





























































































































































































































































































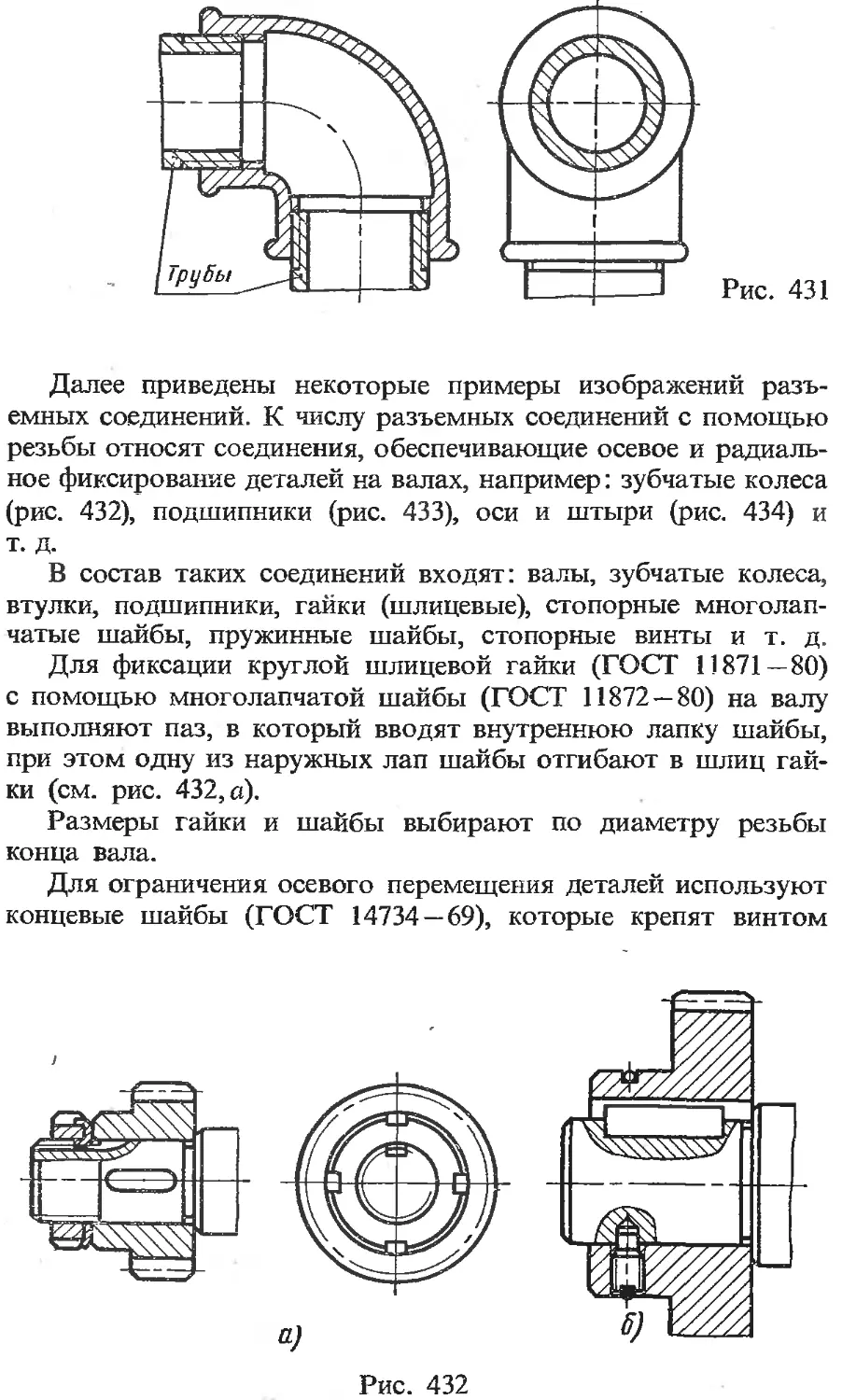
























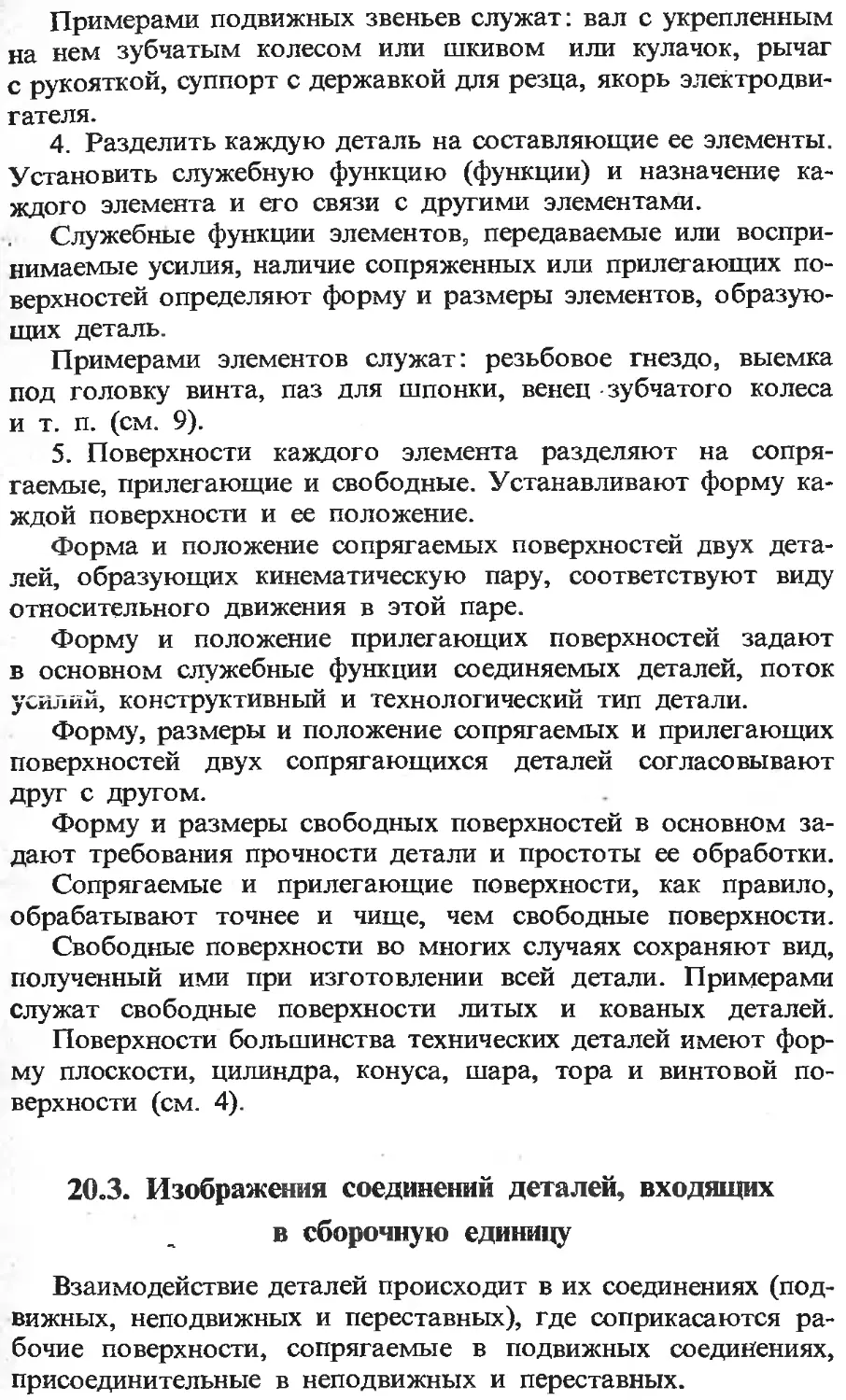















































Текст
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ ................................................ 3
Глава I. Конструкторская документация....................... 5
1. Единая система конструкторской документации . . 5
1.1. Стандарты Единой системы конструкторской
документации....................................... 5
1.2. Виды изделий и конструкторских документов . . 6
Глава И. Оформление чертежей............................... 8
2. Стандарты оформления чертежей................... 8
2.1. Форматы по ГОСТ 2.301-68 (СТ СЭВ 1181-78) 8
2.2. Масштабы по ГОСТ 2.302 - 68 (СТ СЭВ 1180-78) 9
2.3. Линии по ГОСТ 2.303-68 (СТ СЭВ 1178-78) 10
2.4. Шрифты по ГОСТ 2.304-81 (СТ СЭВ 851-78
...СТ СЭВ 855-78)................................. 12
2.5. Основная надпись............................. 18
3. Нанесение размеров............................... 20
Глава III. Элементы геометрии деталей...................... 30
4. Геометрические основы форм деталей............... 30
4.1. Метод получения изображений на чертежах . . 31
4.2. Изображение основных поверхностей и прос-
тейших геометрических тел......................... 33
4.3. Необходимое количество изображений простей-
ших геометрических тел и деталей.................. 34
4.4. Простейшие геометрические тела, нанесение раз-
меров, развертки.................................. 36
4.5. Положение основных поверхностей.............. 40
4.6. Построение проекций точек и линий, располо-
женных на основных поверхностях и простей-
ших геометрических телах.......................... 42
5. Пересечение поверхностей геометрических тел ... 45
5.1. Общие положения и методика построения ли-
ний пересечения............................. 45
5.2. Сечение геометрических тел плоскостью ... 46
5.3. Пересечение многогранников............. 50
5.4. Пересечение многогранника с поверхностью
вращения.................................... 52
5.5. Пересечение поверхностей вращения ..... 54
5.6. Геометрические тела и детали с отверстиями . . 57
5.7. Линии пересечения на деталях................ 59
5.8. Упрощенное изображение линий пересечения по-
верхностей ...................................... 60
5.9. Наклонные сечения деталей................... 61
Глава IV. Изображения, надписи, обозначения.............
6. Основные правила выполнения изображений ... 64
6.1. Виды........................................ 65
6.2. Разрезы..................................... 69
6.3. Сечения..................................... 76
6.4. Обозначение изображений и элементов изделий 79
6.5. Условности и упрощения...................... 79
6.6. Выносные элементы........................... 82
6.7. Компоновка чертежа.......................... 83
7. Аксонометрические проекции и технические рисунки 87
7.1. Аксонометрические проекции.................. 87
7.2. Технические рисунки. Оттенение поверхностей . 97
8. Надписи и обозначения на чертежах.............. 108
8.1. Надписи на чертежах.........................109
8.2. Нанесение предельных отклонений размеров . . 113
8.3. Указание предельных допусков формы и распо-
ложения поверхностей..............................U7
8.4. Обозначение шероховатости поверхностей ... 120
8.5. Обозначение материалов......................125
8.6. Обозначение состояния материалов........... 131
8.7. Обозначение покрытий поверхностей деталей . 132
Глава V. Изображении и обозначения элементен деталей . . 134
9. Общие свойства элементов деталей и их изображе-
ний ............................................... 134
9.1. Основные простые элементы.................. 140
9.2. Элементы деталей типа тел вращения .... 146
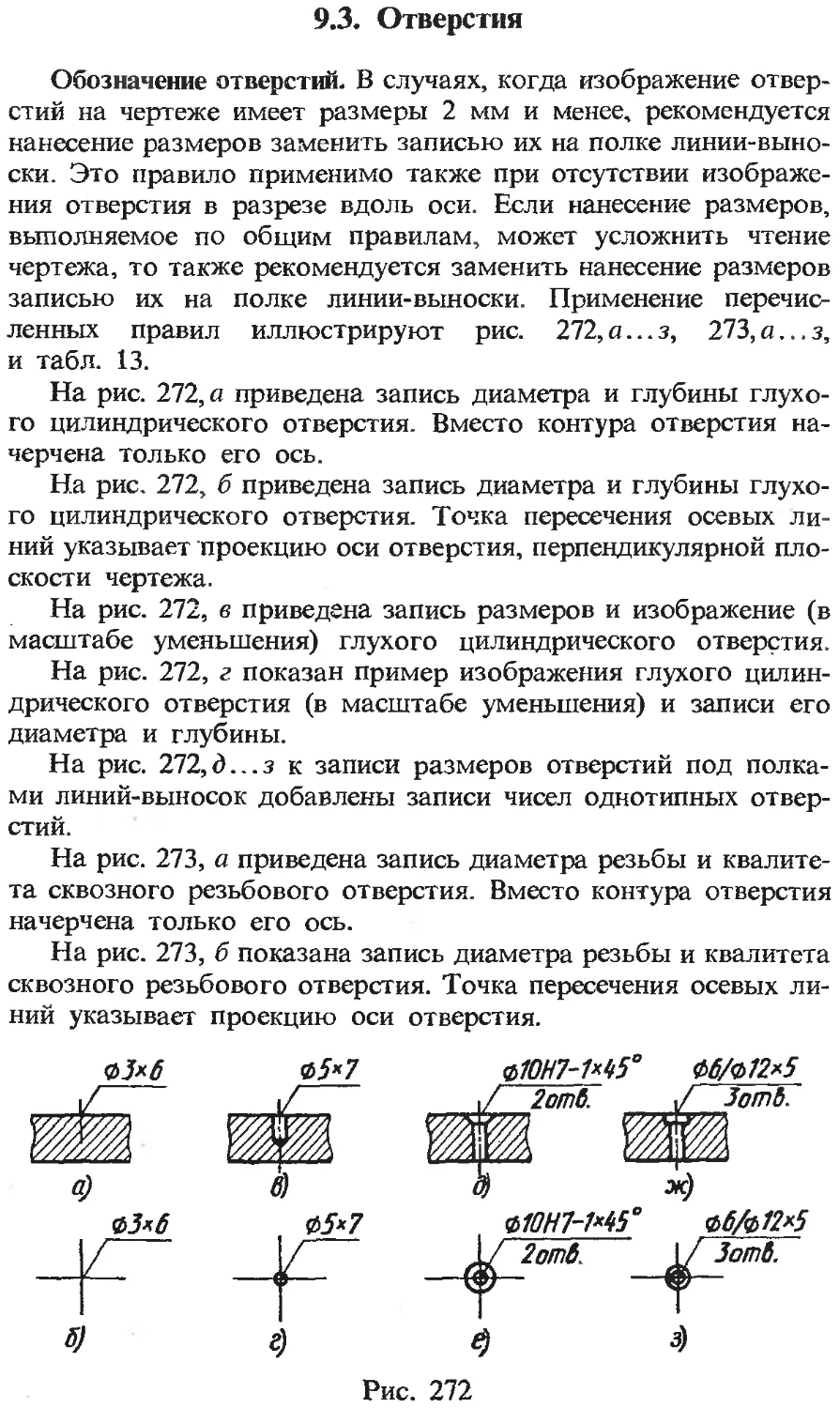
9.3. Отверстия.................................. 156
9.4. Пазы....................................... 169
9.5. Элементы крепежных деталей................. 173
9.6. Смазочные канавки.......................... 179
9.7. Надписи и шкалы............................ 180
9.8. Элементы литых деталей..................... 181
Глава VI. Изображение и обозначение резьбы............. 183
10. Резьба..........................................183
10.1. Основные параметры резьбы..................185
10.2. Цилиндрические резьбы......................188
10.3. Конические резьбы..........................190
10.4. Изображение резьбы на чертежах.............190
10.5. Обозначение резьбы.........................193
10.6. Технологические элементы резьбы............197
Глава VII. Изображение деталей.........................
И. Изображения и обозначения стандартных деталей .
11.1 . Болты..................................
11.2 . Винты..................................
11.3 . Шпильки...............................
11.4 . Гайки..................................
11.5 . Шайбы..................................
11.6 . Штифты.................................
11.7 . Шплинты................................
11.8 . Шпонки ................................
11.9 . Заклепки...............................
11.10 . Соединительные детали трубопроводов . . .
12. Размеры. Виды размеров.......................
13. Рабочие чертежи деталей......................
13.1. Требования, предъявляемые к рабочему чертежу
13.2. Последовательность выполнения и чтения ра-
бочих чертежей...............................
13.3. Группы деталей..........................
13.4. Выполнение групповых чертежей...........
14. Чертежи деталей со стандартными изображениями .
14.1. Пружины.................................
14.2. Детали, сходные со стандартными деталями . .
14.3. Детали с элементами зубчатых зацеплений . .
14.4. Шкивы...................................
14.5. Трубопроводы............................
14.6. Детали с поверхностями двойной кривизны . .
14.7. Детали из сортового материала...........
15. Чертежи оригинальных деталей.................
15.1. Литые детали.....................
15.2. Детали, имеющие форму тел вращения . . .
15.3. Детали, ограниченные преимущественно плос-
костями .....................................
15.4. Детали, изготовленные штамповкой........
16. Эскизирование деталей........................
Глава VIII. Изображения соединений деталей.............
17. Изображения разъемных соединений.............
17.1. Резьбовые соединения....................
17.2. Соединения шурупами.....................
17.3. Соединения штифтами.....................
17.4. Соединения шплинтами....................
17.5. Соединения шпонками.....................
17.6. Зубчатые (шлицевые) прямобочные соединения
18. Изображения неразъемных соединений...........
18.1. Швы неразъемных соединений..............
18.2. Металлические конструкции...............
19. Изображения подвижных соединений и передач . . .
19.1. Подшипники качения......................
19.2. Зубчатые передачи.......................
19.3. Червячные передачи......................
19.4. Цепные передачи............................318
20. Изображение сборочных единиц................319
20.1. Составляющие структуры сборочной единицы 319
20.2. Ознакомление со сборочной единицей . . . 320
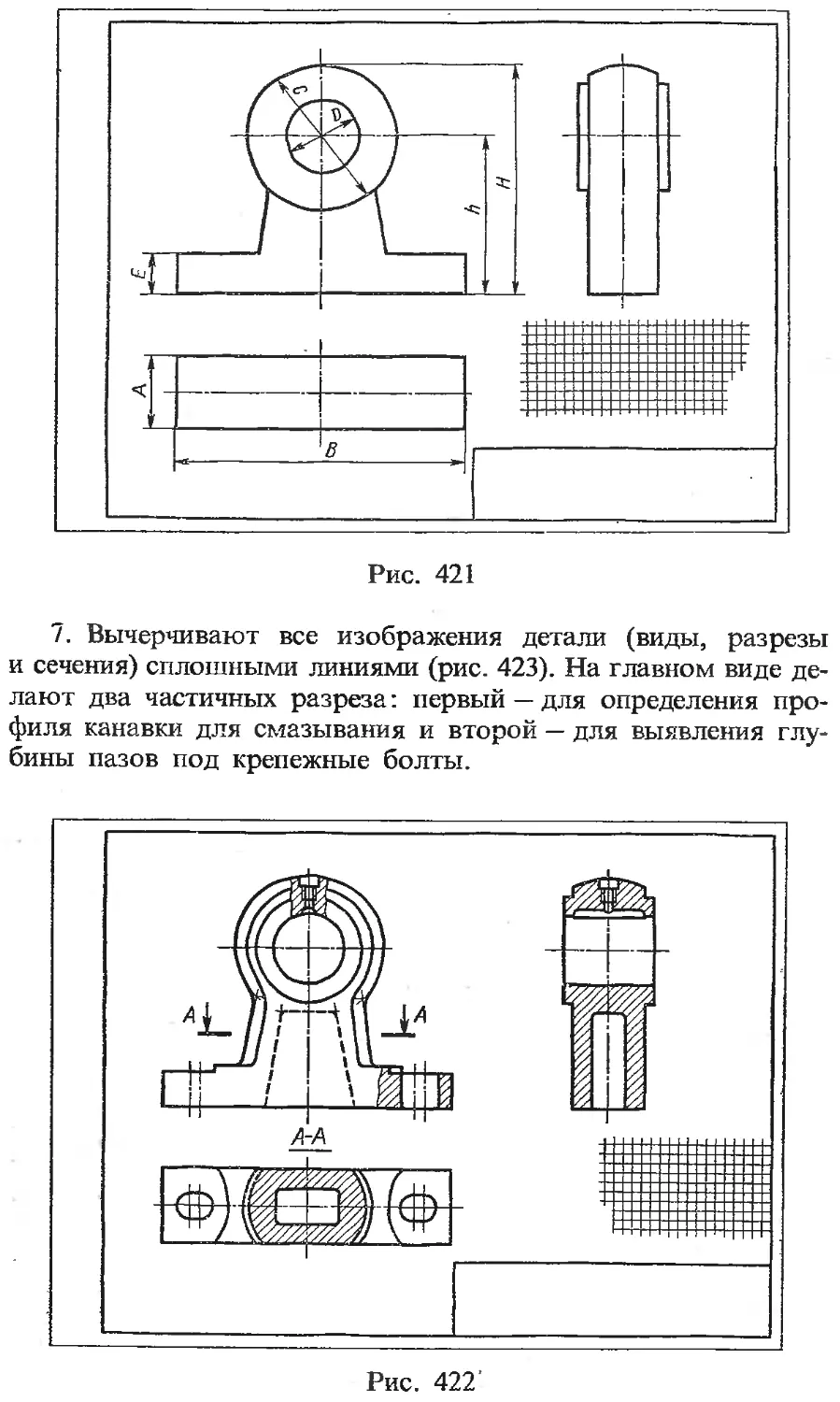
20.3. Изображения соединений деталей, входящих
в сборочную единицу..............................321
20.4. Выбор баз для нанесения размеров деталей . 323
20.5. Согласование баз и размеров деталей, входя-
щих в сборочную единицу..........................324
20.6. Деление деталей по группам.................325
20.7. Чертежи сборочных единиц...................325
20.8. Спецификация...............................326
20.9. Нанесение номеров позиций деталей .... 329
20.10. Упрощения в изображениях сборочных единиц 330
20.11. Последовательность выполнения и чтения чер-
тежей сборочных единиц ........ 333
20.12. Пример выполнения учебного общего вида . 335
20.13. Пример чтения учебного общего вида .... 344
СОКРАЩЕННЫЙ ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСКД ... 352
СПИСОК ЛИТЕРАТУРЫ........................................357
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ...........................358
Глава I
КОНСТРУКТОРСКАЯ ДОКУМЕНТАЦИЯ
1. ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
1.1. Стандарты Единой системы конструкторской докумен-
тации
Стандарты, входящие в Единую систему конструкторской
документации (ЕСКД), устанавливают правила и положения
о разработке, оформлении и обращении конструкторской доку-
ментации во всех организациях СССР.
Система стандартов ЕСКД и ЕСКД (СТ СЭВ) унифицирует
разработку всех видов конструкторской документации, ее учет,
хранение, дублирование и внесение изменений, регламентирует
все стадии разработки конструкторской документации в про-
изводственных условиях.
Стандартами ЕСКД установлено деление всех изделий по
видам для всей промышленности СССР. Определены общие
для всех виды конструкторской документации и необходимая
одинаковая их комплектность.
Стандарты ЕСКД отнесены ко 2-му классу и распределены
по группам (см. табл. 1).
Т абл ица 1
Классификационные группы стандартов ЕСКД
Шифр группы Содержание стандартов в группе , 1 № стандарта
0 Общие положения • ГОСТ 2.001—70... ГОСТ 2.034-83
1 Основные положения ГОСТ 2.101—68... ГОСТ 2.123-83
2 Классификация и обозначение изделий в конструкторских документах ГОСТ 2.201-80
3 Общие правила выполнения чертежей ГОСТ 2.301—68... ГОСТ 2.320-82
4 Правила выполнения чертежей изделий машиностроения и приборостроения ГОСТ 2.401—68... ГОСТ 2.427-75
Продолжение табл. 1
Шифр группы Содержание стандартов в группе № стандарта
5 Правила обращения конструкторских документов (учет, хранение, дублиро- вание, внесение изменений) ГОСТ 2.501 — 68... ГОСТ 2.505 — 82
6 Правила выполнения эксплуатацион- ной и ремонтной документации ГОСТ 2.601—68... ГОСТ 2.609-79
7 Правила выполнения схем ГОСТ 2.701—76... ГОСТ 2.797-81
8 Правила выполнения документов строительных и судостроения ГОСТ 2.801 — 74... ГОСТ 2.857-75
9 Прочие стандарты -
1.2. Виды изделий и конструкторских документов
Виды изделий. Изделием называют любой предмет или на-
бор предметов, подлежащих изготовлению. К изделиям отно-
сят детали и сборочные единицы, комплекты и комплексы
[см. ГОСТ 2.101-68 (СТ СЭВ 364-76)].
Деталью называют изделие, изготовленное из однородного
по наименованию и марке материала без применения сбо-
рочных операций (например, валик, литой корпус и т. д.).
Сборочной единицей называют изделие, составные части
которого подлежат соединению между собой сборочными опе-
рациями (например, редуктор, сварной корпус и т. д.).
В учебных условиях применяют в основном два’вида изде-
лий — детали и сборочные единицы.
