж
лов
Метод сопро-
тивления
85
95
95
85
-
коем случае
авала бы риск
яых материа-
65, если изоляция обмоток принадлежит к классу А
85, если изоляция обмоток принадлежит к классу В
7°
65
45
€о
-
-
-
оо
85
45
6о
-
-
-
-
ГЛ. I]
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА
33
Предельные превышения температуры
частей двигателя над температурой окру-
жающей среды. Эти превышения зависят от
рода применённой в двигателях изоляции.
Практически для этой цели используются
пять классов изоляции (А, В, ВС, СВ и С).
ГОСТ 183-41 даёт следующие определения
этих классов.
Класс изоляции А: хлопок, шелк, бумага и
тому подобные органические материалы, пропитанные,
либо погружённые в масло, а также состав, называемый
эмалью и применяемый при изготовлении эмалированной
проволоки
Класс изоляцииВ: изделия из слюды и асбеста,
содержащие вяжущие вещества.
Класс изоляции ВС: изделия из слюды, сте-
клянной пряжи и асбеста на теплостойких лаках.
Класс изоляции СВ: изделия из слюды, сте-
клянной пряжи и асбеста на теплостойких лаках без при-
менения изолирующих материалов класса А.
Классизоляции С: слюда и стеклянная пряжа
без вяжущих веществ, фарфор, кварц и другие подоб-
ные материалы.
Пределы превышений температур в °С при макси-
мальной допустимой температуре окружающего воздуха
в 35° С, установленные ГОСТ 183-41, приведены в
табл. 11 для классов изоляции А и В.
Согласно ГОСТ 183-41 применение для обмоток изо-
ляции из хлопка, шелка, бумаги и других подобных ма-
териалов без пропитки или погружения в масло не реко-
мендуется; в тех случаях, когда изоляция выполнена
этим способом, пределы допускаемых превышений тем-
ператур, указанные в табл. 11 для класса А, должны
быть снижены на 15° С.
Для обмоток, изолированных материалами класса ВС
и соприкасающихся с ними железных сердечников и
других частей, пределы допускаемых превышений тем-
ператур устанавливаются на 15° С больше пределов,
указанных в табл. 11 для материалов класса В.
Для обмоток, изолированных материалами класса СВ,
пределы допускаемых превышений температур повыша-
ются по сравнению с указанными в табл. 11 для мате-
риалов класса В соответственно повышению теплостой-
кости лаков, применённых при изготовлении изоляции
класса СБ.
Для изолирующих материалов класса С пределы для
превышения температуры не устанавливаются.
Мгновенные перегрузочные мощности
электродвигателей. Эти мощности характе-
ризуются отношением максимального мгно-
венно или весьма кратковременно допусти-
мого перегрузочного момента Mmd к номи-
нальному Mft. Коэфициент перегрузки по мо-
менту
Таблица 12
Мгновенная перегрузочная способность электро-
двигателей
Перегрузочный момент в процентах
Допускаемая мгновенно перегрузка сверх
номинального момента
Перегрузка по току 1/~
•'max
'In
в большин-
стве типов двигателей не равна перегрузке
по моменту. Максимальная перегрузочная спо-
собность различных электрических типов
двигателей зависит от многих факторов. В
двигателях постоянного тока она определяется
условиями коммутации (ГОСТ 183-41, п. 108).
Двигатели постоянного тока в отличие от
асинхронных и синхронных опрокидывающего
момента не имеют. Перегрузки двигателей
различных типов приведены в табл. 12.
3 Том 8
Тип двигателя
Постоянного тока
Асинхронный с коль-
цами
Обыкновенный ко-
роткозамкнутый
Бушеро и с глубоким
пазом
Синхронный
Коллекторный пере-
менного тока
Значение X
Нормально
специальных
1,
1,
Нормально
2; в двигателях
типов 3 и выше
2-2,5
3-2
3-2,6
2,5; в специаль-
но сконструированных двига-
телях 3,5—4
В основном
2-2,5
В синхронных двигателях, в отличие от
всех других, перегрузочная способность при
постепенном изменении нагрузки выше, чем
при ударной нагрузке.
Классификация режимов работы испол-
нительных механизмов и электроприводов
по длительности нагрузки. Отдельные испол-
нительные механизмы и вращающие их дви-
гатели в зависимости от характера производ-
ства, конструкции механизма, их роли в про-
изводственном процессе могут работать:
1) очень длительные периоды времени (насосы,
приводы непрерывного транспорта), или
2) короткие промежутки времени, измеряемые
минутами, десятками минут (установочные ме-
ханизмы на станках, разводные пролёты мо-
стов), или 3) с непрерывно чередующимися
переходами механизмов от вращения к оста-
новке (краны, лифты, вспомогательные меха-
низмы металлургических заводов). Во всех
трёх перечисленных категориях работы те-
пловые условия для двигателя неоднозначны.
Не совсем одинакова и методика выбора мощ-
ности двигателя в этих разных условиях.
В соответствии с условиями нагрева двигате-
лей различают три основных режима их ра-
боты.
1. Продолжительный номиналь-
ный режим работы (фиг. 36, а). Под
ним понимается такая работа, при которой
рабочий период настолько велик, что при не-
изменной температуре охлаждающего воздуха
все части машины достигают практически
установившихся температур (ГОСТ 183-41,
п. 41). Работа электродвигателя при этом ре-
жиме может начинаться с любого темпера-
турного состояния машины.
2. Кратковременный номиналь-
ный режим работы (фиг. 36, б). При
этом режиме рабочий период не настолько
длителен, чтобы нагрев машины мог дости-
гнуть установившегося состояния, а перерыв
в работе достаточно велик для того, чтобы
машина успела охладиться и при возобновле-
нии работы температура её не отличалась от
температуры охлаждающей среды. Двигатели
конструируются для работы в течение 5, 10,
15, .30, 45, 60, 90 мин.
3. Повторно-кратковременный
(прерывистый) номинальный ре-
жим работы (фиг. 36, в). Этот режим отли-
34
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
чается тем, что рабочие периоды (а) регу-
лярно (или нерегулярно) чередуются с перио-
дами остановки „паузами" F). Общая продол-
жительность одного рабочего периода с одной
паузой не должна превосходить 10 мин. Ма-
шины, предназначенные для подобного режима,
как и машины длительного режима работы,
должны быть в состоянии работать совершенно
неограниченное время, независимо от исход-
ной температуры.
Для каждого из перечисленных выше ре-
жимов работы конструируются особые серии
a) f " S) * ' 6) <
Фиг. 36. Режимы работы электродвигателей.
двигателей. Методика выбора мощности дви-
гателя для каждого из трёх режимов раз-
лична.
Выбор мощности двигателя (общие по-
ложения). Если исключить простейшие случаи
работы двигателя при продолжительном ре-
жиме работы на постоянную или на мало ме-
няющуюся нагрузку, то выбор мощности дви-
гателя основывается на решении уравнений
движения электропривода. Для этого решения
необходимо знать номинальные данные и ос-
новные электромеханические параметры дви-
гателя и, в частности, его маховой момент.
Поэтому предварительно на основании ориен-
тировочных подсчётов по процессу рабочей
машины задаются мощностью двигателя, выби-
рая тот или другой тип и габарит двигателя
по заводским каталогам нормальной или спе-
циализированной серии. Наметив таким обра-
зом тип двигателя, можно решать уравнение
движения привода, а затем соответствующими
методами, приводимыми ниже, определить
действительную потребную для данного меха-
низма мощность. Если полученная мощность
совпадает с предварительно принятой, расчёт
окончен. В противном случае следует проделать
расчёт для нового типа, исходя из мощности,
полученной расчётом.
Выбор мощности двигателя при продол-
жительной неизменной или весьма мало
меняющейся нагрузке. Выбор мощности дви-
гателя для рассматриваемого вида нагрузки с
мощностью Р принципиально весьма прост,
так как достаточно взять двигатель с номи-
нальной мощностью Р кет (фиг. 36, а). В слу-
чае тяжёлых условий пуска следует проверить
достаточность развиваемого двигателем пуско-
вого момента. Число таких механизмов с ров-
ной нагрузкой в разных отраслях промышлен-
ности весьма велико. Однако чисто теорети-
ческое определение мощности двигателя воз-
можно лишь для весьма ограниченного числа
машин (например, для насосов и вентилято-
ров). Почти во всех остальных случаях при-
ходится прибегать к более сложным теорети-
ческим подсчётам или к эмпирическим фор-
мулам, основанным на результатах большого
числа исследований.
Основные методы определения мощно-
сти двигателя по нагреву, а) Метод экви-
валентного тока. Большое количество
исполнительных механизмов имеет строго
периодический регулярный или иррегулярный
график нагрузки. В течение каждого рабочего
периода мощность двигателя меняется по не-
которому определённому закону. На фиг. 37
для примера показаны нагрузочные диаграммы
(изменение скорости п и тока /) реверсивного
двигателя постоянного тока, вращающего стро-
гальный станок.
Так как мгновенная мощность двигателя
характеризуется его э. д. с. и током, а меня-
ющиеся потери в двигателе, вызывающие его
нагревание (потери на джоулево тепло), про-
порциональны квадрату силы тока, то выбор
мощности двигателя для переменного режима
г в Скорость резания 7,9m/mu»
80 Сечение струЖки.
g чугуна 23*3,2мм^
1718 tcek
\^ Обратный
\ кпд
1000
Фиг. 37» Нагрузочные диаграммы электропривода стро-
гального станка.
работы по средней мощности цикла будет со-
вершенно неправилен. На средней мощности
можно базироваться лишь при очень неболь-
ших колебаниях нагрузки, не превышающих
нескольких процентов. Потребная мощность
двигателя обычно превосходит среднюю в
1,2—1,3 раза, а при резко пиковых нагрузках,
частых пусках в ход достигает 1,5—1,8 и иногда
даже 2.
Основным методом определения мощности
двигателей при1 переменной нагрузке является
-tjr-tr
Фиг. 8. Пример нагрузочной диаграммы
электропривода.
метод эквивалентного тока. Если в течение
каждого цикла рабочей машины ток двигателя
изменяется по графику, приведённому на
фиг. 38,. т. е. со значениями токов Iv /a
73, ...,/„ и с соответствующими им значе-
ниями времени tu t2, t%,..., tn и так для
каждого цикла длительностью tz, то для дан-
ного механизма требуется электродвигатель
ГЛ. I]
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА
35
с номинальной (или эквивалентной) силой
тока
При любом, но одинаковом для каждого
цикла изменении тока / = /(/)
E8)
Этот ток носит название среднеквадратич-
ного, или эквивалентного (по нагреву), тока.
Сложный, не поддаю-
щийся аналитическому
интегрированию график
нагрузки может быть
разбит на ряд прямоли-
нейных участков. Если
для каждого такого уча-
стка длительностью (х
начальное значение тока
будет 1Х, а конечное
1х+\ (Фиг- 39), то ква-
дратичная составляющая
данного участка, входящая в числитель под-
коренного выражения в формуле E7), будет
равна
Фиг. 39. Трапецеидаль-
ный график нагрузки.
При вычислении эквивалентного тока по
формуле E7) нужно учитывать не только
периоды работы двигателя, но и остановки,
входящие в рассматриваемый цикл. Так, для
графика, приведённого на фиг. 40,
E9)
включение в знаменатель паузы t± учитывает
охлаждение двигателя в этот период.
Полученное значение номинального тока I^
должно быть проверено на перегрузку. Если
I,
h
- t,
h
I,
h
h
t
t
Фиг. 40. Пример нагрузочной диаграммы
электропривода.
максимальный ток графика тока за цикл./шах,
то -^^<!Х/, где X/ — допустимая для данного
типа двигателя перегрузка по току. Если бы
при расчёте оказалось, что -у^>Ь/, то дол-
М , I
жен быть взят двигатель с током IN= -p^, т. е.
пришлось бы выбрать двигатель по пере-
грузке, а не по нагреву. Кроме того, двига-
тель должен быть проверен на достаточность
пускового момента. В итоге двигатель должен
удовлетворять трём условиям: 1) нор-
мального нагрева; 2) достаточной мгновенной
перегрузки; 3) достаточного пускового момента.
В двигателях с регулируемой скоростью
в отношении перегрузки необходимо рассмо-
треть все скоростные режимы, т. е. все сту-
пени скорости.
б) Метод эквивалентного мо-
мента. Для практических целей часто ока-
зывается удобным использовать не метод экви-
валентного тока, а производный от него метод
эквивалентного момента. Значения вращающих
моментов, входящие в этом случае в расчёт,
получаются целиком по расчёту динамических
режимов электрифицируемого агрегата. Во
всех двигателях, в которых магнитный поток
Ф = const, момент двигателя М = с-1'Ф =
= с'-1. Аналогично зависимостям E7) и E8)
формулы для эквивалентного момента двига-
теля таковы:
: F0)
F1)
При проверке на перегрузку номинальный
ч ,, Afmax ..,
момент двигателя Мм~> М9 и -^— <. км ПРИ
достаточности пускового момента. Требую-
щаяся для данного механизма номинальная
мощность двигателя
F2)
где nN — номинальное число оборотов в ми-
нуту двигателя.
Согласно ГОСТ 183-41 (п. 74-77) крат-
ность начального пускового вращающего мо-
мента, т. е. Мнач : MN, у трёхфазных асин-
хронных короткозамкнутых двигателей должна
быть не ниже 0,9. Кратность минимального
вращающего момента в процессе пуска того же
двигателя должна быть не ниже 0,6.
Кратности максимальных вращающих мо-
ментов трёхфазных асинхронных двигателей
(кроме крановых) должны быть у двигателя
с контактными кольцами не ниже 1,8, а коротко-
замкнутого— не ниже 1,65.
При номинальных напряжении, частоте и
токе возбуждения и рабочем соединении об-
моток с коэфициентом мощности 0,8 (при опе-
режающем токе) кратность максимального вра-
щающего момента синхронного двигателя дол-
жна быть не ниже 1,65.
Метод эквивалентного момента применим
лишь к двигателям, у которых магнитный по-
ток Ф постоянен (шунтовые двигатели посто-
янного тока, синхронные двигатели, асинхрон-
ные двигатели с высоким cos 9 при нормальном
режиме работы). Для пусковых и тормозных
режимов короткозамкнутых асинхронных дви-
гателей, для сериесных и компаундных двига-
36
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
телей постоянного тока метод эквивалентного
момента неприменим, так как в них нарушена
пропорциональность между моментом и током.
в) Метод эквивалентной мощ-
ности. Вместо метода эквивалентного мо-
мента иногда пользуются методом эквивалент-
ной, или среднеквадратичной, мощности. Б этом
случае вместо меняющихся моментов двига-
теля берут меняющиеся мощности, получен-
ные расчётным путём или экспериментально.
Формула для эквивалентной мощности имеет
вид
F3)
Далее выбирают Рм, проверяют двигатель
Р
на перегрузку ™ а* ^ \р и на пусковую мощ-
ность. Методом эквивалентной мощности можно
пользоваться лишь в том случае, если ско-
рость двигателя остаётся примерно постоян-
ной (шунтовой, асинхронный, синхронный дви-
гатели) и если в рассматриваемый период не.
входят пусковые режимы.
При использовании метода эквивалентного тока не-
обходимо иметь в виду, что здесь пренебрегают измене-
нием постоянных потерь в электродвигателях (потерь в
железе и на трение). Учитывается лишь изменение пере-
менных потерь, пропорциональных квадрату силы тока.
ЭтЪ обусловливает значительные ошибки при примене-
нии метода к сериесным и асинхронным двигателям с
низким cos <р. В отношении двигателей остальных типов
этот метод даёт вполне приемлемые результаты. Мето-
дам эквивалентного момента и мощности также свой-
ственны неточности метода эквивалентного тока.
г) Метод выбора мощности дви-
гателя по средним потерям. Неточ-
ность метода эквивалентного тока заставляет
применять в наиболее ответственных случаях
метод средних потерь. В нём учитывают не
только потери в меди от главного тока, но
также и изменение „постоянных" потерь —
потерь в железе и на трение. При этом на ос-
новании нагрузочных диаграмм строят кривую
потерь в двигателе для одного цикла длитель-
ностью tz.
где qc — постоянные потери, a qv — перемен-
ные.
Для построения кривой потерь нужно знать
кривую к. п. д. двигателя и величины омиче-
ских сопротивлений обмоток. По кривой по-
терь двигателя, построенной в функции от t
для всего периода tz, можно определить сред-
нее значение потерь двигателя qm. Если в
цикл работы с общей продолжительностью tz
входят пуск длительностью tp, работа при пе-
ременной нагрузке длительностью tt, тормо-
жение длительностью t{ и остановка длительно-
стью t0, то средние потери в двигателе за
цикл составят
учитывают ухудшение условий охлаждения
двигателя в периоды уменьшенной скорости
при разгоне, торможении и покое [21]. Ори-
ентировочно для открытых двигателей посто-
янного тока с самовентиляцией а = 0,75, Р =
= 0,5; для асинхронных двигателей а = 0,5,
$ = 0,25. Точные значения ни р для разных
типов двигателей могут быть даны лишь за-
водом, изготовившим и-х. Полученное значение
средних потерь двигателя за цикл должно быть
равно номинальным потерям в выбираемом
двигателе, т. е. потерям при номинальной на-
грузке:
Потери при номинальной нагрузке
. -Зе-р
F5)
где Р^ — номинальная мощность двигателя,
a Y]v — его номинальный к. п. д.
Если qm < qN или если qm > qN, то должен
быть взят следующий ближайший габарит
двигателя, и расчёт должен быть проделан
вновь до примерного совпадения величин qm
и qN. Особо важное значение метод средних
потерь имеет в применении к короткоза-
мкнутым двигателям, работающим при частых
пусках в ход.
Выбор мощности двигателя для кратко-
временных нагрузок. Двигатели для кратко-
временного режима в 5, 10,15,
20, 30, 45 и 60 мин. должны
выбираться по специальным
каталогам двигателей кратко-
временной мощности. В соот-
ветствующих заводских сериях
электродвигателей учитывают-
ся особенности нагрева при
кратковременных режимах. За-
дача выбора заключается в
следующем. По некоторому
рассчитанному графику кратко-
временной работы (пример-
ный вид такого графика дан
на фиг. 41) длительностью tK
применяют формулу эквивалентного тока или
момента. Так, для фиг. 41 при пользовании
методом эквивалентного -момента
0
1',
-1,-
Фиг. 41. На-
грузочная диа-
грамма кратко-
временной ра-
боты.
h
Для такого режима должен быть взят дви-
гатель с Mpj > Мэ для кратковременной работы
продолжительностью tK. Выбранный двигатель
должен быть проверен на перегрузку по соот-
ношению
tp + tt
. F4)
Числитель представляет потерянную в дви-
гателе за цикл энергию. Коэфициенты а и S
Выбор мощности двигателей для по-
вторно-кратковременного режима работы.
График повторно-кратковременного режима с
одинаковыми длительностями периода а-\-Ь,
одинаковыми рабочими периодами а и одина-
ковыми паузами b был представлен на
фиг. 36, в. В нём tz = a-\~ b. Отношение —
ГЛ. I]
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА
37
носит название относительной продолжи-
тельности включения и обозначается С или
ПР (продолжительность работы).
Относительная продолжительность
F6)
С°/о =
а-\-Ь
1000/q.
Условия работы двигателей повторно-
кратковременного" режима в тепловом отно-
шении сильно разнятся от работы двигателей
продолжительного режима тем, что имеют
свои особенности в отношении нагревания и
охлаждения при частых пусках и остановках.
При повторно-кратковременном режиме работы
от двигателя можно получить большую ра-
бочую мощность, чем при продолжительном.
Особенности нагревания двигателей в по-
вторно-кратковременном режиме ведут к тому,
что для этого режима конструируются специ-
альные серии двигателей. Эти двигатели нужно
выбирать опять-таки по соответствующим
каталогам.
Основные применяемые в СССР серии
двигателей для такого режима: КП (крановые
постоянные). КПД (крановые постоянные более
поздней усовершенствованной серии), КТ (кра-
новые трёхфазные) и КТО (крановые трёх-
фазные открытые).
Подобно тому, как заводы по условиям
стандартизации не выпускают двигателей лю-
бой продолжительной мощности, точно так же
заводы не нормируют двигателей повторно-
кратковременного режима для любой продол-
жительности включения. Как нашими, так и
заграничными заводами стандартизованы три
продолжительности включения — 15, 25 и 40*>/0
(ГОСТ 183-41, п. 43). Один и тот же тип дви-
гателя имеет разные номинальные мощности
при разных продолжительностях включения.
Чем больше продолжительность включения.,
тем меньше номинальная мощность
В каталогах для каждого типа двигателя
указываются мощности при трёх стандартных
продолжительностях включения. Значения
мощности при промежуточных значениях С%
могут быть найдены построением кривых по
данным каталогов (фиг. 42).
Оперируя с двигателями повторно-кратко-
временного режима работы, необходимо иметь
в виду, что каждому значению С соответствует
свой номинальный ток 7^:
^Vi5 > JN25 > -^МО-
ТОЧНО так же каждому значению С соот-
ветствует своё номинальное число оборотов
двигателя в минуту. Так как с увеличением
нагрузки у всех двигателей, кроме синхрон-
ных, число оборотов в минуту снижается, то
nNl5 < Л//25 < nN40-
Последнее обстоятельство мало суще-
ственно в шунтовых двигателях постоянного
тока и в асинхронных, но имеет большое зна-
чение в сериесных и компаундных двигателях
постоянного тока в связи с тем, что в них с
нагрузкой резко изменяется скорость враще-
ния. Так как перегрузочные электромагнит-
ные и механические свойства электродвига-
теля неизменны, то и перегрузочные способ-
ности двигателей, характеризующие отноше-
Р
нВт
60
5»
1*0
30
20
1UT
vm
ш
17Г
7
IV
Ш
п
\ 1
<|
Ч
"-.
";-¦.
»—.
...
*^
=^
«К
ттт
-
с
Ч>
ч
s«,
->¦
- -«
*•¦»
¦^.
•.^
—к
==
гая
КГ
¦"^
^_
и в n w го 2k is зг 3s
Фиг. 42. Зависимость мощности двигателя от продолжи-
тельности включения.
ние максимальной мгновенно допустимой мощ-
ности к номинальной, для разных режимов
различны:
^15 <. ^25 <С ^40-
При наиболее высокой нагрузке, т. е. при
С = 15%, перегрузочный момент любого дви-
гателя повторно-кратковременного режима не
может быть меньше 1,6.
По ГОСТ 183-41 (п. 74—76) в крановых трёхфазных
асинхронных короткозамкнутых двигателях при ?=25%
кратность начального пускового вращающего момента
должна быть не ниже 1,65, а кратность минимального
вращающего момента в процессе пуска —не ниже 1,4.
Соответственно этому кратности максимальных вра-
щающих моментов крановых трёхфазных асинхронных
двигателей при ?=25% должны быть:
а) при мощности до 8 кет включительно: у двига-
теля с контактными кольцами не ниже 2,2; у двигателя
короткозамкнутого не ниже 1,9;
б) при мощности свыше 8 кет: у двигателя с кон-
тактными кольцами не ниже 2,75; у двигателя коротко-
замкнутого не ниже 2,3.
Допустимые по условиям коммутации перегрузочные
токи в течение 1 мин. для крановых двигателей завода
„Динамо" при номинальном токе возбуждения и напря-
жении на зажимах двигателя V^ указаны в табл. 13.
Таблица 13
Тип двигателя
Сериесный
Компаундный
Шунтовой
Допустимый перегрузочный
ток
при Ud = UN
3,oIN
при Ud - 0,2 UN
3,6 IN
3'2lN
З.о /v
При небольших отклонениях С от нормаль-
ной продолжительности включения пересчёт
38
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
мощности при переходе от одной продолжи-
тельности к другой может быть проделан и
по более простым приближённым формулам:
Ри=1&-Р»; F7)
Р40 = 0,79.Р25. F8)
Выбор мощности двигателя для повторно-
кратковременного режима работы можно про-
следить на примере совершенно регулярно че-
редующегося графика такого режима (фиг. 40),
Применяя к периоду работы в одном цикле (без
учёта паузы) метод эквивалентного тока,
можно получить необходимый эквивалентный
ток для повторно-кратковременного режима
*я —
пи
+ h
F9)
Далее необходимо по каталогу найти дви-
гатель с /# ^> 1Э для продолжительности вклю-
чения
С,
к+к+к
k+h+h+к
G0)
Таким образом в определении 1а вели-
чина С непосредственно не участвует. При-
чина этого заключается в том, что указанные
в каталоге токи, моменты и мощности двига-
телей уже отнесены к соответствующей про-
должительности включения.
Выбранный таким образом двигатель обя-
зательно должен быть проверен на перегрузку
и пусковой момент.
В случае переменных значений ах и Ьх за
относительную продолжительность включения
принимают величину
гать к приближённым графо-аналитическим
решениям. В приводах с асинхронными дви-
гателями простое аналитическое решение в
основном возможно лишь для прямолинейной
части характеристики от синхронной скоро-
сти, т. е. от s = 0 до опрокидывающего мо-
мента Мтах, т. е. до s = smax.
При электромеханических переходных ре-
жимах электропривода, учитывающих влия-
ние электромагнитной инерции двигателя, т. е.
его самоиндукции, аналитическое решение
вопроса ещё более усложняется. В этом слу-
чае к основному уравнению B8) движения
электрифицированного агрегата добавляется
ещё одно или несколько уравнений, характе-
ризующих условия равновесия в электриче-
ских цепях. Простое аналитическое решение
оказывается возможным лишь в отношении
агрегатов с шунтовыми двигателями постоян-
ного тока и то при Мт — const и Мт = f (v).
Для всех остальных случаев обычно приме-
няют приближённые графо-аналитические ре-
шения.
Механические переходные режимы элек-
тропривода с шунтовой характеристикой
при постоянном статическом моменте. При-
водимое ниже решение охватывает все ре-
жимы шунтовых двигателей постоянного тока
при неизменном магнитном потоке и рабочие
режимы асинхронных двигателей при работе
в пределах от Md = 0 до Md = Mmd, т. е. от
5 = 0 до s — sm. Соответствующие решения
применимы также к рабочим режимам шунто-
вых коллекторных двигателей переменного
тока при неизменном угле поворота щёток.
Исходное уравнение движения привода для
двигательного режима
М л - М т = J
GD* dn
~ЪТ
375
dt
G1)
взятую за большой период работы. Однако
величина любой суммы (а^ + Ь^) не должна
быть больше 10 мин. В противном случае
двигатель должен быть выбран из серии дви-
гателей продолжительного режима.
ПЕРЕХОДНЫЕ ПРОЦЕССЫ
ЭЛЕКТРОПРИВОДОВ
Общие соображения о методике реше-
ния уравнения при рассмотрении переход-
ных режимов электропривода. В случае
механических переходных режимов процессы
электропривода характеризуются вообще ра-
венством B6), а при J= const — равенством B8).
Простое аналитическое решение равенства B8)
возможно лишь при прямолинейной (шунто-
вой) характеристике двигателя и при стати-
ческом моменте постоянном(Мт— const) или
зависящем от скорости Мт =/(v). Во всех
остальных случаях, т. е. при зависимости ста-
тического момента от пути Mm = <p(S) или
от пути и скорости Мт = <\> (v,S), а также и
при любой зависимости Мт в приводе с дви-
гателями с сериесной и компаундной скоро-
стными характеристиками приходится прибе-
Так как в двигателях с шунтовой характе-
ристикой
n=«o(l —s),
то формула G1) принимает вид
375
ds
dt
В двигателях с шунтовой характеристикой
момент пропорционален скольжению, т. е.
Md = C'Sd и
Md _ M_v_ = М_т_ ^ G3)
sd sN ss
где Mpjt Sjj, Mm, ss — постоянные величины.
При подстановке соотношений равенстваG3)
в равенство G2)
MN . MN _ QD»
"^Г ^~^Г55~~75"
ds
dt
G4)
Решение этого равенства для скольжения
двигателя G2) даёт
ГЛ. I]
ПЕРЕХОДНЫЕ ПРОЦЕССЫ ЭЛЕКТРОПРИВОДОВ
39
или для числа оборотов в минуту
e в) + Пначе
или для вращающего момента
Md = Mm A - е~ в) + мначе
или для тока
G5)
G6)
G7)
В этих равенствах sHa4, пнан, Мнач и 1нач —
соответственно начальное исходное скольже-
ние, начальное исходное число оборотов в
минуту, начальный исходный вращающий мо-
мент и начальный ток двигателя для переход-
ного режима. Таким образом, скольжение и
момент двигателя с шунтовой характеристи-
кой в переходных процессах при Мт = const
изменяются по экспоненциальному закону.
Величина
В-
375 M
G8)
N
называется постоянной времени механической
инерции электрифицированного агрегата или,
сокращённо, электромеханической постоян-
ной. Она выражается в секундах и предста-
вляет собой время, в течение которого махо-
вые массы электропривода, разряжаясь равно-
мерно от запаса своей живой силы, соответ-
ствующего скорости от п0 до nN, могли бы
отдавать непрерывно мощность, равную но-
минальной мощности электродвигателя
В
G9)
Для шунтовых двигателей постоянного тока
она может быть выражена так же, как
в =
Ra
375
(80)
где Ra — сопротивление всей цепи якоря в
данном режиме, k\ и &2 — коэфициенты про-
порциональности в формулах для э. д. с. (Е—
=k2n) и для момента (Ma=k\I).
Постоянная В, характеризуя быстроту уста-
новления механических процессов в электро-
приводе, существенно важна для его оценки.
Теоретически согласно формулам G4) — G7)
электропривод достигает установившегося со-
стояния после бесконечно долгого времени,
так как Md = Мт или па = ns лишь при
* = 00. Однако уже по истечении времени
t = D -=- 5) В максимум экспоненциальной кри-
вой отстоит от её асимптоты всего на 0,5% Мт.
При t = 4B отклонение Мd от максимума Мт
составляет всего 2<>/0.
Формулы G5), G6) и G7) можно выразить
в относительных единицах:
для числа оборотов в минуту
те
(81)
для момента
и для тока
(82)
(83)
где т — время в относительных единицах, при-
чём за единицу принята величина В) х = -р •
Все переходные процессы в двигателях с
шунтовой характеристикой происходят по за-
висимостям G4) — G7) или (81) — (83).
Время пуска в ход привода с двигате-
лем, имеющим шунтовую характеристику.
При неизменном сопротивлении в цепи якоря
время пуска tp с достаточной точностью равно
ЪВГ или
(84)
375 М
м
где sNX — номинальное скольжение, соответ-
ствующее при данном сопротивлении цепи
якоря Rx номинальному току якоря Iм,
п р
(85)
-N*
и
и
При пуске двигателя через несколько сту-
пеней пускового сопротивления уравнение
движения остаётся для каждой ступени тем
нее самым. Только при переходе на каждую
следующую ступень, т. е. на каждую новую
характеристику, меняется номинальное сколь-
жение StfX и вместе с ним — электромехани-
ческая постоянная Вх [см. формулу G8)].
Время разгона двигателя на каждой ступени tx
можно определить исходя из максимально до-
пускаемого момента Mmax = ky /max и пре-
дельного минимального получаемого момента
•^min =* ^r^min' которого должен достичь дви-
гатель на этой ступени. Из формулы G6)
tx = Вх In
- М
или в относительных единицах
(86)
(87)
Для последней ступени Mmin = Мт и по
формуле (86) время tx теоретически будет
равно бесконечности. Чтобы получить реаль-
ную цифру для последней ступени, необходимо
принимать Мт1п = 1,05.Им или р,ш1п = 1,05;^
Время пуска на каждой ступени реостата
можно выразить также и через число оборо-
тов в минуту. В этом случае
= Br In
пнач — ns
пкон — ns
(88)
Для последней ступени пкон = ns и время
разгона из формулы (88) получается опять-таки
равным бесконечности. Практически для этой
ступени нужно принимать пкон = 0,95 л5, т. е.
(ns — пкон) = Q,Q5ns. Имея кривую na~f(t),
можно построить кривую Sa = <p (t) и обратно.
40
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Вычисляя значения времени работы двига-
теля на каждой ступени и суммируя их, можно
получить и полное время пуска двигателя.
Кривая разгона двигателя с шунтовой харак-
теристикой п = t @ дана на фиг. 43. Пере-
Фиг. 43. Изменение момента, тока
и числа оборотов в минуту двигателя
при пуске.
ломы кривой соответствуют точкам переклю-
чения сопротивления. Там же показана кри-
вая Md = <р (t). Она же является и кривой
тока Id = cp (t).
Тормозные режимы электропривода с
шунтовой характеристикой при Мт = const.
Тормозные режимы двигателя с шунтовой ха-
рактеристикой применяются или для остановки
электропривода, или для получения устано-
вившейся скорости движения при положитель-
ном (потенциальном) статическом моменте
[формула B7)]. Протекание их определяется
уравнением движения привода [формулы B6),
B7)] с тем отличием, что моментам Ма и Мт
приписываются соответствующие знаки [21,
30]. Решение уравнения движения электро-
привода для режима противовключения при
положительном Мт даёт для s, n и Md зако-
номерности вида
= 2nQ\\ —e
+ (% + Пнач)
t
Md = - Mm \\ — e
М
(89)
(90)
(91)
Время остановки привода от скорости и^
при работе за весь период остановки на одной
и той же механической характеристике про-
тивовключения до п = 0 или до sd = 1 будет
= ВЛп
ns
2% - ns
(92)
где Вх — соответствующая электромеханиче-
ская постоянная агрегата.
Экспоненциальный закон изменения М, I,
п, s сохраняется во всех без исключения
электрических тормозных режимах. При одном
и^ том же сопротивлении в цепи якоря в те-
чение всего переходного режима кривые этих
величин будут плавными. При изменении со-
противления кривые М и / в точках пере-
ключения будут делать скачки, а кривые
л (и s) — переломы (фиг. 44). В случае тормо-
жения противовключением для ограничения
скорости при отрицательном статическом
(потенциальном) моменте (спуск груза) время
достижения этой устойчивой скорости будет
Теоретически оно равно бесконечности.
Для практических расчётов разницу sd — ss
следует принимать равной 0,05 ss. Совершенно
аналогично решается уравнение движения
электропривода при рекуперативном тормо-
жении как при положительном, так и отрица-
тельном статическом моменте нагрузки. Не-
обходимо лишь правильно сочетать знаки
тормозного момента двигателя и статического
момента нагрузки [21].
Несколько особое положение в тормозных
режимах электропривода с шунтовым двига-
телем постоянного тока занимает динамиче-
ское торможение. При нём двигатель не приклю-
чён к сети, и понятие „скольжение" здесь
становится нецелесообразным. Уравнение элек-
тропривода решают, оперируя числом обо-
ротов в минуту. В случае независимого воз-
буждения машины при Ф = const момент
Фиг. 44. Изменение момента, тока и числа
оборотов в минуту двигателя при тормо-
жении.
двигателя и число оборотов в минуту изме-
няются по экспоненциальному закону
- - Мт \\ - е
1на*е В';94)
ti в> ) , в'
п = — п.Л 1 — е j + пнач е
(95)
где В' — электромеханическая постоянная
GD*
этого режима, равная
&- . Соответ-
N
ственно время торможения электропривода
до п — 0 (при неизменном сопротивлении в
цепи якоря) равно
tt=B']n
мт + /и,
мт
(96)
Работа электропривода с шунтовой ха-
рактеристикой и с маховиком при пиковой
нагрузке. Классическим примером такой на-
грузки является нереверсивный прокатный
стан, график статических моментов которого
ГЛ. I]
ПЕРЕХОДНЫЕ ПРОЦЕССЫ ЭЛЕКТРОПРИВОДОВ
41
показан на фиг. 45 прямоугольниками. На нём
Мо-—момент холостого хода стана, Mmk—мо-
мент прокатки ft-ro по порядку пропуска, при-
ведённый к валу двигателя (включая Мо).
В пределах каждого пропуска момент про-
Фиг. 45. Изменение момента двигателя при пиковой
нагрузке.
катки остаётся постоянным. Кривая моментов
прокатки Mm—f(t) не может быть выражена
каким-либо уравнением. Разложение её в ряд
Фурье чрезвычайно усложнило бы решение.
Значительно удобнее рассматривать работу
электропривода таких механизмов по частям
(по отдельным участкам), в которых Мт ==
= const. В таком случае применимы общие
выводы, полученные выше для электропри-
вода с шунтовой характеристикой.
Для любого участка с пропуском металла
через валки для момента двигателя справед-
лива зависимость
(.-.-')
". G60
где Mdtt — момент двигателя в начале этого
пропуска.
Для любой паузы применима зависимость
— е } -\- Mrfok-e , Gи )
где M^k — момент двигателя в начале паузы;
В—электромеханическая постоянная рассма-
триваемого электропривода. Выражения для
скольжения аналогичны выражениям для мо-
ментов.
Подробно об электроприводе прокатных
станов см. гл. XXI.
Зависимости G6') и G6") дают возможность по-
строить кривую моментов двигателя М , и скольжения s<
или числа оборотов в минуту п * Кривые моментов дви-
гателя могут быть построены графическим методом по
шаблону экспоненциальных кривых (фиг. 46). Для его
Фиг. 46. Шаблон для построения кривых
изменения момента двигателя.
использования необходимо построение шаблона экспо-
ненциальной кривой с постоянной времени В, равной
электромеханической постоянной данного привода М =
max \l е /. Максимальная ордината ша-
блона должна быть равна или несколько больше наи-
большего момента прокатки Mmfc max. Масштаб времени
шаблона должен соответствовать масштабу времени на
графике моментов прокатки. Левая сторона шаблона
(фиг. 46) соответствует росту момента двигателя, пра-
вая — уменьшению. Асимптоты кривых показаны на
шаблоне горизонтальными отрезками — ab для роста
и ей для спада. Шаблон строится для промежутка вре-
мени t и 5В, так как при t > 5В максимум кривой от-
стоит от асимптоты на 0,5%. Способ пользования ша-
блоном показан на фиг, 47. Шаблон прикладывают так,
Фиг. 47. Построение кривой момента двигателя
с помощью шаблона.
• чтобы он проходил через точку М где М — началь-
ный момент двигателя рассматриваемого периода с
Mmk «¦ const, и располагают его так, чтобы асимптота
а — Ь шаблона совпадала с продолжением AJm?. Для
роста М ^ нужно пользоваться левой стороной шаблона,
для спада М^ — правой.
Асимптотой шаблона в период уменьшения момента
двигателя должны быть моменты холостого хода меха-
низма Мо.
Для решения задачи о переходных режи-
мах подобного электропривода с ударной на-
грузкой необходимо знать величину электро-
механической постоянной В, определяемой
параметрами двигателя с маховыми массами
агрегата. Поэтому, как и в других случаях
привода, мощностью двигателя приходится
предварительно задаваться, т. е. необходимо
подходить к решению задачи методом после-
довательного подбора.
Выбор GD2 маховика в приводе с пиковой
нагрузкой при шунтовой характеристике
электродвигателя. Применение маховиков в
приводах с ударной нагрузкой обусловлено
в основном стремлением уменьшить мощность
двигателя и лишь при очень больших пиковых
мощностях (реверсивные прокатные станы)
необходимостью уменьшить удары нагрузки
на электрическую сеть. При отсутствии махо-
вика мощность двигателя пришлось бы выби-
рать по перегрузке, т. е. брать двигатель с
номинальным моментом Мкт — —m, max . При
Км
наличии маховика мощность двигателя вы-
бирается по нагреву. Эта мощность будет
вообще меньше мощности, выбранной по пере-
грузке. Так как маховик вызывает дополни-
тельные первоначальные затраты и повышен-
ные эксплоатационные расходы, то в подобных
электроприводах вообще нужно найти наи-
более экономичное решение в отношении пара-
метров маховика и двигателя.
Наиболее простой способ решения задачи
заключается в следующем.
42
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Выбирается номинальный момент двига-
теля MN;
ЛГ„= A,2+1,3) М,™.
где Мтт — средний момент графика ударной
нагрузки, определяемый по формуле
М,
Величина Мтт должна быть найдена для
одного цикла (в случае прокатного стана —
для полного цикла прокатки одного слитка).
Коэфициент 1,2-г-1,3 учитывает превыше-
ние эквивалентного момента двигателя над
средним. Выбирая подходящий двигатель по
каталогу с MN^Mmm с числом оборотов в
минуту идеального холостого хода щ, находят
одновременно номинальное скольжение дви-
гателя Stf и его маховой момент (GD2)d.
Полагая: 1) что перегрузочная способнот
двигателя по моменту М^к должна быть по
возможности полностью использована; 2) что
наибольшую перегрузку двигатель испыты-
вает во время наибольшего пика нагрузки
с Мт = Mmk max длительностью t^ и именно
в конце периода пика с этим статическим
моментом, значение Md в конце этого периода
можно определить из зависимости G6)
G6W)
где MOk max — момент двигателя в начале пе-
риода tk- Величина \'м в формуле G6W) берётся
для запаса на 10% ниже \м. Неизвестная вели-
чина Mokraax может быть принята равной Мо.
Таким образом
Mmk max ~ M0
М
(97)
mk max
Приведённый маховой момент всего агре-
гата
4. ЯЛ QVK 1
.. (98)
In
М
mk max
— M,
^ mk max ™fl' М
Полученные параметры дают возможность
построить диаграмму Md=f(t) для всего
цикла и определить мощность двигателя.
Значительное уменьшение скорости элек-
тропривода в целях использования маховика
повлекло бы за собой существенное сниже-
ние производительности механизма и боль-
шие потери в добавочных сопротивлениях
в цепи двигателя. Поэтому обычно маховик
выбирают так, чтобы максимальное скольже-
ние в электроприводах с маховиком было
не больше 2С% и лишь в отдельных случаях,
стремясь обойтись безмаховиковым приводом
(например, ножницы для резки железа), допу-
скают максимальное скольжение до 50%.
Графические и графо-аналитические
методы интегрирования уравнений движе-
ния привода. Графо-аналитические методы
для указанной цели применяются тогда, когда
аналитическое решение оказывается невоз-
можным при Мт = ср (s) или Мт = ф (i/, s),
или менее удобным, например, при Мт =f(v).
Одним из самых распространённых прибли-
жённых методов интегрирования является
метод конечных приращений. Суть этого
метода заключается в том, что в уравнениях
движения электропривода бесконечно малые
изменения числа оборотов в минуту (dn) за-
меняются малыми конечными приращениями
(Дя). При этом предполагается, что при под-
становке в уравнение движения привода
средних значений момента двигателя и сред-
него значения статического момента сопро-
тивления для каждого интервала изменения
скорости уравнения движения электропривода
остаются в силе. Средние значения Мд и Мт
обычно находят графическим путём. Далее
могут быть два варианта этого метода.
В первом из них, известном под названием
принципа пропорций, задаются последова-
тельно значениями приращений Апх, графи-
чески определяют &tx и так постепенно по-
лучают всю кривую n=f(t)%
Во втором варианте, именуемом обычно
методом конечных приращений, также за-
даются последовательно величинами &пх.
Однако значения Мх вычисляют аналитически
и уже затем строят соответствующую кривую
п =f(t). При наличии этой кривой и механи-
ческой характеристики двигателя Мф /<* =»
= f(n), построение кривых Ма = уA) и Id =
— ф (t) не представляет затруднений.
Уравнение движения привода примени-
тельно к рассматриваемому методу имеет вид
Mdm — Мтт = -^ • д^-, (99)
где Mdm и Мтт — средние значения момента
двигателя и статического момента на рас-
сматриваемом участке.
Пропорция получается в виде
— Мтт Mjmbn /QQf.
G?>2
375
375
Графо-аналитическое применение этого ме-
тода (фиг. 48) для случая М^ = /(л) заклю-
чается в следующем [21]. Имея кривые Md и
Mm=f[ri), находят динамический момент Mj =
= ср(л) Задаваясь последовательными прира-
щениями AnlF Д«2» • • •» ^лл» определяют сред-
ние значения момента для каждого участка
Mji, /И/2»• • •» Щгг Отсюда длительность ка-
ждого участка
A00)
х~ 375 MJx*
Все вычисления сведены в табл. 14.
ГЛ. IJ
ПЕРЕХОДНЫЕ ПРОЦЕССЫ ЭЛЕКТРОПРИВОДОВ
43
Таблица 14
Прирашение
скорости за
участок
Ля,
Дла
Лл3
Дл4
Дл5
Конечная
скорость
участка
л^Дл,
«.-«.Ч-А*
л6=л1+лл5
Начальное
значение М.
Mh
М,
/а
Mh
Mh
Mh
Конечное зн
чение ЛГ-К
и
MJ2
II
м.
/з
Mh
н
§<в
5 5
Afym
л
Длительное!
участка
А/,
иа
& /*
Суммарное
время
^=/1+Д^
?а — ** Ч~ Д * а
^fi = W ~t" м5
Откладывая последовательно значения Дп^
для btk, можно также (ступеньками) по-
строить кривую n=f(t). Механические ха-
рактеристики электродвигателя, даваемые в
каталогах [Md=f(n) и Md = y(I)], позволяют
построить и кривые Md=y(t) и I = ty(f). По-
добный метод построения кривых применим
0 At, 7
Фиг. 48. Построение кривой разгона привода.
как для пуска и торможения, так и для пере-
менной нагрузки. При построении или вычи-
слении Mj нужно правильно суммировать
статический момент и момент двигателя, учи-
тывая их знаки. Закон изменения скорости
(повышение или снижение) будет опреде-
ляться знаками динамического момента. Вме-
сто того, чтобы кривую динамического мо-
мента заменять ступенчатыми отрезками гори-
зонтальных и вертикальных линий, можно кри-
вую заменить отрезками прямых линий, и
тогда к отдельным участкам можно приме-
нить аналитическое вычисление по формуле,
аналогичной формуле E4).
Механические переходные режимы элек-
троприводов с шунтовой характеристикой
при Mm = f(S) и J = const. Число испол-
нительных механизмов, в которых Mm~f(S),
весьма велико. В большинстве случаев — это
механизмы с кривошипной передачей, а следо-
вательно, и с переменным приведённым момен-
том инерции. Решение уравнений движения
электропривода для этого класса диаграмм
даже при 7=const представляет известные труд-
ности. С одной стороны, зависимость Мт=
= /E) часто может быть представлена лишь
графически. С другой стороны, при наличии
аналитической зависимости Mm = f{S) она
имеет обычно такую форму, что аналитиче-
ское решение уравнения движения привода
оказывается или невозможным или весьма
громоздким. По этим причинам в указанных
случаях используют принцип пропорций [21]
или графо-аналитический метод. Задача за-
ключается в том, чтобы, имея кривую Мт =
= /(?), найти зависимости^ =f(t), n = y(t)
и /=ф(?). Как и во всех других случаях, вы-
числение или построение кривых достаточно
произвести для одного цикла. Методика вы-
числения аналогична изложенной выше. Од-
нако при Mm=f{S) имеется та особенность,
что дана зависимость Мт от пути S, а не от
скорости и. Прямая связь между Mm = f(S)
и Md = <p(n) отсутствует. В отличие от слу-
чая Мт = <\> (п) здесь кроме кривой n = y(t)
необходимо параллельно вычислить кривую
пути S = f(t).
Вычисление ведётся следующим образом. Кривую
Мд — / (л) делят на участки с постоянными значе-
ниями Мдх для каждого, т. е. заменяют ломаной линией
из вертикальных и горизонтальных отрезков. Намечают
путь St, пройденный за первый участок, и для него-
берут среднее значение статического момента Мтт
Вычитанием Mmmi из Mdi (или сложением — в зависи-
мости от режима) находят динамический момент Mi и
расчёт для первого участка производят по равенству A00).
Далее вычисляют путь, пройденный за первый участок 5,.
Если Si — Si, то расчёт для первого участка закончен,
и можно переходить к расчёту для второго участка и т. д.
Если же Si + Su то должно быть принято новое среднее
значение Мтт , соответствующее пути St, и расчёт
проделан вновь, и так—до совпадения исходного при-
нятого пути 5„ с полученным для данного участка рас-
чётным S [21].
Особенности расчёта переходных режи-
мов при переменном маховом моменте
агрегата. Уравнение движения привода в этом
случае имеет вид
+ Md ± Мт = J /а\ -77- -\—о- • . A01)
С подобным видом уравнения обычно при-
ходится сталкиваться при Aim = f(S). Реше-
ние аналитическим методом даже при шунто-
вой механической характеристике двигателя
невозможно; его всегда следует выполнять
графо-аналитическим методом. Из различных
способов упрощённого решения уравнения
приводится лишь один из них.
По Н. П. Куницкому [15]
375 '{Md±Mm)r
п
750"
{Md±Mm)m
A02)
где (Md i Mm)m — среднее значение динами-
ческого момента Mjm за рассматриваемый
промежуток At, соответствующий прираще-
нию Ди.
Приращение угла поворота кривошипа Да
в градусах может быть выражено равенством
Да = -^-Д/, (ЮЗ)
где k — передаточное число между осью дви-
гателя и осью кривошипа.
44
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Задаваясь At, можно найти по формуле
A03) величину Да. Так как точные значения
(MddcMm)m и пт неизвестны, то при рас-
чёте необходимо итти путём последователь-
нйго подбора.
Приращение числа оборотов
[GD2{ol)] ± 125- Да- Л • tg<p
где tg f =
A
берётся по механической ха-
рактеристике двигателя.
Величина tg<? от участка к участку
остаётся постоянной лишь для шунгового дви-
гателя, для сериесного же и компаундного
меняется. Зависимость A04) служит для по-
следовательного определения An, при кото-
ром исходят из выбора Да, GD?*, AGDjayMm
и щ. Промежуток времени находят по фор-
муле A02). Обычно при этом методе повтор-
ного расчёта угла Д о не требуется. Два других
варианта решения задачи предложены Цели-
ковым А. И. и Ирошниковым А. Н. [43].
Механические переходные режимы в
электроприводе с сериесными и компаунд-
ными двигателями постоянного тока. Меха-
нические характеристики сериесного и ком-
паундного двигателя постоянного тока просто
аналитически выражены быть не могут. По-
этому к расчётам электроприводов с этими
типами двигателя в основном применяется
графо-аналитический метод. Кривая динами-
ческого момента Mj, опрелеляемая разностью
Md и Мт, практически часто заменяется от-
резками прямых линий, и вычисление ведётся
по формуле E4). В случае зависимости Мт =
= f(S) необходимо применять методику, ука-
занную на стр. 43.
Электромеханические переходные ре-
жимы привода с шунтовыми двигателями
постоянного тока при Мт = const. При де-
тальном рассмотрении переходных процессов
этого типа привода необходимо учитывать
влияние самоиндукции L обмотки якоря дви-
гателя. К уравнению движения электропри-
вода добавляется уравнение равновесия э. д. с.
и падений напряжения в цепи якоря двига-
теля
~
(ЮЗа)
где U — приложенное к цепи якоря двигателя
напряжение; Е — индуктированная в двига-
теле э. д. с; /—сила протекающего через
якорь тока; L — коэфициент самоиндукции
обмотки якоря двигателя. Это диференциаль-
ное уравнение должно решаться совместно с
диференциальным уравнением движения элек-
тропривода. Полагая L постоянным, можно
найти общий интеграл уравнения для тока
/ = А^е + А$е -J-15, (ипо;
где А\ и А2 — подинтегральные постоянные;
7! и 72—корни характеристического уравне-
ния; Is — значение тока двигателя, соотве^
ствующее Мт. Подинтегральные постоянные
для пуска и того или другого вида торможения
должны находиться отдельно [2]. Для случая
пуска
U-Rl' . , ,
71 — Та
A05)
A06)
7i ~~ 72
где 15 — ток трогания двигателя с места.
Корни характеристического уравнения
^ __ -___-( 1 + |/ 1
где Т—электромагнитная постоянная времени
двигателя, равная L/R. Соответственно для
угловой скорости
A07)
где со? — угловая скорость дсигателя, соот-
ветствующая Мт.
При этом
Md
и
j
j
мт
'т (
V
72 —
V °
М
71
мт
J
•В
J
В
\
)
У,-
71
; A08)
(Ю9)
Постоянные Аь А%, Db D<i даны для пер-
вой ступени пуска. Для каждой другой сту-
пени их следует определять отдельно, исходя
из начальных условий. Соответственно для
каждой ступени с новым сопротивлением цепи
якоря R меняются и показатели экспонент 71
Т L
И 72' так как в них ВХОДИТ Т=~ И
GD*.nn
N
375кг
В зависимости от природы корней процесс
может устанавливаться сразу апериодически
(реальные корни) или после ряда колебаний
(мнимые корни). В отдельных случаях могут
возникать незатухающие колебания. Проверка
приводов на быстрое затухание колебаний
(апериодический или колебательный процесс)
относится к анализу вопросов устойчивости
[17, 18, 191.
Электромеханические переходные ре-
жимы сериесных и компаундных двигате-
лей постоянного тока. Расчёт переходных
электромеханических режимов в этих двига-
телях сложнее, чем в шунтовых за счёт пере-
менного (из-за насыщения железа) коэфи-
циента самоиндукции обмотки возбуждения и
обмотки дкоря. Аналитическое решение, как
и для привода с шунтовым двигателем, здесь
возможно лишь по отдельным участкам. Более
общими оказываются здесь те или иные при-
ближённые графо-аналитические методы. Наи-
более часто применяемый метод основывается
ГЛ. I]
ПЕРЕХОДНЫЕ ПРОЦЕССЫ ЭЛЕКТРОПРИВОДОВ
45
на свойстве первой производной — характе-
ризовать значение тангенса угла, образуемого
положительными направлениями оси абсцисс
и касательных в любой точке искомой кри-
вой. Последовательное проведение касатель-
ных или вычисление отсекаемых ими отрез-
ков даёт возможность получить кривую или
кривые, выражаемые одним или несколькими
диференциальными уравнениями первого по-
рядка. В последнем случае несколько урав-
нений решается совместно: комбинации от-
резков касательных с достаточной точностью
дают кривые п, I, M=f(t) [21, 11, 38].
Взяв для примера случай привода с сериес-
ным двигателем, уравнение движения привода
можно написать в форме
углом р2 = arctg
Ti
(ПО)
а уравнение равновесия э. д. с. в цепи якоря
A03) — в виде
dl
U—IR-k2i>>
A11)
где 1 — коэфициент самоиндукции всей цепи
якоря (включая и обмотку возбуждения) для
сериесного двигателя зависит от насыщения
и имеет вид, показанный
на фиг. 49. Совместное
решение этих двух
уравнений производится
следующим образом
(фиг. 50). Исходя из на-
чального значения тока
jHa4, определяют из урав-
Фиг. 49. Изменение
коэфициента самоин-
дукции от насыщения.
нения
Под углом cxj = arctg -—
проводят прямую для периода Д^. Она
определит закон роста скорости на этом
участке. Далее, беря из экспериментально
найденной кривой L—f(I) (фиг. 49) значе-
ние L, соответствующее 1нан, подставляют
его в уравнение A11). Зная среднюю ско-
dl
рость участка шт, находят —7 для первого
Фиг. 50. Построение кривых переходных режимов
сериесного двигателя-
участка. Наклон кривой /=/(/) к оси абс-
цисс для первого участка определяется
-у-.
Всё последующее по-
строение аналогично и представлено на фиг. 50.
Дальнейшее уточнение может быть сде-
лано повторным построением; при этом в
равенство (ПО) вместо I нач подставляют
'нач Н—о^ и для этого же тока находят зна-
чение L по фиг. 50. В более сложных слу-
чаях, в частности, для компаундной машины,
приходится при решении диференциальных
уравнений прибегать к методу касательной и
радиуса кривизны (Кельвина), так как дифе-
ренциальное уравнение второго порядка как
раз выражает зависимость радиуса кривизны
от места и направления [11, 38].
Переходные режимы в электроприводе
по системе Леонарда. В системе Леонарда,
в которой переходные процессы привода ве-
дутся изменением тока возбуждения генера-
тора, электрические переходные процессы
имеются не только в цепи якоря, но и в цепи
возбуждения генератора. Так как эта цепь
обладает большой самоиндукцией, оказываю-
щей весьма существенное влияние на работу
электропривода, в особенности на быстроту
операций, т. е. на производительность, то в
системе Леонарда совершенно обязательно
учитывать электромеханические переходные
режимы.
Для решения задачи необходимо напи-
сать уравнения механического и электриче-
ского разновесия системы электропривода
и решать их совместно.
Для борьбы с электромагнитной инерцией
(самоиндукцией обмотки возбуждения) гене-
ратора в целях ускорения процессов прини-
маются особые меры — так называемая фор-
сировка возбуждения. Она заключается в
том, что в момент возбуждения машины на
её обмотку возбуждения тем или иным спо-
собом подают напряжение, значительно пре-
вышающее нормально прикладываемое к об-
мотке [16, 20, 21]. Это достигается чаще
всего шунтировкои добавочного сопротивле-
ния в цепи возбуждения. Степень повышения
напряжения на зажимах обмотки возбужде-
ния при пуске называется коэфициентом
форсировки и обозначается буквой а
Работа системы Леонарда при пуске под-
чиняется следующим уравнениям.
Уравнение электрического равновесия для
цепи возбуждения с током i
A12)
Решение этого уравнения даёт экспонен-
циальный закон:
Считая магнитную систему генератора не-
насыщенной, т. е. полагая, что его ток воз-
буждения i пропорционален создаваемому им
магнитному потоку Ф, для напряжения гене-
ратора при п = const получают E=C\L Так
как ('и Ф меняются по равенству A13), то
46
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
для напряжения на зажимах генератора по-
лучается зависимость
_
U=aUN(l-e тв),
(И4)
где UN — номинальное напряжение генератора.
Для цепи якоря двигателя получается вто-
рое уравнение равновесия э. д. с. в этой цепи
где ч = е в ' Т . Здесь -t\ — время трогания
привода с места, т. е. время, при котором
M M
In
ап0 — Ans
A20)
Аналогично для тока якоря двигателя
t t
A15)
где Ed — обратная э. д. с. двигателя; Id — ток
двигателя; Ld — коэфициент самоиндукции
якорной цепи. При наличии влияния самоин-
дукции обмотки возбуждения L, самоиндук-
цией обмотки якоря Ld можно пренебречь и
принять
L dId-()
Третьим уравнением будет уравнение дви-
жения электропривода
Для числа оборотов (л) имеет место сле-
дующая зависимость [21, 16]:
г --L _1_
n=an(i-Ans—*nOjr-'—e тв+се Г
где с — подинтегральная постоянная, опреде-
ляемая из начальных условий работы привода;
щ — число оборотов в минуту идеального хо-
лостого хода двигателя; Ans — снижение его
скорости при статическом моменте Мт; Тв —
электромагнитная постоянная обмотки возбу-
ждения; ( Тв=~—— ) и В — электромеханиче-
екая постоянная электрифицированного агре-
гата, равная
в_ GD».Ra
375 • fti • k-2
В мощных приводах величина В мало влияет
на характер разгона. Быстрота его в основ-
ном определяется электромагнитной постоян-
ной обмотки возбуждения Тв. В случае пуска
привода вхолостую, т. е. при Мт — 0, время
пуска
^Т-Ип^-у, A18)
где а — коэфициент форсировки. При увели-
чении а время пуска уменьшается существенно
лишь до достижения а величины 3—4. Поэтому
практически коэфициент форсировки и при-
нимают равным 3—4. В случае пуска электро-
привода под нагрузкой со статическим мо-
ментом Мт число оборотов двигателя в ми-
нуту п следует зависимости:
где 1ь — ток короткого замыкания привода в
покое при нормальном напряжении генера-
тора UN. Остальные обозначения — прежние.
В зависимости от мощности привода зна-
чения постоянных В и Та могут варьировать
в широких пределах. Для мощных реверсив-
ных приводов (у прокатных станов в несколько
тысяч киловатт) Т8 = 2 — 4 сек.; В = 0,03 —
— 0,05 сек.; в приводах мощностью в несколько
киловатт Т„ = 0,1 — 0,3 сек.; В = 0,1 — 0,5 сек.
Аналогичным образом могут быть найдены
законы изменения скорости п и тока двига-
теля / при торможении. В системе Леонарда
применяется всегда рекуперативное торможе-
ние. При этом число оборотов двигателя в
минуту от рабочей скорости л0 — Ans до п = 0
изменяется по зависимости
Так как при рекуперативном режиме коэ-
фициент форсировки о = 1, то
-ВA
A22')
Время торможения tt может быть найдено
из зависимости A22') подстановкой я = 0.
Соответственно скорость разгона привода в
обратном направлении (при реверсировании)
изменяется по равенству
). A23)
/в — В
1—1
-Ans,(U9)
Время разгона tp может быть найдено из
равенства E5) подстановкой в него значения
п = щ — Ans. Полное время реверсирования
tr=.tf\-tp- В мощных приводах, когда посто-
янная В мала по сравнению с Те, время ре-
версирования вхолостую от основной скорости
двигателя в одном направлении до основной
в другом выражается формулой
tr=T.\n±±4. A24)
ГЛ. I]
ПЕРЕХОДНЫЕ ПРОЦЕССЫ ЭЛЕКТРОПРИВОДОВ
47
Рабочие режимы асинхронных двигате-
лей и пусковые и тормозные режимы асин-
хронных двигателей с кольцами. При ре-
жимах асинхронного двигателя, соответствую-
щих работе на естественной характеристике
при скольжениях от s = 0 до s — A,5 -5- l,75)sN,
для большинства случаев практики механиче-
ская характеристика на этом участке может
быть принята за прямолинейную — шунтовую.
Методика, по которой определяется протека-
ние переходных процессов, остаётся такой же,
как и для двигателей с шунтовой характери-
стикой. Это положение относится как к дви-
гателям с кольцами, так и к короткозамкну-
тым. Оно справедливо и для двигателей с
кольцами, работающих с реостатом в цепи
ротора при всех значениях от 5 = 0 до s = 2
(противовключение).
Пусковые и тормозные переходные
процессы короткозамкнутых двигателей.
Аналитическое решение уравнения движения
привода для криволинейной части асинхрон-
ной характеристики возможно лишь при Мт—
= const. Во всех остальных случаях необхо-
димо применять графо-аналитический метод.
Этот метод как универсальный может быть
использован и для электроприводов с коротко-
замкнутыми двигателями. При Мт = const для
решения уравнения движения привода следует
пользоваться для вращающего момента дви-
гателя формулой A9), которая с достаточной
точностью учитывает главнейшие процессы,
происходящие в обыкновенных асинхронных
двигателях. Если практически её нельзя ис-
пользовать, можно применить упрощённую
формулу A8); однако в ряде случаев она мо-
жет давать большую погрешность.
Уравнение движения привода с коротко-
замкнутым двигателем при Мт = 0 при поль-
зований упрощённой формулой получает сле-
дующий вид:
2Afr
GD*
откуда
dt=
JL.J- т
GD2
ds 10-
1ГС A25)
2-375
-7L)- A26)
Интегрирование этого равенства в преде-
лах от 52 = 1 до S\ = Sq даёт время пуска
привода вхолостую:
Q/
2
1
2 \2s
A27)
В этой формуле Q —опрокидывающая элек-
тромеханическая постоянная агрегата, равная
О =
GD°
375 ' Мп
.Ml
мт.
A28)
Отличие выражения этой постоянной Q от
постоянной в приводах с шунтовой характе-
ристикой вызвано криволинейностью механи-
ческой характеристики асинхронного двига-
теля. При шунтовом двигателе коэфициент
-^ ..—#-=1. Так же как и при экспонен-
sN Mmaji
циальных функциях, время пуска теоретически
для Sq = 0 получается равным бесконечности.
Поэтому для второго члена в скобках [фор-
фула A27)] вместо s0 в практических реше-
ниях задачи нужно брать величину 0,05. Врем»
пуска вхолостую выразится
1
0,05 )*
A27')
При пуске одного двигателя вхолостую в
формулу A28) для Q нужно подставлять ма-
ховой момент одного двигателя: при пуске с
рабочей машиной без нагрузки, т. е. при
Мт = 0, в ту же формулу нужно вводить ма-
ховой момент всего электрифицированного
агрегата.
Интегрирование равенства E8) в пределах
от 2 до 1 даёт полное время торможения од-
ного двигателя при противовключении
О
+ Ш2\.
A29)
Аналитическое решение уравнения движе-
ния привода для случаев пуска и торможения,
при Мт = const как в случае использования
упрощённой зависимости A8), так и в осо-
бенности уточнённой A9) оказывается
довольно сложным и здесь не приводится [4].
Соответствующие задачи проще решать гра-
фо-аналитическим методом.
Особенности работы короткозамкнутых
асинхронных двигателей дри пульсирую-
щей нагрузке. Короткозамкнутые двигатели»
работающие при пульсирующей ударной на-
грузке (молоты, штамповочные станки, куз-
нечно-ковочные машины, ткацкие станки и т. п.)
для наиболее экономичной работы целесооб-
разно изготовлять с номинальным скольже-
нием до 10—14% вместо 2—3% в нормаль-
ных двигателях.
См. также „Электрооборудование кузнеч-
но-прессовых машин", гл. XIV.
Точная остановка электроприводов. В»
многих исполнительных механизмах должна
быть обеспечена более или менее точная,
остановка. Сюда относятся, например, шахт-
ные подъёмники и лифты, литейные и монтаж-
ные краны, нажимные устройства прокат-
ных станов, разводные пролёты мостов и т. п.
Остановка многих механизмов вообще может
быть осуществлена выключением двигателя
в нужный период времени с помощью конеч-
ных или путевых выключателей. Если же
при этом допустить свободный выбег ме-
ханизма, то пройденный ими путь будет зна-
чителен, а остановка в силу неизбежных воз-
можных изменений статического момента —
трения механизма — в разные периоды вре-
мени окажется недостаточно точной. Приме-
нение тормозов с электромагнитами лучше
обеспечивает заданный момент останова,,
однако когда тормозной электромагнит вос-
принимает всю живую силу электрифициро-
ванного агрегата, точность места остановке
всё же недостаточно высока, например, для
таких механизмов, как металлорежущие станки.
Кроме того, тормозные устройства могут ока-
заться громоздкими. Поэтому для достижения
точности остановки обычно прежде всего
уменьшают живую силу агрегата. Для этой.
48
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
цели используют электрическое торможение
или предварительный перевод двигателя на
пониженную скорость. После предваритель-
ного снижения скорости электропривода может
быть допущен либо свободный выбег, либо
использование механических тормозов с элек-
тромагнитами, работающими уже при малой
скорости. Подобная система вполне пригодна
для большинства электроприводов, в которых
необходима точность места установки. Этот
процесс может быть автоматизирован приме-
нением путевых выключателей, надлежащим
образом отрегулированных.
Кроме чисто механических выключателей
используются: 1) индуктивные выключатели,
основанные на изменении магнитной проводи-
мости электромагнита при подходе к нужному
месту; 2) электронные лампы, у которых в
цепь сетки включена индуктивность, изменяю-
щаяся под влиянием движущейся пластины;
3) фото-реле; 4) специальные селекторы (из
биратели).
АППАРАТУРА УПРАВЛЕНИЯ
ЭЛЕКТРОПРИВОДАМИ
Виды управления электроприводом.
Управление электродвигателем в электро-
приводе может производиться: 1) неавтома-
тически (вручную); 2) автоматически и 3) полу-
автоматически. В современной практике не-
автоматическое управление применяется редко,
а полуавтоматическое преимущественно там,
где характер производственного процесса не
даёт возможности использовать автомати-
ческое управление. Основные преимущества
автоматического управления электроприводом
заключаются в том, что оно обеспечивает:
а) наиболее высокую производительность;
б) нужную точность производственных опе-
раций; в) простоту и лёгкость управления
двигателями больших мощностей (при мощ-
ности двигателя свыше 100 кет и очень
частых пусках в ход ручное управление во-
обще неосуществимо); г) возможность боль-
шого числа пусков в час; д) экономию в
электрической энергии за счёт рационального
проведения переходных режимов; е) простую
защиту производственных агрегатов от воз-
можных случайностей; ж) строгую последо-
вательность и нужное сочетание различных
операций с использованием соответствующих
блокировок; з) устранение влияния личных
качеств машиниста на производительность
исполнительных механизмов; и) уменьшение
обслуживающего персонала; к) возможность
облуживания автоматизированных агрегатов
персоналом более низкой квалификации;
л) небольшие размеры аппаратов автомати-
ческого управления (кнопок или командо-
аппаратов); м) экономию в кабелях для глав-
ного тока двигателя.
К числу основных процессов, к которым
должно быть применено управление, относятся:
1) пуск двигателя в ход; 2) остановка двигателя,
в частности, точная остановка в определённом
месте; 3) реверсирование; 4) электрическое
торможение; 5) регулирование скорости; 6) за-
щита двигателя от перегрузок и повреждений;
7) сигнализация состояния системы; 8) осу-
ществление определённой последовательности
операций; в отдельных случаях, кроме того,
добавляются: 9) поддержание постоянства ско-
рости; 10) синхронное вращение; 11) синхрон-
ный поворот; 12) работа по шаблону и т. д.
Одиночное и комплексное управление
электроприводами. В тех случаях, когда
электродвигатель приводит в движение ту
или иную рабочую машину, которая по усло-
виям производственного процесса работает
независимо от других, управление электро-
приводом будет одиночным. При этом между
цепями отдельных двигателей нет электри-
ческой связи, за исключением общего источ-
ника питания.
При многодвигательном приводе одной
рабочей машины или при объединении в один
производственный процесс ряда рабочих машин
возникает необходимость в тех или иных
блокировках или связях между отдельными
двигателями (например, если требуется одно-
временность или, наоборот, определённая по-
следовательность пуска, поддержание извест-
ного соотношения скоростей, синхронизация
хода и т. д.). В этом случае управление
электроприводом будет комплексным автома-
тическим.
Данные для выбора аппаратуры управлении
1) Для пускового режима: а)' способ пуска:—ручной
или автоматический; б) желательный способ управления
пуском: кнопкой, рычажным командоаппаратом; при
автоматическом пуске возможно также применение ча-
сового механизма, термостата, поплавкового выключа-
теля, контактного манометра, блокконтакта другого ис-
полнительного механизма; в) частота пуска механизма
в ход; г) длительность пуска; д) плавность пуска; е) ве-
личина пускового момента; ж) величина маховых масс;
з) возможное изменение статического момента.
2) Для режима остановки привода: а) способ оста-
новки— ручной или автоматический; б) желательное для
остановки автоматическое приспособление; в) быстрота
остановки; г) точность остановки в определённом поло-
жении; д) необходимость остановки в случае аварки;
е) необходимость применения тормозных электромагнитов
для удерживания механизма в неподвижном положении.
3) Для режима реверсирования: а) частота реверси-
рования нормальная и случайная; б) необходимость ре-
верса в случаях аварии; в) условия работы при обратном
ходе; г) быстрота реверсирования; д) необходимость ис-
пользования для целей торможения принципа противо-
включения.
4) Для нормальной работы: а) длительность не-
прерывной работы механизма; б) длительность перерывов
в работе; в) характер нагрузки в течение рабочего цикла;
г) специфические требования.
5) Для режима регулирования скорости: а) пределы
регулирования скорости; б) число желательных ступеней
скорости; в) рабочие и заправочные скорости и длитель-
ность работы при этих скоростях; г) способ установки
отдельных ступеней скорости—до производственного про-
цесса и во время него; д) желательный характер регу-
лирования скорости; е) закон изменения потребной от
двигателя мощности при изменении скорости.
6) Для осуществления автоматической защиты: необ-
ходимость в защите: а) от перегрузки; б) в зависимости
от пути механизма; в) от чрезмерной скорости; г) от
обрыва цепи возбуждения или линии постоянного тока;
д) от обрыва фазы; е) от изменения порядка следо-
вания фаз [9].
Основное подразделение аппаратуры.
Аппаратура управления электроприводами в
основном может быть разделена на неавтома-
тическую и автоматическую, а последняя
в свою очередь — на контактно-релейную и
ионно-электронную. Отдельные аппараты могут
входить как в автоматические, так и неавто-
матические схемы. Аппаратура управления
вообще отличается исключительным разно-
образием как по принципам действия, так и
по конструкции.
К неавтоматической аппаратуре относятся
рубильники, плавкие предохранители (для за-
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
49
щиты электроприводов), реостаты и контрол-
леры (для управления), пакетные выключатели,
универсальные выключатели, распределитель-
ные ящики, реостатно-чугунные сборки.
Автоматическая аппаратура состоит из
различных контакторов, реле управления,
реле защиты, командоаппаратов, путевых
выключателей, тормозных электромагнитов,
регуляторов, ионно-электронной аппаратуры,
усилительных ламп, ртутных выпрямителей,
тиратронов, игнитронов, неоновых ламп, фото-
элементов, электронно-лучевых трубок и т. д.
Комплектные аппараты автоматического упра-
вления для различных электроприводов носят
название станций управления.
Реостаты и контроллеры для ручного
управления электроприводами. Для руч-
ного управления двигателями применяются
реостаты и контроллеры. Реостаты могут
быть разделены на четыре основных катего-
рии: пусковые, регулирующие, пуско-регули-
рующие и шунтовые регулирующие.
Пусковые реостаты предназначены
лишь для пусковых режимов; на длительное
включение в сеть их сопротивления по нагреву
не рассчитаны и для регулирования скорости
двигателя эти рео-
статы использо-
вать нельзя.
Регулирую-
щие р еос таты
служат для дли-
тельного регули-
рования скорости
двигателя измене-
нием сопротивле-
ния в цени якоря
двигателей по-
стоянного тока и
в цепи ротора асин-
хронных двигате-
лей.
Пуск о-регу-
лирующие ре-
остат ы постоян-
ного тока приме*
няются для пуска
двигателя измене-
нием сопротивле-
ния в цепи якоря и для регулирования скоро-
сти изменением тока возбуждения. Ступени
пускового сопротивления в цепи якоря пред-
назначаются только для пуска, реже (при
специальном расчёте) для длительного регу-
лирования скорости.
Шунтовые регулировочные ре-
остаты используются для длительного ре-
гулирования скорости шунтового двигателя по-
стоянного тока изменением тока возбуждения.
Плоские пусковые реостаты.
Их применяют в условиях лёгкой работы и
и при желании иметь наиболее дешёвое обо-
рудование. Схема соединений типичного пу-
скового реостата для шунтового двигателя
постоянного тока дана на фиг. 51. Нерабочее
положение реостата — крайнее левое; рабо-
чее — крайнее правое. При пуске двигателя в
ход щётка контактного рычага КР реостата
движется по ряду контактов, к которым при-
ключается сопротивление, постепенно выво-
димое из цепи двигателя. В современных
реостатах контактный рычаг удерживается в
4 Том 8
Lo—J
Фиг. 51. Типичная схема
пускового реостата шунтово-
го двигателя: Л—линия;
Ш—шунг; Я— якорь.
крайнем правом положении небольшим электро-
магнитом НК (нулевой катушкой), включае-
мым в цепь возбуждения. При исчезновении
напряжения пружина автома-
тически возвращает рычаг в
пусковое положение. Такое
приспособление предохраняет
двигатель от включения его в
сеть при выведенном пусковом
сопротивлении после восстано-
вления напряжения сети.
Плоские реостаты постоян-
ного тока стро-
ятся для двига-
телей мощно-
стью до 25 кет,
напряжением
ПО ей для
дзигателей до
40 кет напря-
жением 230
и 550 в. Нор-
мальное число
пусковых сту-
пеней в дви-
гателях мощ-
ностью до
0,75 кет — 7, до
15 кет — 10, при большей мощности — 13.
Схема включения плоского пускового ре-
остата асинхронного двигателя с фазовым ро-
тором показана на фиг. 52.
Контакторные реостаты. Реостаты этого типа
применяются для больших мощностей (токов), для ко-
торых плоские реостаты не изготовляются. Подобные
реостаты состоят из некоторого числа рычажных вы-
ключателей, включаемых и выключаемых одиночно
с помощью отдельных рукояток. Каждый выключатель
имеет щёточный контакт, перекрывающий две пластины,
к которым присоединены пусковые сопротивления.
Определённая последовательность включения дости-
гается механическими блокировками. Управление рео-
статом производится двумя руками, так как рукоятку
нужно держать до тех пор, пока не будет включён
следующий контакт. Последний выключатель удержи-
вается нулевой катушкой. Выключатели снабжены до-
полнительными искрогасительными контактами, замы-
кающимися раньше и размыкающимися позже главных
контактов.
Нормальное число ступеней сопротивления дано в
табл. 15.
Таблица 15
Фиг. 52." Типичная схема пуско-
вого реостата асинхронного дви-
гателя с кольцами.
Мощность
двигателя
в кет
7.5- га
25- 55
6о— 85
90—150
Число
пусковых
сопро-
тивлений
3
4
5
б
Мощность
двигателя
в кет
165—300
34°—45°
Выше 45°
Число
пусковых
сопро-
тивлений
7
8
9
Контроллеры. Барабанный кон-
троллер представляет собой переключатель,
предназначенный для управления главными
цепями электродвигателей. Одна из конструк-
ций барабанного контроллера дана на фиг 53.
Контроллер имеет следующие основные части,
заключённые в общий кожух: / — контактные
пальцы; 2 — вал привода с подвижными кон-
тактами; 3 — искрогасительные катушки. Вне
кожуха находится маховик (или рычаг) по-
ворота.
50
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Барабанные контроллеры дают возможность
осуществить любую схему неавтоматического
управления электроприводом. Их преимущества
перед плоскими реостатами: 1) прочность и
более грубая конструкция; 2) достаточно боль-
шое давление на контактах, не утяжеляющее
Фиг. 53. Барабанный контроллер (разрез перпендику-
лярно оси валика привода).
управления; 3) возможность простого закры-
тия; 4) простота установки искрогасительных
катушек и изолирующих перегородок между
контактами; 5) несложность приспособления
к сложным схемам управления; 6) малое место
для установки; 7) лёгкое управление.
Недостатки барабанных контроллеров:
1) быстрый износ контактов вследствие трения
скольжения; 2) обгорание во время дуги ра-
бочих мест контактов.
Барабанные контроллеры применяются для мощностей
при постоянном токе не выше 40 кет при напряжении
220 в и при переменном — не выше 75 кет при 380 в.
Нормальное число включений в час барабанных кон-
троллеров — 120. При числе включений свыше 240 эти
контроллеры, независимо от мощности двигателя, не
нрименяются.
Кулачковый контроллер — ком-
плект элементов контакторного типа, которые
замыкаются и размыкаются кулачковыми шай-
бами, посаженными на вал контроллера. Ха-
рактер работы кулачкового контроллера виден
из фиг. 54, где показаны три положения ку-
лачка. Каждый контакторный элемент снабжён
магнитной искрогасительной катушкой. Ку-
лачковые контроллеры значительно надёжнее
барабанных и требуют за собой меньшего
ухода. Они не имеют трущихся поверхно-
стей и дают лучшее искрогашение. Поэто-
му в них меньше изнашиваются и обго-
рают контакты. Срок службы кулачковых
контроллеров в 5—6 раз выше, чем ба-
рабанных.
Изменение мощности контрол-
леров в зависимости от частоты
вкл ючений. Частота включений контрол-
лера сильно влияет на работу его контактов.
Поэтому для каждой конструкции контроллера
допускается различная включаемая мощность
в зависимости от режима работы электро-
привода. При этом различают: 1) обыкновен-
ную работу без особого тонкого регулиро-
вания; 2) работу с регулированием пуска в
ход (плавный пуск с тонким регулированием);
3) работу с быстрым ускорением больших
маховых масс. Соответствующие номинальные
мощности для разных режимов работы кон-
троллеров даны в табл. 16.
Развёртка контрольной схемы.
Для удобства чтения схем контроллеры на
чертежах изображают развёрнутыми. С этой
Выключенное * Промежуточное Включенное
положение положение положение
Фиг. 54, Кулачковый контроллер.
целью цилиндрическая поверхность поворачи-
вающегося барабана режется по образующей
между крайними положениями контроллера и
Наибольшие допускаемые мощности контроллеров
Таблица 16
Характер работы
Обыкновенная
С регулированием пуска
в ход ,
С быстрым ускорением ма-
ховых масс
Максимальная
частота вклю-
чений (число
включений
в час)
3°
I2O
I2O
24O
24O
Зоо
боо
IOCO
Допускаемая мощность в °/0
от номинальной
Контроллеры
со скользящи-
ми контактами
I3O
но
IOO
8о
бо
Контроллеры
кулачкового
типа и с элек-
тромагнитны-
ми замыкате-
лями
-
I2O
но
IOO
8о
Примеры применения
Краны машинных помещений,
транспортные краны
Монтажные краны, литейные краны
Вспомогательные механизмы ме-
таллургических заводов
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
51
в развёрнутом виде даётся на чертеже.
Пальцы при этом показываются в середине
развёрнутой схемы чёрными кружками по
вертикали. Середина соответствует нулевому
положению контроллера, при котором по-
следний выключен. Число положений кон-
ПуШВое
сопротивление
1 г з и 5
9, дг
Конечные
Выключатели
Фиг. 55. Развёртка схемы барабанного контроллера.
троллера указывается соответствующим числом
тонких вертикальных линий с цифрами, обо-
значающими соответствующее положение кон-
троллера. Сегменты контроллера изображаются
отдельными зачернёнными прямоугольниками.
Электрические связи между ними показы-
ваются жирными чёрными вертикальными или
наклонными линиями.
При чтении схемы контроллера приходится
представлять сегменты неподвижными и по-
лагать перемещение пальцев в сторону, об-
ратную движению сегментов.
На фиг. 55 показана развёрнутая схема
барабанного контроллера постоянного тока
типа КП (крановый, постоянного тока) за-
вода „Динамо" для
сериесного двига-
теля постоянного
тока с шунтовым
тормозным магни-
том и шестью ра-
бочими положе-
ниями для враще-
ния в ту или дру-
гую сторону. Пода-
ча тока в схему
происходит через
троллеи N, E, glt
¦I #2. F* А- (Электри-
ческие провода на
Фиг. 56. последовательность чертеже не пока-
переключений в схеме фиг. 55. ЗЭНЫ.) 11альцы КОН-
троллера и соот-
ветствующие зажимы двигателя, сопроти-
влений и аппаратуры, имеющие одни и те
о -
же обозначения, следует рассматривать как
электрически связанные вместе, Последователь-
ность переключений в схеме этого контрол-.
лера показана на фиг. 56 для поворота кон-
троллера вправо. Положения для поворота
влево совершенно аналогичны. На фиг. 57
V /о
гш
220
200
180
160
W
120
100
80
60
I/O
20
|
2
1
1
111
V
\\
г
\
\
\
М
\\
\
\
\
1
>
V
vS
\
S
ft
\
Разбивка
по ступеням
/-г
2-3
U-5
S
ч
ч
/
ч
ч
у
ч
Ч|
ч.
>
f
<
проти
69"
26°
т
13*
нам
9
Г
вление
ем
'<,
'о
'о
Т
- —
7
•-*
0 20 UO 60 80 100 120 1hQ 160 180 200 220/^%
Фиг. 57. Механические характеристики для
схемы по фиг. 56.
даны механические характеристики сериес-
ного двигателя для этого типа контроллера.
Пакетные выключатели. Пакетные вы-
ключатели — коммутирующие приспособления,
применяемые для небольшого числа вклю-
чений и рассчитанные на токи до 60 а при
220 в и до 25 о при 500 в. Пакетные выклю-
чатели используются: 1) в качестве пусковых
аппаратов для включения в сеть коротко-
замкнутых двигателей мощностью до 4 кет
при числе включений до 15—20 в час; 2) в ка-
честве отъединяющих элементов при реостат-
ном пуске двигателей; 3) для отключения
установок от сети при отсутствии в них тока
(вводы); 4) в качестве выключателей цепей
управления. Пакетный выключатель не даёт
нулевой защиты. Пакетный выключатель
(фиг. 58) имеет наборы колец-пакетов из изо-
лирующего материала. Внутри колец нахо-
дится контактное устройство из одного или
нескольких ножей, которые поворачиваются
Фиг. 58. Пакетный выключатель (размеры в мм).
на 90° и замыкают или размыкают цепи между
контактными пластинками, расположенными
противоположно по диаметру. Для мгновен-
ных выключений в крышке выключателя по-
мещены сильные пружины. На фиг. 59 по-
52
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
казана схема пакетного выключателя, состо-
ящего из трёх сидящих на одной оси колец
для включения в сеть реверсивного коротко-
замкнутого двигателя.
\
ч
* ,
250
225
200
175
Фиг. 60. Термические характе-
ристики плавкой вставки.
Фиг. 59. Схема пакетного выключателя.
Плавкие предохранители. Плавкие пре-
дохранители нормально предназначены для
защиты сети от токов короткого замыкания;
однако в ряде случаев и, в частности, в не-
автоматических схемах привода они исполь-
зуются для защиты двигателей от пере-
грузки.
Основным элементом предохранителя яв-
ляется вставка или прэволока, выполняемые из
легкоплавкого металла или сплава. Во избежа-
ние случаев трав-
матизма при пере-
крытии вставки,
последняя защи-
щается огнеупор-
ным материалом.
Характеристика
работы плавких
вставок для неболь-
ших сил тока (до
25 а) дана на фиг.
6Ц. Она показывает
зависимость вре-
мени, по истечении которого вставка пере-
горает, от силы проходящего через неё тока.
Перегорание вставки происходит мгновенно
при достижении силы тока в 250%, нормаль-
ной для данной вставки. По термическим ус-
ловиям плавкая вставка может быть осуще-
ствлена лишь так, что перегрузку в 25%
она выдерживает весьма большое время.
В этом главный недостаток плавких предо-
хранителей. Фактически они могут осу-
ществлять лишь мгновенную защиту двига-
телей от токов короткого замыкания, а не
термическую (зависящую от продолжитель-
ности перегрузки).
Сопротивления. В схемах электропривода
нормально применяются металлические со-
противления двух типов: 1) из литыч зигзаго-
образных чугунных элементов; 2) проволочные
или ленточные. Последние используют лишь для
двигателей мощностью до 4—6 кет. Удельное
сопротивление чугуна 0,75— 0,8 ом-мм^/м; его
температурный коэфициент G,5-i- 15)-10—4.
Чугунные элементы собирают в группы
(ящики) и устанавливают один над другим,
однако не более четырёх в высоту, чтобы
избежать перегрева верхних ящиков.
Проволочные и ленточные сопротивления
применяются в случае необходимости больших
сопротивлений. Изготовляются они из констан-
тана с удельным сопротивлением 0,5 ои-мм^/м
при температурном коэфициенте 5-10-6. Вы-
бор сопротивлений (по каталогам) произво-
дится по нагреву. При этом учитывается:
1) необходимая величина сопротивления; 2) сила
IWVWfii
«km.
проходящего через него тока; 3) режим ра-
боты (длительный, повторно-кратковремен-
ный, напряжённость последнего). При про-
должительной нагрузке для чугунных эле-
ментов допускают плотность тока 1,2—
1,8 а\ мм2.
Купроксные выпрямители. Купроксные
выпрямители служат для выпрямления пере-
менного тока и используются для подачи по-
лученного постоянного тока в схемы упра-
вления двигателями или в цепь асинхрон-
ных двигателей при динамическом торможе-
нии.
Купроксный сухой выпрямитель предста-
вляет собой комбинации элементов из медных
пластин, покрытых с одной стороны слоем за-
киси меди, которая и является катодом. Ка-
ждый элемент допускает напряжение лишь 5 в.
При необходимости в больших напряжениях
отдельные элементы соединяют последова-
тельно в батареи, включаемые в цепь пере-
менного тока через соответствующий транс-
форматор. Схема питания цепи через купрокс-
ные выпрямители показана на фиг. 61. В те-
чение одного полупериода (переменного тока)
ток проходит через
одну пару комплек-
тов купроксных вы-
прямителей (сплош-
ные стрелки); в тече-
ние второго полупе-
риода — через дру-
гую (пунктирные
стрелки).
Нормальная плот-
ность тока в купрокс-
ных выпрямителях
0,2—0,4 ajcM*. Крат-
ковременные пере-
грузки допускаются
до 0,6—1,2 а/см?. Для
токов большой силы
купроксные батареи
включают параллельно. Для улучшения тепло-
отвода купроксные выпрямители снабжаются
особыми пластинами, отводящими тепло.
Тормозные устройства. Тормозные устрой-
ства (иногда в комбинации с электрическим
торможением) нужны в ряде установок для
быстрой и точной остановки электропривода.
Тормоза совершенно необходимы в подъёмно-
транспортных устройствах для удержания
груза после выключения двигателя. Электри-
ческий тормоз имеет: 1) тормозные колодки
или ленты с фрикционными прокладками;
2) механизм для перемещения колодок или
ленты; 3) оттормаживающий электромагнит.
Тормоз затягивается пружиной или грузом, а
освобождается электромагнитом при подаче
тока в его обмотку.
Механическая конструкция тормозов при-
ведена в т. 10.
Тормозные электромагниты постоянного
тока бывают сериесными и шунтовыми. Пер-
вые включаются последовательно в цепь дви-
гателя, шунтовые — параллельно. Шунтовые
электромагниты имеют перед сериесными то
преимущество, что их работа не зависит от
нагрузки двигателя. Однако надёжность ра-
боты схемы с шунтовыми электромагнитами
меньше, так как при случайном разрыве цепи
якоря двигателя, если сеть остаётся приклю-
Фиг. 61. Мостовая схеме
купроксного выпрямителя.
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
53
чённой, катушка шунтового электромагнита
продолжает находиться под током, и тормоз-
ные колодки не отпускаются.
Короткоходовыетормозныеэлектро-
магниты имеют очень малый ход B—6 мм)
и отличаются быстротой действия. Они при-
меняются только для постоянного тока. Ис-
пользуются в случаях работы при высокой
скорости и требовании точной остановки.
Основное условие исправной работы электро-
магнитов этого типа заключается в очень тща-
тельных изготовлении, установке и экспло-
атации.
Тормозыпеременноготока бывают
трёх типов: 1) с электромагнитами;2)с серво-
двигателем; 3) с центробежным масляным на-
сосом и электродвигателем (гидроэлектриче-
ский привод тормоза). Тормозы с электромаг-
нитами переменного тока включаются в цепь
параллельно двигателю. Во избежание гудения
их делают всегда трёхфазными и в отличие от
электромагнитов постоянного тока — с сердеч-
никами из листового железа для уменьшения
токов Фуко. К недостаткам тормозных элек-
тромагнитов переменного тока относятся боль-
шие толчки тока при включении, что при ме-
ханических неисправностях может приводить
к перегоранию катушек. Поэтому для двига-
телей переменного тока часто применяются
тормозы с короткозамкнутым асинхронным
электродвигателем. Последний рассчитан на
длительную работу под током в неподвижном
состоянии. Этот двигатель связан передачей
с зубчатым сектором, который перемещает
рычаг, воздействующий на тормозные колодки.
Для освобождения тормозных колодок двига-
тель должен сделать только 1,5—2 оборота,
после чего он будет стоять до тех пор, пока
не будет отключён от сети. При отключении
двигатель возвращается в исходное положе-
ние под влиянием груза на тормозном ры-
чаге.
Тормоз третьего типа имеет небольшой
центробежный насос, встроенный в поршень
цилиндра и вращаемый маленьким коротко-
замкнутым двигателем. Насос перекачивает
масло из верхней части цилиндра в нижнюю.
В результате поршень поднимается вместе с
насосом и передвигает рычаг, перемещающий
тормозные колодки. При отключении двига-
теля поршень возвращается в исходное поло-
жение под действием пружины. Преимущества
тормозов этого типа — малый износ и простое
регулирование.
Выбор тормозных электромагнитов по ка-
талогу производится по тяговому усилию, не-
обходимому для освобождения тормоза, по ве-
личине хода, продолжительности и частоте
включений. Полное тяговое усилие получается
в результате суммирования полезного тяго-
вого усилия с весом якоря электромагнита.
При выборе учитывается запас в 20—30%.
Электромагнитные фрикционные муфты.
Электромагнитные фрикционные муфты до
сих пор изготовлялись только для работы на
постоянном токе. Эти муфты бывают нере-
версивные и реверсивные и дают возмож-
ность простой автоматизации сцепления дви-
гателя с механизмом. Принцип действия муфт
заключается в следующем (фиг. 62). На валу
двигателя закрепляется железный сердечник
муфты с обмоткой, а на валу механизма —
якорь в форме диска. Для соединения одного
вала с другим в катушку муфты через кон-
тактные кольца КК и щётки подаётся постоян-
ный ток. При этом якорь притягивается к
сердечнику, создавая на кольцевых поверх-
ностях необходимую силу трения, которая
ш
+ о-
я к
ЕЛ
LZJDJ
Муфта
— О-
i
Фиг. 62. Нереверсивная электромагнитная муфта.
и связывает оба вала (механический расчёт
муфт см. т. 2).
На фиг. 65 показана реверсивная электро-
магнитная муфта. Её особенность заключается
в том, что ведомая часть Л располагается по-
средине между двумя другими частями В\ и
-В2, имеющими отдельные обмотки и вращаю-
щимися в разные стороны. В зависимости от
желаемого направления вращения механизма
ток подаётся в левую или правую часть
муфты.
В последнее время ведутся работы по со-
зданию муфт переменного тока.
Контакторы. Контактором называется
автоматически действующий электромагнит-
ный аппарат, предназначенный для переклю-
чений в главной цепи двигателя. Принцип
действия контактора заключается в том, что
электромагнит при подаче в его катушку тока
замыкает или размыкает два контакта: один
неподвижный и второй подвижный, скреплён-
ный с якорем электромагнита. Контакторы
конструируются как с нормально разомкну-
тыми (открытыми) контактами, так и с нор-
мально замкнутыми (закрытыми) контактами.
Нормальным считается то положение, в кото-
ром они находятся при отсутствии тока в ка-
тушке. Выбор того или другого типа контак-
тора зависит от выполняемых им операций в
схеме автоматического управления. Кроме
главных контактов контакторы имеют вспо-
могательные блок-контакты на малые силы
тока для переключений в цепи управления.
Число применяемых блок-контактов опреде-
ляется характером схемы автоматического
управления приводом.
Всякий контактор имеет три основных эле-
мента: электромагнитную систему с катушкой,
контакты и искрогасительную катушку с за-
щитной асбестовой камерой. Через искрога-
сительную катушку проходит тот же ток, что
и через главные контакты. Магнитный поток
искрогасительной катушки взаимодействует
с током дуги, возникающей между контактами
при размыкании, и, удлиняя эту дугу, обеспе-
чивает скорейшее её погасание. В последних
конструкциях контакторов вместо искрогаси-
54
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
тельных катушек применяют постоянные чения контактора постоянного тока лежит
магниты. Срок службы современных контакто- в пределах 0,06—0,25 сек., выключения — в
ров с вращением якоря на призмах достигает пределах 0,016—0,07.
12-106 включений и более. Контакторы одних и тех же конструктив-
Контакторы для постоянного и для пере- ных типов в схемах автоматического упра-
менного тока имеют конструктивные разли- вления могут выполнять различные функции:
(KR50O ?=/
Кч
i 1
\Дсинхронный!
j двигатель \
j !
Фиг. 63. Реверсивная электромагнитная муфта.
чия. Контакторы постоянного тока обычно
делаются однополюсными, переменного тока —
многополюсными (трёхфазными). Контакторы
переменного тока несколько хуже, чем по-
стоянного тока,
^ —f) Л ^ К) П вследствие не-
^ ^ Л ^ постоянства си-
лы притяжения
якоря и лёгкого
дрожания кон-
тактов. Прин-
ципиальная кон-
струкция кон-
такторов по-
стоянного тока
дана на фиг.
64, а, а контак-
торов перемен-
ного тока — на
фиг. 64, б. Кон-
такторы могут
быть шунтовыми с параллельным включением
их катушек в сеть и сериесными, включаемыми
последовательно в цепь двигателя. Сериес-
ные контакторы изготовляются только для
постоянного тока. Собственное время вклю-
4- -
¦Фиг. 64. Схема контакторов:
а — постоянного тока; б — пере-
менного.
включать двигатель в сеть (линейные контак-
торы), шунтировать сопротивление в цепи
двигателя (пусковые контакторы), менять на-
правление вра-
щения двигате-
ля (реверси-
рующие кон-
такторы).
С е р и е с-
ные контак-
торы посто-
янного то-
ка применяют-
ся сравнитель-
но редко илишь
Фиг. 65. Схема магнитной цепи
сериссного контактора.
В Схемах ДВИ-
ГателеЙ малых
и средних мощ-
ностей. Они отличаются от шунтовых кон-
такторов большей конструктивной сложно-
стью. Работа их основана на шунтирова-
нии магнитной цепи контактора. Схема маг-
нитной цепи одного из типов сериесных кон-
такторов дана на фиг. 65, на которой катушки
заштрихованы, а часть, не проводящая ма-
гнитные линии, показана зачернённой. Контак-
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
55
тор работает под действием двух магнитных
сил: одной в воздушном зазоре о^.от потока Ф и
другой в зазоре 82 от потока Ф]. Эти силы
стремятся повернуть рычаг вокруг точки О
в противоположных направлениях. При боль-
шой силе тока сердечник, в котором прохо-
дит поток Ф2, насыщается, и значительная
часть магнитных линий образует поток Фг.
При малой силе тока поток Ф\ мал, и сила,
действующая в зазоре 5^, будет достаточной,
чтобы повернуть и замкнуть контакты (не
показанные на фигуре). Замкнутая на себя
катушка К (медный стакан), охватывающая
сердечники с потоком Ф2, играет роль ма-
гнитного экрана.
Сериесные контакторы совмещают функ-
ции переключающего контактора в главной
цепи двигателя с функциями вспомогатель-
ных сериесных реле управления. Используются
они для автоматизации управления приводом
по принципу ограничения тока.
Контакторы с защёлкой могут
оказаться нужными в схемах для обеспече-
ния определённой последовательности опера-
ций, несмотря на возможные временные пере-
рывы в подаче электрической энергии. При
их использовании работа механизма после
возобновления подачи энергии начинается с
той самой операции, на которой произошла
остановка, так как якорь контактора удержи-
вается механической защёлкой. Схема вклю-
чения дана на фиг. 66. Контактор имеет две
катушки: тяговую / для включения контак-
тора и катушку для освобождения защёлки 2.
Как в одном, так и в другом положениях обе
катушки контактора обесточены. Кроме глав-
ных контактов контактора, не показанных на
фигуре, он имеет две пары вспомогательных
1 и 2. Когда обе катушки обесточены, одна
пара контактов 2 замкнута, вторая пара / —
разомкнута. Импульс в схему подаётся или
кнопками А и В, или заменяющими их кон-
тактами командного аппарата. При нажатии
кнопки А включается тяговая катушка, кото-
рая замыкает главные и вспомогательные кон-
такты, защёлка выпадает и своими блок-кон-
тактами 2 отключает тяговую катушку. При
подаче импульса на контакт В контакт 1 за-
мкнут, включается катушка 2, защёлка выпа-
Ф—о
Катушка защелки
Фиг. 66. Схема включения контактора
с защёлкой.
дает, и якорь возвращается в исходное поло-
жение.
Реле и их технические данные.
Реле называются автоматические аппараты,
включающие или выключающие электриче-
ские цепи управления под воздействием им-
пульса энергии того или иного рода. Через кон-
такты реле обычно питаются катушки контак-
торов. Принципиальная связь работы реле
и контакторов в элементарной схеме привода
¦
В
в
\К2
и1
Т 1
Тяговая катушка
ahkfthh о
° VVVVv0
(
._п.ААЛЛЛ п»
- ¦ о 'WVW°
показана на фиг. 67. Контакты и катушки, отно-
сящиеся к одному аппарату, обозначены одина-
ковыми буквами. По принципу действия реле
подразделяются на: а) электромагнитные; б) те-
пловые; в) механические; г) ионно-электронные.
Функции реле управления могут быть весьма
разнообразны. Для привода имеют наибольшее
значение две категории функций: 1) управле-
ние переходными процессами привода (пуск,
торможение, реверсирование и др.); 2) защита
двигателя и механизма от перегрузки и ава-
рий и осуществление нужных блокировок.
П
Фиг. 67. Использование реле для включения
контактора.
Технические данные реле характеризуются;
для электромагнитных реле: а) родом тока,
б) номинальным напряжением или силой тока,
в) настройкой реле на ту или иную величины
силы тока или напряжения, г) потребляемой
мощностью, д) характером выдержки времени
при замыкании контактов, е) числом нор-
мально замкнутых и нормально разомкнутых
контактов, ж) способом возврата последних в
исходное положение, з) нагрузочной способ-
ностью— длительной и разрывной;
для тепловых реле: а) номинальным током,
б) предельным рабочим током, в) термиче-
ской устойчивостью (длительностью работы)
при токах короткого замыкания, г) нагрузоч-
ной способностью и способом возврата кон-
тактов в исходное положение;
для реле времени: а) родом тока, номи-
нальным напряжением, б) пределами выдержки
времени, в) потребляемой мощностью, г) ха-
рактером действия контактов — мгновенное или
с выдержкой времени, д) нагрузочной спо-
собностью контактов;
для механических реле: а) средой, б) пре-
делами установки числа оборотов в минуту,
давления и т. п., в) мощностью замыкания и
размыкания контактов, г) потребляемой мощ-
ностью.
Реле конструируются с различным спосо-
бом возврата контактов в исходное положе-
ние: 1) с самовозвратом (условное обозначе-
ние СВ); 2) с ручным возвратом (РВ);
3) с электромагнитным возвратом (ЭВ) по-
средством включения особой катушки. Нор-
мальные реле изготовляются с самовозвратом.
Защитные реле. Защитные реле при-
меняются для защиты двигателя от перегрузки,
коротких замыканий и т. п. В указанных слу-
чаях защитное реле своими контактами раз-
мыкает цепь катушек контакторов, ириклю-
чающих двигатель к сети. В электроприводе
наиболее часто применяются электромагнит-
56
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
ные и термические защитные реле. В элек-
тромагнитных реле подвижная часть (якорь)
перемещается под влиянием механических
усилий, которые создаются магнитным пото-
ком, возбуждаемым током катушки реле. Эти
реле действуют либо мгновенно (максималь-
ное реле), когда сила тока двигателя дости-
гает определённой величины, либо с некото-
рой выдержкой времени для срабатывания.
Выдержка времени может достигаться раз-
лично: применением масляного демпфера с
поршнем, имеющим регулируемое число от-
верстий; изменением натяжения пружины, от-
тягивающей якорь; изменением начального
положения якоря в магнитной системе. Напря-
жение втягивания в реле постоянного тока
составляет от 30 до 700/0 номинального. Коэ-
фициент возврата этих реле, под которым по-
нимается отношение тока отпадания якоря к
току притяжения, составляет около 0,3.
Термические реле работают при опреде-
лённой температуре нагрева. Эти реле бывают
двух основных типов: в одних реагирующий
измерительный элемент нагревается непосред-
ственно проходящим через него током; в дру-
гих этот нагрев происходит за счёт теплоиз-
лучения некоторого нагревательного элемента,
по которому проходит ток. Обычно основ-
ным реагирующим элементом термического
реле является биметаллическая пластинка.
Нагреваясь под влиянием тока, проходящего
по ней или по нагревательному элементу,
пластинка изгибается и замыкает соответ-
ствующие контакты.
Условия термической защиты двигателя
при колеблющихся нагрузках требуют, чтобы
термические свойства тепловых реле были по
возможности близки к тепловым характери-
стикам электродвигателей. Это обстоятельство
и обусловливает применение в этих реле в
качестве реаги-
рующего элемента
биметаллических
пластинок. Типич-
ная характеристи-
ка таких реле пред-
ставлена на фиг.
68: по оси абсцисс
отложено время
срабатывания в
минутах (секун-
дах), по оси орди-
нат — ток в про-
центах от номи-
нального тока.
Сериесные
(токовые) р е-
л е работают ана-
логично сериесным контакторам. Эти реле
используются при автоматизации привода по
принципу „ограничения тока". Они включают
шунтовые катушки контакторов, когда ток
двигателей падает до некоторой минимальной
величины, на которую установлено реле.
Сериесное реле с зависимой
от тока выдержкой времени
(фиг. 69) применяется лишь в цепях постоян-
ного тока. Оно работает с выдержкой вре-
мени, которая тем больше, чем выше сила
тока двигателя. Выдержки времени можно ре-
гулировать от 1 до 4 сек. В междужелезном
пространстве реле свободно расположен алю-
h
1
I
I
у
\
\
\
\
900
800
700
600
500
U00
300
wo
то
Фиг. 68. Типичная характери-
стика теплового реле.
Фиг. 69. Реле времени с
выдержкой, зависящей от
тока.
миниевый стакан АС. Он опирается на регу-
лируемый полый стальной цилиндр Ц, ко-
торый посредством винтовой нарезки при
регулировании можно перемещать вверх или
вниз. Катушка реле КР включается последо-
вательно в цепь дви-
гателя и в ней про-
исходит обычнее для
пускового режима из-
менение силы тока.
Система работает сле-
дующим образом.
Алюминиевый стакан,
являясь проводником,
представляет в дан-
ном случае вторич-
ную обмотку корот-
козамкнутого транс-
форматора. Первич-
ной обмоткой служит
основная катушка ре-
ле КР. Магнитные ли-
нии, создаваемые ка-
тушкой, пересекают
алюминиевый стакан.
При изменении тока
в катушке в стакане
индуктируется э. д. с. и появляется ток.
Между током, протекающим по стакану,
и магнитным потоком катушки возникает ме-
ханическое взаимодействие, которое по за-
кону Ленца стремится выбросить стакан
вверх по направляющим Н и тем выше, чем
больше ток. Подброшенный стакан размы-
кает контакты /С] и /Сг и начинает падать; па-
дение будет тем более длительным, чем зна-
чительнее сила тока в двигателе. Соответ-
ственно продолжительности падения контакты
реле К} и К% будут оставаться разомкнутыми.
Таким образом, при большей силе тока
двигателя автоматически достигается ббльшая
выдержка времени, необходимая для разгона
двигателя до соответствующей скорости.
Первый момент замыкания контактов К\ и
К% слишком кратковременен для того, чтобы
контактор мог сработать.
Частотные реле используются глав-
ным образом для автоматизации управления
синхронными и асинхронными двигателями.
Это реле представляет собой электромагнит,
включаемый в цепь переменной частоты и на-
пряжения. При большой величине напряже-
ния и нормальной частоте реле держит свой
якорёк притянутым. Отпускается якорёк тогда,
когда частота спадает до определённой вели-
чины. С помощью экранирующего кольца
возможно получить притяжение якорька
при малых частотах. Иногда применяют поля-
ризованные частотные реле, в которых один
поток создаётся катушкой постоянного тока
или постоянным магнитом, а второй поток —
катушкой, включённой в цепь переменной
частоты.
Реле времени могут быть трёх основ-
ных типов: электромагнитные, маятниковые и
двигательные. Электромагнитные реле вре-
мени применяются только в цепях постоян-
ного тока. В цепь переменного тока их можно
включать лишь через выпрямительную уста-
новку, например, с купроксными выпрямите-
лями. Работа электромагнитного реле осно-
вана на том, что при включении в цепь по-
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
57
стоянного тока катушки с самоиндукцией
ток, а следовательно, и сила втягивания элек-
тромагнита, по которому этот ток проходит,
нарастает не мгновенно, а по экспоненциаль-
ному закону
где R — омическое сопротивление цепи, a L —
её коэфициент самоиндукции. Соответственно,
если контур этой катушки замкнуть на себя,
то сила тока будет спадать по зависимости
Реле времени в электроприводе обычно
включается по схеме, приведённой на фиг. 70,
2У 1У
Фиг, 70. Включение электро-
магнитного реле времени без
демпфера.
параллельно той или другой ступени пуско-
вого сопротивления. При шунтировании его
контактами контактора 1У реле 2РУ посте-
пенно теряет свой магнитный поток и в неко-
торый момент отпускает якорь, включая цепь
катушки контактора 2У. Существуют два ис-
полнения магнитных систем реле — без демп-
фера и с демпфером. Реле без демпфера
включается по схеме, показанной на фиг. 70.
В реле с демпфером катушка не шунтируется,
—№
РУ
Фиг. 71. Включение электромагнитного
реле времени с демпфером.
а отключается теми или иными контактами К
от сети (фиг. 71) и с выдержкой времени от-
пускается якорёк. Назначение демпфера —
замкнутой накоротко на себя второй катушки
или медного кольца — заключается в повы-
шении коэфициента самоиндукции реле в це-
лях увеличения выдержки времени. Подобное
/ 2 3
Фиг. 72. Электромагнитное реле
времени.
реле с рабочей катушкой /, сердечником 2,
якорем 3, пружиной 4 и контактом 5 пока-
зано на фиг. 72.
Изменение потока реле после выключения
в момент А (фиг. 73) происходит по экспо-
ненциальному закону. Если катушка отпу-
скает якорёк при по-
токе Ф', то выдержка
времени реле равна
Д/. Выдержку време-
ни реле можно регу-
лировать в пределах
от 0,2 до 1,5 сек. из-
менением натяжения
Ф
— йХ
Л в г
Фиг. 73. Изменение ма-
гнитного потока в электро-
магнитном реле времени.
пружины И толщины
немагнитной проклад-
ки между сердечни-
ком и якорем.
В электромагнитных реле с масляным демпфирова-
нием якорь реле связывается с поршнем, перемещаю-
щимся в цилиндре с маслом. Поршень имеет ряд отвер-
стий, число которых можно регулировать.
Маятниковые механические реле времени
широко используются в тех случаях, когда в
цепях переменного тока невозможно применить
простое электромагнитное реле времени. Эти
реле времени не имеют самостоятельного
приводного механизма. Обычно оно пристраи-
вается к контакторам переменного тока. Ось
контактора снабжается жёстко связанным с ней
хомутиком. Последний при включении контак-
тора поворачивается и нажимает на муфту
реле М (фиг. 74).
Муфта, сжимая
пружину /7, через
храповичок X за-
водит часовой ме-
ханизм с маятни-
ком. Этот меха-
низм через опре-
делённое время за-
мыкает или раз-
мыкает контакты
реле. При размы-
кании контактора
реле мгновенно
возвращается в
исходное положе-
ние.
Маятниковые реле времени конструируются и с соле-
ноидным приводом. Такое реле можно регулировать как
перемещением груза на маятнике часового механизма,
так и упорным винтом для хода зубчатого сектора. Вы-
держку времени можно изменять в пределах от 1 до-
10 сек.
Двигательные реле времени применяются
в тех случаях, когда необходимо получить вы-
держку времени в несколько минут. Они изго-
товляются как для постоянного, так и перемен-
ного тока и приводятся в движение соответ-
ствующим электродвигателем. В этих реле
двигатель через зубчатую передачу с очень
большим передаточным числом, доходящим
до 10 000, приводит во вращение с очень ма-
лой скоростью конечный элемент реле. В за-
висимости от настройки реле один оборот
конечного элемента может совершаться в пе-
риод от 1 мин. до 1 часа. После поворота
на некоторый угол этот элемент замыкает
контакты реле. Выдержка времени регули-
руется изменением передаточного числа пе-
редачи или положения замыкаемых контак-
тов реле.
Изготовляемые ХЭМЗ двигательные (с пла-
нетарной передачей) реле постоянного тока
(типа СВ-11) дают возможность регулировать
Ось контактора
Фиг. 74. Маятниковое реле
времени.
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
выдержку времени от 5 сек. до 30 мин. и
реле переменного тока (типа СВ-16) — от
5 сек. до 40 мин. Двигательные реле времени
используются преимущественно для автома-
гического регулирования какого-либо произ-
водственного процесса, в частности, для про-
граммного регулирования.
Электронные реле времени обла-
дают преимуществами безинерционности и
отсутствием трения. Простейшая схема такого
реле дана на фиг. 75. В этой схеме электронная
лампа Л питается от цепи переменного тока
через купроксные выпрямители КВХ потен-
Фиг. 75. Электронное реле времени.
циометр П и контакт /С, управляющий схемой.
После замыкания этого контакта ток в
катушке реле КР начинает возрастать, так
как анодная цепь лампы получает напряжение.
Увеличивающееся при этом падение напря-
жения на потенциометре /7 будет обусловли-
вать зарядку конденсатора С через сопроти-
вление R%. Падение напряжения в R2 будет
создавать отрицательный потенциал на сетке
лампы, что задержит нарастание тока лампы
и питаемой ею катушки реле КР. Выдержку
времени, пропорциональную величине /?2С
(где С — ёмкость конденсатора), можно регу-
лировать контактом потенциометра /7. Меняя
величину /?2» можно получать от одной и
той же схемы выдержку от 0,05 сек. до 3 мин.
Реле для управления механи-
ческими параметрами бывают: 1) по-
плавковые; 2) манометрические; 3) скорости;
4) направления вращения.
Поплавковые реле предназначены для авто-
матизации насосных установок. Реле должно
лускать насос в ход при понижении уровня
воды в резервуаре до некоторой определённой
величины и останавливать привод при напол-
нении бака. Реле обычно состоит из трёх
частей: электрического переключателя и по-
плавка и противовеса, соединённых цепочкой.
Манометрические реле, являющиеся также
регуляторами давления, используются для
управления установками в зависимости от
давления жидкости ила газа. Обычно это реле
•состоит из мембраны, воспринимающей давле-
ние связанного с ней поршня с пружиной
переключателя.
Реле скорости и направления вращения
состоит из статора, собранного из листовой
стали, и постоянного магнита в виде цилин-
дрического ротора из алюминиево-никелевой
стали. Статор снабжён короткозамкнутой
-беличьей клеткой и может поворачиваться на
некоторый угол между двумя парами непо-
движных контактов. Вал ротора соединяется
с механизмом, вращение которого контроли-
руется. При определённой скорости вращения
благодаря взаимодействию токов в обмотке
статора и потока ротора, статор поворачи-
вается в сторону вращения ротора, замыкая
при этом соответствующую пару неподвижных
контактов. При уменьшении скорости ротора
сила взаимодействия между статором и рото-
ром становится недостаточной и статор воз-
вращается в нейтральное положение, раз-
мыкая замкнутые ранее контакты. Реле ис-
пользуется в реверсивных приводах, тре-
бующих переключения в схеме при переходе
от одного направления вращения к другому.
Реле скорости применяется для переключений,
связанных со скоростью машины. Оно может
служить для предотвращения чрезмерного по-
вышения скорости, для управления остановкой
электропривода и его замедлением. В основ-
ном применяются два типа: 1) центробежное
реле и 2) тахиметрический генератор с реле
напряжения. Одним и тем же центробежным
реле ХЭМЗ можно регулировать скорость
в пределах от 400 до 2000 об/мин. Нормально
ток на контактах реле — до 2 а при 220 в. Точ-
ность, обеспечиваемая реле, около ± 1% от
заданной величины
Тахометрический генератор (специальная
машина постоянного тока с независимым воз-
буждением или с постоянными магнитами)
даёт напряжение, пропорциональное числу
оборотов в минуту. Это напряжение и по-
даётся на реле напряжения, которое срабаты-
вает при определённой скорости. Для аварий-
ных защит этот тип реле рекомендовать нельзя,
так как при повреждении цепи тахогенератора
реле не сработает и не отключит электро-
привод при чрезмерном его разносе.
Промежуточное реле ставится
в тех случаях, когда электрические импульсы,
управляющие работой некоторого механизма,
малы и их нельзя применить для прямого воз-
действия на схему управления. Это реле по-
мещают между прибором, который подаёт
импульс, и управляемым аппаратом. Это реле
рассчитывается на очень малые силы тока.
Промежуточные реле могут быть с большим
числом контактов (до 6 пар); поэтому они
могут одновременно управлять группой меха-
низмов. Реле могут быть как с нормально от-
крытыми, так и с нормально закрытыми кон-
тактами; возможна также комбинация тех
и других. Катушки подобных реле конструи-
руются для всех стандартных напряжений
переменного тока от 12 до 500 в.
Счётные реле применяются в схемах
автоматического управления электроприводом;
назначение этих реле — сигнализировать при
определённом заданном числе импульсов, по-
даваемых на катушки реле. Схема реле этого
типа представлена на фиг. 76. В нём при
каждом включении катушки электромагнит /
притягивает якорь 2, в результате чего хра-
повое колесо 5 поворачивается собачкой 4 на
один зуб. Собачка 5 фиксирует новое поло-
жение колеса. Установка подсчёта количества
числа импульсов выполняется рычагом 6, кото-
рый может поворачиваться. После того как
электромагнит получит определённое количе-
ство импульсов, рычаг 6 нажимает на собачку 5,
последняя в свою очередь давит на контакт 7,
ГЛ. I]
АППАРАТУРА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
59
который переводится из нижнего положения
в верхнее. Собачка 5 поворачивается и своим
выступом заскакивает за пружинную за-
щёлку 8. Как только цепь катушки разо-
мкнётся, колесо 3, не удерживаемое собачкой 5,
7 возвращается пру-
жиной 9 в перво-
начальное положе-
ние, ударяя при
этом штифтом 10
собачку 5. Эта по-
следняя выходит
из зацепления с за-
щёлкой 8. После
этого реле опять
готово к повторе-
0 нию цикла.
Тай мтакто-
р ы. Таймтактор
представляет авто-
Фиг. 76. Счётное реле хэмз. матический аппа-
рат постоянного
тока, совмещающий в себе функции контак-
тора ускорения и электромагнитного реле
времени. Наиболее употребительны таймтак-
торы электромагнитного типа. Последние мо-
гут быть: 1) с двумя магнитными системами
и контактами нормально открытого типа;
2) с одной магнитной системой и контактами
нормально закрытого типа. По весу и раз-
мерам таймтактор меньше обычного шунто-
вого контактора. Допускаемое для таймтакто-
ров эксплоатационное число включений со-
ставляет до 75-106 операций.
Схема таймтактора ХЭМЗ с нормально от-
крытыми контактами дана на фиг. 77. Он
имеет двойную магнитную систему при одном
общем якоре. Верхняя катушка / предна-
значена для включе-
ния главных контак-
тов, нижняя 2—для
необходимой выдерж-
ки времени. Вначале
ток подаётся в ка-
тушку 2 и якорь под-
тягивается к ней. При
шунтировании катуш-
ки 2 последняя посте-
пенно, как электро-
магнитное реле време-
ни, отпускает якорь. --.
Последний, переме-
щаясь, замыкает вспо-
могательные контак-
ты (не показанные на
фигуре), через кото-
Фиг. 77. Таймтактор.
рые включается катушка 1, притягивающая
сердечник и замыкающая главные контакты.
Выдержку времени можно менять регулирова-
нием пружины и варьированием магнитного
зазора в нижней магнитной системе. Таймтак-
торы в зависимости от типа и регулирования
дают возможность получать выдержки вре-
мени от 0,2 до 5 сек. [6].
Командоап параты. Командоаппаратами
называются переключающие аппараты, исполь-
зуемые при автоматическом управлении
электроприводом. Приводятся они механи-
чески и служат для необходимых переклю-
чений в цепях управления электроприводами
с различной электромагнитной аппаратурой.
.По конструкции они подразделяются на:
1) кнопочные; 2) барабанные; 3) кулачковые
нерегулируемые; 4) кулачковые регулируе-
мые.
Кнопочные командоаппараты,
называемые также кнопочными стан-
циями, представляют простое контактное
устройство, которое даёт возможность произ-
водить лишь несложные переключения. Эти
аппараты приводятся в действие однократ-
ным нажатием на штифт (кнопку). Несколько
типичных схем кнопочных станций приведено
на фиг. 78. Кнопки управления используются
там, где производственные операции просты и
Пуск
Фиг. 78. Типичные схемы кнопочных станций.
где требуется управление электроприводом из
нескольких пунктов. В зависимости от спо-
соба управления применяются ручные и нож-
ные кнопки управления. Кроме того, иногда
кнопочные командоаппараты служат для оста-
новки механизма в предельном по перемеще-
нию положении, и тогда они носят название
«кнопочных конечных выключателей".
Барабанные командоаппараты
(по типу контроллеров) могут выполнять зна-
чительно более сложные переключения в
цепях управления. Однако они могут функцио-
нировать удовлетворительно лишь при не-
большом числе включений и невысоких тре-
бованиях к точности работы. Практическое
применение их очень ограничено.
Нерегулируемые кулачковые
командоаппараты, называемые иногда
просто командоконтроллерами, мо-
гут осуществлять сложные переключения
в цепи управления и работают надёжно при
большой частоте включений. Управляются они
преимущественно вручную.
Контактное устройство командоконтрол-
леров имеет ряд неподвижных контактов, с
которыми сближаются или от которых удаля-
ются подвижные контакты. Эти последние
перемещаются при повороте вала укреплён-
ными на нём кулачковыми шайбами. Каждое
положение вала фиксируется при этом хра-
повым приспособлением. Кулачковая шайба
профилируется в зависимости от нужной.
60
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
схемы переключений. Внешний вид командо-
контроллера показан на фиг. 79.
Схема командоконтроллера с шестью кон-
тактными элементами (К1—Кб) показана на
фиг. 80. Для иллюстрации схемы переклю-
приводимого двигателем исполнительного ме-
ханизма, если требуется зависимость работы
привода от пройденного пути. В случае при-
вода серводвигателем командоаппараты явля-
ются автоматически управляемыми командо-
-»^—°
Фиг. 79. Командоконтроллер (габаритные размеры в мм).
|«
Фиг. 80. Схема командо-
контроллера.
чений командоконтроллером на фиг. 81 при-
ведена контроллерная диаграмма. Она пока-
зывает, какие контакты замкнуты в каждом
положении. В схеме фиг. 81 в нулевом поло-
жении контроллера замыкается К1 для по-
дачи напряжения в цепь управления вклю-
контроллерами. При использовании различных
путевых команд в тех или других участках
пути они называются путевыми выклю-
чателями; при простых переключениях в
концах пути — конечными выключа-
телями. Чертёж.контактного элемента в раз-
Контроллерная диаграмма
Обозна-
чение
контактов
К1
К2
КЗ
К4
К5
Кб
Назад
3
щ
XI
X
X
2
X
X
X
X
X
0
X
Вперед
1
X
X
2
X
X
X
3
X
X
X
X—закрытие контакта
Фиг. 81. Контроллерная диаграмма
командоконтроллера.
Фиг. 82. Положения контактного элемента регулируемого кулачкового команд-
ного аппарата, а— контактоткрыт;б — контакт закрыт, ось включающего кулач-
ка под роликом контактного рычага; собачка защёлкнулась; в —контакт закрыт,
собачка удерживает его в закрытом состоянии; г — контакт открылся, как только
отключающий кулачок, нажав на ролик собачки, вывел его из зацепления.
чением нулевого реле РН. При случайном
снятии напряжения с цепи двигателя реле РН
остаётся без напряжения и размыкает свои
контакты. Новый пуск схемы в ход должен
начинаться при этом обязательно с нулевого
положения командоконтроллера.
Регулируемые кулачковые ко-
мандоаппараты в отличие от нерегули-
руемых допускают очень высокую точность
переключений и простые дальнейшие измене-
ния схемы. В них используются не профили-
рованные, а круглые шайбы. К последним
прикрепляются кулачки, которые можно легко
переставлять по окружности шайбы. Разрыв
контактов производится мгновенно. Подоб-
ные аппараты не имеют храпового устрой-
ства, так как вручную они не управляются.
Поворот их производится.* 1) ногой при по-
мощи педали; 2) серводвигателем; 3) звеньями
ных положениях дан на фиг. 82. Развёртка
путевого выключателя, подобная развёртке
WV-V/W
-Пвлный код
Крайнее Крайнее
положение положение
„назад" „вперед"
Фиг. 83. Развёртка простейшей схемы путевого
выключателя.
контроллера, приведена на фиг. 83. На нём
включающие кулачки путевого выключателя
обозначаются треугольниками с вершинами,
направленными вниз, а отключающие с вер-
ГЛ. I]
ПРИНЦИПЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯМИ
61
шинами — вверх. Заштрихованная половина
треугольника показывает, какая сторона кулач-
ков замыкает или размыкает контакты при
нормальных условиях работы. Числа градусов,
стоящие у кулачков, показывают, при каком
ю о—о
>—о/г/ о-
У—О/Г4О—О
I—О К2О-
Контрольная диаграмма
Обо-
знач.
кон-
такта
Назад
2
1
0
Впе-
рёд
1
Ki \ | | | х
Кг | х |х ! 1
КЗ
1
К4 | X | |
2
X
X
X— закрытый контакт.
Фиг. 84. Командоконтроллер и его диаграмма.
угле поворота вала путевого выключателя
кулачки воздействуют на контакты.
На фиг. 84 даны схема и контроллерная
диаграмма командоконтроллера, служащего
для управления реверсивным механизмом
с остановкой в крайних положениях и в сере-
дине пути. Для такого случая применяется
путевой выключатель вращающегося типа
(фиг. 85). В простых случаях в качестве
2_? г
0"
1
1
is
180°
160
20° „
100°
L ^
гво80"
^ I
300'
I
I
I
Фиг. 85. Путевой выключатель для схемы
фиг. 84.
конечных выключателей могут быть использо-
ваны рычажные выключатели, в которых при
повороте рычага размыкается контакт. Могут
применяться также шпиндельные конечные
выключатели. Они конструируются для вспо-
могательного тока и могут производить конеч-
ное выключение в одном или в обоих напра-
влениях. Из-за некоторой сложности устрой-
ства этот тип выключателя менее надёжен,
чем рычажный.
Ионные и электронные реле. Схемы
с электронными реле применяются в электро-
приводе в большом количестве и отличаются
многообразием. Целесообразнее всего класси-
фицировать их по тому физическому фактору,
на который реагирует реле. В этом направле-
нии наиболее характерны следующие типы:
1) реле, действующие под влиянием изме-
нения омического сопротивления; последнее
может меняться механическим путём под
влиянием: а) перемещения щёток по контак-
там, б) изменения давления на угольный столб
регулятора, в) температуры и т. п.;
2) реле, действующие под влиянием:
а) изменения самоиндукции, б) относительного
перемещения частей магнитопровода, в) изме-
нения насыщения сердечника, например, вспо-
могательным постоянным током;
3) реле, реагирующие на положение прово-
дящих тел в магнитном поле, например при
использовании магнитного экрана в качестве
конечного выключателя для лифтов;
4) реле, реагирующие на измене-
ние величины электростатического
поля, меняющегося при сближении
или удалении обкладок конденсатора;
5) реле, реагирующие на измене-
ние освещённости (фотоэлементы);
6) реле, действующие под влия-
нием изменения силы тока или на-
пряжения;
7) реле выключения, действующие
при обрыве тока.
Все указанные факторы тем или
иным способом меняют величину или
фазу напряжения, приложенного между сет-
кой и катодом ионной или электронной лампы.
В результате меняется сила тока между като-
дом и анодом в вакуумных лампах или мо-
мент зажигания тиратронов в каждом пе-
риоде.
Электронная лампа или тиратрон играют
роль усилителя импульса и далее непосред-
ственно или с дополнительным последующим
усилением воздействуют на тот или другой
элемент цепи управления двигателем. Деталь-
ная структура ионно-электронной схемы в
промышленном электроприводе может быть
весьма разнообразной.
ПРИНЦИПЫ АВТОМАТИЧЕСКОГО
УПРАВЛЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯМИ
Общие соображения. Любая схема авто-
матизированного электропривода [31] состоит
из комплекса разнородных элементов автома-
тики и электродвигателей. Определённая про-
изводственная операция, необходимая в тот
или другой момент в некоторой рабочей ма-
шине, выполняется электродвигателем. Пере-
ключения в цепи двигателя, нужные для этой
операции, осуществляются с помощью отдель-
ных элементов автоматики. Отсюда получается
вполне естественное деление любой схемы
автоматизированного электропривода на две
отдельные электрические цепи: главную цепь
электродвигателя или, как её называют, цепь
главного тока и цепь управления или цепь
вспомогательного тока. Отдельные элементы
цепи управления могут включаться последо-
вательно или параллельно в главную цепь
двигателя. В зависимости от типа двигателя
и тех условий, которые имеются в автомати-
зированной установке, указанные цепи могут
включаться в одну общую сеть постоянного
или переменного тока или питаться от раз-
личных источников электрической энергии.
Так, в ряде установок переменного тока целе-
сообразно применять управление двигателем
на постоянном токе (например, в приводе с
синхронными двигателями) из-за большей на-
дёжности и точности автоматической аппа-
ратуры постоянного тока. При высоковольт-
ных двигателях постоянного или перемен-
ного тока цепь управления должна пи-
таться напряжением не выше 220—380 в.
Это диктуется соображениями безопасности,
62
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
большей надёжности и дешевизны автомати
ческой аппаратуры.
Структура схем автоматизированного
электропривода. Сложная схема автоматизи-
рованного электропривода делится на четыре
электрических цепи: 1) цепь главного тока;
2) цепь вспомогательного тока; 3) цепь
блокировочных связей; 4) цепь сигнализа-
ционную. Третья цепь появляется при необ-
ходимости блокировочных связей между от-
дельными звеньями рабочей машины или ме-
жду отдельными входящими в систему меха-
низмами. Блокировочные связи относятся к
цепи управления. Ряд схем без блокировок
работать не может. Иногда блокировочные
связи требуют специальных аппаратов упра-
вления. Назначение сигнализационной цепи —
указывать (чаще всего электрическими лам-
пами) состояние работы системы. Исключение
сигнализационных приборов нормально не на-
рушает работы схемы. В ряде про-
стейших схем третьей и четвёртой
из перечисленных цепей может и
не быть. Вторая цепь отличает
в основном автоматическое упра-
вление от неавтоматического.
Виды управления автомати-
зированным приводом. Исход-
ные импульсы в схеме автомати-
зированного привода в основном
создаются или кнопками (кнопоч-
ное управление), или рычагами —
командоконтроллерами (рычажное управление).
Иногда исходный импульс для пуска или
остановки двигателя создаётся замыканием кон-
тактов того или другого реле — поплавкового,
реле давления и т. п. Пуск, остановка и тормо-
жение при кнопочном и рычажном управлении
всегда происходят автоматически. Однако и в
автоматизированной схеме иногда ряд процес-
сов может производиться вручную, например,
часто регулирование скорости в схеме автома-
тизированного шунтового двигателя постоян-
ного тока выполняется ручным перемещением
ручки реостата. Полное разграничение автома-
тических и полуавтоматических схем сделать
нельзя.
Классификация схем по начертанию и
назначению. По методу начертания схемы
могут быть разделены на две категории:
1) совмещённые схемы и 2) развёрнутые, или
элементные, схемы. В совмещённых схемах
все приборы или аппараты с относящимися
к ним катушками, контактами и внутренними
соединениями показываются посредством
одного общего символа. В развёрнутых схемах
отдельные элементы каждого прибора или
аппарата изображаются раздельно в различ-
ных местах схемы, однако все они получают
общее обозначение. Принципы действия схемы
удобнее выяснить по развёрнутым схемам.
По назначению схемы делятся на принци-
пиальные и монтажные схемы. Принципи-
альные схемы в простой форме показывают
взаимную связь отдельных элементов схемы
и помогают выяснению принципов действия
схемы в целом. Монтажные схемы дают на-
глядное начертание всех аппаратов и прибо-
ров и электрических соединений между ними
и облегчают выполнение монтажных работ.
Выяснение принципа действия схемы по
монтажной схеме неудобно и обычно сложно.
Контроллерные диаграммы. Каждая авто-
матическая схема имеет несколько характер-
ных положений замыкания её элементов.
Возьмём для примера нереверсивный сериес-
ный двигатель постоянного тока, предназна-
ченный для пуска в одну сторону по трём
механическим характеристикам. Схема будет
иметь четыре характерных положения вклю-
чения её автоматических аппаратов: а) покой;
б, в, г) работа на первой, второй и третьей
характеристиках. Для уяснения основных
условий работы схемы автоматизированного
электропривода служит контроллерная диа-
грамма. Она показывает число типичных по-
ложений схемы, число включённых в неё
главных аппаратов и какие аппараты вклю-
чены при каждом положении. Для иллюстра-
ции на фиг. 86 показана схема главной цепи
реверсивного сериесного двигателя с двумя
парами реверсирующих контакторов, из ко*
HI B2
Фиг. 86. Схема главной цепи сериесного двигателя.
торых В1 и В2 служат для включения дви-
гателя при вращении в одну сторону, два
других HI и Н2 — для вращения в другую
сторону. Ускоряющие контакторы У1, У2, УЗ
предназначены для пуска двигателя постепен-
ным шунтированием пусковых сопротивлений.
На фиг. 87 дана контроллерная диаграмма
для схемы, приведённой на фиг. 86. Она по-
Контроллерная диаграмма
\ №
О6оЫ?/7О^е
начение<1ии
аппаратов^
81
В2
HI
Н2
п
У1
У2
УЗ
Назад
X
X
[х
^<
X
3
X
X.
X
X
X
2
X
X
X
X
X
X
X
0
Вперед
i
^<
X
2
X
X
X
X
д
X
X
X
X
X
X
X
X
X
X
X
X —закрытие контакта
Фиг. 87. Контроллерная диаграмма для схемы
фиг. 86.
называет, какие контакторы включены при
каждом положении автоматической схемы.
Условные обозначения элементов схем
автоматизированного электропривода. Эти
обозначения даны на фиг. 88. При начертании
схем все элементы аппаратуры показываются
Обозначения
основные
О
-ЛЛАЛЛ-
—VW-
гъ-
ЧЬ
повернут.
(р
Наименование
ЭлеНтпродбигатепь постоянного тока
Провод главного тока
Провод контрольного тока
Отпайка
Шунтовая обмотка возбуждения
Сериесная обмотка возбуждения
Сериесная катушка реле
ШунтоВая катушка реле
Катушка реле с медной гильзой
Катушка контактора
Втягивающая катушка контактора
с выдержкой времени
Трансформатор напряжения
Трансформатор тока
Реактивная катушка
Главный контакт контактора с искрогаситепьной
катушкой, нормально открытый
Главный контакт контактора с искрогасительной
катушкой, нормально закрытый
Нормально открытый блок-контакт Контактора
или контакт реле
Нормальна закрытый блок-контакт контактора
или контакт реле
Нормально открытый контакт реле времени
с выдержкой при открывании
Нормально открытый Контакт реле времени
с выдержкой при закрывании
Обозначения
основные повернут,
о/\ г»
L ______ _
Наименование
Нормально закрытый контакт реле времени
с выдержкой при открывании
Нормально закрытый контакт реле времени
С выдержкой при закрывании
Нормально закрытый контакт
центробежного реле
Нормально открытый контакт
центробежного реле
Контакты командо-контроллера разомкнутые
Контакты командо-контроллера замкнутые
Контакты путевого или конечного Выключателя
закрытые
Контакты путевого или Конечного выключателя
открытые
Контакты максимального реле
с ручным возвратом
Рубильник
Плавкий предохранитель
Сопротивление нерегулируемое
Сопротивление регулируемое
Лампа сигнальная
Втягивающая катушка контактора
С защелкой
Отключающая катушка контактора,,
с защелкой
Катушка счетного реле
Кнопка нормально открытая (пусковая)
Кнопка нормально закрытая (остановочная)
Фиг, 88. Условны» обозначения в схемах автоматизированного электропривода.
64
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
в обесточенном состоянии катушек реле и кон-
такторов.
Основные принципы автоматизации
пуска и торможения двигателей. Для авто-
матизации управления переходными процес-
сами двигателей применяются пять основных
принципов:
а) принцип обратной э. д. с, ис-
пользуемый лишь для небольших двигателей
постоянного тока; так как Е= Се • п • Ф, то
при Ф = const противоэлектродвижущая сила Е
изменяется прямо пропорционально п\
б) принцип ограничения тока (/),
пригодный для всех двигателей постоянного
и переменного тока;
в) принцип независимой вы-
держки времени (t), пригодный для
всех типов электродвигателей;
г) принцип зависимой от тока
выдержки времени (/ — t), использу-
емый ограниченно как для двигателей постоян-
ного, так и переменного тока;
д) принцип частотный (v), приме-
няемый преимущественно в синхронных дви-
гателях, реже — в асинхронных; особое место
занимает использование для этой цели ионно-
злектронных приборов и аппаратов.
Кроме автоматизации основных процессов
электропривода—пуска, торможения и ревер-
сирования - в автоматической схеме часто
требуется выполнение других операций, а
именно: выключение в определённом месте;
соблюдение определённого графика скорости;
регулирование в функции времени и пути;
поддержание постоянства скорости и момента
двигателя; работа по определённому графику
и шаблону, выполнение счётных задач и т. д.
Все эти задачи осуществляются посредством
особых автоматических механический и. элек-
трических аппаратов, конечных выключате-
лей, путевых выключателей, автоматических
регуляторов, следящих систем, блокировоч-
ных устройств и т. п. Сложные схемы упра-
вления автоматизированным электроприводом
создаются в результате сочетания схем, по-
строенных по перечисленным выше принци-
пам 'автоматизации пуска и торможения с ком-
бинированием других автоматических аппа-
ратов.
Элементарные операции по управле-
нию автоматизированными производственными
агрегатами вообще весьма разнообразны. Ко-
личество и характер их определяются произ-
водственными требованиями исполнительных
механизмов и степенью автоматизации управле-
ния электроприводов. Чем выше степень авто-
матизации агрегата, тем сложнее становится
схема цепи упразления. Схема цепи главного
тока двигателя видоизменяется при этом в
меньшей степени. Все операции по автомати-
ческому управлению электроприводом делятся
на две основные категории: 1) электромашин-
ные операции управления; 2)команднопроиз-
водственные операции управления.
Первая категория включает те операции,
которые охватывают непосредственное упра-
вление цепью главного тока и мало связаны
или совсем не связаны с условиями подачи
исходного командного импульса. Эта категория
должна быть подразделена на группы в зави-
симости от используемых в промышленности
электрических типов двигателей.
Вторая категория включает операции по
автоматизации тех или иных производствен-
ных процессов. Задачи подобных операций
сводятся к подаче некоторых командных
импульсов в систему управления электродви-
гателем. Тип электродвигателя оказывает не-
большое влияние на способ выполнения этих
операций. Подобно тому, как передачи от дви-
гателя к рабочей машине связывают их меха-
нически, вторая категория элементарных ко-
мандных схем связывает электрически эле-
ментарные схемы первой категории, служащие
для управления электроприводом со скоро-
стными, путевыми, временными требованиями
исполнительных механизмов, давая в итоге
единый электрифицированный автоматизиро-
ванный производственный агрегат.
Наиболее типичные операции электропри-
водов перечислены в табл. 17.
Таблица 17
Категория
операций
Электрома-
шинные опе-
рации упра-
вления
Командно-
производ-
ственные опе-
рации упра-
вления
№
по пор.
i
a
3
4
5
6
7
8
9
ю
ii
13
13
Ч
ia
16
IB
1Г
2a
2б
За
Зб
Наименование операций
Включение двигателя
Ускорение
Реверсирование
Регулирование скорости
Затормаживание
Регулирование потока
Специальное управление
тормозным электромагнитом
Защита от перегрузки
Нулевая зашита
Грузовая или упорная за-
щита
Защита от обрыва поля
Защита от неправильного
начального положения пуско-
вого реостата
Защита от недопустимого
противовключения,
Защита от разноса
/. Регулирование в функции
пути
Путевое выключение
Автоматический реверс
Точная остановка
Промежуточное регулирова-
ние
//. Регулирование в функции
времени
Промежуточное регулирова-
ние
Программное управление
III. Регулирование в функции
нагрузки
Промежуточное регулирова-
ние
Программное управление
Программное регулирование. Программ-
ное регулирование в системе привода приме-
няется тогда, когда рабочий цикл исполни-
тельного механизма состоит из ряда разно-
родных операций, следующих одна за другой
в определённой последовательности, которая
требует изменения режима электропривода.
Наиболее часто программное регулирование
вводится при комплексной автоматизации
ГЛ. I]
ПРИНЦИПЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯМИ
группы электроприводов. Обычно последова-
тельность работы отдельных рабочих машин
или их звеньев неизменна и осуществляется
несколькими реле времени, создающими бло-
кировочные связи между связуемыми электро-
приводами. При необходимости изменять по-
следовательность работы отдельных электро-
приводов используют специальные программ-
ные контроллеры с приводом от отдельного
электродвигателя.
Простейшие схемы пуска короткоза-
мкнутых асинхронных двигателей. Магнит-
ные пускатели. Короткозамкнутые асинхрон-
ные двигатели в отношении автоматизации
управления ими являются наиболее простыми.
На фиг. 89 дана соответствующая схема.
Главная цепь
показана жир-
~i ными линиями,
Аи Пуск цепь управле-
ния— тонкими.
Главная цепь
включает трёх-
полюсный ли-
нейный контак-
тор Л и терми-
ческое реле РТ.
В цепь управле-
ния входят
кнопки „Пуск"—
—Я, „Стоп"-С,
катушка линей-
ного контакто-
ра Л, блок-кон-
такты этого
контактора и
контакты термического реле РТ. Блок-кон-
такт Л служит для шунтирования кнопки С
после того, как она отпущена. Как при на-
жатии кнопки С, так и при перегрузке дви-
гателя (контактами РТ) катушка контактора Л
обесточивается, и двигатель отключается от
сети.
На фиг. 90 приведена схема управления
реверсивным короткозамкнутым двигателем.
Стоп
Фиг. 89. Схема магнитного пуска-
теля для нереверсивного дви-
гателя.
Стоп
Фиг. 90. Схема магнитного пускателя для реверсивного
двигателя.
При пуске двигателя в одну сторону катуш-
кой Н контактора включаются контакты Н;
при пуске в другую сторону выключаются
контакты В и переключают две фазы двига-
теля. В схеме предусмотрена кнопочная стан-
5 Том 8
ция с тремя кнопками; из них две кнопки —
«Вперёд" и .Назад"—двухконтактные; при
размыкании двух контактов, например V и 2',
кнопка одновременно замыкает контакты /
и 2. Схема такой кнопочной станции исклю-
чает возможность одновременного включения
катушек В и Н, что повело бы к короткому
замыканию цепи на зажимах двигателя.
Аппаратура подобных схем, монтированная
в железном ящике, носит название магнит-
ного пускателя (марка ПМ для нереверсивных
и ПМР — для реверсивных). Магнитные пуска-
тели выпускаются заводами ХЭМЗ и „Элек-
тросила" до мощности в 75 кет при напряже-
нии до 500 в.
Автоматизация ускорения электропри-
водов постоянного тока по принципу об-
ратной э. д. с. Соответствующая схема для
сериесного двигателя с тремя ступенями со-
противления дана на фиг. 91. При нажатии
Фиг. 91. Схема автоматизации пуска сериесного двига-
теля по принципу обратной э. д. с.
кнопки .Пуск" включается линейный контак-
тор Л, после чего двигатель начинает уско-
ряться. По мере ускорения с ростом его обрат-
ной э. д. с. Е — с • п • Ф повышается напряже-
ние на зажимах якоря двигателя, так как
Ud = E -j- Ia • Ra ~ E' К зажимам якоря дви-
гателя приключены катушки трёх контакто-
ров 1У, 2У, ЗУ; первый из них рассчитан на
втягивание примерно при 50%, второй — при
80% и третий—при 90% номинального напря-
жения. Эти контакторы постепенно шунтируют
соответственно рассчитанные пусковые сопро-
тивления Rlt R% и /?3. Сила тока в катушках
ускоряющих контакторов зависит не только
от напряжения на зажимах якоря, но и от
температуры катушек, влияющей на сопроти-
вление последних. В зависимости от темпе-
ратуры катушек контакторы будут срабаты-
вать при различной скорости двигателя, что
в схемах с мощными двигателями вызовет
толчки тока более допустимых. Поэтому опи-
санный принцип автоматизации ускорения
применяется обычно при мощностях двигате-
лей не больше 2,5 кет.
Автоматизация ускорения по принципу
ограничения тока. Схемы по этому прин-
ципу могут быть построены с сериесными
реле и шунтовыми контакторами или с сери-
есными контакторами. Соответствующая схе-
ма для пуска сериесного двигателя с тре-
мя пусковыми ступенями по первому вари-
анту дана на фиг. 92. Три сериесных реле
1СР, 2СР, ЗСР введены в главную цепь дви-
гателя. Эти реле имеют нормально закрытые
контакты. Контакты каждого реле включаются
последовательно с катушкой соответствую-
66
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
щего шунтового контактора / У, 2У, ЗУ. После
включения двигателя на сеть контактором Л
ток двигателя начинает проходить через
реле 1СР. Намагнитившись, это реле, как
R. 1CP
Фиг. 92. Схема автоматизации пуска сериесного двига-
теля по принципу ограничения тока
быстродействующее, разомкнёт свои контакты
раньше, чем возбудится контактор 1У. Когда
сила тока двигателя при ускорении спадёт до
соответствующей величины, реле 1СР отпу-
стит якорёк и замкнёт свои контакты. Тем
самым будет включена катуш-
ка 1У и будет шунтировано
пусковое сопротивление R\.
С этого момента ток двигателя
начнёт проходить через катуш-
ку реле 2СР, которое, работая
подобно реле 1СР, в соответ-
ствующий момент включит кон-
тактор 2У. Так же после сра-
батывания реле 2СР будет ра-
ботать реле ЗСР и включит
контактор ЗУ.
Аналогичная схема управле-
ния ускорением по принципу
«ограничения тока" для трёх-
фазного асинхронного двига-
теля с включением сериесных
реле в цепь ротора дана на
фиг. 93. Работа схемы проте-
кает так же, как и схемы, при-
ведённой на фиг. 92. Для бо-
лее спокойной и точной ра-
боты взяты трёхфазные сериес-
ные реле. В отношении пра-
вильной оценки момента переключений в цепи
двигателя принцип ограничения тока является
наиболее совершенным. К недостаткам этого
принципа относится то, что в случае пуска
двигателя при чрезмерной нагрузке сериесные
реле не включаются и двигатель будет рабо-
тать при пониженной скорости длительное
время. В результате пусковые сопротивления,
не рассчитанные на длительную работу, могут
перегореть.
Автоматизация ускорения по принципу
независимой выдержки времени. Так как тви-
гатель на каждой ступени пускового сопроти-
вления при нормальной нагрузке работает стро-
го определённый период, то для автоматизации
пуска могут быть применены различные реле
времени, настроенные на соответствующую
длительность отдельных периодов. Контакты
этих реле в нужный момент замыкают цепи
катушек шунтовых контакторов. В качестве
реле времени могутбыть использованы электро-
магнитные реле времени РЭ, реле с масляным
или воздушным демпфером с выдержкой вре-
мени до 30 сек. и маятниковые реле времени.
В отдельных случаях, если время пуска не
большого двигателя не превышает 0,5 сек.,
можно обойтись одними контакторами без реле.
При этом каждый контактор своими блок-кон-
тактами включает катушку следующего по
схеме контактора. Этот последний замыкается
не мгновенно, а с выдержкой порядка 0,1 сек.
Фиг. 93. Схема автоматизации пуска асинхронного двига-
теля с кольцами по принципу ограничения тока.
Фиг. 94. Схема автоматизации пуска сериесного двигателя по принципу
независимой выдержки времени.
Таким образом, пять контактороз дают общую
выдержку для пуска в 0,5 сек. Такое решение
вопроса даёт наиболее простую электрическую
схему управления. При относительно большом
времени пуска и редких пусках применяют
двигательное реле времени. Это реле при своём
вращении последовательно, с нужной выдерж-
кой времени, замыкает контакты, включающие
соответствующие катушки контакторов.
Однако, самым совершенным и наиболее
распространённым аппаратом для получения
независимой выдержки времени является элек-
тромагнитное реле времени РЭ. Схема пуска
реверсивного сериесного двигателя с тремя
пусковыми ступенями сопротивления пред-
ставлена на фиг. 94. Для упрощения на схеме
не показаны* цепи катушек реверсирующих
контакторов и кнопки управления. Нормально
закрытые блок-контакты контактороз В или Н
отключают реле 1РУ и последнее с определённой
ГЛ. I]
ПРИНЦИПЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯМИ
67
выдержкой времени своими контактами вклю-
чает катушку 1У. При замыкании контактов 1У
замыкается на себя реле 2РУ и через опре-
делённый промежуток времени включает ка-
тушку 2У. Блок-контакты 2У замыкают на
себя ЗРУ, и последнее включает уже ка-
тушку ЗУ. Для большей надёжности работы
схемы контакты 2РУ включены последова-
тельно с контактами 1РУ и т. п. Электро-
магнитные реле времени конструируются лишь
для постоянного тока. В связи с этим при при-
менении таких реле к двигателям переменного
тока цепь управления должна питаться постоян-
ным током. Поэтому в схемах с асинхронными
двигателями часто пользуются маятниковыми
реле времени. В случае пуска при переменных
нагрузках механизма метод независимой вы-
держки времени оказывается неудовлетвори-
тельным, так как выдержки времени могут
быть настроены лишь на определённый режим
и частая их перестройка невозможна. Пуск же
при определённой нагрузке сне соответствую-
щими ей выдержками времени или затягивает
его при длинных выдержках, или вызывает
чрезмерные толчки тока при коротких вы-
держках.
Преимуществом метода является возмож-
ность пользоваться одинаковыми электро-
магнитными реле времени в разнородных схе-
мах, что невозможно при использовании прин-
ципа ограничения тока.
Автоматизация ускорения с зависимой
от тока выдержкой времени. В этом методе
выдержка времени фиксируется нагрузкой —
током двигателя. Чем больше нагрузка, тем
больше выдержка времени. При постоянном
токе это может быть достигнуто с помощью
специальных сериесных реле (стр. 36). Схема
автоматизации пуска в этом случае одинакова
со схемой, приведённой на фиг. 92. Как при
постоянном, так и переменном токе этот прин-
цип может быть осуществлён комбинацией
двигательного реле вре.мени с токовыми реле
в цепи управляемого двигателя. Нормально
процесс пуска определяется работой двига-
тельного реле времени. Однако если сила
тока рабочего двигателя имеет чрезмерную
величину, то сериесные реле задерживают
ускорение, отключая двигательное реле от на-
пряжения до соответствующего момента вре-
мени, пока сила тока управляемого двигателя
не спадёт до нужной величины.
Автоматизация ускорения по частотному
принципу. Этот принцип практически исполь-
зуется для асинхронных двигателей с коль-
цами и для синхронных двигателей. В роторе
двигателей того и другого типа при пуске
р (п. — пг)
индуктируется ток частоты у2= ¦ fin——, где
ns—число оборотов в минуту вращающегося
магнитного поля статора; пг—число оборотов
ротора в минуту. Очевидно, что по мере уско-
рения двигателя частота тока в обмотках ро-
тора v2 меняется от v2= vt при покое (здесь vi —
частота сети) до v2=U (или v2=l—3 пер/сек) при
синхронной скорости или около неё. При этом
\2=^$,где 5—скольжение двигателя. В цепь ро-
торной обмотки асинхронного двигателя или об-
мотки возбуждения синхронного могут быть
включены частотные реле, которые при опре-
делённой частоте будут включать катушки
соответствующих контакторов. Простейшая
схема для автоматизации пуска асинхронного
двигателя с кольцами по частотному принципу
дана на фиг. 95. В ней предусмотрены три
пусковые ступени. Каждое частотное реле
(РЧи РЧ2, РЧа) в определённый момент вре-
Фиг. 95. Автоматизация пуска асинхронного двигателя
по частотному принципу.
мени включает катушки /У, 2У, ЗУ соответ-
ствующих контакторов. К недостаткам этого
принципа следует отнести необходимость из-
готовлять большой набор частотных реле, пред-
назначенных для самых разнообразных напря-
жений роторных обмоток двигателей.
Автоматизация торможения двигателей.
Для торможения электроприводов могут быть
использованы в основном три режима: 1) про-
тивовключение, 2) рекуперация энергии в сеть;
3) динамическое торможение. В зависимости
от условий работы при всех указанных режи-
мах может быть одна или несколько ступеней
сопротивлений торможения. Для перехода от
двигательного режима к тормозному могут
быть применены те же принципы управления,
что и при пуске.
Наиболее часто используются следующие
принципы: 1) обратной э. д. с. 2) ограничения
тока; 3) частотный.
Особенности управления полуавтомати-
ческими схемами с командоконтролле-
рами. Управление при помощи командокон-
троллеров применяется в тех случаях, когда
режим работы исполнительного механизма
требует нескольких скоростей, устанавливае-
мых по ходу производственного процесса, ка-
торый нельзя автоматизировать полностью.
Примером могут служить крановые установки,
вспомогательные механизмы металлургических
заводов, работающие по повторно-кратковре-
менному режиму работы. Командоаппарат слу-
жит для установки скоростей и определения
момента реверсирования, производимого маши-
нистом на основании наблюдения за ходом
производственного процесса. Во Есём осталь-
ном работа подобных схем протекает автома-
тически. Соответствующая схема для одного
из транспортных (неподъёмных) механизмов
дана на фиг. 96. В ней предусмотрены две
ступени пусковых сопротивлений Rt и R2 и
одна ступень сопротивления для торможения
противовключением /?3. Схема пуска автомати-
зирована по принципу независимой выдержки
времени. Торможение автоматизировано по
несколько видоизменённому принципу обрат-
ной э. д. с.— по принципу падения напряжет
68
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
яия (здесь используется обратная э. д. с, скла-
дывающаяся с падением напряжения в допол-
нительном сопротивлении противовключения).
Верхняя часть схемы является схемой главного
тока, нижняя — схемой цепи управления с ко-
мандоконтроллером. Схема предусматривает
нулевую защиту (от понижения напряжения)
при помощи реле РН и защиту от перегрузки
при помощи двух максимальных реле 1РМ и
2РМ. Для пуска в ход двигателя нужно за-
мкнуть рубильником цепь управления и поста-
вить командоконтроллер в среднее (нулевое)
положение, так как только при этих условиях
будет намагничено реле РН. Оно замкнёт свои
Фиг. 96. Автоматизация управления сериесным двигате-
лем постоянного тока посредством командоконтроллера.
нормально разомкнутые контакты, шунтируя
переход от контакта А к сегменту В командо-
контроллера. Если напряжение сети недо-
пустимо снизится или совсем исчезнет, а также
если двигатель будет перегружен, вся схема
управления остаётся без напряжения. Когда
напряжение восстановится, его подача в схе-
му станет возможной лишь после установки
командоконтроллера в нулевое положение.
По этой схеме пуск двигателя „Вперёд" или
.Назад" производят следующим образом: по-
ворачивают командоконтроллер вправо (ход
«Вперёд"), например, до крайнего правого
(третьего) положения. При этом сразу же вклю-
чится линейный контактор Л. Блок-контакты
реверсирующих контакторов 1В включают реле
противовключения РПВ вперёд. При пуске оно
сразу замыкает свои контакты и включает
контактор противовключения Я, который шун-
тирует сопротивление противовключения /?3-
Включением контактора /7 замыкается на себя
иервое электромагнитное реле ускорения 1РУ,
которое после соответствующей выдержки
включит катушку первого контактора ускоре-
ния 1У, который зашунтирует сопротивление/^*
В свою очередь контактор /У замыкает на-
коротко катушку 2РУ. Это реле с некоторой
выдержкой времени включает контактор 2Уи
двигатель доходит до нормальной скорости.
Если желательна работа двигателя на проме-
жуточных скоростях, то командоконтроллер
ставится не в крайнее, а в первое или второе
положение.
Процесс реверсирования происходит при
переводе рукоятки командоконтроллера в ле-
вое крайнее (или промежуточное) положение
„Назад". При этом благодаря реле противо-
включения РПН реверсирование протекает
автоматически совершенно нормально, незави-
симо от быстроты поворота ручки. При пере-
ходе через нулевое положение все контакторы
выпадают (на нулевом положении командо-
контроллера сегменты для всех катушек кон-
такторов отсутствуют). Далее при повороте
командоконтроллера влево включаются кон-
такторы — линейный Л и обратного хода 1Н
и 2Н. Двигатель продолжает вращаться в преж-
нем направлении, работая в режиме проти-
вовключения. При этом через блок-контакты
1Н оказывается введённым реле РПН. Оно
не даёт включиться контактору противовклю-
чения П до тех пор, пока двигатель не до-
стигнет определённой скорости в обратном
направлении. Только тогда, когда напряжение
спадёт до величины, установленной реле РПН,
замыкается контактор П. Далее, так же как
и при ходе вперёд, последовательно с опре-
делённой выдержкой времени реле 1РУ и 2РУ
включают контакторы 1У и 2У.
Станции управления. Станции управления
представляют собой комплекты автоматиче-
ских аппаратов электромагнитного действия,
смонтированных на общей панели и предна-
значенных для автоматизации управления
производственными промышленными и энер-
гетическими процессами.
При заказе станций управления необходимо
указывать: 1) наименование механизма, для
которого она предназначена; 2) тип двигателя,
его номинальную мощность, номинальный ток,
сопротивление обмоток в горячем состоянии
и данные о необходимых внешних сопротивле-
ниях; 3) для двигателей переменного тока —
данные обмоток цепей ротора; 4) номиналь-
ное напряжение цепей управления; 5) режим
работы станции управления; 6) типовое обо-
значение заказываемой станции.
СИНХРОНИЗАЦИЯ ХОДА
Практическое значение вопроса. В ряде
многодвигательных приводов по условиям кон-
струкции исполнительного механизма или по
условиям производственного процесса могут
требоваться синхронизация и поддержание
постоянства скорости. Чаще всего такого со-
гласования требуют регулируемые электропри-
воды. В зависимости от рода производствен-
ного процесса синхронизация и согласование
скоростей могут требоваться только при ра-
бочем режиме или же, кроме того, при пуске
и остановке. Синхронизация хода необходима
в некоторых подъёмно-транспортных устрой-
ствах, например, портальных кранах, в неко-
торых конструкциях разводных пролётов мо-
стов, в конструкциях слипов — подъёмных
устройств для судов, в шлюзовых устройствах
и других промышленных механизмах. В по-
следнее время ставится вопрос о синхрониза-
ции хода отдельных звеньев некоторых ме-
таллорежущих станков в связи с упрощением
в них кинематических связей. К категории
механизмов, требующих поддержания посто-
янства скорости, относятся непрерывные ре-
гулируемые станы горячей прокатки, станы
холодной прокатки, ротационные бумагодела-
ГЛ. I]
СИНХРОНИЗАЦИЯ ХОДА
69
тельные машины, некоторые отделочные ме-
ханизмы текстильной промышленности.
Механическое выравнивание хода от-
дельных двигателей. Механическое выравни-
вание хода отдельных двигателей при помощи
специального уравнительного вала применялось
лишь в очень старых установках. Оно в корне
противоречит современным тенденциям разви-
тия электропривода и самой идее использо-
вания многодвигательного привода в целях
исключения из механизмов промежуточных
механических связей. В современной практике
для этой цели применяется электрическая
связь, иногда называемая „ электрическим
валом".
Основные понятия о синхронной связи.
Под синхронной связью электродвигателей или
каких-либо органов, между собой механически
не связанных, понимают обычно такую элек-
трическую связь, которая обеспечивает совпа-
дение во времени определённых перемещений
этих органов или их элементов. В количе-
ственном отношении эти перемещения могут
быть одинаковыми или пропорциональными.
В зависимости от условий работы синхронная
связь может быть выполнена в форме син-
хронной передачи угла или в форме системы
синхронного вращения. Синхронная передача
угла представляет собой такую синхронную
связь, в которой основное значение для син-
хронизируемых элементов имеет синфазность
(возможная максимальная идентичность) их
положений в каждый момент времени. Зада-
ваемое угловое перемещение должно быть
получено при этом с той или иной степенью
точности как при положении покоя после вы-
полнения указанного перемещения, так и в
процессе самого синхронного перемещения.
При перемещении некоторая командная (веду-
щая) ось и ведомые оси должны находиться
в синхронном движении. При этом должны
быть соблюдены следующие зависимости:
dS
S = K\Si = K2S2 =... = KnSn',
= К ^1 = /? ^? __ __ ДГ ^S,
где 5 — перемещение ведущего органа, a Si,
Sa,..., Sn—пропорциональные S перемещения
ведомых органов. Синхронное вращение от-
дельных осей представляет собой такую связь
вращающихся осей, при которой обеспечи-
вается строго определённая скорость для ка-
ждой из осей, находящихся в синхронном
вращении. При этом числа оборотов в ми-
НУТУ пх синхронно вращающихся осей должны
быть связаны следующими зависимостями:
п = Кг - Я! = К2- «2 = • • • =
A33)
dn
dt
= ... = КЛ^.<134)
Синхронизация вращения должна быть и
при переменной скорости работы осей или
механизмов. При синхронном вращении сте-
пень синфазности между осями в ряде случаев
может быть значительно меньшей, чем в си-
стемах синхронной передачи угла.
Обычно в промышленных установках ста-
вится условие максимально допустимого рас-
хождения осей на некоторый фиксированный
угол. Кроме того, здесь обычно все оси являют-
ся однозначущими и поэтому во многих слу-
чаях нельзя говорить о ведущих и ведомых
осях.
Синхронизация двигателей постоянного
тока. Эта синхронизация может быть принци-
пиально выполнена двумя способами: 1) при
помощи вспомогательных машин; 2) посред-
ством применения машин постоянного тока,
снабжённых тремя добавочными контактными
кольцами, присоединёнными к якорной обмотке
со стороны переменного тока. Во втором слу-
чае при синхронизации двух машин контакт-
ные кольца одной и другой машины соеди-
няют электрически с помощью щёток и про-
вода. При отклонении положения якоря одной
машины относительно якоря другой уравни-
тельный ток, протекающий между машинами,
обеспечивает необходимую их синхрониза-
цию.
Этот второй способ нашёл весьма ограничен-
ное применение из-за усложнения конструк-
ции машин.
Применение вспомогательных машин
для синхронизации двигателей постоянного
тока и асинхронных двигателей. В качестве
вспомогательных машин применяются как
трёхфазные, так и однофазные асинхрон-
ные машины. Эти машины насаживаются на
вал двигателей, подлежащих синхронизации
(фиг. 97). Обмотки статоров их включаются
на сеть, обмотки же роторов связываются
между собой. В зависимости от возможной
неравномерности нагрузок на каждый из глав-
ных двигателей ГД/ и ГД//, мощность вспо-
могательных машин ВД/ и ВДц составляет
от 20 до 4О°/о от мощности главных, доходя
в отдельных случаях до 100%. Применение
вспомогательных машин удорожает электри-
ческий привод, однако в целом синхронизи-
рованный привод обычно оказывается выгод-
нее и удобнее чисто механической связи с
одним приводным двигателем.
Вспомогательные асинхронные машины
приключаются к той же сети, что и главные,
и вращаются последними в случае синхрони-
зации с одинаковой скоростью. Благодаря
этому в роторах их индуктируются э. д. с.
одной и той же частоты. В случае строго син-
хронного хода главных двигателей э. д. с.
роторов вспомогательных машин равны и
сдвинуты по фазе на 180°. При этом
никакого уравнительного тока между маши-
нами не возникает. Если один из главных
двигателей ускорится или замедлится, то фаза
э. д. с. одной из вспомогательных машин из-
менится по отношению к фазе другой. В ре-
зульта'те сдвига фаз между этими машинами
потечёт уравнительный ток, который и вырав-
нит ход главных двигателей. Вспомогательные
машины могут поддерживать синхронизацию
главных двигателей только до своего предель-
ного перегрузочного момента. Аналитическое
исследование вопроса [21] показывает, что
предельные перегрузочные значения момен-
70
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
1ов двигателей Af12max при связи осей двух
двигателей равны
где Mm&x — опрокидывающий момент и sm —
опрокидывающее скольжение одного двига-
теля, а 5 — скольжение синхронизированной
Самосины. Самосины (сельсины) - сокра-
щённое наименование самосинхронизирую-
щихся систем. Эти системы представляют ма-
ломощные асинхронные машины с кольцами
с однофазным статором и трёхфазным рото-
ром. Статоры машин включаются на сеть пе-
ременного тока, а обмотки роторов связы-
ваются электрически (фиг. 99). При этом воз-
Фиг. 97. Синхронизация двигателей посредством вспомогательных
машин.
Фиг. 98. Синхронизация асинхрон-
ных двигателей через реостат.
системы при данной нагрузке. Знак (+) в
формуле A35) относится к машине, работаю-
щей как генератор и передающей мощность
другой машине, т. е. машине ускорившейся;
знак (—) относится к машине, замедлившейся
и получающей энергию.
При приближении скорости вспомогатель-
ных асинхронных машин к синхронной ско-
рости синхронизирующий момент их значи-
тельно уменьшается из-за снижения индукти-
рованных в роторах э. д. с. и, следовательно,
из-за уменьшения уравнительных токов, обу-
словливающих выравнивающий момент. Прак-
тически при вращении вспомогательных ма-
шин в направлении вращающегося магнитного
поля обычно нельзя допускать перехода че-
рез скорость, равную половине их синхронной
скорости. Поэтому вспомогательные машины
обычно включают так, чтобы они вращались
против направления вращения магнитного поля.
Б реверсивных приводах необходимо при пе-
реходе главных двигателей с одного напра-
вления вращения на другое переключать фазы
вспомогательных машин, чтобы в обоих слу-
чаях сохранять вращение их протиз напра-
вления вращения магнитного поля.
Синхронизация асинхронных двигателей
путём электрической связи роторов через
реостат. Схема такого включения предста-
влена на фиг. 98. В нём роль уравнительных
машин играют сами приводные двигатели.
Всякое отклонение скорости одного из них
от скорости другого вызывает протекание
между роторами машин уравнительных токов,
которые и держат машины в синхронизме.
Подобная схема значительно дешевле схемы
с вспомогательными машинами. Однако она
обеспечивает синхронную работу двигателей
лишь при скольжении больше 20%, т. е. при
скорости двигателей не выше 80% от син-
хронной.
никают такие же условия синхронизации этих
машин—самосинов, как и вспомогательных
асинхронных машин. При повороте одного из
самосинов (командного) на некоторый угол
поворачивается на тот же угол и другой са-
мосин (приёмник). Преимущество этих систем
перед системами с трёхфазной первичной и
Фиг. 99. Включение самосинов.
вторичной обмотками заключается в том, что
в отличие от последних они обеспечивают
одинаковый характер кривой синхронизирую-
щего момента при повороте как в одну, так
и в другую сторону. На фиг. 100 представлена
зависимость синхронизирующего момента
приёмника в процентах от скорости вращения.
Увеличение скорости машины вызывает сни-
жение максимального момента. Особенно рез-
кое спадение момента начинается от 66% син-
хронной скорости. При 100% синхронной ско-
рости момент приёмника становится равным
нулю. Эти характеристики говорят о том, что
система самосинов с одной однофазной пер-
вичной или вторичной обмоткой для синхро-
ГЛ. II
СИНХРОНИЗАЦИЯ ХОДА
71
низации приводов мало пригодна. Она подхо-
дит лишь при ограниченных мощностях для
передачи командных и контрольных указаний
и для регулировочных целей. Если сочленить
одну из машин с тем или иным механизмом
или его звеном, а другую установить на
пункте управления и связать обе машины
электрически, можно получать точные указа-
ния о положении механизма или его звена в
любой момент. Поворот одной из машин в
месте установки механизма будет вызывать
- \>% 100 80 60 40 20 0 20 40 60 80100+\>%
Фиг. 100. Зависимость синхронизирующего
момента приёмника от скорости вращения.
поворот второй, установленный на пункте
управления на тот же угол. Для таких кон-
трольных целей однофазные системы дают
большую устойчивость в работе, чем трёх-
фазные.
Основные способы поддержания посто-
янства скорости двигателей при многодви-
гательном приводе. В ряде мно-
годвигательных электроприводов
(нереверсивные регулируемые ста-
ны, станы холодной прокатки, бу-
магоделательные машины, конвейе-
ры резиновой промышленности
и т. п.) строгая синхронизация
вращения отдельных электроприво-
дов не требуется. В производстве
вполне достаточно постоянства ско-
рости с точностью от l<ty0 (для про-
катных станов) до 0,1% (для бума-
годелательных машин). При этом ско-
рость отдельных двигателей должна
оставаться постоянной независимо от
мгновенных изменений нагрузки. В
таких приводах синхронизация в
большинстве случаев непригодна,
так как по условиям производства
в отдельные периоды должно ме-
няться соотношение скорости отдель-
ных двигателей, приводящих раз-
личные секции исполнительного ме-
ханизма. Обычно в таких электро-
приводах применяются двигатели по-
стоянного тока с независимым воз-
стоянства напряжения генераторов на электри-
ческих станциях.
При этом могут быть применены: ^быстро-
действующие вибрационные регуляторы типа
Тирилля; 2) угольные регуляторы с плавным
изменением сопротивления; 3) ионно-элек-
тронные регуляторы.
Принцип действия вибрационных регуля-
торов заключается в том, что ток возбу-
ждения изменяется регулятором не до той
величины, которая соответствует поддерживае-
мому числу оборотов в минуту, а значительно
в большей мере. Тем самым процесс откло-
нения двигателя от необходимого числа обо-
ротов в минуту длится меньше; меньше будет
и отклонение скорости вращения двигателя
от поддерживаемого числа оборотов в минуту.
Для того чтобы двигатель не перешёл через
эту фиксированную скорость вращения, регу-
лятор имеет соответствующую ограничиваю-
щую катушку. В результате регулятор своими
колеблющимися контактами непрерывно то
включает, то выключает некоторое добавоч-
ное сопротивление из цепи возбуждения дви-
гателя, и скорость последнего примерно
остаётся постоянной. Точность поддержания
постоянства скорости достигает при этом 0, L<>/0.
Схема поддержания постоянства скорости
двигателя постоянного тока быстродействую-
щим регулятором Тирилля представлена на
фиг. 101. В ней в цепь возбуждения главного
двигателя ГД, вращающего рабочую машину
или элемент её, включена вольтодобавочная
машина ВМ. Контакты регулятора Тирилля К
Фиг. 101.
буждением. В этих двигателях по-
стоянство скорости при различных нагрузках
наиболее удобно достигается соответствую-
щим изменением магнитного потока, т. е. тока
возбуждения. Это изменение должно быть бы-
стрым и по возможности мгновенно ликвидиро-
вать всякое отклонение двигателя от скорости,
фиксированной при установке процесса. Луч-
ше всего это достигается применением быстро-
действующих автоматических регуляторов,
используемых также для поддержания по-
Схема поддержания постоянства скорости двигателей
регулятором Тирилля.
шунтируют сопротивление R, включённое в
цепь возбуждения этой машины. Применение
вольтодобавочной машины снижает силу тока,
разрываемого контактами реле регулятора.
Вместо того, чтобы разрывать участок цепи воз-
буждения главного двигателя с большей силой
тока возбуждения, контакты размыкают цепь
возбуждения вольтодобавочной машины с кон-
тактами на меньшую силу тока. На вал дви-
гателя ГД посажен вспомогательный синхрон-
72
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
ный генератор СТ. При повышении скорости
двигателя ГД сверх некоторой определённой
катушка К\ замыкает контакты регулятора и
тем самым шунтирует сопротивление R в цепи
возбуждения вольтодобавочной машины. На-
пряжение на зажимах обмотки возбуждения
двигателя ГД повышается за счёт добавочного
напряжения вольтодобавочной машины. Ток
возбуждения двигателя увеличивается, и дви-
гатель стремится снизить своё число оборотов
в минуту до некоторого минимума, значительно
отличающегося от необходимого. Ограниче-
ние даётся катушкой К?- Повышение напря-
жения вольтодобавочной машины происходит
постепенно за счёт влияния самоиндукции её
обмотки возбуждения. Как только скорость
вращения двигателя станет равной той, кото-
рую желательно поддержать, катушка К% снова
размыкает контакты регулятора. Двигатель
опять стремится повысить свою скорость и
т. д. Работа двигателя протекает в непрерыв-
ном колебательном процессе, но в итоге ско-
рость двигателя не отличается от установлен-
ной более чем на 0,05—0,1 о/о.
Для большей точности во всём диапазоне
скорости в цепь катушки К\ через трансфор-
матор Т введены конденсаторы С.
В последнее время наряду с быстродей-
ствующими вибрационными регуляторами на-
пряжения применяются угольные регуляторы
(ХЭМЗ). Автоматическое изменение тем или
иным путём (обычно электромагнитом) сопро-
скорости с самосинами и угольным регулято-
ром для нескольких двигателей постоянного
тока представлена на фиг. 102. В ней Дь Д2,
Д3 — главные приводные двигатели некоторого
исполнительного механизма, например, бума-
годелательной машины, питаемые по системе
Леонарда. Обмотки возбуждения обозначены
соответственно Вь В2, Ва и т. д. Воздействие
на угольные регуляторы цепей возбуждения
двигателей Д\ и Д3 производится самосинами.
Двигатель Д1 является ведущим и опреде-
ляет собой всё регулирование системы при-
вода. С ним связан ведущий самосин /. Все
самосины первичной однофазной обмоткой
присоединены к одной сети переменного
тока. Двигатель каждой секции исполнитель-
ного механизма вращает свой самосин. Вто-
ричные обмотки самосинов 1, 2 я 3 присо-
единены к трёхфазным обмоткам диферен-
циальных самосинов 2' и 3'. При этом дифе-
ренциальные самосины 2 и 3' непрерывно
выравнивают скорости вращения самосинов
2 и 3 со скоростью вращения самосина 1.
Если скорости вращения самосинов 1, 2 и 3
одинаковы, то поля статоров и роторов само-
синов 2' и 3 вращаются в одну сторону с оди-
наковой скоростью, и взаимодействия между
ними не возникает. Роторы этих самосинов
стоят на месте. Однако достаточно скорости
приводных двигателей Д2 и Дз> а следова-
тельно, и скорости их самосинов отклониться
от скорости двигателя Д\, а стало быть, и
скорости самосина Д\, чтобы поля статоров
и роторов 2 я 3' пошли с несколько отлич-
ными скоростями. В результате между полями
статоров и роторов диференциальных само-
Фиг. 102. Схема поддержания постоянства скорости с самосинами и угольным регулятором.
тивления угольного столба, собранного из
угольных шайб и включённых в цепь возбу-
ждения двигателя, даёт возможность автома-
тически менять силу тока возбуждения и тем
самым поддерживать постоянство скорости
двигателя. Схема поддержания постоянства
синов возникает взаимодействие. Роторы их
2 и 3' поворачиваются на небольшой угол
и воздействуют на нажатие угольных столбов
регуляторов (УР\ и УР?), введённых в цепи
возбуждения двигателей. Вследствие измене-
ния тока возбуждения двигателей скорость
ГЛ. 1]
СИНХРОНИЗАЦИЯ ХОДА
73
их автоматически восстанавливается. Пара
нижних самосинов схемы 4 и 4' (показана
лишь для одного двигателя) непосредственно
в регулировании не участвует и используется
исключительно для изменения передаточного
числа между одним из главных двигателей
и его самосином. Это бывает необходимо
в производственном процессе для того, чтобы
изменить соотношение скоростей между от-
дельными двигателями (при изменении сорта
бумаги в бумагоделательной машине, сорта-
мента проката в прокатном стане и т. д.).
Поворот самосина 4 регулирующими руч-
ками Р влечёт синхронный поворот само-
сина 4' на такой же угол, что через проме-
жуточную зубчатую передачу вызывает
перемещение ремня на передаче с коническими
шкивами.
Ионно-электронные схемы автоматиче-
ского поддержания постоянства скорости
ввиду их сложности здесь не рассматри-
ваются [57].
Математический анализ схемы поддер-
жания постоянства скорости двигателей
постоянного тока. Задачи этого анализа
заключаются в выяснении влияния пара-
метров отдельного двигателя и регулирую-
щего приспособления на переходные про-
цессы и точность поддержания постоянства
скорости.
Анализ выясняет чувствительность систе-
мы, склонность её к колебаниям, предел устой-
чивости системы, получающееся отклонение
скорости и т. д. Этот анализ отличается не-
которой сложностью [27, 53]. При несколько
упрощённом рассмотрении процессов и их
линеаризации обычно получается семейство
линейных диференциальных уравнений с по-
стоянными коэфициентами 3, 4, 5 и высших
порядков. Так как решение алгебраических
(характеристических) уравнений выше 4-й сте-
пени невозможно, то при анализе обычно
ограничиваются выяснением пределов условий
устойчивости системы на базе критерия Гур-
вица. При этом неизбежно приходится итти на
упрощения, пренебрегая иногда при наличии
нескольких членов в отдельных равенствах
членами, имеющими по сравнению с другими
малую величину.
Понятие о следящем электроприводе.
Под следящим электроприводом понимается
электропривод, осуществляющий с той или
иной степенью точности перемещения, зада-
ваемые некоторым маломощным чувствитель-
ным устройством, которое само по себе не
может выполнять функции привода. Это
устройство, регистрирующее отклонение упра-
вляемой системы от необходимого для неё в
каждый момент времени положения, назы-
вается следящим устройством. Таким обра-
зом, следящий электропривод состоит из сле-
дящего устройства и собственно электропри-
вода и представляет собой усилительное
устройство, задачей которого является согла-
сование положения управляемой части (в ча-
стности, двигателя) с положением управляю-
щего органа.
В идеальном следящем приводе без махо-
вых масс и электромагнитной инерции должна
бы быть обеспечена синхронность хода и
синфазность положения управляемой части
и управляющего органа. Действительный сле-
дящий привод имеет всегда (в большей или
меньшей мере) два недостатка — отставание
управляемой части от управляющего органа
и колебания системы. Успокоение практи-
чески полностью ликвидирует колебания или
сводит их к минимуму. В идеальной следящей
системе угол рассогласования управляемой
части и управляющего органа в любой момент
времени бесконечно близок к нулю. Реальная
система отличается от идеальной наличием
угла рассогласования и могущими возникнуть
при работе колебаниями. Основное отличие
следящего привода от синхронной передачи
заключается в отсутствии прямой электриче-
ской связи между передатчиком и приёмником,
которые в этом случае разделены следящей
системой, т. е. специальным коммутирующим
аппаратом. Второе отличие заключается в том,
что синхронности движения вращающей и
исполнительной осей и синхронности поло-
жения этих осей в процессе отработки угла
в следящем приводе может вообще и не
быть, хотя указанные условия весьма жела-
тельны.
Следящий привод работает лишь в том
случае, когда возникает разница между ноло-
жениями управляющего и исполнительного
органов. Работа следящего привода заклю-
чается в устранении этой разницы для рабо-
чих, пусковых, тормозных условий и для
установившейся передачи угла. Управление
следящим приводом может осуществляться
как от синхронной передачи, так и от раз-
личных регуляторов, реле, указателей и дру-
гих чувствительных устройств, представляю-
щих следящую систему. При этом поворот
управляющей оси на некоторый угол вызывает
относительное перемещение коммутирующих
элементов следящей системы. В результате
двигатель получает импульсы непрерывные
или толчками непосредственно, или через
автоматическую аппаратуру. Тем самым дви-
гатель, приводя исполнительный механизм в
нужное положение, переставляет и следящую
систему в равновесное состояние (покой или
установившееся движение) сразу или после
некоторых колебаний.
Применение следящего привода и основ-
ные требования к нему. Следящий привод
применяется для весьма разнообразных це-
лей: для автоматического регулирования ско-
рости паровых, гидравлических турбин, для
стабилизации судов гироскопами, для обра-
ботки изделий в металлорежущих станках
по шаблону, для автоматизации нажимных
устройств прокатных станов, для автомати-
ческой стабилизации и управления самолётами,
для управления рулями судов, для поворота
артиллерийских орудий, прожекторов, для
автоматического контроля за изменением лю-
бых физических величин.
Основные требования к следящему элек-
троприводу:
а) максимальная (желательная) скорость
отработки заданного перемещения;
б) сведение к минимуму запаздывания в
перемещении исполнительного механизма по
сравнению с перемещением управляющего
органа;
в) точность отработки, численно характе-
ризующаяся отличием полученного переме-
щения от заданного;
74
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
Таблица 18
Трёхфазные, асинхронные, защищенные электродвигатели с короткозамкнутым ротором типа АД,
на 3000 об/мин
(технические данные)
Тип
АД
2l/2
22/2
3l/2
32/2
41/2
42/2
51/2
52/2
6l/2
62'2
71/2
72/2
8l/2
82/2
91/2
92/2
IOI/2
IO2/2
Е
«
Ш
Мощность
1б
2,2
3,2
4.а
5,1
7,2
ю
12
16
20
23
35
48
6о
8о
95
И8
148
¦Я
[ЬНО
я
§
я
Об/мин пр
нагрузке
2925
2925
2925
2925
'935
2935
2935
2935
2930
293O
294O
294°
2940
2940
295O
295°
295»
295°
Ток
при
380
г
м
3,5
4,6
6,6
8,5
ю,з
14,8
19,6
24
31
39
54
67
91
ИЗ
149
178
218
272
а*
28
37
63
76
82
Щ
148
18о
170
234
297
402
500
678
745
7
1090
1768
При номи-
нальной
нагрузке
о
СС
С
8i
83,4
84
85
85
86
86
86
87
87,5
88
89
89
89,5
90
9о,5
9О,5
91
cos 9
0,86
0,87
0,88
0,88
0,88
0,89
0,89
0,89
0,89
0,90
0,90
0,90
0,90
0,91
0,91
0,91
0,91
0,91
я
X
о
и
о
о
2)
о
пуск
и
и
8
8
8
9
8
7.
7,
7,
5,
6
5,
6
5.
6
5
6,
5
6,
о
5
5
5
9
5
5
5
5
уско-
с
о
§
ч^.
кача
N
Кратность
у
е
Sf
а:
S2
*та -
вого моме!
1.3
г>3
1.3
г.З
г,3
[.з
1,6
с,8
[J3
2,0
[,7
С8
С7
[>7
t.7
|5
л
ч
я
мини
Кратность
3
я
МОМЕ
пускового
[,О
[,О
,о
[,О
с,о
[,О
[,О
—
—
—
о
ЬНО]
ч
?. «
° с
X С
О
Кратность
момента
2,6
г,б
2,6
2,6
2,4
2,4
2,2
2,2
2,0
2,2
2,0
2,2
2,0
2,2
2,0
2,0
2,0
2,0
Сколь-
жение
в %
при
и
1
19
19
15
15
14
14
12
12
—
—
—
—
—
—
—
—
—
С
1
96
96
9б
96
96
96
9б
96
—
—
—
—
—
—
—
—
Г *
О *
о
н
в 3
0) (-
s -е-
Маховой м
шкива и м
19,5 • 10~3
21,5 • 10—Э
41 • ю—3
45.5 ¦ ю-3
92,5 ¦ ю—3
о, юз
о, 188
О,2О2
о,3
о,зб
o,6i
0,70
1,04
г.31
1.99
2,3
4,24
4,96
is
о
и о
О и
S Ч
||я
я " *
° н 0
S s в
—
—
—
—
—
—
—
3.5
5
6
8
9
ц
i6
22
25
33
2
2
я
Ч
!«
Количеств!
воздуха в
—
—
—
—
—
—
—
О,II
о, 13
о, 17
О,2О
0,27
о,32
о, 4°
о.45
о,57
0,56
со
3
•&
S
Я
кива
Вес без ш
27
Зо
42,5
46
6о
67,5
86
94
135
1бо
2IO
230
2ОХ>
ЗЗО
43O
49O
59 э
6/О
* При напряжении 220 в указанные величины тока умножаются на 1,73, при 500 в — на 0,76.
Таблица 19
Трёхфазные, асинхронные, защищенные электродвигатели с короткозамкнутым ротором типа АД, на 1500,
1000 и 750 об/мин
Тип
АД
21/4
22/4
32/4
41 '4
42/4
52/4
21/6
22/6
3I/6
32/6
42'6
5i/6
52/6
5Ф
52/8
е
и
¦а
о
в
а
о
1,О
'.5
2,2
3.2
4,3
5-8
7.8
ю,о
о, ^5
о,85
1,2
1,8
2,7
3,5
5.°
6,о
2,8
3.5
иналь-
о
В щ
в о.
S и
я 2
Об/м
НОЙ 1
1425
1440
144°
1445
1445
1455
1455
94°
93O
960
дбэ
97°
97°
72O
72O
Ток
380
j
2,5
3.5
5,о
7.о
9.1
12
16
2О,2
1.7
2,4
3,2
4-6
6,5
8,2
ц,3
13,2
7-5
9
при
S*
/„
р
13
18
23
42
59
84
112
141
6,8
9.6
16
23
39
49
68
79
3°
36
При номи-
нальной
нагрузке
К. п. д.
в %
78
8о
82
84,5
85
86
86
87
71
75.о
78
8о
82
83
84
85
8о
8i
COS 4
°, 79
о,8i
О;82
о,83
о,84
о,85
о,86
о,86
о,68
о, 7
о, 73
°>75
°-77
0,78
о,8о
o,8i
0,71
о,73
ового
X
h
н «
в
Крат
тока
5
5
5,5
6
6,5
7
7,5
8
4
4
5
5
6
б
6
6
4
4
о
|е
Я g
Ss
н 2
0 са
и о а» ^
н х <з
а;
1,1
i,i
i,i
1,2
1,2
1.2
1,2
0,9
о,9
0,9
0,9
0,9
с,9
о,9
о,9
I.O
маль-
мо-
в °
*|-
2
в в я
Крат
ного
мент
о,6
о,6
о,6
о,6
о,8
о,8
о,8
о,8
о,6
о,6
о,6
о,6
о,6
о,б
о,6
о,б
о,7
о,7
1S
я
Л
н
о
в
я
а.
Ьй
j
нта
си
S
о
ного
,8
,8
,8
,8
8,0
!,О
},5
г.5
,8
,8
,8
С8
г,о
г,о
г,о
г,о
[,8
с,8
Сколь-
жение
о 0/
В /о
ПГ1Я
я
8
Щ
S2
22
18
18
18
18
18
18
30
3°
3°
28
20
19
14
13
18
16
Г"
92
92
92
92
95
95
95
95
90
90
90
90
92
92
92
92
90
90
о|
5 s
Iя
¦к §
§ а"*?
ею и
23.5 • ю—3
28 • 10—3
48,5 ¦ ю—s
58 • 10 -»
0,118
0,145
0,200
0,222
23 • ю-3
27,5 • ю—3
62,5 • ю—3
76,5 • ю—3
O,l6l
0,188
о,35о
0,401
0,350
0,401
к
т
X
а!«
м «
ч> _
1 Вес
1 муф
25
29
35
5б'
65
78
88,5
24
28,5
35
42,5
5°
64
79
89
79
88,5
* При напряжении 220 в указанные величины тока умножаются на 1,73, при 500 в — на 0,76.
ГЛ. I]
СИНХРОНИЗАЦИЯ ХОДА
75
Таблица 20
Трёхфазные, асинхронные, защищенные электродвигатели с короткозамкнутым ротором, с обмазкой
лобовых частей пастой типа АДО, на 3000 и 1500 об/мин
Тип
АДО
21/2
22/2
31/2
32/2
41/2
42/2
51/2
52/2
21/4
22/4
31/4
32/4
41/4
42/4
51/4
52/4
8
D3
ё
о
X
о
1.4
1.7
2,5
З.о
4,1
4,8
6,5
7,5
о,8
i,i
1,7
2,3
3,4
4.2
6,о
7.°
при номиналь-
рузке
s =
я х
?°
О х
2930
293O
2930
293°
29+°
2940
2940
2940
НЗО
43°
. 1445
1445
145°
I45O
1460
1460
Ток при
380 в*
IN
3 1
3.8
5.5
6,6
8,8
10,5
14
16
2,1
2,8
4,1
5.6
7.7
9,6
13,1
15,6
28
36
52
73
84
IOO
133
152
13
18
27
39
58
• 72
118
156
При номи-
нальной
нагрузке
ч •
о
И и
8i
82
83
84
85
85
86
86
77
79
8i
83
84
85
86
87
COS (р
о,84
О,82
о,8з
0,82
о,8з
0,82
0,83
о,8з
о, 75
о, 74
0,76
о,75
о, 79
0,78
o.8i
0,78
Крат-
ность
пуско-
вого
тока
т
'пуск
ном
9
9-5
9.5
и
9,5
9.5
9>5
9-5
6
6,5
6,5
7
7,5
7.5
9
ю
Кратность
начального
пускового
момента
Мнач
Мипи
1,5
1.7
1.7
1.7
1.7
3
2
2
1,4
1,4
1,4
1,4
1.7
1,5
Крат-
ность
мини-
мально-
го пу-
скового
момен-
та
Ш1П
м
ном
г
1.3
1.3
i>3
1.3
!'5
1,5
1,6
о,6
о,б
о,6
о,6
1,О
1,О
1,О
1,О
Крат-
ность
макси-
мально-
го мо-
мента
^щах
мном
3
3,3
3,3
3,7
3,2
3,4
3,4
3,6
2,3
2,3
2,4
2,5
3,6
2.7
3,3
3,6
Скольже-
ние в %
при
X
я
Е
19
19
15
15
14
14
12
12
22
22
18
I8
l8
l8
l8
18
Mmla
0
96
96
96
96
95
96
9б
92
92
93
92
95
95
95
93
Маховой
момент
GD* без
шкива и
муфты
в кгм*
19.5 • ю"-»
2Г,5 • ю—3
4t,о • ю 3
45,5 • 1О~3
92,5 ¦ ю~3
о, юз
о, 188
0,202
зз,5 • 10~3
з8 • ю~3
48,5 • 1°~3
58 • ю-»
о,и8
о, 145
0,200
0,22Э
Вес без
шкива
и муф-
ты в кг
27
Зо
42,5
46
6о
67,5
86
94
25
29
35
41,5
56
65
78
88,5
* При напряжении 220 в указанные величины тока умножаются на 1,73, при 500 в — на 0,76.
Таблица 21
Трёхфазные, асинхронные, защищенные электродвигатели с короткозамкнутым ротором, с повышенным
скольжением типа АДС, на 3000, 1500, 1000 и 750 об/мин
Тип
АДС
21/2
22/2
31/2
32/2
41/2
42 2
51/2
52/2
ai/4
22/4
31/4
32/4
41/4
42/4
51/4
52/4
21/6
22/6
31/6
32/6
41/6
42/6
51/6
52/6
51/8
52.8
Мощ-
ность
в кет
1,5
*»9
2,8
3,4
4,6
5,7
7,о
8,3
о,85
i,t
1.7
2,2
3,2
4,о
5,9
7,2
о,5
°,б5
1,°
1,4
2,2
2,8
3,8
4,4
2,1
2,6
об/мин
ЗООО
Зооо
Зооо
Зооо
Зооо
Зооо
Зооо
Зооо
1500
15со
I5-O
1500
15°°
1500
1500
1500
юоо
юоо
юоо
юоо
юоо
юоо
юоо
юоо
75°
75°
Ток при
rN
3,5
4,3
6,2
7,4
10,0
12,0
15,0
18,0
2,5
3
4,5
5,7
7,5
8,3
13,6
16,7
1,8
2,3
3,2
4,2
5,8
7,3
9,5
10,9
3,8
7>2
380 е*
г
'р
18
22
35
41
55
78
90
126
9
12
18
26
38
42
82
100
6
8
13
17
29
37
48
55
23
29
При номинальной
нагрузке
к. п. д.
73
75
77
79
78
8о
79
8i
65
69
71
75
79
79
8о
8i
61
63
66
7i
76
77
78
79
73
75
COS tp
0,89
o,88
0,89
0,88
°,9°
0,89
0,89
o,83
0,81
0,80
0,80
o,79
0,82
0,83
0,82
0,81
0,71
0,69
C73
0,72
0,76
0,76
0,78
0,78
0,72
0,70
пуск
ном
5,o
5>°
5,5
5,5
5,5
6,0
6,0
7,0
3,5
4,0
4>o
4,5
5,°
5.°
6,0
6,0
3-5
3.5
4,0
4.0
5'°
5,o
5>o
5,o
4,0
4»o
Мнач
Мном
2,2
2,2
2,5
2,6
2,6
2,7
2,7
3,°
1.7
i>7
1.9
1.9
2,3
2,3
2,8
2,8
i,9
x,9
i,9
1,9
2,6
2,6
2,2
2,2
1,8
2,O
M
Мном
2,5
2,6
2,8
2,9
2,9
3,2
3,2
3,5
1,8
i,9
2,1
2,2
2,7
2.7
3,2
3,2
2,2
2,2
2.2
2,2
3.O
3.O
2,7
2,7
2,1
2,4
Скольже-
ние в %
при номи-
нальной
нагрузке
13
12
IO
10
10
9
9
7
20
16
16
13
11
11
11
10
20
18
17
13
9
9
9
9
13
13
* При напряжении 220 в указанные величины тока умножаются на 1,73, при 500 в — на 0,f6.
76
ЭЛЕКТРОПРИВОД МАШИН
[РАЗД. IV
г) устойчивость системы, требующая ми-
нимальных колебаний около положения равно-
весия, как по числу, так и амплитуде.
Классификация типов следящего при-
вода. Следящие электроприводы по типу
применяемых электродвигателей, аппаратуры
и следящих устройств весьма многочисленны
и разнообразны. Однако все типы следящего
привода могут быть разбиты на три класса.
а) Системы со следящими кон-
тактами, в том числе и системы с пита-
нием от ионных аппаратов. В них соединение
или рассоединение задающего контакта с одним
из двух следящих контактов, связанных с
исполнительной осью, вызывает включение,
а следовательно, вращение двигателя в ту
или другую сторону.
Особенность следящего привода этого
класса заключается в том, что в нём момент
двигателя, восстанавливающий равновесие
системы, остаётся практически постоянным.
Постоянна и скорость отработки заданного
угла, независимо от его величины и скорости.
Преимущества этого следящего привода —
быстрая отработка и достаточно высокая
точность. Принципиально следящий привод
этого класса всегда колебателен, так как дви-
гатель под влиянием механической инерции
его и механизма проходит положение равно-
весия, останавливается, возвращается, снова
проходит положение равновесия и т. д. Однако
запаздывание и амплитуда колебаний могут
быть сделаны весьма малыми. Благодаря про-
стоте следящий привод этого типа широко
применяется в промышленных установках.
б) Приводы со ступенчатой пе-
риодической отработкой линейного
или углового перемещения или, иначе
говоря, системы с постоянной поправкой.
Отработка перемещения производится регу-
лярным внесением поправок на основе пери-
одического сопоставления положения испол-
нительного органа и управляющей оси. Над-
лежащей конструкцией может быть дости-
гнута апериодичность процесса. Системы этого
класса отличаются медленным действием и
некоторым отставанием. Поэтому они при-
годны лишь для медленно меняющихся про-
изводственных процессов — например, в при-
борах для регистрации температуры.
в) К третьему классу следящего привода
относятся системы с плавным и
непрерывным регулированием и
со скоростью отработки, а также с восста-
навливающим вращающим момен-
том, пропорциональным углу рас-
согласования. Следящий привод этого
класса может быть осуществлён в такой
форме, при которой восстанавливающий мо-
мент будет пропорционален углу рассогласо-
вания и его двум первым производным по
времени. Следящий привод данного .класса
является лучшим по быстроте отработки и
плавности контроля и даёт необходимую точ-
ность. Соответствующей конструкцией может
быть получена апериодичность процесса или
затухание колебаний с заранее заданным
декрементом.
Возможны весьма разнообразные конструк-
тивные и схемные варианты следящего при-
вода этого класса, в том числе и с ионно-
электронным питанием [30].
Основные задачи проектирования сле-
дящего электропривода. Следящие приводы
всех классов работают при повторно-кратко-
временном режиме и к ним применимы все
те требования, которые предъявляются к дви-
гателям соответствующего типа. Степень по-
лучаемых колебаний зависит от типа следя-
щего привода.
Общие выводы о рациональном выборе
параметров следящего привода могут быть
получены лишь при условии непрерывности
функций. Первое необходимое для этого
условие (в следящем приводе) — отсутствие
в моменте сопротивления исполнительного
механизма постоянной знакопеременной со-
ставляющей. При её наличии статический
момент электропривода при переходе через
нулевое положение всегда меняется скачко-
образно от (-f-) до (—). Точно так же в сле-
дящем приводе первой Категории меняется
момент двигателя при переходе через нулевое
положение. Подобные процессы можно рас-
сматривать лишь последовательно по отдель-
ным участкам [29]. Если же момент двигателя
принять пропорциональным углу рассогласо-
вания и рассматривать случай статического
момента пропорционального скорости без по-
стоянной составляющей, то результирующий
момент привода будет изменяться непрерывно,
без скачков. При этом возможно рассмотре-
ние всего процесса в целом. Это может от-
носиться к следящему приводу третьей ка-
тегории. Анализ этого вопроса см. в литера-
туре [32].
Характеристики трёхфазных асинхронных
электродвигателей см. в табл. 18—21.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аронов Р. Л., Электрооборудование промышлен-
ных приводов-, ГНТИ Украины, Киев 1936.
2. Аронов Р. Л., Автоматическое управление элек-
троприводами, ч. I, Элементы схем и их комбиниро-
вание, ОНТИ, М. 193S.
3. Бегишев Ф. Н„ Построение рабочих и тормоз-
ных характеристик сериесного двигателя в схемах с
шунтировкой якоря и возбуждения, „Труды ЛИИ"
№ 7, Л. 1938.
4. Булгаков А. А., Пуск- и торможение коротко-
замкнутых двигателей под нагрузкой, „Электричество"
№ 5, М. 1938.
5. Б у т а е в Ф. Н., Пантюшев Г. С, Эттин-
г е р Е. Л., Регулируемый электропривод с управляе-
мыми выпрямителями, Энергоиздат, М. 1940.
6. Вайсман X. Г., Автоматика, ч. 1, ХЭМЗ, X, 1937.
?. Васильев Д. В., Электрические машины в схе-
мах синхронной связи, ГОНТИ. Л. 1935.
8. В е ш е н е в с к и й С. Н., Расчёт сопротивлений для
электродвигателей, ГОНТИ, М. 1938.
9. Г а р в у д П., Управление электродвигателями, пер.
с англ. Н. Н. Стефановича, ГОНТИ, М. 1938.
10. Г е й л е р Л. В., Прогресс современной техники
электропривода, „Электричество" .№ 4, 1939.
11. Г л о б у с Е. И., Методы расчёта неустановившихся
режимов работы электроприводов постоянного тока,
«Вестник ХЭТЗ" № 4. Харьков 1937.
12. Г у л л и к с е н Ф. Г., В е д л е р Е. Г., Промыш-
ленная электроника, пер. с англ. Л. С. Гольдфарба
и В. В. Солодовникова, ГОНТИ, М. 1937.
13. Казанцев И. Н., Учёт механических потерь в
уравнении движения электропривода, .Электричество"
№ 9, 1939.
14. Касьянов В. Т., Расчёт динамического торможе-
ния асинхронных двигателей, „Вестник электропро-
мышленности* № 8 и 9, М. 1936.
15. К у н и ц к и й Н. П., Электрооборудование прокат-
ных и термических цехов, ГОНТИ, Л. 1938.
16. М о р о з о в Д. П., Теория электропривода ревер-
сивных прокатных станов, изд. МЭИ, М. 1938.
ГЛ. I]
СИНХРОНИЗАЦИЯ ХОДА.
77
П.Никитин В. П., Устойчивость работы электро-
приводов, „Изв. ОТН АН СССР" № 5, М. 1940.
18. Никитин В. П. и Кун и цк и й Н. П., Устой-
чивость работы шунтового двигателя постоянного тока,
„Изв. ОТН АН СССР" № 9 и 10, М. 1940.
19. Н и к и т и н В. П. и К у н и ц к и й Н. П., Устой-
чивость работы системы Леонарда, „Изв. ОТН АН
СССР" № 10, М. 1941.
20. П о п о в В. К., Применение двигателей в промыш-
ленности, ч. I, Теоретические основы электрического
привода, КУБУЧ, Л. 1932; ч. II, Свойства электриче-
ского привода, КУБУЧ, Л. 1935; ч. III, Выбор типа элек-
трического привода, Энергоиздат, Л. 1939.
21. П о п о в В. К., Основы электропривода. Энерго-
издат, Л. 1945.
22. П о п о в В. К., Достижения электропривода,
ВНИТОЭ, Л. 1946.
23. Попов В. К., Автоматизированный электропри-
вод и перспективы его развития, „Электричество",
№ 5-6, М. 1944.
24. П о п о в В. К., Направления развития современного
автоматизированного электропривода, „Изв. ОТН АН
СССР" № 9, М. 1941.
25. П о п о в В. К., Вопросы обобщения теории авто-
матизированного электропривода, Электричество"
№ 1-Й, М. 1947.
26. П о п о в В. К., Ионный электропривод постоянного
тока, „Электричество" № 1—2, М. 1945.
27. П о п о в В. К. и Сабинин Ю. А., Переходные
режимы в ионном электроприводе, „Автомат, теле-
механ." № 3, М. 1945.
28. П о п о в В. К., Новая схема синхронизации враще-
ния многодвигательного привода, „Автомат, и теле-
механ." № 6, М. 1936.
29. П о п о в В. К., К теории следящего электропри-
вода при статическом моменте, пропорциональном
скорости, и при восстанавливающем моменте, пропор-
циональном углу рассогласования, „Изв. ОТН АН
СССР" № 7, 8, М. 1944.
30. П о п о в В. К. и В а с и л ь е в Д. В., Основы
автоматики электропривода, ГОНТИ, Л. 1938.
31. П о п о в В. К. и К а з а н ц е в И. Н., Основы по-
строения схем автоматизированного электропривода,
„Изв. АН СССР", М. 1939.
32. П о п о в В. К. и К а б а к о в С. Л., Анализ колеба-
ний следящего привода релейного типа вокруг поло-
жения равновесия, „Изв. ОТН АН СССР" № 3, М. 1945.
33. П р е с с С. А., О потерях в передаточных механиз-
мах подъёмных и транспортных машин, .Труды ЛИИ"
№ 10, Л. 1938.
34. И р ошни к ов А. Н., Динамические расчёты элек-
тропривода, „Вестник электропром." № 12, 1938.
35. Р и н к е в и ч С. А., Теория электропривода, ГОНТИ,
Л. 1938.
36. С а б и н и н Ю. А., Амплидин, „Электричество",
№ И, М. 1940.
37. Т а л а л а й Б. А., Электродвигатели постоянного
тока облегчённой конструкции мощностью от 0,5 до
50 ватт, ГОНТИ, М. 1937.
38. Т и щ е н к о Н. А., Резервы повышения произво-
дительности современного реверсивного прокатного
стана, „Вестн. ХЭТЗ- № 4, Харьков 1937.
39. Тищенхо Н. А., Выбор наивыгоднейшего пере-
даточного числа в электроприводе, Труды конферен-
ции по автоматизированному электроприводу АН
СССР, М. 1945.
40. Ф и н к Д. Г., Электроника, пер. с англ. П. В. Тимо-
феева, Госэнергоиздат, М. 1941.
41. Ф р и д к и н П. А., Дуговые статоры как электриче-
ские аппараты для вращения рабочих машин, „Элек-
тричество" № 7 и 8, М. 1937.
42. Фокс Гордон, Практика электрического привода,
пер. Е. А. Карповича, под ред. В. К. Попова,
ОГИЗ..Л. 1934.
43. Ц е л и к о в А. И., Расчёт и конструирование про-
катных машин-орудий, ОНТИ, М. 1938.
44. Э с м а н С. А., Контакторное управление электро-
двигателями, Энергоиздат, М. 1935.
45. А 1 е х а п d е г s о п Е. F., E d w а г d а М. А., В г о w-
m а п К- К-, The amplidyne generator and dynamoelectrlc
amplifibr for power control, Gen. El. Rev. Schenectady,
1940, m. 43, № 3.
46. Me С a n n H e r w a 1 d S. W., К i г s с h b a u m H. S.,
Electrical analogle methods applied to servomecha-
nism problems., Electr. Eng., N. Y. 1946,91—96.
47. С a 1 d w e 11 G. A., F о г m h о 11 s W. H., Electrical
drives for wide speed ranges., Eleclr. Eng., N. Y. 1942,
Febr. 54-58.
48. Drake, Multi-field pilot generator gives all automatic
motor regulation. Product Eng., N. Y. 1942, 521—523.
49. Han n a C. R,, L i n n L. В., Gyroscopic stabilizer
for tank guns, Electr. Eng., N. Y . 1944, Oct.
50. H a n n a C. R, Osbon W.O., Hartley R, A.,
Tracer controlled position regulator for propeller mil-
ling machine, Electr. Eng., N. Y. 1945, April, 201—205.
51. Her wold S. W., Considerations in servomecha-
nism design, Electr. Eng., N. Y. 1944, Dec.
52. К n о w 11 о n, Archer E., Standard Handbook for
electrical engineers Me Graw Hill Book C°, N. Y.
1942.
53. L e о n h a r d A. Die selbsttStige Regelung In der
Elektrotechnik. J. Springer, Berlin 1940.
54. M о у e r E. E., Palmer H. L. Thyratron motor
control. Trans. Amer. Inst. El. Eng., N. Y., 1943.
55. N у q u i s t H., Regeneration Theory. The Bell System
Technical Journal, N. Y. 1932, т. XI.
56. P u с h 1 о w s k 1 К. Р-. Electronic control of dc.
motors, Proc. Amer. Inst. El. Eng., N. Y. 1943, 870—877.
57. P r i n z D. G., Contributions to the theory of auto-
matic controllers and followers, Journ. of Scientific Instru-
ments, London, 1944, April.
58. Ren ё, Beyaert Les petits moteurs electrlques, Dunod
Paris, 1939.
69. Schoults D. R, Edwards M. A., Crever,
Industrial application of the amplidyne generators, Gen.
El. Rev. Schenect ady, 1940, т. 43.
60. Schoults D. R., Rife С J., Electric motors in
industry. John Willy Sons, N. Y., 1942.
МАШИНЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Глава И
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ
МАТЕРИАЛОВ И СМЕСЕЙ
ОБЩИЕ СВЕДЕНИЯ
Назначение машнн литейного произ*
водства. Машины литейного производства
служат для приготовления формовочных ма-
териалов и смесей, формовки, изготовления
стержней, выбивки и очистки литья ¦.
Машины для приготовления фор-
мовочных материалов и смесей
служат для предварительного приготовления
свежих формовочных материалов; перера-
ботки земли, выбитой из форм и стержней;
регенерации отработанных земель; пригото-
вления из составных частей (свежих материа-
лов и старой земли) готовых формовочных и
стержневых смесей.
Машины этой группы вместе с транспор-
тирующим оборудованием образуют землепри-
готовительную установку.
Формовочные машины осуще-
ствляют механизацию двух основных опера-
ций технологического процесса формовки:
уплотнение земли и выемку модели из
формы.
По способу уплотнения земли формовоч-
ные машины делятся на ручные с набивкой
земли трамбовками, прессовые, встряхиваю-
щие, пескомёты.
Кроме того, существуют специальные фор-
мовочные машины (для формовки отдельных
деталей массового производства — труб, радиа-
торов и т. п.), осуществляющие уплотнение
земли при помощи механических трамбовок,
вальцев и пр.
По способу выемки модели из формы разли-
чаются два типа формовочных машин, у ко-
торых во время вынимания модели: 1) опока
находится сверху, а модель — снизу под ней;
2) опока находится внизу, а модель располо-
жена сверху опоки.
К первому типу относятся машины: с не-
подвижной модельной плитой и съёмной опо-
кой, поднимаемой с плиты вручную или штиф-
тами; с опускающимися моделями при непо-
движной опоке (протяжные машины).
Ко второму типу относятся машины с по-
воротной плитой и с поворачивающимся (или
перекидным) столом.
* Подъёмно-транспортное оборудование литейных це-
хов см. т. 9 и 14; плавильные агрегаты в литейном произ-
водстве см. т. 6.
По способу приведения в действие разли-
чаются формовочные машины: с ручным при-
водом, механические, гидравлические, пневма-
тические и электромагнитные.
Стержневые машины сходны по
своему действию с формовочными машинами.
Как и последние, они различаются по способу
уплотнения земли и делятся на: станки с руч-
ной набивкой, служащие только для выемки
стержней; прессовые; встряхивающие; песко-
дувные.
Машины для выбивки и очистки
литья. Машины для выбивки осуществляют
механизацию двух основных операций про-
цесса выбивки: формы и стержней. Очистка
литья производится: вручную; в простых очи-
стных барабанах; пескоструйными и дробе-
струйными аппаратами и машинами пневмати-
ческого действия; при помощи дробемётной
очистки машинами, снабжёнными лопаточ-
ными колёсами; на станках со шлифоваль-
ными кругами для удаления заусенцев и не-
ровностей.
Наряду с вышеуказанными видами машин,
характерными в отношении формы (земляной),
в которую заливается металл, и имеющих, как
правило, большую давность развития, совре-
менное литейное производство использует ши-
рокий круг машин, обслуживающих специаль-
ные виды литья. Общим для этой группы ма-
шин является металлическая форма, исполь-
зуемая при литье в постоянные формы, центро-
бежном и литье под давлением.
ОБОРУДОВАНИЕ ДЛЯ ПРЕДВА-
РИТЕЛЬНОГО ПРИГОТОВЛЕНИЯ СВЕЖИХ
ФОРМОВОЧНЫХ МАТЕРИАЛОВ
Устройства для сушки песка и глины
Сушильные плиты служат для искус-
ственной сушки песка и глины. Работают на
твёрдом топливе и реже на газе или жид-
ком топливе. Глина или песок вручную (слоем
до 150 мм) загружаются на плиту (фиг. 1)
обычно со стороны её топки. Материал непре-
рывно перелопачивается и продвигается к про-
тивоположной менее горячей стороне плиты,
откуда сгружается на пол, в приёмную тару
или же непосредственно в сито (только для
песка,)-
ГЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
Производительность 1 м2 плиты составляет:
для песка при влажности 15% — от 60 до
10J кг1м2час; для глины при влажности 25%—
от 30 до 50 кг/м2час. Расход условного топлива
на сушку 1 т материала при указанных влаж-
ностях составляет для песка 100—120 кг и
для глины 300—350 кг.
Сушильные плиты применяются: для сушки
глины в литейных цехах с выпуском до 5000 /га
литья в год; в случае поочередной сушки песка
также для выгрузки песка на ленточный
транспортёр, устанавливаемый под печыо, и
в приёмный башмак элеватора, устанавливае-
мого со стороны, противоположной топке.
Нормально загрузка сушила ведётся грей-
ферным краном или грейферной монорельсовой
тележкой, сбрасывающими песок на решётку,
устроенную в печи над батареей дымогарных
труб, по которым проходят топочные газы.
Сырой песок заполняет пространство между
по //BCD
I I I -1 LL. J_
1
Фиг. 1. Сушильная плита.
и глины на одной плите, в литейных цехах
с выпуском, не превышающим 2000 т литья
в год.
В конструкции плит необходимо рабочую
поверхность печи выполнять из чугунных плит,
не изолируемых изнутри от воздействия теплоты
и омывания топочными газами; высота топоч-
ной камеры, проектируемая на основании те-
плотехнических данных, выбирается минималь-
ной, так как из-за ручного обслуживания вы-
сота плиты над уровнем пола цеха не должна
превышать 0,8 м.
Трубчатые сушила применяются для
сушки кварцевого песка в количестве 1,0—1,5
т/час. Работают на твёрдом топливе, газе и
реже на жидком топливе.
На фиг. 2 изображено трубчатое сушило
с топкой, рассчитанной для работы на каменном
угле и с выгрузкой песка через боковые кар-
маны. Сушила этого типа приспосабливаются
трубами и по мере просыхания ссыпается
в нижнюю часть печи.
Расход условного топлива в трубчатых су-
шилах составляет 75—90 кг на 1 т песка при
влажности 15%.
Трубчатые сушила применяются в литейных
цехах, работающих на тощих песках, при вы-
пуске до 4000—5000 т литья в год.
При конструировании трубчатого сушила
расстояния между трубами одной секции уста-
навливаются 80—100 мм и между секциями—
160—190 мм при диаметре труб 100—125 мм
и 5—6 секциях по вертикали.
Вертикальные тарельчатые су-
шила предназначаются для сушки песка
в количествах от 1,0 до 6,0 т/час. Выполняются
для работы на твёрдом топливе, газе и реже
на жидком топливе. Для сушки глины реко-
мендованы быть не могут, так как вследствие
налипания глины на рабочие органы сушила
эксплоатация его вызывает затруднения.
На фиг. 3 изображено вертикальное сушила
производительностью 2,5 т/час с топкой для.
работы на каменном угле. Сушила этого типа
построены по принципу противотока: топочные
газы из топки, находящейся внизу, подни-
маются вверх, а просушиваемый песок ссы-
пается вниз, непосредственно соприкасаясь
с дымовыми газами.
На вертикальном валу закреплены чугун-
ные тарелки; между ними находятся неподвиж-
ные тарелки, закреплённые на кожухе бара-
бана и имеющие в центре отверстия. На ниж-
них поверхностях всех тарелок и верхнего-
днища барабана закреплены лопатки или
скребки, сгребающие песок с подвижных та-
релок на периферию и с неподвижных — к цен-
тральным отверстиям. Песок, постепенно про-
сушиваясь, спускается вниз и, не доходя до
топочной камеры, через жёлоб высыпается,
наружу.
Песок из сушила выгружается в тару или;
в загрузочный башмак элеватора, передающего
80
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
сухой песок в сито или же, реже, непосред-
ственно в загрузочную воронку сита.
Наиболее распространённой является схема
питания сушила элеватором. Загрузка послед-
него производится вручную или бункером с ме-
ханическим питателем. В тех случаях, когда
это позволяет высота помещения, питание су-
шила осуществляется по схеме: грейфер —
по ЯВ
4024 (по каркасу)
дельных комьев песка; б) для создания наи-
лучших условий перемещения материала на
тарелках придавать лопаткам форму лога-
рифмической спирали [1]; в) для обеспечения
длительности сушки, не превышающей 3—
6 мин. при пяти вращающихся тарелках, число
оборотов главного вертикального вала прини-
мать в пределах от 3,5 до 7,0 в минуту.
по ЕГ
3390(по кладке)-
по CD
Фиг. 2. Трубчатое сушило с двухсторонним
боковым сбросом.
бункер — механический питатель, установлен-
ные над загрузочным патрубком сушила.
Для регулирования скорости сушки привод
сушила осуществляется через ступенчатый
шкив или вариатор.
В конструкции сушил следует: а) преду-
сматривать крепление к тарелкам в 2—3 местах
по высоте печи роликов для растирания от-
Таблица 1
Характеристика вертикальных тарельчатых сушил
Часовая
производи-
тельность
в т/час
0,8—1,2
i,5—а,о
2,0-3,0
З.о— 4,о
Габаритные размеры в мм
длина
i8oo
1800
2300
2300
ширина
i8oo
1800
2300
2300
высота
475»
52OO
75°°
88оо
Потребля-
емая мощ-
ность
в кет
1.8
2,3
3.5
5>°
В табл. 1 приведены основные данные и
примерная производительность вертикальных
тарельчатых сушил; меньшие значения произ-
водительности относятся к влажности песка
20%, большие — к влажности 12—15%.
Расход условного топлива в вертикальных
тарельчатых сушилах не превышает 40—60 кг
на 1 т песка при его влажности 15%.
Вертикальные сушила могут быть рекомен-
дованы для сушки песка в литейных цехах
производительностью от 3000 т в год и выше
в тех случаях, когда масштаб производства и
располагаемые площади не позволяют эффек-
тивно использовать более надёжные в эксплоа-
тации барабанные сушила.
Горизонтальные барабанные cyj
шила применяются для механизированной
сушки глины, жирных и тощих песков. Сушила
этого типа являются единственно надёжной в
эксплоатации установкой. Работают на любом
виде топлива.
Для сушки только песка применяются струй-
чатые сушила.
На фиг. 4 изображено горизонтальное,
барабанное, прямоточное сушило универсаль-
ного типа (для глины и песка) с топкой, рас-
считанной для работы на каменном угле. При
медленном вращении барабана, сидящего бан-
дажами на роликах наклонно к горизонту, про-
сушиваемый материал под действием собствен-
ного веса продвигается вдоль барабана по
направлению его наклона.
Материал непрерывно подаётся в сушило
со стороны топки и высыпается с противо-
положной стороны барабана через заднюю
камеру, омываясь при своём перемещении ды-
мовыми газами, движущимися в том же на-
правлении.
Для принудительного продвижения мате-
риала внутренняя полость барабана в месте
загрузки снабжается лопастями, размещаемыми
ГЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
Фиг. 3. Вертикальное сушило для песка.
6 ТОМ 8
82
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
по винтовой линии, а в остальной части бара-
бана — продольными лопастями для лучшего
пересыпания просушиваемого материала.
Расход условного топлива в горизонтальных
барабанных сушилах составляет около 50—
значительных площадей для их установки. Этим
недостатком не обладают многоходовые су-
шильные барабаны. На фиг. 6 изображён трёх-
ходовой сушильный барабан. Просушиваемый
материал и дымовые газы проходят сначала
Загрузка
Фиг. 4. Барабанное прямоточное сушило.
70 кг на 1 т песка при его влажности 15% и
около 180 кг на 1 т глины при её влажности 250/0.
Идея струйчатого сушила понятна из сече-
ния барабана, показанного на фиг. 5. Для глины
струйчатое сушило не рекомендуется вслед-
ствие её налипания на
внутренних перего-
родках.
В табл. 2 приве-
дены примерная про-
изводительность и
основные данные го-
ризонтальных су-
шильных барабанов.
Отличаясь боль-
шой простотой в экс-
плоатации, барабан-
ные сушила описан-
Фиг. 5. Схема струйчатого
сушила.
НОГО
типа требуют
Таблица 2
Характеристика горизонтальных барабанных сушил
I
Размеры барабана
в мм
длина диаметр
4ооо
6 ооо
7 ооо
8 ооо
IOOOO
8ос
1200
1400
IOOO
2О0О
Часовая произ-
водительность
в кг) час
глина
250
7со
I2OO
175°
345O
песок
боо
2 ООО
Зюо
47°°
02ОО
Число
об/мин
4-8
4-8
4-8
4-8
4-8
Потребля-
емая мощ-
ность
в кет
3,5
8,о
13>°
18,о
3°,°
внутри центрального барабана, затем в поло-
сти между наружным и средним барабанами,
после чего материал разгружается через
заднюю камеру. Для работы на глине при
влажности 20% проектная производительность
трёхходового сушила составляет до 1 т]час
(для указанных на фиг. 6 размеров).
Машины для подготовки песка
Подготовка свежего песка заключается
в просеивании его через сито. В литейных
мастерских с эпизодическим производством
незначительного количества литья, формуе-
мого в землю (например, в небольших литей-
ных мастерских для цветного литья), для про-
сеивания песка применяются неподвижные
плоские плетёные сита с ячейками размером
5—6 мм. Просеивание ведётся забрасыванием
песка вручную на сито, устанавливаемое на-
клонно к горизонту. Неподвижные сита мало-
производительны, и поэтому при регулярном
потреблении песка даже в небольших коли-
чествах применяются механизированные сита.
Механизированные сита для песка
делятся на: а) плоские — встряхивающие (ка-
чающиеся) и вибрационные; б) барабанные —
вращающиеся.
Плоские сита выполняются: стационарного
типа с установкой их на постаментах или на
настенных кронштейнах (фиг. 7); передвижного
типа с установкой на треногах или на колёсах
для езды по полу цеха. На фиг. 8 изображено
ГЛ. U]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
83
сито передвижного типа завода „Красная уравновешенного груза, воздействующего на
Пресня" (марка 171). пружины, поддерживающие сито.
Плоские механические сита выполняются Встряхивающие и вибрационные плоские
с приводом от электромотора (фиг. 8) и реже — сита преимущественно применяются для ли-
с пневматическим приводом (фиг. 7). тейных с выпуском до 1500—2000 яг литья в год.
ПО KL
4320-
3840—
Фиг. 6. Трёхходовой сушильный барабан.
Качание встряхивающих сит осуществляется
кривошипными или эксцентриковыми механиз-
мами.
Редко применяемые в литейной практике
электроприводные вибрационные сита полу-
Фиг. 7. Сито на настенном кронштейне.
чают вибрационное движение обычно за счёт
крепления на раме сита вращающегося не-
Эти сита рассчитаны на питание их вручную.
Производительность их при нормальном раз-
мере отверстий 5—6 мм не превышает 3 т/час
просеиваемого песка [1].
При включении плоских сит в систему не-
прерывного транспорта землеподготовительных
установок для литейных с выпуском свыше
1500—2000 т литья в год сита выполняются
обычно с обратным встряхивающим жёлобом
для отвода просеянного песка в бункер или на
транспортирующий механизм (фиг. 9). Произво-
дительность такого сита не превышает 10 т/чае;
потребная площадь сита составляет 2 м*.
Для литейных цехов с механизированной
землеподготовительной системой применяются
обычно вращающиеся сита.
Мощности, потребляемые качающимися си-
тами, возрастают примерно пропорционально
84 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
производительности сит; для-сита производи-
тельностью до 3 т/час мощность составляет
0,5 кет и для сита производительностью до
.10 т/час—2 кет [1].
Вращающиеся сита по форме барабанов
бывают двух типов: 1) цилиндрические или
¦то
две пары роликов 1 и 2, сидящих на валах 3
и 4, получающих движение через передачи 5
и 6 от поперечного вала 7. Последний полу-
чает движение через редуктор 8 от мотора 9.
Ролики, как и приводная часть, установлены
на железной раме, которая справа опирается
призматические (полигональные); 2) конические
или формы усечённой пирамиды (полигональ-
ные).
Барабаны первого типа устанавливаются под
наклоном, который может регулироваться вин-
товым механизмом, устраиваемым на одном из
концов барабана.
Барабаны второго типа устанавливаются
горизонтально. Просеиваемый песок загру-
жается в одно из торцевых отверстий барабана,
причём для барабанов второго типа — со сто-
роны малого торца для продвижения песка
в сите по наклону его нижней образующей.
В барабанах первого типа использование
рабочей длины барабана более эффективно,
чем в барабанах второго типа, поэтому сита
с барабаном первого типа выполняются для
значительной производительности, в то время
как более простая конструкция барабанов вто-
рого типа применяется при производитель-
ности, обычно не превышающей 30 т/час.
При небольших ситах наиболее простой и
лёгкой конструкции барабан укрепляется на
центральном валу: для меньших размеров —
консольно, для больших размеров — на двух
или нескольких опорах по длине барабана
(фиг. 10). Сита больших размеров часто выпол-
няются с бандажами, которыми барабан ложится
на опорные ролики. При двух концевых бан-
дажах привод сита осуществляется через зуб-
чатый венец, укрепляемый на бандаже, или же
непосредственно через опорные ролики (фиг. 11).
Цилиндрическое барабанное сито опирается на
Фиг. 8. Сито на колёсах.
на шарнир 10 с опорами в неподвижной желез-
ной конструкции, а слева поддерживается вин-
том 11, который маховичком 12 и двумя кони-
ческими передачами может поднимать или
опускать левый конец рамы, изменяя угол
наклона оси барабана от 0 до 6°. К опорной
железной раме угольниками прикреплена за-
грузочная воронка 13. Всё пространство над
рамой вокруг барабана 14 окружено железным
Фиг. 9. Сито с обратным жёлобом.
кожухом 15 с патрубком 16 для отсоса пыли.
Барабан, изображённый на фиг. 11, запроекти-
рован на производительность до 90 т\чао\
число его оборотов в минуту 14.
Полигональные сита обычно крепятся на
валу. Полигональные сита часто выполняются
из плоских сит, образующих отъёмные грани,
что упрощает ремонт, сит.
Для интенсификации процесса просеивания
вращающиеся сита оборудуются шарнирно под-
вешенными на рычагах тяжёлыми роликами,
ГЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
86
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
которые при вращении барабана, скользя по
его граням или специальным кулачкам, произ-
водят удары о барабан, встряхивая полотно
сита.
Для увеличения производительности еди-
ницы площади сита последние рекомендуется
выполнять из проволочной сетки.
Основные данные и примерная производи-
тельность барабанных сит приведены в табл. 3.
Таблица 3
Характеристика барабанных конических сие
Размеры бара-
бана в мм
i О.
ч S
450/600
1040/1300
длина
IOOO
2400
Часовая про-
изводитель-
ность в т/час
ю
3°
Потребляемая
мощность
в кет
2,О
4.5
Габаритные раз-
меры в мм
длина
237°
4250
шири-
на
IOOO
i?oo
н
о
и
3
Щ
ооо
i8oo
Вес в кг
650
25°°
Машины для подготовки глины и угля
В механизированных литейных глина перед
сушкой размельчается на вальцевых дробил-
ках с валками, снабжёнными специальными
режущими зубьями. После сушки глина и уголь
подвергаются размалыванию и просеиванию.
Размалывающие бегуны. Бегуны
состоят из чаши и одного или двух катков
(собственно бегунов), катящихся по дну чаши
и растирающих материал. Относительное дви-
жение бегунов и чаши осуществляется двояко:
1) при неподвижной чаше бегуны вращаются
вокруг её вертикальной оси; 2) вращается
чаша, а бегуны закреплены неподвижно.
Для направления материала, находящегося
в чаше, под бегуны перед каждым бегуном
крепится на вертикальной оси плужок под
некоторым углом к направлению относитель-
ного движения бегуна и чаши; величина угла
регулируется установочными винтами.
Горизонтальные оси бегунов закрепляются
на кривошипах, допускающих независимый
подъём каждого бегуна под дей-
ствием попадающего под него
слоя материала.
Фиг. 12. Бегуны с верхним приводом.
Бегуны выполняются с верхним (фиг. 12)
или нижним приводом (фиг. 13).
Нижний привод применяется для размалы-
вающих бегунов малого размера, так как
тяжёлые части машины, располагаясь наверху,
создают относительную неустойчивость и по-
вышенную вибрацию в машине. Наиболее изна-
Фиг. 13. Бегуны с нижним приводом.
шиваемой частью бегунов являются катки и
дно чаши. Поэтому катки, отливаемые из се-
рого чугуна, снабжаются сменными бандажами
из белого чугуна, а днище чаши выкладывается
сменными плитами также из белого чугуна.
Размалывающие бегуны применяются редко,
так как помол получается низкого качества.
В табл. 4 приведены основные данные и
производительность размалывающих бегунов.
Таблица 4
Характеристика размалывающих бегунов
Диаметр чаши в мм
I2OC
1400
'75°
22OO
Размер
катков
в мм
диаметр
боо
I0OO
1250
ширина
2ОО
23°
Зоо
325
Часовая производи-
тельность в ml час
о, 4
о,6
о, 9
1.5
Потребляе-
мая мощ-
ность
в кет
с верхним
приводом
6,о
8,о
ю,о
с нижним
приводом
7.°
8,о
Число оборотов при
водного шкива в ми
нуту
со
ТО
бо
бо
Вес
в кг
с верхним
приводом
170с
3°оо
4.20О
QjOO
с нижним
приводом
зз°°
4б5о
Шаровые мельницы в чистом виде
только для проведения операции дробления
или размола применения не получили. Зна-
чительное распространение в литейных цехах
получила комбинация шаровой мельницы
с ситом, сокращённо называемая шаровой
мельницей.
На фиг. 14 изображена шаровая мельница
изготовления завода „Красная Пресня", смон-
тированная на стойках 1 с распорками 2.
Барабан мельницы 4, вращающийся на цапфах
в подшипниках 3, ограничен с торцов дисками 5,
а по бокам — ступенчатыми сегментами б,
по внутренней поверхности которых пере-
катываются размалывающие шары 7. .
Глина через воронку 13 шнеком 15 по-
даётся через пустотелую цапфу 14 в барабан
и по мере измельчения через отверстия в
сегментах 6 проходит сквозь решётку 8
и сито, окружающие всю боковую поверх-
ность барабана. Сегменты 6 установлены так,
что глина, не прошедшая сквозь решётку 8 и
ГЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
87
сито, попадает обратно в барабан. Наружный
кожух 10 имеет вверху смотровое отверстие 11,
а внизу — разгрузочное 12.
946-
Соприкасаясь с размалываемой глиной (или
углём), воздух просушивает её и наиболее
мелкие фракции уносит с собой, а затем, про-
ходя через сепаратор (цик-
лон), оставляет в нём унесён-
ные частицы глины. В даль-
нейшем тонкий помол пневма-
тическим транспортом уносится
для ввода в формовочные сме-
си, а более крупные фракции
самотёком из сепаратора воз-
вращаются на повторный по-
мол в размалывающий ап-
парат.
На фиг. 15 изображена уста-
новка для помола глины и угля.
Описание основных механиз-
мов, входящих в установку
для размалывания глины и
угля, приводится на стр. 88
и 89.
Таблица 5
Фиг. 14. Шаровая мельница.
В табл. 5 приведены основные данные
шаровых мельниц; в табл. 6 указана пример-
ная производительность шаровых мельниц
в зависимости от тонкости помола.
Установки для размалывания глины и угля
Установка для размалывания глины и угля
состоит из: мельницы для размола глины или
угля; питателя; сепаратора (циклона) для сепа-
рирования помола; источника получения горя-
чих газов (печь) или горячего воздуха (кало-
рифер); центробежного венти-
лятора; системы пневматиче-
ского транспорта.
Работа установки происхо-
дит по следующей схеме. Че-
рез мельницу продуваются го-
рячие дымовые газы или
горячий воздух, нагре-
тый в отдельно стоящем
калорифере *.
• В качестве теплоносителя
наибольшее распространение
получили дымовые газы с вы- \
соким избытком вторичного )(
воздуха, снижающего их тем-/\
пературу до 400° С. „ / \
Характеристика шаровых
Внутренние
размеры бара-
бана в мм
диа-
метр
55°
650
850
850
I2OO
I2CO
шири-
на
5°о
боо
7оо
9оо
75<э
IOOO
Число оборо-
тов барабана
в минуту
35
35
3°
Зо
2О
20
Потребляемая
мощность
в кет
2
3
6
ю
1б
i8
мельниц
Габаритные
размеры в мм
длина
1500
23OO
2б0О
2850
4ооо
43°°
шири-
на
IOOO
1700
2ООО
225O
2боО
26ОО
высота
i8oo
2000
2400
2700
ЗЗ00
ЗЗ00
Вес в кг
1230
i8oo
2600
ЗЗОэ
4Й00
6000
Фиг. 15. Установка для помола: / — мельница; f — сепвратор; 3 — центробежный вентилятор; 4 — загрузочная
воронка; 5 — патрубки для подсоса горячего воздуха; в — патрубок для подачи помола к потребителю.
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
Таблица 6
Производительность шаровых мельниц
Материал
Уголь древесный . .
„ каменный . ,
Глина огнеупорная
обожжённая
Глина огнеупорная
необожжённая ...
Шамот
Глина высушенная
Кварц
о С
О1
f 520
935
lll8o
935
f 715
I 935
49
130
235
525
При внутренних разме-
рах барабана в мм
X
X
X
Часовая производи-
тельность в кг/час
по
92
7°
7°
140
I2O
НО
34»
¦фО
170
32O
IOO
1бо
13о
IOO
IOO
195
1бО
155
44°
425
240
5оо
140
20О
164
125
135
2бО
22О
2ОО
боо
53о
Зоо
59о
i7«
335
275
2IO
2ОО
415
Збо
33°
Ю4о
qoo
5'°
IOCO
300
44S
365
380
375
550
4«о
44о
I38o
1200
0Ы0
1320
4ОО
555
460
35°
35°
боо
боо
55°
1740
1500
850
1640
5°°
Фиг. 16. Сдвоенная мельница.
В табл. 7 приведены основные размеры
установок для помола глины и угля типа,
изображённого на фиг. 15.
Мельницы. Конструкции большинства
применяемых мельниц принципиально подобны
мельнице, изображённой на фиг. 16. В литой
коробке мельницы /, выложенной съёмными
плитами 2 из марганцовистой стали, на валу 3
вращается ротор 4 с посаженными на его
периферии пластинами 5, отлитыми из мар-
ганцовистой стали. Материал через воронку 6
подаётся питателем, заключённым в коробке 7,
в торцевую часть мельницы через отверстие 8
в крышке 9 (на фиг. 16 крышка 9 показана
в откинутом положении). Часть материала,
увлекаемого пластинами 5, заполняет нижний
карман 10. При скольжении подвижной части
материала о неподвижную часть, осевшую
в кармане 10, присходит истирание материала
в пыль, уносимую в сепаратор 11.
Не пригодная к употреблению фракция
через рукав 12 возвращается в мельницу.
Таблица 7
Размеры
Производи-
тельность
в т/час
по
углю
о. 5
1,о
1.5
2, О
2,5
3,°
по
глине
1,О
2,0
3,°
4,о
5.о
6,о
а
255°
275°
2900
3°4°
3t>75
3975
установок для
Ь
700
9оо
1О«О
1270
1430
1600
с
2625
275O
2875
3160
3420
3В00
d
175
175
200
200
Зэо
Зоо
помола
Размеры
е
8.5°
ооо
1150
I2OO
1350
1500
/
IOO
'25
15°
175
200
25О
глины и
в мм (фиг.
g
200
275
325
350
375
425
h
IOO
140
200
250
*75
300
I
125
175
2SO
325
35°
4OO
угля
15)
k
125
175
250
325
400
45°
675
700
75°
780
975
1025
m
1600
1700
n
95O
10 jo
I80O IIOO
1880 ибо
2050 1625
220O
1775
Примечай и е. Максимальный размер загружаемых материалов 25 мм.
Тонкость помола — остаток 15—20% на сите 4900 отверстий на 1 см3. Расход
энергии на 1 т размалываемого материала: уголь—40 квт-ч; глина —
20 квт-ч. Число оборотов ротора мельницы — 1500 в минуту.
Фиг. 17. Одинарная мельница.
а фракция, дающая на сите 4900 отверстий
на 1 см2 остаток не свыше 20% просеивае-
мого количества, уносится через верхнюю
часть сепаратора в систему пневмотранспорта.
На фиг. 16 изображена
сдвоенная мельница (типа Ре-
золютор). Принципиально такая
же, но только одинарная мель-
ница показана на фиг. 17, где
дополнительно виден патру-
бок 1 для подсоса горячих га-
зов и мотор 2 ленточного пи-
тателя.
Другой вариант конструк-
ции мельниц (так называемый
молотковый) приведён на фиг.
18. Производительность мель-
ниц этой конструкции — до
1 т/час. Размалываемый мате-
риал загружается в воронку /
и питателем 2 подаётся в рабо-
чую- камеру мельницы, выло-
женную съёмными плитами 3.
Размалывание материала осу-
ГЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
89
ществляется билами 4, шарнирно закреплён-
ными на быстро вращающемся роторе 5.
Отбор образующейся пыли осуществляется
вентилятором 6, посаженным на общий вал
мельницы 7 и засасывающим горячие газы
через отверстие 8. Газы, проходя через рабо-
чую камеру мельницы, просушивают и увле-
кают за собой размолотые частицы, унося их
через нагнетательное отверстие 9 вентилятора
в систему пылеуловителей. Для предотвраще-
ния выхода из мельницы крупных частиц
материала на валу 7 в конусной полости 10
посажен специальный отсекатель 11.
Возможность полной механизации всего
процесса помола, транспортирования и рас-
пределения глины по расходным бункерам
делает применение описанных мельниц крайне
по CD
Ч 5
духа 10, попадают в вентилятор / и вместе с помолом
направляются в бункера через систему отдельных филь
тров (на фигуре не изображены). Наиболее тяжёлые ча-
стицы падают в мельницу из наружной полости 3, не
доходя до кольцевых щелей 4. Более мелкие частицы,
пройдя через щели 4 и меняя своё направление, в силу
инерции попадают в мельницу из внутренней полости
фильтра Л через жёлоб 12. Тончайшие же частицы
помола уносятся газами. Подсос горячих газов осуще-
ствляется через отверстие 13.
Устройства для приготовления глиняной
эмульсии
В тех случаях, когда технологический про-
цесс допускает введение глины в смешиваю-
щие аппараты в виде её эмульсии, примене-
ние эмульсионных систем следует рекомен-
довать ввиду экономии, получаемой на исклю-
чении процессов сушки, размола и просеива-
ЯВ
Фиг. 18. Мельница молоткового типа.
желательным во всех случаях достаточной
загрузки их; в литейных цехах при выпуске,
начиная от 5000 т литья в год и выше, при-
менение мельниц оправдано.
Питатели. Большое распространение
в мельницах более ранних выпусков полу-
чили ленточные питатели. В мельнице, изо-
бражённой на фиг. 17, вращение ведущего
барабана питателя осуществляется отдельным
мотором 2 мощностью 0,5 кет. Регулировка
в ленточном питателе достигается изменением
высоты щели между рабочей поверхностью
ленты и передней стенкой загрузочной во-
ронки.
В мельницах новейших конструкций применяются
питатели, допускающие более тонкую регулировку.
Валик 17 питателя, изображённого
на фиг. 20, получает качательное
движение с регулируемым углом
качания через червячный редук-
тор 14, шатунно-кривошипную
передачу 15 и связь 16. Питатель,
закреплённый на валике 17, пред-
ставляет.собой скребок 18, сколь-
зящий по днищу загрузочной во-
ронки. Принцип работы питателя
понятен из схемы, приведённой
на фиг. 19. Чем больше ампли-
туда качания питателя (скребка) 3,
тем больше материала выдаётся
им в единицу времени.
Сепараторы, На фиг. 20а
и20б изображена распространённая
конструкция мельницы с сепаратором. Вентилятором 1
газы со взвешенным в них помолом засасываются из
мельницы через отверстие 2 в наружную кольцевую
полость сепаратора 3 и далее протягиваются через
щели 4, величина открытия которых регулируется
вращением клапанов 5, посаженных на общий диск 5.
Газы через патрубок 7 и трубу 8, снабжённую регули-
рующим клапаном 9 и устройством для подсоса воз-
Фиг. 19. Схема
маятни кового пи-
тателя: 1 — загру-
зочная воронка;
2 - днище ворон-
ки; 3 — питатель;
4 — материал.
ния, а также на удельном расходе самой
глины.
Приготовление эмульсии производится
в месильных машинах преимущественно вер-
тикального типа, дополняемых запорной арма-
турой для спуска эмульсии. В механизиро-
ванных земледелках транспортировка эмуль-
сии к местам её потребления осуществляется
приводными насосами через системы трубо-
проводов, связывающих месильную машину
с расходными и мерными резервуарами. Для
периодической промывки систему трубопро-
воды— насос следует соединять с водопрово-
дом и канализацией.
Устройства для растворения
и смешивания компонентов жидких
смесей
Для холодного растворения или смешива-
ния обычно применяются резервуары, снаб-
жённые устройством, ускоряющим процесс
растворения созданием принудительной цир-
куляции растворителя. Достигается это меха-
ническими болтушками или вводом в раство-
ритель струи сжатого воздуха.
Для горячего растворения обычно приме-
няются резервуары с обогревом паром низкого
давления @,15 am), проходящим через змеевик,
омываемый в резервуаре . растворителем.
Ввод непосредственно в растворитель пара
не рекомендуется, так как это затрудняет под-
держание соответствующей консистенции рас-
твора. Также не рекомендуется варка рас-
90 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
2100
Фиг. 20а- Мельница с сепаратором (разрез по оси главного вала)
РЛ. II]
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ
91
Г"
Фиг. 206. Мельница с сепаратором (поперечный разрез).
Фиг. 21. Сульфитоварка. Фиг. 22. Краскомешалка.
ГЛ. II}
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ ОТРАБОТАННОЙ ФОРМОВОЧНОЙ ЗЕМЛИ
93
творов на огне, так как это обычно приводит
к снижению связующих качеств раствора.
На фиг. 21 изображена паровая сульфито-
варка ёмкостью 250 л; производительность
сульфитоварки составляет до 120 л/час при рас-
ходе пара до 25 кг\час. На фиг. 22 изображена
механическая краскомешалка ёмкостью 240 л.
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ
ОТРАБОТАННОЙ ФОРМОВОЧНОЙ ЗЕМЛИ
Машины для переработки отработанной
земли
Вальцевые дробилки. Для разми-
нания комьев выбитой земли при заливке
форм всухую применяются вальцевые дро-
билки с гладкими валками (фиг. 23) или зуб-
Фиг. 23. Гладкая вальцовка.
чатыми (фиг. 24). Выбитая земля через загру-
зочную воронку машины попадает в щель
между валками, вращающимися с разной ско-
ростью и разминающими комья земли. Вальцы
смонтированы на чугунной станине. Один из
валков посажен в неподвижные подшипники
и приводится в движение зубчатой передачей
от приводного шкива. Второй валок, получаю-
щий вращение от первого через шестеренную
Фиг. 24. Зубчатая вальцовка.
передачу с передаточным числом, отличным
от единицы, находится в подвижных подшип-
никах, имеющих буферное пружинное устрой-
ство.
Гладкие валки изготовляются в виде двух-
дисковых ступиц из серого чугуна, соединён-
ных стяжными болтами и покрытых сменной
рабочей рубашкой из отбелённого чугуна.
Зубчатые валки составлены из отдельных
дисков, стянутых болтами и покрытых смен-
ной рабочей рубашкой с зубьями из отбелён-
ного чугуна.
Так как при малых диаметрах валков и их
гладкой поверхности наблюдается значитель-
ное проскальзывание крупных комьев земли
перед входом их в узкую щель, для размина-
ния земли более жирных составов рекомен-
дуется применять зубчатые вальцевые дро-
билки. Основные данные и производительность
вальцевых дробилок обоих типов приведены
в табл. 8.
Магнитные сепараторы. Электро-
магнитные сепараторы выполняются в виде
самостоятельных аппаратов или в большинстве
случаев в, виде электромагнитных шкивов,
устанавливаемых на.ленточных транспортёрах,
транспортирующих выбитую землю, в качестве
их ведущих барабанов.
Сепараторы с постоянными магнитами
распространения не получили ввиду их низкой
Таблица 8
Тип
вальцевых
дробилок
Гладкие
Зубчатые
Характеристика
Размеры валков
в мм
диаметр
490
535
боо
5оо
55о
бао
длина
35O
460
4бо
35°
435
475
Часовая
производи-
тельность
в м'
4.5— б>°
7'5- 9.о
Ю,О—12,0
4.5- 6,о
7-5- 9.°
9,0—15.0
вальцевых дробилок
Габаритные размеры
в мм
длина
i6oo .
1850
1900
1850
1850
1900
шири-
на
1650
1250
i8oo
1700
254°
2560
высота
935
1030
1050
98о
i8oo
1850
Приводной
шкив
диа-
метр
75о
870
870
75°
870
870
число обо-
ротов
в минуту
200
I9O
I9O
2О0
315
215
Мощ-
ность
в кет
7
до
13
8
ю
13
Вес
в кг
2IOO
3180
325°
23OO
27OO
ЗЗОО
94 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
производительности и ослабления магнитов
с течением времени.
Наиболее распространён электромагнит-
ный сепаратор, изображённый на фиг. 25,
который работает в качестве ведущего шкива
ленточного транспортёра. В кольцевые пазы
стальной отливки / заложены катушки 2
с обмоткой. Сверху пазы накрыты кольцами
из немагнитного материала (латунь), что делает
рабочую поверхность шкива гладкой. Концы
электропроводов от катушек 2 через отвер-
стие внутри вала выводятся наружу к контакт-
ной коробке 4 и через щётки и кольца соеди-
няются с питающими проводами. Сепараторы
работают на постоянном токе.
Таблица 9
Характеристика электромагнитных сепараторов
Фиг. 25. Барабанный магнит.
150
Схема действия магнитного сепаратора
показана на фиг. 26. При включении сепара-
тора в электросеть в нём возникает магнитное
поле. Вследствие большой разницы в магнит-
ных проницаемостях формовочной земли и
металлических включений в ней земля 1 при
огибании барабана 2 тотчас же с него спадает,
поступая в воронку 3, а магнитный материал 4,
притягиваемый магнитным полем к ленте 5,
огибает вместе с ней барабан 2 и поступает
в ящик 6 для металлических отходов.
Основные данные электромагнитных сепа-
раторов, работающих ведущими шкивами
ленточных транспортёров, приведены в табл. 9.
Ширина ленты
в мм
4<х>
4оо
4оо
боо
боо
боо
Барабан
Диаметр
в мм
4<х>
5оо
боо
4оо
5оо
боо
Длина
в мм
4QO
5&о
53°
690
ббо
°75
Мощность, по-
требляемая маг-
нитной системой,
в кет
0,72
о, 95
i.i5
i.°75
I.2O5
i,7°5
Напряжение
тока в в
НО—22O
Допустимый кру-
тящий момент
в кгсм
i8ooo
30000
30000
18 000
30000
50000
Вес в кг
335
435
535
435
785
1085
Электромагнитный сепаратор барабанного
типа с неподвижной магнитной системой при-
ведён на фиг. 27. Он выполняется в виде
самостоятельного аппарата.
Сепаратор состоит из: вращающегося бара-
бана с поверхностью из немагнитного мате-
риала, внутри которого помещена неподвиж-
ная магнитная система 2;
лоткового питателя 3, ко-
торый в случае необхо-
димости может быть за-
менён плоским механи-
ческим ситом; привод-
ных механизмов 4 для
барабана и 5 — для пи-
тателя (или соответ-
ственно ДЛЯ сита); рамы 6 фиг. 26. Схема работы
И пуско-регулирующего магнитного сепаратора,
устройства.
Земля поступает через питатель 3 на бара-
бан 1. Металлические включения притяги-
ваются к поверхности барабана и при его
вращении следуют с ним до границы плюсов,
пройдя которую, они падают вниз в приёмный
короб. Немагнитная же земля покидает
барабан до вступления на его нижнюю поло-
вину.
Основные данные и производительность
сепаратора барабанного типа с неподвижной
магнитной системой приведены в табл. 10.
Сита. Просеивание отработанных смесей
производится через сита, аналогичные ситам,
применяемым для просеивания свежего песка
(описание сит см. стр. 82—86). Размеры ячеек
сит должны быть не менее 6 мм.
Для просеивания отработанных смесей не-
обходимы сита с более значительной произ-
водительностью, чем для просеивания свежего
Характеристика сепараторов барабанного типа
Барабан
диаметр
в мм
650
длина
в мм
1400
число
об/мин
25
Приводной
шкив
диаметр
в мм
45»
число
об/мин
85
Потребляемая
мощность в кет
на привод
о,75
на возбу-
ждение
магнитно-
ю поля
а,о
Таблица 10
с неподвижной магнитной системой
Напряжение
тока в в
22O
Часовая произво-
дительность
в т/час
9-15
Габаритные размеры
в мм
длина
3485
ширина
233O
высота
1оо5
Вес в кг
SI2O
ГЛ. II]
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ ОТРАБОТАННОЙ ФОРМОВОЧНОЙ ЗЕМЛИ
песка. Поэтому для отработанных смесей при-
меняют главным образом барабанные сита,
так как качающиеся при больших размерах
работают с сильными ударами, расшатываю-
щими их опорную конструкцию.
зования плёнок масляными связующими, эта
операция часто исключается, и в этом случае,
так же как и при отсутствии каких-либо дру-
гих операций, производится только частичная
регенерация.
^—350-
17/5
420 1
Фиг. 27. Сепаратор с неподвижной магнитной системой.
Оборудование для регенерации
отработанных земель
Максимально 80— 85<>/0 составных частей
отработанных формовочных смесей может быть
полностью использовано для новых смесей
за счёт кварцевого песка, не изменившего
при заливке своего химического и минерало-
гического состава. Процесс выделения этой
части полноценного песка из отработанных
смесей называется регенерацией, которая мо-
жет быть полной или частичной.
При полной регенерации происходит: сепа-
рация металлических включений, попавших
в землю; дробление земли для размельчения
комьев на отдельные зёрна кварца; освобо-
ждение зёрен от покрывших их инертных
плёнок; обеспыливание земли.
Ввиду трудности отделения инертных плё-
нок от зёрен песка, особенно в случае обра-
Существуют два способа регенерации
а) мокрый, при котором пыль удаляется от-
мыванием её водой с последующей просушкой
обеспыленного песка; б) сухой с удалением
пыли просеиванием, воздушной сепарацией
или комбинированным методом просеивания
и воздушной сепарации [2].
Установки для мокрого способа регене-
рации. Мокрый способ осуществляется в спе-
циально сооружаемых установках или же со-
вместно с другими операциями в случае гидра-
влической выбивки литья.
В специальных установках земля после
выбивки из форм подвергается разминанию
комьев, магнитной сепарации и просеиванию,
после чего она поступает в собственно реге-
нерационную установку. Земля подвергается
действию струи воды или механическому
взбалтыванию вместе с водой, причём пыль
и мелочь взмучиваются и уносятся вместе
96
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
с водой, а промытая земля перемещается в
сушильную печь. Затем просушенная земля
с помощью сит, в воздушных или электро-
сепараторах различных типов сортируется на
дца или несколько сортов по крупности зёрен.
При гидравлической выбивке стержней или
очистке литья вода вместе с вымытой стерж-
невой массой или землёй стекает в находя-
щийся под решетчатым полом гидравлической
камеры резервуар; из него вода перекачи-
вается грязевым насосом в следующий отстой-
ный резервуар, оставляя на дне металлические
каркасы, или же непосредственно через верх-
нюю стенку резервуара переливается в со-
седний резервуар. Переполнив последний, вода
переливается в третий отстойный резервуар
и т. д., пока в последнем резервуаре вода не
окажется достаточно очищенной для повтор-
ного использования её на гидравлической
очистке. Такого рода отстойники являются
неотъемлемой частью установок для гидра-
влической очистки литья. Так как в каждом
отстойнике остаются различные по величине
зёрен песка фракции, процесс частичной ре-
генерации происходит попутно с процессом
гидравлической очистки литья.
Несмотря на хороший качественный ре-
зультат, специальные регенерационные уста-
новки, работающие мокрым способом, в на-
стоящее время не применяются ввиду высо-
кого расхода воды, составляющего до 15 ж3
на 1 от песка, большого расхода топлива,
превышающего в 2—3 раза расход его на
сушку свежего песка (влажность песка после
промывки песка составляет 25—30%), и по-
требности в больших отстойных водоёмах.
Происходящая в установках для гидравли-
ческой очистки литья частичная регенерация
восстанавливает только часть цехового обо-
рота земли.
Установки для сухого способа регене-
рации. Сухой способ характеризуется тем, что
вся пыль и мелочь удаляются из песка сухим
способом, а не отмучиванием в воде. Выбитая
формовочная и стержневая земля, подлежащая
регенерации, подвергается: разминанию или
раздроблению; сепарации для удаления метал-
лических включений и просеиванию. Для раз-
минания комьев земли применяются: вальцевые
дробилки; молотковые дробилки, обеспечи-
вающие одновременно частичное освобожде-
ние зёрен от инертных плёнок глины; бегуны,
дающие наилучшие результаты как в разми-
нании комьев, так и в сдирании инертных
глинистых плёнок. Особенно хорошие резуль-
таты получаются при применении бегунов,
имеющих чаши и катки, покрытые резиной.
Для разминания комьев применяются также
обычные дезинтеграторы со штифтовыми ди-
сками, дающие при повышенном числе оборо-
тов хорошее очищение от глинистых плёнок,
сопровождающееся, однако, повышенным раз-
дроблением отдельных зёрен кварца. Вслед-
ствие этого получили применение так называе-
мые щёточные дезинтеграторы.
Для удаления инертных плёнок, образуе-
мых масляными связующими, в некоторых
установках применяются особые аппараты для
прокаливания земли, разрушающие эти
плёнки.
Затем регенерируемая смесь поступает для
удаления пыли, мелочи, и раскрошенных плё-
нок и для рассортировки очищенных зёрен
песка в специальные сепараторы различных
типов.
Щёточный дезинтегратор изобра-
жён на фиг. 28. Песок загружается в во-
ронку А. Быстро вра-
щающийся барабан с
большим количеством
выступов на своей по-
верхности протягивает
песок под неподвижной
проволочной щёткой, ко-
торая хорошо отдирает
глинистые плёнки. Вслед-
ствие быстрого износа
рабочих частей щёточ-
ные дезинтеграторы до-
роги в эксплоатации.
Аппарат для прокаливания зем-
л и. Инертные плёнки и плёнки от скоксовав-
шегося угля никаким механическим воздей-
ствием на них без раздробления самого квар-
цевого зерна не могут быть удалены. При
прокаливании же плёнки сжигаются, связь
плёнок с поверхностью зёрен нарушается
и они легко отделяются от зёрен песка.
На фиг. 29 показана схема типовой уста-
новки для прокаливания регенерируемых сме-
сей. Предварительно переработанная земля из
бункера / шнековым
питателем 2 и элева-
тором 3 подаётся в
шнек 4, питающий го-
Фиг. 28. Щёточный
дезинтегратор.
,•¦?»'• "f-.V.'¦'¦*'• »•"¦„¦**•''И'¦?ii'i*.* 'Ул-'с''"^:
Фиг. 29. Установка для прокали-
вания.
Т
ризонтальную, вращающуюся барабанную об-
жигательную печь 5, работающую по принципу
противотока. Газы проходят барабан в напра-
влении от форсунок 6 к дымовой трубе 7.
Горячий песок, пройдя печь, падает по жё-
лобу 8 во второй вращающийся охладитель-
ный барабан 9. Сквозь барабан 9 проходит
ток холодного воздуха, возбуждаемый венти-
лятором 10. Воздух охлаждает песок, уносит
из него пыль и осыпавшиеся плёнки и посту-
пает через камеру 11 в трубу 12 к циклону,
в котором пыль осаждается. Песок уходит
через камеру 11 на ленточный транспортёр 13.
Воздушно-механические сепа-
раторы состоят из нескольких вибрацион-
ных сит с уменьшающимися размерами отвер-
стий. Сита заключены в кожух, который про-
дувается воздухом, направляемым в пыле-
сборник.
При наличии в установке двух сит огра-
ничиваются при просеивании земли тремя
ГЛ. II]
МАШИНЫ ДЛЯ ПЕРЕРАБОТКИ ОТРАБОТАННОЙ ФОРМОВОЧНОЙ ЗЕМЛИ
97
фракциями: отсевом; основной массой регене-
рированного песка; пылью с мелочью.
Воздушные сепараторы выпол-
няются с замкнутой и проточной циркуляцией.
Сепаратор с замкнутой циркуляцией изо-
бражён на фиг. 30. Песок, подаваемый в во-
ронку /, падает на
быстро вращаю-
щуюся тарелку 2,
одновременно с
которой вращает-
ся вентилятор 3.
Под воздействием
вентилятора со-
здаётся ток возду-
ха, проходящий из
внутреннего про-
странства кожуха
4 в кольцеобраз-
ную полость ме-
жду внутренним 4
и наружным 5 ко-
жухами сепаратора,
а затем воздух че-
рез жалюзийные
<Ьиг. 30. Сепаратор с замкну- отверстия 6, заса-
той циркуляцией. сываемый опять во
внутреннее про-
странство кожуха 4, повторяет описанное
движение.
Песок, выбрасываемый тарелкой 2, при па-
дении продувается током воздуха и через от-
верстие 7 внутреннего кожуха 4 выходит на-
ружу. Пыль и мелочь, увлечённые воздухом,
выносятся в кольцевую полость между кожу-
хами 4 и 5 и выводятся наружу через отвер-
стие 8 кожуха 5. Скорость воздушного потока
регулируется жалюзийной решёткой 6.
Сепараторы с замкнутой циркуляцией дают
удовлетворительное очищение земли от пыли,
но ввиду своей громоздкости при весьма малой
производительности широкого распростране-
ния для регенерации не получили.
В табл. 11 приведены основные данные и
примерная производительность сепараторов
с замкнутой циркуляцией.
Таблица 11
Характеристика сепараторов с замкнутой
циркуляцией
Диаметр
в мм.
9оо
I2OO
1500
i3oo
2I0O
Часовая
производи-
тельность
в т/час
0,2
о.5
о,8
1.5
2.5
Мощность
в кет
о. 5
о. 75
1,О
1.5
2,0
Вес
в кг
7<х>
9оо
И5°
155°
2IOO
Сепаратор с проточной циркуляцией воз-
духа выполняется в виде камеры, в которой
песок во взвешенном состоянии продувается
струёй воздуха, засасываемого эксгаустером
через щели камеры. Существующие разно-
образные конструкции этого типа сепарато-
ров отличаются лишь устройством камеры.
На фиг. 31 изображена схема сепаратора
каскадного или жалюзийного типа. Про-
сеянная земля падает в сепаратор на ряд на-
7 Том 8
клонных плоскостей, устроенных в виде жа-
люзей так, что они могут сдвигаться или раз-
двигаться, оставляя больший или меньший
проход для воздуха между ними. Воздух,
засасываемый через отверстие в наклонной
стенке камеры, пронизывает пересыпающийся
песок и уносит из него пыль и мелочь во
всасывающую трубу эксгаустера; затем воз-
дух направляется в пылесборник. Песок по
наклонным плоскостям выходит через отвер-
стие в дне камеры.
Иногда для сортировки песка на несколько
фракций эти сепараторы дублируют, или по
Фиг. 31. Каскадный сепаратор.
пути воздуха, уносящего мелочь, устанавли-
вают воронки со специальными приспособле-
ниями для отбора промежуточных фракций.
Электросепараторы [7]. Для реге-
нерации формовочных смесей разработана
отечественная кон-
струкция электро-
сепараторов ко-
ронного действия,
схема которого
изображена на
фиг. 32. Коронный
разряд в сепарато-
ре происходит ме-
жду коронирую-
щими проводами /
и заземлёнными ба-
рабанами 2. Части-
цы земли, находя-
щиеся на поверх-
ности барабана, за-
ряжаются заряда-
ми, приходящими
из оболочки боро-
ны. В то же время
частицы разряжа-
ются на заземлён-
ную поверхность
барабанов. Раз-
деление регенери-
руемого материала
происходит по элек-
тропроводности и
крупности. В кон-
струкции сепара-
тора, приведённой
на фиг. 32, между тремя последовательно
по высоте расположенными барабанами и
тремя группами коронирующих электродов
создаются благодаря разным расстояниям ме-
Фиг. 32. Электросепаратор
коронного действия.
98
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
жду барабанами и электродами разные по
величине напряжённости поля. Благодаря боль-
шому расстоянию между электродами и по-
верхностью верхнего барабана и соответ-
ственно малой напряжённости поля на по-
верхности верхнего барабана удерживаются
только мелкие непроводящие частицы (пыль),
которые щеткой 4 счищаются в задний бун-
кер. Часть же регенерируемого материала,
состоящая из проводников и более крупных
непроводящих частиц, попадает на средний
барабан, на котором происходит дополнитель-
ное отделение мелкой фракции. Нижний ба-
рабан отделяет от регенерируемого материала
спекшиеся сростки земли и мелкие металли-
ческие частицы, которые попадают в левый
бункер, годный же продукт счищается щёткой
в средний бункер. Процесс очистки регули-
руется при помощи делительных плоскостей 3,
расположенных под каждым из трёх бараба-
нов. Плоскости могут быть повёрнуты отно-
сительно вертикали. Регулируются также рас-
стояние между барабаном и электродами и
количество оборотов барабанов. Питание элек-
тродов током высокого напряжения осуще-
ствляется при помощи трансформатора рент-
геновского типа. Вращение барабанов и щёток
осуществляется от мотора через редуктор, ва-
риатор и цепные передачи 7.
Установка для сепарирования включается
в систему непрерывного транспорта земле-
дельной установки. Подлежащий регенерации
материал проходит подготовительные опера-
ции подсушки, дробления, выделения метал-
лических частей и просеивания, попадает в
бункер 5 и оттуда при помощи питателя 6
в сепаратор. Годный продукт с помощью меха-
низированного транспорта подаётся в бункера
для свежей земли над смешивающими агрега-
тами, а пылевидные и крупные фракции — в
систему удаления отходов.
Основные данные о коронных электросе-
параторах приведены в табл. 12.
Схема комплексной установки
для регенерации земли сухим способом изо-
бражена на фиг. 33.
Из-под выбивной решётки / пластинчатым транспор-
тёром 2 земля передаётся на ленточный транспортёр 3
с электромагнитным приводным барабаном. Отсепариро-
ванная от металлических включений земля поступает
в барабанное сито 4. Просеянная земля элеватором 5
загружается в бункер 6". Так как при сухом обеспыли-
вании земли процент её влажности не должен превы-
шать 0,5°/0, для просушки земли имеется горизонтальное
барабанное сушило 8, в которое земля из бункера 6 по-
даётся питателем 7. Просушенная земля из сушила 8
подаётся элеватором 9 в вибрационное сито 10 и дальше ¦
ленточным транспортёром 11 просеянная земля пере-
даётся в бункер 12, расположенный над смешивающими
бегунами 13. Приготовленная в бегунах смесь системой
ленточных транспортёров направляется в аэратор, а за-
тем к местам потребления в цех.
Удаление пыли в этой установке дости-
гается интенсивным отсосом воздуха из всех
мест пересыпки земли (транспортёры, элева-
торы, барабанное сито и т. д.) и интенсивной
продувкой возду- ,
хом просушенной
земли в процессе
её просеивания
на вибрационном
сите.
11 12
Фиг. 33. Комплексная установка для регенерации.
На фиг. 34 изображена схема другой кон-
струкции установки для регенерации земли
сухим способом.
Фиг. 34. Установка для регенерации.
Земля подаётся ленточным транспортёром 1 с магнит-
ным шкивом 2 в бункер 3, из которого питателем 4
направляется в бегуны 5, разминающие комья и разру-
шающие глинистую оболочку на зёрнах песка. Из бегу-
нов земля вываливается в буферную воронку 6, откуда
ленточным питателем 7 непрерывно подаётся во всасы-
вающий трубопровод 8 системы пневматического транс-
порта. По этой системе земля проходит через сепара-
тор 9, где происходит выделение основной массы очи-
щенного песка более крупной фракции, затем поступает
в циклон 10, в котором выделяется песок мелкой фрак-
ции, и, наконец, в матерчатый фильтр И, где отделяется
пыль. Очищенный воздух эксгаустером 12 выбрасывается
наружу.
Характеристика коронных электросепараторов
Таблица 12
Тип сепаратора
Лабораторный .
Промышленный
C барабана) . . .
Барабан
длина
в мм
Зоо
1500
диа-
метр
в мм
400
40 о
число
об/мин
3°—5°
35- бо
Потребля-
емая сила
тока в а
i ¦ ю~4
5 • ю~4
Расчётное
напряже-
ние в кв
15 -5о
2О—бо
Электродвигатель
мощность
в кет
о.5
2.3
число
об/мин
IOOO
1500
Габаритные размеры в мм
длина
I25O
22OO
шири-
на
9оо
2500
высота с за-
грузочным
устрой-
ством
135°
433°
ГЛ. II]
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
В этой установке совсем отсутствуют сита,
а выделение пыли и разделение песка на
фракции по его зернистости производятся
воздушной сепарацией. Наличие в установке
бегунов создаёт условия полной регенера-
ции. ,
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ
ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ
СМЕСЕЙ
Машины для механического смешивания
Лопаточные смешиватели являются
машинами непрерывного действия. Они имеют
жёлоб (фиг. 35), по, оси которого расположен
вращающийся вал с насаженными на него
Лопаточные смешиватели не обеспечивают,
полного, разбивания комьев» образующихся при
увлажнении смеси, а следовательног и не дают
хорошего перемешивания всей.смеси в целом.
Практически более или менее удовлетвори-,
тельные результаты смешивания достигаются,
лишь при длине смешивателей отЗл и выше..
Поэтому лопаточные смешиватели могут быть
рекомендованы лишь для приготовления на-
полнительных составов, требования к одно-
родности которых не столь высоки, как к
смесям единым, облицовочным и стержневым.
В табл. 13 приведены основные данные и
производительность лопаточных смешивате-
лей с одним центральным валом.
Барабанные смешиватели. Схема
работы барабанного смешивателя изображена
Фиг. 35. Лопаточный смешиватель.
лопатками 1, изогнутыми по винтовой линии
весьма большого шага. Компоненты, входящие
в смесь, непрерывно подаются соответствую-
щими питателями в один конец жёлоба, а вра-
щающийся лопастный вал, перемешивая, про-
двигает смесь к другому (разгрузочному)
концу жёлоба. Над жёлобом устанавливается
увлажнитель 2, представляющий собой водо-
проводную трубку, снабжённую разбрызгива-
телем с вентилем для регулирования подачи
воды. Увлажнитель устанавливается так, чтобы
Фиг. 36. Лопастные валы.
обеспечить смешивание компонентов сперва
в сухом, а затем в увлажнённом виде.
Конструкции лопастных валов смешивате-
лей изображены на фиг. 36. Учитывая повы-
шенный износ лопаток, их следует выполнять
съёмного типа.
на фиг. 37. Предварительное смешение су-
хих компонентов производится обычно в пи-
тающем шнеке 1, играпщем роль сухого
лопаточного смешивателя. Из шнека 1 ком-
поненты поступают через трубу 2 в барабан-
ный смешиватель 3, причём у выхода из трубы
компоненты обтекают центрально установлен-
ный конус 4. Под последним помещается
разбрызгиватель 5, из которого вода вытекает
в виде полого конуса мельчайших брызг,
пересекающих и увлажняющих ссыпающиеся
в барабан 3 компоненты. Так как барабан 3
вращается под некоторым наклоном к гори-
зонту, материалы, постепенно продвигаясь к
разгрузочному концу барабана, перемеши-
ваются. Вода к разбрызгивателю 4 подводится
водопроводной трубой 6 с помещённым на
ней краном 7.
Недостаток лопаточных смешивателей —
плохое разбивание сырых комьев — ещё в
большей мере присущ барабанным смешивате-
лям. Кроме того, у последних ввиду отсутствия
принудительного перелопачивания крайне
плохо осуществляется смешивание компонен-
Таблица 13
Характеристика лопаточных смешивателей
Размеры сме-
шивающего
жёлоба в мм
длина
4ооо
4ооо
55°°
5ООО
бооо
диа-
метр
4оо
4оо
55°
55°
7<х>.
Приводной
шкив
диа-
метр
в мм
боо '
боо
7<х>
8оо
IOOO
число
об/мин
15°
15°
17°
170
Мощность
в квтп
2,5
3.5
б,о
8.5
12,О
Часовая
производи-
тельность
в м3
а
3
7
ю
15.
Вес (с приво-
дом) в кг
б5о
65°
IOOO
I2OO
1500
100 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
тов различной по величине зернистости. По-
этому барабанные смешиватели могут быть
допущены лишь для приготовления наполни-
тельной земли и только в тех случаях, когда
освежение старой земли производится одним
свежим песком периодически и сравнительно
редко, а в основном приготовление наполни-
Фиг. 37. Схема работы барабанного смешивателя.
тельной земли сводится к её просеиванию,
увлажнению и разрыхлению.
На фиг. 38 изображён внешний вид бара-
банного смешивателя с диаметром барабана,
равным 0,6—1,0 м. При производительности
от 2 до 5 мь земли в час потребляемая мощ-
Фиг. 38. Барабанный смешиватель.
ность равна 1—2 кет. Число оборотов при-
водного шкива в минуту составляет 50—90. ,
Месильные машины имеют резер-
вуар, в котором движутся лопатки различной
кривизны, разрезающие и перелопачивающие
компоненты, подлежащие смешиванию.
Назначением месильных машин является
мокрое смешивание сырых жирных масс, иду-
щих для изготовления сухих форм и стерж-
ней, а также приготовление формовочной
глины и глиняной эмульсии.
Месильные машины выполняются, в соот-
ветствии с расположением валов, вертикаль-
ного или горизонтального типов.
Горизонтальная месильная машина с ре-
зервуаром, повёрнутым на 90° в положение
для опорожнения, изображена на фиг. 39. В ра-
бочем положении крышка резервуара прини-
мает горизонтальное положение. Машина
имеет два вала, на которых укретены Z-об-
разные лопатки, вращающиеся с различными
скоростями в разные стороны; за счёт соот-
ветствующего изгиба одна лопатка при вра-
щении отодвигает перемешиваемый материал
от середины к периферии, а другая загре-
бает его на середину. Благодаря такому дей-
ствию лопаток происходит равномерное сме-
Фиг. 39. Горизонтальная месильная машина.
шивание. Длительность всей операции сме-
шивания — от 10 до 15 минут.
Наиболее подвержены износу стенки ре-
зервуара и лопатки; резервуар выкладывается
плитами из белого чугуна, а лопатки покры-
ваются съёмными пластинами из листовой
стали.
В целях безопасности решетчатая крышка
машины снабжена автоматическим затвором,
запирающим её при пуске машины.
Эти машины получили распространение
для приготовления особо жирных, в частно-
сти, стержневых смесей.
В небольших литейных мастерских для ра-
боты на стержневых смесях применяются
горизонтальные месильные машины ёмкостью
от 1 до 10 л с ручным приводом.
В табл. 14 приведены основные данные и
производительность горизонтальных месильных
машин.
Вертикальная месильная машина с одним
валом изображена на фиг. 40. Смесь (фиг. 40)
загружается в воронку / вертикального цилин-
дрического резервуара, в котором вращается
вал с насаженными на нём лопатками, изо-
гнутыми по винтовой линии. Разгрузка смеси
осуществляется через отверстие внизу ци-
линдра. Подвергающиеся наибольшему износу
лопатки выполняются съёмными.
Машины этого типа ввиду простоты и деше-
визны своей конструкции получили значитель-
ное распространение для перемешивания вся-
I Л, II]
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
101
Таблица 14
Характеристика горизонтальных месильных машин
Показатель
Средняя продолжи-
тельность операции
Средняя часовая
производительность
в кг для стержневой
смеси
Габаритные размеры
машины в мм:
длина
ширина
высота
Потребляемая мощ-
ность в кет
При ёмкости резервуара для
стержневой смеси в кг
75
ю
45°
14°°
135°
15°°
3,5
170
ю
IOOO
2О00
155°
2ООЭ
5.5
350
1500
2IOO
2ООО
2500
7.°
500
2ООО
23°О
32OO
28IO
8,5
600
2500
2боо
24°О
кого рода глин и, в частности, для пригото-
вления глинистых эмульсий. В табл. 15 при-
ведены основные данные и производительность
вертикальных месильных машин.
Таблица 15
Характеристика вертикальных месильных машин
Размеры ци-
линдрического
резервуара
диа-
метр
55°
55°
55°
боо
высота
IO2O
125°
1400
IOOO
Часовая произво-
дительность при
работе на глине
в м3
я
3
4
5
Приводной
шкив
диа-
метр
в мм
55°
боо
7°о
8оо
число
об/мин
1-
Мощность в л. с.
1.5
а,5
4.°
5.°
Вес в кг
75°
9°о
IIOO
13°°
Смешивающие бегуны периоди-
ческого действия. Машины этого типа,
несмотря на крупные недостатки (периодич-
ность работы, малая сравнительно с их габа-
ритами и мощностью производительность),
ввиду совершенного технологического эффекта
получили широкое распространение для сме-
шивания формовочных смесей, жирных стерж-
невых масс и формовочных глин.
Смешивающие бегуны, так же как и раз-
малывающие, состоят из трёх основных узлов:
чаши, в которую засыпается материал; одного
или двух катков (собственно бегунов); привода.
Смешивающие бегуны, как и размалываю-
щие, выполняются с чашей, вращающейся
вокруг неподвижного вертикального вала или
с вращающимся вертикальным валом при
неподвижной чаше. Бегуны имеют верхний
привод или нижний и снабжены направляю-
щими и перелопачивающими плужками.
Принципиальным отличием смешивающих
бегунов от размалывающих является сравни-
тельно малое удельное давление катков, при-
ходящееся на дно чаши, чем исключается
возможность размалывания отдельных зёрен
формовочной смеси. Поэтому смешивающие
оегуны при гладком ободе имеют по сравнению
с размалывающими бегунами большую ширину
обода при меньшем диаметре катков. С этой
же целью иногда применяют для смешивающих
бегунов катки с желобчатым обовдм, что
увеличивает площадь соприкосновения бегуна
с формовочной массой. Однако такие кон-
струкции бегунов решительно вытесняются
бегунами, принципиальное отличие которых
заключается в том, что катки имеют устройство,
поддерживающее их на желаемом расстоянии
от дна чаши, что исключает возможность
-345 1
Фиг. 40. Вертикальная месильная машина.
дробления зёрен формовочных смесей о дно
чаши. В существующих конструкциях ёмкость
замеса колеблется в пределах 0,05—0,9 мь. На
фиг. 41 и 42 изображены бегуны этого типа
ёмкостью замеса 0,5 и 0,25 ж8 с вращающимися
катками при нижнем приводе. Каждый из бе-
гунов подвешен на отдельном кривошипе так,
что он может быть установлен ближе или
дальше от дна чаши и, кроме того, при попа-
дании под него большого слоя массы может
под её воздействием приподниматься. Одно-
временно с бегунами вращаются лопатки, пе-
релопачивающие и направляющие смесь под
бегуны,причём в больших бегунах установлены
две внешние и две внутренние лопатки, а
в малых бегунах — по одной внешней и вну-
тренней.
Готовая смесь выпускается из чаши через
отверстия в её дне, открываемые системой
102 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
рычагов вручную или посредством пневмати-
ческого затвора. Обод больших бегунов вы-
полняется стальным, а дно чаши устилается
стальными сменными плитами.
Заслуживают внимания смешивающие бе-
гуны с автоматизацией операций по обслужи-
ванию бегунов (описание автоматизированной
смешивающей установки см. ниже в разделе
Ф2Ч05-
Фиг. 41. Смешивающие бегуны с объёмом замеса около 0,5 м*.
Характеристика смешивающих бегунов, из-
готовляемых заводом „Красная Пресня", при-
ведена в табл. 16.
Таблица 16
Марка
машины
ЗМ-2
(П1)
ЗМ-3
Разме-
ры
чаши
в мм
диаметр
I&2O
2405
высота
боо
69O
Загрузка бегунов
им3
О,2-О,3
о,4—о,6
Число оборотов
вертикального
вала в минуту
25
2О
Мощность в кет
го
5°
Катки
диаметр X
X ширина
в мм
755XI5O
9°°Х275
вес в кг
32O
8оо
Вес
в кг
машины
Зюо
редуктора
Зоо
„Элементы автоматизации литейного оборудо-
вания").
Значительное распространение получили
смешивающие бегуны с цилиндрической рабо-
чей поверхностью (так называемые системы
Спидмюллер), изображённые на фиг. 43 [4].
Бегуны имеют чашу, цилиндрическая рабочая
поверхность которой покрыта резиной. Верти-
кальный вал, проходящий в центре чаши,
получает вращение от мотора через редуктор,
находящийся в коробке, расположенной в ниж-
ней части машины. На вертикальном валу
шарнирно закреплены бегунки, покрытые
резиной и имеющие возможность вращаться
в горизонтальной плоскости относительно
своих осей. На этом же вертикальном валу
закреплены специальные лопасти, подающие
формовочную смесь со дна на внутреннюю
поверхность чаши под бегунки. Между короб-
кой редуктора и рабочей чашей бегунов на-
ходится воздушная коробка, в щели которой
вентилятором через чашу продувается воздух,
ГЛ. И]
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
103
удаляющий из чаши пылевой засор в земле и
одновременно охлаждающий и аэрирующий
землю во взвешенном состоянии.
Загрузка компонентов производится перио-
дически через верхнюю воронку чаши. При
вращении вертикального вала под действием
пенно направляются плужками к центру чаши,
проходя дно чаши по спиральной линии и
подвергаясь воздействию катков. Разгрузка
происходит непрерывно через отверстие
в центре чаши. Меняя угол наклона плужков,
можно изменять длину пути смеси по спирали
— Ф1816-
Фиг. 42. Смешивающие бегуны с объёмом замеса около 0,25 м3 (завод .Красная Пресня").
центробежной силы горизонтальные катки
прижимаются к цилиндрической поверхности
чаши и, катясь по ней, перемешивают компо-
ненты, направляемые под них вращающимися
скребковыми лопастями. Центробежная сила
выносит песок на боковую поверхность чаши.
Готовая смесь автоматически выгружается в
течение 5 сек. через одну разгрузочную дверку
в боковой поверхности чаши, управляемую
вручную, гидравлически или пневматически.
Основные данные и производительность
смешивающих бегунов приведены в табл. 17.
Смешивающие бегуны непрерыв-
ного действия. На фиг. 44 изображены
бегуны непрерывного действия, имеющие 3
пары катков. Чаша вращается, а оси катков
неподвижны. Между каждой соседней парой
бегунов на особой крестовине укреплены
6 плужков, наклон которых к радиусу чаши
можно изменять. Компоненты, непрерывно
загружаемые у наружного края чаши, посте-
Таблица 17
Характеристика смешивающих бегунов с цилиндри-
ческой рабочей поверхностью
г*
МКОСТЬ
э замес.
•Ы ь
О I
о,'15
о,з
о.З
2.4
о.55
Размеры
чаши
. а.
« и
К &
Ч S
95°
IIOO
1300
хбоо
2ООО
2300
в мм
ысота
а
б2О
620
550
57O
575
73O
Габаритные
размеры в
S
ч
245°
26ОО
265O
385О
4^5°
495°
о.
а я
2O75
245O
2750
315»
3850
39°°
мм
ысота
ш
IO0O
1400
1575
1700
1850
2ООО
Длительность
цикла
Вид смеси
Облицовка
для стального
и чугунного
литья
То же для
магниевого
литья
Наполни-
тельная смесь
для стального
и чугунного
литья
Стержневая
смесь
ремя
мин.
аэ п
1.5
2,7
1,О
1.5
104 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
и тем регулировать степень перемешивания предварительно перемешиваются в простейшем
смеси. смесителе.
Качество смешивания в машинах непре- Бегуны непрерывного действия особого
рывного действия ниже, чем необычных распространения не получили.
Фиг 43. Смешивающие бегуны с цилиндрической рабочей поверхностью.
бегунах. Поэтому компоненты смеси до по- Комбинированные смешивающие
ступления в машину непрерывного действия машины представляют собой передвижную
Фиг. 44. Смешивающие бегуны непрерывного действия.
Фиг. 45. Комбинированная смешивающая машина.
ГЛ. II] МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
105
машину с собственным двигателем, перелопа-
чивающую землю, укладываемую в гряду
между колёс машины; переработанную землю
последняя оставляет за собой в виде гряды.
По качеству переработки смесей машина
может быть рекомендована лишь для перера-
ботки наполнительной земли.
В зависимости от размера машины управле-
ние осуществляют с пола или с пульта (фиг. 45),
установленного на самой машине. Рабочая
часть машины представляет собой вал с на-
саженными по винтовой линии стальными
лопатками, наклон которых, начиная от сере-
дины, идёт в разные стороны. Для холо-
стого передвижения машины лопастной вал
устанавливается подъёмным, а в рабочем по-
ложении машины он опирается на два неболь-
ших колеса, копирующих неровности пола.
Вращательное движение лопастной вал
получает от цепной передачи через проме-
жуточный привод.
Основные данные и производительность
комбинированных смешивающих машин при-
ведены в табл. 18.
Отстойники
Отстойники обычно выполняются в виде
бункеров (фиг. 46) различной ёмкости. Загрузка
таких отстойников производится механизмами
непрерывного транспорта (ленточные транспор-
Характеристика
комбинирова иных
машин (фиг. 45)
Таблица 18
смешивающих
Габарит-
ные разме-
ры в мм
длина
235°
225O
225O
S25O
ширина
i6oo
2100
2400
2800
Размеры
лопастного
вала в мм
длина
И5°
И5°
145°
igoo
диаметр *
75°
i°5°
i°5°
i°5°
Мощность в кет
3.5
7.°
1О,О
12,0
Производительность
В M3jMUH
i»3
2,2
3,7
5,6
Скорость
передвижения
В MjMUH
при холо-
стом ходе
*3
38
38
38
во время
работы
4,5
7.5
7.5
7.5
Фиг. -J6. Отстойник.
тёры 2). Разгрузка осуществляется различного
рода питателями, обычно тарельчатыми C) и
транспортёрами D).
Расчёт ёмкости бункеров-отстойников, если
им одновременно не придают функции буфер-
ного склада смесей, ведут на обеспечение
пребывания в них формовочной смеси в тече-
ние 2^2 — 5 час, что обеспечивает достаточ-
ное выравнивание влажности во всей массе
смеси.
Машины для разрыхления
Дезинтеграторы. Существовавшие
раньше конструкции дезинтеграторов с вер-
тикальным валом ввиду относительно малой их
производительности уступили место дезинте-
граторам с горизонтальным валом. Последние
выполняются: 1) с одним вращающимся диском,
пальцы которого проходят между пальцами,
неподвижно укреплёнными в стенке дезинте-
гратора; 2) с двумя усаженными пальцами
дисками, вращающимися в противоположные
стороны.
На фиг. 47 изображён дезинтегратор с двумя
дисками, из которых один посажен на полый
вал, а другой — на сплошной, проходящий
внутри полого вала. Приводные шкивы раз-
мещаются по одну сторону относительно ко-
жуха машины, а загрузочная воронка распо-
ложена с противоположной стороны. Движение
дисков в разные стороны достигается прямой
и перекрёстной ремёнными передачами. Эта
конструкция с точки зрения техники без-
опасности заслуживает предпочтения перед
дезинтеграторами со шкивами, расположен-
ными с разных сторон кожуха.
Во избежание налипания земли на стенки
кожуха последний для достижения интенсив-
ной вибрации лучше выполнять из листового
железа, а не литым. С этой же целью внутрен-
нюю полость кожуха иногда окружают эла-
стичной лентой: земля, выкидываемая враща-
ющимися пальцами, ударяясь о ленту, по-
стоянно встряхивает прилипающую к ней
землю.
Окружная скорость наружных пальцев
принимается в пределах от 15 до 22 м\сек.
Основные данные и производительность
дезинтеграторов приьедены в табл. 19.
106 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
Таблица 19
Характеристика дезинтеграторов
Таблица 20
Производи-
тельность
в т'час
До 4.5
, 7.о
Мощность
в кет
4
6
Число об/мин
45о и 5°°
32° и 35O
Диаметр на-
ружного ди-
ска в мм
630
88о
Габаритные
размеры в мм
длина
1090
135°
шири-
на
1250
1365
высота
8оо
ЮдО
Характеристика аэраторов
Габаритные размеры
в мм
длина
IIOO
SOOO
2500
абоо
шири-
на
9оо
145°
i8oo
2100
высота
200
IOOO
1250
1250
Произво-
дитель-
ность
в т/нас
го
5°
75
loo
Мощность
в кет
3.5
8,о
12,О
1б,О
Вес
в кг
боо
goo
1200
I4OO
При простоте конструкции и удовлетвори-
тельном разрыхлении смесей дезинтеграторы
в больших механизированных земледелках не
Передвижные землерыхлитель-
ные машины применяются для разрыхления
формовочных смесей, приготавливаемых непо-
100.
Фиг. 47. Дезинтегратор.
находят себе применения ввиду низкой произ-
водительности и используются лишь в не-
больших литейных.
Аэраторы отличаются значительно
большей производительностью. На фиг. 48
изображён аэратор, изготовляемый заводом
„Красная Пресня". Внутри железного кожуха
вращается вал, делающий 750—900 оборотов в
минуту. На валу закреплены наискось лопатки,
которые, подхватывая смесь, засыпаемую
через верхнюю воронку, бросают её с силой
на ряд железных вертикальных прутьев, при-
креплённых в шахматном порядке к верхней
плоскости кожуха. В некоторых конструкциях
прутья заменяются подвесками из цепей
и т. п. Разрыхлённая земля проваливается вниз,
обычно непосредственно на ленту раздаточ-
ного транспортёра. Для устранения налипания
земли кожух встряхивается; один конец его
закрепляется шарнирно в подшипниках, а по
специальному выступу на другом конце сколь-
зит особый кулачок, поднимающий этот конец
и сбрасывающий его на деревянную подкладку.
Обычно кожуху дают 10—12 сотрясений
в минуту.
В табл. 20 приведены основные данные и
производительность аэраторов.
средственнонаплощади литейного зала. Обычно
они комбинируются с ситами для просева раз-
рыхлённой земли. Применяются эти машины
в стационарных земледельных установках, где
они при этом размещаются под разгрузочными
отверстиями бегунов, редко. Пример кон-
струкции передвижной землерыхлительной ма-
шины приведён на фиг. 49 "(так называемый
„ройер").
На сварной станине 1, снабжённой ручками 2 и укре-
плённой на оси 3 с двумя колёсами 4, установлены
ведущий 10 и ведомый // барабаны. Для предотвращения
опрокидывания станина имеет подставки 5. На барабаны
надета прорезиненная лента 12 с частыми гребенчатыми
скребками 13. Ведущий барабан вращается от электро-
двигателя 6 через ремённую передачу 9, заключённую
в кожух 14. Земля забрасывается на ленту через во-
ронку 15, торцевая стенка которой выполнена в виде
ряда вертикальных планок, шарнирно посаженных на
горизонтальную ось и ограниченных в повороте пружи-
нами. Удаление посторонних предметов, попавших на
ленту, производится через открывающийся шибер 16.
При работе машина устанавливается под углом 45°
к горизонту. Земля, с большой скоростью выбрасываемая
с ленты, пролетает через сито 8, шарнирно укреплённое
на двух кронштейнах 7.
При высоком технологическом эффекте
машины в эксплоатации встречают затруднения
из-за быстрого износа лент. Основные данные
и производительность передвижных землерых-
лительных машин приведены в табл. 21.
ГЛ. И] МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ 1UY
Фиг. 49. Передвижная землерых-
лительная машина.
108 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
Таблица 21
Характеристика передвижных землерыхлитель-
ных машин
Габаритные размеры
в мм
длина
915
1170
145°
шири-
на
760
9оо
1070
высота
Ю15
1170
IS»
Вес
в кг
гбо
315
72O
Произво-
дитель-
ность
в ml час
9
15
22
Мощ-
ность
в кет
i
i,5
З.о
Заслуживающую внимания конструкцию
представляет землерыхлитель с ситом (так
называемый сито-аэратор), изображённый на
фиг. 50. Земля забрасывается в лоток встряхи-
вающего сита, выполненного из оцинкованной
металлической сетки с ячейками, имеющими
размер 12 мм. Из сита земля попадает на
Фиг. 50. Передвижная землерыхлительная
машина с ситом.
колесо, разрыхляющее и выбрасывающее землю
из машины.
Машина поставлена на колёса с пневмати-
ческими шинами. Хорошо закрытый электро-
двигатель укреплён под машиной. В меньшей
модели привод осуществлён через зубчатую
передачу, заключённую в главный кожух;
в большей модели — привод прямой, без зуб-
чатой передачи. Машина оборудована смазоч-
ной системой высокого давления и снабжена
изолированным кабелем и кнопочным пуска-
телем. Основные данные и производительность
приведены в табл. 22.
Таблица 22
Характеристика передвижных землерыхлителей
Площадь сита
в кв. дцм.
84
84
Размеры лотка
в мм
длина
760
760
шири-
на
640
76о
Часовая про-
изводитель-
ность в ml час
85
Мощность
в кет
1,8
2.5
Число оборо-
тов мотора
в минуту
15°°
боо
Вес в кг
240
43°
СХЕМЫ ЗЕМЛЕДЕЛЬНЫХ УСГАНОВОК
Стационарная земледельная уста-
новка для чугунолитейного цеха средней
мощности изображена на фиг. 51—55. Уста-
новка рассчитана на обеспечение: единой фор-
мовочной смесью участка ручной формовки,
формовочных машин 1 и 2 (фиг. 51), устано-
вленных у заливочного конвейера, и формо-
вочных машин 3 я 4, работающих на площади
литейного зала; облицовочной и, лаполнитель-
ной смесями участков крупной ручной и песко-
мётной формовки, обслуживаемых передвиж-
ным пескомётом консольного типа 5.
Свежий песок загружается грейфером
в расходный бункер, из которого тарельчатым
питателем непрерывно подаётся в вертикаль-
ное тарельчатое сушило 8. Узел транспорта
песка изображён на фиг. 52. Сухой песок эле-
ватором 9 передаётся в полигональное сито 10.
Просеянный песок ленточным транспортё-
ром 11, снабжённым распределительными
скребками, распределяется по бункерам для
сухого песка, подвешенным над смешивающими
бегунами 12. Отсев из сита 10 по специаль-
ным лоткам спускается на один из транспор-
тёров 13 отвальной системы. При наличии на
складе сухого песка он может быть передан в
бункера над бегунами, минуя сушило, непосред-
ственным питанием элеватора 9.
Глина (фиг. 51) краном подаётся в расход-
ный закром, из которого вручную загружается
на сушильную плиту 14; на ней глина перело-
пачивается вручную и в просушенном виде
сваливается на пол перед фронтом двух ша-
ровых мельниц 15, в которых она перемалы-
вается и просеивается. Сухая молотая глина,
выгруженная из мельниц в коробки, подво-
зится на ручных тележках под монорельс 16
и электротельфером 17 распределяется по
закромам на обслуживающей площадке сме-
шиьающих бегунов.
Уголь из расходного закрома перемалы-
вается и просеивается в двух других шаро-
вых мельницах 18 и тельфером 17 по моно-
рельсу 16 распределяется по своим закромам
на площадке бегунов.
Прочие добавки (сульфитный щёлок из па-
ровой сульфитоварки 19, масло и т. п.) пере-
даются на обслуживающую площадку бегу-
нов с помощью того же тельфера 17.
Узел приёма выбитой земли из-под вы-
бивных решёток показан на фиг. 53.
Земля, выбитая из залитых форм на пнев-
матических 20 и на стационарных 21 решёт-
ках, системой подземных ленточных транс-
портёров 22, 23 и 24 подаётся в элеватор 25;
на ведущем магнитном барабане последнего
транспортёра 24 производится отделение ме-
таллических включений из земли, загружае-
мой в элеватор 25 (фиг. 51).
Металловключения, падающие с транспор-
тёра в коробки, периодически удаляются из
подземного туннеля блоком 26, подвешенным
на монорельсе 27, через проём в перекрытии
туннеля. Прошедшая через сепаратор земля
(фиг. 54) передаётся элеватором 25 в бара-
банное сито 28. Ленточный транспортёр 2У,
снабжённый распределительными скребками,
распределяет просеянный песок по бункерам
для старой земли, подвешенным над смеши-
вающими бегунами 12. Отсев из сита 28 по
20 58
Фиг. 51. Схема земледельнои установки литейного
цеха средней мощности.
-Ш- + —W— j
-4400-
—/ш-
_ 24000 -
6000
Фиг. 52. Узел транспорта песка (разрез к схеме, изображённой на фиг. 51).
3
га
о
ГЛ. Ill
СХЕМЫ ЗЕМЛЕДЕЛЬНЫХ УСТАНОВОК
специальным лоткам спускается на транспортёр 13
отвальной системы. Загрузка свежего песка и ста-
рой земли в смешивающие бегуны 12 производится
из соответствующих бункеров через объёмные до-
заторы 30. Загрузка в бегуны прочих компонентов
(глина, уголь и т. п.) производится с обслуживаю-
щей площадки бегунов вручную.
Стержневые смеси, приготовленные в одном из
крайних бегунов (фиг. 54), выгружаются в самоот-
крывающийся кюбель, подвешенный к монорельсо-
вой электротележке 31. По монорельсу 32 (см.
фиг. 51) стержневая смесь развозится к бункерам 33
стержневых машин 6 и к бункерам стержневых
верстаков 7.
Формовочные смеси, приготовленные в осталь-
ных трёх бегунах (фиг. 54), выгружаются на лен-
точный транспортёр 34] с последнего через пере-
даточный транспортёр 35 (фиг. 55) смеси попадают
на транспортёр 36, проходящий над тремя бунке-
рами-отстойниками и снабжённый распределитель-
ными сбрасывателями.
Наполнительная смесь (фиг. 55) с транспортёра 36
сгружается в один крайний бункер, а единая
смесь — в два других бункера. Наполнительная
смесь выгружается тарельчатым питателем 37 на
ленточный транспортёр 38, а затем на транспор-
тёр 39, который выдаёт её на ленточный транспор-
тёр 40 (фиг. 51). Последний часть наполнительной
смеси подаёт в пескомёт 5, а часть смеси выгру-
жает в концевой бункер 41, из которого она в ко-
робках выдаётся краном на ручную формовку или
в качестве избытка вываливается через решётку 42
на подземный транспортёр 43 отвальной системы.
Единая смесь из бункеров периодически выгру-
жается тарельчатыми питателями 44 (фиг. 55) на
ленточный транспортёр 45, а затем на транспор-
тёр 46, направляющий её в аэратор 47 (фиг. 51)-
Из аэратора наполнительная смесь сгружается на
транспортёр 55, которым смесь или непосредственно
выдаётся в бункера формовочных машин 3, 4 и в
бункер рольганга 56, или же пересыпается на
транспортёр 57, распределяющий её по бункерам
формовочных машин 1 к 2 конвейерной линии. По
рольгангу 56 земля в коробках выдаётся на ручную
формовку. Облицовочные смеси периодически с
транспортёра 36 (фиг. 51 и 55) попадают на транс-
портёр 46, проходят аэратор и затем транспортё-
ром 55 выгружаются через бункер-воронку в ко-
роба, установленные на рольгангах 56. Далее ко-
роба с облицовочной смесью выдаются на участки
пескомётной и крупной ручной формовки с по-
мощью мостового крана.
Стержни, выбитые в очистных барабанах 68
(фиг. 51) и вручную, а также избыток формовоч-
ных смесей сгружаются через решётки 59 на под-
земные ленточные транспортёры 60, 61 и 43, с ко-
торых они попадают на транспортёр 13, снабжён-
ный магнитным приводным барабаном для выделе-
ния металлических включений. Транспортёр 13 по-
путно принимает на себя отсев из сит 10 и 28.
Странспортёра/«?все отходы земли (горелые стерж-
ни, отсев, избыток и пр.) элеватором 62 сгружаются
в сдвоенный отвальный бункер 63, подвешенный над
железнодорожной широкой колеёй.
В описанной установке отсутствует часто встре-
чающаяся система уборки от формовочных машин
земли, просыпающейся при засыпке её из бункера
в опоки. Такая система выполняется в виде спе-
циальных решёток, устроенных в полу около фор-
мовочных машин. Через решётки земля сваливается
на подземный транспортёр, включённый в систему
транспортёров, направляющих выбитую из форм
г-4-к
по ЕГ
и м и и н
Фиг. Б4. Узел изготовления и распределения стержневых и формовочных смесей (разрез к схеме, ¦ L ¦ ;
изображённой на фиг. 51). '
о
s
по KL
Фиг. 55. Узел распределения наполнительной и единой смесей (разрез к схеме, изображённой на фиг. 51).
114 ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ И СМЕСЕЙ [РАЗД. IV
землю на переработку в земледелку. Наличие
таких устройств для уборки просыпанной
земли, освобождая формовщиков от дополни-
тельной тяжёлой работы по загрузке её в опо-
ки, способствует повышению производитель-
ности труда.
Стационарная земледельная
установка с полностью механизирован-
ными операциями. В описанной установке
ственно в бункера, подвешенные над бегунами.
Сухая глина по жёлобу 6 засыпается в бу-
ферный бункер 7, а отсюда непрерывно посту-
пает в мельницу 8, имеющую питающее
устройство.
Через трубу 9 (фиг. 56) из печи 10 в мель-
ницу 8 засасываются горячие газы, темпера-
тура которых регулируется подсосом воздуха
через трубу 11.
////У/Г//У77
Фиг. 56. Схема земледельной установки с полностью механизированными операциями сушки, размола
и подачи в бегуны глины и угля.
операции сушки, размола и подачи в бегуны
глины и угля недостаточно механизированы.
На фиг. 56—58 изображена земледельная
установка литейного цеха более крупного мас-
штаба; в установке указанные операции пол-
ностью механизированы.
Песок и глина периодически передаются по
ленточному транспортёру 1 из сушильного ба-
рабана в элеватор 2.
Сухой песок через жёлоб 3 и сито 4 пере-
даётся ленточным транспортёром 5 непосред-
Из мельницы 8 (фиг. 57) газы вместе со
взвешенными в них частицами молотой глины
отсасываются по трубе 12 через циклон 13 и
трубу 14 вентилятором 15. Последний выбра-
сывает газы в атмосферу, нагнетая их по
трубе 16 в циклон 17 и далее в трубу 18. Мо-
лотая глина, осевшая в циклоне 13, перепу-
скается в расходный бункер 19, а глина, осев-
шая при окончательном обеспыливании га-
зов в циклоне 17, высыпается по трубе 20 в
мельницу 8, а затем, проходя повторный цикл,
Фиг- 57» Разрез по CD к схеме, изображённой На фиг. 56.
Фиг. 58. Разрез по ЛВ схемы, изображённой на фиг. 56.
Фиг. 59. Комбинированная
земледельная установка
для небольших литейных.
ГЛ. II]
СХЕМЫ ЗЕМЛЕДЕЛЬНЫХ УСТАНОВОК
117
в значительной степени оседает в циклоне 13
и поступает в расходный бункер 19. Из бун-
кера 19 глина попадает в специальный на-
сос 21, работающий на компрессорном воз-
духе и нагнетающий молотую глину по трубе
22 в бункеры 23, подвешенные над бегунами 24
и снабжённые питателями 25.
Компрессорный воздух, поступающий из
насоса 21 в бункера 23, отсасывается из них
по трубе 26 через циклон 27 вентилятором 28
и выбрасывается по трубе 29 в атмосферу.
Молотая глина, осевшая в циклоне 27, спу-
скается через карман 30 в расходный бун-
кер 19.
Комбинированная земледель-
ная установка для механизации земле-
переработки в небольших литейных изобра-
жена на фиг. 59. Перерабатываемые компо-
ненты загружаются на сито 1 и после просеи-
вания транспортёром 2 передаются в ковш
скипового подъёмника 3, которым загружаются
в смешивающие бегуны 4. На разгрузочном
отверстии бегунов закреплён аэратор 5, из
которого формовочная смесь в разрыхлённом
состоянии может выдаваться в короб 6 или
на иные транспортные средства. Бегуны 4,
транспортёр 2 и сито 1 заключены в кожухи,
из которых через трубы 7, 8 и 9 пыль отса-
сывается в сепаратор 10 вентилятором 11.
Очищенный в сепараторе воздух выбрасы-
вается по трубе 12 в атмосферу, а оседающая
в нём пыль периодически удаляется.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аксбнов Н. П., Оборудование литейных, т. I,
Машгиз, М. 1938. I
2. Аксёнов Н. П., С к о м о р о х о в С А., А к с ё -
нов П. Н., Регенерация отработанной формовочной
земли, литературный обзор ЦНИЛ Союзформлитьё,
М. 1945.
3. Аксёнов Н. П., Новые конструкции и усовершен-
ствования существующих машин литейного производ-
ства, ЦИТЭИН, VIII, М. 1945.
4. ВНИТОЛ НКСМ, Сборник справочного материала по
американскому литейному оборудованию, М. 1945.
5. Лакшин А. П. иСамохинН. И. Литейные ма-
шины, Каталог-справочник, Машгиз, 1948.
6. Главгормаш, Обогатительное оборудование, каталог,
Наркомтяжпром, М. 1938.
7. О л о ф и н с к и й Н. Ф., Электросепарация отрабо-
танных формовочных песков, ЦНИЛ Союзформлитьё,
М. 1946.
8. Черейский Е. А., Последние достижения в ли-
тейном оборудовании, сборник .Новое в технике про-
изводства массового литья", Гипросредмаш, М. 1941.
9. Шестопал В. М., Современные направления
в производстве чугунного литья, Машгиз, М. 1946.
Глава III
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
ПРИНЦИП ДЕЙСТВИЯ, ОБЛАСТЬ
ПРИМЕНЕНИЯ И ПРОЦЕСС УПЛОТНЕНИЯ
ФОРМ
Прессовые машины различают с
верхним прессованием (фиг. 1) и нижним
(фиг. 2). В первом случае формовочная смесь
запрессовывается в опоку с нерабочей сто.
шжшл*
6
Л 4.".
'Ч3 -
У//////////////Л5
Фиг. 1. Схема верхнего
прессования: / — стол
машины; 2—модель;
3 — опока; 4 — напол-
нительная рамка; 5 —
траверса; &—прессовая
колодка.
Фиг. 2. Схема нижнего
прессования: / — по-
движной стол машины;
2—модель; 3— опо-
ка; 4 — высота на-
полнительной рамки;
5 — траверса; 5— не-
подвижный стол ма-
шины.
2
роны, противоположной модели, а во втором
случае — со стороны модели.
Встряхивающие машины. При
уплотнении форм на модельную плиту (укре-
плённую на столе машины) ставят опоку
и насыпают с вер-
хом формовочной
смесью, после чего
встряхивающи й
стол поднимается
на высоту от 25 до
100 мм и падает,
ударяясь о прегра-
ду. При ударе сто-
ла живая сила сме-
си в опоке произ-
водит её уплотне-
ние. Опоке дают
от 10 до 80 ударов;
с каждым ударом
уплотнение смеси
'77~77777,
Фмг. 3. Схема уплотнения фор-
мы с помощью пескомёта:
I — кожух головки пескомё-
та; 2 — сменная лопатка;
3-— отверстие для подачи транс-
яортёром формовочной земли;
4 —выхлопное отверстие ге-
ловки.
у вел ич и вается.
Число ударов сто-
ла составляет от
150 до 300 в ми-
нуту. Машины
применяются для
формовки в опоках разнообразных типов и
размеров.
Пескомёты механизируют лишь одну
операцию — уплотнение формовочной смеси в
опоке; уплотнение осуществляется одновре*
менно с наполнением. Формовочная смесь вы-
брасывается из головки пескомёта (фиг. 3) бы-
стро вращающейся A500 об/мин) лопаткой в
виде отдельных порций или пакетов на мо-
дель в опоку, расположенную под головкой;
пескомёты обладают высокой производитель-
ностью A2—18 мъ/час). Применяются преи-
мущественно для набивки крупных и средних
опок.
Машины со штифтовым подъё-
мом опок. Схема съёма опоки с модельной
плиты с помощью штифтов приведена на фиг. 4.
Фиг. 4. Схема съёма опоки на штифтах: / — опека;
2—модельная плита; 3—подъёмные штифты; 4 — ме-
дель; 5—стол машины.
Так как кромки формы х вокруг модели при
съёме находятся на весу и при крутых стен-
ках модели могут обвалиться, штифтовой
подъём применяется для простых и невысо-
ких моделей.
Протяжные машины. Схемы протяж-
ных машин приведены на фиг. 5 и 6. На
Фиг. 5. Схема проваливающейся модели: 1 — ил-
подвижная модель; 2—модельная плита; 3—прв-
валивающаяся модель (протяжная).
фиг. 5 показана протяжка части модели (рё-
бер) плиты. Рёбра опускаются сквозь прорезы
в неподвижной части модели и модельной
плите вниз. После этого опоку снимают с
оставшейся на плите невысокой части модели
вручную или с помощью дополнительного ме-
ГЛ. Ill]
ПРИНЦИП ДЕЙСТВИЯ
119
ханизма штифтового подъёма. На фиг. 6 по-
казана протяжка модели при съёме опоки на
протяжной плите с помощью механизма штиф-
тового подъёма. Протяжка по этой схеме мо-
жет быть осуществлена лишь по внешнему
Фиг. 6. Схема протяжки модели
с помощью механизма штифтового
подъёма: 1—протяжная плита.
контуру модели. Применяются для высоких,
трудно вынимаемых моделей.
Машины с поворотной плитой и
перекидным столом. Схемы вынимания
модели приведены на фиг. 7 и 8. Положения
)/7оборотная пли.тю Приемное \
-1 устройство
Фиг. 7. Схема действия поворотной плиты:
h—высота подъёма поворотной плиты.
модели и опоки в обоих случаях одинакевы
Для вытяжки модели из опоки их относитель-
ное перемещение по вертикали осуще-
ствляется: на схе-
ме фиг. 7 — пере-
движением кверху
подшипников по-
воротной плиты;на
схеме фиг. 8—опу-
сканием приёмного
устройства. При-
меняются для та-
ких моделей, когда
в опоке имеются
массивные и высо-
кие сырые болваны
(в перевёрнутом
положении такие болваны не могут обва-
литься), обычно для формовки нижних опок.
Привод формовочных машин.
Для прессовых и встряхивающих машин наи-
более распространён привод с помощью сжа-
того воздуха F am). Против гидравличе-
ского привода (вода под давлением до 50 am)
сжатый воздух имеет в данном случае то ос-
новное преимущество, что в литейном цехе он
широко используется не только для формовоч-
ных машин, но и для других аппаратов (подъём-
ных, выбивных, очистных и т. п.).
Привод от электромотора применяется лишь
в пескомётах, где необходимо быстрое вра-
Фиг. 8. Схема действия пере-
кидного стола: 1 — приёмное
устройство.
щательное движение рабочего органа (лопатки
головки). Электромагнитный привод приме-
няется лишь для прессовых формовочных ма-
шин и большого распространения не получил.
Процесс уплотнения прессова-
нием. Связь между удельным давлением
прессования и относительной деформацией
сжатия к или объёмным весом формовочной
смеси 5 в г/сл*3 выражается зависимостями:
= l + С-р
х
р=Ро-еТ,
,0,25 .
A)
B)
где С — коэфициент ушютняемости прессова-
нием в данных условиях (для различных фор-
мовочных смесей колеблется в пределах
0,4—0,6); р — удельное давление прессования,
составляющее обычно 2,0—2,5 кг/см^; р0 — со-
противление формы уплотнению в начальный
момент прессования в кг/см2; е — основание
натуральных логарифмов; р — коэфициент, за-
висящий от свойства уплотняемости формо-
вочной смеси, обычно лежит в пределах от
2 2
—2
4,5-10—2 до 7-10
При изменении высоты насыпки формо-
вочной смеси в опоке до прессования (Но в см)
коэфициент С изменяется следующим обра-
зом:
С-Н 5Л9= const.
C)
Связь коэфициентов С, р и р0 выражается
формулой
— 1,
D)
где 50—объёмный вес формовочной смеси в
опоке до уплотнения.
Работа прессования а0 в кгсм на 1 кг
уплотняемой формовочной смеси, исходя из
зависимости A), составляет
где значение функ-
ции
<? (Ь) = ~ 53 -2S2+
+6S-4-—41по —
о
10 /г ч
—3 Eа)
может быть най-
дено по графику,
изображённому на
фиг. 9.
Другое выра-
жение для сс на
основании форму-
лы B)
= -?- (Р — Ро) F)
показывает, что,
пренебрегая малой
величиной р0, мож-
но считать работу я0
/
/
У
/
/
1
¦ 1
/
/
1
1
|/
/
h
/
L
/|
/
/
/
_
Р 1,4 E
Фиг. 9.
Значения
1JB 1,7 д Уо
функции
120
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
практически пропорциональной давлению прес-
сования р.
Влияние вибрации формы, производимой
одновременно с прессованием, чрезвычайно
благоприятно. Увеличивая подвижность частиц,
вибрация способствует улучшению равномер-
^7777^77777777
Фиг. 10. Прессование профильной колодкой.
ности уплотнения в опоке, а также в значи-
тельной мере увеличению степени уплотне-
ния. Необходимое для достижения заданного
уплотнения давление прессования р при ви-
орации снижается на 20—30%.
Фиг. 11. Прессование плоской колодкой с выгребанием
земли над моделью.
Высота наполнительной рамки / для прес-
сования опоки высотой Н, не имеющей мо-
дели, составляет
G)
где 8 и 80 —объёмный вес формовочной земли
в опоке после и до прессования.
При наличии в опоке модели объёмом V
высота рамки
(8)
где F — площадь опоки.
В случае прессования профильной колодкой
(фиг. 10) высота выступа на колодке
где Нм — высота модели.
В случае прессования плоской колодкой с
выгребанием углубления над моделью (фиг. И)
глубина углубления
Процесс уплотнения встряхива-
нием. За меру уплотняющего воздействия
на формовочную смесь при встряхивании при-
нимают удельную работу, сообщённую смеси
за п ударов стола:
a — —pr'htif\ {кгсм на 1 смъ площади
или же работу
опоки)
(9)
где Q — вес формовочной смеси в опоке в кг;
F — площадь опоки в см?; h — высота подъёма
встряхивающего стола в см; f\ — коэфициент,
учитывающий потери живой силы падающих
частей машины (вследствие трения и проти-
водавления под поршнем). Для встряхиваю-
щих машин разных конструкций значение т)
колеблется в пределах 0,3—0,7.
В формулах (9) и A0) не учитывается,
однако, та дополнительная энергия, которая
сообщается формовочной смеси в опоке при
отражении встряхивающего стола от нако-
вальни и которая в этот период также может
производить её уплотнение. Ошибка от недо-
учёта этой энергии в процессе уплотнения
формовочной смеси и роста её упругих
свойств уменьшается; в начале процесса она
может достигать 10—15% от а (или а0), а в
конце падает до 2—4%.
Изменение высоты встряхивания Л в пре-
делах от 20 до 80 мм практически не влияет
на достигаемую степень уплотнения (объём-
ный вес смеси) 5 при условии постоянства
сообщаемой работы а (или д0)- Однако увели-
чение Л имеет несомненное преимущество в
отношении увеличения производительности
машины, так как при этом та же а сообщается
при меньшем числе ударов встряхивания на
1 форму (я).
Связь между объёмным весом формовоч-
ной смеси S и работой а выражается зависи-
мостью
5=1 + Л;.а0'3, A1)
где коэфициент уплотняемости К чаще всего
лежит в пределах 0,35—0,55; а—работа
в кг/дм на 1 см2 площади опоки; 8 — в г/с-и3.
Распределение уплотнения по
высоте форм ы. Идеальное, т. е. техноло-
гически необходимое, распределение степени
уплотнения (объёмного веса) 8 по высоте Н
литейной формы, гарантирующее против раз-
дутия формы давлением жидкого металла,
определяется по формуле
8 = 1+0,525G'-/f0>25, A2)
где О — коэфициент уплотняемости прессова-
нием стенки формы; Я—высота, отсчитывае-
мая вниз от уровня зеркала металла в литни-
ковой чаше, в см.
На фиг. 12 изображена кривая Оси, по-
строенная по формуле A2). Для надлежащей
. 1,0 1,2 1,4 1,6 1,8 г S
= Ллг] {кгсм на 1 кг смеси), A0)
а. е
Фяг. 12. Сопоставление идеального и действительного
распределения уплотнения по высоте литейной формы.
ГЛ. HI]..
ПРИНЦИП ДЕЙСТВИЯ
121
прочности верхних слоев формы следует счи-
тать 8min = 1,4—1,5 г/сл*3, что даёт исправлен-
ный участок аЬ (вместо Ob). Далее, для са-
мого нижнего слоя формы (ниже модели) ра-
ционально принять ветвь de аналогично рас-
пределению уплотнения при прессовании, так
как данный слой находится при заливке
под действием постоянного давления метал-
ла на дно формы (подобно прессуемой опо-
ке). Таким образом, идеальная кривая рас-
пределения уплотнения по высоте формы
принимает после корректирования вид линии
abode.
Действительное распределение уплотне-
ния при верхнем прессовании (фиг. 13). Вы-
сота Н отсчитывается от плоскости разъёма
Н формы. При ниж-
Ш, Jr>jv'> ^-"--~ нем прессовании
распреде л ение
уплотнения полу-
чается обратное
изоб ражённому,
т.е. технологически
более благоприят-
ное, хотя и далё-
кое от идеального.
Действитель-
ное распределение
уплотнения при
встряхивании
(фиг. 14). Уплотне-
ние верхних слоев
опоки получается
при этом недоста-
точным. Для дополнительного уплотнения
последних применяются различные методы
(описание методов подпрессовки см. ниже).
При формовке на встряхивающих машинах
высоких моделей с нескруглёнными кромками
(углами) и крутыми стенками получается ме-
н
200
1,7 1,8 1,9$
Фиг. 13. Распределение уплот-
нения по высоте опоки при
верхнем прессовании: 1 — се-
редина стенки опоки; 2— угол;
3 — центр опоки (опока 250 X
X250жл, tfo-21O мм, р-
- 4,37 кг'см*).
150
ЮО -
50
"с
-
—
100
п
= 1000 у
к I //
Щ
цплотнени
у стенке
уппотнени
в центре
tv
\
е
i
в
е
dapod
\
№
1
\
0,951,01,1 1,2 1.3 1,U 1.5 1,6 1.7 1,8 S
Фиг. 14. Распределение уплотнения по
высоте опоки при встряхивании (/г=50 мм,
¦») - 0,98; опока 0 142 мм; Яо - 300 мм).
стная рыхлота набивки за этими углами на
круто наклонных и вертикальных стенках
(фиг. 15).
Для борьбы с местной рыхлотой набивки
при встряхивании рекомендуется последу-
ющая подпрессовка с помощью профильной
колодки (фиг. 16). Рыхлое место при этом
ликвидируется уже при давлении подпрессовки
р = 1 kzjcm2, в то время как при плоской ко-
лодке для этого недостаточно даже давления
р = 2,0 kzIcm*.
Распределение уплотнения по высоте опоки
при набивке пескомётом получается весьма
равномерным: кривая В по И почти верти-
010
so J)
Колодка
//
Фиг. 15. Распределение плотности набивки
(в единицах шкалы прибора Дитерта) на
рабочей поверхности формы при встряхи-
вании.
кальна. Местной рыхлоты набивки около углов
модели не получается.
Сопоставление идеальной кривой уплотне-
ния литейной формы (фиг. 12) с действитель-
ным распределением уплотнения, получаемым
на различных формовочных машинах, пока-
зывает, что для верхних опок ближе всего
к идеальной кривой подходит распределение
уплотнения при встряхивании (участок ab при
этом может быть получен с помощью под-
прессовки или под-
трамбовки). Для
нижних глубоких
опок встряхиваю-
щие машины в этом
отношении подхо-
дят меньше. Так,
С°ГьС^аЯ ?<?ГУЮ Н /Модель
mdIk (фиг. 12), по-
лученную при
встряхивании (а
участок её Ik — с
помощью подпрес-
совки), с идеаль-
ной кривой в точ-
ке d, заключаем,
что уплотнение в точке т получилось бы
недостижимо высоким. Если же принять
в плоскости разъёма уплотнение, достижи-
мое при встряхивании (определяемое точ-
кой с), то кривая {агЬ]С) не перекроет иде-
альную кривую, и форма при заливке полу-
чит раздутие. Распределение уплотнения, по-
лучаемое при прессовании, ещё более далеко
от идеальной кривой. Наилучший результат
для высоких нижних опок и моделей даёт
уплотнение пескомётом (линия st). При этом
если данная линия (st) совмещается в точке d
с идеальной кривой, т. е. перекрывает послед-
нюю, то на разъёме (в точке s) получается
практически вполне достижимая степень
уплотнения.
7/7Г,
///////////У////////.
Фиг. 16. Подпрессовка про-
фильной колодкой для уничто-
жения местной рыхлоты на-
бивки, получаемой при встря-
хивании.
122
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
РУЧНЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
Конструкция
Ручные формовочные машины повышают
точность и механизируют часть операций, вы-
полняемых при формовке. Различают ручные
формовочные машины со штифтовым подъёмом,
с опускающимися моделями, с поворотной
плитой.
Машины со штифтовым подъёмом.
На фиг. 17 показана машина со столом 1400 X
X 1Ю0, выполняющая лишь одну операцию от-
деления модели от формы, осуществляемую
¦fUOO
вырезы подмодельной плиты и упираются в
нижнюю кромку опоки. При этом опока при-
поднимается, а стол машины с лежащей на
нём подмодельной плитой и моделью остаются
неподвижными. Для обеспечения точности
разъёма необходимо, чтобы все штифты
одновременно производили подъём опоки. Это
достигается: применением опок с обработан-
ной нижней плоскостью; устройством, позво-
ляющим регулировать высоту каждого штифта
в отдельности с тем, чтобы рабочие поверхно-
сти (концы) всех штифтов лежали в одной
общейплоскости,совпадающей с нижней плоско-
стью опоки (для форм средней точности до-
910
Фиг. 17. Ручная формовочная машина со штифтовым подъёмом.
при поднятии опоки посредством четырёх пустимо отклонение в пределах + 0,3 мм на
(иногда трёх) вертикально движущихся штиф- 1 м расстояния между центрами штифтов);
тов. Штифты проходят через отверстия или тщательным изготовлением направляющих по-
, по ЙВСР
<Риг. 18. Ручная формовочная машина с опускающимися
моделями.
верхностей, обеспечивающих правильное вер-
тикальное перемещение траверсы, несущей
штифты без качаний и перекосов. При кон-
струировании направляющих следует преду-
сматривать достаточную относительную длину
направляющих поверхностей и возможность
регулирования, либо получения при изготовле-
нии наименьшего зазора между подвижной и
неподвижной частями.
Машины с опускающимися мо-
делями (фиг. 18) выполняют лишь одну опе-
рацию отделения модели от формы, осуще-
ствляемую посредством опускания модели. По-
следняя удаляется вниз из неподвижно сто-
ящей опоки. При работе на этих машинах
обычно применяют протяжные плиты, удержи-
вающие от обвала формовочную смесь в опоке
ГЛ. III]
РУЧНЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
123
в момент удаления модели, и поэтому по-
добные машины называют протяжными. При-
менение протяжных плит позволяет получать
формы с повышенной точностью для отли-
вок без литейного уклона. Это важно в
ряде случаев, например, при формовке шесте-
рён с литыми необрабатываемыми зубьями.
Поддержание формовочной смеси в опоке
протяжными плитами важно и для формовки
деталей, имеющих сложные очертания и трудно
вынимающихся из формы (например, ребри-
стые трубы отопительных и экономайзерных
систем, ребристые цилиндры и т. п.). Сравни-
тельно с машинами со штифтовым подъёмом
изготовление и монтаж оснастки для протяж-
средних размеров от 400 X 300 мм до 800 X
X 600 мм, высотой 100—250 мм, однако в
случае формовки специальных деталей раз-
меры их часто выходят далеко за указанные
пределы (так, например, для ребристых труб
и секций отопительных котлов соответственно
применяют ручные формовочные машины с
опоками 3300 X 480 и 2200 X 1000 X 160 мм).
С возрастанием размеров формуемых опок
возрастает величина усилий, необходимых для
производства работы на машине, и времени,
затрачиваемого на операции, и применение
ручных формовочных машин становится не-
рентабельным. Однако в силу исключительной
простоты они всё же до настоящего времени
находят применение, особенно в литейных
с низким уровнем механизации.
поворотной плиты; 7— кронштейны, по которым ходит тележка -f.
ных машин несколько сложнее и дороже, так
как сверх необходимых моделей и подмодель-
ных плит требуются ещё протяжные плиты;
высота протяжных машин при прочих равных
условиях несколько выше. При высоких мо-
делях применение менее удобно (нередко тре-
буются устройство приямков и установка ма-
шин ниже уровня пола).
Машины с поворотной плитой
(фиг. 19) выполняют две операции: поворот
опоки на 180° и выем модели из формы. На
машинах этого типа удобно применять двух-
стороннюю модельную плиту для формовки на
одной и той же машине верхних и нижних
половинок форм. Выем модели из формы про-
исходит при опрокинутой опоке, перевёрнутой
после формовки на 180°, т. е. при условиях,
уменьшающих возможность обвала формы; по-
этому в ряде случаев нет необходимости
применять сложные и дорогие протяжные
плиты. Машины с поворотной плитой зани-
мают несколько большую площадь и требуют
большей затраты времени для получения го-
товой опоки, чем машины со штифтовым
подъёмом или протяжные.
Размеры ручных формовочных
машин. Ручные формовочные машины
обычно применяются для опок небольших и
Подъёмные механизмы ручных
формовочных машин. Для отделения
модели от формы в ручных формовочных ма-
шинах приходится производить вертикальное
перемещение траверс, несущих штифты, либо
Фиг. 20. Рычаж- Фиг. 21. Рееч- Фиг. 22. Винто-
ный механизм. ный механизм. вой механизм.
Схемы механизмов для опускания моделей ручных фор-
мовочных протяжных машин.
подмодельных или поворотных плит. Это пере-
мещение обычно осуществляется поворачива-
нием на некоторый угол ведущего рычага
124
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
(рукоятки) при рычажных или реечных механиз-
мах, либо вращением рукоятки при винтовых
механизмах. Схемы механизмов подъёма или
Фиг. 23. Схема рычажного подъёмного механизма руч-
ной формовочной машины с поворотной плитой.
Фиг. 24. Схема реечного подъёмного ме-
ханизма ручной формовочной машины
с поворотной плитой.
опускания для различных ручных формовоч-
ных машин представлены на фиг. 20—24.
Соотношение сил в механизмах
ручных формовочных машин
1. Сила руки рабочего, приложенная на
рукоятке подъёмного механизма, Р ж 15-5-20 кг.
2. Силы трения, возникающие в направля-
ющих и прочих элементах подъёмного меха-
низма, принимаются
Ртр < 0,5 G,
где G— вес поднимаемых частей (включая
полезную нагрузку).
3. Вес поднимаемых частей
G = Go -*- Gb
где Go — собственный вес подвижных частей
машины; G\ — полезная нагрузка.
Для различных машин G имеет соответ-
ственно различные значения. При равных раз-
мерах опок наименьшие значения G получа-
ются для протяжных машин, для которых зна-
чение G включает вес моделей, подмоделыюй
плиты и подвижных частей машины. Несколько
большие значения G получаются для машин
со штифтовым съёмом, для которых G вклю-
чает вес опоки с формовочной смесью и по-
движных частей машины. Наибольшие значе-
ния G получаются для машин с поворотной
плитой, для которых G включает вес опоки
Фиг. 25. Схема действия сил подъёмного механизма
с формовочной смесью, обеих половин мо-
дели, подмодельной плиты и подвижных ча-
стей машины.
4. Часть нагрузки подъёмного механизма G
может быть уравновешена при применении
противовесов. Обычно противовес уравнове-
шивает около половины всей нагрузки.
5. Соотношение моментов сил рычажного
(или реечного) механизма (фиг. 25). В случае
отсутствия противовеса
при применении противовеса
PL =1,5 (Gl-Gnplnp),
где L — плечо приложения силы руки рабо-
чего; / — плечо центра тяжести поднимаемых
частей относительно оси вращения О; Gnp —
вес груза; 1пр —
плечо центра тя-
жести противо-
веса относитель»
но Оси враще-
ния О.
В случае при-
менения винтовых
механизмов значе-
ния полной нагруз-
ки подъёмного ме-
ханизма могут
быть выше, чем
для рычажного
(или реечного) ме-
ханизма, однако
время, затрачивае-
мое на операцию, Фиг. 26. Схема действия сил
при ЭТОМ СООТВет- поворотного механизма,
ственно возрастёт.
У ручных формовочных машин с поворот-
ной плитой для двухсторонней формовки пово-
ГЛ. Ill]
ПРЕССОВЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
120
рот происходит под влиянием момента от веса
опоки, земли и неуравновешенной части мо-
дели, стоящих на плите. Схема действия по-
казана на фиг. 26 в положении опоки, когда
момент достигает наибольшего значения (угол
поворота 90°) М max = G\r, где G\ — вес частей
над плитой, г— расстояние их центра тяжести
до оси вращения поворотной плиты. При по-
вороте рабочему необходимо лишь удерживать
плиту, не допуская её чрезмерно быстрого и
резкого поворота во избежание обвала формы.
В более крупных машинах поворот выполняется
при помощи небольшой червячной передачи
с ручным приводом.
ПРЕССОВЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
Область применения и обзор типов
Область применения. Машины,
осуществляющие уплотнение формовочной
смеси в опоке посредством прессования, на-
зываются прессовыми формовочными маши-
нами. Они применяются для формовки опок
сравнительно небольшой высоты (до 120—
150 мм), так как удовлетворительное и доста-
точно равномерное уплотнение достигается
лишь при незначительной толщине слоя формо-
вочной смеси. Прессовые машины редко при-
меняются для опок, площадь которых превы-
шает 6000—8000 см\ так как прессовые меха-
низмы при этом получаются чрезмерно тяжё-
лыми и громоздкими. Прессовые машины тре-
буют применения плоской формы модели по
возможности небольшой высоты с плавными
переходами и наклонными стенками. В случае
моделей с резко различающейся в разных ме-
стах высотой для достижения равномерного
уплотнения иногда применяют профильные
прессовые плиты.
Обзор типов. По способу приведения
в действие прессового механизма различают ма-
шины: ручные прессовые, работающие силой
руки рабочего; механические, работающие от
привода или от отдельного электродвигателя;
гидравлические, работающие силой воды под
давлением; пневматические, работающие сжа-
тым воздухом; электромагнитные, работающие
силой притяжения электромагнита.
Ручные, механические и гидравлические
прессовые формовочные машины в настоящее
время не применяются вообще, либо приме-
няются крайне редко в силу большого коли-
чества присущих им недостатков. При ручных
машинах требуется большая затрата мускуль-
ной работы. Условия литейного цеха (песок,
пыль) неблагоприятны для эксплоатации меха-
нических передач и привода от индивидуаль-
ного электродвигателя; кроме того, работа
электродвигателя и передаточных механизмов
мало экономична в условиях часто повторяю-
щихся при прессовании кратковременных на-
грузок и неизбежных перегрузок. У гидра-
влических приводов прессовых механизмов
необходимы: относительно более сложные
схемы трубопроводов вследствие наличия
обратных линий; тщательный уход за уплот-
нениями; специальная насосная станция на-
ряду с обычно существующей компрессорной
и др.
Широкое распространение получили почти
исключительно пневматические прессовые ма-
шины. Электромагнитные прессовые формовоч-
ные машины хотя и отличаются малым отно-
сительным расходом энергии и простотой кон-
струкции, однако их применение пока еще
ограничивается в силу отсутствия в литей-
ных цехах сети постоянного тока, а уста-
новка специальных умформеров усложняет
работу и увеличивает первоначальные за-
траты.
По способу действия различают машины
с верхним (фиг. 27) и нижним (фиг. 28) прес-
сованием. Машины с нижним прессованием
; \\\\\\\\\\\\4\\\\\\\\\\\\Ъ. л\\\\\\\\\\\\К\\\\\\\\\\ЧХ
К\Ч\\\\\\\\\Ч\ \\W\\\\\44\\\j
WWWWW
^ ¦= '
Фиг. 27. Схема рабочего процесса формовочной машины
с верхним прессованием: а —положение перед прессо-
ванием; б — положение в конце прессования.
обладают существенными преимуществами: от-
падает необходимость в дополнительных опе-
рациях по установке и съёму наполнитель-
ной рамки; регулирование объёма наполнитель-
ной рамки, определяющее среднюю плотность
формы, легко Осуществляется упорами, огра-
ничивающими конечное нижнее положение
подмодельной плиты; обратный ход прессового
поршня используется для операции отделения
модели от формы, вследствие чего целиком
отпадает надобность применения для этой цели
самостоятельного механизма (например штиф-
тового).
Машины с нижним прессованием тре-
буют несколько более сложной работы по
переналадке при замене одних моделей и мо-
:> Л.\ .ХЦ| а—% . Ч К N Ч N ч \ У
Фиг. 28. Схема рабочего.процесса формовочной машины
с нижним прессованием: а — положение перед прессо-
ванием; б— положение в конце прессования; в — поло-
жение в конце обратного хода прессового поршня —
окончание вытяжки моделей; А —упорные болты, огра-
ничивающие и.регулирующие нижнее положение прес-
совой плиты.
дельных плит другими, вследствие чего наи-
более целесообразно их применение в крупно-
серийном и массовом производстве, где пере-
наладка производится реже.
126
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Конструкция прессовых формовочных
машин
Простейшая прессовая фор-
мовочная машина. Наиболее простой
является прессовая машина, выполняющая лишь
уплотнение опоки; отделение модели от формы
и съём опоки осуществляются вручную. Ма-
шина обычно состоит из прессового цилиндра
и поршня, несущего стол с подмодельной
плитой и установленной на нём опокой. Над
столом расположена прессовая плита, при-
креплённая к траверсе и воспринимающая
усилие при прессовании. Для удобства обслу-
живания стола машины траверса с плитой
обычно находится в откинутом положении и
подводится в рабочее положение лишь не-
посредственно перед операцией прессования.
Пневматическая прессовая ма-
шина, ранее изготовлявшаяся заводом .Крас-
ная Пресня" для формовки опок 400 X 600 мм
с ходом стола до 150 мм, изображена на фиг. 29.
Машина выполняет две операции: уплотнение
и отделение модели от формы. Работает по
способу верхнего прессования. От описанной
выше простейшей прессовой машины отли-
чается наличием механизма штифтового подъё-
ма опоки, осуществляемого вручную, рычаж-
ным устройством.
Пневматическая прессовая ма-
шина марки 222 завода „Красная Пресня"
С размерами стола 570 X 460 мм изображена
на фиг. 30. Работает по способу верхнего прес-
сования. Выполняет уплотнение и съём опоки.
Механизм штифтового съёма приводится
в действие сжатым воздухом. Синхронное дви-
жение всех четырёх подъёмных штифтов дости-
гается тем, что они приводятся в движение об-
щей рычажной системой. Прессовая траверса
с упорной плитой поворачивается около вер-
тикальной оси. Управление прессованием авто-
матическое. В конце поворота траверсы в ра-
бочее положение упор, перемещающийся вме-
сте с траверсой, включает специальный клапан,
автоматически управляющий впуском и выпу-
ском воздуха из прессового цилиндра. Мащина
предназначена для формовки низких опок
(обычно высотой 75—125 мм) по односторон-
ней модельной плите. Стол машины снабжён
двумя пневматическими вибраторами.
Характеристика пневматической Прессовой
формовочной машины марки 222 завода
„Красная Пресня"
Наибольшие размеры опок в свету в мм . . 500X400
Высота стола над уровнем пола в мм .... 8оо
Пределы регулирования расстояния между
прессовой плитой и столом в мм 3°о—45°
Пределы регулирования расстояния между
центрами подъёмных штифтов в мм:
по длинной стороне опоки 37°—8°°
. короткой » „ 32°—54°
Диаметр прессового поршня в мм 380
Ход прессового поршня в мм 170
Наибольшая сила прессования в т при да-
влении сжатого воздуха 5,5 am 6
Диаметр подводящего трубопровода в дюй-
мах •/«
Диаметры плунжеров пневматических ви-
браторов в мм Зо
Вес машины в т . . . 0,85
Габаритные размеры машины в мм:
высота 1650
длина 12оо
ширина ноо
Пневматическая прессовая фор-
мовочная машина (типа ПФ-3 завода
„Красная Пресня"), работающая по способу
нижнего прессования, изображена на фиг. 31.
Отделение модели от формы осуществляется
при обратном ходе прессового поршня 3, за-
ключённого в вертикальный цилиндр /; под-
модельная плита с моделями опускается вниз,
следуя за опускающимся поршнем 3, а опока
остаётся стоять на столе машины 2. Машина
снабжена двумя поворотными столами 2, смон-
тированными на колонках. Столы поочерёдно
подводятся к прессовому механизму; во время
прессовки опоки, установленной на одном из
столов, на другом производятся съём гото-
вой опоки, установка следующей и засыпка
её формовочной смесью. Это позволяет на
одной машине получать верхние и нижние
половины формы и приводит к более интен-
сивному использованию прессового механизма.
Благодаря наличию поворотных столов прес-
сующая траверса 4 выполнена неподвижной,
более жёсткой конструкции и установлена
более точно, чем в случае отводимых траверс.
Расчёт прессовых машин
На поверхности формовочной смеси в опоке
для уплотнения её прессованием должно быть
обеспечено удельное давление A) р^
^ 2 -г- 2,5 кг/см2, при этом меньшие значения р
относятся к более низким опокам и ббльшие —
к наиболее высоким.
Сила прессования
P = pF = Bч-2,5) F,
площадь опоки в свету
где Р—в кг; F
в см2.
Полная сила прессового механизма должна
быть несколько больше силы прессования Р,
так как необходимо добавочное усилие для
преодоления собственного веса поднимаемых
частей, полезной нагрузки и сил трения. Обычно
это добавочное усилие не превышает 12—15%
от силы прессования. Полная сила прессового
механизма Рдейств = A,12-^1,15) Р.
Давление сжатого воздуха в заводских се-
тях р; обычно колеблется в пределах от б—7
до 4,2—4,5 ати. В связи с этим при расчётах
на прочность следует принимать р-х тах « 7 ати,
а при расчётах, обеспечивающих работоспо-
собность машин при понижении давления, це-
лесообразно принимать р-1т-т ж 4,2 ати.
Диаметр прессового поршня D в см опре-
деляется из зависимости
Pitnln л ^действ.
Отношение длины поршня (плунжера) Lk диа-
метру D принимается в пределах L : DttO,8-i-i,5.
Меньшие значения L:D принимаются при
больших диаметрах и меньшей высоте подъёма
и большие значения — для малых диаметров
и большей высоты подъёма.
Ход подъёма прессового поршня h зависит
от высоты наполнительной рамки hx и зазора
между наполнительной рамкой и прессовой
плитой й2
ГЛ. III]
ПРЕССОВЫЕ ФОРМОВОЧНЫЕ МАШИНЫ
Фиг. 29. Пневмати-
ческая прессовая
машина завода
.Красная Пресня":
1 — корпус маши-
ны, отлитый вместе
с пневматическим
прессовым цилин-
дром 2; 3—- пусто-
телый поршень, не-
сущий плиту фор-
мовочного стола 4;
5 — стержень для
ограничения хода
поршня; 6—тра-
верса, откидывае-
мая назад на двух
штангах 7, вращаю-
щихся на оси 8; 9—
пружины для об-
легчения перевода
траверсы в рабочее
положение; 10—ру-
коятка для подъёма
опоки после прес-
сования; // — ко-
ленный рычаг для
включения вибра-
тора.
Фиг. 30. Пневматическая прессовая фор-
мовочная машина 222: 1 — станина, отли-
тая вместе с цилиндром прессования;
2 — прессовый поршень; 3— ограничи-
тели хода прессового поршня; 4-—етол
машины; 5 — прессовая плита; 6—тра-
верса; 7— штифты для съёма опок;
8 — клапан автоматического управления
прессованием; 9—ось траверсы; 10— ци-
линдр для подъёма штифтов; И— воздухо-
распределитель.
128
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Высота наполнительной рамки/Zj устанавли- меньший зазор й2а10лж. Для откидных тра-
вается опытным путём в зависимости от формы вере необходимо оценивать зазор для каждого
¦ модели и желаемой степени уплотнения. Можно отдельного случая (например, графически)
-560-
ВыпцсН Воздуха
1870-
Полный габарит
машины
Отверстия под болты ф 3А
Фиг. 31. Пневматическая прессовая формовочная
машина ПФ-3.
приблизительно определять высоту наполни-
тельной рамки из условия
где //—высота опоки (расчётное определение
высоты наполнительной рамки, см. также
выше).
Зазор h2 в значительной степени зависит
от способа отвода траверсы. Для поворотных
траверс при условии, что прессовая плита всё
время остаётся параллельной верхней пло-
скости опоки, достаточно предусматривать наи-
с тем, чтобы при подведении траверсы послед-
няя не задевала установленную на опоку рамку.
Расход сжатого воздуха на 1 ход прессо-
вания
где Va — объём вредного пространства.
При пересчёте на свободный (засосанный)
воздух при 1 ата его расход
ГЛ. Ill]
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ МАШИНЫ
129
Диаметр поршня d пневматического меха-
низма отделения модели от формы определяется
из зависимости
где G — вес поднимаемых частей, относящихся
к подъёмному поршню; Ртр—сила трения
при подъёме; Ртр т @,25 -г- 0,5) G.
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ
МАШИНЫ
Область применения и классификация
Для уплотнения формовочной смеси в опоке
служит встряхивающий механизм. Последний
применяется самостоятельно в качестве про-
стейшей формовочной машины, механизирую-
щей лишь одну операцию уплотнения, и в соче-
тании с одним или несколькими другими ме-
ханизмами формовочных машин (например,
прессующим, съёмным, поворотным или про-
тяжным). При подобных сочетаниях кроме
основной операции уплотнения механизируются
и прочие операции (например, поворот опоки,
выем модели и др.).
По способу приведения в действие встря-
хивающего механизма различают ручные, меха-
нические и пневматические встряхивающие
формовочные машины. Первые два способа рас-
пространения не получили; в настоящее время
встряхивающие механизмы формовочных ма-
шин строятся почти исключительно с пневма-
тическим приводом. Сжатый воздух одновре-
менно используется и для привода прочих ме-
ханизмов формовочных машин. В машинах мел-
ких и реже средних размеров можно встре-
тить сочетание пневматического привода встря-
гателя механизмов, осуществляющих операции
поворота формы, выема модели и перемеще-
ния тележки с готовой формой.
По способу установки различают машины
передвижные и стационарные, укрепляемые на
фундаментах. Передвижные встряхивающие ма-
шины редко применяются для форм, вес кото-
рых превышает 200—300 кг, так как собствен-
ный вес машины оказывается недостаточным
для восприятия мощных ударов, возникающих
при встряхивании тяжёлых форм; в таких слу-
чаях применяются стационарные машины.
С целью смягчить вредное действие уда-
ров на машину и окружающие её здания
применяют машины с амортизацией удара,
имеющие специальные упругие приспособле-
ния в виде подвижных наковален и пружин,
упругих прокладок, пневматических подушек
и т. п.
Уплотнение смеси при встряхивании проис-
ходит неравномерно. Наиболее плотными ока-
зываются нижние слои формовочной смеси;
ло мере приближения к верхним слоям плот-
ность уменьшается, и самые верхние слои
получаются столь рыхлыми, что требуется до-
полнительная специальная операция уплотне-
ния. Последняя осуществляется ручной или
пневматической трамбовкой (при большой пло-
щади опок); дополнительным грузом в виде
плиты толщиной 25—75 мм, накладываемой на
поверхность формовочной смеси в опоке и
имеющей несколько меньшие размеры, чем
размер опоки в свету (рационально применять
взамен подтрамбовки для крупных опок); до-
полнительным прессованием верхних слоев
смеси в опоке, оставшихся после встряхива-
ния неуплотнёнными (при малой и средней
площади опок).
Для осуществления операции дополнитель-
ного прессования применяются встряхивающие
Фиг. 32. Пневматическая встряхивающая машина типа ЦКБ-101,
хивания с ручным приводом механизмов, вы-
полняющих некоторые другие операции. Иногда
в формовочных машинах крупных размеров
сочетается пневматический привод встряхива-
ющего механизма с приводом от электродви-
9 Том 8
машины с допрессовкой, имеющие встряхиваю-
щий и прессующий механизмы. Во избежание
чрезмерного утяжеления конструкции эти ма-
шины служат для формовки опок с площадью,
обычно не превышающей 7000—ЬдОО см2.
130
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Наибольшее распространение получили сле-
дующие основные виды встряхивающих ма-
шин: простые (встряхиватели); с допрессовкой;
со штифтовым съёмом опок; со штифтовым съё-
мом опок и допрессовкой; с протяжной рамой
и допрессовкой; с перекидным столом; с пово-
ротным столом и допрессовкой.
Конструкция
Простая встряхивающая машина
(встряхиватель) изображена на фиг. 32.
Механизирует лишь одну операцию уплотне-
ния формовочной смеси в опоке или стержне-
вом ящике. Применяется для наиболее простых
работ. Основные данные машины приведены
ниже. На станине 1 (фиг. 32) укреплён верти-
кальный цилиндр 2, внутри которого заключен
встряхивающий поршень (плунжер) 3. Послед-
ний наглухо соединён со встряхивающим сто-
лом 4, на котором устанавливается подмодель-
ная плита с опокой либо стержневой ящик.
Поршень и стол удерживаются от поворачи-
вания относительно цилиндра направляющим
штоком 8 и неподвижной втулкой 7. При на-
жатии педали 6 сжатый воздух через пусковой
клапан 5, впускное отверстие в цилиндре и от-
верстие ^поступает под поршень. При подъёме
поршня вместе со столом впускное отверстие
в цилиндре перекрывается и по-
ступление воздуха прекращается.
Затем нижняя кромка поршня от-
крывает выпускные отверстия 10
и отработавший воздух уходит в
атмосферу. Давление под порш-
нем падает и он со столом па-
дает вниз, ударяясь об упругую
(фибровую) прокладку 11, умень-
шающую резкость удара. В ниж-
нем положении впускное отвер-
стие 9 совпадает с отверстием ци-
линдра, и цикл снова повторяется.
Таким образом, происходит ряд
быстро чередующихся подъёмов
и падений стола. Формовочная
смесь в опоке, установленной на
столе машины, при многократно
повторяющихся встряхиваниях
уплотняется.
Характеристика простой встряхиваю-
щей машины (встряхивателя)
Размеры встряхивающего
стола в мм
Высота стола над пло-
скостью фундамента в мм . . .
Диаметр встряхивающего
цилиндра в мм
Полезная подъёмная сила
в кг
Расход свободного возду-
ха • на 1 формовку в м3. . .
Вес машины в кг
Диаметр присоединения к
воздухопроводу
предусматривают возможно более равномерное
распределение удара по всей площади машины
и фундамента. Простые встряхивающие машины
выполняются различных размеров и различной
грузоподъёмности. В табл. 1 приведены основ-
ные данные встряхивающих машин.
Таблица 1
Характеристика некоторых из существующих
простых встряхивающих машин
Размер
стола
в мм
45°Х4=;О
6ооХ9°°
iooox 15°°
1300X1800
i8ooX 1800
2100 Х3000
Диаметр
цилиндра
встряхивания
в мм
9°
15°
Зоо
4бо
690
94°
Подъём-
ная сила
механизма
встряхива-
ния в кг
2IO
55°
1650
41оо
9ооо
I82OO
Диаметр
трубопровода
для сжатого
воздуха
V,
'/•
1
1
2
2
Встряхивающая машина с до-
прессовкой. На фиг. 33 показана формо-
вочная машина марки 271 завода „Красная
Пресня". Осуществляет уплотнение формовоч-
ной смеси в опоке посредством встряхивания
и дополнительного прессования верхних слоев
52оХ47°
57°
i8o
0,2
220
V труб
Фиг. 33. Встряхивающая формовочная машина с допрессовкой типа 271.
Такая конструкция встряхивающего меха-
низма типична для машин мелких и средних
размеров. Встряхивающие механизмы для круп-
ных форм снабжаются воздухораспределитель-
ным клапаном или золотником, допускающим
регулирование энергии удара. Кроме того, более
мощные машины строятся с применением
различных систем амортизации удара, а также
* При атмосферном давлении и температуре 15° С.
смеси, недостаточно уплотнившихся при встря-
хивании. Обычно применяется для формовки
по двухсторонней модельной плите (безопоч-
ная формовка). Машина 271 унифицирована
с описанной выше машиной 222.
Станина 1 изготовлена за одно с цилиндром
для прессового поршня 2. Последний является
также цилиндром для встряхивающего поршня 3,
наглухо соединённого со встряхивающим сто^
лом 4. Подобное концентричное расположение
ГЛ. III]
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ МАШИНЫ
131
Характеристика встряхивающей машины
с допрессовкой марки 271 завода „Красная Пресня"
Размеры встряхивающего стола в мм .... 470X420
Высота стола над уровнем пола в мм .... 8оо
Пределы регулирования расстояния между
прессовой плитой и столом в мм 3°° ~45°
Ход прессового поршня в мм • 170
Диаметр прессового поршня в мм 38°
Диаметр встряхивающего поршня в мм . . . ioo
Полезная подъёмная сила встряхивающего
механизма в кг 150
Усилие прессования в т при давлении возду-
ха 6 ати б
Расход свободного воздуха на 1 формовку
в м1 (приблизительно) 0,35
Диаметр трубопровода для сжатого воздуха . s,'«
Диаметр цилиндра вибратора в мм ао
встряхивающего и прессующего поршней и
цилиндров типично для большинства конструк-
ций встряхивающих машин с допрессовкой.
Усилие прессования воспринимается прес-
совой плитой 7, прикреплённой к траверсе 6.
Для удобства обслуживания стола машины
траверса вместе с прессовой плитой отводится
в сторону путём поворота около вертикальной
оси. Для управления встряхиванием и вибра-
цией служат коленные педальные клапаны 5.
Встряхивающая машина со штиф-
товым съёмом опок (фиг. 34) механи-
зирует две операции: уплотнение формовоч-
Фиг. 34. Встряхивающая формовочная машина со штифтовым съёмом: 1 — станина; 2—встряхивающий цилиндр;
3— встряхивающий поршень; 4 — стол машины; 5 — штифты для съёма опок; 6 — поршень цилиндра штиф-
тового механизма; 7 —вал механизма/синхронизирующего движение штифтов; ? —траверса, несущая штифты.
Размеры встряхивающих машин со штифтовым съёмом опок (фиг. 31)
Таблица 2
Испол-
нение ма-
шины
I
II
III
А
8оо
IOOO
I2O0
Б
575
670
77°
В
39°
39°
480
бю
бю
755
1
49°
IIOO
415
870
ббо
85о
д
2ОО
250
330
Е
I2O
20О
Ж
1О75
I2IO
147°
'азмеры
3
650
Зоо
Зоо
И
99O
1225
1460
в мм
К
333
375
45°
Л
74
95°
935
Ж
515
515
515
Я
5оо
52O
7оо
0
55°
695
7оо
П
боо
5°о
5°°
Р
2ОЭ
25O
Зоо
с
2ОО
25О
25O
т
4оо
4Ю
4Ю
У
13°
хбо
250
Диаметры
болтов 0
М-30
М-Зб
М-42
Примечание. Размеры Л, У а С могут быт^ изменены при установке машины.
132
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Вид по стрелке 1
Фиг. 35. Встряхивающая формовочная
машина со штифтовым съёмом и допрес-
совкой: / — станина, отлитая вместе с ци-
линдром прессования; 2 — прессующий
поршень, отлитый вместе со встряхиваю-
щим цилиндром; 3 — встряхивающий пор-
шень; 4 — стол машины; 5 — штифты для
съёма опок; 6 — поршень цилиндра штиф-
тового механизма; 7 — вал механизма,
синхронизирующего движение штифтов;
8 — траверса, несущая штифты; 9 — ко-
лонна (ось поворота) траверсы; 10 — тра-
верса.
Таблица 3
Размеры встряхивающих машин со штифтовым съёмом опок и с допрессовкой (фиг. 35)
Исполне-
ние
машины
I
II
III
А
8оо
IOOO
I2OO
Б
575
670
ооо
?
870
IIOO
1315
t
49°
660
850
Г
бдо
610
755
39°
39°
480
Л
5оо
525
625
45°
45°
55°
4оо
375
475
Е
6?5
ббз
ббо
ж
IIOO
1285
1510
Размеры
3
7°5
88о
IOIO
И
5°°
б3о
8оо
К
4оо
45°
52O
в мм
Л
756
9б5
ii8i
М
I28O
153°
i8oo
О
675
700
75°
Я.
55°
68о
85о
Р
2ОО
25O
33°
С
45°
630
8оо
Т
Зоо
35°
У
200
23°
Зоо
Ф -
2=95
2425
2785
2O45
235°
2710
1995
2275
2635
X
120
15°
2ЭС
ГЛ. Ill]
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ МАШИНЫ
133
ной смеси в опоке встряхиванием, отделение
модели от формы подъёмом опоки на четы-
рёх подъёмных штифтах. По обеим сторо-
нам встряхивающего механизма расположены
пневматические цилиндры, снабжённые порш-
нями, при подъёме которых готовая форма
отделяется от модели (подъём готовой опоки
осуществляется четырьмя штифтами). Син-
хронное движение обоих поршней, несущих
штифты, обеспечивается уравновешивающим
валом и рычагами, связывающими оба порш-
ня таким образом, что их движение может
происходить только одновременно.
Машины этой конструкции обычно приме-
няются для формовки опок различных разме-
ров. Штифты, снимающие опоку, могут пере-
ставляться и приспособляться к промежуточ-
ным размерам опок. Основные размеры встря-
хивающих машин со штифтовым съёмом опок
приведены в табл. 2.
Встряхивающая машина со штиф-
товым съёмом опок и допрес-
совкой (фиг. 35) выполняет: уплотнение фор-
мовочной смеси в опоке посредством встря-
хивания; дополнительное уплотнение верхних
слоев формовочной смеси посредством прес-
сования; отделение модели от формы посред-
ством съёма опоки на четырёх подъёмных
штифтах. Механизм прессования состоит
из дополнительного прессового цилиндра,
поршня и траверсы, воспринимающей усилие
прессования. Цилиндр прессования составляет
одно целое со станиной и расположен концен-
трично цилиндру встряхивания. Для удобства
обслуживания стола машины прессовая тра-
верса отводится, поворачиваясь около верти-
кальной колонны. Поворачивание траверсы у
наиболее крупных машин иногда осуще-
ствляется с помощью специального пневмати-
ческого механизма.
Основные размеры встряхивающих машин
со штифтовым съёмом опок и допрессовкой
приведены в табл. 3.
Встряхивающая машина с до-
прессовкой и протяжкой (фиг. 36)
получила широкое распространение для фор-
мовки опок средних размеров. Машина вы-
полняет: уплотнение формовочной смеси встря-
хиванием; дополнительное уплотнение верхних
слоев формовочной смеси прессованием; от-
деление формы от модели при опускании
модели. Последняя операция наиболее часто
осуществляется с применением протяжных
плит, и эти машины известны как протяж-
ные.
В табл. 4 приведены основные данные
встряхивающих машин с допрессовкой и про-
тяжкой, в табл. 5 — основные размеры этих
машин.
Встряхивающая формовочная
машина с поворотным или пере-
кидным столом уплотняет форму при
помощи встряхивающего механизма, а опера-
цию отделения модели от формы производят
после поворота стола машины на 180°. При-
меняется для формовки опок и стержней
(см. „Стержневые машины", стр. 13Э).
На фиг. 37 изображена подобная машина.
Поворотный и вытяжной механизмы приво-
дятся в движение пневматико-масляной систе-
мой; сжатый воздух оказывает давление на
заключённое в баллон масло, а последнее в
Таблица
Характеристика встряхивающих машин
с допрессовкой и протяжкой
Показатель
Размеры протяж-
ной рамки в свету
Наибольший
размер опок в
свету в мм ....
Высота опок в мм
Диаметры ци-
линдров в мм:
встряхивания .
прессования .
вибратора . .
Подъёмная сила
встряхивания в кг
Сила прессова-
ния в/п
Диаметр подво-
дящего трубопро-
вода в дюймах . .
Вес машины в т
Марка машины
ВФ-3
680X400
520X38°
а сю
15°
35°
42
225
5
i
1,23
ВФ-17
8зоХ45о
65°X425
300
180
43°
42
370
7
1
2.25
ВФ-4
814X526
б5°Х5°9
25°
2ОО
4бо
42
4оо
8
1*/.
2,6
свою очередь воздействует на поршни рабо-
чих цилиндров. Подбором вязкости масла и
сечения клапанов и трубопроводов дости-
гаются широкие пределы регулирования, по-
зволяющие приспосабливать машину к различ-
ным нагрузкам.
Вытяжной механизм снабжён нивелиру-
ющим устройством, позволяющим фиксировать
положение опоки, которое она занимала в мо-
мент отделения её от подмодельной плиты.
Этим самым значительно повышается точность
операции отделения модели от формы или
выема стержня из стержневого ящика. Ма-
шины этого типа строятся для весьма широ-
кого диапазона размеров и грузоподъём-
ностей, начиная от грузоподъёмности 340 кг
и размеров стола 500 X 610 мм и кончая
грузоподъёмностью 9000 кг и размерами стола
2,1 X 3,6 м. Для машин тяжёлого типа грузо-
подъёмностью от 1300 кг и выше характерно
разделение встряхивающего и поворотно-вы-
тяжного механизмов, не связываемых общей
рамой и устанавливаемых на раздельных фун-
даментах.
Широко проведённой унификацией узлов
и деталей машин и изменением лишь разме-
ров рычагов и поворотных плит достигнута
большая номенклатура этих машин разнооб-
разной грузоподъёмности и различных раз-
меров формуемых опок. Завод „Красная
Пресня" изготовляет несколько типо-разме-
ров подобных машин.
В некоторых машинах завода „Красная
Пресня" рычажный механизм, поворачиваю-
щий плиту с опокой, расположен ниже пло-
скости стола машины. Благодаря этому длина
опок или стержневых ящиков не ограничи-
вается выступающими над плитой деталями
рычажного механизма.
134
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Отверстия под оолты d0
^><Х"' X (только для В-ф-4)
-Л болты do(для
\ всех машин)
Фиг. 36. Встряхивающая формовочная машина с протяжкой и допрессовкой: / — станина, отлитая вместе
с прессовым цилиндром 2; 3 — прессовый поршень, являющийся одновременно цилиндром для встряхивающего
поршня 4; на поршне 4 закреплён стол 5; 6 — протяжная рамка; 7—колонка, служащая осью поворота
траверсы 8; 9 — вспомогательная тяга, разгружающая колонку от изгиба.
Таблица 5
Марка
машины
ВФ-3
ВФ-17
ВФ-4
а
35о
43°
460
i8o
200
Размеры встряхивающих машин с
с
676
82O
8ю
d |
396
45°
522
400
895
600
е
S5O
845
55°
Зоо
795
5оо
/
735
9ю
835
g
120
125
Л
690
1472
1480
допрессовкой и
Размеры
1
465
55°
57°
k
655
73б
800
в мм
1
650
7оо
760
т
SflO
43°
525
п
боо
650
7Ю
протяжкой
я
4Ю
5оо
670
г
3»
Soo
Зоо
S
_
-
1370
(фиг
t
580
760
480
. 36)
и
355
32O
475
V
1575
2230
195°
0
»7
34о
Зоо
У
ооо
IO25
1050
2
М-22
М-24
М-24
ГЛ. III]
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ МАШИНЫ
Встряхивающая формовочная
машина с поворотным столом и
допрессовкой (фиг. 38) изготовляется для
формовки опок, имеющих длину, высоту и
ширину соответственно не больше 1300 X
X 300 X 800 мм. В отдельных случаях ма-
шины применяются также и для формовки
стержней. Уплотнение опоки осуществляется
Фиг. 37. Формовочная машина с поворотным или
перекидным столом.
встряхиванием с последующей допрессовкой.
Обратный ход прессового поршня исполь-
зуется для операции отделения опоки от
модели при опускании опоки. Последняя в
конце хода опускания встречает ролики роль-
ганга, по которому и отводится от ма-
шины для производства операций сборки всей
формы.
Поворот на 180е стола и находящейся на
нем опоки производится около горизонталь-
ной оси, проходящей близко к центру тяжести
всей поворачивающейся системы (стол + опока
и пр.). Благодаря этому поворот осуще-
ствляется с незначительными усилиями. При
правильно рассчитанной конструкции осна-
стки достаточно лишь предварительно повер-
нуть стол на небольшой начальный угол,
чтобы дальнейший его поворот произошёл без
каких-либо дополнительных внешних усилий.
Указанное достигается при сочетании двух
условий: центр тяжести стола с установленной
на нём опокой, заполненной уплотнённой фор-
мовочной смесью и накрытой подопочнои пли-
той, должен быть на 1-2 см выше, чем ось
вращения стола; центр тяжести стола без
установленной на нём опоки должен быть не-
сколько ниже (также на 1—2 см), чем ось
вращения стола.
В табл. 6 приведены основные данные
встряхивающих формовочных машин с пово-
ротным столом и допрессовкой, в табл. 7 —
основные размеры этих машин.
Таблица 6
Характеристика встряхивающих формовочных
машин с поворотным столом и допрессовкой
Показатель
• Максимальный размер опо-
ки по внешнему габариту
в мм:
длина
ширина
высота
Суммарная высота опоки,
подмодельной и подопочнои
плит в мм
Максимальная подъёмная
сила встряхивающего меха-
низма (при давлении сжатого
воздуха 6 am) в кг
Собственный вес машины
в кг
Приблизительный расход
свободного воздуха (приве-
денного к атмосферному
давлению при температуре
15° С) на 1 формовку в м3 .
Диаметр подводящего тру-
бопровода в дюймах ....
Марка машин
1020
65О
25°
12IO
650
250
34°
34O
1650
1300
8оо
II2O
8оо
Зоэ
39°
645
235O I 22OO
Воздухораспределение пневматических
встряхивающих машин
Чередование впуска сжатого воздуха в
пространство под плунжером встряхивающего
механизма и выпуска отработавшего воздуха
в атмосферу осуществляется воздухораспре-
делительным устройством.
В машинах малой и средней грузоподъём-
ности (G ¦<! 300—500 кг), обычно не требую-
щих регулирования фаз воздухораспределе-
ния, функцию воздухораспределительного
устройства выполняет плунжер встряхиваю-
щего стола. На фиг. 39 изображена схема
наиболее простого воздухораспределительного
устройства. Сжатый воздух по каналу 1 по-
ступает в полость встряхивающего цилиндра 2.
Под влиянием возрастающего давления плун-
жер 3 начинает подниматься и, пройдя рас-
стояние Ло, открывает выхлопные каналы 4,
через которые воздух из-под плунжера ухо-
дит в атмосферу. Площадь сечения выпуск-
ных каналов обычно в 5—8 раз больше, чем
площадь сечения канала, подводящего воздух.
Вследствие этого давление под плунжером
быстро уменьшается, и плунжер падает вниз,
ударяясь о неподвижный фланец цилиндра,
производя встряхивание. Приопускании поршня
давление под ним снова быстро возрастает за
счёт сжатия воздуха, находящегося под порш-
нем, и поступления через канал / следующей
порции сжатого воздуха. Во избежание прежде-
временного повышения давления под плунже-
ром, могущего значительно ослабить эффект
136
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
удара, устраивают в плунжере выемку, уве-
личивающую объём „вредного^ пространства
Vа, который принимают равным 1—1,5 объёма,
описанного поршнем.
В приведённой системе воздухораспреде-
ления отсутствует отсечка поступления сжа-
того воздуха. В связи с тем что поступление
воздуха бесполезно в период открытия вы-
Ю и
пускных каналов, он расходуется неэконо-
мично.
На фиг. 40 показана лишённая указанного
недостатка более совершенная система воз-
духораспределения. Сжатый воздух подво-
дится через канал /, устроенный так, что
после подъёма плунжера на величину h\ ка-
нал а в поршне перестаёт совпадать с кана-
Фиг. 38. Формовочная машина с поворотным столом и допрессовкой: /—станина: 2 —прессовый цилиндр
(отлитый за одно со станиной); 3— поворотный стол; 4 — прессовый поршень с прикреплённым к нему встря-
хивающим цилиндром 5; 6 — встряхивающий поршень, отлитый вместе со встряхивающим столом 7; 8 — крон-
штейн с двумя рычагами; к одному прикреплён счищающий скребок 9, а на другом надета пружина,
оттягивающая скребок в нерабочее положение; 10 — вибратор.
Таблица 7
Размеры встряхивающих формовочных машин с поворотным столом и допрессовкой (фиг. 38)
Марка
маши-
ны
ВФ-Э
ВФ-9а
ВФ-Юа
ВФ-10
Размеры в мм
а
4 го
+ю
4&>
48о
b
1З0
180
230
230
С
294
х:
338
338
d
270
270
33°
ЗЗО
е
13°
13°
i8o
180
/
95
С 5
до
9°
g
1056
1250
ибо
134°
h
680
680
685
685
i
200
200
224
224
k
215
215
236
236
I
445
445
325
325
m
З10
8ro
945
9\b
n
1600
1600
1600
1600
0
4-35
435
45°
45°
P
395
S95
380
380
Я
835
93°
82O
900
r
1120
1220
94c
1040
s
2340
257°
2340
2530
t
1570
Г57°
1570
^57°
И
goo
ю8о
1045
Б225
V
740
815
780
855
w
2375
2375
2520
2520
A
1190
13S0
1320
1503
В
3io
3»
3^5
3°5
D
600
600
556
556
E
845
845
235
835
ГЛ. Ill]
ВСТРЯХИВАЮЩИЕ ФОРМОВОЧНЫЕ МАШИНЫ
137
лом 1 и поступление сжатого воздуха пре-
кращается. При дальнейшем подъёме плун-
жера канал 1 продолжает оставаться закры-
тым. Вследствие этого в период открытия
выпускных каналов 4 сжатый воздух не по-
ступает.
Наиболее экономичной становится эта же
система воздухораспределения в том случае,
Фиг. 39. Схема воздухо-
распределения пневмати-
ческих встряхивающих ма-
шин без отсечки поступаю-
щего воздуха.
Фиг. 40. Схема воздухо-
распределения пневматиче-
ских встряхивающих машин
с отсечкой поступающего
воздуха.
если она выполняется так, чтобы отсечка по-
ступления воздуха произошла несколько рань-
ше, чем откроются выхлопные окна, т. е.
тогда, когда соблюдено условие Ло^> А,. На
проходимом плунжером небольшом участке
пути /?0 — h\ происходит расширение, и энергия
сжатого воздуха используется более полно.
При определении сечений воздухораспредели-
тельных каналов принимают допустимую сред-
нюю скорость впуска воздуха равной 15—
25 м/сек и скорость выпуска 10—20 м\сек.
Высота встряхивания, или полный ход плун-
жера А, не является постоянной величиной и
зависит от нескольких факторов: нагрузки
стола; среднего давления воздуха под плун-
жером; сопротивления трения при движении
плунжера. Полный ход плунжера Ляй1,ЗЗА0 [2].
Обычно принимают Л в пределах 60—40л*ж.
Значения А свыше указанных величин при-
водят к чрезмерному увеличению напряже-
ний в частях машины в момент удара и по-
вышают стоимость фундаментов; при мень-
ших значениях А понижается эффект уплот-
нения, особенно в случае применения вязких
формовочных смесей.
В формовочных машинах с грузоподъём-
ностью свыше 400—500 кг обычно применяют
золотниковые или клапанные воздухораспре-
делительные устройства, допускающие регу-
лирование высоты встряхивания.
На фиг. 41 приведена схема воздухораспределитель-
ного клапана, применяемого на машинах тяжёлого типа.
Сжатый воздух, поступающий в пространство /, через
клапан 2 по каналу 3 проходит в рабочее пространство 4
между плунжером 5 и дном встряхивающего цилиндра 6.
Под давлением сжатого воздуха происходит подъём
плунжера и стола 7, составляющего одно целое с плун-
жером. Сжатый воздух по каналу 8 поступает также и
к цилиндрическому золотнику 9 и непрерывно прижи-
мает его к регулировочному винту 10, ввинченному в
отверстие на нижней плоскости встряхивающего стола.
Золотник следует в своём движении за движением стола,
т. е. поднимается или опускается при подъёме или опу-
скании стола.
Подъём встряхивающего стола продолжается до тех
пор, пока нижняя кромка золотника дойдёт до канала //.
и сжатый воздух из-под золотника поступит в простран
ство 12. При возникновении давления в пространстве 12
снабжённый уплотняющей манжетой поршень 13 пере-
местится вниз вместе со стержнем, на котором насажены
клапаны 2 и 14. При этом доступ сжатого воздуха к ка-
налу 3 прекратится, и канал 3 окажется соединённым
через пространство 15 с атмосферой. Давление под плун-
жером уменьшится и плунжер вместе со столом начнёт
падать, возвращаясь в своё исходное нижнее положе-
ние. Золотник 9 такжэ опустится. Верхняя кромка зо-
лотника откроет канял 16 и сжатый воздух из простран-
ства 12 уйдёт в атмосферу через канал 17. При пониже-
нии давления в пространстве 12 клапан 2 снова подни-
мется вверх и откроет путь для поступления сжатого
Фиг. 41. Клапанный воздухораспределитель встряхиваю'
щего механизма тяжёлого типа.
воздуха для следующего подъёма п унжера. Сил < удара
и степень уплотнения регулируются винтом 10. При вы-
винчивании его вниз высота хода встряхивания возра-
стёт, а при ввинчивании его вверх соответственно ход
встряхивания уменьшится.
Вибраторы. Для облегчения отделения
формы от модели при машинной формовке
применяют пневматические или реже элек-
тромагнитные вибраторы, производящие рас-
талкивание модели. На фиг. 42 показана одна
из распространённых конструкций пневмати-
ческого вибратора. Плунжер (боёк) 1 вибра-
тора при своём движении распределяет по-
ступление сжатого - воздуха к одной стороне
цилиндра 2 и одновременно выпуск в атмо-
сферу отработанного воздуха с другой его
стороны.
В положении плунжера, изображённом на
фиг. 42, сжатый воздух поступает через ка-
налы 3, 4, 5, кольцевую выточку 6 и продоль-
ные каналы в правую полость цилиндра; ле-
138
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
вая полость в это время соединена каналами 7 и Для столов с
8 с атмосферой. (
Пневматические вибраторы для формовоч-
ных машин строятся с диаметром цилиндра Для столов с
от 20 до 50 мм и ходом плунжера от 5 до q
А
площадью <! 1 м2
= 0,1 ч-0,15 кг!см2.
площадью > 1 м?.
= 0,15 4-0,20
по ЙВ
Итбрпгтия а17 Конец шпипьки
ы, меры пин vi/ развальцевать
под оолгпы для г
креппения
SuSpamopi
Площадь встряхивающе-
го поршня
где Ft — в см2; G — полез-
ная нагрузка в кг\ qt —
удельная полезная нагрузка
на 1 см2 площади встряхи-
вающего поршня; для совре-
менных формовочных ма-
шин в среднем qx •< 2 кг/см2.
Диаметр встряхивающего
поршня
Фиг. 42. Пневматический вибратор для формовочных машин.
где d — в см; G — в кг.
11 мм Число ходов плунжера, т. е. число Встряхивающий поршень выполняется
ударов вибратора, достигает 2000—5000 в ми- обычно в виде плунжера, длина которого
нуту. 1 = A,8-4-3,8) Л
Расчётные данные для пневматических
встряхивающих формовочных машин
Механизмы подъёма и допрессовки пнев-
матических встряхивающих машин рассчиты-
ваются аналогично расчёту механизмов, при-
меняемых в ручных или пневматических прес-
совых машинах.
Полезная нагрузка G (подъёмная сила)
встряхивающего механизма складывается из
веса опоки, формовочной смеси, подмодель*
ной плиты, модели и пр. В табл. 8 приведены
примерные значения полезной нагрузки и её
составляющих в зависимости от размеров
стола машины [1]. Площадь стола (для ори-
ентировочных подсчётов)
где F—в см2; G — полезная нагрузка в кг;
q — удельная полезная нагрузка на 1 см^ пло-
щади стола.
Таблица 8
Полезная нагрузка формовочных машин
а
1
н
и
3
Размер!
ЗооХзоо
500X500
7ооХ75°
гоооХ 1000
I2X>XI2OO
I5OoXl5OO
1800X^800
2000Х20°0
Вес в кг
опоки
IO
75
225
5оо
6дО
85°
IOOO
15ОО
1
моделы
плиты
IO
4о
125
200
35O
45о
700
IOOO
¦S
о
Э"
о
формов
смеси
7°
i6o
3°о
5оо
IOOO
1700
2500
3500
я
а»
о
прочие
ю
25
5о
*5°
2ОО
Зоо
45»
боо
1Я на-
X
т
V си
5*
с а
Общая
грузка
Зоо
7оо
I35O
22OO
33°о
4650
ббоо
А 5
С Ш [^
« я %
я а »
д со О
с; Q,^
а
ная наг
на 1 см
стола
О,11Г
O,I2O
O,I24
O,I35
0.153
0,146
0,144
0,165
ГЛ. Ill]
СТЕРЖНЕВЫЕ МАШИНЫ
139
Величина крайнего значения коэфициента,
равная 3,8, относится к поршням самого ма-
лого диаметра G5—100 мм). По мере возра-
стания диаметра поршня значение коэфици-
ента уменьшается, достигая 1,8.
Длина плунжера оказывает значительное
влияние на условия работы встряхивающего
механизма и конструкцию всей машины. С уве-
личением длины плунжера уменьшаются удель-
ные давления на стенку цилиндра и увеличи-
ваются сроки службы плунжера и цилиндра
вследствие уменьшения износа; увеличиваются
инерционные напряжения, возникающие при
ударе, соответственно возрастанию массы
плунжера, что вынуждает применять для из-
готовления плунжера более дорогое стальное
литьё вместо чугунного; возрастает общая
высота стола машины над её основанием, что
нередко приводит к необходимости помещать
основание машины ниже уровня пола, так как
высота стола машины не должна быть выше
600—700 мм над уровнем пола.
Собственный вес падающих частей Gj
(стола и плунжера), зависящий от полезной
грузоподъёмности машины G, определяется
приближённо из эмпирических зависимостей,
приведённых ниже.
Вес падающих частей встряхивающих
формовочных машин
Полезная грузоподъ-
ёмность машины G кг
До 250
250—500
500—1000
1000—2500
Свыше 2500
Вес падающих
частей Gl
G,=1,5G
G, = 1,2G
Gx=l,0G
G,=0,75G
G, =0,5G
Сила, необходимая
вающего поршня,
Р« 1,
для подъёма встряхи-
Здесь обусловлен 50%-ный запас движущей
силы, необходимый для преодоления дополни-
тельных сопротивлений от трения Ртр =
= 0,25(G-\-G]), и создания ускорения при дви-
жении за счёт избыточной силы
~~ р
0,25
Наименьшее обеспечивающее подъём
стола давление воздуха во встряхивающем
цилиндре
1-у
СТЕРЖНЕВЫЕ МАШИНЫ
Конструкция
Встряхивающие формовочные
машины с перекидной плитой
и с поворотным столом (фиг. 38, 39) приме-
няются не только для формовки опок, но и
являются распространённым видом стержневых
машин. Они осуществляют операции уплотне-
ния стержневой смеси, поворота стержневого
ящика на 180° и удаления из ящика готового
стержня, уложенного на сушильную плиту.
Предназначаются для стержней, формуемых
в обычных стержневых ящиках, открытых с
одной стороны. Через открытую часть произ-
водится заполнение ящика стержневой смесью
и удаление (вытяжка) готового стержня.
Для формовки стержней небольшого веса
(до 20—3D кг) применяют простые ручные
стержневые машины с перекидной плитой
(фиг. 43). Такие машины не требуют специ-
альных фундаментов и устанавливаются в лю-
бом месте непосредственно на полу литейного
цеха. В табл. 10 приведены размеры этих ма-
шин; в табл. 9 помещены основные данные
о них.
Таблица 9
Характеристика простых ручных стержневых машин
с перекидной плитой
Показатель
Наибольшие габаритные размеры
нормального стержневого ящика
в мм:
длина
ширина
, высота
Наибольший вес стержневого
ящика со стержневой смесью и су-
шильной плитой в кг
Наибольший ход вытяжки в мм . .
Собственный вес машины в кг . .
Расстояние от рабочей плоскости
перевёрнутого стола до приёмных
брусков в мм:
наибольшее
наименьшее
Марка машины
С-3 j C-4
4оо
Зоо
2ОО
i5-s-ao
22O
7°
5
Збо
2ОО
2IO
6о
Пескодувные стержневые ма-
шины предназначаются главным образом для
формовки стержней сложной формы и сравни-
тельно небольшого веса.
Для большинства современных моделей
этих машин вес стержней не превышает
6—25 кг и лишь в отдельных случаях дости-
гает 100 кг.
Пескодувные машины являются единствен-
ными машинами, осуществляющими формовку
в закрытом ящике, так как для вдувания в
него стержневой смеси достаточно наличия
вдувного отверстия малого диаметра 10 —
20 мм (удаление готового стержня обеспечи-
вается наличием в стержневом ящике соот-
ветствующих поверхностей разъёма). Эта осо-
бенность позволяет осуществлять изготовле-
ние одних и тех же отливок с меньшим чис-
лом стержней; вместо двух половин стержня,
формуемых отдельно в открытых ящиках и
затем склеиваемых, удаётся при закрытом
ящике получить такой стержень цельным, без
сборки и склейки. Затрата труда на формовку
стержней уменьшается, а точность изготовле-
ния стержней возрастает.
Пескодувная машина марки С-7 (завод
„Красная Пресня") изображена на фиг. 44. Основанием ма-
шины является клёпиная станина, к которой прикреплены
отдельные механизмы. Положение стержневого ящика на
столе / определяется переставляемыми упорами 2 и 3.
Пневматический зажим 4 служит для прижима частей
стержневого ящика друг к другу в период выдувки. Это
необходимо для восприятия сил, возникающих при посту-
плении сжатого воздуха внутрь ящика. В зависимости
от высоты ящика стол / посредством винтового устрой-
ства может устанавливаться на различной высоте. Спе-
циальная резиновая мембрана прижимает ящик ко дну
выдувного резервуара 5, находящегося во время выдувки
над ящиком. Резервуар 5 для заполнения стержневой
140
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
смесью перед выдувкой перемещают вправо (это поло-
жение показано на фиг. 44) таким образом, чтобы верх-
нее отверстие резервуара совпало с отверстием неподвиж-
ной загрузочной воронки 6, в которой находится запас
стержневой смеси. Перемещение резервуара влево про-
изводится пневматическим толкателем 7, а вправо—по-
средством троса 8, направляющего блока 9 и возвратной
пружины 10.
Сжатый воздух подводится через распределительную
головку 11, снабжённую резиновой прокладкой, к кото-
рой при выдувке плотно прижимается резервуар. Упра-
вление перемещением резервуара производится воздухо-
распределителем 12. Управление зажимом ящика, подъё-
мом стола / и подачей дутья через головку // осуще-
ствляется распределителем 13, управляемым ножной пе-
далью 14 посредством тяг 15 и 16.
>
Фиг. 43. Ручная стержневая машина с перекидной плитой: / — стойка; 2— направляющая рукоятка; 3 —перекидной
формовочный стол 4; во время перевёртывания стола сушильная плита и стержень удерживаются откидным при-
жимом 5; 6—пружины для облегчения подъёма стола и стержневого ящика во время встряхивания и поворота;
7 — приёмные бруски; 8 — груз, уравновешивающий вес приёмного механизма.
Таблица 10
Размеры простых ручных стержневых машин с перекидной плитой (фиг. 43)
Марка ма-
шины
С-3
С-4
Размеры в мм
а
4ю
515
Ь
Зю
37°
с
735
€5°
max
20О
250
е
Збо
4оо
/
278
365
S
4°
4°
h
860
760
1
675
825
k
82а
Ю35
1
39°
56°
т
3=5
л
648
8i5
о
456
боо
Р
560
640
Н
1050
1020
ГЛ. Ill]
СТЕРЖНЕВЫЕ МАШИНЫ
141
Характеристика пескодувной машины марки С-7
завода „Красная Пресня"
Расстояние от стола до уровня
пола в мм 475—боо
Расстояние от стола до нижней
плоскости резервуара (высота ящика)
в мм 5О0~375
Расстояние между зажимами (ши-
рина ящика в мм) 250—400
Емкость резервуара для стерж-
невой смеси в л 15
Наибольшие размеры стержне-
вого ящика по внешнему габариту
в мм:
высота 49°
длина • 39°
ширина 325
Диаметр подводящего воздухо-
провода в дюймах 2
Собственный вес машины в т . . г
В некоторых машинах пескодувный резер-
вуар имеет мешалку с пневматическим или
электрическим приводом. Наличие мешалки
создает возможность более надёжной подачи
смеси к вдувному отверстию резервуара.
В пескодувных машинах типа
Колеман [1] стержневая смесь вдувается
в ящик в горизонтальном направлении. Кроме
того, в пескодувном резервуаре во время вы-
дувки под давлением находится не всё коли-
чество смеси, заполняющей резервуар, а лишь
некоторая часть, заключённая в особый па-
трон. Это позволяет пополнять резервуар све-
жей смесью, не приостанавливая работы ма-
шины.
Машины для формовки призма-
тических и цилиндрическихсте рж-
н е й. Для формовки стержней постоянного по-
перечного сечения (призматических или цилин-
ЗасыпКа смеси
Фиг. 44. Пескодувная стержневая машина марки С-7.
Плита для сушка стержней.
Подошва станины
735.
'Gepcmw под болты 4>3fen
Фиг. 45. Стержневая машина марки С-1.
142
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
дрических) применяют машины, придающие
форму стержню в процессе выдавливания
стержневой смеси через мундштук (сопло). По-
перечное сечение мундштука определяет раз-
мер и форму получаемого стержня. Установкой
внутри вдоль оси мундштука неподвижного
прутка можно получить вдоль стержня, по
всей его длине, вентиляционный канал с диа-
метром, соответствующим диаметру прутка.
В зависимости от того, каким образом создаёт-
ся давление, необходимое для проталкива-
ния стержневой смеси через мундштук, и её
уплотнения — шнеком или плунжером, раз-
личают шнековые или плунжерные машины.
Общие потери от трения и износ рабочих
элементов у плунжерных машин несколько
меньше, чем у шнековых, в силу чего первые
получили преимущественное распространение.
На фиг. 45 изображена простейшая плун-
жерная ручная машина марки С-1 завода
„Красная Пресня". Машина снабжается на-
бором сменных мундштуков с диаметром от-
верстия от 19 до 50 мм, что позволяет фор-
мовать в указанных пределах стержни раз-
ного диаметра. Производительность машины
при 45 об/мин составляет 10 — Ylnoz. м услов-
ного непрерывного готового стержня в час.
Приводится в движение от руки или ремённом
передачей от электродвигателя мощностью
0,4 л. с.
Для массового производства стержней по-
стоянного сечения может быть также при-
менён многоплунжерный (многоскалочный)
стержневой автомат системы автора [1].
Рабочий процесс пескодувных машин*
На фиг. 46 изображена схема пескодув-^
ной машины. Резервуар / машины, периоди-
чески заполняемый стержневой смесью, имеет
в дие отверстие 2, соединяющее его с вну-
тренним пространством стержневого ящика «У,
плотно прижатого к дну резервуара. В стерж-
невом ящике имеются вентиляционные от-
верстия 4, закрытые мелкой сеткой, через ко-
торую воздух может свободно отводиться, а
песчинки, составляющие стержневую смесь,
проходить не могут.
Сжатый воздух проходит слой пористой
стержневой смеси, находящейся в резервуаре,
и через отверстие 2 поступает внутрь стерж-
невого ящика, откуда через вентиляцион-
ные отверстия уходит в окружающую среду.
Сжатый воздух увлекает за собой песчинки,
составляющие стержневую смесь, и транспор-
тирует их из резервуара внутрь стержневого
ящика, образуя внутри ящика слой смеси с
постепенно возрастающей толщиной Н. Вместе
с возрастанием толщины слоя смеси Н уве-
личивается сопротивление прохождению через
него воздушного потока, и соответственно воз-
растает разность входного р\ и выходного р2
давлений потока. Сила, пропорциональная раз-
ности давлений р\—ръ совпадающая по на-
правлению с потоком, воздействует на пес-
чинки в слое Н и производит их уплотнение,
образуя тем самым внутри ящика уплотнённый
стержень. Воздушный поток, проходя внутри
стержневого ящика путь 5, выполняет: транс-
портную функцию (переноса песчинок из ре-
зервуара внутрь ящика) на участке пути 5—Н;
уплотняющую функцию (уплотняя и формуя
возникший внутри ящика слой смеси) на остав-
шемся участке пути Н.
Между плотностью стержневой смеси и
перепадом давлений потока существует сле-
дующая эмпирическая зависимость [3]:
Здесь 1 — средняя плотность смеси в г/см3;
с — коэфициент, зависящий от свойств смеси,
причём с = 7) — 1, где fi — средняя плотность
смеси в г/см$ при рх — /?2 = 1 кг/см2; р^ -
давление воздушного потока при входе в слой
Поступление
сЖатого воздуха
* Излагается на основе исследований, проведённых
в ЦНИИТМАШ в 1945—1946 гг. автором [3].
Фиг. 46. Схема рабочего процесса пе-
скодувной машины.
смеси в кг/слР; p2 — давление воздушного по-
тока при выходе из слоя смеси в кг/см?.
Экспериментом установлено, что: а) ско-
рость песчинок в момент образования
ими неподвижного слоя незначительна и ки-
нетическая энергия их недостаточна для уплот-
нения смеси; б) плотность смеси опреде-
ляется не абсолютной величиной начального
давления потока, а разностью начального и ко-
нечного его давлений. На фиг. 47 приведён
график зависимости плотности смеси от пере-
пада давлений потока, из которого видно, что
при более низком начальном давлении, но за
счёт большего перепада Р\—Ръ достигаются
большие плотности, чем при более
высоком начальном давлении, но соответ-
ственно меньшем перепаде давлений.
Регулирование плотности на-
бивки стержня осуществляется изменением
перепада давлений Р\—р%. Влиять на пере-
пад р1—р2 можно: изменением толщины слоя,
через который продувается поток (осуще-
ствляется при выборе места ввода смеси и
расстояния от него до вентиляционных отвер-
ГЛ. Ill]
ПЕСКОМЕТЫ
143
стий); подбором соответствующей величины
относительной площади вентиляционных от-
верстий
FF
где Fo — площадь вентиляционных отверстий,
a F — площадь стержня.
Увеличение величины относительной пло-
щади вентиляционных отверстий jj. снижает
конечное давление /?2, увеличивая тем самым
полезный перепад /?5—р2- Увеличение [j. целе-
сообразно лишь до некоторого критического
1.500
1,400
1,300
1,200
/
о
«
1,5
2,0
2,5 Р,-р
при переменном значений
О 0,5 1,0
Условные обозначения
О впыть! при р1=2^г/смг
С " при Р( = 41*г/смг
« „ при pt = и,$кг/см2 J постоянной толщине слоя Н
О •. при р, = U кг/см2 ; при -§¦ > 0,3 и переменной тол ^
щане слоя Н
о расчетные значений плотности по формуле X=i+c(pt-p,)l>'li
Фиг. 47. Зависимость между плотностью смеси и пере-
падом давлений [3].
отношения, после которого дальнейшее уве-
личение бесполезно Для большинства случаев
наивыгоднейшее значение [хне превышает0,3.
При продувке через слой стержневой смеси
воздушного потока сжатый воздух проклады-
вает путь между песчинками и тем самым
образует множество сквозных каналов, про-
низывающих готовый стержень и соответ-
ственно повышающих его способность отводить
из отливки газы. Это приводит к уменьшению
брака, часто возникающего по причине
недостаточной газопроницаемости стержней,
формуемых другими способами.
При продувке создаются условия, усили-
вающие высушивание смеси [4]. Поэтому при
работе на пескодувных машинах следует: от-
давать предпочтение связующим, наименее
склонным к высыханию при обычной темпе-
ратуре; сокращать до минимума продолжитель-
ность периода выдувки; вести работу на маши-
нах, у которых ёмкость резервуара лишь не-
значительно превышает ёмкость стержневого
ящика и, таким образом, смесь в резервуаре
не подвергать излишнему многократному про-
дуванию.
ПЕСКОМЁТЫ
Назначение, классификация и область
применения
Пескомёты предназначаются для механиза-
ции работ по формовке литейных форм и из-
готовлению стержней. Они механизируют транс-
портировку формовочной смеси от места её
поступления к пескомёту до внутренней части
опоки или стержневого ящика и её уплот-
нение.
Уплотнение формовочной или стержневой
смеси пескомётами осуществляется посред-
ством брэсания (метания) её в форму. Пес-
чинки, летящие со скоростью до 30 м(сек,
образуют плотный слой формовочной смеси.
По способу действия различают пескомёты:
а) пневматические, б) центробежные. Пневма-
тические пескомёты распространения не по-
лучили вследствие несовершенств конструкции
и неэкономичного их действия; рукава, сопла
и другие части у них быстро изнашиваются и
часто засоряются формовочной смесью, удель-
ный расход энергии сравнительно высок. За-
трата энергии на уплотнение формовочной
смеси составляет 1,75 квт-ч/м3 при пневмати-
ческом пескомёте и 0,475 Kem-HJM^ при цен-
тробежном [1].
В настоящее время применяются центро-
бежные пескомёты, хотя и им присущи сле-
дующие недостатки: недостаточная однород-
ность уплотнения в различных местах формы;
необходимость предварительной особо тща-
тельной очистки (просева и сепарации) фор-
мовочной смеси от остатков металла, различ-
ных комьев и т. п. в связи с чувствитель-
ностью головки пескомёта к засорению; срав-
нительно высокие расходы и затраты труда
на обслуживание и поддержание в работоспо-
собном состоянии многочисленных механизмов
и электрооборудования пескомёта, работающих
в крайне неблагоприятных условиях. Указан-
ные недостатки в большой степени искупаются
универсальностью применения пескомёта для
изготовления форм и стержней с широким
диапазоном размеров и при этом со значитель-
ной производительностью, доходящей до 12—
17 м^/час.
Область наивыгоднейшего применения пе-
скомётов определяется условиями, при которых:
используется в достаточной мере производи-
тельность пескомёта (например, формовка опок
большого объёма, либо крупносерийное про-
изводство более мелких форм); питание песко-
мёта формовочной смесью может быть осу-
ществлено от механизированной землеприго-
товительной установки, надёжно обеспечиваю-
щей и облегчающей тщательную очистку и се-
парацию формовочной смеси *. Для мелких
форм рационально применение пескомёта в со-
четании с каруселью и протяжными станками.
Конструкция центробежных пескомётов
Схема пескомёта. Для поддержания
головки пескомёта и подачи выходящей из неё
струи формовочной смеси в любую часть опоки
головку пескомёта укрепляют на конце А кон-
соли АВО (см. фиг. 48). Консоль АВО состоит из
двух рычагов АВ и ВО, соединённых между со-
бой шарниром В. Ось шарнира В вертикальна
и позволяет рычагу АВ поворачиваться беспре-
пятственно на любой угол по отношению к ры-
чагу ВО. Рычаг ВО также может поворачи-
ваться на любой угол около вертикальной оси
ОО\. Таким образом, головку пескомёта мож-
но помещать в любой точке площади, огра-
¦ Комбинированная машина, состоящая из песко-
мёта и землеприготовительной установки, ввиду слож-
ности широкого развития не получила.
144
ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 48. Схема песко-
мёта.
ничейной окружностью радиуса АО. На этой
площади и располагают подготовленные к фор-
мовке опоки или стерж-
невые ящики. В целях
организации непрерыв-
ной работы пескомёта
обычно в то время, как
на одной половине пло-
щади производят фор-
мовку, на другой её по-
ловине убирают ранее
сделанную форму и под-
готавливают к формовке
следующую опоку или
стержневой ящик. Для
непрерывной подачи фор-
мовочной смеси к голов-
ке на каждом из рычагов
АВ я ВО смонтированы
ленточные транспортёры.
Стационарный
пескомёт с двумя
транспортёрными лентами показан
на фиг 49. Формовочная смесь цеховым транс-
портёром подаётся в приёмную воронку песко-
мёта 1, откуда транс-
портёром 2 подаётся
в воронку.?, питающую
расположенный не-
сколько ниже второй
транспортёр 4, подаю-
щий смесь к головке
пескомёта 5. Приём •
ные воронки располо-
жены над центрами
поворота консольных
рычагов и поэтому
питание головки мо-
жет производиться не-
прерывно и незави-
симо от того, какой
угол образуют между
собой рычаги песко-
мёта при перемеще-
нии головки пескомёта к разным участкам опоки.
Передвижной пескомёт с бун-
кером изображён на фиг. 50. Пескомёт уста-
новлен на рельсы, идущие вдоль участка, где
Характеристика передвижного пескомёта с бункером
Производительность при непре-
рывной работе в м3,час
Емкость бункера в м3
Скорость передвижения в м/ман .
Метательная головка (с одной
лопаткой):
число оборотов в минуту
описываемый лопаткой диаметр в мм
Высота метательной головки от
головки рельса в мм
Радиус действия метательной го-
ловки в мм
Скорость ленты питателя в м,сек .
Пределы регулирования произво-
дительности питателя в м3:час . . . . от з>5 Д° 10
Количество электродвигателей на
пескомёте
Общая мощность моторов в кет
Габаритные размеры в мм:
высота ¦ • •
ширина
длина (при вытянутом рукаве) . .
Вес в т (без веса формовочной
земли в бункере) ю
машин. Все они в принципе схожи с описан-
ными пескомётами и обычно имеют ту же стан-
дартную метательную головку. Для мелких
стержневых и формовочных работ получили рас-
пространение пескомётные подвесные головки.
i — io
8
1460
480
3300
О, 12
5
19-35
3835
9О0О
Фиг. 49. Пескомёт с двумя транспортёрными лентами.
производится формовка. По обеим сто-
ронам рельсового пути расставляют опо-
ки, подлежащие набивке пескомётом.
Последний, набрав в бункер запас фор-
мовочной земли, останавливается против
расставленных опок, набивает их, пере-
езжает к следующим и т. д.
Пескомёты выполняются также в виде
переносных, консольно-крановых и других
Фиг. 50. Передвижной пескомёт с бункером.
Эти подвесные головки являются наиболее
простым и дешёвым типом пескомёта.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аксёнов Н. П., Оборудование литейных, т. II,
Машгиз, 1939.
2. Евангулов М. Г., Л. тейное дело, ГНТИ, Л.-М.
. 1933.
3. Черняк.Б.- 3., Исследование уплотняющей роли
воздушного потока при рабочем процессе пескодувных
машин, диссертация, ЦНИИТМАШ, 1945-1946.
4. Черняк Б. 3- Выбор связующих добавок для стерж-
невых смесей, пп- меняемых на пескодувных машилах
(отчет), ЦНИИТМАШ, 1947.
Глава IV
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
ВЫБИВКА ФОРМ
Общие сведения
Литейные формы после заливки и охлажде-
ния подвергаются выбивке для освобождения
находящихся в них отливок. При наличии
стержней в полостях отливок, кроме выбивки
форм, производится выбивка стержней.
Выбивка форм производится: вручную, ви-
браторами над стационарной решёткой, вибра-
ционными коромыслами; встряхивающими ре-
шётками; выбивными устройствами.
Выбитая из опоки земля вместе с отливкой
падает на пол или решётку. При выбивке
над решёткой отливка остаётся на ней, а земля,
проваливаясь через решётку, попадает в бун-
кер или воронку. Из бункера земля удаляется
транспортёром, проходящим в туннеле под по-
лом литейной.
При ручной выбивке опоку подвешивают
на цепях крана, после чего ударами кувалды
по стенкам опоки, а также разрыхляя землю
ломами, её освобождают от земли. Ручной
способ выбивки ведёт к повышению боя опок.
Вибраторы для выбивки форм
Подвесной вибратор для вы-
бивки опок показан на фиг. 1. Корпус
вибратора снабжён кольцом для подвешивания
Фиг. 1. Вибратор для выбивки опок.
вибратора и головкой с челюстями, которыми
он накладывается на стенку опоки. В табл. 1
приведены соотношения между диаметром
цилиндров подвесных вибраторов современ-
ных моделей и размером опок.
Кроме подвесных вибраторов, для выбивки
мелких опок применяются вибраторы, стацио-
нарно установленные у конвейера или роль-
ганга. В этом случае вибратор действует на
стенку опоки, прижатой к нему пневматиче-
ским толкателем.
10 Том 8
При работе вибратора содержимое опоки
падает на стационарную решётку, установлен-
ную на уровне пола над бункером. Решётки
Таблица 1
Диаметр
цилиндра
вибратора
в мм
5°
6а
75
IOO
125
15°
Размеры выбиваемых опок в мм
при формовке
опок по-сухому
боохбоохз°°
(jooXQooXo00
900 X1250 ХЗСО
1250Х1250ХЗ-0
i5ooXi5°°X300
180ЭХ 2400X300
при формонке
опок по-сырому
900X900X45°
900X1250X45°
1250X1250x450
12 5оХ15°оХ45°
1500X1800X45°
2400x3°°° Х45°
изготовляются из отдельных стальных полос,
поставленных на ребро, с просветами между
ними 50—80 мм.
Вибрационные коромысла. Вибра-
ционные коромысла применяются при массо-
вом и крупносерийном производстве для вы-
бивки опок при весе (вместе с землёй и от-
ливкой) до 3 т. Продолжительность выбивки
невысоких опок сырой формовки составляет
1—2 мин.
Основной частью вибрационного коромысла (фиг. 2)
служит траверса 1 прямоугольного сечения с петлёй 2
в середине для крепления к подъёмному устройству.
На концах траверсы устроены выемки 4 для фиксирова-
ния положения надетых на неё двух вибраторов 3. Кор-
пусы вибраторов имеют в верхней части прямоугольные
петли 5, которыми они надеваются на траверсы. В кор-
пусе вибратора вставлена крышка 6" и запрессована
гильза 7. Нижняя часть корпусов вибраторов снабжена
крюками 8 или скобами для подвешивания за цапфы
опок. Сотрясения, получающиеся при работе вибраторов,
передаются через цапфы стенкам и крестовинам опоки;
земля падает из последней на установленную в уровень
с полом простую стационарную или вибрационную ре-
шётку.
Коромысла удобнее вибраторов с челю-
стями, так как не требуют особой подвески
и ручного зацепления за стенку опоки и сами
служат, кроме выбивки, средством переноски
опок.
Давление сжатого воздуха, подводимого
к вибраторам, равно 5—6 ати. В воздушной
магистрали рекомендуется устанавливать водо-
отделитель, обеспечивающий подачу к пнев-
матическим механизмам сухого воздуха, и
непрерывно действующий пневматический луб-
рикатор, подающий вместе с сжатым воздухол
146
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
к трущимся частям механизмов распылённую
смазку.
Управление вибраторами производится
пружинным клапаном. В табл. 2 приведены
основные размеры вибрационных коромысел
отечественного производства.
крупносерийном и массовом производстве.
Когда нижняя опока не имеет крестовин, вы-
бивку формы можно производить, не разнимая
опок и не вынимая предварительно отливки.
Если же нижняя опока снабжена крестовинами,
мешающими провалу земли и отливок, опоки
'птах -1
Фиг. 2. Вибрационное коромысло.
Размеры вибрационных коромысел (фиг. 2)
Таблица 2
Марка
о-9
O-IO
O-II
Грузо-
подъём-
ность
в т.
i
2
3
Размеры в мм
атах
1400
I75O
23OO
Ь
5°
75
IOO
с
5бо
670
745
d
юо
210
250
/
825
1075
145°
g
865
1370
1730
ft
800
1150
1325
I
200
340
275
k
20
30
40
I
1650
2150
2900
m
40
40
60
D
75
IOO
«5
Вибрационные и встряхиваю-
щие решётки. При выбивке опок на
вибрационной или встряхивающей решётке
уложенная на ней опока быстро освобождается
от земли, подвергаясь вместе с решёткой
многократному встряхиванию или вибрации.
В зависимости от способа приведения
в действие вибрационного или встряхиваю-
щего механизма различают решётки механи-
ческие и пневматические.
Механические вибрационные решётки
применяются при выбивке безопочных форм.
Решётчатая рама (фиг. 3) смонтирована на
четырёх пружинных опорах. Источником ви-
браций служит вал с неуравновешенными мас-
сами, смонтированный в средней части рамы.
Для привода вала применяется электродвига-
тель мощностью около 2 л. с, передающий
движение ремённой передачей. Выбитая земля
проваливается через решётку и отводится убо-
рочным транспортёром. Отливки вследствие
наклона решётки соскальзывают с неё в ящик
или на транспортёр, отводящий их в обрубное
отделение. Детали привода решётки, особенно
шариковые подшипники, должны быть тща-
тельно защищены от пыли во избежание бы-
строго износа.
Пневматические вибрационные решётки
применяются для выбивки мелких и средних
размеров сырых форм, главным образом при
приходится предварительно разнимать и вести
выбивку верхней и нижней опок раздельно.
Пневматическая вибрационная
выбивная решётка (фиг. 4) состоит из
трёх отдельных решёток 1, 2 и 3, лежащих
своими концами на двух балках 4. Последние
присоединены к особым подушкам 5, связан-
ным с двумя вибраторами 6. Плунжеры 7
вибраторов, ударяясь о подушки 5, заставляют
вибрировать балки 4 и решётки /, 2 и 3.
Земля и отливки из установленной на бруски
опоки вывалятся на решётку. Вибраторы вклю-
чаются педалью 8 пускового клапана 9, уста-
новленного в уровень с полом. Грузоподъём-
ность пневматической решётки равна 1—1,5 т.
Расход воздуха составляет 8 мъ\мин при не-
прерывной работе; давление воздуха 5—6 ати.
Решётка устанавливается на железной ферме
над транспортёром. Типовая схема механизи-
рованного участка выбивной решётки вклю-
чает: конвейер для подачи залитых и откатки
выбитых опок; пневматический толкатель для
опок; подъёмник для съёма отливок и опе-
раций с опоками; транспортёр для отвода
выбитой земли.
На фиг. 5 изображена подвижная пневма-
тическая решётка на колёсах, устанавливаемая
над приямком (фиг. б). В приямок опускается
ящик для приёма выбитой из опок земли. По
наполнении землёй ящика, находящегося под
ГЛ. IV]
ВЫБИВКА ФОРМ
147
'////У/УМ
Фиг. 3. Механическая вибрационная решётка.
и л
п п * п 3
LJIlir lU U U
Фиг. 4. Пневматическая вибрационная
решётка завода „Красная Пресня".
148
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
Фиг. 5. Подвижная пневматическая решётка.
решёткой, последнюю откатывают на сосед-
нее рабочее место, расположенное над пустым
ящиком. Во время работы решётки из приямка
-1U50
ме^кду рельсами
отличаются от пневматических вибра-
ционных решёток наличием пневма-
тических механизмов, встряхиваю-
щих решётки, и большей амплитудой
колебаний последних; выбивка форм
происходит на них более эффективно.
Выбивные устройства
применяются для автоматизации про-
цесса выбивки.
На фиг. 7 изображено пневмати-
ческое выбивное устрэйство, пред-
назначаемое для выбивки земли и
отливок из залитых на конвейере
форм сырой опочной формовки (без
предварительного разделения верх-
ней и нижней опок) и последующего
отделения земли от отливок на ви-
брационной решётке. Устройство рас-
считано на выбивку опок двух раз-
меров; каждый размер опоки выби-
вается на предназначенном ему гнезде.
На балках 1 укреплены два пнев-
матических вибратора 2, на верх-
ней части которых свободно уло-
жены выбивные коромысла 3. На-
клонная решётка 4, состоящая из полос, по-
ставленных на ребро, подвешена тягами 5
к концам коромысел. Залитая форма толка-
Фиг. 6. Установка подвижной пневматической решётки над туннелем.
удаляется наполненный выбитой землёй ящик телем сталкивается с формовочного конвейе-
и устанавливается пустой.
Пневматические встряхиваю-
ра на одно из гнезд машины; нижняя опока
при этом опирается на коромысло и опорный
щие выбивные решётки применяются угольник. Нажатием ножной педали приво-
для выбивки форм средних размеров. Они дится в действие соответствующий вибратор.
Фиг. 7. Пневматическая выбивная машина ЦКБ-В71
150
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
Включение вибратора может также произво-
диться автоматически, после установки опоки
ва выбивном устройстве. Плунжер вибратора
при движении вверх ударяет в головку, при
движении вниз — встречает воздушную по-
душку, амортизирующую удар. Последний пе-
редаётся через головку и коромысло опоке и
наклонной решётке. Земля вместе с деталью
проваливается на наклонную решётку, по ко-
торой отливки постепенно сползают вниз,
отделяясь от земли. Последняя проваливается
сквозь решётку в бункер и оттуда на транс-
портёр земледельной системы. Отливки, осво-
бождённые от земли, скользят по наклонной
решётке и попадают на транспортирующее
устройство. Выбитые опоки убираются с вы-
бивного устройства подъёмником на моно-
рельсе или каким-либо другим транспортным
устройством. В табл. 3 приведены основные
данные выбивных устройств.
Таблица 3
Показатель
Наибольшая грузоподъём-
ность в кг
Высота коромысел и опор-
ных планок над уровнем пола
Размеры наклонной решётки
Наклон решётки в градусах
Расстояние между пло-
скостью наклонной решётки
, и перекрытием (проход отли-
вок по высоте) в мм:
¦ при наклоне решётки 30° .
; . . 25° .
Количество вибраторов . .
i Примерное число опок, вы-
биваемых в час
Давление сжатого воздуха
в ати
Диаметр подводящего тру-
бопровода в дюймах
Размеры выбивных
гнёзд в свету
670x600
и 450x650
аооо
49°
650x2000
25-3°°
37°
зуо
а
150—200
5-6
500x1000
2000
45»
700X2600
25-ЗО°
f°
620
3
150—200
5-6
ВЫБИВКА СТЕРЖНЕЙ
Выбивка стержней производится: ручным
инструментом (ломами — обыкновенными и
пневматическими); вибраторами; специальными
вибраторными машинами (нокаутами); гидра-
влическим способом.
Ручная выбивка стержней
Ручная выбивка стержней заключается
в удалении их из отливок ломами, ершами,
пневматическими молотками и тому подобным
инструментом. Применяется для выбивки труд-
но удаляемых стержней или при небольшом
количестве выбиваемых отливок.
Пневматический молоток представляет
переносный вибратор, производящий несколько
тысяч ударов в минуту. Удары заключённого
в молотке вибратора передаются стенке от-
ливки, вследствие чего стержни разрушаются.
Пневматические ломы применяются для
выбивки крупных стержней, обладающих боль-
шой крепостью. Лом получает быстрое воз-
вратно-поступательное движение от вибратора,
заключённого в его корпусе. При ручной
выбивке стержней стержневые каркасы и
рамки часто разрушаются.
Вибраторы и специальные вибрационные
машины для выбивки стержней
Вибраторы применяются для выбивки пес-
чано-масляных и других легко высыпающихся
из отливок стержней. Выбивка стержней ви-
браторами производится так же, как при
выбивке форм. Вибратор зацепляется за вы-
ступ отливки, подвешенной к подъёмнику.
Вследствие вибрации стержни разрушаются и
высыпаются из отливки. Выбивка производится
над неподвижной решёткой, вделанной в пол.
Вибраторы для выбивки стержней применяются
такие же, как и для выбивки форм с незначи-
тельно изменённой конструкцией челюстей.
На фиг. 8 приведена диаграмма для выбора ви-
браторов в зави-
симости ОТ объёма g, дмз
формы. Вибраторы
удобны в том отно-
шении, что они
могут обслужи-
вать отливки раз-
личных конфигу-
раций, но при их
применении краны
заняты в течение
всего времени вы-
бивки стержней.
Чаще выбивка
стержней, особен-
но в массовом
производстве, про-
изводится вибра-
ционными маши-
нами (нокаутами).
Подвешенная от-
ливка зажимается в пневматических тисках
машины и подвергается вибрации; имеющиеся
в отливке стержни разрушаются и высыпа-
ются.
На фиг. 9 показана одна из отечественных
конструкций вибрационной машины (завода
„Красная Пресня"). На раме 1 установлены:
пневматический зажим 2, передвигающий
вибратор 3 по направляющим 4, и упор 5,
имеющий два стержня 6, жёстко соединённых
с планкой 7. Зажим детали производится
между планками 7 и 8. Машины подобной
конструкции выполняются различных размеров
и мощности.
Выбивка стержней вибраторами или нокау-
тами сопровождается шумом и тучами пыли,
выделяющимися во время работы; кроме того,
стержни часто вываливаются из отливок
кусками, не освобождая каркасного железа.
Для утилизации последнего приходится ста-
вить специальное дробильное оборудование.
Гидравлическая выбивка стержней
Гидравлическая выбивка стержней заклю-
чается в вымывании их из отливки струёй воды,
выбрасываемой из сопла под давлением 25 —
100 am. Вода от специальной насосной уста-
0 kO 80 120 160 en?
Площадь поршня Вибратора
Фиг. 8. Диаграмма для выбора
выбивных вибраторов.
ГЛ. IVI
ВЫБИВКА СТЕРЖНЕЙ
151
новки подводится по трубопроводу к камере,
в которой помещены отливки со стержнями.
Из трубопровода вода движется по шлангу и
брандспойту, проходящему через отверстие в
стенке камеры. Брандспойт выполняется в виде
стальной трубы длиной 1—4 м с соплом на
конце. Гидравлическая выбивка применяется
главным образом для выбивки стержней боль-
шого размера изогнутой формы и любой кре-
пости в крупных отливках. Очистка поверхно-
стей отливок водяной струёй малоэффективна,
так как она не смывает пригоревшую землю,
ров и др., в связи с чем при определении
размеров отстойников необходимо им давать
объёмы, обеспечивающие полное осаждение
земли.
Чтобы осаждённые частицы не увлекались
снова протекающей через отстойник водой,
скорость движения воды в м/сек не должна
превышать: для ила и мельчайших частиц
глины — 0,08; для мелкого песка — 0,15; для
крупного песка до 13 мм в диаметре — 0,30 [9].
Крупные частицы осаждаются быстрее
мелких, в связи с чем отстойники делятся
Усилие приЖима при
давлении Ьоздуха 5- 6 ати
¦700-800 кг
Х- Подача боздцха
Фиг. 9. Вибрационная машина 0-14.
и ответственные отливки необходимо подвер-
гать дополнительно пескоструйной очистке.
К достоинствам гидравлической выбивки стерж-
ней относятся: полное отсутствие пыли; бы-
строта процесса; возможность использования
промытого в отстойниках песка и сохранение
стержневых каркасов.
Недостатками гидравлической выбивки
являются: высокая первоначальная стоимость
установки; большая площадь, занимаемая от-
стойниками.
Гидравлическая выбивка стержней ведётся
толстой струёй воды (диаметры сопел
12—25 мм) при низком давлении B5—35 am)',
тонкой струёй D — 8 мм) при высоком давле-
нии E0—100 am). При толстой струе низ-
кого давления стержни удаляются из полости
отливок преимущественно размывающим дей-
ствием струи; тонкая струя высокого давле-
ния, кроме размывания стержня, режет его на
части и удаляет отдельными частями.
Работа при низких давлениях требует зна-
чительных затрат на отстойники, осветление
и перекачку отработанной воды. В то же время
требуется более простая гидравлическая уста-
новка (насосы, аккумуляторы, трубопро-
воды), чем при установках с высокими давле-
ниями.
Недостаточное осветление воды ведёт к
быстрому изнашиванию насосов, аккумулято-
перегородками на ряд отдельных резервуа-
ров. Емкость отстойников обычно превышает
объём, занимаемый семичасовым расходом
воды и отстоявшимся песком. Скорость оса-
ждения частиц плотностью -у — 2,65 приве-
дена в табл. 4 [9].
Таблица 4
Диаметр
зерна
в мм
ю
О,1
О,О1
O.OOI
Соответствующий
диаметру зёрен
материал
Крупный песок .
Мелкий „
Ил
Мельчайшие ча-
сти ила
Скорость
осаждения
в MMjceK
IOOO
1ОО
8
O,l6
O,OOl6
Время оса-
ждения
на 300 мм
о,з сек.
Q
38 .
33 мин.
55 час.
На фиг. 10 изображена схема гидравличе-
ской установки низкого давления. Камера
с поворотным кругом диаметром около 4,5 м
разделена перегородкой на две части: одна
из них, расположенная вне камеры, служит
для укладывания отливок, а на другой отливки
подвергаются обработке водяной струёй. На
основной круг монтируются два стола, вра-
щающихся под действием направляемой над-
152
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
лежащим образом струи воды. На столы
укладываются отливки.
Рабочий, работающий брандспойтом, стоит
снаружи камеры.
=?]
Место для насоса
Фиг. 10. Схема гидравлической камеры
низкого давления с поворотным кругом.
На фиг. 11 показана схема гидравлической
установки высокого давления. Нормальное
давление, при котором работают камеры этого
Фиг. 11. Установка гидравлической камеры высокого
давления: /— камера; 2 — поворотный круг; 3 — бранд-
спойт; 4 — приёмник грязной воды, перекачиваемой в
тележку 5; 6—отстойник каскадного типа; 7—насос
высокого давления; 8—мотор для привода насоса;
Р — аккумулятор для очищенной воды; 10— колонка.
типа, составляет 75 am. Для разгрузки рабо-
чего от весьма значительной силы реакции
струи брандспойт
закрепляется в
стенке камеры в
шаровой державке
(фиг. 12) так, что- /
бы он мог вра- г— '¦"•-
щаться во все сто- ^~'"-¦"
роны и конец его
можно было на-
править в любую
точку отливки. Для
подачи воды при-
меняются насосы
Фиг. ]2. Закрепление бранд-
спойта в стене камеры.
(поршневые, строенные) с рабочим давлением
75 am.
ОЧИСТКА ЛИТЬЯ
Очистка поверхности литья от пригорев-
шей и приставшей земли выполняется одним
из следующих способов: ручной очисткой;
механической очисткой в простых барабанах;
пневматической пескоструйной и дробеструй-
ной очисткой; механической дробеструйной
очисткой.
Ручная очистка
Ручная очистка и отбивание приставшей и
пригоревшей земли к литью производятся
разного типа стальными щётками, скребками,
молотками и зубилами.
При ручной очистке выделяется большое
количество пыли. Поэтому очистка и обрубка
-то-
Фиг. 13. Верстак для очистных и обрубных работ
(завод „Красная Пресня").
мелкого и среднего литья часто производятся
на специальных верстаках (фиг. 13) с отсосом
пыли. Более крупные и тяжёлые отливки очи-
щаются на решётках (фиг. 14), расположен-
Фиг. 14. Решётка для очистки и обрубки деталей.
ных в полу. Под решётками установлены
бункеры с отсосом пыли. Отбросы из бунке-
ров падают на ленточный уборочный транс-
портёр.
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
153
Механическая очистка литья в простых
барабанах
Общие сведения. При вращении барабана
очистка поверхности отливок происходит
вследствие их взаимного трения при испыты-
ваемых ими сотрясениях и трения звёз-
дочек, загружённых вместе с деталями в
барабан.
В простых барабанах очищается преиму-
щественно мелкое литьё весом до 50 кг в
одной штуке и толстостенное, компактное —
весом до 100 кг в штуке.
При очистке в барабанах мелкого литья
простые стержни (особенно песчано-масляные)
или сульфитные не требуют предварительной
выбивки, так как полностью высыпаются из
отливок.
Для ускорения очистки вместе с отливками
загружаются в барабан звёздочки с острыми
концами, отлитые из белого чугуна. Вовремя
вращения барабана звёздочки царапают по-
верхность литья и очищают её. Размеры звё-
здочек в зависимости от размеров очищаемых
отливок колеблются в пределах 20—65 мм.
Обычно в барабан загружается 400 кг звё-
здочек на 1 ж3 вместимости барабана или
30 -35% от веса загружённых отливок.