Виды конструкторских документов, применяемых в про-
изводственных условиях, и их комплектность устанавливает
ГОСТ 2.102 - 68.
Конструкторские документы определяют состав и устрой-
ство изделия и содержат необходимые данные для его разра-
ботки, изготовления, контроля его качества, эксплуатации
и ремонта.
К конструкторским документам относят графические и тек-
стовые документы, например, рабочий чертеж детали, сбо-
рочный чертеж, общий вид, схему, спецификацию, пояснитель-
ную записку и др.
Чертеж детали и спецификацию относят к основным кон-
структорским документам.
По способу выполнения и характеру использования кон-
структорские документы разделяют, например, на оригиналы
и копии.
Чертеж детали — документ, содержащий изображение дета-
ли и другие данные, необходимые для ее изготовления и кон-
троля. На рабочем чертеже детали указывают размеры, пре-
дельные отклонения и шероховатость поверхностей и другие
данные, которым она должна соответствовать перед сборкой.
На рабочих чертежах не допускается помещать технологи-
ческие указания.
Сборочный чертеж — документ, содержащий изображение
сборочной единицы и другие данные, необходимые для ее
сборки (изготовления) и контроля. К сборочным чертежам так-
же относят гидромонтажные, пневмомонтажные и электромон-
тажные чертежи.
Чертеж общего вида — документ, определяющий конструк-
цию изделия, взаимодействие его основных составных частей
и поясняющий принцип работы изделия.
Схема — документ, на котором показаны в виде условных
изображений или обозначений составные части изделия и связи
между ними.
Спецификация — документ, определяющий состав сбороч-
ной единицы, комплекса или комплекта.
Пояснительная записка — документ, содержащий описание
устройства и принципа действия разрабатываемого изделия,
а также обоснование принятых при его разработке технических
и технико-экономических решений.
Таким образом, конструкцию машины и ее служебные
функции определяют несколько конструкторских документов.
Правила выполнения каждого вида конструкторских докумен-
тов регламентируют соответствующие стандарты ЕСКД.
Подробное описание перечисленных и других документов
см. в ГОСТ 2.102-68.
В учебных условиях применяют учебные чертежи, близкие
по содержанию к некоторым производственным конструктор-
ским документам. К таким чертежам можно отнести учебные
чертежи деталей, учебные сборочные чертежи, учебные общие
виды, спецификации и др.
Глава II
ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ
2. СТАНДАРТЫ ОФОРМЛЕНИЯ ЧЕРТЕЖЕЙ
Все чертежи любого назначения и содержания необходимо
оформлять по правилам, установленным ЕСКД.
К оформлению чертежей относят форматы (см. 2.1), мас-
штабы (см. 2.2), линии (см. 2.3), шрифт (см. 2.4) основную
надпись (см. 2.5).
2.1. Форматы по ГОСТ 2.301-68 (СТ СЭВ 1181-78)
Чертежным форматом называется размер конструкторского
документа. Лист бумаги, как правило, больше по размерам,
чем конструкторский документ.
ГОСТ 2.301 — 68 устанавливает шесть основных и ряд до-
полнительных форматов. Размеры и обозначения основных
форматов приведены в табл. 2.
Формат с размерами сторон 1189 х 841 мм, площадь кото-
рого равна 1 м2, и другие форматы, полученные путем после-
довательного деления этого и последующих форматов на две
равные части параллельно меньшей стороне соответствующего
формата, принимаются за основные.
При необходимости допускается применять формат А5
с размерами сторон 148 х 210 мм.
ГОСТ 2.301 — 68 допускает использование дополнительных
форматов, образуемых увеличением коротких сторон основных
форматов на величину, краткую их размерам. Обозначение до-
полнительных форматов составляется из обозначения основно-
го формата и его кратности, например, АО х 2, А4 х 8 и т. д.
Табл ица 2
Форматы
Обозначение формата АО А1 Z., А2 АЗ А4 А5
Размеры сторон формата, мм 841 х х 1189 549 х х 841 420 х х 549- 5ЭЧ 297 х х 420 210 х *х 297 148 х х 210
Пом
На рис. 1 основные форматы показаны основными линия-
ми, верхние правые углы которых условно загнуты. Дополни-
тельные форматы — сплошными тонкими линиями. Стрелками
указаны возможные направления увеличения форматов. Любой
чертеж рекомендуется выполнять на листе бумаги, размеры ко-
торого больше размеров заданного формата, с тем чтобы
имелся край бумаги, предназначенный для прикрепления черте-
жа к доске (рис. 2).
Рамку чертежа проводят, отступая 20 мм слева и по 5 мм
со всех других сторон от границ формата (см. рис. 2).
2.2. Масштабы по ГОСТ 2.302-68 (СТ СЭВ 1180-78)
Масштабом чертежа называют отношение линейных разме-
ров изображения объекта на чертеже к действительным разме-
рам объекта. Масштаб выбирают в зависимости от величины
и сложности объекта или его составных частей, а также от ви-
да чертежей (см. табл. 3).
Масштаб, указанный в предназначенной для него графе,
обозначают по типу: 1:1; 1:2; 2:1 и т. д. В остальных слу-
чаях следует обозначать: Ml: 1; Ml :2; М2: 1 и т. д.
Масштабы изображения, отличающиеся от указанного в ос-
новной надписи чертежа, указывают непосредственно под
надписью, относящейся к данному изображению (рис. 3). Неза-
висимо от масштаба на изображении всегда наносят истинные
размеры изображаемого объекта. При изменении масштаба ча-
стично изменяют и характер нанесения размеров. На рис. 4 по-
Таблица 3
Масштабы изображений на чертежах
Натуральная величина 1:1
Масштабы уменьшения 1:2 1 2,5 1:4 1:5 1: 10 1:15 1:20 1:25 1:40 1:50
Масштабы увеличения 2:1 2,5:1 4:1 5:1 10:1 - 20: 1 — 40:1 50:1
мещены изображения одной и той же детали, выполненные
в разных масштабах. Подробнее о масштабах см.
ГОСТ 2.302 - 68 (СТ СЭВ 1180-78).
2.3. Линии по ГОСТ 2.303-68 (СТ СЭВ 1178-78)
Изображения выполняют в виде сочетания линий, раз-
личных по назначению, начертанию, размерам и наименова-
нию.
За исходную принята сплошная толстая основная линия.
Толщину остальных линий устанавливают в зависимости от
толщины основной линии (табл. 4). Толщина линий каждого
типа должна быть одинакова для всех изображений одного
масштаба на данном чертеже.
1. Сплошная толстая основная линия (рис. 5, поз. Г) приме-
няется для изображения видимого контура предмета. Толщину
ее (s) берут в пределах от 0,5 до 1,4 мм в зависимости от раз-
меров чертежа и его сложности.
Рис. 5
Таблица 4
Линии чертежа
Наименование Начертание Толщина
1. Сплошная толстая ос- новная . s = 0,5...1,4 мм
2. Сплошная тонкая - _ ОТ3Д°2
3. Сплошная волнистая — —
4. Штриховая 1...2
5. Штрихпунктирная тонкая * t: ?...5
6. Штрихпунктирная утолщенная 2П- От 2 Д° 3S
7. Разомкнутая .От s до 1,5 s
S- 20
8. Сплошная тонкая с изломами ф—— _ 5 S От - д° -
9. Штрихпунктирная с двумя точками тонкая э 1 21 к
2. Сплошная тонкая линия (рис. 5, поз. 2) применяется при
вычерчивании контура наложенного сечения, линий размерных,
выносных, линий штриховки, линий-выносок, следов плоско-
стей и линий построения характерных точек, подчеркивания
надписей, линий ограничения выносных элементов на видах,
разрезах и сечениях, воображаемых линий переходов.
3. Сплошной волнистой линией (рис. 5, поз. 3) вычерчивают
линии обрыва длинной детали, линии разграничения вида
и разреза. Проводят ее от руки, слегка волнистую.
4. Штриховую линию (рис. 5, поз. 4) применяют при вычер-
чивании линий невидимого контура и невидимых линий пере-
хода. Штриховые линии должны пересекаться и заканчиваться
штрихами.
5. Штрихпунктирной тонкой линией (рис. 5, поз. 5) вычерчи-
вают линии осевые и центровые, линии сечений, являющиеся
осями симметрии для наложенных и вынесенных сечений. Дли-
на штрихов может быть от 5 до 30 мм, но, как правило, берут
15... 20 мм. Расстояние между штрихами от 3 до 5 мм. Штрих-
пунктирные линии должны пересекаться и заканчиваться штри-
хами.
6. Штрихпунктирную утолщенную линию (рис. 5, поз. 6) при-
меняют для обозначения поверхности, подлежащей термообра-
ботке или покрытию, для изображения элементов, располо-
женных перед секущей плоскостью (наложенные проекции).
7. Разомкнутой линией (рис. 5, поз. 7) показывают положе-
ние линий сечения. В сложных сечениях и разрезах допустимо
концы разомкнутой линии соединять штрихпунктирной тонкой
линией.
8. Сплошную тонкую линию с изломами применяют при вы-
черчивании длинного края оборванного изображения детали.
9. Штрихпунктирную тонкую линию с двумя точками приме-
няют для обозначения линий сгибов на развертках, для изобра-
жения частей изделий в крайних или промежуточных положе-
ниях, а также для изображения развертки, совмещенной
с видом.
Подробнее о линиях см. ГОСТ 2.303 — 68 (СТ СЭВ
1178-78).
2.4. Шрифты по ГОСТ 2.304 - 81 (СТ СЭВ 851-78...
...СТ СЭВ 855 - 78)
На всех чертежах и других технических документах маши-
ностроения все надписи, т. е. буквы и цифры, выполняют стан-
дартным чертежным шрифтом. Этот шрифт включает русский,
латинский и греческий алфавиты, а также арабские и римские
цифры и знаки. В свою очередь, каждый алфавит содержит
прописные (заглавные) и строчные буквы.
Высота прописных букв (Л) в миллиметрах определяет раз-
мер шрифта. Он может быть равен 1,8; 2,5; 3,5; 5; 7; 10; 14;
20; 28; 40 мм. Рекомендуемые размеры шрифта 3,5; 5; 7; 10.
Устанавливаются следующие типы шрифта:
тип А без наклона (толщина линий шрифта d=xl\$h)',
тип А с наклоном около 75° W =
тип Б без наклона (d=1/ioh);
тип Б с наклоном около 75° (d = l/ioh).
Все остальные параметры шрифтов указаны в таблицах
ГОСТ 2.304-81 и на рис. 6... 13.
Конструкция букв всех этих шрифтов одинакова и основные
различия состоят в толщине линий шрифтов d, ширине букв
и некоторых скруглениях углов (рис. 6).
Русский алфавит и арабские цифры. Шрифт типа А с накло-
ном определяет начертание, размеры и расположение букв рус-
ского алфавита и арабских цифр.
Прописные буквы по признаку общности элементов разде-
ляют на пять групп (рис. 7). К первой группе относят буквы,
образованные из одних горизонтальных и наклонных прямоли-
нейных отрезков. Это буквы Г, Е, Ё, Н, П, Т, Ц, Ш, Щ. Вторая
группа объединяет буквы И, Й, X, М, К, Ж, состоящие из соче-
Рис. 6
Рис. 7
таний наклонных и диагональных прямолинейных отрезков.
Третья группа включает буквы А, Л, Д, состоящие из прямоли-
нейных наклонных и горизонтальных отрезков. Четвертая
группа состоит из букв Б, В, Ъ, Ы, Р, У, Ч, Я, образованных
из прямолинейных горизонтальных, наклонных, диагональных
и криволинейных элементов. К пятой группе относят буквы С,
О, Э, Ю, 3, Ф, состоящие в основном из криволинейных
элементов.
Строчные буквы по конструкции разбивают на пять харак-
терных групп (рис. 8). Первая и вторая группы включают
буквы н, х, м, к, ж, л, ч, ъ, ы, ь, я, которые одинаковы по фор-
ме с одноименными прописными буквами. Буквы третьей
группы о, а, б, в, д, е, ё, с, э, ю в основе своего начертания со-
держат элементы буквы о. Четвертая группа включает буквы
г и з, состоящие из характерных криволинейных элементов.
К пятой группе относят буквы и, й, ц, п, т, р, у, ги, щ, ф, со-
стоящие из прямолинейных отрезков и скруглений.
Рис. 8
Прописные' и строчные буквы по ширине бывают четырех
размеров: 6d, Id, %d и 9d (см. рис. 7 и 8).
Пять строчных букв б, в, д, р, у имеют высоту, равную
размеру данного шрифта (см. рис. 8). Буква ф имеет высоту
больше размера данного шрифта.
Арабские цифры. Цифры в надписях не подразделяют на
прописные и строчные. Высота их равна высоте прописных
букв выбранного размера шрифта, а ширина равна 4<7, 5d, 6d
и Id. Написание цифр шрифта типа А показано на рис. 9.
Рис. 9
Рис. 11
Знак № по ширине равен 7 d (рис. 10). Условный знак 0 со-
стоит из окружности, которую пересекает прямая, проходящая
через ее центр и составляющая с горизонталью угол 60°. Высо-
та знака 0 равна высоте цифр, перед которыми его наносят,
диаметр окружности знака равен 8/14/г. Толщина обводки знака
0 такая же, как и толщина обводки цифр (см. рис. 10).
Латинский алфавит. По признаку общности элементов по-
строения прописные буквы-латинского алфавита разделяют на
четыре группы, исключая 11 букв (А, В, С, Е, Н, К, М, О, Р, Т,
X), совпадающих по форме и размерам с прописными буквами
русского алфавита (рис. 11).
Строчные буквы латинского алфавита (а, с, е, т, п, о, р, и,
х) по форме совпадают со строчными буквами русского алфа-
вита, четыре буквы (s, v, w, z) одинаковы по ф°Рме с одно-
именными прописными буквами. Буквы b, d, g, р, q, к, h, у, f, j,
I, t имеют свои особенности. Отдельные их элементы высту-
пают за строку вниз или вверх на 0,4с (рис. 12). Буква г пишет-
ся, как показано на рис. 12.
Римские цифры. На рис. 13 показаны начертания римских
цифр. Они состоят преимущественно из сочетаний прямоли-
нейных отрезков. Только цифры С (сто) и D (пятьсот) предста-
вляют собой сочетания прямолинейных отрезков с криволи-
нейными элементами.
Расстановка смежных букв. Качество надписей зависит не
только от правильного начертания букв и цифр, но и от выбо-
ра расстояния между ними. ГОСТ 2.304—81 устанавливают это
расстояние равным 2d. Однако при сочетании'некоторых букв,
соседние линии которых не параллельны между собой (напри-
мер, ГА), создается впечатление неравномерности расстояния
между буквами. Поэтому расстояние между такими буквами
в словах может быть уменьшено наполовину.
Расстояние между словами (числами) должно быть не ме-
нее 6<Г
Если надпись выполнена в две строки или несколько строк,
то расстояние между основаниями верхней и нижней строк
должно быть не менее 22d для шрифта типа А и 12d для шриф-
та типа Б. Нижние отростки прописных букв Д, Ц и Щ и верх-
ний знак Й выполняют в промежутках между строками. Ме-
жду знаками препинания и предшествующими им словами
делают такое же расстояние, как и между буквами. Слово, сле-
дующее за знаком препинания, отодвигают от знака на рас-
стояние, равное расстоянию между словами.
Расположение надписей. Современный рабочий чертеж обыч-
но содержит большое число разнообразных цифровых и бук-
венных надписей (рис. 14), которые необходимо правильно рас-
3. Неуказанные предельные отклонения размеров отверстии—no Н14,
Валов —по 614, остальных по классу точности „сревний"
160 J:
15... 20
Рис. 14
полагать (как правило, горизонтально) и выполнять четким
шрифтом.
Надписи внутри контура проекций (за исключением раз-
мерных чисел) помещают только в самых крайних случаях. Ес-
ли по необходимости надпись должна пересечь линию чертежа’,
то линию в этом месте следует прервать. Если надпись подчер-
кивают линией или наносят вдоль нее, то между линией
и надписью необходимо оставить просвет приблизительно в
.1 мм (см. рис. 14).
Надписи в спецификациях, ведомостях, основных надписях
и т. п. следует располагать, оставляя примерно равные рас-
стояния сверху и снизу от линий, а в соответствующих слу-
чаях — и справа и слева.
2.5. Основная надпись
На всех конструкторских документах в правом нижнем углу
помещают основную надпись. На листах формата А4 основ-
ную надпись располагают только вдоль короткой стороны,
а на листах других форматов — справа вдоль короткой или
длинной стороны листа (рис. 15).
Все остальные форматы
Рис. 15
В ГОСТ 2.104-68 (СТ СЭВ 140 - 74; СТ СЭВ 365-76) опи-
сано назначение всех граф основной надписи и указан порядок
их заполнения в производственных условиях.
На рис. 16 приведено рекомендуемое заполнение граф ос-
новной надписи в учебных условиях (графы обозначены по
ГОСТ 2.104-68).
Графа 1 — наименование детали или сборочной единицы
(см. ГОСТ 2.109-73).
Графа 2 — обозначение документа (в учебных условиях —
номер позиции по спецификации).
Графа 3 — обозначение материала детали (заполняют толь-
ко на чертежах деталей).
Графа 4 — литера, присвоенная данному - документу по
ГОСТ 2.103-68.
Графа 5 — масса изделия по ГОСТ 2.109 — 68.
Графа б — масштаб (см. ГОСТ 2.302 — 68 и
ГОСТ 2.109-73).
Рис. 16
Графа 7 — порядковый номер листа (на документах, состоя-
щих из одного листа, графу не заполняют).
Графа 8 — общее количество листов документа (графу за-
полняют только на первом листе).
Графа 9 — наименование предприятия (учебного заведения
и № группы).
Графа 10 — характер работы, выполняемой лицом, под-
писывающим документ, например:
Разработал ... (студент)
Проверил ... (преподаватель)
Графа 11 — четкое написание фамилий лиц, подписавших
документ.
Графа 12 — подписи лиц, фамилии которых указаны в гра-
фе 11.
Графа 13 — дата подписания документа.
3. НАНЕСЕНИЕ РАЗМЕРОВ
Величину изображенного изделия и его элементов задают
размерами, указываемыми на чертеже размерными числами,
размерными и выносными линиями. Основные правила нанесе-
ния размеров приведены в ГОСТ 2.307—68 (СТ СЭВ 1976 — 79,
СТ СЭВ 2180-80).
Единицы измерения. Линейные размеры на чертежах указы-
вают в миллиметрах, без обозначения единиц измерения. При
других единицах измерения длины (сантиметрах, метрах) их
обозначают после размерного числа, например, 20 см.
Размерные линии определяют границы измерения и могут
иметь форму как прямой, так и дуги окружности. Эти линии
чаще всего изображаются полностью и лишь в некоторых слу-
чаях выполняются с обрывом стрелки с одной стороны.
Размерную линию следует проводить параллельно прямо-
линейному отрезку элемента детали, размер которого указы-
вается, располагая ее, по возможности, вне контура изображе-
ния. Размерные линии можно проводить к линиям видимого
контура, осевым и выносным линиям (рис. 17).
Следует по возможности избегать пересечения размерных
и выносных линий. Использование линий контура, осевых, цен-
тровых и выносных линий в качестве размерных не допуска-
ется.
В случаях, когда размерную линию необходимо сместить
в сторону, это следует делать так, чтобы размерная и вы-
носные линии образовывали вместе с обозначаемым размером
параллелограмм (рис. 18).
Рис. 17
Рис. 18
Стрелки. Размерные линии с обоих концов ограничивают
стрелками, упирающимися в соответствующие линии.
Форма стрелки, примерное соотношение ее элементов
и толщины линий видимого контура показаны на рис. 19. Эти
соотношения следует сохранять на всем чертеже. Если стрелки
невозможно разместить на концах размерной линии, то их раз-
мещают с наружной стороны выносных линий или, соответ-
ственно, контурных, осевых, центровых (рис. 20).
В случае, если места для нанесения стрелок на размерных
линиях, расположенных цепочкой, недостаточно, стрелки мож-
но заменить засечками, которые наносят под углом 45° к раз-
мерным линиям, или четкими точками (рис. 21).
Рис. 21
Рис. 22
Допускается прерывать контурную или выносную линию,
ограничивающую место расположения стрелки (рис. 22).
Выносные линии являются вспомогательными, их проводят
от границ измерения, между ними проводят размерные линии.
Выносные линии следует проводить перпендикулярно прямоли-
нейному отрезку элемента детали, размер которого указывают,
располагая их, по возможности, вне контура изображения
(рис. 23). Концы выносных линий, выходящие за стрелки, на
всем чертеже должны быть одинаковыми и равными 1... 5 мм
(см. рис. 21, 22).
Проводить выносные линии не под прямым углом к раз-
мерной линии допускается лишь в тех случаях, когда выносные
линии практически сливаются с другими линиями или когда
при нормальном положении они могут помешать ясно проста-
вить размерное число. Такие выносные линии применяют
главным образом на конических и клинообразных элементах
деталей (см. рис. 18).
Выносные линии допускается проводить от линий невиди-
мого контура в тех случаях, когда при этом отпадает необхо-
димость вычерчивать дополнительное изображение.
Размерные числа следует в общем случае наносить над раз-
мерной линией по возможности ближе к ее середине (рис. 24
и 27). Способ нанесения размерного числа при различных по-
ложениях размерных линий и стрелок на чертеже следует выби-
Рис. 25
рать исходя из наибольшего удобства чтения. В случае распо-
ложения размерной линии вертикально размерные числа
наносят слева от линии. Если размерные линии наклонны, то
размерные числа располагают, как показано на рис. 24.
Если размерная линия находится в заштрихованной зоне
(см. рис. 24), то размерное число следует вынести из этой зоны
и нанести на полке линии-выноски, полку же расположить па-
раллельно основной надписи.
Если для нанесения размерного числа над размерной ли-
нией недостаточно места, то это размерное число проставляют
на продолжении размерной линии или на полке линии-выноски
(рис. 25). Так же поступают, если на размерной линии недостает
места для стрелок (рис. 26).
Размерные числа нельзя разделять или пересекать какими-
либо линиями чертежа. Не допускается прерывать контурную
линию для размещения размерного числа. Нельзя также про-
ставлять размерные числа на пересечениях размерных, осевых
и центровых линий. Центровые, осевые линии и линии штри-
ховки прерывают в местах, где они пересекают' размерные чис-
ла (рис. 27).
Применять простые дроби для указания размерных чисел не
допускается за исключением размеров, указанных в дюймах.
Если несколько размеров необходимо нанести от одной об-
щей базы, то от нулевой выносной линии проводят общую раз-
мерную линию с точкой вначале и стрелками, направленными
от базы, а размерные числа размещают в направлении вы-
носных линий у их концов (рис. 28).
Рис. 27
Рис. 26
Рис. 29 Рис. 30
На параллельных или концентричных размерных линиях,
расположенных близко друг к другу, размерные числа распола-
гают в шахматном порядке (рис. 29).
Квадрат при отсутствии проекций, определяющих его кон-
фигурацию, обозначают знаком □, который наносят перед
размерным числом стороны квадрата (рис. 30). Для удобства
чтения чертежа на проекции боковой грани проводят диаго-
нальные линии толщиной от s/З до .s/2.
Если же даны две проекции квадрата, то его размеры про-
ставляют, как показано на рис. 31.
Рис. 31
Рис. 32
Радиус окружности обозначают прописной буквой R, кото-
рую ставят перед размерным числом, указывающим размер
радиуса. На рис. 32 показаны варианты нанесения размера
радиуса.
R
При обозначении координат вершины скругляемого угла
или центра дуги скругления выносные линии проводят от точек
пересечения сторон угла или от центра дуги скругления
(рис. 33).
Положение центра радиуса дуги изображают крестиком из
линий толщиной от s/З до s/2 (рис. 34).
При большой (сравнительно с чертежом) величине радиуса
его центр можно приблизить к обозначаемой дуге, изображая
при этом размерную линию с двумя изломами под углом 90°
(рис. 34).
Размеры радиусов наружных и внутренних скруглений нано-
сят или на размерной линии, или на полочке размерной линии.
При этом следует избегать совпадения размерных линий с ли-
ниями штриховки. Способы нанесения размерных чисел при
различных положениях размерных линий следует выбирать ис-
ходя из удобства чтения чертежа (рис. 32).
Если радиусы скруглений на всем чертеже одинаковы, то их
можно не обозначать, а в технических требованиях сделать за-
пись: «Неуказанные радиусы 5 мм».
При простановке нескольких радиусов из одного центра не-
обходимо следить, чтобы линии любых двух радиусов не со-
ставляли одну прямую (рис. 35).
Рис. 34
Рис. 35
Диаметр окружности обозначают знаком 0, который нано-
сят перед размерным числом, указывающим размер диаметра.
При нанесении размера диаметра внутри окружности раз-
мерные числа следует смещать с середины размерных линий
и не ставить их в точке пересечения осевых линий.
При указании диаметра окружности допускается проводить
размерные линии с обрывом независимо от того, полностью
изображена окружность или только ее часть, причем обрыв
размерной линии в этом случае делают дальше центра окруж-
ности (рис. 36).
Радиус и диаметр сферы обозначают соответственно знаком
R или 0, который наносят перед размерным числом радиуса
или диаметра (рис. 37). К этому обозначению допускается до-
бавлять слово «сфера» в тех случаях, когда сферу на чертеже
можно спутать с какой-либо другой поверхностью, например
Сфера 0 12 или Сфера R16 (рис. 38).