Мелкие отливки загружаются в барабан
насыпью, более крупные, а также отливки
очень тонкие или имеющие сложную поверх-
ность, укладываются вручную либо с помощью
подъёмных приспособлений.
Число оборотов простого очистного бара-
бана в минуту [3]
К
где R — радиус барабана в м; К — коэ-
фициент, равный 21,2 для барабанов диа-
метром более 700 мм и 23,1 — для меньших
барабанов.
Увеличение числа оборотов сверх опре-
делённого расчётом не сокращает продолжи-
тельности очистки отливок, так как возра-
стающие при этом центробежные силы при-
жимают детали к обечайке и уменьшают их
подвижность.
Работа очистных барабанов сопровождается
сильным шумом. Вследствие этого, как пра-
вило, все очистные барабаны следует ставить
в отдельном помещении.
Простые барабаны выполняются круглыми
и квадратными. Круглые барабаны упо-
требляются преимущественно для мелких де-
талей, загружаемых насыпью. В квадратные
барабаны укладываются обычно отливки, имею-
щие прямоугольное очертание с более или
менее крупными размерами в длину и шири-
ну и сравнительно небольшими размерами в
высоту.
Чем прочнее литьё, тем больше могут быть
размеры барабанов. При очистке хрупких от-
ливок для уменьшения боя деталей барабаны
должны быть меньше по размерам. Для умень-
шения боя отливок также необходимо воз-
можно более полно загружать барабан отлив-
ками. Обычно объём, занимаемый последними,
составляет 80% объёма барабана. Примерный
вес 1 Afi различных отливок, необходимый для
расчёта полезного объёма барабана, указан
ниже.
Вес 1 м?
Виды литья отливок в т
Тонкостенное сложное литьё,
а также плоские детали из чу-
гуна (литьё текстильного ма-
шиностроения, печное и др.) . . i
Толстостенное чугунное литьё
(для кузнечно-прессового обору-
дования и т. п.) i,5
Литьё среднего машинострое-
ния (паровозное, вагонное, арма-
тура, фитинги) i>3
Обычное стальное фасонное
литьё i,5
Крупные стальные отливки . . 2
Детали сельскохозяйствен-
ного машиностроения из ковкого
чугуна i
Нипели из ковкого чугуна . о,8
Мелкие детали из бронзы . . i—г,я
Продолжительность цикла очистки зависит
от способа загрузки барабанов, от характера
отливок и от рода металла. Сложные отливки
с неодинаковыми сечениями стенок и отливки
из тугоплавких сортов металла, подверженные
более сильному пригару, требуют больше
времени для очистки.
Продолжительность цикла очистки в простых
барабанах
Цикл очистки
Вид литья в час.
Мелкое тонкостенное чугун-
ное литьё при механизированной
загрузке барабанов насыпью . . . 0,75
Мелкое толстостенное чугун-
ное литьё i>3
Более крупное чугунное
литьё i>75
Очень мелкое толстостенное
стальное литьё i>5
Мелкое толстостенное сталь-
ное литьё 2>25
При механизации загрузки, выгрузки, при-
менении быстро закрывающихся и открываю-
щихся затворов продолжительность цикла очи-
стки в простых барабанах сокращается.
При укладке литья в барабаны поштучно
продолжительность цикла очистки деталей
повышается в среднем на 0,4 часа на i мъ
барабана. При очистке деталей со звёздоч-
ками продолжительность очистки отливок
уменьшается при мелком литье примерно
на 20%, а при более крупном — на 30%.
Простые барабаны выполняются двух ви-
дов: а) барабаны на роликах; б) барабаны на
цапфах.
На фиг. 15 изображён барабан на роликах,
изготовлявшийся ранее заводом „Красная
Пресня". На цилиндрический барабан из ко-
тельной стали толщиной 10 мм надеты по
концам два бандажа для опоры на две пары
роликов. Вал одной из пар роликов вращается
от ремённой передачи. Благодаря трению
между роликами и бандажами барабан прихо-
дит во вращение. Вторая пара роликов только
поддерживает барабан. Отсос пыли из бара-
бана производится через отверстие в одной
из торцевых стенок. Для остановки барабана
после выключения в нужном положении (крыш-
кой вверх) имеется тормоз, работающий от
педали.
154
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
Барабаны на роликах хотя и просты по
конструкции, однако имеют большое число
недостатков. К ним относятся: быстрое и не-
равномерное истирание роликов и бандажей
(вращение барабана происходит с ударами,
расшатывающими весь механизм); возможность
смещения барабана в отношении роликов при
торможении; невозможность разгрузки бара-
Изображённый на фиг. 17 барабан, изго-
товленный на заводе Станколит, по размерам
несколько больше барабана ЦКБ-27. Обечайка
этого барабана выполнена из 30-мм котельной
стали, рычаги затвора — из стали сечением
50X18. Пустотелые цапфы вращаются в под-
шипниках скольжения. Барабан имеет ленточ-
вый тормоз (а). Вследствие сильного износа
Фиг. 15. Очистной барабан на роликах.
бана, поворачивая его люком вниз, так как
при повороте мелкие отливки могут выпасть
прежде, чем люк опустится ниже осей роли-
ков и заклинит барабан.
На фиг. 16 изображён барабан на цапфах
марки ЦКБ-27 (завод „Красная Пресня"). Торцы
барабана 1 закрыты днищами 2, к которым
привёрнуты пустотелые цапфы 3, служащие
осью вращения барабана. Цапфы вращаются
в роликовых подшипниках 4. Для отсасывания
пыли из барабана на одном из подшипников
укреплена коробка 5, соединённая с отсасы-
вающей магистралью. Воздух засасывается
в барабан через пустотелую цапфу 6 (напра-
вление движения воздуха показано на фиг. 16
стрелками). Электромотор 7, на валу которого
посажен фрикционный шкив 8, передаёт при
помощи клиновидных ремней и шкива 9 вра-
щение приводному валу 10. Последний вра-
щается в шарикоподшипниках 11 и через
шестеренную передачу 12, 13 передаёт вра-
щение барабану. Барабан снабжён ленточным
тормозом. Фрикционный шкив 8, посаженный
на валу мотора, предохраняет последний от
чрезмерной перегрузки во время разгона
барабана. Затяжка пружин фрикционного
устройства рассчитана на момент, равный
840 кгм. Выгрузочное отверстие барабана
закрыто крышкой 14, закреплённой тремя
затворами 15.
Основные данные барабана на цапфах
приведены ниже.
Основные параметры барабана на цапфах
Диаметр барабана (в свиту) в мм . . . 775
Рабочая длина в мм 15+0
Число об/мин 3°
Ёмкость барабана в м* 0,72
Толщина обечайки в мм гб
Число об мин электродвигателя .... 725
Мощность электродвигателя в кет . . 6,4
Разрежение у приёмного патрубка в мм
вод. ст 37
от трения отливок внутреннюю поверхность
барабанов часто выкладывают предохра-
нительными сменными стальными листами.
Также защищаются плитами от износа торце-
вые днища.
Затворы крышек. Примеры конструк-
ций затворов приведены на фиг. 17 к 18. На
фиг. 18 болт 1, продевающийся сквозь проу-
шину 2, стягивает скобы 3; крючки 4 заце-
пляются за выступы 5, прикрепленные к по-
верхности барабана. Отвинчивая гайку болта /,
ослабляют скобы 3 и отбрасывают крючки от
выступов 5; крышка после этого свободно сни-
мается с барабана. Такие затворы надёжны,
но требуют больше времени для открывания
и закрывания крышек.
Крупные барабаны (свыше 800—900 мм
диаметром) обычно изготовляются с индиви-
дуальным приводом. Мелкие часто имеют
групповой привод.
Для очистки цветного литья иногда приме-
няют барабаны для так называемой мокрой
очистки вместо обычных барабанов с отсосом
пыли.
Обечайка такого барабана имеет отвер-
стия, а барабан нижней частью опущен в ко-
рыто с водой, которая омывает находящиеся
в барабане отливки.
Описанные барабаны работают периоди-
чески. Непрерывно работающий барабан уста-
навливается наклонно. Вся конструкция по-
коится на железной раме, которая опирается
в задней части на шарнирные опоры, а в пе-
редней — на опоры в виде домкратов. Под-
винчивая винты домкратов, увеличивают или
уменьшают наклон оси барабана и время
пребывания отливок в барабане. Отливки
поступают непрерывно в один конец барабана
и выходят с противоположного конца. Вслед-
ствие ограниченной длины барабана время
пребывания отливок в барабане недостаточно
Фиг. 16. Очистной барабан ЦКБ-27.
156
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
для получения качественной очистки. Поэтому
барабаны непрерывного действия, редко приме-
няемые для очистки литья, используются глав-
ным образом для очистки литников и выпоров
перед пуском их в шихту.
чугунного и около 2 мм для стального литья
и закалённых отливок из чугуна. Чем одно-
роднее и остроугольнее зёрна песка, тем выше
производительность песчаной струи. В послед-
нее время для очистки литья широко исполь-
Ю80
Фиг. 17. Очистной барабан.
Пескоструйная и дробеструйная
пневматическая очистка
Общие сведения. При пескоструйной и
дробеструйной очистке литья струя песка
или чугунной дроби с большой скоростью
поступает на очищаемую поверхность и
удаляет с неё пригар, ржавчину, окалину
и пр.
В результате такой обработки поверхность
хорошо очищается и приобретает матовый от-
тенок.
Песок, применяемый для всех видов очи-
стки, используется кварцевый, безглинистый,
сухой с угловатыми зёрнами размером: 0,75 мм
для цветного литья и металла при очистке
от ржавчины; 1—1,25 мм для очистки машин-
ного и ковкого литья на пескоструйных столах
и в барабанах; около 1,5 мм для крупного
зуется также чугунная дробь в виде целых
дробинок либо в гранулированном виде. Твёр-
дость дроби 500 Нв-
Размеры чугунной дроби [5]
№
дроби
17
19
ао
23
25
28
30
Диаметр дроби
в мм
i
i
о,9
°,7
°.5
о,4
°>35
В табл. 5 приведены наиболее употреби-
тельные размеры гранулированных зёрен.
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
157
Таблица 5
Размеры зёрен гранулированного
белого чугуна
№ зёрен
8
10
12
18
38
45
70
Диаметр
проволоки
сита в мм
о,8
о, 6
о,6
о,4
°.35
0,2
о,25
ОД5
Размер
отверстия
сита в мм
i*9
1.5
1.4
I.O
о,5
О,2
Область
применения
Для очистки
стальных и тя-
жёлых чугун-
ных отливок
Для большин-
ства отливок из
серого и ков-
кого чугуна
Для оконча-
тельной очи-
стки
Размеры сопел выбираются
в зависимости от размеров
абразивного материала и, сле-
довательно, от характера от-
ливок.
Количество выпускаемого из сопла абразив-
ного материала в килограммах при непрерывной
работе в течение часа приведено в табл. 6 [5].
При очистке литья пескоструйными аппа-
ратами расход кварцевого песка (или его
Таблица 6
Расход абразивных материалов в кг\Час
при непрерывной работе
Диаметр от-
верстия сопел
в мм
4.8
6,5
8
9-5
и
12,5
Песок
225
4оо
55°
75^
IOO0
1300
Металлический
абразив
56о
IO0O
1500
1900
250О
34оо
безвозвратная потеря) при давлении воз-
духа 2—3 ати колеблется в зависимости от
рода литья и качества песка в пределах 50 —
100 кг на 1 т литья. Расход чугунной дроби
при работе на пескоструйных аппаратах с да-
влением воздуха 5—6 ати равен 2,4—3,5 кг
на 1 т литья. Воздействие струи на обраба-
тываемую поверхность в значительной степени
зависит от давления воздуха и соотношения
между количествами песка и воздуха. При из-
менении давления воздуха от 1 до 5,5 ати
давление на обрабатываемую поверхность
струи возрастает почти пропорционально уве-
личению давления воздуха. При больших
давлениях крупная чугунная дробь даёт боль-
шую производительность, чем мелкая. Квар-
Фиг. 18. Затворы крышки барабана.
цевый песок целесоооразно применятьлишьпри
давлении до 3 ати. При давлениях свыше 3 ати
песок быстро разрушается, и процент отхода
в пыль резко увеличивается. Давление воз-
духа меньше 1 оти даёт слишком слабое
действие струи, не-
достаточное для
очистки.
Расход воздуха
зависит от давле-
ния воздуха, диа-
метра сопла и со- м:
отношения в струе j
количеств песка и ;
воздуха. В табл. 7 ¦
приведён расход ';
воздуха песко- ,;
струйными аппара- «j
тами в зависимо- j
сти от диаметра со- с
пла [2]. На фиг. 19
приведена диа-
грамма расхода
воздуха, энергии
и производитель-
ности пескоструй-
ных аппаратов. С
увеличением да-
вления расход воз-
духа возрастает
медленнее, чем возрастает [4] производитель-
ность струи.
Чугунная дробь по сравнению с кварцевым
песком (при тех же условиях) требует мень-
шего расхода воздуха и с увеличением давле-
ния даёт большую производительность. По-
этому для дроби следует применять давление
воздуха 5—б ати.
26
24
22
20
18
¦12
¦1и
-8
6
Ч
¦2
0
-
¦чу
J
IS,
/
1
f
/
и
/1
1
и
Давление
j
/
2
У1
/
м3/мип
6
5 |
? ^
1 %
бати ^
Фиг. 19. Расход воздуха, энер-
гии и производительность
очистки в зависимости от
давления воздуха (диаметр
сопла 8 мм; соотношение квар-
цевого песка и воздуха —
4 кг на 1 м3): 1 — расход
энергии; 2—производитель-
ность; 3 — расход воздуха;
4 — производительность при
мощности 10 кет.
158
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
Таблица 7
Расход воздуха пескоструйными аппаратами
Диаметр
сопла
в мм
4
5
6
7
8
ю
12
15
Расход воздуха* в м31мин при
давлении в ати
2
о,44
0,69
0,99
1,35
1,75
а,75
4
6,2
3
о,59
°94
1.33
i,8i
2,36
3,69
5-3
8,30
4
о»75
1,16
1,87
2,28
2,97
4,63
6,7
10,5
5
0,90
1,42
3,04
2,77
362
5,65
8,2
12,7
6
1,03
1,62
з,з*
3,16
4,"
6,44
9-3
14.5
* Засосанный компрессором установки.
Для обдувки наружных поверхностей при-
меняют прямые сопла, а для фасонных внутрен-
них поверхностей — изогнутое сопло (фиг. 20).
Фиг. 20.
Форма сопла, наименее подвергающегося
изнашиванию, показана на фиг. 21 [15]. При-
менительно к диаме-
тру 8 мм отверстие
сопла заканчивается
с обеих сторон ко-
нусами с уклоном
в 7°.
Расстояние сопла
от обрабатываемой по-
верхности колеблется
между 150—200 мм. Сроки службы сопел,
изготовленных из различных материалов, при-
ведены в табл. 8 [3].
Таблица 8
Сроки службы сопел пескоструйных аппаратов
Материал сопла
Белый чугун
Хромистый белый
чугун
Победит
Карбид вольфрама
» бора
Абразивный
материал
Песок
Дробь
Песок
Срок службы
в час.
5-6
3
Больше 250
800—900
2OOJ
Вследствие истирающего действия песча-
ной струи диаметр сопла увеличивается, что
влечёт увеличение расхода воздуха. По
опытам [15] сопло из белого чугуна за 5 час.
работы на крупной дроби расширилось с диа-
метра 10 до 12,5 мм, причём расход воздуха
при давлении 6 ати изменился с 6,4 до
10 мь\мин. Так как воздух, поступающий в
пескоструйный аппарат, должен быть сухим
во избежание закупорки аппарата, в маги-
страли перед ним устанавливается масло-влаго-
отделитель (фиг. 22).
Часть песка и дроби при очистке разру-
шается и превращается в пыль, отсасываемую
К манометру
-ФПЬ
Фиг. 22. Масло-влагоотделитель для трубопровода I1/*"»
специальными эксгаустерами. В табл. 9 при-
ведено' количество воздуха, отсасываемого из
камер различных машин для очистки литья [14].
Таблица 9
Машины для очистки литья
Пескоструйные камеры
(длинахширина) в м
Пескоструйные круглые
столы диаметром в л ....
Пескоструйные малые ап-
параты
Простые барабаны диа-
метром в ж
Верстаки и. решётки на 1 м?
площади
Шлифовальные станки . . .
2X2—5X5
i,5—2,4
О,6—1,0
Количество
отсасыва-
емого
воздуха
в м31мин
7О—20О
50-125
15 -2О
30-70
IO— 2О
5—ю
Пескоструйные машины, применяемые для
очистки литья, состоят из следующих основ-
ных частей: пескоструйного аппарата, подаю-
щего струю песка; камеры для помещения
отливок для очистки; механизма для подвода
отливок под струю; механизма возврата отра-
ботанного песка; приспособления для сепара-
ции отработанного песка.
В зависимости от формы камеры для по-
мещения отливок, пескоструйные машины де-
лятся на пескоструйные барабаны, столы и
камеры.
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
159
Пескоструйные аппараты. Применяются
две системы пескоструйных пневматических
аппаратов: всасывающая и нагнетательная.
На фиг. 23 показана схема действия песко-
струйного аппарата всасываю-
щей системы. Из магистрали воздух по-
ступает по трубе 1 в камеру смешения и далее
через трубку 2 выходит из аппарата. При
проходе через камеру смешения струя воз-
духа засасывает воз-
дух из трубы 3, создаёт
в ней разрежение и
вызывает движение воз-
Фиг. 23. Схема действия
пескоструйного аппарата
всасывающей системы.
Фиг. 24. Схема аппарата
гравитационной системы.
духа из атмосферы через открытый конец 4
трубы 3 в смесительную камеру. Образую-
щийся ток воздуха увлекает песок, падающий
на конец трубы 4 из резервуара 5 в смеси-
тельную камеру; далее песок, увлекаемый
струёй сжатого воздуха в трубу 2, выбрасы-
вается на обрабатываемый предмет и падает
снова в резервуар 5. Для получения в камере
смешения разрежения, достаточного для по-
дачи песка, площадь сечения трубки 1 должна
быть в 2 раза меньше площади сечения сопла 2.
Вследствие этого скорость воздушно-песчаной
струи значительно понижается против скоро-
сти сжатого воздуха, поступающего в смеси-
тельную камеру, а следовательно, значительно
понижается кинетическая энергия струи, что
является основным недостатком аппаратов
всасывающей системы.
На фиг. 24 изображена схема аппарата
гравитационной системы, основанной на дей-
ствии силы тяжести песка и являющейся видо-
изменением всасывающей системы. Отличие
заключается в том, что резервуар / с песком
находится над камерой смешения и песок
через отверстия 2 в дне резервуара поступает
в последнюю под действием собственной тяже-
сти. Пескоструйные аппараты гравитационной
системы конструктивно очень просты и, не-
смотря на сравнительно небольшую силу струи,
часто применяются в пескоструйных уста-
новках разного типа.
Пескоструйные аппараты на-
гнетательной системы выполняются:
периодического (однокамерные) и непрерыв-
ного действия (двухкамерные). На фиг. 25 по-
казана схема однокамерного аппарата нагнета-
тельной системы. Сжатый воздух из магистрали
поступает в закрытую камеру / для песка,
откуда по трубке 2 входит в камеру смеше-
ния, прикреплённую к дну камеры /. Через
отверстия 3 песок под действием собственной
тяжести падает в камеру смешения и увле-
кается оттуда че-
рез трубку 4 на
обрабатываемый
предмет. После из-
расходования все- (
го песка в камере 1
в неё прекращают
доступ воздуха;
когда давление в
этой камере упа-
дёт до атмосфер-
ного, то под дей-
ствием веса песка
откроется обрат-
ный клапан 5и пе-
сок наполнит ка-
меру 1. Как толь-
ко последняя бу-
дет наполнена пе-
ском, в неё пу-
скают сжатый воз-
дух; обратный кла-
пан закроется и
аппарат начнёт ра-
ботать.
Преимуществом аппаратов, работающих по
нагнетательной системе, является отсутствие
потери скорости воздуха. Величина кинети-
ческой энергии при том же давлении и коли-
честве подаваемого воздуха, что и при вса-
Фиг. 25. Схема действия одно-
камерного аппарата нагнета-
тельной системы.
Фиг. 26. Пескоструйный аппарат.
сывающей системе, в аппаратах нагнетатель-
ной системы значительно больше.
На фиг. 26, 27, 28 и 29 показаны примерь»
выполненных конструкций однокамерных пе-
160
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
(РАЗД. IV
скоструйных аппаратов и их деталей. Отли-
чаются они в основном конструкцией обрат-
ного клапана и камеры смешения.
провод, и предохранительным клапаном на
случай повышения давления в аппарате. В
устройствах, изображённых на фиг. 27, 28, 29,
Фиг. 27. Пескоструйный аппарат ЦКБ-19.
В пескоструйном аппарате, изображённом
на фиг. 27, применён шаровой загрузочный
клапан. Шар кла-
пана — резиновый
с пробковой серд-
цевиной. В камере
смешения втулка,
через которую про-
ходит песок, смен-
ная. Подбор втул-
ки необходимого
сечения позволяет
регулировать рас-
ход песка в ши-
роких пределах.
Аппарат снабжён
обратным клапа-
ном, гарантирую-
щим от попадания
песка в трубо-
обеспечивается более быстрое закрытие кла-
пана, так как для этой цели используется дей-
ствие струи воздуха, поступающего непосред-
ственно под клапан.
Фиг. 28. Пескоструйный
аппарат.
Фиг. 29. Клапан и смесительная камера пескоструйного
аппарата.
Фиг. 30 Двухкамерный пескоструйный аппарат.
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
161
На фиг. 30 показан двухкамерный аппарат. Сжатый
воздух, входящий по трубе 1 в смесительную камеру,
подхватывает песок, который сыплется из резервуара,
и уносит его к соплу. Резервуар для песка состоит из
двух камер 2 и 3, в которые подведён сжатый воздух.
При работе аппарата нижняя камера 3 находится всё
время под давлением воздуха, верхняя же камера 2 со-
общается через вентиль 4 с трубопроводом сжатого воз-
духа или с атмосферой. В положении, показанном на
фиг. 30, нижняя камера 3 находится под давлением сжа-
того воздуха, а в верхнюю камеру 2 только что пущен
сжатый воздух. Верхний загрузочный клапан 5 закры-
вается, а нижний 6 открывается, и песок начнёт пере-
сыпаться из верхней камеры в нижнюю. По наполнении
нижней камеры 3 песком перекрывают вентиль 4; доступ
сжатого воздуха в верхнюю камеру прекращается и она
соединяется с атмосферой. При этом нижний загрузоч-
ный клапан 6 закрывается, а верхний 5 — открывается.
этого клапан 9 закроется, а клапач 10 откроется, и песок
будет пересыпаться в нижнюю камеру. При дальнейшем
вращении эксцентрикового кулачка клапан вентиля пере-
ключится и сообщит верхнюю камеру с атмосферой,
клапан 10 нижней камеры закроется и прекратится по-
ступление песка в неё. В то же время клапан 9 верхней
камеры откроется, и песок из воронки наполнит верх-
нюю камеру.
Пескоструйные барабаны. Пескоструй-
ный барабан состоит из: пескоструйного аппа-
рата; барабана, служащего камерой для очи-
щаемых отливок; механизма для вращения
барабана.
На фиг. 32 показан вариант конструкции
пескоструйного барабана, снабжённый песко-
Фиг. 31. Двухкамерный аппарат с механическим переключением.
Песок из воронки 7 наполняет верхнюю камеру. Следо-
вательно, работа пескоструйного аппарата может итти
непрерывно, необходимо, лишь время от времени (через
7—8 мин.) переключать вентиль. В случае засорения
крана 8, сообщающего нижнюю камеру 3 со смеситель-
ной, следует перекрыть вентиль 9 на вертикальной воз-
душной трубе, прекратив доступ сжатого воздуха в ниж-
нюю камеру 3, и одновременно открыть задвижку 10.
Тогда сжатый воздух из полости 11 устремится через
отверстие крана 8 и выбросит засорившие его тела через
трубу 12 наружу.
На фиг. 31 показан двухкамерный аппа-
рат с механическим переключением.
Нижняя камера / всё время находится под давлением.
Верхняя камера 2 соединена при помощи трёхходового
вентиля 3 с трубой сжатого воздуха и атмосферой.
Клапан вентиля укреплён на стержне, конец которого
скользит по эксцентриковому кулачку 4, связанному с
храповым колесом 5; последний получает вращение от
собачки, связанной с эксцентриком 6 приводного вала. На
валу храповика 5 внутри камеры / сидит лопатка 7. При
наличии песка в нижней камере лопатка 7, упираясь в пе-
сок, препятствует вращению храповика, а движение
эксцентрика будет поглощаться пружиной 8, соединяю-
щей составной толкатель эксцентрика. Когда песок в
нижней камере израсходуется и не будет задерживать
лопатку, эксцентриковый механизм переключит клапан
и впустит в верхнюю камеру сжатый воздух- Вследствие
11 Том 8
струйным аппаратом всасывающей гравитаци-
онной системы. Барабан вращается на цапфах.
Струя песка через сопла 1, расположенные
в пустотелых цапфах, поступает на отливки,
загружённые в барабан. Отработанный песок
просыпается сквозь отверстия барабана и при
вращении последнего захватывается перего-
родками 2, транспортируется вверх, где снова
поступает в резервуары пескоструйных аппа-
ратов. Пыль из пространства между бараба-
ном и неподвижным кожухом отсасывается.
Отливки заполняют барабан приблизительно
на 0,3 его диаметра. Барабан вращается со
скоростью около одного оборота в минуту
и приводится в движение храповым механиз-
мом. 3aiрузка барабана производится через
отверстие в обечайке барабана. При выгрузке
снимается крышка, затем барабан поворачи-
вается отверстием вниз, и отливки высыпаются
на наклонную плоскость. Расход мощности со-
ставляет всего 0,5—1 л. с.
162
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
На фиг. 33 изображён барабан с двумя Пескоструйный барабан конструкции завода
пескоструйными двухкамерными аппаратами/ „Красная Пресня" изображён на фиг. 34. Бара-
нагнетательной системы. Барабан вращается бан опирается на четыре ролика /, сидящих
на роликах. Выгрузка отливок из барабана на двух валах 2. Привод — через редуктор и
Фиг. 32 Пескоструйный барабан.
производится в тележку 2, стоящую под ним.
Для загрузки барабана литьём служит также
тележка 3, поднимаемая блоком или краном
и опрокидываемая над отверстием в барабане.
Расход мощности составляет 3—G л. с. Основ-
ные данные и производительность пескоструй-
ных барабанов приведены в табл. 10.
открытую коническую передачу. Обечайка
состоит из трёх отдельных сегментов, при-
вёрнутых к трём продольным башмакам 3. На
цилиндрической поверхности обечайки под
башмаки помещены три пескоструйных аппа-
рата, расположенных под углом 120° (фиг. 35).
Аппараты включаются поочереди и действуют
Таблица 10
Показатель
Число сопел . .
Толщина кожу-
ха барабана в мм .
Воздушный ком-
прессор:
количество вса-
сываемого воз-
духа в Msf4ac .
мощность в л.с.
при 1,5 ати . .
мощность в л.с.
при 2 ати . . .
Мощность эксга-
устера в л. с. . .
Производитель-
ность в гп/'час при
работе на1
сером чугуне .
ковком „
стальном литье
06ооХ55° *
2
_
I2O
6,8
8
I
о,28-о,55
О,2—О,4
0,15—0,3
Характеристика пескоструйных
барабанов
Внутренний диаметр барабана и длина барабана в мм
08ооХ7°о *
2
I2O—l8o
6,8-8,5
8-ю
1.3
о,з—о,6
0,22-0,45
о,17—о,35
о, 45 °>9
о,35—о,7
О,3б - О,о2
0ioooXiooo*
2
240
II
13
1.7
о.7—W
о,5—1,о
0.35-°.75
01ОООХЮОО **
2
18
240—360
13—19.5
Т5.5—=4
2,2
1,2-1,8
0,9—1.3
о,5-о,9
1,8-2,5
1.3-i,8
O.9-I.3
0IOOOXIOOO **
2
18
360-48Э
19,5-26
24-30
3.5
2—2,8
1,4-2
1—2
2,8-3,6
2—2,6
1,4-1,8
0i2ooXi5°° **
2
22
480 - 600
25-33
30-38
3.5
3—4
2,1—3
1.5-2
4-5
3—3.6
2—2,5
* Барабаны снабжены пескоструйными аппаратами гравитационной системы.
** Барабаны снабжены двухкамерными пескоструйными аппаратами нагнетательной системы.
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
163
гп
Фиг. 33. Пескоструйный барабан с пескоструйными аппаратами нагнетательной системы.
Пересыпание песка
из камеры
к соплам
Габарит 2825 с раскрытой дверкой
Фиг. 34. Пескоструйный барабан типа 0-3
(завод „Красная Пресня").
Фш. 35. Схема работы пескоструйных аппа-
ратов барабана 0 3.
164
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
только при прохождении верхней левой трети
окружности барабана; при входе и выходе из
зоны работы сопел они автоматически вклю-
чаются и выключаются.
Загрузка барабана отливками и песком и
выгрузка отливок производятся через дверцу 4
в левом днище. Загружённый в барабан пе
сок попадает через отверстия 5 в обечайке в
камеры 6 пескоструйных аппаратов и при
вращении барабана пересыпается к башмакам 3
с соплами. Каждый пескоструйный аппарат
имеет по четыре сопла. Воздух из магистрали
по специальной распределительной системе по-
ступает к соплам и выдувается внутрь бара-
бана, увлекая с собой песок. Песчинки, по-
павшие на детали, частично разрушаются,
Фиг. 36. Пескоструйный барабан с наклонной осью вра-
щения.
превращаясь в пыль, и отсасываются эксгау-
стером, а более тяжёлые песчинки снова
проваливаются через отверстия в обечайке
барабана в камеры пескоструйных аппаратов.
убывая снова до нуля), то при полном давле-
нии с полным расходом воздуха струя будет
действовать лишь на сравнительно небольшом
участке, в средней зоне работы сопел (фиг. 35).
Кроме того, устройство крышки барабана в
в торцевом днище требует укладывания от-
ливок вручную.
Характеристика пескоструйного барабана марки 0-3
завода „Красная Пресня"
(габаритные размеры см. фиг. 34)
Средняя норма загрузки (в долях от
внутреннего объёма барабана) 0,6
Количество загружаемого песка в л 50
Диаметр сопел в мм 9
Диаметр форсунок, Евёрнутых в со-
пла, в мм 3
Давление сжатого воздуха в ати . . 2—3
Необходимая мощность вращения ба-
рабана в кет 1,4
Число об/мин барабана 2
Диамето подводящего трубопровода
в дюймах V/,
Диаметр отсасывающей трубы в мм 150
Вентилятор:
производительность в м3/час 120
разрежение в мм вод. ст 60—70
Циклон для оседания пыли в мм:
диаметр 1200
длина 1000
Пескоструйный барабан с наклонной осью
(фиг. 36) удобен в эксплоатации. Наклонное
положение оси вращения барабана обеспечи-
вает наилучшее перемешивание и перевали-
вание отливок при вращении барабана. При-
менение пескоструйных аппаратов нагнетатель-
ной системы для средних и крупных бараба-
нов и специальных тележек для загрузки и
разгрузки барабанов (фиг. 37) значительно
способствует большей их производитель-
ности.
Фиг. 37. Загрузка и выгрузка пескоструйного барабана
с наклонной осью вращения.
Недостатком описанного барабана является
наличие у него пескоструйных аппаратов
всасывающей системы, дающих менее интен-
сивную струю. Так как подача воздуха в песко-
струйный аппарат переменна по величине
(возрастая от нуля до максимума и затем
В положении а) во время действия бара-
бана тележкой с подъёмной платформой под
него подводится ящик 1, а ящик 2 с отлив-
ками, подлежащими очистке, ставится на
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
165
подъёмную тележку 3. В положении б) отвер-
стие 4 барабана открыто, и отливки вывали-
ваются в ящик /. В положении в) крышка 4
барабана закрыта, а торцевая открыта и те-
лежка 3 зацеплена за выступ на торце бара-
бана. В положении г) тележка 3 поднята кра-
ном и по её жёлобу отливки из ящика 2 ска-
тываются в барабан.
В ленточном пескоструйном барабана
(фиг. 38): торцевые стенки цилиндрической
камеры — неподвижные; верхняя часть бо-
ковой поверхности образуется открывае-
мой кверху крышкой, непэдвижной во время
действия барабана; нижняя часть боковой по-
верхности образуется движущейся пластин-
чатой лентой. Отливки, помещённые на дне
камеры на ленте, увлекаются в сторону дви-
*иг. 38. Схема действия ленточного барабаня.
жения. При этом они перемешиваются и пере-
валиваются, подставляя все свои поверхности
под действие трёх или четырёх песчаных
струй, выходящих из сопел. Последние укре-
плены на крышке камеры перпендикулярно
к оси камеры. Отработанный песок из камеры
падает вниз через щели ленты и шнеком пе-
редаётся в элеватор, подающий его снова в
пескоструйный аппарат. Для выгрузки дета-
лей необходимо снять крышку и пустить
ленту в обратном направлении.
Среднее время очистки в ленточном бара-
бане равно для отливок (в мин.): из серого
чугуна 4—10; из ковкого чугуна 5—15; сталь-
ных 6-20.
Несмотря на высокую производительность,
ленточный барабан не получил большого рас-
пространения, так как для получения надле-
жащего количества воздуха и действия меха-
низмов требуется мощность свыше 30 л. с,
что значительно больше мощности, потре-
бляемой другими типами пескоструйных бара-
банов.
Пескоструйные столы. Пескоструйные
столы применяются главным образом для
очистки изделий, не допускающих очистку в
барабанах вследствие хрупкости, тонкостен-
ности и т. д. Отливки укладываются на по-
верхности стола, вращающегося вокруг верти-
кальной оси. Половина стола окружена кожу-
хом, внутри которого изделия подвергаются
действию песчаной струи. Кроме таких вра-
щающихся или круглых столов, выполняются
столы с поступательным движением (проход-
ные столы). При круглых столах не удаётся
получать равномерное распределение струи
песка по очищаемой поверхности вследствие
различия величины скорости вращения стола
на разных расстояниях от центра. Этого не-
достатка лишены столы с поступательным дви-
жением. , i
Круглые пескоструйные столы.
На фиг. 39 показана типичная конструкция
круглого пескоструйного стола диаметром
2300 мм. Стол имеет две ступени скоростей
@,44 и 0,88 об/мин). Над кожухом устано-
влен двухкамерный пескоструйный аппарат
нагнетательной системы. Из аппарата песча-
ные струи направляются на очищаемые де-
тали из трёх медленно вращающихся сопел.
Сопла по отношению к оси вращения поста-
влены под углом, и, таким образом, струи песка
воздействуют и на вертикальные поверхности
деталей. Просыпавшийся сквозь отверстия
между колосниками стола песок посредством
ковшевого элеватора поднимается в верхнюю
часть машины, сепарируется и поступает
снова в воронку пескоструйного аппарата.
Для отсоса пыли из кожуха, в котором
производится очистка деталей, к потолку ко-
жуха присоединены два патрубка, идущие к
вентилятору.
Характеристика пескоструйного круглого етола
0 2300 мм
Наибольшая равномерно распределённая
нагрузка стола в кг не более iaoo
Наибольшая высота деталей, подвергаю-
щихся очистке, в мм з8°
Допустимый вес отдельной очищаемой
детали в кг не более 5°
Давление сжатого воздуха в ата .... us—я
Диаметр сопел в мм 5
Расход (свободного) воздуха в м31час . . 6-8
Расход песка на 1 т литья в кг 5°—10°
Пескоструйные столы строят с пескоструй-
ными аппаратами не только нагнетательной,
но и всасывающей (гравитационной) системы.
Проходные пескостр у иные столы
употребляются главным образом для очистки
деталей удлинённой формы. Плоская поверх-
ность стола, на которую укладываются отливки,
движется прямолинейно и проходит через ка-
меру, в которой расположены сопла, вращаю-
щиеся или качающиеся перпендикулярно дви-
жению стола. Для очистки отливок с другой
стороны их необходимо переносить обратно,
переворачивать и снова укладывать на стол.
Иногда применяется стол (платформа на ро-
ликах), имеющий возвратно-поступательное
движение (фиг. 40). На таких столах отливки,
после того как они прошли камеру с соплами,
повёртывают другой стороной и при обратном
ходе стола вновь подвергают чистке. Эти
столы применяются сравнительно редко и
имеют значительные потери, свойственные ме-
ханизмам, работающим с возвратным ходом.
Для двухсторонней очистки длинных деталей
значительно удобнее стол, имеющий два пла-
стинчатых транспортёра, в промежутке между
которыми расположены сопла, установлен-
ные сверху и снизу плоскости ленты транс-
портёра.
Пескоструйные камеры. Пескоструй-
ные камеры периодического дей-
ствия предназначены для очистки крупного
и среднего сложного по форме литья. В за-
висимости от размера деталей в камеру по-
мещают одну или несколько отливок. Обдувка
производится струёй песка, выходящей из
сопла, направляемого вручную рабочим.
Пескоструйные камеры непре-
рывного действия предназначены для
очистки отливок, проходящих непрерывно на
каком-либо транспортирующем устройстве.
Обдувка производится струями песка, выхо-
166
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
дящими из сопел, закреплённых внутри ка- ность пола, сетку бункера, барабанное сито
мер и имеющих вращательное или качатель- и шнеком передаётся на ковшевой элеватор
ное движения. и далее в резервуар, откуда он пересыпается
Фиг. 39. Пескоструйный стол 0 2300 мм
Рабочий при очистке литья находится либо
в камере и работает в шлеме, либо вне ка-
меры, направляя шланг и сопло через резино-
вые занавесы на расположенные внутри ка-
меры отливки. Наблюдение за процессом очи-
стки производится через окно в стенке
камеры.
Загрузка отливок в камеры производится
одним из следующих способов: укладкой на
решетчатый пол; ввозом на специальной те-
лежке по рельсам, уложенным на полу ка-
меры; укладкой на одной половине поворот-
ного стола, выходящего за камеру, и следую-
щим поворотом стола на 180"; непрерывной
подачей по рольгангу или в подвешенном
виде на цепном конвейере (на монорельсе
и т. д.). (
Пескоструйные аппараты устанавливаются
рядом с камерой или в туннеле в зависимо-
сти от способа транспортировки просыпавше-
гося под пол камеры песка. В пескоструйной
камере, изображённой на фиг. 41, отработан-
ный песок проходит через решетчатую поверх-
Фиг. 40. Проходной песко-
струйный стол.
в воронку пескоструйного аппарата, стоящего
рядом с камерой. В пескоструйной камере
ГЛ. IVj
ОЧИСТКА ЛИТЬЯ
167
другого типа (фиг. 42) отработанный песок из
бункера поднимается в сепаратор трубой пнев-
матического транспорта. В камере, изобра-
пуская шланг с соплом через резиновые шторы
перегородки. При очистке на поворотном столе
деталей, требующих более сложных манипу-
Фиг. 41. Пескоструйная камера периодического действия: / — поднимающаяся дверь; 2 — по-
воротный круг для установки вагонетки с деталями; 3— окно, через которое рабочий напра-
вляет струю песка из сопла; 4 — педаль для включения муфты привода; 5 — привод вращения
поворотного круга; 6 — шнек; 7— элеватор, подающий отработанный песок в резервуар 8.
жённой на фиг. 43, отработанный песок по-
ступает в сепаратор и далее в песко-
струйный аппарат, стоящий в тун челе под
камерой.
Камера типа ЦКБ-19 (фиг. 43) является уни-
версальной. В ней можно производить очи-
стку деталей на поворотном столе либо не-
посредственно на полу камеры. Поворотный
стол позволяет вести очистку отливок внутри
камеры в то время, как вне камеры другой
рабочий поворачивает или снимает очищен-
ные детали и нагружает новые. Очистка в
Фиг. 42. Камера с пневматической подачей отработан-
ного песка: / — камера; 2 — бункер для отработанного
песка; 3 — труба для пневматической подачи песка
в сепаратор; 4 — сепаратор; 5 — пескоструйный ап-
парат.
ряде случаев производится рабочим, отделён-
ным от поворотного круга перегородкой. Не
прибегая к предохранительному шлему, рабо-
чий имеет возможность осматривать детали
через наклонные окна и управлять струёй, про-
ляций, перегородка снимается, и очистку про-
изводит рабочий, снабжённый предохранитель-
ным шлемом. При очистке мелких деталей на
поворотном столе устанавливается добавочный
стол для приближения деталей к рабочему и
Фиг. 43. Пескоструйная камера ЦКБ-19.
возможности поворота деталей во время об-
дувки.
Обдувка более крупных деталей про-
изводится непосредственно в камере на полу
или на специальной тележке. Поток вентиля-
168
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
ционного воздуха направлен в камере сверху
вниз.
Характеристика пескоструйной камеры (фиг. 43)
Диаметр поворотного стола в мм 2300
Размеры добавочного стола в мм:
диаметр юоо
высота 4°°
Размеры пола камеры в мм 2500X2500
Допускаемая нагрузка на пол в кг .... аооо
Допускаемая нагрузка на каждую половину
поворотного круга в кг • • . 5°°
Диаметр сопла в мм • • . 6—8
Давление сжатого воздуха для очистки де-
талей в ати:
песком • . 2—з
чугунной дробью 5~~6
Расход воздуха в м3,час:
на вентиляцию 1200
на сепарацию песка с уносом частиц
до 0,4 мм г7°°
на сепарацию песка с уносом частиц
jo 0,8 лл . Ззоо
Возможная непрерывная продолжитель-
ность работы пескоструйного аппарата
в мм:
при давлении 2 ати ю
3 * 7
Допустимая работа пескоструйного аппа-
рата в течение часа в мин • 5°
Одним из главных условий увеличения
производительности камер является устрой-
Пылесборник
^ Трубопровод
Сепарагпвр
для пыпи
При механической дробеструйной очистке
дробь выбрасывается центробежной силой из
быстро вращающегося колеса с лопаткамн;
вследствие этого такая очистка называется
центробежной дробеструйной.
Дробеструйные машины преимущественно
применяются для очистки мелкого и сред-
него литья. Чугунная дробь по сравнению с
кварцевым песком обладает втрое большим
удельным весом, что при той же скорости
выбрасывания из дробеструйной головки даёт
соответственно большую энергию струи. Ско-
рость, с которой дробь вылетает из дробе-
струйной головки, в современных машинах
равна приблизительно 69 м\сек.
Машины для центробежной очи-
стки выполняются в виде ленточных бара-
банов, столов и проходных камер, аналогич-
ных соответствующим пескоструйным ма-
шинам.
Вместо сопел и пескоструйных аппара-
тов с необходимыми для них компрессорами
в машинах для центробежной очистки ста-
вятся дробеструйные головки. Механизмы для
транспортировки и сепарации просыпавшейся
дроби аналогичны механизмам в пескоструй-
ных машинах. У дробеструйных столов вме-
сто обычного круглого стола большого диа-
метра отливки укладываются на ряд мелких
круглых столов. Последние вращаются вокруг
своих осей и проходят за резиновые зана-
весы в камеру, где отливки подвергаются
\HtH Пескоструйная! <§W
Уровень пола
т
Система для подачи пыли
и песка
Фиг. 44. Схема движения воздуха, песка
в пыли в пескоструйной камере.
Фиг. 45. Сепаратор
для отработанного
песка.
Фиг. 46. Сепаратор для отработанного песка
пескоструйной камеры ЦКБ-19.
стбо надёжной вентиляции. В хорошо рабо-
тающих камерах свежий воздух поступает через
отверстия в потолке камеры (фиг. 44) и отса-
сывается снизу через двойные стены и па-
трубки пола. Пыль от струи песка идёт не
вверх, а вниз и не мешает рабочему видеть
отливку. Камера должна иметь хорошее осве-
щение.
Сепараторы обычно устанавливаются
в верхней части ковшевых элеваторов, вы-
тяжных труб (фиг.45). При установке песко-
струйного аппарата в туннеле сепаратор
(фиг. 46) устанавливается между полом камеры
и аппаратом.
Дробеструйная механическая
(центробежная) очистка литья
В последнее время способ дробеструйной
механической очистки литья начал вытеснять
пескоструйную пневматическую очистку литья.
очистке двумя потоками дроби, идущими от
двух дробеструйных колёс.
Дробеструйные столы применяются преиму-
щественно для тонкого легко бьющегося литья.
Проходные дробеструйные камеры отли-
чаются от таких же пескоструйных только
тем, что вместо сопел установлены 4—6 дро-
беструйных головок.
На фиг. 47а и 476 изображён ленточный дро-
беструйный барабан 0-34 конструкции завода
„Красная Пресня". Отливки, помещённые на
дне камеры барабана, на пластинчатом транс-
портёре увлекаются в сторону движения по-
следнего; при этом они переворачиваются,
подставляя все свои поверхности под дей-
ствие дроби, выбрасываемой из дробеструй-
ной головки, установленной в потолке ка-
меры.
Дробь, проходя через щели между пластин-
ками транспортёра, подаётся шнеком в бара-
Фиг. 47а. Дробеструйный аппарат ЦКБО-34 (главный вид и вид сбоку).
Фиг. 476. Дробеструйный аппарат ЦКБО-34 (план я разрез к фиг. 47а).
ГЛ. IV]
ОЧИСТКА ЛИТЬЯ
1/1
банное сито, просеиваясь через которое, за-
тем подаётся элеватором кверху в сепаратор
и далее в воронку дробеструйной головки.
Для загрузки отливок в барабан смонти-
рован скиповый подъёмник с бадьёй, под-
нимающейся кверху и опрокидывающейся над
барабаном. Выгрузка из барабана произво-
дится переводом движения пластинчатого
транспортёра в обратном направлении.
Выбрасывающее колесо дробеструйной го-
ловки (фиг. 48) состоит из двух дисков J,
течение лопатки
больших габаритов, независимо от веса, обра-
батываются подвесными шлифовальными стан-
ками, а остальные отливки — на переносных
шлифовальных станках и подвесных станках
в комбинации с переносными (зачистка на
Фиг. 48.
скреплённых круглыми связями 2. В диски
вставлены восемь плоских лопаток 3, которые
рассеивают дробь, подаваемую в центр ко-
леса. К торцу вала 4 привертывается неболь-
шое питающее колесо 5, вращающееся вместе
с диском. Дробь из воронки 6 дробеструйной
головки поступает внутрь питающего колеса
и через отверстие в цилиндре 7 — на лопатки
выбрасывающего колеса.
Характеристика установки с ленточным
дробеструйным барабаном 0-34
(завода „Красная Пресня")
Размеры рабочей камеры в мм:
диаметр iaoo
длина iooo
Средняя норма загрузки в л8 0,45
Продолжительность очистки отливок
из серого чугуна в мин ia —15
Количество одновременно загружаемой
дроби в кг 225
Безвозвратный расход дроби на 1 m
литья в кг 2—з
Скорость движения пластинчатого транс-
портёра в м>мин 5i25
Число оборотов в минуту дробеструй-
ной турбинки 2250
Диаметр ротора в мм 5°°
Количество дроби, подаваемой из тур-
бины в минуту (в зависимости от
регулировки), в кг . • . . . • . . . и—9°
Мощность и число оборотов электро-
двигателя для привода:
пластинчатого транспортёра 3>5 кет
960 об/мин
элеватора 2,2 кет
1445 об/мин
турбинки и,4 кет
1445 об/мин
загрузочного подъёмника 3.» кет
144° об/мин
Удаление заусенцев и неровностей литья
Зачистка литья, удаление заусенцев, следов
отбитых литников и выпоров производятся на
шлифовальных станках. В зависимости от
размеров отливок для обдирки применяются
шлифовальные станки: стационарные, подвес-
ные или маятниковые и переносные.
I Стационарные станки применяются для
обдирки мелких отливок. Плоские отливки
Фиг. 49. Подвесной опиловочно-зачистной станок.
плоскости подвесными станками, а в углубле-
ниях — переносными).
Стационарные станки выполняются с одним
или двумя шлифовальными кругами. Круги
обычно приме-
няются двух
размеров: ма-
лые диаметром
300—500 мм
и большие —
5С0 — 600 мм.
Шпиндель, не-
сущий круги,
вращается со
скоростью 1500
—1600 об/мин.
Стационарные
станки приме-
няются для об-
дирки мелких
отливок, кото-
рые возможно
удерживать ру-
ками во время
работы.
Подзесные
станки приме-
няют (фиг. 49)
для более круп-
ного литья, ко-
торое нельзя
удержать рука-
ми. Станок под-
вешивается на
кошке, которая может передвигаться по
балке и устанавливаться над обрабатываемой
отливкой. Круги на таких станках обычно не
превышают 350 мм в диаметре. Круг приво-
дится во вращение ремённой передачей от
электродвигателя, помещённого в виде про-
Фиг. 50. Передвижной опиловочно-
зачистной станок.
172
МЕХАНИЗАЦИЯ ВЫБИВКИ И ОЧИСТКИ ЛИТЬЯ
[РАЗД. IV
тивовеса на стороне, противоположной шли-
фовальному кругу. Весь станок благодаря
шарнирным соединениям подвижен во всех
направлениях, поэтому, взявшись за ручки
кожуха, подводят круг к обрабатываемой
отливке и, нажимая на него, производят
обдирку заусенцев.
Применяются передвижные станки с пере-
дачей вращения к шлифовальному кругу и
при помощи гибкого вала. На фиг. 50 приве-
дён вариант конструкции такого станка, смон-
тированного на подвижной стойке. Числа обо-
ротов инструмента можно менять от 760 до
3600 в минуту, а применяя ускоритель — от
2925 до 13 950 .Мотор установлен мощностью
0,52 кет. Кроме шлифовальных кругов, можно
устанавливать фрезы для обработки различ-
ных углублений на отливках.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Айзенберг Б. И., Справочник проектанта ма-
шиностроительных заводов, книга I, Машгиз, М. 1946.
2. Аксёнов Н. П., Оборудование литейных, том И,
Машгиз, М.-Л. 1939.
3. Аксёнов П. Н., Литейное производство, Машгиз,
М.-Л. 1945.
4. А к с ё н о в П. Н., Балабин В. В. и др.. Технология
литейного производства, том 1, Машгиз, М. 1946.
5. Гальперин Н. Б., Проектирование литейных
цехов, Машгиз, М.-Л. 1938.
7. Марией бах Л. М., Обрубка и очистка литья,
ОНТИ, М.-Л. 1937.
8. М ити н Л. А., Принцип работы гидравлической струи
в очистных камерах, „Литейное дело" № 10, М. 1936.
9. Розенберг Е. М., Гидравлическая очистка литья,
Техиздат ВСНХ УССР, Харьков 1932.
10. Соколов Н. В., Технология производства метал-
лического песка и дроби и их применения в песко-
струйных аппаратах, „Литейное дело" № 3, М. 1936.
П. Шестопал В. М., Современные направления в
производстве чугунного литья, Машгиз, М. 1946.
12. Шестопал В. М., Ноиая автомоторная литейная
в США, Сборник „Новое в технике производства мас-
сового литья", М. 1941.
13. Ч е р е й с к и й Е. А., Последние достижения в ли-
тейном оборудопании, Сборник „Новое в технике про-
изводства массового литья", М. 1941.
14. Kampfer W., Dflsenabmessungen und gunsti^en Arbeit-
driick von Sandtrahlgebiasen, Gisserei № 31,1931.
15. F a b e г Н., Untersuchungen uber die Leistung und
Fachauschuss den Wirkimgsdrad von Sandrahgeblesen
ffir Anstrich. VDI. Verlag, 1930.
Глава V
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
МАШИНЫ ДЛЯ ЛИТЬЯ В ПОСТОЯННЫЕ
ФОРМЫ
Общие сведения *
В большинстве случаев формы (кокили),
если они открываются в одном направлении,
устанавливаются на специальных кокильных
станках или машинах. Последние упрощают
работу, повышают производительность, позво-
ляют специальными механизмами производить
открывание и закрывание форм, выемку стерж-
ней и удаление отливок. Для выбрасывания
готовой отливки из кокиля применяют обычно
систему металлических стержней или толка-
телей.
Машины для литья в постоянные формы
выполняются в виде: индивидуальных станков,
осуществляющих литьё в одном кокиле; ко-
кильных машин, на которых расположены от
2 до 12 отдельных кокилей.
По способу действия машины делятся на
ручные, полуавтоматические и автоматические.
Ручные кокильные станки
Ручные кокильные станки применяются с
рычажным, эксцентриковым, реечным и дру-
гими механизмами.
Ручной кокильный станок, приводимый в
действие рычагом (фиг. 1). В раме 1 имеются
две параллели 2 круглого сечения, на которых
помещены две плиты 3 и 4 с привёрнутыми
к ним половинками форм 5 и 6. Плита 4 укре-
плена на параллелях неподвижно, а плита 3
может передвигаться тягой 7 и рукояткой 8.
При повороте рукоятки 8 вверх плита 3 отхо-
дит влево, раскрывая кокили; при опускании
рукоятки происходит закрывание кокилей.
В плитах 3 и 4 имеются овальные отверстия,
служащие для подогрева кокилей горелками.
Ручной кокильный станок, приводимый в
действие эксцентриковым механизмом (фиг. 2),
имеет литое основание 1, расположенное на
раме из швеллеров. Половинки кокиля 2, свя-
занные с подушками 3, монтируются на осно-
вании 1. Подушки снабжены хвостовиками 4,
связанными с эксцентриковым механизмом 5.
Открывание и закрывание кокиля произво-
дятся рукояткой, насаженной на валу эксцен-
* См. т. 6, стр. 224, гл. I .Технология литейного про-
изводства".
трикового механизма. Станки работают на-
дёжно, дают плавный ход и достаточно сильное
прижатие половинок кокиля одна к другой.
Пневматические кокильные станки
Пневматический индивидуаль-
ный кокильный станок (фиг. 3). Обе
половинки кокиля укрепляются на плитах 1
и 2. Плита 1 неподвижна, а плита 2 воздуш-
ным цилиндром 3, имеющим поршень и шток 4,
перемещается влево и вправо, открывая и за-
крывая кокили. Управление воздушным ци-
линдром производится клапаном. Давление
воздуха в сети — в пределах от 1 до 3 am.
Станок удобен в работе.
Пневматический кокильный станок
для отливки мелких деталей (фиг. 4)
сконструирован в лаборатории МВТУ; прото-
типом послужила одна из секций кокильной
машины, оправдавшей себя в работе с мелкими
отливками. На концах станины 1 закреплены:
рама 2, к которой прикрепляется неподвиж-
ная половина кокиля 4; стойка 3 с воздушным
цилиндром 5. Шток 7 поршня о цилиндра вы-
ходит через переднюю часть рамы и соеди-
няется с кареткой 8. Каретка в нижней части
имеет ось, на которой свободно вращаются
два ролика 9. Последние катаются по двум
рельсам 10, привинченным к глухим крон-
штейнам, составляющим одно целое с рамой
станины. Рельсы воспринимают всю тяжесть
подвижной половины кокиля, укреплённой на
каретке. Для более точного движения и плав-
ного хода через стойку цилиндра пропущены
два массивных направляющих стержня 11,
которые также проходят через каретку и
скрепляются с ней при помощи сквозных
шпилек. Передними концами стержни входят
в подвижную (заднюю) раму. Таким образом,
вся система вместе с половиной кокиля 12 мо-
жет плавно двигаться взад и вперёд до встречи
с неподвижной половиной кокиля 4. Станок
приводится в действие сжатым воздухом да-
влением 6—8 am (в сети). Воздушный цилиндр
управляется трёхходовым краном. Для вытал-
кивания отливок из кокиля служат толка-
тели 13. Они изготовляются в виде цилиндри-
ческих стержней диаметром от 10 до 40 мм
в зависимости от величины отливки. В поло-
сти кокиля делается отверстие по диаметру
толкателя, в которое последний вставляется
в уровень с контуром детали в кокиле. Коли-
чество толкателей и их расположение в ко-
174
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
Фиг. 1. Ручной кокильный станок*
Фиг. 3. Схема пневматического кокильного
станка.
Фиг. 2. Ручной эксцентриковый кокильный станок
Фиг. 4. Пневматический кокильный станок для отливки мелких деталей.
ГЛ. V]
МАШИНЫ ДЛЯ ЛИТЬЯ В ПОСТОЯННЫЕ ФОРМЫ
175
киле обусловливаются конфигурацией отливки
и количеством отливок в кокиле. После осты-
вания отливки при открывании кокиля толка-
тели входят в полость формы и выталкивают
отливку. На индивидуальных пневматических
станках и кокильных машинах толкатели
действуют автоматически при открывании ко-
киля.
На фиг. 5 показано устройство толкателей. Чугунные
толкатели / диаметром 12 мм привинчиваются к держа-
телям 2 гайкой 3. Толкатели монтируются на плите 4,
приводимой в движение при открывании кокиля. Для уве-
личения длины направляющих отверстий под толкателями
2 3
Фиг. 5. Механизм устройства толкателей.
с обратной стороны кокиля имеются приливы высотой
25-30 мм. Толкатели проходят в своих гнёздах с неболь-
шими зазорами для выхода газа. Одна половина кокиля 5
неподвижна, а другая половина 6 укреплена на движу-
щейся каретке. Плита 4, с одной стороны которой укре-
пляются толкатели, а с другой — упорные пальцы 10, сво-
бодно сидит на направляющих осях 7. Плита отодви-
гается в исходное положение пружиной 11.
Выталкивание отливок из подвижной половины ко-
киля производится автоматически. При открывании ко-
киля вместе со всей подвижной частью движется и
плита 4 по направлению к станине машины. При движе-
нии упорные пальцы 10, не доходя до крайнего своего
положения, встречают стойку 12. Плита с толкателями
останавливается, а подвижная рама 8 с половиной кокиля 6
продолжает двигаться. Вследствие этого толкатели,
укреплённые на остановившейся плите, проходят через
кокиль, упираются своими концами в отливку и вытал-
кивают её из кокиля.
Выталкивание отливок из неподвижной половины
кокиля. На специальной плите 13, свободно сидящей на
осях 14, укреплены: толкатели 15, проходящие через не-
подвижную половину кокиля в полость отливки; два
Фиг. 6. Пневматический кокильный станок для отливки
крупных деталей.
упорных пальца 16, проходящие через кокили, вне по-
лости детали. При закрывании кокиля подвижная по-
ловина его нажимает на выступающие упорные пальцы 16
и отодвигает их внутрь. Вместе с ними отодвигаются
плита 13 и толкатели 15; пружина 9 при этом сжимается
При открывании кокиля пружина 9 разжимается и ото-
двигает плиту 13, а вместе с ней и толкатели, которые
выходят из кокиля и выталкивают отливку.
Охлаждение кокиля производится омыва-
иием воздухом задней стенки кокиля. Воздух
от кокиля отсасывается вентилятором через
пустотелую станину и раму.
Пневматический кокильный станок для от-
ливки крупных деталей (фиг. 6) сконструиро-
ван в лаборатории МВТУ. Для обеспеченна
плотного закрывания кокиля в период заливки
металлов имеется рычажный запор. Толкатели
значительно усилены и приводятся в движе-
ние поршнем цилиндра. При открывании ко-
киля подвижная половина кокиля 1 упорным
болтом 2 тянет за собой планку 3. Вместе с
последней перемещается влево щиток 4, на»
котором укреплены толкатели. Они углуб-
ляются в полость кокиля и выталкивают от-
ливку из неподвижной половины формы; по-
движная половина формы выталкивателей не
имеет. Это не всегда удобно.
Карусельные машины
В массовом производстве применяются ка-
русельные машины с автоматическим откры-
ванием и закрыванием кокилей. Машины
имеют вращающийся стол или карусель, на
Фиг. 7. Карусельная кокильная машина на 4 кокиля..
котором расположены кокили. В соответству-
ющих положениях при вращении стола про-
исходят: заливка кокиля; охлаждение отливки;
открывание кокиля; удаление отливки и под-
готовка кокиля к следующей заливке. Подоб-
ного типа кокильные машины строятся дляь
работы на 2, 4, 8 и 12 кокилях.
Карусельная кокильная машина, рабо-
тающая на четырёх кокилях (фиг. 7). На столе 10 имеетсш
специальная головка / с направляющими 2, на которых:
установлены четыре формы (на фигуре показаны только^
две). Головка с направляющими и кокилями вращается.
Благодаря наличию криволинейного профиля 3 и соответ-
ствующего зацепления с ним хвостовика кокиля обе по-
ловинки 4 и 5 некоторое время остаются закрытыми.
В этот период производится заливка кокиля металлом.
При дальнейшем вращении головки кокили открываются-
и отливка выталкивается толкателями 6, 7, 8, 9. Затем
формы автоматически закрываются на определённом
участке пути и вновь производится заливка мета >лом.
Машина имеет специальный механизм, позволяющий из-
менять скорость вращения головки. Обе половинки,
формы сжимаются и держатся зажатыми только благо-
даря пружинам, показанным на чертеже. Такая система
обеспечивает правильную работу при неточном ыполне-
нии направляющего профиля, но является крупным не-
достатком конструкции, так как усилие зажима непо
стоянно и ненадежно.
176
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
На фиг. 8 изображён разрез центральной части ма-
шины, а на фиг. 9 — её общий вид. Основанием карусели
является1 стол /, установленный на фундаменте (фиг. 8).
На ось 2 надет вращающийся барабан 3 с прикреплён-
ными к нему 12 кронштейнами 4' (фиг. 9), служащими
основанием для крепления 12 индивидуальных кокильных
станков. От электромотора 5 (фиг. 9) через вариатор ско-
ростей 6, редуктор 7, вал 8, вертикальный редуктор 9
вращение передаётся барабану 3. К нему сверху прикре-
плён воздушный пояс 10 с 12 воздушными распредели-
тельными клапанами 11 по
числу индивидуальных пне-
вматических станков, дви-
жениями которых они
управляют в зависимости
от того или иного положе-
ния карусели. Клапаны
снабжены рычагами, окан-
ваюпшмися на кон-
2U95-
ФИ1 8. Разрез центральной части карусельной машины.
Карусельная машина
(конструктивный вариант литей-
ной лаборатории МВТУ) состоит
из 12 одинаковых индивидуаль-
ных кокильных пневматических
станков, аналогичных изображён-
ному на фиг. 4. Станки распо-
ложены по окружности вращаю-
щейся карусели.
- -796-—
Фиг. 9. Карусельная машина
(обший вид).
це роликами. К верхней части неподвижного
вала 2 барабана прикреплена деталь 12 с укре-
плёнными на ней в трёх местах направляю-
щими конусами 13. Когда движущийся вме-
сте с каруселью рычаг клапана в определён-
ном месте встречает неподвижно стоящий
направляющий конус 13, ролик рычага сколь-
зит по нему и в зависимости от наклона
конуса открывает клапан данного рычага
ГЛ. V]
МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
177
и даёт движение поршню пневматического цилиндра
станка для открывания и закрывания формы. Сжатый
воздух от компрессора подаётся трубой с сальниковым
уплотнением (фиг. 8) к воздушному поясу и затем от
него через распределительные клапаны к воздушным ци-
линдрам. На неподвижной детали 12 устанавливается
вентиляционная труба 14 и прикрепляются угольники 15,
поддерживающие зонт 16, расположенный над местом
обдувки кокиля и закапчииания форм.
Охлаждение кокилей воздушное — в про-
цессе работы через холодильники кокиля про-
пускается поток воздуха, отсасываемый вен-
тилятором. Из неподвижной половинки кокиля
воздух проходит внутрь рамы кронштейна 4
в воздушную коробку, расположенную в цен-
тральной части станины. Подвижные половинки
кокиля охлаждаются воздухом, отсасываемым
через трубы (фиг. 8). Вентиляционные кла-
паны и трубы являются слабым местом кон-
струкции из-за затруднительности очистки.
Вариатор скорости 6 (фиг. 9) позволяет
устанавливать различную продолжительность
одного оборота карусели в пределах от 2 до
8 мин. Производительность машины колеблется
от 0,75 до 1,2 т/час. Общий вес машины
около 10 т.
МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО
ЛИТЬЯ *
Классификация. Машины для центро-
бежного литья выполняются с осями враще-
ния формы: горизонтальными, вертикальными
и наклонными.
Формы применяются: с охлаждением — во-
дяным, воздушным и смешанным (вода и воз-
дух); горячие, т. е. подогретые до определён-
ной температуры.
Горизонтальные центробежные
машины **
Гор и з онт а л ь н а я м а шина дл я от-
ливки тормозных барабанов системы
инж. Чернушевича (фиг. 10). Полый шпиндель
находится в чугунном кожухе, имеющем водя-
И
Фиг. 10. Горизонтальная центробежная машина для
отливки тормозных барабанов системы инж. Чернуше-
вича В. А.
ное охлаждение. Машина приводится в дей-
ствие мотором бесшумными цепями.
На задней стороне вала имеется диск для
тормоза. На передней стороне машины укре-
плён барабан с двумя сменными крышками.
* См. т. 6, стр. 231, гл. I „Технология литейного про-
изводства".
** Описание центробежных машин для отливки круг-
лых заготовок (маслот) см. т. 6.
12 Том 8
В тело тормозного барабана заливается штам-
пованный диск, которым тормозной барабан
крепится к колесу автомобиля; через полость
вала пропущен винт для закрепления штам-
пованного диска в форме. Специальный ролик
для накатки земли в форме укреплён на ры-
чаге, имеющем две оси вращения — в гори-
зонтальной и вертикальной плоскостях. Это
позволяет ролик вводить в форму. Ввиду того
что для получения отливок ведутся два после-
довательных процесса — накатка земляной
формы и заливка чугуна, в машине преду-
смотрены две скорости вращения: для накатки
земли—около 6 м/сек, для образования от-
ливки— около 12 м/сек.
Накатка земли. На шпильку барабана надевают
крышку для формовки, прикрепляемую к нему тремя
клиньями. Затем машине дают от 200 до 250 об/мин D -
6 м1сек), вставляют в форму скребок и подают совком
землю, которая центробежной силой распределяется и
прижимается к внутренним стенкам формы. После изъ-
ятия скребка, не прекращая вращения формы, в послед-
нюю вводят накатной ролик и нажатием на рукоятку на-
катывают форму. Земля под роликом уплотняется до 90—
95 по Дитерту.
Форму перед накаткой её роликом припыливают гра-
фитом. После накатки формы останавливают машину,
снимают крышку и обдувают форму сжатым воздухом.
Одновременно с этим собирают на вилку шайбу и штам-
пованный диск, предварительно подогретый до 300—
400° С, и вводят их в форму. В дальнейшем шайбу г.ри-
тягивают посредством винта к барабану.
Заливка чугуна. Форму продувают сжатым возду-
хом из шланга, надевают на барабан футерованную
крышку и закрепляют клиньями. После этого её закры-
вают кожухом и, пустив машину в >од при 400 обу'мин,
заливают из 10-к* ковша; время заливки 2—3 сек. После
заливки форма продолжает вращаться в течение мини-
мум 1 мин.
Вынимание отливки. Останавливают машину, при-
крывают отливку асбестовым щитом и снимают крышку;
в это время освобождают шайбу, и отливка выбивается
лёгким постукиванием ломика.
Горизонтальная машина кон-
струкции инж. Шамиргона (фиг. 11)
предназначена для отливки тракторных гильз.
Стальная гильза 1 опирается напрессованными
на неё бандажами 2 на четыре ролика 3, вра-
щающиеся на шарикоподшипниках в корпу-
сах 4. Сверху гильза прижата другими роли-
ками, укреплёнными на коромыслах 5, качаю
щихся в вилках 6. Гильза расточена на конус.
Станина машины состоит из двух стоек 7,
укреплённых на фундаментной плите 8 и стя-
нутых стяжками 9. На стяжки надета плита 10
с электромотором 11. Последний приводит во
вращение гильзу посредством ремённой пере-
дачи 12 и шкива 13.
На конце стяжки 9 надет рычаг 14 ленточ-
ного тормоза 75, охватывающего бандаж
гильзы.
По обе стороны гильзы укреплены на ста-
нине два пневматических двойного действия
цилиндра 16 с поршнями 17 и штоками 18.
На концах штоков со стороны заливки наглухо
укреплена траверза 19 с толкателями 20, снаб-
жённая центральным отверстием для введе-
ния заливочного жёлоба, а с другой стороны —
откидная траверза с противовесом,предназна-
ченная для подачи футерованного кокиля
в гильзу.
С наружной стороны станины на кронштей-
нах укреплён воздухораспределитель 21 для
управления движения штоков с кнопками 22
управления.
На отдельной фундаментной плите 23 на-
ходится заливочное устройство, состоящее из
стойки 24 с пропущенной через неё держав-
178
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
кой 25. На одном конце державки укреплён
противовес 26, а на другом — вращающаяся
на шариках втулка 27.
Работа на машине. В исходном состоянии поршни 17
находятся в крайнем левом положении. Левая траверза
откинута. Ковш 28 вдвинут через отверстие в траверзе 19
в гильзу так, что стойка 24 упирается в упор 29 плиты 23.
Машина приводится в действие мотором
мощностью 7,5 л. с. с регулированием числа
оборотов; может работать с полуавтомати-
ческим управлением, т. е. одним нажатием
кнопки устанавливается желаемая скорость.
Переключатель скорости имеет четыре сту-
пени скорости; он может быть поставлен та-
Фиг. 11. Горизонтальная центробежная машина для отливки тракторных
гильз системы инж. Шамиргона С. А.
ким образом, что после работы при определён-
ной скорости последняя автоматически пони-
жается на одну ступень, при которой машина
работает в течение
определённого про-
межутка времени, а
затем скорость опять
В гильзу вставляется конический кокиль, футерован-
ный теплоизолирующей массой, профиль которой соот-
ветствует наружной конфигурации отливки. Кокиль и
футеровка имеют разъём по продольной оси. Пускается
в цилиндры воздух с левой стороны поршней. Кокиль
вставляется в гильзу с помощью воздушных цилиндров
и откидной траверзы.
Воздух из цилиндров выпускается; пускается в дей-
ствие электромотор, и гильза приводится во вращение;
во время разгона гильзы в ковш 28 наливается чугун.
Объём ковша рассчитан точно на необходимое для произ-
водства одной отливки количество чугуна; излишки сли-
ваются через сливной носок 30. По достижении гильзой
полного числа оборотов металл из ковша, поворачивая
последний за ручку 31, выливают во вращающуюся форму.
После затвердевания чугуна электромотор выклю-
чается и рычагом 14 ленточного тормоза 15 гильза оста-
навливается. Воздух пускается в цилиндры с правой сто-
роны поршней и толкатели 20, укреплённые на траверзе 19,
выталкивают кокиль с формой и отливкой.
Траверза, расположенная с левой стороны, предвари-
тельно откидывается и кокиль с отливкой вынимается из
гильзы.
Вертикальные центробежные машины
Вертикальная машина с воздуш-
ным охлаждением (фиг. 12) служит для
отливки различных заготовок — кругов, колец,
зубчатых колёс и пр. С основанием 1 соединён
фланцем 2 вал вертикально расположенного
мотора 7. Для уменьшения нагревания вала
мотора между основанием / и фланцем 2 про-
ложена специальная теплоизолирующая про-
кладка 3. Форма состоит из кольца 4 и плиты 5,
вставленных в кожух и укреплённых с по-
мощью скоб 6. Для вынимания отливки из
формы снимают крышку и раздвигают скобы.
1
1
7
Фиг. 12. Вертикальная цен-
тробежная машина с воз-
душным охлаждением.
понижается.
Воздушное охлажде-
пае. Мотор 7 заключён в
чугунный кожух, служа-
щий для уменьшения ви-
брации, а также являю-
щийся рубашкой, куда с
помощью специального
вентилятора на роторе
мотором через трубу 8
засасывается воздух. По-
следний из рубашки вы-
ходит через отверстие 9
в верхней части кожуха
и охлаждает основание /,
имеющее для этой цели
/рёбра.
Для уменьшения воз-
можности попадания пыли
в части машины всасывающая труба 8 выводится наружу
из помещения литейной.
Вертикальная машина с водяным
охлаждением (фиг. 13). Форма состоит из плиты /,
кольца 2 и накладки 3. Форма в собранном виде нахо-
дится на плите 4, имеющей в нижней части зубчатый
венец для привода от шестерни 5. Охлаждение осу-
ществляется при помощи специальных охлаждающих ка-
налов в отдельных частях формы, соединённых между
собой отводами 6.
После заливки металла и остывания отливки машину
останавливают, снимают с формы верхнюю накладку 3 и
подачей воды в нижнюю часть станины машины заставляют
поршень 7 двигаться вверх. Центральный стержень 8
поднимается и действует на выталкиватель, удаляющий
огливку из формы.
Машины для отливки труб
Наиболее характерной деталью для полу-
чения её центробежным способом является
чугунная водопроводная труба *. Центробеж-
* Центробежные машины для отливки стальных труб
см. т. 6 „Специальные виды литья".
ГЛ. V]
МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
179
ным способом можно получать трубы диа-
метром от 60 до 1000 мм. Ббльшая часть чу-
гунных труб отливается по одному из двух
основных методов. По первому методу металл
заливается непосредственно на металлическую
поверхность формы.ничем не защищенную и ин-
тенсивно охла-
ждающуюся,
а по второму —
на футерован-
ную поверх-
ность. ЦНИИТ-
МАШ разрабо-
таны две цен-
тробежные ма-
шины, работаю-
щие по перво-
му методу, для
отливки чугун-
ных водопро-
водных труб с
диапазоном диа-
метров 100-150
и 200—250 мм.
Отливаемые
трубы получа-
ются с отбелён-
ной поверхно-
стью, что вы-
зывает хруп-
кость. Для уст-
ранения последней и повышения вязкости
материала трубы подвергают термической
обработке — отжигу. О способе отливки труб
без отбела см. ниже.
Фиг. 13. Вертикальная центробеж
Н1я машина с водяным охлажде
нием.
кого чугуна способствует выделению углерода
в свободном состоянии в виде графита. Поро-
шок помещают в особый металлический сосуд,
который монтируется на машинах без измене-
ния конструкции последних. Порошок специ-
альным устройством порциями подаётся в фор-
сунку. Последняя движется вместе с жёлобом
машины, вследствие чего параллельно с за-
ливкой трубы происходит пульверизация по-
рошка на поверхности формы. Порошок покры-
вает форму до попадания на него струи чу-
гуна.
Машинадля литья труб в футе-
рованные (земляные) формы (фиг. 15).
Форма 1 находится на опорных роликах 2, уста-
новленных на раме 3 машины, которая может
поворачиваться, давая больший или меньший
наклон оси формы, вокруг шарнира в подшип-
нике 5. На той же раме установлен мотор 4,
приводящий во вращение форму. Для поворачи-
вания рамы служит гидравлический цилиндр 6,
поднимающий или опускающий правый конец
рамы. Для подачи металла служит мерный
ковш 10, опрокидывающийся во время заливки
посредством особого механизма 9, связанного
с действием цилиндра 6, опускающего в это
время конец формы. Из ковша металл по не-
большому жёлобу 7 вливается внутрь формы
в самом её начале и благодаря большому на-
клону оси формы при начале заливки устре-
мляется в её левый нижний конец, заливая
раструб, а затем с дальнейшим уменьшением
угла наклона формы постепенно заливает и всю
остальную длину трубы. Для вкатывания формы
на опорные ролики машины и для снятия зали-
Фиг. 14. Центробежная машина без футеровки формы.
7 Ю
Фиг. 15. Центробежная машина с футеровкой формы
Машина для отливки труб центробежным
способом по первому методу (так называе-
мому методу де-Лаво) (фиг. 14) описана в т. 6,
гл. I.
Машина, работающая по пер-
вому методу, для получения труб
без отбела. На внутреннюю поверхность
формы наносится слой специального мелкого
порошка, который при попадании на него жид-
той формы с машины имеются в двух местах
рельсы, поставленные перпендикулярно к оси
машины. .
Работа на машине. Форма подаётся краном и кла-
дётся на специальные подставки. Здесь к форме при-
крепляется крышка со стержнем для раструба. Противо--
положный конец также закрывается крышкой с отверстием
для вливания металла. Поперечины поднимаются до
уровня подставок и форма перекатывается на них, после
чего форму опускают на ролики 2. Раструбный конец
180
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
формы сцепляют с мотором муфтой. Отмеренное коли-
чество металла наливают в ковш, опускают крышку и
приподнимают правый конец машины. Когда заливочный
конец дойдёт до своего наивысшего положения, ковш
сцепляют с опрокидывающим его механизмом, а машину
начинают снова опускать. Ковш автоматически накло-
няется, и металл поступает в форму. Одновременно
с этим включается мотор. По мере опускания машины
к горизонтальному положению скорость мотора посте-
пенно увеличивается. В горизонтальном положении вра-
щение продолжают до тех пор, пока металл не затвер-
деет.
Продолжительность отливки трубы —10—15 мин.
Машины для отливки фасонных деталей
Центробежная машина Заха-
рина (фиг. 16) служит для отливки различ-
ных фасонных деталей (не тел вращения).
В специальной опоре
установлен вал Z. К
этой опоре прикре-
плён стол с меха-
низмом 2 для закры-
вания формы. На сто-
ле имеются: меха-
низм 3, предназна-
ченный для вытал-
кивания отливок из
формы; механизм для
удаления стержней
(на фиг. 16 не пока-
зан); формы 4 для по-
лучения отливок. Ма-
шина заключена в
кожух 5. Она приво-
дится в действие мо-
тором и приводом 6;
Закрывание и закрепление формы, равно как и
разъём её, осуществляются автоматически центробежным
механизмом 2. Когда машина набирает скорость, контр-
грузы механизма расходятся под действием центробеж-
ной силы и посредством системы рычагов смыкают поло-
винки формы, растягивая при этом скреплённые с рыча-
гами пружины. При остановке машины сила, замыкаю-
щая обе половинки формы, перестаёт действовать, и
форма под действием пружин, стремящихся занять перво-
начальное положение, раскрывается.
В зависимости от величины отливаемых
деталей металл одновременно может быть под-
ведён к двум или нескольким гнёздам форм,
установленным в корпусе 1 (фиг. 17). Послед-
ний представляет собой плиту с обычной лит-
никовой системой, гнёздами для деталей Б и
системой выпоров 2.
Каждая пара корпусов с формами образует
самостоятельную секцию с отдельным автома-
тическим механизмом для
закрытия и разъёма форм
, и автоматическим вы-
брасывателем отливок.
Корпуса, снабжённые в
нижней плоскости выем-
кой 4, передвигаются по
призматической напра-
вляющей стола в про-
цессе смыкания и разъё-
ма форм. В каждом кор-
пусе формы распола-
гаются по обе стороны
от приёмника 3 иобра-
для остановки имеется
тормоз 7. Управле-
ние контролируется
¦1 г •'.•.•.•.•.•..*.*—
Фиг. 16. Центробежная машина Захарина.
световой сигнализацией 8: при пуске зажи-
гается красный свет, при закрывании фор-
мы— жёлтый; при наборе полной скорости—
зелёный; при перегреве формы — фиолетовый.
Металл подаётся в форму дозировочным
ковшом 9.
Работа на машине. Включают двигатель и растор-
мажив; ют стол. Через 26 сек. с момента пуска машина
приобретает скорость 400 об/мин. К этому времени из
плавильного агрегата, расположенного отдельно от ма-
шины, наливают в дозировочный ковш 9 расплавленный
металл. Ковш устанавливают в центральное приспособле-
ние для направления струи металла точно в центр формы.
Как только в указателе 8 зажжётся зелёный свет,
уеталл из дозировочного ковша выливается в форму.
После затвердевания отливки с помощью специального
механизма стержни удаляются из отливки. Затем затор-
маживают машину, и отливки падают в ящик.
зуют уравновешенную систему во время вра-
щения форм и заливки металла.
Фиг. 17. Схема корпуса с формами и литниковой
системой машины Захарина.
Расплавленный металл заливается дозиро-
вочным черпаком в приёмник 3 во время вра-
ГЛ. V]
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
181
щения форм. Под влиянием вращения кор-
пуса / вокруг оси ?—Е металл отбрасывается
развивающейся центробежной силой от центра
вращения к периферии и попадает в литни-
ковую систему А — А. Оттуда, увеличивая
скорость движения и силу давления по мере
удаления от центра, жидкий металл попадает
в полости формы Б и заполняет их. Вытеснен-
ный из формы воздух отводится через постоян-
ные выпоры 2.
Смена перегретых форм (свыше 300°) на
машине Захарина занимает 2—3 мин. Огливки
из чугуна нуждаются в дополнительном от-
жиге. Точность отливки деталей из чугуна —
до 0,1 мм. Габариты машины — 2600 X 3000 X
X 2510 мм.
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ*
Общие сведения
Машины для литья под давлением, обеспе-
чивающего принудительную подачу металла
в форму, делятся на поршневые, компрессор-
ные и работающие по принципу прессования**.
Давление на металл производится в маши-
нах: поршневых — поршнем, работающим под
действием гидравлического давления; компрес-
сорных — сжатым воздухом или каким-либо
иным газом; работающих по принципу прес-
сования — также поршнем, но в несколько осо-
бых условиях. В машинах последнего вида
металл, расплавленный вне литейной машины,
в определённом количестве заливается в ци-
линдр и под давлением 140—300 am, раз-
виваемом при ходе поршня, заполняет
формы.
По степени механизации рабочего процесса
машины для литья под давлением делятся на:
ручные, в которых все операции производятся
вручную при помощи различных рычагов и
приспособлений; полуавтоматические, в кото-
рых все операции производятся автоматически
кроме пуска и выбивки литья автоматические,
работающие вполне автоматически.
По роду применяемых сплавов различаются
машины для литья: оловянных, свинцовых и
цинковых сплавов; магниевых и алюминиевых
сплавов; чёрных металлов (чугун, сталь).
Каждая из машин той или иной группы
может отливать сплавы более легко-
плавкие, чем тот, для которого она предна-
значена.
В зависимости от веса отливаемых деталей
машины разбиваются на: малые—для отливок
весом от 50 до 300 г; средние — для отливок
весом от 300 г до 2—3 кг и крупные, дающие
возможность получать отливки весом от 3 до
15 кг.
Машины первой группы в основ-
ном выполняются полуавтоматическими или
автоматическими. Полуавтоматические ма-
шины этой группы могут дать в зависимости
от сплава и характера отливки до 300 опера-
ций в час, а автоматические — до 500 и более.
* См. т. 6, стр. 209, гл. I „Технология литейного
производства".
** Машины компрессорные и работающие по прин-
ципу прессования могут быть объединены в одну группу—
компрессорных машин. В этом случае первые называются
машинами с горячей камерой давления, вторые — с холод-
ной камерой давления.
Наиболее быстроходные из современных ма-
шин позволяют иметь до 1000—1200 операций
в час. При мелких деталях, располагая их по
6—8 в форме, можно получить производитель-
ность до 8000—10 000 отливок в час. Ма-
шина рассчитана на максимальный вес отли-
вок до 675 кг.
Машины среднего размера в боль-
шинстве случаев — полуавтоматы; строятся и
автоматические, но они предназначаются для
более простых отливок. Производительность
машин этой группы — от 80 до 250 операций
в час.
Большие машины чаще всего строятся
с открытой ванной и гузнеком, причём послед-
ний обычно делается двойным, тихоходны и
дают от 40 до 100 операций в час.
Область применения и конструктивные
разновидности
Поршневые машины выполняются
ручными, полуавтоматическими и автоматиче-
скими. Применяются для оловянных, свинцо-
вых и цинковых сплавов с интервалом темпе-
ратур плавления не выше 450—460°. При спла-
вах с температурой плавления выше указан-
ной наблюдается неравномерное расширение
цилиндра и поршня; в зазор между ними по-
падают различные окислы, и поршень засто-
поривается.
Машина для литья в вакууме. Заслужи-
вает внимания машина, работающая по прин-
ципу поршневых машин, но отличающаяся
той особенностью, что литьё металла произ-
водится в вакууме. Форма и ванна с метал-
лом заключены в особую камеру, в которой
поддерживается соответствующий вакуум. По-
лученные отливки автоматически удаляются
из форм и попадают в особый ящик с водя-
ным затвором, откуда они периодически выни-
маются без нарушения вакуума в камере. При
литье по этому способу отливки получаются
плотными и без раковин и пор.
Компрессорные машины (с горя-
чей камерой давления) выполняются полуавто-
матическими и автоматическими. Применяются
для отливки сплавов, имеющих температуру
плавления выше 450—460° (алюминиевые, ма-
гниевые). Снабжаются предохранителями,
исключающими пуск воздуха в камеру при
неполностью закрытых формах или же при
неплотно подошедшем к литниковой втулке
мундштуке. Различаются машины с ванной за-
крытой и открытой.
В компрессорных машинах с закрытой
ванной давление производится сжатым воз-
духом на весь жидкий металл, находящийся
в тигле литейной машины. Они обладают вы-
сокой производительностью, удобны в работе
и потому получили широкое распространение.
К их недостаткам относятся: окисляемость
всего металла вследствие того, что в котел
периодически поступает воздух; смешивание
окислов с металлом в момент поступления в
котёл воздуха и попадание их в отливку; охла-
ждение металла воздухом и большой расход
последнего, так как для одной операции не-
обходимо заполнить воздухом весь котёл,
для добавления металла необходимо остана-
вливать машину и открывать котёл.
182
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
Компрессорные машины с открытой ван-
ной получили большое распространение. Со-
прикасается со сжатым воздухом и окисляется
не весь находящийся в ванне металл, а лишь
то количество его, которое помещается в
гузнеке и предназначено для заполнения фор-
мы. Металл может быть введён непосред-
ственно в ванну без остановки машины. Тихо-
ходны и обладают меньшей производитель-
ностью, чем машины с закрытой ванной, так
как ряд движущихся частей находится в рас-
плавленном металле.
Компрессорная машина для отливки легко
окисляющихся сплавов (магниевых и др.)
имеет неподвижный гузнек, погружённый в
ванну. Работает по принципу компрессорных
машин с той лишь разницей, что наполнение
гузнека происходит через специальное отвер-
стие, расположенное в нижней части. Ванна
с металлом находится под средой из нейтраль-
ного газа; этим же газом производится давле-
ние на металл.
Машины, работающие по принципу прес-
сования (с холодной камерой давления),имеют
Фиг. 18. Ручная поршневая машина для литья под давлением
значительные преимущества по сравнению с
компрессорными машинами, в которых сжа-
тый воздух воздействует непосредственно на
расплавленный металл. Применяются более
высокие удельные давления на металл (прак-
тически в пределах от 100 до 1000 кг/см2 про-
тив 10—100 в компрессорных машинах). Вы-
сокие давления в процессе работы дают воз-
можность: снизить температуру заливки ме-
талла, что уменьшает термические напряже-
ния формы; получить более плотную отливку
вследствие действия на металл высокого да-
вления. Применяются для сплавов, обладающих
температурой плавления до 1000° и выше (ла-
тунь, бронза).
Поршневые машины
Ручная поршневая машинадля
литья под давлением (фиг. 18). В пра-
вой части чугунной станины расположен ко-
тёл с поршнем 2. Канал 3 оканчивается мунд-
штуком 4. В средней части станины нахо-
дятся салазки 8 и 9 с укреплёнными на них
половинками формы 5 и 6. В левой части ста-
нины укреплены эксцентрик 7 с рукояткой 10.
Обогрев котла производится газовой
горелкой, расположенной
внизу.
На фиг. 18 машина пока-
зана в положении для за-
ливки.
Для залавки рукой нажимают
на поршневой рычаг, вследствие
чего расплавленный металл под
давлением поршня 2 по каналу 3
и мундштуку 4 поступает в формы.
При отводе поршня в верхнее
крайнее положение отверстие в
цилиндре 7 открывается, металл
затекает под поршень, и котёл
вновь готов для следующей опе-
рации заливки.
Выталкивание отливки. Пе-
реводом эксцентрикового рыча-
га 10 в крайнее левое положение
отводят салазки 8 и 9 влево и
отодвигают от мундштука формы.
Так как при движении влево са-
лазки 8 упира-
ются в упор 11,
дальше^ будут
двигаться только салазки 9 и'обе по-
ловины формы открываются. При
этом'толкатели 12, упираясь в тело
отливки, вытолкнут её из формы.
Фиг. 19. Поршневая машина с двумя гидравлическими цилиндрами.
ГЛ. V)
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
183
Производительность машины — от 30 до
120 операций в час. Максимальный вес отли-
вок— 2 кг.
Поршневая машина с двумя ги-
дравлическими цилиндрами (фиг, 19).
Ванна 1 расположена в топочной камере 2,
которая служит для поддержания сплава в
расплавленном состоянии при определённой
температуре. В ванне помещён чугунный ли-
той цилиндр 3, имеющий канал 4, к концу
которого приставляется мундштук 5. В ци-
линдре находится плунжер 6, приводимый в
движение штоком 7, работающим от гидра-
влического цилиндра 8. Формы укрепляются
на подушках 9 и 10. Подушка 10 неподвиж-
ная, а подушка 9, приводимая в действие што-
ком гидравлического цилиндра 12, подвиж-
ная и служит для открывания и закрывания
форм. Оба цилиндра 8 и 12 работают от масля-
ной помпы 13 с мотором 14.
Работа на машине. Включением цилиндра 12 по-
душка 9 двигается вправо и формы оказываются плотно
закрытыми; в это время включается цилиндр 8 и плун-
жер 6 резким ударом вытесняет жидкий металл из ци-
линдра 3 по каналу 4 и мундштуку 5 в форму. В даль-
нейшем плунжер делает ход вверх и через отверстие 15
жидкий металл вновь затекает в цилиндр 3. Однопре-
менно с этим обратным включением цилиндра 12 по-
душка 9 движется влево и формы открываются для уда-
ления отливки.
Если по конструкции отливки необходимы боковые
стержни, последние могут приводиться в движение со-
ответствующим механизмом, работающим от подвижной
подушки.
Основные данные машины приведены в
табл. 1.
Таблица 1
Основные данные поршневой (с двумя гидравличе-
скими цилиндрами^ машины для литья под давлением
Показатель
Размеры формы в мм
350x350 I 365x365
Наибольшее открытие ма-
триц в мм
Расстояние между тягами
в мм
Ёмкость котла в кг . . . .
Максимальный вес отливки
в кг
Среднее число рабочих ци-
клов в час . .
35°
175
о,5
55O
i87
35°
125
з
400
Автоматическая поршневая ма-
шина. Максимальный вес отливок 500 г. Ко-
тёл машины (фиг. 20)
литой, чугунный; в
нижней части котла
4 имеется цилиндр /,
наполняющийся ме-
таллом через отвер-
стие 2. От цилиндра
идёт канал 3, окан-
чивающийся мунд-
штуком 4. Поршень 5
служит для осуще-
ствления давления на
металл. Схема работы
машины приведена на фиг. 21. Движение
поршня для подачи металла в форму, откры-
вание и закрывание формы К, перемещения
стержня L и выталкивателей М осуществля-
ются посредством пяти гидравлических ци-
Фиг. 20. Котёл автоматиче-
ской поршневой машины.
линдров а, Ь, с, d и е. Последние работают
от специального клапанного механизма, при-
водимого в действие кулачками Fb F2, F& F±
и Fb, расположенными на особом кулачковом
валу.
Позиция / (фиг. 21) показывает различные положе-
ния кулачкового механизма, регулирующего клапаны,
управляющие гидравлическими цилиндрами; // — пока-
зывает различные положения клапанов впуска / и вы-
пуска 2; III — изображает состояние рабочих цилиндров,
Фиг. 21. Схема работы автоматической поршневой машины.
управляющих формами (фиг. 21, а), поршнем для подачи
металла (фиг. 21,Ь), стержнем (фиг. 21,е) и выталкиваю-
щим механизмом (фиг. 21, й,)\ IV — даёт различные по-
ложения форм К в процессе одного рабочего цикла.
Работа машины. Кулачок Fx, действуя на рычаг,
откроет впускной клапан 1 и закроет клапан 2. Жид-
кость под высоким давлением поступит в цилиндр а.
Форма К закроется. Вслед за этим в цилиндр Ь поступит
жидкость под высоким давлением и металл заполнит фор-
му. Цилиндр с переместит стержень L. Раскрытие форм
произойдёт в результате подачи жидкости низкого да-
вления в цилиндр а через канал 3. Рслед за этим кула-
чок Ft откроет клапан 1 и жидкость под высоким да-
влением поступит в цилиндр й, поршень которого свя-
зан с выталкивателем. Окончательно отливку вытолкнет
выталкиватель, связанный с поршнем цилиндра е.
Компрессорные машины
Компрессорная машина с закры-
той ванной (фиг. 22). Чугунный котёл гер-
метически закрывается крышкой 1. Через
Сжатый
воздух
Фиг. 22. Компрессорная машина с закрытой ванной.
отверстие 2 заливается расплавленный металл.
Отверстие 2 закрывается пробкой 3 с по-
мощью винта 4 и маховика 5. В котёл вста-
влен изогнутый патрубок 6, оканчивающийся
снаружи мундштуком 7. Последний подаёт ме-
талл в форму, приводимую в действие осо-
184
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
?РАЗД. IV
бым механизмом. После включения послед-
него обе половинки формы закрываются и
подходят к мундштуку таким образом, что
конец последнего плотно соприкасается с лит-
никовым отверстием формы. Через отвер-
стие 8 в котёл подаётся сжатый воздух и рас-
плавленный металл под давлением поступает
в форму. После затвердевания металла в форме
давление сжатого воздуха прекращается.
Форма отходит от мундштука и открывается,
освобождая отливку.
Компрессорная ма ш.ина с от-
крытой ванной (фиг. 23). В чугунной ван-
не 1, расположенной в станине машины, нахо-
дится особого вида гузнек 2. В положении,
Фиг. 23. Компрессорная машина с открытой ванной.
показанном на фигуре, гузнек погружён в ван-
ну и через отверстие 3 в мундштуке напол-
няется расплавленным металлом. После вклю-
1.6 17 20 21
литниковому отверстию формы 5, а верхняя
насадка гузнека с патрубком 6 подходит к
втулке 7 воздушной линии высокого давления.
В этот момент открывается воздушный вен-
тиль и сжатый воздух, поступая через втулку 7
в гузнек, вгоняет расплавленный металл в
форму, укреплённую на подушках 5 и 9. В даль-
нейшем давление воздуха прекращается, об-
ратным ходом механизма 4 гузнек погружается
в ванну за новой порцией металла, а в это
время из открывшейся формы удаляется от-
ливка. После очистки и обдувки форм опе-
рация заливки повторяется вновь.
Производительность машин подобного типа
равна 50—250 операций в час. Максимальный
вес отливок из „алюми-
ния — 8—10 кг. Емкость
ванны у больших машин
равна 200 кг алюминие-
вого сплава.
Другой вариант ком-
прессорной машины с
открытой ванной пока-
зан на фиг. 24. Машина
работает автоматически
на цинковых сплавах и
полуавтоматически — на
алюминиевых, имеет че-
тыре скорости и может
дать соответственно 166,
250, 333 и 500 операций
в час.
Основание машины
состоит из литой стани-
ны 1 со стойками 2 и 3.
В стойках находятся на-
правляющие 4, на кото-
рых укреплены осталь-
ные рабочие части маши-
ны. Литейный аппарат
машины представляет
собой камеру 5 с фу-
теровкой 6. В камеру вставлена ванна 7.
Внизу под ванной имеются газовые горелки,
служащие Для подогревания сплава. Внутри
12
'Л
to ... / в i s
Фиг. 24. Компрессорная машина с открытой ванной.
чения пускового механизма гузнек с порцией
расплавленного металла поднимается из ванны,
причём мундштук с отверстием 3 подходит к
ванны находится гузнек 8, оканчивающийся с
одной стороны мундштуком 9, а с другой сто-
роны втулкой 10. На раме 11 расположена
ГЛ. V]
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
185:
камера 12, регулирующая впуск и выпуск
сжатого воздуха. Эта камера на своём конце
имеет гнездо 13, в которое может входить
втулка 10 таким образом, что между послед-
ней и гузнеком создаётся в положении для
заливки герметическое соединение. Приво-
дится машина в действие электромотором 14.
Работа машины. После включения муфты 15 начи-
нает вращаться вал 16 и соответствующий механизм со-
общает движение штанге 17 и тем самым подушке 18 с
укреплённой на ней половиной формы 19. При дальней-
шем вращении вала 16 буферные штанги 20 под дей-
ствием натяжения пружин 21 подвигаются к подвижной
подушке 18 и пружины своим действием достаточно
прочно запирают формы. Одновременно с этим происхо-
дит подъём гузнека S посредством рычага 22. В даль-
нейшем гузнек своей втулкой 10 плотно прижимается
к гнезду 13 камеры 12, а мундштуком 9 — к литниковой
плите 23. Машина готова к заливке. В этот момент от-
крывается впускной вентиль, и сжатый воздух из ка-
меры 12 через гнездо 13 и втулку 10 поступает в гуз-
нек, резким ударом вытесняя металл в форму.
Ванна обогревается газом или нефтью. Для подачи
воздуха к форсункам имеется отдельный вентилятор.
Температура сплава регулируется через автоматический
пирометр, действующий на вентиль газопровода.
Машины, работающие по принципу
прессования
Описание машины см. т. 6, стр. 210. На
фиг. 25 изображена схема работы машины.
Самостоятельная камера давления отсутствует; её
роль выполняет цилиндр 4, находящийся в верхней части
формы и расположенный симметрично в отношении по-
ловинок форм 5 и 7. Металл 3 черпаком 2 заливают в ци-
линдр 4. В дальнейшем
ударом поршня / металл
впрессовывается в формы
через литниковый канал 6.
После открытия формы
отливка 10 вместе с остат-
ком металла Р легко уда-
ляется из формы толка-
телями*. В машине имеет-
ся возможность подбирать
объём камеры давления и
диаметр поршня для ка-
ждой детали отдельно, что
создаёт наиболее благо-
приятные условия литья.
М а шина ЛД-7
завода „Красная Пре-
сня" (фиг. 26). На
фундаментной раме 1
установлена стани-
на 2, в которой по-
мещены основная
часть литейного аппа-
рата и прессующий
цилиндр 3. В нижней
части цилиндра нахо-
дится, прессующий
плунжер 4, а в верхней
части — поршень 5,
служащий для обрат-
ного хода плунжера.
Плунжер соединён с
Машина ЛД-7 имеет приспособления для
механизированного выталкивания отливок, не
Фиг. 25. Схема работы машины по принципу прессования.
допускает запрессовки металла при открытой
форме, а также диагональное расположение
направляющих штанг, дающих возможность
Фиг. 26. Гидравлическая машина ЛД-7 завода „Красная Пресня"
траверзой 6, движущейся по направляющей ста-
нины и несущей укреплённый на резьбе прес-
сующий пуансон 7. В нижней части станины на-
ходится вертикальная камера сжатия 9, поме-
щённая в обойму 8. В камере сжатия поме-
щён поршень 10 (пятка), служащий для закры-
вания литникового отверстия от попадания
металла до подачи давления и для удаления
остатка металла из камеры сжатия.
Для закрывания формы служит цилиндр 11,
поршень 12 которого на своём конце имеет
подвижную половину формы.
устанавливать формы более крупного размера*
Основные данные приведены в табл. 2.
Машина с горизонтальной ка-
мерой сжатия. Схема литейного аппа-
рата приведена на фиг. 27. В стальной ци-
линдр 3 вставлена камера сжатия 4, изготО'
вленная из нитрированной стали (нитролоя).
Подвижная половина формы 6 и неподвиж-
ная 5 присоединены к цилиндру 3. Металл 9
в камеру сжатия заливается ложкой 8 и хо-
дом наконечника 2 плунжера 1 подаётся через,
литниковый канал 7 в полость формы. Плун-
186
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
Таблица 2
Основные данные машины для литья под давлением
модели ЛД-7 завода „Красная Пресня"
Показатель
Максимальный вес отли-
вок из сплавов:
алюминиевых ....
Число ударов
Удельное давление в ка-
мере сжатия
Рабочее давление в сети
Расход жидкости на
один рабочий ход ....
Наибольшее расстояние
между открытыми фор-
мами
Мощность гидравличе-
ских приспособлений для
Габаритные размеры ма-
шины: длина X ширина X
Вес машины без насоса
Единица
измерения
кг
мин.
Кг/СМ*
am
Л
мм
кг
мм
кг
Размер
i,8
4
4
а
300—360
IOO— I2O
12 — 15
44°
iooo и аооо
2900X1500X279°
45°°
жер имеет двухступенчатую скорость движе-
ния при прессовании; вначале он движется
медленно от аккумулятора низкого давления,
затем после того, как металл начинает посту-
6 5
Фиг. 27.
пать в форму, автоматически включается ак-
кумулятор высокого давления и плунжер с
большей скоростью при давлении до 70 кг/см2
заполняет формы металлом.
При применении ступенчатой скорости дви-
жения плунжера происходит лучшее удаление
воздуха из полости формы при медленной по-
даче металла в период заполнения. Увеличе-
ние давления в процессе кристаллизации ме-
талла повышает плотность последнего, что
важно при изготовлении толстостенных от-
ливок.
Насос и аккумулятор высокого давления
{беспоршневого типа) находятся в станине
машины. Аккумулятор масляный, наполнен
(из соображений безопасности) азотом под
давлением 45,кг\сф. В последних типах ана-
логичных машин цилиндр 3 может смещаться
вниз, что позволяет подавать металл в ниж-
нюю часть формы. Машина может быть при-
менена для отливки под давлением магние-
вых сплавов. Для предохранения последних
от окисления имеется котёл со специальным
приспособлением*. Котёл снабжён крышкой
с двойными стенками, в промежутке между
которыми находится расплавленная сера. В ка-
мере с серой создаётся избыточное давление
0,14 кг/см2, вследствие чего образующийся
. сернистый газ поступает в пространство под
расплавленным металлом, предохраняя послед-
ний от окисления.
Другой вариант конструкции машины с го-
ризонтальной камерой сжатия приведён на
фиг. 28. Металл заливается в горизонтальный
цилиндр (фиг. 28, а), расположенный у литни-
кового отверстия формы. Ходом поршня впе-
рёд (фиг. 28, б) металл из цилиндра впрессо-
вывается в формы. При открывании форм
отливки выталкиваются с помощью толкате-
лей, а избыток металла в цилиндре удаляется
поршнем (фиг. 28, в).
Стремление отказаться от специального
поршня для удаления остатка металла из ци-
линдра привело к ряду новых конструкций
литейных машин. В машине по схеме, приве-
дённой на фиг. 29, работающей по тому же
принципу, что и машина фиг. 25, имеется
лишь один цилиндр, служащий для воздействия
на металл при заполнении форм и одновременно
с этим для удаления остатка металла из ци-
линдра.
Металл черпаком заливается в цилиндр 1
(фиг. 29, л). Поршень 2, служащий для созда-
ния давления на металл, снабжён внизу под-
резом. При ходе поршня вниз основная масса
металла поступает по литниковому каналу в
форму, а избыток металла остаётся в цилин-
дре и заполняет очертания подреза (фиг. 29, б).
а)
При движении поршня вверх литник обры-
вается, и весь оставшийся в цилиндре металл,
захватываемый подрезом, полностью удаляется
из цилиндра (фиг. 29, в). Металл из подреза
легко удаляется ломиком.
Машины для литья под давлением чугуна
и стали
Литьё под давлением чугуна и стали вслед-
ствие высокой температуры плавления послед-
них представляет собой известные трудности
¦Передельский, Специальные виды литья,
1941, рис. 115.
гл. vi
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
187
и требует иных, чем для цветного литья, кон-
струкций литейных машин.
Машина конструкции инж.А.Ф.Дур-
ни ен ко (фиг. 30) служит ^ для литья
под давлением чугуна. Стальной футерован-
ный внутри резервуар имеет герметически
закрывающуюся крышку, в которую вста-
вляется поршень с пружиной и запорной иг-
лой, прикреплённой к хвосту поршня. Крышка
имеет два штуцера для подвода тока. В днище
резервуара имеются с боков два патрубка
Фиг. 30. Машина для литья под давлением чугуна кон-
струкции Дурниенко.
для притока и выпуска воды, охлаждающей
литниковую втулку, помещённую в днище ре-
зервуара. Заполнение тигля металлом произво-
дится сверху через особые отверстия в
крышке, закры-
ваемые герме-
тически проб-
кой. Внутри ре-
зервуара с за-
зором по отно-
шению к по-
следнему рас-
положен на то-
копроводящих
контактах гра-
фитовый ти-
гель, в котором
может поддер-
живаться тем-
Фйг. 31. Схема аппарата для пература ДО
литья под давлением чугуна. -^(Ю» и выше.
Механизм управления машиной смонтиро-
ван на чугунной литой станине. Внутри ста-
нины расположен пневматический цилиндр,
служащий для подъёма стола с формой. Ци-
линдр прикреплён к подвижному столу, а
поршень цилиндра неподвижен. При вводе
сжатого воздуха в цилиндр он плавно под-
нимает стол, и мундштук формы плотно при-
соединяется к нипелю.
Управление формами производится с по-
мощью двух пневматических цилиндров. Один
из них служит для удаления стержней из от-
ливки и самой отливки из формы, если она
почему-либо останется в неподвижной части
формы. Механизм для открывания и закрыва-
ния формы и для удаления отливки состоит
Б)
Фиг. 32. Машина для литья под давлением чугуна.
из пневматического цилиндра с мультипли-
катором и системой коленчатых рычагов для
увеличения момента пневматического цилиндра
при открывании формы и выбрасывании от-
ливки. Управление воздушными цилиндрами
осуществляется рычагом. Поступление воз-
духа в цилиндры идёт одновременно, но начи-
нают действовать цилиндры поочерёдно один
за другим, так как их объёмы и сечения тру-
188
МАШИНЫ ДЛЯ СПЕЦИАЛЬНЫХ СПОСОБОВ ЛИТЬЯ
[РАЗД. IV
бопроводов различны. Управление операциями
сборки формы и стержня производится авто-
матически поворотом рычага. Лоток служит
для выбрасывания наружу отлитых деталей.
Внизу у станины имеется педаль, с по-
мощью которой даётся давление на распла-
вленный металл и одновременно поднимается
запорная игла — клапан. Производительность
машины—до 6 операций в минуту. Ёмкость
тигля — около 45 кг металла.
Наиболее существенной частью машин
для литья под давлением чугуна и стали яв-
ляется литейный аппарат. Схема одного из
вариантов этого аппарата для чугунного литья
приведена на фиг. 31.
К стальной камере давления / прикрепляется тигель 2
небольшой ёмкости. Тигель, снаружи изолированный
изоляционным слоем 4, подогревается спиралью 3. Дно
тигля образуется металлическим поршнем 5, движу-
щимся в тигле 2 и камере давления цилиндра 1. В верх-
ней части поршня 5 имеется пробка б, изготовленная из
брикетированной стальной стружки и асбеста. Перед
началом работы поршень опускается вниз и в тигель
вливают небольшое количество жидкого чугуна, поддер-
живая в нём необходимую температуру электроподогре-
вом.
Для заливки поршень 5 поднимают, причём чугун
при этом поступает в камеру давления /. В момент,
когда поршень достигнет камеры /, в металле создаётся
давление. При такой конструкции машины стенки тигля
не подвергаются давлению и он служит исключительно
огнеупорным сосудом для жидкого металла. В камере
давления металл находится весьма незначительное вре-
мя, что предохраняет её от сильного теплового воздей-
ствия и деформации.
Устройство всей машины показано на
фиг. 32. В центре стола 2 (фиг. 32, а) имеется
отверстие 3, над которым установлен держа-
тель с формой 4. Камера давления 5, устано-
вленная на подвижной каретке 6t вводится
внутрь станины / через окно 7, закрываемое
плитой 8.
С помощью рычага 9 (на фиг. 32, б показан
в горизонтальном положении) камера давления
подводится к форме. Одновременно с этим
держатель с формой опускается вплотную на
стол с помощью шатуна. В дальнейшем вы-
качивают воздух из камеры 4 и соединённой
с ней формы и сообщают движение поршню
вверх. К концу хода поршня давление может
достигать около 5000 kzjcm7.
Другой вариант конструкции литейного
аппарата для чугунного литья приведён на
фиг. 33. В стальном внутри футерованном ко-
жухе / находится тигель 2, вставленный в ти-
гель 3. Оба тигля установлены на подставке 4.
Жидкий металл в форму подаётся из тигля 2
с помощью патрубка 5 и насадки 6, изгото-
вленных из карбида кремния. Через отвер-
стие 7 металл подаётся внутрь тигля 2. После
заполнения тигля металлом внутрь отвер-
стия 7 вставляется пробка, уплотнённая асбе-
стовой прокладкой. Пробка соединена с воз-
духопроводом для подачи сжатого воздуха
Фиг. 33. Литейный аппарат машины
для литья под давлением чугуна.
внутрь тигля. Давление воздуха равно
1,4 кг/см^. Благодаря поступлению чугуна в
форму под небольшим давлением, чугун мед-
ленно заполняет форму, вытесняя из неё воз-
дух через выпоры и зазоры в плоскости разъ-
ёма. Это обеспечивает получение отливок без
раковин.
Во избежание просачивания жидкого ме-
талла в месте соединения верхней кромки
тигля 2 с фасонной крышкой 8 кругом тигля
расположена трубка 9, по которой пропущен
сжатый воздух и, таким образом, просочив-
шийся металл сразу затвердеет. Для нагрева
тигля в отверстия 10 помещены газовые го-
релки. Открывание и закрывание формы про-
изводятся воздушным цилиндром. Форма уста-
навливается на плиту 11, изготовленную из
карбида кремния.
Кожух 1 имеет диаметр 1067 мм и высоту
1042 мм. Диаметр отверстия сопла 38 мм. Ем-
кость тигля составляет 204 «г расплавленного
чугуна.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ПляцкийВ. М., Литьё под давлением, Оборонгиз,
М. 1946.
2. П е р е д е л ь с к и Й К. В., Отливка металлов под
давлением, Цветметиздат, М. 1932.
ЗПередельский К. В., Специальные виды литья
цветных металлов и сплавов, Оборонгиз, М. 1941.
4. Р у б ц о в Н. Н., Специальные виды литья, Машгиз,
М. 1940.
5. С и м к и н Л. С. и С о к о л о в А. Ф., Центробежное
литьё, ОНТИ, М. 1935.
6. Ф е й т А., Центробежное литьё, 1935.
7. Фроммер Л., Литьё под давлением, ОНТИ, М.
1935.
8. Юнгмейстер Б. А., Проектирование форм для
литья под давлением, ОНТИ, М. 1936.
Глава VI
ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ МАШИН ЛИТЕЙНОГО
ПРОИЗВОДСТВА
МНОГОПОЗИЦИОННЫЕ
АВТОМАТИЧЕСКИЕ МАШИНЫ
Расположение агрегатов. При
проектировании сложных многоагрегатных ма-
шин литейного производства следует пользо
ваться принципом компоновки агрегатов по
типу поточной линии, располагая их в цепь в
порядке последовательности выполняемых опе-
раций с передвижением объектов обработки
от одной позиции к другой. Такое располо-
жение агрегатов сложной машины с разделе-
нием операций по месту и совмещением их
по времени создаёт условия для максимальной
производительности машины и облегчает кон-
структивное расположение отдельных агре-
гатов.
На фиг. 1 изображён график цикла много-
позиционной машины, состоящего из четырёх
операций. Темп Тм равен
сумме времени ?тах наибо-
лее длительной операции и
времени f для передвижения
объектов обработки от
одной позиции к другой
(обычно с помощью перио-
дически поворачивающейся
карусели).
Для сравнения на фиг. 2
приведён график того же
самого цикла из четырёх
'/ЖШ/Ж
max
t'
— операции при выполнении
Фиг. 1. График
цикла многопози-
ционной машины.
его на однопозиционнои ма-
шине, когда объект обра-
ботки находится на одном
и том же рабочем месте и
над ним совершаются по-
очерёдно все операции с помощью различных
агрегатов машины, расположенных в одном
месте. Темп 7Р в этом случае равен сумме
It
г I—
¦ Фиг. 2. График цикла однопозиционнои машины.
времён всех операций плюс время t" для
уборки объекта обработки с машины и по-
дачи нового.
Примерами многопозиционных автоматиче-
ских машин литейного производства могут
служить формовочные и пескодувные стержне-
вые карусельные машины конструкции Чер-
няка Б. 3. (завод .Красная Пресня" в Москве),
карусель для кокильного литья алюминиевых
сложных деталей конструкции Федорова П. С.
и др.
АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ
РЕЖИМОМ МАШИНЫ ПО ВРЕМЕНИ
Управление по времени разрешает задачу
автоматизации машин, режим работы которых
является функцией только времени; как пра-
вило, это является достаточным лишь при усло-
вии неизменности качества поступающих в ма-
шину материалов или полуфабрикатов.
Управление по времени маши-
нами непрерывного действия за-
ключается в синхронизации отдельных агре-
гатов и их взаимном
соподчинении. При-
мером может служить
автоматическая уста-
новка для набивки
форм с подвесным
пескомётом (фиг. 3).
Опоки проходят под
пескомётом на непре-
рывно вращающейся
карусели. Пескомёт
состоит из головки 1
с фланцевым мотором
и подвешен над кару-
селью так, что может
качаться. Питание
землёй осуществляет-
ся из бункера с по-
мощью тарельчатого
питателя. Вождение
головки пескомёта
над опокой произво-
дится с помощью
приводного механиче-
ского устройства 2.
Рычаг 3 этого устрой-
ства, шарнирно сочленённый с трубкой 4,
укреплённой на головке пескомёта, произво-
дит её качание. Для изменения амплитуды ка-
чания соединение 5 рычагов 3 и 6 сделано
переставным.
Фиг. 3. Автоматическая
установка с подвесным
пескомётом.
190
ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. IV
Ш////.1/////////////Л
Щ
Управление по времени маши-
нами периодического действия
состоит в автоматическом чередовании работы
агрегатов по заданному графику цикла. Может
быть осуществлено с помощью чисто механи-
ческой блокировки агрегатов, как, например,
в машине для литья под давлением типа Мэдисон
Кипп. Однако наиболее удобно для этой цели
применение особых электромеханических реле
времени — так называемых таймеров. Автомат
управления машиной имеет несколько реле в
соответствии с числом операций цикла. Каждой
операцией управляет своё реле. По окончании
выполнения своих операций отдельные реле
автоматически включают последующие реле;
таким образом, проделывается во времени
весь цикл операций.
Управление по времени авто-
матическими бегунами. На фиг. 4
приведён график цикла работы автоматиче-
ских смешивающих
бегунов с указанием
последовательности
действия отдельных
реле, а на фиг. 5 по-
казана схема располо-
жения аппаратуры для
дистанционного упра-
вления бегунами.
При включении
автоматической си-
стемы включается ре-
ле № I, следящее за
общей продолжитель-
ностью рабочего цик-
ла, а также одновре-
менно реле № 6 раз-
грузки бегунов. В те-
чение времени tx ре-
ле № б даёт ток в электромагнитный клапан А
(фиг. 5). Последний включает сжатый воздух
в пневматические цилиндры В\ и В2, которые
держат открытыми разгрузочные дверцы дни-
ща чаши бегунов.
По прошествии времени t^ реле № 6 вы-
ключает ток в цепи клапана А, цилиндры Вг
и В% закрывают разгрузочные дверцы. В то же
время реле № б включает реле загрузки (№ 2,
3 и 4), которые управляют операциями за-
валки песчаной части замеса (№ 2) и двух
сортов пылевидных материалов (№ 3 и 4). За-
валка песчаной части замеса производится из
бункера D через дозатор С, затворы которых
управляются реле № 2 через электромагнит-
ный клапан Е и пневматические цилиндры F
и G. Для загрузки пылевидных материалов
служат вибрационные жёлобы К (на схеме
показан один жёлоб). Реле № 3 и 4 включают
на определённые промежутки времени (t%a и
hb) вибраторы этих желобов через контак-
торы Н. Одновременно включаются вибраторы
на бункерах для избежания зависания в них
материала.
В момент, когда заканчивает свою опера-
цию и автоматически выключает свою на-
грузку реле завалки с наиболее длительным
временем (в данном случае реле № 2 с вре-
менем t2), оно автоматически включает реле
подачи воды № 5. В течение времени его
действия (?3) в бегуны подаётся вода для
увлажнения замеса под постоянным давлением,
которое поддерживается в водопроводной ли-
Время
Фиг. 4. График цикла авто-
матических смешивающих
бегунов.
нии редукционным клапаном N. Доступ воды
в бегуны открывает электромагнитный кла-
пан М, управляемый реле № 5. Водомер Р
(суммарный счётчик) служит для учёта коли-
чества воды.
По прекращении действия реле № 5 про-
должает работать лишь одно реле общего
цикла (№ I). По истечении времени Tpag с
начала цикла оно автоматически выключается,
включая при этом реле № 7. Последнее в те-
чение времени f4 = 4 сек. автоматически пере-
ключает реле № 1 на повторение всего"цикла.
Все реле, за исключением реле переключе-
ния, легко могут быть установлены на различ-
ные, по желанию, продолжительности своих
операций путём перестановки их поворотных
шкал г на ящике управления. Число реле в
ящике управления равно числу операций цикла
плюс два.
Автоматическое управление может быть
выключено переключателем Q. В этом случае
отдельные операции цикла могут управляться
вручную путём последовательного включения
кнопок /?i, R2, /?з. Ri и переключателя R5 на
те промежутки времени, которые необходимы
для выполнения этих операций.
Устройство реле времени. На
фиг. 6 изображена одна из типовых конструк-
ций реле, а на фиг. 7—9 приведены три вари-
анта электрических схем его соединения.
При включении реле пусковой кнопкой (фиг. 7 и 9)
или рубильником (фиг. 8) его контактор под действием
электромагнита замыкает контакт 3—2 рабочей нагрузки.
Одновременно включается синхронный мотор, который
приводит механическое реле времени в действие. Реле
(фиг. 10) представляет собой длинную гайку — ше-
стерню 1, сидящую на винте 2 с точной резьбоЛ и при-
водимую от мотора через редуктор, зубчатую муфту и
промежуточную шестерёнку. По истечении заданного
промежутка времени шестерня 1 доходит по стрелке К
до углового рычага 3, сцепляется с ним и поворачивает
его. Рычаг 3 в свою очередь поворачивает рычаг М и
тем самым производит переключение контактора, раз-
мыкая контакт рабочей нагрузки 3—2 и замыкая кон-
такт 3—1. При соединении по схеме фиг. 7 реле при
этом автоматически переключается в исходное поло-
жение. По схемам же фиг. 8 и 9 для переключения в
исходное положение требуется размыкание рубильника
(фиг. 8) или нажатие стоп-кнопки (фиг. 9). Установка
реле на заданный промежуток времени производится
вручную. Для этой цели имеются две подвижные шкалы В
и С (фиг. 6) с делениями, нанесёнными по их окружно-
сти, и неподвижная черта — указатель на панели реле.
Внешняя шкала (диск С) поворачивается на одно
деление за один полный оборот внутренней (конической)
шкалы В. Продолжительность промежутка времени будет
суммой показаний внутренней и внешней шкал.
Чтобы произвести установку промежутка времени,
надо предварительно ослабить на половину оборота за-
порную гайку А головки; после установки шкал В я С
эту гайку вновь закрепить.
Вращение шкалы В вызывает вращение шестерни 4
(фиг. 10), которая зацепляется с шестерней 5, гакже си-
дящей на винте 2 на резьбе. Шестерня 5 сцепляется с
шестерней 1 с помощью кулачковой муфты, как пока-
зано на схеме.
При вращений шкалы В по часовой стрелке, что'
соответствует удлинению заданного промежутка вре-
мени, шестерня 4 вращается в том же направлении (по
стрелке /). Следовательно, шестерня 5 перемещается цо
винту 2 вправо по стрелке А",. При этом длинная ше-
стерня 1 также перемещается вдоль винта 2, не отставая
от шестерни 5 и не расцепляясь с ней. Это перемещение
шестерни 1 вправо осуществляется с помощью закручен-
ной часовой пружины 6, которая посажена на проме-
жуточном валике, имеющем шестерню; последняя заце-
пляется с шестерней /.
При врашении шкалы В установочной головки
реле против часовой стрелки, что соответствует укоро-
чению заданного промежутка ввемени, шестерня 5 пере-
мещается по винту 2 влево, по стрелке К, и своей ку-
лачковой муфтой вращает и перемещает в том же на-
правлении по винту 2 и шестерню 1. Пружина 6 при
этом заводигся.
Фиг. 5. Автоматические смешивающие бегуны.
192
ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. IV
Фиг* 6. Боковой вид и разрез реле времени.
Фиг. 7. Схема включения реле
времени A-й вариант):
а — соленоид электромагни-
та; б — синхронный мотор;
в —производственная нагрузка;
г — пусковая кнопка; д — стоп-
кнопка (резервная); Т—бло-
кировочный контакт.
Фиг. 8. Схема включения реле
времени B-й>вариант):
а — соленоид электромагни-
та; б—синхронный мотор;
в—производственная нагрузка;
г — рубильник; Т — блокиро-
вочный контакт.
Фиг. 9. Схема включения реле
времени C-й вариант):
а — соленоид электромагнита;
б — синхронный мотор; в —
производственная нагрузка;
г — пусковая кнопка; d—стоц-
кнопка (обязательна); Т— бло
кировочный контакт.
Реле описанной системы имеют предель-
ное (максимальное) в р е м я 2; 20 мин., 2 и
Фиг. 10. Кинематическая схема механизма реле времени.
20 час. Точность отсчёта времени составляет
около 0,15% его предельного интервала вре-
мени.
Весьма несложными средствами реле может
быть отрегулировано: на любое соединение
контактов рабочей нагрузки в исходном по-
ложении C—2, 3—1 или оба контакта разо-
мкнуты); на действие при включении либо при
выключении тока; на возможность или невоз-
можность преждевременного выключения на-
грузки стоп-кнопкой или рубильником. Может
бесступенчато переставляться на любую про-
должительность контролируемого промежутка
времени от нуля до предельного времени.
При автоматизации литейного оборудова-
ния аналогичные реле могут найти себе при*
гл. vi]
АВТОМАТИЧЁСКОЕ'УПРАВЛЕНИЕ РЕЖИМОМ МАШИНЫ ПО ВРЕМЕНИ
193
менение для различных смесителей пери-
одического действия для формовочных и стерж-
невых смесей, аппаратов периодического
действия для очистки литья и т. п.
Автомат для управления слож-
ным циклом с помощью реле вре-
мени (фиг. 11—15). На фиг. 11 приведён
график типового
цикла, состоящего
из двух последо-
вательных опера-
ций с разрывом tx
сек. Для управле-
ния таким циклом
требуется 4 реле.
Из них два (№ 1
и 2) управляют
указанными опера-
циями, включая
соответств у ю щ и е
приборы О] и 52
дистанционного
действия. Реле цикла необходимо для того,
чтобы учесть разрыв tx между операциями.
Четвёртое же реле переключает реле цикла
на повторение всего графика.
Рабочие электрические схемы включения реле при-
ведены на фиг. 12—15.
Реле № 1 включается через контакт 3—1 реле пере-
ключения, реле же переключения — через контакт 3—1
реле цикла. Реле цикла № 1 и 2 включены по схеме
фиг. 8. Реле переключения включено по схеме фиг. 7.
При включении автоматического управления (при
замыкании ключа Q) начинает работать реле цикла и«1,
как показано на фиг. 12, относящейся к участку А гра.
По истечении времени, соответствующего участку А
цикла, начинается участок В (фиг. 13). Реле цикла про-
должает работать, реле же № 1 выключает нагрузку 5,
и одновременно включает реле № 2. Последнее замыкает
свой контакт 3—2 и включает присоединённую к нему
Время
Фиг. 11. График типового цик-
ла из двух операций.
Реле цикла
Ре/1е№1' ;
НагрузкаS,
1НагрузкаS2
Реле
' переключ.
Фиг. 12. Схема включения автоматики* Участок А
цикла.
фика цикла. Здесь, как и на фиг. 13—15, сплошными
линиями показаны цепи, находящиеся под током, а
пунктиром — без тока. На участке А графика на-
грузка St (первая операция цикла) оказывается замк-
нутая через контакт 3—2 реле №1.
13 Том 8
e переключ.
Фиг. 13. Схема включения автоматики. Участок В
цикла.
теле переключ
Фиг. 14. Схема включения автоматики. Участок С
цикла.
нагрузку St (вторая операция цикла). В реле же № 1
остаётся (до конца цикла) под током лишь электрома-
гнит его контактора.
При переходе на участок С цикла (фиг. 14) реле №2
выключает нагрузку S? и в нём остаётся под током
194
ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. IV
(также до конца цикла) лишь электромагнит его контак-
тора. Реле цикла продолжает работать до конца участка С
цикла.
В момент окончания работы реле цикла (фиг. 15) оно
размыкает свой контакт 3—2 и замыкает контакт 3—1,
включая этим самым реле переключения. Но как только
последнее начало работать, оно перебрасывает свой ключ,
размыкая контакт 3—1 и тем самым выключая остав-
шиеся под током электромагниты контакторов реле
цикла >& 1 и 2. Выключение же электромагнита кон-
тактора реле цикла влечёт за собой переключение кон-
Реле переключ.
Реле цикла
Реле цикла
°2
Нагрузка St
PmN'2
Нагрузка Si
переключ
Фиг. 15. Схема включения автоматики. Участок D
цикла.
тактов этого реле в исходное положение, показанное
на фиг. 15 (оба контакта 3—1 иЗ—2разомкнуты). Однако,
несмотря на разрыв контакта 3—1 реле цикла, реле
переключения будет продолжать работать, так как оно
оказывается теперь замкнутым через перемычку АВ и
свой блокировочный контакт Т.
По истечении времени участка D (времени переклю-
чения, равного около 4 сек.) реле переключения разо-
мкнёт свой контакт 3—2 изамкнёт контакт J— 1, включив
тем самым систему на повторение всего цикла.
РЕФЛЕКТОРНОЕ АВТОМАТИЧЕСКОЕ
УПРАВЛЕНИЕ РЕЖИМОМ МАШИНЫ
Рефлекторное управление производится по
результату технологического процесса, вы-
полняемого машиной, по тем основным па-
раметрам качества продукции или материа-
лов, которые характеризуют или предопре-
деляют качество процесса. Если изменяется
качество материалов, питающих машину не-
прерывного действия, то автоматически изме-
няются их подача и соотношение, чтобы
удержать на прежнем уровне качество про-
дукции. Рефлекторное управление машиной
периодического действия заключается в авто-
матическом прекращении действия данного
агрегата в момент готовности операции. Вслед
за этим автоматически должен включиться
очередной агрегат.
Ввиду разнообразия технологических про-
цессов, выполняемых машинами литейного
производства, системы для их рефлекторного
управления должны строиться реагирующими
на разнообразные факторы, например, на тем-
пературу, влажность, плотность, вес, силу
тока, освещённость и пр. В силу сложности
самих технологических процессов многие ма-
шины литейного производства должны иметь
при их автоматизации по нескольку систем
для рефлекторного управления, следящих за
рядом факторов данного технологического
процесса.
Машины с рефлекторным упра-
влением. Примером рефлекторного упра-
вления установкой непрерывного действия
служит применяемый для вагранок вентилятор
с автоматическим регулированием количества
дутья по весу. Принцип регулирования заклю-
чается в соблюдении постоянного расхода
мощности мотором вентилятора; этим обеспе-
чивается постоянство весовой подачи воздуха
в единицу времени. При отклонениях силы
тока в цепи мотора вентилятора от нормы
автоматически включается вспомогательный
мотор, который приоткрывает или прикрывает
задвижку на трубопроводе. Этим компенси-
руется общее гидравлическое сопротивление
системы и доводится до нормы потребляемая
вентилятором мощность (и весовая подача
дутья). В последнее время подобные установки
снабжаются дополнительной системой конди-
ционирования дутья по влажности.
Автоматическая барабанная сушильная
печь для песка с рефлекторным управлением
(фиг. 16). Подача песка в печь постоянна. При
Фиг. 16. Схема автоматической барабанной печи для
сушки песка: 1 — зона сушки; 2 — зона охлаждения;
3 — топка; 4 — вентиляторы; 5— газовая горелка;. 6 -
элеватор; 7 — подача песка.
изменении влажности поступающего песка из-
меняется температура отходящих газов. По
изменению этой температуры и регулируется
режим топки печи (поступление газа и воздуха).
Автоматическое устройство для напол-
нения землёй бункеров формовочных машин
является устройством периодического дей-
ствия. Принцип его заключается в управлении
сбрасывающими плужками ленточного транс-
портёра по предельным (верхнему и нижнему)
уровням земли в бункерах. Для этой цели
применяются мембранные, поплавковые и маят-
никовые указатели уровня, которые замыкают
цепь реле исполнительного механизма.
Рефлекторное управление про-
цессом уплотнения. Большой практи-
ческий интерес в массовом производстве
представляют методы рефлекторного управле-
ния процессом уплотнения литейных форм на
формовочных машинах. Внедрение их стаби-
лизирует плотность набивки форм и, следо-
вательно, геометрические размеры отливок.
ГЛ. VI]
РЕФЛЕКТОРНОЕ АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ РЕЖИМОМ МАШИНЫ
195
Для прессовых формовочных машин эта
задача разрешается присоединением к прес-
совому цилиндру так называемого клапана
давления (фиг. 17), действующего на принципе
предохранительного клапана. По достижении
в цилиндре заданного давления (от которого
зависит степень уплотнения формы) поршень
клапана поворачивает рычаг а и этим воз-
действует на исполни-
тельный механизм, кото-
рый переключает маши-
ну на выхлоп.
На фиг. 18 приведена
схема автоматического
управления уплотнением
на встряхивающих фор-
мовочных машинах по
времени встряхивания.
Управление производит-
ся с помощью реле, ко-
торое по истечении за-
данного времени остана-
вливает встряхивание,
прекращая с помощью электромагнитного кла-
пана достун воздуха к цилиндру машины.
Однако при постоянной продолжительности
встряхивания плотность набивки будет по-
стоянной лишь в случае неизменности давле-
ния сжатого воздуха, что в практике, как
правило, обеспечить весьма трудно.
В прессов. 1
цилиндр '
Фиг. 17. Принципиаль-
ная схема автоматиче-
ского клапана давле-
ния.
Продолжительность встряхивания (продол-
жительность подъёма поршня клапана на за-
данное расстояние х)
где F — площадь поршня клапана в м?;
k — коэфициент жёсткости пружины в кг/м;
(д. и /—коэфициент расхода и площадь сече-
ния в л*2, регулируемого иглой; f — вес 1 м%
масла в кг; g— ускорение свободного падения
Вовстряхиваю-
щий цилиндр-
Фиг. 19. Принципиальная схема клапана истечения.
в м/сек*; ро — избыточное давление масла
R
в резервуаре в кг/м2; г0 =
кг/м? и
Фиг. 18. Схема управления процессом уплотнения на
встряхивающей машине с помощью реле времени: 1 —
трансформатор; 2—реле времени; 3— электромагнитный
клапан; 4 — кран ручного управления; 5 — самодействую-
щий клапан (золотник) встряхивающего цилиндра;
б—пусковая кнопка; 7 — стоп-кнопка (резервная).
Гидравлический клапан истечения (фиг. 19)
изготовляется заводом «Красная Пресня".
Управляет встряхиванием не только по вре-
мени, но и в зависимости от давления р$ воз-
духа в сети. Под поршень клапана перетекает
масло из резервуара под давлением воздуха р^.
Проходное сечение /регулируется иглой; чем
меньше площадь сечения, тем медленнее пе-
ретекает масло. При подъёме поршень преодо-
левает сопротивление /? пружины. Когда пор-
шень пройдёт определённый путь 5, шток
его нажимает на особый рычаг (на схеме
не показан) и тем прекращает встряхива-
ние.
гх = Го + —р~ х кг/м2 — удельные сопроти-
вления пружины при ходе поршня 0 и х м.
Клапан истечения в исполнении завода
„Красная Пресня" имеет: жёсткость пружины
k= 122 кг/м; ход поршня -35 мм; значения
/-0 = 0,32 кг/см1 и гх = 0,72 кг/см'1 (с учётом
веса поршня и трения манжета). При этом
получается следующее изменение относитель-
ной продолжительности встряхивания с изме-
нением давления р0 в сети:
р0 = 4,о 4.5 5>° 5>5 *>'° б>5 7.° 7>5 оти
t — 1,19 1.11 1,05 i>oo о>95 о,9i 0,87 0,84
Здесь за единицу принята продолжительность
встряхивания при р0 — 5,5 шпи.
Закономерность изменения t при изменении
р0 зависит от величины жёсткости пружины
клапана k (и связанных с ней г0 и гх), как это
следует из приведённой формулы. Для неко-
торых встряхивающих формовочных машнн
эта закономерность при нормальной (завод-
ской) пружине клапана может оказаться в
соответствии с изменением мощности машины,
т. е. произведения действительной энергии
удара на число ударов в единицу времени.
В таком случае машина, управляемая этим
клапаном, будет сообщать каждой форме по-
стоянную работу при встряхивании незави-
симо от колебаний давления воздуха в сети.
Если же закономерность изменения t клапана
не соответствует закономерности изменения
мощности машины, то в ряде случаев всё же
можно подобрать подходящую жёсткость пру-
жины для клапана и привести указанные
196
ЭЛЕМЕНТЫ АВТОМАТИЗАЦИИ МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
[РАЗД. IV
N
закономерности в необходимое соответствие,
хотя бы; к с приближением. Однако это
удаётся сделать не для всех машин.
В условиях значительных колебаний да-
вления воздуха в цеховой сети вышеуказан-
ный клапан истечения оказывается более при-
годным для авторегулирования плотности на-
бивки форм на встряхивающих машинах, не-
жели описанный выше (фиг. 18) электрический
прибор с реле.
Автоматическое устройство,
основанное на учёте работы, идущей на
уплотнение формы при встряхивании*.
Принцип его действия (фиг.
20) заключается в том, что
заторможенный трением (си-
лой F>Q) груз при ударах
встряхивания даёт осадку х,
которая пропорциональна
работе уплотнения формы.
Если связать исполнитель-
ный механизм, останавлива-
ющий встряхивание, с сум-
марной осадкой груза при
последовательных ударах,
то степень уплотнения форм
будет стабилизирована и
независима от давления сжа-
того воздуха в сети.
На фиг. 21 представлен
авторегулятор уплотнения,
построенный на данном
принципе.
'Грузом служит пустотелый плунжер 1, заторможен-
яый двумя тормозными колодками 2, прижимаемыми пру-
жинами 3 с помощью винтов 4. Корпус авторегулятора
крепится на фланце 5 вертикально к встряхивающему
столу машины.
При пуске встряХийания путём перевода рукоятки
крана управления машиной 6 из положения „стоп" G)
¦ положение „встряхивание" (8) сжатый воздух по
шлангу А подводится к корпусу прибора. После осадки
плунжера в крайнее нижнее положение воздух через
кольцевую выточку 9 сменной втулки и отверстия 10
проникает внутрь плунжера. Далее через отверстия 11
и кольцевую выточку 12 воздух по шлангу В посту-
пает,в толкатель 13, который переводит рукоятку крана
управления в положение «стоп* и таким образом пре-
кращает встряхивание.
Для возврата плунжера в исходное верхнее поло-
жение используется цилиндр подпрессовки машины, либо
цилиндр штифтового подъёма, поворотного механизма —
вообще любой пневматический цилиндр, действующий
после встряхивания, При пу.ске воздуха в этот цилиндр
воздух по шлангу С "входит под плунжер прибора и
поднимает его в исходное положение. При выхлопе
цилиндра подпрессовки воздух из корпуса прибора
(а также из шланга В) входит в атмосферу.
С помощью винта 14 в крышке корпуса устанавли-
вается длина хода плунжера, т, е. желаемая плотность
иабивки форм.
Устройство для встряхивающих
машин системы Дубровского А. М.
(ЦНИИТМАШ) основано на непосредственном
контроле плотности набивки формы в процессе
её уплотнения. Измерение плотности набивки
производится автоматически на плоскости
разъёма формы с помощью твердомера или
/////////////////
Фиг. 20. Принцип
авторегулирован ия
оо работе уплот-
нения формы: Q —
нес груза; N —тор-
зиозящее усилие;
F—сила трения;
-д-ь. осадка груза.
* Предложение автора.
Фиг. 21. Схема включения и конструкция авторегулятора
уплотнения для встряхивающих формовочных машин.
же с помощью вращающихся и внедряющихся
в форму плужков. По достижении заданной
плотности встряхивание выключается.
ЧАСТИЧНАЯ АВТОМАТИЗАЦИЯ МАШИН
ЛИТЕЙНОГО ПРОИЗВОДСТВА
Кроме создания полностью автоматизиро-
ванных машин литейного производства широ-
кий реальный интерес представляет их ча-
стичная автоматизация, т. е. применение эле-
ментов автоматического управления в отдель-
ных агрегатах сложных машин. Частичная
автоматизация не требует капитального пере-
оборудования производства, так как может
быть проводима в порядке модернизации су-
ществующего парка машин.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аксёнов Н. П., Оборудование литейных цехов,
Машгиз, М., т. I, 1938, т. II, 1939.
2. Аксёнов П. Н., Автоматизация управления цикли-
ческими производственными процессами с помощью
таймеров, „Вестник машиностроения" № 2—3, М. 1946.
3. А к сё н о в П. Н., Автоматизация управления рабо-
той смешивающих бегунов, „Вестник машиностроения"
№ 4—6, 1946.
4. Аксёнов П. Н., Автоматизация управления про-
цессом уплотнения литейных форм на формовочных
машинах, -Вестник машиностроения" № 11—12,
М. 1946.
5. Евангулов М. Г. и Смирнов 10. А., Авто-
матизация литейного производства, изд. Академии наук
СССР, М. 1940.
С ВАР О ИНОЕ ОБОР УДО В АЛИЕ
Глава VII
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ
ЭЛЕКТРОСВАРКИ
ВВЕДЕНИЕ
Все основные виды дуговой сварки — ме-
таллическим электродом, угольным электро-
дом и атомно-водородная —- могут быть авто-
матизированы. Наибольшее практическое зна-
чение имеет автоматическая сварка металли-
ческим электродом; автоматическая сварка
угольным электродом и особенно автоматиче-
ская атомно-водородная сварка применяются
реже.
Нормальная установка для автоматической
дуговой сварки состоит из одной или несколь-
ких сварочных головок и станка.
Сварочной головкой называется механизм,
осуществляющий подачу электродной прово-
локи в зону сварки.
К головке могут быть приданы различные
механизмы, например: для перемещения го-
ловки вдоль шва; для поперечного направле-
ния конца электрода по шву; для вертикаль-
ного перемещения головки; кнопочный пульт
управления; державка или катушка для элек-
тродной проволоки; флюсоаппарат для по-
дачи флюса в зону сварки и уборки остав-
шегося флюса и т. д.
Сварочным автоматом называется сва-
рочная головка, смонтированная комплектно
с перечисленными выше дополнительными ме-
ханизмами и принадлежностями.
Сварочным трактором называется свароч-
ный автомат, который во время сварки пере-
двигается по изделию или по рельсу, уложен-
ному на изделии.
_ Полуавтоматом называется аппарат, у
которого механизирована лишь часть свароч-
ных операций, а остальные производятся
вручную.
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
Головки и автоматы для сварки
металлическим электродом
Классификация головок. В зависимости
от рода защиты расплавленного металла шва
н стабилизации дуги головки для автомати-
ческой электродуговой сварки выполняются
для сварки: открытой дугой голой эле-ктрод-
ной проволокой; тонко- и толстообмазанной
электродной проволокой; в атмосфере защит-
ного газа; под слоем флюса.
По регулированию скорости подачи элек-
тродной проволоки головки выполняются:
1) с автоматически регулируемой скоростью
в зависимости от напряжения дуги (приме-
няются для сварки голым тонко- и толстооб-
мазанным электродом; для сварки под флю-
сом на токах, превышающих 250 а, автомати-
чески регулируемая скорость подачи электрода
нецелесообразна); 2) с постоянной скоростью
подачи, не зависящей от напряжения дуги (в
случае автосварки под флюсом может приме-
няться при силе тока более 250 а).
По способу передвижения во время сварки
головки делятся на: несамоходные, для пере-
движения которых требуется отдельный мо-
торный привод; самоходные, у которых по-
дача электрода и передвижение головки осу-
ществляются одним и тем же мотором.
В зависимости от принципа преобразова-
ния изменений напряжения дуги в изменения
скорости подачи проволоки автоматические
сварочные головки выполняются с плавным
электрическим регулированием скорости по-
дачи проволоки, импульсным электрическим
регулированием и электромеханическим регу-
лированием.
У головок с постоянной скоростью подачи
проволоки электрические схемы зависят от
типа двигателя (коллекторного либо асин-
хронного). Эти схемы значительно проще
схем автоматических головок *.
По роду сварочного тока, применяемого
для питания дуги, головки выполняются для
работы на токе постоянном, переменном и по-
стоянно-переменном.
Сварочные головки. Двухмоторная
несамоходная головка А-66 **. Го-
ловка А-66 для сварки под флюсом является
несамоходной головкой с автоматически регу-
лируемой скоростью подачи проволоки в за-
висимости от напряжения дуги; способ регу-
лирования — электромеханический.
Головка (фиг. 1) имеет следующие узлы:
главный механизм /, служащий для подачи
электрода в зону сварки; мундштук 2, подво-
дящий ток к электродной проволоке; меха-
низм 3, выправляющий проволоку в плоскости
бухты.
* Электрические схемы различных типов головок
приведены в т. 5, гл. IV „Технология сварки и резка
металлов".
** Конструкция Института электросварки АН УССР.
198
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ [РАЗД. IV
Фиг. 1. Сварочная головка А-66.
Механизм, подающий электродную про-
волоку с переменной скоростью в зону дуги,
представляет собой двухмоторный диферен-
Фиг. 2. Главный механизм головки А-66.
циальный механизм (фиг. 2), состоящий из
крестовидного валика / и четырёх конических
шестерён. Две из них B и 3), свободно сидя-
щие на валике, приводятся в движение от мо-
торов, две другие 4 и 5—сателлитные, сво-
бодно посажены на цапфах крестовины и
благодаря разным угловым скоростям привод-
ных шестерён обкатываются по ним, приводя
в движение крестовидный вал и закреплён-
ный на нём подающий ролик 6. Механизм по-
дачи электродной проволоки состоит из двух
подающих роликов б с рифлёной поверхно-
стью. Оба ролика приводные. Прижим осуще-
ствляется пружиной 7 с регулировочным
винтом 8.
Одна из приводных шестерён, приводимая
в движение асинхронным мотором, имеет по-
стоянное число оборотов и при заторможен-
ной второй приводной шестерне вращает по-
дающий ролик. Вращение ролика соответствует
движению электродной проволоки „вверх" с
постоянной скоростью.
Вторая приводная шестерня приводится в
движение мотором постоянного тока, число обо-
ротов которого постоянно при холостом ходе и
зависит от напряжения дуги во время процесса
сварки. Эта шестерня вращает приводные ро-
лики в направлении, соответствующем движе-
нию электродной проволоки „вниз".
ГЛ. VIII
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
199
Во время работы головки вращаются обе
шестерни. Число оборотов приводного ролика
равно разности от оборотов этих шестерён и
благодаря тому, что обороты второй привод-
ной шестерни зависят от напряжения дуги,
скорость подачи проволоки также зависит от
напряжения дуги.
Процесс возбуждения дуги и сварка про-
текают так: при холостом ходе работают оба
мотора, осуществляя медленную, равномерную
подачу проволоки „вниз". В момент закора-
чивания электрода мотор постоянного тока за-
тормаживается, ролики мгновенно меняют на-
правление вращения и этим возбуждают дугу.
Как только возбуждается дуга, снова начи-
нает работать мотор постоянного тока и
подача проволоки происходит „вниз" со ско-
ростью плавления электрода, зависящей от
напряжения дуги.
Передний конец крестовидного валика, вос-
принимающий значительные усилия, смонти-
рован на шарикоподшипнике 9, а задний —
на бронзовой втулке 10. Для надёжности
смазки весь механизм вращается в масляной
ванне.
Мундштук головки (фиг. 1), подводящий
сварочный ток к электроду, состоит из двух
массивных медных пластин 4 с канавками, в
которых проходит электродная проволока. Кон-
тактное давление осуществляется при помощи
регулируемой спиральной пружины 5, прижи-
мающей одну пластину к другой.
Направление дуги по шву производится ка-
чанием мундштука вокруг горизонтальной оси,
закреплённой внизу корпуса головки. Качание
может быт-ь принудительное, осуществляемое
червячным сектором с червяком 6, либо сво-
бодное под действием специального копир-
аппарата, двигающегося своими роликами
по разделке шва и направляющего дугу
по шву.
Механизм для правки проволоки (фиг. 1).
Расположение бухты проволоки в плоскости,
перпендикулярной шву, и наличие длинных
контактных пластин мундштука вызывают не-
обходимость устройства специального пра-
вильного механизма. Трёхроликовый меха-
низм 3 с одним регулируемым роликом уста-
новлен на крышке головки и выправляет
проволоку в плоскости основной .кривизны
бухты.
Для закрепления головки к станку на кор-
пусе головки предусмотрен специальный кре-
пёжный фланец.
Несамоходная головка АГЭ-5-2
завода ЭСМА с автоматически регулируемой
скоростью подачи электродной проволоки
служит для сварки под флюсом и открытой
дугой.
Головка (фиг. 3) имеет следующие узлы:
главный механизм 1, подающий электродную
проволоку; мундштук 2, подводящий свароч-
ный ток к электродной проволоке; подвеску 3
с подъёмным механизмом и супортом для пе-
ремещений электрода поперёк шва. Ком-
плектно с головкой поставляются пульт упра-
вления, двухкамерный бункер для флюса и
катушка для электродной проволоки.
Механизм для подачи электродной про-
волоки, смонтированный в литом корпусе,
выполнен в виде редуктора, передающего дви-
жение от двигателя постоянного тока (тип
ГБТ-454, 65 вт, бе) на ведущий ролик подаю-
щего механизма.
Редуктор состоит из одной червячной
пары с передаточным числом 1 :150. Валик
червячной шестерни, несущий на себе подаю-
щий ролик и червяк, соединённый при по-
мощи муфты с двигателем, смонтирован
на шарикоподшипниках. Для надёжности
смазки весь механизм находится в масляной
ванне.
Подающий механизм состоит из двух ро-
ликов: одного ведущего 4 и другого холо-
стого 5, осуществляющего прижим электрод-
ной проволоки к ведущему ролику. Оба ро-
лика имеют клиновидные канавки для увели-
чения сцепного усилия. Прижим создаётся
пружиной 6 с регулируемой длиной хода.
Для удобства заправки проволоки в подающий
механизм холостой ролик может отводиться
в сторону при помощи эксцентрикового меха-
низма 7.
Регулирование скорости подачи прово-
локи при подборе режима сварки произво-
дится путём изменения числа оборотов дви-
гателя головки. Это достигается поворотом
ручки коммутатора, расположенной в пульте
управления. Скорость подачи может изме-
няться от 50 до 150 м/час.
Мундштук головки служит для подвода
сварочного тока к электродной проволоке.
Две токоподводящие фасонные губки 8 имеют
выступы, расположенные таким образом, что
выступающие части одной губки входят в про-
рези другой. На выступающих зубьях губок
имеются направляющие канавки для электрод-
ной проволоки. Такая конструкция токопод-
водящих губок допускает значительный их
износ без замены. Контактное давление осу-
ществляется пружиной, действующей посред-
ством рычага на подвижную губку. Токолод-
водящие губки прикреплены к кронштейну,
который в свою очередь крепится к корпусу
головки. Крепление кронштейна предусматри-
вает изоляцию мундштука от корпуса головки,
что предотвращает прохождение сварочного
тока через подающий механизм при наруше-
нии контакта в мундштуке.
Подвеска с подъёмным механизмом слу-
жит для крепления головки АГЭ-5-2 к станку.
Подвеска выполнена в виде литого кронштейна,
имеющего на одном конце отверстие для
подъёмного винта 10, а на другом—фланец для
крепления. Подъёмный винт перемещается в
отверстии подвески по направляющей шпонке
вращением маховичка И, сидящего на подъём-
ном винте и опирающегося на кронштейн под-
вески 12. Маховичок воспринимает на себя
весь вес головки. Подъёмный винт связан
шарнирно с серьгой супорта 9, служащего для
поперечных перемещений электрода. Крепле-
ние подъёмного винта к серьге даёт возмож-
ность наклона головки для сварки угловых
швов наклонным электродом.
Подъёмный и корректировочный меха-
низмы позволяют перемещать головку / вер-
тикально на 200 мм и электрод в попереч-
ном направлении на ± 20 мм.
Головка имеет патрубок для ссыпки флюса
и копирный костыль.
Основные недостатки головки АГЭ-5-2; не-
достаточная жёсткость нагрузочных характе-
ристик . головки вследствие недостаточной
200
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
мощности двигателя головки и его работы в
ненормальном по числу оборотов режиме (ма-
лая жёсткость нагрузочных характеристик
приводит к частым удлинениям дуги вплоть
до её обрыва); невозможность наклона головки
вдоль шва не позволяет применить её для
автосварки с наклоном электрода в плоскости
шва; отсутствие правки электродной проволоки
Толовка позволяет выполнять сварку: 1) элек-
тродной проволокой 5 и б мм при скорости
подачи от 20 до 160 м/час; благодаря этому
сварку можно производить на токах в широ-
ком диапазоне (от 300 до 1500 а); 2) верти-
кальным" и наклонным электродом (наклон в
плоскости, перпендикулярной шву 45°, в пло-
скости шва от 0 до 60° к вертикали); 3) с на-
Фиг. 3. Головка АГЭ-5-2 завода ЭСМА.
не позволяет применить головку для сварки
по копиру; малая величина корректировоч-
ных перемещений электрода поперёк шва
(+ 20 мм); небольшой диапазон скоростей
подачи проволоки, при которых относительно
устойчиво работает головка; затруднённость
сварки угловых швов в лодочку из-за боль-
шой ширины нижней части мундштука и ссып-
ного патрубка.
Несамоходная головка СГ-6
Института электросварки с постоянной ско-
ростью подачи электродной проволоки пред-
назначена для сварки под флюсом.
правлением дуги по шву автоматически (по
копиру) и вручную (при помощи поперечного
корректора и указателя).
В конструкции головки предусмотрены ме-
ханизмы для: 1) плавной регулировки конца
электрода по вертикали на 200 мм; кроме
плавной регулировки имеется ещё возможность
установочного перемещения штанги головки в
хомуте подвески на 175 мм; 2) плавной попе-
речной регулировки конца электрода на
± 50 мм и установочного перемещения на
^2 150 мм за счёт поворота головки вокруг
оси штанги; 3) правки проволоки в плоскости
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
201
основной кривизны бухты; 4) изменения
фронта работы за счёт поворота головки на
180° вокруг оси штанги.
Для удобства подачи флюса к дуге головка
снабжена небольшой воронкой, в которую
¦500
низмами; копира (или указателя) 4\ пульта
управления 5.
Особенностью головки является удобная и
надёжная работа по копиру. Достигается это
тем, что поперечные перемещения конца элек-
трода при сварке по копиру осуществляются
не качанием всей головки, как обычно, а пово-
ротами её на шариковом подшипнике вокруг,
оси вертикальной штанги. При этом электрод
всё время сохраняет постоянный угол по отно-
шению к изделию.
Главный механизм (фиг. 5) служит для
подачи электродной проволоки в зону дуги;
он представляет собой замедляющий редук-
тор, состоящий из двух цилиндрических пар
шестерён 1,2 и 3,4 и одной червячной пары 5,6.
Шестерни 3, 4 сменные и служат для измене-
ния скорости подачи электродной проволоки
Фиг. 4. Головка СГ-6.
засыпается флюс из бункера, закреплённого
на станке.
Головка (фиг. 4) состоит из следующих
узлов: главного механизма /, осуществляющего
Фиг. 5. Главный механизм головки СГ-6.
подачу и правку электродной проволоки; мунд-
штука 2, подводящего ток к проволоке и
направляющего её в зону дуги; вертикаль-
ной штанги 3 с хомутом для крепления го-
ловки на станке и корректировочными меха-
Фиг. 6. Механизм вертикальной и поперечной коррек-
тировки головки СГ-6.
в пределах 20—160 м\час. Весь механизм за-
ключён в стальной сварной корпус с масляной
ванной для надёжной смазки червячной пары.
На лицевой стороне корпуса расположен пра-
вильный механизм, состоящий
из четырёх роликов. Один из
роликов одновременно является
подающим и приводится в дви-
жение от мотора головки. По-
дача осуществляется двумя
нижними роликами, правка —
всеми четырьмя. Настройка
правки производится передви-
жением верхнего ролика в на-
клонном пазу головки.
Для удобства заправки про-
волоки весь механизм откры-
вается при помощи эксцентрика.
Мундштук закрепляется на дне корпуса
главного механизма и состоит из массивного
бронзового кронштейна и закреплённой в нём
токоподводящей трубки с двумя контактами
на нижнем конце. Один из контактов непо-
движно закреплён на трубке, а другой подви-
жен и находится под действием пружины,
создающей контактное давление. На токопод-
водяшей трубке эксцентрично насажена брон-
зовая цапфа, служащая для крепления копира
или указателя. Поперечная настройка послед-
них производится червячным механизмом, по-
ворачивающим цапфу. Мундштук снабжён во-
ронкой для флюса, обеспечивающей удобное
сопряжение головки с бункером и надёжную
подачу флюса к дуге.
Вертикальная штанга (фиг. 6) служит для
крепления головки к станку; она состоит из
двух телескопических труб с подъёмным вин-
202
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
том. Наружная труба закрепляется на станке.
Внутренняя при помощи подъёмного винта
перемещается внутри наружной. На нижнем
конце внутренней трубы при помощи шарико-
вого подшипника и корректировочного меха-
низма закрепляется корпус главного механизма.
Вертикальная регулировка осуществляется
вращением маховичка /, связанного через ко-
пускается в двух исполнениях: несамоходном
и самоходном.
Автомат состоит из следующих узлов: глав-
ного механизма /, подающего проволоку; мунд-
штука 2, подводящего сварочный ток к элек-
тродной проволоке; державки 3 для электрод-
ной проволоки; флюсоаппарата 4, подающего
флюс к дуге и убирающего нерасплавленный
Фиг. 7. Автомат УСА-2.
ническую пару зубчатых колёс 2,3 с подъём-
ным винтом 4.
Горизонтальная корректировка произво-
дится двояко: свободным поворотом всей
головки на шариковом подшипнике 5 вокруг
вертикальной штанги (при сварке по копиру
и при установке головки на шов); принуди-
тельным (при помощи червячного механизма)
качанием головки вокруг горизонтальной оси
мотора (при сварке по указателю); при помощи
этого же поворота осуществляются попереч-
ные наклоны ^45°.
Продольный наклон электрода достигается
поворотом головки вокруг оси горизонтального
шарнира, фиксируемого зубчатыми шайбами.
Унифицированный сварочный
автомат УСА-2 * (фиг. 7) с постоянной
скоростью подачи электродной проволоки пред-
назначен для сварки под слоем флюса и вы-
* Конструкция Института электросварки АН УССР.
остаток флюса; верхнего ролика 5, который
является дополнительной опорой автомата;
самохода или ходового приспособления 6 для
передвижения автомата по рельсовому пути;
самоход действует от того же мотора, что и
подача проволоки. Самоходом снабжаются
только автоматы в самоходном исполнении;
самоход легко снимается.
Характерными особенностями авто-
мата УСА-2 являются: сматывание электрод-
ной проволоки изнутри бухты, а не снаружи,
как обычно (это позволило поместить весь авто-
мат внутри бухты и этим значительно умень-
шить его размеры); наличие флюсоаппарата
большой ёмкости, рассчитанного на беспрерыв-
ную циркуляцию флюса во время сварки;
встроенность всех механизмов в литой корпус
флюсоаппарата.
На фиг. 8 изображены два разреза коробки
привода для подачи электродной проволоки:
продольный (фиг. 8, а) и поперечный (фиг. 8, б).
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
203
Привод для подачи электродной проволоки
выполнен в виде двухступенчатой замедляю-
щей коробки скоростей, передающей движе-
ние от асинхронного мотора мощностью 0,1 кет
на подающий ролик. В коробке находятся одна
червячная пара и три пары цилиндрических
шестерён. В зависимости от положения вытяж-
ной шпонки, 1, соединяющей валик 2 подаю-
щего ролика 3 с шестернями, передаточное
число коробки может быть 425 и 170. Таким
образом, достигаются два диапазона скорости
подачи электродной проволоки. Внутри каждого
диапазона изменение скорости производится
путём применения подающих роликов разного
диаметра. Конструкция автомата даёт возмож-
ность изменять скорость подачи проволоки
в пределах 18—120 м\час.
Валик 2, несущий на себе подающий ролик
и воспринимающий значительное давление
холостого ролика, вращается на шарикопод-
шипниках.
Второй валик смонтирован на бронзовых
втулках. Для надёжности смазки весь меха-
низм вращается в масляной ванне.
Механизм подачи (фиг. 7) состоит из двух
роликов: приводного — подающего 7 и холо-
стого 8, осуществляющего прижим электродной
проволоки к клиновидной канавке подающего
ролика. Усилие прижатия создаётся пружиной
с регулируемой длиной хода. Пружина смон-
тирована в пустотелой горизонтальной цапфе
мундштука. Для удобства заправки электрод-
ной проволоки в подающий механизм холостой
ролик отводится в сторону эксцентриком с ма-
ховичком 9. К мундштуку, подводящему сва-
рочный ток к электродной проволоке, при-
креплены ссыпные трубы для флюса 10 и //
и в зависимости от способа сварки копирное
приспособление или указатель.
Мундштук состоит из токоведущей рей-
ки 12, заключённой в корпус, при помощи
цапфы которого весь мундштук крепится к кор-
пусу привода. На нижнем конце рейки смон-
тированы токоподводящие башмаки 13 и 14.
Контактное давление осуществляется пружин-
ным устройством 15, действующим на верх-
ний конец подвижного контактного башмака.
Для удобства зарядки проволоки подвижной
башмак может отводиться в сторону эксцен-
триком с рукояткой 16.
Весь мундштук может качаться на гори-
зонтальном шарнире относительно корпуса
автомата. При сварке по указателю это кача-
ние осуществляется принудительно червячным
сектором и червяком с маховичком 17. Вели-
чина поперечной корректировки в среднем
равна + 60 мм. При сварке по копиру хомут,
закрепляющий сектор на цапфе мундштука,
освобождается винтом 18, и мундштук может
свободно качаться под действием копира.
Для вертикальной настройки конца элек-
трода рейка мундштука имеет вертикальное
перемещение относительно корпуса. Это вер-
тикальное перемещение осуществляется рееч-
ной парой, шестерня которой в свободном
состоянии фиксирует неподвижное положение
рейки, а при нажатии на маховичок 19 и вра-
щении его передвигает рейку, а вместе с ней
и ссыпные трубы относительно корпуса.
Державка для электродной проволоки
состоит из трёх пар роликов, по которым сколь-
зит бухта при своём разматывании. Две верх-
ние пары роликов неподвижно закреплены на
корпусе флюсоаппарата. Нижняя пара закре-
плена на корпусе винтом 20. Отпуская винт,
можно переставлять ролики по вертикали и
настраивать державку на нужный диаметр
б)
Фиг. 8. Привод автомата УСА-2.
бухты. Внутренние ролики смонтированы на
шарикоподшипниках, а наружные—на брон-
зовых втулках. Для зарядки державки про-
волокой щёчки, соединяющие оси роликов,
сделаны откидными и закрепляются барашками.
Кроме трёх пар основных роликов имеется
ещё один вспомогательный, направляющий
204
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
ролик 21, предохраняющий проволоку от рез-
кого перегиба при входе в подающий меха-
низм. Правка проволоки производится самим
подающим механизмом (между подающим роли-
ком, холостым роликом и контактным баш-
маком).
Флюсоаппарат автомата рассчитан на бес-
прерывную циркуляцию флюса. Во время сварки
флюс по ссыпной трубе 11 непрерывно посту-
пает на место сварки и оттуда отсасывается.
Флюсоаппарат построен по смешанной схеме;
он состоит из следующих узлов: литого алюми-
ниевого бункера 22, который одновременно
является корпусом всего автомата; ссыпных
труб 10 я 11 с шибером 23; всасывающей
трубы 24 с сосуном; инжектора 25 с диффузо-
ром 26 и соплом 27, действующим от заводской
сети сжатого воздуха. Принцип действия флюсо-
аппарата изложен ниже при описании флюсо
вой аппаратуры.
Верхний ролик является дополнительной
опорой автомата в обоих его исполнениях. Для
установочной поперечной настройки автомата
надо изменить вылет ролика относительно
корпуса автомата, наклоняя при этом весь
автомат. Нижними опорами автомата в само-
ходном исполнении являются ходовые бегунки,
а в несамоходном исполнении — шарнирная
подвеска, прикреплённая к базе самохода.
Самоход, служащий для передвижения
автомата по рельсовому пути, выполнен в виде
съёмного приспособления. Самоход состоит из
двух бегунков — холостого 28 и ведущего 29,
закреплённого на корпусе привода и приводи-
мого в движение от общего мотора привода.
Для лёгкости хода оба бегунка смонтированы
на шарикоподшипниках.
Движение от мотора к ведущему бегунку
идёт через одну червячную и две цилиндри-
ческие пары привода и через две цилиндри-
ческие пары шестерён самохода. Одна из этих
пар является сменной и служит для изменения
скорости сварки в пределах 10—98 м\час.
Включение и выключение механизма самохода
производятся простейшим фрикционным меха-
низмом, сцепляющим одну из сменных шесте-
рён с её валиком. Управление фрикционным
механизмом осуществляется маховичком 30.
Для увеличения сцепления с рельсом бегунки
снабжены конической канавкой.
Характеристика всех сварочных головок,
описанных выше, приведена в табл. 1.
Характеристика сварочных головок
Таблица 1
Основные параметры
Вертикальное перемещение
конца электрода в мм
Корректировка конца элек-
трода поперёк шва в мм
Работа по копиру
Работа по указателю
Наклон поперёк шва
Наклон вдоль шва
Правка проволоки
Диапазон скоростей подачи
проволоки в Ml час
Диапазон скоростей пере-;
мещения головки в м/час
Способ подачи и отсоса
флюса
Расположение державки
Расположение пульта
Диаметр электродной про-
волоки в мм
A-6G Института элек-
тросварки
Невозможна
±25
Невозможна
Возможна
За счёт специаль-
ного крепления
За счёт специаль-
ного крепления
Есть
-
-
Из отдельной си-
стемы
Нет
Нет
4-6
Тип головки
АГЭ-5
завода ЭСМА
ЗОС
±25
Невозможна
Возможна
Невозможен
Нет
50-150
-
Из отдельной
системы
Нет
Нет
4-6
СГ-6 Института
электросварки
2ОО
±75
Возможна
Возможен
-
Есть
ЗО—90
-
Из отдельной
системы
Нет
Встроен в го-
ловку
4-6
УСА-2 Института
электросварки
235
±5о
Возможна
За счёт специаль-
ною крепления или
наклона пути
Невозможен
Неполная между
роликом и мундшту-
ком
i8—120
10-98
Есть свой флюсо-
аппарат
На автомате
Встроен в автомат
4-6
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ Й АВТОМАТЫ
205
Продолжение табл. 1
Основные параметры
Сила сварочного тока в а
Формы свариваемых
швов в мм
Толщина свариваемого ме-
талла в мм
Катеты угловых швов в мм
(от — до)
Тип головки
А-66 Института элек-
тросварки
зоо—7°°
Стыковые, угловые
в лодочку и наклон-
ным электродом
5'2О
бхб
14X14
АГЭ-5
завода ЭСМА
ЗОО—IOOO
Стыковые, угло-
вые в лодочку
и наклонным элек-
тродом
5-2O
6X6
I4XJ4
СГ-6 Института
электросварки
300—1500
Стыковые, угло-
вые в лодочку и
наклонным элек-
тродом
5-2O
6X6
ЧХ14
УСА-2 Института
электросварки
ЗОО—IOOO
Стыковые, угловые
только в лодочку
5—2°
6X6
14X14
Фиг. 9. Трактор ТС-11.
Сварочные тракторы. Тракторы с успехом
применяются во многих случаях, особенно при
сварке изделий крупного размера. Наиболее
подходящими областями применения тракторов
являются: большие плоскостные секции, разно-
образные балки, цилиндрические сосуды боль-
ших диаметров.
В зависимости от способа направления по
шву можно различать тракторы: самокопирую-
щие, копирующие разделку шва своими бегун-
ками; с ходовыми бегунками, катящимися по
направляющему рельсу, выставленному парал-
дельно шву; двигающиеся непосредственно по
изделию, причём дуга направляется по шву
корректором по указателю.
В зависимости от типа свариваемых швов
тракторы выполняются для сварки швов:
стыковых с разделкой кромок; стыковых без
206
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
разделки кромок; угловых, свариваемых в ло-
дочку.
Тракторы могут быть универсальными или
специализированными. Преимуществом спе-
циализированных тракторов являются простота
конструкции, надёжность в работе, удобство
обслуживания и дешевизна.
Тракторы ТС-11 и ТС-12 * для
сварки под флюсом стыковых швов
являются автоматами с постоянной скоростью
подачи проволоки и с механизмом перемеще-
ния, приводимым в движение от того же мо-
тора, что и подача проволоки (фиг. 9).
Конструкция обоих тракторов идентична.
Разница заключается только в способе веде-
ния трактора по шву.
Трактор ГС-11 предназначен для сварки
стыковых швов с разделкой кромок. Клино-
видные ходов ыэ бегунки, двигаясь по разделке
шва впереди дуги, механически направляют
дугу по шву.
реди дуги, т. е. сварка ведётся „от себя".
В тракторе ТС-12 ходовые бегунки обоих ти-
пов находятся на задней стороне трактора и
двигаются за дугой, т. е. сварка ведётся
„на себя".
Тракторы ТС-11 и ТС-12 состоят из сле-
дующих узлов: главного механизма, передаю-
щего движение от мотора на ходовые бегунки
и подающий ролик; головки,, несущей на себе
подающие ролики и поперечный корректор;
мундштука, подводящего сварочный ток к элек-
тродной проволоке; холостого ролика, служа-
щего третьей опорой трактора; державки для
электродной проволоки.
Главный механизм трактора (фиг. 10)
выполнен в виде замедляющего редуктора,
состоящего из трёх цилиндрических и трёх
червячных пар. От мотора на ходовые бе-
гунки движение передаётся через цилиндри-
ческие шестерни 1, 2, 3, 4 и червячную
пару 5, 6.
Мотор ВТЗФ
, (N=0,1k6m
Фиг. 10. Главный механизм трактора ТС-11.
Трактор ТС-12 предназначен для сварки
стыковых швов без разделки кромок и снаб-
жается ходовыми бегунками двух типов: 1) бе-
гунки катятся по направляющему рельсу, вы-
ставленному на изделии параллельно шву;
точное ведение дуги по шву производится по
указателю при помощи корректора; 2) бегунки,
покрытые резиновыми шинами, катятся не-
посредственно по изделию; ведение дуги по
шву производится по указателю; при этом
можно пользоваться корректором или просто
рукой направлять трактор с помощью ру-
коятки на бункере. Наличие резиновых бе-
гунков обеспечивает удобное и плавное веде-
ние трактора. Кроме различия в конструк-
ции бегунков имеется следующая разница
между тракторами ТС-11 и ТС-12. В трак-
торе ТС-11 для сварки по разделке ходовые
бегунки вместе с мундштуком находятся на
передней стороне трактора и двигаются впе-
* Конструкция Института электросварки АН УССР.
Скорость сварки изменяется заменой смен-
ных венцов // ходовых бегунков и лежит
в пределах 22—44 м/час. Отключение бегунка
от вала, на котором он сидит, производится
фрикционом 12.
От мотора к подающему ролику движение
передаётся через цилиндрические шестерни/,
2, 7, 8 и червячную пару 9, 10.
Скорость подачи изменяется путём за-
мены сменных подающих роликов в пределах
40—80 м/час.
Головка трактора (фиг. 9) несёт на себе
подающий 1 и прижимной кролики и является
базой для комплекта мундштука. Для попереч-
ной корректировки конца электрода головка
вместе с закреплённым на ней мундштуком
может поворачиваться вокруг своей оси. Этот
поворот осуществляется червячным механиз-
мом с маховичками 3.
Система подачи состоит из клиновидного
подающего и плоского прижимного роликов.
Усилие прижима создаётся пружиной, дей-
ствующей на обойму прижимного ролика.
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
Правка проволоки осуществляется между
подающим и прижимными роликами и контак-
тами мундштука. Чтобы настроить правку про-
волоки, положение прижимного ролика можно
регулировать позертикали поворотами хомута,
на котором подвешена обойма прижимного
ролика; при этом хомут поворачивается вокруг
оси подающего ролика.
Мундштук состоит из двух токоподводя-
щих бронзовых пластин 4, 5 с контактными
роликами и воронки-питателя 6 для флюса.
Все эти части неподвижно закреплены на
Вертикальную трубку 11 можно передвигать
вверх и вниз для настройки державки на
нужный диаметр бухты.
Трактор ТС- 13 для сварки под
флюсом угловых швов в лодочку*
с постоянной скоростью подачи. Механизм са-
мохода приводится в движение от мотора по-
дающего механизма (фиг. 11). Трактор является
самокопирующим, так как своими ходовыми
бегунками он движется по вершине угла шва.
Трактор ТС-13 (фиг. И) состоит из следу-
ющих узлов: главного механизма /, передаю-
Фиг. И. Трактор ТС-13.
фланце головки. Контактное давление осу-
ществляется пружиной, действующей на верх-
ний конец подвижного башмака. Из воронки
флюс высыпается на шов сзади наперёд, если
сварка производится по разделке (ТС-11); в тех
случаях, когда бегунки катятся по рельсу и
непосредственно по изделию (ТС-12), флюс
высыпается впереди дуги.
Мундштук трактора ТС-12 снабжается ука-
зателем 7, по которому ведётся сварка.
Холостой ролик 8 служит третьей опорой
трактора. В случае смены диаметров ведущих
бегунков необходима регулировка ролика по
высоте. Для этого ролик закреплён на криво-
шипе 9, вращая который можно поднять и
опустить холостой ролик.
Державка для электродной проволоки вы-
полнена в виде крестовины с тремя парами
роликов, между которыми скользит бухта про-
волоки при своём разматывании.
Горизонтальная трубка 10 крестовины не-
подвижно закреплена на корпусе трактора.
щего движение от мотора на ходовые бегунки
и на подающий ролик; головки 2, несущей
подающие ролики, мундштук и поперечный
корректор; мундштука 5, подводящего сва-
рочный ток к электродной проволоке; холо-
стого ролика 4, представляющего третью
опору трактора и двигающегося по одной иэ
стенок угла; державки 5 для электродной
проволски.
Характерным для трактора ТС-13 кроме
его простоты, малых габаритов и малого веса
является расположение воронки для флюса в
корпусе главного механизма.
Главный механизм трактора изображён
на фиг. 12. От мотора на ходовые бегунки
движение передаётся по кинематической цепи,
состоящей из трёх червячных пар 1,2; 5,6',
7,8 сменных цилиндрических шестерён 3, 4.
Последние служат для изменения скорости
перемещения трактора в пределах 22—44 м/час.
* Конструкция Института электросварки АН УССР
=2;m=f.5 z=56
1 2 Мотор N=0,1k6m,n*145006/MUH
Фиг. 12. Главный механизм трактора ТС-13.
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
209
Возможность свободного перекатывания
трактора достигается тем, что червячная ше-
стерня 6' нижнего ходового вала смонтирована
на фрикционной муфте 9 для отключения ше-
стерни от вала
От мотора к подающему ролику движение
идёт по кинематической цепи, состоящей из
червячной 10, 11 и цилиндрической 12, 13
пар. Скорости подачи проволоки изменяются
в пределах 40—80 mjhuc за счёт сменных по-
дающих роликов 14.
Головка является подвижной частью трак-
тора; она несёт на себе подающий и прижим-
ной 15 ролики и является базой для ком-
плекта мундштука.
Для поперечной корректировки электрода
относительно ведущих бегунков головка
вместе с закреплённым на ней мундштуком
может поворачиваться вокруг горизонтальной
оси. Этот поворот осуществляется червячным
механизмом 16.
Система подачи проволоки состоит из двух
роликов: клиновидного — подающего 14 и пло-
ского — прижимного 15. Правка проволоки
осуществляется между подающим и прижим-
ным роликами и контактами мундштука. Для
настраивания правки корпус прижимного ро-
лика подвешен на эксцентриковой оси, пово-
ротами которой прижимной ролик можно под-
нимать или опускать относительно подающего.
Мундштук трактора такой же, как в трак-
торах ТС-11 и ТС-12.
Холостой ролик (фиг. 11) служит третьей
опорой трактора и во время сварки движется
по одной из стенок угла. Холостой ролик 4
может перемещаться для настройки как по
вертикали, так и по горизонтали. Для этого
он закреплён на пальце 6 с кривошипом, по
воротами которого осуществляется вертикаль-
ная настройка, а передвижением пальца в хо
муте — горизонтальная.
Державка для электродной проволоки та-
кая же, как в тракторах ТС-11 и ТС-12.
Основные данные тракторов приведены в
табл. 2.
Основные требования к проектирова-
нию, изготовлению и приёмке головок. За
номинальный режим работы автоматической го-
ловки принимается режим продолжительной
работы. Автоматическая головка должна обес-
печить устойчивую работу при токе + 50°/0
от номинального значения.
Электрическая часть головки должна удо-
влетворять требованиям: иметь достаточно
жёсткую характеристику моторов; минималь-
ное количество аппаратуры в схеме управле-
ния; схема управления должна обеспечивать
установочные перемещения электрода „вниз"
и „вверх" и возможность заварки кратера в
конце шва.
Для токоведущих и других частей головок,
расположенных в зоне теплового действия
дуги, допускается температура нагрева, исходя
из условий жаростойкости применяемых ма-
териалов и условий безопасности работы.
Все токоведущие части головок, находя-
щиеся под напряжением выше 65 в, должны
быть защищены от случайных прикосновений.
Корпус мотора головки не требует специаль-
ного заземления и заземляется через свароч-
ную цепь, соединяемую с цеховым контуром
заземления.
14 Том 8
Таблица 2
Основные данные тракторов
Параметр
Назначение
Толщина свари-
ваемых листов
в мм
Катеты угловых
швов в мм (от—до)
Диаметр элек-
тродной прово-
локи в мм
Скорости подачи
электродной про-
волоки в м\час
Предельные зна-
чения силы сва-
рочного тока в а
для проволоки
диаметром 4 мм
". 6 !
Скорость пере-
мещения в м/час
Вес трактора в кг
Основные габа-
риты в мм:
высота
длина
ширина
Характеристика
двигателя:
мощность в
кет
число об/мин
напряжение
в в
Вместимость
бункера для флюса
в кг
Сечение свароч-
ного кабеля в мм'1
Вес бухты элек-
тродной прово-
локи в кг
Тип трактора
ТС41
Для
сварки
стыковых
швов с
разделкой
кромок
5—го
ТС-12
Для
сварки
стыковых
швов без
разделки
кромок
5-20
-
ТС-13
Для
сварки уг-
ловых
швов и в
лодочку
-
6x6
до 14Х14
4-6
40—80
Зоо- боо
55о- 8jo
750 —1200
22-44
45
770
1050 •
360
77°
IOjO
360
93о
юбо
270
Асинхронный
О,1
145°
220/380
ю
10
•8
I2O
13
В конструкциях автоматических головок
необходимо предусмотреть защиту их меха-
низмов и электрооборудования от попадания
искр и брызг из зоны дуги.
Автоматические головки должны допускать
применение электродной проволоки в преде-
лах отношения
максимальный диаметр
минимальный диаметр
¦=*,
где ?!>2 — для головок малой мощности и
электродной проволоки диаметром 2—5 мм;
k^-1,5 — для головок средней мощности и
проволоки d—5—8 мм; ?<]1,5 — для головок
большой мощности и проволоки d=8—10 мм.
В зависимости от назначения головки в её
конструкции должны быть предусмотрены: по-
210
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
(РАЗД. IV
перечные перемещения электрода относительно
шва; наклон электрода вдоль и поперёк шва;
качания электрода поперёк шва для сварки
по копиру; подъём и опускание конца элек-
трода; достаточные диапазоны регулирования
скоростей подачи проволоки ' и перемещения
головки (для самоходных головок); правка
электродной проволоки, что необходимо для
сварки по копиру; подача без скольжения
электродной проволоки с радиусом кривизны
250 мм; удобство расположения пульта упра-
вления на головке; устройство для шарнир-
ного и жёсткого крепления головки к свароч-
ному станку.
Испытания бывают типовые и контрольные.
При изготовлении нового типа автомати-
ческой головки кроме опытного образца ти-
повым испытаниям должна быть подвергнута
одна головка из серийного выпуска. Типовые
испытания производятся также в случае из-
менения конструкции, материалов или техно-
логического процесса, могущих повлиять на
эксплоатационные качества автоматической
головки. В этом случае испытания могут про-
изводиться по сокращённой программе.
Контрольным испытаниям подвергается ка-
ждая автоматическая головка, выпускаемая
заводом. При контрольных испытаниях про-
изводятся: проверка электрической прочности
изоляции; испытание на нагрев; испытание
автоматической головки на сварку.
Испытание на нагрев производится в тече-
ние 1 часа в условиях, эквивалентных в тепло-
вом отношении условиям номинального режи-
ма. Одновременно производится проверка тем-
пературы обмотки регулирующего устройства.
Флюсовая аппаратура. В процессе сварки
расплавляется около 20% флюса, покрываю-
щего шов, остальной флюс может быть со-
бран и использован вновь. Флюсовая аппара-
тура нужна для подачи флюса в зону дуги и
для уборки нерасплавленного флюса после
сварки.
Подэча флюса к дуге обычно производится
самоссыпкой по трубе, для чего бункер ста-
вится выше уровня сварки. Угол наклона
ссыпной трубы к горизонту должен быть не
менее 40°. Для уборки флюса после сварки
в отсасывающей трубе необходимо создать
разрежение. Для этой цели могут быть исполь-
зованы пылесосы с электромоторами или сжа-
тый воздух из заводской сети.
Флюсоотсасывающая аппаратура выпол-
няется всасывающего и смешанного действия.
Система всасывающего дей-
ствия схематически изображена на фиг. 13.
Струя сжатого воздуха, выходящего из сопла /
инжектора 2, расположенного на крышке бун-
кера 3, создаёт разрежение, под действием
которого струя воздуха с флюсом по всасы-
вающей трубе 4 засасывается в бункер. В ци-
клоне 5 бункера флюс падает на дно бункера.
а воздух выходит наружу.
Ьольшим недостатком системы является не-
возможность беспрерывной циркуляции флюса,
т. е. одновременного отсоса и ссыпки флюса,
так как вследствие разрежения в бункере
создаётся противодавление в ссыпной трубе,
препятствующее флюсу высыпаться из бун-
кера. Поэтому бункер всасывающей системы
следует применять лишь в тех случаях, когда
требуется только отсасывать флюс после
сварки, а засыпка флюса на изделие произво-
дится вручную.
Наиболее эффективным способом борьбы
с зависанием флюса в бункере является
устройство двухкамерного бункера, т. е. бун-.
кера, у которого верхняя часть, находящаяся
под разрежением, отделяется перегородкой с
заслонкой от нижней части, находящейся под
нормальным атмосферным давлением, из ко-
торой флюс может свободно высыпаться.
Время от времени флюс пересыпается из верх-
ней части в нижнюю;
отсос на это время
ВоздухД44
Фиг. 13. Схема флюсоап- Фиг. 14. Схема флюсоаппа-
парата всасывающей рата смешанной системы,
системы.
прекращается. Необходимость частой пере-
сыпки флюса и значительные габариты явля-
ются недостатком двухкамерных бункеров.
Система смешанного действия
схематически изображена на фиг. 14. Флюсо-
аппарат состоит из отсасывающей части ^.7,
цилиндрического бункера 2 с циклоном 3 и
крышки с большим отверстием, затянутым
фильтрующей тканью 4. Отсасывающая часть
состоит из сосуна 5, соединённого гибким
шлангом с инжектором 6, действующим от
сети сжатого воздуха. Инжектор расположен
на всасывающей трубе. Нижняя часть трубы,
находящаяся ниже инжектора, находится под
разрежением и работает на всасывание; верх-
няя часть трубы, расположенная выше инжек-
тора, работает на нагнетание. Следовательно,
бункер всё время находится под атмосфер-
ным и даже несколько избыточным давлением,
что обеспечивает надёжную ссыпку флюса яз
бункера.
Под действием струи сжатого воздуха,
выходящей из сопла инжектора, во всасыва-
ющей трубе создаётся разрежение, благодаря
которому туда засасывается струя смеси воз-
духа с флюсом. Скорость струи во всасываю-
щей части флюсопровода немного больше
скорости витания флюса (скорости струи, при
которой флюс находится во взвешенном со-
стоянии).
В камере инжектора струя смеси воздуха
с флюсом подхватывается струёй сжатого
воздуха, выходящей из сопла, при этом ско-
рость струи резко повышается. Проходя че-
рез плавно расширяющийся диффузор, струя
вновь теряет свою скорость и входит в бун-
ГЛ. VII]
СВАРОЧНЫЕ ГОЛОВКИ И АВТОМАТЫ
211
кер со скоростью, немногим превышающей
скорость витания. Дальнейшее расширение и
вращение струи в циклоне приводят к тому,
что флюс попадзет на дно бункера, а воздух
через фильтр выходит наружу.
Преимуществом описанного бункера яв-
ляется то, что он надёжно обеспечивает одно-
временный отсос и ссыпку флюса. Его
недостатки: а) большая скорость воздуха с
флюсом в нагнетательной части флюсопро-
вода, следствием которой являются повышен-
ный износ этой части, дробление флюса и
повышенный унос флюсовой пыли наружу;
б) соприкасаясь со струёй сжатого воздуха,
флюс увлажняется, вследствие чего надо ста-
вить осушитель сжатого воздуха. Этот бункер
применяется в тех случаях, когда приходится
варить длинные швы без остановки и тре-
буются непрерывный отсос и ссыпка флюса.
Головки для сварки угольным электродом
Применяющиеся на практике головки по
способу подачи угольного электрода в зону
дуги можно разделить на полуавтоматические
с подачей электрода сварщиком вручную и
автоматические, в которых подача произво-
дится механически со скоростью, автомати-
чески регулируемой в зависимости от напря-
жения дуги.
Угольные автоматы работают только на
постоянном токе*. Основная область их при-
менения — сварка стали малых толщин 1—6 мм.
Полуавтоматические головки
для сварки угольным электродом.
Сгорание угольного электрода по сравнению
с металлическим происходит очень медленно;
поэтому длину дуги по мере сгорания элек-
трода можно регулировать вручную с подачей
электрода на 3—5 мм/мин.
Полуавтоматическая головка изображена
на фиг. 15. Верхний цилиндр / имеет маточ-
ную гайку 2, которая охватывает электрододер-
жатель 3. При вращении пары конических
шестерён 4,5 электрод подаётся вниз. Средний
цилиндр б служит корпусом головки и снабжён
фланцем 7 для крепления головки к станку.
Внутри нижнего цилиндра 8 находится
электромагнит 9, создающий при сварке про-
дольное магнитное поле для направления дуги
вдоль оси электрода. Это необходимо для
борьбы с магнитным дутьём, которое особенно
сказывается при сварке постоянным током.
Обмотка электромагнита выполнена из мед-
ной трубки, внутри которой проходит вода,
охлаждающая головку во время сварки. Сер-
дечник магнита 9 изготовлен полым для прохо-
да электрододержателя с электродом. На ниж-
нем конце сердечника помещается контактная
втулка 10, подводящая сварочный ток к элек-
троду.
Автоматические головки для
сварки угольным электродом. Го
ловку для сварки угольным электродом можно
конструировать по типу головки для сварки ме-
таллическим электродом с автоматически регу-
лируемой скоростью подачи. При этом необхо-
димо учесть следующие особенности угольной
* С 1948 г. начала успешно применяться автомати-
ческая сварка угольным электродом под слоем флюса.
В этом случае возможна работа угольных автоматов и на
переменном токе.
сварки: расход угольного электрода и скорость
подачи очень малы по сравнению с металли-
ческим (в среднем меньше в 50—100 раз);
напряжение на дуге несколько выше, чем при
Фиг. 15. Полуавтомат для сварки угольным электродом.
сварке металлическим электродом, и соста-
вляет 35—40 в; питание дуги производится
обязательно достоянным током; мундштук
должен иметь электромагнит описанного выше
типа для управления дугой; головка должна
быть снабжена механизмом для подачи авто-
генизатора.
212
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
Автогенизатор, т. е. бумажный шнур диа-
метром 6—8 мм, пропитанный соответствую-
щим раствором, подаётся равномерно со ско-
ростью 5—7 м/час в область дуги, где он сго-
рает, выделяя газы, защищающие расплавлен-
ный металл от действия воздуха. Механизм
подачи шнура крепится на крышке головки
и приводится в движение от центрального
вала головки.
Подача шнура автогенизатора с бухты
осуществляется двумя роликами с насечкой,
которые связаны с центральным валом головки
при помощи двух цилиндрических пар ше-
стерён; одна пара—постоянная, другая — смен-
ная, которые дают возможность регулировать
скорость подачи шнура.
Присадочная проволока применяется для
сварки угольным электродом довольно редко;
поэтому механизм для подачи присадочной
проволоки выполняется в виде самостоятель-
ного приспособления, снабжённого отдельным
мотором. Механизм состоит из двух рифлё-
ных роликов и аналогичен механизмам подачи
проволоки в головках с постоянной скоростью
подачи. Для изменения скорости подачи при-
садочной проволоки служат сменные шестерни.
Пункты питания автоматов переменным
током
Всё силовое электрооборудование авто-
сварочных установок обычно монтируется в
пункте питания. В состав оборудова-
ния входят: сварочные трансформаторы и
дроссели; линейный контактор с двухполюс^
ным либо однополюсным разрывом силовой
цепи и различным числом блокконтактов; пре-
дохранители различной мощности; рубильники
силовой цепи и цепей управления; контак-
торы и реле, входящие в цепи управления;
электроизмерительные приборы и трансфор-
маторы тока; клеммные мостики.
Вся аппаратура пункта питания монтируется
в закрытом шкафу с каркасом из уголков.
Трансформаторы и дроссели устанавливаются
на специальном стеллаже, также изготовлен-
ном из уголков. Пункт питания соединяется
гибкими проводами марки ПРГ со сварочной
головкой и пультом управления, которые
смонтированы на автосварочном станке.
Для питания головки сварочным током
следует применять провод ПРГ сечением 95,70
и 50 мм2. Число проводов выбирается исходя
из силы тока, заданной режимом сварки. До-
пустимая плотность тока находится в пределах
3—3,5 а\мм\
Для питания цепей управления применяется
провод ПРГ сечением 2,5 и 1,5 лш2; примене-
ние проводов меньших сечении недопустимо
по условиям механической прочности.
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ
СВАРКИ
Назначение и состав станков
для автоматической сварки
При автоматической сварке подлежат ме-
ханизации две рабочие операции: подача элек-
тродной проволски в зону дуги и перемеще-
ние дуги вдоль шва. Подача электродной про-
волоки осуществляется сварочной головкой,
конструкция и действие которой описаны
выше. Станком для автоматической сварки
называется вся совокупность механизмов,
входящих в состав автоматической установки,
за исключением автоматических головок.
В состав обычной автосварочной уста-
новки (станка) входят следующие элементы:
одна или несколько сварочных головок; меха-
низмы, осуществляющие перемещение головок
относительно изделия или движение изделия
относительно головок; механизмы для регу-
лировочных и установочных перемещений го-
ловок и изделия; флюсовая аппаратура для
подачи флюса в зону сварки и удаления его
со шва после сварки; электроаппаратура упра-
вления — кнопочный пульт и контрольно-из-
мерительные приборы, монтируемые на станке
(оборудование пункта питания обычно, не
входит в комплект станка и монтируется от-
дельно); приспособления для подвода тока к
станку; приспособления в виде медных под-
кладок или флюсовых подушек, предохраня-
ющих шов от прожогов и протекания жидкого
металла в зазоры; приспособления для укладки
и кантовки свариваемых изделий (стеллажи,
стенды, кантователи и пр.); несущие конструк-
ции (рельсовые пути, фундаментные рамы,
колонны и пр.).
Основные требования к автосварочным
установкам и классификация станков
Основные требования. Установка должна
иметь достаточно высокую производительность,
оправдывающую её применение. Производи-
тельность установки определяется скоро-
стью сварки и коэфициентом использования
сварочных головок. Последний равен отноше-
нию машинного времени сварки к суммар-
ному времени, затрачиваемому на сварку и на
вспомогательные операции. Машинное время
зависит от скорости сварки и длины шва,
а вспомогательное время—от конструктив-
ной схемы установки и организации работ
на ней.
Для повышения коэфициента использова-
ния работа должна производиться с мини-
мальными простоями голоеок и сварщика.
Наибольший эффект в этом отношении дают:
увеличение числа рабочихмест,обслуживаемых
одной сварочной головкой, причём сборочные
и крановые операции не должны тормозить
работу сварщика; в случае одного рабочего
места — применение кантователя для быстрого
поворачивания изделия в нужное положение;
сокращение времени на установку головки
над швом за счёт применения установочных
механизмов и приспособлений.
Схема сварочной установки и расположе-
ние рабочих мест должны быть согласованы
с планировкой цеха. Движение изделий по
цеху не должно нарушаться встречными по-
токами. Станки для сварки длинных изделий
(балок, колонн, труб) желательно распола-
гать у стены или у колонн цеха, так как во
многих случаях это значительно упрощает
подвод тока и сжатого воздуха к сварочной
тележке.
Для массового и крупносерийного произ-
водств сварных изделий одного типоразмера
необходимо применять станки, узко специ-
ализированные для данного изделия, так как
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
213
они проще и удобнее в эксплоатации, чем
станки универсального назначения.
Чем больше диапазон между максималь-
ным и минимальным размерами однотипных
изделий, которые будут свариваться на про-
ектируемой установке, тем сложнее, неудобнее
и крупнее получается сварочная установка.
При проектировании последней не следует
ориентироваться на максимальный и минималь-
ный размеры изделий, которые придётся варить
редко; для таких редко встречающихся разме-
ров можно сохранить ручную сварку.
Удобство управления установкой является
одним из важнейших условий, влияющих на
производительность и качество сварки. Необ-
ходимо заботиться об оборудовании рабочего
места сварщика, о доступности органов упра-
вления для обслуживания и о том, чтобы свар-
щик во время работы находился в удобном
положении.
Сложность установки в целом и отдельных
её частей затрудняет её обслуживание и ста-
вит границы чрезмерной механизации всех
вспомогательных процессов.
Автосварочные станки следует проектиро-
вать возможно простой конструкции, так как в
большинстве случаев они изготовляются самим
заводом-потребителем в индивидуальном по-
рядке.
Несущие конструкции станка, а также кар-
касы сварочных тележек должны обладать до-
статочной жёсткостью во избежание дрожа-
ния электрода и порчи швов. Недостаточная
жёсткость несущих конструкций служит при-
чиной „примерзаний" электрода. Поэтому рель-
совый путь сварочной тележки не следует
крепить к колоннам подкранового пути, дро-
жащим при проходе мостового крана.
При большой загрузке цеховых кранов еле
дует снабжать автосварочные установки мест-
ными подъёмно-транспортными средствами в
виде поворотных консолей с талью, рольгангов
и т. п. Для сокращения операций подъёма
сборку и сварку деталей можно производить
в одних и тех же приспособлениях и кантова-
телях. При этом отпадает передача изделия со
сборочного стенда на сварочный станок. Но
технологический процесс надо построить так,
чтобы сборка не задерживала сварку. Кроме
того, необходимо учесть сложность конструк-
ции сборочно-сварочных кондукторов, вызван-
ную тем, что должен быть обеспечен сквозной
проход головки по всей длине шва.
Во всех механизмах рабочего движения
должна быть предусмотрена возможность тре-
буемого процессом изменения скоростей сварки,
в частности, требование о переключении ме-
ханизма с рабочего хода на холостой (мар-
шевый) ход. В случае лёгких сварочных те-
лежек достаточно предусмотреть отключение
тележки от электропривода с тем, чтобы пере-
двигать её холостым ходом вручную.
Катушка или державка с бухтой электрод-
ной проволоки должна закрепляться на станке
так, чтобы проволока сматывалась вдоль шва.
В случае поперечного расположения катушки
кривизна проволоки будет вызывать отклоне-
ние дуги от линии шва.
В местах крепления головки и катушки
с электродной проволокой необходимо преду-
сматривать достаточную электрическую изо-
ляцию от корпуса станка и от земли.
Классификация автосварочных станков.
В зависимости от формы шва станки выпол-
няются для сварки швов: прямолинейных, кру-
говых, прямых и круговых (в основном резер-
вуаров, котлов и труб), криволинейных (спе-
циализированные для одного изделия).
В зависимости от назначения сварочные
станки делятся на специализированные и уни-
версальные; последние применяются редко.
Станки для сварки прямолинейных швов
Эти станки предназначаются для сварки
балок, колонн и других изделий, имеющих
один или несколько прямолинейных швов.
Станки с несамоходными сва-
рочными головками, подвешенными на
самоходных тележках. При сварке тележка
с головкой движется вдоль шва по стационар-
ному рельсовому пути с заданной скоростью,
для чего она снабжена специальным электро-
приводом. Станки этого типа характеризуются
тем, что они имеют минимум два электро-
привода: один на головке — для подачи элек-
тродной проволоки, другой—для движения те-
лежки.
Для изделий небольших размеров и веса
иногда целесообразно оставлять головку не-
подвижной, а на движущейся тележке поме-
щать изделие.
Станки с самоходными свароч-
ными головками или автоматами, дви-
жущимися по стационарному или передвиж-
ному пути. Характерной особенностью этих
станков является то, что электропривод го-
ловки осуществляет не только подачу про-
волоки, но и рабочее движение головки вдоль
шва. Поэтому при наличии самоходной го-
ловки эти станки отличаются простотой изго-
товления. Однако при всей своей простоте
и надёжности они обладают двумя недостат-
ками, ограничивающими область их примене-
ния: 1) путь для самоходной головки, или
автомата, располагается обычно над сварива-
емым изделием; поэтому в случае тяжёлых
изделий, подаваемых на станок краном, необ-
ходимо убирать путь с помощью катучей
балки, консольной тележки и пр.; 2) вследствие
сравнительно низкого расположения пути над
изделием (порядка 60и мм) исключена воз-
можность сварки двутавровых и тавровых
балок высотой более 600 мм. Для высоких
профилей можно рекомендовать станки с не-
самоходными головками.
Установки с несамоходными головками.
Установка со сварочной тележ-
кой велосипедного типа для сварки
двутавровых балок высотой до 1 м (фиг. 16).
Восемь отдельно стоящих опор / служат для
укладки балок. Каждая опора имеет постоян-
ную часть и сменные планки 2, которые кре-
пятся к опоре болтами. Размер планок
устанавливается в зависимости от ширины
пояса балок с таким расчётом, чтобы пояс-
ные швы всегда находились на одном уровне
и примерно на одном расстоянии от го-
ловки.
Велосипедная тележка 3 перемещается по
двум рельсам вдоль балок, уложенных на
стеллажах. Моторный привод 4 тележки по-
зволяет давать ей передвижение либо со сва-
рочной скоростью, либо с маршевой. Измене-
214
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
Электромотор ДД
I Уровень сварки
1800-
Ппан установки
у//////////////////^^^^
Фиг. 16. Установка со сварочной тележкой велосипедного типа для сварки двутавровых балок высотой до 1 м.
Фиг. 17. Установка со сварочной тележкой глагольного типа.
ние скоростей производится трёхступен-
чатой коробкой скоростей и сменными
шестернями.
Сварочная головка типа УСА подве-
шена на консоли велотележки. Опоры
запроектированы так, чтобы при балках
разного размера швы занимали примерно
одно и то же положение; поэтому в кон-
струкции велотележки не предусмотрено
никаких механизмов для установочных
перемещений головки по высоте и по
горизонтали—поперёк шва. Небольшие
регулировочные перемещения электрода
осуществляются при помощи механиз
мов самой головки: поперёк шва — за
счёт шарнирного качания мундштука;
по вертикали — за счёт выдвижения '
мундштука. Чтобы сварщик мог рабо-
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
215
тать с обеих сторон балки, предусмотрена
возможность поворота головки на 180° отно-
сительно вертикальной оси.
Нижний рельс 5 пути для велотележки
расположен на уровне пола, а верхний 6 укре-
плён на стене. Гирлянда проводов, служащих
для подачи тока от пункта питания к вело-
тележке, подвешена на кошках 7, свободно
перемещающихся по монорельсу.
Основные данные установки со сварочной
тележкой велосипедного типа приведены
в табл. 3.
Установка со сварочной тележ-
кой глагольного типа (фиг. 17). Сва-
рочная тележка 1 перемещается по горизон-
тальному рельсовому пути, уложенному на
довольно широких пределах. Головка закре-
плена на конце консоли 2, вылет которой может
меняться в пределах 1300 мм. Вертикальное
перемещение консоли по трубчатой колонне
3—в пределах 1500 мм.
Глагольная тележка может обслуживать
несколько рабочих мест для сварки разно-
типных громоздких изделий.
Тележка оборудована электроприводом 4
с бесступенчатым регулированием скорости
сварки в пределах от 15 до 50 м/час и пере-
ключением на маршевую скорость 12 м/мин.
Подвод тока к тележке осуществляется
гибкими проводами 5 в виде гирлянды, под-
вешенной к кошкам 6, передвигающимся по
монорельсу.
V/////////////////////////////////)V/////////////////////////////////Ay/////////////7///////w
7л7,
-12000
////
Шдоюоо
Фиг. 18. Установка с консольной самоходной тележкой.
уровне пола. Перестановка сварочной головки
по вертикали и по горизонтали возможна в
Таблица 3
Показатель
Наибольшие размеры свариваемых
двутавровых балок в At:
длина
высота
ширина
Сварочные скорости велотележки
в м\час (от — до)
Маршевая скорость в м/мин до . .
Величина
i8
X
о,4
12 — 6l
32
Установка с консольной само-
ходной тележкой (фиг. 18). Простая по
конструкции консольная тележка получила
широкое распространение для сварки стан-
дартных узлов в серийном производстве. Че-
тырёхколёсная тележка / с электроприводом
несёт горизонтальную консольную штангу 2
со сварочной головкой. Штанга закреплена
на раме тележки при помощи двух хомутов,
позволяющих изменять вылет консоли в пре-
делах от 500 до 1000 мм. Рельсовый путь (из
двух полос квадратного железа) закреплён на
стационарной эстакаде 3, установленной вдоль
опор 4, на которые укладываются сваривае-
мые изделия.
Изменение скоростей сварки производится
сменными шестернями приводного механизма
тележки. Для перекатывания её вручную (мар-
шевым ходом) предусмотрено отключение ко-
лёсного полуската тележки от электропривода.
216
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
(РАЗД. IV
Установки с самоходными головками.
Установка с катучей балкой и пе-
ремещающимся по ней самоход-
ным автоматом (фиг. 19). Установка
предназначена для сварки однотипных изде-
лий, состоящих из двух листов, сваренных ме-
жду собой двумя швами—наружным и внутрен-
ним. Листы соединяются под углом около 120°.
Ручная катучая балка 1 с монорельсом 2
изделий небольшой длины (до 3 м) раци-
онально применять ручные велосипедные те-
лежки с консолью, по которой ходит само-
ходная головка. Рельсовый путь для вело-
тележки можно закрепить на стене или на
колоннах цеха, не загромождая производствен-
ных площадей.
Установка такого типа изображена на
фиг. 20.
Штурвал для передвижения
катучей балки I
Самоходный автомат УСД-?
Кошка для гирлянды
\ проводов
Габарит кантователя 7200
8600 ——
700 —
1-е рабочее место
Вид по стрелке Z
Фиг. 19. Установка с катучей балкой и перемещающимся по ней самоходным автоматом.
для гирлянды проводов, питающих головку
током, представляет собой передвижной путь
для самоходного сварочного автомата типа УСА.
Катучая балка может перемещаться по рель-
совому пути 3. Для сборки и сварки изделий
служат два параллельно расположенных кан-
тователя (на чертеже на изображены). Пока
в одном кантователе производится сборка, в
другом производится сварка (сварщик и сбор-
щики работают одновременно на разных канто-
вателях).
Установка с ручной велотележ-
кой и самоходной головкой типа
САГ (фиг. 20). Установки с катучими бал-
ками несколько загромождают площадь цеха
и стесняют работу крановщика. Для сварки
Велотележка 1 передвигается от одного
рабочего места к другому вручную. Для более
точной установки её над швом предусмотрен
штурвал 2 на одном из нижних бегунков те-
лежки. Обычно маршевое передвижение те-
лежки осуществляется толканием, что бы-
стрее и проще.
Велотележка оборудована бункером-сепа-
ратором 3 для отсоса флюса со шва. Зарядка
карманов самоходной головки САГ флюсом
производится из бункера.
Установка со стационарным
путём для самоходной головки
САГ (фиг. 21) предназначается для сварки
плоских листов встык и снабжена зажимным
устройством.
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
217
Для листов малой толщины (до 5 мм) за-
жимное устройство имеет двоякое назначение:
выправлять неточно собранные кромки листов,
приводя их в одну плоскость, и уменьшать
коробление листов при сварке; плотно при-
жимать к стыкуемым кромкам снизу медную
подкладку для предохранения шва от прожогов
и протекания жидкого металла при сварке.
установку специальным стеллажем-рольгангом,
набранным из самоустанавливающихся ро-
ликов.
Для сварки толстых листов встык приме-
няются станки такого же типа, но вместо
медной подкладки устраивается флюсовая
подушка с пневматическим поджатием флюса
к кромкам.
V////////////////////A
\
Фиг 20. Установка с ручной велотележкой и самоходной
головкой типа САГ.
Если толщина листов более 5 мм, то за-
жимным устройством пользуются только для
поджатия предохранительной подкладки, ко-
торая в этом случае устраивается в виде
флюсовой подушки.
В станке, изображённом на фиг. 21 и пред-
назначенном для сварки тонких листов, за-
жимное устройство состоит из двух верхних
балок /, к которым прижимаются кромки сва-
риваемых листов, и нижней подвижной балки 2
с медной полосой 4. При помощи шланга 3
со сжатым воздухом медная подкладка плотно
прижимается к листам.
На одной из верхних балок зажимного
устройства смонтирован путь 5 для самоход-
ной головки типа САГ и монорельс б'для гир-
лянды проводов.
Для облегчения подачи свариваемых ли-
стов в станок рекомендуется оборудовать
Станки для сварки круговых швов
Станки карусельного типа с го-
ризонтальной или наклонной планшайбой, на
которой укладывается свариваемое изделие.
При сварке изделие вращается с нужной
скоростью относительно неподвижной го-
ловки.
Примером такого станка может служить
карусельный станок, изображённый на фиг. 22.
Он предназначен для приварки колец диаме-
тром до 2 м. Угловой шов сечением 16X16 мм
варится в положении лодочки и поэтому ось
планшайбы наклонена под углом 45°. Станок
оборудован двумя каруселями 1 и одной сва-
рочной головкой, работающей поочерёдно на
каждой карусели. Во время сварки на одной
карусели на другой производится смена изде-
лия краном. Головка с аппаратурой смонти-
рована на поворотном кронштейне 2 трубча-
той колонны 3. При переходе с одной кару-
сели на другую кронштейн вручную повора-
чивается на 120°.
Другой пример автосварочного карусель-
ного станка с двумя каруселями приведён
на фиг. 23. Станок предназначен для приварки
двух штампованных дисков к обечайке и к
ступице барабана. Все швы угловые и должны
свариваться в лодочку, поэтому карусельные
планшайбы установлены наклонно. Обе план-
шайбы 1 с электроприводом для их вращения
смонтированы на подвижном столе 2, при по-
мощи которого под головку подводится по-
очерёдно то правая, то левая карусель с кат-
ком. Электропривод соответственно переклю-
чается либо на правую, либо на левую ка-
русель.
Так как сварка швов барабана произво-
дится на разных уровнях (шов у ступицы
расположен выше шва у обода), в конструк-
ции станка предусмотрена специальная ка
ретка 3, которая может быстро и легко пере-
вести сварочную головку из одного положе-
Шланг для загрузки
флюса в головки,
Самоходная
сВарочная
головка
топа СДГ
Фиг. 21. Установка со стационарным путём для самоходной головки САГ.
ГЛ. VI!]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
219
ния в другое. Каретка, выполненная в виде
выдвижной наклонной штанги на роликах,
уравновешена контргрузом. На конце этой
штанги закреплена головка.
Бункер-сепаратор
для флюса
На фиг. 24 приведена установка для авто-
сварки кольцевых стыков котельных бараба-
нов диаметром от 200 до 500 мм. Сварочная
головка с аппаратурой смонтирована на трёх-
||[ Провода закрс-
jjj пить на стене
цеха,выт/с/пи8,
:8оШную пет-
лю для поворо-
та кронштейна
на 120'
Пульт управления
Сварочная головка „ Д-80 "
Уровень сварки
Фиг. 22. Карусельный станок для приварки колец.
Станки с приводными ролико-
выми стендами для вращения из-
делия при сварке в основном предна-
значены для сварки круговых швов труб, ба-
рабанов, котлов и пр. Они характеризуются
наличием роликового стенда — стационарного
или передвижного, в зависимости от того,
передвигается ли головка вдоль трубы (от
стыка к стыку) или нет. В последнем случае
роликоопоры устанавливаются на вагонетке,
при помощи которой свариваемая труба или
барабан подводится под сварочную головку.
колёсной портальной тележке /, передвигае-
мой вручную от стыка к стыку. Рельсовым
путём тележки служит фундаментная рама
роликового стенда.
На тележке имеются два супорта для уста-
новочных перемещений головки: один — для
подъёма и опускания головки в пределах
350 мм (в зависимости от диаметра трубы и
уровня сварки), другой — для поперечного
горизонтального перемещения головки, необ-
ходимого при смещении электрода с зенита
кольцевого шва. Супорты снабжены махович-
220
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
ками, выведенными на фронт управления.
В конструкции крепления головки преду-
смотрена возможность наклона головки в
плоскости шва, который необходим при сварке
на больших силах тока.
Стенд состоит из роликового вращателя 2
с электроприводом и двух холостых ролико-
опор 3, смонтированных на общей фундамент-
ной раме. Роликовращатель имеет четыре при-
водных ролика с резиновыми шинами, которые
с помощью специального рычаЖно-винтового
Сжатый возду*
В станках с роликовыми вращателями окруж-
ная скорость роликов всегда равна окружной
скорости изделия (т. е. скорости сварки) не-
зависимо от диаметра изделия. Следователь-
но, в роликовых стендах необходимо менять
скорость вращения роликов только при изме-
нении скорости сварки, а не диаметра изделия.
Из этих соображений центровые станки не
могут быть рекомендованы для сварки изде-
лий с большим диапазоном диаметров, так как
это усложняет не только конструкцию привода
станка, но и его настройку на
заданный скоростной режим.
Вторым недостатком цен-
трового вращателя является
относительная сложность за-
правки изделия в центрах.
На фиг. 25 приведён цен-
тровой станок с двумя вра-
щателями (рабочими места-
ми), работающими поочерёдно.
Станок предназначен для свар-
ки кольцевых швов, Оба шва
варятся одновременно двумя
головками /, подвешенными
Фиг. 23. Карусельный станок для автосварки обечаек с дисками.
механизма с рессорой сильно поджимаются к
свариваемому барабану. Этим устраняется
опасность буксования барабана при сварке.
Установка оборудована двумя одинако-
выми роликовыми стендами, работающими по-
очерёдно.
Центровые сварочные станки
применяются для сварки цилиндрических из-
делий небольшого габарита и веса, которые
сравнительно легко можно заправить в центры.
Вращение изделия во время сварки осуще-
ствляется центровым вращателем.
Преимуществом центровых станков яв-
ляется точная фиксация вращаемого изде-
лия в осевом направлении, чего нет у роли-
ковых стендов, которые почти всегда вращают
изделие с некоторым осевым сдвигом, вслед-
ствие чего сварщик должен внимательно сле-
дить за направлением дуги по шву и коррек-
тировать его на ходу.
Недостаток центрового вращателя со-
стоит в том, что при сварке изделий разного
диаметра на одной и той же скорости сварки
приходится менять число оборотов шпинделя.
на общей каретке 2. При переходе с одно-
го рабочего места на другое головки при-
поднимаются рычагом 3 и каретка вруч-
ную передвигается на другое рабочее ме-
сто. Изделия подаются и убираются со станка
накатом, двумя параллельными потоками (по
числу рабочих мест). Для облегчения заправки
изделия в центровые шайбы каждый враща-
тель снабжён специальным рычажным при-
способлением 4, которым изделие легко уста-
навливается на линию центров и заправляется
в переднюю бабку станка. После этого пу-
скается сжатый воздух в пневматический
цилиндр 5 задней бабки и изделие зажимается
в центровых шайбах. Станок оборудован бун-
кером-сепаратором 6 для непрерывной за-
сыпки флюса в зону сварки и отсоса просы-
пающегося флюса из нижнего флюсоприём-
ника 7. Вверху на фиг. 25 изображены сва-
риваемые швы.
Станки с торцевым вращателем.
Свариваемая труба закрепляется одним своим
торцом в патроне вращателя. Если труба
имеет значительную длину, то её необходимо
•ww OOS—OOS wodiawEHir aoHBgedeg хннфэюя аоянхз хиазляи-оч инёеаэ vvt вмаонвхэ^ '\z 'Jh<j>
охзп онэшо
\Х^\^\\\\\\\\\\\\\\\\\\\\^^^
ы _.-=
с i г
! \1 I. \-
r=zz:J|—-~-\-
-00S9-
¦ ооогi
3SN аэьодо^Л
оооег -
-0059-
-ооог—-г
пцдоношо(\ hduи ппцээьпшонэхэ
т
ooo2i
000Я
UuVl
oos9
от-
j j
VA
222
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
ещё опереть на промежу-
точные холостые ролики,
играющие роль люнетов.
Преимущество торцевых
вращателей заключается в
невозможности самопроиз
вольного осевого сдвига
трубы при сварке кольце-
вого шва. Это обстоятель-
ство имеет решающее зна-
чение при выборе типа
станка для наплавки какой-
нибудь цилиндрической по-
верхности на значительной
ширине. В этих случаях на-
плавка валиков обычно про-
изводится по винтовой ли-
нии (виток к витку) с опре-
делённым щагом и поэтому
никакие самопроизвольные
сдвиги в осевом напра-
влении недопустимы, так
как они нарушают шаг на-
плавки.
На фиг. 26 изображена
сварочная установка с тор-
цевым вращателем / для
наплавки муфт бурильных
труб диаметром200—250.мл*.
Ширина наплавки — до
350 мм. Труба длиной 10—
12 м имеет две муфты по
концам. Наплавка произво-
дится двумя головками одно-
временно на обоих концах.
Каждая головка с комплек-
том пусковой и регули-
ровочной аппаратуры смон-
тирована на ручной тележке
портального типа, отдельно
изображённой на фиг. 26.
Во время наплавки обе
тележки 2 с головками стоят
неподвижно, а труба вра-
щается с нужной для свар-
ки скоростью. Кроме того,
труба при сварке имеет
продольное перемещение,
соответствующее заданному
шагу наплавки. Вращение
трубы и продольная подача
её осуществляются спе-
циальным торцевым враща-
телем 1, который во время
сварки движется вместе с
трубой по направляющим.
Оба движения производятся
одним электроприводом,
причём продольная подача
осуществляется ходовым
винтом и маточной гайкой.
Скорость вращения и ско-
рость продольной подачи
можно изменять сменными
шестернями привода. Изме-
нение скоростей требуется
лишь в период наладки
станка и подбора режима
сварки-
Промежуточные ролико-
опоры 3 для трубы смонти-
рованы на тележках и снаб-
вид по стрелке Д
Складочное место для изношенных тру5
Фиг. 26. Сварочная установка для наплавки муфт бурильных труб.
224
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД.IV
жены подъёмными приспособлениями для на-
стройки на тот или иной диаметр трубы.
Подача трубы на станок производится нака-
том вручную.
Для облегчения укладки и съёмки трубы
с роликов предусмотрены соответствующие
рычажные устройства. Во время укладки и
съёмки трубы обе портальные тележки отво-
дятся в стороны.
Аппараты для круговой сварки
отличаются от обычных станков для сварки
круговых швов тем, что во время сварки из-
делие неподвижно, а головка движется по
окружности шва.
Аппараты для круговой сварки рекомен-
дуется применять для автосварки громоздких
Фиг. 27. Установка с аппаратом для круговой
автосварки.
изделий, для которых нецелесообразно соору-
жать дорогостоящие карусели, роликовые
стенды и пр., либо таких изделий, которые по
своей конфигурации неудобны для заправки
в какой-либо вращатель.
На фиг. 27 изображена простейшая уста-
новка для круговой сварки, предназначенная
для приварки колец.
Кольца привариваются угловым швом,
имеющим размеры до 8X8 мм.
Аппарат представляет собой круглый ба-
рабан /, по верхней кромке которого, как по
направляющему рельсу, движется специальная
самоходная головка 2. При этом электрод
описывает окружность, совпадающую со швом.
На аппарате смонтированы кнопочный пульт
управления и державка с электродной прово-
локой 3. Весь аппарат подвешен к кошке 4
на поворотной стреле 5, с помощью которой
его можно перемещать с одного рабочего
места на другое.
Перед сваркой аппарат устанавливается на
изделие и при помощи специального устрой-
ства центрируется по шву. В установках
описываемого типа рабочие места предста-
вляют собой простые столы без всяких меха-
низмов.
Станки для сварки прямых и круговых
швов цилиндрических сосудов
Станки предназначаются для.сварки котлов,
барабанов и труб, имеющих круговые и про-
дольные швы. Сварка круговых швов произ-
водится при вращении изделия относительно
неподвижной головки. Сварка продольных
швов производится при движении головки от-
носительно неподвижного изделия или при
движении изделия относительно головки.
В подавляющем большинстве случаев станки
рассматриваемой группы снабжены стацио-
нарными роликовыми стендами для рабочего
вращения изделия во время сварки. В неко-
торых конструкциях станков роликовые стенды
смонтированы на самоходных тележках, кото-
рые передвигают изделие во время сварки
продольных швов.
Для сосудов диаметром до 1,3 м приме-
няются станки только для наружной сварки,
так как автомат внутри сосуда не помещается.
Сосуды диаметром свыше 1,3 м можно варить
автоматом не только снаружи, но и изнутри.
Установка для автосварки на-
ружных швов (кольцевых и продольных)
барабанов диаметром от 0,5 до 1,2 л и длиной
до 6 м. В состав установки (фиг. 28) входят:
самоходная велотележка / с автоматом УСА-2;
два стационарных роликовых стенда 2, рабо-
тающих поочерёдно; несущие пути для вело-
тележки, причём верхний путь 3 служит
одновременно монорельсом для гирлянды
проводов.
Автомат УСА-2 подвешен к вертикальной
трубчатой штанге 4, которая может повора-
чиваться вокруг своей оси на +90°. Этот
поворот, необходим при переходе от сварки
кольцевых швов на сварку продольных для
того, чтобы плоскость катушки с электрод-
ной проволокой совпала с осью шва.
Предусмотрены также подъём и опускание
штанги в пределах 750 мм для настройки на
тот или иной диаметр барабана. Сварка коль-
цевых угловых швов производится наклонным
электродом. Для того чтобы осуществить этот
наклон, в подвеске автомата имеется соот-
ветствующее шарнирное устройство 5 с
зажимом.
Велотележка снабжена электроприводом 6
для сварочного движения. Для перекатки те-
лежки вручную (маршевым ходом) предусмо-
трена коническая фрикционная муфта для
отключения ведущего бегунка от электро-
привода.
В электроприводах роликовых стендов пре-
дусмотрено дистанционное переключение с
рабочего на маршевый ход и обратно. Это
переключение производится электромагнитами
КМТ, управляемыми кнопками с рабочего
места сварщика.
Установка для автосварки на-
ружных и внутренних швов бара-
банов диаметром от 1,35 до 3,20 м и длиной
до 5 м (фиг. 29) состоит из: роликового
стенда 1, смонтированного на самоходной
платформе 2; стационарной колонны 3с подъём-
ной консолью 4, на которой подвешены сва-
рочный автомат и кабина для сварщика. Элек-
тропривод 5 стенда можно переключать либо
на вращение роликов, либо на передвижение
платформы. Кроме того, предусмотрено пере-
\
Верхний уровень рельса Провода
Штурвал для ручного
передвижения телеЖки
Дере8янны„
\ настил для
сварщика \
JpJQ
Рабочее место 1
3495
6000-г
J
-8300
Фиг. 28- Установка иля автосварки наружных швов (кольцевых и продольных) барабанов диаметром 0,5— 1,2 мм.
226
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
ключение привода с рабочей на маршевую
скорость, и обратно. Все эти переключения
производятся кнопками, расположенными на
пульте управления 6 в кабине сварщика.
Подъём и опускание консоли осуществляются
моторным приводом 7скнопочным управлением.
Работа на станке производится в следую-
щем порядке: 1) платформа 2 выводится за
пределы консоли (маршевым ходом); 2) кон-
соль с автоматом опускается в нижнее поло-
жение—на уровень сварки внутренних швов;
3) барабан, предварительно собранный на
прихватках, укладывается на роликовый стенд;
автомат относительно неподвижного изделия.
Во втором случае (фиг. 29) это движение про-
изводится самоходной платформой роликового
стенда, перемещающей изделие относительно
неподвижного автомата. Часто сварочная уста-
новка получается значительно проще, если при-
менить самоходный сварочный автомат либо
сварочный трактор, т. е. автомат, движущийся
непосредственно по изделию.
Установка с самоходным авто-
матом типа УСА, изображённая на
фиг. 30, предназначается для сварки длинных
труб диаметром 0,6—1,2 м, набранных из от-
Сборочный кабель, провода и воздушный шланг
Дбтонат УСД-2
Фиг. 29. Установка для автосварки наружных и внутренних швов барабанов диаметром от 1,35 до 3,20 м.
4) платформа с барабаном заводится в станок
и производится сварка внутренних швов; при
этом консоль 4 с автоматом находится внутри
барабана; 5) после сварки внутренних швов
платформа с барабаном снова выводится на-
ружу, а консоль поднимается вверх на уро-
вень сварки наружных швов; 6) платформа
заводится под консоль и производится сварка
наружных швов.
Сварка внутренних стыковых швов произ-
водится на специальной флюсовой подушке 8
с пневматическим поджатием флюса к шву.
Сборка барабана производится на отдель-
ном сборочнол! стенде вне сварочной уста-
новки.
Сварочные установки, изображённые на
фиг. 28 и 29, снабжены несамоходными свароч-
ными автоматами типа УСА. В первом случае
(фиг. 28) продольное сварочное движение осу-
ществляется велотележкой, передвигающей
дельных обечаек длиной по 1,5 м. Продоль-
ные и кольцевые швы трубы варятся автома-
том только снаружи. Если швы стыковые, то
во избежание прожогов при автосварке необ-
ходимо их собирать на остающейся железной
подкладке или предварительно подварить
их изнутри вручную хотя бы беглым швом.
В состав установки входят: два стационарных
роликовых стенда 1, работающих попеременно;
самоходный аппарат типа УСА; ручная вело-
тележка 2 с подвешенным к ней путём 3 для
самоходного автомата; рельсовый путь 4 для
велотележки, закреплённый на стене или на
колоннах цеха; монорельс 5 для гирлянды
проводов.
Путь для автомата УСА подвешен к вело-
тележке так, что его можно поворачивать в
горизонтальной плоскости на угол 90° и уста-
навливать его либо вдоль трубы, либо попе-
рёк. Первое положение пути соответствует
-2500-
-350
Маховичок подъ-
ёмного механизма
Y«s* r4«T»i s-J^WT
±±—2600-
~ Самоходный
абтомат УСД
\
\
'$^'^^
-4600
План установки
/
Рабочее место 1
Рабочее место 2
-23000
Фиг. 30. Установка с самоходным автоматом УСА для наружной сварки длинных труб диаметром 0,6-1,2 м.
228
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
сварке продольных швов обечаек, второе —
соответствует сварке кольцевых швов.
При сварке продольных швов автомат
движется по своему пути 3 вдоль шва. Вело-
тележка 2 при этом стоит неподвижно. При
сварке кольцевых швов велотележка и авто-
мат стоят на месте, а труба вращается роли-
ковым стендом. Поворот пути на 90° для
ПереООижноп балкон
Сварочный трактор
(при сварке кольцевого mSaj
Трактор при сварке
продольного шва
1 «I
Штурвал для передви-
жения телеМи с
балконом
Фиг. 31. Установка со сварочным трактором для автосварки барабанов большого
диаметра.
сварки кольцевых швов необходим для того,
чтобы расположить бухту электродной прово-
локи в плоскости шва.
Длина пути для автомата УСА рассчитана на
сварку продольного шва одной обечайки,
т. е. до 1,5 м. После сварки одной обечайки
велотележка передвигается на следующую
обечайку и т. д.
Для того чтобы установить автомат на не-
обходимый уровень сварки, зависящий от диа-
метра трубы, предусмотрен соответствующий
винтовой механизм для подъёма и опускания
всего пути с автоматом в пределах 600 мм.
Механизм выполнен в виде трубчатой теле-
скопической штанги 6 с внутренним подъём-
ным винтом. Путь для автомата УСА закре-
плён на нижнем конце выдвижной штанги и
вместе с ней может не только подниматься,
но и поворачиваться на 90°.
Установка со сварочным трак-
тором, изображённая на фиг. 31, предна-
значается для автосварки барабанов большого
диаметра (до 3,5 м). Длина барабанов при
сварке трактором может быть значительно
больше, чем в установке с подъёмной кон-
солью, изображенной на фиг. 29, так как она
не лимитируется вылетом консоли. В уста-
нозке, приведённой на фиг. 29, вылет консоли
должен быть равен или больше длины бара-
бана, что совершенно недопустимо при длинах
порядка 15—20 м и выше. Для внутренней
сварки длинных барабанов наиболее целесо-
образно применять сва-
рочные тракторы. В этом
заключается одно из
главных преимуществ
установок со сварочны-
ми тракторами типа, изо-
бражённого на фиг. 31.
Второе преимущество
их состоит в том, что
при сварке барабанов не-
правильной формы (ко-
нических,- сигарообраз-
ных и пр.) тракторы лег-
ко разрешают проблему
так называемой „плаваю-
щей" головки. Швы та-
ких барабанов при вра-
щении описывают про-
странственные кривые —
.плавают". Поэтому,
если головка ничем не
связана с барабаном,
направление её по шву
весьма затруднено, а
иногда и невозможно.
Трактор при сварке опи-
рается непосредственно
на барабан и, следова-
тельно, копирует все его
плавающие движения.
Особенно удачно этот
вопрос разрешается в
том случае, если швы
имеют стыковой зазор
или разделку, по кото-
рой трактор может дви-
гаться, как по напра-
вляющему рельсу.
Третье преимуще-
ство трактора заключает-
ся в том, что благодаря своей портативности он
является почти единственным типом свароч-
ного аппарата для сварки внутренних швов
в замкнутом сосуде.
При этом сосуд должен иметь хотя бы
один люк, через который можно протащить
трактор.
Недостатком трактора является отсутствие
флюсоаппарата на нём и неудобство манипу-
лирования, требующее повышенной квалифи-
кации сварщика.
Изображённая на фиг. 31 установка обору-
дована стационарным роликовым стендом и
передвижным балконом, на котором поме-
щается рабочий при сварке наружных швов.
Балкон может устанавливаться на необходи-
мую высоту при помощи специального меха-
низма или подъёмной талью. Передвижение
балкона от одной обечайки к другой произ-
водится вручную.
Сварочный трактор в нерабочем состоянии
помещается на балконе. В рабочем состоянии
трактор устанавливается на барабан либо
сверху — для сварки наружных швов, либо
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
229
внизу (внутри барабана) — для сварки внутренних
швов.
При* сварке наружных кольцевых швов ведущие
бегунки трактора отключаются от привода, а шасси при-
соединяются к балкону шарнирной горизонтальной тягой.
Эта тяга удерживает трактор на месте, не стесняя,
однако, свободы его „плавающих" движений.
При сварке внутренних, кольцевых швов трактор
движется своими бегунками по барабану со скоростью,
равной окружной скорости барабана, но направленной
в противоположную сторону. Благодаря этому факти-
чески трактор стоит на месте, а барабан под ним дви-
жется с заданной скоростью сварки. Точная синхрони-
зация скоростей трактора и роликового стенда возможна
только при очень сложной электрической связи между
ними, что ограничивает его использование. Поэтому
трактор и роликовый стенд будут иметь при сварке не
совсем одинаковую скорость и, следовательно, трактор
будет либо отставать, либо забегать вперёд. Гораздо
лучше, если трактор имеет тенденцию отставать, так
как это отставание легко компенсировать периодиче-
скими остановками роликового стенда, не прекращая
движения трактора и не нарушая процесса сварки. Если
же трактор забегает вперёд, необходимо время от вре-
мени останавливать сам тракгор, т. е. прерывать про-
цесс сварки, что вредно отзывается на качестве шва
и на производительности.
При подборе рабочих скоростей для трактора и ро-
ликового стенда следует назначить для трактора ско-
рость, несколько меньшую, чем для стенда. Кнопка для
остановки роликового стенда должна быть расположена
непосредственно на тракторе (под рукой у сварщика).
При сварке продольных швов (наружных и вну-
тренних) барабан неподвижен, а трактор движется по
барабану вдоль шва.
Станки для сварки криволинейных швов
Станки рассматриваемой группы выполняются раз-
нообразной конструкции, так как они зависят от габа-
ритов изделия и конфигурации шва. В отношении сва-
рочных движений могут быть такие комбинации: го-
ловка движется вдоль криволинейного шва при непо-
движном изделии; изделие движется по заданной траек-
тории (соответствующей кривизне шва) относительно
неподвижной головки; оба движения совмещаются.
Использование обоих движений применяется, например,
при сварке шва, состоящего из прямых и круговых
участков, когда прямой шов варится самоходной голов-
кой, а круговой — вращением изделия.
Пример простейшей установки для сварки криволи-
нейных швов приведён на фиг. 32 и 33. Установка
предназначена для сварки продольных балок железно-
дорожной платформы. Двутавровая балка № 55 с рас-
положением швов на ней изображена на фиг. 32. Пред-
варительчо в стенке балки по концам делаются кли-
новые вырезы; после этого полка двутавра подгибается
до соприкосновения со стенкой и балка принимает
форму, изображённую на фиг. 32. Швы имеют вид
ломаных линий и должны вариться с обеих сторон.
Установка оборудована четырьмя одинаковыми сва-
рочными тележками, что даёт возможность произво-
дить сварку двух балок одновременно с обоих концов.
Одна пара тележек варит швы только с одной стороны
балки, а вторая пара—с обратной стороны на дру-
гом режиме. Благодаря такой специализации свароч-
ных тележек не нужно перестраивать режима после
сварки каждой балки.
Рельсы для тележек закреплены на станине, кото-
рая одновременно служит и столом для свариваемых
балок. После сварки первых швов балка переворачи-
вается на другую сторону специальным пневматиче-
-09S-
Г
009'
atI
QZL
09Р1-
230
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
ским кантователем и обе тележки маршевым
ходом переезжают на другой конец стеллажа,
где для них уже подготовлена новая балка.
Сварочная тележка сконструирована так,
что хотя она во время сварки движется по
прямым рельсам, но головка описывает кри-
волинейный путь и точно направляется по
шву специальным копирным устройством.
швом гарантируется самим способом газовой
резки балки, при котором резак направляется
по полке таким же роликом.
На тележке предусмотрены откидное си-
денье для сварщика 4 и подножка 5. Рабочая
скорость тележки может варьироваться в пре-
делах 25—50 м/час. Маршевая скорость равна
20 м/мин.
V///////////////////////^ ////yp////////////^
-1450
Универсальные
автосварочные установки
Ведущий бегунок
управления
Труба, шруЖ. дцам. 133
4>нг. 33. Сварочная тележка для автосварки криволинейных швов балок
железнодорожных платформ.
Тележка (фиг. 33) снабжена выдвижной гори-
зонтальной штангой /, на конце которой 3aj
креплены сварочная головка 2 и копирный
ролик 3, упирающийся в полку свариваемого
двутавра. При движении тележки ролик вме-
сте со штангой и головкой копирует кривизну
полки двутавра, а следовательно, и кривизну
шва, так как шов параллелен полке. Плотное
прижатие ролика к балке обеспечивается пру-
жиной, расположенной внутри штанги. Точ-
ная параллельность копируемой полки со
Для сварки разнотипных
изделий, выпускаемых мелки-
ми сериями или индивидуально,
станки специализированных ти-
пов экономически себя не
оправдывают. В таких случаях
целесообразно применять уни-
версальные автосварочные
установки, оборудованные раз-
ными стеллажами, манипуля-
торами, роликовыми стендами
и пр., позволяющими произ-
водить сварку всевозможных
швов (прямых и круговых)
в горизонтальной и наклонной
плоскостях. Все рабочие места
обслуживаются одним и тем же сварочным
автоматом, смонтированным на самоходном
портале или на катучей балке так, чтобы его
можно было не только подавать в любое место
обслуживаемой площадки, но и передвигать
с рабочей -скоростью как в продольном, так
и в поперечном направлении.
Пример такой установки приведён на
фиг. 34. Площадка с пя*тью рабочими местами
(фиг. 34, а) обслуживается самоходным порта-
лом (фиг. 34, б), по ригрлю которого движется
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
сварочная тележка. В состав установки вхо-
дит следующее оборудование (фиг. 34, в):
козлы 1 для укладки балок в наклонном поло-
жении при сварке угловых швов в лодочку;
манипулятор 2 в виде плиты размером
2500 X 1500 им, допускающей поворот вруч-
Приводы автосварочных станков
Рабочие электроприводы автосварочных
станков служат для передачи движения от
электродвигателя к сварочной тележке (или
к изделию) во время сварки. Обычный привод
а)
Монорельс для подвески Стена
кабелей здания
'7////У////////////////////////////////У////////, >////////>
1 -6000- *
манипулятор
3-роликовый
стенду'
I
4-самоходная карусель
V-—Ф1500
F
Ц Привод
Фиг. 34. Универсальная автосварочная установка.
ную относительно вертикальной оси, а также
наклон относительно горизонтальной оси при
помощи червячной передачи с ручным приво-
дом; роликовый стенд 3 для сварки котлов;
самоходная карусель 5, т. е. планшайба, кото-
рая может вращаться в горизонтальной и на-
клонной плоскостях.
состоит из электродвигателя и редуктора с
коробкой скоростей или с иным механизмом
для изменения рабочей скорости сварки. Во
многих станках привод снабжён также ^меха-
низмом для переключения его с рабочей ско-
рости на маршевую.
232
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
Выбор рабочих скоростей и диапазона, в
котором они должны изменяться, производится
на основании технологических данных. В боль-
шинстве случаев рабочие скорости не выхо-
дят за пределы 20—60 м/час. Маршевая ско-
рость движения выбирается в зависимости от
Если вес движущихся при сварке частей,
например, вес сварочной тележки, не превы-
шает 300 кг, то не нужно усложнять её элек-
тропривод маршевой скоростью, так как та-
кую тележку рабочий может легко перекаты-
вать вручную. В этом случае достаточно пре-
Фиг. 35. Простейший электропривод со сменными шестернями.
длины холостого пробега и массы движу- дусмотреть лишь отключение ходовой части
щихся частей. Чем больше длина пробега и от электропривода перед началом ручного пе-
чем меньше вес движущихся частей, тем редвижения тележки.
больше может быть назначена маршевая ско- В зависимости от способа регулирования
рость. скоростей сварки приводы выполняются: с
Обычно маршевую скорость выбирают в плавным — бесступенчатым регулированием и
пределах от 8 до 20 м/мин. со ступенчатым регулированием.
Электромотор УМ-22
Фиг. 36. Электропривод, комплектно смонтированный с колёсным полускатом тележки.
234
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
(РАЗД. IV
Плавное регулирование скоростей осуще-
ствляется либо механическим путём при по-
мощи вариатора, либо электрическим путём
за счёт изменения числа оборотов двигателя
постоянного тока.
Ступенчатое регулирование скорости осу-
ществляется при помощи коробки скоростей
или сменных шестерён или при помощи того
я другого вместе, если требуется большое
число ступеней.
Приводы с плавным регулиро-
ванием при помощи механического вариа-
тора значительно сложнее приводов со сту-
пенчатым изменением скоростей. Применение
регулируемого мотора постоянного тока услож-
электромагнитами, управляемыми на расстоя-
нии (дистанционное). Дистанционное переклю-
чение применяется в тех установках, где свар-
щик во время работы находится далеко от
привода; примером такой установки может
служить установка, изображённая на фиг. 29,
где сварщик помещается наверху — в кабине
у автомата, а привод расположен внизу на
платформе роликового стенда.
Приводы со ступенчатым изме-
нением рабочих скоростей сварки.
Простейший электропривод со сменными ше-
стернями изображён на фиг. 35. Он не имеет
ни коробки скоростей, ни переключения на
маршевый ход. Вращение от мотора пере-
Фиг. 37. Электропривод с переключением на маршевую скорость.
няет схему станка и требует наличия в цеху
генератора постоянного тока, что не всегда
возможно. Применение плавного регулирова-
ния можно рекомендовать только в установ-
ках: лабораторных, где необходимо иметь
широкий диапазон скоростей для подбора
режимов сварки; универсального типа, пред-
назначенных для сварки разнокалиберных
швов. Во всех остальных случаях следует
применять ступенчатую регулировку, так как
она проще и надёжнее в работе.
Если станок предназначен для сварки швов,
кодорые можно варить на одном скоростном
ре'жиме, в приводе станка следует предусмо-
треть только сменные шестерни для предвари-
тельной отработки режимов сварки.
Переключение привода с рабочей скорости
на маршевую производится либо вручную ру-
кояткой, расположенной на приводе, либо
даётся концевой шестерне / через одну чер-
вячную пару 2, 3 и две цилиндрические пары
шестерён 4, 5, 6, 7. Шестерни 6 и 7, выведен-
ные наружу, являются сменными. Общее пе-
редаточное число привода можно изменять
при помощи сменных шестерён в пределах
от 1:1000 до 1:92. Концевая шестерня/
сцепляется с зубчатым венцом бегунка те-
лежки, планшайбы и пр.
На фиг. 36 изображён привод, комплектно
смонтированный в одно целое с колёсным по-
лускатом тележки. Приводной механизм со-
стоит из двух червячных передач /, 2, соеди-
нённых между собой сменными шестернями 3,4.
В валу колёсного полуската имеется фрик-
цион 5 для отключения вала от червячной
шестерни привода.
На фиг. 37 приведён чертёж электропри-
вода со сменными шестернями и кулачковой
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
235
муфтой для переключения привода с рабочей
скорости на маршевую. Переключение произ-
водится либо вручную при помощи рукоятки 15,
либо электромагнитом типа КМТ, действую-
щим на рычаг 16. Включение муфты на мар-
шевый ход производится якорем электромаг-
нита. Включение на рабочий ход происходит
Приводы с плавным, бессту-
пенчатым регулированием рабо-
чих скоростей. В электроприводе, изо-
бражённом на фиг. 39, плавное регулирование
скоростей осуществляется двухконусным фрик-
ционным вариатором. Для изменения ско-
рости необходимо передвинуть ролик 1 вдоль
Фиг. 38. Электропривод с коробкой скоростей.
под действием груза 17, находящегося на ры-
чаге 16. Электромагнит работает в сравни-
тельно лёгком режиме, так как движение на
маршевой скорости обычно не бывает про-
должительным, при рабочей же скорости маг-
нит отключён.
Передача вращения от мотора 1 к хвосто-
вику вала 14 осуществляется по следующей
кинематической цепи (фиг. 37): при рабочей
скорости — через передаточные элементы 2,
3, 4, 5, 5, 7, 8, Я 10, 11, . 12, 13 и 14;
при маршевой скорости — через элементы 2,
3,13 и 14.
На фиг. 38 изображён электропривод, ана-
логичный предыдущему, но имеющий кроме
сменной шестерни ещё и трёхступенчатую
коробку скоростей.
Переключение ступеней производится вы-
движной шпонкой.
образующих конусов 2 и 3. Передвижение
осуществляется вручную, для чего предусмо-
трен рычажно-винтовой механизм, маховичок
которого выведен' в удобное для обслужива-
ния место.
В электроприводе, изображённом на фиг. 40,
регулирование скорости производится путём
изменения числа оборотов электродвигателя.
Характерной особенностью этого привода
является то, что он имеет два электродвигателя:
один постоянного тока, предназначенный для
рабочего — сварочного движения; другой —
трёхфазного тока, предназначенный для мар-
шевого движения. Переключение привода с
одного двигателя на другой производится с
помощью фрикционной электромагнитной
муфты двухстороннего действия.
Весь передаточный механизм состоит из
двух червячных пар 4 и 5 и двухсторонней
236
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ [РАЗД.
К мотору
Фиг. 39. Электропривод с фрикционным вариатором.
678—
К электромотору трех-
фазного тока для мар-
шедоео хода
Ооа этктрогспсра постоянного
тока для рабочего хода
Гп -900 + 2Ш оо/мин)
Ось канцеОой ведущей
шеотерни прабооа
Фиг. 40. Двухмоторный привод с электромагнитной муфтой.
ГЛ. VII]
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
электромагнитной муфты. При включении
привода на рабочую скорость движение пере-
даётся от двигателя постоянного тока на кон-
цевую шестерню через обе червячные пары
(последовательно). В это время ток включён
в правый электромагнит 2 и, следовательно,
диск муфты 1 (якорь) сцеплен с правым элек-
тромагнитом 2.
При переключении привода на маршевую
скорость движение передаётся той же конце-
вой шестерне от двигателя трёхфазного тока
только через одну — последнюю червячную
пару 5. При этом ток муфты переключается
на левый электромагнит 3.
Число оборотов мотора маршевого хода не
регулируется и равно 1450 об/мин (обычно вы-
бирается трёхфазный мотор типа АД или И).
Число оборотов мотора рабочего хода
регулируется в пределах 900—2400 об/мин,
что соответствует характеристике двигателей
типа ПН.
Двухмоторный электропривод
с электромагнитной муфтой по-
зволяет полностью осуществить дистанционное
электрическое управление всеми скоростями,
т. е. регулирование рабочей скорости при по-
мощи реостата, и переключение с рабочей
скорости на маршевую при помощи кнопок
на пульте управления. Это — одно из круп-
ных преимуществ таких электроприводов.
Однако они обладают существенными недостат-
ками: сложностью конструкции и электро-
схемы благодаря наличию электромагнитной
муфты; необходимостью иметь источник по-
стоянного тока (или выпрямитель) для пита-
ния мотора рабочего хода и электромагнитной
муфты.
Механизмы для установочных
перемещений головки и узлы
её креплений
Установочные перемещения головки могут
производиться в одном или нескольких на-
правлениях: перемещение вдоль шва; пере-
мещение поперёк шва; подъём и опускание
по вертикали; поворот вокруг вертикальной
оси; наклон головки вдоль или поперёк шва
(для сварки наклонным электродом).
Установочное передвижение головки вдоль
шва обычно производится ходовым механиз-
мом, который осуществляет сварочное движе-
ние. Для этого механизм переключается на
маршевый ход или вовсе отключается от элек-
тропривода, если передвижение головки про-
изводится вручную.
Все остальные перемещения производятся
механизмами, имеющимися на самой головке,
или специальными устройствами, предусмо-
тренными в конструкции станка и в узлах
крепления головки.
Если требуются перемещения в небольших
пределах, необходимых для поправки на не-
точность изделия и его укладки, можно огра-
ничиться корректировочными механизмами
самой головки, не усложняя станка добавоч-
ными специальными устройствами. Такие слу-
чаи имеют место в станках, предназначенных
для сварки изделий одного типоразмера. В них
узел крепления головки весьма прост и при
конструировании не представляет никаких за-
труднений; необходимо лишь позаботиться о
надёжной изоляции головки от станка в месте
её крепления.
В станках универсального типа, наоборот,
приходится предусматривать специальные ме-
ханизмы для установочных перемещений го-
ловки в широких пределах и в разных направле-
ниях. Примером может служить механизм, при-
меняемый в некоторых сварочных тележках
глагольного типа (см. фиг. 17), а также в
других станках, где автомат монтируется на
трубчатой колонне.
Конструкция подобного механизма приве-
дена на фиг. 41. На колонну /, снабжённую
зубчатой рейкой 2, насажена трубчатая кре-
стовина 3 с подъёмным механизмом 4. В го-
ризонтальной гильзе 5 крестовины 3 вставлена
выдвижная трубчатая штанга 6, образующая
вместе с гильзой раздвчжную телескопическую
консоль. На конце этой консоли подвеши-
вается сварочная головка. Выдвижение кон-
соли, а следовательно, и горизонтальное пе-
ремещение головки производится винтом с
маховичком 7.
Подъёмный механизм 4 состоит из чер-
вячной передачи и цилиндрической шестерни,
сцепляющейся с зубчатой рейкой колонны.
Для облегчения подъёма вся крестовина с го-
ловкой уравновешена контргрузом, который
помещается внутри колонны и соединён с кре-
стовиной при помощи гибкого троса, пере-
кинутого через блок на вершине колонны.
Конец выдвижной штанги снабжён втул-
кой, в которой зажат вертикальный стакан 8
с фланцем для крепления головки. Такая кон-
струкция позволяет поворачивать головку на
180° вокруг вертикальной оси. В случае необ-
ходимости длину стакана можно значительно
увеличить, и тогда он даёт возможность опу-
стить головку (относительно консоли) и ва-
рить швы в глубине какой-нибудь громоздкой
' конструкции.
В тех установках, где сварка должна про-
изводиться не только вертикальным электро-
дом, но и наклонным, головка закрепляется
в специальной шарнирной державке, по-
зволяющей наклонять всю головку вокруг
горизонтальной оси шарнира на заданный
угол.
Такого типа державка-подвеска применена
в сварочных установках, изображённых на
фиг. 28 и 42. Подвеска предназначена для
автомата УСА-2 и представляет собой под-
ковообразную скобу, охватывающую автомат
и шарнирно соединённую с его корпусом. Для
застопоривания шарнира в любом положении
он снабжён фрикционными шайбами, которые
затягиваются рукояткой с гайкой, действую-
щей на фрикцион через пружину. Наличие
пружины позволяет, слегка отпустив гайку,
поворачивать автомат под некоторым натягом,
не рискуя его опрокинуть. Подвеска прикре-
плена к фланцу вертикальной трубчатой
штанги. При помощи специальных механиз-
мов, аналогичных описанным выше, штанга
может подниматься и опускаться, поворачи-
ваться вокруг своей оси и перемещаться по
горизонтали.
Следует иметь в виду, что некоторые кон-
струкции сварочных головок имеют собствен-
ный шарнир для наклона электрода и, следо-
вательно, не нуждаются в специальных шар-
нирных подвесках.
T
700 ^iOOO -ч?с
Фиг. 41. Механизмы установочных перемещений головки.
ГЛ. VIIJ
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
239
При конструировании узлов крепления го-
ловки к станку необходимо придерживаться
следующих правил: 1) конструкция подвески
и шарниров должна быть достаточно жёсткой,
чтобы не было заметных дрожаний электрода
при сварке; необходимо учитывать, что при
отрыве „примерзшего" электрода подвеска
должна выдерживать усилие до 150 кг; 2) при
поперечном наклоне головки одновременно
Фиг. 42. Шарнирная подвеска головки.
должна наклоняться и державка с бухгой
электродной проволоки, чтобы было выдер-
жано правило о расположении бухты в пло-
скости шва; 3) в местах скользящих посадок
и подвижных сопряжений необходимо преду-
сматривать стопорные или иные приспособле-
ния для выборки зазоров, так как последние
вызывают произвольные отклонения электрода
от оси шва; 4) необходимо предусматривать
тщательную изоляцию головки и державки с
электродной проволокой от массы станка и
земли; 5) все маховички для установочных
перемещений головки должны быть выведены
в удобные для сварщика места и не загромо-
ждать зону обслуживания автомата; усилие на
маховичках рекомендуется назначать не бо-
лее 5 кг; 6) не следует усложнять станок та-
кими установочными механизмами, которыми
приходится пользоваться весьма редко (на-
пример, при переходе на сварку другой серии
изделий); в этих случаях достаточно преду-
смотреть возможность перестановки головки
в простейших зажимах так, как это сделано
в консольной тележке, изображённой на фиг. 18
(см. выше), для изменения вылета консоли.
Роликовые стенды
Роликовые стенды служат для вращения
цилиндрических изделий во время сварки
кольцевых швов и для установки этих изде-
лий перед сваркой продольных швов. Стенд
имеет систему приводных и холостых ролико-
опор, смонтированных вместе с электропри-
водом на общей фундаментной плите или
раме. В зависимости от конструкции разли-
чаются стенды: стационарные; передвижные,
монтируемые на тележке (самоходной или не-
самоходной); наклоняющиеся, роликовые для
сварки угловых кольцевых швов в лодочку,
монтируемые на ста-
ционарной раме или
на тележке.
Стационарные
стенды. Для сварки
продольных швов го-
ловку приходится пе-
редвигать вдоль изде-
лия. Для громоздких
барабанов большой
длины применяются
исключительно ста-
ционарные стенды,
которые могут быть
выполнены по трём
типовым схемам.
Схема 1 (фиг. 43).
Стенд имеет два ряда
роликов: ведущий и
холостой. Ведущие ро-
лики насажены на
общий приводной вал
и снабжены резино-
выми, грузовыми ши-
нами для увеличения
силы сцепления их с
вращаемым бараба-
ном.
Схема 2 (фиг. 44). Все "ролики ведущие и
снабжены резиновыми, грузовыми шинами.
Стенд применяется в тех случаях, когда центр
тяжести барабана не совпадает с его продоль-
ной осью и сцепная сила на ведущих роликах
Фиг. 43. Стационарный ро-
ликовый стенд по схеме 1
Электропривод
недостаточна для вращения барабана, вслед-
ствие чего возможно буксование роликов.
Схема 3 (фиг. 45). Для вращения кониче-
ских барабанов, а также цилиндрических со-
судов, набранных из обечаек разного диаметра,
роликовые стенды, изображённые на схемах 1
и 2, непригодны, так как они имеют одинако-
вую окружную скорость на всех ведущих
роликах, барабан же имеет разную окружную
скорость на разных диаметрах. Для вращения
240
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
(РАЗД. IV
конических и ступенчатых барабанов приме-
няют роликовые стенды (фиг. 45), имеющие
только два ведущих ролика, расположенных
4—L
'парный ролик
Злектропривод
Фиг. 45. Стационарный роликовый стенд по схеме 3.
в одной поперечной плоскости. Все остальные
ролики холостые.
Для сварки конических или ступенчатых
барабанов одного типоразмера схемы 1 и 2
применимы только в том случае, когда веду-
щие ролики стенда имеют разные диаметры.
Подбор диаметров производится из условия
Передвижные роликовые стенды.
В этом случае роликовый стенд находится на
самоходной тележке, а сварочная головка за-
крепляется на стационарной несущей конструк-
ции, что даёт известные преимущества в смысле
подвода тока и устройства кабины для свар-
щика. Это особенно важно при сварке бараба-
нов большого диаметра, когда приходится
устанавливать головку на значительной вы-
соте и там же оборудовать рабочее место
сварщика.
Недостатком передвижных стендов является
их относительная сложность и громоздкость.
Кроме того, они занимают вдвое больше пло-
щади, так как тележка должна выкатываться
на полную длину изделия. Поэтому для длин-
ных барабанов передвижные стенды рекомен-
довать нельзя.
Передвижные стенды могут быть выполнены
по тем же трём схемам, что и стационарные
стенды, изображённые на фиг. 43, 44, 45. Так
как при сварке продольных швов барабанов
самоходная тележка передвигается относи-
тельно неподвижной головки, привод тележки
должен удовлетворять всем требованиям,
предъявляемым к сварочным самоходам, т. е.
должен иметь регулируемую рабочую скорость
и переключение на маршевый ход. Во многих
случаях целесообразно оборудовать самоход-
ный стенд одним электроприводом, который
-3W0-
Фиг. 46- Передвижной и наклоняющийся роликовый стенд.
равенства окружных скоростей ролика и
барабана.
Роликовые стенды для конических бараба-
нов, как правило, должны снабжаться упор-
ным роликом, предохраняющим барабан от
осевого сдвига (фиг. 45).
переключается либо на вращение роликов,
либо на движение тележки.
Если стенд не предназначен для сварки
продольных швов, его тележка снабжается
обычным приводом кранового типа, ручным
или моторным, в зависимости от веса изделия.
ГЛ. VII]
КАНТОВАТЕЛИ И МАНИПУЛЯТОРЫ
241
Примером передвижного самоходного
стенда может служить стенд установки, изо-
бражённой на фиг. 29.
Наклоняющиеся роликовые стенды
применяются для барабанов с угловыми коль-
цевыми швами при сварке в лодочку. Для этого
весь барабан приходится устанавливать в на-
клонном положении. Ролики монтируются на
качающейся раме, снабжённой двумя цапфами.
Поворачиваясь вокруг оси цапф, рама может
наклоняться в обе стороны на угол до 40°.
Поворот производится с помощью моторного
или ручного привода. Опоры для цапф уста-
навливаются или неподвижно, или на тележке.
На фиг. 46 изображён передвижной стенд,
выполненный в виде наклоняющейся рамы,
смонтированной на самоходной тележке, осу-
ществляющей продольно-сварочное движение
барабана. Стенды такого универсального типа
применяются только для барабанов малого
габарита.
КАНТОВАТЕЛИ И МАНИПУЛЯТОРЫ
Большинство изделий в процессе сварки
необходимо кантовать. Применение для этой
цели цеховых кранов не всегда удобно, отни-
мает у сварщика много лишнего времени и ¦
снижает его производительность. Поэтому сва-
рочные посты часто оборудуются специаль-
ными приспособлениями и механизмами, так
называемыми кантователями и манипуляторами,
с помощью которых можно установить изделие
в нужное положение, а в отдельных случаях
и вращать его во время сварки.
В зависимости от назначения кантователи
можно разделить на три типа: 1) для сварки
балок и колонн; 2) для сварки цилиндрических
сосудоз и труб; 3) универсальные сварочные
манипуляторы.
Кантователи для балок
В зависимости от угла, на который надо
поворачивать балку при сварке, различают
кантователи, допускающие поворот на 360°,
180° и 90°. Полный поворот балки на 360° можно
Кантователи для поворота на 360°.
На фиг. 47 изображён центровой кантова-
тель для сварки двутавровых балок высотой
до 1,5 м. Кантователь имеет две центровые
бабки: переднюю — стационарную и заднюю —
подвижную. Шпиндели обеих бабок снабжены
захватами, в которых закрепляются концы
свариваемой балки. При этом ось балки со-
впадает с осью кантователя. Передняя бабка
снабжена ручным приводом для вращения из-
делия. Задняя бабка смонтирована на передвиж-
ной каретке, позволяющей настроить кантова-
тель на заданную длину балки.
На фиг. 48 изображён кантователь с кру-
говыми дисками. На балку надеты два круглых
разборных диска, диаметр которых несколько
Фиг. 47. Центровой кантователь.
осуществить: закрепляя концы балки во вра-
щающихся центрах; обхватывая балку двумя
и более круговыми дисками; укладывая балку
в цепной кантователь и пр.
16 Том 8
Фиг,. 48. Кантователь с круговыми дисками.
больше высоты балки. Перекатывая диски по
полу или по рельсам, можно повернуть балку
на необходимый угол. При повороте балки
на 360° она пройдёт путь длиной -кО, где D —
диаметр диска. Нежелательного перемещения
дисков, требующего большой площади цеха,
можно избежать, если диски вращать на роли-
коопорах, как показано на фиг. 48.
Цепной кантователь (системы П. И. Севбо)
для балок коробчатого сечения 440 X 440, мм,
длиной до 15 м и весом до 5 т приведён на
фиг. 26, т. 5, стр. 468. Кантователь состоит из
нескольких поперечных стоек — рам. На ка-
ждой раме смонтированы две цепные звёздочки
(ведущая и холостая) и , направляющий блок,
расположенный внизу — внутри рамы.
-1840 -, Через обе звёздоч-
ки и блок перекинута
бесконечная, замкну-
тая цепь, провисающая
в виде свободной петли.
В. эти петля уклады-
вается свариваемая бал-
ка. Все ведущие звёз-
дочки закреплены на
общем валу. Приводной
механизм состоит из электромотора мощ-
ностью 3 л. с, червячного редуктора и пары
цилиндрических зубчатых колёс. Общее пере-
даточное число привода составляет 1 : 80. Число
оборотоз ведущего вала в минуту равно 12.
Скорость цепи равна 4,8 м/мин. Полный позо-
рот балки на 360° происходит за 24 сек.
Преимуществом цепного кантователя си-
стемы Севбо по сравнению с центровыми кан-
тователями и круговыми дисками- является то
обстоятельство, что не требуется предвари-
тельного закрепления балки в кантователе или
надевания на её торцы специальных струбцин
с цапфами. Балка свободно укладывается кра-
ном на цепи кантователя без вспомогательных
242
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ЛУГОВОЙ ЭЛЕКТРОСВАРКИ
(РАЗД. IV
операций. При наличии нескольких промежу-
точных опор с цепями прогиб балки от соб-
ственного веса ничтожен.
Пневматический кантователь для поворота
балки на 18J" изображён на фиг. 49. Он пред-
назначен для кантовки двутавровой балки N95
длиной 13 м\ применён в автосварочной уста-
новке, изображённой на фиг. 33. Балка при
сварке лежит в горизонтальном положении /;
после сварки швов одной стороны балку надо
повернуть на 180° в положение /// для сварки
швов с обратной стороны. Поворот осуще-
(I по/ю/кение
Направление
поворота балки
Фиг. 49. Пневмокантователь для двутавровых балок.
ствляется рычагами 7, приводимыми в движе-
ние поршнем пневматического цилиндра 2. При
ходе поршня вверх рычаги поднимаются и,
поворачиваясь вокруг шарнира 3, захватывают
между собой балку, занимающую положение //.
После этого сжатый воздух выпускают из
цилиндра и балка под действием собственного
веса плавно опускается в положение ///, под-
держиваемая левым рычагом /. Плавность
опускания регулируется степенью открытия
выпускного воздушного крана, а следовательно,
скоростью опускания поршня. При этом ниж-
няя полость цилиндра служит воздушным демп-
фером.
Кантователи для поворота на 90°.
Кантователь-башмак для поворота тавровой
У//////////////////////////////////////
Фиг. 50. Кантователь-башмак для тавровых балок.
балки на 90° изображён на фиг. 50. Он пред-
ставляет собой башмак с цилиндрической по-
дошвой, которая перекатывается по плоской
плите. Балка укладывается на 2 или 3 башмака
(в зависимости от длины) и крепится к ним
откидными струбцинами. Подошва имеет очер-
тание дуги круга, центр которого совпадает
с центром тяжести тавровой балки (с неболь-
шой поправкой на влияние веса башмаков).
При повороте балки башмаки катятся по гори-
зонтальным основаниям. Вертикальная равно-
действующая веса балки с башмаком всегда
проходит через опорную точку касания баш-
мака с его основанием. При любом угле пово-
рота балка находится в равновесии и поэтому
требуется очень небольшое усилие для её
поворота. Практически для устойчивости тавро-
вой балки в крайних положениях центр тя-
жести системы О\ должен находиться несколько
выше центра окружности подошвы башмака О.
В среднем положении башмака, когда балка
укладывается и снимается с кантователя, вся
система находится в неустойчивом равновесии
и поэтому в конструкции башмака предусмотрен
специальный фиксатор среднего положения
в виде откидной щеколды.
На фиг. 51 изображён кантователь-кон-
дуктор для тавровых балок разной высоты и
ширины. В этом приспособлении производится
не только кантовка, но и сборка балки. Так
как балка варится в зажатом состоянии, при-
хваток не требуется. Приспособление состоит
из вращающейся продольной балки и неподвиж-
ной части. Вращающаяся балка 1, составлен-
ная из двух швеллеров, поддерживается по
концам цапфами, а в средней части — проме-
жуточными опорами в виде роликов, движу-
щихся по круглому сегменту. Поворот балки 1
на 9Э° осуществляется пневматическим цилин-
дром 6, расположенным в торце приспособле-
ния. Основными элементами неподвижной части
кондуктора являются: продольная коробчатая
балка 2, снабжённая зажимными устройствами;
неподвижные упоры 5, расположенные с левой
сторэны кондуктора.
Балка собирается при положении кондук-
тора, изображённом на фиг. 51 справа. Про-
цесс сборки следующий. Горизонтальный лист
(полка) тавра укладывается на поворотной
балке, причём положение листа фиксируется
передвижными упорами и планками, заранее
настроенными на заданный размер. Затем на
полку тавра ставится его стенка 3, которая,
имея наклон вправо, прислоняется к неподвиж-
ной балке 2. С помощью системы накидных
упоров и рычагов стенка зажимается в кон-
дукторе. Для плотного прижатия полки тавра
к его стенке (по всей длине) пускается сжа-
тый воздух в шланг 4 пневматического зажима,
расположенный в нижней части поворотной бал-
ки. Закончив сборку тавра, приступают к сварке
продольного шва, расположенного сверху. Пос-
ле сварки этого шва полка тавра захваты-
вается пневматическими крюками и тавр вме-
сте с поворотной балкой кантуется на 90°.
Кантователи для цилиндриче-
ских сосудов и труб в большинстве
случаев представляют собой роликовые стенды
и вращатели, аналогичные описанным выше.
Универсальные манипуляторы
Установочные манипуляторы
служат для установки любого шва сваривае-
мого изделия в нижнем положении, удобном
для сварки.
ГЛ. VII]
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
243
Сварочные манипуляторы слу-
жат для вращения изделия с заданной ско-
ростью, равной скорости сварки.
Принцип действия всех манипуляторов и
отчасти их конструкция сходны между собой.
На фиг.52 изображён универсальный
манипулятор для изделий весом до 300 кг.
На станине манипулятора шарнирно закреплена
планшайба, к которой крепится свариваемое
изделие, собранное на прихватках. При сварке
круговых швов планшайба вращается вокруг
своей оси со сварочной скоростью. При уста-
образом, планшайба может поворачиваться
вокруг двух взаимно перпендикулярных осей.
Для изменения скорости вращения план-
шайбы, а следовательно, и скорости сварки
\
Фиг. 51. Кантователь-кондуктор для тавровых
балок.
новочном проворачивании изделия планшайба
вращается с маршевой скоростью. Установоч-
ное вращение планшайбы производится мото-
ром или вручную (через одну червячную пере-
дачу при выключенном электроприводе).
Для кантовки изделия в другой плоскости
планшайба может наклоняться на угол до 135°.
Материал
бронза
" г=40
Фиг. 52. Универсальный сварочный манипулятор.
Этот наклон осуществляется поворотом план-
шайбы вокруг оси, параллельной плоскости
планшайбы. Поворот производится вручную
червячным редуктором со штурвалом. Таким
кольцевого шва в приводе манипулятора преду-
смотрены сменные шестерни. Недостатком
системы является необходимость иметь боль-
шой набор сменных шестерён для разных ско-
ростей сварки и разных диаметров изделия.
Более совершенные манипуляторы имеют ко-
робки скоростей или вариаторы с бесступен-
чатым регулированием скорости или электро-
двигатели постоянного тока с регулируемым
числом оборотов. Такие манипуляторы значи-
тельно сложнее в изготовлении.
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ
СВАРКИ ПОД ФЛЮСОМ
(конструкции ЦНИИТМАШ)
Головки для автоматической сварки под
флюсом конструкции ЦНИИТМАШ построены
по принципу независимой скорости подачи
электродной проволоки. Рациональная кон-
струкция сварочной головки с независимой
Скоростью подачи электродной проволоки
должна допускать плавное регулирование ско-
рости электрода без перерыва процесса свар-
ки. Это облегчает подбор сварочных режимов
и позволяет в случае значительного падения
напряжения сети путём замедления скорости
подачи электрода поднять напряжение на дуге
и улучшить форму шва.
Сварочная головкатипаБ(фиг.53)
служит для сварки стыковых, нахлёсточных и
тавровых соединений металла толщиной от
2 до 20 мм. Она может быть использована в
установках различного назначения: стацио-
нарных и переносных; для сварки кольцевых
и продольных швов и т. д. В соответствии с
этим сварочная головка типа Б состоит из
отдельных узлов, общая компоновка которых
244
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
~6
Фиг. 53. Сварочная головка
типа Б.
может по мере необходимости несколько
видоизменяться. Основными узлами комплект-
ной сварочной головки (автомата) являются:
собственно сварочная головка /; пульт упра-
вления 2; флюсовая аппаратура 3 (бункер,
флюсопровод, щёчки для поддержания флюса
над сварочной ванной); токоподводящий мунд-
, штук 4; напра-
вляющие (копир-
ные) ролики 5;
шарнирная подве-
ска 6.
Сварочная го-
ловка может быть
смонтирована как
совместно с пуль-
том управления,
так и самостоя-
тельно. В послед-
нем случае шар-
нирная подвеска
переставляется с
пульта управления
на сварочную го-
ловку, а пульт за-
крепляется в не-
посредетвенной
близости от рабо-
чего места. Флю-
совой бункер так-
же может быть
отделён от свароч-
ной головки и рас-
положен в соот-
ветствующем ме-
сте. Щёчки для
поддержания флюса при сварке кольцевых
швов должны соответствовать профилю изде-
лия. Направляющие ролики (копирные) при-
меняются при разделке кромок или же доста-
точного зазора между ними. При отсутствии
этих условий направление электрода по оси шва
регулируется посредством корректора 7 по ука-
зателю 8, прикрепляемому к сварочной головке.
Сварочная головка имеет сварной корпус,
внутри которого смонтирован механизм при-
вода роликов подачи элек-
трода, а снаружи — мотор
привода, подающие ролики
и устройство для крепле-
ния мундштука, направляю-
щих роликов, указателя и
флюсовых щёчек.
Механизм подачи элек-
тродной проволоки (фиг. 54)
состоит из двух рифлёных
роликов /, приводимых во
вращение мотором 2 через
двухступенчатый червячный
редуктор 3 с промежуточной
парой сменных шестерён 4.
Электромотор 2 — коллек-
торный универсальный, по-
стоянного и переменного тока, мощно-
стью 55 вт, типа УМ-22. Ось одного по-
дающего ролика расположена неподвижно,
ось второго — закреплена на ползуне. По-
следний передвигается при зажиме и освобо-
ждении электродной проволоки посредством
эксцентрика. Величина давления роликов на
электродную проволоку регулируется за-
тяжкой пружины.
Фиг. 54. Кинемати-
ческая схема меха-
низма подачи сва-
рочной головки
типа Б.
. Скорость подачи электродной проволоки
плавно регулируется путём изменения числа
оборотов мотора. Для этой цели мотор привода
УМ-22 подключён по специальной схеме (пред-
ложенной Л. М. Рониным). Преимуществами
этой схемы являются: достаточно жёсткая ме-
ханическая характеристика мотора и возмож-
ность плавного регулирования числа оборотов
мотора и его реверсирования при возбужде-
нии сварочной дуги. Электрическая схема
сварочной головки приведена ниже при опи-
сании сварочного трактора УТ-1200. Основ-
ные данные сварочной головки типа Б при-
ведены в табл. 4.
Таблица 4
Характеристика сварочной головки типа Б
Основные параметры
Толщина металла, свариваемого за
один проход, в мм
Диаметр электродной проволоки
Сила сварочного тока в а
Скорость подачи электрода в м\ман
Тяговое усилие подачи в кг . . . .
Габариты головки (без пульта и
бункера) в мм
Вес (без пульта и бункера) в кг . .
Мощность мотора в em
Число оборотов мотора в минуту .
Величина
Я—2О
3-6
300—1300
0,32—1,66
До 5°
415X330X245
i6
55
950-2250
Сварочныйтрактор типаУ Т-1200
(фиг. 55) служит для автоматической сварки
стыковых и угловых швов самых разно-
образных изделий и конструкций. Транспор-
табельность и сравнительно небольшие раз-
меры сварочного трактора позволяют успешно
использовать его при сварке крупногабарит-
ных изделий: котельных барабанов, балок,
газгольдеров и т. п. Он может быть исполь-
зован для сварки швов внутри изделий при
диаметре последних выше 1 м. В некоторых
случаях для эффективного использования
сварочного трактора необходимо предусмо-
треть изготовление вспомогательных приспо-
соблений.
Основанием трактора служит портативная тележка 1
с моторным приводом, передвигающаяся по лёгким на-
правляющим уголкам 2, устанавливаемым вдоль свари-
ваемых кромок. На тележке установлена подъёмная ко-
лонка 3, на которой расположено поворотное коромысло 4.
С одной стороны коромысла подвешена сварочная го-
ловка 6 типа Б с закреплённым на ней бункером для
флюса 6, а с другой — кассета для электродной про-
волоки 7. Сварочная головка закреплена на вертикаль-
ном шарнире 8, допускающем её поворот вокруг оси
электродной проволоки. Помимо этого в подвеске го-
ловки имеется второй шарнир 9 — горизонтальный, по-
зволяющий наклонять головку при сварке валиновых
швов.
Принятая система крепления сварочной
головки допускает сварку внутри колеи и вне
её. Вращение коромысла с закреплённой на
нём головкой позволяет обслуживать всю
площадь, находящуюся в радиусе её действия.
Поворот вокруг оси электродной проволоки
обеспечивает возможность установки голозки
всегда параллельно свариваемым кромкам
вне зависимости от угла поворота корымысла.
Возможность.поперечного качания головки
относительно горизонтального шарнира необ-
ГЛ. VII]
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
245
ходима для направления роликами 10 мунд-
штука 11 с проволокой по свариваемым
кромкам.
Трактор передвигается вдоль свариваемых
кромок по направляющим уголкам. Перека-
ю /г
Фиг. 55. Сварочный трактор УТ-1200.
тывание трактора при его установке (мар-
шевое движение) может производиться вруч-
ную. Передвижение при сварке (рабочее дви-
жение) осуществляется посредством мотор-
ного привода.
Механизм привода перемещения трактора
(фиг. 56) состоит из небольшого асинхрон-
ного электромотора 1 (мощностью 100—250 em
с числом оборотов в минуту 1500], коробки
скоростей 2, фрикционного сцепления с ходо-
выми колёсами 3 и цепной передачи 4, смонти-
рованных на раме тележки трактора. Коробка
Цепь сварочного тока состоит из одного
или нескольких сварочных трансформаторов
СТ с регуляторами РСТ, включаемых в сеть
двухполюсным контактором КТ-24. Для изме-
рения силы сварочного тока и напряжения дуги
включены трансформатор то-
ка ТТ с амперметром А и
вольтметр V.
Цепь перемещения трак-
тора состоит из трёхфазного
асинхронного мотора М, пово-
ротного переключателя фаз ПП
для реверса этого мотора и
реле напряжения РНЗ-1, вклю-
) чающего нормально открыты-
ми контактами мотор М и за-
корачивающего нормально за-
крытым контактом якорь мо-
тора УМ-22 сварочной головки.
Катушка реле напряжения под-
ключена к мундштуку головки
и свариваемому изделию. Это
автоматизирует перемещение,
а также зажигание дуги в
момент начала сварки и при
случайном коротком замыкании
в процессе работы.
Цепь сварочной голов :ш
помимо мотора УМ-22 вклю-
чает в себя потенциометр
Ri~R2, служащий для регули-
рования числа оборотов мото-
ра и скорости подачи элек-
тродной проволоки.
КнопкаКНР-1 служит для включения схемы,
сдвоенная кнопка КНЗ-2 при нажиме на неё
прекращает работу трактора. Разная длина
нормально замкнутых контактов кнопки КНЗ-2
обеспечивает требуемую последовательность
работы схемы при выключении.
Пуску схемы должно предшествовать за-
мыкание вручную электродной проволоки на
Фиг. 56. Кинематическая схема механизма привода
сварочного трактора УТ-1200.
скоростей обеспечивает 16 скоростей сварки
в пределах от 6 до 82,5 м/час. Фрикционное
сцепление служит для переключения трактора
с моторного привода на передвижение вруч-
ную, и наоборот.
Электрическая схема (фиг. 57) объединяет
цепи сварочного тока, мотора привода пере-
мещения трактора и мотора сварочной го-
ловки, подающего электродную проволоку.
Фиг. 57. Принципиальная электрическая схема
сварочного трактора УТ-1200.
изделие. Нажатием на пусковую кнопку КНР-1
подключается к сети катушка контактора
КТ-24. Происходит срабатывание контактора,
при котором главные контакты включают пер-
вичную обмотку сварочного трансформатора
СТ в сеть, а вспомогательные дают питание
обмотке возбуждения мотора УМ-22 и его
якорю. Одновременно питание катушки КТ-24
блокируется, вследствие чего кнопку КНР-1
246
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
можно отпустить. Прохождение тока короткого
замыкания между электродом и свариваемой
деталью вызывает мгновенный разогрев в точке
их касания. Поскольку якорь мотора УМ-22
закорочен нормально закрытыми контактами
реле напряжения РИЗ-1, мотор работает как
репульсионный и вращается в направлении,
вызывающем подъём электрода, отрывая по-
следний от изделия. Возбуждается сварочная
Фиг. 53а. Автоматическая сварка балок посредством
трактора УТ-1200 на НКМЗ им. Сталина.
Фиг. 586. Автоматическая сварка внутренних швов
барабанов котлов при помощи трактора УТ-1200
на Подольском заводе им. Орджоникидзе.
дуга. Напряжение дуги активизирует катушку
реле напряжения PH3-L Реле напряжения
срабатывает: три нормально разомкнутых кон-
такта включают трёхфазный мотор М переме-
щения трактора, а нормально замкнутый кон-
такт разомкнёт щётки мотора УМ-22, якорь
которого получит нормальное питание от по-
тенциометра R\—R<i, и изменит направление
своего вращения. С этого момента начинается
установившийся процесс работы схемы при
сварке: трактор передвигается вдоль сварива-
емого изделия, а электродная проволока по-
даётся в зону горения сварочной дуги.
Процесс сварки прекращается при постепен-
ном нажиме на кнопку КНЗ-2. Сперва доводят
кнопку до уровня защитного кольца, а через
I—2 сек. дожимают её до упора. При этом
вначале прекращается питание якоря мотора
УМ-22, что вызывает его остановку, а затем
обесточивается катушка контактора КТ-24,
отключающего всю сварочную установку от
сети. Получающаяся задержка выключения сва-
рочного тока позволяет заплавить кратер в
конце шва и предотвращает „примерзание*
электрода.
Примеры использования трактора изобра-
жены на фиг. 58а и 586. В табл. 5 приведены
основные данные сварочного трактора УТ-1200.
Таблица 5
Характеристика сварочных тракторов
Основные параметры
Толщина металла, сварива-
емого за один проход, в мм .
Диаметр электродной прово-
локи в мм
Сила сварочного тока в а .
Скорость сварки в м/час . .
Маршевое передвижение .
Вес трактора в кг
Колея и база тележки в мм
Наибольший вылет электро-
да от центра колеи в мм . .
Ёмкость бункера для флюса
Запас электродной прово-
Тип
УТ-1200
2—2О
з-б
300—1300
6-82,5
Вручную
370 и 53°
550
13—14
8-13
УТ-2000
я—зб
3-Е
ЗОО—2ООО
ю-ззо
Вручную
13°
230 и 4Ю
5б5
10.
8-12
Универсальный сварочный трактор
типа УТ-2000. Основанием сварочного трак-
тора УТ-2000 (фиг. 59) служит компактная
каретка с приводом от электродвигателя, пе-
редвигающаяся непосредственно по самому
изделию или по направляющим, укладываемым
вдоль свариваемых кромок. На каретке устано-
влена подъёмная колонка, на которой распо-
ложено поворотное коромысло. С одного конца
коромысла подвешена сварочная головка типа Г
с прикреплённым к ней бункером для флюса,
флюсоудерживающими щёчками, токоподво-
дящим мундштуком и направляющими роли-
ками. С другого конца коромысла расположена
кассета для электродной проволоки. В коро-
мысло встроен пульт управления. На коро*
мысле закреплена стойка с поддерживающими
электродную проволоку роликами, на пово-
ротной клемме которой смонтированы вольт-
метр и амперметр.
Положение сварочной головки по высоте
регулируется посредством маховичка или не-
которым наклоном колонки, возможным бла-
годаря креплению её посредством шарнира.
Освобождение последнего позволяет свароч-
ной головке слегка перемещаться по высоте,
копируя изменение уровня свариваемого шва.
Коромысло может вращаться вокруг колонки;
закрепление его в требуемом положении произ-
водится посредством маховичка. Сварочный
ГЛ. VII]
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
247
Фиг. 59. Общий вид универсального сварочного трактора УТ-2000.
трактор снабжён захватами для переноса его
краном.
Конструктивная схема трактора УТ-2000
даёт возможность настройки его на выпол-
нение различных работ по сварке.
Для сварки угловых швов предусмотрен
наклон сварочной головки под требуемым
углом вдоль и поперёк шва.
В целях рационального использования
трактора в стационарных установках преду-
смотрена возможность его перемонтажа для
подвешивания коромысла со сварочной голов-
кой под самоходной кареткой.
Передвижение трактора при сварке (рабо-
чее движение) осуществляется посредством
L-
6HH3P
m-2-1
Фиг. 60. Принципиальная электрическая схема универ-
сального сварочного трактора УТ-2000.
электродвигателя; маршевое движение—вруч-
ную или также при помощи электродвигателя.
Два колеса каретки являются ведущими, а
остальные два — холостыми. При движении
каретки не по направляющим, а по плоскости
можно пользоваться рулевым колесом, уста-
навливаемым на кронштейне перед мотором
привода. В этом случае оба холостых колеса
оказываются приподнятыми и каретка опи-
рается на два ведущих колеса и одно рулевое.
При движении по плоскости пред смотрены
для увеличения сцепления обрезиненные ко-
248
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
леса. С этой же целью профиль колёс при
движении по направляющим принят желоб-
чатым.
Для переключения каретки трактора с мо-
торного привода на передвижение вручную
и наоборот ось ведущих колёс связана с ме-
ханизмом привода посредством фрикционного
устройства.
Механизм привода каретки состоит из
асинхронного электродвигателя, фрикционного
вариатора скоростей (общие пределы варьи-
рования скорости 1:8), червячнзй пары,
коробки скоростей, из двух пар шестерён с
выдвижной шпонкой, пары винтовых шесте-
рён и червячной пары, передающей движение
через фрикцион на ведущие колёса.
Электрическое оборудование сварочной
установки с трактором УТ-2000 сосредоточено
в пункте питания и самом тракторе и соеди-
нено по схеме, изображённой на фиг. 60.
В пункте питания установки расположены
сварочные трансформаторы СТ, регуляторы
РСТ, контактор КТ, измерительный трансфор-
матор тока 7 Г, реле напряжения РН-2-1 и
два реверсивных пускателя 1ПМР и 2ПМР
(с тепловыми элементами в цепи катушек
пускателей), рубильники Р\ • 1 и Рг-1 и
предохранители ПР-1 и ПР-2.
На сварочном тракторе смонтированы дви-
гатели головки МГ и тележки МТ, электроиз-
мерительные приборы для контроля силы
сварочного тока и напряжения на дуге, ампер-
метр А, вольтметр V и пульт управления.
Последний вмонтирован в коромысло трак-
тора. На лицевой панели пульта управления
располо кены кнопки 1КНЗР, 2КНЗР . . .
6КНЗР F шт.) и переключатели /7/7] и /7/72.
На заяней панели пульта имеются гнёзда для
четырёх штепсельных розеток. Одна розетка
служит для подсоединения трактора к аппа-
ратуре управления, расположенной в пункте
питания. Посредством остальных розеток
происходит подключение измерительных при-
боров и моторов трактора к общей электри-
ческой схеме сварочной установки.
Сварочный трактор соединён с пунктом
питания пучком проводов цепи управления
и сварочным кабелем.
При рассмотрении электрической схемы
сварочной установки различают следующие
периоды в работе трактора.
Подготовительный период. Подключение
установки к сети производится посредством
рубильников Рх-1 и Р2-1. Первый подключает
сварочную цепь к силовой сети напряжением
220 и 380 в, рассчитанную на потребляемую
мощность до 150 ква. Второй рубильник
подключает цепь управления к сети напряже-
ния 220 в.
При приводе от электродвигателя напра-
вление маршевого движения трактора уста-
навливается положением (тележка „влево" или
.вправо") переключателя ПГ7и подключающего
к цепи управления одну из пары катушек
реверсивного пускателя 1ПРМ. При нажиме
на кнопку ЗКНЗР(тележка „пуск") включается
посредством соответствующего пускателя
1ПМР мотор тележки МТ. Питание катушки
пускателя блокируется нормально открытыми
контактами 1ПРМ. Остановка тел°жки осуще-
ствляется нажатием кнопки 4КНЗР (тележка
„Стоп").
Для подведения конца электрода к изделию
нажимается кнопка 6КНЗР (электрод „вниз")
и держится нажатой до соприкосновения его
со свариваемыми кромками. При эгом двига-
тель головки МГ подключается к сети посред-
ством соответствующего пускателя 2ПМР.
В случае необходимости подъёма электрода
нажимается кнопка 5КНЗР(электрод „вверх'1).
Перед пуском трактора на сварку следует
переключатель /7/72 поставить в положение
„Включено".
Пусковой период. Пуск трактора на сварку
осуществляется нажимом на кнопку 1КНЗР.
При этом срабатывает контактор AT, главные
контакты которого подключают сварочный
трансформатор СТ к сети, а вспомогательные
блокконтакты — цепь управления. Подклю-
чается цепь катушки 2ПМР, что вызывает
подъём электрода и разрыв контакта между
его концом и изделием. При этом возбуждается
сварочная дуга. Реле напряжения РН-2-1, ка-
тушка которого подключена на напряжение
между электродом и изделием, срабатывает.
Это вызывает реверс мотора головки МГ и
подачу электрода вниз к изделию. Одновре-
менно реле напряжения включает пускатель
1ПМР, в результате чего трактор начинает
двигаться. С этого момента устанавливается
процесс сварки шва.
Период сварки. В процессе сварки иногда
возможны случайные обрывы дуги или корот-
кие замыкания электрода с изделием. Если
при обрыве дуги она автоматически вновь не
возбудится, необходимо повторить операции,
выполнявшиеся при начале сварки шва. В слу-
чае короткого замыкания напряжение между
электродом и изделием резко снижается и
реле напряжения РН-2-1 отпадает. При этом
двигатель головки МГ реверсирует и электрод-
ная проволока отрывается от изделия; одно-
временно останавливается трактор. После
вторичного возбуждения дуги продолжается
нормальный процесс сварки.
Заключительный период. Прекращение
процесса сварки производится в два приёма.
Первоначально переключателем /7/72 обесто-
чивается цепь мотора головки МГ и прекра-
щается подача электрода. Конец электрода
оплавляется, дуга удлиняется и тухнет. После
этого нажимом на кнопку 2КНЗР (сварка
„Стоп") обесточивается контактор КТ, отклю-
чающий сварочную установку от сети.
Аппарат для обварки котель-
ных связей (фиг. 61) представляет собой
небольшую переносную сварочную головку,
Фиг. 61. Аппарат для обварки связей
устанавливаемую вручную по центру обварива-
емой связи. Он служит для обварки по кон гуру
котельных связей и аналогичных деталей диа-
ГЛ. VII)
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
249
метром от 19 до 30 мм. Аппарат подаёт стерж-
невой проволочный электрод длиной до 500 мм
в зону горения дуги и перемещает его вокруг
связи. Так же как и в обычной сварочной
головке, электродная проволока проходит че-
рез мундштук, дающий ей направление и подво-
дящий к ней сварочный ток. Поскольку аппарат
настраивается на выполнение определённой
вячного колеса 12, смонтироранном в корпусе аппарата.
Механизм подачи электрода включает редуктор 14,
вертикальный червяк которого связан через гитару с
шестерней с внутренним зацеплением 15, закреплённой
неподвижно в корпусе, а на оси червячного колеса ре-
дуктора насажен ведущий ролик 8.
Кинематическая схема аппарата приведена на фиг. 63.
При работе мотора 1 вращение передаётся через смен-
ные шестерни 2 и червяк 3 червячному колесу 4. По-
следнее, вращаясь вместе с установленным на нём меха-
11 Т .7 3
Фиг. 62. Общий вид аппарата для обварки связей (разрез).
сварочной операции, параметры режима сварки
которой экспериментально уже установлены,
скорости подачи электрода и перемещения его
вокруг связи кинематически связаны между
собой. Таким образом, аппарат дня обварки свя-
зей можно рассматривать как самоходную
головку с постоянной скоростью подачи элек-
трода.
Основанием аппарата (фиг. 62) является открытый
сверху и снизу сварной корпус 1, опирающийся на две
текстолитовые ножки 2 и в третьей точке — на конус
для флюса 3, закреплённый на нём через изоляцию 4.
Внутри корпуса смонтированы механизм привода аппа-
рата и токоподвод к электроду. Снаружи на приварен-
ном кронштейне расположен мотор привода 5 и кнопки
управления процессом сварки 6". Через центр аппарата
проходит изолированный от него выдвижной стержень 7,
служащий для центрирования аппарата по отверстию
связи.
Подача электродной проволоки осуществляется ве-
дущим роликом 8, к которому она прижата нажимным
роликом Р. Величина давления между роликами регули-
руется затяжкой пружины 10. Нажимной ролик 9 при-
жимает одновременно электродную проволоку также и
2 1
Фиг. 63. Кинематическая схема аппарата для
обварки связей.
к токоподводящему мундштуку 11, электрически соеди-
нённому через вращающееся червячное колесо 72 с кор-
пусом, к которому подключён сварочный провод 13.
Механизм подающих роликов расположен на диске чер-
нязмом подачи вокруг оси связи, заставляет паразит-
ную шестерню гитары 5 обкатывать неподвижную ше-
стерню 6 с внутренним зацеплением. При этом движение
передаётся через шестерню 7, червячную пару 8 меха-
низма подачи ведущему ролику 9.
Набор сменных шестерён 2 и 7 позволяет устана-
вливать требуемые скорости сварки и подачи электрода.
Электрическая схема аппарата изобра-
жена на фиг. 64. После установки аппарата
на связь, закорачивания электрода с изделием
и засыпки флюса, нажатием пусковой кнопки
КНР-1 включается в сеть катушка контак-
тора КТ-24. При срабатывании контактора
КТ-24 его главные контакты подключают
220 во аып
Фиг. 64. Принципиальная электрическая схема аппарата
для обварки связей.
к сехи сварочный трансформатор, а вспомо-
гательные— питание мотора и блокируют пи-
тание катушки КТ-24. Происходит зажигание
250
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
дуги, срабатывание реле напряжения РН-2-2
и реверсирование мотора М, после чего уста-
навливается нормальный процесс обварки
связи. После обварки связи аппарат остана-
Фиг. 65а. Обварка связей топки локомобильного котла
на Херсонском локомобильном заводе при помощи
аппарата конструкции ЦНИИТМАШ.
вливается нажимом на кнопку стоп КНЗ-2.
При этом вначале узкое кольцо кнопки раз-
рывает цепь катушки реле напряжения РН2-2,
Фиг. 656. Связь, обваренная посред-
ством аппарата.
что вызывает реверс мотора и подъём элек-
трода, а затем широкое кольцо обесточивает
катушку контактора, отключающего аппарат
Таблица 6
Характеристика аппарата для обварки связей
Основные
параметры
Диаметр обвариваемых связей в мм
Диаметр электрода в мм
Длина электрода в мм
Подача электрода за время одного
Продолжительность одного оборо-
та в сек
Сила сварочного тока в а
Габаритные размеры аппарата
Вес аппарата в кг
Тип мотора
Мощность мотора в вт
Число оборотов мотора (синхрон-
ное) в мин
Величина
параметра
19-ЬЗо
4 и 5
-;5°-5°о
79-
4.8-7.1
45о—9 °°
410X250X245
за
Трёхфазный
асинхронный
юо
150Э
от сети. Задержка при выключении свароч-
ного тока позволяет заплавить кратер в конце
шва и предотвращает „примерзание* элек-
трода.
Пример использования' аппарата для об-
варки связей приведён на фиг. 65а. Образец
связи, обваренной посредством аппарата, изо-
бражён на фиг. 656. Основные данные аппа-
рата для обварки связей приведены в табл. 6.
Сварочная головка типа В служит
для выполнения швов большого сечения, т. е.
для сварки конструкций из металла значи-
тельной толщины. В связи с этим сварочная
головка рассчитана на подачу электродной
проволоки диаметром до 10 мм и работу на
силе тока до 3000 а.
Сварочная головка (фиг. 66) состоит из следующих
основных узлов, смонтированных на общем корпусе:
рихтовального механизма 1, подвески 2, механизма по-
дачи проволоки 3, флюсодознрующего устройства 4,
направляющих (копирных) роликов 5 и скользящего,
токоподводящего мундштука 6.
Механизм подачи электродной проволоки (фиг. 67)
состоит из трёхфазного асинхронного мотора с коротко-
замкнутым ротором мощностью 0,25 кет, фрикционного
бесступенчатого вариатора скоростей / системы инж.
В. А. Светозарова, двухступенчатого червячного редук-
тора с промежуточной парой сменных шестерён 2, вы-
ходного вала 3 и роликового подающего устройства.
Червяк 9, снабжённый рукояткой, через червячный сек-
тор 10 поворачивает мотор с ведущим шкивом относи-
5 4
Фиг. 66. Сварочная головка типа В.
тельно центра его качания 11. Изменением положения
ведущего шкива регулируется число оборотов ведомой
шайбы в желгемых пределах. Особенность конструкции
подающего устройства заключается в том, что переход
с одного диаметра электродном проволоки на другой не
влечёт за собой изменения условий зацепления в ше-
стернях 4. Это происходит благодаря расположению
подающего устройства на двух качающихся щеках 5.
Последние прижимают тянущие р.клики 6 к электродной
проволоке 7 посредством пружины 8. Скорость подачи
проволоки указывается стрелкой на шкале 12.
Для плавного регулирования скорости по-
дачи проволоки в заданных пределах служат
вариатор, изменяющий передаточное число при-
ГЛ. VII]
АППАРАТУРА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
251
вода .в 2 раза, и промежуточная пара сменных
шестерён редуктора 2. При перемене местами
эти шестерни также изменяют общее переда-
точное число привода в 2 раза. Таким обра-
зом, при совместном действии обоих изме-
Фиг. 67. Кинематическая схема механизма подачи
сварочной головки типа В.
няемых элементов механизма подачи скорость
подачи электрода может плавно регулиро-
ваться с 0,5 до 2 м/мин.
Рихтовальный механизм представляет собой
пятироликовую систему, через которую про-
тягивается выправляемая проволока.
Флюсодозирующее устройство состоит из
патрубка с шибером и раздвижных щёчек
с диафрагмами. Дозировка флюса устанавли-
Скользящий токоподвод (мундштук) к элек-
троду представляет собой две медные губки,
зажимающие с необходимым контактным да-
влением проходящую между ними проволоку.
Положение мундштука по высоте может ре-
гулироваться. .
Электрическая схема сварочной головки
изображена на. фиг. 68. После замыкания
электрода на изделие, которое производится
путём нажима на кнопку 2КНРЗ, и засыпки
флюса можно приступить к процессу сварки.
Нажатием кнопки КНР включается в сеть
катушка главного контактора КТ-25. При сра-
батывании контактора КТ-25 главные его кон-
такты включают в сеть сварочный трансфор-
матор, а вспомогательные — блокируют кноп-
ку КНР и включают в сеть катушку 1КЛ-3-0.
Включение контактора 1КЛ-3-0 даёт питание
мотору головки МГ через нормально замкну-
тые контакты реле напряжения РН-2-2. Мотор
начинает вращаться на подъём электрода
и отрывает его от изделия. Возбуждается
дуга, напряжение которой активизирует оба
реле напряжения: РН-2-2 и РН-3-1. Первое
реверсирует мотор головки МГ на подачу
электрода в зону горения дуги. Второе вклю-
чает мотор перемещения сварочной дуги МТ.
С этого момента устанавливается нормальный
режим работы.
Нажимом на двойную кнопку КНЗ-2 пре-
кращается процесс сварки. Для предотвраще-
ния „примерзания" электрода нажим на кнопку
следует выполнять в два приёма. Частичный
нажим выключает катушку 1КЛ-3-0, что пре-
кращает подачу электрода и останавливает
перемещение сварочной дуги. Процесс пла-
вления электрода при этом ещё не прекра-
щается, и дуга удлиняется до тех пор, пока
не оборвётся. После этого кнопку можно
дожать до конца, выключив тем самым глав-
ный контактор КТ-25, отключающий установку
от сети.
Фиг. 68. Принципиальная электрическая схема сварочной головки типа В.
вается путём раздвижения щёчек, подъёма
диафрагм и изменения положения всего
устройства по высоте.
Направляющие (коп'ирные) ролики входят
в разделку свариваемых кромок, обеспечивая
тем самым правильное положение электрода
по отношению к оси шва. Направляющие
ролики имеют регулировку по вертикали и
горизонтали.
Для подачи электродной проволоки при
выключенном сварочном токе предусмотрены
две кнопки КНРЗ. Нажим на кнопку 1КНРЗ
включает контактор 1КЛ-3-0, что вызывает
подъём электрода. Нажим на кнопку 2КНРЗ
соответственно включает контактор 2КЛ-3-0
и вызывает опускание электрода.
Основные данные сварочной головки типа В
приведены в табл. 7.
252
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
[РАЗД. IV
Таблица 7
Характеристика сварочной головки типа В
Основные
параметры
Толщина металла, свариваемого за
один проход, в мм
Диаметр электрода в мм
Сила сварочного тока в а
Скорость подачи электрода в лцмин
Тяговое усилие механизма подачи
электрода в кг
Величина
ю—5°
6—IO
боо—зоо°
0,5—а
ДО I5O ;
Основные
параметры
Габаритные размеры головки в мм
Вес головки в кг
Тип мотора
Мощность мотора в кет
Число оборотов мотора (синхрон-
ное) в мин
Величина
350X775X1015
15°
Трёхфазный,
асинхронный
о,35
1500
ЛИТЕРАТУРА И ИСТОЧНИКИ
(по аппаратуре конструкции ЦНИИТМАШ)
1. Бринберг И. Л., Передвижная установка для ско-
ростной сварки под слоем флюса (сварочный трактор),
ИТЭИН, 1916.
2. Бринберг И. Л., Сварочная головка тяжёлого
типа конструкции ЦНИИТМАШ, „Автогенное дело"
№ 5—6, 1946.
3. Гельман А. С. и Бринберг И. Л., Автомати-
ческая обварка связей паровозного котла, „Автогенное
дело" № 8-9, 1945.
4. Бринберг И. Л. и Хробастов М. Ф., Пере-
движная установка для автоматической сварки под флю-
сом типа „Сварочный трактор", „Автогенное дело"
№ 11-12, 1945.
5. Удотов К. А. и Бринберг И. Л., Скоро-
стная сварка в тяжёлом машиностроении и пер
спективы её развития в 1945 г., „Автогенное дело"
№ 1, 1945.
Глава VIII
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
УСТРОЙС1ВО И ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ КОНТАКТНЫХ
ЭЛЕКТРОСВАРОЧНЫХ МАШИН
Классификация
Контактные электросварочные машины
осуществляют нагрев свариваемых частей и
их осадку. Соответственно этому любая кон-
тактная машина состоит из двух основных
частей: электрической, обеспечивающей тре-
буемый нагрев, и механической, производя-
щей осадку свариваемых частей.
По способу выполнения процесса сварки
контактные машины могут быть классифици-
рованы по схеме, показанной на фиг. 1.
Нормальные стыковые машины
Электрокинематические схемы нормальных
(серийных) стыковых машин представлены
на фиг. 2, 3, 4, 5 и 6.
Конструктивные и эксплоатационные дан-
ные стыковых машин см. в табл. 1 и 2 на
стр. 256—257.
Машины типа АСА-5 являются настоль-
ными полуавтоматами и предназначены для
сварки сопротивлением; машины типа АСА-10,
АСА-30, АСА-60, АСА-100, АСАГ-250,
АСАГ-350, АСИФ-25, АСИФ-50 и АСИФ-75
являются машинами неавтоматического дей-
ствия, на которых стыковая сварка может осу-
ществляться любым способом; машины типа
Контактные электросварочные машины
Г
Стыковые
и
Точечные
Шовные
L
Поверхностные
ш пиши п
IP
Hi
1
|
Односто-
ронние
11
Фиг. 1. Классификация контактных машин по способу сварки.
По характеру применения различают ма-
шины: а) нормальные (серийн1ые), легко при-
спосабливаемые для сварки различных по типу
и размерам деталей, и б) специальные — для
сварки лишь определённого типа деталей.
В зависимости от характера относитель-
ного перемещения машины и свариваемых де-
талей различают стационарные и передвиж-
ные переносные) машины.
По способу действия контактные машины
могут быть автоматическими и неавтомати-
ческими.
АСАМ-100, АСМК-600 представляют собой
автоматы для сварки непрерывным оплавле •
нием; машины РСКМ-200-М, РСКМ-320 явля-
ются автоматами для сварки прерывистым
оплавлением.
Внешний вид нормальной стыковой ма-
шины типов АСА-10, АСА-30 и АСА-60 по
казан на фиг. 7.
Примерное назначение нормальных сты-
ковых машин в зависимости от типа по-
дающе-осадочного устройства приведено в
табл. 3.
254
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Специальные стыковые машины
К специальным стыковым машинам отно-
сятся их следующие типы: а) многостыковые,
б) импульсные (ударные), в) переносные или
передвижные, г) специализированные.
Многостыковыми называются специ-
альные машины, позволяющие сваривать одно-
временно несколько стыков (например, все
стыки рам дверей и окон автомашин, стыки
спинки и двух боковин кузовов легковых ав-
томобилей и др.).
Машины подобного типа представляют
собой несколько соединённых и конструк-
тивно связанных одностыковых машин. При-
менением многостыковых машин достигается
увеличение производительности труда.
Импульсными (ударными) называются
машины, которые обеспечивают отдачу на
сварку постепенно накопленной энергии в
виде мощного кратковременного (продолжаю-
щегося доли секунды) электрического раз-
ряда.
Постепенное накопление энергии позволяет
резко уменьшить потребляемую мощность, а
кратковременный разряд способствует бы-
строму нагреву, предупреждая значительное
распространение тепла по металлу и его окис-
2 /
Фиг. 2. Электрокинематическая схема стыковой машины с рычажным подающе-осадочным устройством: 1 — по-
движная плита; 2 — неподвижная плита; 3 — секционированная первичная обмотка трансформатора; 4 — вторич-
ная обмотка трансформатора; 5—рычаг подающе-осадочного устройства; 6—выключающий сектор; 7 —вспо-
могательное реле; 8 — главный контактор; 9 — вспомогательный трансформатор.
Фиг. 3. Электрокинематическая схема стыковой машины с гидравлическим подающе-осадочным устройство»»:
1 — подвижная плита; 2—неподвижная плита; 3 — сварочный трансформатор; Ф—выключатель; 5 — включаю-
щий ток рычажок; 6—вспомогательное реле: 7—главный контактор, 8 — вспомогательный трансформатор;
9 — гидравлический цилиндр; 10 — золотник; 11 — насос.
ГЛ. VIII]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
255
ление. Идентичность условий заряда обеспе-
чивает постоянство потребляемой на каждую
сварку электроэнергии.
Импульсные стыковые машины приме-
няются преимущественно для сварки металлов
и деталей малого сечения, которые: а) быстро
окисляются при высоких температурах (алю-
миний и его сплавы); б) резко отличаются по
своим физическим свойствам (алюминий -f-
+ сталь, серебро -\- вольфрам, медь -f- алюми-
ний), деталей свечей авто- и авиадвигателей
и т. д.; в) резко отличаются конфигурацией
и размерами (приварка нитей электронных
ламп, приварка тонкой проволоки к толстым
пластинам и т. д.), а также для сварки зака-
лённых деталей, когда желательно предупре-
Фиг. 4. Электрокинематическая схема стыковой машины с пружинным подающе-осадочным
устройством: /— подвижная плита; 2 — неподвижная плита; 3 — сварочный трансформатор;'
4 — выключатель; 5 — выключающий стержень; б —кнопка включения тока; 7—-пружина
подающе-осадочного устройства; <У —рычаг; 9— собачка (защёлка); 10 — направляющая <
втулка; 11 — стержень.
Фиг. 5. Электрокинематическая схема стыковой машины с моторно-кулачковым подающе-осадочным устройством:
/-подвижная плита; 2 — неподвижная плита; 3— сварочный трансформатор; 4 — кулачок подающе-осадочного
устройства; 5 — кулачок включения тока; 6 — пружины возвратного хода плиты.
Конструктивные данные нормальных стыковых машин отечественного производства
Таблица 1
ел
Тип
Пода юще-оса доч-
ное устройство
Зажимное устройство
Упорные устройства
Включение тока
Выключение тока
Подвод тока
АСА-5
АСА-10,
АСА-30-1,
АСА-60-1
АСА-100-1
АСАГ-250,
АСАГ-350
АСАМ-100
АСМК-600
СКМ-200М,
РСКЛ1-320
АСИФ-25,
АСИФ-50.
АСИФ-100
Пружинное
(фиг. 4)
Ручное рычаж-
ное (фиг. 2)
То же
» Гидравлическое
с ручным упра-
влением (фиг. Ь)
Электромоторно
кулачковое
То же
Электромоторно-
винтовое (фиг. 6)
Ручное рычаж-
ное АСИФ-25 мо-
жет быть легко
заменено пружин-
ным
Несменяемое ручное эксцентри-
ковое
Сменяемое (машины обычно вы-
пускаются с ручными радиально-
винтовыми зажимами, позволяю-
щими регулировать положение
электродов только горизонтально)
Сменяемое (машины выпускаются
с радиально-винтовыми зажимами,
снабжёнными специальным устрой-
ством, позволяющим регулировать
положение нижнего электрода как
по горизонтали, так и по вертика-
ли)
Сменяемое (машины нормально
снабжаются рычажнорадиальными
зажимами)
Сменяемое (машины нормально
снабжаются ручными рычажными
или пневматическими зажимами)
Несменяемое пневматическое кос-
венного действия
Несменяемое моТорно-винтовое
Сменяемое ручное
или эксцентриковое
рычажное
Отсутствуют
В машине АСА-10
отсутствуют, маши-
ны АСА-30 и АСА-60
оснащены универ-
сальными упорами
Такие же, как
машинах АСА-30
АСА-60
В комплект маши-
ны не включаются
То же
Кнопкой, путём непосред-
ственного замыкания сило-
вой первичной цепи
Рычажком у рукоятки ры-
чага осадки, путём замыка-
ния цепи контактора, осу-
ществляющего включение
главного тока
То же
Автоматически кулачком,
воздействующим на катуш-
ку электромагнитного кон-
тактора
То же
Электромагнитным кон-
тактором при помощи вспо-
могательного реле
Рычажком, у рукоятки
рычага осадки, путём замы-
кания цепи механического
контактора
Автоматически, специаль-
ным выключателем при
определённом перемещении
плиты или вручную (кноп-
кой)
Автоматически, специаль-
ным упором через контактор
при определённом переме-
щении плиты или вручную
(рычажком включения)
То же
Автоматически кулачком,
воздействующим на катушку
электромагнитного контак-
тора
То же
Автоматически, при до-
стижении определённого
давления осадки
Автоматически выключаю-
щим сегментом (стержнем)
или вручную отпусканием
рычажка включения
Односторонний
Односторонний
через горизонталь
но расположен-
ные токоподводя-
щие медные плиты
с Т-образными па-
зами
То же
Двухсторонний
Односторонний
То же
Двухсторонний
Односторонний
Примечания: 1. Все машины имеют трансформатор броневого типа с секционированной первичной обмоткой.
2. Кроме АСА-5,все машины имеют водяное охлаждение.
ГЛ. VIII]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
257
«
!?
a
«e
ь
о
et
О
со
«
1рОИ
о
и
О
в
аз
стве
V
г
ф
О
машин
X
2
а
о
3
ь
о
X
л
ч
S
о.
о
X
3
X
дан
з
X
цион
я
А
О
ч
е
Экс]
8
ее
S
и
<
о
<
Г-250
«и
и
<
g
CN
и
а
о
о
<
8
ИФ-
и
<$
АСА-100-
о
СО
<
<
—
S
е-
s
и
<
6
со
<
<
Ф-25
о
<
о
АСА-
"?
АСА
тры
<ы
S
со
О.
со
С
со
ИЗ
О
5
ю
&
со
СО
со
со
о"
"Я
о"°
со"
•8H
я
о
00
<§
"I
о
Si
о4
"с^О
- ю
о
сч
3
•* 1/3
cs
<g
со
С)
ё
"8
S 8
01 1/5
01 СО
м СО
к
о, ¦
с .
со
X .
ш •
о
щ со
1"
0J х
R
СО
гльн
{ИТ1
Е(
О
о
со
1П
43
н
8
н
S,
a
¦ о
С1
о
¦о
ю
я
н
0^
ю
1Л
сГ
1
и
о
X
3
*
3"
то
2
S
л
ч
и
н
1
ю
ю
—II
со
O'OI-
1
ю
f
1
»о
•о
•ч-
я
1
t
01
ЧЭ
1
ю
¦*
ы
1>
1
О\
со
0
1
О\
pf
со
со
1
и
ш
со
о
оГ
ю
1,6—2
1
о, •
с
СО '
= .
о
U
ж *
s в
|«
СО S
is
со
00
со
оо
00
00
00
СО
00
¦¦о
00
di «so
О. " Ч с ^
S • н яч
•г< О ^
? • ews н
у X 35 ^ X
q ОЭ О О со Ч
ч ° ж н в в
О О>ч ПОЯ
s s о _ н
J ej|2 0) S О
1- х с с
со
со
СО
со
1П
со
ю
со
•?¦
m
м-
со
¦*
м
со
1П
о
со
„
со
1
ю
01
со
ю
•ф
01
1О
ш
1
ю
•о
01
4,95-4
со
«л
, о
• «11
о
л
1 ^
2 g
аз
8
оос
ю
в
0
01
8
о
ю
1
1
01
о
о
"с?
8
ю
о
о
"О
1
8
ю
н
8
ю
а
(J СО
N Я с-
« O.S
и с
^ »Q g
О и I
о о
с"а
ю 1Гэ
о со
юю
о со
о о
Ю -ф
01 Ю
ЮС1
о ш
^•п
01 'О
Ю 01
о
01
О 1
¦* L
ю
н
01 1Г>
1/5 01
. .2
• ? о
ИЗ ^ tJ
О (Я
gxo.
8
01
*"*
о
о
ю
1
t
1
§
1
8
о
01
8
t
со Вв
оез ох
жден
03
2
03
15
Таблица 3
Примерное назначение нормальных стыковых
машин
Груп« 1
па [
I
II
III
IV
V
Подающе-осадочное
устройство
Ручное рычажное
с прямыми или си-
стемой коленчатых
рычагов
Гидравлическое или
пневматическое с
ручной (неавтома-
тической) или авто-
матической регули-
ровкой последова-
тельности и способа
осуществления от-
дельных операций
процесса сварки
Пружинное или
грузовое с ручным
или автоматическим
возвратом подвиж-
ной плиты
Электромоторно-
кулачковое с безры-
чажной или рычаж-
ной передачей
Электромоторыо-
вннтовое
Примерное назначение
Сварка всеми способа-
ми деталей с площадью
свариваемого сечения ме-
нее 1000 мм3 с невысокой
производительностью
(обычно менее 60 сварок
в час)
Сварка всеми способа-
ми деталей с площадью
свариваемого сечения
более 1000 мм% с произ-
водительностью до 120
сварок в час и более
Сварка сопротивлением
деталей с площадью сва-
риваемого сечения менее
1001) мм* с производи-
тельностью до 120 сварок
в час и более
Сварка непрерывным
оплавлением с произво-
дительностью до 600 сва-
рок в час
Сварка прерывистым
оплавлением деталей со
свариваемым сечением до
10 000 мм3 и более с про-
изводительностью до
20 сварок в час
дить заметный отпуск металла в зоне терми-
ческого влияния.
В зависимости от способа накопления энер-
гии стыковые импульсные машины подразде-
ляются на конденсаторные или электростати-
ческие, электромагнитные и аккумуляторные.
Фиг. 6. Электрокинематическая схема стыковой машины
с моторно-винтовым подаюше-осадочным устройством:
/ — подвижная колонка; 2 — неподвижная колонка;
3 — сварочный трансформатор; 4 — реле для автомати-
ческого реверсирования мотора; 5 — мотор; 6 — пере-
ключатель мотора на большую скорость для осуществле-
ния осадки; 7 — выключатель сварочного трансформа-
тора; 8 — осадочное устройство.
17 Том 8
258
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Принципиальная схема конденсаторной ма-
шины для стыковой сварки представлена на
фиг. 8. Конденсатор, присоединённый к элек-
тродам 2 и 3, заряжается от источника по-
стоянного тока до напряжения 3000—5000 в.
Фиг. 7. Внешний вид стыковой машины типа АСА-10, АСА-30 и АСА-60.
При освобождении за Щёлки / под действием
пружины подвижная салазка 5 вместе с элек-
тродом 3 и деталью 6 быстро перемещается
по направлению к неподвижной детали 7. В
начале процесса при соприкосновении деталей
между ними образуется перемычка. Под дей-
ствием высокой плотности тока перемычка
Фиг. 8. Принципиальная схема конденса-
торной машины для стыковой сварки:
1—конденсатор; 2 и 3 —электроды; 4—пру-
жина подающе-осадочного устройства;
5 — защёлка; 6 и 7— свариваемые детали.
разрывается с образованием дуги. Последняя
оплавляет свариваемые части деталей, после
чего детали прижимаются друг к другу с
силой, определяемой характеристикой пружин
и степенью их деформации. Продолжитель-
ность разряда равна нескольким десятитысяч-
ным долям секунды. Сила тока во время раз-
ряда достигает 100 000 а и более.
В электромагнитных и аккумуляторных
машинах для накопления энергии применяются
соответственно индуктор и аккумулятор.
Переносными или передвижными
называются машины, при которых для осу-
ществления каждой сварки вся машина или
её часть переносится или передвигается.
Такие машины с успехом используются для,
сварки телеграфных проводов, подвешенных
на столбах, наращивания арматуры железо-
бетона непосредственно на месте её установки,
сварки концов обмоток крупных электри-
ческих машин и в случаях, когда применение
стационарных машин невозможно или не-
удобно.
Представителем переносных машин яв-
ляется машина ОСП-2 завода „Электрик".
Источником питания служит передвижной
агрегат, состоящий из однофазного генера-
тора повышенной частоты с бензиновым дви-
гателем. Мощность трансформатора при сварке
1,65 ква, . мощность генератора 2 ква, ча-
стота 300 гц. Зажимное и осадочное устрой-
ство выполнено в форме клещей. Вес агрегата
с тележкой 110 кг, трансфор-
матора с сумкой 7 кг, свароч-
ных клещей 3,5 кг.
Специализированные
стыковые машины предназна-
чаются для сварки лишь одной
или немногих деталей. К ним
относятся машины: листосва-
рочные, цепные, для сварки
кузовов, ободьев и т. д.
Листосварочные машины
применяются для стыковой
сварки стальных листов тол-
щиной от 0,5 до 2 мм при длине
шва до 2,25 м. Из сваренных
на машине листов могут штам-
поваться детали, требующие
глубокой вытяжки (детали ку-
зова, крылья, фасонный пол и
другие детали автомашин).
Цепные сварочные машины используются
для сварки стыков предварительно сочленён-
ных звеньев цепей различного назначения.
Такие машины строятся ручного, полуавтома-
тического и автоматического действия.
Машиной для сварки кузовов приваривают
одновременно две боковые стенки к задней с
производительностью 45—60 сварок в час.
Машина для сварки ободьев позволяет
сваривать ободья колёс диаметром от 400 до
1100 мм с поперечным сечением до 2600 мм2
при ширине материала до 325 мм и толщине
до 8 мм с производительностью до 600 сварок
в час.
В условиях массового производства специ-
ализированные машины значительно эффектив-
нее универсальных.
Нормальные точечные машины
Электрокинематические схемы нормальных
точечных машин представлены на фиг. 9
и 10, эксплоатационные данные приведены
в табл. 4.
Фиг. 9. Электрокинематическая схема точечной ма-
шины с педальным нажимным устройством: 7—пе-
даль; 2 —регулируемая пружина; 3 — сварочный
трансформатор; 4 — выключатель-
ГЛ. VHI]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
117 2п
Фиг. 10. Электрокинематическся схема точечной машины с моторно-кулачковым нажимным устройством.
Фиг. 11. Внешний вид точеч-
ной машины типа АТА-40-8.
Фиг. 12. Внешний вид точечной машины
типа АТА-100.
260
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
1РАЗД. IV
Таблица 4
Эксплоатационные данные нормальных точечных машин отечественного производства
Параметры
АТ-5
АТ-10
АТА-20
АТА-40-8
АТА-40-9
АТА-100
ATA-17S
АТП-50
АТП-751
Продолжительная мощ-
ность в ква . ..
Предельные значения
вторичного напряжения
в в
Число ступеней регули-
рования
Полное сопротивление
вторичной цепи при сварке
стали в ом • Ю~4 . . . .
Максимальнее давление
(сила сдавливания) в кг .
Полезный вылет в мм .
Наибольший раствор
электродов в мм
Расход охлаждающей
воды в л/час.......
Мощность электродви-
гателя нажимного устрой-
ства в кет
2,5
6—1,74
4
2.95-2,5
70
200
90
80
5,5
1,60—2,7;
4
4,55-3.55
100
300
125
120
7.О
a,i-3,3
8
2,55—i
300
30 >
130
200
°>5а
14,о
,4—5i 2
Зоо
400
О, 52
2,4—5.2
8
2,О-1,8
4оо
2ОО
15°
3°°
35.
3,5-7.*
8
[2.35-2,95
8оо
650
55
ЬЗ
62,О
3,9-8,а
8
12ОЭ
650
55
5°о
1-3
17-5
2,8—5,1
6
2,5
250
4оо
1бО
Зоо
3,5-7,о|
2,5
4оо
4оо
i6o
35°
Примечание. Первичное напряжение для всех машин, кроме АТ-5 и АТ-10,220, 380,500s; для машин
АТ-5 и АТ-10 220 и 380 в.
Машины АТ-5; АТ-10; АТП-50 и АТП-75
имеют педальный привод, остальные — электро-
моторно-кулачковый. В машинах ' АТА-40-9,
АТА-100 и АТА-175 электрод перемещается
прямолинейно, у остальных—по дуге окруж-
ности.
Внешний вид нормальной точечной машины
типа АТА-40-8 показан на фиг. И, типа
АТА-100 и АТА-175 - на фиг. 12.
Специальные точечные машины
К специальным точечным машинам отно-
сятся следующие их типы: а) с переменным
давлением; б) для пульсирующей сварки;
в) низкочастотные с трёхфазным питанием;
г) низкочастотные с трёхфазным питанием для
пульсирующей сварки с переменным давле-
Фиг. 13. Диаграмма ток A) — да-
вление (Р)— время (t) точечных
машин с переменным давлением.
нием; д) высокочастотные; е) импульсные;
ж) многоточечные; з) с переносными свароч-
ными устройствами; и) для Т-образной сварки;
к) для рельефной сварки (сварочные прессы).
Точечными машинами с переменным
давлением называются машины, позво-
ляющие изменять давление в процессе сварки.
Диаграмма ток — давление — время (фиг. 13),
обеспечиваемая машиной этого типа, осу-
ществляется специальным устройством пневма-
тического привода машины. Применение по-
вышенного давления в начале процесса сварки
имеет целью обеспечить предварительное об-
жатие деталей (см. т. 5, стр. 370). Понижение
давления во время протекания тока увеличивает
сопротивление сварочного контакта и этим по-
вышает к. п д. машины и процесса сварки.
Увеличение давления в конце сварки улучшает
обжатие сварной точки. Переключение давле-
ния, связанное со значительной затратой вре-
мени, снижает производительность машины.
Машины нашли применение при сварке стали
больших толщин и лёгких сплавов.
В машинах для п у л ь си ру ю ще й или
прерывистой точечной сварки ток во
время постановки каждой точки несколько раз
прерывается. При очередных импульсах ток
может оставаться неизменным или изменяться.
Во время пауз между импульсами тока тепло
от сварочного контакта успевает распростра-
ниться по свариваемым деталям. Это позво-
ляет обеспечить более равномерный нагрев
металла по толщине, предупреждая значитель-
ный перегрев металла у сварочного контакта
и чрезмерно быстрое его остывание; одно-
временно улучшаются условия работы элек-
тродов и повышается их стойкость.
Пульсирующая сварка позволяет успешно
сваривать детали значительной (более 10 мм)
толщины, а такж-е легко закаливающиеся
стали.
Для прерывистой подачи тока точечные
машины снабжаются специальной аппаратурой
(таймерами), позволяющей регулировать число
импульсов тока и продолжительность импуль-
сов и пауз. Количество импульсов тока и пауз,
их продолжительность зависят от рода и тол-
щины свариваемого металла, формы сварного
соединения и величины сварочного тока.
В табл. 5 приведены рекомендуемые режимы
пульсирующей сварки для некоторых случаев
её применения.
ГЛ. VIII]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
261
Таблица б
Режимы пульсирующей сварки [18]
Толщина
стальных ли-
стов в мм
6+6
IO+IO
25 + 25
Диаметр ра-
бочей поверх-
ности элек-
трода в мм
18—20
18 -2О
25
Давление в кг
I2OO
i8oo
5200
Ток в а
37ооо
42 ООО
73 ооо
Длительность
в периодах
импуль-
са
5
7
20
пау-
зы
5
7
зо
Количество
импульсов
го
17
32
Низкочастотные точечные машины
с трёхфазным питанием обеспечивают свароч-
ный ток пониженной (против нормальной) ча-
стоты и равномерную нагрузку всех фаз трёх-
фазной сети. Ток пониженной частоты полу-
чается по схеме: трёхфазный ток сети вы-
прямляется и пропускается через первичную
обмотку сварочного трансформатора пооче-
рёдно с требуемой частотой в одном и в дру-
гом направлениях. Для выпрямления и инвер-
тирования тока обычно используются игни-
тронные установки. Пониженная частота тока,
снижая индуктивное сопротивление, повышает
cos<p сварочной цепи.
В низкочастотных машинах с трёхфазным
питанием для пульсирующей сварки с пере-
менным давлением сочетаются одновременно
низкая частота, прерывистая (пульсирующая)
подача тока и переменное давление. Техниче-
ские характеристики такой машины: напряже-
ние питающей сети 380 в; частота тока сети
50 гц; частота сварочного тока 5 гц\ продол-
жительная мощность 230 ква; кратковременная
мощность 635 ква; давление до 10 000 кг
обеспечивается пневмогидравлическим устрой-
ством; максимально свариваемая толщина
стальных листов 3X12 мм или 2 X 16 мм.
Рекомендуемые режимы сварки на низкоча-
стотных машинах с пульсирующим током при-
ведены в табл. 6.
Таблица 6
Режимы низкочастотной пульсирующей сварки
Толщина
стальных
листов
в мм
9 + 9
9 + 91-9
12+ 12
13+12+12
Давление в кг
при по-
догре-
ве
49оо
49°о
49оо
49OO
при
сварке
8400
820О
9°5°
9850
Диаметр элек-
трода в мм
5о
5°
5°
75
Общее время
на одну точку
в сек.
12,0
ч
16,5
Чистое время
сварки в сек.
2,6
3>°
3,6
4,8
Высокочастотные точечные машины
обеспечивают сварочный ток повышенной
(против нормальной) частоты. Повышенная
частота, увеличивая индуктивное сопротивле-
ние вторичной цепи, обеспечивает более спо-
койное, без сильных выплесков, протекание
процесса точечной сварки, позволяет успешно
сваривать загрязнённые (но без значительного
слоя окалины и ржавчины) или покрытые то-
копроводящей краской детали без их пред-
варительной зачистки, снижает влияние изме-
нения активного сопротивления цепи на силу
сварочного тока. Благодаря увеличенной ча-
стоте значительно снижается вес трансфор-
матора.
Импульсные точечные машины обеспе-
чивают отдачу постепенно накопленной энер-
гии на сварку в виде мощного кратковремен-
ного электрического разряда, продолжающе-
гося малые доли секунды.
Краткое описание этих машин см. т. 5,
стр. 383 - 384. ¦
Многоточечные машины, позволя-
ющие сваривать за один цикл сварки до 100
точек и более, кратко описаны в т. 5, стр.
374-376.
Переносные или передвижные
точечные машины широко используются для
сварки изделий крупных размеров, как-то:
а) отдельных элементов кузова, пола, кабин
и других частей автомобиля; б) при изгото-
влении различных металлоконструкций.в строи-
Фиг. 14. Схема установки со скобовым устройствомг
1—скобовое устройство; 2—гибкие токоподводы;
3 — трансформатор; 4 — контрбаланс.
тельном деле; в) при изготовлении железно-
дорожных вагонов, лёгких судов и т. д.
По устройству переносной части разли-
чают машины: скобовые (клещевые), рычаж-
ные, пистолетные, двухточечные односторон-
ние.
Сварочные скобы (клещи) относятся к
группе переносных устройств, при которых
оба электрода переносятся. Схема установки
со скобовым переносным устройством с от-
делённым трансформатором показана на
фиг. 14, конструктивная схема скобы дана на
фиг. 15.
Большое разнообразие деталей, сваривае-
мых скобами, обусловливает многообразие их
конструкций (фиг. 16).
С целью уменьшения индуктивного со-
противления в качестве гибкой связи в пере-
262
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
носных установках используют специальный
кабель с уменьшенной индуктивностью.
К группе переносных устройств относится
и сварочный рычаг, электрически соединяю-
щий разнополярные шины вторичного кон-
тура через свариваемые детали в местах их
либо к жёсткому токоподводу, на который
опираются свариваемые детали, либо непо-
средственно к одной из деталей.
На фиг. 18 показаны схемы одноэ^ектрод-
ных пистолетов. Такие пистолеты с успехом
используются для приварки тонких (до 1,5 мм)
Фиг. 15. Скобовое сварочное устройство: / — штуцер
для подвода сжатого воздуха; 2 — пусковая кнопка;
3 — .пружина возврата поршня; 4 и 5 — гибкий токо-
подвод.
сварки. Принципиальные схемы присоединения
рычагов и осуществления рычажной сварки
представлены на фиг. 17. Токоподводящие
Фиг. 16. Схемы конструкций скоб (клещей).
шины и свариваемые детали в этих устрой-
ствах располагаются и закрепляются на спе-
циальных кондукторах. Сварочные рычаги вы-
тесняются сварочными пистолетами и скобами.
У сварочных одноэлектродных (однопо-
люсных) пистолетов переносится один элек-
трод, присоединённый гибким кабелем к одному
из полюсов вторичного контура сварочного
трансформатора; второй полюс присоединяется
Фиг. 17. Схемы переносных рычажных сварочных
устройств: а-г-ручного действия; б — пневматического
действия.
листовых деталей к деталям такой же или боль-
шей толщины в малодоступных для других
сварочных устройств местах.
61
Фиг. 18. Схемы сварочных пистолетов:
а —ручного действия; б* и в — пневмати-
ческого действия.
о)
Сварочный цвухэлектродный пистолет для
односторонней двухточечной сварки предста-
влен на фиг. 19. К каждому из разнополярных
Фиг. 19. Схемы двухэлектродных свароч-
ных пистолетов для односторонней сварки:
а — ручного действия; б — пневматиче-
ского действия.
электродов гибким кабелем подводится напря-
жение от сварочного трансформатора. Такие
устройства используются при сварке крупно-
габаритных деталей для увеличения произво-
дительности. Недостатком пистолетов является
ограниченная величина давления на элек-
троды.
Машины для Т-о бразной (тор-
цевой) сварки предназначаются для приварки
торца стержней к деталям с большой поверх-
ностью. Принципиальная схема такой машины
дана на фиг. 20.
Машины для рельефной сварки
или сварочные прессы осуществляют сварку
ГЛ. VIII]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
263
деталей, на которых для локализации тока и
давления предварительно выштампованы вы-
ступы, рельефы. Эти машины преимущественно
используются для одно-
временной сварки не-
скольких точек.
Кинематическая схе-
ма машины для рельеф-
ной сварки (тип АРС-250
завода „Электрик") по-
казана на фиг. 21, а ,
её внешний вид—на 1--^—'
Иногда рельефные машины используются
для получения плотно-прочных швов (при-
варивания шайб к металлическим колбам ра-
диоламп). В этом случае на сва-
j I i риваемых деталях делают сплош-
ные кольцевые или иной формы
выступы.
Фиг. 20. Принципиальная схема
машины для Т-образной (тор-
цевой) сварки: 1 и 2— свари-
ваемые детали; 3 и 4 —элек-
троды; 5— сварочный транс-
форматор; 6 — нажимное
устройство.
Фиг. 21. Кинематическая схема машины
для рельефной сварки: 1 и 2—электроды;
3 — кулачок нажимного устройства.
Фиг. 22. Внешний вид машины для
рельефной сварки.
фиг. 22. Техническая характеристика этой ма-
шины: номинальная мощность при /78=12,5%—
250 ква; вторичное напряжение 5,2—11,88 в;
число ступеней регулирования 16; число хо-
дов в час может составлять 900, 12С0, 1500
и 1800; максимальное давление 2500 кг; мощ-
ность мотора привода 2,2 кет; размеры кон-
тактной плиты 420 X 280 мм; максимальное
расстояние между плитами 240 мм; рабочий
ход электрода 52 мм; расход воды 750 л/час.
Шовные (роликовые) машины нормальные
Электрокинематические схемы нормальных
шовных машин представлены на фиг. 23, 24
и 25, а их эксплоатационные данные приведены
в табл. 7.
Машина АШБ-150 предназначается для
сварки только поперечных швов, остальные
машины — универсальные — позволяют свари-
вать как продольные, так и поперечные швы.
Таблица 7
Эксплоатационные данные шовных машин отечественного производства
Параметры
АШ-10
АШ-20
АШ-50
АШ-100
АШБ-150
Первичное напряжение вв..
Продолжительная мощность
в ква
Предельные значения вторич-
ного напряжения в в
Число ступеней регулирования
Полное сопротивление вторич-
ной цепи при сварке стали
в ом • 10~4
Мощность двигателя нажимного
устройства в кет
Мощность двигателя привода
роликов в кет
Максимальное давление в кг . .
Предельные значения скоро-
стей сварки в MjMUH
Полезный вылет электродов
в мм
Рабочий ход электродов в мм .
Расход охлаждаюшей воды
в л/час
ззо, з«о
7.5
2,11—3.28
а
3-3.25
о,5з
о,об
O.65-3.4
4О0
35
22O, 38О
15
3,20—4.30
8
а,8—з,з
о, 5з
о,об
3°о
о,б5—3.4
4оо
35
35°
5°°
35
—4,5
i6
>9 -э,о
1.3
4оо
о,8-4,7
4оо
4°
375
32O, 38О, 5°°
7°
3>о-б,5
i6
з,5—а,б
1,3
1.3
400
0.8—4,7
75°
50
500
380
а.7-5.3
16
400
1.33
360
25
264
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Машина АШБ-150 имеет пневматическое на-
жимное устройство, остальные — электромо-
торно-кулачковое.
Привод у машины АШ-10и АШ-20 жёсткий
на ось верхнего ролика, у АШ-50 и АШ-100—
В машине велосипедного типа оба ролика —
сваривающий и контактный — располагаются
на линии шва. В целях предупреждения чрез-
мерного нагрева контактного ролика его делают
более широким, к нему прикладывают боль-
шее давление и располагают на сваренном
участке шва. Для обеспечения устойчивости
машины она снабжается третьим поддержива-
ющим роликом. Машины велосипедного типа
позволяют сваривать детали неограниченного
размера по длине и ширине.
В машине двуколоч-
ного типа на линии шва
располагается лишь один
сваривающий ролик; вто-
рой—контактный— ролик
помещается на вспомога-
тельной шине, располо-
женнойпараллельно шву.
Машины двуколочного
типа позволяют свари-
Фиг. 23» Электрокинематическая схема шовной машины с педальным приводом
Фиг. 24. Электрокинематическая схема шовной
машины с пневматическим приводом.
через стальную шарошку на рабочую поверх-
ность верхнего ролика, у АШБ-150—через
стальные шарошки на рабочие поверхности
обоих роликов.
Специальные шовные машины
К специальным шовным машинам относятся
следующие их типы: а) для шаговой сварки;
б) односторонние; в) двух- и многошовные;
г) шовно-стыковые; д) шовно-торцевые.
Шаговыми называются машины с пре-
рывистым или возвратно-поступательным вра-
щением роликов. Эти машины отличаются
конструктивно от нормальных механизмом при-
вода роликов. Одна из возможных схем при-
вода роликов показана на фиг. 26.
Шаговые машины позволяют осуществлять
шовную сварку при толщине (суммарно) до
15 ли* и более. Основными недостатками таких
машин являются их относительно низкая произ-
водительность и сложность конструкции.
Односторонние шовные машины по-
зволяют осуществлять шовную сварку при
расположении всей сварочной машины по
одну сторону свариваемой детали. Применение
нашли два типа односторонних шовных машин:
велосипедный и двуколочный (фиг. 27).
Фиг. 25. Электрокинематическая схема шовной машины
с моторно-кулачковым приводом: / и 2—электроды
(ролики); 3 — стальная шарошка; 4 —пружина нажим-
ного устройства; &—кулачок нажимного устройства.
ГЛ. VIII]
УСТРОЙСТВО И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
265
вать детали неограниченной длины. Ширина
одной из.деталей может быть также не огра-
ничена, а ширина другой должна быть меньше
расстояния между сваривающим и контакт-
ным роликами.
Двух- и много-
шовные машины по-
зволяют осуществлять
сварку двух и более
швов одновременно
(фиг. 28). у
Фиг. 26. Схема привода
шовной машины для шаго-
вой сварки: / — шкив;
2 — кулачок подачи; 3 —
кулачок тока; 4 —храповое
колесо; 5 — верхний элек-
трод (ролик); 6— контакты
выключателя первичной
цепи; 7 — нижний ролик;
8 и 9 —свариваемые
детали.
фиг. 27. Принципиальные
схемы шовных машин
для односторонней сварки:
а—велосипедные; б—дву-
колочные: /—сварочный
трансформатор; 2 — кон-
тактный ролик; 3—сва-
ривающий ролик; 4 и
5 — свариваемые детали;
6 — медная шина.
Ш о в н о-с т ы к о в ы е машины осуще-
ствляют процесс шовной сварки кромок де-
талей встык. Такие машины используются для
сварки продольных швов труб. Принцип
Фиг. 28. Принципиальные схемы двухшовных
и многошовных м; шин: а — двухшовная; б — мно-
гошовная.
устройства трубосварочной машины показан
на фиг. 29.
Техническая характеристика трубосвароч-
ного агрегата типа АШТ-60 завода „Электрик":
мощность вращающегося трансформатора
70 ква; скорость сварки от 4 до 15 м/мин;
мощность двигателя главного привода 10 кет,
отрезного устройства 2,85 кет и насоса 1,0 кет;
вес агрегата 12 000 кг; высота 1500 мм; ши-
рина 2080 мм и длина 11000 мм. Агрегат
предназначен для сварки стальных труб диа-
метром от 14 до 55 мм при толщине стенки
от 0,8 до 2 мм.
Трубосварочные агрегаты осуществляют
контактную шовно-стыковую электросварку
продольных швов труб диаметром до 650 мм
с толщиной стенки до 22 мм, свёрнутых из
стальных полос (стрипсов). Мощность таких
агрегатов достигает 7000 ква; скорость сварки —
12 mjmuh и более.
Сеть
Фиг. 29. Принципиальная схема трубо-
сварочной машины.
Ш о в н о-т орцевые или шовн о-б о р-
товые машины выполняют шовную сварку
торцов кромок деталей.
Принципиальная схема
таких машин дана на
фиг. 30. Напряжение от
сварочного трансформа-
тора подводится к кон-
тактной плите и вращаю-
щемуся ролику. Детали
с отбортованными кром-
ками закладываются в
специальный медный
кондуктор, помещаемый
на токоподводящую пли-
ту. При соприкосновении
с роликом отбортован-
ные кромки разогре-
ваются и свариваются.
Фиг. 30. Схема маши-
ны для шовно-торцево»
сварки.
Поверхностные машины
В машинах для поверхностной сварки (спо-
соб А. М. Игнатьева) сварочный ток про-
пускается параллельно свариваемым поверх-
ностям *, а давление прикладывается перпен-
Фиг. 31. Схема лентосварочной машины A.M. Игнатьева:
1 — холодные ролики; 2 — горячие ролики; 3 — элек-
тромотор; 4 — ремённая передача „Ривс"; 5 — свари-
ваемый материал; 6—сварочный трансформатор.
• По этому признаку машины часто называют па-
раллельно-поверхностными.
266
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
дикулярно им. Схема лентосварочной машины
показана на фиг. 31. Эти машины находят
преимущественное применение в производстве
заготовок для металлорежущего инструмента.
Основные требования к контактным
машинам
Основными требованиями к контактным
машинам являются:
1. Постоянство в процессе эксплоатации
электрических и механических параметров.
2. Обеспечение точного и быстрого: а) ре-
гулирования взаиморасположения электродов
и деталей; б) установки (укладки, подачи) де-
талей в междуэлектродное пространство; в) за-
жатия деталей между, электродами; г) удале-
ния сваренных деталей.
3. Возможно меньшее физическое напря-
жение рабочего.
4. Возможно меньшие внутренние потери
активной мощности.
5. Удобство и доступность сборки и раз-
борки, регулирования, очистки, ремонта и за-
мены её отдельных частей (особенно быстро
изнашивающихся и загрязняющихся деталей —
электродов, контактов и т. д.).
6. Возможно больший междуремонтный и
общий срок службы.
7. Наличие защитных устройств, преду-
преждающих поражение электрическим током,
ожоги и другие травмы обслуживающего пер-
сонала.
8. Ограничение температуры нагрева от-
дельных частей машины (за исключением ра-
бочей части электрода) в процессе работы
70—75° С.
9. Наличие водяного охлаждения всех зна-
чительно нагревающихся частей машины —
электродов, электрододержателей, хобота, хо-
ботодержателя, плит, штанг и контактов вто-
ричного контура. Система водяного охлажде-
ния должна выдерживать максимально возмож-
ный напор водопроводной сети, сохраняя пол-
ную плотность; расположение шлангов и со-
единений должно исключать возможность по-
падания струи воды на первичную обмотку
при повреждении или снятии шлангов.
10. Надёжная защита всех неизолирован-
ных частей, находящихся под первичным на-
пряжением, от случайного соприкосновения.
11. Напряжение в маневровых цепях
управления, провода которых проложены
открыто и доступны для прикосновения, — не
выше 36 в.
12. Обязательное наличие зажимов для за-
земления.
13. Надёжная изоляция одного из полюсов
вторичного контура от корпуса и других ме-
таллических частей машины (изоляция должна
выдерживать испытательное напряжение 220 в).
14. Эффективная защита первичной обмотки
трансформатора от попадания влаги, искр и
брызг расплавленного металла, от поврежде-
ния вследствие трения о подвижные части ма-
шины или в результате взаимного перемеще-
ния обмоток под действием электромагнит-
ных сил.
15. Надёжная защита всех трущихся, на-
правляющих и контактных поверхностей, шар-
нирных соединений и резьб от искр и брызг
расплавленного металла.
16. Наличие укреплённых на доступном
месте снаружи машины выключателей (или
кнопок) для остановки приводных меха-
низмов.
Помимо перечисленных основных требова-
ний, э» дальнейшем приводятся требования
к отдельным частям машины, которые должны
быть также полностью учтены при конструи-
ровании.
ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
Вторичным контуром называется вся вто-
ричная электрическая цепь, за исключением
свариваемых деталей и контактов электрод —
деталь, по которой протекает вторичный ток
Фиг. 32. Принципиальная схема вторичного контура ста-
ционарной точечной машины: 1 — электроды; 2 — элек-
трододержатели; 3 — хоботы; 4— хоботодержатело; 5 —
токоподьодящая плита; 6 — токоподводящая колодка;
7 — вторичный виток.
сварочного трансформатора машины. Вторич-
ный контур подводит индуктирующийся в нём
вторичный (сварочный) ток к свариваемым
деталям.
Фиг. 33. Принципиальная схема вторичного контура
переносной точечной машины: 1 ~ электроды; 2 — элек»
трододержатели; 3—скоба; 4 — токоподводящий кабель;
5 — вторичный виток.
Принципиальные схемы вторичных конту-
ров контактных машин показаны на фиг. 32,
33, 34 и 35.
ГЛ. VIII]
ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
267
Контактные соединения элементов
вторичного контура
Несовершенство конструкции контактов
вторичного контура, их неправильная сборка и
неудовлетворительное обслуживание контакт-
ных соединений являются причинами: а) бы-
Фиг. 34. Принципиальная схема вторичного контура
шовной машины: /—электроды; 2—электрододержатели;
3 — втулки; 4—подшипники; 5 — поворотная головка;
6 — хоботы; 7 — гибкая связь; 8—кронштейн; 9— вто-
ричный виток.
строго увеличения активного сопротивления
и изменения электрических параметров машины
во время её эксплоата-
ции; б) понижения ка-
чества и производи-
тельности сварки; в)
большого начального
активного сопроти-
вления контура; г)
низкого к. п. д. ма-
шины и процесса
сварки; д) быстрого
износа отдельных ча-
стей контура.
Контакты вторич-
ного контура можно
подразделить на три
группы:
1) неподвижные,
постоянные, разби-
раемые лишь для ре-
монта или при налад-
ке машины на новые
работы;
2) неподвижные, переменные, разбираемые
для регулирования положения или смены элек-
тродов;
3) подвижные (например, у роликов шов-
ных машин).
При конструировании контактных соеди-
нений необходимо обеспечить: а) малую вели-
чину начального (непосредственно после
сборки) сопротивления контакта; б) устойчи-
вость — постоянство сопротивления контакта
во время эксплоатации машин (после 30 дней
эксплоатации машин сопротивление неподвиж-
ных постоянных контактов не должно воз-
растать более чем на 20% по сравнению с его
начальным значением; максимальное сопро-
тивление других групп контактов не должно
превышать их начальные значения более чем
на500/0); в) слабый (не выше 75° С) нагрев кон-
такта при работе машины; г) достаточную ме-
ханическую прочность контактов; д) простоту
конструкции, лёгкость изготовления и обра-
ботки контактных поверхностей, удобство
сборки и обслуживания.
Типичные конструкции контактных соеди-
нений вторичного контура даны на фиг. 36.
Фиг. 35. Принципиальная
схема вторичного контура
стыковой машины: 1 —
электроды; 2 — токопод-
водящие плиты; 3—гибкие
связи; 4 — вторичный
виток.
Наиболее неблагоприятное влияние на ста-
бильность электрических параметров машин
и результаты процесса сварки оказывают
обычно контакты между: а) хоботом и хобото-
держателями у точечных и шовных машин;
б) хоботом и электрододержателем (свечей) у
точечных и шовных машин; в) электродами и
электрододержателями (токоподводящими ко-
лодками или плитами) у стыковых машин; г) де-
талями вторичного контура, из которых одна
или обе изготовлены из алюминия или алюми-
ниевого сплава.
Контакты между хоботом и токоподводящей
колодкой или плитой с течением времени
сильно (в сотни раз) увеличивают своё сопро-
тивление. Причинами этого являются: а) много-
кратное воздействие на контакт значительного
изгибающего момента, возникающего при при-
ложении давления к свариваемым деталям; б) не-
одинаковые температуры нагрева и различные
Фиг. 36. Типичные конструкции контактных соединений:
а — плиты с гибкой связью; б— хоботодержателя с
хоботом; в — массивной детали с пластиной; г — хобота
с электрододержателем; д — электрододержителя с элек-
тродом; е — токоподвсдящей плиты с электродом; ж——
клина с токоподводящеЯ плитой и электродом; з — оси
ролика с токоподводящей втулкой (скользящего типа);
и — оси ролика с токоподводящей втулкой (роликового
тина).
коэфициенты линейного расширения металла
контактируемых частей и болтов; в) разъеди-
нение отдельных точек соприкосновения кон-
такта под током, приводящее к образованию
искровых электрических разрядов, выплавле-
268
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
нию металла и образованию раковин на кон-
тактных поверхностях; г) недостаточно тща-
тельная очистка и сборка контактов при изме-
нении положения хоботов относительно токо-
подводящих плит или колодок.
Устранение недостатков таких контактов
(хобота с токоподводящей колодкой), сопро-
тивление которых составляет нередко более
половины общего активного сопротивления
вторичного контура, может быть достигнуто
присоединением гибкой шины непосредственно
к хоботу или электрододержателю, минуя токо-
подводящую колодку или плиту. Один из воз-
можных вариантов конструкции такого со-
единения представлен на фиг. 37 (задняя часть
хобота).
Контакты между хоботами и.электрододер-
жателями быстро увеличивают своё сопро-
тивление (в десятки раз) вследствие: а) разра-
ботки отверстия под электрододержатель;
б) недостаточной силы сдавливания контактных
в) применением самозаклинивающегося элек-
трода.
Контакты между деталями вторичного кон-
тура, из которых одна или обе изготовлены из
алюминия или алюминиевого сплава, особенно
быстро увеличивают своё сопротивление. Обу-
словливается это тем, что алюминий и алю-
миниевые сплавы легко окисляются, а плёнка
окиси алюминия обладает высоким электриче-
ским сопротивлением и большой механиче-
ской прочностью.
Относительно малым и достаточно устой-
чивым электрическим сопротивлением обычно
обладают контакты: 1) между гибкими шинами
(связями) и массивными частями вторичного
контура при надлежащей их подготовке и
сборке; 2) несущие механическую нагрузку,
способствующую их уплотнению (заклинива-
нию) в процессе эксплоатации машины.
Значительное снижение начального со-
противления контактов и предупреждение
по а в
Фиг. 37. Конструкция хобота с непосредственным крепле-
нием гибкой шины и заклинивающимся электрододержа-
телем: 1 — плита для крепления гибкой шины; 2 — хобот;
3 — электрододержатель; 4 — клин.
поверхностей и в) недостаточно тщательной
очистки контактных поверхностей перед пе-
рестановкой свечи.
Болтовые соединения у этих контактов
могут быть с успехом заменены клиновы-
ми. Два варианта клинового закрепления элек-
трододержателя в хоботе показаны на фиг. 37
и 38.
Контакты между электродами и электро-
додержателями стыковых машин увеличивают
своё сопротивление главным образом вслед-
ствие многократного действия изгибающего
момента, возникающего при осадке вследствие
имеющегося обычно эксцентриситета между
центром свариваемой поверхности и точкой
приложения осадочного усилия. Особенно не-
благоприятное влияние на сопротивление вто-
ричного контура оказывает регулирование по-
ложения электрода клином. Уменьшение ско-
рости нарастания сопротивления у этих кон-
тактов может быть достигнуто: а) уменьше-
нием эксцентриситета между точкой приложе-
ния осадочного усилия и центром свариваемых
поверхностей; б) увеличением жёсткости кре-
пления электрода и зажимного устройства;
Фиг. 38. Конструкция
клинового закрепления
электрододержагеля в
хоботе: 1 — хобот;
2 — клиновая втулка;
3 — вкладыши; 4— нип-
пели.
быстрого роста этого со-
противления может быть
достигнуто: а) надлежа-
щей подготовкой (хоро-
шей пригонкой и очист-
кой) контактных поверх-
ностей; б) рациональным
подбором размеров кон-
тактных поверхностей,
соединительных элемен-
тов и силы затяжки; в) применением для из-
готовления контактируемых элементов мате-
риалов с высокой теплопроводностью и элек-
тропроводностью, а также хорошо противо-
стоящих окислению (медь, латунь, хромоцинко-
вая и бериллиевая бронзы); г) интенсивным
охлаждением контактных поверхностей; д) за-
щитой контактных поверхностей от воздей-
ствия внешней среды.
Для подвижных контактов важно также при-
менение надлежащей смазки, если их нельзя
заменить хорошо зарекомендовавшими себя
ртутными контактами.
При зачистке контактных поверхностей
рекомендуется покрывать их слоем чистого
вазелина. Соприкасающиеся поверхности ка-
ждой из лент гибких связей должны тщательно
очищаться и также смазываться вазелином.
Для обеспечения плотного прилегания лент
в месте контакта пакет этих лент перед сбор-
кой должен опрессовываться под давлением
8—12 кг/ммК
После затяжки болтов у неподвижных
постоянных контактов все швы, через которые
может проникнуть воздух к местам действи-
ГЛ. VMI]
ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
269
тельного касания контактных поверхностей,
должны покрываться защитным лаком (напри-
мер, асфальтовым).
Необходимая величина контактной поверх-
ности Fj{ в мм? подсчитывается по формуле
hnp
где I2 np — номинальная продолжительная сила
тока во вторичной цепи в а; у2 пр ~ допускае-
мая продолжительная плотность тока в кон-
такте в а/мм2, принимаемая по табл. 8.
Таблица 8
Материал контакта
Медь + медь
Медь + медь
Медь + алюминий
Латун + латунь
Система охлаждения
Водяное проточ-
ное
Естественное воз-
душное
Водяное проточ-
ное
То же
hnp
в а/мм3
о,5—1,о
0,2-0,5
0,15—0,25
о,4—о,8
Число и размеры болтов выбираются
исходя из следующих соображений.
Необходимая сила сдавливания в контакте Р
в кг определяется из формулы
°-7
Р =
B)
где г^ — сопротивление собственно контакта
в омах (для неподвижных контактов может
быть принято равным Ы0~~6)>* а ~~ темпера-
турный коэфициент сопротивления (при раз-
личных металлах а может быть принят равным
среднеарифметическому из температурных
коэфициентов контактируемых металлов);
T/i — температура нагрева контакта (может
быть принята равной 75°); А — коэфициент,
зависящий от рода металла, равный для кон-
тактов медь -+- медь 2,4 и для контактов
медь + алюминий, медь-{-латунь, латунь -j-
-f- латунь 3,0 (см. также т. 5, стр. 370).
Ориентировочно усилие сдавливания, созда-
ваемое в контакте одним болтом (при затяги-
вании нормальным ключом), имеет следующие
значения:
Диаметр болта в мм б 8 то ia i6 яо
Усилие сдавливания
от одного болта в кг. 150 250 4&> 7°° 125° *8оо
Как показывает опыт, при увеличении
числа болтов до 4—5 сопротивление контакта
при одной и той же силе сдавливания до-
вольно быстро уменьшается, а при дальней-
шем увеличении либо остаётся неизменным,
либо очень медленно снижается. Вследствие
этого применять более 4—6 болтов на один
контакт не рекомендуется.
Во избежание перегрузки болтов при за-
тяжке не следует по возможности применять
болты диаметром < 10 мм.
Допустимое напряжение в стальных бол-
тах при сборке контактов принимается рав-
ным 8—10 кг/мм2.
Под головки болтов и под гайки необхо-
димо помещать подкладки, размер которых
в плане должен быть равен размеру контакт-
ной поверхности. Толщина подкладок прини-
мается равной 0,2—0,4 толщины пакета гибких
лент. Все болты должны снабжаться приспо-
соблениями против самоотвинчивания.
Материалы элементов вторичного контура
Основными требованиями к материалам для
всех элементов вторичного контура являются:
1) высокая теплопроводность и электропро-
водность; 2) достаточная прочность и высокое
сопротивление смятию; 3) высокая стойкость
против окисления и коррозии как при нор-
мальных, так и при повышенных темпера-
турах.
К материалам для электродов, помимо ука-
занных, предъявляются ещё следующие требо-
вания: 1) высокая температура порога размяг-
чения металла электрода; 2) плохая сваривае-
мость с деталями и с брызгами расплавленного
металла (электрод не должен ни привариваться,
ни прилипать к деталям, а искры и брызги
расплавленного металла не должны приставать
к электроду); 3) лёгкость изготовления элек-
трода.
В табл. 9 и 10 приведены основные данные
о составе и свойствах материалов отечествен-
ного производства для изготовления элемен-
тов вторичного контура.
Таблица 9
Состав и свойства отечественных материалов для токоведущих частей вторичного контура
Материалы
Химический состав в °/0
Си
Zn
Pb
Предел
прочности
при растя-
жении
Удлинение
в %
Электро-
провод-
ность
в ом *
Ml мм*
Электролитическая медь М-1
То же М-2 ........
Красный томпак ЛТ-90...
Латунь Л--68
То же Л-59 ,
99.9
99,8
93—91
68
58
9— ю
32
40
2O-45
2O-45
25—5о
3°-7°
40—50
з°—з
35-5
3О—2
Зо—15
56>°
23,8
14.3
16,7
270
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Таблица 10
Состав и свойства отечественных материалов для электродов
Материалы
Химический состав в %
Сг
Be
Zn
Ni
W
Си
Свойства после механической
и термической обработки
И) Я
во*
н с а
о. а
2.° ¦
Е о в*
шок
е- с s
Медь М-1 отожжённая.. .
Медь М-1 холоднокатан-
ная
Сплав ЭВ
Бериллиевая бронза***
марки 1 . . .
То же 2 ¦. . . .
. 3
4
Керамический сплав (ки-
рит) марки А
То же Б
В
о, 4—о ,8
о,3
о.З
0,3—0,6
99.9
99-9
Остальное
о.5
1,О
1.5
0,2
о, а
О,2
о,а
773
75-8о
40
6з-7б
56^62
72-76
аб—з°*
35-38*
7о—8о
8о—до
90—100
98-96
7О—8о.
60—70
5°—55
43-45
47
4°
32
24—25
ЗО-45
40--5О
140**
150**
1бо**
35°
3SO0
* По Роквеллу, шкала С, нагрузка 150 кг.
** Предел прочности на сжатие.
*** Бериллиевая бронза экспериментальных марок Гинцветметобработки.
Отечественный облицовочный материал
„кирит" выпускается преимущественно в виде
колец и цилиндров, форма и размеры ко-
торых приведены в табл. 11.
Таблица 11
Кольца и цилиндры из облицовочного материала
„кирит" (Комбинат твёрдых сплавов, Москва)
хб—120
8—по
8—16
8—4
6—24
Промежуточные размеры между указан-
ными в табл. 11 пределами отличаются на
2—4 мм. В особых случаях киритовые вкла-
дыши могут быть выполнены любой формы и
размеров.
Для облицовки электродов накладки или
вкладыши из твёрдого сплава припаиваются
к медному основанию или запрессовываются
в него. Пайка обычно производится серебря-
ным припоем с применением специального
флюса.
Применение электродов с киритовой обли-
цовкой в большинстве случаев не даёт замет-
ных преимуществ по сравнению с цельными
электродами, изготовленными из хромоцинко-
вой бронзы (сплава ЭВ). Киритовые накладки
сравнительно быстро растрескиваются и вы-
крашиваются или целиком отпаиваются. Обли-
цованные киритом электроды часто прилипают
к свариваемым деталям.
Медь наряду с высокой теплопроводностью
и электропроводностью, относительно низкой
стоимостью, лёгкой обрабатываемостью и высо-
кой пластичностью обладает в условиях
сварки незначительным сопротивлением де-
формации, особенно при температурах^ 150° С.
Поэтому стойкость медных электродов оказы-
вается обычно крайне низкой.
Для большинства случаев применения кон-
тактной сварки медь может с успехом быть
заменена хромоцинковой или бериллиевой
(марок 1 и 2) бронзой и близкими им по свой-
ствам сплавами (см. т. 4, гл. II).
Сравнительные испытания стойкости элек-
тродов из меди и сплава ЭВ при одинаковой
их форме, размерах и идентичных условиях
работы показали повышение стойкости послед-
них в 3—6 раз и более [14].
Технология изготовления хромоцинковой
бронзы см. [14].
Испытание бериллиевой бронзы как мате-
риала для электродов, произведённое в про-
изводственных условиях, показало, что берил-
лиевые бронзы марок 1 и 2 (табл. 10) равно-
прочны сплаву ЭВ, а бронзы марок 3 и 4
можно успешно применять как облицовочный
материал составных электродов.
Для стыковой сварки деталей с сильно
развитым периметром могут быть использо-
ваны электроды из алюминиевой бронзы со-
ставов: А1 = 5<У0 и Си = 95о/о или А1 = 10—
11%, Си = 84—860/0 и Fe = 4-50/0; для той же
сварки круглых, квадратных и других ком-
пактных сечений электроды из алюминиевой
бронзы мало пригодны, так как они сильно
нагреваются и свариваемые детали подгорают.
Электрододержатели и хоботы изгото-
вляются обычно из латуни (Л-59) или меди.
Выбор меди или латуни определяется главным
образом требуемой прочностью. Успешно могут
быть использованы хромоцинковая и берил-
лиевая бронзы, обладающие наряду с высокой
электропроводностью большой прочностью.
ГЛ. VIII]
ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
271
Существенно важно правильно выбрать
сочетание материалов для элементов вторич-
ного контура, между которыми имеется по-
движной контакт (например, для осей и втулок
роликовых электродов шовных машин).
Вторичный виток изготовляется из проката
меди (марок М-1, М-2 или М-3) в виде листов,
труб, фольги, лент, плетёных из тонких мед-
ных проволок, либо из отливок меди, алюми-
ния, бронзы. С точки зрения уменьшения
внутренних потерь в машине предпочтение
следует отдавать медному прокату как ме-
таллу, обладающему высокой электропровод-
ностью. Однако применение медного проката
выгодно в случаях, когда это не связано с
появлением добавочных контактов (отдельные
части витка могут быть соединены путём
сварки или высококачественной пайки). По
трудоёмкости при крупносерийном производ-
стве контактных машин наиболее приемле-
мыми оказываются литые витки из меди и
бронзы высокой электропроводности.
Гибкие связи изготовляются в циде пакета
медных лент толщиной 0,3—0,5 мм или в виде
пучка медных канатиков, свитых из тонких
проволок. Для гибких связей применяется
медь марок М-1 или М-2.
Токоподводящие плиты, колодки, хобото-
держатели изготовляются обычно из медных
лли бронзовых высокопроводных отливок. Для
высокопрочных, токопроводящих отливок могут
быть с успехом использованы хромоцинковая,
бериллиевая и близкие им по свойствам бронзы.
Гибкие кабели (отводы) переносных машин
изготовляются в виде собранных тонких мед-
ных проволок.
Применение алюминия или алюминиевых
сплавов рационально лишь в случаях, когда
важно обеспечить минимальный вес токопро-
водящих элементов вторичного контура: кор-
пуса скоб (клещей), пистолетов, подвижных
головок стационарных машин и т. д. При
этом должны быть приняты специальные меры,
предупреждающие значительный рост сопро-
тивления контактов между элементами, из ко-
торых один или оба изготовлены из алюминие-
вого сплава.
Конструкции элементов вторичного
контура
Конструкции электродов в значительной
степени определяют технико-экономические
показатели процесса контактной сварки. Не-
правильная исходная конструкция электродов
и быстрый износ их в процессе работы (низкая
стойкость) ведут к следующим недостаткам
процесса сварки.
1. При стыковой сварке: смещение
свариваемых поверхностей (наиболее распро-
странённый вид брака), перекос деталей, мест-
ные непровары из-за неравномерности токо-
подвода, подгар поверхности детали и т. д.
(см. т. 5, гл. IV).
2. При точечной и шовной сварке:
частичный или полный непровар, недостаточ-
ный размер точек, неудовлетворительные
формы точек, глубокие вмятины, наружные
выплески и т. д. (см. т. 5, гл. IV).
3. При любой сварке: пониженная
производительность труда сварщика, малый об-
щий срок службы электродов, большие удель-
ные затраты материалов, времени и средств на
изготовление, установку и отладку электродов.
Конструкции остальных элементов вторич-
ного контура (электрододержателей, хоботов и
их держателей, гибких связей, витка) тесна
связаны с конструкцией электрода и между
собой. От совершенства конструкции этих
элементов также в значительной степени за-
висят качество и технико-экономические по-
казатели процесса сварки. Обеспечение высо-
кой стойкости элементов вторичного контура
(особенно электродов) достигается рациональ-
ным подбором материала, формы и размеров,
а также интенсивным охлаждением.
Электроды для точечной сварки. Точеч-
ные электроды подразделяются на нормаль-
ные или универсальные
(фиг. 39 и 40), предназначае-
мые для выполнения разно-
Фиг. 39. Электроды нормальные, наконечники: а —на-
винчиваемый, охлаждаемый; б—заклинивающийся кони-
ческий, охлаждаемый; в — заклинивающийся конический,
неохлаждаемый; г — заклинивающийся конический со
смещённой рабочей поверхностью, охлаждаемый.
образных типов соединений, и фигурные
(фиг. 41) или специальные — для выпол-
нения сварки в труднодоступных для нормаль-
ных электродов местах.
Нормальные электроды в свою очередь
делятся на: а) наконечники (фиг. 39), не вы-
двигаемые из держателя по мере износа, и
б) стержневые (фиг. 40) — выдвигаемые из
Фиг. 40. Электроды нормальные, стержне-
вые: а—цилиндрический; б— призма-
тический.
держателя по мере износа и вновь запра
вляемые.
По способу крепления и конструкции хво-
стовой части различают электроды: навинчи-
ваемые (фиг. 39, а и 41, а), заклинивающиеся
или затягиваемые конические (фиг. 39, б, в, г),
заклинивающиеся или затягиваемые — прямые
(фиг. 40, а, б и 41, б, в, г).
Все электроды могут конструироваться с
водяным охлаждением (внутренним или на-
ружным) и без него.
272
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
При конструировании или выборе электрода
следует руководствоваться следующими поло-
жениями.
1. Заклинивающийся наконечник при условии
обеспечения тщательной подгонки заклинива-
Фиг. 41. Электроды фигурны* (специальные): а —навин-
чиваемый; б—затягиваемый прямой, неохлаждаемый;
в—затягиваемый прямой, двухсторонний, неохлаждаемый;
г — затягиваемый прямой, охлаждаемый.
ющегося конуса к гнезду в держателе эконо-
мически выгоднее навинчиваемого.
2. Стержневые электроды экономически
выгоднее наконечников, если обеспечено до-
статочно интенсивное наружное охлаждение
электрода.
3. Фигурные электроды целесообразно при-
менять в тех случаях, когда исключена воз-
можность применения нормальных электродов
в сочетании с фигурным держателем.
4. Охлаждаемые (искусственно) электроды
предпочтительнее неохлаждаемых.
Преимущественное применение нашли сле-
дующие формы рабочей части точечных элек-
тродов: усечённо-коническая (фиг. 42, а),
усечённо сферическая (фиг. 42, б), сфериче-
ская с различными радиусами кривизны
(фиг. 42, в), коническая (фиг. 42, г).
Для сварки чёрных металлов рекоменду-
ются формы рабочей части, показанные на
фиг. 42, а, б, в (фиг. 42, в — с большим радиу-
сом кривизны, равным 50—1С0 мм); для
сварки лёгких сплавов — формы на фиг. 42, в, г.
Угол заострения рабочей части электродов
рекомендуется брать равным 105—120° при
усечённо-конической форме и 158—166° прл
конической- форме.
а) б) в) г)
Фиг. 42. Формы рабочей части точечных электродов.
Начальные диаметры рабочей поверхности
усечённо-конических электродов при СЕарке
стали в зависимости от толщины рекоменду-
ются следующие:
Толщина более тон-
кого из свариваемых
листов в мм .....
Диаметр рабочей
поверхности электрода
в мм
о,5
Основные размеры электродов наконеч-
ников: начальное расстояние от рабочей по-
верхности до охлаждающего канала — не бо-
лее 20 мм (предпочтительно 10—12 мм)', ma-
метр охлаждающего канала 7—10 мм; диа-
метры средней части 16, 25 и 50 мм.
Хвостовая часть заклинивающегося нако-
нечника имеет конус Морзе № 1 или 2.
Длина конуса берётся с расчётом, чтобы ко-
нусная посадка была не меньше 12 мм.
Размеры стержневых электродов обычно
равны: длина 150—350 мм, диаметр стержня
10, 16 или 25 мм.
Держатели точечных электродов. При-
меняемые конструкции держателей точечных
электродов показаны на фиг. 43—47.
Фиг. 43. Держатель (свеча) для навинчиваемых охла-
ждаемых электродов
Для одновременной сварки нескольких
точек на нормальных точечных машинах при-
меняют специальные держатели для несколь-
ких электродов (фиг. 48 и 49).
140-300
Фиг. 44. Держатель (свеча) для заклинивающихся охла-
ждаемых электродов: 1 — электрод; 2— корпус держа-
теля; 3— коллектор.
ГЛ. VIII]
ЭЛЕМЕНТЫ ВТОРИЧНОГО КОНТУРА
273
Фиг. 45. Держатели фигурные для заклиниваю-
щихся охлаждаемых электродов: а—вертикаль-
ный электрод; б — наклонный электрод: 1 — кор-
пус; 2 — сменное гнездо для электрода; 3 — проб-
ка для выбивания электрода; 4 — ниппель для
присоединения шланга водяного охлаждения.
Фиг. 49. Держатель пру-
жинного типа для несколь-
ких электродов.
Иногда электроды
закрепляются непо-
средственно в хо-
ботах без промежу-
точных держателей
(фиг. 50).
Хоботы точеч-
ных машин. Различ-
ные типы хоботов
представлены на
фиг. 51, 52 и 53.
Более целесообразным является крепление
держателя или электрода, указанное на
фиг. 52 и 53, при котором контакт с держате-
лем в процессе сварки самоуплотняется и его
Фиг. 48. Держатель коро-
мыслового типа для не-
скольких электродов.
46. Держатель фигурный для заклинивающихся
электродов без внутреннего охлаждения.
Фиг. 50. Закрепление электрода непосредственно
в хоботе.
сопротивление или остаётся неизменным, или
даже уменьшается.
В некоторых случаях для уменьшения на-
грузки на контакты и по соображениям кон-
структивного порядка ток к электродам под-
водится с помощью гибких медных шин, и
Фиг. 47. Держатель для стержневых электродов.
18 Том 3
Фиг. 51. Хобот неохлаждаемый с затягиваемым
креплением электрододержателя.
хоботы в этом случае несут лишь механиче-
скую нагрузку.
Способы крепления хоботов гоказаны на
фиг. 54 и 55. Недостатками применяемых спо-
собов крепления являются разбалтывание и
ослабление с течением времени контактов ме-
жду хоботами и колодками или шинами в ре-
274
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
зультате многократного воздействия изгибаю-
щего момента, возникающего при сдавлива-
нии свариваемых деталей.
Более рациональным следует признать кре-
пление гибкой связи непосредственно к хоботу
Фиг. 82. Хобот охлаждаемый: а—с заклинивающимся
держателем; б—с заклинивающимся стержневым элек-
тродом.
Фиг. 53. Хобот охлаждаемый с непосредственным
креплением электрода (без электрододержателя).
(фиг. 37). Целесообразной является также от-
ливка хобота гаодно со вторичным витком,
что значительно снижает сопротивление вто-
ричного контура и повышает его стабильность.
ftl
Фиг. 54. Крепление хобота к токоподводящей колодке:
/—хобот; 2 — токоподводящая колодка; 3—гибкая
шина; 4 — стальная скоба.
Фиг. 55. Крепление хобота к токоподводящей
шине: /—хобот; 2—стальная плита; 3—шина.
Электроды и электрододержатели для
шовной сварки. В зависимости от способа
выполнения шовной сварки один или оба элек-
трода имеют форму ролика (диска). При
одном ролике второй электрод может иметь
форму стержня, пластины, чаши и т. п.
При выборе диаметра ролика необходимо
учитывать, что ролики большого диаметра
лучше охлаждаются, меньше изнашиваются,
меньше буксуют и требуют меньших окруж-
ных усилий для осуществления вращения.
Однако при слишком большом диаметре ро-
лика шов получается неровный, а потому и
негерметичный. Диаметры электродов-роликов
колеблются от 50 до 600 мм, обычно приме-
няют 0 150—250 мм. Ширина рабочей поверх-
ности ролика принимается равной 1,5—3 тол-
щинам более тонкого из свариваемых листов,
но не менее 3—5 мм.
Серьёзное внимание должно быть обращено
на тщательность механической обработки роли-
ков (рабочая поверхность не • должна иметь
забоин,ч рисок, царапин и т. д.).
Охлаждение роликов достигается: а) про-
пусканием охлаждающей жидкости через ка-
налы внутри роликов; такие ролики дороги и
охлаждение малоэффективно; б) пропусканием
охлаждающей жидкости через каналы внутри
электрододержателей без непосредственного
водяного охлаждения роликов; конструкция
роликов проста, но охлаждение хуже, чем
в первом случае; в) обливанием или опрыски-
ванием роликов снаружи струёй воды, на-
правленной в место соприкосновения ролика
со свариваемой деталью; конструкция ролика
проста и охлаждение эффективно; г) погруже-
нием роликов и свариваемых деталей в воду;
конструкция роликов проста и охлаждение
наиболее интенсивное.
Метод крепления электродов и способ под-
вода к ним тока определяются конструкцией
электрододержателя.
Крепление роликов осуществляется обычно
при помощи болтов к оси, которая помещается
в токоподводящий подшипник.
Подшипники для осей роликов могут быть
втулочные (подшипники скольжения) и роли-
ковые. Втулки (вкладыши) и ролики изго-
товляются из высокоэлектропроводной бронзы.
Смазкой в этом случае служит специальная
электропроводная паста (чаще графит, смешан-
ный с касторовым маслом).
В практике токоподвод к электродам ус-
пешно осуществляется также через ртутные
контакты. Ртуть обеспечивает хороший кон-
такт между осью ролика и корпусом подшип-
ника.
Корпуса подшипников для всех видов токо-
подвода крепятся к хоботу. Корпус подшип-
ника может быть жёстко связан с хоботом
или иметь возможность в процессе наладки
машины перед сваркой перемещаться в вер-
тикальной плоскости (аналогично электродо-
держателям при точечной сварке). В послед-
нем случае хобот обычно выполняется непо-
движным.
Электроды и электрододержатели для
стыковой сварки. Формы рабочих поверхно-
стей стыковых электродов могут быть пло-
ские, призматические, цилиндрические и фи-
гурные.
При прямоугольных сечениях с сильно раз
витым периметром (полосы, листы) применяются
плоские электроды. При прямоугольных сече-
ниях со слабо развитым периметром (квадрат-
ГЛ. VIII)
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ ТОКА
275
ные и близкие к ним компактные сечения)
используются плоские и призматические
(с углом 90°); призматические электроды в этом
случае обычно облегчают установку и центров-
ку деталей и увеличивают площадь токоподвода.
При круглых сечениях возможно применение
плоских, призматических и цилиндрических
электродов; при единовременно свариваемой
партии более 200—300 шт. однотипных круглых
деталей целесообразно применять цилиндри-
ческие электроды; при мелкосерийной сварке
круглых деталей различных диаметров пред-
почтительны призматические электроды. Фи-
гурные сечения в условиях массового произ-
водства должны свариваться в электродах
с фигурной поверхностью, если использование
плоских или призматических электродов не
обеспечивает хорошего токоподвода.
Плоские электроды целесообразно также
применять при мелкосерийной сварке, когда
наряду с круглыми приходится часто свари-
вать прямоугольные и фигурные сечения.
Из применяемых методов охлаждения наи-
более распространённым является водяное
охлаждение плит или подушек, на которых
располагаются электроды. Такой метод часто
оказывается недостаточно эффективным. Более
целесообразным является способ охлаждения,
обеспечивающий циркуляцию охлаждающей
жидкости внутри электрода возможно ближе
к его рабочей поверхности.
При одностороннем или диагональном токо-
подводе из четырёх зажимных губок (электро-
дов) лишь две должны изготовляться из вы-
сокоэлектропроводного материала, остальные
могут выполняться из стали или твёрдой
бронзы.
Во многих случаях целесообразно приме-
нять облицовку рабочих частей электрода твёр-
дым сплавом и вместо цельных электродов —
составные.
Минимально необходимая площадь контакта
электрод — деталь должна быть не менее чем
в 2—3 раза больше свариваемой площади.
Гибкие связи. Гибкие связи изготовляются
в виде пакета тонких лент (обычно из медиМ-1,
толщиной 0,2—0,5 мм и шириной 40—100 лш)
или в.виде кабеля из медной проволоки 00,1 —
0,5 мм. Для гибких кабелей переносных ма-
шин можно воспользоваться проводом ПРГ-400.
Охлаждение связи осуществляется закладыва-
нием провода в резиновый шланг, по которому
пропускается вода.
Для уменьшения отталкивательных сил и
индуктивного сопротивления в гибкой связи
используется специальный безиндукционный
кабель.
Таблица 12
Длина связи
в м
Любая
~г
— I
о,4-о,5
Система охлаждения
Естественное воз-
душное
Водяное одного из
контактов
Водяное обоих кон-
тактов
То же
Допустимая
продолжитель-
ная плот-
ность тока
в а/мм3
=,8-3,5
4—4.5
5-5.5
б—7,о
Требуемое сечение гибких связей F опре-
деляется по формуле
^ C)
hnp
где /2пр — продолжительная плотность тока
для гибких связей — может быть принята по
табл. 12; для гибких связей, помещённых
в шланг с проточной водой, J2np = 8-I-15 а]ммК
Габаритная площадь сечения гибкой связи Fg
с учётом зазоров между проводниками
F
D)
где k3 — коэфициент заполнения (принимается
равным 0,7—0,75).
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ
ТОКА
Расчёт вторичной э. д. с. и мощности
трансформатора
Необходимая величина вторичной э. д. с. Е%
(вторичного напряжения при холостом ходе)
обычно определяется по формуле
:2 =
COSCp2
E)
где ?/2 — активная составляющая э. д. с. вто-
ричной цепи; cos cp2 — коэфициент мощности.
Активная составляющая вторичной э, д. с.
F)
Здесь **?AUM — сумма падений напряжений
в металле элементов вторичного контура; щ —
число контактов неподвижных постоянных;
щ—неподвижных переменных и л3—подвиж-
ных; Шк , MJK и Шк —падения напряже-
ния на одном из контактов соответственно не-
подвижных постоянных, неподвижных пе-
ременных и подвижных; ^^Ua— сумма паде-
ний напряжения между электродами (в свари-
ваемых изделиях и в контактах деталь — де-
таль и электрод — деталь).
Падение напряжения на каждом из элемен-
тов вторичного контура
Шм= kFl2?T-p
G)
где /2 — сила сварочного (вторичного) тока;
/2—плотность сварочного (вторичного) тока;
?т и Ро — удельные сопротивления при тем-
пературах Г и 0°; / — длина элемента вторич-
ного контура; F—поперечное сечение эле-
мента вторичного контура; kp—коэфициент,
учитывающий неравномерное распределение
тока по сечению металла (принимается рав-
ным 1,1—1,2); а—термический коэфициент
электросопротивления; Г—максимально до-
276
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
пустимая температура нагрева металла вто-
ричного контура (обычно 75° С).
Для определения AUM необходимо задаться
либо поперечным сечением F, либо по табл. 13
яродолжительной плотностью тока/2я/Г
Таблица 13
Допустимые продолжительные плотности
для элементов вторичного контура
Падение напряжения между электродами
Наименование
элемента вто-
ричного кон-
тура
Вторичный
1 виток
Хоботы, хо-
ботодержате-
ли, плиты
Электродо-
держатели
Гибкие
шины
Гибкие ка-
бели
Заготовки
элементов
контура
Медь элек-
тролитическая
литая
То же ката-
ная или кова-
ная массивная
Медные тон-
костенные
трубы
Алюминий
литой
Медь ката-
ная
Латунь или
бронза
Медь тяну-
тая
Латунь тяну-
тая
Охлаждение
Воздушное
Водяное
То же
Усиленное
водяное
Воздушное
Водяное
То же
То же
Усиленное
водяное
То же
Допустимая про-
должительная
плотность тока
1,8—2,2
2,4 — 2,6
2,2—2,4
2,8-3,2
5-ю
1—1,2
1.5
1.8—2,2
2,4—2,6
1,4—1,6
1,8—а,о
IO—2О
8-i5
См. табл. 12
Тонкая мед-
ная проволока
Усиленное
водяное
8-15
По заданной j2np находится j2 по формуле
100
¦ , /"
=J2npy
ПВ '
(8)
где ПВ — продолжительность включения (про-
центное отношение времени протекания тока
к общей продолжительности сварочного цикла).
Падение напряжения в контактах вто-
ричного контура находится по числу контак-
тов каждой группы (пи п2 и щ), исходя из
выбранной конструкции контура, и по падению
напряжения на каждом из контактов данной
группы. Последнее на основании эксперимен-
тальных данных принимается обычно: AUK =
= 0,05 ^ 0,1 в, Д UK = 0,1 ~- 0,2в, Д uj =
= 0,15-f-0,3e.
где ^^ Uк л — сУмма падений напряжения
в контактах между электродами и деталями;
^L^Ujud —т0 же в материале деталей;
^Д UK— то же в контактах между деталями.
В процессе нагрева "У\АЦ„ уменьшается
и в конце сварки становится равным нулю;
2^^жд Н?прерывно увеличивается и 2^^«
остаётся примерно постоянным. Поэтому ^АЕ/Д
в процессе нагрева изменяется в узких пре-
делах. Эта величина может определяться опы-
том или расчётным путём.
Для определения AUa рекомендуется поль-
зоваться формулой
L
A0)
где рс — удельное сопротивление всего пути
тока между электродами через свариваемые
детали, включая контакты электрод —деталь
и деталь—деталь (значения условные, опре-
деляются экспериментально); L — длина пути
тока между электродами через свариваемые
детали (при точечной и шовной сварках L равна
суммарной свариваемой толщине, а при стыко-
вой — суммарной длине выпускаемых концов);
F — среднее сечение пути тока (при точечной
и шовной сварках принимается равным пло-
щади точки, а при стыковой — свариваемому
сечению).
Значения рс, определённые опытным путём
для точечной и шовной сварки стали, следую-
щие:
Толщина свариваемых
деталей в мм <а+а
от з+З от 7+7
ДО 6+6 ДО 12+13
о,б
Для стыковой сварки сопротивлением рс для
Сталин! ом - мм2/м, для латуни, алюминия и
алюминиевых сплазов — 0,3—0,4 ом • мм2/м,
для меди — 0,2—0,25 ом • ммЦм.
Падение напряжения между электродами
AUa для стыковой сварки стали оплавлением
определяется методом, изложенным в т. 5,
гл. IV, стр. 359.
Величиной коэфициента мощности вторич-
ной цепи cos <y можно задаться исходя из сле-
дующих значений этого коэфициента у приме-
няемых машин:
Типы машин cos 9
Стыковые стационарные 0,5—0,7
Точечные и роликовые стационарные с нор-
мальным вылетом электродов °>5—°>7
То же с большим вылетом 0,3—0,4
Точечные переносные с длиной кабеля
2—4 м о,25 —о,з
ГЛ. VIII]
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ ТОКА
277
Величина вторичной э. д. с. Е2 может быть
также подсчитана по формуле
= /2 z2 = /2 У г2 + Х2 .
(И)
где 22, г2 и А — соответственно полное, актив-
ное и индуктивное (реактивное)сопротивления
вторичной цепи.
Активное сопротивление вторичной цепи
где 2rw—сумма активных сопротивлений
неподвижных постоянных контактов; 2Г* —
то же неподвижных переменных контактов;
2гк —то же подвижных контактов; ^гм —
то же металла всех элементов вторичного кон-
тура; ^У/Св — то же свариваемых деталей,
включая контакты электрод — деталь и де-
таль — деталь.
Сопротивление одного контакта каждой из
групп при рациональной конструкции вто-
ричного контура может быть принято: гк =
= 1 -г- 2 мком; г„ — 3 -=- 5 мком и г„ =
ft3 Kg
= 10 — 20 мком.
*9/м определяется исходя из конструктив-
ных размеров и материала отдельных частей
контура.
^jce = pc -^- находится аналогично указан-
ному в первом способе расчёта Е2.
Индуктивное сопротивление вторичной цепи
Хк
A3)
где Ха — индуктивное сопротивление вторич-
ного витка; Хк— то же внешнего контура; Xq —
то же свариваемых деталей.
Индуктивное сопротивление вторичного
витка обычно составляет небольшую часть
общего индуктивного сопротивления.
Когда материал свариваемых деталей не-
магнитен или объём ферромагнитного металла
деталей, помещаемых во внутриконтурное про-
странство, мал (менее 200 см3), можно значе-
ниями Хв и Xq пренебречь.
Индуктивное сопротивление контура
XK = o>L. 10~9 = 2-KfL ¦ 10~9 ом. A4)
где L — индуктивность внешнего контура; ш —
угловая частота тока;/—частота тока.
Индуктивности внешнего контура L реко-
мендуется определять по формуле [17]
L = 4 \а In
lab
- ^±^ + 2 V^+b* + 0,477 (а + р)]. A5)
Здесь L — индуктивность в гн; а — вылет
электрода в см\ Ъ — раствор хоботов ц см;
а—поперечный размер сечения шины (перпен-
дикулярно плоскости контура) в см; р — высота
(толщина) шины (в направлении, параллель-
ном плоскости контура) в см.
Предельные значения Е2 при Z2 zz const
определяются из соотношений:
^2 A6а)
Отношения 42—- и -^м-
для большин-
ства машин лежат в пределах 1,3 — 2,3.
Кратковременная мощность N2Kp (мощ-
ность, потребляемая во вторичной цепи во вре-
мя сварки) определяется из формулы
N2KP = I2Et. A7)
Зависимость между первичной и вторичной
мощностями выражается равенством
где y) — к. п. д. первичной обмотки и сердеч-
ника, равный обычно 0,90—0,95.
Продолжительная мощность
100
A9)
где tx — время протекания тока; t2 — время
паузы между импульсами тока.
Первичная кратковременная сила тока
где U\ — первичное напряжение (подводимое
к трансформатору).
Продолжительная первичная сила тока
1\пр
= 'и,У:
B1)
Способы регулирования тока
и регулирующие устройства
Устройство, регулирующее ток, имеет
целью: а) обеспечить возможность использова-
ния контактной машины для сварки различных
типоразмеров деталей; б) компенсировать воз-
можные изменения сопротивления вторичного
контура в процессе эксшюатации машины и
в) производить корректирование силы тока
вследствие неточности расчёта, изменения на-
пряжения электрической сети или других ус-
ловий сварки.
Сила сварочного тока
"'2 /991
У-
где Е2 — вторичная э. д. с. (вторичное напря-
жение при холостом ходе); r2, Z2 и Х2 — со-
ответственно полное, активное и индуктивное
сопротивления вторичной цепи; U\ —' первич-
ное напряжение (подводимое к трансформа-
тору); w2— число витков во вторичной обмотке;
W\ — число включённых в сеть витков первич-
ной обмотки.
278
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Из приведённых соотношений следует, что
вторичная сила тока может регулироваться
следующими способами:
1) изменением числа включаемых в сеть
витков первичной обмотки при w^— const
(секционированием первичной обмотки);
2) изменением подводимого к трансформа-
тору напряжения;
3) изменением индуктивного сопротивления
вторичной цепи;
4) изменением числа вторичных витков.
Возможно также и комбинирование указанных
способов.
Наиболее распространенным является пер-
вый способ, для осуществления которого пер-
вичная обмотка разбивается на секции. Из
каждой секции делаются отводы. С помощью
переключающего устройства отдельные секции
первичной обмотки могут быть отключены.
В результате ток пропускается через большее
или меньшее число витков первичной обмотки,
что при постоянном числе вторичных витков
вызывает изменение коэфициента трансфор-
мации, втори шого напряжения и, естественно,
вторичной силы тока.
11редпочтительны схемы секционирования,
требующие при заданном числе ступеней ре-
гулирования минимального количества отпаек
и не вызывающие чрезмерно больших напря-
жений за счёт автотрансформации при вклю-
чении полного сетевого напряжения на часть
витков первичной обмотки.
Для изменения числа включаемых витков
применяют следующие типы переключателей:
а) штепсельный; б) скользящий поворотный
(реостатного типа); в) рубящий поворотный;
г) перемычки или пластины, соединяющие кон-
тактные шпильки или винты (применяются при
очень больших первичных токах, когда не
требуются частые переключения).
Изменение положения переключателей про-
изводится при выключенном токе. Номиналь-
ный ток переключателя должен соответство-
вать продолжительной мощности. Значения
допустимой плотности тока в контакте пере-
ключателя принимаются следующие:
Тип переключателя
Штепсельный
Втычной или рубящий . .
Скользящий поворотный .
Перемычки пластинчатые
Плотность тока
в а/мм1
о,о8—о, 14
0,14—0,17
о,7 — i,o
2,0 —3>°
Регулирование секционированием первич-
ной обможи наряду с простотой устройства
имеет следующие недостатки: 1) затрудни-
тельность подбора наиболее приемлемой силы
тока вследствие ступенчатости регулирования;
2) преждевременный выход трансформатора
из строя благодаря пробою изоляции в местах
отпайки промежуточных выводов; 3) значитель-
ное число витков не используется при работе
трансформатора на высших ступенях; 4) по-
является напряжение, превышающее сетевое
напряжение вследствие автотрансформации
между некоторыми отводами.
Недостатки 2, 3, 4 устраняются при приме-
нения вариантов последовательно-параллель-
ного соединения секций первичной обмотки
(фиг. 56), однако регулировка при этом стано-
вится более грубой. Поэтому последовательно-
параллельное соединение секций используется
в сочетании с другим более тонким способом
регулирования.
Регулирование изменением подводимого к
трансформатору напряжения (второй способ)
осуществляется путём: а) применения авто-
трансформатора, секционированного с одной
АЛЛ /W\ ЛЛЛ ЛЛЛ
лм ЛЛЛ ЛЛЛ /ЛЛЛ
ЛЛЛ
ЛЛЛ
ЛЛЛ
ЛЛЛ
6) ej
Фиг. 56. Схемы вариантов последовательно-параллель-
ного соединения секций первичной обмотки: а — после-
довательное соединение секций; б—последовательно-
параллельное соединение секций; в—параллельное
соединение секций.
или обеих сторон (фиг. 57); б) включения в
первичную цепь регулируемых омического или
индуктивного сопротивлений; в) применения
потенциал-регулятора; г) использования ион-
ного регулятора, позволяющего подводить к
трансформатору напряжение в течение боль-
Фиг. 57. Схема включения секционированного авто-
трансформатора: / — автотрансформатор; 2 — сва-
рочный трансформатор.
шей или меньшей части полупериодов и этим
изменять среднеэффективное значение напря-
жения и тока.
Регулирование с помощью автотрансформа-
тора применяется в случаях, когда требуются
большое (более 25) коли-
чество ступеней регули-
рования и малый пере-
пад напряжения между
отдельными ступенями.
Регулирование изме-
нением индуктивного со-
противления вторичной
цепи (третий способ)
может осуществляться
охватом проводника вто-
ричного контура желез-
ным сердечником с ре-
гулируемой величиной
воздушного зазора на
пути магнитного потока
(фиг. 58) [6].
Фиг. 58. Схема регули-
рования вторичной си-
лы тока безобмоточ-
ным дросселем: / —
безобмоточный дрос-
сель; 2—токопроводя-
щий элемент вторич-
ного контура.
Формы и взаиморасположение элементов
трансформатора
Основными элементами трансформатора
контактных машин являются сердечник (маг-
нитопровод), первичная и вторичная обмотки.
ГЛ. VIII]
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ ТОКА
279
На фиг. 59 показаны формы сердечников.
Наибольшее применение получил броневой
сердечник (фиг. 59, б). По сравнению со стер-
жневым (фиг. 59, а) броневой сердечник имеет
следующие достоинства: меньший расход же-
леза, меньшее рассеяние магнитного потока,
Дисковая обмотка (фиг. 60, в и г) имеет
лучшее охлаждение и большую жёсткость,
она более удобна для ремонта (в ней легче
тшттшшш
Фиг. 59. Формы сердечников трансформатора контакт
ных машин: а— стержневой сердечник; б—броневой;
в — кольцевой.
лучшая защита обмоток от искр и механиче-
ских повреждений; недостаток — более слож-
ная сборка.
Кольцевой сердечник (фиг. 59,в) приме-
няется преимущественно во вращающихся
трансформаторах в машинах для сварки труб
и в отдельных типах нормальных точечных
машин.
Целесообразность использования того или
иного типа сердечника определяется главным
образом экономическими соображениями.
Первичные обмотки трансформато-
ров контактных машин (фиг. 60) изготовляются
Фиг. 60. Первичные обмотки трансформаторов: а—ци-
линдрическая однослойная; б — то же многослойная;
в — дисковая однорядная; г —то же многорядная.
Фиг. 61. Вторичные витки трансформаторов: а—гибкий или подвижной; б—жёсткий небронирующий
лигой; в—жёсткий не бронирую щий трубчатый; г —жёсткий бронирующий: 1 — средняя часть;
2 — крышка.
цилиндрическими однослойными или много-
слойными и дисковыми однорядными или мно-
горядными.
находить повреждение и отделять только де-
фектную катушку), но требует для изгото-
вления повышенного расхода меди.
280
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Вторичные обмотки (вторичные
витки) являются частью вторичной цепи, не-
посредственно охватывающей сердечник транс-
форматора. По конструктивному оформлению
различают вторичные витки (фиг. 61): а) гиб-
кие или подвижные и б) жёсткие или непо-
движные.
Жёсткие витки подразделяются на небро-
нирующие и бронирующие.
Гибкие витки позволяют сократить число
контактов во вторичном контуре, упрощая тем
самым изготовление трансформатора. Серьёз-
ным недостатком этих витков является невоз-
можность или крайняя затруднительность
устройства водяного охлаждения. Обычно
шшшшш
Фиг. 62.
Фиг. 63.
гибкие витки применяются в маломощных ма-
шинах « 20 ква). При высоких значениях ПВ
и больших перегрузках применение гибких
битков даже в маломощных машинах нецеле-
сообразно.
Наибольшее распространение получили
жёсткие витки. В случаях, когда желательно
защитить первичную обмотку от искр и брызг
расплавленного металла и механических повре-
ждений, рекомендуются бронирующие жёсткие
витки. Успешно применяются жёсткие трубча-
тые витки (фиг. 61, в). Ветви таких витков пред-
ставляют собой сплюснутые трубки, впаянные
в общий коллектор. Высокая электропровод-
ность катаной меди для трубок снижает те-
пловыделение, а тонкие стенки трубок обес-
У/у///////,
Фиг. 64.
Фиг. 65.
печивают интенсивное охлаждение как самого
витка, так и соприкасающейся с ним первич-
ной обмотки и отчасти сердечника. Это позво-
ляет значительно увеличить допускаемые плот-
ности тока во вторичной и первичной обмот-
ках и сократить расход меди.
Гибкие витки набираются из медных лент
марок М-1 или М-2 толщиной от 0,2 до 1,5 мм
или из гибких полотен, шнуров (литц), спле-
тённых из тонких медных проволок. Жёсткие
литые витки отливаются из меди, бронзы,
красномедного сплава (Си = 99%, Sn = 1%),
латуни, алюминия и алюминиевых сплавов.
Применение алюминия и алюминиевых спла-
Рас
ме
sal
B°°
Междуре
монтный
срок
службы
i§*i
as
2 ^
О Q.
<U
cu
is
м OX
О O.O
ч о ч
Э S
а за
? и
?ш
а, з
? из и
и ? на
? и и
й
в
Эх
Л Ч
ч а>
о о.
ши
5S
J3 Ч
ч «;
я «mjs
| 2?§?
5 о о о.х
s а а ч я
ч а о х ч
s я te а s
ГЛ. VIII]
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ ТОКА
281
вов целесообразно лишь в случаях, когда не-
обходимо уменьшение веса.
Для интенсификации охлаждения вторичного
витка внутри жёстких витков устраивают ка-
'штжш
УШ///////Ж
Фиг. 66.
Фиг. 67.
налы, по которым пропускается вода. В литых
витках каналы обычно устраиваются путём
заливки внутрь витка медных или стальных
трубок.
Фиг.
Варианты схем конструктивного оформле-
ния трансформаторов приведены в табл. 14 и
на фиг. 62—70, где / обозначает первичную
и II — вторичную обмотку трансформатора.
Фиг. 69.
Фиг. 70.
Наиболее распространёнными являются
схемы конструктивного оформления, показан-
ные на фиг. 68 и 69, реже — на фиг. 65 и 67.
Расчёт отдельных элементов
трансформатора
Расчёт сердечника. Материалом для из-
готовления сердечника служит электротехни-
ческая листовая сталь марок Э1А и Э4А (по
ГОСТ 802-41) толщиной 0,35 и 0,5 мм.
При Яб<;50% экономически выгоднее
применять более дешёвую сталь (ЕС1А), а при
ПВ>5№/0 (ЕС4А).
В качестве изоляции между листами сер-
дечника применяют лак, наносимый на листы
или папиросную бумагу, наклеиваемую с одной
стороны листа.
Активное сечение сердечника Fc в см2
определяется по формуле
B3)
4kBfw2
где Ягтах — максимальная величина вторич-
ной э. д. с. в в; k — коэфициент формы кри-
вой тока (для синусоидального тока k =1,11);
В — магнитная индукция в гс; /— частота пе-
ременного тока в герцах (обычно /=50 гц);
да2 — число вторичных витков (обычно W2= 1)«
При ?=1,11, /=50 ио;2=1
F,
1С8
222Я
B4)
Значения В в зависимости от ПВ и марки
стали приведены в табл. 15.
Таблица 15
Значение В (магнитной индукции)
ПВ в о/о
5°
5о—75
ю
Марка стали
1А
4А
4А
ъ КГС
14-17
ia-14
II—12
Фактическое сечение сердечника (с учётом
изоляции и неплотностей)
Рф=-ТГ>' B5)
где k3 — коэфициент заполнения, равный
0,90—0,92.
В трансформаторах стержневого типа сер^
дечник имеет одинаковое сечение на всём
пути магнитного потока; в трансформаторах
броневого типа крайние стержни имеют сече-
ние, равное половине сечения среднего стержня.
Наиболее распространена прямоугольная
форма поперечного сечения сердечника с со-
отношением сторон а:Ь= 1 :2. При таком со-
отношении размеры сторон
B6)
Большая сторона обычно берётся в напра-
влении, перпендикулярном плоскости листов.
Размеры окна и других элементов сердеч-
ника определяются после установления основ-
ных размеров первичной и вторичной обмоток
и выбора их взаиморасположения.
Расчёт первичной обмотки. Материалом
первичных обмоток служит голая или изоли-
рованная обмоточная медь.
282
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Сечение первичной обмотки
по формуле
hnp
hnp
определяется
B7)
где 1\„р — продолжительная сила тока в пер-
вичной обмотке [см. формулу A9)]; /^—допу-
стимая продолжительная плотность тока в
первичной обмотке.
Значения j\np в зависимости от системы
охлаждения принимаются следующие:
Система охлаждения Аярв а1мм
Естественное воздушное охлаждение . . . 1,7—2
Непосредственное соприкосновение с охла-
ждаемым вторичным витком 2,5—з
То же с кварцбитумной охлаждаемой изо-
ляцией . 2,5—3>5
Окончательные размеры проводов подби-
рают по ГОСТ 434-41.
Форма сечения устанавливается в зависи-
мости от его размеров: при /71<!20 мм2—
круглая, при f"\ > '20 мм2 — прямоугольная.
Для облегчения навивки толщина прямоуголь-
ного сечения должна быть ^2 мм.
Ширина лент обычно принимается не бо-
лее 40 мм. В целях интенсификации охлаждения
первичной обмазки рациональнее ширину лент
выбирать ^ 20 мм.
Если Z7, >80 ми%, требуемое сечение пер-
вичной обмотки составляется из двух или бо-
лее параллельных ветвей.
Изоляция первичной обмотки производится
следующим образом: между витками прокла-
дывается пресшпановая, миканитовая или прес-
шпано-миканитовая изоляция толщиной 0,2 -
0,3 мм и шириной на 8—12 мм больше ши-
рины обмоточной меди; с боков на катушку
накладываются пресшпановые или миканито-
вые шайбы; вся катушка с наружной изоля-
цией обматывается в 2—3 слоя киперной лен-
той толщиной 0,35 мм, после чего катушка
пропитывается изоляционным лаком.
Расчёт вторичного витка. Сечение вто-
ричного витка определяется по формуле
12пр
hnp
B8)
где hnp — допустимая продолжительная плот-
ность тока во вторичном витке (принимается
по табл. 13).
Для определения габаритов сечения сле-
дует к площади F2 добавить сечение внутрен-
них охлаждающих каналов, диаметр которых
колеблется от 6 до 10 мм.
Для уменьшения влияния поверхностного
эффекта и улучшения условий охлаждения
элементов трансформатора вторичные витки
часто составляются из нескольких параллель-
ных ветвей.
Определение технических параметров
трансформатора
Определение силы тока холостого хода.
Сила тока холостого хода /0 определяется по
формуле
/о-//; + /?. B9)
где /, — ваттная (активная) составляющая
тока; /ji — намагничивающая составляющая
тока.
Пренебрегая потерями в первичной об-
мотке (благодаря их малой величине), имеем
C0)
где Ыж — активная мощность в вт, расходу-
емая на нагрев железа трансформатора (по-
теря в железе); U\— первичное напряжение
в в;
f В \2
50 ' 10 000 У 'иж'
C1)
Здесь Nlo — удельные потери в железе
в em/кг при индукции В = 10 000 гс и частоте
/=50 гц; Ож — вес железа сердечника в кг,
определяемый по его габаритам, установлен-
ным выше при расчёте сердечника; В—при-
нятая (фактическая) индукция; / — принятая
(фактическая) частота тока.
Намагничивающая составляющая тока
iwL 4- 0,8 пЬВ
C2)
Здесь: iw — намагничивающие ампервитки на
1 см средней длины магнитных силовых ли-
ний (определяется по кривым намагничивания
для данного сорта железа в зависимости от
величины В); L — средняя длина магнитных
силовых линий в см (определяется по кон-
струкции сердечника); п—число воздушных
зазоров в сердечнике на пути магнитного по-
тока (при нормальной шихтовке п = 4);
о — толщина воздушного зазора в см (при
сборке внахлёстку 8 принимается равным
0,0035 см); W\ — число витков первичной об-
мотки на данной ступени регулирования.
Значения /0 не должны превышать
0,211пр, в противном случае следует либо уве-
личить сечение железа сердечника, либо вы-
брать железо с меньшими удельными по-
терями.
Определение к. п. д. К. п. д. трансформа-
тора без внешнего контура
N — N — N
1Уакт 1Уж "
¦N.
C3)
К. п. д. трансформатора с внешним кон-
туром
кг
1Уакт
где NaKm — активная мощность, потребляемая
машиной из сети; JVW, Nw, NM —активные
мощности, теряемые соответственно в же-
лезе сердечника, в первичной и вторичной
обмотках; NK — активная мощность, теряемая
во внешней части вторичного контура; Иж
определяется по формуле C1)
Nm1 ~ kFx hrl = kFl ~Z~ JiGmJ> C5)
P%
C6)
ГЛ. VIII]
ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ ТОКА
283
Здесь kF akF —коэфициенты, учитывающие
влияние поверхностного эффекта и эффекта
близости (принимается обычно кр = 1,1 и
kF = 1,2); G,,, Gu — веса металла первичной
и вторичной обмоток (определяются исходя
из их геометрических размеров); р^,»'Рг, —
удельные электрические сопротивления ме-
таллов первичной и вторичной обмоток при
установившихся температурах их нагрева
(температура нагрева обмоток принимается
обычно равной 75° С); f i» Ъ ~ удельные веса
металла первичной и вторичной обмоток;
j\, jz — плотности тока в первичной и вто-
ричной обмотках.
К. п. д. трансформатора без внешней части
вторичного контура должен быть не менее
0,9, а с внешним контуром — не менее 0,5.
Расчёт охлаждения. Нагрев элементов
трансформатора не должен выходить за до-
пустимые пределы G5°). Особенно опасен
перегрев изоляции первичной обмотки, в ре-
зультате которого трансформатор выходит из
строя.
С момента достижения максимально допу-
стимой температуры тепло, выделяемое в пер-
вичной и вторичной обмотках в сердечнике,
должно быть отведено для предупреждения
дальнейшего повышения температуры. Тепло
может отводиться окружающим воздухом
(естественное охлаждение) или жидкостью
(водой), циркулирующей внутри или вблизи
охлаждаемых элементов (искусственное охла-
ждение). Естественным воздушным охлажде-
нием трансформатора можно ограничиться,
если
1 ж
Яж
Ям
Количество тепла, которое должно быть
передано вторичной обмотке или охлаждаю-
щему змеевику в течение 1 часа,
с другой стороны.
D0)
Здесь Fc в см2 — поверхность соприкосно-
вения между первичной и вторичной обмот-
ками (змеевиком); Ьс в °С—разность темпера-
тур первичной (f)t) и вторичной F2) обмоток;
kT в ккач/час см2 град — коэфициент тепло-
передачи через изоляцию между первичной и
вторичной обмотками, включая слой воздуха
kT =
1
1 1^ 1 ^ 1
D1)
где Д], Д2, Д3 в см — толщины изоляционных
прослоек (пресшпана, киперной ленты, рези-
ны), определяемые по конструкции первичной
катушки; X]t Х2У. Х3 в ккал\чассяград —коэ-
фициенты теплопроводности изоляционных
прослоек, определяемые по данным физиче-
ских свойств изоляционных материалов.
Из формул C9) и D0) следует
Ям
860
Т000
C7) откуда
C8)
860
1000
kTFr
D2)
D3)
где NM и NM — потери мощности в железе
и в обмотках трансформатора в вт; Гж и
FM — свободно омываемые воздухом поверх-
ности железа и обмоток в см2; qM и qM —
удельные величины поверхности, излучающие
один ватт мощности в виде тепла при сво-
бодном омывании воздухом (по опытным дан-
ным цж = Ъ—1 см'2/вт и qM= 15—18 cM2jem).
В случае, когда возможно поступление тепла
ко вторичной обмотке от контактов и дру-
гих элементов вторичного контура, это тепло
должно быть также учтено и NM соответ-
ственно увеличено.
F F
Если №ж "> -^- и NM Ъ> -—, должно быть
Яж Ям
применено искусственное охлаждение. Для
этой цели во вторичном витке устраивают
охлаждающие каналы, по которым про-
пускается вода (или другая охлаждающая
жидкость).
Активизация охлаждения первичной об-
мотки достигается тесным её соприкоснове-
нием со вторичной обмоткой.
Иногда вместо внутренних охлаждающих
каналов рядом с обмотками располагают змее-
вики, по которым циркулирует охлаждаю-
щая жидкость.
Принимая 0! = 75° С, находим 62 = 75°—%.
Количество воды, которое должно быть
пропущено через вторичную обмотку, опре-
деляется по формуле
у — @2 D4)
у ох — т 1- » v*^J
где Q2—общее количество тепла, которое
должно быть отведено от вторичной обмотки
(составляется из тепла, поступающего из пер-
вичной обмотки, и тепла, выделяемого во вто-
ричной обмотке); Т2 — температура выходя-
щей воды (может быть принята на 5° ниже
температуры вторичной обмотки); 7\ — тем-
пература входящей воды (может быть принята
равной 20°).
Общее количество тепла
0.86,
где ДА/„ = NM ——мощность в виде те-
Ml Мх Ям
пла, передаваемого от первичной обмотки ко
вторичной; Nм — мощность в виде тепла, вы-
деляющегося во вторичной обмотке.
284
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Следовательно,
у =
ох
— 25). 1000
D5)
Необходимая поверхность охлаждаЕощих
каналов F0XA может быть определена из урав-
нения
откуда
* пх л —
D6)
Здесь Ъср — средняя температура воды
(может быть принята как среднеарифметиче-
ское между температурой входящей и выхо-
дящей воды); а — коэфициент теплоотдачи от
стенки канала циркулирующей воде.
Из эмпирической формулы а = 300+
+ 1800 i/~v, где v — скорость течения воды в
м/сек:
тг — V°x
F«nu-1000-3600
где Vox — объём в л\час\ FKaH — поперечное
сечение охлаждающего канала в ж2.
Задавшись формой и величиной попереч-
ного сечения канала, можно определить его
периметр Р, тогда длина канала
'••кан — '
D7)
Действительная длина канала при выбран-
ном его сечении должна быть больше или
равна расчётной, в ином случае необходимо
изменить сечение и длину канала или принять
другие меры для активизации охлаждения.
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
Классификация
По способу действия различают прерыва-
тели тока неавтоматические и автоматические.
По назначению и контролируемому или
дозируемому параметру различают прерыва-
тели для:
а) стыковой сварки, контролирующие: пере-
мещение подвижной плиты, время протекания
тока, давление или температуру нагрева сва-
риваемых деталей;
б) точечной сварки, контролирующие или
дозирующие: силу сварочного тока, напряже-
ние между электродами, время протекания
тока, количество электричества, количество
электроэнергии, температуру нагрева свари-
ваемых деталей или одновременно несколько
из перечисленных параметров;
в) шовной сварки, дозирующие обычно
лишь время импульсов, тока и пауз между
ними.
По степени синхронизации моментов вклю-
чения и выключения тока с мгновенными
значениями напряжения или тока питающей
сети различают прерыватели: асинхронные,
полусинхронные (синхронизирован лишь мо-
мент выключения тока) и синхронные.
По способу включения и выключения (или
уменьшения) тока различают прерыватели:
а) контактные — механические, одноступенча-
тые и многоступенчатые, кулачковые и бара-
банные; б) бесконтактные — электронно-ион-
ные и индукционные.
По роду привода различают прерыватели:
ручные, ножные, электромоторные, пневмати-
ческие, гидравлические, электромагнитные,
электронно-ионные.
Неавтоматические прерыватели
Неавтоматические прерыватели включают
и выключают ток, но не дозируют продолжи-
тельность его протекания и моменты включе-
ния и выключения. Дозировка осуществляется
самим сварщиком по ходу процесса. Эти пре-
рыватели позволяют сварщику корректиро-
вать продолжительность протекания тока в
зависимости от индивидуальных особенностей
каждой сварки, но требуют от сварщика по-
вышенного внимания, а потому вызывают бы-
струю утомляемость.
Неавтоматические прерыватели обычно не
обеспечивают стабильных прочностных пока-
зателей.
Схемы устройства некоторых неавтомати-
ческих прерывателей приведены на фиг. 71,
72 и 73.
Прерыватель по фиг. 71 используется для
непосредственного замыкания силовой электри-
Фиг. 71. Прерыватель тока: / — педаль; 2—контакты;
3 — провода; 4—опорная плита; 5—изоляционные
прокладки.
ческой цепи или для замыкания цепей кату-
шек электромагнитных контакторов различ-
ных назначений; управление — рукой и ногой.
В этом прерывателе моменты включения и
выключения тока не связаны с приложением
и снятием давления, поэтому имеется возмож-
ность, зажав деталь перед включением тока,
проверить правильность её установки. Место-
положение прерывателя может изменяться в
соответствии с местоположением сварщика во
время работы.
Прерыватель, показанный на фиг. 72, при-
водится в действие механизмом нажатия в то-
чечных и шовных машинах. Моменты вклю-
чения и выключения тока связаны здесь с
приложением и снятием давления. Такая связь
обеспечивает: а) возможность выполнения на-
жима и включения тока одной ногой (или ру-
кой); б) включение и выключение тока лишь
при наличии давления между электродами.
Однако эта связь часто не даёт возможности
подправить деталь после зажатия и выну-
ГЛ. VIII]
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
285
ждает снижать давление, когда деталь ещё
сильно нагрета, что иногда приводит к не-
удовлетворительному качеству соединения.
Фиг. 72. Неавтоматический прерыватель, конструктивно
связанный с механизмом нажатия точечных и шовных
машин: 1 — педаль; 2—рычаг; 3—нажимной стержень;
4 — контакты.
/ / 7
Прерыватель, представленный на фиг. 73,
применяется в точечных машинах для обеспе-
чения возможности сохранить давление после
выключения тока. Нажимом на педаль 1 ры-
чаг 2 вместе с собачкой 3 поворачивается,
замыкая контакты 4. При достижении требуе-
мого нагрева рычаг 2 продолжает поворачи-
ваться в прежнем направлении, а собачка 3
проскакивает, освобождая рычаг 5. Под дей-
ствием пружины 6 происходят размыкание
контактов и прекращение тока. При этом да-
вление несколько увеличивается и может со-
храняться в течение желательного времени.
Автоматические прерыватели
для стыковой сварки
В машинах для стыковой сварки контроли-
руемым параметром в большинстве случаев
является величина перемещения подвижной
плиты со свариваемой деталью. При одинако-
вом начальном и конечном положениях плиты
и одинаковом начальном зазоре между свари-
ваемыми деталями перемещение плиты до
выключения тока определяет сумму величин
оплавления и осадки под током, а после вы-
ключения тока — величину осадки без тока.
При наличии чёткого указателя (фиксатора)
3 О
Фиг. 73. Неавтоматический прерыватель тока, конструк-
тивно связанный с механизмом нажатия точечных машин
с сохранением давления после в включения тока.
Фиг. 74. Автоматический прерыватель тока для стыковой
сварки с выключающим стержнем: 1 — стержень; 2 — ры-
чажок; 3 — контакты.
момента прекращения оплавления и начала
осадки прерыватель, автоматически выклю-
чающий ток при заданном промежуточном
положении плиты, обеспечивает определён-
ную величину оплавления, осадки под током
и осадки без тока, что весьма важно для по-
лучения высокого и стабильного качества
сварки. Для облегчения улавливания момента
прекращения оплавления машины снабжаются
указателями, воспроизводящими перемещение
плиты в сильно увеличенном масштабе. Тип
прерывателя для стыковой сварки опреде-
ляется главным образом типом машины. В ма-
шинах с пружинным и грузовым осадочным
устройством для автоматизации включения
тока пользуются прерывателем, показанным
схематически на фиг. 74. Величина осадки под
током определяется величиной начального
зазора между стержнем и рычажком.
В машинах со штурвальнымJ приводом
обычно используется сочетание прерывателей,
показанных на фиг. 71 и 74, из которых пер-
286
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
вый служит для включения тока, а второй —
для выключения.
В машинах с рычажным и гидравлическим
устройством применяют прерыватель, пред-
ставленный схематически на фиг. 75. Включе-
ние тока происходит при нажиме
на рычажок 7, выключение — при
повороте рычага 2 и наскакива-
В стыковых машинах с успехом исполь-
зуются также прерыватели, выключающие
ток, когда осадочное давление достигает опре-
делённой величины. В некоторых случаях
Фиг. 75. Автоматический прерыва-
тель тока с выключающим сек-
тором.
нии ролика 3 на сектор 4,
связанный со станиной. По-
ложение сектора 4 может
изменяться.
В машинах с механическим приводом для
сварки непрерывным оплавлением применяют
кулачковый прерыватель (фиг. 77). Кулачок
тока сидит на одном валу с кулачком осадки.
Выключение тока также происходит при опре-
делённом положении плиты. Для облегчения
точной регулировки момента выключения тока
Фиг.76.Автоматический прерыватель тока для стыковой
сварки кулачково-стержневого типа: 1— выключающий
стержень; 2— рычажок; 3 — контакты; 4 >- кулачок
применяют сочетание кулачкового прерыва-
теля с прерывателем с выключающим стерж-
нем (фиг. 76).
Фиг. 77. Автоматический прерыватель
тока для стыковой сварки кулачкового
типа: / — кулачок тока; 2 — нажимной
ролик; 3—контактные пластины.
успешно применяются прерыватели, выклю-
чающие ток с помощью фотореле, когда тот
или иной участок детали нагреется до за-
данной температуры.
Автоматические прерыватели
для точечной сварки
Основным условием стабильности прочно-
сти однотипных точечных соединений является
постоянство температурных полей в зоне
сварки каждой точки.
Постоянство температурных полей в боль-
шей или меньшей степени обеспечивается
следующими типами автоматических прерыва-
телей для точечной сварки.
Прерыватели, контролирующие
изменение силы тока и напряже-
ния В этих прерывателях выключение тока
происходит в тот момент, когда изменяющиеся
в процессе сварки сила тока или напряжение
между электродами (иногда то и другое) до-
стигнут определённой заранее установленной
величины. На фиг. 78 приведена схема пре-
рывателя, реагирующего на изменение силы
тока. При нажатии педали происходит вклю-
чение сварочного трансформатора через выклю-
чатель 1 и нормально замкнутые контакты 2
контактора 3. При некотором значении тока,
соответствующем, например, точке а (фиг. 79)
кривой /2 = f(t), под действием усилившегося
магнитного потока вокруг вторичного контура
ГЛ. VIII]
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
287
происходит: притяжение якорька 4, реле 5
(представленного в увеличенном виде в левом
верхнем углу), замыкание контактов 6 цепи
катушки 7 контактора 3, притяжение якоря 8,
Фиг. 78. Автоматический прерыватель для точечной
сварки, реагирующий иа изменение силы тока.
размыкание контактов 2 цепи первичной
обмотки силового трансформатора и выключе-
ние сварочного тока. После выключения тока
якорь 8 продолжает удерживаться в притя-
нутом положении под действием магнитного
потока, создаваемого катушкой 9, до тех пор,
пока контакты выключателя / замкнуты. Для
повторного включения тока контакты выклю-
чателя должны быть сна-
чала разомкнуты, а за-
тем вновь замкнуты. Ре-
гулирование силы тока,
при котором происходит
размыкание цепи, про-
изводится путём изме-
нения зазора между яко-
рем 4 и сердечником 10
реле 5.
Основными недостат-
ками прерывателя этого
типа являются:.а) неста-
бильность в ряде слу-
чаев качества сварки, несмотря на обеспе-
чение постоянства силы тока в момент его
выключения; б) броски тока при включении,
вызывающие иногда выключение тока в на-
чале сварки; в) необходимость новой настройки
при изменении типа соединения или условия
сварки.
Несмотря на указанные недостатки, такие
прерыватели благодаря простоте устройства
и обслуживания применяются в маломощных
машинах при сварках с временем протекания
тока более 0,1 сек.
Попытки создать прерыватель, реагирую-
щий лишь на изменение напряжения между
электродами (фиг. 80), не дали положительных
результатов вследствие отсутствия строго
определённого и стабильного изменения на-
пряжения в процессе сварки.
Фиг. 79. Изменение
тока в процессе сварки
[кривая /, — f(t)].
Более благоприятные результаты дают пре-
рыватели, реагирующие одновременно на из-
менение тока и напряжения.
Прерыватели, дозирующие вре-
мя протекания тока. Эти прерыватели,
выключающие ток по истечении одного и того
же промежутка времени от момента вклю-
чения тока, подразделяются на асинхронные
и синхронные. Асинхронные прерыватели
включают и выключают ток в различных точ-
ках синусоиды напряжения и тока (при раз-
личных мгновенных их значениях). Синхрон-
ные прерыватели включают и выключают ток
в одной и той же точке синусоиды напряже-
ния и тока (при определённой настройке пре-
рывателя;.
Асинхронный механический однокулачко-
вый прерыватель для точечной сварки прин-
ципиально аналогичен кулачковому прерыва-
телю для стыковой сварки (см. фиг. 77). Ку-
лачок тока вращается асинхронным мотором.
Разница между максимальным и минимальным
значением времени протекания тока при одной
и той же настройке достигает ± 0,02 сек.
Сеть
i /
t
VWWWW
Фиг. 80. Принципиальная схема автоматического преры-
вателя, реагирующего на изменение напряжения между
электродами.
Такой прерыватель целесообразно применять
в машинах с моторным приводом, когда время
протекания тока равно 0,15—0,5 сек. при
крупносерийной сварке однотипных соедине-
ний (с одинаковой степенью загрязнения и
прилегания деталей) и колебаниях напряжения
сети не более ± 5% от номинального значения.
При малом времени (^0,15 сек.) сильно
сказывается колебание времени, а при боль-
шом (> 0,5 сек.) —без особой нужды увели-
чивается время холостого хода и снижается
производительность.
Асинхронный пневматический прерыва-
тель для точечной сварки [18] дозирует время
протекания тока путем изменения времени
прохождения воздуха из одной камеры в дру-
гую при регулировании сечения канала, со-
единяющего эти камеры. Прерыватель со-
стоит из пневматического регулятора и элек-
трического реле.
Схема устройства пневматического регу-
лятора показана на фиг. 81.
Шток 1 вместе с мембраной 2 из прорезиненной ма-
терии увлекается в одну сторону силой возбуждённого
электрома! нита (не показан на фигугч), а в дру-
гую — силой тяжести якоря и штока. При отключении
катушки электромагнита шток / опускается, вытесняя
воздух из верхней .камеры через клапан 3 в нижнюю.
288
контактные Электросварочные машины
[РАЗД. IV
ограниченную прорезиненной мембраной 4, а при вклю-
чении катушки шток начинает подниматься, и клапан 3
под действием пружины и избыточного давления воз-
духа закрывается. Воздух из нижней камеры в верхнюю
Фиг. 81. Схема пневматического регулятора.