Длина дуги окружности. При обозначении размера дуги
окружности дуговую размерную линию проводят концентрич-
но обозначаемой дуге, выносные линии — параллельно биссек-
трисе угла, а над размерным числом наносят знак (рис. 39).
Рис. 38
Рис. 39
Выносные линии размера дуги можно также располагать
радиально. При этом при наличии концентричных дуг следует
указать, к какой именно дуге относится указываемый размер
(рис. 40).
Угол. Угловые размеры указывают в градусах, минутах
и секундах, с обозначением при этом единицы измерения, на-
пример, 30°35'45".
При обозначении размера угла размерную линию следует
проводить в виде дуги окружности с центром в его вершине,
выносными линиями служат при этом стороны угла (рис. 41).
Размерные числа, расположенные выше горизонтальной
осевой линии, при обозначении размера угла проставляют над
размерной линией со стороны выпуклости; размерные же чис-
ла, расположенные ниже горизонтальной осевой линии, про-
ставляют со стороны вогнутости дуговых размерных линий
(рис. 42). В зоне, отмеченной штриховкой на рис. 42, раз-
мерные числа указывают на горизонтально нанесенных полках.
Если при обозначении углов малых размеров мало места
для размерных чисел, последние следует помещать на полках
линий-выносок в любой зоне (рис. 42, 43).
Рис. 43
При нанесении размеров нескольких углов от одной базы,
обозначенной «О», стрелки наносят на одну дуговую размер-
ную линию последовательно, причем размерные числа проста-
вляют у концов выносных линий, как показано на рис. 44.
Уклон. Перед размерным числом, характеризующим уклон
и являющимся тангенсом угла наклона данной прямой к какой-
либо другой прямой, наносят знак zi, причем острый угол это-
го знака направляют в сторону уклона (рис. 45). Незначи-
тельный уклон рекомендуется на чертеже изображать с увели-
чением.
Конусность. Под конусностью понимают отношение разно-
сти диаметров двух поперечных сечений конуса к расстоянию
между ними (рис. 46).
Перед размерным числом, определяющим конусность, на-
носят знак [>, острый угол которого должен быть направлен
в сторону вершины конуса (рис. 47). Незначительную конус-
ность рекомендуется на чертеже изображать с увеличением.
Расположение размеров на поле чертежа должно быть по
возможности равномерным.
Расстояние размерной линии от параллельной ей линии
контура, осевой, размерной, выносной и других линий должно
быть в пределах 6... 10 мм (рис. 48).
Размеры и изображения. Если изделие изображено с разры-
вом, то размерную линию не прерывают.
При неполном изображении симметричного контура, а так-
же при соединении вида и разреза размерные числа ставят раз-
дельно для наружных и внутренних элементов изделия. При
этом размерную линию обрывают за осью симметрии или
дальше линии обрыва неполного изображения (рис. 49).
Нормальные линейные размеры. ГОСТ 6636—69 (СТ СЭВ
514 — 77) устанавливает ряды линейных размеров в интервале
от 0,001 до 20000 мм, которые надо применять при назначении
размеров в машиностроении. Ряды линейных размеров устанр-
влены на основе рядов предпочтительных чисел по ГОСТ
8032 — 56 с округлением некоторых чисел.
Нормальные углы. ГОСТ 8908 — 81 (СТ СЭВ 178 — 75,
СТ СЭВ 513 — 77) устанавливает ряды углов в интервале от 0° до
360°, которые необходимо применять при назначении угловых
размеров всех деталей машиностроения.
ГОСТ 8908 — 81 не распространяется на угловые размеры,
связанные расчетными зависимостями с другими принятыми
размерами.
Нормальные конусности. ГОСТ 8593 — 81 (СТ СЭВ 512—77)
устанавливает конусности в интервале от 1: 50 до 1:0,866, ко-
торые необходимо применять при назначении конусности для
всех деталей машиностроения.
Глава III
ЭЛЕМЕНТЫ ГЕОМЕТРИИ ДЕТАЛЕЙ
4. ГЕОМЕТРИЧЕСКИЕ ОСНОВЫ ФОРМ ДЕТАЛЕЙ
Форму любой детали можно рассматривать как совокуп-
ность простых геометрических фигур: точек, отрезков линий,
отсеков поверхностей, геометрических тел. В качестве примера
на рис. 50 изображен прихват и показано, что на уровне геоме-
трических тел его наружную форму можно представить как
объединение трех прямых призм и полуцилиндра. Внутренние
полости этой детали могут быть получены удалением из обще-
го объема детали двух параллелепипедов и трех полуцилин-
дров.
Простые геометрические фигуры, являясь составными час-
тями деталей, ориентированы определенным образом друг от-
носительно друга и связаны между собой различными отноше-
ниями. Кроме того, в процессе работы механизмов детали,
а следовательно, и геометрические фигуры меняют свое поло-
жение, перемещаясь по различным траекториям.
Свойства геометрических фигур, метод их изображения на
плоскости и способы решения геометрических задач в про-
странстве являются базовыми вопросами для курса черчения.
Эти вопросы излагаются в курсе начертательной геометрии,
изучение которого, таким образом, обязательно должно пред-
шествовать изучению курса черчения.
4.1. Метод получения изображений на чертежах
Для получения изображений (проекций) предмета на маши-
ностроительных чертежах используют метод начертательной
геометрии — метод параллельного прямоугольного проециро-
вания на две, три и большее число плоскостей проекций. При
этом плоскости располагают перпендикулярно друг к другу,
а предмет помещают так, чтобы его основные измерения (дли-
на, ширина, высота) или плоскости симметрии формы были бы
параллельны плоскостям проекций (рис. 51). Переход к плоско-
му изображению осуществляется путем совмещения плоскостей
проекций п2 и л3 в одну плоскость (рис. 52). Условные гра-
ницы плоскостей и воображаемые линии связи проекций пред-
мета обычно на проекциях не показывают. Оси проекций также
не наносят, так как при параллельном проецировании расстоя-
ние от плоскости проекций до изображаемого предмета не
влияет на очертание его проекций. Следовательно, проекции
можно располагать на произвольном расстоянии, сохраняя ме-
Рис. 51
Рис. 52
жду ними проекционную связь. При необходимости каких-либо
дополнительных построений линии связи восстанавливают,
а для перехода от горизонтальной проекции к профильной
и обратно проводят так называемую постоянную прямую чер-
тежа. Построение ее показано на рис. 53.
Если необходимо изобразить в натуральную величину ка-
кие-либо части детали (например, ребро, плоскую грань), ко-
торые на основные плоскости проекций проецируются с иска-
жением, то используют способы преобразования проекций,
излагаемые в курсе начертательной геометрии. Для решения
задачи можно воспользоваться дополнительными плоскостями
проекций (рис. 54, 55). При этом метод параллельного прямо-
угольного проецирования сохраняется.
Натуральная величина искаженных проекций частей детали
может быть также определена с помощью поворота всей дета-
ли или ее части вокруг оси, перпендикулярной основной пло-
скости проекций. Поворот осуществляется до тех пор, пока ре-
бро (рис. 56) или плоская фигура (рис. 57) не займут
положение, параллельное одной из плоскостей проекций.
4.2. Изображение основных
поверхностей и простейших
геометрических тел
Формы деталей машин в боль-
шинстве случаев образованы соче-
танием простейших геометриче-
ских тел, таких, как многогран-
ники (призмы и пирамиды), тела
вращения (прямые круговые ци-
линдры и конусы, шары и торы)
и другие «производные» геометри-
ческие тела. Соответственно, по-
верхности многих деталей ограничены отсеками плоскостей
и простейших поверхностей вращения. В дальнейшем эти
поверхности будут называться основными.
Проекции детали складываются из проекций основных по-
верхностей, образующих ее форму. Поэтому необходимо уметь
мысленно расчленять поверхность детали на составляющие ее
основные поверхности и последовательно строить их контуры.
Контуры же основных поверхностей задаются проекциями их
вершин, ребер, образующих, плоских фигур.
При чтении проекций форму детали представляют по ее
изображениям, т. е. видам, разрезам и сечениям *. Каждое изо-
бражение позволяет лишь частично представить форму дета-
Понятия вида, разреза, сечения даны в 6.1...6.3.
ли и для получения полного представления о ней необходимо
мысленно видеть на любом изображении детали основные по-
верхности, составляющие ее форму, и их элементы. Предста-
вление же о размерах детали получают по размерам основных
поверхностей и размерам, определяющим их положения (см.
4.4 и 4.5).
4.3. Необходимое количество изображений простейших гео-
метрических тел и деталей
Из курса начертательной геометрии известно, что для изо-
бражения любого геометрического элемента с помощью пря-
моугольных проекций достаточно построить две его проекции.
Это положение справедливо и для простейших геометрических
тел, если принять, что высоты прямых призм и пирамид, а так-
же оси вращения цилиндров, конусов и торов на одной из двух
проекций изображены в виде точек. Несоблюдение этого усло-
вия может привести к некоторой неопределенности при чтении
проекций тела. Например, на рис. 58 по заданным горизон-
тальной и фронтальной проекциям геометрическое тело можно
представить в виде параллелепипеда (а) или цилиндра (б). Ис-
ключение составляет только шар, у которого все проекции
имеют одинаковую форму.
Если на изображения геометрических тел нанести размеры,
то для задания формы тела вращения достаточно одной его
проекции на плоскость, параллельную оси вращения тела. При
этом вторая проекция заменяется знаком 0, который указы-
вает на круглую форму тела. Наименьшее количество изобра-
жений геометрических тел без размеров и с размерами приве-
дено в табл. 5.
Количество проекций, необходимых для изображения
сложных тел, зависит от взаимного расположения основных
поверхностей, ограничивающих заданные тела. Если форма де-
тали представляет собой сочетание поверхностей вращения
0) 5)
Рис. 58
Рис. 59
Рис. 60
с параллельными (рис. 59) или совпадающими (рис. 60) осями,
то для ее задания достаточно двух проекций. При другой
ориентации поверхностей вращения или каких-либо других ос-
новных поверхностей, образующих сложное тело, увеличивает-
ся количество проекций, необходимое для его изображения.
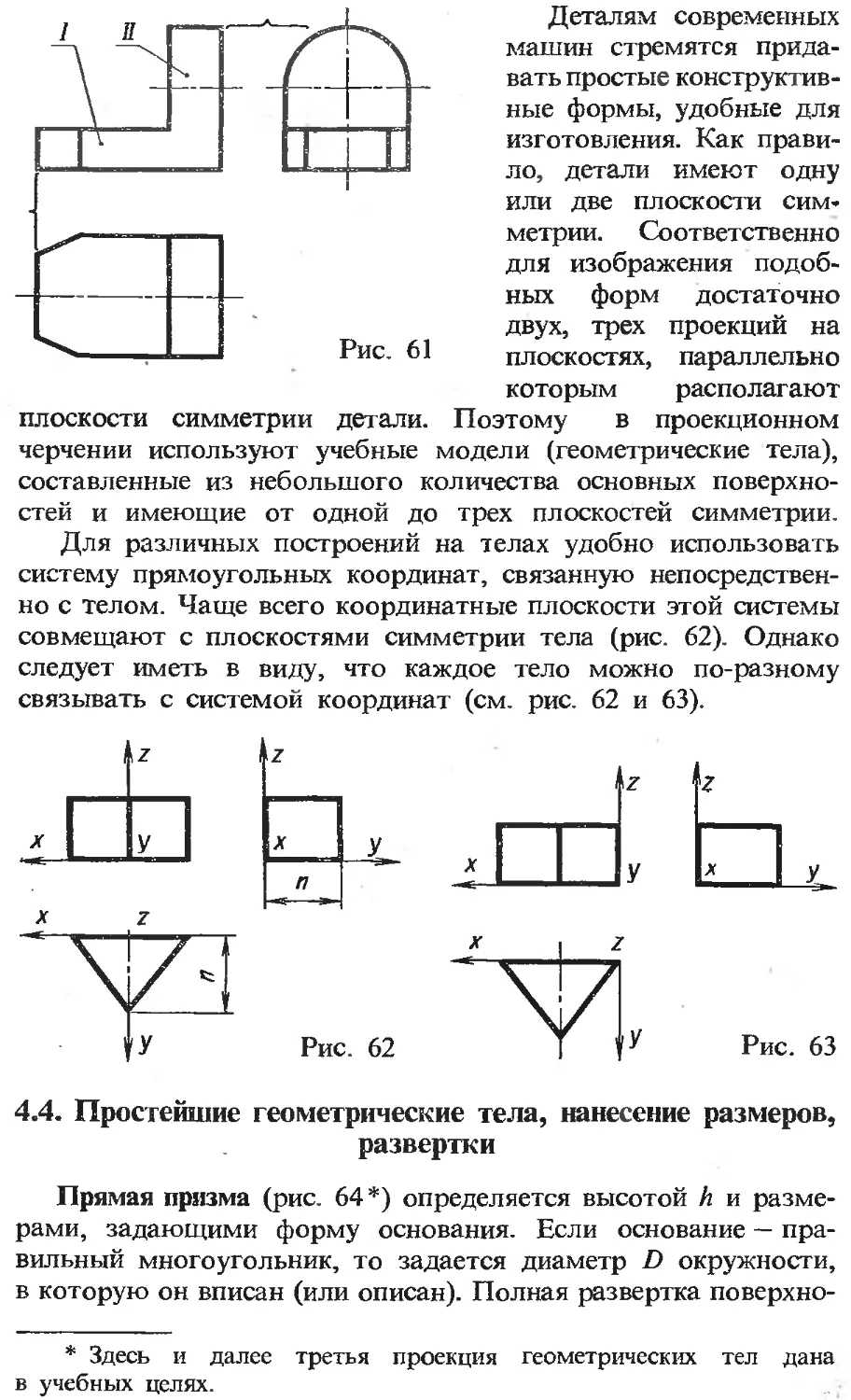
Например, у детали на рис. 61 форма основания I должна быть
задана горизонтальной и фронтальной проекциями, а форма
стенки II — фронтальной и профильной проекциями, т. е. для
изображения детали необходимы три проекции.
Таблица 5
Деталям современных
машин стремятся прида-
вать простые конструктив-
ные формы, удобные для
изготовления. Как прави-
ло, детали имеют одну
или две плоскости сим-
метрии. Соответственно
для изображения подоб-
ных форм достаточно
двух, трех проекций на
плоскостях, параллельно
которым располагают
плоскости симметрии детали. Поэтому в проекционном
черчении используют учебные модели (геометрические тела),
составленные из небольшого количества основных поверхно-
стей и имеющие от одной до трех плоскостей симметрии.
Для различных построений на телах удобно использовать
систему прямоугольных координат, связанную непосредствен-
но с телом. Чаще всего координатные плоскости этой системы
совмещают с плоскостями симметрии тела (рис. 62). Однако
следует иметь в виду, что каждое тело можно по-разному
связывать с системой координат (см. рис. 62 и 63).
4.4. Простейшие геометрические тела, нанесение размеров,
развертки
Прямая призма (рис. 64*) определяется высотой h и разме-
рами, задающими форму основания. Если основание — пра-
вильный многоугольник, то задается диаметр D окружности,
в которую он вписан (или описан). Полная развертка поверхно-
* Здесь и далее третья проекция геометрических тел дана
в учебных целях.
сти призмы состоит из развертки ее боковой поверхности
и двух оснований.
Прямая пирамида (рис. 65) задается высотой h и размерами
основания. Размер основания, имеющего форму правильного
многоугольника, задают диаметром D описанной окружности
(или вписанной). Развертка поверхности пирамиды состоит из
развертки ее боковой поверхности и основания.
Прямой круговой цилиндр (рис. 66) определяется высотой h
и диаметром основания Da. Развертка поверхности цилиндра
состоит из развертки его боковой поверхности (прямоуголь-
ника с размерами сторон h и тгОц) и двух оснований (кру-
гов диаметром DJ.
Прямой круговой конус (рис. 67) задается высотой h и диа-
метром основания D*. Полная развертка поверхности конуса
состоит из кругового сектора и круга. Круговой сектор строят
по радиусу L и центральному углу а = 180°DK/L.
Шар (рис. 68) задается диаметром Dm. Развертку его по-
верхности можно выполнить только приближенно.
Тор. На рис. 69 изображен тор-КО. ьцо и нанесены размеры,
определяющие его форму. Развертка поверхности тора может
быть выполнена только приближенно.
Рис. 67
Рис. 66
В образовании форм деталей и их элементов участвуют на-
ряду с простейшими геометрическими телами их части и неко-
торые «производные» геометрические тела. Проекции частей
геометрических тел приведены на: рис. 70 — цилиндра,
Рис. 69
Рис. 68
Рис. 70
Z L
Рис. 71
Рис. 72
Рис. 73
Рис. 74 Рис. 75
рис. 71 — конуса, рис. 72 — сферы, рис. 73 — тора. «Производные»
геометрические тела показаны на рис. 74 (на базе цилиндра)
и на рис. 75 (кольца различного сечения).
4.5. Положение основных поверхностей
Положение основных поверхностей задается координатами
различных точек и углами, определяющими направление нор-
малей или осей поверхностей вращения, относительно выб-
ранных баз (см. 20.4).
Положение плоскости задается координатами любой ее точ-
ки Л и углами, определяющими направление ее нормали
и (рис. 76). Обычно плоские грани или срезы деталей ставят
в проецирующее положение относительно плоскостей проек-
ций. В этих случаях нормаль можно не показывать. Если грань
занимает общее положение, то вычерчивают ее вид в проеци-
рующем положении.
Положение цилиндрической поверхности задается коор-
динатами произвольной точки А на ее оси вращения и и угла-
Рис. 77
Рис. 76
ми, определяющими направление оси (рис, 77). Углы, равные
О и 90е, на проекциях не отмечают.
Положение конической поверхности может быть задано
углами, определяющими направление ее оси вращения и,
и координатами вершины конуса S (рис. 78) или центра О сече-
ния, нормального к оси вращения (рис. 79).
• Для определения положения сферы достаточно задать
координаты ее центра О (рис. 80).
Размерами, определяющими положение торовой поверхно-
сти, являются координаты ее центра О и углы, задающие на-
правление оси вращения и (рис. 81).
4.6. Построение проекций точек и линий, расположенных на
основных поверхностях и простейших геометрических те-
лах
Положение точки (линии), лежащей на основной поверхно-
сти, задано, если известна одна ее проекция и указано, на ка-
кой части этой поверхности точка (линия) расположена. Обыч-
но считают, что точка (линия) расположена на видимой части
поверхности.
X
Рис. 83
Рис. 84
Рис. 85
Проекции точек, принадлежащих основным поверхностям,
занимающим проецирующее положение (поверхности прямых
призмы и цилиндра), строят с помощью линий связи (рис. 82
и 83). Так же определяют проекции точек, лежащих на ребрах
многогранников или на очерковых образующих тел вращения
(точки В на рис. 84... 89). В остальных случаях построение
проекций точек выполняется с помощью вспомогательных ли-
ний. Для точек, заданных на поверхности пирамиды или кону-
са, можно использовать вспомогательные прямые или обра-
Рис. 86
Рис. 87
Рис. 90 Рис. 91
зующие и линии, полученные при сечении этих тел плоскостя-
ми, параллельными их основаниям (рис. 84 и 85). Точки на
поверхности шара строят с помощью окружностей, располо-
женных параллельно плоскостям проекций (рис. 86 ... 88). Для
построения точек на поверхности тора используют окружно-
сти, расположенные в плоскостях, перпендикулярных оси вра-
щения тора (рис. 89).
Любая линия представляет собой совокупность точек, по-
этому построение проекций линий, расположенных на поверх-
ностях геометрических тел, основано на построении проекций
нескольких (двух и. более) точек этих линий. Для примера пока-
зано построение проекций произвольных линий, располо-
женных на поверхности цилиндра (рис. 90) и конуса (рис. 91).
При построении кривых линий необходимо обращать внима-
ние на опорные точки: высшие, низшие, наиболее близкие, на-
иболее удаленные от плоскостей проекций и точки, располо-
женные на очерковых образующих поверхностей вращения.
5. ПЕРЕСЕЧЕНИЕ ПОВЕРХНОСТЕЙ ГЕОМЕТРИЧЕСКИХ ТЕЛ
5.1. Общие положения и методика построения линий пере-
сечения
Основные поверхности сочетаются друг с другом путем ка-
сания или пересечения.
Поверхности касаются, если одна из них плавно переходит
в другую. Например, на рис. 92 торовая поверхность детали
плавно соприкасается с конической и цилиндрической поверх-
ностями. Линии касания поверхностей на чертежах не показы-
вают. На рис. 92 они выделены условно.
При пересечении поверхностей получаются линии, которые
называют линиями пересечения и обязательно изображают.
Некоторые линии пересечения (например, ребра многогранни-
ков, окружности оснований цилиндров и конусов и т. п.) не
требуют никаких вспомогательных построений для изображе-
Рис. 92
Рис. 93
ния их проекций. Для получения проекций других линий пере-
сечения необходимы вспомогательные построения с использо-
ванием поверхностей-посредников, в качестве которых обычно
применяют плоскости или сферы. Число поверхностей-посред-
ников должно быть наименьшим и достаточным для выявле-
ния характера линии пересечения и построения ее проекций.
Положение поверхности-посредника выбирают так, чтобы она
пересекала каждую из заданных основных поверхностей по
прямым или окружностям. Полученные линии, в свою очередь,
должны пересекаться между собой, определяя одну или не-
сколько общих точек для рассматриваемых поверхностей, т. е.
принадлежащих линии их пересечения.
Среди точек линии пересечения различают опорные (см. 5.4)
и промежуточные. Опорные точки определяют пределы распо-
ложения и границы видимости линии пересечения относитель-
но плоскостей проекций. Любые точки линии пересечения рас-
полагаются в пределах общей площади одноименных проекций
пересекающихся поверхностей, называемой площадью наложе-
ния (на рис. 93 заштрихована). Каждую точку линии пересече-
ния строят на всех необходимых проекциях и только после это-
го приступают к определению следующей точки.
Построение линии пересечения поверхностей рекомендуется
выполнять в следующем порядке:
1) выяснить вид и расположение основных поверхностей,
ограничивающих тело, относительно друг друга и плоскостей
проекций;
2) выбрать вид и положение поверхностей-посредников для
каждой пары пересекающихся поверхностей;
3) построить опорные, а затем в достаточном количестве
промежуточные точки линии пересечения;
4) проверить правильность выполненных построений, раз-
граничить на всех проекциях видимые и невидимые участки ли-
ний пересечения и обвести чертеж.
5.2. Сечение геометрических тел плоскостью
Сечение многогранника плоскостью представляет собой
плоский многоугольник (отсек плоскости), число сторон кото-
рого равно числу пересеченных граней. Стороны такого много-
угольника представляют собой линии пересечения граней
многогранника и секущей плоскости, а его вершины — точки
пересечения ребер многогранника с секущей плоскостью
(рис. 94).
Вид сечения кругового цилиндра плоскостью зависит от ее
положения относительно оси цилиндра. В сечении получается
прямоугольник (рис. 95), если секущая плоскость параллельна
оси цилиндра. Секущая плоскость, перпендикулярная к оси ци-
линдра (рис. 96), пересекает его по окружности. Наконец, секу-
щая плоскость, наклоненная к оси цилиндра, пересекает его по
полному эллипсу (рис. 97) или его части (плоскость р на рис.
97). Величина большой оси эллипса АВ зависит от угла накло-
на секущей плоскости к оси цилиндра, малая ось эллипса CD
равна его диаметру.
Сечение кругового конуса плоскостью. Если секущая пло-
скость а проходит через вершину конуса, то сечение имеет вид
Рис. 96
Рис. 97
треугольника (рис. 98). Секущая плоскость, перпендикулярная
к оси конуса, пересекает его по кругу (рис. 99). Секущая пло-
скость, параллельная одной из образующих конуса, пересекает
коническую поверхность по параболе (рис. 100), а параллель-
ная двум образующим конуса — по гиперболе. При этом секу-
щая плоскость может быть параллельна оси конуса (плоскость
а на рис. 101) или наклонена к ней (плоскость р на рис. 101).
Характерным признаком таких секущих плоскостей является
то, что они пересекают обе полости конической поверхности.
В тех случаях, когда секущая плоскость наклонена к оси конуса
так, что пересекает все его образующие, фигурой сечения
является полный эллипс (рис. 102) или его часть (плоскость
Р на рис. 102).
Лекальные кривые, полученные при сечении конуса пло-
скостью, строят по точкам с помощью вспомогательных ли-
ний. Вначале определяют положение вершин и замыкающих
хорд (для парабол и гипербол) или больших и малых осей (для
эллипсов). Затем строят точки, расположенные на очерковых
образующих конуса, и некоторое число промежуточных точек,
определяемое точностью построения.
Сечение шара плоскостью представляет собой круг. Пло-
скость, проходящая через центр шара, пересекает его по кругу,
диаметр которого равен диаметру шара. По мере удаления се-
кущей плоскости от центра шара диаметр круга, получающий-
ся в сечении, уменьшается (рис. 103). Фигура сечения шара пло-
скостью может спроецироваться в виде отрезка, круга или
эллипса (рис. 104). Для построения изображения усеченного
шара строят проекции осей эллипса, а также точек эллипса, ле-
жащих на очерковых образующих шара.
Рис. 98
Рис. 99
Сечение тора плоскостью. Форма фигуры сечения тора
определяется положением секущей плоскости относительно оси
тора. Если секущая плоскость перпендикулярна к оси тора, то
она пересекает его поверхность по кольцу (рис. 105) или по
одной окружности (разновидность тора — бочка). Секущая пло-
скость, проходящая через ось тора (рис. 106), пересекает торо-
вую поверхность по ее образующим. При этом сечение пред-
ставляет собой фигуру, одинаковую по форме и размерам
с очерком тора на плоскости, параллельной его оси вращения.
Если секущая плоскость параллельна оси тора или наклонена
к ней, то в сечении получается лекальная кривая (рис. 107).
5.3. Пересечение многогранников
Два многогранника пересекаются по ломаным замкнутым
линиям (рис. 108). Вершинами ломаной линии являются точки
Рис. 108
пересечения ребер одного многогранника с гранями другого,
а отрезками этой ломаной линии служат линии пересечения
граней двух многогранников.
На рис. 108 показан пример построения линии пересечения
пирамиды и призмы. Так как боковые грани призмы занимают
проецирующее положение по отношению к фронтальной пло-
скости, фронтальную проекцию линии пересечения строить не
надо. Для построения двух других проекций линии пересечения
определяют на фронтальной плоскости проекций точки пересе-
чения ребер пирамиды с гранями призмы (точки 1; 6 и 2; 5
и симметричные им относительно плоскости а точки) и вводят
вспомогательную плоскость Р для определения отрезков
прямых, по которым пересекается профильная грань призмы
с боковыми гранями пирамиды (отрезок 3—4 и симметричный
ему относительно плоскости а отрезок).
5.4. Пересечение многогранника с поверхностью вращения
Пересечение многогранника с поверхностью вращения сле-
дует рассматривать как совокупность пересечений отдельно
взятых граней многогранника с поверхностью вращения. По-
этому линии пересечения таких поверхностей состоят из от-
дельных участков плоских кривых, а также отрезков прямых.
Например, линии пересечения пирамиды с цилиндром
(рис. 109) представляют собой один полный и два неполных
эллипса.
При построении линий пересечения многогранника с по-
верхностью вращения в качестве поверхности-посредника ис-
пользуют плоскость, которую располагают так, чтобы она
пересекла поверхность вращения по ее образующим или
окружности. В табл. 6 приведены возможные положения пло-
скостей-посредников для простейших поверхностей вращения.
Общий порядок построения линий пересечения многогран-
ника и поверхности вращения показан на рис. 109. Анализ
формы и положения заданных поверхностей показывает, что.
цилиндрическая поверхность пересекается со всеми боковыми
Положение плоскостей-посредников
Таблица 6
Геометрическая поверхность Возможные положения плоскостей-п осредников
Цилиндр а ± оси цилиндра Р или у11оси цилиндра
Конус fo<x ьог а ± оси конуса Р проходит через вершину конуса у проходит через ось конуса
Сфера fofi Г -4 f0u_ к, Р, у — плоскости уровня 8 — любая плоскость, пересе- кающая сферу
Тор j^ 'pot к X оси тора Р проходит через ось тора
У ч
гранями пирамиды. Для построения линий пересечения в этом
примере можно использовать любые плоскости уровня. В дан-
ном случае применены горизонтальные плоскости.
Вначале отмечают опорные точки: 1) точки А и В излома
линии пересечения; 2) концы осей эллипса, полученного при
пересечении цилиндрической поверхности с гранью I — точки
С, D и Е, F-, 3) точки К и L, которые лежат на очерковых обра-
зующих цилиндра; 4) точки М и N — наиболее близкие к реб-
рам S1 и S2.
Промежуточные точки строят аналогично точкам М и N.
5.5. Пересечение поверхностей вращения
Поверхности вращения могут пересекаться по прямым ли-
ниям, плоским или пространственным кривым.
Построение линии пересечения поверхностей вращения в ря-
де случаев выполняют без поверхностей-посредников, напри-
мер, когда линии пересечения являются прямыми (рис. ПО)
или окружностями (рис. 111), а также при пересечении цилин-
дрических поверхностей, занимающих проецирующее положе-
ние (рис. 112).
В общих случаях для построения линий пересечения поверх-
ностей вращения применяют плоскости-посредники и сферы-
посредники.
Построение линий пересечения поверхностей вращения с по-
мощью плоскостей-посредников. Наиболее просто построить ли-
нию пересечения двух поверхностей вращения, если одна из
них занимает проецирующее положение. Например, на рис. 113
цилиндрическая поверхность является проецирующей по отно-
шению к плоскости Я), поэтому на горизонтальной проекции
линия пересечения задана. Остальные проекции линии пересече-
Рис. НО Рис. 111 ния определяют с помощью фронтальных плоскостей-по- средников, расположенных пер- пендикулярно к оси и торо- вой поверхности. Наличие плоскости симмет- рии а позволяет вводить пло- скости-посредники только от пе- редней образующей цилиндри- ческой поверхности до плоско- сти а. Вначале находят опорные |—Н—I |-н—I ’ Рис. 112
Рис. 114
Рис. 113
точки А и В, а затем с помощью плоскости у определяют точ-
ку С и симметричную ей точку D. Построение промежуточных
точек показано на примере точек 1 и 2, построенных с по-
мощью плоскости р.
На рис. 114 и 115 показан случай пересечения поверхностей
вращения, когда ни одна из них не является проецирующей
и их общая плоскость симметрии а не параллельна ни одной
плоскости проекций. В этом случае для нахождения опорных
точек линии пересечения применен способ преобразования про-
екций, а для определения промежуточных точек используют го-
ризонтальные плоскости-посредники, положение которых обус-
ловлено осью конической поверхности.
Нахождение опорных точек линии пересечения показано на
рис. 114. К ним относятся: высшая и низшая точки А и В; точ-
ки С, D, Е, F, расположенные на очерковых образующих кони-
ческой поверхности, точки К и L, определяющие границу види-
мости линии пересечения на горизонтальной проекции.
Построение промежуточных точек показано на примере то-
чек 1 и 2 (рис. 115).
Построение линий пересечения поверхностей вращения с по-
мощью сфер-посредников. Построение линии пересечения по-
верхностей вращения с пересекающимися осями можно осуще-
Рис. 115
ствить при помощи сфер-посредников. При этом используют
в качестве сфер-посредников (рис. 116) концентрические сферы.
Каждая сфера-посредник пересекает обе поверхности по окруж-
ностям, точки пересечения которых являются общими для рас-
сматриваемых поверхностей (например, точки 1, 2, 3, 4). Перед
построением линии пересечения необходимо определить для
сфер-посредников их предельные радиусы _Rmax и Rm\n, которые
зависят от вида, размеров и взаимного расположения пересе-
кающихся поверхностей. Общая последовательность построе-
ния линии пересечения остается прежней, т. е. вначале опреде-
ляют опорные точки (например, точки А и В), а затем строят
промежуточные.
5.6. Геометрические тела и детали с отверстиями
Построение проекций отверстий сводится к построению
проекций линий пересечения поверхностей (см. 5.1). Новым
является лишь то, что отверстия могут быть выполнены
сквозными или глухими. Для выявления глубины глухих отвер-
стий применяют разрезы и сечения или такие отверстия изо-
бражают на виде штриховыми линиями.
На рис. 117 показано построение проекций прямоугольного
сквозного отверстия, выполненного в треугольной пирамиде.
Проекции линий, образующих контур отверстия, находят как
линии пересечения двух многогранников — призмы и пира-
миды. Чтобы пояснить, что отверстие сквозное, необходимо на
всех проекциях построить изображение не только контура от-
верстия, но и его боковых ребер, т. е. отрезков BE, CF и сим-
метричных им ребер относительно плоскости а симметрии
тела.
На рис. 118 приведено построение проекций шара с треу-
гольным отверстием. Решение этого примера основано на по-
строении линий пересечения многогранника (призмы) с поверх-
ностью вращения (сферой) и выполняется с помощью плоско-
стей-посредников (а, Р и па-
раллельные им плоскости).
На рис. 119 изображена
деталь вращения с двумя
цилиндрическими отверстия-
ми. Необходимо построить
линии пересечения двух пар
цилиндрических поверхно-
стей. Наружный цилиндр диа-
метром D пересекается с от-
верстием диаметром d} по
двум замкнутым линиям и
два отверстия диаметров di
и d2 пересекаются между
собой по одной линии.
5.7. Линии пересечения на деталях
Перед построением линий пересечения на детали необходи-
мо выяснить вид и взаимное расположение всех поверхностей,
ее ограничивающих. Далее выделить сочетания тех поверхно-
стей, линии пересечения которых можно построить лишь с по-
мощью поверхностей-посредников, и для каждого сочетания
выбрать способ построения линии пересечения.
В общем случае последовательность построения линий
пересечения на детали такова:
1) вычерчивают тонкими линиями контуры всех поверхно-
стей детали;
2) строят линии пересечения, не требующие вспомога-
тельных построений;
3) строят линии пересечения, для построения которых необ-
ходимы поверхности-посредники.
На рис. 120 показана деталь, ограниченная плоскостями
и поверхностями вращения. Взаимное расположение поверхно-
стей детали таково, что они сочетаются путем касания и пере-
сечения. Примерами касания могут служить сочетания поверх-
ностей I и II (линия касания — окружность) или III и IV (линии
касания — отрезки прямых). Из всех линий пересечения детали
следует выделить линии, полученные при сочетании следующих
поверхностей: V и VI, VII и VIII, I и III, I и IV, I и IX. При по-
строении этих линий необходимо применять поверхности-пос-
редники. Остальные линии пересечения представляют собой от-
резки прямых, окружности и дуги, т. е. линии, получаемые без
вспомогательных построений.
Среди линий пересечения выделяют линии, полученные
в результате сечения поверхностей детали плоскостями, отде-
ляющими часть детали. Такие
линии называют линиями среза.
Они состоят из участков раз-
личных линий, число и вид ко-
торых зависят от числа и ви-
да пересекаемых плоскостью
поверхностей детали. Поэтому
перед построением линий среза
необходимо на проекциях дета-
ли нанести границу геометри-
ческих поверхностей, образую-
щих форму детали, в пределах
линии среза. Например, у про-
ушины тяги (рис. 121) плоско-
сти среза пересекают сфери-
ческую и коническую поверхности и линии срезов состоят из
участков дуг окружностей и гипербол. Построение точек
линий среза показано на примере точек, полученных с помо-
щью плоскости р.
5.8. Упрощенное изображение линий пересечения
поверхностей
ГОСТ 2.305 — 68 (п. 6.3, 6.4 и 6.7) предусматривает ряд упро-
щений и условностей, допускаемых при изображении линий
пересечения поверхностей.
Упрощенное изображение линий пересечения можно приме-
нять при вычерчивании любых деталей, если по условиям тех-
нологии изготовления детали не требуется точное их изображе-
ние (например, при изготовлении раз-
верток). Допускается вместо лекальных
кривых проводить дуги окружности
и прямые линии (рис. 122). Линии пере-
сечения необходимо строить, если упро-
щенное их изображение затрудняет или
не позволяет правильно, прочитать чер-
теж детали.
Плавный переход от одной поверх-
ности к другой (с помощью специаль-
но предусмотренных скруглений) показы-
вают условно воображаемой линией
перехода, выполняемой сплошной тон-
кой линией (рис. 123 и рис. 124, а).
нии перехода можно совсем не показывать на изображениях,
если от этого не нарушается представление о форме предмета
(рис. 124,6). Условные и упрощенные изображения линий пере-
сечения (перехода) должны по своей форме приближаться к ли-
ниям, которые получаются при точном их построении.
Воображаемые ли-
5.9. Наклонные сечения деталей
При пересечении плоскостью тел, ограниченных нескольки-
ми поверхностями, фигуру сечения определяют следующим
образом. В первую очередь выясняют вид пересекаемых по-
верхностей, затем их границы в пределах сечения и, наконец,
форму отдельных контуров или их частей, составляющих фигу-
ру сечения. Истинный вид сечения строят на дополнительной
плоскости проекций, параллельной секущей плоскости. В слу-
чае необходимости фигуру сечения смещают в удобное место
поля чертежа. При этом желательно сохранять параллельность
между секущей плоскостью и фигурой сечения. Для лучшего
понимания процесса построения сечения рекомендуется:
а) строить проекции сечения на всех заданных проекциях тела;
б) строить для каждой пересекаемой поверхности замкнутый
контур, а потом выделять только те части его, которые обра-
зуют фигуру сечения.
На рис. 125 изображен упор, рассеченный профильно-прое-
цирующей плоскостью а. Плоскость а пересекает цилиндриче-
ские и плоские поверхности упора. Цилиндр I пересекается по
прямоугольнику ABCD, параллелепипед II — по прямоугольни-
ку EFKL и цилиндрическая поверхность выемки III — по эллип-
су с осями MN и TR. Истинный вид сечения построен на до-
полнительной плоскости л4, перпендикулярной к плоскости тг3
и параллельной плоскости а. На плоскости л4 сначала строят
тонкими линиями проекции названных прямоугольников и эл-
липса. Затем отмечают точки S и М, в которых пересекаются
эллипс и прямоугольник EFKL, и обводят фигуру сечения.
Рис. 126
Кнопку (рис. 126) пересекает фронтально проецирующая
плоскость а. Эта плоскость пересекает сферическую, торовую
и цилиндрическую поверхности. Сферическую поверхность пло-
скость а пересекает по окружности радиуса 7?сеч ш, торовую —
по лекальной кривой, расположенной между точками Б и С,
а цилиндрическую — по эллипсу. Сечение построено на плоско-
сти перпендикулярной к плоскости л2 и параллельной пло-
скости а.
Построение наклонных сечений полых тел отличается толь-
ко тем, что вначале строят фигуру, получающуюся при пересе-
чении наружных форм тела, после чего на ней изображают ли-
нии, полученные от пересечения с внутренними полостями
и отверстиями.
Глава IV
ИЗОБРАЖЕНИЯ, НАДПИСИ, ОБОЗНАЧЕНИЯ
6. ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ ИЗОБРАЖЕНИЙ
Чертеж содержит изображения, которые в зависимости от
их содержания делят на виды, разрезы и сечения. Изображения
предмета позволяют установить формы отдельных его поверх-
ностей, а также взаимное расположение этих поверхностей.
Для определения величины изделия, его частей и их взаимного
расположения на соответствующих изображениях наносят раз-
меры.
Изображения предмета выполняют, применяя метод пря-
моугольного проецирования, предполагая, что предмет распо-
ложен между наблюдателем и соответствующей плоскостью
проекций. За основные плоскости проекций принимают три
взаимно перпендикулярные плоскости 1, 2 и 3 (рис. 127), а так-
же параллельные им плоскости 4, 5 и 6. Все перечисленные
плоскости проекций образуют грани куба. Грани 1, 2 и 3 при-
нимают соответственно за фронтальную, горизонтальную
и профильную плоскости проекций.
плоскость проекции
Рис. 127
Совмещая грани куба с расположенными на них изображе-
ниями в одну плоскость (рис. 127), получают чертеж предмета
(рис. 128), состоящий из шести изображений.
Изображение на фронтальной плоскости проекций при-
нимают на чертеже в качестве главного. Предмет располагают
относительно фронтальной плоскости проекций гак, чтобы
изображение на ней, давая наиболее полное представление
о форме, размерах и служебном назначении предмета, облегча-
ло бы использование чертежа при изготовлении изделия. Прак-
тикой конструирования различных деталей установлены реко-
мендации по выбору главного изображения и остальных
изображений той или иной детали в зависимости от ее кон-,
структивных и технологических особенностей (см. 15). Ниже
рассматриваются основные правила и рекомендации ГОСТ
2.305 — 68 по выполнению изображений на чертежах.
6.1. Виды
Видом называется изображение обращенной к наблюдате-
лю видимой части поверхности предмета. Невидимые части
поверхности предмета допускается показывать на видах штри-
ховыми линиями (см. рис. 127 и 128). Применение штриховых
линий в отдельных случаях позволяет уменьшить число необ-
ходимых изображений, не нарушая ясности чертежа.
По характеру выполнения и по содержанию виды разде-
ляют на основные, местные и дополнительные.
Основные виды — виды, полученные на основных плоско-
стях проекций. В зависимости от плоскости проекций, на кото-
рой получен основной вид, установлены соответствующие их
названия (см. рис. 127): 1 — вид спереди (главный вид); 2 — вид
сверху; 3 — вид слева; 4 — вид справа; 5 — вид снизу; б — вид
сзади.
Основные виды обычно располагают в проекционной связи
между собой (см. рис. 128). В этом случае никаких надписей,
поясняющих названия видов, не дают. Вид сзади допускается
располагать левее вида справа.
Если какой-либо вид размещен на чертеже вне проекцион-
ной связи с остальными видами, то над этим видом выпол-
няют надпись по типу Вид А, подчеркиваемую сплошной тон-
кой линией (рис. 129). Одновременно у связанного с этим
видом изображения указывают направление взгляда (направле-
ние проецирования), в результате которого получен вид, отме-
ченный надписью. Направление взгляда указывают стрелкой,
над которой проставляют ту же прописную букву русского ал-
фавита, что и в надписи над видом. Стрелки, указывающие на-
правление взгляда, выполняют в соответствии с соотношения-
ми, приведенными на рис. 130, в зависимости от толщины s
сплошной толстой основной линии, примененной на чертеже.
Размер шрифта букв, указывающих направление взгляда
и обозначающих соответствующий вид, должен быть прибли-
зительно в 2 раза больше размера цифр размерных чисел, при-
мененных на этом чертеже. Так же оформляют надписи над ви-
дами, если виды находятся между собой в проекционной связи,
но отделены друг от друга какими-либо изображениями. Над-
писи над видами выполняют также в случае расположения ви-
дов на разных листах.
Местные виды. Местным видом называется изображение
отдельного, ограниченного места поверхности предмета. На
рис. 131 приведены примеры оформления на чертеже местных
видов.
Если местный вид расположен в непосредственной проек-
ционной связи с соответствующим изображением, то над ним
Рис. 130
не наносят никаких поясняю-
щих надписей (местный вид,
расположенный на месте вида
слева на рис. 131).
Если же местный вид распо-
ложен вне проекционной связи
с соответствующим ему изобра-
жением, то над ним выполняют
надпись, а на чертеже указыва-
ют направление взгляда, в ре-
зультате которого получен мест-
ный вид (рис. 131, Вид А,
Вид Б).
Местный вид можно ограни-
чивать линией обрыва, выпол-
няемой сплошной волнистой линией (рис. 131, Вид А), или не
ограничивать линией обрыва (рис. 131, Вид Ь).
При изображении длинных или высоких предметов (а также
их частей), имеющих постоянное (рис. 132, а) или закономерно
изменяющееся (рис. 132,6) поперечное сечение, могут приме-
няться местные виды так, что получаются виды с разрывами
(рис. 132,в, г).
Дополнительные виды. Выполнение и чтение чертежа можег
осложняться тем, что на основных видах отдельные элементы
предмета могут быть изображены с искажением их формы
и размеров (рис. 133, а). В этих случаях применяют дополни-
тельные виды, получаемые проецированием предмета на пло-
скости проекций, не параллельные основным плоскостям про-
екций. Дополнительный вид оформляется как местный вид,
если на нем изображено отдельное ограниченное место поверх-
ности предмета. Если дополнительный вид расположен в не-
Рис. 133
посредственной проекционной связи с соответствующим изо-
бражением, никаких надписей на чертеже не делают (рис.
133,6). Если же дополнительный вид расположен вне. проек-
ционной связи с каким-либо изображением, то над дополни-
тельным видом выполняют надпись, а у соответствующего
изображения указывают направление взгляда (рис. 133, а, г).
Из возможных расположений дополнительных видов (см.
рис. 133) предпочтительнее применять варианты, приведенные
на рис. 133,б,в. Дополнительный вид (рис. 134,6) допускается
повертывать, но с сохранением, как правило, положения, при-
нятого для данного предмета на главном изображении (рис.
134, а). В этом случае к надписи, выполненной над дополни-
тельным видом, добавляют слово «повернуто», которое пишут
в одну строку с надписью и не подчеркивают.
A-A
Вид Б повернут о
Рис. 134
6.2. Разрезы
Значительное число штриховых линий, примененных для
изображения контуров невидимых поверхностей, может затруд-
нить чтение чертежа. В этих случаях для лучшего чтения черте-
жа можно применять разрезы.
Разрезом называют изображение предмета, мысленно рас-
сеченного одной или несколькими секущими плоскостями, рас-
положенными перпендикулярно к плоскостям проекций. Часть
предмета, находящуюся между наблюдателем и секущей пло-
скостью, мысленно удаляют, в результате чего закрывающиеся
этой частью поверхности становятся видимыми. Разрез пред-
ставляет собой совмещение сечения предмета (фигуры, полу-
ченной при мысленном рассечении предмета секущей пло-
скостью) с изображением частей предмета, расположенных за
секущей плоскостью.
Мысленное рассечение предмета относится только к кон-
кретному разрезу и не влечет за собой изменения других изо-
бражений того же предмета. В зависимости от числа секущих
плоскостей разрезы делят на простые и сложные. Применяют
также местные разрезы.
Разрезы называют продольными, если секущие плоскости
направлены вдоль длины или высоты предмета, и поперечны-
ми, если секущие плоскости расположены перпендикулярно
длине или высоте предмета.
Простые разрезы. Разрезы, полученные в результате приме-
нения одной секущей плоскости, называют простыми. В зави-
симости от положения секущей плоскости относительно гори-
зонтальной плоскости проекций разрезы делят на горизон-
тальные (секущая плоскость параллельна горизонтальной пло-
скости проекций), вертикальные (секущая плоскость перпенди-
кулярна горизонтальной плоскости проекций) и наклонные (се-
кущая плоскость составляет с горизонтальной плоскостью
проекций угол, отличный от 90°).
Вертикальный разрез называется фронтальным, если секу-
щая плоскость параллельна фронтальной плоскости проекций,
и профильным, если секущая плоскость параллельна профиль-
ной плоскости проекций.
На рис. 135 приведены изображения детали, представляю-
щие собой горизонтальный, профильный и фронтальный раз-
резы. Эти разрезы расположены на месте соответствующих ос-
новных видов (на месте вида сверху, вида слева и вида
спереди), что допускает ГОСТ 2.305 — 68.
В общем случае положение секущей плоскости указывают
на чертеже линией сечения, для которой применяют разом-
кнутую линию. Штрихи линии сечения выполняют длиной
8. ..20 мм (рис. 136) и располагают так, чтобы они не пересе-
Рис. 135
Рис. 136
кали контур изображения. Перпендикулярно этим штрихам на-
носят стрелки, указывающие направление взгляда. Стрелки на-
носят на расстоянии 2... 3 мм от внешнего конца штриха
линии сечения. Около стрелок с внешней стороны концов
штрихов линии сечения наносят прописную букву русского ал-
фавита. Независимо от положения штрихов линии сечения
буквы всегда наносят так, как будто они расположены на гори-
зонтальной строке (см. рис. 135, 136 и 137).
Разрез сопровождают надписью, которая состоит из со-
ответствующих букв, обозначающих положение секущей пло-
скости и написанных через тире (например: А — А, Б — Б,
В — В и т. д.). Надпись помещают над разрезом и подчерки-
вают тонкой сплошной линией. Для обозначения разрезов при-
меняют стрелки и буквы тех же размеров, что и для обозначе-
ния видов.
Если секущая плоскость совпадает с плоскостью симметрии
предмета в целом, а соответствующие изображения располо-
жены в непосредственной проекционной связи и не разделены
какими-либо изображениями, то для горизонтальных, фрон-
тальных и профильных разрезов положение секущей плоскости
Рис. 138
не отмечают, а сам разрез надписью не сопровождают (на рис.
135 фронтальный разрез).
На рис. 137 для выявления внутренних форм элементов де-
тали применен вертикальный разрез, полученный при помощи
секущей плоскости, не параллельной ни фронтальной, ни про-
фильной плоскостям проекций. Такие разрезы строят и распо-
лагают в соответствии с направлением, указанным стрелками
на линии сечения (рис. 137, а). Допускается эти разрезы распо-
лагать в любом месте поля чертежа, а также поворачивать до
положения, соответствующего принятому для данного предме-
та на главном изображении. В этом случае к надписи над раз-
резом должно быть добавлено слово «повернуто» (рис. 137, б).
Часть вида и часть соответствующего разреза допускается
совмещать на одном изображении, разделяя их сплошной вол-
нистой линией (рис. 138).
На соединяемых частях вида и разреза обычно не проводят
штриховые линии, соответствующие невидимым контурам. Ес-
ли соединяемые части вида и разреза представляют собой сим-
метричные фигуры, то их отделяют друг от друга тонкой
штрихпунктирной линией, являющейся осью симметрии соеди-
няемых изображений (рис. 139). Часть изображения, предста-
вляющего собой разрез, обычно располагают правее (рис.
139, а) или ниже (рис. 139,6) оси симметрии, разделяющей со-
единяемые изображения.
Если с осью симметрии изображения совпадает какая-либо
Рис. 139
линия, например проекция ребра (рис. 140), то вид от разреза
отделяют сплошной волнистой линией, проводимой левее или
правее оси симметрии.
Местные разрезы — разрезы, предназначенные для выявле-
ния конструктивных особенностей предмета в отдельном, огра-
ниченном месте. Местный разрез выделяют на виде сплошной
волнистой линией, которая не должна совпадать с какими-либо
другими линиями изображения (рис. 141).
Если местный разрез выполняют на части предмета, пред-
ставляющей собой тело вращения (цилиндрические элементы
на рис. 142), то такой разрез можно отделить от вида тонкой
штрихпунктирной линией, являющейся изображением оси этой
части предмета.