может проходить лишь через отверстие игольчатого
клапана 5. По мере заполнения .верхней камеры шток,
перемещаясь, производит необходимые отключения или
включения. Скорость подъёма штока определяется ско-
ростью заполнения верхней каме-ры. Скорость заполнения
регулируется изменением отверстия игольчатого клапана.
Еремя протекания тока, которое дозирует подобный
регулятор, лежит в пределах от 0,06 до 2 сек.; колеба-
ния составляют ± 0,01 сек.
Асинхронный конденсатор но-ламповый
Прерыватель для точечной сварки J27] дози-
рует время протекания тока путём регули-
рования времени зарядки или разрядки кон-
денсатора. Заряд или разряд конденсатора
данной ёмкости на одно и то же напряжение
I
Фиг. 82. Схема конденсаторно-лампового пре-
рывателя зарядного типа для точечной сварки.
через сопротивление определённой величины
происходит за одинаковый промежуток вре-
мени.
Схема конд1нсат©рно-лампового прерывателя заряд-
ного типа приведена на фиг. 82. При включении кнопки 1
контактор 2 замыкает сварочную цепь. От трансформа-
тора напряжения 3 через выпрямитель 4 и сопротивле-
ние 5 заряжается конденсатор 6. По достижении на
конденсаторе определённого напряжения, достаточного
для зажигания неоновой лампы 7, последняя загорается
и начинает пропускать ток. Реле 8 замыкает контакты 9
и цепь катушки реле 10. В результате цепь катушки
сварочного контактора разрывается и выключается ток.
Одновременно реле 10 замыкает контакты 11 и 12. Замы-
кание контактов 11 блокирует контакты 9 и предупре-
ждает повторное замыкание цепи за время одного цикла
сварки. Замыкание контактов 12 блокирует конденсатор,
обеспечивает его полный разряд и уменьшает время го-
рения неоновой лампы.
Продолжительность протекания тока равна времени
заряда конденсатора тока, что определяется величиной
включённого сопротивления 6.
Применение конденсаторно-ламповых пре-
рывателей целесообразно при времени проте-
кания тока более 0,05 сек.; для машин с элек-
тромоторным приводом при времени от 0,15 до
0,5 сек. более целесообразно применение ку-
лачкового прерывателя.
Синхронный игнитронный прерыватель
для точечной сварки дозирует время проте-
кания тока с помощью силовых игнитронов,
регулируемых конденсаторно-ламповыми и
электромагнитными устройствами. Схема та-
кого прерывателя показана на фиг. 83.
Фиг. 83. Синхронный игнитронный прерыватель
для точечной сварки.
Замыкание и размыкание первичной цепи сварочного
трансформатора осуществляются через силовые игни-
троны 1 к II путём зажигания и гашения ' дуги в игни-
троне. Цепь управления игнитронами состоит из вспо-
могательных ламп (тиратронов) 1, 2, 3, 4 я 5, конденса-
торов 6 и 7, пик-трансформатора 8, нормальных транс-
форматоров, серии регулируемых и нерегулируемых
сопротивлений и специального асинхронного таймера,
производящего в определённые моменты времени замы-
кание и размыкание цепи управления выключателя 9.
При замыкании цепи управления с помощью выклю-
чателя 9 лампа 2 становится токопроводящей при первом
пиковом напряжении, получаемом от цепи, состоящей
из лампы 1 и пик-трансформатора 8. Потенциал в точке
соединения сопротивлений Ю и 11 возрастает, делая
токопроводящими зажигающие ламлы 4 и 5. Последние
в свою очередь зажигают силовые игнитроны / и II,
подключая тем самым питание к сварочному трансфор-
матору. Через некоторый промежуток времени, опреде-
ляемый сопротивлением 12, конденсатор 7 получает не-
обходимую зарядку, чтобы зажечь лампу 3. В резуль-
тате потенциал в месте соединения сопротивлений 10
уменьшается, и лампы 4 и 5 гаснут. Протекание тока
ГЛ. VIII]
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
289
через игнитроны прекращается. После этого таймер,
соответствующим образом настроенный, с помощью
выключателя 9 размыкает цепь управления. При повтор-
ном замыкании цепи управления процесс повторяется.
Игнитронные прерыватели по сравнению с
другими типами в большей степени обеспе-
чивают: а) постоянство времени протекания
тока, сохраняющееся при неизменной на-
стройке в течение весьма длительного вре-
мени работы прерывателя; б) синхронизм мо-
ментов включения и выключения тока с мгно-
венными значениями подводимого напряжения,
обеспечивающего постоянство среднеэффек-
тивного значения силы тока и мощности при
каждом импульсе тока; в) возможность про-
пускания тока в течение весьма малого вре-
мени (тысячные доли секунды); г) лёгкость
и плавность регулирования времени протека-
ния тока, среднеэффективного значения тока
н мощности; д) безотказность действия и
высокий междуремонтный и общий срок
службы (наиболее быстро изнашивающимися
частями являются лампы, средний срок службы
которых исчисляется 800—1000 час. горения).
Недостатками этих прерывателей являются
их высокая стоимость, громоздкость и слож-
ность, требующая высококвалифицированного
обслуживания.
Прерыватели, дозирующие ко-
личество электричества и элек-
троэнергии или контролирующие
температуру нагрева. На фиг. 84 дана
схема асинхронного электромагнитного пре-
рывателя, дозирующего количество электри-
мальные значения количества электричества
колебание его величины достигает ^ 15%.
Прерыватель может применяться в маши-
нах с любым типом нажимного устройства
при времени протекания тока больше 0,5 сек.
На фиг. 85 показана схема асинхронного конденса-
торно-лампового прерывателя аналогичного типа. При
включении выключателя 1 ток контактора 2 замыкает
цепь первичной обмотки сварочного трансформатора.
Напряжение от вторичной обмотки трансформатора
тока 3 через выпрямитель 4 и сопротивление 5 подаётся
Фиг. 85. Асинхронный конденсаторно-лампо-
вый прерыватель для точечной сварки^дози.
рующий количество электричества.
Фиг. 84. Асинхронный электромагнитный преры-
ватель для точечной сварки, дозирующий количе-
ство электричества.
чества, работа которого протекает следующим
образом. При включении выключателя 1 в
обмотке реле времени 2 возникает ток. По
истечении времени, соответствующего данной
настройке, реле срабатывает, замыкая нор-
мально разомкнутые контакты, и подаёт на-
пряжение катушке электромагнитного кон-
тактора 4. Нормально замкнутые контакты 5
размыкаются и выключают сварочный ток.
При настройке такого прерывателя на мини-
19 Том 8
к конденсатору 6. При определённом напряжении на кон-
денсаторе неоновая лампа 7 зажигается, и ток прохо-
дит через обмотку 8 реле 9. Контакты 10 замыкаются,
подавая напряжение к катушке 11. В результате кон-
такты 12 и 13 замыкаются и контакт 14 размыкается,
разрывая цепь катушки контактора 2. Сварочный ток
прекращается. Замыкание контакта 12 сохраняет питание
катушки 11 до тех пор, пока нажата кнопка, предупре-
ждая этим повторное замыкание сварочной цепи. Замы-
кание контакта 13 шунтирует неоновую лампу, обеспе-
чивая быстрое её угасание.
Колебание контрол11руемого параметра при на-
стройке этого прерывателя на минимальные значения
количества электричества достигает ± М°/о.
Для достижения стабильности качества
сварки при изменяющихся условиях её выпол-
нения применяют прерыватели, обеспечиваю-
щие одновременно постоянство силы тока и
времени его протекания. Для той же цели
применяют прерыватели, дозирующие количе-
ство электроэнергии, принцип действия ко-
торых аналогичен обыкновенным электриче-
ским счётчикам. Кроме этих типов разрабо-
таны конструкции прерывателей, контролиру-
ющих температуру нагрева металла на поверх-
ности деталей в местах сварки.
Прерыватели для шовной сварки
При шовной сварке в большинстве слу-
чаев существенно важно периодическое пре-
рывание тока во время процесса.
При больших скоростях сварки Q>8 —
10 м/мин) синусоидальный характер измене-
ния переменного тока обеспечивает естествен-
ные паузы, в течение которых ток настолько
мал, что создаются естественные перерывы
в сварке. В течение каждого полупериода
образуются отдельные точки, перекрывающие
290
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
или не перекрывающие друг друга. Послед-
ние получаются при очень больших скоростях
сварки О 12—25 м/нин для нормальной ча-
стоты тока). При обычных скоростях сварки
«5—8 mjmuh) для обеспечения высокого
качества соединения приходится периодически
искусственно прерывать ток.
Наиболее употребительные скорости шов-
ной сварки с прерывистым пропусканием тока
колеблются в пределах от 1,0 до 5 м!мин.
Для обеспечения удовлетворительного каче-
ства шовной сварки на 1 пог. см шва должно
быть поставлено 3—5 точек. Это требует от
прерывателя от 300 до 2500 и более включе-
ний в минуту.
Длительность импульсов тока лежит в пре-
делах от 0,002 до 0,12 сек., длительность
пауз — от 0,005 до 0,5 сек.
Применяемые в настоящее время прерыва-
тели для шовной сварки построены на прин-
ципе обеспечения постоянства времени про-
текания тока и времени пауз. Они могут быть
подразделены на: 1) асинхронные механиче-
ские; 2) синхронные механические; 3) синхрон-
ные электронно-ионные; 4) индукционные мо-
дуляторы.
Асинхронный механический
прерыватель. На фиг. 86 дана принци-
пиальная схема простейшего асинхронного
механического прерывателя.
Диск 1 с укреплёнными на нём роликами 2 приво-
дится во вращение от асинхронного двигателя через
редуктор. Ролики наскакивают на выступ 3 рычага 4 и
размыкают контакты 5. Замыкание контактов произво-
дится пружиной 6. Частота включений и отчасти про-
Фяг. 86. Асинхронный механический
прерыватель для шовной сварки.
должительность импульсов и пауз регулируется путём
изменения числа оборотов диска и количества устано-
вленных в диске роликов.
В асинхронных механических прерывателях
быстро обгорают контакты при частотах
включений более 150 — 200 в минуту и сильно
колеблются значения среднезффективной силы
тока и времени его протекания от точки к
точке. Эти колебания обусловливаются изме-
нением: а) мгновенных значений напряжения,
при котором происходит замыкание цепи, что
изменяет броски тока включения; б) мгновен-
ных значений силы тока и мощности, при ко-
торых происходит размыкание цепи, что из-
меняет силу й продолжительность искрового
(дугового) разряда.
Указанные недостатки асинхронных меха-
нических прерывателей приводят часто к недо-
брокачественной (негерметичной) сварке.
Для повышения срока службы контактов
и обеспечения постоянства силы тока и вре-
мени его протекания: 1) изготовляют контакты
достаточно массивными из материала с высо-
кой теплопроводностью и электропроводно-
стью (обычно из меди); 2) укрепляют контакты
в гнёздах нежёстко; при этом точки соприко-
сновения меняются, уменьшая вероятность
окисления и обгорания одного и того же ме-
ста; 3) обеспечивают, чтобы наряду с нажимом
между контактами имело место скольжение;
4) припаивают к соприкасающимся поверхно-
стям контактов пластины из керамического
медно-вольфрамового сплава (кирита и т. п.);
6) помещают у контактов токовую обмотку,
создающую магнитный поток, выталкивающий
дугу и этим ускоряющий её исчезновение
(обмотку обычно включают последовательно
с дугой); о) включают параллельно контактам
конденсатор, а последовательно индуктивное
сопротивление; 7) подводят к контактам воз-
душное дутьё; 8) помещают контакты в во-
дяную или масляную ванну; 9) включают по-
следовательно несколько размыкаемых кон-
6)
Фиг. 87. Схема асинхронного механического прерывателя
с последовательно включёнными контактами и сопроти-
влениями: а—одностороннее включение; б — двухсто-
роннее включение.
тактов с промежуточными сопротивлениями
или без них. На фиг. 87 показаны схемы асин-
хронного механического прерывателя с по-
следовательно включёнными контактами и со-
противлениями.
Контакт 1 (фиг. 87, а) приводится в движение элек-
тродвигателем посредством эксцентрика. При прямом
ходе последовательно замыкаются контакты 2, 3, 4 и 5,
шунтируя сопротивления гх, г„ и г3, при обратном ходе
эти контакты поочерёдно размыкаются, вводя постепенна
одно за другим указанные сопротивления. Если включить'
ГЛ. VIII]
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
29*
ещё сопротивление параллельно контактам / и 2, то
вместо полного прекращения тока будет происходить его
„модулирование", т. е. периодическое убывание и на-
растание амплитуд. В качестве сопротивлений исполь-
зуют охлаждаемые водой силитовые стержни. Такой
прерыватель может успешно применяться: а) при частоте
включений до 300 в минуту при одностороннем включе-
нии (фиг. 87, а); б) при частоте включений до 500 в ми-
нуту при двухстороннем включении (фиг. 87, б). Увели-
чение частот выше указанных пределов нарушает чёт-
кость работы прерывателя, и импульсы тока получаются
неравномерными.
Синхронный механический пре-
рыватель барабанного типа
(фиг. 88). Прерыватель выпущен заводом
„Электрик" под маркой СПЭ-7. Основные ча-
сти прерывателя: синхронный мотор 1; малые
диски 2 и 3, посаженные непосредственно на
О 220
Фиг. 88, Синхронный механический прерыватель бара-
банного типа для шовной сварки СПЭ-7.
вал мотора; большие диски 4, 5, в, 7 и 8, по-
саженные на вал, приводимый во вращение
через сменные шестерни 9 и 10.
Диски изготовлены из изоляционного ма-
териала. На части цилиндрической поверхности
дисков помещаются токоподводящие ламели.
К дискам прижимаются щётки, провода от
которых выводятся на борновую коробку и
соединяются перемычками в соответствии с
требуемой частотой и продолжительностью
включения. Размеры и расположение ламелей
подбираются с расчётом, чтобы включение
и выключение тока происходили только на
малых дисках. Ламели всех больших дисков
изнутри соединены между собой и с медным
кольцом.
Изменение продолжительности цикла до-
стигается изменением числа оборотов больших
дисков.
Для гашения искры при незначительном
смещении момента выключения с нулевого
значения включается конденсатор 11 парал-
лельно контакту межау щётками и малым ди-
ском и последовательно индуктивное сопро-
тивление 12. Конденсатор разряжается на со-
противление 13.
Для предупреждения обгорания ламелей
настройка прерывателя производится при ра-
зомкнутой сварочной цепи, для' чего преры-
ватель имеет небольшой пиковый трансфор-
матор 14, питающий неоновую лампочку. Не-
оновая лампочка освещает торец одного из
малых, дисков, на котором под углом 90° рас-
положены четыре белых треугольника. По-
следние ориентированы так, что при синхрон-
ном выключении тока изображение треуголь-
ника в моменты зажигания лампочки находится
под щёткой. Синхронизация моментов вклю-
чения и выключения с напряжением осуще^
ствляется поворотом статора.
В эксплоатации при частотах прерываний
от 300 до 1000 в минуту и ПВ от 25 до 80%
прерыватель работает достаточно чётко и син-
хронизм не нарушается относительно долго.
Недостатком такого прерывателя является
необходимость периодического подрегулиро-
вания прерывателя на синхронизм, требую-
щего относительно много времени.
Синхронный игнитронный (элек-
тронно-ионный) пр еры в а т е л ь (фиг. 89>.
В этом прерывателе периодическое замыкани*
и размыкание цепи первичной обмотки свароч-
ного трансформатора осуществляются путём
периодического зажигания и гашения дуги в
игнитронах. Моменты зажигания и гашения
дуги и соответственно продолжительность
импульсов тока и пауз между ними определя-
ются настройкой цепи управления игнитро>-
нами. В цепь зажигания каждого игнитрона
включены последовательно по два вспомо^
гательных тиратрона. Управление тиратронами
осуществляется двумя отдельными цепями,
каждая из которых периодически меняет по-
тенциал на сетке связанного с ней тиратрона.
В цепи зажигания тиратронов /, 3 выпря-
мители 5 и 6 (обычно твёрдые), соединённые
по схеме Гретца, обеспечивают подачу по-
стоянного отрицательного напряжения к сетке
тиратронов 1 и 3. Для подачи на сетки тира-
тронов 1 и 3 положительного импульса на-
пряжения используется э. д. с, возникающая
в обмотке постоянного магнита 7 при измене-
нии в нём магнитного потока. Последнее до-
стигается путём пропускания через воздуш-
ный зазор магнита железной шпильки 8. В тот
момент, когда шпилька продвигается через
зазор, магнитный поток магнита увеличивается.
В катушке магнита наводится э. д. с. с на-
правлением, обратным направлению э. д. с
выпрямителя. В результате потенциал сетки
на тиратронах 1 и 3 становится положитель-
ным по отношению к катоду. Шпильки укре-
пляются в отверстиях алюминиевого диска 9,
вращаемого синхронным мотором. Скорость
вращения диска обычно равна 1 об/сек. Число
отверстий в диске равно числу полупериодов
в одной секунде, что обеспечивает возмож-
ность осуществления подачи положительного
импульса напряжения к сетке в течение лю-
бого полупериода. Регулируя число закре-
плённых шпилек и незаполненных отверстий
диска между шпильками, можно изменять
число полу периодов, когда тиратроны 1, 3 от-
крыты или закрыты для пропускания тока
Включённое последовательно с тиратронами 1
и 3 большое сопротивление настолько ограни-
чивает силу тока, протекающего через эти тира-
троны и соответственно через зажигатель игни-
трона, что зажигания дуги в игнитроне не про-
исходит и ток через него не проходит. Полный
ток через зажигатель начинает проходить лишь
с момента зажигания дуг в тиратронах 2 и 4.
В цепи зажигания тиратронов 2 и 4
напряжение от статического фазорегулятора 10
через пик-трансформатор 11 подаётся на сеткв
292
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
тиратронов 2 к 4. Фазорегулятор позволяет
сдвигать напряжение, подаваемое на сетки
тиратронов 2 и 4, относительно анодного на-
пряжения и этим самым изменять момент,
когда потенциал сетки у этих тиратронов обес-
печивает их зажигание. Если положительный
потенциал подан на сетку тиратрона 2 в тот
момент, когда тиратрон 1 способен пропустить
ток, через последовательно включённые тира-
троны I и 2 начинает протекать полный ток.
Это обеспечивает возбуждение дуги в игни-
троне. Зажжённая в игнитроне дуга, шунтируя
цепь тиратронов, гасит в них дуги и запирает
их. Горение дуги в игнитроне и соответственно
пропускание им силового тока продолжается
до конца полупериода. В следующий полу-
период то же повторяется в тиратронах 3 и 4
и связанном с ним игнитроне, если в этот пе-
риод через зазор постоянного магнита также
пропускается железная шпилька. Пользуясь
таким игнитронным прерывателем, можно обес-
печить продолжительности протекания тока
и пауз, исчисляемые как целым числом по-
лупериодов, так и дробной частью полупе-
риода.
Включение тока всегда происходит при
одном и том же мгновенном значении подво-
Фиг.
9. Синхронный игнитронный прерыватель для
шовной сварки.
димого к машине напряжения. Выключение —
всегда при нулевом значении тока.
Индукционные модуляторы.
Принципиальная схема индукционного моду-
лятора, выпущенного заводом „Электрик" под
маркой ПИШ-100, дана на фиг 90. Последо-
вательно со сварочным трансформатором 1
включён дроссель 2 с периодически изменяе-
мой величиной зазора в его сердечнике при
Вращении якоря 3 электромотором 4. Измене-
ние зазора вызывает периодическое измене-
кие индуктивного сопротивления первичной
цепи сварочного трансформатора и соответ-
ственно силы тока.
Индукционные модуляторы в отличие от
прерывателей не прекращают ток, а умень-
шают его до минимальных значений, недоста-
точных для процесса сварки.
Фиг. 90. Принципиальная схема индукционного модуля-
тора ПИШ-100.
Модулирование тока может также осуще-
ствляться путём включения обмотки вращаю-
щегося ротора преобразователя последова-
тельно с первичной обмоткой сварочного
трансформатора. Продолжительность импуль-
сов тока и пауз регулируется изменением
числа оборотов ротора и специальным комму-
тирующим ток устройством. Разрыв цепи про-
исходит всегда при нулевом значении тока.
Частота импульсов тока может регулироваться
в пределах от 100 до 1500.
Эксплоатационные качества модуляторов
высокие.
Контакторы
Контакторы являются важным элементом
включающих и выключающих ток устройств
(в том числе и прерывателей). От совершен-
ства конструкции контакторов в сильной сте-
пени зависит качество сварки. Особенно это
относится к условиям, когда сварка произво-
дится при больших частотах включения (больше
60—90 в минуту).
Большая частота включений требует воз-
можно более быстрого замыкания и размыка-
ния контактов. Для этого необходимо, чтобы:
а) подвижная система контактора обладала
минимальной инерцией (период собственных
колебаний подвижной системы должен быть
меньше периода срабатывания контактора);
б) зазор между контактами при замыкании
был возможно меньше, что сокращает время
срабатывания и уменьшает удар; в) катушка
контактора при включении в неё тока обес-
печивала энергичный силовой толчок якорю
и соответственно быстрое срабатывание кон-
тактора и достаточную силу сдавливания ме-
жду его контактами; г) дуговой разряд при
размыкании не возникал или возможно быстрее
исчезал; это удлиняет срок службы контактов
и повышает стабильность режима сварки;
д) разрыв контактов производился с достаточно
ГЛ. VIII]
ПРЕРЫВАТЕЛИ ТОКА И КОНТАКТОРЫ
293
большой силой и на значительное расстояние
друг от друга, чем обеспечивается быстрое
размыкание и искрогашение. Большая частота
включений создаёт повторно переменную на-
грузку отдельных частей контактора что тре-
бует достаточно высокой прочности нагружён-
ных его частей.
Для обеспечения указанных требований
рекомендуется: а) максимально уменьшать
вес подвижных частей в пределах, допуска-
емых соображениями прочности; б) применять
подшипники с минимальным трением; в) уста-
навливать достаточно сильные пружины для
замыкания и размыкания контактов; г) приме-
нять специальные устройства для искрогашения
и предварительного сближения контактов перед
их замыканием.
Благодаря специфическим условиям работы
контакторов контактных машин использование
стандартных магнитных пускателей (применя-
емых в электроприводах станков) в качестве
контакторов приводит к неудовлетворитель-
ным результатам, особенно при больших ча-
стотах включений.
Сварочные контакторы подразделяются на
асинхронные и полусинхронные.
Конструкция одного из асинхронных
контакторов для контакных машин пред-
ставлена на фиг. 91 [20]. Устройство и прин-
J / 12^ J 11 15 Ю 6
Фиг. 91. Нормальный асинхронный электромагнитный
контактор.
цип его действия сводятся к следующему.
Вилка с запрессованным в неё якорем 4 и двумя
верхними контактами 10, укреплёнными на
стойке 11, свободно вращается вокруг оси 5.
Стойка 11 в свою очередь свободно вращается
вокруг оси 3 хомута 12. Хомут присоединён
к вилке при помощи деревянного бруска 2.
Нижние контакты укреплены на стойках 13,
смонтированных на панели 14. По обе стороны
контактов установлены искрогасители 15, кото-
рые состоят из прессованного асбеста и сталь-
ных пластин & Катушка сердечника 7укреплена
на корпусе электромагнита при помощи пру-
жинных полос 8. При нормальном положении
контактора плита крепится к вертикальной
стенке корпуса станины так, что вилка под
действием собственного веса откинута не-
сколько назад. Контакторы при этом разо-
мкнуты. При включении тока в катушку элек-
тромагнита якорь притягивается сердечником,
и контакты прижимаются друг к другу с силой,
соответствующей степени деформации пру-
жин /. При выключении тока вилка контак-
тора отходит назад до такого положения,
пока шайба 9 вилки 16 не упрётся в соответ-
ствующий прилив плиты 17.
Для значительных частот включений нор-
мальные контакторы оказываются малопри-
годными. Более совершенными для этой цели
являются контакторы, показанные в схемах
на фиг. 92 и 93.
Фиг. 92. Быстродействующий асинхронный
электромагнитный контактор.
Быстродействующий асинхрон-
ный двухполюсный электрома-
гнитный контактор (фиг. 92) имеет спе-
циальный демпфер, сближающий контакты до
включения тока, и сильные пружины, отбрасы-
вающие далеко и быстро друг от друга кон-
такты после выключения тока.
Малый зазор между контактами, сокращая
время разбега якоря, способствует быстрому
включению сварочного трансформатора. От-
брасывание контактов на далёкое расстояние
друг от друга обеспечивает быстрое исчезно-
вение вольтовой дуги и выключение тока.
Этому способствует наличие сильного искро-
гасящего устройства.
Вместо двухполюсного контактора с успехом
пользуются однополюсным. В случае необхо-
димости из двух однополюсных контакторов
может быть легко смонтирована на общей
панели двухйолюсная система. Катушки при
этом включаются параллельно. Двухполюсная
система, составленная из двух однополюсных
контакторов, снижает вероятность прожогов
свариваемых деталей, так как при прилипа-
нии контактов в одном из контакторов цепь
разрывает второй, механически не связанный
с первым. Однополюсные контакторы позво
ляют сделать более лёгкими подвижные части>
что в сочетании с малым зазором между кон-
тактами обеспечивает снижение времени вклю-
чения и силы удара.
Полусинхронный контактор
(фиг. 93) отличается от асинхронных наличием
дополнительной катушки, обеспечивающей
размыкание контактов в момент наименьшего
искрения. При замыкании выключателя 1
включается рабочая катушка 2, создающая
главный магнитный поток, и в результате кон-
такты 3 замыкаются, включая сварочный и
вспомогательный трансформаторы СТ и ТР.
Вторичная обмотка вспомогательного транс-
форматора питает короткозамкнутый виток 4,
^294
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
охватывающий контакты контактора. Токи в
основной обмотке контактора и в коротко-
замкнутом с витке отличаются по фазе. Соот-
ветственно отличными по фазе получаются и
¦создаваемые ими магнитные потоки (фиг. 94).
Поэтому при размыкании цепи рабочей ка-
тушки суммарный магнитный поток не ста-
новится равным нулю, пока не исчезнет ма-
гнитный поток, создаваемый короткозамкну-
—U—S2
о,.
Фиг. 93. Принципиальная схе-
ма полусинхронного контак-
тора.
Фиг. 94. Направление
магнитных потоков в
полусинхронном кон-
такторе: 1 — глав,
ный магнитный поток;
2 — рабочая катушка;
3—вспомогательный по-
ток вокруг вспомога-
тельной катушки.
тым витком. В резуль-
тате: а) якорь остаётся
всё время притянутым
к сердечнику и не ви-
брирует, обеспечивая бесшумность работы
контактора; б) поворот якоря начинается,
когда магнитный поток, создаваемый коротко-
замкнутым витком, станет равным нулю, а не
в момент размыкания цепи катушки контак-
тора. Для размыкания контактов, после того
как якорь начал вращаться, требуется опреде-
лённый промежуток времени („постоянная вре-
мени" контактора). Когда промежуток вре-
мени между нулевым значением магнитного
потока короткозамкнутого витка и нулевым
значением тока нагрузки равен „постоянной
времени" контактора, получается безискровое
размыкание первичной обмотки сварочного
трансформатора.
Положение нулевой точки магнитного по-
тока короткозамкнутого витка относительно
нулевого значения тока нагрузки регули-
руется реостатом «5, включённым последова-
тельно с первичной обмоткой вспомогатель-
ного трансформатора. Вторичное дугообразо-
вание после отрыва контактов предотвра-
щается конденсатором 6, включённым парал-
лельно с нагрузкой.
Полусинхронные контакторы изгото-
вляются обычно однополюсными, так как они
легче синхронизируются, позволяют разры-
вать большие мощности и значительно уве-
личивают срок службы контактов.
Игнитронный контактор, включа
ющийся последовательно с первичной обмот-
кой сварочного трансформатора (фиг 95), про-
изводит замыкание и размыкание выключа-
теля /. Блокировочный выключатель2 водяного
реле 3 при протекании через это реле доста-
точного количества охлаждающей воды нор-
мально замкнут. При замыкании выключа-
теля ] напряжение сети через выпрямитель 4
или б подаётся к зажигателям одного из игни-
тронов 6 или 7. В результате через игнитрон
и соответственно через первичную обмотку
сварочного трансформатора начинает проте-
кать ток. Антипараллельное включение двух
игнитронов обеспечивает непрерывное проте-
кание тока до тех пор, пока после размыка-
ния выключателя / анодное напряжение игни-
трона упадёт до нуля.
Игнитронные контакторы обеспечивают
синхронное включение и выключение тока, не
имеют подвижных частей, обгорающих и изна-
шивающихся контактов; они почти безинер-
ционны и бесшумны в работе. Срок службы
игнитронной лампы исчисляется 2—3 годами.
Для нормальной работы игнитронного контак-
тора требуется, чтобы токи, протекающие
через игнитрон, были не менее 40 а.
Для увеличения тока через игнитрон в ма-
ломощных машинах применяют шунтирующее
сопротивление, включаемое параллельно пер-
вичной обмотке трансформатора.
Игнитронные контакторы используются
обычно в сочетании с простыми механиче-
Фиг. 95. Игнитронный контактор.
скими выключателями при всех способах кон-
тактной сварки, преимущественно для работ,
требующих точной дозировки времени проте-
кания тока.
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ
СТЫКОВЫХ МАШИН
Основными элементами механической ча-
сти стыковых машин являются: а) зажимные
устройства; б) осадочные устройства; в) упор-
ные приспособления; г; плиты и направляю-
щие; д) станины.
Зажимные устройства стыковых машин
Назначение и требования. Зажимные
устройства обеспечивают: а) плотный контакт
между свариваемыми деталями и электродами,
б) требуемое взаиморасположение электродов
и деталей, в) возможность осуществления
сдавливания (осадки) свариваемых деталей.
При конструировании зажимных устройств
должны быть обеспечены:
1) достаточные размеры между электрод-
ного и доэлектродного пространства, позво-
ляющие укладывать и зажимать свариваемые
детали;
2) надлежащие сила, место и площадь при-
жима деталей к электродам, предупреждаю-
щие деформацию, подгар, смещение и про-
скальзывание деталей, равномерно распреде-
ГЛ. VIII]
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ СТЫКОВЫХ МАШИН
295
ляющие ток по свариваемому сечению и сво-
дящие к минимуму потери энергии в контак-
тах электрод — деталь;
3) минимальные затраты времени и физи-
ческого напряжения рабочего на укладку,
центровку, зажатие, освобождение и удаление
свариваемых деталей (в зависимости от кон-
струкции зажимного устройства на выпол-
нение укладки, центровки, зажатия, освобо-
ждения и удаления свариваемых деталей затра-
чивается от 40 до 90% и более общего вре-
мени сварки);
4) постоянство силы зажатия независимо
от колебания размеров заготовок, износа и
степени загрязнённости электродов;
5) минимальный эксцентриситет между на-
правлением действия осадочного усилия и
осью свариваемых деталей;
6) плавность (без удара) приложения за-
жимного усилия;
7) удобство управления и обслуживания
(удобство размещения рычагов, кнопок и пе-
далей управления);
8) лёгкость удаления грата, окалины и про-
чих загрязнений с поверхности электродов и
зажимного устройства;
9) удобство и быстрота смены электродов;
10) хорошая обозреваемость места сварки.
Определение силы зажатия. Недостаточ-
ная сила зажатия может привести: а) к под-
гару поверхности деталей; б) к проскальзы-
ванию деталей (при работе без упора); в) к по-
вышенному нагреву и износу электродов; г) к
повышенному расходу электроэнергии.
Чрезмерное усилие зажатия: а) увеличи-
вает износ электродов, а следовательно, и время
на их смену и подналадку; б) утяжеляет и
удорожает конструкцию зажимного устрой-
ства: в) требует от рабочего большого физи-
ческого напряжения.
Необходимая сила зажатия зависит от:
1) наличия специальных упоров, воспринимаю-
щих часть усилия осадки; 2) максимальной
силы сварочного тока и времени его проте-
кания; 3) конфигурации и размеров сечения
деталей в месте их зажимания.
При сварке с упорами сила зажатия должна
гарантировать лишь надлежащий контакт ме-
жду электродом и деталью, а при сварке без
упоров предупреждать также проскальзывание
деталей вдоль электродов.
Упоры обычно не применяются при сварке:
замкнутых контуров (обода, обечайки), дета-
лей из листового материала сложной конфи-
гурации (кузов автомобиля), мелких серий
деталей, значительно отличающихся по длине,
и очень длинных деталей (рельсы, трубы).
Минимально необходимая сила зажатия при
сварке с упорами может быть принята равной
минимальной силе, с которой должна быть
прижата к электроду деталь для предупре-
ждения её подгара в месте соприкосновения
с электродом. Эта сила увеличивается с ро-
стом силы тока и времени его протекания.
Значения силы зажатия в зависимости от
силы сварочного тока при времени его про-
текания, равном 3 сек., и медных электродах
следующие (исследования автора):
Сила сварочного
тока в а
Минимальные значения силы зажатия со-
ответствуют незакалённым точёным деталям
из стали 10; максимальные значения соответ-
ствуют закалённым деталям из стали У-8, по-
крытым маслом.
За расчётные значения зажимного уси-
лия могут быть приняты усилия, на 20—30%
превышающие указанные минимальные зна-
чения.
При стыковой сварке без упоров мини-
мально необходимая величина силы зажатия
Рзаж в кг должна быть достаточной для пре-
дупреждения проскальзывания деталей вдоль
электродов при осадке. Исходя из этого
р Гос
Гзале — f >
где Рос — требуемое осадочное усилие в кг
и /— коэфициент трения между сваривае-
мыми деталями и зажимными колодками. Зна-
чение / может рассматриваться также как
коэфициент сопротивления сдвигу, учитываю-
щий сопротивление металла электрода срезу.
Многообразие факторов, влияющих на коэфи-
циент / сопротивления сдвигу, обусловли-
вает широкие пределы его изменения (or 0,2
до 0,8).
Классификация зажимных устройств.
Зажимные устройства стыковых машин мож-
но классифицировать по следующим при-
знакам.
1. По назначению: универсальные и специ-
альные.
2. По характеру связи с машиной: съём-
ные и несъёмные.
3. По траектории перемещения электродов:
радиальные (перемещение по дуге окружно-
сти) и прямолинейные (вертикально, горизон-
тально и наклонно).
4. По роду привода: ручные — штурвально-
винтовые, радиально-винтовые, кулачковые
(эксцентриковые), рычажные и рычажно-пру-
жинные; электромоторные —
кулачковые, пневматические и
винтовые; пневматические —
прямого действия, рычажные,
гидравлические и кулачковые
(эксцентриковые); гидравличе-
ские — прямого действия и ры-
чажные.
Конструкция ручных за-
жимных устройств. Винто-
вые зажимы. Преимуще-
ственное применение нашли два
типа: штурвально-винтовой
и радиально-винтовой.
В штурвально-винтовом за-
жиме (фиг. 96) весь ход по-
движной губки 1 обеспечивается
многократным поворотом вин-
та 2 с помощью штурвала 3.
В современных машинах такие
зажимы применяются редко.
В радиально-винтовом зажиме (фиг. 97)
большая часть перемещения подвижной г^бки
осуществляется свободным поворотом рычага
Фиг. 96. штур-
вально-винто-
вой зажим.
2000 5ООЭ 8оОО IO ООО 12 ООЗ 14 ОЭЭ 1б ООО 23 ОЭО 22 ООО
Сила зажатия в кг . 300—700 ^oa~iooo 520—1400 'joo—iyo 8оэ—1800 изо—гооз 1400—2100 i8oo—3200 2000—2300
296
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
вокруг оси 1 и лишь небольшая часть хода—¦
поворотом винта 2 с помощью ключа 3 (обычно
на 0,2—0,4 оборота после фиксации рычага 4
накидной чекой 5). Возврат подвижной губки
Фиг. 97. Радиально-винтовой зажим.
в исходное положение обеспечивается контр-
грузом 6 после снятия чеки с рычага.
Радиально-винтовыми зажимами оснащены
стыковые машины завода „Электрик" средней
мощности (АСА-30, АСА-60). Развиваемая
радиально-вин'товым зажимом сила зажа-
тия Рзаж, усилие Pj, прикладываемое рабочим
к рукоятке ключа, и конструктивные размеры
отдельных элементов зажима связаны между
собой зависимостью
Рзаж
D8)
где L — длина ключа (выбирается исходя из
соображений, чтобы длина дуги, описываемая
рукояткой при осуществлении зажатия, не
превышала 500 мм); гср — средний радиус
резьбы (выбирается с учётом обеспечения
необходимой проч-
ности) ф — угол
подъёма винтовой
линии; р — угол
трения.
Шаг винта вы-
бирается из со
ображений, чтобы
поступательное пе-
ремещение по-
движной губки на
1 мм требовало
поворота винта на
угол не более 45°
(см. также т. 2,
Болтовые и винто-
Фиг. 98. Ручной кулачковый
(эксцентриковый) зажим: а —
с вертикальным перемеще-
нием электрода; б — с гори-
зонтальным перемещением
электрода; в — с радиальным
перемещением электрода.
вые соединения,
стр. 177).
Кулачковые
(эксцентрико-
вые) зажимы.
Преимуществен-
ное применение
нашли три типа
зажимов, представленные на фиг. 98.
Эксцентриковый зажим с вертикальным
перемещением электрода (фиг. 98, а), устано-
вленный на машине АСА-5, имеет следующее
устройство. В нижней губке / укрепляются
направляющие 4, по котооым регулировочным
винтом 3 перемещается и фиксируется тра-
верса 5. На последней укреплена ось враще-
ния эксцентрика 7, нажимающего на подвиж-
ную губку 2. По окончании сварки рычаг
эксцентрика отводится в исходное положение.
Под действием пружины 6 верхняя губка
поднимается. Основные технические пара-
метры такого зажима связаны зависимостью
77,
D9)
где Р\ — усилие, прикладываемое рабочим к
рукоятке рычага; L — действующая длина ры-
чага (выбирается из соображений, чтобы длина
дуги, описываемая рукояткой, была не более
300 ми при зазоре между деталью и верхней
губкой до 3 мм); Т—сила заклинивания
эксцентрика (принимается равной 0,2 от силы
зажатия); / — расстояние от центра оси вра-
щения кулачка до рабочего участка его по-
верхности (определяется исходя из выбран-
ного очертания кулачка).
Эксцентриковые зажимы с горизонтальным
и радиальным перемещениями электродов по-
казаны схематически на фиг. 98, б и в.
Рычажн ые за-
жимы. Наиболее
распространённые
типы рычажных
зажимов (фиг. 99—
103) требуют для
осуществления за-
жатия лишь одно-
го движения руки,
что обеспечивает
высокую произво-
дительность. Ма-
ксимальная сила за-
жатия достигается,
когда коленчатые
рычаги зажима за-
нимают „мёртвое
положение".
Недостатком за-
жима, показанного
на фиг. 99, являет-
ся резкое измене
ние зажимного
усилия при незна-
чительных измене-
ниях размеров сва-
риваемых загото-
вок и невозмож-
ность регулирова-
ния междуэлек-
тродного про-
странства. Для обеспечения постоянства да-
вления при колебаниях размеров заготовок
Фиг. 99. Нерегулируемый
ручной рычажный зажим:
/ — рычаг; 2 — серьга;
3— электроды.
Фиг. 100. Ручной рычаж-
ный зажим с компенсацион-
ной пружиной: 1 — пружина;
2 — махоаичок; 3—электроды.
Фиг. 101. Ручной рычажный зажим с устройством
для регулирования междуэлектродного пространства:
/ — рычаг; 2 — серьга; 3 — перемещаемая ось вращении
серьги; 4 — винт, 5 — электроды.
гл. vmi
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ СТЫКОВЫХ МАШИН
297
зажим снабжается компенсационными пружи-
нами (фиг. 100). Усилие зажатия, создаваемое
пружиной, может ре-
гулироваться при по-
мощи маховичка. Воз-
можность регулирова-
ния междуэлектрод-
ного пространства
достигается устрой-
ством в зажиме пере-
мещаемой оси враще-
ния серьги (фиг. 101).
В машинах боль-
шой мощности для
увеличения силы за-
жатия применяют за-
жимы с накидной че-
Фиг. 102. Ручной рычаж-
ный зажим с накидной че-
кой: 1 — рычаг; 2 —накид-
ная чека; 3—электроды.
кой (фиг. 102). Облегчение центровки деталей
и уменьшение пути перемещения рукоятки
рычага достигаются одновременным переме-
щением обоих электродов (фиг. 103).
Фиг. 103. Ручной рычажный зажим с устройством
для одновременного перемещения обоих электродов:
/ — рычаг; 2 — передаточный стержень; 3 — электроды.
Конструкция механизированных зажим-
ных устройств. Пневматические
зажимы. Широкое применение нашли пнев-
матические зажимы прямого действия, рычаж-
ные и кулачковые (эксцентриковые).
В пневматических зажимах прямого дей-
ствия (фиг. 104^ шток поршня непосред-
ственно связан с подвижным электрододер-
Фиг. 104. Пневматиче-
ские зажимы прямого
действия: а —с гори-
зонтальным перемеще-
нием электродов; б —
с вертикальным пере-
мещением электродов;
1 — цилиндр; 2— элек-
трододержатели.
в)
Фиг. 105. Пневмо-рычажные
зажимы.
жателем. При большой силе зажатия приме-
нение таких зажимов ограничено вследствие
затруднительности или невозможности разме-
щения цилиндров большого диаметра.
Для уменьшения размеров цилиндра при-
меняют пневмо-рычажвые (фиг. 105, а, б, в)
или пневмо-кулачковые (фиг. 106) зажимы.
Фиг. 106. Пневмо-кулач-
ковый зажим.
Управление пневматическими зажимами
производится переключением воздушных кла-
панов вручную (рукой
или ногой) или автома-
тически электропневма-
тическими переключате-
лями.
Заменой рычага пнев-
матическим цилиндром
нередко обычные руч-
ные и рычажные зажимы
превращаются в пневма-
тические.
Гидравлические зажимы. Эти за-
жимы используются, когда требуемая сила
зажатия велика, а габариты пространства для
размещения зажима малы. Благодаря приме-
нению большого давления масла F0—80 am}
в гидравлических цилиндрах размеры их по-
лучаются небольшие, а зажимы компактные.
Управление маслопотоками производится зо-
лотниковым устройством, переключаемым от
руки или автоматически электромагнитом.
Гидравлические зажимы требуют примене-
ния специального уплотнения и шлангов и*
особой резины, выдерживающих высокие да-
вления F0—80 am) и не разъедаемых маслом.
Габариты пространства, занимаемого специ-
альным маслонасосом и его электродвигате-
лем, обычно велики.
Пневмо-гидравлические з а ж и -
м ы используются при отсутствии специаль-
ного гидропривода. Высокое давление масла
Г
Фиг. 107. Пневмо-гидравлический зажим.
достигается за счёт большой разности пло-
щадей поршней пневматического и гидравли-
ческого цилиндров. Схема пневмо-гидравличе-
ского зажима представлена на фиг. 107. В по-
лость 1 подаётся сжатый воздух давлением
до 6 am. Сила сдавливания, воспринимаемая
большой площадью поршня 2, передаётся череа
значительно меньшую площадь поршня 3 на
жидкость, развивая в ней увеличенное давле-
ние. Давление жидкости передаётся подвиж-
ному электрододержателю, обеспечивая необ-
ходимую силу сжатия детали 8. Зажимное уси-
лие регулируется редуктором, включённым в
пневматическую цепь. Для раскрытия губок
переключается клапан 4 таким образом, чта
сжатый воздух выходит из пневмообласти в
атмосферу. Пружина 5 опускает пневмопор-
шень в первоначальное положение, а пру-
298
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
жина 6 поднимает электрододержатель, осво-
бождая деталь. Утечка масла пополняется из
маслёнки 7 при опускании штока вниз.
Подающе-осадочные устройства стыковых
машин
Назначение и требования. Подающе-оса-
дочные устройства стыковых машин сближают
и разводят свариваемые детали с заданной
скоростью и осуществляют их осадку.
Подающе-осадочное устройство должно
обеспечивать: 1) определённую характери-
стику перемещения подвижной плиты (изме-
нение пути перемещения с течением времени);
2) необходимую силу сдавливания; 3) требуе-
мый ход подвижной плиты; 4) плавное и пря-
молинейное перемещение плиты (без рывков,
перерывов и перекоса).
При сварке сопротивлением по-
дающе-осадочное устройство должно прижи-
мать детали до включения тока и сохранять
постоянной силу прижима как во время про-
текания тока, так и в течение некоторого
времени после выключения его. Скорость сбли-
жения деталей до их прижима влияет лишь
на производительность.
При сварке непрерывным опла-
вление м характеристика перемещения по-
движной плиты и соответственно сближения
деталей выражается кривой по фиг. 108.
Участок аЪ соответствует сближению деталей
для ликвидации первоначального зазора и
проведения процесса оплавления. Этот уча-
сток может быть прямолинейным (скорость
оплавления постоянна) и криволинейным (ско-
рость сближения деталей по мере оплавления
нарастает). Участок be соответствует процессу
осадки. При выборе характеристики (формы
Средние скорости осадки в 10—15 раз
превышают скорости оплавления.
Необходимое осадочное усилие Рос в кг
определяется из зависимости
Рос F}
шах,
E0)
где р — осадочное давление в кг/мм*; Fmax —
максимальная площадь свариваемого сечения
в кг/мм*.
S\
Фиг. 109. Характеристика перемещения подвижной плиты
при стыковой сварке прерывистым оплавлением.
Оптимальные величины осадочных давле-
ний при обычных плотностях тока приведены
в табл. 16.
Таблица 16
Оптимальные величины осадочных давлений
Материал свариваемых
деталей
Сталь конструкцион-
ная и инструменталь-
ная
Медь, латунь, алю-
миний
Способ сварки
Сопротивлением
и оплавлением
Сопротивлением
Осадочное
давление
в кг/мм*
з-б
о,з—о,б
Фиг. 108, Характеристика переме-
щения подвижной плиты при сты>
ковой сварке непрерывным опла-
влением.
яривой) необходимо учитывать материал,
форму и размеры свариваемых деталей.
При сварке прерывистым опла-
влением характеристика перемещения по-
движной плиты выражается кривой на фиг. 109.
Отдельные участки этой кривой соответ-
ствуют следующим стадиям процесса сварки.
Участок
аЬ
be
cd
de
Характер переме-
щения плиты
Поступательное
Возвратно-п осту-
пательное
Поступательное
Назначение дан-
ной стадии
Ликвидация на-
чального зазора
Подогрев и под-
гонка свариваемых
частей
Оплавление
Осадка
Средние скорости оплавления, применяе-
мые на практике, следующие:
Сечение в мм'1 23 5° 1О°
Скорость оплавления в см1сек . . 0,70 о,6о 0,50
Конструкция подающе - осадочных
устройств. Подающе-осадочные устройства
стыковых машин подразделяются обычно по
роду привода. Применение нашли следующие
типы подающе-осадочных устройств: 1) штур-
вальные; 2) рычажные; 3) пружинные; 4) гру-
зовые; 5) гидравлические; 6) электромоторно-
кулачковые; 7) электромоторно-винтовые.
Штурвальные подающе-осадоч-
ные устройства. Схема конструкции
дана на фиг. НО. Вращение штурвала 1 пере-
даётся через коническую шестерню 2 связан-
ной с ней гайке 3. Вращение шестерни вызы-
вает перемещение винта и плиты 4. Это устрой-
ство имеет большой ход подвижной плиты и
позволяет получать большие осадочные усилия
(до 15—20 т).
Подобные подающе-осадочные устройства:
а) не гарантируют строго определённой вели-
чины осадочного усилия; б) затрудняют бы-
строе осуществление осадки, что неблагопри-
ятно для получения высококачественной
сварки; в) затрудняют плавное перемещение
подвижной плиты, быстрое её переключение
с прямого хода на обратный, успешное прове-
дение процесса предварительного нагрева де-
талей и поддержание непрерывного оплавле-
ния. Нарушение плавности перемещения плиты
500
1000 2500
5000 10 оо°
o,i6 о, 12
ГЛ. VI11]
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ СТЫКОВЫХ МАШИН
299
вызывается следующим: резьба имеет зазор,
обусловливающий значительный холостой ход
штурвала при изменении направления его вра-
щения, и для осуществления перемещения
между серьгами
Фиг. 110. Схема конструк
ции штурвального подаю-
ше-осадочного устройства.
сварщику приходится несколько раз перехва-
тывать штурвал руками.
Штурвальные лодающе-осадочные устрой-
ства преимущественно применяются при ре-
монтных работах для выполнения единичных
сварок деталей больших сечений (до
10000 мм2).
Рычажные под а юще-о с а д оч н ы е
у с т р о й с т в а. Схема конструкции показана
на фиг. П1. При повороте рычага 1 угол
2 изменяется, и подвижная
плита 3 перемещается.
Ограничением хода ры-
чага служит упор 4.
Рычажные подающе оса-
дочные устройства обла-
дают следующими экс-
плоатационными харак-
теристиками:
1. Коэфициент
усиления при ма-
ксимально прием
лемых перемеще-
ниях рукоятки ры-
чага обычно <! 50,
а ход подвижной
плиты ^ 35 мм.
2. Осадочное
усилие зависит от
силы, приложенной
сварщиком к рукоятке рычага, и взаимного
расположения элементов подающе-осадочного
устройства и поэтому является нестабильной
величиной.
3. Плавное перемещение и реверсирование
плиты с постоянной или меняющейся ско-
ростью легко обеспечивается.
Рычажные подающе-осадочные устройства
могут быть использованы для осуществления
всех способов стыковой сварки, когда не-
обязательно строго определённое осадочное
усилие и автоматическое сдавливание в мо-
мент достижения определённой температуры
нагрева деталей.
Рычажными подающе-осадочными устрой-
ствами оснащено подавляющее большинство
выпускаемых в настоящее, время стыковых
машин с ручным приводом.
Пружинные подающ е-о садочные
устройства. Конструкция показана на
на фиг. 4 (см. стр. 255). При перемещении
•Фиг. 111. Схема конструкции
рычажного подающе-осадоч-
ного устройства.
рычагом 8 направляющей втулки 10 последняя
упирается в гайку и отодвигает стержень 11
и связанную с ним подвижную плиту /.
Одновременно происходит натяг пружины 7.
В раздвинутом состоянии плита удерживается
собачкой 9. После закладки и зажатия сва-
риваемых деталей собачку освобождают. Под
действием натянутой пружины концы свари-
ваемых деталей прижимаются друг к другу.
При достижении требуемого нагрева размяг-
чённые части деталей автоматически осажи-
ваются и происходит сварка. Развиваемое
пружинным устройством осадочное усилие
обычно не превышает 300 кг.
Устройства применяются на стыковых ма-
шинах малой мощности исключительно для
сварки сопротивлением. Особенно целесо-
образно использование при сварке цветных ме-
таллов (меди, латуни).
Гидравлические подающе-оса-
дочные устройства. Схема конструк-
ции дана на фиг. 1Г2. Насос 1 (давлением до
70—80 am) через специальное золотниковое
Фиг. 112. Схема конструкции гидравлического подающе.
осадочного устройства.
устройство 2 подаёт масло в цилиндры 3. Под
давлением масла поршни и связанная с ними
подвижная плита перемещаются. Направления
и скорости перемещения плиты и рукоятки
золотникового устройства тесно связаны между
собой.
Основными элементами гидравлических
подающе-осадочных устройств являются насос,
золотники, рабочие цилиндры и соединитель-
ные элементы.
Обеспечение плавного и непрерывного
хода плиты (без толчков) достигается при-
менением специальных ротационных насосов
или поршневых в сочетании с гидроаккуму-
ляторами. Для стыковых машин используются
насосы со средней производительностью
10 л/мин и давлением до 70 am.
Гидравлические подающе-осадочные устрой-
ства позволяют: а) развивать усилия, дости-
гающие десятков тонн при незначительном
усилии сварщика и крайне малом пути пере-
мещения рукоятки рычага управления; б) легко
и быстро изменять направления и скорости
перемещения подвижной плиты, сохраняя её
плавный ход. Такие устройства требуют слож-
ных и дорогих специальных гидравлических
установок.
300
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Устройства применяются главным образом
на стыковых машинах большой мощности
(более 100 ква) для сварки больших и слож-
ных по конфигурации сечений и чаще всего
для сварки прерывистым оплавлением.
Электромоторно-кулачковые по-
да ю щ е-о садочные устройства. Схе-
ма конструкции показана на фиг. 5. Враще-
ние кулака 4 электродвигателем через передачу
вызывает поступательное перемещение по-
движной плиты /, обратный ход которой обес-
печивают пружины 6. Характеристика этого
перемещения определяется профилем кулака.
Устройство обеспечивает неизменную характе-
ристику перемещения подвижной плиты. При-
меняется преимущественно для сварки непре-
рывным оплавлением однотипных сечений с
сильно развитым периметром (штампованных
деталей, труб и т.д.) или небольших ком-
пактных сечений площадью < 1000 мм? в
условиях массового и крупносерийного про-
изводства.
Электромоторно-винтовые по-
да ю ще-о садочные устройства. Схема
конструкции показана на фиг. 6. Устройство
приводится в движение двигателем, имеющим
две скорости вращения: малую, предназначен-
ную для оплавления, и большую для осадки.
Возвратно-поступательные перемещения плиты
достигаются реверсированием двигателя с по-
мощью вспомогательного реле, реагирующего
на изменение тока при соприкосновении и
разъединении свариваемых деталей. Устрой-
ство позволяет сравнительно просто автома-
тизировать все стадии процесса стыковой свар-
ки прерывистым оплавлением и обеспечивает
большой ход подвижной плиты. Применяется
для стыковой сварки однотипных деталей, тре-
бующих применения прерывистого оплавле-
ния преимущественно для сварки рельсовых
стыков.
К плитам предъявляются следующие тре-
бования:
1) стабильность и минимальное начальное
значение сопротивления контактов между
плитой и соприкасающимися с ней частями
вторичного контура;
2) удобство токоподвода от плит к элек-
тродам и от вторичного витка к плитам;
3) минимальная затрата времени на смену
зажимных устройств и удобство их крепления;
4) достаточная прочность и жёсткость.
Фиг. 113. Схема типовой конструкции универсального
упорного устройства стыковой машины.
Упорные устройства стыковых машин
Упорные устройства стыковых машин вос-
принимают часть осадочного усилия, что по-
зволяет уменьшить необходимую силу зажатия,
снизить износ электродов, а также облегчить
получение требуемого расположения деталей
между собой и относительно электродов, спо-
собствуя этим повышению точности и произ-
водительности сварки. Упорные устройства
должны обеспечивать быструю установку де-
талей в требуемое положение и обладать
достаточной жёсткостью, предупреждающей
смещение деталей при осадке. Одно из упор-
ных устройств (обычно левое) не переме-
щается и жёстко связано с неподвижной пли-
той, а второе, связанное с подвижной пли-
той, перемещается вместе с последней при ра-
боте.
Схема типовой конструкции универсаль-
ного упорного устройства стыковой машины
представлена на фиг. 113.
Плиты и направляющие стыковых
машин
Плиты служат для подвода тока к элек-
тродам, крепления зажимных устройств и
передачи осадочных усилий..
Направляющие обеспечивают определён-
ное направление для перемещения плит.
Предъявляемые к ним требования следующие:
1) высокая точность и прямолинейность
перемещения и отсутствие перекосов плит
при осадке;
2) лёгкость перемещения и минимальный
коэфициент трения между направляющими
поверхностями;
3) высокое сопротивление износу;
4) возможность устранения люфта;
5) хорошая защита направляющих от искр
и брызг.
В стыковых машинах используются на-
правляющие круглые, прямоугольные, фор-
мы ласточкина хвоста, роликовые и шари-
ковые.
Круглые направляющие (фиг. 114, а)
просты в изготовлении и при большом рас-
стоянии между направляющими подшипниками
обеспечивают приемлемую точность. Суще-
ственный недостаток таких направляющих —
затруднительность компенсации износа и ре-
монта.
Прямоугольные направляющие
(фиг. 114, б) наиболее распространены. Они
просты в изготовлении, обладают высокой
износоустойчивостью и допускают использо-
вание простых по конструкции компенсаторов
горизонтального износа. Недостатком таких
ГЛ. VIII]
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ СТЫКОВЫХ МАШИН
301
направляющих являются относительно высокий
коэфициент трения и отсутствие компенса-
тора вертикального износа.
Направляющие формы ласточ-
кина хвоста (фиг. 114, в) обладают вы-
соким сопротивлением износу, допускают
использование простых по конструкции ком-
пенсаторов как горизонтального, так и верти-
кального износа. Трудоёмкость изготовления
Фиг. 114. Направляющие стыковых машин: а — круглые;
б—прямоугольные; в — формы ласточкина хвоста;
г — роликовые; д— шариковые.
их выше прямоугольных. Такие направляющие
применяются в мощных машинах, предназна-
ченных для сварок особо высокой точности.
Роликовые и шариковые напра-
вляющие (фиг. 114, г, д) имеют минималь-
ный коэфициент трения, допускают примене-
ние простых компенсаторов износа. Недо-
статком их является относительно высокая
трудоёмкость изготовления. Применяются в
машинах маломощных и с наклонным или
вертикальным положением подвижной плиты.
Станины стыковых машин
Станина служит для размещения и кре-
пления основных частей машины. В зависи-
мости от пространственного положения плит
различают станины с горизонтальным, наклон-
ным и вертикальным столами.
Станины с горизонтальным сто-
лом (фиг. 115, а) состоят обычно из четы-
рёх деталей: двух стоек / и 2 и плит —
основной 3 и вспомогательной 4. Изоляцией
друг от друга плит 3 и 4 служат гетинаксо-
вые прокладки 5.
При использовании станин с горизонталь-
ным столом установка и смена зажимных
устройств удобна, износ направляющих незна-
чительный и расстояние электродов от свар-
щика относительно велико. Последнее обсто-
ятельство при больших габаритах машины
вынуждает сварщика далеко тянуться для
Ось
=
Фиг. 115. Станины стыковых машин: а — с го-
ризонтальным столом; б — с наьлонным столом;
в — с вертикальным столом.
укладки деталей. Применяется преимуще-
ственно при сварке небольших деталей на ма-
шинах мощностью <! 100 ква.
Станины с наклонным столом
(фиг. 115, б) состоят из двух стоек 1, связан-
ных между собой жёсткими литыми рамами 2.
На стойках устанавливается плита 3. Для
уменьшения усилий, передаваемых плитами,
станина снабжена тягами 4.
При использовании станин с наклонным
столом износ верхней и нижней направляю-
щих неодинаковый и расстояние электродов
от сварщика невелико, что облегчает укладку
деталей при крупногабаритных машинах. Це-
лесообразно применение для машин мощ-
ностью более 100 ква.
Станины с вертикальным сто-
лом (фиг. 115, в) состоят из литого корпуса 1
и литой подставки 2, скреплённых между
собой болтами. Зажимы машины монтируются
на вертикальной стенке 3.
При использовании станин с вертикальным
столом обозримость места сварки хорошая, и
302
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
электроды наиболее близко расположены к
сварщику. Существенный недостаток — значи-
тельный эксцентриситет между осевой ли-
нией сварки и направлением действия оса-
дочного усилия, вызывающий смещение де-
талей и иногда разрушение станин. Приме-
нение станин с вертикальным столом целесо-
образно при сварке длинных деталей, когда
требуется хорошая обозримость места сварки
со всех сторон.
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ
ТОЧЕЧНЫХ МАШИН
Основными элементами механической части
точечных машин являются: 1) нажимное
устройство и 2) станина.
Нажимные устройства точечных машин
Назначение и требования. Нажимное
устройство точечных машин осуществляет
прижим электродов и свариваемых деталей
друг к другу. В соответствии с назначением
конструкция нажимного устройства должна
обеспечивать: а) необходимую по условиям
сварки характеристику сдавливания (измене-
ние силы сдавливания с течением времени)
и координацию между приложением давления
н пропусканием тока; б) возможность при-
ложения полного давления без пропускания
тока; в) минимальное время на приложение и
снятие давления; г) незначительное изменение
нажимного усилия при изменениях суммар-
ной толщины свариваемых деталей: д) тре-
буемый ход электродов; е) возможность полу-
чения необходимой силы сдавливания при
ходе педали (в машинах с ножным приводом),
не превышающем 100 мм.
Конструкция нажимных устройств точеч-
ных машин. Нажимные устройства точечных
машин подразделяются главным образом по
траектории перемещения электродов и роду
привода.
По траектории перемещения электродов
различают нажимные устройства: а) с ради-
альным ходом при рычаге первого рода; б) с
радиальным ходом при рычаге второго рода;
в) с параллельным ходом (движение прямоли-
нейное). Нажимные устройства с радиальным
ходом электродов при рычаге первого рода
могут применяться при сварке толщин (сум-
марно) меньше 4 мм, а с радиальным ходом
при рычаге второго рода — при сварке толщин
суммарно меньше 8 мм. Во всех остальных
случаях сварки следует отдавать предпочте-
ние нажимным устройствам с параллельным
ходом.
По роду применяемого привода нажим-
ные устройства подразделяются на ножные
(или ручные), электромоторно - кулачковые,
пневматические, моторно-пневматические, ги-
дравлические и пневмо-гидравлические.
Ножные рычажные нажимные
устройства. Схемы конструкций даны
на фиг. 116 и 117. Изготозляются с радиаль-
ным ходом электродов. Сила нажатия за-
висит от: а) степени предварительной дефор-
мации пружины; б) начального расстояния
между электродами и в) величины хода пе-
дали. При таком нажимном устройстве раз-
виваемая сила сдавливания не превышает
200 кг и коэфициент усиления обычно не бо-
лее 10. Постоянство величины давления не
гарантируется. При-
меняются в большин-
стве маломощных
машин (меньше 40
та), предназначен-
ных для мелкосерий-
ного производства.
Электромо-
торно-кулачко-
вые нажимные
устройства. Кон-
струкция показана
на фиг. 118. Кулачок
давления 1, вращае-
мый двигателем че-
рез пружину 2 и ры-
чаг 3, сдвигает, а за-
тем прижимает элек-
троды к свариваемым
деталям. В исходное
положение система возвращается пружиной 4.
Сила нажатия зависит от степени предва-
рительной затяжки пружины 2 и начального
расстояния между электродами.
Фиг. 116. Схема конструк-
ции ножного нажимного
устройства точечных ма-
шин с вертикально рас-
положенной пружиной:
1 — педаль; 2—пружина;
3—рычаг; 4 — хоботы;
5 — толкающий стержень.
Фиг. 117. Схема конструкции ножного нажимного
устройства точечных машин с горизонтально расположен-
ной пружиной: 1 — педаль; 2— ось вращения; 3 — тол-
кающий стержень; 4 — пружина; 5 — рычаг; 6— верх-
ний хобот.
Фиг. 118. Конструкций механического кулачкового на-
жимного устройства точечных машин (привод от электро-
двигателя).
ГЛ. VIII]
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ ТОЧЕЧНЫХ МАШИН
303
Существенными недостатками такого
устройства являются: а) значительные потери
времени на холостые хода, понижающие
производительность машины; б) частые по-
ломки отдельных элементов (редукторы, муфты
сцепления, включающее устройствоидр.); в) по-
вреждения двигателя из-за перегрузки, вы-
зываемой заеданием отдельных частей нажим-
ного устройства.
Применение электромоторно-кулачковых
нажимных устройств целесообразно при от-
сутствии сжатого воздуха, когда продолжи-
тельность цикла сварки одной точки лежит
в пределах 0,8 — 1,5 сек. При продолжитель-
ности цикла меньше 0,8 сек. выполнение
сварки становится затруднительным, а при
продолжительности больше 1,5 сек. времена
холостых ходоз велики.
Пневматические нажимные устрой-
ства. Различают две разновидности пневма-
тических нажимных устройств: прямого дей-
ствия и пневмо-рычажные.
Пневматические нажимные устройства
прямого действия обеспечивают параллельный
(прямолинейный) ход верхнего электрода. Из-
Фиг. 119. Схема конструкции пневматического
нажимного устройства точечных машин с цилин-
дром двойного действия без регулирования хода
поршня: 1 — цилиндр двойного действия; 2—рас-
пределительный клапан; 3— регулятор давления.
готовляются с цилиндром двойного действия
или с возвратной пружиной. Схема конструк-
ций нажимного устройства с цилиндром двой-
ного действия без регулирования хода поршня
представлена на фиг. 119, с регулированием
хода поршня — на фиг. 120 и с минимальной
инерцией подвижных частей — на фиг. 121.
Работа пневматического нажимного устройства с ми-
нимальной инерцией подвижных частей протекает сле-
дующим образом. Сжатый воздух из магистрали по
трубке 1 подаётся в камеру 2 пневматического ци-
линдра. При этом шток поршня 3 и жёстко связанный
Фиг. 120. Схема конструкции пневматического нажим-
ного устройства точечных машин с цилиндром двойного
действия с регулированием хода поршня: 1 — цилиндр
двойного действия; 2— рабочий поршень; 3—регули-
рующий поршень; 4—винт; 5—маховичок; б — реси-
вер; 7—^ магистраль; 8—четырёхходовой клапан.
Фиг. 121. Схема конструкции пневматиче-
ского нажимного устройства точечных
машин прямого действия с минимальной
инерцией подвижных частей.
с ним буферный цилиндр 4 будут опускаться вниз. Бу-
ферный цилиндр через воздушную подушку нажимает на
электродную головку, вызывая сначала сближение элек-
трода со свариваемыми деталями, а затем их сдавли-
вание. При сдавливании буферный цилиндр находится
всё время в подвижном равновесии, что позволяет резк»
уменьшить инерцию нажимного.устройства. При опуска-
нии поршня 3 воздух из камеры 5 вытесняется по
трубке 6 через четырёхходовой клапан 7 в атмосферу.
Для подъёма электрода сжатый воздух поворотом
четырёхходового клапана подаётся в камеру о. В ре-
зультате этого поршень 3, буферный цилиндр и элек-
тродная головка поднимаются. Отработанный воздух кз-
камеры 2 вытесняется через трубку 8 и клапан 7. Регу-
лирование хода поршня 3 в соответствии с конфигура-
цией и размерами свариваемых деталей производится
дополнительным поршнем 9. Нижнее положение этого-
поршня при пропускании воздуха в камеру 10 ограни-
чивается маховичком И, навинчиваемым на шток 12.
Маховичок и соответственно верхний поршень устана-
вливаются в такое положение, чтобы ход нижнего (ра-
бочего) поршня был бы минимально необходимым. Это-
уменьшает расход воздуха и повышает производитель-
ность. Для синхронизации времени сдавливания и про-
пускания тока на головке и тормозном цилиндре уста-
новлен микровыключатель. Замыкание микровыключа-
теля происходит после того, как буферный цилиндр
сместится по отношению к головке и будет достигнуто
требуемое давление. Такая конструкция нажимного,
устройства позволяет сохранять постоянство давления
при быстром изменении суммарной толщины свари-
ваемых деталей при их обжатии и регулировать рассто-
яние между электродами в широких пределах.
Схема конструкции пневмо-рычажного на-
жимного устройства с рычагом второго рода
дана на фиг. 122. Конструкцию пневматиче-
ского нажимного устройства с возвратной
пружиной см. на фиг 15.
Соотношения диаметров пневматических
цилиндров и воздухопроводов нажимных
304
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 122. Схема конструк-
ции пневмо-рычажного на-
жимного устройства то-
чечных машин: 1—пнев-
матический цилиндр; 2 —
рычаг.
устройств всех типов рекомендуются следую-
щие:
Диаметр ци-
линдра В мм . 5°—75 9°—125 Ч>°—*75 аоэ—250 з°°—35Э
Диаметр воз-
духопровода
в мм 6 ю 13 го 25
Постоянство давления воздуха, подаваемого
в цилиндр, достигается устройством ресивера.
Во избежание попадания воды и грязи в зо-
лотник и цилиндр включаются фильтры в воз-
душную сеть. Для
смягчения удара при
подъёме или опуска-
нии поршня цилиндры
снабжаются резино
выми буферами, пру-
жинами или воздуш-
ными амортизато-
рами.
Пневматические на-
жимные устройства
точечных машин обес-
печивают: а) любую
продолжительность
протекания тока при
минимальных затра-
тах времени на сбли-
жение и разведение
электродов; б) снижение веса машины; в) по-
стоянство давления; г) простоту регулирова-
ния и наглядность его результатов; д; эла
стичность приложения давления и е) удоб-
ство автоматизации.
Пневматическими нажимными устройствами
оснащаются стационарные точечные машины
средней и большой мощности и переносные
машины любой мощности. Нажимные устрой-
ства прямого действия используются, когда
необходимая сила сдавливания относительно
невелика и имеется достаточное простран-
ство для размещения цилиндра. В остальных
случаях применяются пневмо-рычажные.
Электро-пневм. этические на-
жимные устройства. Схема конструк-
ции представлена на фиг. 123. Электродвига-
тель / через ре-
дуктор 2 и муф-
ту сцепления вра-
щает эксцентрико-
вый диск 3, за-
ставляя через
серьгу 4 переме-
щаться рычаги д.
При распрямлении
рычагов электро-
ды прижимаются
к деталям и пор-
шень приподни-
мается. Детали ока-
зываются под дей-
ствием сжимающей
силы, определяе-
мой давлением воз-
духа над поднятым
поршнем и весом
подвижных частей электродной головки. При
обратном движении рычагов электрод при-
поднимается, освобождая детали. Регулиро-
вание давления производится редуктором 6.
Для обеспечения постоянства давления увели-
чивают объём сжатого воздуха соединением
пневматического цилиндра с дополнительным
Фиг. 123. Схема конструкции
электропневматического на-
жимного устройства точечных
машин.
резервуаром. В качестве такого резервуара
могут быть использованы полости в стойках
станины машины.
Преимущества электропневматических на-
жимных устройств: а) расход воздуха значи-
тельно меньше, чем при пневматическом при-
воде, и определяется лишь величиной утечки
воздуха через неплотности; б) при относи-
тельно медленном движении электродов в мо-
мент зажатия весь процесс сближения и раз
ведения может быть осуществлён быстро-
Электро-пневматические нажимные устрой-
ства с успехом заменяют пневматические в
мощных точечных машинах с параллельным
ходом верхнего электрода.
Гидравлические нажимные
устройства. Конструкция в основном ана-
логична конструкции пневматических нажим-
ных, устройств. Давление масла в гидравличе-
ском цилиндре достигает 80 am и более.
Гидравлические нажимные устройства:
а) требуют наличия специального насосного
агрегата; б) требуют специальных уплотните-
лей для высокого давления (на 80 am и более);
в) позволяют развивать большие нажимные
усилия при малых габаритах гидравлических
цилиндров; г) обеспечивают постоянство давле-
ния и удобство его регулирования; д) позво-
ляют легко автоматизировать процесс нажатия.
Гидравлические нажимные устройства
используются: а) почти во всех машинах для
многоточечной сварки; б) в точечных машинах
прессового типа большой мощности и в) в не-
которых типах переносных точечных машин.
Пневмо-гидравлические нажим-
ные устройства. Основным элементом
такого устройства является пневмо-гидравли-
ческий цилиндр (мультипликатор), схема кон-
4
Фиг. 124. Схема конструкции пневмогидра-
влического цилиндра (мультипликатора).
струкции которого дана на фиг. 124. Давление,
создаваемое в пневматическом цилиндре 1,
передаётся на электроды через гидравлическую
систему. Шток пневматического поршня жёстко
связан с поршнем гидравлического цилиндра.
Площадь гидравлического поршня значительно
меньше площади пневматического.
Пневмо-гидравлические нажимные устрой-
ства не требуют специального насосного агре-
гата и позволяют расположить пневмо-гидра-
влйческий цилиндр вдали от машины, обеспе-
чивая малые габариты электродной головки
с гидравлическим цилиндром. Пневмо-гидра-
влические устройства применяются преимуще-
ственно в точечных машинах переносного ти-
па, реже в машинах для многоточечной сварки.
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ
ШОВНЫХ МАШИН
Основными элементами механической части
шовных машин являются: 1) нажимные устрой-
ства; 2) подающие устройства; 3) станины.
ГЛ. VIII]
ЭЛЕМЕНТЫ МЕХАНИЧЕСКОЙ ЧАСТИ ШОВНЫХ МАШИН
305
Нажимные устройства шовных машин
Нажимное устройство шовных машин обес-
печивает прижим роликов к свариваемым
деталям и деталей друг к другу. Конструкция
этих устройств аналогична нажимным устрой-
ствам точечных машин.
В машинах малой мощности «40 ква) пре-
имущественно применяются нажимные устрой-
ства с радиальным ходом электрода и с педаль-
ным (неавтоматическим) или с моторно-кулач-
ковым (автоматическим) приводом. В машинах
большой мощности О 100 ква)— устройства
с параллельным ходом электрода и с пневма-
тическим приводом.
Подающие устройства шовных машин
Назначение и требования. Подающее
устройство шовных машин осуществляет вра-
щательное и поступательное движение элек-
тродов (роликов) и свариваемых деталей, обес-
печивающее их перемещение относительно
друг друга.
В соответствии с назначением подающие
устройства шовных машин должны обеспечи-
вать: а) одинаковую линейную и окружную
скорости на поверхности обоих электродов,
предупреждая этим смещение одной детали
относительно другой и буксование одного из
электродов; б) стабильную скорость переме-
щения электродов относительно деталей;
в) доступ электродоз к любому месту свар-
ного соединения; г) возможность легко и
быстро регулировать скорости сварки в за-
данных пределах.
Классификация. Подающие устройства
шовных машин различаются по следующим
признакам:
1. По характеру перемещения деталей от-
носительно электродов во время сварки: а)не-
прерывно.е и б) прерывистое (шаговое).
2. По направлению подачи: а) для продоль-
ного шва (расположенного параллельно оси
хоботов); б) для поперечного шва; в) универ-
сальные.
3. По конструкции электродов: а) одно-
роликовые и б) двухроликовые; при однорр-
ликовых электродах вторым электродом служит
стержень, труба, чаша и т. п.
4. По роду принудительно-перемещаемых
элементов подающего устройства. В двухро-
ликовых машинах: а) оба ролика ведущие с
приводом на их оси; б) оба ролика ведущие
с приводом на их рабочие поверхности (обычно
через стальные калёные шарошки с накаткой);
в) верхний ролик ведущий (с приводом на
ось или рабочую поверхность), нижний —
ведомый; г) нижний ролик ведущий (с приво-
дом на ось или рабочую поверхность), верх-
ний — ведомый; д) оба ролика ведомые (при-
нудительно перемещаются свариваемые де-
тали); е) один из роликов ведущий, второй —
ведомый, сидит свободно на принудительно
вращаемой оси (вращающаяся ось облегчает
вращение свободно сидящего на ней ролика).
В однороликовых машинах: а) с принуди-
тельным поступательным перемещением ка-
ретки с роликовым электродом при неподвиж-
ном нероликовом электроде; б) с принудитель-
ным поступательным перемещением нероли-
кового электрода при свободном или принуди-
тельном вращательном (без поступательного)
20 Том 8
движении роликового электрода; в) с прину-
дительным вращательным (без поступатель-
ного) движением обоих электродов (ролико
вого и нероликового); г) с принудительным
вращательным движением нероликового элек-
трода при свободном вращении роликового.
5. По роду двигателя: электрический, гидра
влический, пневматический.
6. По системе передачи от двигателя к
перемещаемому элементу: а) бескарданные,
б) карданные.
7. По системе регулировании скорости по-
дачи (скор:сти сварки): а) нерегулируемая,
б) со сменными шестернями, в) с редуктором
со ступенчатым или бесступенчатым регули-
рованием.
Конструкция подающих устройств шовных
машин
Кинематические схемы подающих устройств
двухроликовых шовных машин представлены
на фиг. 125—128, а однороликовых—на фиг. 129.
Жёсткий привод
на оси обоих роликов
(фиг. 125) при неоди-
наковом износе
последних мо-
жет
вызвать
Фиг. 125. Кинематическая схе-
ма подающего устр йства
двухроликоаой шовной ма-
шины с приводом на оси
оЗоих роликов: 1 — ролики
(электроды); 2 — червячные
редукторы.
различные окружные скорости на рабочих по-
верхностях роликов. В результате этого де-
Фиг. 126. Кинематическая схе-
ма подающего устройства
двухроликовой шовной ма-
шины с приводом на ось одно-
го ролика: 1 — ролики (элек-
троды); 2 — карданный вал;
3— червячный редуктор;
4 — вариатор.
тали смещаются одна относительно другой и
качество сварки получается неудовлетвори-
тельным.
При свободно вращающихся роликах ма-
лого диаметра (фиг. 126 и 128) часто наблю-
дается их заедание вследствие недостаточной
величины крутящего момента и разогревания
оси, подводящгй ток к ним. Поэтому ролики
малых диаметров (< 100 мм) рекомендуется
делать с принудительным приводом. Для ро-
ликов большого диаметра (>250 мм) прину-
дительный привод необязателен.
306
КОНТАКТНЫЕ ЭЛЕКТРОСВАРОЧНЫЕ МАШИНЫ
[РАЗД. IV
Привод с вращающимися стальными шарош-
ками (фиг. 127), прижимаемыми к рабочей
поверхности электродов, обеспечивает одина-
Фиг. 127. Кинематическая схема подаю-
щего устройства двухроликовой шовной
машины с приводом на рабочие поверх-
ности обоих роликов: / — ролики (элек-
троды); 2 — шарошка; 3 — карданный вал;
4 —¦ червячный редуктор; 5 — вариатор.
2
Фиг. 128. Кинематическая схема подаю-
щего устройства двухроликовой шовной
машины с приводом на рабочую поверх-
ность одного ролика; / — ролики (элек-
троды); 2 — фреза; 3 — карданный вал;
4 — червячный редуктор; 5 — вариатор.
ковую окружную скорость роли::ов незави-
симо от их износа. Наряду с вращением ша-
рошки отчасти формуют ролики, поддерживая
неизменными форму их рабочих частей.
Бескарданные связи применяются, когда
двигатель вместе с редуктором можно уста-
Фиг. 129. Кинематическая схема подающего устройства
однороликовой шовной машины с принудительным по-
ступательным перемещением нероликового электрода и
принудительным вращательным (без поступательного)
движением роликового электрода: / — ролик (электрод);
2 — электрод;3 — ходовой винт.
новить на рабочем конце хобота. В боль-
шинстве машин используются карданные
передачи.
Подающие устройства, не регулирующие1
скорость сварки, могут применяться в специ-
ализированных машинах. Для всех остальных
машин рекомендуется выбирать подающие
устройства, регулирующие скорость, отдавая
при этом предпочтение бесступенчатой регу-
лировке.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Алексеев А. А. и А ху в А. И., Электрическая
контактная сварка, ОНТИ, 1935.
2. А х у н А. И.. Методы предварительного определе-
ния режимов точечной сварки и выбор машин с со-
ответствующими параметрами, „Автогенное дело"
№ 2-3, 1945.
3. А х у н А. И., Памятка по контактной электросварке,
Машгиз, 1945.
4. А х у н А. И. и Дьячков Б. А., Производство
электросварочного оборудования в годы войны, .Вест-
ник электропромышленности" № 7—8, 1943.
5. Б а л к о в е ц Д. С, Узловые вопросы конструиро-
вания роликовых аппаратов для сварки мелких сосу-
дов, „Автогенное дело" № 11, 1935.
6. Б л и т ш т е й н А. 3., Плавное регулирование кон-
тактных сварочных машин с помощью дросселя в их
вторичном контуре, .Автогенное дело" № 10, 1917.
7. Б у х м а н Н. А., ИмшенникК. П. и Р. а п о-
п о р т Я. А., Исследование стыковой сварки режу-
щего инструмента. Научно-исследовательская лабора-
тория им А. М. Игнатьева, 1941.
8. 1 е л ь м а н А. С, Технология контактной сварки,
Машгиз, 1946.
9. Г е л ь м а н А. С, Рациональные типы контрольно-
регулировочной аппаратуры для контактной сварки,
„Автогенное дело" № 10, 1946.
10. К а г а н о в Н. Л., Электронные и ионные преобразо-
ватели, Госэнергоиздат, 1940.
11. Каганов Н. Л.. Усовершенствование конструкций
контактных машин} МВТУ, 1944.
12. К а г а н о в Н. Л., Контактная стыковая электро-
сварка стержней арматуры железобетона, Гоетоптех-
издат, 1944.
13. К а г а н о в Н. Л., Инструкция по экономии элек
троэкергии при контактной точечной электросварке,
Госэнерюиздат, 1946.
14. Каганов К. Л., Сплав ЭВ — высококачественный
материал для электродов контактных электросвароч-
ных машин, Руководящий материал Наркомата воору-
жения, 1944.
15. Каганов Н. Л., Оригинальная конструкция транс-
форматора контактных машин, „Автогенное дело" № 4,
19-S4.
16. Каганов Н. Л., К вопросу о выборе диаметра
рабочей поверхности электродов для точечной сварки,
.Вестник инженеров и техников* № 1, 7940.
17. К и с л ю к Ф. И., Курс электрической сварки сопро-
тивлением, Машгиз, 1940.
18. К о ч а н о в с к и и Н. Я-, Электрическая сварка
в США, Госэнергоиздат, 1945.
19. Кочановский Н. Я>, Электрические контактные
машины, Пособие к курсовому проектированию,
вып. 1—2, Ленинградский индустриальный институт,
1938—39.
20. Л ю б а в с к и й К. В., Д о е н и н В. П. и Д е-М и л
л о П. Г., Сварка в автостроении, Оргаметалл, 1936.
21. Л у ш н и к о в А. М., Методы сварки по системе
А. М. Игнатьева. „Автогенное дело" № 3, 1938.
22. Н е д з в е ц к и й Г. В., Точечные машины типа
АТП-50, АТП-75, „Вестник электропромышленности"
№ 9, 1943.
23. Н е д з в е ц к и й Г. В., Электрические контактные
машины для шовной сварки, „Вестник электропро-
мышленности" № 4, 1941.
24. Н и к о л а е в Г. А. и Гельман А. С, Сварные
конструкции и соединения, Машгиз, 1947.
25. Р а б и н о в и ч А. Я-» Эксплуатация и ремонт кон-
тактных рельсосварочных машин, Трансиздат, 1916.
26. Р а б ин о в и ч И. Я-, Основы теории контакта и
теплопередачи при стыковой сварке сопротивлением,
Труды МММИ им. Н. Э. Баумана, Машгиз, 1939.
27. Русаков С. И.. Регуляторы точечной сварки,
эксплоатируем! е на ГАЗ, .Автостроитель" № 1,
1938.
28. С е р г е е в В. С, Конденсаторные машины для
точечной сварки лёгких сплавов, .Автогенное дело''
№ 5, 1947.
29. Ф и л а н о в и ч И., Новая серия машин для стыко-
вой сварки, .Автогенное дело" № 10, 1946.
30. Хренов К. К., Теория контактной сварки, „Авто-
генное дело" № 1, 3 и 10, 1931.
31. X р е н о в К. К., Нагрев металла при точечной кон-
тактной сварке, Юбилейный сборник Института элек-
тросварки АН УССР, 1937.
32. Эмдин С. Я., Ионные контроллеры для контакт-
ных электросварочных машин, ОНТИ, 1937.
33. Я к у ш и н В. П., Испытание меднокобальтоберил-
лиевых и других сплавов как материалов для элек-
тродов контактных машин, Оргаметалл, 1933.
34. A. W., S., Welding Handbook, 1942 (имеется русский
перевод под названием .Справочник сварщика", Гос-
трансиздат. 1947).
Глава IX
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
БАЛЛОНЫ ДЛЯ СЖАТЫХ ГАЗОВ
Конструкция и технические требования
Конструкция. Для хранения сжатых газов»
используемых при газовой сварке и резке
металлов, применяются стальные баллоны,
рассчитанные на соответствующее рабочее
давление.
Конструкция и размеры баллонов оте-
чественного производства регламентируются
ГОСТ 949-41.
В практике автогенной обработки метал-
лов применяются баллоны ёмкостью до 55 л
для рабочего давления не свыше 150 кг/см*.
Общий вид баллона и его описание — см. т. 5,
стр. 387.
По специальному заказу выпускаются бал-
лоны без башмаков, колец и колпаков. Харак-
теристика выпускаемых баллонов приведена
в табл. 1.
Баллоны, указанные в табл. 1, могут также
применяться и для других газов, не перечи-
сленных в этой таблице, при условии, что
давление в них не превышает указанных пре-
делов. Для баллонов типов А и Б допускается
повышение рабочего давления газа на 10%
против указанных в таблице пределов, вызы-
Таблица 1
Тип баллона
А
Б
В
Е
Г
Назначение
Для кислорода,
водорода, азота,
метана, сжатого
воздуха и редких
газов
Для блаугаза и
углекислоты . . .
Для ацетилена
Для аммиака,
хлора, фосгена и
псевдобутилена .
Для сернистого
ангидрида ....
Давление
в кг/см1
Рабочее
i5o
125
3°
3°
6
Испыта-
тельное
гидра-
вличе-
ское
225
i9o
6о
бо
12
пне-
вмати-
ческое
15°
125
3°
3°
Допускаемая оста-
точная деформация
в % от упругой
ю
Марка стали*
D
С и D
ЮТ,
15Т,
20.Г,
С и D
ваемое повышением температуры содержа-
щегося в баллоне газа.
Механические свойства сталей, применяе-
мых для изготовления
баллонов, приведены в
табл. 2.
В зависимости от ём-
кости баллоны делятся
на: малого литража ём-
костью до 12 л вклю-
чительно и большого ли-
тража ёмкостью более
12 л.
Номинальная ёмкость
и размеры изготовляе-
мых баллонов приве-
дены в табл. 3 (фиг. 1).
Наиболее употребитель-
ная ёмкость баллонов,
применяемых в свароч-
ной технике, — 40 л.
Горловина баллона ; фиг-
имеет специальную кони-
ческую резьбу для ввёртывания в неё кониче-
ского штуцера запорного вентиля (фиг. 2)_
Фиг. 2.
Резьба горловины должна иметь закруглённый
профиль по ОСТ НКТП 266, конусность 3/25
и 14 ниток на 1 дюйм. Резьба нарезается так,
Таблица 2
• Названия
в ГОСТ 949-41.
марок сталей условные, принятые
Марка
стали бал-
лонов
D
С
20Т
15Т
ЮТ
Предел проч-
ности при рас-
тяжении
в кг/мм3
не менее
65
55
4°
35
22
Предел
текучести
в кг/мм*
не менее
38
32
Относительное
удлинение на
десятикратном
образце 810
в °/0 не менее
12
ч
*7
i3
2О
308
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Таблица 3
it
ю «*
о|
о,4
°.7
Ь°
1.3
2,О
з.°
4,о
5-°
8,о
ю,о
12,О
12,5
13,5
25
27
3°
3°
33
35
Зб
4°
4О
45
45
5°
55
Наруж-
ный
диа-
метр D
Тол-
щина
стенки
а
Длина
корпуса
Наружный
диаметр
горловины
d
мм
Баллоны малого литража
7°
7°
8о
89
io8
141
Hi
141
141
141
141
3,3
3.3
3,75
3.75
4.5
5.°
5,о
5.о
5,о
5,о
5.о
162
2б0
248
3°5
32О
Зоо
37°
445
6б5
8i5
обо
28
28
3°
3°
З1
38
38
38
38
З3
38
Баллоны большого литража
1бЗ
i68
219
219
219
219
219
219
219
219
219
219
219
219
219
219
7.°
ъ°
7.°
8,о
8,о
7.о
8,о
7-°
8,о
8,о
7°
8,о
7°
8,о
7.о
7.°
775
835
9а5
988
1о8о
1о8о
3
5
1266
1390
139°
1545
1545
1700
1700
1855
46
4б
46
46
46
46
46
46
46
46
46
46
46
46
46
4б
о <?
к "
S а
I.IO
1,6о
3.35
2,83
4.15
б,2О
7.33
8,65
12,4°
14,9°
17.25
27.7
29-3
35°
50.0
54.O
41,0
58,0
47.O
62,0
67,0
52,0
73,о
58,0
80,0
64,0
7о,о
чтобы биссектриса угла профиля была перпен-
дикулярна к образующей конуса. Размеры
резьбы горловины приведены в табл. 4 (фиг. 2 .
Таблица 4
Тип и литраж баллонов
Баллоны большого литража:
А и Б
ЕиГ
В . .
Баллоны малого литража:
АиБ
ЕиГ
В ёмкостью менее 3 л . .
Тип В ёмкостью Зли бо-
лее по указанию заказчика
Наружный
диаметр
резьбы в
плоскости
торца йх
мм
3°3
Наимень-
шее число
ниток с
полным
профилем
27,8
27,8
3°-3
19.8
19,8
19,8
ю
8
10
8
7
8
Кольца, надеваемые на горловину баллона,
изображены на фиг. 2; слева показано штам-
пованное стальное кольцо, а справа—литое
из ковкого чугуна. Высота h штампованного
кольца для баллонов типа В равна 34 мм.
Кольцо закрепляется на горловине расче-
канкой.
Колпак баллона изготовляется из стальной
трубы или отливкой из ковкого чугуна или
стали.
Технические требования. Допускаемые отклонения
от номинальных размеров для баллонов большого ли-
тража приведены в табл. 5.
Таблица 5
Тип баллона
АиБ
В, Е и Г
Отклонения в °/0
по наруж-
ному диа-
метру
±х.5
±1.5
по тол-
щине
стенки
+ J5
— IO
±15
по
ёмкости
±5
±7
Правильно изготовленный баллон не должен иметь
на наружной и внутренней поверхностях дефектов в виде
плен, раковин, закатов, трещин и глубоких рисок, за
исключением таких, которые обусловливаются способом
производства и не превышают своей глубиной 10°/0 от
номинальной толщины стенки. Углубления от окалины
ковочного происхождения дефектом не считаются, если
их глубина не превышает допуска для толщины стенки.
Существующими правилами допускается использование
баллонов типа АиБ, имеющих на наружной поверхно-
сти раковины, а на внутренней — раковины и плёны, в
качестве баллонов типа ЕиГ при условии, если эти
дефекты не уменьшают стенку более величины, устано-
вленной для баллонов типа Е и Г, и если баллоны с
данными дефектами выдержали испытательное давление,
требующееся для баллонов типов ЕиГ.
Баллоны на заводе-изготовителе подвергаются гидра-
влическому и пневматическому испытаниям на давления,
указанные в табл. 1. На остаточную деформацию про-
веряют каждый баллон типа А большого литража и 1°/а
баллонов типа А малого литража. Остаточная деформа-
ция определяется при гидравлическом испытании на
225 кг/см" путём замера: начального объёма баллона при
атмосферном давлении до испытания, максимального
объёма при наибольшем давлении и конечного объёма
при атмосферном давлении после испытания. Разность
между конечным и начальным объёмами даёт величину
остаточной деформации, которая не должна превышать
Ю°/о от разности между максимальным и конечным объ-
ёмами, являющейся упругой деформацией.
Пневматическое испытание проводится после гидра-
влического.
На сферической части баллона наносятся следующие
паспортные данные: марка завода-изготовителя; тип бал-
лона; порядковый номер баллона; вес в килограммах;
месяц и год изготовления и следующего испытания; ра-
бочее и пробное давления; ёмкость баллона в литрах;
клеймо ОТК завода-изготовителя. Вес баллона указы-
вается фактический, без вентиля и колпака, но с кольцом
и башмаком; для баллонов ёмкостью до 8 л включительно
вес указывается с точностью до 0,1 кг, ёмкостью более
8 л — до 0,2 кг. Для баллонов до 5 л ёмкость указывается
номинальная, а свыше 5 л — фактическая, замеренная с
точностью до 0,2 л.
Каждые 3 года баллоны подвергаются позторному
гидравлическому испытанию, что подтверждается соот-
ветствующим клеймением баллона на его сферической
части. Для внешнего отличия баллонов, предназначенных
для наполнения различными газами, а также для предо-
хранения наружной поверхности от коррозии баллоны,
должны быть окрашены снаружи масляной или эмалевой
краской. Окраска баллонов производится после всех
испытаний. Помимо окраски на баллоне делается над-
пись, указывающая его назначение, а некоторые баллоны,
кроме того, имеют поперечную полосу под надписью.
Надпись наносится поперёк баллона на длине '/я окруж-
ности; высота букв должна быть не менее 60 мм, а ши-
рина полосы — не менее 25 мм.
Условные цвета окраски и надписи на баллонах при-
ведены в табл. 6.
ГЛ. IX]
БАЛЛОНЫ ДЛЯ СЖАТЫХ ГАЗОВ
309
Назначение баллона
Для кислорода
» водорода
„ азота
„ очищенного
ЯПГПНЯ
«JJ1 \Jtla •
„ сырого аргона
Для гелия
„ сжатого воз-
духа
блаугаза
углекислоты
„ ацетилена
сероводорода
„ хлора
„ фосгена
„ аммиака
„ псевдобутилена
, сернистого ан-
гидрида
„ всех других го-
рючих газов
Окраска
баллона
Голубая
Тёмнозелё-
ная
Чёрная
»
Верхняя по-
ловина жёл-
тая, а ниж-
няя—чёрная
Коричневая
Чёрная
Серая
Чёрная
Белая
»
Защитная
„
Жёлтая
Красная
Чёрная
Красная
Текст
надписи
Кисло-
род
Водород
Азот
Аргон
Сырой
аргон
Гелий
Сжатый
воздух
Блаугаз
Углекис-
лота
Ацети-
лен
Серово-
дород
—
Аммиак
Бутилен
Серни-
стый ан-
гидрид
Наиме-
нование
газа
Цвет
надписи
Чёрный
Красный
Жёлтый
Синий
Чёрный
Белый
Красный
Жёлтый
Красный
„
—
—
Чёрный
Жёлтый
Белый
»
Цвет
полосы
_
Коричне-
Белый
—
•
—
—
—
—-
—
Красный
Зелёный
Красный
—
Чёрный
Жёлтый
—
Конструктивные разновидности
Облегчённые баллоны. В ряде случаев
требуются облегчённые баллоны, имеющие
меньший вес, чем обычные. Это особенно
важно, если баллоны применяются на транс-
порте: самолётах, автомашинах и пр. Вес
баллона характе-
ризуется весовым
коэфи ц и е н т о м
(коэфицие нто м
тары)
/Cg. = — кг/л,
где G — вес баллона
в кг; v — водяная ём-
кость баллона в л.
Для обычных кон-
струкций баллонов
коэфициент Kg колеб-
лется в пределах 2,5—
1,5 и в редких слу-
чаях — около 1,25.
Практика построения
облегчённых балло-
нов даёт значения
Kg ~ 0,65, т. е. в
2 раза меньше. При-
меры построения об-
легчённых баллонов—
см. т. 5, стр. 387.
фиг з Сварные балло-
ны применяются для
газов, хранящихся в баллоне под сравнительно
небольшим давлением (пропан, ацетилен и др.).
Таблица 6 Сварные баллоны изготовля-
ются из углеродистой листо-
вой стали (марки Ст. 3) с
помощью кислородно-ацетиле-
новойили электродуговой свар-
ки@СТ/НКТП^). Свар-
ной ацетиленовый баллон изо-
бражён на фиг. 3. Башмак на-
саживается в горячем состоя-
нии так, чтобы продольный шов
находился на одной линии с
ребром башмака (фиг. 3). Гор-
ловина штампуется из стали и
приваривается к верхней сфе-
рической части корпуса. Бал-
лоны испытываются гидравли-
чески на 60 am и пневмати-
чески на 30 am. Размеры бал-
лонов приведены в табл. 7.
Ацетиленовые бал-
лоны. Сжатый ацетилен взры-
воопасен, поэтому его хране-
ние в баллонах возможно
только при заполнении послед-
них специальной пористой мас-
сой. Пористая масса пропиты-
вается ацетоном (СН3.СО.
СН3), хорошо растворяющим
ацетилен. В ацетоне, распола-
гающемся в порах массы, аце-
тилен растворяется, находясь
в баллоне под давлением 15—
18 ати. Баллон, наполнен-
ный пористой массой и ацетоном, может
вмещать от 100 до 150 л ацетилена на 1 л
ёмкости баллона. В СССР пористая масса для
Таблица 7
Тип
АК-5
АК-15
АК-25 ¦
АК-40
АК-50
Ём-
кость
В Л
5.9
17.7
29.9
57.5
D | Н | а
а,
Ь
С
е
k
мм
145
2IO
230
23°
445
980
1085
1125
1630
3.5
4
5
5
6
5
6
7
7
7
ю
16
16
16
16
5
5
ю
IO
IO
1 СпСПСПСпСп
55
70
100
но
IOO
ацетиленовых баллонов приготовляется из
берёзового активированного угля грануляции
1 — 2 мм, утрамбовываемого в баллон до веса
300—310 г на 1 л. Для приближённого под-
счёта количества газа в ацетиленовом баллоне
пользуются упрощённой формулой
Va = 9,2pv,
где Va — количество газа в литрах при 1 ата
и + 20° С; р — давление в ата', v — ёмкость
баллона в л.
Количество газа в баллоне можно найти
также взвешиванием:
г Л 11 *
1,1
где Gt и ??2 — веса баллона в кг после и до
наполнения газом; 1,1—уд. вес ацетилена
в кг\м* при 1 ата и 20° С.
310
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Расчёт баллонов на прочность. Большая
потенциальная энергия сжатого газа, которая
освобождается в доли секунды, при разрыве
баллона может причинить большие разру-
шения. Поэтому прочность баллонов суще-
ственно важна для безопасности при их экспло-
атации. Потенциальная энергия сжатого газа,
освобождающаяся при взрыве баллона, опре-
деляется из зависимости [3]:
1 (PAk
w=
где W— потенциальная энергия взрыва, равная
работе сжатия газа в баллоне, в кгм; рх —
давление газа в баллоне в кг/м2; р2 — на-
ружное давление, равное 10 000 кг/м2; v0 —
объём баллона в ж3; k — -2-—показатель адиа-
баты для данного газа; ср и cv — удельные
теплоёмкости при постоянном давлении и по-
стоянном объёме.
Пример. При объёме баллона «„ = 0,04 л*3, р1 =
= 150 • 10* кг\м?, р3 = 1 • 10* кг/м3 и ft = 1,4 потенциаль-
ная энергия взрыва
150
Г —1
• 10* • 0,04 f 1-W \ 1>4
1,4-1 L U50-10V J~
154 000 кгм.
Так как фактическое распределение на-
пряжений в материале баллона не может быть
строго определено в виде простых зависимо-
стей, расчёт баллона ведётся• по приближён-
ным формулам. При расчёте баллона как тонко-
стенного сосуда в предположении равномер-
ного распределения напряжений по всей тол-
щине стенки баллона
11 2j '
где R — допускаемое напряжение в стенке
баллона в кг/см2, в 3,5—4,5 раза меньшее,
чем предел прочности аь металла баллона;D\ —
внутренний диаметр баллона в см; s — тол-
щина стенки баллона в см.
В Германии была узаконена видоизменённая
зависимость [3]
200
(Ь)
где s—толщина стенки баллона в мм; рх—
испытательное давление в кг/см?; D\ — вну-
тренний диаметр в мм; as — наименьшая ве-
личина предела текучести для металла бал-
лона в kz/mmz; <р — коэфициент прочности
шва; для цельнотянутых баллонов ср == 1.
Как видно из этой зависимости, расчёт ве-
дётся на испытательное давление и величина
допускаемого напряжения принимается равной
¦>/3 от предела текучести.
При расчёте баллона наиболее хорошо со-
гласуется с данными опытов расчётная фор-
мула [3]
R
'—1.73/7, '
где D —^ наружный диаметр баллона в см; Dt—
внутренний диаметр баллона в см; R — допу-
скаемое напряжение в кг/см2, равное 2/3 пре-
дела текучести as; pA — испытательное давле-
ние в кг/см2, равное 1,5-кратному рабочему
давлению.
ВЕНТИЛИ БАЛЛОНОВ
Кислородные и ацетиленовые вентили
Кислородные вентили. Наиболее
распространённый кислородный вентиль оте-
чественного производства изображён на фиг. 4.
Присоединительные размеры кислородного
вентиля показаны на фиг. 5. Корпус кислород-
ного вентиля / (фиг. 4) изготовляется горячей
/0/4
Фиг. 4. Кислородный вентиль: а — выпуска до 1938 г.;
б— выпуска 1938 г. и позднее.
штамповкой из латуни марки ЛС-59. Это обе-
спечивает необходимую плотность и прочность
вентиля, работающего при давлении газа до
150 am. Латунь применяется потому, что она
не подвержена кор-
розии в среде
влажного кислоро-
да. Нижняя часть
корпуса имеет ко-
нусный хвостовик с
наружной резьбой,
которым вентиль
ввёртывается в гор -
ловину баллона. Не-
обходимое уплот-
нение обеспечи-
вается некоторой
деформацией ко-
нической резьбы
-02Я.8-
Сп. труб.кон
14 ниток на 1"
Фиг. 5. Присоединительные
размеры кислородного вентиля.
латунного хвосто-
вика, ввёртывае-
мого в стальную
горловину баллона.
Перед ввёртыванием вентиля резьба его
хвостовика смазывается замазкой из свинцо-
вого глета, замешанного на глицерине, для
лучшего уплотнения. Маховичок 2 (фиг. 4),
которым открывается и закрывается выход
газа, делается литым из чугуна или штампо-
ванным из стали. В клапан 3. закрывающий
отверстие для прохода газа,запрессованоуплот-
нение 4 из эбонита или отожжённой красной
меди. Для передачи вращения маховичка кла-
пану служит передаточная муфта 5 с четырёх-
ГЛ. IX)
ВЕНТИЛИ БАЛЛОНОВ
311
гранным отверстием; в неё входит четырёх-
гранный конец шпинделя 6, на который на-
сажен маховичок. Шпиндель проходит саль-
никовую втулку 7 (фиг. 4, а) или гайку 7
(фиг. 4, б); уплотнение достигается фи-
бровой прокладкой 11, к которой он при-
жимается снизу шлифованным буртиком. На-
жатие осуществляется пружиной 8, затянутой
на верхнем конце шпинделя гайкой 12. Кроме
того, этому нажатию способствует давление
газа внутри вентиля, когда клапан открыт. Под
маховичком имеется фибровое кольцо 13. На
боковой штуцер вентиля надевается за-
глушка 10, снабжённая фибровой уплотняю-
щей прокладкой 14. У вентилей выпуска 1938 г.
и позднее (фиг. 4, б), имеющих штампованный
маховичок, передача вращения шпинделю осу-
ществляется посредством плоского вкладыша 9,
который отсутствует у вентилей с чугунным
маховичком. Если полностью открыть вентиль,
клапан 3, вывёртываясь по резьбе и идя вверх,
прижмёт муфтой буртик шпинделя к про-
кладке, тем самым обеспечивая уплотнение
сальника при открытом клапане вентиля. Все
детали вентиля, соприкасающиеся с кислоро-
дом, должны изготовляться из латуни или не-
ржавеющей стали. Наружные детали делаются
из чёрных металлов с антикоррозийным по-
крытием. Шпиндель может изготовляться из
нержавеющей стали или из малоуглеродистой
стали с последующим поверхностным азоти-
рованием.
На фиг. 6 изображён мембранный вентиль для кисло-
родных баллонов, широко применяющийся в США. Ere
клапан 1 не имеет резьбы.
Уплотнение камеры высо-
кого давления осущест-
вляется посредством не-
скольких гибких мембран
2, через которые клапану
передаётся перемещение
шпинделя 3 от маховичка 4.
Эта конструкция доста-
точно надёжна в эксплоата-
Фиг. 6. Мембранный кис-
лородный вентиль.
Фиг. 7. Ацетиленовый
вентиль.
тичность. Недостатком являются затруднение в дозировке
выпуска малых количеств газа, невозможность ремонта
(смены мембраны) без выпуска газа, потеря всего коли-
чества газа в баллоне при разрыве мембраны или обра-
зовании на ней трещины.
Ацетиленовые вентили. Ацетиленовый вен-
тиль (фиг. 7) состоит из: корпуса /; шпинделя 2 с запрес-
сованным в него эбонитовым уплотнителем 3; сальнико-
вых колец 4 и 6, между которыми находится сальниковая
набивка из кожаных колец 5 и сальниковой грундбуксы 7.
В нижней части хвостовика вентиля имеются две сетки 8,
между которыми расположен толстый войлочный
фильтр 9, защищающий вентиль от попадания в него
частиц пористой массы из баллона. Фильтр и сетки укре-
плены пружинным проволочным кольцом 10. Сбоку вен-
тиля имеется кольцевое углубление, в котором располо-
жена кожаная прокладка 11, к которой прижимается по-
средством специального хомута ниппель трубки для на-
полнения баллона газом или ниппель редуктора. Откры-
вание и закрывание вентиля производятся вращением
шпинделя с помощью специального торцевого ключа,
который надевается на верхний квадратный конец шпин-
деля. Все детали ацетиленового вентиля изготовляются
из малоуглеродистой стали. Для специальных целей
баллоны с ацетиленом иногда снабжаются вентилями
мембранного типа. Присоединительные размеры ацети-
ленового вентиля показаны на фиг. 7.
Расчёт вентилей
На прочность детали вентиля обычно не
рассчитывают ввиду малых размеров отвер-
стий при достаточно массивном корпусе. Рас-
чёту подвергаются сечения каналов для про-
хода газов, подъём клапана и опорная поверх-
ность уплотнения.
Площадь поперечного сечения каналов F
рассчитывается исходя из критической ско-
рости газов
»*р=
р—
'кр
откуда
где wKP — критическая скорость газов в
м/сек; # = 9,81 м/сек2; k — показатель адиа-
баты для данного газа
(k = -р-) ;
\2
р\ — да-
V v
вление перед отверстием в кг\м2\ v\ —¦ удель-
ный объём (при давлении р{) в м9/кг; VHp —
секундный расход газа в Щсек, приведённый
Р
к критическому давлению /?«Р = (M28 И при
данной заданной температуре (р — давление
после отверстия в кг/м^); [л. — коэфициент
истечения ({х = 0,6 ч- 0,7); F — искомая пло-
щадь поперечного сечения отверстия клапана
вентиля в м2.
По площади F находят диаметр отверстия
клапана
1~ У 0,785
0,785'
где F— в м2, d—в м.
Максимальная высота подъёма клапана
/zmax=0,25flf, где d~диаметр отверстия клапана.
Величина опорной площади уплотнения
Г у ,
Где р _ опорная кольцевая площадь уплот-
нения в см2; Р—сила нажатия уплотнителя
на седло, действующая по оси шпинделя, в кг;
аа — наименьшее напряжение смятия на по-
верхности соприкосновения седла с уплотне-
нием, выраженное в кг/см2 [5]. Значения аа
берутся по табл. 8.
Таблица 8
Материал
о . в кг\см?
Мягкая
резина
Кожа
8о
Бронзы
вловянистые
От 130 до 250
Ни-
кель
312
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
АЦЕТИЛЕНОВЫЕ ГЕНЕРАТОРЫ
Классификация и конструкция
Классификация. Ацетиленовым генерато-
ром называется аппарат для получения ацети-
лена из карбида кальция путём разложения
последнего водой. В зависимости от конструк-
ции и назначения различают следующие типы
ацетиленовых генераторов: передвижные или
монтажные производительностью до 3000 л/час
ацетилена и с единовременной загрузкой до
10 кг карбида; стационарные, для центральных
ацетиленогых станций, производительностью
до 100 мь1чсс и с единовременной загрузкой
до 4С0 кг карбида; крупные стационарные для
химических производств производительностью
до 2000—2500 мв/час ацетилена и с единовре-
менной загрузкой карбида до 1000 кг.
По способу взаимодействия между карби-
дом кальция и водой различают следующие
типы генераторов: „вода на карбид", в кото-
рых карбид кальция, закладываемый в реак-
ционное пространство (реторты), смачивается
водой, периодически поступающей в эти ре-
торты; „карбид в воду", в которых карбид
порциями падает в воду реакционного про-
странства генератора, разлагаясь в нём на
решётке; .контактные", где карбид периоди-
чески смачивается водой, уровень которой в
заряднике генератора всё время изменяет своё
положение в зависимости от изменения давле-
ния газа. По давлению получаемого ацетилена
различают генераторы низкого, среднего и вы-
сокого давления.
В генераторах низкого давле-
ния по фиг. 8 газохранилище (газгольдер)
имеет „плавающий колокол", в котором да-
вление газа
G
P=-jr.
где р — давление газа под колоколом в кг/см2;
G — вес колокола в кг; F—площадь попереч-
ного сечения колокола в см2.
=const
Фиг. 8. Схема газгольдера низкого давления.
Так как F — постоянна, разность высот
уровней Н изменяется весьма мало, то давле-
ние газа р под колоколом можно принять
постоянным, не зависящим от количества нахо-
дящегося под колоколом газа.
Для более точного определения величины давления
газа под колоколом необходимо учесть потерю в весе
колокола (О1) при погружении его в воду и уменьшение
веса колокола (G") вследствие разности в плотностях
воздуха и ацетилена. В этом случае истинное давление
определяется по формуле
G-G' -Q"
где Г
G' =0,128 (Яи - Л) -jj- и G" - \ia -ta)F\
здесь 0,128 — коэфициент, показывающий потерю в весе
1 кг железа при погружении его в воду: Но — общая
высота колокола в м; h — высота колокола, выступаю-
щая над поверхностью воды, в м; s —вес боковых сте-
нок колокола в кг; Та и Та ~ удельные веса воздуха и
ацетилена в кг]м3.
Обычно в генераторах низкого давления
величина давления газа не превышает 400—
500 мм вод. ст.
В генераторах среднего давле-
ния газгольдер выполнен в виде двух сообща-
ющихся сосудов, нижний из которых является
газохранилищем (фиг. 9). Давление газа в нём
т
:— "_
5;
А
я- А
Фиг. 9. Схема газгольдера среднего давления.
определяется разностью высот //уровней воды
в верхнем и нижнем резервуарах. Зависимост-ь
между давлением газа р и объёмом газа v
в газгольдере следующая;
рэ = -?- V,
где р — давление в кг/см2', V — объём газа,
приведённый к 1 ата; С — коэфициент про-
порциональности, зависящий от формы и раз-
меров верхнего и нижнего резервуаров. Кривая
изменения давления газа в нём приведена на
фиг. 9. Прямая /? = СУг показывает зависи-
мость между давлением р и объёмом Уг газ-
гольдера при условии, если бы газ был не-
сжимаем. Увеличение рабочего давления р тре-
бует увеличения высоты газгольдера, поэтому
из конструктивных соображений давление газа
в ацетиленовых алпаратах срелнего давления
обычно не превышает 3000—3500 мм вод. ст.,
т. е. 0,3 — 0,35 ата.
Аппараты высокого давления
имеют газгольдер постоянного объёма. Пре-
дельное давление газа в них определяется
физико-химическими свойствами ацетилена и
не превышает 1,5 ати. В газгольдере зави-
симость между объёмом газа V, приведённого
к 1 ата, и давлением газа р определяется
уравнением Бойля-Мариотта
р . V = const.
На фиг. 10 приведены схема газгольдера
высокого давления и кривая изменения да-
вления газа в нём. По оси абсцисс отложены
величины, обратные приведённому объёму газа
— ; р1 — атмосферное давление.
Конструкция*. Каждый ацетиленовый ге-
нератор любой системы должен содержать
следующие основные элементы: карбидохра-
нилище для размещения в нём единовремен-
* Описание ацетиленовых генераторов см. т. 5 .Техно-
логия газовой сварки и резки металлов",
ГЛ. IX]
АЦЕТИЛЕНОВЫЕ ГЕНЕРАТОРЫ
313
ной загрузки карбида; газгольдер для вырав-
нивания неравномерности в газообразовании
и потреблении газа из генератора; реакцион-
ную часть или собственно генератор, где про-
исходит процесс разложения карбида кальция
водой; устройство для автоматического регу-
лирования газосбразования путём регулировки
подачи воды, карбида и осуществления кон-
такта между водой и карбидом в генераторе;
химический очиститель для удаления из аце-
тилена вредных примесей, каковыми являются
фосфористый водород (РН3) и сероводород
(Н2Ь); водяной затвор для предохранения ге-
. Количество загружаемого в генератор кар-
бида (единовременная загрузка)
Фиг. 10. Схема газгольдера высокого давления.
нератора от взрыва при обратном ударе пла-
мени горелки; арматуру в виде кранов, пре-
дохранительных клапанов, трубопроводов, ре-
гуляторов давления, манометров и тому по-
добных деталей.
В небольших генераторах передвижного
типа все эти элементы конструктивно офор-
млены в одном аппарате. В стационарных уста-
новках указанные выше части выполняются
в виде отдельных аппаратов, соединённых
между собой трубопроводами для газа и воды.
Ацетиленовые генераторы, предназначаемые
для целей пайки, поверхностной закалки или
только кислородной резки, могут не иметь
химического очистителя, так как в этих слу-
чаях очистка ацетилена необязательна. Аце-
тиленовый генератор должен удовлетворять
следующим основным требованиям: работать
автоматически, т. е. количество получаемого
в генераторе ацетилена должно соответство-
вать отбору газа; иметь достаточно высокий
к. п. д. (отношение количества ацетилена, по-
лучаемого на i кг карбида, к выходу ацети-
лена из того же карбида при лабораторном
испытании); быть безопасным в обращении при
правильном его обслуживании; быть доста-
точно простым и надёжным в эксплоатации и
недорогим в изготовлении; температура ацети-
лена, выходящего из генератора в наружную
сеть, не должна превышать температуру
окружающей среды более чем на 10—15°
(в конструкции генератора должно быть преду-
смотрено соответствующее охлаждение полу-
чаемого ацетилена); давать в сеть газ по
возможности постоянного давления.
Расчёт ацетиленовых генераторов
Для расчёта ацетиленового генератора [4]
должны быть заданы следующие величины:
часовая производительность; максимальное
давление; грануляция применяемого карбида
кальция в миллиметрах и его сорт по ГОСТ.
где G\ — единовременная загрузка карбида
в кг; VA — производительность генератора в
л/час, К— выход ацетилена из карбида в л/кг;
у\ — к. п. д. генератора; т — период между
двумя зарядками генератора карбидом в часах.
Величина К берётся по данным ГОСТ
1462-42 на технический карбид кальция.
Значения для т] при расчёте принимают
следующими: при аппаратах системы „карбид
в воду" ч] = 0,94 н- 0,98; „вода на карбид* -ц =
= 0,85-7-0,90; „контактный (вытеснения)" yi =
= 0,80-5-0,90.
Величины т приведены в табл. 9.
Таблица 9
Тип генератора
Стационарный с одним зарядником . .
Стационарный с двумя зарядниками . .
Передвижной с одним зарядником . . .
Передвижной с двумя зарядниками . . .
1 в часах
1—3
i-a
О.35-0.5
o,7-i
В табл. 9 значения т для генераторов с
двумя зарядниками даны из расчёта двух за-
грузок.
Количество потребной воды
где G2 — в л; Gp — расход воды на реакцию раз-
ложения карбида; Go — расход воды на охла-
ждение генератора.
Расход воды на реакцию
^- л,
где 0,562 л — теоретический расход воды
на реакцию разложения 1 кг карбида; Gt —
единовременная загрузка карбида в кг; К—
выход ацетилена из данного сорта карбида
(по ГОСТ 1462-42); теоретический выход аце-
тилена из карбида кальция /Cj-= 344,5 л/кг.
Расход воды на охлаждение
где *i — начальная температура воды в гене-
раторе; t% — предельно допустимая максималь-
ная конечная температура воды в генераторе;
для аппаратов „карбид в воду" и „контактных"
*2 = 60°, для аппаратов „вода на карбид" /2 =
= 80°; Qj — количество тепла, поглощаемое
охлаждающей водой, находится из уравнения
теплового баланса генератора:
Q1= Qo- Q%- Q3 - Q4 — <?5-
где Qo — количество тепла, выделяемое при
разложении карбида кальция; Q2 — Унос тепла
314
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
с уходящим из генератора ацетиленом;
Фз — унос тепла гашёной известью; Q^ —
потеря тепла генератором в окружающую
среду; Q5 — потеря тепла на испарение
воды.
Количество тепла, выделяемое при разло-
жении Gj чг карбида кальция,
Q(i — q-G1 кал,
где 0 = 400—450 ккал/кг (в зависимости от
качества карбида) — количество тепла, выде-
ляемое при разложении 1 кг карбида кальция.
Унос тепла с уходящим из генератора аце-
тиленом
Qi—Ga(ta— tcp)ca,
где Ga— расход ацетилена из генератора в
килограммах за период между двумя загруз-
ками ( Ga = -~х 7^; Ул — производительность
генератора в м/час; у — удельный вес ацети-
лена в кг/л13; х — период между лвумя загруз-
ками генератора в часах); ta — температура
выхода ацетилена из генератора (задаётся при
Общее весовое количество жидкого извест-
кового ила, сливаемого из генератора,
— средняя температура
расчёте); tcp = —
воды в генераторе в начале и конце работы;
са = 0,351 ккал/кг — средняя теплоёмкость
ацетилена.
Унос тепла гашёной известью
Q3 = Gu (t2 - t{) cw
где Gu — образующееся количество гашёной
извести между двумя загрузками в кг; t2 и
tx — конечная и начальная температуры воды
в генераторе; си = 0,23 ккал/кг — удельная
теплоёмкость извести.
Потеря тепла генератором в окружающую
среду Qi принимается равной от 2 до 4% от
величины Оо- Потеря тепла на испарение
воды Q5 принимается равной от 1 до 2% от
величины Qo.
Количество образующейся гашёной извести
7?,
Кт
где коэфициент 1,156 показывает количество
Са (ОН)?, получающейся теоретически по ре-
акции, в кг на 1 кг СаС2; К и К,т —фактиче-
ский и теоретический выходы ацетилена из
1 кг карбида кальция.
Потеря ацетилена на растворение в воде
"У~ TOCO '
где Gy—количество растворённого ацетилена
в кг; а — козфициент растворимости, который
может быть принят равным 1,03 л/л воды при
I ата и 20° С; -у — удельный вес ацетилена,
равный 1,179 кг/м*.
Неразложившийся остаток карбида
is
— т7-\ъкг.
\ = Gu + Go
Gy
GH.
Количество получаемого газообразного аце-
тилена за период между двумя загрузками
где Ga — расход ацетилена из генератора в кг;
Ga — потери ацетилена на продувку, через
неплотности и пр., равные
/ - (\ -
юоо
- G
Материальный баланс ацетиленового гене-
ратора
Объём карбадохранилища (бункера) для
генераторов „карбид в воду"
где VK — объём карбидохранилища в л; 4* —
коэфициент заполнения, равный 0,9—0,95; v —
насыпной объём 1 кг карбида в л. Величина v
в зависимости от грануляции приведена в
табл. 10.
Таблица 10
Грануляция
Объём 1 кг
карбида в Л .
5о—8о'ао-8о
O.854
о,8зо
'5-25
0,851
8-15
°>9о8
4-7
°.94J
1-3
i.oia
В генераторах „вода на карбид", где карбид
размещается в зарядных ящиках, разделённых
на отдельные ячейки, величина ф берётся
равной 0,35 — 0,5 во избежание заиливания
ящиков. Число ячеек в ящике берётся равным
от 4 до 6.
Количество карбида в одной ячейке
6 г-К-Ш-х*
где g'—в кг\ Ул — производительность гене-
ратора в л/час; Т—время полного разложе-
ния карбида в мин.; z — число ячеек в заряд-
ном ящике; К — выход газа из карбида в л/кг;
х — число реторт, равное обычно 1 или 2.
В генераторах „карбид на воду" подача
карбида в генератор производится или вра-
щающимся тарирующим барабаном с ячей-
ками, или шнеком.
Число оборотов барабана
от • F, I • z . ф-60'
где п — число об/мин; Gj — единовременная
загрузка карбида в кг; v — насыпной объём
карбида в л\кг\ m - период времени между
двумя зарядками в час.;/7—площадь попе-
ГЛ. IX!
АЦЕТИЛЕНОВЫЕ ГЕНЕРАТОРЫ
315
речного сечения одного сектора барабана в
дцм2] / — длина ячеек барабана в дцм] z —
число ячеек (секций) в барабане; ф—ко"
эфициент заполнения ячеек, принимаемый
равным 0,75—0,8.
Число оборотов шнека
Диаметр водоподводящей трубы
п =
тп • 0,785 Я$Д • 60 • «J»
где Do — диаметр шнека в дцм\ Д — шаг
винта в дцм, равный обычно от 0,5 до 1,0 D;
^ — коэфициент заполнения шнека, равный
0,30-0,40.
Диаметр реакционного пространства гене-
раторов „карбид в воду"
60-тс
Un
где D — диаметр генератора в дцм;/—пло-
щадь, занимаемая на решётке одним куском
карбида, условно принимаемого за шар с диа-
метром, равным среднеарифметической вели-
чине из значений грануляции карбида; vx —
объём одного куска карбида в дцм, условно
принимаемого за шар той же величины, что
и при определении значения для /; ~\к = 2,26 —
удельный вес карбида и Um — средняя ско-
рость разложения 1 кг карбида в л/мин.
Величина Um приведена в табл. 11.
Таблица 11
Грануляция
в мм
Um в л1ман
2-4
214
4-8
¦58
8-15
148
'5-25
65
25-5°
22,2
5о-8о
i8,i
Объём воды в газообразователе генера-
тора „карбид в воду"
v - °* • Т • Gg
где Gx — единовременная загрузка карбида в
кг] Т — время полного разложения карбида
в мин.; G2 — расход воды в л/кг карбида;
х — период времени между двумя зарядками
в часах. Зная объём воды Уген и диаметр
генератора D, определяют высоту уровня воды
в генераторе.
Объём газового пространства в генера-
торах „карбид в воду"
Диаметр газоотводящей трубы
К к-да-3600-
1000 '
где d — внутренний диаметр газоотводящей
трубы в м; VA — производительность генера-
тора в л/час, приведённая к 1 атпа и 20° С;
w— скорость газа (средняя) в трубе, прини-
маемая равной 1 — 4 м/сек.
m • tz • wx • 3600 • 10Э0 '
где, dx — внутренний диаметр трубы в м\ О2 —
расход воды в л между двумя загрузками;
m — время в часах между двумя загрузками;
W\ — средняя скорость воды в трубе, прини-
маемая равной от 0,5 до 1 м/сек.
Поперечное сечение йлоспускной трубы
ил~ тп • 3600 . w2 ¦ -\ила ' Ю00'
где FUA—площадь йлоспускной трубы в л2;
G4 — количество спускаемого жидкого ила
в кг] m — время между двумя загрузками в
час; 7ыла=1»3 кг/л — объёмный вес жидкого
ила; w2 — средняя скорость истечения ила в
м/сек; w2 = 0,5 \/r2gffi, где g — 9,81 м/сек2',
Hi - напор жидкости над илоспускным от-
верстием в метрах вод# ст.
Полезный объём газгольдера для генера-
торов „карбид в воду" и „вода на карбид'
Угазг = g'' К • У,
где Угазг—полезный объём газгольдера в л] g'—
количество карбида, засыпаемого в реакцион-
ное пространство генератора за 1 раз в кг]
К — выход газа из карбида в л/кг; у — ко-
эфициент, значения которого приведены в
табл. 12 в зависимости от числа загрузок тп
карбида в реакционное пространство генера-
тора за время полного разложения карбида Т
или числа ячеек (тп) в зарядном ящике гене-
ратора .вода на карбид". .
Таблица 12
тп
У
1
i
2
I,1
4
If25
б
1,6
8
1:85
1Э
2,2
12
2,5
14
2,8
1б
3,25
Для нахождения значения g' пользуются
формулой
ё ~ m-K-60-x '
где х — общее число зарядных ящиков в гене-
раторе „вода на карбид" во всех ретортах.
Для генераторов „карбид в воду" л: =1.
Расчёт генераторов на прочность обычно
производится только для аппаратов высокого
давления, подлежащих сдаче инспекции Котло-
надзора. Корпуса аппаратов низкого и сред-
него давления изготовляются из листовой стали
следующей толщины: при производительности
до 500 л/час — не менее 1,25 им\ до 1500л/час —
не менег 1,5 мм; свыше 1500 л/час — не ме-
нее 2 мм.
Для генераторов высокого давления тол-
щина стенки
5 = 2oq D 4-0,5-^-1 мм,
где s — толщина стенки в мм] D — внутрен-
ний диаметр генератора в мм.
316
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
(РАЗД. IV
Для обеспечения безопасности генератор
высокого давления на случай взрыва в нём
ацетилена должен снабжаться надёжно дей-
ствующими предохранительными клапанами
или предохранительными разрывными мембра-
нами.
Сухие или бесшламовые генераторы
Принцип действия этих генераторов
основан на разложении карбида при очень
небольшом избытке воды, вследствие чего
гашёная известь получается в виде сухого
порошка (пушонки). Тепло реакции разложе-
ния карбида идёт на испарение воды, что
позволяет иметь температуру ацетилена в ре-
акционном пространстве не выше ПО—115°С.
Для полного разложения карбида необходимо
производить его постоянное перемешивание
во избежание заиливания. Получаемый ацети-
лен насыщен водяными парами и для их кон-
денсации необходимо газ после генератора
охлаждать водой в поверхностных холодиль-
Фиг. П. Сухой генератор.
никах до нормальной температуры, не превы-
шающей более чем на 10—15° температуру
окружающей среды.
Расчёт количества потребной
воды для генераторов сухого типа ведётся
из уравнения теплового баланса разложения
1 кг карбида
Ч = Ч\ + Чг + Чг + Чк + Чь
где q — тепло разлагаемого карбида; q —
= 400 ~ 450 ккал/кг; qx = 1,154 (t2 - tx) CU3S=.
— 1,154 A15—15) • 0,23 = 26,5 ккал\кг — тепло,
затрачиваемое на нагревание извести; qQ —
= 0,406 (t2-tt) Сац = 0,406 A15-15) • 0,35 =
= 14,2 ккал/кг — тепло, затрачиваемое на на-
гревание ацетилена; qa = 0,1 q = 40 ккал/кг —
потеря тепла в окружающую среду; q* =
= х A00 — ti) = x A00—15) = 85ж — расход
тепла на нагревание воды до температуры
кипения; q5 = 538 х — расход тепла на испа-
рение воды; х — количество воды в кг на
поглощение тепла реакции разложения 1 кг
карбида. В среднем значение х ss 0,5 л/кг.
Общее количество потребной воды для сухого
генератора равно около 1,1 л/кг карбида, из
которых 0,562 л/кг — количество воды, иду-
щей на реакцию. В остальном расчёт генера-
торов сухого типа ничем не отличается от
расчёта обычных генераторов, методика кото-
рого была изложена выше.
На фиг. 11 приведён пример конструкции сухого
генератора производительностью 25 м3час. Карбид ку-
сковой или мелочь загружается из передвижного бун-
кера / в основной бункер 2, откуда питателем 3 по-
даётся на сетчатый, вращающийся барабан 4. Щётки 5
и б из латунной проволоки служат для очистки ила с
поверхности барабана. Вода подаётся внутрь барабана
через серию брызгал 7 в мелкораспылённом состоянии.
Частично разложившийся карбид из барабана 4 падает
на горизонтальные вращающиеся решётки 8, где пере-
мещается попеременно то от центра к периферии, то
наоборот, чему способствуют шнеки 9. С последней ре-
шётки уже сухой известковый ил (пушонка) падает в
бункер 10, откуда периодически выгружается в ваго-
нетку. Газообразный ацетилен поступает в очиститель //,
промываясь там водой из брызгал 12, и затем через
поверхностный холодильник 13 и трубу 14 идёт в сеть
потребления. Вращение вала, приводящего в движение
шнеки, а также вращение решёток и барабана питателя
осуществляются электромоторами.
ВОДЯНЫЕ ЗАТВОРЫ И ХИМИЧЕСКИЕ
ОЧИСТИТЕЛИ
Классификация и конструкция водяных
затворов
Классификация. Водяной затвор должен
являться надёжным предохранительным сред-
ством против проникновения взрывной волны
или пламени в ацетиленовый генератор или
ацетиленовую магистраль. В зависимости от
размеров, конструкции и назначения водяные
затворы делятся на следующие группы: водя-
ные затворы низкого давления (открытого
типа); водяные затворы высокого давления
(закрытого типа); постовые водяные затворы
и центральные водяные затворы.
Конструкция. Затворы низкого да-
вления предназначаются для давления не
выше 1000 мм вод. ст. Они имеют открытую
предохранительную трубу, сообщающуюся с
атмосферой (фиг. 12). При обратном ударе
пламени вода из затвора через предохрани-
тельную трубу выбрасывается в имеющуюся
вверху воронку, давая выход из затвора взрыв-
чатой воздушно-ацетиленовой смеси. Когда
давление в затворе вновь упадёт до нормаль-
ной величины, вода из воронки снова сли-
вается в корпус затвора.
Водяные затворы высокого да-
вления (фиг. 13) предназначаются для ра-
боты при ' давлении газа от 0,1 до 1,5 ати.
Они снабжаются обратным клапаном, газорас-
пределителем, каплеотбойником и предохра
нительной разрывной мембраной. Затвор высо-
кого давления должен выдерживать гидравли-
ческое давление 30 ат. Мембрана изгото-
ГЛ. IX)
ВОДЯНЫЕ ЗАТВОРЫ И ХИМИЧЕСКИЕ ОЧИСТИТЕЛИ
317
вляется из латунной или алюминиевой фольги
и должна разрываться при давлении в пре-
делах от 3 до 4 ати.
E3L
Фиг. 12. Водяной затвор
низкого давления.
Фиг. 13. Водяной затвор
высокого давления.
Затворы постовые рассчитываются
на расход газа до 5 мР/час, а централь-
ные— до 100 лФ/час и более. Центральные
затворы ставятся на целую группу сварочных
постов (мастерская, цех, завод и т. п.).
Затворы должны быть рассчитаны в соот-
ветствии с тем давлением и расходом газа,
при котором они должны работать. Для перио-
дического контроля состояния, очистки и ре-
монта внутренних частей затвора они должны
быть разборными. Это требование особенно
важнэ для затворов высокого давления, где
необходим постоянный контроль за состоянием
обратного клапана. Во избежание образования
сплошных „газовых рукавов", по которым
взрывная волна может пройти через затвор,
а также во избежание уноса значительного
количества воды из затвора особенное внима-
ние должно быть уделено конструкции и на-
дёжности действия газораспределительного
иводоотделительного (каплеотбойника) устрой-
ства. Это имеет особенно большое значение
для затворов высокого давления, где газ идёт
под значительным напором и скорости газа
допускаются выше, чем в затворах низкого
давления.
Расчёт водяных затворов
Зависимости для расзёта водяного затвора,
приведённые в табл. 13, составлены на основе
опытных данных по существующим конструк-
циям затворов [4].
Химические очистители
Химические очистители служат для очистки
ацетилена от содержащихся в нём вредных
примесей: сероводорода (H2S) и фосфористого
водорода (РН3). Они загружаются специаль-
ными очистительными массами (пуратиленом,
гератолем), которые химически связывают ука-
занные примеси, превращая их в соответству-
ющие нелетучие соединения, остающиеся в
веществе массы. Очистители делаются для ку-
сковой очистительной массы и для порошкооб-
разной. Кусковая масса загружается в очисти-
тель (фиг. 14, а) между двумя решётками / и 2.
Порошкообразная масса (фиг. 14, б) насыпается
на решётки / слоем 20—30 мм и сверху на-
крывается одним-двумя слоями марли 2.
Таблица 13
Определяемая величина
Диаметр газоподводящей
трубы di в мм
Диаметр резервуара за-
твора D
Водяной объём затвора
Veod в Л
Газсвый объём затвора
vtaa в л
Расчётные зависимости
f 4V ¦ 10е
1 У 3600 • в • да
?>= E,5^-8,5) dx
?> = G-гЮ) dt
vгс.з~~^ вод
Обозначения и примечания
V — расход газа в м*\час\ w —скорость газа,
равная для затворов низкого давления 2—5 м\сек,
а для затворов высокого давления 3—6 м\сек
Затворы низкого давления
Затворы высокого давления
V — расход газа в л!час; К — 174-25 — постовой
затвор низкого давления; К <= 18-r-lSO — централь-
ный затвор низкого давления; К = 40—65 — посто-
вой затвор высокого давления; К = 1504-200 —
центральный затвор высокого давления
С = 1,5-г-3,5 — затвор низкого давления без водо-
отделителя; С = 0,75-г-1,5 — то же с водоотделите-
лем; С = 0,25-ь1 — затвор высокого давления по-
стовой; С = 0,4-f-l,5 — затвор высокого давления
центральный
318 .
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Продолжение табл. 13
Определяемая величина
Диаметр предохранитель-
ной трубы rf.,
Глубина погружения в
воду предохранительной
трубы Ьх и газоподводящей
трубы bt в см
Высота предохранитель-
ной трубы Н„д от её ниж-
него конца до верхней во-
ронки в с*
Высота газоподводящей
трубы Нга3ш тр в см
Толщина стенки корпуса
затвора s
Расчётные зависимости
d, = @.7+1.2) dx
da «= A,5 -=-2,2) dx
К - @,64-0,9) heQd
г>8 = @,25-0,35) heod ¦
*>,- @,5^0,7)^
^-ft. + Jl.lH-^P
игаз. тр~ь* + heop +
s = 1,5-гЗ мм
s — из расчёта на давление
30 ати
Обозначения' и примечания
Затворы низкого давления с параллельным рас-
положением труб
То же с концентрическим расположением труб
Постовые затворы низкого давления; йв0<^ —
высота уровня воды в затворе в см
Центральные затворы низкого давления
Постовые и центральные затворы низкого да-
вления
Для затворов низкого давления; р — максималь-
ное давление ацетилена в см вод. ст.
Для затворов низкого давления; hg _ — высота
воронки
Затворы низкого давления
Затворы высокого давления
Для расчёта очистителей пользуются фор-
мулой
где G — количество очищающей массы в кг;
V — расход ацетилена в м'Цчас; g— расход
ршр
Фиг. 14. Схема химических очистителей: а—для
кусковой массы; б— для порошкообразной массы.
массы на 1 м* ацетилена в кг; для пурати-
лена g — 0,08 кг/м5, для гератоля g= 0,025 кг/м5;
т — период работы между двумя перезарядками
в часах.
РЕДУКТОРЫ ДЛЯ СЖАТЫХ ГАЗОВ
Классификация и конструкция
Классификация. Редукторы служат для
понижения давления газа, отбираемого из бал-
лона, и для поддержания пониженного давле-
ния постоянным независимо от изменения да-
вления газа до редуктора. В зависимости от
назначения и конструкции редукторы бывают
следующих типов: постовые и центральные
(рамповые); прямого и обратного действия;
рычажные и безрычажные; однокамерные и
двухкамерные; кислородные, ацетиленовые,
водородные и для других газов.
Конструкция. Постовые редукторы
рассчитываются на пропускную способность,
обеспечивающую расход газа одним свароч-
ным постом: горелкой или резаком; в постовых
кислородных редукторах для сварки расход
газов должен составлять 3—5 м*/час, для резки
30-40 мЦчас.
Для центральных (рамповых или груп-
повых) редукторов необходима пропуск-
ная способность до 100 м^/час кислорода.
Ацетиленовые редукторы приме-
няются почти исключительно постовые и в
них расход газов обычно равен 3—5 м 3/час аце-
тилена.
Редукторами прямого действия
называются приборы, в которых обратная
пружина действует в направлении, противо-
положном давлению газа, поступающего в ре-
дуктор (фиг. 15).
В редукторах обратного дей-
ствия давление газа из баллона и обратная
пружина действуют на редуцирующий клапан
в одинаковом направлении (фиг. 16). В редук-
торах прямого действия (фиг. 17) при пони-
жении давления газа перед редуцирующим
клапаном (например, давления в баллоне) ра-
бочее давление падает, так как усилие, при-
жимающее её клапан к седлу, увеличивается,.
I Л. IX1
и он начинает прикрывать канал для выхода
газа. В редукторах обратного действия при
уменьшении давления газа на клапан послед-
ний, как это видно из схемы фиг. 16, будет
Фиг. 15. Схема редук-
тора прямого действия:
1 -запорная пружина;
2 — клапан; 3—толкач;
Л - мембрана; 5 — на-
жимной диск; 5 — на-
жимная пружина.
Фиг. 16. Схема редук-
тора обратного дейст-
вия: / — запорная пру-
жина; 2 — клапан; 3 —
толкач; 4 — мембрана;
5 '— нажимной диск;
6—нажимная пружина.
стремиться, наоборот, открывать канал для
выхода газа, и рабочее давление после редук-
тора будет возрастать (см. также т. 5,
стр. 391—392).
Время
Фиг. 17. Характеристики редукторов пря-
мого и обратного действия: 1 — редук-
тор обратного действия; 2 — редуктор
прямого действия; 3 — давление в бал-
лоне.
Однокамерные редукторы имеют
только один редуцирующий клапан и в них
понижение давления газа происходит в одну
ступень (однократно).
Однокамерные редукторы для большей
компактности выпускаются также с маноме-
трами, встроенными в корпус. На фиг. 18 по-
казаны типы таких редукторов.
Двухкамерные редукторы имеют
два редуцирующих клапана, расположенных
последовательно по ходу газа. Понижение
давления в них происходит в две ступени
(двукратно). Двухкамерный редуктор изобра-
жён на фиг. 19. Газ, проходя клапан первой
ступени редуцирования, понижает своё перво-
начальное давление до какой-то промежуточ-
ной величины; далее газ идет ко второму
редуцирующему клапану, после которого его
давление уже будет равно рабочему давле-
нию. Двухкамерные редукторы сложнее одно-
камерных, но зато дают большее постоянство
Фиг. 18. Однокамерные редукторы со встроен-
ными манометрами.
рабочего давления независимо от изменения
давления газа перед редуктором. На фиг. 20
/2
Фиг. 19. Двухкамерный редуктор: / —регулировочная
пружина первой ступени; 2 — мембрана первой ступени;
3 — редуцирующий клапан первой ступени; 4 — обратна»
пружина клапана первой ступени; 5—фильтр; б— регу-
лировочная пружина второй ступени; 7 — мембрана вто-
рой ступени; 8 — седло редуцирующего клапана второй
ступени; 9 — редуцирующий клапан второй ступени;
10 — обратная пружина клапана второй ступени; // —
манометр низкого давления; 12 — регулировочный винт
второй ступени; 13 — выходное отверстие; 14 — накидная
гайка штуцера для присоединения к вентилю баллона.
показан второй тип конструкции двухкамер-
ного редуктора с редукционными камерами,,
расположенными рядом одна с другой. Глав-
320
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
1РАЗД. IV
ная пружина первой камеры не регулируется
во время работы, и рабочее давление устана-
Фиг. 20. Двухка-
мерный редуктор с
расположением ка-
мер рядом.
вливается с помощью главной пружины редук-
ционной камеры второй ступени.
Расчёт редукторов [5]
При расчёте редуктора должны быть при-
ведены следующие данные: максимальная про-
пускная способность редуктора в кг/час; ма-
ксимальное и минимальное рабочее давление в
ати; максимальный перепад рабочего давле-
ния при прекращении отбора кислорода в ати;
допускаемые отклонения в рабочем давлении
(постоянство рабочего давления); требования
к чувствительности регулировки рабочего
давления; предельное давление для расчёта
предохранительного клапана.
Определение размеров седла
редуцирующего клапана. Диаметр
отверстия седла редуцирующего клапана
d =
4 • IP» ¦ G • уКл
36 • Юз • wHp-
где d — диаметр отверстия в мм\ G — про-
пускная способность редуктора в кг\час; vKp —
удельный объём газа при критических усло-
виях истечения через клапан в а 3/«г; wKp —
критическая скорость истечения в м/сек; jj.—
коэфициент истечения для круглого отверстия
ц = 0,6н- 0,7.
Критическая скорость истечения
}/
= 3,38 У РкрУкр м\сек,
где g — 9,81 м/сек*; k — 1,4 — показатель адиа-
баты для двухатомных газов; ркр — крити-
ческое давление в кг\м?; ркр — vl ¦; вели-
чина /?2 обозначает рабочее давление газа в
редукторе.
Удельный объём газа при критических
условиях истечения через клапан
Укр
где Vq — удельный объём газа в мь)кг при
1 ата и -J-20' С. Максимальный подъём кла-
пана Лтах = 0,25 d.
Определение усилия Q2 и раз-
меров запорной пружины. Запорная
пружина в редукторе нажимает на редуци-
рующий клапан и обеспечивает его закрытие
при ослабленной главной пружине.
Усилие запорной пружины:
для редукторов прямого действия
для редукторов обратного действия
При jpiFj > Fj,o принимают Q = Fys) Qs —
усилие запорной пружины в кг; Fy — площадь
соприкосновения седла с уплотнителем кла-
пана в см2; ad — удельное давление в кг/см2,
необходимое для создания уплотнения между
седлом и клапаном; /^—давление газа до ре-
дуктора в кг/см4; F\ — рабочая площадь ре-
дуцирующего клапана в см2.
Максимально допустимые значения для
величины од в кг/см2 были ранее приведены
в табл. 8.
При определении величины Q2 во всех
случаях расчёт ведётся на максимальное зна-
чение р1 — давления газа до редуктора. На-
пример, для кислорода берётся р^ = 150 кг/см*.
Для редукторов прямого действия, учитывая
перекрытие клапаном отверстия седла, вели-
чина Рх = 0,785 d* A,15-н 1,20).
Диаметр проволоки для запорной пружины
холодной завивки рассчитывается по наи-
большей нагрузке Q2 (см. т. 2, стр. 671). Диа-
метр пружины, тело витков и деформация
пружины задаются при расчёте, исходя из
конструктивных соображений. Деформацию
пружины следует брать возможно больше для
получения более плавной характеристики ре-
дуктора.
Максимальный рабочий ход пружины
•'max = /->.. о Г '
где Qmin — минимальная рабочая нагрузка
в кг, а п — число витков.
Определение размеров мем-
браны и нажимной главной пру-
жины. Усилие главной пружины опреде-
ляется из уравнений равновесия сил в ре-
дукторе:
для редукторов прямого действия>
для редукторов обратного действия
где Qj — усилие главной пружины в кг; Q2 —
усилие запорной пружины в кг; р\ — давление
газа до редуктора в кг/см2; р2 — рабочее да-
вление газа после редуктора в кг/см*; Ft —
рабочая площадь отверстия редуцирующего
клапана в см2; F— рабочая площадь мем-
браны в см2.
Рабочей площадью мембраны называется
площадь, равная площади свободного поршня,
у которого при том же среднем давлении газа,
что и на мембрану, величина усилия будет
ГЛ. IX]
РЕДУКТОРЫ ДЛЯ СЖАТЫХ ГАЗОВ
321
равна такому же для рассматриваемой мем-
браны. При определении рабочей площади
мембраны необходимо учитьтать, что часть
нагрузки от равномерно распределённого да-
вления газа воспринимается краями мембраны,
защемлёнными между корпусом и крышкой
редуктора.
Рабочая площадь мембраны
F = 0,26 (Ей ¦+• DD, + D\),
где D — диаметр -мембраны в см; Dj — диа-
метр нажимного диска в см (фиг. 21).
Диаметрами D и Dx задаются при вычис-
лении величины F. Величина F будет увели-
Фиг. 21.
чиваться с возрастанием диаметра нажим-
ного диска Dv При Dx =D величина F будет
наибольшей и равной F = —-—, т. е. пло-
щади всей мембраны. В этом случае и тре-
буемое усилие главной пружины Q] будет
наибольшим. Наименьшее значение рабочая
площадь и величина усилия Qj имеют при
отсутствии нажимного диска, т. е. приложении
усилия Qx в одной точке — центре мембраны.
В этом случае при Dt = 0 величина F =
= 0,26 ?>2 = ^ • —-j- , т. е. равна i/3 от пло-
щади всей мембраны.
Обычно диаметр диска Dx берётся не бо-
лее ^-?), так как при большем диаметре
диска для правильной работы редуктора тре-
буется большая точность изготовления его
деталей. На фиг. 22 дана номограмма для
определения величины F в зависимости от
D '
6 мм; Щ-
отношения
Пример. D ¦-- 24 мм;
= 0.6G6.
Через точку 1, соответствующую
Р1
D
0,666, про-
водим вертикаль до пересечения с наклонной линией,
соответствующей D = 24 мм (точка 2). От точки 2
влево проводим горизонталь до пересечения со шкалой F,
на которой находим F — 3,18 см1.
После определения усилия Q1 по тому же
уравнению определяют величину рабочего
давления /?2 при изменении величины давления
в баллоне со 150 до 15—20 ати. Если изме-
нение р2 лежит в пределах тех отклонений,
которые заданы условиями проектирования,
то выбор D и D1 можно считать правильным.
В противном случае уравнение равновесия
сил в редукторе решают относительно ра-
бочей площади мембраны F, подставляя ве-
личину рабочего давления р2 с учётом допу-
скаемых отклонений, а затем по диаграмме
определяют отношение ~ и значения D
21 Том 8
Пример. Дано: ра = 10 ± 2 ати; D = 4 см; ?>!=3,8 см;
Qss = 25 кг; Fl — 0,35 см3; pt => 150 ати; р\ =20 ати. Ре-
дуктор — обратного действия. Находим
Q, - 0,26 pa (d* + DD, + Z>°) + Q2 + аЛ - ЯЛ-
= 0,26 ¦ 10 D3 + 4 ¦ 3,8 + 3,8-) + 25 +
+ 150 • 0,35 — 10 • 0,35 = 190 кг.
При падении давления перед редуктором до ве-
личины рх =» 20 ати имеем, что
i - Q» - р! Fi
рз _
0,26 (z>2 + ?)?>!
190 - 25 - 20 ¦ 0,35
13>3
Следовательно, повышение рабочего давления равно
Pi — fa" 3,3 ати, что превышает заданный допуск
±2 дота. Принимая рй — 10 + 2 — 12 оота, находим
90 85 80 75 70 ЬЪ 62 58
54
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0.9 1
Фиг. 22. Номограмма для определения величины F
по отношению -=Л.
удовлетворяющую заданному условию рабочую площадь
мембраны
190-25 - 20-0,35+ 12. 0,35 Ра „ г „
jj— — 13,5 <гл3.
По номограмме фиг. 22 подбираем D и Z),.
Определение размеров главной нажимной пружины
производится так же, как и для запорной пружины.
Определение сечения отвер-
стий для входа и выхода газов.
Для расчёта сечений этих отверстий поль-
зуются формулой
F = У'10&
3~~ ог-ЗбОО '
где Fq — площадь сечения в ммг\ w — скорость
истечения, равная 50—100 mJсек; V— объём
322
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
газа в мЗ(час, приведённый к данным усло-
виям по формуле
где G — расход газа через редуктор в кг /час;
R — газовая постоянная; Т — температура газа
в °К; р — давление газа при температуре Т° К.
Давление р для расчёта входного канала
определяется из отношения р ==
0,528
где
р2 — рабочее давление в атпи. При вычисле-
нии размеров выходного канала величина р
берётся равной максимальному рабочему да-
влению, заданному для данного редуктора.
Диаметр входного или выходного канала
-V
106
да-3600
•4 fV
_L= 18,851/ — .
I тс V W
Обозначения — см. выше
Предел редуцирования. Так назы-
вается то наименьшее давление газа в бал-
лоне, при котором для данного расхода газа
происходит резкое падение рабочего давления
газа после редуктора.
Теоретически предел редуцирования (рпр)
определяется из критического отношения да-
влений —— = 0,528, откуда р„р = ркр « 2/?2.
Ркр
Практически он составляет рпр = B Ч- 2,5) р2.
Перепад рабочего давления. Под
этим термином принято понимать повышение
рабочего давления при прекращении отбора
газа, Tt е. Д/?=/?2 — Ръ где Ар — перепад
давления; jp2—рабочее давление при нор-
мальном расходе газа; р2 — рабочее давление
при прекращении отбора газа {ати).
Наличие перепада рабочего давления обу-
словливается необходимостью повышения
давления в рабочей камере редуктора для пол-
ного уравновешивания усилия нажимной пру-
жины при закрытом редуцирующем клапане.
Рабочее давление:
для редукторов прямого действия
Q^qh-Qz
0,26 ( D2 + DDX
Fl
для редукторов обратного действия
» Qi ~\~ Qh — Q2 -
Р2 ~ 0,26 '
X + D\) — Fj '
Здесь, кроме ранее принятых обозначений,
q— усилие нажимной пружины при сжатии
её на 1 мм; h — высота подъёма клапана.
При расчёте редукторов величину перепада
давления Ар стремятся иметь меньше, так как
иначе возможен разрыв мембраны, шлангов,
порча манометров и пр., если предохранитель-
ный клапан на редукторе окажется не в по-
рядке и не снизит избыточное давление. Чем
лучше обработано седло и уплотнение реду-
цирующего клапана, тем меньше будет пере-
пад давления. Величина перепада также зависит
от: а) рабочего давления газа после редуктора;
чем выше давление газа, тем на большую вы-
соту поднят редуцирующий клапан, а следова-
тельно, тем больше будет перепад давления;
абсолютное значение величины перепада при
этом определяется конструкцией редуктора и
качеством его изготовления; б) количества ре-
дуцируемого газа; чем больше расход газа, тем
выше будет перепад давления; в) диаметра
седла редуцирующего клапана, увеличение ко-
торого увеличивает перепад; г) рабочей пло-
щади мембраны, увеличение которой умень-
шает перепад давления, так как снижает вели-
чину давления, требуемого для уравновешива-
ния усилия пружины.
Чувствительность регулировки
рабочего давления, характеризуемая измене-
нием рабочего давления редуктора при пово-
роте регулирующего винта главной пружины
на 1 оборот, определяется из следующих урав-
нений :
для редукторов прямого действия
! — Q2
0,26(ZJ-f
для редукторов обратного действия
п = Qi + Я* — PiFi — Q* „ Пп
0,26 (z"
где, кроме ранее принятых обозначений, п —
чувствительность регулировки в am на 1 обо-
рот; t — шаг регулирующего винта в мм. Под-
бором величины t получают требуемую вели-
чину п.
Пропускная способность редук-
тора зависит от рабочего давления газа после
редуктора и площади поперечного сечения
отверстия для выхода редуцированного газа
из прибора. В табл. 11 приведены эксперимен-
тальные данные о пропускной способности ре-
дуктора [5].
Таблица 14
, Щ
1)
g,ss
О. «а
2
3
4
6
8
IO
12
15
Диаметр
1
1,4
выходного отверстия в мм
1,8
2
Пропускная способность
—
—
—
—
—
6,5
8,1
4,5
—
6,6
8,7
ю,5
12,5
1О,2
6,о
7-°
хо,5
13>6
16,6
19,5
а7>5
6,о
7,5
9,о
13,6
i8,o
22,5
26,2
32,7
2,8
4
в мг\час
9,7
14, о
17,2
25,8
34,5
42,3
49-5
23,7
27,0
33,5
48,о
65,0
76,0
—
ГАЗИФИКАТОРЫ ДЛЯ ЖИДКОГО
КИСЛОРОДА
Общие сведения
Жидкий кислород во многих отношениях
имеет преимущества перед газообразным кисло-
родом в баллонах. Транспортировка кислорода
в жидком виде требует значительно меньшей
по объёму тары и сокращает в несколько раз
потребное количество транспортных средств.
Газообразный кислород, полученный испаре-
ГЛ. IX]
ГАЗИФИКАТОРЫ ДЛЯ ЖИДКОГО КИСЛОРОДА
нием жидкого кислорода, не содержит влаги,
что позволяет прокладывать для него трубо-
проводы без отепления и конденсационных
устройств и благоприятно отражается на тер-
мическом эффекте реакций сгорания при сварке
и резке металлов. При пользовании жидким
кислородом сокращается количество стальных
баллонов, работающих под высоким давлением,
что увеличивает безопасность работ. Сокра-
щается потребность в рабочих, необходимых
для перевозки и ремонта баллонов. При исполь-
зовании на месте работ необходимо предвари-
тельно превратить жидкий кислород в газо-
образный. Устройства для превращения жид-
кого кислорода в газообразный называются
газификаторами. Различают газификаторы тёп-
лые и холодные. Описание газификаторов
(включая передвижные) см. т. 5, стр. 389—391.
Количество баллонов, присоединяемых
к тёплому газификатору,
<Р ¦ 790- W- Уо
где п — число баллонов; ср — коэфициент, учи-
тывающий потери при наполнении газифика-
тора и его переключении с одной рампы на
другую; в среднем можно принимать <р = 0,9;
Vj —объём вставки газификатора в л; Vq —
объём трубопроводов в л; р — давление напол-
нения в ата\ V2 — объём баллона в л.
к кислороду. Значение 0% определяется по за-
висимости
О2 = 23.7.I-0'05.rf-0'16.X0'21 («.7 -с/'79 ,
где L — длина трубки в м; d—внутренний
диаметр в м; X. = 0,0188 — коэфициент тепло-
проводности кислорода; w — скорость газа
в м/сек; 7 — удельный вес кислорода в кг/м*
при р = 220 ати и 7/2; ср — средняя теплоём-
кость кислорода в интервале температур Tt
и 7*2 в ккал/кгград.
Скорость газа
где G4ac — часовой расход кислорода в кг/час,
F— площадь поперечного сечения трубки в м*.
Средняя теплоёмкость кислорода в интер-
вале температур Ti и Г2
г 220 Т
J
220
Средняя логарифмическая разность темпе»
ратур между водой и газом
А. Д7\ — ДГо
2,3 lg
ДГо
Расчёт газификаторов
Расчёт тёплых газификаторов.
Определение ёмкости вставки тёплого газифи-
катора и расчёт его стального баллона на проч-
ность производится по тем же зависимостям,
что и при расчёте баллонов для сжатых газов
(см. выше о баллонах).
Расчёт верхнего змеевика для нагрева газо-
образного кислорода от температуры Тх до
температуры Т2 производится по формуле
Ш
где F—поверхность змеевика в м2; Q—тепло-
вая нагрузка в ккал; k — общий коэфициент
теплопередачи в трубке; At— средняя лога-
рифмическая разность температур между во-
дой и газом.
Темловая нагрузка
г> _ г, ( г22О f220\
где G2— количество испаряемого кислорода
в кг; I™—теплосодержание газообразного
кислорода при 7/2 и давлении 220 ати; 72,20—
то же при 7\ и давлении 220 ати.
Общий коэфициент теплопередачи в трубке
k = — =— ккал\мг град час,
al
где сц = 700 ккал/м^ град час — коэфициент
теплопередачи от неподвижной нек-ипящей
воды к стенке змеевика; оа — то же от стенки
где ATj — разность между температурами воды
и холодного газа; ДТ2 — разность между тем-
пературами воды и подогретого газа.
При температуре воды +60° С C33* К) имеем:
Д^ = 333 — 200 = 133° К и ДГ2 = 333 — 293 =
= 40° К, откуда дг = 77,3\
Пример. Для змеевика d — 8 мм, L = 5 м в
Q час «= 160 кг/час получается о, — 1260 ккал/м* град час>
Тогда
1 , 1
700 ^ 1260
454 ккал/м1 град час.
Длина змеевика
1ср
где dcp — средний диаметр трубки в м.
Расчёт нижнего змеевика для испарения
жидкого кислорода аналогичен расчёту верх-
него змеевика. Тепловая нагрузка на 1 кг кисло-
рода в этом случае будет равна: для зоны
подогрева qza3 — расход тепла на нагревание
испарившегося кислорода от Ткр = 154° К до
Т2 = 293° К при 220 ати; для зоны испаре-
ния жидкого кислорода дж=д — Ягаз> где
q=I^° — 1Ж — расход тепла на испарение и
нагрев 1 кг жидкого кислорода до Г2 = 293*
при 220 ати', 1Ж — теплосодержание жидкого
кислорода.
Часовая тепловая нагрузка для соответ-
ствующих зон змеевика будет равна
Qvc=G-4»c и Огаз = 0-Ягаз в ккал/час. Для
зоны подогрева при определении общего коэфи-
циента теплопередачи берётся величина с^ =
= 700 ккал/м2 град час, а величина а2 — п$
324
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
вышеприведённой (стр. 323) зависимости. При
этом принимают: ^ = 0,0173 ккал/кг град;
г220 г220
СР Т Т
1 2~ 1 кр
Для средней логарифмической разности тем-
ператур берут Д*1 = Тдоды — Ткр = 333—154 =
= 179° и М2 = Тводы ~ Т2 = 333—293 = 40°;
тогда Д?=92,7°. Для зоны испарения можно
принимать k = а± = 700 ккал/м1 град час, так
кач О2 слишком велико по сравнению с aj.
В этом случае можно считать по средней раз-
ности температур воды и жидкого кислорода,
г. е.
— Теод"
= 333 —
Расчёт холодных газификато-
ров. Диаметр внутреннего шара deH= у —,
V тс
где V — ёмкость в л; deH — в дцм.
Толщина стенки стального наружного шара
1ср — ¦" воды \ о
154 + 90 \
2 /
= 122°.
Расчёт подогревательного змеевика для
пара ведётся на общую тепловую нагрузку
ванны, равную
Q= Чгаз ~r Qaaw
где 5 — толщина стенки в см; р — давление
в кг/см2; йвн — внутренний диаметр в см; а —
допускаемое напряжение в /сг/сл!2;<р = 0,8—коэ-
фициент прочности сварного шва.
Испарение жидкого кислорода в резервуаре
газификатора за счёт притока тепла извне
G = — кг/час,
где г—скрытая теплота испарения жидкого
кислорода; г = 51 ккал/кг; Q — часовой приток
тепла; Q = kmiz(teo3d — tKUCJl) ккал/час, где
kw — общий коэфициент теплопередачи для
шара в ккал/м2 град час; tgoad — температура
окружающего воздуха; 2кисл — температура
Количество тепла на газификацию (Q?a3): ЖИДКого кислорода; tKUCJl = —182,5° С (при
= Онас Т ( '5
^ал/час,
1 ата).
Общий коэфициент теплопередачи для шара
где Очас — часовое количество газифицируе-
мого кислорода в кг/час; z — время газифика-
ции и наполнения в минутах; 1Т — теплосо-
держание кислорода при Т2 = 293 и 220 ати;
1Ж — теплосодержание жидкого кислорода.
Тепло, теряемое ванной в окружающую
среду (QeaH):
Qean = F» (Тван — То) ккал/час,
где F — поверхность ванны в м\ а — коэфи-
циент теплопередачи от железной стенки
к окружающей среде; а = 10 ккал/м2 град час;
Тван — температура стенки кожуха, принимае-
мая -^-60° С, и Го~ температура окружающей
среды.
Средняя разность температур
"* — ¦• пар ' $ан'
Коэфициент теплопередачи
k — ax = 500 ккал/м2 град час.
Поверхность змеевика
Q .,
2\,.
F =
k-M
Количество потребного пара
Gn = — кг/час,
где г = 527 ккал/кг — теплосодержание пара.
Расчёт трубок змеевиков на прочность
производится по формуле
—г, кг/см2,
где а — допускаемое надряжение в кг/см2;
р — давление в кг/см2; ген — внутренний ра-
диус в см; гн — наружный радиус в см.
где а^жбккал/м2 град час — коэфициент тепло-
передачи от воздуха к стенке кожуха; D — диа-
метр кожуха в м; Хмз = 0,035 ккал/м? град час —
коэфициент теплопроводности для изоляции
(углекислая магнезия); d — диаметр внутрен-
него шара в м; а2 = 500 ккал\м? град час —
коэфицигнг теплопередачи от стенки латунной
вставки к жидкому кислороду.
Расчёт змеевиков подогревателя для испа-
рения жидкого кислорода аналогичен расчёту
змеевиков тёплого газификатора.
ТРУБОПРОВОДЫ ДЛЯ КИСЛОРОДА
И АЦЕТИЛЕНА
Устройство трубопроводов
Прокладка трубопроводов для подачи кис-
лорода и ацетилена к местам потребления
может производиться или по кольцевой, или по
тупиковой системам. Для ацетилена, подавае-
мого обычно под низким давлением, предпоч-
тительна кольцевая система, обеспечивающая
более равномерное поступление газа ко всем
точкам его забора.
Ацетиленовые трубопроводы делаются из
стальных газовых труб. Кислородные трубо-
проводы среднего давления (примерно до
30 am) делаются из стальных цельнотянутых
труб. Для кислородопроводов высокого давле-
ния A50 am) обычно применяются трубы из
красной меди, не подвергающиеся коррозии
и не загорающиеся в среде сжатого кислорода
в случае воспламенения прокладки, попадания
масла и т. п. Соединение стальных труб про-
изводится сваркой- Медные трубы соединяются
Диаметры mpt/ff в мм и дюймах
Потеря напора газа л
% §
^ 2 3 4 56 8 10 15 20 30 W 50 60 80 WO "%ac
Расход газа v
Фиг. 23. Номограмма для расчёта ацетиленовых газопроводов.
Пример использования: задано v ¦= 10 м3/час; I = 100 м; h => 60 ж-и вод. ст. Решение: d«33 «л.
326
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
пайкой твёрдым припоем на муфтах из латуни
или меди. Места установки арматуры имеют
фланцевые соединения. На ацетиленовых тру-
бопроводах устанавливаются конденсационные
горшки для сбора и удаления конденсата.
К местам установки конденсационных горш-
гов трубопровод должен иметь уклон не ме-
iee 1 :1000 для стока конденсата. Трубопро-
воды прокладываются внутри здания по сте-
жам или в каналах под полом. Наружные тру-
бопроводы прокладываются в земле в кана-
лах из кирпича или без таковых, с засыпкой
землёй.
Для предохранения от коррозии трубы
сначала обмазываются битумом в 2 слоя по
1,о мм, затем обёртываются слоем битумини-
рованной мешковины с последующей обмаз-
зсой горячим битумом. Сверху иногда накла-
дывается защитная цементно-асботрепельная
корка толщиной 10 мм, состава 6:8:1.
Внутрицеховые трубопроводы окраши-
ваются: кислородные — в синий, ацетилено-
вые — в белый цвет.
Расчёт трубопроводов
Расчёт трубопроводов состоит в определе-
нии диаметра трубопровода в зависимости от
его длины и заданной потери напора в дан-
ном трубопроводе. Для расчёта составляется
схема трубопровода в целом с разбивкой его
на участки и с нанесением на ней длин и рас-
ходов газа для каждого участка в отдельно-
сти.
Для расчёта кислородопроводов обычно
применяют формулы расчёта трубопроводов,
работающих под высоким давлением. В част-
яости, при определении потери давления газа
з кислородопроводах можно пользоваться фор-
мулой
ОН
Ар - 0,00125 р/? 7"^
где Ар — потеря давления в am; 0 — коэфи-
циент трения; /? — газовая постоянная; Т —
абсолютная температура газа; G — часовой
расход газа в кг/час; I — длина газопровода
в м\ D — диаметр трубы в мм; р — давление
таза в а та.
Величина р определяется из зависимости
2,86
Числовые значения коэфициента р в зави-
гимости от величины G приведены в табл. 16.
Таблица 16
кг j час
10
15
1,9=
25
i,78
40
i,66
65
100
для вентилей и тройников принимается рав-
ной 0,5 м на каждое местное сопротивление
этого вида. Для колен /' определяется по фор-
муле
.0,83
/' = 12,85/. (~
где L — длина кривой изгиба по оси трубы
в м; г — радиус трубы в м; R — радиус из-
гиба в м.
Ацетиленовые газопроводы, работающие
при низком давлении, можно рассчитывать по
формуле
Местные сопротивления в виде вентилей,
холен и тройников учитываются эквивалент-
ной длиной в метрах, прибавляемые к общей
ддине газопровода. Эквивалентная длина /'
где d — внутренний диаметр трубы в см;
V —расход газа в м^/час, отнесённый к 0°
и 760 мм рт. ст.; s — коэфициент, .равный
отношению плотности газа к воздуху (для
ацетилена ~* 0,9); / — длина газопровода в м;
h — потеря напора в мм вод. ст.
Целесообразно для быстрых приближён-
ных расчётов диаметра ацетиленового газо-
провода или потери напора в нём использо-
вать номограмму, приведённую на фиг. 23, а
также справочные таблицы первого тома, где
приведены пятые степени чисел.
ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ
Классификация и конструкция горелок
для сварки
Классификация. Горелки для сварки де-
лятся: по принципу действия на инжектор-
ные (низкого давления) и безинжекторные
(высокого или равного давления); по вели-
чине—на малые и нормальные; по роду горю-
чего— на ацетиленовые, водородные, бензи-
новые и пр.
Конструкция. В инжекторных горелках по-
дача горючего (ацетилена) осуществляется по-
средством специального инжекторного устрой-
ства, в котором кислород, идущий под более
высоким давлением, подсасывает ацетилен,
поступающий в горелку под очень небольшим
давлением порядка 100—200 мм вод. ст.
Инжекторная сварочная горелка
показана на фиг. 24, подробное описание её
приведено в т. 5, стр. 403. Кислород под да-
влением 3—3,5 ати поступает в центральный
канал инжектора 1 и выходит из его отвер-
стия 2 с критической скоростью, создавая
разрежение в каналах 3 вокруг конуса, обес-
печивающее подсос необходимого количества
ацетилена. Горючая смесь кислорода и ацети-
лена направляется в диффузор 4, являющийся
одновременно и камерой смешения обоих
газов.
Вбезинжекторную горелку оба
газа поступают под повышенным и примерно
одинаковым давлением. Количество поступаю-
щего газа обусловливается лишь поперечным
сечением каналов и величиной давления газа
перед входом в горелку. Смесительное устрой-
ство в безинжекторной горелке остаётся в виде
трубки наконечника, так как в данном случае
ГЛ. IX]
ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ
627
надобность в диффузоре отпадает. Разрез без-
инжекторной горелки дан на фиг. 25. Горелка
для сварки должна не только обеспечивать
надлежащий состав смеси, но и поддерживать
этот состав по возможности постоянным неза-
висимо от влияния внешних факторов, како-
выми являются: нагревание мундштука и трубки
наконечника горелки, внешние сопротивления
истечению горючей смеси из мундштука и пр.
В этой части инжекторные горелки уступают
безинжекторным горелкам Последние дают
Для давления смеси может быть использо-
вана зависимость
B)
2gF*
где ус — удельный вес смеси в кг/л&; Vc — се-
кундный объёмный расход смеси в мЦсек,',
а. — объёмный коэфициент расширения смеси;
t — температура смесив °С; g = 9,81 Mjcen2 и
F — площадь отверстия мундштука в м2.
Мислород
Фиг. 24. Разрез инжекторной горелки
Фш. 25. Разрез безинжекторной горелки; dL — диаметр канала для кислорода; dt — диаметр канала
для ацетилена; d% — диаметр канала мундштука.
более постоянный состав смеси, так как в них
влияние затормаживания выхода газов из мунд-
штука будет менее заметно, поскольку и кисло-
род и горючий газ идут по каналам горелки с
повышенным и одинаковым давлением. Если
даже абсолютное количество этих газов и
уменьшится, то их соотношение в горючей сме-
си, т. е. её состав, останется постоянным. Для
инжекторных горелок общее уравнение, опре-
деляющее количество протекающих газов,
имеет вид:
I
Ра
j
С 1 —
±
Он
где GK — количество кислорода в смеси
в кг/сек; Ga— количество ацетилена в смеси
в кг/сек; ра, рк и рс — давления ацетилена,
кислорода и. смеси в кг/м2)
г>
kr —
RrTr
"*«-l
«]2—к. п. д. инжектора; RH и Rc — характе-
ристические постоянные кислорода и смеси;
Тс и Тк — абсолютные температуры кисло-
рода и смеси; kc и kK — показатели адиа-
баты для горючей смеси и кислорода.
При возрастании t величина рс, как это
видно из уравнения B), также увеличивается.
Следовательно, по уравнению A) величина Ga
должна уменьшаться, так как GH и рк не за-
висят от температуры смеси t и остаются по-
стоянными.
Согласно ГОСТ 1077-41, инжекторные го-
релки для ацетиленокислородной сварки изго-
товляются двух типов: нормальные весом не
более 1,7 кг и облегчённые весом не более
0,5 кг. Конструкция горелки стандартом. не
регламентируется. Горелка состоит из одного
корпуса и комплекта сменных наконечников
или мундштуков, применяемых для сварки
металлов толщиной от 0,2 до 30 мм. Величина
наконечника определяется его номером, кото-
рый в свою очередь характеризуется расхо-
дом ацетилена в л\час. Данные о расходах
ацетилена в наконечниках горелки приведены
в табл. 16.
Максимальный расход ацетилена не должен
превышать 15'->/0 сверх среднего расхода, ука-
занного в табл. 16.
Мундштуки в целях их большей стойкости
при высоких температурах изготовляются из
красной меди. Вся горелка изготовляется из
латуки как коррозиоустойчивого материала.
Горелка должна при горении иметь некото-
рый запас ацетилена, т. е. нейтральное пламя
должно устанавливаться при неполном откры-
тии ацетиленового вентиля и переходить в
пламя с избытком ацетилена при его полном
открытии.
Величины запаса ацетилена, полученные
путём замеров на выполненных горелках, при-
ведены в табл. 17.
328
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Таблица 16
Номер наконечника
Средний расход ацетилена
в л]час
Толщина свариваемой мало-
углеродистой стали (от и до)
в мм
00
Зо
0,2—0,5
0
75
о,5-1
1
*5° .
1—2
2
Зоо
2-4
• з
5°°
4-6
4
75°
6-9
5
I20O
9-14
6
1700
14—20
7
2500
2Э—3°
Номер мундштука
или наконечника
Запас ацетиле-
на в л/нас ....
0
3.7
1
7*5
2
15
3
25
4
37
5
бо
6
85
7
125
Таблица 17 инжектором; обычно принимают /71 = 40 000-4-
-н45 000 кг/м* и Тг = 293° К, т. е. +20° С; газо-
вая постоянная R = 26,5.
Секундный расход кислорода через инжек-
тор
Расчёт горелок для сварки
Расчёт инжекторных горелок.
Для расчёта инжекторных горелок задаются
мощностью горелки, исходя из предельной
толщины свариваемого металла. Мощностью
горелки называется расход ацетилена (горю-
чего газа) через горелку в л)час. Для различ-
ных металлов в табл. 18 приведены наиболее
употребительные величины мощности горелки,
отнесённые к 1 мм толщины свариваемого
металла.
* ~ 3600 '
где 7к — удельный вес кислорода в м5/кг при
давлении рх и температуре 7} до инжектора;
VK — часовой расход кислорода в м^/час.
Знай площадь F, находят диаметр отвер-
стия инжектора dv Размеры прочих элемен-
тов горелки, указанных на фиг. 26, опреде-
ляют по следующим эмпирическим зависимо-
стям: d2 = 3,05 dx; d3 — Мг; I = G -=- 15) tU
m = A6 ~ 24) d2; lt = 2 -r- 4 мм; п = A2-s-
-г-20)^з; a = 0,3 -f- 1 л*.м. Углы берутся
равными: а = 454-90°; р = 8ч-9°; -у = 20-4-24°.
Скорость истечения кислорода из сопла ин-
Таблица 18
Свариваемый металл
Мощность горелки в л/час расхода ацети-
лена на 1 мм толщины свариваемого ме-
талла
Малоугле-
родистая
сталь
100—150
Чугун
150—200
Крас-
ная
медь
Зоо
Ла-
тунь
IOO
Брон-
за
IOO
Нержаве-
ющая
сталь
75"8о
Алю-
миний
75
Часовой расход ацетилена
Va = as,
где Va — в л\час\ а — мощность горелки на
1 лш толщины металла (табл. 18); 5 — тол-
щина свариваемого металла в мм.
Часовой расход кислорода
где V'к — в л/час', а = 1,05 -г- 1,2 — коэфициент,
показывающий принятое при расчёте отноше-
ние кислорода к ацетилену в горючей смеси.
Площадь сечения отверстия в инжекторе
для истечения кислорода
жектора будет равна критической, так как
— < 0,5283 — критического отношения давле-
ний (р± — давление кислорода перед инжек-
тором и р2 — давление смеси в камере сме-
Фиг. 26. Элементы сечения инжекторной горелки
(к расчёту).
k+l \k+l
I 2 \-4r
А
шения). При расчётах
= 1.1ч-1,2 ата.
Критическая скорость
принимается р2 =
где F — площадь сечения отверстия в инжек-
торе в л*2; GK — секундный расход кислорода
через инжектор в кг\сек\ ц0 — коэфициент
истечения (jj.0 = 0,97); g= 9,81 м/сек2; показа-
тель адиабаты k= 1,4 для кислорода; р± и
Тг—давление и температура кислорода перед
wKp = 3,38 ypxvK = 3,38
где wKp — в м/сек; vK — удельный объём ки-
слорода в мг\кг при давлении рг в кг/м1 и
температуре Т\ °К.
При этой скорости создаётся в ацетилено-
вом канале разрежение Л, величины кото-
ГЛ. IX]
ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ
329
Таблица 19
Номер мундштука или наконечника
Величина разрежения h в
ацетиленовом канале в мм
вод. ст.
При незажжённой
горелке
При зажжённой го-
релке
0
IOOO—12ОЭ
1—2
l6oo—2ОЭО
3-4
2300—2700
5-6 '
2800—3100
¦¦ ¦¦ ¦¦ ¦ -1
7
j
320Э—3500
От 400 до 750 мм вод. ст. для всех номеров
рого, полученные на основе опытов, приве-
дены в табл. 19.
Разрежение Л обратно пропорционально
давлению /?2 в смесительной камере, т. е.
рф. = const. Разрежение h и расход ацетилена
Vа также зависят от диаметра d2. С увеличе-
нием d2 значения Л и Va уменьшаются, а с
уменьшением d2, наоборот, возрастают. Рас-
стояние а конца инжектора от входа в сме-
сительную камеру (фиг. 26) также влияет на
разрежение Л в ацетиленовом канале; с умень-
шением этого расстояния разрежение и расход
ацетилена быстро падают.
Скорость истечения горючей смеси из мунд-
штука '
= /2gv,(p2-pz)
/'
(Р2-Рз)
где g=9,8\ м/сек2; v2 — удельный объём
смеси при р'3 в мъ/кг; р3 — давление после
мундштука в кг/м2, замеренное непосред-
ственно у его отверстия; Т2 — температура
смеси перед мундштуком.
Скорость wt будет ниже критической, так
как практически величина р3 — 1,043 ата и
при атмосферном давлении ps = 1 ата имеем
отношение ^ = г~ = 0,83, т. е. больше $кр ~
Pi [>t
= 0,5283. Эта скорость должна лежать в пре-
делах от 70 до 160 м/сек для того, чтобы не
было обратного удара пламени в горелку. Как
видно из выражения для wt, она зависит от
температуры Г2 смеси перед мундштуком.
Практически скорость истечения Wi берётся
согласно данным, приведённым в табл. 20.
Таблица 20
Номер мундштука
i
2-3
4-6
7
Скорость истечения
смеси в м/сек
8о
8о— i ао
120—140
140—i6o
При a>i<70 м/сек происходят хлопки и
обратные удары в горелке, а при te>i>
> 160 м/сек пламя становится слишком „жёст-
ким" и сильно раздувает жидкий металл ван-
ны. Если wx > 200 м/сек, пламя отрывается от
конца мундштука.
Площадь поперечного сечения мундштука
GrM
V-см
V
где GCM — секундный расход смеси в кг/сек;
V-см = 0,93 — коэфициент истечения смеси; k =
= 1,4 для смеси; RCM = 28,6 для состава смеси
у^-тг = 1>1; остальные обозначения — те же,
что и ранее принятые. После нахождения Гг
необходимо определить d3, которое должно
соответствовать величине d\ по вышепри-
ведённой эмпирической зависимости. Если
этого нет, необходимо соответственно изме-
нить условия, заданные для расчёта, для
получения нужного соотношения в диаметрах
d\, d2 и rf3-
Расчёт безинжекторных горе-
лок. Для безинжекторных горелок расчёт
ведётся в следующем порядке: 1) по заданной
мощности горелки в л/час горючего газа опре-
деляют расход кислорода; 2) давление газов
перед смесительным соплом р\ для кислорода
и для горючего газа определяют из критиче-
ского отношения давлений
где рс = 1,2 ата — давление смеси в смеси-
тельной камере; 3) рассчитывают площади
поперечного сечения каналов для кислорода
и ацетилена, пользуясь формулой
С* _...,_
G
*У 2
k+\\k + \
-1 Pi
RT,
P2
1 RcmT,
i\P2
где F—площадь, сечения в м2; G—расход
соответствующего газа в кг/сек; \х = 0,97 — ко-
эфициент истечения; ? = 1,4 для кислорода
и k = 1,24 для ацетилена; R = 26,5 для
кислорода и R = 32,59 для ацетилена;
Т5 — температура газов перед горелкой в
°К; рх — давление газов перед горелкой
В KZ/jfli
Площадь сечения выходного отверстия
мундштука определяется так же, как и для
инжекторной горелки по формуле истечения
газов через цилиндрическую насадку, когда
отношение давлений после насадки и до на-
садки больше критического.
Специальные типы горелок
Специальные горелки используются для
особых применений ацетилено-кислородного
пламени, а также для ускорения про-
изводства сварочных работ и их меха-
низации.
Многопламенные горелки
для ручной сварки делаются двух- и
трёхпламенными. На фиг. 27 изобра-
330
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
1РАЗД. IV
жена двухпламенная горелка. Для машин-
ной сварки применяются многопламенные
горелки (фиг. 28, а), имеющие несколько
сменных мундштуков. Горелки для машин-
Фиг. 27. Двухпламенная горелка для ручной сварки.
ной сварки обычно охлаждаются проточ-
ной водой и конструируются для работы
на ацетилене высокого давления, т. е. как
безинжекторные.
На фиг. 28, б изображена однопламенная
горелка для машинной сварки с водяным
охлаждением.
ГОРЕЛКИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
(РЕЗАКИ)
Конструкция резаков
Резаки отличаются от сварочных горелок
тем, что имеют дополнительные вентили,
трубки и мундштуки для подачи струи чистого
кислорода, сжигающей металл в полости реза.
В зависимости от устройства подогревательной
части резака различают резаки инжекторные
(низкого давления) и безиыжекторные (высо-
кого давления). Инжекторный резак типа УР-44,
выпускаемый в СССР, показан на фиг. 32.
Кислород подаётся в подогревательное пламя
по трубке 1 через вентиль 2, а ацетилен — по
трубке 3 через вентиль 4. Горючая смесь через
трубку 5 подаётся в головку 6 резака и выхо-
дит по кольцевому каналу, образуемому наруж-
ным мундштуком 7. Режущий кислород через
вентиль 8 и трубку 9 поступает в центральный»
канал внутреннего режущего мундштука 10,
Фиг. 29. Горелка для подогрева.
3 k 5 f ж . Отверстия дт, Выхода
горючей смеси
Фиг. 28. Многопламенная и однопла-
менная горелки для машинной свар-
ки: 1 — мундштуки; 2—головка; 3 —
подача кислорода; 4 — подача ацети-
лена; 5 - вход и выход охлаждающей
воды.
Горелки для подогрева (фиг. 29)
представляют собой обычную горелку с нако-
нечником, у которого мундштук имеет боль-
шое количество отверстий, обеспечивающее
большую площадь нагрева.
Горелка для пайки (фиг. 30) имеет
ряд отверстий в мундштуке, через которые
в горючую смесь подсасывается атмосферный
воздух, понижающий температуру пламени, что
предохраняет припой от выгорания.
Для сварки в трудно доступных
местах применяются горелки с наконечни-
ками соответствующей формы (фиг. 31). Такие
наконечники присоединяются к рукоятке стан-
дартной горелки.
Фиг. 31. Наконечники для сварки в трудно доступных местах.
выходя откуда он образует режущую струю;
последняя расположена в центре подогрева-
тельного пламени.'
Для прямолинейной резки больших толщин
иногда применяются резаки с последователь-
ным расположением подогревательного и ре-
жущего мундштуков в головке (фиг. 33). На
фиг. 34 показаны резаки для больших и ма-
лых толщин. Оба резака имеют направляю-
щие каретки и штампованный алюминиевый
корпус.
Применяются резаки высокого давления,
снабжённые рычажным клапаном для пуска ре-
жущей струи кислорода (фиг. 35). При нажатии
на рычаг 1 клапан 2 открывается, и режущая
струя по трубке 3 идёт в центральный канал
мундштука 4. Горючая смесь выходит из мунд-
штука по нескольким цилиндрическим каналам,
расположенным концентрически вокруг цен-
ГЛ. IX]
ГОРЕЛКИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
331
Фиг. 32. Инжекторный резак типа УР-44.
Фиг. 35. Конструкция резака с рычажным клапаном
для режущего кислорода.
Направление резки
Фиг. 33. Головка резака с
последовательным расположе-
нием сопел: 1—подогреватель-
ный мундштук; 2 — режущий
мундштук.
Л/мин
игл
Фиг. 34. Резаки: а — для толщин до 300 мм:
6 — для резки до 10 мм.
8 70 12 Пата
Давление перед соплом
Фиг. 36. Расход кислорода в цилиндрических соплах
в зависимости от давления перед соплом и диаметра
отверстия сопла d (см).
332
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
трального кислородного канала. Таких каналов
для горючей смеси делается от 3 до б в зависи-
мости от мощности подогревательного пла-
мени резака.
Технические требования к ацетилено-кис-
лородным резакам регламентируются ГОСТ
17503-39. По ГОСТ резаки должны снабжаться
комплектом сменных режущих и подогрева-
тельных мундштуков для резки стали толщи-
ной от 5 до 300 мм. Величины давления кис-
лорода для резки в зависимости от толщины
разрезаемого металла приведены в табл. 21.
Таблица 21
Расход кислорода для резки на 1 м длины
Толщина ме-
талла в мм
Примерное
давление кис-
лорода в а та
5—25 25—50 50—100 100—200 200-300
2—4
4-6
6-8
8—ю
12—14
Инжекторные резаки могут работать на
низком давлении ацетилена от 0,01 по 0,5 ати.
Мундштуки резака делаются из красной меди,
а остальные части — из латуни.
Расчёт резаков
Мощность подогревающего пламени опре-
деляется в зависимости от толщины разрезае-
мого металла. Для ацетил ено-кислородного
пламени при резке стали средних толщин
можно пользоваться формулой Черняка и
Гузова [6]
Va= (86-f— )Y7 л/час,
где Va — мощность подогревающего пламени
в л/час ацетилена; 5 — толщина разрезаемой
стали в мм.
Для других горючих примерная мощность
(расход горючего) подогревающего пламени
указана в табл. 22.
V,
р.к
¦ a bs л/м,
где V — в л/м реза; Ъ — ширина реза в мм;
s — толщина разрезаемой стали в мм и а =
= 2,7 -{—— л/смв — расход кислорода в л на
сжигание 1 см% стали и выдувание шлака.
Скорость резки w м/час в зависимости от
толщины 5 определяется по зависимостям:
lg w = 4,75 — 0,41 lg s [7];
60
;+о,8
[в].
Давление кислорода при резке (перед мунд-
штуком) определяется по формуле Черняка
и Гузова
0,71 + 1 )уТ,
где р — давление в ama; s — толщина в мм.
Средние давления кислорода при резке
стали в зависимости от толщины резки при-
ведены в табл. 23.
Расход кислорода для резки (при 15° С и
1 ama) при цилиндрических соплах
может быть определён по графику на фиг. 36.
Расчёт сечений каналов резака для подо-
гревающего кислорода, горючего газа и го-
рючей смеси аналогичен расчёту для свароч-
ных горелок.
Каналы мундштуков для кислорода, иду-
щего непосредственно на резку, рассчиты-
ваются по формулам истечения газа с крити-
ческой скоростью, как это делается для рас-
чёта кислородного канала инжектора (см. рас-
чёт горелок).
Цилиндрические и ступенчато-цилиндри-
ческие сопла мундштуков могут пропустить
только определённое количество газа, соот-
ветствующее критической скорости. Придавая
мундштукам (соплам) специальную форму
(фиг. 37), можно повысить количество газа с
Таблица 22
Расход горючего
Водород в Л/'час . .
Светильный газ в
л/час
Бензин в г/час . . .
Керосин в г/час . .
5
IIOO
5оо
52О
goo
10
1275
5оо
520
9оо
20
!35°
боо
865
IIOO
При толщине металла в мм
30
i8oo
850
865
IIOO
50
2150
1350
1200
1300
100
3400
2000
1200
1500
200
4050
'345
1500
300
4600
1700
400
545°
500
5600
600
5700
Расход кислорода в подогревательном
пламени: для ацетилена VK = 1,2Va л/час; для
водорода VK = @,22 -f- 0,32) Ve л/час, где Ve—
расход водорода в л/час; для бензина qg —
= 1,30 ¦— 1,67 л на 1 г бензина.
Ширина реза (Ь) определяется или в
зависимости от диаметра (d) отверстия мунд-
штука для режущей струи кислорода: Ь =
= A,5 —2) й? [7], или в зависимости от тол-
щины {s) разрезаемой стали: b = 2 + 0,015s [6].
Таблица 23
Толщина стали
в мм
Давление режу-
щего кислорода
в ama
5
3
10
4
2Э
5
3°
6
5о
7
IOO
9
200
ц
3°э
is
ГЛ. IX|
ГОРЕЛКИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
333
увеличением давления. С помощью подобного
сопла можно резать металл заданной толщины
с различными скоростями, соответственно из-
меняя давление режущего кислорода. С уве-
личением давления скорость резки возрастает
пропорционально давлению. В сопле происхо-
дит полное расширение режущей струи газа
и полное превращение её потенциальной
энергии в кинетическую. Это увеличивает
скорость струи, способствуя лучшему удале-
нию окислов из реза. Струя сохраняет свою
цилиндрическую форму на значительном уда-
лении от конца мундштука, что даёт ровный
О Ю 20 30 ttO P,
- Рг
Фиг. 38.
рез. Для сохранения непрерывности струи не-
обходимо сохранить для каждого сечения
сопла соотношение
= const.
где G — расход газа в кг/сек; wx и ге;2—ско-
рости газа в данных сечениях в м/сек', F\ и
F?J — площади сечений в мг; vx и v-i — удель-
ные объёмы газа в данных сечениях в м^/кг.
Размеры сопла подбираются по графику
(фиг. 38) в зависимости от отношения давле-
ний до и после сопла -Ш-. Наиболее длинную
цилиндрическую струю дают сопла с отноше-
нием -=р = 1,66. Угол а (фиг. 37) берётся рав-
ным от 7 до 8°.
Специальные типы резаков
Бензорезы и керосинорезы пред-
назначены Для работы, на жидком горючем.
Комплект бензореза (фиг. 39) состоит из го-
релки (резака), бачка для жидкого горючего
Фиг. 39. Аппарат для кислородной резки на бензине и
керосине: 1 — внутренний наконечник, 2 — наружный на-
конечник; 3 — наконечник для подогрева; 4 — испаритель;
5 - трубка для режущего кислорода; 6 — маховичок для
режущего кислорода; 7— махоьичок для горючего; 8 —
маховичок подогревающего кислорода; 9— головка для
резки; 1а — тележка.
и шлангов. На фиг. 40 изображён бензорезак.
Жидкое горючее, проходя через асбестовую
набивку 19 испарителя, превращается в naps
который подсасывается кислородной струёй,
выходящей из инжектора 22, и образует с кис-
лородом горючую смесь, выходящую в щель
между, наружным 28 и внутренним 29 мунд-
штуками и сгорающую с образованием подо-
гревающего пламени. Режущий кислород идёт
по трубке 31, затем по центральному каналу
головки 26 и выходит наружу через централь-
ный канал внутреннего мундштука 29, образуя
режущую (пробивную) струю. Для подогрева-
ния испарителя служит мундштук 23, через
который вытекает часть горючей смеси, обра-
зуя подогревательное пламя. Резак может
работать и на керосине, если несколько по-
высить мощность подогревателя, увеличив
диаметр отверстия мундштука 23.
На фиг. 41 показан разрез мундштуков
бензореза, а в табл. 24 даны размеры каналов
и характеристика мундштуков.
Таблица 24
Размеры каналов
и характеристика
мундшту.ков
с/, мм
d3
ds
Расход бензина в г^час .
Расход кислорода в
л,час
Номер мундштука
о, 5
4.°
4.5
52O
66.S
66-s
1.5
4,5
5.5
8б5
1564
1983 2151
3.°
б,о
7.°
1345 17°°
2JOO
Таблица 25
Сопло
керосинореза . . .
бензореза
а
ь
мм
+ 0,12
1,2
+0,12
1,О
о,9
°>45
На фиг. 42 изображён мундштук подогре-
вателя, размеры которого приведены в табл. 25.
Кислород из редуктора таол.
кислородного баллона^ приведены ос-
~~ новные данные
бензорезов.
Резаки для
особо боль-
ших толщин
(свыше 300 мм)
пригодны для
резки стали тол-
щиной до 500,
800 и 1000 мм.
Резак (фиг. 43)
имеет отдель-
ный третий нип-
пель / для по-
дачи режущего
кислорода по
трубке 2 через
вентиль 3 в цен-
тральный канал
режущего
мундштука 4
(трёхшланго-
вый резак).
Резак для срезки головокзаклё-
п о к (фиг. 44) имеет плоскую головку с тремя
334
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД.. IV
Таблица 26
Таблица 27
Наибольшая
толщина ре-
зания в мм
IO
3°
6о
IOO
2ОО
Зоо
Номер
нако-
неч-
ника
i
2
3
4
5
6
Давле-
ние
кисло-
рода
в ати
4
5
6
8
ю
12
Расход на 1 м
резки
кислорода
В Л
I2O
39°
840
i6oo
3600
бооо
бензина
вг
а5
4о
5°
IOO
2ОО
Зоо
Показатель
Время подогрева в сек. . .
„ резки . ...
Общее время „ » . .
Давление кислорода в ати
„ ацетилена , „
Расход ацетилена в л/час .
„ кислорода:
на подогрев в л /час t
„ резку ,
Расход кислорода на за-
клёпку В Л
При диаметре
заклёпки в мм
10
2,5
8
ю,5
3-3.5
О,О2
5°°
55°
9000
21
18
З.о
15
i8
3—3.5
6,02
500
55°
9000
49
Ю д 6 3
5а
Фиг. 40. Бензорезак: /—2 — кислородный ниппель с соединительной гайкой; 3~6 — ниппель с соединительной
гайкой для горючего; 4—25—соединительные гайки трубки режущего кислорода; 5—5а — трубки режущего
кислорода; 7 — кислородно-распределительная коробка; 8 — гайка для крепления кислородной коробки к резаку;
9—13—14 — сальниковые гайки стержня инжектора; 10 — трубка подачи горючего; 11—20 — стержень инжектора;
12— маховичок для регулировки подачи горючего; 15 — тройник испарителя; 16— вентиль для режущего кисло-
рода; 17—18 — трубка испарителя; 18—21—испаритель; 19—асбестовая набивка испарителя; 22—инжектор;
23 — мундштук для подогрева; 24 — соединительная гайка головки резака; 26 — корпус режущей головки; 27 —со-
единительная гайка режущего наконечника; 28 — наружный мундштук; 29 — внутренний мундштук; 30 — хвосто-
вик для присоединения к циркулю; 31 — кислородный вентиль подогрева.
каналами: двумя боковыми для горючей смеси
и одним центральным для режущего кисло-
рода. Головка резака изображена на фиг. 45.
В табл. 27 приведены данные о срезке заклё-
пок этим резаком.
* -О
Фиг. 41. Разрез мунд-
штуков бензореза: 1 —
внутренний мундштук;
2 — наружный мунд-
штук; 3 — накидная
гайка.
Фиг. 42. Наконечник подогре-
вателя бензореза я кероси-
нореза.
Резак для вырезки отверстий
малого диаметра (фиг. 46). Головка /
расположена по одной оси с рукояткой 2 ре-
зака и снабжена специальным циркулем 3,
позволяющим производить вырезку отверстий
диаметром от 15 до 70 мм при толщине ли-
стов от 3 до 25 мм. Применяется на монтаж-
ных работах.
Резак для вырезки труб (фиг. 47)
очень удобен при ремонте паровых котлов с
дымогарными трубами, холодильников и пр.
Имеет укороченную головку 1 с мундштуками,
расположенными перпендикулярно оси руко-
ятки. Вставляется внутрь трубы 2, подлежа-
щей резке, и фиксируется упором 3. При резке
вращение резака осуществляется рукояткой 4.
Расстояние мундштука от стенки трубы фи-
ксируется упором 5. Резак может применяться
для вырезки труб с внутренним диаметром от
45 мм и выше.
Резак для „строжки" металла(фиг.48)
применяется для выжигания на поверхности
ГЛ. IX]
ГОРЕЛКИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
335
Фиг. 45. Головка резака
для срезки заклёпок: /—
канал для режущего кис-
лорода; 2 — каналы для го-
рючей смеси.
ь
Фиг. 44. Резак для срезки головок
заклёпок.
Фиг. 46. Резак для вырезки отверстий малого диаметра.
Фиг. 47. Резак для вырезки труб.
Фиг. 48. Резак для „строжки" металла: / — трубка для кислорода;
2 - инжектор; 3 - смесительная камера; 4 — трубка для смеси;
5 — головка резака; 6 — мундштуки.
336
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
металла канавки с целью удаления дефектов
(трещин, шлаковых включений и пр.), для,
грубой строжки заготовок, подготовки кромок
под сварку и т. п. Отличается от обычного
резака увеличенным диаметром канала для ре-
жущего кислорода. Режущая струя имеет
большое сечение, обеспечивающее выжигание
металла на глубину 5—10 мм от его поверх-
ности, но при этом скорость струи умень-
Фиг. 49. Мундштук резака для строжки.
навки. Отверстия для выхода горючей смеси
и образования подогревательного пламени рас-
полагаются концентрически по отношению к
центральному отверстию для режущей кисло-
родной струи.
На фиг. 49 показан мундштук резака для
строжки, а в табл. 28 даны размеры его ка-
налов. Всего резак имеет 3 мундштука разных
размеров.
Таблица 28
шается, оставаясь, однако, вполне достаточной
для удаления шлаков из поверхностной ка-
i 3
I
Номер м
i
2
3
Диаметр ка-
нала в мм
•U ) «г-
ii!
5.6
7,1
7-9
для горю
чей смес
i,i
з
_ S
о «
I В1
Число ка
для горю
6
а
в
Расход
кислорода
в мгЫас
подогрев
s
4
4
резка
32
5"
57
я
ю
в
cf
ч *
о 51
я ^
А и
1,6
3.3
з.з
о
и
s
., к
Давлени«
рода в а
4.4
5,о
6,о
•к
.a m
с g
Время вь
1 кг мета
!
4°
25
2О
Peikyu+uv кислорие
Горючая смесь
Воздух
Подогревающее —
— пламя
Ревущий кис/юрод
Горюя а я смесь
Подогревающее
пламя
_Стр1/я ре/кущ ег о ^*-
_ кислорода _ ,''/
Защитный пузырь -п.
С/701/ . \\'
обогащен ны
~ кислородом
Фиг. 50. Типы головок резаков для подводной резки: / — режущий мундштук; 2 —подогревательный мундштук;
3 — наружный мундштук (воздушный колпак).
Фиг. 51. Резак для подводной резки с воздушным колпаком.
ГЛ. IX]
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
337
Резак для резки под водой. При
подводной резке для защиты подогревающего
пламени от воды вокруг пламени создаётся
газовый или воздушный пузырь, в среде ко-
торого пламя резака может гореть устойчиво
и не гаснуть.
На фиг. 50 даны два типа головок резаков
для подводной резки. Слева показана головка
с защитным воздушным пузырём, а справа —
с защитой из продуктов сгорания подогрева-
тельного пламени.
На фиг. 51 изображён резак с воздушным
защитным пузырём, работающим на водород-
но-кислородной смеси. По ниппелю 1 посту-
пает кислород для подогрева, по ниппелю 2—
кислород для резки, по ниппелю 3—водород,
по ниппелю 4 — воздух. Вентили 5, 6, 7 и 8
служат для регулировки количеств соответ-
ствующих газов, поступающих в головку ре-
зака 9; мундштук 10 является режущим, мунд-
штук 11 — подогревающим, а колпак 12 слу-
жит для образования защитного воздушного
пузыря.
Резаки для резки чугуна. Кисло-
родная резка чугуна очень затруднена вслед-
ствие его легкоплавкости и наличия включе-
ний графита. Рез получается очень широкий
с неровными краями, а процесс резки прибли-
жается к выплавке металла из полости реза.
Для некоторого улучшения кислородной резки
чугуна применяют иногда специальные резаки
с увеличенной мощностью подогревательного
ацетилено-кислородного пламени. Длина факе-
ла подогревательного пламени должна превы-
шать толщину разрезаемого чугуна.
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Назначение и классификация
Машины для кислородной резки обеспечи-
вают получение реза высокой чистоты за счёт
постоянства скорости передвижения резака,
постоянного расстояния среза мундштука от
поверхности разрезаемого металла и отсутствия
вибраций резака. После машинной резки можно
получить поверхность кромки, имеющую вид
строганой или фрезерованной, не требующей
дальнейшей обработки.
* Конструкций и типов кислородных режу-
щих машин существует очень много. По роду
привода они делятся на машины: с ручным
приводом; с электромоторным приводом.
По назначению делятся на машины: а) пе-
реносные для резки по разметке, шаблону или
циркулю; б) стационарные лёгкого типа для
резки по разметке, чертежу, шаблону, циркулю;
в) стационарные тяжёлого типа, универсаль-
ного назначения, для резки по разметке, чер-
тежу, шаблону и циркулю; г) стационарные
специального назначения.
Ниже приводятся описания конструкций
некоторых образцов машин перечисленных
групп.
Конструкция машин для кислородной
резки
Машины с ручным приводом. На-
правление движения резака осуществляется
посредством направляющих механизмов, а пе-
ремещение его производится от руки, враще-
22 Том 8
нием рукоятки. Движение этой рукоятки че-
рез винт или систему шестерён передаётся на
супорт, в котором укреплён резак.
На фиг. 52 показана ручная машина для
прямолинейной резки. Резак 1 укреплён в су-
порте 2, перемещающемся по направляющей 3
при вращении рукоятки
4. Станина 5 машины
крепится к разрезае-
мому слитку стали 6 по-
средством стяжек 7. Ма-
ховичок 8 служит для
Фиг. 52. Ручная машина для прямолинейной резки.
вертикальной установки резака, а рукоятка
9—для его поперечного перемещения.
На фиг. 53 показана ручная машина для
резка круглых болванок и валов. Станина 1
крепится к разре-
заемому валу 2 це-
пью 3. Резак 4
укреплён на су-
порте, связанном
с кулиссным меха-
низмом^ При вра-
щении маховичка
6 мундштук 7 ре-
зака описывает по-
луокружность в
плоскости разреза.
На фиг. 54 по-
казана ручная ма-
шина для резки
двутавровых ба-
лок. Резак 1 укре-
плён в державке
2 на супорте 3, пе-
ремещающемся по
направляющим 4
от винта 5 при
вращении махо-
вичка 6. Резак
может устанавли-
ваться под углом к
вертикальной пло-
скости; перемеще-
ние резака вдоль
его оси произво-
дится маховичком
Фиг. 53. Ручная машина для
резки круглых болванок и
валов.
7. Струбцина 8 крепит
всю машину к разрезаемой балке.
338
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
(РАЗД. IV
Ручная машина для прорезания от"
верстий в рельсах и балках изображена на
фиг. 55. Резак / укреплён на штанге 2, закре-
плённой в оправке струбцины 3, между губ-
ками которой зажимается обрабатываемая
балка или рельс 4. Вращая маховичок 5, заста-
вляют мундштук
резака описывать
окружность нуж-
ного диаметра, вы-
резая при этом
требуемое отвер-
стие в стенке.
Фиг. 54. Ручная машина для резки двутавровых балок.
На фиг. 56 показана также ручная машина
для срезки кромки трубы при подготовке её
под сварку. Резак / под нужным углом укре-
пляется на тележке 2. Вращая рукоятку ма-
Фиг. 55. Ручная машина для прорезания отверстий
в рельсах и балках.
шины, заставляют ведущую звёздочку 3 цепи
4 перемещать всю тележку по поверхности
трубы, причём резак срезает кромку под
заданным углом.
Переносныемашины с электро-
моторным приводом применяются для
резки при раскрое больших листов. Они ре-
жут по прямой направляющей, по разметке
с направлением от руки и с циркулем. Имеются
машины также для резки по шаблону. Привод
в этих машинах осуществляется от неболь-
шого коллекторного электромоторчика мощ-
ностью 60—100 в/я, число оборотов которого
может регулироваться с помощью реостата в
зависимости от толщины разрезаемого металла.
Обычно такие машины снабжаются указате-
лями скорости (тахометрами или спидоме-
трами), встроенными в корпус машины. Так
как вес машины составляет около 15—20 кг,
она может легко переноситься с места на
место в зависимости от расположения мате-
риала. На фиг. 57 показана переносная ма-
шина для кислородной резки. Маховичок /
перемещает резак 2 в вертикальном напра-
Фиг. 56. Ручная машина для срезки
кромки трубы.
влении, а маховичок 3 — в поперечном. Веду-
щий ролик 4 приводится в движение через
коробку передач от моторчика, расположен-
ного внутри корпуса. Скорость регулируется
поворотом ручки реостата 5. Данной машиной
можно резать сталь толщиной до 10Э мм.
Длина резки не ограничена. К машине можно
присоединить циркуль для резки по окруж-
ности диаметром от 100 до 200 мм. Резаку 2
можно придать наклонное положение до 309
к плоскости разрезаемого металла. При резке
листов машина перемещается непосредственна
Фиг. 57. Переносная машина для кислородной резки.
по обрабатываемому металлу. Скорость резки
указывается спидометром 6. Для грубой регу-
лировки скорости имеется рукоятка переклю-
чателя 7 коробки передач. Основные данные
машины-приведены в табл. 2Э. ;
ГЛ. IX|
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
339
Таблица 29
Показатель
Время резки
В MUHJM
Расход газа в л\мин:
кислорода ....
ацетилена ....
Давление кислорода
в атпи
При толщине резки в мм
5
а
55
ю
2,2
10
3
90
15
2,5
20
4
175
2О
3.5
50
б
боо
4°
5
80
7
IIOO
7°
б
100
7
135°
IOO
7
На фиг. 58 показана кинематическая схема
редуктора переносной машины, типа изобра-
жённой на фиг. 57. Общее передаточное число
редуктора равно 4096.
/
1=160
z=25
гтт
2=25 г=
Is
1 5
Фнг. 58. Кинематическая схема редуктора переносной
машины: / — мотор; 2 — ведущая шестерня мотора;
3 — ведущий ролик машины; 4 — большая шестерни
редуктора; 5 —опорный ролик машины свободно
вращающийся.
Иное конструктивное оформление имеет
переносная электрическая машина для резки,
показанная на фиг. 59 в момент прямолиней-
ной резки по направляющим. Маховичок 1 пе-
Фиг. 59. Прямолинейная резка переносной машиной.
ремещает резак 2 в вертикальном направле-
нии, маховичок 3 — в горизонтальном. Ручка 4
служит для перемещения движка реостата и
регулировки скорости резки. На фиг. 60 по-
казана третья конструкция машин описанного
типа. Различные случаи применения перенос-
ной машины показаны на фиг. 61. Данная ма-
шина несколько отлична от описанных выше.
Фиг. 60. Переносная машина для кислородной резки]
1 — резак; 2 — ведущий ролик; 3 — мотор; 4 — спидо-
метра—ручка реостата; 6 — выключатель; 7 — руко-
ятка; 8—маховичок для поперечного передвижения ре-
зака при его установке; 9 — сектор с указателем угла
наклона резака.
Она предназначена для резки толщин от 2
до 100 мм.
Наименьший радиус при резке по кри-
вым — 250 мм, а при резке по окружности
с помощью циркуля — 100 мм. Резак может
устанавливаться под углом 45°.
Переносная машина для резки специально
по шаблону изображена на фиг. 62. В этой
машине мотор / через редуктор 2 вращает
ведущий рифлёный ролик 3, который катится
по шаблону 4, перемещая по соответствующей
ему линии резак 5. Ролики 6 и 7 являются
опорными и катятся по поверхности разрезае-
мого листа.
Пример специальной переносной машины
показан на фиг. 63. Она предназначена для
обработки стальных труб, вырезки различных
отверстий на поверхности труб, отрезки трубы
под любыми углами к её продольной оси, из-
готовления из труб фасонных частей и прочих
работ. Обрабатываемая труба укладывается
на тележку /. Резаки 2 укрепляются в су-
порте 3, соединённом с кулисой 4 и кольцевой
направляющей 5, приводимой в движение от
мотора 6 через коробку передач 7. Изменяя
с помощью поворотного механизма S пло-
скость вращения направляющей 5, можно по-
лучить любое движение резака на поверхно-
сти трубы, вырезая отверстие требуемого
очертания.
Стационарные машины лёгкого
и тяжёлого типа устанавливаются на спе-
циальном столе, на котором находится шаблон
или чертёж детали, подлежащей вырезке. Раз-
резаемый лист подаётся к машине и уклады-
вается на специальную подставку.
Стационарная машина лёгкого типа для
резки по шаблону изображена на фиг. 65; по
рельсам 1 движется тележка 2, несущая на
себе поперечные рельсы 3. По этим рельсам
перемещается поперечная каретка 4, соеди-
нённая с мотором 5. Последний соединён с
ведущим роликом или парой рифлёных роли-
ков, устанавливаемых на шаблон & Контур
фигуры, описываемой роликом, в точности
воспроизводит головка 7 машины, на которой
укреплена державка с резаками8.
340
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Фиг. 62. Переносная машина для резки
по шаблону.
Фиг. 63. Машина для обрезки труб и вырезки
отверстий в их стенках.
Головка машины
Фиг. 61. Различные случаи применения переносной
машины: а—резка по прямой, по направляющим;
о — резка по разметке, от руки; в—резка с цирку-
лем; /—резка при скосе кромок.
Фиг. 64. Установка и размеры шаблона.
ГЛ. IX]
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
341
Фиг. 65. Стационарная машина лёгкого типа для резки по шаблону.
Фиг. 66. Стационарная машина тяжёлого типа для резки по шаблону
Фиг. 67. Машина с 20 одновременно работающими резаками.
342
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
[РАЗД. IV
Фиг. 68. Машина с фотоэлементным искателем
для резки по контуру.
Фиг. 69. Ведущая каретка машины с фотоэлементным
искателем.
Фиг. 70. Установка машины для огневой зачистки.
Фиг. 71. Установка машины для огневой зачистки при
прокатном стане: 1 — прокатный стан; 2—болванка;
3 — машина огневой зачистки; 4 — пульт управления.
Фиг. 72. Машина для огневой зачистки.
ГЛ. IX]
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
343
Установка шаблона показана на фиг. 64.
Размеры шаблона определяются из зависи-
мости
(Ъ
Знак (+) относится к вырезке детали с
заданным наружным контуром, знак (—) — к
вырезке отверстия заданного контура; sx и
s% — размеры копира, wx и w2 — размеры де-
тали или отверстия, а — толщина шаблона,
b — ширина разреза.
На фиг. 66 показана стационарная машина
тяжёлого типа для резка по шаблону. При-
меняется при шаблонной резке для массового
изготовления заготовок или деталей и может
снабжаться большим количеством одновре-
менно работающих резаков. На фиг. 67 изо-
бражена машина, имеющая 20 резаков, одно-
временно вырезающих одинаковые детали.
Новейшие конструкции стационарных ма-
шин снабжаются ведущей кареткой / с фото-
элементным искателем (фиг. 68), который по-
зволяет вместо металлического шаблона при-
менять резку по контуру, вычерченному на
листе бумаги 2 и уложенному на стол 3 машины.
Ведущая каретка машины с фотоэлементным
искателем изображена отдельно на фиг. 69.
Специальные машины. Одним из
интересных и существенных применений кисло-
родной резки является зачистка поверхностей
блюмсов и слябов в процессе их проката. Для
этого применяются специальные машины так
называемой „огневой зачистки", устанавливае-
мые в общем потоке движения болванки.
Установка такой машины показана на фиг. 70
и 71. Машина изображена на фиг. 72. Она
имеет два или четыре башмака /, на которых
укреплены резаки для поверхностей зачистки.
Перемещение башмаков механизировано с по-
мощью рычагов 2 и пневматических устройств;
управление башмаками, а также подачей кис-
лорода и ацетилена осуществляется с отдельно
стоящего пульта. Каждый резак обеспечивает
выжигание на поверхности слитка канавки ши-
риной 36 мм. Таким образом, на каждые 100 мм
нужно иметь 3 резака. Давление режущего
кислорода — 4 ати, расход кислорода 1 реза-
ком — 73 м^/час на резку и 5 м*\час — для
подогрева. Давление ацетилена — 1 ати, расход
ацетилена — 4,8 мэ/час. Резак снимает слой
металла толщиной 3 мм при скорости пере-
мещения болванки от 20 до 40 м/ман. Обра-
ботке на данной машине подвергается нагре-
тая болванка, имеющая температуру 950—
1100° С.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Клебанов Н. Н., Газовая сварка и резка метал-
лов, М. 1947.
2. Колыженков П. А., Парфенов П. Ф., Рут-
штейн С. И., Черняк В. С.. Руководство ао ре-
монту аппаратуры для газовой сварки и резки, Стан-
дартгиз, М. 1941.
3. Лоскутов В. И., Расчёт малолитражных баллонов
для кислородно-дыхательных аппаратов. Сборник «Кис-
лородно-дыхательная аппаратура", Каталогиздат
НКОМ СССР, 1939.
4. Стрижевский И. И. и ФалькевичА. С.,
Производство ацетилена, Госхимиздат, М. 1940.
5. Ф а л ь к е в и ч А. С., Методика расчёта кислородных
редуцирующих приборов, .Автогенное дело" № 2—3,
М. 1945.
6. Черняк В. С. и Г у з о в С. Г., Исследование
процессов ацетилено-кислородной резки, .Автогенное
дело' № 1, М. 1941.
7. Daniel N. and Durant С. Е., Working data on the
cutting of Steel by the Oxygen jet, .Welding Industry-,
1937. vol. V, № 1, p. 24-34.
8. Z о b e 1 P., ErhShung der Schneidegeschwindigkeiten
beim Brenneschneiden durch neue Dusenformen. —„Zeit-
schrift des Vereines Deutscher ingenieure* (VDI), 1936.
КУЗНЕЧН0-ПРЕСС0ВОЕ. ОБОРУДОВАНИЕ
ВВЕДЕНИЕ
Рабочий ход кузнечно-прессовых машин
начинается с момента соприкосновения бойка
(штампа, пуансона) с поковкой и кончается,
когда деформирование поковки прекращается.
На основе кинематических признаков рабочего
хода машины разбиваются на четыре группы:
1) молоты; 2) прессы; 3) приводные кривошип-
ные машины и 4) приводные ротационные
машины.
Молоты производят деформирование по-
ковки за счёт энергии, заранее накопленной
падающими частями молота к
началу рабочего хода; рабо-
тают ударом. Скорость рабо-
чего хода выражается кри-
вой аЬ (фиг. 1, а). Точка а соот-
Г1
IE И*
Фиг. 1. Диаграммы скоростей рабочего хода кузнечно-
прессовых машин: / — молоты; 2 — прессы; 3 — при-
водные кривошипные машины; 4 — приводные ротацион-
ные машины.
ветствует максимальной скорости tfmax бойка
штампа в начале рабочего хода, а точка Ь—нуле-
вой скорости в конце его. Кривая скорости аЪ
может иметь различный характер в зависимости
Прессы имеют начальную скорость рабо-
чего хода, равную нулю; работают давлением.
Характер кривой скорости рабочего хода octt
(фиг. 1,6) изменяется от разных условий в широ-
ких пределах. Скорость итах—до 20см/сек;
время tp — от сотых долей секунды до несколь-
ких секунд. В редких случаях допускается
некоторая начальная скорость (пунктирный
отрезок кривой).
У приводных, кривошипных ма-
шин* скорость рабочего хода изменяется по
жёсткой кривой ef (фиг. 1, в), которая в зави-
симости от кинематических особенностей ма-
шин может иметь разный характер, например,
косинусоиды, кривой с участком постоянной
скорости и пр.
Приводные ротационные ма-
шины являются переходными к прокатным.
В результате вращательного движения рабочих
частей имеют постоянную скорость рабочего
хода, выражаемую прямой gh (фиг. 1, г), па-
раллельной оси абсцисс.
Молоты делятся на паро-воздушные, при-
водные пневматические, приводные механиче-
ские, газовые, гидравлические.
Паро-воздушные молоты (фиг. 2, а) рабо-
тают паром или сжатым воздухом от котель-
ной или компрессорной установки.
Приводные пневматические молоты
(фиг. 2, б) также работают воздухом, который
в данном случае является промежуточной рабо-
чей средой между рабочим и компрессорным
поршнями молота.
SSWw
Фиг. 2. Типовые схемы молотов: 1 — паро-воздушные; 2 — приводные пневматические; 3 — механические;
4 — газовые; 5 — гидравлические.
от размеров, формы, температуры поковки и Приводные механические молоты (фиг.2,в)
пр. Скорость г/шах— до 7—8 м/сек, время рабо- имеют упругие, гибкие и жёсткие связи
чего хода tp ИСЧИСЛЯется ТЫСЯЧНЫМИ ДОЛЯМИ * Название кривошипных обусловлено тем, что они
Секунды. занимают преобладающее место среди приводных машин.
ГЛ. XI
ВВЕДЕНИЕ
345
между приводом молота и падающими ча-
стями.
Газовые молоты (фиг. 2, г) работают давле-
нием на рабочий поршень, развиваемым газом
при вспышке, по принципу некоторых видов
двигателей внутреннего сгорания.
Гидравлические молоты (фиг. 2, д) рабо-
тают давлением воды, действующей на рабо-
чий плунжер падающих частей молота.
Прессы делятся на гидравлические, гидро-
механические, механические.
Гидравлические прессы работают водой
высокого давления (фиг. 3, а).
У гидромеханических прессов (фиг. 3,6)
совмещены гидравлические и механические
передачи. Рабочий плунжер соединён с по-
движной поперечиной через рычажное устрой-
ство. Эти прессы не получили распространения.
В механических прессах (фиг. 3, в) рабо-
чий ход получается посредством механической
передачи, например, включением диференциала
Фиг. 3. Типовые схемы прессов: 1 — гидравлические;
2 — гидромеханические; 3 — механические.
и рейки в привод пресса. Эти прессы не полу-
чили распространения.
Приводные кривошипные ма-
шины делятся на чисто кривошипные, криво-
шипно-коленные, кривошипно-рычажно-кулач-
ковые, кривошипно-комбинированные, кулачко-
вые, реечные, рычажные, винтовые.
Чисто кривошипные машины (фиг. 4, а)
работают от кривошипного вала *;. Вал может
иметь одно или несколько колен, эксцентриков
при одностороннем и двухстороннем приводе
и расположении вдоль или поперёк фронта
машины. Соединение ползуна машины с криво-
Л1ипным валом осуществляется посредством
шатуна.
Кривошипно-ко ленные машины (фиг. 4,6)
имеют основным механизмом шарнирный тре-
угольник (колено) с ведомым от коленчатого
вала посредством шатуна средним шарниром.
В кривошипно-рычажно-кулачковых ма-
шинах (фиг. 4, в) совмещены механизмы чисто
кривошипных машин (для производства основ-
ной технологической операции) и рычажно-
кулачковой системы, работающей также от
кривошипного вала (для проведения вспомога-
тельных операций: зажимы заготовки, отрезка,
выталкивание из матриц и пр.). Применяются
различные рычажные системы. Машины имеют
два и более ползунов, кинематически связан-
ных между собой; работают по принципу двой-
ного, тройного и многократного действия.
Кривошипно-комбинированные машины
(фиг. 4, г) имеют основной частью кривошип-
ный вал и другие по типу дополнительные
т к*^< (^
Фиг. 4. Типовые схемы приводных кривошипных ма-
шин: / — чисто крявошипные; 2 — кривошипно-коленные;
3 - кривошипно-рычажно-кулачковьГе; 4 — кривошипно-
комбинированные; 5 — кулачковые; 6 — реечные; 7— ры-
чажные; 8 — винтовые.
части, например, воздушные цилиндры для
подъёма ползуна.
Кулачковые машины (фиг. 4, д) имеют ве-
дущей частью кулаки, эксцентрики, располо-
женные на валу или отдельно. Постоянной связи
между ползуном и эксцентриком нет, она осу-
ществляется посредством мотылей (ковочная
машина Райдер), непосредственным сопри-
косновением ползуна с кулаком (машина Дай-
тона) или при помощи кулаков, сухарей, вво-
димых между ползуном и валом (ножницы).
У реечных машин (фиг. 4, е) ползун связан
с ведущей шестерней посредством зубчатой
рейки.
У рычажных машин (фиг. 4, ж) ползун
получает движение от кривошипного вала через
рычажную систему, например, обычный рычаг
второго рода (фиг. 4, ж) у балансирных вы-
тяжных прессов или посредством двух сочле-
нённых рычагов у вытяжных прессов.
Винтовые машины (фиг. 4, з) имеют основ-
ной ведущей частью винт, соединённый с ползу-
ном, и гайку, вращаемую от привода машины.
Ротационные машины делятся на
машины с валками, роликовые, сегментные.
wm-
а)
6)
* Здесь понимается кривошипный вал со всеми моди-
фикациями кривошипа: колено, эксцентрик, консольный
кривошип, шестерня с кривошипом.
Фиг. 5. Типовые схемы приводных ротационных ма-
шин: 1 — машины с валками; 2 — роликовые;
3 — сегментные.
Рабочие части: у машин с валками
(фиг. 5, а) — валки; у роликовых (фиг. 5, б) —
ролики; у сегментных (фиг. 5, в) — сегменты
(штампы) цилиндрической формы, укреплённые
346
КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
[РАЗД. IV
Таблица 1
Области применения кузнечно-прессовых машин
Технологическое назначение
машины и заготовка
Свободная
ковка
Горячая
штампозка
Холодная
штамповка
Прессование
по Дику
Резка; обрезка
Гибка; отбор-
товка
Клёпка
Накатка
Закрутка
Правка
Слитки, обжим,
прокат
Слитки, обжим,
прокат
Листовой ме-
талл
Слитки, обжим,
прокат
Прутковый ме-
талл, проволока
Листовой ме-
талл
Слитки, обжим,
прокат
Слитки, обжим,
прокат
Прутковый ме-
талл, проволока
Листовой ме-
талл
Слитки, обжим,
прокат
Прутковый ме-
талл, проволока .
Листовой ме-
талл
Прутковый, ме-
талл, проволока .
Прутковый ме-
талл, проволока.
Листовой ме-
талл
Слитки, обжим,
прокат
Прутковый ме-
талл, проволока .
Слитки, обжим,
прокат
Прутковый ме-
талл, проволока .
Листовой ме-
талл
Молоты
паро-воздуш-
ные
+
+
-
4-
приводные
пневматиче-
ские
X
-
приводные
механические
—
JL
-
газовые
гидравличе-
ские
Прессы
гидравличе-
ские
+
—
+
X
+
-
-
X
X
X
+
+
_
+
JL
гидромехани-
ческие
механические
Кривошипные машины
чисто криво-
шипные
-
-
+
-
X
-
+
+
+
—
—
-
+
X
J_
кривощипно-
коленные
+
+
X
-
X
кривошипно-
рычажноку-
лачковые
+
+
+
+
+
кривошипно-
комбинирован-
ные
-
кулачковые
-
+
+
реечные
-
рычажные
-
винтовые
-
Ротацион-
ные машины
с валками
X
роликовые
X
j.
X
сегментные
-
х 1
1
+
X
X
+
X
—
Условные обозначения: + преобладающее применение; J. менее распространённое применение;
'«отельное применение; пустые клетки'— нет применения.
ГЛ. X]
ВВЕДЕНИЕ
347
иа валках. На последних машинах деформиро-
вание поковки производится на части оборота
валков в зависимости от длины окружности
сегмента.
Характеристика кузнечно-прессовых машин
не определяется мощностью в собственном
понимании этого слова, а посредством раз-
личных для каждого вида машин параметров.
Молоты определяются весом падающих
частей в килограммах или тоннах.
Гидравлические прессы характеризуются
величиной развиваемого рабочего усилия
или, точнее, силы в тоннах. Для некоторых
машин размер определяется максимальным
диаметром обрабатываемого прутка: „горизон-
тально-ковочная машина — 100 мм". *
Сортовые и листовые ножницы опре-
деляются размером поперечного сечения раз-
резаемого на них материала: сортовые нож-
ницы — 75 X 75 мм, листовые ножницы —
3 X 2000 мм и т. д. Кроме того, дополнительно
к этому обусловливаются механические ка-
чества металла, обычно предел прочности при
растяжении.
Ковочные вальцы характеризуются длиной
обрабатываемого на них материала и длиной
валков.
Кузнечно-прессовые машины выполняются
универсальными или специализированными для
обработки определённого рода металла. В за-
висимости от последнего они делятся на ма-
шины, обрабатывающие: а) слитки, обжим, про-
кат; б) прутковый металл, проволоку; в) листо-
вой металл.
На большинстве кузнечно-прессовых машин
выполняется несколько технологических опера-
ций, но имеются специализированные машины
для одной операции.
По технологическому назначению машины
делятся: 1) для свободной ковки; 2) для горячей
штамповки; 3) для холодной штамповки; 4) для
прессования по способу Дика; 5) для резки,
обрезки; 6) гибочные, отбортовочные, профили-
ровочные; 7) клепальные; 8) накаточные; 9) за-
круточные; завивочные и 10) правильные.
В табл. 1 приведены сведения, характери-
зующие область применения кузнечно-прессо-
вых машин.
Глава X
МОЛОТЫ
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
Область применения и обзор типов
Технологическое назначение паро-воздуш-
ных молотов — свободная ковка, горячая и
листовая штамповка.
Ковочные молоты являются основ-
ным видом оборудования в кузнечных цехах;
применяются с весом падающих частей от 25
до 6000 ягг, в единичных случаях — до 30 000 кг.
Наиболее распространены молоты 500—5000 кг.
Максимальный вес слитков, обрабатываемых
на ковочных молотах, около 2 т.
Более лёгкие молоты заменяются привод-
ными пневматическими и механическими моло-
тами, более тяжёлые — гидравлическими прес-
сами.
Штамповочные пар о-в оздушные
молоты являются основным оборудованием
кузнечно-штамповочных цехов. Применяются
с весом падающих частей 500—30 000 кг. Наи-
более распространены молоты 500—9000 кг.
Максимальный вес штампованной поковки 1 т.
Замечается снижение роли паро-воздушных
штамповочных молотов ввиду применения для
горячей штамповки макси-прессов, относя-
щихся к группе приводных кривошипных
машин.
Лист о-ш тамповочные паро-воз-
душные молоты применяются для холод-
ной листовой штамповки, главным образом для
производства изделий с большими габаритными
размерами. Максимальный размер изделия
3000 X 3000 мм.
Классификация паро-воздушных молотов
[6] приведена в табл. 2.
Принцип действия
Паро-воздушные молоты выполняются про-
стого и двойного действия.
Таблица 2
Технологическое
назначение
Ковочные
Штамповочные
Листоштамповоч-
ные
Управле-
ние
Ручное
Универ-
сальное
Автомати-
ческое
Ручное
Ручное
Классификация паро-воздушных
Парораспре-
деление
Цилиндриче-
ский золотник
Поворотный
золотник
Клапаны
То же
»
Цилиндриче-
ский золотник
молотов
Принцип действия
Двойного действия
Одностоечные
без напра-
вляющих
с напра-
вляющими
Двухстоечные
без направляющих
арочные
мостовые
Двойного действия
с верхним
цилиндром
двухстоечные
ебыч-
ный
шток
ТОЛСТЫЙ
шток
с ниж-
ними
цилин
драми
бесшаботные
толстый
шток
тонкий
шток
Двойного действия
с верхним цилиндром
двухстоечные
четырёхстоечные
с направляющими
ароч-
ные
мостовые
Простого действия
канат-
ные
ремён
ные
с тонким
штоком
Простого действия
двухстоечные
четырёх-
стоечные
ГЛ. X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
349
В молотах простого действия
пар или воздух, служащий только для подъ-
ёма падающих частей, действует на нижнюю
кольцевую площадь поршня. Ход бабы вниз
происходит под действием собственного веса,
пар при этом выпускается из цилиндра. Ско-
рость бабы зависит только от величины хода.
С учетом потерь на трение в уплотнениях
и направляющих
v « YhSgH м/сек,
где g= 9,81 MJceiv2 и Я— ход бабы в м.
Умолотов двойного действия
пар или воздух действует на нижнюю и верх-
нюю площади поршня при подъёме и движе-
нии бабы вниз. Такой работой пара дости-
гается получение требуемых скоростей бабы
в момент удара и энергии удара при меньшей
величине хода бабы. Скорость бабы в момент
удара зависит от величины хода и работы
пара. Молоты двойного действия быстроход-
нее молотов простого действия; в этом их су-
щественное преимущество перед последними.
Рабочий процесс пара, протекающий в ци-
линдрах молотов, устанавливается посредством
соответствующих устройств распределения
пара. Работа пара в молотах регулируется из-
менением: 1) объёма впускаемого пара в ниж-
нюю и верхнюю части рабочего цилиндра при
ходе бабы вверх и вниз; 2) давления свежего
пара при впуске в рабочий цилиндр. Первый
способ регулирования называется количествен-
ным, второй — качественным.
Количественное регулирование произво-
дится распределительными органами (золот-
никами, кранами и клапанами) и осуще-
ствляется изменением моментов отсечек све-
жего пара, поступающего в цилиндр.
Качественное регулирование производится
пусковыми органами (золотниками, кранами и
клапанами), изменением открытия окон пуско-
вых органов в процессе работы молота. При
количественном регулировании открытие окон ¦
пусковых органов при работе молота остаётся
без изменения.
При количественно-качественном регулиро-
вании работают одновременно распределитель-
ные и пусковые органы.
Парораспределительные механизмы, по-
средством которых перемещаются распредели-
тельные и пусковые золотники, краны, кла-
паны, применяются с ручным, автоматическим
и универсальным управлениями [5, 14].
Ручное управление производится машини-
стом при помощи рукоятки или самим кузне-
цом от педали. Управление от педали приме-
няется для ковочных молотов с весом падаю-
щих частей до 400 кг.
Автоматическое управление осуществляется
распределительными органами, кинематиче-
ски связанными с бабой. Рукоятка автомати-
ческого управления в процессе работы молота
остаётся неподвижной и переставляется только
для изменения характера ударов. При автома-
тическом управлении молот совершает непре-
рывные, последовательные, автоматические
удары, характер которых зависит от положе-
ния рукоятки управления.
Универсальное управление совмещает руч-
ное и автоматическое управления.
Ковочные молоты
Основные данные. Размеры ходовых
конструкций молотов приведены в табл. 3,
4, 5 и 6.
Молоты типа Массей (табл. 3—6, фиг. 6,
7, 8 и 11) рассчитаны для работы паром и
воздухом давлением 4 ати. Давление пара
для аналогичных молотов других конструкций
встречается до 5—7 ати, сжатого воздуха —
5 ати. Вес шаботов молотов обычно не ме-
нее чем восьмикратный к весу падающих ча-
стей. Молоты, предназначенные для ковки
стали повышенной твёрдости (инструменталь-
ной, легированной, конструкционной), реко-
мендуется снабжать более тяжёлым шаботом
(кратность 15 :1 и даже 20 :1).
Вес ковочных молотов (без шабота) на 1 т
веса падающих частей колеблется в преде-
лах: для одностоечных — от 12,5 до 10,6 т;
двухстоечных арочных — от 10 до 8,5 т;
двухстоечных мостовых — от 13 до 9,5 т.
Большие цифры — для меньших по тоннажу
молотов.
Бойки у одностоечных молотов типа Ири
располагаются под углом 35° к осевой линии
станины молота (фиг. 9). Общий вид двухстоеч-
ного молота такого типа приведён на фиг. 10.
Для отечественных стандартных молотов
в номинальный вес падающих частей входит
вес поршня, штока, бабы и бойка (вес бойка
принимается равным 10% от номинального
Таблица 3
Ковочные паровоздушные молоты, одностоечные, без направляющих
(фиг. 6)
Основные параметры
Диаметр цилиндра
Максимальный ход бабы ....
Диаметр штока
Вылет от оси штока
Диаметр трубы свежего пара
Диаметр выхлопной трубы . .
Высота молота над полом . . .
Общий вес молота с шаботом
и фундаментной плитой ....
Вес шабота
Единица
измерения
мм
дюймы
мм
кг
По нормали
Наркомтяжмаша
Типа Массей
Вес падающих частей в кг
500
75о
боо
4 ооо
7 5°°
750
850
¦JOO
4 4оо
и 250
1000
95O
8оо
4 8оо
15000
500
35о
76о
igo
020
3
4
3 5°°
10 000
3 75O
1000 | 1500
440
965
230
75°
4
41/2
4 075
18500
7 75°
52O
i 145
275
915
4
5
4 445
27 750
и 5оо
2000
56о
I 2Q5
3°5
9&5
¦V,
5
4 825
37 ооо
15 500
2500
боо
i 395
33°
i oi5
5
6
5180
46 250
19 500
3000
625
1525
355
1066
5
6
5560
56000
23250
350
молоты
[РАЗД. IV
Таблица 4
Ковочные паро-воздушные молоты, одностоечные, с направляющими
(фиг. 7)
Основные параметры
Диаметр цилиндра . .
Максимальный ход бабы
Вылет от оси штока
Диаметр трубы свежего пара . . .
Диаметр выхлопной трубы ....
Высота молота над полом
Общий вес молота с шаботом и
фундаментной плитой
Тес шабота . . •
Единица
измерения
мм
дюймы
мм
кг
По нормали
Наркомтяжмаша
Типа Массей
Вес падающих частей в кг
500 | 750
700
5оо
4ооо
75°°
8оо
бдО
4 4оо.
11250
1000
ооо
8оо
4800
15 ооо
500 | 750
Зоо
685
4O5
3 h
3380
10000
4 000
34O
760
45°
3
4
3 735
14250
5 75O
1000
370
340
510
4
47s
3 985
18500
7 75O
1250
400
915
560
4
41/,
419Э
2300
975O
Ковочаые молоты, двухстоечные, арочные, с направляющими
(фиг. 8)
Таблица
Основные параметры
Единица
измерения
По нормали
Наркомтяжмаша
Типа Массей
Вес падающих частей в кг
1000
1500
I ООО
2000
5OO
—
-
_
¦
2000
I2OO
25OO
55°
—
—
—
—
1000
37°
840
i 020
43°
4
47,
3910
18750
7 75°
1500
43O
99°
3375
520
4
5
4400
28000
11500
2000
460
1 145
2 59°
57°
47s
6
4825
37000
15 5°°
3000
5000
Диаметр цилиндра
Максимальный ход бабы
Расстояние между стойками . . .
„ „ направляющими
Диаметр трубы свежего пара . .
„ выхлопной трубы ....
Высота арки над полом •
. молота над полом .....
Общий вес молота с шаботом и
фундаментной плитой
Вес шабота . . . • •
дюймы
мм
ооо
2000
43°
53°
1370
ЗЗ80
650
5
б
52 ООО
23 2OO
т
б 9<к>
8i 000
38800
Таблица $
Паро-воздушные ковочные молоты, двухстоечные, мостовые, с направляющими
(фиг. 11)
Основные параметры
Единица
измерения
По нормали
Наркомтяжмаша
Типа Массей
Вес падающих частей в кг
2000
i 300
4000
55°
650
2000
6500
—
30000
3000
I 500
4000
650
800
—
2000
7 000
_
45000
5000
1800
4000
700
900
2 000
7 800
_
75000
1000
37°
840
3 960
43°
5i°
37.
4
1830
4000
20 800
7 75°
1500
43°
99°
3960
520
610
4
5
1830
4 47°
30000
11500
2O0O
460
1 145
3 960
57°
635
5 /a
1 830
49°°
38000
15 5°°
3000
53°
1370
3960
650
840
5
6
1 830
5460
53°°°
23250
Диаметр цилиндра
Максимальный ход бабы
Расстояние между стойками ....
. „ направляющими
Расстояние от нижнего бойка до
направляющих .
Диаметр трубы свежего пара . . .
, выхлопной трубы
Высота от пола до фермы станины
Высота молота над полом .....
Общий вес молота с шаботом и
фундаментной плитой
Вес шабота
дюймы
мм
75
3960
735
915
6
7
I фо
бб
85000
38 75°
ГЛ. XI
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
OUX
Фиг. 7. Ковочный паро-воздушный одностоечный
молот с направляющими (к табл. 4).
Фиг. 6. Ковочный паро-воздушный одностоечный
молот без направляющих (к табл. 3).
Фиг. 8. Ковочный двухстоечный арочный молот
с направляющими (к табл. 5).
Фиг. 9. Ковочный паро-воздушный одностоечный
молот с направляющими.
352
молоты
[РАЗД. IV
веса падающих частей); давление пара при
впуске в цилиндр — 6—8 ати; парораспреде-
лительные органы должны допускать работу
Фиг. 10. Ковочный двухстоечный арочный молот
с направляющими
с перегревом пара до 200° С у впускного вен-
тиля.
Для ковки гладких прутков обычной ин-
струментальной стали и инструмента приме-
няются лёгкие паро-воздушные молоты с авто-
матическим управлением, действующим от
педали (табл. 7).
Таблица 7
Паро-воздушные ковочные молоты, одностоечные,
с направляющими, с автоматическим управлением*
Основные
параметры
Диаметр цилин-
дра • •
Максимальный
ход бабы
Вылет от оси
штока
Диаметр трубы
свежего пара . . .
Диаметр выхлоп-
ной трубы ....
Высота молота
над полом ....
Единица
измерения
дюймы
Вес падающих
частей в кг
25 80 75 100 150
2745
95
33°
I
23Ю
IOO
33°
25°
I
2310
4.С0
300
2
2640
* По типу Ири,
Парораспределение. Ручное управление
применяется для ковочных молотов, приведён-
ных в табл. 3, 4, 5 и б. Механизмы с ручным
управлением изображены на фиг. 12 (а, б, в,
г, д — устаревшие типы парораспределения).
Рабочие циклы молотов с ручным упра-
влением: полные и неполные последователь-
ные, управляемые удары; полные и неполные
единичные удары; шлихтовочные удары; дер-
жание бабы на весу и прижим поковки [5, 19].
Последовательные полные и неполные
удары следуют один за другим, без пауз. Баба
не задерживается в верхней точке хода и
после удара на поковке. При полных единич-
ных ударах баба после удара задерживается
на поковке. При работе молота шлихтовоч-
ными ударами баба совершает незначитель-
ный по величине ход.
Ручное управление с поворотным золотни-
ком применяется у молотов типа Массей:
одностоечных без направляющих до 30Э0 кг
(табл. 3); одностоечных с направляющими
750—1250 кг (табл. 4); двухстоечных арочных
свыше 1000 кг (табл. 5) и мостовых (табл. 6).
Парораспределительный механизм с пово-
ротным золотником изображён на фиг. 13. Регу-
лирование впуска и выпуска пара произво-
дится автоматическим поворотом золотника.
Угол поворота 30°. Поворот золотника начи-
нается при подъёме бабы на 0,5 Нт и закан-
чивается на высоте хода, равной 0,7 Нт,
считая от нижнего положения бабы (Нт —
максимальный ход бабы).
Для подъёма бабы золэтник устанавливается
в нижнем положении. „Нижний пар" посту-
пает до момента поворота золотника (при ходе
бабы на 0,5 Нт) через полные сечения впуск-
ных каналов (фиг. 13, /), на участке пово-
рота @,5 Нт — 0,7 Нт) через уменьшающиеся
сечения каналов и по окончании поворота
через особые каналы малого сечения (фиг. 13,2).
„Верхний пар" выпускается при ходе бабы
вверх в обратную (выхлопную) трубу; на верх-
ней части хода (после поворота золотника)—
через малые сечения каналов, что несколько
подтормаживает бабу к концу подъёма
(фиг. 13,2).
Единичный удар происходит при установке
золотника в верхнем положении (фиг. 13,3).
Нижний пар при ходе бабы вниз выпускается из
цилиндра. Верхний пар работает впуском при
опускании бабы до 0,5 Нт и на оставшейся по-
ловине хода расширением (фиг. 13,4). Поворот
золотника производится посредством системы
рычагов при набегании ролика на наклонную
плоскость бабы при её подъёме.
Механизмы с автоматическим управлением
изображены на фиг. 14, а — д.
Наиболее распространённым следует счи-
тать автоматическое управление с цилиндри-
ческим золотником по фиг. 14, а, в и г. Распре-
делительный золотник перемещается автома-
тически от бабы посредством криволинейного
рычага, поворачивающегося около точки под-
веса а. При подъёме бабы золотник подни-
мается. Изменением положения точки а по-
средством перемещения рукоятки с относи-
тельно неподвижной оси вращения Ъ дости-
гается изменение начального положения зо-
лотника и величины периодов впуска и вы-
пуска пара. При опускании рукоятки с точка
подвеса а и золотник поднимаются, период
ГЛ. X]
ПАРОВОЗДУШНЫЕ МОЛОТЫ
353
Фиг. 11. Пзро-воздушный
двухстоечныи молот с на-
правляющими (к табл. 6).
Фиг. 12. Парораспределительные механизмы с ручным управлением: я, б, в, г, д—распределитель-
ный орган золотник, пусковой кран; е, ж — распределительный орган поворотный золотник, пуско-
вой кран (Массей); з— распределительный и пусковой органы —клапаны.
23 Том 8
354
молоты
[РАЗД. IV
впуска нижнего пара и величина хода бабы
уменьшаются. Рукоятка с переставляется
только при изменении характера удара.
Золотник внизу
Ход вверх
Золотник поднят
Ход вниз
Фиг. 13. Поворотный золотник ковочных молотов типа
Массей.
Пар, прежде чем поступить в золотнико-
вую коробку, проходит через пусковой кран.
При свободной педали пусковой кран закрыт
и молот не работает. Пуск молота произво-
NT
ю
Фиг. 14. Автоматические парораспределительные меха-
низмы ковочных молотов.
дится нажатием на педаль В зависимости от
величины опускания педали при неподвижной
рукоятке с можно получать удары различной
энергии. Управление молотом производится куз-
нецом. Молот работает полными, неполными
последовательными автоматическими ударами
и шлихтовочными ударами.
Парораспределительный механизм с универ-
сальным управлением, кроме автоматической
части, аналогичной изображённой на фиг. 14,
имеет устройство для ручного управления.
У молотов типа Массей [5, 14] последнее со-
стоит из особой рукоятки (фиг. 15), связанной
через вертикальную тягу с распределительным
золотником. Для молотов с весом падающих
частей ниже 400 кг вместо рукоятки можно
применять педаль. Ручная часть1 управления
Фиг. 15. Универсальный парораспредели-
тельный механизм ковочных молотов.
работает независимо от автоматической. При
включении ручной части управления автомати-
ческая часть выключается.
' Универсальное управление с цилиндриче-
ским золотником (фиг. 15) применяется: для
одностоечных молотов без' направляющих
(табл. 3) до 1000 кг\ для одностоечных моло-
тов с направляющими (табл. 4) 750 и 1000 кг.
Универсальное управление с поворотным зо«
лотником применяется для оаностоечных моло-
тов с направляющими до 500 кг.
При работе молотов с универсальным па-
рораспределением пусковой кран остаётся не-
подвижным (количественная регулировка).
Молоты типа Ири, Чамберсбург (фиг. 16)
с универсальным парораспределением имеют
совмещённую количественно-качественную ре-
гулировку. В отличие от молотов типа Массей
пусковой кран работает параллельно с распре-
делительным золотником. Машинист управляет
двумя рукоятками.
Молоты с универсальным управлением ра-
ботают циклами: полные и неполные последо-
вательные автоматические удары; полные и
неполные единичные удары; шлихтовочные
удары; держание бабы на весу и прижим по-
ковки.
Штамповочные молоты
Основные данные. Размеры ходовых кон-
струкций штамповочных паро-воздушных моло«
тов приведены в табл. 8, 9, 10, 11, 12 и 13.
ГЛ. X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
355
Таблица 8
Паро-воздушные штамповочные молоты (с верхним цилиндром, обычным штоком и цилиндрическим
золотником) (фиг. 17)
(основные параметры)
Вес
падающих
частей
в кг
5оо
I ООО
2О0О
3 ооо
5 ооо
ю ооо
15 ооо
25 ооо
Диа-
метр
ци-
линдра
Ход
Расстояние
между бабой
и штамподер-
жателем (пор-
шень лежит
на сальнике)
Расстояние
между
направляю-
щими
Размер ша-
бота в плане
сбоку,
снизу
спере-
ди,
вверху
Высота
молота
над
полом
мм
2ОО
28о
Збо
43»
53°
66о
8ю
99°
9'5
1140
1270
1270
1270
1360
1630
1830
2=)О
25°
Зоо
Зоо
5оо
5оо
5оо
5°°
4°°
5оо
635
7оо
7бо
86о
IOIO
1270
:II7O
I32O
1420
I65O
iEoo
2100
2180
2540
IQ3O
2390
295о
335O
35°°
З86о
432O
483^>
41оо
4850
5ббо
579°
663о
бббо
. 7200
833°
Диаметр
трубы
впуск-
ной
выхлоп-
ной
дюймы
2
2'/3
з1/,
4
5
б
8
ю
3
4
5
6
¦8-
10
12.
Вес молота
без шабота
в от на 1 от
веса
падающих
частей
15
; 12 >
ю ,
9
7
по ДВ
Фиг. 16. Ковочный одностоечный молот с направляю-
щими: /—поршень предохранителя; 2— золотник;
3 — дроссель; 4 — золотниковая втулка; 5:—криволи-
нейный рычаг; 6 — рукоятка, управления; 7—рукоятка,
. дросселя-, 8 — тяга дросселя; 9 — золотниковая тяга.
Фиг. 17. Паро-воздушный штамповочный молоте обыч-
ным штоком (к табл. 8).
356
молоты
[РАЗД.
Таблица 9
Паро-воздушные штамповочные молоты
(нормаль Наркомтяжмаш)
5°о
75°
1 ООО
15°°
2 ООО
Зооо
4 ооэ
5ооо
6 ООО
8 ооо
IOOOO
12 ООО
15 ооо
о. о.
н =t
Ч&
2 >>
Я ш о.
ftSC
а а
О 41
Ш S
SS
са ь
IOOO
1IOQ
1200
12OO
I250
I23O
I25O
I25O •
1250
I3OO
I30O
I3OO
I40O
I4OO
2IO
25O
28o
33°
380
410
440
490
540
580
660
730
800
880
400
450
500
550
600
650
700
700
700
75^>
900
IOOO
1100
1200
350
400
45°
600
700
700
8эо
900
IOOO
IOOO
IIOO
1200
600
650
700
800
900
900
IOOO
IIOO
1200
1200
1300
1400
140011500
1500
1600
180
220
220
2ЭО
300
300
350
400
400
400
450
450
500
500
5000
5200
5300
54°o
5600
5800
6200
6500
6600
6800
6800
7000
7400
7600
Фиг. 18. Паро-воздушный штамповочный молот
с толстым штоком (к табл. 10).
Таблица 10
Паровоздушные штамповочные молоты с толстым
: штоком (фиг. 18)
{ X
i 2^
i §a
CJ
i 5°°
! IOOO
2O00
30O0
50OO
s s
се г;
=3 Й
«I
й
(основные параметры
3
асстояние
аправляю
a. s
ft
^ —.
асстояние
гойками J
а. с
я;
о
ю
а
э
со
X
ч
1=1
н
go
ыеста мо.
ад полом
оз х
325
420
560
650
785
840
QI5
<-6б
wi5
lO65.
355
455
585
fc6o
785
455
585
74°
8*5
99-O
2I3O
2745
3280
358°
395°
395°
4420
4880
5а6о
Диа-
метр
труб в
дюймах
о
•? я
S о.
03 Я]
и С
а"»
3
з7,
4
5
с
^< •№
П Е
зЪ
4
5
б
7
ев
а.
^ -^
со
О. и
2.5
38э
боо
785
IIOO
.
« S
>д воздух
мин A а
ч ^~
s«
5-4
8,7
13.4
17,6
24,2
Для штамповочных молотов типа Ири
(табл. 8) мелких и средних (до 1500 кг) фак-
тический вес падающих частей без штампа
больше номинального C0—50°/0); для тяжё-
лых—приближается к номинальному; вес
верхней половины штампа составляет 10 -25%
от веса падающих частей; последние модели!
отличаются от более ранних наличием про-
дольных рёбер на цилиндре, отсутствием гори-
зонтальных стяжных болтов между стойками
и более простой формой шабота; тяжёлые
(выше 10000 кг) снабжены двумя рукоятками
управления вместо педали.
Для отечественных стандартных штампо-
вочных молотов (табл. 9) вес шабота выпол-
няется 20—23-кратным к номинальному весу
падающих частей; давление пара или воздуха —
6—8 ати; парораспределительные органы до-
пускают работу с перегревом пара до 200°С
у цилиндра молота; в номинальный вес пада-
ющих частей молота входят вес поршня,
штока, бабы и верхней половины штампа (вес
верхней половины штампа принимается равным
10у/0 номинального веса падающих частей);
высота нижнего мёртвого пространства, опре-
деляющего размер максимального рабочего
хода бабы, принимается равной 6—7°/0 макси-
мального рабочего хода бабы.
На фиг. 22 изображён стандартный паро-
воздушный молот с весом падающих частей
2 т конструкции Центрального бюро кузнеч-
ного машиностроения (ЦБКМ).
Для паро-воздушных штамповочных молотов
с плоским золотником типа Чамберсбург, мо-
дель Е (фиг. 23): давление пара 7 ати; вес
шабота для молотов до 4000 кг 20-кратный
к минимальному весу и для более тяжёлых —
25-кратный. Применением плоского золотника
(фиг. 24) обеспечивается более свободный, чем
при цилиндрическом золотнике, впуск нижнего
пара при ходе бабы вверх и меньшее вслед-
ствие этого мятие пара. Конструкция и наладка
плоского золотника сложнее цилиндриче-
ского.
Для молота Массей с толстым штоком
(табл. 10) давление пара 5—6 ати; максималь-
ный вес верхней части штампа — 4О°/о от веса
падающих частей. Общий вид и габариты мо-
лотов с тонким штоком мало отличаются от
таковых с толстым штоком.
Парораспределение. Рабочие циклы паро-
воздушных штамповочных молотов, приведён-
ных в табл. 9: управляемые, последователь-
ные удары; полные и неполные единичные
удары; качания бабы.
Автоматическими ударами и циклом дер-
жания бабы на весу штамповочные молоты
не работают, однако при соответствующих ли-
нейных размерах золотника при некоторых
положениях педали можно получить автома-
тические удары, что и имеет место в неко-
торых заграничных конструкциях.
При цикле качания баба совершает воз-
вратно-поступательное движение в верхней
части направляющих, доходя при движении
вверх до крайней верхней точки хода и при;
движении вниз не доходя до нижнего штампа на
расстояние 200—500 мм в зависимости от раз-
меров молота. Управляемые удары приме-
няются при штамповке в заготовительных
ручьях и в случае тяжёлых поковок, а такжеН
при штамповке в окончательных ручьях. ¦ |
ГЛ. X]
ПАРОВОЗДУШНЫЕ: МОЛОТЫ
357
Таблица 11
Паро-воздушные молоты с нижними цилиндрами (фиг. 19)
(основные параметры)
3
45
се
Ю
¦и *
Ют
3°°
5оо
IOOO
S0OO
Эооо
Sooo
75°°
Вес
падающих'
частей
в кг
З8о
650
133°
2 7°°
4ооо
68оо
10500
¦г)
Л
хо
я
ю ^
X ш
85о
8jo
ооо
IOOO
I20O
I2OO
I2OO
Энергия
удара
в кгм
95°
I 62O
3 3°°
6 7°о
ю ооо
17 ооо
26ООО
Расход
воздуха
A а та)
на 1 удар
в м3
0,17
0,32
о,б5
1.3
1,6
2,7
4.1
Расход
пара
на 1 удар
в кг
°.°75
о,14
0,28
О,б2
о,85
1.4
2.1
Макси-
мальное
число
ударов
в минуту
IOO
IOO
IOO
95
85
8о
8о
Расстояние
между
направляю-
щими в мм
35°
37°
4Ю
55°
7оо
8оо
850
Наиболь-
шая длина
штампа
в мм
575
ббо
900 ~
IIOO
I2OO
i6oo
1800
Вес
¦шабота в кг
7 ооо
II ООО
л ооо+ i5°oo
so ооо 4- 3° °°°
Зо соо+ 5° °°°
52 О0О+ 75 со°
78 000+I20 ООО
Общий
вес
молота
в кг
9 4оо
13 ооо
Зо8бо
5^95°
95оэо
155 ооо
23° ООО
Единичные удары применяются при штам-
повке в черновых и чистовых ручьях.
Цикл качания бабы происходит при пере-
кладывании поковки в штампе, во время пауз
в работе и пр. Последо-
вательные, управляемые
удары циклом качаний
не разделяются и сле-
дуют один за другим без
пауз. Единичные удары
могут разделяться цик-
лом качаний. Управление
молотом производится
самим штамповщиком от
педали.
Парораспределитель-
ный механизм штампо-
вочных молотов (табл. 9)
изображён на фиг. 25.
Кинематическая связь
между распределительным золотником и бабой
осуществляется посредством криволинейного
рычага (А).
Распределительный золотник при работе
молота совершает два
движения: от бабы и пе-
дали. При подъёме бабы
золотник поднимается.
Величина перемещения
золотника hm при дан-
ном перемещении бабы Н
зависит от профиля ры-
чага, угла а и длины ры-
чагов a, bf с (фиг. 25).
У молота Ири 2500 кг
угол a ss 6°, а = 305 мм,
b = 195 мм ис= 135мм
Кратность хода золот-
ника к ходу бабы тт5
//////////////////УУ//////////////А
Фиг. 19. Штамповочный молот (к табл. 11).
358
молоты
[РАЗД. IV
остаётся приблизительно постоянной на всём
ходе бабы. На фиг. 26 изображены кривые хода
золотника. У существующих молотов1 кратность
хода золотника лежит в пределах 0,04—0,05.
Перемещение золотника от педали hn =
= 0,3 5, где 5—смещение педали. При опу-
скании -педали золотник поднимается.
Таблица 12
Фиг. 20. Паро-воздушный молот простого действия
с тонким штоком (к табл. 12).
Установочные положения золотника при различных
положениях бабы и педали у молота Ири изображены
на фиг. 27. В момент удара при освобождении педали
(фиг. 27, в) „нижний нар« поступает в цилиндр, «верх-
ний" выпускается. Баба поднимается и криволинейным
рычагом поднимает золотник.
Верхнее положение бабы (фиг. 27, г). „Верхний" пар
поступает в цилиндр, ..нижний" выпускается. Баба идёт
вниз, автоматически перемещая вниз золотник. При этом
ходе баба не достигает самого нижнего положения и вновь
поднимается до самого верхнего положения, совершая в
последующем циклы качания. Педаль свободна.
Педаль нажата, баба и золотник занимают верхние
положения (фиг. 27, а). .Верхний" пар поступает в ци-
линдр, „нижний" выпускается. Баба идёт вниз и произ-
водит удар, энергия которого зависит от величины опу-
скания педали при нажатии
Паро-воэдушные молоты
Вес
падающих
частей
в кг
IOOO
2ООО
Зооо
4000
5ооо
простого действия
с тонкими штоками
Ход
бабы
в мм
2200
22OO
22OO
22OO
22 Ю
Энергия
удара
в кгм
2 ООО
4ооо
б ООО
8ооо
IOOOO
Расход
пара
за 1 ход
в кг
0,24
о,42
о,68
о,8а
1,20
Расход
воздуха
за 1 ход
в мя
°.°5
о,о8
О,II
О.1б
О, 21
Примечание. Давление пара и воздуха 7 ати
Распределение рабочих периодов пара при
различных нажатиях на педаль для молота
2500 кг приведено на фиг. 28. Отсчёты про-
изводятся от толстых линий до соответствую-
щей горизонтали 5. При свободной педали
5 = 0 нижний впуск пара заканчивается при
подъёме бабы на 1100 мм, считая от самого
нижнего положения О. При подъёме бабы на
1200 мм начинается нижний выпуск пара из
цилиндра. На участке хода 1100—1200 мм
нижний пар расширяется. Верхний выпуск пара
производится при подъёме бабы на 1040 мм.
Верхний впуск начинается при ходе бабы
1150 мм. На участке хода 1040 — 1150 мм —
сжатие верхнего пара.
Пусковой кран (дроссель) молота Ири
250Э кг (фиг. 29) имеет одно движение от пе-
дали. На фиг. 30 представлены положения
дросселя того же молота при разных нажа-
тиях педали. Наименьшее открытие дросселя —
при свободной пгдали, т. е. когда баба совер*.
шает циклы качания. Максимальное открытие
дросселя 5 = 130 мм устанавливается при по-
лучении полного единичного или последова-
тельного удара.
Минимальное открытие дросселя при цикле
качания снижает расход пара; максимальное
открытие при единичном ударе повышает его
энергию. Установочные положения дросселя
могут регулироваться посредством перемеще-
ния рукоятки контроллера, соединённого тягой
с дросселем (фиг. 29).
Ввиду параллельной работы распредели-
тельного золотника и пускового дросселя у
штамповочных молотов применяется совме-
щённое количественно-качественное регулиро-
вание работы пара. Наличие цикла качания
у штамповочных молотов вместо цикла держа-
ния бабы на весу ковочных молотов спо-
собствует увеличению числа ударов в ми-
нуту.
Конструктивные разновидности. М о-
лоты Беше (фиг. 19 и табл. 11) с двумя
нижними цилиндрами, расположенными в ша-
боте [5]. Расположением цилиндров внизу со-
здаются более благоприятные условия работы
штоков. В момент удара они работают на рас-
тяжение, в то время как у обычных молотов —
на продольное сжатие и поперечный изгиб.
Золотниковая коробка с цилиндрическим зо-
лотником, установленная между цилиндрами,
соединена с ними четырьмя трубами. Верхние
трубы ведут к нижним полостям цилиндров,
нижние — к верхним.
ГЛ, X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
359
Таблица 13
Паро-воздушные штамповочные бесшаботные молоты
(фиг. 21)
Основные показатели
Единица
измерения
Энергия удара кгм
500
1000
2000
3000
Обший ход двух баб
Максимальное число ударов
Среднее число ударов .
Расход засосанного воздуха на единичный
удар
Объём засосанного воздуха компрессором:
холодный воздух
подогретый A60° С) воздух
Мощность компрессора при давлении воз-
духа 7 ати:
холодный воздух
подогретый ,
Объём воздушного резервуара для ком-
прессора
Расход пара на единичный удар
Расстояние между направляющими . . . .
Длина штампа
Наименьшая общая высота штампов без
ласточкина хвоста
Высота молота над полом . . .
Общий вес молота
MM
в минуту
м*
тмин
л. с.
.
м*
кг
мм
»
кг
4 °
8о
35
°>°75
1.9
IO
7
2
о,о4
3°°
400
I2O
22OO
32О0
8о
25
о, 15
3.75
14
4
о.о8
375
5оо
59°°
650
8о
б
4
4i
3°
5
о,1б
45°
7оо
250
10500
7
8о
о, 47
8,5
5.7
57
4°
6
о,24
5оо
8оо
250
Збоо
14 ооо
5000 10 0С0 20000
8о
15
о. 75
75
54
9
0,4
580
95°
300
З900
19 000
1000
80
1,6
16
10,5
7°
Н
0,85
8оо
135°
35°
4 5°°
4i ооо
12OO
8о
7
3.4
24
1б
158
ИЗ
I ООО
i Зоо
5оо
5 5°°
76 ооо
Для молотов с весом падающих частей,
до 1000 кг применяется педальное устройство,
свыше 1000 кг — ручное управление.
Молоты работают циклами: подъём бабы;
держание бабы на весу; единичные удары;
управляемые последовательные удары.
нижние полости цилиндров. Верхние полости
соединяются с обратной трубой.
Для ослабления удара бабы в верхний ре-
зиновый буфер впуск нижнего пара происходит
только на части хода. При отклонении криво-
линейного рычага после подъёма бабы на опре-
Фиг. 21. Паро-воздушный бесшаботный молот (к табл. 13).
Подъём бабы после удара происходит при
освобождении педали. Золотник занимает самое
верхнее положение. Свежий пар поступает в
делённую высоту золотник опускается и пере-
крывает верхние впускные окна, что заставляет
нижний пар работать на второй части хода
360
молоты
[РАЗД. IV
-Ф600-
oua no стрелка К
Фиг. 2У. Паро-воздушный штамповочный молот 2 т (ЦБКМ).
Фиг. 23. Паро-воздушный штампо-
вочный молот типа Чамберсбург.
3 2
Фиг. 24. Схема плоского золотника: 1 — верхний впуск-
ной канал; 2 — нижний впускной канал; 3 — выпускной
канал; 4 — перепускной канал.
ГЛ. X]
ПАРОВОЗДУШНЫЕ МОЛОТЫ
361
вверх расширением
пЬложения баба при
Фиг. 18. Парораспре-
делительный механизм
штамповочных моло-
тов.
%20
1°
По достижении верхнего
свободной педали остается
неподвижной и прижа-
той к буферу (цикл дер-
жания бабы на весу).
Единичный удар по-
лучается нажатием на
педаль или перемеще-
нием рукоятки. Золотник
опускается. Свежий пар
поступает в верхние по-
лости цилиндров, ниж-
ний выходит из цилин-
дров в обратную трубу.
Вертикальная тяга под-
нимается и отводит кри-
волинейный рычаг от
бабы. При движении бабы
вниз золотник остаётся
неподвижным. Верхний
пар поступает, а нижний
выходит из цилиндров на
всём ходе бабы, что обес-
печивает получение пол-
ного единичного удара.
Скорость бабы в момент
удара - около 6 м/сек.
Направление бабы осу.
ществляется посредством
четырёх направляющих,
скреплённых со стойками
молота. Для обеспече-
ния устойчивости стоек,
особенно при ударе бабы
При подъеме
I—'
=
¦ ¦¦
Пеоаг
- *•
——i
" = ,9
ь н
Чм
I
1
ажата Г^
м) I 4--^
педаль ев
1
о$обна
1 1
^-^
-
При опускании
¦—*
— —
|
77л
- *
95mmTZ-
«——¦
1 -
1
1
7/77Q \_
-—t
Педаль свод
1
;="
^-*
1 !
200 400 600 800 1000 1200 мм
Ход бабы
Фиг. 26. График перемещения золотника в зависимости
от хода бабы для молота Ири 2,5 т.
Batfa вверху Sada внизу
Баба внизу Баба вверху
в верхний буфер, верхняя поперечина че-
рез которую проходят верхние концы стоек
в современных конструкциях, стягивается
Smm
О ЮО 200
7
— Верхний впуск
НиЖний
верхний выпуск
Нижний выпуск
300U00500 600 700 800 90010001100120013001393м*
ЮО 200 300 «00500 600 700 800 900 10001035мм
Код поршня
Фиг. 27. Установочные положения золотника.
Фиг. 28. График распределения рабочих периодов пара
в цилиндре молота.
с шаботом наклонными тягами. На фиг. 31
изображён молот более ранней конструкции
с клиновым соединением стоек.
Штамповочные
молоты простого
действия с тонкими
штоками (фиг. 20 и
табл. 12). Шток упруго
соединён с бабой посред-
ством нижнего поршня,
расположенного на конце
штока и помещённого в
цилиндрическую полость
бабы [5]. При ударе пор-
шень, перемещаясь вниз,
сжимает воздух и смяг-
чает действие удара
на шток. Кроме этого
устройства, применяется
крепление штока с ба-
бой при помощи масля-
ного катаракта. Цель при-
менения тонкого штока—
увеличение срока его
службы. Управление руч-
ное. Для повышения
энергии удара эти мо-
лоты имеют более зна-
чительный ход по срав-
нению с обычными мо-
лотами. В эксплоатации
себя в полной мере не
оправдали.
Молоты с тол-
стым штоком Мас-
сей (фиг. 18) снабжены
направляющими в четы-
рёх местах по краям
бабы, что создаёт боль-
шую устойчивость дви-
жения бабы. Не имеют
подцилиндровой плиты;
цилиндр непосредственно
крепится со стойками
молота. Дроссель — зо-
лотникового типа. Цель применения толстого
штока — увеличение его стойкости.
У бесшаботных молотов Беше
(фкг. 21) имеются две одинакового веса бабы
(верхняя и нижняя), соединённые лентами,
перекинутыми через ролики [5]. При работе
обе бабы движутся навстречу друг другу.
Фиг. 59. Пусковой кран
(дроссель) штамповоч-
ного молота 2,5 т.
362
молоты
[РАЗД. IV
Удар происходит в середине хода. В момент
удара скорость баб одинакова—около 3,2 м/сек.
Энергия удара молота при этой скорости
баб L9 = mv2 = m-3-22 == G кгм, где G — вес
одной бабы в кг.
Таким образом, энергия удара Lg в кгм чи-
сленно равна весу бабы G в кг (например,
у молота с энергией удара 8000 кг вес каждой
<5абы по 8000 кг).
Парораспределение аналогично молотам с
нижними цилиндрами.
Молоты работают циклами: подъём бабы;
держание на весу; единичные удары.
Педаль сбободна S-Q
сначала нажатием на педаль из-под бабы вы-
водятся стопоры, а затем рукояткой переме-
щается в соответствующее положение золот-
ник. Различными положениями рукоятки регу-
m
¦Фиг. 30. Положения дросселя при разных
нажатиях педали.
Действие удара на фундамент не пере-
даётся. На фиг. 32 представлен бесшаботный
молот ЦБКМ с рычажной связью между ба-
бами; энергия удара — 2000 кгм. На фиг. 33
показан бесшаботный молот с тонким штоком
Еумуко.
Ввиду того что поковка, расположенная
на нижнем штампе, перед ударом поднимается,
работа на молотах несколько затрудни-
тельна.
Эти молоты применяются главным образом
для штамповки без клещевины и являются
прогрессивным типом молотов.
Листоштамповочные молоты
Паро-воздушные листоштамповочные мо-
лоты предназначаются для штамповки деталей
из листового металла.
Наиболее типичными для этой группы
молотов являются молоты Чамберсбург
(фиг. 34 и табл. 14). Они выполняются простого
и двойного действия.
Работают циклами: управляемые, последо-
вательные удары; полные и неполные единич-
ные удары; держание бабы на весу. Молоты
двойного действия снабжены распределитель-
ным механизмом с криволинейным рычагом
и рукоятками управления, распределительным
золотником и дросселем.
Держание бабы на весу производится по-
средством специальных стопоров, действую-
щих сжатым воздухом. Управление стопорами
осуществляется педалью. Для получения удара
Фиг. 31. Паро-воздушный штамповочный молот
с нижними цилиндрами (клиновые посадки стоек).
лируется энергия удара от максимального
значения до нуля.
Так как для штамповки тонколистового ме-
талла требуется незначительная энергия удара,
баба представляет обычную плиту толщиной
40—70 мм, для жёсткости снабжённую рёбрами.
Таблица 14
Паро-воздушные листоштамповочные молоты
(основные параметры ряда выполненных моделей)
s
я
ССТОЯНИ
жду на-
авляющ
D.SB
а
ю
ковой
змер ба
о я
ш ей
ч
о
X
Я
it
S ч
S g
d ex
s
ш
Я й) Q,
сиа с
3
ю
я
1»
° S
о я
из о.
ч
о
X
аметр
линдра
s s
ММ
38о
76о
I22O
I22O
1б75
1675
1675
ЗО5
бю
I22O
9Ю
9ю
1090
'525
760
9бо
I22O
юб5
I22O
I22O
I22O
190
33°
З05
345
37°
42а
2435
2435
2435
3°5°
3050
3°5°
3°5°
I22O
1525
2435
I22O
1525
2435
3°5°
I22O
1220
1220
I22O
1220
1220
I22O
5ю
585
725
585
635
8оо
Boo,
1600
:>' o"-j:>i>.
1130
1130
\- 2U00
Фиг. 33. Бесшаботный молот с тонким штоком.
Фиг. 32. Паро-воздушный штамповочный бесшаботный молот ЦБКМ.
364
молоты
[РАЗД.IV
Фиг. 34. Паро-воздушный листоштамповочный молот.
Расчёт
Индикаторная диаграмма ковочных мо-
лотов. При последовательных автоматиче-
ских ударах рабочий процесс молотов (фиг. 6,
7, 8, 9, 10, 11) определяется теоретической
Низ
Фиг. 35. Теоретическая индикаторная диа-
грамма ковочных паро-воздушных молотов
с неодновременным впуском и выпуском
пара.
индикаторной диаграммой, изображённой на
фиг. 35 [5, 14].
„Нижний" пар (н. п.) при подъёме бабы
работает: впуском на участке у Нт; расшире-
нием на части хода 3 Нт и выпуском на по-
следнем участке хода A — 7 — $)Нт. „Верх-
ний" пар (в. п.) работает: выпуском на пер-
вой части хода A—7— §')Нт; сжатием на
средней части хода 3'Нт и предварением
впуска на последнем участке f'Нт.
При движении вниз .нижний" пар рабо-
тает: . выпуском на участке A—у—Р) Нт\
сжатием на части хода р Нт и предварением
впуска на участке yfim. „Верхний" пар рабо-
тает: впуском на отрезке f'Нт; расширением
%'Н A
у
на участке %'Н
р fт; рр
и выпуском на участке A—
— максимальный ход бабы
¦= 0,3—
т Р) т т
при холодном ударе. Коэфициенты: 7 ¦= 0,3
0,45; у' = 0,2—0,35; 3 = 0,1-0,3; 3' = 0,1—0,3.
При у 9^1 — т' — Р' и Т' Ф 1—Т —Р —па-
рораспределение с неодновременным впуском
и выпуском нижнего и верхнего пара.
П1'Р''1 + '
= 1
и 3 = 3' — парораспределение
у
gig'
—С—
с одновременным впуском и выпуском нижнего
и верхнего пара (фиг. 35).
На участке впуска ^Нт „нижний" пар дей-
ствует на нижнюю кольцевую площадь
Низ
Фиг. 36. Теоретическая индикаторная диаграмма
ковочных паро-воздушных молотов с одновремен-
ным впуском и выпуском пара.
поршня aF см2. Коэфициент а для ковочных
молотов равен 0,75—0,92. Начальная подъём-
ная сила от действия нижнего пара paF у
ковочных молотов колеблется в пределах
SG^>paf^3G, где G — вес падающих частей
молота в кг; р — давление свежего пара
7—9 ата.
На участках расширения, сжатия §Нт и
$'Нт давление „нижнего" и „верхнего" пара
(сухого насыщенного) изменяется по гипер-
боле pv — const.
На участке выпуска A — f—3) Нт давле-
ние отработавшего пара рг = l,lpov При вы-
пуске в атмосферу р^ = pQ = 1 kzjcm13; при
выпуске в обратную трубу рт равняется ве-
личине противодавления.
Относительная высота нижнего вредного
пространства в долях хода Нт бабы <рв = 0,09;
верхнего вредного пространства <р0 = 0,12.
При полном единичном ударе (ход вниз)
7' = 1, р = 0, 7 = 0- Р = 0; .верхний" пар ра-
ботает наполнением, „нижний" —выпуском на
всём ходе бабы (фиг. 37).
При неполном единичном ударе допускается
некоторое расширение „верхнего" пара (~\'ф\
и З'-^О) и некоторое сжатие нижнего пара
G - 0 и ЪфО).
При работе молота на сжатом воздухе пе-
риоды работы воздуха остаются, как и у па-
рового молота, с тем лишь различием, что
кривая расширения воздуха на участках р//ет
ГЛ. X)
ПАРОВОЗДУШНЫЕ МОЛОТЫ
и $Нт — адиабата, pvn — const с показателем *>
л =1,41. «
Элементы расчёта ковочных молотов. а
Уравнение подъёма бабы на Нт при после- ^
довательных автоматических ударах (фиг. 35): ^
рс .F-\,\G-\-pQ A-«)/> = О,
где pCt i — среднее индикаторное давление
пара, приведённое к верхней площади поршня
F в кг/см? (абс):
Pel =аРа.н -Pc.i.e'
Рс. и н — среднее индикаторное давление «ниж-
него" пара при подъёме бабы в kzjcm2 (абс):
Рс ив =Р1A-Т'-
Рс. i.e — среднее индикаторное давление верх-
него пара при подъёме бабы в кг\смг (абс).
в.п.
-Н.Пг
Нем
Низ
Фиг. 37. Теоретическая индикатор-
ная диаграмма единичного удара
ковочных молотов.
Степень расширения .нижнего" пара при
ходе вверх
Величины степени расширения е и сред-
него индикаторного давления „нижнего" пара
в зависимости от f и р приведены в табл. 15.
Степень сжатия „верхнего" пара при ходе
вверх
с=_
Величины степени сжатия с и среднего
индикаторного давления .верхнего" пара в
зависимости от f' и [J' приведены в табл. 16.
Энергия удара Ьэ при последовательных
автоматических ударах (по теоретической
индикаторной диаграмме — фиг. 35):
~1
где т — масса падающих частей кгсм~1 сек2;
РСш i — среднее индикаторное давление пара
о
0,40
0,45
о
о
о
8
О*
О
о
ю
о
со
о
о
о
о
со
VO
о"
о «J
о
л
Jd+
О
¦Ф СО °
Г-
ю
о
\О СО
со со О
о
т ° о
м О +
О
1
ю
о"
J
w Н О
н о ^
ю
О
а;
ю
ГО
о
со
о
о
ю
о
со
о
сч
о
8
о
СО
о
сч
о
'*¦
С<Э
о
о
о
СО-
0
НИ).-
"¦*»
о
а!
0
J
о
0
J
н °t.
а
о
^1
НО5,
а
0
0
366
молоты
[РАЗД. IV
<3
=r
а
«о
ч
о
0,3
см
о"
щ.
о
со
о"
сч
о"
LO
со
о
со
о
сч
о
"V-
со;
о
СЧ
О:
,_
О ,'
!
оз..
а
СО
% 6].
о
ю
о"
0
о" +
$
¦ о
р"
со о"
л 1
о- j
¦J
о ¦
\ о1
; i
^" СХ
0 ~^
'¦¦ ¦*
; о*
U
о"
0*
*^ 4~
°" ^:
: О
I
Я" °"
« 4-
? J5.
; о,
о :
п. О"
\ +
в"; ¦
р •
I
ю
со
о"
о"
о"
«
о
«э
о
,45
о
0,35
о
о"
¦я
о
со
о"
<м
о"
о"
¦с +
о
п.
СО
с?
о
со
О о"
ю °
о" '
i о"
Р. о
* й
о" '
1
СО 4-
» о.
0
.' °" '.
oj
^ t.
45.
: О i
о"
° §¦
о" ,
ю
°" в. :
ю .
¦*¦
о" ,
j
при- ходе вниз, приведённое к верхней пло-
щади поршня F в кг/см2 (абс):
Ре ; = Рс. ив — аРс. и н >
Рс. i в ~~ сРеДнее индикаторное давление верх-
него пара при ходе вниз в kzjcm^ (абс):
Pc.i.s =
Рс. 1.н ~ среднее индикаторное давление ниж-
него пара при ходе вниз в кг/см2 (абс):
Рс. г. н = Pi (l - Т -
Величины среднего индикаторного давле-
ния верхнего пара рс • в в зависимости от ?'
и р' даны в табл. 17.
Величины среднего индикаторного давле-
ния нижнего пара р'с • н в зависимости от х
и § приведены в табл. 18.
Энергия удара при полных единичных уда-
рах по теоретической индикаторной диаграмме
(фиг. 37, холодный удару:
Y-— i; 7 = 0; In e = 0; pf =0; In с = 0;
Pc.i.* —P'Pc.i.H =Pi> Pc.i =P—aPi>
mvl ; _.
Скорость удара бабы v при последователь-
ных, автоматических ударах определяется по
выражению энергии удара L9 и при полных
единичных ударах ve по выражению энергии
1Э е . При наличии поковки при единичном
ударе вместо Нт подставлять Н == Нт — S Нт,
где Шт — высота поковки.
Скорость ve > v > vnd. где vn^ — скорость
бабы в момент удара у молота простого дей-
ствия
Величина vn$ в зависимости от хода бабы
приведена в табл 19.
Таблица 19
Ход бабы
в мм ... .
Скорость
в м/сек . , .
5°°
2,97
750.
3.57
IOOO
4^2О
1240
4,б4
1500
5«Н
1740
5.53
20ОО
5>94
Величина энергии удара в зависимости от
скорости удара и веса падающих частей, рав-
ного 1000 кг, приведена в табл. 20.
Таблица 2&
Энергия удара нри весе падающих частей, равном1
1000 кг
Скорость
удара в м1сек
4
5
6
Энергия
удара в кгм
8i6
1274
1834
2598
ЗЯба
ГЛ.Х]
ПАРОВОЗДУШНЫЕ МОЛОТЫ
оо/
Для ориентировочных расчётов можно при-
нимать v = A,25—1,50) v,,g; в среднем v =
= 1,35 vng. При последовательных автомати-
ческих ударах энергия и скорость бабы в мо-
мент удара для холодных ударов и при нали-
чии поковки незначительно отличаются друг от
друга. Количество ударов ковочных паро-воз-
душных молотов при непрерывной работе по-
следовательными ударами приведено в табл.21.
1) ускорение поршня в начале участка
впуска -\Нт
Вес падающих ча-
стей в кг
Количество ударов
в минуту п
5°°
13°
1ООЭ
И5
2ООО
9°
Зооо
7°
5ооо
5°
бооо
Расход пара (теоретический) на рабочий
процесс за один двойной ход бабы, без учёта
утечек и конденсации пара, при последователь-
ных ударах
w =
+ [
т-о + 7' —
f
' +P')]}
ел*.
где F и Hm — площадь поршня и ход бабы.
Диаметр поршня меньше диаметра цилиндров
на 1—2,5 мм для диаметров цилиндров
300—600 мм; а = 0,75—0,92; <ри = 0,09:
«Ро = 0,12; р — давление свежего пара (абс);
f'i=l,\poi't ПРИ выпуске пара в атмосферу
р01 = р0 = 1 кг/см2, при выпуске в обратный
паропровод poi равняется давлению пара в
паропроводе.
При непрерывной работе молота последо-
вательными ударами удельный расход пара,
отнесённый к 1 кгм энергии удара /,а1, ориен-
тировочно можно принимать j/jKsO.OOOl кг/кгм.
Весовой расход пара в кг за один двойной
ход бабы при последовательных ударах ы, =
= ylLg. Часовой расход пара в кг на рабо-
чий процесс при непрерывных ударах
ичас = 60""i-
Уточнённая индикаторная диаграмма ко-
вочных молотов [5,37]. Теоретическая инди-
каторная диаграмма (фиг. 35) не учитывает
явления мятия пара. В действительности да-
вление нижнего и верхнего пара на участках
впуска fHm и ч'Нт остаётся постоянным до
получения паром определённой скорости
с ж 80 Ml сек. Скорость определяется по наи-
меньшему сечению паровпускных каналов
пускового дросселя и окон золотниковой
втулки.
Площадь окна дросселя у ковочных мо-
лотов fdP = 0,05 F; суммарная площадь окон
нижнего fH и верхнего /в поясов золотниковой
втулки: fH = fe — @,06^-0,12) F, в средней Qt\F,
где/7—площадь поршня. При количествен-
ной регулировке пара./dp остаётся постоян-
ной, /к и fe изменяются.
Для определения длины участка (iHmy до
точки мятия нижнего пара а, (фиг. 38) при
подъёме поршня предварительно находятся
следующие величины:
2) скорость поршня v=jt; для штамповоч-
ных молотов v = vu-\-jt, где vQ —начальная
скорость бабы при отскоке (v0 = 0,2 м/сек);
3) ход поршня от начала подъёма
Таблица 21 $ = /__^
4) подъём золотника за тот же промежу-
ток времени
5) отрезок ab при начальном, нижнем по-
ложении золотника (фиг, 39) ab = -[hm и теку-
кг/см'/ ^
. Нем
Фиг. 38. Уточнённая индикаторная Фиг. 39. Ниж-
диаграмма ковочных молотов ири по- нее установоч-
следовательных ударах. ноё положение
золотнкка.
щее его значение при подъёме золотника
6) высота нижнего окна ан;
7) высота открытой части нижнего окна а®;
8) площадь открытой части нижних окон
Ьна°н, где Ьн — суммарная длина нижних окон;
Ън = 0,7 d$; a^^O^F; d3 — диаметр золот-
ника; rf3 = 0,5 Ьц\ пц—диаметр цилиндра,
определяемый по табл. 3, 4, 5, 6;
aF
9) скорость пара в дросселе с = v —z— .
at r,
в нижних окнах c = v *-, где aF — ниж-
няя площадь поршня; а = 0,75 — 0,92; F —
площадь поршня определяется по табл. 2,
3, 4, 5, 7.
Расчёт ведётся до с « 80 м/сек, задаваясь
промежутками времени от начала подъёма:
t •= 0,01—0,02—0,03... сек. Аналогично опре-
деляется начало мятия верхнего пара при дви-
жении поршня вниз (точка ajf).
Давление пара после точек ат и ап изме-
няется по кривой pv — const с началом в се-
редине участков (Шт) и (Ь'Нт). С достаточ-
ной для практики точностью можно принимать
изменение давления по кривой pv = const дэ
конца хода поршня.
На фиг. 38 представлена примерная уточ-
нённая индикаторная диаграмма последова-
тельных, автоматических ударов ковочных мо-
лотов.
Индикаторную диаграмму, изображённую
на фиг. 38, можно также применить для ра-
368
молоты
[РАЗД. IV
боты молота последовательными, непрерыв-
ными ударами, при ручном управлении.
Энергия удара и скорость бабы в момент
удара по уточнённой индикаторной диаграмме
у ковочных молотов (фиг. 38) незначительно
отличается от L3 и v по теоретической инди-
каторной диаграмме (фиг. 35).
На фиг. 40 изображена уточнённая инди-
каторная диаграмма единичных ударов ковоч-
ных молотов. Изменение давления „верхнего"
пара с достаточной для практики точностью
можно принимать по наклонной прямой. Паде-
ние давления — 2 am на 1 л хода бабы. Давле-
ние „нижнего" пара постоянное jOj=1,5jpoj.
При выпуске в атмосферу /% = Ро = 1 кг/см2;
при выпуске в обратный паропровод pQi рав-
няется величине противодавления.
Энергия единичного удара по уточнённой
индикаторной диаграмме при холодном ударе
G
кгсм,
где (HJH — в м; р — в кг/слР; Нт — в см; F —
в сл2; G — в кг.
Для .определения L,Be и ve при единичных
ударах следует применять уточнённую инди-
каторную диаграмму (фиг. 40). Теоретическая
Фиг. 40. Уточнённая индикаторная
диаграмма единичных ударов ко-
вочных молотов.
индикаторная диаграмма (фиг. 37) даёт повы-
шенные значения против действительных L9e
и ve. При наличии поковки высотой 8 Нт
вместо Нт подставлять
Индикаторная диаграмма штамповочных
молотов. На фиг, 41 изображена обобщённая
теоретическая индикаторная диаграмма штам-
повочного молота при полном единичном ударе.
Обобщённый двойной ход бабы состоит из
хода вниз (при нажатии педали) и последую-
щего первого холостого хода вверх (при осво-
бождении педали).
Период впуска нижнего пара при первом
холостом ходе вверх у Нт » 0,7Нт, считая по
холодному удару, откладывая отрезок уИт от
нижнего положения поршня при соприкосно-
вении штампов. Период расширения ряот =
= @,1—0,2) Цт. Период предварения впуска
верхнего пара при первом холостом ходе вверх
'{'Нт — @,15-0,25) Нт, по холодному удару
период сжатия р'Яот= @,1— 0,2) Нт. Рабочие
периоды пара (?',$ и р') при ходе вниз зависят
от характера удара. Представленный на фиг. 28
график распределения рабочих периодов пара
включает участки расширения „верхнего" пара
и сжатия „ниж- «¦„
него" пара, что м^ ,., ,<, „ ' уа>
не даёт полного см ri''«~A' jn ~~r
единичного уда-
ра. При отсут-
ствии этих
участков полу-
чается полный
единичный удар
(фиг. 41).
Скорость ба-
бы при полных
единичных уда-
рах 6—7 MJctK.
Удельный рас-
ход пара, отне-
сённый к 1 кгм
энергии удара,
равен около
0,0001 кг'.кгм.
Число ударов
в минуту паро-
воздушных штамповочных молотов приведено
в табл. 22.
Таблица 22
Число ударов в минуту паро-воздушных
штамповочных молотов
Фиг. 41. Обобщённая теоретиче-
ская индикаторная диаграмма
одного двойного хода штамповоч-
ного молота. ¦"
Вес падающих
частей .в кг
Заготовительные ручьи
Чистовые и черновые
ручьи
15°
но
IOO
7°
Конструкция и материал деталей молотов
Штоки. Штоки ковочных молотов изгото-
вляются из стали: углеродистой 45 и легиро-
ванной, чаще ЗОХНЗ, 40ХНЗ. Выполняются
цельными вместе с поршнем (фиг. 42) и разъ-
ёмными (фиг. 43). У современных ковочных
молотов применяется горячая посадка поршня
на конус штока, без дополнительного крепле-
ния; у более ранних конструкций - крепление
по фиг. 43.
Штоки штамповочных молотов ввиду особо
тяжёлых условий работы изготовляются из
легированной стали марок ЗОМ, ЗОХНЗ, 40ХНЗ,
50Х (см. ,т..З).
Механические качества готового штока
должны быть не ниже: предел прочности 80—
90 кг)мм'1; предел текучести 70—80 кг/мм2;
удлинение S5^180/0; ударная вязкость не ме-
нее 8 кгм/.см'г.
Штоки изготовляются ковкой с последую-
щей термической обработкой на микрострук-
туру — сорбит. Для повышения стойкости што-
ков после шлифовки применяется накатка на
токарном станке сферическим роликом диа-
метром 50 мм. Нагрузка на ролик — около
300 кг. Накатке подвергается вся поверх-
ность штока, включая конусы для поршня ,и
бабы.
ГЛ. X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
369
Конструкция штоков молотов типа Ири
приведена на фиг. 44. Для молотов до 3,5 т
штоки изготовляются за одно целое с порш-
нем и для более тяжёлых молотов со съём-
ными поршнями. Радиус перехода от штока
к поршню для цельнокованой конструкции
/? = 0,16 диаметра штока. Соединение с порш-
\,Ы G50 кг); \,\d A000 ~ 1500 кг) и d (выше
2000 кг).
Общий вес штоков составляет у молотов
Чамберсбург: до 3500 кг около 25% от номи-
Вид по стрелке й
1
jl
1
1
1
j-
1
_ 4
II j
II
1 1
!! ¦!
ii i
и i
II !
M 1
II 1
1 1 1
\
r
I
T
X
-{—i---j-
1 ''
f
Ф
!
и
и
i
i;
I "c
| ^
3
Фиг. 42. Цельный шток napo-зоздушного ковочного молота 1,5 т (Еумуко).
нем производится посредством горячей по-
садки на конус с расчеканкой верхнего конца
штока при нагреве 350—400° С.
У молотов типа Чамберсбург применяются
разъёмные штоки и поршни. Соединение с
поршнем — посредством горячей посадки на
конус (конусность 1 :16), без последующей
чеканки. Соединение с бабой — посредством
посадки на конус (конусность 1:25).
Длина конуса штока для бабы у штампо-
вочных молотов Ири B,5-*-2,9) d; у молотов
Чамберсбург: Ы G50 ~ 1250 кг); 3,5d A500 -т-
-ьЗООО кг) и 3d (выше 3500 кг). Длина конуса
для поршня у молотов: Ири l.ltf; Чамберсбург
24 Том 8
нального веса падающих частей и выше
4000 кг — 20<>/0.
В табл. 23 приведены примерные диаметры
штоков d современных конструкций молотов.
При скорости удара 9 м/сек даже при цен-
тральном ударе напряжения а ц штоке близки
к пределу усталости лучших марок стали,
применяемой для изготовления штоков:
• = 38
где е — модуль упругости 2 200 000 кг/см2;
v — скорость в момент удара 9 Mjcetc; ac —
370
молоты
[РАЗД. IV
Таблица 23
Диаметры штоков
Вес падающих
частей в кг
5ОЭ
750
I0OO
1500
20JO
Зооо
5ооо
Штамповочные
молоты
Ковочные
молоты
мм
IOO
но
120
13°
145
i8o
2ОО
—
НО
13°
I4O
15°
17о
скорость звука в материале штока, равная
5250 м\сек.
Продолжительность работы штоков штам-
повочных молотов в массовом производстве —
около 500 час.
Штоки ковочных молотов ввиду более
лёгких условий работы работают до 5 лет и
выше.
Допускаемая кривизна штоков штамповоч-
ных молотов (стрела прогиба) — 0,025—0,05 мм.
Допуск на диаметр — около 0,2 мм.
Гайка плотно навер-
/тывается и головка
расклепыбается
| -»2Ю
Поршень насаживается
6 горячем состоянии
При посадке поршня не-
обходимо следить, что-
бы поршень плотно сел
на бурт штока
Фиг. 43. Шток и поршень паро-воздушного ковочного
молота 2,5 т.
Поршни изготовляются из стали марки
сталь 45—50. Высота поршней ковочных мо-
лотов равняется диаметру штоков для молотов
до 2000 кг и 0,85 d выше 2000 кг. У штампо-
вочных молотов до 2000 кг высота равняется
диаметру штоков и для молотов 2500—6000 кг—
около 0,85 диаметра.
Диаметр поршня меньше диаметра цилин-
дров на 1—2,5 мм для диаметроз цилиндров
300—600 мм *.
Высота, толщина и количество колец в за-
висимости от диаметра цилиндров приведены
в табл. 24 и 25.
, Кольца изготовляются из стали марки 35 - 40-
Удельное давление кольца на стенку ци-
линдра принимается q — 0,1/?, где р —давление
пара в кг/см2.
Поршневые кольца — см. т. 2, стр. 821.
Бабы изготовляются для ковочных моло-
тов литыми и коваными; штамповочных до
г-г*—D
Фиг. 44.
5 т — коваными; мате-
риал тот же, что и для
штоков (см. стр. 368).
Материалы баб штампо-
вочных молотов—поков-
ки из .сталей 45, 50, 35Х;
в отдельных случаях
стальное фасонное литьё
типа сталь 4UXH, 40ХНЗ.
Форма баб должна
быть по возможностл
простой и симметричной
с целью получения ура-
вновешивания относи-
тельно оси штока (фиг.
45).
г*—4«2222)
[-Ф160 ] .
Прокладка из н^— 0180 —ti R Wu
листовой меди I ( . тг~
6= 1мм
Фиг. 45. Фиг. 46. Пример конусного
соединения штока и бабы ко-
вочного молота 1,5 т.
i Таблица 24
Размеры колец ковочных молотов в мм
Диаметр
цилиндра .
Высота
кольца . .
Толщина
кольца . .
НО — 2О.
5
5
2IO—4ОО
6,5
7>°
400-500
8
9.5
520-700
9.5
11,0
735-900
13 •
1б,О
Таблица 25
Размеры (в мм) и число колец штамповочных
молотов
* В отдельных случаях применяют для штамповоч-
ных молотов поршни с бочкообразной формой со стре-
лой 0,8 мм на сторону.
Диаметр цилиндра
Высота кольца . .
Толщина кольца . .
Количество колец
200—280
6,5
н,о
3
281—380
6,5
н,о
2
38i- 58о
6,5
11,0
3
ГЛ. X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
371
Соединение штока с бабой производится
глухой посадкой на конус (фиг. 46) и шарнир-
ным соединением (фиг. 47). У современных
ковочных и штамповочных молотов приме-
няется первый вид соединения. На фиг. 46
представлено конусное соединение с конусно-
стью 1 :16,5 для ковочного молота Еумуко
1500 кг.
Крепление бойков и наковален у стандарт-
ных молотов свободной ковки - по ОС Г 20183-40.
Крепление бойков и размеры ласточкиных
хвостов ковочного двухстоечного арочного
молота Еумуко 1500 кг видны на фиг. 42.
На фиг. 48 показана
форма паза для штам-
повочных молотов ти-
па Ири. Для молотов
Таблица 26
Фиг. 47» Пример шарнирного со-
единения штока и бабы ковоч-
ного молота ,5 от.
Фиг. 48.
750—2000 кг угол а= 10°, для молотов 2500—
6000 кг — 6°. Соответственно угол 3 равен 12°
и 10°.
Крепление штампов производится посред-
ством клина и шпонки. Уклон клина 1 :100.
Угол наклона боковой плоскости клина, приле-
гающей к бабе—Р, к штампу—а (фиг. 48). Клинья
изготовляются из стали 45; термически обра-
батываются до
твёрдости Нв =
= 240—280 кг[мм*
на рабочем конце.
Шпонки изгото-
вляются из стали
45, подвергаются
термообработке до
Фиг. 49.
Н
в
твердости
= 255—300
Штамподержатели изготовляются из хромо-
молибденованадиевой или хромоникелевой
стали типа 35ХМФ, 40ХН, 50ХН.
Штамподержатели термически обрабаты-
ваются до твёрдости //в=270—310 кг\мм*.ш
На молотах типа Ири применяется V-образная
форма штамподержателя с углом 160°.
На молотах типа Чамберсбург штамподер-
жатели применяются с прямыми боковыми
стенками. Одна из стенок имеет уклон под
клин. В центре штамподержателя расположено
цилиндрическое гнездо под шпонку.
Штамподержатели типа Ири обеспечивают
более надёжное крепление с шаботом.
Вес падающих
частей в кг
75о
IOOO
1500
зооо
3500
бооо
Размеры в мм (фиг. 49)
М
5&
бго
7Ю
775
7^5
870
D
57°
635
7Ю
76о
9*5
Ю15
h
140
«65
216
а 16
341
3°5
Примерные размеры высоты и опорной
плоскости шабота (фиг. 49) под штамподержа-
телями молотов типа Ири приведены в табл. 26
[5, 7].
Станины. Стойки станин ковочных моло-
тов одностоечных и двухстоечных арочных
отливаются из чугуна; двухстоечных мосто-
вых — клёпаные.
Стойки штамповочных молотов — чугунное
литьё СЧ 24-44, СЧ 28-48 или фасонное литьё
(С = 0,25 ч- 0,350/0).
Стойки штамповочных молотов показаны в
двух вариантах на фиг. 50, а и б. В молотах
Ири они имеют коробчатое сечение с попереч-
ными рёбрами (фиг. 50, а). Нижняя посадочная
часть одноступенчатая, с двумя боковыми при-
ливами для схватывания шабота. Каждаястойка
скрепляется с шаботом четырьмя наклонно по-
ставленными болтами с пружинами. Стойки
регулируются поперечными и продольными
клиньями (см. фиг. 17). Уклон клиньев для регу-
лировки вдоль шабота 1/1в и поперёк шабота
х/24. Величина опорной подошвы стоек у мо-
лотов Ири примерно равна опорной площади
штамподержателя.
В молотах типа Чамберсбург стоййи дву-
таврового сечения с поперечными рёбрами.
Нижняя часть двухступенчатая (фиг. 50,6) с
двумя боковыми приливами. Скрепляются с
шаботом аналогично с молотами Ири. Стойки
не регулируются.
В нижней части стоек имеется цилиндри-
ческое углубление, расположенное в центре
подошвы и соединённое с наружной атмосфе-
рой посредством углубления и канала в ша-
боте. В момент удара ввиду подпрыгивания
стоек между подошвой их и плоскостью ша-
бота образуется зазор. Вследствие получаю-
щегося в зазоре разрежения воздуха в канал
и цилиндрическое углубление шабота устре-
мляется наружный воздух, который по выходе
из этого углубления омывает подошву стоек
и тем самым предупреждает попадание под
них окалины со стороны штамподержателя.
У современных молотов направляющие ре-
гулируются продольными клиньями с уклоном
1:24. Материал направляющих—сталь 45. Про-
филь сечения трапециевидный (фиг. 51); то же
для штамповочных молотов Массей (фиг. 52).
Сумма зазоров а и ах (фиг. 53) между бо-
ковыми плоскостями гребней направляющих
и выемками в бабе для штамповочных моло-
тов принимается от 0,45 до 0,7 мм на 500 мм
ширины бабы. Сумма зазоров Ъ с правой и
левой-стороны в холодном состоянии при пло-
ских направляющих для ковочных молотов: до
372
молоты
[РАЗД. IV
3 т должна составлять 0,75—1,00 мм; выше
3 т-от 1,00 до 1,50 мм.
Сумма зазоров а и а^ для ковочных моло-
тов: до 3 т принимается от 0,50 до 0,75 мм;
3-8 т - от 0,75 до 1,00 мм.
Минимальное значение каждого из зазоров
в холодном состоянии молота 0,05 мм.
Цилиндры. Конструкция цилиндров ковоч-
ных молотов изображена на фиг. 54 [5, 7].
Материал — СЧ 24-44,
СЧ28-48.Толщина сте-
нок — около 0,1 вну-
треннего диаметра.
вой плиты могут быть гладкие (фиг. 57) или,
как у молотов по фиг. 56, с выступом.
При применении вставных цилиндровых вту-
лок они изготовляются из СЧ 24-44 и СЧ 28-48.
Ориентировочные сведения о суммарной тол-
щине стенок цилиндра и втулки приведены
в табл. 27 [7]. Толщина стенок втулки 20—
25 мм. Посадка — натягом при разогреве
цилиндра паром..
i i : Mi
а)
б)
Фиг. 50.
Цилиндры штамповочных молотов последних
выпусков некоторых заграничных конструкций
имеют также и продольные рёбра. В стальном
литье, применяемом для цилиндров штампо-
вочных молотов; С = 0,25-!-0,350/о.
Таблица 27
Вес падающих
частей в кг
Енутренний диаметр
цилиндра в мм . . .
Суммарная толщина
Стенки цилиндра в мм
750
250
6о
1000
280
бо
1500
33°
7°
2000
38о
7°
3500
460
8о
6000
585
90
Фиг. 51. Направляющие штамповочного молота.
Цилиндры молотов типа Ири (фиг. 55)
имеют отъёмную нижнюю крышку с грунд-
буксой и сальником. Применяются также и
цельные цилиндры (фиг. 56).
Опорная подошва плиты цилиндровогс
блока и плоскость сопряжения подцилиндро-
Фиг. 52. Направляющие штамповочных молотов»
ГЛ. X]
ПЛРО-ВОЗДУШНЫЕ МОЛОТЫ
373
г
Вид
пс стрелке R
Фиг. 55. Цилиндр штамповочного молота типа Ири 4 т
Фиг. 54. Цилиндр ко-
вочного молота 2,5 т.
Фиг. 57. Подцилиндровая плита штамповоч
иых молотов.
Фиг, 56. Цилиндр штампо-
вочных молотов типа Чам-
берсбург.
Фиг. 58. Соединение подцилиндровой плиты
штамповочных молотов типа Ири с цилин-
дром и стойками.
374
молоты
[РАЗД. IV
Фиг. 59. Штамповочный молот типа Массей (соединение цилиндра со стойками)
ГЛ. XI
ПАРОВОЗДУШНЫЕ МОЛОТЫ
375
Подцилиндровые плиты. Цилиндры кре-
пятся со стойкой ковочных молотов без про-
межуточных подцилиндровых плит.
Подцилиндровые плиты штамповочных
молотов выполняются стальными кова-
ными [5, 7].
Крепление подцилиндровой плиты (фиг. 58)
молотов типа Ири со стойками производится
болтами. Нижняя и верхняя части подцилин-
дровой плиты имеют замки, устраняющие
относительное перемещение стоек и цилиндра
вдоль фронта молота. Между вертикальными
стенками нижних замков и стоек заклады-
ваются клинья; с наружных сторон клинья
состоят из тонких пластин, смягчающих удар
стоек о стенку замка!
Подцилиндровые плиты штамповочных мо-
лотов типа Чамберсбург снабжаются замками
от продольного и поперечного перемещений
стоек и цилиндра относительно плиты.
Штамповочные молоты типа Массей не
имеют отдельной подцилиндровой плиты
(фиг. 59).
Шаботы. Шаботы ковочных молотов — чу-
гун СЧ 24-44, СЧ 28-48, реже — фасонное сталь-
ное литьё. Вес шаботов — по табл. 3, 4,
5 и 6. Конструкция шаботов молотов: одно-
стоечных изображена на фиг. 7, двухстоечных —
на фиг. 9.
На фиг. 60 изображён шабот ковочного
молота Еумуко 750 кг.
Таблица 28
Шабот штамповочных молотов
Фиг. 60. Шабот одностоечногв ковочного молота 750 кг.
В шаботах большинства ковочных молотов
применяются подушки.
Шаботы штамповочных молотов (табл. 8
и 9, фиг. 17) выполняются цельными и состав-
ными (табл. 28).
Шаботы с двумя и тремя секциями имеют
горизонтальные плоскости разъёма; с четырьмя
секциями имеют две горизонтальные плоско-
сти разъёма и одну вертикальную. Стяжные
болты между частями шабота не применяются.
Горизонтальное смещение частей устраняется
двумя массивными цилиндрическими шпиль-
Вес падающих частей
штамповочных моло-
тов в т
До 5
5-ю
ю—17
25-35
Количество
секций
i
а
3
4
Кратность
веса
ОКОЛО 2О
2O-25.
2О—25
Около аэ
ками, расположенными по диагонали плоско-
сти сочленения.
Материал шаботов штамповочных молотов:
верхние секции — фасонное стальное литьё
с С и 0,25%, нижние — чугунное литьё.
Фиг. 61. Дроссель штамповочных молотов: а — пар дви-
жется радиально; б — пар поступает в кран вдоль оси,
а в золотниковую коробку в направлении, перпендику-
лярном оси крана.
Форму шаботов в современных штампо-
вочных молотах по возможности упрощают;
все отверстия в шаботе получают, как пра-
вило, сверлением.
Отливки шаботов в последнее время часто
производят боковой стороной вниз. Прибыль
Фиг. 62. Задвижка кранового типа ковочных молотов.
при отливке примыкает ко второй боковой
стороне. При таком способе отливки наиболее
качественная часть шабота располагается под
штамповой подушкой в самом ответственном
месте, что при старом способе отливки верх-
ней частью вниз не обеспечивалось.
Применяются шаботы, верхняя часть кото-
рых собрана из плит толщиной 150—250 мм,
поставленных вертикально и скреплённых че-
тырьмя — шестью поперечными призонными
болтами диаметром до 150 мм.
376
молоты
[РАЗД. IV
Детали парораспределения. Пусковые
органу молотов: краны или дроссели (фиг. 61),
цилиндрические золотники и задвижки крано-
вого типа (фиг. 62). Распределительные органы
молотов: золотники и клапаны.
Втулка в гнезде
запрессована
Золотник
'Скользящая посадка
Максимально допус-
б)
Фиг. 63.
В табл. 29 приведены размеры цилиндри-
ческого золотника с внутренним впуском пара
Таблица 29
Вес падаю-
щих частей
в кг
1250
2500
4ооо
а
24
32
40
140
IQO
197
С
24
За
4о
Размеры в мм
гп
66
88
95
п
66
96
8о
k
63
73
.90
в.
28
35
46
134
188
189
34
41
43
1
33°
45°
461?
штамповочных молотов типа Ири (фиг. 63, а).
Диаметр золотника — около 0,43 внутреннего
диаметра цилиндра. Матерная — СЧ 24-44,
С.Ч 28-48.
На фиг. 63, б изображён цилиндрический
золотник ковочного молота Еумуко 1,5 тп\ на
по ЕГ
Фиг. 64. Плоский золотник штамповочного молота 6 /л.
Держание на весу
Выпуск
Фиг. 65. Схема клапанного распределения ковочного
молота типа Еумуко 6 /п.
ГЛ. X]
ПАРО-ВОЗДУШНЫЕ МОЛОТЫ
377
фиг. 64 — плоский золотник штамповочного тировочные размеры фундаментов ковочных
молота Чамберсбург 6 т. молотов одностоечных приведены в табл. 31,
На фиг. 65 и 66 приведены схемы клапан- двухстоечных — в табл. 30.
ного распределения для ковочного молота
Еумуко биЗ'/и.
Фиг. 66. Клапаны ковочного молота типа Еумуко 3 т.
Фундаменты*. Конструкции фундаментов
ковочных молотов одностоечных приведены
на фиг. 6 и 9, двухстоечных арочных — на
фиг. 10, мостового 2,5>/к — на фиг. 68. Ориен-
Фиг. 67. Основные размеры фундамента двухстоечного
молота (к табл. 30).
Таблица 30
Фундаменты для двухстоечных молотов (фиг. 67)
* Проектирование и устройство фундаментов см.
т. 14, гл. XVII.
по ft В
Размеры
в мм
А
В
С
D
Е
F
Вес падающих частей в кг
500
35°5
2135
145°
355
455
137°
1000
38ю
2590
1830
4°5
685
1б8о
1500
4670
ЗО5°
2385
455
840
2135
2000
5!8о
3°5°
24*О
455
99о
2235
3000
5945
39бо
2925
455
«45
254O
5000
6730
4265
3885
485
1боэ
29OO
Сваи 6-8м 8 зависи-
мости от качества^
грунта
Анкерные плиты
залиты бетоном
Глубина фундамента
устанаблибается от
качества грунта
Анкерные дыры бетоном не заливать
План сдайного основания
Фиг. 68. Фундамент мостового молота 2,5 т.
378
молоты
[РАЗД. IV
Конструкция фундамента: одинарного для
штамповочного молота Чамберсбург 1,5 т
приведена на фиг. 70, сдвоенного для штам-
Смазка. Смазка молотов производится от
лубрикаторов и непосредственным впуском
масла в стояк свежего пара перед дросселем
(Смазочные приборы и устройства см. т. 2,
стр. 740).
Таблица 31
Фундаменты для одностоечных молотов (фиг. 69)
Фиг. 69. Основные размеры одностоечного молота
(к табл. 31).
побочных молотов Чамберсбург 6 и 3,5 т
(ЗИС) — на фиг. 71, ленточного — на фиг. 72.
Вид по стрелке А
Размеры
в мм
А
В
С
D
Е
F
Вес падающих частей в кг
250
2520
1830
5
28о
355
II2O
ЕОО
328э
2*35
1525
380
бю
1270
1000
38ю
2285
1980
4°5
7бо
1650
1500
4820
=745
244о
43°
8б5
2185
2000
5i8o
3050
2745
485
915
2240
3000
5945
335° .
3280
610
990
3745
ЗЯВУЗТЗЯЗТЗгЩЖЗКЭГё»» 4t«r<wr
Фундамент должен быть заложен на твердом грунте или сваях
Фиг. 70. Одинарный фундамент штамповочного
молота 1,5 т.
Фиг. 71. Сдвоенный фундамент для штамповочных
молотов 6 и 3,5 т.
Верхушка дня мопота
\ с доской
Паровой
молот уровень
пола
а.
Дрматура
170 . Дрматура
-3000-*
¦^6000
Место
молота
От 28000- 40000
Место
мопота
Фиг. 72. Ленточный фундамент.
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
379
ПРИВОДНЫЕ'ПНЕВМАТИЧЕСКИЕ
МОЛОТЫ
Область применения
Технологическое назначение
приводных пневматических молотов — свобод-
ная ковка и горячая штамповка.
Вес падающих частей — до 3000 к?. Ввиду
больших габаритных размеров тяжёлых моло-
тов нормальный ряд ковочных молотов отече-
ственного производства (ГОСТ 712-41) ограни-
чивается весом падающих частей 1000 кг.
Более тяжёлые молоты используются редко
в особых случаях, когда по тем или иным
причинам нельзя применять паро-воздушные
молоты. Штамповочные молоты в СССР рас-
пространения не получили, однако заслужи-
вают внимания.
Область применения и характеристика при-
водных пневматических молотов приведены в
табл. 32.
Таблица 32
Область применения и характеристика
приводных
пневматических молотов
Область при-
менения
Свободная ковка
Обычная свобод-
ная ковка
Вытяжка сталь-
ных прутков, об-
жимка труб
Ковка колец,
габаритных дета-
лей в подкладных
штампах
Ковка деталей
малой толщины:
лопат, лемехов.
кос и др.
Заковка концов
труб
Сварка груб,
КОТЛОВ
Штамповка
Горячая штам-
повка
Характеристика
молотов
Нормальные ковоч-
ные, одностоечные, с
направляющими и без
направляющих
Быстроходные одно-
стоечные, без напра-
вляющих, с нормаль-
ным вылетом
Одностоечные, без
направляющих с уве-
личенной высотой ра-
бочего пространства
и увеличенными раз-
мерами нижней бабы
Нормальные одно-
стоечные, без напра-
вляющих, с большим
вылетом. Быстроход-
ные, одностоечные.
без направляющих,
с деревянным стулом
Одностоечные с на-
правляющими, с ус-
тройством для пода-
чи труб
Арочные, мостовые
Одностоечные с на-
правляющими и ша-
ботом за одно целое
с нижнай плитой
Вес падаю-
щих частей
в кг
фо—з°°°
4<э— юоо
65-2500
85—375
65—3°°
go—200
100-1000
50-S00
Принцип действия
Рабочий воздух в приводных пневматиче-
ских молотах представляет собой упругую
среду (воздушную пружину) между поршнями
рабочего и компрессорного цилиндров (фиг. 73).
Поршень компрессора совершает возвратно-
поступательные движения от кривошипного
вала. Баба получает движение вследствие из-
менения давления воздуха в верхней и нижней
полостях рабочего цилиндра.
Пневматические молоты выполняются:
а) одностороннего и б) двухстороннего дей-
ствия.
Умолотоводностороннего дей-
ствия (фиг. 74) воздух работает в верхних
полостях цилиндров. Атмосферное давление
действует на нижнюю полость бойка и штока.
У молотов двухстороннего дей-
ствия (фиг. 73) воздух работает в нижних
и верхних полостях цилиндров.
Различают молоты с буфером: нижним
(фиг. 75) и верхним (фиг. 73). Применением бу-
фера устраняется удар
рабочего поршня в
верхнюю крышку ци-
линдра. Наиболее со-
временные конструк-
ции имеют верхний
буфер. Пневматиче
скне молоты выпол-
няются без напра-
вляющих (фиг. 73)
и с направляющими
(фиг. 76). В первом слу-
чае применяется тол-
стый шток и напра-
Фиг. 73. Схема двухцилиндро-
вого пневматического молота
двухстороннего действия.
Фиг. 74. Схема двухцилиндро-
вого пневматического молота
одностороннего действия.
Фиг. 75. Нижний
буфер.
вление движения бабы осуществляется внутрен-
ними направляющими в нижней буксе цилиндра;
во втором случае применяются нормальный
шток и выносные направляющие. Размеры ра-
бочего цилиндра у последних молотов меньше,
чем у первых. Например, для молота 500 кг
диаметры цилиндров равны соответственно 520
и 400 мм.
Независимо от высоты обрабатываемой
поковки число ударов пневматического молота
ь минуту равно числу оборотов кривошип-
ного вала.
Пневматические молоты работают циклами:
полные и неполные автоматические последо-
вательные удары; единичные удары; держание
бабы на весу; прижим поковки; холостой ход.
Молоты до 200 кг управляются от педали
и рукоятки, более тяжёлые — от рукоятки.
При работе автоматическими последователь-
380
молоты
[РАЗД. IV
ными ударами педаль и рукоятка управления
остаются неподвижными. Для получения авто-
матических ударов иного характера педаль и
рукоятка управления перево-
дятся в другое положение и
после этого остаются непо-
движными.
Единичные удары могут по-
лучаться чередованием рабо-
чих циклов: держания на весу—
прижима; автоматических уда-
—*—,\ _*=» ров — прижима; автоматиче-
_J |_ ских ударов — держания на
весу. В этом случае спе-
циально не предусматривается
устройство для единичных уда-
ров.
Молоты, конструкция кото-
рых предусматривает получе-
ние единичных ударов, снаб-
жаются обычно дополнитель-
ными или усложнёнными рас-
пределительными органами.
При холостом ходе баба сво-
бодно лежит на нижнем бойке,
поршень компрессора работает.
Современными следует считать
молоты с единичными ударами и холостым
ходом.
Основные данные и конструктивные
разновидности
Одноцилиндровые молоты с подвижным ци-
линдром появились в восьмидесятых годах
прошлого века. Ка фиг. 77 показана схема по-
добного молота. Цилиндр а совершает возврат-
Фиг. 76. Схема
пневматическо-
го молота с на-
правляющими.
ш
X.J
Фиг. 77. Схема
пневматическо-
го молота с по-
движным ци-
линдром.
i—м
Фиг. 78. Схема пне-
вматического моло-
та с подвижным
цилиндром.
Фиг. 79. Схема
пневматическо-
го молота с
неподвижным
открытым ци-
линдром.
но-поступательное движение от кривошипного
вала. Отверстия в стенке цилиндра служат для
возмещения потерь воздуха вследствие утечек
через неплотности в цилиндре.
На фиг. 78 приведена вторая схема молота
из этой группы. Цилиндр имеет два отверстия
на разной высоте, снабжённых впускными кла-
панами. Цилиндр получает движение от криво-
шипно-кулисной передачи. Молоты с подвиж-
ным цилиндром в настоящее время не приме-
няются.
Одноцилиндровые молоты с неподвижным
сквозным открытым цилиндром появились в то
же время, что и молоты предыдущей группы.
Схема молота показана на фиг. 79. Верхняя
крышка предохраняет цилиндр от попадания
пыли. Воздухораспределение осуществляется
одним вертикальным краном. Единичными уда-
рами и холостым ходом молот не работает.
Управление — двумя рукоятками: одна служит
для вращения распределительного крана, вто-
рая—для перевода ремня с рабочего шкива на
холостой. Основные параметры молотов приве-
дены в табл. 33.
Таблица 33
Одноцилиндровые ковочные молоты с неподвижным
сквозным открытым цилиндром
Основные параметры
Максимальный ход в мм
Диаметр цилиндра
в мм
Число ударов в минуту
Высота поковки в мм до
Вес падающих частей
в кг
8
IOO
IOO
5оо—
боо
35
12
120
125
35°-
45°
4°
25
'5°
15°
Зоо—
4оо
5°
40
175
2ОО
25°~
Зоо
75
60
220
=5°
2ОО—
250
100
Одноцилиндровые ковочные
молоты с неподвижными цилин-
драми, открытыми сверху, и с на-
правляющими показаны на фиг. 80.
Подъём бабы происходит вследствие разре-
жения воздуха над рабочим поршнем при
Фиг. 80. Схема
пневматическо-
го молота с не-
подвижным от-
крытым сверху
цилиндром.
Фиг. 81. Схема пневмати-
ческого молота с непо-
движным открытым снизу
цилнндром.
подъёме верхнего поршня. Движение вниз —
под действием собственного веса и дополни-
тельного действия воздуха сверху рабочего
поршня. Управление — двумя рукоятками;
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
331
одна служит для поворота распределительного
крана, вторая — для перевода ремня с рабо-
чего шкива на холостой. Единичными ударами
и холостым ходом не работают. Шабот при-
меняется 13—15-кратным к весу падающих
частей.
Одноцилиндровые ковочные
молоты (так называемые молоты Маммут)
с неподвижными цилиндрами, от-
крытыми снизу (фиг. 81). Рабочий пор-
шень расположен над поршнем компрессора.
Подъём рабочего поршня происходит под
действием повышенного давления воздуха
снизу поршня; движение вниз — от собствен-
ного веса и разрежения воздуха снизу поршня.
Управляются цилиндрическим поступательно-
движущимся золотником, от рукоятки. Вторая
рукоятка служит для перевода ремня с холо-
стого шкива на рабочий, и обратно. Единич-
ными ударами и холостым ходом не работают.
Для ослабления шума от выхлопа воздуха
через клапаны молоты снабжены глушителями.
Основные параметры молотов приведены в
табл. 34.
Таблица 34
Одноцилиндровые ковочные молоты с неподвиж»
ными цилиндрами, открытыми снизу (схема фиг. 81)
ность при ковке стали с пределом прочности
50—60 кг/мм* — в табл 36.
Основные параметры
Максимальный ход в мм .
Число ударон в минуту . .
Мощность в л. с
Высота поковки в мм до .
Вес молота без шабота в нг
Вес шабота в кг
Вес падающих частей
в кг
50
25°
23°
3
7°
IIOO
75°
75
Зоо
22O
4
IOO
1500
IIOO
100
35о
2IO
5
140
2IOO
I3OO
Одноцилиндровые пневматические ковоч-
ные молоты в кузницах СССР распростране-
ния не получили, однако ввиду компактности
конструкции молоты с весом падающих частей
до 50—75 кг заслуживают внимания.
Двухцилиндровые ковочные мо-
лоты (так называемые молоты Иеклей)
одностороннего действия показаны
на фиг. 74. Холостым ходом они не работают.
Конструкцией не предусмотрено получение
.единичных ударов; последние можно получать
посредством переключения цикла держания на
весу на цикл прижима поковки. Молоты упра-
вляются одним горизонтальным краном от
педали или рукоятки. Основные сведения по
молотам приведены в табл. 35; производитель-
Таблица 35
Двухцилиндровые ковочные молоты
одностороннего действия (фиг. 82)
Основные параметры
Ход бабы в мм ....
Число ударов в минуту
Мощность в л. с. ...
Размеры бойка в мм:
длина
ширина • .
Высота поковки в мм до
Вес падающих
30
225
2IO
3
135
бо
6о
в кг
50
27 5
зоо
5
15°
75
7°
частей
75
35о
i8o
ю
190
85
IOO
Фиг. 82. Двухцилиндровый пневматический молот
одностороннего действия.
Таблица 36
Вес па-
дающих
частей в кг
Зо
5°
75
Диа-
метр за-
готовки
Начальная
длина за-
готовки
Конечный
диаметр
заготовки
Конечная
длина
заготовки
мм
5°
75
IOO
IOO
IOO
2ОО
i6
20
35
850
ISOO
I3OO
Время ков-
ки в мин.
3
3
5
Двухцилиндровые ковочные мо-
лоты двухстороннего действия
с одним горизонтальным краном.
Кран расположен между цилиндрами на се-
редине высоты рабочего цилиндра (фиг. 83),
при этом длина воз-
душных каналов по-
.лучается значитель-
ной. Холостым ходом
не работают. Спе-
циально не преду-
смотрено получение
единичных ударов; по-
следние можно полу-
чать чередованием
циклов: держание на
весу — прижим; авто-
матические удары —
держание на ве-
су. Основные
параметры мо-
лотов приведе-
ны в табл. 37.
Фиг. 83. Схема пневматического
двухцилиндрового молота с одним
горизонтальным краном.
Р а з н овид-
ностью двухци-
линдровых ко-
вочных молотов являются молоты типа Массей
с одним горизонтальным краном (фиг. 84).
молоты
•[РАЗД. IV
Таблица 37
Основные показатели
Число ударов в
минуту
Мощность в л. с. .
Общий вес молота
в кг
Энергия удара в кгм
Вес падающих частей
30
22O
3,°
II2O
43
50
2IO
8,5
23OO
86
75
2ОО
9.5
4ооо
100
i8o
v ii.5
500с
2I7
в кг
175
*5°
п
7000
447
Верхние полости цилиндров постоянно соеди-
нены каналом В. Управление осуществляется
краном С. Перепуск-
ной канал А соеди-
няет нижнюю и верх-
нюю полости компрес-
сорного цилиндра. Мо-
лоты снабжены нор-
мальными штоками и
направляющими. Спе-
циально не предусмо-
трено получение еди-
ничных ударов; по-
следние можно полу-
чать непрерывным че-
редованием рабочих
циклов: держание на
весу—автоматические
~~ьгТгг +—f—^ полные удары. Рабо-
Г~1 я ^ у тают холостым ходом.
Управление молотами
до 250 кг — от педали,
выше—ручное. Пара-
метры молотов Массей
Фиг. 84. Схема пневмати-
ческого двухцилиндрового
молота с одним горизон-
тальным краном (Массей).
приведены в табл. 38;
производительность при ковке стали типа
Ст. 3 - Ст. 4 — в табл. 39.
Таблица 38
Двухцилиндровые ковочные молоты с одним
горизонтальным краном
Основные параметры
Максимальный ход
в мм
Расстояние от ниж-
него бойка до напра-
вляющих в мм . . .
Число ударов в
минуту
Мощность электро-
двигателя в л с. . .
Диаметр обрабаты-
ваемой поковки в мм
Общий вес молота
в кг . . .
Вес шабота в кг .
Вес падающих частей в кг
50 100 150 250 350 500
3°°
i8o
350
50
175°
35O
75
2750
75°
43O
290
160
4000
12.SO
610
380
530
300
140
18
150 175
6250 ; 7750
2000 2750
690
400
но
3°
20О
5°
4 ооо
Таблица 39
Вес. падаю-
щих
частей в кг
5о
1 ioo
I5O
250
35°
5°°
Начальные раз-
меры заготовки
Конечная
юл тина
Конечная
длина
мм
75X75 Х75
1ООХЮ0Х ЮО
13°Х 130X130
180Х1З0Х180
205X205x205
230 X З30 X 330
SO
25
33
5°
58
7°
1220 -
i6oo
19З0
2210
359O
2440
Время
ковки
в мину-
тах
7
8
9
ю
. 12
12
Двухцилиндровые ковочные мо-
лоты с двумя горизонтальными
кранами (фиг. 73 и 85) составляют обшир-
ную группу. Представленные модели выпу-
скаются как отечественными, так и иностран-
ными заводами.
Применением двух кранов достигается
уменьшение длины воздушных каналов между
верхними и нижними полостями цилиндров.
Управление не усложняется. В молотах отече-
ственного производства и молотах Беше имеет-
ся третий кран — для холостого хода.
Фиг. 85. Двухцилиндровый пневматический молот
с двумя горизонтальными кранами.
Краны применяются без клапанов и с кла-
панами. Последние краны сложнее.
В ковочных молотах отече-
ственного производства приме-
няются простые краны без встроенных в них
клапанов.
Шаботы выполняются 15-кратного веса
падающих частей; монтажный ход бабы опре-
деляется расстоянием от верхней плоскости
Таблица 40
Основные параметры двухцилиндровых ковочных
молотов с горизонтальными кранами по ГОСТ 712-41
Марка
ПН-75
ПН-100
ПН-150
ПМ-200
ПН-300
ПН-400
ПН-500
ПН-750
ПН-1000
с м
и- ее
т
Номинальный bi
дающих частей
75
ЮО
15°
2ОО
3°°
4оо
5оо
75°
IOOO
Ход бабы в мм
35°
37°
4Ю
5бо
670
7оо
715
835
95°
Число ударов
в минуту
200
190
180
15°
130
135
120
100
90
и о о>
&&5
Расстояние меж,
калом бойка и
кой направляк
бабы в мм
25°
34°
37°
42O
5°°
53°
54°
670
77°
ста-
о
Вылет от оси Д|
НИНЫ В ММ
3°о
32°
35°
4оо
485
52O
55°
75°
8оо
Размеры
верхнего
бойка в мм
длина
145
17°
2ОО
2Ю
24°
з65
28о
345
39°
ширина
65
7°
85
9°
95
IOO
но
13°
14°
дара
>>
Энергия одного
в кгм не менее
IOO
15«
25°
4оо
7°о
95°
ИЗО
1906
2700
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
383
бабы до крышки рабочего цилиндра, при
крайнем нижнем положении бабы, без поковки.
Данные по молотам отечественного произ-
водства приведены в табл. 40, 41 и фиг. 86.
Таблица 41
Двухцилиндровые ковочные молоты с горизонталь-
ными кранами (фиг. 86)
Марка
ПН-75
ПН-150
ПН-300
ПН-400
Размеры в мм
Н
35°
4Ю
670
7<эо
L
ioo
230
35°
38о
а
2О
22
=5
25
5
12
5
5
5
8
5
5
sr
0.
Q
230
315
400
470
sr
Si
240
ЗЗО
425
480
160
230
270
300
3
a"
120
I6O
I9O
2OO
Фиг. 86.
Конструктивные разновидности молотов
типа Беше отличны в зависимости от техно-
логического назначения.
Вес падающих частей в выполненных кон-
струкциях — до 3000 кг. При весе падающих
частей от 30 до 175 кг осуществлено ручное
и ножное управление, при более тяжёлых —
ручное. Ряд сведений о приводе ковочных
молотов Беше с верхним буфером приведён
в табл. 42. Общий вид модели с приводом че-
рез редуктор показан на фиг. 87.
Ковочный молот Беше (обыкновенная мо-
дель) с нижним буфером и ремённым приво-
дом с натяжным ремнём показан на фиг. 88.
По сравнению с обыкновенными ковочными
молотами быстроходные молоты Беше имеют
значительно более высокое число ударов.
Высота проковываемой заготовки меньшая.
" , Фиг. 87. Двухцилиндровый пневматиче-
ский молот с двумя кранами; привод —
через редуктор.
Фиг. 88. Продольный разрез пневматического
двухцилиндрового молота с двумя кранами,
ранней конструкции; привод ремённый.
Таблица 42
Основные параметры
Число ударов в минуту
Расстояние от нижнего бойка до буксы
цилиндра в мм
Вылет от оси до станины в мм
Размеры круглой заготовки в мм до . . .
Мощность электромотора в л. с. около
(л = 1450) •
Диаметр и ширина обода маховика в мм
Вес шабота be
Общий вес молота в кг
Энергия удара в кгм
Вес падающих частей в кг
100
190
Зю
32O
но
800X150
1500
355°
102
150
200
i8o
37°
35°
145
150
420
400
170
300
500
130
500
485
230
12Э
600
55°
345
16 22 30
Клиноремённая передача с
промежуточной зубчатой
передачей
52OO
2б4
35°°
79оо
42O
5 2OO
i°95°
745
IOOOO
19800
I 22O
1000
7<x>
800
45O
2000
3000
75
920
I OOO
550
70
I OOO
I 200
6-iO
90 150 200
Зубчатый редуктор
с косыми зубьями
2ОООО
41400
Зооэ
4ООО0
78 ооо'
боооо
I2O ООО
7 ооо
384
молоты
[РАЗД. IV
Таблица 43
Основные параметры
Вес падающих частей в кг
100
150
200
300
500
1000
Число ударов в минуту
Вылет от оси штока в мм
Мощность электромотора в л. с. (п = 1450)
Диаметр и ширина обода маховика . . . .
Размер круглой заготовки в мм до . . . .
Вес шабота в кг
Общий вес молота в кг
2бо
32O
800x150
5°
1500
355°
Э4О 2ю 175
35° 4оо 485
28 38
Клиноремённая передача
с зубчатым редуктором
65
22OO
52OO
8о
35°°
79OO
IOO
5 200
i°95°
140
«5
8оо
но
Зубчатый редуктор
с косыми зубьями
175
IO ООО
19 8оо
223
20 000
41 4°°
Общий вес одинаков. Рабочие цилиндры снаб-
жены рубашками для охлаждения водой. Дан-
ные по быстроходным молотам приведены в
табл. 43. Общий вид молота приведён на
фиг. 89.
В варианте конструкции молота с увели-
ченной высотой рабочего пространства
Фиг. 89. Быстроходный двухцилиндровый
молот с двумя кранами.
(фиг. 90) энергия удара несколько ниже, чем
у обычных ковочных молотов. Увеличение
высоты рабочего пространства достигнуто
Фиг. 90. Двухцилиндровый молот с двумя
кранами и увеличенной высотой рабочего
пространства.
опусканием верхней плоскости нижнего бойка
за счёт более низкого положения шабота.
Основные параметры близки к приведённым
в табл. 42 и 43.
Быстроходные молоты с большим вылетом
и деревянным стулом для ковки тонких изде-
лий (лемехов, лопат и др.) приведены в табл. 44.
Общий вид молота — см. фиг. 91.
Таблица 44
Основные параметры
Число ударов в
минуту .......
Расстояние между
нижним бойком и на-
правляющими в мм .
Вылет от оси штока
Мощность в л. с. .
Число оборотов
электродвигателя в
минутг
Вес молота с шабо-
Вес падающих частей в кг
65
28О
265
558
145°
2850
100
2бО
3°°
650
12,5
145°
35°°
150
240
335
700
г?
9бо
4боо
200
2IO
42O
8зо
»5
720
ббоо
Ковочные молоты (типа Еумуко) разли-
чаются по конструкции и технологическому
назначению. Параметры молотов нормальных,
без направляющих, с толстым штоком приве-
дены в табл. 45. Общий вид молота показан
на фиг. 92. ¦
Параметры быстроходных молотов с тол-
стым штоком без направляющих приведены в
табл. 46.
Фиг. 91. Двухцилиндровый быстроходный молот
с двумя кранами для ковки тонких изделий.
Общий вид ковочного молота типа Еумуко
с обычным штоком и направляющими приве-
дён на фиг. 93.
Основные параметры этих молотов приве-
дены в табл. 47 для нормальной, а в табл. 48 —
для быстроходной моделей.
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
Таблица 45
Таблица 46
Основные пара-
метры
Ход бабы в мм
Вылет от оси
штока в мм . . .
Число ударов
в минуту
Мощность в л. с.
Высота поковки
в«до
50
.42°
3«5
210
5.7
75
Вес падающих
80
Збо
4оо
2О0
а-5
90
125
420
480
i8o
И.8
120
175
54°
49°
I,=H
l8,2
15°
275
650
,=>2°
13°
27
200
частей в
400
75°
55°
I2O
3Q
240
500
8оо
70о
i°5
55
270
кг
750
85°
75°
Q5
84
Зоо
На фиг. 94 приведён общий вид молота из
той же группы с обычным штоком, направля-
ющими и деревянным стулом. Молот служит
Фиг. 92. Двухцилиндровый пневматический
молот с двумя кранами.
для ковки, изделий малых толщин. Вес па-
дающих частей — 80 кг, ход бабы — 260 мм,
мощность привода — около 9 л. с.
Фиг. 93. Двухцилиндровый пневматический молот
с двумя кранами и направляющими.
У двухцилиндровых ковочных молотов типа
Чамберсбург без направляющих (табл. 49):
станина до 150 кг, плита и шабот составляют
одно целое; станина до 250 кг и плита одно
целое, шабот отдельный; станина 350 кг и выше,
плита и шабот отдельные.
25 Том 8
Основные
параметры
Ход бабы в мм .
Вылет от оси
штока в мм . . .
Число ударов
Мощность в л. с.
Вес падающих частей в кг
50
20О
385
Зоо
8,5
80
обо
4оо
2бо
12
125
2QO
48о
240
i8
175 | 275
33°
49°
220
27
380
520
200
36
400 | 500
400
55°
180
5°
45°
700
160
70
Фиг. 94. Двухцилиндровый молот с двумя
кранами с деревянным стулом для ковки
тонких изделий.
Таблица 47
Основные
параметры
Ход бабы
в мм
Вылет от оси
штока в мм .
Число ударов
в минуту . . .
Мощность
в л. с
Вес падающих частей в кг
50
32°
375
2IO
5-7
80
Збо
39°
2ОО
8,5
125 175
42O
4бо
i8o
54°
47°
15°
18,2
275
650
530
130
27
400
75°
545
120
39
500
800
700
i°5
55
750
850
700
95
84
1000
900
820
85
108
Таблица 48
Вес падающих ча-
стей в кг
Ход бабы в мм . .
Вылет от оси штока
в мм
Число ударов в ми-
нуту
Мощность в л. с.. .
5°
20С
375
Зоо
8
8о
2бо
39°
2бо
IO
125
290
460
240
i8
175
33°
470
220
27
275
380
500
200
?б
4оо
400
575
i8o
50
500
45°
700
160
70
Таблица 49
Основные
параметры
Ход бабы в мм .
Вылет от оси
штока в мм . . .
Число ударов
в минуту
Мощность в л. с.
Число оборотов
электромотора в
минуту (при токе
60 периодов) . . .
Вес падающих частей в кг
100| 1501 250| 350| 500| 750|l000|l500'
369
33°
200
10
1800
419
368
180'
572
457
140
25
i8oo| 1800
686 737
52°i 584
838
6о
914
IOl6
8I3I
80
386
молоты
[РАЗД. IV
Двухцилиндровые ковочные молоты типа
Массей (фиг. 95 и 96) двухстороннего действия
с одним вертикальным золотником осущест-
вляются с направляю-
щими и без напра-
вляющих. Последние
молоты являются бо-
лее современными. Ра-
ботают также и еди-
ничными ударами.
Управление педалью
для молота до 25 кг
и выше — рукояткой.
Применяемая пере-
дача от электродви-
гателя для молотов:
до 250 кг — клиноре-
мённая на махо-
вик, располо-
женный на кон-
це кривошип-
ного вала; 350 кг
и выше — через
зубчатый редуктор. Корпус последнего пред-
ставляет собой нижнюю часть стойки молота.
Вал — на роликовых подшипниках.
¦е-
Фиг. 95. Схема пневматического
молота с вертикальным золот-
ником.
J_L
Фиг. 96. Двухцилиндровый ковочный молот двух-
стороннего действия с вертикальным золотником.
На фиг. 97 приведён двухстоечный ароч-
ный молот Массей с вертикальным золотни-
ком.
Фиг. 97. Пневматический двухстоечный молот (Массей).
Фиг. 98. Внешний вид пневматического молота с верти-
кальным краном.
Таблица 50
Основные параметры
Вес падающих частей в кг
100
Ход бабы в мм I 355
Диаметр штока в мм 185
Число ударов в минуту гоо
Диаметр маховика (по диаметру кли-
норемё'нной передачи) в мм 794
Число ремней 4
Ширина и длина ремня 22/3250
Размер поковки в мм (от—до) Л2—
Общий вес молота в кг 35°°
Вес шабота в кг около геоо
Мощность электродвигателя в л. с. . . 12
Число оборотов электродвигателя
в минуту 75°
Энергия удара в кгм около гоо
150
43°
2IO
I7O
921
7
22/з66
9°
*5°
525°
1500
15
75°
35O
250
500
535
255
14°
Ю73
ю
аз/4
135
215
775°
2500
25
75°
75°
685
32O
НО
641
8
22/2440
13°
3°5
13 5°°
5ооо
45
1000
2000
850
4°5
9°
7б8
12
22/305О
Д55
43°
25000
IO ООО
8о
I 2OO
3 5°°
i 065
510
8о
99°
12
За/4955
33°
5бо
52 ООО
зоооо
I5O
I ООО
б ООО
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
387
Основные данные по молотам Массей без
направляющих приведены в табл. 50.
Двухцилиндровый ковочный
молот с одним вертикальным рас-
пределительным клапаном пока-
зан на фиг. 98. Молот снабжён специальным
краном холостого хода для соединения верхней
и нижней полостей компрессорного цилиндра
с атмосферой. Обратные клапаны в кранах
отсутствуют. Вертикальный кран и воздушные
клапаны расположены между цилиндрами не
внутри станины, а снаружи в виде особого при-
лива. Единичные удары получаются посред-
ством переключения цикла держания на весу на
цикл прижима. Холостой ход осуществляется
краном холостого хода. Привод молота — или
от трансмиссии, или от индивидуального элек-
тродвигателя.
Основные параметры штамповочных моло-
тов типа Беше приведены в табл. 51.
Таблица 51
Основные параметры
Число ударов в минуту
Мощность электродви-
гателя в л. с. (П-1450) . .
Общий вес молота в кг
Энергия удара в кгм . .
Вес падающих частей
50
2IO
6
28оо
53
100
190
13
48эо
1б2
в кг
200
95°°
42O
300
13°
35
14 ооо
745
500
I2O
50
ЭО ООО
I 22O
Воздухораспределение
Молоты одноцилиндровые с не-
подвижным сквозным цилиндром.
Вертикальный кран а (фиг. 99) поворачивается
от рукоятка управления Ь. Специальное при-
Фиг. 99. Кран пневматиче-
ского одноцилиндрового
молота по фиг. 79.
Фиг. 103. Воздухораспреде-
ление одноцилиндрового
молота.
способление с служит для держания поднятой
бабы в неподвижном положении; при повороте
рукоятки вставка d нажимает на камень вкла-
дыша е в стенке цилиндра, а последний нажи-
мает на поршень бабы.
Полные последовательные удары цолу-
чаются при незначительном открытии крана а.
Во избежание присасывания рабочего поршня
к поршню компрессора при полном закрытии
крана предусматривается стопор, ограничиваю-
щий наименьшее допускаемое открытие крана
Неполные последовательные удары полу-
чаются при увеличении открытия крана.
Держание бабы на весу осуществляется
переводом ремня с рабочего шкива на холо-
стой. Одновременно с этим происходит при-
жлм вкладышем поршня бабы.
Одностоечные молоты с непо-
движным цилиндром (фиг. 80). Возду-
хораспределение (фиг. 10Э) производится:
автоматически поворачивающимся вертикаль-
ным краном а; впускным обратным клапаном,
встроенным в кран; распределительным вер-
тикальным краном, помещённым сбоку ци-
линдра в канале Ь, соединённом с самой ниж-
ней частью цилиндра; вторым обратным впуск-
ным клапаном с в нижней крышке цилиндра.
Полные автоматические удары получаются
при полном открытии распределительного кра-
на. Поворот крана производится рукояткой.
Регулирование силы ударов производится:
открытием распределительного крана; частич-
ным переводом ремня с рабочего шкива на
холостой. Последнее ведёт к уменьшению
числа ударов в минуту. Чем меньше открыт
кран, тем слабее удары; при соответствующем
открытии можно получить простое соприко-
сновение бойков.
Единичные удары получаются при умень-
шенном числе оборотов вала и соответствую-
щем открытии распределительного крана.
Цикл держания бойка — на весу. Распре-
делительный кран закрыт. При подъёме рабо-
чего поршня происходит засасывание воздуха
из атмосферы че-
рез нижний обрат-
ный клапан с.
Вследствие закры-
тия распредели-
тельного крана при
движении рабочего
поршня вниз под
ним получается
воздушная подуш-
ка, обеспечиваю-
щая держание бой-
ка на весу.
Одностоечные
молоты по схеме,
приведённой на
фиг. 81. Воздухо-
распре деление
(фиг. 101) осущест-
вляется: верти-
кальным цилиндри-
ческим золотни-
ком; двумя впуск-
ными клапанами,
из которых один
соединён верти-
кальным каналом
с поперечным каналом а, а другой — с кана-
лом с; выпускным клапаном, соединённым с
каналом Ь. Кроме того, на цилиндре установлен
впускной клапан, соединённый с каналом d.
Флг. 101. Воздухораспределе-
ние пневматического молота
с неподвижными цилиндрами
по фиг. 81.
388
молоты
[РАЗД. IV
Полные автоматические удары получаются
подъёмом золотника в верхнее положение до
совмещения с каналами Ъ и с нижних частей
левых боковых
вертикальных
выемок в золот-
нике.
•Неполные
автоматические
удары происхо-
дят при опуска-
нии золотника
до достаточного
с о в м е щения
верхнихканалов
а и * с отвер-
стием в стенке
золотниковой
коробки и ниж-
них каналов с, е
с нижним отвер-
стием в стенке.
Каналы а и Ь
через верхнее
боковое отвер-
стие в стенке соединяют с атмосферой верх-
нюю полость цилиндра над рабочим порш-
1, Наукам на поковку
Фиг. 102. Кран пневматического
молота Иеклей.
нем; каналы с и е и нижнее отверстие в
стенке соединяют с атмосферой нижнюю часть
цилиндра.
Во время держания бабы на весу золотник
занимает самое низшее положение.
Молоты, п-о схеме фиг. 74. Сообще-
ние верхней полости компрессорного цилиндра
с атмосферой происходит при нижнем положе-
нии поршня через отверстия в стенке цилиндра.
Для регулирования верхнего предела давления
воздуха над поршнем предусмотрен обратный
клапан в верхней части цилиндра (фиг. 82). Воз-
духораспределение производится одним гори-
зонтальным краном (фиг. 102), снабжённым
двумя кожаными клапанами; один расположен
вдоль крана, второй—в цилиндрической полости
в торце крана. Последний клапан открывается
только в сторону рабочего цилиндра.
При неполных и полных автоматических ударах
(фиг. 103, положения III и IV) воздух из компрессорного
цилиндра свободно поступает в рабочий цилиндр, и об-
ратно. Ослабление удара получается за счёт частичного
открытия воздушных камер, расположенных в станине
молота и примыкающих снизу ко втулке крана.
Держание бабы на весу (фиг. 103, //). При движении
поршня компрессора вниз воздух из рабочего цилиндра
поступает в цилиндр компрессора; при движении вверх
кожаный клапан закрывается и воздух поступает не в
//. Держание бабы на весу
Фиг. 103. Положение крана при работе молота по фиг. 82: /—нажим на поковку, начальное положение крана;
//— баба на весу, кран повёрнут по часовой стрелке на 35°; III — неполные автоматические удары, кран повёрнуг
на угол 70°; IV •- полные автоматические удары, кран повёрнут на угол 100°.
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
389
рабочий цилиндр, а в воздушные камеры. Над рабочим
поршнем создаётся разрежение, обеспечивающее держа-
ние бабы на весу.
Прижим поковки (фиг. 103, /). При движении порш-
ня компрессора вверх воздух, вытесняясь через отвер-
стие в задней стенке крана, клапан и канал, совмещён-
ный с каналом рабочего цилиндра, поступает в полость
над рабочим поршнем и производит прижим. При дви-
жении поршня компрессора вниз воздух из рабочего ци-
линдра выходить не может, так как давлением воздуха
со стороны рабочего цилиндра клапан закрывается.
Двухцилиндровые молоты по
схеме фиг. 83. Распределительным органом
служит горизонтальный кран (фиг. 104). Пра-
Й В С
Фиг. 104. Кран молота по схеме фиг. 83.
вая часть крана с двумя окнами а и выем-
кой h (сечение ее) соединяет верхние полости
цилиндров; левая часть с двумя окнами b и
выемкой / (сечение А А) соединяет нижние
полости цилиндров. Средняя часть крана (се-
чение ВВ) имеет камеру с двумя окнами /
и g и двумя клапанами d и е.
Холостой ход (фиг. 105, /). Нижняя и верхняя по-
лости компрессорного цилиндра соединены с атмосферой.
Окно k в нижнюю полость рабочего цилиндра перекрыто
краном. Верхняя и нижняя полости рабочего цилиндра
соединены через окно / и отверстие в стенке средней
камеры крана; давление воздуха сверху и снизу рабочего
поршня устанавливается одинаковым. Баба свободно ле-
жит на нижнем бойке.
Прижим поковки (фиг. 105, //). Нижняя полость ра-
бочего цилиндра соединена с атмосферой. При движе-
нии поршня компрессора вниз нижний воздух из ком-
прессора поступает через клапан е (фиг. 104) в среднюю
камеру крана и через окно / в верхнюю полость рабо-
чего цилиндра.
При движении поршня компрессора вверх воздух из
верхней полости поступает через клапан d (фиг. 104)
в среднюю камеру крана и через окно / в верхнюю
полость рабочего цилиндра. Воздух из верхней полости
рабочего цилиндра выходить не может вследствие за-
крытия клапанов d и е. В результате сверху рабочего
поршня получится повышенное давление и баба с силой
прижмёт поковку.
Держание бабы на весу (фиг. 105, III). Верхние
полости рабочего и компрессорного цилиндров соеди-
нены с атмосферой. Нижние полости цилиндров не-
посредственно между собой не соединены При движе-
нии поршня компрессора вниз воздух поступает через
клапан е (фиг. 104) в среднюю камеру крана и через
окно g в нижнюю полость рабочего цилиндра. Обратный
выход воздуха из нижней полости при подъёме поршня
компрессора исключён закрытием клапана е. При дей-
ствии воздуха повышенного давления снизу рабочего
поршня баба держится на весу.
Автоматические удары (фиг. 105, IV). Верхний и
нижний воздух свободно переходит из компрессорного
цилиндра в рабочий, и обратно.
Молоты типа Массей (фиг. 84) с горизон-
тальным краном (фиг. 106). Левая часть крана
фиг. 107, сечение АА) расположена в канале А
(фиг. 106), соединяющем нижнюю и верхнюю
полости компрессорного цилиндра; правая часть
(фиг. 107, сечение ВВ) расположена в канале С
а/ ,
Холостой ход I .,?-—¦")
ПриЖум В
Держание бабы I ? (
но весу Ш -* ' '
впкц
HP.Pi
пПРЦ
НИР,
впщ
Фиг. 105. Положение крана и рукоятки молота
по фиг. 83: а—положение рукоятки; б—положе-
ние крана.
(фиг. 106), соединяющем нижние полости ци-
линдров.
Рабочие положения рукоятки управления
краном приведены на фиг. 108, положения
крана — на фиг. 109.
A f
Фиг. 106. Разрез молота Массей с горизонтальным
краном.
Держание бабы на весу (фиг. 109, /). При движении
поршня компрессора вниз воздух из нижней полости
через обратный клапан (сечение ВВ) поступает в нижнюю
полость рабочего цилиндра и поднимает бабу; в верхних
390
молоты
[РАЗД. IV
поДД
поВЬ
Фиг. 107. Кран молота по фиг. 106.
1Дер*а/ше da&/
на весу
ff/fo/гостой ход
Ш Автомат.
удары
Фяг. 108. Положение ру-
коятки управления молота
по фиг. 106.
Держание на бесу 1
по ДА по В В
В.ПР.К.Ц.
нл.к.ц:
Холостой ход П
нп.к.ц
полостях сначала происходит падение давления воздуха,
а в конце хода поршня, когда происходит соединение
полостей с наружным воздухом, давление в них подни-
мается до атмосферы. При движении поршня компрес-
сора вверх воздух из нижней полости рабочего цилиндра
выходить не может, так как клапан закроется. Воздух из
верхних полостей (сечение АА) поступает в нижнюю
полость компрессорного цилиндра.
Холостой ход (фиг. 109, //). Во всех полостях цилин-
дров, соединённых между собой, устанавливается одина-
ковое давление. Баба свободно лежит на нижнем бойке.
Автоматические удары (фиг. 109,111). Нижние
полости цилиндров соединены между собой (сечение ВВ..
Верхние полости соединены через канал В (фиг. 84 и 106).
Прижим поковки (фиг. 109, IV). При движении
поршня компрессора вниз нижний воздух через клапан
(сечение АА) поступает в верхние полости цилиндров.
При движении поршня компрессора вверх воздух из
нижней полости рабочего цилиндра через обратный кла-
пан (сечение ВВ) поступает под поршень компрессора,
вследствие чего получается разрежение снизу бабы.
В верхних полостях цилиндров получается повышенное
давление. Ввиду непрерывной подачи воздуха в верхнюю
полость молот работает как насос. Выравнивание давле-
ния воздуха в цилиндре компрессора с наружной атмо-
сферой происходит через отверстие в стенке цилиндра
при крайних положениях поршня. При положении
поршня внизу с атмосферой соединяется верхняя полость
и при положении вверху — нижняя полость.
Молоты с двумя кранами (фиг.92).
Втулка нижнего крана (фиг. ПО и 111) имеет
четыре окна: верхнее d, ведущее в перепускной
сеч. по од сечмосб сеч по е/
\е
Фиг. 109. Положение крана молота по фиг. 106.
\т
Фиг. 110. Втулка кранов пневматического молота
по фиг. 92.
канал к верхней втулке; е и /, расположенные
в нижнем канале, соединяющем нижние полости
цилиндров (окно е примыкает к рабочему
цилиндру и f — к компрессорному цилиндру);
нижнее а, сообщающееся с наружной атмо-
сферой.
Верхняя втулка также имеет четыре окна: левое с
(сечение ab), находящееся в перепускном канале, веду-
щем к нижней втулке и окну d; средние верхние ft и Л,
расположенные в верхнем канале, соединяющем верхние
полости цилиндров (сечение cd); нижнее g, сообщающееся
с атмосферой. Левая часть нижнего крана (фиг. 111)
снабжена клапаном Н, соединяющим через перепускной
канал и окна due нижний и верхний краны (сечение gh).
Правая часть нижнего крана снабжена обратным клапа-
ном и служит для соединения нижней полости компрес-
сорного цилиндра с атмосферой. Верхний кран клапанов
не имеет.
Автоматические последовательные удары. Нижний
и верхний каналы между цилиндрами открыты (фиг. 111,
положение /; сечения cd и ik). Сообщение между кра-
нами через перепускной канал вследствие закрытия ниж-
ним краном окна d отсутствует. Воздух из цилиндра
компрессора свободно поступает в рабочий и обратно,
что создаёт автоматические удары. При приближении
поршня к верхнему положению нижняя полость цилиндра
компрессора вследствие разрежения воздуха соединяется
с атмосферой через окно а и обратный клапан в правой
части нижнего крана.
Держание бойка на весу (фиг. 111, II). Кран повёр-
нут по часовой стрелке. Непосредственное сообщение
между нижними полостями цилиндров отсутствует (се-
чение ik); верхние полости соединены с атмосферой (се-
чение cd). При движении поршня компрессора вниз воз-
дух через окно /, камеру нижнего крана А, открытый
клапан И (фиг. 111,7, сечение gh), полость крана F,
окно е поступает в нижнюю полость рабочего цилиндра.
При движении поршня компрессора вверх нижний ле-
ГЛ. XI
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
391
вый клапан Н закрывается и исключает выход воздуха
из нижней полости рабочего цилиндра, что и обеспечи-
вает цикл держания бабы на весу. Ввиду получающегося
разрежения снизу поршня компрессора при ходе вверх
наружный воздух через окно а и клапан (сечение 1т)
поступает в нижнюю полость компрессорного цилиндра.
Прижим поковка (фиг. 111, ///). Кран повёрнут по
часовой стрелке. Непосредственное сообщение нижних
полостей цилиндров отсутствует (сечение ik). Верхняя
полость компрессорного цилиндра соединена с атмосфе-
рой (сечение cd). Нижняя полость рабочего цилиндра
через окно е (сечение ik), камеру L (сечение 1т), окно а
соединяется с атмосферой. При движении поршня ком-
прессора вниз, через окно /, камеру А, открытый под
давлением воздуха клапан Н (фиг. 111, III, сечение gh),
перепускной канал d, камеру верхнего крана Т, окно b
воздух поступает в верхнюю полость рабочего цилиндра.
При движении поршня компрессора вверх вследствие
разрежения воздуха снизу поршня наружный воздух че-
рез окно а, открытый клапан (сечение lm) поступает
в нижнюю полость цилиндра компрессора.
Двухцилиндровые молоты оте-
чественного производства. Воздухо-
распределение состоит из трёх горизонтальных
кранов (фиг. 112): среднего—для холостого
сеч. по cd
Кран верхний
Кран средний
У/////////У////////////////
Л1 А1 /771
Стоматические удары I
сеч по ob
Кран нижний
е с
сеч. по а О
Держание но веси П
сеч no cd
сеч по е/
Фиг. 112. Краны молотов отечественного
производства.
хода; верхнего и нижнего, расположенных во
втулках (фиг. ИЗ). Между верхним и нижним
Втулка верхняя
->Ь
сеч. по cd
сеч по ab
сеч по at)
ЛриЖим Ш
сеч по cd
Втцпка ниЖняя
Фиг- 111. Положение кранов молота по фаг. 92.
Фиг. 113. Втулки кранов молота отечественного
производства.
392
молоты
[РАЗД. IV
кранами в станине молота находится камера
(фиг. 114) с обратным клапаном (фиг. 115).
Автоматические последовательные удары
(фиг. 116,/). Верхние полости цилиндров соединяются
между собой через открытый верхний кран (сечение ab);
нижние полости — через открытый нижний кран (сече-
ние ей).
Держание бабы на весу (фиг. 116, II). Краны повёр-
нуты на 40° по часовой стрелке против положения /.
Верхние полости рабочего и компрессорного цилиндров
через верхний кран (сечение ab) соединены с атмосфе-
Средний кран
I
Разрез по кранам
С
Фиг. 115. Обратный клапан
молота отечественного произ-
водства.
Фиг. 114. Разрез по кранам молота отечествен-
ного производства.
рой. При движении поршня компрессора вниз воздух из
нижней полости поступает в нижний кран (сечение cd),
далее в камеру обратного клапана и через клапан вновь
в нижний кран (сечение ef) и под рабочий поршень.
При подъёме поршня компрессора обратный клапан
закрывается, и нижний
воздух в компрессор-
ном цилиндре расши-
ряется. Верхний пре-
дел давления воздуха
под рабочим поршнем,
необходимый для полу-
чения цикла держания
на весу, корректи-
руется обычной воз-
душной камерой. Сред-
ний кран занимает по-
ложение // (фиг. 114).
Прижим (фиг. 116,
III). Краны повёрну-
ты на 35° по часовой
стрелке против положения П. Верхняя полость ком-
прессорного цилиндра (сечение ab) и нижняя полость
рабочего цилиндра через выемку в кране (сечение ab)
соединяются с атмосферой. При движении поршня ком-
прессора вниз воздух из нижней полости поступает
в нижний кран (сечение cd), далее через камеру, обрат-
ный клапан в верхний кран (сечение cd) и в верхнюю
полость рабочего цилиндра. При движении поршня ком-
прессора вверх обратный клапан закрывается и воздух
в компрессорном цилиндре расширяется.
Верхний предел давления воздуха над рабочим порш-
нем корректируется объёмом камеры. Средний кран зани-
мает положение // (фиг. 114).
Холостой л од. Верхний и нижний краны устанавли-
ваются на циклы держания на весу или прижима; сред-
ний кран занимает положение / (фиг. 114).
При положении верхнего и нижнего кранов на цикле
держания на весу и среднего крана в положении /
(фиг. 114) верхняя полость рабочего цилиндра, обе полости
компрессорного цилиндра и камера соединены с атмо-
сферой.
При положении верхнего и нижнего кранов на цикле
прижима и среднего крана в положении / (фиг. 114) ниж-
няя полость рабочего цилиндра, обе полости компрес-
сорного цилиндра и камера соединены с атмосферой.
Двухцилиндровые молоты по
схеме фиг. 95 (типа Массей). Воздухо-
распределение осуществляется вертикальным
золотником (фиг. 117), имеющим два клапана.
Лвтоматические
удары
Верхний,
кран
Держание
на весу
ПриЖим
Лвтоматические удары-]
Верхний Иран
сеч no ab сеч по со"
пП.Р.Ц
НП.РЦ
Держание на весу -Е
Верхний кран
сеч no ab сеч no cat
в.ПЖ
клапан
ПП.Р.Ц
" НЛ.РЦ
Лри/ким-Щ
верхний кран
сеч по ab сеч по cd
В П.РЦ
обр
клапан
НПРЦ
Фиг. 116. Положение рукоятки управления и кранов
молота отечественного производства.
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
393
Держание бойка на весу (фиг. 117, положение ру-
коятки /). Золотник занимает самое низшее положение /
(фиг. 117). Верхняя полость рабочего цилиндра соединена
с атмосферой. При движении поршня компрессора вниз
воздух из нижней полости через верхние три ряда окон
нижней втулки и нижний клапан поступает под рабочий
поршень и одновременно через верхние два ряда окон
в камеру G. Верхний воздух в цилиндре компрессора
расширяется. Клапан V регулирует степень разрежения
верхнего воздуха. При движении поршня компрессора
вверх в нижнюю полость поступает воздух из камеры G
через верхние два ряда окон нижней втулки. „Верхний
I-держание
на весу
П-приЖим
Ю-холостой
ход
Ш-полные
автоматические удары
Фиг. 117. Положение золотника и рукоятки упра-
вления молота по фиг. 95: а — положение золот-
ника; 6— положение рукоятки.
воздух" из компрессорного цилиндра через три нижних
ряда окон верхней втулки и клапан поступает в камеру Я.
Повышенное давление воздуха снизу рабочего поршня,
при атмосферном давлении сверху, создаёт цикл держа-
ния на весу.
Прижим поковки (фиг. 117, положение рукоятки II).
Золотник занимает положение 2. Нижняя полость рабо-
чего цилиндра сообщается с атмосферой через нижньй
ряд отверстий нижней втулки. При движении поршня
компрессора вниз „нижний воздух" поступает через верх-
ний ряд окон нижней втулки в камеру G. .Верхний воз-
дух" снижает давление, поскольку соединение между
камерой R и верхней полостью рабочего цилиндра исклю-
чено верхним клапаном. Клапан V регулирует предел
разрежения воздуха. При движении поршня компрессора
вверх воздух через нижний ряд окон верхней втулки,
клапан и верхний ряд окон поступает в пространство над
рабочим поршнем и одновременно через третий ряд окон
в камеру R. Давление воздуха в обеих полостях устана-
вливается одинаковое. Предел давления воздуха в верх-
ней полости рабочего цилиндра корректируется объёмом
камеры R.
Холостой ход (фиг. 117, положение рукоятки ///).
Золотник занимает положение 3. При движении поршня
компрессора вниз воздух из-под поршня через верхний
ряд отверстий нижней втулки и через нижний ряд верхней
втулки поступает в верхнюю полость компрессорного
цилиндра и одновременно в воздушную камеру G. В верх-
нюю и нижнюю полости рабочего цилиндра воздух не
поступает. При движении поршня компрессора вверх
воздух переходит обратно из верхней в нижнюю полость
компрессора, минуя рабочий цилиндр. Баба свободно ле-
жит на нижнем бойке.
Полные автоматические удары (фиг. 117, положе-
ниефукоятки IV). Золотник занимает положение 4. При
движении поршня компрессора „нижний воздух" свободно
поступает через второй и третий ряд окон нижней втулки
(считая сверху) в нижнюю полость рабочего цилиндра.
Верхний воздух из цилиндра компрессора поступает
в верхнюю полость рабочего цилиндра че.рез второй и
четвёртый ряды окон верхней втулки (считая снизу).
В воздушные камеры G и R воздух из цилиндра компрес-
сора не поступает.
При положении рукоятки между /// и IV получаются
неполные автоматические удары.
Единичные удары (фиг. 117, положение рукоятки
между / и J7). Золотник занимает положение между /
и 2. В положении рукоятки / при цикле держания на
весу верхняя полость рабочего цилиндра соединена
с атмосферой, в камере G и снизу рабочего поршня
имеется повышенное давление воздуха. При опускании
рукоятки в промежуточное положение между Iv.ll ниж-
няя полость рабочего цилиндра соединяется с атмосфе-
рой, а верхняя полость его — с камерой R, имеющей
повышенное давление воздуха, в результате получается
единичный удар.
Расчёт
Распределение рабочих перио-
дов в цилиндрах молотов отечествен-
ного производства. Относительное положение
и направление движения рабочего и компрес-
сорного поршней за один оборот кривошипного
вала приведены на фиг. 118.
а) Начальное положение; поршень компрес-
сора вверху, баба внизу, а = 0. Верхняя и ниж-
няя полости компрессорного цилиндра соеди-
нены с атмосферой. Соединение верхней по-
лости с атмосферой осуществляется через свер-
ления в стенке цилиндра и окно в стенке порш-
ня. Воздух, находящийся внутри поршня, посту-
пает в окно стенки поршня и далее, через
совмещённое с ним нижнее сверление в стенке
цилиндра, в верхнее сверление, а из него в
верхнюю полость над поршнем. Воздух в ниж-
нюю полость компрессорного цилиндра посту-
пает через отверстие в стенке штока поршня.
б) Момент отрыва бабы от поковки;
а = ah Увеличение давления нижнего воздуха
и разрежение верхнего в рабочем цилиндре
вследствие опускания поршня компрессора
создают результирующую силу, действующую
на рабочий поршень, направленную вверх и
равную весу падающих частей и силе трения.
в) Поршень компрессора занимает низшее
положение; а= 180°. Под поршнем компрес-
сора — нижнее вредное пространство. Верхняя
полость компрессорного цилиндра соединяется
с атмосферой, как показано на фиг. 116 стрел-
ками. Нижняя полость с атмосферой не со-
единяется.
г) Момент включения верхнего буфера;
а — ог3. Верхние кромки рабочего поршня и
канала совмещены. Над поршнем .образуется
замкнутая полость — верхний буфер hg. Назна-
чение буфера: ограничение величины хода
бабы при подъёме; ввиду наличия начального
импульса от действия сжатого воздуха при
последующем движении бабы вниз получение
энергии удара не меньшей, чем при отсутствии
буфера.
д) Момент максимального подъёма бабы.
Рабочий поршень внедряется в верхний буфер
на высоту не свыше 0,7A<j. Наибольшее давле-
ние воздуха в буфере — до 7 ата в зависи-
мости от высоты поковки. Чем выше поковка,
тем выше давление воздуха в буфере в момент
останова бабы в верхнем положении.
е) Момент выключения верхнего буфера;
а = а4. Выключение буфера происходит при
движении бабы вниз, когда снижающееся давле-
ние воздуха в буфере сравняется с повышаю-
щимся давлением верхнего воздуха в цилиндре
компрессора. В этот момент шариковый кла-
пан ШК под действием компрессорного воз-
духа поднимается, сообщая между собой верх-
ние полости цилиндров.
Фиг. 118. Положение поршней молота отечественного производства при работе.
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
395
ж) Момент удара бабы о поковку; а =
= а6. Удар происходит при углах а < 360°, что
создаёт так называемый „прилипающий" удар.
Баба молота после удара остаётся неподвиж-
ной при повороте кривошипа от а5 к av
.Прилипающий" характер удара пневмати-
ческих молотов имеет технологическое значе-
ние, так как даёт больший эффект по сравне-
нию с „отскакивающим" ударом, особенно при
ковке легированной стали.
Кривые пути рабочего поршня
и компрессорного поршня в функ-
ции угла поворота кривошипа а изображены
на фиг. 119. Перемещение поршня компрес-
сора:
S = r [l - cosa-f ~
= r [l -
— cos 2а) 1,
где г — радиус кривошипа;
X = — и /—длина
шатуна.
Характер движения бабы для данного
молота зависит от высоты обрабатываемой
поковки Л. Приведённая на фиг. 119 кривая пути
рабочего поршня относится к средней высоте
' Пиния верхней крышки рабочего цилиндр.
120 /60 200 240WZ80 320
Фиг. 119. График пути и скорости поршней.
поковки Л. При увеличении высоты поковки
кривая смещается влево. Угол аг уменьшается.
Удар происходит при меньшем угле а5. При
„холодном* ударе Л = 0 кривая занимает край-
нее правое положение. Угол aj увеличивается.
Угол а5 в момент удара может быть несколько
более 360°.
Величина хода бабы, отсчитываемая от ли-
нии поковки, уменьшается при увеличении
высоты поковки. Внедрение рабочего поршня
в буфер и максимальное давление верхнего
воздуха увеличиваются.
При отсутствии поковки рабочий поршень
несколько не доходит до верхнего буфера.
Теоретические индикаторные
диаграммы „нижнего" (н. п.р. ц.) и „верх-
него" Еоздуха (в. п. р. ц.) рабочего цилиндра
приведены на фиг. 120. В точке а2 диаграммы
в. п. р. ц. происходит выравнивание давления
воздуха с атмосферным при нижнем положе-
кг/см*
Низ
Фиг. 120. Индикаторные диаграммы рабо-
чего цилиндра молота.
нии поршня компрессора. От точки а3 до ат
кривая давления „верхнего" воздуха изме-
няется по адиабате, отличающейся от преды-
дущей кривой адиабаты до точки а3 вследствие
включения замкнутой полости буфера.
Кривая от ат до а4 совпадает с адиабатой
аз ~*" ат и с точки а4, в момент выключения
буфера, изменяет свой характер в связи с вклю-
чением верхней полости компрессорного ци-
линдра
где LiH р и L-t в р —индикаторныеработы „ниж-
него" и .верхнего" воздуха; Ьэ — энергия удара
(теоретическая).
Сила трения принята равной 0,Ш. Ввиду
наличия утечек воздуха через неплотности,
мятия воздуха в каналах и повышенной в не-
которых случаях силы трения действитель-
ная энергия удара несколько ниже теорети-
ческой.
Теоретические индикаторные
диаграммы компрессорного ци-
линдра (фиг. 121). От точки а2 до эг3, ввиду
того что оба поршня поднимаются, давление
.верхнего" воздуха резко возрастает. На уча-
стке от аз до а4 идёт сжатие „верхнего" воз-
духа в замкнутой полости компрессора. В точке
а4 происходит выключение буфера.
Так как в этот момент рабочий поршень
движется вниз со скоростью, значительно
большей скорости подъёма поршня компрес-
сора, давление „верхнего" воздуха резко сни-
жается. Это обусловливает некоторую осо-
бенность характера индикаторной диаграммы
в. п. к. ц.
396
молоты
[РАЗД. IV
Суммарная индикаторная работа по ком-
прессорному цилиндру LiH K-\-Lle K больше
суммарной индикаторной работы по рабочему
цилиндру LiHp+Liep.
Индикаторный к. п. д.
i в.р
Неравенство индикаторных работ, кроме
влияния потерь от утечек и мятия воздуха
в каналах, объясняется также и тем, что на
участке от а = 0 до а = оц поршень компрес-
Ни°3
н.п.к.и.
Нулевая пиния
верх
В.П.КД
Фиг. 121. Индикаторные диаграммы
компрессорного цилиндра молота.
сора совершает работу, рабочий же поршень
вследствие неподвижности работы не совер-
шает.
Заштрихованные участки индикаторных диа-
грамм определяют работу компрессорного
поршня в период неподвижности рабочего
поршня.
Величина индикаторного к. п. д. зависит от
состояния молота.
Максимальное значение индикаторного
к. п. д. можно принять равным гц = 0,95. При
плохом состоянии молота гц снижается до 0,7
и ниже.
Экономический к. п. д. молота, считая от
мощности, потребляемой электродвигателем,
при хорошем состоянии молота около 0,7.
Параметры пневматических мо-
лотов отечественного производ-
ства. Энергия удара, определяемая осажива-
нием свинцовых цилиндров,
1Э = Ф [2,7а + 4,0 (а? + а*)] = ЬсР кгм.
где d — начальный диаметр свинцового ци-
h — hx ,
линдра в см; а = —-—-; h — начальная вы-
п
сота цилиндра в см; h^ — конечная высота
цилиндра в см; —г= 1,5; Ъ — по табл. 52.
Энергию удара можно также подсчитать
по обычной формуле L3 —
определяя
действительную скорость бабы v в момент
удара посредством специальных приборов, хо-
дографов и др.
При проектировании пневматических моло-
тов расчётная теоретическая энергия удара
должна приниматься на 10—15°/0 выше при-
ведённой в табл. 40 ввиду наличия утечек,
мятия воздуха и других потерь, которые обычно
не учитываются при расчёте.
Примерные соотношения между
параметрами молотов 75—1000 кг
(табл. 40).
1. Монтажный ход Н в см и число ударов п0
в минуту
0 -и^15-
2. Радиус кривошипа г в см
г = @,27 -+- 0,29) Н см.
3. Монтажный ход Н и радиус кривошипа г
4. Длина шатуна /
R = -j = 0,11+0,20.
5. Окружная скорость пальца кривошипа о0
Vo = -5^- = 2,0-г-2,6 м/сек.
6. Диаметр рабочего штока D
р.ш
D
р.ш'
где Dg—размер диагонали (прямоугольника)
плоскости верхнего бойка.
7. Нижняя кольцевая площадь fx в см2 ра-
бочего поршня (фиг. 118) и вес падающих
частей G кг
^- = 2,3 4-2,8.
Величина площади /, корректируется при-
нятым при построении пневматических моло-
Таблица 52
а
Ъ
О,1
о,зю
о,15
о. 497
0,2
0,706
О,25
0,981
о.З
1,202
о.35
1.493
о,4
1,822
°Ч5
2,189
о.5
2,6о
о, 55
З.об
о,6
3>58
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
397
тов низким рабочим давлением воздуха (не
свыше 3 ата).
8. Верхняя площадь рабочего поршня /2
в см2
где Dp ч — диаметр рабочего цилиндра: ~- —
= 2,1^1,7. *
9. Диаметр цилиндра компрессора DK
10. Диаметр
сора DK ш
13. Параметры молотов связаны
собой расчётными зависимостями:
(Ah , А/з \ .
между
Pong
Л. тсПп
— = ш = -—^—угловая скорость;
штока поршня компрес-
11. Высота верхнего буфера
h6 « 0,14 Я
12. Угол at при отрыве бабы
от поковки
cosaj = — — +
X — фактор частоты собственных колеба-
ний бабы.
Коэфициент q при средней высоте поковки
должен приниматься равным 0,9—1,0. Числовое
значение b определяется принятым углом
отрыва бабы от поковки о^.
Влияние отдельных параметров молотов на
величины b, q и <х° при сохранении остальных
параметров постоянными видно из табл. 53.
Таблица 53
где & = -—, ро — давление на-
ружной атмосферы (р0 = 1
кг/см?); п — показатель адиабаты (п = 1,41);
<ро — коэфициент, учитывающий трение (<Ро—1M
?=981 см/сек2; f\ — нижняя кольцевая пло-
щадь рабочего поршня в см2; /3 — верхняя
площадь рабочего поршня в см2; /3 — ниж-
няя кольцевая площадь поршня компрессора
в см2; /4 — верхняя площадь поршня ком-
прессора в см2; Voi — начальный суммар-
ный объём нижних полостей цилиндров,
включая нижние каналы (фиг. 85), в см3; Vo2
в сл@ — начальный суммарный объём верх-
них полостей цилиндров, включая верхние
каналы:
Voi = [Wi +/з Bг + *«)] 1,09 + ЛЛ;
Характер
изменения
показателя
При увеличении^
¦ :¦ |
G
k
b
Увеличивается
Не влияет
Уменьшается
Увеличивается
Q
Увеличивается
Уменьшается
Увеличивается
Уменьшается
Не влияет
Уменьшается
Не влияет
Увеличивается
Уменьшается
Конструкция и материал деталей молотов
(по материалам отечественных заводов)
Одностоечные станины (фиг. 87) молотов
завода им. Калинина состоят из стоек и плит,
соединённых посредством колец, посаженных
ид по стрелке О
вид по стрел/се 0
где a — высота нижнего вредного простран-
ства рабочего цилиндра в см, отсчитываемая
от нижней буксы до нижней кромки поршня;
Ьн = Ьв — высота нижнего и верхнего вред-
ного пространства цилиндра компрессора в см;
h — расчётная средняя высота поковки в см,
принимаемая равной половине высоты поковки,
приведённой в табл. 42. ,
Величина угла аг зависит от числового
значения величины Ь. Для данного молота ве-
личина Ь является постоянной при данной
высоте поковки h. При работе молота, в про-
цессе изменения высоты поковки, величина Ъ
и угол aj изменяются. У существующих
молотов ах = 42° -ч- 47°.
Фиг. 122. Стойка станины молота отечественного произ-
водства.
398
молоты
[РАЗД. IV
в горячем состоянии на соответствующие
приливы.
В табл. 54 и 55 приведены сведения об
основных размерах молотов типа ПН (для ис-
пользования как ориентировочные) при кон-
струировании аналогичных объектов.
Стойки станин (фиг. 122) выполняются в
виде цельных отливок, включающих оба ци-
линдра молота. Материал — чугун СЧ 18-36.
Плиты (фиг. 123). Материал — чугун
С 4 18-36.
Бабы (фиг. 124) изготовляются коваными.
Материал — сталь 45. Термообработка —улуч-
двумя плоскими направляющими планками в
нижней буксе молота. Для этой цели шток
бабы срезается двумя продольными плоско-
стями (фиг. 124; сечение Q5). Уплотнение —
кольцами в поршне и кольцом в буксе. Основ-
ные размеры бабы приведены в табл. 56.
Вид по стрелке Т
cen.noQS
Провести кругом
риску гл. ОАмм,
маркировать на
риске,, НиЖ. полоЖ.
\
Шабрить
Фиг. 124. Баба молота.
Фиг. 123. Плита молота.
шение; Нв = 230 -ч- 250. Для того чтобы вы-
держать вес падающих частей при требуемых
габаритных размерах, бабы выполняются
пустотелыми. Применение заглушек вместо
сплошной головки поршня не рекомендуется.
Направление бабы при работе осуществляется
Буксы рабочего цилиндра (фиг. 125). Ма-
териал — чугун СЧ 18-36. Основные размеры
приведены в табл. 57.
Поршни компрессоров (фиг. 126). Мате-
риал— чугун СЧ 18-36. Уплотнение поршня —
кольцами. Основные размеры приведены
в табл. 58.
Таблица 54
Марко
молота
ПН- 75
ПН-150
ПН-300
ПН-400
Вес
в кг
94°
1300
а55°
Зооо
А
Зоо
35°
485
52О
В
42 О
5°°
Ь8э
75°
°Р.Ц
230
315
4оо
47°
Основные размеры станины в мм
DK.ti
240
333
425
480
L
640
745
5
119°
Я
130Э
I59Q
19°5
1975
F
45°
55°
760
8ао
(фи
М
2О.Т
2SO
37°
4оо
.-. 122)
N
135
223
22 j
R
IO.S
I3O
IjO
I6O
d
130
180
170
180
di
90
120
150
160
d,
70
100
120
13°
d3
70
100
130
130
as
5°
bo
60
Таблица 55
Марка
молота
ПН- 75
ПН-150
ПН-300
ПН-400
Вес
в кг
840
1300
2O5O
2225
Основные размеры плиты в мм (фиг. 123)
А | В
1900
320О
2760
Зооо
700
850
юбо
IIOO
Q
3°о
34°
350
35°
d
26
32
38
38
Я
38о
4Ю
55°
58о
г
52O
59°
850
0.3О
р
39°
465
59°
б2О
Q*
28О
295
445
47°
S
2ОО
Зоо
ЗЮ
32O
Т
ибо
1335
1б2О
I780
К*
620
68о
840
95°
* Q-E по фиг. 122.
Таблица 56
Марка
молота
ПН- 75
ПН-150
ПН-300
ПН-400
1
Вес в кг
75
15°
3°°
4ОО
Основные размеры бабы в мм (фиг. 124)
А
159
340
349
369
В
3°
35
5°
55
С
15°
зю
25O
275
°Р.Ц
азо
315
4оо
47°
°р.ш
1бо
аз°
37°
3«о
88
170
215
зю
Е
539
обо
934
994
F
95
I2O
1бО
I7O
Я
35
35
45
5О
К
IO
ю
15
15
ГЛ. X]
ПРИВОДНЫЕ ПНЕВМАТИЧЕСКИЕ МОЛОТЫ
ЗУУ
Таблица 57
Марка
молота
ПН-75
ПН-150
ПН-300
ПН-400
Вес
в кг
5°
Ю4
224
380
Основные размеры буксы в мм (фиг. 125)
А
а65
з8о
4оо
43°
С
35
40
55
55
Dp.tu
160
230
370
300
230
315
400
47°
D3
33°
48»
580
660
Q
10
22
40
5°
H
25
32,5
45
60
L
174
240
290
325
M
no
no
160
l8o
N
55A4
+0,2
94
+0,2
102
+0,2
120
R
2
2
2
2
Таблица 58
Марка
молота
ПН- 75
ПН-150
ПН-300
ПН-400
Вес
в кг
около
21
45
94
123
Основные размеры поршня в мм (фиг. 126)
А | В
9°
45
140
15°
95
135
175
ГОЛ
С
95
*°5
175
igo
DK.u,
340
33°
425
480
I2O
i6o
igo
2ОО
D3
19>5
3^5
42O
dx
35
45
75
80
О
'5
20
20
20
L
35°
470
590
640
М
4°
38,5
6о
N
2О
17
3°
3°
Марка
молота
ПН- 75
ПН-150
ПН-300
ПН-400
Вес
в кг
около
4°
8о
140
IOO
А
95
П5
175
IOO
В
9°
1=5
140
140
С
57>5
°5
85
9°
Основные размеры вала в мм
А
55
85
а
Си
9°
1 *,
7°
9°
по
I2O
D3
75
но
I2O
125
75
по
I2O
I2O
Е
5°
5°
75
Во
(фиг. 127)
F
55
So
ПО
I2O
G
18
20
25
25
Н
460
425
533
588
К
140
i8o
250
250
L
IOOj
1150
1420
153°
Таблица
м
152
2б7
292
N
"Я
!».=)
13°
Н5
140
170
235
25°
дУ
I7O
245
2ОО
Кривошипные валы (фиг. 127) изгото-
вляются коваными. Материал — сталь 45.
Шатуны по форме выполнения общие с
кривошипными машинами общего машино-
5 К
Термообработка — улучшение Ив =230 -г- 250. строения. Материал — Ст. 5 (см. главу , Криво-
Основные размеры приведены в табл. 59.
Расчёт валов см. т. 2, гл. XI и XII.
р р ( у р
шипно-шатунные передачи", т. 2, стр. 487).
Место 2
Фиг. 125. Букса бабы молота.
Фиг. 126. Поршень компрессора молота.
Таблица 60
Марка
молота
ПН- 75
ПН-450
ПН-300
ПН-400
Вес в кг
около
25° ,
ббо
7оо
И9°
Основные размеры маховика в мм (фиг. 128)
от
5
б
6,5
8
2
14б
155
14з
15°
15°
DH. 0
73O
530
923
1050
1200
D
740
942
93б
1064
1216
•Di
600
680
95O
1050
а
125
IOO
170
Ъ
15°
185
2бо
390
С
45
7°
7°
8о
d
75
по
I2O
125
/
240
225
2бо
230
400
МОЛОТЫ
[РАЗД. IV
Маховик (фиг. 128). Материал СЧ18-36.
Основные размеры приведены в табл. 60.
Фиг. 127. Кривошипный вал молота.
Механизм управления изображён на фиг. 129.
Фундаменты под молоты выполняются в ви-
де цельных бетонных монолитов с выемкой для
шаботов. Примерные размеры фундаментов
приведены в табл. 61.
Таблица 61
Марка
молота
ПН-75
, ПН-150
ПН-300
ПН-400
Размеры фундамента
длина
ширина
глу-
бина
Размеры плиты
длина
ширина
мм
Зооо
35°°
4ооо
42OO
1400
1840
2000
220О
i6oo
195°
2300
25С0
1900
22OO
275°
Зооо
7оо
850
1о6о
IIOO
Фиг. 128. Маховик молота.
Смазка от лубрикатора. Места по-
дачи масла: рабочий и компрессорный ци-
линдры; головки шатуна.
ПН-75 w ПН-150
Фиг. 129. Управление молотом.
ГЛ. X}
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
401
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
Классификация
Приводные механические молоты делятся
на: кривошипные, фрикционные, электри-
ческие.
Приводные кривошипные мо-
лоты. Баба приводится в движение криво-
шипным или эксцентриковым валом. По роду
связей между бабой и валом кривошипные мо-
лоты делятся на: рычажные с жёсткими рыча-
гами; рессорно-пружинные с упругими свя-
зями—рессорами, пружинами, резиновыми бу-
ферами. Первый вид является развитием рычаж-
ных молотов простого действия — хвостовых,
среднебойных и лобовых, появление которых
относится к глубокой древности. Современные
рычажные и рессорно-пружинные молоты рабо-
тают по принципу двойного действия.
Фрикционные молоты. Движение
бабы осуществляется фрикционным приводом
посредством гибких связей — ремней, канатов
или жёстких связей — досок, штанг и винтов.
Работают они по принципу простого и двои-
ного действия. У молотов простого действия
связи служат только для подъёма бабы. Дви-
жение бабы вниз производится под действием
собственного веса. У молотов двойного дей-
ствия движение бабы вниз производится
фрикционным приводом.
Электрические молоты. Движение
бабы основано на принципе соленоида или
на принципе спрямлённого магнитного поля.
В последних молотах шток бабы является
якорем с прямолинейным движением. Элек-
трические молоты распространения не по-
лучили.
Классификация приводных механических
молотов приведена в табл. 62.
Ковочные кривошипные молоты
Ковочные кривошипные молоты особенно
пригодны для операций свободной ковки,
требующих большого числа последователь-
ных ударов, например, при протяжке прутков,
раздаче полотна, кос, ножей и др.
Рычажные молоты. Рычажные мо-
лоты безнаправляющихс резиновыми
буферами (фиг. 130). Главный вал / нахо-
дится внизу. Эксцентрик, сидящий на валу 1,
с помощью шатуна приводит в колебательное
движение обойму 2 относительно неподвижной
оси 3, Последняя расположена в переставных
подшипниках. Деревянное молотовище 4 зажа-
то между резиновыми буферами 5, 6 и 7, укре-
плёнными на обойме 2. Четвёртый, неподвиж-
ный резиновый буфер 8 укреплён на станине
и отрегулирован так, что при провёртывании
молота от руки он только приходит в сопри-
косновение с молотовищем в его верхнем поло-
жении.
Упругая энергия сжатия буфера молотови-
щем создаёт начальный импульс при движении
молотовища вниз и усиливает удар. Энергия и
число ударов регулируются нажимным роли-
ком 9. Для того чтобы при ударе плоскости
бойков были параллельны между собой, что
устраняет выталкивание поковки с бойков, ось 3
посредством переставных подшипников уста-
26 Том 8
навливается применительно к высоте поковки*
При этом соответственно изменяется длина
шатуна. Угол размаха молотовища не должен
превышать 10°.
Фиг. J30. Ковочный рычажный молот без
направляющих.
Рычажные молоты с направляю-
щими имеют молотовище или деревянное
прямое (фиг. 131), или стальное, изогнутое на
Фиг. 131. Схема ковочного рычажного
молота с деревянным молотовищем и на-
правляющими.
конце,, состоящее из двух поставленных на
ребро стальных полос (фиг. 132). Баба соеди-
няется с молотовищем посредством ремня.
Фиг. 132. Схема ковочного
рычажного молота со стальным
молотовищем и направляю-
щими.
Молоты с деревянным молото-
вищем снабжаются резиновыми буферами,
Классификация приводных механических молотов
Таблица 62
о
to
Технологиче-
ское
назначение
Ковочные
Механизм упра-
вления
Кривошипные
Фрик-
цион-
ные
Электрические
Двойного действия
Без автомати-
ческого регу-
лирования
хода
С автоматиче-
ским регули-
рованием
хода
с нижним валом
без
направляющих
1-е
о> >.
CLVO
с на-
пра-
вляю-
щими
>»
а.
с
•я
3
m
со
Рессорпо-пружинные
Ры-
чажные
с верхним валом
с нижним валом
Типа
Типа
спрямлённого
магнитного
поля
с направляющими
Н О.
без на-
прав-
ляю-
щих
с направляющими
Техноло-
гическое
назначение
Фрик-
ционные
Л исто-
штампо-
вочные
простого
действия
с канатом
(с бара-
баном)
* К группе 2 относятся молоты с механизмами по фиг. 146.
Технологиче-
ское
назначение
Штамповоч-
ные
Механизм упра-
вления
Без автомати-
ческого регу-
лирования
хода
С автомати-
ческим регу-
лированием
хода
груп
се
групп
кривошипные
Двой-
ного
дей-
ствия
реверсивные
ные
5
43
се
а
и
0>
ю
эемнём
и
с ремнём
мня
нием ре
тре
дъём с
о
емня
рения р
н
О)
дъём б
о
с ка-
натом
Простого действия
Фрикционные
с доской
двухроликовые
ремённый
привод
транс-
ссии
н g
о Е
индив
альногс
тора
редуктор
а.
ё
S
ч
о
се
о
S
се
ш
Ч
четырёх-
роликовые
ремённый
привод
транс-
ссии
н я
индиви-
ального
тора
н >^ о
os о ч s
со штангой
ъёма ¦
ч
о
01
ханизм
усении
ъёма
8,,
S се
со к
S и
Двойного действия
с винтом
ЗДИСКО1
2
о
нодиск
2
ее
а
ухдиск
4
2
и
ёхдиск
о.
* К группе 2 относятся молоты с механизмами по фиг. 155 для ремённого и по фиг. 164 — для молота с доской
ГЛ. XI
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
403
3
н
о
0
Е
w
чажяы
а
Щ
a
as
в
и>
s
се
а
о
0
а.
5
се
а
о
ч
ибо
я
С
я
I МОЛОТ
5
3
VO
о
я
§
ч
m
а.
п
я
X
3
ю
ю
S
3
2
в
я
D.
С
X
т
W
i?
Ш
с бабы
О)
оа
2
и
а
а
С
ш
2
X
са
Осно]
8
о
S
ю
ю
СО
1Л
о
а>
ю
ю
. СО
ю
00
ао
О
метр приводно
>о
до X
ч> ю о
со
X
S.
о
X
о о Ъ
т\п со
X
g.
0
X
X
о
X
JS1T 'й
X
g.
Я
СО м >О
X
о_
X
ю 8 ю
СО м н
X
ю*
о?
X
IS? 1
X
о
0
ю
X
0 0 О
X
ю
о
ft
X
О 0 О
¦^4" ^ N
X
ю
о
X
О 0 О
ЮЮ 00
X
о
0
X
Ю О iO
X
о
со
X
о ю о
о г» со.
СО н
X
0
•о
Й
X
ftvo5 8
<М м
X
о
S
а
s о те
2 u a
рина ремня в л
меры верхне
. без хвостови
S
С?
1О
к-
_
со
м1
СО
ю
сч
ЕГ
"О
г-
о
а
1
|
ю
со
ло ударов в м
рона квадрата
(аемой заготов
Диа
шкив;
Ши]
Раз!
бойка
в мм
Чис
нуту .
Сто
КОВЫЕ
ю
•о
_
§3
8,
ft
ю
СО
5?
й
п
10 «
fO
н"
S t
1/5
о
ребная мощно<
родвигателя в
Ш СП
о
ч
ций вес в т ок<
3
• о
расположенными в приводном механизме, и, кро-
ме того, одним буфером между бабой и моло-
товищем ; при стальном молотовище
имеют только задние буферы.
Основные параметры рычажных молотов
без направляющих и с направляющими и
деревянным молотовищем приведены в
табл. 63.
Рычажные молоты с пружинным
буфером (фиг. 133) имеют деревянное мо-
лотовище и пружинный буфер а. Работают
от ремённого при-
вода. Маховик на
валу сидит свобод-
но. Включение ва-
ла производится
или кулачковой,
или фрикционной
муфтой; вес бабы
Фиг. 133. Схема ковочного
рычажного молота с пружин-
ным буфером, без направляю-
щих.
около 35 кг; число
ударов в мину-
ту 110—120; рас-
ход мощности 3—
30 л. с.
Рессорно-пружинные молоты. Рессорно-
пружинные молоть: с верхним рас-
положением главного вала снабжены
направляющими. Плоские, вогнутые рессоры,
спиральные пружины или резиновые буферы
располагаются в. системе шатуна кривошип-
ного механизма, связанного с бабой. Большое
распространение получили молоты этого типа
с вогнутыми рессорами и спиральными пру-
жинами. Молоты с продольно-деформиру-
емыми, вертикальными рессорами не нашли
достаточного применения. Схема работы спи-
ральной пружины при ходе бабы вверх и
вниз показана на фиг. 134. На фиг. 135 изо-
Код вниз
Пружина
растянута
Пружина
сжата
Фиг. 134. Схема ковочного молота
со спиральной пружиной.
бражена схема молота с вогнутой рессорой,
а на фиг. 136 — с резиновыми буферами а.
Регулировка нижнего положения бабы при-
менительно к высоте поковки осуществляется
обычно изменением длины шатуна. Регули-
ровка величины хода бабы и энергии ударов
осуществляется у некоторых молотов посред-.
ством изменения эксцентриситета.
Молоты работают автоматическими уда-
рами и большинство из них имеет цикл дер-
жания бойка на весу. Единичными ударами
молоты не работают.
молоты
[РАЗД. IV
1
о
н
о
ч
о
S
в
н
араметры
с
вные
Осно
)ами
in буфе]
иновыл
п
о.
U
'Я
о
X
пруж
•я
о
альн
о.
я
и
о
и
•а
ессор
а.
¦я
уто
X
о
и
&
g.
о
В
&
ю
8
с?
ю
и
со
он
с?
2
ОС
S
2
те
\С
IX
СО |
со
8
н 1
1П О у
1П О
\О О
м
О Ш v
Щ t> -
О О
о tn
in 0
о in
се
5 1
1 средн
1 \ максг
н ш
°s
а метр
'ОТОВ
Я я
ii
ss
о
о
><
п
?
К
4,
°п
X
п
t>
у
к
1
0
К
Г)
о
-)
X
IO
м
8
X
сч
a
ойков в л
ности
и
а.
OI
а
с
•я
азмер
545
445
!Я
со
355
355
355
обе
п
355
1
If
1
со
§_
8,
в
кива
d
D.
иамет
&
а
IOO
OOI
1П
1"
оое
и
OOI
S
OOI
IOO
8
¦
мня
о.
X
Q.
f
со
ш
со
m
m
со'
8
1
1П
Й
I
Ti-
с?
п
Ч
м
Ш
Г-
375
§
н
в) в мину
о
СЦ
(уда
JOTOB
обо
исло
О
ю
1С
со
со
со
CI
о
м
со
CI
и
43
«
со
этора в л.
S
чхэо
о
S
к
са
Т!
отреб
с
ю
ci
o'e
in
w
in
ч
o_
q
и
00
о"
in
d
CO
ci
0,8
s-
0
in
CO
M
0
w
CO
0
•
g
a
са
H
о
S
вес
бщий
О
Основные параметры для рессорно-пру-
жинных молотов с верхним валом приве-
дены в табл. 64.
Фиг. 135. Схема
ковочного молота с
вогнутой рессорой.
Фиг. 136. Схема ко-
вочного молота с
резиновыми буфе-
рами.
Производительность кривошипных молотов
с верхним расположением главного вала с
вогнутой рессорой приведена в табл. 65.
Таблица 65
Производительность кривошипных молотов
с верхним расположением главного вала
Вес бабы в кг !
4о
бо
8о
Обрабатывае-
мый материал
\ Сталь 20—
f сталь 30
Форма
прутка
Квадрат
Круг
Размер в мм
бо
8о
Продолжитель-
ность ковкн в мин.
сососо 1
Протягивает
на 1 нагрев
с началь-
ной длины
в мм
2ОО
2ОО
28о
на конеч-
ную длину
в мм
IIOO
i6oo
2О00
Р е с с о р н о-п ружинные молоты с
нижним расположением главного
вала выполняются с направляющими. Отли-
чаются большей устойчивостью в работе, чем
молоты с верхним расположением главного
вала.
Молот с плоской рессорой (так назы-
ваемого типа Аякс) изображён на фиг. 137.
Плоская рессора /, к одному концу которой
присоединена баба 2, приводится в колеба-
тельное движение около опоры 3 посредством
шатуна 4 и эксцентрика 5, сидящего на при-
водном валу 6. Шатун 4 состоит из двух
полос и имеет некоторую упругость.
При жёстком креплении хомутов рессоры,
исключающем поперечное перемещение листов
относительно друг друга, изгиб получает не
вся рессора, а только часть её до первого
хомута, что приводит к разрушению рессоры
в сечении а (фиг. 138).
На фиг. 139 изображено эластичное кре-
пление рессоры, обеспечивающее равномерный
её прогиб.
Так как баба молота перемещается прямо-
линейно в направляющих, а конец рессоры, на
котором висит баба, описывает дуги окруж-
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
4О5Г
ности, между бабой и рессорой получается
скольжение. Для уменьшения трения и износа
при скольжении, а также для защиты работа-
табл. 66; данные о производительности, полу-
ченные при протяжке в горячем состоянии, — в
табл. 67.
Фиг. 137. Ковочный рессорно-пружинный молот с плоской рессорой.
ющего на молоте от возможных ранений при
поломке рессоры, верхняя часть бабы выпол-
няется закрытой в виде полости, заполняемой
густой смазкой, а
конец рессоры за-
водится в паз ци-
линдра, свободно
вставленного в
гнездо бабы (фиг.
140).
Регулирование
величины хода ба-
бы осуществляется
перестановкой экс-
центрика (фиг.
141). При измене-
нии величины хо-
Фиг. 138. Неэластичное кре- да бабы Энергия
пление рессоры. удара изменяется.
Регулирование на-
чального положения бабы производится обычно
изменением длины шатуна.
Основные параметры молотов типа Аякс
отечественного производства приведены в
Таблица 66
Рессорные молоты отечественного производства
типа Аякс
Основные параметры наиболее распростра-
нённых молотов производства заграничных
заводов типа Аякс приведены в табл. 68.
Размеры фунда-
ментов молотов
типа Аякс, изо-
бражённых на
фиг. 137, приведе-
ны в табл. 69.
Наладка моло-
та: при провёрты-
вании вала вруч-
ную верхний боёк
(фиг. 142) в ниж-
нем положении
рычага (точка Ъ)
не должен дохо-
дить ДО нижнего фиг 139. Эластичное крепле-
бОЙка На расСТОЯ- ние рессоры.
Таблица 67
Основные параметры
Число ударов в ми-
нуту
Максимальный ход
бабы в мм
Вылет в мм ....
Расстояние от пола
до зеркала нижнего
бойка в мм
Вес бабы в кг
60
i8o
3°о
430
75O
100
165
35°
500
75°
175
*5°
470
600
75O
250
140
ббо
75°
Производительность
к
к
о **
w m
Вес пад
частей 1
3°
6о
IOO
IOO
jco
аоо
250
ю
о
се
Число j
в мину!
Зоо
2О0
2ОО
2ОО
!б5
135
135
наиболее
распространенных
моделей молотов типа Аякс
Обрабатывае-
мый материал
Сталь 20—
сталь 30
Форма
Квадрат
„
Круг
„
я
ю
Размер
4о
6о
9°
9°
I2O
15°
1б5
а
i g
Ч 03
S Ж
Продол
НОСТЬ KI
3
3
3
3
3
3
3
Протяги-
вает
на 1
нагрев
_
с начал
ной дли
| В ММ
аоо
аоо
28о
28о
28O
з8о
Зоо
>,
i к ра
IIOO
i6oo
2ОО0
1600
1680
1800
2000 .
406
молоты
[РАЗД. IV
Наиболее распространённые молоты типа Аякс производства заграничных заводов
Таблица 68
Основные показатели
Число ударов в минуту
Потребная мощность в л. с. . . .
Ход бабы в мм .
Размер заготовки Г плоская до .
в мм \ квадратная до
Размеры бойка f длина
в мм I ширина ....
Вес падающих частей в кг
15
35°
о,5— i
IOO
4°
25
IOO
125
30
!—г>5
15°
7°
4°
125
60
225
а-3
32O
IOO
6о
i8o
180
100
7
4-6
22O
I3O
IOO
200
130
150
150
6-8
300
150
120
225
200
135
8—12
35°
25°
175
250
о—14
325
IQO
Х75
200
tSo
Размеры фундаментов рессорно-пружинных молотов (фиг. 137)
Таблица 69
2
о
Вес б
к кг
Яо
бо
IOO
I5O
а
.5.5°
73о
720
780
b
150
170
200
280
с
5°
бо
7°
15°
d
100
но
I3O
13°
е
42O
53°
73°
840
/
бо
Во
IOO
IOO
g
620
910
1150
1220
Л
52O
75°
IOOO
135°
1
15°
200
325
275
ft
1290
1800
2475
2845
I
900
1200
1300
iboo
m
320
400
55°
55°
n
360
300
400
460
0
35O
4bo
«550
700
p
270
450
500
520
Я
55°
75°
IOOO
135°
r
55°
Ь65
41.5
IO2O
S
l80
2OO
s*75
325
t
680
800
I IOO
1200
a
V
1"
i1//
V
800
1150
1270
1600
w
80
no
170
170
X
Я5О
450
600
700
У
6=i
IOO
no
120
г
2O0
210
34°
365
яие большее, чем высота поковки. Это тре-
буется для того, чтобы при работе молота
в нижнем положе-
нии бабы рессора
могла получить
г— , ^ч^ччч. — yv изгиб (точка с).
; ,- f у ^ —|й В верхнем положе-
S—t \ WW^«8s»J^_ нии рессора будет
иметь стрелу про-
гиба ad (фиг. 142).
При такой наладке
молота энергия
Фиг. 140. Шарнирное соеди- рессоры, запасбн-
нение рессоры с бабой. ная в верхней точ-
ке хода (точка rf),
используется при деформировании поковки,
дополнительно к энергии перемещения бабы
посредством рессоры как жёсткого тела. Ве-
Рессора
¦Густая
смазка
бабо
¦иг. 141. Положения эксцентрика при регулировке
хода: л —нулевое положение; б— средний ход;
в — максимальный ход.
Фиг. 142. Положения рессоры при работе молота.
личина хода бабы Н зависит от прогибов рес-
соры ad и be. При жёсткой рессоре величина
хода равна //j.
Молоты с нижним валом (фиг. 143)
и двойной вогнутой рессорой.
Главный рычаг состоит из двух плеч (перед-
него и заднего), не имеющих между собой
жёсткой связи. Переднее плечо 7, к которому
крепится баба, свободно вращается около оси 2.
Заднее плечо 3 звеном 4 соединяется с шату-
ном кривошипного механизма.
При движении шатуна вниз рычаг 3 пово-
рачивает связанный с ним рычаг 5 по часовой
стрелке вокруг оси вращения 11, Ролик 6,
сидящий на рычаге 5, толкает кверху переднее
плечо 1, которое поднимается вместе с бабой
и поворачивает рычаг 8 вокруг оси враще-
ния 9 по часовой стрелке, заставляя рессору 10
сжиматься. В верхнем положении бабы пру-
Фиг. 143. Схема ковочного рессорно-пру-
жинного молота с двойной вогнутой рес-
сорой.
жина 7 находится в сжатом состоянии. При
движении шатуна вверх ролик 6 будет опу-
скаться и вместе с ним пойдёт вниз плечо / с
бабой под воздействием отдачи энергии рессо-
рой 10.
Этот молот в отличие от рессорно-пружин-
ных молотов обычного типа является безот-
бойным, так как в нижнем положении бабы не
происходит обратной деформации рессоры,
ослабляющей удар.
Ввиду безотбойного действия молоты отли-
чаются повышенной производительностью. Так,
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
407
молот с весом падающих частей 45 кг протя-
гивает в течение 3 мин. кубик, имеющий раз-
меры 85 X g5 мм
в полосу сечением
22X22 мм, дли-
ной ss 1,3 м.
Регулировка хо-
да достигается пе-
рестановкой ра-
диального звена в
четырёх пазах сек-
тора. Наряду с
двойными вогну-
тыми рессорами
применяются пло-
Фиг. 144. Схема стандартного
рессорного молота отечествен-
ного производства.
ские рессоры (фиг.
144).
Основные параметры безотбойных молотов
отечественного производства с плоской пру-
жиной (по фиг. 144) приведены в табл. 70.
Таблица 70
Молоты отечественного производства с плоской
рессорой (по фиг. 144)
Основные параметры
Число ударов в ми-
иуту
Максимальный ход
бабы h в мм ....
Вылет а в мм . . .
При весе бабы в кг
60
i8o
300
420
100 | 175
165
35°
500
150
470
600
250
140
55°
660
Регулирование энергии удара. Регулиро-
вание энергии ударов во время работы у криво-
шипных молотов обычного типа осуще-
ствляется: частичным смещением приводного
ремня относительно рабочего шкива (молоты
Аякс) или, наоборот, шкива относительно ремня;
изменением силы давления натяжного ролика
на приводной ремень; изменением силы сце-
пления на дисках фрикционных муфт.
На фиг. 145 показаны три схемы привода
с соответствующими тормозными устройствами,
////77//////,
Фиг. 145. Схемы регулирования энергии ударов рычаж-
ных и рессорных пружинных молотов.
выполняемыми обычно в виде колодочных или
ленточных тормозов. Торможение усиливает
эффект регулировки и способствует быстрому
прекращению движения частей молота после
его остановки. Все три способа регулировки
дают уменьшение энергии удара при одно-
временном снижении числа ударов. Это
является недостатком кривошипных молотов,
так как ведёт к снижению производительности,
особенно при ковке тонких изделий, когда
требуются слабые, но частые удары. Вторым
недостатком кривошипных молотов обычного
типа является невозможность получения еди-
ничных сильных ударов, необходимых при
фасонной ковке, что ограничивает область их
применения операциями протяжки и разгонки.
Конструктивные разновидности. Рес-
сорные молоты с автоматическим
механизмом для регулирования энергии
ударов [13].
Кривошип / (фиг. 146) перемешает посредством
камня 2 кулису 3, проходящую внутри втулки 4, точка
вращения которой лежит на рычаге 5, вращающемся
вокруг точки 6.
Кулиса 3 приводит в качательное движение дву-
плечий рычаг 7, длинное плечо которого выполнено как
рессора и несёт бабу 8. При перемещении втулки 4
вверх плечо кулисы 4—9 уменьшается, что ведёт к умень-
шению хода бабы и энергии ударов. При перемещении
втулки 4 вниз ход бабы и энергия ударов возрастают.
Фиг. 146. Схема рессорно-пружинного молота
с автоматическим механизмом для регулирования
энергии ударов.
Смешение втулки 4 осуществляется автоматически за
счёт сил, возникающих при каждом изменении в напра-
влении движения бабы.
При управлении молотом во время работы следует
только помещать втулку 4 в определённой положении
соответственно требуемой ве-
личине энергии ударов. Это
осуществляется устройством,
изображённым на фиг. 147.
Два цилиндра, наполненных
маслом, соединены двумя ка-
налами. В одном из цилиндров
имеется поршень 11, соединён-
ный с рычагом 5 в точке 10
(фиг. 146), в другом — золот-
ник 12, снабжённый двумя об-
ратными клапанами и пере-
мещаемый от педали- Если оба
канала перекрыты, поршень 11
может быть закреплён в сред-
нем положении, так как масло
не может переходить из одной
полости в другую. При пере-
мещении золотника масло че-
рез обратный клапан может
перетекать только из нижней
полости цилиндра в верхнюю,
вследствие чего поршень, пе-
реместившийся вниз, останет-
ся в этом положении до отпу-
скания педали.
Описанное устройство позволяет осуществлять регу-
лировку энергии ударов без изменения их числа и про-
изводить единичные удары, необходимые для фасонной
ковки.
Кузнечный молот (фиг. 148) заменяет молото-
бойцев при ручной ковке мелких фасонных деталей.
Маховик 1, вращающийся от индивидуального электро-
двигателя, эксцентрично посаженным пальцем 2 приводит
в качательное движение кулису 3. Толчки в обоих на-
правлениях амортизируются пружинами 4.
Увеличение хода бабы 5 и энергии ударов осуще-
ствляется смещением камня кулисы 6 влево посредством
нажатия педали 7. Баба S шарнирно закреплена на двух
параллельных рычагах 8, один из которых связан с при-
Фиг. 147. Механизм
автоматического регу-
лирования энергии
удара.
408
молоты
[РАЗД. IV
водным рычагом 9. Оси вращения рычагов 8 неподвижны
и расположены на одной вертикальной оси. При движе-
нии баба сохраняет параллельность своей рабочей пло-
скости относитэльно плоскости наковальни 10. Баба
может перемещаться в горизонтальном направлении
Фиг. 148. Схема ковочного рычажного молота.
вдоль наковальни посредством винта 11 (фиг. 149). Для
этого следует нажать двухстороннюю педаль, сидящую
на оси 12, и сцепить постоянно вращающуюся кониче-
скую шестерню 13 с одной из конических шестерён 14
или 15 (в зависимости от желаемого положения бабы),
сидящих на винте 11 и перемещаемых вдоль его на шли-
цах. Основные параметры молота приведены в табл. 71.
Фиг. 149. Механизм перемещения бабы.
Таблица 71
Кузнечный молот (по фиг. 149).
Основные параметры
Энергия удара в кгм
Максимальные размеры обрабаты-
ваемой поковки в мм:
квадратной . . . •
круглой
Размеры рабочей плоскости бабы
в мм ... •
Размеры наковальни в мм
Вес молота с наковальней в т . .
Мощность мотора в л. с. . . .
Величина
IOOO
140
55
бо
¦ 75
95X95
560X150
1,1
Штамповочные кривошипные молоты
Механический бесшаботный мо-
лот двойного действия (фиг. 150) ра-
ботает от коленчатого вала 1, соединённого
через шатун с бабой. Соединение шатуна с
бабой выполнено посредством двойной пру-
жины. Перемена направления хода бабы вниз
и вверх осуществляется реверсом коленча-
того вала / посредством двух фрикционных
дисковых муфт 2 и 3, вращающихся в раз-
личных направлениях.
При движении верхней бабы вниз скорость
обеих баб, двигающихся навстречу друг другу,
достигает максимума, когда колено распола-
гается под углом 9Э° к вертикали. В этот мо-
мент или близкий к нему коленчатый вал пол-
Фиг. 150. Штамповочный кривошипный
бесшаботный молот.
ностью отсоединяется от привода, и под дей-
ствием накопленной энергии происходит де-
формирование поковки. Далее, автоматически
включается муфта холостого хода, и бабы
расходятся.
Рычажная система 4 передачи движения
от верхней бабы к нижней та же, что и у
аналогичных паро-воздушных бесшаботных
молотов. Система полностью уравновешена и
предусматривает одинаковые скорости и ве-
личины смещений баб в различные моменты
их движения. Встроенные в бабы кольцевые
пружины 5 служат для амортизации толчков
в обоих направлениях.
Кривошипно-ремённый молот
простого действия по схеме фиг. 151.
Молот работает от кривошипного механизма
реверсивного действия. При подъёме бабы
кривошип 1, совершая около половины обо-
рота, сматывает ремень 2, навёрнутый на ба-
рабан 3, и одновременно наматывает другой
ремень 4 на барабан 5. К концу ремня 4 при-
креплена баба 6. В верхней точке хода бабы
выключается роликовая муфта 7, сидящая на
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
409
Кривошипно-ремёиные молоты
Таблица 72
Основные параметры
Вес шабота в т
Высота молота в мм ....
Число ударов в минуту . .
Максимальный ход в мм . .
Число оборотов главного
вала в минуту
Размеры приводного шкива
в мм
Ширина и длина ремня бабы
в мм
Потребная мощность элек-
тродвигателя в л. с. около .
Вес в т около
Вес бабы в кг
25
о,5
i85o
бо
53о
218
ЗООХ75
65X132°
о.75
о,6
45
о,8
2з8о
5О
68о
350
ЗООХ75
75X1575
i
1,О
90 j 135
1.4
2590
45
680
220
400X100
qo x1725
2
2,0
з
2870
42
1000
210
400X100
100X234°
3
2,8
180
з,б
2970
32
1000
310
400X125
17SX2415
5
4.0
225
З.з
3100
37
1000
150
500X150
150x2415
5
4.5
360
5.3
З500
23
IOOO
190
500X200
2О0Х2750
10
8,з
главном валу 8. Баба удерживается в верхнем
положении собачкой 9 и храповичком 10, за-
клиненным на главном валу. При повороте
рукоятки управления собачка поднимается,
и баба падает, возвращая кривошип в
исходное положе-
ние.
Величина хода
регулируется пе-
ремещением паль-
ца 11 по напра-
вляющим 12 вдоль
образующей кри-
вошипа.
Наличие гибкой
связи бабы с при-
водом и возмож-
ность получения
единичных ударов
делает кривошип-
но-ремённый мо-
лот пригодным для
чеканочных и вы-
резных работ, а
также для штам-
повки и холодной
вытяжки. Основ-
ные параметры
кривошипно - ре-
мённых молотов
распространён ных
заграничных моде-
лей приведены в
табл. 72.
Фиг. 151. Штамповочный
фрикционный молот.
Ковочные фрикционные молоты
Ковочные фрикционные рычажные молоты
с деревянным молотовищем без направляющих
(фиг. 152). Подъём
бабы производится
пружиной ^движе-
ние бабы вниз осу-
Г~!~1 ществляется си-
лой трения рем-
ня, охватывающего
приводной шкив.
Натяжение ремня
производится на-
жатием на педаль
посредством ры-
Фиг. 152. Схема ковочного чяжнпго угтпой-
фрикционного рычажного ЧЭЖНОГО устрой
молота. СТВа.
Молоты совершают 80—160 ударов в ми-
нуту; выполняются с малым весом падающих
частей (не более 30—40 кг); применяются для
ковки мелких изделий, инструмента.
Штамповочные фрикционные молоты
Молоты с ремнём. Молоты с ремнём
без автоматического управления.
Подъём бабы производится силой трения, воз-
никающей между вращающимся барабаном и
ремнём при натяге свободного
конца ремня (фиг. 153)
Удерживание бабы на весу
достигается или ослаблением
силы натяга ремня или посред-
ством упорных защёлок, уста-
навливаемых на стойках мо-
лота.
Для предотвращения излиш-
него износа и нагревания рем-
ня, а также для уменьшения
сопротивления при ходе бабы
вниз, обычно предусматри-
ваются приспособления для
удержания ремня в поднятом
состоянии над поверхностью
барабана, когда свободный ко-
нец ремня не натянут. Так, на-
пример, применяют для этой
цели диск, заключённый вну-
три разъёмного барабана и
свободно насаживаемый на ра-
бочий вал. Пружины, радиально
встроенные в диск, выталки-
вают секторы, удерживающие
ремень. Между силой натяжения ремня Р и
весом бабы G существует зависимость
где е = 2,71; /—коэфициент трения (кожа по
чугуну); а — угол охвата ремня.
Если принять/=0,56 и а =180°, необхо-
димая сила натяга ремня будет составлять
~ 0,16 от веса бабы. Таким образом, управле-
ние молотами этого типа с весом бабы более
0,5 т становится затруднительным. Управле-
ние несколько облегчается при увеличении
угла а в случае применения натяжного ролика
и неподвижного крепления свободного конца
ремня. Основные данные о фрикционных мо-
лотах с ремнём приведены в табл. 73.
Фиг. 153. Схе-
ма штамповоч-
ного фрик-
ционного мо-
лота с ремнём.
410
молоты
[РАЗД. IV
Фрикционные молоты с ремнём (простого действия)
Таблица 73
Основные параметры
Вес бабы в кг
25
45
90
135
225
360
Вес шабота вот
Высота молота в мм
Максимальный ход в мм
Расстояние между стойками в мм . . .
Число оборотов главного вала в ми-
нуту
Размеры подъёмного барабана в мм .
Ширина ремня барабана в мм
Потребная мощность в л. с
Общий вес молота в/п
о,3
334°
145°
i8o
70
ЗООХ75
65
О.5
о,6
252O
137°
JIO
7°
ЗООХП5
IOO
I
о,8
1,2
2560
1270
ЗЗО
бо
400X115
125
2
f.5
1.7
259O
1270
35°
бо
400x140
i=5
2>5
3,1
2,8
2900
1370
430
бо
4обХззо
2ОО
5
3.6
5.2
3070
137°
480
55
500X270
Молоты служат для осадки мелких загото-
вок, для различного рода просечных работ,
для штамповки ножевых изделий и др.
Молоты с ремнём типа Массей снабжаются ленточ-
ным фрикционным подъёмником. Ремень в этом случае
не испытывает трения скольжения и служит лишь для
связи бабы с подъёмником. Схема ленточного подъём-
ника изображена на фиг. 154. Ремень 1 прикрепляется
За счёт трения, возникающего между лентой 6 и вра-
щающимся барабаном 7, происходят поворот рамки и
подъём бабы. Ремень при этом ложится на свободно си-
дящий на валу шкив 8. В верхнем положении бабы
шнур 5 отпускается, пружина 9 возвращает рычаг 4 в
исходное положение. Лента 6 освобождается от соприко-
сновения с барабаном 7 и баба падает. Величина потреб-
ного усилия для натяга шнура весьма невелика вслед-
ствие большого угла охвата ленты а, а также дополни-
тельной силы трения, возникающей между валом 3 и
¦иг. 154. Схема штампо-
вочного фрикционного мо-
лота Массей.
Фиг. 155. Автоматический
распределительный меха-
низм.
к рамке 2, свободно сидящей на валу 3. На рамке 2 рас-
положена ось рычага 4, имеющего два плеча. При натя-
жении шнура 5 рычаг 4 поворачивается и натягивает
прикреплённую к его короткому плечу стальную ленту 6-
Молоты с ремнём без автоматического управления *
Фиг. 156. Схемы соединения бабы у молотов
с ремнём и канатом.
обёрнутым вокруг него шнуром 5. Это усилие может
передаваться от руки, от педали через систему рычагов
или от пневматического устройства. Основные данные
о молотах Массей с ремнём без автоматического упра-
вления приведены в табл. 74.
Молоты с ремнём и автоматическим
распределительным механизмом. Шнур
натягивается и освобождается автоматически в точках
хода бабы, определяемых настройкой молота. Устройство
автоматического механизма Массей показано на фиг. 155.
Штанга 1, соединённая цепью с рамкой 2. изображённой
на фиг. 154, повторяет движения бабы в уменьшенном
масштабе. Пружина 2 оказывает давление на стержень 3,
к которому присоединён шнур управления молотом. При
движении бабы вниз штанга 1 опускается вместе с де-
талью 4, выступ 5 которой ударяет о плечо 6 верхнего
рычага шарнирного механизма аЬсйе.
Таблица 74
Основные параметры
Наибольший ход бабы в м
Расстояние между направляющими в мм
Полная высота молота от пола в м . .
Максимальный вес бабы и штампа в т.
Средняя скорость подъёма в м/ман . .
Максимальное число ударов в минуту .
Полный вес молота в/п
Вес без шабота в/п
Практическое среднее число ударов
в час ..
Мощность мотора в л. с
Вес бабы в кг
250
3,1
34°
5-5
о,35
15°
32
9.5
6,35
48о
9
500
4оо
5.5
о,7
145
31
15
8,25
34°
т8
1000
5бо
5.5
i.4
145
3°
34,5
к», 5
240
as
1500
660
5.5
2,1
135
з°
33.5
13
аоо
5о
2000
68о
5,5
з,8
*35
ад
43
*5.5
170
65
3000 | 5000
780
5,8
4.3
125
=9
63.5
23
140
95
94O
6.7
7,5
но
28
Ю4
35.5
но
*45
10 000
з,4
1170
7.9
15
75
20
211
74
' 77
аоо
15 000
а,4
1460
8,5
за
ео
17
3i6
но
63
азо
Так называемые молоты типа Массей.