Наклонные разрезы. В ряде случаев особенности конструк-
ции той или иной детали могут быть пояснены применением
А-А
Рис. 143
Рис. 142
A-К
наклонного разреза. Наклонный разрез осуществляется секу-
щей плоскостью, наклоненной к горизонтальной плоскости
проекций под углом, отличным от 90°. На рис. 143 конструк-
тивные особенности детали выявлены наклонным разрезом
А — А. Наклонный разрез строят и располагают на чертеже
в соответствии с направлением, указанным стрелками на линии
сечения (рис. 143, а). Наклонный разрез допускается распола-
гать в любом месте поля чертежа (рис. 143,6).
Сложные разрезы получают в результате применения не-
скольких секущих плоскостей. Сложные разрезы применяют
в тех случаях, когда простые разрезы не позволяют достаточно
просто пояснить форму предмета и его элементов.
Ступенчатые разрезы. Сложный разрез называют ступен-
чатым, если образующие его секущие плоскости параллельны
между собой.
На рис. 144 для выявления формы отверстий в элементах
детали применены две секущие плоскости, параллельные фрон-
тальной плоскости проекций. Положение секущих плоскостей
отмечено на чертеже линией сечения. Штрихи линии сечения,
расположенные вне изображения, принимаются условно за на-
чальный и конечный. На начальном и конечном штрихах ста-
вят стрелки, указывающие направление взгляда.
В каждом месте перехода от одной секущей плоскости
к другой наносят перегиб линии сечения, имеющий прямоу-
гольную форму.
Перегибы линии сечения выполняют линиями той же тол-
щины, что и штрихи линии сечения. У начального и конечного
штрихов линии сечения наносят (как и при простых разрезах)
прописную букву русского алфавита.
При выполнении ступенчатого разреза (см. рис. 144) все се-
чения, расположенные в параллельных секущих плоскостях, со-
вмещают в одну плоскость. На ступенчатом разрезе наличие
перегибов линии сечения не отражается (т. е. сложный разрез
оформляют как простой).
Над полученным разрезом выполняют надпись, указываю-
щую, при помощи каких секущих плоскостей получен этот
разрез.
В зависимости от положения секущих плоскостей относи-
тельно горизонтальной плоскости проекций ступенчатые раз-
резы могут быть горизонтальными, вертикальными (в том чис-
ле фронтальными и профильными) и наклонными. На рис. 144
представлен фронтальный ступенчатый разрез, который распо-
ложен на месте главного вида. Ступенчатые разрезы допу-
скается располагать на любом месте поля чертежа.
Ломаные разрезы. Сложный разрез называют ломаным, ес-
ли образующие его секущие плоскости пересекаются между со-
бой под углом, отличным от 90° (рис. 145). При построении
ломаных разрезов обычно одну из секущих плоскостей распо-
лагают параллельно какой-либо из основных плоскостей про-
екций, а вторую секущую плоскость поворачивают до совме-
щения с первой. Когда совмещенные плоскости будут парал-
лельны плоскости проекций, то ломаный разрез допускается
помещать на месте соответствующего вида. Вместе с секущей
плоскостью поворачивают расположенное в ней сечение (см.
рис. 145). При оформлении ломаного разреза на чертеже вспо-
могательные построения, приведенные на рис. 145, не выпол-
няются. Направление поворота секущей плоскости может со-
впадать (см. рис. 145) или не совпадать (рис. 146)
с направлением взгляда, указанным стрелкой на штрихах ли-
нии сечения.
Части предмета, расположенные за поворачиваемой секу-
щей плоскостью, изображают так, как они проецируются на
Рис. 145
Рис. 146
плоскость проекций, параллельно которой поворачивается се-
кущая плоскость (например, шпоночный паз на рис. 147).
6.3. Сечения
Сечением называется изображение фигуры, получающейся
при мысленном рассечении предмета одной или несколькими
секущими плоскостями. Секущие плоскости располагают пер-
пендикулярно основным плоскостям проекций так, чтобы полу-
чить наименьшую площадь фигуры сечения (обычно это обес-
печивается тем, что секущую плоскость располагают перпенди-
кулярно линии видимого контура или поверхности в месте
сечения).
На сечении показывают только то, что расположено непос-
редственно в секущей плоскости.
На рис. 148 изображена деталь, состоящая из крайних ци-
линдрических элементов, соединенных средней частью. Для по-
яснения формы средней части выполнен разрез (рис. 148, а).
Рис. 148
Рис. 149
Изображение на разрезе части детали, расположенной за секу-
щей плоскостью, не дает дополнительных сведений о конструк-
ции детали, поэтому с целью сокращения графической работы
вместо разреза можно изобразить только сечение А — А (рис.
148,6).
По форме сечения можно разделить на симметричные
(рис. 149) и несимметричные (рис. 150). По характеру выполне-
ния на чертеже сечения делят на наложенные (рис. 149,а; 150,а)
и вынесенные (рис. 149, в, г; 150, в). Предпочтение следует отда-
вать вынесенным сечениям. Вынесенные сечения допускается
располагать в разрыве между частями одного и того же вида
(рис. 149,6; 150,6).
Рис. 150
Контур вынесенного сечения изображают сплошными тол-
стыми основными линиями, а контур наложенного сече-
ния — сплошными тонкими линиями, причем контур изобра-
жения в месте расположения наложенного сечения не прерыва-
ют. В общем случае сечения оформляют так же, как разрезы:
положение секущей плоскости указывают на чертеже линией сече-
ния, на которой наносят стрелки, указывающие направление
взгляда и обозначенные одинаковыми прописными буквами
русского алфавита, над сечением выполняют надпись, состоя-
щую из тех же букв (см. рис. 148,6; 149, г; 150, в).
Для несимметричных наложенных сечений (см. рис. 150, г?)
или сечений, расположенных в разрыве вида (см. рис. 150, б),
проводят линию сечения со стрелками, но буквами ее не
обозначают.
Наложенные симметричные сечения оформляют без нанесе-
ния линии сечения (см. рис. 149, г?). Симметричное вынесенное
сечение, расположенное в разрыве вида (см. рис. 149,6), также
оформляют без нанесения линии сечения. Линию сечения не
проводят и в том случае, если вынесенное симметричное сече-
ние расположено в непосредственной близости от изображения,
а продолжение его оси симметрии пересекает контуры изобра-
жения (см. рис. 149, в) или совпадает с проекцией секущей
плоскости.
Как правило, по построению и расположению на чертеже
сечение должно соответствовать направлению взгляда, указан-
ному стрелками на штрихах линии сечения (рис. 151,Л — А;
152). Допускается располагать
Рис. 151
сечение на любом месте поля
чертежа, а также с поворо-
том, добавляя к надписи
над ним слово «повернуто»
(рис. 151, Б — Б).
Для нескольких одинако-
вых сечений, относящихся к
одному предмету, линии се-
чения обозначают одной бук-
вой и вычерчивают одно
сечение (рис. 151). Если при
этом секущие плоскости рас-
положены под разными угла-
ми, то надпись «повернуто»
не наносят (рис. 151, В — В).
Если секущая плоскость
проходит через ось поверх-
ности вращения, ограничива-
ющей отверстие или углуб-
ление, контур отверстия или Д , Б
углубления в сечении пока-
зывают полностью (два ле-
вых сечения на рис. 152).
Если секущая плоскость про-
ходит через сквозное некруг-
лое отверстие и сечение по-
лучается состоящим из от-
дельных самостоятельных ча-
стей, то вместо сечения сле-
дует выполнять разрез (рис.
152, Б — Б). Сечение можно выполнять несколькими се-
кущими плоскостями (рис. 152, А — А).
6.4. Обозначение изображений и элементов изделий
Правила обозначения на чертежах изображений и элементов
изделий устанавливает ГОСТ 2.316 — 68 (СТ СЭВ 856 — 78).
Изображения (виды, разрезы, сечения), поверхности и дру-
гие элементы изделия обозначают прописными буквами рус-
ского алфавита, за исключением букв И, О, X, Ъ, Ы, Ь. Бук-
венные обозначения присваивают в алфавитном порядке без
повторений и пропусков независимо от количества листов чер-
тежа. Предпочтительно обозначать сначала изображения. Бук-
венные обозначения располагают над изображением и подчер-
кивают.
Масштаб изображения на чертеже, отличающийся от ука-
занного в основной надписи, приводят непосредственно под
надписью, относящейся к изображению, например:
А — А Вид Б
МГ.1 ’’ М4:1 ‘
Размер шрифта буквенных обозначений и масштаба должен
быть примерно в 2 раза больше цифр размерных чисел.
6.5. Условности и упрощения
При выполнении различных изображений применяют услов-
ности и упрощения, которые позволяют сократить объем гра-
фической работы, сохраняя ясность и наглядность изображений
предметов и их частей. При выполнении чертежей часто приме-
няют ниже перечисленные условности и упрощения.
Если изображение (вид, разрез или сечение) представляет
собой симметричную фигуру, допускается вычерчивать полови-
Рис. 154
ну изображения (рис. 153, вид сверху) или немного более поло-
вины с линией обрыва (рис. 153, вид слева).
Когда для двух разрезов используют одну и ту же секущую
плоскость (рис. 154), стрелки, указывающие направление взгля-
да, наносят на одной линии.
Такие элементы, как спицы, тонкие стенки типа ребер жест-
кости и т. п., показывают незаштрихованными, если секущая
плоскость направлена вдоль оси или длинной стороны такого
элемента (рис. 155). Если в подобном элементе имеется отвер-
стие, углубление и т. п., то делают местный разрез (ушко на
рис. 155).
При необходимости выделения на чертеже плоских поверх-
ностей предмета на их изображениях проводят диагонали
сплошными тонкими линиями (рис. 156).
Рис. 156
Пластины, а также элементы деталей (отверстия, фаски,
пазы, углубления и т. п.) размером (или с разницей в размерах)
на чертеже 2 мм и менее изображают с отступлением от мас-
штаба, принятого для всего изображения, в сторону увеличе-
ния. Незначительную конусность или уклон допускается для
наглядности изображать с увеличением.
В тех случаях, когда уклон или конусность отчетливо не вы-
являются, проводят только одну сплошную толстую основную
линию (вид сверху на рис. 157, а), соответствующую меньшему
размеру элемента с уклоном или меньшему основанию конуса.
Аналогично оформляют чертеж и в том случае, если при пере-
ходе от одной поверхности к другой имеют место скругления
(рис. 157,6). Приведенные на рис. 157 геометрические построе-
ния при окончательной обводке чертежа не выполняют.
Вместо секущей плоскости допускается применять цилин-
дрическую поверхность, развертываемую затем в плоскость
(рис. 158); в этом случае к обозначению сечения добавляют
слово «развернуто».
Допускается применять сложные разрезы по аналогии с рис.
159.
При выполнении разрезов допускается изображать не все,
что расположено за секущей плоскостью, если это не требуется
для понимания конструкции предмета.
Более подробные сведения о правилах изображения на чер-
тежах предметов или изделий и их составных частей приведены
в ГОСТ 2.305-68 и в ГОСТ 2.109-73 (СТ СЭВ 858-78,
СТ СЭВ 1182-78).
6.6. Выносные элементы
Выносной элемент представляет собой отдельное изобра-
жение какой-либо части предмета, требующей дополнительных
пояснений (формы, размеров и др.). На рис. 160 представлены
примеры выполнения на выносных элементах канавок для вы-
хода шлифовального круга.
Выносные элементы обычно выполняют с увеличением. При
применении выносного элемента соответствующее место на ос-
новном изображении отмечают сплошной тонкой линией (в ви-
де окружности, овала и т. п.) и обозначают римской цифрой
(соответствующей порядковому номеру выносного элемента)
на полке линии-выноски. Над выносным элементом выпол-
няют надпись, состоящую из соответствующей римской цифры
и масштаба, в котором выполнен выносной элемент (если
масштаб отличается от масштаба, указанного в основной
надписи).
Выносной элемент может содержать подробности, не ука-
Рис. 160
занные в соответствующем изображении, и может отличаться
от него по содержанию (например, изображение может быть
видом, а выносной элемент — разрезом и наоборот).
Выносной элемент располагают, по возможности, ближе
к соответствующему месту на изображении предмета.
6.7. Компоновка чертежа
Помимо графической части (изображения, размеры) чертеж
может содержать текстовую часть (надписи, таблицы, ус-
ловные знаки и т. п.). Под компоновкой чертежа понимают
взаимное расположение на поле чертежа всех данных (графиче-
ских и текстовых), приведенных на чертеже.
I Условные знаки, характеризующие \
ооознауение-1 шероховатость поверхности i
Д,.... ......'
*>, ^нанесения. ’ размеров^12Л
Таблица
Контур
изображения
контур
изображения
Контур
изображения
£ Технические требования
4
Основная надпись
Рис. 161
На поле учебного чертежа (рис. 161), ограниченном рамкой,
в общем случае помимо изображений с нанесенными на них
размерами могут располагаться:
а) основная надпись (в правом нижнем углу листа);
б) технические требования (непосредственно над основной
надписью);
в) условные знаки, характеризующие шероховатость по-
верхности (в правом верхнем углу листа);
г) повернутое обозначение чертежа;
д) таблица параметров, характеризующих изображенное из-
делие (например, на чертежах зубчатых колес, червяков и звез-
дочек цепных передач).
По числу и содержанию изображения, приведенные на чер-
теже, должны давать полное представление о форме изделия.
Расположение изображений на чертеже должно обеспечивать
экономное использование поля чертежа и быть удобным для
чтения чертежа.
Рис. 161 иллюстрирует расположение изображений с нане-
сенными на них размерами на поле чертежа, выполняемого на
листе формата АЗ. Изображения и нанесенные на них размеры
следует располагать так, чтобы размеры отмеченных проме-
жутков были примерно равны между собой: Lj » L2 ~ L3, а так-
же Hi к Н2.
Рис/ 162 иллюстрирует расположение изображения и нане-
сенных на нем размеров на поле чертежа, выполненного на ли-
сте формата А4. В данном случае также следует стремиться
к соответствующему равенству отмеченных на рисунке проме-
жутков :
Zj2 и % /?2.
На практике встречаются и другие варианты оформления
чертежей, отличающиеся как числом изображений, так и фор-
матом листа, на котором располагают изображения.
В каждом конкретном случае изображения должны быть
расположены так, чтобы было выдержано приблизительное ра-
венство промежутков, приведенных на рис. 161 и 162.
Рис. 162
Зона нанесения размеров
Контур изображения
Li
Контур изображения
Основная надпись
Рис. 163
Если в учебном чертеже отсутствуют условные знаки, ха-
рактеризующие шероховатость поверхности (в правом верхнем
углу листа), повернутое обозначение чертежа и технические
требования, то компоновку чертежа можно осуществлять в со-
ответствии с рис. 163 и 164
Li
ёёЗонб понесётя размеров-:.
L-z
Контур изображения
Контур изображения
Основная надпись
Рис. 164
7. АКСОНОМЕТРИЧЕСКИЕ ПРОЕКЦИИ И ТЕХНИЧЕСКИЕ
РИСУНКИ
7.1. Аксонометрические проекции
Аксонометрические проекции применяют для наглядной
передачи формы предметов и изделий, а также кинематических
и других схем.
Аксонометрической проекцией называется проекция, полу-
ченная путем проецирования заданного предмета вместе
с координатной системой, к которой он отнесен, параллельным
пучком лучей на некоторую плоскость л. Направление проеци-
рования выбирают таким, чтобы оно не совпадало ни с одной
из присоединенных координатных осей. Величины изобра-
жаемых ребер параллелепипеда на плоскости л определяются
коэффициентами искажения к, т, п (соответственно осям х, у,
z). Проекции присоединенных координатных осей на плоскость
л называют аксонометрическими осями. Наиболее распростра-
нены следующие виды аксонометрических проекций:
1) прямоугольные:
Рис. 165
а) изометрическая (изометрия), к = т = п = 0,82
(рис. 165, а);
б) диметрическая (диметрия), к = 2т = и - 0,94
(рис. 166, а);
2) косоугольная фронтальная диметрическая, к = 2т =
= п = 1.
Для упрощения построения аксонометрических проекций
пользуются коэффициентами искажения по ГОСТ 2.317 — 69
(СТ СЭВ 1979 — 79). Для прямоугольной изометрической проек-
Рис. 166
ции эти коэффициенты к — т = п = 1, а для прямоугольной ди-
метрической к — 2т = п= 1. При этом изометрическая про-
екция получается увеличенной в 1,22 раза (рис. 165,.6),
а диметрическая — в 1,06 раза (рис. 166,6).
Аксонометрическую проекцию точки А строят по ее коорди-
натам xA,yA,zA (рис. 167).
Рис. 167
Аксонометрические проекции кривых, а также дуг окружно-
стей больших радиусов строят по координатам их точек.
На рис. 168 показано построение плоской кривой, а на
рис. 169 — пространственной кривой в изометрической проек-
ции (линия пересечения двух цилиндров).
Рис. 168
Изометрическая и диметрическая проекции окружности. При
аксонометрическом проецировании окружность изображается
в виде эллипса. Направление главных осей эллипса зависит от
положения плоскости, в которой расположена проецируемая
окружность. Если плоскость окружности параллельна плоско-
сти, содержащей любые две аксонометрические оси, то напра-
вление осей эллипса определяют по направлению третьей аксо-
нометрической оси. Большая ось эллипса перпендикулярна
этой оси, а малая ось ей параллельна.
Изометрическими проекциями окружностей, расположенных
в присоединенных координатных плоскостях или им парал-
лельных, служат эллипсы с одинаковым соотношением осей
(см. рис. 165).
Диметрическими проекциями окружностей (см. рис. 166),
расположенных в координатных плоскостях или им парал-
лельных, служат эллипсы, одинаковые по форме и размерам
для двух плоскостей хоу и xoz, но отличающиеся от эллипса
в плоскости xoz.
На рис. 165 и 166 приведены теоретические и практические
по ГОСТ 2.317 — 69 (СТ СЭВ 1979 — 79) проекции окружностей.
Построение проекции окружности, т. е. эллипса, начинают
с построения проекции ее центра, затем проводят две аксоно-
метрические оси, определяющие плоскость окружности, и нано-
сят главные оси эллипса — большую и малую; на аксонометри-
ческих осях отмечают четыре точки, принадлежащие концам
диаметров данной окружности. Для всех видов аксонометриче-
ских проекций эллипсы относительно небольших размеров ре-
комендуется вычерчивать по восьми указанным точкам при по-
мощи лекала. Эллипсы с большими размерами осей рекомен-
дуется заменить овалами, состоящими из четырех дуг окруж-
ностей.
Построение четырехцентрового овала, приближенно заменяю-
щего изометрическую проекцию окружности (рис. 170). Строят
овал с осями, равными осям эллипса (большая ось АВ = 1,22 х
х £>окр, малая ось CD = 0,7DOKp).
Из точки О описывают две окружности радиусами, равны-
ми полуосям овала. Отмечают точки Oj, О2, О$, О4 — центры
сопряженных дуг окружностей, из которых и состоит овал.
Построение овала, приближенно заменяющего диметрическую
проекцию окружности, расположенной в плоскостях и я3 (рис.
171). Строят овал с осями, равными соответствующим осям
0,35.0окр
Рис. 171
эллипса (большая ось АВ = 1,06 DOKp, малая ось CD = 0,35 Локр).
Откладывают большую и малую оси овала. Далее находят
центры (точки О2 и О3, О4) сопряженных дуг окружностей,
из которых состоит овал.
Построение овала, приближенно заменяющего диметрическую
проекцию окружности, расположенную в плоскости (рис. 172).
Рис. 172
Строят овал с осями, равными соответствующим осям эллипса
(большая ось АВ = 1,06£>окр, малая ось CD = 0,94£>окр).
Проводят оси диметрической проекции х, у и z, затем через
точку О — прямую, перпендикулярную к оси у, и на ней от-
кладывают большую ось эллипса АВ. Малую ось эллипса CD
откладывают на оси у. Отрезки ОМ = ON= ОК = ОЕ равны
радиусу данной окружности. Точки М, N, К и Е будут точками
сопряжения дуг овала. Точки О\, О2, О$ и О4 будут центрами
дуг радиусов окружностей, из которых состоит овал. Эти
центры расположены на расстоянии, примерно равном
0,0947)окр от точки О.
Аксонометрические проекции плоских фигур и многоугольни-
ков строят по координатам их вершин (рис. 173).
Отрезки, параллельные между собой, в аксонометрии также
изображаются параллельными отрезками. Если сторона много-
угольника расположена параллельно аксонометрической оси,
то величина ее проекции зависит от коэффициента искажения
по этой оси. В качестве примеров построения плоских фигур
даны построения оснований призм и пирамид (рис. 173). На-
клонные отрезки, не параллельные плоскостям проекций,
строят по координатам их крайних точек (рис. 174).
Рис. 173
При построении наглядных изображений деталей приходит-
ся чаще всего встречаться с построением параллелепипеда,
призмы, цилиндра, конуса. Основание этих тел обычно распо-
лагают параллельно той или другой координатной плоскости.
Для изображения в изометрической проекции любого геоме-
трического тела с плоскими основаниями вначале строят одно
из его оснований в виде проекции многоугольника или окруж-
ности, а затем на расстоянии, равном высоте или длине тела,
изображают второе его основание, параллельное первому. Бо-
ковую поверхность геометрического тела изображают путем
нанесения всех ребер или очерковых образующих; последние
для цилиндра и конуса проводят касательными к эллипсам, изо-
бражающим основания.
На рис. 173 показаны построения аксонометрических проек-
ций геометрических тел, заданных чертежом. Чертежи тел
Рис. 174
даны на рис. 173, а, изометрические проекции — на рис. 173, б
и диметрические проекции — на рис. 173, в.
Прямоугольной аксонометрической проекцией сферы диаме-
тром Леф является окружность диаметром 1,227)^ (изометрия)
или 1,06£>сф (диметрия) в зависимости от принятых коэффи-
циентов искажения.
На рис. 175 показано построение сферы, рассеченной тре-
мя плоскостями: экваториальной и двумя меридиональны-
ми — фронтальной и профильной (рис. 175, а — изометрия,
рис. 175, б — диметрия).
Рис. 175
Аксонометрические проекции деталей. Перед построением ак-
сонометрической проекции детали необходимо выбрать вид ак-
сонометрии, влияющий на степень наглядности аксонометрии
и простоту ее выполнения.
a)
в)
Рис. 176
Изометрию (рис. 176,6) следует, применять в тех случаях,
когда все видимые стороны детали (рис. 176, а) равноценны для
изображения.
Прямоугольную диметрию (рис. 176, в) лучше применять
тогда, когда наибольшая часть элементов детали, характери-
зующих ее особенности, сосредоточена на одной из сторон, ко-
торую можно расположить параллельно фронтальной плоско-
сти аксонометрической проекции.
При выполнении аксонометрических изображений сложных
деталей, имеющих внутренние полости, применяют разрезы
для выявления внутренних форм деталей. Их осуществляют
двумя или тремя плоскостями, каждую из которых распола-
гают параллельно координатной плоскости. Чаще всего секу-
щие плоскости совпадают с плоскостями симметрии детали
и соответствуют плоскостям разрезов, выполненных на черте-
же детали. На аксонометрических проекциях не рекомендуется
применять полный разрез, так как при этом теряется нагляд-
ность изображения. Обычно удаляют одну четвертую часть де-
тали, иногда одну восьмую. Угол, образованный секущими
плоскостями, всегда должен быть видимым.
Штриховка в разрезах. В аксонометрических проекциях
линии штриховки в каждой плоскости сечения проводят в опре-
деленных направлениях, которые показаны на рис. 177 (рис.
177, а, б — изометрия, рис. 177, в, г — диметрия).
Если секущая плоскость проходит через ребра жесткости,
сплошные выступы или тонкие стенки, то сечения этих элемен-
тов деталей всегда покрывают штриховкой, т. е. изображают
разрезанными. В аксонометрии не производят поворот в пло-
скость разреза отверстий, расположенных на круглых фланцах
или дисках.
Для выполнения разрезов на аксонометрических проекциях
Рис. 177
применяют один из двух вариантов последовательности по-
строения, приведенных на рис. 178.
7.2. Технические рисунки. Оттенение поверхностей
Техническим рисунком называют аксонометрическое изоб-
ражение детали, выполненное от руки. Размеры и пропорции
изображения детали определяют на глаз. Объемные формы изо-
бражаемой детали выявляют на рисунке при помощи оттенения.
Для технических рисунков рекомендуется использовать чер-
тежную бумагу стандартного формата, карандаши марок
М или ТМ и мягкую резинку. Марка карандаша подбирается
в зависимости от жесткости бумаги.
Для равномерного заполнения поля выбранного формата
следует продумать компоновку рисунка.
Перед выполнением технического рисунка необходима тре-
нировка в проведении (без чертежных инструментов) горизон-
тальных, вертикальных и наклонных прямых, а также кривых
линий. Нужно научиться точно проводить линии или прямые
с первого раза и стремиться реже применять резинку.
На рис. 179 показаны два способа приближенного построе-
Рис. 180
ния осей изометрической проекции. Первый способ (рис. 179, а)
основан на допущении, что tg а° = tg р° = tg 30° « 0,6 = 3/5. Вто-
рой способ (рис. 179, б) основан на делении угла 90° на три
равные части.
На рис. 180 приведены два способа приближенного по-
строения осей диметрической проекции. Первый способ
(рис. 180, а) основан на допущении, что tga°»tg7°%
1 7
— и tg Р° х tg41° »—. Второй способ (рис. 180, б) ос-
8 8
90°
нован на допущении, что z. а° х 7°30 =-и z й 40° =
/90° 30° \ 12
3 +~}
Варианты расположения осей диметрической проекции при-
ведены на рис. 181.