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
411
Таблица 75
Установочные размеры ремённых молотов,
объединённых в батареи
Размер
А
Б
В
Г
Д
Ж
3
Вес бабы в кг
250
I22O
915
1525
i«8o
38ю
4бо
244O
5Oo|lOOO
1370
i°t5
i«3°
2285
ЗЬю
4бо
2440
W5
1220
2440
3150
4265
460
3050
1500
1675
1370
2475
3860
42t>5
305
3660
2000
1830
145°
ЗО5О
42b,S
4420
3°5
3060
3000
2285
1525
3355
457O
457O
ЗО5
4270
5000
2475
—
3960
5540
4875
305
4880
10 000
4270
—
5180
7620
5485
150
6000
Точка Ь механизма отходит вправо. Стержень 3 под
действием пружины 2 опускается и натягивает шнур
управления, осуществляя подъём бабы. При ходе бабы
вверх втулка 7, установленная на нарезке винта, ввёр-
нутого в деталь 4, смещает вверх кулак 8, который, упи-
раясь в ролик, укреплённый на рычаге ей шарнирного
механизма, переводит его в исходное положение. Резь-
бовая втулка 7 регулирует высоту хода бабы. Регули-
ровка момента включения подъёма производится изме-
нением положения по вертикали выступа 5, что дости-
гается вращением винта при помощи
буртика 9. Рукоятка 10 служит для __
выключения автоматического меха- Lr
низма при остановке молота или для N
работы молота без автомата.
В молотах типа Массей при-
меняется ремень верблюжьей
шерсти. В других аналогичных
молотах применяют и более
дешёвые ремни, например, со-
стоящие из отдельных пень-
ковых канатов, уложенных в
ряд по 4—5 шт. и связанных
сыромятными ремнями. Срок
службы канатного ремня мень-
ше, чем из верблюжьей шер-
сти. Крепление ремней к ба-
бам показано на фиг. 156.
Молоты типа Массей с автоматическим
механизмом строятся: весом бабы от 150 до
2000 кг; высотой над уровнем пола от 4
до 6 м; с максимальным ходом от 1300 до
1800 мм; с числом ударов в минуту от 46
до 35. Остальные параметры в основном
совпадают с данными, приведёнными в
табл. 74.
Автоматический механизм молотов Масеей
сложен для наладки, требует квалифициро-
ванного ухода и недостаточно надёжен в
работе.
У молотов свыше 350 кг тепло, возникаю-
щее при проскальзывании лент или колодок
на барабанах, отводится водой проточной или
прокачиваемой через пустотелый вал и бара-
бан при помощи специального насоса.
Ремённые молоты часто объединяются в
батареи, состоящие из двух, трёх и более
молотов различной мощности в зависимости
от планировки оборудования по технологиче-
скому процессу. В этом случае фрикционные
подъёмники устанавливаются на особом мосте,
опирающемся на боковины (фиг. 157). Уста-
новочные размеры молотов этого типа
приведены в табл. 75 (фиг. 157). Направляющие
стойки молотов выполняются обычно в виде
стальных катаных балок, нижние концы кото-
рых крепятся в шаботе, а верхние — в мосто-
вой раме.
В случае штамповки внецентровыми уда-
рами рекомендуется конструкция из литых
жёстких стоек, не связанных с верхней
рамой.
У тяжёлых молотов с ремнём работа фри-
кционных механизмов мало надёжна, а число
ударов в минуту настолько мало, что поковка
быстро остывает. При весе бабы не свыше
1,5 т молоты с ремнём являются достаточно
экономичными и удобными для штамповки не-
больших деталей, не требующих подкатных и
протяжных операций.
Молоты с доской. Область примене-
ния. Молоты с доской применяются для штам-
повки деталей, не требующих большого диа-
пазона по силе и частоте ударов. По гибкости
управления уступают паро-воздушным штам-
повочным молотам.
Управление молотами с доской.
Молоты с доской работают единичными уда-
рами, автоматическими и имеют цикл держания
бабы на весу.
Работа единичными ударами осуществляется
чередованием циклов: держание на весу —
ход вниз — ход вверх — держание на весу.
,!¦ I I
Фиг. 157. Монтажные схемы батарейных молотов.
Положения механизмов управления при
единичных ударах для типовой схемы молота
приведены на фиг. 158.
а) Держание бабы на весу. Вращающиеся
ролики 1 и 2 не касаются доски, и последняя
удерживается в верхнем положении колодками
3 и 4.
б) Ход бабы вниз получается нажатием на
педаль 5. При этом отводится прижимная ко-
лодка 3 и баба, падая вниз под действием
собственного веса, производит удар.
в) Ход бабы вверх. В конце хода вниз перед
ударом баба отодвигает палец 6 и передняя
тяга 7 роликов, покоившаяся на пальце 8, со-
единённом с пальцем 6, падает, поворачивая
цапфу 9, в которой эксцентрично сидит ось 10
ролика /. При повороте цапфы 9 доска 11 за-
жимается между двумя вращающимися роли-
ками и увлекается вверх. Включение роликов
должно происходить после совершения удара,
что требует соответствующей регулировки
механизма.
При подъёме сидящий в бабе деревянный
штырь 12 ударяет о выключающий рычаг 13
и передняя тяга 7, поднимаясь кверху, отво-
дит ролик / от доски.
Палец 6 возвращается в первоначальное
положение пружиной 14. Для получения после
подъёма бабы цикла держания на весу необ-
ходимо освободить педаль. Тяга 15 при этом
опускается, колодки зажимают доску и баба
держится на весу (положение а).
412
молоты
(Разд. iv
При автоматической работе педаль всё
время остаётся нажатой, и положение а вы-
падает.
При пуске молота следует поднять перед-
нюю тягу с помощью рукоятки (не показанной
Фиг. 158. Типовая схема распределительного механизма молотов с доской.
Регулировка выталкивающего механизма
осуществляется применительно к каждой
высоте штампов с тем, чтобы получить
удар без торможения от слишком раннего
включения роликов.
Привод роликов
и основные дан-
ные. Типовые схемы
передачи вращения на
ролики молотов с до-
ской изображены на
фиг. 159. Индивидуаль-
ный привод (фиг. 159, б,
в, г) хотя и имеет ряд
существенных преиму-
ществ перед трансмис-
сионным, однако молоты
с трансмиссионным при-
водом (фиг. 159, а) сами
по себе более легки,
просты и дёшевы. В США
молоты, работающие от
трансмиссионного при-
вода, находят широкое
применение в производ-
стве малых поковок: но-
жевого товара, огне-
стрельного оружия, де-
талей швейных машин
и др. Молот этого типа
изображён на фиг. 160.
на схеме), привести ролики во вращение и,
несколько подождав до полного их разгона,
плавно опустить рукоятку, производя подъём
бабы.
Регулировка роликов после установки но-
вой доски заключается в следующем: опуская
рукояткой переднюю тягу 7, подводят перед-
ний ролик к доске; регулируя задней тягой 16,
подводят задний ролик до соприкосновения к
доске; поднимают рукояткой переднюю тягу
и, удерживая её в этом положении (передний
ролик отведён от доски), приводят ролики во
вращение; плавным опусканием передней тяги
прижимают передний ролик к доске и произ-
водят подъём. Дальнейшую регулировку про-
изводят в процессе работы.
По мере износа доски давление роликов
на неё постепенно ослабевает, и величина
подъёма уменьшается. Восстановление силы
нажатия роликов на доску производится сни-
жением толщины амортизационных прокла-
док 17. При установке досок различной тол-
щины следует соответственно изменять тол-
щину амортизационных прокладок.
Ход бабы зависит от положения выключа-
ющего рычага 13 в пазах стойки молота.
В целях наиболее благоприятных условий
работы включающего штыря 12 при уста-
новке выключающего рычага 13 следует
так подобрать расстояние а между точ-
ками крепления пальца 18 на передней тяге
и пальца 19 в пазе стойки, чтобы откло-
нение выключающего рычага после удара о
него штыря было бы симметричным по
отношению к горизонтали, проведённой че-
рез ось пальца 19.
Работа тормоза регулируется установочной
тягой 20, смещающей зажимную колодку по-
средством клинового или эксцентрикового ме-
ханизма.
Подъёмная головка выполнена в виде плиты / с дву-
мя стойками для опор роликов. В нижней её части по-
мещён тормозной механизм, смонтированный на плаваю-
щей плите 2 и управляемый педалью 3. Ролики 4 запрес-
сованы на валах, на концах которых заклинены шкивы 5
(деревянные или из прессованного картона). Подшипники
для валов имеют сменные бронзовые втулки. Последние
соединены с эксцентриками, жёстко связанными между
собой соединением 6 коробчатого типа. Шарнирно при-
Фиг. 159. Типы привода молотов с доской: а — ремён-
ный привод от трансмиссии; б — ремённый привод от
двух электродвигателей; в — редукторный привод с од-
ним электродвигателем; г — редукторный привод сдвумя
электродвигателями.
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
соединённая к эксцентрикам передняя тяга 7 несёт на
себе выключающий рычаг 8. Рукоятка 9 служит для
подъёма тяги вручную. Стойки 10 двутаврового сечения
непосредственно связаны с головкой молота.
Баба для молотов мощностью 300—400 кг
изготовляется из стального литья; для более
мощных молотов — поковка. Вес шабота при-
мерно 15-крат-
ный по отноше-
нию к весу па-
дающих частей.
Подъёмная го-
ловка, ролики,
стойки и шабот
выполнены из
сталистого чу-
гуна. В дру-
гих конструк-
циях аналогич-
ные молоты
имеют проме-
жуточную пли-
ту, соединяю-
щую стойки и
головку молота.
В молотах
типа Ири с ре-
мённым приво-
дом и двумя
электродвигате-
лями (фиг.
159, б) послед-
ние распола-
гаются на крон-
штейнах, укре-
плённых на зад-
ней стороне
стоек. Переда-
ча клиноремён-
ная со шкивов
электродвига-
телей на дере-
вянные шкивы,
сидящие на валах роликов. Основные данные
о молотах типа Ири с ремённым приводом,
работающих от трансмиссии и от двух электро-
двигателей, приведены в табл. 76.
На фиг. 159, в изображена схема редуктор-
ного привода с одним электродвигателем. На
фиг. 161 изображён молот типа Ири с редук-
торным приводом и одним электродвигателем;
на фиг. 162 — головка этого молота. Стальная
плита 1 из проката, соединяющая стойки 2,
Фиг. 160. Штамповочный молот
с доской типа Чамберсбург.
является опорой для корпуса редуктора 3, кор-
пуса роликов 4 и головки тормоза 5. Предо-
хранительный кожух 6 служит для задержи-
вания досок при их поломках. Короткоза-
мкнутый асинхронный электродвигатель /смон-
тирован на шарнирной плите 8, один конец
которой подвешен на пружинах 9, амортизи-
рующих толчки в обоих направлениях.
Электродвигатель передаёт движение через
плавающий вал из кованой стали и две упру-
Фиг. 161. Штамповочный молот с доской типа Ири.
гие муфты. Зубчатая передача с маховиком
заключена в маслонепроницаемый литой сталь-
ной кожух. Маховик и ведущая шестерня рас-
положены между подшипниками, так что вес
их не действует на подшипник электродвига-
теля.
Основные сведения о молотах с одномо-
торным редукторным приводом приведены в
табл. 77.
У молотов с одномоторным редукторным
приводом отечественного производства шабот
выполняется весом не менее 20-кратного веса
падающих частей молота.
Таблица 76
Основные параметры молотов с доской
Вес
падаю-
ших
частей
в кг
45°
68о
ооо
i8oo
Макси-
мальный
ход бабы
без
штампов
в мм
1270
1270
147°
1520
1520
Расстояние
от пола до
верха доски
в верхней
точке хода
в м
5.1
5.4
5.8
5.8
Расстояние
от пола
до центра
шкива
в м
3.4
3.4
3.7
4,1
4.1
Привод по схеме фиг. 159,а
Расстояние
между сред-
ними плоско-
стями шкивов
в мм
155°
1700
1900
2240
Диаметр
и ширина
шкивов в мм
Q2OX23O
1070x24°
1220x270
1370X270
1520X33°
Число
оборотов
шкива
в минуту
135
13°
I3O
но
75
Диа-
метр
роли-
ков
в мм
35°
35°
480
480
Привод по
схеме фиг. 159, б
Мощность
каждого
электродви-
гателя а л. с.
7.5
ю
10
15
30
414
молоты
[РАЗД. IV
. Таблица 77
Основные параметры молотов с доской и одномоторным редукторным приводом (по ГОСТ 957-41)
Вес
падающих
частей в кг
5оо
75°
IOOO
I5OO
Рабочий ход бабы
(регулируемый) в мм
от
9<х>
goo
goo
goo
ДО
1400
145э
145°
1500
Число
ударов
в минуту
не менее
42
4°
4°
38
Расстояние
между
направляю-
щими в мм
45°
5°°
55о
ббо
Размер бабы,
перпендику-
лярный
к фронту
молота, в мм
35°
4оо
45°
боо
Размер
штамподержа-
теля, перпен-
дикулярный
к фронту
молота, в мм
6х>
6у>
7оо
8оо
Минимальная
высота двух
частей штампа
в мм
i8o
220
22O
2бо
У молотов с двухмоторным редукторным
приводом [8] каждый фрикционный ролик вра-
щается от отдельного электродвигателя через
двухступенчатый шестеренный редуктор и
Конструктивные разновидно-
сти молотов с доской. При приме-
нении четырёхроликовой конструкции привод-
ного устройства (фиг. 163) снижается удель-
Фиг. 162 Схема редуктора штамповочного молота.
цепную передачу (фиг. 159, г). Преимущество
этого вида привода в том, что равнодействую-
щая от веса электродвигателей и редукторов
ное давление на доску, что позволяет повы-
сить вес бабы до 3 т и выше. Четырёхроли-
ковые молоты 4000—4500 кг применяются с
Фиг. 163 Схема редуктора молота с доской при четырёх роликах.
направлена по оси молота. Однако молот с
одним электродвигателем отличается большей
компактностью, меньшим весом и стоимостью.
использованием многоручьевых штампов для
сложных штамповок. Основные данные о че-
тырёхроликовых молотах с ремённым приво-
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
Таблица 78
Основные параметры четырёхроликовых молотов с доской
Вес
падаю-
щих
частей
в кг
S25O
34OO
45°°
Максималь-
ный ход
бабы без
штампов
в мм
1520
1520
1520
Размеры бабы
перпен ж-
кулярно
фронту
молота
в мм
7Ю
8ю
86о
между
направляю-
щими
в мм
7<х>
760
760
Расстояние
от пола до
верхней
доски в .
верхней
точке хода
в м
6,7
6,8
6,8
Рассто-
яние
от пола
ДО
центра
шкива
в м
4,6
4,6
Диа-
метр
роли-
ков
в мм
4оо
4оо
4оо
Приводы только для транс-
миссии
Расстояние
между
средними
плоскостя-
ми шкивов
в м
2,4
3,6
2,6
Диаметр
и ширина
шкивов
в мм
1520x250
i68oX35°
1830X460
Число
оборо-
тов
шкивов
в
минуту
2ОО
i8o
170
Только
для
электромо-
торного
привода
Мощность
каждого
электро-
двигателя
В А. С.
25
4°
дом, работающих от трансмиссии и от двух
электродвигателей, приведены в табл. 78.
Попытки заменить деревянную доску сталь-
ной штангой и одновременно усилить удар
введением воздушного буфера не дали поло-
жительного эффекта.
Для регулирования энергии ударов в процессе работы
молотов с доской служит механизм (фиг. 164) в виде
шарнирного параллелограма, позволяющего производить
выключение роликов на различной высоте. К звену 1
параллелограма шарнирно привешена передняя тяга. Вто-
Фиг. 164. Механизм автоматического регулирования хода
молотов с доской.
рое звено 2 параллелограма выполнено в виде пальца,
упирающегося в верхнее или нижнее гнездо в бабе.
С третьим звеном 3 параллелограма жёстко связан ры-
чаг, несущий тягу педали; при нажатии на педаль парал-
лелограм сжимается в поперечнике. В зависимости от
степени нажатия палец попадает в верхнее или ниж-
нее гнездо бабы, за счёт чего получаются соответственно
слабые или сильные удары. Сложность и многошарнир-
ность механизма, работающего в условиях жёстких уда-
ров, не даёт оснований считать его особо надёжным в
работе.
Элементы расчёта фрикцион-
ных молотов с доской. Величину
хода Н в м выбирают в соответствии с дан-
ным весом падающих частей G в кг, руко-
водствуясь табл. 76, 77, 78.
Энергия удара
где Lg—в кгм\ р — коэфициент, учитываю-
щий трение в направляющих бабы; р = 0,05 -~
-1-0,06.
Скорость удара
где vy — в м\сек\ ^ = 9,81 м\секг.
Время движения бабы вниз для удара
~ 2/7
Г2 = — сек.
vy
Движение бабы вверх производится под
действием силы трения, возникающей при на-
жатии на доску вращаю-
щимися роликами. Ход
бабы вверх разбивается
на три участка (фиг. 165):
/—разгона бабы; // —
установившегося движе-
ния и III—движения ба-
бы после выключения ро-
ликов.
Первый участок хода
продолжается до точки 2,
в которой линейная ско-
рость бабы i/2 становит-
ся равной окружной ско-
рости роликов
Фиг. 165. Кривая ско-
где s — скольжение элек- рости бабы при подъё-
тродвигателя на участке ме у молотов с доской-
Я хода; для молотов
разбираемого типа s x 0,2 [11]; vx — окруж-
ная скорость роликов при синхронном числе
оборотов электродвигателя; v± = B,0 ~-
— 2,5) м\сен.
Сила трения, действующая вдоль доски,
Р = B,0 •— 2,5) G\. Усилие нажатия роликов на
416
молоты
[РАЗД. IV
доску Qx зависит от коэфициента трения сколь-
жения между роликами и доской / « 0,45 и
числа ведущих роликов.
При двух ведущих роликах Р = 20\/', при
Р = B,0ч-2,5) G и / = 0,45 Qx = B,2-=-3,0) G.
Время движения t\ в сек. на участке /
Gv2
Время движения t2 в сек. на участке //
Н
Время движения t3 в сек. на участке ///
Число ударов молота в минуту
60
где Т — время двойного хода (движение бабы
вниз и вверх).
Число ударов молота при полной величине
хода Н— около 40 в минуту.
Число оборотов роликов в начале подъёма
бабы
*~ %R nR{l— s)
Об/МИН,
где R—радиус фрикционных роликов в м
(диаметры роликов приведены в табл. 76).
Скорость f2 в выполненных конструкциях
100—130 Mjмин.
Эффективная мощность молота в л. с.
L.n
\Г — 9
" 4500 *
Детали молотов с доской. Ше-
стерни изготовляются из кованой легиро-
ванной стали и подвергаются закалке. Кожух
редуктора частично заполнен маслом; шестерни
смазываются обрызгиванием.
Ролики изготовляются из чугуна повы-
шенной твёрдости; окончательная обработка
роликов ведётся после запрессовки на валы.
Ролики снабжены для охлаждения вентили-
рующими продольными отверстиями. Ролико-
вые вали — кованые из хромомолибденова-
надиевой стали; вращаются в бронзовых
втулках.
Эксцентрики, отлитые из стали и жёстко
связанные между собой, поворачиваются в
чугунных втулках. Тормозная головка и за-
жимные колодки изготовляются из стали-
стого чугуна.
Стойки выполняются из стального литья с
содержанием С = 0,30 -=- 0,35<у0. Сечение
стоек — коробчатое в комбинации с тавровым,
книзу постепенно увеличивается по площади.
Крепление стоек к шаботу производится бол-
тами из хромоникелевой стали; болты поста-
влены под углом к оси молота и снабжены
амортизационными пружинами. У молотов с
регулируемыми стойками последние переме-
щаются по шаботу посредством регулировоч-
ных клиньев. В продольном направлении
стойки удерживаются на шаботе клиньями,
компенсирующими износ. Поперечные и про-
дольные клинья фиксируются болтами с риф-
лёными шайбами.
Направляющие с клиновыми выступами
для скольжения бабы отливаются за одно со
стойкой или изготовляются вставными из
стали марки 40, 45 или из сталистого чугуна.
В последнем случае направляющие крепятся
в пяти точках и при регулировке переме-
щаются лишь горизонтально, сохраняя всегда
параллельность с направляющими выступами
бабы.
Вес шабота 20-кратный по отношению к
весу падающих частей. Его материал — сталь-
ное литьё с содержанием С = 0,28 — 0,37. Все
отверстия в шаботе выполняются сверлением.
Штамподержатель изготовляется из ко-
ваной специальной термически обработанной
стали 5ХНМ (см. т. 3, стр. 474) с такой же
твёрдостью, как штамп; сажается на шпонку и
крепится клином. Гнездо в шаботе под штам-
подержатель обрабатывается под углом 160°.
Смазка под давлением от лубрикатора по-
даётся на опоры стоек, роликовые валы,
эксцентрики и на опорные плоскости головки
молота.
Доски фрикционных молотов — составные
из комплекта от 2 до 5 досок. Срок службы
досок, работающих в тяжёлых условиях, за-
висит от сорта и качества материала. Наибо-
лее пригодным материалом считаются белый
клён, бук, берёза. Берёза наименее стойка и её
можно применять лишь для молотов с тонна-
жем не более 0,75 т. После сушки конечная
влажность дерева должна колебаться в преде-
лах 10—20%. Трещины, сучки и гнилость не
допускаются. По данным ЗИС, стойкость досок
из бука 30—50 час. [7].
При небольшом количестве прикреплённых
к молоту изделий, при правильном креплении
досок к бабе (с применением амортизирующей
резиновой прокладки), а также при правиль-
ном хранении досок (при покрытии их цемент-
ным раствором для сохранения влажности)
срок службы досок может быть значительно
увеличен. С повышением мощности молотов
стойкость досок ввиду увеличения их массы
уменьшается.
Молоты с канатом. Область приме-
нен и я. Молоты с канатом (фиг. 166) упо-
требляются для листовой холодной штамповки
при производстве деталей из алюминиевых
сплавов, а также при изготовлении деталей
сложной геометрической формы.
На молотах с канатом можно производить
штамповку мягкими свинцово-цинковымиштам-
пами при широкой возможности регулировки
энергии ударов. Большой ход бабы позволяет
производить глубокую вытяжку, а большие
размеры стола допускают изготовление де-
тали с габаритом 1200 X 1400 мм и более.
Молот с канатом. На барабан 1 (фиг. 166),
вращающийся от электродвигателя 2 через редуктор 3, на-
вит в несколько оборотов канат 4, оба. конца которого
прикреплены к бабе. При натяге свисающей с барабана
части каната баба поднимается. При полном отпускании
каната баба падает, развивая максимальную энергию
удара. Тонкая регулировка удара в соответствии с выпол-
няемой технологией получается за счёт изменения силы
натяга каната. При слабом натяжении каната можно по-
лучить держание бабы на весу. При длительных паузах
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
417
в работе для удержания бабы на весу служат поворот-
ные замки 5, работающие от педали.
Барабан выполняется пустотелым и охлаждается
циркулирующей через него водой. Барабан и механизм
привода устанавливаются на раме 6 из швеллеров, скре-
плённой с колоннами 7 болтами или при помощи сварки.
Б а б а 8 выполняется литой, пустотелой из стали или
специального чугуна. Применение баб сварной конструк-
ции как более лёгких даёт возможность употреблять
более массивные свинцовые пуансоны, не увеличивая
.! i i i i i ! !ЩШ
Фиг. 166. Штамповочный молот с канатом.
чрезмерно мощность молота. Стойки молота 9 из серого
чугуна стянуты в верхней части двумя стяжными бол-
тами 10. Шабот, отлитый из серого чугуна с 12-кратным
по отношению к бабе весом, монтируется на подушке из
деревянных брусьев, установленных на торец. Канаты
пеньковые 0 25—30 мм имеют значительную длину с
расчётом использования излишка по мере износа. Запас-
ная часть канатов висит на колоннах.
Основные данные молотов с канатом для листовой
штамповки приведены ниже.
Вес бабы вот °.5~3
Величина хода в м i,o—1,2
Число оборотов барабана
в минуту ао—з°
Скорость подъёма бабы
в mjmuh 5—Io
Мощность электродвигателя
в л. с 7~°
Молоты с винтом (винтовые фрикцион-
ные прессы). По принципу действия фрикци-
онные винтовые прессы относятся к группе
молотов, т. е. установившееся за ними в прак-
тике название не отвечает сути их рабочего
процесса. Применяются как для горячей, так
и для холодной листовой штамповки, чеканки,
холодной и горячей гибки, холодной правки
деталей из ковкого чугуна и стального литья.
По конструкции фрикционного привода
прессы делятся на однодисковые,двухдисковые,
27 Том 8
трёхдисковые и бездисковые. Наибольшее рас-
пространение получили двухдисковые прессы.
По конструкции станин прессы разделя-
ются на: открытые и с С-образной станиной;
закрытые с арочной станиной и четырёхколон-
ные. Последняя конструкция станины приме-
няется у прессов, предназначенных для листо-
вой штамповки и чеканки особо габаритных
деталей.
Прессы работают от индивидуального элек-
тромотора, реже от группового привода.
Двухдисковые прессы (фиг. 167).
Рабочие части пресса — маховик, шпиндель,
ползун — получают движение посредством на-
жатия на маховик вращающимися вертикально
расположенными дисками. При нажатии ди-
ском на ободе маховика возникает сила тре-
ния, заставляющая маховик вращаться. Ввиду
того что винтовой шпиндель, на котором на-
сажен маховик, проходит внутри неподвижной
гайки, укреплённой в верхней поперечине
пресса, маховик вместе со шпинделем кроме
вращательного движения получает также и
поступательное движение, направление кото-
рого устанавливается в зависимости от того,
каким диском производится нажатие. Левый
диск служит для движения маховика вниз,
а правый — для подъёма. Для осуществления
нажатия на маховик тем или другим диском
последние вместе с горизонтальным валом, на
котором они наглухо насажены, имеют воз-
можность осевого перемещения. Расстояние
между дисками устанавливается на 5—10 мм
больше диаметра маховика.
Фрикционные двухдисковые прессы имеют
рабочие циклы: движение ползуна вниз; рабо-
чий ход; движение ползуна вверх; держание
рабочих частей на весу.
Движение ползуна вниз продолжается до
момента соприкосновения штампа с поковкой.
Левый диск остаётся включённым на всём
ходе вниз и отводится от маховика, как только
штамп приблизится к поковке. После этого
происходит рабочий ход, в течение которого
производится деформирование поковки. При
рабочем ходе оба диска отведены от маховика
и рабочие части пресса — маховик, винтовой
шпиндель, ползун со штампом — представляют
собой свободную, не ведомую дисками систему,
вследствие чего деформирование поковки про-
изводится за счёт энергии, предварительно
накопленной рабочими частями пресса при
ходе вниз. Подобный характер работы пресса,
аналогичен работе молотов. Израсходовав на-
копленную кинетическую энергию к концу
штамповки, рабочие части пресса останавли-
ваются. Пресс в этот момент развивает давле-.
ние, величина которого зависит от характера
поковки, конструкции станины и шпинделя.
Это давление не должно превышать номиналь-
ного давления по технической характеристике
пресса. Станина и шпиндель при рабочем ходе
под действием развиваемого давления упруго
деформируются. Для разгрузки пресса по
окончании штамповки шпиндель у фрикцион-
ных прессов снабжается несамотормозящей
резьбой. При самотормозящей резьбе винт
в конце рабочего хода заклинивался бы, что
исключило бы возможность работы пресса.
Для подъёма ползуна после рабочего хода
требуется нажать на маховик правым диском.
В начале подъёма точки соприкосновения пра*
418
молоты
[РАЗД. IV
вого диска имеют максимальную окружную
скорость, что связано с большим проскальзы-
ванием маховика по диску. Правый диск
остаётся включённым на всём ходе вверх и
отводится от маховика, как только последний
будет приближаться к крайней верхней точке
хода. Рабочие части пресса в момент выклю-
чения правого диска имеют конечную ско-
рость и запасают энергию, под действием кото-
рой и после выключения диска продолжают
подниматься, пока не израсходуют энергию.
Основные данные двухдисковых фрикци-
онных прессов приведены в табл. 79.
Трёхдисковые прессы (фиг. 168)
по принципу действия одинаковы с двухдиско-
выми прессами. Различие между ними заклю-
Фиг. 167. Двухдисковый
фрикционный винтовой мо-
лот (пресс): а — схема;
6 — общий вид пресса с
трансмиссионным приво-
дом; в—общий вид пресса
с электромоторным приво-
дом.
б)
При этом подъёме, при отсутствии тормоза,
к маховику действием распределительного ме-
ханизма будет приближаться левый диск.
В случае соприкосновения с маховиком диск
затормозит его, и маховик вновь начнёт опу-
скаться. Если соприкосновения не произойдёт,
то и в этом случае, поскольку шпиндель имеет
несамотормозящую резьбу, маховик после
останова начнёт опускаться. При опускании
к маховику начнёт приближаться правый диск
подъёма, в результате чего после соприкосно-
вения с ним маховик вновь будет подниматься.
Такое колебательное движение с уменьшаю-
щимися амплитудами будет протекать неко-
торое время, и маховик, наконец, при послед-
нем движении вниз будет задержан правым
диском. Возникшая сила трения на ободе
маховика от соприкосновения с диском со-
здаёт необходимый крутящий момент, чем и
осуществляется цикл держания маховика в
поднятом положении. При цикле держания на
весу происходит расход энергии, так как при
вращении правого диска и неподвижном махо-
вике требуется преодолевать силу трения ме-
жду ними.
В некоторых современных прессах для
устранения непроизводительной потери энергии
при держании на весу рабочих частей пресса
применяют тормозы, включающиеся, как только
правый диск отводится от маховика в конце
подъёма. Переключение дисков- производится
распределительным механизмом. Последний
выполняется с гидравлическим или механиче-
ским устройством. ¦ '
чается только в том, что вместо одного диска
подъёма, как это осуществлено у двухдисковых
прессов, трёхдисковые прессы имеют два диска
для подъёма. При такой конструкции начало
подъёма маховика происходит . при незначи-
тельной начальной скорости проскальзывания
диска по маховику, так как маховик поднимается
от наименьшего начального радиуса нижнего
диска. При подъёме одновременно происходит,
нарастание окружных скоростей как у махо->
вика, так и у диска, так что проскальзывание t
между ними и связанная с этим непроизво-|
дительная потеря энергии должны получиться
незначительными. При переходе с нижнего
диска на верхний окружные скорости диска*1
по мере подъёма маховика уменьшаются вслед-
ствие уменьшения радиуса диска, и маховик
принуждён также уменьшать окружную ско-
рость.
Таким образом, заменой диска подъёма
двумя дисками преследуется дель снижения
непроизводительной потери энергии от про-
скальзывания диска по маховику при подъёме
ползуна. ' . .
Основные параметры двух- и трёх ди-
сковых прессов по ГОСТ 713-41 приведены,
в табл. 80. ' ,
Однодисковые прессы (фиг. 169).'
Движение вниз у этих прессов производится
от диска /, как и у предыдущих прессов, однако
в характере фрикционной передачи имеется
различие. У однодисковых прессов ход вниз
может начинаться почти от центра диска. При
движении ползуна вниз вращаются верхний 2'
ГЛ. X]
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
419
посредством четырёх
и нижний 3 маховики. Для подъёма ползуна
применяются маховик 3, свободно охватываю-
щий винт, и подвешенный на оси вращения ком-
бинированный ролик 4. Подъём ползуна осу-
ществляется нажатием диска на ролик, переме-
щая диск 1 справа налево. Задняя наклонная
поверхность диска 1 соприкасается при этом с
верхней конусной частью ролика 4. Нижней
цилиндрической частью ролик 4 нажимает на
внутреннюю поверхность маховика 3. Вращение
маховика 3, вызванное силой трения ролика,
вертикальных цилин-
дрических стоек 5,
соединённых наглухо
с маховиком 3 и сво-
бодно пропущенных
через отверстия в
маховике 2, пере-
даётся последнему.
При вращении махо-
вик 2 поднимается,,
проскальзывая вдоль
вертикальных стоек.
Нижний маховик при
этом имеет только
одно вращательное
движение.
Бездисковые прессы (фиг. 170).
У бездисковых прессов опускание и подъём
ползуна производят-
ся посредством по-
очерёдного нажатия
ВраЩаЮЩИМИСЯ рОЛИ- g~^E"
ками на внутреннюю Ьу//Л"~
поверхность обода
маховика. Ролики
вращаются в разные
стороны, и перемена
движений ползуна
производится пере-
ключением роликов.
Фиг. 168. Трёхдисковый фрикционный винтовой
молот (пресс): а,—схема; о — обший вид пресса.
б)
Фиг. 169. Однодисковый фрикционный винтовой
молот (пресс): а — схема; б—общий вид пресса.
Таблица 79
Основные параметры фрикционных двухдисковых винтовых молотов (прессов)
Основные параметры
Наибольшее давление в т
25 35
50
75 | 130 | 160 185 225 300 | 375 ] 475 | 600 | 800
Диаметр шпинделя в мм. . . .
Расстояние между направляю-
щими в мм
Наибольшее расстояние между
нижней поверхностью ползуна и
столом в мм
Ход ползуна в мм
Размеры стола в мм ......
Число ходов в минуту
Диаметр приводного шкива
в мм
Ширина приводного , шкива
в мм .
Число оборотов шкива в ми-
нуту
Потребная мощность в л. с.. .
Вес пресса в т
2&>
i8o
240
260
275
8о
2ОО
35°
20О
або
4оо
240
3°°
35°
3°—35 25—3° 22—:
325
8о
240
а
1,45
IOO
яз°
9°
210
2,5
2,6
28 2О
iao
3°°
32O
4°°
45°
—25
45°
но
loo
3
3.4
140
35°
боо
37°
45°
5°°
18—23
55°
4
5.8
1бО
375
7оо
42O
5OQ
53°
15—20
боо
13°
5
7,5
18о
490
7оо
48°
53°
боо
13—*
8оо
140
14°
7
".5
200
45°
9°°
52О
боо
65°
800
15°
140
8
14,0
230
5°°
1000
580
650
75°
10—14
900
165
140
10
17,°
260
525
1100
625
675
75°
8—12
1000
SCO
13°
15
22,5
3°о
55°
И5°
650
- 7°о
"850
8—12
IIOO
2IO
13°
2О
25,5
35°
боо
8—12
I2OO
24O
14°
25
4°о
б25
1300
75°
8оо
IOOO
6—IO
13°°
з8о
14°
, .3°
42,0
420
молоты
|РАЗД. IV
Маховик у этих прессов имеет только враща-
тельное движение. Для сообщения ползуну
поступательного движения гайка, внутри ко-
Фиг. 170. Схема бездискового фрикцион-
ного винтового молота (пресса).
торой пропущен винтовой шпиндель, распо-
лагается в ползуне.
Элементы* расчёта двухди-
сковых прессов. Заданными параметрами
npji проектировании винтовых фрикционных
прессов являются: энергия удара Lg в кгм;
номинальное и максимальное давления в т; ход
ползуна Нт в мм; число ходов пресса в ми-
нуту.
Эффективная энергия пресса Lg или энергия
удара в конце хода вниз
где J в кгмсек? — суммарный момент инерции
] 1 *
ур
маховика—7Л, шпинделя—]ш',т в
р
-1 сек*-
Л, ш
масса рабочих частей пресса: маховика, шпин-
деля, ползуна, штампа; ш сек.-1 — углозая
скорость маховика в начале рабочего хода
или, что то же, в начале штамповки (у суще-
ствующих прессов w — 8 -4- 25 сек.-); v м\сек —
скорость поступательного движения рабочих
частей в начале рабочего хода (у существую-
7<1J
щих прессов v до 65 см\сек)', -=- кем — энер-
гия
кгм —
вращательного движения; -н
энергия поступательного движения (по сравне-
нию с энергией вращательного движения не-
значительна — до 5%).
Момент инерции
•* =
где
I —
М
л.
здесь: Мм — масса обода маховика; RM —
наружный радиус маховика; Re — внутренний
радиус маховика; z — число спиц маховика;
тс—масса спицы маховика, а
J ш — о ср'
где тш — масса шпинделя; гср — средний радиус
нарезки шпинделя.
Угловая скорость ш маховика и скорость
поступательного движения v зависят от усло-
вий работы фрикционной передачи.
Для двух- и трёхдисковых фрикционных
прессов начальный радиус диска, при котором
начинается ход маховика вниз,
гн = аНт,
где а = 0,3 — 1,0; при а = 1,0 гн = Нт.
Конечный радиус диска в момент выклю-
чения диска перед ударом; гк = A -j- a) Нт'> при
а = 1 г к.— 2Нт.
В момент выключения диска перед нача-
лом штамповки окружные скорости маховика
и диска должны быть равны ш RM = -^- г„
30
откуда
%п
JTk
где RM — внешний радиус маховика; п — чи-
сло оборотов дисков в минуту гк — конечный
радиус диска.
На шпинделе при ходе вниз и а = 1 дей-
ствует результирующий крутящий момент
900/?;
где h — шаг нарезки шпинделя.
Крутящий момент Мн имеет постоянную
величину при ходе вниз, и при этом условии
Таблица 80
Фрикционные винтовые прессы по ГОСТ 713-41
Основные параметры
С двумя дисками
С тремя дисками
Номинальное давление в/п
Энергия удара не менее в кгм
Максимальный ход ползуна в мм
Число полных ходов в минуту
Расстояние между направляющими в свету в мм
Размер ползуна перпендикулярно к фронту пресса в мм. . .
Расстояние между стойками на уровне стола в мм
Размер стола, перпендикулярный к фронту пресса, в мм . .
Наибольшее расстояние между столом и ползуном в верхнем
его положении в мм
3°
35
ago
28о
4оо
4<эо
35°
бо
3°о
25°
3°
325
35°
400
4-ОО
425
IOO
боо
Зоо
27
38о
¦3°
¦4О
50°
i8o
ноо
35°
*А
460
480
5io
боо
боо
2000
4оо
22
5бо
5эо
бор
650
Too
5
i8
700
боо
900
900
ГЛ. X)
ПРИВОДНЫЕ МЕХАНИЧЕСКИЕ МОЛОТЫ
421
где <р — угол поворота маховика при ходе Нт\
2к_
h
т е—
н„
Угловая скорость маховика при заданных
условиях в произвольный момент движения
Мн 2кп
J * ЗОДд
где t — промежуток времени от начала хода
вниз до рассматриваемого момента; S — те-
кущее значение величины хода; для конца
хода S = Нт.
Время хода вниз на Нт, при <х = 1,
*н ~ nh '
Время от начала хода вниз до рассматри-
ваемого момента
t ——
MJi
Скорость поступательного движения махо-
вика при винтовом движении в произвольный
момент движения, при а = 1,
h hn .i-г,—~
ЗОЯ.
для конца хода
30RM
Окружная скорость маховика в произволь-
ный момент движения при ходе вниз, при
а— 1,
_ MHRM ,_ 2MHRM
v0M*
MHRM ,_
j
Jh
S.
Окружная скорость маховика v0M при дви-
жении вниз и нормальной наладке фрикцион-
ной передачи изменяется по параболе О\А
в функции пути S (фиг. 171). Окружная ско-
Фиг. 171. Кривые окружных ско-
ростей диска и маховика фрик-
ционного молота при движении
вниз /•„ =#_,.
ft Til
рость voq точек соприкосновения диска изме-
няется в зависимости от S по прямой ОА
(фиг. 171). Парабола О^А касается прямой в
конце хода (точка Л), что соответствует ра-
венству конечных окружных скоростей махо-
вика и диска v0M = Vqq.
Крутящий момент Ммн для получения дви-
жения по фиг. 171, при а = 1, определяется
из зависимости
2тс
где G — вес рабочих частей в к?; Мтп —
суммарный момент трения в кгм (в гайке,
в направляющих, - в хомуте и в подпят-
нике шпинделя) и от вертикального проскаль-
зывания маховика по диску.
Момент Мн (создаваемый нажатием диска)
определяется из зависимости
Ммн = FHRM = PJRM,
где FH — сила трения, касательная к ободу
маховика; /—коэфициент трения между ди-
ском и маховиком; Рн — сила нажатия диска
на маховик.
Для ориентировочных предварительных рас-
чётов можно принимать ММН = МН и силу
нажатия диска на маховик
P. _J*V
Коэфициент трения /= 0,45 — сталь или чу-
гун по коже (феродо).
Для уменьшения габаритных размеров ди-
сков принимается
прежней энергии
удара и уменьше-
нии гн = а Нт, где
а = 0,3-7-1,0, число
оборотов дисков
должно быть уве-
личено до щ = !зя,
где п — число обо-
ротов при а = 1,
сохранении
Фиг. 172. Кривые окружных
скоростей диска и маховика
фрикционного молота при дви-
жении вниз г.
Для получения
одинаковых конеч-
ных окружных ско-
ростей диска и ма-
ховика к моменту выключения диска перед
ударом (фиг. 172) результирующий крутящий
момент на шпинделе
для первого (/) участка хода равен
9Q0R2M
для второго (//) участка
где S — текущее значение пути ползуна;
Мн — результирующий крутящий момент на
шпинделе при а = 1.
Время хода ползуна вниз:
на первом участке хода
-irrzn
сек.;
на втором участке хода
а+1
а+1 — V"!—аз
сек.;
422
молоты
[РАЗД. IV
на полном участке хода Нт
•VI — а2
«+1-
-О«
где tH — время хода вниз при а = 1. Можно
принимать с достаточной точностью при
а = 0,3-1-1,0 t'HmtH.
Конструкция и материал дета-
лей. Маховик* Материал — чугун СЧ 44. Для
повышения коэфициента трения между махо-
виком и диском обод маховика снабжают
обкладкой из феродо в виде сплошной ленты,
окаймляющей обод, или в виде отдельных
секторов, набранных из пластин феродо и
зажатых между ребордами обода. В послед-
нем случае пластины работают на ребро.
Шпиндель. Материал — сталь 45 и 40Х; шпин-
дель подвергается термической обработке —
улучшению (твёрдость. Нв = 250). Резьба на
шпинделе выполняется прямоугольной или
трапециевидной (трёх- и четырёхходовой). Угол
подъёма резьбы 12—15°. Шпиндель при от-
ведённых дисках должен под действием веса
опускаться.
Гайка. Материал — бронза БрОЦ-8-4,
БрОФ-10-1, БрАЖ-9-4; антифрикционный чу-
гун. Посадка гайки в поперечину произво-
дится запрессовкой, после чего гдйка стопо-
рится штифтами
Пята шпинделя выполняется отъёмной. Ма-
териал — углеродистая или хромистая сталь;
термическая' обработка — закалка до твёрдо-
сти Нв = 450-Г-500.
Станина выполняется литая чугунная цель-
ная для лёгких прессов и с отъёмной верх-
ней поперечиной для тяжёлых прессов. Отдель-
ные части станины стягиваются болтами, по-
ставленными с нагревом.
В качестве предохранителей от перегрузки
пресса применяются шпильки, установлен-
ные в узле сопряжения маховика и шпинделя.
Предохранители ограничивают верхний пре-
дел нагрузки пресса при его работе. В слу-
чае отсутствия предохранителей станина
должна рассчитываться на максимальную на-
грузку, возникающую при холодном ударе.
Наиболее тяжёлые условия работы фрикцион-
ного винтового молота создаются при холод-
ном ударе, листовой чеканке.
ГИДРАВЛИЧЕСКИЕ МОЛОТЫ
Из гидравлических молотов заслуживает
внимания бесшаботный молот типа „Гидра-
влик" (фиг. 173). На фигуре молот изображён
от средней линии влево, при сомкнутых штам-
пах, а от средней линии вправо — при разо-
мкнутых. Верхняя баба при помощи ленточных
канатов, переброшенных через ролики /, под-
вешена к двум плунжерам 2, перемещающимся
в гидравлических цилиндрах 3. Нижняя баба
таким же образом подвешена к плунжерам 4,
Фиг. 173. Штамповочный гидравлический бесшаботный
молот.
Фиг. 174. Ковочный газовый молот.
ГЛ. X]
ГАЗОВЫЕ МОЛОТЫ
423
перемещающимся в гидравлических цилин-
драх 5. Цилиндры 3 и 5 сообщаются между
собой. При впуске в средний цилиндр 6 через
трубу 7 воды высокого давления плунжер 8,
верхняя баба и плунжеры 2 устремляются
вниз. Вытесняемая при этом из цилиндров 3 в
цилиндры 5 вода поднимает плунжеры 4 и
связанную с йими нижнюю бабу.
После удара баб в средней точке хода
центральный цилиндр сообщается со сливным
баком и вследствие несколько большего веса
нижней бабы по сравнению с верхней вся
система приходит в исходное положение.
ГАЗОВЫЕ МОЛОТЫ
Несмотря на многочисленность патентов
на молоты, использующих энергию взрыва
газа при его сгорании, последние пока ещё
не получили распространения. По литератур-
ным данным [29], опытный газовый молот
Пюсеи и Джонс (Англия), изображённый на
фиг. 174, работал удовлетворительно.
При верхнем положении бабы 1 рукояткой 2 подни-
мается поршень 3 и в пространство 4, находящееся под
поршнем, через отверстие 5 засасывается смесь газа и
воздуха.
Шаровой клапан 6, обычно прикрывающий запаль-
ное пламя, открывается, происходит взрыв газа и вслед-
ствие этого рабочий ход бабы. Изменение энергии уда-
ров осуществляется посредством большего или мень-
шего открытия клапана 7 посредством рукоятки 8. Этим
регулируется дополнительный приток газа через отвер-
стие 9 и трубу 10 из пространства, заключённого в ста-
нине.
После удара баба приводится в исходное положе-
ние пружинами 11. При помощи рукоятки 2 опускается
поршень 3 и открывается отверстие 12. Продукты сго-
рания через обратные клапаны 13 в поршне и отверстие
12 удаляются из цилиндра.
Молот развивает работу, равную 45 кгм. Расход
газа на 2500 тяжёлых и 4000 легких ударов составляет
1 м3.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ашкинази А. Л., Рационализация паросилового
хозяйства кузниц, 1939.
2. Баклан Н.„Ф., Паро-воздушный штамповочный
молот Баннинг, 1936.
3. Гавриленко А. П., Механическая технология
металлов, ч. Ш, Обработка металлов давлением,
Макиз, 1925.
4. Должанский А. И., К о з л о в а Л. А., Испыта-
ние пневматического мелота системы Беше с весом
падающих частей 150 кг, журнал НИИМАШ & 4, 1933.
5. 3 и м и н А. И., проф., Расчёт и конструкция кузнеч-
ных машин,ч. 1,Паро-воздушные молоты. Машгиз, 1940.
«.Зимин А. И., проф., Задачи в области конструи-
рования ковочных и штамповочных молотов, журнал
.Тяжелое машиностроение" № 2, 1941.
7. Игнатов А. А., инж., Штамповочные молоты, 1937.
8. Игнатов А. А., Фрикционные молоты с доской
Биллингс'Спенсер, журнал «Вестник металлопро-
мышленности* № 7 и 8, 1935.
9. Карабин А. И., Энергетика паровых и воздуш-
ных молотов кузницы, 1939.
J0. К о н ю х о в С. К., Паропроводы, газопроводы, во-
допроводы, воздухопроводы и их расчёт, 1926.
11. Комаров Н. Р., Теоретическое и эксперимен-
тальное исследование фрикционного молота с доской
1 типа Ири. Кандидатская диссертация. Горьковский
индустриальный институт.
12. Козыков Н. Н., Падающие веревочные молоты,
журнал .Авиапромышленность" № 3, 1938.
13. Каневский К. И., Рессорный молот с масляным
катарактом, журнал «Вестник металлопромышлен-
ности" № 6, 1938.
14. М ар к о в и ч Я. Н., Расчёт и теоретическое иссле-
дование парового молота с автоматическим парорас-
пределением, 1913.
15. Маркович Я. Н. проф., Исследование пневма-
тического приводного молота типа Беше и Гросс, 1932.
16. Hocosi Либрович, Кутырин и Мир-
зоянц, Истечение газов и паров из резервуаров
неограниченной и ограниченной ёмкости. Пособие
по технической термодинамике, ч. 111, вып. 1.
17. НКТП—СППН, Инструкция по паспортизации куэ-
нечно-прессоввго оборудования, 1936.
18. НКТП, Кузнечное оборудование. Стандарты Ката-
логиздат, 1938.
19. П о р е ц к и й С. В. проф., Курс кузнечного дела,
т. II. Машины кузнечного производства. Введение.
Молоты. 1935.
20. П о р е цк и й С. В., Выбор машины орудия ковки.
Извести АН СССР, 1938, стр. 41-68.
21. Рубинштейн Я- Н., Нормы (правила) измерения
расхода жидкостей, газов и пара при помощи дрос-
сельных приборов, 1933.
22. С у х а р е в Н. В.. Работа кузницы на сжатом воз-
духе, 1927, перевод G. Neumann Mittelungen der
Warmstelle № 89, 1926.
23. У и к с о в Е. П., О распределении напряжений в
штоках при ударе, журнал. НИИМАШ № 1, 1933.
24. У н к с о в Е. П., Эксцентричный удар и напряже-
ния в штоках, журнал НИИМАШ № 1, 4, 5, 1934.
25. У н к с о в Б.' П., Экспериментальное опреде-
ление напряжений в штоках штамповочных молотов,
1945.
26. У н к с о в Е. П., Теоретический расчёт пружинного
молота с плоской рессорой, журнал .Вестник метал-
лопромышленности* № 7, 1936.
27. У н к с о в Е. П., Новости штамповочного произ-
водства в США, журнал „Вестник машиностроения*
№ 5, 6, 1946.
28. У в к с о в Е. П., Исследование пневматического
приводного молота, журнал .Вестник металлопро-
мышленности" № 2, 1938.
29. Фукс О , Молоты, Госмашметиздат, 1932.
30. Хедер Г., Парораспределение, Справочная книга,
1903, перевод.
31. ЦНИИМАШ, Материалы по наладке кузнечных ма-
шин и печей. Исследование паровых штамповочных
молотов Ири в кузнице ГАЗ, 1937.
32. ЦНИИМАШ, Исследование ковочных молотов с кла-
панным распределением 3 и 6 т на заводе .Электро-
сталь" (кузнечная лаборатория, отчет о научно-иссле-
довательской работе, 1936).
33. ЦБТМ, Кузнечно-прессовое оборудование, Стан-
дартгиз, 1941.
34. Ш е в я к о в Л. Н., Методы расчёта пневматических
молотов и их теоретический и экспериментальный
анализ. Кандидатская диссертация МВТУ.
35. Щеглов В. Ф., журнал .Вестник металлопро-
мышленности" № 4, 1936.
36. Щеглов В. Ф., Исследование ковочных молотов
с клапанным распределением. Известия Томского
индустриального института им. С. М. Кирова, т. 57,
вып. Ш. 1939
37. Щеглов В. Ф-, Уточнённый метод расчёта и иссле-
дования паро-воздушных молотов, журнал „Вестник
инженеров" № 9, 10, 1946.
38. К л им о в И. В., Расчёт парового штамповочного
молота с подвижным шабогом. Труды Горьковского
индустриального института им. А. А. Жданова, т. VI,
вып. 1, изд. ГНИ, 1948.
Глава XI
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО
ПРОИЗВОДСТВА
ПРИНЦИП ДЕЙСТВИЯ И КЛАССИФИКАЦИЯ
Действие гидравлического пресса основано
на законе гидростатического давления Паскаля,
который в 1698 г. указал, что «сосуд, напол-
ненный водой, является новой машиной для
увеличения сил в желаемой степени* (фиг. 1).
Для целей ковки гидравлический пресс был
впервые применён в середине XIX века.
1
р
1 —
р-р* И
' Щ _}
Т777777777777777Т/
Фиг. 1.
Схема гидравлического пресса представле-
на на фиг. 2. Рабочий (главный) цилиндр /,
в котором ходит рабочий (главный) плунжер 2,
закреплён в верхней поперечине (архитраве,
верхней плите, крестовине) 3. Последняя при
помощи колонн 4 соединена с нижней попере-
чиной (постаментом,основанием,стулом, ниж-
ней плитой) 5, устанавливаемой на фундаменте.
Рабочий (главный) плунжер 2 соединён с по-
движной поперечиной (подвижной травер-
зой) 6, направляемой в своём движении колон-
нами 4.
На нижней и подвижной поперечинах уста-
навливаются соответственно нижняя и верхняя
части рабочего инструмента (бойки, штампы).
Рабочий цилиндр 1 с плунжером 2 сообщает
движение подвижной поперечине 6 только
в одном направлении — вниз. Для подъёма её
на верхней поперечине установлены возврат-
ные (ретурные, подъёмные) цилиндры 7 с
возвратными (ретурными, подъёмными) плун-
жерами 8, соединёнными при помощи попере-
чин (траверз) 9 и тяг 10 с подвижной попере-
чиной 6.
Детали 1, 3, 4, 5 и 7 образуют неподвиж-
ную систему пресса; совокупность нижней 5
и верхней 3 поперечин и колонн 4 является
станиной пресса. Детали 2, в, 8, 9 и 10 со-
ставляют подвижную систему пресса. Во избе-
жание утечки жидкости цилиндры снабжены
уплотнениями //.
Сохраняя принципиальные черты описан-
ной типовой схемы, конструктивные формы
гидравлических прессов различаются друг от
друга в зависимости от изменения конструк-
ции основных узлов (станины и цилиндров —
рабочих и возвратных), их расположения или
Фиг. 2. Типовая конструктивная схема гидравлическог»
пресса.
количества. Возможные варианты конструк-
тивного оформления основных узлов гидравли-
ческих прессов приведены в табл. 1.
Обзор основных видов гидравлических прес-
сов по технологическому назначению дан в
табл. 2. Табл. 3—14 содержат примерные дан-
ные о параметрах прессов, перечисленных
в табл. 2.
ГЛ. XI)
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
425
Таблица I
Станина
Тип
Расположение
С колоннами
Без колонн
Четырёх-
колонная
(фиг. 3)
Двухколонная
(фиг. 12)
Трёхколонная
(фиг. 32)
Многоколонная
(фиг. 34)
Двухстоечная
(арочная)
(фиг. 13)
Одностоечная
(с вылетом)
(фиг. 8)
Верти-
кальная
(фиг. 3)
Горизон-
тальная
(фиг. 14)
Рабочие (главные) цилиндры
Тип
Расположение
Количество
Плунжерный
(фиг. 3)
Вертикальное
Поршневой
(фиг. 14)
Верхнее
(фиг. 3)
Нижнее
(фиг. 21)
Горизонталь-
ное
(фиг. 14)
Один
Два
(фиг. 3) (фиг. 6)
Три
(фиг. 7)
Четыре
и более
(фиг. 22)
Возвратные цилиндры
Тип
Плунжерный
(фиг. 36, а)
Диференциаль-
но-плунжерный
(фиг. 36, б)
Поршневой
(фиг. 5)
Расположение
Вертикальное
Верхнее
(фиг. 3)
Нижнее
(фиг. 13)
Гори-
зонталь-
ное
Количество
Один
(фиг. 8)
Два
(четыре)
(фиг. 3)
Без возвратных
цилиндров
(фиг. 21)
Таблица 2
Основные виды гидравлических прессов, применяемых в кузнечно-штамповочном производстве
Наименование
Ковочные
(табл. 3 и 4,
фиг. 3-10)
Штамповоч-
ные
Прошивные
(табл. 5 и 6,
фиг. 11-13)
Протяжные
(фиг. 14)
Прошивочно-
протяжные
комбиниро-
ванные (табл. 7,
фиг. 15)
Листоштам-
повочные ко-
тельные (фиг.
16-18)
Назначение
Свободная ковка с сопут-
ствующими штамповочными
операциями преимуществен-
но в подкладных штампах
Объёмная горячая штам-
повка фасонных деталей, осо-
бенно из магниевых и алюми-
ниевых сплавов
Глубокая горячая прошив-
ка в закрытой матрице (ци-
линдры, снарядные стаканы
и т. п.)
Протяжка через кольца или
ролики прошитых заготовок
для утонения стенок с одно-
временным увеличением дли-
ны и снятием конусности
Глубокая прошивка и про-
тяжка
Бортование, фланцевание,
изгибание толстого листово-
го материала в горячем со-
стоянии (котельные работы,
Номинальное
усилие
(наиболее
употребитель-
ное) в т
2ОО—3 О ООО
и более
1000—25000
150—3000
75—3°°о
2ОО—6ОО
300—45°°
Привод
а) Насосно-аккумуляторный
б) То же, с промежуточным
гидравлическим мультипли-
катором
в) От паро-воздушного муль-
типликатора
г) От реечного или криво-
шипного электрогидравличе-
ского мультипликатора
а) Насосно-аккумуляторный
б) От ротационно-плунжер-
ных насосов безаккумулятор-
ный
Насосно-аккумуляторный
(преимущественно)
Насосно-аккумуляторный
(преимущественно)
Насосно-аккумуляторный
(преимущественно)
Насосно-аккумуляторный
(преимущественно)
Дополнительные
устройства
а) Передвижные
столы продольные и
поперечные
б) Выталкиватели
а) Передвижные
столы
б) Выталкиватели
а) Выталкиватели
б) Передвижной
стол
а) Вспомогательные
цилиндры
б) Гидравлические
выталкиватели
л) Передвижные
столы
г) Подъёмные
устройства
426
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД IV
Продолжение табл. 2
Наименование
Бортоваль-
ные (табл. 8,
фиг. 19)
Рамные
Гибочные
(фиг. 20—21)
Подгибочные
(фиг. 22)
Листо-штам-
повочиые про-
стого действия
(табл. 9—10,
фиг. 23—26)
Листоштам-
повочные двой-
ного действия
"(табл. 11, фиг.
31)
Листоштам-
повочные по-
средством ре-
зины (табл. 12,
фиг. 34)
Вытяжные
(табл. 13, фиг.
32)
Шляпные
(табл. 14, фиг.
33)
Назначение
Парциальное бортование,
фланцевание и изгибание
толстого листового материа-
ла в горячем состоянии (ко-
тельные работы)
Изготовление изгибанием
длинных изделий из толстого
листового материала в горя-
чем состоянии
Гибка толстого листового
материала в горячем состоя-
нии
Подведение кромок и дру-
гие гибочные работы с тол-
стым листовым материалом
Холодная штамповка ли-
стового материала
Холодная штамповка листо-
вого материала глубокой вы-
тяжкой
Холодная штамповка листо-
вого материала с резиновы-
ми штампами
Глубокая вытяжка с уто-
нением стенок (снарядные
гильзы)
Осадка и штамповка шля-
пок (снарядные гильзы)
Номинальное
усилие
(наиболее
употребитель-
ное) в т
G5Ха)—BооХ2)
500-1500
ЗОО—IO ООО
2ОО—1бО0
5о—5°°°
75—3°°°
looo—5°°°
3°—-И»
а75—3оа>
Привод
Насосно-аккумуляторный
(преимущественно)
Насосно-аккумуляторный
(преимущественно)
а) Насосно-аккумуляторный
б) Безаккумуляторный на-
сосный
а) Насосно-аккумуляторный
б) Безаккумуляторный на-
сосный
а) От ротационно-плунжер-
ных насосов безаккумулятор-
ный
б) Насосно-аккумуляторный
а) От ротационно-плунжер-
ных насосов безаккумулятор-
ный
б) Насосно-аккумуляторный
От ротационно-плунжерных
насосов безаккумуляторный
а) Насосно-аккумуляторный
б) От ротационно-плунжер-
ных насосов безаккумуля-
торный
а) Насосно-аккумуляторный%
б) От ротационно-плунжер-'
ных насосов безаккумуля-
торный
Дополнительные
устройства
а) Консольные краны
б) Отъёмные накло-
няемые столы
Передвижные столы
Гидравлические по-
душки
а) Гидравлический
выталкиватель
б) Гидравлическая
подушка
Загрузочно-разгру-
зочные конвейерные
плиты
а) Выталкиватели
б) Передвижные
салазки
в) Инструменталь-
ные тележки
г) Поворотные
столы
Краткая конструктивная характеристика
основных видов прессов
(указанных в табл. 2)
1. Ковочные прессы
а) Вертикальные четырёхколонные с верх-
ними плунжерного типа одним (фиг. 3) (обычно
до 2000-нЗСОО т) или тремя (фиг. 7) (начиная
с 2000-т-ЗООО т) рабочими цилиндрами. В весь-
ма крупных прессах A6 ООО-т-20 000 т) приме-
няют также четыре рабочих цилиндра. Мень-
шее распространение имеют прессы B000-5-
—15000 т) с двумя рабочими цилиндрами и спе-
циальным центральным направляющим устрой-
ством (фиг. 6).
Прессы трёх- или четырёхцилиндровые
могут работать с тремя ступенями усилий на
бойке, при одной ступени давления жидкости.
Подъём подвижной поперечины осуще-
етвляется двумя (иногда четырьмя в крупных
прессах; верхними возвратными цилиндрами
плунжерного (фиг. 3) или реже диференциаль-
но-плунжерного (фиг. 56) типа. В крупных
прессах (от 2000 т) часто добавляют два урав-
новешивающих цилиндра (фиг. 4).
В крупных прессах имеют также примене-
ние нижние возвратные цилиндры (фиг. 6).
В прессах устарелого типа осуществляют
подъём поршневыми паровыми (воздушными)
возвратными цилиндрами (фиг. 5).
б) Без колонн одностоечные (фиг. 8—10)
(с вылетом) B00—1200 т) с одним верхним
рабочим цилиндром плунжерного типа и одним
верхним возвратным цилиндром плунжерного
типа (фиг. 8).
В прессах устарелого типа Осуществляют
подъём одним (фиг. 10) или двумя поршне-
выми паровыми (воздушными) возвратными
цилиндрами.
2. Штамповочные прессы
Вертикальные четырёхколонные с одним-
тремя верхними плунжерного типа рабочими
цилиндрами и с двумя-четырьмя верхними
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
427
Фиг. 3. Гидравличе-
ский ковочный четы-
рёхколонный пресс
&00 т с одним рабочим
цилиндром и двумя
верхними возвратными
цилиндрами плунжер-
ного типа.
Фиг. 4. Верхняя часть гидравлического ковочного четырёхколонного пресса 2000 т с одним
рабочим цилиндром, двумя верхними возвратными цилиндрами / плунжерного типа, двумя
уравновешивающими 2 диференциально-плунжерного типа и гидравлическим подъёмником 3.
428
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Таблица 3
Номи-
нальное
усилие
пресса в т
5оо
боо
8оо
I ООО
I 20O
1500
2 ООО
Я5оо
ЗООО
4 ооо
5ооо
б ООО
8 ооо
IO ООО
I5OOO
Макси-
маль-
ный
ход
в мм
7оо
8оо
goo
IOOO
13OO
1400
1бОО
i8oo
2000
2200
2400
абоо
з8оо
Зооо
Ззоо
Параметры гидравлических ковочных
Максимальное
расстояние
между столом
И ПОДВИЖНОЙ
поперечиной
в мм
I55O
1700
1850
2100
3400
2800
3200
3500
3800
4100
4500
5000
бооо
6500
7ООО
Расстояние
между
осями
колонн
в мм
1400X1100
1500X1100
1800X1200
2000X1250
2250Х1400
3500 X 1боо
Я75°Х175о
3000X1800
3500Х2О0О
4000X2200
4500X2400
5000X2600
5500X2800
боооХЗ200
66ooX35°°
Номинальное
усилие возврат-
ных цилиндров
в т
35
4о
5о
6о
85
IOO
13°
170
2О0
г8о
Збо
45O
боо
85O
I2OO
четыре хколо иных прессов
Номинальное
усилие цилин-
дра передвиж-
ного стола в т
го
10
15
15
2О
ЗО
Зо—5°
40-75
IOO
125
15°
175
2ОО
Э5о
Зоо
Номинальное
усилие цилинд-
ра выталки-
вателя в т
зо
3°
4о
5о
бо
75
IOO
125
15о
яоо
20О
аоо
»5О
aso
375
Высота
над полом
в мм
5°°о
5 5оо
бооо
6500
7 ооо
7 5оо
8500
9 ооо
юооо
II ООО
12 ООО
13 ооо
140Э0
15 ооо
1бО0О
При-
близи-
тель-
ный
вес
в т.
5°
65
9°
но
I3O
170
25O
Ззо
4оо
боо
850
11OO
1бО0
aioo
34°о
возвратными цилиндрами плунжерного или
диференциально-плунжерного типа или ниж-
ними цилиндрами плунжерного типа.
3. Прошивные прессы
Вертикальные четырёхколонные с одним
верхним рабочим цилиндром плунжерного типа
и двумя верхними (реже нижними) возврат-
ными цилиндрами плунжерного (фиг. 11) или
диференциально-плунжерного типа.
Малые прессы A50—350 т) выполняются
также двухколонными с двумя верхними воз-
вратными цилиндрами плунжерного типа, рас-
сверлёнными в верхней части колонн пресса
(фиг. 12).
Кроме того, прессы 150—600 т изгото-
вляются без колонн двухстоечными с подвиж-
ной поперечиной в виде ползуна, скользящего
в регулируемых направляющих (фиг. 13).
Номинальное усилие возвратных цилиндров
составляет 15% номинального усилия пресса.
4. Протяжные прессы
Горизонтальные двухколонные с одним
горизонтальным рабочим цилиндром и одним
возвратным цилиндром плунжерного типа.
Реже применяются рабочие цилиндры поршне-
вого типа двойного действия (впеоёд и назад)
(фиг. 14).
Малые прессы до 500 т выполняются так-
же вертикальными четырёх- (реже трёх- и
двух-) колонными с двумя преимущественно
нижними возвратными цилиндрами плунжер-
ного типа. Номинальное усилие возвратных
цилиндров составляет 20—30% номинального
усилия пресса.
К одному прошивному прессу нормально
в комплект требуются два протяжных с но-
минимальным усилием, в 2 раза меньшим, но
с ходом проблизительно в 2 раза большим.
Фиг. 5. Верхняя ласть гидравлического ковочного четы-
рёхколонного пресса с одним рабочим цилиндром
и двумя паровыми возвратными цилиндрами поршневого
типа.
Фиг. 6. Верхняя часть гидравлического ковочного четы-
рёхколонного пресса 10 000 т с двумя рабочими цилин-
драми, специальным центральным направляющим
устройством 1 и нижними возвратными плунжерами 5.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
5. Прошивочно-протяжные комбинированные прессы
а) Вертикальные двухстоечные с верхним
рабочим цилиндром длл прошивки, располо-
женным центрально; с каждой наружной боко-
6. Листоштамповочные (котельные) прессы
а) Вертикальные четырёхколонные с верх-
ними плунжерного типа одним (фиг. 16) или
тремя (фиг. 17) (редко двумя) рабочими
цилиндрами. Подъём осуще-
ствляется двумя верхними воз-
вратными цилиндрами плун-
жерного или диференциально-
плунжерного типа.
В крупных больших габа-
ритов прессах этого типа при-
меняют также для подъёма
четыре нижних возвратных
\ цилиндра плунжерного типа.
~?ФНоминальное усилие возврат-
ных цилиндров составляет
12—250/0 от номинального уси-
лия пресса.
Ход7000
-8170-
Фиг. 7. Гидравлический ковочный четырёхколонный пресс 10 000 т с тремя рабочими цилиндрами, двумя
верхними уравновешивающими (/) и двумя верхними возвратными B) цилиндрами плунжерного типа,
передвижным столом C) и выталкивателем D).
вой стороны станины монтированы по одному
ползуну для протяжки, на каждый из них
действуют совместно плунжеры двух нижних
рабочих цилиндров (фиг. 15).
б) Вертикальные четырёхколонные с ниж-
ними плунжерного типа одним или тремя
(фиг. 18) рабочими цилиндрами. Опускание
подвижной поперечины происходит под дей-
Фиг. 8. Схема гидравлического ковочного
одностоечного пресса с одним возвратным
цилиндром плунжерного типа.
б) Вертикальные шестиколонные: один про-
шивной и два протяжных пресса, соединённые
в один агрегат.
Фиг. 9. Схема конструкции станины круп-
ного одностоечного пресса.
ствием собственного веса. Верхнюю попе-
речину можно переставлять по высоте для
регулировки междущтампового пространства.
430
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
(РАЗД. IV
Таблица 4
Параметры гидравлических ковочных одностоечных
прессов (средние значения)
шльное
i пресса
Is6
а- >.<а
2ОО
з°°
4оо
5оо
боо
8оо
IOOO
I3OO
мальный
мм
S м
.2 о
5 х
4<х>
45°
5оо
55°
боо
650
7оо
75°
|™§*
а 0 к я
IOOO
IOOO
1150
1300
1400
1500
1650
1800
1 & Ч
5 о я о ч
< Я Ж с( С в
юоо
И5°
13°°
15°°
гбоо
1750
1900
31ОО
ffl
Вылет
75°
8оо
85O
9оо!
95°
юоо
1100
1200
1
а над
в мм
Высот
полом
5 5°°
. 6h
7 5°о
Г !8 ооо
8500
95<»
Ю5О0
! Ill 5°°
изитель-|
ее в т 1
Прибл
иый в
Я5
35
40
5°
55
7о
8о
95
Фиг. 10. Гидравлический ковочный одностоечный пресс
500 т с одним паровым возвратным цилиндром поршне-
вого типа и приводом от парового мультипликатора.
¦ . 7. Бортовальные прессы ;
Вертикальные одностоечные с двумя верх,-
нйми главными рабочими цилиндрами . плун-
жерного типа, вспомогательным горизонталь-
ным цилиндром и нижним вертикальным вы-,
тал кивающим цилиндром (фиг. 20). Номиналь-
ное усилие горизонтального цилиндра соста-
вляет 50—100%, а выталкивающего 30—60%
Фиг,
11. ГидравличеЬкий прошивной четырёхколонный пресс 1200 in с двумя верхними возвратными цилиндрами
плунжерного типа, установленным сбоку гидравлическим выталкивателем и передвижным столом.'
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
431
от номинального усилия одного главного ра-
бочего цилиндра. Подъём главных рабочих
плунжеров и обратный ход вспомогательного
горизонтального осуществляется преимуще-
ственно возвратными цилиндрами плунжерного
типа, часто встроенными в главные цилиндры.
Реже применяются возвратные цилиндры
поршневого типа по два на каждый главный
рабочий, а также горизонтальный возвратный
цилиндр, связанный гибкой связью (тросами)
с главными плунжерами.
Номинальное усилие возвратных цилиндров
20% от номинального усилия соответствую-
щего главного.
Таблица 5
Примерные параметры гидравлических
четырёхколонных прессов
Номиналь-
ное усилие
пресса
в т
250
35°
боа
I2OO
эооо
3°°о
Ход
в мм
i3°o
1400
i6oo
2000
2000
2000
Макси-
мальное
расстояние
между сто-
лом и под-
вижной по-
перечиной
в мм
2800
32OO
3800
50оо
5ооо
50оо
Расстояние
между ося-
ми колонн
в мм
I2OOX 8ОО
1400Х 9°°
1700X1200
22OOXI500
2750X1750
3300X2000
прошивных
Высота
над полом
в мм
55°°
6500
7 5°°
юооо
Ю5О0
и 5оо
Таблица 6
Примерные параметры гидравлических
Номиналь-
ное усилие
пресса
в тп
250
35о
боо
si
и
о
X
I2OO
14оо
i6oo
двухстоечных
Максимальное
расстояние
между столом
и ползуном
в мм
28оо
3150
35оо
прессов
Габаритные
размеры
пресса
в плане
в мм
33оохх8оо
2500x2000
2800x2300
прошивных
95
X
ш
О Q
я ч
CQ С
54оо
644O
6500
о
<и
а ш
ч Я й
о. g и
Сн
31
54
бо
Фиг. 12. Гидравлический прошивной двухколонный
пресс 350 т с двумя верхними возвратными цилиндрами
плунжерного типа, встроенными в колонны пресса, и
гидравлическим выталкивателем.
Фиг. 13. Гидравлический прошивной двухстоечный
пресс 350 т с ползуном, скользящим в регулируемых
направляющих.
432
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
/3110
Фиг. 14. Гидравлический протяжной горизонтальный двухколонный пресс 300 т с рабочим цилиндром
двойного действия поршневого типа.
' ft
j I I
! /ГГП1[~Т!ГТГ7\
—1 ^
i u_i
Фиг. 15. Гидравлический комбинированный прошивочно-
протяжной пресс.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
433
Таблица 7
Примерные параметры прошивочно-протяжных комбинированных прессов
Прошивная часть
Номиналь-
ное усилие
пресса в т
2О0
зоо
4оо
Ход в мм
8оо
IOOO
1250
Номинальное
усилие возврат-
ных цилиндров
в т
Зо
4о
55
Протяжная часть
Номиналь-
ное усилие
пресса
в т
1О0
15°
2ОО
Ход в мм
i8oo
2ОО0
22OO
Номинальное
усилие возврат-
ных цилиндров
в т
2О
45
55
Габаритные
размеры
в плане в мм
4160x820
4450X900
4З70Х900
Высота
над полом
в мм
8 47°
9460
ю85о
Вес
в т
8i
89
98
Фиг. 16. Гидравлический листоштамповочный ко-
тельный четырёхколонный пресс 750 т С одним верх-
ним рабочим цилиндром плунжерного типа, со встро-
енным в нижнюю поперечину вспомогательным ци-
линдром / в 250 т, снабжённым двумя возвратными
цилиндрами 2 диференциально-плунжерного типа
по 30 т и гидравлическими подъёмными устрой-
ствами 3.
28 Том 8
434
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
(РАЗД. IV
8, Рамные прессы
Вертикальные четырёх-, шести-, восьми-
колонные при длине стола 6 — 12 м с верхни-
ми рабочими цилиндрами плунжерного типа
в количестве от двух до пяти и двумя верх-
ними, реже нижними, возвратными цилиндра-
ми плунжерного или диференциально-плунжер-
ного типа.
11. Листоштамповочные прессы простого действия
Вертикальные с верхними рабочими цилин-
драми в количестве один (фиг. 23), два (фиг. 25),
три (фиг. 26). Тип станины: че трёхколонный
(фиг. 23) или двухстоечный (фиг. 24). Прин-
ципиально схемы сочетаний цилиндров разно-
образны: а) рабочие цилиндры плунжерного
типа и возвратные цилиндры плунжерного
Фиг. 17. Гидравлический листоштамповочный котельный четырёхколонный пресс 800 т с тремя верхними рабо-
чими цилиндрами плунжерного типа и встроенным в нижнюю поперечину выталкивателем 80 т, имеющим
подвижной цилиндр / с неподвижным плунжером 2, являющимся одновременно цилиндром для возвратного
плунжера 3.
9. Гибочные прессы
а) Вертикальные одностоечные с верхним
рабочим цилиндром плунжерного типа и одним
или двумя верхними возвратными цилиндрами
плунжерного типа (фиг. 19) (для судостроения).
б) Вертикальные четырёхколонные с двумя
нижними рабочими цилиндрами плунжерного
типа. Верхняя поперечина переставляется но
высоте для регулирования междуштампового
пространства при помощи моторного привода
(фиг. 21).
К этой группе прессов относятся прессы:
с верхними рабочими цилиндрами четырёх-
колонные или в виде двух спаренных четырёх-
колонных прессов и ряд других.
10. Подгибочные прессы
Вертикальные одностоечные с верхними
рабочими цилиндрами в количестве от одного
до четырёх (фиг. 22).
(верхние или реже нижние) или диферен-
циально-плунжерного типа: б) рабочие цилин-
дры плунжерного типа и возвратные цилиндры
двойного действия поршневого типа, являю-
щиеся одновременно спускными (для ускорен-
ного холостого хода вниз) (фиг. 30); в) рабо-
чий цилиндр поршневого типа двойного дей-
ствия без возвратных цилиндров (фиг. 29);
г) рабочий цилиндр „а" поршневого типа
двойного действия без возвратных цилиндров,
но с двумя дополнительными рабочими ци-
линдрами „в" плунжерного типа, обеспечи-
вающими ускоренный холостой ход вниз и
работу с тремя ступенями давления (фиг. 28);
д) рабочий цилиндр плунжерного типа „а" с
встроенным в него неподвижным плунжером
„в", для которого рабочий плунжер ,с"
является подвижным цилиндром. Данное
устройство обеспечивает ускоренный холо-
стой ход вниз (фиг. 27).
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
435
12. Листоштамповочные прессы двойного действия
Вертикальные с верхними рабочими цилиндрами
в количестве один-два,«действующими на внутрен-
ний или нижний ползун, и двумя или четырьмя ци-
линдрами, действующими на внешний или верхний
ползун-прижим. Тип станины: двухстоечный (фиг. 31)
или четырёхколонный. Усилие внешнего ползуна со-
ставляет 25—100% внутреннего. Нормальное усилие
возвратных цилиндров составляет б—18% тоннажа
номинального усилия. Часто применяют поршне-
вой рабочий цилиндр двойного действия
без возвратных цилиндров.
13. Листоштамповочные прессы посредством
резины '
Вертикальные четырёх- или шести-
колонные (фиг. 34) с верхними рабо*
чими цилиндрами в количестве один,
два или три. Два верхних возвратных
цилиндра плунжерного или диференци^-
? .Л?
Фиг. 18. Гидравлический листоштамповочный котельный четы-
рёхколонный пресс 1003 т с тремя нижними рабочими цилин-
драми, встроенным в верхнюю поперечину вспомогательным
цилиндром 1 в ЗОЭ т, двумя возвратными цилиндрами 2 по 22,5 от,
четырьмя переставными цилиндрами 3 по 150 т и центральным
вспомогательным плунжером 4 в 300 т, цилиндром для которого
является центральный рабочий плунжер д.
а. </::.о-
Фиг. 19. Гидравлический одностоечный пресс
для судостроения с одним рабочим цилиндром.
ально-плунжерного типа. Имеют приме-
нение также нижние возвратные ци-
линдры плунжерного типа. Номинальное
усилие возвратных цилиндров соста-
вляет 5—9% тоннажа пресса.
14. Вытяжные прессы
а) Вертикальные трёхколонные с
одним верхним рабочим цилиндром и
двумя нижними возвратными цилиндра-
ми плунжерного типа (фиг. 32). Номи-
нальное усилие возвратных цилиндров
составляет 12—15% тоннажа пресса.
б) Без колонны вертикальные двух-
стоечные с подвижной поперечиной в
виде ползуна, скользящего в напра-
вляющих.
15. Шляпные прессы
а) Вертикальные четырёхколонные с
одним верхним рабочим цилиндром!
двумя нижними возвратными цилин|
драми плунжерного типа и передвйжны*
ми салазками (колодкой) в нижней по!
перечине (фиг. 33). '
б) Вертикальные трёхколонные с
одним верхним рабочим цилиндром и
поворотным столом. !
в) Вертикальные двухстоечные с
одним верхним рабочим цилиндром.
436
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Примерные параметры гидравлических бортовальных одностоечных прессов
Таблица 8
Номинальное усилие
пресса в т
15°
2ОО
Главные рабочие вертикальные
цилиндры
Номинальное уси-
лие каждого ци-
линдра в т
75
IOO
Ход в мм
76о
760
Максимальное
расстояние торца
плунжера от стола
в мм
1070
1070
Расстояние от
станины до оси
внутреннего плун-
жера в мм
i68o
1О.Ю
Расстояние от
станины до оси
внешнего плун-
жера в мм
I2IO
144о
Вспомогательный
горизонтальный
цилиндр
Номинальное уси-
лие в т
45
5°
Ход в мм
бго
ббо
Расстояние от оси
до стола в мм
230
270
Выталкиватель
Номинальное уси-
лие в т
45
5°
ш
о
X
бю
66о
Расстояние от
станины до оси
цилиндра в мм
1440
i68o
Площадь стола пресса
в мм
2о8ох 1070
ад15Х 12оо
Габаритные
размеры пресса
в мм
Длина
З8ю
4670
Ширина
1730
1730
Высота
35«>
351°
Фиг. 20. Гидравлический бортовальный одностоечный пресс с двумя главными рабочими цилиндрами
по 100 т. каждый, вспомогательным горизонтальным цилиндром 110 т, выталкивающим—50 т, кон-
сольным краном 1 и наклоняемым отъёмным столом 2.
Таблица 9
Параметры гидравлических листоштамповочных четырёхколонных прессов простого действия
с безакнумуляторным приводом (средние значения)
Номиналь-
ное усилие
пресса
в т
IOOO
2ООО
Зооо
5OQQ
Количество
рабочих
цилиндров
i
i
2
. ¦ 2
Ход в мм
7Ю
7Ю
IO2O
1020
Максималь-
ное рассто-
яние между
столом и
подвижной
поперечи-
ной в мм
1520
1520
2030
2ОЗО
Расстояние
между ося-
ми колонн
в мм
1бОэХ122О
2030X1600
2590X1800
2710X2180
Количество
. и произво-
дительность
насосов
в л/ман
1X375
IX53O
4X250
4X256
Количество
и мощность
электро-
двигателей
в л. с.
iX4o
1X250
2Х40О
2X400
Скорость хода
в мм/сек
вниз
120
I2O
I2O
ISO
рабо-
чий
12
9,
12
7
вверх
i8o
120
180
130
Вес
в т
т
63
log
25а
430
ГЛ. XI] ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
437
Фиг. 21. Гидравлический гибочный четырёхколонный пресс с двумя нижними рабочими цилиндрами и пере-
ставляемой электромоторным приводом верхней поперечиной, уравновешенной двумя нижними гидравличе-
скими цилиндрами.
438
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Таблица 10
Параметры гидравлических листоштамповочных двухстоечных прессов простого действия
с безаккумуляторным приводом (средние значения)
Номиналь-
ное усилие
пресса в т
IOO
IOO
25O
5<»
5°о
IOOO
IOOO
Номиналь-
ное усилие
возвратных
цилиндров
в т
i8
18
4о .
4°
50
5о
120
120
Ход в мм
5оо
5оо
боо
боо
700
7оо
9оо
9оо
Максималь-
ное рассто-
яние между
столом и
ползуном
в мм
9оо
IIOO
1270
1270
1400
1400
1900
1700
Расстояние
между
стойками
в мм
боо
IIOO
8оо
1300
1боо
2500
1250
375O
Мощность
электро-
двигателя
в л. с.
i6
i6
38
38
72
73
i6o
160
Скорость хода в мм\сек
вниз
IOO
1ОО
I2O
120
130
130
13°
130
рабочий
зо
2О
2О
2О
2О
2О
i8
18
вверх
130
13°
130
13°
13°
130
13°
13°
Вес
в т
м
5.2
8,8
13.7
15.7
32,8'
42.5
74.5
123,5
Фиг. 22. Гидравлический подгибочный одностоечный
пресс с четырьмя рабочими цилиндрами.
Фиг. 23. Гидравлический ли-
стоштамповочный четырёх
колонный пресс простого дей-
ствия 500 т с одним рабочим
цилиндром.
Таблица 11
Параметры гидравлических листоштамповочных двухстоечных прессов двойного действия
с безаккумуляторным приводом (средние значения)
Нойиналь-
ное усилие
пресса
г В /71
5°°
IOOO
1500
Номиналь-
ное усилие
прижима
в т
i6o
300
35°
Ход в мм
1090
1870
изо
Максималь-
ное рассто-
яние от сто-
ла до вну-
треннего
ползуна
в мм
137°
2820
1420
Расстояние
между
стойками
в мм
2460
2130
3°5°
Скорость хода
в мм/сек
вниз
13°
2бо
I3O
рабо-
чий
5-5
34
5.5
вверх
66
гбо
66
Габаритные
размеры
в плане
в м
6,4X3.1
4.1X3.8
4.9X4.0
Высота над
полом в мм
6700
8400
755°
Вес-
в т
т
9°
95
13б
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
439
Таблица 12
Параметры гидравлических листоштамповочных прессов для штамповки посредством резины
с безаккумуляторным приводом (средние значения)
Номиналь-
ное усилие
пресса
в т
22J0
235°
45оо
Ход
в мм
1020
IO20
IO2O
Максималь-
ное рассто-
яние от
стола до
подвижной
поперечи-
ны в мм
I22O
1220
1420
Число
колонн
4
4
Расстояние
между ося-
ми колонн
в мм
1780
234oXi5oo
3700X1780
Скорость хода
в мм/сек
вниз
13°
">5
8о
рабо-
чий
7
7
4
вверх
но
8о
Габаритные
размеры
в плане
в м
0 9.3
6,35X9.2
13,5X7.4
Высота
над
полом
в мм
6650
7250
Вес
в т
10Э
17О
445
Количество
конвейер-
ных плит
6
4
4
<>иг. 24. Гидравлический листо- Фиг. 25. Гидравлический листоштамповочный Фиг. 26. Гидравлический
штамповочный двухстоечный двухстоечный пресс простого действия 1000 т листоштамповочный двух-
яресс простого действия 1000 т с двумя рабочими цилиндрами и одним верхним стоечный пресс простого
с вдним рабочим цилиндром. возвратным цилиндром плунжерного типа. действия 600 т с тремя
рабочими цилиндрами.
Таблица 13
Параметры ггдравлических вытяжных трёхколонных прессов (средние значения)
Основные параметры
Ход в мм
Максимальное расстояние между сто-
лом и подвижной поперечиной в мм . .
Просвет между колоннами в мм . . .
Вес в кг
Номинальное усилие, пресса в т
65
50°
73°
5оо
2750
5°°
34OO
1300я
1585
47°°
100
5оо
72O
5бо
451°
560
51 ю
1700
1920
5960
135
180
5оо
75°
6i5
591°
6480
13004
1б2О
7ОО
774O
1700
195°
5оо
75O
670
7660 6690 7^4
1250
670J
1700
670
8940
250
5°°
Ю15
11320
IOOO
1405
Ю15
12670
* Обжимные.
440
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
|РАЗД. IV
Фиг. 27. Схема рабочего цилиндра
а плунжерного типа с встроенным
в него неподвижным плунжером ь,
для которого рабочий плунжер с
является подвижным цилиндром;
d— обычный возвратный цилиндр
диференциально плунжерного или
плунжерного типа. Устройство
оЗеспечивает ускоренный холо-
стой ход вниз.
Фиг. 28. Схема сочетания рабо
чего цилиндра двойного действия
поршневого типа с дополнитель-
ными рабочими цилиндрами плун-
жерного типа, обеспечивающими
ускоренный холостой ход вниз и
работу тремя ступенями давления.
у/////
(Ti Ф Гл
Фиг. 29. Схема рабо-
чего цилиндра двойного
действия поршневого
типа.
Фиг. 20. Схема сочетания рабочего
цилиндра плунжерного типа и
подъёмно-спускных цилиндров
поршневого типа, обеспечиваю-
щих ускоренный холостой ход
вниз.
Фиг. 32. Гидравличе-
ский вытяжной трёх
колонный пресс.
Фиг. 31. Гидравлический листоштамповочный
двухстоечный пресс двойного действия 800 то
с одним рабочим цилиндром и четырьмя ци-
линдрами для внешнего ползуна 400 т.
Фиг. 33. Гидравлический шляпный четырёхколонный
пресс с двумя нижними возвратными цилиндрами,
центральным механическим выталкивателем, двумя
гидравлическими выталкивателями, гидравлическим
цилиндром передвижения стола и механическим при-
способлением передвижения инструментальной тележки
в подвижной поперечине.
ГЛ. ХП
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
441
Таблица 14
Параметры гидравлических шляпных четырёхколонных
прессов (средние значения)
Номиналь-
ное усилие
пресса
в т
45°
850
i6oo
2200
ЗООО
Номиналь-
ное усилие
пресса
в т
45°
850
1боо
2200
3000
Ход
в мм
со со со со со
О 0 О 0 0
О 0 О О О
Просвет
между
колоннами
в мм
720X 72°
830 X 8ю
1030X1000
1240X1020
и9эХ 97°
Номинальное
усилие цилин-
дра передвиж-
ного стола в т
2.5
а,5
3
5
5
Номинальное
усилие воз-
вратных ци-
линдров
в т
32
53
IO2
15°
15°
Габаритные
размеры
в плане
в мм
1960x37^
2290X4310
2760x481°
3360X5660
Номинальное
усилие цилин-
дра выталкива-
теля в т
12
19.5
3°
Высота над
полом
в мм
409°
4=9°
568о
584о
Вес в т
32
5°, 5
123
153
188
Фиг. 34. Гидравлический листоштамповоч-
ный шестиколонный пресс для штамповки по-
средством резины с одним рабочим и двумя
возвратными цилиндрами и шестью загру-
зочно-разгрузочными плитами.
РАБОЧИЙ ЦИКЛ ГИДРАВЛИЧЕСКОГО
ПРЕССА
Рабочий цикл гидравлического пресса со-
стоит из следующих периодов (ходов): 1) дер-
жание поперечины на весу — исходное поло-
жение (в этот период производятся необходи-
мые манипуляции с заготовкой или инструмен-
том по их установке); 2) холостой ход вниз
(наполнение), в течение которого подвижная
поперечина опускается до соприкосновения
инструмента с заготовкой (для прессса с ниж-
ними рабочими цилиндрами и горизонтального
пресса соответственно будет холостой ход
вверх и вперёд; 3) рабочий ход или нажим,
во время которого осуществляется требуемая
технологическая операция; 4) обратный ход
вверх (вниз, назад), при котором подвижная
поперечина возвращается в исходное положе-
ние, определяющее начало нового цикла.
Работа пресса состоит в последовательном
осуществлении ряда рабочих циклов. В зави-
симости от характера работы продолжитель-
ность Т каждого отдельного последовательного
цикла может оставаться постоянной (или почти
постоянной) в течение данного промежутка
времени (однотипная работа—вытяжка, при-
глаживание и т. п.) или же каждый цикл может
отличаться один от другого по времени и со-
отношению ходов. После нескольких циклов
с определённой продолжительностью паузы
(держания на весу) может наступить длитель-
ная пауза.
Длина отдельных ходов в последователь-
ных циклах также может меняться как по
абсолютной величине, так и по отношению
друг к другу; например, при приглаживании
холостой ход вниз практически выпадает.
Пусть Т — продолжительность рабочего
цикла; t'" — продолжительность держания на
весу; t", hn, v" — соответственно продолжи-
тельность, длина и средняя скорость холостого
хода вниз; t, h, v — то же в отношении рабо-
чего хода; t', h', v' — то же в отношении обрат-
ного хода. Тогда
V ' V V'
Скорости движения современных гидравли-
ческих прессов даны в табл. 15. Между дли-
ной отдельных ходов и максимально возмож-
ным ходом пресса Н (т. е. от крайнего верх-
него до крайнего нижнего положения) будут
действительны следующие соотношения:
H>h" + h; H>h'.
Таблица 15
Скорость движения плунжера гидравлических
прессов
к
и
Скорость хода в ммкек
[аименование
направление
хода
Холостого
вниз
Рабочего . .
Обратного
вверх ....
С насосно-аккумуля-
торным приводом (воз-
душный беспоршневой
гидравлический
аккумулятор)
Крупные
прессы
(например
10000-
15000 тп)
от — до
125-зх)
Мелкие
прессы
(например
300-5С0 tn)
ДО
юэо
ЗО—20О
135—30°
5°°
С безакку-
мулятор-
ным приво-
дом от ра-
диально
плунжер-
ных насо-
сов
5°-38о
5—4о
50—380
(см. также
табл. 9, 10,
11, 12;
Если в течение какого-либо промежутка
времени последовательные рабочие циклы
442
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
пресса являются однотипными (например, вы-
тяжка, прошивка в закрытой матрице и т. п.),
то Л"+Л«Л'.
Если же холостой ход вниз практически
отсутствует (например, при шлихтовке), то
При работе последовательными циклами
с одной и той же продолжительностью
60
где л — число циклов в минуту; Т — время
одного цикла в сек.
Требуемые ходы пресса осуществляются
соединением полостей цилиндров пресса или
с источником жидкости высокого давления
(напорной жидкости), или с приёмником отра-
ботавшей (сточной) жидкости — баком.
Держание поперечины на весу можно произ-
водить двумя способами: 1) изолировать
возвратные цилиндры, т. е. закрыть доступ из
трубы Ь (фиг. 2) куда бы то ни было и одновре-
менно соединить рабочий цилиндр (труба а) с
баком; 2) изолировать рабочие цилиндры, а воз-
вратные цилиндры соединить с источником
напорной жидкости; 3) при нижних рабочих
цилиндрах без возвратных цилиндров — изоли-
ровать рабочие цилиндры.
Холостой ход вниз нормально осущест-
вляется соединением рабочих и возвратных
цилиндров с баком. Система подвижных ча-
стей будет опускаться, из возвратных цилин-
дров жидкость будет вытесняться, а простран-
ство, освобождаемое рабочими плунжерами в
рабочих цилиндрах, будет заполняться жид-
костью (наполнение).
Холостой ход вниз возможен и при соеди-
нении как рабочих, так и возвратных цилиндров
с источником напорной жидкости.
При нижних рабочих цилиндрах для холо-
стого хода вверх необходимо их соединение
или с напорной жидкостью, или с жидкостью
промежуточного давления. Применяются также
специальные возвратные цилиндры, соединяе-
мые в этот период с напорной жидкостью при
одновременном соединении рабочих цилиндров
с баком.
Рабочий ход осуществляется соединением
рабочих цилиндров с источником напорной
жидкости, а возвратных цилиндров — с баком.
Последние могут быть соединены также с источ-
ником напорной жидкости.
Обратный ход достигается соединением
возвратных цилиндров с источником напорной
жидкости, а рабочих цилиндров — с баком.
При нижних рабочих цилиндрах и отсутствии
возвратных ход вниз будет происходить под
действием веса подвижных частей.
Из предыдущего видно, что рабочие ци-
линдры обязательно (в зависимости от того
или иного хода) надо соединять то с источни-
ком напорной жидкости, то с баком, т. е. рабо-
чие цилиндры всегда должны быть управляе-
мые. Возвратные же цилиндры как вариант
можно при всех ходах оставлять в соединении
с источником напорной жидкости („неуправляе-
мые" возвратные цилиндры). Однако такой спо-
соб вызывает непроизводительный расход на-
порной жидкости во время холостого хода
вниз и снижение усилия пресса во время ра-
бочего хода. Поэтому, как правило, возвратные
цилиндры следует делать управляемыми. В част-
ных же случаях, когда холостой ход вниз прак-
тически отсутствует (приглаживание), целе-
сообразно переключать возвратные цилиндры
на постоянное соединение с источником на-
порной жидкости в целях увеличения воз-
можного количества циклов.
Необходимые переключения для соверше-
ния всех ходов рабочего цикла пресса осу-
ществляются органами управления (распре-
делительными устройствами — распределите-
лями, дистрибуторами), конструкция которых
и схемы действия (схемы управления) зависят
от типа всей прессовой установки, в частно-
сти, от рода источника напорной жидкости.
ОПРЕДЕЛЕНИЕ УСИЛИЯ ПРЕССА
И ДИАМЕТРОВ РАБОЧИХ ПЛУНЖЕРОВ
Следует различать: номинальное усилие
пресса (тоннаж) Рн; действительное усилие
пресса при рабочем нажиме (г>>0)— рабочее
усилие Рр\ действительное усилие пресса при
статическом нажиме (v = 0) — статическое
усилие Рс.
Номинальное усилие пресса (тоннаж) Рн
представляет собой то идеальное усилие, кото-
рое был бы способен развить пресс при отсут-
ствии вредных сопротивлений, весе системы
подвижных частей, равном нулю, и давлении
напорной жидкости в рабочих цилиндрах, рав-
ном номинальному давлению в источнике по-
дачи жидкости (аккумуляторе, насосе, муль-
типликаторе). Тоннаж, как правило, является
каталожной и паспортной характеристикой
пресса. Потребные площади рабочих плунже-
ров определяются исходя из заданного тоннажа
где 2^i — сумма площадей поперечных сече-
ний рабочих плунжеров в см2; Рн — тоннаж
пресса в кг; рг— давление напорной жидкости
в источнике её подачи (аккумуляторе, насосе,
мультипликаторе) в кг/см2.
Для одноцилиндрового пресса
Z/1 l
¦kD
где Dj — диаметр рабочего плунжера в см.
Следовательно
р
f_H
Рг
откуда
рг
Полученные значения D\ округляются
в соответствии с установленной ГОСТ систе-
мой нормальных диаметров.
Необходимые диаметры плунжера при раз-
личных давлениях жидкости для прессов от 50
до 10 000 тп показаны в табл. 16.
ГЛ. X1J
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
443
Таблица 16
Определение i
ея
а, о.
Чва
i8o
: 310
22O
260
385
ЗОО
330
340
360
З90
4ОО
420
44O
470
480
49O
55O
570
590
62О
66О
7°о
720
8эо
830
83о
9оо
93о
о8о
IOIO
; ЮЗО
И3°
1270
13Ю
1390
: 14бО
IOOO
I79O
l85O
зэбо
150
5°
75
IOO
—
—
—
15°
—
—
2О0
—
25O
—
—
Зоо
35°
—
4Оо
—
5°°
—
боо
75°
8оо
—
—
IOOO
—
1200
—
1500
—
2000
—
2500
3000
—
4000
5000
гоннажа
плунжера и
Тоннаж
пресса по
обратно
пресса Рн
При давлении воды рг
200
5О
—
75
IOO
—
—
15°
—
—
2ОО
—
250
—
3°°
—
35O
—
4оо
—
зоо
—
боо
750
8оо
IOOO
—
1200
—
—
i5°o
—
—-
2ООО
25О0
—
3°оо
—
4ооо
5ооо
—
300
75
1О0
—
I5O
—
2О0
:—
25O
—
Зоо
35O
—
40О
—
5оо
—
—
6оО
—
75°
8оо
—
IOOO
—
1200
1500
—
—
—
2000
—
—
2500
3000
—
4000
—
5000
6000
—
8000
10000
диаметру
в т
в кг/см"
400
IOO
—
15О
2ОО
25°
¦ —
Зоо
—
35°
4оо
—
5°°
—
боо
—
—
750
8оо
—
IOOO
—
1200
—
1500
—
2000
—
—
2500
—
3000
—
—
4000
5000
—
€000
—
8000
IOOOO
—
Рабочее усилие пресса
где кроме ранее упомянутых обозначений |х —
коэфициент трения между направляющими
втулками подвижной поперечины и колоннами
и между плунжером и втулкой цилиндра; fissO.l;
е — эксцентриситет приложения нагрузки
(„эксцентриситет ковки") в мм (фиг. 35);
а — расстояние между средними плоскостями
втулки цилиндра и направляющих втулок по-
движной поперечины в мм (фиг. 35); о — ско-
рость движения плунжера при рабочем ходе
в м/сек; Ci — приведённый коэфициент сопро-
тивления для трубопровода: источник напор-
ной жидкости — рабочие цилиндры („коэфи-
циент сопротивления системы" по Б. А. Еах-
метеву, с приведением к скорости v); g =
= 9,81 м/сек2; а — коэфициент; для прессов
с верхними рабочими цилиндрами а = 1; для
прессов с нижними рабочими цилиндрами о =
= — 1, для горизонтальных прессов а =
= —ци—0,1; G —вес системы подвижных ча-
стей в кг пресса
(определяется взве-
шиванием или по
чертежам; грубо
ориентировочно
для ковочных прес-
сов G» @,02 4-0,05)
Рн, ббльшие цифры
для меньших прес-
сов); рь — давле-
ние в приёмнике
жидкости, вытес-
няемой из возврат-
ных цилиндров,
т. е. в баке, в
кг\смЪ\ С3 —приве-
дённый коэфициент
сопротивления для
трубопровода: воз-
вратные цилинд-
ры—бак; 2F2 —
действующая (ак-
тивная) суммарная ,„ _,г
возвратных цилиндров (включая уравнове-
шивающие, если они имеются) в ел3; дей-
ствующая площадь каждого простого плун-
площадь плунжеров
жера F2 =
(фиг. 36, а), диференциаль-
ного(фиг.36,б) F2=^ [d\ — (D2y];p-коэ-
фициент, зависящий от рода уплотнения (рх —
в рабочих цилиндрах; р2 — в возвратных цилин-
драх); значения JJ
приведены в табл.
17; fij и ц2 — коэ-
фициенты трения
в уплотнениях со-
ответственно рабо-
чих и возвратных
цилиндров; ?J—
диаметры плунже-
ров возвратных ци-
линдров в см', bi—
высота уплотнений
в рабочих цилин-
драх в см; &3 -—
высота уплотнений
в возвратных ци-
линдрах в см.
При вычисле-
нии суммы произ-
ведений D на Ьдля
возвратных и уравновешивающих цилиндров
следует учитывать, что в диференциально-
плунжерных цилиндрах имеется по два уплот-
нения в каждом (фиг. 36, б)
В формуле A) при центральном приложе-
Фиг. 36. Схема возвратных ци-
линдров: а — плунжерного
и б — диференцнально-плун-
жерного типов.
нии нагрузки значение
1
2е
¦=1, при не-
благоприятных условиях (значительный эксцен-
триситет ковки и небольшое значение а, т. е.
444
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
(РАЗД. IV
Таблица 17
Значения коэфициента 3 и коэфициента трения уь
для различных уплотнений в гидравлических
прессах
Коэфи-
циент
¦те
И-
Род уплотнения
Наби-
вочное
о,15
о,з
Манжетное
U-образ-
ное
i
0,07—0,1
Корытообразное
с углом
60°
о,4
90°
о,5
120°
э.7
°>°7—о»1
высокая поковка) величина
может
достичь 0,97—0,96.
Приведённый коэфициент сопротивления
для трубопровода: источник напорной жид-
кости — рабочие цилиндры
B)
к= 7Л-1^
где \ц — коэфициенты сопротивления отдель-
ных прямолинейных участков трубопровода
(значения Хг1 см. главу „Техническая механика
жидкостей и газов", т. 1); /;]—длина отдель-
ных прямолинейных участков трубопровода
в м; di\ — диаметры отдельных прямолинейных
участков трубопровода в м; fn — площади по-
перечных сечений отдельных прямолинейных
участков трубопровода в л*2; С^ —• коэфициенты
местных сопротивлений трубопровода (см.
главу „Техническая механика жидкостей и га-
зов", т. 1, стр.416—417);/fel—площади попереч-
ных сечений трубопровода на отдельных ме-
стных сопротивлениях в л*2.
Приведённый коэфициент сопротивления ?2
для трубопровода: возвратные цилиндры — бак
определяется аналогично нахождению Ci при
подстановке в формулу B) значений /, d, F
и /, относящихся к системе возвратных ци-
линдров.
Из формулы A) видно, что возможное рабо-
чее усилие пресса при равных прочих усло-
виях функционально связано со скоростью
движения его подвижной системы, а именно,
пресс способен развить большее усилие при
меньшей скорости.
Рабочее усилие пресса Рр всегда уравно-
вешивается равновеликим ему и противо-
положно направленным сопротивлением дефор-
мированию Рц обрабатываемого изделия и,
наоборот, в каждый данный момент пресс бу-
дет развивать рабочее усилие, равное сопро-
тивлению деформации, вплоть до того момента,
когда последнее сделается равным тому ма-
ксимальному усилию, которое пресс вообще
способен развить. В этот момент движение
пресса прекратится, а усилие будет равно
статическому Рс. Последнее, таким образом,
определится по формуле A) при подстановке
в неё v = 0. При пользовании формулой сле-
дует учитывать, что в прессах с насосно-ак-
кумуляторным призодом скорость движения
пресса не зависит от подачи насоса. Наоборот,
в прессах с непосредственным приводом от
насоса (безаккумуляторный насосный привод)
предел скорости движения пресса определяется
подачей насоса.
Подставляя в формулу A) различные зна-
чения Pd = Рр с оставлением неизменными
прочих параметров, можно определить ряд
корреспондирующих значений скоростей v.
При насосно-аккумуляторном приводе эти
скорости явятся теми, с которыми будет дви-
гаться пресс при заданном сопротивлении
деформированию Ро = Рр-
При безаккумуляторном насосном приводе
полученные значения лишь укажут, какие
максимальные скорости можно задать прессу,
регулируя подачу насоса, чтобы пресс обес-
печивал требуемое усилие Рр при заданном
давлении жидкости рг.
Скорость движения пресса v на рабочем
ходе при безаккумуляторном насосном при-
воде связана с подачей насоса Q зависи-
мостью
где v — в м/еек; Q — в м*/сек; Fi — в л*з.
Если взять подачу Q, определяющую ско-
рость v, большую найденной для данного
PD = Pp, то насос будет перегружен, так как
давление жидкости потребуется выше номи-
нального и в конечном итоге сработают
спускное или предохранительное устройства.
Если подача Q будет меньше, то процесс по-
течёт при меньшей скорости и давлении в
цилиндрах насоса.
Подставляя в формулу A) различные зна-
чения скоростей, можно определить отвечаю-
щие им значения PP — PD. Если при этом
фактическое сопротивление Рд будет меньше,
то в случае насосно-аккумуляторного при-
вода пресс автоматически пойдёт с большей
скоростью, а при безаккумуляторном насос-
ном приводе скорость останется соответ-
ствующей подаче насоса, но давление воды
в его цилиндрах будет меньше номинального.
Определение усилий возвратных цилиндров
и их диаметров
Возвратные цилиндры (в крупных прессах
совместно с уравновешивающими) должны
обеспечить обратное движение подвижной
системы пресса и выполнение операций, осу-
ществляемых при обратном ходе (выталкива-
ние пуансона из прошитой заготовки, подъём
слитка, инструмента и т. п.), при заданной
скорости обратного хода.
Каталожной и паспортной характеристикой
возвратных цилиндров является их номиналь-
ное усилие, т. е. то идеальное усилие, ко-
торое были бы способны развить возвратные
цилиндры при отсутствии вредных сопроти-
влений и давлении напорной жидкости в этих
цилиндрах, равном номинальному давлению в
источнике (аккумуляторе, насосе).
Номинальное усилие возвратных
цилиндров
Практические данные о номинальных уси-
лиях возвратных цилиндров приведены в
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
445
табл. 3, 7, 10 и 14. Номинальное усилие ими можно пренебречь, т. е. принять С =
уравновешивающих цилиндров составляет 2— у, п _
Зо/0 тоннажа прессов.
Для определения рабочего усилия возврат-
ных цилиндров (подъём подвижной системы
пресса включается в полезное сопротивле-
ние) служит формула
рр р ^
= С2 = 0, и вычисление для этого случая про-
изводить по формуле
C)
где Р2 — свободное усилие возвратных цилин-
дров в кг (усилие, используемое для экстрак-
ции пуансона, подъёма поковки и т. п.); а' —
коэфициент, зависящий от типа пресса; при
верхних рабочих цилиндрах <х'=1, при ниж-
них а'=—1, для горизонтальных прессов
а' = (а; ^2 — приведённый коэфициент со-
противления для трубопровода: источник на-
порной жидкости—возвратные цилиндры; Cj —
приведённый коэфициент сопротивления
для трубопровода: рабочие цилиндры —
бак.Остальные обозначения даны ранее. Опре-
деление С2 и С^ производится по методу, ука-
занному для Ci и С2 [см. формулу B)].
При заданных Я2 и v' необходимая дей-
ствующая (активная) суммарная площадь
плунжеров (с уравновешивающими) опреде-
ляется по формуле
z ' "*2 2fr
Сопротивление трению" в уплотнениях
возвратных цилиндров в этой формуле не учи-
тывается во избежание резкого её усложне-
ния и незначительного влияния этого сопро-
тивления. Формула применима для насосно-
аккумуляторного привода возвратных цилин-
дров.
При непосредственном приводе от на-
соса, поскольку величины 2^2, v' и Q вза-
имно связаны, подстановка Q вместо v' при-
ведёт к уравнению 3-й степени относи-
тельно ?.F2. Поэтому, учитывая незначитель-
ность гидравлических сопротивлений при при-
менении современного насосного привода,
округляя полученное значение ?/*2 в боль-
шую сторону или увеличивая на 5—10%.
По формуле E) производится также опре-
деление суммарной площади %F2 поршней
паровых возвратных цилиндров с подстанов-
кой в знаменатель правой части вместо вели-
чины рг величины рп, где рп — давление
пара у впускного вентиля.
Системы приводов гидравлических прессов
и принципиальные схемы гидропрессовых
установок
В состав гидропрессовой установки вхо-
дят: пресс; источник жидкости высокого
давления, питающий пресс или непосред-
ственно, или через аккумулятор (привод);
приёмники отработавшей жидкости (закры-
тый и открытый баки); органы управления
(распределители — дистрибуторы); трубопро-
вод с соответствующей аппаратурой и
арматурой (запорные и предохранительные
клапаны, компенсаторы и др.), соединяющий
все элементы в одну гидравлическую си-
стему
Вид привода оказывает значительное влия-
ние на схему и действие гидропрессовых
установок, в связи с чем последние класси-
фицируются по этому признаку. Виды при-
водов гидравлических прессов .и их сравни-
тельные характеристики даны в табл. 18
и 19.
Современным видом привода: является на-
сосный привод. Привод с паровоздушным
мультипликатором хотя и имеет значитель-
ное распространение в существующих уста-
новках, но является приводом устарелым,
как имеющим крайне низкий к. п. д., особенно
при паровых возвратных цилиндрах. Совре-
менный насосный привод через беспоршне-
вой воздушный гидравлический аккумулятор
не уступает по быстроходности! и маневрен-
ности паромультипликаторному и в то же
время в несколько раз превосходит его по
экономичности. Привод с механическим муль-
типликатором хотя и показал себя способным
заменить паромультипликаторный и обеспе-
Таблица 18
Привод гидравлических прессов
Насосный (чисто гидравлические прессы)
С аккумулятором (насосно-
а ккумуляторный)
Без гидра-
влического
мультиплика-
тора
С гидравли-
ческим муль-
типликатором
-Без аккумулятора
(б е закку муляторный)
С насо-
сами по-
стоянной
подачи
С насоса-
ми пере-
менной по-
дачи
Мультипликаторный
С паро-воздушным муль-
типликатором (паро-
гидравлические прессы)
С гидравли-
ческим подъ-
ёмом
С паро-
вым
подъёмом
С механическим мультипли-
катором (электрогидравли-
ческие прессы)
С реечным
мультиплика-
тором
С кривошип-
ным мульти-
пликатором '
Сравнительная характеристика различных видов привода гидравлических прессов
Таблица 19
Характери-
стика
сравнения
Насосно-аккумулятор-
ный привод (вид 1)
Насосно-аккумуляторный
с гидравлическим муль-
типликатором (вид 2)
Безаккумуляторны й
с насосами постоянной
подачи (вид 3)
Безаккумуляторный
с насосами переменной
подачи (вид 4)
Мультипликаторный
паровоздушный с
гидравлическим
подъёмом (вид 5)
Мультиплик атор-
ный паро-воздуш-
ный с паровым
(воздушным)
подъёмом (вид 6)
Мультиплика-
торный с ме-
ханическим
мультиплика-
тором (вид 7)
Длина не-
прерывного
рабочего хода
Скорости
движения
Число циклов
в минуту при
заданном ходе
Нормальное
давление жид-
кости в кг/см*
Потребляе-
мая энергия
при рабочем
ходе
Необходимая
установленная
мощность
электродвига-
телей
К. п. д. в X *
Основные
области при-
менения
Максимальная до
полной длины Я, воз-
можной по конструк-
ции пресса („непре-
рывный ход")
Высокие (см. табл. 15)
Высокое
100-300; наиболее
применяемое 200
Не зависит от гра-
фика нагрузки (рабо-
та деформации). Про-
порционально только
давлению воды в ак-
кумуляторе и длине
совершаемого рабоче-
го хода
При равных прочих
условиях по сравне-
нию со всеми дру-
гими — минимальная:
определяется средним
расходом жидкости
-6-8
Прессы ковочные,
штамповочныедля тол-
стого листа, бортоваль-
ные, рамные,гибочные
для судостроения,про-
шивные, протяжные,
вытяжные, шляпные,
подгибочные
То же, что у вида 5,
при использовании прес-
са на полное усилие. При
выключенном мультипли-
каторе, т. е. при непол-
ном использовании уси-
лия пресса, так же, как
у вида 1
На рабочих ходах при
использовании пресса на
полное усилие, т. е. при
включённом мультипли-
каторе, несколько ниже,
чем у вида 1
Приближается к виду 1
300-400
На каждой ступени (при
выключенном и при вклю-
чённом мультипликаторе)
так же, как у вида 1. В
целом при данном гра-
фике нагрузки и прочих
равных условиях—мень-
ше, чем у вида 1
То же, что у вида 1
То же, что у вида 1
Прессы ковочные, штам-
повочные для толстого
листа, шляпные
То же, что у вида 1
Низкие (см. табл. 15)
Низкое
100—400; наиболее при-
меняемое 200
Приблизительно про-
порциональна работе де-
формации; полная про-
порциональность ' нару-
шается снижением к. п. д.
при снижении нагрузки
При равных скоростях
значительно выше, чем
у вида 1. Пропорциональ
на требуемой скорости
рабочего хода пресса при
полной нагрузке. Сниже-
ние возможно за счёт до-
пущения перегрузки дви-
гателей при рабочем хо-
де или введения маховика
~8—10
Прессы вытяжные, под-
гибочные, штамповочные
простого и двойного дей-
ствия, штамповочные по-
средством резины и др.
То же, что у вида 1
При использовании прес-
са на полное усилие
то же, что и у вида 3, но
при неполном использо-
вании усилия пресса мож-
но обеспечить повышен-
ные скорости
Может быть повышено
по сравнению с видом 3
То же, что у вида 3
То же, что у вида 3, но
при регулировке подачи
насоса по давлению
(Qp—const) может быть
достигнута почти полная
пропорциональность
То же, что у вида 3
То же, что у вида 3
Прессы гибочные для
весьма толстых листов,
штамповочные простого
и двойного действия,
штамповочные посред-
ством резины и др.
Ограниченная А—
=@,09+0,15) Н („еди-
ничный ход"). Боль-
шая длина путём сум-
мирования единичных
ходов с паузами ме-
жду ними
На рабочих ходах
несколько ниже, чем
у вида 1
То же, что-у вида 1
Наиболее приме-
няемое 400
Практически не за-
висит от графика на-
грузки. Приблизитель-
но пропорциональна
длине совершаемого
рабочего хода, причём
при больших ходах
относительно меньше
При паровом муль-
типликаторе опреде-
ляется средним расхо-
дом воды на обратный
ход и вспомогатель-
ные механизмы. При
воздушном мультипли-
каторе в 2—3 раза
больше, чем у вида 1
На 20-ЗОИ
чем у вида б
Прессы ковочные
выше,
То же, что у
вида 5
То же, что у
вида 5
То же, что у
вида 1
То же, что у
вида 5
То же, что у
вида 5
-1-1,5**
-1,5-3,5
Прессы ковоч-
ные
То же, что
у вида 5
Ниже, чем у
вида 5, ио
выше, чем у
вида 3(около
70 мм/сек)
Приближает-
ся к виду 1
То же, что
у вида 5
То же, что
у вида 3
То же,
у вида 3
-8—10
Прессы ко-
вочные
* Экономический, т. е. приведённый к энергии топлива.
** Верхние цифры для работы мультипликатора на паре, нижние .=- на воздухе.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
447
чить высокую экономичность, но всё же не по-
лучил распространения вследствие сложности
механической и электрический части.
Принципиальные схемы гидропрессовых
установок с насосно-аккумуляторным
приводом
Действие гидропрессовой установки с на-
сосно-аккумуляторным приводом ясно из
схемы, изображённой на фиг. 37 и табл. 20,
х
V
ш л
Фиг. 37. Схема гидропрессовой установки с насосно-
аккумуляторным приводом: /7—пресс; Б — закрытый
бак (бак наполнения) с давлением воды 3 — 9 am; Д —
распределитель; С — сервопривод наполнительного кла-
пана: 1 — впускной клапан возвратных цилиндров
и сервопривода С; 2 — выпускной клапан возвратных
цилиндров и сервопривода С; 3 — впускной клапан ра-
бочего цилиндра; 4 — разгрузочный клапан рабочего ци-
линдра; 5 - наполнительный клапан; о — из аккумуля-
тора; ft — в открытый сливной бак; с — перепускной
клапан из закрытого бака в сливной; й — предохрани-
тельный клапан; позиция / — рабочий ход (нажим); по-
зиция // — холостой хоц вниз (наполнение); позиция
///— держание на весу; позиция IV — обратный ход
вверх.
показывающей положение клапанов в раз-
личные периоды рабочего цикла. На фиг. 37
в левом нижнем углу изображена диаграмма
движения клапанов.
Наполнительный клапан 5 при холостом
ходе вниз и обратном ходе вверх позволяет
осуществлять непосредственное соединение
рабочего цилиндра с закрытым баком Б, ми-
нуя главный распределитель D.
Наполнительному клапану 5, к*к находя-
щемуся вне общей коробки клапанов глав-
ного распределителя, и трубе, соединяющей его
подклапанное пространство с закрытым баком,
как не подвергающейся ни в какие периоды
рабочего цикла действию напорной жидкости,
можно придать большие поперечные сечения.
Это обстоятельство при одновременном рас:
положении закрытого бака в непосредствен-
ной близости от пресса обусловливает мини-
мальные гидравлические сопротивления на
линии рабочий цилиндр — закрытый бак, что
обеспечивает высокую скорость холостого
хода пресса вниз (наполнения) под действием
давления воды, заключённой в закрытом
баке.
Клапан 4 малого диаметра сбрасывает да-
вление в рабочем цилиндре при переводе ры-
чага управления на положение обратного
хода, поднимаясь ранее начала подъёма кла-
пана 5. Благодаря этому облегчается подъём
клапана 5 под действием сервопривода С.
В закрытый бак при обратном ходе в
среднем вытесняется ббльшее количество
жидкости чем поступает из него при холо-
1 U
f
ш ш
Фиг. 38. Схема гидропрессовой установки с насосно-
аккумуляторным приводом без наполнительного кла-
пана: а — из аккумулятора; ft — в бак; позиция / — рабо-
чий ход (нажим); позиция II — холостой ход вниз (на-
полнение); позиция III - держание на вебу, позиция
IV _ обратный ход вверх.
стом ходе вниз (жидкость, поступившая в ра-
бочий цилиндр из аккумулятора). Поэтому
закрытый бак во избежание перенаполнения
снабжается перепускным клапаном с, сбра-
Таблица 20
Период
Держание на весу
Холостой ход вниз
Рабочий ход
Обратный ход
Положение клапанов
в течение
рабочего цикла
Номера клапанов, изображённых на фиг. 37
1
Опущен
Опущен
Опущен
Поднят
2 | 3
Опущен
Поднят
Поднят
Опущен
Опущен
Опущен
Поднят
Опущен
4 1
Поднят
Опущен
Опущен
Поднят
5
Опущен или поднят
Автоматически поднят
Опущен
Поднят под действием сервопри-
вода С
448
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
сывающим излишки жидкости в открытый
сливной бак, питающий насосы. Таким обра-
зом, если пренебречь различными утечками,
общее количество жидкости в системе
остаётся постоянным.
Гидропрессовая установка с насосно-акку-
муляторнымприводом может функционировать
и без наполнительного клапана и закры-
того бака (фиг. 38). Однако такая схема
не обеспечивает быстроходности пресса
и является устарелой.
При наличии пресса с тремя рабочими
цилиндрами введение в схему дополнитель-
ного распределителя (D') позволяет осуще-
Нормальное давление напорной жидкости
для гидропрессовой установки с насосно-
аккумуляторным приводом принимается от
200am (до 300 am). При конструировании круп-
Фиг. 39. Схема гидропрессовой установки с насосно-
аккумуляторным приводом с тремя ступенями усилий:
а — из аккумулятора; b — в открытый сливной бак; Д —
главный распределитель; Д' — распределитель ступеней
усилий. Позиции рычага главного распределителя: / —ра-
бочий ход (нажим); Я—холостой ход вниз (наполне-
ние); ///—держание на весу; IV — обратный ход вверх.
Позиции рычага распределителя ступеней усилий:
V — действуют диа крайних рабочих цилиндоа: VI — дей-
ствуют все три рабочих цилиндра; VII — действует один,
средний рабочий цилиндр.
ствлять нажим по желанию одним, двумя
или тремя рабочими цилиндрами, т. е. рабо-
тать со ступенями усилий (фиг. 39).
Переключение пресса на работу с упра-
вляемыми и неуправляемыми возвратными ци-
линдрами можно осуществлять по схеме, изо-
бражённой на фиг. 40. Если рукоятка вспо-
могательного распределителя стоит на пози-
ции V, установка работает обычным образом,
как представлено на предыдущих схемах.
Если эту рукоятку поставить в позицию VI,
то возвратные цилиндры получат постоянное
соединение с аккумулятором вне зависимости
от положения рукоятки главного распредели-
теля. При этом положение последней на по-
зиции // будет обусловливать держание на
весу, на позиции /// — ход вверх, на позиции
IV — ускоренный ход вверх.
' Фиг. 40. Схема включения вспомогательного распреде-
лителя для шлихтовки: Л—главный распределитель;
Д' — вспомогательный распределитель; а — из аккуму-
лятора; Ь — в закрытый бак; с— к главному цилиндру;
е — к сервоприводу наполнительного клапана;
d — к возвратным цилиндрам.
ных прессов желательно применять большее
давление напорной жидкости для уменьше-
ния габаритов цилиндров. Этого можно до-
стичь при помощи промежуточного гидра-
влического мультипликатора. Последний одно-
II ! Ш
Фиг. 41. Схема гидропрессовой установки с гидра-
влическим мультипликатором: а —. из аккумулятора;
Ь — в открытый сливной бак; с— перепускной клапан;
позиция / — рабочий ход — нажим от аккумулятора (пер-
вая ступень усилия); позиция // — рабочий ход — на-
жим от гидравлического мультипликатора (вторая сту-
пень усилия); позиция /Я — холостой ход вниз (напол-
нение); позиция IV — держание на весу; позиция
V — обратный ход вверх.
временно даёт возможность работать с двумя
ступенями усилий при одноцилиндровом
прессе.
Для управления гидравлическим мульти-
пликатором вводят дополнительно два упра-
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
449
вляемых клапана 5 и 6 (фиг. 41) и один авто-
матически действующий обратный клапан 7,
прерывающий соединение рабочего цилиндра
с аккумулятором при включении мультипли-
катора.
Основные параметры элементов гидро-
прессовой установки с насосно-аккумуля-
торным приводом
Производительность насоса. Для пресса
с индивидуальным насосно-аккумуляторным
приводом потребная производительность (по-
дача) насосов определяется по формуле
Q = ~ (Ьср^г+Кр^Ъ) "ер, F)
где t)q — объёмный к. п. д. установки @,95—
0.9); hcp, hcp и п — соответственно средние
величины рабочего, обратного ходов и числа
циклов в минуту. Для определения Q в литрах
в минуту значения F и h следует подставлять
в формулу соответственно в дцм2 и дцм.
При наличии передвижного стола или дру-
гих вспомогательных устройств необходимо
добавить расход напорной жидкости в их
цилиндрах.
При питании от центральной насосной
станции ряда прессов с различной характе-
ристикой расчёт необходимой производитель-
ности насосов удобнее всего производить в
форме таблицы, соединяя идентичные прессы
в группы, как представлено в табл. 21.
мультипликатора; FM — рабочая площадь
плунжера высокого давления (рм) мульти-
пликатора; Fz—рабочая площадь плунжера
низкого (рг) давления мультипликатора.
Ёмкость аккумулятора. Для пресса с ин-
дивидуальным насосно-аккумуляторным при-
водом полезную ёмкость аккумулятора вы-
числяют по максимальному возможному рас-
ходу жидкости прессом
(8)
0,7
где Лтах — максимальный рабочий ход, кото-
рый может потребоваться от пресса при дан-
ных условиях его эксплоатации. Так, напри-
мер, в ковочных прессах Лшах имеет место
при прошивке и осадке. Для этих прессов
можно принимать Лтах = сН, где
Рн подставляется в т.
При работе пресса с промежуточным ги-
дравлическим мультипликатором ёмкость ак-
кумулятора будет
(9)
v a — 0,7
где Латах — максимальная длина рабочего
хода до включения мультипликатора; hM —
ход мультипликатора.
Таблица 21
ппа
Гру
1
i
3
3
4
Расчёт
и
ло прессо
ппе
Чис
гру
2
б
2
3
I
необходимой суммарной производительности
чих
ного
«§.«
2 я и
2 >,<и
Z ч о.
С с с
3
15
22,5
22,5
35
я^
я§
о
JJJ о а-
Uan
4
2,1
4,а
3,1
2,8
si
ход воды
н рабочий
Рас
оди
в л
5
31,5
94,5
69,7
98
Я СО и
&о О)
™ X W СО
6
2,5
4
4
5-1
- я
дняя длина
атного ход
в дцм
O.VO О
7
3>5
5>2
6,3
5-6
ход воды
л обратнь
в л
Рас
оди
ход
8
8,75
2О,8
2j,2
23,6
насосов центральной
я
СО
ход воды
н рабочий
л в л
и Я а
Я ¦< Я
а. о я
9
4°.25
,3
94-9
12б,б
чки и служеб-
расход за один
очий цикл в л
н а я
>> X О.
10
2
5,8
4-7
6,3
чя^
ный расх
ы за один
ий цикл в
По/
вод
боч
11
42,25
121,1
99,6
'32,9 "
станции
и
днее числе
лов в мин
о. я S"
12
2,5
i
1,2
о,4
(пример)
s
sx
|5
(О со Ч
Рас
нут
пре
13
ход воды
уту на вс
ссы в л
U ~ QJ
rasa.
14
1О5>5 633
121,1
П9
.S3,»
242,8
357
53.1
Всею 1285,3
В случае работы пресса с промежуточным
гидравлическим мультипликатором необходи-
мая производительность насосов определяется
по формуле
Q — z~
lCp '
G)
где ha — средняя длина рабочего хода до
включения мультипликатора; he — длина еди-
ничного хода, т. е. хода, осуществляемого от
мультипликатора; т — коэфициент мульти-
пликации: т = рм '.p2zz.F2;FM\ pM — давле-
ние жидкости в цилиндре высокого давления
29 Том 8
Для приближённого расчёта ёмкости акку-
мулятора центральной насосно-аккумулятор-
ной станции, обслуживающей группу прес-
сов, определяют для каждого пресса вели-
чину ДУо = Лтах2/г1+/"/2/Г2-сУмма ЭТИХ ве-
личин даёт предельную максимальную ём-
кость аккумулятора ^&Va= Vа тах. Фактиче-
ская ёмкость может быть взята меньше Va =
:=7]d^amax' гДе "Чд — коэфициент совпадения
(одновременности), которым следует задаться.
Подход к определению этого коэфициента
может быть осуществлён следующим обра-
зом [6].
Определяют вероятное время одновремен-
ной совместной работы одного, двух, трёх
450
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
и т. д., до т прессов из общего количества
их т в течение одной смены D80 мин.) по
формуле
k ^" A — q)m~k ,
где С^ — число сочетаний из общего числа
прессов т по числу одновременно действую-
щих k; q — среднее относительное время дей-
ствия каждого пресса (вероятность наблю-
дения одного пресса в действии)
1 ср ^'
Далее составляют таблицу полученных
значений, определяя, на какое количество k
прессов из всего количества т следует рас-
считать аккумулятор, чтобы возможное время
потребления жидкости в большем количестве,
т. е. некоторый перебой в работе, не мог
иметь существенного значения для работы
цеха.
Пример. В цехе имеется 6 прессов. Определяют вели-
чину q (табл. 21а).
Определяют вероятное время совместной одновре-
менной работы различного количества прессов от 0 до т
(табл. 216).
Более наглядно и точно расчёт ёмкости
аккумулятора может быть произведён графи-
ческим способом [2].
Во всех случаях вычисленную ёмкость
аккумулятора следует проверить в отноше-
нии её соответствия производительности на-
сосов. Для обеспечения бесперебойной ра-
боты автоматических устройств, сзязываю-
щих работу насосов с изменениями уровня
воды в гидравлическом воздушном беспорш-
невом аккумуляторе, необходимо, чтобы
Va > 0,75 Q.
Примерные значения производительности
насосов и ёмкости аккумулятора для ковоч-
ных гидравлических прессов с насосно-акку-
муляторным приводом даны в табл. 22.
Емкость закрытого бака. Минимальная
полезная ёмкость закрытого бака опреде-
ляется исходя из количества жидкости, не-
обходимого для наполнения рабочих цилин-
дров пресса при полном ходе пресса от край-
него верхнего до крайнего нижнего поло-
жения
Таблица 21а
J* по
пор.
I
2
3
4
5
б
2
2
2
5
5
7
V
сек.
3
3
3
4
4
5
Т
сек.
40
4о
4о
75
75
30
t
*ср+ еср ыл-ъе
«= тср - ir
2+2+2+5+5+7+3+3+3+4+4+5
40+40+40+75+75+З0
= о, 15
45
Зоо
\Г ГГ^к! |~» /1Л\
уз — н2/\- A0)
Практически ёмкость бака
берётся со значительным запа-
сом, а именно
x B-^-2,5)
A1)
Таблица 216
Число
прессов
о*
i
2
3
4
5
б
40 (l~q)* = 0,85е = 0,37715
Cg ql(\- q)s = 6 • 0.15 • 0,855=0,39933
Cg<72(l-<7L = 15 • 0,15a • 0,85*=0,17618
C|? q^(l-qf = 20 • 0.153 • 0,853=0,04145
Cg 0*0--qK = 15 • 0,15* • 0,85s =0,00549
С g <75(l-7)' = 6 • 0.155 • 0,85=0,00033
CgV(l-<7)° = 1 • 0,156=0,00001
¦t мин.
181,032
191.679
84,566.
19,896
2.635
0,187
o,oo5
48o
* Время бездействия.
Из табл. 216 видно, что рассчитывать ёмкость акку-
мулятора, исходя из одновременного совпадения работы
пяти или шести прессов, не имеет никакого смысла, так
как вероятное время их совместной работы в течение
смены измеряется долями минуты. С другой стороны,
меньше чем из расчёта совпадения одновременной работы
трёх прессов ёмкость аккумулятора также выбирать не
следует, так как одновременная работа трёх и более
прессов в течение смены будет занимать уже 19,896 -f-
+ 2,635 + 0,187 + 0,005^23 мин. Поэтому ёмкость акку-
мулятора следует в данном случае рассчитать, исходя из
совпадения работы трёх или (если будет признано, что
возможные перебои в работе в течение 2,о35 + 0,187 +
+ 0,005»3 мин. также недопустимы) четырёх прессов.
Соответственно коэфициент совпадения надо принять
3 : 6 = 0,5 или 4:6 = 0,67.
При наличии группы прес-
сов, питаемых от центральной на-
сосно-аккумуляторной станции,
закрытые баки всё же следует
устанавливать к каждому прессу
индивидуально, в непосредствен-
ной близости от обслуживаемого
пресса. К крупным прессам,
а также в тех случаях, когда по
каким бы то ни было причинам
нельзя установить закрытого бака
вблизи пресса, устанавливают на
самом прессе или рядом с ним
вспомогательный или дополни-
тельный закрытый бак меньших
размеров, связанный трубопрово-
дом с основным закрытым баком.
Давление жидкости в закрытом
баке составляет 3—9 ати.
Емкость открытого (слив-
ного) бака. Открытый сливной
бак .устанавливается в помещении
насосно-аккумуляторной станции
на максимально возможной вы-
соте. Минимально допустимая ём-
кость его исчисляется из расчёта
возможности вместить воду, вы-
тесненную из рабочих цилиндров всех прес-
сов, питаемых станцией при полном обрат-
ном ходе от крайнего нижнего до крайнего
верхнего положения
A2)
объёмом сливного бака
A3)
Оптимальным
является
= 1.5
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
451
Таблица 22
Примерные значения производительности насосов
и ёмкость аккумуляторов для ковочных прессов
с насосно-аккумуляторным приводом
л
в> и
о о
х а
ей
*?
s ч
зоо
Зоо
5оо
боо
8оо
IOOO
iaoo
1500
2000
2500
3000
4000
5000
Hacoc PH =
=200 am
Подача
в л/мин
145
25O
37°
49°
бю
83о
IOOO
1'75
1400
1750
2175
3170
Мощ-
ность
в л. с.
85
150
22O
20О
34о
460
56°
65°
780
975
I2OO
1400
175°
20ОО
X И
а
Л а.
к ост
1ЯТ0
ё^
120
20О
ЗОО
4оо
5оо
бдО
8оо
0.00
IOOO
1400
1800
2200
2800
3600
а
S >>
°>,
X в?
у s;
2З
26
2+
22
20
18
16
14
12
ю
9
8
7
6
о
хо а
Си"
га g
40
5°
60
70
80
90
100
но
125
140
155
170
185
200
п X
Щ S я|
6о
7°
85
IOO
130
145
1бо
i8o
200
220
240
260
280
Примечание. Подача насоса определена для
режима работы пресса, указанного в графах 5, 6 и 7.
Рабочая жидкость. В гидропрессовых
установках с насосно-аккумуляторным при-
водом нормальной рабочей жидкостью
очистка воды может быть произведена
серноалюминиевыми квасцами A30 г на 1 л3
воды, отстаивание 8—10 час). Кроме воды в
качестве рабочей жидкости иногда приме-
няют минеральное масло (веретённое и др.).
Принципиальные схемы гидропрессовых
установок с безаккумуляторным насосным
приводом
Схема привода от трёхплунжерного на-
соса постоянной подачи. Настройка клапа-
нов распределителя при непосредственном
приводе от насоса (фиг. 42) принципиально от-
личается от настройки их при аккумулятор-
ном приводе (фиг. 37) тем, что в позиции
„держание на весу" поднят не только выпуск-
ной клапан 4 главного цилиндра, но и впуск-
ной 3. Благодаря этому жидкость, подаваемая
насосом, перетекает в бак, т. е. насос работает
вхолостую — на циркуляцию.
Давление воды в возвратных цилиндрах
может быть больше давления воды, циркули-
рующей через распределитель. Поэтому в си-
стему введён обратный клапан 6, не допускаю-
щий автоматического подъёма клапана 1 и,
следовательно, движения подвижной попере-
чины вниз.
Переход на рабочий и на обратный ход
осуществляется постепенным закры-
тием выпускного клапана соответ-
ственно рабочего и возвратного ци-
линдров с продолжающимся подъ-
ёмом впускных клапанов.
В крайних положениях рычага
(фиг. 42, поз. / и IV) жидкость,
подаваемая насосом, полностью будет
поступать соответственно в рабочий
или подъёмный цилиндр и скорость
хода будет максимальной.
Фиг. 42. Схема гидропрессовой установки с безаккумуляторным приводом от насоса постоян-
ной подачи. Позиции рычага распределителя: / — рабочий ход (полный нажим); Я —ход вниз
(наполнение и предварительное нажатие); III — держание на весу; IV — обратный ход вниз.
является вода при давлении в аккумуляторе
обычно около 200 am при работе от плун-
жерных насосов и около 100 am при работе
от многоступенчатых центробежных насосов.
Смягчение воды обычно осуществляют до-
бавлением зелёного мыла 0,7—1,0 кг на 1 м%
воды или эмульсола 2—3<у0. Предварительная
При повышении сопротивления движению
поперечины будет увеличиваться давление
жидкости. Если последнее достигнет при этом
максимального, на которое рассчитана уста-
новка, то под действием плунжера серво-
привода поднимется клапан 7 автовыключа-
теля и насос перейдёт на холостой ход- На-
452
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
гнетательный клапан насоса 8 при этом будет
прижат к седлу и сеть останется под давле-
нием.
При положении рычага управления на по-
зиции /, т. е. при направлении всей жидко-
сти, подаваемой насосом, в рабочий цилиндр
пресса, последний будет двигаться с постоян-
ной скоростью, соответствующей производи-
тельности насоса. Потребляемая при этом мощ-
ность на зажимах электродвигателя будет
приблизительно пропорциональна сопротивле-
нию, преодолеваемому прессом. Таким обра-
зом, если сопротивление обрабатываемого
материала меньше максимального рабочего
усилия пресса, то двигатель будет недогружен.
Для регулировки скорости движения прес-
са необходимо сбрасывать часть воды, пода-
ваемой насосом, дросселируя воду в выпуск-
ном клапане. Однако такой метод регули-
ровки снижает к. п. д. установки и увеличи-
вает износ клапанов. Указанные обстоятель-
ства являются недостатком системы безак-
кумулягорного привода от насоса постоян-
ной подачи.
Установку с безаккумуляторным приводом
от насоса постоянной подачи можно осуще-
ствить так же, как и аккумуляторную, без
наполнительного вентиля, а равно и заменить
закрытый бак открытым. Это, однако, по-
ведёт к увеличению расхода энергии и сни-
жению скорости пресса при холостом ходе
вниз.
Насос и бак следует устанавливать в не-
посредственной близости пресса
Питание группы прессов от центральной
насосной станции без аккумулятора рекомен-
довать нельзя, так как работа одного пресса
влияет на работу другого. Избежатьэтого влия-
ния можно введением в сеть специальных дрос-
селирующих устройств для поддержания по-
стоянства давления в сети и сбрасывания из-
лишков жидкости. Однако эти устройства
сильно усложняют сеть и настройка их вызы-
вает затруднения.
Производительность насоса
Q=— ^ах2^. A4)
где vmax —максимальная заданная скорость ра-
бочего хода пресса.
Рабочей жидкостью является вода при да-
влении 100—-300 а/пи, иногда минеральное ма-
сло (веретённое и др.).
Объём закрытого бака определяют так же,
как и для установки с аккумуляторным при-
водом.
Привод от трёхплунжерного насоса со
ступенями давления. Введением в конструк-
цию насоса>вместо одного-трёх автовыключа-
телей по одному на каждый плунжер, настро-
енных на разные давления, можно обеспечить
подачу насоса на низком давлении (первая сту-
пень) от всех трёх плунжеров, на среднем
(вторая ступень) — от двух и, наконец, на ма-
ксимальном давлении (третья ступень)— от
одного плунжера.
В соответствии с этими пресс будет иметь
три скорости движения, автоматически уста-
навливающиеся по давлению, мощность двига-
теля будет использована значительно полнее,
чем при обычном трёхплунжерном насосе,
а время операции сократится.
Такой привод применяется для прессов, осу-
ществляющих операции с постоянно увеличи-
вающимся сопротивлением деформации по мере
движения рабочего плунжера (например, па-
кетировочные, брикетировочные и другие
прессы).
Привод от насосов переменной подачи.
Привод от насоса с регулируемым числом обо-
ротов находит применение для крупных прес-
сов, преимущественно гибочных, и позволяет
плавно изменять скорость движения пресса.
Отличается громоздкостью и сложностью в
электрической части, а потому широкого при-
менения не получил. Регулировка числа оборо-
тов достигается по схеме Леонарда.
Привод от насосов ротационного тийа — ра-
диально-плунжерных, аксиально-плунжерных,
а также лопастных и шестеренных — получил
широкое применение, особенно к прессам для
холодной листовой штамповки. Рабочей жидко-
стью для этих насосов является минеральное
масло с давлением в радиально- и аксиально-
плунжерных насосах преимущественно до
200 am. Насосы монтируются или непосред-
ственно на самом прессе или (для мелких прес-
сов) рядом с прессом.
Достоинствами безаккумуляторного приво-
да от ротационных масляных насосов являются:
компактность привода; широкая плавная регу-
лировка скорости пресса; возможность осу-
ществлять автоматизацию работы пресса.
Ротационно-плунжерные насосы могут быть
использованы в двух основных вариантах.
В одном варианте насос выбирается по макси-
мальному давлению и максимальной подаче,
определяемой по формуле A4) с мощностью
двигателя, соответствующей этим параметрам.
В этом случае при любых давлениях возможна
регулировка подачи, а следовательно, и ско-
рости движения пресса в сторону уменьшения,
но мощность двигателя не будет использована
полностью при давлениях, меньших предель-
ного. В другом варианте насос выбирается с
автоматической настройкой подача —давление.
При малых давлениях насос обеспечивает ма-
ксимальную подачу, по мере повышения давле-
ния подача автоматически снижается, вплоть
до холостого хода при назначенном предель-
ном давлении. Мощность двигателя при всех
давтениях в этом случае будет использована
почти полностью. Насос, так же как и в пер-
вом случае, выбирается исходя из максималь-
ной подачи и максимального давления, но мощ-
ность двигателя будет меньше; она пропорци-
ональна vma pmJv или t/m.n pmax в зависимости
от того, какое из указанных произведений при
заданных условиях работы пресса будет больше.
Управление изменением подачи насоса осу-
ществляется механическим, электрическим пу-
тём или гидравлическим сервоприводом.
К одному прессу часто устанавливают не-
сколько насосов и притом иногда разных да-
влений. В последнем случае имеется насос ма-
лого давления и большой производительности
для холостых ходов и работы с неполной на-
грузкой и второй насос, наоборот, высокого
давления с малой производительностью для
осуществления полного усилия пресса на ко-
ротких участках хода.
Схемы установок с ротационными масля-
ными насосами весьма разнообразны.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
453
Принципиальные схемы гидропрессовых
установок с мультипликаторным приводом
Схема привода от паро-воздушного муль-
типликатора при гидравлических возврат-
ных цилиндрах. Элементы, входящие в состав
рассматриваемой гидропрессовой установки,
представлены на схеме, изображённой на
фиг. 43, а из диаграммы движений рычага упра-
вления и клапанов ясно и действие установки.
При обычной работе три рычага /, // и ///
соединены между собой и передвигаются со-
вместно от одной рукоятки управления а. При
переходе на приглаживание рычаг //, связан-
зволяющий регулировать скорость обратного
хода пресса.
Предохранительный клапан 9 обеспечивает
от аварии возвратные цилиндры, если по какой-
либо причине выпускной клапан 2 окажется
опущенным при переходе на рабочий ход.
Сервопривод наполнительного клапана 8
приводится в действие от отдельного распре-
делителя с клапанами 5 и 6. Совместить в дан-
ном случае управление наполнительного кла-
пана с управлением возвратными цилиндрами
нельзя, в частности, потому, что при пригла-
живании возвратные цилиндры ставят под по-
стоянное высокое давление. Рычаг распреде-
лителя сервопривода наполнительного клапана
при этом также отсоединяется от рычага 1 и
ставится в положение „держание на весу".
Фиг. 43. Схема гидропрессовой установки с приводом от паровоздушного мультипликатора при гидравличе-
ских возвратных цилиндрах.
ный с коробкой клапанов 1 и 2 управления
возвратными цилиндрами, отсоединяют и ста-
вят в крайнее правое (по схеме) положение,
благодаря чему возвратные цилиндры полу-
чают постоянное соединение с аккумулятором.
Приглаживание после этого осуществляется пе-
редвижением рукоятки управления между по-
зициями „рабочий ход" и „держание на весу".
При этом при постановке рукоятки на пози-
цию „держание на весу" будет происходить об-
ратный ход вверх, пока поршень мультипли-
катора не опустится в крайнее положение.
Дальнейшее движение вверх будет невоз-
можно, так как наполнительный клапан доста-
нется опущенным.
Вал рычага управления кинематической
цепью связывается с плунжером (штоком)
мультипликатора таким образом, что каждому
положению рычага управления на участке сек-
тора» рабочий ход" будет соответствовать
определённая длина хода пресса, по прохожде-
нии которой автоматически закроется кла-
иа11 3, а клапан 4 откроется.
В распределитель управления возвратными
цилиндрами введён дроссельный клапан 7, по-
Схема привода от паро-воздушного
мультипликатора при паровых везвратных
цилиндрах. При паровых возвратных цилин-
драх простейшая схема привода от паро-воз-
душного мультипликатора принимает вид,
представленный на фиг. 44.
Схема по существу идентична с преды-
дущей (фиг. 43) с той лишь разницей, что рас-
пределитель возвратных цилиндров (клапаны
1 и 2) распределяет не жидкость высокого да-
вления, а пар. Сервопривод d клапана наполне-
ния е также приводится в действие паром, упра-
вляемым золотником.
Встречается также система управления
клапаном наполнения от основного ковочного
рычага через механическую связь.
На диаграмме движения клапанов линия 5
означает соединение пространства под порш-
нем сервопривода с острым паром, т. е. прину-
дительное открытие наполнительного клапана.
Сам золотник а при этом передвигается
вверх. Линия 6 представляет соединение
сервопривода с линией отработавшего пара.
Обратный ход сервопривода на данной схеме
осуществляется постоянным давлением пара
454
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
на ьольцевую площадь с обратной стороны
поршня. Рычаги Ь и с при обычной работе соеди-
нены между собой. При приглаживании их разъ-
единяют и рычаг с ставят в положение V, при
котором возвратные цилиндры получают по-
стоянное соединение с острым паром неза-
висимо от положения рычага Ь, которым осу-
ществляется управление прессом.
Если необходимо продолжить движение
поперечины вниз после того, как единичный
/
и
ш
Фиг. 44. Схема гидропрессовой установки с приводом
от паро-воздушного мультипликатора при паровых воз-
вратных цилиндрах: позиция /—рабочий ход; позиция
//—холостой ход вниз (наполнение); позиция /// — дер-
жание на весу; позиция IV— обратный ход вверх.
рабочий ход закончен и мультипликатор на-
ходится в верхнем положении, то рычаг Ъ
переставляют на позицию „наполнение",
отсоединяют рычаг с, оставляя его на месте
(позиция VI), и дальнейшим движением ры-
чага b к позиции „обратный ход" открывают
выпускной клапан 4, благодаря чему мульти-
пликатор получает возможность опускаться.
Поперечина пресса подниматься не будет, по-
скольку при указанном выше положении ры-
чага с доступа острого пара в возвратные
цилиндры нет.
Автоматическое прекращение рабочего
хода, как и в схеме, изображённой на
фиг. 43, осуществляется системой рычагов
(g> /• Л, /, k), кинематически связывающих
шток мультипликатора через ролик / с меха-
низмом управления клапанами.
Основные параметры элементов гидро-
прессовой установки с паро-мультиплика-
торным приводом. Мультипликатор.
Площадь плунжера мультипликатора и его ход
должны соответствовать площади рабочих
плунжеров пресса и длине его единичного
хода (т. е. длине хода, осуществляемой
с одного хода мультипликатора), а именно
¦j
рг.м^м=-^-^1^ед, A5)
где FZ%M — площадь поперечного сечения
плунжера (штока) мультипликатора; Нм —
длина полного хода мультипликатора; y)q —
объёмный к. п. д. системы: „рабочие цилиндры
пресса — гидравлический цилиндр мультипли-
катора*; значение ч]д при расчётах можно
принимать 0,9; Нед — длина единичного хода
пресса.
Соотношение между диаметром гидравли-
ческого плунжера и ходом мультипликатора
следует принимать таким, чтобы скорость
хода мультипликатора vM лежала в пределах
1—1,5 м/сек. Последняя в свою очередь опре-
деляется из выражения
Рабочая площадь парового (воздушного)
поршня мультипликатора зависит от коэфи-
циента мультипликации тм .
fn.M = — Рг.м^м, A7)
Чм
где Fnt м — рабочая площадь поршня мульти-
' пликатора; гш — механический к. п. д. мульти-
пликатора, который при расчётах можно при-
нимать равным 0,95.
Коэфициент мультипликации есть отноше-
ние требуемого давления воды рг к давлению
впускаемого пара рп
Рп
'•Примерные размеры паро-воздушных
мультипликаторов для различных прессов
даны в табл. 23.
Таблица 23
Примерные размеры мультипликаторов
для различных прессов
Пресс
<и и
ально
прес
я <и
Номи
усили
в /га
2ЭО
Зоо
40О
5оо
боо
8оо
IOOO
I2OO
I5OO
2ООО
25OO
ЗООО
4О0О
5ООО
В1
едини
ода
Длин;
j ного
| в мм
90
9°
IOO
IOO
125
125
«5
15°
1дО
15°
20О
ЗОО
2ЭО
250
Мультипликатор
Диаметры
в мм
я §.
ш ? "*
я о *
??§
но
125
I2O
I3O
15°
170
185
210
235
240
28О
295
Збо
4оо
о
1- К
О х
паров
порш
7ОЭ
75°
95°
д<х>
9эо
И5°
125°
13°°
1400
1700
2000
230О
2000
24О0
в
хода
я
Длин;
75°
825
IOOO
1050
1200
1250
1300
1450
1450
1800
2250
2400
2150
3750
Давление в ап
воды
Зоо
зоо
4О0
4оо
4оо
4оо
400
4ОО
400
4<х>
4ОО
400
4оо
4°о
пара
8
9
7
ю
12
IO
IO
12
12
85
8,5
8
Ч
12
««Я
Sill
з н v a
m S К ?
СТЬ Д1
Я МуЛ1
(при с
10 с
с
о я я Г:
Скор
порш
тора
пресс
В Mjit
0,84
0,9а
1,0
i,i
о,дб
1,О
i,O4
о>97
0,97
1,2
'.'3
1.2
1,о8
1,1
Производительность насосов при гидра-
влических возвратных цилиндрах рассчиты-
вают исходя из потребности воды на обрат-
ные ходы пресса и работу вспомогательных
устройств (цилиндра подвижных столов,
выталкивателей и т. п.)
Q = — [пср K
Qecn) - A8)
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
455
Ёмкость аккумулятора при гидравлических
возвратных цилиндрах рассчитывают на пол-
ный объём последних, сложенный с полным
Объёмом вспомогательных цилиндров
I/ _
0,7
A9)
где Нвсп и j?jFecn — соответственно ход и
рабочая площадь плунжеров вспомогательных
цилиндров. Проверка по соотношению
ёмкости аккумулятора с производительностью
насосов (см. стр. 450) остаётся в силе.
Ориентировочно ёмкость аккумулятора, а
также производительность насосов для этой
двигателя постоянного тока с регулируемым
числом оборотов, управляемого по системе
Леонарда (см. „Электропривод кузнечно-
прессовых машин"). Привод от реечного
мультипликатора может обеспечить то же
число ходов пресса, что и привод от паро-
вого мультипликатора, при увеличении к. п. д.
последнего в несколько раз. Привод этот
появился в 1920—1925 г., но большого рас-
'Фиг. 45. Схема реечного мультипликатора.
категории установок можно принимать в раз-
мере ^з величин, указанных в табл. 22 для
прессов с насосно-аккумуляторным приводом.
Ёмкости закрытого и открытого баков
рассчитывают так же, как и для установок
с насосно-аккумуляторным приводом (см.
стр. 450).
Давление жидкости и пара. Рабочей жид-
костью для гидропрессовых установок с паро-
воздушным мультипликатором является вода
с давлением 300—500 am (преимущественно
400 am) для питания рабочих цилиндров
пресса от мультипликатора и с давлением
200—300 am для питания возвратных и вспо-
могательных цилиндров от аккумулятора. В
крупных ковочных прессах A0 000—20 000 т)
добавляют вспомогательный гидравлический
мультипликатор для позышения давления
воды в необходимых случаях особо напря-
жённой работы возвратных и вспомогатель-
ных цилиндров.
Давление пара для парового цилиндра
мультипликатора колеблется в пределах
8—14 am. Для повышения к. п. д. желательно
иметь перегретый пар с температурой до 300°.
Взамен пара может быть применён сжатый
воздух с подогревом его до температуры ~ 175°.
Схема привода от реечного мультипли-
катора. Привод реечного мультипликатора
(фиг. 45) осуществляется от реверсивного
пространения не получил, что объясняется
развитием и преимуществами привода от на-
сосов переменной подачи как ротационного
типа, так и обычного с приводом также по
системе Леонарда.
Схема привода от кривошипного мульти-
пликатора. При установке рычага управления
(фиг. 46) на позиции // все клапаны распре-
делителя а опущены и при включённом муль-
типликаторе б пресс будет осуществлять
автоматические ходы при постоянных верхней
и нижней границах движения в количестве,
равном числу ходов скалки мультипликатора.
Если необходимо участок движения опу-
стить вниз, то ставят рычаг управления в
позицию /, благодаря чему поднимается кла-
пан / и количество воды в системе „рабочий
цилиндр пресса — цилиндр мультипликатора*
увеличится за счёт поступления из аккумуля-
тора низкого давления с. При этом вытесне-
нию воды в аккумулятор препятствует обрат-
ный клапан 3. При постановке рычага упра-
вления в позицию 111 поднимается клапан 2,
происходит соединение с баком d, часть воды
вытесняется в бак и участок хода пресса
перемещается вверх.
Выключив мультипликатор муфтой /, можно
рычагом управления опускать и поднимать
поперечину пресса вхолостую: вверх — по-
зиция ///, вниз — позиция /.
456
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Управляемые (неавтоматические) ходы
прессса можно осуществлять включением и
выключением муфты /.
Фиг. 46. Схема привода от кривошипного мультипликатора
Пополнение аккумулятора низкого давле-
ния производится насосом /, работающим
автоматически благодаря наличию авто-
выключателя k.
КОНСТРУКЦИЯ УЗЛОВ И ДЕТАЛЕЙ
ГИДРАВЛИЧЕСКИХ ПРЕССОВ¦
Нижняя поперечина. Нижняя поперечина
представляет собой конструкцию коробчатого
типа, снабжённую внутренними рёбрами жёст-
кости (фиг. 3 и 47). Высота её составляет
2,5—3,5 диаметра колонн. Нижние поперечины
ковочных прессов до 4000 т возможно изго-
товлять цельными; поперечины прессов боль-
шего тоннажа для удобства отливки и тран-
спортировки необходимо изготовлять состав-
ными из нескольких частей, стягиваемых бол-
тами (фиг. 7 и 48). Нижняя поперечина
усганавливается на фундамент её консольными
частями (фиг. 3), непосредственно частью
нижней поверхности (фиг. 47) или при помощи
башмаков под гайками и торцами колонн
(фиг. 7 и 48).
Материалом для изготовления нижней по-
перечины служит стальное литьё с о$ = 45 -г-
-i- 55 кг/мм2, а для различных мелких прес-
сов (до 100—150 т) — чугунное литьё марки
СЧ 18-36 или СЧ 21-40.
Поперечину рассчитывают на изгиб как
балку на двух опорах с симметрично прило-
женными нагрузками. Расчёт является при-
ближённым ввиду сложности формы попере-
* Ввиду крайнего разнообразия типов гидравлических
лрессов за основу дальнейшего изложения будут приняты
преимущественно ковочные прессы.
чины. В качестве расстояния между опорами
принимается расстояние между осями колонн.
Допускаемое напряжение для стального литья
450—600 кг/см2.
Передвижные столы.
Для удобства манипули-
рования с обрабатывае-
мыми изделиями прессы
снабжаются передвиж-
ными столами, опираю-
щимися на нижнюю по-
перечину (фиг. 7, 11, 34,
47, 48).
Применение пере-
движных столов в ковоч-
ных прессах мелкого
и среднего тоннажа в
настоящее время сужи-
вается в связи с внедре-
нием манипуляторов.
Столы для крупных
прессов изготовляются
из стального литья с
аь = 45 ч- 55 кг\ммг, в
прессах небольшого тон-
нажа (до 1500 т) они
могут быть изготовлены
из чугуна марки СЧ 15-32
или СЧ 18-36. При столах
из стального литья по-
стель нижней поперечины
выполняется с чугунны-
ми направляющими. Кон-
струкция направления
должна обеспечивать ми-
нимальную возможность попадания на напра-
вляющие окалины, грязи и других предметов
и лёгкую их очистку. Направляющие должны
быть прикрыты щитами, прикрепляемыми к
торцам подвижного стола и передвигаю-
щимися с ним совместно.
В крупных прессах передвижные столы
иногда делают по длине составными. При эгом
эти части можно отсоединять друг от друга и
передвигать каждую в отдельности.
Положение и неподвижность стола при
работе долины обеспечиваться специальными
механическими или гидравлическими фиксато-
рами (стопорами).
Передвижение стола производят или меха-
нически, например, реечным приводом от ре-
версивного электродвигателя, или гидравли-
чески, предпочтительно последнее.
Механическое передвижение допустимо в
паро-гидравлических прессах с паровыми воз-
вратными цилиндрами.
Гидравлическое передвижение осущест-
вляется специальными гидравлическими ци-
линдрами передвижения стола.
Существует два основных типа устройств
для передвижения: у первого типа плунжеры
гидравлических цилиндров воздействуют на
стол пресса непосредственно (фиг 49), у вто-
рого — плунжеры передвигают стол посред-
ством промежуточной детали (ленты) (фиг.
47, 48).
Первый тип (простейший) применяется для
передвижения на короткую длину — до 2 м.
При соединении цилиндра 1 с источником на-
порной жидкости (фиг. 49), а цилиндра 2 с ба-
ком, стол будет передвигаться влево, при
обратном соединении — вправо.
Фиг. 47. Конструкция нижней поперечины ковочного пресса с подвижным столом, поперечным передвижением бойков и выталкивателем: а — поперечный разрез;
б — продольный разрез.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА 457
458
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Второй тип позволяет осуществлять пере-
движение стола на величину (обычно) двой-
ного хода плунжера цилиндра передвижения.
На фиг. 47, б изображено это устройство.
Гидравлические цилиндры 1 и 2 закреплены непо-
движно; их плунжеры 3 и 4, соединённые между собой
деталью 5, могут двигаться только совместно: при подаче
жидкости высокого давления в левый цилиндр — вправо,
и наоборот. Через деталь 5 плунжеры связаны с плитой
При составном столе из двух частей для раз-
дельного передвижения каждой части необхо-
димо с обеих сторон пресса поставить устрой-
ства, аналогичные показанным на фиг. 47, б.
В крупных прессах стопоры, соединяющие
стол с лентой, приводятся в действие от ги-
дравлических цилиндров. Распределитель упра-
вления последними одновременно управляет
Фиг. 48. Конструкция составной нижней поперечины ковочного пресса-
рентой) 6, имеющей отверстия 7, 8, 9 и 10. В эти отвер-
стия может вставляться стопор И и связывать таким
образом с подвижной лентой 6 стол пресса 12. При по-
ложении, изображённом на фиг. 47, б, для передвижения
стола вправо жидкость высокого давления направляют
в цилиндр 2, а цилиндр 3 соединяют с баком. Стол идёт
вправо на величину хода плунжеров. Затем стопор 11
вынимают, переключают цилиндры и отводят подвижную
систему влево в прежнее положение. Теперь под стопо-
ром 11 будет находиться отверстие 10; опустив в него
стопор, можно продвинуть стол вправо ещё на один ход
плунжеров. Аналогично используя отверстия 8 и 7, можно
продвинуть стол влево на два хода плунжера. Цилиндры
можно расположить по обе стороны пресса, перенеся
цилиндр 2 на правую сторону и повернув его на 180°;
тогда оба плунжера будут „тянущими".
Если в устройство передвижения, изобра-
жённое на фиг. 49, ввести промежуточную
,1
Фиг. 49. Схема гидравлического устройства передвиже-
ния стола пресса с непосредственным действием плун-
жеров на стол.
деталь, аналогичную детали 6 на фиг. 47, б, то
и при таком расположении цилиндров получим
возможность передвижения стола на два хода
плунжера, но плунжеры будут «толкаю щи ми •,
и гидравлическими цилиндрами фиксаторов по-
ложения стола. Кроме того, добавляют элек-
троблокировку, благодаря которой нельзя вклю-
чить или выключить стопоры, если плунжеры
находятся в движении.
Ориентировочные данные о передвижных
столах ковочных прессов приведены в табл. 24.
Таблица 24
Ориентировочные данные о передвижных столах
и выталкивателях для ковочных прессов
Сила
пресса
в т
5оо
боо
8оо
IOOO
I2OO
1Г>°°
2ООО
аооо
2500
25°°
Зооо
4000
5ооо
бос©
8ооо
IOOOO
Передв
Площадь
стола в мм
i8oox 000
1800х 900
2000X1100
2000X1100
2200x1250
2200 Х1400
2800X1600
бэооХ 1боэ
3400X1800
6oooXi8oo
6000X2000
6000X2500
6000X2800
8000 Х3200
8000X3600
10000 Х4000
ижной стол
Ход
в мм
IOOO
IOOO
IIOO
IIOO
I2O0
I2OO
1500
4ооо
i8oo
40 оо
45°°
4500
4500
6000
6000
7ОЭО
Усилие
плун-
жера
в т
ю
ю
15
15
2О
2О
3°
5°
4°
75
юо
J25
'5°
175
2ОО
250
Выталкиватель
Ход
в мм
боо
6х>
7оо
75O
8оо
9оо
IOOO
—
—
IIOO
12ЭО
I300
13ЭО
I3OO
I50O
I5O0
Усилие
в т
Зо
зэ
40
50
бо
75
юо
—
—
Г25
150
2ОО
2Э0
200
250
25О
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
459
Кроме устройств для продольного передви-
жения стола находят применение аналогичные
устройства для поперечного передвижения
бойков (фиг. 47, а). Однако такие устройства
загромождают боковые стороны пресса и за-
трудняют обслуживание пресса при обычной
работе.
Выталкиватели. Нормальная конструкция
выталкивателя показана на фиг. 47. Цилиндр
здесь подвижен, а плунжер — неподвижный.
Такая компоновка обеспечивает от попадания
окалины, грязи и т. п. в уплотнения. Выталки-
ватели размещаются в середине или по сто-
ронам нижней поперечины, для чего в последней
необходимо предусмотреть для них места кре-
пления. Для прохода штока выталкивателя в
столе и нижней поперечине пресса должны быть
сделаны отверстия. В выталкивателях незначи-
тельного размера (до 100 т) возвратные ци-
линдры можно заменять грузом. Выталкиватели
с неподвижным цилиндром и подвижным плун-
жером рекомендовать нельзя.
Ориентировочные данные о выталкивате-
лях для ковочных прессов см. в табл. 24.
Верхняя поперечина. В верхней попере-
чине закрепляются рабочие цилиндры пресса,
а сама поперечина крепится на колоннах.
Этим и предопределяется её конструкция,
Фиг. SO. Принципиальная схема
сечения горизонтальной плоско-
стью верхней поперечины кресто-
образной формы: /—гнездо цилин-
дра; 2 — гнёзда колонн; 3 -- рёбра
соединения.
в основе которой лежит наличие трубчатого
типа гнёзд для цилиндров и колонн. Гнёзда со-
единяются рёбрами между собой, образуя еди-
ную деталь крестообразной (фиг. 50) или прямо-
Фиг. 51. Принципиальная схема сечения горизонтальной
плоскостью верхней поперечины коробчатой формы:
/ — гнёзда цилиндров; 2 — гнёзда колонн; 3 — рёбра
соединения наружные; 4 — рёбра соединения внутренние.
угольной (коробчатой) формы в плане (фиг. 51).
При этом верхняя поперечина может иметь или
одинаковую везде высоту, равную высоте под-
колонных гнёзд, или увеличенную в централь-
ной части (фиг. 4). Придание той или иной
формы решается расчётом на прочность и кон-
структивными соображениями. При монтаже на
верхней поперечине возвратных, уравновеши-
вающих цилиндров и других устройств преду-
сматриваются места их крепления.
Высота верхней поперечины в подколонных
гнёздах нормально составляет 2,5—3,5 диаметра
колонн.
Верхние поперечины крупных прессов вы-
полняются составными из нескольких частей,
стягиваемых болтами (фиг. 7).
Иногда верхнюю поперечину при примене-
нии жидкости с невысокими давлениями
Опорная'(площадь
цилиндра
Фиг. 52. Схема нагрузки верхней
поперечины.
(до 200 am) отливают совместно с рабочим
цилиндром (фиг. 3).
Верхняя поперечина изготовляется из сталь-
ного литья с с? = 45 -j- 55 кг\мм,г\ для мелких
прессов (до 100— 150 т) возможно её изгото-
вление из чугунного литья марки СЧ 18-36 или
СЧ 21-40.
Допускаемое напряжение для стального
литья 500—700 кг/см2.
Верхнюю поперечину рассчитывают так же,
как и нижнюю, т. е. как балку на двух опорах.
Расстояние между опорами принимают равным
расстоянию между колоннами. Усилия плун-
жеров считают разложенными на две равных
составляющих с точками приложения в центре
тяжести полукольцевых площадей, составляю-
щих вместе опорную площадь цилиндра в по-
перечине (фиг. 52).
Для поперечины, отлитой совместно с ци-
линдром, необходима проверка на сложное
напряжение от изгибающего момента и вну-
треннего давления в цилиндре.
Колонны и гайки. Колонны диаметром до
500—800 мм изготовляют в виде сплошных
стержней. Колонны большего сечения часто
делают пустотелыми путём сверления осевого
канала диаметром 150—300 мм, что обеспечи-
вает в известной мере обнаружение внутренних
пороков исходной поковки и позволяет исполь-
зовать колонны для подвода жидкости к ци-
линдрам. Вместе с тем пустотелые колонны
при равной со сплошными площади попереч-
ного сечения имеют больший момент сопро-
тивления изгибу. В колоннах весьма крупных
прессов A0 000—20 000 т) внутреннее отвер-
стие диаметром 350—700 мм может быть
получено ковкой на оправке.
Поверхность колонны, по которой проис-
ходит скольжение подвижной поперечины,
должна быть тщательно шлифована, остальные
поверхности — гладко обработаны без рисок.
Участки а (фиг. 53), смежные с имеющими
460
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
резьбу, должны иметь диаметр по внутреннему
диаметру резьбы с последующим плавным
переходом к утолщённой части Ь (фиг. 53).
Крепление колонн к каждой поперечине
следует производить двумя гайками — наруж-
ной и внутренней. Этот способ облегчает
монтаж и обеспечивает от появления зазоров
при работе пресса. Внутренние гайки у нижней
Верхний роперечаиа
пример, прошивные прессы), допускаемое на-
пряжение на растяжение не следует назначать
выше 700 кг/см2.
Колонны прессов, работающих с эксцен-
тричной нагрузкой (например, ковочных),
необходимо рассчитывать на совместное дей-
ствие растяжения и изгиба, принимая допу-
скаемое напряжение до Ю00—1500 кг\см\
Вид по стрелке У
Фиг. 53. Пример конструктивного оформления колонны пресса 1000 т.
поперечины могут быть заменены разрезными
коническими втулками, что уместно при уста-
новке пресса на фундамент башмаками по
торцам колонн и при нижнем одновременно
расположении возвратных цилиндров. Замену
внутренних гаек буртами можно допустить
только в мелких прессах (до 50 т).
Резьба на колоннах — пилообразная (упор-
ная). Примерный профиль резьбы с большими
закруглениями по впадинам дан на фиг. 54.
Стандартный профиль с углом 30° менее
удовлетворителен. Наружный диаметр резьбы
должен быть несколько меньше A мм) диа-
метра посадочных участков Ъ (фиг. 53).
Зазор между колоннами и подколонными
гнёздами в верхней и нижней поперечинах не
должен превосхо-
дить 1 —2 мм.
Нижнюю часть
колонн прикрывают
кожухами (фиг. 7).
Материалом для
колонн обычно слу-
жит сталь марок
сталь 35-40.
При расчёте ко-
лонн необходимо
возможно строго
учитывать условия
работы пресса.
Даже при цен-
тральной нагрузке
могут возникать
кроме растягиваю-
щих напряжений и
изгибающие в ре-
зультате неравно-
мерного прилега-
ния гаек, неравномерности в затяжке колонн,
деформации поперечин, местного нагрева и т.п.;
кроме того, наличие резьбы создаёт концен-
трацию напряжений. Поэтому допускаемые
напряжения должны быть весьма умеренными.
Для колонн прессов, предназначенных для
работы только с центральной нагрузкой (на-
Изгибающий момент, действующий на
каждую колонну пресса,
Ми — Рнех,
где Рн — тоннаж пресса; е — эксцентриситет
приложения усилия („эксцентриситет ковки");
х — коэфициент, зависящий от положения
подвижной поперечины и конструкции пресса,
берётся по табл. 25. Для двухколонных прес-
сов табличные значения х увеличивают вдвое.
Фиг. 54. Примерный профиль
резьбы на колоннах: I = ' ,
4,25
J
i; t - J-;
а) б)
Фиг. 55. у — расстояние средней плоскости подвижной
поперечины от нижней плоскости верхней поперечины,
выраженное в долях расстояния L между верхней и
нижней поперечинами; z — расстояние от нижней пло-
скости верхней поперечины до середины высоты напра-
вляющей втулки цилиндра, выраженное в долях расстоя-
ния L между верхней и нижней поперечинами; <р — рас-
стояние между средними плоскостями поршня и подвиж-
ной поперечины, выраженное в долях расстояния L
между верхней и нижней поперечинами.
Таблица 25
Значения коэфициента х в формуле для расчёта
изгибающего момента в колоннах гидравлических
прессов
4.
о,а
о.З
о,4
о.5
о,6
Для прессов типа
о
1!
0,308
0,287
°.257
0,227
О,198
О
о
II
N
0,256
0,251
0,232
О,208
0,184
0
0
0
0
0
а
из
О
И
м
223
223
221
192
172
Для прессов типа б
3
о
(
9-
о,14^
o,i83
0,211
0,227
0,235
S
0
1
е-
O.I28
0,167
о. 193
о,зо8
0,215
ю
<?>
О
В
э-
о,и8
°»155
0,178
0,192
0,198
о
о
1
е-
о,по
о 144
О,1б6
0,179
0,184
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
461
Значения х в табл. 25 даны для прессов
двух типов а и b фиг. 55. К типу а относятся
четырёхколонные одноцилиндровые прессы
с плунжером, жёстко закреплённым в подвиж-
ной поперечине, и трёхцилиндровые прессы с
центральным плунжером, жёстко закреплённым
в подвижной поперечине, и боковыми — шар-
иирно закреплёнными. К типу Ь относятся
четырёхколонные трёхцилиндровые прессы
с центральным цилиндром поршневого типа и
боковым плунжерного типа с плунжерами,
шарнирно закреплёнными в подвижной попе-
речине (фиг. 56), и двухцилиндровые с цен-
Фиг. 56. Верхняя часть гидравлического ковочного четы-
рёхколонного пресса 15 000 т с центральным направляю-
щим цилиндром поршневого типа и боковыми — плун-
жерного типа с плунжерами, шарнирно закреплёнными
в подвижной поперечине.
тральным холостым направляющим цилиндром
(фиг. 6). Относительные размеры у, г и <р,
обозначенные на фиг. 55, определяют величину
коэфициента х.
Гайки колонн имеют цилиндрическую форму
с отверстиями под ключ (стержневой). Гранё-
ную форму можно допускать только в самых
малых прессах до 15—20 т. В небольших
прессах до 100—200 т гайки могут быть вы-
полнены цельными, в крупных прессах их
надлежит делать составными (фиг. 57).
Наружный диаметр гайки можно принимать
равным около 1,5 наружного диаметра резьбы
колонн, а высоту — от 1 до 1,5 этого диаметра.
Общая площадь стяжных болтов разъёмной
гайки должна составлять 6—8°/0 от площади
поперечного сечения колонны в резьбе.
Наружные (концевые) гайки следует за-
шплинтовывать. На фиг. 53 и 57 в колонне и
гайке имеются пазы с и а, в которые закла-
дывается шплинтующая пластинка, закрепляе-
мая болтами.
Цельные гайки небольших прессов изго-
товляются из проката или поковок (сталь
35—45). Составные гайки крупных прессов
изготовляются из стального литья с а$ = 45 -~
-=-55 kzjcm^. Гайки отливаются цельными.
После предварительной обработки производят
Фиг. 57. Пример конструктивного оформления составной
верхней гайки колонны пресса 1000 т.
разрез с одной стороны, после окончатель-
ной — с другой стороны для окончательного
разделения.
Резьбу гаек рассчитывают: на удельное
давление в резьбе (до 800 кг/см2); на срез
витков (до 250 кг/см*); на изгиб витков (до
500 кг/см"*); на удельное давление по пло-
щади соприкосновения с поперечинами (до
800 кг/см2).
Посадочные поверхности в поперечине
должны быть обработаны.
Рабочие цилиндры и плунжеры. Ци-
линдры изготовляются вставными или отли-
тыми совместно с верхней поперечиной. Ци-
линдры, отлитые совместно с поперечиной,
можно применять как исключение при
невысоких давлениях жидкости (до 200 am),
когда это вызывается особенностями необ-
ходимого конструктивного оформления пресса
(например, необходимость снизить габариты),
а также при наличии базы высококачествен-
ного стального литья.
Вставные цилиндры рекомендуется изго-
товлять коваными из стали марки сталь 35—45.
Для цилиндров крупных прессов применяют
легированную сталь с 1,2 — 1,5% Ni.
Для давлений до 200 am возможно изго-
товление цилиндров из высококачественного
стального литья с пределом прочности
50—60 кг/см2 при удлинении не менее 16°/0.
Толщину стенок цилиндров определяют
по формуле
где 3 — толщина стенки; De — внутренний
диаметр цилиндра; R2 — допускаемое напря-
жение; р — внутреннее давление.
462
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Расчёт удобно производить по номограмме,
приведённой на фиг. 58.
Для цилиндров из стального литья
Rz = 800 -г 1000 кг/см2; для кованых из угле-
родистой стали—1000—1200 кг/см, из леги-
рованной стали —1500—1800 кг/см2.
Между величинами давления р и допуска-
емого напряжения R2 существует определён-
P
Фиг. 58. Номограмма для определения толщины
гидравлических цилиндров.
ное соотношение, выведенное Н. М. Копыло-
вым, при котором наружный диаметр цилин-
дра DH для пресса заданного тоннажа Рн по-
лучает минимальный размер.
При p =
DH « 2,75
VI-
На фиг. 59 представлена типовая кон-
струкция кованого рабочего цилиндра пресса.
Толщина днища
должна составлять
не менее 1,5 тол-
щины стенки, не
считая толщины
фланца. С внутрен-
ней стороны дну
придаётся вогну-
тая форма по ра-
приблизи-
равному
Фиг. 59. Узел рабочего цилин-
дра с креплением его к верх-
ней поперечине нижним коль-
цом: /—цилиндр; 2— плунжер;
3 — дроссель-тормоз.
Фиг. 60. Крепление ра-
бочего цилиндра верх-
ним кольцом.
диаметру цилиндра. Переход от стенок
к дну должен быть выполнен по большим ра-
диусам (=rO,2De) гладко, без рисок. В очень
крупных прессах, цилиндры которых куются
в виде труб с последующим обжимом торца,
данная часть цилиндра принимает форму, пред-
ставленную на фиг. 56.
Допустимо также выполнение днища пло-
ским с толщиной, равной примерно двойной
толщине стенок при плавных переходах от по-
следних к дну (фиг. 4 и 6).
Применяемые иногда вставные донышки
(фиг. 5) рекомендовать нельзя.
В верхней и нижней частях цилиндра не-
обходимо предусмотреть посадочные пояски,
обработанные под ходовую посадку 3-го
класса.
Кольцевая опорная поверхность фланца
должна быть рассчитана на удельное давление
не выше 800—900 кг/см2. Переход с этой по-
верхности на стенку надлежит выполнять
без рисок большим радиусом A5—20 мм).
Высота фланца проверяется на срез.
Крепление цилиндра к поперечине рас-
считывают исходя из веса не только самого
цилиндра и узлов, опирающихся на его дно
(наполнительный вентиль, напорный бак
и т. п.), но и веса всей системы подвижных
частей. Применяемые виды креплений пред-
ставлены на фиг. 59, 60, 61. Наиболее целесо-
образным является крепление, изображённое
на фиг. 59. Нижняя часть цилиндра образует
уплотнительную камеру под,посадку уплот-
нения и его нажимного фланца (см. ниже).
Далее вверх следует расточка под напря-
жённую посадку направляющей втулки плун-
жера. Последняя имеет длину около 0,4—Ю,б
от диаметра плунжера. Посадка плунжера
во втулке — ходовая 3-го класса.
Втулку следует изготовлять из бронзы
(например типа БрОЦС 6-6-3) или биметалли-
ческой.
Внутренний диаметр цилиндра над напра-
вляющей втулкой делают на 10—15 мм больше
диаметра плунжера при кованых цилиндрах
и равным или немного превышающим диа-
метр уплотнительной камеры при литых
цилиндрах.
Подвод жидкости лучше всего делать в
центре днища цилиндра. Отверстие снабжается
чугунной или бронзовой втулкой (фиг. 59), в
которую при подъёме плунжера входит дрос-
сель-тормоз 3 (фиг. 59), предотвращающий
удар плунжера о дно цилиндра. Для спуска
воды в цилиндре делается отверстие/ с проб-
кой (фиг. 61).
Плунжеры выполняются сплошными для
весьма мелких прессов, пустотелыми — для
средних и крупных прессов. Пустотелые
плунжеры в свою очередь делятся на две
группы: с выходом отверстия вне цилиндра
(фиг. 61); с выходом отверстия внутрь цилин-
дра (фиг. 62). Нормальной конструкцией
является первая. Вторая уместна при нежёст-
ком соединении плунжера с подвижной по-
перечиной.
Плунжеры надо изготовлять из стали
марки сталь 50—60 или из кокильного чугун-
ного литья.
Поверхность плунжера должна быть тща-
тельно прошлифована и не иметь никаких
пороков
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
463
Расчёт толщины стенок пустотелого плун-
жера первой группы ведётся по формуле
-Z25
l,7p
B1)
В выполненных конструкциях толщина
стенки плунжера примерно равна толщине
стенок цилиндра.
Соединение плунжеров с подвижной по-
перечиной осуществляется жёсткой посадкой
(фиг. 4, 59, 61); посад-
кой на сферический
подпятник (фиг. 6, 7,
62); посадкой с про-
межуточным стерж-
ством (фиг. 6). Применение крепления с по-
садкой на сферический подпятник для плун-
жера одноцилиндрового пресса (фиг. 16) и
центрального плунжера трёхцилиндрового
пресса нерационально. Конструктивное офор-
мление крепления показано на фиг. 64. Подпят-
ник / должен сидеть в гнезде подвижной попе-
речины с небольшим зазором, чтобы иметь
возможность самоцентрироваться. Зазор, рав-
ный или меньший 5 мм, должен быть также
между цилиндрической поверхностью плун-
жера и скрепляющим кольцом 2. Радиус пяты
составляет 1—2 диаметра плунжера. Под-
пятнику можно придавать и выпуклую поверх-
ность (фиг. 6).
Крепление посадкой с промежуточным
стержнем является хорошим типом крепления
крайних цилиндров крупных прессов, так как
Фиг. 61. Крепление рабочего ци-
линдра болтами.
Фиг. 62. Плунжер с вы-
ходом отверстия в ци-
линдр.
Фиг. 63. Пример конструктивного оформления
жёсткого крепления плунжера с подвижной по-
перечиной: 1 — подвижная поперечина; 2 — плун-
жер; 3 — шайба крепления; 4—оси шайбы;
5 — упор бойка.
Жёсткое крепление следует применять
в одноцилиндровых прессах и для среднего
плунжера трёхцилиндровых прессов. Приме-
нение жёсткого крепления для всех плунже-
ров трёхцилиндровых прессов нерационально
(фиг. 17).
Посадка должна быть напряжённая по
двум диаметрам Dt и ?J (фиг. 63), из кото-
рых D2 на 2—4% меньше Dj. Общая глубина
гнезда в подвижной поперечине h приблизи-
тельно равна диаметру плунжера, но посадка
осуществляется только на участках а и б об-
щей длиной около !/2 Л, распределяемой по
этим участкам обратно пропорционально их
диаметрам. Остальные детали крепления видны
из фиг. 63, изображающей часто применяемую
конструкцию.
Крепление с посадкой на сферический
подпятник применяется для крайних плунже-
ров трёхцилиндровых прессов (фиг. 7) и для
плунжеров двухцилиндровых прессов со спе-
циальным центральным направляющим устрой-
обеспечивает при эксцентричной нагрузке наи-
лучшие условия движения плунжеров в на-
правляющей втулке и уплотнениях. Целесо-
образность крепления этим способом не толь-»
ко крайних, но и центрального плунжера,
сомнительна.
Стержень 1 (фиг. 65) на концах имеет
пяты, опирающиеся на сферические подпят-
ники 2 и 3, вставленные в донную часть
плунжера и в гнездо в подвижной поперечине.
Стержень удерживается в плунжере и по-
движной поперечине при помощи буртов и
колец 4 и 5, позволяющих ему совершать
качательное движение. Стержень рассчиты-
вают на удельное давление в пятах, которое
не должно превышать 1000—1250 кг/см2.
Материалом для него служит сталь 50—60.
Подвижная поперечина. Подвижная по-
перечина в своём движении направляется
колоннами пресса и является опорой для
верхнего бойка (штампа). Подвижная поперек
чина в зависимости от её размеров изгото
464
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
вляется цельной или составной из частей,
стягиваемых болтами. Материалом служит
етальыое литьё с оь = 45ч- 55 кг/мм2. Подвиж-
ные поперечины мелких прессов (до 100 —
150 т) можно изгото-
влять чугунными (СЧ
18-36 илиСЧ 21-40).
Высота поперечи-
ны в её средней ча-
сти определяется рас-
чётом, исходящим из
предположения по-
садки её под полным
давлением пресса на
ограничители хода.
Расчёт ведётся кау
для балки на двуу
опорах с расстоянием
между ними, равным
расстоянию между
колоннами. Усилия
плунжеров считают
разложенными на две
равные составляющие
с точками приложе-
заглушить приваркой крышек из листа. Не-
обходимо обеспечить отвод воды, просачи-
вающейся через уплотнения плунжеров б,
а также предусмотреть невозможность скопле-
Фиг. 64. Пример конструк-
тивного оформления кре-
пления плунжера со сфе-
рической пятой.
ния в центре тяже-
сти полукольцевых площадей, составляющих
вместе опорную площадь плунжера в попере-
чине (аналогично изображённому на фиг. 52).
Фиг. 65. Соединение плунжера с подвижной поперечиной
через промежуточный стержень.
Допускаемое напряжение на изгиб можно
принимать до 1200—1500 кг/см2.
Сверху подвижная поперечина должна
иметь закрытую конструкцию, т. е. верхнюю
стенку а (фиг. 66) во избежание возможности
скопления грязи и посторонних предметов;
отверстия для литейных стержней следует
Фыг. 66. Пример конструктивного оформления подвияс-
ной поперечины пресса 1000 т.
ния воды во внутренних полостях попере-
чины. В нижней торцевой поверхности по-
движной поперечины — столе в делают пазы г
для крепления инструмента.
Высоту направляющих гнёзд е подвижной
поперечины делают обычно равной трём диа-
метрам колонны
B,5—3,5). В гнёзда
вставляются раз-
резные направля-
ющие втулки /
(фиг. 67) с толщи-
ной стенок 20—
25 мм, изготовляе-
мые из чугуна СЧ
12-28 или СЧ 15-32
и закрепляемые
стальными флан-
цами 2 (сталь 25
или 30). Общая
высота напра-
вляющих втулок
i/2—2/g высоты все-
го гнезда.
Внутренняя по-
верхность напра-
вляющих втулок
должна быть шли-
фованной. Зазор
между нею и поверхностью колонн — около
1 мм на диаметр. Направляющие втулки
должны смазываться, для чего необходимы
соответствующие сверления а в подвижной
поперечине и установка маслёнки 3.
В крупных прессах для прилегания на-
правляющих втулок к колоннам полной по-
Фиг., 67. Устройство направля-
ющих частей подвижной
поперечины.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
465
верхностыо при эксцентричных нагрузках
обеспечивают возможность перемещения их
оси относительно оси гнезда подвижной по-
перечины соединением направляющих втулок
с гнёздами поперечины при помощи сфери-
ческих опор (фиг. б и 65).
Следует учесть, что конструкция, изобра-
жённая на фиг. 6, рациональна для прессов:
одноцилиндровых с жёстким соединением
плунжера с подвижной поперечиной; двухци-
линдровых с двумя цилиндрами при специаль-
ном центральном направляющем устройстве
(фиг. 6); трёхцилиндровых, у которых цен-
тральный плунжер жёстко соединён с подвиж-
ной поперечиной или выполнен как поршень,
подобно изображённому на фиг. 56.
Конструкция, приведённая на фиг. 65, при-
годна только для случая нежёсткого соеди-
нения всех рабочих плунжеров пресса с по-
движной поперечиной, однако такое соедине-
ние, как указывалось ранее, для одноцилин-
дровых и трёхцилиндровых прессов нежела-
тельно.
В тех случаях, когда применима конструк-
ция, изображённая на фиг. 6, возможно исполь-
зование конструкции, изображённой на фиг. 56.
Здесь боковые части подвижной поперечины,
несущие направляющие гнёзда для колонн,
сидят на шаровых опорах шкворней а, закре-
плённых в центральной части поперечины.
В двухцилиндровых прессах применяют спе-
циальное центральное направляющее устрой-
ство (фиг. 6), состоящее из хобота 7, на
верхнем конце которого на шаровом шарнире 2
сидит ползун 3, скользящий в холостом на-
правляющем цилиндре 4. Шаровая посадка
ползуна является обязательной и прессы
с жёсткой его посадкой представляют уста-
релые конструкции. Хобот 1 может быть вы-
полнен как в виде отдельной детали, соеди-
няемой с подвижной поперечиной, так и отлит
вместе с нею.
Центральное направляющее устройство
может быть выполнено и в трёхцилиндрозых
прессах (фиг. 56). Ползун при этом играет
роль поршня и несёт уплотнение, а централь-
ный цилиндр является не только направляю-
щим, но и рабочим. По сравнению с жёстко
закреплённым центральным плунжером пре-
имущества этой конструкции сомнительны.
Возвратные и уравновешивающие
цилиндры
Разновидности устройств возвратных ци-
линдров указаны в табл. 1. Гидравлические
возвратные и уравновешивающие цилиндры
изготовляются из кованой стали 35—45 или из
стального литья с sb = 50-4-60 kzjmm^ и расчёт
их ведётся аналогично расчёту рабочих ци-
линдров.
Плунжеры возвратных цилиндров, как пра-
вило, сплошные, изготовляются из стали
50—60. Штоки плунжеров диференциального
типа, соединяемые с подвижной поперечиной,
рассчитывают на растяжение с допускаемым
напряжением до 600 кг/см2. Тяги при ци-
линдрах плунжерного типа изготовляются из
стали 35—40. Расчёт ведут на растяжение с
допускаемым напряжением до 600 кг\см\
Соединение штоков диференциальных плун-
жеров и тяг с подвижной поперечиной
30 Том 8
следует выполнять со сферическими про-
кладками; также следует присоединять к
подвижной поперечине плунжеры нижних
возвратных цилиндров (фиг. 6, 65).
Траверза возвратных цилиндров может быть
литой или кованой. Расчёт её производится на
изгиб.
Паровые возвратные цилиндры (фиг. 5, 10)
представляют собой устарелый тип возврат-
ного устройства и в новейших конструкциях
их избегают.
Одностоечные прессы. Станины (фиг. 8,
9, 10) одностоечных прессов изготовляют из
стального литья с o^ = 50-f-60 #г/лш2 и упро-
щённо рассчитывают на совместное действие
растяжения и изгиба по формуле
R — н -4- (90.)
г F -1- J ' к J
где Р№ — номинальное усилие пресса; F—пло-
щадь поперечного сечения станины (опасное
сечение); I — расстояние крайних растягивае-
мых и сжимаемых волокон от центра тяжести
сечения; е — расстояние между осью цилин-
дра и центром тяжести сечения; J—момент
инерции сечения.
Допускаемое напряжение берётся 400—
500 KajcM2 во избежание значительной упру-
гой деформации.
Станинам крупных одностоечных прессов
придают форму, показанную на фиг. 9, Стяж-
ные болты рассчитывают с допускаемым на-
пряжением 1000—1200 кг/см2; в качестве ма-
териала их применяется сталь 35.
Рабочие цилиндры одностоечных прессов
изготовляются исключительно вставными. Кон-
струкция и расчёт — см. стр. 461.
Рабочий плунжер своей нижней частью
(круглой или прямоугольной) направляется
в станине при помощи сменных чугунных на-
правляющих (фиг. 10).
Подводящие трубы должны быть изогнуты,
как показано на фиг. 10, так как упругая
деформация станины доходит до 10—15 мм.
Закрытый бак в одностоечных прессах
обычно помещается в станине (фиг. 8—10).
Паровой мультипликатор крепится также
непосредственно к станине (фиг. 10).
Уплотнения. Существует два типа уплот-
нений— набивочное и манжетное. Первое
можно в известной мере затягивать, второе
затягивать нельзя и оно действует автомати-
чески под давлением жидкости.
В настоящее время основным типом уплот-
нения для гидропрессов является набивочное.
Манжетное применяют лишь для небольших
диаметров плунжеров до 100—150 мм.
Набивочные уплотнения изготовляются
преимущественно: пеньковые и хлопчатобу-
мажные с пропиткой нерастворимым в воде
салом или жиром; из прорезиненной ткани
в виде колец со свинцовыми заклёпками для
уменьшения трения и износа (фиг. 68, табл. 26).
Вырезы а с углами 45° (фиг. 68) обеспе-
чивают лучшее уплотнение вследствие при-
жима „пера" б к поверхности плунжера под
давлением жидкости.
Толщину уплотнения в среднем можно
определять из выражения
где D — диаметр плунжера.
466
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Общая высота Н (фиг. 59) уплотнительной
камеры в цилиндре для давления до 200 am
применяется около 85, а для более высоких
давлений 105.
Свинцовые
заклёпки
0^0 О
0 0 0
— D
Фиг. 68. Кольцо набивки.
Уплотнение поджимается и удерживается
в уплотнительной камере нажимным фланцем
Таблица 26
Ориентировочные
Диаметр плунжера
D
До 8о
8о—2оо
22O—44°
Свыше 44°
размеры колец набивки (фиг. 68)
[размеры в мм)
5
ю
15
25
25
h
. 2Э
»5
35
4°
15
ао
3°
35
-D48
(фиг. 59) со втулкой, в которой скользит плун-
жер с Ходовой посадкой 3-го класса. Втулка
может быть встав-
ной (фиг. 59) или
Л свободно упираю-
щейся во фланец
3 (фиг. 61).
Верхняя часть
фланца со втул-
кой или втулка,
если она предста-
вляет отдельную
деталь, должна
иметь возмож-
ность входить в
уплотнительную
камеру на длину 35
(натяг).
Нажимной фла-
нец крепится к
цилиндру шпиль-
ками (фиг. 59).
Нажимной фланец
и болты изготовля-
ются из стали 35—
45; втулка — из
бронзы (например,
латуни (например, ЛМцС-
Фиг. 69. Уплотнение кровле-
образными манжетами для
диаметров плунжера Z)<80 мм:
1 — нажимное кольцо
(ЛМцС-58-2-2); 2— манжето-
держатель (ОЦС 6-6-2); 3 —
манжеты (кожа); 4—уплотни-
тельное кольцо (кожа).
БрОЦС 6-6-3),
58-2-2) или биметаллической.
Болты рассчитывают на растяжение под
действием усилия
Р' —
гс [(О+25J — D2]
4
B3)
с допускаемым напряжением до 600 кг\см\
Высоту фланца h обычно принимают рав-
ной двум диаметрам крепящих фланец бол-
тов или @,7-^1,0N (фиг. 59).
Манжетные уплотнения из кожи, как ука-
зано выше, применяют взамен набивочных
только для плунжеров небольших диаметров.
Применяемый тип манжетного уплотнения —
кровлеобразный с углом 60° (фиг. 69). V-образ-
ные манжеты следует использовать только
для уплотнения неподвижных деталей (крышка
и т. п.).
КОНСТРУКЦИЯ АККУМУЛЯТОРОВ
И КОНТРОЛЬНО-РАСПРЕДЕЛИТЕЛЬНЫХ
ПРИБОРОВ К НИМ
Аккумулятор накапливает напорную Жид-
кость, подаваемую насосами в периоды пауз
в работе гидравлических прессов, и отдаёт
её последним в рабочие периоды. Гидравли-
ческий аккумулятор присоединяется к гидра-
Фиг. 70. Схема беспоршневого воздушного гидравличе-
ского аккумулятора с системой контрольно-распредели-
тельных приборов.
влической сети и даёт возможность насосам
работать непрерывно с постоянной нагрузкой,
соответствующей среднему потреблению
жидкости прессами.
Аккумулятор, кроме того, является регу-
лятором статического давления в сети. Вместе
с тем аккумулятор, связываясь посредством
контрольно-распределительных устройств с
насосами, регулирует работу последних. Так
как установленная мощность насосной станции
не может в точности при всех условиях ра-
боты соответствовать среднему расходу жидко-
сти, аккумулятор с помощью указанных прибо-
ров выключает и обратно включает насосы в за-
висимости от потребления жидкости в сети.
Существует два основных типа гидравли-
ческих аккумуляторов: а) воздушные, б) гру-
зовые. Воздушные аккумуляторы разделяются
на беспоршневые и поршневые. Современным
типом является только беспоршневой воз-
душный гидравлический аккумулятор. Он
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
467
имеет резервуар / для жидкости (фиг. 70) и
несколько воздушных резервуаров 2. Верхние
волости всех резервуаров соединены между
собой. Воздушные резервуары заполняются
сжатым воздухом от специального компрес-
сора.
Аккумулятор снабжается системой кон-
трольно-распределительных и предохранитель-
ных приборов. Так как в аккумуляторах
этого типа давление воздуха передаётся не-
посредственно на поверхность жидкости без
каких-либо промежуточных элементов, давле-
ние жидкости равно давлению воздуха.
Объём воздушных резервуаров опреде-
ляется исходя из заданного допустимого коэ-
фициента снижения давления в аккумуляторе
и обратно
B4)
B5)
где Ve — объём воздушных резервуаров акку-
мулятора; Va — полезная ёмкость аккумуля-
тора; t — коэфициент допустимого перепада
давления; п — показатель политропы; при
аккумуляторных резервуаров делают при-
мерно в 10 раз больше его полезной ёмкости.
Форма (фиг. 71)
и размеры резер-
вуаров, а следова-
тельно, их коли-
чество, зависят от
производственных
возможностей из-
готовления их по-
ковок. Диаметр ре-
зервуара для жид-
кости должен быть
установлен с та-
ким расчётом, что-
бы при максималь-
ном отборе воды
скорость переме-
щения уровня жид-
кости не прево-
сходила 20 — 25
см] сек.
Материалом для
кованых резервуа-
ров служит сталь
35, а также ле-
гированная с 1—
1.50/oNi.
Фиг. 71. Формы аккумулятор-
ных резервуаров.
ЮШ-
Фиг. 72. Сварной многослойный аккумуляторный резер-
вуар на давление 230 am.
давлениях около 200 am следует принимать
л = 1,29-f-1,3. Коэфициент допустимого пере-
пада давления
Ртах — Anin
Ртах
При низких давлениях <50 am можно
считать п ~ 1. В этом случае формулы при-
нимают вид:
В практике обычно допускают перепад
давлений до 10—12% (т яг 0,1) и общий объём
Толщину стенок рассчитывают по фор-
муле B0) на действие внутреннего давления.
Толщину плоского дна (фиг. 71, а) принимают
в 1,5-—2 раза больше толщины стенок. Дно
полукруглой и эллиптической форм (фиг. 71, б)
постепенно утолщается к выходным отвер-
стиям.
В настоящее время большое распростра-
нение получили сварные многослойные акку-
муляторные резервуары (фиг. 72).
К днищам резервуаров прибалчиваются
фланцы (фиг. 73) или в них вставляют пробки
(фиг. 74), к которым крепятся трубы, корпуса
запорных клапанов и т. п. Пробки вста-
вляются изнутри резервуара, поэтому если
в одно днище вставлена пробка, то другое
дно должно иметь фланец.
Пробка к нижнему днищу резервуара для
жидкости, к которой крепится подводящая
труба, часто имеет рассекатель 1 струи, по-
ступающей в аккумулятор (фиг. 75).
В нижнем торце воздушных резервуаров
устанавливают пробки 3 (фиг. 70) для спуска
конденсата. Сверху все резервуары соеди-
няются трубопроводом через запорные кла-
паны 4, позволяющие отъединять воздуш-
ные резервуары каждый в отдельности. Ре-
зервуар для жидкости имеет воздухоспускнои
клапан. На магистральной гидравлической
трубе устанавливают главный запорный кла-
пан 5. Воздушные баллоны присоединяются
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
К; компрессору трубопроводом через запор-
ный клапан 6.
Систем управления работой гидравлических
воздушных аккумуляторов существует весьма
большое количество. Общим для всех систем
является наличие: автоматического запорного
клапана 7 (фиг. 70) с сервоприводом а, прекра-
Фиг. 73. Фланец к дни-
щу аккумуляторного
резервуара: / — отвер-
стие под пробку для
спуска воздуха.
Фиг. 74. Пробка к дни-
щу аккумуляторного
резервуара.
г. 75. Пробка с рас-
секателем / к нижнему
днищу аккумулятор-
ного резервуара.
щающего отбор жидкости при падении её
уровня ниже установленного предела; авто-
матического циркуляционного (обводного,
охолостительного)клапана 8 с сервоприводом б
и обратным клапаном в,
выключающего насос при
поднятии уровня жид-
кости в аккумуляторе
до определённой нормы.
Сервоприводы запор-
ного и циркуляционного
автоматических клапа-
нов управляются рас-
пределителями 9 и 10,
приводимыми в действие
электромагнитами 11
и 12.
Различие в системах
управления определяется
преимущественно в спо-
собах и приборах, реа-
гирующих на изменение уровня воды в аккУ
муляторах и затем воздействующих на элек-
тромагниты И и 12. '
^ На фиг. 70 представлена схема беспоплав-
кового аккумулятора с ртутным электриче-
ским переключателем.
-• Основным аппаратом является электрический пере-
ключатель 13, состоящий из двух сообщающихся сосудов
гид, в которые налита до определённого уровня ртуть.
Сосуд г соединён через запорный клапан 14 с нижней
частью резервуара аккумулятора, а сосуд д соединён с
верхней его частью через запорный клапан 15; следо-
вательно, в сосуде г над ргутью будет находиться на-
порная жидкость, а • в сосуде д — сжатый воздух. При
увеличении высоты столба жидкости в резервуаре
аккумулятора уровень ртути в сосуде г будет по-
нижаться, а в сосуде д — повышаться. В сосуде д
имеются контакты е различной длины; соприкосновение
контактов со ртутью будет вызывать замыкание соответ-
ствующих электрических цепей. Число контактов может
быть различное в зависимости от условий работы акку-
мулятора. На схеме изображён переключатель с пятью
контактами. При таком количестве контактов действие
аккумулятора может протекать следующим образом.
Допустим, что аккумуллтор только что начал напол-
няться водой. Тогда приборы будут в следующем поло-
жении. Электрэмагнит 12 находится под током, притянув
свой сердечник. Клапан ж распределителя 10 поднят,
а'клапгн з опущен, вследствие этого поршень серво-
привода б циркуляционного клапана 8 находится под
действием напорной жидкости и клапан будет прижат
к седлу. Жидкость, подаваемая насосами через обратный
клапан в, поступает в резервуар аккумулятора. Однако
отбор жидкости в : этом положении ещё невозможен по
следующей причине. Электромагнит // будет не под
fоком. Сердечник его опущен и, следовательно, клапан и
распределителя 9 поднят, а клапан к опущен. Про-
странство под поршнем сервопривода а запорного кла-
пана 7 соединено с баком и клапан работает как об-
ратный, т. е. пропускает жидкость только в одном на-
правлении в аккумулятор. По мере наполнения аккуму-
лятора ртуть в сосуде электрического переключателя»
поднимаясь, коснётся первого наиболее длинного кон-
такта, замкнётся соответственная электрическая цепь
и в указателе уровня воды 16 загорится первая лампа,
сигнализируя, что аккумулятор наполняется. При даль-
нейшем повышении уровня жидкости в аккумуляторе
ртуть в электрическом переключателе 13 коснётся вто-
рого контакта. Замкнётся цепь электромагнита 11, сер-
дечник его поднимется, клапан и опустится, клапан к
поднимется и поставит под действие напорной жидкости
поршень сервопривода а запорного клапана 7. Клапан
поднимется, и с этого момента станет возможным отбор
воды из аккумулятора.
Если средний расход воды прессами меньше подачи
насоса, то будет .происходить дальнейшее наполнение
аккумулятора. Ртуть в электрическом переключателе 13..
приходя в соприкосновение с последующими кон-
тактами, замыкает соответствующие электрические
цепи, в результате чего последовательно загораются
лампы на указателе уровня 16. Когда ртуть достигнет
пятого контакта, то разомкнётся цепь электромагнита 12.
Сердечник его опустится, вследствие чего в распреде-
лителе 10 опустится клапан ж и поднимется 3, соединяя
поршневое пространство сервопривода б циркуляцион-
ного клапана 8 с баком. Клапан отойдёт по схеме влево
и насос перейдёт на холостой ход (циркуляцию).
Фиг. 76. Конструкция электропереключателя: / — воз-
духоспускные клапаны; 2— сливной клапан; 3 —запор-
ный вентиль воздушной стороны; 4 — запорный вентиль
стороны жидкости.
При опорожнении аккумулятора будут последовательно
гаснуть лампы указателя уровня 16, но насос включится
опять лишь после того, как из соприкосновения со
ртутью выйдет четвёртый контакт. При выходе из со-
прикосновения со ртутью первого контакта опустится
автоматический запорный клапан 7 и отбор жидкости
станет невозможен. Таким образом, электрическая схема
выполнена так, что включение и выключение насоса, а
также поднятие и опускание запорного клапана проис-
ходят соответственно на разных контактах, что устра-
няет излишне частые переключения.
ГЛ. XI|
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
469
Увеличивая количество контактов, а равно
и число циркуляционных клапанов, можно
устанавливать связь не только с одним, но и
с несколькими насосами. В равной мере, из-
меняя схему электрических цепей, можно из-
менять и последовательность действия раз-
личных аппаратов. Кроме описанных выше
приборов, обеспечивающих нормальное функ-
ционирование аккумулятора, последний снаб-
жается обычно ещё дополнительными „ава-
рийными" приборами (контактный манометр/7),
которые должны осуществить перевод насоса
на циркуляцию в том случае, если бы по
какой-либо причине дали отказ приборы,
действующие от электрического переклю-
чателя.
Конструкция электрического переключа-
теля показана на фиг. 76.
Автоматические запорный и циркуляцион-
ные клапаны могут быть выполнены в от-
дельных коробках, как показано на фиг. 70,
или заключены в одну общую коробку (фиг. 77).
К аккумулятору
М прессу
К дистрибутору
К дистрибутору
Фиг. 77. Соединение автоматических запорного и цирку-
ляционного клапанов в одной коробке: / — запорный
клапан; 2 — его сервопривод; 3— циркуляционный кла-
пан; 4 — его сервопривод; 5 — обратный клапан.
Фиг. 78. Схема управления аккумулятора.
Наоборот, могут быть разделены по отдель-
ным коробкам циркуляционный и обратный
клапаны.
Иная схема управления изображена на фиг. 78.
Здесь имеется труба 1 с коробками 2, 3, 4, присоеди-
нённая концами сверху и снизу к резервуару аккуму-
лятора. Таким образом, жидкость в резервуаре л в
трубе всегда имеет одинаковый уровеиь; В каждой,ко-
робке находится по двуплечему рычагу, .к правой? сто-
роне которого (по чертежу) присоединён поплавок 5,
а к левой — подковообразный постоянный магнит 6
Магниты воздействуют на ртутные контактные при-
боры 7, 8, 9, находящиеся снаружи. При заполнении
коробок жидкостью поплавки поднимают правые (пс
чертежу) концы рычагов, а левые их концы с магни-
тами опускаются. Этим и достигаются необходимые
переключения контактных приборов. Заполнение жид-
костью коробки 2 вызывает поднятие циркуляционного
клапана и перевод насоса на циркуляцию. Обратное
включение произойд?т тогда, когда от жидкости осво-
бодится коробка 3. Контроль нижнего уровня и упра-
вление запорным клапаном осуществляет коробка 4.
Ранее существовавшие системы механиче-
ского управления от поплавков выходят из
употребления.
КОНСТРУКЦИЯ МУЛЬТИПЛИКАТОРОВ
Гидравлический мультипликатор. Ги-
дравлический мультипликатор является аппа-
ратом, обеспечивающим подачу в цилиндр
пресса жидкости повышенного давления по
отношению к жидкости, поступающей из акку-
мулятора.
Типовая конструкция гидравлического
мультипликатора представлена на фиг. 79.
Коэфициент мультипликации тм опреде-
ляется отношением
D
где i\M — механический к. п. д., равный около
0,95; D8d — диаметр плунжера высокого да-
вления; DHd — диаметр плунжера низкого
давления.
Ход Нм мультипликатора и диаметр плун-
жера высокого давления определяют исходя
из объёма жидкости Q, необходимого для
единичного хода питаемого мультипликатором
цилиндра пресса
о
вд г i л
где r\Q — объёмный к. п. д.; yjq и 0,9. Способы
расчёта деталей мультипликатора, а равно и
применяемые материалы—те же, что и для
соответственных деталей пресса. Следует от-
метить, что нижняя поперечина и цилиндр
низкого давления, как правило, представляют
одну отливку во избежание увеличения габа-
ритов мультипликатора.
Паро-воздушный мультипликатор. Суще-
ствуют два основных типа паро-воздушных
мультипликаторов: первый тип — с нижним
гидравлическим цилиндром (фиг. 80); второй
тип — с верхним гидравлическим цилиндром
(фиг. 81). Первый имеет преимущества в смысле
демонтажа и монтажа плунжера и поршня при
ремонте и монтаже подводящей гидравличе-
ской трубы в траншее с присоединением её
к цилиндру пресса через пустотелую колонну.
Поэтому для крупных прессов мультипликатор
с нижним гидравлическим цилиндром имеет
преимущественное применение. Для одноетоеч-
йых прессов применяется исключительно
мультипликатор с верхним гидравлическим
цилиндром (фиг. 10).
470
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Основные размеры паровых мультиплика-
торов приведены в табл. 23.
Паровые цилиндры, их крышки 'и поршни
обычно изготовляют из чугунного литья типа
СЧ 21-40. Для поршней и верхних крышек
больших мультипликаторов (с диаметром порш-
ня свыше 1500 мм) применяют стальное
Фиг. 79. Типовая конструкция гидравлического мульти-
пликатора: / — цилиндр низкого давления; 2 — плунжер
низкого давления, совмещённый с цилиндром высокого
давления; 3 — плунжер высокого давления; 4 — возврат-
ный цилиндр; 5—возвратный плунжер; 6—верхняя
поперечина; 7 — колонны; 8 — подвижная поперечина.
литьё с пределом прочности 45 кг/мм2. Из
этого же материала изготовляются фонари,
соединяющие паровой и гидравлический ци-
линдры. Нижняя крышка парового цилиндра
мультипликатора первого типа и соответ-
ственно верхняя крышка мультипликатора
второго типа могут быть выполнены в одной
отливке с фонарём (фиг. 80). Цилиндры весьма
крупных мультипликаторов делают составными
по длине из двух частей.
Уплотнение между поршнем и сгенкамя
цилиндра достигается двумя или тремя чугун-
ными поршневыми кольцами.
Фиг. 80. Паро-воздушный мультипликатор с нижним
гидравлическим цилиндром.
Конструкцией парового цилиндра должна
быть обеспечена безударная посадка поршня
при обратном ходе. В мультипликаторе пер-
вого типа безударная посадка достигается
кольцевым выступом а, входящим в соответ-
ствующую полость днища (фиг. 80).
В мультипликаторе второго типа (фиг. 81)
это достигается наличием выступа / на ниж-
нем торце поршня, входящего при его опу-
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
471
екании в цилиндрическое отверстие дна, бла-
годаря чему пар образует подушку между
поршнем и дном цилиндра. Степень сжатия
можно регулировать иглой 2, перекрыва-
ющей канал 3, сое-
диняющий под-
поршневое про-
странство с по-
лостью 4, соеди-
нённой с клапан-
ной коробкой.
Предохранение
от удара поршнем
в верхнюю крыш-
ку при прямом
ходе может быть
достигнуто обра-
зованием буфера
в верхней поло-
сти цилиндра, ког-
да поршень пере-
крывает отвер-
стия 5, соединяю-
щие эту полость
с выпускным тру-
бопроводом (фиг.
81), дроссель-тор-
мозом, как у прес-
сов; автоматиче-
ским переключе-
нием паровых кла-
панов, а равно и
комбинацией по-
следнего способа
с одним из преды-
дущих.
Паровой ци-
линдр должен быть
¦5 снабжён надёж-
ной теплоизоля-
цией (фиг. 80) и
прогреваться отра-
ботавшим паром.
Верхнюю часть ци-
линдра соединяют
с выхлопным тру-
бопроводом или же
в неё перепускают
пар из нижней ча-
сти по оконча-
нии рабочего хо-
да пресса.
Расчёт прочно
сти деталей узла
парового цилиндра следует производить по ме-
тодам, указанным для паровых машин.
Гидравлический цилиндр мультипликатора
и его детали конструируются аналогично ци-
линдрам прессов.
Управление мультипликатором произво-
дится клапанами. Золотниковое парорас-
пределение в настоящее время не упо-
требляется.
Клапанную коробку следует изготовлять
отдельно и крепить к мультипликатору (фиг.82).
Клапанная коробка, встроенная в нижнюю
крышку мультипликатора, неудобна в экспло-
атации. В коробке впускной и выпускной кла-
паны помещают или на одной оси (фиг. 83),
Фиг. 81. Паро-воздушный
мультипликатор с верхним
гидравлическим цилиндром.
Впуск
пара
Фиг. 82. Пример крепления клапанной коробки
мультипликатора.
или один рядом с другим (фиг. 84). Первая
конструкция имеет меньшие габариты и хо-
роший отвод конденсата, зато при второй
конструкции клапаны более доступны для
осмотра и ремонта.
Для лучшего обогрева цилиндра вместо
двух клапанов в ряде конструкций применяют
для управления мультипликатором три клапана:
впускной /; перепускной 2; выпускной 3
(фиг. 85).
При рабочем ходе открыты клапаны 1 и 3.
При установке рукоятки в положение „хо-
лостой ход пресса вниз" все клапаны будут
закрыты, а при установке „держание на весу"
откроется перепускной клапан, и пар потечёт
из нижней полости в верхнюю, а мультипли-
катор будет опускаться.
Клапаны применяют преимущественно само-
уравновешивающиеся двухседельные (фиг. 83,
84), реже — односедельные с встроенным раз-
грузочным клапаном (фиг .86). Сечения впуск-
Фиг. 83. Расположение клапанов в коробке по одной оси.
472
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
ных клапанов рассчитывают на скорость пара
80—120 м/сек, высшие значения—для крупных
цилиндров и перегретого пара. Сечения вы-
пускных клапанов берут в 2 раза больше
впускных. Величина подъёма клапанов зависит
Све/кий
пар.
Фиг. 84. Расположение клапанов в коробке
по параллельным осям.
от свободного их сечения и колеблется в пре-
делах 10—50 мм.
Скорость свежего пара в паропроводе
50—60 Mjceu, отработавшего 30—40 м/сек.
В целом конструкция клапанов, сёдел и
других дета-
э
леи парораспре-
деления соот-
Еетствует при-
нятым в паро-
технике.
Фиг. 85. Схема управления муль-
типйвкатором тремя клапанами.
Фиг. 86. Паровой клапан
с разгрузкой.
Фиг. 87. Схема при-
способления для
автоматического
переключения кла-
панов мультипли-
катора.
между подъёмным .механизмом клапанов и
скалкой мультипликатора (фиг. 81 и 87), бла-
годаря которой каждому положению рычага
управления на участке сектора „рабочий ход*
соответствует определённая длина хода муль-
типликатора, а следовательно, и пресса. Про-
стейшая конструкция такой связи представлена
на фиг. 87.
Двуплечий рычаг 1 одним концом соединён серьгой
с рычагом управления 2, а другим концом — с двуплечим
рычагом 3, верхний конец которого тягой 4, рычагом 5
и пружиной 6 оттягивается кверху. Таким образом, при
нижнем положении поршня верхний шарнир рычага 1
остаётся неподвижным и при перестановке рычага упра-
вления вправо впускной клапан открывается. При движе-
нии плунжера мультипликатора ролик, нажимая на на-,
клонную планку („косу") 8, отводит её вправо, что через
систему рычагов 9, 10 и 5, тяги 4 и рычага 3 вызывает
отклонение верхнего шарнира рычага 1 вправо. Так как
рычаг управления неподвижен, то это отклонение посте-
пенно приведёт к посадке впускного клапана в седло. Легко
усмотреть, что чем дальше был поставлен
рычаг управления, тем при более высоком
положении поршня осуществится посадка
клапана.
В современных мультипликаторах, как пра-
вило, устанавливают кинематическую связь
Фиг. 88. Схема сервопривода клапанов парового
мультипликатора.
Для снижения усилия на рукоятку, необ-
ходимого для передвижения клапанов, приме-
няются сервоприводы различных конструкции.
Схема одной из них изображена на фиг. 88,
Поршень / парового цилиндра соединён штоком с
поршнем 2 масляного цилиндра, действующего как ката-
ракт. Тяга 3 идёт к ручному рычагу управления. При её
перемещении (например, на чертеже вправо) поворачи-
вается рычаг 4 вокруг шарнира 5. Золотниковая тяга 6,
связанная с рычагом 4 в точке 7, передвигает золотник
влево, и пар поступает во внешнюю полость парового
цилиндра, а внутренняя соединяется с выхлопом. Пор-
шень / начинает двигаться вправо, в результате чего
приходит во вращение вал 8, осуществляющий. подъём
и опускание клапанов. 6 то же время поршень 2 вытес-
няет масло через дроссельный клапан 9 с внешней сто-
роны на внутреннюю сторону масляного цилиндра. Но
одновременно с движением штока поршней цилиндров
будет происходить и обратное движение золотника, так
как средний шарнир 5 рычага 4 укреплён на рычаге, со- ,
единяющем шток с валом 8, а точка 10 будет неподвижна.
Каналы 11 и 12 перекроются золотником, и движение пре-
кратится. Таким образом, определённое передвижение
ручного рычага, соединённого с тягой 3, будет вызывать
строго соответственное перемещение клапанов.
Сервопривод, основанный на том же прин-
ципе, может быть выполнен гидравлическим.
В этом случае надобность в масляном ци-
линдре отпадает, пространство под поршнем /
будет под постоянным давлением жидкости,
внешняя полость будет управляться двумя
гидравлическими клапанами под воздействием
тяги 6.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
475
КЛАПАНЫ. РАСПРЕДЕЛИТЕЛИ
Виды клапанов. По назначению клапаны,
управляющие движением жидкости в гидра-
влических сетях прессов, делятся на следую-
щие основные виды: клапаны питания и слива
(впускные и выпускные); дроссельные; напол-
нительные; обратные; предохранительные; за-
порные.
По способу действия клапаны разделяются
на клапаны с принудительным подъёмом или
управляемые (питания и слива, дроссельные,
запорные и др.), с автоматическим подъёмом
(плавающие, обратные, предохранительные
и др.), смешанного действия (наполнительные,
некоторые запорные и др.).
Клапаны с принудительным подъёмом под-
нимаются под механическим воздействием
подъёмного штока (толкателя). При этом спо-
собы приведения в действие последнего могут
быть различные: через механическую передачу
от руки, гидравлическим сервоприводом, элек-
тромагнитом и т. п.
Клапаны с автоматическим подъёмом под-
нимаются под действием давления (разности
давлений) жидкости.
Клапаны смешанного действия в одни пе-
риоды работают с принудительным подъёмом,
в другие — автоматически.
Кроме того, различают клапаны без раз-
грузки и с разгрузкой.
Для управления гидравлическим цилиндром,
как правило, требуется не менее двух клапа-
нов — один впускной и другой выпускной.
Комплект клапанов, заключённый в коробку,
имеющую соответствующие гнёзда для них и
сверления для прохода жидкости, образует
распределительное устройство — распредели-
тель (дистрибутор).
Общие данные о клапа'нах. Усилие, дей-
ствующее на клапан, прижатый к седлу, на-
годится из зависимости
гр№ B6)
где обозначения
D, dx и d показаны
на фиг. 89; рв —
давление в над-
клапанном про-
странстве; рн—^да-
вление в подкла-
панном простран-
стве; Рпр — уси-
лие пружины.
При нормаль-
ном изготовлении
и состоянии кла-
пана Б и седла В
(фиг. 89) d' = d и
При высоких
давлениях рв мож-
пренебречь значениями рн и Рпр, тогда
P=l[D2-dl)Pe. B7)
но
Удельное давление на опорную площадь-
седла определяется вне зависимости от угла а
выражением
Р
Величина удельного давления допускается-
до 1200—1500 кг/см2. Снижение этой величины
не рекомендуется, так как увеличенные поса-
дочные поверхности труднее притереть и во-
обще плотность соединения клапана с седлом
будет меньше.
Для изготовления клапанов, сёдел, втулок,
направляющих клапаны, пробок, толкателей
следует применять твёрдую латунь или бронзу:
с аь — 30 кг/мм2 при удлинении 300/0 для на-
правляющих втулок („фонарей"),с сй^50кг/лл3
при удлинении 15—200/0 для прочих указанных
деталей. Из стандартных марок можно ука-
зать ЛМцНЖ 52-2-2-1, БрАЖМц 10-3-1.5 и
ЛМцС 58-2-2 и др. (см. т. 4).
Бронзу для клапанов и толкателей, а также
для сёдел рекомендуется заменять нержавею-
щей сталью.
Полость с высоким давлением следует рас-
полагать, как правило, над клапаном с тем,
чтобы последний прижимался к седлу под.
действием давления жидкости. Обратное рас-
положение применяют только в особых
случаях, когда это вызывается спецификой
работы клапана: предохранительный кла-
пан; циркуляционный — обводный клапан
(фиг. 77, з).
Клапаны без разгрузки диаметром до 15 —
18 мм при давлении 200 am могут быть от-
крываемы ручным рычагом с соответствующей
механической передачей к толкателю клапана
(двуплечий рычаг, кулачки)^ Клапаны большего»
диаметра при ручном управлении следует де-
лать с разгрузкой.
Усилие на рукоятку ручного рычага допу-
скается до 10—12 кг; передаточное число меха-
низма до толкателя — около 25.
Свободное сечение под клапаном (фиг. 89)
определяется из зависимостей
f — р v"'
B8)
Если шток А отсутствует вовсе, или не пред-
ставляет собой однсй целой детали с клапа-
ном, или хотя и имеется, но не выходит в ат-
мосферу через уплотнение, то в приведённых
формулах d1 = 0.
T$fiFnJl— рабочая площадь плунжера цилиндра^
обслуживаемого данным клапаном; vnjt — ско-
рость плунжера; vK—скорость жидкости в
свободном сечении под клапаном. Скорость vK
для впускных клапанов при давлении жидкости
р = 200-^-300 am можно принимать соответ-
ственно до 20—30 м/сек.
Для выпускных клапанов желательна более
низкая скорость движения жидкости (в 2—&
раза меньше), хотя весьма часто, особенно
при малых сечениях клапанов, впускные и
выпускные клапаны ставят одного диаметра
для сокращения габаритов и удобства экспло-
атации распределителя.
Высота подъёма клапана должна обеспе-
чивать площадь прохода жидкости между сед-
лом и клапаном, примерно равную площади
свободного сечения под клапаном.
474
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД, IV
В клапанах с нормальным углом а = 45°
высота подъёма практически берётся равной
@,25—0,5) d; большие значения — для больших
клапанов, а равно и весьма малых E—10 мм).
Диаметр толкателей принимают у торца
клапана 8—12 мм, а в направляющей втулке
15—20 мм.
Уплотнения между неподвижными дета-
лями выполняют преимущественно фибровые,
а в подвижных — манжетные U-образной или
кровлеобразной формы.
Клапаны питания и слива. На фиг. 90
и 91 представлены две характерные из рас-
пространённых конструкций управляемых кла-
панов питания и слива без разгрузки для ма-
Фиг. 90. Конструкция кла-
пана без разгрузки с от-
дельным толкателем:
1 — корпус распределите-
ля; 2 — седло клапана (фо-
нарь); 3— воздухоспуск-
ной клапан; 4 — толка-
тель.
Фиг. 91. Конструкция кла-
пана без разгрузки с тол-
кателем и клапаном в од-
ной детали: / — корпус
распределителя; 2 — седло
клапана (фонарь); 3— кла-
пан.
лых свободных сечений (d = 10 -f-18 мм). При-
менение второй конструкции предпочти-
тельно.
Конструкции клапанов, аналогичные по
типам предыдущим, но с наличием разгрузки,
для сечений диаметром 20—60 мм показаны
соответственно на фиг. 92—93. Здесь сначала
произойдёт подъём разгрузочного клапана
2, седло которого находится в полости основ-
ного клапана 1, что вызовет уравнение
давлений в надклапанной и подклапанной
полостях, а затем при дальнейшем движении
толкателя, после того как торец разгрузоч-
ного клапана упрётся в ходоограничитель,
произойдёт поднятие основного клапана. На
фиг. 92 изображён выпускной клапан, имею-
щий в верхней части отверстия а для обеспе-
чения быстрого спускания. Во впускном кла-
пане этих отверстий нет.
Диаметр разгрузочных клапанов выпол-
няют преимущественно, от 10 до 20 мм, смотря
по диаметру основного клапана B5—60 мм).
При больших сечениях возможно применение
двух последовательно действующих разгру-
зочных клапанов или же переход на автома-
тически поднимающиеся („плавающие") кла-
паны.
Фиг. 92. Конструкция кла-
пана с разгрузкой (с от-
дельным толкателем):
/ — основной клапан;
2 — разгрузочный клапан;
3 — седло клапана (фо-
нарь); 4 — ходоограничи-
тель разгрузочного кла-
пана; 5 — воздухоспускной
клапан.
Фиг. 93. Конструкция кла-
пана с разгрузкой (с тол-
кателем и разгрузочным
клапаном в одной детали):
/ — основной клапан;
2 - разгрузочный клапан;
3— ходоограничитель раз-
грузочного клапана.
Схема плавающего клапана показана на фиг. 94.
Надклапанное пространство плавающего клапана / со-
единено каналом 2 с надклапанным пространством кла-
пана 3 с принудительным подъёмом. При подъёме кла-
пана 3 жидкость из надклапанного пространства плаваю-
щего клапана через канал 2, клапан 3 и канал 4 устре-
мится в подклапанное пространство плавающего кла-
пана. Давление жидкости над этим клапаном снизится и
он поднимется под действием давления на кольцевую
площадь 5 и останется поднятым, пока будет поднят
клапан 3. При опускании последнего отвода жидкости
из надклапанного пространства плавающего клапана не
будет, давление в этом пространстве увеличится и кла-
пан сядет в седло. Чем меньше будет диаметр отвер-
стий 6 в нижней части клапана, тем быстрее он будет
подниматься и тем медленнее опускаться в седло.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
475
Дроссельные клапаны. Дроссельные кла-
паны служат для регулирования скорости
движения плунжера изменением сопротивле-
Фиг. 94. Схема плавающего клапана.
ния движению жидкости. Схема управляемого
дроссельного клапана показана на фиг. 95. Кла-
пан двойной, чем достигается его уравновеши-
в цилиндр —
Из акку-
мулятора
Фиг. 95. Схема управляемого дроссель-
ного клапана.
вание как в опущенном, так и в поднятом со-
стоянии. Подъём и опускание клапана прину-
дительные.
Кроме управляемых дроссельных клапа-
нов применяют автоматически действующие.
Так, клапан, изображённый на фиг. 96, в на-
правлении, указанном стрелкой, пропускает
жидкость через малое сечение (отверстие rf0),
а при движении жидкости в обратном напра-
влении он поднимается и обеспечивает боль-
шое сечение для прохо-
да жидкости. Клапан,
показанный на фиг. 97,
действующий в напра-
Фиг. 96. Дроссельный кла-
пан с постоянным сече-
нием.
Фиг. 97. Дроссельный кла-
пан с переменным сече-
нием.
влении А —В, при повышении скорости за
счёт разности давлений будет садиться и сни-
жать свободное сечение.
При необходимости постоянного дроссели-
рования применяют дроссельные шайбы
(диафрагмы), сужающие свободное сечение
на данном участке трубопровода.
Обратные клапаны. Обратный клапан,
действующий автоматически, пропускает
жидкость только в одном направлении и ста-
Т
Из аккуму-
лятора
({рабочему
цилиндру
вбак 7/7Z,
Кретурному
цилиндру
Фиг. 98. Схема распределителя с обратным
клапаном.
вится в тех случаях, когда необходимо пред-
отвратить возможность течения жидкости
в направлении, обратном заданному.
Так, например, при отключении насоса или
разрыве трубы от насоса к распределитель-
ной коробке аккумулятора (фиг. 77) обрат-
ный клапан 5 предотвратит вытекание воды
из аккумулятора даже в том случае, когда
клапан / будет поднят.
Постановка обратного клапана 1 (фиг.98)
в распределителе вертикального пресса позво-
лит отключить подводящую из аккумулятора
трубу при верхнем положении пресса без
того, чтобы последний начал опускаться. При
476
-ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Фиг. 99. Воздушный обратный
клапан.
отсутствии этого клапана жидкость в возврат-
ком цилиндре, находящаяся под давлением от
действия веса, системы и усилия по рабочему
плунжеру, возникающего от давления жид-
кости в баке, открыла бы впускной клапан 2
I и стала бы выте-
f Т ; ~Т 1 кать из распреде-
лителя. Конструк-
ция обратных кла-
панов в этом слу-
чае может быть
выполнена анало-
гично фиг. 90 (без
толкателя).
Обратный кла-
пан (фиг. 99) в ли-
нии „компрессор-
воздушные резер-
вуары аккумуля-
тора" даёт возмож-
ность остановить
компрессор, а за-
тем уже закрыть
запорный клапан.
Предохранительные клапаны. Предохра-
нительные клапаны автоматически сбрасы-
вают напорную жидкость, если давление пре-
высит установленный предел. Установка их
обязательна в напорном трубопроводе насоса
непосредственно у последнего перед прочими
сетевыми запорными и распределительными
устройствами, а равно во всех тех узлах ги-
дравлической системы, в которых по характе-
ру действия последней возможны хо*я бы ава-
рийные случаи сверхнормального повышения
давления. Предохранительный клапан ставят,
например, в линии „возвратные цилиндры —
распределитель" для предохранения её в том
случае, если при перестановке рычага упра-
вления на рабочий ход выпускной клапан
возвратных цилиндров почему-либо не от-
кроется, а аккумулятор присоединён к рас-
пределителю через обратный клапан.
Предохранительный клапан регулируют на
давление, превышающее номинальное на
10-200/0.
Необходимое сечение клапана рассчиты-
вают по формуле
к ~ —
1000 Q
сб
B9)
где /к — площадь свободного сечения в мм3;
Qcg—количество воды, которое должен сбра-
сывать клапан при давлении рк в л/сек;
9 — коэфициент, равный около 0,3; рк — да-
вление воды, при котором открывается кла-
пан, в am; g = 9,81 м\сек%.
Предохранительные клапаны бывают с гру-
зом и с пружиной. Последние имеют преиму-
щественное применение как более компакт-
ные и имеющие меньшую инерцию. Предо-
хранительный клапан с пружиной изображён
на фиг. 100. При применении этого клапана
на различных рабочих давлениях можно ме-
нять седло 1 и, увеличивая свободное сече-
ние седла при меньших давлениях, увеличи-
вать пропускную способность клапана.
Наполнительные клапаны. Наполнитель-
ные клапаны осуществляют непосредствен-
ное соединение рабочего цилиндра с баком во
время наполнения (холостого хода вниз) и во
время обратного хода.Таким образом, жидкость
низкого давления во время указанных хо-
дов не протекает по участку трубопровода
„рабочий цилиндр — распределитель" с малым
сечением, а равно и через самый распредели-
Н прессу —
Фиг. 100. Пример
констру ктивного
оформления предо-
хранительного кла-
пана с пружиной.
К заkpi
тому баку
Фиг. 101. Схема наполнительного
клапана.
тель. Этим достигается снижение гидравли-
ческих сопротивлений, благодаря чему увели-
Фиг. 102. Пример конструктивного оформле-
ния наполнительного клапана.
чивается скорость хода наполнения и обрат-
ного хода.
При простейшем наполнительном клапане,
изображённом на фиг. 101, сервопривод на^
полнительного клапана отверстием / подсо1
единён к участку трубопровода „распредели-
тель — возвратный цилиндр", и таким обра-
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
477
зом устанавливается под напорную и спуск-
ную жидкость одновременно с возвратным
цилиндром.
При рабочем ходе пресса наполнительный клапан 2
под действием пружины и напорной жидкости в рабо-
чем цилиндре прижмётся к седлу; соединения рабочего
цилиндра с баком не бу-
дет и рабочий ход осуще-
ствляется обычным обра-
зом. При этом напорную
жидкость можно напра-
влять или через коробку
наполнительного клапана,
или непосредственным
присоединением трубы от
распределителя к цилиндру
пресса. При обратном ходе
напорная жидкость одно-
временно поступает в воз-
вратный цилиндр и под
поршень 3 сервопривода
наполнительного клапана.
Шток 4, соединённый с
этим поршнем нажмёт
на торец клапана 2, подни-
мет его от седла, вслед-
ствие чего установится
непосредственное соедине-
ние рабочего цилиндра с
баком, в который и будет
уходить жидкость. При
ходе наполнения поршень^
не будет находиться под
давлением, а следователь-
но, шток 4 не будет при-
нудительно открывать на-
полнительный клапан 2.
Однако последний откроет-
ся автоматически, как
только поперечина пресса
начнёт опускаться под дей-
ствием собственного веса
и давления жидкости из
бака.
Недостатком тако-
Фиг. юз. пример кон- г0 наполнительного
структивного оформления клапяня явля^тгя то
сервопривода наполни- клапана является то,
тельного клапана: 1— кор- ЧТО клапан 2 садится
пус; 2 —дроссельная шай- в седло одновременно
ба;3_ поршень. (а Н? ранъш? с „у.
ском напорной жид-
кости в рабочий цилиндр, вследствие чего
возможна её некоторая утечка. Данный кла-
пан относится к категории клапанов сме-
шанного действия; при обратном ходе пресса
он действует принудительно, а при холо-
стом ходе вниз и рабочем ходе — автома-
тически.
Подъём наполнительного клапана серво-
приводом осуществляется после снятия высо-
кого давления в рабочем цилиндре при по-
мощи клапана 4 (фиг. 37).
Усилие, прижимающее клапан к седлу в
момент его подъёма, определяется по фор-
муле B6).
Возможное конструктивное оформление на-
полнительного клапана и сервопривода к
нему показано на фиг. 102 и 103.
Наполнительные клапаны большого диа-
метра (свыше 120 мм) часто выполняют с
разгрузочным клапаном для снижения по-
требного усилия сервопривода.
Схема наполнительного клапана, исклю-
чающего возможность утечки напорной воды
в бак при переводе пресса на рабочий ход,
представлена на фиг. 104.
Труба 1 клапана присоединяется непосредственно к
напорному, трубопроводу, т. е. всё время находится под
высоким давлением. На схеме изображено положение
деталей клапана во время рабочего хода. Движение на-
порной жидкости видно из чертежа. При переключении
на обратный ход труба 2 будет соединена с баком, на-
порная вода, поступающая из трубы /, давит на кольце-
вую площадь 3 золотника 7 и тянет его вправо, вслед-
ствие чего открывается выход в трубу 4, соединённую с
баком. Золотник 8 под действием пружины б первое
время остаётся неподвижным до того, как его клапан-
ный конец 6 не сядет в клапанное седло 9 золотника 7,
далее оба золотника движутся вправо совместно, пока
золотник 8 своим правым торцом не упрётся в дно
втулки. При наполнении (холостом ходе вниз) положе-
ние деталей наполнительного вентиля будет то же,
что при обратном ходе.
При переключении на рабочий ход напорная жид-
кость, подаваемая через трубу 2, будет давить на боль-
шую площадь, чем кольцевая площадь 3, и оба золот-
К дистрибутору
Фиг. 104. Схема наполнительного клапана
с принудительным закрытием.
ника первое время пойдут вместе (влияние пружины 5)
влево, но напорная жидкость ещё не сможет проникать
в рабочий цилиндр, так как клапан 6 сидит в седле 9.
Когда золотник 8 дойдёт до упора (положение на
схеме), то к этому моменту золотник 7 уже прикроет
выход в трубу 4, а продолжая движение влево, дальше
откроет путь напорной жидкости в цилиндр (положение
на схеме).
Свободное сечение наполнительного кла-
пана рассчитывают исходя из скорости дви-
жения жидкости около 7 м[сек.
Запорные клапаны. Запорные клапаны
служат ддя изоляции отдельных элементов
гидравлической и
воздушной систем
в целях их отклю-
чения на ремонт,
а также для пред-
отвращения воз-
можности приве-
сти их в действие
органами управле-
ния в нерабочее
время.
Запорные кла-
паны высокого да-
вления для воды
представлены на
фиг. 105, 106, 107,
108. Запорные кла-
паны высокого да-
вления для воз-
духа отличаются
тем, что вместо
манжетного уп-
лотнения шпинде-
ля ставится наби-
вочное, вследствие
чего уплотнительные камеры требуются боль-
шей длины. Запорные приспособления для
трубопроводов низкого давления применяются
стандартные в виде клапанов, задвижек
Лудло, трёхходовых кранов и т. п. (см. т. 2).
Фиг. 105. Запорный клапан без
разгрузки для малых свобод-
ных сечений.
478
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. [V
Распределители. Распределитель обычно
имеет клапанную коробку / и стойку 2
(фиг. 109). Клапанная коробка 7 представляет
собой стальную поковку (предел прочности
50—60 кг/мм2) с расточенными гнёздами для
клапанов и каналами для прохода воды. Ми-
Фиг. 106. Запорный клапан Фиг. 107. Запорный кла-
без разгрузки для средних пан с разгрузкой для сред-
свободных сечений. них и больших свободных
сечений.
нимальное количество клапанов два: впуск-
ной и выпускной. В зависимости от принятой
системы управления движением воды и коли-
чества цилиндров, управляемых данным рас-
пределителем, количество клапанов может
быть значительно большим (фиг. ПО).
В стойке 2 (фиг. 109) чугунного или сталь-
ного литья находится механизм для подъёма
и опускания клапанов. Простейший и наи-
более распространённый механизм имеет руч-
Фиг. 10S. Запорный клапан для больших свободных
сечений с отдельный перепускным разгрузочным
клапаном.
ной рычаг 3, сидящий на валу 4 и переста-
вляемый по сектору 5. На валу закреплены
коромысла б, связанные со шпинделями 7,
действующими на толкатели клапанов. Длину
шпинделей можно изменять, для чего они со-
стоят из двух частей, соединённых на резьбе
(фиг. 111, а и б). Изменением длины шпин-
делей достигается настройка движения клапа-
нов за счёт изменения величины максималь-
ных зазоров между торцами шпинделей и
толкателей при опущенных клапанах. Однако
при системе с коромыслами графики движе-
ния клапанов могут быть только прямолиней-
ными и клапан,
подъём которого на-
чался раньше, будет
поднят на большую
высоту по сравнению
с тем,который начи-
нает подъём позже
(фиг. 37—42). При
этом клапаны, рас-
поЛВ
Фиг. 109. Схема распределителя
Вретур-
ныи
ци/шндр^
¦В бак-
Фиг. ПО. Схема клапанной коробки сложного распре-
делителя для управления двумя цилиндрами: 1 — выпуск-
ной клапан; 2 — дроссельный клапан; 3 — клапан упра-
вления плавающим клапаном впуска; 4—плавающий
клапан впуска; 5—обратный клапан; б—впускной
клапан; 7 — выпускной клапан.
¦у/////////////////.
Фиг. 111. Схема устройства толкающих шпинделей.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
479
положенные по одну сторону вала 4 (фиг. 109),
всегда будут иметь движение, обратное кла-
панам, расположенным по другую сторону
вала. Таким образом, при управлении с коро-
мыслами возможности настройки ограничены.
Осуществление практически любого тре-
буемого условиями работы графика движения
Так как давление воды на поднятый впуск-
ной клапан сверху будет больше, чем снизу,
вследствие некоторой потери давления при
проходе жидкости через сечение клапана, то
2 D,
График работы клапанов
За один оборот штурвала
клапанов возможно при применении вместо
коромысел кулачков. При этом ручной рычаг
может быть заменён штурвалом. На фиг. 112
изображён такой распределитель к прессу спе-
циального назначения с двумя кулачковыми
валами, связанными зубчатой передачей, с
пятью управляемыми клапанами и одним пре-
дохранительным.
0\ 190 П80
Стоп Прессовать Стоп
/270 /360
Опускать Стоп
Фиг. 112. Пятиклапанный распределитель
с кулачковым управлением.
при отсутствии также поднятого кла-
пана с другой стороны вала с коромы-
слами последний стремится повер-
нуться. Во избежание этого явления,
особенно резко выражаемого при кла-
панах типа, изображённого на фиг. 90
и 92, на стороне вала, противоположной кла-
пану, ставят уравновешивающие штоки
(фиг. ИЗ). Схема действия уравновешиваю-
щего штока приведена на фиг. 114.
При необходимости делать каналы, под-
водящие к надклапанному и подклапанному
пространствам клапана на значительном рас-
стоянии друг от друга по высоте, применяют
дополнительную деталь — крестовину
(фиг. 115), которую ставят между торцамв
клапана и его толкателя (фиг. 116). Кроме
непосредственного управления клапанами
480
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
распределителя от ручного рычага или штур-
вала применяют, особенно для больших прес-
сов, управление с гидравлическими серво-
приводами. Гидравли-
ческие сервоприводы
Фиг. 113. Уравновешиваю-
щий шток.
Фиг. 114. Схема действия
уравнов ешивающего
штока.
выполняют по типу, в принципе аналогичному
сервоприводам наполнительного клапана
(фиг. 103). Сер-
воприводы этого
типа в свою оче-
редь управляют-
ся распределите-
ЛЯМИ С малым се"
чением клапанов.
другим ТИпом сер-
вопривода являет-
ся гидравличе-
ский сервопри-
вод, подоб ный
описанному на
стр. 472. В на-
стоящее время
применяется так-
же электрифици-
рованное управле-
ние распредели-
телями прессов с
внедрением прин-
ципов автомати-
зации.
Фиг. П5. Кре-
стовина.
Фиг. 116. Схема
установки кре-
стовины.
БАКИ
Баки разделяются на закрытые (напол-
нения, напорные, воздушные) и открытые
(сливные, сборные).
Закрытые баки (баки наполнения) (фиг. 117)
в современных быстроходных гидравлических
установках являются обязательным элементом
для наполнения рабочих цилиндров жидкостью
во время холостого хода вниз и приёма её
при обратном ходе. Закрытые баки в нижней
части заполнены жидкостью, в верхней —
сжатым воздухом 3—9 am.
Рабочая ёмкость закрытого бака опре-
деляется согласно указаниям, приведённым
на стр. 450. Коэфициент перепада давлений
может быть допущен до ~ 0,6.
Закрытые баки изготовляются сварными
из листовой стали марки Ст. 3—4. Толщину
стенок цилиндрической части рассчитывают
по формуле
где D — внутренний диаметр бака в мм; р —
давление в кг/см2; а^ —предел прочности
в кг/мм2; <р — коэфициент ослабления свар-
ного шва @,5—0,9 в зависимости от способа
сварки).
Толщина сводчатых днищ
5 = +С C1)
где л: = 3,5 — для цельных днищ без отвер-
стий; я- = 3,75 — при наличии отверстий с
диаметром cf^43 или патрубков с диаметром
d<C.0,\D; x = 4 при наличии патрубков с диа-
метром d = 0,Ш; х = 4,25 при наличии
патрубков с диаметром d>0,lD; С = 2 мм
для днищ без лазов и патрубков; С = 3 мм
для днищ с лазами и патрубками.
Меньше 8 мм толщину стенок и днищ ее
делают. Поскольку днища привариваются к
цилиндрической части
встык, удобно делать их
из листа одинаковой тол-
щины (8j = В2).
В стенках закрытого
бака (фиг. 117) предусма-
триваются: патрубки 1 и 2
для присоединения труб
к наполнительному кла-
пану и открытому баку;
фланцы для присоединения
трубопровода сжатого воз-
духа 3 и водопровода для
заливки; фланцы для водо-
мерного стекла; труба для
спуска воды и грязи; фла-
нец для присоединения
предохранительного кла-
пана; лаз 4 для осмотра и
очистки. В баках с диаме-
тром меньше 800 мм по-
следние могут быть заме-
нены смотровыми отвер-
стиями.
Трубу, подводящую жид-
кость к наполнительному
клапану, присоединяют так-
же к патрубку в верхнем днище, соединён-
ному с трубой, проходящей внутри закры-
того бака (фиг. 37), или к патрубку в ниж-
нем днище (фиг. 118).
НиЖниО уровень
Жидкости
Фиг. 117. Схема за-
крытого бака.
Фиг. 118. Вывод из нижнего днища закрытого бака.
Арматура закрытого бака состоит из
водомерного стекла с манометром, предохра-
нительного клапана и запорных клапанов на
присоединениях. :
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
481
Запорный клапан на выходе к наполни-
тельному клапану выполняется аналогично
обратному для того, чтобы при случайном
пуске пресса на обратный ход при закрытом
запорном клапане не могло произойти ава-
рии (фиг. 119 и 120).
На линии к открытому баку обязательна
установка перепускного клапана для отвода
излишков жидкости.
ками с вырезами по противоположным углам.
Открытые баки устанавливаются в поме-
щении насосной станции на максимально воз-
можной по конструкции здания высоте.
Схема открытого бака дана на фиг. 121.
Обратную трубу следует присоединять на
некоторой высоте над дном бака, чтобы грязь
могла осаживаться на дно; направление выте-
кания жидкости должно быть горизонтальное;
Фиг. 119. Комбинированный запорно-
обратный клапан для трубопровода
наполнения.
Фиг. 120. Комбинированный запорно-обратный клапан откидного типа.
Открытые баки необходимы в дополнение
к закрытым в установках с насосно-аккуму-
ляторным приводом. При мультипликаторном
приводе и безаккумуляторном насосном
надобность в закрытых баках отпадает.
Открытые баки имеют прямоугольную форму
Фиг. 121. Схема открытого бака: 1 — подводящая труба
сливного трубопровода; 2 — перепускная труба (против
перенаполнения); 3 — спускная труба; 4 — питательная
труба насоса; 5 - фильтр; 6 — труба для наполнения
бака.
и выполняются сварными из листового
железа на каркасе для увеличения жёст-
кости. Долевые стенки баков, особенно круп-
ных, соединяют внутри поперечными стен-
31 Том 8
питающая труба насоса присоединяется через
фильтр.
Необходимый объём открытого бака опре-
деляется по формуле A3).
ТРУБОПРОВОДЫ
В гидропрессовых установках трубопро-
воды бывают трёх категорий: высокого давле-
ния (напорные); низкого давления (сливные и
наполнительные); переменного давления, про-
пускающие воду как высокого, так и низкого
давления попеременно, в зависимости от хода,
осуществляемого прессом. Кроме того, трубо-
проводы можно подразделить на: неупра-
вляемые (аккумулятор — распределитель, рас-
пределитель — бак); управляемые (распреде-
литель — цилиндр пресса). Трубопроводы пе-
ременного давления одновременно всегда
являются и управляемыми.
Сечения труб рассчитывают исходя из
допустимой скорости движения жидкости.
Для трубопроводов высокого давления
B00—300 am) допускают скорость движения
до 10-15 м/сек, для трубопроводов низкого
давления 3—4 м/сек.
Свободные сечения управляемых трубо-
проводов можно делать равными свободным
сечениям соответствующих клапанов, но ни
в коем случае не меньше.
Трубы высокого давления применяют
цельнотянутые, а также кованые для больших
диаметров прохода A00- мм и выше). Послед-
ние отковываются вместе с фланцами
(фиг. 122). Трубы высокого давления изгото-
482
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
|РАЗД. IV
вляют из углеродистой стали с <jj = 45t-
4-55 кг/мм*.'Расчёт стенок трубы на прочность
производят по формуле B0), указанной для
цилиндров гидравлических прессов.
Допускаемые напряжения Rz не должны
быть высокими в связи с ослаблением труб
соединительными резьбами и возможностью
Фиг. 122. Кованая труба высокого давления.
гидравлических ударов. При давлениях 20§—
300 am: Rz<300-j-8,5rfe (кг/см*) для труб
с внутренним диаметром de^.6O мм;
/?z^850 (кг/см2) для труб с внутренним диа-
метром de >60 мм. При давлениях 300—400 am:
Rz = 6004-8,5rfe (кг/см2) для труб с внутренним
диаметром йв <?60 мм; Rz<^ 1150 (кг/см2) для
труб с внутренним диаметром rfe>60 мм.
Соединения труб высокого давления и
присоединение их к коробкам (фиг. 123) и
Ri~ T 5)
Фиг. 123. Конструкции переходных коробок: с — пере'
ходная коробка для соединения трёх труб (тройник);
б — переходная коробка для соединения четырёх труб.
цилиндрам осуществляется преимущественно
фланцами с уплотнением из красной меди.
Фланцы' (фиг. 124, табл. 27) обычно имеют
квадратную форму и стягиваются четырьмя
болтами. Для мелких труб достаточно двух
болтов при фланце прямоугольной формы.
Материалом для фланцев и болтов служит
углеродистая сталь: для фланцев с а^ = 50ч-
4-60 кг/мм^; для болтов при диаметре
меньше 24 мм — 40 -г- 50 кг/мм2, для крупных
Фиг. 124. Квадратный фланец для соединения
труб при давлении 200 am.
болтов 50-г-60 кг/мм^. Болтов диаметром
меньше 12 мм ставить вообще не рекомен-
дуется.
Трубопроводы низкого давления и их
соединительные и фасонные части изгото-
вляются согласно существующим стандартам
(см. т. 2).
Таблица 27
Ориентировочные размеры соединительных
квадратных фланцев (фиг. 124) для давления 200 am
Обозначе-
ние труб-
ной резьбы
в дюймах
Ч,
1
1'/4
IV,
2 *
21/,
3
3V,-
4
D
20,965
33i35
41-912
47.805
53. М8
59.6i6
75.187
87,888
100,334
113,034
Dl
22
34
43
49
55
61
76
89
102
Размеры в
d
13
20
32
24
3°
30
36
42
42
48
А
65
IOO
120
I2O
15°
15о
i8o
215
215
350
ft
18
28
32
35
40
40
50
60
70
75
мм
л,
24
35
38
42
46
46
58
7°
8о
85
3
3
3
3
б
7
7
7
7
7
1
8
8
Б
38
5&
66
70
9о
90
100
12а
130
150
ЗАГЛУШКИ, ВОДОСПУСКНЫЕ ПРОБКИ
И ВОЗДУХОСПУСКНЫЕ КЛАПАНЫ
Заглушки (глухие пробки) ставятся в
отверстия, не нужные по условиям работы,;
появление которых обусловлено технологией,
производства детали. Конструкция заглушки
представлена на фиг, 125. Верхняя часть за-
глушки (часть „под ключ*) после её ввёрты-
вания в отверстие может быть срезана.
Спускные пробки служат для закрытия
отверстий в цилиндрах, клапанных коробках,
тройниках, лредназначенных для полного
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ КУЗНЕЧНО-ШТАМГТОВОЧНОГО ПРОИЗВОДСТВА
48а
спуска жидкости из данного прибора или уча-
стка гидравлической сети. В трубопроводах
необходимо предусмотреть такие отверстия
на участках, лежащих на наиболее низком
уровне. Конструкция спускной пробки пред-
ставлена на фиг. 126.
Воздухоспускные клапаны (вантузы), кон-
струкция которых ясна из фиг. 90—92, пред-
, фиг. 125.
Фиг. 126.
назначены для спуска воздуха, накапливаю-
щегося на участках гидравлической системы,
уровень которых выше непосредственно к
ним примыкающих. Поскольку наличие воз-
духа в гидравлической системе весьма вредно,
а в некоторых случаях может вызвать аварии,
все полости, где может происходить накопле-
ние воздуха, должны быть тщательно выявлены
и снабжены воздухоспускными клапанами.
В крупных гидропрессовых установках при-
меняют централизованный спуск воздуха, для
чего указанные выше полости соединяют тру-
бами мелкого диаметра с центральной воз-
духоспускной коробкой, установленной выше
всех точек, с которыми она соединена.
ИСПЫТАНИЯ ГИДРАВЛИЧЕСКИХ
ПРЕССОВ
Испытания гидравлических прессов под-
разделяются на испытания деталей, испытания
на холостых ходах, под рабочей нагрузкой,
детальные исследовательские испытания
всей установки.
Испытания деталей, подверженных внутрен-
нему давлению, производятся в обязательном
порядке для всех без исключения деталей*
этого типа (цилиндры, клапанные коробки,
распределители, аккумуляторные сосуды, трубы
и т. п.) пробным давлением жидкости, пре-
вышающим номинальное рабочее давление
в 1,5 раза. Мелкие детали этого типа удобно
испытывать при помощи ручного насоса, круп-
ные—небольшим приводным насосом, смонти-
рованным на тележке для передвижения. По
достижении испытательного давления следует
дать выдержку под этим давлением, затем его
спустить и так повторить процесс несколько
раз. Литые детали следует подвергать более
длительной выдержке под давлением B—
3 часа).
Испытания на холостом ходу производятся
после монтажа пресса и имеют основной целью
проверить правильность сборки всех элемен-
тов пресса, в частности правильность настройки
органов управления и отсутствие утечек,
главным образом внутренних.
Испытания под рабочей нагрузкой должны
выявить правильность функционирования
пресса при осуществлении тех процессов, для;
которых он предназначен. Здесь наблюдаются;,
способность пресса развивать требуемое давле-
ние; соответствие скоростей движения задан-
ным технологическими условиями; четкость и
гибкость управления и т. п.
Детальные исследовательские испытания
установки преследуют цель получения исчер-
пывающей характеристики работы пресса-
в данных условиях с целью выявления воз-
можностей повышения производительности
установки и экономичности; её работы, а также
внесения конструктивных изменений улуч-
шающих её качеетва.;Такие испытания состоят
из испытаний на рабочем ходу и на холостых;
ходах, " ." ¦'.¦•. "^ i -.) -. ••'
Испытания на рабочем ходу служат для.
получения исчерпывающих, данных ; относи-
тельно режима давления в рабочем цилиндре
пресса, скоростей рабочего хода, расхода жид
кости высокого давления и эффективной мощ-
ности, развиваемой прессом. При i этом опре-
деляются: давление рабочей жидкости в ци-
линдре в функции пути плунжера (поперечины)
при помощи самопишущий манометров (гидра-
влических индикаторов высокого давления),
снабжённых необходимыми ходоуменьщигге-
лями; путь плунжера (поперечины) в. функ-i
ции времени, что удобно производить прибо-,
ром системы ЦНИИТМАШ с электромагнит •
ным отметчиком для высоких скоростей Hi
метрономом с ртутными контактами для малых
скоростей.
Испытания на холостых ходах (обратного,
и наполнения) служат для получения полных!
данных относительно скоростей холостых хо-
дов и гидродинамического режима систем
.закрытый бак — рабочий цилиндр" и „акку-
мулятор — возвратные цилиндры*. При этом
определяются: давление жидкости в рабочем;
цилиндре; давление в возвратных цилиндрах;
давление в закрытом баке (во всех трёх точ-
Нмм
500
300 -
200
100
—
i
1
¦4—1
-СПП
_J
1-
Ю
JU
10
i
л
1
i
**•
/
t
-
/
\
/
/
/
4-
l
-
Pam
-200
|
T
1
400
H—
\
\l
\
1
Hfi
I
.3
2
1
120 SO
SO
100
150 teak
Фиг. 127. Диаграмма испытания пресса: / — путь Л;
2 — давление р; 3 — скорость v; t — время.
ках давление определяется в функции пути,
плунжера или поперечины); путь плунжера'
(поперечины) в функции времени.
Весьма желательно, чтобы моменты пере-
вода рычага управления с одной позиции на
другую точно фиксировались на- графике
„путь — время". Для этого следует снабдить
рычаг распределителя соответствующим кон-
тактным прибором, посылающим ток к спе-
484
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
циальному отметчику, делающему отметки на
барабане прибора „путь — время".
При наличии диаграмм „давление — путь"
и „путь — время" можно построить дополни-
тельные диаграммы (давление — время; ско-
рость—время) графическим диференцирова-
нием диаграммы „путь — время", а равно и
совмещённые диаграммы (давление — ско-
рость — путь; давление — скорость — время).
Последующее изучение всех указанных
диаграмм даёт возможность выявить все поло-
жительные* и отрицательные стороны работы
данной гидропрессовой установки, а равно и
особенности совершаемого технологического
процесса.
В прессах с паро-воздушным мультиплика-
тором необходимо дополнительное индицирова-
ние его цилиндра с соответствующей записью
диаграммы „путь — время".
В качестве примера на фиг. 127 представлены
диаграммы, долученные в результате испыта-
ния одного пресса.
УКАЗАНИЯ ПО ЭКСПЛОАТАЦИИ ПРЕССОВ
Все части установки должны быть разме-
щены таким образом, чтобы они были абсо-
лютно не доступны действию мороза или же
при помощи соответствующих средств их нужно
предохранить от замерзания.
Вода должна быть по возможности хими-
чески чистой (конденсат), следовательно, не
должна содержать каких-либо химикалий или
веществ, образующих накипь. Весьма выгодно
применение воды, содержащей омыленные
жиры, так как такая вода уменьшает опасность
ржавления.
Для надёжности работы гидравлической
установки весьма важно, чтобы имелось доста-
точное количество приспособлений для вы-
пуска воздуха во всех наиболее высоких точ-
ках, поскольку удаление воздуха из установки
не происходит автоматически. На насосах,
трубопроводах и прессах необходимо для вы-
пуска воздуха иметь отверстия, куда ввёрты-
ваются вантузы. Точно так же во всех точках,
занимающих наиболее низкие положения, сле-
дует делать отверстия для спуска жидкости
со спускной арматурой. Эти отверстия должны
быть расположены таким образом, чтобы
спускаемую жидкость можно было удобно со-
бирать или отводить.
Во всех местах крепления насосов к опо-
рам болты должны быть всегда крепко затя-
нуты. Так как работа насосов сопровождается
толчками, то каждый ненужный зазор в местах
крепления насоса к опорам имеет следствием
значительное изнашивание и поломки (в осо-
бенности болтов, стоек и шкивов).
Ремённые шкивы, сидящие на валу насоса,
следует предохранить от попадания на них
брызг напорной жидкости и от стекания на
них смазочного масла, чтобы лучше сохранить
ремни и не допустить скольжения.
Каждый насос следует снабжать предохра-
нительным клапаном достаточно большого
размера, который нужно ставить до запорного
клапана насоса. Насос должен также снаб-
жаться надёжно действующим приспособле-
нием для выключения, управляемым от ги-
дравлических аккумуляторов или же с любого
места, находящегося под гидравлическим
давлением.
Если на сеть работают несколько насосов,
то должна иметься возможность отъединить
каждый отдельный насос от двигателя и от
сети (запорный клапан).
Трубопроводы не должны, если этого можно
избежать, прокладываться под полом или в ка-
налах. Трубопроводы, находящиеся всегда на
виду, почти никогда не будут иметь неплот-
ностей, потому что здесь легче надзор за со-
единениями и устранение неплотностей в них;
скрытые же трубопроводы часто вместе с тем
и трудно доступны, и в большинстве случаев
их соединения неплотны и дают течь, чем
сильно загрязняются каналы, а это в свою
очередь затрудняет ремонт. Трубопроводы
нужно укреплять всегда таким образом, чтобы
от толчков, производимых насосом, не полу-
чалось ударов в трубах, так как иначе плот-
ность соединения труб нарушается.
Если по местцым условиям устройство ка-
налов неизбежно, то следует позаботиться
о том, чтобы размеры канала были достаточ-
ной величины, а конструкция его правильна.
Каналы должны иметь настолько большое се-
чение, чтобы трубопроводы были доступны
со всех сторон и с достаточным удобством.
В частности, следует безусловно устранить
возможность скопления жидкости на дне ка-
нала, что должно быть предусмотрено ещё при
проектировании канала.
После ответвлений всюду, где это возможно,
нужно предусмотреть установку запорных
приспособлений. Выгодно запорное приспо-
собление делать в самом ответвлении.
Следует всегда обращать внимание на то,
чтобы не могли образоваться воздушные
мешки.
Для контроля давления следует ставить
манометры на аккумуляторах, на длинных
трубопроводах и на каждом прессе. Перед ма-
нометром целесообразно ставить дроссельные
клапаны.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Михеев В. А., Гидравлические прессовые уста-
< новки, Машгиз, 1948.
2. Костогаров М. В., Гидропрессовые установки
для производства операций коротких и чистых циклов
по обработке холодного и горячего металла, ОНТИ,
1936.
3. П о ре ц кий С. В., Курс кузнечного дела, т. III.
Машины кузнечного производства — гидравлические
ковочные прессы, ОНТИ, 1934.
4. Истомин П. С, Прессование металлов, Металлург-
издат, 1944.
5. X е й ф е ц С. Г., Решение задачи об определении ко-
лебаний нагрузки группы механизмов, НИИМАШ,
№ 9, 1935.
6. М й 11 е г Е., Hydrauiische Schmiedepressen und Kraft-
wasseranlagen. Springer, Berlin, 1939.
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
485
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО
НАЗНАЧЕНИЯ
ТРУБОПРУТКОВЫЕ ГИДРАВЛИЧЕСКИЕ
ПРЕССЫ
Изготовление на гидравлических прессах
прутков, труб и различных профилей из цвет-
ных металлов получило очень широкое распро-
странение. Прессованием получаются изделия
более точных размеров, чем при прокатке.
Вследствие этого отпадает или сокращается
до минимума холодная протяжка или про-
катка. Получение точных размеров изделий,
а также высокая производительность делают
процесс более экономичным в сравнении с про-
каткой.
Гидравлический пресс отличается макси-
мальной гибкостью при выпуске изделий.
Быстрота и лёгкость смены инструмента по-
зволяют выпускать целые серии изделий раз-
ных размеров на одном и том же прессе.
Прессованием обрабатывают главным обра-
зом медь, латунь с содержанием меди от 58
до 70%, алюминий и его сплавы, алюминиевую
бронзу, олово, свинец и т. д. Для чёрных ме-
таллов прессы не применяются ввиду низкой
стойкости инструмента.
Прессы выполняются
для прессования: по
прямому методу (напра-
вление течения металла
совпадает с направле-
нием движения пуансо-
на); по обращенному
(направление течения
металла противоположно
направлению движения
пуансона). Наиболее рас-
пространённым является
первый метод, дающий
меньшие отходы при
прессовании.
Трубопрутковые прессы строятся с усилием
до 10000 т. Прессы с усилием 7000 т и выше
используются главным образом для получения
круглой и плоской заготовок (последняя
предназначается для последующей её раскатки
на листы и полосы). Прессы с усилием до 750 т
обычно выполняются вертикальными со ста-
ниной рамного типа.
Схема вертикального пресса усилием 600 т
показана на фиг. 128. Пресс имеет главный
цилиндр / для прессования и два цилиндра 3
двойного действия для привода прошивной
иглы (при прессовании труб). Движение глав-
ного плунжера и плунжеров прошивных ци-
линдров независимое. Плунжер главного ци-
линдра связан с траверзой, перемещающейся
в направляющих станины. Прессующий пуан-
сон 6 монтируется непосредственно в плун-
жере. Возвратное движение траверзы осу-
ществляется обратными цилиндрами 2. Шток,
несущий прошивную иглу 5, направляется
втулкой, смонтированной в главном плунжере.
Контейнер 7, в котором происходит прессова-
ние, оборудуется устройством для его обо-
грева во время прессования. Обогрев произ-
водится либо электричеством, либо газом. Для
отрезки от трубы остающегося после прес-
сования конца болванки (отход) имеется при-
Фиг. 128. Схема вертикального пресса усилием 600 т: 1 — главный цилиндр; 2—цилиндры обратного хода тра-
верзы; 3 — цилиндры привода прошивной иглы; 4 — шток прошивной иглы; 5 — прошивная игла; 6 — прес-
сующий пуансон; 7 —контейнер; 8 — станина пресса; 9— приспособление для отрезки трубы; 10 — распреде-
литель управления приспособлением для отрезки трубы; 11 — распределитель управления прошивной иглой;
12— распределитель управления прессующим пуансоном; 13—бак предварительного наполнении; 14 — установка
для выпрессовки отхода из матрицы; 15 — клапаны управления установкой для выпрессовки отхода из матрицы
486
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
способление 9, состоящее из ползуна, несу-
щего срезающую матрицу. Ползун переме-
щается гидравлическим цилиндром. Для вы-
прессовки отхода из матрицы рядом с прес-
сом устанавливается приспособление 14 с двумя
ползунами, приводимыми гидравлическими ци-
линдрами.
На фиг. 129 показан инструмент для прес-
сования прутка и трубы; на фиг. 130 изобра-
жено прессование трубы на описанном прессе.
Последовательность операций: / — слиток загружён
« контейнер; сверху слитка заложен прессующий диск;
t— подведена опорная плита; пуансон опущен на прес-
сующий диск; в главный цилиндр на короткое время
дано давление; прошивная игла подведена к слитку; 3 —
пуансон немного приподнят для того, чтобы дать воз-
иожность слитку „течь" вверх при прошивке; даётся
давление в цилиндры и слиток прошивается; 4—прес-
сование трубы; пуансон и игл» перемешаются вниз под
высоким давлением воды в цилиндрах; 5 — прошивная
ягла отведена вверх; главный ползун с пуансоном не-
много приподняты с тем, чтобы освободить опорную
плиту от давления; опорная плита отведена; б — труба
отрезана срезающей матрицей; 7 — пуансон делает ход
вниз и выталкивает матрицу; 8 — пуансон отводится
в верхнее положение; прошивная игла опускается; под-
водится охлаждающий контейнер, устанавливается по
оси пресса и поднимается для охлаждения иглы; 9—охла-
ждающий контейнер отводится; ягла отводится в исход-
ное положение; подводится блок со срезающей матрицей
и устанавливается по оси пресса; в прессующий кон-
тейнер закладывается матрица; пресс готов для загрузки
следующего слитка; 10 — матрица и отход слитка пере-
даются на специальную установку для выпрессовки от-
хода; 11 — перемещается горизонтальный ползун уста-
новки и удаляется прессующий диск; 12 — отводится
горизонтальный ползун; вертикальным ползуном выталки-
вается отход после обрезки; 13 — вертикальный ползун
отводится в исходное положение; матрица выталкиваете,
механическим выталкивателем, приводимым от ножного
рычага.
Прессы с усилием выше 750 т строятся го-
ризонтальными, трёх- или четырёхколонными.
На фиг. 131 показана схема пресса с усилием
4500 т. Холостой ход главного плунжера,
несущего инструмент, осуществляется водой
низкого давления B0 am) от наполнительного
бака. Прошивной цилиндр 2 смонтирован
в главном плунжере. Для отвода контейнера,
а также готовой трубы или прутка имеется
подвижной стол 7. Отрезка прутка (или трубы)
осуществляется гидравлическими ножни-
цами 6, развивающими усилие 95 т. Для осво-
бождения контейнера от прессующей плиты,
отхода при прессовании и матрицы траверза,
в которой монтируется контейнер, имеет два
гидравлических цилиндра 4. Пресс оборудован
приспособлениями для подачи болванки от
печи к прессу и подъёма болванки на уровень
центра контейнера.
Трубопрутковые прессы обычно приво-
дятся от насосно-аккумуляторной станции,
с рабочим давлением воды 200 или 300 кг\сМ*.
Характеристика некоторых выполненных тру-
бопрутковых прессов приведена в табл. 28.
////////////////////У//////
б)
Фиг. 129. Инструменты для прессования прутка (фиг. а) и трубы (фиг. б): 1—матрица; 2 —рубашка кон-
тейнера; 3 — корпус контейнера; 4 — прессующий пуансон; 5 — прессующий диск; 6 — прошивная игла.
Характеристика трубопрутковых прессов 1 аолица 28
Показатель
Ход пуансона в мм .
Число колонн ....
Расстояние между
осями колонн в мм
Усилие прошивного
плунжера в/п ...
Диаметр контейнера
в мм
'Количество игл . .
Часовая производи-
тельность в шт.:
труб ......
прутков1 ....
Трубопрутковые прессы
Верти-
кальный
Горизонтальные
Прутковые прессы
Горизонтальные
При усилии, развиваемом прессующим пуансоном, в т
600
Двухсто-
ечный
75
95-1=»
4°—45
4<э—-15
750
76а
4
1067X965
76—137
I
35
0°
1000
Тба
4
1067X965
76—153
i
35
1500
1651
3
1бО
38
45
3500
»io8
4
1676x2337
415
203—425
3°
4500
^133
4
Э184Х1981
235-412
1200
7б2
4
1194X762
95-152
¦ ' i
4О
2500
914
; 4
Ч73ХИ94
»77 854
i
35
ГЛ. XI] ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
487
Фиг. 130. Последовательность операции при прессовании трубы на вертикальном прессе.
488
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
18
Фиг. 131. Схема трубопруткового горизонтального пресса усилием 4500 т: 1 — главный цилиндр; 2 — цилиндр
прошивной иглы; 3 — цилиндры обратного хода; 4— цилиндры передвижения контейнера; 5—цилиндр пере-
мещения опорной плиты; 6 — гидравлические ножницы для отрезки концов; 7—отводящий стол; 8 — указатель
хода; 9 — предохранительный клапан; 10—наполнительный клапан; 11 — компенсатор гидравлических ударов;
12—распределитель управления ножницами; 13—распределитель управления отводящим столом; 14—распределитель
управления передвижением контейнера; 15 — распределитель управления перемещением опорной плиты; 16 — рас-
пределитель управления прессующим цилиндром; 17 — золотниковый клапан управления движением прошивной
иглы; 18— напорная линия; 19 — линия от наполнительного бака; 20 — сливная линия.
ГИДРАВЛИЧЕСКИЕ ШТАМПОВОЧНЫЕ
ПРЕССЫ ДВОЙНОГО ДЕЙСТВИЯ
Прессы двойного действия предназна-
чаются для глубокой вытяжки деталей из
листового материала в горячем и холодном
состоянии.
Прессы строятся двух типов: с двумя пол-
зунами, из которых один (внутренний) пере-
мещается внутри другого — наружного (наруж-
ный ползун предназначается для прижима
листа к штампу, внутренний — для соверше-
ния собственно вытяжки); с двумя ползунами,
расположенными один над другим. В этом слу-
чае верхний ползун предназначается для
тех же целей, что и наружный в первом типе,
и соответственно назначение нижнего пол-
зуна аналогично внутреннему.
В прессах второго типа прижимное кольцо
связывается с верхним ползуном штангами,
проходящими через отверстия в нижнем пол-
зуне.
Обычно усилие наружного прижимного
ползуна выбирается равным половине вну-
треннего (вытяжного) ползуна.
По типу станины прессы выполняются:
двухстоечными рамными (с усилиями до 400 /га);
четырёхколонными (с усилиями от 400
до 3000 т).
Для выдачи готовой детали из штампа
прессы часто оборудуются выталкивателями,
монтируемыми в нижней траверзе.
ГЛ. XI] ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
489
Быстроходные прессы с большой пло-
щадью стола, рассчитываемые на массовую
штамповку, выполняются с подвижными сто-
лами.
Привод прессов осуществляется как от
индивидуальных насосов, так и от насосно-
аккумуляторной станции. Для более экономич-
ной эксплоатации рекомендуется прессы с
усилием от 800 т, приводимые от насосно-
аккумуляторной станции, выполнять с двумя
ступенями давлений^ применяя гидравличе-
ский мультипликатор.'
На фиг. 132 показана гидравлическая схема пресса
двойного действия, приводимого от ротационно-плун-
жерного насоса. Наружный ползун 1, связанный с вну-
тренним ползуном 2 двумя телескопическими болтами 3,
Фиг. 132. Гидравлическая схема пресса двойного дей-
ствия с приводом от ротационно-плунжерного насоса:
/ — наружный ползун пресса; 2 — внутренний ползун
пресса; 3 — телескопические болты; 4 — плунжеры на-
ружного ползуна; 5 — цилиндры наружного ползуна;
/ — вспомогательные цилиндры; 8 — наполнительные
клапаны цилиндров наружного ползуна; 9 — золотнико-
вый клапан управления цилиндрами наружного ползуна;
10 — комбинированный дроссельный и обратный клапан;
11 — вспомогательный клапан; 12 — золотниковый кла-
пан управления цилиндром внутреннего ползуна;
13—наполнительный клапан цилиндра внутреннего пол-
зуна; 14 — предохранительный клапан главной линии;
15 — предохранительный клапан контрольной линии;
16— фильтр; 17— охладитель масла; 18 — главный насос;
19 — вспомогательный нас,ос.
приводится в движение четырьмя пустотелыми плунжера-
ин4. Цилиндры 5 последних смонтированы в верхней тра-
верзе пресса 6. Каждый из цилиндров 5имеетсвойклапан
предварительного наполнения. На наружном ползуне
смонтированы вспомогательные цилиндры 7. соединён-
ные трубопроводами с главными цилиндрами наружного
ползуна. Плунжеры этих цилиндров закреплены на вну-
треннем ползуне. Для управления наружным ползуном
имеется трёхходовой золотник 9, один выход которого
соединён с нижней полостью цилиндра внутреннего пол-
зуна, другой — через клапаны 10 с цилиндрами наружного
ползуна, третий — с гидравлическими сервомоторами
клапанов 8. Золотник клапана 9 перемещается маслом
вспомогательной сети с насосом 19 и управляется кла-
паном 11, открывающимся соленоидом. Клапан 10 является
комбинацией двух клапанов: обратного и разгрузочного.
Цилиндр внутреннего ползуна управляется четырёх-
ходовым золотником 12, имеющим вспомогательные
клапаны с соленоидами. При подключении к току пра-
вого соленоида золотник 12 маслом вспомогательной
сети перемещается влево, соединяя верхнюю полость
цилиндра внутреннего ползуна с линией от насоса и
нижнюю полость — с баком. С этого момента оба пол-
зуна перемещаются вместе. Когда прижимное кольцо,
монтируемое на наружном ползуне, ложится на заго-
товку, ползун останавливается. Клапаны предваритель-
ного наполнения цилиндров наружного ползуна автома-
тически закрываются. Внутренний ползун продолжает
перемещаться вниз и замыкает конечный выключатель,
установленный на наружном ползуне. При замыкании ко-
нечного выключателя подключится к току левый соле-
ноид золотника 12. Последний установится в положение,
при котором нижняя полость цилиндра внутреннего-
ползуна соединится с насосом. Одновременно золотник 9-
установится в такое положение, при котором цилиндры
наружного ползуна также соединятся с насосом. Вну-
тренний ползун остановится и будет оставаться непо-
движным до тех пор, пока в цилиндрах наружного пол-
зуна поднимется нужное давление, установленное регу-
лятором давления. При срабатывании регулятора давле-
ния золотник 9 снова установится в нейтральное поло-
жение, а золотник 12 установится в крайнее правое по-
ложение и соединит верхнюю полость цилиндра внутрен-
него ползуна с насосом. Внутренний ползун пойдёт
вниз, преодолевая сопротивление вытяжки. Масло из
вспомогательных цилиндров выжмется в цилиндры на-
ружного ползуна и дальше, через разгрузочный клапан 10,
в бак. Разгрузочным клапаном устанавливается нужное
давление прижима, которое остаётся постоянным на всё»
рабочем ходе. Когда внутренний ползун совершит пол-
ный ход и давление в цилиндре его возрастёт до макси-
мального, установленного другим регулятором давления,
последний сработает и золотник 12 переключится на ход
ползуна вверх. После определённого хода внутреннего
ползуна последний через телескопические болты соеди-
нится с наружным ползуном. В этот момент, через ко-
нечный выключатель, переключится клапан 9, соединив
сервомоторы наполнительных клапанов с обратной ли-
нией цилиндра внутреннего ползуна. Наполнительные
клапаны откроются и ползуны начнут перемещаться
вверх вместе до положения, заданного конечным выклю-
чателем. Как только последний замкнётся, золотник 12
снова установится в нейтральное положение, и таким
образом ползуны остановятся на заданном уровне.
Особенностями описанной схемы являются:
автоматическое поднятие давления на наруж-
ном ползуне до соприкосновения пуансона с
заготовкой; постоянство давления прижима
на всём рабочем ходе внутреннего ползуна.
На фиг. 133 показан гидравлический пресс
двойного действия с подвижным столом и
двумя выталкивателями — в центре пресса и
в центре стола при его крайнем левом поло-
жении. Пресс питается от аккумуляторной
станции с давлением 200 кг\сА&. Максимальное
усилие наружный и внутренний ползуны раз-
вивают при давлении 350 кг/см2, получаемом
в мультипликаторах 12 и 13. Максимальное
усилие внутреннего ползуна 2000 т, наруж-
ного—1000 т. Максимальный ход внутрен-
него ползуна — около 1800 мм; ход наруж-
ного ползуна — около 1000 мм. Размеры
стола 3175X3480 мм; ход — около 3000 мм;
усилие передвижения стола — 65 т. Ход цен-
трального выталкивателя — 1270 мм; усилие —
750 т. Ход бокового выталкивателя — около
1000 мм; усилие — 75 /и. Для возможности ра-
боты пресса одновременно обоими ползунами
предусмотрены запорные гидравлические
штыри 27, приводимые от лопастного насоса 28.
Для точной фиксации стола по центру пресса
служат два боковых запора. Каждый меха-
низм пресса управляется своим распредели-
телем. Для блокировки движения механизмов
предусмотрены электрические конечные вы-
ключатели и запорные штыри с приводом от
490
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Примерные характеристики прессов двойного действия
Таблица 29
Показатель
При усилии наружного ползуна в т
25-250
80-500
160-1000
350-2000
Усилие внутреннего ползуна вот
Ход наружного ползуна в мм.
Ход внутреннего ползуна в мм
Размеры стола в мм:
справа налево
с фронта назад
Скорость холостого хода внутреннего ползуна
в мм/сек
Скорость рабочего хода внутреннего ползуна
в мм1сек
Скорость обратного хода ползуна в мм/сек . .
Число ходов в минуту
Мощность двигателя в л. с
75—25О
250-900
45O-QOO
900—1500
600—1500
30—13°
3-55
380—1500
7-15
250—500
35°—12оо
6ОО—I2OO
I20O —I8OO
900—1800
но—165
12—18
1200—1800
5—12
40—IOO
500—1000
500—1800
900—1800
1800—2850 1
1500—3000
150—200
18—24
1700—aioo
4-6
100—300
1000—2000
650—2400
1100—2400
2100—4500
1800—2850
80—180
9—18
900—2000
3-4
200—400
электромагнитов, установленные на ры- чем состоянии из толстых стальных листов.
чагах управления. На прессе можно штам- Примерные характеристики прессов двой-
повать детали больших габаритов в горя- ного действия приведены в табл. 29.
Фиг. 133. Схема гидравлического пресса двойного действия с подвижным столом и двумя выталкивателями:
/ — внутренний ползун; 2 — наружный ползун; 3 — цилиндр внутреннего ползуна; 4 — обратные цилиндры вну-
треннего ползуна ; 5 — цилиндры наружного ползуна; б—обратные цилиндры наружного ползуна; 7 — цилиндр
центрального выталкивателя; 8— цилиндр бокового выталкивателя; 9— подвижной стол; 10 — цилиндр подвиж-
ного стола; 11 — запорный клапан цилиндра подвижного стола; 12 — мультипликатор внутреннего ползуна;
13—мультипликатор наружного ползуна; 14 — бак предварительного наполнения; 15—конечный электрический
выключатель; 16— боковой запор подвижного стола (фиксатор); 17 — распределитель боковых запоров стола;
18 — распределитель мультипликатора наружного ползуна; 19—распределитель мультипликатора внутреннего
ползуна; 20 — распределитель наружного ползуна; 21 — распределитель внутреннего ползуна; 22 — распредели-
тель центрального выталкивателя; 23 — распределитель подвижного стола; 24 — распределитель бокового вы-
талкивателя; 25 — напорная линия от насосно-аккумуляторной станции; 26 — сливная линия; 27 — запорные штыри,
28 — насосная установка запорных штырей (лопастной насос); 29 — золотник управления запорными штырями.
ТЛ. XI] ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
491
ПРАВИЛЬНЫЕ ГИДРАВЛИЧЕСКИЕ
ПРЕССЫ
Эти прессы предназначаются для правки
осей, валов и других подобных деталей. Пра-
вильные прессы общего назначения строятся
с усилиями от 5 до 200 /и, а в отдельных
случаях для специальных работ — до 2000 т.
По типу станины прессы выполняются:
с открытой рамной станиной (фиг. 134); двух-
и четырёхколонными (фиг. 135).
ходом плунжера (необходимость получения
очень коротких рабочих ходов).
Привод прессов осуществляется от инди-
видуальных ротационно-плунжерных или ло-
пастных насосов.
Для привода мощных прессов с усилием
от 20 т предпочтительно применение рота-
ционно-плунжерных насосов высокого давле-
ния с переменной подачей.
Гидравлическая схема пресса с ротационно-плун-
жерным насосом переменной подачи показана на
фиг. 136. При повороте рычага клапана управления 6
Фвг. 134. Пресс усилием 3 /га с рамной станиной: / г— лопастной насос с двигателем; 2 — манометр;
.3 — пусковая панель двигателя; 4—кнопочная станция; 5 — резервуар с маслом.
Прессы с рамной станиной имеют отъём-
ный, удлинённый по фронту стол, на котором
устанавливаются опоры под правящую деталь.
Для свободного вращения детали при контроле
правки прессы, развивающие небольшие уси-
лия (до 25 т), оборудуются подвижными
центрами. Последние монтируются на линейке,
укреплённой на станине, или непосредственно
на столе пресса. Прессы больших усилий для
опоры правящейся детали и осевого пере-
мещения её оборудуются подвижными карет-
ками с ручным или моторным приводом и по-
движным столом с неподвижно закреплёнными
на нём опорами.
Управление прессом, как правило, выпол-
няется сдвоенным: ручное ~г- рычагом и нож-
ное — педалью. Ручное управление исполь-
зуется Для точной правки, когда требуется
повышенная чувствительность управления
из положения 1 в положение // золотник разгрузочного
клапана 4 перемешается влево. Масло от шестерёнчатого
насоса большой подачи 3 и от главного ротационно-
плунжерного насоса 2 поступает в верхнюю полость
цилиндра 1, заставляя поршень его быстро перемешаться
вниз (ход приближения). При повороте рычага управле-
ния из положения // до положения III линия от насоса 5,
идущая, к разгрузочному клапану 4, перекрывается.
Правая сервополость клапана 4 через поворотный зо-
лотник клапана 6 соединяется со сливом. Золотник кла-
пана 4 маслом от главного насоса 2 перемещается вправо
и насос 3 начинает работать вхолостую. Цилиндр пресса
питается только от насоса высокого давления 2 (рабочий
ход). Регулирование скорости движения поршня во
время рабочего хода достигается большим или меньшим
поворотом рычага управления между положениями //
и ///. При п овороте рычага управления из положения ///
в положение IV насос меняет направление потока, по-
давая масло в нижнюю полость цилиндра, и поршень
перемещается вверх (обратный ход). Разгрузочный кла-
пан 4 остаётся при этом в крайнем. правом положе-
нии. При установке рычага управления в положение 1
подача насоса 2 прекращается, насос 3 работает вхо-
лостую и поршень цилиндра удерживается от произволь-
ного опускания клапаном 11.
492
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
Для привода прессов малых мощностей
часто применяют лопастные насосы с давле-
нием до 60 кг/см2. Так как лопастные насосы
дают постоянную подачу масла, регулирова-
ние скорости движения поршня осуще-
ствляется дроссельным клапаном.
ного клапана 2 (присоединение в точке а) с трубопро-
водом, I. душим от верхней полости цилиндра к баку.
Предохранительный клапан открывается и масло от на-
соса, проходя через этот клапан, поступает обратно в
бак. Поршень останавливается и удерживается от произ-
вольного опускания клапаном 4. С поворотом рычага
управления вниз замыкается выключатель 10 электри-
ческой контрольной сети, подключающий к току соле-
Фиг 135. Четырёхколонный пресс усилием 800 от.
Гидравлическая схема пресса с лопастным насосом
показана на фиг. 137. При ходе поршня вверх масло
от насоса / проходит через корпус предохранительного
клапана 2, золотниковый клапан 3 и тормозной клапан 4
в нижнюю полость цилиндра пресса 5, заставляя пор-
шень 6 перемещаться вверх с постоянной скоростью.
Когда поршень приходит в крайнее верхнее положение,
стержнем 7, укреплённым на головке поршня, переклю-
чается конечный гидравлический выключатель 8. Послед-
ний соединяет разгрузочную полость предохранитель-
ноид клапана 3. Усилием соленоида золотник клапана
перемешается вправо и соединяет насос с верхней по-
лостью цилиндра. При этом разгрузочная полость пре-
дохранительного клапана 2 вспомогательной сетью, про-
ходящей через дроссельный клапан 9, оказывается со-
единённой с обратным трубопроводом цилиндра. Большим
или меньшим перекрытием дросселирующего отверстия
клапана 9, осуществляемого рычагом управления, регу-
лируется давление в цилиндре пресса и вместе с этим
и скорость движения поршня. При полной повороте ры>
Таблица 30
Характеристики одностоечных правильных прессов
Основные параметры
При усилии пресса в т
10
15
20
30
50
75
100
150
290
Ход поршня в мм
Просвет между головкой
поршня и столом пресса в мм .
Вылет станины в мм . « . . .
Размеры стола в мм:
длина
ширина .
Мощность электродвигателя
в л. с • . . .
аоо
аоо
поо
35°
2ОО
200
IIOO
4оо
3°°
аоо
1400
45°
Зоо
400
200
1400
45°
Зоо
4оо
200
i8oo
500
ю-15
400
55O
250
2100
5°°
400
55°
250
2400
600
400
55°
35O
2400
600
5°°
650
35°
2400
600
5'»
650
35°
2400
600
Фиг 136. Гидравлическая схема пресса с ротационно-плунжерным насосом: / — цилиндр пресса;
2 — насос высокого давления переменной подачи; 3 — шестерёнчатый касос; 4 — разгрузочный клапан;
5 — вспомогательный шестерёнчатый насос; 6— поворотный золотник управления насосом; 7 — иголь-
чатый запорный клапан; 8 — дроссель; 9 — манометр; 10 — обратный клапан; 11 — тормозной клапан;
12— предохранительный клапан на линии высокого давления; 13— двухходовой всасывающий клапан;
14 — предохранительный клапан на всасывающей линии; 15 — фильтр; 16 — дроссель; 17 — предохрани-
тельный клапан вспомогательного шестерёнчатого насоса; 18 — резервуар с маслом.
Фиг. 137. Гидравлическая схема пресса с лопастным насосом:
1 — лопастной насос; 2 — предохранительный клапан; 3 — золот-
никовый клапан с соленоидом; 4 — тормозной регулируемый
клапан; 5 — цилиндр пресса; 6 — поршень пресса; 7—штанга;
8 — конечный гидравлический выключатель; 9 — дроссельный
клапан; 10 — конечный электрический выключатель; // — тор-
мозной клапан; 12—бак с маслом.
494
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
чага управления вниз клапан 9 перекроется полностью
и в сети может быть поднято давление до максималь-
ного, установленного клапаном 2.
Примерные характеристики правильных
прессов приведены в табл. 30.
ПАКЕТИРОВОЧНЫЕ ГИДРАВЛИЧЕСКИЕ
ПРЕССЫ
Для утилизации отходов при листовой
штамповке широкое применение нашли ги-
дравлические пакетировочные прессы. Наи-
большее распространение прессы получили
для пакетирования отходов автомобильного
производства, где толщина материала редко
превышает 5 мм. В зависимости от пакети-
руемого материала и размеров пакета прессы
строятся с двумя и тремя ступенями прессо-
вания. Удельное давление прессования в по-
следней ступени выбирается равным не менее
180 кг/см. При этом плотность пакета полу-
чается равной 25—45% плотности металло-
отходов.
Пакетировочный пресс с тремя ступенями
прессования показан на фиг. 138. Обычно
Фиг. 138. Пакетировочный пресс с тремя ступенями
прессования.
пакетировочные прессы приводятся от плун-
жерных насосов с двумя ступенями давления.
Первая ступень давления используется при
первичном и вторичном прессовании; вторая
ступень давления — при окончательном прес-
совании. Давление, развиваемое на первой
ступени, выбирается равным 60—80 кг/см2 и
на второй ступени 150—200 кг/см2. Переклю-
чение работы насоса с низкого давления на
высокое происходит автоматически. Насосы
и вся аппаратура управления монтируются
вблизи пресса в особом помещении, тогда как
сам пресс обычно устанавливается на скрап-
ном дворе на открытой площадке или под
навесом. Цилиндр окончательного прессования,
имеющий небольшой ход, монтируется вер-
тикально. Плунжер этого цилиндра исполь-
зуется и для выталкивания пакета из пресса.
Привод крышки контейнера у большинства
прессов осуществляется воздухом. Последний
также используется и для возвратного дви-
жения плунжеров. Распределители пресса вы-
полняются с дистанционным управлением. Для
открытия клапанов распределителя приме-
няются пневматические сервомоторы. Пол-:
зуны и контейнер пресса имеют сменные
плиты, выполняемые из высокоуглеродистой
стали. Для загрузки контейнера пресса скра-
пом сбоку пресса монтируется опрокидываю-
щийся ящик, приводимый пневматическим
цилиндром.
Пакетировочные прессы выполняются ста-
ционарными для установки в цехе или на скрап-
ном дворе и передвижными, монтируемыми на
автомобильной платформе.
В передвижных прессах насос в большин-
стве случаев проводится от керосинового дви-
гателя.
Примерные характеристики пакетировоч-
ных прессов приведены в табл. 31.
Таблица 31
Характеристика пакетировочных прессов
(средние значения)
Размеры кон-
тейнера в
я
дли
,500
2ООО
i6oo
IIOO
я
За
5оо
5оо
45°
4°о
ММ
я
О
вые
IOOO
900
75°
35O
Размеры
па-
кета в мм
я
X
ДЛИ
5°о
45O
45°
3°°
я
|?
а о.
375
Зоо
зоо
я
о
вые
375
35о
Зоо
«5
«'«.'¦
m *
эк »
К о]
г5-
a-s
1бз
IOO
?о
15
ро-
я g я
Ogil
та!
До 8
» 5
• 3
» о.5
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ ДЛЯ
БРИКЕТИРОВАНИЯ
Брикетирование чугунной стружки, а
также стружки цветных металлов успешно
осуществляется на гидравлических горизон-
тальных прессах специальной конструкции.
Указанные прессы строятся с усилиями от
300 до 600 т. Брикетирование производится
в стальном штампе-стакане пуансоном,
укреплённым на главном ползуне. Стакан,
в котором происходит брикетирование, мон-
тируется в подвижном контейнере, приво-
димом гидравлическим цилиндром.
Когда брикетирование закончено, кон-
тейнер перемещается по рабочему пуансону,
оставляя брикет зажатым между пуансоном
и опорной плитой. При обратном движении
пуансона освобождённый брикет выпадает из
пресса.
Плотность брикета получается равной
80—90% плотности металлоотходов.
Гидравлическая схема брикетировочного пресса,
развивающего усилие 300 /га, показана на фиг. 139.
Пресс приводится двумя насосами 10 каждый произ-
водительностью 130 л\мин. Насос Б предназначен для
питания только главного цилиндра. На схеме показано
положение механизмов в момент окончания брикетиро-
вания (конец рабочего хода главного плунжера). Для
сокращения времени цикла брикетирования главный
плунжер в начале хода, при незначительном сопроти-
влении брикетирования, приводится вспомогательным
цилиндром 7 (малого диаметра). Насос Б имеет обход-
ной клапан. Когда последний закрыт, масло от насоса
через клапаны 14 и 13 поступает во вспомогательный;
цилиндр и перемещает вперёд главный , плунжер. Во
время этого движения клапан предварительного напол-
нения достаётся открытым, и масло из бака свободно
поступает в главный цилиидр, заполняя последний.
Когда давление во вспомогательном цилиндре возра-
стает до 85 кг1см*, открывается клапан, 9 и масло, про-
ходя через него, поступает в левый сервомотор клапана 8
и закрывает последний. С этого момента оба насоса ра-
ботают в главный цилиндр, развивая нужное в нём да-
вление. Когда давление в главном-цилиндре возра-
ГЛ. XI]
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
495
стает до 100 кг\см?, масло, преодолевая сопротивление
клапана, поступает в правый сервоцилиндр клапана 13
я перемешает золотник его влево, соединяя насос с
обратными цилиндрами подвижного контейнера. По-
следний перемешается по прессующему пуансону, оста-
вляя брикет зажатым между ним и опорной плитой
с давлением в главном цилиндре 6 кг!см", поддержи-
ваемый клапаном 16. В крайнем правом положении кон-
тейнер замыкает конечный выключатель. Левый соле-
ноид клапана 15 обесточивается и подключается к току
правый. Золотник клапана 15 перемещается вправо, на-
правляя поток масла в правый сервоцилиндр клапана 14.
Золотник последнего перемешается влево, соединяя
обратный цилиндр с насосом. Главный плунжер пере-
мещается вправо, освобождая брикет, который затем
выпадает из пресса. Одновременно с этим масло по-
ступает в правый сервоцилиндр клапана 8, открывая его,
а также через клапан 11 в цилиндры подвижного кон-
тейнера. Последний приходит в его исходное положение.
Когда главный плунжер приходит в крайнее начальное
положение, замыкается другой конечный выключатель.
К току подключается левый соленоид клапана 15, одно-
временно обесточивая правый соленоид, Вся
система клапанов приходит в начальное по-
ложение (начало хода главного плунжера).
Примерные характеристики бри-
кетировочных прессов приведены в
табл. 32.
ГИДРАВЛИЧЕСКИЕ ГИБОЧНЫЕ МАШИНЫ -
БУЛЬДОЗЕРЫ
Гидравлические бульдозеры строят с уси-
лиями от 50 до 200 т. Усилие обратного хода
составляет 10—15% от усилия рабочего
хода.
Скорости ползуна: рабочий ход при пол-
ном давлении 0,025—0,020 м/сек; ход вперёд
и холостой обратный ход 0,20—0,15 м\сек.
Линейные характеристики гидравлических
бульдозеров близки к соответствующим
характеристикам кривошипных бульдозеров.
Фиг 139. Гидравлическая схема брикетировочного пресса: ; — брикетируемый материал; 2 — подвижно»
контейнер; 3-стакан; 4 — готовый брикет; 5-прессующий пуансон: б-главный цилиндр; 7-вспомога-
тельный цилиндр; в —клапан предварительного наполнения; 9— клапан сопротивления на 85jajcM*; 10— глав-
ные насосы; 11 ~- дроссельный клапан; 12— обратный; клапан; 13— золотниковый клапан; «-золотниковый
клапан; 15- золотниковый клапан с соленоидам»; 16 -клапан сопротивления на 6 кг\см\ 77- клапан сопроти-
вления на 100 кг/см': 18 - змеевик для охлаждения масла; 19 — бак предварительного наполнения; 20 — обратный
клапан; 21 — обратный подпорный клапан; 22 — вспомогательный насос для фильтрации масла; 23 — фильтр;
24— обратный подпорный клапан-, 25— вспомогательный насос для перекачки из корпусов насосов утечек масла;
26 — фильтр; 27 — запорный клапан; 28 — манометр.
Таблица 32 Примеры конструкций гидравлических
бульдозеров единичны. На фиг. 140 предста-
Примерные характеристики брикетировочных ¦> г
прессов
Показатель
Ход прессующего
пуансона в мм ....
Размеры (диаметрХ
X высота) готового
брикета в мм ....
Вес готового бри-
кета в кг
Часовая производи-
тельность в шт. . . .
При усилии
300
4оо
0 13° X 35-75
i—i,5
600—700
пресса в т
600
5оо
0 i8oX4°—wo
1.5-2
500—600
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. И с т о м и н П. С, Прессование металлов, ОНТИ, 1935.
2, Розанов Б. В., Приводы гидравлических прессов.
Справочник американской техники, т. 2, Амторг, 1946.
Фиг. 140.
влен общий вид бульдозера с гидравлическим
приводом. В головной части машины, закры-
496
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
той кожухом, расположены: электродвига-
тель; насос; бак с маслом; гидравлические
цилиндры—рабочий и обратные; клапанная
коробка. Пуск машины в ход производится
нажимом на одну из двух педалей по сторо-
нам машины, связанных системой рычагов с
коробкой управления. Переключение на об-
ратный ход по окончании гибочного про-
цесса и останов ползуна в крайнем заднем по-
ложении осуществляются автоматически, дви-
жением самого ползуна, который, прибли-
жаясь к своим крайним точкам хода, пере-
двигает вперёд или назад тягу, связанную
с механизмом переключения клапанов*. Пере-
становкой гаек на тяге достигается изменение
величины хода ползуна и смещение участка
хода ближе к упору или дальше от не,го.
Работы, требующие небольших давлений,
могут производиться действием плунжеров
обратных цилиндров.
НАСОСЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
ВВЕДЕНИЕ
По способу создания давления рабочей
жидкости насосы гидропрессовых установок
выполняются: а) статического и б) динами-
ческого действия.
В насосах статического действия давление
рабочей жидкости создаётся статическим воз-
действием на жидкость при незначительных
скоростных напорах.
В насосах динамического действия давле-
ние рабочей жидкости создаётся преобразо-
ванием кинематической энергии жидкости.
В зависимости от конструкции рабочих
органов насосы делятся на плунжерные,
лопастные и шестерёнчатые.
По числу подач за цикл насосы выпол-
няются: а) одинарного и б) двойного действия.
ПЛУНЖЕРНЫЕ (КРИВОШИПНЫЕ)
НАСОСЫ НА ДАВЛЕНИЕ до 300 кг/см'
Конструктивные разновидности. Верти-
кальные трёхплунжерные насосы (фиг. 141)
строятся с мощностью приблизительно до
150 л. с. Основные данные и габаритные
Наружный подшипник только
у насоса с ходом
250 мм
Фиг. 141. Трёхплунжерный вертикальный насос.
размеры современных конструкций вертикаль-
ных трёхплунжерных насосов приведены в
табл. 33 и 34.
Горизонтальные трёхплунжер-
ные насосы строятся мощностью до
1500 л. с. Наибольшее распространение полу-
чили трёхплунжерные насосы одинарного дей-
ствия. Горизонтальный насос с подачей около
500 ajmuh на давление 200 кг/см2 изображён
на фиг. 142. Подача трёхплунжерных насосов
достаточно равномерна, и потому, как пра-
Таблица 33
Характеристика вертикальных трёхплунжерных
насосов
ад
о»
^ .
с „
о
X т
IO0
IOO
15°
15°
2ОО
20О
25°
а5°
га
О. о.
я я ^
2О
25
20
25
3°
35
35
45
я
4 а
V
о} а>
а 5 «
Зоэ
20О
Зоо
20О
3°°
2ОЭ
Зоо
2ОО
05
О
3 s
15°
15°
13°
13°
«5
105
о "^
13
20
17
26
45
бо
7о
125
к ^
3 и ts
о « ч
г1
II
14
15
37
33
57
68
Размеры труб
(внутренний
диаметр) в мм
вса-
сыва-
ющей
25
35
25
33
3»
38
5°
64
нагне-
татель-
ной
25
25
25
32
32
32
38
5°
Таблица 34
Ход плун-
жера
IOO
15°
20О
350
Размеры в мм (фиг. 141)
А
32O
37°
495
56°
В
1385
С
74°
IOOO
132O
D
37°
520
685
1030
Е
5бо
780
915
I2IO
F
Ф5
1420
173°
2540
G
470
575
76о
145°
Таблица 35
Характеристика
га
а.
X
: плу
м
1=1 a
X еа
Зоо
Зоо
375
375
45°
45°
X
Ч a
^- «3
<и а
га о.
Ч*
4°
55
55
7°
7°
9°
а
14
<U о ^
о Я "Si"
'о 3 «
U4 а a
3°°
2ОО
3°о
2ОО
Зоо
200
горизонтальных
насосов
CQ
О
о :>,
ЛО X
инут;
S 2
zr m
IOO
IOO
95
95
95
95
si
га^
о^
Со
IOO
2ОО
23O
375
45O
75°
<я
S 0
if" •
0 °
80
IOO
180
200
360
400
плунжерных
Внутренний
диаметр труб
в мм
вса-
сыва-
ющей
64
76
76
I0O
IOO
15°
нагне-
татель-
ной
38
38
5°
7б
76
8о
3U2S-
Фиг. 142а. Продольный разрез воризонтального навоса с подачей около 500 л\ман\ давление воды 200 нг/см*.
498
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
[РАЗД. IV
вило, насосы выполняются без маховика. Горизонтальные трёхплунжер-
Юсновные данные и габаритные размеры ные насосы переменной подачи,
(фиг. 143) горизонтальных трёхплунжерных Для некоторых прессов с большим рабочим
насосов приведены в табл. 35 и 36. ходом и переменной нагрузкой (например,
пакетировочные прессы) применяются гори-
зонтальные трёхплунжерные насосы с двумя
ступенями подачи и давления. Схема трёх-
Роликоподшипник D-ZI5
d~ 120
315
\
2=20; m = W; D.M.O-ZOO
I , (,,!4>M| к ' | , Роликоповшипник
Фиг. 1426. Разрез по приводному валу горизонтального насоса с подачей около 500 л/ман.
Таблица 36
Размеры в мм (фиг. 143)
Ход
плун-
жера
3°°
375
45°
А
325°
353°
3835
С
2870
31оо
332O
D
I32O
1455
1625
Е
585
66о
74O
F
765
840
G
1270
1460
1650
Н
1855
2O8j
2390
/
815
915
1070
плунжерного двухступенчатого насоса изо-
бражена на фиг. 144.
Горизонтальные двухплунжер-
ные насосы двойного действия
строятся преимущественно больших мощно-
стей. Кривошипы вала у этих насосов распо-
лагаются под углом 90°. Крейцкопфы плун-
жеров (прямого и обратного) соединяются
между собой тягами.
В большинстве конструкций блок цилиндров
выполняется из двух частей, соединённых
всасывающим и нагнетательным коллекторами.
ПК'ХГ)
НАСОСЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
Графики подач. На фиг. 145 приве- типов. Максимальное, минимальное и среднее
дены графики, характеризующие равномер- значения подачи: )
ность подачи плунжерных насосов различных для трёхплунжерного насоса
мевапо Qmzx — 1.01/гю; Qmin = 0,8/rw; |
Нагнетание
~ V
mln
Всасшвание
о ,
^ сред
для двухплунжерного насоса двойного дей-
ствия
<?тах « 1.6/г»; Qmln = /ro>; Qfpe, - ±/л»;
Смазочная станция
(масляный бак, насос,мотор)
Нагнетание
с одной иэ сторон
Q
сред
Qmax- Qr
в с
Всасывание
с одной из сторон
Фиг. 143. Трёхплунжерный горизонтальный насос.
Обходной клапан
ииаиндоов низкого давления^
В бак
к, ~ низкое давление Х%г±ысокоедав
\пение
Фиг. 144. Схема трёхплунжерного двухступенчатого насоса
max- ^min » V^d ° — "/««J /-ПЛОЩЭДЬ
плунжера в см?\ г—радиус кривошипа в см;
о,_ угловая скорость вращения вала в рад/сек.;
8 — коэфициент равномерности подачи.
Область применения. Плунжерные
насосы применяются для прессов с аккуму-
лятором и в тех установках, где допустимо
неравномерное (пульсирующее) движение
плунжера пресса, трёхплунжерные насосы при-
меняются также и для безаккумуляторных
прессов небольших мощностей.
Схема насосно-аккумуляторной
станции, оборудованной трёхплун-
жерными насосами постоянной
подачи, изображена на фиг. 146.
Управление насосами. X о-
лостой ход плунжерного
насоса. Каждый насос, обслу-
живающий прессовую установку
с аккумулятором, имеет устрой-
ство для перевода насоса на хо-
лостую работу при подъёме воды
в аккумуляторе до верхнего пре-
¦ 1 оборот коленчатого вала
Фиг. 145. График подачи насосов различных типов.
Фиг. 146. Схема на-
сосно-аккумуляторной
станции, оборудован-
ной трёхплунжерными
насосами: /—трёхплун-
жерные насосы высо-
кого давления; 2—воз-
душные сервоцилин-
дры; 3 — распределите-
ли воздуха; 4 — конеч-
ные выключатели;
5 — электромагниты;
б—выключатели рас-
пределителя воздуха;
7—манометр; 8—кон-
тактный манометр;
9 — предохранитель-
ный клапан; 10 — авто-
матический запорный
клапан; Л — вспомо-
гательный клапан;
12 — распределитель-
ный блок; 13— ком-
пенсатор гидравличе-
ских ударов; 14 —воз-
душные баллоны;
/5—водяной баллоя!
16— поплавковый ре-
гулятор уровня с от-
дельными поплавками
и магнитами для каж-
дого уровня; 17 — рас-
пределительный шит;
18 — компрессор высо-
кого давления; 19— кон-
тактный манометр;
20 — показатель уров-
ня воды в баке; 21— об-
ратный клапан.
СЛ
ГЛ. XI]
НАСОСЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
501
дельного уровня. Одним из распространённых
устройств, служащих для этой цели, является
обходной клапан с автоматическим управле-
нием (фиг; 147).
Обходной клапан 1 (фиг. 147) поднимается
с помощью сервомотора, питаемого водой
аккумулятора. В этом случае при поднятом
клапане вода от насоса через клапан посту-
пает в бак.
Для мощных насосов необходимо также
иметь на напорной магистрали обходной
юЖй
В случае привода пресса непосредственно
от насоса (без аккумулятора) на напорной
магистрали .устанавливается клапан-автовы-
хлючатель, автоматически переводящий насос
Фиг. 147. Обходной (/) и обратный B) клапаны
плунжерного насоса.
клапан с ручным управлением, открывающийся
при пуске насоса под нагрузкой. Назначением
клапана является постепенное нагружение
двигателя.
Вместо обходного клапана также применя-
ются пневматические сервоприводы (фиг. 148),
открывающие всасывающие клапаны. Подъём
клапанов производится перемещением поршня
и толкателя действием пружины. При этом
воздух из-под поршня сервомотора вы-
пускается. При холостой работе насоса кла-
паны остаются открытыми, и вода свободно
заполняет цилиндры насоса и при обратном
ходе плунжеров вытесняется из него.
Управление сервомоторами обычно осуще-
ствляется трёхходовыми клапанами, действу-
ющими от соленоидов.
Рабочий ход насоса. Перевод с хо-
лостой работы насоса на подачу осуще-
ствляется путём последовательного освобо-
ждения всасывающих клапанов специаль-
ными аппаратами-выключателями (фиг. 149).
На корпусе аппарата смонтированы три ко-
нечных выключателя 1 (по числу соленоидов
трёхходовых воздушных клапанов) замыкае-
мых поочерёдно постоянно вращающимся
кулаком 2. При замыкании выключателя со-
леноид соответствующего клапана подклю-
чается к току и открывает клапан для про-
хода воздуха в сервомотор в полость над
поршнем.
Кулак приводится во вращение через
редуктор парой конических шестерён 3 от
кривошипного вала насоса. Подтягивание
кулака 2 кверху осуществляется соленоидом 4.
При впуске воздуха поршень сервомотора,
преодолевая сопротивление пружины, пере-
мещается, освобождая клапан.
Описанную систему рекомендуется, при-
менять для мощных насосов аккумуляторных
станций, обслуживающих один пресс или не-
большую группу прессов.
на холостую рабо-
ту при повышении
давления в рабо-
чей сети до ма-
ксимального.
Элементы
расчёта плун-
жерных насо-
сов.
Подача в л/мин
Фиг. 148. Сервопривод для
подъёма всасывающих
клапанов.
1000
где z—число плун-
жеров; /— пло-
щадь плунжера
в см2; S—ход плун-
жера в см: для
вертикальных насосов S равно от б до 20 см,
для горизонтальных насосов — от 30 до 60 см\
п — число ходов насоса в минуту, принимае-
мое равным 70—80 для тихоходных насосов
и 95—150, 120—180 —для быстроходных
(ббльшие значения принимаются для верти-
кальных насосов); т\г — объёмный к. п. д. на-
соса.
Среднее значение ч]г составляет: для вер-
тикальных насосов с небольшим ходом 0,92;
для горизонтальных насосов с большим
ходом 0,94.
Средняя скорость плунжера принимается
равной 0,5—1,5 м\сек и выше, но не более
3 м\сек.
Приводная мощность на валу насоса в л. с.
где р — давление подаваемой воды в кг/см2;
Г[м — механический к. п. д. насоса, принимае-
мый в среднем равным для вертикальных
насосов 0,82, для горизонтальных насо-
сов — 0,85.
502
' Т
"х
: °С
м вод. ст.
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
О
о,о5г
. 20
0,236
30 j 40
0,429
0,746
50
1,250
60
2,023
70
3ii7<5
80
4,820
[РАЗД. IV
Таблица 37
90
Ъ145'
100
го,ззб
Мощность привода насоса обычно вы-
бирается на 10—15% выше расчётной.
Всасывающая и напорная маги-
страли. Подача воды к насосам произ-
водится из бака, располагаемого на некотором
уровне над насосом Нн (обычно 4—5 м).
Однофазный
электромагнит
переменного
тока
Tun 3CI-5124A
трубопровода в м; v — средняя скорость жид-
кости во всасывающем трубопроводе в м/се/с,
hK — 0,83 -f- I — напор в метрах водяного
столба, расходуемый на преодоление сопроти-
вления прохода жидкости через насос и
клапан (/г' «0,15-7-0,3) и преодоление веса
клапана и пружины (Л" =s 0,7); / — приведён-
ная длина (к диаметру d) всасывающего
трубопровода в м; п — число ходов насоса
в минуту; с — коэфициент, зависящий от типа
насоса; для двухплунжерного насоса двойного
действия с = 0,115; для трёхплунжерного на-
соса с = 0,066; k — опытный коэфициент, учи-
а)
Фиг. 149. Аппарат для выключения насоса.
Средняя скорость v во всасывающем
трубопроводе принимается равной приблизи-
тельно 0,3 MJceK.
Минимальное значение Нн с достаточной
точностью может быть получено из уравне-
ния
где Нх—давление паров поступающей жид-
кости при данной . температуре Т в метрах
водяного столба, определяемое из табл. 37
(в гидропрессовых установках температура
циркулирующей воды иногда доходит до 70°);
X — среднее значение по Дюпюи, равное 0.03;
L — приведённая длина всасывающего трубо-
провода в метрах с учётом местных сопроти-
влений (табл. 38); d — диаметр всасывающего
тывающий эластичность всасываемой жид-
кости и трубопровода; для горячей воды, не
насыщенной воздухом, к « 1,4.
При расчёте высоты подъёма клапанов Лтах
пользуются зависимостями:
nht
di
0,007,
где п — число ходов насоса в минуту; hmax —
максимальный подъём клапана в мм; GK— вес
клапана в кг; k — характеристика пружины
клапана в кг/мм; dK — диаметр клапана в мм.
Для насосов с п^>80 ходов в минуту обычно
принимают /zmai равным 4—5 мм; для тихоход-
ных насосов (до 80 ходов в минуту) допускает-
ся больший подъём клапанов. Величину подъё-
ма клапана для тихоходных насосов можно
брать также из формулы ft«0,l dK -\- 4 мм.
ГЛ. XI]
НАСОСЫ ГИДРОПРЕССОВЫХ УСТАНОВОК
503
Таблица 38
Длины труб (в ж)
S3 *
Внутреннй
диаметр
трубы в м.
25
32
38
5°
65
76
9°
IOO
15°
200
ЫМИ
Вход с остр
углами
о,4
о.5
о,6
о,8
1,О
1.3
1,6
1,8
З.о
¦4.4
эквивалентные местным
сопротивлениям
ego,
з S с <и
Стандартн!
тройник и.
крест при
МОМ ПОТОК'
о,5
°,7
°.9
1,2
1.4
1.9
2,2
2,7
4.3
6,1
О Л
гп ™
Угольник 1
среднего р
диуса
о,6
°.9
1,О
1,5
i.9
2,2
2,8
3-3
5.5
7.6
о
Обычный
угольник ?
1,ОО
1.4
1.7
2,3
2,8
3,7
4.5
5,2
8,5
I2,q
Обратный
пан с изме
нием пото]
| на 90°
!.7
2,4
2.95
3-9.
5-о
6,5
7.8 •
9,з
15,о
21,0
''¦Bis
. в,о
Обратный
клапан с л
мым поток
3.8
5.5
6,5
9,о
II,О
15.о
17. о
20,6
34.O
48,0
Конструкция и материал деталей. Ста-
нина. Материал — качественное чугунное
литьё. Достаточная массивность обеспечивает
от резких сотрясений, вызываемых поступа-
тельно движущимися массами.
Станина рассчитывается на растяжение и
изгиб по суммарному усилию плунжеров; для
трёхплунжерных и двухплунжерных насосов
двойного действия суммарное усилие плун-
жеров равняется If Р. Допускаемое напряже-
ние принимается равным 70—80 кг/см2. ,
Коленчатый вал — поковки из стали
35—45; допускаемое напряжение {при учёте
изгиба и кручения) принимается равным
400—500 кг/см2. Опоры вала: подшипники
скольжения или роликоподшипники. ,
Для вертикальных насосов подшипники
скольжения выполняются разъёмными из двух
частей, а для горизонтальных насосов — чаще
всего из четырёх частей. При выполнении
подшипников из двух частей плоскость разъёма
подшипников располагается под углом. Вал
монтируется на двух или четырёх опорах.
При двух опорах получается небольшая ши-
рина станины и блок цилиндров выполняется
неразъёмным.
расчётное удельное давление на цапфах р
допускают не,более 12—18 кг/см2. В выпол-
ненных конструкциях значения pv^.20, где
v — окружная скорость цапфы в м/сек.
Для подшипников с диаметром больше
200 мм применяют смазку под давлением.
При монтаже на роликовых подшипниках
вал обычно имеет три опоры (фиг. 142),
Шатуны и крейцкопфы изготовляются
также из кованой или литой стали. Шатуны
рассчитываются на продольный изгиб.
Длина шатуна принимается равной 4—5
радиусам кривошипа.
Для пальца шатуна удельное давление
р и 90 кг/см*, для головки шатуна (мотылевых
шеек подшипника) р ^ 60—70 кг\см2.
Направляющие крейцкопфа на станине
у вертикальных насосов выполняются цилин-
дрическими, у горизонтальных — цилиндриче-
скими или плоскими. Удельное давление на
направляющие принимают равным 2—3 кг/см2.
Направляющие имеют сменные гильзы или
соответственно чугунные накладки. Плоские
направляющие более доступны и легко регу-
лируются при износе и сборке с помощью
прокладок. Цилиндрические направляющие
выполняются без регулировки. При износе
направляющих гильз их заменяют новыми.
Часто вместо сменных гильз или накладок
поверхности скольжения крейцкопфа зали-
ваются баббитом (фиг. 142). Соединение ша-
туна с крейцкопфом осуществляется цилин-
дрическим пальцем или шаровой пятой.
Плунжеры изготовляютс-я из легированной
нержавеющей стали марок Х13 или 2X13.
Поверхность плунжера должна быть доста-
точно твёрдой и зеркально гладкой.
Для предотвращения одностороннего из-
носа сальников плунжера, при износе напра-
вляющих крейцкопфа, соединение плунжера
с крейцкопфом выполняется либо „плаваю-
щим" в радиальном направлении, либо допу-
скает регулировку положения плунжера.
Для уплотнения плунжеров в цилиндрах
применяют кожаные манжеты или манжеты
из специально обработанной технической
ткани, а также графитированную мягкую на-
бивку. Значительно реже применяют метал-
лические кольца (см. т. 2, стр. 818).
Блок цилиндров — поковка из стали
25—30. Все каналы и гнёзда для клапанов
высверливаются. Всасывающий и нагнетатель-
ный клапаны располагаются рядом (реже) или
один над другим (чаще).
Кл апаны, сёдла для них, пружины
и крепёжные детали изготовляются из
нержавеющей стали (марки Х13) или высоко-
качественной бронзы.
Средняя скорость во всасывающих клапа-
нах принимается равной не более 3 м/сек и
в нагнетательных — не более б м\сек.
Обычно клапаны выполняются с кониче-
ским седлом и е крыльчатым направлением.
Иногда всасывающие клапаны в целях полу-
чения больших проходных сечений выполняют
кольцевыми, направляемыми по стержню. Для
лучшей плотности клапанов последние часто
выполняются с кожаными подкладками.
Вместо одного клапана больших размеров
часто ставят несколько клапанов (два нагне-
тательных и четыре всасывающих или соот-
ветственно три и шесть).
На блоке , цилиндров для предупреждения
образования воздушных „мешков" должны
предусматриваться спускные клапаны.
Для обеспечения спокойной работы наеоса
и предупреждения разрывов струи вследствие
колебания скорости воды на всасывающем
трубопроводе перед насосом устанавливаются
воздушные колпаки.
Объём воздуха в колпаке (при допустимом
колебании давления, равном 10%)
,Q
где Q — подача насоса в л\мпн\ п — число
ходов насоса в минуту; с' — крэфициент, зави-
сящий от типа насоса; для трёхплунжерного
насоса с' « 0,1; для двухплунжерного двой-
ного действия с' ~ 0,4.
Подробно о воздушных колпаках см. т. 12,
гл. VIII.
На конце всасывающей трубы обычно уста-
навливается фильтр. Величина площади про-
ходного сечения фильтра, принимается прибли-
504
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ.
[РАЗД. IV
зительно равной шестикратной величине пло-
щади всасывающей трубы. Для отсоединения
насоса от питательного бака во время ремонта
насоса на всасывающей трубе перед насосом
устанавливается задвижка. Для предупрежде-
ния возможного повышения давления преду-
сматривается предохранительный клапан.
На напорном трубопроводе вблизи от насоса
необходимо устанавливать: обратный клапан
для предупреждения всасывания через нагне-
тательные клапаны; предохранительный кла-
пан (обычно пружинного типа); манометр.
При длинном напорном трубопроводе, осо-
бенно для двухплунжерных насосов двойного
действия, рекомендуется устанавливать гидра-
влический компенсатор пружинного типа.
Как всасывающая, так и напорная маги-
страли должны по возможности быть корот-
кими и прямыми, с минимальным количеством
местных сопротивлений. Следует избегать уста-
новки игольчатых клапанов, заменяя их за-
движками. Трубопроводы должны иметь до-
статочное количество опор и креплений, не
связанных с насосом. Насосы должны устана-
вливаться в сухом, светлом, чистом и тёплом
помещении на достаточно массивном фунда-
менте и должны быть доступны со всех сто-
рон для осмотра и наладки.
РОТАЦИОННО-ПЛУНЖЕРНЫЕ НАСОСЫ
ПОСТОЯННОЙ И ПЕРЕМЕННОЙ ПОДАЧИ
Ротационно-плунжерные насосы, получив-
шие большое распространение в станкострое-
J2
Рабочий
ход
Фиг. 150 Привод пресса от
ротационно-плунжерного насо-
са переменной подачи:1—пор-
шень пресса; 2 — цилиндр;
3 — насос переменной подачи
с реверсированием рабочего
потока; 4 — гидравлический
сервомотор управления насо-
сом; 5 — рычаг управления;
О —обратный клапан; 7—клапан наполнения; 8 — ма-
сляный бак; 9 — шестерёнчатый насос; 10 — фильтр;
11 — охладитель масла; 12 — предохранительный клапан.
нии, находят всё большее применение и для
прессов, вытесняя вертикальные и горизон-
тальные плунжерные насосы как для группо-
вых, так и единичных установок.
Ротационно-плунжерные насосы работают
только на масле. Наиболее употребительными
маслами являются .веретённое 3" или «тур-
бинное Л". Конструктивно насосы выпол-
няются: постоянной и переменной подачи; с
реверсированием и без реверсирования потока
масла; на давление до 250 кг/см2 и подачу
до 1000 л/мин.
Схема пресса, приводимого от насоса пере-
менной подачи, изображена на фиг. 150.
Описание современных конструкций насо-
сов, их расчёт, а также их характеристики
см. т. 9, „Гидравлические передачи станков".
Ротационно-плунжерные насосы с акси-
альным расположением плунжеров. Ро-
тационно-плунжерные аксиальные насосы при-
меняются главным образом для тихоходных
прессов и прессов небольших мощностей (пра-
вильных, по обработке листового материала
и т. п.). Более широкое распространение по-
лучили радиальные насосы, так как они имеют
меньшие габариты и строятся с системами
управления, обеспечивающими самые различ-
ные циклы работы.
ЛОПАСТНЫЕ НАСОСЫ
Лопастные насосы строятся на давление
до 70 кг/см2.
Недостатком насосов является быстрый
износ лопастей и поверхности статора, и по-
этому эти насосы больших мощностей не
строятся. В гидропрессах применяются глав-
ным образом для вспомогательных гидра-
влических цепей управления (описание, ха-
рактеристики и основные размеры см. тт. 9
и 12).
ШЕСТЕРЁНЧАТЫЕ НАСОСЫ
Шестерёнчатые насосы находят в настоя-
щее время ограниченное применение в ги-
дропрессовых установках. По своей конструк-
ции, диапазону давлений они, как правило, не
имеют особых отличий от аналогичных насо-
сов, применяемых в других отраслях машино-
строения. Описание конструкций шестерёнча-
тых насосов см. т. 9 „Металлорежущие станки*.
ЦЕНТРОБЕЖНЫЕ НАСОСЫ
Одноступенчатые центробеж-
ные насосы низкого давления в прессо-
вых установках: имеют ограниченное приме-
нение для второстепенных функций: пополне-
ние баков предварительного наполнения при
замкнутой системе циркуляции воды в уста-
новке; иногда для предварительного наполне-
ния главных цилиндров. В последнем случае
во время рабочего хода центробежный насос
обычно переключается на питание насосов вы-
сокого давления.
Многоступенчатые центробеж-
ные насосы (обычно не более 6 степе-
ней) для давлений до 85—100 кг/см2 имеют
ограниченное применение в ковочных прессах
с аккумуляторной установкой. При этом пресс
обычно дополнительно оборудуется мульти-
пликатором для поднятия давления воды при
использовании пресса на максимальном тон-
наже. Многоступенчатые насосы иногда при-
меняются также и для безаккумуляторных
прессов небольших мощностей (например, в
прошиЁных прессах с усилием до 800 т) (опи-
сание, характеристики и основные размеры
см. т. 12, „Гидромашины*).
Глава
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
ВВЕДЕНИЕ
Чистокривошипные прессы являются ма-
шинами простого действия. Движение ползуна
осуществляется при помощи обычного криво-
шипно-шатунного механизма. В зависимости
от перемещения ползуна и числа колен вала
различают прессы: вертикальные и горизон-
тальные, одно- и многоколенчатые. Как видно
из табл. 1, область применения чистокриво-
шипных прессов охватывает почти все виды
холодно- и горячештамповочных работ.
правило, начинаются операции глубокой вы-
тяжки; все же другие операции штамповки
начинаются при значительно меньших рабо-
чих углах. Расчётные графики допускаемых
нагрузок на ползуне строятся для а в преде-
лах от 0° до 90°. Максимальное расчётное усилие
на ползуне (номинальное усилие пресса), ли-
митируемое прочностью коленчатого вала или
зубчатого колеса, принимается не при нуле
градусов, а при о = ан, считая от нижнего
крайнего положения, где ан — номинальный
угол. Величина а№ зависит от величины хода
Таблица 1
Вертикальные прессы
I Технологическое
1 назначение
Листоштамповочные
Вырубные
и для не-
глубокой
вытяжки
пробивные
и перфо-
раторные
Вытяж-
ные
Гибочные
гибоч-
но-за-
каточ-
ные
гибоч-
но-про-
фили-
ровоч-
ные
Штамповочные
Обрез-
ные
Чека-
ночные
и ка-
либро-
вочные
Ковоч-
но-
штам-
повоч-
ные
Гибоч-
ные
Горизонтальные прессы
Правильные
Для сортового
проката и труб
и для неглубо-
кой гибки
Штампо-
вочные
Гибочные
и Для вы-
рубки,
прошивки
Для вертикальных прессов в зависимости
от конструкции станины, определяющей до-
ступность стола с разных сторон, различают
открытые и закрытые прессы.
По признаку герметизации привода и его
места различают прессы с закрытым и от-
крытым приводом, с верхним и нижним при-
водом.
Вращательное движение кривошипного
звена осуществляется зубчатым или ремён-
ным приводом от электродвигателя или транс-
миссии (в более ранних конструкциях прес-
сов). Привод выполняется одноступенчатым
и многоступенчатым. К нижней плоскости
ползуна, движущегося возвратно-поступатель-
но в направляющих С1анины, крепится подвиж-
ная часть штампа — верхние матрицы. Непо-
движная часть штампа — нижние матрицы —
устанавливается на столе пресса. Штамповка
на кривошипных прессах происходит в огра-
ниченных пределах угла поворота кривошипа.
Рабочие углы обычно равняются от 90° до 0°
(отсчёт ведётся от нижнего крайнего положе-
ния против вращения кривошипа). При пре-
дельном рабочем угле «р, близком, к 90°, как
ползуна и от соотношений размеров отдель-
ных звеньев кривошипно-шатунного меха-
низма. В практике построения прессов вели-
чину ан находят в зависимости от расстояния
ползуна до нижней мёртвой точки.
Усилия деформации при штамповке
зависят от характера технологической опе-
рации и механических свойств материала штам-
пуемого изделия и не должны превышать
допустимых усилий на ползуне, определяемых
исходя из условий прочности коленчатого
вала и зубчатого колеса.
На фиг. 1 изображён график допускаемых
усилий на ползуне. При нагружении пресса
номинальным усилием Рн на участке угла
поворота кривошипа выше ан пресс будет
перегружаться, что может вызвать поломку
коленчатого вала или быстрый износ зубча-
того колеса. При нагружении пресса силой Рн
на участке угла поворота кривошипа а<ак вал
и зубчатое колесо будут работать с напря-
жением, меньшим расчётного, во зато с рас-
чётным напряжением будут работать шатун,
станина и другие детали, прочность которых
зависит только от силы на ползуне.
506
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
CL*
Расстояние ползуна SH от его ниж-
него крайнего положения, при котором пресс
обеспечивает номинальное усилие, прини-
мают: для прессов простого действия — до
12 мм; двойного действия и шестерне-эксцен-
трикового типа — до 25 мм.
Эти данные относятся к стан-
дартному прессу, у которого
коэфициент шатуна h = k:L
(отношение радиуса кривошипа
к длине шатуна) составляет
для прессов: прос-
того действия 0,2;
двойного дей-
ствия — 0,3.
Ход полз у-
н а у стандартного
пресса 5 = 2R =
=2d0, где d0—диа-
Фиг. 1. график допускаемых метр коленчатого
усилий на ползуне. ^ в опорах>
Ориентировочно
при расчёте можно задаваться величиной ан
для прессов: с односторонним приводом 15°;
с двухсторонним приводом 20°.
Привод всех кривошипных прессов имеет
маховик. Кинетическая энергия маховика, как
90гх°
правило, определяется исходя из работы про-
сечки листа определённой толщины с преде-
лом прочности при растяжении аь = 45—
50 кг/мм2 и работы упругой деформации
станины в сочетании с выбранной характе-
ристикой электродвигателя. При выборе пресса
для той или иной операции необходимо учи-
тывать не только график усилий при дефор-
мации штамповки, но и работу деформации
частей пресса с тем, чтобы не перегрузить
электродвигатель. Работа в кгм, затрачиваемая
на упругую деформацию пресса, если она
не возвращается обратно, может быть подсчи-
тана по формуле
А - РХ
г Л~2ббб'
где Р—максимальное усилие в кг; X — упру-
гая деформация пресса в мм; для открытых
прессов i = 0,025 — 0,065 мм на каждую тонну
рабочего усилия. Кроме того, следует также
иметь в виду, что при увеличении радиуса
кривошипа угол ан уменьшается, а при умень-
шении— увеличивается.
Для выполнения вспомогательных опера-
ций при штамповке, как-то: выталкивание,
прижим и подача заготовки, пресс оснащается
Фиг. 2. Пресс кривошипный, одностоечный с усилием 50 /я, с открытым приводом.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
507
дополнительными устройствами, каковые механизмами для автоматической подачи, ме-
могут быть полностью или частично автома- даническими. и пневматическими выталкива-
тизированы. телями.
ОСНОВНЫЕ КОНСТРУКЦИИ ЛИСТО-
ШТАМПОВОЧНЫХ ЧИСТОКРИВОШИП-
НЫХ ПРЕССОВ
Прессы листоштамповочные, кривошип-
ные, вертикальные, открытые, одностоеч-
ные имеют открытую одностоечную станину и
кривошипный вал, расположенный перпендику-
лярно к фронту пресса. Они предназначаются
для пробивки, вырубки и неглубокой вытяжки,
а также пригодны для гибки полосового и ли-
стового металла, завивки буртов, отбортовки,
закатки краёв и других работ. Прессы выпу-
скаются с постоянным столом, откидным,
отъёмным и с рогом вместо стола.
Прессы кривошипные одно-
стоечные с постоянным столом
(фиг. 2, 3 и 4) изготовляются с усилием от
0,5 до 200 т.
Пресс, изображённый на фиг. 3, имеет обте-
каемую форму; привод и муфта включения рас-
положены в герметически закрытой масля-
ной ванне; маховик и электродвигатель раз-
мещены внутри станины. Станина выполнена
коробчатого сечения из стального литья. Для
вырубки и просечки изделий больших габа-
ритов (из тонкого листа) применяются прессы
с увеличенными размерами стола. Для изделий
массового изготовления прессы оснащаются
/¦3
Фиг. 4. Пресс кривошип-
ный, одностоечный, с за-
крытым приводом.
Фиг. 5. Пресс кривошип-
ный, одностоечный, с от-
кидным столом.
Фиг. 3. Пресс кривошипный, одностоечный, с закрытым приводом.
Основные данные кривошипных одно-
стоечных прессов с усилием от 6 до 200 т
(по ГОСТ 870-41) приведены в табл. 2.
Характеристики основных уз-
лов прессов приведены в табл. 3.
, Прессы кривошипные
одностоечные с перестав-
ным столом и рогом изгото-
вляются с усилием от 10 до 160 т.
Верхний предел усилий огра-
ничивается главным образом
условиями малой жёсткости
стола. Круглое отверстие в ста-
нине пресса (фиг. 5) предназна-
чено для укрепления вставного
рога.
Прессы с переставным столом
применяются в тех случаях, когда
размеры инструмента по высоте
сильно колеблются. Прессы с
большой штамповой высотой осо-
бенно удобны для гибки, пробивки
и обрезки высоких деталей.
Прессы с рогом применя-
ются для производства деталей с
замкнутым контуром (жестяных
труб, бачков, бочек, и др.). Стан-
дартные прессы с переставным
столом и рогом отличаются от
прессов того же типа, но с по-
стоянным столом, только кон-
струкцией стола.
Основные данные кривошип-
ных одностоечных прессов с пере-
ставным откидным столом и ро-
гом (по ГОСТ 870-41) приведены
в табл. 2. Характеристики выпол-
ненных конструкций переставных
столов современных однокриво-
шипных прессов приведены в
табл. 4.
508
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Таблица 2
Характеристика кривошипных одностоечных прессов по
Основные параметры
Номинальное давление в т
Наибольшие
размеры про-
секаемого от-
верстия
Площадь в мм* . . .
Пресс быстроходный,
Пресс тихоходный, тол-
щина в мм
Ход ползуна (регулируемый) в мм . .
Число ходов
в минуту
Пресс быстроходный . .
Пресс тихоходный . . .
Регулировка длины шатуна в мм . . .
Размеры от-
верстия в пол-
зуне для кре-
пления штампа
в мм
Квадрат
Глубина
ГОСТ 870-41
Условные обозначения прессов
Кб
б
15о
1,5
ю-5о
170
45
3°Хзо
5°
К10
ю
25°
а
ю—бо
i6o
55
30X30
50
К15
15
375
2.5
i6—70
I5O
55
4ОХ4О
7О
КПЗО
кптзо
кзо
ктзо
3°
75°
3.5
7
io-8o
140
75
«5
5»Х5°
8о
КП50
КПТ50
К50
КТ50
50
1250
4-5
9
10—9°
120
65
75
50x50
80
КП70
КПТ70
К70
КТ70
7о
I75O
5.5
и
IO—IOO
IOO
6о
75
бохбо
8о
Кривошипные одностоечные прессы с неподвижным столом, быстроходные и i
Расстояние между подштамповой пли-
той и ползуном в его нижнем положении,
при наибольшем ходе и наименьшей длине
шатуна в мм ¦ ¦ . . .
Вылет (расстояние от оси ползуна до
Размеры
стола в мм
ширина
длина
Кривошипные одностоечные прессы с >
Расстояние между подштамповой плитой
и ползуном в его нижнем положении, при
наибольшем ходе, наименьшей длине ша-
туна и верхнем положении стола в мм .
Вылет (расстояние от оси ползуна до
Размеры
стола в мм
ширина
длина
Расстояние между осью отверстия для
рога и ползуном в его нижнем положении,
при наибольшем ходе и наименьшей длине
шатуна в мм
Регулировка стола по высоте в мм . .
Диаметр отверстия для рога в мм . . .
1бэ
но
20О
Зоо
170
160
зоо
42O
170
170
32O
47O
i8o
210
40Э
57°
19Э
235
45°
650
зоо
2б5
эоэ
73O
КП100
КПТ100
К100
ктюо
IOO
2500
7
12
2О —IOO
75
5о
85 ¦
бэХбо
8о
КПТ150
КТ150
15°
375°
15
20—I2O
4О
IOO
бохбо
8о
пихоходные
22O
3Г5
бэо
8оо
340
34O
65о
всю
КТ200
2О0
5ооо
20
3O-I40
Зо
но
боХбо
8о
2бо
38о
73°
92O
переставляемым откидным столом, быстроходные и тихоходные
_
-
—
-
-
-
-
-
-
-
-
-
120
210
400
57"
2jO
25O
«5°
120
235
450
650
260
250
180
I2O
2б5
500
73°
290
250
2IO
120
315
боо
8оо
Зээ
25«>
25О
I2O
34O
650
ооо
250
_
-
-
-
-
ГЛ. XII)
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЬН* ПРЕССЫ
509
Таблица 3
Характеристика основных узлов кривошипных
одностоечных прессов
Продолжение табл. 4
Основные
узлы пресса
Привод
Муфта включе-
ния
Тормоз
Направляющие
Устройство для
регулировки длины
хода ползуна
Регулировка
длины шатуна
Станина
Управление
Характеристика
Индивидуальный. Одноступенча-
тый и двухступенчатый. Откры-
тый и закрытый
Кулачковая; с поворотной шпон-
кой; фрикционная — специальных
конструкций, монтируемая на ко-
ленчатом валу; более трудоёмкая
в исполнении, чем жёсткая. Оте-
чественные прессы: до 50 т имеют
муфты с поворотной шпонкой; с
70 л и выше — кулачковые
Ленточный, реже колодочный
и дисковый. Как правило, постоян-
ного действия для прессов с уси-
лием до 20 т и периодического
действия — для прессов свыше
20 т
Форма сечения призм — прямо-
угольная трапеция; в основном
применяются короткие направля-
ющие. Отечественные прессы
имеют короткие направляющие с
боковой регулировкой
Эксцентриковая муфта с пря-
мыми зубьями
Ручная при помощи ключа
(отечественные и американские
прессы) и червячной передачи
Изготовляется: из чугунного
литья;из стального литья; сварная.
Станина отечественных прес-
сов изготовляется из чугуна марки
СЧ 24-44
Ножное от педали без двурукой
блокировки (американские прессы)
и с двурукой блокировкой (отече-
ственные прессы), кнопочное
Таблица 4
Характеристика переставных столов
однокривошипных прессов
Краткая характеристик*
1. Направляющие прямоуголь-
ного сечения. Механизм стола
имеет: две планки крепления; ре-
гулировочный винт; ручной махо-
вичок или храповой механизм для
регулировки высоты стола. Уста-
новка приспособлений для вытяж-
ных работ невозможна
Краткая характеристика
Эскиз
2. Направляющие прямоугольного
сечения. Стол имеет два не свя-
занных между собой регулировоч-
ных винта. Допускает установку
приспособлений для глубокой вы-
тяжки. Возможны перекосы из-за
отсутствия синхронной связи ме-
жду регулировочными винтами
3. Направляющие выполнены в
форме ласточкиного хвоста с кли-
новой планкой. Стол имеет два
регулировочных винта. Допускает
установку приспособлений для вы-
тяжных работ. Возможны пере-
косы из-за отсутствия синхронной
связи между регулировочными
винтами
4. Направляющие выполнены в
форме ласточкиного хвоста с кли-
новой планкой. Стол имеет два
регулировочных винта, синхрони-
зированных червячной передачей.
Допускает установку приспособле-
ний для глубокой вытяжки
5, Направляющие стола выпол-
нены в форме ласточкиного хвоста
с клиновой планкой. Стол имеет
один полый центральный регули-
ровочный винт. Перемещение
стола осуществляется храповым
устройством или ручным махович-
ком и червячной передачей.
В более крупных прессах переме-
щение стола осуществляется меха-
ническим приводом. Ось направля-
ющих стола совмещена с центром
приложения нагрузки, что пред-
отвращает возникновение усилий,
стремящихся оторвать стол от на-
правляющих. Допускается уста-
новка приспособлений для глубо-
кой вытяжки. Направляющие за-
щищены от попадания грязи и ока-
лины. Стол имеет большой вес,
труден в изготовлении
6. Стол откидного типа. Фикси-
рование стола в станине осуще-
ствляется шпоночным соедине-
нием. Имеется один регулировоч-
ный винт с круглой гайкой.
Крепление стола к станине произ-
водится болтами. Допускается
установка рога без съёма стола.
Установка приспособлений для вы-
тяшшх работ невозможна. В круп-
ных прессах применяются два
винта, связанных синхронно чер/
вячной передачей.
цу\
№
4
См. фиг. 5
510
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Прессы листоштамповочные одно- и
двухкривошипные, вертикальные, откры-
тые, двухстоечные. Кривошипные двухстоеч-
ные прессы имеют открытую двухстоеч-
ную станину и коленчатый вал, расположен-
ный параллельно фронту пресса. Эти прессы
широко применяются для вырубных и про-
сечных операций, для комбинированных вы-
рубных и вытяжных работ и т. д. Особенно
удобны для установки на них механизмов для
автоматических подач, так как приводной ва-
лик передачи, идущий от коленчатого вала, рас-
полагается сбоку и не мешает подходу к ин-
струменту. ,
Прессы о дн окр ивошипные от-
крытые двухстоечные наклоняе-
мые (фиг. 6) изготовляются с усилием от 2
до 200 т. Они являются наиболее универсаль-
ными машинами и применяются для самых
назад сжатым воздухом или используя наклон
станины.
Основным недостатком наклоняемых прес-
сов является деформация станины, вызываю-
щая отклонение пуансона от вертикали и уве<-
личенный износ инструмента. Для уменьше-
ния деформации станины последней придаётся
большая жёсткость, а для тяжёлых работ
применяются стяжки. Форма сечения стоек
приведена на фиг. 7. На фиг. 8 показана схема
пресса, у которого угловая деформация ста-
нины уменьшается вследствие того, что рас-
тягивающие усилия воспринимаются специ-
альной тягой А. Концы тяги соединены со
станиной шарнирно.
Основные данные однркрйвошипных откры-
тых наклоняемых прессов (ГОСТ 4382-48)
приведены в табл. 5.
Фиг. 6. Пресс кривошипный, открытый, наклоняемый с усилием 15 т.
разнообразных холодноштамповочных работ.
Задний проём в станине позволяет произво
лить выбрасывание изделий из-под матриц
I Характеристика основных узлов наклоняв-
мых прессов близка к приведённой в табл. 3
для обыкновенных одностоечных прессов.
ГЛ* ХЙ]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЙ ПРЕССЫ
511
Характеристика однокривошипных, открытых, наклоняемых прессов
Таблица 5
Отверстие
в столе
Основные параметры
Нормальный ход ползуна в мм
Число ходов
ползуна в минуту
пресс быстро-
ходный
пресс тихо-
ходный
Регулировка расстояния между
столом и ползуном в мм ....
Размеры отвер-
стия в ползуне
для крепления
штампа в мм
диаметр . .
глубина . .
Расстояние от оси ползуна до
Наибольшее расстояние между
столом и ползуном в его нижнем
положении при нормальном ходе
в мм
Расстояние от стола до напра-
вляющих в мм
Расстояние между стойками ста-
нины в свету в мм .......
Размеры стола
в мм
Размеры отвер-
стия в столе в мм
слева на-
право ....
спереди на-
зад
М .....
Я . . ...
О.
Нормальная толщина подштам-
Угол наклона станины . ... .
Номинальное усилие пресса в т
6.3
35
170
9°
За
ЗО
55
Ир
!5О
200
150
ЗЮ
200
но
1бо
140
Зо
- 45°
10 ,
45
145
75
35
30
55
130
i8o
230
180
37O
240
130
200
170
35 '
16
л fI2O
65
45
40
60
160
220
280
226
450
300
160
240
210
40
• - ,-33° ¦«
25
65
i°5
55
55
40
60
2Оэ
270
34O
270
560
37O
200
290
260
50
40
8о
9о
45
65
5О
7о
=5°
33°
4ао
34о
700
460
25°
Збо
32O
65
63
IOO
8о
4О
8о
5О
• 7о ¦
3'°
4°о
51»
42O
8бо
57°
Зю
45°
4°о-
8э
80
8э
4°
ОО
6о
75
34°
44°
57O
47°
97°
640
34=>
5оэ
45°
. 'л
¦до
100
13°
75
125
ИЗ
-
38 j 38
6о
' 75
38э
480
630
53°
:о8о
7Ю
38о
57°
5эо
IOO
Зэ 1..*- . . • •
IOO
6о
' 75
43°
52O
693
59°
121Э
79о
43°
62Э
55°
но
160
-
37
I2O
75
»5
480
57°
760
ббэ
1360
9оо
480
72Э
630
135
35*
512
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Зависимость основных параметров одно-
кривошипных открытых наклоняемых прессов
r-j-i <*- ч&4
Фиг. 7. Форма сечения стоек станины в месте
штамп ового пространства.
Фиг. 8. Кинематическая схема
наклоняемого пресса с раз-
грузкой станины от изгибаю-
щего момента.
от d0 (диаметра коленчатого вала в опорах)
и усилия Рн пресса см. ниже.
Диаметр коленчатого
вала в опорах в см . . . .
Диаметр кривошипной
шейки коленчатого вала
и см
Диаметр регулируемого
винта в см
Ход ползуна в см:
нормальный ....
увеличенный ....
da - 1,41
dA - 1,5 do
dp = O,8do
SH -= 0,9 d0
5_ - 1-8 da
Расстояние от оси пол-
зуна до станины (вылет)
в см
Расстояние от стола до
ползуна в его нижнем по-
ложении при нормальном
ходе и наименьшей длине
шатуна в см
Размеры стола в см:
спереди назад . . .
справа налево . . .
Размеры отверстия в
столе в см (см. табл. 5).
В - 2,7 d0
A - 4 do — 0,045 do
D ¦
Ш •
M.
я.
о
Толщина подштамповой
плиты в см
Регулировка длины ша-
туна в см
Расстояние от стола до
направляющих в см ...
Расстояние между стой-
ками в свету в см . . . .
Диаметр маховика в см:
пресс без перебора ?>,,
пресс с перебором . ~
Размеры отверстия в ^2
ползуне для крепления
инструмента в см:
диаметр п
глубина ^
Ширина маховика в см:
пресс без перебора
пресс с перебором .
Число ходов в минуту
ползуна пресса:
без перебора ....
с перебором ....
Число оборотов махо-
вика в минуту для пресса
с перебором
Мощность электродви-
гателя в л. с
Вес пресса в кг:
без перебора ....
¦5п0
¦ 7,6 d0
¦ 2,7 d0
¦4 d0
¦ 3,5 do
¦ 0,7 d0
¦ 0,8 do — 0,008 d2,
Б - 5,0 d0 — 0,05 d'l
Г -
3,7 d0
10,6 d0
10 d0 - 0,17 dl
1,3 + 0,35 d0
4 + 0,2 d0
1,8 d0 — 0.02 d\
1,5 d0- 0,02 d2
Вес
в кг:
перебором . . . .
маховика пресса
без перебора ....
с перебором ....
пб
ПТ
ПМ2
N
Япб
660
do
340
+ 2 d0
¦ 0,033 d2 + 0,00007 d4
= 3,5 d3 + 35 d0
3,8 d3 + 20 de
4,5 do - 18
¦ 3,0 d2-0,0022 d(-
Прессы однокривошипные, от-
крытые, двухстоечные, ненакло-
няемые с постоянным столом
(фиг. 9) изготовляются с усилием от 16 до 500т.
Они применяются для разнообразных холод-
ноштамповочных работ и особенно удобны
для установки подающих устройств типа ре-
вольверных и отличаются от наклоняемых
прессов только конструкцией станины.
Прессы однокривошипные, от-
крытые,, двухстоечные, ненакло-
няемые, с переставным столом и
рогом (фиг. 10) изготовляются с усилием
от 10 до 160 т. Применяются для тех же
технологических операций, что и одностоеч-
ные прессы с открытым столом и рогом.
Двухстоечные прессы более тихоходны, имеют
более длинный ход и большие размеры штам?
пового пространства, чем одностоечные
прессы.
Прессы быстроходные (с одноступенчатым
приводом) применяются для более лёгких
работ, а прессы тихоходные (с двухступен-
чатым приводом) — для более тяжёлых работ.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
513
Фиг. 9. Пресс кривошипный, открытый, двухстоечный, ненаклоняемый, с усилием 114 т.
Эти прессы аналогичны двухстоечным откры-
тым прессам с постоянным столом и отли-
чаются от последних только конструкцией
столов. Последние выполняются откидными и
приставными.
Направляющие призмы ползуна, как пра-
вило, для прессов с усилием до 50 т изгото-
вляются V-образного сечения, с усилием
свыше 50 т — L-образного сечения. Шатун вы-
полняется в прессах с усилием до 50 т раз-
резного типа, с усилием выше 50 т — обыч-
ного типа с диференциальным зажимом.
В прессах с усилием 50 т и выше для при-
водного вала применяются роликовые под-
шипники.
Прессы двухкривошипные, от-
крытые, двухстоечные с нормаль-
ным столом (фиг. 11) изготовляются с
усилием от 20 до 600 т. Вследствие откры-
той станины эти прессы удобны для подачи
ленты или длинных листов справа налево.
Они применяются для операций вырубки и
неглубокой вытяжки крупных заготовок, для
вырубки и пробивки многопуансонными штам-
пами, для различных перфораторных работ
и т. д.
Конструкция основных узлов привода
аналогична конструкции узлов привода одно-
нривошипных прессов.
Лёгкие и средние прессы изгото-
вляются с цельнолитой станиной. Станины
более тяжёлых прессов выполняются из че-
тырёх частей (стол, две стойки и траверза),
стянутых шестью стяжными болтами. Зад-
ние болты, расположенные за коленчатым
валом, стягивают траверзу, стойки и стол;
передние болты, находящиеся впереди колен-
33 Том 8
чатого вала, стягивают траверзу со стойками.
Стойки с траверзой и столом фиксированы
короткими шпонками. Регулировка длины
шатунов прессов с усилием 200 т и выше,
Фит. 10. Пресс однокривошипный, открытый, двухстоеч-
ный, с переставным столом и рогом.
614
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 11. Пресс двухкривошипный, открытый, двухстоечный, с усилием 592 т.
как правило, осуществляется от электродви-
гателя.
Коленчатый вал, в зависимости от размера
стола по фронту, имеет три или четыре опор-
ных разъёмных подшипника с бронзовыми
вкладышами. Промежуточные валы снабжа-
ются также разъ-
ёмными подшип-
никами с бронзо-
выми вкладышами.
Приёмные валы
маховиков имеют
роликовые под-
шипники. Для лёг-
ких прессов при-
меняется жёсткая
муфта включения
с двумя поворот-
ными шпонками;
прессы с широ-
ким столом с уси-
лием 130 т и вы-
ше имеют фрик-
ционную муфту
включения.
Привод—инди-
видуальный от от-
дельного электро-
двигателя. В зави-
симости от числа
ходов применяются одноступенчатый, двух-
ступенчатый и трёхступенчатый приводы.
Прессы с усилием 200 т и выше имеют двух-
сторонний привод. Последние модели этих
прессов выполняются с закрытым приводом и
с обтекаемыми формами (фиг. 12).
Фиг. 12. Пресс двухкривошип-
ный, открытый, двухстоечный,
с закрытым приводом.
Прессы двухкривошипные, от-
крытые, двухстоечные, наклоняе-
мые применяются для штамповки на про-
грессивных штампах с применением автома-
тической подачи. Они отличаются от одно-
кривошипных наклоняемых прессов только
конструкцией коленчатого вала, частью ста-
нины, связанной с ним, и большими вели-
чинами основных параметров. Изображённый
на фиг. 13 двухкривошипный наклоняемый
пресс изготовляется с усилием от 80 до
1й0 т. Этот пресс имеет следующие основ-
ные конструктивные особенности: функцию
коленчатого вала выполняют шестерни с экс-
центриками, вращающиеся на неподвижной
консольной оси, закреплённой в головке
станины; ползун имеет длинные направляю-
щие и пневматическое устройство для урав-
новешивания; шатун выполнен стальным,
кованым; регулировка штамповой высоты
осуществляется от отдельного электродвига-
теля; станина — стальная, сварной конструк-
ции; муфта включения — фрикционная, пневма-
тическая с кнопочным управлением. Прессы
обеспечивают более точную штамповку, чем
обычные; имеют значительно меньший износ
инструмента. Благодаря двум шатунам пол-
зун менее чувствителен к перекосам при не-
центральном приложении усилий относи-
тельно оси ползуна. Основные параметры
пресса (фиг. 13) близки к однокривошипным
открытым наклоняемым прессам.
Прессы листоштамповочные и штампо-
вочные, однокривошипные, вертикальные,
двухстоечные, закрытые. Прессы однокри-
вошипные, двухстоечные, закрытые выпол-
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
515
Фиг. 13. Пресс двухкривошипный, открытый, двухстоечный, наклоняемый шестерне-
эксдентрикового типа.
Фиг. 14. Пресс однокривошипный, двухстоечный, закрытый с усилием 150 т.
516
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Таблица 6
Характеристика однокривошипных
Основные параметры
Ход ползуна
в мм
Размер стола
в мм
нормальный . .
максимальный .
спереди назад .
справа налево .
Штампован высота при стандарт-
ном ходе в мм
Число ходов
ползуна в минуту
для прессов
без перебора
с одинарным
перебором....
с двойным пере-
бором
с тройным пе-
ребором .....
Мощность электродвигателя
В Л. С
, двухстоечных, закрытых прессов (универсального типа) с
приводом
открытым
Номинальное усилие в т
30
75
15°
3°°
Зоо
225
IOO
55
-
-
2
40
75
15°
4оо
35°
з8о
9°
48
-
-
3
50
IOO
175
455
457
Зоо
9°
45
-
-
О
65
IOO
2°3
5бо
5бо
35°
85
4о
-
7.5
100
125
25°
635
635
4<х>
Зо
37
2О
7.5
135
125
Зоо
685
685
480
-
3°
2О
-
ю
200
15»
38о
735
735
53°
315
200
455
840
840
635
- | -
26
2О
-
15
. 25
14
-
3°
500
25O
5бо
1065
1065
735
-
-
12
-
4о
700
25°
66о
1270
1090
76о
-
-
12-8
-
бо
1000
Зоо
915
137°
1170
915
-
-
ю-7
-
75
1400
Зоо
915
1625
1б2б
Ю15
-
-
8
6
125
1800
Зоо
Ю15
1830
1829
II2O
-
-
6
15°
2200
Зоо
i
i83o
1829
1220
-
-
-
5
*75
2600
Зоо
II2O
io,Eo
1981
1220
-
-
-
4
200
няются с закрытой двухстоечной станиной и
С одноколенчатым валом со щеками или
эксцентрикового типа. Применяются для тя-
жёлых вырубных и просечных работ (осо-
бенно удобны при неравномерном распределе-
нии нагрузки), для обрезь и, вытяжки с при-
менением пневматических и гидро-пневмати-
ческих подушек. Применяются также для лёг-
кой горячей штамповки и чеканки.
Прессы однокривошипные, двух-
стоечные, закрытые с открытым
приводом (фиг. 14) .встречаются в трёх
модификациях: нормальный тип (универ-
сальный) — с нормальным ходом ползуна
SH = @,5— 1,0) do', прессы калибровочно-
штамповочные с коленчатым валом эксцен-
трикового типа, с меньшим по величине нор-
мальным ходом SH = @,35 — 0,40) rf0; прессы
вытяжные с большим нормальным ходом
SH — A,7 — 1,85) d0, где d0 — диаметр колен-
чатого вала в опорах *. Указанные прессы
отличаются друг от друга не только величи-
ной хода ползуна, но и размерами стола и
ползуна (наибольшие размеры имеют нормаль-
ные прессы и наименьшие — прессы с колен-
чатым валом эксцентрикового типа, закрытой
штамповой высотой и числом ходов ползуна).
Основные данные однокривошипных двух-
стоечных закрытых прессов с открытым при-
водом приведены в табл. 6.
Назначение прессов приведено в табл. 7,
характеристика основных узлов — в табл. 8.
Прессы однокривошипные,двух-
стоечные, закрытые с добавоч-
ным боковым ползуном и с откры-
тым приводом (фиг. 15) изготовляются
с усилием от 50 до 2600 т. Они обычно на-
зываются обрезными прессами. Предназна-
чаются для обрезки заусенцев горячих и хо-
Таблица 7
Назначение однокриаошипных, закрытых,
двухстоечных прессов с открытым приводом
* Прессы однокрииошипные закрытые и с открытым
приводом см. ниже раздел .Макси-прессы".
Тип пресса
Универсальный
Калибровочно-штам-
повочный (с коленча-
тым валом эксцентри-
кового типа)
Вытяжной (с увели-
ченным ходом ползу-
на)
Назначение
Для тяжёлых вырубных и
просечных работ, для обрезки
и вытяжки с применением
пневматических и гидро-пне-
вматических подушек. Приме-
няются автоматические подачи
Для горячей штамповки ла-
туни, стали и других металлов,
для многих формовочных и че-
каночных работ, для получения
стаканчиков из алюминия и
других цветных металлов мето-
дом выдавливания
Для некоторых операций
используются с пневматиче-
скими и гидро-пневматически-
ми подушками
Используются главным обра-
зом для вытяжки стаканов и
гильз с утонением стенки.
Применяются автоматические
подачи и пневматические и
гидро-пневматическиеподушки
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
517
Таблица 8
Характеристика основных узлов кривошипных, двухстоечных, закрытых прессов с открытым приводом
Узел
Станина
Муфта включе-
ния
Привод
Шатун
Регулировка
длины шатуна
Уравновешива:
ние ползуна
Управление
Смазка
Выталкиватель
Тип пресса
Универсальный
Калибровочно-штампо-
вочный (с коленчатым ва-
лом эксцентрикового
типа)
Вытяжной 'с большим
ходом ползуна)
Универсальный
Калибровочно-штампо-
вочный
Вытяжной
Универсальный
Калибровочно-штампо-
вочный
Вытяжной
Универсальный
Калибровочно-штампо-
вочный
Вытяжной
Универсальный
Калибровочно-штампо-
ВОЧНЫЙ
Вытяжной
Универсальный
Калибровочно-штампо-
вочный
Вытяжной
Краткая характеристика
Материал станины — чугун. Для прессов с усилием до 35 от ста-
нины выполняются цельнолитыми; выше 35 и до 65 яг — цельноли-
тыми или разъёмными со стяжными болтами; выше 65 от — только
разъёмными с четырьмя стяжными болтами. Прессы с усилием до
50 т делаются на лёгких подставках
Разъёмные с четырьмя стяжными болтами для всех прессов (от
80 до 1700 яг)
Для прессов с усилием до 35 от станины выполняются цельноли-
тыми; выше 35 и до 50 от — цельнолитыми или разъёмными со стяж-
ными болтами; 65 от и выше делаются только разъёмными с четырьмя
стяжными болтами. Прессы с усилием до 50 т делаются на лёгких
подставках
Лля прессов с усилием до 165 от — с поворотной шпонкой. Фрик-
ционные муфты применяются на всех больших прессах. Прессы
с односторонним приводом усилием от 65 и до 200 от применяются
также с кулачковыми муфтами
Для прессов с усилием до 250 от — с поворотной шпонкой, больше
250 от — фрикционные
Для прессов с двухступенчатым приводом и усилием от 35 до 80 яг
с поворотной шпонкой с трёхступенчатым приводом и усилием от 35
до 80 т — фрикционные; для всех прессов с усилием выше 80 от —
фрикционные
Для прессов с усилием от 28 до 115 яг — одноступенчатые; от 25
до 300 от — двухступенчатые; от 100 до 960 яг —трёхступенчатые;
от 1800 до 2500 т — четырёхступенчатые; от 440 яг и выше — двух-
сторонние
Для прессов с усилием от 82 до 210 от —- с пятью скоростями;
от 270 до 480 яг — с шестью скоростями; от 590 до 780 от — с пятью
скоростями; от 870 до 1700 от — с четырьмя скоростями; до 730 от —
односторонние; 870 от и выше —двухсторонние
Для прессов с усилием от 35 до 165 от — одноступенчатые; от 35
до 720 т — двухступенчатые, 440 т и выше — двухсторонние
Материал шатуна — чугун. Для всех типов прессов применяются
шатуны с диференциальным зажимом
То же
То же
Ручная ключом для прессов с усилием до 115 от; ручная (через зуб-
чатую передачу) или от отдельного электродвигателя для прессов
с усилием от 136 и до 600 от; от отдельного электродвигателя для
всех прессов с усилием свыше 600 от
Для прессов с усилием до 480 т — ручная (зубчатая передача);
480 от и выше — от электродвигателя
Для прессов с усилием до Э6 от — ручная (ключом); от 115 до
500 т — ручная (с зубчатой передачей) или от электродвигателя;
600 от— только от электродвигателя
Пневматическое для всех типов прессов с усилием от 230 от
Пневматическое для всех типов прессов с усилием от 730 от
Пневматическое для прессов с тяжёлыми ползунами или с длин-
ным ходом
Для всех прессов с жёсткой муфтой включения применяется
управление от педали, а для пневматических муфт—кнопочное
Для прессов универсальных и вытяжных с усилием до 65 от и для
прессов калибровочно-шгампозочных до 83 от применяется смазка
от отдельной маслёнки или штуцеров; для прессов указанных выше
усилий применяется смазка блочная или от лубрикатора (густая
смазка)
Бее прессы имеют выталкиватель в ползуне. Для специальных
целей выталкиватели делают в столе с приводом от кулака (на колен •
чатом валу) и системы рычагов
518
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
и
11
1
1|—
Фиг. 16. Пресс однокривошипный,
икрытый, двухстоечный, арочного
типа.
Фиг. 15. Пресс однокривошипный, двухстоечный. закрытый, с боковым ползуном
(обрезной), с усилием 1700 т.
лодных штамповок из-под молотов или макси-прессов; использу-
ются также для вырубных, просечных и других операций. Боко-
вой ползун служит для разрезки клещевины или для прошивки
отверстии. Движение бокового ползуна в направляющих осуще-
ствляется от эксцентрика, закреплённого на консоли коленчатого
вала, и шатуна, связанного с ползуном. В прессах с двухсторонним
приводом эксцентрик располагается между станиной и зубчатым
колесом. В прессах с усилием до500/и боковой ползун располагается
с левой стороны пресса, а в прессах усилием выше 500 т —
справой стороны пресса. Стол бокового ползуна, как правило,
отливается за одно целое со столом пресса, но иногда он вы-
полняется отъёмным и скрепляется со станиной болтами. Упра-
вление пресса осуществляется педалью (для прессов с жёсткой
муфтой включения) и кнопками (для прессов с фрикционной
муфтой). Крепление верхнего штампа к ползуну осуществляется
при помощи клинового соединения.
П р е с с ы о д н о к р и в о ш и п ны е, двух стоечные, за-
крытые, арочные с открытым приводом (фиг. 16)
изготовляются с усилием от 30 до 80 т. Они предназнача-
ются для штамповки из тонколистового металла крупных изде-
лий и вырубки сложных габаритных заготовок. По сравнению
с обычными кривошипными прессами имеют значительно боль-
шие габаритные размеры стола и ползуна. Для некоторых
штамповочных работ прессы оснащаются пневматическими и
гидро-пневматическими подушками.
У арочных прессов станина цельнолитая со столом и уста-
навливаемая на отдельных стойках; для удаления изделий со
стола под действием собственного веса станины могут устана-
вливаться на специальных наклонных стойках под углом 30°
к вертикали; привод индивидуальный от отдельного электродви-
гателя, одноступенчатый и двухступенчатый (с одним перебо-
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
519
ром); опорные подшипники коленчатого вала включения жёсткая с двумя поворотными
разъёмные с бронзовыми вкладышами; при- шпонками; шатун обычного типа с диферен-
водной вал для прессов с усилием до 50 т циальным зажимом.
Фиг. 17. Пресс однокривошипный, закрытый, двухстоечный с закрытым приводом в коленчатым валом,
расположенным перпендикулярно к фронту пресса.
имеет скользящие подшипники с разъёмными Механизм уравновешивания ползуна прн-
вкладышами и для прессов с усилием 50 т меняется пружинного или пневматического
я выше — роликовые подшипники; муфта типа для прессов с тяжёлым фланцевым пол-
520
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
зуном и для прессов с длинным хо-
дом.
Прессы листоштамповочные, однокриво-
шипные, вертикальные, закрытые, двух-
стоечные с закрытым приводом. Вследствие
расположения рабочих и приводных валов
перпендикулярно к фронту пресса все дви-
жущие части пресса убираются внутрь ста-
нины. Это позволило придать прессам обте-
каемые формы. Трущиеся части пресса, под-
верженные наибольшему износу, размещаются
плит. Ползун применяется коробчатого сече-
ния с направляющими L-образного типа. Ко-
ленчатый вал кованый с междуопорным при-
водом. Опорные шейки разгружены от дей-
ствия крутящего момента. Шатун стальной,
нерегулируемый. Регулировка штамповой вы-
соты осуществляется винтом, выполненным из
специального чугуна, расположенным между
пятой шатуна и ползуном, при помощи чер-
вячной передачи (фиг. 18). Прессы с усилием
до 250 т обычно имеют ручную регулировку
Фиг. 18. Механизм регулировки штамповой высоты пресса однокривошипного, закры-
того, двухстоечного, с закрьпым приводом.
внутри закрытых коробок, где они обильно
смазываются жидким маслом.
Основные параметры этих прессов — того
же порядка, что и у рассматриваемого типа
с открытым приводом.
Различают два типа прессов с закрытым
приводом: прессы с коленчатым валом и не-
посредственным соединением шатуна с пол-
зуном; прессы с зубчатым колесом-эксцен-
триком (без коленчатого вала) и дополни-
тельным плунжерным направлением.
Прессы однокривошипные, за-
крытые, двухстоечные, с закры-
тым приводом и коленчатым ва-
лом, расположенным перпендикулярно к
фронту пресса (фиг. 17), изготовляются с уси-
лием от 70 до 2100 т. Станина выполнена
разъёмной и состоит из стола, двух стоек и
траверзы, стянутых четырьмя стяжными бол-
тами. В разъём между стойками, столом и тра-
верзой поставлены шпонки, предохраняющие
станину от сдвига.
Материалом для станины служит высоко-
качественный чугун. Станины сварных кон-
струкций выполняются из толстых стальных
штамповой высоты, а прессы с усилием 250 т
и выше имеют регулировку от моторного при-
вода. Зубчатые колёса тихоходной ступени
имеют прямой зуб и изготовляются: из спе-
циального стального литья для крупных прес-
сов; из высококачественного чугуна для мел-
ких прессов. Зубчатые колёса быстроходных
ступеней имеют шевронный зуб.
Главные зубчатые колёса монтируются на
щеках коленчатого вала. Привод размещается
в траверзе пресса. Для прессов с усилием
до 500 т применяется односторонний привод,
а для прессов 550 т и выше — двухсторонний.
Приёмный вал с маховиком и муфтой мон-
тируются в верхней части траверзы и закры-
ваются отдельным кожухом. В верхней части
кожуха ставится воздушьый фильтр. Ток воз-
духа в коробке траверзы создаётся возвраг-
но-поступательными движениями ползуна.
Прессы с усилием до 800 т имеют трёх-
ступенчатый привод, с усилием более 800/га —
четырёхступенчатый привод. Подшипники ко-
ленчатого и промежуточных валов скользя-
щего типа, разъёмные, с бронзовыми вкла-
дышами. Муфта включения — фрикционная.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
521
пневматическая, спаренная с тормозом. Урав-
новешивание ползуна для прессов с усилием
250 т и выше осуществляется пневматиче-
скими цилиндрами. Последние размещаются
в стойках пресса и в столе (для тяжёлых прес-
сов). Смазка основных деталей привода при-
меняется жидкая, циркуляционная; смазка на-
правляющих — густая от отдельных штуце-
ров. Масло из отстойника, размещённого в
столе пресса совместно с насосом и электро-
двигателем, подаётся в фильтр, смонтирован-
ный внутри стойки пресса. Из фильтра масло
поступает в распределитель, смонтированный
вверху траверзы, откуда трубками разводится
к каждому подшипнику и к каждой паре ше-
стерён. Отработавшее масло стекает в пол-
зун, откуда по гибкому шлангу обратно по-
ступает в маслоотстойник.
Прессы однокривошипные, за-
крытые, двухстоечные, шестерне-
эксцентриковые, с закрытым при-
водом и с дополнительным плун-
жерным направлением ползуна
(фиг. 19) имеют вместо кривошипных валов
дуются пневматическими и гидро-пневматиче-
скими подушками.
Станина выполняется сварной из толстых
стальных плит; состоит из стола, двух стоек
и головки-траверзы, стянутых четырьмя стяж-
ными болтами. Фиксация стоек по отношению
стола и головки осуществляется призматиче-
скими шпонками. Стойки пресса имеют ко-
робчатое сечение; внутри стоек размещаются
электро- и гидро-пневматическая аппаратура
контроля и управления пресса и воздушные
цилиндры, уравновешивающие ползун.
Головка пресса выполняется в виде гер-
метической коробки, внутри которой разме-
щается привод пресса вместе с кривошипно-
шатунным механизмом. Для смазки трущихся
поверхностей в головку пресса заливается
жидкое масло.
Шатун стальной, цельнокованый. Нижняя
опорная часть шатуна, имеющая цилиндри-
ческую форму, соединена с плунжером осью
(фиг. 20).
Плунжер (фиг. 21) изготовляется из нике-
левого чугуна и соединяется с верхней
Фиг. 19. Пресс однокривошипный, шестерне-эксцентриковый, закрытый, двухстоечный, с закры-
тым приводом и с дополнительным плунжерным направлением ползуна.
шестерни с эксцентриком. Изготовляются с
усилием от 90 до 3000 т. Предназначаются
для выполнения различных холодноштампо-
вочных работ: вырубка, просечки, вытяжки
и т. д. Для вытяжных работ прессы обору-
частью регулировочного винта (фиг. 22).
Последний изготовляется из стали 45.
Регулировка штамповой высоты для
прессов с усилием 250 т и выше осуще-
ствляется электродвигателем через зубчатую
522
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
или червячную передачу. Боковые усилия ог
шатуна воспринимаются плунжером и бронзо-
вой втулкой, впрессованной в нижнюю часть
головки пресса.
Ползун выполнен сварным из стальных
плит (сталь 20) коробчатой конструкции. На-
правляющие имеют L-образное сечение; вслед-
ствие наличия плунжера направляющие раз-
гружены от боковых усилий, передаваемых
шатуном. К направляющим призмам ползуна
крепятся сменные бронзовые планки, предо-
храняющие ползун от износа. Ползун имеет
четыре регулируемых направляющих. Смазка
направляющих осуществляется густым маслом.
Привод. Движение пресса осуще-
ствляется от шкив"а отдельного электродвига-
теля через клиноремённую передачу на махо-
вик, который связан с фрикционной муфтой
включения и тормозом. Вал маховика при
помощи двух шестерён непосредственно пере-
'/////////S//S
Фиг. 20. Конструкция кривошипно-шатунного механизма однокривошипного пресса (фиг. 19).
Таблица 9
Характеристика листоштамповочных, однокривошипных, шестерне-эксцентриковых, закрытых, двухстоеч-
ных прессов с закрытым приводом и с дополнительным плунжерным направлением ползуна
Основные параметры
Расстояние между стойками
в свету в мм
Размеры стола в мм:
спереди назад
справа налево
Размеры (максимального) от-
верстия в столе в ммг
спереди назад
справа налево
Размеры ползуна в мм:
спереди назад
справа налево
Ход ползуна в мм
Регулировка расстояния от
стола до ползуна в мм . . .
Число ходов ползуна в ми-
нуту
Мощность электродвигателя
в л. с. . .
Номинальное усилие в т
90
135
180
270
450
640
900 1800 27004500
560—915 660—915 710—965
8ю
560-915 660—91
610
э—735 48o—735 535-785
455
455
430-785 530
5 7
250-400 300—400 400—500
300 350
16—45 15—40 13-35
7.5
915
1О-9б5
бю
-785 580-840
760—1070
760—1070
585—890
635—940
400—500
35O
13—35
35
915—1370
1ЭЭО
915—1270
8бо
735—Ю9О
86о
785-1145
500—660
4оо
8—ао
1470
1370
1070—1470
965
890—1295
940—1345
560—760
7—16
1220—1525
1535
1220—1525
1015—132°
1120
1070—1370
700—860
60
675 1830 2140
1675
б
1830
1830 3I4O
37о 1535
1450 i6oo 1900
1220
1500
5-9 5-7
100 125
3140
1370 Ча5
1650 1950
900
3-5
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
523
даёт движение зубчатым колёсам с эксцентри-
ками при двухступенчатом приводе и при по-
мощи одной шестерни зубчатому колесу про-
Вид по стрелке к
однокривошипных прессов главным образом
большими размерами штампового простран-
ства. Применяются для вырубных, просечных
1370
¦ 100 >|*
zoo
-O*cf
r-^
Фиг. 21. Конструкция узл» плунжера (фиг. 20).
межуточного вала —при трёхступенчатом при-
воде и более. Шестерни приёмного вала
и промежуточных валов отковываются за
одно целое с ва-
лом. Зубья шесте-
рён подвергаются
поверхностной за-
калке до твёрдости
Нв= 400—450. Ма-
териал приводных
валов —сталь мар-
ки 40ХН с твёрдо-
стью Нв=-200—220.
Зубчатые колёса,
отлитые за одно
целое с эксцентри-
ками, свободно
вращаются на о сях,
закреплённых в
головке пресса
(фиг. 20). Управле-
ние пресса кнопоч-
ное.
Основные дан-
ные листоштампо-
вочных однокривошипных прессов рассматри-
ваемого типа приведены в табл. 9.
Прессы двухкривошипные, вертикаль-
ные, закрытые, двухстоечные, с открытым
приводом. Прессы двухкривошип-
ные, закрытые, двухстоечные вы-
полняются с закрытой двухстоеч-
ной станиной рамного типа или четы-
рёхколонной и двухколенчатым валом (со
щеками) или эксцентриковым. Отличаются от
Фиг. 22. Конструкция узла ре-
гулировочного винта пресса
по фиг. 19.
(прессы с малым ходом ползуна) и вытяж-
ных (с длинным ходом ползуна) работ при из-
готовлении крупных деталей из листа. Удобны
для работы на многооперационных штампах
с автоматической подачей. Для вытяжных ра-
бот используются с пневматическими и гидро-
пневматическими подушками. При использо-
вании пресса для обрезки облоя устанавли-
ваются рядом несколько штампов и работа
ведётся с одного нагрева рядом быстрых по-
следовательных операций.
Прессы двухкривошипные, за-
крытые, двухстоечные, с откры-
тым приводом (фиг. 23) изготовляются с
усилием от 30 до 3200 т. Для создания условий
их более универсального использования ка-
ждому значению усилия соответствует не-
сколько расстояний между стойками: от 6 до
8 —для прессов с одноступенчатым приво-
дом, от 8 до 9 — для прессов с двухступен-
чатым и трёхступенчатым приводами.
Двухкривошипные прессы отличаются от
однокривошипных конструкцией ползуна, ме-
ханизмом регулировки длины шатуна и го-
ловкой пресса, связанной с коленчатым ва-
лом. В мощных прессах с большим расстоя-
нием между стойками стол, траверза и ползун
изготовляются из стального литья; стойки—
чугунные. Ползун, имеющий форму опроки-
нутой буквы Т, снабжён рёбрами жёсткости и
отверстиями для выталкивателей. Последние
имеются у всех размеров этих прессов.
Шатуны выполняются с диференциальным
зажимом и с цилиндрической или шаровой
пятой. Регулировка длины обоих шатунов
524
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
1РАЗД. IV
производится синхронно: вручную через зуб-
чатую передачу для прессов с усилием до
230 тис малым расстоянием между стой-
ками; от электродвигателя через зубчатую
передачу для прессов всех типов с усилием
230 т и выше и для прессов с усилием от 100 т
с большим расстоянием между стойками ста-
нины в свету.
Привод выполняется: одноступенчатым для
прессов с усилием от 30 до 80 т; двухсту-
пенчатым— от 30 до 195 т; трёхступенча-
тым — от 100 т и выше.
Муфта включения применяется: жёсткая с
двумя поворотными шпонками для прессов с
усилием до 136 т\ фрикционная, пневматиче-
ЩТТЩ
Прессы двухкривошипные, за-
крытые, двухстоечные, со стани-
ной колонного типа и открытым
приводом (фиг. 24). Станина пресса со-
стоит из стола, головки (траверзы) и четы-
рёх цилиндрических стальных колонн, поса-
женных в стол и траверзу и жёстко затяну-
тых. Каждая пара колонн связана с напра-
вляющими ползуна разрезными втулками —
зажимами. Такая конструкция станины со-
здаёт: удобный доступ к штамповому про-
странству со всех сторон; возможность удли-
нения площади стола и ползуна за колонны,
вследствие чего размеры штампа могут быть
больше, чем расстояние между колоннами в
Фиг. 23. Пресс двухкривошипный, закрытый, двухстоечный, с открытым приводом, с усилием 400 т.
екая для прессов с усилием выше 136 тп и
для всех прессов с трёхступенчатым приво-
дом. Как правило, прессы с усилием от 400 тп,
а также и прессы с большим расстоянием
между стойками в свету имеют двухсторон-
ний привод.
Устройство для уравновешивания ползуна
выполняется: пружинным — для прессов с
жёсткой муфтой включения, пневматическим —
для всех прессов с фрикционной муфтой
включения.
Смазка применяется: густая, блочная для
прессов с усилием до 200 пг; густая, центра-
лизованная от лубрикатора для прессов с уси-
лием выше 200 т.
свету; возможность значительной регулировки
расстояния между столом и ползуном, так
как здесь регулируется не только длина ша-
туна и направляющие ползуна по вертикали,
но и сама головка пресса может быть пере-
ставлена по колоннам, вверх или вниз. Вели-
чина регулировки определяется длиной раз-
резных втулок, которые могут быть устано-
влены на колонны. Практика эксплоатации
прессов этого типа показала, что их основ-
ным недостатком является отсутствие необ-
ходимой жёсткости станины, которой обладают
станины с литыми стойками.
Прессы двухкривошипные, вертикаль-
ные, закрытые, двухстоечные, с закрытым
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
525
Фиг. 24. Пресс двухкривошипный, закрытый, двухстоечный, со станиной колонного типа и с открытым
приводом.
приводом. Вследствие расположения рабочих и при-
водных валов перпендикулярно к фронту пресса все
движущиеся части пресса убираются внутрь станины.
Трущиеся части, подверженные наибольшему износу,
размещаются внутри закрытых коробок, где они
обильно смазываются жидким маслом и тем самым
значительно уменьшается их износ.
Известны четыре основных типа прессов с закры-
тым приводом: прессы с коленчатым валом, располо-
женным перпендикулярно к фронту пресса, и с непо-
средственным соединением шатуна с ползуном; прессы
шестерне-эксцентриковые (без коленчатого вала) с до-
полнительным плунжерным направлением ползуна;
прессы шестерне-эксцентриковые с расположением
кривошипно-шатунного механизма в стойках пресса;
прессы шестерне-эксцентриковые с расположением
привода в ползуне.
Прессы двухкривошипные, закрытые,
двухстоечные, с закрытым приводом и
коленчатым в ал о м, расположенным перпендику-
лярно к фронту пресса (фиг. 25), изготовляются с уси-
дием от 110 до 1500 т.
Конструкция основных узлов этих прессов анало-
гична конструкции узлов однокривошипных прессов
с закрытым приводом рассматриваемого типа; в основ-
ном они отличаются кинематической схемой привода
и компоновкой смазочного устройства. У этого типа
прессов боковые усилия от шатуна замыкаются в пол-
зуне и не передаются на направляющие.
Устройство смазки трущихся частей привода ана-
логично устройству смазки, применяемому в однокри-
вошипных прессах рассматриваемою типа, только в
этом случае вследствие больших размеров ползуна
маслоотстоиником является картер ползуна.Фильтре на-
сосом и электродвигателем также рас-
полагается во внутренней части пол-
зуна.
Фиг. 25. Пресс двухкривошипный, закры-
тый, двухстоечный, с закрытым приводом
и коленчатым валом, расположенным пер-
пендикулярно к фронту пресса.
526
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Прессы двухкривошипные, ше-
сте р не-эксцентр и к овые, закрытые,
двухстоечные, с закрытым при-
водом, с расположением кривошипов в
стойках пресса (фиг. 26) имеют станину свар-
ной конструкции. Все трущиеся части при-
вода и кривошипно-шатунного механизма
обильно смазываются жидким маслом. Масля-
ным картером служат стойки пресса; подача
иасла происходит за каждый ход ползуна.
Основные данные двухкривошипных прес-
сов рассматриваемого типа приведены
в табл. 10.
Прессы двухкривошипные, шестерне-экс-
центриковые, закрытые, двухстоечные, с за-
крытым приводом, расположенным в ползуне,
изготовляются с усилием от 150 до 3000 т.
Приводной механизм, включая электро-
двигатель и муфту, монтируется в ползуне.
Ползун приводится в движение эксцентри-
ками ведущих зубчатых колёс, вращающи-
мися на неподвижных осях, связанными
тягами (шатунами) при помощи цапф с регу-
лировочными винтами, встроенными в стол
пресса.
При вращении зубчатых колёс с эксцен-
триками ввиду неподвижной нижней точки
Фиг. 26. Пресс двухкривошипный, закрытый, двухстоеч-
ный, с закрытым приводом, шестерне-эксцентрикового
типа с расположением кривошипов в стойках пресса.
Фиг. 27. Пресс двухкривошипный, закрытый, двухстоеч-
ный с закрытым приводом и с двойным направлением
ползуна, плунжерного типа.
Прессы двухкривошипные, ше-
ст е рн е-э к с центр ико вы е, закрытые,
двухстоечные с закрытым при-
водом и с дополнительным плунжерным на-
правлением ползуна (фиг. 27). Конструкция
основных узлов двухкривошипных прессов
аналогична конструкции основных узлов одно-
кривошипных шестерне-эксцентрикового типа
прессов с закрытым приводом; в основном
двухкривошипные прессы отличаются только
кинематической схемой привода.
Этот тип прессов изготовляется с усилием
от 100 до 4500 т. Насчитывают около 24
моделей прессов по усилию. Для более универ-
сального использования каждой модели (по
усилию) соответствует несколько значений
расстояний между стойками (около 12) и
обычно две модели по скорости (тихоходная
и быстроходная).
шатунов они вместе с ползуном совершают
возвратно-поступательное движение.
Винты для регулировки ползуна — боль-
шего диаметра, чем в обычных прессах, при
рабочей нагрузке растягиваются и переме-
щаются только при регулировке ползуна.
Нарезанная часть винтов с гайками рабо-
тает в масле в закрытых кожухах.
Станина пресса состоит из двух стоек,
стола и лёгкой верхней неподвижной тра-
верзы, которая связывает стол и стойки
в одну жёсткую систему. Стойки и траверза
не воспринимают рабочих усилий. Вся на:
грузка при штамповке воспринимается столом
и ползуном пресса.
Прессы двухкривошипные, закрытые,
двухстоечные, многошпиндельные. Много-
шпиндельные прессы предназначаются для
многооперационной листовой штамповки де-
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
527
Таблица 10
Характеристика листоштамповочных, двухкривошипных, шестерне-эксцентриковых, закрытых, двух-
стоечных прессов, с закрытым приводом и с дополнительным плунжерным направлением ползуна
Основные
параметры
Расстояние между
стойками в свету в мм
Размеры стола в мм:
спереди назад . .
справа налево . .
Размеры отверстия
в столе в мм:
спереди назад . .
справа налево . .
Размеры ползуна
в мм-
спереди назад . .
справа налево . .
Ход ползуна в мм .
Регулировка рас-
стояния от стола до
ползуна в мм .....
Число ходов ползуна
в минуту
Мощность электро-
двигателя В Л, С. . . .
Номинальное усилие в т
90
915—2740
760—1320
915—2740
510—1070
735—25бо
560—1320
785—2680
200—300
ioo—зоо
16-45
7.5—ю
135
1220—3660
810-1525
1220—3660
560—1270
1040—3480
610—1525
1090—3530
Зоо—4°°
100—460
15—4°
ю—is
180
12ао—457°
915-1525
1220—457°
6lO—I22O
Ю4О—44°°
660—1525
109Э—444°
Зоо—45°
150—610
14-38
2О—25
270
1525-5200
1070—1830
1525—5200
765—1525
135°—5°°°
810—183°
1400—5050
300—500
150—бго
12-35
а5-3°
450
1830—5200
1370—18з°
1830—5200
1015—1475
1625-4975
1070—1830
1680—5050
350—600
200—610
8-15
40—50
920
2140—5800
1525—1830
2140—5800
1120—1425
1930—5600
1220—1830
1980—5650
450—760
250-610
6-11
60—75
1800
274°—7°°°
1525—1830
2740—7600
1070—1375
2460—730°
1220—1830
2510—7400
600—760
300—610
5-8
100—125
2700
3050—8200
1525—1830
3050—8200
1015—1325
2700—7900
1220—1830
2800—795°
760
300—610
4-7
125—15°
4500
3350-885°
1830— 2140
3350—8850
1220—1525
2920—8400
1525—2140
3050-8520
760
300 610
3—5
150—200
талей массового производства посредством
ряда последовательных операций за один ход
ползуна: вырубки, вытяжки, гибки, чеканки,
выдавливания резьбы, обрезки и т. п.
Прессы отличаются от универсальных
двухкривошипных прессов наличием меха-
Многошпиндельные прессы выполняются
без выносных шпинделей (фиг. 28), с одним
выносным шпинделем (фиг. 29), с двумя
выносными шпинделями (фиг. 30).
Многошпиндельный пресс (фиг. 28) имеет 8
шпинделей, из которых при зигзагообразной
¦ззоо
Фиг. 28. Пресс двухкривошипный, закрытый, двух-
стоечный восьмишпинжельный.
низмов для автоматической подачи, встроен-
ной В пресс, И специальными КОНСТРУКЦИЯМИ фиг. 29. Пресс двухкривошипный, закрытый, двухстоеч-
ПОЛЗуна И СТОЛа. ный, девятишпиндельный
3350
528
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
вырубке могут быть использованы только 7
шпинделей, так как при зигзагообразном
движении ленты место второго пуансона не
может быть использовано.
Многошпиндельный пресс (фиг. 29) при
том же расстоянии между стойками, но с вы-
носным вырубным шпинделем, даёт возмож-
ность использовать все девять пуансонов при
любом способе подачи и вырубки ленты.
Многошпиндельный пресс (фиг. 30) при
том же расстоянии между стойками имеет
Фиг. SO. Пресс двухкривошипный, закрытый, двухстоеч-
ный, П-шпиндельный.
11 шпинделей, из которых последний шпин-
дель может быть использован для дополни-
тельной операции — обрезки, вйтяжки и т. п.
Ходовые модели многошпиндельных прес-
сов строятся с усилием от 15 до 120 /п.
Специальные прессы строятся и с большим
усилием; например, фирмой Хило для произ-
водства колпаков ступиц автомобиля был по-
строен 13-шпиндельный пресс с усилием 600 т.
Вес этого пресса 120 т, высота 8 м, расстоя-
ние между стойками 4,5 м, производитель-
ность 1200—1500 изделий в час.
Многошпиндельный пресс заменяет не-
сколько универсальных прессов и является
безопасным, так как исключается необходи-
мость подводить руки под пуансон.
Изделия штампуются из ленты или из
предварительно вырезанных заготовок. Тип
применяемого механизма для автоматической
подачи к прессу зависит от исходного мате-
риала. При работе из ленты прессы снаб-
жаются устройством для ленточной подачи,
а при работе на готовых, вырезанных заготов-
ках— специальным присасывающим устрой-
ством (фиг. 31) или языковым подавателем
(фиг. 32). Последний используется для заго-
товоц толщиной до 1 мм. Для более толстых
заготовок применяются более упрощённые
приспособления или цанговая подача (при
толщине материала более 3 мм).
Привод механизма подачи осуществляется
от коленчатого вала через систему тяг и
рычагов (фиг. 33). Подача ленты происходит
зигзагообразно с целью экономии материала
при вырубке заготовок. Валковая ленточная
автоматическая подача осуществляется путём
периодического вращения подающих и от-
водящих роликов; в период просечки ролики
на металл не давят. Вторая Пара валков вра-
щается с некоторым опережением, чем дости-
гается натяжение ленты. Скорость валковой
подачи принимается в пределах 0,2—0,4 м/сек.
При зигзагообразной подаче ленты в некото-
Фиг. 31. Присасывающее устрой-
ство к подаче многошпиндельного
пресса.
рых конструкциях разматывающие и сматы-
вающие устройства двигаются также зигзаго-
образно, совместно с лентой. В иных конструк-
циях предусматривается зигзагообразное дви-
жение только ленты, но в этом случае раз-
матывающие и сматывающие устройства отно-
сятся далеко от места вырубки во избежание
перекоса ленты. Последние конструкции зани-
мают много места и не всегда могут быть
применены.
Отходы от ленты после просечки режутся
на части или свёртываются в рулон. При
штамповке более толстого листового металла
механизмы для автоматической подачи снаб-
жаются правильными роликами. В присасы-
вающем устройстве заготовки укладываются
в магазинах штабелями, которые по мере
расхода заготовок поднимаются вверх грузо-
выми противовесами; последние применяются
при небольшом весе штабеля. После того как
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
529
выработан штабель, зубчатая рейка ручным
маховиком опускается вниз, и заклады-
вается новый магазин. Вес груза по мере по-
дачи уменьшается, так как грузовые тарелки
постепенно садятся на место. При большом
весе штабеля подача осуществляется пнев-
матическим устройством. Подъём зубчатой
рейки производится сжатым воздухом, давле-
ние которого по мере уменьшения веса шта-
беля регулируется редукционным клапаном.
Присасывающие устройства обладают сле-
цйя специальных резьбовыдавливающих при-
способлений, которые могут быть встроены в
пресс. Привод дополнительных устройств,
встроенных в пресс, производится от отдель-
ного электродвигателя.
Для резки отходов в пресс встраиваются
ножницы. Станина многошпиндельного пресса
выполняется разъёмной; она состоит из стола,
двух стоек и верхней траверзы, стянутых че-
тырьмя стяжными болтами. Фиксация стоек
относительно стола и траверзы производится
Магазин с фланцем 6 плане
Фиг. 32. Языковая подача к многошпиндельному прессу.
дующим недостатком: свободно лежащие в
штабелях заготовки спрессовываются, а при
отходе пресса вновь раздаются вверх; в
результате этого могут происходить задержки
в подаче.
Вместе с механизмами для автоматической
подачи предусматривается установка кон-
трольного устройства (фиг. 34), которое не
пропускает двух сцепившихся заготовок, а
также искривлённых или очень толстых за-
готовок.
Для деталей, состоящих из двух частей,
подача материала производится с обеих сто-
рон пресса. Вырезанные заготовки из ленты,
проходя нужные операции, двигаются друг
к другу навстречу с помощью автоматически
передвигающегося приспособления. Средний
пуансон складывает обе половинки изделия,
которое в готовом виде выбрасывается из
пресса. От пуансона к пуансону заготовка
перемещается при помощи грейферной по-
дачи. Подача осуществляется двумя шинами
(грейферами, изготовленными для уменьшения
веса из лёгкого металла), к которым привин-
чены пластинки (фиг. 35). Продольное пере-
движение шин осуществляется кулаками. По-
следние через систему рычагов захватывают
шины и передвигают их. Привод механизма
продольной подачи осуществляется шкивом.
Открывание и зажим производятся кулаками,
причём открытие принудительное, а зажим
осуществляется пружиной (фиг. 36).
Многошпиндельные прессы, могут снаб-
жаться резьбовыдавливающими и перфори-
рующими автоматами. Существует конструк-
34 Том 8
призматическими или цилиндрическими шпон-
ками.
Привод пресса индивидуальный от отдель-
ного электродвигателя через клинорёмённз'о
передачу на маховик и далее через одно-
ступенчатый или двухступенчатый зубчатые
переборы к коленчатому валу.
Зубчатые колёса коленчатого вала могут
располагаться за стойками (фиг. 37) или в
стойках. Вторая конструкция более ком-
пактная и пресс получает обтекаемые
формы.
Коленчатый вал в зависимости от рас-
стояния между стойками размещается на трёх
или четырёх разъёмных подшипниках с брон-
зовыми вкладышами.
Гнёзда для пуансонод^ржателей изгото-
вляются: прямоугольной формы (фиг. 38, а),
цилиндрической (фиг. G8, б) и в виде сплош-
ного прямоугольного отверстия (фиг. 38, в).
Первая конструкция значительно сложнее в
изготовлении, но имеет то преимущество,
что пуансоны не требуют закрепления от
возможного проворачивания при чеканочных
работах. В конструкциях, изображённых на
фиг. 38, а, б, ползун может быть использован
только для одного определённого расстояния
между осями пуансонов, что несколько огра-
ничивает пределы применения прессов и при
переходе на другой технологический процесс
штамповки необходимо менять ползун. В
конструкции, изображённой на фиг. 38, в, пуан-
соны могут быть установлены в любом поло-
жении между осями, но она сложна в изго-
товлении, требует дополнительной надёжной
530
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
(РАЗД. IV
Фиг. 33. Кинематическая Схема при
вода пресса и привода подач.
Фиг. 34. Контрольное устройство к подаче мяогошпиндельного пресса.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
531
^О/пкрь/вание и запирание
Фиг. 35. Схема захвата грейферной подачи многошпин-
дельного пресса.
Фиг. 36. Зажимное устройство к грейферной подаче
многошпиндельного пресса.
Фиг. 37. Привод многошпиндельных прессов.
фиксации пуансонодержателей против сдвига
во время работы. Изменение расстояния
между пуансонами не может быть полностью
использовано, так как это связано с изме-
Фиг. 39. Конструкция выталкивателя в ползуне
многошпиндельного пресса.
нением хода грейферной подачи, что услож-
няет конструкцию последней.
Выталкиватель для готовых изделий уста-
навливается в ползуне; наиболее распро-
странённая конструкция выталкивателя при-
ведена на фиг. 39. Прижимы устанавливаются
в столе и выполняются: пружинными (фиг. 40);
Фиг. 38. Конструкции пуансонодержателей многошпин-
дельных прессов.
Фиг. 40. Конструкция пружинного прижима
многошпиндельного пресса.
пневматическими (фиг. 41); гидравлическими.
Пружинные прижимы применяются при не-
глубокой вытяжке и в тех случаях, когда
532
ПРИВОДНЫЕ КРИВОШИПНЫЕ.МАШИНЫ
[РАЗД. IV
расстояний между пуансонами не более 140 мм.
При глубокой вытяжке применяются пнев-
матические иг гидро-пневматические прижимы
(подушки), ,._,.. < . . ¦ . ,
На фиг. 41 изображён пневматический
прижим с ресивером и с индивидуальной
регулировкой давления прижима.
Смазка пресса централизованная или осу-
ществляется автоматическими маслёнками
для жидкой или консистентной смазки.
Охлаждение инструмента производится
эмульсией из резервуара, установленного на
Фиг. 41. Конструкция пневматического прижима много-
шпиндельного пресса.
одной из стоек; жидкость поступает по общей
трубе, Проложенной под траверзой выталки-
вателя. От кранов трубы при помощи гибких
шлангов жидкость подводится к пуансонам.
Для возврата жидкости в резервуар служит
насос. Последний включается периодически,
по мере расхода жидкости, с помощью кно-
почного включения. !
Прессы двух- и четырёхкривошипные,
двухстоечные, с нижним закрытым при-
водом. Прессы предназначаются для штам-
повки из тонколистового материала крупных
деталей автомобилей и самолётов* Основные
С верхним
приводом
С нижним
приводом
Фиг. 42. Высота прессов
с верхним и нижним при-
водом.
достоинства этих типов прессов по сравне-
нию с прессами с верхним приводом: малые
габариты по высоте от пола (фиг. 42); значи-
тельно снижается центр тяжести пресса и
уменьшается его вибрация от тяжёлых вра-
щающихся деталей; уход за прессом более
прост и безопасен; рабочие механизмы доступ-
ны с фундамента. Монтаж осуществляется
значительно легче и
быстрее, так как он
производится на уров-
не рабочей площадки
(не требуется подъём
тяжёлых деталей на
большую высоту).
Общий вид четырёх-
кривошипного пресса
показан на фиг. 43.
Прессы выполня-
ются с маховичным
приводом и с приво-
дом без маховика.
В приводе без маховика электродвигатель
применяется тихоходной конструкции C60—
600 об/мин) с питанием от переменного
тока.
Прессы с приводом без маховика несколько
дороже, но имеют следующие преимущества:
упрощается уход за прессом и устраняется
вибрация пресса вследствие отсутствия махо-
вика и муфты; достигается экономия электро-
энергии (примерно на 25%); осуществляется
автоматическая остановка электродвигателя
при перегрузке пресса (максимальное реле);
лёгкость установки и наладки штампов бла-
годаря возможности получения реверсивного
хода простым нажатием кнопки обратного
хода на щитке управления. Останов ротора
двигателя производится при помощи колодоч-
ного тормоза, смонтированного на вале ротора.
Данный тип электродвигателя может быть
использован для получения различных скоро-
стей в течение цикла хода ползуна, что
является особенно ценным для операций
штамповки с глубокой вытяжкой.
Прессы четырёхкривошипные, верти-
кальные, закрытые, двухстоечные, с за-
крытым приводом. Современные конструкции
четырёхкривошипных прессов изготовляются
с закрытым приводом. Принципиальная кон-
струкция основных узлов этих прессов анало-
гична двухкривошипным прессам с закрытым
приводом.
В четырёхкривошипных прессах ползун
подвешивается на четырёх шатунах, связан-
ных с двумя параллельно расположенными
коленчатыми валами или четырьмя эксцент-
риками зубчатых колёс.
Четырёхкривошипные прессы менее чув-
ствительны к эксцентричным нагрузкам, чем
однокривошипные и двухкривошипные прессы.
Они применяются для листовой штамповки
крупных изделий. Вследствие того что при
эксцентричных нагрузках ползун не пере-
кашивается и остаётся параллельным столу,
изделия получаются более точными при
меньшем износе штампов.
Стандартные модели изготовляются с уси-
лием от 150 до 1500 т. Известны три основных
типа четырёхкривошипных прессов с закры-
тым верхним приводом: прессы с. коленчатым,
валом или с шестерне-эксцентриками, располо-
ГЛ. XII}
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
53&
\
Фиг. 43. Конструкция четырёхкривошипного закрытого двухстоечного пресса с нижним приводом.
534
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
варительно фасонированной заготовки, так
как штамповка производится с одного хода
в каждом ручье; получение более высокой
точности поковок (при мерной заготовке и
при строгом режиме нагрева точность по-
ковки йо высоте можно получить в пре-
делах от 0,05 до 0,1 мм); меньшие штампо-
вочные уклоны (от 0,5 до 2°); использование
штамповщиков более низкой квалификации,
так как в каждом ручье деталь штампуется
Таблица Л
Характеристика листоштамповочных, четырёхкривошипных, шестерне-эксцентриковых, закрытых, двух-
стоечных прессов, с закрытым приводом и с дополнительным плунжерным направлением ползуна
женными перпендикулярно к фронту пресса,
с непосредственным соединением ползуна с
шатуном; прессы шестерне-эксцентриковые
с дополнительным плунжерным направлением
ползуна; прессы шестерне-эксцентриковые с
расположением привода в ползуне.
Основные данные четырёхкривошипных,
шестерне-эксцентриковых прессов с допол-
нительным плунжерным направлением пол-
зуна приведены в табл. 11.
Основные пара-
метры
Номинальное усилие в т
180
270
360
450
640
900
1800
2700
4500
Расстояние ме-
жду стойками а
свету в мм . . .
Размеры стола
в мм:
спереди назад
справа налево
Размеры отвер-
стия в столе в мм:
спереди назад
справа налево
Размеры пол-
зуна в мм:
спереди назад
справа налево
Ход ползуна в
мм .
Регулировка рас-
стояния от стола
до ползуна в мм
Число ходов пол-
зуна в минуту . .
Мощность элек-
тродвигателя в
л. с.
1680-4870
1525-2440
i68o—4870
iaao-2140
1500—4690
1375-3440
*55о-475°
1830—5*75 2130—5800 2440—6400 2740—7000 3050—7600 3960—9450
5544
1830—5175
1220—2140
15=5—а
Т5а5—244°
2130—5800 2440—6400 2740—7000 3050—7600
1830—2740
1830—2740
1830-2740
3060-9450
1170—ао8о
1650—5000 i960—5610
1170—2300
2240—баоо
1425-2340
I425-234O 1380—32OO
2540—6800 2840—7400 з68о—9
150—600
14-38
зо—as
1700—50,
4оо—боо
150—600
ia-35
25—30
1680—2740
150 2000—5660 2390—6250 2590—6850
1375—а
1375—а74о
500—600
2ОО—6ОО
9—i8
25-30
560—66о
20О—6ОО
8-15
600—760
250—600
7-12
5о—6о
i68o—2
2890—7460
660—760
250—600
6-11
60-75
740 1680—274с
373°—9326
76Ъ
оо—боо
5-8
4260—10060
1830—2740
4260—10060
1325—2240
3930—9720
i63o—2740
4000—9800
760
300—600
4—7
125—150
457°—1
2140—З740
4570--10700
*535—2140
4130—10300
1085-2740
4260—10400
Тбо
Зоо—боо
3-5
I5O—2ОО
ЧИСТОКРИВОШИПНЫЕ КОВОЧНО-
ЩТАМПОВОЧНЫЕ ПРЕССЫ
(МАКСИ-ПРЕССЫ)
Основные сведения
В отличие от обычной конструкции чисто-
кривошипных прессов макси-прессы имеют:
коленчатый вал эксцентрикового типа; хобо-
тообразный ползун с дополнительными напра-
вляющими, увеличенную жёсткость станины и
звеньев кривошипно-шатунного механизма;
увеличенное число ходов ползуна; верхний и
нижний выталкиватели. Макси-прессы широко
применяются для горячей штамповки в мно-
горучьевых штампах и для горячей калиб-
ровки предварительно отштампованных на
молотах и других машинах поковок, вытесняя
во многих отраслях машиностроения другие
виды ковочных машин.
Макси-прессы строятся с усилием от
200 до 10 000 т. К достоинствам макси-прес-
сов по сравнению с другими машинами того
же технологического назначения, в частности,
со штамповочными молотами, относятся: бо-
лее высокая производительность на поковках,
не требующих применения подкатного и про-
тяжного ручья или при штамповке из пред-
одним ходом; отсутствие вибраций фунда-
мента; меньшие расходы по монтажу и уста-
новке (отсутствуют солидные фундаменты,
паровые котлы, компрессоры и трубопро-
воды).
Наряду с этим макси-прессы менее уни-
версальны, чем штамповочные молоты (при-
менение их имеет место главным образом в
массовом производстве). Штамповка чёрных
металлов на макси-прессах (для повышения
Точности штамповки и стойкости штампов)
требует безокислительного нагрева или специ-
альных приспособлений для очистки окалины
(водой под большим давлением). Стоимость
макси-прессов значительно выше, чем штам-
повочных молотов (в 4—5 раз).
КОНСТРУКЦИЯ И МАТЕРИАЛЫ
ДЕТАЛЕЙ
Принципиальная схема различных кон-
струкций макси-прессов идентична;отличие—
лишь в конструктивном оформлении отдель-
ных узлов и деталей, числе ходов и т. п.
Типичный для этой группы машин общий
вид пресса приведён на фиг. 44. На фиг. 45
показан вариант конструкции привода, вклю-
чающий фрикционное предохранительное
по Я 8
Фиг. 44. Общий вид макси-пресса.
536
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
устройство на приводном валу. В табл. 12
приведены основные показатели двух вариан-
тов конструкции пресса (А и Б), отличные в
основном по числу ходов ползуна в минуту
У прессов с усилием свыше 2500 т ста-
нины в большинстве случаев состоят из двух
частей с плоскостью разъёма на уровне стола
пресса. Помимо четырёх стяжных болтов диа-
метром, доходящим до 460 мм, станина в
плоскости разъёма дополнительно стягивается
крепёжными болтами (до 28), затянутыми в го-
рячем состоянии.
Фиг. 45. Вариант привода макси-пресса.
и длине его хода. Практически производи-
тельность обоих исполнений одна и та же
из-за невозможности полного использования
числа ходов. [
Рабочий вал. На фиг. 46 изображён ко-
ленчатый вал эксцентрикового типа макси-
прессов варианта А. Размеры шеек вала для
прессов трёх мощностей приведены в табл. 13.
Фиг. 46.
Станина прессов изготовляется стальной
и, как правило, цельнолитой в виде замкну-
той рамы, усиленной продольными рёбрами
жёсткости и стянутой в большинстве кон-
струкций четырьмя стяжными болтами. Ма-
териал — фасонное стальное литьё С = 0,25—
9,350/в.
Валы изготовляются из хромоникелемолиб-
деновой или хромомолибденовой стали типа
40Х2ГМ, 35Х2М. Применяется также угле-
родистая сталь с содержанием углерода 0,4—
0,5%. Шейка и эксцентрик вала шлифуются
и после этого подвергаются холодной накатке
роликом.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
537
Таблица 12
Основные параметры современных чистокривошипвых ковочно-штамповочных прессов (макси-прессов)
Осно
napai
Экви-
валент-
ны мо-
лотам
в т
Колен-
чатый
вал
вные
«етры
Паро-
воз-
душно-
му . .
С дос-
кой . .
Диа-
метр в
опорах
в мм .
Диа-
метр
криво-
шипной
шейки
в м .
Ход ползуна
Размеры сто-
ла в мм * . .
Штамповая
высота в мм .
Число ходов
ползуна в ми-
нуту
Мощность
электродвига-
теля в кет . .
Вариант исполнения A J Вариант исполнения Б
Наибольшее усилие в т
315
_
-
152
-
4оо
15
425 j 680 | 1180
о,3
о.5
229
384
152
ббох
Х5бб
45°
125
22
°>5
о,9
«92
451
152
б8ох
Х7"
5°°
I2O
37
о,9
1.6
356
5б5
аоз
8ооХ
Х94°
675
ЮО
55
1450
1,6
2,3
4об
665
354
1820
з,3
3
457
670
ЗО5
1030Х "8оХ
ХИ43 XI372
7бо
9°
75
ago
8о
но
2270
З.о
-
5°8
870
356
и8оХ
XI432
89O
7°
но
3640 | 454
3>5
-
6ю
IO22
4о6
1321Х
Х1б2б
1020
5°
185
-
229
438
2ОЗ
5боХ
Х7"
48о
65—ioo
i8
635 j 910
-
292
403
203
ббох
X8i3
-
60—90
ЗО
-
3i8
578
254
74ОХ
Х914
560
55-85
37
1180
-
356
616
354
830 X
Х1016
-
5°—75
45
1450
-
406
717
3°5
94°Х
Хп68
ббо
45-65
55
182о| 2270
-
457
768
3°5
-
890
45
75
-
559
920
356
-
.—
но
3640
-
66о
i°73
4об
-
IOI6
40-50
190
* Первая цифра — размер стола по фронту.
Таблица 13
Уси-
лие
пресса
в т
п8о
145°
i8ao
Размеры шеек коленчатого вала в мм
(фиг. 46)
s
2
WI-5
137,о
153,5
d0
3?
4об
457
dA
5^5
77O
h
621
745
896
292
352
439
645
16
20
20
двойное направление; материал — стальное
литьё. Дополнительная пара направляющих в
Опорные подшипники вала макси-пресса
выполняются как цельными, так и разъём-
ными. На фиг. 47 показан подшипник пресса
варианта А. Верхние нагружённые вкладыши
изготовляются из никелевой или кремнистой
бронзы, а нижние — из обычной оловянистой
бронзы. Размеры вкладышей приведены в
табл. 14.
Затяжка крышки подшипника осущест-
вляется клиновым приспособлением. Опорные
подшипники у вала прессов варианта Б вы-
полнены глухими в виде чугунных втулок со
вставными бронзовыми вкладышами.
Ползун пресса варианта Б изображён на
фиг. 48. Он имеет хоботообразную форму и
f
lo
Отверстие для смазки'
Фиг. 47.
Таблица 14
Размеры вкла-
дыша в мм,
(фиг. 47)
t
н
D
й
к
а
Т
Усилие пресса в m
1180
356
394
43=
20
616
16
19
1450
406
451
5°з
ао
745
19
21
1820
457
5оз
546
2О
80
19
31
538
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
хвостовой части ползуна противодействует
опрокидывающим моментам, действующим на
ползун в случае приложения эксцентричной
нагрузки.
Конструкция шатунов жёсткая. Длина ша-
туна примерно равна двум диаметрам колен-
чатого вала в опорах (L — 2df0) — короче, чем
у обычных кривошипных прессов.
В прессах варианта А всё усилие от пол-
зуна на шатун передаётся через неподвижную
Фрикционные диски / при помощи внутреннего
зубчатого зацепления соединяются с шестеренной втул-
кой 2, закреплённой на коленчатом валу. К этим дискам
медными заклёпками крепятся фрикционные обкладки.
Фрикционные диски 3 по внешней окружности имеют
прямоугольные пазы, куда входят специальные шпильки 4,
закреплённые в зубчатом колесе и муфте.
Фиг. 49.
Фиг. 48. Узел ползуна макси-пресса.
ось, закреплённую шпонками в ползуне. Диа-
метр оси равен диаметру коленчатого вала в
опорах. Нижний нагружённый вкладыш
<фиг. 49) верхней головки шатуна (табл. 15)
и втулка фиг. 50 нижней головки^ шатуна
{табл. 16) изготовляются из кремнистой бронзы.
В прессах варианта Б усилие передаётся не-
посредственно на нижнюю головку шатуна.
Муфта включения (фиг. 51) у макси-прес-
сов применяется фрикционная, пневматиче-
ская, многодисковая. Муфта
скреплена с зубчатым колесом.
Таблица 15
-v-
Фиг. 50.
Для разъединения фрикционных дисков при выклю-
ченной муфте с целью уменьшения износа их между
дисками 3 помещены распорные пружины 5, которые
своими концами входят в гнёзда дисков и тем самым
удерживаются от выпадания.
'в*
¦ а се .
lie.
йА
йн
1ш
Усилие пресса в т
1180
боа
289
1450
642
7Ю
352
1820
77°
8i5
429
Таблица 16
Размеры втул-
ки в мм
(фиг. 50
<*5 = d0
1в
dp
<*С
Усилие пресса в т
1180
35б
387
286
Mi6
11
1450
406
441
35O
М16
11
1820
457
495
426
М16
11
/////////////У-
Фиг. 51.
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
539
Втулка 2 изготовляется из стали 45. Зубья
подвергаются поверхностной закалке. Диски 1
изготовляются из листовой стали типа
сталь 25—30, стальные болты 4—из стали
ЗОХН термообработкой.
Воздух в муфту подводится через золот-
никовое распределение, соединённое с муфтой
при помощи сальника.
Зубчатое колесо и шестерня изгото-
вляются из специального стального литья.
Зубья шестерни подвергаются поверхностной
закалке. Примерная зависимость основных
элементов зубчатой пары от d$ модуль
т к 0,06 d$; ширина зуба колеса Ь = 10 /п,
где d0 — диаметр коленчатого вала в опо-
рах в мм.
пресса, выполняется клиновой конструкции.
Этим приспособлением также пользуются в
случае заклинивания пресса, для чего регу-
лировочные винты J и 2 отпускают, выби-
вают клин 3 и ударами кувалды по приливу А
Фиг. 52. Ленточный тормоз.
Тормоз (фиг. 52) применяется фрикцион-
ный ленточного типа; служит для останова
пресса в любом положении. Натяжение тор-
моза производится пружинами, выключение —
сжатым воздухом. Тормозная лента имеет
двойную регулировку: для увеличения наря-
жения ленты и для компенсации износа фрик-
ционной обкладки (феродо). Регулировка натя-
жения ленты осуществляется за счёт сжатия
пружин 1; регулировка компенсации износа
обкладки производится сжатием пружины 2.
Зазор между поршнем 3 и головкой
цилиндра 4 должен быть в пределах от 3
до 6 мм. В головке цилиндра установлен пре-
дельный электровыключатель, сблокированный
е муфтой системой электропневматического
управления прессом.
Механизм регулировки штампов по вы-
соте (фиг. 53), смонтированный на столе
Фиг. S3. Механизмы регулировки штампов.
клиновой подушки 4 опускают последнюю
вниз.
Подштамповая плита устанавливается
на клиновой подушке и крепится к станине
при помощи четырёх болтов. Пресс имеет
нижний и верхний выталкиватели. Нижний
в ы т а л киватель
приводится в дей- Т Т
ствие от кулачко- III \
вого механизма,
расположенного на
конце коленчатого
вала. В прессе-ва-
рианта А усилием
3640 т нижний вы-
талкиватель гид-
равлический, рабо-
тает от специаль-
ного насоса. Верх-
ний выталкиватель
монтируется в пол-
зуне пресса (фиг.
44).
Ползун уравно-
вешивается двумя
пневматическими
цилиндрами (фиг.
54).
Управление прес-
сом ножное. От пе-
реключателя, рас-
положенного на пе-
редней части ста-
нины, поворотом
рукоятки переклю-
чателя пресс на-
страивается на три режима работы: полный
единичный ход, не зависящий от длитель-
Фиг. 54.
540
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ности нажатия педали; автоматические пол-
ные хода (пока нажата педаль, пресс не-
прерывно работает); короткое перемещение
ползуна (величина перемещения зависит от
длительности нажатия педали).
При настройке пресса на единичный ход на-
жатием педали посредством предельного элек-
тромагнитного выключателя, связанного с рас-
пределительным кулачком на коленчатом валу,
замыкаются контакты реле времени в сети
клапана муфты. Электромагнитный выключа-
тель в свою очередь включает электрозолот-
никовое распределение тормоза (открывается
доступ воздуха в цилиндр тормоза). Под дей-
ствием сжатого воздуха поршень в цилиндре
тормоза перемещается, отпускается тормоз и
при помощи предельного выключателя, уста-
новленного в головке цилиндра, замыкает тор-
мозную блокировку. Последняя замыкает цепь
электромагнитов и золотниковое распределе-
ние, впуская воздух в муфту.
При ходе ползуна вверх, при повороте
кривошипа на 120° от верхней мёртвой точки,
распределительный кулачок через предельный
электромагнитный выключатель выключает
муфгу и около верхней мёртвой точки вы-
ключает реле тормоза, включая тем самым
тормоз. Пока педаль остаётся в нажатом поло-
жении, реле муфты не позволяет циклу на-
чаться вновь. Для повторения цикла необ-
ходимо педаль отпустить и снова нажать.
Если ползун остановится, не дойдя до верх-
ней мёртвой точки, то для пуска пресса сле-
Фрикцион-
наямдфта
Фиг. 55. Схема воздухопровода макси-пресса исполне-
ния А: / —воздушный цилиндр контрбаланса; 2— воздуш-
ный резервуар; 3 — золотник муфты; 4 — лубрикатор;
5 — манометр; 6 — распределительный золотник; 7 —
главный золотник; « — главный цилиндр тормоза; 9 —
золотник для единичных ходов; 10 — переключатель;
// — тормоз маховика; 12 — фильтр; 13 — пружинный
предохранительный клапан; 14 — редукционный клапан;
15 — обратный шаровой клапан; 16 — педаль.
дует рукоятку распределителя поставить на
непрерывные хода и включить педаль.
Выключение клапана муфты в зависи-
мости от угла поворота коленчатого вала
регулируется смещением шайбы распредели-
тельного кулачка. Клапан муфты должен быть
отрегулирован так, чтобы ползун пришёл в
положение, близкое к верхней мёртвой точке,
под действием сил инерции и пневмати-
ческого уравновешивателя.
Давление воздуха в сети должно быть не
ниже 4 am. Схема воздухопровода показана
на фиг. 55.
Смазка. Для смазки каждого золотника
на воздушной линии предусмотрены воздушные
маслёнки. Подача масла регулируется из рас-
чёта одной капли на золотник за 10 ходов прес-
са'. Подшипники и направляющие смазываются
жидкой смазкой с помощью лубрикатора.
Фундамент для макс и-п р е с с о в.
Ввиду того что на фундамент пресса дей-
ствует главным образом лишь его вес, раз-
меры фундамента определяются в основном
габаритами основания.
ЛИСТОШТАМПОВОЧНЫЕ, ЧИСТО-
КРИВОШИПНЫЕ ВЫТЯЖНЫЕ
МАШИНЫ (ПРЕССЫ) ПРОСТОГО
ДЕЙСТВИЯ
Общие сведения
В зависимости от конструкции механизма,
передающего движение ползуну, вытяжные
прессы простого действия делятся на чисто-
кривошипные, реечные, винтовые, рычажные,
балансирные.
Различают чистокривошилные вытяжные
прессы: однокривошипные; двухкривошипные;
четырёхкривошипные с кривошипными ва-
лами; четырёхкривошшшые эксцентрико-
шестерённого типа.
Прессы чистокривошипные выполняются
также с механизмом для выравнивания ско-
рости рабочего хода и ускоряющим обрат-
ный ход. Постоянная скорость рабочего хода
выбирается близкой к максимально допусти-
мой с точки зрения напряжений, возникаю-
щих в вытягиваемой заготовке. На каждый
цикл затрачивается при этом минимум вре-
мени и достигается наивысшая производи-
тельность (число ходов) пресса.
Чистокривошипные вытяжные прессы по
общему конструктивному оформлению не
отличаются от обычных вырубных прессов.
Соответственно своему назначению они имеют
следующие специфические особенности: боль-
шой ход ползуна; большой запас энергии в
маховике (при небольшом сравнительно рабо-
чем усилии); повышенную мощность электро-
двигателя, нежели у прессов, предназначенных
для вырубных работ, так как запас энергии
маховика, несмотря на увеличенные размеры
последнего, всё же оказывается недостаточ-
ным и значительная часть работы отдаётся
непосредственно электродвигателем.
Максимальное потребное усилие разви-
вается при вытяжке в конце хода. Исключе-
нием является только процесс вытяжки гильз,
при котором максимальное усилие пресса
требуется в начале первой операции (свёртка
колпака). На последующих операциях вытяжки
усилие остаётся примерно постоянным почти
на всей длине рабочего хода. Максимальное
усилие в конце хода при вытяжке изделий
из тонкого материала возникает при сжатии
половин штампа, необходимом для оконча-
тельной зачеканки рельефа изделий.
гл. хщ
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
541
Конструкция прессов
Прессы листоштамповочные, вытяжные,
однокривошипные имеют такую же конструк-
цию, как и прессы для вырубки; отличаются
от них только большей величиной хода пол-
зуна и соответственно большей длиной на-
правляющих. Столы вытяжных прессов при-
спосабливаются для установки в них пневмати-
ческих и гидро-пневматических подушек.
В табл. 17 приведены основные данные
современных однокривошипных, листоштам-
повочных, вытяжных прессов.
большую среднюю величину в течение цикла.
Только при этих условиях можно достигнуть
наибольшей производительности (числа ходов)
пресса без ущерба для качества изделий.
Синусоидальный график скорости ползуна
у обычных кривошипных прессов вполне
пригоден для таких операций, как вырубка и
неглубокая вытяжка, совершающихся в самом
конце хода ползуна, когда скорость прибли-
жается к нулю. Для этих работ число ходов
пресса определяется главным образом усло-
виями подачи изделий в штамп, а не ха-
рактером самой операции. Механизируя по-
Однокривошипные вытяжные прессы
Таблица 17
Основные параметры
Максимальное да-
вление при повороте
кривошипа на 45° от
нижнего положения
в т ....
Максимальное давле-
ние при наибольшей
глубине вытяжки в т
Ход ползуна (посто-
янный) в мм
Наибольшая глубина
вытяжки в мм ....
Регулировка ползу-
на в мм
Расстояние между
стойками в свету в мм
Расстояние от стола
до ползуна при ниж-
нем положении ползу-
на и наименьшей дли-
не шатуна в мм . . .
Число ходов в ми-
HVTV
Мощность электро-
двигателя в л. с. (л=
—1450) ¦"¦. .
Мощность электро-
двигателя для регули-
ровки ползуна в л. с.
(л=1450)
175
чо
4°
300-550
140-230
но
850—збоо
500-700
i6—8
34—Чч
3
200
8о
5°
300—55°
140—360
ISO
840—чбоо
500—800
15-7
ОЙ АП
3
Максимальное
250
IOO
бо
Зоо—бэо
140—28о
I2O
1050— 3600
500—800
14-6
чэ—4S
4
325
8о
Зоо—боо
140—280
140
1050—3600
550—850
14—6
33—43
4-5
усилие в
¦
400
IOO
IOO
300—650
140—310
140
1050—360°
600—950
и—6
35—53
5
конце хода в т
500
2ОО
«5
Зоо—7°°
140-330
140
1050—3600
боо—iooo
I2—5.5
40—70
б
600
240
Г5°
300-700
140—330
1050 з6°°
бэо—iooo
IO—Ч Ч
4=;—8s
б
800
ЗЗо
20О
300-700
14°—33°
iso
1050—3600
700—1100
О—^.5
V 4J.4J
65— Ю5
6—8
1000
4оо
Э5о
300—700
140—300
ISO
I IOO—3600
800—1200
8—4
8s ias
J О
6-8
Прессы с механизмом для вы-
равнивания скорости ползуна.Наи-
выгоднейшим графиком скорости ползуна
является такой, при котором скорость на
дачу, можно применять более быстроход-
ные прессы; характер изменения величины
скорости ползуна в течение цикла не имеет
при этом существенного значения. При глу-
60° 80" /00
Угол подорота кривошипа^
Фиг. 56. График скорости ползуна.
участке рабочей операции не превышает
максимального допустимого для этой опе-
рации значения и имеет в то же время наи-
бокой вытяжке, протекающей в течение
большей части хода ползуна вперёд, ха-
рактер изменения скорости приобретает
542
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 57. Вытяжной пресс с вы-
равнивающим механизмом.
особое значение и от него в первую очередь
зависит производительность пресса. Скооость
рабочего хода ограничивается при глубокой
вытяжке той предельной величиной, которая
допустима для этой операции. Поэтому кри-
вошипные прессы, специально предназначен-
ные для глубокой вытяжки, снабжаются для
увеличения числа ходов особыми устрой-
ствами, видоизменяющими синусоидальный
график скорости ползуна (фиг. 56, кривая /).
Рабочий ход ползуна совершается при этом
с постоянной скоростью, приблизительно
/ равной той макси-
мальной скорости,
которая допустима
при вытяжке. При
холостом ходе пол-
зуну сообщается
повышенная ско-
рость, сокращаю-
щая до минимума
п р о д олжитель-
ность цикла. Пунк-
тиром на фиг. 56
нанесён для срав-
нения синусои-
дальная кривая //
скорости ползуна
простого криво-
шипного пресса,
который можно
применить для той
же операции, ис-
ходя из заданной
максимальной скорости рабочего хода. Сред-
няя скорость ползуна в течение цикла при
синусоидальном графике оказывается в 2,37
раза меньше. В том же соотношении нахо-
дится и число ходов.
Общий вид вытяжного пресса с выравни-
вающим механизмом представлен на фиг. 57.
Это — кривошипный пресс, отличающийся
только конструкцией соединения зубчатых
колёс / с кривошипным валом 2. Зубчатые
колёса посажены со свободным вращением
на эксцентриковых втулках 3, служащих под-
шипниками вала. По концам вала укреплены
на шпонках рычаги 4, соединённые тягами 5
с пальцами 6, наглухо заделанными в ободьях
зубчатых колёс. При таком соединении и вра-
щении колёс с постоянной угловой скоростью
вращение вала оказывается неравномерным
и график скорости ползуна приобретает вид,
изображённый на фиг. 56.
Основные данные однокривошипных вы-
тяжных прессов приведены в табл. 18 и 19.
Прессы листоштамповочные, вытяжные,
двухкривошипные с одним коленчатым
валом отличаются большими размерами по-
верхности стола и ползуна, чем и вызы-
вается потребность в двух кривошипах.
Двухкоивошипные прессы применяются пре-
имущественяо для рельефной вытяжки раз-
личных деталей (например, деталей автомо-
бильных кузовов). Выполняются закрытого и
открытого типов с пневматическими подуш-
ками. Отдельные узлы двухкривошипных прес-
сов (шатуны и регулировка к ним, муфта,
привод и оборудование для управления) имеют
конструкцию, общую для всех кривошипных
прессов. Регулировка положения ползуна над
столом производится от руки только у двух-
00
ю о
I *
я
0
-ф
о
9
СО
о
СО
&
н
со
0
1*
ft 8
& И
8 Г
ы 6 <
IS
Po ftT-
r- t- _ со
о ooo
О 00 I CO
&~Ъ
9-5
I I
i ^
S о »
m4
I О I I I
о ю
CO-*
I I
H
со ю I L
IT) -I -
. . . *» .
n
к
• • • s ¦
зуна
. a . . .
длине
си
• э • ¦ •
Я Stf
р
CD 03
SSft
¦gii
S-S
о а
S- о
й о.
Eft
S " О >,ee к
¦s. 5 с s ч ч
ce 2 s jg
v< С S S H H
lal-SS
н ¦ я а
Таблица 19
Однокривошипные прессы для глубокой вытяжки с механизмом для выравнивания скоростей
Основные параметры
Максимальное давление при повороте кривошипа на 45'
от нижнего положения в т • . . .
Максимальное давление при повороте кривошипа на 90
от нижнего положения в т
Ход ползуна (постоянный в мм)
Наибольшая глубина вытяжки в мм
Наибольшая глубина вытяжки при откидном пуансоне
в мм • • . . .
Величина регулировки расстояния от стола до ползуна
в мм
Расстояние между стойками в свету в мм
Расстояние от стола до ползуна при наименьшей длине
шатуна и нижнем положении ползуна в мм
Число ходов ползуна в минуту • .
Мощность электродвигателя в кет (л—1450)
Максимальное усилие в конце хода в т
125
150
500—600
230—а?о
330-430
7°
5°
7<х>- 8оо
320—370
530-630
8о
55°
бэо
500—603
230-280
33°—43°
85
6о
8оо
8о
боо
ю-8
2О— 22
35°
6-5
23-26
ю—8
23—26
35°
6-5
28—32
175
5о°—боо
230—е8о
боо
но
I
700-800
Зэо-37°
530-630
65°
4оо
8-7 6-5
26-30 33—37
200
5оэ—боо
230—280
8о
7оэ—8оо
320-370
33°-43° I 53°-бЗ°
I2O
7оо
8—7
з°-зз
4<зо
75°
6-5
37-4°
250
140
8оо—боо
230—280
330—43°
7О0
7оо- 8оо
320-37°
530-630
75°
45°
8-7 6-5
33-37 4°-45
Двухкривошипные вытяжные прессы с механизмом для выравнивания скорости
Основные параметры
Максимальное давление при повороте кривошипа на 45° от нижнего поло-
жения в/п
Максимальное давление при наибольшей глубине вытяжки вот
Ход ползуна (постоянный) в хм
Наибольший диаметр заготовки в мм
Наибольшая глубина вытяжки в мм
Регулировка ползуна в мм
Расстояние между стойками в свету в мм
Расстояние от стола до ползуна при нижнем положении ползуна и наимень-
шей длине шатуна в мм
Число ходов в минуту •
Мощность электродвигателя в л. с. (л = 1450)
Мощность электродвигателя для регулировки ползуна в л. с.
(л-1450)
Максимальное усилие в конце хода в т
175
7°
35
300-350
6
4°о-45°
760
250—3°° 35°—4°°
но
850
65°
гб—и
75°
12—IO
35
200
8о
4°
760
Зоо-35°
850
65°
250
325
о_5оэ 4оо-45°|50э- боо 400—45°
95° | 95° 120° I 95°
35°—4°° 35°-4°° 45°-50°!з5°—4°°
6о
э-боэ
1200 ''
85O
ю-8
43
8оо
12—II
42
1300
5
8-6
5°
8зо
и—ю
5°
13°°
нею
8—6
6о
Таблица 20
400
i6o
8о
4<эо—5о
95°
45°—55° 35°-45° 5°э-6оо 35°-45°
140 14° 14°
тзоо
830
ю—8
55
55°-°5°
12ОЭ
5
7-6
65
500
2ОО
125
400-5СО
95°
85°
ю—8
2
500-бэо
1300
1200
6-6,5
8о
344
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
кривошипных прессов малого размера; чаще
же она устраивается с приводом от электро-
двигателя вследствие большого веса ползуна.
Прессы двухкривошипные выполняются
также и с механизмами для выравнивания
скорости ползуна.
Основные данные современных двухкри-
вошипных прессов с механизмом для вырав-
нивания скорости приведены в табл. 20.
Прессы листоштамповочные, вытяжные,
четырёхкривошипные предназначаются глав-
ным образом для рельефной вытяжки из ли-
стового материала изделий больших раз-
меров. Центр давления штампов, предназна-
ченных для таких деталей, часто бывает
сильно смещён относительно вертикальной
плоскости кривошипов (у двухкривошипных
прессов). Результатом такого смещения
являются повышенные давления на направляю-
щие ползуна и их усиленный износ. При пе-
редаче рабочего давления на ползун в че-
тырёх точках (у четырёхкривошипных прес-
сов) влияние на направляющие пресса несим-
метричного расположения центра давления
штампов полностью устраняется. Параллель-
ность опорных плоскостей ползуна и стола у
этих прессов в меньшей степени зависит от
направляющих и может легко регулироваться
с желаемой точностью.
Конструктивно четырёхкривошипные прес-
сы выполняются с коленчатыми валами, рас-
положенными параллельно или перпендику-
лярно к фронту пресса. Прессы четырёхкри-
вошипные с валами, перпендикулярными к
фронту пресса, изготовляются также с меха-
низмами для выравнивания скорости ползуна.
Основные данные четырёхкривошипных прес-
сов приведены в табл. 21.
Основным видом правильных работ является
прямолинейная правка сортового проката
любого профиля.
Гибка сортового проката может произво-
диться по дуге вплоть до загибки замкнутого
кольца и в виде разнообразных местных
сгибов.
Особо тяжёлые профили правятся и гнутся
в горячем состоянии. По конструкции рабо-
чего механизма прессы выполняются трёх
типов: чистокривошипные, рычажные и кулач-
ковые.
Вертикальные однокривошипные прессы.
Прессы предназначаются в основном для
прямолинейной правки сортового проката и
труб. Гибочные работы ограничиваются мест-
ным гибом балок на небольшой прогиб вслед-
ствие неудобства работы при большем гибе
в вертикальной плоскости.
Правка происходит путём нажатия штем-
пелем на штангу, установленную выпуклостью
вверх на двух широко расставленных опорах.
Последовательными нажатиями штемпелем
на штангу в местах искривления производится
её полное выпрямление. При этом штанга
продвигается на роликах вручную в продоль-
ном направлении. При гибе прогиб штанге
даётся соответственно больший.
Расстояние между штемпелем и опорами
регулируется в широких пределах, что даёт
возможность править или гнуть штанги раз-
личной высоты. •
Расстояние между опорами делается также
регулируемым, так как каждому моменту
сопротивления профиля соответствует опре-
делённое оптимальное расстояние между опо-
рами. При меньшем расстоянии между опо-
рами будут возникать чрезмерно высокие
Таблица 21
Четырёхкривошипные прессы с кривошипными валами, расположенными перпендикулярно к фронту пресса
Основные параметры
Максимальное усилие в конце хода в т
325
400
500
600
Максимальное давление при повороте кривошипа
на 45° от нижнего положения в т
Максимальное давление при наибольшей глубине
вытяжки в т .
Ход ползуна (постоянный) в мм
Наибольшая глубина вытяжки в мм
Регулировка ползуна в мм
Расстояние между стойками в свету в мм . . . .
Расстояние о г с гола до ползуна при нижнем
положении и наименьшей длине шатуна в мм . . .
Число ходов в минуту
Мощность электродвигателя в л. с. (л-=1450) . . .
Мощность электродвигателя для регулировки
ползуна в л. с. (я—1450) . .
125
8о
500—600—700
230—280—33°
140
рбоо—3100—3600 2700
12оо — тзоо—14°°
8-15-5
42-48-55
1бо
IOO
500—600—700
230—280—33°
140
-3IOO—;
3600285
1400—15
8-6—5
50—60—70
5
500—600—700
230-280-330
140
-3100—3600
1300—1400-15'
8-6-5
6Ъ—75—9
240
5
5оо—600—700
230—280—330
15°
3100-3600
5оо I3OO—I4OO—1500
8-6-5
75-85-IOO
ЧИСТОКРИВОШИПНЫЕ ПРАВИЛЬНО-
ГИБОЧНЫЕ И ПРОФИЛИРОВОЧНО-
ГИБОЧНЫЕ МАШИНЫ (ПРЕССЫ)
Правильно-гибочные кулачковые машины
см. стр. 634.
Рычажные правильно-гибочные машины
см. стр. 638.
Правильно-гибочные прессы
Правильно-гибочные кривошипные прессы
применяются для правки и поперечной гибки
сортового проката и труб.
усилия сопротивления штанги прогибу, а при
большем расстоянии прогиб штанги будет
упругим и, следовательно, правка штанги
происходить не будет.
Чистокривошипные прессы делятся на
односторонние и двухсторонние.
Чистокрив ош ипные односто-
ронние прессы. Прессы имеют обычный
кривошипно-шатунный рабочий механизм.
На фиг. 58 изображён пресс усилием 300 от.
В сварной станине / перпендикулярно фронту
пресса расположен кривошипный вал 2 с кон-
сольным кривошипом. Шатун состоит из двух
m
Ш
_
-
\—
Фиг. 58. Правильно-гибочный односторонний пресс.
546
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
основных деталей: корпуса 3 и винта 4.
Последний опирается на ползун 5 цилиндри-
ческой опорной пятой, а верхним концом
входит на трапецоидальной резьбе в гайку 6.
Регулировка положения ползуна производится махо-
вичком 7 через червячную передачу, колесом которой
служит сама гайка 6. Регулирование хода ползуна осу-
ществляется поворотом эксцентриковой втулки 8 вокруг
кривошипа. Втулка стопорится муфтой 9. Ползун урав-
новешен через рычаги 10 противовесом, расположенным
внутри станины.
Кривошипный вал приводится от мотора 11 через
цилиндрические зубчатые передачи 12 и 13. Большая
шестерня первой передачи 12 является одновременно
маховиком.
Пресс включается на рабочий ход педалью 14 через
рычажный механизм 15 посредством кулачковой
иуфты 16.
Включение и выключение муфты осуществляются
криволинейной шайбой 17, связанной с муфтой стерж-
нем 18, проходящим сквозь центральное отверстие
кривошипного вала.
При освобождении педали ползун останавливается
в верхнем положении.
Пресс снабжён предохранителем от перегрузки 19
в виде срезающей шпильки.
Штемпель 20 крепится болтами к нижней плоскости
ползуна, а опоры установлены на столе пресса. Опоры
выполнены в виде опорных кареток 21, которые могут
перемещаться в направляющих стола. Для перемещения
Кареток 'служит ходовой винт 22 с правой и левой резь-
бой; привод — от рукоятки 23 через червячную пере-
дачу 24.
Для возможности передвижения кареток независимо
друг от друга гайки их выполнены разъёмными.
Раздвижение гаек совершается поворотом ру-
коятки 25.
Каждая каретка имеет ролик 26, сидящий на концах
рычагов 27. Ролик поддерживается в приподнятом поло-
жении пружиной, заключённой в цилиндре 28. Подле-
жащая правке штанга свободно продвигается на роли-
ках. При нажатии на штангу штемпелем ролики уходят
вниз, и давление передаётся на сменные опоры каре-
ток 29. При подъёме ползуна пружина опять приподни-
мает ролики вместе со штангой.
Чистокривошипные двухсто-
ронние прессы. Пресс имеет два рабо-
чих механизма, расположенных по обе сто-
роны станины. Общий вид пресса изображён
на фиг. 59. Привод и кривошипный вал явля-
ются общими для обоих механизмов.
Конструкция рабочих механизмов и дру-
гих узлов машины одинакова с конструк-
цией соответствующих узлов односторонних
прессов.
Включение каждого рабочего механизма
на рабочий ход самостоятельное.
Правка может происходить одновременно
с обеих сторон пресса.
В табл. 22 приведены основные данные из
характеристик современных правильно-гибоч-
ных вертикальных односторонних и двухсто-
ронних прессов.
Горизонтальные однокривршипные прес-
сы. Прессы предназначаются для правки
и гибки сортового проката. Гибка может быть
местной и по всей длине штанги. На прессах
также может быть согнуто кольцо, наимень-
ший радиус которого лимитируется конструк-
цией и размером пресса. Гибка дуг неболь-
шого радиуса происходит за несколько про-
ходов.
Работа производится так же, как под вер-
тикальными прессами, посредством прогиба
штемпелем штанги, опертой на две опоры.
Штемпель крепится к ползуну пресса, дви-
Фиг. 59. Правйлъко-гибочный двухсторонний пресс.
гающемуся в горизонтальном направлении
в направляющих станины. Опоры устанавли-
ваются на противоположной ползуну верти-
кальной плоскости станины или на подвижной
каретке.
По конструкции прессы выполняются
чистокривошипными и рычажными. Чисто-
кривошипные прессы применяются с передним
ползуном, рычажные — с передним и задним
ползунами.
Таблица 22
Характеристика правильно-гибочных вертикальных односторонних и двухсторонних прессов
Основные параметры
Наибольшее усилие в т
15
35
65
100
150
200
250
300
Наибольший момент сопротивления в см3. . .
Наименьшее расстояние между опорами
в мм
Наибольшее расстояние между опорами в мм
Величина хода ползуна в мм
Число ходов в минуту
Мощность электродвигателя одностороннего
пресса в л. с
Мощность электродвигателя двухстороннего
пресса в л. с
35
250
75°
=5
5°-55
4
6
35°
900
3^
45-5°
5
8
=15
IIOO
35
4°—45
4оо
130Э
4°
35-4°
65°
55O
1боо
45
I460
ооо
2JO0
5°
25—Зо
16
28
275°
1300
2400
65
25—3°
2О
34
фоо
1850
2700
65
30—35
25
40
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
547
В первой конструкции пресса ползун рас-
положен со стороны привода по отношению
рабочего пространства, а во второй конструк-
ции — с противоположной стороны. Пресс вто-
рой конструкции несколько сложнее первого,
но имеет серьёзное технологическое преиму-
щество. На нём удобнее производить гибку
колец и конструкция пресса даёт возмож-
ность получать кольца значительно меньшего
диаметра.
Профилировочно-гибочные прессы
Прессы предназначаются в основном для
продольной гибки полосового и листового
металла. На них также можно выполнять не-
которые операции поперечной гибки и по
пробивке отверстий. Работа производится
в сменных штампах.
Продольная гибка листового и полосового
проката производится за один ход ползуна
на всю длину полосы или листа. Получение
сложного профиля происходит за несколько
последующих гибочных операций. Виды гибоч-
ных работ показаны на фиг. 60.
Фиг. 60. Виды гибочных работ.
Обычно данные прессы выполняются вер-
тикальными двухкривошипными (фиг. 61).
Двухстоечная открытая станина состоит из двух
стоек 1, жёстко соединённых между собой столом 2,
траверзой 3 и стяжными тягами 4. К нижней кромке
плоского ползуна 5 крепится верхний штамп 6. Нижний
штамп 7 устанавливается на столе. Ползун соединён
двумя шатунами с короткими кривошипными валами 8.
Шатуны выполнены составными из трёх основных дета-
лей: корпуса 9, винта 10 и пяты 11. Винт шатуна опи-
рается цилиндрическим концом на пяту, в которой он
может вращаться. Верхний конец винта входит на резьбе
в корпус шатуна.
Вращением винтов шатуна, осуществляется рзгули--
ровка положения ползуна по высоте. Регулировка про-
изводится от мотора 12 через цилиндрическую перес-
дачу 13 на распределительный вал 14. '
Колесо 15 передачи сидит на винте шатуна. Mexaj
низм привода регулировки расположен на кронштейнах 16
и 17, прикреплённых к пятам шатунов.
Кривошипные валы вращаются в глухих подшипниках
с бронзовыми втулками. Демонтаж их производится по^
средством выпрессовывания из станины втулок 18. !
Привод пресса от мотора 19 — через ремённую пере-
дачу на маховик 20, сидящий i а валу 21, и от него через
колёса 22 и 23 на каждый кривошипный вал.
На рабочий ход пресс включается муфтой
включения 24, встроенной в маховик. Упра-j
вление муфтой происходит от ножной педали 25
или рукоятки 26 через систему рычагов. <
В последних конструкциях прессов: пере-!
дача от электродвигателя выполняется клино-!
ремённой; муфта включения применяется фрик-
ционная дисковая, сблокированная с диско-;
вым тормозом. В крупных прессах управле-
ние электропневматическое.
Прессы больших размеров часто имеют
два числа ходов. Переключение ходов осу-:
шествляется дополнительной шестеренной
передачей в главном приводе. '
Также встречаются прессы с возможностью
наклонной установки ползуна.'
Наклон ползуна производится путём регули-'
ровки длины только одного правого шатуна.
При этом механизм регулировки левого
шатуна отключается посредством кулачковой
муфты, помещённой на передаточном вале,
механизма регулировки. Ползун устанавли-i
вается наклонно для выполнения гибки из!
полосы профиля с переменным сечением по!
длине. ;
Смазка прессов применяется централизо-1
ванная от приводного лубрикатора или руч-j
ного шприца. i
Основные данные, характерные для совре-|
менных гибочных двухкривошипных открытых
прессов с узким столом, приведены в табл. 23.;
Таблица 23,
Характеристика гибочных двухкривошипных открытых прессов с узким столом
Основные параметры
При усилии пресса (нормальном) в т
102
135
170
205
275
340
410
Размеры обрабатываемого \
материала (длинах тол шина) > .
до ...
в мм J
Усилие в т:
в конце хода
при предельной нагрузке
Вылет в мм
Ход в мм
Число ходов в минуту
Штампован высота (расстояние от стола
до ползуна в нижне л его положении при
наименьшей длине шатуна) в мм
Регулировка ползуна в мм
1830x6,5
1Я30ХЮ
244-
3050X 1С
42бохб,
5 4-
3°5°Xi2,;
270 X 8
5 3'
205
270
45°
75
3°
305
152
275
340
45°
9°
25
3°5
15Я
34°
425
450
IOO
22
355
152
410
45°
355
152
418
685
45°
125
355
152
1050X16
4270X10
685
855
45"
140
30
355
152
3°5°X20
4270X12.5
820
1030
45°
15°
21—27
355
152
Фиг. 61. Двухкривошипный профилировочно-гибочный пресс.
ГЛ. XIII
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
549
ГИБОЧНЫЕ МАШИНЫ (БУЛЬДОЗЕРЫ)
Область применения
Бульдозеры применяются в серийном и
массовом кузнечно-штамповочных производ-
ствах для машинной гибки в штампах при
изготовлении разнообразных по форме и
назначению гнутых деталей из мерных заго-
товок сортового металла — листового, поло-
сового, круглого, углового и других про-
филей.
Штамповка на бульдозерах производится
преимущественно в горячем состоянии (800—
1000° С), в простых или многоручьевых (двух-,
трёхоперационных) штампах.
Гибка, и особенно глубокая гибка, является
основной операцией, для которой специально
приспособлены и предназначены эти машины.
Кроме гибки, на них можно производить дру-
гие штамповочные работы: вырезку из листа;
просечку отверстий; небольшую высадку и
даже прошивку. Бульдозеры часто применяют
для правильных работ.
Общая техническая характеристика
В соответствии с основным технологиче-
ским назначением бульдозеры отличаются
большой длиной хода ползуна. За редким ис-
ключением они имеют: горизонтальную и низ-
кую компоновку станины; широкие и неболь-
шие по высоте ползуны; открытые столы
и просторные места для размещения штампов,
обеспечивающие использование бульдозеров
для гибки изделий большой длины.
По роду привода бульдозеры делятся на
гидравлические и кривошипные.
Гидравлические бульдозеры,
мало распространённые по сравнению с кри-
вошипными, имеют гидравлический привод
с встроенным насосом. Они представляют
собой горизонтальные гидравлические прессы,
специально сконструированные применительно
к гибке и правке (см. раздел „Гидравлические
прессы").
У кривошипных бульдозеров
приводная система состоит из простой, двой-
ной или тройной зубчатых передач и кри-
вошипно-шатунного механизма, к ползуну ко-
торого прикрепляется подвижная часть ги-
бочного штампа — штемпель. »
По скорости хода ползуна кривошипные
бульдозеры делятся на тихоходные с числом
ходов в минуту от 30— 18 до 6 (средние и круп-
ные размеры) и быстроходные с числом ходов
от 60 до 45 (малые размеры).
Быстроходность бульдозеров малого тон-
нажа позволяет обрабатывать в горячем виде
мелкие и тонкие быстроостывающие заго-
товки.
Тихоходные бульдозеры строят
с приводом постоянного направления вращения
и реверсивные. Последние обладают значи-
тельными преимуществами перед первыми.
С помощью реверсирующего механизма ползун
машины можно перемещать толчками или
останавливать в любом положении. Наладка
штампов на реверсивных бульдозерах удоб-
нее. Специальное применение они находят
в тех случаях, когда по характеру рабо-
чего процесса ползуну необходимо сооб-
щить возвратный ход раньше, чем он закончит
своё движение вперёд (например, при пра-
вильных работах). Многие машины этой раз-
новидности имеют ускоренное обратное дви-
жение.
Некоторые бульдозеры имеют две ступени
скорости рабочего хода. На большей скорости
работают при лёгкой штамповке в небольших
штампах.
По числу предохранителей от перегрузки
кривошипные бульдозеры делятся на машины:
с одним предохранителем — в зубчатой пере-
даче; с двумя предохранителями — в зубчатой
передаче и на станине, на линии действия
усилия гибки.
Быстроходные бульдозеры строят
с наклонёнными станинами. Наклонное поло-
жение штампов на наклонённой станине при-
даёт устойчивость вкладываемым в них на
ребро заготовкам.
Обособленной разновидностью гибочных
машин являем я вертикальный бульдозер.
Имея структуру обычных горизонтальных
бульдозеров, он занимает меньше места и в
некоторых случаях, например, для глубокой
местной гибки длинного прутка, имеет пре-
имущество в отношении удобств укладки в
штамп заготовки и удаления из штампа гото-
вого изделия.
Вертикальные бульдозеры строят на уси-
лие от 10 до 100 т.
В остальном кривошипные бульдозеры
различаются между собой: оснащённостью
дополнительными механизмами и приспособ-
лениями, облегчающими установку и наладку
штампов; оборудованием электрическими
устройствами для управления машиной; при-
способлением к преимущественной пригод-
ности для гибки деталей определённых групп,
по формам и размерам.
К ч'ислу наиболее существенных элементов
дополнительной оснастки бульдозеров отно-
сятся: передвижные упоры для установки и
наладки штампов и для последовательной по-
дачи матрицы по направлению к ползуну при
глубокой гибке в одном ручье в 2—3 при-
ёма; эксцентриковые установочные механизмы
на втулках шипов ползуна, или винтовые ме-
ханизмы изменения длины шатунов, для малых
перемещений ползуна при наладке штампов;
небольшие вспомогательные электродвигатели
для включения муфт при пуске бульдозера
на рабочий ход (некоторые модели крупных
реверсивных машин); сплошные длинные столы
с упорами и без упоров, удобные для уста-
новки крупных и габаритных штампов.
Кроме машин нормальной структуры, су-
ществуют сдвоенные кривошипные бульдо-
зеры с противоположным расположением
столов и с общим зубчатым приводом.
Станины, ведомые шестерни, ползуны и
шатуны бульдозеров отливают из стали или
модифицированного чугуна. Применяются
также сварные станины.
Шипы отливают заодно с кривошипными
шестернями и ползунами. Для вставных шипов
и для валов применяют сталь, близкую
к стали 45. Эта же сталь употребительна для
ведущих приводных шестерён.
Вкладыши подшипников кривошипных
валов и втулки шипов изготовляются из
оловянно-цинково-свинцовистой бронзы.
550
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Основные параметры
Характеристикой силы.кривошипных буль-
дозеров является предельная для них нагрузка
в тоннах в конце рабочего хода. К прочим
характеристикам относятся: длина хода пол-
зуна; размеры лобовой (штамповой) плоскости
ползуна; минимальное расстояние между пол-
зуном и упорами при крайнем переднем поло-
жении ползуна; число ходов в минуту; мощ-
ность электродвигателя и некоторые другие.
Тихоходные кривошипные бульдозеры
строят на предельное усилие от 15 до 500 т,
быстроходные — на предельное усилие от
10 до 20 т.
В табл. 24 приведены характеристики совре-
менных тихоходных и быстроходных криво-
шипных бульдозеров. Таблица содержит обоб-
щённые характеристики бульдозеров заводов
европейских стран.
Схемы и конструкции кривошипных
бульдозеров
Тихоходные бульдозеры [1]. На фиг. 62,
63, 64 и 65 представлены типовые кинематиче-
ские схемы бульдозеров этой группы.
Движение от электродвигателя (фиг. 62)
передаётся посредством ремня через шкив С
на приёмный вал с маховиками G. Далее по-
средством двойной
зубчатой передачи
оно передаётся на
кривошипный вал
О. Шатуны сооб-
щают ползуну 1
возвратно - посту-
пательное движе-
ние по направля-
ющим 2. Буквами
Ш П указано штам-
повое простран-
ство между пол-
зуном / и двумя
упорами 3. В шкив
С встроена фрик-
ционная муфта F,
управляемая от-
водкой с рабочих
мест РМ. Связь
между зубчатым
колесом к и ва-
лом О осущест-
влена посредством
стержневого сре-
зающегося предо-
хранителя Т.
По этой схеме
построен 300-то
\й
U
Фиг. 62. Кинематическая схе-
ма бульдозера 300 т без ре-
верса завода „Красный Проф-
интерн".
бульдозер завода
„Красный Профин-
терн"; эта же схе-
ма с небольшими изменениями применена в
машинах малых и средних мощностей в ря-
де заграничных конструкций.
У бульдозера, выполненного по схеме,
изображённой на фиг. 63, крутящий момент
от промежуточного вала передаётся на кри-
вошипы А двумя парами зубчатых колёс г,
R, и вал О работает как ось. Муфта F, жёсткой
конструкции (с поворотной шпонкой), распо-
ложена на промежуточном валу. Махови-
ков G — два (фиг. 63) или один. В последнем
00
о
а.
ульдозе
о
шипных
о
а
о.
X
я
х
к
о
5
кте)
t*
p.
га
X
О)
as
о m
х о
О i=C
аЗ
ы >.
•
3
р.
а>
бульдоз
а>
ИХОХОДНЬ
t-l
*
3
о.
0)
te napas
Основны
8
ю
м
о
о
о
¦о
8
О
со
о
m
8
п
ft
8
ft
ft
i
'S
1
g
о
R
1ые усили
«дельЕ
о.
С
8
о
о
ю
о
8
8
VO
1
о
в
О
я
1
8
ft
f
о
¦*¦
ft
1
О
in
¦ф
0
1
g
о
о
1
ё
о
ffl
уна в мм
д полз
о
X
о
о
5-
Ю
о
ста
о
2
tH
О
'ft
т
с
н
1
g
о
м
Х)О1 — ООб
OOOI — ОС
00
О
г-
1П
1П
?о
ft
in
о
vS
ft
s «
с ^
S и
s>.
и уг
полз
5s
ползуне
оложенн
ие между
:реднем п
сстоян
нем пе
°" о.
а
0 8
г-- п
S °
1П м"
ю о
о- о
¦* н
О
о 3
ю
п" о
О
о
О Ю
гг 5-
! 1
! §
i i
о о
? «
о
о о
со о_
Т 1
8 8
8
т
8 о
2? с?
1
ft 8
м CI
м
2 о
н п"
1
О О
8 *Э
О
I
о
о о
1
ft <5
г
i
8 ft
я ?
шир
высо
(штам-
олзу-
лобовой
СКОСТИ П1
S. 1
се о еэ
°* О се
с а
о
о
1
с-
1
<3\
1
CJ
1
Oi
1
VO
н
I
00
м
о
п
>
»г
ДОВ В МИ!
О
X
о
5
S
3*
н
ю
m
°,.
1
о
ю
со
1
о
со
1
1О
и
1
с?
т
1
in
н
со
1
о
ы
оо
«
К;
0>
Я
ш
Bf
о
о.
и
ч
а>
1ЩН0СТ
W
ю
со
м
ft
О^
СО
О
33,
СО
о'б
О
VO*
1О
сч
О
СО
1
(в средш
с в от
п
ГЛ. ХП]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
551
случае в маховик встраивается срезающийся
предохранитель. Эта схема применена в буль-
дозерах отечественного производства уси-
лием 100 и 250 т и является обычной для
подавляющего большинства бульдозеров сред-
ней мощности.
На фиг. 64 представлена схема реверсив-
ного бульдозера. Перемена направления хода
производится путём одновременного выклю-
чения левей Ft и включения правой F% фрик-
ционных муфт. У включённой
на рабочий ход машины пере-
дача от электродвигателя на
Гц и /?! . Соединение вала О1 с зубчаткой /?п
осуществлено срезающимся предохранитель-
ным стержнем Т.
На фиг. 66, 67, 68, 70, 72 и 73 представлены
общие виды некоторых характерных кон-
струкций тихоходных кривошипных бульдо-
зеров.
На фиг. 66 показан общий виц бульдозера
100 т Старокраматорского завода (СКМЗ).
На приводном валу расположен
шкив-маховик с встроенным
в него стержневым срезаю-
и
Фиг. 63. Кинематическая схе-
ма бульдозера без реверса с
двухсторонним приводом кри-
вошипной передачи.
Фиг. 64. Кинематическая
схема реверсивного буль-
дозера.
Фиг. 65. Кинематическая
схема реверсивного буль-
дозера.
промежуточный вал осуществляется зубча-
тыми колёсами г{ и/?и, а далее, на криво-
шипные пальцы А, колёсами г и R. При этом
колёса г\ и /?ц находятся в холостом дви-
жении.
При реверсировании в передаче движения
участвуют колесо г\, паразитное колесо гр
и колёса Rn, r и R.
Для быстрого останова ползуна в желае-
мом положении выключается левая муфта и
включается для затормаживания правая. Пра-
вую муфту выключают, когда ползун остано-
вится, передвижением отводки в нерабочее
положение.
Передаточное число реверсирующей груп-
пы колёс меньше, чем у колёс рабочего хода,
благодаря чему обратный ход у бульдозера
быстрее.
На фиг. 65 показан другой вариант схемы
реверсивной машины. Здесь передача от элек-
тродвигателя на приводной вал осуществлена
коническими зубчатыми передачами и двумя
фрикционными муфтами F для включения ма-
шины на рабочий и обратный ход и для оста-
новки4 ползуна. Муфты F встроены в махо-
вики G. В этой схеме с тройной зубчатой
передачей кривошипный вал О (ось) исполь-
зован в качестве цапфы для пары шестерён
щимся предохранителем, ограничителем кру-
тящего момента. Устройство зубчатой пере-
дачи выполнено по схеме, изображённой на
фиг. 63. Оригинальным в этом бульдозере
является конструкция и расположение пре-
дохранителя от перегрузки кривошипного
механизма и станины. Предохранитель состоит
из двух одинаковых шарнирно рычажных си-
стем, полностью заменяющих собой шатуны.
По характеру действия предохранитель отно-
сится к податливым пружинным.
Бульдозер (фиг. 67) имеет ремённую с на-
тяжным роликом передачу от электродви-
гателя на приёмный вал.
Зубчатая передача — двойная. В системе
зубчатых колёс поставлен срезающийся пре-
дохранитель. Фрикционная муфта включаемая
и выключаемая от руки рычагом-отводкой,
расположена на промежуточном валу. Особое
приспособление в пусковой системе позволяет
перейти на автоматический останов ползуна
в конце его обратного хода.
Машина имеет педаль, связанную с тор-
мозом в зубчатой передаче. Тормозом поль-
зуются при выключении фрикционной муфты
в случаях надобности быстро остановить
ползун.
Регулирование ходового зазора в напра-
вляющих производится посредством нижних
и боковых клиньев, с обеих сторон ползуна
552
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
(РАЗД. IV
(фиг. 71). Оно является типовым и общепри-
нятым. Два установочных винта в упорах
(фиг. 67) служат для передвижения матрицы
к штемпелю при наладке штампов больших
размеров.
На фиг. 68 представлен общий вид буль-
дозера с встроенной в маховик фрикционной
муфтой и с двойной зубчатой передачей. Ко-
лодочный тормоз, назначение которого здесь
такое же, как в машинах по фиг. 67 и дру-
гих, посажен на приводной вал рядом с муф-
той. Педаль тормоза расположена на правой
стороне машины.
Бульдозер снабжён механизмом для авто-
матической остановки ползуна в конце его
обратного хода. В зубчатую передачу встроен
срезающийся предохранитель для предупре-
ждения перегрузки зубчатой передачи. Вклад-
ной плиты в штамповом пространстве нет.
кающий в машине. Предохранитель преду-
преждает перегрузку станины и звеньев кри-
вошипно-шатунного механизма. Два устано-
вочных винта' в упорах станины для пере-
двигания державки с матрицей приводятся во
вращение от руки одновременно, посредством
червячной передачи с общим валом.
Фиг. 66. Бульдозер 100 т Старокраматорскбго завода
(СКМЗ).
Особенностью бульдозера является второй
предохранитель, установленный между упо-
рами и специальной державкой матриц с на-
правляющими, по форме и размерам сход-
ной с ползуном. Усилие, развиваемое маши-
ной при штамповке, передаётся на упоры че-
рез державку матриц, предохранительное
устройство и установочные винты. Предоура-
нитель относится к податливым пружинным
и по характеру действия аналогичен таковому
же в бульдозере Старокраматорского завода
(фиг. 66). Схема предохранителя изображена
на фиг. 69. При перегрузках машины шар-
ниры 1 вместе с державкой матриц прибли-
жаются к шарнирам- 2, выталкивая вверх шар-
ниры 3. При этом курки 4, преодолевая уси-
лия пружин 5, сползают с клиньев 6. Подат-
ливость державки устраняет распор, возни-
На фиг. 70 показан реверсивный бульдозер
с приводной системой, выполненной по схеме,
изображённой на фиг. 65. Фрикционные муфты
на приёмном валу — двойного действия, с че-
тырьмя парными колодками на барабане. На
фиг. 70 видны два рычага-отводки. Одним
из них, с поперечной планкой на конце, поль-
зуются при включении бульдозера на рабочий
ход и при выключении, другим — при ревер-
сировании. Стол сплошной и широкий с Т-об-
разными канавками. Клиновое регулировоч-
ное устройство в направляющих показано на
фиг. 71.
На фиг. 72 изображён мощный бульдозер
с реверсом. Он имеет тройную зубчатую пе-
редачу с трёхопорными валами. Две фрикци-
ГЛ. XII] '
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
553
Фиг. 67.
Фиг. 71. Клиновое регулирование ходовых зазоров
направляющих ползуна бульдозера.
Фиг. 72. Реверсивный бульдозер.
Фиг. 69. Схема пружинного предохранителя на станине
бульдозера по фиг. 68.
Фиг. 73. Реверсивный бульдозер с приводом для пере-
движения упора.
Фиг. 70. Реверсивный бульдозгр.
Фиг. 74. Сдвоенный бульдозер.
554
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
онные муфты, служащие для рабочего и об-
ратного хода, включаются и выключаются
посредством небольшого электродвигателя.
Управление последним в позициях „передний
ход", „стоп" и .задний ход" сосредоточено в
головке переносной стойки (на фиг.'72 не по-
казанной). Стойка соединена с электродвига-
телем гибким кабелем.
В реверсивном бульдозере, общий вид ко-
торого приведён на фиг. 73, вся приводная
часть с электродвигателем закрыта общим
кожухом. Ступеней скорости — две. На фиг. 73
показана вскрытая часть винтового механизма
для перемещения упорной части станины по
направлению к ползуну или отвода назад.
Винтовой механизм приводится в действие
от вспомогательного электродвигателя с кно-
почным управлением. Это устройство облег-
чает наладку штампов и позволяет производить
такую гибку, для которой величина хода пол-
зуна бульдозера недостаточна. В последнем
случае, после первого предварительного гиба,
упор передвигают ближе к ползуну и произ-
водят окончательную доштамповку изделия.
Сдвоенный и вертикальный
бульдозеры представлены на фиг. 74 и 75.
У сдвоенного бульдозера правый ползун
(фиг. 74) получает движение от трёхопорного
двухколенчатого вала, по концам которого
расположены зубчатые колёса с кривошипами
для привода ползуна левой стороны, совер-
шенно такого же, как у бульдозера нормаль
ного типа. Кривошипы зубчатых колёс и ко-
лена вала находятся в одной плоскости и на-
правлены в одну сторону. Когда один из пол-
зунов совершает рабочий ход, второй ползун
движется обратно. Правый ползун имеет
меньший ход; в этой половине бульдозера
производят неглубокую гибку, просечку и дру-
гие операции, не требующие большого хода.
Вертикальный бульдозер (фиг. 75) заклю-
чает в себе все главные элементы горизон-
Фиг. 75. Вертикальный бульдозер.
тальных конструкций. Специальными устрой-
ствами в нём являются пневматический (или
грузовой) противовес у ползуна и эксцентри-
ковые втулки в нижних головках шатунов
для перестановки ползуна по высоте в не-
больших пределах при настройке штампов.
Быстроходные бульдозеры. Типовые
схемы привода быстроходных бульдозеров
изображены на фиг. 76. Передача от электро-
двигателя на приёмный вал применяется зуб-
чатая (фиг. 76,а и б) или ремённая (фиг. 76,в).
Фиг. 76. Кинематические схемы быстроходных бульдо-
зеров.
При зубчатом приводе маховик G объединяют
с ведомой шестерней Кг Ползун / приводится
от одно- или двухколенчатого вала. Вал с
двумя коленами (фиг 76,6) ставят на машины
Фиг. 77. Быстроходный бульдозер.
ббльшего тоннажа. Общий вид одной из кон-
струкций быстроходного бульдозера изобра-
жён на фиг. 77. В быстроходных бульдозерах
Фиг. 78. Схема механизма выключателя быстроходаого
бульдозера.
весь привод, с коленчатым валом и шатунами
(одним или двумя), находится в непрерывном
движении. Ползун присоединяется к возврат-
ГЛ. XII]
ЧИСТОКРИВОШИПНЫЕ ЛИСТОШТАМПОВОЧНЫЕ ПРЕССЫ
555
но-поступательно движущимся головкам ша-
тунов только при включении на рабочий ход
посредством встроенного в него механизма
сцепления. Схема и действие механизма пока-
заны на фиг. 78. Движение ползуна вперёд
(фиг. 78, а) осуществляется толкателем /, упи-
рающимся в плиту 2. При обратном ходе тол-
катель ведёт ползун назад буртиком своей
головки. У выключенного ползуна (фиг. 78, б)
плита 2 поднята вверх и толкатель / дви-
жется в нём вхолостую. Подъём плиты про-
изводится набеганием ролика 3 на клиновид-
ный кулачок 4, расположенный на крон-
штейне 5 (фиг. 77); опускание — падением
ролика вследствие вывода кулачка из-под
ролика в сторону рычагами управления при
нажиме на пусковую педаль (или рукоятку).
Выключение ползуна при отпущенной педали
происходит в конце его обратного хода авто-
матически.
В зубчатую передачу поставлен срезаю-
щийся стержневой предохранитель от пере-
грузки.
Кинематика привода бульдозеров [1]
Путь, скорость и ускорение ползуна кри-
вошипных бульдозеров на холостом ходу вы-
ражаются формулами, общими для всех машин
с аксиальным кривошипно-шатунным приво-
дом рабочих органов [см. „Горизонтально-ко-
вочные машины", формулы A), B) и C)]. Ве-
личина X (отношение радиуса кривошипа к
длине шатуна) колеблется в пределах 0,17—0 30.
Наиболее употребительная величина Х =
= 0,20 ~г 0,25.
Силовой режим
Нагрузка бульдозера в течение рабочего
процесса соответствует характеру силового
графика гибочной операции. Она зависит от:
формы изделия, долевых и главным образом
поперечных размеров изделия в местах, под-
вергающихся деформации; пластических
свойств материала изделия при температуре
гибки; конструкции штампа; степени обжатия
изделия в штампе.
Всякий гибочный процесс в штампах не-
зависимо от его технологических параметров
протекает непрерывно в двух последователь-
ных фазах: начальной и конечной. В началь-
ной фазе совершается предварительная гибка
при относительно небольшом сопротивлении
заготовки деформированию. С переходом про-
цесса в конечную фазу происходит обжатие
заготовки в штампе и окончательное офор-
мление изделия, сопровождающееся резким
увеличением рабочего усилия на коротком
конечном участке хода ползуна.
На фиг. 79 изображены типовые силовые*
графики гибки угольника и скобы [2].
В зависимости от формы изделия и кон-
струкции штампа усилие гибки в начальной
фазе может оставаться весьма малым на зна-
чительном участке хода ползуна Sp (фиг. 79, а)
с более или менее заметным возрастанием
от точки а к точке Ъ. В других случаях оно
может сразу же, в начале процесса, подняться
до некоторого более высокого значения, а
затем снизиться почти до нуля (фиг. 79, б).
Абсолютные величины усилий в этой фазе
штамповки при данной форме изделия и
штампа определяются поперечными разме-
рами и пластическими свойствами заготовки.
Характер нарастания усилий в конце
участка хода ползуна SK для всех изделий,
штампуемых на бульдозере, близок к линей-
ному. Абсолютная величина конечного усилия
обусловливается степенью обжатия изделия
в штампе. Соотношения между участками Sp
и SK могут колебаться в широких пределах.
Фиг. 79. Усилия гибки угольника и скобы.
В соответствии с закономерностью нара-
стания усилий при гибке станина и криво-
шипный механизм бульдозера получают наи-
большую нагрузку в конце процесса. Для
зубчатой передачи наибольшая нагрузка мо-
жет получиться в любой точке хода ползуна
в зависимости от вида силового графика.
Графики допускаемых нагрузок
Кривошипные бульдозеры проектируют
на основе графиков допускаемых нагрузок.
Типичным и общепринятым графиком для
машин этого типа является график, изобра-
жённый на фиг. 80, а. По графику, приведёя-
о-Т-,
80 100 120 ПО 160 180
Фиг. 80. Допускаемая нагрузка бульдозера.
ному на фиг. 80, б, бульдозеры строят не-
многие заводы.
По осям координат отложены углы пово
рота кривошипов а и усилия Р на полз)не.
Кривыми Pq очерчены границы усилий на
ползуне при центральном приложении на-
грузки, в зависимости от прочности зубчатой
передачи. Линиями Рад показана граница пре-
дельного нагружения бульдозера при том же
556
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
условии, по прочности цапф кривошипного
механизма.
Через точки d пунктиром проведены кри
вые допускаемых нагрузок в зависимости от
прочности коленчатого вала на кручение; они
относятся к бульдозерам со структурной схе-
мой привода, изображённой на фиг. 62, Эти
кривые всеми другими своими точками нахо-
дятся за пределами площадей графиков, огра-
ниченных кривыми Pq.
Бульдозер, запроектированный по графику,
приведённому на фиг. 80, б, обладает более
сильным зубчатым приводом и допускает по-
вышенные нагрузки по прочности зубчатых
колёс.
Силовая диаграмма рабочего процесса, по-
строенная в координатах Р, а (например, диа-
грамма асфс на фиг. 80, а), не должна вы-
ходить за пределы площади, ограниченной
кривой Pq (фиг. 80, а) или кривой Pq и ли-
нией Paq (фиг. 80, б) во избежание перегрузки
бульдозера.
Смещение штампов вправо и влево отно-
сительно середины ползуна, возможное при
затруднениях оценить на-глаз центр давления,
при небрежной установке штампов или при
установке двух штампов и работе только на
одном из них, понижает допускаемую нагрузку.
По графику фиг. 81 можно оценить допусти-
Р%
Фиг. 81. Допускаемые нагрузки
бульдозера в зависимости от по-
ложения штампа относительно се-
редины ползуна.
мую нагрузку в процентах от Р в зависимости
от эксцентриситета е. При эксцентриситете е,
равном половине длины ползуна L, она умень-
шается вдвое.
Элементы расчёта кривошипных
бульдозеров
Быстроходные бульдозеры рассчитывают
так же, как аналогичные им по структуре
вертикальные кривошипные или эксцентри-
ковые прессы.
В тихоходных бульдозерах с двухсторон-
ней зубчатой передачей на кривошипы рас-
чётная величина усилий, действующих на
шипы кривошипной шестерни и ползуна,
Pt = 0.5Р,
где Pi — заданное предельное усилие бульдо-
зера в конце хода.
Размеры шипов определяют на основании
равенства
db = 0,5 — ,
к
в котором d — диаметр шина; b — длина шипа;
k — среднее удельное давление, допускаемое
материалом втулок шипов; для шипов в брон-
зовых втулках принима-ют k до 500—550кг/см2.
Относительные размеры шипов: вставных
(стальных кованых) b яа @,7 — 0,9) d; отлитых
с шестернями b as @.45 — 0,60) d.
Длина кривошипных подшипников около
l,8rf0> где d0 —диаметр вала.
Оси кривошипных шестерён рассчитывают
на изгиб как консольные двухопорные балки
по моменту от усилий Р^
Усилие Pi полагают действующим в пло-
скости, отстоящей от основания шипа на рас-
стоянии трети его длины.
Зубчатые передачи, а также кривошипные
валы бульдозеров, строящихся по схеме, изо-
бражённой на фиг. 62, рассчитывают по кру-
тящему моменту
М = WP,
где W—приведённое плечо крутящего момента;
W = г (sin а — 0,5Х sin 2a) -f
В последнем выражении кроме величин,
упоминавшихся ранее: г — радиус кривошипа;
го — радиус кривошипной оси (вала) в опорах;
га и ГЬ — радиусы шипов кривошипных ше-
стерён и ползуна (в подавляющем большин-
стве конструкций радиусы га и г# одинаковы);
fji « 0,08 — коэфициент трения скольжения в
шарнирах кривошипного механизма и в на-
правляющих ползуна.
Приведённое плечо момента W вычисляют
по а =180°, если машина проектируется по
графику, изображённому на фиг. 80, а, и по
а = гп, если имеется в виду график, пока-
занный на фиг. 80, б. Угол ап не берут меньше
155—165°.
Расчёт зубчатой пары бульдозера с двух-
сторонней передачей ведут исходя из поло-
вины момента М.
Обратная расчётная задача, т. е. опреде-
ление предельных конечных давлений Рад
и Pq данного бульдозера с двухсторонней
зубчатой передачей по прочности кривошип-
ного механизма (Рад) и кривошипной оси (Рп),
а также вычисление ряда значений усилий Pq
по прочности зубчатых колёс, для построения
графика допускаемых нагрузок решается по-
средством формул:
Paq = 2dbk;
..з
где d(f — диаметр оси (вала) в опорных шей-
ках; /j — длина, измеренная между внешним
краем опорного подшипника и плоскостью,
в которой действует на шип усилие Pj; R —
радиус начальной окружности кривошипной
шестерни; Q—допускаемое по условиям проч-
ности усилие на начальных окружностях
зубчатой пары; Ra3 яг допускаемое напряже-
ние на изгиб. Для осей (валов) из стали 45
принимают Rиз ^ 2400 кг/см*.
Предельное давление бульдозера в конце
хода определяется меньшим из результатов
расчёта по формулам для Рад и Ро.
ГЛ. ХП]
КРИВОШИПНО-КОЛЕННЫЕ (ЧЕКАНОЧНЫЕ) ПРЕССЫ
557
Усилие Q находят отдельно для каждой шестерён последней пары предполагается
из парных шестерён — ведомой (кривошип- равная или большая прочность прочих зуб-
чатых пар привода бульдозера.
Расчёт срезающегося предохранителя см.
„Горизонтально-ковочные машины" стр. 586).
ной) и ведущей (малой) — и из двух получен-
ных значений также принимают меньшее.
При расчёте предельных усилий по прочности
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гирш И. И., К расчёту гибочной машины бульдо-
зер, НИИМАШ, №4. 1933.
2. Г и р ш И. И., Экспериментальное определение уси-
лий гибки на бульдозере, Технический отчёт кузнеч-
ной лаборатории ООМД ЦНИИТМАШ, 1936—1937 г.,
Реферат отчёта .Материалы технической информа-
ции ЦБКМ", 1939.
3. Г и р ш И- И., Гибочная машина бульдозер, .Кузница
и штамповка", Приложение к журналу .Машинострои-
тель" № 5—6, 1932.
4. П о р е ц к и й С. В., Машины кузнечного произ-
водства,, т. 4, ОНТИ НКТП, 1934.
КРИВОШИПНО-КОЛЕННЫЕ
СХЕМЫ УСТРОЙСТВА И ОСНОВНЫЕ
ДАННЫЕ
Кинематические схемы (без привода) кри-
вошипно-коленных прессов приведены на
фиг. 82. Особенностью кинематической схемы
кривошипно-коленных прессов является нали-
Фиг. 82. Кинемати-
ческие схемы кри-
вошипно- коленных
прессов.
чие между шатуном и ползуном добавочных
звеньев в виде шарнирного треугольника; одно
звено упирается в неподвижную подушку ста-
нины, а другое связано с ползуном и осущест-
вляет его перемещение в направляющих ста-
нины. Коленчатый вал и шатун вынесены за ось
ползуна. Благодаря такой схеме рабочие ско-
рости ползуна в конце хода значительно ниже
скоростей ползуна при обычном кривошипно-
шатунном механизме; имеется возможность по-
лучить большие усилия на ползуне в конце
хода при более лёгком приводе; увеличивается
жёсткость пресса за счёт передачи усилий на
массивные звенья шарнирного треугольника.
Кривошипно-коленные прессы находят ши-
рокое применение для операций штамповки,
требующих небольших рабочих ходов (холод-
ная калибровка, чеканка, рельефная штам-
(ЧЕКАНОЧНЫЕ) ПРЕССЫ
повка, правка после штамповки и т. д.). При-
меняются также с механизмами автоматиче-
ских подач.
В части конструктивного оформления прес-
сы различают: а) по расположению коленча-
того вала (параллельно или перпендикулярно
фронту); б) по наличию колен вала; в) но
расположению привода (верхний или нижний);
г) по наличию герметизации привода (закры-
того или открытого).
Кривошипно-коленные прессы изготовля-
ются с усилием от 39 до 2500 т. Основные
данные кривошипно-коленных прессов при-
ведены в табл. 25 применительно к схеме по
фиг. 82, а.
В прессах по схеме фиг. 82, а средняя
точка шарнирного треугольника несколько
переходит за ось ползуна, благодаря чему
ползун может иметь два крайних положения
за один оборот коленчатого вала. Этим дости-
гаются компенсация износа шарниров и увели-
чение времени выдержки изделия под давле-
нием. В прессах других типов средний шарнир
не доходит до оси ползуна (фиг. 82, б).
В прессах с закрытым приводом для нормаль-
ных моделей применяется кинематическая
схема, изображённая на фиг. 82, в; с увели-
ченным расстоянием между стойками приме-
няется кинематическая схема, изображённая
на фиг. 82, г.
Вследствие своей компактности и удобства
в эксплоатации наибольшее распространение
получили прессы с верхним приводом и
с валом, расположенным параллельно фронту
пресса (фиг. 83 и 84). Нижний привод при-
меняется главным образом для более лёгких
быстроходных прессов с целью уменьшения
их вибрации, а также для некоторых спе-
циальных прессов (фиг. 85) с пружинно-ры-
чажным приспособлением для настройки пресса
на предельное усилие.- Прессы с закрытым
приводом показаны на фиг. 86 и 87. У этих
прессов — станина сварной конструкции, кри-
вошипно-коленный механизм и привод нахо-
дятся в масляной ванне в головке пресса.
Прессы многоколенные (фиг. 82, д), применяю-
щиеся главным образом для правки крупных
деталей, имеют ограниченное применение.
КОНСТРУКЦИЯ УЗЛОВ, ДЕТАЛЕЙ
И МАТЕРИАЛЫ
(прессы с верхним приводом)
Станина выполняется разъёмной и со-
стоит из стола, двух стоек, траверзы Она
стянута четырьмя стяжными болтами, поста-
558
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
вленными в горячем состоянии. Станина от-
ливается из чугуна марки СЧ 24-44.
Узел кривошипно-коленного механизма.
Этот узел (фиг. 88) является наиболее ответ-
ственным в прессе, определяющим габариты
пресса по вертикали.
Размеры основных звеньев кривошипно-
коленного механизма для некоторых из по-
ски обрабатываются до твёрдости Н# , =
= 52—55. После закалки шлифуются и поли-
руются.
Вкладыша шарниров изготовляются ков-
кой из инструментальной ванадиевой стали
марки Ф, ?$! или В2; термически обрабаты-
ваются до твёрдости Hd , = 55— 59. Внутрен-
Фиг. 83. Кривошипно-коленныя пресс 365 от.
строенных прессов приведены в табл. 26.
Удельное давление в шарнирах колеблется
в пределах от 1000 до 2500 кг/см2
При указанных величинах звеньев криво-
шипно-шатунного механизма диаметр колен-
чатого вала в опорах и размеры зубчатого
колеса такие же, как у обычных кривошип-
ных прессов простого действия усилием,
равным около одной пятой от усилия кри-
вошипно-коленного пресса.
Ползун. Отливка— повышенной жёсткости
из чугуна марки СЧ 24-44. В верхней пло-
скости имеет маслосборник, в нижней пло-
скости — приспособление клинового типа для
крепления хвостовика штампа.
Пальцы шарниров выполняются гладкими
из поковки. Материал пальцев: до 1500 т —
из инструментальной ванадиевой стали марки
Ф, Ъ\ или В2 (см. т. 3, стр. 445), имеющей
содержание С = 0,75—1,2% и V = 0,25%; свы-
ше 150U т — из хромоникелевой стали типа
15ХН или 20ХН с цементацией. Термиче-
няя поверхность после закалки шлифуется и
полируется. Для удобства изготовления и мон-
тажа вкладыши выполняются составными по
длине из двух или трёх частей в зависимости от
размера пресса (например, для прессов уси-
лием от 12С0 т и выше — из 3 частей).
Штифты для крепления вкладышей изго-
товляются из той же инструментальной стали,
что и вкладыши. Для прохода масла часть
штифтов имеет внутренние сквозные отверстия.
Ломающиеся рычаги {колена). Фасонное
стальное литьё с содержанием углерода
0,35—0,450/0.
Опорная подушка. Фасонное стальное
литьё с содержанием углерода 0,35 — 0,45%.
Соединяется со станиной болтами через упру-
гую связь (пружины). При помощи клинового
регулировочного механизма опорная подушка
может перемещаться по вертикали в напра-
вляющих. Тем самым производится регули-
ровка штамповой высоты (расстояние между
столом и ползуном при крайнем нижнем по-
ГЛ. XII]
КРИВОШИПНО-КОЛЕННЫЕ (ЧЕКАНОЧНЫЕ) ПРЕССЫ
559
Таблица 25
Основные параметры
Ход
ползуна в мм
Нормальный ....
Максимальный при
нормальной станине .
Максимальный при
высокой станине . . .
Штампован высота в мм
Расстояние
от стола до
направляющих
в мм
Число ходов
в минуту
Число
оборотов
приводного
вала в минуту
Без перебора . . .
С перебором ....
С двойным перебо-
ром
Без перебора ....
С перебором ....
С двойным перебо-
ром
Без перебора ....
С перебором ....
С двойным перебо-
ром ..•
Расстояние между стойками в свету
Размеры стола в мм (числитель—раз-
мер по фронту пресса)
Мощность электродвигателя в л. с. . .
Усилие в конце хода в т
28
32
-
225
235
-
-
но
-
-
НО
3°о
3°°
Зоо
2
45
38
-
-
230
або
-
IOO
-
-
IOO
-
35°
35°
35°
3
68
38
5°
-
28о
з85
285
~
IOO
5°
ICO
335
400
4<эо
4оо
3
90
38
75
-
з8о
235
285
-
8о
48
-
8о
Зоо
-
330
ЗЗо
33°
3
135
5°
82
-
3°°
Зго
ЗЮ
-
8э
43
8о
280
-
38о
39°
38о
5
225
62
9з
25О
34°
-
35°
-
-
43
-
-
270
-
44°
44°
44°
5
360
62
IO2
Зсо
38о
-
ЗЭ5
495
-
зз
2О
265
4оо
5°°
5Ю
5ю
7,5
550
6а
127
Зоо
39O
--
4оз
5о8
-
33
2О
-
25O
4оо
585
7Ю
585
Ю
730
62
I4O
Зоо
4оо
-
42 О
521
-
33
2О
-
240
4оо
685
8i5
685
15
910
62
15°
Зоо
46о
-
47°
622
-
3°
2О
-'
29O
4оо
79°
. 94°
79O
25
1100
02
170
3°°
53°
-
55°
698
-
3°
2О
29О
4оэ
94°
lots
94°
3°
1350
75
190
380
57°
-
585
73б
-
3°
18
-
290
Збо
1090
1120
lego
5°
1800
75
210
380
610
-
б35
787
_
3°
18
-
290
3-°
1295
1270
1295
75
Таблица 26
/f
{ J
\
b-
1
Эскиз
L
—...
Основные параметры
Диаметр коленча-
того вала в опорах . .
Радиус кри-
вошипа R . .
Длина шату-
на L
Ход ползуна
Длина рыча-
га 1
«8
- 3
ачен
ЭСК
603f
л. на
Диаметр пальца шар-
ниров
Длина вкладыша
шарниров
Толщина вкладыша
шарниров
Номинальное усилие пресса в
360
125
75
5&>
_
-
но
125 ¦ 2=25°
25
1100
23°
15°
9бо
i8o
53°
165
240 • 3 =
-
| 1800 |
мм
720
25°
1бо
137°
155
г;о
24О • 3=72О
38
2
т
2300
28о
Х75
154°
iSo
ухо
230
>5 • 3=785
45
560
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ложении ползуна) в пределах от б до 12 мм
большие значения — для крупных прессов.
Верхнее звено колено-шарнирного механизма
подвешивается к опорной подушке.
Коленчатый вал имеет две опоры. В зави-
симости от размера пресса выполняется одно-
коленчатый обычного типа — для лёгких прес-
сов; двухколенчатый — для тяжёлых прессов,
при этом без опоры между коленами.
Шатун. Фасонное стальное литьё с содер-
жанием углерода 0,35—0,45%. В зависимости от
размера пресса выполняется вилкообразный
сборника смазка самотёком идёт в фильтр,
откуда засасывается насосом.
Привод кривошипно-коу.енных прессов ана-
логичен приводам обычных кривошипных прес-
сов. Прессы усилием до 1500 т имеют односто-
ронний привод. Конструкция привода пресса
2030 т дана на фиг. 89. Передача от электро-
двигателя к маховику — клиноремённая.
Муфта включения применяется для прес-
сов усилием до 800 т — с поворотной шпон-
кой, свыше 800 т — фрикционная пневмати-
ческая, обычного типа.
для лёгких прессов, отдельно для каждого
колена в виде двух шатунов — для тяжёлых
прессов.
Сназка колено-шарнирного механизма
применяется жидкая. Производится от отдель-
ного насоса шестеренного типа, приводимого
в движение ремённой передачей от вала ма-
ховика. От насоса смазка подаётся в каналы
подушки на верхний шарнир. С верхнего
шарнира смазка самотёком, частично через
каналы в рычагах и частично по наружной
поверхности рычагов, поступает на централь-
ный шарнир, а с центрального на нижний
шарнир и в маслосборник ползуна. Из масло-
Фиг. 84. Кривошипно-
коленный пресс 2000 т.
Механизм регулировки штамповой высоты
для пресса 2000 т показан на фиг. 90. Для
средних прессов применяется только верхняя
коническая передача, для прессов усилием
до 10 )т — винт со штурвалом спереди пресса.
Регулировку осуществляют съёмной трещёт-
кой (фиг. 91). Привод механизма регули-
ровки штамповой высоты для пресса 2500 т
осуществляется отдельным электродвигателем.
Прессы усилием 800 т и выше с увеличенным
ходом ползуна и увеличенными размерами пол-
зуна, а также прессы с нормальными параме-
трами, но усилием 1500 т и выше имеют пнев-
матическое уравновешивание ползуна.
Фиг. 85. Кривошипно-коленный пресс 250 m с механизмом регулировки усилия ползуна конструкции ЦБКМ.
Фиг. ьб. Кривошипно-коленный пресс
с закрытым приводом.
Фиг. 87. Двухкривошипный коленный пресс с закрытым
приводом.
Фиг. 88. Узел кривошипно-коленного механизма пресса 2000 т.
ГЛ. ХП]
КРИВОШИПНО-КОЛЕННЫЕ (ЧЕКАНОЧНЫЕ) ПРЕССЫ
563
Фиг. 89. Конструкция привода кривошипно-коленного пресса 2000 т.
пойд
Фиг. 91.
Фиг. 90. Механизм регулировки штамповой высоты кривошипно-коленного
пресса 2000 т.
Смазка подшипников и направляющих применяется для
прессов усилием до 100 т — жидкая от индивидуальных ма-
слёнок; от 100 до 1200 т — блочная густая; от 1200 т
и выше — централизованная густая от лубрикатора.
Управление прессом применяется для прессов с жёсткой
муфтой — ножное, от педали, с фрикционной пневматической
муфтой — кнопочное. Для управления фрикционной муфтой
спереди пресса имеется четыре кнопки: для останова пресса;
для пуска пресса на одиночные хода; для пуска пресса на авто-
матические хода (пока кнопка нажата); для осуществления
коротких ходов, величина которых зависит от длительности
нажати» кнопки (последнее необходимо при наладке штампов).
Определение кинематических величин и усилий в звеньях
кривошипно-коленного механизма производится графическим
способом. При определении усилий строятся круги трения.
.564
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
{РАЗД. IV
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
К группе кривошипных рычажно-кулачко-
вых машин относятся машины, у которых
кроме основного кривошипного механизма,
приводящего, в действие рабочий ползун,
имеются механизмы, обычно рычажно-кулач-
чсового типа, для дополнительных операций:
подача, прижим, резка, выталкивание загото-
вок и др. В отличие от.чистокривошипных
машин простого действия эти машины явля-
ются машинами двойного, тройного и много-
кратного действия.
К числу кривошипно-рычажно-кулачковых
машин относятся: горизонтально-ковочные
машины, листоштамповочные прессы двой-
ного, тройного действия, гильотинные листо-
вые ножницы и кузнечные автоматы.
Последние машины отличаются от осталь-
ных машин данной группы наличием автома-
тической подачи и совмещением, кроме того,
у многооперационных автоматов при обра-
ботке изделия нескольких и притом разного
вида операций, например, резка, высадка,
пробивка и т. п.
v
ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ
МАШИНЫ
Область применения
Горизонтально-ковочные машины приме:
няются в серийном и массовом производствах
для горячей штамповки изделий высадкой из
длинного пруткового материала или из наре-
занных из прутков мерных заготовок.
На горизонтально ковочных машинах осу-
ществляют: открытую осадку в торец; штам-
повку (набор металла в пуансоне или в матрице
и оформление поковки в формующих ручьях);
глубокую прошивку в матрице с раздачей
металла в стороны или с встречным течением
металла; сквозную прошивку отверстий; гибку;
отрезку готовой поковки от длинной заго-
товки (при работе от прутка).
Общая характеристика
горизонтально-ковочных машин
Штамповка на горизонтально-ковочных
машинах производится в разъёмных матрицах.
Раскрытие и закрытие матриц, зажимающих
заготовку и образующих в сомкнутом виде
рабочую полость штампа, осуществляются
автоматически специальным зажимным меха-
низмом сложного устройства.
Левая матрица отводится в сторону и об-
разует промежуток между матрицами. Правая
матрица движения обычно не имеет; только
в редко применяемых специализированных
горизонтально-ковочных машинах для работ,
требующих увеличенной ширины просвета
между раскрытыми матрицами, она делается
отодвигаемой вправо с помощью обособлен-
ного дополнительного механизма с независи-
мым управлением с рабочего места.
Станина горизонтально-ковочных машин
сильно нагружается не только в продольном,
но и в поперечном направлении, в зоне рас-
положения матриц.
Поперечная нагрузка возникает при закры-
тии матриц вследствие распора станины
звеньями зажимного механизма. Степень по-
перечного распора зависит от толщины про-
кладок за матрицами, вставляемых при на-
ладке штампов.
Прокладки в г. к. м. служат для выверки
положения матриц относительно пуансонов
и обеспечения необходимой силы соедине-
ния сомкнутых матриц, противодействующей
давлению металла изнутри штампа при высадке.
Поперечным распором станины обусловли-
вается ббльшая или меньшая податливость
матриц при штамповке. При относительно
слабом распоре матрицы получают возмож-
ность несколько раскрываться (на десятые
доли миллиметра) под давлением деформи-
руемого металла, увеличивать этим объём
штамповой полости и принимать избыточный
металл заготовки. Часть объёма заготовки
выталкивается в зажимной ручей. Вследствие
этого горизонтально-ковочные машины менее
чувствительны к работе с избытком металла
в заготовке по сравнению с кривошипными
машинами других типов, применяемыми для
штамповки в цельных матрицах.
Податливость матриц влечёт за собой сни-
жение величины конечного усилия штамповки
за счёт некоторого искажения формы поковки
(овальность, разностенность).
Для точной штамповки требуется ббльшая
сила сжатия матриц, более напряжённая на-
ладка штампов прокладками и соответственно
ббльшая прочность и жёсткость станины. При
этих условиях конечное усилие штамповки
увеличивается. Машины для точной штамповки
должны быть соответственно сильнее.
Каждая г. к. м. имеет встроенный в неё
передний упор, по которому штамповщик
укладывает в штамп длинную заготовку,
предварительно установив упор в нужном по-
ложении относительно матриц. Связанный
с возвратно-поступательно движущимися ор-
ганами машины, центральным или зажимным
ползуном передний упэр автоматически от-
водится в сторону, когда начинается штам-
повка, и снова возвращается в своё рабочее
положение перед матрицами по окончании
штамповки.
Фронтальная сторона станины у большин-
ства машин приспособлена к прикреплению
к ней заднего упора или поддержек заготовок.
Устройство для пуска машины в ход у всех
горизонтально-ковочных машин, как правило,
педальное.
Зажимные механизмы г. к. м. представляют
собой многозвенные, пространственные кине-
матические цени, располагающиеся с левой
стороны машины. Несмотря на разнообразие
применяемых зажимных систем, все они отно-
сительно своего последнего звена (зажимного
ползуна) кинематически почти эквивалентны
между собой. С механической и эксплоатаци-
онной сторон наиболее совершенными при-
знаны системы с эксцентриковым приводом,
обеспечивающим неподвижность всех ведомых
звеньев механизма с момента полного закры-
тия матриц до начала их раскрытия.
Станины г. к. м. имеют вид открытой сверху
коробки со стенками, усиленными рёбрами
гл. xiq
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
565
разной формы и расположения. У большинства
г. к. м. станины сверху стянуты сильными
продольными и поперечными связями, увели-
чивающими жёсткость конструкции.
Станины машин крупных размеров делают
составными из двух частей (передней и зад-
ней), стягивающихся болтами.
Для удаления из машины готовых изделий,
выпадающих из матриц, служит отверстие
с жолобом в правой стороне станины, через
которое поковки вываливаются наружу.
Наиболее характерными признаками, по
которым можно различать все существующие
г. к. м., являются структурные и конструктив-
ные разновидности: приводов центрального пол-
зуна; зажимных механизмов; направляющих
центрального ползуна; механизмов сцепления
и предохранителей от перегрузки.
Завод НКМЗ (СССР) и ряд иностранных
машиностроительных заводов применяют дл*
машин малых размеров и для машин средних
и крупных размеров различные системы за-
жимных механизмов, в связи с чем эти две
группы машин сильно отличаются между
собой по виду и по конструктивному офор-
млению.
Наиболее зарекомендовавшие себя кон-
струкции г. к. м. характеризуются совокуп-
ностью признаков, приведённых в табл. 27" и
выделенных курсивом.
Таблица 27
Главные отличительные признаки структурных и конструктивных особенностей горизонтально-ковочных
машин разных систем
Узлы маши-
ны
Привод
централь-
ного пол-
зуна
Зажим-
ной меха-
низм
Механизм
сцепления
Отличительные признака
Расположе-
ния узлов
в машине
-
¦-
На приём-
ном вале
На колен-
чатом вале
В цен-
тральном
ползуне
, Структуры узлов
Кривошапно-шатунная
передача (с коленчатым
валом)
Эксцентриковая передача с
рамкой и подвижным вклады-
шем
Ведущее звено зажимного
механизма связано с цен-
тральным ползуном
Зажимной механизм име-
ет самостоятельное веду-
щее звено, связанное непо-
средственно с коленчатым
валом
Фрикционная связь веду-
щего и ведомого звеньев
Жёсткое сочленение веду-
щего и ведомого звеньев
Конструкции
—
-
Ведущее звено зажимного
механизма—кривошип
Ведущее звено зажимного
механизма—кривошип
Ведущее звено — эксцен-
трики с профилями, обес-
печивающими полную не-
подвижность всех ведомых
звеньев зажимного меха-
низма после закрытия ма-
триц
Дисковая пневматическая
муфта
Кулачковая муфта
Аксиальная шпонка
Радиальная шпонка
Поворотная шпонка
Падающий рычаг
Примечания
Все существующие системы
горизонтально-ковочных ма-
шин за немногими исключе-
ниями
Встречается редко
В современных конструк-
циях, встречается реже, чем:
в моделях 1925—1935 гг.
Современные горизонталь- ;
но-ковочные машины малых \
размеров НКМЗ и некоторых
заграничных заводов ¦
Современные машины всех!
размеров ряда заграничных \
заводов : ;
Современные горизонтально!
ковочные машины средних i
и крупных размеров НКМЗ
и ряда заграничных заводов
Современные горизонталь- '
но-ковочные машины сред- '
них и крупных размеров
НКМЗ и ряда заграничных '
заводов
Современные горизонталь-
но-ковочные машины малых
размеров НКМЗ и ряда за-
граничных заводов
Современные горизонтально-
ковочные машины крупных
размеров некоторых загра- '
ничных заводов
Горизонтально-ковочные
машины малых и средних
размеров более ранних мо-
делей
Ряд современных и более
ранних конструкций загра-
ничных заводов
Малораспространённый
случай
Горизонтально-ковочные ма-
шины ранних моделей
566
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Продолжение табл. 27
Узлы маши-
ны
Отличительные признаки
Расположе-
ния умов
в машине
Структуры узлов
Конструкции
Примечания
Относительно короткое на-
правление без дополнитель-
ных задних салазок
Существующие системы го-
ризонтально-ковочных машин
ряда заграничных заводов
Направля
юшие цен-
трального
ползуна
Удлинённое направление с
задними дополнительными
салазками
Верхнее расположение зад-
них направляющих
Горизонтально-ковочные
машины НКМЗ и ряда загра-
ничных заводов
Нижнее расположение зад-
них направляющих
Редкие случаи применения
Проскальзывающая связь
Фрикционные диски
В привод-
ной систе-
ме
Горизонтально-ковочные
машины средних и крупных
размеров НКМЗ и ряда за-
граничных заводов
Срезающиеся стержни
Разрушающиеся связи
звеньев
Ряд современных и более
ранних моделей загранич-
ных заводов
Разрывающиеся стержни
То же
На шату-
не цен-
трального
ползуна
Предо-
хранители
от пере-
грузок
Звеньевые связи не имеют
разрушающихся элементов
и автоматически возвраща-
ются после срабатывания в
исходное положение
Пружинные клино-рычаж-
ные системы
Редкие случаи применения:
в современных и более ран-
них конструкциях горизон-
тально-ковочных машин
Разрывающиеся стержни
Разрушающиеся связи
звеньев
Некоторые современные и
ряд более ранних конструк-
ций горизонтально-ковочных
машин заграничных заводов
Срезающиеся стержни
В зажим-
ном ме-
ханизме
Малораспространённый
случай
Звеньевые связи не имеют
разрушающихся элементов
и автоматически возвра-
щаются послч срабатыва-
ния в исходное положение
Пружинные рычажно-ко-
ленчатые системы
Современные горизонтально-
ковочные машины НКМЗ и
ряда заграничных заводов
Пружинные клино-рычажные
Ограниченное число случаев
применения
В некоторых машинах предусмотрено
прикрепление к ним ножевого устройства для
нарезки загоювок или для отрезки отштам-
пованного изделия от прутка. Подвижной нож
связывается с зажимным ползуном или с
другим возвратно-поступательно движущимся
звеном зажимного механизма.
Узко специализированных г. к. м. (в пре-
делах их общего технологического назначения)
не существует, но примеры усложнения кон-
струкции для расширения технологических
возможностей машин известны. Например
встречаются ковочные машины, приспособлен-
ные к изготовлению снарядных заготовок.
Машины снабжены протяжными устройства-
ми, в которых предварительно прошитые на
машинах обычными приёмами снарядные заго-
товки протягиваются через кольца на требуе-
мый размер по диаметру и длине. Протяжные
устройства пристроены к правым стенкам
станин машин и приводятся в действие от
общего коленчатого вала.
Г. к. м оснащают автоматически действую-
щими смазочными системами с масляными
насосами. В качестве привода насосов исполь-
зуются те или иные периодически движущиеся
органы машин: коленчатые валы, централь-
ные и боковые ползуны и др. Масло подаётся
насосами во время работы машины в распре-
делительные резервуары, из которых оно само-
тёком, каплями поступает к смазываемым па-
рам. В некоторых г. к. м. жидкая смазка по-
гл. хщ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
567
даётся от насосов по индивидуальным масло-
проводам регулируемыми порциями.
На вращающиеся части машин ставят мас-
лёнки для густой смазки; в роликовые под-
шипники фрикционных пневматических муфт
и приводных валов густую смазку подают
шприцами. Подшипники скольжения привод-
ных валов снабжают кольцевой смазкой.
Усовершенствование и развитие конструк-
ций г. к. м. характеризуется следующим: уве-
личением продольной и поперечной жёсткости
станины и применением удлинённой напра-
вляющей системы центрального ползуна,
с целью получения поковок повышенной
точности; усилением конструкций ковочных
машин вообще, в связи с возрастающим
спросом на поковки из высоколегированных
сталей, при сохранении прежних номинальных
размеров г. к. м. по диаметру обрабатывае-
мого материала; переходом на эксцентриковый
привод для зажимного механизма, повышаю-
щий механический к. п. д. и эксплоатацион-
ные качества машины; применением фрикци-
онных дисковых муфт с пневматическим
управлением вместо жёстких шпоночных сце-
плений, работа которых сопровождается уда-
ром; введением роликовых подшипников для
приводных валов; переходом на клиноремёя-
ную передачу от электродвигателя на при-
водной вал; повышением точности изготовле-
ния г. к. м.
Основные параметры горизонтально-
ковочных машин
Размеры горизонтально-ковочных машин
обычно обозначают диаметром круглого ма-
териала, на высадку которого рассчитана
данная машина.
Характеристикой силы г. к. м. является
развиваемое ими предельное усилие в тоннах
в конце рабочего хода. Большинство заво-
дов указывает его в паспорте машины.
Вторым важным показателем технологиче-
ских возможностей г. к. м. служит величина
полезного (высаживающего) хода централь-
ного ползуна, т. е. хода машины при закрытых
матрицах. Полезный ход составляет у машин
разных систем и размеров 0,6—0,8 полного
хода ползуна.
К прочим основным характеристикам г. к. м.
относятся: величина раскрытия матриц; раз-
меры матриц; число ходов в минуту и неко-
торые другие.
Горизонтально-ковочные машины строят
для высадки прутков диаметром от 25 до
225 мм, на усилие от 50 до 3000 т, с величи-
ной полезного хода от 55 до 320 мм, с числом
ходов в минуту от 95 до 15 и мощностью
электродвигателя от 6 до 200 л. с.
Основные параметры г. к. м. систем оте-
чественного производства (НКМЗ) по нормали
Министерства тяжёлого машиностроения при-
ведены в табл. 28.
Параметры большинства современных за-
граничных машин во многом весьма сходны
с указанными в табл. 28. В табл. 29 приве-
дены сведения о горизонтально-ковочных
машинах типа Аякс, а в табл. 30 — типа
Еумуко.
Схемы и элементы конструкций
горизонтально-ковочных машин
Горизонтально-ковочные машины отече-
ственного производства (НКЗМ) и близкие
к ним по структуре, кинематике и конструк-
ции машины заграничных заводов.
Таблица 23
8
Характеристики горизонтально-ковочных машин по отечественному стандарту
СТ
Основные параметры
Предельное конечное усилие высадки в т
Наибольший диаметр обрабатываемого
прутка в мм
Полезный (высаживающий) ход в мм . . .
Полный ход центрального ползуна в мм . .
Открытие матрицы
в мм
Размеры матриц
в мм
левой
правой
длина
высота
ГК-50
5°
25
IOO
20О
53
_
-
i8o
180
il5
95
ГК-125
125
38
120
235
63
-
-
2б0
283
145
75
Марка машины
ГК-200
зэо
5°
145
24°
90
-
-
335
325
*5б
6о
ГК-400 1 ГК-650
4оо
75
I9O
зЗо
120
(во)
2Оо)
453
435
i8o
45
650
100
=30
32Э
156
(94)
B5°)
546
610
194
35
ГК-850
850
135
240
34°
*75
(юз)
(аЗэ)
630
7Оэ
205
Зо
•
ГК-1100
IIOO
15°
27O
ЗЗо
2IO
(ПО)
C2°)
655
79°
23э
27
ГК-1500
13эо
175
895
420
2JO
(НО)
(Збо)
75»
920
280
35
568
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
{РАЗД. IV
Таблица 29
Основные параметры
Полезный (высаживающий) ход в мм
Полный ход центрального ползуна
Размеры матриц
в мм
Число ходов в минуту ....
Мощность электродвигателя в л. с. . .
Диаметр заготовки в мм
25
юо
178
7б
228
127
28о
9о
7.5
38
125
яоз
89
а8о
ia7
33»
75
10
50
152
228
100
33°
152
406
60
15
65
165
254
114
406
152
457
55
20
75
190
380
127
457
178
558
45
а5
100
228
343
152
558
178
610
35
40
125
абб
394
190
бю
228
686
3°
бо
150
3°5
457
2l6
686
228
762
75
200
38э
бю
абб
838
33°
9°5
25
IS»
Таблица 30
Основные параметры
Диаметр заготовок в мм
Полезный (высаживающий) ход в мм
Открытие правой матрицы в мм .
Размеры матриц в мм
длина
ширина ". .
Число ходов в минуту
Характеристика маховика
ширина обода в мм
запас энергии в тысячах кгм . . .
Длина центрального ползуна в мм
Предельное
?0
25
55
45
35
1<5о
9°
230
8о
6
55°
IOO
75°
1.5
«5
47°
75
3°
6о
5°
35
i8o
95
230
80
8
600
100
75°
2,0
125
500
125
40
85
75
45
245
но
29°
65
IO
8jo
150
360
3.2
150
ббо
! конечное усилие высадки в т
200
5°
85
55
2б0
I2O
32°
5°
15
юоо
22O
зю
5.2
i8o
725
300
60
130
100
60
325
140
380
45
20
1100
250
283
8,2
216
500
85
1б5
13°
IOO
45°
170
5оэ
38
32
155°
2бЪ
23О
i8,o
275
12 JO
1000
125
200
170
но
55°
2IO
6io
32
5°
1800
3°°
225
58,0
375
460
1500
l63
240
190
-
650
340
700
25
60
235°
33°
19а
9°. о
475
1650
200С
i8o
28а
2ОО
-
700
28о
8оо
2О
9°
2500
35э
i8o
118
530
1820
3000
225
320
240
-
800
320
900
15
130
3000
45°
180
180
58о
215°
Примечание. Предельное зажимное усилие матриц равно предельному конечному усилию высадки.
гл. хщ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
569
Машины средних и крупных Параллельно кривошипной передаче от
размеров для материала диаме- вала О идёт кинематическая цепь зажимного
тром от 50 до 225 мм. Общие виды и механизма ЗМ, последним ведомым звеном
кинематическая схема г. к. м. этого типа которой является зажимной ползун ЗП с гнез-
показаны на фиг. 92, 93 и 94. дом для левой (отодвигающейся) матрицы т,
Фиг. 92. Общие виды горизонтально-ковочных машин типа НКМЗ: а—машина 100 мм (левая сторона); б— машина
75 мм (правая сторона).
От электродвигателя N (фиг. 93 и 94) дви- , Схема ведущей части зажимного механизма
жение передаётся посредством клиноремён- в другой проекции (вид сбоку) показана на
ной передачи на приёмный вал О\ с махови- фиг. 94,а. Первая от вала группа звеньев за-
Фиг. 93. Горизонтально-ковичная машина НКМЗ средних и крупных размеров (вид сверху).
ком G и через пару зубчатых колёс г и R на жимного механизма ЗМ представляет собой
коленчатый вал О. Шатунным механизмом дезаксильную эксцентриковую передачу
движение от коленчатого вала передаётся с толкателем — боковым ползуном БП.
далее центральному ползуну ЦП с держателем Закрытие матриц осуществляется эксцен-
пуансонов. триком 1, сопрягающимся с роликом ац рас-
570
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
крытие матриц производит эксцентрик 2, дей-
ствуя на задний ролик аг.
В маховик G встроена фрикционная диско-
вая муфта F с пневматическим включением,
изображённая на фиг. 95.
Фиг. 94. Кинематическая схема гори-
зонтально-ковочных машин средних
и крупных размеров Н.КМЗ.
Коленчатый вал (фиг. 96, а) имеет три опор-
ные шейки, лежащие в подшипниках с крыш-
ками.
Конструкция центрального ползуна и ша-
туна показана на фиг. 97. Дополнительные зад-
ние салазки ЗС соединяются с главными
передними салазками ПС жёсткой ребристой
переходной частью, расположенной над ша-
туном и коленчатым валом.
Задние салазки создают удлинённую
направляющую систему, обеспечивающую
повышенную точность работы при штам-
повке, в отношении соосности пуансонов
и матриц.
Профиль передних салазок центрального
ползуна и устройство для регулировки зазора
в направляющих показаны на фиг. 98. Зазоры
регулируются подъёмом или опусканием
клина 1 между правой стенкой станины и на-
правляющей плитой 2. Болтами 3 плита за-
крепляется в установленном положении.
На продольном разрезе части зажимного
механизма (фиг. 99) видны долевая компоновка
бокового ползуна, шарнирное сочленение пол-
зуна со звеном /j и относительное положение
роликов а\ и а2. Ось Oj переднего ролика пу
закреплена непосредственно в боковом пол-
зуне. Задний ролик д2 связан с боковым пол-
зуном угловым рычагом 02тп, качающимся на
оси т. Прижим ролика а2к эксцентрику обрат-
ного хода 2 создаётся пружиной ра.
На фиг. 100 дан разрез зажимного механизма
по звеньям 72 и/3и показана форма зажим-
ного ползуна 317. Помимо основных верхних
салазок ползун имеет дополнительные са-
лазки ДС нижнего расположения, скользящие
в направляющих, встроенных в правую стенку
станины над отверстием, через которое из
машины вываливаются отштампованные из-
делия. Конструктивная схема салазок зажим-
ного ползуна с клиновым устройством для ре-
гулировки зазора и направляющих изображена
на фиг. 101.
Ленточный пневматический тормоз перио-
дического действия (фиг. 102) расположен на
приводном валу рядом с ведущей шестерней г.
Натяг ленты / осуществляется пружиной р,
Фиг. 95. Фрикционная пневматическая дисковая муфта горизонтально-ковочноВ машины НКМЗ.
ГА XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
571
Фиг. 96. Типовые формы коленчатых валов горизонтально-ковочных машин.
Фиг. 97. Центральный ползун с шатуном горизон- Фиг. 98. Регулировка направляющих центрального
тально-ковочной машины НКМЗ. ползуна горизонтально-ковочной машины НКМЗ.
^——Т"" ""
Фиг. 99. Боковой ползун с эксцентриковым приводом горизонтально-ковочных машин НКМЗ средних и крупных.
размеров.
572
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
помещённой в нижней части пневматического
цилиндра 2, Тормоз находится в действующем
состоянии до включения машины на рабочий
Фиг. 100. Зажимной ползун горизонтально-ковочной машины НКМЗ средних
и крупных размеров.
ход. На время рабочего цикла машина растор-
маживается. Гайками 3 производят натяг пру-
жины. С помощью гайки 4 подтягивают ленту 1
по мере износа фрикционной обкладки ленты
из феродо.
Пуск машины в ход производится нажи-
мом на педаль воздушной коробки q (фиг. 93).
Педаль воздействует на клапан, откры-
вающий доступ воздуха давлением 4—5 ати
из воздушной магистрали к пневматической
муфте (фиг. 95) через механизм управле-
ния, представленный на фиг. 103. Этот меха-
низм, связанный со свободным концом ко-
ленчатого вала на левой стороне машины,
состоит из вмонтированного в коробку 1 золот-
никового воздухораспределения цилиндриче-
пусковую педаль тяга 2 с золотником подни-
мается, и воздух поступает последовательно
в цилиндр тормоза, производя растормажива-
ние машины, и в муфту. После того как колен-
чатый вал начнёт вращение и кулачок ? прой-
дёт над отклонившимся от шайбы роликом 4,
механизм до конца цикла действует автома»
тически и педаль может быть освобождена.
При угле поворота коленчатого вала прибли-
зительно на 240° ребро а кулачка 7 подходит
к ролику 4 и последний начинает сбег на кула-
чок 8; тяга 2 опускается вниз, золотник в кор-
пусе перемещается и,
выпуская Еоздух из ци-
линдра муфты, выклю-
чает её. Вслед затем
ролик 4 начинает сбег
у ребра b с кулачка 8,
управляющего выпуском
воздуха из цилиндра
тормоза. В это время
происходит торможение
выключенной машины
до останова колена вала
ползуна в заднем поло-
Фиг. 101. Схема устройства для регулировки напра-
вляющих зажимного ползуна горизонтально-ковочных
машин НКМЗ средних и крупных размеров (вид со
стороны матрицы).
ского типа, тяги 2, сочленённой внизу со што-
ком золотника и вверху — с угловым рыча-
гом 3 с роликом 4, и шайбы 5 с кулачками 6,
7 и 8, прикреплённой к коленчатому валу.
На фиг. 103 показано положение звеньев меха-
низма управления до включения машины:
скрытая в корпусе 1 пружина держит тягу 2
в нижнем положении и ролик 4 находится
у шайбы перед кулачком 6. При нажиме на
и центрального
жении.
Настройку механизма управления произво-
дят соответствующей установкой кулачков 7
и 8 и регулировкой длины тяги 2. Болтами 9
и 10 закрепляют положение кулачков на шайбе.
Воздухопровод на вводе в коробку управле-
ния оборудован ресивером, манометром, ре-
дукционным клапаном, фильтром и запорными
вентилями.
Горизонтально-ковочные машины НКМЗ и
аналогичные заграничные конструкции сред-
них и крупных размеров имеют два предо-
хранителя от перегрузки.
Первый предохранитель (фиг. 102) располо-
жен на приводном валу Ог. Он представляет
собой фрикционное соединение вала F с ве-
дущей шестерней г, проскальзывающее, когда
сопротивление на пуансоне со стороны по-
ковки достигнет величины, опасной для зуб-
чатой передачи. Одновременно он обеспечи-;
вает предохранение станины и кривошипно-1
шатунного механизма.
Цифрой 5 обозначены кольцевые обкладки
из феродо. Затяжку фрикционной связи произ-
водят болтами 6. Силу затяжки болтов оце-
нивают субъективно и проверяют наблюде-
ниями машины в работе. Предохранитель не
должен проскальзывать при аккуратной штам-
повке изделия, соответствующего по размерам
силе и мощности данной г. к. м. Предлагав-
шиеся способы затяжки болтов предохрани-
теля специальными гаечными ключами с пру-
жинами, рассчитанными на определённый кру-
тящий момент, не получили распространения.
Второй предохранитель поставлен в цепи
зажимного механизма (фиг. 93— С, Z, Y% X, j,p)
для предупреждения возможных перегрузок
звеньев самого зажимного механизма и ста-
нины в поперечном направлении, по причинам,
препятствующим полному закрытию матриц.
На фиг. 134 (см. ниже) показана схема предо-
хранителя. Он представляет собой многозвен-
ную рычажную систему, через которую усилие
от коленчатого вала передаётся звену /j; си-
стема поддерживается в жёстком состоянии при
отсутствии перегрузки силой Т пружины р.
Предохранитель обладает чувствительностью
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
573
к перегрузкам на всей длине хода закрытия
матриц. Он начинает действовать тогда, когда
нрепятствие движению зажимного ползуна
создаёт вдоль звена lt усилие известной кри-
тической величины. Податливость звеньев пре-
дохранителя при остановке зажимного пол-
зуна даёт возможность боковому ползуну
беспрепятственно совершить свой полный
ход.
Машины малых размеров для
материала диаметром 25 и 38 мм.
Общий вид и кинематическая схема машин
этого типа показаны на фиг. 104 и 105. От ма-
шин, рассмотренных выше, они отличаются:
устройством привода, формами коленчатого
вала, системой зажимного механизма с предо-
хранителем, отсутствием специального предо-
хранителя в приводе и конструкцией отдель-
Фиг. 302. Тормоз я фрикционный предохранитель, горизонтально-
ковочной машины НКМЗ средних и крупных размеров.
ных узлов. Приводного вала машины не имеют:
движение от электродвигателя N (фиг. 105)
передаётся прямо на коленчатый вал О через
U1U Цш
Фиг. 103. Обший вид механизма автоматиче-
ского управления горизонтально-ковочной
машины.
Фиг. 104. Горизонтально-ковочная машина 0 38 мм
(левая сторона).
вубчатую пару г, /?. В зубчатое колесо R с ма-
ховой массой встроена фрикционная дисковая
574
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
муфта F с пневматическим включением от
педали, находящейся у рабочего места штам-
повщика. Конструкция муфты аналогична изо-
бражённой на фиг. 95.
Коленчатый вал (фиг. 96, г) вращается в глу-
хих подшипниках. На правый конец вала по-
сажен шлицевой венец ведомых дисков фрик-
ционной муфты (на фигуре не показанный). От
коленчатого вала движение передаётся шатун-
ным механизмом центральному ползуну ЦП
(фиг. 105) и кривошипом А зажимному меха-
зм
ГМИНИИШИП И III [ШИШИ?
Фиг. 105. Кинематическая схема горизонтально-ковочной
машины (по фиг. 104)
низму ЗМ. Схема части зажимного механизма
со стороны ведущего звена показана на
фиг. 105, а.
Конструкция центрального ползуна с ша-
туном и устройство для регулировки зазора
в направляющих в общих чертах сходны с по-
казанными на фиг. 97 и 98.
Кривошип А (фиг. 105) зажимного механиз-
ма, совершающий за время цикла машины один
полный оборот, приводит звено ZB^B^ в ка-
чательное движение на оси Z. Шатун В2С
сообщает боковому ползуну БП и зажимному
ползуну ЗП. образующим между собой клино-
вую пару, возвратна поступательные движения.
Элементом связи ползунов при раскрытии
матриц является прямоугольный зуб К в про-
рези р (фиг. 105 я 106).
Выстаивание зажимного ползуна, необхо-
димое, чтобы держать матрицы закрытыми
—-Н~г-
Фиг. 106. Кинематиче-
ская схема зажимного
механизма с предохра-
нителем горизонтально-
ковочной машины (по
фиг. 104).
в течение времени штамповки, получается
здесь за счёт перехода шарнира Ва (фиг. 106)
при угловой скорости звена ZB^B^ близкой
к нулю, за линию центров ZC (до точки B%) •
Переход шарнира В2 удлиняет время контакта
матриц между собой. Небольшое возвратно-
поступательное движение бокового ползуна
БП, получающееся в Связи с качанием шар-,
нира Вг на линии центров ZC, вызывает некото-
рую игру зажимного ползуна 3/1. Последняя
компенсируется упругими деформациями ста-
нины в поперечном направлении и практически
не отражается на усилии зажима матриц.
Профиль основных салазок зажимного пол-
зуна (со стороны матрицы) и устройство для
регулировки зазора в направляющих показаны
на фиг. 107. Зажимной ползун им«ет дополни-
тельные салазки нижнего расположения, сход-
ные с изображёнными на фиг. 100.
Ленточный пневматический тормоз перио-
дического действия охватывает, кривошипную
шайбу зажимного механизма (фиг. 104). Меха-
низм управления — кулачковая шайба на ко-
Фиг. 107. Регулировка направляющих
зажимного ползуна горизонтально-ко-
вочной машины (по фиг. 104).
ленчатом вале и воздухораспределительная
коробка — расположен между шестерней R
(фиг. 105) и станиной.
Схемы тормоза и механизма управления
аналогичны изображённым на фиг. 102 и 103.
В качестве предохранителя в природе рабо-
тает фрикционная пневматическая муфта F
(фиг. 105), проскальзывающая при перегрузке
машины. Предохранитель зажимного механиз-
ма в схематическом виде показан на фиг. 106.
Шарнир z встроен в верхнюю головку под-
вешенного на оси J рычага zj'k, удерживаю-
щегося при отсутствии перегрузки механизма
в неподвижном состоянии силой пружины р.
Плечо рычага /k упирается в площадку т на
станине. Когда зажимной ползун ЗП при за-
крытии матрицы встречает на своём пути пре-
пятствие и боковой ползун БПяе может итти
вперёд, шарнир z выталкивается назад за счёт
податливости пружины р при повороте ры-
чага zjk вокруг оси у. Таким образом, неза-
висимо от положения ползунов БП и ЗП, ве-
дущие звенья механизма не прекращают своего
циклического движения и не перегружаются.
С приходом кривошипа О А в показанное на
схеме исходное положение шарнир z возвра-
щается на своё место. Предохранитель реаги-
рует на перегрузку до полного закрытия ма-
триц.
гл. хщ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
575
Горизонтально-ковочные машины загра-
ничных заводов. Машины средних и
крупных размеров для материала
диаметром от 50 мм и в ы ш е. На фиг. 108
показан общий вид г. к. м. Аякс и Кизерлинг,
одинаковых между собой по кинематическим
схемам и весьма мало различающихся по
конструктивному оформлению.
Во многих своих частях они очень близки
к машинам НКМЗ тех же размеров. Описан-
Фиг. 108. Горизонтально-ковочные машины с приводным
валом, вынесенным назад: а — машина 10U мм;
б — машина 125 мм.
ная выше схема, изображённая на фиг. 94,
в основном относится и к ним. Главное отли-
чие выражается в ином расположении привод-
ного вала с маховиком-муфтой и шестерней г,
вынесенным назад машины.
Несколько другая компоновка отдельных
узлов и иное конструктивное решение ряда
деталей характеризуются следующим.
Станина кругом имеет больше горизонталь-
ных и вертикальных рёбер, сравнительно тон-
ких, но сильно развитых в длину; правая уко-
роченная продольная стяжка станины отсут-
ствует.
Посадка эксцентриков зажимного меха-
низма на коленчатый вал сделана конической
(фиг. 96,6), с затяжкой гайкой.
Задние дополнительные салазки централь-
ного ползуна отходят от него не с верхней,
а с нижней стороны, оставляя открытыми
сверху коленчатый вал и шатун, и двигаются
в направляющих нижнего расположения.
Цилиндр и поршень пневматической муфты,
сходной с изображённой на фиг. 95, имеют
кольцевую форму. Короткие спицы, связываю-
щие муфту с одной стороны с приводным
валом, а с другой — с ободом шкива маховика,
Фиг. 109. Тормоз горизонтально-ковочной машины
(по фиг. 108).
снабжены нагнетательными раструбами, осу-
ществляющими продувку и охлаждение воз-
духом рабочих элементов внутри муфты.
Пневматический тормоз (фиг. 109) располо-
жен на приводном валу за муфтой, по другую
сторону подшипника.
Механизм управления по структуре анало-
гичен показанному на фиг. 103, но имеет иную
конструкцию.
Особенности устройства бокового ползуна
видны из фиг. 110. Пружина заднего ролика
расположена горизонтально; пружина предо-
хранителя встроена внутрь ползуна.
Специального предохранителя в приводной
части машины нет. Роль предохранителя вы-
полняет пневматическая муфта, рассчитанная
на передачу определённого крутящего момента
Фиг. 110. Зажимной механизм горизонтально-ковочной
машины (по фиг. 108).
при давлении воздуха 4—5 am и проскальзы-
вающая при перегрузке машины.
Машины малых размеров для
материала диаметром 25 и 38 мм.
Общий вид г. к. м. типа Аякс приведён на
фиг. 111. По схеме и по оформлению в целом
576
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
эти машины имеют много общего с г. к. м.
малых размеров НКЗМ. Наиболее существен-
ное различие между ними заключается в си-
етеме зажимного механизма и в устройстве
тормоза и предохранителя
Фиг. 111. Горизонтально-ковочные машины малых разме-
ров системы Аякс : а—машина 25 мм; б— машина 38 мм.
Кривошип О А (фиг. 112 и 113) посредством
шатуна ABt и качающегося на оси Z ры-
чага B\ZB% приводит боковой ползун БП
зм
Фиг. 112. Кинематическая схема гор ¦ зонтально-ковочной
машины (по фиг. 111).
в возвратно-поступательное движение, пере-
дающееся звеньями /2 и /j зажимному пол-
зуну ЗП (фиг. 112,5).
Связь рычага В^В2 с шатуном 1Х осуще-
ствлена сферическим шарниром.
Выстаивание ползуна ЗП на время штам-
повки получается, как в машинах НКМЗ, за
счёт небольшого" поглощающегося поперечной
упругостью станины перемещения шарнира М,
когда кривошип ОА проходит часть своего
кругового пути по стороне, противоположной
начальному положению (фиг. ИЗ), асфериче-
ский шарнир В2 перемещается вблизи линии
центров ZC, несколько опускаясь ниже её,
до положения в'
Фиг. 113. Кинематическая схема зажимнбто механизма
с предохранителем горизонтально-ковочной машины
по схеме фиг. 112.
Конструктивная схема тормоза показана на
фиг. 114. Тормоз — ленточный, автоматически
вступающий в действие в конце цикла движе-
ния машины. Тормозной шкив с кривошипом А
зажимного механизма посажен на коленчатый
вал О. Тяга t рычажного механизма включе-
ния поворачивает против часовой стрелки
Фиг. 114. Схема тормоза и пускового устройства гори-
зонтально-ковочной машины малых размеров по схеме
фиг. 112.
рычаг кг%т, соединяющийся в т звеном тп
с рычагом пги производя при этом последова-
тельно: ослабление тормозной ленты и нажатие
кнопки 4 воздухораспределительной короб-
ки 3, управляющей включением муфты. Полное
растормаживание машины получается, когда
вслед затем при начавшемся вращении вала
ролик / сбежит с кулачка торможения 5.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
577
Одновременно поднявшийся вверх отро-
сток q рычага kz^rn освобождает защёлку Л
рычага Лг32 и ролик 2 приближается к шкиву.
Педаль, с которой связана тяга t, при на-
чавшемся ходе машины может быть освобо-
ждена. Когда кулачок выключения ^подойдёт
к ролику 2 и отведёт его, рычаг kz2m под
действием пружины р2 встанет в исходное
положение, рычаг пгг отклонится влево и пру-
жина рх натянет тормозную ленту. Оконча-
тельное затормаживание производит кулачок 5,
отводящий рычаг lz\. Силу затяжки тормоза
регулируют натягом пружины pt.
Роль предохранителя в приводе выполняет
пневматическая фрикционная муфта.
Схема предохранителя, поставленного в за-
жимном механизме, показана на фиг. 113. Шар-
нир Z встроен в верхнюю головку рычага ZY,
подвешенного на оси J и удерживающегося
при отсутствии перегрузки в неподвижном
состоянии силой пружины р. Последняя дей-
ствует на головку Y через рычаг КУХ
и звено XY. Верхний конец рычага ZY упи-
рается в станину в т.
Когда зажимной ползун ЗП при закрытии
матриц встречает на своём пути препятствие,
боковой ползун БП останавливается. Криво-
шип ОА, продолжая своё вращение, повора-
чивает звено BvZBi вокруг шарнира в2 и от"
водит головку z влево, преодолевая при этом
усилие пружины р через систему звеньев
JYXVK. С приходом кривошипа ОА в показан-
ное на схеме исходное положение шарнир Z
возвращается на своё место. Предохранитель
реагирует на перегрузку до полного закрытия
матриц.
Горизонтально-ковочные машины
Акме XN. Машины Акме всех размеров
имеют одинаковые структуры, но различны
между собой по устройству привода.
Общий вид и кинематическая схема современных
крупных машин этой системы даны на фиг. 115 и 116.
От электродвигателя N (фиг. 116) лвижение передаётся
клиновидными ремнями на шкив-маховик G, сидящий на
приводном валу. В маховик встроена фрикционная пнев-
матическая муфта F. Далее, через двойную или простую
зубчатую передачу, в зависимости от размера машины,
движение передаётся на эксцентриковый вал, изображён-
ный на фиг. 96, в.
Устройство узла эксцентриковой передачи и цен-
трального ползуна показано на фиг. 117. Эксцентрик 1
приводит центральный ползун ЦП в возвратно-поступа-
тельное движение посредством рамки 2, перемещающейся
в прямоугольной пазухе ползуна вверх и вниз. Скобы 3
стягивают переднюю и заднюю части ползуна по месту,
ослабленному сквозными прорезами, предусмотренными
для монтажа узла. Ползун имеет задние дополнительные
салазки. Для регулировки зазора в направляющих рамки 2
служат клинья 4 и о.
Зажимной механизм приводится в движение двумя
эксцентриками / и 2 переднего и заднего хода (фиг. 116
и 118), сопрягающимися с роликами at и а^- Оси обоих
роликов закреплены непосредственно в боковом пол-
зуне БП и расположены на уровне оси эксцентрикового
вала. От бокового ползуна движение передаётся зажим-
ному ползуну ЗП посредством звеньев 11г 1% и /8. Машины
малых размеров имеют по одному звену 13 и /3-
Тормоз Г (фиг. US, б и 116, о)—фрикционный, диско-
вый, пневматический, расположен на приводном валу,
рядом с муфтой, с которой он составляет связанную
конструкцию. При включении муфты тормоз отпускается;
при выключении — он вступает в действие и затормажи-
вает машину.
Управление муфтой и тормозом после нажатия на
пусковую педаль производится автоматически, посред-
ством механизма, аналогичного по схеме и по располо-
жению механизму, изображённому на фиг. 103.
Предохранителем от перегрузок снабжён только за-
жимной механизм. Предохранитель встроен в боковой
ползун БП (фиг. 118). Связь звена lt с боковым ползуном
осуществлена посредством валика А через направленную
37 Том 8
прямоугольную головку i, шарнира с, подпятника k и со"
членённые рычаги Ас и сВ. Шарнир с лежит выше линии
центров АВ. Жёсткость рычагов Ас и сВ, упирающихся
друг в друга приливами тип, создаётся силой пру-
жины р.
В случаях возникновения препятствия движению за-
жимного ползуна шарнир В с головкой k останавли-
Фиг. 115. Горизонтально-ковочная машина системы Акме:
а — машина 65 мм (вид спереди и справа); б — машина
IU0 мм (вид сзади).
Фиг. 116. Кинематическая схема горизонтально-ковочной
машины по фиг. 115.
вается. Продолжающий двигаться боковой ползун БП
выталкивает валиком А шарнир с вверх, преодолевая
усилие пружины р. За счёт податливости рычажной си-
стемы предохранителя боковой ползун получает возмож-
ность совершить свой полный ход вперёд, не испытывая
перегрузки.
Горизонтально-ковочные машины
Е у м у к о. Общий вид одной из разновидно-
стей г. к. м. описываемой системы, типичной
для машин малых и средних размеров, пред-
ставлен на фиг. 119. На фиг. 120, a, tf изо-
бражена её кинематическая схема.
На фиг. 120,6 показана схема привода ма-
шин крупных размеров. Крупные машины
578
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Еумуко выполняются также по структурному
варианту на фиг. 94.
Механизм сцепления у машин усилием
до 1200 т — дисковая фрикционная муфта
с пневматическим включением, встроенная
в маховик. Машины более крупных размеров
снабжены пневматическими муфтами с торце-
вым кулачковым сцеплением F, расположен-
шает качательное движение вокруг неподвиж-
ного шарнира г и посредством второго ша-
туна В2С леремещает возвратно-поступательно
боковой ползун БП. От бокового ползуна дви-
жение передаётся зажимному ползуну ЗП
звеньями /2 (фиг. 120, б).
Выстаивание зажимного ползуна получается
здесь, как в других коленчато-рычажных за-
Фиг. 117. Центральный ползун горизонтально-ковочной машины с эксцентриковым приводом по фиг. 115.
ным непосредственно на коленчатом вале со
стороны шестерни (фиг. 120, в).
Коленчатый вал — по фиг. 96, г.
Направляющие центрального ползуна ЦП
относительно короткие; задних дополнитель-
ных салазок нет.
Зажимной механизм (фиг. 120, «) приводится
кривошипом ОА и шатуном ABV Звено zB>.
за «ремя одного поворота кривошипа совер-
жимных механизмах, тоже за счёт перехода
шарнира В2 за линию В'2С (фиг. 122, а) в поло-
жение в'^с.
Ленточный тормоз (фиг. 121) расположен на
конце коленчатого вала на стороне зажимного
механизма. Натяг ленты в конце цикла, после
автоматического выключения муфты сцепле-
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
579
ния, осуществляется взаимодействием ку-
лачка 1 и качающегося на оси г рычага 2 с ро-
ликом 3. Усилие натяжения регулируют затяж-
кой пружины/?. На фиг. 121 показано положе-
ние тормоза в заторможенной машине. Начало
движения машины после её включения совер-
шается под тормозом, в течение короткого
времени, пока кулачок / не уйцёт из-под ро-
лика 3, пройдя путь по дуге т.п.
Машины Еумуко, строящиеся по схеме на
фиг. 120, имеют два специальных предохра-
нителя: на шатуне центрального ползуна и в
зажимном механизме. Роль третьего предо-
2 , /
ментом от усилия пружины р, действующего
в точке k.
При перегрузке зажимного механизма
боковой ползун БП и шарнир С останавли-
ваются, но ведущая часть механизма
может беспрепятственно завершить
свой полный цикл движения за счёт
сокращения длины между осями В^С,
получающегося вследствие перегибов
шарнирной системы в точках тип.
В машинах крупных размеров
пружина р со стержнем 5 заключена
Фиг. 118. Боковой ползун зажимного механизма с пружинным предохранителем
горизонтально-ковочной машины с эксцентриковым приводом по фиг. 115.
хранителя (в приводной системе) выполняет
фрикционная дисковая муфта, проскальзыва-
ющая при перегрузке машины.
На фиг. 121а показана схема предохра-
нителя на центральном шатуне в виде болта,
стягивающего два соединённые шарниром С
части шатуна; предохранитель разрывается
в цилиндр масляного катаракта (фиг. 119),
смягчающего резкость действия пружины при
возвращении звеньев предохранителя к исход-
ной геометрической схеме.
В?
Фиг. 119. Горизонтально-ковочная машина Еумуко
(левая сторона).
при перегрузках машины, возникающих в
направлении движения центрального ползуна
в конце его хода.
Предохранители, ставящиеся в зажимном
механизме, встречаются в нескольких кон-
структивных вариантах. Болтовой разрываю-
щийся предохранитель, изображённый на
фиг. 122, а, аналогичен предохранителю на
шатуне центрального ползуна. Пружинный
предохранитель, показанный на фиг. 122, б,
имеет двойное редуцирование изгибающего
момента, от усилия, действующего по ша-
туну В2С, посредством углового рычага СтЬ
с расположенной ниже линии центров В2С
осью т, и двухзвенного перегибающегося
сочленения anb с шарниром л, смещённым
вверх относительно линии центров ab. Реду-
цированный момент уравновешивается мо-
Фиг. 120. Кинематическая схема горизонтально-ковочной
' машины по фиг. 119.
Горизонтально-ковочные машины систем
и конструкций более ранних моделей и
менее распространённых. Более ранние, но
находящиеся ещё в эксплоатации конструк-
580
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ции г. к. м. в большинстве случаев имеют указать на г. к. м. системы Аякс. Схема ма-
ту же структурную схему, что и современ- шины более ранней модели приведена на
вые образцы этих машил*. Как пример зиачи- фиг. 123. Механизм сцепления (фиг. 123, а)
тельного отличия в структурной схеме машин
более ранних и современных моделей можно
Фиг. 121а. Схема центрального шатуна с разрывающимся
Фиг. 121. Ленточный тормоз горизонтально-ковочной предохранителем горизонтально-ковочной машины
машины по фиг. 119. по фиг. 119.
Фиг. 122. Схемы зажимного механизма горизонтально-ковочной машины по фиг. 119:
а — с болтовым разрывающимся предохранителем; б — с пружинным рычажно-кояенча-
тым предохранителем.
ГЛ ХЩ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
581
находится между центральным ползуном и
шатуном. Он выполнен в виде связывающего
их промежуточного звена g, поднимающегося
вверх при выключении машины. Вращение не
только приводного, но и коленчатого вала не
прекращается на время пауз между рабочими
циклами.
Система зажимного механизма (фиг. 123, б)
приводится не от коленчатого вала непосред-
ственно, а от центрального ползуна. Много-
звенная кинематическая цепь механизма имеет
три неподвижные оси: Zj, Z^ и F,
по диаметру обрабатываемого материала от
25 до 225 мм.
Механизм сцепления — жёсткий, встроен-
ный в сочленение коленчатого вала с боль-
шой шестерней. Он выполнен в виде двух
поворотных шпо-
hqk (фиг. 125, а);
шпонка 1 являет-
ся ведущей, шпон-
ка 2—запираю-
щей сцепление на
время рабочего
хода. У выклю-
ченной машины
шпонки стоят в по-
ложении, показан-
ном на фиг. 125, б.
Во время пауз
между рабочими
циклами привод-
ной вал и обе ше-
стерни остаются
вращающимися.
Включающий
механизм связан
с педалью систе-
мой рычагов.
Предохраните-
лей от перегрузок
Фиг. 126. Срезающийся предо-
хранитель в маховике.
Фиг. 124.
На фиг. 124 показана кинематическая
схема машин Хазенклевер. Машины имеют
конструкцию, общую для всего ряда размеров
три: срезающийся
стержень в соединении маховика и привод-
ного-вала (фиг. 126); разрывающийся болт на
шатуне центрального ползуна; срезающаяся
ось в шарнирной головке В% зажимного ме-
ханизма (фиг. 124).
Кинематика горизонтально-ковочных ма-
шин. Движения центрального и зажимного
ползунов г. к. м. начинаются одновременно
после пуска машины в ход и совершаются по
определённому циклу, обеспечивающему свое-
временное закрытие (возможное начало штам-
повки) и раскрытие матриц [1].
Цикл г. к. м. с эксцентриковым зажим-
ным механизмом состоит из пяти периодов
(фиг. 127): закрытия матриц с зажимом заго-
товки в точке гИд и холостого хода централь-
ного ползуна вперёд до точки Ра при аа; вы-
стаивания матриц в закрытом виде с зажатой
заготовкой, при повороте коленчатого вала
на угол от аа до 180°, и полезного хода цен-
трального ползуна на участке пути S^; про-
должающегося выстаивания матриц в закры-
том виде до точки тх (при ах) и движения
центрального ползуна в обратном направле-
Фиг. 125. Механизм сцепления с поворотными шпонками
горизонтально-ковочной машины по схеме фиг. 124.
Фиг. 127. Цикловая диаграмма горизонтально-ковочной
машины с эксцентриковым приводом' зажимного меха-
¦.. а > ¦ • ¦; - -.- низма. / '.:. < ¦. ,
582
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
нии до точки Р_ ; начинающегося от точки /я
раскрытия матриц на полную величину и про-
должающегося обратного движения централь-
ного ползуна; неподвижного состояния левой
матрицы до конца цикла в крайнем левом
положении и возвратного движения централь-
ного ползуна, заканчивающегося при а = 360\
В машинах с кривошипным приводом за-
жимного механизма последний период цикла
отсутствует.
Фиг. 128. Кривые пути, скорости
и ускорений центрального пол-
зуна горизонтально-ковочной
машины.
Путь s, скорость v и ускорение j цен-
трального ползуна при холостом ходе машины
выражаются зависимостями:
5 = г[A — cos а) — (Vftsirfa]; A)
i/ = O,l/ir(sina — 0,5Xsin 2a); B)
j — 0,01 л2г2 (cos a — X cos 2a), C)
где г—радиус кривошипа (фиг. 128); «—число
оборотов коленчатого (эксцентрикового) вала
в минуту; а—угол положения кривошипа;
X—отношение радиуса г кривошипа к длине
шатуна /; X = г: /.
Графически изменения s, v и j в зависи-
мости от а показаны на фиг. 128. Кривые по
Х = 0 относятся к передаче г. к. м. системы
Акме. Кривые по Х = 0,33 отвечают наиболь-
шему крайнему значению этого отношения из
употребительных в пределах от 0,23 до 0,33
в г. к. м. всех прочих систем с кривошипно-
шатунным механизмом.
Кинематические закономерности [формулы
A), B) и C)] нарушаются при рабочем ходе
машины, когда ползун при ударе пуансона
в поковку на мгновение останавливается или
снижает свою скорость вследствие наличия
зазоров в шарнирах кривошипного механизма
(мёртвый ход) и когда возобновляющееся
затем дальнейшее движение ползуна начи-
нается фактически из состояния покоя или
из фазы резкого замедления. Относительное
снижение скорости наблюдается и к концу
рабочего хода по мере нарастания сопроти-
вления поковки деформированию [2].
Некоторые г. к. м. крупного размера имеют
дезаксиальные кривошипно-шатунные пере-
дачи с относительным смещением оси колен-
чатого вала вверх до 20—25 мм. Указанная
величина дезаксиала на кинематике г. к. м.
практически не отражается: её допускают по
соображениям компоновки машин в целом.
Кинематику зажимных механизмов г. к. м.
разных систем исследуют преимущественно
графическими и графо-аналитическими мето-
360'
Фиг. 129. Кривые пути, скорости и ускорений боко-
вого и зажимного ползунов горизонтально-ковочной
машины.
дами: в аналитическом виде она выражается
очень сложными зависимостями.
На фиг, 129 представлены кинематические
диаграммы бокового и зажимного ползунов
-г. к. м. НКМЗ средних и крупных размеров.
Закон движения зажимного ползуна опре-
деляется профилями эксцентриков закрытия
и раскрытия матриц (фиг. 130).
Центральные углы эксцентрика закрытия:
-16°); D)
E)
где Sa — заданная величина полезного хода
машины; в машинах НКМЗ 6'^ = @,72-^-0,80) ^'.
Угол s определяют вычислением или гра-
фическим построением (фиг. 130) по вели-
чине полного хода бокового ползуна Sc, за-
данной величине открытия матриц SM, вы-
бранных размеров звеньев 1Ь /2 и /3 и коор-
динат центров шарнирных сочленений:
—0<f —B4°-г-32°);
COS CL = ¦
F)
G)
где Sx — заданная величина обратного хода
центрального ползуна до начала открытия
матриц. В машинах НКМЗ 5г д; @,27 -г- 0,35) S.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
583
Радиус ге определяется толщиной ступицы
эксцентриков и диаметром вала по месту их
посадки. Радиус Re находят из построения
двух крайних положений зажимного меха-
низма.
Профиль эксцентрика в секторе ф очер-
чивают прямой Ать перпендикулярной в
точке А к линии центров Оа^ (или вогнутой
дугой большого радиуса в машинах крупных
размеров), и дугой окружности рь сопрягаю-
температуры материала сильно влияет соот-
ношение между объёмом рассчитанной поло-
сти штампа и объёмом заготовки. Работа с из-
бытком металла, выражающимся появлением
заусенца на поковке, ведёг к увеличению Ртях.
С увеличением усилия штамповки в конце
рабочего хода возрастает давление металла
изнутри штампа в стороны, воспринимаю-
щееся матрицами, последней парой звеньев
зажимного механизма и станиной в попереч-
Л/7///////////////У////А
Фиг. 130.
щей прямую Ат\ с очерком радиуса Re в сек-
торе 7- Радиус р! = г01.
Профиль в секторе СО А очерчивают со-
пряжёнными дугами Сгпч и m2N и дугой ра-
диуса ге.
Дезаксиалы hx д= h2 =s 0,5r01 ; г01 ss 0,75re.
Профиль второго эксцентрика (открытия)
строят графически, методом обращенного
движения, по профилю первого, с учётом не-
изменности расстояния между центрами роли-
ков aj и а2 и постоянства суммы дезаксиалов.
Силовой режим работы горизонтально-
ковочных машин
Рабочая нагрузка г. к. м. может быть
весьма разнообразной как по абсолютной ве-
личине, так и по характеру изменения, соот-
ветственно разнообразию производимых на
них технологических операций (см. стр. 564).
Наиболее тяжёлой для машины опера-
цией в преобладающем большинстве случаев
является штамповка в формующих ручья ч,
преимущественно в последнем.
Пример типичного силового графика штам-
повки, начинающейся со свободной осадки и
заканчивающейся заполнением штамповой по-
лости, показан на фиг. 131 [2]. Участок кривой
аЪ соответствует начальной фазе процесса —
осадке в свободной полости штампа. В точке Ь
начинается резкое нарастание усилия до Ятах в
конце рабочего хода (точка с) по закону, близ-
кому к линейному, сопровождающее оконча-
тельное заполнение полости.
Отношения высот поковок SK: Sp и уси-
лий P\'Pmax могут меняться в зависимости от
форм поковок и относительных размеров за-
готовок.
На величину Pfflax независимо от формы
и размеров поковки, механических качеств и
ном направлении. Таким образом, звенья кри-
вошипного механизма, валы и зубчатые ко-
лёса испытывают наибольшие напряжения пре-
имущественно в конце рабочего хода машины.
Последняя пара звеньев зажим-
ного механизма у машин типа
НКМЗ (с эксцентриками) или все
его звенья у машин других си-
стем, а также станина в попереч-
ном направлении получают наи-
большую нагрузку
при окончательном
закрытии матриц,
если взятая при на-
ладке штампов сум-
марная толщина про-
кладок за матрицами
создаёт поперечный
распор станины, пре-
восходящий по силе
давление металла по-
ковки в стороны на
боковые стенки мат-
риц. Если толщина прокладок взята меньшей,
то наибольшая поперечная нагрузка разви-
вается в конце штамповки и вызывает не-
которое раскрытие штампов, характеризую-
щееся в производстве выражением „матрицы
сдают".
График допускаемых нагрузок
Г. к. м проектируют на основе одного из
двух графиков допускаемых нагрузок, при-
ведённых на фиг. 132 [3]. Усилие Р на цен-
тральном ползуне (пуансоне) дано в зависи-
мости от угла поворота коленчатого вала а.
Кривыми Pq очерчены границы для уси-
лий на пуансоне по прочности зубчатой пере-
дачи. Линиями Ра показаны уровни предель-
ного нагружения машины по прочности колен-
чатого вала в кривошипной шейке. Через точ-
Фиг. 131- Типовой силовой
график штамповки высад-
кой на горизонтально-ко-
вочной машине.
584
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД.. IV
ку (/проходит кривая допускаемых нагрузок по
прочности коленчатого вала в опорной шейке
со стороны правой щеки, выходящая у г. к. м.
всеми своими другими точками за пределы
площади графика.
Машина, запроектированная по графи-
ку на фиг. 132, б, допускает более высо-
кие нагрузки по прочности зубчатых колёс
Фиг. 132. Графики допускаемых нагрузок горизонтально-
ковочных машин.
и опорной шейки вала на пуги центрального
ползуна, соответствующем повороту вала на
угол от a.°d до а^. Практика эксплоатации
г. к. м. не установила однако технологиче-
ских преимуществ машин с графиком этого
типа перед машинами, запроектированными
по графику, изображённому на фиг. 132, а.
При угле ад заканчивается закрытие ма-
триц и начинается активный ход центрального
ползуна, который полностью или частично
используется для штамповки.
Во избежание перегрузок зубчатых колёс
и коленчатого вала силовая диаграмма рабо-
чего процесса в координатах Р, а не должна
выходить за пределы площади графика огра-
ниченной кривой Pq (фиг. 132, а) или кри-
вой Pq и линией Ра (фиг. 132, б).
Элементы силового расчёта и расчёта
на прочность [3J
Кривошипно-шатунная передача. Крутя-
щий момент на коленчатом вале г. к. м. с
аксиальным кривошипно-шатунным механиз-
мом и эксцентриковым приводом механизма
зажима
M = PW, (8)
где Р — усилие (фиг. 133), действующее на
центральный ползун (усилие на пуансоне);
W—плечо приведённого крутящего момента.
W ^ Г (sin а — 0,5Х sin 2а) -f
(9)
Здесь, кроме ранее встречавшихся обозна-
чений, (л. тс 0,08 —коэфициент трения скольже-
ния в шарнирах кривошипного механизма и
направляющих центрального ползуна; г0
и /-д —радиусы цапф коленчатого вала в опо-
рах и кривошипной шейке; /# — радиус шар-
нира малой головки шатуна (фиг. 133).
Диаметр коленчатого вала в кривошипной
шейке (сечение а — а)
AС)
rf« = l/ ~
Диаметр коленчатого вала в опорной шей-
ке (сечение о — о)
, = 2,15 у —/0,02*2 +
A1.)
В формулах A0) и A1) Р — заданное пре-
дельное усилие г. к. м. в конце хода при а =
= 180"; В—длина срединного участка вала
между наружными плоскостями щёк; Rf,—
допускаемое напряжение на изгиб (для валов
из наиболее употребительной для них марки
стали 45' принимают "#ft = 24-f-26 кг/мм2);
Ь — длина правой опоры вала.
Плечо момента W вычисляют согласно
формуле (9) по а= 180°, если машина проек-
тируется по графику, приведённому на
фиг. 132, а, и по а = аа, если имеется в виду
график, изображённый на фиг. 132, б.
Другой способ расчёта основных разме-
ров коленчатых валов г. к. м. по методу,
предложенному в качестве общего для валов
кривошипных прессов всех видов., см. , Чисто-
кривошипные прессы".
Обратная расчётная задача, т. е. опреде-
ление по размерам коленчатого вала г. к. м.
предельных усилий и построение графиков
Ш
Фиг. 133.
допускаемых усилий решается с помощью
формул:
4
02)
"* Я
/0,02*2+Ц/з *
A3)
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛА.ЧКОВЫЕ МАШИНЫ
585
где Ра и Ро — предельные нагрузка по проч-
ности данного вала в кривошипной и опор-
ной шейках.
Основные относительные размеры колен-
чатых валов г. к. м. (в средних цифрах) укла-
дываются в следующие ориентировочные соот-
ношения:
Величина стрелки а (фиг. 134), образуе-
мой звеньями /2 и /3 при закрытых матрицах
в машинах НКМЗ размером от 50 мм и выше,
необходимая и достаточная для образования
мёртвого положения звеньев:
d0 л 1,7 г; В ex l,82d0;
l,25rfo;-& ~ l,33cf0-
Расчётная величина усилия, действующего
по шатуну,
Р,«Я. A4)
Максимальная расчётная величина реакций
в опорах I к II (фиг. 133)
r
A7)
VO1
А/,
02
0,5Р.
A5)
Здесь rd, rf и гт — радиусы осей шарниров
D, F и М\ [х « 0,08 ~ коэфициент трения.
Усилия U и Рц, действующие вдоль боко-
вого ползуна (фиг. 130) и вдоль звена /]
(фиг. 134) с момента полного закрытия матриц
до начала процесса
штамповки в зажим-
ных механизмах гори-
зонтально-ковочных ма-
Средние удельные давления k в шарнирах
с бронзовыми вкладышами для выполненных
машин находятся в пре-
делах:
375—500 кг/см*—в опор-
ных подшипниках;
900-1600 кг\смг-ъ кри-
вошипных шейках;
900-1400 kzJcm*—* ма-
лых головках шатунов.
Меньшие значения k
относятся к г. к. м. ма-
лого тоннажа, большие—
к сравнительно тихоход-
ным машинам крупных
размеров
у//////////////////////////////////////////////
Фиг. 134 Схема пружинного предохранителя в зажимном механизме горизонтально-
ковочной машины НКМЗ средних и крупных размеров
Зубчатая передача. Для машин, проек- шин системы НКЗМ размером от 50 мм и
Зуч р
тируемых по графику, изображённому на
фиг. 132, а, зубчатая передача рассчитывается
по крутящему моменту М при а =180° нР,
равному предельному заданному.
В расчётах зубчатых колёс к машинам,
проектируемым по графику, приведённому на
фиг. 132, б, момент М определяется по
а<180°, но не меньше 155—165°.
Для графика допускаемых нагрузок
й
рр
выше, определяются по формуле
~^а
|
A8)
где Рт — усилие зажима матриц; величину Рт
принимают равной 0,25-0,30 от предельного
Р
данной г. к. м. кривая предельных усилии давления горизонтально-ковочных машин
по прочности зубчатой передачи стро-
ится по значениям Pq , вычисляемым по
формуле
р _Q#
Q~~W'
A6)
р д
Усилие, действующее на эксцентрик и
передний ролик в течение того же времени
цикла,
Рг « , У
1—-
где Q — допускаемое по условиям прочности
усилие на начальной окружности зубчатых
колёс; R — радиус начальной окружности ше-
стерни коленчатого вала.
Усилие Q определяют отдельно для каждой
из парных шестерён и из двух полученных
значений принимают наименьшее.
Зажимной механизм. Сложность и разно-
образие систем зажимных механизмов гори-
зонтально-ковочных машин исключает воз-
можность применения к ним общего метода
силового расчёта. Задача определения вели-
чин сил, действующих в их звеньях, решается
в каждом отдельном случае особо, — графи-
ческими, аналитическими или графо-аналити-
ческими способами.
где hi — дезаксиал ролика а^', /^ — наиболь-
ший радиус эксцентрика закрытия матриц;
г01 — радиус переднего ролика.
По формулам A8) и A9) определяются ма-
ксимальные значения усилий Pt , U и Рг Во
время штамповки их величина становится
меньше вследствие долевой разгрузки зажим-
ного механизма при общем упругом удлине-
нии станины под действием усилия высадки.
Расчётные величины усилий, действующих
вдоль звеньев 1г и L,
pk™pk
тр-
B0)
Здесь Ртр —усилие, действующее на ма-
трицы изнутри штампа при штамповке; оно
586
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
возникает вследствие бокового давления де-
формируемого металла.
В зависимости от механических качеств
материала, температуры, величины и формы
поковки (отношения высоты поковки к диа-
метру) усилие Ртр может быть меньше и
больше Рт. В первом случае матрицы оста-
нутся плотно сомкнутыми в течение всего
времени штамповки; во втором случае, начи-
ная с того момента, когда Ртр превысит Рт,
матрицы обнаружат податливость и будут рас-
ходиться в пределах десятых долей милли-
метра на величину, зависящую от поперечной
жёсткости машины.
При расчётах звеньев 1% и /3, а также шар-
т.иров D, F и М усилие Ртр принимают рав-
ным Р.
Предохранители. По характеру действия
и по состоянию при срабатывании предохра-
нители от перегрузок, ставящиеся в г. к. м.,
делятся на две группы: ломкие предохрани-
тели с разрушающимися рабочими элементами
(срезающиеся и разрывающиеся); податли-
вые предохранители, не имеющие разрушаю-
щихся деталей (пружинные и фрикционные).
Предохранители первой группы [4] сраба-
тывают только при возникновении резких
единичных перегрузок, когда усилие, угро-
жающее статической прочности машины, пре-
высит предельное, допускаемое для неё, на
20—25%. На систематические перегрузки
менее чем на 20—25% ломкие предохранители
сразу реагировать не в состоянии. В таких
случаях они могут прекратить действие пере-
грузок не раньше, чем сами разрушатся от
усталости по истечении некоторэго времени
работы машины. В отличие от ломких предо-
хранителей правильно рассчитанные и точно
отрегулированные пружинные и фрикционные
предохранители вступают в действие в тот
момент, когда усилия, развизающиеся в ма-
шине, достигают предельных допускаемых для
неё величин.
Пружинные предохранители после сраба-
тывания автоматически восстанавливают свою
начальную геометрическую схему.
Фрикционные предохранители остаются
готовыми к повторному действию с того но-
вого относительного положения сопрягаю-
щихся элементов фрикционной пары, которое
возникло вследствие их взаимного проскаль-
зывания при перегрузке.
Расчёт предохранительных
устройств горизонтально-ковоч-
ных машин. Срезающийся стержневой
предохранитель в маховике (фиг. 126). Пре-
дохранитель является ограничителем крутя-
щего момента. Действие его распространяется
на область нагрузок г. к. м. в пределах по-
ворота коленчатого вала на угол от а^, при
котором начинается активный ход машины,
до конца хода, при ос = 180°, если машина по-
строена по графику допускаемых нагрузок,
изображённому на фиг. 132, а, и от ad до ап,
если график ковочной машины имеет вид,
показанный на фиг. 132, б. Во втором случае
в пределах последующего поворота вала на
угол от ап до а =180° предохранитель ста-
новится бесполезным, так как усилия на
центральном ползуне, от которых он в со-
стоянии притти в действие, выходят в этой
зоне графика за пределы нагрузок, лимити-
руемых прочностью коленчатого вала в кри-
вошипной шейке.
Усилие, срезывающее предохранительный
стержень,
T=l,25Q
О/с
1
B1)
где Q — допускаемое усилие на начальной
окружности зубчатых колёс; гОл.— радиус на-
чальной окружности малой (ведущей) ше-
стерни; i—расстояние от центра вала до оси
предохранительного стержня; тгI и т]2 — коэ-
фициенты, учитывающие трение в подшип-
никах приводного вала и во втулке маховика;
тц т тJ « 0,98. Предохранительные стержни
делают с выточкой по месту среза (фиг. 126, б).
Диаметр стержня в выточке (в рабочем
сечении)
dn =
B2)
где аь — предел прочности материала стержня.
Употребительные относительные размеры
предохранительных стержней (фиг. 126, б):
d ~ A,33-=- 1.18) dp; р « @,06 — 0,09) dp.
Разрывающийся прейохранитель на ша-
туне (фиг. 121а). Предохранитель служит в
качестве ограничителя усилия, развиваю-
щегося в г. к. м. в направлении движения
центрального ползуна, в конце рабочего хода.
Его ставят в машины, проектируемые по
графику, изображённому на фиг. 132, б.
Действие предохранителя начинается в
момент, когда усилие на пуансоне превысит
предельную для машины нагрузку Ра на 20—
25% при положении коленчатого вала под
углом а в пределах от ап до а = 180°.
Минимальная высота центра шарнира С
над линией центров АВ [5]
= И- \гс + 7 (г<* + ГА — гь I .
B3)
где (а = 0,08—коэфициент трения; гс — ра-
диус цапфы среднего шарнира; га — рааиус
шейки коленчатого вала; гь— радиус малой
головки шатуна.
Принимаемый размер Н должен быть
больше Нт-т (см. ниже относительные раз-
меры).
Усилие, разрывающее предохранительный
стержень,
Т=Р
, B4)
где Р—предельное усилие машины в конце
хода.
Предохранительные стержни делают с вы-
точкой в середине (фиг. 121 а). Диаметр
стержня в выточке (в рабочем сечении)
B5)
1,131/ —
Примерные относительные размеры пре-
дохранителя на шатуне: Н и 0,05 / ш 0,1/?;
й я A,30 -г-1,22) dp) р » @,125 Ч- 0.120) dp.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
587
Пружинный предохранитель в зажимном
механизме горизонтально-ковочных машин
средних и крупных размеров (фиг. 134).
Приводимые ниже формулы для расчёта пре-
дохранительного устройства действительны
при условии применения их к схемам, в кото-
рых относительные размеры звеньев и отно-
сительное взаимное расположение осей шар-
ниров совпадают с принятыми в маши-
нах НКМЗ или мало отличаются от них.
Усилие, действующее в момент полного
закрытия матриц вдоль звена п и на шар-
ниры X и Y,
~Р ll
1
{i [ гу — С- У г гу)\
Усилие предварительно затянутой предо-
хранительной пружиныр, обеспечивающее за-
жим матриц с силой Рт,
— (я* sin 9 —/cos 9 -j-
B7)
В формулах B6) и B7) символами г^, гс,
Гг. О" гх и Г/ обозначены радиусы осей шар-
ниров D, С, Z, К, X и ./; остальные обозначе-
ния см. фиг. 134.
Усилия, действующие на шарниры Z n J
в момент полного закрытия матриц:
Рг*Рк-Ра; B8)
Pj « Ря -f- Г. B9)
При возникновении перегрузки зажимного
механизма в любом положении матриц вели-
чины усилий Рп, Рг и Pj не превосходят уси-
лий, получающихся по формулам B6), B8)
и B9).
Материалы основных деталей
горизонтально-ковочных машин
Станины г. к. м. выполняют преимуще-
ственно из фасонного стального литья (С =
= 0,28-г-0,30%). Отливки подвергают отжигу.
Некоторые заводы применяют для станин
горизонтально-ковочных машин всех выпу-
скаемых ими размеров или только для ма-
шин небольшого тоннажа до 200—250 т
чугунное литьё повышенного качества (см.
т. 3, стр. 45).
Коленчатые и приводные валы — поковка
из стали 45. Применяют также и' легирован-
ные стали—хромоникелевые и хромомолибде-
новые, типа 40ХН и 35ХМ. Для повышения
усталостной стойкости и поверхностной проч-
ности коленчатых и приводных валов г. к. м.
применяют поверхностную закалку шеек и
галтелей или поверхностное упрочнение их
путём накатки.
Ведущие шестерни — поковка из стали 45.
Большие зубчатые колёса и тормозные бара-
баны выполняют из фасонного стального
литья и чугунного литья повышенной проч-
ности.
В качестве материала ползунов (централь-
ных, боковых и зажимных) применяется сталь-
ное литьё, близкое по составу к стальному
литью для станин.
Материал ведущих дисков фрикционных
муфт — чугун; ведомых дисков (обложенных
феродо) — сталь 35—45.
Для вкладышей подшипников опор колен-
чатых валов, головок центральных ползунов,
втулок шарниров зажимного механизма и
верхних направляющих пластин центральных
и зажимных ползунов применяют оловянистую
и оловяноцинковую бронзы с высоким содер-
жанием олова (см. т. 4, стр. 106).
Вертикальные направляющие пластины
центральных и зажимных ползунов выпол-
няются из чугуна повышенной прочности.
Эксцентрики и ролики зажимных механиз-
мов— стальное фасонное литьё (С до 0,5—
0.60Д).
Для стержней ломких предохранителей
наиболее употребительна сталь 50.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г и р ш И. И., Профилирование эксцентриков за-
жимного механизма г. к. м. типа „Националь", .Вест-
ник инженеров и техников" № 9—Ю, 1946.
2. Г и р ш И. И., Исследование процессов штамповки
шарикоподшипниковых колец на г. к. м., Технические
отчёты кузнечной лаборатории ООМД ЦНИИТМАШ,
194Э и 1947.
.3. Г и р ш И. И. и 3 а л е с с к и й В. И., Элементы рас-
чёта горизонтально-ковочных машин, НИИМАШ № 5,
1935.
4. Г и р ш И. И., Исследование ломких предохранителей
кривошипных прессов от перегрузки. Технический от-
чёт кузнечной лаборатории ООМД ЦНИИТМАШ, 1945.
5. Г и р ш И. И., Расчёт болтового предохранителя на
шатуне г. к. м., НИИМАШ № 8, 1934.
6. Игнатов А. А., Горизонтально-ковочные машины
(эксплоатация и ремонт), Машгиз, 1948.
ПРЕССЫ КРИВОШИПНО-РЫЧАЖНО-
КУЛАЧКОВЫЕ ДВОЙНОГО ДЕЙСТВИЯ
(ВЕРТИКАЛЬНЫЕ)
Общие сведения
Прессы двойного действия по технологи-
ческому назначению относятся к специаль-
ным прессам, так как они используются
только для глубоких вытяжных работ из
листа.
Особенностью прессов двойного действия
является наличие двух ползунов: наруж-
ного — прижимного, осуществляющего при-
жим заготовки; внутреннего — вытяжного,
осуществляющего вытяжку.
Лёгкие прессы при массовом изгото-
влении мелких деталей оснащаются механиз-
мами автоматических подач.
В зависимости от конструкции станины
прессы двойного действия разделяются на
два основных типа: открытые и закрытые.
Различие прессов двойного действия в зави-
симости от кинематики рабочего механизма
внутреннего и наружного ползунов показано
в табл. 31.
Основными рабочими звеньями в прессах
двойного действия являются: наружный —
прижимной ползун и внутренний — вытяжной
ползун.
Наружный ползун, движущийся воз-
вратно-поступательно в направляющих ста-
нины, приводится в движение кривошипно-
шатунным, колено-рычажным или кулачко-
588
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Таблица 31
Разновидности прессов двойного действия в зависимости от механизма привода внутреннего и наружного
ползунов
Прессы
Трёхкриво-
шипные
Кривошипно-колено-рычажные
Кривошипно-
кулачковые
Кривошипно-
кулачковые с по-
движным столом
Кулачковые
Механизм привода внутреннего ползуна
Однокриво-
шипный
Однокриво-
шипный
Двухкриво-
Четырёхкриво-
Однокриво-
шипный
Двухкриво-
шипный
Однокулач-
ковый
Механизм привода наружного ползуна
Двухкриво-
шипный
Сдвоенный
колено-
рычажный
Строенный колено-
рычажный
Двухкулач-
ковый
Наружный ползун
неподвижен; стол
перемещается
при помощи ку-
лачкового меха-
низма
Двухкулач-
ковый
вым механизмами от основного рабочего
вала. Основным назначением наружного пол-
зуна является удерживание кромки заготовки
в процессе вытяжки с тем, чтобы препят-
ствовать образованию складок на кромках и
600
500
«Ю
V
\
\
ч
,1
\
\
К
\
\
V
-2
\
ЛриЖим * ползуна = ?
\
ч
/
°7/
//
/
/
II
/
/
/
У
7*
\зоо
I 200
100
180° 150'120° 90° 60° 30° О 330°300°270°2W10°W°
Угол поборота коленчатого вала
Фиг. 135. Диаграмма синхронной работы наружного и
внутреннего ползунов: / — путь наружного ползуна
в зависимости от угла поворота коленчатого вала;
2 — путь внутреннего ползуна в зависимости от угла
поворота коленчатого вала.
стенках изделия. Иногда наружный ползун
одновременно используется для вырубки за-
готовки.
Внутренний ползун, движущийся воз-
вратно-поступательно в направляющих внутри
наружного ползуна, приводится в движение
кривошипно-шатунным или кулачковым меха-
низмом. К внутреннему ползуну крепится
вытяжной пуансон (верхняя часть штампа),
который производит вытяжку, придавая за-
готовке соответствующую форму по штампу.
Нижняя часть штампа крепится к столу
пресса.
Диаграмма синхронной работы наружного
и внутреннего ползунйв показана на фиг. 135.
Обычно прижим начинается при положении
кривошипа коленчатого вала под углом 95°
(отсчитывая от нижнего его положения) и
продолжается во время проворота коленча-
того вала на 120°. Благодаря этому процесс
вытяжки может начаться при угле поворота
кривошипа а = 90°. Останов внутреннего пол-
зуна происходит в момент, когда коленчатый
вал не доходит на 15° до верхней мёртвой
точки. Наружный ползун опережает вну-
тренний на 30°, что обеспечивает длительный
прижим заготовки.
Прессы двойного действия, в отличие от
прессов простого действия, имеют: более
мощный маховик и электродвигатель; боль-
шие размеры зубчатых колёс и муфты вклю-
чения? так как они передают крутящий мо-
мент почти при угле поворота кривошипа
а = 90; большие размеры хода ползуна и
штампового пространства; более жёсткую
станину, так как энергия деформации не
возвращается движущимся частям.
Для выталкивания изделий из штампа
прессы двойного действия оснащаются пнев-
матическими и гидро-пневматическими по-
душками с удерживателями для средних и
крупных прессов и механическими вытал-
кивателями для лёгких прессов.
Скорость вытяжки на прессах двойного
действия принимается для стали: без утонения
стенки — от 11 до 15 м/мин; с утонением
стенки — около 8 м/мин. При карболитовых
штампах скорость вытяжки может быть уве-
личена и принимается: для стали—18 м/ман;
для латуни — 30 м/мин; для вытяжки с утоне-
нием стенки — около 22 м/мин.
Усилие, действующее на станину в прес-
сах двойного действия,
под'
где Pd—усилие на внутреннем ползуне;
Рпр ¦— усилие на прижимном ползуне; Рп0() ~
усилие от подушек.
В кривошипно-рычажных прессах колен-
чатый вал нагружается усилием от внутрен-
него ползуна и крутящим моментом, пере-
даваемым зубчатым колесом.
При определении мощности электродви-
гателя обычно учитывают: работу дефор-
мации при вытяжке; работу, затрачиваемую
на преодоление сопротивлений пневматиче-
ских или гидро-пневматических подушек.
-Работу, затрачиваемую на упругую дефор-
мацию частей пресса, обычно не учитывают,
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
589
так как она при глубокой вытяжке составляет
небольшую величину от полезной работы де-
формации изделия.
Конструкция прессов
Трёхкривошипные прессы двойного
действия изготовляются с двухстоечной ста-
ниной открытой (наклоняемой и ненаклоняе-
мой) и закрытой. Применяются для неглубо-
кой вытяжки цилиндрических изделий. Вы-
рубку заготовки обычно осуществляет на-
ружный ползун. Трёхкривошипные прессы
двойного действия являются высокопроиз-
водительными ма-
шинами, изгото-
вляются с автома-
тическими подача-
ми и используют-
ся для многоопера-
ционных работ.
Распространён-
ные модели т р ё х-
кривошипных
прессов двой-
ного дейст-
вия с откры-
той двух--
стоечной на-
клоняемой
станиной
(фиг. 136) строятся
обычно на усилие
Рн (внутреннего
ползуна в конце
хода) от 15 до
35 т. Эти прессы
имеют: ход вну-
треннего ползуна
5 = @,9— 1,2) 4>,
где диаметр ко-
ленчатого вала в
опорах й?о= 1,4 Урк-|-2; ход наружного ползуна
SHOfp = @,5—0,38) S; регулировку внутреннего
и наружного ползунов Д/ =SM0J,; размер вну-
треннего ползуна (диаметр) D = 3,l \/Рн;
размер наружного ползуна (диаметр) D^ <=
= 5,1 Y~Ph> гДе D — в см, Рн — в т\ число
ходов ползуна в минуту —от 150 до 120.
Прессы усилием от 25 до 35 т изготовляются
также тихоходными (с одним перебором) с
числом ходов ползуна в минуту от 50 до 40.
При работе с провалом глубина вытяжки
/1 = 0,5 SHap. Муфта включения применяется
с двумя поворотными шпонками.
Распространённые модели трёхкриво-
шипных прессов двойного дейст-
вия с закрытойдвухстоечной ста-
ниной охватывают диапазон усилий Рн
(внутреннего ползуна в конце хода) от 15 до
160 т. Эти прессы имеют: ход внутреннего
ползуна 5== A,3—0,7) dQ; ход наружного пол-
зуна SHap = @,25—0,4) S; регулировку вну-
треннего ползуна 50 мм; регулировку наруж-
ного ползуна 25 мм; число ходов ползуна в
минуту — от 80 до 120. Для быстроходных
прессов (без перебора) число ходов в минуту
составляет от 100 до 120, а для тихоходных
(с одним перебором) усилием от 100 т и
выше — от 85 до 80. При работе с провалом
глубина вытяжки h = 0,5 SHap. Прессы уси-
Фиг. 136. Трехкривошипный
пресс двойного действия с
открытой двухстоечной накло-
няемой станиной усилием 30 т.
лием до 70 т изготовляются с цельно^
литой станиной; от 70т и выще выпол-
няются с разъёмной станиной, стянутой
четырьмя стяжными болтами; до 100 т обычно
имеют муфту включения с поворотной шпон-
кой; прессы 160 т имеют фрикционную муфту.
Кривошипно-кулачковые прессы двой-
ного действия изготовляются с двухстоеч-
ной станиной открытой (наклоняемой и не-
наклрняемой) и закрытой. Применяются для
вытяжки сравнительно неглубоких изделий
(в этом отношении они занимают среднее
место между трёхкривошипными и криво-
шипно-колено-рычажными прессами). Изго-
товляются также с механизмами автомати-
ческих подач.
Основным недостатком прессов с кулач-
ковым механизмом привода наружного пол-
зуна является повышенный по сравнению с
другими элементами пресса износ кулач-
ков.
Кривошипно-кулачковые прес-
сы двойногодействия сдвух стоеч-
ной открытой наклоняемой стани-
ной (фиг. 137) строятся обычно на усилие Рн
(внутреннего ползуна в конце хода) от 15
до 35 т. Эти прессы имеют: ход вну-
треннего ползуна .S=(l,33—1,54) dQ, где диа-
метр коленчатого вала в опорах do —
_ г- —г ^од
~J[\ С С'. ,.л>^.,
'нар
наружного ползуна
г0,5 5; регулировку внутреннего и на-
Фиг. 137. Кривошипно-кулачковый пресс
двойного действия с двухстоечной откры-
той наклоняемой станиной усилием 35 т.
ружного ползунов Д/=0,45 d0; размеры вну-
треннего ползуна диаметром ?> = 3,3 \'Рн\
размеры наружного ползуна диаметром
D-i = 5,3 V"/V Глубина вытяжкиh=SHap-6MM,
Число ходов в минуту составляет для быстро-
ходных прессов (без перебора) от 90 до 75;
тихоходных прессов (с одним перебором) уси-
лием от 25 т и выше — от 52 до 41. Прессы
имеют муфту включения с двумя поворотными
шпонками.
Кривошипн о-к улачковые прес-
сы двойного действия с д в ухе то-
590
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ечной открытой ненаклоняемой
станиной (фиг. 138) обычно используют при
усилиях Рн от 40 до 120 т. Прессы
имеют ход внутреннего ползуна 5 = A,75—
—1,25) rfg, где диаметр коленчатого вала в опо-
Фиг. 138. Кривошипно-кулачковый пресс
двойного действия с двухстоечнои откры-
той ненаклоняемой станиной усилием 70 т-
do= 1»4 угРн-\-2; ход наружного ползуна
,?„0^ = 0,55; регулировку внутреннего и на-
ружного ползунов Д/ = 0,72 do; размеры вну-
Фиг. 139. Кривошипно-кулачковый пресс
двойного действия с двухстоечнои закры-
той станиной усилием 250 т.
треннего ползуна диаметром D = 2,8 ]/*Pw;
размеры наружного ползуна диаметром Z)j =
= 4,93 уГРН. Глубина вытяжки fi=SHap-6 мм.
Число ходов ползуна в минуту для прес-
сов с однлм перебором составляет от 32
до 28. Прессы усилием до 80 т имеют муфту
включения с двумя поворотными шпонками
и усилием от 80 т и выше — фрикционную
муфту включения.
Распространённые модели кривошип-
но-ку л а ч к о в ы х прессов двойного
действия с двухстоечнои закры-
той станиной (фиг. 139) строят на уси-
лие Рн (внутреннего ползуна в конце хода)
от 40 до 250 то. Основные параметры этих
к 4-у/
верхнее положение ~ , ¦* I—: !rjir! I ^
о) Крайнее нижнее положение
1
(-1
-о
е
2~
Л
\
J
\
\
\
к
-— Остановка*}
- -(ктанодка -
7
У
г
ч
1
0 30° 60' 90" 120°150°]80°2Юс240°270°ЗООаЗЗО°Ж
Фиг. 140. Кривошипно-колено-рычажные механизмы на-
ружного ползуна: а — сдвоенный колено-рычажный меха-
низм; б—строенный колено-рычажный механизм; в —
графики пути наружного ползуна в зависимости от угла
поворота коленчатого вала (/ — для механизма, изобра-
жённого на фиг. а; для механизма, показанного
на фиг. б).
прессов те же, что и параметры прессов
с открытой двухстоечнои ненаклоняемой ста-
ниной. Прессы усилием от 100 т и выше вы-
полняются с трёхступенчатым приводом и
числом ходов ползуна в минуту от 15 до 12.
Отличаются от прессов с открытой ненакло-
няемой станиной в основном лишь конструк-
цией последней.
Кривошипно-колено-рычажные прессы
двойного действия изготовляются с дзух-
стоечной закрытой станиной. Применяются
для тяжёлых вытяжных работ предварительно
вырубленных заготовок.
ГЛ.- XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
591
В кривошипно-колено-рычажных прессах
внутренний ползун приводится в движение
кривошипно-шатунным механизмом, а на-
ружный ползун — колено-рычажным механиз-
мом от основного рабочего вала (коленчатого).
Механизм наружного ползуна выбирают с
таким расчётом, чтобы получить наибольшее
время прижима. Это достигается примене-
нием сдвоенных и строенных колено-рычаж-
ных механизмов.
В кинематических схемах, приведённых на
фиг. 140, движение наружного ползуна осу-
ществляется колено-рычажным механизмом
через два вала, расположенных параллельно
коленчатому валу. Движение колено-рычаж-
ному механизму передаётся от бокового пол-
зуна, движущегося возвратно-поступательно
в жёстких направляющих, расположенных с
внешней стороны стоек пресса. Боковой
ползун приводится в движение кривошипно-
шатунным механизмом от коленчатого вала.
В зависимости от компоновки привода боко-
вой ползун иногда располагается сверху
коленчатого вала (для однокривошипных ко-
лено-рычажных прессов с закрытым приво-
дом).
Представленные на фиг. 140 схемы рабочих
механизмов наружного ползуна применяются
главным образом в прессах с открытым при-
водом.
На фиг. 141 изображена кинематическая
схема привода наружного ползуна также с
двумя валами, ко -
торые, однако,
расположены пер-
пендикулярно к
коленчатому валу.
Эта схема приме-
няется в двухкри-
вошипных и круп-
ных однокриво-
шипных колено-
рычажных прессах
двойного действия
с открытым при-
водом. Преиму-
щество этой схе-
мы заключается
главным образом
з том, что меха-
низм получается
более компактным
и отпадает надоб-
ность в боковых
ползунах. Однако
такая система ме-
нее жестка, так
как связь криво-
шипно-шатунного механизма с коленными
рычагами осуществляется не через жёсткий
ползун, а сухарями. Валы коленных рычагов
выполняются из стального литья за одно це-
лое с рычагами.
На фиг. 142 показана кинематическая
схема двухкривошипного коленчатого пресса
двойного действия с закрытым приводом.
Коленные рычаги подвешиваются к наруж-
ному ползуну на четырёх винтах, закреплён-
ных в ползуне с помощью гаек.
В представленных схемах механизмов при-
вода наружного ползуна регулировочные
винты работают на сжатие. На фиг. 143
Наружный
ползун
Фиг. 141. Строенная колено-
рычажная кинематическая схе-
ма привода наружного ползу-
на с валами колен, располо-
женными перпендикулярно
фронту пресса (правая сто-
рона симметричная).
изображена подвеска ползуна к рычагам,
в которой регулировочные винты ра-
ботают на растяжение. Эта конструкция
может устранить вибрацию наружного
ползуна, которая характерна для обыч-
Фиг. 142. Сдвоенная
колено-рычажная схе-
ма привода наружного
ползуна двухкриво-
шипного пресса с за-
крытым приводом (ле-
вая сторона симметрич-
ная).
Фиг. 143. Подвеска ползуна
к рычагам.
Наружный ползун
Фиг. 144. Амортизационное
устройство наружного ползуна
с тарельчатыми пружинами.
ной конструкции под-
вески наружного пол-
зуна при работе круп-
ных прессов.
Для компенсации неровностей инстру-
мента и колебаний штампуемого материала
по толщине применяются амортизационные
устройства, встраиваемые в коленные ры-
чаги или устанавливаемые между пуансоном
и ползуном. На
фиг. 144, 145, 146
показаны наибо-
лее распростра-
нённые конструк-
ции амортизацион-
ных устройств(ре-
гуляторы прижи-
ма), действующих
при помощи та-
рельчатых пружин,
пневмокамер и
пневмоцилиндров.
У регулятора прижима (фиг. 146), встроен-
ного в коленные рычаги, к рычагу 1 прикре-
плён сдвоенный воздушный, цилиндр 2. Шток 5"
соединён серьгой 4 с рычагом о, который
может свободно вращаться вокруг оси 6, за-
креплённой в рычаге 1. Сжатый воздух из-
сети проходит через редукционный клапан,
устанавливающий необходимое давление воз-
духа, поступающего в полости 7 цилиндров 2.
Под действием этой силы нижний конец ры-
чага 5 прижимается к упору 8 рычага К
Ось 9 закреплена во внешнем ползуне, а
ось 10— в серьге рычага. В том случае,
если усилие прижима оказалось больше уси-
лия отрегулированного давлением воздуха в-
цилиндрах, нижний конец рычага 5 отходит
вправо от упора 8. Расстояние между осями
9 а 10 сокращается и колено-рычажный ме-
ханизм предохраняется от перегрузки. В при-
ведённой конструкции регулятора величина
этого уменьшения расстояния между осями
может достигнуть 12 мм.
На фиг. 147 приводится расчётная схема
регулятора прижима.
592
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
{РАЗД. IV
Зависимость между давлением воздуха в
•цилиндрах и усилием прижима выражается
уравнением
PA /t
<\
НарцЖный подзцн
Фиг. 145. Амортизационное устройство наружи тго пол-
зуна: а — с пвевмокамерами; б — с пневматическим
кольцевым цилиндром.
где р — давление воздуха в am; P — усилие
прижима, осуществляемого одним рычагом,
в кг; F— разность суммарной площади порш-
ней в цилиндрах и суммарной площади
штоков; Л—величина, определяемая из за-
висимости
а = tg (% — Pi) + tg (a2 — р2);
углы (г, и %и плечи 1^ и /2 приведены на
фиг. 147; pj — угол между направлением ры-
чага аЪ и усилием по
рычагу при работе регу-
лятора прижима с учё-
том сил трения; 02—угол,
аналогичный fJj, но для
рычага be. Углы рг и %
определяются из следу-
ющих зависимостей:
sin
с
Фиг. 147. Расчётная
схема регулятора при-
жима.
ч
где ¦/?!, /?2 и /?3 —ра-
диусы осей в шарнирах;
fj. — коЗфициент трения;
/ц и /4 приведены на
фиг. 147.
Прессы однокривошипные ко-
лен о-р ычажные двойного дей-
ствия с двухстоечной закрытой
станиной с закрытым приводом
(фиг. 148) изготовляются усилием от 40 до
2300 т. Основные па-
раметры этих прессов
одинаковы с параме-
трами прессов с от-
крытым приводом.
Прессы одно-
кривошипные
колено-рычаж-
ные двойного
действия сдвух-
стоечной закры-
той станиной с
открыт ым приво-
дом (фиг. 149) изго-
товляются усилием
Рн внутреннего пол-
зуна в конце хода от
40 до 1800 т. В прес-
сах этой конструкции
коленчатый вал и ва-
лы коленных рычагов
механизма наружного
ползуна расположены
параллельно фронту
пресса. В прессах
усилием более 150 т
обычно предусматри-
вается двухсторонний
Фиг. 148. Пресс однокриво
шипный колено-рычажный
двойного действия с двух-
стоечной закрытой стани-
ной н закрытым, приводом
.усилием 160 т.
Фиг. !4б. Регулятор прижима, встроенный в коленные
рычаги.
привод наружного
ползуна во избежа-
ние закручивания ва-
лов коленных рыча-
гов. Эти модели прес-
сов имеют: ход внутреннего ползуна S=
= B -~ 3,5) d0, где для прессов усилием до
2Э0 т диаметр коленчатого вала в опорах
dQ х l,4j/rPw, а для прессов усилием от 200 т
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
593
Фиг. 149. Пресс однокривошипный колено-рычажный двойного действия с двухстоечной закрытой
станиной и открытым приводом усилием 500 т.
Фиг. 150. Пресс двухкривошипный колено-рычажный двойного действия с двухстоеч-
ной закрытой станиной, с открытым приводом усилием 250/75 т (.конструкция ЦБКМ).
38 Том 8
594
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
поД В
по CD
Фиг 151- Внутренний ползун пресса двойного действия.
1! выше </0«1,2-|/"Р„ + 60; ход наружного Внутренний и наружный ползуны этих прес-
ползуна SHap = @,65—0,70) 5. сов показаны на фиг. 151 и 152.
Прессы двухкривошипные колено-рычаж- Привод наружного ползуна изображён на
й й и ф 154
р дур р р
ные двойного действия с двухстоечнои закры- фиг. 154.
(ф 150) П
д д у р
той станиной с открытым приводом (фиг. 150)
80 1000
р р (ф ) р р
изготовляются усилием от 80 до 1000 т. жённый на фиг. 146.
Пресс имеет регулятор прижима, изобра-
й ф 146
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
595
Фиг. 152. Наружный ползун пресса двойного действия.
Прессы двухкривошипные колено-рычаж-
ные двойного действия с двухстоечной за-
крытой станиной и с закрытым приводом
(фиг. 153) строят на усилие Рн (внутреннего ползуна в конце
хода) от' 200 до 1500 т. Эти прессы имеют: нормальный ход
внутреннего ползуна
SH = 2,5 урн + 300,
где 5 — в см; Рн — в т; увеличенный ход внутреннего
ползуна
SM =f 3,5 У Рн + 300 ;
ход наружного ползуна
SHap = 0,67 S,
где S — ход внутреннего ползуна; регулировка расстояния
между столом и ползунами (внутренним и наружным) 200 и
600 мм; наименьшее расстояние между стойками в свету
Е = 9,3 |/
наибольшее расстояние между стойками в свету
Е = 9,3 ур~рШ-\- 210 см.
Прессы двухкривошипные колено-рычаж-
ные двойного действия с двухстоечнойза-
крытой станиной с закрытым приводом и
с плунжерным соединением ползунов с шату-
нам и и коленными рычагами изготовляются свар-
ной конструкции. В этих прессах привод расположен в го-
ловке коробчатой конструкции, герметически закрытой.
Фиг. 153. Двухкривошипный колено-
рынажный-пресс двойного действия
с закрытым приводом.
Фиг. 154. Конструкция привода наружного ползуна
пресса двойного действия.
ГЛ. ХГП
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
597
Прессы кривошипно-рычажные трой-
ного действия. Прессы тройного действия
предназначаются для вытяжки крупных изде-
лий, в частности, деталей кузовов, требую-
щих глубокой обратной вытяжки (фиг. 155).
Отличительной особенностью прессов трой-
ного действия является наличие трёх ползу-
Фиг. 155. Часть
штампа для штам-
повки крышки ку-
зова на прессе
тройного действия:
1 — верхний пуан-
сон; 2 - прижим;
3 — нижний пуан-
сон для обратной
вытяжки; 4 — ма-
трица; 5 — клин
нижнего ползуна.
нов: одного прижимного, осуществляющего
прижим заготовки; двух вытяжных рабочих
ползунов, нижнего и верхнего, осуществляю-
щих вытяжку. Основным конструктивным
узлом, по которому различают прессы трой-
ного действия, является их привод. Ниже
приведены разновидности прессов в зависи-
мости от привода.
Разновидности прессов тройного действия
в зависимости от конструкции привода
Прессы
С одним общим
приводом
С верх-
ним при-
водом
С ниж-
ним при-
водом
С открытым приво-
дом
С двумя независимыми
приводами
С верхним
приводом для
верхних ползу-
нов и нижним
приводом для
нижнего пол-
зуна
С открытым
приводом
Оба
незави
симые
приво-
да рас-
поло-
жены
снизу
пресса
С за-
крытым
приво-
дом
Прессы тройного действия с
двумя независимыми приводами
являются наиболее универсальными прессами
этого типа в части использования их, так
как нижний ползун имеет регулировку по
времени действия.
Полный цикл хода пресса с двумя незави-
симыми приводами представляетси в следую-
щем виде. Пуск пресса осуществляется нажа-
тием кнопки, которая посредством электро-
пневматической системы включает муфту при-
вода верхних ползунов (прижимного наруж-
ного и вытяжного — внутреннего, движуще-
гося возвратно-поступательно в направляю-
щих внешнего ползуна). Наружный ползун
опускается вниз до положения прижима заго-
товки и держит её. В это время верхний
внутренний ползун, дойдя до прижатого листа,
производит вытяжку вниз и останавливается
в крайнем нижнем положении, так как при
этом муфта привода верхних ползунов вы-
ключается. В заранее установленный момент
хода внутреннего верхнего ползуна вниз (в за-
висимости от глубины вытяжки) автоматиче-
ски включается муфта привода нижнего пол-
зуна предельным выключателем, сблокиро-
ванным с ходом внутреннего ползуна. Ниж-
ний ползун двигается вверх и производит вы-
тяжку в обратном направлении. После того
как нижний ползун достиг крайнего верх-
него положения, вытяжка окончена, и он на-
чинает обратный ход вниз, включая муфту
привода верхних ползунов предельным выклю-
чателем, сблокированным с ходом нижнего
ползуна. При включённой муфте привода верх-
них ползунов верхний внутренний ползун
осуществляет движение вверх. По истечении
определённого времени, в зависимости от ки-
нематической схемы пресса, наружный ползун
также начинает движение вверх. В то время,
когда верхние ползуны займут верхнее исход-
Прессы тройного дейст-
вия с одним общим верхним
приводом являются первоначальной
конструкцией этого типа прессов, со-
здание которых шло по пути добавле-
ния к прессам двойного действия треть-
его нижнего ползуна, используя тот же
механизм привода. В этих прессах при-
вод нижнего ползуна осуществляется
двумя тягами от верхнего привода.
Впрессах с одним нижним
приводом все механизмы привода
расположены снизу пресса—под столом
Передача движения на верхние ползуны
осуществляется тягами, аналогичными
тягам прессов с верхним приводом, так
что, кинематика принципиального отли-
чия не имеет.
Оба типа прессов имеют одни и те же
недостатки, заключающиеся в ограни-
ченности их применения, вследствие
невозможности регулировки по времени
действия нижнего ползуна.
Полное время хода пресса v3-15cek)
Углы поворота за один ход'——
Ma He опережение
ухода нижнего полэун!
Фиг. 156. Диаграмма взаимодействия ползунов пресса тройного
действия с двумя независимыми приводами: 1 — регулировка
нижнего ползуна для осуществления глубокой вытяжки без
опережения его ухода; 2 — регулировка нижнего ползуна для
осуществления неглубокой вытяжки с большим опережением
его ухода (для штамповки, изображённой на фиг. 155).
598
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ное положение, а нижний ползун придёт в его имеет литую конструкцию. Усилия на пол-
крайнее нижнее положение, обе муфты вы- зунах составляют: на внутреннем — 800 т\
ключаются, и пресс останавливается. Пуск его на внешнем прижимном — 600 т; на ниж-
требует нового включения. нем —500 /я.
Наружный
ползун
Фиг. 157. Кинематические схемы рабочего механизма: а — внутреннего ползуна; б— наруж-
ного (прижимного) ползуна.
Взаимодействие по времени ползунов трой-
ного действия с двумя независимыми приво-
дами показано на диаграмме, изображённой
на фиг. 156. В случае отсутствия надобности
в третьем действии нижний ползун привода
выключается, и пресс работает как пресс двой-
ного действия.
В прессах тройного действия в отличие от
прессов двойного действия как внутренний,
так и наружный ползуны приводятся в дви-
жение от кривошшшо-рычажного механизма.
На фиг. 157 показаны кинематические схемы
рабочего механизма внутреннего и наружного
ползунов, а на фиг. 158—кинематическая схема
рабочего механизма и привода нижнего пол-
зуна пресса тройного действия с закрытым
приводом и перпендикулярным расположением
коленчатых валов к фронту пресса. Общий
вид этого пресса показан на фиг. 159. Станина
Некоторые конструкции прессов тройного
действия имеют вместо коленчатых валов экс-
центрики, а вместо литой станины — сварную.
Фиг. 158. Кинематическая схема рабочего механизма и
привода нижнего ползуна; 1 — нижний ползун; 2 —муфта
включения; 3 — ось электродвигателя.
Фиг. 159. Общий вид криво-
шипно-рычажного пресса трой-
ного действия с закрытым при-
водом и с перпендикулярным
расположением коленчатых
валов к фронту пресса.
В этих прессах все вращающиеся части разме-
щены внутри верхней и нижней головок ко-
робчатой конструкции, наполненных маслом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Карпелевич М. И., Пресс двойного действия
давлением 250/75 /га, Материалы технической инфор-
мации, ЦБКМ, 1940.
2. Crane E. V., „Plastik working of Metals and Power
Press operations", N. Y., 1939.
3. Brootzkoos S. D., .The Selektion of Press*
N. Y... 1941.
4. Стемаев E. M., Прессы тройного действия и их
применение на автозаводах США, „Американская тех-
ника и промышленность" № 4, 1940.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
599
КУЗНЕЧНО-ШТАМПОВОЧНЫЕ АВТОМАТЫ
Общие сведения
Кузнечно-штамповочные автоматы при-
меняются для изготовления весьма большого
ассортимента изделий: болтов, заклёпок, вин-
тов, железнодорожных костылей, шариков,
пульных оболочек, колпачков для ружейаых
гильз, гаек, пружинных шайб Гровера, пружин,
гвоздей, шплинтов, цепей различных деталей
из листа и ленты для нужд электро- и радио-
промышленности, деталей ширпотреба и т. п.
Изготовление упомянутых изделий в зависи-
мости от их размеров, конфигурации и требо-
ваний точности осуществляется холодным,
полугорячим или горячим способами.
В зависимости от технологического назна-
чения различают следующие основные группы
кузнечно-штамповочных автоматов и полу-
автоматов: а) холодновысадочные; б) для по-
лугорячей и горячей высадки; в) обрезные;
г) комбинированные многооперационные; д) ли-
стоштамповочные; е) автоматы.
Производительность кузнечно-штамповоч-
ных автоматов во много раз превышает
производительность металлорежущих станков-
автоматов. В большинстве случаев на куз-
нечно-штамповочных автоматах изготовляются
по сравнению с металлорежущими автоматами
детали с более грубыми допусками. Наиболь-
шая точность штампуемых изделий дости-
гается на холодновысадочных автоматах;
точность холодной высадки приближается
к точности, достигаемой обработкой резанием.
Наиболее распространёнными и многочи-
сленными являются холодновысадочные авто-
маты. Многие автоматы других групп (для
полугорячей и горячей высадки, обрезные
автоматы, комбинированные многооперацион-
ные) имеют с холодновысадочными автома-
тами сходные кинематические схемы и много
общих узлов.
Автоматы и полуавтоматы для холодной
высадки
Холодновысадочные автоматы. Назна-
чение. Холодновысадочные автоматы (фиг. 160)
предназначаются для автоматической высадки
изделий (заклёпок, болтов, винтов, шурупов,
шариков, роликов и т. п.) сравнительно не-
больших размеров, с максимальным диа-
метром стержня высаживаемого изделия
25 мм.
Различают автоматы: с цельной матрицей
для изделий с длиной стержня менее 8 диа-
метров проволоки; с разъёмной (раздвижной)
матрицей для изделий с длиной стержня более
8 диаметров проволоки.
Автоматы с цельными и разъёмными
матрицами выполняются одноударные, двух-
ударные и трёхударные.
Принцип работы и кинемати-
ческие схемы. Автоматы с цельной
матрицей (одноударные). Автомат с цельной
матрицей имеет следующие основные узлы:
механизм подачи материала; механизм от-
резки и переноса заготовки с линии подачи
на линию высадки; механизм высадки (ползун
с шатуном); механизм выталкивания.
На фиг. 161 изображена кинематическая
схема автомата с цельной матрицей. Прово-
лока или пруток 1 подаётся прерывисто вра-
щающимися желобчатыми роликами 2 через
отверстие отрезной матрицы 3 до регулируе-
2060
1600
Фиг. 160. Холодновысадочный автомат ЦБКМ 0 6x50
марки АШ.
мого упора. При движении ножевого штока 4
вперёд от прутка отрезается заготовка и, при-
держиваемая специальным устройством, пере-
носится на линию высадки.
При движении пуансона 5 к матрице 6 за-
готовка подаётся в отверстие последней до
упора в стержень выталкивателя 7, после чего
при дальнейшем движении пуансона происхо-
дит высадка головки. Высаженное изделие при
Фиг. 161. Кинематическая схема одноударного холодно-
высадочного автомата с цельной матрицей.
отходе ползуна назад выталкивается стерж-
нем 7 из матрицы. Движение всех механизмов
осуществляется от коленчатого вала 8, приво-
димого во вращение электродвигателем 9, по-
средством ремённой, клиноремённой или ше-
стеренной передачи 10. Желобчатые ролики 2
механизма подачи материала приводятся во
600
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
вращение от эксцентрика или кулачков 11.
Прерывистое одностороннее вращение роли-
ков 2 осуществляется посредством храпового
или роликового зажимного устройства 12.
Высадочный ползун 13 перемещается вперёд
и назад чаще всего посредством кривошипно-
шагунного механизма. Возвратно-поступатель-
ное движение ножевого штока 4 осущест-
вляется от перемещения ползуна 14, снабжён-
ного кулачковой дорожкой соответствующего
профиля, в которую входит ролик ножевого
штока.
Привод ползуна механизма отрезки 14
осуществляется посредством регулируемого
кривошипно-шатунного механизма. Вытал-
кивание изделия после высадки производится
при повороте рычага 15 против часовой
стрелки. Привод механизма выталкивателя
производится преимущественно кулачковым
механизмом 16.
Автоматы с разъёмными матрицами
(одноударные). Автомат с разъёмной матрицей
имеет следующие основные узлы: механизм по-
дачи материала; механизм поворотного упора
(ограничителя); механизм отрезки и зажима
заготовки; механизм высадки; устройство для
обратного отвода матрицы.
На фиг. 162 изображена кинематическая
схема автомата с разъёмной матрицей. Про-
волока или пруток 1 подаётся до поворотного
упора 2 прерывисто вращающимися желоб-
чатыми роликами 3 через отрезную втулку 4
и разомкнутые матрицы 5 и 6 квадратного се-
чения. При движении половины матрицы 5
вперёд торцевой поверхностью её от прутка
отрезается заготовка и переносится между
обеими частями матрицы на линию высадки
с последующим зажатием её в крайнем поло-
жении. Выступающая часть зажатой заготовки
высаживается пуансоном 8 в головку соот-
ветствующей формы. После высадки головки
части матрицы баб отжимной пружиной 7
Фиг. 162. Кинематическая схема одноударного холодно-
высадочного автомата с разъёмной матрицей.
смещаются назад на линию подачи и раздви-
гаются при этом роликом или клином, опу-
скающимся вниз при обратном перемещении
матриц. Отштампованное изделие выталки-
вается из раскрытой матрицы следующей пода-
чей материала. Поворотный упор приводится
от регулируемых кулаков 9, насаженных на
коленчатом валу; качающийся рычаг 2 упора
отходит от линии подачи после отрезки заго-
товки, перед началом высадки головки. Рабо-
чее перемещение матриц осуществляется от
вращения кулаков 10 посредством системы ры-
чагов, тяг и колено-рычажного сочленения //,
при распрямлении звеньев которого проис-
ходят отрезка, перенос и зажим в матрицах
стержня заготовки.
' Автоматы двух- и трёхударные (с цель-
ной и разъёмной матрицей). Кинематиче-
ская схема двухударного автомата с цельной
матрицей изображена на фиг. 163. Переда-
точное число шестеренной передачи у двух-
ударных автоматов U = ^- = 1:2, у трёх-
ударных /3 = ?L = 1 ; 3. Кулаки механизмов
подачи материала, отрезки и зажима заго-
товки и поворотного упора монтируются на
Фиг. 163. Кинематическая схема двухударного автомата
с цельной матрицей.
распределительном вале. Двухударные авто-
маты иногда выполняются с кривошипно-ко-
ленной схемой высадочного механизма. Прин-
ципиальная схема этих автоматов мало или
вовсе не отличается от схем кривошипно-
шатунных высадочных машин.
В: зависимости от расположения звеньев
кривошипно-коленного механизма в их крайних
положениях можно получать число ходов вы-
садочного ползуна, одинаковое с числом обо-
ротов коленчатого вала или вдвое большее,
при этом величина хода ползуна при первом
и втором ударах может быть получена оди-
наковая или различная.
Для получения удвоенного числа ходов
ползуна относительно числа оборотов колен-
чатого вала необходимо применить схему
кривошипно-коленного механизма с пере-
ходом звеньями средней линии. Если величияа
перехода звеньев по обе стороны средней ли-
Таблица 32
Характеристики одноударных холодновысадочных
автоматов ЦБКМ с цельной матрицей
Основные параметры
Максимальные размеры
стержня высаживаемого из-
делия в мм:
диаметр
длина
Минимальная длина стержня
изделия в мм
Минутная производитель-
ность в шт. .
Число ходов высадочного
ползуна в минуту
Ход высадочною ползуна
в мм
Мощность электродвигателя
в кет
Число оборотов электродви-
гателя в минуту
Марки автоматов
А110
А111
А112
3
25
IO
325
325
4°
1,2
IOOO
6
5°
IO
225
225
85
6
IOOO
10
75
2О
*5°
15°
120
9.1
IOOO
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
601
нии будет одинакова, то величины обоих
ходов ползуна за один оборот коленчатого
вала будут одинаковы. Если величина пере-
хода средней линии будет неодинакова при
первом и втором ходах, то и ходы ползуна
будут также различны.
В табл. 32 и 33 приведены основные пара-
метры холодновысадочных автоматов.
Таблица 33
Характеристики двухударных холодновысадочных
автоматов ЦБКМ с цельной матрицей
Основные
параметры
Максимальные раз-
меры стержня выса-
живаемого изделия
в мм:
диаметр ....
длина
Минимальная, длина
стержня изделия в мм
Минутная произво-
дительность в шт. . .
Число ходов выса-
дочного ползуна в ми-
нуту
Ход высадочного
ползуна в мм ....
Мощность электро-
двигателя в кет . . .
Число оборотов
электродвигателя в
минуту
Марки автоматов
А120
3
25
ю
225
45°
46
1.5
15°°
А121 [ А123
б
5°
16
150
3°°
85
5.8
15°°
12
IOO
16
7О
14°
170
19,7
IOOO
А124
i6
130
20
60
120
220
32
IOOO
Конструкция основных узлов.
Механизм автоматической подачи мате-
риала. Одностороннее прерывистое вра-
щение подающих роликов осуществляется,
как указывалось выше, храповым или роли-
ковым заклинивающимся устройством. В пер-
няют заклинивающиеся ролики. Последние по-
мещаются в гнёздах качающегося корпуса,
соединённого с тягой привода.
Храповое устройство выполняется как с
наружным, так и с внутренним храповиком
с числом собачек от 1 до 5 в зависимости
от шага храпового колеса, требуемой точ-
ности в длине подачи и т. п. В большинстве
конструкций храповых устройств преду-
смотрена возможность их независимого вы-
ключения во время работы автомата. Выклю-
чение производится либо посредством при-
поднимания собачек до выхода их из заце-
пления с храповиком, либо путём их отки-
дывания. Механизм подачи с храповым вклю-
чением изображён на фиг. 164.
Механизм подачи с роликовым вклю-
чением (фиг. 165) выполняется с тремя, пятью
или семью заклинивающимися роликами.
Трёхроликовые устройства ставятся на авто-
матах малого размера, пяти- и семиролико-
вые — на холодновысадочных автоматах более
крупных размеров.
Регулирование величины подачи произво-
дится (фиг. 165) посредством перемещения
камня 1 кулисы винтом 2. Заклинивание ро-
ликов может производиться относительно
внутренней или наружной поверхности фрик-
ционного кольца. В большинстве роликовых
устройств, так же как и в храповых, пре-
дусмотрена возможность независимого выклю-
чения их во время работы автомата.
Включённое и выключенное положения
ролика показаны на фиг. 166 соответственно
пунктирными и сплошными линиями. При ка-
чании диска 1 вправо и влево кольцо 2 получает
одностороннее прерывистое вращение, которое
передаётся через шестерни роликам подачи.
Механизмы подач снабжены обычно тор-
Фиг. 164. Механизм подачи с храповым включением одноударного холодновысадочного
автомата 0 3x25.
вом случае храповое колесо закреплено
на нижнем валу коробки механизма подачи,
а собачки, производящие периодическое вра-
щение храповика, связаны с тягой привода по-
дачи. Во втором случае роль собачек выпол-
мозными устройствами, которые необходимы:
а) для предотвращения поворота подающих ро-
ликов в обратном направлении, б) для погло-
щения инерционных усилий и уменьшения
стука в сочленениях. Тормозные устройства
602
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
выполняются постоянного и периодического
действия;, в некоторых типах механизмов подач
одновременно предусмотрены оба вида тор-
мозов.
движение посредством кривошипного меха-
низма, ножевой шток 2 с ножом 3 и придер-
живающими крючками 4. Ползун / снабжён ку-
лачковой дорожкой, в которую входит ролик 5,
Фиг. 165. Механизм подачи с роликовым включением.
Механизм отрезки и переноса заготовки.
Механизм отрезки и переноса заготовки
в автоматах с цельной матрицей выпол-
по ДВ
Г
Фиг. 166. Включение подачи.
няется с перемещением ножа прямолинейным
и по дуге.
У механизма отрезки и переноса заго-
товки с прямолинейным перемещением ножа
(фиг. 167) имеется ползун 1% приводимый в
связанный с ножевым штоком 2. Возвратно-
поступательное движение ползуна заста-
вляет двигаться в перпендикулярном на-
правлении ролик, а вместе с ним и ножевой
шток.
Механизм отрезки с перемещением ножа
по дуге изображён на фиг. 168. Прижим заго-
товки к ножу / при переносе её с линии по-
дачи на линию высадки осуществляется при-
нудительно крючком 2, приводимым в дви-
жение системой рычагов от кулака, насажен-
ного на распределительном вале.
Механизмы отрезки и зажима в
автоматах с разъёмной матрицей вклю-
чают в себя колено-рычажные системы раз-
личных типов. Применение колено-рычажных
систем необходимо для того, чтобы обеспе-
чить максимальное усилие зажима отрезанной
заготовки во время высадки. Эти механизмы
подразделяются на следующие принципиаль-
ные схемы: горизонтальная односторонняя
(фиг. 169, а); горизонтальная двухсторонняя
(фиг. 169, б)', вертикальная с рычажным при-
водом (фиг. 169, в).
JJ
Фиг. 167. Продольный разрез по ножевому штоку автомата для штамповки шариков 0 25 мм.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
603
Величина перемещения матрицы / (фиг. 169
и 170) в горизонтальных системах механизма
SM = nSn
COS a2 — COS a\
О)
sin aj — sina2
Здесь п при односторонней системе равно 1
при двухсторонней — 2; Sn — ход ползуна 2
(фиг. 169) механизма отрез- i
ки; а2 и а\ (фиг. 170) — соот- ЩЭ
ветственно углы, определяю-
щие положение звена / в
начале и конце хода пол-
зуна
Механизм отрезки и зажима автомата 012Х
Х150 с двухсторонней колено-рычажной систе-
мой изображён на фиг. 171. Привод ползуна
этого механизма осуществляется от кулаков.
Ось перемещения
Фиг. 169. Схемы меха-
низма отрезки и зажима.
Ось перемещения
ползуна 2
Фиг. 170. Схема переме-
щения матрицы.
Фиг. 168. Механизм отрезки с перемещением ножа
по дуге. . .
Вертикальный механизм зажима с рычажным
приводом, применяемый в холодновысадочных
автоматах с комбинированными матрицами,
изображён на фиг. 172.
Механизм высадки. Основной частью
высадочного механизма является ползун, воз-
вратно-поступательное движение которого осу-
ществляется от кривошипно-шатунного или
кривошипно-коленного механизма.
Фиг. 171. Механизм отрезки и зажима автомата с разъёмной матрицей: 1 — ползун; 2 — шарниры; 3— средние
сухари; 4 — упорные сухари; 5 и 6 — клинья; 7— поперечные плунжеры; 8 — упорная планка.
604
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Ползун всякого высадочного автомата имеет
следующие основные части: корпус, головку,
пуансонодержатель; упорный клин; палец.
Направляющие ползунов в большинстве слу-
чаев имеют прямоугольное или Т-образное
сечение да
Фиг. 172. Механизм зажима в автомате с комбинирован-
ными матрицами: / — рычаг зажима; 2 — сухарь; 3 - ре-
гулировочный клин; 4 — кулак; 5— ролик; 6 — пружина
обратного отвода рычага; 7 — пружина предохранителя.
Для лучшего направления применяются
ползуны с дополнительными направляющими
на хоботе.
салазок пуансонов (фиг. 173). Перемещение
пуансонных салазок осуществляется как по
прямой линии, так и по дуге.
Цикловые диаграммы и г р а ф и к и
путей основных рабочих меха-
низм о в. Цикловые диаграммы строятся для
того, чтобы правильно установить взаимо-
действие всех механизмов автомата. Диа-
граммы строят двух видов: 1) в декартовых
координатах (прямоугольная диаграмма) и
2) в полярных координатах (круговая диаграм-
ма). При построении круговых диаграмм, так же
как и прямоугольных, за основу принимаются
углы поворота главного кривошипа.
Прямоугольные, т. е. развёрнутые, цикло-
вые диаграммы более удобны для пользования.
Над цикловыми диаграммами следует рас-
полагать кривые путей основных механизмов
автомата.
Построение всякой цикловой диаграммы
начинается с основного исполнительного ме-
ханизма. Далее устанавливаются по заранее
намеченной последовательности операций пе-
риоды работы и взаимодействия остальных
механизмов, их рабочих и холостых ходов,
выстаивания в тех или иных положениях и т. п.
У одноударных автоматов полный цикл равен
360°, у двухударных — 720° и у трёхудар-
ных— 1080°.
На фиг. 174 приведена в качестве примера
цикловая диаграмма одноударного автомата
с цельной матрицей 0 10x75.
Рекомендуется при построении цикловых
диаграмм придерживаться размеров участков,
приведённых в табл. 34 и 35.
Элементы расчёта. Определение
крутящих моментов и работы, потребных
для высадки. Для определения полной ра-
боты А, потребляемой при высадке, необхо-
димо построить график крутящих моментов
от усилий высадки с учётом потерь на тре-
Фиг. 173. Механизм высадки двухударного автомата
с прямолинейным перемещением пуансонных салазок:
1 — ползун; 2 — регулируемый сухарь; 3 регулировоч-
ный клин; 4 — пуансонные салазки; 5 — кулиса переме-
щения пуансонных салазок.
У двух- и трёхударных автоматов к меха-
низмам высадки должны быть отнесены кроме
ползунов также устройства для перемещения
ние и определить площадь этого графика.
Эта площадь и будет выражать в соответ-
ствующем масштабе искомую работу.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
605
Таблица 34
Холодновысадочные автоматы с цельной матрицей
Таблица 35
Одноудар-
ные
Двухудар-
ные
Углы поворота колен-
чатого вала в градусах
Наименование участка
2 и
S со
S О
u t-
и о
gee
S «
S о
«а «
Подача материала
Предварительная высадка
(первый удар)
Окончательная высадка
(второй удар)
Ход ножа вперёд (или на-
зад) . . ¦
Останов ножа у отрезной
матрицы
Останов ножа у высадочной
матрицы
Выталкивание готового
изделия
Начало отрезки заготовки
после окончания подачи мате-
риала
Отход ножа после начала
заталкивания заготовки в ма-
трицу
Начало подачи материала
от момента останова ножа на
линии подачи
От окончания высадки до
начала выталкивания . . . .
Останов пуансонных сала-
зок в нижнем или в верхнем
положении
Фиксирование салазок в
нижнем или в верхнем поло-
жении
Начало заталкивания от
окончания спуска салазок. .
155—«о
2О-ЗО
4°- 55
2ОО —215
36—5° 6о—8о
ПО—121
5-15
25-3° 3-
20—45
310—360
25-45
2О— 3°
8о—но
412-430
Il6—I2O
НО—I2O
36—48 2O—26
14-34
5-*
5—2524—47 2а-35
IO—28
22O—23O
юо— i6o
5—15 35-5°
При определении участков цикловой диаграммы
двухударных автоматов принят конический пуансон без
заталкивателя, так как наличие последнего создавало бы
искусственное увеличение длины заготовки.
Обрезные автоматы
•
Наименование участка
Обрезка граней . • . •
Останов ползуна в крайнем перед-
нем положении • • • ... ••....
Выталкивание
Останов поступательного питателя
на линии подачи
Останов поступательного питателя
у линии обрезки
Ход поворотного питателя вниз, за
Отход поворотного питателя с бол-
тов, вверх . . . •
Останов поворотного питателя на
линии обрезки (с болтом) в горизон-
тальном положении
Останов поворотного питателя в
крайнем верхнем положении (без
Уход поворотного питателя после
начала вталкивания заготовки в ма-
трицу
Отход с болтом поворотного пита-
теля после прихода поступательного
питателя к линии обрезки
Отход поступательного питателя
(от линии обрезки) после ухода пово-
ротного питателя с болтом вверх
Ход поворотного питателя вниз с
болтом
Углы поворота
коленчатого
вала в градусах
макси-
мальна
загото!
минима
ная заг
товка
2О—4°
°—45
50-90
1бО—22O
5О—6о
2О —<эп
25-40
6о—ioo
24—6ч
3°~°
2О —25
6о -140
14 — 44
О OJ
О—74
5-25
15-35
65-8°
Гвоздильные автоматы
Углы поворота
Наименование участка коленчатого
вала в градусах
Подача материала 175—180
Высадка головки 15—го
Отрезка готового гвоздя . . 3°—4°
Продолжительность сжатия
матриц 140-160
Продолжительность разжа-
гия матриц юо—но
От конца подачи до начала
заострения и отрезки .... \-6
Примечание. Углы даны для автоматов, у ко-
торых правка материала совершается во время подачи.
Угол поворота гпавШШ
' ~>иоошипа
20° 40° 60
100° 120° 140° 160° 180° 200° 220° 240° 260° 280° 300° 320° 340° 360е
длинной заго
Работа деза при
длинной заготовке
Ход назад 180°
Ход вперед 74°30" \ Вталкивание 82°30'
15°tyodmikaSnepedlff0* стма%^§^5О~1\^однотназат\ Нож стоит ~у~отрезной матрицы 191 °B06°)
Работа подо чи
'Работа ОыталкидаГ~
Лодача материала 170' A80°)
Отход дыталкибат 70°
Выталкивание 70°
Фиг. 174. Цикловая диаграмма одноударного автомата А112 с цельной матрицей 0 10X75: 1 — график пути высадоч-
ного ползуна; 2 - график пути ножа при длинной заготовке; 3 — график пути ножа при короткой заготовке.
606
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Крутящий момент в любом положении
кривошипа
Мкр = Рткр,
B)
где Р — усилие высадки в кг в данном по-
ложении ползуна (или кривошипа); ткр—
относительный крутящий момент или условное
(приведённое) плечо крутящего момента.
Величина ткр определяется по формуле
= R (sin a -f- -?- sin 2*)
C)
где R — радиус кривошипа в см; а — угол
поворота кривошипа, отсчитываемый в об-
ратном направлении; X — отношение радиуса
кривошипа R к длине шатуна L; X = R : L
(в холодновысадочных машинах величина X
принимается конструктивно от 0,12 до 0,20, в
некоторых типах кривошипно-коленных авто-
матов X может выбираться до 0,4); / —коэфи-
циент трения, равный от 0,06 до 0,08 (с учё-
том перекосов); га — радиус шейки криво-
шипа в см; гь — радиус пальца ползунной го-
ловки шатуна в см (или наружный радиус
опорной части этой головки); г0 — радиус
вала в опорах в см.
Усилие Р для каждого данного положения-
ползуна определяется из графика изменения
усилия высадки; изменение усилия во время
процесса высадки приближённо принимается
происходящим по параболе четвёртой степени.
Конечное и начальное усилия высадки опре-
деляются по формулам, приведённым в т. 6,
стр. 441.
При расчёте лвух- и трёхударных авто-
матов следует соответственно строить 2 или
3 графика крутящих моментов, и работа вы-
садки тогда будет равна сумме площадей
упомянутых графиков.
Определение крутящих моментов и ра-
боты, потребных для отрезки заготовки
у автоматов с цельной матрицей. Работа
отрезки графически определяется площадью,
ограниченной кривой крутящих моментов на
коленчатом вале.
Крутящий момент на коленчатом вале от
усилий отрезки в одноударном автомате
(фиг. 175) определяется по формуле
М
кр
\R' (sin а— 0,5 X' sin 2а— -т-^-cosa) -\-
где R'—радиус кривошипа механизма отрезки
в см; а — угол поворота кривошипа меха-
низма отрезки в градусах, отсчитываемый в
направлении вращения от крайнего заднего
положения этого кривошипа; X/ — отношение
радиуса кривошипа механизма отрезки к длине
шатуна; а—расстояние по вертикали от
центра вала О до точки Oj соединения ша-
туна механизма отрезки с ползуном в см (де-
заксация); L'—длина шатуна механизма отрезки
в см; f — коэфициент трения (с учётом пере-
косов), равный 0,06—0,08; г^— радиус криво-
шипной шейки механизма отрезки в см\гс —
радиус пальца ползунной головки шатуна ме-
ханизма отрезки в см (или наружный радиус
опорной 'части этой головки); Г\ и г2—
радиусы коленчатого или распределитель-
ного вала в опорах в см; /7 — "расстояние от
центра опоры коленчатого или распредели-
тельного вала* до центра пальца криво-
Фиг. 175. Схема привода механизма отрезки одноударного
автомата с цельной матрицей.
шипа, примыкающего к этой опоре, в см;
/8 — расстояние между опорами в см; Ррез —
усилие по ползуну механизма отрезки в кг.
Усилие по ползуну
E)
, F)
или
где Ррез — в кг; {J — угол давления в кулач-
ковой дорожке в там положении, когда нож
срезал заготовку на */з d; угол р рекомен-
дуется принимать в пределах p=15-f-2Oc;
/— коэфициент трения в направляющих ползу-
на механизма отрезки; /= 0,06—0,08; d—диат
метр отрезаемой заготовки; аср—предел проч-
ности материала срезу [стс^~@,7-ь0,8)а^]; zb —
предел прочности при растяжении.
График изменения усилия отрезки заго-
товки с достаточной точностью можно прини-
мать по треугольнику; наибольшее усилие
Q-atui наступает при глубине проникновения
ножа?отржу3A, или точнее eOOT/,«(l,2-f-l,6M5,
где 85—относительное удлинение при испыта-
нии на разрыв в %.
Крутящий момент для двух- и трёхударных
автоматов
м'кр =
Здесь в отличие от формулы D) (для одно-
ударных автоматов) исключена дезаксация d,
!Hj^, G,
* Т. е. вала, от которого приводится в движение ме-
ханизм отрезки.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
607
которая отсутствует у тех прессов-автоматов,
где привод ползуна механизма отрезки осу-
ществляется не от коленчатого, а от распреде-
лительного вала; i — передаточное число от
коленчатого к распределительному валу (у
двухударных автоматов i=\ : 2, у трёхударных
/=1:3); т) — к. п. д. зубчатой передачи.
Работа от усилий отрезки на коленчатом
вале холодновысадочных машин с разъёмными
матрицами
Таблица 36
Характеристика двухударных холодновысадочных
прессов-полуавтоматов для длинных стержней
рез
(8)
где щ — коэфициент, учитывающий потери
на трение в механизме отрезки и зажима; r)i—
принимается равным 0,5 — 0,6.
Определение общей работы. Общая ра-
бота на коленчатом вале за один оборот
\ А рез ~Т
(9)
где Авыс — работа на коленчатом вале от
усилий высадки; Арез — работа на коленча-
том вале от усилий отрезки заготовки;
Авсп — работа вспомогательных механизмов
(механизмов выталкивания, поворотного
упора, подачи и пр.); '
A0)
Основные параметры
Наименьшая длина стержня
в мм
Наибольшая длина стержня
в мм . . . •
Наибольшая длина выступа-
ющей части стержня за лице-
вую плоскость матриц
в мм
Ход ползуна в мм .....
Диаметр кривошипной
шейки в мм
Мощность электродвигателя
в л. с
Число оборотов коленчатого
вала в минуту
Производительность в шт. .
Наибольший диаметр
высаживаемого
прутка в мм
10
12
боо
57
350
15
100
5°
1500
57
до
45
где п — число ударов за цикл; у одноударных
автоматов п=\, у двух- и трёхударных п
соответственно равно 2 и 3.
Определение мощности электродвигателя
и махового момента маховика см. стр. 761
а также [6].
Прессы-полуавтоматы для хо-
лодной высадки длинных стерж-
ней. Полуавтоматы для холодной высадки
длинных стержней (фиг. 176) являются разно-
видностью автоматов с разъёмной матрицей.
Выполняются они с полуавтоматической пода-
Фиг. 176. Пресс полуавтомат для холодной высадки длинных стержней.
чей, изготовляются преимущественно двух-
ударные. Максимальная длина полуавтомати-
чески высаживаемого прутка — 1500 мм.
У двухударного холодновысадочного полу-
автомата, изображённого на фиг. 176, высадка
стержней совершается без остановки машины
в течение всего времени её работы. Заготовки,
предварительно нарезанные на требуемые по
длине размеры и прошедшие правку, закла-
дываются в магазин. После того как заготовка
перенесена на линию высадки, она проталки-
вается вперёд сквозь раскрытые матрицы до
поворотного упора, располагаемого в этот
момент в рабочем положении. Проталкивание
осуществляется стержнем. Затем заготовка
зажимается в матрицах, поворотный упор
отходит в исходное нерабочее положение и
производится высадка головки первым и вто-
рым пуансонами. Транспортирующие пальцы
убираются. После высадки головки подвижная
матрица отходит назад и специальные штифты
выталкивают изделие из матрицы и оно про-
валивается вниз сквозь зазор, образованный
между раскрытыми матрицами. Провалив-
шееся сквозь матрицы высаженное изделие
падает на конвейерную цепь и выносится ек>
наружу.
Для холодной высадки длинных стержней
кроме полуавтоматов применяются также
одноударные и двухударные прес-
сы с ручной подачей, по конст-
рукции, близкие к полуавтоматам.
Длина высаживаемых изделий не
ограничена.
Основные данные современных
двухударных холодновысадочных
полуавтоматов для длинных стерж-
ней приведены в табл. 36.
Автоматы для повторной вы-
садки. Применение повторной вы-
садки в большой степени расши-
ряет номенклатуру высаживаемых
изделий по их конфигурации и
размерам. Если, например, для
высадки изделия требуется 4 уда-
ра, то первые два удара могут
осуществляться на обычном двух-
ударном автомате, после 4efo высаженные
заготовки отжигаются (если это требуется)
и засыпаются в бункер двухударного авто-
мата для повторной высадки, где изделию
придаётся окончательно требуемая форма.
Автоматы для повторной высадки (фиг. 177)
имеют: загрузочный бункер; поступательный
питатель; поворотный питатель; высадочный
ползун; механизмы перемещения пуансонных
салазок и выталкивания. Первые три узлэ
608
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
и узел выталкивания аналогичны таким же
узлам обрезных автоматов; остальные меха-
низмы являются обычными для двухударных
холодновысадочных автоматов.
вперёд через разъёмную матрицу 2, выступая
на величину, необходимую для образования
головки. После этого матрица сжимается и
своей рифлёной поверхностью зажимает про-
волоку. Пуансон 3 при ходе вперёд высажи-
вает головку. При отходе пуансона в крайнее
заднее положение матрица раскрывается. Про-
волока с высаженной шляпкой подаётся впе-
рёд на величину, соответствующую длине
гвоздя, и опять зажимается в матрице, после
чего происходят заострение гвоздя и откусы-
вание его ножами 4. Ножи для откусывания
Фиг. 177. Автомат для повторной высадки.
Автоматы для повторной высадки выпол-
няются главным образом как двухударные
машины. По роду матриц раз-
деляются на автоматы с цельной
и разъёмной матрицами.
Автоматы с разъёмной матри-
цей имеют дополнительно ещё ме-
ханизм зажима заготовки.
Процесс повторной высадки в автоматах с
цельной матрицей происходит следующим об-
разом: заготовки, засыпанные в бункер, пода-
ются поступательным и повторным питателями
по одной штуке на линию высадки *; здесь заго-
товка пуансоном заталкивается в матрицу и
высаживается в требуемую форму; после вы-
садки изделие выталкивается из матрицы
обычным способом.
Гвоздильные автоматы. Гвоздильные
автоматы (фиг. 178) применяются для полного
изготовления гвоздей из проволоки путём
Фиг. 178. Гвоздильный автомат ЦБКМ 0 3X70 марки
А713: 1 — правильные ролики; 2— рукоятка выключения
подачи; 3 —боковой вал привода механизма отрезки;
4 — верхний отбойник; 5 — маховик для ручного пово-
рота вала при наладке.
Фиг. 179. Кинематическая схема гвоздильного автомата ЦБКМ А713.
высадки головки и заострения конца. Про-
волока 1 (фиг. 179) подаётся автоматически
* Поступательный питатель захватывает и перено-
сит наклонную заготовку от спускного жолоба бункера
к зоне высадки; поворотный питатель берёт заготовку
из поступательного питателя и устанавливает её гори-
зонтально на линию высадки.
гвоздя располагаются впереди матрицы на
таком расстоянии, чтобы из выступающей
проволоки можно было бы высадить головку
требуемых размеров.
Перед высадкой следующей головки, полу-
ченной при предыдущем ударе, гвоздь отламы-
вается от проволоки отбойником 5 и сбрасы-
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
609
Таблица 37
Характеристика гвоздильных автоматов с горизонтальным расположением инструментов
Основные параметры
Минимальный диаметр стержня в мм.
Максимальная длина гвоздя в мм . . .
Минимальная длина гвоздя в мм ....
Минутная производительность в шт.. .
Мощность в л. с. . . ¦
Наибольший диаметр стержня в мм
1,2
о,6
Зо
5
62O
о,75
1,8
о,8
4О
8
55°
°9
2,2
1.4
5°
ю
5оо
1,0
3
1,8
7°
15
42О
3
4,5
2,5
15°
3°
2бо
4-5
6
3.5
200
4°
20О
7
8
4
25°
5°
15°
ю
Еателем 6. На автоматах размером выше 0 Змм
можно применять только один сбрасыватель 6.
Наклонное положение автомата, изображён-
ного на фиг. 178, обусловлено необходимостью
расположить под автоматом транспортёр для
подачи готовых гвоздей в очистной барабан,
устанавливаемый сзади автомата и для облег-
чения укладки бунта на низкорасположенную
катушку. В большинстве случаев, однако, ре-
комендуется применять горизонтальные авто-
маты.
Диапазоны размеров проволочных гвоздей
составляют от 0,6 до 8 мм по диаметрам и
от 7 до 250 мм по длинам.
Производительность гвоздильных автома-
тов составляет от 150 до 800 изделий в минуту.
По конструкции гвоздильные автоматы
делятся на два типа: с вертикальным распо-
ложением матриц и заостряющего инстру-
мента; с горизонтальным расположением ука-
занного инструмента. Процесс изготовления
гвоздя в автоматах обоих типов
одинаков. Упоров, ограничиваю-
щих подачу проволоки, в гвоз-
дильных автоматах нет. Прово-
лока ^в большинстве случаев по-
даётся качающимся зубилом, чем
обеспечивается определённая ве-
личина подачи; проскальзывание
при таком способе отсутствует.
В табл. 37 приведены основ-
ные данные гвоздильных автома-
тов с горизонтальным расположе-
нием матриц и заостряющего ин-
струмента.
Автоматы и полуавтоматы
для полугорячей и горячей
¦' высадки
I Прессы-автоматы этой группы
I служат для изготовления чёрных
изделий, имеющих более крупные
размеры, чем изделия, высажива-
емые холодным способом, более
сложную конфигурацию и т. п.,
как-то: болты с гранёной голов-
кой; шарики крупного размера
(свыше 25 мм)\ железнодорожные
костыли; крепёжные изделия спе-
циальной формы и размеров, кото-
рые не могут быть получены на хо-
лодновысадочных автоматах, и пр.
Автоматы для полугорячей
г высадки. Полугорячая высадка
39 Том 8
крепёжных изделий происходит при темпера-
туре 600—700° С. Автоматы для полугорячей
высадки (фиг. 180) применяются тогда, когда
изготовление изделий холодной высадкой не
сможет обеспечить за один удар получение
изделия, имеющего сложную форму головки..
При полугорячей высадке могут, например, за
один удар высаживаться болты с гранёной
головкой, причём для обеспечения наилучшего
заполнения рабочего гнезда штампов головка
высаживается обычно с заусенцем, который
впоследствии должен обрезаться на специаль-
ном обрезном прессе-полуавтомате. Качество
изделий при полугорячей высадке в части
допусков и чистоты наружной поверхности
значительно ниже, чем при холодной высадке,
но выше, чем при горячей.
Производительность полугорячевысадоч-
ных автоматов выше, чем холодновысадоч-
ных; габариты же их и вес несколько
меньше.
Фиг. 180. Автомат для полугорячей высадки 0 16Х18Э.
610
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Автоматы этого типа выполняются одно-
ударными с разъёмной матрицей.
Кинематическая схема автомата для полу-
горячей высадки представлена на фиг. 181.
Имеет движение только сдна (левая) матри-
ца /; правая 2 остаётся неподвижной. Нагре-
В автомате предусмотрено охлаждение инстру-
мента и подающих роликов.
Сила зажима матриц Рм принимается
обычно равной конечному усилию штамповки.
Схема зажимного механизма представлена
на фиг. 182.
Фиг.181. Кинематическая схема автомата для полугорячей выездки.
тый пруток 3 задаётся в механизм подачи,
имеющий две пары подающих роликов. Пруток
поступает в разомкнутые матрицы до пово-
ротного ограничителя 4. После этого левая
матрица /, двигаясь вперёд к правой, отрезает
заготовку и зажимает её; поворотный ограни-
читель убирается и ползун 5 производит вы-
садку головки. После высадки ползун отходит
назад, матрицы размыкаются и готовое изде-
лие выталкивается. Механизм отрезки и за-
Фег- 182. Схема наклонной колено-рычажной системы
механизма зажима.
жима заготовки выполнен в виде наклонной
криЕошипно-коленной системы '6, снабжённой
пружинным предохранителем. Выталкивание
заготовки осуществляется механизмом 7.
Высадочный ползун выполнен с хоботом, на
котором имеются дополнительные направля-
ющие по другую сторону коленчатого вала.
Механизм подачи снабжён храповым включе-
нием, причём ось подачи прутка расположена
под некоторым углом к оси машины, что
обспечивает более правильный срез заго-
товки: плоскость среза получается перпенди-
кулярной к оси заготовки.
Масло заливается в резервуар трёхплун-
жерного насоса 8, откуда оно подаётся в рас-
пределительные коробки, из которых уже
в строго определённых количествах поступает
самотёком ко всем смазываемым точкам.
В табл. 38 приведены основные данные
автоматов для полугорячей высадки.
Таблица 38
Характеристики азтоматов для полугорячей
высадки
Основные
параметры
Максимальная
длина стержня вы-
саживаемого изде-
лия в мм
Минутная про-
изводительность
в шт
Наибольший диаметр стержня
высаживаемого изделия в мм
10
120
150 — азо
16
i8o
120
25
200
85
Автоматы и полуавтоматы для горячей
штамповки шариков. По своей конструкции
автоматы подобны холодновысадочным. На
фиг. 183 изображён автомат для штамповки
Фиг. 183. Автомат для горячей штамповки шариков
0 50 мм.
шариков с двумя парами подающих роликов.
В некоторых конструкциях подача прутка
осуществляется за холодный конец — меха-
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
611
низм подачи в этом случае устанавливается
отдельно от пресса. Конструкция ножа и
придерживающего крючка представлена на
фиг. 184.
Фиг. 184. Нож с придерживающие крючком
для горячей штамповки шариков.
Характеристика автомата для горячей
штамповки шариков:
Максимальный диаметр высаживаемого
шарика в мм 5°
Минутная производительность в шт 8,5
Ход высадочного ползуна в мм 127
Мощность в л. с зэ
Кроме автоматов для штамповки шариков
применяются также прессы (без автоматиче-
ской подачи), сходные по конструкции с авто-
матами, но с применением ручной подачи.
Болтоковочные прессы-полуавтоматы.
Назначение. Болтоковочные прессы-полу-
автоматы служат для горячей штамповки
болтов с гранёными головками крупного раз-
мера и любой длины.
Конструкция и работа пресса.
На фиг. 185 показан болтоковочный пресс-
полуавтомат. Нагретая с одного конца заготовка
• (пруток) определённой длины закладывается
в раскрытую матрицу до упора в ограничи-
тель. Регулируемый ограничитель устанавли-
вается соответственно длине осаживаемой'
части заготовки. Зажатая в матрице заго-
товка перемещается вместе с ней к зоне вы-
садки. Выступающая часть заготовки осажи-
вается пуансоном, а грани головки образовы-
ваются поперечными обжимкам", закреплён-
ными в четырёх ползунах /.
Конструкция пресса-полуавтомата преду-
сматривает возможность осуществлять не-
сколько ударов и несколько пэвторных обжи-
мов при неподвижной каретке в её рабочем
положении. Управление движением каретки
осуществляется рычагами 2 и 3.
Фиг. 185. Болтоковочный пресс-полуавтомат.
На болтоковочных прессах-полуавтоматах
этого типа обычно изготовление болта осу-
ществляется за 3 — 4 оборота коленчатого
вала. Готовый болт переносится вместе с ма-
трицей обратно,, матрица раскрывается, и из-
делие проваливается вниз в ящик или выни-
мается рабочим.
Болтоковочные прессы-полуавтоматы вы-
пускаются для изготовления болтов от 12 до
48 мм в диаметре. В табл. 39 приведены ос-
новные данные болтоковочных полуавтоматов.
Таблица 39
Характеристики болтоковочных прессов-полуавтоматов
Основные параметры
Наибольший диаметр заготовки в мм
13
16
20
24
32
40
50
Максимальная длина болта
в мм
Часов-ая производитель-
ность в-шт
Мощность электродвигателя
в л. с
Потребная мощность в л. с.
при приводе от трансмиссии .
Диаметр и ширина маховика
в мм
Число оборотов коленчатого
вала в минуту
5°о
бэоХюо
230
5°о
7оэ — iooo
5
2 — 3
700X125
22О
5оо
450 — 9°
8
3 — 5
8aoXi5
180
600
400 — 800
10
5 — 7
90ЭХ200
[70
75°
250— 700
15
8—10
1000X210
150
800
120 — 300
18
10 — 12
12Э0Х210
90
100 — 20Э
21
15
1400X220
90
612
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Автоматы для изготовления железнодо- который затем сталкивается подачей следую-
рожных костылей. Назнач е ние. Автоматы щей заготовки.
служат для изготовления в совершенно за-
Высадка головки совершается без заусен-
В
конченном виде современных типэв железно- цев. Все описанные операции происходят за
дорожных костылей с полукруглой головкой. один оборот коленчатого вала автомата.
Фиг. 186. Кинематическая схема автомата для изготовлений железнодорожных костылей.
Конструкция и работа автомата.
^Кинематические схемы автомата для изгото-
вления железнодорожных костылей приведены
на фиг. 186 и 187.
Нагретый пруток 1 (фиг. 186) квадратного
сечения захватывается роликами 2 механизма
ппдачи и подаётся ими в автомат с одновре-
менным заострением заготовки обжимными
штампами 3. При заострении окончательного
отделения заготовки ещё не происходит. За-
тем с помощью клещей 4 происходит отрыв
заготовки от прутка и перенос её в нижний
штамп 5(фиг. 187) В штампе заготовка зажи-
мается матрицей 6 и её выступающая часть
высаживается пуансоном 7, после чего ма-
По подобной же схеме выполняются также
прессы для изготовления костылей с ручной
подачей. На них могут изготавливаться желез-
нодорожные костыли разных нестандартных
размеров с большим диапазоном по сечению
и длине.
Прессы-полуавтоматы для горячей
штамповки гаек (горячегаечные)
Назначение. На iорячегаечных прес-
сах-полуавтоматах штампуются из полосы
прямоугольного сечения чёрные гайки круп-
ных размеров.
Конструкция и работа пресса-
полуавтомата. Общий вид горячегаеч-
ного полуавтомата закрытого типа изображён
Фиг. 187. Схема высадочного зажи лного и выталкиваю-
щего механизмов.
трица 6 отходит вверх, пуансон 7 — назад, а
пловый костыль: выталкивается и падает в
Фиг. 188. Горячегаечный пресс-автомат закрытого типа.
на фиг. 188. Штамповка гайки происходит
с предварительным обжимом двух граней
приёмный жолоб. Выталкивающий стер кень 8, вместо их вырезки, что значительно сокращает
проходящий сквозь отверстие штампа 5, не- отход металла. Последний образуется в ос-
сколько приподнимает законченный костыль, новном только за счёт прошивки отверстия.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
613
Подаваемая в автомат нагретая полоса сначала
обжимается механизмом 1 для образования
двух граней у штампуемой и подлежащей
штамповке гаек. Затем после прошивки от-
верстия от материала отрезается гайка и за-
талкивается штемпелем 2 в длинную матрицу.
В последней сначала происходит штамповка
гайки между штемпелями 2 и 3 и затем
проталкивание отштампованной гайки сквозь
всю матпицу, чем и осуществляется кали-
бровка её граней.
Штампуемая гайка, проходя сквозь ма-
трицу, выходит после этого в левую сторону.
Матрица имеет высоту, в 2-3 раза превышаю-
Автоматы для обрезки граней головок
болтов
Назначение. В большинстве случаев
обрезные автоматы (фиг. 1*9) выполняются
горизонтального типа с автоматической пода-
чей заготовок из бункера. Обрезные автоматы
предназначаются для обрезки по требуемому
контуру высаженных цилиндрических гсловок
болтов (главным образом под квадрат или
шестигранник), специальных заклёпок и дру-
гих крепёжных и прочих изделий.
На большинстве типов обрезных автоматов
можно производить одновременно с обрезкой
Л
Фиг. 189. Обрезной автомат 0 20x200.
щую высоту штампуемой гайки, благодаря
чему при прохождении её через матрицу до-
стигается хорошая калибровка Граней. Дви-
жение штемпелей 2 и 3 происходит от кулаков.
Блоки, в которых укреплён инструмент, вы-
полнены самостоятельно; это позволяет удобно
производить их наладку, легко снимать и
устанавливать на полуавтомат. Продольная
регулировка положения штемпелей осуще-
ствляется установочной гайкой. Передаточный
механизм пресса-полуавтомата хорошо защи-
щен, шестерни вращаются в масляной ванне;
открытыми остаются только штемпели с за-
креплёнными в них инструментами.
Каждый размер пресса-полуавтомата имеет
одно (постоянное) число ходов в минуту и
рассчитан" на узкий диапазон изготовляемых
размеров гаек.
В табл. 40 приведены основные данные
горячегаечных прессов-полуавтоматов закры-
того типа.
граней редуцирование стержня под накатку
резьбы или калибровку его гладкой части.
Для обрезки заусенцев у болтов после полу-
горячей и горячей высадки применяются спе-
циальные прессы-полуавтоматы обычно с на-
клонной станиной.
Процесс обрезки граней и редуцирования
стержня см. т. в, стр. 434.
Обрезные автоматы выполняются с затал-
киванием изделия в неподвижную матрицу:
а) вперёд стержнем; б) вперёд головкой.
Автоматы первого типа (фиг. 189 и 190)
являются наиболее распространёнными и на-
дёжными в эксплоатации. Стержень выталки-
вателя / (фиг. 190) располагается в блоке
неподвижной матрицы 2. Болт с обрезанными
гранями выталкивается из неподвижной ма-
трицы через подвижную матрицу 3 t iot мо-
мент, когда ползун находится в крайнем керед-
нем положении.
Таблица 40
Характеристика горячегаечных прессов-полуавтоматов закрытого типа
Основные параметры
Число ходов в минуту
Часовая производительность в шт
Мощность электродвигателя в л. с. и число обо-
ротов в минуту
Наибольшие размеры штампуемых гаек в мм
20 J 24
2О0О — 13°°
8 — т4до
7О
1400 — юоо
15 — 145°
38
бо
ноо — 7°°
22 — ЮОО
so
54
800 — 5Э0
30 — 1000
614
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Автоматы с таким процессом обрезки
спроектированы ЦБКМ и изготавливаются на
отечественных заводах.
В автоматах второго типа (фиг. 191) стер-
жень выталкивателя 1 располагается также
в неподвижной матрице 2. В подвижной
Основной рабочий механизм обрезных
автоматов в большинстве случаев выполняется:
а) по кривошипно-рычажной схеме (фиг. 192, а)\
Фиг. 190. Кинематическая схема обрезного автомата ЦБКМ 0 10X120 (марки А231)
с заталкиванием обрезаемой заготовки в неподвижную матрицу вперёд стержнем.
матрице 3 имеется заталкивающий стержень 4.
Болт с обрезанными гранями выталкивается
из неподвижной матрицы 2. Процесс обрезки
граней на этом автомате последовательно пока-
зан на схемах а, б а в.
б) по кривошипно-коленной схеме (фиг. 192, б).
Кривошипно-шатунная схема применяется
редко, преимущественно у автоматов с за-
талкиванием заготовки вперёд головкой.
Кривошипно-коленный и кривошипно-ры-
чажный механизмы обрезки применяются для
того, чтобы обеспечить неподвижность ползуна
в течение известного времени, в тот период,
когда после смыкания матриц происходит вы-
талкивание изделия сквозь отверстие непо-
движной матрицы.
На фиг. 192 сплошными линиями показаны
механизмы обрезки при крайнем заднем поло-
Фиг. 191. Процесс обрезки граней на автомате с затал-
киванием загоювки вперёд головкой.
б)
Фиг. 192. Схемы механизмов обрезки.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ машины
жении ползуна. Положения звеньев механизма
в период неподвижности ползуна (в крайнем
переднем положении) изображены на фиг. 192
пунктиром.
Неподвижность ползуна у матрицы жела-
тельна по двум причинам: 1) при выталкивании
болта обрезаемый заусенец остаётся зажатым
между пуансоном и матрицей, что способствует
его более чистому срезу; 2) создаются более
спокойные условия работы для деталей узла
выталкивания вследствие относительно не-
больших скоростей и ускорений в звеньях
этого механизма.
Кривошипно-коленкые к кривошипно-ры-
чажные механизмы применяются главным
образом в обрезных автомагах размером от
10 мм и выше. Автоматы малых размеров
выполняются преимущественно с кривошипным
механизмом обрезки.
Привод вспомогательных механизмов об-
резных автоматов происходит либо от колен-
чатого (фиг. 190) вала, либо от бокового рас-
пределительного вала. На боковом распредели-
тельном вале насажены кулаки, от которых
осуществляется привод механизмов поступа-
тельного и поворотного питателей. Из при-
ведённых разновидностей автоматов наиболее
простыми являются автоматы, у которых при-
вод вспомогательных механизмов осуще-
ствляется от коленчатого вала.
Механизмы для автоматической
подачи заготовок (см. также стр. 788).
Для подачи заготовок в обрезной автомат
применяется механизм автоматической подачи
(бункер) самых разнообразных конструкций.
Наиболее распространёнными являются сле-
дующие типы бункеров: с доской; с качаю-
щимся сектором; с вращающимся колесом;
с вращающимся барабаном (роторный); цепной;
с вращающейся чашей, с клювом.
Цепные бункеры следует применять глав-
ным образом для болтовых изделий крупных
Фиг. 193. Схема бункера с доской.
размеров, так как они удобны для загрузки
заготовок; в бункерах этого типа длина по-
даваемой заготовки составляет / = G,5 -f- 15) d,
где d—максимальный диаметр обрезаемой
заготовки.
Бункер с качающимся сектором и бункер
с доской (фиг. 193) наиболее надёжны в экспло-
атации, но длина подаваемой заготовки меньше,
чем у бункеров цепного типа, а именно:
I < 8,5 d. i Работают они примерно по
одному принципу. Засыпаемые в бункер заго-
товки периодически поднимаются возвратно
перемещающимся сектором или доской / и
попадают в наклонный жёлоб 2. В этом жёлобе
остаётся та часть болтов, которая в паз жё-
лоба попадает своим стержнем. Болты в жё-
лобе под действием собственного веса посте-
пенно опускаются вниз к поступательному
питателю. Перед выходом из бункера непра-
вильно расположенные болты отбрасываются
назад звёздочкой отражателем и в жёлобе
остаются только болты, строго расположенные
в ряд и упирающиеся друг в друга голов-
ками.
Толщина доски или качающегося сектора а
должна выбираться в пределах
а = @,5 -4-0,6)/,
где / — максимальная длина подаваемой за-
готовки (длина стержня болта).
Кинематическая схема, работа
и цикловая диаграмма обрезного
автомата. Кинематическая схема обрезного
автомата @10X120) с заталкиванием заго-
товки в неподвижную матрицу вперёд стерж-
нем представлена на фиг. 190. Автомат имеет
следующие основные механизмы: обрезной
ползун с кривошипно-коленным механизмом;
коленчатый вал с приводом; бункер; посту-
пательный и поворотный питатели; выталкива-
тель.
На коленчатом вале автомата укреплены
маховик, шкив или шестерня, кулаки. От ко-
ленчатого вала и кулаков получают движение
все механизмы автомата.
Обрезной ползун 4 совершает возвратно-
поступательное движение, осуществляемое от
вращения коленчатого вала, посредством на-
клонной кривошипно-коленной системы 5. За-
готовки болтов, спускающиеся по жёлобу
бункера, входят по одному в выемку ловителя
поступательного питателя 6 в тот момент,
когда последний располагается на линии по-
дачи. При движении поступательного питателя
вперёд к зоне обрезки заготовка, попавшая
в выемку ловителя, переносится на линию
обрезки. Здесь заготовка, ось которой рас-
положена под углом около 30° к вертикали, за-
хватывается за нижний конец стержня пружин-
ными лапками поворотного питателя ?, выни-
мается из выемки ловителя поступательного
питателя и устанавливается на линии обрез-
ки головкой к ползуну, а концом стержня —
к неподвижной матрице 2. При движении пол-
зуна вперёд происходит сначала процесс за-
талкивания заготовки в матрицу, редуцирова-
ние стержня фильером (если таковое преду-
смотрено) и затем уже обрезка граней. В тот
момент, когда обрезной ползун остаётся неко-
торый промежуток времени неподвижным
у матрицы, происходит выталкивание обрезан-
ного болта через пуансон и ползун рычагом 8
посредством выталкивателя 1.
Привод доски бункера 9 осуществляется
от шкива 10 через промежуточные шкивы и
натяжной ролик 11. В приводе бункера
имеется фрикционная муфта 12, являющаяся
предохранителем от перегрузки. Привод по-
ступательного питателя 6 осуществляется от
кулака 13 посредством тяги с компенсирую-
щей предохранительной пружиной. Поворот-
ный пигатель приводится от кулака 14, а ме-
ханизм выталкивателя — от кулака 15. При-
воды поворотного питателя и механизма
выталкивания сблокированы и имеют предо-
616
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
(РАЗД. IV
хранительное устройство — защёлку. От
шкива 10 приводится насос 16 для охлаждения
и смазки инструмента. Отбрасывание непра-
вильно попавших заготовок в спускной жёлоб
производится звёздочкой 17.
Привод всего автомата осуществляется от
электродвигателя посредством клиноремённой
или зубчатой передачи.
Цикловая диаграмма работы механизмов
обрезного автомата показана на фиг. 194. На
диаграмме изображено взаимодействие работы
Гайковысадочные автоматы. Назначе-
ние. На гайковысадочных автоматах (фиг. 195)
изготовляются из круглого калиброванного
прутка за 5 операций получистые и чистые
шестигранные гайки с наружными и внутрен-
ними фасками (без нарезки резьбы).
Гайковысадочные автоматы обеспечивают
высокое качество, весьма большую произво-
дительность и минимальные отходы металла.
Конструкция и работа автомата.
Кинематическая схема изображена на фиг. 196,
Останов
W
120
ШО
Я!)
60
W
V
\
\
'Ч
о
/
/
У
/
/
/
/
3
/
/
у
' I
матрицы \^
^>
у
/
/
/
/^~
/
\
ч
\
\
2
\
\
90
180
Углы поворота коленчатого вала
270°
J6S
Фиг. 194. Цикловая диаграмма работы механизмов обрезного автомата ЦБКМ 0 10x120 (А231).
механизмов автомата в виде совмещённых
графиков путей. Здесь графики пути: 1— пол-
зуна; 2 — выталкивателя; 3 — поворотного пи-
тателя и 4 — поступательного питателя.
В табл. 41 приведены основные данные
обрезных автоматов отечественного произ-
водства.
Таблица 41
Характеристика обрезных автоматов
Основные
парЕметры
Тип бункера....
Максимальный
диаметр и длина
обрезаемой заютовкн
болта в мм
Минимальная длина
заготовки болта в м .
Минутна i произво-
дительность в шт. . .
Ход голзуна в мм .
Передаточное число
от приводного вала
к коленчатому ....
Мощность в нет и
число оборотов элек-
1 родвигателя в ми-
нуту
Обозначение автоматов
06
С до-
ской
6Хбо
ю
13О
9°
010
С до-
ской
IOXI2O
1б
120
157
Приводного
вала
2,7—95°
нет
5-960
012
Цепной
i2Xi5°
Я5
75
194
3=1
и.5-970
016
Цепной
1бХ2О0
=5
55
250
3.33:i
11,8—97°
Многооперационные автоматы
Многооперационные кузнечно-штамповоч-
ные автоматы предназначаются для получения
изделий (преимущественно крепёжных), тре-
бующих для своего изготовления 4, 5, 6 опе-
раций и более. К этой группе относятся авто-
маты: гайковысадочные, гайкопросечные, вы-
садочно-обрезные для полного изготовления
болтов.
Проволока / подаётся желобчатыми, преры-
висто вращающимися роликами 2 сквозь от-
резную матрицу 3 до ограничителя 4. Нож 5,
двигаясь вперёд, перпендикулярно оси мате-
риала, отрезает заготовку и переносит её
двумя пружинками на линию второй операции.
Одновременно заготовки, находящиеся в ма-
трицах второй, третьей и четвёртой операций,
выталкиваются рычагами 6 и стержнями-вы-
талкивателями 7 в специальные схватывающие
Фиг. 195. Гайковысадочный автомат.
пальцы 8 и переносятся ими соответственно
на линии третьей, четвёртой и пятой операций.
Когда все заготовки перенесены на линии»
следующих операций, высадочный ползун 9
подходит к своему переднему крайнему по-
ложению, пуансоны 10, 11 и 12 раздвигают
схватывающие пальцы, вталкивают заготовки
в рабочие гнёзда матриц и производят соот-
ветствующие операции. Прошивка отверстия
производится пуансоном 13.
Сбрасывание гайки с просечного пуан-
сона 13 происходит при обратном ходе пол-
зуна съёмником 14. Привод ножа осуще-
ствляется от кривошипно-шатунного меха-
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
61 Г
ннзма, перемещающего ползун с кулачковой
дорожкой. В паз дорожки входит ролик но-
жевого штока. Привод механизма переноса
заготовок производится от кулачков 15 ры-
чагами, тягой и рейкой. Привод механизмов
подачи и выталкивания осуществляется также
от кулачков. Во время четвёртой операции
Фиг. 196. Кинематическая схема гайковысадочного автомата.
(высадка шестигранника) при выталкивании,
заготовки из матрицы требуются довольно
значительные усилия. Пружины схватываю-
щих пальцев недостаточно сильны для удержа-
ния выталкиваемой из матрицы заготовки.
Поэтому применён специальный механизм 76,
зажимающий схватывающие пальцы.
Для централизованной смазки установлены
два насоса, приводимые цепью от звёздочек,
насаженных на коленчатом вале.
В ползуне автомата имеются три регули-
ровочных клина для продольного регулиро-
вания пуансона второй, третьей и четвёртой
операций. Для пятой операции (просекание)
продольного регулирования пуансона не
требуется.
В табл. 42 приведены основные данные
гайковысадочных автоматов.
Таблица 42
Характеристика гайковысадочных автоматов
Автоматы для холодной штамповки гаек
из полосы (гайкопросечные). Назначение.
На гайкопросечных автоматах изготовляются
из полосы получистые гайки с наружным»
фасками.
Конструкция и работа автомата.
На флг. 197 изображён горизонтальны»:
гайкопросечный автомат. В прес-
сах-автоматах этого типа полоса
проходит сквозь правильное
устройство 1, где осуществляете»
правка материала в двух плоско-
стях. Материал подаётся двумя;
прерывисто вращающимися роли-
кчми 2, расположенными в гори-
зонтальной плоскости. Полоса
проходит в зону штамповки, где
происходит сначала вырезка углов
(у шестигранной гайки).азатзм при
следующей подаче просечкаотвер-
сглй, разрезка гаек и образование
наружных фасок За каждый ход.
ползуна выходит готозая гайка. Н&
ползуне укреплены в горизонталь-
ной плоскости все инструменты. Отходы ме-
талла автоматически отделяются от отштам-
пованных гаек, падая в ящик. Готовые гайки;
по отдельной проводящей трубе пипадаюг
Основные параметры
Минутная производитель-
Ход ползуна в мм
Мощность электродвигателя
в кет
Условный наибольший
размер высаживаемой
гайки в мм
10
IOO
И4
II
12
8о
W5
14
24
5°
55
Фиг. 197. Гайкопросечной автомат.
в сборник. Все инструменты обильно смазы-
ваются маслом, KOTopje подается насосом 3
из масляного бака 4 и собирается в него
обратно, проходя через фильтр.
В табл. 43 приведены основные данные
горизонтальных гайкопросечных автоматов.
Весьма распространёнными являются
также вертикальные гайкопросечные прессы-
автоматы.
Таблица 43
Характеристика горизонтальных гайкоштамповоч ibix автоматов
Основные параметры
Минутная производительность при штамповке
Мднутная производительность при штамповке
квадратных гаек в шт
Число оборотов маховика в минуту
Наибольший размер штампуемой гайки в мм
6
9°
но
ОО— IOO
10
ба
* 75
бо—75
12
45
5°
газ — as»
16
35
40
175 — 200
•618
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Высадочно-обрезные автоматы. Н а -
значение, конструкция и работа
автомата. Высадочно-обрезной автомат
совмещает в себе два типа автоматов: двух-
От автоматически подаваемого материала 1
(калиброванной проволоки) отрезаемая но-
жом 2 заготовка переносится к матрице 3
первой высадки. Перенос осуществляется
2% 2'О —
Фиг. 198. Высадочнообрезной автомат ЦБКМ 0 6X50 марки А24О.
ударный холодновысадочный и обрезной. На
высадочно-обрезном автомате производятся
операции: отрезка заготовки, первый переход
высадки, второй переход высадки, обрезка
граней с одновременным редуцированием
стержня.
Фиг. 199. Кинематическая схема высадочнообрезного автомата.
Общий вид автомата ЦБКМ 0 6 X 50 мар-
ки А240 представлен на фиг. 198, а кине-
матическая схема— на фиг. 199.
ножом с помощью придерживающего пружи-
нящего крючка. Ползун 4 имеет три пуан-
сона 5, 6 и 7, расположенные горизонтально.
Первый пуансон 5 вталкивает заготовку в
матрицу первой высадки до упора во вталки-
ватель и производит первую высадку. Нож
механизма отрезки воз-
вращается при этом к
линии подачи. Второй
пуансон 6 одновременно
с первым заталкивает
изделие, перенесённое
из матрицы первой вы-
садки в матрицу 8 вто-
рой высадки, и произво-
дит вторую высадку. Тре-
тий пуансон 7 в то же
время заталкивает изде-
лие, перенесённое из ма-
трицы второй высадки в
обрезную матрицу 9, и
обрезает грани головки.
При заталкивании изде^
лия третьим пуансоном
в обрезную матрицу мо-
жет производиться так-
же редуцирование (суже-
ние) стержня под на-
катку резьбы. Таким об-
разом, первая и вторая
высадки и обрезка граней головок болтов
производятся одновременно в трёх матрицах
3, 8 и 9 за один ход ползуна.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
Характеристика высадочно-обрезного автомата
0 6x50 ЦБКМ
Максимальные размеры стержня изделия в мм:
диаметр ¦ 6
длина 5°
Длина отрезаемой автоматом заготовки в мм:
максимальная •...-.. у3
минимальная З2
Минутная производительность в шт 150
Число ходов высадочного ползуна в минуту . 150
Ход высадочного ползуна в мм ........ 125
Мощность электродвигателя в кет ...... 9»1
Число оборотов электродвигателя в минуту . . 97°
Автоматы для полного изготовления бол-
тов. Назначение, конструкция и
работа автомата. Автоматы служат для
полного изготовления болтов. Получение
болта происходит за 6 операций: отрезка за-
готовки, первое редуцирование стержня (до
той части, из которой должна образоваться
головки и второе редуцирование стержня.
Третий пуансон 7 заталкивает изделие, пере-
несённое из матрицы 3 в обрезную матрицу 9,
и обрезает грани головки. Первое редуциро-
вание, высадка со вторым редуцированием
и обрезка граней головки производятся одно-
временно.
Над матрицами находятся специальные
схватывающие пальцы, которые ловят вытал-
киваемые из матриц 3 и 8 заготовки и пере-
носят их к матрицам 8 и 9 следующих опе-
раций. Ко времени штамповки схватывающие
пальцы поднимаются, освобождая место пуан-
сонам.
Из обрезной матрицы выталкивание про-
исходит сквозь подвижную матрицу и тем
самым срезаются остающиеся на головке
б)
Фиг. 200. Общий вид автомата для полного изготовления
болтов.
головка); второе редуцирование части стержня,
подлежащей накатке; высадка цилиндриче-
ской головки; обрезка граней; подрезка
торца стержня; накатка резьбы. Общий вид
автомата представлен на фиг. 200, а, переходы
при получении болта—на фиг. 200, б, кинема-
тическая схема — на фиг. 201.
Заготовка 1 (фиг. 201) отрезается ножом 2
механизма отрезки и переносится к ма-
трице 3 первого редуцирования. Ползун 4
имеет в своей передней части три пуансона 5,
6 и 7, расположенных горизонтально. Первый
пуансон 5 заталкивает заготовку в матрицу 3
до упора в стержень выталкивающего устрой-
ства, производя редуцирование всего стержня,
снаружи лишь остаётся часть заготовки, не-
обходимая для образования гол*овки. Вначале
заталкивания нож механизма отрезки возвра-
щается обратно к линии подачи и находится
там в ожидании подачи следующей заготовки.
Второй пуансон 6 одновременно с первым
заталкивает изделие, перенесённое из ма-
трицы 3 в матрицу 8, и производит высадку
Фиг. 201. Схема автомата для полного изготовления
болтов.
болта заусенцы. Далее болт передаётся в
левую боковую часть автомата, где происхо-
дит подрезка торца, а затем и накатка резьбы.
В табл. 44 приведены основные данные
автоматов для полного изготовления болтов.
Таблица 44
Характеристики автоматов для полного
изготовления болтов
Основные
параметры
Наименьший диа-
метр изготовляемого
Наибольшая длина
болта в мм ......
Число ходов в ми-
нуту
Мощность электро-
ДЕИгателя в л. с. . . .
Наибольший диаметр изго-
товляемого болта' в мм
5
з
38
7.5
6,5
g
64
хоо
IO
8
6
75
90
10
В
95
85
2О
12
IO
185
7о
16
13
15°
6о
20
i6
15°
5°
75
Листоштамповочные автоматы
Вертикальные автоматы с нижним при-
водом. Назначение. Вертикальные авто -
маты с нижним приводом (фиг. 202 и 203)
предназначаются для массового изготовления
из ленты деталей велосипедов, мотоциклов.
620
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 202. Вертикальный листоштамповочный автомат
с нижним приводом.
автомобилей, патефонов, радиоаппаратуры
и др.
Особенности этих автоматов следующие:
низко расположенный центр тяжести, обеспе-
чивающий большую устойчивость, небольшая
высота над уровнем пола; станина работает
на сжатие.
Кинематическая схема и работа
автомата. Ползун / (фиг. 204) получает
движение от коленчатого вала 2. От пол-
зуна приводится в движение верхняя тра-
верса 3, к кото-
рой прикрепляет-
ся верхний штамп
4. Нижний штамп
5 укрепляется на
столе. Тяги <? про-
ходят через брон-
зовые направляю-
щие втулки. Вклю-
чение коленчатого
вала производится
пальцевой муфтой,
управляемой пе-
далью. На авто-
мате можно осу*
ществлять кроме
автомати ческих
ходов и единич-
ные; тормоз прм .
этом обеспечивает останов траверзы в верх-
нем положении.
Для уменьшения степени неравномерности
хода пресса и разгрузки тормоза под ползу-
ном установлены пружины.
Автоматы этого типа снабжены валковой
ленточной подачей 1, привод которой осуще-
ствляется от коленчатого вала посредством
кулисного механизма 9, рейки 6 и храповых
устройств (фиг. 205). Во время штампозкн
Фиг. 204. Кинематическая
схема вертикального листо-
штамповочного автомата с
нижним приводом.
Фиг. 203. Вертикальный листоштамповочный автомат
с нижним приводом.
Фиг. 205. Схема подачи материала: / — верхние
валки; 2 — верхний штамп; 3 — подаваемый ма-
териал; 4— нижний штамп; 5—нижние валки;
6 — зубчатая \ ейка; 7- шайба-кула ; 8 — по-
движной палец кулисы; 9 — кулиса.
верхние подающие валки приподнимаются
посредством кулачкового механизма 7, осво-
бождая материал.
Автоматы с нижним приводом снабжаются
также но» ницами для поперечной ра резки
просечённой ленты на мелкие куски. В табл. 45
приведены основные данные вертикальных
гл. хщ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
621
Таблица 45
Характеристика вертикальных листоштамповочных автоматов с нижним приводом
Основные параметры
Длина хода ползуна в мм .
Расстояние от стола до траверзы гри
нижнем положении ползуна и при наимень-
шей длине шатуна в мм
Рабочая площадь стола в мм .....
Отверстие в столе в мм
Число ходов в минуту
Наибольшая ширина подаваемой ленты
в мм
Мощность электродвигателя в л. с. . .
Давление в конце хода в т
10
аз
i8o
130X130
100X125
35°
125
2
25
38
215
170x17°
130X175
350
170
3
50
6°
300
330X330
215Х3З0
150
320
7-5
75
75
433
380Х380
250X403
125
320
'5
100
75
433
35°Х35°
330X400
«5
320
20
150
75
433
350x350
250X400
120
32Э
30
листоштамповочных автоматов с нижним при-
водом.
К числу вертикальных листоштамповочных
автоматов относятся также многошпкндель-
ные прессы автоматы.
Горизонтальные автоматы и полуавто-
маты. Кроме общеизвестных и широко рас-
Фиг. 206. Многопуансонный автомат.
пространённых вертикальных листоштампо-
вочных автоматов имеются также и горизон-
тальные автоматы и полуавтоматы для штам-
повки изделий из полосы и ленты. На авто-
матах этого типа (фиг. 206) изготовляются из
проходит сквозь правильнее ролики в зону
штамповки, где вначале производится просеч-
ка дыр (фиг. 207, б), затем обрезка по контуру
одновременно двух деталей, предварительная
отрезка, штамповка и, наконец, окончательная
отрезка и загибка обоих контактов (фиг 207, в).
Загибка окончательно просечённого изделия
осуществляется вокруг
оправки 1 штампами 2,
3 и 4.
На многопуансонных
прессах - полуавтоматах
(фиг. 208) произво-
дится вытяжка деталей
(гильз) из ленты в не-
сколько операций. На
этом прессе можно по-
лучать число переходов
от 7 до И. Производи-
тельность прессов-полу-
автоматов составляет от
50 до 90 изделий в ми-
нуту.
К листоштамповоч-
ным автоматам отно-
сятся также всевозмож-
ные другие специаль-
ные прессы-автоматы и
полуавтоматы для па-
тронно-гильзового про
изводства (полуавто-
маты для обжима гильз, автоматы для обжи-
ма пульных оболочек, прессы для штамповки
шляпки и др.).
Фиг. 207- Переходы при штамповке контакта выключа
теля.
латунной ленты в несколько операций различ-
ные детали электроаппаратуры, радиоаппара-
туры, ширпотреба и т. п. Контакт выключа-
теля, например (фиг. 207, а), штампуется сле-
дующим образом. Материал посредством еоз-
вратно-поступательного подающего механизма
Фиг. 208. Многопуансонный вытяжной полуавтомат.
Гибочные автоматы и полуавтоматы
К группе гибочных автоматов отно-
сится большое количество всевозможных
универсальных и узкоспециальных машин:
622
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
универсально-гибочные автоматы; автоматы
для изготовления шплинтов, цепевязальные,
круглогибочные, пружино-завивочные, авто-
маты для изготовления пружинных шайб Гро-
вера и разные специальные автоматы для все-
возможных изделий ширпотреба. Изготовление
чательной гибки; съёмник и др. Все механизмы
приводятся от кулаков, насаженных на глав-
ный и боковые валы. Материал / (фиг. 210)
подаётся сквозь отрезную матрицу 2 между
Фиг. 209. Чегырёхползунный универсально-гибочный автомат.
изделий на этих автоматах происходит в боль-
шинстве случаев в холодном состоянии. Горя-
чая обработка производится на круглогибоч-
ных и пружино-навивэчных полуавтоматах при
изготовлении деталей из материала крупного
сечения.
Универсально-гибочные автоматы. Н а-
значение. На универсально-гибочных авто-
матах (фиг. 209) изготовляются разного рода
изделия из проволоки или полосы: детали
электро- и радиоаппаратуры, пряжки, шплинты,
скрепки, скобы, крючки и т. п. На фиг. 209
представлены примеры изделий, изготовляемых
на этих автоматах. Наиболее совершенным
типом универсально-гибочных автоматов яв-
ляются четырёх- и пятиползунные автоматы.
Конструкция иработаавтомата.
В автомате имеются: правильные ролики; ме-
ханизмы подачи, отрезки и первой гибки; бо-
ковые гибочные ползуны; ползун для окон-
оправкой 3 и гибочным штампом ползуна 4-
При движении вперёд ножа 5 и штампа
Фиг. 210. Процесс изготовления
замкнутой рамки.
происходит отрезка заготовки и первая
гибка её. Затем штампы ползунов 6 и 7
Характеристики универсально-гибочных автоматов
Таблица 4-6
Основные
параметры
Максимальная ши-
рина изгибаемой no-
Максимальная дли-
на подачи с примене-
нием упора в мм . .
Максимальная дли-
на подачи без приме-
нения упора в мм . .
Максимальный диа-
метр сгибаемого
кольца в мм
Минутная произво-
дительность в шг. . .
Мощность электро-
двигателя в кет . . .
Наибольший диаметр (толщина) изгибаемой проволоки (полосы) в мм
0,8 j 1.2
5
5о
60
8
35°
0.25
8
90
12
250
о.ЗЗ
0
18
*5°
184
18
200
I
3
23
200
240
32
15°
1.5
13
460
485
За
8о— юо
1.5
5
28
254
3°5
48
I2O
2,2
28
бго
бдО
48
5о — 8о
2.2
8
35
38>
42Э
8о
85
3.7
28
7ба
8i3
33
5.5
12
25
5°8
552
юо
5°
5-5
25
762
8i5-.
юо
3°
5.5
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
623.
осуществляют огибание боковых ветвей заго-
товки вокруг оправки. Окончательное доги-
бание изделия производится штампом пол-
зуна 8. Изогнутое изделие снимается с оп-
равки вниз съёмником.
Оправка в горизонтальной плоскости непо-
движна; гибочные штампы имеют прямоли-
нейные возвратно-поступательные движения,
осуществляемые от кулаков. В зависимости
от требуемой конфигурации изгибаемого из-
делия применяются соответствующей формы
оправка и гибочные штампы. В табл. 46 при-
ведены основные данные четырёхползунных
универсально-гибочных автоматов.
Цепевязальные и цепесварочные авто-
маты служат для производства круглозвенных
цепей самых различных размеров. Максималь-
ный диаметр прутка цепи, изготовляемой хо-
Фиг. 211. Цепевязальный автомат.
лодным способом, — 25 мм, горячим спосо-
бом — 38 мм. Большие по размерам цепи из-
готовляются на молотах.
На цепевязальном автомате производятся
гибка звеньев и последовательное соединение
их друг с другом. На цепесварочном авто-
мате производятся сварка всех звеньев и сня-
На фиг. 211 изображён цепевязальный
автомат.
В табл. 47 приведены основные данные
цепевязальных автоматов.
Таблица 4Т
Характеристика цепевязальных автоматов
О1
S
Условное обо
нке машины
4
6
IO
13
i8
2О
2j
.а
О
X
•а ш
| Производител
(число звенье
в минуту)
130
по
9°
ео
6о
5°
ЗО
со
ч
Я
О.
Диаметр мате
звеььев в мм
1 — 4
2 — 6
4— ю
5-13
ю—16
12—l8
12—ЗО
18—25
X I
5 8...
Наибольшая j
звена по внут
размеру в ж-м
34
з^
52
55
7°
75
8о
IOO
3
о.
S
аз:
Габаритные р
в плане в м
I5XI
2,i X i>5
2,4X1,7
2,8Х1,8
3,оХ2,о
3.3X2,2
3.5X2,4
4.6X3.°
Число оборот!
приёмного eaj
в минуту
13Э
но
375
32Э
275
245
220
180
1
•
? ^
Мощность эле
двигателя в л
2
3.5
5
5-5
8
IO
13
18
Круглогибочные полуавтоматы предназна-
чаются для загибания на оправке концов
пруткового материала в холодном и горячем
состояниях.
На фиг. 212 показаны различные стади»
процесса загиба ушка. Позиция а: заготовка /
положена на оправку и на нижний неподвиж-
ный штамп 2\ левый конец её упирается
в ограничитель 3. Позиция б и в — ограничи-
тель повернулся вниз (в нерабочее положение);
заготовка зажата верхним штампом; гибочный
штамп 4, вращаясь против часовой стрелки,
загибает пруток вокруг оправки, расположен-
ной эксцентрично относительно оси вращения
штампа. Позиция г — гибочный штамп 4 до-
шёл до конечного рабочего положения. Про»
V-P
Фиг. 212. Процесс загиба ушка на круглогибочном полуавтомате.
тие заусенцев после сварки. Сварка осуще-
ствляется посредством электронагрева при
контакте торцов звена цепи и их сжатия.
исходит автоматическое переключение муфты
и штамп начинает вращаться в обратную сто-
рону. Позиция д — загибающий штамп воз-
€24
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
вращается в первоначальное положение; при-
жим освобождает загнутый пруток, оправка
утапливается, готовое изделие снимается с
-неё и падает.
Круглогибочные полуавтоматы особенно
широко применяются на заводах сельскохо-
зяйственного машиностроения.
Автоматы для изготовления пружин.
Н азначение и общие понятия.
Автоматы предназначены для изготовления
из круглой проволоки пружинных колец и
пружин различной формы: цилиндрических,
•конических, бочкообразных и др.
Пружины могут быть выполнены как со
сжатыми вплотную витками (т. е. с шагом,
равным диаметру проволоки), так и с любым
другим шагом в пределах технической харак-
теристики автомата.
Изготовление спиральных пружин осуще-
ствляется холодным и горячим способами. Пру-
жины с диаметром прутка до 16 мм изгото-
вляются вхолодную, большие — горячим спо-
собом. Максимальный диаметр прутка пру-
жины, навиваемой горячим способом, — 75 мм.
Наибольшее количество типо-размеров
пружино-завивочных автоматов применяется
при изготовлении пружин холодным способом,
весьма разнообразных по своей форме и раз*
«ерам.
Для изготовления спиральных пружин
холодным способом применяются автоматы
эдуфтного и секторного типов.
На автоматах муфтного типа изготовляются
пружины большей длины, чем на автоматах
•секторного типа, но на последних достигается
большая точность. У автоматов муфтного
типа подача проволоки при навивке осуще-
ствляется посредством фрикционной муфты,
а у автоматов секторного типа — с помощью
качающегося сектора, и храпового устройства
(или роликозой обгонной муфты).
У первых длина подачи определяется вре-
менем включения муфты, а у вторых — углом
качания сектора и радиусом его начальной
¦окружности. Пружино-завивочные автоматы
отечественного производства выполняются по
проектам ЦБКМ. Конструкция ЦБ КМ даёт
возможность получать точные пружины при
относительно большой длине проволоки, что
достигается пульсирующей подачей заготовки.
Так, например, автомат 0 4 мм марки А512
даёт возможность при четырёх качаниях сек-
тора получать пружины длиной заготовки до
$0С0 мм.
Конструкция и работа авто-
мата. Общий вид пружино-завивочного
^втоката представлен на фиг. 213. Автомат
имеет следующие основные механизмы: при-
вода, подачи, установки шага, изменения диа-
метра, формообразования витка. Процесс об-
разования пружин изображён на фиг. 214.
Проволока сперва вручную огибается вокруг
неподвижной оправки 1, к которой подводится
направляющая планка 2. Образование шага
происходит посредством лапки 3, расположен-
ной за первым витком и установлекн й вдоль
-оси соответственно заданной величине шага.
Лапка изгибает виток проволоки и заставляет
«ё виться по спирали Заправленная таким об-
раз >м проволока автоматически подаётся же-
лобчатыми роликами и, огибаясь вокруг оп-
равки, образует пружину, которая по мере
завивания сходит с оправки. Когда пружина
достигнет требуемой длины, подача автома-
тически прекращается, и пружина отрезается
ножом 4 На оправке остаются навитыми от
0,5 до 0,75 витка. Затем автоматически опять
включается подача, и процесс повторяется.
-7376-
1756
Фиг. 213. Пружино-завивочный автомат ЦБКМ 0 4
марки 512.
Последние конструкции пружино-завивоч-
ных автоматов снабжены вариаторами и ко-
робками скоростей.
Навиваемая
проволока
1 3
Фиг. 214. Процесс образования пружины.
В табл. 48 приведены основные данные
пружино-завивочных автоматов секторного
типа, в табл. 49 — основные данные пружино-
завивочных автоматов муфтного типа.
Таблица 48
Характеристика универсальных пружино-завивочных
автоматов секторного типа
Условное обозна-
чение машины
.1,6
3.5
6
го
Пределы диа-
метров проволоки
в мм
o,i до о,5
о,5 » 1.6
о,8 „ з,5
2-7 >. 6
4,1 » ю
Наибольшая дли-
на навиваемой
проволоки в мм
46о
99°
I22O
21 |.О
33°°
Пределы внутрен-
них диаметров
пружин в мм
о,8 до 8,6
3.2 . 25
6,4 . 5°
9.5 я 9°
13 . Ю2
Производитель-
ность (количество
пружин в минуту)
IO0—2ОО
5°—Х5°
35-i°°
IO—2О
IO—2O
Максимальная
мощность в л. с.
°5
i
5
12
15
Полуавтомат для горячей на-
вивки пружин. Горячая навивка спи-
ральных пружин крупною размера произво-
дится на машинах, по конструкции близких
к токарным станкам. На фиг. 215 представлен
гл. хщ
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
625
полуавтомат для горячей навивки пружин.
Супорт 1 во время навивки перемещается от
Фиг. 215. Пружино-навивочный полуавтомат для горячей
навивки пружин крупных размеров.
передней бабки к задней опо-
ре 2. Навивка производится
на консоли оправки 3 (за опо-
рой 2). Имеется приспособле-
ние, позволяющее в конце на-
вивки пружины подгибать по-
следний виток.
В табл. 48 приведены основ-
ные данные пружино-нави-
вочных полуавтоматов для го-
рячей навивки пружин круп-
ных размеров.
Автоматы для изготовле-
ния пружинных шайб Грове-
ра. Изготовление пружинных
шайб (Гровера) производится
из прутка трапецеидального
мается; таким образом, готовая шайба полу-
чает близкое к прямоугольнику или квадрату
сечение.
На фиг. 216 показан процесс образования
шайб. Пруток подаётся к оправке 1 и предва-
рительно вручную закручивается вокруг неё
на 1,5—2 оборота. Над оправкой располагается
резцовая головка 2 с резцамл 3, под оправ-
кой — опорный диск 4. Сзади оправки нахо-
дится опорный ролик 5 с буртом для образо-
вания шага. При вращении оправки, резцовой
головки и диска подаваемый материал нави-
вается на оправку и после каждого её обо-
рота отрезается ножом головки и режущей
Фиг. 216. Процесс образования пру-
жинных шайб по методу непрерывной
подачи прутка.
сечения его завивкой и отрезкой. Широкая
сторона трапеции растягивается, а узкая сжи-
Таблица 49
Характеристики универсальных пружино-
завивочных автоматов муфтного типа
Фиг. 217. Автомат для изготовления пружинных
шайб Гровера сечением 12 х 12.
Таблица 50
Характеристика пружино-навивочиых полуавтома-
тов для горячей навивки пружин крупных размеров
X
ю 5
° g
х e
§1
*?
2,5
4
6
IO
16
Пределы
диаметров
проволоки
в мм
о,9 до 2,5
1,6 „ 4
2,7 » б
4,1 „ ю
6,2 „ 16
Наиболь-
шая длина
навиваемой
проволоки
в мм
юо до 5 8оо
140 , i8 300
150 » !5 3°°
25O „ 21 4°О
43O „ 12900
Пределы
внутренне-
го диаме-
тра пружи-
ны в. мм
3 До З2
6,4 п 7°
9.5 . 88
13 „ Ю2
19 „ 2O4
ость
оло-
схоз
S2*
«si
* а *
5| «
&я S
О я ж
Зо,5
3°>5
30,5
3°'5
12,2
Скорость подачи проволоки — от 8 до 60 м/мин
w »
я _
jj Ш
3 О
0 I
S. s
3
5
7,5
15
15
Основные
параметры
Максимальный
дияметр прутка,
навнзаемого в го-
рячем виде в мм
Максимальный ди-
аметр пружиныв.лж
Максимал.ная
длин? пружины в мм
Чигло оборотов
гап'-мдел 1 в минуту
Мэ и.юсть элек-
гро^ви,ателя
в л. с
Наибольший диа1^етр прутка, нави-
ваемого в холодном состоянии, в мм
13
25
250
8оо
40/50/70
4
25
5О
35°
10ОО
30/45/60
ю
50
75
5оо
I2OO
24/36/4»
2О
40 Том 8
626
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
кромкой самой оправки. Число оборотов рез-
цовой головки должно быть меньше числа
оборотов оправки в п раз, где п — число
ножей.
Общий вид автомата ЦБКМ марки А453
для изготовления пружинных шайб сечением
12 X 12 дзображён на фиг. 217.
В табл. 51 приведены основные данные
автоматов для производства пружинных шайб
(Гровера).
Таблица 51
Таблица 52
Размеры коленчатых валов горизонтальных
кузнечво-штамповочных прессов-автоматов
Характеристика автоматов
Условное
обозначе-
ние ма-
шины
I.6X i,6
I.6X 3
5X5
7X7
пружинных
Сечение шайбы
в мм
До 1,6X1,6
1.5Х1.5ДО i,6X 3
а Хз ,5X5
4 Х4 ,7X7
б Хб » ia Xi2
для производства
шайб
Минутная
производи-
тельность
в шт.
75O—220O
4ОО—1200
Зоо— боо
35O— 5оо
аоо— 4оо
Максималь-
ная потреб-
ляемая
МОЩНОСТЬ
в кет
1.5
4.5
5
и,8
15,а
Специальные автоматы для изделий
ширпотреба весьма многообразны по своей
конструкции и принципу работы. Эти авто-
маты в большинстве случаев представляют
собой разновидность универсально-гибочных
Автоматов.
Основные параметры горизонтальных
кузнечно-цгтамповочных прессов-
автоматов
В табл. 52, 53 и 54 приведены размеры ко-
ленчатых валов, основные параметры и веса
станин горизонтальных кузнечно-штамповоч-
ных прессов-автоматов.
Таблица 53
Линейные параметры горизонтальных кузнечно-штамповочных прессов и автоматов
Основные
параметры
Диаметр кри-
вошипной шей-
ки
Длина опор-
ной шейки
Длина криво-
шипной шейки
Толщина
щеки
Наименьшее
расстояние
между проти-
воположными
образующими
кривошипной и
опорной пк ек
Отношение
радиуса криво-
шипа R к диа-
метру опорной
шейки d
Обозна-
чение
1о
1ш
Ъ
с
R
do
Тип вала
без щёк со щеками
A,1—1,2) dQ для автоматов
от 0 12 и выше
A,2—1,6) dQ для автоматов
от 0 3 до 0 10
(i,8-a,a) dQ
(o,8-i,o) dQ
_
@,6—0,9) dQ
0,3—0,45у авто-
матов с цель-
ной матрицей;
0,4-0,5 у авто-
матов с разъём-
ной матрицей
A,4—3,2) dQ
@,8-1,3) dQ
@,4-0,7) dQ
-
0,5-0,6 у по-
лугорячевыса-
дочных автома-
тов; 0,9—1,3
у обрезных и
ГВОЗДИЛЬНЫХ
автоматов
Типы
автоматов
Холодновысадоч-
ные с цельной ма-
трицей (одноудар-
ные и двухудар-
ные)
Холодновысадоч-
ные с разъёмной
матрицей (одно-
ударные и двух-
ударные)
Для штамповки
шариков
Обрезные
Гвоздильные
Основные параметры
Ход ползуна
A,а-1,5)*3
A4-16) /зу
одноударных
и D-5) 13 У
двухударных
(а-3.5) 13
A,9-1,4)'/
A,3-1,6) 1
Ход ножа
E-7) d и
G—8) d для
03 мм
Или (о,4—
о,5) 5
—
D.5-6,5) d и
G-8) d
для 0 з и б
-
D.5-5.5) d
Ход матриц
sM
-
A,1-1,5) d
-
-
@,85-1,0) d
Ход пуансон-
ных салазок
E-7) d и
(8-9) d для
0 3 мм
То же
-
-
-
Ход поступа-
тельного пи-
тателя Snn
—
-
—
B.75-3) d для
0 l6 И 2О,
D.5—5) d для
меньших раз-
меров автома-
тов
-
0,12-0,15-в
автоматах раз-
мером до 0 10
мм; 0,18-0,2—
в автоматах
размером от 12
мм и выше;
0,3-0,4 в ко-
лено-рычажных
автоматах
о,25-о,з5
Примечание. I — длина отрезаемой ножом заготовки, переносимой на линию высадки; / — длина высту-
пающей из матрицы заготовки; I — длина готового изделия; d — диаметр заготовки в мм.
ГЛ. XII]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ МАШИНЫ
627
Таблица 54
Вес станин горизонтальных кузнечно-штамповочных
прессов-автоматов
Продолжение табл. S5
Тип автоматов
Холодновысадоч-
ные
Гвоздильные
Полугорячевы-
садочные
Обрезные
Гайковысадочные
Материал
станины
Чугун
Стальное
литьё
Чугун
Стальное
литьё
Отношение веса ста-
нины к весу автомата
<*ст
<М
0,3 для автоматов
0 3 мм; 0,35-0,45 для
автоматов 0 6 мм и
выше
oi3—о.35
°»5—°>б
0,38-0,4
Чугун 1 о,з—о,з5
Чугун
о,4—о,42
Материалы основных деталей кузнечно-
штамповочных прессов-автоматов
В табл. 55 приведены материалы основных
деталей кузнечно-штамповочных прессов-ав-
томатов и их термообработка.
Таблица 55
Деталь
Станина
Ползун
Шатун
Коленчатый
вал
Втулки грунд-
букс коленча-
того вала
Кулаки
Автоматы
и механизмы
Холодновысадоч-
ные, обрезные, ком-
бинированные— мно-
гооперационные,
гайкоштамповоч-
ные, листоштампо-
вочные, гибочные
Гвоздильные; ав-
томаты для полу-
горячей высадки;
для высадки же-
лезнодорожных ко-
стылей
Холодновысадоч-
ные, обрезные, мно-
гооперационные
Гвоздильные; для
полугорячей вы-
садки
Для всех типов
автоматов
Для всех типов
автоматов
То же
Основные кула-
ки механизма от-
резки, выталкива-
ния и т. п. в холод-
нонысадочных и
других автоматах
Марка мате-
риала и термо-
обработка
СЧ 24-44
СЧ 21-40
Стл 35-5015
СЧ 24-44
Стл 35—5015
Стл 35—5015,
нормализация
Ст. 45
Ст. 40ХН
Нормализация и
поверхностная за-
калка шеек
HRq = 40-45
Оловянисто-свин-
цовистая бронза
состава ОС-8—12
АМц 9—2
Ст. У8
Ст. У10
Закалка
hRq =55-60
Ст. 20Х
Цементация на
глубину 1,5— 2,5 мм
Закалка HR~ _
= 58-60
Деталь
Кулаки
Кулисы и
рычаги слож-
ной конфигу-
рации ответ-
ственного на-
значения, ра-
ботающие пре-
имущественно
на изгиб
Ролики ку-
лачковых ме-
ханизмов
Заклиниваю-
щиеся ролики
и сопрягаемые
с ними планки
Установоч-
ный клин
Шестерни
механизмов
подач
Ответствен-
ные болты и
винты
Ножевой
шток
Рычаг меха-
низма вытал-
кивания
Срезающаяся
предохрани-
тельная
шпилька
Автоматы
и механизмы
Вспомогательные
кулаки механизма
поворотного упора
и других механиз-
мов
Механизмы вы-
талкивания, пода-
чи, отрезки, посту-
пательного и по-
воротного питате-
лей и др.
Высадочные и
обрезные автома-
ты
Механизмы по-
дач с роликовым
зажимным устрой-
ством
Ползун высадоч-
ных автоматов
Все типы автома-
тов
Бее типы автома-
тов
Холодновысадоч-
ные автоматы с
цельной матрицей
Холодновысадоч-
ные и обрезные ав-
томаты
Во всех типах
автоматов
Марка мате-
риала и термо-
обработка
Ст. 20
Ст. S0X
Цементация на
глубину 1—2 мм,
закалка
HRq - 58-60
Стл 35-5015,
нормализация
Ст. У8
Ст. У10
Закалка
HRq -56-60
Ст. X
Ст. ШХ9
Ст. У12
Закалка
Я#с =-58-62
Ст. 50
Ст. У8
Закалка
HRq =50-55
СЧ 21-40
СЧ 24-44
Ст. 40Х
Ст. 45
Закалка
Я#с -30-35
или улучшение
Ст. 45
Улучшение
HRq -24-30
Ст. 50
Ст. У8
Концы калить
Л#с -50-55
СЧ 21-40
СЧ 24-44
Смазка
Смазка ответственных мест холодновыса-
дочных, обрезных, полугоряче- и горячевыса-
дочных и большинства других типов авто-
матов производится через централизованную
систему самотёком ил л под давлением. Ряд
. точек менее ответственных или ответствен-
ных, но неудобно расположенных для воз-
можности подвода к ним трубок централизо-
ванной смазочной системы, смазывается че-
рез индивидуальные маслёнки. Сведения о
смазочных приборах и материалах см. т. 2,
стр. 740.
Для улавливания стекающего с автомате
масла рекомендуется основание станины или
стойки автомата выполнять с резервуаром.
628
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гирш И. И. и Залесский В. Н., Элементы
расчёта горизонтально-ковочных машин, НИИМАШ
, № 5, 1935.
2. 3 а к Г. М., Вопросы проектирования режущего
устройства для холодновысадочных автоматов с цель-
ными матрицами, Материалы технической информации
; ЦБТМ, 1939.
3. Клапаух И. Л., Элементы методики синтеза
автоматов, „Вестник металлопромышленности* № 18
и № 2, 1937, 1938.
4. Мисожников В. М., Холодная высадка гаек,
„Вестник металлопромышленности" № 7, 1938.
5. Мисожников В. М., Холодная высадка метал-
лов, Машгиз, 1938.
¦ 6. Навроцкий Г. А., Холодновысадочные автоматы,
Машгиз, 1945.
7. Навроцкий Г. А., Холодная высадка, т. 6 спра-
вочника „Машиностроение".
8. Навроцкий Г. А., Современные кузнечно-прес-
совые автоматы, „Тяжёлое машиностроение" № 2, 1941.
Э.Навроцкий Г. А., Обзор конструкции меха-
низмов подачи материала в холодновысадочных авто-
матах, Материалы технической информации ЦБТМ, 1939.
Ю.Навроцкий Г. А., Двухударный холодновыса-
дочный автомат 0 12X150 с разъёмной матрицей,
„Вестник машиностроения" № 8, 1945.
11. Навроцкий Г. А., Одноударный холодновыса-
дочный автомат 0 ЗХ25, „Вестник машиностроения"
№ 3, 1947.
12. Н а в р о ц к и й Г. А., Обрезной автомат 0 12X150,
„Вестник машиностроения" № 10, 1947.
13. Навроцкий Г. А., Двухударные холодновысадоч-
ные автоматы с цельной матрицей, „Вестник технической
информации Наркомата станкостроения СССР"№7, 1944.
14. Навроцкий Г. А., Гайковысадочные автоматы
Вотербери, „Вестник технической информации Нарко-
мата станкостроения СССР" № 30, 1944.
15. Н а в р о ц к и й Г. А., Автоматы для изготовления
пружинных шайб Гровера, „Вестник машиностроения"
№ 5, 1948.
16. Н а в р о ц к и й Г. А., Высадочные и обрезные
прессы-автоматы, Машгиз 1949.
17. Навроцкий Г. А., Особенности кинематики основ-
ных рабочих механизмов кривошипных прессов, изд.
Моск. мех. инст., 1948.
18. С т о р о ж е в М- В. при участии К опылова Н.,
„Вестник металлопромышленности" № 10 и 11, 1935.
КУЛАЧКОВЫЕ КОВОЧНЫЕ МАШИНЫ
ОБЩИЕ СВЕДЕНИЯ
У кулачковых машин отсутствует постоян-
ная жёсткая связь между главным валом и
ползуном, как это имеет место у чисто-
кривошипных машин (вал — шатун — ползун).
Ведущим звеном у кулачковых машин
является эксцентрик или кривошип, выпол-
няющие роль кулака.
Передача движения- от кривошипного вала
к ползуну производится посредством про-
межуточной постоянной детали: мотыля (ма-
шины Ридера); переставного сухаря (пра-
вйльно-гибочные машины); рычага (ножницы).
У машин без кривошипного вала, к како-
вым относятся машины с вращающимся бара-
баном (ротационно-ковочные машины), снаб-
жённым роликами, промежуточной деталью,
рсуществляющей передачу движения ползуну,
служит ролик или профилированный кулачок,
соединяющийся при вращении барабана с
ползуном.
Технологическим назначением кулачковых
машин являются: ковочные работы; правка —
гибка сортового и профильного материала;
резка листового, сортового и профильного
материала.
КОНСТРУКЦИЯ МАШИН
Кулачковые ковочные машины с мо-
тылём. Эти машины используются для изго-
товления простых мелких изделий методом
протяжки их в бойках или при помощи про-
стейшего вида штампов. Имеют обычно не-
сколько комплектов инструмента, на которых
можно работать одному рабочему последо-
вательно или нескольким рабочим одновре-
менно.
На фиг. 218 изображена машина конструкции ЦБ КМ
с тремя комплектами инструмента. Эксцентриковый
вал 1, вращающийся в двух концевых и двух промежу-
точных подшипниках, имеет три эксцентрика. Посред-
ством шатунов (мотылей) 2, действующих через про-
межуточный валик 3, эксцентрики передают движение
ползунам 4, к которым крепится верхний инструмент
(бойки, штампы, ножи и т. п.). Нижний инструмент за-
креплён на колодках 5. Положение колодок регулируется
по вертикали шпинделями 6. Шпиндели, имеюшие на
нижних концах маховички 7, после установки фикси-
руются во втулках 8 контргайками 9. При вращении
эксцентрикового вала мотыли и ползуны с инструментом
перемещаются вниз, осуществляя рабочее движение
Обратный ход шатунов производится пружинами 10,
расположенными внутри ползунов.
Пружины, обеспечивая постоянное соприкосновение
сопрягающихся поверхностей ползунов, шатунов и цапф
эксцентрикового вала, ликвидируют зазоры от износа
втулок шатунов и мотылёвых шеек вала. Пружины опи-
раются на сухари И. Последние неподвижно закреплены
чеками в паяах верхних крышек Крышки (фиг. 219)
укрепляются спереди рамы болтами с возможностью
регулировки зазоров на ползунах. Направление движения
колодок осуществляется нижними крышками, аналогич-
ными верхним.
Для предохранения машины от перегрузки
в системе ползунов имеются предохранители 12
стержневого типа (фиг. 218). Зазоры от из-
носа вкладышей на концевых подшипниках
эксцентрикового вала выбираются подтяжкой
регулировочных клиньев (фиг. 220), а зазоры
на промежуточных опорах — подтяжкой кры-
шек (фиг. 221).
Смазка машины осуществляется капель-
ными маслёнками. Масло подводится к вкла-
дышам подшипников и мотылёвым шейкам
эксцентрикового вала. Стекая с мотылёвых
цапф по шатуну, масло поступает к его пяте
и на боковые плоскости ползуна. Основные
данные машины, изображённой на фиг. 218,
приведены в табл. 56.
Таблица 56
Характеристика ковочной машины конструкции
ЦБКМ с тремя ползунами
Основные параметры
Длина хода ползуна в мм
Число ходов ползуна в минуту . .
Наибольший диаметр обрабатывае-
мой заготовки в мм
Регулировка нижнего бойка в мм.
Расстояние между осями ползунов
Мощность привода в кет
Габаритные размеры в плане в мм
Размеры
12
8оо
45
8о
190
б
1ЮХ75О
1500
Машина, изображённая на фиг. 218, в
основных чертах является типичной и для
других аналогичных машин. Конструктивно
машины различаются: числом ползунов (ком-
плектов инструмента), изменяющимся от 1
до 6; конструкцией механизма регулировки
нижнего инструмента, оформляемой в виде
ГЛ, XII]
КУЛАЧКОВЫЕ КОВОЧНЫЕ МАШИНЫ
629'
Фиг. 218. Ковочная машина конструкции ЦБКМ,
130
Фиг. 219. Сечение через направляющие крышки машины Фиг. 220- Сечение через концевые гтодшипники эксцён-
по фиг. 218. трикового вала машины по фиг. 218.
630
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
винтов или клиньев; конструкцией станин,
выполняемых цельными или разъёмными;
числом маховиков (применяется один или два
маховика).
В подавляющем большинстве случаев ма-
шины выпускаются с цельнолитой станиной,
одним маховиком и с шкивами для трансмис-
сионного привода. Все названные детали
изготовляются из чугунного литья. Эксцен-
Фиг. 221. Сечение через промежуточные
подшипники эксцентрикового вала ма-
шины по фиг. 218.
триковый вал, ползуны, колодки, регулировоч-
ные винты выполняются из углеродистой стали.
Машины при невысокой стоимости изго-
товления экономичны в эксплоатации. При
очень малой величине хода, равной 12—16 мм,
число оборотов эксцентрикового вала
колеблется в пределах от 430 до 1100 об/мин.
Быстроходность машин позволяет осуще-
ствлять за один нагрев ковку довольно тон-
ких изделий, таких, как шинные гвозди,
винты, зубья для борон и т. д. Машины обес-
печивают идентичность и высокую точность
изготовляемых поковок.
Кулачковые ковочные машины с бара-
баном (ротационно ковочные машины). На
фиг. 222 показана схема, иллюстрирующая
принцип работы ковочной машины наиболее
Штампы разомкнуты
Штампы сомкнуты
Фиг. 322. Схема работы кулачковой (ротационной) ко-
вочной машины с вращающимися штампами.
ходового типа с барабаном. В неподвижной
кольцевой обойме 1 содержится некоторое
(чётное) количество роликов 2, свободно по-
саженных в своих гнёздах. Внутри обоймы 1
вращается шпиндель 3. Головка шпинделя 3
имеет на своей лицевой части радиально рас-
положенные пазы, в которых перемещаются
ползуны 4 и штампы 5. На внешних концах
ползуна имеется по одному ролику 6. Под
действием центробежной силы при вращении
шпинделя ползуны со штампами расходятся.
Ролики 6 ползунов набегают на ролики 2, за-
креплённые в обойме, и отжимаются ими к
центру машины. Штампы 5 смыкаются, произ-
водя давление на заготовки. Контакт роликов
обоймы и ползунов при этом не нарушается
за весь период деформации.
Схема усилий, действующих на ползун, по-
казана на фиг. 223. Крутящий момент, кото-
рый необходимо приложить к шпинделю,
является величиной переменной, зависящей
от взаимного положения, обоймы и шпинделя
и усилия Р в месте контакта роликов
Размер г для каждого номера машины
колеблется в небольших пределах и его
можно считать постоянным. Угол f колеблется
от некоторого fmin. определяемого размерами
шпиндельного узла, до -утлх = 9j° (положение,
при котором точки 0и 03 и 03 находятся на
одной прямой). Для этого положения Мкр = 0.
Величина усилия Р для каждого положения
зависит от реакции штампа Q, сил трения в
направляющих ползунков и центробежных
воздействий со стороны штампов и ползунков.
Помимо усилия Q на заготовку (поковку) дей-
ствует небольшое усилие со стороны подачи.
Ковочные машины выполняются трёх типов.
Описанный принцип работы свойственен ковоч-
ной машине I типа с вращающимися штам-
пами. На этой машине можно применять за»
готовки круглого, квадратного, шестигранного
и любого другого симметричного сечения, но
вследствие вращения штампов вокруг обра-
батываемого материала изделие получается
обязательно круглым.
В машине II типа с невращающимися
штампами (универсальной) перемещение
ползунов в пазах обусловливается выклини-
вающим действием со стороны роликов
обоймы, вращающейся вокруг инструмента.
На этой машине можно получать не только
изделия круглого, но и четырёхгранного сече-
ния. Форма сечения изделия может быть
также несимметричной.
ГЛ. ХП]
КУЛАЧКОВЫЕ КОВОЧНЫЕ МАШИНЫ
631
К машинам III типа относятся ковочные
машины с барабаном, имеющие одновремен-
ное вращение обоймы и шпинделя в проти-
воположных направлениях. Несмотря на воз-
можность получения на этих машинах чрез-
вычайно высокого числа рабочих ходов, боль-
шого распространения они не получили.
Машины выполняются с двумя или с че-
тырьмя штампами. В последнем случае син-
хронность перемещения всех четырёх штам-
пов обебпечивает одновременность обжатия
изделий. Число роликов в обойме этого типа
машины должно быть кратным
четырём. При четырёхштампо-
вой конструкции машины ра-
бочая поверхность каждого
штампа сравнительно мала.
Благодаря этому при тех же
размерах машины степень об-
жатия материала может быть
большей. Четырёхштамповые
машины обычно применяют в
тех случаях, когда диаметр
обжимаемого изделия не слиш-
ком мал @ > 5 мм) и не тре-
буется особой чистоты поверх-
ности обрабатываемого изде-
лия.
Ковочные машины с бара-
баном предназначаются для
обжатия и вытяжки сплошных
и пустотелых изделий из чёр-
ного и цветного металлов. Наи-
большее распространение ма-
шины I и II типов получили
при обработке труб. Помимо
обычных операций по обжатию
и вытяжке труб можно произ-
водить трубы: различной конус-
ности по внешнему и по вну-
треннему диаметрам; с закрытыми концами;
с двумя внутренними конусами и одним на-
ружным и др. Применение машин при обра-
ботке сплошных прутков и полос весьма
разнообразно.
Ротационная ковка применяется при обжа-
тии корпусов и поясов снарядов, а также при
посадке разного рода втулок, ниппелей и
фитингов на стальных кабелях и проволоч-
ных тросах. К этому методу ковки прибегают
для заострения концов прутков или труб,
подвергаемых затем волочению, а в случае
твёрдых материалов с недостаточной вяз-
костью он с успехом заменяет и сам процесс
волочения. Почти полное отсутствие потерь
материала делает этот процесс особенно рен-
табельным там, где стоимость материала со-
ставляет сравнительно высокий процент по
отношению к полной стоимости производства.
Это обстоятельство, а также возможность
производить обжатие плакированных изделий
без повреждения их поверхности, делает ро-
тационную ковку в этом случае незаменимым
процессом.
Точность ротационной ковки при протяжке
сплошных изделий в холодном виде соответ-
ствует второму классу точности. По данным
практики внешний диаметр труб, обработан-
ных на ротационно-ковочных машинах, выдер-
живается с допуском 0,025 мм на каждые
6—10 мм диаметра поковки. При получении
заострений на прутках минимальный диаметр,
который может быть получен, составляет
0,25—0,40 мм, а минимальный диаметр про-
тянутого прутка может быть доведён
до 0,10—0,15 мм. Протянутое или обжатое
изделие получает совершенно гладкую (по-
лированную) поверхность.
Производительность ротационно-ковочных
машин во много раз больше производи-
тельности, получаемой при обработке изделий
на токарных станках.
Прочность изделий при ротационной
ковке повышается, что обусловливается
Фиг. 224. Общий
вид кулачковой (ротационной)
с вращающимися штампами.
ковочной машины
мелкозернистой структурой после обра-
ботки.
Степень обжатия при ротационной ковке
зависит от материала; приблизительно при
холодной ковке степень обжатия для
каждого прохода составляет 40—60% перво-
начальной площади. Горячая ковка приме-
няется главным образом при обработке твёр-
дых изделий (цилиндрических и конических
хвостовиков, спиральных свёрл, метчиков,
шпинделей и др.), а также в случае необхо-
димости получать большие обжатия без про-
межуточных отжигов.
На фиг. 224 изображена одна из конструк-
ций двухштамповой ковочной машины I типа.
Отдельные части машины показаны на
фиг. 225. Наиболее нагружёнными деталями
являются ползуны и ролики, подвергающиеся
быстрому износу и разрушению. Они обычно
изготовляются из лучшей легированной стали
(хромоникелевои), термически обрабатываются
и тщательно шлифуются.
Концы ползунов 9 закруглены и не имеют
свободно вращающихся роликов (фиг. 225);
это сделано с целью увеличения прочности
ползунов. Однако в смысле износа эта кон-
струкция является менее совершенной, так
как опорные места на концах ползунов в этом
случае не могут изменяться. Под действием
ударов, воспринимаемых роликами обоймы,
последняя несколько провёртывается в своём
гнезде. Это снижает число рабочих ходов
632
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
машины, но благоприятно отражается на
долговечности роликов и ползунов.
Теоретическое число рабочих ходов ма-
шины определяется произведением числа обо-
ротов шпинделя на количество сухарей или
роликов в обойме. При наличии скольжения
обоймы действительнее число оборотов ма-
шины уменьшается против теоретического
приблизительно на 50<V0, При 10 роликах и
10
Фиг. 225. Основные части головки кулачковой (ротаци-
онной) ковочной машины с вращающимися штампами:
1 — лицевая шайба; 2 — направляющая втулка с задвиж-
кой замка; 3 — роликовая обойма; 4 — внутреннее кольцо;
5 — шайба роликовой обоймы; 6 — рольки; 7—напра-
вляющие планки для двухштампового шпинделя; 8 —
штампы; 9—ползуны; 10—направляющие планки для
четырёхштампового шпинделя; 11 — крышки для че-
тырёхштампового пространства.
500 оборотах шпинделя в минуту количество
ударов с учётом скольжения составит около
2500 в минуту.
В некоторых конструкциях для уменьше-
ния удельных давлений между соударяющи-
мися частями ролики обоймы заменены суха-
рями, вставленными в кольцо. У роликов на
ползунах снимаются сегменты, а сами они
закрепляются пружинами, допускающими воз-
можность их небольшого поворота при со-
ударении. Таким образом, соприкосновение
получается не по линии, а яо плоскости.
Перемещение ползунов к периферии машины
обычно ограничивают специальными уступами
(фиг. 222) или ограничивающими болтами.
Это позволяет, кроме того, регулировать ве-
личину хода ползунов. Для уменьшения шума
и смягчения ударов ползунов об ограничи-
вающие уступы или болты были попытки
применить пружины, однако последние часто
ломались и требовали тщательной тарировки.
В одном из вариантов конструкции вместо
ползунов были применены рычаги, к которым
присоединялись штампы и ролики. Под дей-
ствием центробежной силы и специальных
пружин рычаги постоянно стремятся разве-
стись от центра, обеспечивая соприкоснове-
ние роликов с внутренней частью кольца,
несущего сухари. Рычаги менее подвержены
износу, чем ползуны, однако ролики, находясь
в соприкосновении с кольцом обоймы, быстро
изнашиваются.
При получении местных пережимов на
прутках или трубах, а также при обжатии
ниппелей и фитингов на стальных кабелях
в ротационно-ковочных машинах необходимы
специальные устройства, позволяющие выта-
щить изделие из машины без повреждения
его задней, не подлежащей обработке части.
Для этого предусматриваются особые клинья,
устанавливаемые между штампами и ползу-
нами. В других конструкциях это осуще-
ствляется посредством специального эксцен-
трикового механизма, снабжённого зубчатой
передачей. Оба указанных механизма дей-
ствуют от нажатия педали.
Ковочная машина II типа (универсальная)
(фиг. 226) имеет обычно меньшее количество
роликов. Сильные пружины 1 (фиг. 226), рабо-
тающие на сжатие, постоянно стремятся сме-
стить ползуны 2 к периферии. Вращающийся
вместе с кольцом 3 и обоймой 4 барабан 5
служит одновременно и маховиком.
Ьвиду значительного числа оборотов
(>250 об/мин) большинство современных ро-
тационно-ковочных машин имеют подшипники
качения. Однако в машинах для горячей
ковки эти подшипники удобны в работе только
при рычажной конструкции рабочего меха-
низма, где тепло, передаваясь через длинную
цепь деталей (штампы, рычаги, пальцы рыча-
гов, расширенная часть шпинделя), не может
слишком высоко поднять их температуру.
Привод, как правило, осуществляется путём
ремённой передачи: у машин I типа — непо-
средственно на маховик, закреплённый шпон-
кой на шпинделе; у машин II типа — на шкив,
посаженный на барабане.
Подача заготовок может производиться
только в промежутках времени между обжа-
тиями. Чем больше рабочих х6*дов делает
машина, тем меньше времени остаётся для
подачи заготовок. Следовательно, последняя
находится в определённой зависимости от
числа оборотов машина и количества роликов
в обойме. Подача зависит также от твёрдости
обрабатываемого материала. В среднем ско-
рость подачи колеблется от 20 до 50 мм/сек.
При подаче изделия в штампы необходимо
обеспечить правильное расположение изделия
относительно инструмента и достаточное да-
вление в направлении подачи. Для машин
I типа также необходимо обеспечить некото-
рое вращение изделия вокруг своей оси. Вра-
ГЛ. XII]
КУЛАЧКОВЫЕ КОВОЧНЫЕ МАШИНЫ
633
щение изделия обусловливается вращением
штампов. Жёсткое удерживание поковки до-
пустимо лишь в случае длинных и лёгких из-
ПОЛОВ
делий, способных при прекращении действия
сил кручения возвращаться в своё первона-
чальное состояние.
770
Фиг. 226. Общий вил кулачковой (ротационной) ковочной
машины с неврашающимися штампами.
Фиг. 227.
Таблица 57
Характеристика ковочных машин I типа отечествен-
ного производства (фиг. 227)
Максимальный диа-
метр изделий, обра-
батываемых в горячем
состоянии, в мм
Трубы
5о
75
IOO
Прутки
2О
3»
бо
75
Число
оборо-
тов
шоин -
деля
в ми-
нуту
375
2ОО
200
i8o
Длина
обжима-
ющей части
штампов
в мм
1
I2O
200
ЗОО
35°
Расстояние
от пола до
оси рабо-
чего отвер-
стия в мм
Н
goo
900
900
900
Подача изделия в машину может осуще-
ствляться ручным способом и механизмом
подачи.
При подаче ручным способом не га-
рантируется правильность расположения из-
делия, а поэтому при необходимости получе-
ния высокой точности изделия применяются
механизмы подачи.
Механизмы подачи действуют: от руки;
гидравлически; пневматически. Применение
последних двух видов механизмов подачи
обусловливается необходимостью приложения
значительной силы при перемещении поковки
для преодоления выталкивающего действия
со стороны штампов. Его величина зависит
от угла конуса на входном отверстии штам-
пов.
Из условия возможности подачи загото-
вок вручную угол конуса не должен превы-
шать 10—12°.
Смазка подшипников обычно осуще-
ствляется от индивидуальных маслёнок. Смазка
рабочего механизма производится или про-
стым обмакиванием в масло заготовок перед
установкой их в штампы, или от специаль-
ного насоса. В последнем случае предусма-
тривается специальный резервуар для охла-
ждения масла и фильтр для очистки. Вра-
щающиеся тела всесторонне уплотняются и
заливаются маслом. Уплотнением пресле-
дуется также цель защиты рабочего меха-
низма от попадания грязи и засорения окали-
ной.
При ковке в горячем виде, а иногда и при
ковке в холодном виде производится охла-
ждение машины посредством прокачивания
жидкости, а также продувания воздуха через
полый шпиндель, одновременно удаляющего
окалину.
Основные данные ротационно-ковочных
машин 1 и II типов отечественного производ-
ства приведены в табл. 57 (фиг. 227) и табл. 58
634
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
(фиг. 228); данные по машинам для обработки
труб приведены в табл. 59.
Таблица 59
Характеристика ковочных машин для труб
Фиг. 218.
Таблица 58
Характеристика ковочных машин II (универсального)
типа отечественного производства (фиг. 228)
Максимальный
диаметр или
сторона ква-
драта, обраба-
тываемого
в горячем со-
стоянии,
в мм,
12
so
35
5°
Число
оборотов
барабана
в минуту
325
325
3°о
250
Длина
обжима»
юшей части
штампов
в мм
1
7о
IOO
15»
2ОО
Расстояние от
пола до оси
рабочего
отверстия
в мм
Н
ооо
goo
ооо
9 ею
э обра*
труб в
>- и
Диаме
ваемы
ао
4-5
55
бо
95
I2O
*5°
Размеры
штампов
*
длина
5°
65
75
9°
IOO
15°
зоо
в мм
«
ширин
3°
6о
7°
«о
I2O
145
175
н
о
2
ш
яо
4О
5о
Ьо
Но
95
Х2О
Маховик
«!
са
&
диаме!
5оо
75°
9оо
9оо
IOOO
ICOO
1250
В
«
ширин
• 75
IOO
13°
140
100
225
225
боро-
инуту
о s
число
тов в
400
325
275
25°
325
аоо
i8o
Электро-
двигатель
л
о
мощно
В Л. С
я
5
7.5
ю
15
25
4о
боро-
инуту
о S
число
тов в
i8oo
1800
1800
1200
1200
900
900
* Длина штампа лля каждой из машин может быть
увеличена в 1,5 раза; при увеличении мощности электро-
двигателя — на 15—20%.
Кулачковые правильно-гибочные машины
(со скользящим сухарём). Правильно-гибоч-
ные машины выполняются кулачкового ры-
чажного и ротационного типов.
На фиг. 229 изображён пресс кулачкового типа да-
влением 500 т. Станина 1 пресса сварная из стального
литья и стальных плит. Кривошипный вал имеет эксцен-
-3030
Фиг. 229.
ГЛ. XII]
РЫЧАЖНЫЕ ВЫТЯЖНЫЕ МАШИНЫ (ПРЕССЫ)
635
трик 2. Ползун составной; основными частями его
являются верхний 3 и нижний 4 ползуны. На кривошип
насажен сухарь 5, который может свободно перемещаться
в горизонтальном направлении во внутреннем ползунке 6.
Движение кривошипа в вертикальном направлении пере-
даётся от ползунка через ползушку 7 на верхний ползун.
В нижней части верхний ползун имеет винт, опираю-
щийся резьбой на гайку 8. Гайка закреплена от верти-
кального перемещения в нижнем ползуне и, следова-
тельно, сообщает последнему движение верхнего пол-
зуна.
Положение нижнего ползуна по высоте регулируется
вращением гайки от маховичка 9 через червячную пере-
дачу.
ЛИТЕРАТУРА
1. Л ю б в и н В. И., Обработка металлов методом ре-
дуцирования,
М. 1945.
2. Л ю б в и н В.
Госплан СССР, ИТЭИН J\ft
И., Редуцирование в металлообра-
Включение пресса на рабочий ход производится по-
воротом рукоятки 10. Посредством системы рычагов // и
12 она воздействует на ползушку. На фиг. 229 показано
положение ползушки и рычагов во включённом состоянии.
Выключение пресса происходит автоматически в верхнем
положении ползуна. При этом ползушка выдвигается
вперёд и ползунок свободно ходит в верхнем ползуне.
Ползуны уравновешены двумя пружинами 13. Криво-
шипный вал приводится от мотора 14 через одноступен-
чатый редуктор 15 и цилиндрическую передачу 16. На
первом вале редуктора вместе с малой шестерней по-
сажен маховик. Малая шестерня соединяется с валом
через предохранительную шпильку.
и источники
НКБ
ботке, Производственно-технический бюллетень
СССР № 7-8, 1944, Оборонгиз.
3. Слесарчик, Ротационно-ковочные машины, .Тео-
рия и практика металлургии* № 4, 1940.
РЫЧАЖНЫЕ ВЫТЯЖНЫЕ МАШИНЫ (ПРЕССЫ)
ОБЩИЕ СВЕДЕНИЯ
У рычажных машин передача движения от
главного вала (кривошипного) к ползуну осу-
ществляется посредством нескольких рычагов.
Назначением рычажных машин являются:
вытяжка листового материала; гибка и правка
сортового и профильного материала; резка
листового, сортового и профильного мате-
риала.
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
Балансирные вытяжные прессы специ-
ально предназначены для вытяжки гильз, но
могут применяться и для других работ. Имеют
особенно большой ход ползуна при сравни-
тельно небольшом рабочем давлении. Величина
хода может изменяться. Наименьшему ходу
соответствует наибольшее давление. На
фиг. 230 изображён балансирный пресс. Ста-
нина пресса одностоечная, открытого типа.
Ползун движется в длинных, регулируемых
направляющих. Движение ползуну сообщается
от коленчатого вала рычажной системой, со-
стоящей из шатуна, коромысла Z и траверзы 2
с серьгой 3. Соединение серьги с траверзой
позволяет изменять расстояние от стола до
ползуна. В коромысле имеются три отверстия.
С перестановкой соединительного пальца из
одного отверстия в другое изменяются ход и
давление ползуна. Таким образом, балансир-
ный пресс имеет три различных хода и соот-
ветствующие им три максимальных допустимых
давления ползуна. Привод балансирного пресса
состоит из: электродвигателя, прикреплённого
к станине пресса (на фиг. 230 не виден);
клиноремённой передачи от электродвигателя
на обод маховика; трёхступенчатой зубчатой
передачи между приводным валом и коленча-
тым валом. Муфта включения многодисковая,
фрикционная, управляемая вручную. Рычажная
система управления муфтой допускает работу:
непрерывную; одиночными ходами с автома-
тической остановкой (выключением) после
каждого хода. Многодисковый тормоз связан
с муфтой так, что при выключении муфты
пресс мгновенно останавливается тормозом.
Экстренная остановка и последующий пуск
балансирного пресса возможны при любом
положении ползуна. Нормально пресс остана-
вливается при крайнем верхнем положении
ползуна, Смазка всех трущихся частей и
роликопоцшипников принудительная от насоса.
В станине под столом имеется приёмный ло-
ток 4 для готовых изделий (гильз).
Основные данные балансирных прессов
приведены в табл. 60.
Рычажные вытяжные прессы с приводом
от двух кривошипных валов применяются пре-
имущественно для вытяжки гильз.
Кривошишю-рычажный механизм этих прес-
сов сообщает ползуну движение, скорость
которого (фиг. 231) на участке рабочего хода
примерно постоянная.
На фиг. 232 показан общий вид кривошипно-
рычажного пресса Воронежского завода им.
Калинина. Станина пресса цельная, чугунная,
поставлена настойке. Два коленчатых вала / и 2
Характеристика балансир вых прессов
Таблица 60
Основные параметры
Расстояние от стола до ползуна наи-
большее при нижнем положении ползу-
на в мм
Мощность электродвигателя в кет . .
Диаметр отверстия в с голе в мм . . .
Диаметр отверстия в ползуне в мм . .
Величина регулировки расстояния от
стола до ползуна в мм .
Максимальное давление в т
13-20 | 18-30
ПСА ПШ\
280—320
30
б
I2O
8о
8о
500—300
Збо—4зо
хб
9
IOO
8о
32-50 | 37,5-75 | 76-100
8зо—5»о
380-485
9
15
аоо
150
IOO
730-386
70—340
7.5
х8
20О
120
I20O—Q2O
6
250
2О0
120
200-300
1500—980
135°—'боо
2 И 3
8о
1ЙО
Фиг. ?30. Балансирный пресс.
ГЛ. XII]
РЫЧАЖНЫЕ ВЫТЯЖНЫЕ МАШИНЫ (ПРЕССЫ)
637
л.с/сём
024
0,18
0,12
1 0
§ пи
1"
О
Л ОМ
П ЯП
0,3В
к
30°
60"
и
i
г
i
/
и
¦20° 1
150"
м
да1 г/С
-•
240"
1
_,
270°
300"
R
1——
к
1
<?л/ ползуна
Опускание ползуна
Фиг. 231. График скорости ползуна в зависимости от угла поворота верхнего кривошипа.
Фиг. 232. Кривошипно-рычажный пресс завода им. Калинина.
638
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
имеют общий привод от электродвигателя. На
промежуточном приводном валу имеется махо-
вик. Сцепная многодисковая фрикционная
муфта вставлена в маховик и управляется ры-
чагом 3. На ободе маховика нарезаны зубья,
сцепляющиеся с шестерней электродвигателя.
Рычажная система (фиг. 233), передающая
движение ползуну4от коленчатых валов 1 н2
Фиг. 233. Рычажная система кривошипно-рычажного
пресса.
(фиг. 232), имеет три колена 5,6 и 7, шарнирно
соединённых между собой. Такое же соедине-
ние имеет колено с ползуном.
Прессы этого типа строятся давлением до
40 т. Малая жёсткость конструкции рычажной
системы является главной причиной, препят-
ствующей изготовлению этих прессов большей
мощности.
Основные данные прессов приведены
в табл. 61.
Таблица 61
Характеристика рычажных прессов с приводом
ползуна от двух кривошипных валов
Основные параметры
Максимальное рабочее давление
ползуна (кривошип под углом 30°) в/п
Максимальное давление ползуна
Ход ползуна в мм . •
Регулировка длины шатуна в мм .
Число ходов в минуту
Расстояние от стола до ползуна
при нижнем положении ползуна и
наименьшей длине шатуна в мм . .
Размеры поверхно-
сти ползуна под
штамп в мм
Размеры стола в мм
спереди назад
справа налево
спереди назад
справа налево
Толщина плиты в мм
Диаметр отверстия в столе в мм . .
Расстояние от стола до направляю-
щих в мм
Диаметр отверстия в плите в мм .
Расстояние между стойками в све-
ту в мм
Электродвигатель
Габаритные размеры
пресса в мм
МОЩНОСТЬ
в кет ....
число оборо-
тов в минуту
длина ....
ширина . . .
высота ....
Вес пресса в кг
Марка пресса
КШ-425
4°
4=5
40
бо
Зоо
IOO
815
49O
Зю
5°
I5O
315
4а
37°
17
1460
"95
1420
*74°
4550
КШ-300
3°
4О
Зоо
4О
8о
Зоо
IOO
2^5
4оо
ЗЮ
5»
I5O
315
42
37°
17
1460
1295
1420
»74°
455°
РЫЧАЖНЫЕ ПРАВИЛЬНО-ГИБОЧНЫЕ МАШИНЫ (ПРЕССЫ)
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
Рычажные правильно-гибочные прессы.
Конструкция пресса показана на фиг. 234.
Внутри сварной из стальных плит станины 1 распо-
ложен рабочий механизм. Кривошипный вал 2 установлен
внизу станины параллельно фронту пресса. Движение от
кривошипа передаётся тягой 3 на рычаг 4. Рычаг качается
вокруг правой оси 5 и другим концом соединён осью с
шатуном 6. Последний опирается на сухарь 7 ползуна 8.
Положение ползуна регулируется по высоте вращением
маховичка 9, от которого движение передаётся винту 10
червячной передачей //. Ось рычага одновременно являет-
ся гайкой винта и при его вращении перемещается в вер-
тикальном направлении. С изменением положения оси
изменяется в обратную сторону положение ползуна.
Включение пресса на рабочий ход производится по-
воротом рукоятки 12. Ползун уравновешен противове-
сом 13 посредством двуплечего рычага 14.
Привод пресса состоит из клиноремённой 15 и двух
цилиндрических 16 и 17 передач.
При кривошипно-рычажном механизме ста-
нина пресса работает в основном на сжатие
и распределение напряжений на её стенках
достаточно равномерно.
Фиг. 234. Рычажный правильно-гибочный пресс.
640
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД.IV
Рычажные правильно-гибочные прессы
с передним ползуном. Общий вид пресса при-
ведён на фиг. 235.
В направляющих сварной станины / двигается пол-
зун 2, несущий штемпель 3. Ползун получает движение
от кривошипного вала 4 через кривошипно-рычажный
механизм. Привод осуществляется от электродвигателя
двумя цилиндрическими передачами.
Расстояние между штемпелем и опорными колод-
ками 5 регулируется штурвалом 6, соединённым цепной
передачей с гайкой регулировочного нинта.
Опорные колодки установлены в направляющих зад-
ней стенки станины. Расстояния между ними регули-
Фиг. 235. Рычажный правильно-гибочный пресс с перед-
ним ползуном.
руются вращением ходового винта с правой и левой
резьбой от маховичка 7.
Направляющие ролики 8 предусматриваются для об-
легчения подачи штанги. Положение их по высоте де-
лается большей частью регулируемым, что даёт возмож-
ность устанавливать обрабатываемую штангу по середине
ползуна.
Выполняются также прессы с отличной от
приведённой конструкцией регулировки рас-
стояния между штемпелем и опорами. Опор-
ные колодки крепятся к каретке, установлен-
ной в направляющих станины. Перестановка
каретки производится вращением одного или
двух ходовых винтов.
Таблица 62
Характеристика правильно-гибочных горизонталь-
ных прессов с передним ползуном
Основные параметры
Наибольший момент
сопротивления попе-
речного сеченич об-
рабатываемой штанги
Расстояние между
опорами в мм ....
' Число ходов ползу-
Величина регули-
ровки ползуна в мм .
Мощность электро-
двигателя в л. с. . . .
Вес машины вот..
Усилие пресса в т
60
IOO
IOO —
Зоо
4О
IOO
3
1,8
80
Х5°
15о-
350
4о
IOO
5
З,2
130
45°
2ОО—
5оо
35
3 5°
7.5
5.5
200
900
250—
75°
35
15°
ю
250
1500
Зоо—
юоо
3°
аоо
15
12,7
Основные данные из характеристики со-
временных конструкций правильно-гибочных
горизонтальных прессов с передним ползуном
приведены в табл. 62.
Рычажные правильно-гибочные прессы
с задним ползуном. Конструкция пресса по-
казана на фиг. 236.
Кривошипный вал / приводится от электродвигателя 2
через две пары цилиндрических зубчатых передач 3 и 4.
На моторном вале помещён маховик 5. В большой ше-
стерне первой передачи 3 предусмотрена предохранитель-
ная муфта со срезывающейся шпилькой 6, лимитирующей
крутящий момент привода.
Ползун 7 ходит в призматических направляющих и
получает движение от кривошипного вала через шатун 8,
кулису 9 и толкатель 10.
Кулиса качается вокруг оси //, закреплённой в ста-
нине. В шарнире между шатуном и кулисой встроено
предохранительное устройство в виде срезывающегося
болта 12, ограничивающего усилие по ползуну.
Опорные колодки 13 установлены в направляющих
каретки 14. Регулировка расстояния между колодками
производится вращением рукояткой 15 ходового винта
с правой и левой резьбой 16.
Каретка установлена в направляющих станины 17.
Она перемещается от рукоятки 18 двумя параллельными
механизмами. Каждый механизм состоит из червячной
передачи 19 и шпинделя 20, вращающегося в гайке 21.
Штемпель 22 установлен в вертикальном Т-образном
пазе ползуна свободно. Задняя плоскость штемпеля на-
клонная и соприкасается с клином 23 Последний пере-
мешается в вертикальном направлении от рукоятки 24
через червячную передачу 25 и рычаг 26. Клин уравно-
вешен в отношении оси рычага 27 противовесом 28. По-
средством этого механизма производится подача штем-
пеля в процессе работы.
Направляющие ролики 29 могут быть повёрнуты
вокруг вертикальной оси и застопорены установочным
винтом 30. Они также имеют регулировку своего поло-
жения пэ высоте, осуществляемую вращением махо-
вичка 31. Механизм регулировки состоит из червячной
передачи и винтовой пары. Червячное колесо 32 одно-
временно является гайкой винтовой пары.
Над рабочим пространством на трёх стойках уста-
новлен кронштейн 33 с прижимным винтом 34. Послед-
ний вращается рукояткой 35. Гайка винга может быть
передвинута вдоль прорези кронштейна.
Основные сведения из характеристики ти-
пичных правильно-гибочных горизонтальных
прессов с задним ползуном приведены в
табл. 63.
Таблица 63
Характеристика правильно-гибочных горизонталь-
ных прессов с задним ползуном
Основные параметры
Наибольший момент
сопротивления попе-
речного сечения об-
рабатываемой штанги
в см?
Ход ползуна в мм .
Величина регули-
ровки ползуна в мм .
Наименьший радиус
гиба в мм
Число ходов в мину-
ту
Мощность электро-
двигателя в л. с. . . .
Усилие пресса в т
40 70 120 200 250
7о
3°
140
35
35
475
5°-55 40-45 3°—35
34°
4°
4°
55°
960
5°
5°
25—з°
18
1600
60
5°
800
25-3°
25
ГЛ. XII]
РЕЕЧНЫЕ МАШИНЫ (ПРЕССЫ)
641
78
Фиг. 236. Рычажный правильно-гибочный пресс с задним ползуном.
РЕЕЧНЫЕ МАШИНЫ (ПРЕССЫ)
ОБЩИЕ СВЕДЕНИЯ
Назначением реечных прессов является
вытяжка гильз.
Привод у реечных поессов состоит из од-
ного или нескольких зубчатых колёс и рейки,
наглухо скреплённой с ползуном. Такая кон-
струкция позволяет строить прессы с очень
большим ходом и равномерной скоростью
ползуна. Максимальное рабочее усилие на
нолзуне может иметь место при любом его
иоложении. Недостатком всех реечных прессов
является отсутствие у них маховика, который
невозможно применить по конструктивным
причинам. Отсутствие маховика у ручных ре-
ечных прессов восполняется большим переда-
точным числом редуктора от рукоятки к пол-
зуну. У реечных прессов с механическим
41 Том 8
приводом последний рассчитывается не на
среднюю, а на максимальную (пиковую) мощ-
ность, потребляемую прессом. При проектиро-
вании реечных прессов особое внимание при-
ходится обращать на зубчатую передачу
к рейке. Достаточная прочность этой передачи
достигается у ручных реечных прессов при-
менением реек и колёс из легированных сталей
при уменьшенной высоте зубьев. Реечные
прессы с механическим приводом снабжаются
обычно шевронными зубчатыми передачами.
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
Ручные реечные пнессы. На фиг. 237 и 238
представлена простейшая конструкция^ ручного
реечного пресса. Круглый стальной ползун
(рейка) расположен в чугунной станине. Подъём
642
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
и опускание ползуна производятся вращением
шестерни от рукоятки. 6 прессе, изображённом
на фиг. 237, рукоятка с валом шестерни соеди-
нена храповым механизмом. Рукоятка посажена
на валу свободно и несёт на себе собачку 1,
которая при поворачивании рукоятки в сто-
рону опускания ползуна упирается в зубья
храповика и скользит по ним при движении
рукоятки в обратном направлении. Для вра-
щения ведущей шестерни требуется только
низме на валу ведущей шестерни сидит ры-
чаг 1 с храповиком и собачкой. На палец 2,
заделанный в этом рычаге, посажена рукоятка.
U-образный паз, отлитый у рукоятки, охваты-
вает палец 3, сидящий в станине пресса. Такая
система представляет собой два простых ры-
чага, действующих последовательно. Рычаг 1
вместе с шестерней является рычагом первого
рода, рукоятка же действует как рычаг вто-
рого рода, опираясь на палец 3 и передавая
Фиг. 237. Ручной реечный пресс.
качание рукоятки на угол, соответствующий
одному — двум зубьям храповика. Рукоятка
находится всё время в наиболее удобном для
рабочего положении. Маховичок служит для
поднимания ползуна, а стопорный винт 2—
для закрепления ползуна в приподнятом поло-
жении. Противовес у рукоятки и упорная
скоба 3 определяют положение рукоятки, когда
она отпущена.
Ручные реечные прессы строят для усилия
до 12 т. Столь большие усилия на ползуне
могут быть получены механизмом с двухсту-
пенчатой передачей (фиг. 239). В этом меха-
усилие на конец рычага 1 через палец 2.
Общее передаточное отношение получается
очень большое — от 1:80 до 1:100. Ручные ре-
ечные прессы с такими механизмами строятся
как одностоечные, так и двухстоечные
(фиг. 240).
Механические реечные прессы отли-
чаются особенно большим ходом ползуна, за-
висящим только от длины реек и размера
станины. Прессы строятся вертикальные
(фиг. 242) и горизонтальные (фиг. 241) до
максимального давления 350 т. Существуют
также конструкции маломощных механических
ГЛ. XII]
РЕЕЧНЫЕ МАШИНЫ (ПРЕССЫ)
643
реечных прессов с ремённым приводом. Макси-
мальное давление может развиваться при
любом положении ползуна.
В механическом реечном прессе, изобра-
жённом на фиг. 242, ползун /несёт на себе
осуществляется тремя последовательными зуб-
чатыми передачами б. смонтированными на
станине пресса. Колодочный тормоз 7 с элек-
тромагнитным управлением удерживает ползун
в верхнем положении при остановках пресса
Фиг. 240. Двухстоечныи ручной реечный пресс.
Фиг. 238. Ручной реечный пресс.
две шевронные рейки 2, сцепляющиеся с зуб-
чатыми колёсами 3. Валы этих колёс связаны
между собой двумя одинаковыми парами
колёс 4 и 5. Привод от электродвигателя
Фиг. 239. Механизм с двухступенчатой передачей.
Фиг. 241. Горизонтальный механический реечный пресс,
и уменьшает выбег при реверсах. Возвратно-
поступательное движение ползуна получается
путём реверсирования электро-
двигателя при верхнем и ниж-
нем положениях ползуна. Ре-
версирование производится
специальным автоматическим
переключателем вращающегося
типа (на фиг. 241 и 242 не ви-
ден), которым регулируется
также величина хода ползуна
и расстояние между столом и
ползуном при наинизшем по-
ложении последнего.
Электродвигатели механи-
ческих реечных прессов весьма
громоздки, так как рассчиты-
ваются на максимальную мощ-
ность, развиваемую прессом
при раооте с непрерывными
реверсами, число которых рав-
но удвоенному числу ходов
ползуна.
644
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 342. Вертикальный
механический реечный
пресс.
ВИНТОВЫЕ МАШИНЫ (ПРЕССЫ)
ОБЩИЕ СВЕДЕНИЯ
Назначением винтовых машин (прессов)
является в основном вытяжка.
Винтовые вытяжные прессы обладают боль-
шим ходом ползуна, равномерной скоростью
его движения и развивают максимальное уси-
лие при любом положении ползуна.
Отрицательными свойствами, препятствую-
щими широкому применению винтовых прес-
сов, являются: сравнительно невысокая про-
изводительность (число ходов в минуту);
ограниченные возможности для механизации
подачи деталей.
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
Ручные винтовые прессы строятся с ма-
ксимальным давлением до 40—50 от, развивае-
#biM за счёт энергии маховика, разгоняемого
от руки и выполняемого в виде колеса
(фиг. 243 и 244) или маховых грузов на штанге
(фиг. 245 и 246). Винты снабжены трёх- или
четырёхходовой резьбой.
Ста шны отливаются из чугуна. Втулки вы-
полняются из бронзы или из антифрикцион-
ного чугуна. У упрощённых моделей прессов
резьба выполняется непосредственно в самой
станине.
Основные параметры современных ручных
винтовых прессов приведены в табл. 64.
Приводны" винтовые прессы с жёстким приводом
гайки (фиг. 247) выполняются открытого типа с чугун-
ной станиж й. В верхней части станины / находится гайка
(бронзовая или из антифрикционного чугуна) с располо-
женным на не * коническим зубчатым колесом 2. Шпин-
дель 3, ввинченный в гайку, связан с ползуном 4, движу-
щимся в вертикальных направляющих. Привод пресса
ремённый. Рычажная система 5 служит для управления
прессом, которое может осуществляться вручную или
автоматически. Для автоматического реверсирования
пресса служат упоры 6 на вертикальной штанге рычагов
управления и упор 7, жёстко соединённый с ползуном.
Переставляя упоры 6; можно отрегулировать пресс на
любую величину хода.
ГЛ. XII]
ВИНТОВЫЕ МАШИНЫ (ПРЕССЫ)
645
Фиг. 243. Ручной одностоечный винтовой пресс с маховым колесом.
Фиг. 244. Ручной двухстоечный винтовой пресс с маховым колесом.
646
ПРИВОДНЫЕ КРИВОШИПНЫЕ МАШИНЫ
[РАЗД. IV
Фиг. 245. Ручной одностоечный винтовой пресс
с маховым грузом на штанге колеса.
Фиг. 246. Ручной двухсто-
ечный винтовой пресс
с маховым грузом на
штанге.
Фиг. 247. Приводной винтовой пресс с жёст-
ким приводом гайки.
ессо
с
3
о
S
ных
г
>>
а
ей
ИСТИН
а.
Xapa
а>
11
О •
5.-е-
i$
о .
I- U
й«
ш
<и
оечны
. 245)
Й 5
о-е-
о
3—•
,33 л
2 l!
woe
(фи
О
ные параметры
Основ
8
IOO
8s
0
00
о
О
Рп
о
н
я
о
ю
о
ю
OOI
о
о
о
0
а
о
%
а
оТ
винта в мм . . .
Диаметр
ю
со
с?
8
\о
н
о
и
ю
1С
'О
о
й
01
0
и
ю
ю
01
Irt
VO
3,3
ю
•*
2,2
:•
са
льное рабочее д
т • -
Максима
вление в
8
'с?
о
о
5>
О
1.
&
сг>
о
$
о
VO
о
%
Ро
СО
0
ft
о
о
ю
о»
со
о
ft
8
со
зоо
ft
о
с§
о
со
ли расстояние м
ками в свету .в Mj
Вылет и
жду стой
v8
%
%
%
со
о
ft
iri
о
'О
g
сч
о
ю
а
R
8
о
ю
со
Q
ft
о
г?
о
со
8
со
?
8s
о
о
2
о
О)
о
43
а
, - •
Ч S -
ие от стола до по
верхнем положен!
Рассточн
зуна при
ползуна в
1
1
1
1
1
$
1
1
о
о
ft
о
01
о
о
п
&
о
'О
1
1
1
1
1
1
8
1
1
1
•
зуна в мм - . .
Ход пол
oLi
¦$
А
О
8
8
0
о
со
О
?
ft
S
8
Рс
8
0)
о"
ю
м
с§
о
ft
о?
с.
проходного отве
оле в мм ....
Диаметр
стия в ст
g
Я1
8
б
V
м
"О
00
О
чО
ю
г-
01
g
01
о
С1
о
о
о
5
ю
о
ft
OOOS
8
1
OOI
о
а
^°
о
??
ОО1
?о
j
о
са
и
Вес прес
Глава XIII
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ
МАШИН (ПРЕССЫ)
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
На фиг. 1 изображена схема усилий, дей-
:твующих в кривошипно-шатунном механизме.
Расчётные зависимости для определения основ-
шх кинематических величин приведены в
Фиг. 1. Схема усилий в кривошипно-шатунном
механизме.
табл. 1; расчётные зависимости для определения
усилий в звеньях кривошипно-шатунного ме-
ханизма приведены в табл. 2. Эти расчётные
зависимости не учитывают веса деталей и сил
инерции, так как вес деталей составляет
сотые доли от номинальной силы пресса, а
ускорения в звеньях механизма, как правило,
не превышают 5—9 м]сек2.
Основные обозначения, принятые и не оговорённые
в расчётных зависимостях, приведённых в табл. 1 и 2:
5— ход ползуна (S¦=¦ 2R); Sa — ход ползуна при угле а
(расстояние ползуна при угле а от нижнего крайнего
положения); R — радиус кривошипа; L — длина шатуна;
2^о "¦ ^о — диаметр опорной шейки коленчатого вала;
2гд = йд — диаметр пальца кривошипа или коленной
шейки; 2r? — dg — диаметр нижней опорной головки
шатуна; \
— коэфициент шатуна; а — угол по-
ворота кривошипа, отсчитываемый от нижнего крайнего
положения ползуна в направлении, обратном вращению
вала; C — угол между геометрическими осями ползуна
и шатуна; S — установочный угол шестерни, отсчитывае-
мый от геометрической оси ползуна в сторону враще-
ния (наивыгоднейшее значение 8 = 70°); аш — угол за-
цепления, принимаемый равным 20°; <р — угол трения,
тангенс которого равен коэфициенту трения в напра-
вляющих ползуна; г — угол между геометрической осью
шатуна и направлением усилия, действующего по ша-
туну; и>к — угловая скорость кривошипа; / — коэфи-
циент трения скольжения для шеек вала; sin р => Xsin a;
sin т
СТАНИНЫ
Станины прессов могут быть разделены
на: открытые одностоечные (фиг. 2, а); откры-
тые двухстоечные наклоняемые (фиг. 2, б); за-
крытые двухстоечные прямые (фиг. 2, г); за-
крытые двухстоечные арочные (фиг. 2, в); ко-
лонные (фиг. 2, б).
Открытые станины изготовляются
как с цельнолитым столом, так и с отъёмным
столом и рогом.
Закрытые двухстоечные ста-
нины изготовляются цельнолитыми, цельно-
сварными и составными. Закрытые двухстоеч-
ные станины выполняются также наклон-
ными. Допускаемые напряжения для мате-
риалов цельнолитых и цельносварных станин
приведены в табл. 3. Нижние пределы допу-
скаемых напряжений применяются для ста чин
прессов, работающих при постоянной удар-
ной нагрузке.
Стяжные болты применяются для разгрузки
станины от растягивающих усилий, испыты-
ваемых станиной при работе пресса. В разъём-
ных станинах стяжные болты воспринимают
основное усилие пресса, направленное по
оси ползуна. В качестве материала для стяж-
ных болтов применяется сталь 45.
Установка стяжных болтов в станине
пресса и конструкция их показаны на фиг. 2
и 3. Затяжку стяжных болтов осуществляют
в горячем или холодном состоянии. При за-
тяжке в горячем состоянии болты пропуска-
ются через отверстия в станине и туго за-
тягиваются гайками. Затем положение гайки
фиксируется риской на гайке и болте. Вторая
риска наносится на гайке со смещением
в сторону, обратную завёртыванию, исходя
648
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Таблица 1
Расчётные зависимости для определения основных кинематических величин кривошипно-шатунного
механизма прессов (фиг. 1)
Наименование величин
Обозна-
чение
Расчётные зависимости
Перемещение ползуна
График зависимости от X и а см. приложение 1
Скорость ползуна
v—iaKR (sin a + —- sin 2a)=u>w Rma
График зависимости величины ma от a и X см. приложение 2
Ускорение ползуна
>^./? (cos a-1-Х cos 2a)
Скорость скольжения в
верхней головке шатуна
V — ш^г д A + X COS a)
Скорость скольжечия в
нижней головке шатуна
X cos a
Коэфициент шатуна
Х=-
Примерное значение:
для прессов простого и двойного действия Х=-
Ьао
для макси-прессов Х =
Приложение 1
Приложение 2
Hi
f
\
i
к
L
m
f/
7
./
V
ж
V
I
w
t
Щ
p
10 20 30 U0 SO SO 70 80 Wa°
из расчётного угла поворота гайки для окон-
чательной затяжки. Затем болт подогревают
пламенем автогенной горелки или паяльной
лампы через предусмотренные для этой цели
окна в стойках (в местах нагрева стойки
обкладываются асбестом). С удлинением болта
на величину, несколько большую расчётной,
нагрев прекращается и гайку поворачивают
до совмещения рисок гайки и болта. При на-
греве стяжных болтов в печи после предва-
рительной установки и разметки порядок
затяжки остаётся тот же самый.
При затяжке в холодном состоянии пред-
варительно затянутые болты удлиняют дом-
кратами, устанавливаемыми между ползуном
и столом (при этом кривошипный вал нахо-
дится в нижнем крайнем положении). В обра-
зовавшийся зазор между стойками и столом
вставляются калиброванныестальные пластины,
после чегонагрузкудомкрата снимают.Обычно
ГЛ. XIII]
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ
649
Таблица 2
Расчётные зависимости для определения основных усилий, действующих в кривошипно-шатунном
механизме прессов (фиг. 1)
Наименование величин .
Усилие, действующее на пол-
зун, при штамповке
Сила, действующая по ша-
туну
Вертикальная составляющая
силы РАВ
Горизонтальная составляю-
щая силы Р&я
Нормальное давление на зуб
колеса
Вертикальная составляющая
силы Рш
Горизонтальная составляю-
щая силы Рш
Крутящий момент на зубча-
том колесе ('большом)
Приведённое плечо крутяще-
го момента для двухстоечных
прессов
Мгновенная мощность тре-
ния
Мгновенный к. п. д. криво-
шипно-шатунного механизма
К. п. д. за рабочий ход при
штамповке
Обозна-
чение
Р
РАВ
РАВ
Рш
рв
ш
Р*
ш
Мк
тк
Nmp
*м
Расчётные зависимости
—
С учётом сил трения (<р —угол трения в направляющих;
COS <р
РАВ - р cos (i* + Y+<F)
р
Без учёта сил трения (т= 0; <р— 0) Par *" 5
COS р
Приближённое значение Рав^Р
С учетом сил трения ^Б= ^cos (P+T)-P C^™(ffl
Без учёта сил трения Рд„- Р cos р
Приближённое значение Рде « Р
С учётом сил трения Р* - Р - „ siQ (р+т)-Р cos *fn (p+^
ла дс v I/ cos(p+Y-t-<P)
Без учёта сил трения Р д „ — р tg p
где ^—радиус начальной окружности колеса
Рв о — sin (8+о )
ш RKcos аш ш>
Рг — - к COsC + «/#,)
ш V09ei« ш
Мк~ткР
тк~т1 + mi; К*(sin * + Т8*11 2я)
m{-f[(l+lcos«)rA+\rB cos a + r + X^sin * (sin a+ J sin 2a)
| l-l»ln«« 2
Для большинства случаев можно принять l sin3a»l,
тогда т?к — /ГA+Х coso)r^ + X/-^cos a+rQ+\ R sino(sin о+_А sin 2a) 1
Для приближённых расчётов, принимая a—0, имеем
тк ~* fA+X) rA+x rB+ro 1: ПРИ /-0.06 и гв «г0
m{ - 0,06 A+X) (''д + '-о)
Г X
ЛГ =/u> P A+Xcosa)+Xr cosa + r + X R sin a (sin a +—- sin 2a)
<
где Л,- полезная работа деформации изделия; А — работа трения;
А —потерянная работа упругих деформаций в звеньях пресса
650
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
сеч по qh
*-1 da
1
0,9/'адь
и
сеч. по ef
сеч no kl
д)
Фиг. 2. Станины кривошипных прессов.
В нжо
д[Й[|
glfljT
l/S/Л
¦if
vsssx
П
3
-
ШХД
*
-
+
J
Р7//Л
T
]2
T
Фиг. З. Стяжные болты (формы
и относительные размеры).
Фиг. 4. Кинематические схемы открытых двухстоечных
прессов.
ГЛ. XIII]
ПРИВОД
651
Таблица 3
Материал
Чугунное литьё
(ой>20 кг\мм*)
Фасонное стальное литьё
(°Ь > 35 кг/мм?)
Стальной прокат (плиты)
(яь > 40 кг/мм?)
Допускаемое
напряжение
@,15-0,2) *b
@,2-0,3) ob
включения маховик конструктивно спаривается
с последними и при останове пресса вращается
вхолостую.
Вал маховика, как правило, вращается на
подшипниках качения — роликовых кониче-
ских; наряду с этим применяются также под-
шипники игольчатые и с витыми роликами.
Промежуточные валы и коленчатый вал
имеют разъёмные скользящие опоры с брон-
зовыми вкладышами. Опоры промежуточных
затяжку производят так, чтобы станина вы-
держала двукратную номинальную нагрузку.
Диаметр стяжного болта (сталь 45) по
внутреннему диаметру резьбы (для разъём-
ных станин с четырьмя болтами)
где d\ — в см; Р —номинальное усилие пресса
в т. Резьба — первая мелкая по ОСТ 271.
Угол поворота гайки:
где а —в град.; \б — удлинение болта
при натяге в см (примерно удлинение
болтов при натяге равно 0,4—0,45 мм
на 1000 мм); 1ст — укорочение стойки
при натяге в см; s — шаг резьбы в см;
9 — отношение усилия натяга к но-
минальному усилию пресса; обычно
принимается 9 = 1,6 — 2; р'н — усилие
пресса в кг; 1б — длина болта в см; i — число
стяжных болтов; Fq — площадь поперечного
сечения болта в см*; Eq— модуль упругости
материала болта в кг/см*; 1ст — высота стойки
в см; Fcm — площадь поперечного сечения
стойки в см; Ест— модуль упругости мате-
риала стойки в кг/см2.
ПРИВОД
Кинематические схемы открытых приводов
двухстоечных прессов приведены на фиг. 4
(коленчатый вал условно изображён однокри-
вошипным). Движение от электродвигателя
к маховику перелается при помощи клиноре-
мённой передачи; в более ранних конструк-
циях прессов с одноступенчатым приводом
применялась зубчатая передача.
В быстроходных прессах маховик распо-
лагается непосредственно на коленчатом валу
и конструктивно спарен с муфтой включения.
Во время останова пресса маховик вращается
вхолостую.
В тихоходных прессах маховик распола-
гается на приводйом валу; в случае жёстких
муфт включения маховик шпонкой соеди-
няется с валом, а при фрикционных муфтах
г)
Фиг. 5. Кинематические схемы закрытых приводов
современных двухстоечных прессов:
а — однокривсшипные прессы с коленчатым валом;
б— однокривошипные прессы с шестернёй-эксцентри-
ком и плунжерным соединением шатуна с ползуном;
в — двухкривошипные прессы с шестернёй-эксцентри-
.ком; г — четырёхкривошипные прессы с шестерней-
эксцентриком и плунжерным соединением шатунов
с ползуном.
валов выполняются в виде отъёмных или цель-
нолитых со станиной кронштейнов. Кронштей-
ны крепятся к станине шпильками и шпонками
или штифтами (против сдвига).
Число оборотов маховика в многоступен-
чатых передачах выбирается в пределах от
ЗООдобСО в минуту. Более высокие числа обо-
ротов маховиков (до 1000 в минуту) применя-
ются только в специальных быстроходных
прессах автоматах.
Тормоз, служащий для останова криво-
шшшо-шатунного механизма, в прессах с жест-
652
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. JV
кой муфтой включения располагается на ко-
ленчатом валу, а в прессах с фрикционной
пневматической муфтой — на валу маховика
и конструктивно спарен с муфтой.
Кинематические схемы некоторых прессов
с закрытым приводом показаны на фиг. 5.
Кинематические
схемы открытых
приводов односто-
р* ~ ^^HJ 7!" ечныхпрессовпри-
у ^ ^щ! ведены на фиг. 6.
I .тЛ- JL ^^ Иногда маховик
| CxeMai "^XLJT КОНСТРУКТИВНО
спаривают с ше-
стерней (фиг. 6,
схема ///). Это зна-
чительно увеличи-
вает ударные на
грузки в зубчатой
передаче, так как
влияние массы ма-
ховика передаётся
на шестерню не
через упругую
связь-вал, а непо-
средственно. В по-
следнее время на-
чинают широко
внедряться так на-
зываемые закры-
тые приводы. В
закрытом приводе
все движущиеся
части помещаются
в масляной ванне,
герметически за-
крытой. При за-
крытом приводе
конструкция пресса приобретает обтекаемую
форму; значительно уменьшается износ тру-
щихся деталей (вследствие отсутствия пыли
и окалины в смазке); уменьшается расход
смазочных материалов; уменьшается шум и т. д.
МУФТЫ ВКЛЮЧЕНИЯ *
В кривошипных прессах применяются для
включения как жёсткие, так и фрикционные
дисковые муфты.
Жёсткие муфты вследствие своей ком-
пактности и отсутствия нагрева в рабочих
частях устанавливаются непосредственно на
рабочем валу. Жёсткие муфты допускают
останов пресса только в крайнем верхнем
положении. Это является большим недостат-
ком их по сравнению с фрикционными муф-
тами; поэтому жёсткие муфты применяются
только в лёгких прессах, где при установке
штампов поворот пресса сравнительно легко
осуществляется вручную.
Фрикционные муфты значительно
сложнее жёстких и применяются обычно
в более крупных прессах. Они дают возмож-
ность останова и пуска в любом положении
ползуна, что является необходимым условием
при наладке штампов, поскольку подъём и
опускание ползуна крупного пресса вручную
слишком тяжелы. Для получения наимень-
ших размеров фрикционные муфты, как пра-
вило, устанавливаются на быстроходных валах.
Схема
Фиг. 6. Кинематические схемы
одностоечных кривошипных
прессов.
* См. также т. 2, гл. VIII.
Высокие требования, предъявляемые к кон-
струкции и качеству изготовления механизма
выключения в прессах, работающих на оди-
ночных ходах, определяются возможностью
возникновения повторных или сдвоенных уда-
ров, являющихся опасными и для штампов-
щика.
Конструктивные особенности
жёстких муфт. В работе жёстких муфт
следует различать два периода: период вклю-
чения и рабочий режим. В момент включения
возникают значительные ударные нагрузки,
возрастающие с увеличением числа ходов прес-
са и масс, приводимых в движение. В связи
с этим нагружённые части муфты делаются из
легированных сталей, стойких к ударным на-
грузкам; для уменьшения скорости при ударе
их располагают ближе к центру вала. Особенно
сказывается ударное действие на нагружённые
части муфты в начальный момент включения,
если рабочие части муфты приходят в соеди-
нение неполной поверхностью (кромочное заце-
пление). Для избежания этого в некоторых
конструкциях муфт вводятся приспособления,
обеспечивающие наибольшую площадь кон-
такта кулачков, поворотной шпонки и т. д.
в начальный момент включения.
Наибольшего усилия при включении, зави-
сящего от массы перемещаемых деталей,
требует кулачковая муфта, пальцевая муфта—
меньше и муфта с поворотной шпонкой наи-
меньшее. Наименьшая скорость удара сце-
пляющихся частей муфты в момент контакта
будет у муфты с поворотной шпонкой; кулач-
ковые и пальцевые муфты с этой точки зре-
ния находятся примерно в одинаковых усло-
виях.
Так как соединение маховика в кулачко-
вых и пальцевых муфтах происходит не отно-
сительно оси симметрии маховика, могут воз-
никать скручивающие усилия, перекаши-
вающие маховик или зубчатое колесо отно-
сительно вала и тем самым увеличивающие
износ рабочих частей муфты и втулки махо-
вика.
При выборе муфт рекомендуется пользо-
ваться следующими положениями: кулачковые
муфты как наиболее простые в изготовлении
следует применять в тихоходных прессах; паль-
цевые муфты включения, имеющие небольшие
подвижные массы и простые в изготовлении,
следует применять в прессах с автоматически-
ми подачами, где не требуется частых включе-
ний и выключений; муфты с поворотной шпон-
кой следует применять в прессах общего на-
значения, работающих в основном на одиноч-
ных ходах при большем числе включений.
Кулачковые муфты. По количеству
кулачков различают муфты: двухкулачковые,
трёхкулачковые, многокулачковые (до 14 ку-
лачков). С увеличением числа кулачков уве-
личивается скорость включения пресса и
долговечность зубчатого колеса коленчатого
вала, так как увеличивается вероятность уча-
стия в передаче рабочих нагрузок большего
количества зубьев колеса.
Включение и выключение кулачковой муф-
ты, как и всех жёстких муфт, происходят при
холостом ходе пресса. Кулачковые муфты уста-
навливаются на прессах с усилием до 2оО т;
применяются при числе оборотов до 220 в
минуту (лёгкие прессы).
ГЛ. XIII]
МУФТЫ ВКЛЮЧЕНИЯ
653
На фиг. 7 приведена трёхкулачковая муфта
с автоматом выключения. Ведущая часть муфты
соединяется с маховиком или зубчатым колесом,
вращающимся вхолостую на коленчатом валу.
Ведомая часть муфты 2, соединённая с валом
шпонками или шлицами, может скользить вдоль
оси вала. При нажатии педали или рукояток
включения, связанных системой рычагов с
крючком 3, поршень 4 вместе с роликом 5 пе-
затора для погашения кинетической энергии
кривошипно-шатунного механизма при несра-
ботке тормоза; может вызвать сдвоенные
хода; нет гарантии (особенно при небольшом
числе ходов пресса) против сдвоенных ходов
при повторном нажатии педали, когда ползун
идёт вверх, так как за это время крючок 3
может соединиться со штифтом поршня;
отсутствует приспособление, устраняющее
по ВС
П
8 12
Фиг. 7. Трёхкулачковая муфта включения с автоматом выключения.
ремещается вниз; ведомая часть 2 муфты осво-
бождается и пружинами 6 перемещается к ве-
дущей части / муфты. Происходит включение
пресса. В то же время кулачковый выступ А
отводит верхний конец рычага 7; последний
своим нижним концом нажимает на толкатель
8, который сбрасывает крючок 3 со штифта
в поршне. Освобождённый поршень с роли-
ком 5 пружиной 9 подаётся вверх (вне зависи
мости от длительности нажатия педали).
При положении, когда ползун не доходит
до в. м. т. на определённый угол (угол выклю-
чения плюс угол торможения), ролик, встре-
чая скошенный край планки выключения 10,
укреплённой на корпусе муфты, отводит муф-
ту от ведущей части. Происходит выключение
пресса.
Под действием пружины // крючок 3
снова захватывает штифт поршня. Для даль-
нейшего включения снова нажимается педаль,
т. е. пресс работает на одиночных ходах. При
настройке пресса на непрерывную работу
(автоматические хода) замок 12 оттягивают
вниз и поворачивают на 18°. При этом угле
отверстие в замке совпадает с толкателем 8
и рычаг 7 не может скинуть крючок 3 со
штифта поршня (автоматический механизм
выключения бездействует).
Описанный автомат выключения имеет
-существенные недостатки:отсутствие аморти-
включение муфты при кромочном зацеплении
кулачков.
Корпус муфты выполняется из стального
литья или поковки. Рабочие кулачки выпол-
няются из высококачественной стали с за-
калкой до твёрдости Н% = 60—62.
Пальцевые муфты. По количеству
скользящих пальцев различаются муфты
включения: одно-, двух- и трёхпальцевые.
Для увеличения скорости включения пресса
при однопальцевой муфте число гнёзд для
пальцев выполняется до четырёх.
Пальцевая муфта по габаритам занимает
меньше места, чем кулачковая, и требует
менее сильных пружин включения. К недо-
статкам пальиевых муфт следует отнести
более быстрый износ пальцев по сравнению
с кулачками, так как пальцы имеют возмож-
ность изгибаться и перекашиваться.
Муфты включения со скользящим пальцем
устанавливаются на прессах с усилием до
150 т и применяются при числе оборотов
до 200 в минуту.
На фиг. 8 изображена однопальцевая
муфта включения с тре^я гнёздами. Включе-
ние муфты происходит при нажатии педали,
связанной системой рычагов с рычагом 2.
При отжатии рычага 2 скользящий палец 3
освобождается и под действием пружины
включения 4 входит в паз, образуемый не-
654
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
подвижным сухарём 5 и подвижным 1. Такая
конструкция препятствует отставанию махо-
вика от коленчатого вала и уменьшает изгиб
пальца. К недостаткам данной конструкции
муфты следует отнести отсутствие приспо-
собления, устраняющего включение муфты
при кромочном зацеплении пальца.
с поворотной шпонкой устанавливаются на
кривошипных прессах с усилием до 200 т и
применяются при числе оборотов до 200
в минуту (лёгкие прессы).
На фиг. 9 приведена муфта с двумя поворот-
ными шпонками; на фиг. 10изображён автомат
выключения к этой муфте, а на фиг. 11 —пе-
ло tfl
Фиг. 8. Однопальцевая муфта включения с тремя гнёздами.
Палец изготовляется из стали ШХ15 с за-
калкой до твёрдости HR = 60—62. Напря-
жение смятию принимают равным до
3500 кг/слР.
Муфты с поворотной шпонкой.
По количеству поворотных шпонок разли-
чаются муфты включения: одношпоночные и
двухшпоночные. Как правило, одна из шпонок
является ведущей, а вторая — запорной, слу-
жащей для предотвращения опережения ма-
ховика коленчатым валом и для реверса при
наладке штампов. Запорная шпонка устанавли-
вается на прессах с тяжёлым ползуном и тяжё-
лыми штампами, а та кже на прессах с пневмати-
ческими и гидро-пневматическими подушками.
Муфты одношпоночные обычно применя-
ются на прессах с усилием до 20 /я. Муфты
даль с рычагами управления. При нажатии на
педаль связанной системой рычагов с отвод-
кой 1 (фиг. 10) поршень 2 перемещается вниз,
поворачивая при этом валик3с хвостовиком 4;
благодаря этому кулачок 5 поворотной шпон-
ки освобождается. Под действием пружины 6
(фиг. 9) шпонка поворачивается, входя в паз
во втулке маховика. Происходит включение
пресса. В то же время кулак 7 отжимает отвод-
ку / (фиг. 10) со штифта 8, вследствие чего
валик 3 с хвостовиком 4 под действием пру-
жины 9 поворачивается, занимая исходное по-
ложение для выключения муфты. Под дей-
ствием пружины (фиг. 11) и толкателя 11
(фиг. 10) отводка /возвращается в исходное
положение.
При ходе ползуна вверх, на определённом
угле поворота кривошипа, кулачок 5 (фиг. 9)
ГЛ. XIII]
МУФТЫ ВКЛЮЧЕНИЯ
655
выступом набегает на хвостовик 4, пово- Для настройки пресса на автоматический
рачивая шпонку в положение выключения, режим нижний конец отводки 1 (фиг. 10)
В случае если тормоз не сработал, предо- отводится (для крепления предусматривается
другое отверстие) так, чтобы на верхний
конец не действовал кулак.
Для уменьшения времени включения прессе
число гнёзд под поворотную шпонку во втулке
маховика делают не менее четырёх. Шпонка
изготовляется из стали 50ХН. Нагружённая
часть шпонки на участке / термически обра-
батывается до твёрдости HR = 38—42, кула-
чок—до Я^ =51—55, втулка 13 (фиг. 9)
маховика до Нв=375—300.
При выборе основных размеров муфты,
обозначенных на фиг. 9, можно руководство-
ваться данными, приведёнными в табл. 4.
Таблицг 4
Фиг. 9. Муфта включения с двумя поворотными
шпонками.
Размер
Диаметр шпонки йш .
Длина шпонки 1 . . . .
Диаметр вала под
муфту dx
Предельные
значения
@,44—0,5) </0
A,4-1,58) Jo
A,12—1,2) d0
Средние
значения
0,5 4,
1,5 d%
1,15 da
хранительный (резервный) выступ ударяет
ВХВОСТОВИК4, связанный через валик (фиг. 10)
с демпферной пружиной 10, рассчитанной на
р (рр) у ур
ВХВОСТОВИК4, связанный через валик (фиг. 10) „„"??м е ча н ие" *»-
й й 10 й
коленчатого ш. в
Вид по cmpe/tHe К
Фиг. 10. Автомат вы.
ключения к муфте с
поворотной шпонкой.
полное погашение кинетической энергии Крутящий момент, передаваемый муф-
кривошипнс-шатунного механизма. тои (приближённо), Мкр и 200 а0, где rf0—Д*"-
656
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
1РАЗД. IV
метр коленчатого вала в опорах в см; Мкр —
в кгсм.
Конструктивные особенности
фрикционных муфт. Этот тип муфт
обеспечивает плавное включение пресса,
иередачу больших крутящих моментов и
останов пресса в любом положении после
выключения. Последнее обстоятельство зна-
чительно увеличивает безопасность работы
демонтажа всей муфты; шлицевое соединение
со втулкой вала ведомых фрикционных дисков;
жёсткое крепление ведущих дисков. Нажатием
пусковой кнопки на щитке управления вклю-
чается электромагнит, связанный с золотником
низкого давления (фиг. 13). Электромагнит
перемещает золотник в пневматической золот-
никовой коробке в положение, при котором
сжатый воздух из магистрали попадает в
п
ц/
Фиг. 11. Педаль я рычаги управления к автомату выключения муфты с поворотной шпонкой.
на прессе. Тормозы при фрикционных муфтах
должны обладать большим тормозным мо-
ментом. Для лучшего отвода тепла диски
оцепления делаются массивными и большого
диаметра. При Еращении диски охлаждаются
воздухом, который циркулирует через преду-
сматриваемые для этий цели каналы. Махо-
вик, его спицы и ремень способствуют луч-
шей циркуляции. В последних конструкциях
фрикционных муфт основные детали делаются
более массивными и с рёбрами охлаждения.
Фрикционные муфты устанавливаются на
приводных валах и встраиваются в маховики.
Фрикционные пневматические
муфты. Фрикционная пневматическая муфта,
связанная с тормозом, показана на фиг. 12.
Основными достоинствами муфты являются;
компактность; жёсткость рабочих деталей;
возможность замены фрикционных дисков без
гибкий шланг, один конец которого соеди-
нён с шарниром воздухопровода (фиг. 14)
приводного вала. Воздух, подведённый через
шарнир и центральное отверстие вала к ци-
линдру муфты (цилиндр муфты одновременно
является и фрикционным диском), включает
пресс. После определённого угла поворота
кривошипа при помощи командоаппарата,
соединённого с коленчатым валом, включается
электромагнит, связанный с золотником сети
высокого давления. Воздух из сети E—бати)
описанным ранее путём перетекает в муфту.
Включение муфты воздухом низкого давления
B — 2,5 ати) применяется для того, чтобы
уменьшить износ фрикционных дисков и
уменьшить ударные нагрузки на детали при-
вода в момент включения пресса.
Схема воздухопровода пресса с фрикцион-
ной муфтой и пневматической подушкой по-
ГЛ. XIII]
МУФТЫ ВКЛЮЧЕНИЯ
657
поив
Фиг. 12. Муфта включения пневматическая, фрикциончая, с тормозом.
по ДВ Ход якоря Г"т"~] по
Фиг. 13. Распр«делУ1тельный золотник с двумя
ступенями давления конструкции ЦБКМ.
42 Том 8
658
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
казана на фиг. 15. На фиг. 16—18 изобра-
жены типовые конструкции редукционного
клапана, фильтра для очистки воздуха и
маслёнки инжекторного типа для смазки зо-
лотников и поршня муфты.
Фрикционные гидравлические
муфты. Гидравлическая муфта, встроенная
в маховик и спаренная с тормозом, показана
на фиг. 20. Этот тип муфт ещё не получил
достаточного распространения. Масло под
Фиг. 14. Шарнир воздухопровода.
Фиг. 15. Схема воздухопровода пресса с фрикционной
муфтой и пневматической подушкой: / — тормоз к
маховику, 2 — ресивер муфты, 3 — ресивер уравно-
вешивателя, 4 — подушка, 5 — ресивер подушки,
5 — уравновешкватель ползуна, 7 и 14 — вентиль запорный, 8 п 9— клапан питательный,
10 — маслёнка инжекторная, // — манометр, 12— клапаны тормоза маховика, 13— редук-
ционный клапан, 15—головка, 16—шарнир" воздухопровода, 17 — клапан высокого
давления, 18 — клапан низкого давления.
Выключение муфты производится нажатием
кнопки ,Стоп" на щитке управления. Электро-
магнит переводит золотник пневматиче-
ской золотниковой коробки в положение,
при котором полости муфты соединены с ат-
мосферой. После выключения муфты автома-
тически срабатывает тормоз. Усилие тормо-
жения происходит за счёт силы сжатия пружин.
Для останова маховика применяется специ-
альный пневматический тормоз (фиг. 19),
который включается нажатием головки кла-
пана (фиг. 21).
давлением от 40 до 70 кг/см2 подаётся
в муфту от отдельного насоса.
Фрикционные механические
муфты применяются в более лёгких прессах
и в прессах, установленных в цехах, где нет
сжатого воздуха. Включение муфт ручное
или ножное от недали через систему рычагов.
Фрикционные механические муфты выпол-
няются конструктивно спаренными с тормозом
и отдельно без тормоза.
Фрикционная муфта без тормоза показана
на фиг. 22.
ГЛ. XIII]
МУФТЫ ВКЛЮЧЕНИЯ
659
сеч. по об
Фиг. 17. Фильтр для очистки воздуха
ф;т. 18. Маслёнй! иижекторного типа конструкции ЦБКМ
Фиг. 19. Тормоз маховика.
165—
660
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Фиг. 20. Фрикционная гидравлическая муфта
Фиг. 21. Клапан для выключения тормоза маховика, о)
L
Фиг. 23. Тормозы: о, б" —тормозы непрерывного действия;
в — тормоз периодического действия с кулачком;
г — эксцентриковый тормоз периодического действия;
Фиг. 22. Фракционная муфта с механическим д — кулачковая шайба тормоза периодического д^й-
управлением. ствия с подторлщживанием.
ГЛ. XIII]
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
661
ТОРМОЗЫ
Тормоз предназначается для останова пол-
зуна и удержания его в нужном положении
после выключения муфты сцепления.
В прессах применяются три основных типа
тормозов: дисковые, ленточные и коло-
дочные.
Дисковые тормозы используются
в прессах с фрикционными муфтами сцепле-
ния. В этих тормозах сила нажатия на диски
осуществляется пружинами.
Ленточные и колодочные тор-
мозы, применяющиеся в прессах с жёсткими
муфтами сцепления и реже с фрикционными
механическими, выполняются непрерывного
(фиг. 23, а, 6) и периодического действия
(фиг. 23, в, г).
Тормозы непрерывного действия более
просты по конструкции и в изготовлении,
но они поглощают значительное количество
энергии маховика и, кроме того, из-за непре-
рывного действия тормоза быстро изнаши-
ваются фрикционная обкладка (феродо) и
тормозной шкив. Эти тормозы применяются
для более лёгких прессов.
В тормозах периодического действия тор-
можение происходит только на определённых
участках хода ползуна: в верхнем крайнем
положении ползуна; неполное торможение
при ходе вниз (при отсутствии приспособле-
ний в муфте против опережения ползуном
маховика или приспособлений, уравновеши-
вающих ползун). На фиг. 23, г показан тормоз
периодического действия, периодичность тор-
можения осуществляется за счёт эксцентрич-
ного расположения тормозного шкива по от-
ношению оси коленчатого вала. Для останова
ползуна в верхнем крайнем положении угол
торможения <р принимается равным от 10 до
15° для колодочных и ленточных тормозов и
5°—для дисковых тормозов. На фиг. 21, d
показана кулачковая шайба тормоза периоди-
ческого действия, имеющего приспособление
против опережения ползуном маховика. Ре-
зервный угол торможения р, предусматривае-
мый на случай неправильного регулирования
или ослабления пружины тормоза, обычно
принимается равным от 8 до 15°. При ' от-
сутствии приспособлений против опережения
ползуном маховика применяется контур ку-
лачковой шайбы, показанной на фиг. 23, е.
Угол неполного торможения fl' необходим
для подтормаживания ползуна при ходе его
вниз.
При выборе диаметра dT и ширины (рабо-
чей) Ъ тормозного шкива можно руковод-
ствоваться следующими приближёнными за-
висимостями:
dT = B,5 -s- 2,9) d0;
b = @,6 4- 0,9) fifc,
где d0 — диаметр коленчатого вала в опорах.
Расчёт тормоза. При торможении за
счёт трения должна быть поглощена энергия
движущихся масс деталей, сидящих на колен-
чатом валу и соединённых с ним при выклю-
ченной муфте.
Для ленточных тормозов, расположенных на
коленчатом валу, усилие натяжения ленты
тормоза у сбегающего конца может быть
найдено из равенства
где Jnp - приведённый к коленчатому валу
момент инерции движущихся масс в кгмсек2;
о>к—угловая скорость коленчатого вала A/се/с);
Рт — усилие натяжения ленты тормоза у сбе-
гающего конца в кг; е = 2,718; /— коэфициент
трения феродо по чугуну, равный 0,35; а—угол
обхвата шкива лентой в радианах; /у — радиус
тормозного шкива в м\ <р— угол поворота
тормозного шкива за время торможения в ра-
дианах.
ЗУБЧАТЫЕ КОЛЁСА*
Зубчатые колёса, применяемые в кривошип-
ных прессах (фиг. 24), изготовляются пре-
имущественно с прямым зубом, реже с косым
и шевронным. Класс точности — 3-й.
Материалы зубчатых колёс: а) большое
колесо — фасонное стальное литьё (С * 0,35%),
Фиг. 24. Типовые конструк-
ции зубчатых колёс кри-
вошипных прессов.
малое—сталь 45, тер-
мообработка (Нв =
= 220 — 240); б) боль-
шое колесо — чугун-
ное литьё СЧ 24-44;
СЧ 32-52; малое коле-
со — сталь 45 (норма-
лизованная).
Для приближённо-
го определения основ-
ных параметров ше-
стерён кривошипных
прессов с открытым
приводом служат дан-
ные, приведённые в
табл. 5—7.
Проверочный расчёт установленных но
таблицам размеров зубчатых колес см. т. 2,
гл. VII.
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
Конструктивные разновидности
и материал коленчатых валов.
Основные типы коленчатых валов, применяе-
мых в кривошипных прессах, приведены на
фиг. 25. Одноколенчатые валы, как правило,
выполняются двухопорными и только в специ-
альных случаях, когда на одну из консолей
вала помещают нагружённые вспомогатель-
ные детали, делают третью опору. В много-
коленчатых валах обычно количество опор на
единицу больше числа колен. Исключение
* См. также т. 2, гд. V.
662
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
(РАЗД. IV
Таблица 5
Передаточные числа зубчатых передач кривошипных
прессов
Тип
пресса
Прессы с односторонним приводом
I Прессы с двухсто-
ронним приводом
Характеристика
пары
Тихоходная пара
привода
Двухступен-
чатый привод
Трёхступен-
чатый привод
Быстроходная
пара
Тихоходная
пара
Двухступен-
чатый привод
Трёхступенча-
тый и четырёх-
ступенчатый
приводы
Передаточные числа i
Предельные
значения
*-5.5+ "
i=4,7+7.7*
i-^3,5+5»1
t-=9,6-i-II
«-4.8-7.5 **
Быстроходная пара] *=-з.З*-6,5***
Средние
значения
Для прессов
с Рн < 15° гп
Для прессов
с Рн > 150 m
Для прессов
сРл< 15° т
*~3.8-
Для прессов
Рн > i5° m
i~5,i
г~ю
*~5
• Верхний предел относится главным образом к тихо-
кодным прессам двойного действия и многокривошипным.
** Верхний предел относится к прессам простого дей-
ствия с большим ходом ползуна.
•*¦ Нижний предел относится к прессам простого дей-
ствия с большим ходом ползуна, предназначенным для
•ытяжных работ.
Таблица 6
Окружные скорости зубчатых колёс кривошипных
прессов
Тин
пресса
Прессы с
односто-
ронним
приводом
Прессы с
двухсто-
ронним
приводом
Характеристика
пары
Тихоходная
пара
Быстроходная
пара
Тихоходная
пара
Быстроходная
пара
Окружные скорости v
в м/сек
Предель-
ные значе-
ния
о 9-3.5 *
4.6-5.7
о,7**—з.З
Для
чугунных
колёс
3-1—4,4
Для
стальных
колёс
5,5—6,а
Средние
значения
2,4
53
1.6
Для
чугунных
колёс
4.1
Для
стальных
колёс
5.7
• В некоторых конструкциях прессов для чугунного
колеса тихоходной пары допускают скорости до 5 м/сек.
•¦ Нижний предел относится к прессам простого дей-
ствия с большим ходом ползуна.
Основные размеры зубчатых передач кривошипных прессов
Таблица 7
Привод
пресса
Односто-
ронний
Двухсто-
ронний
Характери-
стика пары
Тихоходная
Быстроход-
ная пара . . .
Тихоходная
Быстроход-
ная пара . . .
Межцентровое
расстояние А
Чугунные
колёса
E-6,5) da
-
D.3-5.6) d0
C-3,7) d0
Стальные
колёса
E—5.5) d0
C-3.5) do
C.5-4-6) d0
B,0*—з,а) d0
Модуль m
(средние значения)
Чугунные
колёса
o,i d0
0,07а d0
0,085 d0
0,077 du
@,056 **—
0,084) d0
Стальные
колёса
о,с>9 d0
0,064 dg
0,07 d0
0,064 d0
@,048 ***-
0,067) d0
Число
зубьев
на ма-
лом
колесе
ia—ai
17—ai
13—22
13-24
Ширина зуб-
чатого колеса
(большого)
Чугун-
ные ко-
лёса
i.4 d0
или
14 771
о,9 da
или
13 771
о,9 d0
или
12 ОТ
1,15 d0
или
i6 от
Сталь-
ные ко-
лёса
i,i d0
или
13 ОТ
о,8з d0
или
i2 m
0,8 do
ИЛИ
I I ОТ
о,9 d0
или
1,35 m
* Нижний предел для тяжёлых прессов с четырёхступенчатым приводом.
** Нижний предел относится к прессам простого действия с большим ходом ползуна и большим передаточным
числом тихоходной ступени.
*** Нижний предел относится к тяжёлым однокривошипным прессам («2000 от) с четырёхступенчатым приводом.
ГЛ. ХШ]
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
663
составляют: двухколенчатые валы кривошипно-
коленных прессов (чеканочных), имеющие
всего лишь две опоры (средняя опора между
коленами отсутствует); двухколенчатые валы
прессов с большим расстоянием между стой-
ками имеют четы-
ре опоры (между
коленами делают
две опоры).
В зависимости
от конструкции ко-
лена и коленной
шейки коленчатые
валы делятся на
валы со щеками
(нормальные) и
бесщёковые (ко-
ленчатые валы экс-
центрикового ти-
па). Конструктив-
ные разновидности
валов эксцентри-
кового типа пока-
заны на фиг. 26.
Валы типа а при-
меняются с одним
и двумя эксцен-
триками; валы ти-
пов бив приме-
няются только с
одним эксцентри-
ком. Валы типа а
более жёсткие и
применяются глав-
ным образом в ма-
шинах с малым хо-
дом:макси-прессы,
гибочные прессы,
ножницы, ковоч-
ные машины и т.д.
Валы типа в при-
меняются преимущественно в прессах-автома-
тах, а валы типа 6 — в некоторых конструк-
циях кривошипных прессов (обрезных).
Коленчатые валы обычно изготовляются
из углеродистой стали 45 и при особо тяжёлых
Фиг. 25. Конструктивные раз-
новидности коленчатых валов.
а)
Фиг. 26. Конструктивные разновидности валов
эксцентрикового типа.
условиях работы — из стали 40ХН. Для колен-
чатых валов макси-прессов применяют стали
40Х2ГМ, 35Х2М.
Коленчатые валы изготовляются коваными;
после грубой обдирки подвергаются нормали-
зации. Опорные и мотылёвые шейки шли-
фуются и полируются; для увеличения срока
службы вала опорные шейки и в особенности
галтели подвергаются накатке роликом.
Расчёт коленчатых валов криво-
шипных прессов обычно сводится к опреде-
лению допускаемых усилий на ползуне пресса
при заданном запасе прочности или заданном
допускаемом напряжении. Все другие детали
пресса, как правило, рассчитываются на уси-
лия, которые устанавливаются исходя из
прочности коленчатого вала. В кривошипных
прессах коленчатый вал в системе привода,
как правило.является наиболее слабым звеном,
предохраняющим от поломки станину — наи-
более ответственную и дорогую деталь пресса.
Упрощённое определение допускаемого
усилия Р на ползуне, исходя из прочности
шейки c/q коленчатого вала на кручение,
Р =
Мк}
R(s\na-\- — sin 2aj
где MKi — идеальный крутящий момент, рав-
ный 0,2ст^ « 170crfg! R — радиус кривошипа;
а — угол поворота кривошипа; с—коэфициент,
учитывающий тип привода (для односторон-
него привода с — 1, для двухстороннего при-
Таблица 8
Ориентировочные значения Рнв m и d0 л см для
коленчатых валов кривошипных прессов
Тип вала
и пресса
Одноколенчатый
вал для прессов
простого и двой-
ного действия
Одноколенчатый
вал эксцентрико-
вого типа для ка-
либровочных прес-
сов
Одноколенчатый
вал эксцентриково-
го типа для макси-
прессов
Двухколенчатые
валы для прессов
простого и двой-
ного действия
Одноколенчатыг
и двухколенчатые
валы для чеканоч-
ных прессов
Расчётные зависимости
Для прессов с усилием до 200 т
Рн «0,5 dj3.
Для прессов с усилием 200 т
и выше:
Для прессов с усилием
до 200 /л:
Рн ~О,65 d'.
Для прессов с усилием 200 тп
и выше:
Рн +100
эя « 0,95 dus - 100
с усилием до
Для прессов
130 т:
н o
Для прессов с усилием 180 т
и выше:
do«0,9]/pw +300 ;
Рн * 1,23 dj> - 300
Для прессов с односторонним
приводом с усилием до 1500 пи
Рн * 0,22 doa — 10
664
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Таблица 9
Ориентировочные зависимости для определения раз-
меров одноколенчатых валов в зависимости от d0
(для обычных кривошипных прессов)
Обозначение
dA
•'о
1К
1ш
Расчётные зависимости
Предельные
значения
(i,2* - i,5) d0
A,7 — 2,5) do
—
A,3 - 2.1) d0
b | (о,6з — о,85) d0
а
и
Для жёстко за-
креплённых зуб-
чатых колёс
Для муфт с по-
воротной шпонкой
Для кулачковых
муфт
г
(i,6 - 1,8) d0
(i,S— i,8) do
B,9 — 3 3) d0
B,4 — 3.3) d0
(о,об — o,io) da
Средние
значения
i,5 d0
2 d0
2,8 da
i.5 d0
0,70 d0
1.7 do
1,65 dn
3,i5 dn
2,8 do
0,08 d0
* Нижний предел
прессы.
как правило, имеют вытяжные
вода с = 1,5); t — допускаемое напряжение
на кручение. Для данного расчёта вала из
стали 45 х =г 850 кг/см2. Приведённый метод
является приближённым и применяется для
предварительных расчётов.
Уточнённый расчёт коленча-
того вала [4]. Предварительно d0 устана-
вливается в зависимости от рн пресса по рас-
чётным зависимостям, приведённым в табл. 8.
После определения dQ все основные размеры
коленчатого вала определяются по зависимо-
стям, приведённым в табл. 9—11.
Предварительные размеры вала, получен-
ные на основании табличных данных, должны
быть проверены расчётом по приведённой
ниже методике. Расчётные схемы коленчатых
валов — см. табл. 12.
Характер эпюры нагружения опор вала за-
висит от: упругости основания; конструкции ко-
ленчатого вала; абсолютного размера вала;
отношений величин dA: dQ и /ш: 1К. Пользуясь
графиком, изображённым на фиг. 27, можно
определить активно работающую длину под-
шипника в зависимости от величин г0 и tnlK
(см. табл. 15).
Расчётные формулы для колен-
чатых валов учитывают переменность
нагрузки по циклу, эффективные коэфициенты
Таблица 10
Расчётные соотношения для определения размеров
коленчатых валов эксцентрикового типа в зависи-
мости от d0 для макси-прессов
Обозначение
dA
Расчётные зависимости (средние
значения)
Выполнение вала по варианту
а
1,65 d0
h | 1.85 rf0
hu
R
r
I.
0,85 da
0,31 d&
6
i,75 4>
2,00 d0
0,82 d,,
0,36 d0
0,05 d0 [ 0,12 d0
da
—
Таблица 11
Расчётные соотношения для определения размеров
двухколенчатых валов в зависимости от d0 для
кривошипных прессов обычного типа
Обозначение
dA
lo
JK
b
а
г
Расчётные зависимости
Предельные
значения
A,27*— 1,5) d.
A,68 - 2,1) d,,
B,44-2,6) d0
A,2 —1,40) da
-
A,5- 1,76) d0
-
Средние
значения
1.35 d,
1.9 d0
2,5 d,
1,3 da -
0,60 do
1.6 d0
0,07 da
* Нижний предел, как правило, имеют вытяжные
прессы.
ГЛ. ХШ1
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
665
Таблица 12
N"№
Конструктивная схема
Истинная расчётная схема.
Приближённая расчётная схема
Ж
666
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
концентрации напряжений, чистоту обработки прочности при изгибе для рассматриваемых
поверхности, абсолютные размеры и условия „ „ D , л 1О. ^ве
службы коленчатых валов при эксплуатации сечении вала В или Е <табл- 13)' *Г -*<»-
кузнечно прессовых машин (учитываемых станта прочности при кручении для рассма-
моэфициентом долговечности). триваемых сечений вала В или Е (табл. 13);
T'luj
Ы
—¦-4—/л-
a
W 11 12 13 /4 15 16 Шк
2 <?А
Фиг. 27. График для определения активно работающей длины подшипника/=¦—в зависимости от ф =~-^ и
mlK, где d0 —диаметр коленчатого вала в опорах; 1К—расстояние между опорами в свету. Пунктирными
линиями изображена функция z0 — f {mlK) при отношении -—— -=0,5. Сплошными линиями изображена функция
* к
1Ш
га — f (mlK) при отношении -=¦— — 1. Значения т — см. табл. 15.
Величины, входящие в расчётные формулы:
RK — радиус начальной окружности зубчатого
колеса (фиг. 1); S — установочный угол ше-
стерни; аш — угол зацепления; тк — приведён-
ное плечо крутящего момента (табл. 2); ftm —
угол, характеризующий наиболеенапряжённую
точку в рассматриваемом сечении вала; п — за-
пас прочности;о—\ь—табл. 13; К$—коэфициент
долговечности (табл. 14); Ф^»я — константа
Таблица 13
а)
Фиг. 28. Коленчатый вал с положительным ( + е) и от-
рицательным ( — е) перекрытием шеек. Калы с положи-
тельным перекрытием значительно прочнее.
Обозна-
чение
4»
"о
Расчётные зависимости, определения
и коэфициенты
•. «[*+ .оA:м ]
2a_lft-o0
¦• " *я ;
для стали 45 фа—0,2; для стали 40ХН ф0—0,14
(см. т. 1, кн. 2, стр. 451)
Предел усталости изгиба при симметрич-
ном цикле: для стали 45 а_ ^=28кг;мм*;цля
оали 40ХН 5_lft=- 40 кг\мм*
При местном наклёпе поверхности путём
накатки роликом или обдувки дробью следует
в расчётах предел усталости повышать на 20-*-
-i-SOVo (см. т. 1, кн. 2, стр. 447)
Предел усталости изгиба при пульсиру-
ющем цикле: для стали 4о зо=47 кг^м*', для
стали 40ХН со=64 кг 1мм1
ГЛ. ХШ]
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
667
Продолжение табл- 13
Обозна-
чение
ка
еа
¦х
Т-.
to
*т
Дт
•х
Расчётные зависимости, определения
и коэфициенты
Эффективный коэфициент концентрации на-
пряжений при изгибе (см. т. 1, кн. 2, стр.
441 — 442)
При определении —-т- для подсчётов коэ-
фициента концентрации следует брать
(фиг. 28): для опорной шейки D=D0; для шейки
кривошипа Г>— Од. Для эксцентриковых ко-
ленчатых валов ?>=<*д
Коэфициент, учитывающий чистоту обра-
ботки поверхности при изгибе; для поверх-
ности, чисто обработанной резцом, Да=0,1;
шлифованной и полированной — Д3— 0
Коэфициент, учитывающий абсолютные раз-
меры вала при изгибе (см. т. 1, кн. 2, стр. 441)
/ ч_хЬ \2Г Kz -|2
для стали 45 ф, =0,1; для стали 40ХН ф, - 0,1
(см. т. 1, кн. 2, стр. 451)
Предел усталости кручения при симметрич-
ном цикле; для стали 45х — 17 кг/ж-и2; для
стали 40ХН %_ =24 кг\мм% (см. т. 1, кн. 2,
стр. 451)
Предел усталости кручения при пульсирую-
щем цикле: для стали 45 ч0—«31 кг1млС; для
стали 40ХН т0—43 кг1мм* ¦
Эффективный коэфициент концентрации на
пряжений при кручении (см. т. 1, кн. 2,
стр. 441 - 442)
Коэфициент, учитывающий чистоту обра-
ботки поверхности при кручении; для поверх-
ности, чисто обработанной ^резцом, Дт=0,06;
шлифованной и полированной — Дт»=0
Коэфициент, учитывающий абсолютные раз-
меры вала при кручении (см. т. 1, кн. 2,
стр. 441)
Таблица 14
Определение Kg — коэфициента долговечности
1
1
1
\
\
\
\
V
Ч
Фиг.
мости
метр
29. График
зависи-
т от а0, где du—диа-
коленчатого вала в
опорах.
_
_ j. -
*¦'
1
Обозна-
чение
N вкв
Тэкв
То
i
q
п'т
пт
t
Расчётные зависимости, определения
и коэфициенты
Кд У ш"
.. Эквивалентное (приведённое) число циклов
напряжений при нормальной нагрузке пресса
Накв - 60 Тэкв п'т.
При NgKe > 107 следует принимать Кд = 1-
Минимальное значение Kq должно быть та-
ким, чтобы при принятом запасе прочности
максимальные напряжения в коленчатом вале
не превосходили преде'ла текучести
Эквивалентное число часов работы колен-
чатого вала
Го Г/ •р«1+(? \9
Заданный (расчётный) срок службы колен-
чатого вала в часах при обычном режиме ра-
боты пресса с разными нагрузками и разным
временем действия
Среднее количество штампуемых деталей
на прессе за срок службы коленчатого вала
(обычно принимается 8—10)
Номинальное усилие меньшего пресса,
ближайшего в ряду
р р
о Н Щ
. i
Фактическое число используемых ходов
ползуна в минуту:
п' т-<?х • пт
Число ходов пресса при автоматической
его работе
Коэфициент используемых ходов ползуна
пресса в минуту
1
Для прессов до 40 m *=0,05 -*- 0,0014 Рн.
для прессов свыше 40 и до 200 m /=0,10 -ь
-*- 0.00013 Рн\ для прессов от 200 m и выше
^=0,285 -*- 0,000012 Рн; для прессов двойного
действия до 450 m /-0,15 + 0,0002 Рн Для
макси-прессов в среднем можно принимать
8,5
70 30
50 60
70
Ли а", В\ (с, b, b') — константы изгибающего
момента с учётом упругости основания
(табл. 15); К# — константа, учитывающая
односторонность привода (табл. 15).
668
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Таблица 15
Определение А„ Вг (с, d', b, b'), f
Продолжение табл. 15
Опреде-
ляемая
величина
т
А,
d'
Вг
с
b
Соста-
вляющая
-
-
-
НВ—А
т*
kb
ft,
?
- -
Н'В-А
т?
kb
<
-
нв-ъ
т
Ib
-
Нв-\
Расчётные зависимости
и коэфициенты
0,33 Y~d~u
т = —-j-=—
а0
или определяется по графику фиг. 29
Д,-Яв_4+Р-^-Р^
—-2.18 • Ю~5~ или по графи-
ку фиг. 32. к—коэфициент жёсткости
основания (опоры), равный 12 500 кг/см3;
b=0,4 d0—приведённая ширина вала
В зависимости от z0 по графику
фиг. 30
о 0,95 • 10—5
или по графику фиг. 30
<Г=2Я'я_4-М„
'"'^олб-ю-57^
kb d04
или по графику фиг. 33
В зависимости от г0 по графику
фиг. 31
cb' —0,5lKd'D
1 с _ о,25 С d'
a
lK
с-2Я5_з-2Яв_4^-Р-Г
Ив - 3 -JJ Л»
4
» =6,6Ы0~Б^§
или по графику фиг. 32
В зависимости от г0 по графику
фиг. 36
Ь=НВ-\ + НВ-2 (**+«+
+Н'в—2 ltch
нв-\—T5hi
Опреде-
ляемая
величина
b
Ь'
Кн
Соста-
вляющая
А,
нВ—2
К
Н'в-2
А',
Расчётные зависимости
и коэфициенты
В зависимости от га по графику
фиг. 33
НВ-2 ^А4
В зависимости от г„ по графику
фиг. 34
Я' - т%V
В зависимости от г9 по графику
фиг. 35
Ь'=НВ_2-Н'В_211
0,5 /„&' — й
« с -0,25 ZV*'
;\
27' 1
\
"^
' -^.
*- —
2 -3 -4 -5 -6 -7 -8 -9 -10 -11 -12
Фиг. 30. График зависимости А« =/(г0).
V
\
s
—.
—
¦—-
—
8 Г 8 9 Ю // 12 13
15 20 25 30 35 AJ,
Фиг. 31. График зависимости h^ = / (Zo).
гл. хил
КОЛЕНЧАТЫЕ И КРИВОШИПНЫЕ ВАЛЫ
669
el
«q
т
кЕ
-S
-/* -я
10\10
д
л*
т'
1 т
6
5
4
J
2
да
*1
5-
4
3
2
10
8-
6
5
4
2,5
2
ids
\
]
ч
=
Г
U-
i
s
\
\
\
—у-
\
№
V
\
\
\
—*
-^
ч
L
\
\
^>
Ч
\
V
\J
s
\
ч
п
ч
\
\
кЬ
\
\
\
s
ч
\
\
—
-\
1
-
S
=
ч
\
X
\
S
\
s
\
\
s
\
\
ч "
[Ч
\
N
иЖ1
,'Л/З
\
\
\
\
\
пГП2 /
\\
\
ч
s
-V-
N
П
\t
\
К
\
\
V
\
N
г",
у
Л
Р
—i—
ч
\
ш
—
8
—
¦-
Г
\
•1IIIIL
ж}
1
-
Q
N
s
ц ~~ ~ ™
1 ^ \
N s
иц ^j 1
V
Н
1 m ги' fTt*
Фиг. 32. График зависимости 8 - -=-— ; -— ; -j^-; —- от диаметра вала в опорах (Я — 2 100 000 в кг[см*)\
v ^ EJj^ kb kb kb
kb kb kb
в ел*, b ¦= 0,4d0; ft - 12 500 в
/ 4 / Ш \
л»
15
Ю
i.5
1.0
|
\
Л
\
\
\
п
\
\
\
\
ч
ч
\
S,
Ч
-
-
Ч
10
uo
0,9
as
0,7.
a?
1.5
2,0 Zc
Фиг. 33. График зависимости
ft. - / (го).
2,0
23 3.0
4
¦—.
——.
Х5 tt 5 6 7 8 9 Ю 11 12 Ъ
Фиг. 34. График зависимости Л, »
670
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Одноколенчатый вал с односторонним Для универсальных кривошипных прессов
приводом. Опасные сечения В — место пере- для приближённых расчётов можно принимать
хода опорной шейки в щеку; Е — место пере- Ке = 0,8, п = 1,5 -г- 1,6.
хода коленной шейки в щеку (табл. 9). „ ^4 > 1K в большинстве случаев опас-
UQ
a) Р = /(<*) для сечения В: ным сечением является сечение В.
впу *fetn2e Г
* К ш}
1 J 0,5 iTX ^ 4- 0,085tfrtcos в.
Угол вот определяется из формулы
0,0425d0mK|l + Кн
cos 8 L
E
- 0,007225rfo 1 + Ки
L
Для приближённых расчётов (особенно при О дно коленчатый вал с односторонним
больших ходах) можно принимать приводом и маховиком. Опасные сече
L1 + К« 2/?KcosaM"J ~ ! и в« = °' а) Р = f(a) для сечения Д
тогда
Р = -
0,24а _1
(mK+0,l7d0)
р =
При предварительных расчётах при а = а
и Р = Я«
гдеф—^.
б) р==/(а) для сечения ?:
*-1&
Угол @да определяется по формуле
cos6OT =
\В
Ф? К*
Для приближённых расчётов можно при-
нимать 6ОТ = 90", тогда
р=
-
...
0
_
-
Hi
\
s
ч
s
ч
2
"s
1
1
1
s
1
Ц
4
1
1
1
_
4,
-
Й
-
-
-
1
1
rj
A'
б) P=f(a) для сечения ?:
-
In
s
S
1
ч.
*^
1 1
4-
-
i
5 Ю 15 20 25 30 35 h2
Фиг. 35. График зависимости hn** f (z^).
1.5
1,0
0,7
V
\
\
4
r
f
к
-
i—
\
-
s
),2?
—
r~
sj
4»
)Г
+c
,25
ф?
Г
|
-0
,5/?sina)
i
..
i
-2 -3 -4 -5
Фиг. 36.-Графцк зависимости Аа = / (zQ).
гл. xnrj
ШАТУНЫ
671
Одно коленчатый вал с двухсторонним
приводом. Опасные сечения В и Е:
а) Р = /(а) для сечения В
ное усилие пресса Рн — 0,42rf^ или ^
= 1,55 YPH, где Aд — диаметр пальца криво-
шипа в см; Рн — в т. Вследствие малой вели-
Р —
У m,,sin (8
?к cos <хш
[0,25//г
cos
0,02125d0mK
^b\J'-J' RKcos«m J -O,0O7225rfc2
чины радиуса кривошипа допустимые усилия
на ползуне по прочности кривошипа в зависи-
Для приблизительных подсчётов можно
принимать вт — 0°, тогда зависимость для Р
примет вид
б) Я=/(а) для сечения Е
Р=
0,Ы3л »_,
Кривошипные валы (фиг. 37) при-
меняются в одностоечных прессах. Как пра-
вило, валы имеют две опоры, расположенные
по одну сторону кривошипа. Кривошипные
валы изготовляются из стали 45. Номиналь-
К таблице 16
Фиг. 37.
мости от угла поворота кривошипа мало ме-
няются; приближённо их можно принимать
постоянными.
ШАТУНЫ
Шатуны выполняются: с регулируемой
(фиг. 38) и нерегулируемой длиной—постоян-
ной (фиг. 39,40). Как правило, все кривошип-
ные прессы простого действия имеют регули-
руемый по длине шатун. Шатуны с постоян-
ной длиной более жёстки и применяются пре-
имущественно в тяжёлых прессах, предна-
значенных для выполнения горячештамповоч-
ных и калибровочных работ. Шатуны по-
стоянной длины применяются также в неко-
торых конструкциях закрытых прессов и
прессов двойного действия, у которых шатун
с ползуном соединены добавочным плунже-
ром (фиг. 40).
Регулировка длины шатуна осуществляется
или вручную при помощи ключа, трещётки,
или через редуктор от электродвигателя.
Величина регулировки длины шатуна для
кривошипных прессов простого действия (при-
Таблица 16
Винт
Диаметр резь-
бы в мм
наруж-
ный
da
30
40
50
60
70
80
IOO
120
140
вну-
трен-
ний
dx
31,796
Зх.79б
41.796
6i,796
69,06
89,06
109,06
136,326
Площадь се-
чения в см*
F
3.7
7.9
13.7
21,0
3°.°
37.4<
52,3
83.4
dcp-d0-tt
2
2
7
J
г
>
7
Винт и гайка
Шаг резьбы
в мм
S
6
6
6
6
б
8
8
8
хо
Средний диа-
метр резьбы
в мм
dcp
26,4
36,4
46,4
56,4
66,4
75.2
95,2
«5.2
<-*
-1-4-2,.
Гайка
Диаметр резь-
бы в мм
наруж-
ный
d'o
3°.о
4°, о
6о,о
7°.°
8о,о
100,0
ISO,О
140,0
вну-
трен-
ний
d\
22,8
32,8
42,8
52,8
62,8
7°.4
9°.4
110,4
138,0
Винт
Диаметр резь-
бы в мм
наруж-
ный
do
160
180
210
250
300
З50
400
вну-
трен-
ний
d,
146,326
166,326
233,6
283,6
328,12
398,13
Площадь се-
чения в см*
F
317.3
294,37
428,58
631.7
844,55
иэз,8
,.-0*
j-0,2.s
Винт и гайка
Шаг резьбы
в мм
S
до
IO
13
12
13
1б
16
Средний диа-
метр резьбы
в мм
dcp
154,0
174.0
202,8
242,8
292,8
340,4
390,4
г-0,08375.у
1 -0,16855*
Гайка
Диаметр резь-
бы в мм
наруж-
ный
d'o
160,0
180,0
210,0
250,0
300,0
35°. 0
400,0
вну-
трен-
ний
d\
148,0
168,0
195.6
235.6
285,6
ЗЗО.8,
380,8
А =2=0,08375^
А ,-0,03125*
672
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ ПРИВОДНЫХ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Фиг. 38. Шатуны с регулируемой длиной.
fftr
Фиг. 39. Шатуны с нерегулируемой длиной и плунжерным соединением с ползуном.
ГЛ. XIII]
ШАТУЙЫ;
673;
ближённо) Д/ === 0,8сГ0 — 0,008rf^ где ^--Диа-
метр, коленчатого вала в опорах.
Резьба для регулировочных винтов при-
меняется стандартная упорная (см. т. 2,
стр. 835) или специальная упорная (табл. 16).
Для жёсткого крепления регулировочных
винтов в теле щатуна и против отвинчивания
применяются зажимные механизмы. Зажимной
механизм, изображённый на фиг. 38, а, при-
меняется для лёгких. прессов,.
Зажимной механизм, показанный на
фиг. 38, б, называется диференциальным, так
как затяжка осуществляется за счёт разности
в шаге резьбы зажимных сухарей. Этот тип
Изгибающий момент от сил трения в опо-
рах
Фиг. 40. Шатуны с нерегулируемой длиной.
зажимного механизма применяется в средних
и тяжёлых прессах.
Конструкция нижних опор шатунов — шаро-
вая и цилиндрическая. Шатуны с шаровой
опорой применяются в прессах (с усилием
до 100 т), предназначенных для лёгких работ.
Цилиндрические опоры более компактны;они
применяются в средних и крупных прессах,
предназначенных для выполнения тяжёлых
работ.
Расчётные зависимости для определения
основных,размеров шатуна, обозначенных на
фиг. 38, даны в табл. 17. ь табл. 18 приведены
величины удельных давлений в нижних опо-
рах шатуна.
Регулировочный винт рассчитывают на сжа-
тие от силы РАВ (обычно принимают РАВ ыРн,
где Рн — номинальное усилие на ползуне),
действующей по шатуну, и на поперечный
изгиб, связанный с трением в опорах.
43 Том 8
где /—коэфициент трения, принимаемый рав-
ным от 0,06 до 0,1; Рн — номинальное усилие
на ползуне в.кг\ йв — диаметр нижней опор-
ной головки шатуна в см\ х — расстояние от
центра нижней опорной головки до рассчиты-
ваемого сечения в см\ йд—диаметр криво-
шипной шейки в см; L —длина шатуна в см.
Таблица 17
Квяструктивные зависимости для определения
основных размеров шатуна
Обозначе-
ние
(фиг. 38)
da
d3
1 '.:¦'.."., Основные размеры
Предельные значения
Средние
значения
d0 — диаметр коленчатого вала в опорах
@.Г4 —0.81) da
@,иЗ,— 0,67) do *
A,02 - 1,07) d,
@,82-1,1) d0
d'(dB)\ ~ A-1.02) d0
4dB)
de
d.
и
h
k
и
, @,75- 1,34) da
1 @,32 — 0,42) d, **
@,62 _ 0,64) d0
D 7-6,2) da
C,7 - 5,5) do
B,86 — 4) d0
A,67 —2,8) d0
@,44—0,83) dj
A,36 - 2) d0 ***
0,74 d,
0,66 dj *
1,04 d, =0,77 d0
0,98 d0
do
da
0,4 da
0,63 d0
5,3 da
4,7 dj
3,25 da
1,92 da
0,66 du
1,57 d*
* Для двухкривошипных прессов.
•* Меньшие значения отнэсятся к двухкривэшипным
пресс? м.
*** Большие значения относятся к двухкривошипным
прессам.
Таблица 18
Тип нижней опоры
шатуна
Шаровая
Цилиндрическая для одно-
кривошипных прессов ....
Цилиндрическая для двух-
кривошицных прессов . , . .
Удельные давления
в кг/см'
Предель-
ные значе-
ния
585—640
264-515
т45-155
Средние
значении
бю
340
15°
€74
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
Таблица 19
Материалы основных деталей шатуна
Детали шатуна
Шатун
Крышка шатуна
Нижняя опорная го-
ловка шатуна (для ша-
тунов с цилиндриче-
ской опорой)
Пята (для шатунов
с шаровой опорой)
Регулировочный
винт
Марка материала
Чугун СЧ 24-44 и СЧ 32-52
Стальное литьё с содержа-
нием углерода С=0,35—О,4°/о
Стальные листы (плита) —
сталь 35—45
Чугун СЧ 24-44 и СЧ 32-52
Стальное литьё с содержа-
нием углерода С =0,35—0,4 "/о
Чугун СЧ 24-44 и СЧ 32-52
СЧ 24-44
Поковка из стали 45 и 50;
термическая обработка до
твёрдости Hg— 230— 250
МЕХАНИЗМЫ ДЛЯ РЕГУЛИРОВКИ
ШТАМПОВОЙ ВЫСОТЫ
Регулировка штамповой высоты осуще-
ствляется опусканием ползуна (имеется в виду
максимальная штамповая высота) или подъ-
ёмом стола. Опускание ползуна выполняется
удлинением длины шатуна или при нерегули-
руемых шатунах увеличением длины звена;
соединяющего шатун с ползуном (фиг. 39).
Обзор типов механизмов для регулировки
длины шатуна приведён на фиг. 41. Конструк-
ция привода механизма для регулировки штам-
МеханиЗмы
для регулировки
длины шатуна
С приводом
от руки
11$
С приводом от
электродвигателя
щ
I4
if
и
HI
Sjfc ^
111
*t с* <ъ
Фиг. 41. Типы механизмов для регулировки длины
шатуна.
повой высоты определяемся мощностью и ти-
пом пресса. В однокривошипных прессах руч-
ной привод применяется для прессов с усилием
до 200 т; регулировка — ключом или храпо-
виком (без передачи) — выполняется в прессах
с усилием до 100 т. В некоторых конструк-
циях прессов с усилием от 6 до Юти выше
применяется червячная передача. В двух-
кривошипных прессах ручной привод исполь-
зуется для более лёгких прессов, чем в одно-
кривошипных прессах.
Зубчатые передачи для регулировки длины
шатуна с приводом от руки показаны на фиг. 38.
Механизм для регулировки длины шатуна
с приводом от электродвигателя приведён на
фиг. 42. Для автоматического выключения
Фиг. 42. Механизм для регулировки длины шатуна одно-
кривошипного пресса с коленчатым валом, расположен-
ным перпендикулярно фронту пресса.
электродвигателя при крайних положениях
регулировочного винта устанавливаются ко-
нечные выключатели, сблокированные с элек-
тродвигателем. Пуск и останов электродвига-
теля производятся нажатием кнопок на щитке
управления. Предварительно перед регулиров-
кой длины шатуна ослабляется винт зажим-
ным механизмом. Скорость опускания или
подъёма ползуна при механическом приводе
принимается около 100 мм/мин.
ПОЛЗУНЫ
Ползун движется поступательно в парал-
лелях станины и сообщает рабочее движение
и усилие верхнему штампу. В верхней части
ползуна монтируется нижняя опора шатуна;;
нижняя плоскость ползуна служит для кре-
пления верхней половины штампа. В ниж-
ней плоскости ползуна предусматриваются;
специальные зажимные приспособления и от-
верстия. Конструкция ползуна должна быть
прочной, жёсткой и в то же время по воз-
можности лёгкой. Чем легче ползун, тем меньше
затрачивается энергии на его подъём, а глав-
ное, тем меньше угол и усилие торможения
ГЛ. X11I)
ПОЛЗУНЫ
675
для останова его в верхнем положении. Пол-
зуны выполняются с однопризмовыми и много-
призмовыми направляющими. Форма напра-
вляющих призм, изображённая на фиг. 43, а,
<9 б) в)
Фиг. 43. Форма призм ползуна.
применяется в прессах открытого типа. Второй
тип призм (фиг. 43, б) применяется в прес-
сах: тяжёлых открытых с усилием более 50 т;
с закрытой двухстоечной станиной. Много-
призмовые направляю-
щие (фиг. 43, в) приме-
няются в открытых прес-
сах с усилием до 150 т.
Чем больше откло-
няется ползун от верти-
кали, тем меньше полу-
чается точность штам-
пуемых изделий и тем
быстрее происходит из-
нос инструмента. С уве-
личением жёсткости и
длины направляющих
призм и с уменьшением
расстояния их от цен-
тральной оси ползуна от-
клонение ползуна умень-
шается.
По длине направляю-
щих призм различают
ползуны с короткими и
длинными направляющи-
ми. Короткие направляю-
щие не доходят до оси
коленчатого вала. Длин-
ные направляющие раз-
мещаются за коленчатым
валом и переходят за
его ось.
По конструкции раз-
личают ползуны призма-
тические (однокри-
вошипныё прессы); ко-
робчатого сечения в виде
опрокинутой буквы П
(ползуны сварной кон-
струкции, а также не-
которых четырёхкриво-
шипных прессов); хобо-
тообразные (макси-прес-
сы); в виде опрокинутой
буквы Т (двухкривошип-
ные прессы).
Приспособления для
крепления хвостовиков
инструмента к нижней
части ползуна делятся
на: колодочные (фиг.44,
а — г) и салазковые (фиг.
44, д). Колодочное креп-
ление применяется в пол-
зунах открытых прессов
с усилием до 50 т. Салазковое крепление при-
меняется для более крупных прессов и двух-
стоечных закрытых. У обрезных и чеканоч-
Фиг. 44. Направляю-
щие и приспособления
для крепления инстру-
мента.
ных прессов крепление верхнего штампа кли-
новое. Отверстие в ползуне для крепления
хвостовика выполняется круглым или квадрат-
ным. Наибольшее распространение как наи-
более простые в изготовлении получили круг-
лые отверстия.
Ползуны с фланцем, а также ползуны двух-
и четырёхкривошипных прессов имеют для
крепления инструмента в нижней плоскости
специальные отверстия или Т-образные пазы.
В ползуне устанавливаются верхние вы-
талкиватели. Максимальный ход выталкива-
теля для кривошипных прессов простого дей-
ствия с нормальным ходом Sem= @,454-0,57) rf0;
в среднем можно принимать Sem = 0,5rf0.
В качестве материала для изготовления
ползунов применяются: чугун марки СЧ 21-40
и СЧ 24-44 почти для всех типов прессов про-
стого действия; стальное литьё с содержанием
углерода 0,35—0,40/0 для прессов тяжело нагру-
жённых, а также предназначенных для горя-
чей штамповки и калибровки; стальные плиты
для прессов сварной конструкции.
Направляющие. Типовые конструк-
ции направляющих приведены на фиг. 44.
В направляющих типа а призмы ползуна
двигаются в охватывающих колодках; обычно
правая колодка крепится к станине, левая же
может перемещаться параллельно фронту
пресса. В такого типа направляющих пло-
скости станины не подвергаются действию
износа.
Направляющие типа б применялись в бо-
лее ранних конструкциях прессов. К их не-
достаткам относятся износ станины и срав-
нительно сложная пригонка.
Направляющие типов в иг обычно применя-
ются при длинных призмах. К недостаткам этих
направляющих относятся: трудность изгото-
вления и сложная пригонка, особенно при за-
крытых пазах станины; износ направляющих
плоскостей станины (фиг. 44, в); большой вес
ползуна.
В направляющих типа г оригинальной
является регулировка зазора, осуществляемая
диференциальным клиновым устройством
(фиг. 45). Достоинствами этого типа напра-
вляющих являются простота регулировки,
Фиг. 45. Направляющие одностоечного пресса
с диференциальным клином.
точность получаемого зазора по длине на-
правляющих и лучший внешний вид головки
пресса (открытого типа). Для длинных на-
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
праЕляющи1*: эта конструкция является наи-
более рациональной. ¦
Направляющие типа д применяются :в
более тяжёлых открытых прессах- и в прес-
сах закрытого типа.; Двухсторонняя регули-
ровка обеспечивает точное пбло^ёние пол-
зуна по фронту.
Напраёляющие типа е обеспечивают 6o-f
лее точную регулировку во всех направле-
ниях; применяются в конструкциях прессов,
у которых пёлзун не имеет возможности
перемещаться в горизонтальной плоскости.
В некоторых конструкциях прессов при-
меняются направляющие по типу ж, позво-
ляющие иметь равные размеры ползуна и стола
по фронту.
Для направляющих типа по фиг. 44, д:
: 1= C,4-5-5,2) d0+5;
• а = 0,l7d0 -f 3 см,
где L — длина направляющей; rf0 — диаметр
коленчатого вала в опорах; 5 —ход ползуна;
а—толщина направляющей.
Приспособления для регули-
ровки хода ползуна. Регулировка хода
ползуна обычно осуществляется эксцентрико-
вой втулкой, надетой на палец кривошипа
(в одностоечных прессах) или на коленную
шейку (в,двухстоечных прессах).
Эксцентриковая втулка имеет торцовые
прямые зубья, которыми соединяется с зубча-
той муфтой. В рабочем положении муфта жё-
стко крепится на валу. При регулировке хода
муфта отводится для .разъединения зубьев.
Эксцентриковая втулка поворачивается на та-
кое количество зубьев, которое необходимо
для по л у ч е ни я
определённой ве-
личины хода. На
фиг. 46 приведена
наиболее распро-
странённая КОН-:
струкция приспо-
собления для регу-
навливается в требуемое' положение встав-
ным ломиком. После установки зубчатая
муфта 2 фиксируется стопором 4. Недостат-
ком конструкции является сложность изгото-
вления, преимуществом — центральное прило-
жение нагрузки при осевом перемещении зуб-
чатой муфты.
Фиг.46. Приспособление для регулировки
хода ползуна одностоечных прессов.
Фиг. 47. Приспособления для регулировки хода ползуна
двухстоечных прессов.
лировки хода ползуна одностоечных прессов.
На фиг.47 приведены три типа приспособлений
для регулировки хода ползуна двухстоечных
прессов. При вращении кольцевой гайки 1
(фиг. 47, а), предохранённой от осевого пере-
мещения, зубья муфты 2 выводятся из заце-
пления. Затем эксцентриковая втулка 3 уста-
В приспособлении, изображённом на
фиг. 47, б, торцовым ключом 1 поворачивают
ьксцентриковую втулку 2 в муфте 3; последняя
отводится назад, и зубья выходят из зацепле-
ния. Втулка 4 устанавливается в требуемое по-
ложение вставным ломиком. После установки
муфха 3 стопорится пружинными штифтами.
ГЛ. XIHj
ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
677
Недостатком конструкции является односто-
роннее приложение усилия при отводе де-
тали 3, благодаря чему возможно заедание
механизма. К достоинствам относятся про-
стота конструкции и быстрая перестановка.
В приспособлении, изображённом на
фиг. 47, в, отвод зубчатой муфты 2 достигается
вращением гайки /, предохранённой от осе-
вого перемещения. Гайка 1 после установки
стопорится винтомс?. Недостатками конструк-
ции являются сложность, большой вес, сказы-
вающийся неблагоприятно на работе муфты
включения, и тормозы пресса. К достоинствам
конструкции относятся центральное приложе-
ние усилия при осевом перемещении зубчатой
муфты, уменьшение расстояния между под-
шипниками и возможность применения шпо-
нок большой длины.
Устройства, уравновешиваю-
щие ползун. Уравновешивание ползуна
применяется для гарантии безопасности на
Г
по ДВ
Фиг. 48. Пневматическое уравновешивающее устройство.
случай аварии с тормозом или муфтой сцепле-
ния и для улучшения условий работы муфты
и привода в случае тяжёлых ползунов и штам-
пов. Уравновешивающие устройства бывают
грузовые, пружинные и пневматические. Наи-
большее распространение получили пневма-
тические устройства. При грузовом уравно-
вешивании груз крепится так, чтобы он под
действием своей тяжести приводил ползун в
верхнее крайнее положение. Пружинные и
пневматические устройства по принципу дей-
ствия аналогичны; в первом случае усилие на
ползун создаётся силой пружины, а во втором
случае — давлением сжатого воздуха на пор-
шень цилиндра, соединённого штоком с пол-
зуном. Пружинные устройства применяются
для лёгких прессов с небольшим ходом. На
случай поломки пружины последняя поме-
щается в цилиндрический кожух.
Конструкция пневматического уравнове-
шивающего устройства изображена на фиг. 48.
В лёгких однокривошипных прессах обычно
ставят один пневматический цилиндр, в бо-
лее тяжёлых прессах — два цилиндра ив
тяжёлых четырёхкривошипных прессах —до
четырёх цилиндров.
ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
Предохранительные устройства предна-
значаются для защиты прессов главным об-
разом от случайных перегрузок (попадание в
обработку материала повышенной прочности,
большой толщины или объёма и др.).
Различают предохранители: разрушаю-
щиеся при перегрузке пресса (для приведения
машины снова в рабочее состояние необхо-
дима замена сломавшегося предохранителя
новым) и восстанавливающиеся при повторном
ходе (автоматические).
Предохранители, разрушаю-
щиеся при перегрузке пресса, выполняются
в виде срезывающихся пласти-
нок в ползунах прессов, предо-
хранительных колпачков в ги-
дросистемах и срезывающихся
шпилек в приёмных или про-
межуточных валах.
П р едохранители,
восстанавливающиеся
при повторном ходе, выполняют
фрикционными, проскальзы-
вающими при перегрузке ма-
шины (устанавливаются на
приёмных или промежуточных
валах); гидравлическими, у ко-
торых при перегрузке машины
жидкость выходит через пре-
дохранительный клапан (уста-
навливаются в ползуне прес-
са; при повторном ходе жид-
кость автоматически нагне-
тается в рабочую камеру ци-
линдра); пружинно-рычажны-
ми, у которых звенья при пере:
грузке пресса изменяют гео-
метрическое положение и при
повторном ходе вновь восста-
навливают своё рабочее поло-
жение.
Предохранители, устанавли-
ваемые в ползуне, защищают
пресс только от перегрузки, вызываемой
усилиями на ползуне. Предохранители, уста-
навливаемые на приводных валах, защи-
щают привод пресса только от перегрузки
крутящим моментом. В прессах с малым хо-
дом, где допустимые усилия на ползуне мало
меняются, предохранители в ползуне защи-
щают пресс на всём рабочем ходе (при изме-
нениях а от 0 до 90°).
В прессах с большим ходом ползуна, в ко-
торых перегрузка может быть как при ? = 90°,
так и при а = 0°, следует устанавливать два
предохранителя: один — на приводном валу,
другой — на ползуне.
Различные конструкции разрушающихся
предохранителей, устанавливаемых в пол-
зуне, показаны на фиг. 49. Для быстрого уда-
ления разрушенного предохранителя в пол-
зуне на уровне предохранителя делается от-
верстие. В некоторых конструкциях преду-
сматривается электрический контакт,4 который
678
ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ КРИВОШИПНЫХ МАШИН
[РАЗД. IV
при поломке предохранителя размыкается,
вследствие чего пресс немедленно остана-
вливается.
На фиг. 50 изображён предохранитель
в виде срезывающейся шпильки с одним
регрузки, при которых напряжения в деталях
привода не должны превосходить предела
текучести материала.
Материал предохранителей должен иметь
высокий предел усталости, близкий к пределу
прочности при срезе, тогда предохранитель не
будет разрушаться от усталости при нормаль-
ной нагрузке пресса.
На фиг. 51 и 52 изображены гидравличе-
ские предохранители. Предохранитель, изо-
а) б)
Фиг. 49. а — срезывающийся пластинчатый предохрани-
тель; б — продавливающийся предохранитель.
рабочим сечением, который устанавливается
на приводных валах. Обычно срезывающей
шпилькой соединяют
закреплённую на при-
водном валу на шпонке
специальную фланцевую
втулку с фланцем ше-
стерни или маховиком.
Кольцевая выточка на
шпильке необходима для
того, чтобы заусенец, об-
разующийся при срезе,
не выступал за диаметр
шпильки и не препятст-
вовал удалению шпильки.
Основным недостат-
ком срезывающихся пре-
дохранителей является
чп г трудность их расчёта,
щийся шпилечКпр^ Предохранители должны
дохранитель. рассчитываться на пе-
Фиг. 51. Гидравлический предохранитель: 1— манометр;
2 — предохранительный клапан.
Фиг. 52. Гидравлический предохранитель.
бражённый на фиг. 51, при срабатывании тре-
бует останова пресса и наполнения маслом.
Предохранитель, изображённый на фиг. 52,
является гидро-пневматическим. За каждый
ход масло подаётся в рабочий цилиндр при
помощи сжатого воздуха.
Эти типы предохранителей особенно удобны
при чеканке, калибровке, гибке и других по-
добных работах.
На фиг. 53 показан шатун с гидравличе-
ским устройством. Эта конструкция, кроме пре-
дохранения, позво-
ляет изменять дли-
ну шатуна и обес-
печивает освобо-
ждение застряв-
ших ползунов при
заедании в инстру-
менте. Регулиро-
вочный винт с ша-
ровой головкой вы-
полнен в виде дифе-
[Щ| ренциального поршня,
is lid зажатого между дву-
Ш мя масляными подуш-
^^ ками; цилиндром слу-
жит шатун. Подача
масла для изменения
положения регулиро-
вочного винта отно-
сительно шатуна про-
изводится насосом.
Предохранителем от
перегрузки служит
особый колпачок ма-
ксимального давле-
ния, разрушающийся
при превышении до-
Фиг. 53. Гидроплунжерный
шатун.
пустимого давления
ГЛ. XIII]
СМАЗКА
679
в цилиндре. Колпачок максимального давления
соединён с резервуаром, чтобы при его сраба-
тывании не происходила потеря масла. Замена
колпачка занимает 10 мин. Преимуществом
данной конструкции является отсутствие ме-.
ханических передач. К недостаткам отно-
сятся высокие нагрузки на уплотнения, сни-
жающие надёжность в эксплоатации, большая
стоимость по сравнению с. механическими
устройствами и останов пресса при смене
колпачков.
СМАЗКА
Правильная смазка трущихся поверхностей
значительно сокращает ремонт и износ пресса.
Выбор системы смазки зависит от конструк-
ции пресса, размера пресса по высоте, рода
смазки (жидкая или густая), способа работы
(непрерывная или периодическая) и коли-
чества точек, подлежащих смазке. Быстроход-
ные прессы-автоматы, как правило, имеют
централизованную смазку.
Различаются следующие системы смазки
кривошипных прессов от отдельных маслё-
нок или штауферов для прессов с усилием до
50 т; блочная система для пргссоз от 50 до
100 т и для тихоходных прессов более 100 т;
централизованная от лубрикаторов для прес-
сов с усилием более 100 т.
Трущиеся поверхности прессов смазыва-
ются, как правило, густыми смазками типа
солидол Л или М (см. т. 2, стр. 774). Ше-
стерни открытых передач смазываются гра-
фитизированным солидолом Л или М; шестерни
в закрытых ваннах смазываются цилиндровым
маслом 2, шарниры рычагов механизма упра-
вления— машинными маслами С или СУ.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гирш И. И., Исследование предохранителей криво-
шипных прессов от перегрузки, Кузнечная лаборато-
рия, ЦНИИТМАШ, 1945.
2. Грюнман К. И., Штамповальное производство, 1932.
3. Нистратов А. Ф., О выборе основных параме-
тров однокривошипных открытых наклоняемых прессов,
.Вестник машиностроения" № 2—3, 1946.
4. НистратовА. Ф., Расчёт коленчатых валов куз-
нечно-прессовых машин, вып. № 4, ЦБКМ, 1946.
5. Нистратов А. Ф., Расчёт цилиндрических ше-
стерён кривошипных прессов, вып. № 6, ЦБКМ, 1948.
6. Сторожев М. В., Основы расчёта кривошипных
прессов, .Вестник металлопромышленности* J4 10 и
11, 1935.
Глава XIV
РОТАЦИОННЫЕ МАШИНЫ
К группе ротационных кузнечных машин
относятся ковочные вальцы, гибочные и пра-
вильные машины и ножницы.
КОВОЧНЫЕ ВАЛЬЦЫ
Ковочные вальцы являются машиной, пере-
ходной к прокатным станам. Они имеют два
рабочих валка, снабжённых штампами (секто-
рами), занимающими часть окружности валка.
Валки вращаются в направлении, при котором
вложенная между секторами заготовка пере-
мещается в сторону рабочего-
Крепление штампов показано на фиг. 381
в т. 6 («Технология кузнечно-штамповочного
производства"). Заготовка подаётся в вальцы
в момент, когда секторы расходятся. Длина
заготовки, необходимая для вальцовки, уста-
навливается посредством регулируемого сто-
пора, расположенного на заднем столе валь-
цов. Для лучшего направления заготовки при
подаче её в вальцы, особенно если штампы
имеют несколько ручьёв, вальцы снабжаются
передним столом с расположенными на нём
проводками.
Размеры ковочных вальцов определяются
наибольшей обрабатываемой на вальцах дли-
ной изделия.
Ковочные вальцы отечественного произ-
водства изготовляются четырёх размеров
(табл. 1).
Таблица 1
Показатель
Рабочая ширина вал-
ков в мм
Число оборотов вал-
ков в минуту ....
Наибольшая обрабатываемая
на вальцах длина изделия в ми
250
35°
5°
500 | 800
5оо
4°
650
Зо
1250
75°
25
На фиг. 1 изображены ковочные вальцы
для обработки изделия длиной 800 мм. При-
вод вальцов осуществляется от электродви-
гателя мощностью 14,5 кет посредством кли-
норемённой и двойной зубчатой передач.
Расстояние между осями валков регулируется.
Регулировка верхнего валка по высоте для
вальцов, изображённых на фиг. 1, равняется
20 мм. Регулировка производится установоч-
ьыми болтами. При подъёме верхнего валка
расстояние между осями зубчатых колёс, на-
саженных на валки (разрез EFMN), увеличи-
вается» и зубья- верхнего колеса выходят
частично из впадин зубьев нижнего. Это тре-
бует применения зубьев с относительно боль-
шой высотой по сравнению с нормальным
зубом.
При одном обороте валков момент от веса
сектора относительно оси валка меняет напра-
вление в зависимости от положения сектора
(фиг. 2).
Изменение направления действия момента
влечёт за собой перебегание зазора (повы-
шенного по сравнению с обычными зубчатыми
передачами) от одной стороны зуба верхнего
колеса к другой. Для устранения удара верх-
нее зубчатое колесо выполняется из двух ча-
стей (фиг. 1, разрез EFMN). Поворотом на
незначительный угол левой части зубчатого
колеса, сидящего на валу, устраняется зазор
между зубьями.
Останов вальцов производится выключе-
нием электродвигателя. При таком способе
требуется некоторое время для останова ма-
ховика.
Вальцы (фиг. 1) снабжены приспособле-
нием для резки, гибки и правки. В совре-
менных конструкциях ковочные вальцы на-
чинают снабжаться пневматической муфтой
включения, встроенной в маховик и сблоки-
рованной с ленточным тормозом, охватываю-
щим одновременно тормозные барабаны верх-
него и нижнего секторных валков. Для оста-
нова вальцов в этом случае не требуется
выключать электродвигатель и останавливать
маховик, а необходимо только выключать
муфту.
Кроме открытого зубчатого привода (фиг. 1),
применяется закрытый привод. В этом случае
соответствующим образом изменяется кине-
матическая схема зубчатой передачи (фиг. 3).
Малое колесо /, сидя шее на валу маховика,
приводит во вращение паразитное зубчатое
колесо 2, Это колесо последовательно приво-
дит во вращение колесо 3 нижнего сектор-
ного валка и промежуточное боковое колесо 4.
Последнее приводит во вращение зубчатое
колесо 5 верхнего секторного валка. Зубча-
тые колёса 3 и 5, сидящие на секторных
валках, непосредственно не сцепляются. При
подъёме верхнего валка зубья колеса 5
в меньшей степени выходят из впадин зубьев
колеса 4, так как последнее расположено
сбоку, в то время как у вальцов, изображён-
ных " на фиг. 1, колёса секторных валков
Фиг. la.
по ДВСВ
Вид по стрелке L
-/77=9; 2=60
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
683
расположены одно над другим. Колесо 5 вы-
полнено сдвоенным, как и у вальцов, пока-
занных на фиг. 1.
Фиг. 2.
Фиг. 3.
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
Область применения
Ротационные гибочные машины применя-
ются для гибки в холодном состоянии про-
ката — листового и сортового, различных про-
филей и стальных труб. Некоторые гибочные
работы, главным образом при обработке про-
филей больших размеров, производятся в го-
рячем состоянии.
Гибочные машины для средних и.больших
размеров листового и сортового проката вы-
пускаются в основном для гибки его по дуге.
Машины для тонкого листового и полосового
проката применяются для многих видов работ,
из которых основными являются гибка раз-
нообразных профилей и труб по окружности
и иным кривым (шаблону), отбортовка, флан-
жировка и фальцовка плоских и согнутых
листов.
Гибка мелкого сортового проката и прово-
локи производится на навивочных и криво-
шипно-кулачковых автоматах.
В зависимости от числа валков и техноло-
гического назначения гибочные машины де-
лятся на: трёхвалковые листогибочные; трёх-
роликовые сорто-трубогибочные; парнороли-
ковые листо-сортогибочные; многопарнороли-
ковые профилировочно-гибочные; листогибоч-
ные с поворотной траверзой; сортогибочные
с вращающимся столом.
Трёхвалковые листогибочные машины
Эти машины предназначаются для гибки
(основное назначение) или одновременно для
гибки и правки листового проката. Работа
производится путём пропуска листа между
вращающимися валками. Подача листа осу-
ществляется за счёт трения между листом и
валками.
Гибка листа происходит по дуге между
тремя валками. На машинах могут выпол-
няться цилиндрические и конические поверх-
ности как замкнутые, так и в виде дуг. По-
верхности малого радиуса образуются за
несколько проходов сгибаемого листа между
валками.
Правильные работы могут производиться
только на комбинированных машинах, имею-
щих один, два или три дополнительных валка.
С увеличением количества валков качество
правки повышается, однако правка получается
грубая, и лист выходит из машины слегка
согнутый. Комбинированные машины приме-
няются в тех случаях, когда правильные
работы встречаются в небольшом количестве
одновременно с гибочными. Обычно же пра-
вильные работы выполняются на специали-
зированных многовалковых машинах, где
качество правки получается значительно
выше.
В зависимости от расположения и коли-
чества валков трёхвалковые листогибочные
машины выполняются: симметричными; сим-
метричными с дополнительными валками; асим-
метричными; асимметричными со вторым
боковым валком; асимметричными с дополни-
тельными валками.
Симметричные машины. Характерной
особенностью машины является симметричное
расположение трёх валков (фиг. 4).
Листогибочная машина для наибольшей толщины
листа 10 мм и с рабочей длиной валков, равной 6200 мм,
изображена на фиг. 5.
На жёсткой сварной раме / установлены стойки ста-
нины 2 и корпус привода. В подшипниках стоек распо-
ложены три валка — один верхний 3 и два нижних 4.
Нижние валки являются при-
водными. Верхний валок регу-
лируется по высоте и может
запрокидываться задним (ле-
вым) концом вверх; последнее
необходимо для снятия согну-
того цилиндра с машины.
Нижние валки приводятся
в движение от мотора 5 через
червячный редуктор 6 и две
пары цилиндрических зубча-
тых передач 7 п 8. Последняя
передача 8 имеет три колеса—
одно ведущее и два ведомых.
Ведомые колёса сидят консоль-
но на нижних валках. Измене-
ние направления подачи осу-
ществляется реверсом мотора.
Подшипники и механизм
регулировки верхнего валка
изображены на фиг. 6. Кор-
пуса подшипников 9 и 10 валка,
установленные шарнирно на
осях 11 и 12, могут перемещаться в направляющих
стоек по вертикали. Механизмы регулировки подшипни-
ков состоят из шпинделей 13 и 14 с трапецоидальной
резьбой, гаек 15, вращающихся в подшипниках стоек,
и червячных передач. Колесо 16 червячной передачи
сидит жёстко на гайке шпинделя. Червяки обоих меха-
низмов соединены общим валом 17 (фиг. 5) и приводятся
в движение от самостоятельного реверсивного электро-
двигателя 18 через две пары цилиндрических зубчатых
передач 19 и 20. Механизм регулировки заднего под-
шипника может быть отключён посредством кулачковой
муфты 21 рукояткой 22. Выключение одного механизма
даёт возможность установить верхний валок наклонно,
что требуется при гибке конических поверхностей. Дан-
ная конструкция механизма регулировки верхнего валка
является типовой для трёхвалковых машин.