Рисунки плоских фигур. Квадрат. Рисунки квадрата пока-
заны на рис. 182 (изометрические проекции) и 183 (дйметриче-
скйе проекции).
, L В^
Правильный шестиугольник. Рисунок правильного шести-
угольника выполняют на основании рисунка квадрата, сторона
которого равна большей диагонали шестиугольника (рис. 184).
Рис. 185
Прямую, соединяющую середины противоположных сторон
квадрата, совмещают с названной диагональю шестиугольни-
ка. Апофему шестиугольника принимают приближенно равной
7/8 стороны квадрата.
На рис. 184 помещены рисунки шестиугольника в изометри-
ческой проекции. Диметрические рисунки шестиугольника при-
ведены на рис. 185.
Окружность. На рис. 186 окружность вписана в квадрат
ABCD, сторона которого равна ее диаметру. Для изображения
окружности следует найти ее восемь точек. Четыре точки Е, F,
G, Н расположены в местах касания окружности со сторонами
квадрата. Четыре другие точки I, К, L, М находят по построе-
нию. Для этого отрезок BG делят на две равные части BN
и NG, далее отрезок NG делят еще на две равные части
I\’P = PN. Отрезок БЕ также делят на две равные части
BR = RE. Затем проводят прямую PR, которая пересекает диа-
гональ квадрата в точке I. Через эту точку параллельно сторо-
нам квадрата проводят прямые, которые пересекут диагональ
АС квадрата в точках К и М. Точку L строят как точку, сим-
метричную точке К.
Чтобы нарисовать изометрическое изображение окружно-
сти, расположенной в плоскости осей х„ и у„, следует нарисо-
вать квадрат A BCD и построить точки Е, F, G, Н, I, К, L, М.
Через эти точки проводят плавную кривую, близкую по форме
к изометрическому изображению данной окружности, т. е. эл-
липсу. Построение изометрических изображений окружностей,
расположенных в плоскостях осей хл и zm а также ул и z„,
аналогично.
Рис. 186
гл
Рис. 187
На рис. 187 приведены построения диметрнческих изобра-
жений окружностей.
Рисунки геометрических тел. На рис. 188 помещен рисунок
шестиугольной правильной пирамиды с основанием ABCDEF
и вершиной S (диметрическая проекция).
Рисунок пирамиды, как любого другого геометрического
тела, следует начинать с построения изображения ее основания.
Затем построить изображение вершины S и боковых ребер, по-
сле чего выявить видимость боковых ребер основания.
На рис. 189 приведен рисунок конуса, стоящего на плоско-
сти nj. Как и в предыдущем примере, рисунок следует на-
чинать с изображения основания конуса. Затем рисуют верши-
ну конуса и крайние видимые образующие, которые касаются
эллипса, т. е. изображения основания.
Перед выполнением рисунка геометрического тела или де-
тали выбирают его положение, позволяющее наиболее полно
передать на рисунке его форму и пропорции. Затем мысленно
разделяют форму детали или тела на составляющие элементы.
Далее устанавливают отношение и пропорции составляющих
элементов и выражают размеры каждого из них, выбрав какой-
либо характерный размер за условную единицу измерения.
Определяют масштаб изображения, а также формат листа и на
нем компонуют рисунок. Намечают аксонометрические оси.
Рисунок начинают с определяющего элемента, после чего ри-
суют последовательно остальные элементы.
На рис. 190 даны проекции геометрического тела, форма
которого состоит из параллелепипеда, цилиндра и усеченного
конуса. За единицу измерения взята высота цилиндра (размер
а). Высота параллелепипеда равна примерно 1а, высота усечен-
ного конуса — За, сторона квадратного основания параллелепи-
педа — 4д, диаметр цилиндра — За, диаметр основания нижнего
конуса — 1а, верхнего — а.
Рис. 191
На рис. 191 приведен рисунок этого тела, выполненный
в изометрии. Сначала проведены оси хп, уп, zn. Далее на оси zn
размечены центры оснований параллелепипеда, цилиндра и ко-
нуса, т. е. точки 1, 2, 3, 4. Затем построены контуры оснований
и крайние очерковые образующие конуса и цилиндра, а также
видимые ребра параллелепипеда.
Оттенение. В техническом рисовании для придания рисунку
большей наглядности и выразительности пользуются оттене-
нием, т. е. нанесением на рисунок светотени, показывающей
распределение света на поверхности предмета. Светотень спо-
собствует восприятию объемной формы предмета.
Светотень состоит из собственной тени, падающей тени, ре-
флекса, полутона и блика (рис. 192).
Собственная тень — тень, находящаяся в неосвещенной ча-
сти предмета.
Падающая тень — тень, отбрасываемая самим предметом.
Падающие тени на техническом рисунке не показывают.
Рефлекс — высветление собственной тени благодаря отра-
женным лучам света.
Полутон — слабоосвещенные места на поверхности предме-
та. Он создает постепенный переход от тени к свету. Полуто-
ном смягчается контрастность предмета.-
Свет — наиболее освещенная часть предмета.
Блик — светлое пятно на предмете.
Рис. 192
Освещенность предмета зависит от угла наклона световых
лучей и освещаемой поверхности. Наиболее освещенными ча-
стями поверхности являются те части, к которым лучи света
перпендикулярны.
В техническом рисовании принято, что источник света нахо-
дится сверху, сзади и слева от рисующего, а тень справа.
Наиболее освещенные участки поверхности оттеняют свет-
лее, чем участки, расположенные от света дальше.
Рис. 193
Рис. 194
Для нанесения теней на рисунке применяют следующие наи-
более распространенные методы оттенений: параллельная
штриховка (рис. 193), шраффировка (рис. 194, 195), точки
(рис. 196), тушовка, отмывка и т. д.
На одном рисунке следует использовать только один спо-
соб оттенения всех поверхностей.
Система и метод распределения светотени при всех спосо-
бах нанесения оттенений остаются одинаковыми. Все поверхно-
сти предмета оттеняются.
Рис. 195
Рис. 196
Параллельная штриховка. Направление штриховки зависит
от формы предмета. Вертикальные плоскости штрихуют верти-
кальными штрихами, горизонтальные — штрихами» парал-
лельными одной из аксонометрических осей, наклонные пло-
скости — прямыми, параллельными их образующей (см. рис.
193, а, б), грани пирамиды штрихуют прямыми, сходящимися
в ее вершине (см. рис. 193, в). Цилиндрические и конические по-
верхности штрихуют прямыми, совпадающими с ее образую-
щими (см. рис. 193, г). Интервалы между штрихами делают
равными 1... 3 мм, изменяя толщину штрихов в зависимости
от интенсивности светотени.
Выступающие ребра граненого тела оттеняют более
толстыми штрихами, все другие штрихи наносят с ослабле-
нием толщины и яркости (по мере удаления от источника
света).
Прежде чем приступить к нанесению оттенений, необходи-
мо определить самые темные и светлые поверхности и степень
освещенности всех поверхностей предмета.
Принято считать все горизонтальные поверхности более ос-
вещенными и поэтому их оттеняют слабее.
Штриховку сначала наносят тонкими параллельными ли-
ниями, а затем ее обводят. В затененной части фигуры штрихи
наносят чаще, толще и ярче, чем на освещенных поверхностях
(см. рис. 192 и 193).
При нанесении штриховки на цилиндрические и конические
поверхности предварительно следует сделать разметку свето-
тени следующим образом: видимую часть эллипса (см. рис.
192) между точками 1 и 9 делят на восемь равных частей, после
чего оттеняют образующие поверхности. Светотень на этих те-
лах распределяют, как показано на рис. 192 и 193.
Шраффировка — штриховка сеткой, линии которой наносят
параллельно линиям образующей и направляющей изображае-
мой поверхности. На рисунке цилиндра или конуса линии
штриховки параллельны образующим линиям их оснований,
т. е. эллипсам (см. рис. 194, б, д, е).
На рисунке граненого тела (см. рис. 194, а) линии шраффи-
ровки параллельны ребрам и сторонам основания. На рисунке
пирамиды одни линии шраффировки направлены к вершине,
а другие параллельны сторонам основания (см. рис. 194, г). На-
несение штрихов шраффировки наклонных плоскостей следует
начинать с проведения наклонных линий, а затем переходить
к проведению штрихов, параллельных сторонам основания.
Горизонтальные плоскости оттеняют штрихами, параллельны-
ми координатным осям. Форму предмета выявляют посте-
пенным утолщением линий штриховки от рефлекса к собствен-
ной тени и уменьшением их толщины от тени к свету.
Интервалы между штрихами следует делать одинаковыми. На
рис. 195 приведены примеры шраффировки.
Оттенение точками. При точечном методе оттенения свето-
тень наносят точками. На темные части предмета точки нано-
сят близко друг к другу, с увеличением освещенности поверх-
ности расстояние между ними увеличивается (см. рис. 196).
8. НАДПИСИ И ОБОЗНАЧЕНИЯ НА ЧЕРТЕЖАХ
На чертеже изделия выполняют основную надпись по
ГОСТ 2.104 - 68 (СТ СЭВ 140 - 74; СТ СЭВ 365-76) и по
ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182 - 78), обозна-
чения изображений и различные надписи, характеризующие
элементы изделия и материал, а также технические требования
и таблицы по ГОСТ 2.316-68 (СТ СЭВ 856 - 78).
Все поверхности детали получают в результате какой-либо
обработки. Любая ее поверхность может иметь отклонения от
расчетных или номинальных размеров, от заданной или тре-
буемой формы и от необходимого расположения данной по-
верхности относительно других поверхностей детали. Поэтому
на чертеже детали, кроме описания ее формы, необходимы еще
и указания о состоянии формы, т. е. о предельных отклонениях
размеров поверхностей, образующих форму детали, о шерохо-
ватости поверхностей, а также о допусках формы и расположе-
ния поверхностей.
Чертеж также должен содержать сведения о материале, из
которого изготовлена деталь, и о состоянии этого материала.
Кроме того, должны быть даны указания о покрытиях всех
или отдельных поверхностей деталей.
Таким образом, на чертежах в виде специальных обозначе-
ний, таблиц и надписей приводят: обозначения предельных от-
клонений размеров (см. 8.2) и допусков формы и расположения
поверхностей (см. 8.3), обозначения шероховатости поверхно-
стей (см. 8.4), материалов (см. 8.5), а также состояния материа-
лов (см. 8.6) и обозначения покрытий (см. 8.7).
8.1. Надписи на чертежах
Надписи, на чертежах в соответствии с ГОСТ 2.316 — 68
(СТ СЭВ 856 — 78) выполняют в виде текста и таблиц в тех случаях,
когда содержащиеся в них сведения невозможно или нецелесо-
образно выразить графически или условными обозначениями.
К таким сведениям относят:
надписи, характеризующие отдельные элементы деталей,
и т. п.;
обозначения изображений (видов, разрезов, сечений, развер-
ток) и масштабов (см. 6.1... 6.4);
технические требования и технические характеристики;
. таблицы с размерами и другими параметрами, технически-
ми требованиями, условными обозначениями и т. д.
Надписи являются составной частью чертежа и дополняют
графическое изображение изделия.
Значительное место на чертежах занимают надписи, нано-
симые на полках линий-выносок и относящиеся непосредствен-
но у_ изображению. Линии-выноски бывают двух видов: пересе-
кающие контур изображения (рис. 197) и отходящие от линий
видимого или невидимого контура изображения (рис. 198)
и других линий, например, штрихпунктирных (см. рис. 224).
Первые заканчиваются точкой, расположенной внутри контура.
Линии-выноски, отходящие от линий контура, а также от ли-
ний, обозначающих поверхности, заканчиваются стрелкой, на-
правленной острием к линии. Линии-выноски, отходящие от
всех других линий, не должны иметь на конце ни стрелок, ни
точек. Надписи на линиях-выносках содержат следующие све-
дения :
обозначения шлицев и типов резьб, требующих ссылки на
соответствующий стандарт (см. рис. 369, 380);
виды резьб (см. рис. 329);
Лицевая сторона
7
Рис. 197
Рифление сетчатое 1
Рис. 198
обозначения рифлений (см. рис. 261), центровых отверстий
(см. рис. 270), конусности (см. рис. 237 ... 240) и др.;
указания о числе конструктивных элементов (фасок, отвер-
стий, канавок и др.) (см. рис. 390);
указания об отнесении размеров к определенному элементу
(см. рис. 375);
указания о направлении проката, волокон и т. п., лицевой
стороны изделия;
указания о приемах и способах обработки и сборки, гаран-
тирующих требуемое качество изделия, например, «расклепать
и зачистить», «обработать совместно», «притереть», «центро-
вочное отверстие не допускается» и др. Следует, однако, заме-
тить, что на чертежах, как правило, не допускается помещать
указания технологического характера.
Надписи на линиях-выносках должны быть краткими и со-
держать не более двух строк: над полкой линии-выноски и под
ней. Размер шрифта тот же, что и у размерных чисел. Над-
пись начинается с прописной буквы.
Технические требования на чертеже излагают в виде тексто-
вого перечня условий, обязательных для выполнения.
Пункты технических требований имеют сквозную нумера-
цию и располагаются, по возможности, в следующем по-
рядке:
требования, предъявляемые к материалу, заготовке, термо-
обработке;
свойства материала готовой детали (твердость, про-
чностные, магнитные, электрические и другие свойства);
указания материалов-заменителей;
размеры, предельные отклонения размеров, формы, взаим-
ного расположения поверхностей;
требования к качеству поверхностей, указание об их отдел-
ке, покрытии;
расположение отдельных элементов конструкции;
требования, предъявляемые к настройке и регулированию
изделия;
условия и методы испытаний;
правила хранения, транспортирования;
особые условия эксплуатации;
ссылки на другие документы, содержащие технические тре-
боваиия, распространяющиеся на данное изделие, но не приве-
денные на чертеже (стандарты, технические условия, нормали,
ведомственные документы).
Каждый пункт технических требований записывают с крас-
,ной строки и начинают с прописной буквы. При этом заголо-
вок «Технические требования» не пишут. _______
Примеры формулировок наиоолее распространенных пунк
тов технических требований приведены в табл. 7. При необхо-
димости описания характерных, отличительных качеств или
свойств изделия на чертеже приводят его техническую характе-
ристику. Ее размещают под заголовком «Техническая характе-
ристика» на свободном поле чертежа отдельно от технических
требований с самостоятельной нумерацией пунктов. В этом
случае над техническими требованиями помещают заголовок
«Технические требования».
Стандартами предусмотрено размещение на поле чертежа
таблиц, содержащих сведения, дополняющие графическую
часть. Ряд таблиц, характеризующих параметры изделий, та-
ких, например, как зубчатые колеса, червяки и др., регламенти-
руются соответствующими стандартами на эти изделия. В этих
стандартах указано не только содержание, но и место располо-
жения таблиц на чертеже.
Все другие таблицы помещают на свободном месте поля
чертежа преимущественно под изображением или справа от не-
го. При наличии на чертеже нескольких таблиц и ссылок на
них в технических требованиях справа над каждой из таблиц
пишут слово «Таблица» и порядковый номер без знака №. Ес-
ли на чертеже только одна таблица, то ее не нумеруют и слово
«Таблица» не пишут.
Таблицы и надписи с обозначением изображений рекомен-
дуется располагать параллельно основной надписи чертежа.
Размер шрифта в текстовых надписях и таблицах должен со-
ответствовать размеру чисел на изображении детали, а в техни-
ческих требованиях и характеристиках может быть на размер
больше. Более подробно о выполнении надписей на чертеже
Примеры формули Таблица 7 ювок пунктов технических требований
Содержание требования Пример записи на чертеже
Требования к заготовке Отливка 2-го класса, группы «а» по ОСТ 2 МТ21-2—83. Класс точности отливки III по ГОСТ 1855-55. Старить
Требования к термо- обработке Зубья h 5,5...6,0 мм; HRC 48...52. Нитроцементировать h 0,4...0,6 мм; HRC 56...60
Продолжение табл. 7
Содержание требования Пример записи на чертеже
Свойства материала готовой детали Модуль сдвига G-.Па. Твердость HRC... Напряжение касательное при кручении (max) т...Па
Требования к размерам Неуказанные литейные радиусы 2...3 мм. * Размеры для справок
Предельные отклоне- ния размеров, формы, взаимного расположе- ния поверхностей Неуказанные предельные отклонения раз- меров отверстий по Н14, валов — по hl4, остальных + - по классу точности «средний». 2 Овальность и конусообразность отверстия а не более 0,015 мм. Предельные отклонения в пределах од- ного шага +0,012 мм. Неперпендикулярность направляющих по- верхностей не более 0,025 мм
Требования к качеству поверхностей, указания об их отделке, покры- тии Покрытие механически необрабатываемых поверхностей: наружных — эмаль НЦ-246 фисташковая ТУ 6-10-609 — 79.11.Л; внутренних — эмаль НЦ-246 кремо- вая ТУ 6-10-609— 79.IV.Л. Покрытие — ХмолЗб. Хтв15.б. На боковых поверхностях канавок шкива раковины не допускаются
Указания о маркировке и клеймении Детали маркировать одним порядковым номером, ударным способом, шрифт «Рубленый» кегль 12 по ОСТ 2 НОЗ-1-81. Маркировать номер детали и дату изго- товления отливки. Детали маркировать одним порядковым номером на бирке
Особые условия экс- плуатации Резервуар проверить на водонепрони- цаемость. Цилиндр проверить на герметичность под давлением. Течь масла через уплотнительные кольца и в местах соединения не допускается
см. ГОСТ 2.104-68 (СТ СЭВ 140-74; СТ СЭВ 365-76), ГОСТ
2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78), ГОСТ
2.316 — 68 (СТ СЭВ 856 — 78). О правилах построения таблиц
и их заполнения см. ГОСТ 2.105 — 79 (СТ СЭВ 2667 — 80).
8.2. Нанесение предельных отклонений размеров
Две взаимно соединяемые (сопрягаемые) детали образуют
подвижное или неподвижное соединение. Поверхности,
по которым соединяются детали, называются сопрягаемыми,
а их совокупность — сопряжением. При сопряжении поверхно-
стей вращения деталей различают охватываемую поверх-
ность — вал и охватывающую поверхность — отверстие
(рис. 199).
Названия «отверстие» и «вал» условно применяют также
и к другим соединениям с нецилиндрическими контактными
поверхностями, например, в сопряжении между боковыми
стенками шпоночного паза и боковыми сторонами шпонки
(рис. 200).
На чертежах каждой из обеих соединяемых деталей указы-
вают общий размер, который называют номинальным. Этот
размер рассчитывают, исходя из функционального назначения де-
тали. Он служит началом отсчета отклонений.
При сопряжении цилиндрических поверхностей номи-
нальным размером является диаметр, а при сопряжении пло-
ских поверхностей, например параллельных плоскостей, но-
минальным размером является расстояние между этими плоско-
стями.
Все сопрягаемые поверхности деталей получают в результа-
те соответствующей обработки. Размеры, полученные в резуль-
Охватывающая поверхность
(отверстие)
Охватываемая поверхность
~ (вал)
Рис. 199
do ОхВатыВаюшая
Рис, 200
Рис. 201
тате измерения готовых деталей с допустимой погрешностью,
называют действительными (они отличаются от расчетных или
номинальных размеров).
Для обеспечения требуемого качества сопряжения действи-
тельные размеры не должны выходить за допустимые пределы.
Размеры, между которыми должен находиться или которым
может быть равен действительный размер, называют пре-
дельными. Деталь считается негодной, если ее действительный
размер превышает наибольший предельный размер или мень-
ше наименьшего предельного размера (рис. 201).
Разность между наибольшим и наименьшим предельными
размерами называется допуском размера.
Разность между размерами охватывающей и охватываемой
поверхностей определяет возможность их относительного пере-
мещения или неподвижного соединения, т. е. посадку.
Если размер охватывающей поверхности (отверстия) боль-
ше размера охватываемой поверхности (вала), разность между
ними называется зазором и обозначается буквой S' (рис. 202, а).
Если размер вала до сборки больше размера отверстия, то раз-
ность между ними называется натягом и обозначается буквой
N (рис. 202,6).
В стандартах установлены три группы посадок:
1. Посадки с зазором для подвижных соединений, напри-
мер, h6, f7 и др.
2. Посадки с натягом для неподвижных соединений, напри-
мер, и7, гб, $6 и др.
3. Посадки переходные для неподвижных соединений, на-
пример, пб, кб и др.
В тех же стандартах установлены 19 квалитетов: 01, 0, 1,
2,... 17, отличающихся величиной допусков и определяющих
соответствующую точность изготовления деталей. Самая высо-
кая точность изготовления деталей определяется квалитетом
01. Квалитеты 5 и 6 соответствуют 1-му классу точности в си-
стеме вала и отверстия в действовавшей ранее системе обще-
союзных стандартов.
Заданную посадку можно обеспечить изменением размеров
одной из соединяемых деталей: вала или отверстия. Совокуп-
ность посадок при неизменном размере отверстия называется
системой отверстия (рис. 203, а), а при неизменном размере ва-
ла — системой вала (рис. 203,6).
Поле допуска отверстия
Нулевая линия
а)
Поля
допусков валов
Поля допусков
отверстий
Нулевая линия
Поле допуска вала
Рис. 203
115
Нижнее и верхнее отклонения от номинального размера на-
ходят по таблицам. Отклонение размера отверстия в системе
отверстия обозначают буквой Н, а отклонение размера вала
в системе вала — буквой h.
На чертеже детали предельные отклонения линейных разме-
ров указывают после номинального размера согласно стандар-
там на допуски и посадки, при этом условное обозначение до-
пуска состоит из буквы и цифры, например, 18Н8, 20J7, или
задается числовыми величинами предельных отклонений, на-
пример, 12 + 0,2, 12Zq;o7, а также условными обозначениями по-
лей допусков с указанием числовых значений предельных от-
клонений, например, 12F9 (Z^osB) (рис. 204).
Высоту букв и цифр номинальных размеров выполняют
размером шрифта не меньше 3,5. Поля допусков отверстий
обозначаются прописными буквами латинского алфавита, ва-
лов — строчными. Цифры номера квалитета пишутся в одну
строку с буквой и имеют высоту, равную высоте прописных
букв.
Некоторые поля допусков обозначаются двумя буквами,
часть квалитетов — двумя цифрами. Высота цифр, определяю-
щих предельные отклонения, составляет 0,7 высоты цифр но-
минальных размеров, принятой на чертеже, или равна ей. При
симметричном расположении поля допуска абсолютную вели-
чину отклонений указывают один раз. Высота цифр отклоне-
ний в этом случае должна быть равна высоте номинального
размера, например, 12 + 0,2 (рис. 204, а).
Предельные отклонения размеров деталей, изображенных
на чертеже в сборе, указывают одним из следующих способов:
а) в виде дроби, в числителе которой указывают условное
обозначение поля допуска отверстия, а в знаменателе — услов-
ное обозначение поля допуска вала (рис. 205, а);
б) в виде дроби, в числителе которой указывают числовые
величины предельных отклонений отверстий, а в знаменате-
ле — числовые величины предельных отклонений вала (рис.
205,6).
Рис. 205
Подробнее о нанесении всех типов допусков и посадок,
а также о их выборе см. ГОСТ 2.307 — 68 (СТ СЭВ 1976—79,
СТ СЭВ 2180-80), ГОСТ 25347 - 82 (СТ СЭВ 144-75) и ГОСТ
25346 - 82 (СТ СЭВ 145-75).
8.3. Указание предельных допусков формы и расположения
поверхностей
Действительные поверхности детали, полученные в резуль-
тате обработки, имеют отклонения от теоретической формы
и 01 требуемого расположения относительно других поверхно-
стей данной детали.
Для получения намеченных сопряжений рабочих поверхно-
стей деталей, а также положения самих деталей в сборочной
единице, обеспечивающих заданное взаимодействие деталей,
допуски формы и расположения рабочих поверхностей не дол-
жны выходить за установленные пределы. Эти пределы зависят
от служебного назначения данной детали и выбираются из со-
ответствующих стандартов.
Предельные допуски формы и расположения поверхностей
указывают на чертежах условными обозначениями в соответ-
ствии с ГОСТ 2.308 — 79 (СТ СЭВ 368 — 76) или в виде тексто-
вой надписи в технических требованиях.
Применение условных обозначений предпочтительнее. Для
обозначения каждого вида отклонения формы поверхностей
и их расположения установлены определенные знаки (табл. 8,
9, Ю).
При условном обозначении данные о допусках формы
и расположения поверхностей указывают в прямоугольной
рамке, разделенной на несколько частей (рис. 206).
— 0,1
// 0,1 А
Рис. 206
Та б лица 8
Вид допуска формы поверхностей Обозна- чение
Допуск прямолиней- ности •
Допуск плоскостно- сти у
Допуск круглости
Допуск цилиндрич- ности
Допуск профиля про- дольного сечения цилиндра —
Таблица 9
Вид допуска расположе- ния поверхностей Обозна- чение
Допуск параллель- ности //
Допуск перпендику- лярности 1
Допуск соосности ©
Допуск пересечения осей
Допуск симметрич- ности —
Таблица 10
Вид суммарных допусков формы и расположения Обозначение
Допуск радиального, торцового биения и биения в заданном направлении f
Допуск полного радиального и полного торцо- вого биения и
Допуск формы заданного профиля
Допуск формы заданной поверхности
В первой части указывают знак допуска по таблице, во вто-
рой — числовое значение допуска в миллиметрах, в третьей
a) ff) Рис. 207
и последующих — буквенное обозначение базы или другой по-
верхности, к которой относится допуск расположения.
Рамку с данными о допусках соединяют с элементом дета-
ли, к которому относится допуск, прямой или ломаной линией,
заканчивающейся стрелкой (рис. 207, а).