Для запрокидывания вверх верхнего валка преду-
смотрен отдельный механизм в виде нажимного винта 23,
вращаемого штурвалом 24. Гайка 25 винта запрессована
Фиг. 4. Положение
валков в симметричной
листогибочной машине.
Фиг. 5. Листогибочная симметричная
машина.
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
685
в траверзу 26, установленную на двух цилиндрических
колонках 27. Нажимная колодка 28 направляется колон-
ками. С ней винт соединён цилиндрической пятой, под-
жимаемой гайкой 29. Валок поворачивается на переднем
подшипнике вокруг оси 11 (фиг. 6). Перед запрокидыва-
нием с валка откидывается задний подшипник на шар-
нире вращением штурвала 30 (фиг. 5) посредством чер-
вячной пеоедачи 31 и двух отводных рычагов 32. В отки-
нутом положении подшипник уравно-
вешивается противовесом 33. В ра-
бочем положении корпус подшипника
15
Фиг. 6. Подшипники и механизм регулировки верхнего
валка листогибочной симметричной машины.
закрепляется с буксой 34 (фиг. 6) круглой шпонкой 35,
поворачиваемой рукояткой 36.
Поддерживающие ролики 37 (фиг. 5) предусматрива-
ются для предупреждения прогиба нижних валков. В ма-
шинах с большой длиной валков устанавливаются два
ряда роликов. Ролики каждого валка имеют отдельный
корпус 38, положение которого регулируется в горизон-
тальном и вертикальном направлениях установочными
винтами 39 и 40.
Часто привод нижних валков и регули-
ровка верхнего валка выполняются также от
общего электродвигателя. Включение отдель-
ных механизмов на прямой и обратный ход
производится фрикционными или кулачковыми
муфтами.
Б табл. 1а приведены основные параметры
трёхвалковых, симметричных, листогибочных
машин, типичные для европейских заводов.
Симметричные машины с регу-
лируемым расстоянием между
нижними валками и сменным
верхним валком. На этих машинах!
могут выполняться гибочные работы значи-
тельно большего диапазона по толщине листа
и радиусу гиба, чем на обычных машинах.;
Верхний валок малого диаметра устанавли- \
вается на машину при гибке тонких листов
на малый радиус.
На фиг. 7 показано положение валков при
гибке толстых листов и на фиг. 8— при гибке
тонких листов. Машина;
изображена на фиг. 9. Под-,
шипники 1 нижних валков
и корпуса 2 поддерживаю-
щих роликов установлены
в горизонтальных напра-
вляющих. Перемещение подшипников и кор-
пуса роликов каждого валка происходит одно-
временно вращением вручную вала 3. Дви-
жение передаётся посредством червячных
передач 4 и нажимных винтов 5. Ввиду не-,
стационарного положения подшипников ниж-
них валков последние соединены с валами
привода шарнирными шпинделями.
Привод механизма запрокидывания верх-
него валка осуществляется от алектродви-
Фиг. 7. Положение валков
при гибке толстых листов.
Фиг. 8. Положение валков
при гибке тонких листов.
гателя 7 через цилиндрическую 8 и червяч-
ную 9 передачи и нажимной винт 10.
Симметричные машины с верх-
ней траверзой. В обычных трёхвалко-
вых машинах с увеличением длины валков
резко увеличивается диаметр верхнего валка.
Этот недостаток устранён в машине с верх-
ней траверзой, у которой верхний валок имеет
поддерживающие ролики. При этом техноло-
Таблица 1а
й в
.а 1
6
9
14
2О
25
3°
36
42
49
1500
8
«3
20
—
—
—
—
—
Характеристика трёхвалковых симметричных листогибочных
2000
3000
'абочая длина валков в мм
4000
5000
6000
7000
8000
9000
Наибольшая толщина листа в мм (сталь с <^=45 кг/мм")
7
и
i8
25
30
—
—
—
б
9
14
2О ¦
25
3°
36
42
49
б
9
13
18
21
26
31
37
42
8
12
16
20
24
28
33
38
—
—
—
20
22
26
30
35
—
—
—,
18
22
24
28
32
—
—
—
—
—
22
26
30
—
—
—
—
—
—
24
28
а;
а
о о
п
и?
6
б
5
5
5
5
4
4
4
машин
Мощность
электродвига-
теля
при-
вода
3
6
ю
i8
24
за
35
45
6о
в л. с.
регули-
ровки
3
4
б
ю
15
2О
22
25
3°
о ^*=« g^
В|§* я
is - «1,
6
9
15
23
3°
4О
48
6О
75
Фиг. 9. Листогибочная симметричная машина с регулируемым расстоянием между нижними валками и сменным верхним валком.
Фиг. 10. Листогибочная симметричная машина с верхней траверзой.
688
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
гические возможности машины ухудшаются,
так как гибка листа может происходить
только по дуге до 120—150°. Машины изго-
товляются только больших размеров; при-
меняются преимущественно в судостроении.
На фиг. 10 изображена машина с верхней
траверзой. В направляющих стоек 1 устано-
влена верхняя траверза 2, к которой при-
креплены подшипники верхнего валка и под-
держивающих роликов 3.
Регулировка верхнего валка производится
совместно с траверзой. Привод механизма ре-
гулировки каждой стороны траверзы осуще-
ствляется от отдельного электродвигателя 4
через цилиндрическую передачу 5. Конструк-
ция механизма состоит из нажимного шпин-
деля в с гайкой и червячной передачи 7. Для
обслуживания механизмов регулировки над
машиной устроена площадка 8.
Нижние валки приводятся от отдельных
цилиндрических передач 9, соединённых с при-
водом общим валом 10. Передачи расположены
с разных сторон машины.
Построенные машины с верхней траверзой
имеют рабочую длину валков от 5000 до
12 000 мм и предназначаются для гибки ли-
стов толщиной от 27 до 50 мм.
Работа насимметричных маши-
нах. Лист заводится между верхним и ниж-
ними валками так, чтобы передняя кромка листа
достигла второго нижнего валка. Затем вклю-
чается механизм
регулировки и
верхний валок
опускается вниз до
требуемого поло-
жения, одновре-
менно сгибая край
листа. После этого
включается привод
нижних валков и
происходят подача
и гиб листа.
Основным не-
достатком симме-
тричных машин
является невоз-
можность получе-
ния на них пра-
вильного сгиба листа по всей длине. Пе-
редний и задний края листа остаются пря-
мыми на длину, примерно равную половине
расстояния между нижними валками (фиг. 4).
Фиг. 11. Положение валков при
гибочных операциях в симме-
тричний машине с одним допол-
нительным валком.
Фиг. 12. Положение валков при правиль-
ных операциях в симметричной машине
с одним дополнительным валком.
Подгибка краёв листа обычно производится
вручную на специальном приспособлении.
Симметричные машины с до-
полнительными валками предназна-
чаются для гибки и правки листового проката.
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
689
Они имеют один, два или три дополнитель-
ных валка, специально предусмотренных для
производства правильных работ. При гибоч-
ных операциях дополнительные валки в работе
не участвуют.
Машины с одним дополнительным вал-
ком. Положение валков при гибочных опера-
циях показано на фиг. 11, при правильных
операциях — на фиг. 12. В основной машина
(фиг. 13) аналогична простой симметричной
машине. Дополнительный валок / расположен
в подвижных подшипниках 2, перемещаю-
щихся в цилиндрических направляющих стоек
станины. Регулировка его осуществляется от
главного привода. Конструкция механизмов
регулировки дополнительного и верхнего вал-
ков одинаковая. Включение механизма регу-
лировки дополнительного валка производигся
от рукоятки 3 посредством двухсторонней
фрикционной муфты.
В данной конструкции машины привод вы-
полнен общим от одного электродвигателя.
Включение на прямой и обратный ход ниж-
них валков производится рукояткой 4, регули-
ровка верхнего валка — рукояткой 5. Муфты
включения такжедвухсторонние фрикционные.
При общем приводе в механизмах регу-
лировки каждого валка предусматриваются
предохранительные фрикционные муфты,
регулируемые нажатием пружин.
Машины с двумя дополнительными вал-
ками. Положение валков при гибочных опе-
рациях показано на фиг. 14 и при правиль-
ных операциях — на фиг. 15.
Фиг. 14. Положение валков при гибочных
операциях в симметричной машине с двумя
дополнительными валками.
Конструкция и механизмы регулировки
обоих дополнительных валков • одинаковые.
/ , \
Фиг. 15. Положение валков при правиль-
ных операциях в симметричной машине
с двумя дополнительными валками.
Механизмы регулировки приводятся от глав-
ного привода и включаются общей рукояткой.
В остальном конструкция машины одинаковая
с конструкцией машины с одним дополни-
44 Том 8 "
тельным валком. Обычно применяются валки
с рабочей длиной не выше 5—б м.
Машины с тремя допомнительными вал-
ками. Положение валков при правильных
операциях показано на фиг. 16. Валки 1 и 2
являются основными валками. При настройке
машины на гибочные операции валок 3 отво-
дится в сторону, поворачиваясь навертикаль-
Фиг. 16. Положение валков при правильных
операциях в симметричной машине с тремя
дополнительными валками.
ной оси одного из подшипников, и валок 4
опускается вниз в положение, показанное на
фиг. 16 штрихпунктиром. Нижние валки 2 и
5 — приводные. Червячные колёса механизмов
регулировки валков 1 и 3 сцепляются с общим
червяком и, следовательно, регулируются
одновременно. Механизм регулировки валка 4
самостоятельный, обычной конструкции и при-
водится от маховичка через цилиндрическую
передачу.
Асимметричные машины отличаются от
симметричных машин положением валков
(фиг. 17). Верхний валок расположен над
одним из нижних, вследствие чего второй
нижний валок становится боковым. Верх-
ний и нижний валки выполняются при-
водными. Регули-
руемыми валками
являются нижний и
боковой.
Конструкция меха-
низма регулировки
валков —• обычная.
Величина регулиров-
ки нижнего валка не-
значительная, при-
мерно равная наи-
большей толщине
листа. Привод меха-
низма регулировки
нижнего валка выпол-
няется чаще ручным,
так как при регули-
ровке не происходит сгибки листа. В подшип-
никах этого валка предусматриваются спе-
циальные предохранители, срабатывающие
при превышении давления на валок выше
допустимого.
При электроприводе включение механиз-
мов регулировки нижнего и бокового валков
самостоятельное от отдельных рукояток. Боко-
вой валок может устанавливаться наклонно.
Поддерживающие ролики у нижнего и
бокового валков не могут быть установлены,
так как валки выполняются регулируемыми.
Это обстоятельство ограничивает выполнение
машин с большой длин-ж валков. В осталь-
ном конструкция машины одинаковая с кон-
струкцией симметричной машины.
Работа на асимметричной ма-
шине. Лист заводится между верхним и
нижним валками так, чтобы передняя кромка
Фиг. 17. Положение вал-
ков в листогибочной асим«
метричной машине^
690
РОТАЦИОННЫЕ МАШИНЫ
(РАЗД. IV
листа достигла бокового валка. Затем лист
поджимается нижним валком к верхнему.
Далее боковым валком подгибается передний
край листа до желаемого радиуса гиба; после
этого включается подача валков и произ-
водится гиб листа.
Защемление листа между верхним и ниж-
ним валками даёт возможность провести пол-
ную гибку заднего края листа. Передний
край листа остаётся несогнутым, так как сам
процесс гиба каждого участка листа проис-
ходит при прохождении его под верхним вал-
ком. Для подгиба переднего края согнутый
лист должен быть снят с машины и заведён
вновь, вперёд другой стороной.
Возможность произвести полный сгиб
листа является технологическим преимуще-
ством асимметричной машины перед сим-
метричной. Однако машины имеют больший
диаметр валков и вес и выпускаются со зна-
чительно меньшей длиной валков.
Основные данные трёхвалковых, листо-
гибочных, асимметричных машин типа Вейн-
гартен приведены в табл. 2.
асимметричной машине. Второй боковой
валок служит только для подгиба переднего
кра'я листа; положение валка во время под-
гиба показано на фиг. 18 штрихпунктиром,
Подгиб листа производится после окончания
общей гибки листа.
Машина выполняет полную сгибку листа
за один установ его на машину, что особенно
важно при гибке больших барабанов. ¦
Фиг. 19. Положение валков при правке в асим-
метричной машине с дополнительными валками.
Машины имеют примерно такую же тех-
ническую характеристику, как и простые
асимметричные машины, но вес данных ма-
шин выше на 25—40%.
Таблица 2
ч „
<и 3
О S
s a
t%
3
4
7
ю
14
2О
26
ЗЬ
• 1
1000
Характеристика трёхвалковых
Рабочая длина валков в мм
1500
2000
!
3000
4000
Наибольшая толщина листа в мм (сталь ть=45
7
—
—
—
—
—
—
6
8
—
—
—
—
—
5
б
ю
15
2О
3°
—
3
4
7
ю
14
2О
26
Зб
—
5
7
9
»5
2О
28
листогибочных асимметричных машин
5000
кг 1мм1)
_
—
—
—
—
хо
16
зЗ
Диаметр
нижнего и
валков
в мм
I5O
i9o
240
270
Зоо—32°
37O - 4°=>
44°—Ф°
55° -520
Скорость
в м/мин
7.5
7-5
7-5
7.5
7.5
6,5
6
5
электро-
привода
в л, с.
6.5
8
la
16
25
40
60
75
электро-
регулиров-
ки в л. с.
3
3.5
5
6,5
ю
i6
25
Зо
Асимметричные машины со
вторым боковым валком имеют
второй боковой валок, расположенный сим-
метрично первому (фиг. 1й). Конструкция,
размеры и механизмы регулировки обоих
боковых валков
одинаковые. При-
вод механизма ре-
гулировки осуще-
ствляется от глав-
ного привода. Ме-
ханизмы регули-
ровки боковых
валков могут
включаться одно-
временно для
обоих валков и са-
мостоятельно для
каждого валка.
Включение осуще-
ствляется от от-
Фиг. 18. Положение валков
при гибочной операции в ли-
стогибочной асимметричной
машине со вторым боковым
валком.
шина
типа.
одинакова
дельных рукояток
посредством муфт.
В остальном ма-
с машиной предыдущего
На фиг. 18 показано положение валков в
процессе гиба. Гиб листа происходит только
между тремя валками, так же как в простой
Асимметричные машины с до-
полнительными валками. Распро-
странённой конструкцией является машина с
двумя боковыми и одним дополнительным
валками (фиг. 19). Дополнительный валок,
устанавливаемый сзади машины на стойках
станины в неподвижных подшипниках, пред-
назначается только для правильных работ.
Положение валков при правке показано на
фиг. 19. При гибке дополнительный валок в
работе не участвует. Характеристика ма-
шин близка к машинам двух предыдущих
типов.
Общие конструктивные указания. Сте-
пень механизации машины определяется раз-
мером машины и её назначением в отноше-
нии интенсивности загрузки.
В машинах малого размера привод меха-
низма регулировки валков осуществляется
как от электродвигателя, так и ручным; от-
кидывание заднего подшипника производится
отводом его вручную; запрокидывание верх-
него валка осуществляется вращением на-
жимного винта штурвалом.
У машин средних размеров механизмы
откидывания заднего подшипника и запроки-
дывания верхнего валка также приводятся
вручную, но с применением зубчатых пере-
дач; в машинах больших и часто средних
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
691-
размеров электропривод этих механизмов
выполняется от отдельных двигателей. Иногда
применяют для этой цели пневматический
привод в виде пневматического цилиндра с
поршнем; известны случаи применения для
запрокидывания верхнего валка гидравличе-
ского устройства.
В отдельных случаях машины выпускаются
с двумя скоростями гибки, что осуществляется
установкой электродвигателя с регулируемым
числом оборотов или введением в редуктор
дополнительной пары колёс. Переключение
колёс выполняется кулачковой или фрик-
ционной муфтой.
В машинах, предназначенных для гибки
цилиндров малого диаметра, все три валка
выполняются приводными. Привод к регу-
лируемым валкам осуществляется шарнир-
ными шпинделями.
Для установки регулируемых валков в
машинах предусматриваются указательные
устройства. Обычно шкала крепится на
стойке станины, а указатель — к подшипнику
валка.
При электроприводе в механизмах регу-
лировки валков, откидывания заднего под-
шипника и запрокидывания верхнего валка
устанавливаются электрические концевые
выключатели, ограничивающие перемещение
соответствующих элементов машины в нор-
мальных пределах.
Главный привод машин размещается в
закрытом корпусе с масляной ванной. Первая
передача от электродвигателя выполняется
цилиндрической с косыми зубьями и иногда
текстропной. Приводные валы вращаются
в подшипниках качения или с кольцевой
смазкой.
Подшипники валков применяются скользя-
щего трения с бронзовыми втулками.
Смазка машины выполняется централизо-
ванной от приводного лубрикатора или от
Горизонтальные машины, характеризую-
щиеся горизонтальным расположением роли-
ков, несколько проще вертикальных в части,
привода, но на первых машинах большие;
кольца гнуть неудобно, особенно из тяжёлых;
профилей. По этой причине вертикальные;
машины строятся всех размеров, а горизон-i
тальные — только небольших размеров.
Вертикальные машины характеризу-
ются вертикальным расположением роли-
ков и изготовляются только симметричной
конструкции.
На фиг. 20 изображена вертикальная машина. На
столе станины / консольно на валах расположены гибоч-
ные ролики. Боковые ролики 2 приводные; их валы вра-
щаются в двух подшипниках станины. На нижние концы
валов посажены колёса 3, сцепляющиеся с общим коле-
сом 4. Привод осуществляется от электродвигателя 5
через две цилиндрические 5 и 7 и коническую 8 зуб-
чатые передачи. Привод расположен в приямке под
полом цеха.
Вал регулируемого ролика 9 установлен в двух под-
шипниках. Нижний подшипник 10 перемещается в приз-
матических направляющих станины от штурвала 11 по-
средством ходового винта 12.
Для съёмки согнутого замкнутого кольца верхний
подшипник 13 выполнен откидным; он отводится вверх
вручную вокруг шарнира 14. Длина стяжного винта 15
регулируется вращением штурвала 16. Механизм поме-
щён в траверзе 17, установленной на концах валов при-
водных роликов; при смене роликов он снимается с
машины.
В машинах средних и больших размеров
оба механизма регулировки связываются
между собой шестеренными или цепными
передачами; регулировка производится от
электродвигателя.
В некоторых конструкциях машин регу-
лируемый ролик, так же как приводные,,
расположен на вале консольно. Оба его под-
шипника размещены в станине и переме-
щаются от общего механизма. В табл. 3 при-
ведена характеристика современных верти-
кальных машин в зависимости от мощности
установленного электродвигателя по данным
заграничной практики.
Таблица 3
Характеристика трёхроликовых сортогибочвых вертикальных машин
Основные параметры |
Наибольший размер угольника при
гибке полкой наружу в мм
Наибольший размер уголка при
Расстояние между приводными ро-
: ликами в мм
Мощность электродвигателя в л. с.
Наибольший диаметр круглого прутка в мм
35
12
5ОХ5°Х6,5
40Х4°Хб,5
2ОО
5
БО | 70
12
75Х75ХЮ
бохбохю
Зоо
ю
ю,5
100X100X16
85X8jXi6
45°
85
9
i5°Xi5°X22
125Х 125X22
6jO
ЗО
135
9
200x300x25
200x200X25
800
40
ручного насоса. В машинах малого размера
применяется преимущественно смазка через
штауфер.
Трёхроликовые сортогибочные машины
предназначаются для гибки сортового про-
ката, разнообразных профилей и труб. Гибка
может производиться только по дуге, вплоть
до замкнутого кольца. Гибка происходит
между тремя роликами. Ролики сменные, спе-
циальные для каждого профиля.
В зависимости от расположения роликов
машины делятся на вертикальные, горизон-
тальные симметричные и горизонтальные
асимметричные.
Горизонтальные симметричные машины
Машины характеризуются горизонтальным
расположением роликов и симметричным рас-
положением нижних роликов по отношению к
верхнему (фиг. 21). В станине / в глухих под-
шипниках установлены валы нижних роли-
ков 2. Вал среднего ролика 3 вращается в
подшипниках траверзы 4. Последняя укреплена
в станине на оси, находящейся над валом;
правого нижнего ролика. |
Положение верхнего ролика регулируется;
поворотом траверзы посредством маховичка 5
и винта 6. Все три ролика выполнены при-
' Вид по стрелке К
9 Ю 12
f
1
.
I
1
i
Фиг. 20. Вертикальная, трёхроликовая, сортогибочная машина.
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
693
водными. Привод осуществляется от электро-
двигателя через зубчатую передачу. Для пре-
дупреждения боковыхдеформации штанги пре-
дусмотрены направляющие ролики 7. В на-
правляющих корпуса каждого ролика переме-
щается от рукоятки 8 посредством ходового
винта 9 ползушка, несущая сухарь 10. Ка-
ждому радиусу гиба соответствует определён-
ное положение сухарей. По ним производится
настройка машины (опускание верхнего ро-
лика) на требуемый радиус гибки. Согнутая
Таблица 4
Характеристика трёхроликовых, сортоправйльных,
горизонтальных, асимметричных машин
Фиг. 21. Горизонтальная, трёхсоликовая, сортогибочная,
симметричная машина.
штанга должна слегка касаться сухаря. Харак-
теристика сортоправйльных, горизонтальных,
симметричных машин при одинаковой мощ-
ности установленного электродвигателя в
части технологических показателей совпа-
дает с таковыми для вертикальных машин
(табл. 3).
Горизонтальные асимметричные ма-
шины. Положение роликов показано на
фиг. 22. Верхний и боковой ролики регули-
руются по высоте. Регулировка верхнего ро-
лика требуется для
снятия с машины со-
гнутого кольца. Регу-
лировкой бокового
голика достигается
настройка роликов на
гибку определённого
радиуса. Верхний ро-
лик делается кон-
сольным, а нижний и
боковой ролики рас-
полагаются между
двумя подшипниками.
^Приводными выполняются нижний и боко-
вой ролики. Для увеличения трения роликов
со штангой они имеют насечку на рабочих
поверхностях.
Машины предназначаются в основном для
гибки полосового проката.
Преимуществом машины данного типа
является возможность полного сгиба штанги,
в то время как у машин предыдущего типа
концы согнутой штанги остаются прямыми.
Причины этого явления указаны в описании
трёхвалковых машин. Характеристика машин
приведена в табл. 4.
Фиг. 22. Положение роли-
ков в горизонтальной асим-
метричной машине.
Основные параметры
Наибольший диаметр гибки
Скорость гибки в м\мин . .
Мощность электродвигателя
Наибольший размер
полосы в мм
см
'5°
13-5
200x6,5
¦
2QO
13.5
3
Зоэ
12,5
7.5
СО
X
4оэ
12
о
с^
X
8
ро
0
Парнороликовые листо-сортогибочные
машины применяются для продольной
гибки листового и полосового проката и
для поперечной гибки мелкого сортового
проката.
Основными видами продольной гибки
являются отбортовка, закатка, рифление, под-
гибка кромок листа под сварку и др. Обра-
ботка плоских листов может производиться
прямолинейно, по окружности и произвольно.
Мелкий сортовой прокат гнётся только по
дуге.
Гибка листового и полосового проката про-
исходит между двумя вращающимися фасон-
ными роликами. Для производства более слож-
ной гибки листового проката предусматри-
ваются съёмные или постоянные дополни-
тельные ролики. Большинство типов машин
имеют открытую конструкцию, т. е. ролики
расположены на валах консольно.
Машины выполняются простыми откры-
тыми, открытыми с регулируемыми дополни-
тельными роликами и закрытыми.
Листогибочные простые открытые ма-
шины имеют два основных гибочных ролика
и места для крепления сменных дополнитель-
ных роликов.
На фиг. 23 изображена машина для обработки листа
толшиной не более 2 мм. На конце вылета Г-обрязной
станины расположены консольно на валах гибочные
ролики /. Вал 2 нижнего ролика вращается в стацио-
нарных подшипниках станины, а вал 3 верхнего ролика
имеет регулируемые подшипники. Задний подшипник 4
может поворачиваться вокруг оси 5. Передний подшип-
ник 6 перемещается в направляющих станины в верти-
кальном направлении. Положение подшипника по высоте
регулируется вращением нажимного винта.
Оба вала связаны между собой зубчатой передачей.
Привод от электродвигателя осуществляется на нижний
вал через текстропную и цилиндрическую зубчатую пе-
редачи.
Рукоятка 7 предусмотрена для вращения роликов при
их настройке на новую технологическую операцию.
В нормальном положении рукоятка расцеплена со втул-
кой 8. Для её включения необходимо преодолеть усилие
пружины Р.
К торцу вылета станины крепится рамка 10, имею-
щая пазы для установки дополнительных роликов и дру-
гих приспособлений. Устройство для круговой гибки
крепится к рамке.
В станине против линии соприкасания роликов сде-
лан глубокий прорез, который даёт возможность произ-
водить рифление листа и другие операции на большом
расстоянии от его краёв. При этих операциях рамка
снимается.
Для направления листа при прямолинейной гибке
предусмотрено направляющее приспособление, передви-
гаемое вдо1ь прореза. Устройство состоит из двух пла-
нок // и прижимающего их к станине болта 12.
694
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
Для подгибки кромок листа под сварку
применяются специальные машины открытого
типа для толщины листа от 8 до 30 мм с ре-
гулировкой верхнего ролика соответственно
на величину от 280 до 600 мм.
Характеристика машин приведена в табл. 5.
Корпуса боковых роликов 5 также пере-
мещаются в направляющих станины от руко-
ятки 6.
'/////////////////////////////777"?////// '////////////////////////////.
Фиг. 23. Листогибочная, простая, открытая машина.
Таблица 5
Характеристика ларнороликовых, листогибочных,
простых, открытых машин
Основные параметры
Расстояние между осями
роликов в мм
Ширина роликов в мм . .
Глубина прореза в станине
в мм
Мощность электродвигателя
в л. с
Наибольшая толщина
листа в мм
1,25
1,5
7S
IOO
о.75
до
140
I3O
i6o
450 700
Сортогибочные открытые машины с ре-
гулируемыми боковыми роликами предна-
значаются для поперечной гибки сортового
проката и продольной гибки полосового про-
ката. Имеют кроме двух основных роликов
ещё два боковых ролика. Положение послед-
них регулируется по направлению к центру
верхнего ролика.
У изображённой на фиг. 24 машины ги-
бочные ролики сняты. Вал верхнего ролика /
вращается в подшипниках ползуна 2, переме-
щающегося в направляющих станины от ма-
ховичка 3.
Для снятия согнутых деталей предусмотрен
быстрый подъём верхнего ролика и опускание
его в первоначальное положение рукояткой 4.
Направляющие ролики 7 укреплены на
осях и могут быть установлены на них в не-
скольких положениях под разными углами, а
также передвинуты вдоль осей.
При проведении на машине относительно
тяжёлых операций на свободные концы валов
Фиг. 24. Сортогибочная, открытая
машина с регулируемыми боко-
выми роликами.
основных роликов устанавливаются дополни-
тельные подшипники 8. Последние жёстко
ГЛ. XIV)
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
695
стягиваются между собой нажимным винтом 9.
Характеристика машин приведена в табл. 6.
Таблица 6
Характеристика парнороликовых, сортогибочных,
открытых машин с регулируемыми боковыми
роликами
г—
Основные параметры
Наименьший диаметр гибки
в мм
Скорость гибки в м1 мин . .
Мощность электродвигателя
в л. с
Наибольший размер
полосы в мм
50x5 j 50ХЮ
32,5
I
18
2
Листогибочные закрытые машины. Эти
машины предназначаются для продольной
гибки, преимущественно для рифления широ-
Фиг. 25. Машина для рифления барабанов бочек.
ких листов или барабанов. Они обычно вы-
полняются специальными для выполнения
одной или нескольких однотипных операций.
На фиг. 25 показана машина для рифления
ков и перемещаться по высоте. Машина вклю-
чается педалью посредством муфты включе-
ния. Характеристика машин приведена в табл. 7.
Таблица 7
Характеристика парнороликовых, листогибочных,
закрытых машин
Основные параметры
Наибольшая ширина листа
или длина барабана в мм . .
Диаметр обрабатываемого
барабана в мм
Мошность электродвигателя
Наибольшая >олщина
листа в мм
0.65
650
25°—5о°
3-5
0.9
1050
375—8°°
4.5
Многопарнороликовые профилировоч-
но-гибочные машины предназначаются для
изготовления разнообразных профилей, в том
числе и труб, из полосового проката путём
продольной гибки. Гибка происходит по-
степенно в нескольких парах фасонных ро-
ликов.
Примеры изготовляемых профилей приве-
дены на фиг. 26.
Размер машины определяется наибольшими
размерами толщины и ширины сгибаемой по-
лосы. Количество пар роликов — от 2 до 20 в
зависимости от сложности подлежащего изго-
товлению профиля.
Машины выполняются открытыми и закры-
тыми. Открытые машины более удобны при
смене роликов, но тяжелее закрытых. Большей
частью машины малых и средних размеров
изготовляются открытыми, а больших разме-
ров — закрытыми.
Открытые машины. Эти машины имеют
гибочные ролики, расположенные консольно
на горизонтальных валах. Ролики сменные,
специальные для каждого изготовляемого
профиля.
ЛилиТГАШ
Фиг. 26. Примеры профилей, изготовляеяых на многопарнороликовых, профилировочно-
гибочных машинах.
барабанов бочек. Длинные гибочные ролики
помещены на валах между подшипниками.
Левый подшипник нижнего вала выполнен
откидным для возможности заведения между
роликами и снятия с машины замкнутых ба-
рабанов. Оба подшипника верхнего вала регу-
лируются по высоте. Регулировка обоих под-
шипников производится одновременно штур-
валом. Лист или барабан направляется в гибоч-
ные ролики направляющими роликами. Послед-
ние могут переставляться вдоль гибочных роли-
На фиг. 27 показан общий вид машины-
Подшипники нижних гибочных роликов / по-
мещены непосредственно в станине, а под-
шипники верхних роликов 2—в ползунках 3.
Последние могут перемещаться в направляю-
щих станины. Регулировка положения по вы-
соте верхних роликов производится нажим-
ными шпинделями 4, вращаемыми съёмным
маховичком или ключом. На передние концы
валов роликов надеты съёмные подшипники 5.
Подшипники каждой пары роликов соединены
696
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
друг с другом тягами 6", длина которых регу-
лируется гайками.
lice гибочные ролики приводные. Привод
их осуществляется от электродвигателя 7
через две пары цилиндрических зубчатых пе-
редач 6' и распределительные колёса 9. По-
следние расположены между стойками ста-
нины. Машина включается фрикционной муф-
той переводом тяги 10.
С входной стороны на машину устано-
влены две пары вертикальных направля-
J 9
t ' Таблица 8
Характеристика многопарнороликовых, профилиро-
вочио-гибочных, открытых машин для простой гибки
Фиг. 27. Многопарнороликовая, профилировочно-гибоч-
ная, открытая машина.
ющих роликов 11. Расстояние между роликами
каждой пары регулируется вращением вин-
тов 12 с правой и левой резьбой. В некото-
рых конструкциях вертикальные направляю-
щие ролики устанавливаются на кронштей-
нах между каждой парой гибочных роликов.
Эти ролики также часто выполняют вспомо-
гательные гибочные операции.
На выходной стороне машины установлено
гибочное приспособление, состоящее из ги-
бочного ролика и механизма его регули-
ровки 13. Назначением гибочного приспосо-
бления является сгибка в спираль согнутого
профиля. В дальнейшем спираль разрезается
на отдельные кольца или дуги. Гибочное при-
способление встраивается в машину в случае
применения её только для гибки ободьев,
предохранительных кожухов и других подоб-
ных деталей.
При назначении машины для изготовле-
ния прямых штанг с выходной стороны ма-
шины устанавливается дисковая пила. Пила
производит поперечную резку сгибаемого
профиля на отдельные штанги. Иногда с вход-
ной стороны машины рядом с направляющим
устройством устанавливается правильное при-
способление, состоящее из одной или двух пар
правильных роликов.
В табл. 8, 9 и 10 приведены характери-
стики многопарнороликовых, профилировочно-
гибочных, открытых машин для гибки: про-
стой; сложной; труб.
Закрытые машины. Гибочные ролики рас-
положены между двумя стойками станины.
При смене роликов передняя стойка вместе
с подшипниками роликов выдвигается вперёд,
а валы роликов остаются в задней стойке.
Общий вид машины с задней и передней
сторон показан на фиг. 28, а разрез по рабо-
чему механизму — на фиг. 29. На постаменте
установлены отдельные рабочие клети.
Основные
параметры
Скорость гибки
Количество пар
Мощность эле-
ктродвигателя
в л. с
Наибольшие размеры полосы
в мм
X
а
3
3
60X1,2
12
3
IO
140X2
9
4
2О
со
X
6
4
35
250x3,5
3 и б
4 и 6
65
370X6
4
6
450X6
3
б
Таблица 9
Характеристика многспарнороликовых, прсфилиро-
вочно-гибочных, открытых машин для сложной
гибки
Основные параметры
Скорость гибки
одноступенчатая
в м/ман
Скорость гибки мно-
гоступенчатая в м/ман
Количество пар роли-
ков
Мощность электрэ-
двигателя в л. с. . . .
Наибольшие
полосы
. а
X
о
2О
\ 25
8
12,5
см
X
§
2Э
15
2О
25
Я
i8
200X2,5
15
2О
25
6
3°
размеры
в мм
со
X
8
15
ю
20
в
5°
360X5
ю
5
ю
15
в
8о
420X6
б
5
10
8
Таблица 10
Характеристика многопарнороликовых, профилиро-
вочно-гибочных, открытых машин для гибки труб
из полосы
Основные параметры
Толщина стенки при
наибольшем диаметре
трубы в мм
Скорость гибки
в м/ман
Мощность электро-
двигателя в л. с. . . .
Диаметр сгибаемой трубы в мм
5-18
25
6
5-28
1,2
25
ю
8-40
2
25
14
10—60
3
22
25
25-100
5
22
g
S
6.5
18
73
225
8
12
I2J
Клеть состоит из двух стоек — передней /
и задней 2 (фиг. 29). Подшипники нижнего
вала помещены в стойках, а подшипники
верхнего вала установлены в направляющих
стоек.
Положение верхнего вала регулируется
вращением вала, от которого движение пе-
редаётся червячными передачами 3 и нажим-
ными шпинделями. Колесо червячной пере-
дачи сидит на гайке шпинделя.
ГЛ. XIV)
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
697
Привод на валы роликов осуществляется
от электродвигателя (фиг. 28) через тек-
стропную передачу на распределительный
вал. Последний состоит из отдельных участ-
распределительным валом. Движение к верх-
нему валу передаётся цилиндрической пере-
дачей и двумя паразитными колёсами 5 и 6.
Ось шестерни 5 укреплена в стойке, а ось
шестерни 6 является одновременно осью шар*
нира звеньев 7 и 8. При таком устройстве
зацепление шестерён не нарушается при лю-
бом положении верхнего вала.
Характеристика машин приведена в.
табл. 11.
Таблица 11
Характеристика многопарнороликовых, профилиро-
вочно-гибочных,закрытых машин для сложной гибки
Фиг. 28. Многопарнороликовая, профилировочно-гнбоч-
ная, закрытая машина.
ков 4 (фиг. 29), встроенных в рабочие
клети и соединённых между собой жёсткими
дисковыми муфтами. Нижний вал каждой
клети соединяется червячной передачей с
Основные параметры
Скорость гибки одно-
ступенчатая в м мин . . .
Скорость гибки много-
ступенчатая В MJMUH . . .
Количество пар роли-
Мощность электродви-
Наибольшие размеры
X
""¦
2О
t *5
125
8
12,5
полосы в мм
<м
X
8
2О
15
2О
25
8
18
го
сч
X
а
20
15
2О'
25
б
3°
со
X
о
о
со
15
IO
15
2О
б
5О
X
р
СО
до
5
ю
15
6
8о
со
X
о
с»
6
5
Ю
15
8
IOO
Общие конструктивные указания. На
фиг. 27 и 28 приведены машины с прин-
Фиг. 29. Рабочий механизм многопарнороликовой, профилировочногибочной закрытой машины.
698
РОТАЦИОННЫЕ МАШИНЫ
(РАЗД. IV
дипиально отличными конструкциями ста-
нин. Первая машина имеет цельную ста-
нину, в которой расположены все механизмы,
а вторая имеет станину, состоящую из по-
стамента и отдельных для каждой пары ро-
ликов рабочих клетей. Вторая конструкция
машины более технологична, так как при изме-
нении числа пар роликов необходимо изме-
нить только постамент и мощность электро-
двигателя.
Кроме приведённых двух основных типов
многопарнороликовых машин имеется боль-
шое количество типов комбинированных мно-
гопарнороликовых машин. Эти машины вы-
полняются открытого или закрытого типа с
встроенными рабочими механизмами для про-
изводства дополнительных технологических
операций: поперечной гибки; пробивки; вы-
производится вручную двумя рукоятками б, расположен-
ными по обеим сторонам машины. Каждая рукоятка со-
вместно с колесом 7 свободно сидит на оси 8 кулисы.
Колесо 7 сцепляется с большим колесом 9 приводного
вала 10, связывающего между собой оба приводных ме-
ханизма. Малая шестерня 11 приводного вала сцепляется
с зубчатым сектором 12, жёстко сидящим на цапфе ку-
лисы.
Положение поворотной траверзы в направляющих
кулис может регулироваться в радиальном направлении.
Регулировка производится вращением рукоятки 13 и об-
щего вала 14, передающего движение на два параллель-
ных механизма. Каждый механизм состоит из червячной
передачи 15 и шпинделя 16, вращающегося в ггйке-су-
харе 17. Траверза, устанавливаемая по высоте с
помощью шкалы 19, уравновешивается противове-
сом 18.
Прижимная траверза расположена в двух ползун-
ках — в левом 20 шарнирно на оси и в правом 21 сво-
бодно в горизонтальном пазу. Траверза может выво-
диться правым концом вперёд, поворачиваясь вокруг вси
левого ползунка. Это требуется для снятия с машины
согнутой детали при гибке некоторых сложных профи-
лей. В закрытом положении траверза закрепляется ств-
v/WV AA JUb LJLJ
Фиг. 30. Гибочные работы, выполняемые на листогибочной машине с поворотной траверзой
штамповки местных выгибов; резки (нож-
ницы); сварки (сварочные автоматические
приспособления) и др. Дополнительные ме-
ханизмы приводятся большей частью от об-
щего привода.
Машины выполняются специальными для
¦определённого технологического процесса.
Примером могут . служить машины для пол-
ного изготовления велосипедных щитков. Они
состоят из: направляющего и правильного
устройства; самой многопарнороликовой ма-
шины; механизмов для поперечной гибки,
пробивки отверстий и фигурной резки кон-
цов щитка. Наиболее сложной комбиниро-
ванной машиной является машина с закон-
ченным технологическим процессом для изго-
товления сварных труб из полосы. Машина
производит правку полосы, обрезку кромок
полосы под сварку, сгибку трубы, сварку про-
дольного шва, зачистку сварного шва, резку
трубы на части и нарезку резьбы на концах
отдельных отрезков трубы.
Листогибочные машины с поворотной
траверзой предназначаются для разнообраз-
ной, в основном продольной, гибки полосового
и листового металла. Примеры гибочных ра-
бот, производимых на машине, приведены
на фиг. 30. За один ход выполняется преиму-
щественно одна несложная операция. Слож-
ные профили сгибаются на машине за не-
сколько операций.
На фиг. 31 изображена листогибочная машина для
¦ наибольшей толщины листа 3 мм. Две стойки / жёстко
соединены между собой столом 2. образуя станину ма-
шины. Между стойками двигаются две траверзы — пово-
ротная 3 и прижимная 4. Поворотная траверза, устано-
вленная в направляющих двух кулис 5, поворачивается
<вокруг цапф кулис на угол до 180°. Поворот траверзы
порным болтом 22. Оба ползунка установлены в напра-
вляющих стоек, левый — в цилиндрических и правый —
в Т-образных призматических. Вертикальное перемеще-
ние прижимной траверзы осуществляется вращением
штурвала 23, передаваемым через цепную 24 и цилин-
дрическую зубчатую 25 передачи и две параллельные чер-
вячные передачи 26 шпинделям 27. Последние вращаются
в шариковых подшипниках стола и несут гайки 28, укре-
плённые в ползунках. Спускание прижимной траверзы
вниз огряничизается регулируемыми упорами — шпиль-
кой 29 и винтом 30.
Сменные гибочные штампы 31, 32 и 33 устанавли-
ваются в пазах стола и обеих траверз. Для установки
на м?шину круглой оправки в цапфах кулис поворотной
траверзы вставлены два центра 34. При установке и сня-
тии оправки центры рукоятками 35 вдвигаются в отвер-
стия.
В больших и средних размерах машин при-
вод поворотной траверзы и перемещение при-
жимной траверзы осуществляются от электро-
двигателя через редуктор. Механизм привода
располагается с одной стороны машины. Вклю-
чение отдельных механизмов на прямой и
обратный ход производится рукоятками по-
средством фрикционных муфт.
В некоторых конструкциях машин привод
в виде компактного редуктора и фланцевого
электродвигателя расположен сзади ма-
шины. Редуктор крепится к задней стенке
стола.
В зависимости от вида технологической
операции работа на машине может произво-
диться разными способами. Наиболее простым
способом является следующий: подлежащий
гибке лист устанавливается на столе и при-
жимается к нему траверзой; затем вращением
поворотной траверзы конец листа загибается
до требуемого положения.
Характеристика машин приведена в
табл.12.
ГЛ. XIV]
РОТАЦИОННЫЕ ГИБОЧНЫЕ МАШИНЫ
699
Таблица 12
Характеристика листогибочных машин с поворотной траверзой
модели
шины
а'/
З'/l
41/,
7
9
12
15
22
28
Наибольшая длина
1500 | 2000
обрабатываемого листа в мм
3000
4000 | 5000
Наибольшая толщина обрабатываемого листа в мм
(:тА=45 кг/мм3)
4
б
—
—.
3,5
5
7
9
12
—
—
2>5
3,5
4,5
7
9
12
15
i8
22
28
—
—
4,5
б
8
13
14
16
20
—
—
—
—
—
—
9
13
14
Величина ре-
гулировки по-
воротной тра-
верзы в мм
но
15°
15°
2ОО
2ОО
2ОО
250
275
Зоо
Наибольший
ход прижимной
траверзы в мм
28О
32O
38о
42O
47°
47°
52O
57°
650
72O
Мощность
электродви-
гателя в л. с.
б
14
аз
30
за
48
бо
70
Фиг. 31. Листогибочная машина с поворотной траверзой.
Сортогибочные машины с вращающимся
столом
Эти машины предназначаются для холод-
ной и горячей гибки профильного проката и
профилей, согнутых из полосового проката,
по круглому и фигурному контуру. Гибка
штанги может быть произведена полностью
на всю длину.
Различаются машины: а) простые с враща-
ющимся столом; б) q вращательным и воз-
вратно-поступательным движениями стола.
Простые машины с вращающимся сто-
лом могут выполнять гибку только по дуге
в горячем виде. Работа происходит посред-
ством загибки штанги двумя нажимными
роликами вокруг вращающегося круглого
шаблона.
Машина изображена на фиг. 32. На чугунной ста-
нине 1 установлены круглый стол 2 и ползун 3 роликов.
Внутри станины размещён механизм привода стола. Ма-
шина приводится от электродвигателя ремённой переда-
чей. Переключение на прямое и обратное вращение стола
осуществляется фрикционной муфтой от рукоятки 4.
Ползун перемещается вдоль направляющих станины вра-
700
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
шением ходового винта от штурвала 5. Для дополнитель-
ной регулировки переднего ролика 6 в гом же напра-
влегши служит маховичок 7. Задний ролик 8 регулируется
по высоте маховичком 9.
Основным гибочным роликом является передний, ко-
торый производит гибку штанги. Задний вспомогатель-
10 11
Фиг. 32. Сортогиоочная простая машина с вращающимся
столом.
ный ролик предохраняет элементы профиля от побочных
деформаций.
Зажим переднего конца штанги осуществляется пу-
тём прижима его сухарём к шаблону 10. Для перемеще-
ния сухаря в пазу стола в радиальном направлении слу-
жит ходово.Э винт //.
В табл. 13 приведены основные данные
сортогибочных, простых машин с вращаю-
щимся столом типа Геркулес.
Машины с вращательным и возврат-
но-поступательным движениями стола
предназначаются для гибки . профильного
металла в холодном виде по шаблону, обра-
зующему контур круга, овала, четырёх-
и многоугольника со скруглёнными углами и
других подобных фигур. В отличие от пре-
дыдущего типа машины стол совершает одно-
временно вращательное и возвратно-поступа-
тельные движения и гибочный сухарь имеет
возможность во время движения стола посту-
пательно двигаться, следуя'за контурам ша-
блона.
На фиг. 33 изображена машина с вращательным и
возвратно-поступательным движениями стола. На чугун-
ной станине установлен круглый стол, вращающийся в
подшипниках качения. Ось неподвижно укреплена ниж-
ним концом в станине. Боковые усилия стола восприни-
маются роликами /. Зазор между роликами и направля-
ющим кольцом 2 стола регулируется поворотом оси 3
совместно с эксцентричной втулкой. В широком пазу
круглого стола помещён прямоугольный рабочий стол 4.
Последний может перемещаться в круглом столе в диа-
метральном направлении на роликах 5.
На верхнем конце оси станины укреплён башмак 6,
в направляющих которого от ходового винта переме-
Э 7 S 46/2 Ю 9
Фиг. 33. Машина с вращательным и возвратно-поступательным движением стола.
ГЛ. XIV]
РОТАЦИОННЫЕ ПРАЕЙЛЬНЫЕ МАШИНЫ
701
Таблица 13
Характеристика сортогибочных простых машин с вращающимся столом
Основные параметры
Наибольший размер полосы при гибке
по высоте в горячем виде в мм
80x15
100x18
Наибольший размер уголка при гибке горячей полкой наружу в
Наименьший и наибольший диаметры гибки в мм
Диаметр стола в мм
Число оборотов стола в минуту
Мощность электродвигателя в л. с
8ох8охю
IOO—бдО
7оо
4
4
1000
4
7
120X22
120X120X14
200—1230
1300
4
10
щается ползунок 7. На оси полэунка посажен сухарь 8,
входящий в паз рабочего стола. При вращении круглого
стола сухарь заставляет рабочий стол перемещаться в
определённые периоды в противоположную сторону от
рабочего сухаря. Наибольшая величина перемещения
рабочего стола равна эксцентриситету оси ползунка.
Величина эксцентриситета регулируется вращением вруч-
ную вала 9, связанного с ходовым винтом винтовой зуб-
чатой передачей 10.
Вращение круглого стола производится от электро-
двигателя 11 через цепную и червячную передачи.
Шаблон крепится «а рабочем столе
шпонкой 12 и болтами. Нажимной гибочный
сухарь устанавливается в поворотном гнезде 13
рабочей гсловки. Последняя укреплена на
планке, поворачивающейся наоси./4. При ра-
боте рабочая головка постоянно поджимается
к шаблону давлением поршня пневматического
цилиндра.
Управление машины пневматическое. Фрик-
ционная дисковая муфта включается нажа-
тием поршня специального пневматического
цилиндра. Включение осуществляется пе-
далью 15, воздействующей на золотниковое
устройство. Сжатый воздух подаётся к цилин-
драм машины через ресивер 16, встроенный
в станину.
Сложное перемещение рабочего стола даёт
возможность сгибать детали с большой оваль-
ностью. Величина эксцентриситета оси пол-
зуна устанавливается равной половине раз-
ницы между длиной и шириной контура ша-
блона. При этом контур шаблона имеет наиме-
меньшие отклонения при прохождении мимо су-
харя. Наибольшие отклонения контура шаблона
компенсируются ходом рабочей головки, при-
жимающейся к шаблону под воздействием
давления воздуха на поршень цилиндра.
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
Область применения
Ротационные правильные машины приме-
няются для правки в холодном состоянии ли-
стового проката, сортового проката различ-
ных профилей и стальных труб. В некоторых
случаях, главным образом в прокатных це-
хах, правка проката производится в горячем
состоянии.
Машины предназначаются в основном для
прямолинейной правки, но в отдельных слу-
чаях выполняются и для другого назначения,
например для правки колец-ободьев и др.
Правильные машины делятся на три группы:
многовалковые листоправйльные; многороли-
ковые сорто-трубаправбльные; сорто-пра-
вйльноотрезные с вращающимися кольцами.
Многовалковые листоправйльные ма-
шины предназначаются для правки листо
вого проката. Лист пропускается между
двумя рядами валков, расположенных в шах-
матном порядке, как показано на фиг. 34.
Каждый участок листа получает чередующийся
в противоположные стороны многократный
изгиб с напряжениями, превосходящими пре-
дел текучести материала листа. В результате
Фиг. 34. Положение валков в многовалковой
листоправйльной машине.
имеющиеся на листах выпуклости и другие
неровности устраняются, и листы выходят из
машины плоскими или с лёгкой равномерной
кривизной по всей длине листа.
На качество правки влияет количество
правильных валков. С увеличением их коли-
чества качество правки повышается. Тонкие
листы хуже поддаются правке, чем более
толстые. Машины выполняются с количеством
правильных валков от 5 до 21. Количество
валков устанавливается в зависимости от
требуемого качества и толщины подлежащих
правке листов.
На фиг. 35 изображена многовалковая листоправйль-
ная машина. На фундаментной плите 1 установлены две
стойки 2, связанные между собой нижней траверзой 3 и
стяжными тягами. В верхней части стойки имеют отъём-
ные траверзы 4, стянутые с первыми стяжными болтами 5.
В стойках в призматических направляющих перемещается
подвижная траверза 6. Часто подвижная траверза уравно-
вешивается противовесом, располагаемым в верхней части
машины между стойками или под машиной. Подшипники
нижних валков 7 размещены в стойках, а верхних вал-
ков — в подвижной траверзе.
В большинстве случаев машины строятся с нечётным
количеством валков, причём количество верхних валков
выполняется на один больше, чем нижних. В средней
части валки подпираются поддерживающими роликами 9,
которые предохраняют валки от прогиба. Подшипники
поддерживающих роликов крепятся соответственно к
нижней и подвижной траверзам.
Положение подвижной траверзы вместе с верхними
валками и поддерживающими роликами регулируется по
высоте. Регулировка траверзы производится от ручного
штурвала 10 через цилиндрическую зубчатую передачу Л.
две двойные червячные передачи и нажимные шпиндели 13.
каждое червячное колесо сидит неподвижно на гайке 14,
вращающейся в отверстии станины.
Все правильные валки выполнены приводными. Валики
получают вращение от привода посредством индивидуал ь--
ПО LM
о
to
Фиг. 35. Многовалковая, листоправйльная
машина.
ГЛ. XIVJ
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
70$
Фиг. 36. Схема зацепления
распределительных шестерён
в многовалковой, листопра-
вйльной машине.
ных шарнирных шпинделей 15. Привод состоит из элек-
тродвигателя 16, двухступенчатого редуктора 17 и ше-
стеренной коробки 18, размещённых на общей раме 19.
Шестеренная коробка состоит из распределительных ше-
стерён, количество и расположение которых соответ-
ствуют количеству и расположению валков. Схема заце-
пления распределительных шестерён показана на фиг. 36.
К концу вала каждой шестерни присоединяется шарнир-
ный шпиндель, пере-
/ \ к \ /; !
дающий движение со-
ответствующему вал-
ку. Ролики 20 преду-
сматриваются для на-
правления листа по
ширине.
Работа на
машине. Конец
листа подлежаще-
го правке, заво-
дится между вал-
ками. Затем по-
движная траверза
вместе с верхними
валками опускается до положения, пока не
создаётся необходимый для правки перегиб
листа в валках. После этого включается вра-
щение валков и производится правка листа.
Как указывалось выше, количество валков
влияет на качество правки, но одним увели-
чением количества валков не всегда можно
получить желаемый результат. Значительное
повышение качества правки достигается в
машинах с дополнительными видами регули-
ровки валков, а также со вспомогательными
устройствами.
По принципу регулировки и расположению
всех или нескольких валков многовалковые
листоправйльные машины выполняются: про-
стыми; с направляющими валками; с парными
направляющими валками; с регулируемым на-
клоном верхних валков по направлению
правки; с регулируемыми прогибом и накло-
ном верхних валков вдоль и поперёк напра-
вления правки; с перегибающим устройством.
Простые машины. В простых машинах все
верхние валки имеют только общую регули-
ровку по высоте вместе с подвижной травер-
зой. Основным недостатком данных машин
является выход листов после правки с неболь-
шой кривизной по всей длине листа. Кри-
визна возникает от нажима крайних валков
(см. фиг. 3J). При правке листов более
3—5 мм загибающиеся края листа создают
большие неудобства в работе. Машины при-
меняются в основном для грубой правки тон-
ких листов.
На машинах, имеющих пятнадцать пра-
вильных валков, можно править листы тол-
щиной от 0,3 до 1 мм (малый размер машины)
и от 0,5 до 3 мм (большой размер) при ши-
рине листа 1000 мм.
Машины с направляющими валками
имеют у двух крайних валков или у одного
выходного валка в дополнение к общей ещё
дополнительную отдельную регулировку их
положения по высоте.
В зависимости от толщины листа и упру-
гих свойств металла крайние верхние валки,
устанавливаемые несколько выше остальных
верхних валков, направляют края листа по
горизонтальному направлению (фиг. 37). На
фиг. 35 была приведена машина данного типа.
Направляющие валки 21 устанозлены в по-
движной траверзе в подшипниках 22, переме-
щающихся в призматических направляющих
траверзы. Каждый направляющий валок ре-
гулируется от отдельного штурвала 23 через
общий вал 24 и два параллельных механизма.
Последний состоит из червячной передачи 25
и нажимного шпинделя 26. Гайкой шпинделя;
служит корпус подшипника. Направляющие!
валки обычно бывают неприводные.
Машины выполняются в основном для|
средних и толстых листов и являются наи-
более распространённым типом многовалко-;
вой машины.
Фиг. 37. Положение валков в многовалковой, листопра-
вйльной машине с направляющими валками.
В табл. 14 приведены основные данные
современных многовалковых листоправильных
машин с направляющими валками.
Машины с парными направляющими
валками имеют с одной или обеих сторо»
по два направляющих валка, расположен-
ных один над другим (фиг. 38). Лист зажи-
мается между направляющими валками. Под-
шипники нижних валков неподвижные, а верх-
них — регулируемые по высоте.
Механизм регулировки у каждого верхнего
валка самостоятельный (фиг. 39). Подшипники
валков подвешены на тягах и прижимаются
вниз пружинами. Усилие пружин регулируется,
гайками /. Подъём и опускание валка произ^
Фиг. 33. Положение валков в многовалковой, листопра-
вйльной машине с парными направляющими валками.
водятся червячной передачей и гайкой 2Ь
перемещающей полый винт 3. Червяки обоих
нажимных механизмов сидят на общем вале,
вра даемом штурвалом. Положение валка ука-
зывается градуированным диском 4, жёстко
сидящим на гайке.
Направляющие валки выполняются при-
водными. Окружная скорость входных на-
правляющих валков меньше окружной ско-
рости правильных валков. Вследствие этого
лист в процессе правки растягивается между
направляющими и правильными валками, что-
ведёт к выравниванию больших складок.
Окружная скорость выходных направляющих
валков равняется или несколько больше
окружной скорости правильных валков.
Парные направляющие валки препятствуюг
набеганию волн в листе между правильными,-
валками при буксовании некоторых из них,.
704
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД, IV
Таблица 14
Характеристика многовалковых листоправильных машин с направляющими валками
f
s
оде
ины
s a
«3
б
8
li
i.S
20
25
37
43
49
1000
8,5
15
—
—
—
—
—
—
Рабочая
1500
длина
2000
валков в мм
| 2500
Наибольшая толщина листа в мм
1
9,5
13
17
33
29
35
43
5°
57
б
8
и
15
2О
25
3°
37
43
49
5,5
7
ю
13
i8
22
27
33
38
44
3000
—
—
12
IJ
2О
=5
3°
35
4°
4000
—
—
—
—
—
21
2б
3°
35
Количество
правильных
чая две на-
валка
9
9
7
7
7
7 .
7
7
7
7
Ско-
правки
б
б
б
5
5
5
4
4
4
3,5
Мощность
двигателя
:
13
18
24
28
4°
55
6о
85
НО
13°
электро-
в л. с.
ровки
-•-
6
7
8
ю
[2
15
18
22
Направляющие валки приводятся, так же
¦как и правильные, от шестеренной коробки
шарнирными шпинделями. Привод выходных
Фиг. 39 Механизм регулировки верхних валков в много-
валковой, листоправильной машине с парными направля-
ющими валками.
валков часто осуществляется цепной пере-
дачей от правильных валков.
Машины используются для правки тонких
листов толщиной до 3 мм.
Машины с регулируемым наклоном
верхних валков по направлению правки. Ка-
чество правки тонких листов значительно
улучшается при расположении верхних валков
наклонно с постепенным подъёмом по напра-
влению правки (фиг. 40). Данные машины пред-
назначаются для правки тонких листов.
Установка валков производится индиви-
дуальной регулировкой передней и задней сто-
рон подвижной траверзы. Регулировка осу-
ществляется самостоятельными механизмами
от отдельных штурвалов. Механизм регули-
Фиг. 40. Положение валков в машине
с регулируемым наклоном верхних валков
по направлению правки.
ровки подвижной траверзы аналогичен соот-
ветственному узлу машины, изображённой на
фиг. 41.
Машины с регулируемым наклоном верх-
них валков по направлению подачи исполь-
зуются для правки листов толщиной до 4,5 мм
и шириной от 1000 до 1500 мм. Количество
валков — семнадцать.
Машины с регулируемыми прогибом и
наклоном верхних валков вдоль и поперёк
направления правки. Машины используются
для правки тонких листов, имеющих местную
волнистость или ыыпучины, которое при
обычном способе правки плохо поддаются
выправлению. Верхние валки машины могут
быть установлены и поперёк направления
правки, и с прогибом посредине, выпуклостью
вверх или вниз. Способ правки заключается
в том, что лист при многократных перегибах
несколько удлиняется и, следовательно, где
перегиб будет больший, там лист получит боль-
шее удлинение.
При расположении волнистости: односто-
роннем по ширине листа — верхние в;аки
устанавливаются наклонно с подъёмом в сто-
роны дефекта; по обеим сторонам листа —
верхним валкам даётся прогиб выпуклостью
вниз; по середине листа — верхним валкам
даётся прогиб вверх.
Универсальная 17-валковая машина для правки
листов толщиной 0,5—3 мм и шириной до 1600 мм
ГЛ. XIV]
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
705
Фиг. 41. Универсальная 17-валковая, листоправйльная машина с регулируемым прогибом
и наклоном верхних валков вдоль и поперёк направления правки.
45 Том 8
706
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. .IV,
фиг. 41 и 41,а) имеет регулируемый наклон верхних
валков вдоль и поперёк направления правки, регули-
руемый прогиб верхних валков и входные и выходные
парные направляющие валки. На сборной из нескольких
частей станине 1 (фиг. 41, а) установлена на четырёх
пружинах 2 подвижная траверза 3. Последняя напра-
вляется и регулируется по высоте четырьмя нажим-
ными шпинделями 4. Привод левой и правой пар
шпинделей осуществляется от отдельных штурвалов 5.
Каждый штурвал сидит на вале 6 (фиг. 41, б), связанном
червячными передачами 7 с двумя шпинделями. Бал
опирающейся на шарнир 19. Траверзы роликов подве-
шены на тягах 20 через пружины 21 к подвижной тра-
верзе. Между подушкой 22 (фиг- 41а) шарнира и по-
движной траверзой помешен клин 23, который может
перемещаться в направляющих траверзы. К клину при-
креплена гайка 24 ходового винта 25. Вращением послед-
него производится перемещение клина.. Ходовой винт
приводится через червячную передачу 26 от вала 27
(фиг. 41, а), конец которого выступает из станины и
имеет квадратное сечение. При регулировке на конец
вала надевается съёмный маховичок. Второй ряд поддер-
25
Фиг. 41а. Разрез перпендикулярно оси валков универсальной 17-валковой, листоправйльной
машины с регулируемым прогибом и наклоном верхних валков вдоль и поперёк направления
правки.
живающих роликов регулируется вращением вала 28.
Регулировкой поддерживающих роликов достигается
прогиб правильных валков. При нажиме роликов валки
прогибаются по середине вниз, а при подъёме роликов
валки в процессе правки прогибаются вверх. Положение
роликов указывается градуированными дисками 29, со-
единёнными с валами 27 и 28 червячными передачами.
Установка поддерживающих роликов нижних валков
регулируется нажимными 30 (фиг. 41, б) и натяжными 31
болтами, крепящими траверзы 32 роликов к станине.
Верхние направляющие валки 33 (фиг. 41, а) регули-
руются штурвалом 34. Механизм их регулировки одина-
ков с механизмом, показанным на фиг. 40.
В табл. 15 приведены характеристики
17-валковых листоправильных машин с регу-
лируемым прогибом и наклоном верхних вал-
ков вдоль и поперёк направления правки.
Таблица 15
Характеристика многовалковых, листоправильных машин с регулируемым прогибом и наклоном верхних
валков вдоль и поперёк направления правки
имеет муфту 8 для отключения механизма регулировки
заднего нажимного шпинделя. На конце шпинделя уста-
новлен градуированный диск 9, указывающий положение
траверзы по высоте. Комбинируя вращение отдельных
нажимных шпинделей, траверзу можно установить на-
клонно в любую сторону.
Правильные валки вращаются в игольчатых под-
шипниках 10. Корпуса подшипников 11 нижних валков
установлены в станине неподвижно, а корпуса подшип-
ников 12 верхних валков в траверзе — шарнирно. По-
следние опираются на цилиндрические стержни 13 и кре-
пятся к траверзе болтами 14 через пружины 15. Следо-
вательно, подшипники верхних валков могут самоуста-
навливаться по направлению валков.
Все правильные валки приводные. Привод их осуще-
ствляется от электродвигателя через редуктор, шесте-
ренную коробку и шарнирные шпиндели. Верхние и
нижние правильные валки имеют по два ряда поддержи-
вающих роликов 16. Подшипники 17 каждого ряда роли-
ков верхних валков крепятся к отдельной траверзе 18,
Основные параметры
Мощность электродвигателя в л. с.
Наибольшие размеры листа в мм
950x3
2О—25
1100x3
25—3°
1250X3
25—35
1400X3
ЗО—35
1600X3
30—40
ГЛ. X1V1
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
707
Марины с перегибающим устройством.
Для более тщательной правки тонких листов
в машину встраивается специальное устрой-
ство, осуществляющее перегиб листа до 180°
в обе стороны. На фиг. 42 показана схема
расположения валков и поддерживающих ро-
ликов к машине пофиг.41. Механизм устрой-
ства состоит из семи правильных валков.
Первые два валка / являются парными напра-
вляющими валками. Валок 2 осуществляет
перегиб листа. Подшипники этого валка имеют
вертикальное перемещение от рычажного ме-
ханизма. Валки 3 и 4 являются сдвоенными
Фиг. 42. Положение валков п поддержи- ,
ваюших роликов в машине с перегибаю-
шим устройством.
парными направляющими валками и имеют
поддерживающие ролики 5. Механизм регу-
лировки их такой же, как и у простых пар-
ных направляющих роликов. Кроме перегибаю-
щего все валки приводные.
Окружная скорость валков 3 и 4 несколько
выше окружной скорости валков 1, но в то
же время ниже окружной скорости основ-
ных правильных валков. Таким образом, лист
в машине перегибается в каждую сторону
на 180° и подвергается растягивающим уси-
лиям.
Для заведения листа в машину верхние на-
правляющие валки поднимают, а перегибаю-
щий валок опускают до нижних направляющих
валков. В таком положении валков лист легко
заводится в машину. Затем перегибающий ва-
лок передвигают рукояткой в верхнее поло-
жение, одновременно сгибая лист. После
этого опускаются верхние направляющие
валки и включается подача.
Машины применяются для правки тонких
листов, главным образом в авто- и вагоно-
строении.
Общие конструктивные указания. В ма-
шинах, предназначенных для работы с не-
большой загрузкой, верхние валки выпол-
няются неприводными. Это значительно упро-
щает конструкцию машины и уменьшает
её габариты, так как в ней отсутствуют
шестеренная коробка и шарнирные шпин-
дели.
В машинах больших и средних размеров
регулировка подвижной траверзы осуще-
ствляется через электропривод. Иногда выпол-
няют машины с регулировкой нижних валков,
а не верхних.
Правильные валки и поддерживающие ро-
лики вращаются в подшипниках скольжения
с бронзовыми втулками, а в машинах малых
размеров — в подшипниках качения с иголь-
чатыми обоймами.
Регулировка подвижной траверзы и отдель-
ных самостоятельно регулируемых валков
ведётся по указательным устройствам.
Привод машины и распределительные ше-
стерни размещаются в отдельных закрытых
коробках. Шестерни вращаются в масляных
ваннах. Приводные валы установлены в под-
шипниках качения, а валы распределительных
шестерён имеют подшипники скольжения с
бронзовыми втулками.
Смазка машины выполняется централизо-
ванной от приводного лубрикатора. В малых
машинах смазка также выполняется штау-
ферной.
Основным параметром многовалковой ма-
шины является шаг валков. По условиям тех-
нологии правки этот размер желательно иметь
наименьшим, но при уменьшении шага валков
повышается давление листа на валки и, сле-
довательно, усложняется конструкция машины
и увеличивается потребная мощность двига-
теля. Шаг валков обычно устанавливается из
практики конструирования и эксплоатации
правильных машин. В табл. 16 [4] приведены
величины наиболее часто встречающегося
шага валков в зависимости от толщины листа.
Толщина листа
в мм
Шаг валков в мм
Шаг
0,4-1,5
5°
валков
0,6-2,5
65
-г
85
оо
125
4—16
2ОО
Таблица 16
5-20
22O
8-30
3°°
¦S
4<х>
Диаметр валков обычно равен 0,9—0,95 от
величины шага валков. Количество валков
выбирается в зависимости от требуемого
качества правки. У машин для средних и тол-
стых листов количество валков принимается
5—11, а для правки тонких листов 9—21.
Многороликовые сорто-трубоправйль-
ные машины предназначаются для правки
сортового проката и труб. Правка в них
производится аналогично с правкой листового
проката в многовалковых машинах. Ролики
выполняются сменными и специальными для
каждого профиля.
Машины выполняются открытыми, закры-
тыми и с косорасположенными роликами.
В открытых машинах правильные ролики
расположены консольно, что делает удобным
их смену. Однако при этом положении роли-
ков сильно повышаются изгибающие моменты
валов, в связи с чем открытые машины не
строятся больших размеров.
Открытые и закрытые машины выпол-
няются с количеством правильных роликов
от 5 до 9; часто предусматриваются ещё два
направляющих ролика.
Машины с косорасположенными роликами
предназначаются для правки труб и круглого
проката.
Открытые сортоправильные машины.
Эти машины характеризуются консольно рас-
положенными на валах правильными роли-
ками. В зависимости от размера и предъ-
708
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
являемых к машинам требований они выпол-
няются различных по сложности конструкций.
На фиг. 43, а и б показана пятироликовая
машина для правки круглого проката до
0 50 мм наиболее простой конструкции. На
фундаментной плите 1 расположены станина
машины и привод. Станина состоит из двух
основных частей — корпуса 2 и траверзы 3,
стянутых между собой четырьмя болтами 4.
-1280
плен от осевого перемещения в ползунке. На переднем
конце стержня имеется рукоятка 18. При вращении ру-
коятки в ту или другую сторону ось вместе с роли-
ком 12 получает осевое перемещение. Машина рассчи-
тана на эксплоатацию с небольшой загрузкой правиль-
ными работами.
На фиг. 44 показана высокопроизводитель-
ная машина с двумя скоростями для правки
разнообразного профильного проката и угол-
ков размером до 150 X 150X12.
по ДВ
станина не показана
17
Фиг. 43. Пягироликовая, открытая, сортоправйльная
машина.
Нижние ролики 5 приводные и закреплены на ва-
лахб посредством шпоночного соединения. Каждый вал
расположен в двух, глухих подшипниках, выполненных
непосредственно в корпусе станины. Привод осуще-
ствляется от реверсивного электродвигателя 7 через две
Пары зубчатых цилиндрических передач 8 и 9 и распре»
делительные шестерни 10, расположенное внутри ста»
Нины. Промежуточные распредели>ельные шесчерни си-
дят на осях // свободно.
Верхние ролики 12 неприводные и свободно вра-
шаются на осях 13 (разрез по АС), которые закреплены
в ползунках 14. Последние установлены в направляющих
станины и могут перемешаться по вертикали. Peiули-
ровка верхних роликов по высоте производится враше-
юием вручную нажимною шпинделя 15 в гай^е 169 за-
креплённой в траверзе. Верхние ролики также имеют
осевую регулировку. Задний конец стержня 17 закре-
а)
На фундаментной плите 1 установлены станина ма-
шины и привод. Станина состоит из двух отдельных
стоек — передней 2 и задней 3, закреплённых на плите и
стянутых между собой в верхней части стяжными
шпильками 4. Машина имеет пять правильных роликов,
из них два верхних 5, три нижних 6 и два направляю-
щих ролика 7.
Нижние ролики — приводные. Они расположены в
подшипниках стоек станины. Привод их осуществляется
от электродвигателя 8 через редуктор 9 и распредели-
тельные шестерни 10. Редуктор состоит из четырёх пар
цилиндрических зубчатых передач и даёт два числа обо-
ротов ведущего вала. Переключение производится ру-
кояткой 11 и двухсторонней фрикционной муфтой.
Все верхние правильные и направляющие ролики
имеют регулировку по высоте. Подшипники их валов
устроены в ползунках- 12 и 13, перемещающихся в на-
правляющих станины. Регулировка производится от
электродвигателя 14 и также может доводиться вручную
штурвалом /5. Привод регулировки состоит из двух ци-
линдрических зубчатых передач 16 и 17, распределитель-
ных шестерён 18 и нажимных механизмов. Распредели-
тельные шестерни вращаются на валах свободно. Ка-
ждый подшипник вала роликов имеет нажимной механизм
в виде червячной передачи 19 и нажимного шпинделя 29
с гайкой 21. Червяки обеих передач ролика сидят на
вале 22 соответствующей распределительной шестерни.
Оба механизма каждого ролика включаются одно-
временно посредством кулачковой муфты 23 от отдель-
ной рукоятки 24. Регулировка может производиться
одновременно всех или нескольких роликов и также
одного ролика. При ручной доводке роликов штурвалом
моторный привод отключается рукояткой 25 посредством
кула 1ког.ой муфты 26.
Кроме обшей регулировки направляющие ролики
имеют ещё дополнительную ручную регулировку от
штурвала 27. Каждый передний нажимной шпиндель со-
единён реечной передачей 28 с указателем циферблата 29,
показывающим положение ролика по высоте.
Все правильные ролики регулируются и в осевом
направлении. Ре(улировка каждого ролика производится
маховичком 30 через цилиндрическую передачу 31. Боль-
шая шестерня является одновременно фланцем упорной
втулки 32, перемещающейся при вращении в станине
или ползуне по резьбе. Для предохранения от само-
произвольного перемещения втулки предусмотрена со-
бачка 33.
Фиг. 44. Многороликовая, сортоправйльная, открытая машина с двумя скоростями правки.
710
РОТАЦИОННЫЕ МАШИНЫ
Таблица 17
Характеристика многороликовых, сортоправйльных, открытых машин
Основные параметры
Наибольший диаметр круглого прутка в мм
6,5
16
33
60
76
98
120
Наибольший размер уголка
в мм
Шаг роликов в мм
Скорость правки в м/мин .
Мощность электродвига-
теля в л. с ¦..'...
Количество правильных ро-
ликов
75
Ручной
привод
25X25X3
Ручной
привод
бохбохю
225
45
12
IOOXIOOXI2
Зоо
36
=5
8
I20XI2OXI6
375
36
35
8
I5oXi5OX25|2ooX2ooX2;
625 75°
48—24 48—24
60
80
Фиг. 45. Пятивалковая, закрытая машина для правки рельсов.
ГЛ. XIV]
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
711
По краям на машине установлены направляющие
устройства 34. Подлежащая правке штанга направляется
двумя вертикальными роликами. Положение каждого ро-
лика устанавливается отдельным маховичком 35.
Для смены рабочих роликов у машины предусмотрен
консольный поворотный кран 36 с ручной кошкой 37.
Характеристика машины приведена в
табл. 17.
Сортоправйльные закрытые машины.
В закрытых машинах правильные ролики рас-
положены на валу между двумя стойками
станины. Смена роликов происходит путём
выдвижения передней стойки станины вперёд.
На фиг. 45 показан общий вид закрытой пятивалко-
вой машины для правки рельсов. На двух фунда-
ментных балках 1 установлены передняя 2 и задняя 3
стойки станины и шестеренная коробка 4. Электродви-
гатель 5 и редуктор 6 имеют самостоятельный фунда-
мент.
Приводными роликами являются верхние и регули-
руемыми — нижние. Регулировка нижних роликов произ-
водится от мотора, установленного под станиной машины.
Передняя стойка машины выдзигается вперёд от ре-
версивного мотора 7 через червячный редуктор 8, кони-
ческие передачи 9 и ходовые винты 10. При движении
стойка скользит по верхним обработанным поверхностям
фундаментных балок.
Правильные ролики снимаются с валов и надеваются
на них с помощью двух поворотных консольных кра-
нов 11.
При возвращении стойки в рабочее положение она
крепится болтами к фундаментным балкам и стягивается
стяжными болтами с задней стойкой.
Машины строятся преимущественно боль-
ших размеров и специального назначения как
вспомогательное оборудование прокатных
цехов.
Сорто-трубоправйльные машины с косо-
расположенными роликами. Машины имеют
гиперболоидальные ролики, расположенные
под углом к направлению правки (фиг. 46)-
Фиг. 46. Положение роликов в сорто-трубоправйльной
машине с косорасположенными роликами.
Они предназначаются только для правки круг-
лых прутков.
Соприкасание прутка с роликами происхо-
дит по винтовой линии. Качество правки по-
лучается более высокое, чем в машинах с
обычными роликами. Машины применяются в
основном для холодной правки труб.
На фиг. 47а изображена машина для правки труб
диаметром от 5 до 25 мм. Она имеет пять правильных
роликов — два нижних длинных 1 и три верхних, корот-
ких 2 и две пары направляющих роликов 3. Нижние
правильные и направляющие ролики — приводные. Они
получают движение от общего вала 4 (фиг. 476) через
отдельные конические передачи 5 и 6. Привод машины
осуществляется от электродвигателя 7 (фиг. 47а) через
редуктор, который состоит из трёх пар зубчатых цилин-
дрических передач. Редуктор даёт два числа оборо-
тов. Скорости переключаются маховичком 8 посредством
реечной передачи и ползунка, скользящего по двум на-
правляющим стержням.
Верхние правильные ролики установлены на ползун-
ках, перемещающихся в направляющих станины. Ролики
имеют два вида регулировки по высоте — общую и
индивидуальную.
Общая регулировка всех трёх роликов производится
штурвалами 10, сидящими на вале 11. Каждый ползунок
связан с валом самостоятельным механизмом, состоящим
из червячной передачи 12 и нажимного шпинделя 13
с гайкой 14 (фиг. 47в).
Индивидуальная регулировка роликов производится
от отдельных маховичков 15 и червячных передач, колё-
Фиг.
47а. Многороликовая машина с косорасположен-
ными роликами для правки труб.
сами которых являются гайки шпинделя. Положение ма»
ховичков фиксируется защёлкой, западающей в пазы
диска 16.
Верхние правильные ролики регулируются поворо-
том роликов вокруг вертикальной оси. Корпус роли-
ков 17 крепится к ползунку осью 18, затягиваемой че-
кой 19 при вращении гайки 20. При освобождении чеки
корпус ролика можно свободно поворачивать в заточке
ползунка. Положение роликов устанавливается по гра-
дуированной шкале 21. Этим достигается установка ро-
ликов на разные диаметры труб.
Верхние направляющие ролики в нерабочем состоянии
находятся в приподнятом положении. После заправки
трубы в машину они опускаются рукоятками 22 (фиг. 47а)
и рычажными механизмами 23.
По обеим сторонам машины устанавливаются откры-
вающиеся желоба, в которых вращаются при правке сво-
бодные концы трубы.
В машинах другой конструкции правиль-
ные ролики расположены в двух параллель-
Фиг* 476. Многороликовая машина с косорасположепными роликами для правки труб
ГЛ. XIV)
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
713
ных вертикальных плоскостях, но принцип
правки тот же, что и в машине, изображён-
ной на фиг .44. Характеристика машины при-
ведена в табл. 18.
линейками. Проходя через ролики, трубы не
только правятся по оси, но приобретают пра-
вильный круглый профиль и полированную
поверхность.
Таблица 18
Характеристика мвогороликовых, сорто-трубоправйльных машин с косорасположенными роликами
Основные параметры
Скорость правки в м<мин ....
Мощность двигателя в л. с. . . .
До 25,4
Размер трубы в мм
12,5-63
16—82 1 25,4—117
38-168
Размер круглого прутка в мм
До 22
оо
7
12,5-45
ЗО и о°
аз'
16-56
ЗО и 68
3°
25,4-88
Зо и 68
4О
38-100
ЗО и 68
5°
В прокатном производстве применяются Машины изготовляются для правки труб
для горячей правки труб машины с двумя до диаметра 450 мм.
длинными косорасположенными гиперболой- Общие конструктивные указания. В от-
дальными роликами (эгализаторы) (фиг. 48). крытых и закрытых машинах большей частью
;/ г/ ,п механизм регулировки
' ^^ верхних
Фиг. 4Тв. Многороликовая машина с косорасположенными роликами для правки труб.
Положение верхнего валка регулируется по
высоте. Настройка роликов на правку труб
разного диаметра
производится из-
менением угла оси
ролика к оси
правки.
В машинах для
правки труб мало-
го диаметра до
Фиг. 48. Положение роликов 120** ролики рас-
в машине с косорасположен- Положены В вер-
ными, гиперболоидальными ро- ТИКальНЫХ ПЛОСКО-
ликами. CTHXj т е с охва.
том трубы с бо-
ков, а в машинах для труб большого диа-
метра — в горизонтальных плоскостях. Во
вторых машинах трубы с боков направляются
направляющими роликами или проводными
приводными выполняются нижние ролики, но
встречаются также машины с приводными
верхними роликами. В обоих случаях регу-
лируемыми делаются неприводные ролики.
В машинах средних и больших размеров
регулировка осуществляется электроприводом.
Для валов роликов применяются подшип-
ники скольжения с бронзовыми втулками,
а подшипники приводных валов выполняются
шариковыми или с кольцевой смазкой.
Привод машины помещается в закрытом
корпусе. Смазка машины — преимущественно
централизованная от приводного лубрикатора.
В малых машинах встречается штауферная
смазка.
Как и у многовалковых машин, одним
из основных параметров машины является
шаг роликов. Он принимается на основании
практических данных. В табл. 19 приведены
714
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
u i
величины наиболее часто встречающегося
шага роликов в зависимости от размера про-
ката [4]. Рабочий диаметр роликов равен при-
мерно 0,7—0,9 шага.
Таблица 19
Шаг роликов у многороликовых сортопрапильных
машин
Шаг ро-
ликов
в мм . .
Диаметр
круглого
проката
в мм . .
22O
15—40
3°о
2О—5О
4оо
25—бо
45°
30-75
52О
40-90
боо
50—ioo
7оо
55-
Шаг роли-
ков в мм . .
Диаметр
круглого про-
ката в мм .
8оо
бо—125
охю
бд—135
Продолжение
IOOO
70-145
IIOO
75—1бо
табл. 19
1300
8о-175
Сорто-правильноотрезные машины
с вращающимися кольцами
Машины предназначаются для правки про-
волоки и тонкого круглого проката, а также
одновременно для резки этого материала на
части. Они работают автоматически. Подле-
жащая правке проволока пропускается сквозь
центральные отверстия нескольких колец,
вращающихся с большим числом оборотов —
до 3000 в минуту. Кольца расположены экс-
центрично в разные стороны.
На фиг. 49 показан общий вид машины
для правки проволоки до 3 мм и на фиг. 5Э —
кинематическая схема этой машины. На ша-
риковых подшипниках вращается правильная
рамка / с пятью бронзовыми правильными
кольцами 2 (фиг. 50). Регулировка эксцентри-
ситета колец в рамке производится двумя
установочными винтами посредством ключа.
Рамка приводится во вращение от электро-
двигателя 3 через тексропную 4 и две ци-
линдрические зубчатые передачи 5 и о.
Подача проволоки производится двумя по-
дающими роликами 7, получающими движе-
ние от главного привода через коническую 8
и две цилиндрические 9 и 10 зубчатые пере-
дачи.
Нажим верхнего ролика осуществляется
нажимным винтом 11 (фиг. 49) через резино-
вую прокладку. Из подающих роликов прово-
лока попадает в отверстие отрезной втулки 12
(фиг. 50), укреплённой в станине, и далее
в жёлоб 13. В жёлобе на требуемую длину
устанавливается упор 14. Когда проволока
нажимает на упор, последний через рычажный
механизм 15 производит сцепление кулачко-
вого вала 16 с маховиком 17' посредством
пальцевой муфты 18. При повороте вала ку-
лаки 19 поворачивают рычаг 20, несущий
нож, и производят рез проволоки. Одновре-
менно рычаг ножа поворачивает рычаг жёлоба.
Последний открывается, и отрезанный пруток
падает в корыто 21 (фиг. 49). В первоначаль-
ном положении кулачкового вала муфта авто-
ГЛ. XIV]
РОТАЦИОННЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
715
Вид по стрелке в
Фиг. 50. Кинематическая схема машины для правки проволоки.
716
РОТАЦИОННЫЕ МАШИНЫ
[РАЗД. IV
матически выключается и вал затормажи- Валы роликов выполняются из стали 45—50
вается дисковым тормозом 22. с улучшением.
Характеристика машины приведена в Станины машин — трёхвалковых, много-
табл. 20. валковых, многороликовых—изготовляются из
Таблица 20
Характеристика мвогороликовых сорто-правйльноотрезных машин с вращающимися кольцами
Основные параметры
Диаметр проволоки круглого прутка в мм
0,5-2 0,7-4 2-
4-9 5-12 8-14 10-16
Наименьшая длина отрезка в мм
Скорость правки в м/мин ....
Мощность двигателя в л. с.. . .
15
2,5
3°
i8
7
40
18
8
5°
16
МАТЕРИАЛ ОСНОВНЫХ ДЕТАЛЕЙ
Валки изготовляются из стали 50 с поверх-
ностной закалкой на глубину 2—5 мм до
твёрдости Hr = 45 — 50.
Ролики изготовляются из стали 50 с закал-
кой до твёрдости //#„ = 52 — 58 или из чу-
гуна с отбелённой рабочей поверхностью.
качественного чугунного или стального литья;
станины машин трёхроликовых, парноролико-
вых, многопарнороликовых с поворотным
столом и с вращающимися кольцами — пре-
имущественно из качественного чугунного
литья; станины машин с поворотной травер-
зой — из качественного чугунного или сталь-
ного литья, а также сварными из стальных
плит.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кульбачный И. Г., Механическое оборудование
прокатных цехов, Металлурги-дат, 1946.
2. Хохлов Б. А. и СтрашкоА. Я-» Изготовление
стальных конструкций. Оборудование и инструмент.
Справочник американской техники и промышленности,
Нью-Йорк, США, 1945.
3. Целиков А. И., Расчёт гибочных роликовых машин.
Материалы по технической информации Централь-
ного бюро тяжёлого машиностроения НКТМ, сборник,
1939.
4. Целиков А. И., Расчёт и конструирование про-
катных машин- орудий, ОНТИ, 1938.
5. Целиков А. И., Механизмы прокатных станов,
Машгиз, 1946.
Глава XV
НОЖНИЦЫ
Технологическим назначением ножниц типов приведена в табл. 1. Границы использо-
является резка сортового и листового металла вания каждого типа ножниц приведены при
и фасонных профилей. описании каждого из них. См. также раздел
Классификация ножниц на семь основных .Ножницы" в гл. XX.
Таблица 1
Классификация ножниц
Конструкция ножниц
I. Чистокри-
вошипные
11. Кривошип-
но-рычажно-
кулачковые
(гильотинные)
Ш. Рычажные
IV. Кулачко-
вые однокри-
вошипные
Одно кривошипные
Двухкри-
вошипные
Закры-
тые
Откры-
тые
Откры-
тые
Закры.
тые
С верхним
приводом
С нижним
приводом
С ручным
приводом
С механиче-
ским приводом
(аллигаторяые)
С ручным
приводом
С профиль-
ными ножами
С попереч-
ными ножами
С косораспо-
ложенными но-
жами
С вертикаль-
ным зёвом
С вертикаль-
ным движе-
нием супорта
С движением
супорта под
углом 45°
по конструкции и технологическому
Технологи-
ческое
назначение
Листовые
Сортовые
Листовые
Сортовые
Сортовые
Листовые,
сортовые
Листовые,
сортовые
Листовые
Сортовые и
листовые
Арматурные
сортовые
Сортовые
Заготови-
тельные
Сортовые
назначению
Конструкция ножниц
IV. Кулачко-
вые однокри-
вошипные
Комбинированные
V. Кривошипно-
коленные
VI. Дисковые
С профильными
ножами и движе-
нием супорта под
углом 45°
С движением су-
порта под углом
45°
С продольными
ножами и движе-
нием супорта под
углом 45°
С косыми ножа-
ми и движением
супорта под
углом 45°
С поперечными
ножами и движе-
нием супорта под
углом 45°
Гильотинные
Однодисковые
Парнодисковые
С параллель-
ными ножами
С наклонным
нижним валом
С наклонны-
ми валами
Многодисковые
Технологи-
ческое
назначение
Сортовые и
листовые
Сортовые и
дыропробив-
ные
Сортовые,
листовые, ды-
ропробивные
Листовые
Листовые
718
ножницы
ГРАЗД. IV
ЧИСТОКРИВОШИПНЫЕ НОЖНИЦЫ
У чистокривошипных ножниц ползун при-
водится в движение от кривошипного вала по-
средством шатуна, как и у чистокривошипных
прессов.
К группе чистокривошипных ножниц от-
носятся открытые, так называемые высечные
ножницы с числом ходов около 1400 в ми-
нуту и небольшой величиной хода (фиг. 1,
табл. 2). Отличительной особенностью нож-
ниц является, помимо большого числа ходов,
поворотная ножевая головка. Ножницы пред-
назначаются для фигурной резки. При помощи
высечных ножниц можно производить обрезку
кромок, резку по прямой линии и по внутрен-
Фиг. 1. Высечные ножницы.
Таблица 2
Характеристика высечных ножниц для фигурной
: резки (фиг. 1)
Вылет ножа в мм .
Толщина разрезае-
мой листовой стали
(з? < 45 кг/мм3) до .
Число ходов ножа
в минуту
Мощность электро-
двигателя в кет . . .
i обо
Фиг. 2. Узел регулировки хода высечных ножниц.
-J5O
Фиг, 3. Вибрационные ножницы.
ГЛ. XV)
КРИВОШИПНО-КОЛЕННЫЕ НОЖНИЦЫ
719
ним и внешним криволинейным очертаниям
с весьма небольшими радиусами закругления.
Высечные ножницы имеют С-образную
открытую станину. Привод от электродвига-
теля осуществляется или непосредственно на
эксцентриковый вал у ножниц малых разме-
ров (s-<4 мм), или через клиноремённую
передачу, имеющую двухступенчатый шкив
(для ножниц с s = 4-h 6 мм). Величина хода
ползуна меняется или посредством эксцен-
трично расточенной втулки, посаженной на
эксцентрике вала, или посредством передви-
жения втулки 1 вдоль вала 2 (фиг. 2).
Положение инструмента регулируется вра-
щением винта шатуна, что можно производить
и во время работы ножниц. Ползун имеет
цилиндрическую форму; нижний нож выпол-
няется круглым и не требует перестановки
при повороте ползуна с верхним ножом.
К чистокривошипным ножницам относятся
вибрационные ножницы (фиг. 3) с развёр-
нутым держателем, Ножевой шток / получает
колебательное движение от вала мотора. Верх-
ний нож неподвижный. Вибрационными нож-
ницами можно производить фигурную резку
листового материала толщиной до 2 мм с
пределом прочности а$ = 45 кг,'мм2. Ход ножа
равен 2,5 мм.
Ножницы имеют открытую станину.
КРИВОШИПНО-КОЛЕННЫЕ НОЖНИЦЫ
Кривошипно-коленные гильотинные нож-
ницы имеют эксцентриковые и приводные
валы, расположенные перпендикулярно фронту
ножниц, что даёт возможность разместить все
передачи внутри станины и сделать короткими
основные рабочие валы. Эксцентриковый вал
имеет консольный эксцентрик, выступающий
из лицевой плоскости станины (фиг. 4 и 5).
Эксцентрик соединён с траверзой рычажной
системой, состоящей из шатуна в виде тяги,
качающейся щеки и соединительного звена.
Подшипники валов размещены в передней
и задней стенках балки, соединяющей стойки
станины в верхней части. Одно соединительное
Фиг. 4. Ксменсфычажные ножницы.
Фиг. 5. Коленорычажные ножницы.
720
ножницы
[РАЗД. IV
звено выполняется регулируемым для изме-
нения угла наклона ножей (фиг. б). Кроме
того, кривошипно-коленный механизм позво-
ляет осушествлять так называемый п тянущий
ним приводом (фиг. 8). Каждый из видов
ножниц применяется для резки листов опреде-
лённой толщины. Листы толщиной до 2 мм
режутся на ножницах с нижним приводом.
Фиг. 6. Регулировка угла наклона ножа.
рез", который заключается в том, что в про-
цессе реза верхний нож имеет не только вер-
тикальное, но и продольное движения вдоль
нижнего ножа (фиг. 6).
КРИВОШИПНЫЕ РЫЧАЖНО-
КУЛАЧКОВЫЕ НОЖНИЦЫ
Ножницы (фиг. 7) применяются для резки
листового материала толщиной до 42 мм раз-
личной длины.
Пределы применения двухкривошипных
(гильотинных) ножниц для резки листового
материала определяются стандартными раз-
мерами листового материала;
На ножницах, имеющих вылет, можно про-
изводить: резку листов последовательными
резами неограниченной длины при ширине
отрезаемых полос, равной вылету; попереч-
ную резку листов на полосы, клинья, косынки
и т. п.
При резке листов на полосы размером
больше вылета и при резке листов на нож-
ницах, не имеющих вылета, длина отрезаемых
полос ограничивается расстоянием между
стойками ножниц.
Гильотинные ножницы имеют
двухкривошипный вал. По расположению
привода делятся на ножницы с верхним и ниж-
Листы толщиной от 2 до 5 мм режутся
на ножницах как с верхним, так и с нижним
приводом; листы толщиной от 5 мм и выше
режутся в основном на ножницах с верхним
Фиг. 7. Гильотинные ножницы с верхним приводом.
приводом. В отдельных случаях имеет месте
применение гильотинных ножниц с нижним
приводом для резки листов толщиной свыше
10 мм.
ГЛ. XV]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
721
Ножницы с нижним приводом в среднем
весят на 20% меньше ножниц с верхним при-
водом при сварной станине и на 30% легче
с литой станиной для листов одинаковой тол-
щины.
Недостатком ножниц с нижним приводом
является то, что часть рабочего места вокруг
Гильотинные
Фиг. 8. Ножницы с нижним приводом.
машины занимает приводный механизм,
что особенно неудобно при средних и больших
мощностях. При нижнем приводе невозможно
получить большой вылет (консоль) ножей,
что исключает возможность применения нож-
ниц с нижним приводом для резки широких
полос у листов большой длины.
Основные параметры гильотинных ножниц
с верхним и нижним приводом приведены в
табл. 3 и 4.
Гильотинные
ножницы с нижним
вала
Таблица 3
расположением
Условное
обозначение .
гильотинных
ножниц
ГН-0,5/750
ГН-1,5/1000
ГН-1,5/1500
ГН-1,5/2100
ГН-3/1000
ГН-3/1500
ГН-3/2100
разре
истов
« ч
5 я
I*
о %
Н ю
о,23—°,5
о,5—1.5
о,5-1.5
°,5-1,5
2-3
2-3
2-3
h
gS
о«
tJ-?
с5
/ИЛ
75°
IOOO
I5OO
2IOO
2О00
i5°o
2I0O
оек
на) ft
u m
н2
"* й-
IOO
IOO
IOO
IOO
2г,О
25O
2дО
•К
i ноже
s
ч
S3}
>> X
3°
3°
3°
2°
2°ЗО'
2°ЗО'
2П3°'
ножа
менее
о >»
a s
75
65
55
50
55
5°
45
ножницы с верхний
вала
Таблица 4
расположением
Условное
обозначение
гильотинных
ножниц
ГВ-6/1000
ГВ-6/1500
ГВ-6/2100
ГВ-9'1500
ГВ-9/2100
ГВ-9/2500
ГВ-13/1500
ГВ.13/2100
ГВ-13/ЗО0О
ГВ-13/3750
ГВ-18/2100
ГВ-18/2500
ГВ-18/3000
ГВ-18/3500
ГВ-25/2100
ГВ-25'2500
ГВ-25/3000
ГВ-25/3750
ГВ-32/2100
ГВ-32/25'JO
ГВ-4 2/2100
Толщина раз-
резаемых
листов
Просвет
между стой-
ками La
Вылет стоек
(горловина) h
мм
4-6
4-6
4-6
7-9
7-9
7-9
ю—13
ю—13
ю—13
ю—13
14 -i8
14—18
14—18
14—18
20—25
20—25
20—25
20-25
26—32
26—32
35-42
тооо
1дОО
2IOO
1500
2IOO
2500
1500
2IOO
Зооо
375°
2IOO
2500
Зооо
35°°
3IOO
2500
Зооо
375°
2IOO
2500
21OO
250
250
250
300
39°
300
400
400
400
400
400
400
400
400
500
500
500
500
600
600
Угол наклона но-
жей не более
S
зэ
з°з°'
Зс3о'
3°3°'
4°
4°
4°
4°
4°3°'
4г3о'
4°3°'
4°3°'
?
5°
5°
5°3о'
5°3о'
600 | ' б°
Число ходов но-
жа в минуту
не менее
5°
45
4о
4о
35
ЗО
35
ЗО
2О
15
25
2О
'5
IO
25
2О
15
ю
2О
!5
Число ходов ножниц находится в прямой
зависимости от толщины листов (фиг. 9) и
длины ножей.
Величины угла реза а влияют на величину
усилия и на качество реза. Усилие реза об-
ратно пропорционально тангенсу угла а, т. е.
чем меньше угол реза, тем больше усилие,
и наоборот. Следовательно, для того чтобы
получить более лёгкую машину, следует при-
нимать по возможности больший угол реза.
Для обычных ножниц, где требуется только
разделение листов и не имеет значение каче-
ство реза, принимается угол реза до 11°. При
большем угле реза материал выталкивается
из-под ножей и сильно деформируется. Для
улучшения качества реза необходимо угол а
уменьшать до определённого нижнего пре-
дела, при котором усилие реза и размер ма-
шины не получились бы слишком громоздкими.
46 Том 8
722
ножницы
[РАЗД. IV
При очень малом угле наклона ножей имеет
место вытягивание отрезаемого материала. На
фиг. 10 приведены углы наклона ножей в за-
висимости от толщины листа, при которых
12 16 -20 24 78 32 36
Толщина листа
0 <* 8
Фиг. 9. Диаграмма зависимости числа ходов от толщины
усилие и качество реза находятся в нормаль-
ных пределах.
Двухкривошипные ножницы изготовляются
(фиг. 11) с регулируемым углом реза. Это
даёт возможность расширить диапазон исполь-
Фиг,
12 4 3 16мм
Толщина листа
10. Диаграмма зависимости угла реза
от толщины листа.
зования ножниц, изменяя углы наклона в за-
висимости от толщины и качества разрезае-
мого материала. Регулирование угла реза
значительно усложняет конструкцию ножниц
и может быть допущено только в тех слу-
чаях, когда ножницы используются на резке
листов разнообразной толщины. Кроме того,
регулируемый рез требует для обслуживания
ножниц более квалифицированного персонала,
так как при неправильной установке угла реза
возможна поломка.ножниц.
Ход ножей (фиг. 12)
Н— а-\- b = a + Ltga,
где а — от 10 до 20 мм у ножниц
для резки металла толщиной до
15 мм и 25 до 50 мм у ножниц для
резки металла толщиной от 15 до
40 мм; L — длина реза; a — угол на-
клона ножей.
Станины ножниц изготовля-
ются из фасонного стального литья
(С « 0,35%), чугунного литья марки
СЧ 24-44 или сварные из плит (сталь
с <зь = 50 кг/мм'2) у ножниц с нижним
приводом. Стойки литых станин вы-
полняются ребристой и пустотелой
листа. конструкции; стойки тяжёлых нож-
ниц изготовляются только пусто-
телыми.
Сварные станины дают возможность умень-
шить вес машины, лучше использовать мате-
риал и дать большую жёсткость машине,
которая играет значительную роль в получе-
нии более чистого реза.
40 мм
Фиг. 11. Механизм регулировки угла реза.
На фиг. 13 приведена конструкция сварной
станины.
Станина гильотинных ножниц состоит из
двух стоек, стола и траверз. Стойки выпол-
няются с вылетом от 100 до 600 мм или без
вылета.
Сварные боковые стойки выполняются или
из одного стального листа толщиной до 80 мм
Фиг. 12. Величина хода ножей.
или сдвоенными; последние более устойчивы
и жёстки, чем одинарные.
Стол гильотинных ножниц служит для при-
крепления к нему неподвижного ножа, для
установки специальных приспособлений для
косой и угловой резки и для установки роликов
или шариков, облегчающих подачу материала.
Выполняется стол в нескольких вариантах,
из которых наиболее употребительными явля-
ГЛ. XV)
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
723
ются типы (фиг. 14, а и е), дающие возмож-
ность при помощи передвижения стола регули-
ровать зазор между ножами и применяющиеся
в ножницах с верхним и нижним приводами.
Второй тип (фиг. 14, б, в, г,д) — с неподвижным
столом, применяется в основном в ножницах
Фиг. 13. Ножницы со станиной сварной конструкции.
с верхним приводом. Регулировка зазора про-
изводится при помощи специального держа-
теля.
В конструкции стола, изображённого на
фиг. 14, а, во время регулировки ножа при
Фиг. 14. Столы двухкривопшпных ножниц.
ослаблении стяжных болтов возможна дефор-
мация корпуса, особенно если верхняя тра-
верза не очень жёсткая.
Приводы гильотинных ножниц не имеют
особых принципиальных отличий. Все типы
современных ножниц имеют индивидуальный
привод.
Мелкие типоразмеры ножниц с числом
ходов до 100 в минуту выполняются без зуб-
чатого перебора. Эксцентриковый вал делается
гладким с насаженными эксцентриками и со-
единяется с ножевой балкой шатунами, рабо-
тающими на растяжение. Средние типоразмеры
с числом ходов до 45 в минуту изготовляются
с одинарным перебором; крупные машины
с числом ходов менее 25 — с двойным зуб-
чатым перебором или с червячной передачей.
В табл. 5 приведены схемы расположения
приводов.
Таблица 5
Эскиз
Характеристика
привода
Нижний привод без
перебора. Кулачковая
муфта (или пальцевая)
Верхний и нижний
приводы с одним пе-
ребором Кулачковая
муфта (или с поворот-
ной шпонкой). Ленточ-
ный тормоз
Верхний привод с
одним перебором. Ку-
лачковая муфта, лен-
точный тормоз (или с
поворотной шпонкой)
Верхний привод с од-
ним перебором. Ди-
сковая муфта, ленточ-
ный тормоз
Верхний привод с од-
ним перебором. Кони-
ческая фрикционная
муфта с тормозом
Верхний привод с од-
ним перебором. Кони-
ческая фрикционная
муфта с тормозом
Верхний привод с
двойным перебором.
Коническая фрикцион-
ная муфта с тормозом
Верхний привод.
Червячная передача.
Кулачковая муфта
В ножницах с верхними и нижними при-
водами все передачи располагаются на валах
консольно с внешней стороны стола и имеют
подшипники, встроенные в стойках.
В некоторых конструкциях в целях умень-
шения диаметра эксцентрикового вала и предо-
хранения его от вибрации ставится дополни-
724
ножницы
(РАЗД. IV
тельный средний подшипник, а в тяжёлых
моделях ножниц ставятся два дополнительных
подшипника. У ножниц с большим расстоя-
нием между стойками ставятся дополнитель-
ные подшипники и у приводных валов.
Передачи от электродвигателя осуществля-
ются большей частью клиновидными ремнями.
При передаточном числе до 1:4 большой шкив
может быть сделан гладким без канавок, что
упрощает изготовление маховиков и даёт
возможность сохранить его массу. При большом
передаточном числе гладкие шкивы применять
не рекомендуется, так как ремни скручива-
ются. Ремённая передача гладкими ремнями
в настоящее время почти не применяется.
В гильотинных ножницах кривошипный
вал устанавливается на глухих или разъёмных
бронзовых подшипниках скользящего трения.
Все остальные валы устанавливаются на под-
шипниках скольжения или качения. Подшип-
ники скольжения ставятся с кольцевой смазкой.
Подшипники качения применяются бочкообраз-
ные или сферические, роликовые, которые дают
возможность самоустанавливаться при про-
гибе длинного вала, и хорошо противостоят
осевым усилиям. Маховик, как правило, уста-
навливается в ножницах последних моделей на
подшипниках качения, но в этом случае при-
меняют подшипники с глубокими канавками,
воспринимающими не только радиальные, но
и осевые усилия. Установка маховиков на под-
шипниках скольжения нецелесообразна, так
как даже при хорошей смазке трудно избежать
нагрева подшипников при холостом ходе.
Муфты. В гильотинных ножницах при-
меняются муфты: пальцевые, кулачковые,
с поворотной шпонкой, конусные фрикцион-
ные, дисковые фрикционные (см. также т. 2,
стр. 548).
Пальцевые муфты (фиг. 15) устанавлива-
ются в основном в ножницах самых малых
по ЙВ
Фиг. 15. Муфта с пальцевой шпонкой.
мощностей с нижним приводом, так как при
включении муфты имеется опасность непол-
ного зацепления пальца вследствие инерции
пружины. В этом случае на весьма малом
участке пальца могут возникнуть высокие
удельные давления. Главным элементом паль-
цевой муфты являются палец /, кольцо 2 и
сегмент 3. При холостом ходе зубчатое колесо
свободно вращается на цапфе кривошипного
вала.
Включение производится движением тяги,
при этом клиновый сегмент 3 отводится вниз
настолько, что палец / освобождается и втал-
кивается пружиной 4 в кольцо 2; включение
произойдёт как только один из кулачков
ударит о палец. Автоматического выключения
в муфте не предусмотрено. Выключение про-
изводится при опускании педали.
Кулачковые муфты (фиг. 16) применяются
в ножницах средних размеров со сравнительно
небольшим числом ходов, когда окружная
скорость не превышает 0,6—0,9 м\сек. Кулач-
ковая муфта имеет на окружности кулачки /,
фиксатор 2, шпонку 3 и сегмент 4. В выклю-
ченном положении зубчатое колесо 5 свободно
вращается на втулке 6. При включении, ко-
торое производится перемещением тяги в на-
правлении стрелки, сегмент 4 выводится, и
тогда под действием пружины 7 муфта с ку-
лачками / и шпонкой 3 передвинется вправо,
и кулачки муфты сцепятся с кулачками на
зубчатом колесе, а фиксатор 2 зайдёт в со-
8
, !f
/L
г
w
Г
/
5-
а!
Ш
3
Г
я
У i
Фиг. 16. Кулачковая муфта.
ответствующее отверстие в зубчатом колесе.
Для предотвращения неполного включения на
муфте предусмотрена собачка 8; последняя
не даёт возможности кулачкам включаться,
когда они находятся очень близко и возможно
неполное включение.
На фиг. 17 изображена кулачковая муфта
подобного же типа, но работающая в масля-
ной ванне червячной передачи.
Наибольшее распространение в ножницах
малого и среднего размеров получили муфты
с одной или двумя поворотными шпонками
(фиг. 18).
В крупных машинах, особенно при длине
реза более 3 м, муфты с поворотной шпонкой
не применяются, так как при включении
ударное действие больших масс быстро вы-
водит муфту из строя.
Муфта с поворотной шпонкой приме-
няется обязательно с ленточным тормозом
периодического действия. Муфта устанавли-
вается в ступице зубчатого колеса на криво-
шипном валу. При холостом ходе зубчатое
колесо свободно вращается на кольцах /
с бронзовыми втулками. Включение муфты
производится с помощью ножной педали, ко-
торая перемещает тягу вниз, при этом двух-
пальцевый рычаг 2 выводится из зацепления,
захват поворотной шпонки 3 освобождается
и под действием тянущей пружины 4 пово-
рачивается.
Вместе с поворотом захвата повёртывается
и шпонка, как только это позволит один из
пазов втулки 5. При повороте шпонки ше-
стерня включается. После одного оборота
кривошипного вала захват поворотной шпонки
ударяет о палец двуплечего рычага и пово-
ротная шпонка вывёртывается из паза втулки 5,
натягивая пружину.
ГЛ. XVI
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
725
Фиг. 17. Кулачковая муфта.
Второй палец рычага 2 нужен на тот слу-
чай, если обслуживающий машину рабочий
не освободит педали до окончания хода.
Фиг. 18. Муфта с поворотной шпонкой.
Тогда захват ударяет о второй палец,
и муфта выключается. Если ножницы переклю-
чаются на непрерывную работу, то для этого
удаляется упорный палец на педали и ход
тяги увеличивается. При этом двуплечий ры-
чаг больше отходит в сторону и захват пово-
ротной шпонки уже не может задеть за рычаг;
а следовательно, не может повер-
нуть шпонку.
Муфта с поворотной шпонкой
в нормальных условиях работает
неплохо, но, как уже упомина-
лось выше, не может быть исполь-
зована для ножниц большой мощ-
ности. Кроме того, эта муфта не
даёт возможности выключить нож-
ницы в середине хода. Поэтому
в последнее время наибольшее
распространение получают фрик-
ционные муфты, которые бес-
шумны в работе, включают нож-
ницы без ударов в любом поло-
жении эксцентрикового вала и ме-
нее капризны в работе. В про-
тивоположность муфтам с пово-
ротной шпонкой, кулачковым и
пальцевым, фрикционные муфты устанавли-
ваются на валу маховика.
На фиг. 19 изображены конусные фрик-
ционные муфты. Муфты имеют самозапираю-
Фиг. 19. Конусные фрикционные муфты.
726
ножницы
[РАЗД. IV
щиеся кулачки, благодаря которым осевое
усилие действует в момент включения; муфты
комбинируются с тормозом. На фиг. 20 изо-
бражена дисковая фрикционная муфта также
в комбинации с тормозом.
Фиг. 20. Дисковая муфта включения.
Механизм включения гильотинных
ножниц зависит от конструкции муфты
и встречается двух типов: механический
и электрический.
В основном применяется механическое нож-
ное включение, значительно реже ручное и
муфтами для этой цели имеются специальные
кулачки. При применении муфты с поворот-
ной шпонкой выключение достигается по-
средством двухпальцевого рычага. Когда ма-
шина должна работать непрерывно, автомати-
ческая остановка может быть выключена.
Механизм управления ножниц даёт воз-
можность производить работу на ножницах
одиночными и непрерывными ходами.
При работе на одиночных ходах, после того как
будет нажата педаль / (фиг. 21, а), штанга 2 переме-
стится влево и задним уступом гнезда о потащит за
собой рычаг 3 через валик 4. Рычаг 3, нажимая на за-
щёлку, приваренную к тяге 5, сдвинет её с планки 6,
а болт 7 рычага 3 приподнимет штангу 2 и уступ
гнезда а поднимется выше валика 4. Защёлка-тяга 5,
освобождённая от удерживающей её планки, под воз-
действием пружины 8 поднимет двуплечий рычаг 9.
Второй конец рычага 9 за хомут переместит конус
муфты и включит ножницы. Пружина тормоза 10 при
включении муфты будет сжата. Сделав один оборот,
к ролику 11, сидящему на рычаге 12, подойдёт кула-
чок 13, приподнимет его и вместе - с тем опустит
штангу 14 и переместит вниз рычаг 15, связанный вали-
ком 16 с тягой 5. Рычаг 15, опускаясь вниз, потащит за
собой и тягу. Защёлка, приваренная к тяге 5, опустится
ниже пластины б и под действием пружины 17 заскочит
за неё. При опускании тяги 5 на двуплечий рычаг 9
будет нажимать сжатая пружина 10 тормоза и опустит
2 < 3 7
Фиг. 21. Схемы включения но.кяиц.
только в отдельных случаях выполняются нож-
ницы с кнопочным электрическим включением.
При механическом включении ножные пе-
дали устраиваются из труб, проходящих вдоль
фронта машины с рабочей стороны, что даёт
возможность рабочему включать ножницы
с любого положения. Остановка ножниц про-
исходит автоматически в верхнем положении
ножевой балки. В ножницах с фрикционными
его, включив конус тормоза в конус корпуса. Ножницы
остгновятся.
Автоматическая остановка ножниц после одиночного
хода независимо от того, отпустил рабочий педаль или
нет, обеспечивается тем, что штанга, приподнятая бол-
том 7, находится выше валика 4 и не мешяет рычагу 3
переместиться в исходное положение. Когда рабочий
отпустит педаль, то она под действием пружины 18
приподнимется, переместит штангу вправо и задний
конец штанги гнездом а вновь сядет на валик 4.
Для перевода ножниц с одиночных ходов на непре-
рывные должен быть выключен ролик 11, что произво-
ГЛ. XV]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
727
дится закреплением конца рычага id в отверстии 20.
Включаются ножницы при непрерывных ходах педалью;
останавливаются подъёмом рукоятки 21 вверх до тех пор,
пока защёлка на тяге 5 не заскочит за планку 6.
Механизм выключения муфт с поворотной шпонкой
(фиг. 21, б) также состоит из трубчатой педали, прохо-
дящей вдоль машины, укреплённой на двух рычагах 1.
Нажатием на педаль рычагов 1 двухпальцевый рычаг
повёртывается и освобождает захват поворотной шпонки.
Переключение на непрерывную и одиночную работы
производится перестановкой штифта из отверстия / в
отверстие П.
Механическое управление ножницами не-
сложно в изготовлении, но имеет ряд недо-
статков: неудобство включения при резке ли-
стов больших размеров, выходящих за пре-
делы стола; затрата относительно больших
усилий рабочего, особенно при больших раз-
мерах ножниц; загромождение машины рыча-
гами и тягами.
Электрическое управление лишено указан-
ных недостатков; оно даёт возможность по-
лучить как одиночные, так и непрерывные
хода и воздействовать на муфту при любом
положении траверзы.
При электрическом управлении включение
производится от кнопки нажатием руки или
помощи кулака или от гидравлического при-
вода.
Ножевая балка и прижимное устройство
перемещаются в направляющих, укреплённых
на стойках. У машин с длинными ножами
обычно ставятся дополнительные направляю-
щие в середине ножниц. Для свободного
обзора режущей кромки в прижимной балке
предусматриваются специальные окна. В неко-
торых конструкциях прижимное устройство
имеет сплошную нижнюю кромку с резиновой
прокладкой; этим устраняются отпечатки на
тонких листах и получается бесшумная работа
ножниц.
Прижимные устройства кинематически свя-
зываются с ходом ножа с опережением по
отношению к резу в 2—3° таким образом, что-
бы к началу реза лист был уже прижат к столу.
В механических прижимах движение к балке
передаётся от эксцентрика.
Прижимные устройства в последних кон-
струкциях выполняются так, что при измене-
нии толщины листов регулировки их не тре-
буется.
) )
Фиг. 22. Схемы прижимов гильотинных ножниц.
ногой; в последнем случае кнопочное устрой-
ство устанавливается на полу цеха в любом ме-
сте и соединяется с машиной гибким шлангом.
Расчёт муфты гильотинных ножниц произ-
водится по максимальному крутящему мо-
менту, а расчёт тормоза — по моменту холо-
стого хода.
Прижимы. При резке ножницами металл
во избежание его затягивания и изгиба необ-
ходимо прижимать к столу. Прижимное
устройство в зависимости от общей компо-
новки машины выполняется сварной или литой
конструкции; приводится в движение при
На фиг. 22 изображены различные кинема-
тические схемы прижимов. Схемы фиг. 22,
а — е применяются в машинах с верхним при-
водом, а схемы фиг. 22, ж — к — с нижним.
В ножницах с верхним приводом чаще
всего применяется схема прижима, изобра-
жённая на фиг. 22, а. Управление прижимом
осуществляется кулачками, сидящими на кри-
вошипном валу. При вращении кривошипного
вала кулак нажимает на рычаг и отпускает
прижим, сжимая уравновешивающие верхние
пружины, которые по окончании рабочего
хода поднимают прижим кверху. Необходимое
728
ножницы
[РАЗД. IV
давление прижима осуществляется с помощью
пружин, заключённых в стакане. Пружины ре-
гулируются с помощью гаек. Схема установки
пружин предусматривает автоматическое из-
менение давления в зависимости от толщины
листов; при большой толщине листов увели-
чивается и деформация пружины, а следова-
тельно, растёт и давление. Преимущество
данной конструкции заключается в том, что
Фиг. 23. Прижим гильотинных ножниц.
прижимы по высоте легко переставляются
в случаях резки волнистого железа.
Прижимное устройство, изображённое на
фиг. 22, б, подобно предыдущему, но несколько
проще. Недостатком данной конструкции
является то обстоятельство, что для измене-
ния расстояния прижима от стола необходимо
регулировать положение возвратной пружины.
В конструкции, изображённой на фиг. 22, в,
возврат прижима в исходное положение про-
изводится ножевой балкой; это упр.ощаег
конструкцию, но требует более сложной рег
гулировки при изменении высоты прижима.
В конструкции, приведённой на фиг. 22, г,
применяется довольно сложной формы кулак,
сообщающий движение двуплечему рычагу.
На фиг. 23 и 24 приведены прижимы, вы-
полненные по схеме, изображение й на
фиг. 22, а, и на фиг. 25 помещён прижим,
работающий согласно схеме, помещённой на
фиг. 22, г.
Гидравлические прижимы (фиг. 26) в последнее
время получили Сольшое распространение в ножницах
средней и большой мощности. Главными достоинствами
гидравлических прижимов являются бесшумность в ра-
боте и лё)кая регулировка усилия прижима. Необходи-
мое давление в сети создаётся специальным кулаком
(фиг 27), движение которого связано с движением но-
жевой балки. При движении кулака он нажимает на
поршень, вследствие чего уменьшается объём цилиндра;
давление: в трубопроводе возрастает и прижимы приво-
дятся в действие. В том случае, если давление в сети
повышается больше, чем это необходимо, поршенёк 1
поднимается, сжимая пружину 2, и давление в сети
падает. Усилие пружины регулируется гайками 3. Из ци-
линдра масло попадает в ряд гидравлических цилиндров,
последовательно соединённых между собой. Возврат плун-
жеров производится пружиной после падения давления
в аккумуляторе.
При гидравлических прижимах ход плун-
жеров вверх происходит очень быстро, под
действием возвратной пружины. Это даёт
возможность при обратном ходе ножевой
балки подготовить материал для следующего
реза и значительно увеличить
производительность.
Расстояние между прижи-
мами и лезвием ножа берётся
по эмпирической формуле, но
не менее 15 мм для малых
размеров машин:
где s — толщина листа; а бе-
рётся от 15 до 6 мм. Большая
величина принимается в нож-
ницах малых размеров.
На фиг. 28, 29 и 30 изобра-
жены крепления ножевых ба-
лок к шатунам.
Для изменения угла наклона
ножевой балки устанавлива-
ются регулируемые по длине
шатуны или регулировка про-
изводится за счёт поворота
эксцентричных осей нижних
головок шатунов.
Для уравновешивания по-
движных масс (ножевой балки)
применяются пружинные гидра-
влические или грузовые проти-
вовесы. Это создаёт более спо-
койную работу и удерживает
ножевую балку в верхнем положении при не-
исправном тормозе.
Грузовое уравновешивание применялось
в ножницах старой конструкции; оно имеет
большие качающиеся рычаги и занимает
много места.
В ножницах современных конструкций при-
меняется пружинное, гидравлическое (фиг. 31)
или комбинированное уравновешивание.
Гидравлическое уравновешивание, изобра-
жённое на фиг. 32, не только уравновеши-
вает, но и производит непрерывный прижим
ножевой балки к направляющим. Ножницы
малых размеров (до 6 мм) выполняются без
уравновешивания.
Упоры. Для резки листового материала
на мерные длины ножницы снабжаются пере-
движными упорами (фиг. 33). По конструктив-
ному исполнению они делятся на упоры: при-
креплённые к ножевой балке; прикреплённые
к неподвижной верхней траверзе; опрокиды-
вающие, которые присоединяются или к не-
подвижной траверзе, или к ножевой балке.
Упоры снабжаются специальными указате-
лями, дающими возможность определять длину
отрезаемых полос.
В конструкции упоров, изображённых на
фиг. 33, а и в, упорные штанги закреплены
в ножевой балке. На концах штанг вверху
имеется шкала с делениями. На штангах на-
ходятся кронштейны, положение которых
можно регулировать с помощью маховичков.
Угольник, соединяющий кронштейны, можно
ГЛ. XV]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
729
пойВСВ
Фиг. 24. Прижим гильотинных ножниц.
- Фиг. 25. Прижим гильотинных ножниц.
730
ножницы
[РАЗД. IV
устанавливать как параллельно линии реза,
так и под углом к ней.
В конструкции упора, приведённого на
фиг. 33, в, передвижение кронштейнов также
производится винтом.
На фиг. 33, д изображён упор с призмати-
ческими направляющими.
Фиг. 26. Гидравлический прижим.
Поворачивающиеся упоры показаны на
фиг. 33, б и г, из которых первый прикре-
с нижним приводом более коротки, упоры
ставятся большей частью на одной штанге
(фиг. 34, б, г).
Ножи гильотинных ножниц
(фиг. 35). Большей частью ножи выполняются
с двумя режущими кромками (фиг. 35, б и г).
Ножи с четырьмя режущими кромками упо-
требляются при вертикальном движении но-
жей сравнительно редко, потому что в этом
случае резание происходит не одним ребром,
а всей гранью ножа, что приводит к сми-
нанию материала и ухудшению качества
реза.
Прямоугольные ножи с четырьмя режу-
щими кромками применяются в ножницах,
где или ножевая балка с ножом двигается под
углом от 3°30' до 7° (фиг. 35, д), или же ножи
крепятся под углом от 3 до 7°. Движение но-
жевой балки с ножом под углом обеспечивает
рез ребром и позволяет использовать все
режущие кромки.
При резке ножами с углом в 2е усилие
резки уменьшается от 5 до 12%, а при угле
8,5° усилие уменьшается от 12 до 30%.
В большинстве случаев ножи гильотинных
ножниц изготовляются целыми по всей длине,
что упрощает установку ножей и при резке
не даёт следов в месте стыка ножей. Но
целые ножи имеют тот недостаток, что при
выкрашивании части ножа необходимо заме-
нять весь нож или его перетачивать. В от-
дельных случаях имеет место применение со-
ставных ножей.
Фиг. 27. Гидравлический прижим.
пляется к ножевой балке, а второй — к не-
подвижной траверзе. Поворачивающиеся
упоры удобны тем, что при ходе ножа вверх
они автоматически повёртываются и облег-
чают удаление отрезанных полос.
На фиг. 34, б показан откидной упор, ко-
торый при резке длинных листов больше вы-
лета упора переводится из положения / в по-
ложение //.
Для ножниц с нижним приводом приме-
няются те же конструкции упоров (фиг. 34, а,
б, в, г, д); только ввиду того, что ножницы
Зазор между ножами зависит от размера
разрезаемого материала (табл. 6).
Таблица 6
Зазор между
ножами в мм
При резке стали
При резке алю-
миния, меди и тому
подобных материа-
лов
Толщина материала в мм
0,135—0,75
о,05
°,°5
1,5—5
О, 125
°, 05
5-12
о.4
О, 2
15-30
ГЛ. XV]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
731
Фиг. 28. Крепление ножевой балки.
Фиг. 29. Крепление ножевой балки.
732
ножницы
[РАЗД. IV
Ножи гильотинных ножниц изготовляются
из стали 4ХС, 8ХФ, 5ХВС, 6ХВС, У7 и У8А.
Твёрдость ножей должна быть в 1,5—2 раза
выше твёрдости разрезаемой стали и нахо-
диться в пределах Н%г = 45 -*- 60.
13—20 мм; на фиг. 36, б показаны ролики на
гусиных шейках, применяемые в ножницах
больших размеров, предназначенных для резки
материала толще 20 мм. На фиг. 37 изобра-
жён угольник для резки под сварку.
Фиг. 30. Крепление ножевой белки.
Дополнительные приспособле-
ния. Гильотинные ножницы снабжаются ря-
дом дополнительных приспособлений и ин-
струментов, облегчающих работу на ножни-
цах и дающих возможность производить резку
косынок под углом и другие работы.
¦-¦Гидраолические
Для точной установки листа по риске при-
меняются специальные приспособления, кото-
Фиг. 31. Ножницы с гидравлический уравновешивающим
устройством.
На фиг. 36, а изображены шарики, встроен-
ные в стол, по которым подаётся листовой ма-
териал для резки в ножницах средних размеров
Фиг. 32. Гидравлическое уравновешивание.
рые заключаются в том, что на лист напра-
вляется луч света, имеющий резкую прямую
грань с тенью и совпадающий с линией реза.
ГЛ. XV]
КРИВОШИПНЫЕ РЫЧАЖНО-КУЛАЧКОВЫЕ НОЖНИЦЫ
733
Фиг. 33. Упоры ножниц с верхним приводом.
д)
Фиг. 34. Упоры ножниц.
Фиг. 35. Ножи двухкривошипных ножниц.
Фиг. 36. Ролики и шарики подачи.
734
НОЖНИЦЫ
[РАЗД. IV
Источником света являются две-три специаль-
ные лампы, устанавливаемые на верхней балке
ножниц, или обычные электрические лампы,
установленные перед ножницами и отбрасы-
вающие световые
лучи через спе-
циальные окна в
прижимной тра-
верзе.
В целях безо-
пасности работы на
ножницах в кон-
струкцияхприжим-
ной балки преду-
сматривается уста-
новка предохрани-
тельных сеток, ре-
шёток или при-
жимных балок с
литыми окнами
(фиг. 38), которые
предохраняют от
попадания рук ра-
бочего под ножи.
Перечисленные устройства не могут пол-
ностью выполнить своего назначения, так как
большинство муфт включения, кроме фрик-
Фиг. 37. Угольник для резки
под сварку.
7777777777777777777777777777777777777/7Л
Фиг. 38. Предохранительные решётки.
ционных, не дают возможности произвести
остановку ножниц в любом положении ноже-
вой балки.
Смазка. В двухкривошипных ножницах
применяются следующие системы смазки:
мггауферная или шариковая; централизован-
ная от ручного шприца; автоматическая цен-
трализованная от лубрикатора. Смазка нож-
ниц малых размеров с верхним приводом до
6 мм и в ножницах с нижним приводом при-
меняется большей частью штауферная или
шариковыми маслёнками; в ножницах боль-
ших размеров — централизованная.
Предохранители. В целях предохра-
нения ножниц от перегрузки в двухкриво-
шипных ножницах ставятся предохранители
двух видов: со срезывающейся шпилькой;
фрикционные, которые выполняются в виде
фрикционного крепления маховика. В ножни-
цах с фрикционными муфтами предохрани-
тели не ставятся, так как сама муфта служит
предохранителем от превышения крутящего
момента. Ножницы малых размеров (для тол-
щин до 5 мм) с верхним приводом и ножницы
с нижним приводом предохранителем не обес-
печиваются.
РЫЧАЖНЫЕ НОЖНИЦЫ
Рычажные ножницы имеют один непо-
движный нож, расположенный горизонтально,
и другой — подвижной, приводящийся в дви-
жение от ручного или механического привода
рычагом или системой рычагов. Ножницы
применяются для резки листового материала,
арматурной проволоки и сортового и про-
фильного металла.
Конструктивные разновидности
Ручные слесарные ножницы являются про-
стейшим типом рычажных ножниц. Они при-
водятся в движение мускульной силой и слу-
жат для резки листового материала толщи-
ной до 0,75 мм (фиг. 39, а). Для резки железа
Фиг. 39. Ручные слесарные ножницы.
толщиной до 1,5—2 мм служат стуловые нож-
ницы (фиг. 39, б). Нижний нож стуловых нож-
ниц укреплён неподвижно, а верхний при-
водится в движение длинным рычагом. Круп-
ные стуловые ножницы снабжаются рычаж-
ной или зубчатой передачей между ручным и
ножевым рычагами и регулируемыми упорами
для прижима материала (фиг. 40). Характери-
стика ножниц приведена в табл. 7.
Таблица 7
Характеристика крупных стуловых ножниц
Разрезаемый
материал
Стальной лист
Круглая сталь
до
Модель ножниц и длина ножа
Фиг. 40, а
1-100 мм
Фиг. 40, б 1 Фиг. 40, в
/—ЗОЭ мм | /-200 мм
миллиметры
6
и
7
М
8— го
ЭО—22
ГЛ. XV]
РЫЧАЖНЫЕ НОЖНИЦЫ
735
Ручные рычажные ножницы (фиг. 41) с закрепляются в станине. Ход ножниц и уси-
зубчатой передачей и закрытой станиной пред- лие реза можно изменять перестановкой ва-
назначаются для резки без смены ножей круг- лика 3.
лого, квадратного, углового и таврового же- Основные параметры ручных ножниц с за-
леза. Для прижима уголка ножницы снабжены крытой станиной приведены в табл. 8.
Таблица 8
Характеристика ручных ножниц с закрытой станиной
Размер разрезаемого профиля (сталь с «^ < 45 кг\мм?)
Ход
ножевой
доски
Угол
поворота
рукоятки
Вес
ножниц
в кг
5°Х5
35X35X5
35X5
14 И 26
-133°
///////////////////////////?//////////}//
Фиг. 40. Стуловые ножницы.
упорным болтом 1 и для прижима квадрата и Ручные столовые ножницы (фиг. 42) при-
круга прижимной планкой 2. Ножницы имеют меняются для резки широких полос тонкого
две плиты, связанные болтами, между кото- листового железа. Верхний нож прикреплён
Фиг. 41. Ручные рычажные ножницы с зубчатой
передачей и закрытой станиной*
рыми перемещается в направляющих ползун
с подвижными ножами. Неподвижные ножи ведены в табл. 9.
Фиг» 42. Ручные столовые ножницы.
непосредственно к рычагу. Нож выполнен
саблеобразной формы с целью получения по-
стоянного угла резания. Ширина отрезаемых
полос определяется переставным упором. Для
удержания листов во время резки ножницы
снабжаются прижимом.
Основные данные листовых ножниц при-
736
ножницы
[РАЗД. IV
Таблица 9
Таблица 10
Характеристика листовых ножниц
Толщина листа в мм
Сталь с
с?< 45 кг/мм1
1.5
Ь5
о, 75-з
Цветные
металлы
3
а
1-а,5
Длина
ножей
в мм
8оо
460
53°— Г5°°
Вес
ножниц
в кг
4%>
45°
аз°—78°
Угол наклона ножей. Для того что-
бы во время реза листового и полосового ма
териала он не выжимался из-под ножей, не-
обходимо, чтобы угол между лезвиями был
меньше двойного угла трения. Обычно
этот угол берётся в пределах от 7 до 12°
(табл. 10).
При расчёте ручных ножниц принимают
усилие на рукоятке при резке профиля ма-
ксимального сечения не более 35 кг, а угол
поворота рукоятки — не более 140°.
Рычажные ножницы с механи-
ческим приводом применяются для рез-
ки сортового, профильного и листового мате-
риалов больших сечений. Большое распро-
Максимальный размер '
заготовки в мм (сталь
С с
13
33
37
32
35
39
& < 45 кг1мм3)
12
2О
24
28
31
34
8X75
I2XHO
I5XH5
i8Xi2o
20X120
22 Xiao
п
о.
а>
я
ч
S
б
16
34
33
4°
4»
5-
Ю
ЭК
0>
о
X
о
X
i8
3°
37
43
47
5°
35
OP
о
я
я щ
С^ од
хбо
240
25°
2бЪ
265
27О
X
те 4
о О.
сп в
? ^ х
>> ж 8
7
8
9
ю
и
12
S
X
о
X
с
¦S
Я
о.
X
О
рытый
1 За к
странение в силу своей универсальности по-
лучили рычажные ножницы с открытым
зевом — аллигаторные ножницы. Так как рез-
ка профильного железа на аллигаторных нож-
ницах производится с деформацией полок, то
они в основном используются для резки скра-
па, а в прокатном производстве — для резки
заготовок.
Аллигаторные ножницы имеют горизон-
тально расположенный привод. Они изгото-
вляются стационарными и передвижными на
тележках (фиг. 43).
Аллигаторные ножницы имеют подвиж-
ную челюсть с верхним ножом, станину с
нижним ножом, кривошипный механизм,
муфту включения и шестерёнчатую передачу
с маховиком.
Аллигаторные ножницы работают единич-
ными и непрерывными последовательными
ходами. Они снабжаются боль-
шей частью пусковыми муф-
тами с поворотной шпонкой и
с автоматическим выключением
после каждого реза (фиг. 44).
Включение ножниц в работу
производится ножной педалью
через систему рычагов (фиг. 45).
Для получения непрерывной
работы необходимо ножную
педаль держать опущенной. На
коленчатом валу поставлен тор-
моз периодического действия
для притормаживания колен-
чатого вала пос-
ле выключения
муфты и удер-
жания челюсти
в открытом по-
ложении.
В аллигатор-
ных ножницах
в соединении
муфты с ше-
стерней вста-
вляется предо-
хранитель в ви-
де срезающейся
шпильки, пре-
''•"o-'-S&.&o?»'' A'.e;?'s'.»:-c.V-ffS<:le--i''1-5e'.'ie4^-:*j<»vSi;AOxpaняющей
НОЖНИЦЫ ОТ ПО-
Фиг. 43. Аллигаторные ножницы. ЛОМКИ при пе-
регрузке.
рру
Аллигаторные ножницы имеют ручной при-
жим. Включение электродвигателя, как пра-
вило, производится кнопками „пуск" и „стоп".
В отдельных случаях ножницы включаются
рубильником. Станины аллигаторных ножниц
выполняются из стального литья.
Основные данные аллигаторных ножниц
приведены в табл. 11.
Ножи аллигаторных ножниц имеют четыре
режущие кромки и крепятся потайными бол-
ГЛ. XV]
РЫЧАЖНЫЕ НОЖНИЦЫ
737
Характеристика аллигаторяых ножниц
Таблица 11
Размер разрезаемого профиля (сталь с
Квадрат,
мм
32 X 32
5°Х 5°
7ОХ 7°
8оХ 8о
9°Х оо
поХно
Круг,
0 мм
35
6о
75
9о
IOO
Полоса,
max i8
15°Хз5
—
—
—
Угольник,
мм
5ох 5°Хю
looxiooxia
15
18
2О
2О
эд < 50 кг/мм*)
Швел-
лер №
8
13
24
3°
Зб
зб
Дву-
тавр №
8
i8
24
Зо
Зб
Зб
Труба,
0 мм
оо
I4O
—
—
—
Рабо-
чая
в мм
250
5оо
5оо
5оо
5оо
5°о
Макси-
мальный
угол реза
в градусах
13
13
13
13
13
»3
Число
ходов
4О
34
Зб
а8—за
24
15
Мощность
электро-
двигателя
в кет
3|2
10,4
10,4
10,4
13
а8
тами. Ножи листовых ножниц имеют одну большого — 10—20 мм. Зазор между ножами
режущую кромку. Формы ножей и их мате- также зависит от исходного размера заго-
риал приведены в табл. 12. товки. В листовых ножницах он берётся
Фиг. 44. Муфта включения.
Перекрытие ножей берётся различным в 0,1—0,2 мм, а в аллигаторных крупного раз-
зависимости от исходного максимального се- мера доходит до 0,5 мм и даже до 1 мм.
Муфта включена
Фиг. 45. Положение поворотной шпонки и рычагов
управления при включении муфты.
чения заготовки. У ножниц малого размера
«но делается около 5—10 мм, у среднего и
47 Том 8
Фиг. 46. Регулировка зазора между
ножами в аллига горных ножницах.
Регулировка зазора между ножами алли-
гаторных ножниц производится или сменными
738
ножницы
[РАЗД. IV
Ножи рычажных ножниц
Эскиз
Назначение
ножей
Для аллига-
торныж нож-
нии
Для рычаж-
ных открытых
ножниц (ли-
стовых и сор-
товых)
Материал ножей
Сталь марок: 4ХС,
8ХВ, 5ХВС, 6ХВС, У7
и У8А (см. т. 3)
Ножи для резки ли-
стового железа тол-
шиной до 1,5 мм из-
готовляются из стали
У7А
Твёрдость ножей
после термообработки
П 5560
накладками в месте крепления ножей (фиг.
46, а), или же клином (фиг. 46, б), установлен-
ным между подшипником коренного вала и че-
люстью. Клином одновременно производится
и компенсация износа боковых накладок.
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ
НОЖНИЦЫ
Общие сведения
Однокривошипные ножницы объединяют
в одну общую группу разнообразные машины,
предназначенные для резки в холодном состоя-
Таблица 12 Однокривошипные (эксцентриковые) нож-
ницы по конструктивным признакам делятся
на открытые, закрытые и комбинированные.
Каждый из видов ножниц служит для выпол-
нения определённых технологических опера-
ций.
Конструктивные разновидности
Ножницы открытого типа имеют
открытую станину С-образной формы. По кон-
структивным и технологическим признакам они
делятся на следующие виды: 1) с продольно
расположенными ножами для листового и сор-
тового металла; 2) с продольно расположен-
ными удлинёнными ножами для резки листо-
вого металла; 3) с продольно расположенными
ножами для резки сортового металла; 4) с по-
перечно расположенными ножами для резки
листового металла; 5) с косо расположенными
ножами для листового и сортового металла
(скрапные ножницы); 6) универсальные.
На ножницах с продольно расположенным
ножом (фиг. 47, табл. 13) производится резка:
листового металла неограниченной длины и
ширины последовательными резами; сортового
металла сменными ножами, соответствующими
разрезаемому профилю. Ножницы предназна-
чены для производств, где резка сортового и
листового металла не является массовой ра-
ботой. Станина ножниц имеет паз для выхода
железа.
Ножницы второго вида отличаются только
более длинным ножом, что даёт возможность
увеличить производительность при резке листо-
вого материала.
Ножницы третьего вида отличаются от пре-
дыдущих тем, что у них отсутствуют пазы
в станине для прохода разрезаемого листа, что
даёт более жёсткую и
прочную станину. По-
Паз для прохода
листового Железа
Фиг. 47. Открытые ножницы с продольно расположенным ножом.
нии сортового, листового и профильного мате-
риала. Типоразмеры ножниц определяются
стандартными размерами сортового и про-
фильного материала.
этому они применяются не только для резки
листового металла, но v для резки сменными
ножами круглого металла диаметром от 25
до 120 мм. Открытые сортовые ножницы
ГЛ. XV]
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
739
малого размера делаются передвижными, боль-
шего размера — стационарными и используются
там, где требуется резка металла на длинные
прутки, которые значительно удобнее закла-
дывать в открытые ножницы.
Ножницы с поперечным расположением
ножей предназначаются для отрезки сравни-
тельно узких полос от листа неограниченной
вой металл на части, не ограниченные по
длине. Они изготовляются для резки круглого
железа диаметром до 125 мм.
Ножницы с открытой станиной в целях
большей универсальности обычно комбини-
руются с дыропробивным прессом (фиг. 48,
табл. 14) или снабжаются дыропробивным
устройством, что даёт возможность на одной
Паз для проходи
листового Железо
Фиг. 48. Листовые ножницы с дыропробивным прессой.
длины. Ширина отрезаемых полос определяется
вылетом станины. Ножницы с поперечным
расположением ножей значительно удобнее
предыдущих при резке полос, так как нет
необходимости проталкивать разрезаемое же-
лезо по узким пазам.
Ножницы с косо расположенными ножами
(скрапные) дают возможность отрезать полосы
неограниченной длины и перерезывать сорто-
Характеристика открытых ножниц
машине вместе с резкой листового и сорто-
вого железа производить одновременно про-
бивку отверстий в профильном и листовом
металле. При помощи специального аппарата
можно выполнять на дыропробивном прессе
зарубочные работы (фиг. 49). Зарубочным ап-
паратом можно производить зарубки в листо-
вом, угловом и тавровом железе с толщиной
стенки до 32 мм.
Таблица 13
с продольными ножами (фиг. 47)
Размер разрезаемого профиля в мм (сталь с »^ < 45 кг/мм*)
Листовая
сталь
ХЗ
i6
so
25
28
3а
»3
13
i6
20
23
а5
Полосовая
сталь
в один
приём
7°Хз5
9°Х25
I2JX35
120X4°
15°Х45
200X50
юХ45э
ЮХ7*>
13X450
15X600
17Х45Э
аоХбоо
Посредством
40
45
6о
7°
.8о
9о
.
—
—
—
—
35
4°
55
62
?
специальных ножей
й
80Х8ЭХ10
9оХ9°Хю
1ЮХ1ЮХ12
140X140X15
150X150X18
160X160X19
Й
И
50X50X6
6ОХ6ОХ7
70X70X8
120X120X13
140X140X15
140X140X15
Ножницы с длинными ножами.
_
—
—
—
—
—
—
_
—
«
Длина но-
жей в мм
i8o
200
*5°
35°
4оо
42о
ооо
75°
5оо
650
5м
650
Ход ножей
в мм
ао
22
зо
42
45
5°
74
5°
75
92
7°
ЮЗ
Число хо-
дов и по-
требная
мощность
в кет
45/3
454.5
45/7.2
30/9
25/"
2О 15
36/4.5
Зэ/б
36/4.5
34/9
ЗО/7.5
34/i I
740
ножницы
[РАЗД. IV
Таблица 14
Характеристика листовых ножниц в комбинации
с дыропробивным прессом (фиг. 48)
Листовые
ножницы
Толщина ли-
стовой стали
в мм
(а.—45 кг/мм*)
IO
i6
so
»5
33
Дыропробивной
пресс
Пло-
щадь
среза
в мм?
7Ю
IOOO
1400"
2О0О
з8оо
4ооо
Усилие
пробив-
ки в т
а8
4о
5б
8о
на
1бО
Длина
ножей
ножниц
в мм
аоо
«5°
а8о
32O
Збо
4оо
Число
ходов
в мину-
ту
45
4°
35
s
»5
Мощ-
ность
в кет
а
а,3
4
5.з
9.3
13.5
Открытые ножницы с горизонтально рас-
положенным приводом и вертикальными но-
жами (арматурные
ножницы) приме-
няются для резки
прутка большой
длины диаметром
до 45 мм. Арма-
турные ножницы
изготовляются ста-
ционарными и на
тележках. Рабо-
чее пространство
у арматурных нож-
ниц открыто свер-
ху и удобно для
вкладывания длин-
ных прутков. Резка
углового железа производится сменными но-
жами.
Закрытые ножницы (фиг. 50 и
табл. 15) имеют закрытую станину, в середине
которой расположено рабочее пространство
Фиг. 49. Зарубочное приспо-
собление к дыропробивному
прессу.
в виде окна. Применяются для резки полосо-
вого, сортового и профильного материалов.
Резка полосового материала и квадрата произ-
водится прямыми ножами; резка сортового и
профильного материалов — специальными но-
жами, имеющими форму разрезаемого про-
филя.
Более мощные ножницы снабжаются
подающими и отводящими роликами (фиг. 51
и табл. 16), что значительно облегчает ра-
боту на ножницах при подаче материала.
Для уменьшения первоначального усилия це-
лесообразно резать квадрат по диагонали,
что и применяется в большинстве ножниц,
но резка по диагонали усложняет подачу ма-
териала.
При резке уголка, балки швеллера и других
профилей на ножницах с вертикальным движе-
нием ножей подача материала производится
под углом 45°. Это необходимо для обеспе-
чения резки профилей сразу по всему контуру
во избежание искажения профиля, неизбеж-
ного в случае постепенного разреза. Для того
чтобы подавать материал по плоскости, нож-
ницы делают с наклонным супортом под
углом 45° (фиг. 52, табл. 17). В этом случае
облегчается обслуживание ножниц и умень-
шается их высота.
Сортовые ножницы выполняются трёх
основных типов, отличающихся между собой
количеством ножей.
Наиболее простой тип ножниц имеют ножи
для резки квадрата, круга и полосы; для
резки профильного материала необходима
смена ножей.
Следующий тип ножниц снабжается но-
жами как для резки квадрата, круга и по-
лосы, так и для резки уголка без смены но-
жей.
Третий тип ножниц (фиг. 53) имеет ножи
для резки уголка, круга, квадрата и полосы,
а также для резки швеллера или балки.
Таблица 15
Характеристика закрытых ножниц для резки сортового
металла (фиг. 50)
Разрезаемый металл —сталь 5t<45 кг\мм?
32 з°
33
45
6о
5°
75
оо
Г/УУЛЯ
Под прямым
углом
7
80X22;
100X16
100X24!
80X80
IOOXIOO
120X20
115x28
120X120
13^X24
I75X2Q
13охзб|
2JOX22
1ЭОХ120
53
240X26
;j I4OXI4O
I6OX16O
735
330X33
180X50
80X80
100X100
120X120
iaoX 130
20X120
140X14°
160X160
гоохаоо 200ХЗО0
Под
углом
45°
Двутав-
ровые
балки и
швел-
леры
55X55
70X70
9°Хоо
доХ9°
120X120
160Х160
№ 13
№ 18
№ зо
№35
№ 30
44
80
Таблица 16
Характеристика закрытых ножниц для резки
заготовок (фиг. 51)
Разрезаемый
металл—сталь
о^=45 кг!мм*
(размеры в мм)
IOO
но
135
'3°
140
по
120
135
14°
15°
'35°Х45
350X55
4ооХ5°
45ОХ55
250X85
3°°Х95
4оо
45о
53°
55°
650
9оо
420
45°
42O
5оо
4зо
45°
22—30
13-35
95
18—25! I3O
12—22
is—
10-18
6-16
5°
ГЛ. XVI
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
741
[—1
*—1
[
i
А
;
/1
п..
)
!
1
21»
5
7
Фаг. 50. Закрытые ножницы для резки сортового металла.
Характеристика закрытых ножниц с наклонным супортом (фиг. 52)
Таблица П
Разрезаемый металл — сталь efc<45 кг!мм*
профиля
Число хо-
дов в ми-
нуту
Мощ-
ность
в кет
35
45
бо
65
ч
IOO
23
35
52
55
65
8^
6oXi5
100X10
100X20
110X28
iaoX32
150X38
150X50
60 X 60X7
60Х 80X9
юоХ 100X10
120X120X12
140X140X17
150X150X18
160X160x19
300X200X20
7
8оХ 8оХ9
iooXiooXn
130Х120ХИ
140X140X15
16 JX160X19
№ ia
№ 14
Мб 16
№ 24
№ 28
№ 30
№ 30
№ 30
№ 14
№16
№24
№a3
3
№30
№30
№10
№ ia
№ 14
№ 16
№ao
№ 20
№20
№ 20
50
50
50
50
36
30
34
742
ножницы
(РАЗД. IV
Фиг. 51. Закрытые ножницы для резки заготовок. Фиг. 52. Закрытые ножницы с наклонным супортом.
Фиг. 53. Закрытые ножницы с наклонным супортом.
ГЛ. XV}
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
743.
Комбинированные ножницы. За-
крытые ножницы, так же как и открытые,
в целях большей универсальности изго-
товляются в комбинации или с дыропробивным
прессом (фиг. 54, табл. 18), или с листовыми
При проектировании комбинированных нож-
ниц, как правило,основным элементом являются
листовые ножницы, наличием которых опре-
деляется форма станины. Все комбинации нож-
Фиг. 54. Комбинированные ножницы.
Характеристика сортовых ножниц с дыропробивным прессом (фиг. 54)
Таблица 18
Обрабатываемый материал — сталь с »
(размеры в мм или №№)
кг/мм1
Дыропробивной
пресс
Толщина
листа
Диаметр
отверстия
в мм
Фасонные ножницы без
сменных ножей
Со сменными
ножами
Число хо-
дов в ми-
нуту
Ход пуан.
сона
в мм
Ход фасон-
ных ножей
в мм
Мощность
в кет
3°
25
3=
бо
65
75
85
5»
55
65
75
5
140X140X17
160X160X20
200X200x23
№ 2б
№3°
№23
№зб
№30
№ 3°
28
2б
24
38
43
48
56
42
48
56
ножницами (фиг. 55, табл. 19), или с теми и
другими вместе — так называемые комбиниро-
ванные ножницы (фиг. 56 и табл. 20).
ниц возможны только при условии, если от-
дельные ножницы имеют одинаковую мощ-
ность, приведённую в табл. 21.
Таблица 19
Характеристика листовых и сортовых ножниц (фиг. 55)
Разрезаемый металл—сталь <^<4
(размеры в мм или №№)
кг\ммЛ
Листовые нож-
ницы
Лист
Фасонные без сменных ножей
Со сменными
ножами
Число
ходов
в мину-
ту
Ход листо-
вых нож-
ниц в мм.
Ход фасон-
ных ножей
в мм
Длина ли-
стовых но-
жей
в мм
Мощ-
ность
в кет
25
За
15^X24
165x28
240X4°
бо
65
75
85
55
65
75
120X120X15
140X140X17
1боХ1бохзэ
Я00Х20ЭХ2Э
№22
№аб
№30
№ за
К»
аЗ
26
34
5°
бо
38
42
48
6з
ззо
744
ножницы
[РАЗД. IV
Обрабатываемый
Листовые
НОЖНИЦЫ
Лист
9
и
13
16
ао
ао
аа
«5
33
Г7777ЯЛ
iooXi4
ноХ i6
похао
130X23
130X13
15°Х34
165X28
150X35
340X40
Характеристика комбинированных ножниц (фиг. 56)
материал — сталь с «л = 45 кг/мм*
(размеры в
1« II
jjjo.*§
15/и
эо/13
ao/i6
за/эо
35/зз
30/20
33'зз
38'35
46/33
им или №№)
Фасонные без сменных
эб
За
45
5о
6о
65
75
85
ножей
35
28
35
45
53
55
65
75
В
gza>
7оХ 7°Х 7
8оХ 8ох 8
iooXiooXia
laoXiaoXia
130X130X13
130 X130X15
140Х140Х17
160Х160ХЗО
зооХаооХзз
Со сменными
ножами
Мю
№ ia
№14
№16
№ аз
№ за
№ аб
№30
/4 33
JL
ей»
№ю
№ is
№ 14
№хб
Мга
№аэ
№эб
№ з°
№30
Чи-
сло
ходов
в ми-
нуту
45
45
45
45
36
э8
эб
24
за
Ход ли-
ножниц
в мм
—
—
—
—
38
46
5°
6о
Ход пу-
ансона
—
—
—
—
38
4а
48
56
Ход фа-
ножниц
в мм
—
—
—
—
38
4а
4»
.56
Таблица 29
Длина
ножей
ЗОО
зз5
Э5о
Зоо
Зоо
3°°
35O
4оо
5оо
Мощ-
ность
о. 75
1.3
3,3
3
7.5
хо
15
за
Фиг. 55. Комбинированные ножницы.
Фиг. 56. Комбинированные ножницы.
На основании данных, приведённых втабл.21,
можно комбинировать ножницы по схеме, изо-
бражённой на фиг. 57, получив большое число
типоразмеров машин при ограниченном числе
общих узлов и деталей. Комбинированные нож-
ницы имеют общий привод и независимое
включение.
Однокривошипные закрытые ножницы при-
ведённых типов применяются в заготовитель-
ных цехах машиностроительных заводов, в це-
хах металлоконструкций, на судоверфях. На
строительстве и на металлоскладах приме-
няются ножницы на тележках.
В отдельных случаях закрытые ножницы
устанавливаются на поворотном круге, что
даёт возможность ставить в цехах ножницы
в любом положении по отношению к потоку
металла.
Таблица 21
Листо-
вые
ножни-
цы
Толщи-
на ли-
ста
в мм
ю
13
16
30
25
За
Сортовые
ножницы
Диаметр
разрезае-
мого мате-
риала в мм
45
55
6о
65
75
85
Дыропро-
бивной
пресс
Площадь
среза
в ммг
700
IOOO
I4OO
зооо
з8оо
4ооо
Зарубочное
устройство
Толщина
листа в мм
8
до
13
i6
33
35
Потребная
МОЩНОСТЬ
эл ектро-
двиг ателя
В Л. С.
а.5
3.5-4
5-6
7.5-8
ia.5-15
18—ао
ГЛ. XVI
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
745
Фиг. 57. Схема комбинаций нож-
ниц: а — комбинированные нож-
ницы с поперечным листовым но-
жом; б—комбинированные нож-
ницы; в — комбинированные нож-
ницы с зарубочным устройством;
«=» j <=й г—дыропробивной пресс; д — ли-
"/ стовые ножницы с удлинённый
ножом; е — листовые ножницы;
ж—сортовые ножницы; з —листовые ножницы с прес-
сом; а — сортовые и листовые ножницы; к —сортовые
и листовые ножницы с зарубочным устройством; л —ли-
стовые ножницы с поперечным ножом и прессом.
Элементы расчёта
На фиг. 58 показаны цикловые диаграммы
закрытых ножниц. Цикловые диаграммы, а от-
сюда и кинематика комбинированных ножниц,
строятся таким образом, чтобы при работе
трёх или двух механизмов рез материала
происходил не одновременно, а в определён-
ной последовательности.
Усилия, необходимые для резки в холодном
состоянии наиболее ходовых профилей из стали
с пределом прочности ^ = 45-г-50 кг\мм%, та-
ковы:
.. Профиль разрезаемой стали
•
т
L
Размеры в мм
13
22
27
32
35
50
65
80
12
20
24
28
31
45
60
70
8x75
12x110
15* 115
18 у 120
20х 120
25 у 155
35x210
40x250
40x40x5
50x50x6
60x60 х 7
70x70x7
90x90x11
120x120x16
150x150x15
С
/У*
5
7
8
10
12
20
26
l|i
—
—
18
20
28
38
44
Усилие^ необходи-'
мое для резки ме-
талла с преде-
лом прочности
б^Юке/мм*
6т
mm
гьт
32т
ЧОт
80т
150 т
. 200 т
В расчётные параметры ножниц входят
число ходов и величина хода.
Число ходов определяет их производитель-
ность и влияет на качество реза. При боль-
шой скорости ре-
за срез получается
более ровным, при
медленном же ходе
ножей происходит
затягивание метал-
ла между ножами
(особенно при рез-
ке тонкого поло-
сового материала),
вследствие чего
срез получается с
заусенцами. Прак-
тически средняя
скорость прини-
мается в пределах
от 25 до 50 мм в
секунду. На диа-
грамме, изобра-
жённой на фиг. 59,
приведены наибо-
лее употребитель-
ные числа ходов в
зависимости от се-
чения исходного
расчётного про-
филя. Максималь-
ные числа ходов
по каждому раз-
меру относятся к
ножницам закры-
того типа и мини-
мальное—к откры-
тым ножницам.
Исходным рас-
чётным размером
Фиг. 58. Цикловые диаграммы?
а — однокривошипные нож-
ницы — листовые или сорто-
вые; б — однокривошипные
ножницы с двумя механиз-
мами; в—однокривошипные
ножницы с тремя механиз-
мами.
или профилем в
ножницах, предна-
значенных как для резки листов, так и для
резки остальных профилей, берётся толщина
листа. При этом размеры профильного же-
леза— квадрата, углового, таврового, двутав-
рового, швеллерного и др. — определяются
ш
й
ж.
I
ш
1
щ
ж
Ш
I
20 30 40 50 60 70 80 SO 100мм
Размер заготовки (диаметр)
фиг. 59. Числа ходов одно кривошипных
ножниц.
по равенству площадей или по равенству ра-
бот. В последнем случае рез проходит не
сразу по всему профилю, а последовательно
(см. табл. 26, позиция б).
Величина хода ножей зависит от попереч-
ного размера профиля или заготовки. В откры-
тых ножницах, предназначенных для резки
только листового материала, ход ножей зависит
от длины ножа и определяется по формуле
//= / sin a — s,
где I — длина ножа; а
* — толщина листа.
угол наклона ножа:
746
ножницы
[РАЗД. IV
В том случае, когда открытые ножницы
предназначаются для резки сортового и npoj
фйльного металла прямыми ножами, ход ножей
H = aY'2+0,\a= 1,52c,
где а — сторона квадрата; 0,1я— перекрытие
ножей. Для ножниц больших размеров, преду-
сматривающих резку круга диаметром более
100 мм, ход ножей увеличивается до удвоен-
ной стороны квадрата.
В закрытых ножницах для резки профиль-
ного металла ход ножей определяется по раз-
меру исходного расчётного профиля круга и
берётся в пределах от 0,63 до 0,6ба?, где d —
диаметр круга. ,
В закрыргых ножницах для резки заготовок
ход ножей берётся равным 1,1а.
; В комбинированных ножницах, имеющих
дыропробивной пресс и открытые листовые
ножницы, ход пуансона берётся по максималь-
ной толщине листа, подвергающегося пробивке,
и увеличивается на 15—2О°/о, а ход сортовых
ножниц делается равным ходу листовых нож-
ниц, который определяется длиной ножа.
Детали, узлы и приспособления
Станина ножниц является основной
частью машины, которая воспринимает все
нагрузки, возникающие при работе ножниц.
Она выполняется из фасонного стального
литья (С х 0,35%) или же сборной из толстого
листового материала —стали 60 (фиг. 60). Сбор-
ТГ
Фиг. 60. Сварная станина комбинированных ножниц.
ные станины получили распространение ввиду
большой прочности и жёсткости наряду с мень-
шим весом по сравнению с литыми станинами.
Сборные станины делаются из двух плит, стя-
нутых анкерными болтами. Между листами
укрепляются направляющие для ползуна.
Привод ножниц. Станина ножниц
является опорой для привода и электродвига-
теля. В ножницах большего размера, приме-
няемых для резки заготовок, привод устанавли-
вается внизу (фиг. 51).
В большинстве современных конструкций
ножниц привод осуществляется от индиви-
дуальных электродвигателей, через ремённую
или клиноремённую передачи. Привод ножниц
выполняется с маховиком и без маховика.
Безмаховиковый привод применяется боль-
шей частью в тех случаях, когда нет необхо-
Фиг. 61. Схемы передачи движения супортом: а —нож-
ницы секторного типа; 6 — сортовые и листовые нож-
ницы; в — пресс с непосредственным приводом;
г — пресс с приводом через толкатель; д — комбини-i
рованные ножницы.
ГЛ. XV]
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
747
димости преодолевать большую пиковую на-
грузку; например, при резке лёгких материалов
или же при резке горячего металла, т. е. тогда,
когда ножницы можно включать без разгона
и отношение рабочего хода к холостому очень
мало. При безмаховиковом приводе включение
мотора производится при каждом резе.
Ножницы холодной резки выполняются
в основном с маховиковым приводом.
На фиг. 61 приведены кинематические схемы
однокривошипных ножниц всех типов. Как
правило, в комбинированных ножницах с об-
щим приводом включением соответствующих
муфт можно;получать как раздельную, так и
совместную работу механизмов ножниц. Исклю-
чением являются ножницы секторного типа
(фиг. 61, а), где ножи установлены в общем
супорте, имеющем качательное движение, а не
поступательное, как во всех остальных типах.
В ножницах этого типа — более простая кине-
матика и сравнительно несложное устройство
направляющих. Качающийся ножевой ползун
применяется в ножницах малого размера, пред-
назначенных для резки листового металла тол-
щиной до 16 мм и соответственно круга диа-
метром до 60 мм.
В ножницах с ручным приводом сидящий
свободно на эксцентриковом валу (фиг. 62)
Фиг. 62. Ножницы с ручным приводом.
рычаг / составляет одно целое с зубчатым
колесом 2, находящимся в зацеплении с зуб-
Фиг. 63. Разрезы по: а — листовым ножницам, б — дыропробивному прессу.
748
ножницы
[РАЗД. IV
чатым сектором храпового рычага 3.
Качательное движение рычага / вы-
зывает движение храпового рычага <?.
Вследствие этого собачка 4 пере-
двинет храповое колесо 5 и связан-
ный с ним эксцентриковый вал 6,
который в свою очередь опустит пол-
зун 7 с ножами 8 и произведёт рез.
При резке более мелких профилей,
когда не требуется большое усилие,
а необходимо ускорить ход, выклю-
чается собачка 4 и вводится в заце-
пление с храповым колесом собачка 9.
Тогда движение рычага 1 передаётся
непосредственно храповому колесу.
В ножницах с приводом от элек-
тродвигателя движение эксцентрико-
вому валу передаётся через две или
три пары шестерён. Электродвигатель
и два (или один) маховика и зубчатая
передача вращаются непрерывно.
Ползун в листовых или сортовых
ножницах, если они изготовляются
отдельными машинами, приводится
в движение от эксцентрикового вала
(фиг. 61, б) посредством промежуточ-
ного, переставляемого рычага (ша-
туна), помещённого в окне ползуна.
В том случае, если ножницы выпу-
скаются комбинированными, движе-
ние к ползуну сортовых ножниц пе-
редаётся через переставляемый ша-
тун непосредственно от эксцентрика,
сидящего на главном валу, а к эксцен-
триковому валу листовых ножниц
движение передаётся с помощью до-
полнительно введённой тяги. Пере-
дача от эксцентрикового вала к пол-
зунулистовых ножниц осуществляется
так же, как и в сортовых ножницах.
Ползун дыропробивного пресса
приводится в движение от эксцен-
трикового вала сортовых ножниц че-
рез рычаг изогнутой формы и шатун
(фиг. 61, г). В этом случае дыропро-
бивной пресс является машиной ры-
чажного типа. При изготовлении ды-
ропробивного пресса отдельной ма-
шиной ползун приводится в движение непо-
средственно от эксцентрика (фиг. 61, в).
На фиг. 63 приведены разрезы по дыро-
пробивному прессу и листовым ножницам.
Механизмы управления. При ма-
ховиковой системе привода ножниц включение
отдельных резов производится подъёмом или
отводом в сторону шатуна (табл. 22,а), муфтами
включения кулачкового типа (табл. 22, б) и муф-
тами с поворотными шпонками. Наибольшее
распространение получило включение отводом
в сторону шатуна в открытых и закрытых
ножницах и выдвижным сухарём в дыропро-
бивных прессах. Кулачковые муфты и муфты
с поворотной шпонкой встречаются реже, глав-
ным образом в ножницах для резки листа
толще 16 мм. Фрикционные дисковые муфты
с электропневматическим включением уста-
навливаются в ножницах для резки заготовок
диаметром от 100 до 230 мм.
Способы включения предусматривают ра-
боту как на непрерывных ходах, так и на оди-
ночных с автоматическим выключением после
каждого реза.
Таблица 22
Механизм управления
Схема механизма включения
Применение
а) В откры
тых, закры-
тых и ком-
бинирован-
ных ножни-
цах для
получения
автоматиче-
ских н оди-
ночных хо-
дов
б) В закры-
тых ножни-
цах для полу-
чения одиноч-
ных и авто-
матических
ходов
в) В дыро-
пробивном
прессе и от-
крытых нож-
ницах для по-
лучения ав-
томатиче-
ских и оди-
ночных хо-
дов
Принцип действия механизма включения
перестановкой шатуна показан в табл. 22 (по-
зиция а). Шатун 1 сидит на эксцентрике и
находится в окне ползуна 2. Ползун в выклю-
ченном состоянии удерживается уравновеши-
вающей пружиной 3 в крайнем верхнем поло-
жении, в то время как шатун под действием
эксцентрика движется всё время вверх и вниз.
Пружина 4 удерживает шатун в выключенном
положении. В ползуне укреплена вогнутая
пята 5. При повороте рычага включения 6
влево по стрелке нижняя головка шатуна вво-
дится в пяту, ложится на её рабочую поверх-
ность и производит передвижение ползуна
вниз. Обратное движение ползуна вверх осу-
ществляется верхней поверхностью головки
шатуна, нажимающей на укреплённую вверху!
в выемке ползуна шатунную планку. Когда,
давление шатуна на пяту прекращается, пру-
жина 4 выводит головку шатуна из зацепле-
ния с пятой.
Таким образом осуществляется автомати-
ческое выключение движения ползуна после
каждого хода.
ГЛ. XV]
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
749
Для устранения неполного включения
шатуна, при котором между головкой шатуна
и пятой могут возникнуть недопустимые вы-
сокие напряжения, необходимо, чтобы поворот
рычага на включение был возможен только
в то время, когда шатун движется вверх. Для
обеспечения этого условия применяется бло-
кировка в виде предохранительного при-
способления (фиг. 64).
Планка 1 вращается на оси 2 и опирается на штифт 3
своим левым концом. Правый, свободный, конец планки
находится в зоне движения пальца 4, вставленного в
головку шатуна. Если повернуть рычаг 5 для включения
при верхнем положении, наиболее неблагоприятном, то
конец пальца 4 упрётся в торец планки /и не позволит
произвести вклю-
чения. Только когда
шатун, двигаясь
вниз, пройдёт ту
часть пути, которая
блокирована тор-
Фиг. 64. Схема выключения пере-
движением шатуна.
Фиг. 65. Крючок для
перевода на авто-
матический ход.
цом планки, возможно повернуть шатун влево. При этом
на рукоятку необходимо нажимать в течение всего
остатка хода вниз, полного хода вверх и начала нового
рабочего хода вниз, пока не произойдёт включение рабо-
чего механизма. Планка 1 при ходе вверх будет пово-
рачиваться в направлении стрелки. Если необходима
автоматическая работа, то рычаг включения запирается
в оттянутом положении при помощи крючка (фиг. 65).
В кулачковой муфте, приведённой в
табл. 22 (позиция б), включение на одиноч-
ный ход производится рычагом управления,
перевод же на непрерывную работу — пере-
становкой хомутика 2 в левый вырез ры-
чага 1. Выключение муфты по окончании
одиночного реза производится роликом, сидя-
щим на хомутике 2. При вращении эксцен-
трикового вала фасонная шайба 3 обкаты-
вается по ролику и отжимается со стержнем 4
в сторону, выводя из зацепления кулачки.
Для остановки супорта после выключения
ножниц в верхнем положении у кулачковых
муфт устанавливается ленточный тормоз на
коленчатом валу. Тормоз приводится в дей-
ствие профилированным диском.
При включении супорта перемещением ша-
туна тормоз не требуется, так как в этом слу-
чае супорт уравновешивающими пружинами
поднимается вверх в исходное положение.
Муфты кулачковые и с поворотной шпон-
кой при включении значительно удобнее, чем
механизм включения при помощи перемеще-
ния, так как нет необходимости при вклю-
чении улавливать высшее положение эксцен-
трика, но они более сложны в изготовлении и
менее надёжны в работе.
В ножницах больших размеров ставятся
кулачковые муфты типа, приведённого в
табл. 22 (позиция б).
Гнездо для камня 5
Фиг. 66. Механизмы включения пресса.
В дыропробивном прессевыключение произ-
водится или перемещением шатуна, или по-
воротом камня. Дыропробивной пресс снаб-
жается дополнительным приспособлением для
керновки и холостого качания пуансона.
750
ножницы
[РАЗД. IV
Керновка необходима для того,
чтобы при пробивке отверстия можно
было бы точно установить лист по
центру пуансона и уже после этого
включить ползун на рабочий ход. Для
этой же цели производится и холо-
стое качание пуансона.
Наиболее характерные конструк-
ции для получения холостого хода и
керновки показаны на фиг. 66.
В первой конструкции (фиг. 66, а)
рычаг 1 приводится в движение от
эксцентрикового вала через переда-
точный рычаг. Включение осущест-
вляется поворотом рычага 2, при этом
сухарь 3 поворачивается из положе-
ния / в //. Посадка пуансона (кер-
новка) состоит в том, что пуансон
свободно опускается на обрабатывае-
мый лист и остаётся на нём непо-
движно до включения ползуна.
При керновке штифт 4 вытяжного валика 5
вводится в канавку 6. При этом выступ валика
выходит из сцепления с поперечным пазом на
рычаге 1, и фиксатор 7 заходит в канавку на
валике 5, удерживая его от возврата под
действием пружины. Нажимая на рукоятку 8,
рабочий впускает ползун до соприкосновения
пуансона с листом, после чего поворотом ру-
коятки 2 поднимается сухарь 3, и рычаг /, на-
давливая на ползун через сухарь, производит
пробивку отверстия.
Во время опускания ползуна уступы 9 упи-
раются в направляющие ползуна и выводят
из зацепления фиксатор 7 с валиком 5. По-
следний под действием пружины при обрат ном
ходе рычага / заскакивает в гнездо рычага и
рычаг за валик 5 поднимает ползун в верх-
нее положение.
Для установки механизма на холостое
качание ползуна без пробивки отверстия
штифт 4 вытяжного валика 5 устанавливается
в канавке 10. Фиксатор 7 уже не может удер-
жать валик 5 в оттянутом положении, и конец
валика находится в продольном пазу рычага 1.
В результате этого ползун при выключенном
сухаре 3 перемещается вниз под действием
собственного веса, а поднимается вверх вы-
ступом рычага /.
При опускании ползуна вниз он, встретив
на своём пути лист, упирается в него, не
производя пробивки.
Вторая конструкция (фиг. 66, б),
обеспечивающая керновку и холостое
качание пуансона, несколько проще.
Применяется при выключении дыро-
пробивного пресса отводом шатуна.
Керновка производится включением
рукоятки /, которая сидит на валике 2. На
другом конце валика посажен кулачок. При
повороте рукоятки вниз кулачок сначала по-
вёртывает рычаг 3 вокруг оси 4, при этом
верхний конец рычага убирает камень 5 в
гнездо ползуна. При дальнейшем повороте
рычага кулачок надавливает на штифт 6 и
опускает ползун вниз.
Для получения цикла холостых качаний
необходимо отпустить уравновешивающую
пружину 7, и тогда ползун под действием
собственного веса будет опускаться, а подни-
маться будет шатуном. Шатун при холостом
качании должен быть выключен.
Включение муфты и перемещение шатуна
и сухаря делается и ножным от педали, и
ручным (табл. 23); в комбинированных нож-
ницах включе.ние листовых ножниц произ-
водится большей частью ножной педалью, а
сортовых ножниц и дыропробивного пресса —
рычагом. Изготовляются ножницы и с дубли-
Таблица 23
Схемы расположения механизмов включения
Эския
Применение
Сортовые а листовые
ножницы
1. Ручное включение
сортовых ножниц
2. Ручное включение
листовых ножниц
3. Ножное включение
листовых ножниц
Сортовые ножницы и
дыропробивной пресс
1. Ручное включение
сортовых ножниц
2. Ручное включение
пробивного пуансона
3. Ножное включение
пробивного пуансона
Комбинированные
ножницы
1. Ручное включение
сортовых ножниц
2. Ножное включе-
ние листовых ножниц
3- Ручное включение
пробивного пуансона
4. Ножное включение
пробивного пуансона
Сортовые ножницы с
двумя дыропробивны-
ми пуансонами
1. Ручное включение
сортовых ножниц
2. Ручное включение
пуансона
3. Ножное включе-
ние пуансона
4. Ручное включение
пуансона
5. Ножное включе-
ние пуансона
рованным включением как ножным, так и
ручным.
Супорт ножниц получает поступа-
тельное движение от эксцентрикового вала
через шатун. Вверху супорт соединяется с
шатуном, а внизу к супоргу крепятся ножи
потайными болтами. Супорг движется в на-
правляющих, регулируемых отжимными бол-
тами. В верхней части супорта имеется одно
или два уха для крепления тяг уравновеши-
вающего механизма (фиг. 67).
Уравновешивание супорта делается в целях
получения более плавной работы и выборки
всех зазоров. Оно выполняется: грузовым;
пружинным (табл. 24); гидравлическим или
пневматическим. Последнее применяется в
ножницах, предназначенных для резки толстого
листового железа или квадратных и круглых
заготовок размером более 100 мм.
Недостатком пружинного уравновешивания
является то обстоятельство, что усилие пру-
гл. х\п
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
751
жины увеличивается по мере хода супорта.
Этого нет в грузовом уравновешивании, но
зато грузовое уравновешивание более гро-
моздко и требует специального места. По-
этому наиболее употребительные типы нож-
ниц изготовляются с пружинным уравновеши-
ванием. В комбинированных ножницах каждый
(табл. 25), которыми заготовка удерживается
от вывёртывания.
Как правило, в закрытых, открытых и ком-
бинированных ножницах прижимы делаются с
ручной регулировкой в виде подвижной
планки, выдвижного болта для удержания
углового и профильного металла или же в
по CD
В ноЖедых гнездах
ноАи не оказаны
Фиг. 67. Супорт ножниц
супорт уравновешивается самостоятельно.
В отдельных случаях при большом ходе
супорта пружинное уравновешивание делается
не непосредственным, а через рычаг (табл. 24).
Подшипники. Все промежуточные валы
ножниц, кроме эксцентрикового вала, устана-
вливаются как на подшипниках качения, так
и на подшипниках скольжения (фиг. 68).
Эксцентриковый вал ставится только на под-
шипниках скольжения.
Прижимы. При резании металла на но-
жах ножниц, кроме рабочего усилия, возникает
ещё пара сил, стремящаяся поставить заго-
товку наклонно. Если при этом будут отсут-
ствовать предохранительные устройства, то в
результате поворачивания металла разрез
может получиться косым; кроме того, повора-
чивание заготовки повлечёт за собой расхо-
ждение ножей, способное вызвать заедание
супорта в направляющих. Поэтому ножницы
снабжаются специальными прижимами
виде траверзы с ручным маховичком. Прижим
должен быть установлен возможно ближе к
режущей кромке. В сортовых ножницах при-
жим должен быть настолько широк, чтобы он
мог охватить всю ширину ножевой плиты.
Ход прижима берётся таким, чтобы он мог
работать при резке круглых и квадратных
профилей.
Дополнительные приспособле-
ния. В закрытых ножницах при помощи упо-
ров, изображённых на фиг. 69, можно произ-
водить резку уголка и тавра прямым и косьш
углом. Для резки сортового и профильного
металла на мерные длины ножницы снаб-
жаются специальным регулируемым упором.
Материал ножей. Ножи однокриво-
шипных ножниц изготовляются из стали марок
4ХС, 5ХВС, 6ХВС, У7, У8 и подвергаются
закалке до твёрдости 45—60/?с.
Ножи листовых ножниц выполняются с
двумя или четырьмя режущими кромками
752
ножницы
[РАЗД. IV
Таблица 24
Схемы уравновешивания супорта ножниц
а) Грузовое
уравновеши-
вание (ли-
стовые, сор-
товые нож-
ницы и нож-
ницы для
резки бол-
ванок)
6) Пружин
ное уравно-
вешивание
с одной пру
жиной (сор
товые за-
крытые нож
ницы)
в) Пружин-
ное уравно-
вешивание с
двумя пру-
жинам^ сор-
товые за-
крытые нож-
ницы)
г) Пружин-
ное уравно-
вешивание
(листовые
ножницы)
Таблица 25
Прижимы закрытых, открытых и комбинированных
однокривошипных ножниц
Эскиз
Применение
Прижимной болт
применяется в закры-
тых и комбинирован-
ных ножницах
Откидной прижим-
ной болт применяется
в закрытых и комбини-
рованных ножницах
То же
Продолжение табл. 25
Эскиз
9—-
U)
Применение
Прижимная планка
применяется в закры-
тых и комбинирован-
ных ножницах
Для прижима листов
толщиной до 40 мм в
открытых ножницах и
для прижима круглых
и квадратных прутков
в ножницах закрытого
типа
Для прижима листов
толщиной до 30 мм в
открытых и комби-
нированных ножницах
Для прижима листов
толщиной до 30 мм в
открытых и комбини-
рованных ножницах
Для прижима листов
толщиной до 40 мм в
открытых ножницах,
для прижима уголка
тавра, швеллера, бал-
ки и другого сортово-
го металла в комбини-
рованных ножницах и
для прижима болванок
диаметром более 100
мм в закрытых нож-
ницах
Для прижима листов
толщиной до 16 мм в
открытых ножницах
Для прижима листов
толщиной до 25 мм в
открытых ножницах
(табл. 26, позиция а). В табл. 26 (позиция б)
показаны ножи для резки профильного мате-
риала в открытых ножницах. Ножи закрытых
ножниц для резки профиля выполняются
цельными и составными. В отдельных случаях
в целях уменьшения усилия реза ножи для
резки уголков, тавра, швеллера и балок
делаются с углом для постепенного реза, что
даёт менее чистый срез, но зато позволяет
увеличивать размеры разрезаемого профиля.
Зазор между ножами устанавливается в пре-
делах от 0,05 до 0,1 мм.
ГЛ. XV]
ОДНОКРИВОШИПНЫЕ КУЛАЧКОВЫЕ НОЖНИЦЫ
753
Фиг. 68. Привод комбинированных ножниц на подшипниках скольжения.
I I
r~ !i!
Фиг. 69. Упоры для резки
yiолка и тавра под углом.
Ы-
Фиг. 70. Пуансоны дыропробивного пресса. Фиг- 71. Матрицы дыропро-
бивного пресса.
48 Том 8
754
ножницы
[РАЗД. IV
Таблица 26
Ножи однокривошипных ножниц
Эскиз
Назначение
Рейдщие грани*
в/
—1
—г
—3
К
р \
Подвижный но/к
ый но/к
-
Ножи листо-
вых ножниц
Сменные но-
жи открытых
и закрытых
ножниц для
резки про-
фильного ма-
териала с
вертикальным
движением су-
порта
Сменные но-
жи для резки
уголка, тавра
и для резки
швеллера в за-
крытых нож-
ницах с дви-
жением супор-
та под углом
45°
Ножи для рез-
ки профиль-
ного металла с
вертикальным
движением су-
порта и после
довательным
резом профиля
верхним но
жом 4
Перестройка
ножей для рез-
ки двутавра
и швеллера
производится
перестановкой
ножевой пла-
стины из поло-
жения а в по-
ложение в
Ножи для рез
ки профиль-
ного метал
ла с движе
нием супорта
под углом 45Г
и резом по
всему пери
метру одно
временно
Перестройка
при переходе
на другие но
мера швелле-
ров и балок
производится
только заме
ной ножей „:
иЗ" и„7и6"
ГЛ. XV]
ДИСКОВЫЕ НОЖНИЦЫ
755
Угол резания во всех случаях принимается
от 3 до 5°.
Инструмент дыропробивного
пресса изготовляется из стали 5ХВГ, У8А,
У9А. У10А. Пуансоны крепятся хвостовиком
(фиг. 70, а) или накидной гайкой (фиг. 70,6).
Последняя конструкция требует специального
держателя, но более удобна тем, что имеется
возможность создать большую опорную по-
верхность между пуансоном и держателем.
Для керновки листа на пуансоне выпол-
няется центрующий керн с углом 90°. Для
уменьшения трения пуансона о материал за-
точка пуансона производится с обратным кону-
сом под углом 2—3°.
При гладкой торцевой поверхности пуан-
сона при пробивке дыр получается жёсткий
удар, вызывающий мгновенный пик нагрузки.
В целях уменьшения пика изготовляют пуан-
соны с выпуклой торцевой поверхностью.
Матрицы выполняются или из трапецои-
дальной (а) стали, или из круглой (б) (фиг. 71).
Выбор той или иной формы матрицы опре-
деляется экономичностью изготовления.
Смазка. В ножницах применяется ком-
бинированная система смазки. Основные де-
тали, работающие под большим давлением,
подвергаются централизованной смазке.
Остальные детали смазываются густой смаз-
кой.
ДИСКОВЫЕ НОЖНИЦЫ
Дисковые ножницы характеризуются на-
личием круглых ножей, при вращении кото-
рых материал режется. Они' применяются для
Однодисковые ножницы
Эти ножницы применяются (фиг 72) для про-
дольной резки листов как под прямым углом,
так и под углом под сварку и чеканку до 30—35°.
Они имеют один неподвижный нож, прикре-
плённый к столу, и диск. Рез листа произво-
дится верхним подвижным дисковым ножом.
У однодисковых ножниц имеются две
литые стойки, связанные внизу столом, а
вверху — клёпаной или сварной балкой рав-
ного сопротивления. Каретка (фиг. 73) с
дисковым ножом перемещается по валу вдоль
ножниц. От падения при холостом ходе ка-
ретка удерживается двумя подрессоренными
направляющими.
В каретке нож 1 устанавливается на эксцен-
триковой оси 2 (фиг. 74), что даёт возмож-
ность регулировать расстояние между диском
и прямыми ножами (перекрытие ножей).
Включение ножниц производится кнопками
„пуск" и „стоп".
Ножницы снабжаются автоматическим
путевым выключателем, который по
окончании рабочего хода переключает элек-
тродвигатель на обратный ход. При соответ-
ствующей перестановке контактов можно пере-
ключать ножницы на рез в обоих напра-
влениях. Вращение звёздочкам передаётся от
трёхступенчатого редуктора. Прижим листа к
столу производится пневматическими зажи-
мами I — IX (фиг. 72 и 75), которые снаб-
жаются воздухом от цеховой сети давле-
нием 6 ата. Прижимы ставятся на расстоя-
нии 300 мм от ножа. Недостаток данных нож-
ниц: в случае падения давления в цеховой
Фиг. 73. Каретка дисковых ножниц.
продольной резки листового материала, когда
длина линии реза весьма значительна; для
обрезания продольных кромок у листов и лент,
а также фигурной резки листового материала
вырезка днищ резервуаров и т. п.).
По количеству ножей дисковые ножницы
делятся на однодисковые, парнодисковые и
многодисковые.
воздушной сети не осуществляется достаточ-
ный зажим материала, что ведёт к сдвигу
листа при резке. При достаточно жёсткой
конструкции верхней траверзы и стола диско-
вые ножницы могут заменить кромкостро-
гальный станок.
Основные данные однодисковых ножниц
приведены в табл. 27.
Таблица 27
Характеристика однодисковых ножниц
Основные параметры
Длина реза в мч:
от
до
Вылет станины в мм
Скорость реза в м мин
Мощность электродвигателя в л. с.
Толщина листа в мм
250Э
IOOOO
2 5ОЭ
IO ООО
2,33
Зооэ
IO ООО
13
16
20
25
Зооо
IO ООО
4оо
б
8,2
Зооо
IO ООО
б
11,3
4 ооо
IOOOO
4оо
5
17
4 ооо
15 ооо
4оо
5
23
?0
4 ооо
15 ооо
4.оо
5
36
756
ножницы
[РАЗД. IV
по ЛВС
Фиг. 74. Разрез по каретке.
Парнодисковые ножницы
В зависимости от расположения ножей
дисковые ножницы с двумя дисками (фиг. 76)
делятся на три группы.
Первая группа — ножницы с параллель-
ным расположением ножей (табл.28,группа I),
применяются для вырезки полос и наружной
резки круглых ди-
сков из материала
толщиной от 2,5
до 30 мм со ско-
ростями резания от
20 до 5 mjmuh.
Вторая группа—
ножницы с на-
клонным располо-
жением нижнего
ножа (табл. 28,
группа II), приме-
няются для резки
материала толщи-
ной от 2,5 до 30 мм
со скоростями ре-
зания от 20 до 5
м/мин.
Третья группа—
ножницы с на-
клонным располо-
жением верхнего
и нижнего ножей
(табл. 28, груп-
па III), применя-
ются для резки ма-
териала толщиной
от 2,5 до 20 мм
со скоростями ре-
зания от 10 до 0,8
м/мин.
Станины дисковых ножниц изготовляются
большей частью из чугунного литья в влде
буквы С. Для уменьшения прогиба станины
при резке материала необходима повышенная
Фиг. 75. Пневматический
прижим.
жёсткость. Расчётное сечение у (фиг. 77, а)
зависит от вылета и от предела прочности
материала.
Опоры валов ножей. В первой и
второй группах парнодисковых ножниц вал
верхнего ножа перестанавливается по высоте
в зависимости от толщины обрабатываемого
материала при помощи подвижного подшип-
ника (фиг. 77,6). Кроме того, вал имеет воз-
можность передвигаться в горизонтальном на-
правлении для компенсации износа ножей
винтами /. На фиг. 77, в показана иная кон-
струкция изменения расстояния в горизон-
тальном направлении.
В третьей группе ножниц верхний вал
перемещается в вертикальном направлении:
ручным маховичком (фиг. 77, г) у ножниц для
резки металла толщиной 2,5—4 мм; мотором
у ножниц, предназначенных для резки металла
толщиной от 6 до 20 мм (фиг. 77, д). При
электроприводе ставится конечный выключа-
тель.
П р и в о д. Дисковые ножницы всех трёх
групп парнодисковых ножниц снабжаются
индивидуальным приводом. В первых двух
группах предусматривается установка одинар-
ного или двойного зубчатого перебора, рас-
положенного в задней части станины (фиг. 78, а)
для одной скорости резания. Ножницы этих
групп для резки металла толщиной 2,5—4 мм
выполняются или без муфты включения, но с
электродвигателем, имеющим электротормоз,
или с муфтой включения (фиг. 78, б) с вну-
тренними колодками.
Нол.ницы третьей группы изготовляются с
четырьмя скоростями резания. Для этого они
снабжаются коробками скоростей, которые
выполняются отдельным конструктивным узлом
(фиг. 79j и располагаются у малых ножниц до
10 мм внутри станины (фиг. 80, а) и у боль-
ших типоразмеров снаружи (фиг. 80, б). Малые
ножницы иногда снабжаются фланцевыми
моторами.
расположение ножей паряодисковых ножниц
Таблица 28
Группа ножниц (эскиз)
Угол
скоса
ножей
Толщина
материала
в мм
Скорость
реза
в м/мап
Показатель
Толщина разрезаемого материала в мм
2,5
6,3
10
12
16
20
Предел применения (эскиз)
м
°—i°3o'
яо—5
Наименьший
диаметр вы-
резаемой за-
готовки . . .
Диаметр но-
жей в мм. .
Диаметр
цапф d . . .
Ширина но-
жей В . . . .
9°
35
28о
«5
50
28
i°3o'— я"
2.5-3°
ао-5
Наименьший
диаметр вы-
резаемой за-
готовки . . .
Диаметр но-
жей в мм . .
Диаметр
цапф d. . . .
Ширина но-
жей ? ....
170
7о
30
17
23O
23
2,5-20
.25; 2,5;
5 и ю
Наименьший
диаметр вы-
резаемой за-
готовки . . •
Диаметр но-
жей в мм . .
Диаметр
цапф d . . .
Ширина но-
жей В . . . .
52
i8o
75
3°
17
400
180
70
33
335
140
60
28
250
106
45
23
480
210
85
40
400
170
70
33
300
125
5°
28
580
250
100
46
670
3°°
56
475
200
85
4°
560
250
100
46
35°
150
60
33
425
180
70
40
800
355
140
67
670
280
480
210
85
46
95°
425
170
80
800
390
140
67
600
250
100
Резка
Вырезка
на выход
Вырезка
на выход
Вырезка
замкнута
Вырезка
колец
hsujss^ssasH Вырезка
I кривых
758
ножницы
[РАЗД. IV
Вместо коробок скоростей устанавливаются
два фланцевых электродвигателя, каждый с
двумя скоростями, получаемыми переклю-
чением полюсов. Это даёт в общей сложности
четыре скорости реза.
Усилие реза и мощность в дисковых нож-
ницах могут быть определены ориентировочно
из графика, приведённого на фиг. 81.
В табл. 29 приведены размеры ножей. В каче-
стве материала ножей применяются стали
марок: 4ХС; 8ХС; 5ХВС;6ХВС; У7; У8А.
Приспособления. Дисковые ножницы
Фиг. 76. Дисковые ножницы.
9) г,
Фиг. 77. Станина дисковых ножниц.
Ножи и дополнительные приспособления
дисковых ножниц
Размер ножей дисковых ножниц выпол-
няется в зависимости от толщины материала.
снабжаются дополнительными приспособле-
ниями для круговой резки, резки полос
(фиг. 83) и приспособлениями для отборговки
(фиг. 82) и других работ.
ДИСКОВЫЕ НОЖНИЦЫ
759
Фиг. 80. Привод ножниц.
760
ножницы
[РАЗД. IV
50
40
\м
?.20
^ ,
Скорость
У
резания ^_
У
<у!
'у
у
У
1
$^45+50*
У
'Л
\
«fall*
У
-2
Скорость резания
~~~0,8-6м/мин
1
лс
20
16 -о
4
8
it
О 2 U 6 8 10 12 М 16 18 мм
Толщина листа
Фиг. 81. Мощность электродвигателя / и усилие реза
2 дисковых ножниц.
Фиг. 82. Приспособление для гибочных и отбортовочных работ.
Фиг. 83. Приспособление для круговой и прямой резки.
Размер ножей парнодисковых ножниц в мм
Таблица 29
Обозначение
D
d
В
й,
h3
dB
dw....
Толщина листа
2,5
5=
2О
II
4
7
35
28
4
75
ЗО
Ч
7
10
5°
4О
6
W5
43
аз
9
14
7О
55
8
5о
28
и
17
85
б5
10
15о
6о
33
13
ЗО
IOO
8о
12
i8o
7°
40
»5
а5
125
95
16
зю
85
46
18
28
140
но
20
350
100
5б
33
34
170
13о
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Справочные листы по определению усилий резания
на ножницах, изд. ЦБКМ (Центральное бюро кузнечно-
прессового машиностроения).
S. Соболь В. Ф. и Р е в у н о в Н. Г., Ножницы с да»
влением 700 от, Гонти, X. 1939.
3. Ч а й к а В.Х., Соболь В. Ф., Богомолов Е. А.,
3 а я ц И. П., Б е л я е в И. Г., Первый советский
слябинг и его вспомогательное оборудование, ГОНТИ,
X. 1938.
4. Целиков А. И., Расчёт и конструирование про-
катных машин-орудий, Машгнз, 1946.
Глава XVI
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
ЭЛЕКТРОПРИВОД КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
ТИПЫ ПРИМЕНЯЕМОГО ЭЛЕКТРО-
ОБОРУДОВАНИЯ
Электродвигатели
Для главных приводов основных машин
кузнечно-штамповочного производства, как
правило, применяются асинхронные электро-
двигатели трёхфазного переменного тока. При
этом в подавляющем большинстве случаев
используются двигатели с короткозамкнутым
ротором.
Применение асинхронных двигателей с
кольцами из соображений уменьшения пуско-
вого толчка тока может потребоваться лишь
в приводах весьма крупных ковочных машин
или прессов, особенно когда они подключа-
ются к недостаточно мощной электрической
сети.
В приводах средних и крупных машин в
целях уменьшения размеров маховика зача-
стую применяются короткозамкнутые двига-
тели с повышенным скольжением.
В двигателях с кольцами повышение сколь-
жения достигается путём приключения к об-
мотке ротора двигателя постоянного сопро-
тивления.
Применение синхронных электродвигателей
переменного тока возможно в редких случаях
и лишь для машин, обладающих сравнительно
спокойной нагрузкой, в графике которой от-
сутствуют резкие и большой величины пики.
К таким машинам можно отнести пневмати-
ческие молоты. Однако применение для при-
вода пневматических молотов синхронных
двигателей может оказаться экономически
целесообразным лишь при мощностях не ниже
порядка 150 кет. При указанных мощностях
синхронные двигатели применяются также
для привода насосов гидропрессов.
Двигатели постоянного тока используются
лишь в специальных машинах, как электро-
гидравлический мультипликатор и автомати-
зированная электрическая осадочная машина.
В кривошипных прессах для привода вспо-
могательных механизмов (механизм регули-
ровки хода, масляный насос, компрессор, ме-
ханизм управления фрикционной муфтой), как
правило, применяются асинхронные коротко-
замкнутые двигатели.
* Общие сведения по электроприводу машин см.
гл. I, стр. 1.
В целях увеличения допустимой частоты
включения двигателей для привода механизма
управления фрикционной муфтой применяются
короткозамкнутые двигатели с повышенным
скольжением.
В отношении конструктивного типа двига-
телей наибольшее распространение имеют
двигатели защищенного типа с самовентиля-
цией. При работе в пыльных помещениях
обычно применяются закрытые двигатели
нормального исполнения. При взрывоопасной
среде используются взрывобезопасные дви-
гатели.
Электромагниты
Для управления клапанами в автоматизи-
рованных гидравлических системах гидропрес-
совых установок применяются электромагниты
трёхфазного тока типа тормозных электро-
магнитов, используемых в крановых уста-
новках. Этот же тип электромагнитов приме-
няется в блокировочных устройствах ковоч-
ных машин (схема защиты от поломок системы
инж- Дорофеева) и некоторых прессов (бло-
кировки безопасности).
Для управления воздушными клапанами
электропневматических систем управления
фрикционными муфтами устанавливают, как
правило, соленоиды однофазного переменного
тока.
Электроаппаратура
В качестве пусковых сопротивлений дви-
гателей с кольцами, статорных сопротивлений,
ограничивающих пусковой ток короткоза-
мкнутых двигателей, и сопротивлений для уве-
личения скольжения используются чугунные
сопротивления в виде ящиков сопротивлений.
Так как схемы управления приводами
кузнечно-штамповочных машин выполняются
на переменном токе, то для их комплектова-
ния применяется аппаратура переменного тока.
Подключение электродвигателей и электро-
магнитов к сети производится магнитными
пускателями и контакторами переменного
тока.
В качестве промежуточных реле исполь-
зуются электромагнитные реле напряжения
переменного тока.
Для осуществления выдержек времени при-
меняют маятниковые реле с механическим или
электромагнитным приводом. В тех случаях,
762
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
когда выдержка времени, даваемая этими реле,
недостаточна (как, например, в схемах пуска
крупных ковочных машин и прессов, где
выдержка должна фиксировать время отклю-
чения ограничивающего пусковой ток сопро-
тивления или автотрансформатора), применя-
ются термические реле времени. В качестве
путевых выключателей обычно используются
шпиндельные путевые выключатели.
Для ограничения пускового тока коротко-
замкнутых двигателей, особенно крупных ма-
шин, иногда применяются автотрансформа-
торы.
РАСЧЁТ МОЩНОСТИ ДВИГАТЕЛЯ
И МОМЕНТА ИНЕРЦИИ МАХОВИКА
Фрикционные молоты с доской
У фрикционных молотов применяются два
типа электропривода:однодвигательныйидвух-
двигательный. При однодвигательном приводе
оба ролика приводятся от одного двигателя;
при двухдвигательном — каждый ролик имеет
для привода свой собственный двигатель.
При однодвигательном приводе для вырав-
нивания нагрузки на электродвигателе при-
меняется маховичок, который одновременно
является муфтой, соединяющей вал двигателя
с валом первой шестерни. При двухдвигатель-
ном приводе маховичок не применяется.
Для расчёта мощности двигателя и момента
инерции маховика в обоих случаях исполь-
зуется диаграмма статического момента на
валу двигателя за рабочий цикл, опреде-
ляющийся временем двойного хода (вверх
и вниз) бойка молота. В несколько упрощён-
ном виде эта диаграмма изображена на фиг. 1
ломаной линией а. Она состоит из трёх уча-
стков, на каждом из которых момент посто-
янен. При этом первый участок относится к
триоду равноускоренного движения бойка из
нижнего положенля сверх. Второй участок
соответствует ходу бой-
ка вверх с установив-
шейся скоростью. Тре-
тий участок относится
к периодам
движения
бойка после
отсоедине-
ния фрикци-
онных роли-
ков от до-
ски, т. е. к
периоду хо-
да вверх по инерции и к периоду падения мо-
лота до окончания удара. При этом статический
момент на валу двигателя невелик; он опре-
деляется потерями холостого хода механизма
(на фиг. 1 он принят равным нулю).
Параметры графика статического момента
определяются следующим образом:
/0 = @,476 УТТм + 0,0926 vp + tsd) сек.;
t2 = ( —м~ -г 0,476 УИМ — t4 ) сек.;
h = [^ч — Сз ~г" 'оI сек->
где Нм — расчётная высота падения молота
в м; vp — скорость на окружности роликов
Фиг. 1.
в м/сек; ty$ — время удара в сек.; /„ =
60 „
= время двойного хода молота в сек.;
пм
пм ~ расчётное число ходов молота в ми-
нуту.
Величины моментов сопротивления:
0,55 • (<P'G
кгм:
dp • vp • G
кгм
Мг = М2 + 0,051 -Р
и
Мо яь* 0,
где dp — диаметр роликов в м; G — вес пада-
ющих частей в кг; i — передаточное число от
вала двигателя к валу роликов; ч\ — к п. д.
передач между валом двигателя и валом ро-
ликов; ^=9,81 м/сек2.
При расчёте мощности одного двигателя
при двухдвигательном приводе значения мо-
мента на каждом из участков уменьшаются
в 2 раза.
Безмаховиковый привод. В случае без-
маховикового привода потребный номиналь-
ный момент двигателя определяется по усло-
виям нагрева и перегрузки.
При этом номинальный момент, требую-
щийся по условиям нагрева,
Мт
¦/
а номинальный момент, требующийся по усло-
виям перегрузки,
М
МК->. ~ 0,85 I '
где X—перегрузочная способность для вы-
бранного тлпа двигателя.
В качестве номинального момента выби-
рается наибольшая из величин М^ и М^
Номинальная мощность
М
ы • ns
кет.
где ns — синхронное число оборотов двига-
теля в минуту, известное по данным кинема-
тического расчёта.
Маховиковый привод. В этом случае рас-
чёт мощности двигателя и момента инерции
маховика носит поверочный характер после
предварительного ориентировочного выбора.
Предварительные значения номинальной
мощности двигателя NN и момента инерции J
маховика, приведённого к валу двигателя,
могут быть найдены из следующих выражений:
w
(Ц5-1,3) Ми-пд
975
кет,
где Мт — значение среднего момента из гра-
фика, изображенного на фиг. 1;
ГЛ. XVI]
ЭЛЕКТРОПРИВОД КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
763
здесь ws = -~-~ — синхронная угловая ско-
рость двигателя; 8 к 0,8 ^//—допустимая не-
равномерность хода при номинальном сколь-
жении двигателя sN.
Полученная таким образом мощность дви-
гателя и момент инерции маховика должны
быть проверены но перегрузке и нагреву
двигателя. Последнее производится по гра-
фику действительного момента, развивае-
мого двигателем (кривая б на фиг. 1). График
строится методами, изложенными в гл. I .Элек-
тропривод машин*.
Величины максимального получаемого мо-
мента Мтах и эквивалентного момента Мэ,
находимые на основании этого графика, срав-
ниваются с допустимыми для двигателя. При
этом необходимо, чтобы удовлетворялись не-
равенства:
где М^ — номинальный момент выбранного
двигателя.
В случае, если они не удовлетворяются,
необходимо увеличить момент инерции махо-
вика и произвести проверку вновь.
Пневматические молоты
Для привода пневматических молотов при-
меняется как безмаховиковый, так и маховд-
ковый привод.
В обоих случаях расчёт электропривода
производится исходя из графика статического
момента, приведён-
ного к валу двига-
теля. Этот график
должен быть изве-
стен в результате
термодинамиче-
ского и механиче-
ского расчетов.
Примерный вид та-
t i м> , кого графика пред-
0 72 144216 288.360ф ставлен кривой а
на фиг. 2. Этакри-
Фиг- 2- вая в целях упро-
щения аналитиче-
ского расчёта заменяется двумя полусинусои-
дами (кривые б на фиг. 2), каждая из которых
имеет площадь, равную площади заменяемой
ею петли.
Если импульс статического момента, соот-
ветствующий первой петле, обозначить
^^кгмсек и соответственно второй — F2 кгмсек,
то амплитуды этих полусинусоид будут:
У
/
1
Л
к/ \
а
\
W
Д
\
\
—
= '—р- кгм;
м -
кгм,
где
60
q — — — время одного двойного хода
молота; пм — число ударов молота в минуту.
Безмаховиковый привод. Для безмахо-
викового привода потребный по условиям на-
1рева номинальный момент
Мс.
а потребный номинальный момент по усло-
виям перегрузки
где
2 = 0,85 X '
М,
В качестве окончательного значения но-
минального момента двигателя Мы выбирается
большая из вели-
чин MNl и
Потребная
мощ-
ность двигателя
0,6
N.
'N
975
0,4
где ns — синхрон-
ное число оборотов ¦
двигателя в минуту. „„
Маховиковый
привод. В этом 07
случае номиналь-
й
ный момент двига-
теля определяется
из следующей за-
висимости:
v0,3 0,35 0,4 ?45 0,5 0,55 а.
Фиг. 3.
MN = A,15 -г-1,3)
а)
кгм.
Величина момента инерции маховика, при-
ведённого к валу двигателя J, определяется по
формуле
j — q
где Q для различных значений а и X может
быть найдено по графику фиг. 3.
Фрикционные винтовые прессы
Для привода фрикционных прессов вслед-
ствие достаточной полноты графика нагрузки
применяется безмаховиковый привод.
Расчёт номинального момента и мощности
двигателя ведётся способом, рассмотренным
для случая безмаховикового
привода фрикционного и пнев-
матического молотов по вели-
чинам максимального и экви-
валентного моментов. Послед-
ние находятся на основании
графика статических моментов
за цикл.
График стати-
^1 ческих моментов
I I Г за один цикл, при-
— to —-* ведённых к валу
двигателя, для
пресса с двумя
дисками на одном
валу дан на фиг. 4. При построении графика
для упрощения предположено, что рабочая
деформация протекает практически мгновенно.
Это не вносит заметной ошибки в результат
расчёта потребной мощности.
Фиг 4.
764
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Ниже приведены определения параметров
графика.
Время движения бойка вниз в секундах
где Н<$ — расчётный ход бойка в м; vy$ —
скорость бойка в момент удара в м\сек.
Если h — путь бойка из нижнего положения
до момента отключения диска в м ;ha=H6—h—
ход бойка от момента отключения дисков до
верхнего положения в метрах, то угловая
скорость маховика при движении молота вверх
в момент отключения диска
где G — вес падающих частей в кг; J— момент
инерции маховика в кгмсек2.
Время движения бойка из нижнего поло-
жения до момента отключения диска в секун-
дах определяется из зависимости
4л h
Время от момента отключения диска до
достижения маховиком верхнего положения
tQ = — • --2- сек.,
X Wg
где х — шаг резьбы шпинделя в я.
Величина момента
кгм,
где F—сила нажатия диска на маховик при
движении вниз в кг', fi—коэфициент трения
между диском и маховиком; г— расстояние от
оси вала дисков до средней плоскости маховика
в его высшем положении вм; ч\— к.п.д. пере-
дач между двигателем и валом дисков; i — пе-
редаточное число от вала двигателя до вала
дисков.
Момент
Участок графика между М\ и М2 предста-
вляет собой параболу, уравнение которой
а моменты М3 и М4 соответственно равны:
где Fx — усилие нажима диска на маховик при
движении вверх в кг.
Участок графика между М3 и М± предста-
вляет собой параболу, имеющую уравнение
М = Мо —
(М3 —
Мо — момент на валу двигателя при хо-
лостом вращении дисков.
Для пресса с тремя дисками
график имеет вид, приведён-
ный на фиг. 5. Значения вре-
мён tb t2 и /о» моментов Мг и
М2 определяются теми же вы-
ражениями, что и для пресса
с двумя дисками.
Уравнение кри-
j вой изменения мо-
мента на участке tt
t аналогично харак-
теру его измене-
ния между М3 и
М4:
Фиг. 5.
Мш =
; М4
где г' — расстояние от средней плоскости ма-
ховика в самом нижнем положении до оси
нижнего диска; / и тг)— передаточное число и
к. п. д. передач между валом двигателя и осью
нижнего диска.
Уравнение момента на участке *2 имеет вид
Кривошипные машины
Для кривошипных машин характерным
является график статического момента типа,
приведённого на фиг. 6 в виде сплошной кри-
вой. График имеет
пик, соответствующий
рабочей части хода
ползуна со значением
максимального стати-
ческого момента, зна-
чительно превышаю-
щим среднюю величи-
ну пикового момен-
та Мср.
В остальной части Фиг. б.
графика, отвечающей
холостому участку хода ползуна вперёд и его
обратному ходу, статический момент Мо опре-
деляется потерями холостого хода машины.
Он невелик и мало изменяется по величине.
При расчёте в целях его упрощения график,
изображённый нафиг.6, заменяется прямоуголь-
ным, что без внесения существенной ошибки
позволяет значительно упростить расчёт.
Расчётный прямоугольный график,имеющий
одинаковые площади с заданным на участке
рабочего пика и участке холостого хода, имеет
вид, данный на фиг. 7. При этом М2 принят
равным среднему значению момента на участке,
соответствующем значению времени t2, а мо-
мент Mi на первом участке вычисляется на
основании равенства
% л «'/» ТПЯ.Т "Т~ W\.rf%
где Мс тах — максимальное значение статиче-
ского момента, а Мср — среднее значение мо-
мента на первом участке заданного графика.
ГЛ. XVI]
ЭЛЕКТРОПРИВОД КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
765
Величина
Мл
Потребный номинальный момент двигателя
где Мт — средний момент за один цикл работы,
равный
Момент инерции маховика подсчитывается
по условиям допустимой перегрузки и нагрева
двигателя.
по кривым (пунктирным), изображённым на
фиг. 8, находится величина р/ч2> содержащая
в себе значение момента инерции маховика,
исходя из условий нагрева двигателя.
Из найденных таким образом значений
C/ц1 и (МЧ2 выбирается меньшее как дающее
большее значение момента инерции маховика.
Если обозначить его через ^ц, то искомая ве-
личина приведённого момента инерции махо-
вика
Здесь со =
30
—угловая синхронная ско-
рость двигателя; ns — синхронное число обо-
ротов двигателя; sN— номинальное скольже-
М1
Фиг. 7.
Расчёт проводится в порядке, изложенном
ниже.
Расчёт по условиям перегрузки. По дан-
ной в каталоге на электродвигатели перегру-
зочной способности выбранного электродвига-
теля X находится расчётный допустимый пере-
грузочный момент
Далее находятся отношения
мах.
Мг
а — а
где
Для найденного значения а0 и величины
k = ~ по кривым, изображённым на фиг. 8
ч
(сплошные линии), находится значение вели-
чины (Мч1, содержащее в себе (см. далее) зна-
чение приведённого к валу двигателя момента
инерции маховика исходя из условий допу-
стимой перегрузки двигателя.
Расчёт по условиям нагрева. Определяется
60= ~}—l/b»—a* —
1*
(I—a).
Далее для этого значения &0 и характерной
для графика статического момента величины k
ние двигателя; % — поправочный коэфициент
на форму механической характеристики двига-
теля
Момент инерции маховика
/7,- ^
J' = J
'N
П'
где nN — номинальное число оборотов в ми-
нуту двигателя; ri — номинальное число обо-
ротов в минуту маховика.
Вспомогательные приводы прессов
Привод для регулировки хода ползуна.
Двигатель этого привода работает в кратко-
временном режиме с практически постоянным
моментом статического сопротивления в про-
цессе разбега.
766
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Потребная мощность применяемых для
этих приводов короткозамкнутых двигателей
определяется по условиям пуска.
Величина номинального момента опреде-
ляется по формуле
где п\ ^ 1,4 — коэфициант, учитывающий воз-
можный провал в механической характери-
стике двигателя; а2~1>2 —коэфициент, учиты-
вающий возможное снижение напряжения в
сети и величину ускорения в период разбега;
Мс — статический момент сопротивления ме-
ханизма, приведённый к валу двигателя; Км —
кратность пускового момента двигателя.
Электродвигательный привод механизма
управления фрикционной муфтой. Электро-
двигатель этого привода работает в повторно-
кратковременном режиме с высокой частотой
включений. Поэтому номинальный мсмент его
определяется так же, как в случае привода
для регулировки хода ползуна. Однако тре-
буется проверка на допустимую с точки зре-
ния нагрева частоту включения.
Для этой цели может быть использована
формула
3600?| yANp/ A — г)
h =»
Здесь h — допустимое число включений дви-
гателя в час; Ь\ = 0,8 — 0,85; г — коэфициент
ухудшения теплоотдачи для состояния покоя
двигателя; для двигателей защищенных, с са-
мовентиляцией, 7 = 0,25—0,3J, закрытых без
1 — 7]
вентиляции ч = 0,95; A/v^ = Л/дг 1000 —
tg
номинальные потери двигателя; е — j-—отно-
сительная продолжительность включения дви-
гателя; А Ар = 8,837@^ #2—потери энергии в
двигателе.при разбеге; J кгмсек2 — приведён-
ный к валу двигателя момент инерции системы;
Ьч = та [Чпг » где Мя — пусковой момент
Мл — мс
двигателя; Мс — момент статических сопроти-
влений.
В случае, если определённое таким обра-
зом допустимое число включений в час h
ниже требующегося, необходимо выбрать
следующий ближайший больший по мощности
тип. Если и для вновь выбранного двигателя h
будет недостаточным, необходимо перейти
к двигателям с повышенным скольжением и
другим, более приспособленным для работы
при большой частоте включений.
СХЕМЫ УПРАВЛЕНИЯ ФРИКЦИОННЫМИ
МУФТАМИ КРИВОШИПНЫХ ПРЕССОВ
Для управления работой фрикционной муф-
ты применяются три системы: электромагнит-
ная; электромеханическая; электропневмати-
ческая.
В электромагнитной системе включение
муфты осуществляется электромагнитом.
В электромеханической системе для этой
цели используется электродвигатель, пере-
дающий движение полумуфте через винтовой
механизм. В электропневматической систе-
ме перемещение и прижим подвижной полу-
муфты осуществляются сжатым воздухом, а
переключение клапанов управления пневма-
тической системой — соленоидами.
Электропневматическая система. Элек-
трическая часть схемы управления при элек-
тропневматической системе приведена на
фиг. 9. Схема предусматривает следующие
режимы работы: 1) непрерывными ходами;
2) одиночными ходами с остановкой криво-
шипного механизма в верхнем положении
после каждого хода; X). толчком с быстрой
остановкой в любом месте.
При работе одиночными ходами обеспечи-
вается защита рук обслуживающего персо-
нала при ходе ползуна fhh3.
В схеме соленоид ЭМ управляется контак-
тором К и подключается к сети через плав-
Ход Ход Ход CmoJf
11 t
x
Фиг. 9.
кие предохранители двухполюсным рубильни-
ком. Схема управления контактором К пи-
тается током пониженного посредством транс-
форматора напряжения Тр.
Схема предусматривает защиту трёх рук,
в соответствии с чем применены три кнопки
«ход". Любое количество кнопок безопасности
с помощью выключателей 7, 2, 3 может быть
выключено из работы. Конечные выключатели
КВ-1 и КВ-2, контакты которых включены в
цепь катушки контактора К, управляются от
двух шайб, установленных на кривошипном
валу. При этом шайба с большим приливом,
предназначенная для защиты рук, держит кон-
такты конечного, выключателя КВ-2 откры-
тыми во всё время хода ползуна вниз, а дру-
гая шайба, предназначенная для остановки
ползуна в верхнем положении, отключает
контакты конечного выключателя КВ-1 на ко-
роткое время, потребное для отключения кон-
тактора.
Автоматический режим работы достигается
при включённом рубильнике 4 и включении
переключателя режима 5 на нижний контакт.
При этом защита рук отсутствует.
Кривошипный механизм пускается в ход
путём нажатия кнопок „ход". При нажатии
кнопки „стоп" ползун останавливается вблизи
того места, где он находился в момент на-
жатия кнопки. Для остановки же пресса при
этом режиме в верхнем положении нужно
включить на верхний контакт переключатель 5.
Режим работы одиночными ходами дости-
гается при включении рубильника 4 и при
установке переключателя 5 в нейтральное
положение, что обеспечивает защиту рук.
ГЛ. XVI]
ЭЛЕКТРОПРИВОД КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
767
Режим работы толчком достигается при
выключенном рубильнике 4.
Движение ползуна происходит лишь до
тех пор, пока нажаты все необходимые кнопки
.пуск", и немедленно прекращается при от-
пускании хотя бы одной из них.
Иногда в целях уменьшения толчка, про-
исходящего при включении муфты, последнее
производится в 2 ступени. При этом вначале
подаётся воздух пониженного давления, а за-
тем полного. В этом случае применяются два
соленоида, так как имеются два клапана..
Электромагнитная система. Схема элек-
тромагнитной системы приведена на фиг. 10.
Эта схема предусматривает работу пресса
одиночными ходами и обеспечивает защиту
двух рук помощью кнопок безопасности. Элек-
тромагнит ЭМ, управляющий муфтой, вклю-
чается контактором К. В схеме
I i 1 предусмотрены выключатели
Р f—f—у КВ-1 и KB-2, из которых пер-
Фиг. 10.
в
вый служит для защиты от повторного ход?,
а второй—для предохранения рук и оста-
новки ползуна в крайнем верхнем положении.
Конечные выключатели управляются шай-
бами, установленными на кривошипном валу.
Для защиты от повторного хода., кроме ко-
нечного выключателя, используется промежу-
точное реле В.
Перед началом работы схемы включается
рубильник Р, вследствие чего через нормально
закрытые контакты кнопок /i и /3 получает
питание катушка реле В, и последнее замы-
кает оба своих контакта. Катушка реле В при
этом может получить питание через свой кон-
такт В и контакты конечного выключателя
КВ-1, которые также замкнуты и только в
верхнем положении ползуна на короткое вре-
мя отключаются шайбой КВ-1, имеющей не-
большой прилив.
Для включения контактора /С, а вместе с
тем элактромагнита и муфты необходимо на-
жать обе кнопки f\ и /2, так как контакт
KB-2 разомкнут под действием своей пружины.
Прилив шайбы КВ-2 включит этот контакт
лишь при окончании хода вниз. Поэтому во
всё время хода вниз необходимо держать
кнопки нажатыми. Отпускание хотя бы одной
из этих кнопок приведёт к отключению кон-
тактора Кг электромагнита и муфты, в ре-
зультате чего пресс остановится. Кнопки мо-
гут быть отпущены без последу ющеиостановки
пресса .тишь по окончании хода вниз, так как
в конце этого хода соответствующей шай-
бой будет включён концевой выключа-
тель КВ-2.
Контактор К выключится в результате ст-
хода от конечного выключателя КВ-2 прилива
соответствующей шайбы, что произойдёт в
верхнем положении ползуна.
Если по рассеянности рабочий не отпустит
кнопок, то ползун все-таки остановится в верх-
нем положении, так как цепь /.г, /j и В разо-
мкнётся вследствие прекращения тока в об-
мотке реле В при отключении конечного вы-
ключателя КВ-1.
Электромеханическая система. Пример-
ная схема для этого случая приведена на
фиг. 11. Так как прижим и отжим подвижной
полумуфты происходят за счёт работы одного
и того же двигателя, то двигатель реверси-
руется посредством контакторов В и Н.
При нажатии на кнопку В возбуждается
катушка кснтактора В, вследствие чего двига-
тель включается на ход вперёд и вращает
гайку. Вращение гайки вызывает движение
винта, который сначала отключает тормоз,
а затем включает муфту.
Остановка движения системы происходит
от конечного выключателя КВ-1. При этом
систеуа, продолжая движение по инерции,
сжимает пружину, частично уже сжатую при
движении под током, и включает муфту.
Для отключения муфты от руки служит кнопка
Н, нажатием котопой двигатель включается
на обратный ход. Обратный ход системы пре-
кращается под действием конечного выклю-
чателя КВ-2. Для осуществления одиночных
ходов используется конечный выключатель
КВ-3, управляемый от прилива шайбы, кото-
рая установлена на кривошипном валу. Кон-
такты этого выключателя включаются непо-
средственно перед приходом ползуна в край-
нее верхнее положение. При этом включается
контактор Н и система двигатель — гайка —винт
движется в направлении отключения муфты.
После её размыкания двигатель отключается
конечным выключателем КВ-2 и останавли-
вается. Движение кривошипного механизма
по инерции после отключения муфты не при-
водит к размыканию контактов выключателя
КВ-3 и самопроизвольному включению кон-
тактора Н вследствие действия
блокировочного контакта В
контактора В. Установка на
режим одиночных ходов осуще-
ствляется включением выклю-
и В
8 к.В.1
ВпН К.В2
М
Фиг. 11.
чателя К', при его отключении пресс рабо-
тает автоматически.
Для остановки пресса при автоматическом
режиме достаточно включить выключатель К.
Остановка при этом произойдёт в верхнем,
положении ползуна.
Для остановки же пресса в любом месте
может быть использована кнопка встоп".
ЛИТЕРАТУРА И ИСТОЧНИКИ
1 Голован А. Т., Электрооборудование кузнечно-
штамповочных машин, Машгиз, 1946.
2. Нормали Главного управления кузнечно-прессовог»
машиностроения НКСС, Расчёт электроприводов прес-
сов. Расчёт электропривода пневматических молотов.
768
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУШКИ)
Основное назначение подушек: удержи-
вать кромку листовой заготовки и тем самым
препятствовать образованию складок при вы-
тяжке; выталкивать готовое изделие из штам-
па после окончания операции.
Подушки делятся на механические, пнев-
матические, гидро-пневматические и гидравли-
ческие.
МЕХАНИЧЕСКИЕ ПОДУШКИ
Механические подушки применяются на
мелких кривошипных прессах. Они выпол-
няются пружинными, резиновыми, пружино-
рычажными и резино-рычажными. Пружинная
и резиновая подушки вместе со штампами
показаны на фиг. 12. Сила прижима и вытал-
На фиг. 13 показана конструкция пружино-
рычажной подушки. Усилие прижима со-
здаётся в результате сопротивления деформи-
рованию изделия вытяжным пуансоном. Пру-
жина служит только для возвращения системы
в исходное положение и для выталкивания.
Этот тип подушек,
применяемый в лёгких
прессах, допускает
штамповку самых
сложных деталей и
требует меньшего хо-
да ползуна. Например,
для глубины вытяжки
100 мм требуется ход
ползуна только \65мм,
тогда как при обыч-
ных подушках он дол-
Фиг. 12. Подушки вместе- с вытяжными штампами:
а — пружинная; б — резиновая.
кивания создаётся за счёт упругой деформа-
ции пружины или резины. Этот тил подушек
имеет тот недостаток, что сила прижима в
процессе вытяжки меняется, сильно возрастая
к концу операции. Последнее создаёт чрез-
мерное напряжение в штампуемом материале
и иногда ведёт к разрыву его. Пружины и
резиновые кольца часто разрушаются от уста-
лости. Кроме этого резина в процессе работы
теряет свои упругие свойства.
В пружинных подушках пружины изгото-
вляются обычно из толстой квадратной про-
волоки. При выборе высоты их следует руко-
водствоваться отношением
где Н—высота пружины; h — глубина вы-
тяжки.
При выборе резиновых буферов следует
учитывать, что сжатие их не должно превос-
ходить 2U—2L%. Для приближённых подсчё-
тов можно принимать, что сжатие резины на
1% соответствует напряжению от 0,4 до
0,6 кг]см*.
В пружино-рычажных и резино-рычажных
подушках усилие прижима в процессе вытяжки
сохраняется почти постоянным. Это дости-
гается особой рычажной системой.
Фиг. 13. Пружиио-рычажная подушка: а — общий вид;
б — положение штампа и подушки перед вытяжкой;
в —положение штампа и подушки перед концом вытяжки.
жен быть равен около 215 мм. К основному
недостатку конструкции следует отнести её
сложность. Выполненные конструкции пру-
жино-рычажных подушек (фиг. 13) имеют вес
от 20 до 125 кг.
ПНЕВМАТИЧЕСКИЕ ПОДУШКИ
Пневматическими подушками оснащаются
современные прессовые установки, предна-
значенные для вытяжки из листового мате-
риала. Подушки уменьшают действие толчков
при штамповке, увеличивая сохранность штам-
па и пресса, и осуществляют равномерный
прижим по всей кромке штампуемых изделий,
препятствуя образованию морщин и складок.
Неоднородность в толщине материала компен-
сируется эластичностью действия подушек,
вследствие чего получаются более точные из-
делия.
Полученное при применении подушек по-
стоянное и равномерное давление во время
вытяжки способствует уменьшению количе-
ства переходов, что ведёт к ускорению про-
цесса штамповки. При наличии подушек пресс
простого действия может работать как пресс
двойного действия, а последний может быть
использован как пресс тройного действия.
Пневматические подушки, устанавливаемые на
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУШКИ)
769
прессе двойного действия, выполняются с
запирающим устройством.
Пневматические подушки делятся на две
основные группы: подвесные и встроенные.
Наиболее обширной группой являются подвес-
ные подушки.
Крепление подвесных подушек к столу прес-
са осуществляется: непосредственным подве-
шиванием к столу пресса специальными тягами
или болтами или к подштамповой плите через
шпиндель; установкой на специальную тра-
верзу, которая крепится в нижней части стола
и воспринимает всё усилие подушки. Способ
крепления подушек зависит от их типа и кон-
струкции стола пресса.
Конструктивные особенности и характери-
стика наиболее распространённых типов пнев-
матических подушек приведены в табл. 1.
Таблица 1
Конструктивные особенности и характеристика пневматических подушек
Типы подушек
Однопоршневые с подвиж-
ным открытым цилиндром
(табл. 2)
Области применения подушек и характеристика
Основное применение в кривошипных открытых, главным образом наклоняемых прес-
сах для мелких работ из тонколистового материала. Просты по конструкции. Легко
устанавливаются на пресс, прикрепляясь к столу пресса или подштамповой плите
ввинчиванием шпинделя. Подвод сжатого воздуха—через отверстие в поршне или
через отверстие в шпинделе. Усилие—от 0,5 до 7 т
Двухпоршневые с подвиж-
ным открытым цилиндром
(табл. 3)
С подвижным поршнем в
неподвижном открытом ци-
линдре; с регулируемым хо-
дом (табл. 4)
Две однопоршневые подушки связаны одним общим шпинделем. Цилиндры к
подушкам выполняются с цельнолитыми или отъёмными крышками. Применяются
в открытых прессах при большей силе прижима и малых габаритах стола. Воздух
подаётся через шпиндель. Усилие—от 1 до 14 от
Основное применение в открытых быстроходных прессах для неглубоких вытяжек
мелких изделий из тонколистового материала. Регулировкой хода пользуются при
перешлифовке вытяжных колец, для компенсации в отклонениях толщины под-
штамповой плиты и в других случаях. Усилие прижима—от 0,5 до 7 т. При ходе
от 35 до 50 мм применяются без ресивера. Воздух подводится к цилиндру непо-
средственно из сети через редукционный клапан
Одно-, двух- и трёхпорш-
невые сдвоенные одинарного
действия с неподвижным за-
крытым цилиндром (фиг. 15
i и 16)
Применяются только в однокривошипиых прессах. Легко приспособляются
почти к любому типу пресса. Устанавливаются на плЪте или траверзе, прикре-
пляемой длинными тягами к столу или подштамповой плите. Воздух подводится
к тошней крышке цилиндра. Из нижнего цилиндра во второй и третий цилиндры
воздух поступает через отверстие в штоке. Усилие прижима: однопоршневые—
от 1 до 20 т; двухпоршневые—от 1 до 40 т; трёхпоршневые—от 1,5 до 60 т
Одно-, двух- и трёхпорш-
невые сдвоенные двойного
действия с неподвижным за-
крытым цилиндром (фиг. 18)
Одноплунжерные с непо-
движным цилиндром (фиг. 19)
Аналогичны подушкам одинарного действия и, как правило, отличаются от по-
следних тем, что в верхней крышке цилиндра имеют уплотнение для штока и под-
вод сжатого воздуха в обе полости цилиндра. Применяются: при переменном .уси-
лии прижима во время вытяжки; в батарейных установках. Усилие прижима:
однопоршневые—от 0.5 до 60 т; двухпоршневые —от 1 до 120 т; трёхпоршневые—.
от 1,5 до 180 т. Основные размеры одноцилиндровых и двухцилиндровых поду-'
шек — см. табл. 5
Применяются в наклоняемых прессах. Вследствие большого объёма цилиндра
и пустотелого плунжера обычно используются без ресивера. Основные размеры
подушек—см. табл. 6
Одноплунжерные с подвиж-
ным цилиндром и с допол-
нительным направлением в
столе пресса (фиг. 2о)
Одноплунжерные с непо-
движным цилиндром и с до-
полнительным направлением
в столе пресса (фиг. 22)
Двух- и трёхплунжерные с
подвижным цилиндровым
блоком и с дополнительным
направлением в столе пресса
(фиг. 24)
Плунжерно-поршневые
сдвоенные (фиг. 21)
Применяются е закрытых прессах простого действия. Монтаж и демонтаж этих
подушек прост и производится сверху через межштамповое пространство пресса.
Вследствие хорошего направления в столе пресса мало чувствительны к эксцен-
тричным нагрузкам
Применяются в крупных однокривошипных и двухкривошипных прессах про-
стого действия Благодаря большему объёму пустотелого плунжера применяются
без ресивера или с небольшим объёмом ресивера
Применяются в крупных двухкривошипных прессах простого и двойного дей-
ствия. Для прессов двойного действия изготовляются с гидро-пневматичеекпм
удерживателем
Применяются в крупных однокривошипных и двухкривошипных прессах, глав-
ным образом с большим ходом, и в том случае, когда габариты стола (без при-
ямка) в фундаменте не позволяют применять сдвоенную подушку .
Встроенные в стол, плун-
жерные (фиг. 26)
49 Том 8
Не требуют < большого фундамента и отдельного ресивера, которым в данном
случае является полость стола пресса. Вследствие перемещения в направляющих
стола менее чувствительны к эксцентричному приложению нагрузки на упорную
плиту. Применение подушек связано с жёсткими требованиями к отливке стола,
который следует испытывать на полуторакратное давление A0—11 am)
770
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Основные размеры пневматических поду-
шек приведены в табл. 2, 3, 4, 5 и 6.
На фиг. 14—25 изображены различные
конструкции пневматических подушек. В за-
висимости от характера операции, произво-
димой на прессе, усилие прижима подушки
выбирается около 1: 6 и выталкивания — 1: 10
Ресивер, служащий для обеспечения по-
стоянного усилия прижима в процессе вы-
тяжки, выполняется в виде отдельного резер-
вуара клёпаной или сварной конструкции
(фиг. 26). Суммарный объём ресивера и ци-
линдров подушек составляет около 8—10 объ-
ёмов вытесняемого воздуха в подушке при
максимальном ходе её. Подушки, применяю-
щиеся без ресивера, имеют
объём цилиндров около ше-
сти объёмов вытесняемого
воздуха при максимальном
ходе подушки. Между воз-
душной магистралью сжа-
того воздуха и ресивером
устанавливаются: запорный
вентиль, фильтр для очистки
воздуха;редукционный кла-
пан для автоматической ре-
гулировки необходимого да*
вления воздуха в ресивере;
манометр и обратный кла1
пан. В сеть между ресиве-
ром и подушкой монтиру-
ются: запорный вентиль;
предохранительный клапан
Фиг. 14. Подвесная двухлоршневая пнев-
матическая подушка с подвижным откры-
тым цилиндром с отъёмными крыш-
ками.
Фиг. 15. Подвесная пневматическая
годушка двухпоршневая, одинарного
действия, с неподвижным закрытым
цилиндром.
Фиг. 16. Подвесная пневмати-
ческая подушка однопор-
шневая, двойного действия,
с неподвижным закрытым
цилиндром. :
номинального усилия пресса. Ход пневмати- (фиг. 27); инжекционная маслёнка для смазки
ческой подушки принимается равным поло- поршней цилиндра, если таковая не преду -
виие хода ползуна. смотрена в конструкциях подушки.
Таблица 2
Ориентировочные размеры однопоршневых пневматических подушек с открытым подвижным цилиндром
Диаметр
поршня d
в мм
35O
Максимальный ход подушки в мм
50
1С0
150
Максимальная высота А в мм
170
230
235
Наибольший
наружный
диаметр
йн в мм
Площадь
поршня в см"
около
15°
i8o
190
235
340
240
250
270
2З5
290
290
300
320
335
330
335
395
445
490
706
962
1256
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУЩКИ)
771
Таблица 3
Ориентировочные размеры двухпоршневых сдвоенных пневматических подушек с открытым подвижным
цилиндром ;
Диаметр
поршня
d в мм
Максимальный ход подушки в мм
50
100
150
Максимальная высота А, мм
125
34O
35°
3*5
38о
39°
4Ю
44O
475
44°
455
4^5
48о
490
5»
545
575
Наибольший
наружный
диаметр
йн в мм
545
555
57°
58о
595
6i5
645
675
45
170
195
з5о
Зоо
35°
415
Площадь
порпшя в см*
: ОКОЛО
34
49»
1256
Воздух
Фиг. 17. Подвесная пневматическая подушка трёхпорш-
невая, с неподвижным закрытым цилиндром: а—кон-
струкция подушки; б—крепление подушки к прессу, вид по стрелке
Фиг. 19. Подвесные
пневматические по-
душки с подвижным пу-
С1 отелым плунжером в
открытом неподвижном
цилиндре: а—с ограничителем хода; б—6i:3 ограничи-
теля хода.
Фиг. 18. Подвесные пневматические подушци лвухпорш-
невыз двойного действия с неподвижным яакринам ци-
линдром : а — подушка с цельнолитым двойные цижндром;
б - подушка с двумя разъёмными цилиндрами и с шар-
нирным соединением шпинделя с упэрной плитой, при-
меняемым в батарейных установках для избежания
неравномерного давления п^ зажимно.»у кольцу.
772
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Таблица 4
Характеристики и размеры пневматических подушек с подвижным поршнем в открытом цилиндре
и с регулируемым ходом
Ф/юнеи с четырьмя ушками Фланеи с двумя ушкомо
Основные параметры
При диаметре поршня в мм
Номинальная глубина
вытяжки в мм
Максимальный ход
поршня в мм
Максимальная высота
подушки в мм
Регулировка положе-
ния поршня в мм . . . .
Размеры фланцев
для крепления поду-
шек к столам в мм
100 ; 125 j 150
55
345
55
345
125
200
33-5°
345
55
345
2Е0
3S-50 38-5038-5°
55
345
230 а8о
В —
300
55
345
350
55
345
28о
С —
D I5O
i8o 205
235
15 15
240
230
300
3°5
310
355
335 | 415
22 25
Таблица 5
Ориентировочные размеры подвесных однопоршневых и двухпоршневых подушек с неподвижным закрытым
цилиндром (размеры—в мм)
Диаметр
поршня
IOO
Т5°
200
250
300
400
500
600
800
Максимальная глубина вытяжки
50
IQO
42O
2ОО
220
250
48о
5°°
290
55O
ЗЗО
6-р
_37°
7оо
4оо
77O
1С0
150 J 200 | 250 j S00 j 350
¦500
450
500
550
Максимальная высота подушки
240
52O
_?5-О
535
_?7О
560
Зоо
315
боо
343
650
750
42O
~5со
45O
870
ago
6.20
300
~чь
jpo
660
Soo
680
J65
7оэ
39Q
75=>
43°
85o
47°
900
joo
970
34O
720
35O
735
370
760
.100
890
4IS
too
44c
800
480
95Э
5^o
1000
_552
1075
39»
829
400
"840
420
45Q
Ь9°
4^5
9co
490
9oo
53O
1050
5B
ноэ
бсо
1175
44Q
92Э
45O
c-4o
_47O
960
500
1090
-III
ЮЭО
_5i°.
1050
_58o
1150
620
1200
650
127I
_552
1193
110a
593
630
1250
670
1300
700
1380
600
6I«j
12ЭО
64°
1250
6З0
J35o
720
1400
75O
1480
650
1290
663
1300
600
1350
73O
1450
JJ1
1500
Coo
I5~3o
Верхние значения максимальной высоты относятся к оанопорщневым подушкам
820
1600
830
1680
нижние
870
1700
9зо
7S.
Наиболь-
ший на- '
ружный
диаметр '
1бО
2 ТО
гбо
ЗЮ
360
4б5
585
7Ю
9Х5
— к двухпрршневым,
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВЛ (ПОДУШКИ)
773
Фиг- 20. Подвесная пневматическая подушка с неподвижным пустотелым:
плунжером с дополнительным направлением в столе пресса. i
Фиг. 21. Подвесная плунжерно-поршневая сдвоенная пневматическая подушка.
774
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
ПО CDEF
по Й8
Фиг. 22. Подвесная пневматическая подушка одноплунжерная с неподвижным цилиндром и дополнительным
направлением в столе пресса. Установлена на двухкривошипном прессе простого действия усилием 400 т.
по Яй
по CBEF
Фиг. 23. Подвесная плунжерно-поршневая сдвоенная
пневматическая подушка с двумя цилиндрами и одной
обшей упорной пльтой. Усилие прижима НО т. Ход
подушки 250 мм. Объём ресивера составляет около ——
от объёма вытесняемого воздуха при ходе 250 мм. По-
душка установлена на двухкривошипном прессе усилием
600 т.
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУШКИ)
775
Таблица 6
Характеристики подвесных одноплунжерных пневматических подушек с неподвижным открытым
цилиндром
Основные параметры
Номинальное усилие подушки в т при да-
влении воздуха 7 am
Ход подушки в мм
Диаметр плунжера в мм
9
1.3
5°
При номинальном
15
2,3
65
2O5
25
3,6
75
255
30
5.1
юо
3°5
усилии
55
7
IOO
355
пресса в
70
9,1
IOO
4°5
т
85
11,6
125
455
135
14,3
15°
5ю
Ресивер снабжается спускным краном для
спуска осаждающейся из воздуха воды и
предохранительной пробкой из легкоплавкого
Фиг. 24. Подвесная пневматическая подушка двухплун-
жсрная с подвижным цилиндровым блоком с дополнитель-
ным направлением в столе пресса.
сплава. Спускной кран для спуска осаждаю-
щейся воды также устанавливается и в по-
душках.
Давление воздуха в ресивере устанавли-
вается обычно от 5 до 6 am. Расчёт макси-
Фиг. 25. Встроенная в стол пневматическая подушка
плунжерного типа.
мального усилия подушки ведётся на давле-
ние воздуха 7 am.
На больших прессах, предназначенных для
тяжёлых работ, при форме штампуемой де-
тали, требующей неравного расстояния между
упорными стержнями и неодинакового усилия
прижима на отдельных участках, применяются
батарейные установки из подушек двойного
действия. На фиг. 28 показана батарейная
установка из подушек двойного действия на
двухкривошипиом прессе.
Изображённая на фиг. 29 батарейная пнев-
матическая установка состоит из двух групп
двухпоршневых спаренных подушек (по че-
тыре в каждой группе) и одной двухпоршне-
вой подушки, помещённой между этими груп-
пами. Группы подушек
могут работать вме-
сте и порознь и пред-
назначены для прижима
Фиг. 26. Ресивер сварной кон-
струкции.
Фиг. 27. Предохрани-
тельный клапан.
материала, а средний цилиндр — для вытал-
кивания отштампованной детали. Все цилин-
дры соединены с магистралью сжатого воз-
духа через пять спаренных двухклапанных
регуляторов управления, соответствующую
Фиг. 28. Батарейное соединение однопорганевых пневма-
тических подушек на прессе с большим расстоянием
между стойками.
арматуру и два ресивера. Двухклапанный ре-
гулятор (фиг. 30) регулирует поступление воз-
776
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV:
духа в подушки. Двухклапанный регулятор
приводится в движение от коленчатого вала
цепной передачей (фиг. 31). Сжатый воздух
подводится как в верхние, так и в нижние
части цилиндров подушек через клапанные
коробки регулятора. Открытие и закрытие
последних производится кулачками. Движе-
ние кулачков, осуществляемое от коленчатого
ходится от нижнего своего положения на рас-
стоянии, равном высоте изделия или немного
больше. Воздух для выталкивания изделия
подаётся в нижние полости цилиндров вытал-
кивателя и выводится из верхних полостей.
Приведённая схема установки (фиг. 29) допу-
скает работу в следующих комбинациях:
1) одной группой левых цилиндров; открыты
Из линии
к цилиндру
Фиг. 29. Схема батарейной пневматической установки:/, 2, 3, 4, 5к
6—вентили; 7 — клапанные регуляторы; 8 — схема действия клапан-
ного регулятора; 9—ресиверы
вала, синхронизировано с циклами движения
ползуна. Устройство кулачков допускает их
перестановку; благодаря этому можно менять
циклы открытия и закрытия клапанов.
Фиг. 30.^ Двухклапанный регулятор управления.
Усилие прижима в процессе вытяжки мо-
жет быть регулируемо. Это осуществляется
включением в работу верхних частей цилин-
дра. Выталкивание изделия после окончания
штамповки происходит тогда, когда ползун на-
вентили 2 и 6 и закрыты 1, 3, 4, 5; 2) одной
группой правых цилиндров; открыты вей-
тили 1,5 а закрыты 2, 3, 4, 6; 3) одной груп-
пой левых цилиндров и выталкивателем; от-
крыты вентили 2, 4, 6 и закрыты /, 3, 5;
4) одной группой правых цилиндров и вытал-
кивателем; открыты вентили 1, 3, 5 и за-
крыты 2, 4, 6; 5) одним выталкивателем; от-
крыты вентили 1, 2, 3, 4 и закрыты 5, 6;
6) общими группами цилиндров (без выталки-
вателя); открыты вентили /, 2, 5, 6 и закрыты
3 и 4; 7) обеими группами цилиндров вместе
с выталкивателями; открыты вентили /, 2, 3,
4, 5, 6.
Гидро-пневматические удержигагели при-
меняются в пневматических подушках прес-*
сзв двойного действия для удержания упор-
ной плиты подушки в крайнем нижнем положе-
нии, когда изделие прижато ещё внешним
ползуном. Благодаря этому исключается воз-
можность повреждения изделия вследствие
нажима подушки на дно штамповки.
На фиг. 32 изображён гидро-пневматиче-
ский удерживатель. На фиг. 33 гидро-пнев-
матический удерживатель показан совместно
с двумя спаренными пневматическими подуш-
ками плунжерного типа, установленными на
двухкривошипном прессе двойного действия.
Внутренняя полость подушки заполнена сжатым воз-
духом, давление которого регулируется редукционным
клапаном. Внутренняя полость цилиндра удерживателя
и нижняя часть подушки заполнены маслом. Поршень /
(фиг. 32) связан штоком 2 с упорной плитой 13 подушки.
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУШКИ)
77 Г
При опускании подушки вниз под действием поршня /
масло из нижней части цилиндра удерживателя перехо-
дит в верхнюю часть через шесть шариковых клапа-
нов 3 и канал 4. Опускание поршня из-за входа части
штока в корпус удерживателя вызывает уменьшение
объёма, занимаемого маслом, и повышение давления.
Избыточное масло переливается через клапан 5 и цен-
тральный канал в штоке из цилиндра удерживателя
в пневматическую подушку. При любом положении
поршня / благодаря трём радиальным отверстиям 14 в
пятствует масло, заключённое в верхней части цилиндра,
где при этом давление достигает около 28—30 am. Для
того чтобы поршень 8 остался на месте, давление
воздуха в правой части цилиндра 7 должно быть не
меньше 3 am.
После того как внешний ползун отошёл от изделия
на глубину вытяжки, запирающее устройство выклю-
чается. Сжатый воздух пускают в левую часть пневма-
тического цилиндра 7, одновременно выпуская воздух из
правой части в атмосферу. При этом клапан 9 открывает
канал 4, по которому масло под да-
влением воздуха в подушке перетекает
из верхней в нижнюю часть цилиндра.
Скорость перетекания масла, а следо-
вательно, скорость подъёма поршня /
с упорной плитой подушки можно
регулировать скалкой 10. Ввинчивая
последнюю, изменяют сечение кана-
ла 4.
При подъёме поршня 1 вследствие
ухода штока давление в масляном ци-
линдре понижается. Под действием
более высокого давления в пневмати-
ческой подушке открывается клапан 11,
гайке бив нарезанной части штока, сообщающимся
с центральным каналом штока, в нижней части масля-
ного цилиндра удерживателя устанавливается одинако-
вое с подушкой давление.
Когда коленчатый вал находится под углом 35°, не
доходя до нижней мёртвой точки, в правую часть пнев-
матического цилиндра 7 поступает сжатый воздух. По-
следний перемещает влево поршень 8 и через пру-
жину 15, помещённую в пустотелом штоке, нажимает на
клапан Р. Гнездо канала 4 закрывается и тем самым
устраняется возможность перетекания масла из верхней
части цилиндра удерживателя в нижнюю часть под
поршень.
Если сечение шариковых клапанов оказывается не-
достаточным для пропуска всего масла, повышается да-
вление под поршнем, вызывающее возможное открытие
клапана 9, прижатого к седлу только силой пружины.
В этом случае масло из нижней части цилиндра бу-
дет перетекать в верхнюю часть цилиндра через
канал 4.
При подъёме знутреннего ползуна давление воздуха
подушки стремится поднять упорную плиту. Этому пре-
Фиг. 31. Привод двухклапанного регулятора управления.
через который происходит перетекание масла, находя-
щегося в нижней части подушки.
На случгй необходимости выпуска воздуха, скопив-
шегося в масляном цилиндре удерживателя, установлен
винтовой клапан 12.
Схемой воздухопровода предусмотрена возможность
отключения гидравлического удерживателя, а также из-
менение давления в одной подушке независимо от Дру-
гой или полное выключение одной из подушек.
Впуск воздуха в пневматический цилиндр 7 удержи-
вателя синхронизирован с положением коленчатого вала,
а следовательно, и с ползуном пресса. Это осуще-
ствляется кулачками, кнопочными выключателями и зо-
лотниковым распределением.
Настойке пресса устанавливается небольшой редук-
тор, на оси которого закрепляются два кулачка. Враще-
ние последних в точности соответствует вращению ко-
ленчатого вала. На панели редуктора помещены два
кнопочных выключателя. Воздействуя на них, кулачки
попеременно включают или прерывают электрическую-
цепь, идущую к двум соленоидам двухкамерного золот-
никового воздухораспределителя (фиг. 34). Сжатый воз-
778
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
|РАЗД. IV
дух из сети через трубку 7 поступает в верхнюю ка-
меру 1. Отсюда он поступает в гильзы 2 и 3, по кото-
рым скользят золотниковые обоймы 4. Через радиаль-
ные отверстия гильзы 2 и внутреннюю полость золотни-
ковой обоймы воздух переходит в камеру 5, которая со-
общается с одной стороной пневматического цилиндра 7
удерживателя (фиг. 32). В это время на гильзе 3 (фиг ¦ 34)
золотниковая обойма 4 занимает верхнее положение и
выход сжатому воздуху из камеры /
закрыт. Камера 6, отделённая от ка-
меры 5 перегородкой, сообщается со
второй стороной пневматического ци-
._ линдра 7 удерживателя (фиг. 32)-
13 Движение золотниковых обоим 4 осу-
ществляется скалками, прикреплён-
ными к коромыслу 9. Качание коро-
мысла достигается переменным вклю-
чением левого и правого соленоидев.
Для этого типа подушек и
запирающего устройства уси-
лие подушки и давление воз-
духа и масла в цилиндрах по-
душки и запирающего устрой-
ства можно подсчитать по
-Фиг. 32. Гидро-пневматический удерживатель
•Фиг. 33. Пневматическая подушка с гидро-пневматиче-
<ким удерживателем в дв>хкривошипном прессе двои- Фиг. 34. Двухкамерный золотниковый возлухораспре-
ного дейс1вия усилием Ж) т. делитель гидро-пневматического. удерживателя.
ГЛ. XVI]
ПРИЖИМНЫЕ ВЫТЯЖНЫЕ УСТРОЙСТВА (ПОДУШКИ)
779
приведённым ниже приближённым зависимо-
стям.
Нормальное усилие подушки (при верхнем
положении поршня)
где k « -г-; Рн — номинальное усилие пресса.
При изотермическом процессе сжатия:
давление воздуха в подушке при крайнем
нижнем положении поршня
давление воздуха в цилиндре 7 (фиг. 32)
Pa—Pi ~.
D
Di\ Di - d
¦+1
где р0 — давление воздуха в подушке при
крайнем верхнем положении поршня; Vq —
объём цилиндра подушки и ресивера при верх-
нем положении поршня; V—объём цилиндра
подушки и ресивера при нижнем поло-
жении поршня; обозначения D\* D2, ?>3, rfj и d2
показаны на фиг. 32.
давление масла в верхней части масляного
цилиндра в момент удерживания подушки
(клапан закрыт)
ГИДРО-ПНЕВМАТИЧЕСКИЕ ПОДУШКИ
Гидро-пневматические подушки приме-
няются в тех случаях, когда ограниченное про-
странство стола пресса или фундамента не до-
пускает использования для обеспечения необ-
ходимой силы прижима больших пневматиче-
ских подушек.
6 5
Фиг. 35. Встроенная в стол гидро-пневматическая подушка.
780
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
В гидро-пневматических подушках давление
на упорную плиту осуществляется жидкостью
(маслом). Воздух в гидро-пневматических по-
душках служит для подачи масла в цилиндр
при ходе подушки вверх (при выталкивании)
и для регулирования давления, а следова-
тельно, и силы прижима штампуемой заго-
товки. Регулирование осуществляется спе-
циальными клапанами.
Давление в гидравлическом цилиндре
обычно в 5—10 раз выше, чем в цилиндре
пневматических подушек.
Гидро-пневматические подушки делятся на
подвесные и встроенные. Обе группы подушек
Г
пресса. Подушка применяется в однокриво-
шипных прессах простого действия.
Полость А гидравлического цилиндра заполнена
маслом; полость Б заполняется маслом только до опре-
делённого уровня. Сжатый воздух подводится по трубе 1
в полость Бис тем же давлением по трубе 2 к ци-
.линдру 7. Регулирование давления воздуха в сети осу-
ществляется редукционным клапаном. При рабочем ходе
ползуна упорная плита 8 подушки опускается, поршень 3
вытесняет масло из полости А гидравлического ци-
лмндра через отверстие 4 и клапан 5 в полость Б. При
ходе ползуна вверх упорная плита разгружается, под
поршнем 3 образуется пониженное давление и вслед-
ствие этого клапан 5 закрывается. Под действием раз-
ности давления в полости А и Б клапан 6 открывается
и масло под давлением сжатого воздуха, поступая через
отверстие 4 в полость А, заставляет поршень 3 вытал-
кивать изделие и подняться в исходное положение.
Фиг. 36. Подвесная гидро-пневматическая подушка с запирающим устройством.
выполняются без запирающего устройства
для однокривошипных прессов простого дей-
ствия усилием свыше 200 тис запирающим
устройством для однокризошипных прессов
двойного действия усилием более 100 т.
Достоинства гидро-пневматической по-
душки, встроенной в стол, следующие: пресс
с такой подушкой не требует глубокого фунда-
мента и может быть легко передвинут на но-
вое место; отпадает надобность в баках для
масла и в ряде специальной арматуры. Однако
применение подушки, встроенной в стол, вы-
зывает необходимость в более тяжёлом столе
из стального литья.
На фиг. 35 показана встроенная в стол
гидро-пневматическая подушка без удержи-
вателя с направлением упорной плиты в столе
Для этого типа подушек усилие прижима
подушки Рпод и дазление масла в цилиндре р^
можно определить по формулам:
izD\-D\
Рпод-Р
Ad*
где р — давление воздуха в am; 'обозначения
D\, D% и d показаны на фиг. 35; D^'.d^ —
= 5-10.
Усилие выталкивания
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
781
Различные усилия прижима и выталкивания
создают благоприятные условия для штам-
повки.
На фиг. 36 показгна подвесная со встроенным мас-
ллным резервугром гидро-пневматическая подушка с за-
пирающим устройством. Подушка установлена в одно-
кривошипном прессе усилием 150 т. При рабочем ходе
ползуна цилиндр 1, верхняя часть которого служит упор-
ной плитой, вытесняет масло из полости А через отвер-
стие 2 в полость Б. Последняя до определенного уровня
заполняется маслом и находится под давлением сжатого
воздуха. Процесс этот происходит до тех пор, пока пол-
зун не дойдет до крайнею нижнего положения. При
подъёме ползуна вверх на высоту глубины вытяжки из-
делия распределительным клапаном переключается по-
дача воздуха из нижней полости цилин?ра 3 в верхнюю.
Клапан 4 открывается и масло под давлением сжатого
воздуха поступает из полости Б через отверстие 2 в по-
лость А, заставляя цилиндр 1 выталкивать изделие и за-
нимать исходное положение.
Для этой конструкции подушки (фиг. 36)
усилие прижима подушки Рпоэ и давление
масла рл в цилиндре можно определить по
формулам:
-*(<«-«!)]/>;
где обозначения Dit ?>2, db d7 показаны на
фиг. 36; р — давление воздуха в цилиндре 3;
Ч— р'-Р> Р' — давление воздуха в полости Б.
I
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Грюнман, Штамповальное производство. Главная
редакция литературы по машиностроению и металло-
обработке, НКТП, 1935.
2. Думка И. А., Подушки маркета для прессов глу-
бокой штамповки, 1933.
3. З'лотников С. Л., Пневматические и гидро-
пневматические подушки, Материалы технической
.информации, ЦБТМ, 1940.
4. Карнилевич М. И., Пресс двойного действия
давлением 250/75 т. Материалы технической информа-
ции, ЦБТМ, 1940.
5. CraneE. V., Plastic working of metals and power-
press operations, 1939.
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
ОБЩИЕ СВЕДЕНИЯ
Назначение автоматизации и механизации
загрузки: превратить прессы в автоматы осво-
бодить рабочего от исполнения однообразных
операций; повысить коэфициент использования
пресса;; снизить травматизм при работе за
прессами; широко применить практику мно-
гостаночного обслуживания.
В зависимости от формы подаваемых за-
готовок загрузочные устройства выполняются
для: полос и лент, листов; штучных заготовок.
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПОЛОС
И ЛЕНТ
Загрузочные устройства для полос и лент
можно разделить по способам установки и
захвата материала.
По способу установки различают загру-
зочные устройства, являющиеся" а) частью
штампа; б) частью пресса.
По способу захвата разделяются на подачи:
крючковые; валиковыё; клещевые.
Крючковые подачи
Крючковые подачи, являющиеся
частью пресса. На фиг. 37 приведены
три схемы крючковых подач для полос и
лент, работающих от ползуна пресса. Первый
тип подачи (фиг. 37, а) работает при ходе
ползуна 3 пресса вниз, а второй и третий
(фиг. 37, бив)— при ходе вверх. Полоса мате-
риала вручную подаётся под пуансон и в ней
производится вырубка, после чего она про-
двигается до крючка, который и заводится в
отверстие, вырубленное в полосе. Далее по-
дача начинает работать автоматически. При
опускании ползуна 3 пресса в первом типе
(фиг. 37, а) подачи и при подъёме ползуна в
двух других типах рычаг 1 (фиг. 37, бив) по-
ворачивается на некоторый угол и тянет за со-
бой крючок 2, который и перемещает полосу
материала на величину шага вырубки. В мо-
мент холостого хода ползуна в подачах вто-
рого и третьего типов (фиг, 37, б" и в) и на-
чала рабочего хода ползуна в подаче первого
типа (фиг. 37, а) крючок перемещается к пуан-
сону, перескакивая благодаря скосу через пе-
ремычку полосы, и подготовляется к переме-
щению её. В дальнейшем цикл повторяется.
Для устранения влияния инерции полосу ма-
териала к поверхности лотков следует прижи-
мать пружинами. Такого типа подачи могут
применяться для грубого перемещения полос
толщиной от 1,5 до 5 мм.
Максимальный шаг подачи — 100 мм. При-
меняются для прессов с числом ходов до 120
в минуту.
Крючковая подача, изображённая на фиг. 38,
работает от вала пресса. На валу посажена
рамка 1, соединённая тягой 2 с зубчатым сек-
тором 3. Последний сцеплен с рейкой 4, на
которой шарнирно закреплён крючок 5, за-
хватывающий полосу за перемычку предвари-
тельно вырубленного отверстия.
Крючковая подача, изображённая на фиг. 39,
также работает от вала пресса, но необходи-
мое для перемещения полосы поступательное
движение крючок получает через систему ры-
чагов от кулачка 1 с замкнутым пазом. Шаг
последнего соответствует шагу подачи, полосы.
Вращательное движение кулачка преобра-
зуется в колебательное (около оси 2) дви-
жение тяги 3. Нижний конец тяги шарнирно
соединён с валиком 4, который скользит в
направляющих 5. На валике 4 закреплён крю-
чок 6. Подъём последнего осуществляется
от дискового кулачка 7 через тяги 8 и ролик,
действующих на жёстко связанную с вали-,
ком 4 планку 9. Помимо тянущего крючка в
782
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
целях исключения пробега полосы в момент
её поступательного движения предусмотрен
фиксирующий крючок //, устанавливаемый в
штампе. Подъём и опускание фиксирующего
крючка производятся кулачком 10. Полоса ма-
тельно вырубленное отверстие опускается
фиксирующий крючок //, который ограничи-
вает перемещение полосы от действия сил*
инерции. В дальнейшем цикл повторяется. Ве-
личина шага подачи может быть изменена
Фиг. 37. Крючковые подачи для полос и лент: а — крюч-
ковая подача, имеющая рабочий ход при опускании
ползуна пресса; б* и в — крючковые подачи, имеющие
рабочий ход при подъёме ползуна пресса.
териала вручную подаётся в штамп и из неё
вырубаются две или три детали. Затем во
время очередного рабочего хода ползуна
пресса тянущий крючок 6, поднятый над поло-
сой тягами 8, заходит в предварительно вы-
рубленное отверстие в полосе. Во время холо-
стого хода пресса крючок, получивший посту-
пательное движение от кулачка 1 через тягу 3,
перемещает полосу. В этот момент, когда крю-
чок 6 начинает тянуть полосу, в предвари-
Фиг. 38. Крючковая подача с зубчатым сектором.
сменой барабана / или перемещением по вер-
тикали оси 2, т. е. изменением соотношения
плеч тяги 3.
Конструкция подачи, показанная на фиг. 39,
характерна для прессов, имеющих до 200 хо-
дов в минуту.
Фиг. 39. Крючковая подача с приводом от кулачков вала
пресса.
Крючковые подачи, работающие от вала
пресса, применяются для полос толщиной бо-
лее 1,5 мм, шага подачи до 100 мм в штам-
пах, не требующих точного перемещения по-
лосы.
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
78а
Крючковые подачи, являющиеся
частью штампа. В подаче, изображённой
на фиг. 40, перемещение полосы осуществляется
рычагом, шарнирно закреплённым в верхней
части штампа. При опускании ползуна пресса
вместе с верхней частью штампа рычаг / за-
Фиг. 40. Подача полосы качающимся рычагом.
ходит в предварительно вырубленное отвер-
стие и, скользя по скосу матрицы 2, переме-
щает полосу на величину шага подачи. Не-
сколько иначе устроена подача, смонтиро-
ванная в штампе, показанном на фиг. 41. К
пуансонодержателю / прикреплена специаль-
ная плита 2, несущая клин подачи 3. Выступ
клина находится в постоянном контакте со
скользящим ползуном 4. В последнем закре-
плён на оси крючок 5, входящий в зацепле-
ние с перемычкой полосы, полученной в ре-
зультате вырубки детали. Правильное поло*
Фиг. 41. Крючковая подача, работающая от клина.
жение крючка и невозможность его подъёма
при рабочем движении обеспечиваются пру-
жиной 6. При движении верхней части штампа
вверх выступ клина 3, входя в контакт с по-
верхностью ползуна 4, заставляет его пере-
меститься вправо. Крючок 5 в это время тя-
нет полосу за собой. При движении верхней
части штампа вниз ползун 4 возвращается в
исходное положение под действием пружины
7, в то время как скос крючка позволяет ему
подняться вверх над полосой материала и за-
нять следующее положение. Ползун 4 имеет
Т-образное сечение, причём ножка ползун»
несколько уже, чем ширина подаваемой по-
лосы. Благодаря этому подаваемая полоса удер-
живается только съёмником и не оказывает
влияния на работу крючка. Движение полосы
не должно иметь места до тех пор, пока пуан-
сон не выйдет из неё. Для этого на боковой
кромке ползуна 4 имеется прямолинейный
участок 8.
Крючковые подачи, монтируемые в штампах,
применяются для полос толщиной более 1,0 мм
и шагов подачи не свыше 30 — 40 мм.
Валиковые подачи
Валиковые подачи являются наиболее рас-
пространёнными в цехах холодной штамповки»
В зависимости от числа пар валиков*
для подачи полосы они выполняются однова-
ликовыми и двухваликовыми.
Основными узлами валиковой подач»
являются механизмы для: одностороннего пе-
риодического вращения валиков; передач»
вращения от первой пары валиков ко второй*
5
7/7/7////////////////////////////////////////,
Фиг. 42. Принципиальная схема двухваликовой подачи»
(только в двухваликовых подачах); подъёма-
верхних валиков в момент штамповки полосы.
Одноваликовые подачи применяются, как
правило, в тех случаях, когда полоса пода-
ваемого материала достаточно жестка, что
исключает коробление её при перемещении;
через штамп или когда размеры полосы па
длине малы и захват второй парой валиков;
не обеспечивается. В зависимости от положе-
ния валиков относительно штампа подача но-
сит наименование подающей (валики вперед»
штампа) и тянущей (валики позади штампа).
На фиг. 42 приведена схема двухвалико-
вой подачи. Одна пара валиков / расположена»
впереди штампа, а другая 2—сзади. Валики
всегда вращаются в одном направлении. Ва-
лики 1 получают вращение от вала пресса че-
рез тягу 3 и механизм периодического дей-
ствия (на схеме не показан). Изменение ве- \
личины подачи полосы производится умень-!
шением или увеличением колебания тяги 3
за счёт перестановки связанного с ней пальца5
эксцентрикового диска 4, сидящего на валу
пресса. В результате изменяется угол пово-
рота валиков, определяющий перемещение
полосы. Так как валики 1 через промежуточ-
ную передачу передают вращение валикам 2,
полоса не только подаётся на величину шага»
штамповки в штамп, но на такую же вели-
чину одновременно с этим вытягивается. Для
784
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. .IV
Фиг. 43. Валиковые подачи для полос и лент: а — с ме-
ханизмом периодического действия в виде диска трения;
б — с храповым механизмом; в - с фрикционным мехат
низмом; г — с рейкой и фрикционным механизмом.
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
785
центрирования полосы ловителями в момент
штамповки она освобождается от зажима
между валиками; для этой цели верхние ва-
лики рычагами 6 слегка приподнимаются упо-
рами 7, установленными на ползуне пресса.
Катушка # для подаваемой ленты имеет сво-
бодное вращение, а катушка 9 для наматыва-
ния отхода— принудительное от вала пресса
через систему тяг и рычагов 10. Иногда ка-
тушка 9 заменяется специальным механизмом
для рубки отходов. Помимо рассмотренных
узлов в валикозых подачах устанавливают
устройства для правки, чистки и смазки по-
даваемого материала.
На фиг. 43 показаны наиболее характерные
типы валиковых подач с различными меха-
низмами одностороннего периодического вра-
щения валиков.
Тип 1 (фиг. 43, а). На конце вала пресса посажен
диск / с эксцентрично установленным пальцем 2, с ко-
торым шарнирно связана тяга з, приводящая в движение
механизм периодического действия. Последний состоит
из гладкого диска 4 (иногда с V-образной канавкой), са-
мотормознщей колодки 5 и ленточного тормоза 6. При
вращении вала пресса тяга 3, совершая колебательное
движение, заставляет шарнирно связанную с ней ко-
лодку 6 прижаться к диску 4 и повернуть его на неко-
торый угол. Вместе с диском поворачивается зубчатая
пара 7, а следовательно, и нижний валик подачи. Так
как на концах нижнего и верхнего валиков сидят сце-
пленные между собой шестерни, поворачивается и верх-
ний валик. При возвращении колодки 6 в исходное по-
ложение обратному повороту диска 4 препятствует тор-
моз 6.
Т и п 2 (фиг. 43, б). Диск / с эксцентрично устано-
вленным пальцем 2, шарнирно связанным с тлгой 3, прч-
бодит в движение механизм периодического действия.
Последний имеет храповое колесо 4 и собачку 5, уста-
новленную hi рычаге 6". При вращении вала пресса
тяга 3, совершая колебательные движения, сообщает
движение рыча1у 6, а следовательно, и собачке 5. По-
следняя, б;*дучн сцеплена с колесом 4, поворачивает его
на некоторый угол, зависящий от величины эксцентри-
ситета пальца 2. На такой же угол повернётся и ниж-
ний валик подачи, который через зубчатую пару пере-
даст вращение верхнему валику подачи. При возвраще-
нии, рычага 6 в исходное положение собачка 5 проскаль-
зывает по зубьям храпового колеса, а колодковый или
ленточный юрмоз подачи (на схеме не показан) препят-
ствует обратному повороту храпового колеса и валикам.
Храповое устройство выполняется с наружным или вну-
тренним храповиком с числом собачек от 1 до 7 в зави-
симости от шага храпового колеса и требуемой точности
подачи полосы.
Тип 3 (фиг. 43,в). Валиковая подача с
фрикционным механизмом периодиче-
ского действия. Вращение вала пресса и посажен-
ного на нём диска 1 с пальцем 2 тягой 3 преобразуется
в колебательное движение фрикционной муфты 4
(фиг. 43, в). Последняя устроена так, что поворот вали-
ков производится при повороте муфты только в одну
определённую сторону- Вращение шестерни S, сцепляю-
щейся с шестерней 6", сидящей на валу нижнего валика,
передаётся через шестерню 7 верхнему валику. Наруж-
ный кожух фрикционной муфты 8 получает от тяги 3
колебательно-вращательное движение. Внутренний диск 9,
в котором выфрезе) ованы три гнезда (число гнёзд бы-
вает до 7), заклинен на втулке, на другом конце которой
посажена шестерня 5. В гнёздах диска находятся спе-
днальные колодки 10 с роликами 11 (или шариками),
прижимаемыми пружинами. При повороте кожуха по
часовой стрелке происходит заклинивание роликов между
наружным кожухом и внутренним диском. Последний по-
ворачивает шестерню, которая передаёт вращение ва-
ликам. При повороте кожуха против часовой ciредки
заклинивания роликов не происходит и поэтому поворот
кожуха не передаётся ведущей шестерне. Для обеспе-
чения остановки валиков при выключении муфты и по-
глощении инерционных усилий, возникающих при этом
во всей системе, обе пары валиков снабжены постоянно
действующими колодочными тормозами.
Тип 4 (фиг. 43, г). Для сообщения периодического
движения вместо тяги применены рейка и шестерня, свя-
занные с фрикционным или храповым механизмом перио-
дического действия. Такое исполнение следует приме-
нять в тех случаях, когда шаг подачи полосы значитель-
ный и требуется угол поворота валиков больше чем
на 100°.
50 Том 8
Передача между подающей и тянущей па-
рой валиков в двухваликовых подачах осу-
ществляется:
а) промежуточной шестерней, сидящей на
одной оси с механизмом периодического дей-
ствия (приведена на фиг. 43, б); передача мо-
жет быть применена в тех случаях, когда
расстояние между осями валиков не превы-
шает 500 мм;
б) валиком с винтовыми или коническими
шестернями (фиг. 43, а) или тягой, шарнирно
связанной с фрикционными муфтами перио-
дического действия (фиг. 43, б).
В последней подаче величину угла пово-
рота у тянущих валиков по отношению к по-
дающим можно изменять, что необходимо для
компенсирования удлинения полосы при вы-
рубке. Изменение угла поворота достигается
соответствующей установкой эксцентричной
втулки кожуха фрикционной муфты.
На фиг. 44 показан наиболее характерный
способ подъёма верхних валиков, необходимый
Фиг. 44. Механизм подъёма верхних валиков.
при работе штампами с ловителями. В крон-
штейне / ползуна пресса установлены винты 2,
которые, опускаясь вниз вместе с ползуном
пресса, нажимают на рычаги 3, а последние,
поворачиваясь, приподнимают верхние ва-
лики 4. В тех случаях, когда подъём валика
необходим только в момент заправки полосы,
механизм подъёма верхних валиков устана-
вливается только на подающей паре валиков
и делается ручным с помощью специальной
рамки.
Наиболее характерные конструкции одно-
валиковых подач показаны на фиг. 45, а и б,
двухваликовых — на фиг. 43, а, 44 и 46, а и б.
Особенностью двухваликовых подач пер-
вого типа (фиг. 43, а) является возможность
откидывания валиков, что представляет преи-
мущество при установке штампа на пресс
786
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
(иногда валик откидывают не вниз, а в сто-
роны).
Второй же тин (фиг. 46, а) интересен тем,
что в состав валиковой подачи включено
устройство лля рубки отходов. В прессах с
арочной станиной валики подачи выносят на
наружную сторону станины (фиг. 46, б), что
позволяет иметь большее рабочее простран-
Фиг. 45. Одноваликовые подачи: а — с приводом от тяги;
от рейки.
ство на столе пресса. Эта подача снабжена,
так же как и предыдущая, механизмом для
новки валиковой подачи в штампы не полу-
чили большого распространения. Штампы удо
рожаются и исключается универсальность,
характерная для валиковых подач.
Клещевые подачи
Клещевые подачи, являющиеся частью
пресса, выполняются: а) с двумя захватами
для перемещения полосы; б) с
одним захватом для перемещения
полосы.
На фиг. 47 приведён общий вид
пресса с клещевой подачей, iia
фиг. 48 — схема подачи.
Клещевая подача состоит из че-
тырёх пар клещей. Две фиксирую-
щие пары клещей 1 и 2 (фиг. 48)
не имеют продольного перемеще-
ния, а крайние подающие 3 и 4
имеют продольное перемещение
от вала пресса специальным ме-
ханизмом. Перемещение имеет
только одна пара подвижных кле-
щей, а другая, связанная с ней
тягой 5, точно воспроизводит воз-
вратно-поступательное движение
первой пары. Когда подающие
клещи сжимают материал (поло-
жение а), фиксирующие — осво-
бождают его Затем подающие
клещи перемещают полосу или
ленту на величину шага вырубки.
После остановки клещи 3 и 4 раз-
жимаются (положение б), освобо-
б - с приводом ждая подаваемуЮ полосу на весь
период вырубки, если штамп — по-
следовательного действия и на контурных
пуансонах установлены ловители. По оконча-
Фиг. 46. Двухваликовые подачи: а — с откидными валиками; б —с механизмом
для рубки отходов.
рубки отходов. Все рассмотренные подачи
относятся к валиковым подачам, являющимся
частью пресса. Неоднократные попытки уста-
нии процесса вырубки при нахождении пуан-
сонов ещё в полосе материала происходит за-
жим фиксирующими клещами (положение .е).
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
787
а подающие клещи 3 и 4 возвращаются в исход-
ное положение. Возвратившись в исходное
положение, они сжимают полосу, а фиксиру-
ющие клещи в этот момент освобождают по-
Фиг. 47. Двойная клещевая подача для полос и лент.
лосу от зажима, и процесс подачи повто-
ряется.
Одноклещевая подача изображена на
фиг. 49.
Захват для полосы, выполненный в виде
шарнирно закреплённого ножа /, находится
в подвижных салазках 2, которые приводятся
в движение от диска 3 с эксцентрично уста-
новленным пальцем и тяги. Клещевые по-
дачи, как узел штампа, применяются очень
редко.
I n it щ у
Фиг. 48. Схема работы двойной клещевой подачи
для полос и лент.
К клещевым подачам следует отнести и
подачу для листов, установленную на прессах
типа зигзаг, применяемых в пищевой промыш-
ленности.
Прессы иногда снабжают магазинами для
полос, из которых эти полосы пневматическим
устройством переносятся под клещевую по-
дачу.
Основные положения по выбору типа
подачи и проектированию подач
Подачи, являющиеся частью
штампа, следует применять только для пе-
ремещения полос не более чем на 50 мм
(крючковые).
Выбор способа подачи, связанного с кон-
струкцией пресса, зависит от многих факторов,
как-то: типа заготовки (полоса или лента);
размеров её (толщина, ширина, длина); точ-
ности подачи; числа двойных ходов пресса;
типа штампа и т. д. Поэтому выбор подачи
должен быть решён в каждом отдельном слу-
чае, исходя из конкретных условий.
Точность подачи зависит от величины шага
подачи, числа двойных ходов и типа подачи-
Чем больше шаг и число ходов пресса, тем
меньше точность.
Клещевая подача при всех прочих равных
условиях наиболее точная. Наиболее же до-
ступной по стоимости и не требующей зна-
чительных переделок пресса является крюч-
Фиг. 49. Одноклещевая подача для полос и лент.
ковая подача. Однако её следует применять
только для полос шириной не более 150 мм,
толщиной от 1 до 10 мм и при допустимой
точности подачи 0,25—0,5 мм.
Наиболее универсальной является валико-
вая подача.
Во всех случаях, где размеры полосы й её
жёсткость допускают применение одновали-
ковых подач, следует отдать им предпочтение
по отношению двухваликовых.
При проектировании валико-
вых подач следует руководствоваться сле-
дующими положениями: необходимо макси-
мально уменьшать вес движущихся частей
788
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
подачи применением пустотелых (трубчатых)
и сварных деталей; детали подачи, испыты-
вающие удары в момент включения и выклю-
чения подачи, должны изготовляться из ле-
гированных сталей; привод подачи для шагов
подачи, требующих поворота валиков меньше
чем на 100°, выполняется кривошипным, а
больше 100°—кривошипно-реечным; палец кри-
вошипа должен допускать изменение вели-
чины эксцентриситета в мелких прессах в
пределах до 50 мм, в средних — до 100 мм
и в крупных — до 150 мм; следует отдавать
предпочтение фрикционному механизму пе-
риодического поворота, обеспечивающему
точность поворота и отсутствие шума, харак-
терного для храповых механизмов (если при-
менение храповых механизмов является вы-
нужденным, необходимо применять число со-
бачек более двух); для передачи между вал-
ками также следует использовать фрикцион-
ный механизм, снабжая левую муфту устрой-
ством для компенсации удлинения полосы
после вырубки; поджим верхних валиков
должен осуществляться регулируемыми пру-
жинами, а подъём их в процессе вырубки —
рычагами, получающими поворот для подъёма
от ползуна пресса; диаметр валиков d опре-
деляется из зависимости d;>30s, где 5 — тол-
щина подаваемого материала; в двухвалико-
8ых подачах, в особенности предназначен-
ных для тонкого материала, следует расстоя-
ние между подающими и тянущими валиками
брать по возможности больше; установку вали-
ков по возможности производить вне стола
пресса с тем, чтобы не уменьшать рабочего
пространства стола.
При проектировании клещевых подач не-
обходимо: для полосового материала приме-
нять только одинарные клещевые подачи с
установкой их на специальном кронштейне,
прикреплённом к столу пресса; в двойных
клещевых подачах механизмы перемещения и
зажима клещей располагать под столом пресса,
обеспечив им прочность крепления; зажимы
в двухклещевых подачах снабжать компенси-
рующими пружинами; зажим в одинарных по-
дачах применять ножевой; двойные клещевые
подачи использовать в исключительных слу-
чаях.
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ
ШТУЧНЫХ ЗАГОТОВОК
Общие сведения
Загрузочные устройства для штучных за*
готовок предназначаются для: захвата и ори-
ентации заготовок в необходимое для обра-
ботки положение; накопления заготовок в до-
статочном количестве, обеспечивающем работу
пресса даже в случае кратковременной за-
держки в механизме захвата и ориентации;
поштучной выдачи из накопителя; транспор-
тирования заготовок от места приёма их из
накопителя в зону действия штампа.
В загрузочных устройствах путём введения
дополнительных механизмов осуществляют
сортировку подаваемых заготовок, проверку
на отсутствие посторонних тел в подаваемых
заготовках и т. д.
В зависимости от степени автоматизации
различают загрузочные устройства: а) полу-
автоматические и б) автоматические.
В полуавтоматическом (магазинном) загру-
зочном устройстве захват, ориентация и по-
дача заготовок в накопитель (магазин, лоток,
трубки) производится вручную или механиз-
мом, не входящим в состав загрузочного
устройства. Все же остальные движения, не-
обходимые для перемещения под штамп, вы-
полняются автоматически. Полуавтоматиче-
ские загрузочные устройства применяются для
заготовок, захват и ориентации которых в
силу сложности геометрической формы, зна-
чительных размеров или веса затруднены,
длительность обработки (по времени) продол-
жительна или масштаб производства незначи-
телен.
В автоматическом загрузочном устройстве
все движения, необходимые для перемещения
заготовок под штамп, выполняются автомати-
чески без вмешательства рабочего.
Автоматические загрузочные устройства
следует применять для заготовок, требующих
малого времени на обработку, простой гео-
метрической формы, малых по весу и раз-
мерам, при значительном масштабе производ-
ства.
Основными узлами автоматических и полу-
автоматических загрузочных устройств явля-
ются: механизм загрузки (автомат питания)
для захвата и ориентации заготовок; накопи-
тель (магазин, лоток, трубка) для накопления
заготовок в количествах, обеспечивающих
бесперебойную работу пресса, и транспорти-
рования заготовок от места загрузки в пита-
тель; питатель для поштучного приёма заго-
товок из накопителя и передачи их в зону
действия штампа.
Автоматы питания (механизмы захвата
и ориентации)
Классификация автоматов питания. В за-
висимости от рода действия автоматы пита-
ния могут быть разделены на два класса:
1) автоматы питания, обеспечивающие захват
и ориентацию заготовок одновременно; 2) авто-
маты питания, обеспечивающие захват и ориен-
тацию заготовок последовательно.
По способу захвата и ориентации загото-
вок первый класс автоматов делится на группы,
осуществляющие захват и одновременную
ориентацию за: а) внутреннюю поверхность
заготовки; б) наружную поверхность заго-
товки; в) выступы на наружной поверхности
заготовки.
По способу захвата и ориентации загото-
вок второй класс автоматов питания делится
на группы, осуществляющие: а) захват за на-
ружную поверхность, а ориентацию по поло-
жению центра тяжести заготовки; б) захват
за наружную поверхность, а ориентацию по
форме наружной поверхности заготовки;
в) захват за внутреннюю поверхность, а ориен-
тацию по положению центра тяжести заго-
товки.
Конструкция автоматов питания. В табл. 7
приведены схемы, принцип действия, область
применения и производительность автоматов
пигония первого класса, а в табл. 8 — второго
класса.
ГЛ.. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
789
Таблица 7
Автоматы питания для одновременного захвата и ориентации заготовок
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата и ориентации по внутренней
поверхности заготовки
/. С поступательно-движущимся стержнем
Стержень / получает поступательно-возврат-
ное движение от кулачка или кривошипного
механизма. Во время рабочего хода стержень,
захватывая одну из ззготовок, находящихся в
бункере 2, поднимает её вверх и проталкивает
в трубку 3. В последней установлена пружин-
ная съёмка 4, снимающая заготовку со стержня
в момент холостого хода последнего. При ка-
ждом ходе стержня последующая заготовка, по-
даваемая в трубку 3, протглкивает предыду-
щую и таким образом заставляет заготовки пе-
ремещаться по трубке в питатель
Колпачки с диаме-
тром, меньшим высоты.
Максимальный диа-
метр колпачка — 20 мм;
максимальная высота—
40 мм; минимальный
внутренний диаметр —
5 мл; толщина стенки—
не менее 0,5 мм. Про-
изводительность 60—
70 шт/мин
2. С наклонно расположенными стержнями на вращающемся кольце
Заготовки из бункера 1 скатываются в корпус автомата питания, где захватываются
стержнями 2, наклонно расположенными на вращающемся кольце 3. Во избежание со-
скальзывания заготовок при подъёме их в верхнее положение под стержнями установле-
на планка 4. По ней заготовки, сползая со стержней, скользят донышками, а сойдя с
планки под действием собственного веса, попадают в приёмник трубки 5, по которой и
отводятся в питатель. Если трубка заполнена заготовками, лишние выпадают в корпус
автомата питания
Колпачки с диамет-
ром, меньшим высоты
Максимальный диаметр
колпачка - 25 мм; ма-
ксимальная высота —
80 мм; минимальный
внутренний диаметр —
5 мм; толщина стен-
ки—не менее 0,5 мм.
Произв одительность
120—180 шт/мин.
3. С крючками, расположенными на
боковой или торцевой поверхности
диска
Заготовки из бункера / скатываются в
корпус автомата питания, где и захваты-
ваются крючками 2, расположенными на
вращающемся диске 3. При дальнейшем
вращении диска заготовки передаются в
приёмник 4, откуда и поступают в труб-
ку 5, отводящую их в питатель
Колпачки е диаме-
тром, меньшим высоты.
Максимальный диаметр
колпачка — 25 мм; ма-
ксимальная высота —
80 мм, минимальный
внутренний диаметр—
3,5 мм; толщина стен-
ки — не менее 0,25 мм.
Производительность
120—140 шт/мин.
790
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 7
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата и ориентации по наружной поверхности
/. С поступательно-движущейся трубкой
Трубка 1 получает поступательно-возврат-
ное движение от кривошипного механизма
или кулачка. Во время нахождения трубки в
нижнем положении в неё из бункера 2 за-
падают заготовки, которые затем переме-
шаются в трубку, отводящую их в питатель
вид'по стрелке Л
2. С псступательно-возвратно-движущимися
ползунами
Ползун 1, имеющий призматическое углубление,
получает поступательно-возвратное движение от
кулачка или кривошипного механизма. Во время нахо-
ждения ползуна в нижнем положении в призму из бунке-
ра 2 западают заготовки. Когда ползун поднимается в
верхнее положение, заготовки, скользя по наклонной по-
верхности ползуна, попадают в лоток 3, отводящий их
в питатель
Втулки, стержни, диа-
метр которых меньше
высоты, и шарики.
Максимальный диа-
метр — 20 мм; макси-
мальная высота—30 мм.
Производительность
80—120 шт/мин
Стержни и втулки с
диаметром от 5 до40 мм
и длиной не более
40 мм. Производитель-
ность 50—60 шт/мин
3. Карманчаковый
Заготовки из бункера 1 скатываются в корпус автомата питания, где и захватываются
карманчиками (ковшами) 2 (показаны отдельно), закреплёнными на поверхности диска 3.
Форма внутренней поверхности карманчиков
обеспечивает попадание в них заготовок
только в определённом положении. Захвачен-
ные заготовки при совмещении кармрнчика
с окном 4 выталкиваются в приёмник лотка,
откуда и попадают в питатель. Если приёмник
заполнен, заготовки остаются в карманчиках
и возвращаю 1ся обратно в бункер.
Колпачки, высота ко-
торых меньше или рав-
на диаметру. Макси-
мальный диаметр кол-
пачка — 40 мм; макси-
мальная высота— ЛОмм;
допуск по высоте — не
более 1,0 мм. Произ-
водительность 100—
120 шт/мин
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
791
Продолжение табл. 7
Наименование и принцип действия
4. С этелобами на внутренней или наружной поверхности вращающегося ротора
На роторе 1 сделаны полуци-
линдрические желоба, в которые
и западают заготовки. В верхнем
положении (в случае кольца) или
в нижнем (в случае валика) заго-
товки соскальзывают в лоток 2,
отводящий их в питатель
Область применения
и производительность
Стержни диаметром
до 30 мм и длиной до
30 мм. Шарики диа-
метром до 30 мм. Про-
изводительность 120 —
200 ш т/мин
5. Дисковый щелевой
Заготовки, засыпанные в бункер / на наклонно расположенный вращающийся диск 2,
западают между стенкой бункера и вырезами рабочего диска и перемещаются в верх-
нюю часть бункера, где и выкатываются в приёмник 3, а из него в лоток 4, из которо-
го попадают в питатель пресса
, —^ bud no стрелке Z (развёртка)
щ
Диски, шайбы тол-
щиной от 2 до 10 мм
и диаметром от 5 до
70 мм. Производитель-
ность 60—100 шт мин
6. Паучковый
Заготовки из бункера 1 западают в выемку кольца 2, выполненную по форме подава-
емой заготовки. Принудительное заталкивание заготовок, занявших: правильное положе-
ние, в окно приёмника 3 или сбрасывание неправильно расположенных заготовок про-
изводится концами пружин 4, вращающихся вместе с осью автомата питания
Малые по весу и раз-
мерам фасонные кол-
пачки. Производитель-
ность 250—400 шт/мин
792
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 7
Наименование и принцип действия
Облает^ применения
и производительность
7. С вырезами во вращающемся диске по форме заготовок
Заготовки из бункера /, скатываясь в корпус автомата, западают в вырезы вращающе-
гося кольца 2 и транспортируются к окну приёмника 3, куда и выталкиваются под дей-
ствием собственного веса. Застрявшие в вырезках кольца заготовки выталкиваются в
бункер звёздочкой 4
Колпачки гладкие и
ступенчатые, высота
которых менее или рав-
на диаметру. Макси-
мальный диаметр —
40 мм; допуск по. вы-
соте—не более \,Ъмм.
Производительность
150—200 шт/мин.
8. С радаальныма пазама
Заготовки засыпаются в бункер на поверхности диска/, где и западают в радиальные
паяы канавки А, получая предварительную ориентацию. Скользя в процессе вращения
диска по пазам, заготовки западают в сквозные гнёзда Б, выполненные по форме заго-
товок, в которых транспортируются к разгрузочному окну 2, где и выпадают в ло-
ток
Колпачки и стержни
ступенчатые или с
криволинейной образу-
ющей и диаметром,
меньшим высоты. Ма-
ксимальный диаметр —
40 мм; максималь-
ная высота — ЬО мм.
Производительность
100-150 шт/мин.
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
793
Продолжение табл.
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата в ориентации за уступы наружной поверхности
/. Секторный I
Заготовки, яасыпанные в бункер 1, западают в щель между двумя щеками качающегося
на оси 2 сектора. Когда последний, получающий качательное движение от кулачка кри-
вошипа или кулисы, придёт в верхнее положение, при котором его работая поверхность
расположится наклонно, заготовки под действием собственного веса соскользнут в лоток
Заготовки стержне-
вые с головкой (болты,
заклёпки),имеющие ди-
аметр стержня не бо-
лее 20 мм и длину до
120 мм. Производитель-
ность 80—120 шт/мин
2. Дисковый щелевой
Заготовки, засыпанные в бункер 1, западают в щель между кольцом 2 и вращающимся
диском 3. Размер щели допускает свободное западание подаваемых заготовок с провиса-
нием их на головках. Диск 3 при вращении захватывает заготовки собачками 4 и пере-
мещает заготовки в приёмник лотка 5. Если лоток заполнен заготовками, собачки откло-
няются на осях, вызывая натяжение пружин, и проскальзывают по заготовкам
Вид по стрелке С
Заготовки стержне-
вые с головками мало-
го веса; диаметр —до
20 мм и длина — до
120 мм. Производитель-
ность 150—200 шт/мин
794
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Таблица 8
Автоматы питания для последовательного захвата и ориентации заготовок
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата за наружную поверхность и ориентации по положению центра
тяжести подаваемой заготовки
/. Дисковый зубчатый
Заготовки, засыпанные в бункер / на поверхность вращающегося диска 2, устанавли-
ваются вертикально между его зубьями благодаря наклону диска, скосу по ребру и поло-
жению центра тяжести у заготовок. Неправильно ориентированные заготовки выпадают
из впадин между зубьями и скатываются обратно в бункер. Правильно же ориентиро-
ванные заготовки проходят верхнюю часть бункера, где собачкой 3 выталкиваются в
лриёмник 4. Если последний заполнен, собачка заготовками отводится в сторону
Колпачки, высота КО'
торых больше диаме-
тра. Максимальный
диаметр—40мм; макси-
мальная высота — 50
мм. Производитель-
ность 180—250 шт/мин
2. Дисковый с радиальными карманами
Заготовки, засыпанные в бункер 1, западают в прямоугочьные пазы наклонно располо-
женного диска 2 и при вращении последнего скользят по понижающейся кривой кольца-
кулачка 3. В верхней части заготовка опрокидывается в один из радиально расположен-
ных внутренних карманов диска 2 в необходимом положении. При следующем обороте
диска 2 ориентированная заготовка выкатывается в приёмник 4, откуда попадает в лоток
и питатель
Bud no стрелке Ь
Колпачки, высота ко-
торых больше диаме-
тра. Максимальный диа-
метр—30 мм; макси-
мальная высота—100
мм. Производитель-
ность 200—250 шт/мин
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
795
Продолжение табл. 8
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата за наружную поверхность с ориентацией по наружной
поверхности заготовок
1. С вырезами в диске и приёмником для ориентации
Заготовки, засыпанные в бункер 2, западают в прямоугольные вырезы наклонно распо-
ложенного лиска 2. В верхнем положении заготовка выпадает в отсекатель 3, который,
поворачиваясь, закрывает загрузочное окно, а принятую заготовку передаёт в ориенти-
рующее устройство 4, где она и принимает необходимое для штамповки положение. По-
ворот отсекателя проиаводится через систему рычагов от кулачка приводного вала авто-
мата питания
Вид по стрелке К
Колпачки гладкие,
фасонные, конические,
высота которых боль-
ше диаметра. Макси-
мальный диаметр за-
готовки—15 мм; ма-
ксимальная высота—70
мм. Производитель-
ность 60—80 шт/мин
2. Лопастной с лотком-вибратором
Заготовки, засыпанные в бункер 1, захватываются лопастями 2 вращающегося диска 3.
Затем они выкатываются в наклонно расположенный лоток 4, где, провисая на головках,
скользят в питатель. Для лучшего движения заготовок в лотке последний от кулачка и
рычага 5 имеет вибрирующие движения
Стержни с головка-
ми (болты, заклёпки).
Максимальный диа-
метр стержня—20 мм;
максимальная длина—
75 мм. Производи-
тельность 100—120
шт/мин
796
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 8
Наименование и принцип действия
Область применения
и производительность
Автоматы питания для захвата за наружную поверхность с ориентацией по положению
центра тяжести и внутренней поверхности заготовки
С кольцом а звёздочкой
Заготовки, засыпанные в бункер,
западают в отверстие кольца 1. При
вращении последнего выпаданию за-
готовок препятствует планка 2, ко-
торая также контролирует положе-
ние заготовок. Заготовки, лежащие
боком, задевают за вырез 4, повора-
чиваются и располагаются донышком
вверх; после этого они падают на
штыри звездочки 3 и перемещаются
в лоток 5. Если заготовка располо-
жится донышком вниз, она останется
в кольце
Колпачки, высота
| которых меньше или
равна диаметру. Ма
ксимальный диаметр
колпачка—40 мм; ма-
ксимальная высота—
40 мм. Производи-
тельность 120—150
шт/мин
Основные положения по проектирова-
нию автоматов питания и их деталей. Для
обеспечения бесперебойной работы необхо-
димо, чтобы количество подаваемых в нако-
питель заготовок было больше количества
изделий, выпускаемых прессом. Автоматиче-
ское регулирование работы автомата питания
в зависимости от потребляемого прессом коли-
чества заготовок может быть осуществлено
Фиг. 60. Механизм для автоматического останова рабочего органа в
автоматах питания: а —- пружинный; б—пружино-кулачковый; a — ры-
чажно-кулачковый.
двумя способами: а) лишние заготовки отво-
дятся в отдельную тару; б) лишние заготовки
остаются в автомате питания, но рабочий
орган, захватывающий заготовки, прекращает
свою работу до тех пор, пока причина оста-
новки не будет устранена.
Как правило, следует предпочесть второй
способ, позволяющий избежать поломки авто-
мата питания в случае неправильного поло-
жения заготовок или по какой-либо другой
причине, препятствующей нормальному дви-
жению рабочего органа.
Наиболее характерные способы
автоматической остановки рабо-
чего органа, захватывающего заго^
товки, показаны на фиг. 50. Ме-
ханизмы, изображённые на фиг.
50, а я б, следует применять в слу-
чае горизонтального расположе-
ния приводного валика, а приве-
дённый на фиг. 50, в — для верти-
кального или наклонного распо-
ложения приводного валика.
Рабочий орган / (фиг. 50, а)
сидит на приводном валике 2 сво-
бодно. В ступице рабочего орга-
на / установлены два пальца 3,
находящиеся под действием пру-
жин 4. Пальцы упираются в лыску
валика 2. При перегрузке рабочий
орган останавливается, пальцы 3
сжимают пружины 4, в результате
чего валик будет вращаться вхо-
лостую. На выступы кулачка /
(фиг. 50,5) опираются штифты 2,
скользящие во фланце валика ра-
бочего органа. Штифты находят-
ся под постоянным действием пру-
жин 3. Натяжение последних подо-
брано так, что обеспечивает пере-
дачу вращения от приводного ва-
лика к валику рабочего органа
только при нормальной нагрузке
на последний. При перегрузке
штифты выходят из сцепления с
выступами кулачка, и рабочий орган остана-
вливается до тех пор, пока не будет устранена
причина остановки. Включение рабочего орга-
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
797
на производится автоматически. На привод-
ной валик 1 (фиг. 50, в) посажен кулачок-
звёздочка 2, а на нижнюю поверхность ра-
бочего органа 3, находящуюся под действием
пружины 4, — рычаги 5. Рычаги имеют по
одному зубу, находящемуся в соприкоснове-
нии с кулачком-звёздочкой. При нормальной
нагрузке на рабочий орган 3 натяжение пру-
жин обеспечивает передачу вращения от при-
водного валика, но если рабочий орган полу-
чит дополнительную нагрузку, пружины растя-
гиваются, зубья рычагов выходят из зацепле-
ния с кулачком-звёздочкой, рабочий орган
останавливается, а валик привода продолжает
вращаться. После того как причина остановки
будет устранена, рабочий орган вновь авто-
матически включается.
Приведённые устройства отсутствуют в
автоматах питания с колебательным и посту-
пательно-возвратным движением рабочего
органа. Необязательными они являются также
в случае, когда между рабочим органом и приём-
ником для заготовок есть разрыв, позволяю-
щий последним в случае переполнения сво-
бодно выпадать в бункер.
Схема привода рабочего органа зависит от
передаточного числа между источником дви-
жения (обычно валом пресса) и рабочим орга-
ном автомата питания. В зависимости от пере-
даточного числа рекомендуются следующие
типы приводов: при /=1/6—1,0 — ремён-
ная пара; /=1/15—1/6 — ремённая и зуб-
чатая пары; /> 1/15—. ремённая и червячная
пары.
Для преобразования вращательного движе-
ния приводного валика в автоматах питания
с поступательно-возвратным или колебатель-
ным движением рабочего органа использу-
ются кривошип или кулиса. Наиболее целесо-
образной является кулиса, так как она позво-
ляет иметь замедленный рабочий ход рабо-
чего органа, что важно для захвата загото-
вок и передачи их в приёмник автомата
питания, и быстрый холостой ход.
Производительность автоматов питания за-
висит от числа оборотов рабочего органа за-
хвата, числа рабочих гнёзд в рабочем органе
захвата и величины коэфициента вероятности
захвата. Производительность определяется
формулой
а - 60*4
где А — производительность автомата питания
в шт/мин; v — окружная скорость рабочего
органа в м\сек\ т — шаг захвата органов
в м\ f\ — коэфициент вероятности захвата.
Значения оит] для основных типов авто-
матов питания приведены в табл. 9.
Для ручной наладки автоматов питания
в приводе предусматривается устройство,
обеспечивающее отключение автомата питания
от привода пресса. Таким устройством является
кулачковая муфта для сцепления приводного
шкива и вала автомата.
Число рабочих гнёзд, размеры рабочего
органа для захвата заготовок и определение
месторасположения приёмника находятся рас-
чётно-графическим путём, исходя из размеров
подаваемой заготовки и принятой скорости
вращения рабочего органа.
Таблица 9
Значения v а щ для основных типов автоматов
литания
Тип автомата питания
Крючковый
С наклонно распо-
ложенными стержнями
на вращающемся
кольце
Карманчиковый . .
Дисковый с выреза-
ми по форме заготов-
ки
Зубчатый
Дисковый с ради-
альными внутренними
гнёздами
С радиальными па-
зами
Окружная ско-
рость v рабо-
чего органа
в м/сек
Меньше о,з
о,25—о,з
о.З -°,4
о,з —о,б
o,i8—0,23
Меньше о,з
o.i—о, is
Коэфициент г,
вероятности
захвата
о,35-
о,
°,35-
о,4
-о,4
-о,б
-о,5
Если производительность автомата питания
меньше производительности пресса или по-
следний имеет несколько одноимённых штам-
пов, в автоматах питания с горизонтальной
осью вращения устанавливают несколько ра-
бочих органов, а с вертикальной или наклон-
ной осью вращения — несколько автоматов
питания.
При установке нескольких рабочих орга-
нов на одном валу необходимо, чтобы каждый
рабочий орган имел самостоятельный меха-
низм автоматического останова и включения.
Таким образом, происходит остановка только
того рабочего органа, где произошла за-
держка.
Наклон рабочего органа в автоматах пита-
ния с наклонно расположенным диском прини-
мается 30—45°. Когда бункер для заготовок
выполнен отдельно от корпуса автомата, на-
клон дна в сторону автомата должен быть
от 12 до 15°, а в направлении рабочего органа
30—40°. Объём бункера следует выбирать
в зависимости от способа загрузки заготовок.
При ручной загрузке запас заготовок
должен обеспечить работу пресса в течение
7—10 мин., а при автоматической — от 3 до
5 мин.
Накопители
Под накопителями понимаются трубки,
лотки и кассеты, служащие для накопления и
транспортирования заготовок в питатель.
В автоматических загрузочных устройствах
накопители обязательны, а в полуавтомата
ческих, имеющих вращательное движение ра-
бочего органа (револьверные и фрикционные
питатели), перемещающего заготовку под
штампы, они, как правило, отсутствуют.
Трубки применяются для цилиндрических
или близких к ним по форме заготовок, пере-
мещаемых в направлении наибольшей размер-
ности (длины). Условием применения трубок
служит соотношение диаметра заготовки и
её длины, которое должно быть d: /=0,12-*-1,0,
где d—диаметр заготовки в мм; I — длина
заготовки в мм. Если rf:/<0,12, то при
перемещении заготовки по трубке в местах
закругления последней заготовки могут оста-
навливаться, а если й :/]>!, то заготовки
798
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
при перемещении по трубке не только закли-
ниваются, но и имеют тенденцию к измене-
нию заданной ориентации.
Трубки бывают гибкие (витые из прово-
локи) и жёсткие, а по форме — прямые и
изогнутые. Гибкие трубки следует применять
для заготовок, имеющих отношение d: 1^0,4
при условии, если радиус перехода от стенки
к дну у подаваемой заготовки больше 1,5 мм;
во всех остальных случаях применяются
жёсткие трубки.
Для наблюдения за перемещением загото-
вок в жёстких трубках на участках, верти-
Таблица 10
Фиг. 51. Способы соединения трубок с автоматами пи-
тания и питателями: а — пружинная защёлка; б— бай-
онетный замок.
кальных или имеющих наклон не более 15°,
прорезаются узкие окна.
Для соединения трубок с приёмниками
автоматов питания и питателем на концы
надевают наконечники. Соединение должно
допускать удобный и быстрый демонтаж без
применения отвёрток, ключей или других
каких-либо приспособлений. Наиболее харак-
терные способы соединений приведены на
фиг. 51, а и б.
Лотки по внешнему виду разбиваются на
открытые, полузакрытые и закрытые. По
форме они делятся на прямые, изогнутые и
винтовые. Лотки и область их применения
приведены в табл. 10.
Наиболее удобным для автоматических
загрузочных устройств является лоток-змейка.
Наличие волнистой поверхности исключает
поворот заготовок вне зависимости от плот-
ности потока заготовок.
При установке лотков и трубок следует
стремиться, чтобы наклон их был больше 20°,
а на участках выдачи заготовок в питатель —
от 60 до 90°. Для лёгких заготовок в лотках
или трубках следует устанавливать дополни-
тельно устройства для принудительного пере-
мещения заготовок. Обычно эти устройства
представляют собой резиновый или фибровый
кружок, имеющий постоянное или периоди-
ческое, в момент выдачи заготовки, вра
щение.
Кассеты устанавливаются в полуавтомати-
ческих загрузочных устройствах. В отличие
от трубок и лотков они заполняются заго-
товками в устройствах, не входящих в состав
загрузочного устройства. По форме кассеты
бывают трубчатые, стержневые и коробчатые.
На фиг. 52, а, б и в показаны примеры за-
грузки кассет в процессе штамповки изделий.
Тип лотков
Щелевые
прямые
Щелевидные
спиральные
Открытые
коробчатые
прямые
Полузакры-
тые коробча-
тые прямые
Полузакры-
тые коробча-
тые изогнутые
Полузакры-
тые коробча-
тые спираль-
ные
Закрытые
коробчатые
прямые
Закрытые
коробчатые
спиральные
Закрытые
коробчатые с
волнистой по-
верхностью
(лотки, змей-
ки)
Область применения
Диски, кольца и колпачки, высота
которых менее или равна диаметру.
Изделия с головкой (болты, заклёп-
ки)
Те же заготовки, что и в преды-
дущем случае, но требующие в про-
цессе транспортирования заготовки
изменения ориентации из вертикаль-
ного положения в горизонтальное
Тела вращения, перемещаемые ка-
чением, и плоские заготовки—сколь-
жением. Для вертикальных прессов
Тела вращения, перемещаемые ка-
чением и плоские заготовки — сколь-
жением. Для вертикальных прессов
Длятехже заготовок, что ив преды-
дущем случае, но . для горизонталь-
ных прессов. Применяются главным
образом в полуавтоматических загру-
зочных устройствах для удлинения
потока и создания запаса заготовок
Те же заготовки, что и для пря-
мых лотков, но требующих в про-
цессе транспортирования изменения
ориентации из горизонтального по-
ложения в вертикальное
Для разнообразных заготовок в
автоматических загрузочных устрой-
ствах
Для разнообразных заготовок в ав-
томатических загрузочных устрой-
ствах, требующих в процессе тран-
спортирования изменения ориентации
Для цилиндрических заготовок,
имеющих высоту более 2,5 диаметра
и перемещаемых качением
Питатели
Питатели предназначаются для перемеще-
ния заготовок от места приёма до штампа.
В зависимости от места установки пита-
тели могут являться частью пресса или штампа.
По способу действия рабочего органа, пере-
мещающего заготовки, они делятся на: шибер-
ные; лотковые или гравитационные; грейфер-
ные; фрикционные; револьверные или цифер-
блатные; вакуумные; комбинированные.
В табл. 11 приведены схемы и описание
наиболее характерных типов питателей.
Наряду с револьверными питателями ши-
роко распространены различного типа дели-
тельные механизмы, являющиеся как частью
пресса, так и частью штампа. На фиг. 53
гл , XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
799
по ЯВ
по CD
в)
Фиг. 52. Загрузка кассет в процессе штамповки: а —кассета стержневая под штамп, м; б —кассета стерж-
невая с задней стороны пресса; а — кассета для Ш-, П- и Т-образных деталей с задней стороны пресса.
Фиг. 53. Делительные мех'анизмы
800
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Питатели загрузочных устройств для прессов и штампов
Таблица 11
Наименование, схема и принцип действия питателя
I Область применения
I питателя
Питатели для плоских заготовок
1. С приводом от ползуна пресса
Заготовки из магазина 5 перемещаются в штамп поступательно-движущимся по
плите 6 штампа шибером 4. Последний получает движение от ползуна пресса через
тягу 1, рычаги 2 и палец 3
Плоские заготовки
толщиной от 1,5 до
10 мм и требующие
перемещения не более
чем на 150 мм
2. С приводом от вала пресса
Заготовки из магазина 1 перемещаются в штамп поступательно-возвратно-движу-
щимся шибером. Последний получает движение от вала пресса через диск 2 с экс-
центрично расположенным пальцем 3, шарнирно соединённую тягу 4, рычаг 5 и серьгу
То же, что и в пре-
дыдущем случае
Рис. к п. 2.
Рис. к п. 3.
2 -
3. С приводом подающего кулачка от вала пресса
Заютовки из магазина (на схеме не показанного) перемещаются в штамп поступа-
тельно-возвратно-движущимся шибером /. Поступательное движение шибер получает
от кулачка 2, вращательное движение которого осуществляется от вала пресса через
цепную передачу. Возвратное движение шибер получает от пружины 3. один конец
которой прикреплён к шиберу, а другой—к направляющим шибера
Плоские заготовки
толщиной от 1 до 3 мм
и требующие переме-
щения не более чем
на 75 мм
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
801
Продолжение табл. П
Наименование, схема и принцип действия питателя
Область применения
питателя
4. С шибером, диском, подающим заготовки трением
Заготовки из магазина 1 перемешаются в штамп дисковым войлочным или резиновым
валиком 2, эксцентрично посаженным на валике. При вращении валик захватывает
верхнюю заготовку и через щель магазина проталкивает её в штамп. Постоянный при-
жим заготовок в магазине обеспечивается пружиной 3. Регулировка размера щели для
выхода заготовки производится планкой 4. Вращение валика производится от вала пресса
Плоские заготовки
толщиной от 0,2 до 1
мм и требующие пе
ремещения не более
чем на 50—70 мм
Шиберные питатели, являющиеся частью штампа для плоских заготовок
1. С приводом от ползуна пресса
Заготовка из магазина перемещается в штамп шибером. Рабочее движение шибер по-
лучает от пружины, возвратное—от наклонных поверхностей планок, по которым скользят
ролики, установленные на шибере. Планки прикреплены к ползуну пресса
Плоские заготовки
толщиной от 1 до 10
мм и требующие пе
ремещения не более
чем на 50 мм
Рис. к п. 1,
Рис. к п. 2.
?3--
г. с приводом от специального пневматического цилиндра
Заготовки из магазина перемещаются в штамп шибером, получающим движение от
встроенного в штамп пневматического цилиндра
51 Том 8
Плоские заготовки
толщиной от 1 до 10
мм и требующие пе-
ремещения не более
чем на 150 мм
802
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
Питатели шиберные, являющиеся частью пресса или штампа для объёмных заготовок
1. С поштучной выдачей в штамп
Заготовки поштучно из трубки 1 опускаются на поверхность поступательно движуще-
гося шибера 2. Когда последний вследствие поворота рычага 3 станет в крайнее левое
положение, заготовка под действием собственного веса опустится до основания питателя
и при движении шибера вправо переместится в штамп
Заготовки диаметром
до 40 мм, требую-
щие перемещения не
более чем на 60 мм
2. Перемещение заготовок шибером между кнопками
Заготовки из трубки, если они поступают сверху или из лотка, поштучно выдаются
отсекателем 1. Когда ползун пресса поднимает вверх рычаг 2, связанная с ним тяга пере-
мещает шибер 3, а последний—колпачок на шаг подачи. При движении шибера упор 4
нажимает на отсекатель 1, что дает возможность очередной заготовке опуститься вниз.
Когда ползун пресса опускается вниз, рычаг 2 сообщает шиберу 3 возвратное движение,
а освобождённый от нажима отсекатель прекращает доступ заготовок. В этом питателе
каждая последующая заготовка толкает предыдущую. Для того чтобы заготовки, находя-
щиеся в питателе, не могли упасть, они сбоку придерживаются пружинными кнопками,
расстояние между которыми равно шагу подачи
Заготовки диамет-
ром до 50 мм, требую-
щие перемещения не
более 50 мм, но
имеющие удалённое
место приёма загото-
вок
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
803
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
3. Для заготовок, подаваемых шабером на горизонтальный пресс
Заготовки из лотка 1 под действием собственного веса опускаются в выемку шибера 2.
Последний получает поступательно-возвратное движение от кулачка вала пресса (на схеме
не показан) через качающийся рычаг
Заготовки диаме-
тром до 50 мм, требую
шие перемещения до
150 мм
4. Для заготовок, требующих изменения ориентировка
в момент перемещения шибером
Заготовки из трубки 1 поштучно выдают-
ся рычагом 2 в клеши шибера 3. Последний
получает поступательно-возвратное движение
от кулачка вала пресса через качаюшийся
рычаг (как и в предыдущем случае), но при
своём движении шибер, кроме того, пово-
рачивается на 90° и переводит заготовку из
вертикального положения в горизонтальное.
Поворот шибера определяется винтовым па-
зом шибера и пальцем, установленным в на-
правляющих
Заготовки диаме-
тром до 30 мм, требую
шие перевода из вер-
тикального положе-
ния в горизонтальное
Гравитационные питатели (лотковые)
1. Лотковая подача для штампов, устанавливаемых на прессах с наклонной станиной
Штампуемые заготовки укладываются вручную на лоток 1. В виду того, что штамп уста-
новлен наклонно заготовки под действием собственного веса скользят до упорного
штифта, обеспечивающего правильное положение заготивки в штампе
Для заготовок, по"
лучающих окончатель-
ную ориентировку
специальными деталя-
ми штампа
804
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
2. Лотковая подача для штампов с подачей отсекатглем, работающим от клана
Заготовка укладывается вручную в лоток 1, скользя по которому, под действием
собственного веса упирается в отсекатель 2. При рабочем ходе штампа установлен-
ный в пуансонодержателе клин 3 давит на кулачок 4 и отжимает отсекатель 2, в ра-
диальную выемку которого и опускается из лотка заготовка. При холостом ходе
штампа клин освобождает кулачок; отсекатель, возвращаясь в исходное положение,
устанавливает заготовку под пуансон
Для заготовок, вы-
сота которых меньше
диаметра, но не боль-
ше 40 мм, а диаметр—
не больше 60 мм
Рис. к п. 2.
Рис. к п.З.
Г
3. Лотковая подача с изменением ориентации подаваемых заготовок
Заготовки укладываются в горизонтальном положении на лоток, по которому и
перемещаются под действием собственного веса в штамп. Благодаря винтовой форме
лотка они в процессе' перемещения из горизонтального положения переходят в вер-
тикальное
Для заготовок, вы-
сота которых больше
диаметра. Максималь-
ный диаметр заготов-
ки—50 мм; максималь-
ная высота—120 мм
Фрикционные питатели
Заготовки устанавливаются
на поверхность диска 1. При
вращении диска от конической
пары, связанной ремнём с ва-
лом пресса, заготовки увлека-
ются трением и, направляясь
в канал 2, поступают под толка-
тель 3. Последний имеет пере-
мещение от кулачка через си-
стему рычагов
Для заготовок, вы-
сота которых равна
или меньше диаметра;
высота которых боль-
ше диаметра, но центр
тяжести расположен
ближе ко дну
ГЛ. XVI]
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
805
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
Грейферные питатели
/. Грейферный питатель для многошпиндельного пресса
Поперечное движение губок 1 обеспечивает захват заготовок, а продольное перемеще-
ние—передачу захваченных заготовок от одного штампа к другому. Продольное переме-
щение осуществляется от кулачка 2 и тяги; поперечное движение—от тяги &. ^которая че-
рез рычаг 4 поворачивает валики 5 и жёстко связанные с ним рычаги 6. Последние на
другом конце имеют вилку, которая надета на ролики пластин 7 с закреплённым на них
зажимными губками 1. Колебательное движение рычага преобразуется в поступательно-
возвратное движение пластин 7, а следовательно, и зажимов 1. Зажимы 1, совершая попе-
речное перемещение, захватывают заготовку и при продольном перемещении переносят
её к штампу, после чего зажимы расходятся, оставляют заготовку в штампе, а сами совер-
шают возвратное движение в исходное положение, где и находятся в раскрытом положе-
нии до тех пор, пока пуансон не закончит свой рабочий ход.
Для многопуансон-
иых прессов с распо-
ложением штампов
вдоль фронта пресса;
максимальный про-
дольный ход—250 мм
2. Грейферный питатель для многооперационного
штампа с транспортирующим механизмом
Заготовки из матрицы 1
пальцами 2, 3, 4 и 5, получаю-
щими перемещение от кулачка
через тягу, выталкиваются в
гнёзда промежуточного пол-
1 зуна 6. Последний имеет про-
дольное перемещение через
систему тяг от кулачка пресса.
Когда ползун переместится на
величину шага подачи, заго-
товки в матрицу вталкиваются
толкателями 7, 8, 9. Таким об-
разом совершается последова-
тельная передача от одной ра-
бочей позиции к другой
Для многооперацион-
ных штампов, требую-
щих перемещения за-
готовок в продольном
направлении не более
чем на 100 мм и в
поперечном—50 мм
806
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
3. Грейферный питатель для многооперационного штампа
Продольное перемещение для захвата заготовок клещи совершают от кулачка /через
качающуюся тягу 2. которая шарнирно связана с планками захвата 3. В процессе про-
дольного перемещения захватывающие
пальцы, находящиеся под действием
пружин, захватывают заготовки и пе-
реносят их от одной позиции к другой
d
Для многопуансон-
ных штампов с пере-
мещением заготовок
не более чем на 100 мм
Револьверные питатели
J. Револьверный питатель с поворотом круга от храпового механизма ила от мальтийского креста
Заготовки устанавливаются в гнёзда диска 1 вручную или из накопителя и при перио-
дическом повороте диска транспортируются под штамп. Поворот диска — от вала пресса.
При вращении вала эксцентрик 2 приводит тягу 3 в колебательное движение, которое
преобразуется в поступательное движение ползушки 4 и собачки 5. Последняя, заскакивая
в гнездо диска, поворачивает его на одно деление. Фиксирование поворота диска произво-
дится собачкой 6 и штифтом 7, который получает перемещение от кулачка вала пресса
через систему рычагов. Так как работа штифта связана с муфтой включения, пресс не
может быть включён,
Вид по стрелке К если штифт не войдёт
в отверстие диска
Для однопозицион-
ных прессов при
штамповке мелких
заготовок
ГЛ. XVI)
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ПРЕССОВ ХОЛОДНОЙ ШТАМПОВКИ
807
Продолжение табл. 11
Наименование, схема и принцип действия питателя
Область применения
питателя
2. Револьверный питатель, являющийся частью штампа
Поворот револьверного диска / в штампах осуществляется от клина 2, закреплённого
в верхней части штампа. Клин, опускаясь вниз, своим скосом давит на ролики, переме-
щает салазки 3, которые несут на себе собачку 4, поворачивающую диск /. Фиксирова-
ние диска производится собачкой 5. Возврат салазок с собачкой производится пружиной 6
Вид сверху
Для мелких загото-
3. Питатели вакуумные
Вакуумные питатели для полос и заготовок. Заготовки из магазина захватываются
мундштуком с резиновой мембраной. Засасывание заготовок продолжается от момента
захвата до укладки их в транспортирующий к штампу механизм. Управление питателем
автоматическое
Пластинки толщиной
не более 0,5 мм и
размером по диаметру
до 200
полосы
мм. Тонкие
показаны делительные механизмы, являющиеся
частью пресса, а на фиг. 53а, а—частью штампа.
Делительные механизмы иногда используют
для поштучной выдачи и поворота заготовок
в комбинированных питателях (фиг. 53а, б).
Комбинированные питатели
В комбинированных питателях для транс-
портирования заготовок от места загрузки
к штампу используются два или несколько
питателей с элементарными движениями. Ком-
б)
Фиг. 53а. Делительные механизмы: а — встроенные
в штамп и б — встроенные в питатель с целью поворота
заготовки.
Фиг. 54. Многошпиндельный пресс с револьверным
и грейферным питателем.
808
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
бинированные питатели делятся на две группы:
питатели для штучных заготовок; питатели,
объединяемые с механизмами подачи, для
полос или лент.
В качестве иллюстрации на фиг. 54 пока-
зан пресс, в котором осуществлена ком-
бинация револьверного и грейферного пита-
телей.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Мал-ов А. Н„ Автоматическая загрузка металло-
режущих станков, Машгиз. 1947.
2. М а л о в А. Н., Холодная штамповка, ОНТИ, 1935.
3. Мещерин В. Т., Штампы, Машгиз, 1940.
4. Ш о ф м а н Л. А., Автоматизация и механизация
штамповальных работ, Госплан ИТЭИН .?ССР, 1946.
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ В КУЗНЕЧНО-ШТАМПОВОЧНОМ
ПРОИЗВОДСТВЕ*
КЛАССИФИКАЦИЯ УСТРОЙСТВ
Классификация устройств по механизации
работ в кузнечно-штамповочных цехах приве-
дена в табл. 12.
МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ КРАНЫ
Мостовые электрические краны являются
одним из основных видов устройств по меха-
низации подъёмно-транспортных и других
вспомогательных операций в работах кузнечно-
штамповочных цехов.
Мостовые электрические краны с одним
крюком применяются главным образом в ра-
ботах по монтажу и демонтажу оборудования,
его ремонту и смене рабочего инструмента.
Наличие подъёмной тележки с одним крюком
ограничивает рациональное использование этих
кранов, в особенности на вспомогательных
операциях у машин-орудий в процессе ковки.
Мостовые электрические краны с двумя
крюками — более эффективный тип крана.
Относительно небольшие величины грузо-
подъёмности, установленные для второго крю-
ка, и расположение его на одной тележке с
крюком основного подъёма не вполне отве-
чают условиям работы крана в кузнечно-прес-
сов ом цехе.
Мостовые электрические ковочные краны
имеют в большинстве случаев две подъёмные
тележки. Одна из них основная, называемая
кузнечной, предназначается для операций,
связанных с транспортированием слитка и его
обработкой под прессом.
Вторая тележка крана (первый вспомога-
тельный подъём) служит для подъёмно-транс-
портных операций с грузами малой величины
и для совместной работы с кузнечной тележ-
кой, при кантовании заготовки в процессе
её ковки. Грузоподъёмность второй тележки
несколько меньше грузоподъёмности кузнеч-
ной тележки.
У кранов большой грузоподъёмности те-
лежка первого вспомогательного подъёма
иногда оборудуется вторым крюком (второй
вспомогательный подъём) с целью более пол-
ного рационального использования крана.
Крюк кузнечной тележки расположен на
минимально возможном расстоянии от края
фермы для наибольшего приближения крюка,
поддерживающего заготовку, к прессу при
работах с тяжёлыми короткими заготовками.
• См. также т. 9 «Подъёмно-транспортное оборудо-
вание" в части конструкции и т. 14—в части количе-
ственного и качественного соответствия устройств ма-
шинам-орудиям.
В этих случаях при отсутствии манипуля-
торов соответствующей грузоподъёмности
прессы, как правило, обслуживаются двумя
ковочными кранами.
Подъёмный барабан кузнечной тележки
подвешен на пружинах для погашения сил
прессования, частично передаваемых через
заготовку на механизмы и фермы крана.
Ковочный кран предохраняется от возмож-
ной перегрузки автоматически выключаю-
щимся тормозом, устанавливаемым обычно
на всех металлургических кранах. С выклю-
чением тормоза заготовка начинает опускаться
до наступления момента разгрузки крана от
дополнительных усилий. ,
Иногда ковочные краны выполняются с
одной тележкой и двумя крюками — основ-
ного и вспомогательного подъёмов или с одной
кузнечной тележкой (одним крюком).
В табл. 13 приведены величины грузоподъём-
ностей кузнечной тележки и тележки вспомо-
гательных подъёмов, установленные для ко-
вочных кранов.
Мостовые электрические посадочные краны
служат для операций по посадке заготовок в
печь, выгрузке их из печи и транспортировке
от печи к прессу и обратно. В кузнечно-штам-
повочных цехах этот тип крана большого
распространения не получил. В современных
цехах операции посадочного крана более
успешно выполняются напольными посадоч-
ными машинами.
КАНТОВАТЕЛИ,' ПОДВЕСНЫЕ К КРАНУ
(МАНИПУЛЯТОРЫ)
Манипуляторы являются единственным
устройством, механизирующим операции по-
ворачивания заготовки большого веса вокруг
её оси в процессе ковки при работах с одними
кранами. В случае изготовления поковок,
превышающих по своему весу грузоподъём-
ность имеющегося у пресса напольного мани-
пулятора, операция поворачивания заготовки
производится также подвесным кантователем.
Клещи напольного манипулятора в этом слу-
чае только поддерживают заготовку, не за-
жимая ее, так как трудно получить одинако-
вые скорости вращения у хобота манипуля-
тора и кантователя.
Кантователь подвешивается к крюку крана
или непосредственно к блочной обойме крюка.
Заготовка поддерживается цепью кантователя
и получает вращение вокруг оси, если цепь
кантователя приводится в движение.
Существуют два основных типа подвесных
кантователей: а) действующий от самостоя-
ГЛ. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
809
Таблица 12
Классификация устройств, применяемых ддя механизации работ в кузнечно-штампобочных цехах
Наименование
устройства
Характер выполняемых
операций
Область и условия
применения
Примечание
Мостовые электри-
ческие краны: с од-
ним крюком; с двумя
крюками; ковочные;
посадочные
Подъёмно-транспортные опера-
ции по ¦ полному и частичному
монтажу и демонтажу оборудо-
вания (установка, ремонт), вспомо-
гательные операции у машин при
изготовлении поковок. Подъём-
но-транспортные операции по пе-
ремещению заготовок поковок,
штамповок и отходов. Подъёмно-
транспортные операции при сме-
не рабочего инструмента
В кузнечно-штамповоч-
ных цехах всех типов
производств: единичное;
мелкосерийное; серий-
ное; крупносерийное;
массовое
Применяются в работе
как самостоятельно, так
и в комбинации с други-
ми устройствами, механи-
зирующими производство
поковок и штамповок
(посадочные машины, ма-
нипуляторы, конвейеры
и пр.)
При изготовлении поково
обязательно применение под
весных кантователей или
пружинных подвесок
Консольные краны:
поворотные свободно
стоящие; настенные;
струнные, с электри-
ческими и ручными
талями
Вспомогательные подъёмно-
транспортные операции при смене
штамповочного инструмента ма-
шин; вспомогательные операции
у машин-орудий при изготовлении
поковок; подъёмно-транспортные
операции по частичному монтажу
и демонтажу оборудования во
время ремонта
В кузнечно-штамповоч-
ных цехах всех типов
производств. Устанавли-
ваются около машин или
в отдельных случаях
встраиваются в машины
В цехах массового произ-
водства штамповок с боль-
шой механизацией работ
консольные краны устанавли-
ваются весьма редко и
смена рабочего инструмента
производится с помошью об-
щецеховых мостовых кранов
При изготовлении поковок
обязательно применение под-
весных кантователей или
пружинных подвесок
Подъёмные механиз-
мы: кран-балки; мо-
норельсовые пути
(одноколейные и двух-
колейные), с ручны-
ми кошками, ручными
и электрическими
талями
Вспомогательные операции с
заготовкой в процессе её ковки.
Подача заготовок в штамп и съём
изделий со штампа. Внутриагре-
гатное и межагрегатное транс-
портирование заготовок и изде-
лий, поштучно и партиями.
Подъёмно-транспортные операции
на складах штампов
В кузнечно-штам повоч-
ных цехах всех типов
производств
Весьма распространённые
типы устройств при относи-
тельно невысокой механиза-
ции вспомогательных работ.
При изготовлении поковок
обязательно применение пру-
жинных подвесок
Кантователи (мани-
пуляторы), подвесные
к крану
Поворачивание заготовки во-
круг ее оси в процессе ковки
при работах с помощью крана
Изготовление поковок
весом 3 т и более при
отсутствии манипулято-
ров или недостаточной
грузоподъёмности по-
следних
Кантователи с индивиду-
альным приводом применя-
ются при весе заготовок от
10 /п и выше
Машины посадочные
дцаржир-машины)
Операции по загрузке нагрева-
тельных печей заготовками, выем-
ка из печей, транспортирование
к машинам-орудиям и от них к
печам
В кузнечно-штамповоч-
ных цехах при изгото-
влении поковок и со-
вместной работе с мани-
пуляторами или кранами
Наличие посадочной маши-
ны, обслуживающей несколь-
ко печей и прессов, распо-
ложенных в одну линию,
в сочетании с работой мани-
пуляторов у каждого прес-
са, определяет максималь-
ное использование прессов
при общей высокой механи-
зации работ
Кузнечные наполь-
ные манипуляторы
Манипулирование заготовкой в
процессе ковки. Операции по
загрузке нагревательных печей
заготовками, выемка из печей,
транспортирование к машинам-
орудиям и от них
В кузнечно-штамповоч-
ных цехах всех типов
производств при изгото-
влении поковок
Применяются как само-
стоятельно, так и со-
вместно с посадочными
машинами и мостовыми
электрическими кранами
Манипуляторы при весе
слитков, превышающем гру-
зоподъёмность манипулятора
как правило, работают с мо-
стовыми электрическими
кранами
Манипулирующие
увкоспециализирован-
ные уссройства
Вспомогательные операции с
заготовками у нагревательных пе-
чей, транспортных устройств и
машин-орудий
Кругносерийное и мас-
совое производство штам-
повок и поковок одного
типа и размера при вы-
сокой механизации ра-
бот
Малораспространённые
прогрессирующие типы
устройств
810
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Продолжение табл. 1
1
Наименование
устройства
Электрокары, авто-
кары, тележки с руч-
ной тягой безрель-
совые и узкоколей-
ные
Конвейеры подвес-
ные. Конвейеры на-
польные (транспортё-
ры), цепные, ролико-
вые, пластинчатые,
ленточные с металли-
ческой и брезентовой
лентой
Рольганги горизон-
тальные (столы с хо-
лостыми роликами)
Элеваторы
Подъёмные пневма-
тические цилиндры,
подвесные на балках
и монорельсах. Ста-
ционарные и пере-
движные
П нев матические ста-
ционарные наполь-
ные цилиндры
П одъё мно-загру зоч-
ные столы (стелла-
жи), гидравлические
и пневматические
Жёлобы, наклонные
листы
Прочие устройства
и механизмы
Характер выполняемых
операций
Транспортирование заготовок
поковок и отходов в цехах пре-
имущественно с искривлёнными,
перекрещивающимися и меняющи-
мися потоками перемещаемых гру-
зов. Межцеховое транспортирова-
ние
Транспортирование штамповок
между агрегатами, батареями и
отделениями цеха и по цеху в це-
лом, поштучно и партиями, в кор-
зинах, коробках, ящиках, в ком-
бинации с работой кранов. Меж-
цеховое транспортирование штам-
повок подвесными цепными кон-
вейерами
Поштучное транспортирование
поковок и штамповок при высо-
комеханизированных процессах
изготовления с применением узко-
специализированных конструк-
ций устройств
Внутриагрегатное поштучное
перемещение изделий цилиндри-
ческой формы при возможности
использования разных уровней по-
ла цеха
Межагрегатное перемещение
изделий в коробках и ящиках в
комбинации с работой других уст-
ройств (кранов, конвейеров и пр.)
Устройства для передачи изде-
лий поштучно и партиями с одно-
го транспортирующего механизма
на другой при возможности ис-
пользования разных уровней
Вспомогательные операции по
подаче заготовок в штампы и
съёму штамповок. Вспомогатель-
ные подъёмные операции при по-
грузках и перегрузках штамповок
на транспортирующие устройства
(подвесные конвейеры, тележки
и пр.)
Как приводы для различных ме-
ханизмов — устройств по механи-
зации вспомогательных операций
в специализированных установках
по производству и обработке по-
ковок и штамповок (механизмы
передающие, поворотные, кантую-
щие, зажимные и прочие — у
транспортирующих устройств и
машин-орудий)
Вспомогательные операции по
задаче заготовок в многоручьевые
штампы горизонтально-ковочных
машин. Посадка заготовок в на-
гревательные печи
Поштучное транспортирование
поковок и штамповок от машин-
орудий на короткие расстояния
(передача на конвейеры и транс-
портёры, к месту складывания
штамповок у машин и т. д.)
Различные вспомогательные опе-
рации: кантовка и передача при
транспортировании; поддержива-
ние; очистка от окалины; обдувка;
смазка и охлаждение штампов;
межоперационный контроль; бло-
кировка и синхронизация работы
вспомогательных механизмов и пр.
Область и условия
применения
Все типы производств
кузнечно штамповочных
цехов
Серийное и массовое
изготовление поковок и
штамповок преимущест-
венно в цехах с агрегат-
но-батарейным располо-
жением оборудования и
прямыми участками по-
токов
Серийное и массовое
производства поковок и
штамповок
На отдельных участ-
ках кузне чно-штамповоч-
ных цехов серийного и
массового производств
В кузнечно-штамповоч-
ных цехах серийного и
массового производств
Серийное и массовое
производства
Все типы производств
поковок и штамповок не-
большого веса
Единичное, серийное и
массовое производство
поковок и штамповок
Примечание
Распространённые типы
устройств по внутрицехо вому
и межцеховому транспорти-
рованию при относительно
невысокой механизации ра-
бот с применением ручного
труда
Прогрессивные типы транс-
портирующих устройств при
высокой механизации работ
Распространённый тип уст-
ройств при малой механиза-
ции работ и передаче изде-
лий на относительно корот-
кие расстояния. Не исклю-
чают необходимость примене-
ния ручного труда
Малораспространённый тип
устройств
Имеют весьма малый ра-
диус действия, ограничивае-
мый гибким шлангом под-
вода воздуха
Устройства распространён-
ного типа
Простой и эффективный
тип устройств по передаче
поковки или штамповки от
машины-орудия для дальней-
шего транспортирования
Устройства малой и боль-
шой механизации на вспо-
могательных операциях. ¦
Устройства и механизмы не
установившихся типов
"Л. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБбт
811
Таблица 13
Мостовой ковочный кран
Нормы грузоподъёмностей в тоннах (по ГОСТ 1682-42)
Подвесной к крану манипулятор (кантователь)
Кузнечная тележка
Первый вспомогательный подъём
Второй вспомогательный подъём
3
_
—
5
—
—
-
ю
—
—
-
2О
5
-
5°
ю
—
75
Зо
-
IOO
ЗО
15°
5°
2,5
-
2ОО
5°
—
25О
75
5
-
3°°
IOO
-
4оо
!5°
-
тельного электродвигателя, встроенного в са-
мый кантователь; б) действующий от подъём-
ного механизма крана (вспомогательный
подъём или специальное устройство).
Второй тип кантователя встречается в обо-
рудовании старых прессовых цехов; он тре-
бует большой затраты физического труда и
относительно большого количества времени.
Длина цепи 894! мм
Скорость 7,925м/мин
Фиг. 55. Кантователь грузоподъёмностью 50 т.
На фиг. 55 изображён кантователь грузо-
подъёмностью 50 т с передачей движения
цепи от электродвигателя через цилиндриче-
ские зубчатые колёса.
В табл. 14 приведены габаритные размеры
кантователей с передачей движения от элек-
тродвигателя через зубчатую и червячную
передачи. Пружины, амортизирующие ударную
нагрузку, закрыты кожухом.
Таблица 14
Вес кан-
туемого
слитка
в т
15
аз
5°
75
аоо
Размеры в мм
А
137а
1448
1727
1829
2352
В
4о6
559
7и
838
И43
С
1727
¦9°5
1981
2896
3048
D
3°5
4об
533
686
99O
Е
35°5
3912
442O
55бз
6553
F
184
241
324
'40О
685
О
7°
127
155
213
59°
Мошность
электро-
двигателя
в л. с.
5
7,5
'5
2О
5°
В табл. 15 приведены габаритные размеры
кантователей другой конструкции. Включение
и выключение электродвигателей кантовате-
лей производятся машинистом крана. Ток
подводится через гибкий кабель, идущий
с крана к кантователю.
По ГОСТ 1682-42 предусматривается сле-
дующий ряд величин грузоподъёмностей под-
весных к крану кантователей (манипулято-
ров): 3; 5; 10; 20; 50 т.
812
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Таблица 15
Грузо-
подъём-
ность в /я
ю
2О
3°
4о
5о
6о
А
76о
840
840
840
840
9+о
Размеры в мм
В
460
ббо
ббо
ббо
ббо
8ю
С
i88o
2530
3000
3000
3660
3660
D
3660
55О0
6630
735O
8700
ПОСАДОЧНЫЕ МАШИНЫ
Напольные посадочные машины в цехах
с серийным характером производства поковок
в сочетании с работой кузнечных манипуля-
торов являются эффективным устройством по
механизации вспомогательных работ с заго-
товкой на участке: нагревательная печь — ко-
вочный агрегат.
Применяются следующие типы посадочных
машин: напольные рельсовые; напольные без-
рельсовые; подвесные тележечные.
Напольная посадочная машина
рельсового типа выполняет следующие
движения и операции с заготовкой: захват
(зажим), держание на весу и освобождение
заготовки клещами хобота; движение тележки
вперед и назад вдоль моста машины; враще-
ние тележки вокруг её вертикальной оси на
360°; подъём и опускание хобота в вертикаль-
ной плоскости параллельно оси хобота; дви-
жение моста машины вперёд и назад парал-
лельно фронту нагревательных печей.
Комбинирование перечисленными движе-
ниями полностью обеспечивает выполнение
машиной всех операций, связанных с посад-
кой заготовки в печь, выемкой её из печи и
подачей к прессу или молоту. По ГОСТ 1682-42
для напольных посадочных машин рельсового
типа предусматриваются следующие вели-
чины грузоподъёмностей: 1; 3; 5; 7,5 т.
Грузоподъёмность машин рельсового типа
непрерывно растёт. Характеристика машины
рельсового типа грузоподъёмностью 20 т при-
ведена ниже.
Вращение тележки вокруг её вер-
тикальной оси збо"
Максимальный радиус действия
хобота (от центра машины в напра-
влении движения тележки) ...... 8530 мм
Максимальная высота горизонталь-
ного положения хобота от уровня
пола 1270 мм
Ход тележки oi45 MM
Ход моста i2o м
Вес машины . 181 m
Питание электродвигателей этой машины
осуществляется от троллейного пути, смонти-
рованного под полом. Механизмы подъёма
хобота и зажима клещей приводятся в дей-
ствие от гидравлической системы с масляным
насосом. Машина работает совместно с наполь-
ным манипулятором грузоподъёмностью 20 т.
Напольные посадочные ма-
шины безрельсового типа по своей
конструкции весьма близки к напольным ма-
нипуляторам этого же типа, отличаясь от
последних только отсутствием механизма для
вращения хобота. Они находят большое при-
менение для работ с заготовками малого и
среднего веса; изготовляются грузоподъём-
ностью от 0,5 до 10 т.
Подвесные посадочные машины
с движением тележки по балкам кранового
типа являются устройствами узкоспециального
применения при массовом производстве поко-
вок и штамповок одного типоразмера. Уста-
новившейся конструкции не имеется.
Перечисленные типы посадочных машин
вполне разрешают вопросы механизации ра-
бот у нагревательных устройств, обеспечивая
вместе с другими машинами хорошее исполь-
зование ковочных агрегатов.
КУЗНЕЧНЫЕ НАПОЛЬНЫЕ
МАНИПУЛЯТОРЫ
Кузнечные манипуляторы предназначаются
для захвата нагретой заготовки и выполнения
всех вспомогательных операций, связанных
с держанием и перемещением заготовки в
процессе её ковки под прессом или молотом.
В отдельных случаях манипулятор одновре-
менно используется и как пбсадочная машина
для работ у нагревательных устройств и транс-
портирования заготовок между печью и прес-
сом.
При проектировании манипуляторов необ-
ходимо учитывать следующее: чем большее
количество операций (движений) выполняет
манипулятор, тем он менее устойчив; основ-
xvn
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
813
аым движением, снижающим устойчивость
манипулятора, является вращение его тележки
вокруг вертикальной оси; чем выше грузо-
подъёмность манипулятора, тем больше вни-
мания должно быть уделено его устойчивости;
для манипулятора большой грузоподъёмности
введение механизма вращения тележки не
рекомендуется.
Кузнечные напольные рельсовые
манипуляторы
В зависимости от конструкции напольные
рельсовые манипуляторы делятся на пять ти-
пов. В табл. 16 приведён обзор типов и усло-
вия применения манипуляторов, в табл. 17 —
основные параметры, в табл. 18 — движения и
операции, производимые манипулятором с за-
готовкой.
Таблица 16
Кузнечные напольные рельсовые манипуляторы
Обзор типов и условия применения
Наименование
типа
Схема манипулятора
Условия применения
Мостовой, широ-
коколейный, без
поворота хобота
вокруг верти-
кальной оси
Печи и пресс обычно распола-
гаются в одну линию. Манипулятор
используется и как посадочная ма-
шина. Применяется в небольших ко-
вочных цехах с единичным характе-
ром производства. Использование
пресса—неполное. Тип манипуля-
тора—малораспространённый
Мостовой, ши-
рококолейный, с
поворотом хобота
вокруг вертикаль-
ной оси
Дополнительно к движениям мани-
пулятора I типа имеет механизм
вращения тележки вокруг вертикаль-
ной оси. Печи и пресс располагают-
ся под прямым углом. Служит од-
новременно и посадочной машиной.
Тип более совершенный, так как
может быть применён в нескольких
планировках расположения оборудо-
вания в сравнении с типом I. Более
сложный по конструкции и менее
устойчивый. При наличии одного
манипулятора использование пресса
неполное
III
Тележечный.без
поворота хобота
вокруг верти-
кальной оси
Печи располагаются параллельно
ходу манипулятора, а пресс—перпен-
дикулярно. Работает с поковками
большого развеса, с подачей заго-
товки краном или посадочной маши-
ной. Устойчив. Отсутствие механиз-
ма вращения тележки ограничивает
маневренность. В сравнении с типа-
ми I и II имеет меньший вес и
большую устойчивость, требует
меньшей площади цеха
IV
Тележечный, с
поворотом хобота
вокруг верти-
кальной оси
Успешно применяется в комбини-
рованной работе с посадочной маши-
ной, а для поковок большого веса—
с краном. Подача заготовок к нему
также может осуществляться по
рольгангам, на тележках и т. д.
Универсален в работе и обеспечи-
вает полное использование ковоч-
ного оборудования. Целесообразно
использовать в массовом производ-
стве
Мостовой, с вра-
щением моста по
круговому рельсу
Применяется преимущественно в
массовом производстве поковок,
при небольшой их длине, с нагревом
в методических печах и выдачей че-
рез одно окно или с рольганга.
Тип манипулятора—малораспростра-
нённый
814
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Основные параметры кузнечных напольных рельсовых манипуляторов
Таблица 17
Тип манипулятора
Н S
•а о>
а
Js.s
if!
U И О)
,11
Мостовой, ширококолейный,
без поворота хобота вокруг вер-
тикальной оси
Мостовой, ширококолейный, с
поворотом хобота вокруг верти-
кальной оси
Тележечный, без поворота хо-
бота вокруг вертикальной оси .
Тележечный, с поворотом хо-
бота вокруг вертикальной оси .
Мостовой, с вращением моста
по круговому рельсу
3—хо
5-3°
5—75
До з°
а—5
5°
5°
Скорость
вращения
3.5
Зо—яо
До з°
23—31
45
3-4
ю—8
1о—8
1О-3.5
ю—8
I»1—1.3
1,3—о,8
1,1—1.3
3.°
З.о
З.о
7,5
'5/5
15/5
15/5
На фиг. 56 изображён манипулятор TV типа грузо-
подъёмностью 5 т. Движение тележки осуществляется
двумя электродвигателями 1 (фиг. 56) — по одному на
каждую ось тележки. Вал электродвигателя через зуб-
Таблица 18
Кузнечные напольные рельсовые манипуляторы.
Движения и операции, производимые манипулятором
с заготовкой
Продолжение табл. 18
Характер движения
рабочих механизмов
манипулятора
Открывание и за-
крывание клешей хо-
бота. Зажим клещами
Виды операций,
производимых с заготовкой
Захват заготовки, держание
на весу и её- освобождение
при загрузке в печь и транс-
портиронании между печью,
прессом и промежуточным
складом поковок. Перехват
заготовки при манипулирова-
нии с ней в процессе ковки
Вращение хобота
вокруг его оси
Качание хобота в
вертикальной плоско-
сти
Подъём и опускание
хобота в вертикаль-
ной плоскости парал-
лельно горизонталь-
ней оси хобота
Вращение тележки
манипулятора вокруг
вертикальной оси
Поворачивание зажатой
заготовки вокруг её
оси в процессе ковки. Захва-
ты и перехваты заготовки с
изменением положения её
оси для последующих опера-
ций
Подъём и опускание заго-
товки для выравнивания её
положения на бойке. Захват
заготовки с разных уровней и
изменение положения её про-
дольной оси
Работа манипулятора с за-
готовкой на различных уров-
нях её положения (под печи;,
перегрузочные столы; бойки
и т. д.)
Перемещение заготовки в
горизонтальной плоскости по
радиусу в процессе ковки.
Транспортировка заготовки в
радиусе вращения тележки
с хоботом
Характер движения
рабочих механизмов
манипулятора
Передвижение те-
лежки вдоль моста
манипулятора (впе-
рёд—назад)
Передвижение мо-
ста манипулятора по
рельсам цеха
Виды операций,
производимых с заготовкой
Подача заготовки в гори-
зонтальной плоскости в на-
правлении её оси (вперёд-
назад) в процессе ковки. За-
грузка в печь и выемка из
печи. Перемещение тележки
для захвата заготовки
Передвижение манипулято-
ра в пределах рельсового пу-
ти цеха для различных опе-
раций (транспортировка, за-
грузка, выгрузка, подача под
боёк и т. д.)
чатую муфту г соединён с редуктором 3. Шестерня,
посаженная на выходном конце вала редуктора, соеди-
няется с зубчатым колесом на оси тележки. Тормоз 4
установлен на удлинённой части вала якоря электро-
двигателя.
Вращение поворотной части тележки передаётся
от вала электродвигателя 6 через зубчатую муфту 6,
промежуточный вал с тормозом 7 и специальный ре-
дуктор с малой шестерней на выходном конце вала на
зубчатое колесо 8 с внутренним зацеплением.
Колесо монтируется в неподвижной раме 9. Пово-
ротная рама тележки опирается на ряд стальных ша-
риков.
Подъём и опускание переднего конца хобота осу-
ществляются от вала электродвигателя 10 через муфту 11,
червячный редуктор 12, два подъёмных барабана 13,
устанавливаемых на концах выходного вала редуктора,
и канатные блоки 14, соединённые с хоботом 15. Тор-
моз 16 находится на свободном конце вала якоря элек-
тродвигателя.
Вращение хоботу передаётся от вала электродви-
гателя 17 через муфту 18, одноосный редуктор 19 и от-
крытую зубчатую передачу на шестерню хобота.
Зажим и отрывание клещей производятся рычаж-
ным механизмом, действующим от штока гидравличе-
ского масляного цилиндра 20. Масло в цилиндр посту-
пает от двойного масляного насоса 21, работающего от
электродвигателя 22.
Подъём и опускание оси качания хобота осуще-
ствляются двумя гидравлическими цилиндрами двойного
действия 23.
На фиг. 57 и 58 изображены общие виды
напольных рельсовых манипуляторов.
В табл. 19 приведены характеристики ма-
нипуляторов.
Фиг. 56. Напольный рельсовый манипу-
лятор IV типа грузоподъёмностью 5 т.
Фиг. 57. Напольный рельсовый
манипулятор II типа грузо-
подъёмностью 30 т.
ГЛ. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
817
Таблица 19
Характеристика кузнечных напольных рельсовых манипуляторов
Основные параметры
Типы манипуляторов (см. табл. 16)
Размер-
ность
Ш
IV
Грузоподъёмность в т
30
75
10
30
Ширина колеи моста ....
База тележки „ . . . .
Диаметр ходовых колёс
моста
Диаметр рельсового пути .
внутренней колёс-
ной пары
Ширина колеи тележки . .
База тележки
Диаметр ходовых колёс
тележки
Высота горизонтальной оси
хобота над уровнем пола . •
Величина хода тележки по
мосту .•....•
Величина подъёма хобота
параллельно его оси
Максимальный и минималь-
ный диаметры заготовки . . .
Скорость движения моста.
. „ тележки
Число оборотов вращения
тележки в минуту
Число оборотов хобота
в минуту
Скорость подъёма хобота
(блоков)
Скорость подъёма хобота
параллельно оси
Мощность электродвига-
теля:
движения моста . . . .
„ тележки . . .
вращения „ . . .
„ хобота . . . .
радиального подъёма
хобота
вертикального переме-
щения хобота . . . .
зажима заготовки . . .
Габариты манипулятора:
длина • . . .
ширина
высота (от уровня рель-
сов) • . . .
Вес манипулятора
м/ман
6400
386о
бдо
2400
3050
460
1070
274°
4O5
725/460
47.5°
Ю,2
2,9
25
15
15
I Я5
9347
5о8о
3738
15240
8 737
бю
4267
5о8о
бю
2 438
9 144
785/510
53>35
22, 8э
4
8
3.°5
J.37
2X65
2X33
33
05
65
1б збо
9651
6405
4270
9575
7бо
1220
2440
3°:5°
3.7
2,28
о,87
2X65
2ОО
1ОО
33
15 8т
7290
8'215
2ОО
2400
Зо48
3°5
855
4°5
3°.
3
ю,
2
5°
2
2
9
2X15
15
15
6.578
3^43
39
335с
345°
6ю
I22O
460
80Э/425
Зг>4°
3.1
9.3
3,6
1,12
6782
4461
4394
427а
5°3о
бю
1675
760
22,80
4
8
3,°5
2X33
33
6
65
8510
бюо
555Р
Фиг. 58. Напольный рельсовый манипулятор III типа
грузоподъёмностью 75 т.
52 Том 8
Кузнечные напольные безрельсовые
манипуляторы
Манипуляторы этого типа имеют то же
назначение, что и ранее описанные. Изгото-
вляются они для заготовок весом от 0,5
до 10 т.
В сравнении с манипуляторами рельсового
типа при одинаковой грузоподъёмности: име-
ют передвижение по всем направлениям сво-
бодной площади цеха; требуют меньшей пло-
щади цеха из-за отсутствия рельсовых путей,
могут обслуживать несколько нагревательных
печей при их различном расположении по от-
ношению к машинам-орудиям; имеют большой
радиус действия.
В зависимости от характера источника си-
лового питания напольные безрельсовые ма-
нипуляторы выполняются с питанием: электро-
двигателей от заводской электросети, с отдель-
ных постов включения с помощью гибкого ка-
беля и вращающегося коллектора, установлен-
ного на мачте манипулятора; от двигателя
внутреннего сгорания, установленного на ма-
818
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
нипуляторе и работающего на генератор, ко-
торый даёт ток электродвигателям механиз-
мов; электродвигателей от аккумулятора. Пер-
вый тип манипуляторов наиболее распростра-
нён; второй и третий распространены мало.
тор и заднее управляемое колесо. Манипуля-
торы тяжёлого типа делаются для большей
устойчивости четырёхколёсными, лёгкого ти-
па — трёхколёсными. Вращение хоботу пере-
даётся от гидромотора через шестерёнчатую
передачу. Подъём и опускание хобота, за-
жим и раскрытие клещей осуществляются от
гидравлических масляных цилиндров. Масло в
цилиндры поступает от насоса, питающего так-
же гидравлический мотор для вращения
хобота.
Характеристика напольного манипулятора
безрельсового типа грузоподъёмностью 2 т с
питанием от заводской электросети через гиб-
кий кабель: скорость передвижения—60 м/мин;
мощность тягового двигателя — 20 л. с; мощ-
Фиг. 59. Безрельсовый манипулятор.
На фиг. 59 изображён общий вид манипуля-
тора первого типа. В табл. 20 приведены его
основные размеры.
Общий вид (без трубопроводов) манипуля-
тора грузоподъёмностью 10 т приведён на
фиг. 60. Передвижение этого манипулятора осу-
ществляется от электродвигателя через редук-
ность двигателя насоса — 19 л. с; производи-
тельность насоса — 83 л/мин] давление мас-
ла — 80 кг/см2; число оборотов хобота в ми-
нуту —15; радиус действия манипулятора с
гибким кабелем: в произвольном направле-
нии— 35 л; вдоль стены от поста включе
ния — 70 м.
Таблица 2Q
Подъёмная
сила мани-
пулятора
в кг
IOOO
25OO
5ооо
Максимальное давление
на каждое колесо в кг
переднее
5°°о
7 5со
ю 5оо
заднее
40оо
75°°
55°°
Основные размеры в мм (фиг. 59)
А
40ОО
4ООО
3875
Б
12 ОО
I2OO
45°
В
2JOO
325°
34.5°
Г
15°о
1830
'55°
Д
52OO
6280
6450
в
IOOO
IIOO
475
Ж
13°°
1425
475
И
53°
53°
5°°
К
77°
77°
870
Л
2IOO
2555
3=56
ГЛ. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
819
Верхнее горизонтальное
положение хооЪта
Нижнее гори-
| зонтальное
положение
Фиг. 60. Безрельсовый манипулятор грузоподъёмностью 10 т.
МАНИПУЛИРУЮЩИЕ И
СПЕЦИАЛИЗИРОВАННЫЕ УСТРОЙСТВА
К ним относятся устройства, применяемые
на вспомогательных операциях с заготовками
в специализированных установках для крупно-
серийного и массового производств поковок
и штамповок одного типоразмера.
Примером такого устройства могут быть
подвесные на кран-балках тележки с хоботом
для захвата и манипулирования с заготовкой
снарядной штамповки на операциях по по-
садке заготовки в печь, выемке из неё и пе-
редаче нагретой заготовки на транспортёр.
Все операции, выполняемые устройством, пол-
ностью механизированы.
Контроль работы механизмов и их кнопоч-
ное управление осуществляются от отдельного
поста.
Другим примером специализированного
устройства является вибратор (осциллатор) у
штамповочного молота в установке по изго-
товлению полых вагонных осей. Устройство
состоит из тележки, движущейся по рельсам
перпендикулярно фронту молота. Тележка
имеет хобот для захвата заготовки и меха-
низм для вращательно-колебательного движе-
ния заготовки вокруг её оси при штамповке
шейки.
Установившихся конструкций специализи-
рованных манипулирующих устройств не
имеется, так как количество установок по
массовому производству поковок и штам-
повок одного типоразмера сравнительно не-
велико.
ТРАНСПОРТНЫЕ УСТРОЙСТВА
ПРЕРЫВНОГО И НЕПРЕРЫВНОГО
ДЕЙСТВИЯ. ПРОЧИЕ УСТРОЙСТВА
В кузнечно-штамповочных цехах с серий-
ным и массовым характером производства по-
ковок и штамповок помимо перечисленных
устройств для транспортных и прочих вспомо-
гательных операций широко применяется
большое число устройств и механизмов, кон-
структивные схемы которых, как правило,
являются общими с другими цехами машино-
строительных заводов (см. т. 9).
Однако при проектировании этих устройств
для кузнечно-штамповочных цехов следует
учитывать помимо общих требований, опреде-
ляющих механизацию, также специфические
особенности транспортирования поковок и
штамповок: высокую температуру изделий (за-
готовок, штамповок, отходов); форму, вес и
габариты изделий; ударный характер и пере-
менную величину нагрузки, действующей на
устройства, и т. д.
Большим и трудным участком механизации
работ является механизация вспомогательных
операций, сопровождающих самый процесс
820
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
штамповки, как-то: приём заготовки от устрой-
ства, транспортирующего её к машине; подача
заготовки в штамп; освобождение (выемка из-
делия из штампа); съём штамповки с рабочего
стола машины; передача штамповки на транс-
портирующее устройство для последующих
операций; смазка штампа после съёма каждой
штамповки; обдувка штампа для удаления ока-
лины и продуктов сгорания смазки, а также
с целью охлаждения штампа.
Механизация этих вспомогательных опе-
раций еще не получила необходимого развития.
Применяемые устройства требуют в большин-
стве случаев применения физического труда
обслуживающего персонала.
РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ
И МЕХАНИЗАЦИЯ ТРАНСПОРТНЫХ
ОПЕРАЦИЙ
Высокая механизация транспортных работ
становится затруднительной, когда оборудова-
ние цеха располагается группами (агрегатами)
из различных типов машин, выполняющих
определённый ряд операций, т. е. при плани-
ровке по так называемому кустовому методу.
В качестве примера кустового метода плани-
ровки оборудования на фиг. 61 и 62 представлены
«Ьиг. 61. Агрегат паро-воздушного (простого дей-
ствия) штамповочного молота: / — паро-воздушный
свободно падающий штамповочный молот 2300 кг;
2— ковочный молот 750 кг; 3 — эксцентриковый об-
резной пресс 300 т; 4 — нагревательная печь; 5— по-
воротный кран на колонне 2,5 т; 6 — узкоколейка;
7— штамповки; 8 — поковки.
схемы двух агрегатов. Расположение и состав
оборудования в обоих случаях не могут дать
простой и достаточно эффективной схемы
устройств для механизации транспортных опе-
раций внутри агрегата.
Механизация становится более доступной
и успешной при планировке оборудования
батареями из однотипных агрегатов, устанавли-
ваемых 8 одну линию, с выходом обрабаты-
ваемых заготовок—штамповок и поковок на
прямой поток (фиг. 63). Каждый агрегат
батареи включает в себя одну машину с вспо-
могательным оборудованием и устройствами
для проведения одной или нескольких соот-
ветствующих операций на самой машине. Рас-
положение батарей оборудования определяется
технологической схемой
изготовления штамповок.
Планировка оборудо-
вания цеха по такому
диференцированному и
выпрямленному потоку
изделий в сравнении с
кустовым методом рас-
положения создаёт воз-
можность . проведения
более высокой механиза-
ции транспортных опе-
раций с широким приме-
нением конвейеров и
транспортёров.
Фиг. 62. Агрегат штам-
повочного молота двой-
ного действия: 1— мо-
лот; 2—печь; 3— обрез-
ной пресс; 4 — венти-
лятор.
Ссь колонн
Фиг. 63. Батарея горизонтально-ковочных машин: / — го-
ризонтально-ковочная машина 75 мм; 2—агрегат для
нагрева заготовок диаметром 75 мм токами высокой
частоты; 3 — конвейер цепной подвесной для подачи за-
готовки; 4 — ручные тележки для перегруза заготовок:
б — рабочие по перегрузу; 6 — нагревальщик; 7 — штам-
повщик; 8 — конвейер цепной подвесной для штам-
повок.
Батарея ножниц для резки заготовок.
На фиг. 64 приведена батарея оборудования»
состоящая из шести ножниц для резки мерной
прутковой заготовки в цехе массового произ-
водства штампо-
* ,13 2
D
D
вок. Спереди ка-
ждых ножниц уста-
новлен рольганг
с холостыми роли-
ками, облегчаю-
щий подачу прут-
ка в ножницы На-
резанные заготов-
ки складываются
в подвески-уклад-
ки, которые транс-
портируются к со-
ответствующим аг-
регатам цеха мо-
стовым краном. Подача прутков связками
к батарее ножниц производится краном со
склада или с железнодорожной платформы.
Агрегат горизонтально-ковочной машины.
На фиг. 65 дана схема расположения оборудо-
вания и устройств в агрегате горизонтально-
ковочной машины в цехе с крупносерийным
производством штамповок. В агрегат входят:
нагревательная печь; горизонтально-ковочная
машина; пила для отрезки высаженного изде-
Фиг. 64. Батарея ножниц
для резки мерных загото-
вок: /—ножницы; 2 — роль-
ганг ножниц; 3— рабочее
место рабочего, обслужи-
вающего ножницы; 4—ме-
сто для складывания заго-
товок в укладки.
ГЛ. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
821
лия от. прутка; кран на колонне с ручным
приводом для монтажа и демонтажа штампов;
двухпутный подвесной монорельсовый путь
с тележкой для транспортировки прутков от
5C0,
Фиг. 65. Агрегат гори-
зонтально-ковочной ма-
шины: / — горизон-
тально-ковочная ма-
шина; 2 -* пила для го-
рячей резки; 3 — на-
гревательная газовая
печь; 4 — поворотный
кран 3 от; 5 — мотор
горизонтально - ковоч-
ной машины; 6 —моно-
рельс, расположенный
на высоте 2,5 м от
уровня пола (двухко-
лейный).
печи к машине и обратно, а также для под-
держки на весу нагретой заготовки при вы-
садке её конца.
Батарея штамповочных молотов двойного
действия (фиг. 66). Сзади линии молотов, в полу
цеха, на уровне 400 мм установлен конвейер
с металлической лентой Изделие со штампа
Ось колонн
Главный проход
Фиг.66. Батарея штамповочных молотов двойного действия:
1 —штамповочный молот двойного действия 1,8—2 т;
2 — нагревательная печь; 3 — рабочее место; 4 — лист,
соединяющий наковальню молота с конвейером; 5—-кон-
вейер; 6 — стальные подвесные корзинки для складыва-
ния штамповок с конвейера; 7 — садочные окна печей.
молота сталкивается на наклонный лист, со-
единяющий наковальню каждого молота с кон-
вейером. В конце конвейера штамповки вруч-
ную укладываются в стальные корзины по
признаку однотипности изделий. Корзины по
мере наполнения штамповками подвешиваются
к общецеховому подвесному цепному кон-
вейеру (на схеме не показан), связывающему
агрегаты и батареи оборудования между со-
бой, и транспортируются к прессам для об-
резки заусенцев.
Батарея обрезных эксцентриковых прес-
сов (фиг. 67). Батарея состоит из шести прессов.
штамповки к прессам и от них; ларь, устано-
вленный у каждого пресса, для приема необ-
резанных штамповок из корзин конвейера;
ленточный конвейер, проходящий под прес-
сами вдоль их линии', для приёмки падающих
с пресса обрезанных штамповок; наклонные
желоба для передачи обрезков (заусенцев) от
каждого пресса на конвейер; ленточный кон
вейер для заусенцев; стальные ящики под
штамповки и заусенцы для передачи первых
подвесным конвейером или краном на последу-
ющие операции, а вто-
рых — краном на желез-
нодорожную платформу.
По другому варианту
расположения обрезных
прессов необрезанные
штамповки подаются к
каждому прессу в ящи-
ках краном, а обрезан-
ные — удаляются из-под
прессов отдельными ко-
роткими ленточными
конвейерами (фиг. 68).
Последние приводятся
от главных валов прес-
сов. С этих конвейе-
ров штамповки переда-
ются на конвейер, иду-
щий вдоль всей линии
прессов и расположен-
ный на одном уровне с
транспортёрами. Заусен-
цы убираются через на-
клонные желоба общим
конвейером, установлен-
ным сзади прессов. Лента конвейера для за-
усенцев расположена на высоте 700 мм от
уровня пола.
Дальнейшее движение изделий и отходов
аналогично предыдущему варианту.
Батарея штамповочных кривошипных и
эксцентриковых обрезных прессов для го-
рячей калибровки, правки и обрезки штам-
повок (фиг. 69). Детали к прессам подаются
Фиг. 68. Схема распо-
ложения обрезного
эксцентрикового прес-
са: / —обрезной пресс;
2 — ленточный кон-
вейер для деталей
(под прессом1!; 3 — лен-
точный конвейер для
деталей; 4 — ленточ-
ный транспортёр для.
заусенцев; 5—ларь
для необрезанных
штамповок.
Т
4 5 .
Фиг. 67. Батарея обрезных эксцентриковых прессов:
1 — обрезной эксцентриковый пресс; 2 — конвейер лен-
точный для транспортировки деталей; 3 — конвейер
ленточный для транспортировки заусенцев; 4 - общеце-
ховой подвесной конвейер; 5 — ларь для необрезанных
штамповок; 6 — ме^то укладки заусенцев в ящики;
7—. место для укладки деталей в ящики, в — привод кон-
вейера.
Фиг. 69. Батарея штамповочных кривошипных и эксцен-
триковых обрезных прессов для горччей калибровки,
правки и обрезки штамповок: / — штамповочный криво-
шипный пресс; 2 — нагревательная печь; 3 — место
укладки деталей; 4 — конвейер для транспортировки де-
талей; 5 — наклонный лист между прессом и конвейером;
6 — столы для нагретых заготовок; 7 — место укладки
деталей у конвейера; 8 — конвейер для транспортировки
деталей; 9 — обрезные эксцентриковые прессы; 10 — кон-
вейер для транспортировки заусенцев; 11 — лари для
укладки необрезанных деталей; 1г —место укладки за-
усенцев в ящики; 13 — общецеховой конвейер; 14 — кор-
зинка конвейера.
Оборудование и устройства, обслуживающие
прессы, включают: цеховой подвесной цепной
конвейер с корзинами, транспортирующий
в корзинах подвесным цепным конвейером;
штамповки после калибровки и правки на
кривошипных прессах попадают по наклонным
822
ЭЛЕКТРОПРИВОД И ДРУГИЕ ВИДЫ ОБОРУДОВАНИЯ
[РАЗД. IV
Sis l If
I ca^oo g^
liilllill
Jiv м 2 * ** -aw
It'iiJ'li
sags g04 я e '
: я Й •- i я
а я- сиэ I
5 о с S I
si
О 43
о. ж ~
С « О
ЯС\1 SB OI
s s д н
vr« ч
g я ж s i!
I се S О
I ее я Х
листам на агрегатный конвейер, а с него
укладываются в ящики для последующей
транспортировки краном или конвейером
к эксцентриковым прессам. Обрезанные де-
тали складываются вручную в корзинки
для передачи их на общецеховой конвейер.
Уборка заусенцев производится общим кон-
вейером, расположенным слева от прессов,
и далее — краном в ящиках на железнодо-
рожные платформы.
Кузнечно-штамповочный цех массо-
вого производства штампованных поко-
вок. На фиг. 70 представлена схема распо-
ложения оборудования и механизирующих
транспортных устройств кузнечно-штампо-
вочного цеха массового производства штам-
повок с планировкой оборудования агрега-
тами и батареями. В состав подъёмно-транс-
портных и транспортирующих внутрице-
ховых устройств цеха входят: шесть мосто-
вых кранов грузоподъёмностью по 10 т
каждый; один заводский, три цеховых и
семнадцать агрегатных транспортёров и кон-
вейеров. Краткая характеристика транспор-
тёров и конвейеров приведена ниже.
Тип конвейеров
Конвейеры на -
пильные цепные
с металлической
лентой. Привод от
индивидуального
мотора
Конвейеры с
лентой из брезента.
Привод от главного
вала пресса
Конвейеры под-
весные, цепные на
монорельсах, с при-
водом от индивиду-
альных моторов
Положение конвейеров
на плане
Агрегаты горизонтально-
ковочных машин и эксцентри-
ковых прессов (позиции 33, 34,
35, 36 и 37); агрегаты штампо-
вочных молотов (позиции 38 и
39); агрегаты эксцентриковых
прессов (позиции 42, 43 и 44)
Агрегаты эксцентриковых
прессов (позиции 41, 45, 46,
47 и 48)
Участок очистных бараба-
нов (позиция 53); термический
отдел цеха (позиции 50 и 51);
общецеховой конвейер (пози-
ция 49); общезаводский кон-
вейер (позиция 52)
L. J
Транспортируемые штамповки с агре-
гатов и отходы с эксцентриковых прессов
собираются в конце транспортирующих
устройств в ящики (коробки, корзины) и пе-
редаются далее кранами. Также кранами
производится передача изделий из одного
отдела цеха в другой.
Отдел ковки и термической обработки
заготовок (кубиков) для штампов обслужи-
вается в основном напольным манипуля-
тором рельсового типа.
Установки с высокой механизацией
вспомогательных операций. Непрерывно
увеличивающееся значение технологии
ковки — штамповки как прогрессивного
вида технологии определяет в отдельных
установках массового производства поко-
вок и штамповок относительно высокую сте-
пень механизации и автоматизации всего
технологического процесса. Условия меха-
низации становятся особенно благоприят-
ными при изготовлении поковок и штам-
повок одного типоразмера. Примером, осу-
ГЛ. XVI]
УСТРОЙСТВА ПО МЕХАНИЗАЦИИ РАБОТ
823
ществлённым в этом направлении, может
являться специализированная установка по мас-
совому производству полых железнодорожных
осей. Как видно из схемы отдельного участка
Синхронизация работ оборудования и
устройств при сложной комплексной механи-
зации достигается электрической, гидравли-
ческой и механической блокировками через
/ 2
16
Фиг. 71. Участок установки по изготовлению полых железнодорожных осей: 1 — загрузочный стеллаж;
2— подъёмный стол; 3 — нагревательная печь; 4 — гидравлический пресс; 5 — штамповочный молот; 6— вибратор;
7 — рольганг; 8 — поворачиватель; 9 — наклонный рольганг; 10 — поворачиватель; 11 - рольганг; 12 — печь для
нагрева под закалку; 13 — закалочная ванна; 14 — печь для отпуска; 15— охлаждающая камера; 16— машина
для центровки.
установки (фиг. 71), оборудование расположено
в одну линию. Направление потока на схеме
нанесено пунктирной линией со стрелками.
Проектная производительность всей уста-
новки — 1000 осей в день.
посты управления с контрольно-сигнальной
аппаратурой. Участие рабочих, обслуживающих
установку, ^ сводится лишь к выполнению
обязанностей настройщиков—регулировщиков
операторов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о р н е е в Н. И., Технология штамповки, Оборон-
гиз, 1940.
2. Миллер Э. Э., Организация кузнечных цехов,
Машгиз, 1939.
3. Панкратов А. Ф., Столяров В. Н., Ковка
под гидравлическим прессом, ОНТИ, Госмаштехиз-
дат, 1933.
4Парницкий А. Б и Петухов П. 3., Куз-
нечные манипуляторы, ОНТИ, 1938.
5. Справочник проектанта машиностроительных за-
водов, книга I, раздел второй, Гипроавтопром, Маш-
гиз, 1945.
6. ЦБКМ, Материалы по пересмотру проекта стан-
дарта на „Манипуляторы кузнечные напольные"
1940.
7. „Steel Processing", XII, 1943; X, 1945.
8. .The Iron Age", 18. XI, 1943.
ВОЛОЧИЛЬНЫЕ МАШИНЫ
Глава XVII
ВОЛОЧИЛЬНЫЕ СТАНЫ
И ИХ ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
ВВЕДЕНИЕ
Волочильными станами называются ма-
шины, служащие для обработки металлов во-
лочением, т. е. протягиванием изделия через
отверстие, размеры сечения которого меньше
размеров сечения исходного материала. Этот
способ обработки металлов давлением обеспе-
чивает такую точность профиля и чистоту
поверхности при производстве проволоки, тон-
костенных труб, различных прутков круглого
и фасонных сечений, которые не могут быть
достигнуты прокаткой.
Волочильные станы состоят из двух ос-
новных элементов: матрицы, называемой
также фильером, и тянущего устройства.
Фильер (фиг. 1) является рабочим инстру-
ментом, через который протягивается обра-
батываемый материал и в котором осуще-
ствляется процесс волочения. Заготовка, про-
ходя через отверстие фильера,
подвергается обжатию, в ре-
зультате чего уменьшается пло-
щадь его поперечного сечения
и увеличивается его длина.
Тянущее устройство пред-
назначено для сообщения обра-
батываемому металлу движе-
ния через фильер.
В зависимости от принципа
работы тянущего устройства
различают волочильные ста-
ны: 1) с прямолинейным движением (цепные,
реечные, винтовке) и 2) с наматыванием
обрабатываемого металла (барабанные) одно-
кратные и многократные. Станы с прямоли-
нейным движением обрабатываемого металла
применяются для волочения прутков, труб и
прочих изделий, не подвергаемых сматыванию
в бунты. Станы с наматыванием металла в
бунты применяются главным образом для
волочения пооволоки и некоторых специ-
альных профилей и труб небольшого диа-
метра.
В зависимости от числа барабанов и ха-
рактера их работы различают станы с нама-
тыванием металла: а) однократные; б) много-
кратные, работающие со скольжением; в) мно-
гократные, работающие без скольжения, и
г) многократные, работающие с противона-
тяжением.
Однократными волочильными называются
станы, в которых волочение производится в
Фиг. 1. Фильер,
из сверхтвёр-
дого сплава.
один проход, а многократными — станы, где
металлу обеспечивается волочение в несколько
проходов, через ряд последовательно устано-
вленных фильеров.
Назначение волочильных барабанных ста-
нов в зависимости от диаметра протягиваемой
проволоки приведено в табл. 1; там же ука-
заны диаметры барабанов.
Таблица 1
Назначение волочильных барабанных станов
Стан для волочения
проволоки
Толстой
Утолщённой (грубой
Средней
Тонкой
Тончайшей
Наитончайшей . . .
Диаметр про-
тягиваемой
проволоки
Диаметры
барабанов
мм
> 6
6-3
3-1-8
1,8—о,8
о,8—о,5
<о,5
боо—7°°
59O—боа
400—500
Зоо—35O
аоо - 250
I5O —?ОО
ВОЛОЧИЛЬНЫЕ СТАНЫ
Волочильные цепные станы
Цепные волочильные станы служат для
волочения прутков, труб и различных фасон-
ных профилей.
Волочильный двойной цепной стан (фиг. 2)
состоит из станины 1, на одном конце кото-
рой установлены фильеры 2 и блоки 3, а на
другом конце—приводные звёздочки 4, Между
этими звёздочками и блоками натянуты бес-
конечные цепи Галля 5, верхняя часть кото-
рых движется по направлению от фильера
к приводной звёздочке
Движение цепей осуществляется враще-
нием звёздочек 4, электродвигателем 6 через
зубчатые редукторы 7 и 8.
Верхняя часть станины имеет направляю-
щие, по которым на катках могут двигаться
клещи 9 для захвата переднего конца металла,
протягиваемого через фильер. У каждой пары
клещей имеется крюк 10, который с помощью
рычага // зацепляется за палец одного из
звеньев цепи. Рычажная передача между
крюком и клещами обеспечивает зажим кле-
Таблица 2
Усилие волочения в т
Размеры се- 1KOVrjIblx
чения novT- КРУ1ЛЫХ • • ¦
чснии npyi 5квадратных . .
Диаметр трубы в мм при
0-^ = 40 кг/мм2
Длина волочения в м ...
Скорость волочения
Мощность в л. с
0,5
6
5
5.5
1°
5
°>25-°,5
2—4
Характеристика волочильных цепных станов для стальных прутков и труб
-
8
7
7>5
12
5
0,35—0,4
3
2
ю
8
9,5
15
5
о,15-о,з
3-5—7
3
12
IO
II
16
5
«Мб—о.З
5—1°
5
2О
17
19
25
6
o,i5-°>3
о - i3
8
28
24
26
35
7
0,1—0,25
10— 25
10
35
31
33
5°
8
0,08—0,25
"—33
15
50
44
47
55-'
8
0,08—0,25
16 -45
20
65
57
61
60
8
0,07 — 0,2
18-55
30
80
70
76
80
8
0,07—0,15
26-66
50
IOO
83
95
120
8
0,03—0,13
22—go
75
I25
no
118
160
8
0,03—0,1
33-100
100
145
125
137
200
8
0,03—0,1
45—I3O
Фиг. 2. Ролочилм1нй двойной цепной стан.
826
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
щами переднего конца протягиваемого ме-
талла с силой, пропорциональной усилию во-
лочения, чем достигается захват обрабаты-
ваемого металла. Когда протягиваемый пру-
ток пройдёт целиком через глазок фильера,
тогда поднятием крюка 10 клещи отцепляются
от цепи и механизмом 12 возвращаются в
исходное положение к
фильеру для волочения
следующего прутка. Во-
лочильные двойные цеп-
ные станы строят с
усилием волочения до
30 т, а волочильные
одинарные станы — с
усилием от 0,5 до 150 т.
Усилие и скорость во-
лочения определяются
сечением и механиче-
скими свойствами протя-
гиваемого металла. Тех-
нические характеристи-
ки волочильных цепных
станов даны в табл. 2.
В целях уменьшения,
помимо наружного диа-
метра трубы и толщины
её стенки,протяжка труб
Фиг. 3. Схема волочения
труб: а — без опраики;
б — на длинной оправке;
в — на короткой оправке;
г — давлением через два
кольца (без оправки).
Фиг. 4. Схема установки
фильеров: а — обычная;
б — со сферической
опорой.
производится на длинной или короткой
оправке (фиг. 3), находящейся в фильере.
Способы установки фильеров показаны на
фиг. 4.
Для увеличения производительности во-
лочильных цепных станов в современных
конструкциях (фиг. 5) предусматриваются:
1) многопрутковое волочение; 2) регулировка
скорости волочения; 3) механизированный
возврат тележки; 4) автоматический захват
прутков и автоматическое зацепление крюка;
5) механизированное сбрасывание прутков и
труб со стана на стеллаж; 7) принудительная
подача изделия в фильер пневматическими
или гидравлическими вталкивателями, исклю-
чающими необходимость в заострении прутков
и забивке концов труб; 8) механизированное
надевание труб на оправку; 9) автоматические
счётчики, учитывающие количество про-
тянутых метров изделий.
Многопрутковое волочение является одним
из наиболее эффективных способов увеличения
производительности волочильных станов. Чи-
сло одновременно протягиваемых прутков
а волочильных станах новейших конструкций
достигает 10. Расположение фильеров зависит
от числа протягиваемых прутков. При неболь-
шом количестве протягиваемых прутков при-
меняется горизонтальное расположение филье-
ров (фиг. 6, а), а при большом количестве —
вертикальное (фиг. 6, б).
Фиг. 5. Современный волочильный много-
прутковый стан.
Волочильный цепной стан современной
конструкции приведён на фиг. 7. Высокая
производительность этого стана определяется
одновременной протяжкой трёх прутков. Стан
приводится от электродвигателя мощностью
100/50 л. с, имеющего две скорости 1000 и
500 об/мин, через двухскоростной редуктор 3,
благодаря чему стан имеет четыре скорости
волочения: I — 0,3 м/сек; II — 0,2 м/сек;
III—0,15 м/сек; IV —0,1 'м/сек.
В вертикальные пазы стойки 1 вставляется
блок с набором фильеров, количество ко-
торых определяется __^^
в зависимости от диа- / " \
метра протягиваемых
прутков.
На каретке 2 уста-
навливается блок с
количеством захватов,
соответствующим чи-
слу фильеров. Распо-
ложение захватов при
одновременном двух-
и трёхпрутковом во-
лочении показано на
фиг. 8.
Крепление этих
блоков устроено весь-
ма просто, а поэтому
переход от одинар-
ного волочения к
двойному или трой-
ному требует не-
сколько минут. В отличие от старых кон-
струкций волочильных станов на этом стане
редуктор 3 выполнен закрытого типа, с под-
шипниками качения. Ведущая звёздочка 4 рас-
положена вне коробки редуктора. Возврат ка-
ретки осуществляется механизированным при-
водом (фиг. 9). В целях предохранения от-
Фиг. 6. Расположение
фильеров при многопрут-
ковом волочении.
ГЛ. XVII]
ВОЛОЧИЛЬНЫЕ СТАНЫ
827
т
возможного разрыва каната (при не-
убранном прутке) предусмотрена предо-
хранительная фрикционная муфта. Воз-
врат каретки осуществляется с помощью
барабана и натяжного устройства. Ма-
ксимальная скорость возврата каретки
1,4 м\сек, минимальная — 0,47 м\сек\
мощность электродвигателя 8/t л. с,
число оборотов 1000/333 в минуту.
Современные конструкции каретки
(фиг. 10) цепного стана снабжаются
автоматическим захватом прутка и цепи.
Каретка состоит из стальной литой
рамы 1, установленной на четырёх кат-
ках, снабжённых двухрядными роли-
ковыми подшипниками 2. Колёса пере-
катываются по направляющим 4, укре-
плённым на угольниках 3.
На фиг. 10 показано три положения
крюка: / — в момент захвата цепи;
//— во время волочения; /// — на
защёлке.
В процессе волочения головка крюка припод-
нята, а хвостовая поперечина крюка 5 опущена
ниже выреза защёлки 6. После окончания ьоло-
чения прутка освободившийся крюк, в силу боль-
шого веса головки, стремится опуститься вниз;
однако опусканию препятствует защёлка 6, ко-
торая задерживает хвостовую поперечину крю-
ка 5. После сбрасывания прутка со стана нажа-
тием кнопки включается электродвигатель меха-
низма возврата.
6 момент подхода каретки к стойке шести-
гранная головка валика 7 ударяется в упор
стойки, сжимает пружину 8 и через пластинки 9
поворачивает рычаг защёлки 6, освобождая тем
самым хвостовик крюка. Головка крюка под
влиянием своего веса опускается и включается
в первое попавшееся звено движущейся цепи.
Положение захватов каретки, как это видно на
фиг. 10, связано с положением крюка. Когда
крюк находится на защёлке, губки захвата ма-
ксимально раскрыты; в момент захвата цепи
губки захвата сходятся и зажимают заострённый
конец прутка или трубы, и во время волочения
благодаря клиновидной форме губок сила эа-
жима будет пропорциональна усилию волочения,
что обеспечивает надёжный захват.
Скорость волочения на цепных ста-
нах в целях повышения их производи-
тельности регулируется следующими
способами: 1) изменением числа оборо-
тов двигателя, 2) переключением пар
зубчатых колёс в редукторе и 3) при-
менением гидромуфт. Наиболее совер-
шенное регулирование достигается из-
менением числа оборотов двигателя.
В этом случае привод осуществляется
от электродвигателей постоянного тока
с управлением по системе Леонарда,
применение которой даёт возможность
иметь ползучую скорость при захвате и
начале процесса волочения с последу-
ющим доведением скорости до её ма-
ксимального значения. Скорость движе-
ния цепи устанавливается в зависимо-
сти от размеров и свойств материала,
подвергаемого волочению. Для станов,
имеющих механизированную подачу и
уборку изделий, может быть принята
относительно большая скорость воло-
чения. Если обозначить время холостого
хода стана (в пределах одного цикла)
через t\, а время, идущее на волочение,
через t2, то отношение ;—jj— = k onpe-
деляет коэфициент отдачи стана.
828
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
Применяемые скорости волочения на цеп-
ных станах указаны для стальных прутков
и труб в табл. 2, а для труб из цветных ме-
таллов — в табл. 3.
Фиг. 8. Расположение захватов при двух- и трёх-
прутковом волочении.
Производительность волочильных цепных
станов может, быть выражена в погонных
метрах протянутого металла в час и опре-
делена по уравнению
L = 3600- vk м/час,
где v — скорость волочения в м/сек; k — коэ-
фициент отдачи стана.
В зависимости от степени механизации
операций по подаче уборке и смазке изде-
лия, а также возврата каретки коэфициент k
находится в пределах от 0,4 до 0,8.
В табл. 4 приведены данные о средней
производительности цепных станов при воло-
чении труб.
При определении производительности мно-
гопрутковых волочильных станов необходимо
^чгсть потери времени, связанные с разной
длиной одновременно протягиваемых прутков.
Эти потери обычно учитываются путём ввода
в расчёт поправки (равной 2,5%). Потери,
связанные с выпадом отдельных прутков
(случаи, когда отдельные прутки не захваты-
ваются тележкой), доходят до 1%. Кроме
того, учитываются потери, не зависящие от
количества одновременно протягиваемых
прутков, определяемые в 10—12»/0.
На фиг. 11 показано влияние скорости воло-
чения v в mImuh, длины прутков / в мп п —
количества одновременно протягиваемых прут-
ков на производительность L стана в м/час.
Диаграмма построена на основе опытных
данных, полученных при волочении прутков
диаметром 16 мм.
В табл. 5 приведены результаты исследо-
вания производительности при однопрутковом
и многопрутковом волочении автоматной и
мягкой углеродистой стали на волочильном
цепном стане усилием 25 т.
Фиг. 9. Схема механизма возврата каретки.
Скорости волочения труб из цветных металлов
Таблица 3
I
Диаметр
трубы в мм .
Скорость
волочения
и м,'сек . . .
Трубы красной меди и латунные
5 ~2О
ао-45
°#з—0,35
45—7°
0,25—0,3
0,2—0,25
100 и выше
о,1—о,13
Трубы дуралюминиевые
5-2°
0,2—0, 25
2О—3°
О, 17—0,20
Зо—6о
0,13—0,17
бо—95
о.1—о,1з
юо и выше
по ДВСВ
Направление волочения
Фиг. 10. Каретка с автоматическим
захватом прутка и цепи.
830
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
Техническая характеристика волочильных цепных станов
Таблица 4
Макси-
мальная
сила тяги
в т
5°
35
35
15
2О
13
8
3
%
1.5
о.5
Скорость движения
тележки
раб. ход
в м1сек
О,1
о, 15
о, as
°.35
О,2
О. 25
о,37
о. 37
O.35/O.45
о.5
о,4
возврат
в м/сек
__
-
-
-
-
-
о.75
1.75
I—i,a
i
X
Штат
рабо-
чих
4
3
а
а
а
I
I
X
i
i
i
Максимальные размеры труб
Длина
до воло-
чения
В ММ
653°
6500
7000
7000
7ооо
б35<>
6300
563°
6300
5800
5соо
после
волочения
в мм
7600
7ооо
8хоо
7900
7300
7000
7000
5650
7000
7000
6000
Наружный диаметр
до волочения
в мм
от
до
ioo и больше
АО
3°
ао
• 3°
35
зо
15
г5
ю
3
IOO
бо
5°
5°
4О
35
S5
»5
15
хо
Толщина
стенки
до воло-
чения
в мм
Любая
ю,о
7.о
5,о
5>°
З.о
а,о
1>5
1.5
Ь5
i,o
Условная
произво-
дитель-
ность за
смену
в м
330
i6io
3800
3800
33°°
3400
3800
4300
4300
5000
4000
V м/мин
15
12
5 6 810п
\
ч
S
ч
S
ч
-1
t
Ч
S
s
к.
\
S
ч
\
V
\
\
ч
i
1
1
1
.1
/
1
м
1
1
1
/
§
/
ш
/
(
I
/
у
1
А
1
i
7
/
|
¦Г"
1
1
1
1
1
/
Юп
4
i
10
У
^>
п
8 11
'/7
10 8 б й ? О 400 800 1200 то WOO 2400 2800
— Lm L м/vcrc —
Фиг. 11. Диаграмма производительности при миогопрутковом волочении.
Сопоставление производительности однопруткового и многопруткового волочения
Таблица 5
Основные параметры
Диаметр прутка в мм
15
20
30
40
Количество одновременно протягиваемых
прутков . . •
Длина прутков в м •
Скорость волочения в м/сек
Протягиваемое за один проход количество
металла в кг • . • . •
Выпад прутков при захватывании и волочении
в «/о
Основное время в мин •
2,5°/0 надбавки на разницу в длинах прутков
в мин • •
Вспомогательное время в мин.-
Штучное основное время в мин
Надбавка на выпад прутков в мин
Надбавка на потери времени в мин
Штучное время в мин
Время задачи; в мин. на 100 кг
Часовая производительность в кг\час
Отношение производительностей стана при
многопрутковом и однопрутковом волочении . .
i
6,5
о, 25
9.о
о
о,44
о,34
о,78
o,oq
0,87
9.67
620
о, 25
45,о
о,8
°.44
О,О1
о,57
1,О2
о,оо8
0,12
2!55
235°
3,8
6,5
0,25
хб,о
о
о,44
о^8о
о,ю
o,qo
5,62
1070
$
0,25
64,0
0,6
о,44
0,01
о,54
о,99
0,006
0,12
1,1а
1.75
343°
6.5
0.25
36,i
0,44
0,40
0,84
0,10
о,94
а,61
зэоо
Э
6,5
о,25
io8,3
о,4
о,44
О,О1
о,54
о,99
о,осц
0,13
1,11
1,О2
586о
2,5
6,5
о, аз
64,2
о,44
о,44
о,83
0,11
о,99
«.54
6,5
123,4
О,2
о,44
о,ох
о,53
0,98
О,О2
0,12
I.XO
0^86
6980
1.8
¦ totзо
-6000 ¦
-20000
7000 -
Фиг. 12. Волочильный реечный стан: 1 — электродвигатель вертикального перемещения блока с резцовой головкой; 2 — каретка подачи к резцовым
головкам; 3 — влектродвигатель для вращения резцовых головок; 4 — электродвигатель для перемещения подающей каретки; 5 — главные электродвигатели
стана; б —упругие муфты; 7 — редуктор; 8 — каретка с захватами; 9 — резцовые головки.
832
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
На фиг. 12 показан современный волочиль-
ный реечный стан; привод каретки осуще-
ствляется с помощью рейки. Волочение произ-
водится в обоих направлениях движения ка-
ретки, благодаря чему всё время движения
каретки используется для полезной работы.
Этот стан рассчитан на одновременное про-
тягивание по три трубы и прутка диаметром
от 12,5 до 75 мм и длиной до 9 м. Макси-
мальное тянущее усилие стана 50 т. Цривод
стана осуществляется двумя последовательно
соединёнными электродвигателями мощностью
по 150 л. с. каждый. Максимальная скорость
волочения 0,5 м\сек.
Заострение концов прутков производится
на этом же стане специальными резцовыми
головками в то время, когда происходит во-
лочение предыдущей партии.
При волочении труб вместо обточки концы
труб посредством подающей каретки обжи-
маются и проталкиваются через фильер.
Волочильные барабанные однократные
станы
Волочильные однократные станы барабан-
ного типа применяются главным образом
для толстого волочения — проволоки диа-
метром от 4 до 25 мм и некоторых специ-
пространение и в зависимости от сечения и
качества протягиваемого материала их строят
на усилие от 50 до 10000 кг при скорости
волочения от 0,3 до 4 м\сек.
При горизонтальном расположении оси ба-
рабана последний выполняется коническим с
углом уклона а = 1,5—3,5° образующей конуса
с осью барабана; это обеспечивает правиль-
ную намотку проволоки и сдвигание преды-
дущих витков последующим вдоль оси бара-
бана, а также облегчает снятие бунта с бара-
бана. В случае слишком большого угла на-
клона проволока быстро перемещается вдоль
оси барабана и на рабочем участке остаётся
недостаточное количество витков, что вызы-
вает пробуксовку 'барабана.
Диаметр барабана определяется в зави-
симости от суммарных напряжений в прово-
локе, вызываемых усилием волочения про-
волоки и изгибом проволоки вокруг бара-
бана. Суммарные напряжения не должны пре-
вышать предела прочности при растяжении.
С другой стороны, напряжения должны быть
больше предела упругости с тем, чтобы про-
волока, наматываемая на барабан, претерпе-
вала пластическую деформацию и плотно дер-
жалась в мотке при окончании волочения или
при обрыве.
Данные о диаметрах барабанов различных
волочильных станов см. в табл. 1.
Рабочий участок барабана (фиг. 14) должен
иметь у своего основания закругление (галтель)
с радиусом не меньше двух диаметров пред-
Фиг. 13. Стан однократного волочения.
альных профилей и труб небольшого диаметра
из чёрных и цзетных металлов. По располо-
жению осей барабанов эти станы изготовляют
вертикальные и горизонтальные. Последние
применяются с целью облегчения заправки
проволоки и снятия бунта с барабана.
Барабанный однократный стан (фиг. 13)
состоит из вертикального барабана /, фильеро-
держателя с фильером 2 и вертушки 3, ко-
торая сидит свободно на своей оси и служит
лишь для поддержания мотка проволоки, по-
ступающей в фильер. Барабан 7 предна-
значен для сообщения движения протягивае-
мой проволоки через фильер и для сматы-
вания её в моток.
Вращение этого барабана осуществляется
от электродвигателя 4 через редуктор 5 и
конические зубчатые колёса 6 я 7. Для за-
хвата переднего конца проволоки на барабане 1
предусматриваются специальные клещи. Станы
однократного волочения имеют широкое рас-
полагаемой к намотке проволоки наибольшего
размера. Рабочий участок чугунных бараба-
нов длиной от 30 до
100 мм обычно от-
беливается для умень-
шения износа. Твёр-
дость отбелённой по-
верхности принимают
в пределах 220—250
по Бринелю. В совре-
менных конструкциях
станов избегают при-
менения муфт вклю-
чения, а также коро-
бок скоростей, по-
этому электродви-
гатели привода бара-
банов должны обеспечить: 1) возможность за-
пуска на ползучей скорости и плавный разгон
во избежание обрыва проволоки, а также ко-
роткими толчками при заправке; 2) плавный и
Фиг. 14. Профиль барабана
волочильного стана.
ГЛ. XVII]
ВОЛОЧИЛЬНЫЕ СТАНЫ
833
в то же время быстрый разгон для обеспече-
ния максимальной производительности; 3) ре-
гулировку скорости волочения с целью уве-
личения производительности стана; 4) возмож-
ность аварийной остановки электродвигателя
во избежание несчастных случаев.
Для привода барабанных однократных
станов находят применение электродвигатели
как постоянного тока, так и асинхронные. Эти
электродвигатели, однако, затрудняют получе-
ние плавного пуска стана. Но в тех случаях,
когда предполагается волочение ограниченного
диапазона размеров проволоки при небольших
изменениях скорости, они находят успешное
применение.
Выбор скорости волочения
находится в зависимости от
ряда условий: целесообразность
применения больших скоростей
волочения зависит от наличия
мотков проволоки большого
веса и аппаратов для сварки
проволоки; от свойства мате-
риала, подвергаемого волоче-
нию, и качества подготовки
его поверхности; от состояния поверхности
и стойкости фильеров; от конструкции и спо-
соба пуска и останова стана, системы охла-
ждения и смазки.
При плохом охлаждении проволока сильно
нагревается, а высокая температура проволоки
пагубно сказывается на .стойкости фильеров.
Одновременно с повышением скорости необ-
ходимо в целях повышения производительности
предусмотреть механизированную быструю
загрузку и разгрузку станов.
С уменьшением диаметра проволоки ско-
рость волочения обычно повышается. Приме-
няемые скорости при волочении малоуглеро-
дистой проволоки с ад, яз 55 кг/мм2 на одно-
кратных станах приведены в табл. 6.
Таблица 6
Скорости волочения проволоки из малоуглеродистой
стали на барабанных однократных станах *
Ввиду того что тяговое усилие при воло-
чении лимитируется прочностью протягивае-
мого материала, обычно это усилие за по-
следним фильером недостаточно для протяги-
вания материала через все фильеры много-
кратного стана. Поэтому в этих станах после
каждого фильера должен быть свой тянущий
барабан. При вращении барабана протягиваемый
материал при выходе из фильера наматывается
и в то же время сматывается с него, поступая
в последующий фильер.
Стан многократного волочения (фиг. 15)
состоит из семи последовательно расположен-
ных фильеров /—7 и семи барабанов 8—14.
Фиг. 15. Схема волочильного многократного стана со скольжением.
Моток проволоки, подлежащий волочению, на-
девают на неприводную фигурку 15. Все бара-
баны тянущие; они приводятся в движение от
электродвигателя 16 посредством редуктора 17
и конических зубчатых колёс, имеющихся на
оси каждого барабана. Таким образом, для
протягивания материала через каждый из семи
фильеров имеется свой приводной барабан.
Все промежуточные барабаны 9—13 в дан-
ном случае работают по принципу кабестана:
протягиваемая проволока наматывается на эти
барабаны и в то же время с них сматывается,
образуя на их поверхности некоторое постоян-
ное число витков. Готовая проволока наматы-
вается на последний барабан 14.
Основным и обязательным условием для
нормальной работы многократных станов
является соблюдение для всех фильеров соот-
ношения
Диаметр проволоки в мм
до волочения
14
12,5
и
9.4
7.8
3.9
после волочения
12,5
и
9,4
7.8
6,2
3
Скорость воло-
чения
в MJCeK
i,i
1.3
х>5
2,0
2.5
3.5
где FuF2,...,Fn —площади сечения проволоки
при выходе из фильеров; vh vs,..,vn — соот-
ветствующая скорость наматывания проволоки
на барабан, т. е. объём металла, проходящий
через фильер в единицу времени, должен быть
для всех фильеров данного стана одинаковым,
в противном случае протягиваемая проволока
будет рваться или образовывать петли и
путаться. Таким образом.
* Мощность двигателя 60 л. с.
Волочильные многократные станы
со скольжением
Станы многократного волочения получили
распространение главным образом для воло-
чения проволоки диаметром менее 4—б мм.
В многократном волочильном стане осуще-
ствляется непрерывность волочения, так как
обрабатываемый материал в целях повышения
вытяжки одновременно протягивается через
несколько последовательно расположенных
фильеров. Число фильеров зависит от требуе-
мой вытяжки: для толстой проволоки — от 2
до 10, а для тонкой — до 20 и более.
53 Том 8
У стана, схема которого изображена на
фиг. 15, повышение скорости наматывания
последующего барабана по сравнению с пре-
дыдущим достигается соответствующим пере-
даточным числом конических зубчатых колёс.
Практически, однако, вследствие неизбеж-
ной разработки фильеров и возможной не-
точности их изготовления не удаётся поддер-
живать окружную скорость тянущей поверх-
ности барабана всегда равной установившейся
скорости движения протягиваемого материала
между двумя смежными фильерами. Если ско-
рость протягиваемого материала окажется
834
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
хотя бы на незначительную величину больше
окружной скорости промежуточного барабана,
то последний уже не сможет создавать тяну-
щего усилия, что приведёт к разрыву обра-
батываемого материала Поэтому в многократ-
ных станах со скольжением окружную скорость
промежуточных барабанов выбирают таким об-
разом, чтобы она была на 8—12% больше ско-
рости выхода протягиваемого металла из
фильера. За счёт этой разницы в скоростях
на всех барабанах за исключением последнего
будет иметь место проскальзывание, наличием
которого и объясняется, почему многократные
станы указанного типа названы станами „со
скольжением".
Момент, который необходимо прикладывать
для вращения промежуточного (n-го) барабана,
находится из зависимости
Л/Г D . ?_ *¦ . _
2 *
*¦*¦
где Рп — i — усилие волочения в фильере,
стоящем перед барабаном; а = 2,718; \х — коэ-
фициент трения, принимаемый равным
0,12—0,18; а—угол обхвата, выраженный
в радианах.
Число витков проволоки на промежуточных
барабанах принимается обычно следующим:
при толстом волочении —з—4 витка
, среднем , а—з щ
„ тонком „ 1-я ,
, тончайшем „ i, редко з витка.
Волочильные многократные станы со сколь-
жением изготовляют с горизонтальным или
вертикальным расположением барабанов и при-
меняют главным образом для волочения мед-
ной, алюминиевой и мягкой стальной проволоки.
При волочении стальной проволоки до-
пускается только незначительное скольжение,
в противном случае сильно изнашивается ра-
бочая поверхность барабана, проволока пере-
гревается и местами „обгорает" и вся поверх-
ность проволоки получается шероховатой.
Для волочения проволоки малого диаметра
(от 0,5 до 0,1 и ниже) обычно применяют станы
ступенчатого типа. Эти станы имеют до че-
тырёх волочильных шпинделей и до 20 филь-
еров. Необходимо очень тщательно подбирать
размеры у фильеров и диаметры ступеней
барабанов.
Применяемые скорости волочения у совре-
менных многократных станов, считая по ско*
рости выхода из последнего фильера, указаны
в табл. 7.
Таблица 7
Скорости волочения на многократных станах
Станы для волочения
проволоки
При волочении
проволоки
медной
стальной
м\сек
} 5-18
> 12—40
2.5—7
5—15
В табл. 8 для стальной проволоки приве-
дены данные о средней производительности
Таблица 8
Производительность станов (в кг/нас) многократного волочения'
Диаметр
проволоки
в мм
а»5°
э,оо
i,8o
i,6o
1,4°
1,ОО
о,8о
о.бо
о,5о
о, 45
о,'35
о,зо
О,25
0,22
0,20
O,l8
O,l6
0,14
0,12
0,10
0,08
0,06
0,04
1
1,5
190,00
132, ОО
99,О0
78,00
6о,ОО
30,00
I9,0O
IO,7O
7,ЗО
6,ОО
4,70
З.бо
2,68
1,85
1,44
0,94
0,76
о,59
0,43
0,30
0,20
о, до
' °
2
255.OO
163,00
132,00
I04,00
8о,оо
4о,оо
2б,00
15,00
ю,оо
8,оо
6,5°
5.оо
3,8о
з,5о
2,00
1,6о
1>3°
I,IO
о,8о
о,6о
о, 4°
0,28
о, 14
°.°7
4
500,00
325,оо
эбо,оо
2O5,00
158,00
8о,оо
52,ОО
29,00
20,00
1б,ОО
12,50
9,60
7.40
4.90
3.9а
3.2O
э,6о
2,Ю
1,6о
1,ЗО
о,8о
о,5Э
О, 28
о,13
Скорость
6
39O.OO
305.00
120,00
7б,ОО
43.°°
Зо.оо
24,ОО
19,со
14.5°
Io j 7°
7.4о
5,8о
4,7о
З.8»
3,ю
2,4°
i,7o
1,ЗО
0,78
0,42
O,3J
волочения
8
. З15.°о
i6o,oo
102,00
57.00
39.00
32,00
35,00
19,20
14,30
9,80
7.70
6,3°
5.Ю
4,10
3>2О
2,3°
l,6o
I, IO
0,56
О,2б
в м/сек
10
39О.ОО
300,00
12б,ОО
71,оо
49,оо
4о,оо
31.5°
34,оо
17,8о
12,ЗО
9,6о
7,8о
6,3°
5, *°
3,9о
2,8о
2,00
I.3O
о,7О
о,32
12
240,00
151,оо
85,оо
59, оо
48,00
38,оо
29,оо
Э1,4о
14,8о
«,5°
9.4O
7,6о
6,ю
4.7O
3>4°
2,4°
1,56
о, 84
о,39
16
78,00
64,00
5о,оо
38.3O
28,50
19,6о
15.4О
12,50
1О,2О
8.2O
6,ЗО
4.5°
3.2O
2,Ю
1,12
о, 51
20
35-бо
34,бо
19,20
15,бо
12,6о
10,2О
7.8о
5.6э
4,оо
з,бо
i,4o
0,64
25
19,5°
15>8о
12,8о
9,8о
7.°°
5.оо
3.25
1.75
о,8о
Для алюминиевой проволоки следует делить цифры на 3,5.
ГЛ. XVII]
ВОЛОЧИЛЬНЫЕ СТАНЫ
835
(кг(час) станов многократного волочения в за-
висимости от скорости волочения при исполь-
зовании стана на 85%. Режимы волочения при-
ведены в табл. 9.
При работе с большими скоростями тре-
буется интенсивное охлаждение проволоки,
так как с повышением её температуры стой-
кость фильеров сильно понижается. Охлажде-
ние проволоки осуществляется эмульсией,
а барабаны охлаждаются водой. При волочении
высокоуглеродистой и легированной стальной
проволоки применяется водяное охлаждение
барабанов и воздушное охлаждение проволоки.
На фиг. 16 показан стан многократного
волочения со ступенчатыми барабанами.
Фиг. 16. Стан многократного волочения со скольжением.
Современные конструкции станов много-
кратного волочения строятся из блоков, число
которых зависит от кратности волочения. Из
одних и тех же блоков составляются (фиг. 17):
а) станы однократного волочения из одиноч-
ных вертикальных блоков; б) станы одно-
кратного волочения из одиночных горизон-
тальных блоков; в) ряд станов однократного
волочения; гид) станы однократно-многократ-
ного волочения составленные из одиночных
блоков, пригодных для многократного волоче-
ния со скольжением и без скольжения; е, ж и
з) станы многократного волочения с групповым
приводом при вертикальном расположении ба-
рабанов для сухого волочения со скольжением
и без скольжения и станы с групповым при-
водом горизонтально расположенных бараба-
нов для мокрого волочения.
Таким образом, для всех возможных схем
расположения блоков достаточно иметь одну
модель для определённого диапазона диаме-
тров проволоки. Требуемая скорость волочения
достигается применением вариаторов скоро-
стей. Схема такого рода стана многократного
волочения с бесступенчатой регулировкой ско-
рости каждого барабана приведена на фиг. 18, а
с горизонтальным расположением барабанов,
а на фиг. 18, б — с вертикальным.
очения
к
о
о
о
я
X
о
ног
нах м
на ста
х
R
а
"Я
S
упени
б
Е(
О
ра
с?
<N
CN
^
О
ч
СП
оо
"'
о
1*
СО
CN
—
О
<Л
СО
».
<о
1Л
¦ч<
СО
_
О
о
о*
03
о.
с
о
иев
к
й
2
ч
S
its
о
<и
S
¦я
?
й прок
мягко
ка для
2
«
Туга
HCN
?S
ев я
SS
я §
«>>
с?
о
о о
SB
0
$
о
\
6
О 0
5?н
я я
о о
\§
0*0*
com я
о
S-
о
!?
о
8>
0
о о
со Я
о о
й
о
о
о
0*
я
о
'§
0
ЮПИ
30 ЯЛ
со со Я
0 О
&?
¦^" СО
0 0
о
я
ЛО
о
о
0
сТ
о
г—
ю
о
СО
г-
0
<?ю
о о
ю со
N н
о о
юг» со я
Я СОСЛЮ
СОП м н
о о о
0 О
О Я ТОЮ
союю ю i-i
lOTj-Jofl Я
0 О
&о
ю ю
0 0
о
1>Ю 1/5
Г-ЛО Ю
0
$
0
0
г-
о
м
О\
м
СО
со
н
00
об
н
Ю
О
«
Я
-J-
ю
со
00
О О
С-Ю
0 0
о
л со
сою
0 0
о
1
о
0
ю
0
о
юо ю
м \о м
О\ С-Ю
0 0
я!?
ОСО
ч О
0
8
о
0 О
?.?
о о
ю
cow
соя
о о
и
о о
|й
о о
Г-00
ю^
0 0
0
A3-
0 О
о
о
о
о
'с?
о
1Л
я
о
в
С!
0
к
0
S
о
и О
•о
я?
и м
м |>
0
ю
00
о
тг
Оч
0
0 О
СО н
в ю
о о
?^о
О 0
о
д.
о
о ,47
то
к?
м н
ТО Я
ОЧЮ
Г-н
N Я
т)- 0
« я я
0 "~>
I/1
о-
0 «Я
со я
н
с-
н
сС
,455
м
м
м
со
0
а
О 0
о о
о
%
о
г-со ю
О\С~Ю
0 О О
Н !>•
Я ON
•м О
,73
со
о
о
юя о
н н
н
-и
о
о.
о
и
S
1
о
to
о
о.
9
>.
ч
3
т
о
о.
аи
CD
я
S
10Л0КИ
о
•S
я
3
й прок
мягко
и, для
оволоь
U.
1
и
!ной м
екал
а:
нип и
свинца
ки из
ч
п
о
о
в
же дл(
1 так
ёрдой н
л и др., г
t-
те
[ вытяжка дл
ч
из железа, с
5 s
.м
10
сч
г-
ние
¦ ё
«0 §
ю
ю
t~
я
о
о
335
о
со
%
0
о
о
s-
я
о
К5
о
fr
о
8,
о
H3.S
о
•ft
о
Ю
о\о
¦* -ф
о
S
о
595
о
о
я
о
ON
t—
о
г»
00
о
9.S5
о
ю
о
м
VO
м
ю
с?
н
5-
н
Tj-
ю
м
со
.н
ТО
о
я
я
я
я
я
о
1
о
О\
о
«о
о
$$
о о
о
СО СО м
о юя
о о
о
COCO СО
о о
юю
сТЗ
о о
со со
о о
1сТ
о о
о
3-
о
IQI
о
102
о
112
о
о
$
о
g4
о
в
м
о
Г-СО 00
г>ч-н
МММ
о
0
\О ЮЮСО
jS -JOVO
СОП н н
о о
IOVO
со п
о о
о о
1OVO
5со
о о
&%%
ю -ф со
о
о о
1Л1О Ю
ю « о
ЮЛСО
о о о
о
а
Г4
о
со or
Ю-ф
О 0
cot»
VO •*
о о
о
0
0
§>
о
о
ю ел о i>
о
ъ
о
о
1
о
о
г-
о»
о
г»
м
я
о
о
о
ю
1Л
о
о
»00
Я с?
о
м
г» со
0
о
о
о
?
о
о
о
ТО Г- С-
- >р о юсо
СО Я Я м м
о
ю
-*
со
о
%
о
о
о
&
со
о
СО РЧ1Т*О!
о
тг
\г
о
о
\г
\с
о
1-1
<с
«8
ы
т
н
1Г
-
о о
я
с^оо
ГЧО
о о
1 СО
>ю«
сою
о о
ТО
со о
О\Г»
о о
я
fpp
н О
сою
м 00
и О
то
^*со
Я Ov
МО
о
о
!?
о
VO
¦Л
о
U-
н
Ю
о
ю
о
о
о
о
г
о
м
ю
о
о
0
о
с?
о
ю
t».
я
о
"+
со
о
зя=>
о
00
о
¦*
о
^
•ф
о
о
?.
м
о
с>
о
я
о
м
я1
о
я1
о
'я
о
о
ъ
о
О'
it
о
о
к
о
g
о
я
о
г?
о
г
о
о
'S Я С* ?-. р-
Г-\О ¦* СО СО
о
о
м Г-СО Я СО
С^СО О 00 Ю
н м н О О-
00
00
н
г-
о
я
я
о
О со
Юм
м м
м н
-я г-
со сг
&
о
8
о
S
о
о
0>
о
о
0 ¦
ю -3- со
о о о
,595
о
ю
о
S.
о
495
о
545
ЮО Iflfl О СО Ю
со cf
Я н
н
м
о
о
с^
со
о
5-.
о
!?
ю
о
836
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
У современных станов нашли широкое при-
менение индивидуальные электродвигатели и
многозаходные червячные передачи на каждый
Стан без скольжения также состоит из
ряда последовательно расположенных фильеров
и тянущих барабанов; только в данном случае
Верт и капьное
положение
барабана
Горизонтапьное
положение
барабана
барабан. Пуск и остановка барабанов у этих
станов производятся включением или выклю-
чением электродвигателей. Во избежание об-
Фиг. 17. Различные схемы волочильных барабанных станов,
составленные из индивидуальных блоков.
Фиг. 18. Стан многократного волочения, составленный
из отдельных блоков с горизонтальным (а) и верти-
кальным расположением барабанов (б).
рывов проволоки применяются при заправке
ползучая скорость и плавное ускорение при
пуске стана на рабочую скорость.
Волочильные многократные станы
без скольжения
Принцип устройства этих станов аналогичен
многократным станам со скольжением.
предусматривается возможность накопления
между двумя соседними фильерами промежу-
точного запаса проволоки и поэтому не
является обязательным соблюдение для всех
фильеров стана постоянства произведения пло-
щади сечения проволоки на скорость выхода.
В этом отношении многократные станы без
скольжения напоминаютпроволочно-прокатные
петлевые станы, в которых за счёт петли,
образующейся между двумя клетями стана,
площадь сечения прокатываемого металла
может регулироваться в известных пределах,
независимо or скорости вращения валков.
Многократный волочильный стан без сколь-
жения (фиг. 19) состоит из поочерёдно рас-
положенных шести барабанов 1 — 6к шести
фильеров 7—12.
Каждый из барабанов (фиг. 20) сделан
таким образом, что разматываемая с него
проволока поступает в последующий фильер
не непосредственно с его рабочей поверх-
ности, а проходит сначала через ось вращения
барабана. С этой целью оси промежуточных
барабанов 1—5 имеют отверстия, через кото-
рые протягиваемая проволока может свободно
проходить при своём разматывании с бара-
бана, поступая в последующий фильер.
Для того чтобы проволока при этом не
путалась, у каждого промежуточного бара-
Фиг. 19. Схема волочильного многократного стана без скольжения.
ГЛ. XVII]
ВОЛОЧИЛЬНЫЕ СТАНЫ
837
бана предусмотрены по два направляющих
блока 13, 14 и поводковое кольцо 15, могущее
свободно вращаться на верхней части бара-
бана.
Благодаря указанному устройству бараба-
нов разматывание с них протягиваемой про-
волоки может происходить независимо от на-
матывания. Если при этом на барабанах со-
здать некоторый запас проволоки (несколько
десятков витков), то скорость разматывания
не будет практически зависеть от скорости
наматывания и она может быть выбрана
любой в соответствии с требуемой скоростью
поступления протягиваемого металла в сле-
дующий фильер. В станах многократного
волочения, работающих без скольжения, при-
меняется также передача проволоки с одного
барабана на другой с помощью поводкового
устройства над барабаном. Схема передачи
проволоки показана на фиг. 21. Отсутствие
скольжения в этих
станах послужило
причиной широкого
распространения их,
в особенности для
волочения стали.
Скорости волоче-
ния у этих станов, од-
Фиг. 20. Устройство промежуточного барабана
волочильного многократного стана без скольжения
Фиг. 21. Волочильный многократный стан без скольжения.
838
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
ГЛ. XVII]
ВОЛОЧИЛЬНЫЕ СТАНЫ
839
нако, применяются несколько меньшими, чем
у многократных станов со скольжением, во
избежание спутывания протягиваемой про-
волоки при её разматывании с промежуточ-
ных барабанов.
Эти станы строятся как с групповым при-
водом, так и с индивидуальным (фиг. 21) на
каждый барабан. В последнем случае отпадает
надобность в муфтах включения при повы-
шении, однако, требований к электродвига-
телям в отношении плавности пуска во избе-
жание обрывов проволоки. Для волочения при
постоянной скорости могут быть с успехом
применены асинхронные моторы с трёхфазной
обмоткой ротора.
Волочильные многократные станы
с противонатяжением
Благодаря применению противонатяжения
уменьшается износ фильеров, повышается
равномерность толщины проволоки и стано-
вится возможным применение более высоких
скоростей волочения.
Создание и регулирование противонатя-
жения осуществляется регулировкой скорости
промежуточных барабанов при исключении воз-
можности скольжения проволоки по барабану.
Ось натя&ного ролика
Линия волочения \
Барабаны у этих станов выполняются так же,
как и у современных станов, работающих со
скольжением.
Для привода каждого барабана приме-
няются электродвигатели постоянного тока с
регулируемой скоростью или электродвига-
тели переменного тока в сочетании с вариа-
тором (фиг. 23) (см. также т. 2, стр. 401).
Скорости всех барабанов должны регули-
роваться таким образом, чтобы проволока
могла подвергаться непре-
рывному волочению без
проскальзывания. При при-
менении электродвигателей
постоянного тока это регу-
лирование достигается эле-
ктрической схемой путём
применения реостата, меха-
нически связанного с натяж-
ным роликом (фиг. 24). Про-
волока, огибая барабан,
направляется вокруг на-
тяжного ролика 2, а затем вокруг непо-
движного ролика 3 (фиг. 25) в фильер 2 и на
следующий барабан и т. л. Направление про-
волоки показано на фиг. 22 стрелками.
Натяжной ролик присоединён к реостату,
при помощи которого регулируется напряже-
Фиг. 23. Схема бес-
ступенчатого
редуктора.
ntpntp otpntp ¦ BejK стола
I ] ^/f |t _J t jf__ i Ось барабана
Фиг. 24. Схема автоматического регулирования скорости.
Станы этого типа аналогично другим много-
кратным станам состоят из нескольких последо-
вательно расположенных фильеров с находя-
щимися между ними барабанами (фиг. 22).
ние в обмотке возбуждения предшествующего
двигателя. Таким образом, если якорь двига-
теля будет вращаться со слишком большой
скоростью, вследствие чего петля будет увели-
840
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
чиваться, то возбуждение будет усиливаться, а
скорость якоря будет уменьшаться, и наоборот.
Элекфодвигатели у станов этого типа
могут питаться от источника постоянного
Фиг. 25. Схема автоматического регулирования воло-
чильного многократного стана с индивидуальным приво-
дом барабанов двигателями постоянного тока: /— дви-
гатель; 2—фильер; 3 — холостой ролик; 4 — барабан;
5 — чистовой барабан; 6 — заготовка; 7 — выключатель
фигурки; 8 — автоматический реостат; 9 — натяжной
ролик; 10—выключатель обрыва полосы; //— верьер-
ный реостат; 12 — главный реостат; 13 — генератор с
регулируемым напряжением 0-350 в; 14 — пусковое со-
противление.
телей от сети, так и при питании их от спе-
циальной установки с регулируемым напря-
жением.
При механической регулировке скорости
применяются вариаторы, связанные с натяж-
ными роликами, как и в случае электриче-
ской регулировки (см. т. 2).
Величина натяжения проволоки регули-
руется пружиной 1, связанной с натяжным
роликом 2 узла автоматической регулировки
скорости (фиг. 24). Для поддержания постоян-
ства натяжения проволоки в процессе воло-
чения положения рычагов 3 и 4 устанавли-
ваются таким образом, чтобы при изменении
положения рычага 4 в связи с изменением
длины петли компенсировать изменение
усилия пружины, которое пропорционально
изменению её длины.
Из фиг. 24 видно, что натяжение про-
волоки увеличивается с уменьшением петли и
уменьшается с увеличением петли благодаря
изменению величины сжатия пружины.
В то же время поворот рычагов 3 и 4
оказывает обратное действие, поэтому тре-
буется рычаги расположить таким образом,
чтобы отклонения натяжения проволоки не
выходили за пределы 5—10% от принятой
величины. Величина противонатяжения уста-
навливается в пределах 10—30% от усилия
волочения.
Устройство промежуточного барабана
такого стана показано на фиг. 26. Барабан 1,
насаженный на шпиндель 2, приводится во
Фиг. 26. Индивидуальный привод барабана через червячную передачу.
тока с нерегулируемым напряжением или от
мотор-генераторной установки Леонарда.
На фиг. 25 показана схема управления
таким станом как при питании электродвига-
вращение фланцевым мотором 3 через много-
заходную червячную передачу 4 и специаль-
ную муфту 5. Барабан /, шпиндель 2 и корпус
шпинделя б представляют собой отдельный
ГЛ. XVII)
РАСЧЁТ УСИЛИЙ ВОЛОЧЕНИЯ И ПОТРЕБНОЙ МОЩНОСТИ
841
узел, а червячный редуктор — также неза-
висимый узел.
Так как на этих станах применяются боль-
шие скорости волочения, а на барабаны
наматывается только несколько витков про-
волоки, то для более интенсивного их охла-
ждения применяются воздушное охлаждение 7
для проволоки и водяное охлаждение 8 для
барабанов. Наличие воздуха с избыточным
давлением используется для лучшей защиты
подшипников 9 от попадания к ним влаги.
При заправке стана включаются все дви-
гатели на ползучую скорость. Включение
производится нажатием ножного барьера 10;
при освобождении барьера двигатели остана-
вливаются. Пуск стана на рабочую скорость
производится нажатием ручного барьера 11
вниз. Остановка стана производится прижа-
тием барьера Л к стану.
В случае обрыва проволоки стан автома-
тически останавливается в результате воз-
действия рычага натяжного ролика послед-
него барабана на путевой выключатель.
При запутывании проволоки у фигурки
стан также автоматически останавливается
специальным выключателем. Станы с противо-
натяжением имеют ряд преимуществ:
1) автоматическая регулировка с большой
точностью скорости барабанов создаёт воз-
можность применения противонатяжения;
2) наличие противонатяжения значительно
уменьшает износ фильеров и нагрев про-
волоки, что позволяет применять большие
скорости волочения;
3) отсутствие надобности в съёме про-
волоки через верх барабана исключает воз-
можность спутывания проволоки при больших
скоростях волочения;
4) отсутствие скольжения сохраняет по-
верхность барабана и как следствие—и по-
верхность проволоки;
5) наличие широкого диапазона регули-
ровки скорости волочения делает эти станы
универсальными, т. е. пригодными для воло-
чения как чёрных, так и цветных металлов.
РАСЧЁТ УСИЛИЙ ВОЛОЧЕНИЯ
И ПОТРЕБНОЙ МОЩНОСТИ
При расчёте на прочность основных де-
талей волочильных станов необходимо исхо-
дить из максимальных усилий, возникающих
при разрыве протягиваемого изделия; при
расчёте мощности и долговечности деталей,
подвергающихся постепенному износу, не-
обходимо руководствоваться усилиями воло-
чения. Для подсчёта усилия волочения прут-
ков и проволоки используют следующие зави-
симости.
Круглое сечение прутка (проволоки)
P=KF, 14-^ II — f-=i
где Р—усилие волочения в кг; К— сопро-
тивление пластической деформации при про-
стом растяжении в кг1мм2, условно принимае-
мое как среднее арифметическое из пределов
прочности металла до и после волочения;
о—угол между образующей конус фильера и
его осью; |*— коэфициент трения между по-
верхностями фильера и обрабатываемого ме-
талла; Fi — площадь сечения прутка при
выходе из фильера в мм2; а0 и d\ — диаметры
прутка до и после волочения в мм.
Наряду с указанной выше зависимостью
используют также следующую
sin a cos а
Здесь FQ — площадь прутка (проволоки)
при входе в фильер в мм2; остальные обо-
значения — см. выше.
Многогранное сечение [8] прутка (прово-
локи), а также трубы
Все обозначения, за исключением А, см.
выше. Коэфициент А представляет собой
отношение периметра многогранного сечения
к длине круглого сечения. Для квадратного
сечения А = 1,135, а для прямоугольного со
сторонами а и Ь
А= «+L ¦
1,76 УаЬ
При волочении трубы со средним диа-
метром d и толщиной стенки е
Для определения усилия волочения с учё-
том противонатяжения (заднего натяжения)
может быть использована следующая зависи-
мость:
где ев — напряжение в протягиваемом металле
при поступлении в фильер. Остальные обо-
значения— см. выше.
Трубы [1].
а) При холодном волочении давлением
без оправки:
для тонкостенных труб при отношении тол-
щины стенки к диаметру трубы <^ 0,05;
МЕ-Х
для толстостенных труб при отношении тол-
щины стенки к диаметру трубы >¦ 0,05.
842
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
б) При холодном волочении на короткой сплавов коэфициент трения может быть при-
оправке (на пробке) нят 0,06, а для фильеров из углеродистой
—2\>.с
Рп =
в) При холодном волочении на длинной оправке
г) При волочении раздачей (движением
оправки):
для тонкостенных труб
для толстостенных труб
где Рп — полное тяговое усилие; Ро — сред-
нее значение сопротивления разрыву до и
после деформации; Fx — конечное сечение
трубы; ?>о — средний диаметр трубы до во-
лочения; [I — коэфициент трения; D^— наруж-
ный диаметр трубы после волочения; Dc —
средний диаметр трубы после волочения;
_ ts a -4- и.
Е= -у-,—-—'—— постоянная величина
A — j* tg о) tg a
для данных условий волочения;
М =
с = 1,5/,
где с — ширина пояска; t — толщина стенки
трубы до волочения; De— внутренний диаметр
выходного сечения трубы; Fg — площадь
сечения в месте начала деформации стенки;
tg а -4- ц. . м.
Ел = -я— . w h a 7s— I Ik — толщина
стенки после волочения; аб — напряжение в
месте начала деформации стенки;
tga'
(l-{i.tga)tga
д —r°i!
<
где гОл " радиус оправки; RK — конечный
радиус трубы; a — угол наклона образующей
внутреннего конуса фильера к оси протяжки;
Р01 — сопротивление деформации; РОс — сопро-
тивление деформации при сжатии; Da — вну-
тренний диаметр трубы после раздачи; De0 —
внутренний диаметр трубы до раздачи.
На фиг. 27 приведены кривые, показываю-
щие изменение предела прочности проволоки
в зависимости от обжатия.
Коэфициент трения (л зависит от протяги-
ваемого металла, материала и состояния по-
верхностей фильеров и смазки. При воло-
чении через фильеры из вольфрамокарбидных
V*
стали fi=0,l. Угол конусности фильеров при-
нимается в соответствии с существующим
стандартом или ГОСТ на фильеры.
кг/мм2
260
240
220
200
180
I 16°
%по
о
«§¦
80
60
40
20
~—-
^^
f?
. и
2
¦<з
4
>
5
— —¦
_——
У
у
,—¦
/
У
/
i
/
j
/
О 10 20 30 40 50 60 70 80 90 %
Общее обЖатие
Фиг. 27. Предел прочности проволоки в зависи-
мости от обжатия: 1— патентированная рояльная
проволока С = 0,90°/0; 2 — патентированная пру-
жинная проволока С = 0,70°/0; 3 — патентирован-
ная канатная проволока С <- 0,50°/0; 4 —патенти-
рованная канатная проволока С = 0,30°/0; 5 —ото-
жжённая игольная проволока С = 0,90%; (У—же-
лезо Армко С — 0,02°/0.
Мощность привода стана определяется по
формуле
P P
N =
75т)
в л. с. или N =
102y)
в кет,
где Р — усилие волочения в кг; v — скорость
волочения в м/сек; tj — к. п. д. стана.
В современных станах в большинстве слу-
чаев все валы редукторов вращаются в под-
шипниках качения, что при хорошей зубчатой
передаче значительно повышает к. п. д. стана,
и он может быть принят при расчёте рав-
ным 0,8—0,92.
Мощность, необходимую при волочении на
многократном стане без противонатяжения,
определяют по формуле
" 75г]
где N — мощность мотора в л. с; Я]>2,з...л —
усилия волочения в каждом волочильном очке
ГЛ. XVII]
НАМОТОЧНЫЕ УСТРОЙСТВА
843
в кг; tfj 2 з . п — окружные скорости соответ-
ствующих барабанов в м/сек; ч\ — к. п. д. стана,
который лля станов современной конструкции
равен 0,85—0,92.
НАМОТОЧНЫЕ УСТРОЙСТВА
Намотка проволоки производится на бара'
баны или катушки в зависимости от дальней-
ших операций, которым должна подвергаться
проволока.
Намоточные барабань; (или чистовые)
в отличие от промежуточных барабанов кон-
Фиг. 28. Намоточное устройство.
струируются таким образом, чтобы можно было,
накопив соответствующий моток проволоки на
них, легко её удалить.
В некоторых конструкциях барабанов грей-
фер для съёма проволоки должен быть заранее
установлен на барабане. В новейших конструк-
циях барабанов предусмотрена возможность
установки грейфера при наличии мотка про-
волоки на барабане (фиг. 28, а).
У некоторых волочильных станов, пред-
назначенных главным образом для волочения
медной проволоки, последний барабан пред-
ставляет собой катушку (фиг. 28, б), на кото-
рую производится намотка проволоки. По мере
наматывания проволоки диаметр катушки
увеличивается. Для поддержания скорости на-
матывания проволоки постоянной необходимо,
чтобы число оборотов катушки в минуту из-
менялось обратно пропорционально изменению
диаметра катушки. Для управления намоточ-
ными катушками применяется несколько ме-
тодов. У малых станов для волочения тонкой
проволоки предусматриваются проскальзываю-
щие муфты. Регулировка этих муфт произво-
дится пружинами или сжатым воздухом с та-
ким расчётом, чтобы при увеличении диаметра
катушки увеличивалось проскальзывание. Не-
которые типы проскальзывающих муфт снаб-
жаются дроссельными клапанами, которые
управляются от натяжного ролика, находяще-
гося в соприкосновении с проволокой, подвер-
гаемой волочению и образующей петлю. Таким
образом, удаётся поддерживать натяжение при-
близительно постоянным. При волочении более
толстой проволоки муфты проскальзывания
менее приемлемы из-за их большого износа.
Если отказаться от регулировки степени при-
жатия муфты по мере изменения диаметра ка-
тушки, то муфты не поддерживают точную
настройку постоянной, в лучшем случае они
будут поддерживать постоянный крутящий мо-
мент на валу намоточного барабана, но не бу-
дут поддерживать постоянным натяжение про-
волоки в процессе её волочения.
В некоторых случаях катушки приводятся
во вращение при помощи ремня (фиг. 29), ко-
Фиг. 29. Схема регулирования числа оборотов катушки
ремнём.
торый находится в соприкосновении с проволо-
кой на катушке. Благодаря такому приводу
скорость намотки остаётся постоянной неза-
висимо от диаметра катушки.
Такой способ регулировки скорости счи-
тается примитивным и для намотки проволоки,
к которой предъявляются большие требо-
вания чистоты поверхности, не может быть
рекомендован.
Для изменения скорости намоточной ка-
тушки в соответствии с выходными скоростями
проволоки применяются ремённые передачи
с коническими шкивами.
По аналогии с непрерывными полосовыми
станами для намоточных устройств могут быть
применены соответствующие электроприводы.
При выборе привода следует руководствоваться
экономическими соображениями, вытекающими
из условий эксплоатации. При применении
асинхронных двигателей на намоточных
устройствах для обеспечения различных вели-
чин натяжений в зависимости от диаметра
проволоки применяют регулируемые автотранс-
форматоры для питания моторов с коротко-
замкнутым ротором.
Асинхронные двигатели с контактными
кольцами могут управляться таким же обра-
зом, но регулирование натяжения обычно
производится посредством изменения вторич-
ного сопротивления. Управление при помощи
реактора насыщения в первичной обмоткетакже
применяется на асинхронных двигателях с кон-
тактными кольцами, которые используются для
844
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
привода намоточных устройств. Сериесные
двигатели постоянного тока также применяются
для привода небольших намоточных барабанов,
причём различные величины натяжения полу-
чаются за счёт изменения сопротивления во
внешней сериесной обмотке.
тельного крутящего момента, который необхо-
дим для быстрого ускорения намоточного ба-
рабана и самого двигателя при разгоне до
номинальной скорости; это вызывает или слиш-
ком медленное ускорение главного привода,
или значительную потерю натяжения в тече-
Фиг. 30. Моталка с перемещающейся катушкой.
Перечисленные типы электропривода просты
и недороги, а поэтому их можно считать под-
ходящими для применения во многих случаях,
но все они обладают следующими нежелатель-
ными особенностями: 1) диапазон натяжений
и скоростей, при котором они могут работать,
ограничен; 2) затруднено получение дополни-
ние периода ускорения, или то и другое одно-
временно.
При любом приводе намоточного барабана
почти всегда необходимо предусматривать за-
пасную петлю перед намоточным барабаном,
и тем большую, чем больше скорость волоче-
ния. Работа без петли возможна только при
ГЛ. XVII)
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ ВОЛОЧИЛЬНЫХ СТАНОВ
845
волочении не слишком тонкой проволоки,
а управление как главным приводом, так и
приводом намоточного барабана производится
путём регулирования напряжения.
Там, где предусмотрена возможность сов-
местного разгона главного привода и привода
намоточного барабана до основной скорости,
с использованием петли для регулирования
напряжения в обмотке возбуждения шунтового
двигателя для поддержания постоянного натя-
жения проволоки, по мере изменения диаметра
катушки может быть применён реостат с на-
тяжным роликом. Для волочения тонкой про-
волоки применяется также управление при
помощи тиратрона в комбинации с натяжным
роликом.
При незначительном изменении диаметра
мотка на барабане может быть применён элек-
тродвигатель с достаточным диапазоном ско-
ростей, регулировка которых производится
изменением напряжения на обмотке возбужде-
ния, посредством которого удаётся поддержи-
вать постоянными мощность и натяжение про-
волоки в течение всего периода наматывания
проволоки.
По способу укладки проволоки на катушку
различают намоточные устройства: а) с непо-
движной и б) с подвижной в осевом направле-
нии катушкой.
Первый тип катушки показан на фиг. 28.
Укладка проволоки вдоль катушки произво-
дится путём перемещения направляющей вилки
с роликом параллельно образующей цилиндра
катушки.
Перемещение направляющей вилки произ-
водится кулаком с профилем архимедовой спи-
рали подобно тому, как это делается при на-
мотке ниток на шпулю швейной машины.
В зависимости от толщины наматываемой про-
волоки меняется скорость перемещения на-
правляющей вилки с тем, чтобы проволока
плотно укладывалась виток к витку.
Катушки удаляют с намоточного устройства
смещением одного из конусов, входящих во
внутреннее отверстие катушки (фиг. 28, а и б).
Второй тип намоточного устройства (фиг.ЗО)
имеет подвижную вдоль своей оси катушку,
а направляющий ролик неподвижен. Переме-
щение вала вместе с катушкой производится
также кулаком с профилем архимедовой спи-
рали. Скорость перемещения катушки регули-
руется в зависимости от толщины проволоки и
скорости волочения. Способ регулировки ско-
рости перемещения катушки показан на фиг.ЗО.
Закрепление или освобождение катушки произ-
водится поворотом гайки кулачковой головки
на конце вала намоточного устройства.
зочный материал или смоченной кислотным
раствором, применяются деревянные фигурки.
Конструкция фигурки должна обеспечивать,
помимо непрерывного разматывания проволоки,
также возможность стыковой сварки проволоки
без остановки стана.
На фиг. 31 показана фигурка, устройство
которой, наряду с равномерным разматыванием
мотка, позволяет производить стыковую сварку
проволоки без остановки стана.
На каждый стан устанавливаются по две
фигурки. Пока производится размотка с одной
фигурки, проволока приготовляется на другой
Фиг. 31. Фигурка.
фигурке, и передний конец второго мотка сва-
ривается с задним концом первого мотка. Та-
ким образом достигается непрерывность по-
дачи проволоки к стану. Для равномерной по-
дачи проволоки, т. е. для правильного разма-
тывания мотка, в этой конструкции исполь-
зуется торможение разматывания витков
в местах соприкосновения детали 1 с планкой 3
для верхней половины витка, и соприкоснове-
ния детали 2 с основным листом 4 для нижней
половины витка. Схема установки этих фигу-
рок показана на фиг. 32.
I j
Фиг. 32. Схема расположения фигурок.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
ВОЛОЧИЛЬНЫХ СТАНОВ
Для успешной работы волочильных станов
необходимо предусматривать ряд вспомога-
тельных устройств и приспособлений.
а) Фигурка служит для того, чтобы на-
детый на неё моток проволоки правильно раз-
матывался для питания волочильного стана.
Для равномерного разматывания мотка при-
меняются фигурки, снабжённые тормозами.
При волочении проволоки, погружённой в сма-
На случай запутывания мотка предусматри-
ваются фигурки, связанные с путевыми выклю-
чателями. Как только усилие разматывания
резко изменится в связи с запутыванием про-
волоки, изменяется наклон фигурки, тем самым
производится поворот рычага путевого выклю-
чателя для автоматического выключения стана
во избежание обрыва проволоки.
б) Фильеродержатели выполняются
различной конструкции в зависимости от спо-
собов смазки протягиваемой проволоки,крепле-
ния фильеров и их охлаждения.
846
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
Конструкция фильеродержателей должна
обеспечить возможность: а) правильной уста-
новки фильера по отношению к окружности
барабана в горизонтальной плоскости; б) ре-
фильеродержатель, к которому подводится и
отводится вода, охлаждающая фильер.
Для регулировки и фиксации фильера по
отношению к окружности барабана служат
Фиг 33. Мыльница.
гулировки или самоустановки фильера в
вертикальной плоскости; в) быстрой смены
фильеров.
Правильной установкой фильера по отноше-
нию к окружности барабана определяется ка-
чество намотки проволоки на барабан. Плохо
намотанный моток затрудняет последующие
8)
Фиг. 34. Фильеродержатели при применении: а — мыль-
ного порошка; б — масла; в — жира; г — кислот.
винт 1 и гайка 2. Для возможности самоуста-
новки фильера по вертикали корпус мыльницы
установлен на цапфах в плите, а третья опора
мыльницы установлена на регулируемой пру-
жинной опоре.
На фиг. 34 показаны различные комбина-
ции фиЛьеродержателей совместно со смазоч-
ным приспособлением, применяемых в зависи-
мости от рода смазки.
в) Машины и приспособления
для заострения концов проволоки
в большинстве случаев выполняются в виде
Фиг. 35. Стан с электроприводом для острения проволоки.
операции с ним, перекашивается и принимает
форму „восьмёрки".
На фиг. 33 показана мыльница для смазки
протягиваемой проволоки мыльным порошком.
В корпусе мыльницы устанавливается полый
стана с валками, имеющими ручной или элек-
трический привод. При ручном приводе валки
имеют качательное движение от рычага, а при
электрическом приводе — непрерывное враще-
ние (фиг. 35).
ГЛ. XVII]
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ ВОЛОЧИЛЬНЫХ СТАНОВ
847
На фиг. 36, 37 и 38 показаны валки с руч-
ным и электрическим приводами для заостре-
Фиг. 36. Валок стана для острения ручным способом
стальной проволоки диаметром 1,5—5 мм.
ния проволоки. Размеры сечения ручьёв ука-
заны в табл. 10, 11 и 12.
Таблица 10
Размеры сечений ручьёв (фиг. 36)
Размеры
сечений
в мм
Диаметр
конца прово-
локи d . . . .
Глубина
ручья h. . . .
Радиус
ручья R . . .
1
1,20
°,4°
2
1,4О
о,5°
0,800,90
3
i,7O
о,бэ
1,ОО
4
а,оо
о,8о
1,2О
ручья
5
2,4°
1,ОО
1,5°
6
7
2,903,40
1.35 1.5°
1,75 а.оо
8
3,9°
*,75
2,25
9
4.4°
з,оо
2,5°
Фиг. 37. Валок стана для острения ручным способом
стальной проволоки диаметром 3—7 мм.
Таблица 11
Размеры сечений ручьёв (фиг. 37)
Размеры
сечений
в мм
Диаметр
конца прово-
локи d . . . .
Глубина
ручья ft . . .
Радиус
ручья R . . .
ручья
2,5
1,О0
3>°
1,75 з
3-5
I.55
4,о
х,8о
2,3°
5,°
2,052,302,55
2,6О
5,5
б.о
6,5
З.°о
2,903,203,504.°°
а,8с
Для заострения прутков применяются также
специальные резцовые головки, а для труб —
обжимные вращающиеся головки и, кроме того,
принудительная задача труб в матрицу при
17 20 18 18 16 15 /4 /4
\1\1\ \ \ / ' 1/
-43н
-72-
I 2 3 4 5 6 7 8
ISO -
380-
Руяьи имеют выход на //Зсбоей окружности
Рабочая часть Сечение у выхода
1
Фиг. 38. Валок стана с механическим приводом для
острения стальной проволоки диаметром 3,5—10 мм
Таблица 12
Размеры сечений ручьёв (фиг. 38)
Размеры сечений
Диаметр конца
проволоки d , . .
Глубина ручья h
Радиус ручья г
Глубина ручья//
Радиус ручья R
№ ручья
12 3 4 5 6 7 8
9
4.3
9.°
8,о
3.7
4,6
7.°
8,о
6,о
2.7
3,5
4,о
4.о
3,6
1,5
2,3 2,1
3,5 3,°
3,5
помощи гидравлических или пневматических
вталкивателей.
г) Клещи (фиг. 39) предназначаются для
протяжки проволоки через фильер во время
запуска стана.
В станах однократного волочения главным
образом при волочении толстой проволоки
клещи всё время зажимают конец проволоки.
Фиг. 39. Клещи для протяжки проволоки через фильер.
Клещи должны обеспечить надёжное зажа-
тие конца проволоки соответственно усилию
волочения, причём для захвата толстой про-
волоки рекомендуется к корпусу клещей при-
способить рукоятку во избежание несчастных
случаев с тянульщиками.
Губки клещей должны изготовляться из
закалённой стали с твёрдостью /?q = ?8-J-62.
848
ВОЛОЧИЛЬНЫЕ СТАНЫ, ИХ ОБОРУДОВАНИЕ
[РАЗД. IV
д) Подъёмники служат для съёма бун-
тов проволоки с чистового барабана.
В современных конструкциях барабаны из-
готовляются таким образом, что грейфер может
быть опущен на чистовой барабан при наличии
на нём мотка проволоки. При этом возможно
продолжать работу на стане в то время, когда
производится удаление мотка проволоки.
При вращении барабана вместе с грейфе-
ром последний из-за неуравновешенности вы-
зывает биение и создаёт дополнительный шум.
При установке ряда станов в одном цехе
применение ручного подъёмника нерацио-
нально, и следует применять электротельфер
или другой механизированный подъёмник.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. АльшевскийЛ. Е., Тяговые усилия при холодном
волочении труб. Диссертация, ЦНИИТМАШ, М. 1946.
2. Басе А. И., Волочение проволоки и прутков (из
цветных металлов и сплавов), ОНТИ, Л.—М. 1947.
3. Безклубенко Н. И., Холодная протяжка сталь-
ных труб, Металлургиздат. Свердловск, М.-Л. 1933.
4. Бонзель М., Производство стальной проволоки,
Металлургиздат, М. — Л. 1941.
5. Гинзбург И. Г., Изготовление проволоки и про-
волочных изделий, ОНТВУ, Харьков—Днепропе-
тровск 1942.
6. Л а н д и хо в А. Д., Волочение изделий из цветных
металлов, Металлургиздат, Свердловск—М. 1944.
7. П а п ь е Р., Волочение проволоки, Госмашметиздат,
М. 1932.
8. Перлин И. Л., Волочение цветных металлов и
сплавов, Металлургиздат, М.—Л.— Свердловск 1934.
9. Цамутели Н. М., Производство труб и прутков
из цветных металлов, Главная ред. литературы по цвет-
ным металлам, Л,—М. 1936.
10. Ю х в е ц И. А. и др.. Холодное волочение чёрных
металлов, ОНТИ, М.—Л. 1938.
ПРОКАТНЫЕ СТАНЫ
И ИХ ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Глава XVIII
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
ОБЩЕЕ УСТРОЙСТВО
И КЛАССИФИКАЦИЯ ПРОКАТНЫХ
СТАНОВ
Прокатный стан и его оборудование
Прокатным станом называется машина, слу-
жащая для обработки металлов прокаткой.
Основная операция, производимая на про-
катном стане, — деформация металла между
вращающимися валками. Помимо этого на
прокатном стане выполняются многие вспомо-
гательные операции, которыми сопрово-
ждается процесс прокатки, как-то: резка и
правка металла, сматывание его в бунты или
рулоны, подача прокатываемого металла к
валкам стана, кантовка, транспортировка ме-
талла, уборка металла после прокатки и т. д.
Поэтому прокатный стан в большинстве слу-
чаев состоит не только из машины, выпол-
няющей собственно процесс прокатки, но и
из ряда машин и нагревательных устройств,
связанных между собой в работе и осуще-
ствляющих прокатку вместе с относящимися
к ней вспомогательными операциями.
Основное оборудование (или главная линия)
прокатного стана служит для деформации ме-
талла между вращающимися валками, а про-
чие операции выполняются вспомогательным
оборудованием прокатного стана или вспомо-
гательными машинами и механизмами.
В некоторых случаях процесс прокатки
(например труб) осуществляется не на одном,
а последовательно на нескольких технологи-
чески связанных между собой прокатны.ч ста-
нах. Такого рода установку обычно называют
прокатным агрегатом.
Устройство механизмов, расположенных на
главной линии, и других вспомогательных
машин может быть весьма разнообразным и
зависит от назначения стана, т. е. вида про-
катываемой продукции (заготовка, сортовой
металл, листы, трубы), и от требуемой произ-
водительности.
Классификацию прокатных станов можно
производить по: 1) назначению; 2) конструк
ции; 3) взаимному расположению, основных
элементов и т. д.
Классификация прокатных станов
по назначению
Классификация прокатных станов в зави-
симости от вида прокатываемых профилей
дана в табл. 1. Так как размеры прокатного
54 Том 8
Таблица 1
Классификация
Станы
Обжимные .
В том числе:
а) блумин-
ги . . .
б) слябин-
ги ...
Заготовочные
Рельсобалоч-
ные
Крупносорт-
Среднесорт-
ные
Мелкосорт-
ные
i прокатных станов по назначению
Размер валков
в мм
Диаметр
700—1400
8оо—1400
IIOO
45°—75°
750—900
500-750
Ж5О—Чоо
«5°—35°
Длина
рабочей
части
—
—
—
—
—
—
—
Назначение
Обжатие слит-
ков в крупную за-
готовку
Обжатие слит-
ков в блумы
Обжатие слит-
ков в крупную
плоскую заготов-
ку, называемую
слябом
Прокатка блу-
мов в заготовку
сечением от 40X40
до 150X150 мм
Прокатка рель-
сов для широкой
колеи и крупных
балок высотой от
240 до 600 мм и
более
Прокатка круп-
ных профилей:
сталь квадратная
и круглая от 80
до 200 мм, балки
двутавровые и
швеллеры высотой
от 120 до 240 мм
и др.
Прокатка сред-
них г ро филей:
сталь квадратная
и круглая от 38
до 100 мм, балки
двутавровые и
швеллеры высотой
до 160 м ч, сталь
угловая от 50X50
до 120X120 мм и
Др.
Прокатка мел-
ких профилей:
сталь квадратная
и круглая от 8 до
38 мм, сталь угло-
вая от 20X20 до
?0X50 мм и др.
850
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
Продолжение табл. 1
Станы
Проволочные
Толсто- и
среднелисто-
Широкополо-
совые (листо-
вые)
Тонколисто-
вые
Холодной
прокатки . .
Трубопро-
катные . . .
Бандаже- и
колёсопрокат-
Специального
назначения . .
Размер валков
в мм
Диаметр
250—300
Длина
рабочей
части
2О0О—5°°°
500—2500
8ОО—2О0О
300—2800
Назначение
Прокатка прово-
локи диаметром
от 5 до 9 мм
Прокатка тол-
стых листов тол-
шиной более А мм
Прокатка широ-
ких (ЛИСТОВЫХ) ПО-
ЛОС шириной от
400 до 2300 мм
Прокатка (горя-
чая) тонких листов
толщиной от 0,2
до 4 мм
Холодная про-
катка тонких ли-
стов и ленты тол-
щиной от 0,008 до
4 мм
Прокатка труб
Прокатка банда-
жей и железнодо-
рожных колёс
Станы, служа-
щие для прокатки
различных специ-
альных изделий
стана в большинстве случаев определяются
в зависимости от размеров прокатываемых на
них профилей, для многих станов классифи-
кация по назначению является также и клас-
сификацией по размеру стана.
Размер прокатного стана (для сортового
металла) в основном определяется диаметром
валка, а листового стана — длиной рабочей
части валка, называемой бочкой. От размера,
бочки зависит возможная ширина прокаты-
ваемых листов на данном стане. Размер трубо-
прокатных станов обычно характеризуется на-
ружным диаметром прокатываемых труб.
Назначение прокатного стана и размер
валков, однако, не всегда определяют его кон-
струкцию. В зависимости от требуемой про-
изводительности конструкция стана может
быть разной, несмотря на то, что стан пред-
назначен для прокатки одних и тех же про-
филей.
Основные элементы главной линии
прокатного стана
Главная линия прокатного стана обычно
состоит из трёх основных устройств: 1) рабо-
чей клети, в которой находятся прокатные
валки и их подшипники (во многих случаях,
в зависимости от типа прокатного стана, в
главной линии устанавливается несколько
рабочих клетей); 2) двигателя, приводящего
во Ёращение прокатные валки; 3) передаточ-
ных механизмов, служащих для передачи вра-
щения от двигателя к прокатным валкам.
Рабочая,клеть прокатного стана в свою
очередь состоит из ряда элементов, характер
которых большей частью является общим для
разных прокатных станов. К основным дета-
лям и механизмам рабочей клети относятся:
1) прокатные валки, между которыми проис-
ходит обжатие прокатываемого металла;2) под-
шипники, в которых вращаются шейки про-
катных валков; 3) установочные (или нажим-
ные) механизмы валков, служащие для изме-
нения расстояния между валками; 4) про-
водки, направляющие прокатываемый металл
при входе и выходе-из валков; 5) две верти-
кальные станины, имеющие форму рам, в
окнах которых расположены подшипники про-
катных валков; 6) плитовины (опорные плиты
в виде двух линеек), наглухо устанавливае-
мые на фундаменте, на которых крепятся ста-
нины рабочих клетей.
Эти элементы конструкции являются обя-
зательными для рабочей клети почти любого
прокатного стана за исключением проводок и
плитовин, которые в некоторых специальных
случаях не применяются.
Для прокатных станов современного типа
применяется электрический двигатель пере-
менного или постоянного тока. В тех случаях,
когда не требуется регулирования скорости
прокатки, как правило, применяются электро-
двигатели переменного тока: синхронные при
работе без маховика и асинхронные при ра-
боте с маховиком или когда мощность двига-
теля невелика. Электродвигатели постоянного
тока устанавливаются лишь тогда, когда не-
обходимо регулировать скорость прокатки.
Мощность электродвигателя прокатного
стана зависит от назначения и производитель-
ности последнего. В большинстве случаев для
привода прокатных станов применяются элек-
тродвигатели мощностью от 200 до 2000 л. с;
у некоторых станов, как, например, у круп-
ных блумингов, слябингов и толстолистовых
Фиг. 1. Схема главной линии прокатного стана: 1 — ра-
бочая клеть; 2 — шестеренная клеть; 3 — редуктор;
4 — маховик; 5 — шпиндель; б — коренная муфта;
7 — моторная муфта; 8 — двигатель.
станов, мощность двигателя доходит до 7000—
10 000 л. с. (электропривод прокатных меха-
низмов см. стр. 1053).
Передаточные механизмы главной линии
(фиг. 1) прокатного стана зависят от типа
стана и режима его работы.
ГЛ. XVIII]
ОБЩЕЕ УСТРОЙСТВО И КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ
851
Шестеренная клеть служит для передачи
вращения прокатным валкам; обычно она
представляет собой зубчатую передачу, со-
стоящую (соответственно числу приводных
прокатных валков) из двух или трёх шесте-
рён равного диаметра, расположенных одна
над другой в закрытой коробке. Редуктор
позволяет при небольших или средних скоро-
стях прокатки повысить число оборотов дви-
гателя и маховика и тем самым снизить стои-
мость последних. Маховики (один или два),
Классификация прокатных станов
по расположению валков в рабочей клети
Различают станы: 1) с горизонтальными
валками; 2) с вертикальными валками; 3) с го-
ризонтальными и вертикальными валками; 4) с
косо расположенными валками и 5) с различ-
ным расположением валков.
Наибольшим распространением пользуются
станы, у которых валки в рабочих клетях
расположены горизонтально один над другим.
-.3760—
Фяг. 2. Схема блуминга с приводом каждого валка от отдельного электродвигателя: 1— электродви-
гатель мощностью 5000 л. с; ^Итах"*272 тм.
расположенные на валу малой шестерни редук-
тора, служат аккумулятором энергии для вы-
равнивания нагрузки привода стана за период
прохода Прокатываемого металла между вал-
ками и за период паузы. Шпиндели передают
вращение прокатным валкам от шестерён
шестеренной клети. Коренная муфта передаёт
вращение ведущей шестерне шестеренной
клети. Моторная муфта сцепляет двигатель с
ведущим валом передаточного механизма (в
данном случае с валом ведущей шестерни
редуктора).
Наличие в передаточном механизме всех
перечисленных звеньев необязательно для
любого прокатного стана. Так, у реверсивных
и у ряда других станов с продолжительным вре-
менем прохода прокатываемого металла между
валками маховики не применяются; у быстро-
ходных станов, а также в большинстве слу-
чаев и у реверсивных, становится излишним
редуктор и вместе с ним одна из муфт. В слу-
чае привода только одного валка или при
индивидуальном приводе каждого валка от
отдельного двигателя исключается шестерен-
ная клеть. Передаточный механизм тогда упро-
щается, и у реверсивных станов с индиви-
дуальным приводом он состоит из одних лишь
шпинделей и муфт. На фиг. 2 изображена
схема блуминга 1370, имеющего индивидуаль-
ный привод каждого валка от отдельного
двигателя.
У некоторых прокатных станов отдельные
звенья передаточного механизма иногда со-
единяются, образуя агрегаты, выполняющие
одновременно функции нескольких звеньев;
так, например, в комбинированных редукто-
рах шестеренная клеть и редуктор сделаны
в одной общей коробке, в некоторых рабо-
чих клетях специального назначения шестер-
ни, передающие движение валкам, часто уста-
навливаются непосредственно на последних,
в результате чего устраняются промежуточ-
ные шпиндели и как самостоятельное звено —
шестеренная клеть.
Схема станов с горизонтальными валками
приводится в табл. 2.
Таблица 2
Схема ставов с горизонтальными валками
Стан
Дуо
Трио
Трио с
плаваю-
щим вал-
ком
Схема расположения
валков
Применение
а) Реверсивные
станы для прокат-
ки крупных про-
филей (блумов,
балок и рельсов)
и толстых листов
б) Станы высо-
кой производи-
тельности для про-
катки заготовки
и сортового метал-
ла
в) Для прокатки
тонких листов
(старым способом)
и для холодной
прокатки листов
и ленты
а) Для прокатки
балок, рельсов, за-
готовки, блумов и
других крупных
профилей
б) Для прокатки
сортового металла
при невысокой
производительно-
сти
Для прокатки
средних и толстых
листов и иногда
ДЛЯ ТОНКИХ ЛИСТОВ
Для прокатки
мелких и средних
сортов стали при
невысокой произ-
водительности
852
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
Продолжение табл. 2
Схема расположения
Применение
Для горячей и
холодной прокатки
листов, широких
полос л ленты
Для холодной
прокатки листов и
ленты
Для холодной
прокатки тонких
листов и ленты
Для холодной
прокатки тонких
листов и ленты
Для прокатки
различного рода
изделий небольшой
длины
Вертикальные валки у станов (табл. 3)
требуются для обжатия прокатываемого ме-
талла с боков в горизонтальном направлении
в тех случаях, когда нежелательна кантовка,
а именно: а) для обжатия с боков в горизон-
тальном направлении в сортовых непрерыв-
ных станах, б) для выравнивания кромок при
прокатке широких полос.
Универсальные станы с горизонтальными
и вертикальными валками представляют стан
дуо, трио или кварто с добавлением одной
или двух пар вертикальных валков для обжа-
тия боковых поверхностей прокатываемого
металла в горизонтальном направлении. Эти
станы применяются как: а) слябинги для об-
жатия слиткоз в слябы; б) собственно универ-
сальные станы для прокатки широких полос;
в) станы для прокатки широкополочных
балок, причём в этом случае стан выпол-
няется таким образом, что оси вертикальных
и горизонтальных валков расположены в од-
ной плоскости.
Станы с косо расположенными валками
(табл. 4) находят применение главным обра-
зом при производстве труб: а) трубопрокат-
ные прошивные станы, предназначенные для
прошивки отверстий в заготовках или в слит-
ках круглого сечения; б) трубопрокатные вы-
тяжные или удлинительные станы, служащие
для удлинения прошитых заготовок в трубу
за счёт уменьшения толщины стенок; в) тру-
бопрокатные отделочные станы, служащие
для отделки (выравнивания поверхности и
размеров) прокатанных ируб (риллинг-станы).
Таблица 3
Схема станов с вертикальными валками
и универсальных станов
Стан
Вертикаль-
ная клеть
Универсаль-
ный дуо (с
одной парой
вертикальных
валков)
Универсаль-
ный дуо (с
двумя парами
вертикальных
валков)
Схема расположения
валков
Универсаль-
ный трио (с
одной парой
вертикальных
валков)
Универсаль-
ный трио (с
двумя парами
вертикальных
валков)
Универсаль-
ный балочный
Примене-
ние
Для об-
жатия бо-
ковых по-
верхностей
прокатыва
емого ме-
талла
Для про-
катки сля-
бов и ши-
роких ли-
стовых по-
лос
Для про-
катки ши-
роких ли-
стовых по-
лос
Для про-
катки ши-
роких ли-
стовых по-
лос
Для про-
катки ши-
роких ли-
стовых по-
лос
Для про-
катки ши-
рокополоч-
ных балок
высотой от
300 до
1200 ММ
В станах с косо расположенными валками
прокатываемый металл вращается относи-
тельно своей оси и одновременно движется
Фиг. 3. Схема стана: а — бандажепрокатного; б— колесо-
прокатного.
поступательно. У прошивных станов между
валками устанавливается пробка на штанге
(оправка), на которую прокатываемый металл
ГЛ. XVIITJ
ОБЩЕЕ УСТРОЙСТВО И КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ
853
Таблица 4
Схема станов с косо расположенными валками
Стан
Прошивной
косовалковый
Прошивной
косокониче-
ский
Прошивной
дисковый
Схема расположения
1
21
н-Ь
и н
Применение
Прошивка
труб 0 60-
660 мм
Прошивка
труб 0 60-
200 мм
Прошивка
труб 0 60-
150 мм
Вытяжка труб
за счёт умень-
шения ТОЛЩИ'
ны стенки
Вытяжка труб
за счёт умень-
шения толщи-
ны стенки
надвигается при своём поступательном дви-
жении. Благодаря особенностям винтовой про-
катки в прокатываемом металле образуется
полость и таким образом достигается про-
шивка сплошной заготовки.
Некоторые специальные станы имеют самое
различное расположение валков, которое за-
висит от характера прокатываемой продук-
ции. К таким станам относятся бандажепро-
катные (фиг. 3, а), колёсопрокатные (фиг. 3, б),
редукционные трубопрокатные и др.
Классификация прокатных станов
по расположению рабочих клетей
На фиг. 4 дана схема расположения кле-
тей у различных прокатных станов. Одно-
клетьевой стан состоит из расположенных в
одну линию электродвигателя (в некоторых
случаях и редуктора), шестеренной клети и
рабочей клети. Эти станы имеют самое боль-'
шое распространение и применяются как:
а) нереверсивные станы дуо для прокатки
труб и для холодной прокатки листов и ленты;
б) реверсивные станы дуо для прокатки круп-
ных простых профилей — блуминги, слябинги,
толстолистовые и универсальные; в) станы
трио для прокатки листов и блумов — листо- '
вые станы и блуминги трио; г) станы кварто
и шестивалковые для холодной прокатки тон-
ких листов и ленты и в некоторых случаях
для горячей прокатки толстых листов.
В тех случаях, когда по условиям кали- :
бровки не удаётся расположить все калибры,
необходимые для прокатки данного профиля,
на валках одной клети или когда требуется
иметь более высокую производительность, ;
применяются станы, состоящие из нескольких
рабочих клетей. I
Станы, у которых рабочие клети устано-
влены в одну линию, называются линейными.
В одной линии обычно расположено от двух
до пяти рабочих клетей, в некоторых случаях,
.например, в проволочно-прокатных станах ¦
старого типа, число клетей доходило до;
девяти. Линейные станы применяются для про- j
катки сортового металла крупных и мелких •
сортов и для прокатки толстых и тонких
листов. .
Недостатки этих станов: 1) при передаче
прокатываемого металла из одной клети в
другую требуется его поперечное перемеще-;
ние; 2) нельзя увеличивать скорость прокатки \
по мере увеличения в процессе прокатки
длины полосы.
Эти недостатки частично или полностью;
устраняются в станах с расположением рабо-
чих клетей в несколько линий, простейшим
видом которых является сдвоенный стан (тан-
дем). На этом стане металл в несколько про*
ходов прокатывается сначала в первой клети,
а затем во второй. Подобного рода станы
применяются для прокатки толстых ли-
стов.
Для прокатки сортового металла, большей
частью по условиям калибровки, двух клетей
недостаточно, и тогда в каждой линии стана
располагают по нескольку рабочих клетей,
причём число линий иногда достигает четы-
рёх. Такое расположение стана называется
ступенчатым.
В непрерывных станах обеспечивается вы-
сокая производительность и предотвращается
возвратное движение прокатываемого металла.
Число рабочих клетей у этих станов берётся
равным требуемому числу проходов металла
между валками и клети располагаются по-
следовательно одна за другой. Расстояние
между клетями меньше длины прокатывае-
мого металла, и поэтому последний одновре-
менно прокатывается в нескольких клетях.
Диаметр валков и число их оборотов подби-
раются таким образом, чтобы во всех клетях
соблюдалось соотношение
Fnvn « const,
где Fn — площадь сечения прокатываемого
металла при выходе из данной клети; vn —
скорость выхода металла из этой же клети.
854
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
ОдноклетьевоЙ стан
ISKJ
Линейный стан:
I ступень
П ступень
В 63-
Сдвоенный стан
Ш ступень 1
Ступенчатый стан
Непрерывные станы:
а— с групповым приводом; б—с индивидуальным приводом
Полунепрерывный
стан
Последовательно-возвратный (кросс-коунтри) стан Шахматный стан
Фиг. 4. Схема расположения рабочих клетей у различных прокатных станов
Сохранение указанного соотношения в из-
вестных пределах для непрерывного стана
обязательно, в противном случае прокаты-
ваемый металл между клетями будет разры-
ваться или образовывать большие петли.
Непрерывные станы имеют групповой или
индивидуальный привод. Непрерывные станы
с индивидуальным приводом дороже, чем станы
с групповым приводом, но они более удобны
в эксплоатации, так как при индивидуальном
приводе можно регулировать скорость про-
катки в каждой клети, что значительно облег-
чает установление постоянства величины Fnvn
для всех клетей стана.
Непрерывные станы с групповым приводом
большей частью применяются для прокатки
заготовки, т. е. полупродукта, к точности
профиля которого не предъявляется высоких
требований, а с индивидуальным приводом —
для прокатки листов, ленты, проволоки и пр.
Для прокатки более сложных профилей,
как, например, уголков, швеллеров и др., не-
прерывные станы ввиду сложности их на-
стройки распространения не получили. В этом
случае непрерывное расположение сохраняется
для обжимных и черновых клетей, а подго-
товительные и чистовые клети располагаются
линейно, в одну линию или ступенями. Эти
станы называются полунепрерывными. В ста-
нах этого типа первые проходы осуществля-
ются в непрерывной группе клетей, а послед-
ние, где требуется частая регулировка вал-
ков из-за износа калибров, в самостоятель-
ных клетях.
Для прокатки среднесортнои и крупносорт-
ной стали получили распространение после-
. довательно-возвратные станы, называемые
также станами кросс-коунтри, и их разновид-
ность— шахматные станы. Число рабочих
клетей у этих станов, так же как у непре-
рывных станов, делается по возможности рав-
ным чисду проходов, необходимых для про-
катки заданных профилей, в связи с этим
прокатываемый металл между валками ка-
ждой клети пропускается только один раз. Но
в противоположность непрерывным станам в
последовательно-возвратных станах ме-
талл в последующую рабочую клеть посту-
пает только тогда, когда он целиком вышел
из валков предыдущей клети. Для того чтобы
при этом стан не был слишком вытянутым
в длину, часть рабочих клетей располагается
таким образом, чтобы в некоторых проходах
прокатываемый металл имел возвратное дви-
жение.
Скорость прокатки в отдельных клетях
этого стана применяется прогрессивно повы-
шающаяся соответственно увеличению длины
прокатываемого металла при переходе с од-
ной клети на следующую. Вследствие того,
что в последовательно-возвратных и шахмат-
ных станах, так же как и в непрерывных, от-
сутствует встречное движение прокатывае-
мого металла, производительность этих ста-
гл. xvnn
ОБЩЕЕ УСТРОЙСТВО И КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ
855
нов весьма высокая — в среднем от 40 до
150 т/час и больше в зависимости от размера
прокатываемых профилей.
Особенность шахматных станов по срав-
нению с последовательно возвратными ста-
нами состоит в том, что основная часть рабо-
чих клетей этого стана в целях большей ком-
пактности его располагается в шахматном по-
рядке. При этом основной принцип последо-
вательно-возвратных станов —для каждого
прохода своя рабочая клеть и своя скорость
прокатки — сохраняется.
Диаметр валков у сортовых станов с рас-
положением рабочих клетей в несколько
линий обычно бывает разный. У первых кле-
тей стана, служащих для черновых проходов,
диаметр валков, как правило, делается боль-
ше, чем в подготовительных и чистовых
клетях, где сечение прокатываемой полосы
меньше.
Основным параметром, определяющим раз-
мер подобного рода станов, обычно считается
диаметр валков у последней клети, выпускаю-
щей готовый прокат.
Режим работы у разных станов
Различают следующие основные виды ре-
жимов работы прокатных станов: 1) неревер-
сивный, 2) реверсивный, 3) с применением на-
тяжения и 4) периодический (табл. 5).
Нереверсивный режим работы наиболее
распространён. Скорость вращения валков
при этом режиме работы бывает постоянная
и переменная. В зависимости от требуемого
графика скорости прокатки нереверсивный
режим на практике осуществляется: а) с по-
стоянной скоростью прокатки; б) с неболь-
шим снижением скорости прокатки за период
прохода для использования кинетической энер-
гии маховика; в) с редким регулированием
скорости прокатки только при настройке
стана; г) с частым регулированием скорости
прокатки в широких пределах (во время про-
хода).
В табл. 5 указаны станы, в которых нахо-
дит применение тот или иной режим работы,
и приведены графики скорости прокатки за
период прохода.
Классификация режимов работы различных прокатных станок
Таблица 5
Режим работы
1. Нереверсивный
а) С постоянной
скоростью
График скорости
прокатки за период
прохода
Применение
Непрерывно-заготовочные, проволочные,
для холодной прокатки узкой ленты, про-
шивные и другие станы, где не требуется
регулирования скорости и время прохода
значительно по сравнению с паузой
Тип электродвигателя
для привода валков
У крупных станов —
синхронный, а у мелких
станов — асинхронный
б) С маховиком
i
ш.
t
Станы трио, тонколистовые дуо и др.,
где время прохода незначительно по сравне-
нию с паузой
Асинхронный и иногда
компаундный
в) С редко регули-
руемой скоростью
(длительный)
Станы для готовой продукции, непрерыв-
ные, полунепрерывные, последовательно»
возвратные, шахматные станы для специаль-
ных сталей и другие
Шунтовой
г) С часто регули-
руемой скоростью
(повторно-кратковре-
менный)
Станы трио заготовочные и рельсобалоч-
ные, холоднопрокатные — непрерывные, бан-
даже- и колёсопрокатные
Шунтовой с регулиро-
ванием напряжения
2. Реверсивный
Л приход
Блуминги дуо, слябинги, толстолистовые
дуо, универсальные дуо и кварто, рельсоба-
лочные дуо и станы холодной прокатки ши-
рокой ленты
Шунтовой с регулиро-
ванием напряжения
3. С применением
натяжения
При холодной прокатке ленты
4. Периодический
(пильгерный)
При прокатке труб на периодических ста-
нах, при заострении различных изделий в
ковочно-прокатных станах
I i i i t i
и u U u
У крупных станов -
шунтовол, у мелких-
асинхронный
Асинхронный или шун-
товой
856
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
Нереверсивный режим работы с редко ре-
гулируемой скоростью состоит в том, что у
привода стана имеется возможность регули-
рования числа его оборотов с тем, чтобы для
прокатки того или иного профиля можно было
применить наиболее выгодную для работы
скорость.
Основная особенность нереверсивного ре-
жима прокатки с часто регулируемой ско-
ростью заключается в том, что регулирова-
ние скорости производится в процессе про-
хода металла через валки. При этом режиме
работы имеется возможность производить луч-
ший и безударный захват металла валками с
небольшой скоростью, а проход металла через
валки осуществляется с более высокой ско-
ростью. В конце прохода производится сни-
жение скорости прокатки для того, чтобы
металл при выходе из валков не отбрасы-
вался далеко от стана, что затруднило бы его
подачу в эти же валки для следующего про-
хода.
Реверсивный режим достигается путём
реверсирования самого электродвигателя* при-
водящего во вращение валки. При этом за-
хват металла валками и выход его из валков
происходят при пониженной скорости.
Режим работы с применением натяжения
имеет ту особенность, что прокатываемому
металлу сообщается определённое натяжение
со стороны выхода металла из валков (перед-
нее натяжение), а иногда также и со стороны
входа в валки (заднее натяжение). Благодаря
натяжению облегчается самый процесс про-
катки и одновременно с этим выправляется
прокатываемый металл. Привод валков при
этом режиме работы производится не только
за счёт вращающих моментов, прикладывае-
мых к валкам от шпинделей, но также и за
счёт разницы переднего и заднего натяжений.
При значительной разнице этих натяжений
возможен такой случай прокатки, когда вра-
щение валков будет происходить от перед-
него натяжения. В этом случае будет ком-
бинированный процесс прокатки — волочения,
состоящий в протяжке обрабатываемого ме-
талла через щель между валками, образую-
щими таким образом своего рода фильер.
Этот процесс осуществляется при протяжке
разных профилей на волочильных станах в
специальных валковых клетях и при холод-
ной прокатке ленты на станах типа Стекеля.
Периодический, или пильгерный, режим
работы находит применение в трубопрокат-
ных станах для уменьшения толщины стенки
и диаметра труб (в пильгерных станах, в ста-
нах типа Бриде, в етанах для холодной про-
катки труб и др.) и в станах дуо специального
назначения, служащих для заострения разных
видов проката (прокатка заготовки для вил,
лопат, ножей и т. п.). Особенность этого ре-
жима работы состоит в том, что процесс об-
жатия металла осуществляется не непре-
рывно на протяжении всей длины прокатывае-
мой заготовки, а периодически путём обра-
ботки последней на отдельных участках.
Прокатка при этом режиме работы про-
исходит в калибровке, выполненной таким
образом, что размеры калибра по мере дви-
жения валков за период рабочего хода по-
степенно уменьшаются. Максимальные раз-
меры калибра, называемого зёвом, делаются
немного больше размеров сечения исходной
заготовки, а минимальные размеры калибра
соответствуют профилю прокатываемого из-
делия.
Обработка каждого участка состоит из двух
основных операций. Первая операция — подача
прокатываемого металла в валки — произво-
дится в тот момент, когда палки образуют
максимальный размер калибра. При этой по-
даче металл на определённую величину за-
даётся в калибр обычно специальным подаю-
щим механизмом. Вторая операция состоит
в обжатии поданного в валки металла, осу-
ществляемом за счёт уменьшения размеров
того же калибра по мере движения валков.
После того как обжатие на протяжении
длины рабочей части калибра закончилось,
валки вновь образуют максимальный калибр,
т. е. зёв, и тогда происходит подача металла,
а затем обработка следующего участка.
В некоторых случаях при периодической
прокатке валкам сообщается вместо постоян-
ного вращения в одном направлении качатель-
ное движение вперёд и назад, и тогда валки
выполняются в виде секторов. Станы с этим
режимом работы находят применение для
холодной прокатки труб (станы рокрайт).
Применяемые скорости прокатки весьма
различны и зависят главным образом от требуе-
мой производительности прокатного стана, era
устройства, от сортамента прокатываемой про-
дукции и характера технологического про-
цесса прокатки. В первых клетях непрерывных
станов или при холодной прокатке листов штуч-
ным способом применяются небольшие ско-
рости— около 0,3—0,5 м/сек и меньше, а у не-
прерывных станов при прокатке проволоки
скорость достигает 20—26 м}сек, при холодной
прокатке рулонной жести — 20 м/сек и имеется
тенденция повысить эту скорость до 30 м/сек.
При выборе скорости прокатки в ка-
ждом отдельном случае следует учитывать
следующее.
1. С повышением скорости прокатки лучше
сохраняется теплота в прокатываемом металле
и во многих случаях несколько снижается
удельный расход энергии на прокатку (на тонну
продукции).
2. Скорость прокатки должна назначаться
с учётом пластичности металла во избежание
его разрушения. В частности, прокатку ме-
таллов и сплавов с гексагональной решёткой
(электрона и цинка) и слитков быстрорежущей
стали и некоторых других высоколегирован-
ных сталей и сплавов не рекомендуется вести
со скоростью больше 2 м/сек.
3. При повышении окружной скорости вал-
ков ухудшаются условия захвата металла вал-
ками.
4. Слишком большая инерция прокатывае-
мого металла при его выходе из валков не-
желательна у станов, когда в одной клети ме-
талл прокатывается в несколько проходов, так
как при слишком высокой скорости выхода
прокатываемый металл будет далеко отбрасы-
ваться от валков. Это затруднит его возврат
в валки при следующем проходе.
5. Слишком высокая скорость выхода про-
катываемого металла из валкоз иногда не-
желательна вследствие возникающих затрудне-
ний в процессе его обработки; в частности,,
при прокатке проволоки на ступенчатых ста-
ГЛ, XVIII]
ОБЩЕЕ УСТРОЙСТВО И КЛАССИФИКАЦИЯ ПРОКАТНЫХ СТАНОВ
857
нах с применением ручного труда скорость
прокатки лимитируется способностями валь-
цовщиков ловить клещами выходящий из вал-
ков передний конец проволоки для подачи
его в следующий калибр. Практика работы на
этих станах показала, что прокатка со ско-
ростью больше 9—9,5 м/сек слишком труд-
на для вальцовщиков и опасна для их
жизни.
В табл. 6 указаны скорости прокатки, при-
меняющиеся у современных станов разного
назначения.
Эти скорости прокатки не являются пре-
дельными и в том или ином случае могут быть
увеличены с учётом указанных выше сообра-
жений. В этом отношении весьма характерно
увеличение скорости холодной прокатки сталь-
ной ленты за последние годы. Около 15—20 лет
назад максимальной скоростью холодной про-
катки считалась скорость около 0,3—0,5 м/сек,
затем благодаря внесённым улучшениям в кон-
струкции станов и применению низкой запра-
вочной скорости скорость прокатки была по-
вышена до 5 MJceK, а в станах современной
конструкции она достигает 20 м\сек, причём
в стадии освоения находятся скорости про-
катки до 30 м/сек. Следует ожидать, что в даль-
нейшем она ещё будет увеличена.
Таблица 6
Скорости прокатки у разных станов
Стан
Наименование и характеристика стана
Размеры валков
в мм
Диаметр
Длина
бочки
Скорость
прокатки
в м/се к
Обжимной
Блуминг дуо -...
Слябинг .
Блуминг трио
Заготовочный линейный нереверсивный
То же, реверсивный
Заготовочный непрерывный •
То же -
Рельсобалочный линейный или ступенчатый нереверсив-
ный .'
То же, реверсивный
Рельсовый последовательно-возвратный
Крупносортный линейный или ступенчатый
Крупносортный последовательно-возвратный .......
Среднесортный линейный или ступенчатый
Среднесортный последовательно-возвратный или шахмат-
ный
Мелкосортный ступенчатый
Мелкосортный последовательно-возвратный или шахмат-
ный ,
Мелкосортный, непрерывный
Проволочно-прокатный ступенчатый (с ручной подачей) .
Проволочно-прокатный непрерывный
Толстолистовой одноклетьевой или линейный
Толсто- и среднелистовой сдвоенный
Листовой универсальный нереверсивный
То же, реверсивный •
Листовой непрерывный
Тонколистовой, линейный, дуо
Холоднопрокатный листовой (для штучной прокатки)- . .
Холоднопрокатный с моталками нереверсивный
То же, реверсивный
То же, непрерывный (тандем)
То же. -
Q.OO—I2OO
IIOO
7OO—85O
до 7,°
до 6,о
1.7—2,5
Заготовочный
боо—8оо
7оо—8оо
600—750
а—з
до 7,°
3,5—5.
Рельсобалочный
75O-QOO
800—900
700—800
а.5-3,5
ДО 7
5-7
Крупносортный
600—750
500-700
2.5-3.5
6-7
Среднесортный
400-550
35°-5оо
2,5-4
5-7
Мелкосортный
250-35°
250—300
250—300
4,5—6.7
Проволочно-про-
катный
250—300
25°
8,5-9.5
2О—25
Толсто- и сред-
нелистовой
2500—5000
2ООО— ЗООО
2,5—3,5
2,5-4,о
Широкополосный
листовой
я,5-3-5
до 6,о
4—12
Тонколистовой
6оО—I2OO
1,2—1,8
Холоднопрокат-
ный
боо—а8оо
2О0—бОО
2ооо—гЗоо
1200—2300
8ОО—I2OO
о,4—1,5
°,8—1,5
3,°—6
6,о—12
858
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
Блуминги одноклетьевые дуо-реверсивные
Назначение блуминга — прокатка блумов
и слябов из стальных слитков весом от 2
до 8 /и; для ряда современных блумингов вес
прокатываемых слитков иногда достигает 20 т
для блумов и 32 и- для слябов.
Основным параметром, характеризующим
размер блуминга, является диаметр начальной
окружности шестерён шестеренной клети.
Блуминги подразделяются на большие с диа-
метром шестерён около 1200 мм, средние
~1000 мм и малые ~850—900 мм. Оборудо-
вание этих блумингов отличается в основном
только своими размерами и производственно-
техническими характеристиками
Характеристика одноклетьевых дуо-ревер-
сивных блумингов приведена в табл. 7.
ных сечений блумов или слябов. Количество
проходов определяется по формуле
где Fo — начальное сечение слитка; Fn — ко-
нечное сечение блума (сляба) и \ср — средняя
вытяжка за проход, принимаемая обычно рав-
ной 1,14-1,18.
Максимальное линейное обжатие за проход
при прокатке мягкой углеродистой стали на
блуминге 1000 мм доходит до 80 мм для блу-
мов и до 40 мм — для слябов при количестве
проходов соответственно от 13 до 21 и от 17
до 25. Кантовка блума в процессе прокатки
производится, как правило, с передней сто-
роны стана, т. е. перед нечётными пропусками,
через каждые 2—4 прохода. Калибровка вал-
ков блуминга (преимущественно) — гладкая
Характеристика одноклетьевых дуо-реверсивных блумингов
Таблица 7
Основные параметры
Блуминги
1200 мм
1000 мм
850 лш
Вес слитка в т:
для блумов •
„ слябов .
Сортамент в мм:
блумы
слябы: толщина '
ширина
Диаметр рабочих валков в л « •
Диаметр шестерён шестеренной клети в мм
Длина бочки валков в мм
Мощность главного электродвигателя в л. с
Мощность всех электродвигателей стана в л. с
Число оборотов валков в минуту
Максимальный крутящий момент двигателя в тм
Наибольшая высота подъёма верхнего валка в мм
Максимальное давление ножниц для резания блумов и слябов в т
Средняя производительность по всаду слитков в т:
за фактический час работы .
в год
Общий вес оборудования стана в т
5-8 до so
8—16 до за
От 250x250
до 400X400
100—350
900—1600
1150
I 2OO
з8оо
7 ооо
о—4°~i°o
35°
175°
I5O0 — ЗООО
ЗЗО
а ооо ооо
~5°°о
От 150X150
до 350X250
75-2°°
бэо—од»
9зо
1 ООО
2 35O
б ооо
~ 12 ООО
о—so— I2O
=5°
13Х>
IOOO—12ОЭ
2ОО
I 20OO0O
~4ооо
От 135X125
ДО ЭООХ2ОО
75—аоо
• 4оо—7°°
Зоо
85°
23OO
4ооо
~7ооо
о— 6о—140
1 ООО
700—800
I2O
700000
В качестве типового примера на фиг. 5
приводится план расположения оборудова-
ния нового советского блуминга 1000 мм.
бочка в середине с врезными калибрами по
краям (один с одной, два-три — с другой сто-
роны бочки). Привод валков осуществляется
арда — Ильгнера; 12 — машина огневой чист
агрегат Леонарда — Ильгнера; 12 — машина огневой чистки; 13 — ножнипы 1000 т\ 14 — транс-
портёр обрезков; 15 — ямы для обрезков; 16 — ямы для выгрузки окалины; 17 — кран 15 т\
W — сталкиватель блумов и слябов; 19 — укладыватель слябов; 20 — холодильник для блумоз,
установленного на одном из отечественных
заводов.
Прокатка производится в несколько про-
ходов в зависимости от веса слитка и конеч-
от электродвигателя постоянного тока мощ-
ностью 6000 л. с ,питаемого от установки Иль-
гнера, с регулированием скорости по схеме Лео-
нарда в пределах 0—50—120 об/мин. Передача
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
359
крутящего момента двигателя валкам осу-
ществляется через шестеренную клеть и уни-
версальные шпиндели. Максимальное давле-
ние металла на валки при прокатке достигает
1200 т, а максимальный момент при прокатке
до 250 тм. Между собственно блумингом и
ножницами для резки блумов и слябов уста-
навливается машина для чистки на ходу по-
верхности блумов или слябов путём сжигания
поверхностного слоя металла струёй кисло-
родно-ацетиленового пламени. После резки на
ножницах на мерные длины (от 1,5 до б м)
блумы или слябы поступают или на холодиль-
ник и затем на склад, или в последующую
прокатку на заготовочные и листовые станы,
установленные за блумингом.
Блуминг двухклетьевой 1200/1000 мм
Назначение — прокатка из стальных слит-
ков весом от 5 до 12 т блумов сечением от
150 X 150 мм до 350X350 мм и слябов тол-
щиной от 100 до 300 мм и шириной от 700
до. 1600 мм.
Стан состоит из двух дуо-реверсивных кле-
тей, расположенных последовательно в две
линии и отстоящих друг от друга на расстоя-
шей прокатки до меньших сечении во вторую
клеть, или же по отводящему боковому роль-
гангу прямо к уборочным устройствам. За
второй клетью установлены вторые ножницы.
Остальное оборудование аналогично одно-
клетьевому блумингу.
Вес всего оборудования — около 6000 т.
Производительность — до 400 т/час или в сред-
нем 2,1—2,5 млн. т в год.
Блуминги трио
Назначение — прокатка из стальных слит-
ков весом 800—1200 кг заготовок сечением
от 100 X ЮО мм до 150 X 150 мм.
В качестве примера на фиг. 7 приведена схе-
ма расположения оборудования блуминга трио
800 мм. Главная линия стана состоит из рабо-
чей клети трио закрытого типа, шестеренной
клети, редуктора с передаточным числом 1 :10
и электродвигателя переменного тока мощ-
ностью 1500 л. с. с регулированием числа обо-
ротов по схеме Кремера в пределах 375—750
в минуту.
Рабочие валки имеют диаметр 840 мм, длину
бочки 2000 мм. Начальный диаметр шесте-
рён 800 мм. Скорость прокатки 1,5—3 м/сек.
2 3 it 6 5 23 22 21 И
7 16 5
16 15
15
Фиг. 6. Схема расположения оборудования двуклетьевого блуминга 1200/1000 мм: I- V— то же, что и на фиг. 5;
1—20— то же, что и m фиг. 5; 21 — рабочая клеть блуминга 1200 мм; 22 — шестеренная клеть; 23 — глав-
ный двигатель 7000 л. с; 24 — ножницы 1500—2000 т.
нии~75 м. Первая линия аналогична главной
линии блуминга 1200 мм, имеет рабочую клеть
с валками диаметром МЪЪмм и длиной бочки
2800 мм. Привод валков осу-
ществляется электродвига-
телем постоянного тока
мощностью 7000 л. с, имею-
щим 0—40—100 об/мин.
Вторая линия аналогична
главной линии блуминга
1000 мм. Диаметр рабочих
валков — 950 мм, длина
бочки — 2350 мм. Привод
валков производится от
электродвигателя мощно-
стью 6000 л. с, имеющего
0—50-120 об/мин.
Одна из типовых схем
расположения оборудования
двухклетьевого блуминга
представлена на фиг. 6.
За первой линией блу-
минга устанавливается ма-
шина для огневой зачистки блумов и слябов
и ножницы с максимальным усилием резания
1500—2000 т. После прокатки в первой клети
блумы или слябы поступают или для дальней-
По обеим сторонам рабочей клети располо-
жены подъёмно-качающиеся столы. На перед-
нем столе имеется манипулятор с кантовате-
-30000
30000-
-30000^
Фит. 7. Схема расположения оборудования заготовочного стана блуминга трио
800 мм; / — склад слитков; Я—печной пролёт; ///—здание стака; До-
машинный зал; V—склад заготовок; / —загрузочные площадки; 2 — печной
рольганг; 3— кран 15 т; 4~ нагревательные печи; 5 — поворотный стол; 6 —
подъёмно-качающиеся столы; 7 — рабочая клеть трио; 8 — шестеренная клеть
в редуктор; 9— главный двигатель 1500 л. с; 10 — кран 20/15/га; // — кран
30 щ 12 — ножницы; 13 — сталкиватель блумов; 14— холодильники.
лем. За станом установлены ножницы для раз-
резания заготовки на мерные длины. Макси-
мальное усилие резания 250—300 т. Склад
заготовок имеет холодильники, оборудованные
860
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
сталкивателями разрезанных заготовок с роль-
ганга на стеллажи.
Вес всего оборудования стана —1800 т.
Производительность—40 т за фактический
час работы, или 200—250 тыс. т в год.
Слябинг универсальный 1100 мм
Назначение — прокатка из слитков весом
8—12 т слябов толщиной от 75 до 250 мм,
шириной от 600 до 1600 мм.
Схема расположения оборудования по типу
первого советского слябинга с добавлением
машины для огневой чистки представлена на
фиг. 8.
Слябинг состоит из двух дуофеверсивных
клетей: одной с горизонтальными валками диа-
метром 1100 мм и длиной бочки 2000 мм и дру-
Производительность слябинга —до 350—400 т
за фактический час работы, или 2,0—2,3 млн. т
в год слитков. Вес всего оборудования стана ~
-5500 т.
Заготовочный непрерывный стан 700 мм
Назначение — прокатка из блумов сечением
от 200 X 200 мм до 300 X 300 мм заготовок
сечением от 100 X 100 мм до 200 X 200 мм.
На фиг. 9 приведена схема расположения
оборудования непрерывного заготовочного
стана 700 мм. Стан установлен за блумингом
и состоит из Пяти расположенных последова-
тельно клетей дуо с валками диаметром 730 мм
и длиной бочки 1500 мм.
Привод валков каждых двух клетей произ-
водится от электродвигателя переменного
/. г з
9 8 12 16 13 П 15 7
30000 -Л-^ 30000 -A—3Q000-A
Фиг. 8. Схема расположения оборудования сляОинга 1100 мм: I— V—то же, что на фиг. 5;
/—кран ЗО/15;п; 2 —тележка-опрокидыватель слитков; 3 — поворотный стол; 4 приёмный
и подающий рольганги; 5 — рабочий рольганг; в —кран 75/15 т; 7— кран 15/3 /те; 8 — ра-
бочая клеть слябинга; 9 — клеть с приводом вертикальных валков от влектродвигателя
сталкиватели слябов; 19 — укладыватель слябов
/ ft
гой — с вертикальными валками диаметром
700 мм и длиной бочки 1200 мм. Горизонталь-
ные валки имеют индивидуальный привод от
электродвигателей мощностью по 5UO0 л. с.
каждый с числом оборотов 0—40—80 в минуту;
валки соединяются с электродвигателями уни-
версальными шпинделя-
ми. Вертикальные валки
имеют общий привод от
электродвигателя мощ-
ностью 3000 л. с. с числом
оборотов 0—125—150 в
минуту через цилиндри-
ческий редуктор и кони-
ческие зубчатые колёса.
Питание электродви-
гателей производится от
агрегата Ильгнера, а ре-
гулирование их угловой
скорости —по схеме Лео-
нарда. Мощность всех
электродвигателей це-
ха — около 18 000 л. с.
Для разрезания сля-
бов на мерные длины
на расстоянии 40—50 л от рабочей линии сля-
бинга установлены ножницы с параллельными
ножами, с максимальным усилием резания
2000 т. Между ножницами и слябингом располо-
жена машина для огневой чистки слябов на
ходу кислородно-ацетиленовыми горелками.
тока мощностью 2650 л. С. с числом оборотов
350 в минуту, через общий "редуктор и ше-
стеренные клети с диаметром шестерён
700 мм.
Скорость прокатки в последней клети —
около 1,6 м/сек.
Фиг. 9. Схема расположения оборудования заготовочного непрерывного стана
700 мм: I— здание стана; II - склад заготовок; 1 — ножницы блуминга: 2 — ра-
бочие клети стана; 3—электродвигатели для привода валков мощностью по
2650 л. с.; 4 — подводящий рольганг; 5—обводной рольганг; 6 — транспортные
рольганги; 7—ножницы; ft— уборочные рольганги; 9 — сталкивателк заготовок;
10— холодильники; 11 — кран 45/7,5 от; 12— кран 15 т.
За непрерывной группой стана расположены
двое ножниц с максимальным усилием реза-
ния 630 т. Склад заготовок имеет холодиль-
ники, оборз'дованные сталкивателями загото-
вок с рольгангов на стеллажи.
гл. xvm]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
861
Общий вес оборудования стана ~ 5500 т.
Производительность — до 250 т за фактический
час работы, или 1,4—1,8 млн. т в год.
Заготовочный непрерывный стан
550/450 мм
Назначение — прокатка из блумов сече-
нием от 125 X 125 до 160 X 160 мм загото-
вок сечением от 55 Х55 до 125 X 125 мм.
Стан устанавливается непосредственно за
непрерывно заготовочным станом 700 мм или
за блумингом.
Типовая схема расположения оборудова-
ния этого стана приведена на фиг. 10.
Стан состоит из восьми клетей дуо; первые
четыре клети имеют валки диаметром 580 мм%
Фиг. 10. Схема расположения оборудования заготовоч-
ного непрерывного стана 550/450 мм: I — пролёт стана;
//—склад заготовок; 1— ножницы блуминга; 2— ра-
бочие клети стана; 3 — двигатель 2000 л. с. для привода
двух клетей; 4 — подводящий рольганг; 5 — обводной
рольганг; 6 — летучие ножницы; 7 — транспортный роль-
ганг; 8 — кран 30/7,5 т; 9 — сталкиватели заголовок;
U — холодильники; 11 — кран 15 /я.
а вторые четыре клети — 470 мм; длина бочки
валков у всех клетей —1000 мм.
Привод валков каждых двух клетей осу-
ществляется от одного электродвигателя мощ-
ностью 2000 л. с, имеющего 375 об/мин, через
общий редуктор и шестеренные клети. Ше-
стерни, у первых четырёх клетей имеют
диаметр 550 мм, а вторых четырёх клетей —
450 мм. Скорость прокатки в последней
клети — около 3,5 м\сек.
Непосредственно за последней клетью уста-
новлены летучие ножницы для резки выходя-
Заготовочно-сутуночный непрерывный
стан 700/450 мм
Для прокатки на одном стане сортовой за-
готовки и сутунки применяются непрерывные
заготовочно-сутуночные станы.
Стан состоит (фиг. 11) из двух непрерыв-
ных групп и отличается от заготовочного не-
прерывного стана наличием двух клетей с вер-
тикальными валками и двух дополнительных
клетей дуо с горизонтальными валками в пер-
вой непрерывной группе и двух клетей с вер-
тикальными валками — во второй.
Первая непрерывная группа состоит из
восьми клетей дуо с горизонтальными валками
и двух клетей с вертикальными валками. Пе-
ред второй непрерывной группой установлены
маятниковые ножницы. Вторая группа состоит
из шести клетей дуо с горизонтальными вал-
ками и двух клетей с вертикальными валками.
Привод валков каждых двух клетей произво-
дится через общий редуктор и шестеренные
клети.Скорость прокатки в последней клети —
до 3,5 м/сек (см. табл. 8).
Таблица 8
Характеристика рабочих клетей и их приводов
заготовочно-сутуночного непрерывного стана
700/450 мм
Клеть
Дуо с вертикальны-
ми валками
Дуо (две клети) . .
Дуо с вертикальны-
мы валками ......
Дуо (шесть клетей)
• Дуо с вертикальны-
ми валками
Дуо (две клети) . .
Дуо с вертикальны-
ми валками ......
Дуо (четыре клети)
Разме-
ры вал-
ков
в мм
250
1500
25O
15°°
85°
850
Разме-
ры ше-
стерён
в мм
7<ю 1400 2650
700
45°
45°
goo
Двигатель
250
1400 2650
goo 2000
375
350—7°°
375
400—800
375
150 400- 800
375
30000 -ч— 30000—т~ 30000
щей заготовки на ходу на мерные длины. Склад
заготовок имеет холодильники со сталкива-
телями.
Общий вес всего оборудования стана —
около 3500 т.
Производительность — до 200 т за факти-
ческий час работы, или 1,2—1,3 млн./» в год.
Стан устанавливается непосредственно за
блумингом и прокатка ведётся с одного на-
грева. Исходным материалом служат блумы
сечением до 250 X 250 мм и слябы сечением
до 250 X 620 ж,к.
Первая группа прокатывает заготовку се-
чением 100 X ЮО и 125 X 125 мм и сутунку
862
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
толщиной 50—75 мм, шириной 200—600 мм,
которые поступают или во вторую группу для
дальнейшей прокатки в заготовку сечением
от 55 X 55 до 100 X 100 мм и сутунку сече-
нием 6—9 X 200—400 мм, или по отводящему
боковому рольгангу прямо на склад.
Непосредственно за последней клетью вто-
рой группы установлены летучие ножницы для
резания заготовки на ходу на мерные длины.
Вес всего оборудования стана — около 8000 т.
Производительность стана —до 200—250т/час,
или 1,2—1,5 млн. т в год.
Стан для прокатки широкополочных
балок
Назначение — прокатка двутавровых балок
с высотой сечения до 1200 мм с параллель-
ными полками шириной до 400 мм
На фиг. 12 представлена схема расположе-
ния оборудования такого стана (с добавле-
нием машины для огневой чистки).
Исходным материалом служат слитки
прямоугольного и двутаврообразного сечения,
нагреваемые в колодцах. После прокатки в
обжимной клети блум фасонной (двутавровой)
формы разрезается на ножницах, допускаю-
щих давление при резании до 1250 т, и по-
ступает сначала в первою черновую группу
G—9 проходов), а затем во вторую черновую
группу E—7 проходов) и чистовую клеть
A проход).
После прокатки производится разрезание
балок на мерные длины дисковой пилой с
диаметром диска 200Q мм и охлаждение балок
на стеллажах.
Общий вес оборудования стана — около
15000 т. Производительность — до 160 mjнас,
или в среднем около 1,0 млн. т в год.
Рельсобалочный стан 750 мм
Назначение — прокатка железнодорожных
рельсов 38—65 кг/пог.м, балок высотой до
1 !
7поЗО000=210000-
Фиг. 12. Схема расположения оборудования стана для прокатки широкополочных балок: /—зданге нагрева-
тельных колодцев;//— первый машинный зал; III— печной пролёт; IV — второй машинный зал; V — здание
стана; VI — склад балок; / — тележка-опрокидыватель; 2 — поворотный стол; 3 — обжимная клеть блуминга с
валками диаметром 1370 ми; 4 — главные двигатели по 5000 л. с. каждый; 5 — машина огневой чистки; 6 — нож-
ницы; 7 — нагревательные печи; 8 — первая черновая клеть дуо 1350 мм с приводом от двигателя 2000 л. с;
9 — первая черновая универсальная клеть с приводом от двигателя 6000 л. с, 10 — вторая черновая универсаль-
ная клеть с приводом от двигателя 6000 л, с; 11 — вторая черновая клеть дуо 1350 мм с приводом от двига-
теля 2000л. с, 12 — чистовая универсальная клеть с приводом от двигателя 3000 л. с, 13 — пила; 14 — холо-
дильники; 15— правильная машина; 16 — кран 75/15 т; 17 — кран 300/15 т\ 18— кран 15 от; 18 — колодцевый
кран 20/15 т.
Стан состоит из расположенных последо-
вательно шести рабочих клетей. Первая клеть
представляет собой дуо-блуминг с валками
диаметром 1370 мм и длиной бочки 3000 мм.
Привод каждого из них осуществляется от
электродвигателя мощностью 5000 л. с, имею-
щего 0—40—100 об/мин.
Последующие четыре клети расположены
попарно и образуют две черновые группы.
Первая из этих групп состоит из черновой
клети дуо с диаметром валков 1350 мм, с при-
водом от реверсивного электродвигателя мощ-
ностью 2000 л. с, имеющего 0—60—170 об/мин,
и расположенной за ней универсальной клети,
приводимой реверсивным электродвигателем
мощностью 6000 л. с, имеющим 0—50—
120 об/мин.
Вторая черновая группа состоит из таких
же двух клетей, но расположенных в обрат-
ной последовательности — впереди располо-
жена универсальная клеть, а сзади — клеть дуо.
Прокатка заканчивается в шестой клети,
представляющей собой чистовую универсаль-
ную клеть, приводимую синхронным электро-
двигателем мощностью 3000 л. с, имеющим
300 об/мин.
600 мм, швеллеров высотой до 400 мм,
угловых профилей от 150X150 до 230X230 мм,
круглых профилей диаметром от 80 до 300 мм
и широкополочных балок высотой до 600 мм.
Исходным материалом служат блумы
прямоугольного и фасонного сечения 200X250;
170X320; 240X30U мм и других размеров.
Стан (фиг. 13) имеет две линии: обжимную
и черновую с чистовой клетью. Обжимная
линия состоит из реверсивной клети дуо с
диаметром валков 950 мм и длиной бочки
2300 мм, шестеренной клети с диаметром
шестерён 900 мм и электродвигателя мощ-
ностью 5000 л. с, имеющего 0 — 50 —
120 об/мин. Вторая линия, расположенная на
расстоянии 78 м от первой, имеет: а) две
черновые клети трио с диаметром валков
850 мм и длиной бочки 1900 мм, приводи-
мых через шестеренную клеть с диаметром
шестерён 800 мм от электродвигателя мощ-
ностью 7000 л. с. с регулируемым числом
оборотов по системе Леонарда от 50 до 120
в минуту, и б) чистовую клеть дуо с диа-
метром валков 750 мм и длиной бочки 1200 мм,
приводимую через шестеренную клеть диа-
метром 750 мм от электродвигателя мощ-
гл. xvnii
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
863
ностью 2500 л. с, имеющего 90—180 об/мин.
При прокатке широкополочных балок вместо
последней клети устанавливается специальная
универсальная клеть с диаметром валков
650 мм.
Стан расположен за блумингом, но про-
катка ведётся со второго нагрева блумов в
методических печах, установленных между
блумингом и обжимной клетью стана. От-
делочное оборудование стана состоит из ди-
Первый ряд (черновая группа) — пять по-
следовательно расположенных клетей, второй
(промежуточная группа) — три клети и третий
ряд —одна клеть (см. табл. 9).
Индивидуальному приводу валков каждой
клети от отдельных двигателей следует от-
дать предпочтение как более рациональ-
ному.
Все клети, кроме третьей, оборудованы
кантовальными аппаратами. Разрезание про-
1 — загрузочная площадка; * — печи; о — иилимшш ысю ал а»л» >- иуппидим .. ..__.,_
трио 850 мм с приводом от двигателя 7СОо л. с; 5 — чистовая клеть 750 мм с приводом от двигателя 2500 л. с;
в — пилы; 7 — штемпельная машина; 8 — гибочная машина; 9 — холодильники; 10 — кран 100/20 от; // — крян 15 т.
10 3
12 11
Фиг. 14. Схема расположения оборудования крупносортного стана 500 Мм: / — склад заготовок; //—печ-
ной пролёт; ///—машинный зал; IV— здание стана; V— склад готовой продукции; / — черновые клети
дуо 630 мм; 2 — подготовительные и чистовые клети дуо 530 мм; 3 — загрузочные площадки; 4 — печи; 5 — хо-
лодильники; 6—правильные машины; 7 — ножницы; 8 — сборочные карманы; 9 — штабелирующие устрой-
ства; 10 - кран 15 т; 11 — кран 30/7,5 т; /2 —кран 25/5 т; 13 — кран 5 т.
сковых пил, правильно-гибочной, штемпельной
и правильных машин. Охлаждение прокатан-
ных профилей производится на холодильни-
ках общей площадью около 2000 м\ После
охлаждения рельсы поступают в рельсо-
отделочное отделение, где они подвергаются
правке, торцовке и сверлению отверстий.
Бес всего оборудования стана (исключая
печное) — около 13000 т.
Производительность стана—до 200 т/час,
или в среднем около 1,0—1,2 млн. т в год.
Крупносортный стан 500 мм
Назначение — прокатка из заготовки сече-
нием от 125 X 125 до 175 X 175 мм сортовых
профилей: круга диаметром 60—115 мм,
квадрата 60—115 мм, полосы 20—50X130 и
10—40 X 200 мм и фасонных профилей: угло-
вого 75 X 75 —120 X 120 мм, таврового
75—150 мм, балок 100—200 мм, швеллеров
100—200 мм и рельсов рудничных до
24 кг/пог.м.
Стан (фиг. 14) состоит из девяти рабочих
клетей дуо открытого типа, расположенных
последовательно по трём линиям прокатки.
ката на мерные длины производится в горя*
чем состоянии дисковыми пилами, а в холод-
ном — ножницами.
Таблица 9
Характеристика рабочих клетей * и их приводов
стана 500 мм
№ рабочей
клети
а
3
4
5
б
7
В
9
Разме-
ры i
зал-
ков
в
К V
42
630
630
630
630
53»
53°
53°
53°
53°
нм
Р
? 3*
9б5
9б5
9°5
9бо
8оо
8оо
8оо
8эо
8оо
т>>
||
о S
¦о
о »
о§
Г? V
я- 2
,8
36
49
б3
53-юб
68-136
86—173
ioi—ао2
115—230
Разме-
ры ше-
стерён
в мм
• о.
S и
боо
боо
1§
||
12О0
IJOO
бОО I2OO
боо
5оо
5оо
50О
5оо
I2OO
IOOO
IOOO
IOOO
IOOO
IOOO
Характеристи-
ка двигателя
Мощ-
ность
в л. с.
1
1
t 3000
)
) 25°°
15°°
1
об/мин
Зоо
Зоо—боз
300—боо
Зоо—боо
* Клети дуо открытого типа.
€64
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
После охлаждения металла на холодиль-
никах, оборудованных сбрасывателями, произ-
водятся правка, резка и уборка его.
Вес оборудования всего стана (кроме печ-
ного) — около 6000 т.
Производительность—до 150 т/нас, или в
среднем 700—800 тыс. т в год.
Среднесортный ступенчатый стан 450 мм
Назначение — прокатка из блумов сече-
нием 200 X 200 и 125 X 150 мм сортовых про-
филей: квадрата 38—90 мм, круга 30—100 мм,
полос толщиной 3—4 мм, шириной 70—100 мм
и др.
Стан (фиг. 15) состоит из двух линий:
черновой с диаметром валков 600 мм и чисто-
вой с диаметром валков 450 мм. Черновая
линия имеет две клети трио, а чистовая —
четыре клети (три клети трио и одна дуо).
поступает из первой линии в чистовую линию,
затем он подвергается резке на дисковых
пилах, охлаждению и правке.
Вес всего оборудования стана — около
2500 т. Производительность стана — около
180 тыс. т в год.
Среднесортный шахматный стан 350 мм
Назначение — прокатка из квадратной за-
готовки сечением от 100 X ЮО до 150 X 150 мм
сортовых профилей: круга диаметром 40—
90 мм, квадрата 38—75 мм, полосы от
25X50 до 8X120 мм, углового от 50 Х~"
до 90 X 90 мм, таврового и балок высотой
до 100 мм и рудничных рельсов до 11 /сг/пог. м.
Стан (фиг. 16) состоит из 11 рабочих кле-
тей дуо открытого типа, расположенных в
пяти группах. Первая и вторая группы имеют
по две клети с валками диаметром 480 мм и
машина; 8 — весы; 9 — моталки; 10— правильные прессы.
Привод валков: черновой линии — от электро-
двигателя мощностью 1500 л. с, имеющего"
485 об/мин, через редуктор с передаточным
числом 6:1 и шестеренную клеть; чистовой
линии — от электродвигателя мощностью
2000 л. с, имеющего 250—500 об/мин, через
редуктор с передаточным числом 2,8 — 1 и
шестеренную клеть. Рабочие клети черновой
длиной бочки 1000 Мм* Привод каждых двух
клетей производится от одного электродвига-
теля 1200 л. с, имеющего 375 об/мин, через
общий редуктор и шестеренные клети с диа-
метром шестерён 450 мм. Третья группа со-
стоит из одной клети с диаметром валков
370 мм и длиной бочки 850 мм с приводом
от электродвигателя мощностью 750 л. с,
з ю
410 5 1
г it г и б
\—.зооооА-
Cz^. — ' ' —— ¦' -—-~ — "
30000 А-30000 -4-30000 -\
зоооо
¦270000
Фиг. 16. Схема расположения оборудования среднесортного шахматного стана 350 мм: I—склад заготовок;
II — печной пролёт; /// —машинный зал; IV—здание стана; V— склад готовой продукции; / — черновые
клети дуо 480 мм; 2 — подготовительные и чистовые клети 370 мм; 3 — загрузочные площадки; 4 — печи;
5—ножницы; 6 — пила; 7 — холодильник; ? —правильные машины; 9 — сборочные карманы; 10 — краны 15 /я;
//— кран 20/5 т.
линии имеют качающиеся столы с обеих сто-
рон, а клети чистовой линии — только с зад-
ней стороны. Прокатка заготовки сечением
75 X 125 и 125 X 125 мм заканчивается в
черновой линии, после чего заготовка выдается
в обратном направлении. Для этой цели сзади
стана предусмотрены выходной рольганг,
ножницы для резки заготовки и холодильник.
При прокатке более мелких профилей прокат
имеющего 500—1000 об/мин. Четвёртая группа
состоит из двух клетей с приводом от одного
электродвигателя мощностью 1500 л. с, с
числом обротов 375—750 в минуту. Пятая
группа состоит из четырёх клетей, располо-
женных в шахматном порядке, с приводом от
двух электродвигателей мощностью по
2000 л. с., имеющих 300—600 об/мин, через
шестеренные клети с диаметром шестерён
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
865
350 мм. Все клети четвёртой и пятой групп
имеют валки диаметром 370 мм с дли-
ной бочки 850 мм. Перед первой клетью
установлены ножницы для обрезки концов и
разрезки заготовки, поступающей из печи.
Первые четыре группы клетей расположены
на таком расстоянии, что прокатываемая по-
лоса не находится одновременно в валках
двух групп. Скорость прокатки в последней
клети — 3,5—6,0 MJceK.
После прокатки металл подвергается
охлаждению, правке, резке на мерные длины
и уборке.
Общий вес оборудования стана — около
2600 т. Производительность — до 100 т/час,
или в среднем 500—600 тыс. т в год.
Стрипсовый непрерывный стан 309 мм
Назначение — прокатка из квадратной и
плоской заготовки сечением от 75 X 75 до
125X125 мм и от 75X200 до 100X400 мм
После нагрева в печах заготовка длиной
4,5—9,0 м подающим аппаратом подаётся к
ножницам давлением 400 т, где производится
обрезка концов. Скорость прокатки в послед-
ней клети—4—10 MJcerc. На расстоянии 10 м
от последней клети установлены летучие нож-
ницы для разрезания стрипсов и полос на ходу.
Нарезанные и охлаждённые стрипсы уби-
раются краном непосредственно с холодиль-
ника. Уборка полос производится после сматы-
вания их в бунты на моталках с помощью
подвесного крюкового транспортёра.
бес всего оборудования стана (кроме печ-
ного) — около 2500 т. Производительность —
до 35 т\час, или 180—200 тыс. т в год.
Мелкосортный полунепрерывный
стан 250 мм
Назначение — прокатка из квадратной за-
готовки сечением 55X^5 мм сортовых про-
филей: круга диаметром от 8 до 20 мм, ква-
драта 8—18 мм, полос от 4 X Ю—20 мм до
юооА-зоооо—I
Фиг. 17. Схема расположения оборудования стрипсового непрерывного стана 300-«ж: I— склад заготовок; II—печ-
ное отделение; III — машинный зал; IV—здание стана; V—склад готовой продукции; / — клеть с вертикаль-
ными валками; 2 — клети дуо 400 мм; 3 — клети дуо 370 мм; 4— клети дуо 315 мм; 5—загрузочные пло-
:; 6 — печь; 7 — ножницы; 8 — летучие ножницы; 9—подающий аппарат; 10 — холодильники; 11 —
12—крюковой транспортёр; 13 —кран 25/5 т; 14 —кран 15 т.
ными
щадки
загрузочные пло-
моталки;
стрипсов сечением от 3,5 X 65 до 4,5 X 250 мм
и полосы сечением от 9,0 X 55 до 4 X 200 м.
Стан (фиг. 17) состоит из 10 клетей дуо от-
крытого типа и четырёх клетей 1, 5, S и 12 с
вертикальными валками. Характеристика рабо-
чих клетей и их приводов приведена в табл. 10.
Таблица 10
Характеристика рабочих клетей и их приводов
стрипсового непрерывного станд 300 мм
к
5
ч
I
2
3
4
5
б
78
9
Ю
II
12
13
4
Размеры
валков в лш
Диа-
метр
i
44°
4оо
4оо
4оо
44°
4оо
4О0
44°
37°
37°
315
44°
315
315
Длина
бочки
_
45°
45°
45°
—
45°
45°
45°
45°
45°
—
45°
45°
Число
оборо-
тов
валков
а мину-
ту
ю—эб
12—3°
15-42
21-57
Зб-7°
Зб—97
55-138
112-302
—
igxj—5J2
26O—7OO
Диа-
метр
шесте-
рён
в мм
_
4<х>
4°° \
4оо J
—
400 1
400 J
—
35°
35°
3°°
—
300
3°°
Характеристика
привода
Мощ-
ность
в л. с.
175
боо
8эо
175
юоо
175
боо
боо
8оэ
175
юоо
I20O
Об/мин
42O—ЮОО
4оо —юоо
112-280
42O — ЮОО
loo— 475
420—ЮОО
400—юоо
4оо—юоо
112-28О
4 то—юоо
19о—475
260—650
4 X 25—50 мм, углового от 20 X 20 до 30 X
X 30 мм.
Таблица 11
Характеристика рабочих и шестеренных клетей
и главных приводов мелкосортного полунепре-
рывного стана 259 мм
клетей
I*
2*
3*
4*
§!
6*
7*
8*
9**
ю**
и**
12**
Размеры
валков
в мм
Диа-
метр
37°
37°
37°
37°
37°
37°
32°
32O
270
270
270
270
я я
S у
5 °
850
Число
оборо-
тов
валков
в мину-
ту
14-23
850 20—4о
850J зо-6о
850 46—C2
8.5°
70—140
ЗдО^ЮО -200
75°2оо-45°
7оо 275—600
7оо 275—боо
700
275 — 600
275-600
Размеры
шестерен-
ных
в
Диа-
метр
350
350
35°
35°
35°
35°
Зоо
3°°
25°
25°
25°
25°
валков
мм
Длина
бочки
7оо
700
7оо
7эо
7О0
боо \
бэо )
бэо 1
боо J
600 )
600 /
Двигатель
1 П
Мощ
Н0С.Т1
л. с.
юэо
юоо
юоо
Об/мин
б
275—боо
275—600
275—боо
* Дуо открытого типа.
** Дуо переменное открытого типа.
55 Том 8
866
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
На фиг. 18 представлена схема располо-
жения оборудования стана 250 мм. Стан со-
стоит из четырёх групп: двух черновых не-
прерывных, из шести и двух клетей дуо от-
крытого типа и двух чистовых, расположен-
ных в одну линию, имеющих по две клети;
характеристика клетей приведена в табл. 11.
Проволочный непрерывный стан 250 мм
Назначение—прокатка из квадратной за-
готовки сечением 100 X Ю0 мм проволоки
диаметром от 5 до 9 мм.
Стан (фиг. 19) имеет 25 клетей дуо от-
крытого типа, расположенных в четыре группы
—30000
Фиг. 18. Схема расположения оборудования мелкосортного полунепрерывного стана 250 мм: I — склад заго-
товок; II — печное отделение; III— машинный зал; IV—здание стана; V— склад бунтов проволоки; V7 —
склад готовой продукции; 1 — клети непрерывной первой черновой группы 0 350 мм; 2 — клети второй чер-
новой группы 0 300 мм; 3 — клети чистовых групп* 0 250 мм; 4 — загрузочные площадки; 5 — печь; 6 — нож-
ницы; 7 — моталки; 8—крюковой транспортёр; 9 —летучие ножницы; 10 — холодильник; 11— сборочные кар-
маны; 12 — кран 15 т\ 13— кран 25/5 /га; 14 — кран 5 т.
Перед черновой группой расположены
ножницы горячей резки. Кантование в не-
прерывной группе производится геликоидаль-
ными проводками; чистовая линия имеет с
задней стороны обводные аппараты. За по-
следней линией расположены моталки для
сматывания мелкого сорта в бунты весом до
140 кг. Уборка бунтов производится подвес-
ным крюковым транспортёром.
Часть прокатанного металла после пред-
варительной разрезки летучими ножницами
поступает на холодильник. После охлаждения
металл подвергается окончательной резке на
мерные длины и поступает на склад.
Общий вес всего оборудования стана —
около 3000 т. Производительность — до
40 т\час, или 200—220 тыс. т в год.
(табл. 12). Первые две группы черновые, не-
прерывные, состоят из 7 и 4 клетей, третья
группа — первая чистовая (петлевая) — со-
стоит из двух клетей и четвёртая — вторая
чистовая — состоит из двух параллельно рабо-
тающих непрерывных линий, имеющих по
шесть клетей в каждой группе.
Скорость прокатки в последней клети — от
11 до 22 м\сек.
Перед черновой группой установлены нож-
ницы для обрезки концов заготовки, между
первой и второй группой — летучие ножницы.
За каждой чистовой линией установлены
моталки, бунты от которых по муфельным
конвейерам передаются крюковым транспор-
тёрам, а последними — на склад.
10 12
6 ч
Фиг. 19. Схема расположения оборудования проволочного непрерывного стана 250 мм: Г—склад заготовок;
II — здание стана; ///— машинный зал; IV — склад бунтов проволоки; V — склад готовой продукции; / — клети
первой черновой группы 0 350 мм; 2 — клети второй черновой группы 0300 мм; 3 — клети первой чистовой
группы 0 300 мм; 4 — клети второй чистовой группы 0 250 мм; 5 — загрузочные площадки; 6 — печь; 7 — нож-
ницы ; 8 — летучие ножницы; 9 — моталки; 10—крюковой транспортёр; 11 — кран 15 т; 12—кран 5 т; 13 —
кран 20/5 т.
Таблица 12
Характеристика рабочих и шестеренных клетей и главных приводов проволочного непрерывного стана
250 мм
№
клетей
Группа клетей
Размеры вал-
ков
Диа-
метр
37°
32O
32O
270
в мм
Длина
бочки
85о
75°
75°
5оо
Число обо-
ротов вал-
ков в ми-
нуту
Размеры ше-
стерён в мм
Диа-
метр
Длина
бочки
Двигатель
Мощ-
ность
л. с.
Об/мин
1-7
8—и
12-13
14—19
2О—25
Первая черновая .
Вторая „
Первая чистовая .
Вторая я I
(две линии) (
53
182—343
4И-5!3
718-1512
35°
Зоо
Зоо
250
7<эо
боо
боо
5оо
1X2500 17,
!5<х
2X75°
5~35°
Х2500 175-35°
875-625
-8оо
2X1250400
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
867
Общий вес оборудования стана - около
2500 т. Производительность — до 40 т/час,
или в среднем 200—230 тыс. т в год.
Бронепрокатный стан 5000 мм
Назначение — прокатка из слитков весом
от 40 до 100 от толстых листов и броневых
плит шириной до 4500. мм, толщиной до
550 мм.
На фиг. 20 представлен план располо-
жения бронепрокатного стана одного из
заводов. Стан имеет одну рабочую клеть
Фиг. 20. Схема расположения оборудования бронепро-
катного стана 5000 мм: i — нагревательные колодцы;
2 —опрокидыватель; 3 — поворотное устройство; 4 —
манипуляторы; 5 — рабочая клеть стана; 6 — холодильник;
7—ножницы; 8 — рольганги; 9— кран 120/20 т;10 —
кран 40 т.
кварто с валками, имеющими длину бочки
5000 мм. Диаметр рабочих валков —1000 мм,
опорных — 1600 мм. Рабочая клеть рассчитана
на давление металла на валки, равное 3500 —
3800 от.
Привод рабочих валков осуществляется
через шестеренную клеть с диаметром шесте-
рён 1320 мм от электродвигателя, развиваю-
щего крутящий момент 350 тм при 54 об/мин.
Двигатель допускает трёхкратную перегрузку.
На стане предусмотрена установка второго
двигателя с целью доведения максимального
момента до 430 тм, требующегося при про-
катке наиболее тяжёлых слитков.
Нагрев слитков весом до 40 т произво-
дится в колодцах, а свыше 40 от — в камер*
ной печи.
Стан оборудован специальным устройством
для подъёма и поворота слитков, смонтиро^
ванным в рольганге, и устройством для опро->
кидывания прокатываемых броневых плит для
их осмотра.
Прокатка слитка весом 72 т в броневую
плиту толщиной 550 мм продолжается 17—
20 мин. i
Вес одной станины стана, состоящей из
четырёх частей, 180 от. Вес всего оборудова-г
ния стана—около 3000—5000 от.
Толстолистовой полунепрерывный стан
3500 мм
Назначение — прокатка из слябов весом
до б от, толщиной 100—250 мм, шириной 600—*
1500 мм и длиной до 2 м листов толщиной
5—50 мм, шириной 900—3300 мм и длиной до
16 м.
Рабочие клети стана расположены в двух
группах: черновой и чистовой (фиг. 21). Чер-
новая группа состоит из окалиноломателя дуо,
нереверсивной уширительной клети кварто и
универсальной реверсивной клети кварто.
Чистовая группа состоит из окалиноломателя
дуо и четырёх непрерывно расположенных
клетей кварто. Вертикальные валки универ-
сальной клети расположены в отдельной клети
с самостоятельным приводом (см. табл. 13).
Перед вторым окалиноломателем установлены
летучие ножницы для обрезки переднего конца
тонких листов, поступающих в чистовую
группу. После прокатки листы подвергаются
правке, охлаждению, резке и отделке.
Вес оборудования стана — около 15 000 от.
Производительность стана — до 200 т/час, или
в среднем 700—1000 тыс. от в год.
Среднелистовой стан 2300 мм
Назначение — прокатка из слябов весом
до 4 от, толщиной 75—200 мм, шириной 600 —
1200 мм, длиной 1,2—2,2 м листов толщиной
4—30 мм, шириной 600—2000 мм.
Стан состоит (фиг. 22) из двух линий: чер-
новой и чистовой. В каждой линии — по од-
ной реверсивной клети с валками, имеющими
длину бочки 2300 мм. Первая клеть — дуо,
J.
16 3 20 16" 15 Ш 13 У 15 13
-Азооо
W 30000*-—Ю0000
Фиг. 21. Схема расположения оборудования толстолистового полунепрерывного стана 3500 мм: I — склад
слябов; II — здание стана, 77/—машинный зал; IV—пролёт правки; V — пролёт резки; VI — склад готовой про*
дукции; 1 — окалиноломатель черновой группы; 2 — уширительная клеть; 3—универсальная клеть; 4 — окалино-
ломатель чистовой группы; 5 — клети кварто чистовой группы; 5—загрузочные площадки; 7 — нагревательные
печи; 8 -летучие ножницы; 9 — холодильник (транспортёр); 10 — правильная машина для средних листов;
11 — правильная машина для толстых листов; 12 — холодильник; 13 — ножницы для скрапа; 14 — инспектор-
ский стол; 15 — дисковые ножницы; 16 — ножницы для поперечной резки; 17 — комбинированные ножницы; 18 —
кран 15 т\ 19— кран 75/15 т; 20 — кран 50/10 т; 21 — поле гусиных шеек.
868
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
{РАЗД. IV
Таблица 13
Характеристика рабочих и шестеренных клетей и главных приводов толстолистового полунепрерывного
стана 3500 мм
Клеть
Окалиноломатель дуо . .
Уширительная кварто . .
Универсальная кварто:
горизонтальные валки
вертикальные валки .
Окалиноломатель дуо . . .
Чистовые кварто
Размеры вал-
ков в мм
Диа-
метр
95
1075/142°
870/1420
боо
бдО
77O/15OO
Длина
бочки
i8oo
35°°
400
3500
3500
Размеры
шестерён
Диа-
метр
95°
ноо
700
8оо
Длина
бочки
I44O
1760
i6oo
4
ieoo
Двигатели
Мощность
1250
45°°
7000
650
5оо
Об/мин
240
о—25—бо
150-600
12 j - 250
диаметр валков 850 мм, привод от электро-
двигателя мощностью 2500 л. с, имеющего
0—40—80 об/мин. Вторая клеть — кварто, диа-
метр валков 585/1100 мм. Привод рабочих
\—30000-^-30000 —j
Рабочая клеть (фиг. 23) стана имеет два го-
ризонтальных валка диаметром 700 мм с дли-
ной бочки 1200 мм и четыре вертикальных
валка диаметром 600 мм с длиной бочки
\--30000-
-30000-1
13
Фиг. 22. Схема расположения оборудования среднелистового стана 2300 мм: 7 —склад слябов; II —
здание стана; III— печное отделение; IV — машинный зал; V — склад готовой продукции; 1 — черновая клеть
дуо; 2 — чистовая клеть кварто; 3 — загрузочные площадки; 4 — нагревательные печи; 5 — нормализационная
печь; 6—правильная машина; 7— транспортёр; 8 — инспекторский стол; 9 — дисковые ножницы; 10—нож-
ницы аля поперечной резки; 11 — роликовый стол; 12 — ножницы для чистовой резки; 13 — краны 15 т;
14 — кран 50/10 /га; 15 — кран 40/7,5 т.
валков — от электродвигателя мощностью
4000 л. с, имеющего 0—60—140 об/мин. После
прокатки листы подвергаются нормализации
(часть из них), горячей правке, охлаждению,
обрезке боковых кромок и резке на мерные
длины.
Вес всего оборудования стана — около
3400 т. Производительность — до 50 т/час,
или в среднем 200—250 тыс. т в год.
Универсальный одноклетьевой стан 1200 мм
Назначение — прокатка из слябов сечением
200—300 X Ю00 мм, длиной 1700—3000 мм, ве-
сом до 4,5 т листовых полос толщиной от 6
до 50 мм, шириной от 300 до 1000 мм.
450 мм, расположенных попарно с передней
и задней стороны клети.
Все валки имеют общий привод от ревер-
сивного электродвигателя мощностью 4000 л. с,
имеющего 0—50—120 об/мин, через шестерен-
ную клеть, а вертикальные, кроме того, через
конические зубчатые колёса. Прокатка уни-
версальной полосы производится в несколько
проходов, после чего она подвергается правке
на роликовой правильной машине, охла-
ждению на холодильнике и резке на мерные
длины.
Скорость прокатки — от 2 до 4,5 м/сек.
Вес всего оборудования стана — около 3200 т;
производительность — до 60 т/час, или в сред-
нем 300 — 320 тыс. т в год.
7 Z
3 1
1—30000 -4—30000
-//0000
—I— 30000 Л—30000 -\— 30000 —J
Фиг. 23. Схема расположения оборудования универсального стана 12С0 мм; /—склад слябов; // — печное отде-
ление;/// — машинный зал; IV— здание стана; V— склад готовой продукции; 1 — универсальная клеть с приво-
дом от двигателя 4000 л. с; 2 — загрузочные площадки; 3 — нагревательные печи; 4 — правильная машина; 5—хо-
лодильник; 6" — ножницы; 7—кран 15 т; 8 кран 40/7,5 т.
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
869
Листовой полунепрерывный стан
для прокатки дуралюмина
На фиг. 24 приведена схема расположения
полунепрерывного листового стана для про-
катки дуралюмина. Стан состоит из трёх ли-
ний: первая — обжимная клеть кварто с вал-
ками диаметром 915/1370 мм и длиной бочки
Таблица 14
Характеристика рабочих клетей и главных двига-
телей полунепрерывного стана для прокатки
дуралюмина
Фиг. 24. Схема расположения оборудования полунепре-
рывного листового стана для прокатки дуралюмина:
/—отделение нагревательных колодцев; //—отделение
фрезеровки слябов; III — здание стана; IV— машинный
зал; V — отделение печей; VI — отделение отделки;
/ — нагревательные колодцы; 2 — клеть кварто 3050 мм
с приводом рабочих валков от двигателя 5С00 л. с.\
3 — станки для фрезеровки слябов; 4 — ножницы; 5 — по-
догревательные печи; 6 — клеть кварто 2850 мм с приво-
дом рабочих валков от двигателя Б00О л. с; 7 — дисковые
ножницы; 8 — непрерывная группа горячей прокатки;
9 — трёяроликовая моталка; 10 — отжигательные печи;
11 — станы холодной прокатки; 12 — вертикальные зака-
лочные печи; 13 — дрессировочные клети; 14 — комбини-
рованные ножницы.
3050 мм; вторая — черновая клеть кварто с
валками диаметром 710/1370 мм и длиной
бочки 2850 мм; третья — непрерывная чисто-
вая группа в пять клетей кварто диаметром
валков 710/1370 мм и длиной бочки 2030 мм.
Стан предназначен для прокатки из слитков
дуралюмина листов толщиной до 10 мм, ши-
риной 1830 мм, которые в виде бунтов по-
ступают на дальнейшую холодную прокатку,
производимую на двухклетьевом стане кварто,
в двух клетях кварто и двенадцати тонко-
листовых дрессировочных клетях дуо.
Характеристика станов представлена в
табл. 14.
Обжимная клеть кварто имеет поворотный
стол для поворота слитка на 90" и прокатки
его в поперечном направлении с целью его
уширения. После прокатки в обжимной клети
слябы подвергаются обрезке концов на нож-
ницах, повторному нагреву в электропечах и
прокатке на черновой клети кварто. После
обрезки концов и боковых кромок полосы
производится прокатка её в чистовой непре-
рывной группе и сматывание в рулоны, кото-
рые потом поступают в отделение холодной
прокатки. Скорость прокатки в последней
клети непрерывной группы — от 2,1 до
4,6 м]сек.
Вес оборудования стана горячей прокатки —
14 000 /и, станов холодной прокатки — 4000 т.
Производительность стана горячей прокатки —
40 т/час, или в среднем 200 тыс. т в год.
№
клетей
i
а
3
4-5.6.7.
8
1,2
3-4
5-14
15>1б
Клеть
Горячая про-
катка
Дуо с верти-
кальными вал-
ками
Обжимная ре-
версивная
клеть кварто
Черновая ре-
версивная
клеть кварто
Непрерывная
группа....
Чистовые
клети кварто
Чистовая
клеть кварто
Холодная про-
катка
Стан кварто
двухклетьевой
Одноклетье-
вые реверсив-
ные кварто .
Тонколисто-
вые клети дуо
То же ...
Размеры
валков
в мм
Диа-
метр
8оо
915''37°
710/1370
710/1370
710/1370
508/1245
508/1245
915
915
2 я
5 и
g я-
SS
3°5о
2850
2030
2О30
i8oo
1800
2130
2795
Двигатели
Мощ-
ность
в л. с.
ДПГЪ
50ОО
500О
4Х40О0
235O
2Х225О
2Х225О
2XI25O
2XI25O
Об/мин
125—500
3°—бо
4о-8о
175—35°
250—55°
250—55°
25О-55°
40О— iooo
4со—юоо
Листовой полунепрерывный стан 2500 мм
Назначение — прокатка из слябов весом
до 8 т, шириной 600—1500 мм, толщиной
100—150 мм, длиной 2—4,8 м листов толщи-
ной 1,25 — 8 мм, шириной до 2300 мм.
Стан состоит (фиг. 25) из трёх групп кле-
тей: первая группа — окалиноломатель и уши-
рительная клеть кварто, вторая — клеть дуо
с вертикальными валками и обжимная ревер-
сивная клеть кварто и третья — четыре чисто-
вые клети кварто. Характеристика их приве-
дена в табл. 15.
При прокатке в окалиноломателе с неболь-
шим обжатием окалина ломается и смывается
водой под давлением 70 am.
В уширительной клети сляб прокаты-
вается в поперечном направлении — длина
сляба становится его шириной. С обеих сто-
рон уширительной клети установлены пово-
ротные столы, а с задней стороны — гидравли-
ческий пресс для обжатия боковых кромок.
Обжимная реверсивная клеть кварто вместе
с клетью с вертикальными валками заменяют
применяемые обычно на непрерывных листо-
вых станах три черновые клети. Между чисто-
выми клетями кварто установлены петледер-
жатели. После прокатки листы подвер-
гаются охлаждению, правке, резке, отделке
и т. д.
Вес всего оборудования стана — 12 000 от.
Производительность — до 160 т/час, или в
среднем 700 — 750 тыс. т в год,
870
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. -IV
Таблица 15
Характеристика рабочих клетей и главных двигателей полунепрерывного стана 2500 мм
№
клетей
Клеть
Размеры валков
в мм
Диаметр
Длина
бочки
Окруж-
ная ско-
рость
валков
в м/сек
Двигатели
Мощ-
ность
в л. с.
Об/мин
3
4
5-8
Окалиноломатель дуо ....
Уширительная кварто ....
Дуо с вертикальными валками
Обжимная реверсивная кварто
Чистовые кварто .
915
1070/1320
Ю15
915/1320
685/1320
254O
3°5°
254
254O
2540
зТ'8
IOOO
боо
3X5000
37°
125—4°о
о—4°—8о
125—250
Фиг. 25. Схема расположения оборудования листового полунепрерывного стана 2500 мм: I ¦
// — печной пролёт; III — машинный зал; IV— здание стана; V— пролёт отделки; VI— скла;
дукции; 1 — окалиноломатель; 2 — уширительная клеть 3050 мм; 3 — клеть с вертикальными в
I — склад слябов;
клад готовой про-
дукции; 1 — окалиноломатель; z — уширительная клеть виои мм; а — клеть с вертикальными валками; 4 — чер-
новая реверсивная клеть 2500 мм; 5 — чистовые клети 2500 мм; 6 — загрузочные площадки; 7 — нагревательные
печи; 8 — пресс для обжатия боковых кромок; 9 — правильные машины; 10 — ножницы;И — летучие ножницы;
12 — ножницы для окончательной резки; 13 — краны.
Тонколистовой непрерывный стан 1700 мм
Назначение — прокатка из слябов длиной
от 2 до 4,8 м, толщиной от 75 до 150 мм, ши-
риной от 600 до 1500 мм листов толщиной от
1,6 до 6 мм, шириной от 600 до 1500 мм.
Стан (фиг. 26) состоит из 15 клетей, распо-
ложенных последовательно и представляющих
Вторая клеть черновой группы служит для
уширения сляба при прокатке его в попереч-
ном направлении. Далее производится обжа-
тие кромок сляба в линейках гидравлического
пресса давлением 1800 т. Перед окалинолома-
телем чистовой группы установлены летучие
ножницы барабанного типа для отрезания кон-
цов у листов, вышедших из черновой группы.
12 3-й 3 5 3 5 15 7 1 6 7
К станам
холодной прокатки
320000
690000-
Фиг. 26. Схема Расположения оборудования тонколистового непрерывного стана 1700 мм: I — V — то же, что и на
фиг. 25; 1 — окалиноломатель; 2 — уширительная клеть; 3 — клеть с вертикальными валками; I — черновая клеть;
5— промежуточные клети; 6 — чистовая группа; 7 — летучие ножницы; 8 — правильные машины; 9 — моталки;
Ю — укладвшатели листов; И — подземный конвейер для бунтов; 12 — печи; 13 — кран 15 т; 14 — кран 50/7,5 т;
15 — кран 30/7,5 т; 16 — кран 75/15 т.
две группы — черновую (8 клетей) и чистовую
G клетей). В начале черновой и чистовой
групп расположены клети дуо-окалинолома-
тели. Перед тремя последними клетями чер-
новой группы установлены клети с вертикаль-
ными валками, служащими для обжатия боко-
вых кромок прокатываемого сляба.
Между клетями чистовой группы установлены
петледержатели.
По выходе из чистовой группы тонкий
лист или разрезается на мерные' длины лету-
чими ножницами и далее следует на уклады-
ватель, или же в виде длинной полосы посту-
пает на роликовые сматывающие машины,
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
871
после которых по подземному конвейеру
бунты направляются к станам холодной про-
катки. Кроме того, имеются боковые роль-
ганги, по которым длинный лист может на-
правляться к другим летучим ножницам и
далее, после разрезки на мерные длины, листы
укладываются в стопы. После взвешивания
листы подвергаются правке, промывке, про-
масливанию и упаковке.
Характеристика рабочих клетей стана при-
ведена в табл. 16.
роны клети. Привод рабочих валков стана —
от двигателя мощностью 2500 л. с, имеющего
300/500 об/мин, через редуктор и шестеренную
клеть, с диаметром шестеренных валков 500 мм.
Моталки имеют самостоятельный привод от
электродвигателей.
Перед моталкой установлен разматыватель
рулонов. Прокатка производится в несколько
реверсивных проходов с натяжением (перед-
ним и задним) полосы моталками. Стан уста-
новлен в одном пролёте с непрерывным трёх-
Таблица 16
Характеристика рабочих и шестеренных клетей и главных двигателей непрерывного стана 1700 мм
№
клетей
3
4
5
6
8
9
ю-15
Клеть
Окалиноломатель дуо
Уширительная кварто
Дуо с вертикальными валками
Черновая кварто
Дуо с вертикальными валками
Черновая кварто
Дуо с вертикальными валками
Черновая кварто
Окалиноломатель дуо
Чистовые кварто
Размеры вал-
ков в мм
Диа-
метр
73°
960/1250
8ю
630/1250
8ю
630/1250
Sio
630/1250
630
630/1250
Длина
бочки
1700
245°
25°
170Э
250
1700
250
1700
1700
1700
Размеры
шестерён
в мм
Диа-
метр
Длина
бочки
75°
IOOO
650
650
650
650
6.50
1500
i6oo
1300
1300
1300
1300
1300
Двигатели
Мощ-
ность
в л, с.
IOOD
Зооо
275
Зооо
275
Зооо
275
Зооо
5оо
5X3000
Об/мин
375
215
400—800
боо
400—800
боо
400—800
боо
250/500
175/4°°
Скорость прокатки в последней клети
чистовой группы — от 3 до 8 м/сек.
Общий вес оборудования стана — около
9000 т. Производительность — до 140 т/час,
или в среднем 750—800 тыс. т в год.
Стан холодной прокатки реверсивный
кварто 1700 мм
Назначение — прокатка горячекатанных по-
лос (в рулонах) толщиной 1,6—3 мм в листы
толщиной 0,6—1,4 мм, шириной 6С0—1500 мм.
Стан (фиг. 27) состоит из одной реверсив-
ной клети кварто с валками диаметром
2
Фиг. 27. Схема расположения оборудования цеха холодной прокатки: / — травиль-
ное отделение; II — отделение колпаковых отжигательных печей; III— отделение
дрессировки листов; IV— отделение ножниц и правильных машин; V— склад
готовой продукции; VI — пролёт резки и транспортировки рулонов; VII— пролёт
прокатки; VIII— пролёт резки и уборки; 1 —подземный конвейер из цеха горячей
прокатки; 2 — наклонный конвейер; 3 — трёхклетьевой непрерывный стан; 4 — ком-
бинированные разделочныэ агрегаты; 5 — одноклетьевой реверсивный стан кварто;
6 — краны 15 т.
клетьевым станом и обслуживается одними и
теми же травильным и отделочным агрегатами.
Скорость прокатки — 4—8 м\сек. Вес стана
с моталками (без отделочных агрегатов и
ножниц) — около 1000 т. Производитель-
ность— до 20 т/час, или в среднем 100—
120 тыс. т в год.
Непрерывный стан холодной прокатки
1700 мм
Назначение — прокатка из горячекатанных
полос (в рулонах) толщиной 1,6—3 мм, шири-
ной от 600 до 1500 мм листов толщиной от
0,6 до 1,4 мм, шириной от 600 до 1500 мм.
Стан (фиг. 27) состоит
из трёх расположенных
последовательно нере-
версивных клетей кварто
с валками диаметром
485/1240 мм и длиной
бочки 1700 мм. Привод
рабочих валков каждой
клети — от двигателя
мощностью 1500 л. с,
имеющего 400/800 об/мин,
через комбинированный
редуктор, шестеренную
клеть с диаметром ше-
стеренных валков 500мм.
Перед станом установлен
разматыватель рулонов,
а за станом — наматы-
вающий барабан (мотал-
ка). Рулоны, поступаю-
щие по подземному кон-
вейеру из цеха тонколи-
стового непрерывного
стана горячей прокатки,
485/1370 мм и длиной бочки 1700 мм и двух подвергаются непрерывной травке в травиль-
реверсивных моталок по одной с каждой сто- ных агрегатах, промывке, сушке, стыковой
872
УСТРОЙСТВО И СХЕМЫ ПРОКАТНЫХ СТАНОВ
[РАЗД. IV
сварке, после чего поступают на разматыва-
тель стана. После прокатки бунт снимается
с моталки и подвергается обрезке кромок на
дисковых ножницах, резке на мерные длины
на летучих ножницах и дальнейшей отделке.
Скорость прокатки в последней клети
стана — 4,Е—9 м\сек. Вес стана (без оборудо-
вания травильных агрегатов) — около 2000 т.
Производительность — до 60 т/час, или в сред-
нем около 250—300 тыс. т в год.
Трубопрокатный агрегат 149—400 мм
Назначение — прокатка из круглой заго-
товки диаметром 140—330 мм, длиной 1,2—
5,5 м, весом до 2,5 т бесшовных труб диа-
метром 140—400 мм.
Агрегат состоит (фиг. 28) из двух прошив-
ных станов, расположенных последовательно,
прошивка её в толстостенную гильзу. Для
дальнейшего уменьшения толщины стенки
гильза прокатывается во втором прошивном
стане. После подогрева в подогревательной
методической печи гильзы (тонкостенные)
проходят прокатку на автоматическом стане,
на одном из риллинг-станов и калибровочном
стане, на которых производятся выравнивание
толщины стенки гильзы, придание трубе глад-
кой внутренней и наружной поверхности и
калибровка её по диаметру в соответствии
с требованиями стандарта. Затем трубы под-
вергаются охлаждению на стеллажах, правке
на правильных машинах, холодной калибровке,
обрезке концов, нарезке резьбы и т. д.
Передача труб от одного стана к другому
осуществляется по наклонным стеллажам, по
которым трубы перекатываются под действием
собственного веса, поэтому всё оборудование
Фиг. 28. Схема расположения оборудования трубопрокатного агрегата для прокатки труб диаметром 140 —
400 мм: 1 — нагревательные печи; 2—прошивной стан (первый); 3 — прошивной стан (второй); 4 — автомати-
ческий стан; 5 — риллинг-станы; 6 — калибровочный семиклетьевой стан; 7— правильные машины; 8 — холодиль-
ник; 9 — трёхклетьевой стан холодной калибровки; 10—приёмный стеллаж; 11 — печной рольганг; 12 — на-
клонные решётки; 13 — фрикционный толкатель; /^ — подводящий рольганг; 15— решётки; 16— выходная сторона
прошивного стана; 17 — карманы; 18 — подогревательная печь; 19 — инспекторский стол.
автоматического стана, двух риллинг-станов и
двух калибровочных станов: одного —для го-
рячей и другого — для холодной калибровки.
Характеристика основного оборудования
агрегата приведена в табл. 17.
' Заготовка, нагретая в методической печи
до температуры 1200—1250°, передаётся на
первый прошивной стан, где производится
Характеристика основного оборудования
агрегата 140—400 мм
Таблица 17
трубопрокатного
Стан
Прошивные станы № 1 и 2
Автоматический стан . . .
Риллинг-станы№ 1 и 2 . .
Калибровочный трёхклеть-
евой стан (горячая ка-
либровка)
Калибровочный семиклеть-
евой стан (холодная ка-
Рабочие валки
Диаметр
в мм
1300—ноо
ноо— обо
860—760
800—700
800—700
Длина
бочки
в мм
7бо
155°
720
53°
53о
Об/мин
75-И2
6а— 93
до - i8o
28— 50
28— 50
Угол
наклона
в град
6—12
6
Двигатель
Об'мин
Г5О - 220
375 —550
4°о—75°
500-900
500—900
Мощ-
ность
в л. с.
5ооо
2500
I2OO
7Х2О0
ЗХзоо
агрегата имеет каскадное расположение.
Вес всего оборудования стана — около
6500 т. Производительность — 65 т/час, или
в среднем 340—350 тыс. т в год.
Трубосварочный стан
Назначение — изготовление сварных труб
диаметром от Ц{' до Ъ" из стрипсов шириной
73—294 мм, толщиной
2,7—4,7 мм.
Стрипсы в рулонах
подаются к устройству
для разматывания (фиг.
29) и далее подвергаются
правке, обрезке, сварке
концов, нагреву в непре-
рывной печи до t =¦ 1360°
и формовке в трубы в
сварочном шестиклетье-
вом стане, имеющем 3
пары вертикальных и 3
пары горизонтальных
валков. Диаметр рабо-
чих валков — 348—406
мм, ширина бочки —
152 мм, число оборотов
валков 35—12S в ми-
ГЛ. XVIII]
СХЕМЫ ТИПОВЫХ ПРОКАТНЫХ СТАНОВ
873
нуту. После разрезки на мерные длины трубы
охлаждаются и поступают на окалиноломатель,
состоящий из трёх клетей, с двумя парами
горизонтальных и одной парой вертикальных
валков. Часть труб проходит отделение оцин-
кования, оборудованное ваннами для обезжи-
ривания, травления, промывки и ощшкования,
пароперегревателем для продувки внутренней
поверхности труб после оцинкования; наруж-
ном прессе. Далее заготовки нагреваются
в методических и камерных печах, центриру-
ются, осаживаются и прошиваются на прессе
давлением 3000 т, калибруются на штампо-
вочном прессе давлением 7000 т и поступают
на колёсопрокатный стан (фиг. 29) для рас-
катки диска и обода колеса. Стан имеет семь
валков: два вертикальных, четыре направляю-
щих и один главный. Привод главного валка
Фиг. 29. Схема расположения оборудования трубосварочного непрерывного стана: 1 — разматы-
ВЕтель рулонов; 2 — правка и обрезка концов; 3 — сварка стрипсов; 4~ проталкивающие ролики;
5 — сварка иголки с передним концом стрипса; 6 — непрерывная печь, 7 — непрерывный формовоч-
ный стан; В — пила; 9— охладительный стол; 10— окалиноломатель.
ная поверхность при этом покрывается спе-
циальным лаком.
Отделение отделки имеет правильные станки
с тремя парами приводных валков, гидравли-
ческий пресс для испытания труб под давле-
нием до 70 am, трубонарезные и муфтона-
вёрточ'ные станки, покрасочный аппарат, весы
и т. д. В муфтовом отделении имеются станки
для разрезки муфтовой заготовки и нарезки
резьбы. Производительность стана — около
85 тыс. т труб в год.
—168000 -
Фиг. 30. Схема расположения оборудования колесопро-
катного стана: /—склад слитков; Я—склад заготовок;
///—ценной пролёт; IV— здание стана и прессов;
1 — разрезные станки; 2 — наклонный рольганг; 3 — ме-
тодические печи; 4 — пресс для ломки слитков; 5 — ка-
мерные печи; 6 — осадочно-прошивной пресс; 7— колесо-
прокатный стан; 8 — калибровочно-штамповочный пресс;
9 — загибочный пресс; 10 — стеллажи; ц — кран 30/7,5 т;
12 — кран 10 т; 13 — кран 5 т.
Колёсопрокатный стан
Назначение — производство цельнокатаных
колёс диаметром 950—1050 мм. Исходный ма-
териал — двенадцатигранные слитки весом
2800 кг. Слитки надрезаются на токарных
станках и разламываются на слитколоматель-
и вертикальных валков — от одного мотора
мощностью 1500 л. с. с регулируемой по схеме
Леонарда скоростью. Давление металла на
валки при прокатке достигает 3000 т. После
прокатки производится выгибка диска колеса
на прессе 3000 т и закалка обода и реборды.
Вес оборудования стана — около 2300 т.
Производительность — до 20 mfnac, или в сред-
нем 100 тыс. т в год.
Бандажепрокатный стан
Назначение — прокатка бандажей с гребнем
и без гребня для паровозов, а также банда-
жей для колёс вагонов, тендеров и трамваев.
Исходный материал — двенадцатигранные
слитки весом до 3 т. Слитки надрезаются
на токарных станках и разламываются по
месту надрезов специальным слитколомателем.
После этого заготовки нагреваются в печах,
осаживаются, прошиваются, центрируются на
прессе давлением 3000 т и поступают на
бандажепрокатный стан, который состоит иа
двух клетей — черновой и чистовой. Черно-
вая клеть имеет два вертикальных и два
горизонтальных валка и четыре направляю-
щих ролика; привод валков — от электродви-
гателя мощностью 1200 л. с, имеющего 60—
?00 об/мин.
Чистовая клеть имеет два вертикальных
рабочих валка (один из них — внутренний,
холостой) и четыре направляющих ролика.
Привод наружного валка, обрабатывающего
внешнюю поверхность бандажа, — от электро-
двигателя мощностью 1200 л. с, имеющего
60—300 об/мин. Число оборотов валка —12—
60 в минуту. После прокатки бандажи прохо-
дят растяжку на центровочном прессе, клей-
мение на штемпельном прессе и термообра-
ботку (закалку и отпуск).
Вес оборудования стана — около 1100 т.
Производительность — до 10 т/час, или
50 тыс. т в год.
Глава XIX
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ И РАСЧЁТ
ОСНОВНЫХ ДЕТАЛЕЙ И МЕХАНИЗМОВ ГЛАВНОЙ ЛИНИИ
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ
В ПРОКАТНЫХ СТАНАХ
Величины, характеризующие формо-
изменение и процесс деформации металла
при прокатке
Для характеристики формоизменения и про-
цесса самой деформации металла при его про-
хождении между валками прокатного стана
принято употреблять следующие величины.
Линейное или абсолютное обжатие
Ah =¦ h0 — hi мм,
где Ло и hx — высоты сечений металла до и
после прокатки.
Относительное обжатие, выражаемое
обычно в процентах,
0
Вытяжка
h
0±
где /0 и /j, Qq и Q1 — длины и площади сече-
ний полосы до и после прокатки. Вытяжка за
•один проход в среднем равна Х= 1,1 — 1,6 и в
некоторых случаях при высоких обжатиях
доходит до 2—2,5.
Угол захвата а, образованный между пло-
скостью, проходящей через оси валков, й ра-
диусом, проведённым в точку А (фиг. 1), вы-
числяется по уравнению
А/г
COS а = 1 — 7j-
или
где г—радиус валка.
Для обеспечения входа прокатываемого
металла необходимо, чтобы угол захвата не
превышал угол трения или
tg«O,
где (а — коэфициент трения между прокаты-
ваемым металлом и валками. Наиболее упо-
требительные максимальные углы захвата при-
ведены в табл. 8.
Дуга захвата АВ (фиг. 1) определяет уча-
сток, на протяжении которого валок соприка-
сается с прокатываемым металлом. Длина этой
дуги обычно вычисляется по уравнению
Опережение 5 характеризует превышение
скорости выхода прокатываемого металла над
окружной скоростью валков и выражается со-
отношением
У1-Уд
S =
где Vi — скорость выхода прокатываемого
металла из валков; va — окружная скорость
валков.
Для подсчёта опережения служит формула
г .
где y — нейтральный или критический угол
(фиг. 1), показывающий положение нейтраль-
ного сечения, в котором скорость движения
прокатываемого металла равна горизонтальной
составляющей окружной скорости валков.
Угол 7 находится [12] из уравнения
Sin а 1 — COS а
sin 7 = -2 Т
Если прокатка производится с натяжением
металла при его входе в валки или выходе,
нейтральный угол определяется [19] по фор-
мулам:
х
sin 7 = ¦
rAh
>-к
1,15 ft!1
где k\ — сопротивление пластичности при про-
стом линейном растяжении (предел текучести);
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
875
о0 и а^— напряжения растяжения в прокаты-
ваемой полосе от её натяжения при входе и
выходе из валков.
Уширение метал-
ла при его прохо-
ждении между валками
Д& = &J — &0,
где &0 и Ьх — ширины
сечений металла до и
после прокатки.
Эта величина за-
висит от многих фак-
торов и теорети-
чески может быть
определена лишь
ориентировочно по
одной из трёх приво-
димых ниже эмпири-
ческих зависимостей:
1) Ы-О^-
Фиг. 1. Схема деформации "О
металла между валками.
где С — коэфициент,
зависящий от каче-
ства и температуры прокатываемого металла
(см. табл. 1);
2> Д4=тУл;
3)
где
т =
[=
р. — коэфициент трения между прокатываемым
металлом и валками [26].
Таблица 1
Металл
L
Малоуглеродистая сталь
Медь
Алюминий
Свинец
Темпера-
тура про-
катки в °С
IOOO—I15O
300—800
45°
Коэфи-
циент С
31—о,35
°»3б
о.45
о,33
Пластическая деформация прокатываемого
металла и напряжения
При пластической деформации напряжения
превосходят предел упругости и перестают
следовать закону Гука. Это состояние дефор-
мируемого металла называется пластическим.
Опыты показали, что в каждой точке металла, нахо-
дящегося в пластическом состоянии, наибольшие каса-
тельные напряжения имеют постоянную величину, харак-
терную для данного металла
__ "i — °з f4
max 2 "° 2 * V1)
где сг, и оа—главные нормальные напряжения; kx — со-
противление пластической деформации при простом рас-
тяжении (сопротивление пластичности).
В случае статической деформации и отсутствия на-
клёпа
При объёмной деформации пластическое состояние
по теории наибольших касательных напряжений опре-
деляется не менее чем одним из трёх неравенств:
т, < ¦^L
B)
?,, г, и т, — главные касательные напряжения, равные:
в, О, 9» — в,
и т.
C)
где о„ сг3 и о3 — главные нормальные напряжения.
В системе прямоугольных координат t,, т,их, не-
равенства B) изображаются кубом (фиг. 2) с центром,
находящимся в начале координат, и со стороной, равной
Л,. Поверхность этого куба называется предельной по-
верхностью, показывающей, что при её достижении зна-
чения касательного на-
пряжения появляется
пластическое состоя-
ние.
Ввиду того что
*1+та+*»-0, D)
эта предельная поверх-
ность заменяется пре-
дельным контуром ше-
стиугольника, получа-
ющегося в результате
пересечения куба с
плоскостью
В целях устране-
ния разрывности пре-
дельной поверхности
[15] куб заменяют сфе-
рой, а шестиуголь-
Фиг. 2. Предельные поверхно-
сти, обусловливающие пласти-
ческое состояние.
*».
VT
Уравнение этой сферы
E)
2~ Y ^ ~
представляет математическую формулировку современ
ной теории пластичности.
Анализ этого уравнения показывает, что согласно
этой формулировке теории пластичности пластическое
состояние наступает тогда, когда потенциальная энергия
упругой деформации, связанная с изменением формы, а
не объёма, достигает определённого значения. Особен-
ность этой теории по сравнению с теорией наибольших
касательных напряжений состоит в том, что в ней учи-
тывается влияние не только наибольшего и наименьшего
главных нормальных напряжений, но также и среднего.
Если выразить среднее главное нормальное напряже-
ние <j2, находящееся в пределах ^ > а„ > ст., с помощью
величины
876
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
{РАЗД. IV
уравнение F) представится в следующем виде:
G)
Величина ? может изменяться в пределах от— 1 до +1.
При са = <j, или <гя = <га
в, _ а, = ft,.
i+
При плоскодеформированном состоянии, когда за>-—д
что соответствует 5—0,
(8)
Тогда на основании (8)
2
—
№
Подстановка этого значения рх — <зх в (9)
даёт основное диференциальное уравнение
удельного давления при прокатке
d (рх — к) k dy tx _ n
dx у ' dx — у ~
где
A1)
Таким образом, пластическое состояние возникает при
разности главных нормальных напряжений (а, — оа), рав-
ной от ft, до 1,15ft, в зависимости от величины среднего
главного нормального напряжения и3. Экспериментально
это было доказано при растяжении тонкостенных труб,
подвергнутых внутреннему давлению.
Распределение удельного давления по дуге
захвата
Из условия равновесия элемента abed
(фиг. 3), выделенного из прокатываемой по-
лосы в поясе деформации, выводится следую-
щее уравнение:
dx
у
^ + ^ = 0,
dx~ у
(9)
где рх— удельное давление валков на про-
катываемый металл; qx — среднее нормальное
напряжение сжатия в прокатываемом металле
Фиг. 3. Элементарные силы, действующие на прокаты-
ваемый металл в зоне отставания.
по сечению bd, отстоящем от плоскости, про-
ходящей через оси валков, на расстоянии х;
tx — удельная сила трения между прокатывае-
мым металлом и поверхностью валков; у — по-
ловина высоты сечения bd.
Знак плюс в этом уравнении относится к
зоне отставания, а знак минус — к зоне опе-
режения, где частицы прокатываемого металла,
соприкасающиеся с валками, стремятся сколь-
зить по их пбверхности в направлении вра-
щения валков.
Необходимая для решения уравнения (9)
зависимость между удельным давлением и на-
пряжением сх находится из уравнения F).
При прокатке широких полос принимается
— Рх, а2 —
Постоянные величины, получающиеся при
интегрировании этого уравнения, опреде-
ляются из начальных условий. На основании
A0) удельные давления в точках А и В (фиг. 1)
будут: в точке А
и в точке В
где а0 и ff2 — напряжения растяжения в про-
катываемой полосе при ее входе в валки (при
х = I) и выходе (при х = 0).
Общее решение уравнения в точном виде
представляет значительные трудности ввиду
неопределённости в соотношении между рх и
tx. Большей частью при решении уравнения
A1) величина k принимается постоянной по
дуге захвата, а величина tx находится в зави-
симости от предполагаемого характера трения
между прокатываемым металлом и поверхно-
стью валков.
. Принципиальные решения уравнения A1)
произведены для трёх различных случаев
трения:
при наличии скольжения с сухим трением
(теория сухого трения) [27], когда tx = црх,
где [х — коэфициент трения;
при наличии частичного скольжения (тео-
рия постоянных сил трения) [8], когда при-
нимается tx = const;
при наличии скольжения с жидкостным
трением [29], когда
dv
где i\ — вязкость смазочного материала; —.—
градиент скорости в направлении, перпенди-
кулярном плоскости скольжения.
В табл. 2 (а, б, в) приведены результаты
этих решений в виде уравнений удельного
давления и эпюр распределения удельного
давления и сил трения по дуге захвата. В це-
лях упрощения решения уравнения A1) дуга
захвата приравнена дуге параболы и в одном
случае — хорде. Неточности в вычислении от
этого допущения весьма незначительны.
Максимум удельного давления по первым
двум теориям соответствует границе между
зонами отставания и опережения, которая
называется нейтральным или критическим
сечением.
По теории жидкостного трения положение
нейтрального сечения определяется точкой, где
сила трения равна нулю.
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
877
Таблица 2
Распределение удельного давления по дуге захвата
Формулы для подсчёта сил трения и удельного давления
Эпюры распределения
удельного давления и сил
трения по дуге захвата
а) Теория сухого трения
A2)
Дуга захвата приравнена дуге параболы
Для зоны отставания
Для зоны опережения
«0=arctg
А,
; и—arctg
(/f-т)
Дуга захвата приравнена хорде
(формулы автора)
к
3,5
3,0
2,5
2,0
US
Для зоны отставания
Для зоны опережения
/
/
г
/
щ
1
1
/
/
юкс
i
\
\
чет
тк
\
\
и
\
10 8 6 4
A3)
A4)
при 8="-тт-;
h0, hx и Л, — высоты сечения прокатываемого металла до прокатки, на расстоянии
х от линии, соединяющей центры валков, и после прокатки; ДЛ — линейное
обжатие
к
о,и
0,2
&
-0.6
2 01
б) Теория постоянных сил трения
t x •= const «(*• k
Дуга захвата приравнена дуге параболы
Для зоны отставания
A5)
Рх-\ 6о-1
Для зоны опережения
7Tarctg
при
где г — радиус валка
^- arctg г
/Ш х ГШ
10
КО
0,4-
0,2
О
-0,2
-0,4
X"
р
*ление прокат
3 6 U
2 0L
в) Теория жидкостного трения
dv
*
где ¦») — вязкость смазочного материала
Дуга захвата приравнена дуге параболы
Для зон отставания и опережения
при
/
/
ч^ап
\п
s
00
1
8л8ние\
штни 1
N
А °=21
8 б и г oi
V htAh д
гд,е г»1 — скорость выхода прокатываемого металла из валков, Д — толщина ма-
сляной плёнки и
arctg z0
UM
п
0,2
nil
1
***
при
878
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ.
[РАЗД. IV
Продолжение табл. 2
Формулы для подсчёта сил трения и удельного давления
г) Теория скольжения — прилипания
(предложение автора)
В зонах скольжения силы трения определяются по уравнению A2), а удельное
давление — по уравнениям A3) и A4)
В зоне прилипания
где Д» — разность скоростей на контактной поверхности и в центре прокатывае-
мого металла; ve — окружная скорость валков; т), — вязкость прокатываемого
металла; ун— ордината дуги захвата в нейтральном сечении.
Эпюры распределения
удельного давления и сил
трения- по дуге захвата
к
3,0
15
г,о
1,5
10
ia
/
пр
7/0
' to в 6
t»
к
0,1*
¦ Ч
-0,2
-01*
-0,6
ml
он
¦^
Л1
аг
X
\
1
>//
U с
/
1
f
1
v)
и
> С
ч^
L
Все три указанные теории удельного давле-
ния основаны на предположении, что прокаты-
ваемый металл по поверхности валков имеет
скольжение на протяжении всей дуги захвата.
В зоне отставания это скольжение происходит
против направления вращения валков, а в зоне
опережения — по направлению вращения
валков.
Имеются основания полагать, что между эти-
ми двумя зонами скольжения существует ещё
одна зона — зона прилипания, где скольжение
прокатываемого металла отсутствует. В этом
случае силы трения при переходе с одной зоны
скольжения при сухом трении к другой изменя-
ются без скачка (табл. 2), как имеет место по
теориям сухого трения и постоянных сил трения
(см. табл. 2, а и б).
В зонах скольжения эпюра удельного давле-
ния ограничивается, как и по теории сухого
трения, вогнутыми кривыми, а в зоне прилипа-
ния — выпуклой кривой, имеющей куполообраз-
ную вершину вблизи нейтрального сечения.
Этот характер эпюры удельного давления
подтверждается экспериментальными исследо-
ваниями распределения удельного давления по
дуге захвата [4, 20].
Направление сил, действующих на валки
при прокатке
Усилия, приложенные от прокатываемого
металла к валку, слагаются из нормального
давления и сил трения. Направление равно-
действующей этих усилий зависит от способа
и условий прокатки; в каждом отдельном слу-
чае направление равнодействующей можно
определить, пользуясь правилом, что равно-
действующие давления валков на прокатывае-
мый металл должны быть направлены таким
образом, чтобы последний во всех случаях на -
ходился в равновесии.
При наиболее распространённом так назы-
ваемом простом процессе прокатки равнодей-
ствующие всего давления прокатываемого ме-
талла на валки, т. е. нормального давления и
сил трения, будут направлены параллельно ли-
нии, соединяющей центры обоих валков, а при
обычном горизонтальном расположении вал-
ков — вертикально (табл. 3, а).
Направление равнодействующих давления
на валки будет вертикальным лишь при со-
блюдении следующих условий: 1) оба валка
приводные и имеют равные диаметры и окруж-
ные скорости; 2) прокатываемый металл одно-
роден по своим механическим свойствам;
3) металл движется равномерно и на него не
действуют какие-либо другие силы.кроме сил,
приложенных от валков.
На практике, однако, не всегда соблюдаются
все эти условия, и тогда равнодействующая
давления металла на валок не будет направлена
вертикально. Для наиболее характерных из
этих случаев прокатки направление равнодей-
ствующих сил показано в табл. 3.
Основные факторы, влияющие на давление
металла на валки при прокатке
Определение общего давления металла на
валки при прокатке состоит из решения двух
основных задач: 1) вычисления площади со-
прикосновения прокатываемого металла с вал-
ком, проекция которой на плоскость, нормаль-
ную к равнодействующей давления на валки,
называется контактной площадью, и 2) опреде-
ления удельного давления на валки.
Общее давление металла на валки
P = Fpcp, B1)
где F — контактная площадь с одним из вал-
ков; рср — среднее удельное давление. Вели-
чина F в большинстве случаев находится от-
носительно просто, так как она зависит от гео-
метрических размеров валков и прокатывае-
мой полосы перед входом в валки и после
выхода из них. Определение же рср пред-
ставляет в ряде случаев известные трудности.
ГЛ. XIXI
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
87^
Таблица 3
Направление сил, действующих на валки при разных процессах прокатки
Процесс прокатки
Направление сил, действующих на
валки
Формулы для определения момента М.,
вращающего приводной валок, и бокового
давления X, действующего на подшипники
Оба валка приводные с рав-
ными диаметрами и окружными
скоростями, прокатываемый
металл, однородный по своим
механическим свойствам, дви-
жется равномерно и на него не
действуют какие-либо другие
силы, кроме сил, приложенных
от валков (простой процесс
прокатки)
1) Без учёта потерь на тре-
ние в подшипниках
2) С учётом потерь на трение
в подшипниках
~P-0,5 Y r\h ; A9)
B0)
1) М ~
2) jW =
где ДА — линейное обжатие; d — диаметр
цапфы; |J.j — коэфициент трения цапфы
в подшипнике; р—радиус круга треиия
цапф валка
Один валок приводной (на-
пример, нижний), другой вра-
щается вследствие трения ме-
жду прокатываемым металлом
и поверхностью холостого вал-
ка. Все прочие условия соот-
ветствуют простому процессу
прокатки
1) Без учёта потерь на тре-
ние в подшипниках
2) С учётом потерь на тре-
ние в подшипниках
Прокатка происходит при
всех тех ,же условиях, как
и в простом процессе прокат-
ки, но прокатываемая полоса
при входе и выходе из валков
подвергается натяжению под
влиянием некоторых сил RumRx
Ro < tfi
1) Без учёта потерь на тре-
ние в подшипниках
2) Для стана с холостыми
валками с учётом потерь на
трение в подшипниках
1) Mi - Pa3-P(D + A,) sin P;
2) M, - P (a, + p) - P (D + A,) sin (p + ?),
d
где sin <? — 14
l) M = Pa - Pr sin (P — Ф);
При р = ф прокатка происходит только
за счёт переднего натяжения полосы.
2) Сила, необходимая для протягивания
металла через холостые валки, равна
Rl-R0= 2P sin (p + <р)
2р й
при sin <р - -^ - -р 14
То же при #0> /?, (без учёта
потерь на трения в подшипни-
ках)
M - Pa- Pr sin (P + <V);
л = ^ »
Валки вращаются неравно-
мерно, прокатываемый металл
выходит из валков с ускоре-
нием. Все прочие условия
соответствуют простому про-
цессу прокатки:
1) при ускоренном движении,
2) при замедленном движе-
М - Ра = Pr sin (P ± ф);
sin ф = U: 2Р;
G — вес прокатываемого металла; X — вы-
тяжка; I — длина прокатанной полосы;
g— ускорение свободного падения;/—уско-
рение металла при выходе из валков;
U— сила инерции
880
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Продолжение табл. 3
Процесс прокатки
Направление сил, действующих на
валки
Формулы для определения момента М,
вращающего приводной валок, и бокового
давления X, действующего на подшипники
Валки имеют разные окруж-
ные скорости и разные диа-
метры. Все прочие условия
соответствуют простому про-
цессу прокатки (прокатка
с верхним или нижним давле-
нием)
М, -~Рах -» Prx sin (Р, + ф);
М, = Рал=Рг, sin (Р.-Ф);
X = Psintp,
где sin ф
1АВ
Окружные скорости обоих
валков равны, а диаметр одно-
го из валков значительно боль-
ше диаметра другого. Все про-
чие условия соответствуют
простому процессу прокатки
Прокатка происходит при
всех тех же условиях, как
и в простом процессе прокатки,
но верхний слой прокатывае-
мого металла нагрет до более
высокой температуры, чем
нижний (неоднородность меха-
нических свойств прокатывае-
мого металла1»
Mt = Pat - P^ sin (pt — ф);
M2 = Pa% - P/-2 sin (P, + ф),
Га Sin pa — Г, Sin Pt
= Л, -f rt A — cos p,) + ra A — cos I
M1 = Put - Pr sin C, + 40;
Ma - Pa3 -» Pr sin (ps — ф),
sin $! — Sin Pa
tg <p
Jh. + 2 — cos p, - cos Pa
Прокатка колец или банда-
жей; первый валок — привод-
ной, второй — холостой
X = P Sin ф, ф = Pa + «pa
При консольном расположении валков:
Л РА + В рв
А и В — нагрузка на подшипники наруж-
ного валка;
С и Е — то же внутреннего, валка;
и Р? — радиусы кругов трения
подшипников
ГЛ. XIX]
УСИЛИЯ. ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
881
Продолжение табл. 3
Процесс прокатки
Направление сил, действующих на
валки
Формулы для определения момента М,
вращающего приводной валок, и бокового
давления X, действующего на подшипники
Прокатка колец в матрице
(матрица 1 — приводная, валок
2 — холостой)
М = Р (Я] + pj) = Р [(г, — r.x— ht) sin ф +
+ Pi + Pal.
где <f = ра +93;
sin <p9 = -Й-
Поперечная и винтовая про-
катка в двухвалковом стане
То же в трёхвалковом стане
Ж =
где sin ф
X = Р sin ф,
М - Ра = Р
где sin ф » ~^-
d \ Ь
(-4)
На величину удельного давления влияют
в основном два фактора: механические свой-
ства прокатываемого металла {kx или о5) и
характер его напряжённого состояния при
прокатке, при этом механические свойства
прокатываемого металла должны быть выра-
жены как функция предела текучести <ss при
линейном статическом растяжении, наклёпа
и скорости деформации.
Тогда удельное давление при прокатке
в общем виде может быть выражено следу-
ющим, уравнением:
ср
где пя — коэфициент напряжённого состояния,
учитывающий влияние на удельное давление
внешнего трения и натяжения; nv— коэфициент
скорости, учитывающий влияние на удельное
давление скорости прокатки; пн — коэфициент
наклёпа, учитывающий повышение предела те-
кучести при прокатке вследствие упрочнения
прокатываемого металла.
Эти три коэфициента больше единицы^ за
исключением па, который в некоторых случаях
ври значительных натяжениях и низком внеш-
56 Том 8
нем трении, может доходить до 0,7—0,8.
Практически этот коэфициент оказывает
наибольшее влияние на удельное давление
и в зависимости от условий прокатки
и внешнего трения он может колебаться
в весьма широких пределах, в среднем па =
=0,8 ч- 8.
в том случае, если натяжение отсутствует
и влияние внешнего трения настолько мало,
что им можно пренебречь (т. е. когда а3 = (^
то коэфициент напряжённого состояния будет
лв=1,15.
Скорость прокатки оказывает значительно
меньшее влияние на удельное давление, чем
фактор напряжённого состояния. Значение
коэфициента скорости определяется на осно-
вании экспериментальных исследований или
в зависимости от вязкости прокатываемого
металла и скорости деформации. При холод-
ной прокатке значение коэфициента скорости
деформации практически может быть принято
равным единице.
Коэфициент наклёпа при горячей прокатке,
т. е. при прокатке выше температуры рекри»
882
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
сталлизации, практически равен единице. При
холодной прокатке этот коэфициент обычно
учитывается тем, что в уравнение B2) подста-
вляется среднее значение предела ^екучести
до и после прокатки. '
Определение площади контакта
прокатываемого материала с валками
Площадь контакта зависит от геометри-
ческих размеров валков и прокатываемой по-
лосы перед входом в валки и после выхода.
При прокатке листов, ленты и вообще про-
филей прямоугольного сечения, где валки со-
прикасаются с прокатываемым металлом только
своей цилиндрической поверхностью^ контакт-
ная площадь (одного валка) может быть под-
считана по уравнению
F = I -0-
B3)
где / — длина участка, на протяжении которого
валки соприкасаются с прокатываемой поло-
сой (фиг. 1); #о и *i — ширина прокатываемой
полосы при входе и выходе из валков.
Величина I может быть найдена из зависи-
мости
= у
B4)
Ввиду того что при применяемых на прак-
тике углах захвата второй член подкоренного
выражений в этом уравнении весьма мал по
сравнению с первым, величина F с достаточ-
ной точностью для практических расчётов
может быть принята равной
F —
гД/г.
B5)
где Ьо и Ъ\ —- ширина профиля до и после про-
катки; г — радиус валка; Lh — линейное обжа-
тие.
Если диаметры обоих валков существенно
разнятся " один от другого, как это бывает,
например, у листозых станов трио (табл. 3),
то площадь контакта у каждого валка вычис-
ляется по уравнению
Дй,
B6)
где rj и г2 — радиусы одного и другого вал-
ков.
При прокатке профилей в калибрах не
с цилиндрическими рабочими поверхностями,
например, при прокатке круга, овала, квадрата
на ребро, уголков и т. п., контактная площадь
обыкновенно определяется графически, так
как аналитические подсчёты в этих случаях на-
много сложнее. Для этой цели калибр вместе
с находящейся в нём прокатываемой полосой
вычерчивается в трёх проекциях, и путём
нанесения линии пересечения валка с по-
ступающей полосой (фиг. 4) определяется
площадь соприкосновения.
Приближённо площадь контакта при про-
катке профилей не в прямоугольных калибрах
может быть также определена по уравнению
B6), принимая Ah равным среднему линейному
обжатию по ширине профиля, т. е.
л и Qo Qi /97U
где Qo и Q, — площади сечения профиля до й
после прокатки.
Приведённые выше формулы выведены для
идеального,т.е. недеформируемого, валка. При
холодной прокатке листов и лент следует
учитывать местную упругую деформацию сшй-
Фиг. 4. Определение площади контакта графическим
способом.
тия валкод, которая вызывает некоторое уве-
личение длины дуги захвата.
Приближённо подсчёт истинной длины дуги
захвата с учётом упругого сжатия валков
может быть произведён по формуле
= *о 4-
+ х\ .
B8)
Входящая в эту формулу величина х0 пред-
ставляет собой прирост длины дуги от линии,
соединяющей центры валков в направлении
прокатки, и определяется:
8A—
B9)
где (х — коэфициент Пуассона материала вал-
ков; Е — модуль упругости материала валков;
г—радиус валка; рср — среднее удельное да-
вление.
Для стальных валков, принимая ? =
= 2,2-10* кг\мм* и |х = 0,3, величина дг0 будет:
где Рср выражено в кг/мм2 иг—в мм.
При прокатке колец прямоугольного сечения
между валками по схеме, приведённой
в табл. 3, к, площадь контакта подсчитывается
по уравнению
F =
h
Ьл Г 2ДЛ
C0)
где ДЛ — линейное обжатие; гх и г2 — радиусы
внутреннего и наружного валков; гн иг,^
наружный и внутренний радиусы кольца.
В случае, если кольцо прокатывается
в матрице (см. табл. 3, к), то входящая в эту
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
883"
формулу кривизна — наружного валка изме-
Г2
няет свой знак на обратный, и тогда F вы-
разится так:
C1.)
Г2
Гн
При поперечной или винтовой прокатке
(табл. 3, л) площадь находится по уравнению
= 2
где Ах — длина участка прокатываемой заго-
товки, на котором щирина! контактной площади
равна Ьх; гв— радиус валка; гзаг— радиус за-
готовки; Ь.гзаг — линейное обжатие заготовки
одним валком, т. е. уменьшение радиуса или
толщины стенки заготовки за половину её
оборота (см. табл. 3) или за одну треть (см.
табл. 3, м).
Влияние скорости деформации и Наклёпа
на давление металла на валки
Скоростью деформации и называется про-
изводная относительной деформации по вре-
мени, т. е.
C2)
и =
dt
которая может быть также выражена
U ~ -:- ,
C3)
где Vh<—линейная скорость обжатия, т. е.
скорость продвижения инструмента в напра-
влении деформации; h — мгновенная высота
деформируемого тела.
Среднее значение скорости деформации
при прокатке в зависимости от окружной
скорости валков может определяться по уравне-
нию
2v sin -j
2v'~
C4)
предела прочности от скорости дефррмации
при разных температурах [30]. !
Повышение сопротивления деформаций е
увеличением её скорэсти происходит лишь, при
обработке металла выше температуры рекри-
сталлизации. При обработке металла в холод-
ном состоянии влияние скорости на сопро-
тивление деформации весьма незначительно,
причём согласно последним, данным при вы-
соких скоростях прокатки наблюдается неко-
торое понижение сопротивлений холодной де-
формапи.1 с увеличением скорости. '
Влияние скорости на давление металла на
валки может быть также учтено коэфициен-
Фиг. 5. Влияние скорости деформации йа предел проч-
ности малоуглеродистой стали при разных температурах.
том nv, входящим в уравнение B2). Ориен-
тировочное значение коэфициснта скорости nv
при горячей прокатке в зависимости от огнэ-
шения скорости прокатки к диаметру Валков:
Отношение скорости
прокатки к диаметру вал-
м/сек
Коэфициент скоро-
сти я„
i—2 2—5 S^t(> Ы—ао 20—50
i,o i,i i,2 ' t,35 1,5
Влияние наклёпа на давление прокатывае-
мого металла на валки согласно уравнению B2)
учитывается коэфициентом наклёпа, равным
где v—окружная скорость валков; а —угол
Й0 + *1
захвата; '—L—средняя высота прокаты-
- / я*
ваемой полосы в поясе деформации; г — ра-
диус валка,
В среднем скорость деформации при про-;
катке находится обычно в пределах
и = от 1 доДО3-
1
сек
Влияние скорости деформации на давление
металла на валки при прокатке изучено ещё
очень мало. Известно лишь, что сопротивле-
ние деформированию возрастает с повыше-
нием скорости деформации. [
Результаты экспериментальных исследо-^
ваний, дающих некоторое представление о вли-г
янии скорости на сопротивление деформации
малоуглеродистой стали, приведены на диа|
грамме (фиг\ 5), где изображена зависимость
2т,
где <jy и as — пределы текучести при линей-
ном растяжении до и после прокатки.
Значение этих пределов текучести вы-
бирается на основании экспериментальных
данных. Для углеродистой стали и латуни эти
данные приведены на фиг. 6.
Формулы для подсчёта среднего удельного
давления
Среднее удельное давление прокатывае-
мого металла на валки определяется как
средняя ордината эпюр распределения удель-
ного давления по дуге захвата (см. табл. 2>
Рср i
884
СИЛОЕЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
При подстановке сюда значений рх
согласно уравнениям A3) и A4) получается
формула автора
- 1 , C5)
где k'=l,\5nvnH<ss;
где hH — высота сечения прокатыва-
емого металла в нейтральном сече-
нии; i>. — коэфициент трения между
kQ и kx — пределы текучести при данных усло-
виях деформации до и после прокатки, умно-
женные на коэфициент 1,15; с0 и а1 — напря-
жения От натяжения при входе и выходе из
валков.
Среднее удельное давление при горячей
прокатке стали без натяжения можно подсчи-
тывать также по формуле C8)
рСр
— 1.2ДЛ]
кг/мм?, C8)
п
.-—'
-—-
60%
20
***
—
1*0
60
'si/
!
80
%
а)
где v — окружная ско-
рость валков в
мм/се к; г — радиус
валка в мм; k—удель-
ное сопротивление
при статическом сжа-
тии В KZJMM?\ T) —ВЯЗ-
КОСТЬ прокатываемо-
го металла кгсек/мм'!.
Величины k и yj для
горячей стали опре-
деляются по следую-
щим эмпирическим
формулам:
20
Фиг, 6 Влияние обжатия на предел текучести: а — стали О,10°'о С; 0,45% Мп; б— стали
0,63°/0 С; 0,62% Мп; в — стали 0,93% С; О,26°/О Мп; г — латуни Л73.
А=A4 —0,010 О.<
+Mn + 0,3 Сг) кг/мм?;
•^=0,01A4-
— 0,010 а кгсек1мн*,
где / — температура
прокатки, СС; С, Мп
и Сг — содержание
углерода, марганца
и хрома в оуо; а —
коэфицкент, завися-
щий от скорости про-
катки.
прокатываемым металлом и валками; г — ра- Значения коэфициента а:
диус валков.
Отношение —?- определяют исходя из ра-
скорость прокатки в м!сек
коэфициент а . . . . • ¦ ¦
до 6 б—ю ю—15 15—2
i о,8 о>бо °.бо
венств рх, выражаемых уравнениями A3) и
A4) в нейтральном сечении
1
¦л,
6+1
C6)
Для упрощения подсчёта среднего удель-
ного давления на фиг. 7 приведена диаграмма,
построенная по формуле C5).
При прокатке с натяжением давление на
валки меньше, чем при прокатке без натяже-
ния. В этом случае среднее удельное давле-
ние определяется по второй упрощённой фор-
муле автора
Указанные уравнения действительны для
температур >800аС и содержания Мп < 1<>/0
и Сг примерно не более 2—3°/0.
На фиг. 8 приведены экспериментальные
данные об удельном давлении при прокатке
углеродистых и легированных сталей (см.
табл. 4) с различными обжатиями в зависимо-
сти от температуры [31].
Таблица 4
Химический состав (в %) сталей, прокатанных
при опытах (к фиг. 8i
ГДе е _ *о~"а
ft,'
. C7)
<Ч> —•
Л €.
V *, ' Л0+.Л, *
1
Обозначе-
ние кривых
на фиг. 8
i
а
3
4
5
6
С
О,II
Si
0,22
o,88o,i8
о,об
О,II
о, 14
о,45
1,19
о,бд
i,9->
1,9'J
Мп
о, so
0,63
0,29
0,64
0,69
0,85
О
о
о
о
о
о
р
О2О
oi4
OIO
о 1,5
О15
О15
S
o,oi8
0,016
0,002
0,026
0,010
0,010
Сг
_
—
22,5
i8,4
2.5,0
15.4
Ni
—
0,14
9,1
20,5
13,7
W
—
—
—
—•
i,9i
AI
—
2,23
—
—
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
885
26
28 30 &
Фиг. 7. Среднее удельное давление в зависимости от напряжённого состояния (внешнего трения)
при различных обжатиях от 2,5 до 50°/0.
\ ОбЖатие •¦ 20%
As
Xis
t \
2Л
40
20
800 1200 1600 "C ' 800 1200 1600'C^
' . ,_, P
06>kamue: 30 % №)
100
90
59
40
20 —
800 mo i6oo''c
OS)kamue: 30 %
\
t
A
\
,\
V
5
4
\
V
h
l\
V\
S
800 1200 1600 "С
Фиг. 8. Среднее удельное давление в зависимости от
температуры при прокатке углеродистых и легированных
сталей с различными обжатиями: -j— = 10; 20; 30; 4CPl0;
Л,=5,56; 6,25; 7Д4 и 8.34 мм; Л, = 5 мм; йв=20 мм:
D — 180 мм.
Коэфициент трения между прокатываемым
металлом и валками
Коэфициент трения между прокатываемым
металлом и валками зависит от многих фак-
торов и главным образом от состояния поверх-
ности валков, качества прокатываемого ме-
талла, температуры прокатки, наличия окислов
(окалины), смазки, скорости прокатки и пр.
Существует несколько способов определения
коэфициента трения между прокатываемым
металлом и валками: по предельному углу
захвата, по усилиям при буксовании, измеряе-
мым клещевым прибором И.М. Павлова [12).
по опережению при прокатке, по давлению
металла на валки и пр. Однако все эти ме-
тоды не вполне точны, и поэтому коэфициент
трения между прокатываемым металлом и вал-
ками точно ещё не определён.
При горячей прокатке стали на коэфициент
трения оказывает большее влияние темпера-
тура прокатки, что, видимо, главным обра-
зом объясняется разным состоянием окалины.
Для определения коэфициента трения при
горячей прокатке (при температуре не ниже
700° С) стали [26J служат следующие уравне-
ния:
для стальных валков
= 1,05 ~ 0,0005/
C9)
и для чугунных валков с закалённой поверх-
ностью
. = 0,8 A,05 — 0,00050,
D0)
где t — температура в °С.
Эти зависимости, однако, дают несколько
завышенное значение коэфициента трения. Со-
гласно опытам, произведённым Павловым [12]
836
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. !
и другими исследователями [13], коэфициент
трения получается примерно равным
! : {* « 0,55 — 0,00024/. D1)
При горячей прокатке алюминиевых спла-
вов p. s» 0,3 В табл. 5 приведены данные [13]
о коэфициенте трения при холодной прокатке
разных металлов.
Таблица 5
Коэфициенты трения при холодной прокатке
: металлов ^по данным Е. Рокотяна)
Металл ¦ '.
Ст. 10 . . . . .
Медь ......
Алюминий . . .
Латунь !. . . . .'•¦
Цинк . :
¦ СмаЗка
отсут-
ствует,
0,20—О,ЗО
О,2О—О, 2j
О,2О О,ЗО
o,ia—0,15
0,25—0,30
керосином
0,15—0,17
0,13—0.15
o,io-o,i5
о,об
0,12—0,15
минераль-
ным маслом
о,ю—о, 13
о,ю— о, 13
о,о8—о,оо.
°,°5
Определение давления на валки
в зависимости от прочности шейки
прокатного валка
В ряде случаев технологический процесс,
установленный при проектировании стана,
может за время работы последнего претер-
певать те или иные изменения. Пределом воз-
можного увеличения при этом давлении ме-
талла на валки в большинстве случаев слу-
жит прочность шейки прокатного валка.
В связи С этим усилие, допускаемое на шейку
прокатного валка, может до некоторой сте-
пени служить критерием возможных давле-
ний металла на валки в процессе эксплоата-
ции прокатного стана.
Это усилие ориентировочно для нормаль-
ных соотношений размеров шейки опреде-
лится по уравнению
P^0,22d2Rn, D2)
где Rn — допускаемое напряжение на изгиб;
d — диаметр шейки.
Для чугунных валков при Rn = 700 кг/см2
это усилие будет Р и 0J6:K /га, а для валков,
изготовленных из стального литья при Rn =
= 120О кг/см2, Р ss 0,27d2 /га, где й выражено
в см.
Моменты, необходимые для привода
валков
Момент на валу двигателя, необходимый
для привода валков прокатного стана, сла-
гается из четырёх величин
D3)
где М„р — момент прокатки, приведённый к
валу двигателя, т. е. момент, который тре-
буется для преодоления сопротивления де-
формации прокатываемого металла и воз-
никающих при этом сил трения прокатывае-
мого металла по поверхности валков; /М^о —
момедт добавочных сил трения, возникающих
при, проходе прокатываемого металла между
валками в подшипниках валков, в передаточ-
ном механизме и в других частях стана, но без
учёта момента, требующегося на вращение
стана при его холостом ходе; Мхол — момент
холостого хода, т. е. момент, требующийся для
привода стана во время холостого хода; М$ин —
динамический момент, требующийся для прео-
доления; инерционных усилий, возникающих
при неравномерном вращении валков.
Первые три величины, составляющие на-
грузку привода валков, представляют собой
в сумме статический момент и неизбежны для
любого прокатного стана. Наибольшее значе-
ние из составляющих нагрузку привода обычно
имеет момент прокатки и лишь в редких слу-
чаях, в частности, в тонколистовых станах дуо,
момент добавочных сил трения вследствие
больших потерь в подшипниках валков ино-
гда может быть больше момента прокатки.
Из составляющих статическую нагрузку мо-
мент прокатки является полезной нагрузкой,
и входящие в него потери на трение прокаты-
ваемого материала по поверхности валков
являются неизбежными спутниками процесса
прокатки. Моменты же Мтр и МХОл предста-
вляют собой вредные потери, обусловленные
несовершенством деталей и механизмов стана.
Отношение момента прокатки к полному ста-
тическому моменту называется коэфициентом
полезного действия прокатного стана
Mr
"Чет —
D4)
В зависимости от режима прокатки и
устройства стана, главным образом от кон-
струкции подшипников прокатных валков,
этот к. п. д. может колебаться в довольно
широких пределах, в среднем
^„ = 0,3-0.9.
Динамический момент возникает лишь в
некоторых станах, работающих с неравномер-.
ным вращением валков: в станах с маховиком,
в станах с регулируемой скоростью прокатки
jb течение прохода, в том числе и в ревер-
сивных станах. Величина динамического мо-
мента
м GD*dn
М
где GD* — маховой момент вращающихся ча-
стей стана, приведённый к валу двигателя;
йп .1
угловое ускорение в оборотах —-
at мин. сек.
Момент прокатки определяют или по да-
влению на валки, или по расходу работы при
прокатке. Первый способ подсчёта более то-
чен, в особенности при прокатке металла пря-
моугольного сечения, как-то: листов, лент,
сутунки, блумов, слябов и т. п.
В зависимости от направления сил, дей-
ствующих на ватки при прокатке, вращаю-
щие моменты подсчитываютеяв каждом отдель-
ном случае по приведённым в табл. 3 уравне-
ниям.
Плечо а или угол C, входящие в эти урав-
нения, должны выбираться в зависимости от
расстояния точки приложения равнодействую-
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
887
щей давления металла на валки от плоскости,
проходящей через оси последних. Точка при-
ложения равнодействующей будет соответ-
ствовать центру тяжести эпюры, представляю-
щей распределение удельного давления по
контактной площади (см. табл. 2).
При практических расчётах можно с до-
статочной степенью точности принять угол р
в зависимости от угла захвата а равным:
О
1) при горячей прокатке — = 0,5; 2) при
холодной прокатке ввиду ббльшего смещения
точки приложения к линии центров валков
JL =0,35 — 0,45.
а
При простом процессе прокатки, т. е.
когда равнодействующая давления металла на
валки направлена вертикально,
где а — плечо равнодействующей давления
металла на валки; / — протяжённость участка
соприкосновения металла с валками.
Момент, необходимый для вращения обоих
валков при простом процессе прокатки, ра-
вен
АЛ 9P_L_ /
мпр — *г i —
D6)
Значение коэфициента —, т. е. положе-
ния равнодействующей давления на валки,
принимается при горячей прокатке: 1) заго-
товок квадратного сечения — 0,5; 2) круглых
профилей — 0,6; 3) в закрытых калибрах — 0,7;
4) листов в непрерывных станах у первых
клетей — 0,48, а у последних — 0,39 [28].
Для случаев прокатки листов, ленты и
других профилей прямоугольного сечения,
когда контактная площадь определяется урав-
нением B5), момент прокатки может быть
также выражен через среднее удельное да-
вление
" ™ а * '
Увеличение дуги захвата в результате
упругого сжатия валков происходит больше
в сторону выхода металла из валков, чем в
сторону входа, и поэтому точка приложения
равнодействующей давления будет одновре-
менно с деформацией валков смещаться по
направлению прокатки [20].
При простом процессе прокатки, когда
равнодействующие давления на валки напра-
влены вертикально, момент, необходимый для
вращения обоих валков, с учётом влияния их
я-
упругого сжатия, принимая —=0,5, выразится
формулой
МшП~ .
D8)
где xQ определяется по уравнению B9).
Упругое сжатие валков вызывает повыше-
ние момента прокатки только за счёт увели-
чения удельного давления. Расход работы про-
катки при этом также повысится в связи с
увеличением момента прокатки и потерей на
трение в подшипниках валков из-за большого
на них давления.
Второй способ определения момента про-
катки, т. е. по расходу работы при прокатке,
большей частью применяется при прокатке
сортового металла непрямоугольного сечения,
где определение контактной площади и давле-
ния на валки сложнее, чем при прокатке
листов, ленты и вообще профилей прямо-
угольного сечения.
В зависимости от расхода работы W при
прокатке заготовки длиной Li момент про-
катки выразится так:
L\
где г — радиус валков.
Теоретический расход работы при прокатке
согласно формуле Финка равняется:
а) при прокатке без промежуточных кан-
товок, т. е. когда Ьй < Ь\,
F0)
б) при прокатке с кантовкой, когда
E1)
где р — сопротивление деформации, вычисляв-
мое на основании экспериментальных дан-
ных; V—объём прокатываемого металла; 10
и Z,j — длины прокатываемого металла до и
после прохода.
По этим формулам расход работы пропор-
ционален смещённбму объёму, выраженному
произведением общего объёма прокатывае-
мого металла на натуральный логарифм, т. е.
ir или
hi
Графически этот смещённый объём пред-
ставлен заштрихованной частью фиг. 9, а.
По формуле Тиме расход работы при про-
катке будет
E2)
где G — вес прокатываемой полосы в т; Д —
удельный расход работы, определяемый на
Фиг. 9. Объём, пропорционально которому при-
нимается расход работы при прокатке: а — по
формуле Финка; б — по формуле Тиме.
основании экспериментальных данных. Со-
гласно этой формуле расход работы прини-
мается пропорциональным объёму, показан-
ному на фиг. 9,6.
Ввиду сложности учёта всех факторов,
влияющих на расход работы при прокатке
ш
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
того или иного изделия, указанные формулы
E0), E1) и E2) могут дать лишь весьма при-
близительное понятие о распределении рас-
хода работы по отдельным проходам в зави-
симости от вытяжки.
Поэтому для получения более или менее
точных данных необходимо пользоваться экспе-
т
60
50
40
30
20
10
В
1
1
1
V
ц
1
/
1
1 л
/,
ft
Vs
/'
/
'4
\*
У
¦^
is
10
^--
**"
I
3
5
6
'8
9
J
/
— -
—*
—
.——
4
12
^——¦
¦10
20
30
50 ,г 60 А.
t
1
I
Фиг. 10. Удельный расход энергии в зависимости от
общего удлинения при горячей прокатке различных
стальных профилей и листов: кривая 1 — тонкие листы;
2 — лента; 3 — проволока; 4 — мелкосортная сталь;
5 — балки; б — рельсы; 7 — швеллеры; 8 — сутунка;
9 —круглая сталь; 10 — толстые листы; 11 — блумы и
заготовка; 12 — по формуле Финка.
риментальными данными, которые дают не
толькд общий расход работы при прокатке
данного изделия, но также и изменения этого
Ш расхода по мере де-
формации металла
при каждом проходе.
Подобного рода
данные эксперимен-
тальных исследова-
ний обычно даются в
виде кривых (фиг. 10),
выражающих расход
энергии на одну тонну
прокатанной продук-
ции, в зависимости
от общей вытяжки,
т, е. удлинения, или
при прокатке листов
и ленты в зависимо-
сти от уменьшения
толщины проката. Со-
гласно этим кривым
удельный расход
энергии за один про-
ход металла через
валки будет выра-
жаться как разница
двух ординат w0 и wb
соответствующих от-
ношению длины про-
катываемой полосы
до и после прохода
/ 2 з й 5 бк
Фиг. И. Удельный расход
энергии в зависимости от
удлинения при прокат-
ке слябов сечением
162 X1473 мм из слитков раз-
мером 1830X1630X760 мм,
весом 16,6 т в 21 проход
на слябинге 920 мм.
к первоначальной
(фиг. II).
В этот удельный расход энергии обычно
также включается и потеря энергии на тре-
ние в механизмах прокатного стана, но с вы-
четом потерь на вращение стана вхолостую.
Таким образом, вычисленный по этому рас-
ходу работы момент будет представлять со-
бой сумму моментов Мпр и Мтр:
Мпр+Мтр = 135 (
тм, E3)
где у — удельный вес в mjsfi', F—-площадь
сечения прокатываемой полосы в л2; D — ра-
бочий диаметр валков в м.
Для стали при удельном весе 7,8 m/jfi
МПр+Мтр = \ 050 (w1 - wo) FD тм. E4)
Потребляемая мощность при подсчёте рас-
хода работы по кривым
= 3600 (»д - ц;р)
E5)
где t — время прохода металла между вал-
ками в сек.
При подсчёте расхода работы при про-
катке по кривым для каждого случая следует
подбирать кривую, наиболее близкую к дан-
ным условиям прокатки, в отношении мате-
риала, размера и формы профиля, типа про-
катного стана и т. д., при этом для всех слу-
чаев удлинение, равное единице, должно отно-
ситься к сечению, которое имеет прокат при
горячей прокатке при выходе из нагреватель-
ной печи, а при холодной прокатке — перед
первым обжатием.
На фиг. 12—18 приведены наиболее ха-
рактерные кривые, показывающие удельный
расход энергии при разных случаях прокатки
[2, 17, 20, 28],
Кривые удельного расхода энергии при
прокатке листов и ленты вследствие значи-
Л. С. Ч.
т
16
п
12
10
о
6
4
2
п
/
/
//
V
/
/
/
/
/
/
/
/
/
/
/
/
/
1
3 4 5 6 7 8910
20Х
Фиг. 12. Удельный расход энергии в зави-
симости от удлинения при прокатке: кривая
1 — блумов сечением 170X1/0 мм из слитков
сечением 652x652 мм, весом 6,41 т в 24 про-
хода на блуминге 1100 мм; кривая В — блу-
мов из слитков сечением 635x762 мм на блу-
минге 1000 мм,
тельного влияния толщины проката иногда
строятся в зависимости от изменения послед-
ней, как это изображено на фиг. 19—23.
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
889
4,
-
8
у
1
0
/,
2,
/
у
1
Б2
A
у
Г
7
/
t
1.
1
f
(
f
? /
/
40 50 607080 100
A
7Ю0К
77
31
30
28
26
24
22
20
16
14
12
0
6
4
2
n
/
У
/
/
/
1
/
1
1
1
1
1
1
1
1
1
225
2i,0
19,5
>S.O
16,5
15,0
13,5
12,0
Ю.5
9,0
75
6,0
Фиг. 13. Удельный расход энергии в зависи-
мости от удлинения при прокатке (без подо-
грева после блуминга) на заготовочных не-
прерывных станах, имеющих по две группы
по 6 клетей: кривая 1 — заготовок сечением
100X100 мм на стане 630 мм (участок кривой
At — Ei) и заготовок сечением 60x60 мм на
стане 45Q мм (участок кривой ?, — В.); кри-
вая 2 — заготовки сечением 102x102 мм
на стане 525 мм (участок кривой А,—?») и за-
готовок сечением 44X44 мм на стане 450 мм.
Исходное сечение блума 200x200 мм.
w
пс.ч
50
3 4 5 6 7 S10
Фиг. 14. Удельный расход энергии
в зависимости от удлинения при про-
катке рельсов весом 46,3 кг из блумов
сечением 203x229 мм на рельсопро-
катном стане 760 мм.
Фиг. 15. Удельный
расход энергии в зави-
симости от удлинения
при прокатке швел-
леров № 18 (кривая 1)
и 16 (кривая 2) из
блумов размером
150X150X4800 мм на
стане 500 мм.
20
7
/
/
/
/
/
~/
i
i
/
I
n
у
/
:
/
20
w
к
ас.*.
m
60
55
50
45
40
35
30
¦25
20
15
W
5
a
У
/
У
2
/
s
/
/
А
5 7 8 910
у
у
/
20
1
и
/
30
г
40 f
Фиг. 16. Удельный расход энергии в зависимости от
удлинения при прокатке угловой стали сечением 75X
Х75хЗ,2 мм из заготовки сечением 100X100 мм весом
120 кг в 9 проходов на стане 355 мм.
Фиг. 17. Удельный расход энергии в зависимости
от удлинения при прокатке обручной стали: кривая
1 — сечением 30X2,2 мм из заготовки сечением
60x60 мм в 13 проходов на полунепрерывном стане
270 мм; кривая 2 — сечением 30x1.47 мм из заго-
товки сечением 51x51X9000 мм в 10 проходов на
полунепрерывном стане 250 мм.
890
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД.IV
/
/
У
/
/
у
--¦I
1
1
1
/
1
/
1
/
—
\
\
\
\
г
\
vJ
\
\
\
\
.—¦—
п
1
«-—¦
-
г
ТеР1
/
Задержка но Входное
\
2
\
ч
ч
N
H 1
3 4 5 6 7 8910
гол
8 10 20
Толщина
30 40 60 ВО 100
Фиг. 18. Удельный расход энергии в за-
висимости от удлинения при прокатке
стальных прутков круглого сечения диа-
метром 25 мм из заготовки 100x100 мм.
Фиг. 19. Удельный расход энергии при горячей прокатке листов на не-
прерывном стане; кривая /—из высокоуглеродистой стали при ско-
рости выхода 7,7 м1сек; кривая 2 — из нержавеющей стали при
скорости выхода 6,1 м\сек.
Момент добавочных сил трения равен
моменту, необходимому для преодоления сил
трения, возникающих при проходе прокаты-
ваемого металла между валками, в подшип-
никах валков и в передаточном механизме
стана; при этом в величину этого момента не
входит момент, требующийся для вращения
стана при его холостом ходе.
Задержка на входном
рольганге чистовой пинии
Фиг. 20. Удельный расход энергии при горячей прокатке листов из мало-
углеродистой стали на непрерывном стане из подогретого сляба
A150—1200°С) различной толщины: кривые 1 и 5 — при толщине 80 мм;
кривые 2 и 6 — при толщине 125 мм; кривые 3 и 7 — при толщине
160 мм; кривые 4 и 8 — при толщине 200 мм; шкала удельного давления
для кривых 1, 2, 3 к 4 дана слева, а для кривых 5, 6, 7 и <У — справа;
скорость выхода 8.1 ммеек.
Основной величиной, составляющей момент
добавочных сил трения, является момент сил
трения в подшипниках валков. Величина
этого момента для обоих прокатных валков
будет
Mmpl = Pdto. E6)
где Р — нагрузка на подшипники, равная при
неконсольном расположении валков давлению
прокатываемого металла на
валки (за исключением шести-
валковых и многовалковых
станов); d — диаметр цапф
подшипников валков; щ —
коэфициент трения в подшип-
никах валков.
Значения коэфициента тре-
ния принимаются в зависимости
от конструкции подшипников
и условий их работы примерно
следующими:
1. В подшипниках скольже-
ния: а) с металлическими вкла-
дышами у станов для горячей
прокатки fAj = 0,07-j-0,1; б) то
же у станов для холодной
прокатки (*! = 0,05 4- 0,07;
в) с вкладышами из пластмассы
/л, =0,01 -j-0,03; г) жидкостного
трения (л - 0,003.
2. В подшипниках качения
|ХХ т 0,003.
Второй величиной, соста-
вляющей момент добавочных
сил трения, будут силы тре-
ния в передаточном механизме
стана, т. е. в шестеренной
клети, в редукторе и т. п.
Эту величину обычно опре-
ГЛ. XIX]
УСИЛИЯ. ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
891
Таблица 6
Данные о режиме прокатки к кривым удельного расхода энергии,
приведённым на фиг. 22 и 23
№
кривой
№
фиг.
1
2
3
4
5
б
7
8
9
ю
и
12
13
14
15
хб
17
i8
19
22
23
)
22
»
1
Размеры прокатываемых листов
начальная
толщина
в мм
1,9—2,о
,63
С9
,9
,83
,83
,65
,8
1,83-2,0
1.65—2
1,7—2
1,8
1.75—2
2,4—2
а, 3—2
о
i
о
7
7
3,2
1,8
3,о
2,4
в мм
конечная
толщина
в мм
ширина
в мм
Непрерывные станы
о,24
0,22 — 0,30
О,2б—О,ЗО
0,21—0,24
0,22—0,30
0,23 -О,ЗО
0,23-0,33
0,20-0,35
о,25-о,3
о,4—о,7.
о,3-о,5
о,4
о,4—о,6
о,9—1,2
о,9—i,i
0,9 1,2
685
7оо—8оо
650—825
650—825
750—850
57O—8ю
660—825
585-865
735~8+о
635—830
560-875
75O
935
ООО — 2000
9OO-I9OO
IOO0—17°о
Реверсивные станы
о,37
о,од
о,8о
750
175°
'75°
Ско-
рость
прокат-
ки
в м/сек
Диа-
метр
рабо-
чих
валков
в мм
_
6,7-7,3
7,х
7.1
6,6—7,о
4.7-5.O
4,8-6,1
4,8—6,1
7,4-7,9
3,1—3.8
4.3-7.1
5.8
а,5-3,о
—
—
—
—
—
—
—
—
380—500
380-500
380—500
5°°
380-500
—•
380—500
5°°
5оо
48о
400-450
520
Число
клетей
5
5
5
5
4
4
4
4
4
3
4
4
3
3
3
3
I
I
I
с неодинаковой скоростью в
подшипниках с разным диа-
метром цапф и разным коэфи-
циентом трения, момгнт хо-
лостого хода выражается урав-
нением
F0)
24
деля ют исходя из к. п. д. передач по урав-
нению
Mmp2=(K±-l)Mj!S>±^npi, E7)
где Мтрп — момент потерь в передаче, при-
ведённый к валу двигателя; ¦/) — к. п. д. пере-
дачи от двигателя к валкам; / — передаточное
число этой передачи; Мщ, и Мтр\ — моменты
прокатки и сил трения в подшипниках вал-
ков, приведённые к последним.
К. п. д. передачи обычно принимается:
1) зубчатой одноступенчатой 0,95—0,98; 2) ре-
мённой 0,8—0,9; 3) канатной 0,8—0,85.
Общий момент добавочных сил трения,
приведённый к валу двигателя, будет
_L_l)%. E8)
где Gn — вес данной детали
(подразумевается нагрузка на
подшипники); р.л— коэфициент
трения в подшипниках; dn —
диаметр цапфы; /„ — передаточ-
ное число между двигателем
и данной деталью.
При подсчёте момента хо-
лостого хода у тонколистовых
холоднопрокатных и некоторых
других станов необходимо ещё
учитывать возможное предва-
рительное прижатие валков.
В этом случае нагрузка '• на
подшипники валков может
быть весьма значительной и
иногда почти достигающей да-
вления на валки при прокатке.
Возникающий при этом допол-
нительный момент сил тргния
в подшипниках валков, оче-
видно, может быть подсчи-
тан по уравнению E6), принимая давле-
ние Р равным силе прижатия валков. Момент
В случае, если у стана имеются опорные
холостые валки, то первый член этого уравне-
ния должен быть ещё умножен на переда-
точное число между рабочими и опорными
валками, тогда получим
Ц М {\М
Мтр =
E9)
7,5 10 12J15 20 25 50
Толщина писто
75 ЮО 125мм
где Dpa6 и Don — диаметры рабочего и опор-
ного валков.
Момент холостого хода, т. е. момент, тре-
бующийся для привода главной линии про-
катного стана во время паузы, у крупных
станов обычно подсчитывают исходя из веса
вращающихся деталей и радиусов кругов
трения в их подшипниках.
В общем виде для случая, когда в главной
линии прокатного стана имеется ряд деталей:
прокатные валки, шпиндели, муфты, шестерни,
маховик и т. п., разного веса и вращающихся
Фиг. 21. Удельный расход энергии при горячей прокатке
дуралюмнниевых листов марки 2-iS на реверсивном
стане кварто. Диаметр рабочих валков — 700 мм. На-
чальная температура прокатки 420° С, конечная 350°С:
кривая 1 — при толщине исходного сляба 1?5 мм; кри-
вая 2 — при толщине исходного сляба 135 мм.
же дополнительных сил трения во время ра-
бочего хода должен быть тогда соответ-
ственно уменьшен.
В том случае, если у стана имеется маховик,
то к полученному значению момента холо-
стого хода должен бьпь ещё добавлен момент,
затрачиваемый на преодоление сил трения
892
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Фиг. 23. Удельный расход
энергии при холодной про-
катке рулонных листов из
малоуглеродистой стали (см.
табл. 6).
0.2
0,6
1,0
1,4 1,8
Толщина
2.2
3,0 мм
Фиг. 22. Удельный расход энергии при холодной прокатке рулонных листов
из малоуглеродистой стали (см. табл. 6).
махозика о воздух. Для подсчёта этой статьи
расхода часто применяется эмпирическая
формула, дающая величину этих потерь
N = о2'5 ?2A+56) 10 л. с.
нии статической нагрузки
привода на протяжения
всего периода прокатки
полосы, а также продол-
жительности проходов и
неизбежных между ними
пауз.
Подсчёт статической нагрузки произво-
дится по уравнению
F1)
Продолжительность прохода находится из
где v — окружная скорость обода маховика отношения
в м/сек; D — наружный диаметр маховика вм; Т
Ъ — ширина обода в м.
Ф и.
Диаграммы статической нагрузки
Для подсчёта мощности привода стана
помимо самой величины нагрузки необходимо
ещё знать график изменения этой нагрузки
во времени, называемый нагрузочной диаграм-
мой. Вычисления, предшествующие построению
этой диаграммы, состоят сначала в определе-
полосы;
где L—длина прокатываемой
v — средняя скорость прокатки.
Время паузы между проходами в среднем
бывает от 1,5 до 6 сек. и вычисляется или
принимается в зависимости от продолжитель-
ности тех операций, которые должны быть
совершены при подаче прокатываемой полосы
ГЛ. XIX]
УСИЛИЯ, ДЕЙСТВУЮЩИЕ НА ВАЛКИ В ПРОКАТНЫХ СТАНАХ
893
в валки, как-то: подача по рольгангу, кан-
товка, передача в другой калибр или в дру-
гую клеть, подъём или опускание верхнего
валка, реверсирование стана и т. п.
Построение нагрузочной диаграммы про-
изводится на протяжении всего периода про-
катки данной полосы, от момента входа её в
валки до момента подачи следующей полосы.
При приводе без маховика максимальный
момент будет, очевидно, лимитироваться тем
максимальным моментом, который в состоянии
развить выбранный уже на основании задан-
ного технологического процесса дзигатель
прокатного стана.
При существующих допускаемых коэфи-
циентах перегрузки разных электродвигателей
г)
Фиг. 24. Диаграммы статической нагрузки у разных прокатных станов: / — ритм прокатки: а — у не-
прерывных станов с индивидуальным приводом и у других при прокатке одной полосы в один про-
ход; б — у одноклетьевых станов и у других при прокатке одной полосы в пять проходов; в —у не-
прерывных станов с групповым приводом (в 5 клетей) при одновременной прокатке одной
полосы; г — при одновременной прокатке двух или нескольких полос в пять проходов.
По прошествии этого периода, называемого
ритмом прокатки, нагрузочная диаграмма
вновь повторяется.
На фиг. 24 изображены наиболее харак-
терные диаграммы статической нагрузки при-
вода у разных прокатных станов. Диаграммы
на фиг. 24, а и б показывают нагрузку при-
вода, высота прямоугольников которой обу-
словливается одним проходом, а на фиг. 24, в
и г—двумя и несколькими проходами. В этом
случае диаграмма нагрузки строится путём
наложения одних прямоугольников на другие.
Величина смещения этих прямоугольников на
фиг. 24, в по оси абсцисс зависит от времени
прохода прокатываемой полосы между кле-
тями непрерывного стана.
Определение максимальных моментов
по мощности привода
При расчёте на прочность деталей, служа-
щих для передачи движения от двигателя к
прокатным валкам, необходимо исходить из
максимального крутящего момента, возникаю-
щего на валу стана в процессе его эксплоа-
тации.
Попечёт этого крутящего момента в неко-
торых случаях представляет затруднения ввиду
того, что намечаемый при проектировании
етана технологический процесс может во
время работы стана подвергаться тем или
иным изменениям, могущим привести к повы-
шению крутящего момента. ; ; ..
максимальный крутящий момент будет:
1) для реверсиЕных электродвигателей
Мтах = 2,5^3Л*Л;
2) для нереверсивных электродвигателей
где Мн — нормальный вращающий момент дви-
гателя, приведённый к валу стана.
В случае привода с маховиком определе-
ние- максимального крутящего момента не-
сколько затрудняется, так как момент на валу
стана будет зависеть от тех ускорений, с ка-
кими вращается маховик, и при неправильной
подаче прокатываемой полосы в валки этот
момент может достигать чрезвычайно боль-
шой величины, во много раз превышающей
максимальный момент двигателя.
Большей частью максимальный момент
при приводе с маховиком приблизительно
равен
М = 4 — 6М
•'"max ч • vjvih-
Примерное значение максимальных кру-
тящих моментов, допускаемых практически
на валу (ведущей шестерни шестеренной
клети) разных прокатных станов, приведено
в табл. 7. . • ¦ ¦¦ - ¦¦¦• ¦•: ¦¦¦ ¦• ¦ : ; ¦
894
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Таблица 7
Максимальные крутящие моменты, допускаемые
на валу разных прокатных станов
(моменты относятся ко всем балкам стана, за исключением
вертикальных)
1
Стан : ¦
Блуминг (обжимная
; клеть стана для про-
катки широкополоч-
ных балок) . ... . .
Слябинг ,.'....
Блуминг ..;..•
Толстолистовой . . .
Среднелистовой . .
Рельсобалочный . .
Крупносортный . . .
Среднесор*гный •
Мелкосортный. . . .
Мелкосортный и
проволочный .....
Размер бочки
валка в мм
диаметр
135°
IIOO
iooo—1150
850 ^ооо
750—800
650—700
500-600
45°
35°
3°°
25°
длина
33°°—35°°
S20O
Жшаж :
в тм
1
59°^55°
40о—45о
300—380
150—2оо
25O—55O
I2O 15О
Около 150
8о —гоо
4O-65
35-ЗО
Около 12
8
4
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ
ЛИНИИ ПРОКАТНЫХ СТАНОВ
(КОНСТРУКЦИЯ И РАСЧЁТ)
Прокатные валки
Прокатный валок (фиг. 25) обычно состоит
из: 1) средней части валка, называемой бочкой,
по которой происходит соприкосновение валка
с прокатываемым металлом; 2) двух шеек или
цапф, расположенных по обе стороны бочки,
и 3) двух трефов, расположенных на обоих
концах валков и служащих для соединения
1
1
1
1
? ¦ -3
V
Фиг. 25. Прокатный валок.
валка с муфтой или шпинделем для приведе-
ния валка во вращение.
Требования, предъявляемые к конструкции
и материалу прокатных валков, зависят от типа
прокатного стана и характера его работы.
Для прокатки листов и ленты обычно при-
меняют гладкие валки, имеющие гладкую
цилиндрическую или слегка выпуклую (бочко-
образную) поверхность бочки: для сортового,
и фасонного металла, как, например, квадрата,
круга, рельса или двутаврового профиля, при-
меняют валки, на бочке которых сделаны
углубления — ручьи — соответственно требуе-
мой форме прокатываемого изделия. Эти
валки называются ручьевыми или сортовыми.
Одним из основных признаков, характери-
зующих качество прокатного валка, является
твёрдость его рабочей поверхности, т. е. бочки.
По этому признаку валки всех прокатных
станов можно подразделить на четыре группы
в зависимости от твёрдости их поверхности,
определяющей их применение, и материала;
из которого они изготовляются.
Мягкие валки. Твёрдость — около
150—250 по Бринелю C0—40 по Щору).
Применение — в обжимных станах, черно-
вых клетях крупносортных и заготовочных
станов, в трубопрокатных прошивных станах
и др.
Материал — стальное литьё, кованая угле-
родистая сталь и при небольших нагрузках —
серый чугун.
Полутвёрдые - валки. Твёрдость:
около 250—350 по Бринелю D0—60 по Шору).
Применение — в черновых клетях средне-
сортных, мелкосортных и листовых станов,
в чистовых клетях крупносортных станов,
в заготовочных станах и в станах кварто
(опорные валки).
Материал — полузакалённый чугун, сталь-
ное литьё и кованая сталь.
Твёрдые валки. Твёрдость — около
350—550 по Бринелю F0—85 по Шору).
Применение — в чистовых клетях тонко-
листовых, среднелистовых, среднесортных и
мелкосортных станов.
Материал — закалённый чугун и легиро-
ванная сталь.
Особо твёрдые валки (валки для
холодной прокатки). Твёрдость — около 550 —
650 по Бринелю (85-100 по Шору).
Применение — в станах для холодной про-
катки.
Материал — кованая легированная сталь,
обычно с примесью хрома.
Основным параметром, характеризующим
размер прокатных валков, является номиналь-
ный диаметр бочки и её длина. У ручьевых вал-
ков под номинальным диаметром бочки обычно
понимается расстояние между осями валков
в момент прокатки (у блумингов при послед-
нем проходе). Таким образом; у этих валков
номинальный диаметр больше фактического
или рабочего диаметра, определяющего окруж-
ность, по которой происходит соприкоснове-
ние с прокатываемым металлом.
Обычно отношение номинального диаметра
бочки к рабочему диаметру во избежание слиш-
ком глубоких врезов ручьёв делается не
больше 1,4.
Рабочий диаметр валков выбирается с учё-
том допустимого угла захвата и сопротивляе-
мости валков изгибу.
Наиболее употребительные максимальные
углы захвата приведены в табл. 8. В зависи-
мости от этих углов захвата рабочий диаметр
валка должен удовлетворять условию
Ah
— COS a
ИЛИ
Dpa6 >
F2)
2 sin2 -^~
Диамегр валков у листовых станов опре-
деляется ещё в зависимости от ширины про>-
катываемых листов из условия получения
минимальной стрелы прогиба, что особенно
важно при прокатке тонких листов. В связи
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
895
Таблица 8
Максимально допустимые углы захвата и
при разных процессах прокатки
Aft
D
раб
Процесс прокатки
Холодная: обкатка со смаз»
кой на хорошо, отшлифован-
ных валках. , . . J .:. . . '¦
Холодная1 прокатка на'более
грубы'х вилках .;.. -,,\
Горячая прокатка листов . ,
Прокатка сортового мате-
риала
Прокатка в валках с насе-
чённой или наваренной по-
верхностью', i .' .•-¦. . ... .
Угол
захвата а
в градусах
3—4
5-8
15-22
22 24
27—34
"раб
I ." i , .
ТОО 4ОЭ
г '• '¦ i
a jo юо
i i
"з°" *5~
1 1
I 1
~9 б"
с этим отношение длины бочки вала к его
диаметру —=г обычно принимается равным: >
, ¦¦¦ Л:Г-;!::, ¦. ' ¦. '¦ •: т .' ¦ ; "','?
стан дур, для прокатки жести и кро- J)
вельного экелеза . . . .... I.$-"I»5
дуб для прокатки тонких1 листов . . . 1,5—2,2
среднелистовые и толстолиетовые . . а,2г-2,8
бронепрокатные. . ,..-.., ..... . . з»°~~3>5
станы квартЬ:
а) для рабочих валков 2,5—4>°
б) для опорных валков • i,3—2i5
Длина бочки прокатных валков у листо-
вых станов и станов для прокатки широких
полос определяется максимальной шириной
прокатываемого листа или полосы
Величина а различна в зависимости от
ширины и длины листа. У узких листов при
Ь — 400 -j- 1200, а «= 100 мм, а у более широких
листов а == 200 -г-400 мм.
Длцна бочки ручьевых валков главным
образом зависит от условий калибровки.
Наиболее часто встречающееся отношение
длшы бочки валка к его номинальному диа-
метру: у блумингов 2,2—2,7; у черновых
клетей 2,2—3,0; у чистовых клетей 1,5—2,5.
Диаметр валка не является постоянной
величиной; по мере работы прокатный валок
изнашивается и в связи с этим неоднократно
перетачивается или перешлифовывается. За
каждую переточку * с рабочей поверхности
валка снимается слой металла толщиной при-
мерно от С.б до 5 мм, а за каждую перешли-
фовку— от 0,01 до 0,5 мм. Когда диаметр
валка уменьшается до определённого предела,
он выходит из употребления.
¦ Обычно допускается переточка валков
в зависимости от их диаметра в следующих
пределах (считая от диаметра новых валков)
(в %) у блумингов 10—12; у сортовых ста-
нов 8—10; у среднелистовых и толстолисто-
вых станов 5—7; у тонколистовых и станов
холодной прокатки 3—6. Размеры шеек и тре-
фов обычно определяются на оснозании прак-
тических указаний и затем проверяются рас-
чётом на прочность.
Для улучшения условий работы подшип-
ников валков и повышения прочности шеек
диаметр последних рекомендуется делать
возможно большим, поскольку это позволяют
габариты подшипников.
Наиболее употребительные размеры шеек
у валков различных станов указаны в табл. 9,
где через D обозначен диаметр новых вал-
ков.
Таблица 9
Валки стана *
п ... дуо
Блуминга
Средне- и толстолистового . .
Тонколистового дуо
d
D
о,6—о,7
о,55—о,6
0,67-0,75
о,75—о.8
d
0,92—i,a
1,2
:;. I ,о ' :\ i
o»83J-^i,o.
0,8—1,0
* Радиус галтели г — 0,7-ьОД ?>.
При установке валков в подшипниках
качения диаметр шеек приходится выбирать
несколько меньшим, чем это указано в табл. 9,
вследствие того, что габариты подшипнико»
качения значительно больше, чем подшипни.-
ков скольжения, а именно: d = 0,5ч-0,55?>.
Трефы обычно делаются (фиг. 25) следую^
щих размеров: d\ = 0,9-г-0,95d п у тонко-
листовых станов дуо tfj = 0,85d!; /1=0,7-7-0,75fl?i;
При передаче вращения валкам универ-
сальными шпинделями конец стальных валков
обычно делают плоским в виде лопасти
(фиг. 26) примерно следующих размеров:
Di — Dmln — E -f-15) мм; S = @,25 ч- 0,3) D^
а = @,5 ч-0,6) Dj; b = @,15 -г- 0,2) D^ '.
с = @,5 4- 1,0) b.
Предварительно найденные по указанным
данным размеры валков проверяют расчётом
Фиг. 26. Плоский конец валка, присоединяемый
к универсальному шпинделю.
на прочность. Бочки валков рассчитывают
только на изгиб, шейки — на изгиб и круче-
ние, а трефы — тол.ко на кручение.
Наибольшее значение напряжений изгиб»
возможно:
1) у гладких валков по середине бочки
(при прокатке широких полос)
Ь\ 1
1896
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
1 2) у ручьевых валков в одном из калибров,
где валок имеет наименьший диаметр и ко-
торый расположен вблизи середины бочки
валка,
— о а — с v ад .
<jr=P
в 0,14
3) в шейке вблизи бочки
0,1
где Р — давление металла на валок при про-
катке; а — расстояние между осями нажим-
иых винтов; Ъ — ширина прокатываемой по-
лосы; dx — диаметр валка в рассматриваемом
¦сечении; с — расстояние от оси нажимного
винта до середины прокатываемой полосы;.
х—расстояние от оси нажимного винта до
рассматриваемого сечения; а^ — коэфициент
концентрации напряжений в бочке валка, за-
висящий от радиуса закругления дна калибра;
А —наибольшее давление на шейку; аш — коэ-
фициент концентрации напряжений в шейке
валка, равный аш = 1,3 при —- = 0,1 -J- 0,15.
Напряжение кручения в трефе обычной
/ 2 ' \
формы (фиг. 25) при ( dz = -у dA подсчиты-
вается [14] по формуле
F3)
где Мкр — крутящий момент, передаваемый
трефом; d\ — наружный диаметр трефа; d2 —
диаметр вписанной окружности по впадинам
трефа.
Допускаемые напряжения в прокатных
валках для лучшего использования прокат-
ного стана принимают относительно высо-
кими, в среднем
для стальных валков и #„ = 600—750 кг/см?
для чугунных валков.
Стрела прогиба валков находится с учётом
влияния касательных напряжений
где f\ — стрела прогиба по середине бочки
от действия только изгибающих моментов;
/2 — то же, но от действия поперечных сил.
Эти величины для гладких валков при
симметрично приложенной нагрузке подсчи-
тываются по формулам:
F5)
где D и d — диаметры бочки и шейки; с—рас-
стояние от центра опоры до края бочки.
Разница в стрелах прогиба валка по сере-
дине бочки и у края прокатываемого листа
определяется
где
2 GF 8 '
У—момент инерции сечения бочки валка;
F—площадь сечения бочки валка.
Аналогичным способом находится разница
в стрелах прогиба по середине и у края бочки
где
384EJ
GF
8
L—длина бочки валка.
Чугунные прокатные валки изготовляют:
мягкими (незакалёнными), полутвёрдыми (по-
лузакалёнными) и твёрдыми (закалёнными).
Мягкие валки отливают в глиняных фор-
мах, а твёрдые и полутвёрдые — в металли-
ческих (чугунных) кокилях * (фиг. 27 и 28).
Фиг. 27. Формы для отливки чугунных валков:
а — с отбелённой поверхностью; б — с полуотбе-
лённой поверхностью.
Чугун при остывании, соприкасаясь со стен-
кой кокиля, отбеливается и таким образом
по всей поверхности бочки валка образуется
твёрдый закалённый слой. Глубина этого слоя
может быть различна в зависимости от тол-
щины стенки кокиля и состава чугуна.
Балки из углеродистой стали в зависимо-
сти от величины возникающих в них напря-
жений делают коваными или литыми. Содер-
жание углерода в стали обычно 0,4—0,8%
* См. также т. 6, стр. ?18.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
897
в зависимости от назначения валков, с$ = 60—
70 кг/мм*; 8 = 14—18%.
Валки с повышенными механическими
свойствами в отношении твёрдости поверх-
ности и их прочности изготовляют из леги-
Фиг. 28. Формы для отливки чугунных ручьевых валков:
а — твёрдых; б — полутвёрдых.
рованной стали с добавкой хрома, молибдена
и никеля.
В табл. 10 приведён состав легированных
сталей, применяемых для разных валков.
Для холодной прокатки валки выполняют
обычно из поковки хромистой стали, обеспе-
чивающей высокую твёрдость рабочей поверх-
ности от 90 до 100 по Шору. Наиболее харак-
терные химические составы сталей, из кото-
рых изготовляются рабочие валки для холод-
ной прокатки, приведены в табл. 10.
Для получения высокой твёрдости рабочей
поверхности валки для холодной прокатки
закаливаются в воде. Отпуск производится
в масле при температуре около 150°. При
этом шейки валков сохраняются незакалён-
ными с твёрдостью около 40—45 по Шору.
К твёрдости бочки у опорных валков
предъявляют более низкие требования, чем
у рабочих валков (обычно около 50—6Э по
Шору), и поэтому эти валки большей частью
делают литыми.
Опорные валки большого размера иногда
делают составными, у которых бочка, выпол-
ненная в виде толстостенной трубы, сажается
в горячем состоянии (при 270° С) на кованый
вал.
Подшипники прокатных валков
Для прокатных валков применяют как под-
шипники скольжения, так и качения. Однако
вследствие дороговизны и сложности конструк-
ции подшипников качения больших диаметров
этот тип подшипников для прокатных валков
имеет ещё ограниченное распространение и
основная часть прокатных станов оборудуется
подшипниками скольжения открытого и закры-
того типов. В подшипниках открытого типа
вкладыши устанавливаются только со стороны
реакции подшипника и не охватывают шейку
со всех сторон. В подшипниках закрытого
типа вкладыши сделаны в виде цилиндри-
ческих втулок с обеспечением жидкостного
трения.
Расположение вкладышей в подшипниках
открытого типа бывает разное в соответствии
с направлениями усилий, действующих на под-
шипники. Наиболее часто встречающееся
расположение вкладышей в подшипниках при-
ведено на фиг. 29.
Подшипники скольжения открытого типа
в зависимости от температуры шейки бывают
холодные и горячие.
Температура шеек валка, находящихся
в холодных подшипниках, равна 30—80°. Этот
режим работы подшипника применяется
у большинства прокатных станов. Вследствие
Состав легированных сталей для валков (в
Таблица
Vo)
Валки
Кованые блу-
иингя
Заг отовочных
станов (литьё) . .
Чистовых кле-
тей крупносорт-
ных станов (литьё)
Черновых кле-
тей крупносорт-
ных станов (литьё)
Опорные диа-
метром 1250 мм
для тонколисто-
вого стана, для
горячей прокатки
(литьё)
Валки для хо-
лодной прокатки .
То же
57 Том 8
о,5-о,55
о,g—i,o
1,8
, ,
о,8а—o,Q5
0,8,*—о^95
Мп
О,3—о»35
о,35
о,5—о,б5
0,3—0,4
о, э—о,з
o,i8—о,з
о,а—о,з
о,6-то,75
о,8
0,4—0.55
о,7—о,9
о,8—о,g
°,25-°,3
0,27—0,40
Р
не более
0,0025
,об
,об
,оз
,о27
s
более
Сг
,О25
о,оз
o,oi8
0.01З
0,1-0,15
1,0
1,0
Ni
Mo
1,5—1,75
1,7 - 2,0
1,7-2,2
о,45
о,45
о,45
0,2—0,25
0,1—0,4
898
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
высокой удельной нагрузки р я» 1504-500 кг/см2
и pv sz 400 -г- 2000 кг/см2 м/сек эти подшип-
ники требуют искусственного весьма интен-
сивного охлаждения.
У станов горячей про-
катки это охлаждение
производится путём
поливки шеек водой.
Горячий режим ра-
боты подшипника
применяют только в
тонколистовых станах
дуо, служащих для
прокатки жести и
кровельного железа.
Температура шеек,
находящихся в этих
подшипниках, вслед-
ствие высокой тем-
пературы самого вал-
ка C00—450°) дости-
гает приблизительно
150—300°.
Наиболее рациональным материалом для
вкладышей при холодном режиме работы, за
исключением лишь подшипников холоднопро-
катных и тонколистовых станов, являются при
высоких удельных давлениях текстолит и
текстобакелит и их заменитель — лигнофоль,
а при удельных давлениях примерно меньше
100 кг/см2—лигностон [3]. Свойства этих
материалов приведены в табл. 11.
Фиг. 29. Расположение
вкладышей в подшипниках
открытого типа у станов
дуо и трио.
и меньшей стоимости (примерно в б раз
дешевле текстолита и в 3 раза дешевле лиг-
нофоля). Механические свойства лигностона,
однако, ниже, чем текстолита или лигнофоля.
Вследствие очень низкой теплопроводно-
сти указанных пластмасс и лигностона, в не-
сколько сотен раз меньшей теплопроводности
металлов, не приходится рассчитывать на
удаление теплоты, развивающейся в подшип-
нике через вкладыш. Поэтому подшипники,
у которых вкладыши сделаны из пластмасс
или дерева, требуют более усиленного вну-
треннего охлаждения, которое обычно осу-
ществляется весьма обильным поливанием
шеек валков водой. Вода, поступающая в под-
шипник для охлаждения, в то же время слу-
жит его смазкой, и при окружной скорости
шейки больше 0,5—1 м/сек вкладыши из этих
материалов вполне удовлетворительно могут
работать при смазке одной лишь водой. Коэ-
фициент трения в этих подшипниках значи-
тельно ниже, чем у подшипников с металли-
ческими вкладышами, особенно при высоких
скоростях (больше 0,5 м/сек). При окружной
скорости цапфы больше 2 м/сек и при смазке
одной лишь водой коэфициент трения в те-
кстолитовых и лигностоновых подшипниках
доходит до 0,003—0,006, в то время как коэ-
фициент трения при бронзовых вкладышах —
в среднем 0,03—0,1.
Благодаря небольшому коэфициенту тре-
ния применение в подшипниках открытого
Свойства текстолита, лигнофоля, лигностона и бронзы
Таблица 11
Свойства
Текстолит
Лигнофоль
параллель-
ный
перекрещи-
вающийся
Лигностон
Бронза
Удельный вес
Твёрдость по Бринелю
вдоль волокон
поперёк волокон
Предел прочности:
вдоль волокон в кг/мм3
поперёк волокон в кг!мм2
Модуль упругости в кг/см2
Коэфициент трения
Теплопроводность в ккал!м час град. . .
Теплостойкость (начало обугливания или
плавления) в °С
1,35—1
42
13—J3.5
23—34,=;
55 соо—но ооо
о,О02—0,005
0,2 О,3
140—150
1,35-1.45
25-40
15 -20
0,007
.35-1.45
аз—35
ii—14
II 12
IO —12
6-7
,003—0,005
300
8,8
55
45
IO6
55
Лигнофоль пэ своим механическим и анти-
фрикционным свойствам почти равноценен
обычным сортам текстолита (марки 2), но при
этом он примерно в 2 раза дешевле тексто-
лита, так как при его изготовлении не тре-
буется ткань.
Одним из лучших материалов для вклады-
шей является текстолит марки Б, основой ко-
торого служит тяжёлая крупноплетёная ткань
(бельтинг). Благодаря применению этой ткани
структура и свойства текстолита более одно-
родны по различным направлениям. Кроме то-
го, текстолит марки Б обладает большей проч-
ностью и стойкостью по сравнению с обыч-
ными сортами текстолита и в отличие от
последних он не расслаивается и не раскалы-
вается.
Основное преимущество лигностона по
сравнению с текстолитом и лигнофолем со-
сточт в большей его теплостойкости (—300° С)
типа вкладышей из текстолита, лигнофоля и
лигностона вместо металлических ведёт к зна-
чительному снижению расхода энергии при
прокатке — в среднем от 15 до 60% в зави-
симости от типа стана.
Кроме экономии в расходе энергии, те-
кстолитовые, лигнофолевые и лигностоновые
вкладыши обладают ещё тем преимуществом,
что их износоустойчивость во много раз
(от 10 до 40) выше металлических.
Значительно ббльший срок службы этих
вкладышей по сравнению с металлическими
приводит не только к экономии цветных ме-
таллов, расход которых в среднем до введения
текстолитовых подшипников составлял около
0,15 — 0,25 кг/т, но также к заметному сокра-
щению времени простоев прокатного стана,
вызываемых сменой вкладышей подшипников.
Эта исключительно важная особенность под-
шипников с текстолитовыми, лигнофолевыми
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
899*
и лигностоновыми вкладышами объясняется
тем, что, несмотря на неблагоприятные усло-
вия работы подшипников прокатных валков,
обеспечивается режим трения, приближаю-
щийся к жидкостному.
Во избежание ржавления шеек во время
остановки стана рекомендуется подавать,
кроме воды, в небольшом количестве густую
мазь.
Количество воды, необходимой для смазки
и охлаждения текстолитовых подшипников,
должно быть не меньше 0,75 л/мин на 1 см2
площади вкладыша.
Вкладыши из пластмасс (текстолита и
лигнофоля) делают сборными из плит или
цельноштампованными.
Подшипники, собранные из плит, должны
быть сделаны таким образом, чтобы слои ткани
в текстолите и фанеры в лигнофоле были рас-
положены перпендикулярно поверхности шеек
валков. Расположение слоев параллельно по-
верхности шеек у вкладышей, собранных из
плит, не допускается, так как в этом случае
вкладыши срабатываются в несколько раз бы-
стрее.
На практике наилучшие результаты по-
казали вкладыши с поперечным располо-
жением плит, как это изображено на фиг. 30.
Ш
Фиг. 30. Вкладыш из лигнофоля или
текстолита с поперечным располо-
жением плит.
Для более удобной установки и смены вкла-
дышей последние обычно располагаются в
металлических кассетах.
Ввиду того что в подшипниках из. пласт-
масс износ галтелей происходит значительно
быстрее, чем основной цилиндрической по-
верхности вкладыша, целесообразно вкладыш
конструировать таким образом, чтобы смену
галтелей можно было производить независимо
от остальной части вкладыша.
По сравнению со сборными вкла'дышами
из плит более рациональны цельноштампо-
ванные составные вкладыши, у которых седло-
вина отпрессовывается из текстолита марки Б,
а фланцевая часть — из текстолитовой крышки
(фиг. 3-1). Благодаря применению в качестве
основы для текстолита тяжёлой крупнопле-
тёной ткани эти подшипники с успехом рабо-
тают при расположении слоев ткани плашмя.
Это обстоятельство даёт возможность сильно
упростить изготовление седловины вкладыша,
прессование которой в этом случае произ-
водится так же, как плиты, только выгнутой
по требуемому радиусу шейки.
Толщина стенки седловины вкладыша
делается около 25—40 мм в зависимости от
диаметра шейки.
Лигностоновые вкладыши большей частью
делаются сборными из отдельных брусков
лигностона, устанавливаемых в кассетах. При
этом бруски лигностона располагаются на
торец.
Корпус подшипника прокатных валков,
служащий для удержания в определённом
Фиг. 31. Подшипник с вставным штампованным тексто-
литовым вкладышем.
положении вкладышей, называют подушкой.
Для возможности регулирования расстояния
между валками подушка каждого подшипника
обычно выполняется отдельно и устанавли-
вается в окне станины между её двумя вер-
тикальными параллельными плоскостями.
У подшипников открытого типа подушка
большей частью представляет собой массив-
ную П-образную раму, сделанную из сталь-
ного литья, внутри которой устанавливается
вкладыш.
Подушка нижнего валка сверху его шейки
закрывается крышкой для предохранения от
попадания в подшипник окалины, а к нижней
части подушки верхнего валка привертывается
подвеска с допол-
нительным вкла-
дышем для под-
держания верхнего
валка во время
холостого хода.
Направление и
точки приложения
действующих на
подушку сил пока-
заны на фиг. 32
При простом слу-
чае процесса про-
катки сила Р —
равнодействующая
давления шейки
на подушку — на-
правлена вертикально по касательной к кругу
трения.
Наибольший изгибающий момент будет в
сечении/ — /, где напряжения изгиба опре-
делятся
где у — плечо силы Q относительной нейтраль-
ной линии рассматриваемого сечения; UPj —
момент сопротивления сечения / — /.
Сила Q = —-?- , где р — радиус круга тре-
ния шейки.
Фиг. 32, Силы, действующие
на подушку верхнего валка.
900
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
П одшипники закрытого тина для
прокатных валков начали применяться лишь
за последние 12—15 лет. На фиг. 33 приведён
один из вариантов такого подшипника, в кото-
ром благодаря особенностям конструкции (при
тщательной обработке) удаётся обеспечить
жидкостное трение при удельном давлении
до 250 кг\смг и выше при коэфициенте тре-
ния от 0,0012 до 0,003. Вследствие низких по-
терь на трение эти подшипники не требуют
водяного охлаждения. Охлаждение этих под-
шипников производится непрерывной цирку-
ляцией масла.
Подшипники жидкостного трения за по-
следние годы с успехом применяются вместо
жидкостного трения определяется [34] по фор-
муле
SSU>70-M30 ?,
п
где SSU — вязкость в секундах универсаль-
ного Сейболта (см. т. 1, кн. 1); р — удельное
давление в подшипнике в кг/см2, считая по
проекции вкладыша; я — число оборотов
шейки в минуту.
Подшипники качения для прокат-
ных валков применяются главным образом у
холоднопрокатных, трубопрокатных и в не-
которых случаях тонколистовых и проволочно-
прокатных станов»
1 3
Фиг. 33. Радиально-упорный подшипник жидкостного трения.
подшипников качения и в особенности для
опорных валков станов кварто.
Шейка валка / (фиг. 33) сделана конической и на неё
надета втулка 2, которая вращается вместе с валком.
Эта втулка удерживается на шейке двумя шпонками За
гайкой 4. В корпусе подшипника 5 установлен неразъём-
ный вкладыш 6, который делается из стали или бронзы
и внутри залит кадмиевым баббитом.
Для восприятия осевых усилий в корпус подшип-
нгка также вставлены два упсрных кольца 7 и 8. Для
устранения попгдания в подшипник окалины и грязи к
торцу бочки прокатного валка при помощи пружин
пркжимгется текстолитовое кольцо Р.
При смене валков по-шипник не разбирается, а
целиком вместе с корпусом 5 снимается с шейки; дЛя
этой цели следует лишь отвернуть гайку 4 и снять
полукольца 10.
Оба подшипника у прокатного валка
обычно деваются радиально-упорными, но
восприятие осевых усилий в обе стороны
происходит только одним подшипником, рас-
положенным с противоположной стороны при-
вода стана. Другой подшипник в осевом на-
правлении устанавливается свободно. Вязкость
масла, применяемого для смазки подшипников
этого типа, выбирается в зависимости от:
окружной скорости цапфы и удельного давле-
ния в среднем около 5—10° Е (по Энглеру)
при 50° С для быстроходных подшипников н
около 20—30° Е при 50° С для тихоходных.
Требуемая вязкость масла для подшипников
Подшипники качения для прокатных вал-
ков делаются роликовыми специального типа,
так как стандартные подшипники в данном
случае непригодны вследствие значительной
нагрузки, приходящейся на прокатные валки,
и большого диаметра шейки, достигающего
иногда 750—800 мм. Кроме того, в подшипни-
ках качения для прокатных валков по усло-
виям габарита необходимо иметь отношение
внутреннего диаметра подшипника к внеш-
нему диаметру несколько большее, чем это
делается в стандартных пояшипниках.
Для прокатных валко s получили распростра-
нение три основных типа роликовых подшип-
ников: 1) с коническими роликами, 2) сфери-
ческие с бочкообразно-коническими роликами
и 3) с цилиндрическими роликами.
Подшипники с коническими
роликами (фиг. 34) применяются с рас-
положением роликов в два или большей
частью в четыре ряда. По сравнению с дру-
гими типами роликовых подшипников эти
подшипники получили наибольшее распростра-
нение, в особенности у валков трубопрокат-
ных станов и у опорных и рабочих валков
станов кварто.
Внутренние кольца подшипников на шейку
валка сажаются с небольшим зазором, и по-
этому перестановка этих подшипников с одного
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
901
валка на другой происходит без особых за-
труднений. При снятии крышки, прикрызаю-
щей конец валка, и отвёртывании гайки под-
шипник вместе с подушкой может легко
быть удалён с валка.
Таблица 12
Крупногабаритные подшипники качения, изготовляе-
мые отечественными заводами для прокатных станов
Фиг. 34. Четырёхрядный подшипник с коническими
роликами.
Сферические подшипники с
бочкообразно коническими роли-
ками также применяют с расположением
роликов в два или четыре ряда.
У холоднопрокатных станов обычно на
каждой цапфе валка устанавливается два
двухрядных подшипника-(фиг. 35), т. е. с роли-
ками в четыре ряда. Ролики этих подшипников,
так же как и ролики подшипников предыду-
щего типа, находятся в устойчивом поло-
жении благодаря осевому усилию, прижимаю-
щему торец ролика к реборде.
Вторым достоинством этой конструкции
подшипников является их хорошая самоуста-
навливаемость по шейке валка, которая дости-
гается за счёт сферы наружного кольца. При
этом, когда на шейке сидят два подшипника,
Фиг. 35. Схема сямоустанавливаемости сдвоенного
сферического подшипника.
подушка делается в свою очередь самоуста-
навливающейся, и тогда нагрузка на каждый
из этих подшипников будет выравниваться,
как это схематически изображено на фиг. 35.
Внутренние кольца этих подшипников для
более удобной смены валков сажаются на
шейку с небольшим зазором.
под-
шипни-
ка
42630
52630
32731 *
32234 **
8J^4*
1273'*
274O *
И2741
2746 *
12746 *
2768
1132735*
782736 *
78275'' *
4473° *
784742 *
794743*
5236*
5=44
3630**
Зб33**
354O **
3679-2
146702
957732
8236**
8244 **
bi44
8760 **
28760
89739 *
9019436**
90194-2**
9019464**
7832 **
7736*
784. *
7°5i *
3773O •
37732 **
37730 *
37741 **
37746 ¦
37/52 *
37352 *
37760 ¦=*
3786э *
Наименование
подшипника
Радиальный с ко-
роткими цилиндри-
ческими роликами
То же
ч .
Радиальный с ко-
роткими цилиндри-
ческими роликами
двухрядный
То же
Радиальный под-
шипник с длинными
цилиндрическими
роликами с наруж-
ным разрезным
кольцом
Р?диальный ро-
ликовый с длинными
цилиндрическими
роликами двухряд-
ный с бортом
То же, без бортов
Ргдиальный роли-
ковый с вшыми ро-
ликами
Радиальный ро-
ликовый с витыми
роликами
Роликоподшип-
ник радиально-сфе-
рический двухрид-
ный
То же
„
Шариковый ради-
ально-упорный
То же
Гадиально-упор-
ный роликоподшип-
ник
Шариковый оди-
нарный упорный
ю же
„
Упгрный ролико-
вый двухрядный с
цилиндрическими
роликами
Упорный ролико-
вый однорядныЛ
То же
Роликовый кони-
ческий однорядный
Р = 25°
То же р = 16°20'
Р = 3j°
Р = 30°
Роликовый 1они-
ческий двухрядный
То же
Роликовый кони-
ческий двухрядный
То же
1*
Роликовый кони-
ческий двухрядный
То же
•
d
150
155
i;o
170
180
20Э
20;
230
а3о
34O
67;
i8o
280
r5°
2ТО
2IO
i8o
220
150
190
200
460
460
160
180
220
220
зоэ
300
155
180
260
320
гбо
i8o
205
255
150
160
180
205
230
2" О
2бэ
З00
3°°
Габариты
в
D
32O
32O
аЗо
З'о
2Зо
34O
28о
37O
35°
530
840
Зю
4^о
225
ЗЗо
ЗЗо
32Э
4оо
32O
400
Збо
бэо
ооо
25O
25°
Зоо
270
435
4^5
280
Збо
480
58д
375
2ЭО
485
5JO
255
270
2З5
320
355
43°
400
5эо
мм
Ь
юЗ
юЗ
9о
52
Ю5
55
5°
32
8о
7о
133,25
I2O
135
2ОО
IOO
igo
190
149
175
108
132
98
50
50
42,5
56
63
37
104
140
105
109
332
155
87,3
65
117.47
123,825
145
140
ю-> ,95
¦'5°
145
г8о
15°
i8o
i4o
л 1°
S Со
«* в* ню
86оооо
вбоооэ
820000
50 > ооо
95Ооаэ
Заэ.ооо
390 QOO
I7OOO0
8оо ооо
580 ооо
I ббОООО
2 I50OO0
590 000
I 4эо ооо
35ООО0
33° ооо
33° ооо
—
I 070000
i 5оо о >э
9^о ооо
402 ООЭ
4O2 ооо
290 оэо
34? ооо
4SO ооо
240 ооэ
870 оэо
I 2ОЭ ОЭО
45° ооо
I бдО ООО
2 4ОО ООС
3 580 ооо
850 ооэ
боэ ооэ
I 1ОЭ ОЭО
I 4600ЭЭ
720 СОО
8оо оэо
540 оэо
940 ооо
9&6 ооо
i 27S 000
1 1З0 оэо
I 879 оээ
1^030 оэо
902
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Продолжение табл. 12
№
под-
шипни-
ка
¦37766*
37763*
3777° **
37772 *
97773 *
37/8° *
37784 *
847792 **
47792 *
47798*
°977°4 *
747943 *
747746 *
77741 *
77752 **
777752й*
777770**
77779 *
777792**
77/533
Ю7775° *
2+4**
Наименование
подшипника
Роликовый кони-
ческий двухрядный
: То же
„
„
„
у,
„
в
То же, с удлинен-
ным внутренним
кольцом
То же
Роликовый кони-
ческий четырёхряд-
ный
То же
То же, с боль-
шим углом конуса
То же
Роликовый кони-
ческий двухрядный
: То же, с боль-
шим углом конуса
Роликовый кони-
ческий четырёхряд-
ный
То же
Шариковый ра-
дияльный одноряд-
ный
d
ЗЗо
34°
35O
360
365
400
420
460
460
49°
520
216
230
205
або
збо
35°
395
фо
533
75°
22O
Габариты
в мм
D
5бо
5оо
59°
53°
535
59°
б2О
73°
7бо
640
74°
33°
33°
32°
4°°
44°
59°
545
73°
8ю
°
4оо
Ь
i8o
155
200
155
18э
1»5
iao
200
200
180
190
203
203
2°5
255
3°°
42O
288,7
44°
45°
боо
°5
О
« i S
эфи-
ент р
тоспо
бност
о S О О
а а*э о
2 ООО ООЭ
I 560 ооо
а 670 ооо
I боэ ооо
2 ОЗО ООО
2 IOO ООО
2 2ОО ООО
3 97° °°°
3800000
2 Т50 ооо
2 5ОЭ ООО
62ООО0
62O ООО
I 24 О ООО
з 15о ооо
2 збо ооо
5 ооо ооо
а 050 ооо
б 5°о ооо
8 ооо ооо
19 3°° °°:'
460000
* Установлен на тонколистовом непрерывном стане.
*¦ Установлен на трубопрокатном агрегате.
Подшипники с цилиндрическими
роликами могут служить лишь для вос-
приятия радиальных нагрузок, поэтому при
этих подшипниках устанавливается ещё спе-
циальный упорный подшипник, шариковый
или состоящий из коротких роликов. В не-
которых случаях радиальная часть этого под-
шипника выполняется с игольчатыми роли-
ками.
Эти подшипники получили значительно
меньшее распространение, чем подшипники
предыдущих двух типов.
В табл. 12 приведены основные размеры и
значение коэфициента работоспособности С
крупногабаритных подшипников качения,
изготовляемых в СССР для прокатных станов.
Механизмы и устройства для установки
валков
В зависимости от типа прокатного стана
изменение расстояния между валками произ-
водится различными способами.
В станах дуо, кварто и доппель-дуо изме-
нение расстояния между валками обычно
производится перемещением верхних валков.
Нижние валки при этом устанавливаются не-
подвижно, предусматривается лишь возмож-
ность их перемещения при смене валков.
В станах трио, где калибровка валков рас-
считана на определённое взаимное положение
рабочих поверхностей валков, регулировка
расстояния между последними происходит
путём перемещения верхнего и нижнего вал-
ков; средний валок устанавливается непо-
движно. У листовых станов трио и блумингов-
трио, где расстояние между валками должно
изменяться почти после каждого прохода,
нижний валок обычно устанавливается в ста-
нине неподвижно, и необходимое изменение
расстояния между валками достигается соот-
ветствующим подъёмом или опусканием верх-
него валка. Средний валок в этом случае
снабжается специальным механизмом, заста-
вляющим его цосле каждого прохода по-
очерёдно прижиматься то к верхнему, то
к нижнему валкам.
В станах с вертикальными валками в целях
сохранения постоянного положения оси про-
катываемой полосы расстояние между валками
обычно изменяется одновременно передви-
жением обоих валков.
Конструкции механизмов для изменения
расстояния между валками во всех этих слу-
чаях различны и прежде всего определяются
типом прокатного стана и положением пере-
мещаемых валков.
Следует различать установочные меха-
низмы для валков: 1) верхнего, 2) нижнего, 3)
среднего, 4) вертикальных и 5) в станах спе-
циального назначения.
Наибольшим распространением пользуются
установочные механизмы первого типа, так
как у большинства прокатных станов изме-
нение расстояния между валками происходит
подъёмом или опусканием верхнего валка.
На конструкцию установочного механизма
верхнего валка большое влияние оказывает
необходимый режим работы механизма, т. е.
требуемая скорость передвижения валка, коли-
чество перемещений валка в час и требуемая
высота подъёма и опускания верхнего валка.
Скорости передвижения (установки) верхнего валка
у разных станов
Скорость
Характеристика стана передвижения
в мм1сек
Блуминги 1100—1350 8о—i8o
Слябинги универсальные 1100 5°~120
Блуминги 800-900 4°—тоо
Блуминги-трио 700-800 . . . з°~8°
Толсто- и среднелистовые
станы:
а) черновые клети ю—25
б) чистовые 5—1а
Сортовые станы (с постоянным
положением калибров) 2—5
Станы кварто для горячей
прокатки тонких листов o,i—0,2
Станы для холодной прокатки
листов и ленты о,ог—o,i
В соответствии с выполнением этих усло-
вий установочные механизмы верхнего валка
могут быть подразделены на механизмы:
1) с ручным приводом; 2) с механизированным
приводом со скоростью передвижения верх-
него валка больше 1 мм/сек; 3) со скоростью
передвижения меньше 1 мм/сек.
Механизмы с ручным приводом находят
применение: 1) у большинства сортовых ста-
нов, у которых калибровка валков рассчитана
на определённое неизменное положение рабо-
чих поверхностей валков, в связи с чем
механизм для установки валков этих станов
требуется лишь для смены валков и для на-
стройки по мере износа валков и их под-
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
903
шипников; 2) у небольших станов для горя-
чей и холодной прокатки тонких листов и
полос.
Механизмы с механизированным приводом,
со скоростью передвижения верхнего валка
больше 1 мм/се к применяются у блумингов,
г)
Фиг, 36. Схема установочных механизмов верхнего валка с ручным приво-
дом: а — с клином; б — движущимися нажимным винтом а неподвижной
гайкой; в—с вращающейся гайкой нажимного винта;
нажимными винтами.
слябингов, средне- и тонколистовых станов,
универсальных станов и (в сравнительно ред-
ких случаях) у сортовых станов, работающих
с постоянным взаимным положением кали-
бров.
Механизмы с механизированным приводом
со скоростью передвижения верхнего валка
меньше 1 мм\сек применяются у станов дуо
и кварто для горячей и холодной прокатки
тонких листов и ленты. Небольшая скорость
передвижения валка у этих механизмов обусло-
вливается, с одной стороны, незначительной
высотой отдельного перемещения, доходящей
в некоторых случаях до 0,01 мм, с другой
стороны, необходимостью обеспечить возмож-
ность более точной установки валков.
Приводом установочных ме-
ханизированных механизмов
служит исключительно элек-
тродвигатель.
Для установки верхнего
валка вручную находят приме-
нение механизмы четырёх
основных типов, у которых
перемещение подушки верх-
него валка осуществляется
различными способами: 1) дви-
жением в горизонтальном на-
правлении клина, установлен-
ного между станиной и верх-
ней подушкой (фиг, 36, а);
2) вкручиванием специаль-
ного винта, называемого на-
жимным, в плотно установленную в ста-
нине гайку (фиг. 36, б); 3) вращением
гайки, установленной в станине, и поступа-
тельным движением благодаря этому нажим-
ного винта, упирающегося в верхнюю подуш-
ку (фиг. 36, в); 4) способом, аналогичным вто-
рому, только с применением для перемещения
каждой подушки двух нажимных винтов вместо
одного (фиг. 36, г).
Наибольшим распространением пользуются
установочные механизмы с вращающимся
г — с четырьмя
Фиг. 37. Рабочая клеть среднесортного стана трио 450 мм.
904
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
нажимным винтом. Вращение последнего механизм верхнего валка снабжается специ-
производится непосредственно рычагом или альным уравновешивающим приспособлением,
через зубчатую передачу — червячную или У механизмов с ручным приводом нажимных
коническую. винтов это уравновешивающее приспособле-
Для постоянного прижимания (во время ние большей частью состоит из четырёх пру-
холостого хода стана) верхней подушки к на- жин, установленных по две на каждой ста-
Фиг. 38. Рабочая клеть первого послевоенного блуминга Центрального конструкторского бюро металлур- ;
гического машиностроения ЦНИИТМАШ и Новокраматорского завода им. И.В.Сталина. !
жимному винту и нажимного винта к его нине, и четырёх тяг, к которым подвешены
гайке (снизу вверх), чтобы при поступлении подушки верхнего валка, как это изображено
в валки прокатываемой полосы не возникали на фиг. 37. Усилие, развиваемое этими пру-
удары, у большинства станов установочный жинами, несколько больше веса верхнего-
ГЛ. XIX]
ЛЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
905
валка, его подшипников, нажимных винтов,
м)фт и прочих уравновешиваемых деталей.
Когда высота подъёма верхнего валка
более 50—100 мм, тогда уравновешивание
валка осуществляется: 1) контргрузами; 2) ги-
дравлическими цилиндрами и 3) пружинами,
опирающимися на деталь, движущуюся по-
средством специального обратного винта со
скоростью, равной скорости перемещения
верхнего валка.
При уравновешивании контргрузами нижние
подушки верхнего валка опираются на четыре
стойки, расположенные внутри станин клети.
Нижние концы этих стоек установлены на тра-
верзе, подвешенной на рычагах. На других
рычагах расположены контргрузы для урав-
новешивания верхнего валка (фиг. 38).
Момент обоих контргрузов относительно
точки опоры рычагов вьбирается с таким
расчётом, чтобы под.'шки верхнего валка при
любом его положении прижимались к нажим-
ным винтам, а нажимные винты прижимались
к их гайкам снизу вверх. Для обеспечения
этого прижимания момент, создаваемый контр-
грузами, должен быть несколько больше (при-
мерно на 20—40%), чем момент от веса урав-
новешиваемых деталей (верхнего валка, его
подушек, нажимных винтов, части веса верх-
него шпинделя и др.). Таким образом, подъём
и опускание верхнего валка происходят лишь
за счёт вращения нажимных винтов. Устано-
вочные механизмы верхнего валка, уравнове-
шиваемого гидравлическим давлением, в СССР
не .получили большого распространения, так
как они менее удобны в эксплоатации при
значительной скорости передвижения верхне-
го валка.
Принцип устройства механизма этого типа
аналогичен предыдущему, уравновешивае-
мому грузами, только в этом случае свягую-
щьм звеном между верхним валком и контр-
грузом служат не рычаги, а жидкость - Bj/ia
или масло. Верхний валок с его подушками
подвешивается на тягах к плунжеру гидра-
влического цилиндра, располагаемого обычно
в верхней части клети. Полное давление
воды на плунжер определяется с таким рас-
чётом, чтобы оно было на 20—40% больше
веса верхнего валка, подушек и других свя-
занных с ним деталей, т. е. диаметр плун-
жера и давление воды должны выбираться
по уравнению
р f = 1,2*1,40,
где р — давление воды; d — диаметр плун-
жера; G — вес уравновешиваемых деталей.
При соблюдении этого условия подушки
верхнего валка будут постоянно прижиматься
к нажимным винтам. Гидравлический цилиндр
сообщается посредством трубопровода с акку-
мулятором. Погьём или опускание верхнего
валка происходит только за счёт вращения
нажимных винтов. При движении нажимных
винтов вверх валок вследствие давления воды
на плунжер будет следовать за ними, и вода
вытесняется в цилиндр грузами, находящимися
на аккумуляторе. При опускании нажимные
винты через подушки и тяги передвигают
плунжер вниз, который при этом вытесняет
воду в обратном направлении, т. е. из цилиндра
в аккумулятор.
Конструкция установочных механизмов для
верхнего валка с уравновешиванием послед-
него пружинами, опирающимися на деталь,
движущуюся со скоростью, равной скорости
перемещения валка, сложнее, чем с грузо-
вым или гидравлическим уравновешиванием.
Устройство механизмов этого типа показано
на фиг. 39.
У этого механизма каждая подушка верх-
него валка подвешена на двух тягах, опираю-
щихся на пружины, расположенные на попе-
речной траверзе. Траверза посажена на 1айку,
движущуюся по полому подъёмному винту.
Давление, приходящееся на ьтот винт от веса
верхнего валка и других уравновешиваемых
деталей, передаётся на упорный шариковый
подшипник.
При вращении червячного колеса одновре-
менно вращаются нажимной и подъёмный вин-
ты. Нарезка на нажимном и подъёмном вин-
тах сделана с одинаковым шагом, но с про-
тивоположным наклоном, т. е. на одном винте
правая, а на другом —левая, вследствие этого-
подъёмный винт будет являться своего рода
обратным винтом. Благодаря наличию этого-
обратного винта движение нажимного винта
в вертикальном направлении полностью со-
гласовано с движением траверзы и верхний
галок таким образом следует за нажимными
винтами/Постоянный контакт подушек и предо-
хранительных стаканов с нажимными винтами
обеспечивается пружинами, имеющимися у
каждой тяги на траверзе.
Втулка, передающая вращение нажимному
винту, сделана свободно сидящей в обрат-
ном винте и связана с последним зубчатой
му4'той.
В том случае, когда необходимо при на-
стройке стана сообщить подуикам верхнего-
валка самостоятельное движение, зубчатая
муфта приподнимается специальным рычагом.
После того как м\фта выйдет из зацепления^
подушки могу г передвигаться при неподвиж-
ных нажимпых винтах.
Механизмы со скоростью передвижении
верхнего валка меньше 1 мм/сек применяются
главным образом у станов для юрячей и хо-
лодной прокатки тонких лисюв и ленты.
Передвижение валков у этих механизмов
осуществляется нажимными винтами. Высота
подъёма верхнего валка у механизмов этой
группы большей частью бывает незначитель-
ная — около 30—70 мм. В связи с этим уравно-
вешивание валка у большинства механизмов.
этой группы достигается обь.чным способом —
пружинами, спирающимися на станину, и у
больших станов, где требуемая высота подъёма
превышает 50—100 мм, — с помощью гидра
влических цилиндров.
Особенность конструкции этих механизмов
состоит в довольно громоздком редукторе,
передающем движение от элекфодвигателя
нажимным винтам. Эта громоздкость редуктора
вызывается низкими скоростями (порядка
0,02 — 0/2 мм/сек) передвижения верхнего
валка, применяемыми у тонколистовых и хо-
лоднопрокатных станов в целях возможна
более точной установки валка. Общее пере-
даточное число редуктора у этих механизмов
нередко достигает 1500—20< 0. Кроме того, у
станов,прокатывающих длинные листы и ленты,
как, например, у непрерывных станов, должна
•906
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
быть предусмотрена возможность регулирова-
ния толщины прокатываемой полосы во время
прокатки. Вследствие этого установочный ме-
ханизм, в том числе и его редуктор, должен
быть рассчитан таким образом, чтобы нажим-
ян е винты могли преодолевать давление ме-
талла на валки при прокатке.
Механизмами для подъёма и опускания
нижнего валка обычно снабжаются станы трио,
работающие с непередвигающимся средним
валком, и в большинстве случаев сортовые
станы дуо. В первом случае механизм для
установки нижнего валка требуется для на-
стройки стана, а во втором — только для со-
блюдения положения калибров на определён-
ном уровне.
ZU0, 20П., Ф800
20 п, трехход
-1000
/Фиг, 39. Установочный механизм с уравновешиванием верхнего валка подвижными пружинами к среднелисто-
вому стану 2150 мм конструкции Новокраматорского машиностроительного завода им, И. В. Сталина.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
907
Для подъёма и опускания нижнего валка
получили распространение механизмы трёх
типов: с поперечным клином, устанавливаемым
между нижней подушкой и станиной, с про-
дольным клином и с нажимным винтом.
Все эти механизмы обычно имеют ручной
привод.
Перемещение клиньев осуществляется го-
ризонтально расположенными винтами,которые
вращаются ключом или рычагом с трещёткой,
а вращение нажимных винтов — зубчатой пе-
редачей, устанавливаемой под станиной, с вы-
водом конца вала ведущего колёса наверх.
Механизмы с поперечным клином находят
применение у станов, расположенных в линию,
а с продольным клином — у непрерывных ста-
нов и станов кросс-коунтри.
Клиновые установочные механизмы ниж-
него валка значительно проще, чем с нажим-
ными винтами. Однако нажимные винты у
крупных прокатных станов более удобны, так
как они дают возможность перемещать валок
на большую величину.
Нажимные винты изготовляются из кова-
ной углеродистой стали с с^ =. 60-т- 70 кг/мм%
при о5 и 160/0-
Диаметр нажимных винтов рассчитывается
на максимально возможное давление на под-
шипник валка при прокатке. В среднем он
принимается равным
dQ = 0,55 -4- 0,62 dh
где d0—наружный диаметр винта; й\ — диа-
метр шейки валка. В табл. 13 приведены зна-
чения диаметров нажимных винтов и шагов
резьбы согласно ГОСТ 3968-47.
Таблица 13
Нормальный ряд диаметров и шагов резьбы (в мм)
нажикных винтов прокатных станов согласно
ГОСТ 3968-47
движения верхнего валка более примерно
25 мм/сек.
Шаг резьбы у сортовых станов обычно
крупный, в среднем для одноходовой резьбы
@12016)/
o> S
s s 2
се И С
5 я =
c( ж п
IOO
120
140
160
180
200
220
240
260
a?o
Шаг
1-й
ряд
2
з
—
4'
—
5
—
6
—
б
резьбы S
2-й
ряд
8
—
ю
—
12
—
16
—
16
3-й
ряд
12
16
16
2О
2О
24
24
32
32
32
О
is*
*««
300
320
340
360
400
440
480
520
560
600
Шаг резьбы S
1-й
ряд
8
—
о
[О
[О
[2
[2
[2
6
2-й
ряд
2О
—
24
24
24
•—
—
—
—
3-й
ряд
4°
4°
4°
4«
48
48
—
—
—
—
Примечания: 1. В зависимости от типа прокат-
ного стана и его назначения шаг резьбы выбирается из
1-го, 2-го или 3-го ряда.
2. Профиль резьбы —пэ ОСТ ВКС 7739, 7740 и 7741
ш соответстнии с принятым шагом резьбы.
3. Предельные отклонения наружного диаметра резьбы
по Ш4 ОСТ 1014.
4. Для винтов диаметром 480 мм и более резьба
с шагом свыше 16 мм настоящим стандартом не стан-
дартизуется.
Нажимные винты обычно делают с одно-
ходовой (однониточной) резьбой. Двухходовую
нарезку применяют только иногда у станов
с уравновешиванием верхнего валка обратными
винтами и имеющих большую скорость пере-
()
У листовых станов в целях более точной
настройки станов шаг резьбы меньше, чем у
сортовых станов; у станов кварто он иногда
доходит до 0,025 d0.
Верхнюю часть нажимного винта для пере-
дачи ему момента, необходимого при его вра-
щении, выполняют цилиндрической со сколь-
зящей шпонкой или квадратного сечения или
со шлицами. Гайки к нажимным винтам обычно
делают из бронзы и в станинах их устанавли-
вают с небольшим зазором, соответствующим
ходовой посадке.
Высота гайки определяется из условия,
чтобы удельное давление по площади сопри-
косновения нарезки винта с нарезкой гайки
было в пределах 159—200 кг/см2. Рассчитанная
таким образом высота гайки соответствует
приблизительно 1,2 — 2,0 tf0 (где cf0 — наруж-
ный диаметр винта). Наружный диаметр гайки
выбирается таким образом, чтобы удельное
давление на площади соприкосновения гайки
со станиной было около 600 - 800 кг/см12.
Обычно диаметр одноступенчатой гайки равен
1,5—1,8 do-
Для подвода смазки в гайке необходимо
предусмотреть одно или несколько отверстий.
Момент, который необходимо приложить
для вращения нажимноговинга,подсчитывается
по уравнению
F6)
гдеР—нагрузка,приложенная к винту; d3—диа-
метр круга соприкосновения нажимного винта
со стаканом, устанавливаемым между винтом
и подушкой; йср — средний диаметр нарезки
нажимного винта; щ — угол трения в нарезке;
jx — коэфициент трения между нажимным
винтом и стаканом; а — угол подъёма на-
резки.
Знак плюс — при движении нажимного вин^а
в сторону валков, а знак минус — при движе-
нии от валков.
Сила Р, приложенная к винту, в отдельных
случаях будет выражаться по-разному. При
передвижении верхних нажимных винтов во
время холостого хода, т. е. при свободных
валках, сила Р равна разности между усилием
уравновешивания и весом уравновешиваемых
деталей, т. е. P = Q — G, где Q —усилие урав-
новешивания; G — вес уравновешиваемых
деталей, отнесённых к одному нажимному
винту.
Обычно усилие уравновешивания прини-
мается на 20—4OVo больше веса уравновеши-
ваемых деталей, и тогда сила Р = 0,2 —-0,4 G.
При передвижении нажимных винтов во
время нахождения прокатываемого металла
в валках сила Р во много раз больше, чем
при холостых валках, так как она равна дазле-
нию на шейку при прокатке.
Вращение нажимных винтов во время про-
катки требуется только у станов, прокатыва-
ющих длинные и тонкие полосы, как, напри-
мер, у тонколистовых непрерывных станов и
у станов для холодной прокатки ленты.
908
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
У других станов поворот нажимных винтов
во время нахождения металла между валками
требуется в исключительных случаях и только
при раздвигании валков, которое иногда бывает
необходимо произвести, чтобы освободить
валки от прокатываемой полосы при случай-
ной остановке двигателя, приводящего стан.
В механизмах, где уравновешивание верх-
него валка происходит при помощи обратных
винтов, необходимо ещё учитывать момент,
требуемый для их вращения. Этот момент
определится по уравнению
F7)
где й' —средний диаметр резьбы обратного
винта; а' — угол подъёма.
При опускании принимается знак минус,
а при подъёме — знак плюс.
В целях предохранения валков и станин
от поломки пj и слишком большом давлении
металла на валки, могущем произойти при не-
правильной прокатке полосы, у многих про-
катных станов между нажимными винтами и
подушкой устанавливаются специальные пре-
дохранительные детали, которые должны раз-
рушиться в первую очередь при чрезмерной
нагрузке.
В большинстве случаев для этой цели при-
меняются предохранительные стаканы (фиг. 40).
Расчёт стакана на прочность может быгь
произведён лишь ориентировочно— на напря-
жения изгиба и напряжения среза:
пи D Р
а ^ 0,4 —г- и
где Р — усилие, приложенное к стакану; 5 —
толщина на стак ;на; rf3 ~ Диаметр круга со-
прикосновения нажимного винта со стаканом.
Размеры предохранительных стаканов ре-
комендуется делать следующими (фиг. 40):
h = 0,7 dQ; s = 0,5 d0; dx = 1,2 d0; d2 = 0,9 d0,
где d0 — наружный диаметр нажимного винта.
Большей частью предохранительные ста-
каны делают из чугуна, но иногда, при значи-
тельном давлении на нажимной винт, как, на-
пример, у листовых станов — из стального
литья. При очень
больших давлениях у
тонколистовых ста-
нов находят также
применение сплошные
стаканы, т. е. без
выемки снизу.
Ввиду того что
прочность предохра-
нительного стакана в
Фиг.
40. Предохранитель-
ный стакан.
большинстве случаев
довольно неопреде-
лённа, так как помимо размеров она силь-
но зависит от состава чугуна, у крупных про-
катных, станов часто применяются вместо
предохранительных стаканов предохранитель-
ные коробки. Предохранительные коробки со-
стоят из трёх клиньев (фиг. 41). Нижние два
клина ст-шуты м.-жду собой двумя болтами. По
середине этих болтов делают заточку, по кото-
рой должен происходить разрыв болта, когда
давление достигнет некоторого предела.
Усилие, действующее на болты в зависи-
мости от давления на один из нижних клиньев,
предохранительной коробки, может быть под-
считано по уравнению
f*].
F8)
где Р—сила, приложенная к коробке; а —
угол наклона поверхностей клина к горизон-
тали; (л — коэфициент трения; <р— угол трения.
Предохранительные коробки имеют тот не-
достаток, что выдерживаемая ими нагрузка
Фиг. 41. Схема устройства предо-
хранительной коробки.
не является достаточно определённой, так как
она зависит от коэфициента трения, который
может иметь некоторые колебания. Чтобы коэ-
фициент трения оказывал на усилие Т меньшее
влияние, угол а следует делать больше (около
45°) и поверхности клиньев тщательно обра-
ботанными, предусмотрев подвод к ним смазки.
Проводки
У крупных реверсивных обжимных станов,
прокатывающих блумы, слябы или броню, по-
дача прокатываемого металла в валки и его
выход из валков происходят непосредственно
с роликов и на ролики рольгангов. В осталь-
ных станах для
лучшего направле-
ния прокатывае-
мого металла при
его входе в валки
и выходе из вал-
ков обычно пре-
дусматриваю тся
специальные на-
правляющие ли-
нейки или жело-
ба, называемые
проводками.
Форма прово-
док зависит от
сечения прокаты-
ваемого металла.
У листовых ста-
нов проводки делают в виде горизонтальных
линеек, а у сортовых — в виде жёлоба или
коробки, для того чтобы обеспечить правиль-
ное боковое направление (фиг. 42).
Проводки, предназначенные для направле-
ния прокатываемого металла при его входе
в валки, называются вводными 1, а при вы-
ходе из валков — выводными 2.
Установка проводок производится на спе-
циальных проводковых брусьях 3, располо-
женных параллельно оси прокатных валков и
закрепляемых на станинах рабочей клети.
Проводковые брусья 3 подвергаются зна-
чительным изгибающим усилиям. Максимальг
ное давление, приходящееся на брус, может
быть приблизительно найдено из условия, что
Фиг. 42. Проводки вводные.,
и выводные.
ГЛ. XIXI
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
909
проводки должны воспрепятствовать возмож-
ному отклонению вниз выходящего из валков
прокатываемого металла (фиг. 43)
где с—расстояние между проводковым бру-
сом и линией центров валков, т. е. плечо
силы R; S — пластический момент сопроти-
Фиг. 43. Давление прокатываемого металла на провод-
ковый брус.
вления сечения прокатываемого металла;
as — предел текучести прокатываемого ме-
талла.
Сечение проводкового бруса рекомендуется
2
делать высотой h к 0,1 / и шириной Ъ w -5- h.
о
Вводные проводки в зависимости от про-
катываемого профиля и формы калибров
бывают разного типа.
Для листов и часто для ромбических кали-
бров вводные проводки представляют собой
горизонтальные линейки, называемые провод-
ковыми досками. Боковые направляющие ли-
Фиг. 44. Вводная проводка для нескольких калибров.
нейки в этом случае отсутствуют. Иногда эти
линейки отливаются за одно целое с провод-
ковым брусом, и тогда они называются про-
воаковыми скамейками.
При прямоугольных калибрах и в целом
ряде других случаев, когда не требуется
сильно держать прокатываемую полосу с бо-
ков, вводные проводки делают в виде жёлоба,
дно которого имеет очертания, соответствую-
щие форме подаваемого в валки профиля,
причём в одних случаях эти желоба изгото-
вляют для каждого калибра в отдельности
(фиг. 42), а в других — сразу для нескольких
калибров, расположенных по всей длине бочки
валков (фиг. 44). Первый тип вводных прово-
док большей частью применяют в непрерыв-
ных и других станах, где в клети металл имеет,
один проход, а второй тип — в линейных и
ступенчатых станах.
Выводные проводки для листов и иногда
для некоторых других профилей, как-то: ромб,
уюлок и т. п., изготовляют без боковых щёк,
и в этом случае они состоят лишь из так на-
зываемых проводковых ножей, представляю-
щих собой горизонтально расположенные ли-
нейки.
Назначение этих проводок главным обра-
зом состоит в удалении прокатываемого ме-
талла от поверхности валков во избежание
возможного „окова" валка. Один конец этих
проводковых ножей свободно опирается на
проводковый брус, а другой — непосредственно
на прокатный валок (фиг. 42). Конец провод-
кового ножа, соприкасающегося с валком,
тщательно пригоняется к поверхности послед-
него, чтобы передний конец прокатываемого
металла при выходе из валков не мог натол-
кнуться на проводковый нож.
Боковые направляющие у выводных про-
водок, требующиеся при прокатке большгй
части сортового металла, выполняются от-
дельно от проводковых ножей и крепятся бол-
тами на проводковом брусе (фиг. 42). Мзжду
боковыми направляющими и проводковым
ножом оставляется небольшой зазор, обеспе-
чивающий свободное прилегание проводкового
ножа к поверхности валка.
Кантующие проводки применяют при про-
катке сортового металла в непрерывных станах
для кантовки прокатываемого металла при
его выходе из одной клети и перед посту-
плением в следующую. Эти проводки обычно
устанавливают вблизи валков со стороны вы-
хода. Внутренняя их поверхность делается
винтовой наподобие гайки, но с очень большим
шагом, таким образом, чтобы металл при своём
движении от момента входа в проводку до
поступления в следующую клеть повернулся
на угол, равный требуемому углу кантовки.
Угол апр, на который должен повернуться
металл в проводке, .определяется уравнением
аар
/
где lnp — длина проводки; L — расстояние от
входа в проводку до последующей клети;
*кан — Угол кантовки.
При прокатке мелкосортного металла, про-
волоки и ленты в непрерывных станах боль-
шим распространением пользуются обводные
проводки, называемые также обходными аппа-
ратами.
Назначение этих обводных проводок со-
стоит в изгибе переднего конца прокатываемой
заготовки обычно на 18'»° и в направлении
его в¦ следующий калибр. Благодаря примене-
нию этих прозодок, во-первых, механизируется
весьма тяжёлая ручная работа, а во-вторых,
ускоряется самый процесс передачи прокаты-
ваемого металла из одного калибра в другой
и поэтому повышается производительность
стана.
Наибольшим распространением пользуются
проводки: 1) дуговые для передачи прокаты-
ваемого металла из одной клети в другую при
одновременной его кантовке, 2) тоже, но для
передачи из калибра в калибр в одной клети
и 3) рычажного типа для ленты.
Сложность устройства обвошых проводок
состоит в необходимости предусмотреть воз-
можность увеличения петли после захвата
валками переднего конца прокатываемого ме-
талла.
910
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
В связи с этим в обводных проводках
жёлоб, по которому направляется прокаты-
ваемый металл, с одной стороны делается от-
крытым так, чтобы прокатываемый металл
мог из проводки легко выскочить после за-
хвата его валками и начала увеличения петли.
Станины рабочей клети и установка
их на фундаменте
Каждая рабочая клеть состоит из двух
станин, расположенных по обе стороны бочки
прокатного валка.
Всё давление металла, приложенное к вал-
кам при прокатке, через подшипники и устрой-
ства для установки валков передаётся стани-
нам рабочей клети. В связи с этим станины
Фиг. 45. Станкны рабочей клети: а — закрытого типа;
б— открытого типа.
рабочей клети являются весьма ответственной
деталью прокатного стана и к их конструкции
предъявляются высокие требования в отно-
шении достаточной прочности и жёсткости.
Для станов нормального типа, т. е. с го-
ризонтальными валками, оси которых распо-
ложены в одной вертикальной плоскости,
применяются два основных типа станин — за-
крытого и открытого типа (фиг. 45).
Станины открытого типа более удобны при
смене валков. Практически станины закрытого
типа применяют в станах: листовых, полосовых,
холоднопрокатных, блумингах, слябингах,
трубопрокатных и др.
Станины открытого типа применяют в сор-
товых станах (рельсобалочных, крупно-, сред-
не- и мелкосортных).
Станины рабочей клети [22] нагружены
следующими опрокидывающими усилиями:
1) от двигателя, приводящего рабочие валки
стана во вращение; 2) инерционными, возни-
кающими при неравномерном движении про-
катываемой полосы, и 3) усилиями, возника-
ющими при действии на прокатываемую по-
лосу внешних сил (по отношению валков),
как-то: натяжение моталки при холодной про-
катке ленты, натяжение металла в непрерыв-
ном стане от слишком большой скорости про-
катки в следующей клети, от случайного пре-
пятствия движению переднего конца прокаты-
ваемой полосы и т. п.
Таким образом, суммарный опрокидываю-
щий момент, действующий на • станины рабо-
чей клети, равняется
Возможные значения опрокидывающих мо-
ментов для наиболее характерных случаев
следующие.
Станы дуо и трио с приводом
всехвалков.
1-й случай Простой процесс прокатки
(валки имеют равные диаметры и окружные
скорости; прокатываемый металл по своим
пластическим свойствам однороден — имеет
одинаковую температуру нагрева); движение
полосы между валками равномерное и свобод-
ное (т. е. на неё не действуют какие-либо
другие внешние силы, кроме как со стороны
валков).
При этих условиях
Mi = 0, М3 = 0 и Мъ = 0.
Таким образом, опрокидывающий момент»
действующий на рабочую клеть при простом
процессе прокатки, будет равен нулю.
2-й случай. Полоса между валками дви-
жется неравномерно. Остальные условия, как
в первом случае:
Мх = 0; М3 = 0;
Mon M2fc.
При максимально возможном ускорении,
например, за период захвата
с_
г
= Мг max = Мприв — ,
где G — вес прокатываемой полосы; у — уско-
рение, с которым двигается прокатываемая
полоса; с — рас-
стояние от плоско-
сти прокатки до
плитовин (фиг. 46);
М„Рив — макси-
мальный мо-
мент привода ста-
на, приведённый к
валкам; г—радиус
валка.
3-й случай. На
прокатываемую
полосу действует
внешнее усилие.
Остальные усло-
вия, как в первом
случае:
А/, = О, М2 — О
и Моп = /И3 = Re
При максимальном
в некоторых случаях,
Фиг. 46. Усилие, опрокидываю-
щее рабочую клеть.
усилии R, возможном
МОп = MZ max = М„рав — .
4-й случай. Один из валков не участвует
в передаче момента от привода, необходимого
для прокатки, движение неравномерное и на
прокатываемый металл действует внешняя
сила R. В этом случае максимальное значе-
ние опрокидывающего момента, возможное
для некоторых станов, равно
С
Мприв —.
гл. xixi
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
91 *
Стандуо с приводом только од-
ного валка и стан трио с холостым
средним валком.
1-й случай. Движение полосы между вал-
ками равномерное и на неё действуют усилия
только от валков. Это — случай нормальной
работы данных станов:
М2 = 0; М3 = 0; Моп = МХ — М„рт.
2-й случай. Условия, указанные в пред-
идущем случае, не соблюдены.
В этом случае максимальное значение опро-
кидывающего момента, возможное для этих
станов, равно
Моп max = Мправ I 1 -|- — \.
Усилия, которые приходятся на опору ра-
бочей клети, определяются по уравнению
_ Моп
b — 2
F9)
где Ь — расстояние между опорами (фиг. 46);
G — вес рабочей клети. Знак минус относится
к опоре, от которой рабочая клеть стремится
оторваться, а знак плюс — к опоре, к которой
рабочая клеть прижимается.
Расчёт станин на прочность производится
на усилия, действующие при простом процессе
прокатки, т. е. когда
равнодействующая да-
вления металла на
валки при обычном
расположении послед-
них направлена вер-
тикально. Этот расчёт
является основным,
так как горизонталь-
но направленные си-
лы по сравнению с
вертикальными не-
значительны.
В этом случае на
станину действуют
две силы Р, напра-
вленные по её оси
в противоположные
стороны (фиг. 47).
Для упрощения
расчёта станина за-
крытого типа прирав-
нивается к упругой
симметричной раме
прямоугольной фор-
мы, состоящей издвух
одинаковых попере-
чин и двух стоек.
В стойках станины максимальные напряже-
ния будут на поверхности со стороны окна
станины
Фиг. 47. Эпюры изгибаю-
щих моментов в поперечи-
нах и стойках станины
закрытого типа.
•„„
= а(
2Fo
Статически неопределимый момент Mq под-
считывается по уравнению
АЛ - Р11 !
где 1г и /2 — длины поперечин и стоек станины
между центральными осями; Jx и J%—средние
моменты инерции поперечины и стойки.
Поперечины станины подвергаются только
изгибу. Максимальный изгибающий момент
возникает по середине поперечины (фиг. 47)
и будет равен
М=4г-Мо. G2)
При значительных закруглениях в углах
станины последняя может быть приравнена
Фиг. 48. Эпюры изгибающих моментов у станин
закрытого типа: о—с учётом закругления в углах;
б — с полукруглыми поперечинами.
к упругой раме, изображённой на фиг. 48, а пл\ъ
фиг. 48, б, и тогда Мо выразится:
а) для фиг. 48, а
-Р8-7!
^1 j<i ./3
± J G3>
б) для фиг. 48, б
G0)
h Л '
G4)
где а — коэфициент концентрация напряжения;
F2 — площадь сечения стойки станины; 2 —
момент сопротивления стойки.
где г — радиус закругления угла станины no-
нейтральной-шнии; У3 — момент инерции 'се^
чения в местах закругления. . ;
912
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Более точное значение Мо с учётом изме-
«ений Jx и У2 по длине поперечин и стоек
Рх Ах
~~2~ ' 17
G5)
ного сечения равен 1,2); G—модуль сдвига;
Fi и F2 — площади сечения поперечины и
стойки.
Деформация окна станины в горизонталь-
ном направлении
-• 7
+ ¦-+—-8
где х—расстояние центра тяжести данного
¦сечения поперечины или стойки от оси ста-
«ины (фиг. 49); Ах — длина участка станины,
считая по нейтральной ли-
нии, на протяжении которо-
го момент инерции сече-
ния равен Jx.
При этом подсчёте Мо
на одной половине станины
намечают ряд сечений (око-
ло 12—16) и для каждого
сечения находят Jx и х.
Затем строят нейтраль-
ную линию и соответствен-
но числу намеченных суче-
ний её разбивают на ряд
I *¦_-*¦.-[- и участков длиной Ах с та-
! X 4Тп~- % ким Расчётом' чтобы в пре-
I Т TIT ~t 3 делах каждого из этих
участков средний момент
инерции сечения мог быть
принят равным Jx. Этот
расчёт удобно представить
в виде графика, по оси
абсцисс которого отклады-
вают один за другим для
каждого участка ста-
нины отрезки, равные
Ах
—у- , а по оси ординат — для каждого сечения
Х Рх
станины отрезки, равные -п— (фиг. 50). Сред-
яяя ордината кривой, полученной на этом
графике, равна второму члену правой части
уравнения G5).
Деформация станины закрытого типа по её
«си
-\14
¦Фиг. 49. К подсчё-
ту Мо уточнённым
способом.
где fv /2 и /3 — деформации от действия из-
гибающих моментов, растягивающих и попе-
речных сил.
И,
Фиг. 50. График М для разных сечений станины
к определению Мо.
Для станины, которая может быть прирав-
нена к упругой раме, приведённой на фиг. 47,
эти деформации будут:
о о
Pi М 1 Р/„ Р/.
lAEJi 4EJi ' 2?7' itC//*j
где k — коэфициент. зависящий от формы се-
чения поперечины станины (для прямоуголь-
Дополнительные изгибающие моменты, воз-
никающие в стойках станины в результате
действия горизонтально направленных сил,
показаны на фиг. 51 и могут быть подсчитаны
[20, 21] по уравнениям:
«,-¦?••-
?
где
т
G6)
X — горизонтальное усилие на шейку валка
(см. табл. 3); С\ и с2 — расстояния от ней-
тральной линии до сил X; /^ — площадь сече-
ния верхней поперечины.
В станинах открытого типа [20,21]
при действии на шейки валков вертикальных
сил наибольшие изгибающие моменты будут
в середине нижней поперечины или в нижней
части стоек (фиг. 52)
Мп=^ Тс, Мст = Те.
Напряжение в стойке станины на её вну-
тренней поверхности от совместного действия
изгибающих и растягивающих усилий
стах
G7)
где W2 и F% — момент сопротивления и пло-
щадь сечения стойки. Сила Т находится из
условия, что прогиб стойки станины в точках
приложения силы Т равен зазору Д между
подушкой и стойками станины
Т =
PV
~8
С\1л+ -7Г1
G8)
Когда по этому уравнению величина силы 7*
получается отрицательной, то это значит, что Д
больше, чем
Р1\е
8EJ,
, и в этом случае сила Т со-
вершенно отсутствует. На практике возможны
на одном и том же стане значительные колеба-
ния в зазорах, поэтому стойки станины должны
быть рассчьтаны при минимально возможных
зазорах, а по^е^ечина станины при наибольших
зазорах ил.1 np.i условии, что сила Т = 0.
Добавочные изгибающие моменты, возника-
ющие от действия горизошально направлен-
ных сил, показаны на фиг. 53.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
913
Подсчёт статически неопределимой силы Q,
представляющей собой давление замка крышки
станины на стойку, производится из условия,
что стрела прогиба (в горизонтальном напра-
влении) верхней части первой стойки равна
стреле прогиба второй стойки, деформации
растяжения крышки станины и зазору между
выступами крышки и стойками, т. е.
предыдущих тем, что стойки станины подвер-
гаются эксцентричному растяжению. Макси-
мальные напряжения в стойках будут также
на её внутренней поверхности и выразятся
Р . Ре
где е — расстояние точки приложения силы от
нейтральной линии стойки.
где /j и /2 — стрелы прогиба первой и второй
стоек; Д/j — деформация растяжения крышки
Фиг. 51. Эпюры изгибающих моментов в стойках станины за-
крытого типа при действии горизонтально направленных сил.
станины; А — зазор между выступами крышки
станины и стойками.
Фиг. 52. Эпюры изгибающих моментов
у станин открытого типа.
. G8а)
Станины рабочей клети обычно изгото-
вляются из стального литья марок 25-4518
и 35-5015 по ГОСТ 977-41.
Допускаемое напряжение выбирается по
формулам:
в поперечинах/?^—^-;
в стойках /? <^ ——,
;Гст™^сТанин Тфяг mT^tIZTtch" от где ^ и а02-пределы усталости на изгиб и
выступах станин (фиг. 04j, отличается от растяжение при пульсирующем цикле напря-
жений; п — коэфициент запаса.
где F\ — площадь сечения крышки станины.
Расчёт станин станов трио, у которых
валка устанавливаются на
Фиг. 53. Эпюры изгибающих моментов в стойках
станины открытого типа при действии горизонтально
направленных сил.
58 Том 8
Фиг. 54. Силы, действующие на станину у станов трио:
а — при прокатке между нижним и средним валками;
6 — при прокатке между средним и верхним валками.
914
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
При выборе коэфициента запаса необходимо
учитывать, что станины должны обладать не
только достаточной прочностью, но также и
достаточной жёсткостью, и поэтому допускае-
мые напряжения в станинах, как правило, сле-
дует выбирать относительно низкими. Прибли-
зительно значение п рекомендуется принимать
Для стального литья указанных марок это
значение п примерно соответствует допускае-
мым напряжениям: в поперечинах /?$С.4ОО —
600 кг\см?\ в стойках Я< 300 — 400 кг/см*.
Наряду с расчётом станины на максималь-
ные усилия, действующие при нормальном
процессе прокатки, у большинства прокатных
станов необходимо также проверять прочность
станины на максимально возможные усилия,
которые возникают при неправильной подаче
прокатываемого металла в валки. В этих слу-
чаях давление на валки может быть настолько
значительным, что оно вызывает поломку про-
катного валка. Ввиду того что эти случаи хотя
и редки, но большей частью неизбежны, проч-
ность станины должна быть значительно больше,
чем прокатных валков, с тем, чтобы при по-
ломке последних в станинах не возникали
пластические деформации.
Для выполнения этого условия допускаемые
напряжения должны быть
где се — предел упругости; Ррасч и Ртах —
расчётная нагрузка и максимальная нагрузка
на станину, при которой происходит поломка
прокатного валка.
При конструировании станины прежде всего
определяют требуемый размер окна, исходя из
габаритов подшипников для прокатных валков
и необходимой величины подъёма верхнего
валка. При этом в станинах закрытого типа
ширина окна должна быть немного больше
максимального диаметра валков.
Размеры сечения стоек и поперечин ста-
нины должны соответствовать расчёту станины
на прочность. При этом для предварительного
определения площади сечения стоек и попе-
речин станины, прежде чем приступать к её
подробному расчёту, целесообразно пользо-
ваться практическими данными.
Площадь сечения стойки станины прибли-
зительно выбирается [20]:
для чугунных валков F2 = 0,6 -~ 0,8 d2;
для валков из углеродистой стали:
а) для обжимных станов F2 = 0,65 -г- 0,8 йг\
б) для прочих станов F2 = 0,8 — 1,0 d2;
для валков из специальной стали (для станов
кварто) F2 = 1,0 -г l,2rf2, где d — диаметр шейки
валка.
Размер сечения стоек по направлению,
параллельному оси валков, должен быть не-
много меньше длины подшипника с тем, чтобы
Фиг. 55. Станина рабочей клети блуминга.
края станины не мешали движению прокаты-
ваемой полосы. При этом ось станины должна
совпадать с серединой подшипника.
Форма сечения стоек станин большей частью
прямоугольная и иногда у широких станин
двутавровая.
Обе станины рабочей клети между собой
соединяются болтами с распорными трубами,
располагаемыми параллельно оси валков, или
специальными литыми траверзами. По бокам
внизу станины имеются специальные приливы,
называемый лапами, с помощью которых ста-
нины закрепляются на плитовинах.
Расстояние между осями лап или плитовин
в среднем i»3-r- 4Z).
Таблица 14
D
I2OO
И5°
IIOO
IOOO
9<эо
а
Зооо
2800
28оо
2700
2700
Ь
13s0
1335
1290
1245
1200
Размеры
»i
IO2O
IOOO
980
дбо
94O
С
1
830
8о5
78о
755
73°
и вес станин
е
фо
445
43O
415
4оо
/
77°
740
7»
685
66о
g
1150
нею
1050
IOOO
950
рабочих клетей блумингов (см. фиг. 55)
h
530
485
440
400
360
j
840
830
820
810
800
k
3300
3150
3000
3850
2700
I
600
575
55O
525
500
m
5290
5080
4870
4660
445°
n
1050
IOOO
950
900
900
0
IOOO
IOOO
IOOO
IOOO
IOOO
в мм
I
CM*
3000
2700
2400
2IOO
1830
II
CM3
6000
55°°
5000
45°°
4000
Ш
CM3
4000
3000
3200
2800
2400
Bee
станины
в т
65,0
58,0
37.O
35,o
33.°
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
915
Общий вес станины примерно пропорцио-
нален кубу диаметра валков и ориентировочно
равен
G « D0 4- 50) ?>з т,
где D —диаметр валков в м.
В табл. 14 и 15 и на фиг. 55, 56 и 57 при-
ведены основные размеры станин рабочих
клетей блумингов, сортовых станов дуо и трио
и станов кварто.
Станины рабочей клети обыкновенно опи-
раются на фундамент через фундаментные
плиты, сделанные в виде линеек, которые на-
зываются плитовинами.
Эти плитовины располагаются по обеим
сторонам рабочей клети вдоль оси стана.
В тех случаях, когда в одну линию распола-
гается несколько клетей, эти плитовины от-
дельными секциями длиной 4—6 м простира-
ются через всю длину линии стана и во мно-
гих случаях на эти плитовины также опирается
и шестеренная клеть.
. Плитовины сделаны таким образом, чтобы
их верхние поверхности служили направля-
ющими для сохранения постоянства положе-
ния оси. Устройство плитовины, пользующейся
наибольшим распространением, показано на
фиг. 58.
Для станов небольшого размера с диаме-
тром валков меньше 400—450 мм плитовины
по обе стороны оси стана обыкновенно делаются
как одно целое.
Плитовины, представляющие самостоятель-
ные линейки по обе стороны оси стана, должны
иметь между собой достаточно жёсткую связь,
обеспечивающую постоянство расстояния
между плитовинами. Эта связь выполняется
в виде распорных труб или поперечных под-
ставок, соединённых с плитовинами болтами и
кольцами, посаженными в горячем состоянии.
Плитовины, как правило, изготовляют из
чугуна и лишь в исключительных случаях,
когда стан подвержен значительным опрокиды-
вающим моментам и ударной нагрузке, — из
стального литья.
Диаметр болтов, скрепляющих лапу станины
с плитовиной, рассчитывают на затяжку, считая,
что усилие затяжки должно быть немного
выше усилия, приходящегося на эти болты
в результате действия опрокидывающего мо-
мента. Подсчёт этого усилия может быть про-
изведён согласно уравнению F9).
Практически диаметр болтов, связывающих
станину с плитовиной,
d и 0,Ш + E -*- Ю) мм,
где D — диаметр валков.
Площадь соприкосновения плитовины с фун-
даментом выполняется таким образом, чтобы
удельное давление на фундамент от веса стана
Фиг. 56. Рабочая клеть сортового стана трио.
и усилий, возникающих при действии опро-
кидывающего момента, согласно уравнениюF9)
не превышало 10—20 кг/см2 в зависимости от
прочности фундамента.
Высота плитовины должна обладать доста-
точной жёсткостью при её работе на изгиб.
Таблица 15
Размеры и вес станин рабочих клетей сортовых станов дуо и трио (см. фиг. 56) в мм
D
850
8оо
75°
700
650
боо
55о
5°о
45°
4<х>
35о
325
3°о
28о
обо
d
470
450
420
400
360
330
310
290
250
210
200
180
175
160
145
а
28оо
2650
2500
235°
i8oo
2300
2000
1650
1500
1400
1250
12 эо
IIOO
Ю5О
юээ
Ь
IOOO
95°
9оо
850
8оо
2°
ббо
62O
58о
52O
5°о
480
45O
43°
4оо
840
8оо
76о.
73O
68о
боо
55°
520
480
43°
4Ю
39°
37°
35°
320
с
7оо
650
боо
5°5
530
49O
45°
4<х>
35°
3°°
г8о
250
240
230
2IO
е
44°
4оо
Збо
Зао
3°о
280
250.
22O
2ОО
'85
170
1бо
'50
140
13°
/
75°
7О»
65°
боо
55о
460
42O
38о
ЗЗо
3°о
28О
або
240
ззо
2ЭО
S
8оо
Тбо
72O
бЗо
боо
54°
5оо
460
420
38°
33°
3°о
28о
270
збо
h
35°
34°
33°
320
300
300
260
245
225
205
190
175
160
145
125
i
IIOO
IOOO
900
800
75°
640
59°
53°
500
47°
45°
425
420
410
380
ft
2500
235°
2200
2050
iqoo
175°
1640
155°
135°
1200
1060
980
93°
890
820
I
710
640
580
520
500
480
43°
395
395
375
360
34°
34°
325
285
m
4410
4110
3820
353°
3250
2930
2730
25+0
2270
2050
1840
i7°5
1630
I57O
1460
I
CM*
1770
1690
1630
1565
1500
1270
1050
800
620
50Э
400
320
3°°
250
210
II
CM*
3220
2900
2550
2100
175°
1500
1400
1300
1200
IOOO
7ОЭ
500
4ОЭ
35°
300
III
см*
2700
2300
2000
1700
1500
1300
1200
1050
IOOO
850
600
53°
470
420
37°
Bee
станины
в т
33.°
25,0
23,0
16,0
13.°
10,0
8,0
6,8
5,8
4,8
3.8
2,8
1,65
1.4
1,3
916
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Напряжения изгиба, возникающие в плитовинах,
можно определить, если плитовину приравнять
балке, лежащей на упругом основании и под-
верженной нагрузке со стороны лап станин [21].
Фиг. 57. Основные размеры станины рабочей клети
квзрто.
усилие затяжки, которое должно быть немного
выше усилия, приходящегося на фундаментные
болты в результате действия опрокидывающего
момента.
Обычно диаметр фундаментных болтов:
а) для станов с D<500 ми d = 0,ID+ 10 мм;
б) для станов с D > 500 мм й = 0,080 + 10 мм.
Трефовые шпиндели и муфты
В тех случаях, когда расстояние между
осями валков в рабочей клети изменяется
в небольших пределах, для передачи враще-
ния валкам от шестерён шестеренной клети
или от валков рабочей клети, расположенной
ближе к приводу, применяют трефовые шпин-
дели и муфты (фиг. 59).
Размеры и форма сечения трефовых шпин-
делей такие же, как и сечение трефов на про-
катном валке.
Шпиндели у станов с диаметром валков
свыше 450—500 мм снабжаются поддержива-
ющими подшипниками, и в этом случае по
середине шпинделя делается шейка диаметром
около 0,88 й\, где йх — диаметр'трефа шпинделя.
Длина шпинделей должна быть такой, что-
бы на шпинделе поместились обе муфты и
ещё оставался зазор от 20 до 80 мм для ка-
ната подъёмного крана.
Шпиндели изготовляют из стального литья
и иногда из кованой стали о^ = 50-J-60 кг/см?
при8б«160/0.
Таблица 16
Размеры
Характеристика стана
Листовая клеть тонколи-
стового непрерывного
стана 1680Х6Ю/1240. . . .
Хололнопрокатный стан
2&40Х6?О/1Ъ7О
Листовой стан 2840V
Х700/1370
а
133°
1580
1580
и вес
Ь
Зэоо
374°
374O
станин рабочих клетей
с
79O
79о
d
75O
810
810
е
/
890
1220
I2OO
кварто (фиг. 57)
g
900
1040
1200
ft
470Э
535O
5750
кг
335
335
в мм
к,
4Оэ
I
685о
7445
8345
т
850
75^
я
460
650
560
Вес
в т
из
U9
Практически высота плитовины приблизи-
тельно равна
Диаметр и число фундаментных болтов рас-
считывают, так же как и диаметр болтов,
скрепляющих лапу станины с плитовиной, на
Муфты изготовляют из чугуна. Внутренняя
поверхность муфты соответствует профилю
шпинделя с зазором А я; 0,015rfi. Выступы в
муфтах делаются по двум одинаковым ради-
усам из разных центров согласно фиг. 60,
чтобы при передаче крутящего момента про-
исходило более правильное соприкосновение
выступа муфты со шпинделем. Толщина сте-
ПоДВ
Фиг. 58. Плитовина.
л. xixi
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
917
юк муфты по краям 5j=0,25 й\\ посредине
2
2 = —di. Длина муфт равна двойной длине
о
трефа валков плюс
.У7777777Л ы//////л— величина зазора
между концами
трефа валка и
шпинделя.
Трефовые шпин-
дели работают на
одно кручение.
Максимальные напряжения кручения будут
за поверхности шпинделя по середине выре-
зов и определяются [14]
1>иг. 59. Трефовые шпиндель
и муфты.
mdX 0,074
где Мкр — крутящий момент; d\ — диаметр
трефа.
Из этой формулы следует, что вырезы в
трефе или шпинделе ослабляют его момент
сопротивления на кручение в 2,85 раза.
Размеры трефовых муфт выбирают по прак-
тическим данным. Основная трудность рас-
чёта трефовых муфт на прочность объясняется
неопределённостью распределения давления
шпинделя на кулаки муфты.
В том случае, если муфта со шпинделем
работает без перекоса и кулаки муфты хоро-
шо приработались со впадинами трефа, можно
Фиг. 60.-Формы и размеры трефовой муфты.
ожидать, что нагрузка на все четыре кулака
муфты будет распределяться приблизительно
равномерно. При этом, однако, возможен и
другой случай, когда муфта со шпинделем
работает при значительном перекосе или когда
муфта ещё не приработалась к шпинделю и
трефу валка. В этом случае условия работы
муфты будут более тяжёлые, так как нагрузка
будет распределяться только между двумя ку-
лаками муфты.
Проведённые исследования показали, что
в зависимости от характера прилегания кула-
ков муфты к шпинделю и трефу напряжения
к муфте при одном и том же крутящем мо-
менте изменяются почти в 3 раза [23].
Универсальные шпиндели
Передача вращения валкам прокатных ста-
нов, работающих с большим изменением рас-
стояния между валками (как, например, в блу-
мингах, в универсальных станах, трубопро-
катных, средне- и толстолистовых), произво-
дится исключительно универсальными шпин-
делями.
Кроме того, универсальные шпиндели полу-
чили также широкое распространение у холод-
нопрокатных и тонколистовых станов кварто.
В основу устройства этих шпинделей поло-
жен принцип шарнира Гука.
При проектировании шпинделей необхо-
димо считаться с тем, что их шарниры должны
быть достаточно прочны для передачи боль-
ших крутящих моментов, достигающих у не-
которых станов 300 тм, и в то же время
должны иметь незначительный габарит в на-
правлении, перпендикулярном оси шпинделя.
Ось шестеренной
клети
Ось рабочей
"~"-Ч клети
Фиг. 61. Расположение универсальных шпинделей для
передачи вращения прокатным валком.
Наружный диаметр шпинделя в большинстве
случаев не должен быть больше чем 0,85—
0,95 диаметра валка, чтобы иметь возможность
использовать переточенные валки. При этом
конструкция шарнира шпинделя должна обес-
печивать лёгкую смену рабочих валков, а
также и самих шпинделей.
Этим условиям лучше всего удовлетворяют
лопастные универсальные шпиндели, хорошо
зарекомендовавшие себя в работе. Общая схе^
ма установки шпинделей этого типа на стане
изображена на фиг. 61. j
Оба конца шпинделя сделаны утолщёнными^
внутри которых имеются гнёзда с цилиндри-
ческой поверхностью (фиг. 62). В гнёздах на-
ходятся два бронзовых или текстолитовых
вкладыша, посредством которых происходит
сцепление шпинделя с концом валка или ше-
стерён, выполненным в виде лопасти. Ось
этих гнёзд перпендикулярна оси шпинделя и
служит одной осью шарнира Гука. Другой
осью шарнира, перпендикулярной к первой,
служит палец, находящийся в прорези лопасти
валка или шестерни.
Конструктивное оформление деталей
шарнира у шпинделей этого типа бывает раз-
личное.
На фиг. 63 показано устройство шарнира
универсального шпинделя конструкции Ново-
краматорского завода им. И. В. Сталина.
Шпиндели этого типа были применены для
слябинга и сргднелистового стана. Особен-
ность конструкции этого шарнира состоит в
том, что вместо пальца установлен более
длинный болт, проходящий через щёки шпин-
деля. При этой конструкции разборка шар-
нира не требует осевого смещения валка;
если вынуть болт, то валок и шпиндель мо-
гут быть свободно разъединены.
Универсальные шпиндели большей частью
применяются с утолщёнными концами на са-
мом шпинделе и с лопастями, сделанными на
валке или шестерне. В некоторых случаях
шарниры выполняют в обратной комбинации,
когда лопасти делаются на шпинделе, а вилки —
918
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
поДВ
Фиг. 63. Шарнир универсального шпинделя конструкияи
Новокраматорского завода им. И. В. Сталина.
Фиг. 62. Шарнир универсального шпинделя к первому
послевоенному блумингу.
Фиг. 64. Универсальный шпиндель для небольших кру-
тящих моментов.
б)
Фиг. 65. Силы, действующие на щеку универсального шпи щеля: а —в сечении /—/; о"—то же П—Н.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
919
на специальных муфтах, надеваемых на концы
валка и шестерни. Эта конструкция шпинде-
лей находит применение в тех случаях, когда
лопасть по условиям смены валков и подшип-
ников не может быть сделана как одно целое
с валком.
Шпиндель, изображённый на фиг. 64, имеет
большое применение для передачи небольших
моментов и, в частности, в правильных роли-
ковых машинах.
Универсальные шпиндели иногда также
применяются вместо коренных муфт, т. е. для
соединения вала электродвигателя с ведущей
шестерней шестеренной клети. Эти шпиндели
называются коренными. Устройство их анало-
гично устройству универсальных шпинделей
для валков, только они обычно имеют значи-
тельно меньшую длину.
Лопасть шпинделя, входящая внутрь шар-
нира, выполняется с отверстием для пальца,
поддерживающего вкладыш, или в виде вилки.
В первом случае лопасть рассчитывается на
одновременное действие моментов крутя-
щего Mi и изгибающего М$
Mi = M cos a;
Af2 = М sin а,
где М — крутящий момент, передаваемый
шпинделем. Возникающие при этом напряже-
ния:
кручения
Mcosa , /4.Лч
= а, г-г— > (Щ
изгиба
6Af sin а
bs*
(81)
где b — средняя ширина лопасти; s — толщина
лопасти; ir|— коэфициент, зависящий от отно-
шения b:s (см. «Сопротивление материалов");
ot и а3 — коэфициенты концентрации напря.'
жения.
Если лопасть выполнена в виде вилки, то
она на протяжении прорези работает только
на изгиб. Изгибающий момент каждой поло-
вины лопасти достигает максимума, когда
шпиндель занимает положение, соответствую-
' щее наибольшему значению угла, и в то же
время находится в плоскости лопасти.
Вилка шарнира универсального шпинделя
испытывает давление от вкладышей. Это да-
вление на каждую щеку вилки может быть,
очевидно, принято распределённым по тре-
угольнику (фиг. 65, а). Тогда точка приложе-
ния равнодействующей этого давления Р бу-
дет находиться на расстоянии &х: 3 от оси
шарнира шпинделя, где Ь\ — ширина щеки.
Эта равнодействующая сила направлена пер-
пендикулярно плоскости лопасти, входящей
внутрь шарнира.
Рассмотрим сначала напряжения в щеке
по её сечению /—/, расположенному парал-
лельно направлению силы Р, на расстоянии х
от оси шарнира.
Щёки шарнира универсального шпинделя,
испытывая давление от вкладышей, работают
одновременно на изгиб и кручение. В сече-
нии щеки, перпендикулярном оси лопасти и
расположенном на расстоянии х от оси шар-
нира (фиг. 65, а), напряжения будут:
изгиба
ЗМх
кручения
м
(82)
(83)
где М — крутящий момент, передаваемый
шпинделем; bt — ширина щеки.
Моменты сопротивления сегмента:
а) изгибу, приравнивая сегмент трапеции
(фиг. 66)
w,,,, —
(84)
б) кручению, исходя из приближённой фор-
мулы Сен-Венана,
(85)
где F — площадь сечения; h — высота (стрела)
сегмента; Jp — полярный момент инерции
относительно центра сечения.
Фиг. 66. Сечение щеки универсального шпинделя.
Эта величина может быть найдена по урав-
нению
sin 2cp I
—пгB cos2 ?+1} j'
где г — радиус круга, частью которой
является сегмент; <р — угол, образованный
полудугой сегмента.
Более точные результаты при подсчёт*
момента сопротивления для сегмента даё'
формула Енгалычева, полученная на основа
нии его экспериментальных исследований [6]
W
кр
- -iL (М2'82
(86
Эта формула рекомендуется для сегмен
тов, у которых — от 1 до 4.
В сечениях щеки шпинделя, наклонённы
к его оси (сечение //—//, фиг. 65,6), помим
напряжений, вызываемых кручением, буду
ещё напряжения от косого изгиба и растяже
ния.
920
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
М
Крутящий момент -^-, приложенный к ще-
ке, в этом случае раскладывается на два: на
момент Mi, действующий в плоскости сече-
ния II—II и таким образом являющийся кру-
М
тящим моментом Мj = — cos (о -f 0), и на
изгибающий момент М2, вызывающий
совместно с моментом Рх косой изгиб
М
М2 = g- sin
Наибольшие напряжения от действия этого
изгибающего момента будут в точках А и В
(фиг. 66) и равны
Af sln(a+p)
2W«
где Wy — момент сопротивления сечения //—
// относительно оси у—у, равный
(87)
Напряжения изгиба <зх от действия основ-
ного момента Рх найдутся по уравнению (82),
но при подстановке в него момента сопроти-
вления сечения II—II для напряжений на
внутренней поверхности щеки
(88)
Суммарные нормальные напряжения в точ-
ках А и В в результате косого изгиба равны
Кроме напряжения кручения и изгиба в
сечении //—// будут ещё напряжения от про-
дольной силы. Эти напряжения могут быть
найдены разложением силы Р на две силы А/
и Q, направленные нормально и параллельно
сечению II—II (фиг. 65,б):
Р Sin (а + Э)
a =
где F — площадь сечения //—//.
Суммарные максимальные напряжения в
сечении //—// возможны в точках А и В или
на участке CD (см. фиг. 66). Величины этих
напряжений:
а) нормальные
в точках А и В
на участке CD:
aCD — ^x+^N'
б) касательные
Коренные и моторные муфты (см. также т. 2)
Наибольшим распространением на главной
линии прокатного стана пользуются компен-
сирующие муфты. Муфты этого типа обычно
служат для соединения ведущей шестерни
шестеренной клети с редуктором или с валом
электродвигателя и называются коренными
муфтами. К муфтам этого типа относятся ку-
лачковая, шарнирная и зубчатая.
Для соединения вала двигателя с валом
редуктора и особенно в тех случаях, когда
на валу у стана имеется маховик, применяют
также упругие пружинные муфты (Бибби) или
пальцевые.
В целях защиты редуктора от возможных
перегрузок, когда маховик установлен на
валу ведущей шестерни редуктора, находят
применение предохранительные муфты.
Муфты сцепления употребляются в исклю-
чительных случаях, так как включение и вы-
ключение муфты на ходу обыкновенно не
требуются в связи с тем, что большей частью
каждая главная линия прокатного стана имеет
индивидуальный привод.
Крутящий момент, на который должна
быть рассчитана муфта, определяется в зави-
симости от того максимального момента, кото-
рый необходим для вращения валков.
Приближённое значение этого момента
можно также найти на основании мощности
двигателя, приводящего стан, с учётом допу-
скаемого коэфициента перегрузки. Примерные
максимальные крутящие моменты, действую-
щие на муфты с учётом перегрузки:
стан без маховика:
1) реверсивный
2) нереверсивный
стан с маховиком:
1) муфта, расположенная между двигате-
лем и маховиком,
2) муфта, расположенная между станом и
маховиком,
¦Мтах = 4-т- Шн,
где Мн — нормальный момент двигателя, при-
ведённый к валу муфты.
Кулачковая муфта состоит из двух
втулок (фиг. 67), которые насажены на концы
валов, и из барабана, сцепляющего обе
втулки. Это сцепление осуществляется ку-
лачками, имеющими форму призматических
зубьев, сделанными снаружи на втулках или
внутри на барабане. Для держания барабана
от осевого перемещения на каждой втулке
имеется по кольцу. Одно из этих колец со
стороны ведомого вала делается обычно на
конус, чтобы при косом изломе барабана или
одного из валов муфты не могли возникнуть
значительные осевые усилия. В этом случае
болты, соединяющие оба полукольца, разры-
ваются, и барабан муфты сдвигается в сто-
рону.
Достоинство кулачковой муфты состоит в
простоте её конструкции и в том, что она
предохраняет от возникновения осевых уси-
лий в случае косого излома одного из валов.
К недостаткам кулачковой муфты отно-
сится то, что она почти не допускает смеще-
ния осей обоих валов.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
921
Размер кулачковой муфты, так же как и
трефовых муфт, выбирается на основании
практических данных.
Большей частью эти размеры в зависимо-
сти от диаметра вала делаются следующими
(см. фиг. 67): а = B,4-j-2,5) d (у крупных муфт);
Фиг. 67. Кулачковая муфта.
h « й\ а = B,5-г-2,7)й (у небольших муфт);
от = 5—10 мм; Ьта; п =@,13—0,18)d; с —
=1,8d; р = @,1 б-т-0,25)d; e== (l~l,4)d; dt =
= @,08-ь0,1) d; f= @,6т-0,7) d; g — @,8-И) d;
bt = 2dv
Количество зубьев — б или 8. Материал
муфт — стальное литьё.
Шарнирная муфта (фиг. 68) состоит
из двух крестов /и2, которые насажены на
концы обоих валов, и из барабана 3, имеющего
на своей внутренней поверхности четыре ка-
навки. Соприкосновение муфты 3 с крестами
1 и 2 происходит через бронзовые сухари 4,
надетые на цапфы обоих крестов. Благодаря
тому что сухари 4 могут поворачиваться на
цапфах обоих крестов и в то же время их оси
взаимно перпендикулярны, муфта может ра-
ботать как шарнир Гука.
Эта особенность шарнирной муфты весьма
ценна для условий работы прокатных станов,
щими и до некоторой степени упругими свой-
ствами, благодаря которым они нашли широ-
кое применение в прокатных станах в каче-
стве коренных и моторных муфт.
Описание и размеры муфт — см. т. 2,
стр. 534.
При установке зубчатых муфт необходимо»
однако, иметь в виду, что перекос или сме-
щение валов вызывает неравномерность в рас-
пределении нагрузки между зубьями муфты
и их износ. Поэтому зубчатые муфты не сле-
дует рассматривать как универсальные шпин-
дели и монтаж соединяемых валов должен
производиться по возможности точнее. Ком-
пенсирующие свойства муфты в этом случае
используют при несоосном расположении ва-
лов, вызванном их вибрацией или неравно-
мерной осадкой фундаментов.
Зубчатые муфты с успехом применяются
при значительном расстоянии между концами
обоих валов. В этом случае, муфты выполня-
ются удлинённого типа, с промежуточным
шпинделем, как это изображено на фиг. 69.
При этой конструкции, очевидно, муфты
могут допускать значительно большее парал-
Фиг. 69. Удлинённая зубчатая муфта.
лельное смещение валов, соответственно длине
шпинделя.
Пальцевые упругие муфты вслед-
ствие простоты изготовления получили в своё
время большое распространение в прокатных
станах; в настоящее "время их применение
резко сократилось.
Муфта состоит из двух чугунных или
стальных дисков (фиг. 70), по окружности
которых имеются отверстия, куда вставляются
Фиг. 68. Шарнирная муфта.
Фиг. 70. Пальцевая упругая муфта.
и поэтому эта муфта получила большее рас-
пространение.
Наружный диаметр этой муфты делается
таким же, как и кулачковой муфты, т. е.
B,5 -г- 2,8) d, где d — диаметр вала.
Зубчатые муфты в их современном
выполнении обладают хорошими компенсирую-
упругие пальцы, служащие для соединения
обоих дисков. Пальцы большей частью дела-
ются деревянными, из дуба, а иногда при-
меняются пальцы, изготовленные из кожи или
резины.
Между обоими дисками муфты предусматри-
вается зазор 8—10 мм для того, чтобы муфта
922
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
была менее чувствительна к неправильному
положению валов.
При передаче значительных крутящих мо-
ментов в целях уменьшения диаметра муфты
пальцы располагаются в два ряда.
Размеры пальцев: диаметр dx = 50-4-70 мм
и длина 2,8-*-3*/]. Число пальцев определяется
расчётом их на срез. Допускаемое напряжение
для дубовых пальцев /?с = 8-т-12 кг/см2 при
максимальной нагрузке. Шаг между пальцами
1,8-f-2,0^.
Муфта с металлической змеевид-
ной пружиной (Бибби) обладает по срав-
нению с другими типами упругих муфт и
в особенности по сравнению с пальцевой
муфтой значительно большей эластичностью
и меньшим габаритом, а также некоторыми
компенсирующими свойствами, позволяющими
применять её при передаче вращения между
валами, имеющими небольшой эксцентриситет
или перекос (описание и расчёт — см. т. 2,
стр. 544).
При установке зазор между дисками при
D « 1500 мм равен 5—15 мм; при D « 1000 мм—
3—12 мм, а при D « 600 мм — 2—б мм.
Величина углового смещения валов допу-
скается до 1°15' и эксцентриситет валов —
до 0,5—3 мм в зависимости от размера муфты.
В прокатных станах используют такие предо-
хранительные муфты. Муфты этого типа при-
меняются у прокатных станов, имеющих
редуктор с маховиком на одной оси с веду-
щей шестерней. При таком расположении махо-
вика крутящий момент последнего передаётся
стану через редуктор, и назначение предохра-
нительной муфты состоит в предохранении
редуктора от поломки, могущей произойти
з случае неправильной прокатки полосы и
эезкого повышения в связи с этим крутящего
иомента, развиваемого маховиком.
Предохранительная муфта должна устана-
зливаться между станом и маховиком, причём
; точки зрения защиты зубчатого редуктора
5езразлично — на оси большой или малой его
лестерён. В целях же уменьшения размеров
луфты выгоднее её устанавливать на оси
налой шестерни.
В связи с большими крутящими моментами
)бычно для прокатных станов применяются
луфты, работа которых основана на разруше-
ши специальной предохранительной детали,
фи определённых максимальных нагрузках,
г которых предохранительная деталь выпол-
1яется в виде пальцев, работающих на срез.
Одним из непременных условий успешной
)аботы предохранительной муфты является
)егулярная смена пальцев, не ожидая их
юлного разрушения. Этой профилактической
jepoft несколько устраняется возможность
[ыключения муфты при пониженных нагруз-
:ах. Другим условием является правильный
юдбор материала предохранительных пальцев.
Материалом пальцев должна служить сталь,
которой предел усталости находится воз-
южно ближе к пределу прочности.
Крутящий момент, при котором должно сра-
отать предохранительное устройство, опре-
еляется в зависимости от коэфициента безо-
асности редуктора и других деталей стана.
1ри расцеплении муфты напряжения в пре-
охраняемых частях стана не должны превы-
1ать предел упругости.
Зубчатые передачи для привода прокатных
валков
(расчёт зубчатых передач см. т. 2, стр. 212)
Вращение от двигателя к валкам пере-
даётся почти в каждом прокатном- стане совре-
менного типа зубчатыми колёсами за исклю-
чением станов, имеющих индивидуальный при*
вод каждого валка.
Применяемые для этой цели зубчатые
передачи в зависимости от назначения и кон-
струкции можно подразделить на три основ-
ных типа: 1) шестеренные клети, служащие
для разделения крутящего момента при пере-
даче его от приводного вала к валкам рабо-
чей клети; 2) редукторы, предназначаемые
исключительно для повышения числа оборо-
Фиг. 71. Кинематические схемы шестеренных клетей:
а — дуо; б — трио; в — двойное дуо; г — к универсаль-
ному стану с вертикальными валками с одной стороны;
д — к универсальному стану с вертикальными валками
с обеих сторон; е — к трубопрокатному прошивному
стану.
тов двигателя и маховика; 3)групповые редук-
торы, предназначаемые для передачи враще-
ния от вала двигателя двум или более линиям
прокатного стана.
Кроме указанных типов существуют также
комбинированные шестеренные клети, пред-
ставляющие собой редуктор и шестерен-
ную клеть, выполненные в одной общей
коробке.
Кинематические схемы шестеренных кле-
тей показаны на фиг. 71. Диаметр начальной
окружности шестерён выбирают в зависимо-
сти от диаметра и расположения валков в ра-
бочей клети таким образом, чтобы при всех
возможных изменениях в рабочем положении
валков условия работы шпинделей в отноше-
нии их угла наклона были наиболее благо-
приятными.
ГЛ. XIX)
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
923
Если изменение расстояния между валками
происходит только по мере их износа, диа-
метр начальной окружности шестерён
где Ан и Ас — расстояние между центрами
новых и старых валков. Когда изменение рас-
стояния между валками происходит почти
после каждого прохода, как, например, в блу-
мингах, листовых станах, универсальных ста-
нах и др., диаметр начальной окружности
шестерён следует выбирать исходя из сред-
него расстояния между осями валков при
проходах с наибольшим расходом работы.
Зубья шестерён — шевронные с сохране-
нием угла зубьев, т. е. обработанные пальце-
вой фрезой или долбяком. Прямые зубья не
применяются.
Угол наклона зубьев к оси шестерни —
около 30°, угол зацепления в нормальном
сечении — обычно 20°, а при обработке дол-
бяками — 17,5°.
Ширину шестерён и модуль зубьев выби-
рают на основании расчёта зубьев по напря-
жениям в поверхностном слое и на изгиб.
Ориентировочно ширина определяется по
формуле
Т < D,24-5,6) Bd0 кг.
где Т — максимальное окружное усилие;
б —ширина шестерни в см; </& — диаметр на-
чальной окружности в см.
Зубья шестерён шестеренных клетей делают
с большим модулем для повышения их проч-
ности на изгиб. В связи с этим число зубьев
в среднем равно 19—28.
В приложении 1 приведён ГОСТ 3705-47
на зубчатые зацепления шестеренных клетей
дуо и трио.
D
Шестерни с отношением —- больше 2,5—3
не применяются, так как деформация самой
шестерни в этом случае начинает нарушать
правильную работу зубьев.
Материалом для шестерён служат кованая
углеродистая сталь с ^ = 60-^80 кг/мм? и
с Ьъ = 15-s-18<>/0. В некоторых случаях шестерни
изготовляют также из стального литья.
Зубья шестерён подвергают поверхностной
закалке ацетиленовой горелкой с целью по-
вышения твёрдости рабочей поверхности
зубьев и увеличения допускаемых напряжений
сдвига в поверхностном слое.
Шестерни для шестеренных клетей дуо и
трио почти всегда изготовляются за одно целое
с валом.
Размеры шеек шестерён выбирают со-
гласно их расчёту на прочность и в зависи-
мости от требуемых размеров подшипников.
В шестеренных клетях дуо и трио для одно-
типности подшипников размеры всех шеек
(в данной клети) делают одинаковыми, не-
смотря на разные крутящие моменты, дей-
ствующие на отдельные цапфы.
Практически диаметр шеек шестерён кле-
тей дуо и трио у блумингов и прочих станов,
имеющих большую рабочую высоту подъёма
верхнего валка, йш = @,5-н0,6) d0, у остальных
станов йш = @,55 -j- 0,65) do-
Длину шеек выбирают в зависимости от
требуемых условий работы подшипника и его
конструкции. При подшипниках скольжения
длина шеек, считая по длине вкладышей,
равна 1,4-f- lfidm.
Для шестерён шестеренных клетей в боль-
шинстве случаев применяют подшипники
скольжения, реже подшипники качения (роли-
ковые).
Подшипники скольжения у шестеренных
клетей обычно выполняют в виде литых по-
душек, устанавливаемых в проёмах станины.
Рабочую поверхность подушек заливают баб-
битом и при монтаже весьма тщательно при-
шабривают к шейкам.
Для удобства монтажа подушки по оси
шестерни имеют горизонтальный разъём.
В осевом направлении подушки фиксируются
предусмотренными на них фланцами. Удель-
ное давление в этих подшипниках равно
10—30 кг/см*.
Смазка подшипников шестеренных клетей,
как правило, циркуляционная.
Станина состоит из двух одинаковых литых
рам (фиг. 72), в которых располагаются по-
душки (подшипники) шестерён. Между собой
эти рамы связаны сравнительно тонкой стен-
кой, образующей коробку.
В верхней части станины сделан горизон-
тальный разъём, через который происходит
установка шестерён и подушек. Литую крышку
станины прикрепляют к станине четырьмя
основными болтами, расположенными по оси
каждой рамы, и несколькими вспомогатель-
ными болтами.
С обеих сторон станины в стенке, соеди-
няющей обе рамы, расположены плотно за-
крывающиеся люки, служащие для осмотра
зубьев шестерён. В крышке станины имеется
вентиляционный канал для выхода наружу
паров масла, образующихся при работе ше-
стерён.
Станина, изображённая на фиг. 72, уста-
навливается на фундамент непосредственно.
Этот способ установки применяется для боль-
ших клетей. Шестеренные клети с диаметром
шестерён менее 500—600 мм большей частью
устанавливаются на плитовинах. Отливка ста-
нин шестеренных клетей производится из
стали, а также из модифицированного серого
чугуна. В большинстве случаев обе рамы ста-
нины отливают за одно целое за исключением
станин шестеренных клетей с диаметром
шестерён более 1000—1100 мм, которые из-за
условий перевозки приходится часто делать
составными из двух частей с разъёмом по-
средине в вертикальной плоскости, перпенди-
кулярной оси шестерён.
Опрокидывающие моменты, действующие
на шестеренную клеть, возникают вследствие
того, что момент привода, прикладываемый
к стану для вращения валков и к шестерен-
ной клети, претерпевает частичное, а иногда
и полное изменение своего направления.
При одном и том же моменте привода
опрокидывающий момент, действующий на
шестеренную клеть, различен в зависимости
от типа шестеренной клети и схемы привода'
стана.
В шестеренных клетях дуо при моменте
привода Мприв, передаваемого нижней
шестерне, возможны следующие случаи: 1) ко-
Фиг. 72. Шестеренная клеть дуо к первому послевоенному блумингу.
ГЛ. XIX)
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
925
мент привода распределяется между верхним
и нижним валками поровну Моп = Мприв\
2) момент привода передаётся только нижнему
валку Моп = 0; 3) момент привода целиком
передаётся только верхнему валку Моп =
Два последних случая на практике воз-
можны лишь при аварии, когда произошла
поломка муфты или шпинделя, соединяющих
один из валков с шестеренной клетью, но
прокатка при этом ещё продолжается за счёт
инерции вращающихся частей стана и привода
Дальнейший расчёт шестеренной клети на
опрокидывание, т. е. подсчёт усилий, дей-
ствующих на фундаментные болты по данному
опрокидывающему моменту, проводится таким
же способом, как и при расчёте на опроки-
дывание станин рабочей клети.
В шестеренных клетях дуо давление на
станину, т. е. на обе рамы, со стороны ка-
ждой шестерни, если пренебречь влиянием веса
последних, выражается в виде некоторой
силы Р, наклонённой к горизонтали под углом
зацепления в торцевом сечении (фиг. 73).
и вследствие неизбежной, хотя бы и неболь-
шой, паузы между поломкой и выключением
двигателя, приводящего стан. В обоих этих
случаях момент, необходимый для прокатки,
будет передаваться только одному валку.
При поломке муфты или шпинделя, соеди-
няющихся с нижним валом, опрокидывающий
момент, действующий на шестеренную клеть,
достигает своего максимального значения,
равного двойному моменту привода.
В шестеренных клетях трио средняя ше-
стерня обычно ведущая; при этом возможны
два случая.
Момент привода распределяется между
обоими валками поровну
моп = Марав.
Наибольшее значение опрокидывающий
момент имеет, как и в клети дуо, при аварии,
когда сломался средний шпиндель и весь мо-
мент двигателя передаётся нижнему и верх-
нему валкам. В этом случае опрокидывающий
момент равен
Моп — 2Мприв.
В станах Лаута от шестеренной клети
передаётся вращение только нижнему и верх-
нему валкам. Поэтому опрокидывающий мо-
мент, когда средняя шестерня является веду-
щей, равен двойному моменту привода.
Если ведущей шестерней будет не сред-
няя, как это делается обычно, а нижняя, то
опрокидывающий момент будет
Фиг. 73. Силы, действующие на станину шестеренной
клети (а), и эпюры изгибающих моментов (о).
Горизонтальные и вертикальные проекции
этой силы равны
и Г*
где Ali — крутящий момент на ведомой ше-
стерне; б'о — диаметр начальной окружности
шестерни.
При угле зацепления в нормальном сече-
нии ан = 20° и угле наклона зубьев $ = 30э
сила Y будет равна
Y = 0.42Х
Силы, действующие при этом на станину
со стороны фундамента и анкерных болтов:
а0
G
Т'
где G — вес шестеренной клети и Ъ — рас-
стояние между центрами опор.
926
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Сила Y, приложенная к крышке, через её
болты передаётся стойкам станины в виде
Y
двух вертикальных сил -=• . Кроме этих сил,
со стороны крышки к каждой стойке станины
приложено ещё по равной горизонтально на-
правленной силе Q (фиг. 73).
Наибольшие значения изгибающих момен-
тов возможны:
1) в первой стойке в сечении / — / при
у = сх
Ml= Q (/2 - сх);
2) во второй стойке в сечении //— // при
0
3) в поперечине в сечении III — III при
х =1г и у = 0
Mul=Xc1-Ql2-{-A(a
где с{ и с2 — расстояния от места сопряжения
стоек с основанием станины до осей нижней
и верхней шестерён; /j — длина нижней по-
перечины, считая между нейтральными осями
обеих стоек; /2 — высота стойки станины; а —
расстояние по горизонтали от середины опоры
станины до продолжения нейтральной линии
стойки; х и у — координаты центра тяжести
рассматриваемого сечения.
Сила Q определяется по уравнению
где Д и /а — стрелы прогиба в горизонталь-
ном направлении обеих стоек в местах их
соединения с крышкой; А1^ — деформация рас-
тяжений крышки станины; Д — зазор между
выступами крыши станины и стойками.
Пределы возможного значения силы Q
могут быть найдены [21]:
X
[ с\ (/2 -
fi + с\ (/, -
- 2ЕМ
'2
где е — значение у для точки Е.
Расчёт станин шестеренной клети трио
может быть произведён аналогично расчёту
станин шестеренных клетей дуо. В табл. 17
показаны силы, действующие в разных слу-
чаях на станину шестеренных клетей трио.
Значительное распространение получили,
в особенности у холоднопрокатных станов,
комбинированные шестеренные клети, где
клеть и редуктор выполнены в одной общей
коробке. Этой конструкцией достигается эко-
номия в габаритах и общем весе зубчатой
передачи и упраздняется коренная муфта
(фиг. 74).
Таблица 17
Силы, действующие в разных случаях на станину
шестеренных клетей трио
Стан
Сортовой
Распределение
нагрузки между
шестернями
Схема приложения
сил
Средняя ше-
стерня веду-
щая; прокатка
между нижним
и средним вал-
ками
Сортовой
С холо-
стым сред-
ним вал-
|ком
Средняя ше-
стерня веду-
щая; прокатка
между сред-
ним и верхним
валками
Средняя ше-
стерня веду-
щая при
M>
То же
То же
То же, при
MM
Нижняя ше-
стерня веду-
щая
Фиг. 74. Комбинированная шестеренная клеть к холодно-
прокатному стану кварто F80X480) 1250 мм на 2250 л. с;
i = 4,963; л, = 300—600 об1мин; па = 60,5—121 об, мин.
928
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Для смазки шестеренных клетей приме-
няют жидкие минеральные масла с высокой
вязкостью в среднем от 12 до 35° по Энглеру
при 50° С.
Подача масла в подшипники и на зубча-
тое зацепление для смазки зубьев должна
€ыть непрерывной; она осуществляется по
трубопроводам под небольшим давлением
B—5 am) от центральной смазочной цирку-
ляционной системы, состоящей из маслопро-
водов, отстойника, насосов, фильтров и регу-
лировочной аппаратуры, поддерживающей по-
стоянное давление н температуру масла в
системе.
Редукторы, служащие лишь для повыше-
ния числа оборотов двигателя и маховика,
применяются в случаях, когда их установка
с учётом неизбежных в них потерь энергии
оправдывается разницей в стоимости между
тихоходными и быстроходными двигателем и
маховиком.
Обычно редукторы этого типа устанавли-
вают у нереверсивных прокатных станов,
•4—'
ЧЕ-
Г/1
6)
Фиг. 75. Кинематические схемы цилиндрических редукторов
когда число оборотов ведомого вала (валков)
в минуту меньше 200—250. При более высо-
ком числе оборотов ведомого вала (валков)
редукторы почти не применяют, так как в этом
случае их установка практически не оку-
пается сравнительно небольшой разницей в
стоимости между двигателями с маховиками
при 200—250 об/мин и более быстроходными.
У крупных реверсивных станов редукторы
большей частью не применяют вследствие
того, что тихоходный электродвигатель более
удобен при реверсировании.
В зависимости от числа оборотов ведомого
вала, т. е. валков, применяют редукторы одно-,
двух- и трёхступенчатые (фиг. 75). Если пере-
даточное число каждой ступени при значи-
тельной мощности привода имеет менее 40—
50 об/мин, применяют двухступенчатые редук-
торы, а когда ведомый вал имеет меньше
\0—15 об/мин — трёхступенчатые.
Если стан должен иметь маховик, то по-
следний располагается на валу ведущей ше-
стерни, причём для равномерной нагрузки на
подшипники вместо одного обычно насажи-
ваются на вал шестерни по обе её стороны
два маховика.
Цилиндрические зубчатые колёса в глав-
ной линии прокатных станов делают исклю-
чительно с шевронными или косыми зубьями,
причём у крупных редукторов большей частью
применяют шевронные зубчатые колёса, так
как они не имеют осевого давления на под-
шипники.
Обработка зубьев в большинстве случаев
производится червячной фрезой или долбя-
ками. В первом случае зубья получаются без
вершины угла, и для выхода фрезы между
обоими рядами зубьев делается канавка шири-
ной около 10тн, где тн — нормальный модуль.
Угол наклона зубьев к оси шевронных
колёс применяется около 30°, а у косозубча-
тых — около 8°.
Угол зацепления в нормальном сечении
при обработке червячной фрезой равен 20°, а
при обработке долбяками—17,5°.
Число зубьев на малом зубчатом колесе
обычно не меньше 25—40. Суммарное число
зубьев пары колёс должно выбираться по
ГОСТ 2185-43.
Межцентровое расстояние А определяют
расчётом по формулам и затем округляют до
ближайшей стандартной величины. По ГОСТ
2185-43 на цилиндрические зубчатые одно-
ступенчатые передачи при А ^500 мм меж-
центровое расстояние
следует применять сле-
дующее: 500; 600; 700;
800; 900; 1000; 1200, 1400;
1600; 1800; 2000; 2200;
2400 мм.
Ширину зубчатых ко-
лёс выбирают по ГОСТ
2185-43 в зависимости
от требуемого расстоя-
ния между центрами
обоих валов и диаметра
зубчатых колёс.
Зубчатые колёса де-
лают широкими, когда
требуется по каким-либо
условиям размещения
привода стана возможно
меньшее расстояние между центрами зубчатых
колёс, и узкими, когда это расстояние должно
быть большим. При этом максимальная возмож-
ная ширина зубчатых колёс определяется диа-
метром малой шестерни из условия, что
п ту
—-<!2,5. Отношение — больше 2,5 обычно
не применяется, так как в противном случае
деформация шестерён становится настолько
значительной, что начинает нарушать пра-
вильную работу зубьев.
Наибольшим распространением пользуются
редукторы, имеющие коэфициент ширины -г,
А
равный 0,4 (узкий тип), 0,6 (средний тип) и
0,8 (широкий тип).
Конструкция зубчатых колёс зависит от их
диаметра. Когда диаметр зубчатого колеса
(начальной окружности) меньше 1,8 — 2й„,
где dg — диаметр вала, тогда обычно шестерня
делается как одно целое с валом подобно
шестерням шестеренной клети. При dx =
= l,8~-3de шестерня выполняется в виде
толстого бандажа, насаженного непосред-
ственно на вал. Зубья шестерён подвергают
поверхностной закалке газовой горелкой до
твёрдости по Бринелю 400—500.
Зубчатые колёса диаметром больше 3de
для окружных скоростей выше 3—5 м/сек
большей частью изготовляют из стального
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
929
литья с содержанием углерода от 0,4 до 0,5%.
Зубчатые колёса диаметром больше 2 м для
уменьшения литейных напряжений отливаются
с разрезанной в трёх местах ступицей. Бла-
годаря этим размерам спицы при охлаждении
отливки могут свободно сокращаться. После
посадки этого колеса на вал ступица стяги-
вается двумя кольцами, надетыми на неё
с обеих сторон в горячем состоянии, а остав-
шиеся прорезы в ступице заливаются бабби-
том пониженного качества.
В некоторых случаях зубчатые колёса де-
лают составными, корпус колеса выполняют
чугунным и на него в горячем состоянии на-
саживают стальной бандаж, на котором затем
нарезают зубья. При этой конструкции зубья
удаётся выполнить из высококачественного
металла, тогда как малонагружённую часть
колеса —корпус — из более дешёвого металла,
т. е. из чугуна.
Материалом зубчатых колёс небольшого
диаметра меньше 3de, где йв — диаметр вала,
обычно сл)жит кованая сталь: при средних
нагрузках — углеродистая с <ty=60 -f- 70 кг/мм2
и с р5= 16-f-18% (марки Ст. 6), а при вы-
соких—специальная сталь с а# = 80 ¦— 90 кг/мм2
и h « 14%.
Для литых колёс в практике повокрама-
торского машиностроительного завода им.
И. В. Сталина применяется углеродистая сталь
с 0,4—0,5% С при <sb >60 кг/мм* и 52>5 > 15%
(после отжига).
Корпус редукторов с цилиндрическими зуб-
чатыми колёсами, расположенными в одной
горизонтальной плоскости, выполняется в виде
прямоугольной цельной, жёсткой рамы, обра-
зующей защитный кожух для нижней части
зубчатых колёс.
В целях более правильного положения под-
шипников корпус последних выполняется за
одно целое с корпусом редуктора. Корпус
редуктора изготовляется из чугуна, а иногда
из листовой стали сварным. Крышки корпуса
сварные.
В табл. 18 приведены данные о редукто-
рах, изготовленных Новокраматорским заво-
дом им. И. В. Сталина, для тонколистового
непрерывного стана 1680.
Маховики
Маховики иногда применяются для вырав-
нивания нагрузки привода прокатного стана
за период прохода прокатываемого металла
между валками и за период паузы.
Практически маховики предусматриваются
у нереверсивных станов, имеющих кратковре-
менный проход прокатываемого металла при
относительно длительной паузе, как-то: у об-
жимных станов трио, у листовых трио, у тон-
колистовых станов и др. У непрерывных ста-
нов и вообще у станов, имеющих длительное
время прохода полосы (больше 5—10 сек.),
установка маховиков нецелесообразна.
Основным параметром, характеризующим
размеры маховика, является момент инерции
относительно его оси вращения. При практи-
ческих расчётах обычно используют GD2 (ма-
ховой момент)
G?>2 = 4Gra = 4gJ кгм\
где G — вес маховика; г — радиус инерции;
J—момент инерции; g — ускорение свобод-
ного падения.
Требуемый маховой момент маховика
обыкновенно находится в зависимости от того
запаса кинетической энергии Е, который дол-
жен иметь маховик для данного прокатного
стана и числа оборотов маховика, т. е. по
уравнению
GD* == 7200 -^ кгм*
или, выражая GD* в тм%,
= 540 Щ- тм\
(89)
где п — число оборотов маховика в минуту;
Е—запас кинетической энергии маховика
в кгмсек; Е\—то же в л. с./сек.
Необходимый запас кинетической энергии
маховика подсчитывается одновременно с ре-
шением вопроса о мощности двигателя, при-
водящего стан. Предварительно необходимый
Таблица 18
Основные параметры одноступенчатых редукторов у шестн клетей кварто чистовой группы тонколистового
непрерывного стана
Основные параметры
Клеть
первая вторая третья четвёртая пятая шестая
Мощность двигателя в л. с
Число оборотов двигателя в минуту. .
Межцентровое расстояние А в мм . .
Отношение -г
Передаточное число
Число зубьев шестерни
, я колеса
Модуль торцевой в мм
Диаметр начальной окружности ше-
стерни в мм
То же, колеса в мм
Наибольшая окружная скорость колёс
в м/сек
Облий вес редуктора в т
35°°
175-4°°
3568
°»53
7,24
26
188
24
634
45'а
13» i
133,7
35°°
175—4оо
1776
°,7°5
4,
2б
123
24
624
2928
9°,5
35°°
175-4°°
144°
°,79
2,75
33
88
24
768
2113
35°°
175—4°°
1128
1,94
32
62
24
768
1488
67,7
35°°
175—4°°
984
Х,1б
1,56
За
5°
24
768
1200
бо,з !
35°°
175—4°°
924
1,23
1,4
32
45
24
-J68
Хб,1
5<>,7
59 Том 8
930
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
запас кинетической энергии вращающихся
частей привода и стана в том случае, когда
?тан приводится асинхронным электродвига-
телем, находится по наиболее тяжёлому про-
ходу прокатываемого металла через валки по
уравнению
NJ
1
2s.
л. с./сек, (90)
In
М,
где Мст — статический момент, приведённый
к валу двигателя; MQ — момент двигателя в на-
чале рассматриваемого периода; Мн — нор-
мальный момент двигателя; NH — нормальная
мощность двигателя в л. с ; sH — нормальное
скольжение; k — коэфициент допустимой пере-
грузки двигателя; t — время наиболее тяжё-
лого прохода металла через валки.
Когда привод стана снабжён регулятором
скольжения, это уравнение даёт преувеличен-
ное значение Е\ и в этом случае необходи-
мый запас кинетической энергии махозика
может быть найден лишь одновременно с рас-
чётом самого привода стана-.
Обычно величину Е\ выбирают до неко-
торой степени пропорциональной мощности
двигателя [21]: 1) у сортовых станов и у ли-
стовых станов трио без регулятора скольже-
ния — = 15 -г- 25; 2) то же, но с регулятором
р
скольжения —¦ = 10 -f- 15; 3) у тонколистовых
?
станов дуо jj- = 10 -s- 12.
™н
В зависимости от диаметра и окружной
скорости v маховики для прокатных станов
изготовляют четырёх следующих типов:
1) при D от 1 до 3 м и v до 70—
90 м\сек — дисковые цельнолитые маховики
(фиг. 76, а)\
Фиг. 76. Конструкция маховиков!
а — дисковый цельнолитой; <?-ди-
сковый из прокатанной плиты;
в — составной.
2) при D от 2 до 4,5 м и v до 100—
120 MJceK — дисковые маховики из прокатан-
ных плит (фиг. 76, б);
3) при D от 3 до 4,5 м — составные махо
вики, у которых обод связывается со ступи-
цей листами (фиг. 75, в);
4) при D ог 4,5 до 12 м — составные махо-
вики со спицами.
Маховики из чугунного литья применяют
лишь при окружной скорости не больше 30—
35 м/сек, когда маховик отлит за одно целое
вместе со спицами, и 45—55 м/сек, когда обод
маховика выполнен в виде кольца отдельно от
спиц. При более высоких скоростях маховики
изготовляют из стального литья или из про-
катных стальных плит:
Маховики первого типа получили в про-
катных станах большое распространение в
GifmM?
100
80
60
w
20
0
1
¦-. —
n—
•
——
.—¦
GD
I
2
I
Л
/
Gm
25
Диаметр маховика
в)
6000
>
5000
то
зооо
2000
1000
——"
>
G,
/
/
t
/
/
7
/
i
G m
120
too
80
60
U0
20
2 J 4 5 б 7 в 9 м
йиаметр маховика
б)
Фиг. 77. Маховой момент GO* и вес маховиков в зави-
симости от диаметра: а— при D = A,2ч-3,2) м; б - при
D = C+9) л.
связи с применением зубчатых редукторов и
значительным повышением благодаря этому
числа оборотов маховика.
Наиболее употребительные для этих махо-
виков соотношения между диаметром, махо-
вым моментом и весом указаны на фиг. 77, а
Ширина обода маховика: ZJ = 0,12-i-U,15D.
Напряжения в маховике, возникающие при
его вращении, подсчитывают, пренебрегая
влиянием стенки на обод, по формуле
где v~— окружная скорость обода в м\сек\
г и R — внутренний и наружный радиусы
обода.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
931
Максимальные напряжения при указанном
допущении, очевидно, возникают на внутрен-
ней поверхности обода.
В случае, когда у прокатного стана имеется
редуктор, маховик устанавливают непосред-
ственно на валу быстроходной шестерни, при-
чём для более равномерной нагрузки вала
вместо одного маховика ставят два по обеим
сторонам шестерни.
Маховики второго типа, т. е. имеющие
форму диска постоянной толщины, отличаются
простотой изготовления и высокой проч-
ностью. Радиус инерции этих маховиков равен
р = 0,71/?.
Максимальные напряжения в этих махови-
ках возникают на внутренней поверхности
отверстия для ступицы. Эти напряжения под-
считывают по формуле (91), причём в данном
случае под величиной г, входящей в эту фор-
мулу, следует подразумевать радиус отвер-
стия в маховике для ступицы.
Маховики третьего типа получили рас-
пространение при диаметре от 3 до 4,5 м.
Обод маховика большей частью отливается
из стали в виде цельного кольца. Соединение
обода с валом осуществляется с помощью ли-
стов и ступицы, как это изображено на
фиг. 76, б.
Примерное соотношение между маховым
моментом, весом и диаметром маховика
третьего и четвёртого типов приведено на
фиг. 77, б. Напряжение в ободе у маховиков
этого типа находится по формуле (91).
Маховики диаметром больше 4,5 м обычно
делаются разъёмными со спицами, т. е. чет-
вёртого типа. Эти маховики имеют большое
распрос гранение у старых прокатных станов,
где они служили одновременно и шкивами
для канатной передачи. В новых установках
в связи с заменой канатной передачи зубча-
тыми редукторами установкой маховиков на
валу быстроходной шестерни необходимость
в маховиках большого диаметра, т. е. больше
4,5 м, почти отпала. У маховиков этого типа
для повышения прочности обод, ступица и
спицы большей частью выполняются из от-
дельных частей, причём обод и ступица —
литые, а спицы—из ппокатной стали [21].
Если по условиям прочности (при окруж-
ной скорости обода выше 50 —6 ) м/сек) махо-
вик практически не может быть выполнен с
разъёмным ободом, то вне зависимости от
требуемого GD2 маховик должен иметь внеш-
ний диаметр не больше 4,4—4,5 м, так как
последний ограничивается железнодорожным
габаритом.
Станы специальной конструкции
Рабочая клеть вместе с её приводом, у
которой валки расположены вертикально, на-
зывается вертикальной клетью или эджером.
Эти клети часто применяют у непрерывных
станов, когда нежелательна кантовка прока
тываемого материала, и служат для его об'
жатия в горизонтальном направлении.
Общая схема устройства вертикальной
клети бывает двух основных типов: с непо-
движной и подвижной рабочей клетью.
Вертикальные неподвижные клети приме-
няют при прокатке широких полос, когда валки
имеют всего лишь один калибр. В этом слу-
чае перестановки рабочей клетки не требуется.
Если же вертикальная клеть предназначена
для прокатки сортового металла, когда её валки
имеют несколько калибров, то необходимо,
чтобы рабочая клеть была подвижной в вер-
тикальном направлении, а иногда и в горизон-
тальном, для возможности установки каждого
из её калибров соответственно тому или дру-
гому калибру горизонтальной клети.
Вертикальные подвижные клети выпол-
няются с возможностью перемещения послед-
ней только в вертикальном направлении или в
вертикальном и горизонтальном направлениях.
В табл. 19 приведена характеристика вер-
тикальных клетей у различных непрерывных
листовых станов.
Одноклетьевой стан, имеющий рядом с гори-
зонтальными валками вертикальные валки,
принято называть универсальным станом.
Наибольшим распространением польз) ются
станы дуо. Эти станы применяются как сля-
бинги, служащие для обжатия слитков в слябы,
как собственно универсальные станы для про-
катки широких полос и как станы для прокатки
широкополочных тавровых балок.
У слябингов и универсальных листовых
станов вертикальные валки делаются привод-
ными. Оси вертикальных и горизонтальных
валков расположены в разных вертикальных
плоскостях (см. табл. 3). У балочных станов
вертикальные валки холостые, так как они
Таблица 19
Стан
(длина боч-
ки горизэи
тальных
валков
в мм)
1680 (СССР)
ЭООО
1830
2440
142Э
IOJO
2030
254°
249°
244°
Характеристика
Первая
ч
м
и ^
8ю
55°
525
525
8ю
8ю
8го
IOOO
боо
55°
•я
°ч
2.3
Д шна
части
в мм
збо
375
»75
2бо
2бО
гбо
35O
25°
275
вертикальных
вертикальная клеть
0
« Я >,
о|н
| и S
¦•5 °
10/20
—
16/24
—
30/60
—
—
—
12,5/25
38/76
ал-
Й- .
о Я.**
iS™
0 я о
5 О.О
5 с и
275
15°
»5°
боо
боо
2ОО
35O
too
200
15°
¦ к
о ч
<о g ^
О s f-
ч"|"
4оо/8со
6оо'9оо
боо.9°°
Зоо/боо
4О0/8-О
400/800
4°о/8оо
125 4°°
4оо 8оэ
450/900
клетей у
различных
листовых непрерывных станов
Вторая клеть
ч
Я
Диаме1
ков в
8ю
55°
52 j
525
810
8:0
810
—
600
55°
6 55
°-уш
Длина
чей ча
валка
збо
—
275
—
2бо
2ОО
14°
—
35°
275
о
Число
тов ва
в мину
15.7/31.4
—
23/23
—
46/92
—
—
—
17.75/35,5
33/76
ч
cd ¦
A ffl (J
о Я S
Мощн<
привод
ков в
275
'5°
боО
боо
2ОО
35°
—
аоо
15°
и
о ч
о Ь р
Число
тов дв
в мин\
400/800
—
боэ/900
3°о/6оо
4оэ/8эо
400/800
400/800
—
4°э/8эо
45°'9°°
ч
я
т ч
O-S;
s«
СО CQ
S 0
6ю
55°
525
бю
—
бхо
—
боо
55°
о ^
^ я Ч
О. (j ffl
Длина
чей ча
валка
2бо
—
275
—-
або
—
88
—
25°
275
Третья клеть
О
Ǥ>.
о§?
Число
тов ва
в мин>
32/64
—
34/5»
—
—
—
—
—
24/48
38/76
к
|s
1п
275
15°
—
'5°
—
35°
—
2ОО
15°
|в
° 5 t
Число
ТОВ ДЕ
В МИ Hi
4СО/800
—
600/900
—
400/800
—
400/800
—
400,800
450/900
932
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
должны устанавливаться в одной плоскости
с горизонтальными.
Привод вертикальных валков в универсаль-
ных станах осуществляется от горизонтального
коренного вала, расположенного наверху ра-
бочей клети параллельно оси стана. Вращение
этого вала у универсальных листовых станов
большей частью происходит от электродвига-
теля, общего с горизонтальными валками,
с передачей движения этому валу шестерен-
ными клетями специального типа согласно
схемам (см. табл. 1). У слябингов и крупных
универсальных станов коренной вал, обслу-
живающий вертикальные валки, обычно при-
водится от самостоятельного электродвигателя,
устанавливаемого рядом с основным на еоз-
вышенном фундаменте.
в этом отношении станы с самостоятельными
станинами имеют преимущество. В связи с этим
крупные универсальные станы — слябинги —
большей частью выполняются с самостоятель-
ными станинами для вертикальных валков.
Изменение расстояний между вертикаль-
ными валками происходит одновременным их
сближением или удалением друг от друга. По-
этому обычно передвижение обоих вертикаль-
ных валков осуществляется от одного общего
электропривода или от двух электродвига-
телей, связанных между собой общим валом.
Скорость установки вертикальных валков
разная в зависимости от типа стана. У уни-
версальных листовых станов эта скорость при-
нимается около 5—10 мм/сек, а у слябингов —
около 30 мм/сек.
e)
Фиг. 78- Различные схемы передач вертикальным валкам универсальных станов:
а — с передвижными коническими шестернями в случае привода вертикальных и
горизонтальных валков от общего двигателя; б — тоже, в случае привода валков от
разных двигателей: в—то же, что и схема а, с применением опорного валка; г—с при-
менением промежуточных цилиндрических колёс (применена у первого советского
слябинга); д — с неподвижно расположенной шестеренной клетью, конической зубча-
той передачей и универсальными шпинделями; е — с неподвижно расположенной
конической зубчатой передачей и универсальными шпинделями.
Передача вращения от коренного вала вер-
тикальным валкам производится коническими
зубчатыми колёсами. Кинематическая схема
этой передачи выполняется различно. Главней-
шие из этих схем приведены на фиг. 78.
Вторым принципиальным вопросом кон-
струкции универсальных станов является
устройство станин рабочей клети. По этому
признаку различают универсальные станы со
станинами: общими для вертикальных и гори-
зонтальных валков (фиг. 79, а) и с отдельными,
когда для вертикальных валков предусматри-
ваются самостоятельные станины (фиг. 79, б).
Станы первого типа более компактны и вер-
тикальные валки у них расположены ближе
к горизонтальным, чем у станов второго типа.
Поэтому эти станы имеют большее распро-
странение.
У станов первого типа, однако, не исполь-
зуется длина бочки горизонтальных валков, и
Передвижение валков осуществляется на-
жимными винтами, которых имеется по два на
каждый валок, причём в большинстве случаев
о)
Фиг. 79. Схемы расположения вертикальных валков:
а—в станинах, общих с горизонтальными валками;
б — в самостоятельных станинах.
применяются вращающиеся нажимные винты,
а иногда вращающиеся гайки. Прижатие тра-
верз валка к нажимным винтам производится
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
933
гидравлическим цилиндром или обратным вин-
том с пружинами (фиг. 80). Для передачи вра-
щения от электродвигателя к нажимным вин-
там большей частью служат цилиндрические
зубчатые колёса. Диаметр нажимных винтов
в среднем делается около 0,6 от диаметра на-
жимных винтов горизонтальных валков.
Прошивные станы служат для по-
лучения отверстий в заготовках или в слитках
Фиг. 80. Установочный механизм вертикальных валков
универсального стана дуо 1150 мм.
круглого сечения при прокатке бесшовных
труб. Прошивка, совершаемая этими станами,
представляет первоначальную операцию при
прокатке бесшовных труб, и поэтому в трубо-
прокатном агрегате прошивной стан является
первым.
В зависимости от формы прокатных
валков и схемы их расположения различают
прошивные станы: 1) косовалковые; 2) косо-
конические или грибовидные и 3) дисковые.
В современных установках применяются
лишь косовалковые станы, которые строятся
разного размера для прокатки труб диаметром
от 70 до 650 мм.
По конструкции различают косовалковые
станы старой и новой конструкции.
В косовалковых станах старого типа про-
шивка производится при относительно неболь-
шой вытяжке прокатываемого металла, в сред-
нем равной около двух, и поэтому в этих
станах получаются гильзы более толстостен-
ные, чем в станах нового типа, где вытяжка
доходит до четырёх и выше.
В связи с этим косовалковые станы старого
типа обычно применяют в трубопрокатных
агрегатах в комбинации со станами, обеспечи-
вающими достаточно высокую дальнейшую
вытяжку прокатываемой трубы, как-то: с пе-
риодическими (пильгерными) или непрерыв-
ными трубопрокатными станами.
Косовалковые станы нового типа обычно
устанавливаются в трубопрокатных агрегатах
в комбинации с автоматическими станами дуо
и с риллинг-станами.
В современных установках косовалковые
станы для толстостенных гильз находят при-
менение главным образом для труб большого
диаметра — 400—650 мм, когда исходным мате-
риалом при прошивке служит не заготовка,
а слитки. В этих случаях прошивные станы
работают в комбинации с периодическими ста-
нами. Характерные особенности устройства
косовалковых станов старого типа, т. е. слу-
жащих для прошивки толстостенных гильз,
по сравнению со станами нового типа состоят
в следующем.
1. У конца бочки валков, считая по ходу
прокатки, имеется добавочный утолщённый
участок, служащий главным образом для облег-
чения выхода гильзы из валков в конце про-
шивки, в то время как у станов нового типа
бочка валков состоит из двух конических
участков.
2. Диаметр валков для данного диаметра
прокатываемых труб меньше, что обусловлено
наличием одного или двух направляющих
холостых валков (фиг. 81, а и б).
3. У стана нового типа вместо направляю-
щих валков применяются линейки (фиг. 81, в).
Фиг. 81. Схема положения рабочих валков у прошивных
трубопрокатных станов: / — рабочие валки; 2—напра-
вляющие валки; 3—линейки.
4. Скорость прокатки меньшая, чем в ста-
нах нового типа.
5. Регулирование угла наклона валков
обычно отсутствует.
В табл. 20 приведены основные данные
по прошивным косовалковым станам, устано-
вленным на различных заводах.
Станы для холодной прокатки труб нашли
широкое применение, в значительной части
заменив собой волочильные станки.
Эти станы имеют периодический (пильгер-
ный) режим работы. Процесс обжатия металла
осуществляется не непрерывно на протяжении
всей длины прокатываемой трубы, а периоди-
чески обработкой последней отдельными
участками на конической оправке в калибре
переменного сечения. Валкам при этом сооб-
щается качательное движение впереди назад,
и поэтому они выполняются в виде секторов
(фиг. 82).
934
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Основные данные прошивных станов
Таблица 20
Характеристика
стана
Место установки
Агрегат
Штифеля
Периоди-
ческий
агрегат
Агрегат
Штифеля
° а.
58"
ИОВ*
СО Н «<
Периоди-
ческий
агрегат
Завод в
Юнгстауне,
агрегат
Штифеля
Агрегат
Штифеля
Периоди-
ческий
агрегат
Диаметр труб в мм
Диам етр валков ъмм
Мощность электро-
двигателя в л. с.. . .
Число оборотов дви-
гателя в минуту . . .
Число оборотов вал-
ков в минуту
Окружная скорость
валков в м/сек ....
Угол наклона вал-
ков в град
Бес заготовки или
слитка в кг
Диаметр заготовки
в мм
Диаметр гильз в мм
Максимальная длина
гильз в мм
Часовая производи-
тельность в шт. . . .
То же, в т ....
Общий вес стана
в/п
70-127
боо
1200
225—4оэ
юз— x8i
З.а-5.7
5—12
90—130
83-125
бооо
15а
147
6о
2,2
5
925
3^5
з8о
Зооо
46-49
31—44
«3
75—23о
95°
3040
180—360
57- «5
2,85-5,7
lao— 230
129-238
8ооо
°3~75
15
ззо
боо
75
2,35
4
175-254
650
3*5°
75-'5°
38-5°
1.3-1.7
4
юоо-155°
315-415
3°5-4°5
28-35
ЗО—48
И4
114-356
i179/1270
Збо
71/77
4,87/5.25
-33°
ДО 43°
бооо
6о
ii9 одной
станины
-356
9бо
33°°
25°
89
4,5
5-12
ДО 1850
i ю—здо
по—32°
6700
254—356
735
35°°
8о—i8o
32—7З
г, 2—а, 7
3
1350—2500
425—57°
4°5-55°
32О0
23-32
38-58
334
Осуществление указанного периодического
режима работы в станах для холодной про-
катки труб происходит горизонтальным дви-
[—Ход 6a,ikoB
Фиг. 82. Схема движения
валков у станов для холод-
ной прокатки труб: 1—по-
ложение валков перед на-
чалом рабочего хода;
2 — во время рабочего
хода; 3 — по окончании
рабочего хода.
жением самой рабочей клети (фиг. 83 и 84)
при неподвижном заднем конце прокатываемой
трубы, зажатом в специальном патроне. В ре-
зультате движения клети валки будут обкаты-
вать трубу, обжимая её подобно скалке, ка-
тящейся по тесту.
Стан для холодной прокатки труб, обеспе-
чивая полную механизацию всех операций,
связанных с прокаткой труб, состоит из меха-
низмов: 1) рабочей клети; 2) поворота трубы
и оправки; 3) подачи трубы; 4) обратного
хода винта подачи и 5) движения каретки
оправки.
Характеристика стана для холодной про-
катки труб диаметром до 90 мм:
Межосевое расстояние валков . . 427 мм
Ход клети 650 ,
Мощность главного привода . . . 150л. с.
Число оборотов в минуту .... . 8оэ—iaoo
Число ходов клети в минуту . . 47—7°
Величина подачи о—го мм
Скорость обратного движения
винта о,з5 мЛсек
Скорость движения патрона
оправки о,43*Чсек
Производительность стана .... s°—iap пог.м,'члс
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
935
Фиг. 83. Рабочая клеть стана для холодной прокатки труб диаметром 90 мм (вид сбоку).
Фиг. 84. Рабочая клеть стана для холодной прокатки труб диаметром 90 мм (поперечный разрез).
936
СИЛОВЫЕ ВОЗДЕЙСТВИЯ В ПРОКАТНЫХ СТАНАХ
[РАЗД. IV
Всесоюзный
Комитет Стандартов
Я fltf
fly LI
Совете Министров
СССР
ГОСУДАРСТВЕННЫЙ
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
ЗУБЧАТЫЕ ЗАЦЕПЛЕНИЯ
ШЕСТЕРЕННЫХ КЛЕТЕЙ ДУО
И
ТРИО ПРОКАТНЫХ СТАНОВ
Основные параметры
. ГОСТ 3705-47
МАШИНОСТРОЕНИЕ
Г43
1. Настоящий стандарт распространяется на вновь проектируемые зубчатые зацепления шестеренных клетей
дуо и трио с передаточным числом i = 1, служащие для разделения крутящего моменте при передаче его от
приводного вала к валкам рабочей клети прокатного стана.
2. Шестерни зацепления должны изготовляться с шевронными зубьями, без канавок, по 3-му классу точности
и должны быть заключены в корпус, не проницаемый для пыли. Зубчатые зацепления должны во время работы
licilj) ЁрЫВНО СНЯ.О/К.ЗТ ЬС Я ЭК ИД КОЯ С
3. 3>бья шестерён после их
Нв = 480-^570.
4- Устанавливаются следующие
нарезания рекомендуется подвергать поверхностной закалке до твёрдости
20 номеров клетей и соответствующие им основные параметры шестерён:
межосевые расстояния А, числа зубьев г, торцевые модули /га и рабочие ширины шестерён В (см. таблицу).
5. Угол наклона шевронных зубьев на делительном цилиндре шестерён ?)« » 20°. Величина этого угла уточ-
няется в зависимости от угла наклона направляющих супорта станка, а при нарезании долбяками — и от диа-
метра долбяка.
№ шесте-
ренной
клети
i
2
3
4
5
б
7
8
9
до
и
12
13
ч
15
i6
17
i8
19
so
Межосе-
вое рас-
стояние
А
15°
2ОО
35°
Зое
35°
4оо
450
5°°
55°
боо
650
700
75°
8оо
850
ооо
IOOO
1ЮО
I200
1300
Число
зубьев
шестерён
г
31
ао
35
35
32
35
28
21
зз
35
27
29
19
зо
31
23
20
32
24
2б
Основные параметры
Размеры в мм
Торцевой
модуль
ms
7
10
10
IS
16
16
16
34
34
24
34
34
39
39
39
39
5°
5°
5°
50
Рабочая ширина шестерён
В
узкого
типа
B4°)
C20)
D°°)
D8о)
Eб°)
(°4°)
G2°)
8оо
88о
960
1040
изо
iaoo
ia8o
1360
144°
IOOO
1760
1930
3000
среднего
типа
3°°
4оо
5°°
боо
7оо
8оо
9оо
IOOO
1100
1200
1300
1400
1500
1600
A700)
A800,
(sooo)
-
-
широкого
типа
C6°)
D8°)
боо
7ао
840
9бо
io8o
I2OO
1320
144°
1560
(i68o)
(i8oo)
U92O)
-
—
-
-
-
Примечания
Зацепление корригированное
Зацепление корригированное
Зацепление корригированное
То же
Зацепление корригированное
То же
„
»
Примечание. Ширины, заключённые в скобки, применять не рекомендуется.
Внесён Министерством тяжёлого
машиностроения СССР
Утверждён Всесоюзным
Комитетом Стандартов
14JVI 1947 г.
Срок введения 1/Х 1947 г.
ГЛ. XIX]
ДЕТАЛИ И МЕХАНИЗМЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНЫХ СТАНОВ
937
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Альшиц И. Яо Подшипники Моргойл и их
применение в прокатных станах, .Сталь" № и—12,
1943.
2. Аристов Е., Расход энергии в прокатных станах,
„Советская металлургия" № 1, 1930.
3. Г а л л а й Я- С., Лигнофолевые и лигностоновые под-
шипники, ДОашгиз, 1946.
4. Галл аи Я- С., Материалы по теории прокатки,
ч. 2 и 3, ОНТИ, М. —Л. 1934 и 1941.
5. Губкин С. И., Теория обработки металлов давле-
нием, Металлургиздат, 1947.
6. Бнгалычев С. А., Инженерный сборник АН
СССР, т. 1, вып. 2, 1941.
7. Ермолаев Н. Ф., Оборудование трубных цехов,
Металлургиздат, М. — Харьков 1941.
8. 3 и б е л ь Э., Обработка металлов в пластическом
состоянии, ОНТИ, М. — Л. 1934.
9. Истомин П. Си др., Прокатка цветных металлов,
ч. 1, II и III, ОНТИ, М. —Л. 1933.
10. Кривошеее А. Е., Теория калибровки постоян-
ных профилированных форм и их эксплуатация, „Тео-
рия и практика металлургии" № 7—8, 1938.
11. П ер е с а да П. Н., Отливка прокатных чугунных
валков, ОНТИ, Харьков 1935.
12. Павлов И. М., Теория прокатки, ОНТИ, М. —Л.
1934 и 1938.
13. РокотянЕ. С, Давление металла на валки при
холодной прокатке, кандидатская диссертация в
Московском институте стали им. И. В. Сталина,
1944.
14. Р о з о в с к а я Б. А., Расчёт трефов прокатных вал-
ков, „Вестник инженеров и техников" № 6, 1937.
15. Соколовский В. В., Теория пластичности, АН
СССР 1946.
16. Тев'с Н. Г., Ков ер дя ев Н. С. и Рехтер С. Д.,
Редукторостроение на Новокраматорском машино-
строительном заводе им. И. В. Сталина, Машгиз, М.
1946.
17. Ф а йн б ер г Ю., Кривые удельного расхода энер-
гии при холодной прокатке, „Металлург" № 10—11
1935.
18. Целиков А. И., Распределение удельного давле-
ния по дуге захвата, „Сталь" № 5—6, 1944.
19. Целиков А. И., Влияние внешнего трения и натя-
жения на давление металла на валки при прокатке,
.Металлург" № 6, 1939.
20. Целиков А. И., Прокатные станы, Металлург-
издат, М. 1946.
21. Целиков А. И., Расчёт и конструирование про-
катных машин-орудий, ОНТИ, М.—Л. 1938.
22. Целиков А. И., Опрокидывающие моменты, дей-
ствующие на главную линию прокатного стана, „Вест-
ник металлопромышленности" № 13, 1937.
23. Целиков А. И., Расчёт трефовых шпинделей и
муфт прокатных станов, „Сталь* № 7—8, 1943.
24. Шаль не в В. Г., Производство прокатных валков,
ОНТИ, Свердловск —М. 1936. ;
25. Ю д о в и ч С. 3. и С о к о л о в Л. Д., Зависимость
сопротивления стали от скорости пластической дефор-
мации, „Сталь" № 2, 1947.
26. Е к е 1 u n d S., Nagra dynamiska foerhallanden vid
valsning, „Iernkontorets Annaler" № 2, 1927. Steel, Aug.
21 — oct. 2, 1933. („Металлург" № 2—5, 1933).
27. К а г m a n Th., Beitrag zur Theorle des Walzvorganges,
Z. f. angew. Math. u. Mech., Bd. 5, H. 2, 1925.
28. Modern, Strip Mills, Published by the A 35 ociafion
of Tron a. Still Engineers, 1941.
29. N a d a i A., The Forces Regquired for Roll ng Steel
under Tension, Journal Applied Mechanies, № 6, 1939»
30. N a d a i A., M a n j о n e M. J., High — Speed Ten-
sion Test at Elevated Temperatures Journal Applied
Mechanies, № 6, 1941.
31. P о m p A. a. Weddige a. Warmwalzversusche an
Konlenstoff und hochleglerfen, Stahlen bei verschiedenen
Walz — bedingungen, Miff. k. — w. Jnstitut fur Eisen-
forschung, B. XIX. Lief. 5, 1937.
Глава XX
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
ВВЕДЕНИЕ
Технологический процесс современных про-
катных цехов построен на принципах поточного
производства, причём все вспомогательные
операции с прокатываемым металлом полностью
механизированы и в отдельных случаях авто-
матизированы.
Рост производительности прокатных станов
обусловлен не только увеличением скоростей
и сокращением машинного времени прокатки,
но в основном почти полным вытеснением руч-
ного труда и сокращением вспомогательного
времени на различных стадиях технологиче-
ского процесса.
Вспомогательные машины прокатных станов
по своей конструкции и кинематике значительно
более разнообразны, чем основное оборудова-
ние прокатных станов; общий вес вспомога-
тельных механизмов обычно в 3 —4 раза
превышает вес основного оборудования.
Большое разнообразие типов и конструкций
вспомогательных машин объясняется обшир-
ностью номенклатуры прокатных станов и
специфическими особенностями технологиче-
ского процесса при производстве того или
иного вида прокатываемых профилей. Влияние
технологического процесса на конструкцию
машин стало особенно значительно в связи
с повышением требований к точности профиля
и качеству прокатываемого металла и к отделке
его наружной поверхности.
Классификация вспомогательных
машин
К вспомогательным машинам прокатных
станов обычно относят оборудование прокат-
ных цехов, которое непосредственно не связано
с операциями пластической деформации про-
катываемого металла между вращающимися
валками [81]. Таким образом, к вспомогатель-
ным машинам можно отнести все машины,
производящие дополнительную трансформацию
прокатываемого металла, а также все машины
и механизмы, связанные с операциями по
транспортировке и перемещению прокатывае-
мого металла на различных стадиях техноло-
гического процесса, и пр.
По характеру выполняемых операций
вспомогательные мшшны прокатных станов
можно разбить на семь основных классов (см.
табл. 1):
1-й класс — машины для разрезания
нрокатываемого металла.
2-й класс —правильные машины.
3-й класс — машины для гибки и свёр-
тывания прокатываемого металла.
4-й класс — машины для о т д е л к и по-
верхности и улучшения структуры прокаты-
ваемого металла.
5-й класс — транспортные и пово-
ротные устройства прокатных станов. В этот
класс вошли не только механизмы, транспор-
тирующие прокатываемую полосу от одной
машины к другой, но также и механизмы,
служащие для правильной задачи полосы в
валки прокатного стана и в рабочие органы
некоторых вспомогательных машин.
6-й класс—установочные меха-
низмы. Эти механизмы обычно выполняются
в виде неотъемлемой части рабочей клети про-
катного стана, но в то же время они в боль-
шинстве случаев имеют самостоятельный при-
вод, что сближает их с обычными вспомога-
тельными механизмами.
7-й класс объединяет машины разного
назначения — машины, не вошедшие в пре-
дыдущие шесть классов.
В пределах каждого класса имеется не-
сколько групп машин, объединяющих маши-
ны, которые в различных случаях в зависи-
мости от особенностей технологического про-
цесса и других условий могут заменять друг
друга.
Условия работы вспомогательных
машин
Вспомогательные машины прокатных станов,
как и машины основного оборудования, рабо-
тают в чрезвычайно тяжёлых условиях: высокие
температуры; наличие воды и окалины; влаж-
ная, запылённая атмосфера; наличие рабочих
нагрузок, весьма значительных по величине
и различных по характеру; возможность дина-
мических нагрузок от ударов прокатываемой
полосы; большая частота пусков, достигающая
у отдельных механизмов 1500 включений в час;
высокие скорости прокатки, достигающие
30 м/сек.
Вспомогательные машины должны обладать
абсолютной надёжностью и безотказностью
в работе, так как малейшая задержка в одном
из звеньев поточной технологии прокат-
ного цеха неизбежно вызывает простои дру-
гих машин и механизмов и соответствующее
снижение производительности прокатного
стана.
ГЛ. XX]
ВВЕДЕНИЕ
939
Таблица 1
Классификация вспомогательных иашиа прокатного стана
Вспомогательные машины прокатного стана
Для раз-
резания
Правиль-
ные
Для сматы-
вания и
гибки
Отделоч-
ные
Транспорт-
ные
Установоч-
ные
Разные ма-
шины
Роликовые:
а) сортопрэвильные
б) листоправильные
Ротационные
Р астяжные
Прессы
Машины для:
ремонта заготовки
сбивки окалины
удаления грата
зачистки кромок
отжига и закалки
травления
дрессировки
полировки
чистки
покрытия поверхности
Механизмы для уста-
новки:
верхнего валка
среднего валка
проводок
оправок
стержней
Механизмы смены вал-
ков
Ножницы:
а) с параллельными
ножами
б) с наклонными но-
жами
в) летучие
г) дисковые
Пилы
Ломатели
Обрезные станки
Разные
Моталки:
а) сортовые
б) листовые
в) натяжные
Натяжные ролики
Улавливатели
Разматыватели
Перематыватели
Дублеры
Раздирочные машины
Специальные гибочные
машины
Машины для:
осевого перемещения
поперечного переме-
щения
подъёма и опускания
осевого поворота
горизонтального пово-
рота
вертикального поворо-
та
перемещения пакетов
и бунтов
уборки отходов
Машины и приборы
для регулирования
Машины и приборы
для контроля
Маркировочные
Упаковочные
Для сшивки полос
Для сварки полос
Для обжатия кромок
Для пр едв аритель-
ной прошивки
Для зацентровки
Привод вспомогательных машин
Для обеспечения надёжной работы вспо-
могательного механизма и требуемой произ-
водительности большое значение имеет привод
механизма. Большинство механизмов прокат-
ного стана имеют индивидуальный привод.
В качестве привода вспомогательных машин
наибольшее распространение получил электро-
двигатель, обычно компаундный или сериесный
(краново-металлургического типа). Меньшим
распространением пользуются пневматический
и гидравлический приводы.
Пневматический привод применяется в
трубопрокатных цехах и в меньшей степени —
на отделочных механизмах листопрокатных
станов. Его преимущества — простота кон-
струкции, надёжность и безотказность в работе.
Основными недостатками пневматического
привода являются низкий общий к. п. д. (по-
рядка 2—3%) всей пневматической установки
и высокая стоимость её эксплоатации и ремон-
та (в частности, еще не разрешена полностью
задача подбора износостойких уплотнений).
При новом проектировании пневмати-
ческий привод следует устанавливать только
в тех случаях, когда условия для работы элек-
трического привода неблагоприятны (наличие
высоких температур, воды и окалины, сильная
вибрация механизма и ограниченность места
для установки электропривода). В остальных
же случаях следует ставить электродвигатель,
который по капитальным затратам вместе с ре-
дуктором обходится несколько дороже пневма.
тического привода, но в эксплоатации значи-
тельно дешевле.
В отдельных случаях, при наличии коротких
ходов и сравнительно небольших усилий (за-
держники, упоры и пр.), пневматические
цилиндры с успехом могут быть заменены
электромагнитами.
Новейшие направления в конструировании
вспомогательных машин
Наметившееся за последние годы резкое
увеличение скоростей, а следовательно, и про-
изводительности прокатных станов, с одной
стороны, и усиление требований к качеству
прокатываемого металла, с другой стороны, а
также общий прогресс в тяжёлом машинострое-
нии, наложили определённый отпечаток на кон-
струкцию вспомогательных механизмов прокат-
ных цехов и на характер их использования и
эксплоатации.
Рассматриваемые ниже новые направления
в конструировании вспомогательных машин
оказались возможными в значительной степени
благодаря появлению новых электрических ма-
шин, приборов и аппаратов, допускающих ре-
шение ряда технических задач чисто элек-
трическим путём, открывающих перед кон-
структорами новые пути к дальнейшему усо-
вершенствованию вспомогательных механизмов,
поднимающих эту отрасль машиностроения на
принципиально новую, более высокую ступень
развития. В этом смысле в первую очередь
следует отметить: новые, рассчитанные на боль-
940
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
шое число включений в час двигатели краново-
металлургического типа с малым маховым мо-
ментом, допускающие 3 — 5-кратные пере-
грузки [8, 61]; новые рольганговые двигатели
с полым валом (см. фиг. 121); двигатели
с упорной характеристикой [48]; отечественные
электромеханические усилители типа амплидин
[14, 51, 58];рототрол и регулеке [15]; электро-
магнитные муфты [64, 48]; сельсины [48];
электромагнитные бесконтактные путевые вы-
ключатели [41]; фотоэлементы [50,68]; электро-
магнитные вентили для пневматических и
гидравлических устройств [18]; указатели и при-.
боры для автоматического контроля давления,
натяжения, толщины и ширины прокатываемых
листов [41, 14, 16].
Новые направления в конструировании
вспомогательных машин в основном сводятся
к следующему.
Упрощение механической части машины
путём передачи ряда специальных функций и
блокировок электрической схеме управления
машины. При существующем уровне электро-
техники конструктор получает возможность
заставить электрическую схему проектируемой
машины выполнять функции, которые раньше
осуществлялись сложной кинематической схе-
мой машины.
Примерами такого упрощения механиче-
ской части машины могут служить: а) эво-
люция системы регулирования на летучих
ножницах, где сложный многодиференциальный
редуктор для изменения длины отрезаемых
листов (см. фиг. 43) постепенно заменяется
в результате применения амплидина и сель-
синов простой электрической схемой регули-
рования [40]; б) переход на ножницах и прессах
от маховикового привода с муфтой включения
к приводу, работающему на режиме запусков;
в) замена кулачковых и фрикционных муфт
со сложной системой переключения электро-
магнитными муфтами с дистанционным упра-
влением; г) переход от сложных систем меха-
нической защиты механизма от перегрузки к
чисто электрической защите с помощью макси-
мального реле; д) замена сложных фрикцион-
ных и гидравлических устройств двигателями
с упорной характеристикой; е) замена механи-
ческой связи винтов нажимного механизма
электрической синхронизацией скоростей;
ж) замена громоздких механизмов для указания
положения валков простыми дистанционными
указателями, использующими принцип электри-
ческого вала.
Многомоторный привод вспомогательных
машин — дробление машины на ряд самостоя-
тельно работающих механизмов с индиви-
дуальным приводом, последовательно выполня-
ющих определённые связанные одна с другой
операции.
В результате применения этой системы
привода упрощается конструкция механизма
и создаются широкие возможности для дистан-
ционного управления и автоматизации. Много-
моторный привод применяется в: моталках
для листов, разматывателях, летучих ножницах,
тележках-опрокидывателях, тяжёлых ножницах
для блумов, механизмах настройки валков
современных прошивных станов, поворотных
столах листовых станов, приёмных столах
трубопрокатных станов, холодильниках для
сортового металла и пр. В качестве примера
может также служить и индивидуальный при-
вод рольгангов, нашедший широкое распро-
странение благодаря значительному упроще-
нию конструкции рольганга, упрощению мон-
тажа и ремонтных работ.
Увеличение скоростей работы вспомога-
тельных машин в соответствии с новыми
условиями работы основного оборудования
прокатных станов, при которых скорости про-
катки достигают 15—20 м/сек, а в отдельных
случаях — до 30 м/сек и выше [41, 27].
Проблема перехода на повышенные скоро-
сти решается в основном по четырём напра-
влениям: 1) конструирование машин и их при-
вода с малыми маховыми моментами;
2) создание значительных пусковых форси-
ровок, дающих в сумме возможность быстрой
регулировки и запуска двигателей в течение
небольшого промежутка времени; 3) примене-
ние совершенных схем полуавтоматического
управления машиной и 4) создание системы
автоматического контроля и регулирования
процесса.
Полуавтоматическое управление, наряду
с дистанционным управлением, даёт возмож-
ность при систематическом увеличении скоро-
стей и количества машин у прокатного стана
производить постепенное сокращение обслу-
живающего персонала. Полуавтоматическое
управление достигается в результате совер-
шенствования схем контакторного управления
двигателей, при котором часть функций упра-
вления и защиты автоматизируется.
В большинстве случаев полуавтоматическое
управление сводится к автоматической оста-
новке механизма с помощью конечного выклю-
чателя в его крайних положениях, при ручном
кнопочном пуске. В отдельных случаях, когда
конечные положения механизма меняются
в зависимости от режимов прокатки, полуавто-
матическое управление осуществляется про-
граммной панелью (нажимной механизм), на
которой оператор заранее устанавливает тре-
буемые конечные положения механизма при
различных операциях.
Однако при современных скоростях про-
катки оператору трудно уследить за возника-
ющими в технологическом процессе отклоне-
ниями (положение материала и его развитие,
синхронность хода, натяжение) и невозможно
во-время устранить причины этих отклонений,
поэтому весьма актуальным становится вопрос
автоматического контроля и регулирования
процесса, которые действовали бы непрерывно
и без больших отставаний во времени от по-
являющихся отклонений. В качестве примера
подобной регулировки можно указать на:
1) автоматические регуляторы натяжения по-
лосы между клетями непрерывных станов
холодной прокатки листов [52, 48]; 2) схему
автоматической синхронизации скоростей на
летучих ножницах [94, 40]; 3) автоматическую
регулировку числа оборотов барабана мота-
лок [14].
Автоматическое управление* отдельных
механизмов и машин. Если раньше автомати-
зировались только простейшие вспомогатель-
ные механизмы прокатного стана (сбрасы-
ватели, выбрасыватели, рольганги), то по
мере появления новой электрической аппара-
Библиографию по автоматизации см. [41].
ГЛ. XX]
ВВЕДЕНИЕ
941
туры, дающей возможность осущест-
влять безотказные технологические и
аварийные блокировки, на автоматиче-
ский режим начинают переводиться бо-
лее сложные механизмы и машины.
На фиг. 1 показан стан дуо для го-
рячей прокатки тонких листов с подъ-
ёмно-качающимся столом, служащим
для перекидки прокатываемого листа
через верхний валок. Подъём и опуска-
ние стола, а также движение конвейера,
служащего для подачи листов в валки,
осуществляются на этом стане автома-
тически от фотоэлемента. При отсут-
ствии прокатываемого листа фотоэле-
мент освещается идущим сверху вниз
лучом света, отражаемым на фотоэле-
мент находящимся под станом зеркалом.
Когда же к валкам подходит прокатывае-
мый лист, то луч света листом преры-
вается и фотоэлемент через усилитель-
ную схему даёт требуемый импульс-в схе-
му управления двигателями подъёмного
стола.
Комплексная автоматизация группы
машин и механизмов, при которой обес-
печиваются автоматический пуск и оста-
новка двигателей в определённой задан-
ной последовательности. Комплексная
автоматизация повышает производитель-
ность при значительном уменьшении об-
служивающего персонала.
В качестве примера на фиг. 2 пред-
ставлена группа машин около ножниц
первого послевоенного блуминга 1000,
состоящая из самих ножниц, передних
и задних рольгангов и упора. В соответ-
ствии с заданной часовой производи-
тельностью блюминга ножницы должны
делать 12 резов в минуту. Для обеспече-
ния этой частоты резания предусмотрено
автоматическое управление для двигате-
лей ножниц и связанных с ними меха-
низмов, заключающееся в следующем:
по окончании очередного реза связанный
с механизмом ножниц командоаппарат
даёт импульс двигателям роликов ото-
двигающего рольганга и расположенного
за ним промежуточного рольганга для
отвода отрезанной полосы.
С помощью реле времени через опре-
делённый промежуток времени, необхо-
димый для опускания упора, запускается
двигатель рольганга перед ножницами для
подачи разрезаемой полосы к упору *. За-
пуск двигателя для опускания упора про-
исходит в момент, когда отрезанная по-
лоса будет выведена из-под упора. Имт
пульс даётся от расположенного около
упора флажка. Этот же флажок даёт им-
пульс для последующей остановки двига-
телей всех трёх рольгангов, когда разре-
заемая полоса подойдёт к опущенному
упору. Пуск двигателей ножниц для
очередного реза производится от упо-
мянутого выше флажка одновременно
с остановкой двигателей рольганга. По-
сле того как начался рез, от командо-
* Имеется блокировка с командоаппаратом
ножниц, обеспечивающая запуск двигателя роль-
ганга при определённом .раскрытии" ножей, не-
обходимом для прохода полосы.
I ft
¦ff7^
Фиг. 2. Узел ножниц первого послевоенного советского
блуминга 1000 мм (см. фиг. 26).
ГЛ. XX]
ВВЕДЕНИЕ
943
аппарата ножниц даётся импульс двигателю для подъ-
ёма упора. Сами ножницы работают на „качательном"
режиме. Остановка ножниц в верхнем (для данного
сечения) положении ножей осуществляется от соот-
ветствующих кулачков связанного с механизмом
ножниц командоаппарата. Обрезка переднего и зад-
него конца производится оператором вручную при
отключённой автоматике.
В качестве второго примера можно указать на ком-
плексную Автоматизацию механизмов заднего стола
прошивного стана, представленного на фиг. 3, в ко-
Фиг. 3. Схема автоматизированного заднего стола про-
шивного стана 400 мм с роликовыми центрователями
конструкции ЦКБММ [41].
:> vt
Фиг. 4. Ролики центрователя в положении для напра-
вления стержня, в положении для направления трубы и
в раздвинутом положении, при котором происходит вы-
брасывание трубы (к фиг. 3).
тором применяются центрователи-направляющие, слу-
жащие как для стержня оправки, так и для прокаты-
ваемой трубы. При приближении трубы к центрирую-
щим роликам последние автоматически раскрываются
в последовательном порядке и затем снова сходятся,
действуя уже" в качестве направляющих для трубы.
Распространение принципа поточности на от-
делочные операции с прокатываемым материалом.
В этом отношении большие сдвиги предстоят в
Фиг. 5. Линия автоматической резки холоднокатанных
листов.
Фиг. 6. Линия непрерывного электролитического лужения рулонной жести при скорости 2,5—5 м1сек с разрезкой готового материала на листы [41]: 1—разматывание;
2 — обрезка концов; з — сварка концов; 4— карман; 5 — регулятор натяжения; б —травление; 7 — чистка; 8 — электролишческое лужение; 9 — улзвливание элек-
тролита; 10— щёточные машины; 11—сушка; .72—оплавление; 13 — химическая обработка; 14— промывка и сушка; 15 — автоматический контроль и маркировка неза-
лужённых точек; Л5 — главные натяжные ролики; 17 — нанесение масляной плёнки; 18 — вспомогательные натяжные ролики; 19—вырезка сварочного шва;
20 — правильная машина; 21—летучие ножницы; 22—отсортировка брака; 23 — обработка отоубями: 24 — укладка в пакеты.
944
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
трубопрокатном производстве, где до
последнего времени поточная техно-
логия распространялась только на ос-
новное оборудование.
Автоматические линии вспомо-
гательных машин, выполняющих опе-
рации по отделке главным образом
чистового прокатанного материала.
Эти линии являются примером выс-
шей степени организации производ-
ства — поточной автоматической ли-
нии машин.
На фиг. 5 представлена линия
резки холоднокатанных листов. Ли-
ния состоит из разматывателя, по-
дающих роликов, дисковых ножниц
с кромкокрошителями, вторых пода-
ющих роликов, правильной машины,
летучих ножниц и укладчика листов.
Аналогичные группы механизмов су-
ществуют и для правки, и резки про-
волоки. На фиг. 6 представлена линия
непрерывного электролитического
лужения листов [2, 41, 67, 99], а на
фиг. 7 —- линия непрерывного от-
жига [41].
Наряду с этим следует отметить
процесс дальнейшей механизации
вспомогательных операций на про-
катных станах, т. е. механизации та-
ких операций, которые раньше вы-
полнялись исключительно вручную
или при помощи мостовых кранов:
разматывание бунтов; кантовка заго-
товок в нагревательных печах; тра-
вление, чистка и мойка полос; ремонт
заготовок; клеймение и маркировка
прокатанного материала;транспорти-
ровка металла на отделочных опера-
циях; непосредственная задача ме-
талла в машину; установка инстру-
мента; настройка машины на опреде-
лённый профиль прокатываемого ме-
талла и пр.
ДИНАМИКА ВСПОМОГАТЕЛЬ-
НЫХ МАШИН
В современных прокатных цехах
все операции с прокатываемым ме-
таллом полностью механизированы,
причём значительная часть двигате-
лей имеет автоматическое или полу-
автоматическое управление — в нуж-
ные моменты они получают импульс
от путевых выключателей, флажков,
фотоэлементов и прочей аппаратуры
для запуска и остановки или для изме-
нения скорости.
Главной целью динамических рас-
чётов автоматизированного привода
машины является выбор оптималь-
ных значений мощности двигателя и
величины передаточного числа редук-
тора, обеспечивающих заданную про-
изводительность машины и возмож-
ность преодоления максимальных
статических нагрузок при нормаль-
ном тепловом использовании дви-
гателя.
'Л. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
945
Режимы работы привода вспомогательных
машин
В зависимости от характера выполняемых
операций электропривод вспомогательных ма-
шин прокатных станов может работать на
следующих четырёх основных режимах: режим
запусков, длительный режим, кратковременный
режим и упорный режим.
Режим запусков. Большинство вспомога-
тельных машин прокатных станов работает
на режиме запусков. В этом случае двигатель
машины приводится в движение на ограничен-
ный промежуток времени, затем, после выпол-
нения данной операции, двигатель остана-
вливается, а через некоторую зависящую от
хода технологического процесса паузу запу-
скается вновь. Частота запусков двигателей
зависит от назначения машины и в некоторых
случаях доходит до 1500 и более в час (напри-
мер, перекидные столы жестепрокатных ста-
нов).
В зависимости от характера нагрузки, ко-
торую приходится преодолевать работающему
на режиме запусков двигателю, различают три
вида нагрузок (табл. 2).
1. Статические и маховые моменты
механизма переменны — они являются функ-
цией угла поворота основного вала механизма:
Мст =/(?); GD2=/(<f).
Этот вид нагрузок имеет место у ряда
кривошипных механизмов, у которых поступа-
тельно-движущиеся части имеют значительную
скорость и массу.
2. Статические моменты пере-
менны, а маховые моменты постоянны:
Мст = / (<р); GD* = const.
Такой характер нагрузок обычно имеет
место у тихоходных кривошипных механизмов.
3. Статические и маховые моменты
постоянны в течение всего периода ра-
боты механизмам
Мст = const; OD2 = const.
Этот вид нагрузки у вспомогательных ма-
шин прокатных станов наиболее распространён.
Электропривод, работающий на режиме
запусков, обычно проектируется как реверсив-
ный, но в отдельных случаях, когда нет не-
обходимости в обратном ходе, реверс не пре-
дусматривается (транспортные устройства).
На нереверсивном режиме работает также и
большинство кривошипных механизмов, у ко-
торых в течение рабочего цикла основной вал
совершает полный оборот, но наряду с нере-
версивным „круговым" режимом работы в от-
дельных случаях для увеличения производи-
тельности в кривошипных механизмах преду-
сматривается и реверсивный гак называемый
„качательный" режим работы.
С точки зрения привода обычно предпо-
читаются кривошипные устройства, так как
они не требуют точной фиксации при тормо-
жении двигателя.
Для привода, работающего на режиме за-
пусков, применяются главным образом специ-
альные асинхронные краново-металлургиче-
ские двигатели трёхфазного тока, или компа-
ундные, или сериесные краново-металлургиче-
ские двигатели постоянного тока. В обоих
случаях для быстрой остановки механизма на-
60 Том 8
ряду с механическим торможением коротко-
ходовыми электромагнитными тормозами ко-
лодочного типа [49] применяется динамиче-
ское торможение для механизмов, требующих
точной остановки, и торможение противото-
ком для механизмов, не требующих точной
остановки или работающих на реверсивном
режиме. В современных механизмах приме-
няется также комбинированная схема тормо-
жения, допускающая работу по противоточной
схеме, когда требуется реверс, и с динамиче-
ским торможением, когда требуется полная
остановка двигателя.
В последние годы намечается тенденция к
переводу привода вспомогательных механиз
мов, работающих на режиме запусков в особо
тяжёлых условиях, на управление по схеме
Леонарда, облегчающей управление и даю-
щей экономию энергии (тележка-опрокидыва-
тель, механизмы установки валков, рабочие
рольганги, станинные ролики, манипуляторы,
тяжёлые ножницы и пр.). В этом случае в
качестве привода выбирают шунтовые двига-
тели, причём в последних установках вместо
чисто контакторыых схем часто применяются
схемы управления с электромагнитной автома-
тикой {амплиданы и пр.), обеспечивающей
непрерывность регулирования и возможность
более полного теплового использования дви-
гателя при значительном сокращении (до 50%)
аппаратуры управления.
Длительный режим. В прокатных цехах
встречаются машины с длительным режимом
работы электродвигателя, при котором двига-
тель после каждой операции не останавли-
вается и не реверсируется, а вращается всё
время в одном и том же направлении.
Этот режим работы привода имеет два
вида нагрузок (см. табл. 2).
1. Статический момент в течение
всего периода работы машины строго п о с т о-
я н е н. Двигатель работает при постоянной
скорости.
2. Статический момент периодически
меняется, причём эти периоды чередуются
через определённые промежутки времени.
Каждый такой период соответствует опреде-
лённому циклу работы механизма, связанному
с операциями по обработке идущих одна за
одной прокатываемых на стане полос. Подоб-
ный периодически меняюшийся режим работы
может быть получен в днух случаях:
а) Механизм постоянно связан с двига-
телем, а нагрузка меняется в момент подачи
обрабатываемой полосы под рабочие органы
машины. В периоды пауз нагрузка равна мо-
менту холостого хода машины, а в течение
рабочей операции — зависит от величины уси-
лий на рабочей детали машины, причём в
одних случаях эта нагрузка в течение опера-
ции может сохранять постоянную величину
(правильные машины), а в других — изме-
няться в зависимости от профиля обрабаты-
ваемой полосы (дисковые пилы) или в зави-
симости от кинематических особенностей ме-
ханизма (эксцентриковые и летучие ножницы,
правильные прессы).
б) Механизм подключается к постоянно
работающему двигателю на время очередной
операции с помощью фрикционной или зуб-
чатой муфты (листовые ножницы, сортовые
ножницы среднего размера, прессы). Сюда же
Таблица 2
Классификация режимов работы электропривода вспомогательвых машин прокатного стана
Кратковременный
режим
1. Механизм уста-
новки валков
нере версивног о
стана
2. Механизм пере-
становки упора
3. Механизм сме-
ны валков
4. Механизм уста-
новки линеек
5. Сбрасыватель
брака
6. Стрелка
7. Механизмы ли-
нии непрерыв-
ной травки и
лужения—нож-
ницы, сшивные
машины и пр.
Переменная
нагрузка
1. Ножницы бы-
строходные
2. Летучие нож-
ницы
3. Подъёмно-кача-
ющийся стол
*. Кантователь
5. Кривошипный
ciалкиватель
6. Выбрасыватель
7. Исчезающий
упор
8. Механизмы раз-
мат ывателя
9. Дублер
10. Опрокидыватель
1. Ножницы тихо-
ходные
2. Летучие ножни-
цы барабанные
3. Кантоаатель
4. Опрокидыва-
тель
5. Пресс длщ об-
жатия кромок
6. Механизмы хо-
лодильника
7. Механизм пе-
редвижения
пилы
Постоянная
нагрузка
1. Механизм уста-
новки валков
реверсивного
стана
2. Рабочий роль-
ганг
3. Манипулятор
4. Растяжная пра-
вильная маши-
на
5. Вталкиватель
6. Толкатель
7. Стялкиватель
8- Шло 11 пер
9. Поворотный
стол
10. Подъёмный стол
винтовой
11. Тележка-опро-
кидыватель
12. Самоходная те-
лежка
Длительный
режим
„Упорный"
режим
Постоянная
нагрузка
Переменная
нагрузка
Постоянная
связь с меха-
низмом
С муфтой
включения
1. Правильная ма-
шина
2. Транспортный
рольганг
3. Дисковые нож-
ницы
4. Пила с регули-
руемой подачей
5. Холодильник
6. Моталка
7. Гибочная ма-
шина ¦
8. LU.iennep
9. Элеватор
10. Транспортёр
11. Натяжные ро-
лики
12. Обрезной ста-
нок
13. Фрезерный об-
дирочный ста-
нок
1. Эксцентри-
ковые нож-
ницы
2. Летучие
ножницы
3. Пила
4. Правильный
пресс
5. Механизмы
холодильни-
ка
1. Ножницы
2. Правильный
пресс
3. Моталка
4. Дублер
5. Дорноизвле-
катель
6. Ролики об-
ра i ной по-
дачи .
I 1. Манипулятор
2. Петледержа-
тель
3. Зажимное
устройство
4. Роликовая
проводка
прошивного
стана
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
947
можно отнести и привод роликов обратной
подачи трубопрокатного „автоматического"
стана, если допустить аналогию между вклю-
чением фрикционной муфты и процессом за-
хвата трубы роликами обратной подачи.
Привод с муфтой включения постепенно
вытесняется приводом, работающим на режиме
запусков, так как последний при некотором
удорожании двигателя (увеличение мощности)
расширяет возможности по автоматизации
технологического процесса и в то же время
является более надёжным в работе вследствие
значительного упрощения конструкции при-
вода.
Электропривод с длительным режимом ра-
боты, у которого изменения статического мо-
мента носят ярко выраженный „пиковый" ха-
рактер, обычно снабжается маховиком для вы-
равнивания пиков нагрузки и соответствующег
го снижения потребной мощности двигателя.
Для машин, работающих на длительном
режиме, в качестве привода выбираются асин-
хронные двигатели трёхфазного тока или же
„закрытые* шунтовые двигатели постоянного
тока типа КПД или ПН. Если по технологи-
ческим соображениям требуется регулировка
числа оборотов, то установка шунтовой ма-
шины становится обязательной.
Регулиревка в пределах от 1:2 до 1:4
производится обычно ослаблением поля дви-
гателя.. При регулировке в более широких
пределах (выше 1 :4) необходимо применять
управление по Леонарду, при котором регу-
лирование скорости ниже номинала обычно
производится при постоянном моменте (регу-
лировка напряжением), а регулирование выше
основной скорости — при постоянной мощно-
сти и пониженных моментах (путём ослабле-
ния поля двигателя). В новейших установках
встречается также регулировка скорости выше
номинала путём повышения напряжения про-
тив нормального. В частности, для двигате-
лей 220 в типа КПД завод „Динамо" допускает
повышение напряжения до 440 б (регулиров-
ка 1 :2).
Кратковременный режим. Этот режим
работы имеет место у некоторых вспомога-
тельных машин, работающих очень редко, эпи-
зодически (см. табл. 2). Эти механизмы ра-
ботают лишь ограниченный промежуток вре-
мени и затем в течение длительного периода
находятся в покое.
„Упорный" режим. В некоторых совре-
менных конструкциях вспомогательных машин
прокатных станов начали применяться двига-
тели с так называемым „упорным" (момент-
ным) режимом работы. „Моментные" двига-
тели или, как их ещё иногда называют, дви-
гатели с „упорной" характеристикой, обладают
тем свойством, что при „опрокидывании" кру-
тящий момент двигателя и сила тока в якоре
не возрастают бесконечно, а ограничиваются
2 — 2,5-кратными величинами от номинала.
Благодаря этому при „опрокидывании" двига-
теля, т. е. при полной остановке механизма
вследствие возникновения больших статиче-
ских нагрузок, двигатель не отключается от
сети, а продолжает оставаться под напряже-
нием, развивая при этом свой максимальный
крутящий момент.
„Моментные" двигатели используются в
качестве привода: линеек манипулятора блу-
минга (упорная характеристика даёт возмож-
ность править погнутые блумы); механизма
зажима (отключение двигателя производится
только после его полной остановки под влия-
нием возросших статических моментов); на-
тяжного устройства (даже после полной оста-
новки двигатель продолжает развивать крутя-
щий момент для создания натяжения в полосе).
В СССР в качестве „моментного" двига-
теля используются двигатели постоянного
тока, управляемые с помощью амплидина, или
обычные асинхронные двигатели, у которых
изменён наклон характеристики путём ввода
добавочного сопротивления в цепь якоря.
Основное обобщённое уравнение движения
привода [31]
В общем случае динамического расчёта
привода, когда наряду с изменением статиче-
ского момента меняются и маховые массы,
большое значение имеют моменты, возникаю-
щие при изменении величины общего приве-
дённого махового момента привода. Эти мо-
менты освобождаются при уменьшении махо-
вого момента и, наоборот, поглощаются при
его увеличении. При сильно меняющихся ма-
ховых массах привода эти моменты достигают
значительной величины (см. фиг. 8), вслед-
ствие чего динамический расчёт, построенный
без их учёта, не даёт действительной картины
движения привода.
i Si
Фиг. 8. Осциллограмма крутящих моментов двигателя
кривошипно-кулисного механизма, идущих на преодоле-
ние динамических моментов, возникающих при измене-
нии приведённой массы привода C8]: Л1. — момент
двигателя; п — число оборотов двигателя; s—путь пол-
зуна; № = const — статический момент механизма;
t—\ сек. — время цикла.
Основное диференциальное уравнение дви-
жения привода имеет вид:
dJ
-f- кгм.
ay
A)
При замене в уравнении A) значений а>, J и <р
соответствующими практическими единицами
2тш л, _
= W 1/ceK; J =
, 2тс
КгЖеК> ?= 360
948
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
получаем основное диференциальное уравне-
ние движения привода в практических ве-
личинах [31]
,, GD'' dn . n2
An e— • -L.
375 dt ^ \2b
йщ
кгм, B)
где М в кгм — избыточный (динамический) мо-
мент привода, равный алгебраической сумме
крутящего момента двигателя и статического
момента механизма, приведённых к основному
валу механизма*; GD2 в кгм2— приведённый
маховой момент привода; п — число оборотов
основного вала привода в минуту; <р — угол
поворота основного вала в градусах. Вели-
чина избыточного момента выражается урав-
нением *
М = Мдв + Мст кгм. ,9 C)
Уравнения A) и B) показывают, что из-
быточный момент привода отражается как на
изменении скорости движения привода, так и на
изменении общего запаса кинетической энер-
гии движущихся масс, связанное с измене-
нием общего приведённого махового момента
привода.
Первый член правой части уравнения B)
можно рассматривать как момент двигателя,
затраченный на увеличение скорости враще-
ния основной маховой массы привода GD2 на
величину приращения скорости Дя,а второй
член уравнения — момент двигателя, затрачен-
ный на сообщение вновь вводимым маховым
массам &GD2 основной скорости вращения
привода п. Оба эти члена являются величи-
нами равнозначными, первого порядка мало-
сти, почему в расчётах электроприводов с ме-
няющимися маховыми массами они должны
учитываться на равных основаниях.
Уравнения A) и B) являются основными
расчётными уравнениями электропривода с ме-
няющимися маховыми массами. Если же ма-
ховой момент привода во время работы не
изменяется, то второй член правой части
уравнения B) становится равным нулю, а само
уравнение принимает вид
dn
D)
По уравнениям B) и D) ведётся расчёт
как маховикового привода, так и привода,
работающего на режиме запусков.
Если привод работает со строго постоян-
ной скоростью, то первый член правой части
уравнения B) становится равным нулю. Урав-
нение принимает вид
М =
тин
125
E)
Уравнение E) является основным расчёт-
ным уравнением привода, имеющего в каче-
стве двигателя синхронную машину. По этому
уравнению можно найти график загрузки син-
хронной машины при меняющихся маховых
массах механизма.
* Моменты двигателя и статические моменты меха-
низма считают положительными, если они направлены
в сторону принятого положительного направления вра-
щешде, и отрицательными — при обратном направлении.
Необходимо отметить, что уравнение A)
является частным случаем более общего ди-
ференциального уравнения движения привода,
у которого наряду с изменением приведённого
момента инерции происходит также и дей-
ствительное изменение связанных с механиз-
мом масс [39]
dj
0
v
f \ u^ dm
V~ ~ W rff
где dm — диференциал массы детали машины,
меняющей свою массу, в кгсек'г/м; о — ско-
рость движения детали переменной массы
в м\сек; и — скорость элементарных частиц
массы до их соединения с основной массой
в м/сек.
Механизмы, работающие при действитель-
ном изменении связанных с ними масс, среди
вспомогательных машин прокатных станов
встречаются чрезвычайно редко: сюда можно
отнести некоторые типы моталок, подающие
ролики специального назначения и пр.
Основные этапы расчёта привода,
работающего на режиме запусков
Мощность двигателя вспомогательных ма-
шин, как уже указывалось, определяется исходя
из трёх основных положений — она должна:
1) обеспечить необходимую продолжитель-
ность отдельных рабочих циклов, соответ-
ствующую заданной производительности проек-
тируемой машины; 2) быть достаточной, чтобы
выдержать максимально возможную нагрузку,
возникающую при работе машины, и 3) удо-
влетворять условиям нагрева двигателя при
наиболее тяжёлом режиме работы.
Ввиду чрезвычайного разнообразия фак-
торов, влияющих на мощность двигателя, ана-
литическое определение мощности в боль-
шинстве случаев оказывается весьма затруд-
нительным. Обычно предварительно задаются
мощностью двигателя и передаточным числом
редуктора и затем уже вносят коррективы
после проверочного расчёта, основанного на
решении диференциального уравнения B) дви-
жения привода.
Таким образом, расчёт электропривода, ра-
ботающего на режиме запусков, разделяется
на следующие этапы: 1) определение стати-
ческих и маховых моментов, развиваемых
в механизме; 2) предварительный выбор мощ-
ности двигателя и передаточного числа редук-
тора; 3) интегрирование уравнений движения;
4) проверка времени работы машины; 5) про-
верка двигателя по максимальной нагрузке;
6) проверка двигателя на нагрев; 7) коррек-
тировка предварительно выбранных характе-
ристик привода.
Определение приведённых статических
моментов
Как для предвари.ельного выбора переда-
точного числа редуктора и мощности двига-
теля проектируемого механизма, так и для
точного его проверочного расчёта путём
интегрирования основного диференциального
уравнения движения B) необходимо найти
график зависимости статического момента Мст
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
949
ме>анизма по углу поворота <р его „основного"
вала
Мст =/(<?),
причём за „основной" вал обычно прини-
мается последний вал механизма, с помощью
которого механизм через редуктор связы-
вается с двигателем.
Для построения графика приведённых ста-
тических моментов необходимо сначала опре-
делить усилия, возникающие на рабочем органе
машины во время рабочего цикла, и затем
эти усилия привести к „основному" валу ме-
ханизма.
При этом следует также учесть и стати-
ческие мэменты", возникающие от потенциаль-
ных сил, т. е. от сил тяжести и сил уравно-
вешивающих пружин.
Для определения усилия в рабочих орга-
нах вспомогательных механизмов прокатных
станов существуют самые различные как чисто
теоретические, так и основанные на экспери-
менте методы расчёта. Подробно эти методы
будут представлены в отдельности для ка-
ждого случая при рассмотрении конструкций
соответствующих механизмов. Для приведения
же этих усилий к „основному" валу меха-
низма существует ряд общих аналитических и
графических методов расчёта; большинство
из них основано на применении принципа
возможных перемещений и выводимом из него
законе передачи мгновенных мощностей
согласно которому при равномерном движе-
нии машины мгновенная мощность движущих
сил N^e расходуется на мгновенную мощность
полезных Л",, и вредных Nm сопротивлений,
на мгновенную мощность сил тяжести Na тех
звеньев механизма, центры тяжести которых
в данный момент поднимаются, и, наконец,
на мгновенную мощность сил сжатия уравно-
вешивающих пружин Ny. При наличии в ма-
шине звеньев, центры тяжести которых в дан-
ный момент опускаются, или пружин, которые
в данный момент разжимаются, их мощности
будут вычитаться из мгновенных мощностей
сил сопротивления.
В уравнении G) под мгновенной мощ-
ностью понимается первая производная по
времени от работы соответствующей силы *
Л/— — — Pdsc0S(P>ds) _
dt ~ dt ~~
= Pv cos (Р, v) = Мсо.
(8)
Приведённый радиус [38]. Для приведе-
ния действующих в машине сил Р к „основ-
ному" валу механизма воспользуемся уравне-
ниями G) и (8)
или
Мст = Мк -^
где Мст и ш — приведённый статический мо-
мент в кгм и угловая скорость на „основном"
* В дальнейших формулах выражение cos (P, v) опу-
скаем — под v подразумеваем скорости, совпадающие
по направлению с соответствующими силами Р.
валу механизма; Р и v — внешняя сила в кг,
приложенная к рабочему органу механизма, и
соответствующая проекция его линейной ско-
рости в м]сек\ Мк и о>к — момент в кгм и
угловая скорость на каком-то промежуточном
валу k механизма.
В простейших механизмах с постоянным
отношением скоростей эти
уравнения решаются просто,
но в многозвенных механиз-
мах (фиг. 9) решение урав-
нений усложняется, так как
отношение скоростей стано-
вится функцией угла пово-
рота <р „основного" вала ме-
ханизма.
Для упрощения дальней-
ших расчётов вводится по-
нятие „приведённого ра-
диуса" р для рассматривае-
мой промежуточной точки
кинематической цепи меха-
низма (точка приложения
силы Р), двигающейся с по- ФиГ- 9. простейшая
ступательной скоростью V, кинематическая схе-
ма многозвенного
р = — = 9,55 — М
(9)
механизма.
и понятие переменного „скоростного числа' ?
для звеньев кинематической цепи механизма,
совершающих вращательное или качательное
движение с угловой скоростью сож,
(Ю)
Приведённый статический момент [38].
Расчётные формулы для приведённых к „основ-
ному" валу статических моментов в соответ-
ствии с уравнениями (9) и A0) имеют следую-
щий вид:
Мст—Р-р кгм; A1)
Мст =
кгм.
A2)
Эти уравнения применимы как в случае
постоянных значений приведённого радиуса
и скоростного числа (р = const; ? = const), так
и в случае, когда эти величины переменны
(многозвенные механизмы) и зависят от угла
поворота „основного" вала механизма [р =/(<$>);
В последнем случае подсчёты приведён-
ных статических моментов и рассматриваемые
ниже подсчёты приведённых маховых момен-
тов значительно облегчаются предваритель-
ным построением кривых р=/(<р) и §=/(<р).
Аналитический метод [38] определения
приведённых статических моментов основан на
использовании уравнений A1) и A2), которые
дают возможность определением величин ри;,
т. е. путём кинематического исследования
механизма, найти искомую зависимость стати-
ческого момента машины от угла поворота
её „основного" вала
Когда усилие Р на рабочем органе машины
является величиной переменной, техника по-
строения графика Mcm=f(<p) для многозвен-
950
ВСПОМОГАТЕЛЬНЫЕ-МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
ного. механизма сводится к следующему: сна-
чала находят зависимость рабочего усилия Р
от пути (s) точки приложения силы (фиг. 10)*
P=/(s).
затем находят зависимость величины переме-
щения5 от угла поворота ср «основного* вала
механизма (фиг. 11)
после чего исключением s из двух первых
графиков определяют зависимость усилия Р
от угла поворота <р (фиг. 12)
а по уравнению (9) — зависимость приведён-
ного радиуса р от угла поворота ср (фиг. 13)
и, наконец, согласно уравнению A1), перемно-
жением соответствующих значений Р и р
(ординаты на кривых фиг. 12 и 13) находят
«> 90 №ср°
Фиг. 10. Кривая P=f(s) — Фиг. 11. Кривая s = /(ср) —
зависимость рабочего уси- зависимость пути по углу
лвя от пути точки прило- поворота,
жения силы.
Р
180 у"
Фиг. 12. Кривая Р -/(<р)—
зависимости силы по углу
поворота.
90
фиг. 13. Кривая р-/(<р) —
зависимости .идеального"
приведённого радиуса по
углу поворота (без учёта
сил трения).
искомую зависимость приведённого к „основ-
М
ному" валу статического
углу поворота <р (фиг. 14)
момента Мст по
Km =
При постоянном усилии Р расчёт начи-
нают непосредственно с определения зазиси-
мости приведенного радиуса р по углу пово-
рота ср (фиг. 13).
При расчетах по формуле (И) статических
моментов, возникающих от сил тяжести, сле-
* Кривые на фиг. 10—14 приведены для наглядности.
Для практических целей расчёт ведётся обычно в виде
таблиц.
дует иметь в виду, что в выражение (9)
должна входить не абсолютная скорость центра
тяжести соответствующего элемента меха-
низма, а проекция его скорости на направле-
ние силы тяжести, т. е. на вертикальное на-
правление
v cos (G, v).
Примерный аналитический расчёт приведён
ниже применительно к расчёту эксцентрико-
вых ножниц (см. фиг. 34).
В механизмах Оолее сложных, чем рассмо-
тренный на фиг. 9 кривошипный механизм,
уравнения для пути s и приведённого радиуса р
часто получаются на-
столько громоздкими,
что проводить анали-
тический расчёт прак-
тически оказывается
невозможным. В этом
случае пользуются
графическим методом
расчёта приведённых
моментов.
. Графо - аналити-
ческий метод [38].
Расчёт по графо-ана-
литическому методу,
основанному также
на принципе возможных перемещений, на-
чинают с построения диаграммы рабочего
усилия Р в зависимости от величины пере-
мещения 5 рабочего органа машины (фиг. 10).
P=f(s).
Затем методом засечек производят гра-
фическое построение кривой зависимости
пути s рабочего органа машины по углу по-
ворота ср .основного" вала механизма (фиг. 11)
90 180у>°
Фиг. 14. Кривая М=•
—/ (<Р) — зависимость при-
ведённого статического
момента по углу поворота.
или кривой зависимости угла поворота <р«
какого-то промежуточного звена к кинемати-
ческой цепи механизма по углу поворота ср
.основного" вала
После этого строят кривую зависимости
рабочего усилия Р по углу поворота .основ-
ного* вала ? (фиг. 12)
или кривую зависимости рабочего момента МК
на промежуточном звене по углу поворота ср
А** =/(?)•
Пользуясь затем планом повёрнутых ско-
ростей, как и в аналитическом методе, строят
кривую зависимости приведённого радиуса р
по углу поворота у (фиг. 13)
или кривую зависимости скоростного числа ?
упомянутого выше промежуточного звена k
по углу поворота „основного" вала механизма
[см. уравнение A0)J
после чего согласно уравнениям A1) или A2)
перемножением соответствующих ординат на
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
951
фиг. 12 и 13 находят искомую зависимость
приведённого статического момента Мст по
углу поворота ср „основного" вала механизма
(фиг. 14)
Как это было и при аналитическом рас-
чёте, характер кривых $ = /(ср) и р=/(ср)
или соответственно <?K=f{y) и |-=/(sp) за-
висит исключительно от принятых кинемати-
ческих размеров отдельных звеньев проекти-
руемого механизма и не зависит от величины
передаваемых усилий. Таким образом, поль-
зуясь этими кривыми, можно построить для
рассматриваемого механизма серию графиков
Мст = f(y) для различных значений рабочих
усилий Р и моментов Мк.
Примерный расчёт приведённых статиче-
ских моментов по рассмотренному графо-ана-
литическому методу приведён ниже примени-
тельно к расчёту перекидных столов (см.
фиг. 142).
Графический метод. В случае, когда зна-
чения статических моментов необходимо полу-
чить с точным учётом потерь на трение в от-
дельных шарнирах кинематической цепи про-
ектируемого механизма, вместо рассмотренных
выше методов расчёта следует пользоваться
методом графического разложения сил с
применением кругов трения. К этому методу
следует прибегать также и во всех тех слу-
чаях, когда шарниры проектируемого меха-
низма имеют относительно большие диаметры
вследствие чего силы трения будут соответ-
ственно развивать и ббльшие статические мо-
менты, которые в этих случаях бывает трудно
учесть общим к. п. д. механизма.
Рассматриваемый метод построения гра-
фика приведённого радиуса р=/(<р) с по-
мощью кругов трения основан на том, что
сначала задаётся величина условного уси-
лия Р* кг на рабочем органе механизма и
соответствующая величина условного уси-
лия Q * кг, действующего на шарниры первого
исследуемого звена проектируемого меха-
низма. После этого на чертеже механизма
около шарниров исследуемого звена строятся
круги трения с радиусами рт м (не смешивать
с приведённым радиусом р). Радиус круга
трения равен радиусу цапфы г мУ умножен-
ному на соответствующий коэфициент тре-
ния / в шарнире (фиг. 15):
Моменты сил трения вокруг осей шарни-
ров в этом случае будут определяться уравне-
нием
A4)
При таком построении передаваемое че-
рез исследуемое звено усилие Q* уже не бу-
дет, как это обычно принимают, проходить
через оси шарниров, а в соответствии с при-
ведённым ниже условием равновесия звена
будет проходить по направлению общей
касательной к кругам трения шарниров на
обоих концах звена, причём направление этой
касательной будет таким, что в каждом шар-
нире момент от передаваемого на звено через
рассматриваемый шарнир усилия Q* всегда
будет противоположен направлению вра-
щения звена относительно оси шарнира
(см. стрелки на фиг. 15), препятствуя как бы
тем самым вращению звена относительно оси
этого шарнира.
Следует заметить, что согласно приведён-
ным правилам направление касательных к
кругам трения не зависит от направления от-
носительных скоростей на поверхностях сколь-
жения элементов кинематической пары рас-
сматриваемого шарнира, т. е. не зависит от
конструктивного оформления шарнира. Иными
словами, направление касательной к кругу
трения не зависит от того, будет ли в рас-
Фиг- 15. Графическое построение сил
с применением кругов трения.
сматриваемом шарнире исследуемому звену
принадлежать .цапфа" или «подшипник*.
В случае возникновения каких-либо со-
мнений в правильности выбора направления
общей касательной к кругам трения можно
руководствоваться вторым правилом: точка
приложения усилия Q * к рассматриваемому
звену, т. е. точка соприкосновения „цапфы"
и „подшипника" шарнира, перемещается от
осевой линии в сторону, противоположную
относительной скорости „цапфы",—вследствие
трения „цапфа" как бы .взбегает" на „под-
шипник".
Для исследования усилий и моментов тре-
ния в следующих звеньях механизма сила Q*
переносится по линии её действия в очередной
шарнир, где построением параллелограма она
разлагается на два новых направления, по
которым в „реальном" механизме она дей-
ствительно может быть воспринята и т. д.
до последнего звена механизма, т. е. до его
„основного" вала, за который обычно прини-
мается последний вал механизма, связывающий
через редуктор механизм с электродвигателем
952
ВСПОМОГАТЕЛЬНЫЕ' МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
(вал ведущего, главного звена механизма).
В результате проведённого таким образом
исследования всех звеньев кинематической
цепи при одном и том же положении механизма
графическим путём определяется значение при-
ведённого к „основному" валу условного уси-
лия Р* (тангенциальная сила 7"*) и соответ-
ствующее плечо его приложения С, по которым
для данного положения механизма в соответ-
ствии с уравнением A1) находится значение
приведённого радиуса механизма
A5)
где Р—усилие на рабочем органе механизма.
Аналогичные графические построения про-
водятся и для других положений „основного"
вала механизма и затем строится искомый
график зависимости приведённого радиуса о
по углу поворота „основного" вала механизма <р
(фиг. 16) •
Р =/(?)•
При определённых коэфициентах трения
/ъ /& /з» выбранных для каждого шарнира,
полученный график р=/(ср) будет для дан
ного механизма неизменным, являясь своего
рода кинетической „характеристикой" проек-
тируемого механизма. Пользуясь этим графи-
ком, еозможно путём простого перемножения
ординат графиков р =/(?) и Р =/(<р) строить
кривые зависимости приведённых статиче-
ских моментов по углу поворота
для любых значений усилия Р на рабочем
органе проектируемой машины.
Следует, однако, оговориться, что в наме-
ченной схеме расчёта не учитывались силы
тяжести отдельных звеньев изображённого на
фиг. 15 механизма, считая эти силы уравно-
вешенными (пружины, гидравлические ци-
линдры, контргрузы). Не учитывались также
и силы -инерции, ко-
торые в тихоходных
механизмах большого
влияния не имеют.
При отсутствии урав-
новешивания и при
расчёте быстроход-
ных механизмов в рас-
смотренный выше по-
рядок расчёта необхо-
димо внести соответ-
ствующие поправки.
Сравнение зависи-
мостей A5) и (9) пока-
зывает, что получен-
90
Фиг. 16. Кривая р=/(<р) —
зависимость „реального"
приведённого радиуса по
углу поворота (с учётом
сил трения).
ный на фиг. 16 график
р=/(<р) (жирная кривая) идентичен графику
на фиг. 13 (нанесён на фиг. 16 в виде пунк-
тирной кривой), с той только разницей, что
величины р на фиг. 13 даны без учёта потерь
на трение,.в то время как на фиг. 16 эти по-
тери учтены. Разница между жирной и пунк-
тирной кривой на фиг. 16 показывает вели-
чину этих потерь, а отношение соответству-
ющих ординат этих двух кривых даёт значе-
ние к. п. д. механизма для различных его
положений.
Примерный расчёт приведённых статиче-
ских моментов по графическому методу при-
ведён ниже применительно к расчёту тяжёлых
ножниц с верхним резом (см. фиг. 29).
Определение приведённых маховых
моментов
При динамическом расчёте привода путём
интегрирования основного диференциального
уравнения движения B) необходимо името
значения общего махового момента привода,
приведённого к „основному" валу механизма,
а в случае меняющихся маховых масс — гра-
фик его зависимости по углу поворота „основ-
ного* вала механизма
Понятие общий приведённый маховой мо-
мент при проектировании многозвенных ме-
ханизмов даёт значительное упрощение при
решении сложных вопросов динамики машин,
так как в этом случае задача исследования
движения системы точек сводится к исследо-
ванию движения материальной точки пере-
менной массы.
Маховой момент. Маховым моментом на-
зывается произведение веса G вращающегося
тела на квадрат его условного диаметра О,
равного удвоенному радиусу инерции р
GD2 = 4Gp2 = 4gJ кгм.
A6)
Моменты инерции некоторых тел см. т. 1
книга 2, стр. 37.
Запас кинетической энергии механизма,
представляющего собой кинематическую цепь
из материальных тел, может быть физически
представлен в виде ряда маховых колёс, вра-
щающихся на „основном" валу механизма с eFO
угловой скоростью со. Если число этих колёс
равно числу движущихся основных звеньев
механизма, а размеры этих колёс таковы, что
запас энергии каждого такого колеса равен
запасу кинетической энергии соответствую-
щего звена, то маховой момент каждого колеса
будет представлять приведённый к „основному"
валу механизма маховой момент данного звена,
а сумма маховых моментов этих колёс будет
представлять собой общий приведённый махо-
вой момент всего механизма.
Приведённый маховой момент [38]. Если
каждое звено механизма (шатун на фиг. 9)
участвует одновременно и в поступательном
(со скоростью центра тяжести v), и во вра-
щательном движении (с угловой скоростью шк),
тогда его кинетическая энергия Е и приве-
дённый к „основному" валу момент инерции J
свяжутся уравнением
F_J^_ mxfi_ _K1
?— 2 — 2 "+¦ 2 '
Преобразование этой зависимости по фор-
муле A6) приводит к уравнению
= 4G( —) + GD
/
= 4G(
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
953
где GD2 — маховой момент звена, приведён-
ный к „основному" валу; GD2K— маховой мо-
мент звена относительно его центра тяжести.
Используя уравнения (9) и A0), основную
формулу для подсчёта приведённых маховых
моментов отдельных звеньев кинематической
цепи механизма, совершающих сложное дви-
жение (шатун на фиг. 9), можно представить
в виде
GD* =
GD2
кгм\
A7)
Если рассматриваемое звено механизма со-
вершает только поступательное движение
(ползун на фиг. 9), то скоростное число 6 и,
следовательно, второй член правой части урав-
нения A7) превращается в нуль, а уравнение
принимает вид
GD* = 4G • ра кгм\
A8)
Это основная формула для подсчёта при-
ведённых маховых моментов у звеньев, име-
ющих поступательное движение.
Если рассматриваемое звено механизма со-
вершает только вращательное движение, то
приведенный радиус звена р и весь первый
член правой части уравнения A7) равен нулю,
и уравнение принимает вид
О?J == GDI • ?2 кгм?.
A9)
Это основная формула для подсчёта при-
ведённых маховых моментов у элементов,
имеющих вращательное движение [в уравне-
нии A9) под GD2K надо понимать маховой мо-
мент звена k относительно оси его вра-
щения].
В механизмах, где вращательное движение
двигателя преобразуется в поступательное
посредством каната, цепи, рейки, винта или
других устройств, обеспечивающих постоян-
ное соотношение между поступательной, ско-
ростью звена v м/сек и угловой скоростью
„основного" вала п об/мин, величина р для
любых положений механизма будет постоянна
р = 9,55 — м
п
B0)
и в связи с этим будет постоянен и приведён-
ный маховой момент звена
GD* =
365G
кгм2.
B1)
В механизмах же со сложной кинематикой
соотношение скоростей меняется по мере
движения механизма и соответственно меняется
величина приведённого махового момента эле-
мента*. В этом случае построение графика
зависимости приведённого махового момента
элемента по углу поворота „основного" вала
механизма (фиг. 17)
* Приведённый маховой момент в этом случае может
быть физически представлен как маховой момент колеса
с меняющимся радиусом инерции.
можно произвести согласно формуле A8) воз-
ведением в квадрат ординат на полученном
при расчёте статических моментов графике
р = /(ср) (фиг. 13) или согласно формуле A9)
возведением в квадрат ординат на графике
€=/(?)•
Общий приведённый маховой момент.
Для получения графика общего приведённого
махового момента механизма
необходимо просуммировать соответствующие
ординаты графиков приведённых маховых мо-
ментов отдельных звеньев механизма, постро-
енных на основании уравнений A7), A8) и A9).
Примерный расчёт приведённых маховых мо-
ментов см. фиг. 142 и 143.
Выбор типа двигателя и числа
его оборотов
При определении основных параметров
электропривода проектируемой машины пер-
воначально выбирают тип двигателя и тем
самым номинальное число его оборотов пн.
Род тока, напряжение, тип и серия двига-
теля выбираются по каталогам электропро-
мышленности в зависимости от имеющегося
в цехе тока, условий и режима работы дви-
гателя, требующейся регулировки числа его
оборотов и пр. Некоторые указания по вы-
бору типа двигателя см. раздел „Режимы ра-
боты привода" (стр. 945).
Выбор передаточного числа редуктора
Вторым шагом при предварительном выборе
основных параметров электрэпризода является
выбор передаточного числа i редуктора, свя-
зывающего „основной" вал проектируемого
механизма с двигателем.
Длительный режим. Если машина должна
работать на длительном режиме с постоянной
скоростью v м/сек (правильные машины, ди-
сковые ножницы, транспортные рольганги,
холодильники, элеваторы), то общее переда-
точное число редуктора определяется по фор-
мулам:
60
60tf
B2)
B3)
где D — диаметр рабочего органа машины
(диаметр роликов, дисков и пр.) в м; г — число
зубьев на звёздочке цепного механизма или
число заходов резьбы винта;/* — шаг цепи
или шаг резьбы силового винта в м\ пн —
номинальное каталожное число оборотов вы-
бранного типа двигателя в об/мин.
Если для машины заданным является число
операций т в минуту (ножницы, правильные
прессы, механизмы холодильников с зубчатыми
рейками), то передаточное число редуктора
определяется формулой
пн
т
B4)
954
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Режим запусков. Для роликовых меха-
низмов, работающих на режиме запусков, но
со сравнительно больший рабочим временем
операции (самоходы, рольганги), для которых
также задаётся определённая скорость пере-
движения, передаточное число редуктора под-
считывается по формуле B2), а для цепных
и синтовых механизмов (нажимное устрой-
ство, механизм перевалки валков, шлепперы
толкатели) — по формуле B3).
Для механизмов, работающих на режиме
запусков с коротким рабочим временем опе-
рации (t сек.), скорость v обычно не ограничи-
вается, а вместо неё задаётся путь рабочего
органа s м или угол поворота „основного"
вала механизма <р°, которые в соответствии с
необходимой производительностью машины
должны быть пройдены в течение заданного
рабочего времени t. Правильный выбор пере-
даточногр- числа у машин с этим режимом ра-
боты, в особенности у машин с большим чи-
слом пусков в час, имеет первостепенное зна-
чение. Неправильно выбранное передаточное
число, т. е. неправильно установленная номи-
нальная скорость „основного" вала машины,
может в сильной степени затруднить работу
двигателя, увеличить его нагрев и, кроме того,
замедлить работу самого механизма, причём
исправление этой ошибки увеличением мощ-
ности двигателя положительных результатов
может не дать.
С уменьшением передаточного числа на
валу двигателя повышаются приведённые ста-
тические и маховые моменты, в связи с
чем время разгона механизма в конечном
счете может увеличиться. В результате, не-
смотря на более высокие номинальные ско-
рости механизма, последний может работать
медленнее.
Наоборот, при очень высоких передаточ-
ных числах механизм будет разгоняться бы-
стрее, но тем не менее и в этом случае он
может работать медленнее уже вследствие
низких номинальных скоростей.
Для перзых ориентировочных прикидок
оптимальное передаточное число редуктора,
при котором машина будет иметь наибольшую
производительность и при котором нагрев
двигателя не будет превосходить допускаемых
величин, подсчитывается по следующим фор-
мулам:
для роликовых механизмов (рольганги, по-
дающие ролики, фрикционные толкатели)
B5)
60s
для цепных и винтовых механизмов (на-
жимное устройство, толкатели)
z<t*-ncn • t
60s"
B6)
для механизмов со сложной кинематикой
(ножницы, сбрасыватели)
6ncp-t
или в зависимости от заданного числа от опе-
раций в минуту
/=^?Р. B8)
от ч '
При этом в зависимости от того, будет ли
двигатель работать на треугольном скоростном
графике или же на трапецоидальном, среднее
число оборотов двигателя берётся в пределах
пср == 0,5 -i- 0,8nH.
В практике проектирования вспомогатель-
ных механизмов прокатных станов мощность
двигателей, работающих на режиме запусков,
часто выбирают на основании практических
данных, методом сравнения с уже существу-
ющими аналогичными установками. В этом
случае первую прикидку при выборе переда-
точного числа редуктора делают по макси-
мальному статическому моменту Afmax на
„основном" валу механизма по уравнению C1).
Если же статическая нагрузка механизма в
течение всего периода работы постоянна, то
передаточное число выбирают по номиналь-
ному моменту двигателя Мн по уравне-
нию C2), предполагая, что избыточный момент
двигателя будет итти на разгон системы.
Некоторое уточнение полученного по урав-
нению C2) передаточного числа с точки
зрения его приближения к оптимальным зна-
чениям можно получить по формуле Уманского
3
м
дв
Мде
GD*
GD,
B9)
где Мдв — средний пусковой момент двига-
теля. Исчерпывающего решения эта формула,
однако, не даёт, так как она не учитывает ра-
боту двигателя в период торможения [82, 86].
В тех случаях, когда в течение всего
периода работы значения приведённого стати-
ческого момента механизма оказываются не-
значительными, оптимальное передаточное
число редуктора при выбранной мощности
двигателя определяется по формуле
Тищенко [75]
~ GD*
C0)
Выбор мощности двигателя
Режим запусков. Третьим шагом при
определении основных параметров электро-
привода, работающего на режиме запусков,
является выбор мощности двигателя или его
номинального момента Мн, который опреде-
ляется на основании выбранного выше пере-
даточного числа i редуктора и заданных при-
ведённых максимальных статических моментов
^аи (см- Фиг- 14)
кгм,
C1)
где k — допустимый коэфициент перегрузки
/27) выбранного двигателя; т) — ориентировочный
v ' к. п. д. редуктора.
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
955
Коэфициенты k допустимых рабочих пере-
грузок по моменту для краново-металлурги-
ческих двигателей (при 25% ПВ) [8], [61]:
Двигатель Коэфициент
перегрузки
Сериесный 4
Компаундный 3>5
ШуНТОВОЙ • 3,2—2,5
Шунтовой с форсировкой при
пуске . 3-5
Асинхронный с кольцами 2,з—2,8
Асинхронный короткозамкнутый . . э,1—я,6
Примечание. При расчёте пусковых режимов
по среднему моменту указанные значения коэфи-
циента k рекомендуется уменьшать на 10—15%.
Если в течение всего периода работы
статические моменты механизма меняются не-
значительно, то предварительный выбор но-
минального момента двигателя производится
по формуле
м
Мн = -Ш кгм, C2)
предполагая при этом, что избыточный момент
двигателя будет итти исключительно на разгон
системы.
Длительный режим. При длительном
режиме работы номинальный момент двига-
теля при постоянной статической нагрузке
определяют по формуле C2),а при меняющихся
статических моментах — из условий нагрева по
среднеквадратичному моменту [см. уравне-
ние E0)]
Мн = ^-кгм C3)
с последующей проверкой пиковых нагрузок
по формуле C1).
Расчёт электропривода с маховиком см.
[80].
При длительном режиме работы номиналь-
ная мощность двигателя может быть опре-
делена и непосредственно по формуле
Мст'п
или яри меняющихся статических моментах
Для последующих проверочных расчётов
привода необходимо получить кривые (см.
фиг. 20)
? = / @; Мдв =/@; §M$edt=f(t).
Ввиду невозможности чисто аналитического
интегрирования уравнения B) обычно ведут
расчёт приближённым
Табличным МеТОДОМ,
разбивая весь период
90
Фиг. 17. Кривая GD'—
•=}(?) ~ зависимость при-
ведённого махового момен-
та по углу поворота.
Фиг. 18. Кривая Мдв —
-/(л) — зависимость мо-
мента двигателя от числа
его оборотов (характери-
стика двигателя).
работы двигателя на ряд участков и определяя
последовательно для всех участков время и
угол поворота.
Маховые массы переменны [31]. Для
проведения расчёта задаются на характери-
стике двигателя (фиг. 18) определённым
интервалом чисел оборотов, а на графиках
суммарных статических и маховых моментов
привода (фиг. 19) — углом поворота Д<$>, соот-
где п — число оборотов в минуту .основного"
вала механизма.
Полученные по приведённым формулам
мощности двигателей всегда следует коррек-
тировать, если это возможно, по аналогичным
действующим установкам.
Аналитическое интегрирование уравнений
движения
Исходными данными для интегрирования
основного диференциального уравнения B)
движения привода являются графики стати-
ческих и маховых моментов, приведённых
к .основному" валу машины Мст=/ (у) и
GD2 = f (<p) (фиг. 14 и 17), выбранное пере-
даточное число редуктора i и, наконец, харак-
теристика выбранного двигателя (фиг. 18)
Мдд ==¦ / (п) (с кривыми пуска и торможения
в случае работы его на режиме запусков).
0?
Фиг. 19. Кривые М„_¦-/ (?) и GD1—/ (?) — зависимость
по углу поворота: а — суммарного статического момента
привода; б — суммарного махового момента привода.
вететвующим выбранному интервалу чисел
оборотов*. Для определения времени At рас-
сматриваемого участка служит преобразо-
ванное основное диференциальное уравнение
привода B)
GD* dn
di= 75
М~
125
где М — избыточный момент привода, равный
согласно уравнению C) алгебраической сумме
крутящего момента двигателя Мдв и стати-
ческого момента механизма Мст.
Для упрощения интегрирования принимают
следующие допущения:
* На фиг. 18 и 19 числа оборотов и крутящие я
маховые моменты двигателя приведены к .основному"
валу механизма.
956
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
1) вместо избыточного момента М, махо-
вого момента GDZ и числа оборотов п (для
подсчёта второго члена знаменателя) подста-
вляют в уравнение их средние за рассма-
триваемый участок значения; эти средние зна-
чения получаются из соответствующих графи-
ков методом выравнивания избытка и недо-
статка площадей;
2) производную махового момента по углу
поворота также полагают внутри рассматри-
ваемого участка постоянной
dGD*
= tg X = c.onst,
где X — средний угол наклона касательной к
оси абсцисс. Величина tg А. для каждого участка
может определяться по формуле (см. фиг. 19, б)
_ ДО/J
Дер '
причём величина tg X. для разных участков
может принимать как положительное, так и
отрицательное значение. Следует заметить,
что тангенсы углов гринято считать положи-
тельными, если угол, взятый между положи-
тельным направлением оси абсцисс и положи-
тельным направлением касательной, лежит
выше оси абсцисс. Если угол откладывается
ниже оси абсцисс, то тангенсы считают отри-
цательными.