Таблица И
Указание допусков формы и расположения на чертежах
Вид допуска Условное обозначение Запись в технических требованиях
Допуск плоско- £7|0,06| Допуск плоскостности
поверхности 0,06 мм
Допуск прямо- Допуск прямолинейно-
линейности сти поверхности 0,1 мм
— на длине 300 мм
Допуск ЦИЛИН- jtylooil Допуск цилиндрично-
дричности сти вала 0,01 мм
Допуск парал- //|0,7|Л | Допуск параллельно-
лельности сти относительно по-
верхности Л 0,1 мм
Допуск перпен- Допуск перпендикуляр-
дикулярности ности относительно ос-
нования А 0,1 мм
Указанную рамку соединяют также с базой линией, закан-
чивающейся зачерненным равносторонним треугольником
(рис. 207, б). Рамку вычерчивают сплошными тонкими линиями
высотой примерно в 2 раза большей высоты цифр размерных
чисел чертежа. Высота цифр, букв, знаков, вписываемых в рам-
ку, а также высота треугольника, обозначающего базу, должна
быть равна высоте цифр размерных чисел.
Примеры обозначения описанных отклонений приведены
в табл. 11. Подробнее об указании предельных отклонений
формы и расположении поверхностей см. ГОСТ 2.308 — 79
(СТ СЭВ 368 — 76). Термины и определения допусков формы и рас-
положения поверхностей приведены в ГОСТ 24642 — 81
(СТ СЭВ 301 — 76), числовые значения допусков формы и располо-
жения поверхностей — в ГОСТ 24643 — 81 (СТ СЭВ 636 — 77).
8.4. Обозначение шероховатости поверхностей
Все поверхности любой детали образуются в результате
обработки. Поэтому независимо от способа получения поверх-
ность детали имеет следы обработки в виде выступов и впа-
дин. Эти неровности, формирующие рельеф поверхности, назы-
вают шероховатостью поверхности.
Величину шероховатости выбирают для каждой поверхно-
сти детали в зависимости от конкретных конструктивных, тех-
нологических и эстетических требований.
Шероховатость поверхности регламентируется ГОСТ
2789-73 (СТ СЭВ 638 - 77) и ГОСТ 2.309 - 73 (СТ СЭВ
1632 — 79). Первый — устанавливает требования к качеству по-
верхности, учитывая свойства шероховатости поверхности не-
зависимо от способа ее обработки; второй — устанавливает
структуру обозначения шероховатости поверхности и правила
нанесения ее на чертежах.
Шероховатость поверхности характеризуется следующими
параметрами:
Ra — среднее арифметическое отклонение профиля, мм;
Rz — высота неровностей профиля по десяти точкам, мкм;
Ктах — наибольшая высота неровностей профиля, мкм;
Sm — средний шаг неровностей, мм;
S — средний шаг неровностей по вершинам, мм;
tp — относительная опорная длина профиля, %, где р —
числовое значение уровня сечения профиля.
Под шероховатостью поверхности понимают совокупность
неровностей на базовой длине I, образующих рельеф поверхно-
сти. Пример профиля неровностей поверхности с обозначением
параметров шероховатости поверхности приведен на рис. 208.
Базовая длина I — длина базовой линии, на которой выде-
ляются неровности, характеризующие шероховатость поверх-
ности, используемая для количественного определения ее
параметров. Среднее арифметическое отклонение профиля
Ra — среднее значение расстояний точек выступов и впадин от
средней линии профиля т в пределах базовой длины I.
Высота неровностей профиля по десяти точкам Rz — сред-
нее расстояние между пятью высшими точками выступов шах
и пятью низшими точками впадин H.min в пределах базовой
длины I.
Наибольшая высота неровностей профиля Лтах — расстоя-
ние между линией выступов и линией впадин профиля в пре-
делах базовой длины I. Шаг неровностей профиля — длина от-
резка средней линии, пересекающего профиль в трех соседних
точках и ограниченного двумя крайними точками.
Средний шаг неровностей профиля по вершинам 5 — сред-
нее арифметическое значение шага неровностей профиля по
вершинам в пределах базовой длины /.
Средний шаг неровностей профиля Sm — среднее арифмети-
ческое значение шага неровностей профиля в пределах базовой
длины I.
Относительная опорная длина профиля tp — отношение
опорной длины профиля к базовой длине I.
Шероховатость поверхности классифицируется по числовым
значениям параметров Ra и Rz вместо классов шероховатости,
применявшихся в технической документации до 1980 г.
В ГОСТ 2789 — 73 (СТ СЭВ 638 — 77) имеется таблица для пере-
вода обозначений шероховатости поверхности с помощью
классов на обозначения по параметрам Ra и Rz.
Структура обозначения шероховатости поверхности приве-
дена на рис. 209. Слева над знаком записывают параметр ше-
роховатости. На полке знака, если это необходимо, дают вид
Параметр (параметры) Вив обработки поверхности и (или)
^шероховатости по ГОСТ 2789-73 Хдругие дополнительные указания
Знак
Попка знака
Базовая блина
по ГОСТ 2789-73
Условное обозначение
/ направления неровностей
Рис. 209
обработки или другие указания, под полкой — указание о базо-
вой длине, а под ним — условное обозначение направления
неровностей.
В обозначении шероховатости поверхности применяют зна-
ки, изображенные на рис. 210. Высота h должна быть прибли-
зительно равна высоте цифр размерных чисел на данном черте-
же. Высота Нравна (1,5...3)/г. Толщина линий знаков должна
быть приблизительно равна половине толщины сплошной ос-
новной линии на чертеже.
Размеры цифр, характеризующих значение параметров ше-
роховатости, и шрифта словесной надписи на полке знака дол-
жны соответствовать размеру чисел на изображении детали.
Знак, показанный на рис. 210, а, применяют для обозначения
шероховатости поверхности, вид обработки которой конструк-
тором не задается (например, тогда, когда возможно выполне-
ние требований к детали применением разных технологических
процессов).
В обозначении шероховатости поверхности, образуемой
удалением слоя металла (например, точением, фрезерованием,
сверлением, шлифованием и т. п.), применяют знак, пока-
занный на рис. 210,6. Шероховатость поверхности, образуемой
без удаления слоя металла (например, литьем, ковкой, штам-
повкой, прокаткой и т. п.), а также не обрабатываемой по дан-
ному чертежу, обозначают знаком, показанным на рис. 210, в.
Рис. 210
Значение параметров шеро-
ховатости выбирают из таблиц
ГОСТ 2789-73 (СТ СЭВ 638-
77) и записывают после соответ-
ствующего символа (например,
7?maxO,8, SniO,63, SO,032, Rz4(),
£5О70). Для значения параметра
Ra символ не применяют (на-
пример, 1,0).
Базовую длину в обозна-
чении шероховатости поверх-
ности не указывают, если тре- рис 211
бования к шероховатости оп-
ределяются параметрами Ra или
Rz, и определение параметра должно производиться в пре-
делах базовой длины, соответствующей значению параметра
в таблице ГОСТ 2789-73 (СТ СЭВ 638-77). Этот ГОСТ
устанавливает также типы направлений неровностей (на-
пример, параллельное, перекрещивающееся, кругообразное
и т. п.) и их схематическое изображение на чертежах,
которое указывается при особых требованиях к поверхности
и размещается под полкой знака.
Обозначения шероховатости поверхностей на чертежах де-
талей располагают на линиях контура, выносных линиях (по
возможности ближе к размерным линиям) или на полках ли-
ний-выносок. Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их
продолжениях, а также разрывать выносную линию ( рис. 211).
Обозначения шероховатости поверхности, в которых знак
имеет полку, располагают относительно основной надписи чер-
тежа, как показано на рис. 212, а, б (при расположении поверх-
а)
Рис. 212
В)
Рис. 215
ности в заштрихованной зоне обозначения наносят только на
полке линии-выноски).
Обозначения шероховатости поверхности, в которых знак
не имеет полки, располагают относительно основной надписи
чертежа, как показано на рис. 213 (при расположении поверх-
ности в заштрихованной зоне обозначение наносят только на
полке линии-выноски).
При указании одинаковой шероховатости для всех поверх-
ностей изделия обозначение шероховатости помещают в пра-
вом верхнем углу чертежа и на изображении не наносят
(рис. 214). При этом размеры и толщины линий знака в обозна-
чении шероховатости должны быть приблизительно в 1,5 раза
больше, чем в обозначениях, наносимых на изображение изделия.
В случае одинаковой шероховатости части поверхностей из-
делия в правом верхнем углу чертежа помещают обозначение
этой шероховатости и в скобках еще один знак (рис. 215),
указывающий на то, что на изображении детали имеются по-
верхности, имеющие иную шероховатость, чем шероховатость,
обозначенная перед ним. Величина этого знака и толщина его
обводки равна соответствующим величинам знаков на изобра-
жении детали.
Более подробно об обозначениях шероховатости поверхно-
стей и правилах нанесения их на чертежах изложено в ГОСТ
2.309-73 (СТ СЭВ 1632-79) и ГОСТ 2789-73 (СТ СЭВ
638-77).
8.5. Обозначение материалов
Детали машин и механизмов, различные устройства и со-
оружения изготовляют из самых разнообразных металлов или
неметаллических материалов.
К металлам относятся: стали, чугуны, цветные металлы
и их сплавы.
К неметаллическим материалам относятся естественные ма-
териалы (древесина, глина, песок и др.) и искусственные мате-
риалы (стекло, бетон, войлок, резина, пластмассы и др.).
На чертежах деталей применяют два вида обозначений ма-
териала : буквенно-цифровое, характеризующее его марку,
которое записывают в графу «Материал» основной надписи,
и графическое, являющееся общим для групп однородных ма-
териалов (металлы, неметаллические материалы, бетоны и
т. д.), которое применяют только на изображениях детали пре-
имущественно в разрезах и сечениях.
Буквенно-цифровое обозначение материала условно харак-
теризует его качество, а полная характеристика физико-механи-
ческих свойств и химического состава содержится в стандарте,
устанавливающем требования к данному материалу, причем
номер стандарта обязательно входит в обозначение материала.
При отсутствии стандартов на данный материал делают
ссылку на отраслевые технические условия.
Условные обозначения материалов деталей, в свою очередь,
подразделяют на две группы: обозначения, содержащие только
качественную характеристику материала детали, и обозначе-
ния, содержащие как качественную характеристику материала,
так и характеристику профиля сортового материала, из кото-
рого изготовлена деталь.
Примеры условных обозначений материалов деталей приво-
дятся в табл. 12.
Вследствие разработки стандартов организациями раз-
личных ведомств в настоящее время не существует единой
структуры записи условных обозначений материалов.
Обозначения, характеризующие только качество материала
детали, содержат: наименование материала, марку материала
и номер стандарта, в котором приведена полная характеристи-
ка материала (п. 1... 10 табл. 12). Причем в обозначении угле-
родистой стали обыкновенного качества число, стоящее после
Таблица 12
Условные обозначения материалов деталей
Содержание обозначения Пример обозначения на чертежах
1. Сталь углеродистая обык- новенного качества по ГОСТ 380-71 2. Сталь углеродистая каче- ственная конструкционная по ГОСТ 1050-74 3. Сталь высококачествен- ная по ГОСТ 4543 — 71 4. Сталь инструментальная углеродистая по ГОСТ 1435 - 74 (СТ СЭВ 2883-81) 5. Отливка из серого чугуна по ГОСТ 1412-79 6. Отливка из высокопроч- ного чугуна с шаровидным графитом по ГОСТ 7293 — 79 7. Латунь литейная по ГОСТ 17711-80 8. Бронза безоловянистая, обрабатываемая давлением по ГОСТ 18175-78 (СТ СЭВ 377-76, СГ СЭВ 731-77) 9. Алюминиевый сплав, об- рабатываемый давлением по ГОСТ 4784- 74 (СТ СЭВ 730-77, СТ СЭВ 996-78) 10. Баббит по ГОСТ 1320 - 74 11. Пруток квадратного про- филя с размером стороны квадрата 40 мм по ГОСТ 2591—71, из стали марки 25 по ГОСТ 1050-74 12. Стальная бесшовная тру- ба по ГОСТ 8732-78 (СТ СЭВ 1481 — 78) с внутренним диаметром 70 мм, толщиной стенки 16 мм, немерной дли- ны, из стали марки 20 кате- гории 1, изготовляемой по группе 1 по ГОСТ 8731—74 (СТ СЭВ 1482-78) Ст 5 ГОСТ 380-71 Сталь 45 ГОСТ 1050-74 Сталь ЗОХНЗА ГОСТ 4543-71 Сталь У8А ГОСТ 1435-74 СЧ 15 ГОСТ 1412-79 Отливка ВЧ 60-2 ГОСТ 7293-79 ЛЦ38Мц2С2 ГОСТ 17711-80 БрАЖМц 10-3-1,5 ГОСТ 18175-78 Алюминий Д16 ГОСТ 4784 — 74 Баббит Б16 ГОСТ 1320-74 тг 40 ГОСТ 2591-71 Квадрат 25 ГОСТ 1050-74 „ , вн 70x16 ГОСТ 8732-78 Труба — А20 ГОСТ 8731-74
Продолжение табл. 12
Содержание обозначения Пример обозначения на чертежах
13. Пруток бронзы по ГОСТ 1628 — 78 из бронзы марки БрАМц9-2 по ГОСТ 18175-78 (СТ СЭВ 377 - 76, СТ СЭВ 731-77), тянутый, круглый, диаметром 22 мм 14. Труба с цинковым покры- тием, повышенной точности изготовления, мерной длины 6000 мм, с условным про- ходом 20 мм по ГОСТ 3262 - 75 (СТ СЭВ 107-74) 15. Фенопласт прессованный группы 32 марки К-21—22 по ГОСТ 5689-79 16. Гетинакс электротехниче- ский листовой, марки VI, толщиной 1,2 мм, номерной ширины и длины по ГОСТ 2718-74 Пруток БрАМц 9-2-м-кр 22 ГОСТ 1628-78 Труба Ц-Р-20П-6000 ГОСТ 3262-75 Фенопласт 32/К-21 —22 ГОСТ 5689-79 Гетинакс VI 1,2 ГОСТ 2718-74
наименования материала, указывает порядковый номер стали,
а в обозначении качественной конструкционной (и. 2) и высоко-
качественной стали (и. 3) это число указывает среднее содержа-
ние углерода в сотых долях процента.
В обозначении углеродистой инструментальной стали (и. 4)
буква У означает углеродистую сталь, а следующее за ней чис-
ло — среднее содержание углерода в десятых долях процента.
В обозначениях высококачественных (легированных) сталей
и цветных металлов введено буквенное обозначение легирую-
щих элементов и материалов, составляющих сплав.
Для легированных сталей применяют обозначения: Н — ни-
кель, Г — марганец, С — кремний, Ю — алюминий, X — хром,
М — молибден, В — вольфрам, Д — медь, Т — титан, Ф — вана-
дий. Буква А в конце обозначения означает высококачествен-
ную сталь, Ш — особовысококачественную. Цифра, стоящая
справа от буквы, указывает процентное содержание
легирующего элемента; если содержание этого элемента
не превышает 1,5%, цифра в обозначении не указывается.
Для цветных металлов и сплавов применяют обозначения:
Н — никель, Мц — марганец, К — кремний, А — алюминий,
Ж — железо, О — олово, Ц — цинк, С — свинец, Ф — фосфор.
В обозначения чугунов (и. 5,6) входят буквы СЧ — се-
рый чугун, КЧ — ковкий чугун и ВЧ — высокопрочный
чугун и число, означающее предел прочности при растя-
жении для серых чугунов, или два числа — предел прочности
при растяжении и относительное удлинение для ковких
и высокопрочных чугунов.
В обозначениях, содержащих характеристику профиля
(п. И...16), кроме качественной характеристики материала
указываются сведения о сортовом материале: наименование ма-
териала, размерная качественная характеристики профиля и но-
мер стандарта, в котором изложены требования к профилю.
Условные обозначения сортовых материалов можно разде-
лить на три типа.
1. В условных обозначениях указываются номер стандарта
сортового материала и номер стандарта, в котором приведена
качественная характеристика материала (и. 11).
2. В условных обозначениях указываются номер стандарта
сортового материала и номер стандарта технических требова-
ний к сортовому материалу (п. 12). В этом случае марка мате-
риала указывается без ссылки на стандарт, так как он приведен
в стандарте, устанавливающем технические требования.
3. В условных обозначениях указывается только номер
стандарта на сортовой материал (п. 13. ..16). Здесь стандарт
на сортовой материал содержит и технические требования,
и номер стандарта на материал.
На чертежах деталей помещают необходимые данные, пол-
ностью характеризующие свойства материала готовой де-
тали.
Если обозначение материала дается только в основной
надписи чертежа, значит, данные, характеризующие свойства ма-
териала готовой детали и материала, из которого она изготавли-
вается (заготовки), одни и те же. Если же они отличаются, то
обозначение, характеризующее свойства материала заготовки,
помещают в основной записи, а отличительные характеристики
материала готовой детали — в технических требованиях на по-
ле чертежа детали.
Более подробно о типах буквенно-цифровых обозначений
см. в упомянутых в табл. 12 общесоюзных стандартах.
Кроме буквенно-цифрового обозначения материала в основ-
ной надписи чертежа, в разрезах и сечениях изображаемых де-
талей используют условные графические обозначения материа-
лов (рис. 216).
Штриховку выполняют сплошными параллельными линия-
ми под углом 45° к линии контура изображения (рис. 217, а),
Рис. 216
или к его оси (рис. 217,6), или к линиям рамки чертежа незави-
симо от расположения контура детали на поле чертежа (рис.
217, в). Исключения составляют случаи совпадения наклона ли-
ний штриховки с наклоном линий контура или осевых линий
в)
Рис. 217
детали. В этих случаях вместо 45° штриховку следует наносить
под углом 30 или 60° (рис. 218).
Толщина линий штриховки равна 0,3... 0,5 толщины линий
видимого контура, а расстояние между линиями 1... 10 мм.
Для всех сечений данной детали, выполненных в одном
масштабе, расстояния между соседними линиями штриховки
принимают одинаковыми. Линии штриховки наносят с накло-
ном влево или вправо, но в одну сторону на всех сечениях, от-
носящихся к данной детали.
При вычерчивании смежных сечений двух деталей наклон
штриховки выполняют в разных направлениях (рис. 219).
В смежных сечениях нескольких деталей, штриховка ко-
торых имеет одинаковый наклон и направление, изменяют рас-
стояние между линиями штриховки (рис. 220, а) или сдвигают
Рис. 220
эти линии в одном сечении относительно другого сечения (рис.
220, б).
При больших площадях сечений штриховку производят
лишь у контура сечения узкой полоской равномерной ширины
(рис. 221).
Рис. 221
Узкие и длинные площади сечений деталей (например,
штампованных, вальцованных и им подобных, ширина ко-
торых на чертеже равна 2... 4 мм) штрихуют на концах и
у контуров отверстий полностью. Остальную площадь сечения
штрихуют небольшими участками в нескольких местах (рис.
222, а). В подобных случаях стекло штрихуют от руки с накло-
ном 15.. .20° к линии большей стороны контура сечения
(рис. 223). Сечение, имеющее на чертеже ширину менее 2 мм, допу-
скается зачернять (рис. 222,6).
Подробнее о графических обозначениях материалов и пра-
вилах их нанесения на чертежах см. ГОСТ 2.306 — 68 (СТ СЭВ
860-78).
8.6. Обозначение состояния материалов
На чертеже изделий, подвергаемых термической, термохи-
мической и другим видам обработки, указывают показатели
свойств материалов. К ним относятся: твердость, обозначае-
мая HRC, HRB, HRA (твердость по Роквеллу соответственно
шкалам С, В и А), НВ (твердость по Бринеллю) и HV (твер-
дость по Виккерсу); предел точности ств, предел упругости сту,
ударная вязкость ан, глубина обработки h и др.
Величину глубины закалки материалов обозначают пре-
дельными значениями (например, h 0,5... 0,7, HRC 40... 42).
Поскольку одинаковые свойства материалов можно получить
различными способами, вид обработки на чертеже, как прави-
ло, не указывают.
Исключения составляют виды обработки, являющиеся
единственными для достижения требуемых свойств материала
(например, азотирование, нитроцементирование и др.). Показа-
тели свойств материала приводят в технических требованиях,
если изделие подвергается данному виду обработки пол-
ностью, или на полке линии-выноски, если обработке подвер-
гается часть изделия. В этом случае обрабатываемый участок
отмечают штрихпунктирной утолщенной линией, расположен-
ной на расстоянии 0,8... 1 мм от линии контура, с указанием
размеров, определяющих границы обработки поверхности (рис.
224).
Рис. 224
Подробнее о йанесении на чертежах показателей свойств
материалов см. ГОСТ 2.310 — 68 (СТ СЭВ 367 — 76).
Способы определения твердости см. ГОСТ 9012 — 59
(СГ СЭВ 468-77), ГОСТ 9013-59 (СТ СЭВ 469-77), ГОСТ
2999-75 (СТ СЭВ 470-77).
8.7. Обозначение покрытий поверхностей деталей
Обозначение покрытий и данные для их выполнения по
ГОСТ 9.073 — 77 (металлических) и ГОСТ 9.032 — 74 (лакокра-
сочных) указывают в технических требованиях. Перед ус-
ловным обозначением вида покрытия, наносимого на поверх-
ность детали, в технических требованиях добавляют слово
«Покрытие».
При нанесении одинакового покрытия на несколько поверх-
ностей детали их обозначают одной буквой (рис. 225, а) и де-
лают соответствующую запись в технических требованиях, на-
пример, «Покрытие поверхностей А ...».
При нанесении различных покрытий на нескольких поверх-
ностях детали их обозначают разными буквами (рис. 225,6) и
в технических требованиях делают запись типа: «Покрытие по-
верхности А..., поверхности Б...,».
Если необходимо нанести покрытие на часть поверхности,
то этот участок обводят штрихпунктирной утолщенной линией
на расстоянии 0,8... 1 мм от контура, обозначают его буквой
и проставляют размеры, определяющие границы обработки
поверхностей (рис. 226).
Рис. 226
Рис. 227
При необходимости на чертеже указывают размеры формы
и положения участка поверхности, подлежащего покрытию
(рис. 227).
Подробнее о нанесении на чертежах обозначений покрытий
см. ГОСТ 2.310-68 (СТ СЭВ 367-76).
Глава V
ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ЭЛЕМЕНТОВ
ДЕТАЛЕЙ
9. ОБЩИЕ СВОЙСТВА ЭЛЕМЕНТОВ ДЕТАЛЕЙ И ИХ ИЗОБРА-
ЖЕНИЙ
Любая деталь может быть представлена как совокупность
элементов, сгруппированных определенным образом и объеди-
ненных в одно целое. Такая совокупность должна обладать
свойствами, обеспечивающими выполнение деталью всех необ-
ходимых функций. Эти свойства должны быть получены на-
иболее целесообразным способом в ходе технологического
процесса изготовления детали.
Конструктивные и технологические формы деталей много-
образны. Однако это многообразие образовано различными
комбинациями ограниченного числа элементов деталей. В со-
ответствии с этим изображения разнообразных деталей сла-
гаются из изображений ограниченного числа элементов дета-
лей.
Форма и материал каждого элемента детали определяются
выполняемыми элементом функциями. Совокупность форм
элементов образует форму детали. В свою очередь, форму лю-
бого элемента составляют простые геометрические тела (см. 4).
Изображение формы элемента детали слагается из изображе-
ний геометрических тел. Изображения геометрических тел ста-
бильны, поэтому каждый элемент также имеет стабильные изо-
бражения формы, положения и ориентации. Размеры формы
геометрических тел, а следовательно, и размеры формы, поло-
жения и ориентации элементов в большинстве случаев тоже на-
носят определенным образом.
На чертежах элементов деталей, на чертежах деталей и со-
единений деталей, в конструкций которых входят данные эле-
менты, применяют три типа изображений элементов:
1) изображения, точно отображающие форму, положение
и ориентацию элемента;
2) изображения, упрошенно отображающие форму, положе-
ние и ориентацию элемента;
3) изображения, условно отображающие форму, положение
и ориентацию элемента.
Наряду с перечисленными изображениями используют зна-
ковые обозначения элемента детали, заменяющие его изобра-
жения.
Размеры формы элемента детали рекомендуется распола-
гать на том изображении детали, на котором геометрическая
форма элемента показана наиболее полно.
Во многих случаях форму, положение и ориентацию эле-
мента показывают на одном изображении. Однако в ряде слу-
чаев необходимо выполнить специальные изображения, чтобы
показать положение и ориентацию элемента, а также нанести
соответствующие размеры или в отдельных случаях только от-
клонения этих размеров.
Размеры положения и ориентации элементов деталей нано-
сят от основной или вспомогательной баз детали. Ими служат
основной базовый элемент, на котором базируется сама де-
таль, или вспомогательные базовые элементы, являющиеся ба-
зами для других деталей.
Размеры положения и ориентации элемента детали (или
только их отклонения) рекомендуется наносить на том изобра-
жении детали, на котором наиболее ясно (или полно) показано
положение или ориентация элемента относительно базовых
элементов той же детали.
Основными элементами детали являются конструктивные
Иемегны, так как они обеспечивают выполнение деталью всех
ее рабочих функций. Конструктивные элементы делятся на:
присоединительные (с подвижным или неподвижным контак-
том) и промежуточные. Каждый конструктивный элемент вы-
полняет не менее двух функций: одну внешнюю и одну вну-
треннюю (присоединительные элементы) или две внутренние
(промежуточные элементы).