В результате подстановки средних значе-
ний и интегрирования в пределах рассматри-
ваемого участка получаем формулу для под-
счёта времени работы привода с переменными
массами [31]:
GD
375
сек.
C6)
,, "ср
Мср — То «С
Угол поворота за участок (в градусах) под-
считывается по уравнению
Дер = впсрМ.
C7)
Дополнительный член в знаменателе фор-
мулы C6) учитывает изменение махового мо-
мента привода. Относительное значение этого
дополнительного члена будет тем больше, чем
больше угол X наклона касательной на кри-
вой махового момента. Величина этого допол-
нительного члена в отдельных случаях может
получиться и выше избыточного момента Мс„,
в результате чего знаменатель формулы C6)
станет отрицательным. Это означает, что в
рассматриваемом участке работы электропри-
вод не способен разгоняться; в этом случае
привод начнёт уменьшать число оборотов.
Маховые массы постоянны. Уравне-
ние C6) служит для подсчёта времени ра-
боты двигателя в наиболее общем случае,
при меняющихся статических и маховых мо-
ментах механизма. В том случае, когда махо-
вые массы постоянны, последний член в зна-
менателе уравнения C6) становится равным
нулю, и уравнение приобретает вид обычного
уравнения, выводимого из второго закона
Ньютона
GDZ /zs — n\
сек. C8)
Аналитический расчёт ведётся обычно в
форме таблицы, в которую последовательно
заносятся результаты расчёта отдельных уча-
стков работы двигателя. По полученным в
таблице результатам (кривые на фиг. 20) про-
веряют предварительно выбранные параметры
зависимость по вре-
мени: а — угла пово-
рота; б— момента дви-
гателя; в — квадратич-
ного момента двига
теля.
375
М
ср
привода по времени работы, максимальной
нагрузке и нагреву.
Сложный цикл работы [83]. При проек-
тировании привода, работающего на режиме
запусков, могут быть случаи, когда в полный
цикл работы машины входит несколько за-
пусков с различной величиной перемещений.
На таком режиме работают, например, рабо-
чие рольганги, манипуляторы, механизмы
установки верхнего валка и ряд других меха-
низмов, обслуживающих рабочие клети ревер-
сивных станов, у которых время полного цикла
работы определяется временем прокатки одной
полосы, приводимой обычно за несколько про-
ходов, причём количество этих проходов в
отдельных случаях доходит до 20 и выше.
Чтобы не делать в этом случае расчётов от-
дельно для каждого запуска, следует восполь-
зоваться специальным методом расчёта, заклю-
чающимся в том, что строят графики суммар-
ного времени работы механизма с учётом вре-
мени, затрачиваемого как на пуск, так и на
торможение двигателя, а также соответству-
ющие графики среднего квадратичного мо-
мента двигателя (фиг. 21):
' = /(*);
JjM« A =/(?).
Первый график может быть построен на
основании произведённых в таблице расчётов
для отдельных участков работы привода. Для
этой цели к элементам времени и пути, необ-
ходимым для разгона двигателя от нуля до
различных чисел оборотов, следует прибавлять
время и путь, требуемые на торможение с
данного же числа оборотов до нуля.
При построении второго графика подсчиты-
вают значения МЧ для отдельных участков,
принятых при построении графика /= /(?).
Полученные значения для периода пуска и
ГЛ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
957
к
торможения последовательно суммируют и
таким образом получают величину i M2 dt
для различных перемещений механизма (см.
раздел „Проверка двигателя по нагреву").
По первому графику фиг. 21 без каких-
либо дополнительных расчётов можно точно
установить суммарное время, необходимое
для работы двига-
f теля, при любом
заданном переме-
щении машины <р,
а по второму гра-
фику — соответ-
ствующие значе-
ния JM2dt.
Полное время
работы сложного
цикла определится
суммированием
полученных по
графику фиг. 21
времён работы для
отдельных переме-
щений механизма,
время соответствую-
Фиг.
90 180 у>'
21- Кривые t=*f (у) и
=»/(<р) — зависимость
времени и квадратичного мо-
мента двигателя по углу по-
ворота.
учитывая при этом и
щих пауз.
Расчёт привода машины с использованием
графиков t = f(y) и f. М2 dt = f (<p) особенно
целесообразно вести в случае нескольких
различных схем прокатки.
Графическое интегрирование уравнений
движения [35]
Графический метод интегрирования дифе-
ренциальных уравнений движения привода
даёт значительную экономию времени по
сравнению с табличным аналитическим мето-
дом при той же точности расчёта. В этом
смысле преимущества графических методов
расчёта перед аналитическими аналогичны
преимуществам вычислений на логарифмиче-
ской линейке перед обычными методами вы-
числения.
.Вспомогательный лист" графического
расчёта. На „вспомогательном листе" графи-
ческого расчёта наносят одну над другой две
системы декартовых прямоугольных коорди-
нат, оси ординат которых расположены на
одной вертикальной прямой (фиг. 22). На верх-
ней системе координат строят график <р =
= /(*), а на нижней — график п = f{t). Кроме
того, в четвёртом квадранте нижней системы
координат строят график §i2dt=f(t). Время
во всех системах откладывают по оси абсцисс
в одном и том же масштабе. В качестве при-
мера рассмотрен электропривод, работающий
на режиме запусков, имеющий компаундный
двигатель типа КПД. Характеристику выбран-
ного двигателя и заданные графики статиче-
ского и махового моментов, приведённых к
„основному" валу механизма, нужно наложить
в готовом виде на „вспомогательный лист"
согласно фиг. 22. На „вспомогательный лист"
наносят также произвольные вспомогательные
окружность D и вертикаль Е.
„Расчётный лист*4 графического расчёта.
Расчётным листом служит бумажная калька,
наколотая на „вспомогательный лист". На
этот „расчётный лист" (фиг. 23) переносят
оси координат со „вспомогательного листа",
причём заданные исходные кривые не пере-
носят на „расчётный лист", так как они видны
через кальку (на фиг. 23 эти кривые пока-
заны пунктиром).
Масштабы угла поворота ц<р, статического
момента цм и махового момента рт на „рас-
чётном листе* принимают равными соответ-
ствующим масштабам заданных графиков ста-
тического и махового моментов; для учёта
приведённого к „основному" валу механизма
махового момента двигателя и редуктора GD2
t
п^
La
А
/
¦-«.
V
—
*>*
Л
В .fW2J/w/|T-WW/0,
л
"и
"н
ч
1
>
l5&
¦^
&
¦f-
i-
n/
k
\
^X
e-
~^_
fH 1
Мм
-г
—
мм-pfl I
Yd
Фиг. 22. Вспомогательный лист графического интегриро-
вания уравнений движения электропривода.
на „расчётном листе" для диаграммы маховых
моментов наносят новую ось В, отстоящую от
старой оси ординат на расстоянии
GD* i* у]
о — мм,
\>-т
C9)
где /—выбранное передаточное число редук-
тора.
Ординаты скорости на „расчётном листе"
принимают равными ординатам скорости на
характеристике двигателя. Исходя из этого
условия, масштаб скорости подсчитывают по
формуле
м. D0)
До того как начать графический расчёт,
необходимо также на „расчётном листе" под-
считать масштабы времени и построить вспо-
могательную „переводную прямую" А и вспо-
могательную окружность С (см. ниже).
Ввиду сложности исходных данных кривая
чисел оборотов основного вала механизма
п = /(ср) строится методом графического инте-
грирования по участкам.
958
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
?РАЗД. IV
Приведённый момент двигателя. Решение для оче-
редного участка проводится следующим путём: гори-
зонталью / на исходной диаграмме статических и маховых
моментов (фиг. 23) задаются углом поворота Д<р очеред-
ного участка; затем внутри намеченного участка прово-
дят ориентировочную кривую tp — / (/), учитывая характер
этой кривой в предыдущих участках (после того как
будут построены точные кривые скорости и угла пово-
рота за рассматриваемый участок, необходимо прове-
рить правильность построения этой ориентировочной
кривой).
Через конечную точку полученной кривой угла по-
ворота проводят вертикаль 2 и строят ориентировочную
кривую п = /(/), учитывая при этом, как и раньше, ха-
рактер этой кривой в предыдущих участках.
Конечную точку на кривой чисел оборотов горизон-
талью 3 и вертикалью 4 сносят на скоростную и момент-
ную характеристику двигателя* (см. фиг. 22 и 23). Считая
момент двигателя в пределах рассматриваемого участка
Фиг. 23. Расчётный лист графического интегрирования
уравнений движения электропривода.
постоянным, находят на моментной характеристике дви-
гателя методом выравнивания площадей средний за уча-
сток момент двигателя М$в (в масштабе характеристики
V-м ). Полученный момент двигателя необходимо привести
к „основному" валу механизма (в масштабе графика ста-
тических моментов ИЛ), для чего проводят .переводную
прямую" А, тангенс угла наклона которой к оси абсцисс
определяется по формуле, учитывающей выбранное пе-
редаточное число редуктора i:
(*„
te a= —— . D1)
Затем горизонталью 6 сносят ординату среднего момен-
та двигателя до пересечения с „переводной прямой" А.
Отрезок этой горизонтали, заключённый между пря-
мой А и осью ординат, даст в масштабе \км приведённый
к „основному" валу механизма средний за рассматрива-
емый участок момент двигателя Мдв.
Приведённый статический момент механизма.
Для определения среднего за рассматриваемый участок
динамического момента М надо согласно уравнению C)
сначала найти средний за участок статический момент
механизма Мст. Этот момент определяют методом вырав-
* Для крановых асинхронных двигателей типа КТ
вместо отсутствующей на характеристике кривой М^в—
—/ (i) в нижней системе координат фиг. 23 строят вспо-
могательную кривую под углом 45°. В остальном по-
строения идут аналогично.
нивания площадей на исходном графике статических мо-
ментов Мcm t (?) и вертикалью 6* сносят на горизон-
таль 5 и ось абсцисс О„ (см. фиг. 22 и 23). Тогда средний
динамический момент привода определится отрезком го-
ризонтали 5, заключённым между линиями А и 6.
Чтобы найти величину динамического момента, иду-
щего непосредственно на увеличение скорости привода
[первый член правой части уравнения B)], необходимо
на горизонтали 5 отложить также и величину динами-
ческого момента, идущего на разгон вновь вводи-
мых маховых масс [второй член правой части уравне-
ния B)].
Динамический момент, идущий на разгон вновь
вводимых маховых масс. Среднее за участок число
оборото» п горизонталью 7 сносят на ось ординат и за-
тем проведённой из центра О„ дугой на общую для
всех участков вспомогательную окружность С, диаметр
которой подсчитывается по формуле
125
ми.
D2)
где (i.j — масштаб времени, подсчитываемый по уравне-
нию
^1 D3>
Полученную на окружности С точку, ордината кото-
рой в определённом масштабе представляет квадрат чи-
сел оборотов, сносят горизонталью 8 на прямую 9, про-
ведённую через точку пересечения линии в с осью
абсцисс О,, параллельно средней за рассматриваемый
участок касательной к кривой махового момента (гм.
фиг. 23). Полученную точку вертикалью 10 сносят на го-
ризонталь 5. В результате проведённых построений по-
лучают на горизонтали б отрезок 6—10, представляющий
собой в масштабе [». произведение квадрата чисел обо-
ротов на среднюю за участок производную махового мо-
мента, т. е. величину
?_
125* d? '
Динамический момент, идущий на увеличение
Скорости. Полученный на горизонтали 5 отрезок А—10
представляет собой в том же масштабе \г. величину
среднего за участок динамического момента двигателя,
идущего непосредственно на увеличение скорости, т. е.
величину
GEP dn
375 ' dt '
Для графического построения кривой чисел оборотов
в период разгона двигателя эту разность моментов, т. е.
отрезок А—10, с помощью циркуля откладывают вверх от
горизонтали 5 по новой оси В графика маховых момен-
тов (см. фиг. 23). Для участков, соответствующих периоду
замедления двигателя, когда точка пересечения верти-
кали 10 и горизонтали 5 лежит левее прямой А (отрица-
тельный динамический момент), отрезок А—10 отклады-
вают вниз от горизонтали 5.
Построение кривой чисел оборотов. На кривой
OD3=/ (<p) методом выравнивания площадей находят сред-
нюю за участок ординату махового момента и верти-
калью // относят её за горизонталь 5. Принимая полу-
ченную точку Р9 за полюс графического интегрирования,
проводят луч 12 через точку Я3 и отложенную на оси В
точку динамического момента, затем проводят парал-
лельно втому лучу (через начальную для участка точку
кривой скорости) прямую линию до пересечения с верти-
кальной 2 и получают для рассматриваемого участка
скорректированный отрезок 13 искомой кривой л=/(<р).
Вывод уравнений D2) и D3) и сделанные построения
будут понятны, если уравнение B) разрешить относи-
тельно производной, расставив знаки в соответствии с
рассматриваемым на фиг. 23 примером
dn
dt
CDV375
Эта пропорция осуществляется графически в подоб-
ных треугольниках с гипотенузами 13 и 12.
Проведённые построения отличаются от обычного ме-
тода графического интегрирования только тем, что за
полюсное расстояние в данном случае взят не произволь-
*ный участок, а отрезок, дающий в определённом мас-
штабе средний за рассматриваемый участок маховой мо-
мент привода. Таким образом, в рассматриваемом случае
ГЯ. XX]
ДИНАМИКА ВСПОМОГАТЕЛЬНЫХ МАШИН
959
для каждого нового участка полюсное расстояние Pt
должно быть также новым.
Построение кривой угла поворота. Отрезок кри-
вой угла поворота <p=-/(f) для рассматриваемого участка
находят путём обычного графического интегрирования
полученного отрезка кривой скорости. Полюсное расстоя-
ние в этом случае будет для всех участков постоянным —
его определяют по формуле [см. уравнение D2)]
Р imm
D4)
Для очередного участка полюс Ра соединяют лучом 14
с точкой пересечения оси ординат с уточнённой гори-
зонталью средней за участок скорости 7, по(ле чего па-
раллельно лучу 14 проводят через начальную точку кри-
вой угла поворота прямую линию до nept сечения с гори-
зонталью 1. Полученный отрезок прямой 15 представляет
собой искомый отрезок кривой угла поворота внутри
рассматриваемого участка. Сделанные построения осно-
вываются на графическом решении пропорции -^ =6 п
в подобных треугольниках с гипотенузами 15 и 14.
Проведя через конец полученного отрезка 15 уточнён-
ную конечную вертикаль 2, находят на оси абсцисс в
указанном выше масштабе |*^ точное время, соответству-
ющее концу рассматриваемого участка.
Полученные величины времени Д/ и приращения
числа оборотов Дл за данный участок необходимо сравнить
с величинами, которыми задавались для рассматривае-
мого участка в начале расчёта. В случае, если принятые
величины вначительно отличаются от полученных, необ-
ходимо произвести соответствующую корректировку, что
при известном навыке конструктора приходится делать
сравнительно редко.
В заключение следует отметить, что при всех ука-
занных графических построениях второстепенные линии
на чертеже можно не проводить (на фиг. 23 они пока-
заны штрихпунктирными линиями), ограничиваясь от-
метками на главных линиях. Для большей чёткости
около этих отметок следует ставить порядковый номер
рассматриваемого участка. При такой системе чер-
тёж не будет загромождён большим количеством пост-
роений.
Период торможения. Рассмотренные в настоящем
примере нагрузочные диаграммы обычно имеют меха-
низмы, совершающие во время работы всё время оди-
наковые операции. Следовательно, „основной" вал меха-
низма, с которым связан двигатель, должен поворачи-
ваться у этих механизмов во время каждой операции на
определённую заранее устанавливаемую величину.
В связи с этим начало торможения механизма в прово-
димом расчёте необходимо выбрать таким образом, чтобы
общий пройденный путь механизма к концу торможения
(к моменту остановки двигателя) равнялся бы заданному
пути.
В этом случае для определения момента начала тор-
можения необходимо для периода разгона механизма по-
строить во втором квадранте верхней системы коорди-
нат (фиг. 23) кривую я — / (<р) и такую же кривую по-
строить для периода торможения, начав её строить на-
встречу кривей района из точки заданного конца пути.
Точка пересечения этих двух кривых.определит угол по-
ворота вала механизма, при котором необходимо начать
торможение, чюбы общий пройденный путь равнялся
заданному C3].
Другие случаи. Выше был рассмотрен наиболее слож-
ный случай расчёта работающего на режиме запусков
привода, когда и статические, и маховые моменты меха-
низма меняются с изменением угла поворота.
Графический расчёт значительно упрощается, когда
маховые моменты механизма постоянны или изменя-
ются в таких небольших пределах, что ими можно пре-
небречь. В этом случае графического расчёта момент,
идущий непосредственно на разгон привода, находится
простым алгебраическим суммированием момента двига-
теля и статического момента механизма (отре-
8ок А—6). Добавочный же момент, идущий на сообще-
ние скорости вновь вводимым маховым массам (отре-
зок 10 — 6), при этом не учитывается.
В этом случае вспомогательная окружность С не
нужна. Упрошается также и само интегрирование, так
как при получении кривой скорости полюс интегрирова-
ния берётся для всех участков с постоянным полюсным
расстоянием Р3, в то время как в расчёте привода с
меняющимися маховыми массами полюс интегрирования
для каждого участка принимался новым.
Графический расчёт упрощается, ещё больше, когда
и статические моменты являются величинами по-
стоянными [33].
Аналогичным путём ведётся и графический расчёт
маховикового привода [38.1 '
Проверка по времени работы
Проверку выбранного электропривода на
время работы обычно приходится применять
к двигателям, работающим с сильно меняю-
щимся числом оборотов в течение выполняе-
мой операции. Эта проверка имеет, особенно
большое значение при определении мощности
двигателя, работающего на режиме запусков,
так как время пуска, а следовательно, и про-
изводительность машины в этом случае глав-
ным образом зависят от установленной мощ-
ности двигателя и выбранного передаточного
числа редуктора.
Проверку на время работы производят на
основании графика
? = /(*).'
полученного путём аналитического или гра-
фического интегрирования диференциальных
уравнений движения привода (фиг. 20, а или 23).
По графикам определяют пррдолжит,ельность
отдельных операций te, а прибавлением вре-
мени пауз tn находят общую продолжитель-
ность одного рабочего цикла
Т = te -j- tn сек. D5)
Число циклов в минуту определяется уравне-
нием
60 ..„
m = Y> D6>
По полученным данным проверяется задан-
ная производительность машины.
Проверка по максимальному моменту
Проверка выбранного двигателя по макси-
мальной нагрузке производится на основании
графика зависимости момента двигателя по
времени
Mdt=f(t),
полученного при интегрировании диференци-
ального уравнения движения (фиг. 20, б" или 23).
Максимальная мгновенная нагрузка двигателя
не должна превышать допустимого для дан-
ного двигателя перегрузочного момента. Это
условие может быть выражено неравенством
kMH ^ Mmax, D7)
где k — козфициент допустимой перегрузки,
зависящей от типа двигателя. Значения коэ-
фициента k для различных двигателей см.
стр. 955.
Максимальные статические нагрузки во
вспомогательных механизмах не всегда возни-
кают при нормальных условиях работы. Так,
например, в механизмах для установки верх-
него валка подобные нагрузки возникают при
передвижении нажимного винта во время
прокатки металла; у манипуляторов эти на-
грузки возникают при выпрямлении прокаты-
ваемой полосы линейками манипулятора. При
проектировании привода все эти отступления
от нормального режима необходимо учитывать»
однако следует иметь в виду, что мгновенные
пиковые статические нагрузки могут в зна-
чительной степени срезаться за счёт динами-
ческого момента, возникающего при резком
уменьшений числа оборотов двигателя.
9G0
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Проверка двигателя по нагреву
Расчёт по моментам. При проверке вы-
бранного асинхронного или шунтового двига-
теля на нагрев пользуются обычно методом
квадратичного момента, дающего для прак-
тических целей достаточную точность.
Этот метод состоит
в определении сред-
него квадратичного
момента по графику
зависимости момента
М,
М,
Л
Фиг. 24. Нагрузочный гра-
фик двигателя
двигателя по времени
Mde=f(t),
полученному при ин-
тегрировании дифе-
ренциального уравне-
ния движения (фиг.
20, б или 23). Получен-
ный средний квадра-
тичный момент не
должен превышать номинального момента вы-
бранного двигателя. Это условие может быть
выражено неравенством
Мн >Мнв. D8)
Средний квадратичный момент определяют
по уравнению (фиг. 24)
М
Ke~V * i + h +13 + tn
T
кгм,
D9)
где 7 — продолжительность одного полного
цикла работы, включая и время паузы.
Если на отдельных участках графика мо-
мент не постоянен (фиг. 20, б), а меняется по
какому-то закону, квадратичный момент может
быть подсчитан по уравнению (фиг. 20, б)
Мкв =
E0)
Режим запусков. Двигатели, предназна-
ченные для режима запусков, строят для
определённой указываемой в каталоге про-
должительности включения — ПВ. Продолжи-
тельность включения ПВ выражается уравне-
нием
ПВ =
100 о/о,
E1)
причём продолжительность рабочего цикла
при этих расчётах не должна превышать
10 минут.
На заводах СССР нормированы значения
ПВ: 15, 25 и 40%.
При расчёте на нагрев двигателей, рабо-
тающих на режиме запусков, необходимо
соблюдать услоьие, чтобы средний квадратич-
ный момент его идеального режима работы,
указываемого в каталоге продолжительностью
включения (к примеру ПВ = 25%),
/М • 0,25 Т
-^т—-=
был бы больше или равен среднему квадра-
тичному моменту, подсчитанному по рабочему
графику проектируемого привода*
мкв > мкв
М
Has
У0,25
E2)
Полученное неравенство даёт правило для
выбора работающего на режиме запусков
двигателя по условию нагрева, заключаю-
щееся в том, что номинальный момент вы-
бираемого по каталогу двигателя должен быть
больше найденного по рабочему графику
квадратичного момента, делённому на квад-
ратный корень из указанной в каталоге про-
должительности включения выбираемого
двигателя.
Соответственно для других ПВ получаются
неравенства:
E3)
E4)
При этом следует выбирать двигатель с
каталожной/7В, наиболее близкой к ПВ, опреде-
лённой по уравнению E1) для действительного
режима работы двигателя.
Расчёт по силе тока. При проверке мощ-
ности двигателя, у которого сила тока не про-
порциональна моменту, следует пользоваться
вместо метода квадратичного момента методом
квадратичной силы тока. Этот метод приме-
няется при расчёте сериесных и компаундных
двигателей, а также асинхронных двигателей,
работающих на режиме запусков, и шунтовых
двигателей, работающих с регулированием
числа оборотов возбуждением. Средняя ква-
дратичная сила тока подсчитывается анало-
гично квадратичному моменту.
Графические расчёты. Для определения
значений среднего квадратичного момента Мкв
или средней квадратичной силы тока iKe за пол-
ный цикл работы машины при графических рас-
четах (см. фиг. 23) нужно строить кривую
\hdt = f(t), пользуясь специальным методом
графического интегрирования [38], согласно
которому среднее за рассматриваемый участок
значение силы тока сносят вертикалью 16 на
ось абсцисс и затем с помощью проведённой
из начала ОгДуги — на построенную на „вспо-
могательном листе" произвольную окруж-
ность D и затем горизонталью 17—на произ-
вольную вспомогательную вертикаль Е. Полу-
ченную точку соединяют с началом коорди-
нат О-2 лучом 18, после чего из начальной
для рассматриваемого участка точки кри-
вой \&dt проводят линию 19, отрезок кото-
* В предварительных расчётах при проверке двига-
теля на нагрев рекомендуется принять 20°/0-ный запас,
который предотвратит необходимость увеличения мощ-
ности двигателя после уточнённого расчёта, проводи-
мого с учётом действительных нагрузочных кривых
ступенчато го пуска и торможения двигателя. Этот же
запас весьма желателен для предотвращения чрезмер-
ного нагрева двигателя при возможных в эксплоатации
различных отступлениях от проектного режима работы.
гл. xxi
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
961
рой внутри участка М является искомым
отрезком кривой fz2 dt для рассматриваемого
участка.
Чтобы в конце расчёта получить значение
среднеквадратичной силы тока
dt a,
E5)
необходимо согласно разработанному методу
конечную точку кривой U2dt соединить лучом
с началом координат, а точку пересечения
этого луча со вспомогательной вертикалью Е
снести на окружность D. Перенося получен-
ную таким образом хорду на ось абсцисс,
получают в масштабе исходной характери-
стики двигателя (л/ а/мм искомую величину
среднеквадратичной от начала движения силы
тока 1квт
Коррективы и завершение расчёта
При расчёте привода вспомогательных ме-
ханизмов прокатного стана в большинстве
случаев оказывается невозможным определе-
ние чисто аналитическим путём оптимальных
значений мощности двигателя и передаточного
числа редуктора.
Расчёты привода обычно проводят мето-
дом последовательного приближения, заклю-
чающимся в том, что по окончании прове-
рочных расчётов ориентировочно выбранных
характеристик привода решается вопрос: соот-
ветствуют ли выбранная мощность двигателя
и передаточное число редуктора поставлен-
ным требованиям в смысле времени отдель-
ных операций и загрузки двигателя?
Если время операций получилось больше
или меньше, чем это требует заданная произ-
водительность машины, если двигатель не
в состоянии преодолеть максимальные стати-
ческие моменты или если тепловое использо-
вание двигателя недостаточно* или, наоборот,
слишком велико, необходимо, соответственно
изменив передаточное число редуктора и мощ-
ность двигателя, сделать расчёт заново.
При перерасчётах для сокращения времени
операции часто бывает более целесообразно
вместо увеличения мощности двигателя про-
извести варьирование с передаточным числом
редуктора или варьирование типом двигателя
(замена двигателя типа КПД двигателем типа
ПН той же мощности даёт значительное со-
кращение времени цикла вследствие понижен-
ных махозых моментов у двигателей типа ПН).
Для машин, работающих на режиме запу-
сков, также рекомендуется в этих случаях
устанавливать двухмоторный (а иногда и четы-
рёхмоторный) привод, т. е. вместо одного дви-
гателя устанавливать два двигателя половин-
ной мощности. Сокращение продолжительности
операции может быть также получено приме-
нением форсировок при разгоне, что с успехом
* На это условие при проектировании электропри-
вода часто не обращают должного внимания. Двигатель
работает с явной недогрузкой по нагреву, но тем не
менее на нём останавливаются только потому, что дви-
гатель обеспечивает требуемое время работы, хотя он да-
леко не отвечает оптимальным условиям, и что воз-
можна его замена двигателем меньшей мощности.обеспе-
чивающим заданное время работы при другом переда-
точном числе.
61 Том 8
обеспечивается применением амплидинных
схем управления.
Если двигатель не удовлетворяет по макси-
мальным моментам, то при длительном ре-
жиме следует увеличить мощность маховика
или искусственно смягчить характеристики
двигателя. При режиме запусков в этих слу-
чаях также приходится принимать специаль-
ные меры к снижению максимального момента
двигателя путём смягчения его характеристики
или созданием искусственного замедления
двигателя в момент максимальных нагрузок,
причём для большей эффективности соответ-
ствующей форсировкой и регулировкой пути
разгона обеспечиваются максимально возмож-
ные значения скорости двигателя к моменту
появления максимальных нагрузок. В отдель-
ных случаях снижение максимальных момен-
тов двигателя достигается путём введения
двухскоростного редуктора.
Если выбранный двигатель не удовлетворяет
по нагреву, то прежде чем итти на увеличе-
ние мощности двигателя, нужно, как и в пре-
дыдущем случае, проверить передаточное
число редуктора и проверить возможность
установки двухмоторного привода или преду-
смотреть продувку якоря.
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
В рассматриваемый класс машин входят
все вспомогательные машины прокатных ста-
нов, предназначенные как для разрезания
готовых прокатанных профилей, так и для раз-
резания заготовок *.
Ножницы с параллельными ножами
Ножницы с параллельными ножами пред-
назначаются для резки в горячем состоянии
блумов и слябов и прочей заготовки квадрат-
ного и прямоугольного сечения, а также для
холодного резания среднесортного и мелко-
сортного металла. В зависимости от характера
конструкции ножницы с параллельными ножами
могут быть: 1) с верхним резом, имеющие не-
подвижный нижний и движущийся верхний
нож; 2) с нижним резом, у которых оба ножа
движущиеся, но самый процесс резания осуще-
ствляется подъёмом нижнего ножа и 3) с гори-
зонтальным направлением резания. В зави-
симости от назначения ножницы выполняются
открытого или закрытого типа. Тяжёлые нож-
ницы в большинстве случаев делаются закры-
того типа.
Конструктивные особенности. Ножницы
с верхним резом обычно выполняются эксцен-
трикового типа. Они отличаются просто-
той своей кинематики [62, 70. 77], но имеют
тот недостаток, что около ножниц всегда дол-
жен предусматриваться опускающийся стол
или рольганг для беспрепятственного опуска-
ния во время резания той части разрезаемого
металла, которая находится под супортом
верхнего ножа. К недостаткам ножниц этого
типа следует отнести также громоздкую кон-
струкцию станин ножниц, которую приходится
рассчитывать на максимальное усилие реза-
ния. Станины вытянуты вверх, что сильно за-
* См. также гл. XV .Ножницы"-
962
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
гораживает цех и мешает работе кранов.
Ножницы с верхним резом тяжёлого типа
в настоящее время встречаются сравнительно
редко [82].
На ножницах с нижним резом процесс ре-
зания происходит таким образом, что сначала
двигается верхний нож; когда нож подойдёт
к разрезаемой полосе, он останавливается, и
тогда начинает двигаться нижний нож, дви-
жением которого и производится резание ма-
териала. В течение всего процесса резания
на этих ножницах оба конца разрезаемой по-
лосы находятся выше уровня роликов роль-
ганга, в связи с чем у ножниц этого типа уста-
новки опускающихся столов не требуется.
Ножницы с нижним резом имеют простую ки-
нематическую схему, литая станина ножниц раз-
гружена от усилий резания. Ножницы обычно
имеют автоматически работающий прижим, ко-
торый обеспечивает правильное положение ме-
талла в период его разрезания. Для осуще-
ствления попеременного движения обоих ножей
у ножниц с нижним резом известно большое
количество самых разнообразных кинематиче-
ских схем [82].
В качестве примера ножниц с нижним ре-
зом могут служить представленные на фиг. 25
ножницы с плавающим эксцентриковым валом,
расположенным в супорте нижнего ножа. Связь
этого вала с супортом верхнего ножа осуще-
ствляется двумя параллельно работающими
тягами — шатунами. При повороте эксцентри-
кового вала сначала опускается верхний нож,
а после его соприкосновения с разрезаемым ме-
таллом начинает двигаться нижний нож. Вра-
щение эксцентрикового вала происходит через
универсальный шпиндель и двухступенчатый
цилиндрический редуктор от двух двигателей.
Ножницы развивают усилие в 560 т и делают
12 резов в минуту. Конструкция ножниц удо-
влетворяет основным требованиям, предъ-
являемым к ножницам подобного типа, и в то
же время ножницы не загораживают цех, так
как механизм ножниц в основном расположен
ниже уровня пола.
Существенным недостатком ножниц являет-
ся отсутствие прижима для удержания металла
в процессе резания.
Последнего недостатка лишены ножницы
первого послевоенного советского блуминга,
изображённые на фиг. 26, имеющие плавающий
эксцентриковый вал л механический прижим.
Ножницы рассчитаны на максимальное усилие
резания 1000 т и имеют ход ножей 500 мм.
Они предназначены для резания блумов сече-
нием до 400 X 400 мм и слябов сечением до
200 X 900 мм. Ножницы приводятся двумя дви-
гателями постоянного тока мощностью по
410 л. с, управляемыми по схеме Леонарда
с применением амплидинов. Ножницы делают
до 12 резов в минуту. Крутящий момент от
двигателей передаётся эксцентриковому валу
через цилиндрический редуктор и универсаль-
ный шпиндель. Эксцентриковый вал вращается в
подшипниках, расположенных в супорте верх-
него ножа. Супорт нижнего ножа соединён с
эксцентриковым валом двумя тягами. Два до-
полнительных эксцентрика на валу верхнего
супорта приводят в движение рычаги прижима.
Для смягчения удара, возникающего вследствие
мгновенной остановки верхнего ножа при по-
садке прижима на металл в начале движения
нижнего ножа, на прижиме предусмотрен пру-
жинный буфер — компенсатор.
При пуске двигателя сначала опускается
верхний нож до тех пор, пока прижим, уста-
новленный на 35 мм ниже кромки верхнего
ножа, не ляжет на разрезаемый металл, при-
жимая его к последнему ролику рольганга
перед ножницами, уровень которого на 15 мм
выше режущей кромки нижнего ножа. Даль-
нейшее вращение привода при неподвижном
прижиме вызывает сближение ножейдотех пор,
-3200-
Фиг. 25. Ножницы 560 т с плавающим валом
(см. табл. 5).
пока металл не окажется зажатым между ниж-
ним ножом и прижимом. С этого момента верх-
ний нож останавливается, а нижний вместе с
прижимом начинает итти вверх — поднимает
разрезаемый металл до упора в верхний нож
и при дальнейшем движении производит от-
резание очередного блума или сляба, которые
после окончания реза падают с высоты 30 мм
на рольганг и направляются последним к убо-
рочным устройствам. При дальнейшем враще-
нии эксцентрикового вала сначала опускается
нижний нож вместе с прижимом и с зажатым
между ними концом разрезаемого металла.
После того как нижний нож занял своё исход-
ное положение, начнёт подниматься верхний
нож и одновременно с ним прижим.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
963
Когда эксцентриковый вал совершит за-
данную часть оборота, двигатели отключаются
командоаппаратом, установленным на тихоход-
ном валу редуктора ножниц.
Основные размеры ножниц с параллель-
ными ножами для горячего резания проката
3370-
Согласно ГОСТ 3939-47, если ножницы
предназначаются для резания и блумов и сля-
бов, величина хода ножей выбирается из
графы „для блумов*, а длина режущей кромки
ножа — из графы „для слябов*.
Фиг. 26. Ножницы 1000 т с плавающим валом и прижимом (системы Целикова-Токарского)
для резания блумов и слябов (см. фиг. 2 и табл. 5).
в горячем состоянии регламентированы ГОСТ
3939-47 „Ножницы с параллельными ножами
для горячего резания металла. Основные па-
раметры", в котором в качестве основного
параметра принято наибольшее усилие реза-
ния Р т (выдержки из ГОСТ приведены в
табл. 3).
Таблица 3
и
<о
ig
л га
II
S g s
К Ч аз
35
5°
IOO
1бо
250
400
630
800
IOOO
1250
1600
3000
3500
Величина хода
ножей
о
к и
ч о
4S
IOO
13°
1бо
20О
25°
32O
4оо
45°
5оо
боо
боо
боо
03
о
\о
СЛЯ1
BIf
—
—
130
160
200
350
300
35°
400
400
45°
боо
Длина режу-
щей кромки
НОЖЯ
ч
* о
25°
300
35°
400
500
600
700
800
IOOO
IOOO
1200
1400
еля
К 03
ч о
EJVO
—
—
боо
7оо
8оо
9оо
IOOO
1200
1500
1800
2100
2100
Размеры
попереч-
ного сече-
ния ножа
bxh
3°Х 9Э
4оХ1Я0
50X150
6oXi8o
6оХх8э
7оХзю
80X24°
80X24°
9°Хя7°
9ЭХ27°
юохзэо
юоХз°°
100X300
Усилия резания. В начале резания нож по-
гружается в металл, сминая поверхностный
его слой, затем, когда зона деформации рас-
пространится на всё сечение разрезаемого
металла, начинается сдвиг металла, т. е. про-
цесс самого резания. При разрезании пластич-
ных металлов этот сдвиг в значительной
степени сопровождается деформациями растя-
жения.
Усилия резания по мере погружения ножа
в металл будут возрастать от нуля до ка-
кого-то максимума, совпадающего с моментом
начала сдвига. После того как сдвиг начнётся,
усилие резания будет уменьшаться и в ка-
кой-то момент прекратится совсем. Этот мо-
мент совпадает с концом резания металла,
наступающим обычно до того, как ножи прой-
дут всю толщину металла.
При резке холодных непластичных мате-
риалов конец реза может наступить в момент,
когда ножи пройдут только 15—200/0 высоты
сечения разрезаемого металла. При резке
пластичных металлов процесс резания затяги-
вается и наступает при прохождении 70 - 80%
первоначальной высоты.
Величина усилия при резании металлов на
ножницах зависит от многих факторов. В
первую очередь на величину усилия оказы-
вают влияние: механические свойства разре-
964
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
заемого материала, площадь и форма pa3pej
заемого сечения, температура, при которой
режется металл, и, наконец, скорость резания.
Некоторое влияние на величину усилия ре-
зания оказывают также и конструкция но-
жей, их угол заострения, угол между но-
жами, состояние режущей кромки, а также
и величина зазора между ножами и положе-
ние прижима.
Результаты опытов по определению уси-
лий резания представлены на фиг. 27 и
28 в виде кривых, где усилие резания хкг\мм%
различных металлов в горячем и холодном
г
кг/мм
&
7
5
3
2
1
1
i
f
1
//
If
щ
770°^
1 /
/900°
/950°
1000"
Ю50°
s* *•
—^^
s
tV
. \
к
\\
\
\
0,1 ¦ 0,2 Q3 ОА 0,5 0,6 0,7 0,8 0,9 ?
Фиг. 27. Усилия резания т в кг, отнесённые к 1 мм?
первоначального сечения, в зависимости от относитель-
ной глубины произведённого пореза в при резании стали
марки Ст. 3 при различных температурах [85].
кг/мм1.
Фиг. 28. Усилия резания -с в кг, отнесённые к 1 мм"*
первоначального сечения, в зависимости от относитель-
ной глубины произведённого пореза е при резании в
холодном состоянии различных материалов, приведённых
в табл. 5 C5, 54].
состоянии дано в зависимости от глубины
произведённого пореза е. Кривые относятся
к различным металлам, механические свойства
которых приведены в табл. 4.
Таблица 4
Максимальные усилия резания хшах и удельная
работа резания р для различных материалов
(к фиг. 27 и 28)
Разрезаемый
материал
ast
Ст. Э-16
Сталь пружинная
(С-0,75«/о) . . . .
Ст. ШХ-10 . . . .
Ст. ЭЯ-1
Сталь канатная
(С =0,47%) . . . .
Ст. 20
Ст. 15
Медь
Цинк
Дуралюмин Д16м .
Ст. 3
при 800° ....
903°
1000°
1100°
75
6i
54
47
46
38
2З
16
15
13
8,3
6,0
4.3
а.8
9,7
7.4
15.0
12,4
8.5
10,4
9-7
5.7
3.7
8
2.1
1.5
Механиче-
ские
свойства
IOO
83
бэ
б7
54
1.1
58
45
35
43
18
0,65
o,6i
0,64
о,79
0,69
о, 70
о.74
о,8о
о,91
При резании твёрдых и хрупких материа-
лов максимальное усилие резания наступает
после незначительного вмятия ножей при
^^ = 10—13%, а при резании более пластич-
ных материалов (нержавеющая сталь, медь или
цинк) после бблыпего вмятия ножей при
emax = 25—35%. Продолжительность резания,
которая может характеризоваться величиной
относительного надреза в момент, когда на-
ступает отрыв одной части металла от другой,
также зависит от пластических скойств ме-
талла. При резании относительно хрупких ме-
таллов (сталь Э-16) процесс резания уже за-
канчивается при ео= 16%, а при резании пла-
стичных металлов (медь или сталь id) отрыв
металла наступает лишь при е0 = 40 ч- 50%.
При резании металла в горячем состоянии
процесс резания ещё больше растягивается.
Максимальное усилие резания (фиг. 27) воз-
никает после того, как ножи вмялись в мате-
риал на 20—35% первоначальной высоты раз-
резаемого сечения. Последующее снижение
усилия резания в этом случае уже не проис-
ходит так быстро, как при резании материала
в холодном состоянии, и только после того,
как материал разрезан на 70—90% от перво-
начального сечения, усилие резания стано-
вится близким к нулю.
При высоких температурах влияние хими-
ческого состава стали на величину максималь-
ных усилий резания тшах сказывается весьма
назначительно.
Чтобы по приведённым на фиг. 27 и 28
экспериментальным кривым и заданным пло-
щади поперечного сечения разрезаемой по-
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
965
лосы F ммг и её высоте h мм построить для
проектируемых ножниц диаграмму усилий ре-
зания по ходу ножей
Р = /(«).
пользуются уравнениями:
P = xF кг,
S = e А мм.
E6)
E7)
В практических расчётах достаточно, не
перечерчивая экспериментальных кривых на
фиг. 27 и 28, ограничиться соответствующим
пересчётом их масштабов по уравнениям:
= pxF кг!мм;
— мм/мм,
E8)
E9)
где у-р — новый масштаб усилий резания в
в kzjmm; (ал — новый масштаб хода ножа (вы-
соты разрезаемой полосы) в мм/мм; р.., — ста-
рый масштаб усилий резания на эксперимен-
тальных кривых в кг{мм*1мм', а — длина осно-
вания экспериментальной диаграммы на
фиг. 27 и 28 (соответствующая полной вы-
соте h разрезаемого сечения) в мм.
Максимальные усилия. При резке металла
на ножницах максимальные усилия на ножах
определяются уравнением
— Ттах'
F0)
гДе хтах — максимальное усилие резания, от-
несённое к 1 мм2 первоначального сечения
разрезаемой полосы в кг/мм2.
Значение тшах для определения усилий
следует брать из диаграмм (фиг. 27 и 28) или
из табл.4. При отсутствии данных о величине
сопротивления срезыванию разрезаемого ма-
териала приходится для определения вели-
чины imax пользоваться приближённой фор-
мулой
fc !\ F1)
где аь — предел прочности разрезаемого ма-
териала при температуре резания в кг/мм2',
k — коэфициент, характеризующий зависи-
мость максимальных усилий резания т;тах
от предела прочности при разрыве. В прак-
тических расчётах этот коэфициент бе-
рётся из табл. 4 по материалу, наиболее близ-
кому по своим свойствам к разрезаемому
материалу.
Боковые усилия [82]. Разрезаемый ме-
талл оказывает давление на ножи не только
в направлении движения последних, но также
и перпендикулярно плоскости резания. Это
боковое давление на ножи Т может быть
ориентировочно определено по следующим
уравнениям:
при резании без прижима
Г = 0,2-Ь0,35 Р;
при резании с прижимом
Т = 0,14-0,2 Р.
Работа резания [64]. Работа, расходуемая
яри резании на ножницах, определяется в из-
вестном масштабе площадью, заключённой под
кривыми усилий резания (фиг. 27 и 28) [80]
А = Jf t h dt=Fh§ т dt кгм.
Полученный в уравнении интеграл носит
название удельной работы резания [35, 64]
и обозначается через
р = Jx rfe кгм м/мм*. F2)
Удельная работа резания представляет со-
бой ту работу, которую необходимо затратить,
чтобы разрезать образец высотой 1 мм с пло-
щадью поперечного сечения 1 мм"*. Для дан-
ного материала удельную работу резания
можно с некоторым приближением считать
величиной постоянной, если, конечно, при этом
сохраняются условия резания (температура,
конструкция ножей и пр.). Применяя величину
удельной работы резания р, чистую работу
резания можно определить по уравнению [35]
Л = F Л р кгмм.
F3)
Уравнение F3) можно применять только
для прямоугольных сечений.
Значения удельной работы резания для
представленных на фиг. 27 и 28 материалов
приведены в табл. 4.
Табл. 4 показывает, что расход работы,
требующийся для разрезания различных мате-
риалов, зависит не только от максимального
усилия резания, но также и от пластических
свойств разрезаемого материала. Величина
удельной работы резания уменьшается с по-
вышением температуры, причём сравнительно
небольшая разница в значениях удельной
работы резания холодного и нагретого метал-
ла объясняется повышением пластических
свойств металла с увеличением температуры.
В случае, если разрезаемый материал
имеет механические свойства, совпадающие
с приведёнными в табл. 4, то соответствую-
щую величину удельной работы можно при
расчётах брать из таблицы. Если же предел
прочности разрезаемого материала отличается
от приведённого в таблице предела прочности,
то величину удельной работы pi материала
разрезаемой полосы можно определить при-
ближённо по уравнению
Pi = Р ~ - F4)
где pi и uft! — удельная работа резания и пре-
дел прочности материала разрезаемой полосы;
р и 0?—удельная работа резания и предел
прочности материала, указанного в табл. 4,
наиболее близкого по своим механическим
свойствам к разрезаемому материалу.
Приведённый радиус. Если при расчёте
ножниц требуется иметь точные значения
статического момента с учётом сил трения
в шарнирах кривошипного механизма, необ-
ходимо предварительно для различных поло-
жений коленчатого вала определить величину
приведённого радиуса механизма ножниц р,
пользуясь графическим методом с примене-
нием кругов трения (см. фиг. 15).
На фиг. 29, а в масштабе [^ м/мм дано
какое-то промежуточное положение криво-
шипного механизма тяжёлых ножниц с верх-
966
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
ним резом, а около каждого шарнира, как
и на фиг. 15, в утрированном виде показаны
круги трения.
Условное усилие на шатуне. Как
уже указывалось, передаваемое через шатун
условное усилие Q* кг не будет совпадать
с его осью. В изображённом на фиг. 29, а
положении вращение шатуна относительно
Фиг. 29. Кривошипный механизм ножниц с верхним
резом: а — схема механизма; б — многоугольник сил.
оси шарнира А направлено по часовой стрелке,
следовательно, направление усилия Q* в со-
ответствии с изложенным выше правилом
"должно пойти по правой касательной.
В этом случае сумма моментов от всех
действующих на шатун внешних сил должна
равняться нулю. При рассмотрении шарни-
ра А внешними силами являются (см. фиг. 15):
передаваемое через шатун от верхнего шар-
нира усилие Q*, нормальная реакция N и сила
трения F. Сумма моментов этих сил относи-
тельно оси А будет равна
Относительно шарнира В шатун вращается
также по часовой стрелке; следовательно,
направление усилия Q* должно пойти по ле-
вой касательной. При этом сумма моментов
относительно оси В также будет равна нулю.
Условное усилие на ползуне.
Чтобы условное усилие на шатуне Q* связать
с условным усилием резания Р* кг, на фиг. 29, б
построен многоугольник сил: на направлении
/_/ отложен произвольной длины вектор Ь мм
(представляющий собой усилие по шатуну Q*);
проведено направление 2^-2 усилия ре-
зания Р* и проведено направление 3—3
реакции направляющих станины ножниц*.
Точка пересечения прямых 2—2 и 3—3 опре-
делит конец вектора а мм, дающего в ка-
ком-то произвольном масштабе \хр кг/мм ве-
личину условного усилия резания Р* = рракг.
Усилие по шатуну в этом же масштабе опре-
делится уравнением Q* == \х.рь кг. Исключая
из этих равенств масштаб, находим
Р* = ~ Q* кг.
В практических расчётах целесообразно
построение многоугольника сил вести непо-
средственно на фиг. 29, а при постоянной ли-
нии 3—3, так как при этом не придётся делать
дополнительных построений.
Условный статический момент.
Из условий равновесия коленчатого вала имеем
М*т = Q*¦ ОЁ + Q*¦ Ро-
Ро) Q* кгм,
где М*т — условный крутящий момент при-
вода, передаваемый на коленчатый вал через
зубчатую муфту; ОЕ — перпендикуляр, опу-
щенный из центра вращения коленчатого вала О
на направление /—1 (фиг. 29, а). Заменяя за-
ключённую в скобках величину отрезком с мм
(фиг. 29, а), получаем
Приведённый радиус. В соответ-
ствии с формулой A5) уравнение для подсчёта
мгновенных значений „приведённого радиуса"
механизма ножниц при различных положениях
коленчатого вала имеет вид
•м.
F5).
где значения отрезков а, Ь и с берутся на
чертеже фиг. 29, а.
На фиг. 30 дана кинетическая характери-
стика механизма ножниц — кривая зависимо-
сти «приведённого радиуса" механизма от
угла поворота коленчатого вала р = /(<р), по-
строенная на основании графического расчёта
фиг. 29, а и уравнения F5).
На фиг. 30 для сравнения даны также зна-
чения «идеального" приведённого радиуса
(см. пунктирную кривую), подсчитанного без
учёта, потерь на трение по уравнению (9).
Графики показывают, что при принятых
в расчёте коэфициентах трения к. п. д. меха-
низма ножниц if| [равный согласно уравнениям
A1) и F6) отношению ординат пунктирной
и жирной кривых на фиг. 30) при наиболее
благоприятных условиях составляет 80% (90°),
а затем постепенно уменьшается до 70% C0°)
и ниже.
Статические моменты. Чтобы на основа-
нии полученного графика р =/(<р) можно было
бы построить кривую зависимости приведён-
ного статического момента по углу поворота
* Расчёт проведён без учёта возникающих в процес-
се резания боковых усилий, так как силы трения от этих
усилий учтены в диаграмме фиг. 27 наравне с усилиями
резания.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
967
кривошипного вала Мст = /(ср), используют
уравнение A5)
Мст = Р? кгм, F6)
где Р — усилие резания в кг, определяе-
мое по кривым на фиг. 27 [см. уравнение
E6)].
Для облегчения подсчёта усилий резания Р
для промежуточных значений углов <р на диа-
грамме приведённых радиусов р (фиг. 30) строят
0 0,1 0,2 0,3 0,Ь 0,5 0,6 0,7 0,8 0.9
Фиг. 30. Кривые р — /(<р) и й—/(«р) —зависимость при»
ведённого радиуса и раствора ножей от угла поворота
(к фиг. 29).
кривую зависимости раствора ножей /г, вели-
чина которого подсчитывается по формуле
= 2R — a — s ми,
F7)
где R — эксцентриситет коленчатого вала
(радиус кривошипа); а — перекрытие ножей;
5 — ход ножей, определяемый для различных
углов поворота графическим путём на фиг. 29,а.
После этого на оси абсцисс диаграммы фиг. 30
откладывают основание диаграммы усилий ре-
зания (фиг. 27) и из полученной точки про-
водят ряд наклонных „переводных" прямых
для различных значений высоты разрезаемого
сечения К
Для подсчёта усилий резания Р для проме-
жуточных углов ф необходимо снести соот-
ветствующую ординату кривой раствора ножей
Л —/Ор) на .переводную" прямую для данной
высоты разрезаемого сечения, а расстояние
полученной точки до левого края диаграммы
фиг. 30 (представляющее собой величину по-
гружения ножей в разрезаемый металл в мас-
штабе фиг. 27) откладывается измерите-
лем на диаграмму усилий резания фиг. 27 и
по соответствующей температурной кривой
получают ординату у по которой находят
величину усилия резания Р для рассматривае-
мого промежуточного угла поворота <р*
Р = V-рУр кг,
где \i.p—новый масштаб кривой фиг. 27 в кг\мм
[см. уравнение E8)]; Ур — ордината кривой
фиг. 27 в мм.
Перемножая соответствующие ординаты
Ур и Уй графиков фиг. 27 и 30, получают со-
гласно уравнению F6) ряд промежуточных
значений приведённого статического момента
Мст — V-
F8)
необходимых для построения искомого гра-
фика зависимости приведённого статического
кгм
150000
50000
o
7
0 -Ч
oLL
70
\
\
90
120
\
150
Фит. 31- Кривая ^/.«""/(Т) — зависимость приведённого
статического момента от угла поворота. Кривые постро-
ены по графикам фиг. 27 и 30 для сляба 200x1150 мм
при температуре 1050° (к фиг. 29).
момента ножниц Мст по углу поворота колен-
чатого вала 9 (фиг. 31)
Мст =/(?)•
Пользуясь соответствующими «перевод-
ными" линиями на фиг. 30 и соответствующими
температурными кривыми на фиг. 27, этот
график можно построить для различных раз-
резаемых сечений при различных температу-
рах. Эти графики являются исходными при
расчёте мощности двигателя и передаточного
числа редуктора.
Расчёт ножниц методом графического раз-
ложения сил с применением кругов трения
даёт наиболее точные решения. В предвари-
тельных расчётах можно пользоваться анали-
тическим и графо-аналитическим методами
(см. фиг. 9—14).
Привод. Ножницы с параллельными ножа-
ми имеют привод гидравлический [80, 82] или
электрический [17, 48, 73, 82].
* Пример (см. точки и пунктирные линии на фиг. 30):
при повороте на угол <р — 100° приведённый радиус
р — 0,21 м, а раствор ножей h — 130 мм, что при 200 мм
первоначальной высоты разрезаемого сечения соответ-
ствует согласно нижней шкале на фиг. 30 глубине по-
гружения ножей е=-35°/0. При 1050° этой глубине по-
гружения на фиг. 27 соответствует усилие резания
х ¦= 3,2 кг/мм2.
968
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Гидравлический привод имел ши-
рокое распространение у ножниц, предназна-
ченных для резания крупных сечений, где тре-
буется относительно небольшой ход при зна-
чительном усилии резания. Ножницы с гидра-
влическим цилиндром в качестве привода
имеют несложную конструкцию; они предо-
хранены от чрезмерных нагрузок, а в связи
с этим и от поломок, могущих возникнуть при
резании крупной или слишком холодной заго-
товки, так как максимальная нагрузка в этом
случае обусловлена возможным давлением
воды, а не размерами сечения и свойствами
разрезаемого металла. Однако наряду с этим
ножницы с гидравлическим приводом имеют
и недостатки: они тихоходны и доставляют
много забот при эксплоатации в зимнее вре-
мя [82]. На заводах СССР ножницы подобного
типа не строятся, так как эти ножницы в
целом (совместно с насосной и аккумуля-
торной установкой) не могут конкуриро-
вать с ножницами, имеющими электрический
привод.
Электрический привод. Современ-
ные тяжёлые ножницы обычно снабжаются
электроприводом, работающим на режиме за-
пусков. У мелких ножниц и в некоторых слу-
чаях у ножниц среднего размера для холод-
ной резки устанавливаются двигатели с махо-
виком, работающие на длительном режиме,
причём пуск и остановка ножниц производятся
через муфту включения.
При первом способе привода несколько
удорожается сам двигатель, который должен
быть рассчитан на соответствующее число
включений в час и в связи с этим его мощность
должна быть больше, чем во втором случае
(см. стр. 917), однако этот тип привода начи-
нает получать всё большее и большее распро-
странение вследствие его большей надёжности
в работе и упрощения конструкции самих нож-
ниц, так как в данном случае отсутствуют
муфты включения.
Привод, запускаемый одновременно с нож-
ницами, осуществляется обычно от сериесного
двигателя или от шунтового, работающего по
системе Леонарда. Привод по системе Лео-
нарда обладает широким диапазоном регули-
рования скорости и по сравнению с сериес-
ным приводом снижает расход энергии, так
как при пуске двигателя потери незначи-
тельны, а торможение обычно происходит с
рекуперацией энергии.
У кривошипных ножниц, предназначаемых
для резания сечений, сильно отличающихся по
высоте, обычно предусматривается возмож-
ность работы в „качательном" режиме (фиг. 26).
В этом случае после окончания реза нож-
ницы останавливаются не при максимальном
растворе ножей, а при некотором промежу-
точном, соответствующем разрезаемому сече-
нию, причём для следующего реза двигатель
реверсируется. Этот режим даёт возможность
иметь большее число резов при малых сече-
ниях по сравнению с „круговым" режимом.
В табл. 5 приведены практические харак-
теристики привода ножниц для резания блу-
мов и слябов.
Ножницы с наклонными ножами
Ножницы с наклонными ножами (фиг. 32)
применяются главным образом для резания
листового материала в холодном или полухо-
лодном состоянии. В некоторых случаях они
Фиг. 32. Ножницы с наклонными ножами.
применяются для резки стрипсов и сутунки и
для разрезания сортового металла, когда про-
катанные полосы располагаются рядом и резке
подвергаются одновременно несколько полос.
Ножницы с наклонными ножами в зависи-
мости от назначения делаются закрытого или
открытого типов с движущимся верхним или
нижним ножом (см. табл. 1).
Недостаток ножниц с наклонными ножа-
ми— изгиб наклонным ножом края листа при
резании. В этом отношении представляют
интерес так называемые ножницы-качалка,
кинематика которых заставляет профилиро-
ванный по дуге верхний нож двигаться не
вертикально, а обкатываться около нижнего
ножа.
Таблица 5
Максимальное
усилие резания
Р в т
3000
15оо
юоо
10ОЭ
900B30)
QOO
Q0O
7ОЭ
65°
5бэ
Характеристика привода
Ход
ножа s
в мм
34°
55э
5°о
47°
5°°
Зоо
45»
35°
5°°
Мощность
N в л. с.
4X245
2X187
2X41°
3X375
2Х35О
2X275
аХхбз
аХ13э
13Э
Число
резов т
в минуту
5-8,5
3.5—6
12
5—9
9(х6)
12
4
ю
4—5
12
ножниц для резания блумов и слябов
Режим работы
По Леонарду
Режим запусков
По Леонарду
Режим запусков
По Леонарду
Режим запусков
То же
С маховиком
То же
Режим запуска
Конструкция ножниц
Эксцентриковые
Реечно-рычажные
С плавающим валом
и прижимом *
Эксцентриковые
С плавающим валом
Эксцентриковые
Рычажные с прижимом
Эксцентриковые
Рычажные
С плавающим валом **
Характер
реза
Верхний
Нижний
Нижний
Верхний
Нижний
Верхний
Нижний
Верхний
Нижний
Нижний
* См. фиг. 2в.
•• См. фиг. 25.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
969
Конструктивные особенности. Для реза-
ния широких листов обычно применяются нож-
ницы закрытого типа с подвиэюным верхним
ножом. Устройство подобных ножниц эксцен-
трикового типа конструкции СКМЗ пока-
зано на фиг. 33; ножницы предназначены для
резки листов 20X2000 мм. Они имеют две кон-
сольные станины, устанавливаемые непосред-
ственно на фундаменте. На нижней части этих
станин неподвижно закреплён супорт нижнего
ножа. На верхней части станины установлен
на подшипниках коленчатый вал, который свя-
зан посредством двух шатунов с супортом
верхнего ножа. Вращение коленчатого вала
происходит от двигателя мощностью 30 л. с.
дачи и отвода разрезаемых листов. Ножницы
открытого типа находят применение для по-
перечного резания узких полос шириной до
500—1000 мм и для холодного резания сорто-
вого металла пачками.
Наклон ножей. Нижний нож листовых
ножниц обычно устанавливается горизонтально,
а верхний — наклонно. Угол наклона верхнего
ножа выбирается в зависимости от рода раз-
резаемого материала, но не больше 10 — 12°,
так как в противном случае может проис-
ходить выталкивание разрезаемого материала
ножами.
У листовых ножниц современной конструк-
ции угол между ножами обычно принимается
Фиг. 33. Ножницы с наклонными ножами 20x2000 мм конструкции СКМЗ. Угол наклона ножей 4°24'. Числе
ходов — 19 в минуту. Число резов — 14 в минуту.
с маховиком, расположенного на кронштейне
на верху станин. Движение передаётся через
две пары зубчатых колёс. Пуск и остановка
коленчатого вала производятся включением
или выключением кулачковой муфты, присо-
единяющей большую шестерню передачи к ко-
ленчатому валу. Включение муфты происхо-
дит нажатием педали, а выключение — авто-
матически, когда супорт верхнего ножа займёт
наивысшее положение.
Для устранения возможного сдвигания листа
при его резании ножницы снабжены специаль-
ным прижимом.
Для поперечного резания листов из длин-
ных полос часто применяются ножницы с по-
движным нижним ножом (фиг. 34). Верхний
нож у этих ножниц расположен наклонно, а
нижний — горизонтально. Движение супорта
нижнего ножа осуществляется вращением
эксцентрикового вала, расположенного под су-
портом. Усилие от эксцентрикового вала к су-
порту передаётся через пару катков, посажен-
ных на эксцентрики на роликовых подшипни-
ках. Ножницы снабжены автоматическим сбра-
сывателем обрезков и передними и задними
подающими роликами для автоматической по-
в пределах 2—6° и иногда предусматр шается
возможность регулировки угла наклона: в пре-
делах от 1 до 3° для листов толщиной от 3 до
10 мм и от 3 до 5° для листов толщиной от
12 до 35 мм.
Основные параметры ножниц с наклон-
ными ножами регламентированы нормалью
Министерства тяжёлого машиностроения „Нож-
ницы холодного резания листов. Основные па-
раметры", представленной в настоящее время
во .Всесоюзный комитет стандартов" в каче-
стве проекта ГОСТ (см. табл. 6).
Усилия резания [35]. Общее усилие, тре-
бующееся для резания листа между наклонными
ножами, слагается из двух основных величин:
из собственного усилия резания, необходимого
для преодоления сопротивления сдвигу одной
части листа относительно другой, и усилия,
затрачиваемого на изгиб листа, возникающего
при резании между наклонными ножами.
Во время резания листа наклонными ножами
(фиг. 35) одновременно подвергается резке не
вся площадь поперечного сечения листа,
а только его часть, которая при установив-
шемся процессе резания представляется тре-
угольником ABC.
970
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Таблица 6
Ножницы холодного резания листов. Основные
параметры
жами и особенно при резании тонких листов
на усилиях резания в значительно большей
степени сказывается влияние зазора между
Максималь-
ное усилие
резания
Рвот
а
5
13
»5
5°
IOO
1бО
350
4оо
630
Угол наклона
ножей а
1°—2°
Iе—2°ЗО'
i°-3°
1°3о'-3°3о'
a°-4e
з°3°'-4вЗ°'
3°-5в
3°3°'-5°3°'
3°45'—5°45(
4°—6°
Вылет
станины
в мм
2ОО
Зоо
4оо
40О
5оо
5°° "
боо
боа
7оо
7оо
Длина режу-
щей кромки
горизонталь-
ного ножа
в мм
поо
1боо
2IO0
2б00
i6oo
2100
2600
1600
2100
2600
1600
2100
2600
2200
2700
3200
2200
2700
3200
3200
3200
3200
3300
2200
3200
2700
4200
Усилие резания Р определяют интегриро-
ванием элементарного усилия резания, дей-
ствующего на площадке шириной dx [80]:
Р = I т • dz кг, F9)
tga
i
откуда [согласно уравнению F2)] получаем [35]
где ?— поправочный коэфициент,учитывающий
особенности процесса резания на ножницах
с наклонными ножами по сравнению с процес-
сом резания на ножницах с параллельными
ножами (влияние на процесс резания соседних
неразрезанных участков листа и добавочные
усилия, идущие на изгиб отрезанной части
листа).
Согласно последним исследованиям [54,97]
величину поправочного коэфициента ^ следует
брать в пределах от 1,2 до 1,8, причём высший
предел — для больших углов наклона ножей
D—5°) и при подсчёте усилий резания на
ножницах, предназначенных для резания тонких
листов. Большой диапазон рекомендуемых
значений коэфициента ? объясняется не только
спецификой процесса резания на наклонных
ножах, но так же и тем обстоятельством, что
при резании на ножницах с наклонными но-
1050
Фиг, 34. Эксцентриковые ножницы с наклонными ножами
для резки полос шириной до 1000 мм. Ножницы снаб-
жены автоматически работающими подающими роликами
и сбрасывателем отрезанных кусков-
ножами, положения прижима и состояние ре-
жущей кромки ножей, т. е. те факторы, кото-
рые при экспериментальном определении зна-
чений г на ножницах с параллельными ножами
(см. фиг. 27 и 28) в должной мере не учиты-
вались.
В тех случаях, когда тангенс угла наклона
ножей меньше отношения толщины листа к его
ширине
*¦<¦?.
выведенной формулой для определения сум-
марных усилий резания пользоваться нельзя.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
971
Статические моменты. Порядок построе-
ния графика
А*« =*/(?)
рассматривается на примере эксцентриковых
ножниц, изображённых на фиг. 34. Ввиду того
что эксцентриковый вал этих ножниц вра-
щается на подшипниках качения, расчёт ста-
тических моментов производится без полного
Фиг. 35. Разрезание листа на ножницах
с наклонными ножами [64].
учёта потерь на трение, так как эти потери
в рассматриваемом примере весьма незначи-
тельны.
Для аналитического построения графика
статических моментов Afcm ==/(«p) сначала по
уравнению G0) строят график* зависимости
усилий резания Р от хода ножей s (см. фиг. 10)
P=f(s);
затем строят график зависимости пути пол-
зуна 5 от угла <р поворота эксцентрикового
вала (см. фиг. 11)
=/(<p) = e(l — cos<p) м,
G1)
где е — эксцентриситет эксцентрикового вала
в м.
На полученной кривой в зависимости от
толщины разрезаемого сечения h и величины
максимального перекрытия ножей а (с учётом
угла наклона ножей) намечают точку начала
резания, имеющую ординату
после чего на основании кривых фиг. 10 и 11
строят график зависимости усилия резания Р
по углу поворота <j> (см. фиг. 12)
Р = /(?)•
Диференцируя по времени уравнение G1)
и подставляя полученное выражение в уравне-
ние (9), находят зависимость приведённого
радиуса по углу поворота эксцентрикового
вала ножниц (см. фиг. 13j
р = / (<р) = е sin <р м,
G2)
после чего, умножая ординаты кривой Р = /(?)
(см. фиг. 12) на соответствующие ей ординаты
кривой р = /(а>) (см. фиг. 13), находят искомый
* Ссылки на графики на фиг. 10—14 даются для ббль-
шей наглядности. Характер кривых для ножниц с наклон-
ными ножами будет другой. На практике решение часто
ведётся табличным методом, и построение графиков не-'
обязательно.
график зависимости статического момента
ножниц по углу поворота эксцентрикового
вала (см. фиг. 14)
Полученные кривые s=/(<p) и р =/(<$>)
являются своего рода кинетической «характе-
ристикой* механизма и не зависят от величины
передаваемых через механизм усилий. Таким
образом, эти кривые в случае необходимости
могут быть использованы при построении
кривых Мст =/(<р) и для других толщин раз-
резаемого на ножницах металла.
Для ножниц, у которых усилия от колен-
чатого вала передаются с помощью шатунов
(см. фиг. 33), подсчёт пройденного пути * и
приведённого радиуса р по уравнениям G1)
и G2) производить нельзя. В этом случае
следует пользоваться приближённой формулой
(см. схему на фиг. 9)
— cos<p — у sin2<pV G3)
из которой
получаем
диференцированием по времени
р = R (sin <р
sin
G4)
R
где X — отношение радиуса кривошипа
(эксцентриситета) к длине шатуна L.
Если при проектировании листовых ножниц
необходимо получить значения статических мо-
ментов с точным учётом потерь на трение
в отдельных шарнирах механизма ножниц, то
вместо рассмотренного аналитического расчёта
для определения статических моментов следует
воспользоваться методом графического раз-
ложения сил с применением кругов трения
(см. фиг. 15).
Привод. Ножницы с наклонными ножами
обычно снабжаются асинхронным двигателем,
работающим на длительном режиме. Для за-
пуска и остановки ножниц предусматривается
кулачковая муфта включения. Для уменьшения
нагрузки в момент резания двигатель снаб-
жается маховиком.
Необходимая для расчёта маховика вели-
чина работы, затрачиваемой на один рез,
определяется умножением усилия резания Р
[см. уравнение G0)] на общий ход наклонно-
го ножа — b tg a [64]. Этот расчёт можно вести
по формуле F3) с учётом поправочного коэ-
фициента ?.
В табл. 7 приведены практические харак-
теристики маховикового привода ножниц с на-
клонными ножами.
Таблица 7
Характеристика привода ножниц с наклонными
ножами [82]
Предельные размеры разре-
заемого стального листа hy<J)
в мч
5Хзэоо
10X3000
15x4000
аоХ4оэо
30x4000
4ОХ4500
9Х75о
гбхюэо
24X1250
ЗЗХ1250
44X1500
64X1500
Число
резов т
в минуту
25
22
аэ
18
18
Мощность
/V в л. с.
5
13
2б
4о
7о
130
972
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Летучие ножницы
Летучие ножницы служат для поперечного
резания на ходу движущегося материала.
При применении летучих ножниц автома-
тизируется разрезание проката и становится
возможным выпускать из прокатного стана
полосы неограниченной длины. Кроме того, ле-
тучие ножницы часто устанавливаются перед
и за рабочими клетями прокатных станов для
отрезания переднего и заднего конца прока-
тываемой полосы и у дисковых ножниц — для
пореза отрезаемых от листов продольных кро-
5. Барабанные двухосные нож-
ницы, каждый нож которых установлен на
отдельном барабане, вращающемся относи-
тельно своей оси (фиг. 38).
Фиг. 36 Летучие ножницы системы Эдвардса [64].
мок. В последнем случае они носят название
кромкокрошителей.
В зависимости от назначения и конструкции
ножниц и характера движения ножей летучие
ножницы можно подразделить на шесть типов.
1. Рычажно- качающиеся ножни-
цы—маятниковые [82] и устаревшие в настоя-
щее время ножницы Эдвардса (фиг. 36). У этих
ножниц ножи имеют
качательное движе-
ние, близкое к пря-
молинейному; при ре-
зании они движутся
по направлению дви-
жения металла, а по
окончании резания
ножи примерно по той
же траектории возвра-
щаются в первона-
чальное положение.
2. Ударные нож-
ницы, работа кото-
рых основана на том,
что разрезаемая по-
лоса движется по вра-
щающейся наковаль-
не, а самый рез
происходит с
помощью дви-
жущегося от
пневматическо-
го цилиндра зу-
била [80].
3. Диско-
вые летучие
ножницы, у ко-
торых ножи
представляют
собой два вра-
щающихся в
разные стороны
диска (фиг. 37),
оси которых находятся под углом к направле-
нию движения разрезаемой полосы [82].
4. Барабанные одноосные ножницы,
у которых оба ножа находятся на одном вра-
щающемся диске или барабане [82].
Фиг. 37. Дисковые ле-
тучие ножницы: v —
окружная скорость ди-
сков; vQ— скорость по-
дачи разрезаемой по-
лосы; vn — скорость
поперечного переме-
щения полосы (ско-
рость качания жёлоба).
Фиг. 38. Барабанные летучие ножницы [32].
6. Ротационные ножницы с посту-
пательными ножами, каждый нож кото-
рых движется по сложной траектории, близкой
к окружности, занимая в момент резания
перпендикулярное положение к оси разрезае-
мой полосы (см. фиг. 39, 42, 43).
Для резания сортового металла применяют
летучие ножницы всех шести типов, а для
листового — только пятого и шестого типов.
Конструктивные особенности. Рычажные
ножницы строят для скоростей не выше
4,5 м/сек с числом резов в минуту до 50. При
больших скоро-
стях рычажные
ножницы не оправ-
дывают себя
вследствие значи-
тельных динами-
ческих усилий,
возникающих при
разгоне поступа-
тел ьно-движу щих-
ся частей ножниц.
Наибольшее рас-
пространение по-
лучили летучие
ножницы пятого
и шестого типов,
у которых ножи
движутся по опре-
делённым замкну-
тым траекториям
(представляющим
в большинстве случаев окружности), разрезая
проходящую полосу в месте пересечения этих
траекторий (см. фиг. 38).
Поддержание определённого соотношения
между числом оборотов вращающихся ножей
и скоростью проходящегометалла обеспечивает
определённую длину отрезаемым кускам,
а специальные методы синхронизации дают
необходимую точность разания.
Современные летучие ножницы дают воз-
можность вести прокатку при скоростях более
20 м/сек. При этих скоростях число резов
в минуту достигает до 800. Ножницы режут
Фиг. 39. Траектории режущих
головок летучих ножниц, со
сложным движением ножей.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
973
полосу на куски длиной от 1000 до 15000 мм
и более, причём длина отрезаемых листов
может изменяться в указанных пределах с ин-
тервалом в 5—10 мм. Таким образом одними
ножницами можно резать полосы на 500—800
различных размеров с точностью по длине до
долей миллиметра.
Современные летучие ножницы предста-
вляют собой агрегат, состоящий из ряда спе-
циальных механизмов. Сюда относятся: режу-
щий механизм (собственно ножницы), привод
(редуктор и электродвигатель), подающие ро-
лики (функции которых иногда выполняет
последняя рабочая клеть прокатного стана),
многодиференциальный синхронизирующий ре-
дуктор, специальный механизм для создания
неравномерного вращения ножам, механизм
для пропуска резов и некоторые другие.
Привод. Летучие ножницы, работающие
на режиме запусков, имеющие незначитель-
ные маховые массы режущего механизма,
а)
Фиг. 40. Схемы движения ножей барабанных летучих
ножниц, работающих на режиме запусков: а — простая
схема, б — сложная схема.
делают полный цикл в течение одного оборота
ножей. Схема работы таких ножниц предста-
влена на фиг. 40, а. До начала реза ножи этих
ножниц должны занимать какое-то строго
определённое положение /. Чтобы произошёл
рез, проходящая полоса с помощью флажка
или фотоэлемента должна дать импульс в схему
управления двигателя ножниц (см. фиг. 44).
Ножницы начнут вращаться и, повернувшись
примерно на 180°,произведут рез в положении 2,
после чего ножницы затормаживаются и оста-
навливаются в исходном положении. На нож-
ницах подобного типа время разгона благодаря
специальной конструкции двигателя доходит
иногда до 0,1 сек.
В летучих ножницах тяжёлого типа для
резки широких и толстых листов, где двигатель
не успевает производить разгон за половину
оборота ножниц, применяется схема работы,
изображённая на фиг. 40, б. До начала реза
ножи занимают положение /. Пуск ножниц
производится, как и в предыдущем случае, от
фотоэлемента. Достигнув положения 2, ножи
производят рез, и двигатель начинает тор-
мозиться. В положении 5 двигатель реверси-
руется, после чего уже на малой скорости
подводит ножи в исходное положение.
Разница между рассмотренными режимами
работы заключается в том, что в последнем
случае двигателю представляется значительно
больший путь для разгона — в период разгона
ножи могут повернуться примерно на 300°.
Время разгона ножниц, работающих на втором
режиме, составляет примерно 1 — 1,5 сек. [64].
В случае, когда путь разгона двигателя,
приведённый на фиг. 40, б, также недостаточен,
может оказаться целесообразным включение
в механизм ножниц специального устройства
для пропуска реза, благодаря которому ножи
в течение первых оборотов не будут встре-
чаться. Таким образом, путь разгона может
быть с помощью этого устройства увеличен до
двух, трёх и т. д. оборотов ножей (см. фиг.~38).
У летучих ножниц, работающих на режиме
запусков, в качестве привода используются
асинхронные или сериесные двигатели.
В приводе летучих ножниц, работающих на
длительном режиме, используются обычно
шунтовые двигатели, допускающие регули-
ровку числа оборотов, необходимую при син-
хронизации скоростей и при регулировании
длины отрезаемых кусков.
В приводе современных летучих ножниц
широко применяется амплидин, в задачу ко-
торого входит обеспечение: 1) быстрого раз-
гона двигателя ножниц при работе его на
режиме запусков путём поддержания пуско-
вого тока в течение всего периода разгона на
максимальной определяемой условиями ком-
мутации предельной величине и 2) строго
синхронного вращения двигателя ножниц и
двигателя последней клети прокатного стана
при резке выходящей из стана полосы на
мерные длины [14].
Основное кинематическое уравнение ле-
тучих ножниц [40]. Длина L отрезаемого куска
является функцией пути s0, проходимого
разрезаемой полосой в период t между двумя
последовательными резами
=/(*«,)
G5)
или, что то же самое, функцией угла пово-
рота ср0 подающих роликов за период времени t
между двумя последовательными резами
L=/(<?<>)¦ G6)
В практических величинах это уравнение
имеет вид
~~ 360"?о
G7)
где Do — диаметр подающих роликов в м.
Это уравнение является наиболее общей
формой основного кинематического уравне-
ния летучих ножниц. В дальнейшем оно не-
сколько усложнится после подстановки частных
значений угла сро поворота подающих роликов
для различных конкретных случаев работы
летучих ножниц.
Ксли подающие ролики вращаются со строго
постоянным числом оборотов п0, получаем
или
't м
м.
G8)
G9)
974
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Из уравнения видно, что при постоянной
скорости подачи полосы. vo длина отрезаемых
на летучих ножницах кусков зависит только
от промежутка времени между двумя после-
довательными резами. Ни скорость ножей,
ни радиус их крепления на барабане самостоя-
тельно не влияют на длину отрезаемого куска.
Точность резания [64J. Подставляя в урав-
нение G9) выражение для числа резов, произ-
водимых ножницами в течение 1 сек., получим
новую формулу для длины отрезаемого куска
60*
м,
(80)
где п — число оборотов в минуту одного из
ножей; k — число оборотов, делаемых тем же
ножом в промежуток времени между двумя
последовательными резами (если ножницы
производят рез при каждом обороте ножа, то
величина k — 1; если рез происходит на каждый
второй оборот, то величина k = 2 и т. д.).
Из этого уравнения видно, что точную
длину отрезаемых на непрерывно работающих
летучих ножницах кусков можно получить
при соблюдении определённого отношения
между скоростью проходящей полосы и числом
резов в единицу времени. Чтобы можно было
поддерживать это отношение, летучие ножницы
обычно имеют специальные ролики, подающие
полосу в ножницы с некоторой определённой
скоростью v0 (равной окружной скорости по-
дающих роликов).
В большинстве случаев у летучих ножниц
устанавливают специальные подающие ролики,
приводимые в движение от главного привода
ножниц. Если ножницы стоят непосредственно
за непрерывным станом, то в качестве по-
дающих роликов используется последняя клеть
нрокатного стана.
Если в уравнение (80) подставить значение
окружной скорости подающих роликов vo
м/сек, то длина отрезаемого куска опреде-
лится формулой
'L =
(81)
Это уравнение показывает, что задача по-
лучения точной длины отрезаемых на непре-
рывно работающих летучих ножницах кусков
вводится к получению строго определённого
требующегося для данной длины куска отно-
шения числа оборотов подающих роликов п0
к числу оборотов ножей п. Поддержание этого
отношения осуществляется специальными ме-
тодами синхронизации (см. табл. 1).
Если ножницы имеют специальные подаю-
щие ролики, то синхронизация обычно осу-
ществляется механическим путём с помощью
редуктора, связывающего подающие ролики
с ножницами и допускающего широкую регу-
лировку передаточного числа. В этом случае
длина отрезаемого куска определяется уравне-
нием
L =
м.
(82)
где i — передаточное число от подающих ро-
диков к ножницам, равное отношению числа
оборотов подающих роликов к числу оборо-
тов ножей I = — = — (зубчатые колёса нож-
п zQ
ниц и подающих роликов).
Если ножницы стоят непосредственно за
последней клетью непрерывного стана, то
часто пользуются чисто электрической синхро-
низацией числа оборотов ножниц и стана.
Исчерпывающее решение вопроса электриче-
ской синхронизации скорости ножниц в части
точности отрезаемых кусков обеспечивается
установкой в качестве привода ножниц син-
хронного двигателя, питающегося от синхрон-
ного генератора, соединённого с двигателем
последней рабочей клети непрерывного стана.
Длина отрезаемых кусков в этом случае также
определяется уравнением (82). Большого рас-
пространения, однако, эта схема не получила,
так как для регулировки длины отрезаемых
кусков она требует наличия гидравлической ко-
робки скоростей или сложного диференциаль-
ного редуктора.
Другие методы электрической синхрониза-
ции летучих ножниц основаны на регулировке
отношения числа оборотов подающих роликов
и летучих ножниц [64]. Точность отрезаемых
кусков согласно уравнению (81) в этом случае
обеспечивается степенью точности, с которой
поддерживается отношение скоростей, причём
под числом оборотов п0 и п следует в этом
случае понимать средние числа оборотов за
промежуток времени между двумя последова-
тельными резами. Необходимо, однако, отме-
тить, что все эти методы синхронизации, осно-
ванные на использовании тахогенераторов [48],
не дают удовлетворительных результатов в
смысле получения необходимой точности ре-
зания, так как ни один регулятор скорости
не в состоянии предупредить изменение отно-
шения скоростей. Регулятор начинает испра-
влять изменение лишь после того, как оно про-
изошло, но если изменение произошло, то, сле-
довательно, уже произошло и некоторое изме-
нение в заданном режиме подачи полосы.
Таким образом уже предрешена некоторая
неточность в длине отрезаемого куска, при-
чём эта неточность в дальнейшем будет уве-
личена вследствие неизбежной инерционности
аппаратуры управления.
Для обеспечения точной длины отрезаемого
куска при электрической синхронизации ско-
ростей следует принять в качестве основного
кинематического уравнения летучих ножниц
такое уравнение, в котором длина отрезаемого
куска полосы является функцией пути, прой-
денного полосой за период между двумя по-
следовательными резами, т. е. принять урав-
нение G5) или G6).
Уравнение G6) показывает, что для обес-
печения точной длины отрезаемого куска
в качестве основного фактора для синхрони-
зации следует принимать не скорость (как
это делалось раньше), а угол поворота [40].
Скорость же или, вернее, соотношение ско-
ростей является второстепенным фактором,
обеспечивающим нормальные условия резания.
Основным электрическим аппаратом, с по-
мощью которого в этом случае можно обеспе-
чить точную длину отрезаемого куска, является
сельсин, воздействующий на амплидиновую
схему управления ножниц.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
975
Схема привода летучих ножниц, построен-
ная на этом принципе, представлена на фиг. 41.
Летучие ножницы / приводятся в движе-
ние двигателем 2. а подающие ролики 3 при-
водятся от самостоятельного двигателя 4.
К валу роликов и основному валу летучих
ножниц присоединены сельсины 5 и б, причём
последний присоединён к валу ножниц через
.кинематический" редуктор 7.
Кинематическое уравнение представленных
на фиг. 41 летучих ножниц имеет вид
L =
(83)
аналогичный кинематическому уравнению (82}
летучих ножниц с механической синхрониза-
Фиг. 41. Схема привода летучих ножниц с электриче-
ской синхронизацией скоростей [40].
цией скоростей. При установленном по урав-
нению (83) передаточном числе работа электри-
ческой схемы изображённых на фиг. 48 летучих
ножниц сводится к тому, что электрическая схе-
ма летучих ножниц должна поддерживать стро-
го синхронное вращение обоих сельсинов. Если
сельсин 5 подающих роликов будет отставать
или, наоборот, обгонять сельсин 6 режущего
механизма ножниц на какой-то угол Д<ро , то
электрическая схема летучих ножниц,
разгоняя или, наоборот, притормаживая дви-
гатель 4 подающих роликов, должна будет к
началу очередного реза этот угол Д<у0 ликви-
дировать.
При рассмотренном режиме работы элек-
трическая система синхронизации будет да-
вать такую же точность в длине отрезаемых
листов, какую даёт и механическая синхрони-
зация скоростей.
Регулировка длины изменением отноше-
ния скоростей [64]. Анализ уравнения (81) даёт
методы получения мерной длины кусков, отре-
заемых на непрерывно работающих летучих
ножницах. Согласно уравнению (81) длину
отрезаемых кусков можно изменить путём
изменения величины k или же путём измене-
ния отношения чисел оборотов подающих ро-
ликов п0 к числу оборотов ножей п, причём
изменение этого отношения в большинстве
случаев производится за счёт изменения вели-
чины числа оборотов ножей. Изменением числа
оборотов ножей обычно осуществляется регу-
лировка длины отрезаемых кусков в пределах
от 1:1 до 1:2. Так, например, если требуется
вдвое уменьшить длину отрезаемого куска L,
то согласно уравнению (81) это достигается
увеличением вдвое числа оборотов ножей п
при прежней скорости подачи металла и,
наоборот, уменьшением числа оборотов ножей
на какую-то величину можно достигнуть уве-
личения длины отрезаемых кусков на ту же
величину. Эта регулировка числа оборотов
ножей может производиться как механическим,
так и чисто электрическим путём.
При уменьшении длины отрезаемого куска
окружная скорость ножей v в момент реза
будет больше скорости подачи полосы v0. Если
в этом случае в качестве подающих роликов
летучих ножниц используется последняя клеть
непрерывного стана, то эта разность скоростей
ножей и металла в момент реза большого зна-
чения не имеет. Полоса, захваченная с одного
конца ножами и зажатая с другого конца вал-
ками рабочей клети, будет подвергнута неко-
торой деформации, напряжение от которой
при правильно сконструированных ножницах
не будет превышать предела упругости мате-
риала полосы [см. уравнение (91)].
Если же ножницы имеют специальные по-
дающие ролики, то разность скоростей ножей
и разрезаемой полосы в момент реза нежела-
тельна, так как в этом случае, с одной сто-
роны, будет портиться поверхность полосы
вследствие проскальзывания полосы по по-
верхности подающих роликов в момент по-
реза, что особенно опасно в ножницах, обслу-
живающих станы холодной прокатки, и, с дру-
гой стороны, будет снижаться точность реза
из-за неравномерного движения полосы. В этом
случае ножницы озычно снабжаются специаль-
ным механизмом,
создающим нерав-
номерное движение
ножей. С помощью
этого механизма
скорость ножей в
момент реза сни-
жается и делается
равной скорости
проходящей поло-
сы, а по окончании
реза скорость но-
жей снова воз-
растает, причём
среднее число обо-
ротов ножей при
этом остаётся рав-
ным числу оборо-
тов, соответствую-
щему требуемой
длине отрезаемого
листа.
Механизм для
создания неравно-
мерного движения
ножей устанавли-
вается и в том
случае, когда для
увеличения длины
отрезаемых кусков
число оборотов ножей уменьшается. Если
при этом скорость ножей в момент реза не
будет доведена до скорости полосы, то поло-
са при разрезании будет изгибаться, а её
конец может быть увлечён ножами. Кон-
струкции механизмов, создающих неравно-
мерное движение ножей, приводятся ниже.
Рассмотренные принципы регулировки дли-
ны отрезаемых кусков с наибольшей полно-
той и последовательностью использованы на
Фиг. 42. Ротационные летучие
ножницы СКМЗ непрерывного
тонколистового стана 1680 [64].
976
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
ротационных летучих ножницах СКМЗ непре-
рывного тонколистового стана 1680 (фиг. 42
и 43). Эти ножницы при скорости до 2 м/сек
могут резать листы длиной от 1500 до 6000 мм,
причём отрезаемая длина в пределах от 1500
до 3000 мм может меняться через каждые 5 мм,
а в пределах от 3000 до 6000 мм—через каждые
10 мм. Такая точность реза осуществлена
жёсткой механической синхронизацией ско-
ростей проходящей полосы и ножей, допу-
скающей в то же время изменение отношения
между скоростями при переходе на новые
длины отрезаемых листов. Эта синхронизация
осуществляется сложным многодиференциаль-
ным редуктором (фиг. 43), допускающим самую
дающими роликами, равное 54:25 (см. фиг. 43); lpeQ —пе-
редаточное число диференциального редуктора.
Обозначая передаточные числа первой, второй и
третьей коробок скоростей диференциального редуктора
соответственно через <„ ia и i3» общее передаточное
число редуктора можно написать в виде (см. фиг. 43)
18
'90'
35
где отношения 1/2 и 2/1 — передаточные числа диферен-
циалов.
150 л.с.^
UO0/80O
оЬ/мин
Фиг. 43. Схема привода ротационных летучих ножниц: 1 — режущий механизм ножниц; 2—подаю-
щие ролики: 3 — двигатель 150 л. с, 400—800 об/мин; 4 — маховик; 5 — механизм изменения скоро-
стей; 6—первая коробка скоростей диференциального редуктора; 7 — вторая коробка скоростей;
* — третья коробка скоростей (цифры на шестернях — число зубьев, цифры около шестерён —
отрезаемая длина).
широкую регулировку передаточного числа
между подающими роликами и ножами (нож-
ницы могут резать полосу на 600 различных
длин).
Из всех известных летучих ножниц с
параллельным движением ножей эти нож-
ницы следует признать наиболее совершен-
ными. Устройство их сравнительно несложно
и в то же время надёжно в эксплоата-
ции [64].
Регулировка длины отрезаемых кусков производится
диференциальным редуктором, состоящим из трёх коро-
бок скоростей (фиг. 43). Первая коробка скоростей
имеет пять положений, причём первое положение с пе-
редаточным числом 1:1 даёт длину отрезаемого на нож-
ницах листа 1500 мм, а последующие четыре положения
дают соответственно длину отрезаемых листов 1800, 2100,
2400 и 2700 мм.
Вторая коробка скоростей добавляет к основным
длинам, получаемым с помощью первой коробки, проме-
жуточные длины: при первом положении рычага второй
коробки к основной длине прибавляется 50 мм, при по-
следующих четырёх положениях соответственно доба-
вляется 100, 150, 200 и 250 мм.
Третья коробка скоростей добавляет к длинам, полу-
чаемым на первой и второй коробках, 5, 10, 15, 20, 25, 30,
35, 40, 45 и 50 мм.
Добавление скоростей от второй и третьей коробок
осуществляется с помощью двух диференциалов.
Применительно к кинематической схеме ножниц урав-
нение (82) имеет вид
Формула для определения длины отрезаемых листов
при резке одинарных длин в этом случае будет такова [64]:
L-nDn ¦ i
пер ' 'рзд '
к мм.
(84)
где Do — диаметр подающих роликов, равный 221,05 мм;
inep — передаточное число шестерён, связывающих нож-
ницы с диференциальным редуктором и последний с по-
L"i
мм.
(85)
где Lo — основная отрезаемая длина, равная у рассма-
триваемых ножниц 1500 мм.
Если ножницы работают с пропусками реза (см. ниже),
то получаемые по формуле (85) длины, само собой разу-
меется, необходимо удваивать.
Регулировка длины пропуском реза.
Весьма часто задачей летучих ножниц является
разрезание полосы на стандартные торговые
длины, кратные между собой, т. е. разрезание
полосы на длины, относящиеся между собой,
как 1:2, 1:3, 1:4 и т. д. В этом случае регули-
ровка длины отрезаемых кусков производится
специальным устройством, механически свя-
занным с приводом ножниц, с помощью кото-
рого ножи встречаются между собой не при
каждом их обороте, а на каждый второй,
третий, четвёртый и т. д. оборот. Длина отре-
заемой полосы в этом случае согласно уравне-
ниям (80) и (81) будет удваиваться, утраиваться
и т. д. Если, кроме того, требуется получение
и промежуточных длин, то это достигается
дополнительной регулировкой числа оборотов
ножей.
На этом принципе основано получение
«двойных длин" на рассмотренных выше нож-
ницах СКМЗ (фиг. 42), где для осуществления
„пропуска реза" подвижная рама получает
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
977
возвратно-поступательное движение в верти-
кальном направлении, благодаря чему ножи
начинают совершать движение по сложной
траектории в виде двойной петли (см. фиг. 39),
при которой рез будет происходить только
на каждый второй оборот ножей.
Механизмом пропуска реза пользуются и
в том случае, если ножницы должны резать
всего один какой-нибудь размер, но вычислен-
ный по уравнению (96) диаметр траектории
ножей получился слишком большим. Вводя в
конструкцию ножниц приспособление для про-
пуска реза, этот диаметр можно соответ-
ственно в 2 —3 раза уменьшить.
Пропуски реза на барабанных ножницах
(фиг. 38) обычно осуществляются применением
барабанов различного диаметра [64].
Регулировка длины изменением вре-
мени остановки [64]. Когда длина отрезаемых
кусков требуется порядка нескольких десят-
ков метров, регулировка длины отрезаемых
кусков осуществляется в соответствии с урав-
нением G9) путём остановки и последующего
запуска ножниц при непрекращающемся дви-
жении полосы с постоянной скоростью vo. По-
добные ножницы в большинстве случаев при-
водятся в действие автоматически, самой дви-
жущейся полосой, с помощью фотоэлемента
или флажка, устанавливаемого на рольганге
за ножницами. Установка фотоэлемента про-
изводится на таком расстоянии Ьф от нож-
ниц, чтобы за время подготовки ножниц к оче-
редному резу полоса подошла под ножи как
раз тем местом, в котором должен быть про-
изведён разрез. Это расстояние подсчиты-
вается по уравнению (см, фиг. 44)
= L — vot м,
(86)
где t — время, необходимое для подготовки
ножниц к резу в сек. Сюда входит время раз-
гона двигателя и время, обусловливаемое
инерционностью аппаратуры.
Регулировка дллны отрезаемых кускоз в
этом случае обычно осуществляется специаль-
Фотоэпеменп
Фиг. 44. Установка фотоэ!емента для автомати-
ческого запуска летучих ножниц.
иыы регулируемым реле времени, включаемым
в цепь между фотоэлементом и схемой упра-
вления ножниц.
На этом же принципе регулировки длины
отрезаемых кусков основана работа непре-
рывно вращающихся летучих ножниц. Траекто-
рии ножей подобных ножниц с помощью спе-
циального устройства в период между резами
несколько раздвигаются, благодаря чему ножи
при последующих оборотах не встречаются и
рез не происходит. Включение ножниц для но-
вого реза производится, как и в предыдущем
случае, самой движущейся полосой с помощью
62 Том 8
фотоэлементов или же от специального счёт-
чика оборотов. В противоположность ножни-
цам, работающим на режиме запусков, требую-
щих мощного со специальной пускозой харак-
теристикой двигателя, ножницы с непрерыв-
ным вращением имеют то преимущество, что
в качестве привода может быть использован
нормальный шунтовой двигатель.
Регулировка длины переднего отрезае-
мого конца. У летучих ножниц, работающих
на режиме запусков, получение мерной длины
у первого отрезаемого от полосы куска до-
стигается своевременной подачеа импульса для
пуска ножниц, определяемого в соответствии с
временем разгона двигателя (фиг. 44). Эти нож-
ницы после каждой разрезанной полосы оста-
навливаются. При приближении нозой полосы
ножницы с помощью специального токового
реле в цепи главного привода рабочей клети
и реле времени снова разгоняются, причём
установка этого реле производится таким об-
разом, чтобы первый отрезаемый от полосы
кусок имел бы такую же длину, как и все
последующие.
Этот способ, однако, не всегда приемлем,
так как требует затраты большого количества
энергии для частого разгона и последующего
торможения механизма летучих ножниц.
В связи с этим представляют интерес летучие
ножницы, которые передний конец полоса от-
резают мерной длины не за счёт остановки и
последующего запуска двигателя, а за счёт
электрической регулировки числа оборотов
ножей в период приближения полосы к нож-
ницам [64, 40]. Указанная регулировка осуще-
ствляется с помощью двух сельсинов, из кото-
рых один связан с валом ножниц, всё время
.чувствуя", таким образом, положение ножей,
а второй (стационарный) устанавливается под
углом, указывающим положение ножей, какое
они должны были бы иметь в момент захвата
металла валками последней клети. При захвате
полосы валками прокатного стана второй
сельсин с помощью специального небольшого
мотора также начинает вращаться (со ско-
ростью стана). Таким образом, вращаются уже
оба сельсина, причём один из них указывает
действительное положение н жниц, а вто-
рой — положение, при котором ножницы
должны были бы находиться. При разности
углов эти сельсины через схему управления
соответственно замедляют или же, наоборот,
ускоряют вращение двигателя ножниц.
В некоторых случаях летучие ножницы
должны обеспечить не только регулировку
длины переднего отрезаемого куска, но также
и длину двух последних кускоз.
Кинематическое выравнивание скоро-
стей [64]. Механизмы для выравнивания скоро-
стей полосы и ножей в момент реза, как уже
указывалось, требуются в случае, когда регу-
лировка длины отрезаемых на ножницах ку-
сков производится изменением числа оборотов
ножей при неизменной скорости движения
разрезаемого материала.
К числу этих механизмов относится двух-
кривошипный механизм летучих ножниц СКМЗ,
изображённых на фиг. 42 и 43.
Если двухкривошипный вал (фиг. 45) на-
ходится на одной оси с вращающимися кули-
сами (эксцентриситет е = 0), то при работе
двигателя мгнозенная угловая скорость а>,
978
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
связанная с ножницами ведомой левой кулисы,
будет в точности совпадать с угловой скоро-
стью а*!, связанной с двигателем ведущей пра-
вой кулисы (кривая / на фиг. 46).
В случае же некоторого сме-
щения оси двухкривошипного
Фгг. 45. Схема двухкривошчпного механизма для
выравнивания скоростей.
вала мгновенная угловая скорость ш ведомой
кулисы уже не будет постоянной величи-
ной. Её скорость в этом случае в течение
одного оборота будет меняться (кривая 2 на
фиг. 46), причём отклонение мгновенной ско-
рости со ведомой кули-
сы от постоянной ско-
рости «i ведущей ку-
лисы будет тем боль-
ше, чем большее сме-
щение дано двухкри-
вошипному валу.
Средняя скорость ы
ведомой кулисы при
этом, разумеется, бу-
2.0
W
0,5
т
td
0 60 120 180 2W 300д>°
Фкг. 46. Кривая зависи-
мости скорости ножниц со
от угла поворота <р ве-
дущей кулисы при
лет в ючности рав-
няться постоянной
скорости cdj ведущей
кулисы, так как сред-
нее число оборотов
обеих кулис одина-
ково.
Величина необходимого смещения е двух-
кривошипного вала в зависимости от длины
отрезаемого куска L определяется по урав-
нению [64]
~ L — La
Эта формула показывает, что при основ-
ной длине отрезаемого куска 10 смещение
ползуна должно равняться нулю, а при длине
L—2L0 оно должно равняться 1/3 R
(фиг. 46).
„Радиальное" выравнивание скоро-
стей [34]. Подгонка скорости ножей в момент
реза с помощью двухкривошипного меха-
низма осуществляется за счёт сообщения но-
жам неравномерной скорости вращения,
меняющейся в течение каждого оборота но-
жей. При этом в механизме ножниц возникают
значительные динамические моменты, требую-
щие повышенной мощности двигателя и махо-
вика.
Этот недостаток отсутствует в изображён-
ных на фиг. 47 летучих ножницах, предна-
значенных для резки квадратной заготовки
ЮОхЮО-мл на мерные длины, меняющиеся
от 3660 до 11 000 -мл* при скоростях про-
катки 4 м/сек [84].
Ножницы приводятся в движение двумя
двигателями по 150 л. с.
Ножницы имеют оригинальное устройство
для выравнивания скоростей, основанное на
том, что при увеличении числа оборотов
коленчатых валов ножниц для уменьшения
длины отрезаемого куска соответственно
уменьшается радиус вращения ножей, вслед-
ствие чего окружная скорость ножей остаётся
прежней, соответствующей скорости движения
разрезаемой полосы.
а)
<юоо-
б)
Фиг. 47. Летучие ножниды для резки заготовки ЮОХ
ХЮО мм [34J: о — общий вид; о" —схема ножниц.
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
979
По сравнению с двухкривошипным меха-
низмом описываемое устройство позволяет
летучим ножницам работать с постоянной
скоростью и позволяет конструировать летучие
ножницы с динамически уравновешенной кине-
матической схемой, не требующей маховика,
что особенно важно для ножниц, работающих
на режиме запусков при отрезании мерного
переднего конца полосы.
Коленчатые валы ножниц (фиг. 47, б) смон-
тированы на люльках, опирающихся с одной
стороны на гайки, двигающиеся по двум вер-
тикальным винтам, закреплённым в станине
ножниц, и с другой стороны — на тяги меха-
низма пропуска реза. Такая схема обеспечи-
вает опорам коленчатых валов два незави-
симых движения в вертикальном направлении:
подъём коленчатых валоз для пропуска реза и
регулирование межцентрового расстояния при
увеличении или уменьшении радиуса вращении
ножей для выравнивания окружной скорости
ножей и скорости разрезаемой полосы.
Регулировка межцентрового
расстояния осуществляется от вспомога-
тельного двигателя через расположенную в
нижней части станины ножниц червячную
передачу, вращающую вертикальные винты.
Механизм пропуска реза состоит
из расположенного в нижней части станины
ножниц коленчатого вала, который для про-
пуска реза поднимает верхнюю люльку нож-
ниц и одновременно опускает на ту же вели-
чину нижнюю люльку. Механизм пропуска
реза приводится в движение от главного при-
вода ножниц, причём в зависимости от длины
отрезаемых кусков он вращается в два, три
или четыре раза медленнее основных колен-
чатых валоз ножниц.
Ножи крепятся на супортах, свободно вра-
щающихся на шейках коленчатых валов. Для
обеспечения параллельного движения ножей
супорты связаны вертикальной направляющей
штангой.
Для обеспечения возможности регулировки
радиуса вращения ножей шейки коленчатых
валов ножниц вмонтированы в эксцентричные
втулки, вращающиеся на закреплённых в
качающихся люльках ножниц роликовых под-
шипниках. Коленчатые валы ножниц приво-
дятся в движение с помощью универсальных
шпинделей. Эксцентричные опорные втулки во
время работы ножниц также вращаются
с числом оборотов, ь точности соответствую-
щим по направлению и величине числу обо-
ротов коленчатых валов. Вращение эксцен-
тричным втулкам передаётся от главного при-
вода ножниц с помощью второй пары универ-
сальных шпинделей (см. фиг. 47). Благодаря
такому устройству при нормальной работе
ножниц коленчатый вал и эксцентричная
втулка будут вращаться как одно целое.
В этом случае окружная скорость ножей
может быть подсчитана по формуле
v - ш/?Л> (88)
где RH — радиус траектории движения ножей,
величина которого зависит от угла смещения
эксцентричных втулок относительно колен-
чатых валов.
Если при работе ножниц эксцентриситет
втулки совпадает по направлению с эксцен-
триситетом коленчатого вала (фиг. 48, а), то
ввиду равенства числа оборотов коленчатого
вала и эксцентричной втулки радиус траек-
тории движения ножа RH будет равен
сумме эксцентриситетов коленчатого вала
R и эксцентричной втулки е
Этот радиус будет максимально возможным
радиусом траектории ножей. При нём отре-
зается „основная" длина 5500 мм при одном
пропуске реза, длина 8250 мм при двух про-
пусках реза и, наконец, длина 11 000 мм при
трёх пропусках реза.
Если при уменьшении длины отрезаемого
куска, при которой числа оборотов увеличи-
ваются, потребуется для сохранения той же
окружной скорости ножей v уменьшить радиус
траектории ножа RH, то для этого необходимо
будет сместить эксцентричные втулки относи
Фиг. 48. Графическое построение радиуса траектории
ножей R при различных взаимных положениях колен-
чатого вала и эксцентричной втулки (к фиг. 47): а — ма-
ксимальный радиус; б — промежуточное положение;
з—минимальный радиус.
тельно коленчатых валов на некоторый угол ф
D иг. 48, б). В этом случае радиус траекто-
рии ножей RH будет равен геометрической
сумме эксцентриситетов
RH = YR* — е* sin 2ф + е cos
(89)
При повороте эксцентричной втулки на 180е
(фиг. 48, в) радиус траектории ножей RH
получит минимальную величину, равную
разности эксцентриситетов
Электрическое выравнивание скоро-
стей [40]. Появление за последние годы но-
вой электрической аппаратуры открывает
перед конструкторами широкие возможности
к упрощению механической части проектируе-
мых машин и к значительному повышению их
производительности. Электрическая схема
управления проектируемой машины оказы-
вается способной выполнять функции, которые
раньше осуществлялись механизмами со слож-
ной кинематической схемой. Среди новой
электрической аппаратуры в этом смысле в
первую очередь следует отметить амплидин,
с помощью которого можно осуществлять
значительные форсирования и ускорения, и
сельсин, обеспечивающий электрическую син-
хронизацию отдельных элементов механизма,
заменяющий собой в отдельных случаях меха-
ническил диференциал.
Упомянутые общие тенденции нашли своё
отражение и в конструкциях летучих ножниц —
980
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
одного из наиболее сложных механизмов про-
катного цеха и, в частности, в вопросе
выравнивания скоростей, которое при совре-
менной аппаратуре может быть осуществлено
без сложного специального механизма чисто
электрическим путём.
В тех случаях, когда летучие ножницы,
изображённые на фиг. 41, должны работать
с .выравниванием" скоростей, подающие
ролики будут вращаться не с постоянной ско-
ростью: в период резания их скорость будет
соответствовать скорости ножниц, а в период
между двумя последовательными резами их
скорость соответствующей форсировкой дви-
гателя будет искусственно меняться в зависи-
мости от заданной длины отрезаемого на лету-
чих ножницах куска.
Это изменение происходит таким образом,
что общий угол поворота <р0 подающих роли-
ков за период между двумя последовательными
резами соответствует подсчитываемому по
уравнению G7) углу, величина которого
задаётся электрической схеме соответствую-
щей установкой передаточного числа i кине-
матического редуктора.
Усилия резания [34]. Расчёт усилий реза-
ния и статических моментов на летучих нож-
ницах в основном проводится теми же мето-
дами, что и на обычных сортовых и листовых
ножницах, но когда ножницы стоят непосред-
ственно за станом и в их конструкции отсут-
ствует механизм для „выравнивания скоро-
стей", линейная скорость ножей в период ре-
зания v превышает скорость движения по-
лосы Vq, вследствие чего участок полосы, на-
ходящейся между станом и ножницами, под-
вергается растяжению. В этом случае прихо-
дится учитывать возникающие в полосе на-
пряжения, которые не должны превышать
предела упругости металла полосы при тем-
пературе резания.
Угол <pj, при котором происходит начало
резания полосы толщиной h мм, при сложной
траектории ножей наиболее просто опре-
деляется непосредственно по чертежу траек-
тории, а в случае, когда траектории ножей
представляют собой две окружности с одина-
ковыми радиусами R мм, определяется анали-
тически по формуле (фиг. 49)
c — h л НА- а
cos П = -of = ! оТГ".
(90)
где а — величина перекрытия ножей в мм
(см. фиг. 49).
Исходя us того что рез полосы заканчи-
вается при погружении ножей на глубину ео
(см. фиг. 27 и 28), угол конца резания опреде-
ляется из уравнения
/1 - \ U 1 ~
COS <р2 = 1
/?"
Величина горизонтального перемещения
ножей в период резания
s = R (sin 9i — sin cp2) MM\
время резания
. ?1 — ?2
а соответствующая величина перемещения по-
лосы
Sq = v$t мм.
Величина напряжения, возникающего в про-
цессе резания на находящемся между станом
и летучими ножницами участке полосы I мм,
составляет
Фиг. 49. Процесс резания
на летучих ножницах.
360
v
где Е—модуль упругости материала полосы,
величина которого при температуре конца
прокатки (800°) составляет для стали прибли-
зительно 4500—5500 кг/мм2 [64].
По уравнению (91) подсчитывается вели-
чина дополнительной нагрузки на ножи и на
привод летучих ножниц,
появляющаяся в резуль-
тате разности скоростей
ножниц v и подаваемой
полосы v0.
Так как в разрезае-
мом сечении помимо
срезывающих напряже-
ний действуют и растя-
гивающие напряжения,
то окончание реза фак-
тически произойдёт не-
сколько раньше принято-
го в расчёте момента
вследствие разрыва по
лосы в надрезанном се-
чении.
Мощность двигателя [64]. Выбор мощ-
ности двигателя летучих ножниц,
работающих на режиме запусков,
производится исключительно из условий раз-
гона движущихся масс ножниц, так как усилие
реза в этом случае большого значения не
имеет, а время разгона ножниц обычно тре-
буется весьма малое. В зависимости от усло-
вий работы и конструкции ножниц оно может
колебаться в пределах от 0,1 до 5 сек. Расчёт
привода проводится по рассмотренным выше
методам.
Выбор мощности двигателя у непре-
рывно вращающихсялетучих нож-
ниц, работающих с маховиком, производится
по секундному расходу работы резания
Ы=^л.с. (92)
где А — работа резания в кгм, определяемая
по уравнению F3); ?—промежуток времени
между двумя последовательными резами в сек.;
(•— коэфициент, учитывающий дополнитель-
ный расход энергии в механ змс ножниц на
трение в подшипниках, трение о воздух и пр.
Для ножниц, имеющих несложную конструк-
цию привода, коэфициент $ может быть при-
нят равным 5. В ножницах же, имеющих слож-
ный редуктор и ряд вспомогательных меха-
низмов (включая и подающие ролики), рабо-
тающих от главного привода ножниц, мощ-
ность двигателя обычно превышает средний
секундный расход работы резания в 15—20 раз.
Это замечание особенно относится к ножни-
цам, имеющим специальный механизм, созда-
ющий неравномерное вращение ножей.
ГЛ. XXI
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
981
Выбор мощности маховика лету-
чих ножниц. Продолжительность реза в
летучих ножницах настолько мала, что ток в
якоре двигателя из-за самоиндукции не успе-
вает нарасти, вследствие чего при предвари-
тельном расчёте привода летучих ножниц
можно пренебречь работой двигателя в период
реза, считая, что разрезание полосы происхо-
дит исключительно за счёт уменьшения запаса
живых сил маховика. Таким образом, работу
резания металла А кгм можно приравнять к
разности запаса кинетической энергии вра-
щающихся масс ножниц в начале и конце реза
GD*
:7200
'—пЛ кгм.
По этому уравнению делается предвари-
тельный выбор общего махового момента при-
вода летучих ножниц.
Если число оборотов двигателя в конце
реза будет пк, а допустимое скольжение дви-
гателя s, то
При найденном маховом моменте нагрузка
двигателя в период реза не превысит допу-
стимых значений.
В том случае, когда маховой момент меха-
низма ножниц не постоянен, величина общего
махового момента привода должна выбираться
более высокой, чтобы предохранить двигатель
и редуктор от динамических нагрузок, возни-
кающих при изменении махового момента ме-
ханизма ножниц. В описываемых выше нож-
ницах, имеющих механизм для создания нерав-
номерного движения ножей (фиг. 45), вели-
чина махового момента привода в 20—25 раз
больше подсчитанной по уравнению (93) ве-
личины.
В табл. 8 дана характеристика привода не-
которых листовых летучих ножниц.
Таблица 8
Характеристика привода летучих ножниц
барабанного типа листовых непрерывных станов [?б]
Ско-
рость
»0
в м\сек
2,5-5.°
3.4-6.8
4,1—8,а
3,8-8,8
4,4-ю. °
5,2—ю,4
5,а-ю,4
5, а— ю,4
5,2-ю,4
5.3-м.б
Наиболь-
ший размер
разрезае-
мого сече-
ния
1
ч Ч
8.5
4.8
_
7,1
9.5
3.2
12,0
Ю,О
8,о
6,о
Si S
О.»
а ^
9ш
75°
i8oo
15°°
190 :>
800
56 э
I2O0
1223
язоо
195°
Длина
отре-
заемых
кусков
L в м
2.3—9.а
3.4-13.5
7-3-14.6
2,5—Ю,О
3,4-6,7
3,0-9,°
3.4-13.5
4.3-17.°
3.4- 6,8
5>°—ю,о
Мощ-
ность
N
В Л. С.
От
стана
2Х'5Э
2X150
2X150
2X120
2XIOO
2X15°
2X15°
яХ15°
2X15°
Способ синхро-
низации с
последней
клетью стана
Гидравличе-
ская передача
Электриче-
ская
Посх. Леонарда
—
—
Электриче-
ская
_
—
—
Гидравличе-
ская передача
Выбор основных параметров [64]. После
того как определён тип проектируемых лету-
чих ножниц и принят определённый метод ре-
гулировки длины отрезаемых листов, необхо-
димо выбрать основные кинематические раз-
меры ножниц.
Определение «основного" числа
оборотов ножей. Число оборотов но-
жей п при отрезании кусков „основной*
длины Lo м, при котором окружная скорость
ножа v соответствует скорости полосы v0M/ceic,
находится из уравнения (80)
об/мин,
или для горячих стальных полос
об/мин,
\.Q\bL,
(94)
(94а)
где k — принятое число оборотов ножа в пе-
риод между двумя последовательными резами
(см. выше); 1,015 — коэфициент линейного
температурного расширения.
В зависимости от принятого метода регу-
лировки, увеличивая или уменьшая это число
оборотов, можно получать различные длины
отрезаемых листов.
Определение условного ради-
уса траектории и ножей. При основном
расчётном числе оборо-
тов ножей п горизон-
тальная проекция линей-
ной окружной скорости
ножей в момент начала
резания не должна быть
меньше скорости подачи
полосы vo, так как в про-
тивном случае полоса в
период реза будет изги-
баться, а по окончании
реза может быть затяну-
та ножом вокруг бара-
бана, что поведёт к ава-
рии ножниц (фиг. 50)
Фиг. 50. Скорости в
момент начала резания
на летучих ножницах.
Условный радиус траектории режущей
кромки ножа (фиг. 49) определяется по уравне-
ниям (90), (94) и (95)
(96)
(96а)
или для горячих полос
l,015Lo . h+a
Если по этим уравнениям радиус траекто-
рии ножей получается слишком большим, то
вводятся пропуски резов, чем увеличивается
величина k в уравнении (94) и соответственно
увеличивается „основное" число оборотов но-
жей п. Если же, наоборот, радиус получается
настолько малым, что встречаются конструк-
тивные затруднения при креплении ножей на
982
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
барабанах, то в этом случае на каждом бара-
бане можно установить по два ножа (вели-
чина k равна V2)*«
Определение межцентрового
расстояния. В ножницах с прямыми но-
жами перекрытие ножей устанавливается от 1
до 10мм в зависимости от толщины и пластич-
ности материала разрезаемой полосы. В нож-
ницах с наклонными ножами перекрытие но-
жей должно быть несколько больше ширины
листов, умноженной на тангенс угла наклона
ножей
а ]> Ь tg a.
В зависимости от принятого перекрытия
устанавливается расстояние между центрами
траекторий ножей
с = (/?! + Яг) — «, (97)
где /?i и /?2 — радиусы траектории режущих
кромок ножей в момент реза.
В случае равных радиусов
с = 2R — а.
Дисковые ножницы
(S8)
Дисковые ножницы предназначаются глав-
ным образом для продольной резки листового
материала: для обрезания кромок и для разре-
зания рулонов листового материала на ряд бо-
лее узких полос.
На заводах, обрабатывающих цветные ме-
таллы, дисковые ножницы применяются для
круговой спиральной резки медных и латун-
ных листов на заготовку к проволочным во-
лочильным станкам**. Круговые дисковые нож-
ницы применяются также и в котельном про-
изводстве для вырезки днищ котлов и для
фигурной резки листов.
По своей конструкции дисковые ножни-
цы, применяемые в прокатных цехах, под-
разделяются на: 1) двухпарные (трёхпарные)
(фиг. 51); 2) многопарные (универсальные)
(фиг. 52); 3) для круговой и спиральной резки
листов (фиг. 54).
Конструктивные особенности. В много-
парных дисковых ножницах диски монтируются
на двух горизонтальных валах, причём тре-
буемое расстояние между дисками обеспечи-
вается промежуточными кольцами. Для осу-
ществления возможности быстрого перехода
с одной разрезаемой ширины на другую нож-
ницы часто имеют два комплекта сменных
станин, дающих возможность во время работы
первого комплекта производить подготовку
второго.
Ножницы для обрезания кромок имеют по-
движные станины (фиг. 51), которые могут
передвигаться одна к другой или раздвигаться
в противоположном направлении без наруше-
ния относительного положения двух ножей,
* В этом случае могут встретиться затруднения при
обеспечении правильного зазора между ножами в мо-
менты реза.
** При малых диаметрах ввиду низкой температуры
прокатки и большой теплопроводности получаемая пу-
тем прокатки медная и латунная „катанка" имеет боль-
шую разность в диаметрах переднего и заднего конца.
установленных в каждой станине. В этой кон-
струкции смена ножей и их перестановка
производятся с минимальной затратой времени.
Другая разновидность этой конструкции
представлена на фиг. 52 и 53, где помимо двух
крайних пар дисковых ножей на проходящие
через пустотелые валы шпиндели можно мон-
тировать ещё несколько пар ножей с проме-
жуточными кольцами на случай необходимости
продольной резки на узкие полосы.
Для того чтобы лист или лента после об-
резки у них кромок выходили из дисковых
ножниц в горизонтальном положении, иногда
даётся небольшое смещение оси верхнего
диска по отношению к нижнему (фиг. 51). При
этом смещении отрезаемая кромка отгибается
значительно сильнее, а самый лист выходит из
ножниц в горизонтальном направлении. Вели-
чина смещения делается различной в зависи-
мости от толщины листа и диаметра дисков;
в каждом отдельном случае она может быть
найдена графическим построением.
Уменьшение отгибания листа вверх при
его выходе из дисков достигается также уста-
новкой со стороны отрезаемой кромки диска
меньшего диаметра.
При смещённом положении одного из ди-
сков или в случае, когда установлены диски
различного диаметра, разрезаемый лист при
входе в диски будет образовывать небольшой
горб. Для уменьшения этого изгиба листа
перед дисками часто устанавливаются специ-
альные прижимные ролики (фиг. 51).
В верхней части станины обычно преду-
сматривается установочный механизм, служа-
щий для регулирования расстояния между
центрами обоих дисков путём подъёма или
опускания вала верхнего диска. У ножниц
старой конструкции изменение межцентрового
расстояния дисков осуществлялось специаль-
ными нажимными винтами. В современных
конструкциях установка производится пово-
ротом эксцентриковых втулок (фиг. 53).
Конструкция диска. Диаметр диска
выбирают в зависимости от толщины разре-
заемых листов, исходя из допустимого угла cpi
захвата при задаче листа в диски. На прак-
тике угол cpi обычно принимают равным 10—
15°, что при нормальном перекрытии дисков
в соответствии с уравнением A00) составит
?> = 35-т-70Л.
В случае, если диаметры обоих дисков не
равны, то под величиной D следует подразу-
мевать их средние значения.
Толщина диска обычно принимается
равной
s = 0,C6-=-0,10Z).
Наружная поверхность диска, как правило*
выполняется цилиндрической (угол заостре-
ния 90°). Материалом дисков обычно является
специальная сталь с пределом прочности
около 120 kzjmm2 и твёрдостью по Шору
90—95.
Перекрытие дисков а принимается в
пределах от 1 до 5 мм в зависимости от тол-
щины разрезаемых листов и конструкции
ножниц.
Фиг. 51. Двухпарные дисковые ножницы конструкции УЗТМ для резки листов толщиной от 5 до 25 мм, шириной до 2300 мм, со скоростью резани!
0,25 м.сек. Главный двиггтель 200 л. с, даигатель передвижения станин 11 л. с.
984
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Фиг. 52. Дисковые ножницы для резки тонких холоднокатаныых листов.
290 \
Фиг. 53. Механизм установки иожей дисковых ножниц
для резки 1СНК4Х холоднокатанных листов (к фиг. 52).
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
985
Ч'»
Фиг. 54. Дисковые ножницы для круговой (спиральной) резки листов
Усилия резания. Для определения усилий
резания на дисковых ножницах служит урав-
нение, аналогичное уравнению G0) для ножниц
с наклонными ножами
(99)
- 2tg? г "*"
где Л — толщина разрезаемой полосы в мм;
р — удельная работа резания в кгмм\ммг,
определяемая по табл. 4 или по формуле F4);
? — поправочный коэфициент (см. стр. 970);
-f — средний угол зоны резания (фиг. 55), опре-
деляемый по заданному диаметру дисков D и
величине перекрытия а *
A00)
1АЛ
При резании вязких материалов угол <р
определяется более точно, как среднее значе-
ние угла начала резания <рх и угла конца ре-
зания ср2 (см. фиг. 55 и 28)
COS 'f = 1
0-5)*+.
D
A01)
Точка приложения равнодействующей уси-
лия резания совпадает с центром тяжести
эпюры, изображённой на фиг. 55.
Когда оба диска имеют равные диаметры
и окружные скорости, можно считать условия
работы обоих дисков примерно одинаковыми
и, следовательно, расстояния от проходящей
через оси дисков плоскости до точек прило-
жения равнодействующей можно считать рав-
ными. Равнодействующая давления разрезае-
мой полосы на каждый диск в этом случае
должна быть направлена вертикально (фиг. 55).
Статические моменты. Необходимый для
вращения диска момент определяется уравне-
нием
Мст = Р- с = Р ~ sin <p кем, A02)
где с — плечо силы Р относительно оси диска
в м; D — диаметр диска в м. Подставляя в
это уравнение значения силы Р, получаем
sy кгм. A03)
Когда диаметры ди-
сков не равны, точ-
ный расчёт несколько
усложняется [821, но
прикидочные расчёты
можно производить
по выведенным выше
формулам, подставляя
в уравнение A03)
вместо D величину
среднего диаметра ди-
сков.
Скорости резания.
Скорость резания на
дисковых ножницах,
примерно равная ок-
ружной скорости ди-
сков, умноженной на
cos <p, выбирается в
зависимости от требуемой производительно-
сти ножниц, от толщины и механических
свойств разрезаемых листов. Наиболее упо-
требительные скорости резания на дисковых
ножницах [82]:
Толщина листа Л Скорость v0
в лш в м'сек
*—5 i,o—а,о
5—Io O|5— *iO
ю— 2о 0,35—°>5
2о—35 о,з—о,з
Привод. У дисковых ножниц в качестве
привода обычно служит асинхронный двига-
тель, а когда тре-
буется регулирование
скорости резания -
шунтовой двигатель.
НИЯ (р,.
Средний угол <р приравнивается углу начала реза-
Фиг. 55. Процесс резания на дисковых ножницах.
Мощность, требуемая для вращения одной
пары дисков, выбирается на основании ура-
внения A03) или, что то же, на основании
уравнения F3)
<104>
986
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
где i>o—скорость разрезаемой полосы ъм\сек\
? — поправочный коэфициент (см. стр. 970);
i\ — общий к. п. д. привода ножниц, учиты-
вающий потери на трение в подшипниках ди-
сковых валов и другие потери. В практиче-
ских расчётах коэфициент i) принимают рав-
ным 0,6—0,7. Если от двигателя ножниц приво-
дится в движение и кромкокрошитель, то мощ-
ность двигателя увеличивается на 30—50°/0.
Пилы
Пилы применяются для поперечной горя-
чей и холодной резки сложных прокатных
Конструктивные особенности. Наиболее
совершенным типом пилы для горячего реза-
ния считается салазковая пила. Эта пила
имеет меньшее биение диска по сравнению с
другими типами пил. Диск пилы устанавли-
вается на раме, которая может горизонтально
перемещаться по направляющим станины.
Движение рамы, т. е. подача пилы, про-
исходит от отдельного электродвигателя или
от гидравлического цилиндра.
Привод диска делается или непосредствен-
ным (фиг. 57), т. е. от двигателя, соеди-
нённого с валом диска муфтой, или с гиб-
кой ремённой или тексропной пе;)едачей
(фиг. 58). В последнем слу-
_, чаз двигатель расположен
на другом колце салазок,
Фиг. 56- Рычажная пила горячей резки рельсо балочного стана с диском 1220 мм (см. табл. 11).
профилей, которые из-за смятия кромок не
могут быть разрезаны на ножницах.
В прокатном производстве получили распро-
странение пилы: 1) для горячей и 2) холод-
ной (фрезерной) резки; 3) пилы трения; 4) пилы
с электрорезкой; 5) „летучие" пилы.
Пилы для горячей резки не остывшего
после прокатки материала по своей конструк-
ции делятся j на салазковые (фиг. 57), ры-
чажные (фиг. 56) и маятниковые.
Пилы „трения* осуществляют резку горя-
чего и холодного металла путём нагрева по-
следнего силами трения до температуры пла-
вления.
.Летучие" пилы применяются главным
образом на непрерывных трубосварочных
станах [41,3] (фиг. 59).
что обеспечивает более равномерную нагруз-
ку салазок и предохраняет двигатель от на-
грева лучистой теплотой разрезаемого металла.
Ввиду того что процесс резания на пилах
сортового металла в среднем продолжается
от 5 до 20 сек., одна пила часто не в состоя-
нии обслуживать прокатный стан, в связи с
чем у станов высокой производительности, как,
например, у станов кро^с-каунтри или рельсо-
балочных, приходится ставить три—пять, а ино-
гда и большее количество пил. Резание про-
катанной полосы на несколько частей в этом
случае производится одновременно несколь-
кими пилами, которые устанавливаются вдоль
выходного рольганга на требуемое расстояние
друг от друга с помощью особого реечного
механизма (фиг. 57).
ГЛ. XX]
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
987
Конструкция диска. Наиболее существен-
ной деталью пилы, от которой в значительной
степени зависит её производительность,
является диск пилы, в связи с чем при проек-
тировании пилы на конструкцию диска обра-
щается особое внимание.
Диаметр диска выбирается в зависи-
мости от назначения пилы. В каждом отдельном
навлизаются
(в мм):
следующие размеры дисков
Фиг. 57. Салазковая пила горячей резки рельсобалочного
стана конструкции УЗТМ с диском ?000 мм (см.
табл. 11): а — обший вид; б— вид сверху.
случае требуемый диаметр диска пилы опре-
деляют исходя из наибольших габаритов
сечения полосы, для резания которой пред-
назначается данная
пила. При этом дол-
жен быть обеспе-
чен проход режущей
кромке диска по всему
разрезаемому сечению
с обеспечением воз-
можности переточки
диска на 5—10%.
Толщина диска
определяется в зави-
симости от его диа-
Наружный
диаметр диска
гсюо
I2OO
15°°
твое
200С
Толщина
диска
б
8
9
10
Диаметр по-
садочного от-
верстия (пред
откл, Аг)
Зоо
4оо
Диаметр ок-
ружности
центров от-
верстий ПОД
болты (пред.
откл. А3
4ос
боо
Диаметр от-
верстий под
болты
З3
38
Количество
болтов
6
6
Материал диска. Диски пил для горя-
чего резания металла и пил трения обычно
делают из стали невысокой твёрдости. Ввиду
наличия вибрационных нагрузок на диске
большое значение имеет удлинение материала
диска, при повышении которого значительно
увеличивается срок службы диска.
Диски пил для горячего резания большей
частью делаются из стали, имеющей. <ty =
= 80 - 95 кг/MAfi и 5 = 13 — 20%. Для этих
пил употребляются также диски из стали с
небольшой примесью марганца @,8—!,25% Мп)
и, в частности, сталь марки С5Г. В некоторых
случаях для дисков применяются никелевые
стали A,5—2,25% Ni), обладающие большей
стойкостью в отношении образования трещин.
В последнее время начали применяться
диски с закалёнными и затем отпущенными
зубьями. При этом прочность зубьев дово-
дится до zb =120-r-140 кг/мм?, причём тело
самого диска не закаливается. Срок службы
таких дисков приблизительно в 3 раза больше,
чем у обычных дисков с незакалёнными
зубьями.
Конструкция зубьев. Наиболее распро-
странённые типы зубьев для пил горячей резки
показаны на фиг. 60. В некоторых случаях,
150ас, WQOoti/мин
метра [10]
=@,18
мч.
Размеры диска пи-
лы в настоящее вре-
мя регламентированы
ГОСТ 3967-47 „Пилы
дисковые прокатных станов. Основные размеры
дисков". Согласно ГОСТ для вновь проекти-
руемых, дисковых пил прокатных станов уста-
15 л с
400 -1600 од/мин
Фиг. 58. Салазковая пила холодной резки рельсобалочного стана с диском 1370 мм
(см. табл. 11).
однако, применяют зубья и несимметричной
формы (фиг. 61), как более выгодные в отно-
шении расхода энергии [82].
988
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
У пил для горячего резания зубья обычно
не разводятся, но некоторые заводы произво-
дят расклёпывание диска с помощью пневма-
тических молотков для придания трапецоидаль-
ной формы сечению диска на его окружности,
что несколько уменьшает удельный расход
энергии при резании.
У пил трения зубья делаются тупыми (см.
2/60
Удельная работа резания. На фиг. 62 пред-
ставлены результаты проведённых в производ-
ственных условиях экспериментальных иссле-
дований по резанию на пилах при различных
температурах мягкой стали идуралюмина [82],
причём в первом случае резание производи-
лось на диске толщиной 8 мм и во втором —
12,7 мм. Из этой диаграммы следует, что сред-
няя потребляемая мощность N л. с. пилы про-
порциональна секундной разрезаемой пло-
щади / мм^/сек. Мощность резания должна
быть пропорциональна также и ширине s мм
производимого диском прореза.
Удельная работа резания на пилах опре-
деляется по уравнению
A05)
7^
Величина р представляет собой ту работу
в кгмм, которую необходимо затратить, чтобы
Фиг. 59. Летучая пила непрерывного стана печной
сварки труб для резки при скорости подачи труб до
2 м/сек [4 |: а — общий вид; б— каретка.
фиг. 60), так как в данном случае они служат
лишь для лучшего выбрасывания из прореза
расплавленных частиц металла*
Фиг. 61. Форма зуба пилы — .волчий зуб".
вырезать из разрезаемой полосы 1 мм& ме-
талла. В табл. 9 представлены значения удель-
ной работы резания на пилах, полученные
на основании опытных кривых (фиг. 62 и 63).
Таблица 9
Удельная работа резания на пилах
20
120 Ум/сек
Фиг. 60. Окружные скорости v диска пилы, его твёр-
дость по Роквеллу Rq и форма зубьев.
Разрезаемый
металл
Сталь 45
Сталь 20
Дуралюмин Д«1б
Температура
резания в *С
7оо
95°
8оо
IIOO
Холодный
320
Удельная рабо-
та резания р
в кгмм/.им3
1250
650
93°
47°
бз
-и
ГЛ. XXI
МАШИНЫ ДЛЯ РАЗРЕЗАНИЯ
989
Величина удельной работы резания р за-
висит от температуры резания, от механиче-
ских свойств разрезаемого металла, от со-
стояния и формы зубьев и от общего состоя-
ния механизма пилы. Большое влияние на
величину удельной работы резания имеет
N/ic
Ш
200
160
80
—•—— о
/ ^
0п2С
К
/
у
/
4/
~—
/
^-
— **
/
JL
_»——-
Д-16
Л
ц
——¦
—¦
с —дада гш jo?o wo 5ooo бооо то то
Фиг. 62. Расход мощности N л. с. в зависимости от
секундной разрезаемой площади сечения / ммЧсек при
резании на пилах мягкой стали (сталь 20) и дуралю-
мина Д-16.
также степень разводки зубьев, так как при
неправильно разведённых зубьях много энер-
гии будет уходить на трение диска о разре-
заемый металл.
На фиг. 63 жирными линиями представлены
кривые зависимости удельной работы резания
Фиг. 63. Удельная работа резания р кгмм1мм? на диско-
вых пилах в зависимости от температуры при резании в
производственных условиях стали 20 и стали 45. Тонкими
пунктирными линиями показаны кривые, полученные при
лабораторных исследованиях.
от температуры, полученные путём обработки
результатов испытания пил в производствен-
ных условиях [80, 89], а тонкими штрихпунк-
тирными линиями представлены аналогичные
кривые, полученные при обработке материа-
лов исследования на лабораторной пиле [82].
Следует отметить, что лабораторные кривые
по сравнению с производственными дают ре-
зультаты, заниженные в 2—3 раза.
Согласно опытным исследованиям приме-
нение зубьев с большим шагом и с формой
.волчий зуб" (фиг.61) ведёт к снижению удель-
ной работы резания на 20 — 40% [82].
Мощность резания. Необходимая для
вращения диска пилы мощность согласно
уравнению
муле
A05)
определяется по фор-
F*/
75 000
л. с.
A06)
Если выразить величину секундной пло-
шади / через высоту сечения разрезаемой
полосы h мм (при перпендикулярно напра-
вленной подаче) и скорость подачи и мм/сек
f=h-u мм?/сек, A07)
то выражение для мощности примет вид
Л/ —
pshu
75 000
A08)
Мощность двигателя диска пилы может
быть определена и непосредственно по
опытным кривым,
представленным на
фиг. 62.
Окружное уси-
лие. Окружное
усилие Т (фиг .64),
действующее на
диск во время ре-
зания, определяет-
ся по окружной
скорости диска v
м/сек в соответ-
с уравне-
A06) и
ствии
ниями
A08)
Фиг. 64. Усилия, действу-
ющие на диск пилы во
время резания.
г = 75^==
v 1000 v
кг
или
Т. .
pshu
1000 v
кг.
A0Э)
(ПО)
Усилие подачи. Усилие Q, с которым
необходимо прижимать диск к разрезаемому
металлу, т. е. усилие подачи (фиг. 64), опре-
деляется формулой
Q = /? cos а — Г sin а кг.
A11)
Окружная сила Т может быть найдена по
уравнению A09), а радиальная сила R на осно-
вании опытных данных [82] может быть опре-
делена в зависимости от величины силы Г: для
горячего резания стали /? = (8-~ 15) Т; для
горячего и холодного резания дуралюмина
R = 5T.
Указанные значения силы R следует рас-
сматривать как средние его значения, так как
осциллограммы показывают, что усилия подачи
за период одного оборота диска испытывают
весьма резкие колебания, которые объясняются
некоторым неизбежным биением диска, вызван-
ным дефектами его центрирования, а также
упругими колебаниями вала диска.
Окружные скорости. В зависимости от
назначения пилы окружная скорость диска
меняется в широких пределах, указанных на
фиг. 60. Как при обычном горячем резании, так
и у пил трения скорость диска должна быть
по возможности максимальной, определяемой
условиями прочности (центробежные силы).
На заводах Советского Союза на пилах для
горячего резания, как правило, применяются
окружные скорости 90—ПО м/сек, а у пил
трения — до 125 м/сек.
990
ПСПОЛЮГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Скорость подачи. Требуемая скорость подачи
определяется в зависимости от формы и высоты h
разрезаемого сечения и от заданной производитель-
ности пилы, т. е. от заданной секундной разрезае-
мой площади /
и = j- мм/сек,
где
/=
75 000-Л/ \C00-T-v
мм^/сек.
A12)
A13)
Максимально возможная производительность
пилы/определяется допустимым для данного диска
окружным усилием Т и мощностью двигателя Л/.
Практические значения производительности пил
указаны в табл. 10.
Таблица 10
Производительность пил диаметром 1350-1800 мм
при горячем резании
Разрезаемый
металл
Сталь 0,2"/A С . .
То же
Дуралюмин Д-16
Температура
резания в °С
ооо— юэо
IOOO — IIOO
~3о:>
Производитель-
ность / мм*1сек
з ооэ— з °°°
3 ООЭ— 4 ООО
4 ооэ— 6 ооо
8 оэо—13 ооо
Ввиду того что высота сечения, разрезаемого на
данной пиле, может быть различна, скорость подачи
должна быть регулируемой. Обычно скорость подачи
а применяется в пределах 10—300 мм/сек. На совре-
менных пилах скорость подачи регулируется автома-
тически в зависимости от нагрузки двигателя диска.
Привод. Диск пилы имеет длительный режим
работы и не требует регулирования числа оборо-
тов. В связи с этим для привода диска пилы, как
правило, применяется асинхронный двигатель. Число оборо-
тов двигателя в минуту обычно около 980 или около 1450
в зависимости от диаметра диска пилы.
В маятниковых и рычажных пилах привод обыкновенно
осуществляется через гибкую передачу (фиг. 56). В салазко-
вых пилах привод делается или непосредственно через муфту
(фиг. 57), или через гибкую тексропную передачу (фиг. 58),
когда габариты двигателя не дают возможность располо-
жить его на оси диска.
Лля привода механизма подачи салазковых пил вследствие не-
обходимости иметь разные скорости подачи обычно применяются
шунтовые двигатели с числом оборотов, регулируемым в больших
-пределах (] : 4 и более). У больших пил между двигателями, приводя-
щими механизм подачи и диск пилы, предусматривается электрическая
связь для автоматического регулирования скорости подачи в зависи-
мости от нагрузки двигателя диска [48].
В табл. 11 приведена характеристика привода салазковых пил для
горячего резания различных стальных профилей.
Обрезные станки
Резцовые обрезные станки применяются для обрезки готовых
труб в трубопрокатных и трубосварочных цехах и для предваритель-
ной надрезки заготовок в колесопрокатных цехах.
Дисковые обрезные станки применяются для холодной резки труб
путём прокручивания трубы между двумя или тремя холостыми глад-
кими калёными дисками. Большого распространения в трубопрокат-
ных цехах эти станки не имеют ввиду их малой производительности
и наличия на обрезе готовой трубы фасок и заусенцев.
„Летучие" обрезные станки, устанавливаемые после непрерывных
трубосварочных станов, режут на мерные длины выходящие из стана
трубы на ходу.
На фиг. б5а представлен общий вид „летучего" обрезного станка
непрерывного стана контактной сварки труб [41], а на фиг. 656—про-
LI
pJ====__-.-_W-|
+ tb
1=г==-==--=5
¦ом-
Фиг. 656. Режущая каретка летучего обрезного станка [41].
992
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Характеристика привода салазковых пил для горячего резания
Таблица 11
Разрезаемое сечение
Размер диска
в мм
Диа-
метр D
Толщи
на s
Окружная
скорость
v в MjceK
Привод диска
N
в л. с.
10 Э
*5Э
7°
Зоо
Зоо
15°
1бо
25O
27Э
п
об/мин
1780
1690
I45O
720
725
93о
970
IOOD
980
Скорость
подачи и
в мм/сек
Привод
подачи
N в л с
Ход подачи
в мм
Рельсы *
Рельсы *•
Квадрат 100 мм
Балка № 48 Ъ - 420 мм . . . .
Балки и рельсы
Балка b —200 мм
Квадрат 200 мм
Рельсы, балка № 60, круг 300мм,
квадрат 240 мм ***
Балка № 120 Ь => 300 мм . . . .
I22O
137°
15°°
1525
175°
1750
аэоо
23OO
io6
I2O
9°
91
97
93
89
IOO
120
25—90
25—loo
4о—240
о-з8о
70—280
12—250
о—ago
1060
600
3°
40
12
33
2:5—100
1250
2100
* Рычажная пила с тексропной передачей (фиг. ?6).
** Салазковая пила холодной резки с тексропной передачей (фиг. 58).
*** См. фиг. 57.
дольный разрез его режущей каретки. «Лету-
чий* станок предназначен для резки на ходу
выходящих из стана труб диаметром от 40 до
150 мм с толщиной стенки до 8 мм.
«Летучий* станок имеет гидравлическое полностью
автоматизированное управление. Чтобы произвести оче-
редной порез, „флажок", установленный на пути выходя-
щей из стана трубы, включает тяговый цилиндр режу-
щей каретки летучего станка; когда скорость каретки
примерно сравняется со скоростью движения трубы,
включается гидравлический цилиндр зажимов, располо-
женных на специальной стойке на входной стороне ка-
ретки; этот цилиндр, действуя через шайбу с косыми
прорезями (см. фиг. 656), заставляет кулачки зажима
каретки двигаться в радиальном направлении; после того
как труба будет захвачена кулачками зажима, вследствие
чего скорость каретки сравняется со скоростью движе-
ния трубы, включается гидравлический цилиндр подачи
инструмента, который с помощью системы рычагов обой-
мы с шариковым подшипником и клиновых кулачков за-
ставляет три ревцовых держателя сблизиться и произ-
вести разрез трубы. По окончании реза все механизмы
теми же цилиндрами автоматически возвращаются в
исходное положение. Как видно на фиг. 656, резцовые
держатели смонтированы на головке центрального шпин-
деля каретки „летучего" станка, который приводится
в движение через цепную и зубчатую передачу от дви-
гателя 15 л. с, 400—1600 о б/.мин, смонтированного в ниж-
ней части каретки. Рядом с ним смонтирован двигатель
5 л. с-, 1200 об/мин, вращающий насос, который подаёт
масло в движущиеся вместе с кареткой цилиндр зажима
и цилиндр подачи инструмента.
Режущим инструментом для толстостенных труб явля-
ются обычные отрезные резам, а трубы с тбнкими стен-
ками режутся круглыми калёными холостыми дисковыми
резцами, смонтированными в корпусе резцедержателей.
Автогенные обрезные станки приме-
няются для резки заготовки и готовых труб
кислородным пламенем.
Среди станков подобного типа имеет
большие перспективы „летучий" автогенный
обрезной станок, режущий на мерные длины
трубы большого диаметра, выходящие из не-
прерывного стана спиральной сварки труб.
Ломатели заготовок
В трубопрокатных и колесопрокатных це-
хах применяются гидравлические и механи-
ческие (с электрическим приводом) ломатели
слитков и заготовок, надрезанных с помощью
автогенной горелки или на резцовых (токар-
ных) станках.
ПРАВИЛЬНЫЕ МАШИНЫ
В рассматриваемый класс машин входят
все машины, предназначенные для правки
прокатанного металла. Наравне с роликовыми
правильными машинами сюда входят правиль-
ные прессы и барабаны, а также и растяж-
ные правильные машины.
Роликовые правильные машины пользуются
наибольшим распространением. Основное
преимущество роликовых правильных машин
по сравнению с правильными прессами со-
стоит в значительно большей производитель-
ности при почти полном исключении ручного
труда. Растяжные правильные машины нахо»
дят применение лишь для правки очень тон-
ких листов, которые трудно править на роли-
ковых машинах.
Сортоправильные роликовые машины
Сортоправйльные роликовые машины пред-
назначены для правки всех видов прокаты-
ваемых профилей за исключением листов,
труб и круглого железа. Роликовые сортопра-
вильные машины выполняются двух основных
типов: открытого типа с консольными роли-
ками и закрытого типа с роликами, имеющими
.опоры с обеих сторон.
Конструктивные особенности. Консоль-
ное положение роликов обеспечивает более
удобную их смену, которая у сортоправйль-
ных машин производится довольно часто,
так как для каждого сорта требуются различно
калиброванные ролики. При этом, однако,
сильно повышаются изгибающие моменты в
цапфах, в связи с чем консольные ролики
обычно применяются лишь у небольших пра-
вильных машин с шагом роликов не более
400—500 мм. У правильных машин большого
размера ролики в большинстве случаез рас-
положены между подшипниками, устанавли-
ваемыми в двух почти одинаковых станинах
(фиг. 66), причём станина, расположенная с не-
приводной стороны для облегчения смены роли-
ков, иногда предусматривается отодвигающейся
ГЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
993
в осевом направлении с помощью приводимого от
двигателя специального механизма.
Для регулирования процесса правки подшипники
верхних роликов обычно делаются передвижными.
Подъём и опускание их производятся вручную от
штурвала.
На фиг. 66 представлена восьмироликозая сортоправйльная
машина с шагом роликов 600 мм, предназначенная для сред-
несортного стана 460. Диаметр роликов 455 мм и длина бочки
1000 мм. Подушки роликов правильной машины имеют под-
шипники качения с коническими роликами. Станины правиль-
ной машины изготовлены из стального литья. Верхние ролики
правильной машины уравновешены на пружинах, а настройка
роликов на требуемое межцентровое расстояние осуще-
ствляется индивидуальными маховичками.
На основании правильной машины имеется ручное винто-
вое устройство для перемещения правой станины при перевалке.
Все ролики правильной машины приводные. Машина имеет
двигатель мощностью 150/200 л. с. с числом оборотов, регули-
руемым в пределах от 400 до 800 об/мин. Движение роликам пере-
даётся через редуктор с передаточным числом, равным 10, шесте-
ренную клеть и универсальные шпиндели. Привод обеспечивает
скорость правки, регулируемую в пределах от 0,95 до 1,9 м\сек.
Основание правильной машины смонтировано на колёсах,
что даёт возможность в случае отсутствия необходимости в
правке прокатываемых полос отодвигать правильную машину
и передавать прокатываемые полосы по трёхроликовому роль-
гангу, смонтированному на основании правильной машины.
Пластический изгиб. При исследовании про-
цесса пластического изгиба, как и при упругом
изгибе, допускается, что поперечные сечения изги-
баемой полосы сохраняются плоскими. В этом слу-
чае деформации сжатия и растяжения по сечению
полосы будут пропорциональны расстоянию от
нейтральной линии*, а распределение напряжений о
по поперечному сечению полосы (фиг. 67, а) будет
подобно диаграмме зависимости между напряже-
ниями а и деформацией е при растяжении (фиг. 68).
В средней части сечения изгибаемой полосы будет
зона упругих деформаций, и эпюра напряжения
на этом участке согласно закону Гука будет выра-
жаться прямой линией. В крайних же частях сече-
йия будут зоны пластических деформаций, и напряже-
ния на этих участках будут изменяться по некоторой
кривой, аналогичной кривой растяжения (фиг. 68).
Аналитическую связь между напряжениями и де-
формацией за пределом пропорциональности в точ-
ном виде установить не представляется возможным,
вследствие чего исследование процесса правки при-
ходится вести упрощённым путём, считая изгибае-
мый материал за идеальное упруго-пластичное тело,
допуская при этом, что при деформациях ниже пре-
дела текучести материал будет идеально упругим,
а при более высоких деформациях — идеально пла-
стичным. Этим самым мы принимаем пределы пропор-
циональности и упругости равными пределу текуче-
сти и пренебрегаем упрочнением материала в преде-
лах тех пластических деформаций, которые возни-
кают при правке металла.
Поступающая в ролики правильной машины по-
лоса имеет кривизну, меняющуюся по длине полосы,
причём эта кривизна может быть направлена выпу-
клостью вниз или вверх.
Процесс правки на трёхроликовой
правильной машине. Так как пластическая
деформация сопровождается упругой, полоса при
правке должна быть изогнута на некоторую вели-
чину в обратную сторону с тем, чтобы при удале-
нии нагрузки она стала прямой (фиг. 69).
Относительная деформация полосы на расстоянии
у от нейтральной линии определяется уравнением
i
где р — радиус искривления правящейся полосы,
считая по нейтральной линии; pj — радиус изгиба
, производимыми ««««тельными
напряжениями.
63 Том 8
994
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
правящейся полосы в обратную сторону при
приложении нагрузки [82].
Эпюры деформаций в изгибаемой полосе
в утрированном виде показаны на фиг. 70, а,
где, как и на фиг. 69, прямая АА представляет
рассматриваемое сечение изгибаемой полосы
до деформации (выпуклость вниз) и прямая
AiAi — то же сечение в момент прохождения
а) б)
Фиг. 67. Распределение напряжений а в поперечном
сечении полосы: а— при упруго-пластическом изгибе;
6"—при идеально-пластическом изгибе.
зоны деформации, когда полоса получает пере-
гиб в другую сторону (выпуклостью вверх). На
фиг. 70, б дана соответствующая эпюра напряже-
ний идеального упруго-пластического изгиба,
согласно которой волокна
изгибаемой полосы, лежа-
щие вверх и вниз от точки С
(нейтральная ось) до то-
чек В, не перенапряжены
и деформации их являются
упругими, в то время как
волокна, лежащие между
точками В и А (крайние
волокна), помимо упругих
деформаций имеют также и
остаточные деформации.
Эпюра упругих деформаций
Фиг. 68. Напряже-
ния в растягивае-
мой полосе в зави-
симости от дефор-
маций.
на фиг. 70 представлена трапециями BCAiA>>,
а эпюра остаточных деформаций — треуголь-
никами ВАА2.
Этот случай обеспечивается, если перекрытие роли-
ков правильной машины, соответствующее деформа-
ции AiAa, будет произведено с учётом величины упру-
гой деформации Д1Аа и величины дополнительной де-
формации А3А3
Л,Л3 = AtA2 + A2Aa. A15)
Если бы при той же первоначальной кривизне полосы
(выпуклость вниз)у перекрытие роликов правильной ма-
шины AtAt было большим, то суммарная деформация по-
лосы AAi увеличилась бы за счёт увеличения остаточной
деформации АА3 при той же упругой деформации Л(Л2;
в результате этого из трёхроликовой правильной машины
полоса выходила бы с некоторой кривизной (выпуклостью
вверх). Если бы перекрытие было меньше, то полоса
после правки имела бы кривизну в обратную сторону.
Выполнением условия A15) идеальную правку на
трёхроликовой правильной машине можно
было бы получать, если бы полоса всё время имела
одинаковую первоначальную кривизну. Но в практике
первоначальный радиус кривизны полосы р меняется
не только по величине, но даже и по знаку. В этом
случае точка В на эпюре деформаций (фиг. 70.а) и на
эпюре напряжения (фиг. 70,6) будет непрерывно менять
Фиг. 69. Радиусы кривизны изги-
баемой полосы в зоне деформации.
Фиг. 70. Распределение деформации и напряжения в по-
перечном сечении изгибаемой полосы: а—эпюры дефор-
мации; (У—эпюры напряжений.
своё положение, а следовательно, будет меняться соот-
ношение моментов внутренних сил упругости (треуголь-
ники BCD и DA3A3) и величина дополнительной дефор-
мации А3Ау Таким образом, из-за упругого влияния
внутренних слоев полосы оказывается невозможным
добиться на трёхроликовой правильной машине идеаль-
ной правки полосы, так как подсчитываемая по уравне-
нию A15) предварительная установка роликов также
будет непрерывно меняться.
Введение четвёртого ролика положения не
исправит, так как он, производя изгиб полосы в проти-
воположном направлении, в рассматриваемом сечении
создаёт меньшие напряжения по сравнению с первым
изгибом. Введением пятого и последующих
роликов также не удаётся освободиться от упругою
влияния внутренних слоев, так как они в лучшем случае
будут повторять эпюру деформаций, приведённую на
фиг. 70.
Улучшения условий правки можно добиться, если на
первых трёх роликах правильной машины дать предва-
рительную большую суммарную деформацию с большой
остаточной деформацией АА3, значительно превышаю-
щую возможную максимальную кривизну (см. фиг. 70|
После выхода из роликов правильной машины полоса
под действием сил упругости будет стремиться выпря-
миться. Если бы полоса выпрямлялась только под дей-
ствием сил упругости крайних волокон, то рассматривае-
мое сечение полосы заняло положение А2А2, но так как
в выпрямлении полосы будут принимать участие все
волокна полосы, рассматриваемое сечение займёт поло-
жение А3А3, обусловленное равенством моментов сил
упругости, соответствующих деформациям, представлен-
ным на фиг. 70 заштрихованными треугольниками BCD
и DAiAs, причём треугольники, лежащие влево от пря-
мой А3А3, соответствуют напряжениям упругого растя-
жения, а треугольники, лежащие вправо от прямой
ASA3, — напряжениям упругого сжатия (см. эпюру на-
пряжений на фиг. 70, б).
Произведённая роликами правильной л-ашины суммар-
ная деформация крайних волокон AAlf равная упругой
деформации полосы А2А, и остаточной деформации ААЯ
на фиг. 70, выбрана таким образом, что после выхода
полосы из валков сечение А3А3 заняло положение, пер-
пендикулярное нейтральной линии, что соответствует
случаю идеальной правки полосы — кривизна равна нулю
1/Рз-О.
Тогда при правке этой искусственно искривлённой
полосы на четвёртом ролике точка В для всех сечений
будет смещена к нейтральной линии, уменьшится удель-
ный вес треугольника BCD по сравнению с треугольни-
ком DA.2A3, уменьшится относительная величина допол-
нительной деформации А«А3, а следовательно, умень-
шится и неравномерность в кривизне выходящей из
правильной машины полосы. Следует, однако, оговорить,
что этот рассмотренный режим правки возможен для
материалов, имеющих ярко выраженный предел теку-
чести в виде горизонтальной площадки (фиг. 68). Мате-
риалы же, не имеющие подобного предела текучести,
поддаются правке с большим трудом.
Фасонные профили, у которых большая масса ме-
талла сконцентрирована на периферии, вне зависимости
от предела текучести поддаются правке очень хорошо,
так как в этом случае сильно падает влияние внутрен-
него упругого ядра полосы, т. е. падает относительное
значение треугольника BCD по сравнению с треуголь-
ником DA3A3. Можно отметить, что правка фасонных
профилей идёт тем лучше, чем совершеннее данный про-
филь с точки зрения его работы на изгиб. В этом смысле
хуже всего поддаются правке круглые прутки.
ГЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
995
Число роликов. На основании анализа
распределения напряжений в изгибаемой по-
лосе можно сделать вывод о назначении роли-
ков правильных машин (фиг. 71); второй ролик
(первый верхний) служит для создания пред-
варительной остаточной (пластической) дефор-
мации в полосе; последний ролик служит для
точного регулирования величины деформа-
ции АХА% [см. уравнение A15)], обеспечиваю-
щей выход прямой полосы из правильной
машины; промежуточные ролики служат для
выравнивания напряжений в полосе путём
ряда дополнительных перегибов.
С точки зрения точности правки выгоднее
выбирать число роликов в правильной ма-
шине возможно большим, однако это вызы-
вает удорожание правильной машины и по-
вышение расхода энергии при правке.
Фиг. 71. Схема расположения роликов правильной
машины.
В сортоправильных машинах число роли-
ков обычно берётся сравнительно небольшое:
при правке мелких и средних сортов 7—11 и
при правке крупных сортов 7—8 роликов.
В соответствии с рассмотренным режимом
работы первый и последний ролики должны
иметь самостоятельную регулировку по высоте.
Изгибающие моменты. Момент, необходи-
мый для изгиба полосы, согласно условиям
равновесия, должен быть равен моменту вну-
тренних сил
М
Л/2
= 2b \ a
у • dy кг мм.
Участок упругих деформаций при правке
сильно искривлённой полосы получается не-
значительный. В этом случае, для упрощения
расчёта, напряжения а по всему сечению можно
принять постоянными и равными пределу
текучести as кг/мм2 (фиг. 67, б). Такое допу-
щение будет соответствовать случаю макси-
мально возможного при правке изгибающего
момента, величина которого после интегриро-
вания определится уравнением
М =
ьъ?
= S js кг мм,
A16)
где S -- пластический момент сопротивле-
ния в мм\ равный удвоенному статическому
моменту полусечения правящейся полосы.
В том случае, когда полоса почти прямая
и её правка происходит с весьма незначи-
тельными пластическими деформациями, упру-
гое ядро эпюры напряжений на фиг. 67, а
будет занимать почти всё сечение правящейся
волосы и напряжения а распределятся по
наклонной прямой (см. пунктирную линию на
фиг. 67, б), а напряжения, равные пределу
текучести <ss, будут иметь место только в край-
них волокнах. В этом случае потребный для
правки полосы изгибающий момент будет
минимальным и равным
М — —р— cs — W-qs кгмм, (П7)
где W — момент сопротивления попереч-
ного сечения правящейся полосы в мм*.
Таким образом, по мере изменения кри-
визны правящейся полосы изгибающий мо-
мент М, необходимый для её правки, будет
колебаться в пределах от Wss до Sas [82].
Диапазон этих возможных колебаний величины
изгибающего момента будет зависеть от фор-
мы сечения. Согласно уравнениям A16) и A17)
при прямоугольном сечении пластический
момент в 1,5 раза больше момента сопроти-
вления. Пределы возможных колебаний изги-
бающего момента при правке других сечений
определяются отношением пластического мо-
мента сопротивления S к упругому моменту
сопротивления W. Это отношение для разных
сечений имеет следующие значения [82]:
Форма-сечения S/W
Прямоугольник . . . • 1,5
Круг 1,7
Квадрат на ребро э,о
Равносторонний треугольник а,4
Угловое железо . . . . • 1,4.-1,6
Двутавровая балка (лёжа) 1,5—1,6
Швеллерная балка (лёжа) i,i—1,2
При правке металла в горячем состоянии
при температуре около 500° значение предела
текучести принимается приблизительно в 4 раза
меньше, чем в холодном состоянии [82].
Характер изменения изгибающего момента
по мере перехода от первых роликов пра-
вильной машины к последующим всецело за-
висит от настройки правильной машины.
Наибольшие моменты обычно развиваются
против второго и третьего роликов, где вслед-
ствие значительной деформации напряжения
в полосе будут почти по всему сечению равны
пределу текучести [уравнение A16)]. Против
последующих роликов упругое ядро будет
постепенно увеличиваться и, наконец, против
последних роликов оно будет простираться
почти по всему сечению полосы [уравне-
ние A17)].
Усилия на роликах. Давление Pi на пер-
вый ролик правильной машины можно опре-
делить, приравняв сумму моментов внешних
сил относительно сечения 2 (см. фиг. 71)
к изгибающему моменту согласно уравне-
нию A16) [82]
Pl=jyi=^i кг,
где / — шаг роликов в мм.
Аналогичным путём из суммы моментов
относительно сечения 3 я 4 определяется
давление на втором и третьем роликах:
6М
8 И
65 jy
-уА кг>
8 So,
Давление Ps является максимально воз-
можным давлением, которое может быть по-
лучено на роликах правильной машины.
Расчёт давления ка последних роликах
яравйльной машины (фиг. 71) ведётся анало-
гичным путём, но величина изгибающего мо-
996
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
мента, как уже указывалось выше, берётся
по уравнению A17):
8М
ем
кг;
~ t
ш
t
A21)
A22)
.к t ._ ^р-кг. A23)
Величины давлений на промежуточных ро-
ликах будут средними между величинами Р8
Шаг роликов. Расстояние между опорами
правящейся полосы, равное шагу роликов,
оказывает большое влияние на результаты
правки изгибом. От этого расстояния зависит
соблюдаемая при правке стрела прогиба поло-
сы (а следовательно, и точность самой правки)
и давление на ролики правильной машины.
При большом шаге роликов не обеспечи-
вается требуемая точность правки и сама ма-
шина становится громоздкой, а при малом
шаге получаются большие напряжения в по-
верхностном слое полосы, чрезмерные значе-
ния которых вызывают повышенный износ
роликов и порчу поверхности правящегося
материала, и с другой стороны — повышен-
ные усилия на ролики, усложняющие кон-
струкцию правильной машины и ведущие к
большому расходу энергии при правке. Оче-
видно, для каждого сечения правящейся по-
лосы существует наиболее выгодный, т. е.
оптимальный шаг роликов.
Обычно шаг роликов выбирается согласно
практическим данным (см. табл. 12).
Таблица 12
Шаг роликов сортоправйльных машин [82]
ffl
с
Шаг ролик
/ в мм
220
Зоо
4оо
45°
52O
боо
7оо
8эо
goo
юоо
IIOO
1300
Форма и размеры сечения
Квадрат-
ное и круг-
лое в мм
15- 4°
20—50
25-6O
3°—75
4О— QO
5О—loo
55—I'5
6о—125
65—135
7O-I45
73— i6o
8o-i75
Двутавро-
вое №
6
6—то
6-12
6—14
8—18
IO—?2
I2—3O
14—36
16-45
2O—5O
24—55
30- 6э
Швеллер-
ное №
шах
6,5
IO
12
i8
22
3°
36
40
—
—
Угловое
в мм шах
бохбо
8эХ8о
юоХ ioo
I2OXI2O
I3OX13O
I5OXI0O
2ООХ2ОО
24ОХ24Э
—
—
Тавровое
в мм шах
50x50
65Х65
75X75
юэХюэ
120X120
140X140
—
—
—
—
—
—
Рельсы
в кг\м
шах ,
7
8
и
18
24
30
38
44
50
55
Диаметр роликов. Диаметр роликов сорто-
правйльных машин выбирают соответственно
их шагу t и требуемой прочности.
Практически диаметр роликов в зависимо-
сти от длины ролика и максимальных возмож-
ных усилий выбирают в пределах
D = 0,75-0,9/.
A24)
Статические моменты. Требующийся для
вращения роликов правильной машины ста-
тический момент Мст слагается из момента Мп,
затрачиваемого на пластическую деформацию
правящейся полосы, и суммарного момента Мт
затрачиваемого на преодоление сил трения
качения роликов по правящейся полосе и сил
трения в подшипниках роликов
Mcm = ft,
Мп +
кг „,
A25)
где kx — коэфициент, учитывающий наличие
многократного перегиба полосы в правильной
машине; 6— коэфициент, учитывающий посте-
пенное уменьшение степени пластической де-
формации по мере прохождения полосы через
правильную машину.
Первый момент Мп может быть опреде-
лён по работе А, требующейся для пластиче-
ского изгиба правящейся полосы под роли-
ком 2 (см. фиг. 71), делённой на суммарный
угол поворота ролика правильной машины,
равный отношению длины полосы L на поло-
вину диаметра ролика D
мп = —22
Расход работы А при пластическом изгибе
полосы равен произведению изгибающего мо-
мента М в кгм [см. уравнение A16)] на сум-
марный угол поворота <р поперечного сече-
ния полосы
А = My = кгм,
где р — условный радиус кривизны, прини-
маемый равным минимальному радиусу кри-
визны выправляемой полосы, который меняется
в пределах от pmin до 00.
Подставляя полученное значение работы А
в выражение статического момента Мп, по-
лучаем
MD
2Р
кгм.
A26)
Второй момент Мт, т. е. момент сил тре-
ния качения роликов о правящуюся полосу
и сил трения в подшипниках роликов, опре-
деляется уравнением
Мт=
кгм,
A27)
где Р-^ усилие на ролике правильной машины
в кг) k—коэфициент трения качения в м, в
котором учитывается также и трение сколь-
жения, появляющееся при правке сортового
материала; коэфициент k при правке листов
и полосового материала обычно принимается
равным 0,8 мм @,0008 м), а при правке сор-
тового материала в зависимости от формы се-
чения в пределах 0,8—1,2 мм @,0008—0,0012 м);
г—радиус цапфы ролика в м; /-коэфи-
циент трения в подшипниках ролика, который
при подшипниках скольжения принимается
равным 0,05—0,07, а при подшипниках каче-
ния 0,005.
При консольных роликах формулу A27)
необходимо изменить в соответствии с новым
распределением реакций на опорах [82].
Скорости правки. Скорость правки v
обычно определяется заданной производитель-
ностью правильной машины, а также в зави-
симости от формы сечения, марки и темпера-
туры правящегося материала. Наиболее рас-
пространённые скорости холодиой и горячей
РЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
997
правки сортоправильных машин приведены
в табл. 13.
Таблица 13
Скорости правки на сортоправильных машинах [82]
I
Скорость
в м!сек
1,4—2,о
1,2—1,6
х,о -1,4
0,6 — 1,0
о,4—о,8
Форма и
Квадратное
и круглое
в мм
ДО 5°
5°—9°
МО—125
135—i6o
размеры сечения
Балки дву-
тавровые
№
ДО IO
ia—18
18-36
4O-55
60
Рельсы
в кг/м
9—18
20—38
44-55
60
Привод. Мощность привода, требующаяся
для правки, определяется в соответствии с
уравнением A25):
2v
D
1
75т]
л с, A28)
где D —диаметр роликов в м; rt — к. п.д. пе-
редачи от двигателя к роликам.
Ввиду длительного режима работы правиль-
ных машин и незначительности паузы сравни-
тельно с продолжительностью самой правки
двигатель правильной машины должен быть
выбран так, чтобы его номинальная мощность
была не ниже подсчитанной по уравнению A28).
В качестве привода к правильным маши-
нам обычно устанавливают асинхронные дви-
гатели, а в случае необходимости в регули-
ровке скорости — шунтовые двигатели по-
стоянного тока.
Листоправйльные роликовые машины
Листоправйльные роликовые машины пред-
назначаются для правки выходящих из стана
длинных полос, свёрнутых в рулоны листов
и штучных листов всех размеров за исключе-
нием листов тоньше примерно 0,3 мм, которые
на роликовых машинах правке не поддаются.
По своей конструкции листоправйльные
машины подразделяются на машины, имеющие
опорные ролики, и на машины без опорных
роликов, причём последние применяются
исключительно для узких полос.
Конструктивные особенности. Основная
характерная особенность листоправильных
машин по сравнению с сортоправильными со-
стоит в значительно меньшем шаге и диа-
метре роликов и большей длине бочки по-
следних [82, 7, 88].
Для уменьшения напряжений изгиба, воз-
никающих в роликах вследствие невыгодного
соотношения между их диаметром и длиной
бочки, в машинах для холодной правки широ-
ких листов обычно применяются опорные ро-
лики, которые принимают на себя радиальную
нагрузку, приходящуюся на рабочие ролики.
У правильных машин современного типа
для регулирования стрелы прогиба рабочих
роликов и усилий, приходящихся на опорные
ролики, обычно предусматривается специаль-
ный механизм для подъёма и опускания опор-
ных роликов по отношению к рабочим. У ли-
стоправильных машин с очень малым диа-
метром рабочих роликов B5—40 мм) опорные
ролики делаются большего диаметра, но рас-
полагаются в шахматном порядке [82].
Фиг. 72. Семнадцатироликовая правильная
машина для тонких листов: а—общий
вид; б — разрез.
В качестве примера на фиг. 72 приведена
семнадцатироликовая правильная машина, пред-
назначенная для правки холоднокатанных ли-
стов. Вследствие малой толщины правящихся
листов диаметр рабочих роликов равен всего
лишь 45 мм. Рабочие ролики опираются на 57
установленных на траверзе опорных роликов.
Благодаря этому напряжения изгиба в рабочих
роликах и их деформация сведены до мини-
мума. Установка рабочих роликов правильной
машины осуществляется одновременно с опор-
ными. Передача движения от привода к ро-
ликам, так же как и в сортоправильных ма-
шинах, происходит через комбинированный
редуктор и шпиндели. Перед роликами пра-
вильной машины установлены круговые щёт-
ки, работающие против движения правяще-
гося листа. Между щётками и первыми роли-
ками правильной машины имеются два коллек-
тора для обильной двухсторонней смазки листа,
поступающего в правильные ролики.
Усилия и моменты. Расчёты изгибающих и
статических моментов и величины усилий на
роликах листоправильных машин аналогичны
приведённым выше расчётам сортоправильных
машин.
Число роликов. У листоправильных ма-
шин число роликов обычно делают больше, чем
у сортоправйльных. При правке средних и
998
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
толстых листов число роликов берут рав-
ным 9—11, а при правке тонких листов 9—17
и в некоторых случаях до 21 и более.
Шаг роликов. Для получения большей точ-
ности правки диаметр роликов D, а сле-
довательно, и их шаг t должен быть возможно
меньшим, однако с уменьшением шага роли-
ков согласно уравнениям A18) — A23) повы-
шаются давления на ролики. Таким образом,
уменьшение диаметра роликов оказывается
возможным только до определённого предела,
обусловленного прочностью ролика при данном
шаге и теми напряжениями смятия, которые
появляются в месте соприкосновения ролика
с подвергающимся правке материалом.
Применением опорных роликов прочность
ролика при данном шаге может быть повы-
шена. В этом случае минимальная допусти-
мая величина шага роликов будет опреде-
ляться исключительно по величине допустимых
контактных напряжений [82], а максимальная
допустимая величина шага роликов — из усло-
вий возможности образования пластических
деформаций хотя бы в 2/3 поперечного сече-
ния правящейся полосы
Л<*<0,33— h. A29)
0,44
Для листов с пределом текучести порядка
30 т/мм* это неравенство получает вид
12Л<*<240Л. A30)
Применяемое при правке листов и тонкой
полосы соотношение между шагом роликов и
высотой правящегося листа колеблется для
различных толщин в пределах
8Л<*< 200Л. A31)
На фиг. 73 приведена диаграмма зависи-
мости шага роликов от толщины правящихся
листов, составленная на основании практи-
ческих данных. Область между верхней и ниж-
ней жирными прямыми представляет собой
область применения шагов роликов правйль-
500
чип
м
250
200
150
120
100
80
60
40
у
А
у
/
J
уЛ
У
у
У
-Y-
У*
У
4L
У
у*
У
у-
у
' У
/
Л !
у*
•
У
-К
у
А
У
>
/
у
У1
у
J
L_
~-у
л
0,3 0/^050,60,8 1,01,2 1,5 2/1253 4 56 8 1012 15 20 25 30 4050/)««
Фиг. 73. Шаг роликов / правильных машин в зависимости
от толщины h правящихся листов.
ных машин для правки листов различной тол"
щины. Пунктирные кривые указывают анало"
гичную область применения, существовавшую
10 — 15 лет назад. Резкое повышение границы
,максимума" для шага роликов объясняется
развитием широкополосных листопрокатных
станов, для которых оказалось необходимым
строить правильные машины с большими диа-
метрами рабочих роликов для снижения отно-
шения L/D.
Штрихпунктирными линиями на фиг. 73 на-
несены максимально и минимально допусти-
мые границы применения шагов роликов со-
гласно неравенству A30), подсчитанному для
стали с пределом текучести 30 кг/мм2.
Проектом ГОСТ „Машины листоправйльные
роликовые. Основные параметры" предусма-
триваются следующие нормальные ряды: шага
роликов ^ — 30, 40, 50, 65, 80, 100, 130, 160,
200, 250, 300, 400 мм; длины бочки ролика
L— 500, 800,1000, 1200. 1500,2000,2500, 3000 мм.
Диаметр роликов. У листоправйльных ма-
шин диаметр роликов делают равным
D = 0,9 -г- 0,95*.
На современных правильных машинах для
тонких листов (фиг. 72) диаметр роликов де-
лается почти равным шагу.
Скорости правки. Скорость правки выби-
рают прежде всего в зависимости от требуе-
мой производительности правильной машины,
а также в зависимости от качества и темпе-
ратуры правящегося материала.
Наиболее распространённые скорости хо-
лодной и горячей правки стальных листов
приведены в табл. 14.
Таблица 14
Скорости правки ва листоправйльных машинах [82]
Скорость
правки v
в м\сек
1-4
°.7
о,5
0,30-1,50
0,15—0,30
о,ю—о, 15
о,об—о,ю
Размеры листов
Толщина h в мм
Ширина b в мм
При горячей правке
2-6
4-25
4—25
IOOO—2О0О
IOOO—1500
1500—2000
При холодной правке
1—4
4 — ю
IO — 2Э
2О-5°
5ОЭ—2ОЭО
5ОЭ—2ЭОО
1500—2500
230Э—4ОО0
Привод. Как и у сортоправильных машин,
привод рабочих роликов листоправйльных ма-
шин осуществляется от асинхронного или
шунтового двигателя через сложный много-
шестерённый редуктор и систему универсаль-
ных ai пин дел ей.
При наличии роликоподшипников на рабо-
чих роликах правильной машины в отдель-
ных случаях удаётся значительно упростить
конструкцию привода, сделав верхние ролики
холостыми. В этом случае отпадает необхо-
димость в сложном редукторе и системе уни-
версальных шпинделей — двигатель связы-
вается только со средним нижним роликом,
а остальные нижние ролики приводятся в
движение от шестерён, посаженных непо-
средственно на оси роликов.
Ротационные правильные машины
Ротационные правильные машины в боль-
шинстве своём с косо расположенными роли-
ками предназначаются для правки, полировки
и калибровки как цельнокатанных труб, так и
ГЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
999
труб, полученных путём Электрической, газо-
вой или печной сварки. На этих машинах,
кроме того, производится и правка проката
со сплошным круглым сечением и проволоки.
Ротационные правильные машины в зави-
симости от количества роликов и их взаим-
ного расположения можно подразделить на
семь типов:
1. Двухроликовые правильные маши-
ны (фиг. 74, а). К этому типу относятся эга-
лизаторы, применяемые для горячей правки
Фиг. 74. Схемы роликовых ротационных правильных
«и а шин (приводные ролики имеют стрелки с направлением
вращения; ролики, участвующие в процессе правки,
имеют вертикальные силовые стрелки).
труб [24]; правильные машины с косо распо-
ложенными сплошными роликами, из которых
один имеет вогнутую, а другой — выпуклую
поверхность [100]; правильные машины, у ко-
торых сплошной вогнутый ролик конструк-
тивно расчленён на два сидящих на одной оси
дисковых ролика; правильные машины, у ко-
торых расчленён на три диска также и вы-
пуклый ролик. Двухроликовые машины всегда
снабжаются направляющими проводками.
2. Трёхроликовые правильные ма-
шины (фиг. 74, б) — предназначаются, как и
двухроликовые машины, главным образом для
правки круглых сплошных прутков [100].
3. Многороликовые правильные ма-
шины с одним циклом правки. К этому
типу относятся: имевшие большое распростра-
нение пятироликовые правильные машины
системы Абрамсон (фиг. 74, в) с двумя длинными
приводными от конических шестерён роликами
и тремя короткими холостыми нажимными ро-
ликами, расположенными в горизонтальной и
иногда в вертикальной плоскости, имеющими
регулировку угла наклона роликов[80, 82]; пя
тироликовые правильные машины той же кон-
струкции, но с постоянным углом наклона роли-
ков и приводом от цилиндрических шестерён
через универсальные шпиндели; шестиролико-
вые машины (фиг. 74,г),имеющие шестой напра-
вляющий ролик и принципиально совершенно
иное конструктивное оформление, отличаю-
щееся от машин системы Абрамсон количе-
ством приводных роликов (четыре вместо двух);
семироликовые машины, аналогичные по кон-
струкции машинам системы Абрамсон, с тем
исключением, что вместо двух одиночных край-
них нажимных роликов установлены две пары
роликов, обеспечивающих хороший захват тру-
бы без дополнительных проводок благодаря
зажиму трубы по окружности в трёх точках.
4. Многороликовые правильные ма-
шины с двумя циклами правки. К
этому типу относятся получившие большое рас-
пространение шестироликовые машины, изо-
бражённые на фиг. 74, д, и семироликовые ма-
шины системы ЦКБММ — Гипромез (фиг. 74,е)
с четырьмя приводными роликами, имеющие
конструктивное оформление, аналогичное ма-
шине, изображённой на фиг. 74, г, с той раз-
ницей, что вверху на выходной стороне ма-
шины добавлен второй нажимной ролик, даю-
щий возможность работать с двумя циклами
правки.
5. Много роликовые правильные ма-
шины с тремя циклами правки—семи-
роликовая машина с двумя приводными роли-
ками (фиг. 74, ж), представляющая собой ви-
доизменённую устаревшую машину системы
Абрамсон.
6. Дисковые правильные машины
(фиг. 75) предназначены для правки круглых
Фиг. 75. Схема дисксвой ротационной правильной
машины.
прутков диаметром до 12 мм. Процесс правки
на этой машине аналогичен правке на рассмо-
тренной выше двухроликовой трубоправиль-
ной машине.
7. Правильные барабаны — приме-
няются для правки проволоки и тонких круг-
лых прутков, которые не поддаются правке
на обычных правильных машинах. Правильные
1000
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
барабаны представляют собой вращающееся
на подшипниках пустотелое цилиндрическое
тело, внутри которого смонтирован ряд холо-
стых роликов или кулачков, положение кото-
рых может регулироваться в радиальном напра-
влении. Во время правки пруток протягивается
через принудительно вращающийся барабан,
в результате чего пруток получает пластиче-
ские деформации, подобные процессу правки
в отличие от других ротационных машин
имеют четыре приводных ролика. Этим облег-
чаются условия захвата и, что самое главное,
условия процесса правки благодаря симме-
тричному расположению приложенных к трубе
окружных усилий, обеспечивающему правиль-
ное осевое положение трубы во время правки.
Эти машины дают возможность производить
правку тонкостенных труб без всяких ограни-
¦~т
Фиг. 76. Семироликовая трубоправйльная машина системы ЦКБММ— Гипромез для труб 400 X 15 мм,
производительностью от 0,3 до 1,3 Mice к.
на трубоправильных машинах (вместо вра-
щающегося прутка здесь вращается корпус
„правильной машины" при неподвижном пра-
вящемся прутке — в относительном движении
полная аналогия).
Для правки труб, круглых прутков и про-
волоки иногда применяются также правиль-
ные машины с параллельно располо-
женными холостыми роликами, предста-
вляющие собой правильные машины обычного
типа, применяемого для правки сортового
проката с той разницей, что для обеспечения
правки в двух плоскостях половина роликов
расположена в горизонтальной плоскости, а
другая половина — в вертикальной. Подобные
машины имеют небольшое распространение
(главным образом для правки проволоки).
Конструктивные особенности. Из рас-
смотренных трубоправильных машин наибо-
лее совершенными след)ет считать машины,
изображённые на фиг. 74, г, д и е, которые
чений, так как в этом случае при правке не
наблюдается вдавливания тонких стенок трубы
по спиральной канавке и образования эллипс-
ного профиля [100].
На этих машинах, кроме того, обеспечи-
ваются постоянство линии подачи труб, лёг-
кая индивидуальная регулировка раствора ро-
ликов и угла их поворота и лёгкий демонтаж
при сравнительно простом конструктивном
выполнении как самой правильной машины,
так и её привода.
На фиг. 76 и 77 представлена конструк-
ция семироликовой правильной машины си-
стемы ЦКБММ — Гипромез, предназначенная
для правки труб 400 X 15 мм со скоростью
подачи от 0,3 до 1,3 м'сек.
Процесс правки. На ротационных пра-
вильных машинах процесс правки аналогичен
процессу правки на обычных роликовых пра-
вильных машинах с тем исключением, что
труба, проходя расстояние между двумя со-
ГЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
100!
седними основными роликами, равное двой-
ному шагу роликов 2t (фиг. 78), подвергаете»
не одному одностороннему перегибу, как это*
имело место в обычных правильных машинах,
а большему числу полных двухсторонних
перегибов ?2« зависящему от диаметра трубы d
и угла а наклона роликов к оси трубы
k ~ 2t l
¦к a tga
A32)
Профилировка валков. Правильные ма-
шины с косо расположенными роликами в боль-
шинстве случаев имеют
ролики, по форме близ-
кие к однополому гипер-
болоиду [82]. В некото-
рых случаях вместо точ-
ного профиля, построен-
ного по точкам, задаёте»
приближённый профиль
роликов, очерченный no-
окружности.
Усилия на роликах.
В роликовых правиль-
ных машинах с одним
циклом правки давления
на первом и последнем
роликах (фиг. 78) могут
быть определены па
уравнениям A18)
м_
t'
So*
A33)
где М — изгибающий мо-
мент в кгмм, определяе-
мый по уравнению A16)*
t — шаг роликов в мм,
равный половине рас-
стояния между двумя со-
седними основными ро-
ликами (см. фиг. 78); S —
пластический момент со-
противления, определяе-
мый для труб по формуле
A34)
ролике
кг. A35)
На среднем
давление будет
J2MJ1
В этих уравнениям
не учтены усилия, с ко-
торыми производите»
зажатие трубы верхними
нажимными роликами, и возможное перерас-
пределение давлений вследствие защемления
трубы между основными и нажимными роли-
ками.
В машинах с двумя циклами правки
(фиг. 74, д и е) давления на первом и по-
следнем роликах будут определяться по фор-
муле A33), а на средних роликах аналогична
уравнению A19) ^
Pz = —=—j1 кг. A36)
В правильных машинах с тремя циклами
правки (фиг. 70, ж) давления на крайних на-
1002
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
жимных роликах определяются по форму-
ле A33), на основных приводных роликах —
по формуле A36), а на среднем нажимном ро-
лике аналогично уравнению A20)
AM
.
t
45c?s
кг-
A37)
На выходной стороне давления на роликах
будут несколько меньше давлений на соответ-
ствующих роликах входной стороны вслед-
ствие того, что на выходе в поперечном се-
чении трубы зона пластических деформаций
будет уменьшаться за счёт увеличения упру-
гого ядра.
Фиг. 78. Схема распределения усилий й скоростей
на роликовой ротационной правильной машине»
При правке тонких труб на пятироликовой
машине (фиг. 74, в) возможно осуществить ра-
боту с пятью циклами правки. Распределе-
ние давлений на роликах для этого случая
работы показано на фиг. 78 пунктирными стрел-
ками. Величину этих усилий подсчитывают по
приведённым выше формулам, где вместо t
в этом случае надо подставлять половину
шага, а давления на основные ролики де-
лить на cos 3 (см. фиг. 78).
Скорости правки. Скорость движения пра-
вящейся трубы через правильную машину или,
иначе говоря, скорость подачи (фиг. 78)
= v sin а м/сек
A38)
устанавливают в зависимости от назначения
лравнльной машины. Если машина включена в
общий производственный поток, то скорость
подачи выбирают таким образом, чтобы про-
изводительность правильной машины превы-
шала максимальную производительность всего
трубопрокатного агрегата на 30—40%. Харак-
теристика привода пятироликовых трубопра-
вильных машин приведена в табл. 15.
На современных правильных машинах с
двумя парами приводных роликов скорости
подачи достигают 2—2,5 м/сек.
Привод. У правильных машин старой кон-
струкции [80] привод косо расположенных ро-
ликов с помощью конических шестерён был
сложным и как следствие ненадёжным в экс-
«тлоатации. У современных правильных машин
наметилась определённая тенденция перехода
на простую схему привода от индивидуаль-
ного двигателя на каждую пару роликов, пере-
дающего вращение роликам через цилиндри-
ческие редукторы и универсальные шпиндели
(фиг. 77).
Мощность привода правильной машины
определяется по формуле, аналогичной фор-
муле A28),
где а — угол наклона роликов к оси трубы
(см. фиг. 78), принимаемый обычно близким
к 30°; kx — число циклов лравки; k2 — число
полных перегибов, получаемых трубой в пе-
риод одного цикла правки, определяемое по
уравнению A32).
Таблица 15
Характеристика привода пятироликовых ротацион-
ных правильных машин [82]
Диаметр d в мм
трубы
ю—аз
25—«5
5о—2оо
ioo—4°°
250 - боо
прутка
Ю—20
2Э—бд
5о— ioo
75—160
90—200
Скорость пода-
чи v0 в м/сек
о.5 -о.75
о,4 —о,6
°,3 — °>5
°,2,=>-о,35
Мощность при-
вода N в л. с.
5
Зо
5О
I2O
Правильные прессы
Наличие в прокатных цехах высокопроиз-
водительных роликовых правильных машин,
чрезвычайно удобных для установки в общем
технологическом потоке и не требующих зна-
чительного обслуживающего персонала, свело
почти на-нет значение правильных прессов.
В настоящее вдемя правильные прессы упо-
требляются исключительно для ремонта гото-
вого проката, отбракованного на инспекцион-
ных столах. На фиг. 79 представлен пресс 500 от
для правки сортового металла и труб. Пресс
делает 21 ходов в минуту. На фиг. 80 "пред-
ставлен горизонтальный пресс для правки
рельсов.
Усилия на ползуне правильного пресса
определяются по формуле
р 4дЗу (\ts\\
Г КС, \L^U)
где М— изгибающий момент в кгмм, опре-
деляемый по уравнению A16); /—расстояние
между опорами в мм; S—пластический мо-
мент сопротивления сечения правящейся по-
лосы в мм%, определяемый по таблице на
стр. 995 и для труб по уравнению A34); ?у —
предел текучести материала правящейся по-
лосы в кг/мм?.
Определение статических моментоз меха-
низма пресса и расчёт привода производят
аналогично рассмотренному выше расчёту
ножниц.
ГЛ. XX]
ПРАВИЛЬНЫЕ МАШИНЫ
1003
ИОО
— 2200
Фиг. 79. Правильный пресс на 500 т.
Фиг. 80. Горизонтальный пресс для правки рельсов.
1004
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Растяжные правильные машины
Растяжные правильные машины (фиг. 81)
предназначаются для правки тонких листов
(тоньше 0,3—0,6 мм), для правки которых
потребовались бы роликовые машины с очень
малым шагом.
Для автолистов и жести правка на растяж-
ных машинах часто заменяется дрессировкой,
которая значительно более производительна
[41].
Растяжные правильные машины встреча-
ются трёх видов: машины с электрическим
приводом, машины с гидравлическим приво-
дом и комбинированные машины.
Комбинированная растяжная правильная
машина обычно состоит из станины и двух
зажимов для обоих концов правящегося листа.
Задний зажим обычно крепится на двух вин-
тах, служащих для его установки на различ-
ные расстояния в соответствии с длиной пра-
вящихся листов. Движение винтов происходит
вращением их гаек от электродвигателя со
скоростью 0,03—0,04 м/сек. Во время самой
растяжки листа задний зажим неподвижен, а
деформация осуществляется перемещением пе-
реднего зажима от гидравлического цилиндра
(фиг. 81). Давление воды в этом цилиндре со-
здаётся насосом, приводимым в движение дви-
гателем мощностью порядка 5—15 л. с. Регу-
лируя давление воды в этом цилиндре, можно
создавать различное усилие растяжения в со-
ответствии с площадью сечения правящегося
листа и его пределом текучести.
Для предохранения листа от чрезмерного
вытягивания или разрыва машина перед ра-
ботой настраивается на определённую вели-
чину натяжения, по достижении которой при-
вод автоматически выключается. За величи-
ной натяжения можно следить по циферблату
или манометру. Зажатие листов производится
вручную или с помощью гидравлических или
пневматических цилиндров.
В растяжной машине с чисто электриче-
ским приводом передвижение переднего за-
жима также производится винтами от электро-
двигателя, но скорость передвижения винтов
в этом случае будет меньше.
Процесс правки в растяжных правильных
машинах основан на пластическом растяжении
правящегося материала, в результате чего
растягиваемый материал выпрямляется.
Усилие, необходимое при этом растяжении,
равно произведению предела текучести
Су кг/мм? на площадь сечения правящегося
материала F мм2
р = о F кг.
(HI)
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
В класс гибочных машин входят все вспо-
могательные машины прокатных станов (за ис-
ключением рассмотренных выше правильных
машин), которые трансформируют прокатывае-
мую полосу путём её гибки. К этим машинам
относятся все виды моталок, натяжные устрой-
ства и улавливатели, разматыватели, дублёры
и раздирочные машины, а также ряд гибочных
машин специального назначения (см. табл. 1).
ГЛ. XX]
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
1005
Фиг. 82. Моталка для проволоки с тангенциальной подачей полосы.
1006
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Сортовые моталки
Сортовые моталки применяются для прово-
локи (катанки) до 15—20 мм, мелкосортной
стали и узкой ленты толщиной до 3—6 мм.
Моталки обычно производят сматывание вы-
ходящей из стана горячей полосы, что даёт
возможность прокатывать полосы чрезвычайно
большой длины.
Сматывание прокатываемой полосы произ-
водится в бунты, ось которых в большинстве
случаев располагается вертикально.
Сортовые моталки можно подразделить на
следующие четыре типа:
1. Моталки с тангенциальной
подачей полосы (напольного и под-
польного типа) применяются для проволоки и
мелкосортного же-
леза. Сматывае-
мый материал по-
ступает в моталку
по касательной,
причём бунт во
время наматыва-
ния в ращае тс я
(фиг. 82).
2. Моталки
с осевой по-
дачей отличают-
ся тем, что во вре-
мя работы моталки
бунт неподви-
жен, а сматывае-
мый материал по-
ступает через вра-
щающуюся ось мо-
талки. Выдача бун-
та производится в
сторону, а в совре-
менных моталках—
вниз (фиг. 83).
3. Моталки
для сматывания в
горячем состоянии
обручки и уз-
кой ленты (с
верхним или ниж-
ним приводом). Эти
моталки позволяют
производить сма-
тывание прокатан-
ной полосы как в круглые, так и в плоские
длиной до 2000—2500 мм бунты.
4. Моталки для недокатов и бра-
к а (фиг. 84). Для обслуживания нескольких
станов, далеко расположенных друг от друга,
эти моталки иногда устанавливают на тележке,
перемещающейся по путям посредством элек-
тродвигателя.
Сюда же относятся моталки для сматыва-
ния обрезаемых на дисковых ножницах крамок
и для сматывания удаляемого со сварных труб
наружного грата.
Конструктивные особенности. Вращение
барабана моталки с тангенциальной
подачей полосы (фиг. 82) осуществляется
через зубчатую передачу от вертикально
расположенного двигателя мощностью 16 л. с,
делающего 950 оборотов в минуту. Барабан
закреплён на конце полого вала, установлен-
ною на подшипниках качения. Наматываемая
проволока поступает по касательной трубке
Фиг. 83. Моталка для прово-
локи с осевой подачей полосы.
в кольцевое пространство, ограниченное бара-
баном и его кожухом. Скорость вращения ба-
рабана выбрана в соответствии со скоростью
поступления проволоки с тем, чтобы нитки
последней укладывались вокруг барабана сво-
бодно.
Удаление из моталки смотанного бунта
происходит вниз, на транспортёр, для чего
имеется специальный механизм, приводимый
от самостоятельного двигателя. Последний
связан зубчатой и кривошипной передачей
с проходящим через пустотелый вал штоком,
откидывающим в нужный момент крючья ба-
рабана. Выбрасывание бунта обычно проис-
ходят при неподвижном барабане.
Рассматриваемые моталки получили боль-
шое распространение, и на них успешно про-
изводится сматывание проволоки и мелкосорт-
ной стали сечением до 25 X 25 мм. Однако
эти моталки имеют существенный недостаток,
ограничивающий их применение для скоростей
выше 10 м(сек, заключающийся в том, что при
наматывании центр тяжести образующегося
бунта практически не находится на оси вра-
щения вертикального вала с конусом, вслед-
ствие чего при больших скоростях бунт
оказывает значительное давление на вал ба-
рабана и вызывает в нём перенапряже-
ния [82].
В моталках с осевой подачей по-
лосы (фиг. 83) бунт во время наматывания
неподвижен, что позволяет применять их и при
повышенных скоростях. Применение этих мо-
талок ограничивается лишь тем, что при ка-
ждом обороте подающей трубы происходит
скручивание материала на 360° вокруг своей
оси, вследствие чего эта моталка пригодна
только для наматывания материала круглых
сечений [82]. На фиг. 83 показана моталка
с выдачей бунта вниз. Витки проволоки у этой
моталки укладываются на две створки между
неподвижными барабаном и кожухом; по
окончании наматывания эти створки автома-
тически откидываются вниз, и бунт провали-
вается на пластинчатый транспортёр, распо-
ложенный под моталкой. Для откидывания
створок имеется механизм, приводимый в дви-
жение от самостоятельного двигателя.
Изгибающие моменты. Ввиду того что при
сматывании материала в бунты в нём возникают
пластические деформации, требуемый для этого
изгиба момент подсчитывают по уравнению
A16)
М =
кгмм,
гдеа5 — предел текучести сматываемого мате-
риала в кг/мм*; S — пластический момент
сопротивления в ммь, равный удвоенному ста-
тическому моменту полусечения изгибаемой
полосы (см. табл. на стр. 995).
Работа сматывания. Работа, затрачива-
емая на пластический изгиб материала при
его сматывании, равна изгибающему мо-
менту М кгмм, умноженному на угол <р между
крайними сечениями полосы после её сматы-
вания, равный длине сматываемой полосы /.,
делённой на средний радиус бунта /?:
-ш-мт
A42)
ГЛ. XX]
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
1007
Статические моменты. Статический мо-
мент, необходимый для вращения моталки,
определяется по формуле
A43)
Привод. У сортовых моталок привод рань-
ше осуществлялся от последней линии про-
катного стана посредством ремённой передачи.
В современных установках для обеспечения
постоянства соотношения скоростей стана и
моталки, необходимого для правильной работы
последней, привод моталок выполняется от
самостоятельных шунтовых или асинхронных
двигателей, питаемых в целях синхронизации
скоростей от специального генератора, нахо-
дящегося на одном валу с двигателем послед-
ней клети прокатного стана.
Требуемая для пластического изгиба мощ-
ность при скорости сматывания vM м/сек [82]
5"
л. с.
A44)
Практически для привода моталок с вну-
тренним диаметром бунта около 550 мм при-
меняются двигатели мощностью 10—15 л. с.
Мощность двигателя моталки с тангенциаль-
ной подачей могла бы быть несколько меньше
вследствие более низких скоростей наматыва-
ния, но при выборе двигателя учитывается,
Фиг. 84. Моталка для брака и недокатов.
что эта моталка при каждом выбрасывании
бунта должна останавливаться и затем вновь
пускаться, причём продолжительность опера-
ции (остановка, выбрасывание бунта и пуск)
должна быть сведена к минимуму (8 — 12 сек.).
Листовые моталки
Листовые моталки применяются для горя-
чего и холодного свёртывания в рулоны ши-
роких полос толщиной до 6 мм, причём обра-
зование рулона в большинстве случаев проис-
ходит не наматыванием полосы на барабан,
а её свёртыванием с помощью специальных
роликов. Эти моталки получили большое рас-
пространение в связи с развитием непрерыв-
ной горячей и холодной прокатки тонких ли-
стов.
Основное преимущество роликовых мота-
лок по сравнению с моталками барабанного
типа состоит в том, что в них значительно
легче осуществляется автоматизация самого
нроцесса сматывания, а скорость поступления
полосы в моталку сохраняется постоянной не-
зависимо от диаметра рулона. В большинстве
случаев на непрерывных тонколистовых станах
устанавливаются по 2—3 расположенные одна
за другой моталки, сматывание полос в кото-
рых происходит поочерёдно.
По своей конструкции моталки для листов
можно разделить на три типа: трёхроликовые
моталки (фиг. 85), многороликовые моталки
(фиг. 86), ролико-барабанные моталки (фиг. 87).
Фиг. 85. Листовая трёхроликовая моталка.
Фиг. 86. Листовая многороликовая моталка.
1008
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Трёхроликовые моталки применяются как
для горячего, так и для холодного свёртыва-
ния листов, а многороликовые и ролико-бара-
<5анные — только для горячего свёртывания.
этого полоса при выходе сначала идёт вверх
и затем сворачивается в рулон. Для направле-
ния полосы при образовании первого витка
и для последующего поддержания рулона слу-
жат стационарные поддерживающие ролики
и холостые ролики на рычаге. Этим же ры-
чагом после сматывания производится стал-
кивание рулона, для чего служит верхний пнев-
матический цилиндр. Постоянное прижатие
нижнего подающего ролика к верхнему осу-
ществляется нижними пневматическими ци-
линдрами.
Для горячего
свёртывания ши-
роких полос после
их прокатки на не-
прерывных станах
большей частью
применяются мно-
гороликовые
моталки. Процесс
свёртывания по-
лосы в этой ма-
шине достигается
последовательн ы м
изгибом полосы
рядом располо-
женных по окружно-
сти рулона роликов.
Для беспрепятствен-
Фиг. 87. Листовая ролико-
барабанная моталка.
-1380
Фиг. 88. Листовая ролико-барабанная моталка (разрез к фиг. 87).
Конструктивные особенности. Трёх-
роликовая моталка обычно состоит из двух
подающих роликов (фиг. 85), служащих для
ввода свёртываемой полосы в машину, трёх
основных гибочных роликов и двух поддержи-
вающих роликов. Все эти семь роликов де-
лаются приводными. Основные гибочные ро-
лики расположены таким образом, что дви-
жущейся между ними полосе сообщается пла-
стический изгиб, радиус кривизны которого
1Ш№Ьш вследствие
ного увеличения диа-
метра рулона по мере
сматывания полосы
ролики у этих, машин
делаются раздвиж-
ными. В зависимости
от способа раздвига-
ния роликов эти мо-
талки могут быть
подразделены на два
типа: с автоматиче-
ским раздвиганием
[46] и с раздвиганием
непосредственно са-
мим рулоном [82].
Примером машины
второго типа может
служить моталка, изо-
бражённая нафиг, 86.
Эта машина распола-
гается обычно над
выходным рольгангом
и состоит из двух по-
дающих роликов и
семи гибочных, из ко-
торых два , нижних
сделаны приводными,
а остальные — холо-
стыми, установлен-
ными на качающихся
рычагах, благодаря
чему достигается возможность раздвига-
ния холостых гибочных роликов по мере
увеличения диаметра рулона. Раздвигание
этих роликов происходит непосредствен-
но самим рулоном. Постоянное прижатие
к рулону двух левых гибочных роликов осу-
ществляется нижним левым пневматическим
цилиндром, а прижатие трёх верхних роли-
ков — их собственным весом; при этом они
частично уравновешиваются_верхдим пневма-
ГЛ. XX]
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
1009
вания все три пневматических цилиндра
включаются на повышенное давление, чем до-
стигаются подъём верхних роликов и вытал-
кивание рулонов боковыми роликами из мо-
талки на транспортёр.
На фиг. 87 и 88 представлена ролико-
барабанная моталка, предназначенная для сма-
тывания полос толщиной 3—\мм, поступающих
с сортового стана 450 со скоростью 2—4 м/сек.
При намотке полосы на барабан расположен-
ные вокруг барабана шесть направляющих
роликов автоматически разводятся, По окон-
чании сматывания барабан моталки автомати-
чески сужается, а направляющие ролики ос-
вобождают рулон, который после этого пере-
даётся на конвейер с помощью механизма
для снятия рулона с барабана и специального
укладчика.
Привод. Моменты и мощность, затрачивае-
мые на изгибание полосы при сматывании,
подсчитываются по формулам A43) и A44),
однако, как и у моталок для сортового металла,
при выборе мощности двигателей следует
основываться на аналогичных работающих
моталках. Характеристика привода моталок
некоторых листовых непрерывных станов при-
ведена в табл. 16.
Натяжные моталки
В отличие от других намоточных машин,
назначение которых состоит только в сматыва-
нии полосы в бунты, моталки с намоточно-
натяжными барабанами (фиг. 89) производят
Фиг. 89. Листовая моталка с намоточно-натяжным
барабаном.
это сматывание при одновременном сообщении
выходящему из стана металлу некоторого натя-
жения, которое облегчает процесс прокатки,
улучшает состояние поверхности прокатывае-
Фиг. 90. Намоточно-натяжной барабан с механическим зажатием полосы.
Таблица 16
Скорость
VI
м
в м/сек
4,4
5.°
6,8
6,8
7.°
7.8
8,2
8,4
8,4
86
8,8
ю,о
к>,4
Характеристика привода моталок листовыэ
Длина
бочки
валков ста-
на
в мм
244°
Обо
2ООО
2ООО
103°
1070
l68o
i63o
196а
2030
2030
960
I IOO
Диаметр руло-
на в мм
вну-
трен-
ний
боо
—
боо
боо
боо
—
76о
75°
75°
—
—
—
75°
наруж-
ный
1500
—
IIOO
I22O
IOOO
—
13°°
—
1270
—
—
—
15°°
Место рас-
положения
относи-
тельно
рольганга
Вверху
Внизу
»
,
Вверху
Внизу
»
Вверху
Внизу
Вверху
Внизу
Число двигате-
лей и мощ-
ность N в л. с.
15°
IOO
5X5-15
I V ТП ....QQ
1 Л iu ¦—JW
5Х2О и iX4°
5X1,8-7,5
75 -15°
7Х2О И 2X30
6X5—1°
8X4—"
15°
8X5-15
iXi.7-5
IOO
9X5—15
i непрерывных
станов [96]
Привод
Л Об/МИН
375—75°
475—*35о
340— юзо
4ОО_1а0°
ЗОЭ—1200
ЗОО—I20O
°—575
Зоо—боо
200—500
ЗОО—12OO
325—705
173-580
ЗОО—I2OO
32Э-7°5
Род тока
^
Постоянный
Трёхфазный 20—60 гц
_
Постоянный
Трёхфазный
Трёхфазный 13—35 гц
Постоянный
Трёхфазный 20—60 гц
ш
Постоянный
Трёхфазный 20 -60 гц
64 Том 8
1010
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
мой полосы и обеспечивает правильное нама-
тывание полосы на барабан и получение плот-
ных рулонов.
В современных прокатных станах намо-
точно-натяжные барабаны принято устанавли-
вать с обеих сторон стана для создания как
переднего, так и заднего натяжения с целью
облегчения условий прокатки.
Моталки с намоточно-натяжными бараба-
нами можно разбить на следующие пять типов:
1) моталки с ручным зажатием полосы; 2) мо-
талки с механическим зажатием полосы (фиг.
90); 3) моталки, работающие без зажатия по-
лосы на барабане (фиг. 91); 4) моталки для спи-
ральной винтовой навивки узких полос (фиг.
92); 5) печные моталки для горячей рулонной
прокатки листов.
Первые три типа моталок иногда снаб-
жаются дополнительным роликом, с помощью
которого выходящая из стана полоса напра-
вляется под барабан моталки, который в этом
случае вращается в сторону стана (см., напри-
мер, фиг. 94), чем обеспечивается возможность
двойного осмотра поверхности прокатываемой
полосы.
Конструктивные особенности. Большин-
ство намоточно-натяжных барабанов имеют
механизмы для уменьшения диаметра барабана
в целях лёгкого снятия рулона с барабана
(фиг. 93) и механизмы для зажатия переднего
конца прокатываемой полосы, чтобы можно
было осуществлять натяжение полосы с са-
мого начала наматывания. Современные ме-
ханизмы для зажатия переднего конца приво-
дят от электродвигателя или при помощи пнев-
матического цилиндра.
Диаметр барабана. Диаметр намоточно-
натяжного барабана выбирают в зависимости
от максимальной толщины h наматываемой
ленты [82]
D = 150-^200 h мм
для стальной ленты и
?) = 120-т- 170Л мм
для ленты из цветных металлов,
Длина рабочей части барабана обычно
равна или немного больше длины бочки ра-
бочих валков стана.
Привод. При постоянной скорости про-
катки число оборотов барабана при наматы-
вании по мере увеличения диаметра рулона
должно постепенно уменьшаться, а при сма-
тывании, наоборот, увеличиваться, в то время
как натяжное усилие в течение всего процесса
наматывания должно быть строго постоянным.
Этот режим работы осуществляется двумя
системами привода: 1) с фрикционной переда-
чей от двигателя, приводящего стан, и 2) от
индивидуальных регулируемых двигателей.
Исключительным распространением поль-
зуется привод от индивидуальных регулируе-
мых двигателей. Эта система привода требует
сложного электрооборудования, которое тем
не менее вполне себя оправдывает.
Механическая часть привода барабанов при
этой системе сильно упрощается; она состоит
только из редуктора, расположенного между
барабаном и двигателем, причём рама редук-
ГЛ. XX]
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
1011
тора часто используется в качестве станины окружной скорости валков v и величины опе-
самой моталки (см. фиг. 89). режения 5:
Скорости [36]. В современных непрерывных v __ v _ /j _i_ ^\ v
станах холодной прокатки листов скорость м х *
прокатываемой полосы достигает 31,4 м/сек Величина коэфициента опережения 5 за-
[101], причём эта скорость в ближайшее время, висит от условий пластической деформации
очевидно, будет значительно увеличена [27]. металла между валками и в первую очередь
00 OBLD
L
Фиг. 92. Моталка с намоточно-нятяжным барабаном для спиральной навивки узкой ленты шириной 0,9—6 мм
конструкции ЦКБММ. Переменный шаг навивки обеспечивается кулачком с профилем по спирали Архимеда,
приводимым в движение регулируемой фрикционной передачей.
Для обеспечения нормального процесса от величины обжатия и величины переднего
прокатки, т. е. прокатки с постоянным натя- натяжения.
жением Т, скорость полосы, поступающей на Экспериментальную диаграмму зависимости
моталку, vM должна равняться скорости выхо- коэфициента опережения s от обжатия ДЛ
дящей из стана полосы vv которая зависит от и переднего натяжения о см. [36].
1012
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Для определённых конкретных условий ра-
боты моталки опережение s имеет линейную
зависимость от натяжения а
5 = Л + Я-сг.
Указанная скорость vM является скоростью
полосы, растянутой силой натяжения Т. К вы-
ходу из валков металл полосы подходит уже
в напряжённом (растянутом) состоянии, вслед-
ствие чего при стабилизировавшемся процессе
никакой дальнейшей добавочной деформации
металла в период его прохождения от рабо-
чих валков до барабана моталки происходить
не будет. В таком растянутом состоянии по-
лоса будет и наматываться на барабан.
Наматывание полосы толщиной hi на ба-
рабан моталки с радиусом Rq происходит по
Фиг. 93. Механизм для снятия рулонов.
спирали Архимеда, полярное уравнение ко-
торой имеет вид
а мгновенное значение полной длины намо-
танной на барабан полосы определяется уравне-
нием
Диференцируя это уравнение по времени,
находим выражение для определения числа
оборотов моталки п в зависимости от номи-
нальной скорости прокатки а и угла пово-
рота барабана <$>:
При установившемся режиме прокатки с
постоянной скоростью прокатки Vy, считая за
начало отсчёта времени момент конца раз-
гона, зависимость скорости моталки по вре-
мени определяется уравнением
I
где Ry — радиус рулона в конце периода раз-
гона.
На современных станах холодной прокатки
этот закон падения скорости, при котором
натяжение полосы Г будет сохранять при
прокатке постоянную величину, обеспечи-
вается электрической схемой управления дви-
гателя моталки. Эта на первый взгляд чрез-
вычайно сложная задача регулирования ре-
шается сравнительно просто, если внешняя
характеристика двигателя моталки обеспечи-
вает его работу при постоянной мощности
N = кх
п — const,
так как
N = k2TvM = const,
где Т = const — согласно условию, a vм =
= const — согласно выведенному выше уравне-
нию, определяющему соотношение скоростей
моталки и рабочих валков. Подобный режим
работы, как уже указывалось, может быть
обеспечен, если регулирование двигателя
моталки вести в функции тока i при постоян-
ном напряжении Ь:
Д/ = kb E i = const
или же если регулирование двигателя вести
непосредственно в функции натяжения, заме-
ряемого помощью тензометра [41].
Статические моменты и мощность привода
моталки подсчитывают по уравнениям A43)
и A44), а в случае, если сматывание проис-
ходит с натяжением, то к моменту, определяе-
мому по уравнению A43), следует добавить
момент от силы натяжения
м
1000
кем,
A45)
где с — напряжение в сматываемом материале
от натяжения в кг/мм*; F — площадь попе-
речного сечения полосы в мм*.
В соответствии с приведёнными выше вы-
ражениями для скорости моталки vM и опе-
режения s величина натяжения а при уста-
новившемся режиме будет
При неустановившемся режиме величина
натяжения о может быть найдена интегриро-
ванием диференциального уравнения
где / — расстояние от стана до моталки; ?— мо-
дуль упругости.
Величина о у намоточно-натяжных ба-
рабанов устанавливается в зависимости от
процесса холодной прокатки. В среднем при
прокатке толстой (толщиной 2—4 мм) ленты
а = @,1 -г 0,2) as, a при прокатке тонкой ленты
толщиной 0,3—1 мм о = @,5 -*- 0,8) as.
Натяжные устройства
В тех случаях, когда электрическая схема
не в состоянии обеспечить необходимый для
создания натяжения закон изменения числа
оборотов намоточно-натяжных барабанов, на
станах холодной прокатки листов устана-
вливаются специальные натяжные устройства
(см. фиг. 94), состоящие из расположенных
в одной вертикальной плоскости двух натяж-
гл. xxi
МАШИНЫ ДЛЯ СМАТЫВАНИЯ И ГИБКИ
1013
ных роликов, вокруг которых прокатываемая
лента делает „восьмёрку".
При таком устройстве для создания по-
стоянного натяжения оказывается достаточ-
ным поддержать строго постоянное число
оборотов привода натяжного устройства, бла-
годаря чему электрическая схема привода
значительно упрощается.
Фиг. 94. Натяжное устройство стана холодной прокатки
листов.
Аналогичные натяжные устройства приме-
няются также и на непрерывных линиях
травки, лужения и отжига, где невозможно
применение намоточно-натяжных барабанов,
а сила тяги обычных подающих роликов
оказывается недостаточной (см. фиг. 6 и 7).
Улавливатели
Улавливатели (фиг. 95) служат для уско-
рения захвата переднего конца ленты бара-
баном моталки при наматывании без зажима
переднего конца ленты (см. фиг. 91).
Ремённый улавливатель (см. фиг. 95) со-
стоит из С-образной рамы и шести холостых
шкивов, на которые надет ремень, обхваты-
вающий намоточный барабан, когда улавли-
ватель подготовлен к работе. Натяжение рем-
ней осуществляется пружинами. При враще-
нии барабана ремень будет двигаться, и по-
этому лента, попавшая между барабаном и
Фиг. 95. Ремённый улавливатель.
ремнём, будет свёртываться вокруг барабана.
После того как лента образует на барабане
несколько витков и дальнейшее наматывание
может происходить без улавливателя, по-
следний отодвигается от барабана пневмати-
ческим цилиндром. Передние два шкива ула-
вливателя для этой цели установлены на ры-
чаге, откидывающемся вниз при отодвигании
улавливателя [82].
Разматыватели
В современных прокатных цехах по про-
изводству тонких листов из рулонов в ряде
случаев (травка, холодная прокатка, разделка
рулонов на карточки) требуются специальные
машины для разматывания рулонов — разма-
тыватели.
Наиболее трудной операцией в разматы-
вании рулонов является отгибание конца
полосы, с тем чтобы последний можно было
бы захватить подающими роликами и таким
образом начать собственно процесс разматы-
вания.
На практике находят применение различ-
ные способы отгибания переднего конца и по
этому признаку существующие конструкции
разматывателей могут быть подразделены
на три типа: 1) электромагнитные разматыва-
тели [64]; 2) скребковые разматыватели [82];
3) крюковые разматыватели [82].
Разматыватель обычно состоит из целого
комплекса механизмов, работающих от само-
стоятельных двигателей: отгибатель концов,
люлька, поворотные ролики, механизм пере-
движения центрирующих конусов, механизм
передвижения отгибателя концов, правильные
ролики, механизм перестановки правильных
роликов и пр.
Конструкция разматывателя с отгибателем
концов электромагнитного типа представлена
на фиг. 96. Поступающий на разматывание
рулон сначала попадает на приёмную люльку,
наклон которой с помощью винтового меха-
низма регулируется таким образом, чтобы
скатывающийся на неё рулон занимал цен-
тральное положение. После остановки рулона
включаются двигатели роликов, на которых
лежит рулон, и производится поворот послед-
него в положение, при котором конец полосы
будет находиться против электромагнитов.
Затем включается двигатель передвижения
центрирующих конусов, которые с двух сто-
рон одновременно входят в рулон. Когда уста-
новка закончена и рулон занял нужное поло-
жение, два нижних тянущих ролика опу-
скаются до положения, показанного на фиг. 96
штрихпунктиром, а в образовавшуюся щель
между верхним неподвижным и двумя ниж-
ними тянущими роликами опускаются рычаги
с электромагнитами, приводимые в движение
также от своего двигателя через редуктор и
зубчатый сектор. После захвата магнитами
конца полосы двигатель рычагов реверсирует
и конец полосы подводится к верхнему тяну-
щему ролику; затем поднимаются нижние
тянущие ролики, отключаются электрома-
гниты и запускается двигатель вращения тя-
нущих роликов — начинается разматывание
полосы. Один из центрирующих конусов
обычно снабжается тормозом с пневматиче-
ским цилиндром, не позволяющим рулону
сильно раскручиваться при разматывании.
Электромагнитный разматыватель может
применяться только для стальных полос. Для
немагнитных материалов применяются скреб-
ковые и крюковые разматыватели.
Дублеры
Дублер, т. е. машина, служащая для сгиба-
ния и последующего складывания листов по-
полам, находит применение при горячей про-
катке тонких стальных листов старым штучным
способом, когда листы толщиной менее 2 мн
прокатывались пакетами.
1014
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Схема работы роликового дублера пока-
зана на фиг. 97. Дублируемый, т. е. склады-
ваемый, лист кладётся на стол, после чего
на лист сверху садится нож (фиг. 97, а), ко-
торый сначала изгибает лист пополам, затем
между ними происходит его окончательное
складывание, а нож в это время уходит
обратно вверх (фиг. 97, в).
Схема работы рычажного дублера пред-
ставлена на фиг. 98. Дублируемый лист кла-
Фиг. 96. Электромагнитный разматыватель непрерывного тонколистового стана 1680 [64].
место изгиба вдавливает в зазор между ро-
ликами (фиг. 97, б). После этого дублируемый
лист захватывается роликами, и при проходе
Фиг. 97. Схема работы роликового дублера.
1 " \ / i \ ^' 1 N
а) 6) в)
Фиг. 98. Схема работы рычажного дублера.
дётся на стол (фиг. 98, а), после чего плиты
стола начинают загибать кверху правую и
левую половину листа, а середина листа ока-
зывается прижатой упорным ножом (фиг. 98, б).
При последующем ходе коленчатого вала нож
поднимается вверх, а лист оказывается сло-
женным пополам (фиг. 98, в).
Помимо механизма загибки листов дублеры
обычно имеют и режущий механизм, произ-
водящий обрезку дублируемых листов. Меха-
низмы загибки и резки листов приводятся
в движение от одного двигателя через чер-
вячную и зубчатую передачи.
Раздирочные машины
При прокатке тонких стальных листов па-
кетами отдельные листы часто свариваются
друг с другом так плотно, что разделить их
удаётся лишь с большим трудом. Раздирочные
машины, которые заменяют ручную раздирку
при помощи клещей и особых ножей, значи-
тельно облегчают работу по раздирке листов,
уменьшают количество брака и тем самым
увеличивают производительность прокатных
станов. В связи с переходом на непрерывные
методы прокатки листов раздирочные машины
строят сравнительно редко.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1015
Фиг. 99. Схема работы
рычажной раздирочной
машины.
На фиг. 99 дана схема работы одной из
наиболее интересных по своей идее разди-
рочных машин. Так как при раздирке клещами
благодаря возникающим высоким напряже-
ниям листы очень часто в местах сварки раз-
^ рываются, рассматри-
"*~~ ваемая машина имеет
особые поворотные
ножи, которые равно-
мерно прилегают к ли-
сту по всей его ши-
рине.
Машина работает
следующим образом:
сварившиеся сталь-
ные листы захваты-
ваются подающими
роликами и проталки-
ваются ими через два
укреплённых на гори-
зонтальных осях и со-
вершающих колеба-
тельное движение ножа. Перед подачей в ма-
шину пакеты на концах слегка расцепляются
от руки. Работа машины идёт непрерывно,
так как последующий пакет насовывается на
конец находящегося в машине предыдущего
пакета.
Ножи приводятся в действие тягами от
эксцентрика, работающего от двигателя мощ-
ностью 7,5 л. с.
Подающие ролики имеют отдельный привод
от двигателя 12 л. с.
Гибочные машины
Гибочные машины предназначаются главным
образом для получения ряда специальных про-
филей путём продольной или поперечной гибки
стрипсов и листов. Гибочные машины можно
подразделить на следующие восемь типов:
1. Роликовые многоклетьевые
гибочные машины (фиг. 100) для продоль-
ной гибки стрипсов в специальные фасонные
строительные профили (фиг. 101) и заготовки
для трубосварочных станов (фиг. 102).
2. Роликовые трёхклетьевые ги-
бочные машины для свёртывания спиральных
труб.
3. Тр ёх ролик о в ы е гибочные ма-
шины для цилиндрического свёртывания листов
(фиг. 103).
4. Двухроликовые гибочные ма-
шины для получения волнистого железа.
5. Машины для гибки рельсов
(фиг. 101).
6. Машины для гибки труб.
7. Гибочные прессы для продольной
гибки стрипсов в специальные фасонные
строительные профили и заготовки для трубо-
сварочных станов.
8. Колёсный гибочный пресс.
Представленная на фиг. 104 гибочная ма-
шина устанавливается перед холодильниками.
После выхода из машины рельс имеет опре-
делённую кривизну, обеспечивающую "прямо-
линейность рельса после охлаждения за счёт
неравномерного укорочения головки и ножки
рельса при охлаждении.
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ
МАШИНЫ
Этим классом охватываются все чрезвы-
чайно разнообразные вспомогательные ма-
шины и устройства прокатных станов, кото-
рые производят различные транспортные опе-
рации с прокатываемым металлом. В зависи-
мости от характера и направления движения,
создаваемого этими машинами, их можно
разделить на восемь основных групп, приве-
дённых в классификационной табл. 1.
Фиг. 100. Рабочая клеть многоклетьевой гибочной машины для получения специальных фасонных профилей
и трубных заготовок.
1016
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
^\f
Фиг. 101. Специальные строи-
тельные профили, получаемые
из плоского стрипса путём
холодной гибки на роликовой
многоклетьевой гибочной
машине.
Фиг. 103. Схема трёхроликовой гибочной машины для
свёртывания листов: а — свёртывание листа в цилиндри-
ческую заготовку; б — правка листа путём использования
перекидного дополнительного ролика.
Фиг. 102. Схемы гибки
стрипсов в трубные заго-
товкг на многоклетьевой
гибочной машине: а — ста-
рая калибровка — профиль
роликов строится сопря-
жением двух радиусов; б —
калибровка для толстостен-
ных труб — стрипс свора-
чивается по кривой посто-
янного радиуса, равного
радиусу готовой трубы;
в ~ новая калибровка —
профиль строится пере-
менным от прохода к про-
ходу радиусом [20].
Фиг. 104. Машина для гибки рельсов.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1017
Рольганги
Рольгангом называется транспортёр, на
котором прокатываемая полоса перемещается
в продольном направлении по вращающимся
роликам. Рольганги являются наиболее распро-
странённым типом машин для осевого пере-
мещения прокатываемого материала как при
подаче его к прокатному стану, так и при мно-
гочисленных отделочных операциях после про-
катки.
Во многих случаях рольганги применяются
для перемещения прокатываемого металла на
значительные расстояния, в связи с чем у не-
которых прокатных станов вес рольгангов до-
стигает 40—6С0/0 от общего веса оборудова-
ния стана. В зависимости от их назначения
рольганги можно подразделить на семь ти-
пов:
1. Рабочие основные рольганги
(фиг. 105) располагаются у самой рабочей клети
прокатного стана; они служат для подачи
металла в валки и для
его прч|мки при вы-
ходе из валков. Пер-
вые ролики рабочих
рольгангов у обжим-
ных станов часто рас-
полагаются в станине
рабочей клети стана,
и тогда эта часть ра-
бочего рольганга на-
зывается станинными
роликами (фиг. 123).
2. Рабочие
вспомогатель-
ные рольганги или,
как их ещё иногда
называют, удлини-
тельные или рас-
катные рольганги являются продолжением
основных рабочих рольгангов; они участвуют
в работе только тогда, когда длина прокаты-
ваемой полосы значительно больше длины
основных рабочих рольгангов.
3. Транспортные рольганги (фиг. 106)—
подводящие и отводящие. Служат для транс-
портировки метал-
ла перед его про-
каткой (для пода-
чи его к нагрева-
тельным печам или
к стану) и для убор-
ки металла после
прокатки от стана
(для подачи его к
отделочным меха-
низмам для реза-
ния, охлаждения и
правки).
4. Наклон-
ные рольганги, яв-
ляющиеся разно-
видностью транс-
портных рольган-
гов, служат для пе-
редвижения про-
катанной полосы в продольном направлении,
.но с одновременным её подъёмом или опу-
сканием. Сюда же можно отнести и роль-
ганги, расположенные на подъёмно - качаю-
щихся столах.
Фиг. 105. Рабочий рольганг
листового стана с груп-
повым приводом.
Фиг. 106. Транспортный роль-
ганг трубопрокатного стана
с индивидуальным приводом.
5. Поворотные или, как их ещё назы-
вают, криволинейные рольганги служат
для передвижения слитков и коротких заго-
товок в продоль-
ном направлении,
но с одновремен-
ным поворотом
этого направления.
Эти рольганги слу-
жат также и для
транспор т и р о в к и
рулонов. Они
строятся обычно с
холостыми роли-
ками (наклонные) фиг. 10Т> поворотный роль-
ИЛИ С ИНДИВИДуаль- ганг с индивидуальным прн-
НЫМ ПрИВОДОМ ВОДОМ.
(фиг. 107).
6. Рольганги с косыми роликами
служат для передвижения прокатанной по-
лосы вдоль её оси, но с одновременным
перемещением в поперечном направлении.
Применяются для сбора прокатанных полос
в партии.
7. Печные рольганги выполняют
функции выталкивателей из методических пе-
чей, а также служат для передвижения металла
в листовых отжигательных печах. Привод печ-
ных рольгангов располагается за пределами
печи, а ролики
рольганга, имею-
щие обычно вну-
треннее охлажде-
ние, входят внутрь
печи через спе-
циальные отвер-
стия в её стенках.
В зависимости
от характера при-
вода различают
рольганги (фиг.
108): 1) с группо-
вым приводом, где
от одного двига-
теля приводятся
одновременно все
ролики или груп-
па из нескольких
роликов; 2) с инди-
6)
гГ
Фиг. 108. Эволюция привода
роликов рольганга: а —груп-
повой привод; б — индиви-
дуальный привод с редуктором;
в — индивидуальный привод
с непосредственным соеди-
нением ; г — индивидуальный
привод с двигателем, име-
ющим полый нал.
видуальным при-
водом, где каждый
ролик или каждые
два ролика при-
водятся от отдельного двигателя, и 3) с хо-
лостыми роликами. Транспортные роль-
ганги с холостыми роликами обычно распола-
гаются под небольшим наклоном к горизонту,
благодаря чему перемещение металла происхо-
дит под действием силы тяжести. Эти рольганги
называются гравитационными.
Конструктивные особенности. В зависи-
мости от конструкции различают рольганги:
1) стационарные, 2) регулируемые по высоте,
3) пружинные, 4) опускающиеся и 5) пере-
двигающиеся.
Стационарные рольганги имеют жёсткую
раму, устанавливаемую непосредственно на
фундамент (фиг. 105 и 106).
У регулируемых по высоте рольгангов
верхний уровень роликов может регулиро-
ваться в зависимости от технологических тре-
бований (фиг. 109).
1018
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
У пружинных рольгангов рама устанавли- опускания роликов при каждой очередной
вается не непосредственно на фундамент, а на прокатываемой полосе (фиг. ПО). Разновидно-
яружинах. Подобные рольганги устанавлива- стью этих рольгангов являются рольганги,
1500'7-Ю5€0
Фиг. 109. Рольганг калибровочного стана с регулировкой по высоте (привод ролика см. фиг. 120).
Фиг. 110. Опускающийся рольганг риллинг-стана.
ются в тех случаях, когда рольганг подвер- установленные на подъёмных и подъёмно-
гается динамическим нагрузкам или же слу- качающихся столах.
чайным значительным статическим нагрузкам, У передвигающихся рольгангов рама уста-
на которые рама рольганга не может быть навливается не на фундаменте, а делается пе-
130
Фиг. 111. Пустотелый стальной цельнолитой ролик рольганга рельсобалочного стана.
рассчитана: станинные ролики (см. фиг. 123),
рольганг пресса для обжатия кромок, рабочие
рольганги тяжёлых листовых станов.
К опускающимся рольгангам относятся
рольганги трубопрокатных станов и рольганги
за тяжёлыми ножницами с верхним резом, ко-
торые имеют приспособления для подъёма и
редвижной — передвижные столы рельсоба-
лочных станов и отодвигающиеся рольган-
ги, устанавливаемые за тяжёлыми ножни-
цами.
При групповом приводе рольгангов из-за
конических зубчатых колёс и длинного про-
дольного вала взаимное положение роликов
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1019
2070
рольганга должно быть строго определённым.
Это обычно достигается установкой подшип-
ников роликов рольганга на двух солидных
рамах, состоящих из отдельных жёстко соеди-
нённых между собой секций. На одной из этих
рам устанавливаются подшипники для про-
дольного вала и предусматриваются масляные
ванны для конических шестерён (фиг. Ill и 112).
У тяжёлых рольгангов и у рольгангов с
небольшим шагом роли-
ков эти рамы обычно
делаются литыми, двута-
врового или коробча-
того сечения. Между
собой обе рамы соеди-
няются распорными тру-
бами или литыми тра-
верзами, которые упо-
требляются чаще. Рамы
у рольгангов, подвер-
женных ударам, как, на-
пример, у рабочих роль-
гангов обжимных ста-
нов, делаются из сталь-
ного литья, в осталь-
ных случаях — из чугу-
на. Длина секции при-
нимается обычно 3,5—
4,5 м. У лёгких роль-
гангов рамы делаются сварными.
Вследствие тяжёлых условий работы роль-
гангов большое значение имеет конструкция
подшипников к их роликам. На современных
рольгангах находят исключительное примене-
ние подшипники качения и в особых случаях
(см. фиг. 123) подшипники скольжения.
В большинстве случаев ролики рольгангов
устанавливаются на подшипниках качения
двух типов: с одной стороны ролика — ради-
альный подшипник с витыми роликами, а с
другой стороны — радиально-упорный подшип-
ник с двумя рядами конических роликов
(фиг. 111, 112 и 120).
Конструкция роликов. По конструкции
различают ролики: 1) цилиндрические, 2) сту-
пенчатые, 3) ребристые, 4) конусные, 5) двух-
конусные, 6) многониточные.
Цилиндрические ролики наиболее
распространены; они применяются как на сор-
товых, так и на листовых прокатных станах
(фиг. 111, 112, 118 и 119).
Ступенчатыми делают станинные ро-
лики и первые ролики рабочих рольгангов
обжимных станов, в которых диаметр роликов
меняется в зависимости от глубины рабочего
калибра прокатных валков (фиг. 123).
Ребристые ролики употребляются на
средне- и толстолистовых прокатных станах
в качестве рабочих рольгангов и роликов на
холодильниках.
Конусные ролики употребляются на
толстолистовых станах для поворота толстых
листов (см. раздел „Поворотные устройства").
Двухконусные ролики — основная
конструкция роликов в трубопрокатном про-
изводстве (фиг. ПО, 117, 120, 122).
Многониточные ролики применяются
на проволочных и мелкосортных станах, в хво-
стовой части которых прокатка ведётся в 3—
4, а иногда и в 6—8 ниток [60].
Ролик рольганга состоит из двух основных
элементов: из корпуса и оси, причём в одних
случаях корпус и ось делаются цельнолитыми
(фиг. 111) или цельноковаными (фиг. 112,
120), а в других — составными, из отдельных
частей. В последнем случае ось ролика может
быть связана с корпусом и вращаться вместе
с ним (фиг. 119) или же она может быть не-
подвижна (фиг. 117). Ось ролика иногда за-
меняется двумя самостоятельными вставными
цапфами (фиг. 118).
500 :
Фиг. 112. Пустотелый кованый ролик транспортного рольганга первого после-
военного советского блуминга 1000.
Сплошные кованые ролики вследствие их
высокой стоимости рекомендуется применять
в исключительных случаях, при тяжёлых на-
грузках (рабочие рольганги и рольганги для
транспортировки заготовок см. фиг. 122 и 123).
При средних и малых нагрузках корпус
ролика делается обычно пустотелым — при
выполнении из стального литья (фиг. 111) или
из труб (фиг. 112) его можно получить доста-
точно прочным и в то же время достаточно
лёгким с незначительным маховым моментом,
что имеет большое значение для рольгангов,
работающих на режиме запусков. Наибольшим
распространением, однако, пользуются пусто-
телые ролики с чугунными корпусами (фиг. 118),
так как они значительно дешевле и в то же
время эти ролики не портят поверхности
транспортируемого металла.
Диаметр роликов. Диаметр роликов роль-
ганга должен быть возможно меньше, так как
в этом случае снижается как вес ролика, так
и его маховой момент, что ведёт не только
к снижению общего веса рольганга, но и к
резкому снижению мощности его привода,
однако пределом для уменьшения диаметра
ролика является его прочность, а при боковой
подаче металла — габарит двигателя.
Диаметр роликов у рольгангов прокатных станов [82]
лико3в ЬТРв ? Назначение рольганга
600 Рабочие рольганги броневых станов, слябингов.
500 Рабочие рольганги слябингов, крупных
блумингов и толстолистовых станов.
450 Рабочие рольганги блумингов.
400 Рабочие рольганги малых блумингов и рель-
собалочных станов. Транспортные рольган-
ги слябингов и крупных блумингов.
35Э Рольганги среднелистовых станов. Транспорт-
ные рольганги блумингов и рельсобалочных
станов.
300 Рабочие и подводящие рольганги среднесорт-
ных и тонколистовых станов.
250 Рольганги мелкосортных станов. Отводящие
рольганги среднесортных и тонколистовых
станов.
200 Рольгангиу холодильников мелкосортных станов.
150 Рольганги проволочных станов.
1020
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД- IV
Проектом ГОСТ „Рольганги прокатных
станов. Основные параметры" предусматри-
ваются следующие нормальные ряды: диа-
метра бочки ролика D — 150, 200, 250, 300,
350, 400, 450, 500, 600, 700 мм; шага роликов
/ — 200, 250, 300, 350, 400, 450, 500, 550, 600,
700, 800, 1000, 1200, 1500, 2000, 2500 мм; длины
ролика L — 200, 300, 400, 500, 600, 800, 1000,
1200, 1500, 1700, 2000, 2300, 2500, 2800, 3500 мм.
Длина бочки роликов. У основных рабо-
чих рольгангов длина бочки роликов обычно
делается равной длине бочки валков, лишь
в некоторых специальных случаях длину ро-
ликов приходится несколько увеличивать, как,
например, у обжимных станов, чтобы распо-
ложить линейки манипуляторов, или у шахмат-
ных станов, чтобы можно было прокатыва-
емую полосу передавать из одной клети в
другую. У вспомогательных рабочих роль-
гангов сортовых станов длина бочки де-
лается меньше, соответственно длине той
части бочки валка, в которой находятся
последние калибры.
У транспортных рольгангов обычно длину
бочки делают несколько больше ширины пере-
двигаемой по рольгангу полосы, предусма-
тривая зазор для узких полос 150—^200 мм,
а для широких — 200—250 мм. Если по роль-
гангу должны передвигаться сразу несколько
полос, то длина бочки соответственно увели-
чивается.
Шаг роликов рольгангов t выбирают в пре-
делах от 0,2 до 2,5 м, исходя из условия, что
шаг роликов не должен быть больше поло-
вины минимальной длины проходящего по
рольгангу слитка или прокатываемой полосы.
В этом случае полоса всегда будет находиться
одновременно не менее чем на двух роликах.
В то же время шаг роликов не должен быть
слишком большим, чтобы не происходило про-
гиба полосы от силы тяжести.
Второе условие является особенно суще-
ственным для отводящих рольгангов, чтобы
не получить дополнительных искривлений в
окончательно прокатанной полосе; шаг роли-
ков у этих рольгангов обычно берётся срав-
нительно небольшим. У крупносортных ста-
нов он делается 1,2—1,6 м, у среднели-
стовых — 0,9—1,0 м и у тонколистовых — около
0,5—0,7 м.
Для предохранения полосы от чрезмерного
прогиба на отводящих рольгангах в проме-
жутках между основными приводными роли-
ками часто устанавливают холостые ро-
лики меньшего диаметра.
Скорости. Ввиду того что рольганги боль-
шей частью работают на -режиме запусков,
следует различать два вида скоростей — номи-
нальную скорость, соответствующую номи-
нальному числу оборотов двигателя, и рабочую
скорость, с которой фактически происходит
передвижение металла по рольгангу. У ревер-
сивных рольгангов эти скорости могут весьма
сильно отличаться одна от другой, причём при
сериесных двигателях рабочая скорость, как
правило, значительно больше номинальной.
При длительном режиме работы рольганга эти
скорости почти совпадают (асинхронные дви-
гатели).
У fg6o4Hx рольгангвв рабочую скорость обычно
выбирают соответственно скорости прокатки, причём у
рольгангов со стороны выхода, при поступлении на них
длинных и тонких полос, скорость рольганга должна быть
на 5—10°'о выше скорости прокатки, чтобы из валков по-
лоса выходила прямо и не могла образовывать горбы.
У подводящих рольгангов вследствие значи-
тельного сечения транспортируемого металла скорость
обычно берётся сравнительно низкой, примерно 1,25—
1,8 м1сек. ¦
У отводящих рольгангов в большинстве случаев
скорость берётся равной или несколько выше (на 5—10а/0)
скорости выхода полосы из валков.
У транспортных рольгангов скорости выби-
рают в зависимости от требуемого времени транспор-
тировки, обусловленного технологическими соображе-
ниями.
При проектировании рольгангов номиналь-
ные скорости определяют исходя из номиналь-
ного числа оборотов выбранного двигателя
и передаточного числа редуктора, а сред-
ние рабочие скорости проверяют путём ин-
тегрирования уравнений движения электро-
привода.
Усилия на роликах. Нагрузки на роликах
рольгангов могут быть: 1) нормальные, со-
стоящие из веса транспортируемого металла,
2) от различных добавочных давлений на транс-
портируемую полосу, частично или полностью
передающихся на ролики рольганга; 3) дина-
мические, возникающие при падении транспор-
тируемого металла на рольганг.
Нагрузка от сил тяжести. При подсчёте
необходимых для выбора электропривода ста-
тических моментов на роликах рольгангов
обычно считают, что прокатываемая полоса
лежит на рольганге двумя точками. Тогда на-
грузка на один ролик будет равна половине
веса полосы
Q = Y кг' A46)
Если по рольгангу транспортируется длин-
ная полоса с малым моментом сопротивления
поперечного сечения, то нагрузку на один ролик
подсчитывают исходя из предположения, что
вес полосы равномерно распределён на все
ролики
I Т . Г
A47)
Q = -^- кг,
где L — длина полосы; t—шаг роликов роль-
ганга.
Дополнительная нагрузка. Дополнитель-
ные нагрузки имеют место главным образом
у станинных роликов, у первых роликов ра-
бочих рольгангов и в некоторых случаях у
роликов рольгангов, установленных около
ножниц.
На роликах рабочих рольгангов эта нагрузка
появляется вследствие возможного отклонения
вниз выходящей из валков полосы. При от-
сутствии проводок первый ролик рольганга
должен воспрепятствовать этому отклонению,
так как он должен в этом случае выпрямлять
полосу при её выходе из валков [82]. Прихо-
дящееся при этом на ролик давление подсчиты-
вают исходя из условия, что вследствие этого
давления происходит пластический изгиб по-
лосы при её выходе из валков
Р = ^кг, A48)
где S — пластический момент сопротивления
сечения полосы в мм3 (см. табл. на стр. 995);
Су — предел текучести материала прокатывае-
мой полосы в кг/мм2; с — расстояние между
осями ролика рольганга и прокатного валка
в мм.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1021
При прямоугольном сечении полосы до-
полнительное усилие будет
г,
р =
Ас
A49)
где Ъ — ширина сечения полосы в мм; h —
высота сечения в мм.
Динамическая нагрузка. Динамические
нагрузки возникают, когда прокатываемая по-
лоса поступает на рольганг не плавно, а со
значительными ударами. Это может быть, когда
полоса при выходе из валков загибается вверх
и затем падает на рольганг с некоторой вы-
соты, когда уровень верхней кромки нижнего
прокатного валка располагается выше уровня
роликов рольганга (фиг, 113, а), когда при кан-
'щщттш
Фиг. 113. Динамическая нагрузка на ролик рольганга:
а — при выходе прокатываемой полосы из валков,
б — при кантовке полосы.
товке прокатываемой полосы последняя сна-
чала становится на ребро и затем под дей-
ствием силы тяжести падает на грань
(фиг. ИЗ, б).
Напряжения, возникающие в ролике при
динамической нагрузке, могут быть опреде-
лены из условия, что кинетическая энергия Е
падающей полосы (за вычетом потерь при
ударе ?i, происходящих вследствие того, что
ударяемое тело яв-
ляется совершенно
неупругим) обра-
щается в потен-
циальную энергию
U деформации ро-
лика, его подшип-
ников, рам роль-
ганга, фундамента
и т. п. Когда ролик
Фиг. 114. Ударная нагрузка
приложена по середине ро-
лика рольганга.
имеет форму согласно фиг. 114 и удар прихо-
дится по середине между его опорами, динами-
ческая нагрузка определится уравнением [82]
кг, A50)
где Q — часть веса полосы в кг, приходящаяся
на данный ролик; h — высота падения полосы
в мм (см. фиг. 113); d — вес деформируемой
системы в кг; Jx и J2 — моменты инерции се-
чений бочки и шейки ролика в мм*; Е — мо-
дуль упругости в кг/мм2; а — половина рас-
стояния между опорами в мм; с — расстояние
от опоры до края бочки в мм; /о— деформа-
ция при статической нагрузке в мм, т. е. де-
формация опор ролика (подшипников, рам
рольганга, фундамента) при статической на-
грузке Q; \г— коэфициент приведения массы
ролика при подсчёте кинетической энергии;
при жёстких опорах Хг « 0,5; Х2 — коэфициент
приведения массы ролика при подсчёте ско-
рости движения после удара; при жёстких
опорах Ха « 0,7.
Статический момент. Статический момент,
затрачиваемый на вращение одного ролика
рольганга при равномерном движении полосы,
идёт на преодоление трения цапф ролика в
подшипниках и трения качения полосы по ро-
ликам
мст = (°i + Q)hr +¦ Q* кгм- A51)
где Q — нагрузка на один ролик от веса пере-
двигаемой полосы в кг; G\ — вес ролика в кг;
г — радиус цапфы ролика в м; А — коэфи-
циент трения в подшипниках ролика, который
при бронзовых вкладышах принимается рав-
ным 0,05—0,08, а при роликовых подшипни-
ках 0,005; k — коэфициент трения качения по-
лосы по роликам, который для холодного ме-
талла принимается равным 1,0 мм @,001 м),
для горячего металла — 1,5 мм @,0015 м) и
для раскалённого слитка —2,0 мм @,002 м).
Максимальный статический момент. При-
вод ролика должен быть рассчитан, однако,
на преодоление значительно большего мо-
мента, так как во время работы рольганга бы-
вают случаи пробуксовки, когда движение
полосы по каким-либо причинам внезапно за-
держивается, а двигатель при этом ещё про-
должает быть включённым. Эта задержка в
движении полосы может, например, произойти
при её ударе в валки, проводки, упоры и т. п.
В этом случае момент привода должен пре-
одолевать также и трение скольжения ролика
о полосу
Мбук = (Gx + Q) fxr + QfR кгм, A52)
где R— радиус ролика в м; f—коэфициент
трения скольжения между роликом и пере-
двигаемой полосой, который при холодном
металле обычно принимается равным 0,15, а
при горячем металле—0,30.
Момент пробуксовки М^ук учитывается
при проверке выбранного двигателя по ма-
ксимальному моменту.
Максимальный динамический момент.
Чтобы при режиме запусков полоса могла
двигаться по рольгангу с ускорением а м/сек*,
на окружности ролика должна действовать
тангенциальная сила
Т = — а кг.
g
Ввиду того, что сила Т не может быть
больше произведения веса полосы на коэфи-
циент трения
г, A53)
можно написать неравенство
a ^fg м/сек*.
A54)
При попытке транспортировать полосу с
более высоким ускорением между роликом
1022
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
и полосой будет происходить буксование [82],
при котором ускорение полосы будет ещё
меньше вследствие того, что коэфициент тре-
ния / при скольжении ниже коэфициента тре-
ния покоя.
При указанных выше значениях/ макси-
мально возможное ускорение полосы будет
лежать в пределах от 1,5 до 3,0 м/сек*. Дина-
мический момент, потребный для создания ма-
ксимально допустимых ускорений, опреде-
ляется уравнением
GD*f
4/?
+ Q/R кгм,
A55)
где GD2 — маховой момент ролика в кгм\
В целях повышения силы контакта между
роликами и полосой иногда находят примене-
ние для транспортирования холодного проката
Фиг. 115. Электромагнитный ролик рольганга непрерыв-
ного стана печной сварки труб. Труба катится по ролику
с нижней стороны.
так называемые .магнитные рольганги", ро-
лики которых снабжены электромагнитами.
Если находящийся внутри ролика магнит будет
притягивать транспортируемую полосу с си-
лой Р кг, то максимальное тангенциальное
усилие Т, передаваемое роликом полосе, будет
выражаться уравнением
Г = (Q + Р) / кг.
Магнитные ролики применяются также на
наклонных рольгангах (извлечение труб из
ванн электролитического покрытия) и на транс-
портных рольгангах [3], когда значительное
количество приводных роликов из конструк-
тивных соображений приходится заменять хо-
лостыми роликами (фиг. 115).
Максимальный момент двигателя. Ма-
ксимально допустимый для вращения ролика
момент двигателя Мдв тах (в рольгангах с
обычными роликами) будет определяться по
уравнениям A51) и A55) как сумма статиче-
ских Мс/п и максимальных динамических Мтах
моментов
Мдв тах < Щ
ук
кгм. A56)
момента двигателя, в то время как минималь-
ное значение величины потребного максималь-
ного момента двигателя определяется уравне-
нием A52). Таким образом, можно написать
неравенство, дающее пределы, в которых дол-
жен лежать приведённый к валу роликов ма-
ксимальный (пусковой) момент двигателя роль-
ганга
Щук<Мдв шах< Мбук
—yl кгм, A57)
Уравнение A56) даёт наибольшую допу-
стимую величину приведённого максимального
где MffyK—момент пробуксовки всего роль-
ганга в кгм; GD2 — общий приведённый к валу
роликов маховой момент рольганга в кгм2,
в который входит и маховой момент якоря
двигателя.
Если пусковой момент двигателя рольганга
Щв max будет больше допустимого (правая
часть неравенства), то ролики будут вращаться
со слишком высоким ускорением, при котором
между роликами и полосой будет происходить
буксование, вследствие чего полоса может
остаться на месте. Если же пусковой мо-
мент Мдв тах будет меньше MgyK (левая часть
неравенства), то появляется опасность ава-
рийного отключения двигателя при вынужден-
ной внезапной остановке транспортируемой
полосы.
Групповой привод. В качестве группового
привода рольгангов (фиг. 105), работающих
на режиме запусков, применяют асинхронные
и сериесные двигатели, а у рольгангов, рабо-
тающих на длительном режиме, — асинхрон-
ные двигатели; в случае необходимости широ-
кой регулировки числа оборотов — шунтовые
или компаундные двигатели. У рабочих роль-
гангов блуминга, работающих в напряжённых
условиях, иногда применяют привод по Лео-
нарду, усовершенствованный введением ампли-
дина. Передача вращения роликам при груп-
повом приводе обычно осуществляется кони-
ческими зубчатыми колёсами от общего
продольного вала (фиг. 111 и 112) и в исклю-
чительных случаях, когда шаг роликов мал,
делается цилиндрическая зубчатая пе-
редача с промежуточными паразитными ше-
стернями. На тихоходных рольгангах иногда
применяется цепной привод роликов (см.
фиг. 154).
Групповой привод находит применение
лишь у рольгангов, работающих в особо тя-
жёлых условиях и предназначаемых для транс-
портировки прокатываемого металла, имею-
щего значительное сечение при небольшой
длине. К этим рольгангам относятся, напри-
мер, рабочие, подводящие и транспортные
рольганги крупных прокатных станоз ~ блу-
мингов, слябингов, рельсобалочных, толсто-
листовых и др.
Индивидуальный привод. В качестве инди-
видуального привода роликов рольгангоз
(фиг. 106) обычно употребляются асинхронные
двигатели трёхфазного тока с короткозамкну-
тым якорем. Изменение скорости на этих
рольгангах производится регулировкой ча-
стоты в пределах от 5 до 60 гц. У рольган-
гов, где требуется регулирование скорости,
также применяют шунтовые двигатели с груп-
повым пуском по системе Леонарда.
Индивидуальный привод роликов рольган-
гов удешевляет механическую часть роль-
ГЛ XX)
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1023
ганга, допускает значительные ускорения при той передачей, имеющей внутреннее зацепле-
разгоне привода, повышает надёжность уста- ние (фиг. 117), и с зубчатой передачей на
новки, упрощает монтаж и демонтаж и сво-
дит к минимуму время ликвидации аварий. На-
ряду с этим индивидуальный привод увеличи-
вает первоначальные затраты на электрообо-
рудование и снижает общий к. п. д. и coscp,
два спаренных ролика (см. фиг. 122).
Фиг. 116. Индивидуальный ролик рольганга (привод), у которого ведущая шестерня редуктора посажена
непосредственно на вал двигателя.
однако эти недостатки по своему влиянию
менее значительны, чем указанные выше
преимущества.
У быстроходных рольгангов двигатель со-
единяется с роликом непосредственно через
муфту, а у тихоходных рольгангов, чтобы не
иметь дорогого двигателя с большим числом
полюсов, — через редуктор, понижающий
число оборотов ролика. В последнем случае
электрическая часть рольганга удешевляется,
так как двигатели требуются с меньшим чис-
лом полюсов и с более низким вращающим
моментом, но вместо этого усложняется кон-
струкция самого ролика. Из наиболее харак-
терных конструкций роликов этого типа еле-
Наибольшим применением из этих трёх
типов пользуются первый и третий. Второй
Фиг. 117. Индивидуальный ролмс рольганга с приводом
через редуктор с внутренним зацеплением.
дует указать на три: с обычной цилиндриче- тип вследствие сложности конструкции боль-
ской зубчатой передачей (фиг. 116), с зубча- шого распространения не получил.
1024
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
(РАЗД. IV
Конструкции рольгангов с непосредствен-
ным приводом ролика через муфту приведены
на фиг. 118 и 119, причём на последней при-
водом ролика служит прикреплённый к кор-
пусу одного из подшипников ролика фланце-
Фиг. 118. Индивидуальный ролик рольганга с непосредственным приводом
вый двигатель, связанный с осью ролика спе-
циальной муфтой, передающей крутящий мо-
мент через шесть расположенных по окруж-
ности резиновых шариков. Применение флан-
можность проворачивания вала двигателя
по отношению оси ролика устраняется
шпонкой. Для уравновешивания развиваемого
двигателем момента, т. е. для того, что-
бы статор не мог вращаться, на нём пре-
дусмотрен упор, опираю-
щийся с обеих сторон
через пружины в закре-
плённую на подшипнике
ролика скобу (фиг. 120).
Представленный на
фиг. 121 двигатель трёх-
фазного тока МАИ 72/12
выполняется на 220 или
380 в. Ротор двигателя
короткозамкнутый. До-
пускается работа при ча-
стоте от 10 до 60 гц. Мощ-
ность двигателя при ча-
стоте 50 гц равна 2,7 л. с. при ПВ — 25% и
1,3 л. с. при ПВ = 100%. Маховой момент ро-
тора GD2 = 0,48 кгми. Общий вес двига-
теля 150 кг. Изменение скорости передвиже-
Фиг. 119. Индивидуальный ролик рольганга с непосредственным приводом от фланцевого двигателя.
Фиг. 120. Индивидуальный ролик рольганга с двигателем, имеющим полый вал (к фиг. 109).
цевых двигателей несколько усложняет обра-
ботку корпуса подшипника.
Наиболее простым и надёжным приводом
роликов рольганга следует признать привод
с двигателем, имеющим пустотелый вал, на
котором собран ротор двигателя (фиг. 120).
Своим пустотелым валом двигатель наде-
вается на конец оси ролика рольганга и затем
с задней части закрепляется болтом, входя-
щим в торец оси ролика (фиг. 121). Воз-
ния прокатываемой полосы по рольгангу про-
изводится регулировкой частоты:
Частота в гц . . .
Синхронное число
оборотов в минуту •
Начальный пуско-
вой момент в кгм .
Максимальный мо-
мент в кгм
з>6
5>8
3°
Зоо
6,5
6.5
4°
6,5
Применение двигателей с полым
см. также на фиг. 122, 140 и 141.
5°
5оо
6,5
7,5
валом
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1025
Таблица 17
Характеристика индивидуального привода отводящих рольгангов листовых непрерывных станов [96]
Длина боч-
ки валкое
стана
в мм
I22O
*37°
1430
2000
2ОЗ°
25°°
Скорость
прокатки
V
в м/сек
5,о—ю,о
5,2-ю,4
5.2- 1О> 4
3,4-6,8
5.3—1О>6
5,4—ю.8
Размеры ролика в мм
Диаметр
D
250
Зоо
4оо
Длина
L
I22O
:68о
1930
Шаг
в мм
боэ
45°
ооо
4оЪ
385
' Привод
Мощность
N
в л. с.
1,7—5.о
4
3 ю
а.2-7,5
7,5
4.5
п
об/мин
300—900
75°
240—720
103-350
IOOO
75°
Род тока и система
регулирования
Трёхфазный 20—60 гц
По Леонарду
Трёхфазный 20—60 гц
Трёхфазный 20—60 гц.
По Леонарду
Постоянный
В табл. 17 приведена характеристика инди-
видуального привода отводящих рольгангов
некоторых листовых непрерывных станов.
гангом, так как в противном случае они бу-
дут являться своего рода тормозом, увеличи-
вая паузу между пропусками.
Фиг. 121. а — рольганговый двигатель с полым валом MAP 72/12 опытного завода МЭП; б— посадочный конец
оси ролика рольганга, на который надевается полый вал двигателя MAP 72/12. '
Привод станинных роликов. Станинные
ролики (фиг. 123) служат для подачи в валки
коротких слитков и для воспринятия на себя
ударов выходящего из валков переднего конца
раскатываемого слитка. В момент выхода ме-
талла из валков станинные ролики должны
вращаться с окружной скоростью, равной ско-
рости ьыходящей полосы, а в случае несо-
впадения скоростей они должны возможно бы-
стрее выравнить свою скорость со скоростью
полосы. При подаче раскатываемого слитка
в валки станинные ролики должны вращаться
синхронно с подающим слиток рабочим роль-
65 Том 8
Если в момент выхода полосы из валков
станинный ролик не будет вращаться со ско-
ростью, соответствующей скорости прокатки,
то согласно уравнениям A48) и A52) на ста-
нинный ролик будет воздействовать момент
Мст = PfR кгм. A58)
Этот момент может вызвать поломку ме-
ханизма, передающего дзижение ролику от
привода. Ввиду этого привод станинного ро-
лика у крупных станов обычно делается та-
ким образом, чтобы на время действия на-
грузки Р станинный ролик становился ведо-
1026
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. W
мым от выходящей из валков полосы. Практи-
чески такого рода привод осуществляется че-
тырьмя различными способами, при которых
станинный ролик делается: 1) холостым,
гами (фиг. 124). Включением сопротивления в
цепь якоря двигателя обеспечивается сильно
падающая характеристика, позволяющая ста-
нинным роликам следовать за скоростью вы-
Фиг. 122. Спаренный индивидуальный привод рольганга с двигателем, имеющим полый вал.
2) приводным от валков стана, 3) приводным
через фрикционную муфту от двигателя основ-
ной части рольганга и 4) приводным от инди-
видуального двигателя.
Привод станинного ролика от индивидуаль-
ного двигателя является наиболее совершен-
ным.
ходящего из валков слитка. Передача движе-
ния от двигателей к роликам осуществляется
шарнирными шпинделями. Пуск двигателей
станинных роликов производится автомати-
чески благодаря блокировке с двигателем ра-
бочих рольгангов. Подшипники станинных ро-
ликов (фиг. 123) имеют самоустанавливаю-
4 k 80
Фиг. 123. Станинный ролик первого послевоенного советского блуминга 1000.
Станин ые ролики первого послевоенного
блуминга (фиг. 123) конструкции ЦКБММ
НКМЗ имеют индивидуальный привод от дви-
гателей мощностью 23 л. с. с нормальным чи-
слом оборотов 113 об/мин, работающих синх-
ронно с соответствующими рабочими рольган-
щиеся сферические вкладыши с запрессован^
ными в них бронзовыми втулками. Радиаль-
ные удары выходящего из валков слитка по-
глощаются буферными спиральными пружи-
нами, на которые опираются подушки станил-
роликов.
фиг. 124. Индивидуальной привод станинного ролика (к фиг. 123).
1028
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
ГРАЗД. IV
Прочие машины для осевого перемещения
проката
В группу машин, предназначенных для осевого
(продольного) перемещения прокатываемого металла,
помимо рольгангов входят (см. табл. 1) подающие и
тянущие ролики, пластинчатые транспортёры, вталкива-
телй, выталкиватели и вытаскиватели, подающие столы
станов холодной прокатки [64], а также и устройства,
обеспечивающие точную остановку полосы при её
продольном передвижении, — упоры.
Как видно из приведённого краткого перечня, в
эту группу машин вошли не только механизмы, транс-
портирующие прокатываемую полосу от одной машины
к другой, но также и механизмы, служащие для пра-
вильной подачи полосы в валки прокатного стана
и в рабочие органы других вспомогательных машин.
Подающие ролики употребляются в тех случаях,
когда для подачи прокатываемой полосы в рабочую
клеть прокатного стана или в какую-либо другую ма-
шину оказывается недостаточным сил трения полосы
о рольганг. Это может иметь место, когда полосу
требуется подать с большим ускорением (ролики обрат-
ной подачи трубопрокатного „автоматического" стана)
или когда при подаче необходимо преодолеть значи-
тельное сопротивление (подающий аппарат риллинг-
стана, тянущие ролики линии непрерывной травки).
Подающие ролики широко применяются и в том
случае, когда необходимо обеспечить строго постоян-
ную скорость подачи полосы, что, например, требуется
у некоторых ножниц для обеспечения точной длины
отрезаемого листа (см. фиг. 41 и 43).
Вталкиватели и выталкиватели. Эта группа вспо-
могательных механизмов прокатных станов чрезвы-
чайно разнообразна по своей конструкции и назначе-
нию. Механизмы этой группы служат для подачи и
выдачи заготовок через боковые окна нагревательных
печей, для правильной задачи сляба в рабочие валки
уширительной клети непрерывного листового стана,
для задачи тонкого листа в валки стана холодной
прокатки, для' обеспечения захвата круглой заготовки
валками прошивного стана, для подачи гильзы в валки
автоматического стана, для обеспечения равномерной
подачи гильзы в валки пильгерного стана, для подачи
короткой разрезаемой полосы под ножи ножниц блу-
минга и пр.
Привод вталкивателей также чрезвычайно разно-
образен — гидравлический, пневматический, электриче-
ский, с реечной передачей, с фрикционной передачей
и пр. Последний вид привода получил наибольшее
распространение в силу простоты своей конструкции
и неприхотливости в работе.
Силы трения, возникающие при передвижении по-
лосы вталкивателем, определяются по формуле
l\p = fG кг, A59)
где f—коэфициент трения;' G — вес передвигаемой
полосы в кг.
В расчётах при движении полосы по чугунным
направляющим коэфициент трения в зависимости от
качества поверхности принимается разным /= 0,2-i-0,5;
при движении по стальным направляющим /=0,4-f-0,7
и при движении по керамической поверхности в печах
/=0.6-5-1.0.
Подсчёт статических нагрузок, которые должен раз-
вивать вталкиватель при задаче полосы в валки про-
.катного стана, основывается на опытных данных.
Упоры. Упоры служат для быстрой остановки дви-
жущейся по рольгангу полосы. По своей конструкции
упоры подразделяются на стационарные, исчезающие
и переставные. Первые два служат для остановки про-
катываемого металла всегда в одном и том же поло-
С
о
8-
ж
U
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1029
жении, а третий — для остановки в различных
положениях вдоль рольганга.
Стационарные упоры устанавли-
ваются в конце рольгангов или направляю-
щих желобов выталкивателей. Они часто слу-
жат в качестве предохранительных ограничи-
телей.
Исчезающие упоры обычно уста-
навливаются под рольгангами у сталкивате-
лей, у холодильников или в других случаях,
когда требуется передача прокатываемого
металла с середины данного рольганга.
Переставные упоры применяются
главным образом у ножниц и пил для оста-
новки металла при его резании на различные
мерные длины (фиг. 125).
Исчезающие упоры состоят из одного ме-
ханизма, служащего для его подъёма, а пе-
реставные— из двух механизмов: для подъёма
и передвижения.
Конструкция исчезающего упора первого
послевоенного блуминга 1000 (получившая
-1350
Фиг. 126. Исчезающий упор блуминга 1000 конструк-
ции УЗТМ.
наибольшее распространение) показана на
фиг. 126. Остановка блумов и слябов весом
до 3 т, двигающихся со скоростью 2,5 м/сек,
осуществляется плитой, двигающейся в напра-
вляющих литой станины, расположенной под
роликами рольганга. Кинетическая энергия
Подъём и опускание плиты осуществляются
рычагом, насаженным на валу, поворачиваю-
щемся от двигателя мощностью 10,6 л. с. через
редуктор и кривошипную передачу.
На фиг. 127 представлена конструкция
более лёгкого исчезающего упора, у которого
подъём и опускание осуществляются пово-
ротом опорного эксцентрикового вала, вокруг
которого при ударе поворачивается основной
рычаг упора. Положение рычага после удара
восстанавливается вертикальными пружинами.
У лёгких исчезающих упоров подъём и
опускание рычага обычно осуществляются
электромагнитом или же от пневматического
цилиндра (фиг. 128).
Пружинный упор [37]. В простейшей
схеме упора (фиг. 129, а) удар прокатываемой
полосы весом G кг, идущей по рольгангу со
скоростью v м\сек, воспринимается пружиной
весом Gx кг, причём эта пружина должна
быть выбрана таким образом, чтобы кинети-
ческая энергия останавливаемой полосы
могла бы быть поглощена пружиной в виде по-
тенциальной энергии её упругой деформации.
При расчёте пружинного упора можно
пренебречь массой пружины, считая; что по-
тери энергии при ударе не происходит, и вся
кинетическая энергия прокатываемой полосы G
должна быть воспринята пружиной. В этом
случае, выражая потенциальную энергию
пружины через площадь „характеристики"
пружины и приравнивая полученное выра-
жение кинетической энергии полосы, полу-
чаем формулу для выбора „характеристики"
пружины, т. е. максимального усилия пру-
жины Р и стрелы её прогиба f
Pf=
f кем.
A60)
Упор с „массивной" деталью [37].
Когда полученные по уравнению A60) раз-
меры пружины чересчур велики и не могут
быть приняты, в конструкцию упора вводят
«массивную" деталь Ga (фиг. 129, б), которая,
воспринимая на себя первоначальный удар
Фиг. 127. Исчезающий упор сортового стана GO0.
удара воспринимается массой плиты и двумя
пружинами, опирающимися в нижнюю часть
плиты. Когда остановки полосы не требуется,
плита скрывается за роликами рольганга,
опускаясь ниже их уровня.
останавливаемой полосы G, даёт возможность
делать пружину значительно более лёгкой,
так как часть кинетической энергии полосы
превратится при этом ударе в тепловую
энергию.
1030
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Считая удар полосы G о „массивную"
деталь упора G% абсолютно неупругим (коэ-
фицйент восстановления k = 0), общую ско-
рость z/2 в конце удара в соответствии с тео-
ремой импульсов определим по уравнению
Условно принимая, что удар полосы о ста-
нину является абсолютно неупругим, скорость
полосы и крайнего сечения станины упора в
„конце" удара будет равна
v,
G
а суммарную кинетическую энергию полосы G
и „массивной" детали упора G% в „конце"
удара по уравнению
1 Gv2
а суммарная величина кинетической энергии
полосы G и станина упора G§ в конце удара
Фиг. 128. Типовой пневматический цилиндр конструкции ЦКБММ для механизмов металлургических цехов. Корпус
цилиндра — сменный, из стальных цельнокатанных труб; манжеты—из севанита; рабочая поверхность поршневого
кольца наплавлена бронзой; передняя и задняя крышки — из модифицированного чугуна.
Характеристика пружины при наличии „мас-
сивной" детали находится по уравнению
L4' A61)
1 +
К концу первого четверть-периода своих
колебаний станина под действием сил инер-
ции растянется на максимальную величину.
К этому моменту вся кинетическая энергия
Сопоставление уравнений A60) и A61)
показывает, что с введением „массивной"
детали упора кинетическая энергия, которую
должна воспринять пружина, уменьшается,
причём степень этого уменьшения зависит
исключительно от соотношения весов „мас-
сивной" детали упора G2 и веса останавли-
ваемой полосы G.
Массивная деталь вводится в упор также
и в тех случаях, когда необходимо увеличить
точность работы упора при остановке полосы,
т. е. уменьшить величину „отдачи" упора
после остановки. Это требуется обычно на
упорах около ножниц и дисковых пил.
Упор с „упругой" станиной [37].
В тех случаях, когда в конструкции упора не
предусматривается специальная „упругая"
деталь (пружина), кинетическая энергия оста-
навливаемой полосы G превращается в по-
тенциальную энергию растяжения станины
упора <53 (фиг. 129, в). В этом случае расчёт
усилий в упоре ведут с учётом потерь энер-
гии на удар, пользуясь при этом приближён-
ным методом, учитывающим кинетическую
энергию массы деформируемой станины упора,
которую она приобретает к .концу" удара*.
Фиг. 129. Расчётные схемы упоров: а — пружинный
упор; б — упор с „массивной" деталью; в — упор с
„упругой" станиной.
превратится в потенциальную. Этому же мо-
менту будет соответствовать максимальное
усилие в станине
1
^з
G
EFG
¦77"
* Под концом удара надо понимать момент, когда
произошло мгновенное выравнивание скоростей остана-
вливаемой полосы и переднего, конца станины. После
этого наступает период упругих затухающих колебаний
станины.
где F — поперечное сечение станины в мм2;
? —модуль упругости в кг\мм~\ I—длина
станины в м; X — коэфициент приведения, ко-
торый в рассматриваемом случае равен 1/3.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1031
Машины для поперечного перемеще-
ния проката
Машины, предназначенные для попе-
речного перемещения прокатываемого
металла, в зависимости от их назначения
и конструкции можно подразделить на
следующие восемь типов:
1. Манипуляторы, служащие
для выполнения ряда вспомогательных
операций, связанных с подачей прока-
тываемого металла в валки обжимных
станов.
2. Передвижные столы, пред-
назначенные для передачи прокатывае-
мой полосы из калибра в калибр рельсо-
балочных станов.
3. Толкатели, служащие для по-
перечного перемещения полосы на не-
большие расстояния.
4. Шлепперы, служащие для по-
перечного перемещения полосы на зна-
чительные расстояния.
5. Сталкиватели и сбрасыва-
тели, служащие для поперечной пере-
дачи полосы с рольганга на соседние
механизмы (холодильники, укладчики
и пр.).
6. Наклонные решётки с кла-
панами, дозаторами и задерживателями,
являющиеся основным устройством для
поперечного перемещения прокаты-
ваемого металла в трубопрокатных
цехах.
7. Шагающие подины нагрева-
тельных печей.
8. Холодильники — устройства
для охлаждения горячего металла, кото-
рые для обеспечения непрерывности и
поточности технологического процесса
при минимальных затратах производ-
ственных площадей и рабочей силы
обычно выполняются в виде автомати-
чески работающих механизмов, создаю-
щих медленное поперечное передвиже-
ние проката.
Манипуляторы предназначаются для
точного направления прокатываемого
слитка в нужный калибр рабочих вал-
ков, обжимных станов, для придания
правильного направления выходящему
из валков слитку, а также для выпря-
мления раската, получившего изгиб при
прокатке вследствие неравномерного
нагрева различных сторон слитка или
по другим причинам.
Манипуляторы обычно располагают
над рабочими рольгангами спереди и
сзади рабочей клети стана, причём для
синхронизации их работы приводы со-
ответствующих линеек обычно соединя-
ются общим валом.
Работа манипуляторов по сравне-
нию с другими механизмами является
наиболее напряжённой вследствие боль-
шого числа включений и весьма тяжё-
лых условий эксплоатации — линейки
манипуляторов, которые всё время на-
ходятся в непосредственном соприкос-
новении с раскалённым металлом, вос-
принимают на себя удары выходящего
из валков раската и, кроме того, испы-
1032
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
тывают значительные усилия в случае необ-
ходимости его выпрямления.
По своему расположению различают мани-
пуляторы двух типов: с двухсторонним при-
водом линеек и с односторонним расположе-
нием приводов правой и левой линеек.
Преимущественное применение получили
манипуляторы второго типа.
Манипулятор подобного типа конструк-
ции ЦКБММ—УЗТМ, построенный для первого
послевоенного блуминга 1000, представлен на
фиг. 130. В этой конструкции вращение от
где / — длина полосы или длина линеек в мм;
S — пластический момент сопротивления сече-
ния полосы в мм5 (см. стр. 995); as — предел
текучести прокатываемого материала в кг/мм2.
Практически линейки манипулятора выпол-
няются на следующие максимальные усилия:
у блумингов 1U0O— 1150 — на 40 —100т;
у блумингов 800 —9С0 —на 25—50 т; у блу-
мингов трио 700 —800 —на 12—25 т.
Скорость движения линеек манипуля-
тора должна быть достаточно большой, чтобы
время маневрирования прокатываемой полосы
и время её выпрямления было возможно
меньше, однако слишком высокая скорость
линейки затрудняет точную установку полосы
против соответствующего калибра. Практи-
Фиг. 131. Усилия, действующие на
линейки манипулятора при выпря-
млении прокатываемой полосы.
двух двигателей мощностью по 100 л. с.
передаётся через двухступенчатые редукторы
и шестерни, связанные с зубчатыми рейками,
из которых две наружные соединены с левыми
линейками, а две внутренние — с правыми
линейками манипулятора. Синхронизация ра-
боты соответствующих линеек с передней и
задней стороны рабочей клети обеспечивается
общими продольными валами. Эта конструк-
ция манипулятора достаточно компактна,
даёт возможность уменьшить ширину про-
лёта цеха и открывает доступ к приводу
рабочего рольганга.
Привод манипулятора обеспечивает ско-
рость передвижения линеек в пределах от
300mm
Фиг. 132. Схема шлеппера.
чески скорость линейки выбирается такой,
чтобы время передвижения полосы через весь
рабочий рольганг не превышало 2,5—3 сек.
Обычно передаточное число от двигателя к
линейкам берётся из расчёта, чтобы скорость
последних при номинальном числе оборотов
двигателя была [82]: у слябингов и блумин-
гов 1000—1200 v=l м/сек; у блумингов
800—900 v = 0,7—0,8 м/сек; у блумингов трио
700-800 v = 0,4-0,7 м/сек.
Однако в каждом отдельном случае эти
скорости должны быть проверены расчётом
привода манипулятора на общих основаниях.
0,85 до 1,7 м/сек и максимальное усилие
правки 100 от.
Регулировка двигателей предусмотрена по
схеме Леонарда с амплидинами, обеспечиваю-
щими требуемые ускорения привода и по-
зволяющими поддерживать указанные выше
усилия правки даже при практически полной
остановке двигателей.
Усилия, которые должны развивать ли-
неьки манипулятора при выпрямлении изогну-
той полосы (фиг. 131), приблизительно могут
быть определены по уравнению
кг,
A63)
Фиг. 133. Шлепперная тележка холодильника
рельсобалочного стана.
Шлепперы обычно состоят из ряда цепей
или стальных канатов (фиг. 132), на которые
насажены специальные пальцы, захватываю-
щие подлежащий перемещению материал и
передвигающие его при движении каната.
Канатные шлепперы должны иметь натяж-
ное устройство, чтобы пальцы шлепперов
перемещались всё время правильно даже и
при некотором растяжении каната.
Пальцы, захватывающие перемещаемый
материал, находятся обычно на специальных
тележках, передвигающихся по направляю-
щим, склёпанным или сваренным из швелле-
ров или двутавровых балок. Пальцы большей
частью делаются поворотными. Они могут
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1033
по ДВ CD
¦2000 —
тт
Фиг. 134. Реечный сталкиватель блумов
конструкции ЦКБММ—УЗТМ. Максимальное
усилие 25 т; ход 3000 мм; скорость 0,2—
0,8 м/сек.
1034
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
передвигать полосу лишь в одном направле-
нии, а при обратном движении шлеппера
пальцы, наталкиваясь на полосу, поворачи-
ваются вокруг своей оси и прячутся в выемке
тележки. Для автоматического возвращения
пальца в вертикальное положение после про-
хода под полосой служит противовес.
В цепных шлепперах цепи надеваются на
цепные колёса, один ряд которых холостой, а
другой сидит на общем продольном валу, вра-
щаемом двигателем. У цепных шлепперов
отпадает надобность в натяжных устройствах,
так как натяжение цепей осуществляется их
собственным весом.
пление которых даёт возможность очеред-
ному блуму проходить по рольгангу во время
обратного движения рейки сталкивателя.
На фиг. 135 представлена конструкция ры-
чажного сталкивателя сортового стана 460.
Расчёт усилий сталкивания производится
по уравнению A59).
Толкатели. Наибольшим распространением
в прокатных цехах пользуются печные тол-
катели, служащие для загрузки подлежащего
нагреву металла в методическую печь и для
дальнейшего его передвижения во время на-
грева по поду печи. В зависимости от спо-
соба получения прямолинейного движения
зооо-
Фаг. 135. Лёгкий рычажный сталкиватель среднесортного стана 460.
Усилия, требующиеся для передвижения
прокатываемой полосы на шлепперах, под-
считываются по уравнению A59).
Скорость перемещения шлепперов обычно
принимается в пределах от 1 до 3 м/сек.
Сталкиватели предназначаются для пере-
дачи блумов и слябов с рольгангов к холо-
дильникам или укладчикам. Известны гидра-
влические, рычажные и реечные сталкива-
тели, причём последние наибольшее распро-
странение получили в качестве сталкивателей
блумов и слябов.
На фиг. 134 показан реечный сталкива-
тель блумов конструкции ЦКБММ —УЗТМ,
.Предназначенный для уборки блумов с роль-
ганга на холодильник, с одновременным пере-
движением всех лежащих на холодильнике
блумов вдоль оси холодильника. Сталкива-
тель имеет две штанги с зубчатыми рейками,
приводимыми в движение от самостоятельных
двигателей мощностью по 75 л. с, которые
при уборке длинных блумов могут работать
синхронно, для чего предусмотрено соеди-
нение валов зубчатых колёс передней и зад-
ней рейки специальной зубчатой муфтой.
Максимальный ход штанги 3 м. Скорость дви-
жения сталкивателей регулируется по схеме
Леонарда в пределах 0,2 — 0,6—0,8 м/сек. Ма-
ксимальное усилие на каждой рейке 25 т.
На переднем конце каждой рейки закре-
плены головки сталкивателя с прикреплёнными
к ним толкающими палцами, шарнирное кре-
толкающей головки существующие толкатели
могут быть подразделены на четыре основных
типа: 1) винтовые, 2) реечные, 3) рычажные
и 4) гидравлические.
Винтовые толкатели наиболее просты
по сравнению с другими толкателями, имею-
щими электрический привод, но они имеют
низкий к. п. д. и в связи с этим применяются
лишь в тех случах, когда требуется незначи-
тельная скорость перемещения металла;
Реечные толкатели более сложны, так
как для обслуживания их требуется громозд-
кий передаточный механизм, но они более
надёжны и экономичны в эксплоатации,
благодаря чему получили большое распростра-
нение.
Рычажные толкатели применяются в
случае, когда требуются большие скорости
при незначительных усилиях. В частности, они
применяются на печах трубопрокатных станов.
Основным параметром, характеризующим
размер толкателя, является усилие толка-
ния РШах. которое выбирается. по фор-
муле A59), где под величиной G следует
понимать вес всего металла, находящегося
в печи и на загрузочной площадке перед
печью.
Скорость толкания выбирается в зави-
симости от производительности печи и размера
нагреваемых слитков или заготовок. Обычно
принимаются следующие скорости толка-
ния [81]: 1) для квадратных заготовок сече-
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1035
нием от 30 до 60 мм v — 0,05 ч-
-r0,08 Mjcetc, 2) для квадратных за-
готовок и слитков сечением от 100
до ЗОЭ мм v = 0,10 4-0,12 м\сек\
3) для слябов шириной 500 мм и
более о = 0,15 м/сек.
Ход толкателя определяется в за-
висимости от величины загрузочной
площадки и размера требуемой садки
и обычно делается равным 1,5 —г—
~ 4,5 м.
Мощность двигателя толкателя
может быть подсчитана без учёта ди-
намических нагрузок, так как макси-
мальное усилие толкатель должен
развивать в течение лишь незначи-
тельного периода, а число его пусков
в течение часа относительно не-
велико
Al^fe-^ft, A64)
где т) — к. п. д. передаточного меха-
низма ; k — коэфициент допустимой пе-
регрузки двигателя (см. табл. на
стр. 955).
Холодильники. У современных
прокатных станов, обладающих вы-
сокой производительностью, для
охлаждения металла после прокатки
применяются полностью механизиро-
ванные холодильники, обеспечиваю-
щие непрерывное движение всего
охлаждаемого потока металла, посту-
пающего от рабочей клети.
Холодильники обычно выполня-
ются с поперечным направлением
транспортирования охлаждаемого ме-
талла, т. е. перпендикулярно напра-
влению движения металла при его
выходе из валков стана. С продоль-
ным направлением движения холо-
дильники применяются лишь на не-
которых листовых станах. На мел-
косортных и проволочных станах
охлаждение проката производится
в бунтах на подвесных конвейерах
{53].
Холодильники сортовых ста-
нов можно подразделить на следую-
щие семь типов: 1) охладительные
плиты с ручным обслуживанием;
2) охладительные стеллажи со шлеп-
перами и 3) с подвижными цепями;
4) роликовые холодильники; 5) вра-
щающиеся (барабанные); 6) с качаю-
щимися зубчатыми рейками; 7) хо-
лодильники с поступательно-движу-
щимися зубчатыми рейками (фиг. 136).
В конструктивном отношении наи-
более сложными являются холодиль-
ники пятой, шестой и седьмой групп.
Эта сложность вызывается большой
длиной охлаждаемого прокатанного
металла, достигающей иногда 150 м.
При такой длине устройства для
транспортирования и правки металла
при его охлаждении получаются
•весьма громоздкими.
. К холодильникам сортовых ста-
нов, кроме того, предъявляется ряд
дополнительных требований, ведущих
1036
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
к дальнейшему усложнению их конструкции.
В основном эти требования сводятся к сле-
дующему: холодильник должен быть совер-
шенно безотказным в работе и полностью
автоматизирован; он не должен задерживать
работу прокатного стана; в процессе пере-
дачи прокатанного металла с рольганга на
холодильник и при его охлаждении металл не
должен коробиться или скручиваться, а, на-
оборот, должен правиться; режим охлаждения
должен быть регулируемым. Все эти обстоя-
тельства оказывают большое влияние на общий
вес и стоимость холодильника. Так, например,
у мелкосортных станов 250—300 вес холо-
дильника достигает 1000 — 1500 т, что соста-
вляет до 50% от общего веса оборудования
стана.
Холодильники сортовых станов обычно со-
стоят из: 1) подводящего и отводящего роль-
гангов^) сбрасывателя, которым полоса одно-
временно по всей длине передаётся на холо-
дильник; 3) собственно холодильника, на ко-
тором производятся охлаждение, правка и
перемещение прокатываемого материала;
4) укладывагеля, посредством которого охла-
ждённая полоса собирается в пачки и пере-
даётся на отводящий рольганг [60, 80, 81].
На фиг. 136 представлена конструкция
реечного механизма холодильника среднесорт-
ного стана 460, имеющего длину 36,5 м и
ширину 16 м. Передвижение охлаждаемых
полос по направляющим балкам осуще-
ствляется при движении нижней рейки меха-
низма холодильника влево. В этом случае
нижняя рейка, упираясь своим кулаком
(см. узел А на фиг. 136) в левый выступ скобы
верхней рейки, тянет за собой верхнюю рейку,
рычажные пальцы и всю массу лежащего на
холодильнике металла. При обратном движе-
нии нижней рейки её кулак сначала проходит
зазор между выступами скобы верхней рейки.
В это время верхняя рейка будет неподвижно
лежать в своих направляющих, а рычажные
пальцы опустятся ниже уровня настила холо-
дильника (см. узел А на фиг. 136 — штрих-
пунктирные линии). После того как пальцы
опустятся, кулак нижней рейки придёт в со-
прикосновение с правым выступом скобы
верхней рейки и начнёт двигать последнюю
вправо при опущенных пальцах. Благодаря
такому устройству за один цикл работы ме-
ханизма передвижения пальцы холодильника
будут обходить охлаждаемую полосу снизу и
затем передвигать её влево на один шаг.
По длине холодильник разбит на четыре
секции, из которых каждая приводится в дви-
жение от двигателя мощностью 25 л. с.
Для стрипсовых станов наибольшее рас-
пространение получили шлепперные холодиль-
ники и автоматические рычажные холодиль-
ники [11].Современные среднелистовые
и универсальные станы снабжаются
шлепперными холодильниками или роликовыми
цепными охладительными стеллажами [11].
На непрерывных тонколистовых ста-
нах полоса охлаждается непосредственно на
отводящем рольганге, для чего его длина
выбирается с таким расчётом, чтобы темпе-
ратура металла, поступающего в моталку,
не превышала 500-600°, так как в противном
случае может наступить перекристаллизация
металла и нежелательный рост зерна. Для
более интенсивного охлаждения на этих роль-
гангах иногда применяют водяное охлаждение
полос.
Заготовочные станы снабжаются холо-
дильниками, в которых перемещение заготовки
производится с помощью качающихся про-
дольных балок или с помощью шлепперов.
Для более интенсивного охлаждения заготовок
шлепперы иногда пропускаются через водя-
ную ванну. На современных блумингах
охладительным столом обычно является ряд
массивных неподвижных чугунных балок, по
которым заготовки передвигаются с помощуо
сталкивателя.
В трубопрокатных цехах холодиль-
ники представляют собой цепное шлепперное
Фиг. 137. Цепи шлепперного устройства наклонного хо-
лодильника трубопрокатного стана: а — роликовые,
б— безроликовые.
устройство (фиг. 137) с подъёмом ~ 2<У0, обес-
печивающим принудительное перекатывание
трубы, необходимое для лучшей её правки.
Размеры холодильника определяются его
назначением и временем, необходимым для
охлаждения прокатанного металла до темпера-
туры 50-60°.
Отдача теплоты полосой при её охлаждении
на холодильнике происходит главным образом
вследствие лучеиспускания, затем конвекцией
и в незначительной степени вследствие тепло-
проводности охлаждаемого металла и сопри-
касающихся с ним металлических частей хо-
лодильника [29, 81].
Время охлаждения t, потребное для раз-
личных прокатываемых профилей, в практиче-
ских расчётах может быть определено по
формуле
/=**— час, A65)
где G* — вес 1 пог. м охлаждаемой полосы
в кг\м\ F* — теплоотдающая поверхность
1 пог. м охлаждаемой полосы в мг\м\
I* — время охлаждения в часах прокатанного
изделия весом 1 кг, имеющего теплоотдаю
ГЛ. XXI
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1037
щую поверхность 1 mz. Значения этого коэ-
фициента для стальных изделий разной тол-
щины при разной скорости циркуляции воз-
духа указаны в табл. 18.
Таблица 18
Время охлаждения от 850° до 100 и 50° стальной
прокатанной полосы весом 1 кг, имеющей
теплоотдающую поверхность в 1 л* [81]
Толщина
стенки
полосы
, в мм
2О
5°
Скорость
потока
воздуха
в м\сек
э
2
О
2
О
2
Коэфициент охлаждения t*
в час м31кг
до 100°
0,012
°,о13
0,009
О О1^
о,он
до 50°
o,oi8
о,ою
O,O2I
о,огз
O,O22
Q,Ot6
При нормальном охлаждении листов или
широких полос скорость потока воздуха
практически можно считать равной нулю,
а при охлаждении сортового металла, распо-
ложенного с промежутками между отдельными
полосами, скорость этого потока доходит до
2 м/сек.
При расчёте времени охлаждения труб
учитывается только наружная поверхность
трубы.
Для рельсов, лежащих на стеллажах без
интервалов, время охлаждения до темпера-
1100
woo
900
800
700
600
5000 UO 80 120 160 200 240 280 320 cek.
Фиг. 138. Время остывания листовой стали различной
толщины [64].
туры 50° согласно практическим данным [4]
равно для типа ПА —3 час. 20 мин. и для
типа 1А — 4 час.
Для подсчёта времени остывания тонких
листов на рольгангах перед моталками служат
приведённые на фиг. 138 кривые, характери-
зующие время падения температуры для ли-
стов различной толщины.
Длина холодильника L\ при поперечном
транспортировании охлаждаемого металла вы-
бирается по максимальной длине полосы Z.max,
поступающей на холодильник,
Z-l==Z-max+ С2-5; ¦*. A6б)
Если резание прокатанного металла на окон-
чательные длины происходит в горячем со-
стоянии, то длина холодильника делается не-
большой; когда же резание на окончательные
длины происходит в холодном состоянии,
длина холодильников делается значительно
больше.
И
_\\
\
\
\v
V4
X
\ \ 1 \ "-«vL "^
* *-f f^ 1° \ >S\
Длина холодильников у различных прокатных
станов [81]
Длина
холодиль-
Стан ника I,
в м
Рельсобалочные и среднесортные (ре-
зание на окончательные длины в горя-
чем состоянии) зз~ Зб
Средне- и мелкосортные станы 300-350
(резание на окончательные длины в хо-
лодном состоянии) 6о—но
Мелкосортные ста; ы 225 — 250 (с пред-
варительным резанием перед холодиль-
никами на летучих ножницах) 100—150
, Универсальные '. ........... 5°— бо
Листовые непрерывные . 8о— юо
Ширина холодильника Bt по направлению
движения охлаждаемого металла и число тре-
буемых холодильников проверяются для ка-
ждого прокатываемого профиля по соответ-
ствующей ему максимальной часовой произ-
водительности стана и требуемому времени
охлаждения прокатанного металла. Суммарный
путь охлаждаемого металла или, иначе го-
воря, суммарная ширина холодильников опре-
деляется по формуле
1000Q А
где Q — максимальная часовая производитель-
ность стана в т/час при прокатке данного
профиля полосы G* кг/м; L—длина полосы
в м\ с — расстояние между осями двух рядом
лежащих на холодильнике полос (шаг холо-
дильника) в м.
Полученные по уравнению A67) величины
следует корректировать по практическим дан-
ным. В табл. 19 приведены характеристики
холодильников мелкосортных и среднесортных
станов.
Таблица 19
Характеристики холодильников некоторых
мелкосортных и среднесортных прокатных станов
исти-
в мм
g-a
IS
X ?
250
250
250
250
275
280
30Э
300
300
300
300
30а
з°°
ЗЗо
35о
35O
фа*
5°°
5оо
5^5
Размеры холодильника
R М
Длина
в м
135
1=5
112
75
75
67
i°5
ЮО
92
Но
«5
65
бо
65
но
46
36,5
55
54
38
Шири-
на Вх
в м
2X3.7
2X7,5
5,о
аХ-З.о
2X3-5
3,2
2X5,5
2X4
4,8
б,о
2X9,5
зХЗ,5
2X6,7
5,о
2 X 7,°
2X6,9
1б,О
2Х i°-°
2 X 7,°
2Х"
Пло-
щадь
в л2
1ООЭ
1870
5бо
45°
52O
2IO
II7O
8оо
44°
48о
1240
45°
8оо
3?5
154°
630
585
IIOO.
75б
77о
Месячная
производи-
тельность
стана
в т
и 5°о
20 000
12500
IOOOO
IOOOO
7 5оз
I5 5OO
15000
J7 53O
12О0Э
Зоооо
8^оо
Ю ^оэ
9 000
2200Э
13500
15000
70 ооэ
1б 50Э
20800
S X и
",5
ю,7
зз,з
22,2
19,о
34,9
»3,3
i8,7
39,4
25,0
24,3
17,6
'З,1
27,7
Н,3
21,4
25,7 „
63,5**
21,8
27,о
* См. фиг. 136.
** Предусматривается установка второго холодиль-
ника.
1038
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
Машины для подъёма
проката
и опускания
Машины, предназначенные для вертикаль-
ного, перемещения прокатываемого металла,
в зависимости от назначения, конструкции и
характера движения можко подразделить на
следующие семь типов: 1) подъёмно-качаю-
щиеся и подъёмные столы листовых и сортовых
станов трио, предназначенные для пере-
дачи прокатываемой полосы из нижнего ряда
калибров в верхний, и наоборот (фиг. 139
и 140); 2) перекидные столы нереверсивных
бопрокатных агрегатах широко применяются
рычажные выбрасыватели с пневматическим
приводом и одинарные, двойные и тройные
звёздочки с круговым движением от электро-
привода); 7) механизмы крышевого подъёма
(на современных станах ке ставятся).
Конструктивные особенности. Подъёмно-
качающиеся столы в большинстве случаев
представляют собой своего рода качающийся
рольганг (фиг. 139) и только у столов, обслу-
живающих тонколистовые станы, вместо роли-
ков для передачи полосы часто устанавли-
вается цепной транспортёр. i
Фиг. 139. Подъёмно-качающийся стол среднелистового стана трио 2350 конструкции УЗТМ. Приво-
дится в движение от двух двигателей по 68 л. с. Время подъёма -2 сек.
тонколистовых станов дуо для автоматической
передачи прокатываемой полосы с одной сто-
роны стана на другую; 3) „опускающиеся"
столы за тяжёлыми ножницами с верх-
ним резом; 4) печные подъёмные столы
На столах современных прокатных станов
ролики делаются исключительно приводными.
Привод роликов применяется как индиви-
дуальный (фиг. 140), так и группоьой. Пpit
групповом приводе роликов у подъёмно-ка-
чающихся столов двигатель в некоторых слу-
чаях располагают рядом со столом на фун-
даменте, причём движение от двигателя к
роликам передаётся или через универсальный
шпиндель, или же через ось
качания стола [81].
Ширина подъёмно-качаю-
щихся столов обычно выби-
рается таким же образом, как
и ширина основных рабочих
рольгангов, однако в листовых
станах для более удобного из-
Фиг. 140. Подъёмно-качающийся стол обжимного
стана 600 с индивидуал! ным приводом рольганга от двига-
I телей с полым валом.
для подъёма заготовок на уровень загрузоч-
нь1х площадок печей; 5) элеваторы, приме-
няемые преимущественно на трубопрокатных
станах для подъёма заготовки и труб к загру-
зочным площадкам печей; 6) выбрасыватели,
объединяющие операцию сталкивания или
сбрасывания с некоторым подъёмом прокаты-
ваемой полосы над уровнем рольганга (в тру-
мерения толщины прокатываемых листов ши-
рина стола иногда делается несколько уже
листов.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1039
Длина подъёмно-качающихся столов
определяется из условия, что угол наклона стола
при верхнем его положении не должен быть
слишком большим, чтобы из-за него не за-
труднялась подача прокатываемой полосы в
валки и не было бы значительного изгиба
полосы в месте сопряжения стола с подводя-
щим рольгангом, что особенно важно при
прокатке фасонных профилей. Наклон стола
в старых установках делался 1 :6—1:8. У со-
временных станов обычно применяется наклон
не больше 1 : 10 или даже 1:15 [56].
Фиг. 141. Эксцентриковый механизм подъёмно-качающегося стола (к фиг. 140).
Механизм подъёма. Подъём и опускание
столов обычно осуществляются кривошипной
передачей, обеспечивающей требуемую по-
стоянную величину подъёма стола. Кривошип-
ные механизмы подъёмно-качающихся столов,
установленных спереди и сзади стана, приво-
дятся от одного общего двигателя, причём
связь между обеими сторонами осуще-
ствляется тягами (фиг. 139).
Для уравновешивания стола устанавли-
ваются контргрузы или непосредственно на
коленчатом валу или на отдельном рычаге,
связанном с подъёмными стойками стола.
У особо лёгких столов, предназначенных для
тонколистовых станов дуо, находит примене-
ние пружинное уравновешивание.
На фиг. 140 и 141 представлена новая кон-
струкция механизма подъёма качающегося
стола, применённая на обжимном стане 600,
установленном в 1946 г. на одном из отече-
ственных заводов. В этой конструкции кри-
вошипный механизм заменён двумя парами
эксцентричных катков, которые приводятся
в движение парой зубчатых колёс, посажен-
ных на валы катков с тем же эксцентрисите-
том. Этот механизм не имеет грузового
уравновешивания, что значительно упрощает
конструкцию стола. При отсутствии контргру-
зов заметно снижается общий приведённый
маховой момент системы и тем самым улуч-^
шается динамическая характеристика стола,:
но, с другой стороны, при неуравновешенном!
столе резко увеличивается приведённый ста-^
тический момент, в результате чего мощность,
двигателя несколько увеличивается по сравне-
нию с уравновешенными столами. Подобную-
конструкцию можно рекомендовать для сто-
лов лёгкого и среднего типа.
В подъёмно-качающихся столах двигатель
механизма подъёма работает в чрезвычайно
тяжёлых условиях, так как у этих двигателей
обычно очень большое
число включений в час.
Так, например, у двига-
телей перекидных столов;
тонколистовых станоа
(фиг. 1) ч"исло включений,
в час достигает 15С0. В
этих случаях мощность
двигателя определяется(
уже не статической на-
грузкой, а динамическими
моментами, идущими на
изменение скорости при
разгоне двигателя и на
изменение общего запа-
са кинетической энер-
гии движущихся масс,
связанное с изменением
общего приведённого ма-
хового момента привода
[см. уравнение B)].
Чтобы проверить вы-
бранную мощность двш-
гателя подъёмно-качаю-
щегося стола и переда-
точное число редукто-
ра, необходимо сначала
построить графики „при-
ведённых радиусов* ме-
ханизма стола, по нии
построить графики за-
висимости приведённых статического и махо-
вого моментов механизма и затем одним из рас-
смотренных выше методов произвести интегри-
рование уравнения движения электропривода.
В качестве примера ниже рассматривается по-
строение графиков статических и маховых мо-
ментов для перекидного стола, изображённого-
на фиг. 1.
Приведённые радиусы механизма подъ-
ёма. Для построения графиков «приведённых
радиусов" механизма подъёма стола (фиг, 142)*
пользуются планами повёрнутых скоростей,
для чего на фиг. 142, б строят окружность D
с произвольным радиусом а мм. Затем и*
центра О этой окружности проводят для ка^
кого-то промежуточного положения меха^
низма** лучи 1 и 2, параллельные соответ^
ствующим нормалям (радиусам) к траекто-
риям шарниров А и В механизма стола (см.,
* На фиг. 142 принят масштаб I мм — jiy м, озна-
чающий, что 1 мм чертежа соответствует p.s метров.
На последующих фигурах принято аналогичное обозна-
чение масштабов и для д угих переменных величин.
Значок у р. во всех случаях ука?ывает переменную ва-
личину. к которой относится данный масштаб, , ;i (,
** На фиг. 142 даны положения звеньев механизма;
при повороте кривошипа на угол <р = 30° от началья*ш>
его положения, соответствующего нижнему положению-
стола.
1040
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
¦фиг. 142, а). Через точку пересечения окруж-
ности D и луча 1 проводят параллельно ша-
туну АВ линию 3, В теории машин и меха-
низмов доказывается, что отрезки а ммиЬ мм
.(фиг. 142, б) будут представлять собой в
>ММ-/Up М
б)
•Фиг, 142. Перекидной стол: а — упрощённая схема; '
б— план повёрнутых скоростей.
определённом масштабе мгновенные значения
линейных скоростей шарниров А и В (на
фиг. 142, б скорости повёрнуты на 90° против
часовой стрелки). В этом случае в соответ-
ствии с уравнением (9) отрезок b мм на
луче 2 даст в масштабе
г = —¦ м1мм
р а
A68)
мгновенное значение „приведённого радиуса"
р шарнира В для рассматриваемого положе-
ния механизма
pB^i, -Ь м: A69)
Этот же отрезок b мм в масштабе
— i^-
A70)
даст мгновенное значение скоростного числа
оси качания стола К [см. уравнение A0)]
? = J*5 • Ь.
A71)
Для определения мгновенного значения
„приведённого радиуса", центра тяжести
стола G радиусом Е откладывают от горизон-
тальной оси фиг. 142, б угол а (т. е. угол
между радиусами ВК и СК на фиг.. 142, а) и на
базе этого угла прямой F строят треугольник,
подобный треугольнику ВСК. Затем проекти-
руют вектор Ь на вспомогательный радиус Е
(линия 4 перпендикулярна радиусу Е) и полу-
ченную точку сносят на горизонтальную ось
линией 5, проведённой параллельно вспомога-
тельной прямой F. Полученный на горизон-
тальной прямой вектор с мм представляет со-
бой проекцию мгновенной скорости точки С
на направление сил тяжести, т. е. на верти-
кальное направление (угол между линиями 2
и Е равен углу между направлением скорости
точки С и вертикальным направлением). В этом
случае согласно уравнению (У) отрезок с мм
даст в прежнем масштабе {лр м\мм мгновен-
ное значение „приведённого радиуса" рг центра
тяжести стола С для рассматриваемого поло-
жения механизма
Pc = v9-c м. A72)
Построив аналогичным путём планы ско-
ростей для других углов поворота <р криво-
шипного вала перекидного стола и отложив
найденные отрезки b и с на соответствующих
ординатах фиг. 143, а, мы получаем графики
зависимости „приведённых радиусов" рв и рс
и скоростного числа ? по углу поворота <р кри-
вошипного вала
Полученные на фиг. 143, а „кинематические
характеристики" механизма стола дополняют
кривой зависимости пути шарнира В (по дуге
радиуса Rj$) от угла поворота кривошипа
s = /(<р) (см. пунктирную кривую на
фиг. 143, а). Эта кривая строится графически
методом засечек на чертеже механизма
(фиг. 142, а).
Приведённые статические моменты.
Чтобы на основании полученных кривых
р =/(ср) и ? =/(<р) построить график зависи-
мости общего приведённого статического мо-
мента механизма стола Мст = f(y), следует
сначала построить график приведённого ста-
тического момента от сил тяжести MG путём
перемножения ординаты урсмм кривой р =/(<р)
на вес стола G кг (фиг. 143, б) *
кгм. A74)
* Приведённые моменты на фиг. 143, б считают поло-
жительными, если они направлены в сторону принятого
положительного направления вращения кривоп1ипного
вала (на фиг. 142, а — по часовой стрелке), и отрицатель-
ными — при образом направлении.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1041
График приведённого статического мо-
мента Мт от сил трения в подшипниках стола
получают умножением ординат у* мм кривой
?=/0р) на момент трения Мк кгм на оси
стола" k (фиг. 143,E)»
Мт = Мк^ = Мк^'У^=/(9)кгм. A75)
После этого на фиг. 143, а в принятом мас-
штабе (Ay mjmm строят характеристику пру-
Фиг. 143. а —приведённые радиусырв и рс и путь точки
закрепления уравновешивающих пружин S в зависимости
от угла поворота кривошипа <р; о — приведённый стати-
ческий момент Мст и приведённый маховой момент GD*
механизма перекидного стола в зависимости от угла пово-
рота кривошипа <р (к фиг. 142).
жины, т. е. график зависимости усилия пружины
от её хода P = f(s) (величина силы Р на ха-
рактеристике пружины соответствует началь-
66 Том 8
ному нижнему положению стола). Потом на
основании кривых P=f(s) и s=f(?) строят
график зависимости усилия пружины по углу
поворота кривошипа Я = /(ср).
Умножая согласно уравнению A1) ординаты
Ур мм кривой P—f(y) на соответствующие
ей ординаты у мм кривой рв = /(<р),получают
искомый график зависимости создаваемого
пружиной приведённого статического мо-
мента My по углу поворота ср кривошипного
вала (фиг. 143,5)
Му = Р-?в = ^Р-^р-Ур-У9в = /(?) кгм. A76)
Складывая соответствующие ординаты трёх
полученных на фиг. 143, б графиков приведён-
ных статических моментов, получают искомый
график суммарного приведённого статического
момента механизма стола (фиг. 143, б)
Мст = МО
Мт + МУ =
- О7?)
Предложенный порядок построения кривой
Mcm=f{$) дан для общности и большей на-
глядности. В простейших механизмах (к ко-
торым можно отнести и рассматриваемый на
фиг. 142, а механизм перекидного стола), когда
все заданные силы действуют фактически на
одну ось (ось К на фиг. 142, а), расчёт приве-
дённых статическихмоментов можноупростить,
если сначала найти момент всех заданных сил
относительно оси К и затем уже этот момент
привести к оси кривошипа по формуле, ана-
логичной уравнению A75).
Если при проектировании механизма стола
необходимо получить точные значения стати-
ческих моментов с учётом потерь на трение
в отдельных шарнирах механизма, то для опре-
деления статических моментов вместо рас-
смотренного метода расчёта следует восполь-
зоваться методом графического разложения
сил с применением кругов трения (см. фиг. 15
и 29). К этому методу следует прибегать во'
всех тех случаях, когда шарниры механизма
имеют относительно большие диаметры, отчего
силы трения будут соответственно развивать
и большие статические моменты. Аналитиче-
ский метод расчёта качающихся столов см. [82].
Следует отметить, что при уравновешивании
подъёмно-качающихся и перекидных столов
обычно обеспечивается условие, чтобы стол
вместе с находящейся на нём прокатываемой
полосой был полностью уравновешен только
в среднем положении [82]. В нижнем положении
(см. фиг. 143, б) стол должен быть несколько
переуравновешен, а в верхнем — несколько
недоуравновешен. При этом способе уравнове-
шивания облегчаются условия работы двига-
теля, так как при запуске двигателя для
подъёма стола избыточный момент уравновеши-
вающих устройств помогает разгону двигателя,
а в конце подъёма появившийся избыточный
момент от сил тяжести стола способствует
торможению двигателя. При опускании стола
картина будет аналогичная. Этот способ урав-
новешивания, кроме того, исключает возмож-
ность аварии (падения стола) при поломке
кривошипа или при обрыве шатуна.
Приведённые маховые моменты. Чтобы
на основании полученных выше кривых
р=/(ср) и ?=/(<{>) построить график общего
приведённого махового момента механизма
1042
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
стола GD* ¦= f(y), следует пользоваться урав-
нением A7)
GD2 = AGyfB + GD\-$ кгм\ A78)
где Gy — вес подвижных частей уравновеши-
вающего устройства (цепь, штанга и пр.) в кг;
GDZK — маховой момент стола относительно
оси его качения в кгм2.
Выражая в этом уравнении рй и ; через
ординаты на кривых фиг. 143, б, получают
расчётную формулу для определения мгновен-
ных значений общего приведённого махового
момеитд механизма *
GD2 = 4Gy.p]-y29
Так как согласно фиг. 143,
а р.-
¦/??. уравнение принимает вид:
A79)
Машины для осевого поворота проката
Машины для осевого поворота прокатывае-
мого материала в зависимости от их назначе-
ния можно подразделить на следующие шесть
типов:
1. Кантователи обжимных станов — крюко-
вые кантователи блумингов, устанавливаемые
обычно на линейках манипулятора (фиг. 144, а)
[82, 77]; кантователи обжимных крупносортных
стано,в с угловыми поворотными приспособле-
¦яг. 144. Типы кантователей: а — крюковой кантователь;
6 — угловой кантователь.
ниями (фиг. 145); кантователи обжимных станов
с исчезающими пальцами [91] и с добавочными
коническими роликами [98]; рычажные канто-
ватели обжимных станов.
2. Кантователи сортовых станов: роликовые
кантователи рельсобалочных станов (фиг. 149);
рашпильные кантователи; кантующие втулки,
устанавливаемые на рельсобалочных и шах-
матных станах и на станах кросс-коунтри
(фиг. 146); кантователи с качающимся жёлобом,
устанавливаемые на сортовых станах трио, вы-
полняющих одновременно и функции подъёмно-
качающихся столов [82]; эксцентриковые и
рычажные кантователи [98]; автоматические
канговательные аппараты станов трио с рядом
.вертикальных направляющих линеек |91]; кан-
тующие геликоидальные проводки непрерывно
заготовочных и сортовых станов **.
3. Кантователи листовых станов приме-
няются главным образом для инспекторского
осмотра листов * и при их разметке перед
обрезкой на ножницах (фиг. 144,6).
4. Кантователи рулонов листовых станов
(фиг. 147).
5. Кантователи трубопрокатных станов.
6. Печные кантователи,
Крюковым кантователь. Кантователи об-
жимных станов большей частью делаются
крюкового типа. Они служат для поворачива-
ния прокатываемого на блуминге слитка на
90° вокруг его продольной оси, что осуще-
ствляется несколькими подведёнными под сли-
ток поднимающимися вверх крюками. Крюки
большей частью монтируются на расположен-
ной со стороны шестеренной клети линейке
манипулятора и приводятся в действие специ-
альным механизмом. Эти кантователи бывают
с приводом, перемещающимся вместе с ли-
нейкой манипулятора, и с неподвижным при-
водом, стационарно установленным на фунда-
менте.
Большинство старых блумингов и некото-
рые из вновь построенных снабжены канто-
вателями первого типа, в которых сравни-
тельно просто решается вопрос кинематики
передачи движения от двигателя к кантующим
крюкам, но привод этих кантователей постоянно
испытывает на себе сотрясения и толчки,
обычные для работы манипуляторов, вслед-
ствие чего большинство вновь строящихся
блумингов оборудуются кантователями вто-
рого типа.
Наиболее удачной конструкцией кантова-
теля второго типа является кантователь с ди-
ференциально-реечной передачей конструкции
ЦКБММ—УЗТМ (фиг. 148). При кантовке слит-
ка на этом кантователе двигатель мощностью
109 л. с. поворачивает коленчатый вал, на
котором сидит шатун, связанный с рамкой
реечного диференциала, поворачивающейся
вокруг оси центральной шестерни диференци-
ала, связанной с механизмом передвижения
манипулятора. Благодаря такому устройству
при вращении двигателя сателлитная шестерня
обкатывается по центральной шестерне, пере-
двигая при этом рейку кантователя справа
налево, вследствие чего крюки кантователя
поднимаются в направляющих линейки мани-
пулятора и, захватив слиток за ребро, пово-
рачивают его на 90°. В течение следующего
полуоборота коленчатого вала рамка диферен-
циала возвращается в исходное положение,
а крюки кантователя опускаются вниз и их
выступы снова оказываются ниже уровня
роликов рабочего рольганга. Совершив пол-
ный оборот коленчатого вала, двигатель кан-
тователя отключается с помощью кэмандо-
аппарата.
Когда должны работать только линейки
манипулятора, а кантовка слитка не требуется,
рейка кантователя передвигается синхронно
с рейками линейки манипулятора за счёт
вращения сателлитной шестерни от цен-
тральной шестерни диференциала. Когда же
при кантовке слитка требуется одновременное
* Маховыми моментами других звеньев кинемати'
-ческой цели механизма в данном случае пренебрегают.
** Последние два устройства в строгом смысле не
являются механизмами, так как не имеют привода.
* При рулонной прокатке листов на станах • холодной
прокатки инспекторский, осмотр обратной стороны обе-
спечивается встречным вращением моталок, т. е. намот-
кой на барабан снизу (см. фиг. 94).
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1043
по Я BCD
Фиг. 145. Угловой кантователь обжимного стана 600 (к фиг. 140).
¦ 1200
Фиг. 146. Кантующая втулка для поворачивания рельсов.
1044
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
передвижение и линейки манипулятора, то два
описанных выше движения совмещаются.
Наличие стационарного привода, полная
защита деталей от окалины и сравнительная
простота конструкции обеспечивают беспере-
бойную работу этого кантователя.
Фиг. 147. Кантователь рулонов.
Роликовый кантователь. На
фиг. 149, а представлен ролико-
вый кантователь рельсобалочного
стана, предназначенный для пово-
рота прокатываемой полосы на
45°, 90° и 183°. Кантователь со-
стоит из двух вертикальных роли-
ков, смонтированных на ползунах,
двигающихся по специальным на-
правляющим между роликами ра-
Оочих рольгангов. Это перемеще-
ние ползунов осуществляется бла-
годаря шарнирной связи ползу-
нов с линейками манипуляторов.
Правый ролик кантователя приво-
дится во вращение через червяч-
ный редуктор от двигателя мощ-
ностью 15 л. с.
Левый ролик кантователя хо-
лостой, но в отличие от правого
ролика он имеет возможность пе-
ремещаться в вертикальном на-
правлении. Это перемещение осу-
ществляется вмонтированным в
несущую кассету ролика гидравли-
ческим цилиндром, поршневой
шток которого неподвижно за-
креплён на раме левого ползуна.
С рамой кассеты левого ролика
шарнирно связан регулировочный
клин, воздействующий на ролик
штока, смонтированного на раме
ползуна регулировочного кла-
пана, который с помощью тяги
связан с „рабочим" сельсином
системы управления (фиг. 149, б).
Для кантовки прокатываемой
полосы пол >уны кантующих роли-
ков сближаются и полоса зажи-
мается между роликами, после
чего левый ролик, поднимаясь,
начинает поворачивать (канто-
вать) зажатую между роликами
полосу вокруг её продольной оси.
После того как полоса будет
повёрнута на требуемый угол,
подъём левого ролика прекращается, однозре-
.менно включается двигатель правого ролика
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1045
и двигатели рольгангов для подачи полосы
в валки прокатного стана.
Гидравлический привод подъёма и опуска-
ния левого кантующего ролика даёт возмож-
ность осуществлять плавное и гибкое упра-
вление операцией кантовки. Это управление
заключается в следующем.
Когда поршни регулировочного клапана
занимают положение, показанное на фиг. 149, б,
масло через верхнее отверстие цилиндра кла-
пана и отверстие в большом поршне поступает
по каналу малого поршня в правое боковое
отверстие цилиндра клапана, от которого по
трубопроводу поступает к пустотелому штоку
по авсвЕ
Фиг. I486. Разрез крюкового кантователя
(к фиг. 148а).
подъёмного цилиндра ролика, попадает в верх-
нюю полость цилиндра и производит подъём
цилиндра и ролика кантователя. При подъёме
ролика связанный с ним регулировочный клин
так же начнёт подниматься, давая возможность
при этом большому поршню клапана двигаться
вправо.
Это движение ролика вверх будет продол-
жаться всё время, пока оператор будет по-
ворачивать рукоятку установленного на пульте
управления „командного" сельсина, электри-
чески связанного с „рабочим* сельсином,
который через коническую передачу, шатун
и кулачок будет при этом двигать вправо
малый поршень клапана. Но как только опе-
ратор прекратит поворачивать сельсин и дви-
жение малого поршня прекратится, большой
поршень перекроет канал в малом поршне,
отчего поступление масла в подъёмный ци-
линдр ролика прекратится, и ролик остановится.
Если потребуется произвести дальнейший
подъём ролика, достаточно снова начать по-
ворачивать рычаг командного сельсина. По-
добное движение будет происходить до тех
пор, пока отверстие в большом поршне не
дойдет до правого края вводного отверстия
в цилиндре.
При движении ролика кантователя вниз
малый поршень должен двигаться в обратном
направлении, чтобы обеспечить совпадение в
этом случае уже левого канала малого поршня
с верхним отверстием в большом поршне.
Машины для горизонтального поворота
проката
Машины для горизонтального поворота про-
катываемой полосы (для поворота полосы
в горизонтальной плоскости) в зависимости от
их назначения можно подразделить на следу-
ющие шесть типов: 1) поворотные столы для
слитков, устанавливаемые обычно на подво-
дящих рольгангах блумингов; 2) поворотные
столы для слябов - перед уширительной клетью
непрерывного тонколистового стана (фиг. 150);
3) поворотные устройства толстолистовых ста-
нов, у которых поворот прокатываемого ме-
талла осуществляется рольгангом с подъёмны-
ми пальцами или же рольгангом с коническими
роликами [Ь2]; 4) поворотные столы для трубо-
прокатных „автоматических" станов (фиг. 151);
5) поворотные столы для рулонов, применяе-
мые в цехах холодной прокатки листов; 6) вра-
щающиеся подины кольцевых нагревательных
печей [28, 41].
Машины для вертикального поворота
проката
В группу машин для вертикального пово-
рота прокатываемой штуки, т. е. для поворота в
вертикальной плоскости, входят машины и ме-
ханизмы, предназначенные для опрокидывания
и переворачивания слитков, бунтов и рулонов.
В цехе блуминга и слябинга обычно пре-
дусматривается тележка-опрокидыватель, слу-
жащая для подачи к стану нагретых в колодцах
слитков и для укладки их на приёмный роль-
ганг, но вначале приёмного рольганга иногда
устанавливается и стационарный опрокидыва-
тель на случай аварии тележки-опрокидыва-
теля. Наличие такого опрокидывателя по-
зволяет также несколько облегчить работу
тележки-опрокидывателя, так как слитки из
двух первых групп колодцев могут в этом
случае укладываться колодцевым краном не-
посредственно в стационарный опрокидыватель,
минуя тележку-опрокидыватель.
Опрокидыватели рулонов (фиг. 152) приме-
няются главным образом в цехах холодной
прокатки листов. Их значение растёт из года
в год в связи с наметившейся тенденцией к уве-
личению развеса рулонов (до 30 т и выше).
Опрокидыватели бунтов применяются глав-
ным образом для автоматического надевания
идущих из-под горячих моталок бунтов на
крюки цепного охладительного транспортёра
[43, 91].
Тележка-опрокидыватель. Частота подачи
слитков на современном блуминге колеблется
от 1,5 до 2,5 мин., причём за это время тележке-
опрокидывателю необходимо доехать до соот-
ветствующей группы колодцев, принять слиток,
вернуться к приёмному рольгангу и уложить
Фиг. 149а. Роликовый кантователь рельсобалочного стана.
ГЛ. XXJ
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1047
на него слиток. Таким образом, работа тележки-
опрокидывателя является чрезвычайно напря-
жённой, в соответствии с чем скорость пере-
движения тележек-опрокидывателей в совре-
менных конструкциях достигает 4—5 м/сек.
Передвижение тележек-опрокидывателей
производится либо двигателем, расположенным
на самой тележке, либо стандартным электро-
возом. Управление тележками-опрокидыва-
телями в первом случае обычно производится
со специальной тележки для машиниста, при-
ные направляющие, расположенные у приём-
ного рольганга [77, 81, 69].
На фиг. 153 предстазлена тележка-опро-
кидыватель блуминга 1000 конструкции
ЦКБММ—УЗТМ. Эта тележка-опрокидыватель
кроме механизма передвижения имеет специ-
альный механизм опрокидывания люльки с са-
Фиг. 1496. Схема регулировочного клапана роликового кантователя (к фиг. 149а).
!~ 1260
Фиг. 150. Поворотный стол уширительной клети непрерывного тонколистового стана 1680. Вес пово-
рачиваемых слябов С т.
цепляемой к тележке-опрокидывателю, или
дистанционное с поста управления сзади и во
втором случае — с электровоза.
Укладывание слитка на рольганг обычно
Производится автоматически—опрокидыванием
Люльки тележки-опрокидывателя с помощью
специальных роликов, заходящих в неподвиж-
мостоятельным двигателем мощностью 23 л. c.f
обеспечивающим плавное укладывание слитка
на рольганг. Тележка-опрокидыватель предста-
вляет собой массивную литую раму, в пе-
редней части которой на цапфах установлена
литая стальная люлька. Для смягчения ударов
при посадке слитка в люльку и предохранения
1048
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
механизмов тележки от тряски при её движе-
нии между буксами колёс и рамой установлены
пружины, выполняющие роль рессор.
Передвижение тележки осуществляется
управляемым по схеме Леонарда двигателем
Фиг. 151. Поворотный стол „авто-
матического" трубопрокатного стана.
мощностью 75 л. с. через червячно -цилиндри-
ческий редуктор, червячное колесо которого
сидит на оси ведущих колёс. Для предохране-
ния двигателя от механических воздействий
Фиг. 152. Опрокидыватель рулонов.
рама его одним концом опирается на ось ве-
дущих колёс, а другим подвешена к раме те-
лежки на пружинах.
Управление тележкой-опрокидывателем
дистанционное с поста, расположенного у при-
ёмного рольганга, причём остановка тележки
у нужной группы колодцев и у приёмного
рольганга производится автоматически, магнит-
ными путевыми выключателями.
Благодаря дистанционному управлению опе-
ратор не испытывает вредно отражающихся
на здоровье частых и значительных по вели-
чине ускорений и замедлений.
Статический момент. При движении те-
лежки весом G кг с постоянной скоростью
статический момент на ведущих катках может
быть определён по приближённой формуле
кгм'
A80)
где г — радиус цапфы оси вращения катков
в м; /] — коэфициент трения в подшипниках,
который при бронзовых вкладышах прини-
мается равным 0,05 — 0,08, а при роликовых
подшипниках —0,005; k — коэфициент трения
качения, который при качении стальных бан-
дажей по рельсам принимается равным
0,5—1,0 мм @,001 м).
Максимально допустимое ускорение.
Мощность двигателя передвижения тележки-
опрокидывателя определяется в зависимости
от требуемой продолжительности пробега те-
лежки. При этом необходимо учитывать, что
ускорение движения тележки не может быть
любым, так как оно лимитируется подобно
движению рольгангов предельным значением
сил трения между катками и рельсами.
Это максимально допустимое ускорение
те.:ежки может быть найдено из неравенства
где Q — нагрузка на ведущие катки в кг;
f—¦ коэфициент трения между катками и рель-
сами; G — вес всех движущихся частей тележки
со слитком в кг.
Согласно этому неравенству допустимое
ускорение тележки будет [82]
п fa
а<^р м/секК A81)
Из этой формулы видно, что возможное
ускорение тележки может быть повышено за
счёт увеличения нагрузки на ведущие катки
при сохранении общего веса тележки, что до-
стигается, например, если сделать ведущими
обе пары скатов.
Коэфициент трения бандажей колёс по
стальному рельсу принимается равным при
сухом рельсе /= 0,25, а при мокрых и загряз-
нённых рельсах, что обычно имеет место
в цехе нагревательных колодцев,/= 0,18-?- 0,20.
Машины для транспортировки пакетов,
бунтов и рулонов
В группу машин для транспортировки па-
кетов, бунтов и рулонов согласно табл. 1
входят: роликовые и пластинчатые транспор-
тёры, ленточные транспортёры, транспортёры
с качающимися рейками, муфельные конвейеры
«a №CD
Л
-2220
6Ь0—-J
Фиг. 153. Тележка-опрокидыватель блуминга конструкции ЦКБММ — УЗТМ.
1050
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
для проволоки, подвесные крюковые кон-
вейеры, внутрицеховые самоходы, а также
процен-краны и простые мостовые краны,
которые обычно не включаются в число вспо-
могательных механизмов прокатных станов, но
Фиг. 154. Устройство для уборки рулонов от
моталок непрерывного тонколистового стана.
тем не менее они часто выполняют основные
функции;по транспортировке готового проката.
В современных механизированных листо-
прокатных цехах нашли широкое применение
роликовые и пластинчатые транспортёры. Эти
транспортёры применяются для перемещения
рулонов от непрерывных тонколистовых станов,
для транспортировки рулонов внутри цеха хо-
лодной прокатки листов, для подачи рулонов
к отделочным машинам, для подачи пакетов
листов к станам холодной прокатки, для по-
дачи листов к отжигательным печам и т. д.
На фиг. 154 показано устройство для уборки
рулонов от моталок непрерывного листового
стана.
Конструкция звена цепл пластинчатого
транспортёра показана на Фиг. 155. Эта кон-
Фиг. 155. Звено цепи пластинча-
того транспортёра.
струкцня благодаря наличию трения качения
обеспечивает возможность передвижения ру-
лонов самого большого развеса. В конструк-
ции предусматривается возможность быстрой
замены вышедшего из строя звена.
Сила тяги у цепных транспортёров обычной
конструкции определяется по формуле
P=f(G*+Gl)L кг,
A82)
где G*—полезная нагрузка на \ м длины
транспортёра в кг/м; G* — вес 1 пог. м цепей
транспортёра в кг/м; L — длина транспортёра
в м; f— коэфициент трения цепи по напра-
вляющим.
Сила тяги роликового цепного транспортё-
ра (фиг. 155) определяется путём составления
уравнения работ движущих сил и сил трения
при одном обороте ролика
Р = [(<?•+ о») [flr±k) - G\fA -?- кг, A83)
где Оц —вес 1 пог. м цепей транспортёра (пол-
ный вес цепей и роликов) в кг/м; G* — вес
роликов на 1 пог. м транспортёра в кг/м; R —
радиус ролика цепи в м; г— радиус оси ролика
в м\ Л — коэфициент трения на оси ролика;
k — коэфициент трения качения ролика по на-
правляющим в м.
Подвесные крюковые конвейеры, служащие
для охлаждения и транспортировки бунтов
после моталок, мелкосортных и проволочных
станов, состоят из бесконечной цепи или ка-
ната с закреплёнными на нём крюками. Крюки
обычно подвешены к однорельсовым тележкам.
Рельсовый путь расположен на высоте 2—2,5^
от уровня пола. У моталок рельсовый путь
опускается вниз для принятия бунтов. Расстоя-
ние между крюками делается от 1,2 до 1,8 м.
Скорость движения тележек 0,05—0,10 м/сек.
В местах поворота рельсового пути для те-
лежки устанавливают направляющие ролики.
Крюковой конвейер прост по конструкции и
может быть сделан значительной длины; путь
конвейерных тележек можно располагать по
Фиг. 156. Самоход для подъема и транспортировки руло-
нов в цеху холодной прокатки листов.
любой кривой линии; конвейер можно выводить
непосредственно в помещение склада готовой;
продукции и производить разгрузку бунтов
одновременно в нескольких местах и непосред-
ственно в железнодорожные вагоны. Подвес-
ные крюковые конвейеры начали применяться
и на тонколистовых непрерывных станах.
Расширение сортамента и развитие отде-
лочных операций обусловили сложность и за-
путанность грузового потока в цехах холодной,
прокатки листов, так как через цех. как пра-
вило, проходят листы различного назначения,
требующие различной технологии. Стационар-
ные транспортёры, рассчитанные на опреде-
лённую направленность потока рулонов, в от-
дельных случаях становятся неприемлемыми.
Ьтим объясняется появление в цехах холодной
прокатки листов аккумуляторных самоходов
(фиг. 156), дающих возможность поднимать
рулоны прямо с пола и, что самое главное,
перевозить их в любом направлении.
ГЛ. XX]
ТРАНСПОРТНЫЕ И ПОВОРОТНЫЕ МАШИНЫ
1051
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Александров А. А., Новгородцев А-В.,
Рымкевич Н. В., Атлас чертежей по блумингам,
ОНТИ, 1937.
2. Бахвалов Г. Т., Электролитическое лужение
жести. „Вестник инженеров и техников" № 8, 1947.
3. Берлин Р. И., Оборудование и эксплоатация
установок непрерывной печной сварки труб. „Сталь"
№ 9-10, 1946.
4. Бояошиков М. И., Охлаждение рельсов на
стеллажах, „Металлург" № 7, 1936.
5. Б у н д и н А. Т., Опыт работы печей с шагающим
подом. „Теория и практика металлургии" № 3, 1939.
6. Булгаков А. А., Автоматическое управление
нажимными устройствами прокатных станов. „Вестник
электропромышленности" № 1 и 2, 1936.
7. В ерник А. Б., Листоправильная роликовая ма-
шина, „Новости техники" № б— 4, 19@.
8. В и т е н б е р г J1. Л., Электродвигатели трёхфазного
тока для работы в тяжёлых режимах, „Еестнпк элек-
тропромышленности" № 1—2, 1947.
9. Виткин А., Механизация и автоматизация тонко-
листовых станов, „Сталь" № 2, 1939.
10. Г о л л е н д е р Г., Резка металлов, Госмашметиздат,
1934.
11. Го ль дб ер г А. Д.. Оборудование прокатных це-
хов, вып. 4, ОНТИ Л. 1937.
12. Го р е л и к И. Г., Производство белой жести в за-
рубежных странах, „Бюллетень Центрального института
информации" МЧМ, № 42, 1945.
13- Г р ж и б о в с к и й С. С, Ш у л ь м а н П. А., Пер-
вый советский послевоенный блуминг, „Сборник по
обмену техническим опытом НКМЗ" Краматорск, 1946.
14. Гурев ич А. Е., Применение амплидина на метал-
лургических заводах, „Бюллетень Центрального инсти-
тута информации МЧМ" № 35, 1045-
13- Г у р е в и ч А. Е., Новое в электрооборудовании
прокатных цехов, „Бюллетень Центрального института
информации МЧМ" № 36, 1945.
16. Г у р е в и ч А. Е., Р о к о т я н Е. С-. Конденсатор»
ная мессдоза, „Новости техники" № 4, 194L
17. Г у р е в и ч А. Е., И р о шн и к о в А. Н , Цели-
ков А. И., Исследование электропривода ножниц,
„Весттак электропромышленности" № 4, 1940.
18- Главэлектромашпром НКЭП, Электропневматические
винтели постоянного тока (инструкция), Каталогиздат,
1939.
19. Емельяненко П. Т., Пильгерстаны, ОНТИ,
Х- 1937.
20. Емельяненко П. Т., Василенко С. Е., Раз-
витие электросварки труб в США, „Американская тех-
ника и промышленность" № 8, 1944.
21. Емельяненко П. Т., Производство труб спай-
кой, „Бюллетень Центрального института информации
МЧМ" № 17, 1946.
22. Емельяненко П. Т., Электросварка труб
„вспышкой", „Бюллетень Центрального института ин-
формации МЧМ" № 21, 1946.
23. Емельяненко П. Т. и Василенко С- Е..
Атомно-водородная сварка труб, .Бюллетень Централь-
ного института информации МЧМ" № 9, 1946.
24. Емельяненко П. Т., Шевченко А. А.,
Борисов С. И., Трубопрокатное производство,
Металлургиздат, 1940.
25. Ермолаев Н. Ф., Оборудование трубных цехов,
Металлургиздат, 1941.
26. Ермолаев Н. Ф., Производство электросварных
труб в США, „Бюллетень Центрального института ин-
формации МЧМ" № ?6, 1945.
27. Заявка 1948, № 385611-VII.
28. 3 о б н и н В. Ф. и Д о б у ж и н с к и й Б. Л-, Кару-
сельная печь для нагрева стали под штамповку, „Вест-
ник машиностроения" № 9, 1917.
29. Иван цо в Г. П., Охлаждение тонких стальных из-
делий на воздухе,* Записная книжка конструктора,
„Стальпроект" № 1109, отд. 2, 1937.
30. Ирошникон А. Н., Автоматический блуминг,
„Техника" № 4, 1934.
31. И р о ш н и к о в А. Н., Динамические расчёты элек-
тропривода, „Вестник электропромышленности" № 12,
1938.
32. И р о ш н и к о в А. Н., Барабанные летучие нож-
ницы для тонких листов, „Теория и практика метал-
лургии" № 3, 1940.
33. Ирошников А. Н., Графические методы расчёта
электропривода вспомогательных механизмов прокат-
ных станов. „Техбюллетень Центроэлектромонтаж*
№ 4-5, 1940.
34. Ирошников А. Н., Анализ конструкций летучих
ножниц с электроприводом, „ЦБТМ", тема № ?79, 1941.
35. Ирошников А. Н., Динамика электропривода
с меняющимися маховыми массами, диссертация, МВТУ,
1941.
36. И р о ш н и к о в А. Н., О скорости электропривода
моталок при холодной прокатке, „Вестник электропро-
мышленности" № 8, 19+7.
37. Ирошников А. Н., О расчёте упоров, „Вестник
машиностроения" № 4, 1948.
38. Ирошников А. Н., Новые методы динамиче-
ского исследования движения механизмов, тема № 214Э,
ЦНИИТМАШ, М. 1948.
39. Ирошников А. Н., О движении механизмов
с переменной массой, тема № 21-747, ЦНИИТМАШ,
М. 1946.
40. Ирошников А. Н., Эволюция cxevu летучих
ножниц для холоднокатанных листов, тема № 2149,
ЦНИИТМАШ, М. 1948.
41. Ирошников А. Н., Автоматические меха-
низмы и автоматика прокатного стана, „Вестник маши-
ностроения" № 10, 194^.
42. Истомин П. С, Пер лин И. Л., Прокатка
цветных металлов, ч. II. ОНТИ, М. 1933.
43. И сто мин А. В., Оборудование типовых сортовых
стенов 300 и 350, „Советская металлургия" № 3 и 4
1935.
44. Истомин А. В., Блуминг, слябинг, ножницы и
устройство для уборки блумов и слябов, ОНТИ, Л.—М.
1936.
45. К а п е л я н М. А. и С о л о м о в и ч М. Я-> Произ-
водство цельнокатанных колёс, „Теория и практика ме-
таллургии" № 3, 1939.
46. К о л е с к е р А. М., Моталки горячей полосы для
тонколистового стана, .Тяжёлое машиностроение" № 2
1936.
47. К о л е с к е р А. М., Летучие ножницы ротативнаго
типа для разрезки полухолодной полосы, „Тяжёлое
машиностроение" № 1 и 3, 1937.
48. Куницкий Н. П., Электрооборудование прокат-
ных и термических цехов, ГОНТИ, М Л. 1938.
49. Л е в и н Е. И., Тормозы кэлодочные короткоходовые
с электромагнитами постоянного тока. Нормаль
№ Н 2401 ЦКБММ, ЦНИИТМАШ, М. 1947.
50. Лукьянов С. Ю., Фотоэлементы, изд. АН СССР,
1948.
51. Морозов Д. П., Современные тенденции в раз-
витии автоматизированного электропоивода, „Вестник
электропромышленности" № 7—8, 1945.
52. Морозов Д. П., К теории электромеханических
процессов в электроприводе станов холодной прокатки,
„Вестник электропромышленности" № 3, 1У44.
53. Новгородцев А. В., Рымкевич Н. В.,
Непрерывный проволочный стан 250 мм завода им. Ки-
рова, „Сталь" № 10—11, 1939.
54. Н о с а л ь В. В., Исследование резания металлов на
ножницах с наклонными ножами, диссертация,
ЦНИИТМАШ, 1947.
55. П а н а с е н к о Ф. Л., Холодная прокатка тонколи-
стовой стали, ОНТИ 1937.
56. П а н а с е н к о Ф. Л., Среднелистовой стан Запо-
рожстали, „Сталь" № 12. 1939.
57 Попов В. К. и Зимин Д. М., Полная автомати-
зация процесса прокатки на реверсивном стане, „Авто-
матика и телемеханика" № 4, 1936.
58. П о п о в В. К., Основы электропривода, Госэнерго-
издат, 1945.
59. П о п о в В. К., Электропринод, Машгиз, М. 1946.
E0. П у п п е И. и Ш т а у б е р Г., Прокатное дело,
т. II, ОНТИ, Л. 1937.
61. Р а б и н о в и ч А. А., Серия краново-металлургиче-
ских двигателей постоянного тока, „Вестник электро-
промышленности" № 1—2, 1947.
62. Райд О., Ножницы для слябинга и непрерывного
тонколистового стана Зйпорожстали, „Сталь" № 4—5,
1937.
63. Ревин И. А., Чайка В. X., Рспомогательиое
оборудование прокатных станов, .Металлургическое
оборудование". Каталог-справочник МТМ, т. III., ч. 2,
М. 1947.
64. Рокотян Е. С, Ш в а ю н В. Л., Ирошни-
к о в А. Н., Непрерывные листовые станы, Металлург-
издат М.—Л. 1941.
65. Рокотян Е. С, Исследование давления металла
на валки при холодной прокатке, диссертация, Москов-
ский институт стали, 1941.
66 Р о к о т я н Е. С. и Шор Э. Р., Влуминги и сля-
бинги США, „Труды ЦНИИТМАШ", кн 9, М. 1947.
67. С а к у н П. И., Производство белой жести высоко-
сортным непрерывно-электролитическим методом,
„Американская техника и промышленность" № 6, 1943.
68. Солнцев И. А., Фотореле оСщего применения,
„Вестник электропромышленности" № 8, 1940.
69. Смоляков А., Втог ой блуминг Магнитогорского
завода, „Сталь* № 9, 1939.
70. Соболь В. Ф., Ножницы слябинга для Запорож-
стали, «Тяжёлое машиностроение" № 1, 1937.
1052
ВСПОМОГАТЕЛЬНЫЕ МАШИНЫ ПРОКАТНОГО СТАНА
[РАЗД. IV
71. СКМЗ им. Орджоникидзе, Блуминг 0 1150 для Кри-
ворожстроя, изд. ГС и К, 1938.
72. Телятников В. П., Автоматизация нажимных
винтов. Материалы совещания по электрооборудованию
металлургических заводов, УКРНИТОЭ, X. 1938.
73. Т и щ е н к о Н. А., Корж Н И., Ф р и м е с А. П.,
Электрический привод ножниц слябинга Запорожстали.
„Вестник электропромышленности" № 11, 1937.
74 Тищенко Н. А., Рациональный электропривод
автоматического блуминга, „Вестник электропромыш-
ленности' № 9, 1940.
75. Т и щ е н к о Н. А., Максимальная возможная произ-
водительность блумингов, Материалы „ПВТ МЭП",
М. 1946.
76. Тягульский П. С, Электрооборудование меха-
низмов непрерывной травильной машины Запорож-
стали, .Вестник электропромышленности" № 8, 19^0.
77. Чайка В. X., Соболь В. Ф., Богомо-
лов Е. А., 3 а е ц И. Л., Беляев И. Г., Первый
советский слябинг и его вспомогательное оборудова-
ние, ГОНТИ, X. 1938.
78. Ц е л и к о в А. И., Методы расчёта и конструирова-
ния прокатных станов, „Труды МММИ", вып. II.
ОНТИ, М. 1936.
79. Целиков А. И., О новых способах расчёта про-
катных станов, .Труды МММИ", выпуск 33/2, ОНТИ,
М. 1937.
80 Целиков А. И., Расчёт и конструирование про-
катных машин-орудий, ОНТИ, М.—Л. 1938.
81. Целиков А. И., Прокатные станы, Металлург -
издат, М. 1946.
82. Целиков А. И., Механизмы прокатных станов,
Машгиз, М. 1946.
83. Целиков А. И., Ирошников А. Н., Опре-
деление мощности мотора, „Труды МММИ", вып. 11,
стр. 43. ОНТИ, М. 1936.
84. Целиков А. И., Ирошников А. Н., Летучие
ножницы для резки заготовки с электрическим приво-
дом, „Сталь- № 4, 1945.
85. Целиков А. И., Ирошников А. Н., Г у р е-
в и ч А. Е., Исследование усилий при резании ме-
талла на ножницах слябинга завода Запорожсталь,
„Сталь" № 5-6. 1940.
86. Ц е л и к о в А. И., К у н и ц к и й Н. П., Выбор пе-
редаточного числа для электроприводов вспомогатель-
ных механизмов прокатных станов, „Вестник электро-
промышленности" № 9, 1947.
87. Ш а л ь н е в В. Г., Прокатка тонких листов,
ГОНТИ, С. 1938.
88. Ш в а ю и В. Л., Вспомогательные устройства непре-
рывного тонколистового стана, „Тяжёлое машинострое-
ние" № 2, 1937.
89. Ш е ф т е л ь Н., Расход энергии и работа пил горя-
чей резки, „Сталь" № 11—12, 1940.
90. Штода С. и Балабанов М., Стан холодной
прокатки, изд. Уралмашзавода, С. 1934.
91. Щ и р о в с к и й В. Г., Конструкции прокатных ста-
нов и их оборудование, Металлургиздат, М. 1933.
92. Я к о в л е в Б. М., Влияние редуктора на изменение
скорости привода. „Вестник электропромышленности*
№ 9, 1939.
93. Я к о в л е в Б. М., Маховые моменты электроприво-
дов., Материалы для проектирования, „Центроэлектро-
монтаж", М. 1946.
94. С a m р Ъ е 1 1 J. D., Специальные виды электрообо-
рудования металлургической промышленности, „Iron a.
steel Eng\ № 2, 1942.
95. Campbell J. D., Электрическая синхронизация
летучих ножниц, „Steel", 1943, т. 113, № 21.
96. Е s s Т. J., К е 11 у J.D. (ред.) „The Modern Strip Mill",
Assoc. of Iron and Steel Eng., USA, 1941.
97. FlynnF. E Mac Arthur D. А., Резка листовой
стали, „Iron a. Steel Eng." № 12, 1944.
98 Le m m. Кантователи в прокатном производстве. Tech-
nische Mitteilungen Krupp, № 3. 1942.
99. R о d g e г s h. С. Усовершенствование процесса лу-
жения, Iron a. Steel Eng. № 1, 1947.
100. Slegerist W., Правка круглого железа и труб.
„Iron a. Steel" № 5 и 6. 1945.
101. Высокоскоростной стан холодной прокатки „Iron a.
Steel Eng." № 7, 1947; „Steel", т. 120, № 22, 1947;
„GE Review", № 3, 1948.
Глава XXI
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
ОПРЕДЕЛЕНИЕ РАБОТЫ ПРОКАТКИ
ПО КРИВЫМ РАСХОДА ЭНЕРГИИ
При прокатке различных профилей на
стане необходимо определять мощность дви-
гателя для профиля, на прокатку которого
требуется наибольшая мощность. При опре-
делении работы прокатки можно пользоваться
опытными кривыми расхода энергии или
аналитическими зависимостями. Пользование
опытными кривыми является более надёжным
методом.
Опытные кривые должны быть взяты для
соответствующего типа стана с соответствую-
прокатки в данной клети слитка весом G
тонн
IV
7
6
5
и
3
2
1
0
/
т
)
/
/
1
1
1
2
/
/
/
3 U
" /77
--65
- - ЧЧ-
- - 1,0-
- - ЧП
- - т
567891
^*"
s
Ад
Ц
/
bi*t
/
/
t
5 6 789Ю
/
7
/
7
Фиг. 1. Кривая зависимости удельного расхода энер-
гии от удлинения. Прокатка уголков 76X76x3,2 из
заготовки 102Х 1^2X1054 весом 123,4 кг в 9 проходов
на стане 350 мм.
щим диаметром валков и родом подшипников
и для соответствующих профилей. Кривые
представляют зависимость удельного расхода
энергии на работу деформации металла от
удлинения и на дополнительное трение, вы-
званное прокаткой (фиг. 1). Этот расход от-
несён к 1 т одной тонне металла и к опреде-
лённым начальным и конечным размерам про-
катываемого слитка. Работа холостого хода в
этот расход не входит.
Определив по кривой (фиг. 1) для полного
удлинения X; во всех i предыдущих клетях
удельный расход энергии Wi в л. с. ч.!т и для
удлинения Х.+1 — расход энергии Wi+i в i + 1
клетях, получим мощность чистой работы
Р =
3600 ( Wt + , — Wi) G
где Р — в л. с, /j — время прокатки слитка в
рассматриваемой клети в сек.
Момент прокатки для стали
М = 1050 FD(Wi + 1 — Wi),
где М — в тм; F— сечение в м2 слитка после
пропуска; D — рабочий диаметр валка в м.
ЭЛЕКТРОПРИВОД НЕРЕВЕРСИВНЫХ
ПРОКАТНЫХ СТАНОВ
Привод нереверсивных нерегулируемых
станов
Для привода нереверсивных нерегулируе-
мых станов применяются асинхронные и син-
хронные двигатели. Асинхронные двигатели
применяют для привода станов с резкими пи-
ками нагрузки; двигатели в этом случае рабо-
тают с маховиками, которые служат для сни-
жения пиков нагрузки двигателя и сети.
Синхронные двигатели применяются в тех
случаях, когда можно обойтись без маховика,
т. е. при относительно большой продолжи-
тельности периодов нагрузки.
Привод прокатных станов с маховиком
Для станов с резкими и кратковременными
пиками нагрузки (обжимные, листовые и др.)
следует применять маховик. При отсутствии
маховика пришлось бы выбрать двигатель
значительно большей мощности; кроме того,
двигатель, будучи выбран по перегрузке, не
был бы использован по нагреву. Применять
маховик невыгодно, если пиковая нагрузка
продолжается более 3—5 сек. и отношение
максимальной нагрузки к средней квадратич-
ной графика стана не более 1,5—2. Установка
маховика необходима лишь в случае превы-
шения максимальным пиковым моментом Мтах
нагрузки стана опрокидывающего момента
двигателя с учётом запаса на снижение его
от падения напряжения, т. е.
max •
MN
1,6-4-1.75,
где MN — номинальный момент двигателя.
1054
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
Кратковременные паузы между пропусками
не благоприятствуют применению маховика.
Для использования маховика максимальное
скольжение <зт двигателя выбирается рав-
ным 12—170/0 при нагрузке 200%, что дости-
гается включением в ротор реостата.
Применение маховика связано с пониже-
нием производительности, увеличением рас-
хода энергии и некоторым ухудшением каче-
ства продукции.
Определение мощности двигателя
и махового момента маховика
Первый метод. Расчёт проводится по
формулам, помещённым в главе I „Электро-
привод машин", на числовом примере для
стана с графиком нагрузки, изображённым на
фиг. 2. Стан приводится асинхронным двига-
телем с числом оборотов л^ = 735 об/мин.
1500
1000
где /^ — время тяжёлого пропуска с моментом сопроти-
вления Mmfo max. Тот пропуск будет наиболее тяжёлым,
для которого эта величина будет наибольшая. В данном
случае это будет шестой. Для этого пропуска по фор-
муле (97), приведённой в главе „Электропривод машин",
ориентировочное значение
GD*
4,2 • 352 • 375
1
750 • 0,0667
In —
1150-50
- 14 637 кгм\
1150-1,8-352
где п„ «¦ 750 об/мин — синхронное число оборотов дви-
гателя в минуту.
Можно определить также GD* исходя из запаса в
маховике кинетической энергии А при синхрон-
ной скорости. Ориентировочно для сортовых станов
А — A0 -f 15) Ppj; листовых А — 20Рдг; толстолистовых
А — 15P^ где Рдг — мощность двигателя в л. с.
Электромеханическая постоянная агрегата
750 • 0,0667
375 ¦ 352
•= 5,55 сек
Фиг. 2. График нагрузки двигателя прокатного стана при работе с маховиком.
Находим предварительный номинальный момент дви-
гателя Ж/у = 1,25 Мтт - 1,25 • 281 = 352 кгм;
i — т
2 Mmki U
Мтт =
= 281 кгм — средний статиче-
ский момент графика стана, где tz — время цикла про-
катки одного слитка; ^rnki ~ момент нагрузки стана
в i-том пропуске.
Максимальное скольжение двигателя ^т, соответ-
ствующее максимальному опрокидывающему моменту
двигателя, принято равным 12и/0.
При этом
Х„ ¦» 1,8 взято с учётом запаса. Тогда
= 0,0667,
где X — коэфициент перегрузки; <s^j — скольжение
двигателя при номинальном моменте.
Считая моменты двигателей в начале пропусков при-
близительно равными моменту холостого хода Мо, на-
ходят, определяя для каждого пропуска величины
Обозначая через / — текущее время, изображают
при помощи шаблона, построенного по уравнению
и пл I ~~R\ юлпЛ —//5,55}
т = Mmk max I 1 — е ° I — nwu \i ~ e ) ,
кривую нагрузки М — f (/) двигателя (фиг. 2) и ояре
деляют Mpj = Ма = 324,2 кглс.
Максимальный момент для шестого пропуска Жтах -
= 660 кгм. Поэтому по перегрузке
¦^тах 660 „.„
М\т =¦ -.— =" y"S = Зо6 кгм-
Номинальная мощность двигателя
MN nN
Z75MN В 375 • 366 • 5,55
mk max
М
mk max
QD*
Второй метод (предложен Л. Б. Гейлером).
Первый метод не учитывает криволинейности
механической характеристики асинхронного
двигателя в области, близкой к опрокидываю-
щему моменту, что ведёт к повышению мощ-
ности двигателя и размеров маховика. Кроме
того, этот метод требует довольно большой
затраты времени на вычисления.
ГЛ. XXI]
ЭЛЕКТРОПРИВОД НЕРЕВЕРСИВНЫХ ПРОКАТНЫХ СТАНОВ
1055
Расчёт электропривода на перегрузку с
учётом к^иволинейности заключается в выборе
такого двигателя и маховика, чтобы ни в
одном пропуске момент двигателя не пре-
вышал бы максимального перегрузочного мо-
мента Мтаг Расчёт производится по кривым
зависимости (фиг. 3) относительного крити-
ческого времени zK —
от относительных
пиковых моментов нагрузки {*от=
м
—
4
1
1
——
1
1
1
\
\
V
Ук
\
г— j
¦МтоЛ
¦fJmo=l
г
}^
—
!
-
i
1
-i-r т-
12
1,8
1
-—.
Г
-
й-
—
_
_
!
_
—-4 JS!
1
__L_i
-
1
—
;
I
__
1 2 3 i- 5 6 7 8 9 Рп-
Фиг. 3. Кривые V—/ ( V-m) зависимости относительного
критического времени z от относительных пиковых
моментов нагрузки р
стана при различных относительных началь-
ных моментах двигателя
В этих зависимостях: хК— критическое
время, в течение которого двигатель под
действием внезапно приложенного к нему
пика с постоянной нагрузкой Mmk увеличи-
вает свой момент до максимального Afmax-
Вт — электромеханическая постоянная в се-
кундах, отнесённая к максимальному опроки-
дыЕающему моменту Mmzx и опрокидываю-
щему скольжению аот; Мть — момент нагрузки
стана в данном пропуске; Мто~ начальный
для длинного пропуска момент двигателя.
Электромеханическая постоянная
Из фиг. 3 видно, что влияние fxOT0 на хк
при практических значениях ^то<С0,2 весьма
мало, поэтому можно довольствоваться при-
ближённым значением (лот0.
При хж = 1,8
Жтах - \,8MN = 1,8 • 352 = 635 кгм.
Для каждого пропуска определяют (xm
¦
1561 „.\ __ Mmoi
мтЫ
[для второго Mmi = -g^c- *¦ 2>5 1
Для первого пропуска
„ _^?_ = 5о_
V"ttioi "* y^j g3g
для остальных же приходится ориентировочно зада-
ваться моментами (Aflj/j/, учитывая, что
- 0,С79,
Ошибки при этом на результатах расчёта практически
не скажутся. По фиг. 3 находят для каждого при-
пуска x?j. Зная же продолжительности пропусков /,-,
находят для каждого пропуска требуемые постоянные
ч
Bmi — (табл. 1). Наибольшая постоянная Вт =
— 5,4 сек. получается для шестого пропуска. Постоянная
С?»а ¦ п0 • Одг
В
^^
будет В - @,55-0,6) Вт - 3 сек.
кгм
.г
^ 4 С/1/
'S 55G
i ?5i7
\
\
1
1
(
\ 1
h
П
1
\
V
ч'
1
х
\
Zh
V
V
Л
1
V
s
1
1
—
1
I I
—
0 12 3
5 6
9 Ю U 3
Фиг- 4. Кривая зависимости среднеквадратичного
момента Ма двигателя от В.
Расчёт на нагрев производится по кривой
зависимости среднеквадратичного момента
двигателя Мэ от В (фиг. 4), построенной для
данного графика стана по уравнению
Мв = Мтт -\- (М9г — Мтт) е .,
где
_
С- 2f/ Мэг (М92-Мтт) *
В этих равенствах Маг — средний квадра-
тичный (эквивалентный) момент графика на-
грузки стана, равный
где т — число пропусков; tj—продолжи-
тельность прямоугольного участка гра-
фика; Мты — момент нагрузки стана в
/-том пропуске.
В рассматриваемом случае Мдг = 551 кгм •
~ сВ -
- 281 + E51 -281) е
Мэг(Мэг-Мтт)
_ A800-50)^+С1560-50)!'+A560—50);'+A420-50K+A3Ю-50)а-К1150-50)!'—(930-50)*
2-90- 551E51-281)
1056
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
Для В=3 сек. среднеквадратичный момент двигателя
М — 342 кгм. Для полного использования двигателя по
нагреву Ждг — М — 342 кгм. GD* находят аналогично
предыдущему.
Таблица 1
Номер про-
пусков
i
2
3
4
5
6
7
8
9
ю
и
12
J3
14
Момент на-
грузки Мтт
в кгм
l3oo
5°
1560
5°
1560
50
1420
50
1310
50
1150
50
93°
5°
Время участ-
ка t.
0,6
8,4
0,9
9.0
1,2
8,7
2,1
8,4
3,о
8,1
4,2
7.8
б,о
21.6
.
9°
Относитель-
ный момент
нагрузки
X
т
В
Ч
i
3,38
з,5
2,5
2,27
2,1
1,84
i,49
Относитель-
ный началь-
ный момент
3
в
Ч
3
Е
L
0,079
~O,I
—О, I
~О,2
~О,2
~о,3
~-о,з
Относитель-
ное критиче-
ское время tfij
0,46
о,54
0,54
о,59
0,66
0,78
i,3
Постоянная
времени ?_j
х>3
1,67
2,22
3,5б
4,55
5-4
4,61
Кривая Ma—f(B) позволяет легко рассчи-
тать параметры электропривода с маховиком,
обеспечивающие полное использование дви-
гателя по нагреву.
Пример. Определить G?>3, если Ждг ¦= 350 кгм;
щ - 750 об/мин; 3N = 6,7°/0.
Для Mtf = Мэ = 350 кгм находим В = 2,75 сек., поэтому
373В • Mtf 375 • 2,75 • 350
GD1
750 • 0,037
= 7179 кгмК
Пример. Определить М^, если GLP — 10 000 кгм*
^y = 47о- Строим кривую 1 (фиг. 4) по формуле
"о • ZN • °?>%
800
375°800'
Точка пересечения кривых 1 и Ж —/(В) определяет
Mtf - 375 кгм.
Регуляторы скольжения
Назначением регуляторов скольжения
является понижение скорости асинхронного
двигателя, работающего с маховиком, и, сле-
довательно, отдача последним энергии только
тогда, когда двигатель оказывается перегру-
женным. Регуляторы скольжения делятся на
контакторные и жидкостные.
Конгакторный регулятор скольжения.
При контакторном регуляторе скольжения
двигатель в начале пропуска работает с не-
большим сопротивлением в роторе, при кото-
ром номинальное (при моменте нагрузки, рав-
ном номинальному) скольжение 0^=5-5-7%.
Момент и скольжение двигателя растут при
этом по кривым 1 и 2 (фиг. 6) и по характе-
ристике / (фиг. 5), соответствующим сколь-
жению Сд^ ; скорость двигателя изменяется
незначительно.
При достижении двигателем определённой
перегрузки ^'ММ^ (обычно Х^=1,5) в ротор
автоматически включается дополнительное
сопротивление, соответствующее номиналь-
ному скольжению с^2= 10т-14%. При вклю-
чении этого сопротивления момент двигателя
сразу падает до величины
(фиг. 5
и 6), и в дальнейшем происходит быстрое сни-
жение скорости двигателя по характеристике //
и кривой 4, а следовательно, интенсивная от-
дача энергии маховиком. Момент двигателя
растёт по кривой 3.
В начале паузы момент падает по харак-
теристике Л и кривой 5 (фиг. 5 и 6), а ско-
в~-Ю0\
м
Фяг. 5. Характеристики
двигателя при контактор-
ном регуляторе скольже-
ния.
Фиг. 6. Кривые M=f(t)
и з=/, (/) при контактор-
ном регуляторе скольже-
ния.
рость двигателя резко повышается (кривая ?
на фиг. 6), вследствие чего маховик быстро
заряжается. При уменьшении момента до
^мМм
—^— из цепи ротора автоматически выклю-
чается дополнительное сопротивление, вслед-
ствие чего момент снова сразу растёт до \'мМт
и двигатель продолжает работать по кривым
M=f(t) и c=/i@, соответствующим номи-
нальному скольжению uN1.
При контакторном регуляторе скольжения
снижаются пики нагрузки двигателя, в то же
время средняя скорость прокатки больше,
а потери в реостате меньше, чем при по-
стоянно включённом
сопротивлении, соот-
ветствующем Сдр2 =
= 100/0.
Жидкостный ре-
гулятор скольжения.
Жидкостный регуля-
тор скольжения со-
стоит из бака Б
(фиг. 7), заполненного
раствором соды, в
котором расположены
электроды. Верхние
подвижные электроды
Э] подвешены к тра-
верзе Т, висящей на
блоках Б1 и Б->. Блоки
насажены на вал дви-
гателя М. Противовес
77 также подвешен к
блокам. Нижние непо-
движные электроды 32 присоединены к кольцам
двигателя. Электроды каждой фазы отделены
один от другого изолирующими гончарными
цилиндрами Д. Нулевой точкой является тра-
верза 7". Сопротивление, включённое в ротор,
определяется расстоянием между электродами.
Двигатель М приключён ко вторичной обмотке
Фиг. 7. Жидкостный регу-
лятор скольжения.
ГЛ. XXI]
ЭЛЕКТРОПРИВОД НЕРЕВЕРСИВНЫХ ПРОКАТНЫХ СТАНОВ
1Q57
трансформатора тока Тр. Момент двига-
теля М направлен в сторону подъёма элек-
тродов.
При моменте двигателя, меньшем ^MMN,
электроды Э\ находятся в своём нижнем по-
ложении; момент двигателя растёт по кривой/
(фиг. 8). При превышении моментом величины
\'MMN= 1,5M^ в точке а кривой 1 электроды
начинают толчками подниматься и в цепь
ротора постепенно
вводится сопротивле-
ние. При этом момент
двигателя остаётся
постоянным в течение
всего времени про-
пуска. При паузе
электроды медленно
опускаются, и благо-
даря постепенному
ния Мэ, либо непосредственно по следующим
формулам:
для работы двигателя с контакторным ре-
гулятором скольжения
М.
/М2 В, V1
A)
/
t
tb
S
V
_ TJ
где Мэг — эквивалентный или среднеквадра-
тичный момент графика прокатки (эквива-
лентный момент двигателя при отсутствш
маховых масс); В\-=
— электромеха-
Фиг. 8. Кривые M=f{t) и
о=/, (/) при жидкостном
регуляторе скольжения.
выключению сопроти-
вления момент двига-
теля остаётся постоянным до тех пор, пока
электроды не достигнут в точке б своего
нижнего положения. Дальше момент двига-
теля начнёт падать по кривой 2. Время tH,
375МЛ
ническая постоянная; 3=2 (при работе дви-
гателя без регулятора скольжения f*=l);
aiVi — номинальное скольжение при работе на
первоначальной характеристике двигателя
(в начале пропуска до действия регулятора
скольжения); Мт01 и Mamki — моменты в на-
чале и в конце пропуска, определяемые по
формулам G61) и G611), приведённым в
главе I;
при работе с жидкостным регулятором
скольжения
,-/'
i = l
- Afо) [|j- (Mmki
>„- Mmoi)] .
B)
в течение которого момент двигателя при
паузе остаётся постоянным (фиг. 8), будет
где Mmk и М9 — соответственно моменты про-
катки и холостого хода стана; ta — время той
части пропуска, когда момент двигателя
остаётся постоянным и равным \'ЫМЫ. Время ta
определяется непосредственно по чертежу.
Жидкостный регулятор скольжения служит
одновременно и пусковым реостатом. Чувстви-
тельность регулятора, т. е. минимальное из-
менение нагрузки, достаточное для приведе-
ния в действие регулятора, равна + B,5-f 5%)
(в процентах от нагрузки, на которую уста-
новлен регулятор). Жидкостный регулятор
лучше срезает пики нагрузки, но зато он дей-
ствует более медленно, чем контакторный.
Это вызывается как инерцией значительных
движущихся масс регулятора, так и сопроти-
влением воды; Поэтому при быстро изменяю-
щихся нагрузках применяется контакторный
регулятор, действующий почти мгновенно.
Если пик нагрузки длится менее 0,4 сек.,
жидкостный регулятор неприменим. Контактор-
ный регулятор чувствительнее жидкостного.
Жидкостный регулятор требует значительно
большего ухода.
Определение среднеквадратичного
момента двигателя при работе с маховиком
Определить среднеквадратичный момент
двигателя Мэ можно либо путём построения
кривых M = f(t) и последующего определе-
67 Том 8
Привод нереверсивных регулируемых
прокатных станов
Для привода нереверсивных регулируемых'
прокатных станов применяются: двигатели
постоянного тока с регулированием скорости
изменением тока возбуждения; асинхронные
двигатели, работающие по системе Кремера
и Шербиуса. Применение двигателей постоян-
ного тока требует преобразования перемен-
ного тока в постоянный. Если предел регули-
рования скорости превышает 1:1,5 — 1:1,8,
то возможно применять лишь двигатели по-
стоянного тока с регулированием скорости
изменением тока возбуждения. В случае, если
предел регулирования меньше 1:1,5 — 1:1,8,
то при числе регулируемых двигателей стана,
большем двух-трёх, наиболее выгодно по стои-
мости применять также двигатели постоян-
ного тока, так как приходящаяся на каждый
привод стоимость преобразовательной уста-
новки уменьшается с ростом числа регули-
руемых приводов.
При необходимости установки одного или
двух регулируемых приводов оказываются
более выгодными асинхронные двигатели
с агрегатами Кремера или Шербиуса. Выбор
между последними зависит от пределов регу-
лирования. В агрегате Кремера регулировка
возможна до 30—40% вниз от синхронной <
скорости, в агрегате Шербиуса в пределах
± 30% вверх и вниз от синхронной. Агрегат
Кремера вообще чаще применяется, чем Шер-
биуса. Система Кремера больше подходит
для регулировки при постоянной мощности,
система Шербиуса — при постоянном моменте.
Двигатели постоянного тока, применяемые
для нереверсивных регулируемых станов,
пускаются в ход обычно по системе Леонарда.
1058
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
На фиг. 9 дана схема управления двига-
телями постоянного тока сортового стана.
Синхронный двигатель СД приводит во вра-
щение два генератора Г1 и Г2 постоянного
тока, которые подают энергию на главные
шины. От последних питаются прокатные дви-
гатели. Все электрические машины, в том
числе, и прокатные двигатели, устанавливаются
в электромашинном помещении. Управление
прокатными двигателями производится опера-
тором с поста управления в прокатном цехе.
Вследствие значительной мощности прокат-
ные двигатели и питающие их генераторы
Обмотки возбуждения генераторов, соеди-
нённые между собой последовательно, при-
соединяются к двум контактным полосам Е
и G. Вспомогательный двигатель Ml через
червячную передачу вращает винт, который
перемещает траверзу Т с двумя скользящими
контактами Ki и Кг- При крайнем правом
положении траверзы напряжение генераторов
равно нулю. При перемещении траверзы
влево напряжение генераторов растёт, и про-
катные двигатели разгоняются. Регулирование
скорости двигателей осуществляется двумя
шунтовыми реостатами: грубого регулирова-
Фяг. 9. Схема управления двигателями постоянного тока сортового стана: / — заводская сеть 220 в постоянного
тока; 2 — прокатные двигатели; 3— главные шины 600 в; 4 — шины возбуждения ^20 в.
строятся обычно на 600 в. Обмотки возбу-
ждения машин выполняются на 220 в. На валу
агрегата сидит возбудитель В постоянного
тока, подающий энергию на шины возбужде-
ния, от которых питаются обмотки возбу-
ждения генераторов, синхронного двигателя
и прокатных двигателей.
Защита генераторов и двигателей от пе-
регрузки осуществляется автоматическими
выключателями АВ, которые при токе пере-
грузки в 200—250% номинального отключают
генераторы и двигатели от главных шин.
Пуск всех прокатных двигателей в ход
производится одновременно постепенным по-
вышением напряжения генераторов посред-
ством потенциометрического реостата ПР.
Этот реостат состоит из сопротивлений Rt
и /?2. приключённых последовательно к ши-
нам возбуждения. Сопротивления разбиты на
секции, концы которых присоединены к кон-
тактам С и D.
ния РГР и тонкого — РТР в цепи обмоток
возбуждения. Первый реостат служит для
изменения скорости от номинальной до макси-
мальной, второй—для промежуточного изме-
нения скорости на + G,5— 10)% от значения,
установленного реостатом грубого регулиро-
вания.
Для непрерывных регулируе-
мых станов применяется индивидуальный
привод двигателями постоянного тока. Для
некоторых непрерывных станов может ока-
заться необходимым поддерживать изменение
скорости с нагрузкой в пределах не выше
0,2-0,5%. В этих случаях иногда применяют
регуляторы, автоматически поддерживающие
скорость на постоянном уровне.
Для некоторых конструкций трубопрокат-
ных станов применяют двигатели постоянного
тока с более мягкой характеристикой и с
медленным нарастанием скорости после её
падения при нагрузке, что достигается нали-
ГЛ. XXI)
ЭЛЕКТРОПРИВОД РЕВЕРСИВНЫХ ПРОКАТНЫХ СТАНОВ
1059
чием у двигателя небольшой специальной се-
риесной обмотки возбуждения.
Для регулируемых трубопрокатных станов
применяются двигатели постоянного тока.
ЭЛЕКТРОПРИВОД РЕВЕРСИВНЫХ
ПРОКАТНЫХ СТАНОВ
Расчёт мощности двигателя реверсивного
прокатного стана и определение времени
прокатки металла
На фиг. 10 даны графики скорости п и
момента М двигателя реверсивного прокат-
ного стана. Двигатель разгоняется вхолостую
до скорости па, при которой происходит за-
хват слитка. Обычно принимают па =
_ ю -+¦ 30 об/мин.
Со слитком стан разгоняется до макси-
мальной установившейся скорости пт, на
Фиг. 10. Диаграмма работы двигателя реверсивного
стана.
которой некоторое время происходит про-
катка. Перед окончанием прокатки скорость
понижается до п/,, при которой слиток вы-
брасывается. Обычно принимают п^=10н-
-г- 30 об/мин. Затем стан замедляется вхоло-
стую.
При расчётах можно принимать ускоре-
ние двигателя а = 30
еА об/мин
50 —'- , за-
медление
b = 40 — 60 — . М а к с и м ал fa-
сек
ная скорость пт выбирается в зависи-
мости от длины L слитка [10, 11].
Пример. Определить моменты двигателя и время
прокатки для блуминга 1000 мм, мощностью 60С0 л. с,
номинальным числом оборотов 50 об/мин с маховым м*>
ментом GO* =» 385 тм1. Маховой момент шестеренной
клети и валков GD* — ?0 тм\ вес слитка G' — 5 от.
с
Момент холостого хода привода и стана Мо — 5 тм.
Для 13-го пропуска пт — 85 об/мин, число оборотов при
захвате л — 25 об/мин; число оборотов при выбрасы-
вании ng — 25 об/мин; L = И,2 м. Момент прокатки
М = 74 тм-
„ . об/мин
Примем: а = 40 —~- ; b
Время ускорения стана вхолостую tt = —=0,63сек.
Момент двигателя при этом Ж, =» М9 -\- Mai —
¦¦ 51,4 тм, где динамический момент при разгоне вхо-
лостую
М«««»*
' al 375
Время ускорения со слитком
f1= ""» ~ "а - 1,5 сек.
Момент двигателя при этом
Л1, ш Л10 + М^ + М — 125,9 тле,
где динамический момент при разгоне стана со слитком
GD» + GD* + G'D*
Ма9 = /¦— J- а - 46,9 тм.
и& Я/5
Время замедления стана
- 1,2 сек.;
момент двигателя при этом
Mt = Мар + Мо - Mb2 = 20,3 тм,
где динамический момент при замедлении со слитком
( OD> + GD* + G'D'\
Мы ~ Л з^ — * ~58-7 тм-
Время замедления сгана вхолостую
tt - -^ - 0,50 сек.
Тормозной момент двигателя
Ms — Mbl — Л10 = 53,0 тм,
GD*
с
* - 58,0 тм.
'"Ьл - 375
Время прокатки с постоянной скоростью
я«. + п„
t.
0,7 сек.,
сек
50
об мин
сек
где D — рабочий диаметр валков; момент двигателя
при прокатке с постоянной скоростью
М3 = Мо -| Мпр = 79 тм.
Время вращения двигателя со скоростью п
*» = (п ~ *'ш ~ *»
где/ —время паузы между данным и предыдущим
пропусками; t'f — время замедления стана вхолостую в
предыдущем пропуске. Время паузы без кантовки
можно принимать 2 сек., с кантовкой — 4,5 сек.
Для реверсивных станов применяется си-
стема Леонарда. По определении эквива-
лентного (среднеквадратичного) момента для
пропусков, у которых nm^>nN, необходимо
для тех участков диаграммы M=f(t), где
n^>nN, увеличивать ординаты моментов в
отношении . так, например, для конца
nN »
периода t2 надо взять момент Ма ~ , для
flff
1060
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
периода ts — момент М3
для начала пе-
риода ^ — М4 — .
nN
На фиг. 10 пунктиром с точками нане-
сены соответствующие поправки к моментам,
с учётом которых и надо определять эквива-
лентный момент М9. Для блумингов обычно
выбирают nN = 40 -5- 60 об/мин, для рельсо-
балочных стаков «^ = 60-4-75 об/мин.
На фиг. 11 приведены типичные характе-
ристики реверсивного двигателя, определяю-
щие нагрев двигателя и допустимые условия
его перегрузки. Кривая 1 даёт изменение про-
должительного момента М при возрастании
скорости п. При л> nN момент М умень-
шается. Кривая 2 показывает максимальный
(выключающий) момент, при котором двигатель
0 70 U0 50 607080 90100 Wn<%
Фиг. 11. Характеристики М=/(п)
реверсивного двигателя.
отключается от генератора. Двигатель должен
быть выбран таким, чтобы максимальный мо-
мент в нормальных условиях не имел бы ме-
ста. Кривая 3 представляет наибольший крат-
ковременный перегрузочный расчётный мо-
мент, который двигатель в состоянии давать
постоянно во время прокатки без вреда для
себя. Обычно расчётные моменты принимают
ниже выключающих на 25 — 30% при скоро-
стях до titf и на 15—2О°/о при максимальной
скорости. Необходимо, чтобы ни в одном
пропуске момент не превышал расчётных
кратковременных значений при данной
скорости.
При приводе наиболее мощных реверсив-
ных станов иногда переходят к двухдвига-
тельному приводу валков, когда каждый ва-
лок приводится отдельным двигателем.
Схемы управления
Контакторкое управление. Привод ревер-
сивного стана блуминга 1150 мм (фиг. 12)
осуществляется двигателем Д G000 л. с,
50—120 об/мин), питающимся от двух генера-
торов П и Г2 (по 3000 кет, 375 об/мин, 750 в).
Якоря генераторов соединены параллельно.
Генераторы приводятся асинхронным (иногда
синхронным) двигателем АД E000 л. с, 6000 в)
с маховиком М и жидкостным регулятором
скольжения PC. Питание обмоток возбужде-
ния ОВ генераторов, соединённых последова-
тельно, происходит от возбудителя ВГ. Об-
мотка возбуждения ОВД двигателя питается
от возбудителя ВД. Реверсирование прокат-
Положе-
ние кон-
троллера
i
2
3
4
5
6
и
2l6
394
573
75O
75°
75O
п
12.5
25.°
37.5
5°.°
85.°
120,0
ного двигателя происходит контакторами 1В,
2В и 1Н, 2Н, изменяющими направление тока
возбуждения генераторов. Регулирование ско-
рости в пределах до основной (номинальной)
осуществляется контакторами 1У, 2У и ЗУ
в цепи возбуждения генераторов, выше ос-
новной— посредством контакторов 9У и 10У
в цепи возбуждения двигателя.
Управление станом производится при по-
мощи командоконтроллера с ножным при-
'водом, расположенным на посту управления.
В табл. 2 указаны
напряжения и и Таблица 2
скорости п двига-
теля на различных
положениях кон-
троллера.
Для форсировки
возбуждения на об-
мотки возбужде-
ния генераторов
подаётся повы-
шенное напряже-
ние, что дости-
гается включением
на время разгона контактора 4У. При дости-
жении скоростью двигателя величины, соот-
ветствующей данному положению контрол-
лера, форсировка прекращается и контак-
тор 4У выключается.
Если при работе со скоростью, большей
основной, двигатель будет перегружаться,
потребляя большой ток, то поток двигателя
регулятором мощности автоматически увели-
чивается на время перегрузки, а скорость
снижается. Этим повышается момент двигателя
до величины, требуемой станом, ток же огра-
ничивается определённым максимальным
пределом.
При перегрузке в 270% двигатель отклю-
чается от генераторов размыканием автома-
тических выключателей АВ.
Амплидинное управление. Для реверсив-
ных прокатных станов применяют также ам-
плидинное управление. Преимуществами ам-
плидинного управления перед контакторным
являются: увеличение производительности за
счёт поддерживания на постоянном макси-
мальном уровне ускорений и замедлений ста-
на; сокращение приблизительно на 50% коли-
чества электроаппаратуры; замена мощных
контакторов маленькими реле; упрощение
электросхемы и повышение надёжности экс-
плоатации. Амплидины применяются в каче-
стве машин, питающих обмотки возбуждения
возбудителей генератора и двигателя. Путём
взаимодействия двух обмоток управления ам-
плидина А генератора (фиг. 13) незави-
симой НО, включённой в сеть, и регулировоч-
ной РО, приключённой к напряжению гене-
ратора Г, достигается то, что в начале пуска
двигателя, когда напряжение генератора мало
и сильно отличается от заданного значения,
ампервитки и э. д. с. амплидина временно ста-
новятся весьма большими, значительно пре-
вышающими свои нормальные установившиеся
значения. К обмотке возбуждения ОВВ воз-
будителя ВГ подводится напряжение, значи-
тельно превышающее нормальное. Это заста-
вляет быстро расти э. д. с. возбудителя ВГ,
которая также временно делается больше сво-
его установившегося значения. При этом к
ГЛ. XXI)
ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ
1061
обмотке возбуждения ОВГ генератора Г под-
водится напряжение, в несколько раз превы-
шающее установившееся значение. Поток и
разгоняется в данном пропуске, задаётся
э. д. с. небольшого вспомогательного гене-
ратора ГВ. Эту скорость можно варьировать
Р/ Р2 РЗ Pit P5
}Ш1ШШИ,»>-
ЧНЧ V-\^-\V
2У ЗУ
'В \ 2Н
ЯУ ЮУ
Фиг. 12. Схема контакторного управления реверсивным станом.
напряжение генератора интенсивно растут.
По мере возрастания напряжения генератора
и увеличения скорости прокатного двигателя
напряжение, подаваемое на обмотку возбу-
ждения генератора, уменьшается, т. е. степень
форсировки падает. Скорость, до которой стан
Фиг. 13. Схема амплидинного управления
реверсивным станом.
изменением сопротивлений Rlt R2 и Rs в цепи
обмотки возбуждения ОВ генератора ГВ.
ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ
МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ
Типы электропривода вспомогательных
механизмов прокатных станов
Для вспомогательных механизмов прокат-
ных станов с повторно-кратковременным
режимом работы и с большим числом вклю-
чений в час применяются сериесные или
компаунд ные двигатели постоянного тока
(типа КПД) с напряжением 220 в, обладающие
большими пусковым и перегрузочным момен-
тами и обеспечивающие повышенную ско-
рость механизма при малых нагрузках (холо-
стом ходе); применяются часто также асинхрон-
ные двигатели.
В последнее время в СССР для вспомога-
тельных механизмов, имеющих большое число
включений в час и требующих регулирования
скорости, например, для нажимных винтов,
рабочих рольгангов и манипуляторов блумин-
гоз, а также для крупных ножниц начинают
применять систему Леонарда, часто с ампли-
динным возбудителем генератора.
Для механизмов с длительной работой, не
требующих регулирования скорости, приме-
няются асинхронные, чаще всего коротко-
замкнутые двигатели 380 в напряжения, при
необходимости же в регулировании скорости
применяют шунтовые двигатели постоянного
тока. Двигатели для вспомогательных меха-
низмов выбираются закрытыми. Двигатели
постоянного тока вспомогательных механиз-
мов получают постоянный ток от двигателя
генератора или от ртутных выпрямителей.
Для рольгангов применяют однодвигатель-
ный и многодзигательный приводы. При
однодвигательном приводе, применяющемся
1062
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
для рольгангов, транспортирующих короткие
слитки большого сечения, устанавливают ком-
паундный (при роликовых или шариковых
подшипниках) или сериесный (при скользящих
подшипниках) двигатели постоянного тока. В
последнее время для рабочих рольгангов блу-
минга применяют систему Леонарда. Для
транспортных рольгангов, а также для роль-
гангов на подъёмных, столах применяют
многодвигательный привод.
Для многодвигательного привода, когда
каждый ролик приводится отдельным двига-
телем, применяются асинхронные коротко-
замкнутые двигатели мощностью 0,3—1 кет
(типа АЗР), а иногда и двигатели постоян-
ного тока, управляемые по Леонарду.
Преимуществами одиночного привода
являются: большая надёжность в работе; про-
стота конструкции и монтажа; возможность
быстрой замены повреждённого ролика. Ско-
рость короткозамкнутых двигателей рольганга
можно регулировать изменением частоты
тока, подводимого к двигателю. Для этого
двигатели питаются от синхронного генера-
тора, приводимого шунтовым двигателем,
скорость которого меняется.
Для привода нажимного устройства ревер-
сивных прокатных станов применяются ком-
паундные или сериесные двигатели постоян-
ного тока. Компаундный двигатель обеспечи-
вает большую точность остановки. Командо-
контроллер нажимного устройства имеет три
положения, соответствующие 25, 65 и 100%
скорости. При больших перемещениях валка
контроллер устанавливается на третьем поло-
жении. При подходе валка к месту установки
контроллер переводится на первое положение
и скорость двигателей понижается до 250/„,
чем достигается точная остановка валка. При
небольших перемещениях контроллер устана-
вливается на первом положении. В последнее
время начинает применяться автоматическая
остановка нажимных_ винтов, блуминга после
прохождения ими заранее заданных на про-
граммной панели путей.
Для нажимного устройства блуминга начи-
нают применять систему Леонарда. Для при-
вода манипуляторов и трансферкар'ры блу-
минга применяют сериесный двигатель или
систему Леонарда.
В табл. 3 приведены ориентировочные
данные для привода вспомогательных меха-
низмов блуминга и заготовочных станов.
Привод диска салазковой пилы осуще-
ствляется асинхронным двигателем D0—
250 л. с), работающим с маховиком. Для при-
вода подачи применяют шунтовой двигатель
с регулированием скорости изменением его
тока возбуждения или управляемый по
Леонарду.
Расчёт мощности двигателя и времени
работы механизма
Для механизмов с продолжительным режи-
мом мощность двигателя принимается равной
статической мощности.
Для механизмов с повторно-кратковремен-
ным режимом необходимо выбирать двига-
тель такой мощности, чтобы он удовлетворял
следующим условиям: выдерживал мгновенную
максимальную перегрузку, требуемую меха-
Таблица 3
Блуиинг и заготовочные станы
Вспомогательный
механизм
Опрокидывание
крыш нагреватель-
ных колодцев ....
Установка валков
блуминга
Подводящий роль-
ганг
Рабочие рольганги
Передвижение ли-
неек
Кантовальные аппа-
раты ,_ . . .
Рольганги у ножниц
Упоры к трём нож-
ницам 1, 2и 3 . . . .
Передвижение ро-
ликов
Весы
Рольганги между
ножницами 2 и 3 . .
Рольганги между
ножницами 1 и ста-
ном d-600 мм ....
Рольганги между
станом d—600 мм и
rf-400 мм
Шлепперы перед и
за станом 600 и 400 .
Шпиль для отвозки
вагонеток с окалиной
Тележка для смены
валков
Косые рольганги .
Конечные роль-
ганги
Шлепперы холо-
дильников
Вентиляторы нагре-
вательных колодцев .
Ножницы 2 для
резки блумов 400 X
Х400 мм
Ножницы 1 для
резки блумов 200X
Х200 мм
НожницыЗ для резки
блумов 200X200 мм .
Конвейеры для об-
резков
Разбрасывающий
конвейер
Вентиляторы для
охладительной уста-
новки Ильгнера . . .
Элек-
тродви-
гатели
количество
i
а
I
4
4
2
2
6
3
I
3
I
I
2
4
4
4
i
i
I
2
2
2
мощность j
в л. с. |
15
5°
30
IO0
«5
30
3°
ю
20
IO
Зо
SO
IO
40
50
15
5°
50
200
70
-р
75
12
6о
К Л _
и ч~2
о то
Режим работы: с
тельная продолж
ность включения
15
4о
40
4о
4о
4°
25
25
4°
«5
15
ц
25
25
IO0
1ОО
IOO
IOO
IOO
IOO
IOO
Есть
Нет
до
8эо
50О
3°о
Зоо
Неопре-
делённое
бо
бо
Неопре-
делённое
То же
4°
Один раз
в смену
То же
Неопре-
делённое
То же
Один раз
в смену
низмом при работе; мог достаточно быстро
разогнать и затормозить механизм, обеспечи-
вая этим заданное время работы последнего;
не нагревался выше допустимого предела при
самом тяжёлом режиме.
Предварительно необходимо задаться мощ-
ностью двигателя на основании уже суще-
ствующих аналогичных установок, самый же
расчёт мощности является поверочным.
Методика расчёта одинакова для любых
вспомогательных механизмов. В качестве при-
мера приводится расчёт для нажимного
ГЛ. XXII
ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ
1063
устройства блуминга 930. Статический мо-
мент при подъёме валка 7ИСЛ{=1710 кгм;
шаг я =100 мм; передаточное число между
двигателем и механизмом / = 27; маховой мо-
мент механизма, приведённый к валу двига-
теля, GDjj = 65 кгм2.
Выбираем предварительно два сериесных
двигателя КПД 400/516 60 кет; 7^ = 300а;
650 об/мин; GDa = 18,5 кгм*; ^# = 90 кгм.
Момент сопротивления, приходящийся на
один двигатель,
АЛ
= 48,8 кгм,
где т|т = 0,65— к. п. д. передачи.
Задаёмся пусковым током двигателя
ld = 1,5/дг. По характеристике двигателя
М =/(/), приведённой на фиг. 10 в главе 1,
находим для тока Id = 1,5/N пусковой мо-
мент
Md — aMN = 1,66Мдг
Поэтому
Md = 1,66 MN = 1,66-90 = 149.4 кгм.
Для Id = 1,5/дг находим по характеристике
п = /i (I) число оборотов в минуту пр=
=0,86 Лдг== 559, соответствующее моменту Md
при включённом реостате.
Время разгона с постоянным пусковым мо-
ментом аМдг определяется
= 0,9 сек.
- Мт)
Путь, пройденный валком за время tp, будет
1р = Ц. 1р = 13,06 мм,
где скорость перемещения валка
Для разгона сериесного или компаундного
двигателя по естественной характеристике от
скорости пр до установившейся скорости пс
расчёт ведут графоаналитическим методом,
приведённым в главе I (.Графические и
графо-аналитические методы интегрирования
уравнения движения привода"). Имея кривые
MdBsf(n) и Mm=f1(n), вычитают одну из
другой графически и находят динамический
момент Mj --- ср (л). Задаются последователь-
ными приращениями Дль Дл2. •••>^пп чисел
оборотов в минуту двигателя и находят сред-
ние значения динамических моментов для ка-
ждого участка MJh Mj^,..., Mjn. Конечное число
оборотов пп для последнего участка необхо-
димо принять равным установившемуся числу
оборотов пс = 1,2 nN = 780 об/мин, соответ-
ствующему (фиг. 10, глава I) моменту
Мт = 0,543Мл?> Соответственно этому на-
ходим Апп,
Данные расчёта приведены в табл. 4. При-
нимая тормозной момент М/ = Md = 149,4 кгм,
находят время торможения
——- = 0,53 сек-
Путь при торможении
lt— -~~ = 12,9 мм.
По данным табл. 4 строят на фиг. 14 кри-
вые I =f(t), п = /i (t) и / = /2 @ справа от
оси ординат для разгона до достижения по-
стоянной скорости пс, слева же располагают
те же кривые при торможении. Пунктиром на
фиг. 14 даны кривые при опускании валка.
Определение полного времени работы меха-
низма для того случая, когда механизм до-
стигает установившейся скорости, затруднений
не представляет. Если же путь, пройденный
механизмом, настолько мал, что механизм не
успевает достичь при этом установившейся
скорости, то поступают следующим образом;
пути, пройденные в пазгоне /.
жении l'h будут меньше путей 1р и
Для
определения полного времени работы / меха-
низма в этом случае задаются рядом значений
чисел оборотов л' и проводят на фиг. 14 на
уровне этих значений горизонтали до пересе-
чения с кривыми л = fi(t) в точке М для
разгона и в точке А/ для торможения. Опуская
из полученных точек М и N перпендикуляры
Таблица 4
Подъём
Участок
Период разгона с
постоянным пусковым
1-й участок
2-й участок
3-й участок
4-й участок
Число оборо-
тов в минуту
п
минимальное
о
559
боо
650
7эо
максималь-
ное
559
боа
650
700
78э
Момент двл-
гателя
в кгм
максималь-
ный
149.4
149.4
iii,6
9°
67,5
минимальный
Н9.4
ш,б
9о
67.5
49
Ток
в а
i
S
5
33
450
450
350
ago
240
минимальный
45°
35°
290
240
Время
в сек.
рассматривае-
мого периода
о,755
о,оо8
0,13а
О,22б
1,158
полное tt
с начала раз-
гона
°.755
о,82з
о,953
1,179
2.337
Скорость винта в кон-
це периода в м/сек
З*.6
37.°
4°>з
43.2
48.2
Путь
В At
1 за рассма-
триваемый
период
13,06
2,43
5.°^
9,43
52.9=
полный 2/
с начала раз-
гона
13.06
15,49
2O.5I
29.93
82,85
1064
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
на ось абсцисс, находят на последней время
разгона t и время торможения l't, соответ-
ствующие разгону до скорости п', которой
задались. Одновременно, найдя точки пересе-
Тормо-
ление
вертикали, которые продолжают до пересече-
ния в точках Р и R с кривыми / =f(t) и ^
определяют участки кривых / = f(t) при раз-4
гоне (от t = 0 до t = t') и при торможении
(от t = 0 до t = tt) соответствую-
щие пути /. Совмещая найденные
участки кривых / = f{t) на общей
диаграмме (фиг. 16), получают
искомый график тока для данного
пути / перемещения механизма.
Подобным же образом для ка-
ждого пути механизма определяют
соответствующие участки кри-
вых I = f\t) для разгона и тор-
можения и получают полный гра-
фик тока двигателя механизма
(фиг. 16), по которому находят
эквивалентный ток (см. „Метод
эквивалентного тока", глава I)
/ а
task
Фиг
4,74 StceK
¦tp--2,3U -J
14. Расчётные кривые двигателя при разгоне и торможении.
чения этих перпендикуляров с кривыми
I = f2(t) при разгоне и торможении, находят
путь при разгоне / и путь при торможении 1(>
Затем определяют полный путь / = 1р-\-1^ и
полное время t — tp+ t'm и строят кривые
(фиг. 15) t = 4> (/) и л' = 1|ъ (/).
Г\
20 40 60 АО ЮО '20 СО '60 180 200 220 2U0 260!
Фиг. 15. Кривые /¦=(() (I) и n'=^i (Г)-
Зная путь / механизма, определяют по кри-
вой t = <\> (/) его полное время /.
Одновременно по кривой п' = <|>г (/) опре-
деляют для данного пути / число оборотов п',
до которого двигатель разгоняется при пути /.
Откладывают это число оборотов л'на фиг. 14
и проводят на его уровне горизонтальные
прямые до пересечения в точках М и А/
с кривыми n=fi(t) для разгона и торможе-
ния. Затем проводят из полученных точек
где ?/ - сумма времён работы
механизма за один цикл про-
катки; ?/2Д/ — сумма произве-
дений /2 и соответствующих промежутков
времени Л^для одного перемещения; ? (Е/2-^)-
сумма этих произведений для всех переме-
щений механизма за один цикл прокатки.
Зная действитель-
ную относительную
продолжительность
рабочего периода
ПР = е, определяют
ток 1К, который по-
требуется при ката-
ложном значении
ПР = tK, ближайшем
к е. Тогда ji
Фиг. 16. Кривые /-=/@
• двигателя механизма.
При IK < INk, где INk — номинальный ток
при ек, двигатель по нагреву подходит. Рас-
чёт по перегрузке см. главу I („Метод эквива-
лентного тока").
Выбор передаточного числа редуктора для
вспомогательных механизмов прокатных
станов*
Для вспомогательных механизмов с по-
вторно-кратковременным режимом работы
с большим числом пусков в час передаточное
число редуктора между двигателем и меха-
низмом сильно влияет на время работы меха-
низма при заданном его пути. Передаточное
число необходимо выбирать из условия по-
лучения наименьшего времени работы ме-
ханизма.
Для периодов работы механизмов с неболь-
шими путями перемещения, при которых
установившаяся скорость не достигается,
• По методике А. И. Целикова и Н. П. Куницкого»
ГЛ. XXI]
ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ
1065
можно определить оптимальное передаточное
число по диаграмме, изображённой на фиг. 17.
На диаграмме
Me
Md
где {GD2)a — маховой момент двигателя;
(GDz)m — маховой момент механизма на его
валу; Мд — средний пусковой момент двига-
теля; Ms — статический момент механизма на
его валу; М/ — средний тормозной момент
Фиг. 17. Диаграмма для определения передаточного
числа редуктора.
Электропривод ножниц
Для привода ножниц с маховиком приме-
няются асинхронные двигатели переменного
тока с фазовым ротором, в цепи которого
включено сопротивление для использования
маховика. Управление сцепной муфтой произ-
водится посредством электромагнита с кно-
почным управлением.
Для определения мощности двигателя в
махового момента маховика сначала опре-
деляют ориентировочные значения мощности,
двигателя
975Х
м
и махового момента маховика
где MmmiLX — максимальный статический мо-
мент ножниц при резе; о^у « 0,1 —номинальное
скольжение. Имея кривую Мт = /(а), строят
кривые п — fi (/) и М = /2 (*), по которым
и находят время t2 цикла резания, мощность
двигателя и маховой момент маховика.
Для резания крупных сечений применяют
безмаховиковые ножницы, пускаемые в ход
при каждом резе. На фиг. 18 дана схема
управления, а на фиг. 19 — механические ха-
двигателя. Например, для 6 = 0,01, р = 0,3 и
о = 0,75 находим оптимальное передаточное
число &01 = 11,25.
Для периодов работы механизма со значи-
тельными путями перемещения, когда имеется
также и движение с установившейся скоростью,
оптимальное передаточное число
*» =
375 S/j,
где ly — длина пути перемещения механизма
с наличием установившейся скорости; ?/у —
сумма всех этих путей за один цикл прокатки;
т — количество таких путей перемещений за
один цикл; а — отношение линейной скорости
к угловой скорости вращающегося звена ме-
ханизма; По — скорость двигателя при холостом
ходе; для сериесного двигателя можно ориен-
тировочно принимать скорость щ равной но-
минальной скорости пн.
Если механизм имеет как значительные
пути перемещения с установившейся ско-
ростью, так и небольшие пути только с не-
установившимся движением, то можно реко-
мендовать определить оптимальное передаточ-
ное число как среднее (относительно длшш
путей) число из двух найденных выше &Oi и А03
^02
где ?/«_у — сумма всех тех небольших путей
перемещения, при которых не достигается
установившаяся скорость.
2 У С О* 2/1
Фиг. 18. Электрическая схема управления ножницами.
рактеристики двигателей ножниц 900 т, при-
водимых двумя сериесными двигателями КПД
1250/418 A80 кв, 220 в, 515 об/мин), включён-
ными параллельно. Вследствие незначительной-
Н00 700 600 500 Ш 300 Ж ~Ю0 0 100 200 300 Ш 500 600 700 вОО 900 ЩМ
Фиг. 19. Механические характеристики двигателей
ножниц.
величины переменной части махового момента
привода по сравнению с его постоянной частью
1066
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
;/
Ю
9
8
7
6
5
14
3
2
l
Л
01
9/
' К
1,
и
t
И
Ю
9
81
71
61
5L
а
¦3L
2(
¦ 1
п "
00,
90
90
10
10
10
10
10
10
10
90
п
Фиг
1а и)
\гёаФ
№
700
00
ЮО
W
00
о
-120
ЮС
-80
60
-ис
20
п
Фиг.
- 3,5
М
2200
2000
1800
1600
ШОО
1200
ЮОО
800
600
U00
200
п
L
20.
а"
360
320
280
т
-200
160
¦120
¦80
-W
о
21.
9 сек
X
Г
V
п
i
1ч
/
(
i
ч
ч
—""
—
^^
—
^»—
¦-^,
>-
мт\\
П I
--
¦ П
] ; flu
\
\\\
1 \\
—..
^--
*
1
1
h
и
i
•-
i
j
V
X-
U
\\
л
-—>
\
\
л
/
'\
\
\
f
i ^
\
\
\
1
\
\
\
\
I
1
1 ___
j
V
К
>Г
ki
>
м
-,
л ^
!
1
ч
¦—
1
, "
т
i
|
j
1
-¦'< !
\
t
\
-~г-
1
j
-4-
,—
J
\
!
1
^--
-—•
1
!
1 '
ч
\
V
\
'¦¦
i
1 20 кО 60 80 ЮО 120 Ш0 160 180 200 220 2U0^ 260. ?80 300^ 320
Диаграмма работы ножниц при резе слитков 200x200 мм. Порез блумса 200x200 .«.и, о — j
поворота кривошипа.
А
Т_
_i
1.
Z
X
л
/
-
X
\
*>*
-Н18-4
-2,36
/\
I
|
т
V7
\
\
!н
\
Ж'
1
V
-
Ч
А
¦ i
1
1'3,59-
\
\
;
-1,761
' ^
i
\ ,
¦1
«л
/
/
\
\
\
Диаграмма работы ножниц с приводом
.—резание; / — 1,55 сек. ослабление по;
/ — 2,4 сек. — усиление поля двигате
/
\
-12,
г
1Я
лп;
/
j
а
—
—м
%сек
о Л(
двиг
39
-4.
—
/
—7
у
1—
у
If
/
t
^,
У'
Ч
1*2,Ь—
1
1981--
д
\
\\
\\
\
\
\
н
гонарду: /«= 1,18 сек.— разгот
ателя; ^=2,39 сек. — установи
1 сек. — гашение и самог: rneiu
!
j
4
В.
0,
о,
01
0
\
\
\
1 \
V
\
V
<
\
1
*1 1
4
т
Г1
__
3W
гол
>
'2
18
-Ь
-и
¦2
(
00
00
00
7
f tcek
i по Леонарду;
вшееся движение
е.
и
1
1
а"
ГЛ. XXI]
ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ МЕХАНИЗМОВ ПРОКАТНЫХ СТАНОВ
1067
маховой момент при расчёте можно считать
постоянным.
На фиг. 20 дана диаграмма работы при
резе слитка 200X200 мм. Пуск двигателей
осуществляется включением контакторов 1Л
и 2Л. В точке а (фиг. 19 и 20) характеристики
включается контактор 1У, а в точке б — 2У.
Так как момент М двигателей значительно
превышает момент холостого хода ножниц,
двигатели продолжают разгоняться по есте-
ственной характеристике 2У. На участках
с постоянным статическим моментом холостого
хода расчёт кривых я =/,(?) и М = /2 (?)
ведётся по данным, приведённым в гл. I.
При повороте кривошипа на угол 85° на-
чинается рез. Статический момент Мт и мо-
мент двигателя М растут, а скорость двига-
теля п падает. Затем Мт постепенно падает
до момента холостого хода. Для увеличения
скорости холостого хода с целью повышения
производительности в точке b (фиг. 19 и 20)
характеристики 2У обмотка возбуждения дви-
гателя шунтируется сопротивлением путём
включения контактора ЗУ.
Расчёт при переменном статическом моменте
можно вести либо по участкам, заменяя кри?
вую статического момента ступенчатой лома-
ной, либо по формуле A04) (глава I), по-
лагая GD2 = const. Скорость двигателя воз-
растает до 220—230% номинальной, затем
в точке z действием контактов путевого
выключателя ножниц якори двигателей пере-
ключаются на динамическое торможение вслед-
ствие выключения контактора 1Л и включе-
ния IT» Обмотка же возбуждения остаётся
включённой в сеть через сопротивление
РК-РЗ вследствие включения контактора Н
(фиг. 18).
Угол, соответствующий началу торможения,
надо выбрать таким, чтобы ножницы остано-
вились в исходном положении. При дальнейшем
повороте кривошипа включается контактор 2Г,
а затем ЗТ, и тормозной момент возрастает.
Вблизи исходного положения, когда скорость
упадёт до небольшой величины, происходит
механическое торможение. Для тормозных
периодов расчёт ведётся согласно разделу
«Время пуска и торможения электропривода
и путь, пройденный за это время органами
рабочей машины" в гл. I. Полное время цикла
реза слитка 200 X ?00 мм составляет 6,42 сек.
Имея кривую / = /3 (/) (фиг. 20), можно про-
верить мощность двигателей по нагреву.
В последнее время для привода крупных
ножниц применяют систему Леонарда. На
фиг. 21 дана диаграмма работы ножниц сля-
бинга, приводимых четырьмя шунтовыми дви-
гателями КП4-4 A80 кв„ 550/1140 об/мин, 220 в),
питаемыми от одного генератора. Диаграмма
представляет зависимость тока якоря /, угло-
вой скорости вращения ш двигателей, их
потока Ф, э. д. с. генератора /2 и угла пово-
рота а кривошипа от времени*. В начале цикла
двигатели разгоняются до основной скорости
повышением напряжения генератора с приме-
нением форсировки. При угле 72° в точке А
начинается рез, и ток быстро возрастает до
235^/о номинального, скорость же немного
падает. В точке С для сокращения времени
холостого хода Ф уменьшается и скорость
возрастает до 1140 об/мин. В точке D начи-
нается торможение. Сначала торможение
происходит путём усиления Ф до номинального,
а затем в точке Е путём уменьшения э. д. с.
генератора [31].
Электропривод летучих ножниц
Привод летучих ножниц, режущих полосы
на куски при одновременной прокатке их,
осуществляется шунтовым двигателемпостоян-
ного тока с регулированием скорости в цепи
обмотки возбуждения в пределах 1:3 -=- 1 :4.
При необходимости в более широкой регули-
ровке скорости применяется система Леонарда.
Поддерживание скорости ножей в соответ-
ствии со скоростью полосы в клети стана
достигается: применением регуляторов ско-
рости, изменяющих скорость ножниц соответ-
ственно скорости металла; приводом ножниц
от стана через механическую связь; приводом
ножниц от двигателя, получающего питание от
генератора, который вращается двигателем
клети стана (генератор и двигатель могут быть
выбраны как постоянного тока, так и син-
хронные); синхронизацией скоростей ножниц
•НО
Фиг. 22. Электрическая схема синхронизации летучих
ножниц.
и клети стана. Недостатком регуляторов
является их запаздывание в действии. Нару-
шение синхронизма между ножницами и поло-
сой вызывает изменение длины отрезаемых
кусков.
На фиг. 22 дана схема синхронизации
ножниц со скоростью металла. Тахогене-
ратор Т1 связан с двигателем ДК последней
клети стана, тахогенератор Т2 — с двигателем
ножниц. Тахогенераторы включены так, что
их э. д. с. действуют навстречу друг другу.
Реостат R служит для установки длины разре-
заемых кусков. Разность э. д. с. тахогенера-
тора 77 и напряжения на реостате (пропорцио-
нального s. д. с. тахогенератора Т2) подаётся
на управляющую обмотку УО амплидина А,
который питает обмотку возбуждения генера-
тора Г. Последний питает двигатель Д ножниц.
Независимая обмотка управления НО ампли-
дина создаёт ампервитки А ^.противополож-
ные ампервиткам AWy управляющей обмотки
и направленные в сторону возрастания э. д. с.
амплидина.
При уменьшении скорости ножниц э. д. с.
тахогенератора 12 уменьшается, уменьшаются
и A V?y, полные же ампервитки'амплидина и
его э. д. с. возрастают. Возрастёт и напряже-
ние генератора, а с ним и скорость двигателя
ножниц.
Летучие ножницы для обрезки переднего
конца полосы пускаются перед проходом её и
останавливаются точно в исходном положении
после пореза. Ножницы разгоняются из исход-
ного положения а (фиг. 23) и, пройдя угол
около 270°, достигают полной скорости, при
1068
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД.IV
которой производится резание; затем ножницы
замедляются (в точке Ь) и, пройдя при замед-
лении угол 270°. тормозятся (в точке с) про-
тивовключением и реверсируются. Пройдя за-
тем в обратном направлении путь около 180°,
ножницы останавливаются точно в исходном
Остановка
Фиг. 23. Процесс работы летучих
ножниц для обрезания конца по-
лосы.
положении. При указанной схеме работы пути
ножей оказываются достаточными для разгона
ножниц до полной скорости, приблизительно
равной скорости металла, а также для тормо-
жения.
ЭЛЕКТРОПРИВОД СТАНОВ ХОЛОДНОЙ
ПРОКАТКИ
Для привода станов холодной прокатки
применяют двигатели постоянного тока и асин-
хронные двигатели. Для станов небольшой
производительности с узким сортаментом про-
катываемых полос, не требующих точной
установки натяжения полосы, могут быть при-
менены асинхронные двигатели. Для станов
большой производительности применяют шун-
товые двигатели постоянного тока, достоин-
ствами которых являются: возможность про-
катки широкого сортамента; поддерживание
определённого натяжения полосы электри-
ческим путём; возможность получения неболь-
шой скорости полосы при заправке и т. д.
Шунтовой двигатель с регулированием ско-
рости путём изменения потока возбуждения
соответствует условиям работы станов холод-
ной прокатки, у которых более узкие полосы,
требующие небольшого момента, обычно про-
катываются с большой скоростью
Электропривод непрерывных станов
холодной прокатки
В непрерывных станах холодной прокатки
каждая из клетей, а также и моталка, при-
водится во вращение отдельным двигателем.
Питание двигателей клетей Д1, Д2 и ДЗ
и моталки ДМ происходит от одного или двух
генераторов Леонарда /У и Г2 (фиг. 24).
Пуск двигателей всех клетей и моталки
происходит одновременно путём постепенного
повышения напряжения генераторов. Напря-
жение поддерживается постоянным регулято-
ром напряжения. Регулирование скорости
клетей происходит как по Леонарду, так и
изменением потока двигателей; последнее
осуществляется шунтовыми реостатами гру-
бого и тонкого регулирования.
Шунтовые реостаты двигателей перед за-
пуском стана вместе с полосой обычно уста-
навливают на заданные числа оборотов, т. е.
пуск повышением напряжения генераторов
производится при ослабленном потоке двига-
телей. Благодаря этому двигатели сразу раз-
гоняются до рабочих скоростей, выбранных
из условия правильного распределения натя-
жений между клетями. Разгон моталки при
пуске может начаться позже, чем клети. Для
уменьшения колебаний натяжения и во избе-
жание отставания в разгоне моталки от клетей
можно в цепь якоря двигателя моталки вклю-
чить вспомогательный генератор ВБ—якорный
бустер.
На случай образования петель между кле-
тями предусматривается кнопочное управле-
ние, позволяющее ускорить вращение двига-
теля последующей клети.
Для возможности поворачивания на неболь-
шое число оборотов как весь стан, так и
отдельные его клети нажимом кнопки могут
быть на короткое время пущены с небольшой
скоростью („толчок").
Натяжение между клетями стана поддер-
живается постоянным при помощи регулято-
Фиг. 24. Электрическая схема непрерывного стана хо-
лодной прокатки.
ров натяжения (регуляторов тока прокатного
двигателя) или, что лучше, при помощи
тензометров.
На фиг. 25 представлена схема регулиро-
вания натяжения тензометром. На ролик Р,
помещённый между клетями, оказывает да-
вление полоса. Подшипник ролика установлен
на консольных пружинящих плитах П. Под
действием натяжения полосы ролик откло-
няется вниз и плита отклоняет якорь ^транс-
форматора Т. Первичная катушка К1 включена
в сеть; две одинаковые вторичные катушки К2
включены так, что их э. д. с. действуют на-
встречу друг другу. При ненатянутой полосе
якорь занимает горизонтальное положение;
э. д. с. во вторичных катушках равны и на
диагонали мостика нет никакой разности по-
тенциалов.
При отклонении якоря под действием
натяжения полосы э.д. с. становятся неодина-
ковыми и на зажимах диагонали мостика
появляется разность потенциалов Выпрямлен-
ГЛ. XXI]
ЭЛЕКТРОПРИВОД СТАНОВ ХОЛОДНОЙ ПРОКАТКИ
1069
ный ток проходит через катушки КР1 и КР2
угольного регулятора. Регулятор изменяет
ток возбуждения маленького генератора БГ,
якорь которого включён в цепь обмотки воз-
буждения двигателя клети, подающей полосу.
При чрезмерном натяжении полосы генератор
Фиг. 25. Схема регулирования натяжения при помощи
тензометра.
уменьшает ток возбуждения этого двигателя,
скорость его несколько возрастает и натяже-
ние полосы уменьшается. Таким образом,
натяжение полосы автоматически поддержи-
вается постоянным.
Электропривод реверсивных станов
холодной прокатки
В современных реверсивных станах холод-
ной прокатки клеть и моталки приводятся
самостоятельными двигателями постоянного
тока, питающимися
либо от одного (что
чаще), либо от от-
дельных генерато-
ров. На фиг. 26
дана схема элек-
тропривода ревер-
сивного стана хо-
Фиг. 26. Электрическая схема
реверсивного стана холодной
. прокатки.
лодной прокатки.
Двигатель К клети
и двигатели МП и МЛ правой и левой мо-
талок питаются от генераторов Г и упра-
вляются по Леонарду. Двигатель наматыва-
ющей моталки работает в двигательном режиме.,
создавая момент, вращающий моталку; двига-
тель разматывающей моталки работает гене-
ратором, создавая тормозной момент, необ-
ходимый для натяжения полосы. Э.д. с.
двигателя разматывающей моталки, пропор-
циональная её скорости вращения, значительно
меньше э. д. с. двигателя наматы-
вающей моталки, а также напря-
жения генератора, так как ско-
рость вращения разматывающей
моталки меньше наматывающей,
что вызвано наличием обжатия.
Для возможности присоединения к генератору
разматывающего двигателя последовательно
с ним включается вольто добавочный бустер-
генератор БГ, повышающий его напряжение.
Так как моталки попеременно работают в ка-
честве наматывающей и разматывающей, то
бустер-генератор должен приключаться попе-
ременно то к одному, то к другому двига-
телю.
При прокатке слева направо включаются
контакторы' Л2, П2 и П1, двигатель МП на-
матывающей моталки приключается к генера-
тору Г непосредственно, а двигатель МЛ — по-
следовательно с бустер-генератором. При про-
катке справа налево включаются контакторы
Л2, Л1 и П2 и бустер-генератор включается
последовательно с двигателем МП. Для за-
правки ленты в валки и в моталку, а также
для установки натяжения перед пуском
прокатный двигатель и двигатели моталок
могут включаться каждый в отдельности
толчком.
Поддерживание натяжения металла между
клетью и моталками постоянным при намотке
и размотке осуществляется регуляторами тока,
которые поддерживают ток двигателей моталок,
пропорциональный натяжению, на постоянном
уровне. Регуляторы действуют на возбуждение
двигателей моталок. У двигателя наматыва-
ющей моталки по мере намотки полосы поток
двигателя увеличивается, а скорость моталки
падает. Регулятор же разматывающей моталки
по мере размотки полосы уменьшает поток
разматывающего двигателя и этим увеличивает
скорость моталки. Регуляторы тока при-
меняются как угольные, так и амшшдин-
ные.
Амплидинный регулятор применяется для
регулирования натяжения металла как между
моталкой и клетью стана, так и между кле-
тями непрерывного стана. На фиг. 27 дана
Фиг. 27. Амплидинное регулирование натяжения металла в реверсивном,стане: 1 — двигатели моталок; 2 — дви-
гатель стана; 3 — генераторы моталки; 4 — генератор стана; 5 — обмотка возбуждения двигателя моталки.
1070
ЭЛЕКТРОПРИВОД ПРОКАТНЫХ МЕХАНИЗМОВ
[РАЗД. IV
схема амплидинного регулирования натяжения
металла в реверсивном стане. АмплидинЛ имеет
три обмотки: независимую НО, токовую ТО,
приключённую к сопротивлениям цепи якоря
двигателя, и форсированную ФО. Ампервитки
амплидина Л Wa = A WH — A Wm, причём
AWH^>AWm, где AWH— ампервитки независи-
мой обмотки, a AWm-ампервитки токовой об-
мотки. Для наматывающей моталки э. д. с. амп-
лидина действует против напряжения сети, при-
ложенного к обмотке возбуждения двигателя.
При возрастании диамегра рулона на на-
матывающей моталке растёт натяжение металла,
а вместе с ним растут ток двигателя моталки
и ампервитки A Wm, а ампервитки A Wa и э. д. с.
амплидина падают. Поэтому поток наматыва-
ющего двигателя увеличивается, а его скорость
уменьшается. При этом натяжение уменьшается
почти до прежней величины. Для разматыва-
ющей моталки э. д. с. её амплидина действует
согласно с напряжением сети, приложенным
к обмотке возбуждения двигателя. При умень-
шении диаметра рулона на разматывающей
моталке растёт натяжение полосы и ток дви-
гателя этой моталки, а вместе с ним ампер-
витки AWm. Э. д. с. амплидина уменьшается,
вследствие чего уменьшается поток разматы-
вающего двигателя, а скорость его возрастает.
Натяжение поэтому уменьшается до прежнего
значения.
Натяжение полосы пропорционально току
двигателя моталки только при установившемся
вращении. При ускорении же и замедлении
ток двигателя состоит из двух составляющих:
статической составляющей, пропорциональной
натяжению; динамической, затрачиваемой на
изменение скорости привода моталки. Для того
чтобы ток был пропорционален натяжению
при ускорении и замедлении, динамическая
составляющая тока должна быть скомпенсиро-
вана. Это достигается форсировочной об-
моткой ФО амплидина, питающейся от транс-
форматора Т, первичная обмотка которого
приключена к тахогенератору ТГ. Последний
вращается от моталки. Подобным же образом
работает и угольный регулятор.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Аронов Р. Л., Электрооборудование промышлен-
ных, приводов, 1936,
2 Булгаков А. А., Методы исследования энерге-
тического процесса прокатки, .Вестник электропро-
мышленности* № 4, 5 и 6, 1935.
3. Богданов Е. И., Анализ процессов регулирова-
ния реверсивных станов холодной прокатки, .Вестник
электропромышленности* № 9, 1939.
4. Вешеневский С. Н., Электрический привод
безмаховиковых нереверсивных ножниц блюминга>
„Вестник электропромышленности" № 10 и 11, 1936.
5. Голован А. Т., Дополнительные главы по тео-
рии электропривода, 1937.
6. Г е й л е р Л- Б., Новая формула для расчёта элек-
тропривода с маховыми массами, „Электричество"
М 22, 1937.
7. Гориинов Ф. А., Индивидуальны.! электропри-
вод валков прокатных станов, „Электричество"
Л» 15- 16, 1936.
S. Ге йл ер С. В., Выбэр двигателей для нажимного
устройства блуминга диаметром 1150, „Вестник элек-
тропромышленности* № 10, 1933.
9. Г е й л е р С. В., Электрический привод подъёмно-
качающихся столов, „Вестник электропромышленно-
сти" № 1, 1938.
10. 3 а р о щ и не к и й М. Л., Определение произво-
дительности блуминга, „Сталь" № 3, 1939.
11. К у н и ц к и й Н. П., Электрооборудование прокат-
ных и термических цехов, 1938.
12 Куницкий Н. П., Амплидинное управление ме-
таллургическими агрегатами, „Сталь" № 1, 1944.
13. К а я л о в Т. М., К расчёту асинхронных двигателей
на механическую перегрузку, „Вестник электропро-
мышленности" № 1, 1937.
14. К о р ш и Б о б р о в, Система управления ревер-
сивными станами холодной прокатки, „Вестник элек-
тропромышленности" № 12, 1939.
15. Мелям е Ж. С. и Рабинович М. С, Глав-
ный электропривод и схема управления трубопрокат-
ного стана Штоссбанк, „Вестник электропромышлен-
ности" № 1, 1938.
16. Маркин П., Измерение быстро нарастающих да-
влений, „Вестник электропромышленности" № 10, 1S36.
17. М и х а й л о в В. А., Фотореле ВЭИ и автоматиза-
ция производственных процессов, „Электричество"
№ 19, 1935.
18. М о р о з о в Д. П., Теория электропривода ревер-
сивных станов, МЭИ, М. 1937.
19. М о р о з о в Д. П., К теории электромеханических
процессов в электроприводе станов холодной прокатки,
„Вестник электропромышленности" № 3, 1944.
20. М о р о з о в Д. П., К вопросу о натяжении в ста-
нах холодной прокатки, „Вестник электропромышлен-
ности" № 7-8, 1942.
'21. Н и к и ф о р о в А. Т., О применении двигателей
трёхфазного тока вспомогательных устройств станов,
^Вестник электропромышленности" № 7, 1934.
22. П о п о в В. К., Основы электропривода, Энерго-
издат, 1945.
23. П о п о в В. К. и Васильев, Основы автоматики
электропривода, Энергоиздат, 1938.
24. П о п о в В. К., Теория работы и методы построе-
ния нагрузочных диаграмм нереверсивных прокатных
электродвигателей с махозиком, „Электричество"
№ 1-2, 192Э.
25. П о п о в В. К., Синхронизация скорости двигателей
постоянного тока, .Вестник электропромышленности*
№ 2, 1933.
26. П о п о в В. К., Современные системы автоматизи.
рованного электропривода реверсивных прокатных
станов, „Сталь" № 6, 1946.
27. П о п о в В. К., Анализ работы электропривода ста-
нов тандем холодной прокатки, Труды ЛПИ, 1946.
28. Савинков Т. С, Графический метод построе-
ния диаграмм нагрузки привода с маховой массой.
„Вестник электропромышленности" № 10, 1934.
29. Садовский И. М., Неустановившиеся режимы
асинхронных двигателей при переменной частоте,
„Вестник электропромышленности" № 3, 1937.
30. Товстопалов А. И., Одиночный привод роли-
ков рольгангов, „Вестник электропромышленности"
М 11, 1935.
31. Тищенко П. А., Корж Н. П. и Ф р и-
м е с А. П., Электрический привод ножниц слябинга
Запорожстали, „Вестник электропромышленности"
№ 11, 1937.
32. Т и щ е н к о Н. А., Рациональный электропривод
автоматического блуминга, „Вестник электропромыш-
ленности" № 9, 1940.
33. Уманский Л., О выборе электрического привода
прокатных станов по нагреву, „Вестник электропро-
мышленности" № 4, 1933.
ГЛ. XXI]
ЛИТЕРАТУРА И ИСТОЧНИКИ
1071
34. Ф р а н к ф у р т Я- Л., Методы рационализации
и нормирования потребления электроэнергии при
прокатке чёрных металлов, .Электричество" № 5,
1933.
35. Файнберг Ю. М., Электрооборудование главного
привода стана слябинг Запорожстали, «Вестник электро-
промышленности" № 11, 1936.
36. Ф а й н б е р г Ю. М., Электрооборудование станов
холодной прокатки, „Вестник электропромышленности*
№ 11, 1938.
37. Файнберг Ю. М-, Автоматизация регулирования
натяжения для прокатных станов, .Вестник электро-
промышленности" № 2, 1940.
33. Ф а й н б е р г Ю. М„ Новое в электрификации на-
жимных устройств. „Вестник электропромышленности"
№ 7, 1939.
39. Фокс Г., Электрический привод блумингов и сля-
бингов, 1034.
40. Хализев Г. П-, Автоматизация привода горячих
салазковых пил, .Вестник электропромышленности"
№ 1, 1937.
41. Целиков А. И., Расчёт и конструирование про-
катных машин-орудий, ОНТИ, М. - Л. 1938.
42. Ч е к м а р е в А. П. и Трахтман Л. Д., Методы
приближённого и упрощённого определения расхода
энергии на прокатных станах. Домез № 4—5, 1935.
43. Ч е л ю с к и н А. Б., Управление реверсивными
прокатными станами с применением амплидинов, .Аме-
риканская техника и промышленность" № 2, 1944.
44. Ш у б е н к о П. А., Работа асинхронных двигателей
с маховыми массами, .Электричество" № 15—16, 1936.
45. Э п ш т е й н Б. М., Агрегат Кремера в качестве
электропривода к прокатным станам, „Вестник электро-
промышленности" Ms 10, 1936.
46. U m а п s к у L. A. and L 1 n v i 11 е 1. М., Speed
Iransients of D. G. Rolling Mill Motor Electrical Engi-
neering. № 4, 1935.
47. Snyder W. B. and H lib ebrand L. E., Indi-
vidual motor drives. Iron and Steel Engineer.
48. Snyder W. В., Ward Leonard Control for blooming
and slabbing mill auxiliaries. Iron and Steel Engineer,
№ 5, 1937,
Замеченные опечатки
Стр.
13
j 16
23
23
24
25
30
35
44
63
65
96
99
101
103
204
209
224
225
248
277
314
320
331
421
426
426
456
466
616
625
824
877
913
974
Строка
13-я сверху, левая колонка
Табл. 7, 2-я графа, 1-я сверху
Табл. 7, 6-я графа, 1-я сверху
Табл. 8, 13-16-я графы, 1—3-я
25-я снизу, левая колонка
35-я сверху, правая колонка
1-я снизу, левая колонка
Формула A06)
Фиг. 88, 1-я снизу
38-я сверху, левая колонка
24-я сверху, правая колонка
Табл. 13, 1-я графа, 2-я снизу
Табл. 15
Табл. 17, 1-я графа, 2-я снизу
Табл. 1, 2-я графа, 3-я
сверху
Табл. 2, 4-я графа в головке
36-я сверху, правая колонка
Подпись под фиг. 28
17-я снизу, левая колонка
Формула A9)
23-я и 30-я снизу, левая колонка
11-я сверху, правая колонка
Подпись под фиг. 36
6-я сверху, правая колонка
Табл. 2, 1-я графа, 3-я сверху
Табл. 2, 1-я графа, 6-я сверху
12-я сверху, правая колонка
Табл. 26, 2-я графа, 2-я снизу
2-я снизу, левая колонка
10-я сверху, левая колонка
Табл. 1, 2-я графа в головке
16-я снизу
Фиг. 53
12-я снизу, левая колонка
Напечатано
U = const
Md SN R2 + Rd
ТАК, AM
А
1
X X
X
X
X
X
м
I !
AjTQ = CO- St
' Anax
" in '
A, =
i
о
о
1
кнопки С
сжигаются
S000
Мощность в л. с.
2,4
Невозможна
швов и в лодочку
+ 90°
0.5 — 1,2 мм
220 и 380
Кр \
t, ¦ 100
tl + t3
ккал/кг
PiFL > F 9 принимают Q = F з
d (см)
Момент jW
н
фиг. 19)
(фиг. 20 — 21)
(фиг. 7, 11, 34,
25
для
табл. 48
протягиваемой
Рх— &о-1п
г2 + 1
Tk
синхронизации (см. табл. 1).
<¦
P\Fi>
р -
Должно быть
",—
Т А К 3, AM
ТАКЗ, AM
1 ! 1 1
0
X
X
0
X
X
X X
по+ п
«0
klt г, = const
^max
А,= -
1
> О
1
кнопки П
сжимаются
6000
Мощность в кет
0,4
Возможна
швов в лодочку
± 90°
0,5-1,2 м
220 или 380
= N«P 1
/ '.
ккалЩг • град
F 1 .принимают92=:/7 з^
d (мм)
Момент М>мн
фиг. 20)
(фиг. 19, 21)
(фиг. 7, 11, 33,
20
и для
табл. 50
протянутой
¦ »[«.-
П 2» + 1 1 +
Qh
синхронизации.
По
чьей
вине
Ред.
Авт.
Авт.
Ред.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Корр.
Авт.
Авт.
Авт.
Корр.
Авт.
Тип.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Корр.
Авт.
Авт.
Авт.
Авт.
Авт.
Авт.
Энциклопедический справочник „Машиностроение", том. 8. Зак. 3476.