Конструктивные присоединительные элементы с под-
вижным контактом образуют подвижные соединения, напри-
мер зубья зацеплений, элементы деталей подшипников каче-
ния, элементы направляющих прямолинейного движения,
поверхности кулачков и толкателей и т. п. Все такие элементы
составляют кинематические пары: поступательные, враща-
тельные, винтовые и др. В подвижных соединениях сопря-
женные элементы обеспечивают взаимную ориентацию сопря-
гаемых деталей и передачу усилий при их относительном
движении по заданному закону. Изображения таких пар см.
17 «Изображения соединений деталей». Размеры формы таких
элементов выполняются, как правило, с высокой точностью,
поэтому на рабочих чертежах эти размеры имеют малые
допуски.
Конструктивные присоединительные элементы с непо-
движным контактом образуют неподвижные соединения дета-
лей. Они обеспечивают взаимное расположение и ориентацию
соединяемых деталей и передачу возникающих при работе уси-
лий. Такие элементы имеют, как правило, технологически про-
стую форму (плоскую, цилиндрическую, реже коническую, вин-
товую). Изображения таких соединений см. 17. Присоедини-
тельные элементы также обрабатывают с повышенной точ-
ностью, поэтому на рабочих чертежах деталей размеры формы
и положения таких элементов имеют малые допуски.
Промежуточные конструктивные элементы объединяют все
элементы детали в одно целое и обеспечивают их необходимое
относительное положение и ориентацию, передачу усилий вну-
три детали. Зачастую промежуточные элементы образуют
внешнюю форму детали. В ряде случаев промежуточные эле-
менты образуют свободное пространство (объем) для размеще-
ния или перемещения других деталей или их элементов. При
малом зазоре (так называемый гарантированный зазор между
поверхностями) зазор изображают увеличенным (0,8... 1 мм)
в соответствии с ГОСТ 2.303 — 68 (СТ СЭВ 1178 — 78), п. 6. Точ-
ность обработки большинства поверхностей промежуточных
элементов невелика и поэтому на рабочих чертежах деталей
размеры таких элементов имеют большие допуски.
Кроме конструктивных элементов многие детали имеют
в своей структуре технологические элементы. Последние могут
служить опорами детали при обработке (технологические
базы), могут обеспечивать удобство сборки деталей (фаски,
проточки), обеспечивать свободный выход обрабатывающего
инструмента или соответствовать концу обработки (выходу ин-
струмента). Такие элементы во многих случаях изображаются
либо упрощенно, либо в виде выносных элементов на чертежах
деталей и их не рекомендуется изображать на чертежах соеди-
нений деталей.
Элементы деталей подразделяются на простые и сложные.
Форму простого элемента образует отсек одной поверхности.
Формы простых элементов во многих случаях совпадают
с формами основных геометрических тел. Форму же сложного
элемента образуют два (или более) отсека поверхностей. Со-
ответственно изображение сложного элемента образуется из
изображений простых элементов.
Примерами простых элементов могут служить цилиндр,
усеченный конус и т. д.; сложных элементов — центровые от-
верстия, Т-образные пазы, шпоночные пазы и т. д.
Элементы также могут быть подразделены на «напол-
ненные» материалом и «пустые», т. е. без материала. В обоих
случаях основой их формы может быть одно и то же геометри-
ческое тело, например цилиндр. Но в первом случае материал
наполняет цилиндр внутри, а во втором — расположен вне ци-
линдра. Как правило, форму «наполненного» элемента пере-
дают видом, а форму «пустого» — разрезом.
Некоторые элементы, выполняющие разные функции, могут
иметь одинаковую форму и поэтому одинаковые изображения
с одинаково нанесенными размерами формы, положения
и ориентации.
Примерами могут служить цилиндры: присоединительный
цилиндр с подвижным контактом (цапфа вала), присоедини-
тельный цилиндр с неподвижным контактом (запрессованный
конец штифта), промежуточный цилиндр (гладкий стержень
болта).
Элементы деталей в ряде случаев можно разделить на ос-
новные (или несущие) и налагаемые. Первые заполнены мате-
риалом, а вторые большей частью являются выемками или пу-
стотами, например, шейка вала — основной элемент, а шпо-
ночный паз — налагаемый элемент; головка болта — основной
элемент, а отверстие в головке под проволоку — налагаемый
элемент. По аналогии основным изображением является изоб-
ражение основного элемента, на которое «налагается» изобра-
жение налагаемого элемента (иногда в виде местного разреза).
Элементы деталей можно также разделить на одиночные
и групповые (повторяющиеся). Групповые элементы выпол-
няют свои функции или все вместе, или поочередно. Соответ-
ственно отличаются и их изображения. Одиночный элемент
изображают обязательно. Изображение групповых элементов
(повторяющихся) в ряде случаев может быть существенно
упрощено.
Примером одиночного элемента может служить ступица
зубчатого колеса, а примером группы элементов — зубья. Сту-
пицу изображают точно и большей частью в разрезе. Зубья же
изображают условными линиями: окружностью головок, дели-
тельной (или начальной) окружностью и окружностью впадин.
Другим примером может служить пластина с группой отвер-
стий. Всю пластину изображают точно, а из всех отверстий до-
пускается изобразить одно с указанием размеров и числа оди-
наковых отверстий, а расположение остальных отверстий
отметить осевыми линиями (см. рис. 277).
Элементы деталей могут быть разделены на стандартные
и нестандартные. Стандартные элементы имеют стандартные
изображения и стандартные размеры. Размеры формы наносят
также по стандарту. Примерами стандартных элементов слу-
жат шпоночные пазы, фаски, проточки и т. д., нестандартных
элементов — бобышки, лыски и т. д.
Кроме конструктивных и технологических элементов
Рис. 228
Рис. 229
в структуру некоторых деталей могут входить информа-
ционные элементы, например таблички, надписи, указатели.
Они могут быте выполнены или в виде отдельных деталей, или
в виде выступов или впадин на поверхностях деталей. Инфор-
мационные элементы обычно изображают точно. Только на
чертежах соединений деталей информационные элементы мо-
гут быть изображены упрощенно для показа их относительно-
го положения.
Размеры формы элемента. Размеры, определяющие форму
любого элемента, включая отверстия, следует наносить на том
изображении детали, где эта форма показана наиболее полно,
обязательно группируя все размеры в одном месте (рис. 228).
Размеры одинаковых элементов наносят на изображении
одного из них, а под полкой выносной линии указывают число
элементов (рис. 229).
Размеры формы и положения симметрично расположенных
элементов (кроме отверстий) можно наносить только один раз
без указания их числа (рис. 230).
Размеры на фаски, канавки для выхода инструмента, про-
точки, выточки и подобные элементы необходимо наносить на
отдельном изображении. Их не следует включать в размерные
цепи.
Размеры положения элементов. Размеры, координирующие
положение элементов, которые расположены неравномерно на
одной прямой или дуге окружности, наносят: от одной основ-
ной базы (рис. 231) и в виде цепочки (рис. 232).
При равномерном расположении нескольких подобных эле-
ментов рекомендуется указывать два координирующих разме-
ра: размер между соседними элементами (промежуток) и раз-
мер между крайними элементами в виде произведения числа
промежутков на размер промежутка (рис. 233).
Далее описаны функции, форма, ее изображение, нанесение
размеров формы и положения для наиболее распространенных
элементов деталей машин и механизмов.
9.1. Основные простые элементы
К основным простым относятся элементы, материал ко-
торых ограничен отсеком поверхности одного наименования,
например отсеком плоской, цилиндрической, конической, сфе-
рической или торовой поверхности. В структуре детали эти
элементы объединяются в геометрические тела (призмы, пира-
миды, цилиндры, конусы и т. п.) и образуют ее основную
форму.
Основные простые элементы используются в подвижных
и неподвижных соединениях деталей, имеют главным образом
конструктивное, реже — технологическое назначение и могут
быть присоединительными (с подвижным или неподвижным
контактом), а также промежуточными в зависимости от их
конкретных функций.
Плоскость — наиболее распространенный основной простой
элемент, входящий в структуру подавляющего большинства
деталей.
Для отображения на чертеже детали формы элемента пло-
скость и его относительного положения, а также для нанесения
соответственно размеров формы и размеров положения тре-
буются два изображения: изображение на плоскости проекций,
параллельной плоскости элемента, на котором видна форма
элемента и его положение в двух координатных направлениях,
и изображение на плоскости проекций, перпендикулярной
к плоскости элемента (для нанесения недостающих размеров
положения).
На рис. 234 представлен элемент плоскость, имеющий фор-
му прямоугольника, и нанесены размеры его формы и размеры
его положения.
Форма элемента плоскость может быть самой разнообраз-
ной — от простых геометрических фигур (прямоугольник, круг,
кольцо) до весьма сложных их сочетаний (см. рис. 230). Приме-
ром элемента плоскость сложной формы может служить осно-
вание корпуса червячного редуктора, показанного на рис. 392
(вид А).
Наружный цилиндр — основной элемент деталей, имеющих
форму тел вращения, может быть присоединительным с под-
вижным или неподвижным контактом и промежуточным. На-
ружная поверхность элемента цилиндрическая, а материал рас-
положен с внутренней стороны.
На чертеже детали в большинстве случаев бывает достаточ-
но одного изображения элемента на плоскости проекций, па-
раллельной его оси, поскольку при указании размера диаметра
наружного цилиндра во всех случаях перед размерным числом
Рис. 234
наносят знак 0 [ГОСТ 2.307-68 (СТ СЭВ 1976-79, СТ СЭВ
2180 — 80), п. 2.37]. На этом же изображении наносят размер
формы, определяющий длину наружного цилиндра, а также
размер его положения вдоль оси. При необходимости нанесе-
ния размеров положения в других направлениях следует вы-
полнить изображение наружного цилиндра на плоскости проек-
ций, перпендикулярной его оси.
Пример изображения элемента наружный цилиндр приведен
на рис. 235.
Внутренний цилиндр — распространенный элемент в структу-
ре деталей самых разнообразных типов, встречается в виде от-
верстий, расточек, выемок и т. д. Так же, как и наружный ци-
линдр, этот элемент может быть присоединительным
в подвижных и неподвижных соединениях и промежуточным,
когда он обеспечивает свободное размещение других деталей
или их элементов. Материал элемента расположен с внешней
стороны его цилиндрической поверхности.
В зависимости от типа и конструкции конкретной детали,
в структуру которой входит элемент внутренний цилиндр, для
отображения его формы и положения, а также для нанесения
соответствующих размеров необходимо иметь одно или два
его изображения.
При выполнении двух изображений одно из них предста-
вляет собой, как правило, разрез плоскостью, в которой лежит
ось цилиндра, причем на этом изображении наносят размеры
формы элемента и его положения в осевом направлении; дру-
гое изображение на плоскости проекций, перпендикулярной
к его оси, служит для выявления положения элемента в двух
Других координатных направлениях и нанесения соответствую-
щих размеров.
Пример изображения внутреннего цилиндра на двух плоско-
стях проекций с нанесением соответствующих размеров формы
и положения показан на рис. 236.
Наружный конус — элемент детали (или деталь), наружная
поверхность которого коническая, а материал расположен
с внутренней стороны.
Для выявления формы элемента и нанесения необходимых
размеров формы и положения в большинстве случаев бывает
достаточно одного изображения элемента на плоскости, парал-
лельной его оси.
Размеры формы наружного конуса полностью определяют
любые три из следующих параметров (рис. 237):
диаметр большого основания £>;
диаметр малого основания d;
диаметр в заданном поперечном сечении D„ имеющем за-
данное осевое положение Ls;
длина конуса L;
угол конуса а;
конусность С.
В отдельных случаях для нанесения размеров формы могут
быть использованы угол уклона а/2, т. е. угол между обра-
зующей и осью конуса, а также длина образующей. Допускает-
ся кроме трех необходимых размеров формы указывать допол-
нительные справочные размеры.
На рис. 238 показан элемент наружный конус в структуре
детали и один из возможных вариантов нанесения размеров
формы и положения.
Внутренний конус — элемент детали, внутренняя поверхность
которого коническая, а материал расположен с внешней сто-
роны.
Размеры формы элемента внутренний конус (рис. 239) опре-
деляются теми же параметрами, что и размеры формы элемен-
та наружный конус.
Пример изображения элемента внутренний конус приведен
на рис. 240.
Термины и определения, относящиеся к внутренним и на-
ружным конусам и коническим соединениям, установлены
ГОСТ 25548 — 82 (СТ СЭВ 1779—79). Общие правила нанесения
размеров конусов на чертежах регламентированы ГОСТ
2.320-82 (СТ СЭВ 3332-81).
Числовые значения нормальных конусностей и соответ-
ствующих им углов конусов следует выбирать по ГОСТ
8593-81 (СТ СЭВ 512-77).
Размеры стандартизированных конусов, например инстру-
ментальных, на чертеже не указывают, а приводят на полке ли-
нии-выноски условное обозначение конуса по соответствующе-
му стандарту.
Наружная сфера — элемент детали (или деталь), наружная по-
верхность которого сферическая, а материал расположен с внут-
ренней стороны.
Наружная сфера может представлять собой отдельную де-
таль, например шарик для подшипника (рис. 241), для которого
достаточно указать лишь его диаметр. Чаще в структуре дета-
лей, имеющих форму тел вращения, элемент наружная сфера
ограничен отсеком сферической поверхности. В этом случае
один из размеров формы элемента зависит от форм, положе-
ний и размеров, непосредственно примыкающих к нему сосед-
них элементов детали. На рис. 242 показана деталь, содержа-
щая в своей структуре элемент наружная сфера. В приведен-
ном примере размер формы элемента зависит от размера
диаметра сливающегося с ним элемента наружный цилиндр.
Внутренняя сфера — элемент детали, внутренняя поверхность
которого сферическая, а материал расположен с внешней
стороны.
В зависимости от типа детали, в структуру которой входит
элемент внутренняя сфера, для выявления его формы и поло-
жения и нанесения соответствующих размеров необходимо вы-
полнять одно или два, как это показано на рис. 243, изображе-
ния.
Наружный тор — элемент детали (или деталь), наружная по-
верхность которого торовая, а материал расположен с ее вну-
тренней стороны.
Наружный тор может представлять собой самостоятельную
деталь, например, резиновое уплотнительное кольцо круглого
сечения для гидравлических и пневматических устройств
(рис. 244). Чаще элемент наружный тор в структуре детали
бывает ограничен отсеком торовой поверхности. Пример изобра-
жения элемента наружный тор с нанесением размеров его
формы и положения приведен на рис. 245.
Внутренний тор — элемент детали, поверхность которого то-
ровая, а материал элемента расположен с ее внешней стороны.
Внутренние торы различного назначения и вида показаны
на рис. 246.
Деталь фасонная ручка, в структуру которой входят, за ис-
ключением внутренней сферы, все основные простые элементы,
приведена на рис. 247. При сборке этой детали ее цилиндриче-
ский хвостовик развальцовывается шариком, после чего на де-
тали образуется элемент внутренняя сфера.
Рис. 243
Рис. 246
Наружный конус
9.2. Элементы деталей типа тел вращения
К наиболее распространенным деталям принадлежат детали
типа тел вращения, т. е. токарной группы. Соответственно рас-
пространены и их элементы. Ниже приведены чертежи неко-
торых часто встречающихся элементов таких деталей.
Концы валов служат для размещения и укрепления на них
других деталей. Наиболее распространены: цилиндрический ко-
нец (рис. 248, а), размеры которого регламентирует ГОСТ
12080 — 66 (СТ СЭВ 537 — 77), и конический конец (рис. 248, б),
размеры которого устанавливает ГОСТ 12081 — 72 (СТ СЭВ
537—77). Форму и размеры конца вала показывают на виде на
плоскость, параллельную его геометрической оси.
Буртики. На валах и осях часто применяют упорные бурти-
ки (или уступы), в торцы которых упираются детали, насажи-
ваемые на вал (или ось). Для повышения качества соединения
на валу делают галтель (рис. 249, а) с радиусом R1, меньшим
радиуса R галтели насаживаемой детали, или выполняют
в этом месте канавку для выхода шлифовального круга на валу
и фаску на насаживаемой детали (рис. 249, б). Как правило, на
чертеже соединения вал (ось) показывают нерассеченным, а на-
саживаемую деталь изображают в разрезе плоскостью, прохо-
дящей через геометрическую ось вала.
Фланцы. Круглые фланцы являются, преимущественно,
частью деталей, имеющих форму полого цилиндра. Во флан-
цах радиально расположены отверстия под крепежные детали
(болты, винты, шпильки), с помощью которых они крепятся
к другим деталям.
Для изображения на чертежах цилиндрических деталей
с круглыми фланцами достаточно одного разреза, если кре-
пежные отверстия равномерно расположены в теле фланца.
В этом случае на разрезе крепежного отверстия указывают раз-
меры его формы, положения и число таких отверстий
(рис. 250).
Если часть фланца срезана, или крепежные отверстия распо-
ложены неравномерно, или имеются отверстия под штифты,
фланец изображают в двух проекциях: продольном разрезе
и виде слева (рис. 251) или по направлению стрелки.
Прямоугольные (или квадратные) фланцы имеют то же на-
значение, что и круглые фланцы, и изображаются в двух проек-
Рис. 252
Рис. 253
циях: продольном разрезе и виде слева или по направлению
стрелки (рис. 252).
Проточки под запорные кольца. В проточку на валу или
в отверстие устанавливается запорное кольцо, ограничивающее
осевое перемещение других деталей (рис. 253, в). На чертеже
детали проточку изображают упрощенно (рис. 253, а). Размеры
проточки наносят на выносном элементе, точно передающем ее
форму (рис. 253, б, г). Определяющим размером служит диа-
метр вала или отверстия.
Канавки под пружинные упорные плоские кольца. В канавку
на валу (в отверстие) входит пружинное упорное плоское на-
ружное (внутреннее) кольцо, ограничивающее осевое перемеще-
ние других деталей (рис. 254). Форма и размеры наружных ко-
лец (рис. 254, а) регламентированы ГОСТ 13940 — 80
и ГОСТ 13942 — 80, внутренних колец (рис. 254,6)
ГОСТ 13941-80 и
ГОСТ 13943 — 88. Размеры кана-
вок даны в тех же стандартах.
Определяющим размером слу-
жит диаметр вала или от-
верстия.
На чертеже детали канавки
как на валу (рис. 255, а), так и
в отверстии (рис. 256, а) изобра-
жают упрощенно. Размеры ка-
навки показывают на выносном
элементе, точно передающем ее
форму (рис. 255,б,в; 256,б,в).
Канавки под уплотнительные
кольца из фетра и войлока.
В канавку вставляют войлочное
или фетровое кольцо, уйлот-
Рис. 254
I
М5-1
a) S) в)
Рис. 255
няющее место выхода вращающейся детали (например, место
выхода вала из корпуса редуктора). Форму и размеры колец
(рис. 257, а) устанавливают ГОСТ 288 — 72, ГОСТ 6308 — 71
и ГОСТ 6418 — 81. Размеры трапецеидального профиля канавки
рекомендуется наносить на выносном элементе (рис. 258). На
изображении детали необходимо ставить размер / положения
канавки (см. рис. 258).
Размеры канавок и диаметров d\ отверстий (см. рис. 258)
устанавливает нормаль машиностроения МН 180 — 61. Опреде-
ляющим размером служит диаметр вала.
Канавки под резиновые кольца круглого сечения. Канавки
выполняют в одной из находящихся в контакте деталей (напри-
мер, в штоке или в цилиндре). В канавку устанавливают рези-
новое кольцо, предназначенное для предотвращения утечки
жидкости или воздуха (рис. 259). На чертеже вала или втулки
канавку изображают упрощенно (рис. 259, а, б). Размеры ка-
навки наносят на выносном элементе (рис. 259, в, г). ГОСТ
9833 — 73 устанавливает размеры уплотняющих колец и канавок
под них. Определяющим размером является диаметр D уплот-
няемого цилиндра или диаметр d штока (рис. 259, а).
Проточки на валах и в отверстиях применяют с целью
уменьшения длины точных цилиндрических поверхностей (на
рчс. 260 поверхности с диаметром d) и повышения точности со-
единения с другой деталью. Форму и размеры проточки на ва-
лу передают на виде (рис. 260, а), а проточки в отверстии — на
разрезе осевой плоскостью (рис. 260, б).
Рифления. Поверхность детали накатывают, чтобы деталь
не проскальзывала в руках при повороте.
Рифление на чертеже обозначают надписью и рисунком.
В надписи указывают вид рифления, его шаг и номер стандар-
та (рис. 261).
Рисунок упрощенно передает вид рифления, его наносят
в пределах всего контура видимой части рифленой поверхности
(рис. 261, а. б) или на части поверхности (рис. 261, в). На
рис. 261, а, б размер D означает диаметр заготовки, а А —
увеличение этого диаметра в результате рифления [А
Рис. 260
»(0,25...0,50) t; t — шаг рифления]. Размеры рифления регла-
ментированы ГОСТ 21474 — 75.
Фаски применяются для притупления острых углов деталей,
облегчения процесса сборки деталей (например свинчивания резь-
бовых соединений). Фаски выполняют на поверхностях вращения
(рис. 262, а) и на ребрах гранных изделий (рис. 262,6). На рис.
262 показано нанесение размеров для фасок под углом 45°, а на
рис. 263 — для фасок под углом а°.
Наружные галтели выпуклые Ri (рис. 264, а) и вогнутые R2
(рис. 264, 6) выполняют на изделиях типа валов, крепежных де-
Рифление прямое t
Рифление сетчатое 1
Рис. 261
Рис. 263
Рис. 264
Рис. 265
талей и т. п. в виде сопряжений большего и меньшего диаме-
тров вала или сопряжения стержня с опорной плоскостью дета-
ли, в основном, для уменьшения концентрации напряжений.
Форму и размеры наружной галтели показывают на виде на
плоскость, параллельную оси детали.
Внутренние галтели выпуклые (рис. 265, а) и вогнутые
1?2(рис. 265, 6) выполняют в изделиях типа корпусов, шпинде-
лей, втулок и т. п. в виде сопряжений поверхности отверстия
с торцовой поверхностью детали или с внутренней поверх-
ностью отверстия. Форму и размеры внутренней галтели по-
казывают на разрезе.
Размеры галтелей проставляют в виде радиусов закругле-
ний, значения которых устанавливают ГОСТ 10948 — 64
(СТ СЭВ 2814 — 80) —для поверхностей деталей, не охваты-
ваемых поверхностями втулок, и ГОСТ 24670 — 81 (СТ СЭВ
1014 —78) —под головками болтов, винтов, шурупов.
Канавки для выхода шлифовального круга. Шлифование по-
зволяет получить точные поверхности деталей. Кромки шлифо-
вального круга всегда немного скруглены (рис. 266), поэтому
канавку для выхода шлифовального круга делают в том месте
детали, в котором нежелательно наличие уступа, оставшегося
от кромки шлифовального круга (см. рис. 266).
Такую канавку на чертеже детали изображают упрощенно,
а чертеж дополняют выносным элементом, показывающим
профиль канавки (рис. 267). Виды, форму и размеры канавок
Шлифовальный
Рис. 266
Рис. 267
Шлифодание
плоское по цилиндру по торцу по цилиндру и торцу
наружное
Рис. 268
Рис. 269
устанавливает ГОСТ 8820 — 69. Определяющим размером для
канавок на поверхностях вращения служит диаметр поверхно-
сти (рис. 268).
Размеры канавок в размерные цепи деталей не включают.
Центровые отверстия. При обработке или контроле деталей
типа тел вращения в центровые отверстия детали входят
центры станка или приспособления, на которых удерживается
и вращается деталь (рис. 269). Центровые отверстия выпол-
няют и обозначают по ГОСТ 14034 — 74.
I
Л/4.-7
Рис. 270
На чертеже детали центровые отверстия изображают упро-
щенно, а в обозначении указывают число отверстий, их тип,
размер и № ГОСТа (рис. 270). Определяющим размером слу-
жит диаметр той части детали, в которой выполняют отвер-
стие.
Если деталь в готовом виде не должна иметь центровых от-
верстий, то концы ее должны быть срезаны по линии К (рис.
271). Часть детали, которую следует отрезать, показана разме-
рами а и ар Если в окончательно изготовленной детали дол-
жны быть центровые отверстия, то ГОСТ 2.109 — 73 (СТ СЭВ
858 — 78, СТ СЭВ 1182 — 78) допускает их упрощенное изобра-
жение. Если наличие или отсутствие центровых отверстий в го-
товой детали конструктивно безразлично, то их не изображают
и в технических условиях не делают никаких указаний. Если
есть необходимость указать размеры центрового отверстия, то
оно изображается, как показано на рис. 270. Подробнее об изо-
бражениях центровых отверстий см. ГОСТ 2.109 — 73 (СТ СЭВ
858-78, СТ СЭВ 1182-78) и ГОСТ 14034-74.
Рис. 271
9.3. Отверстия
Обозначение отверстий. В случаях, когда изображение отвер-
стий на чертеже имеет размеры 2 мм и менее, рекомендуется
нанесение размеров заменить записью их на полке линии-выно-
ски. Это правило применимо также при отсутствии изображе-
ния отверстия в разрезе вдоль оси. Если нанесение размеров,
выполняемое по общим правилам, может усложнить чтение
чертежа, то также рекомендуется заменить нанесение размеров
записью их на полке линии-выноски. Применение перечис-
ленных правил иллюстрируют рис. 272, а... з, 273, а... з,
и табл. 13.
На рис. 272, а приведена запись диаметра и глубины глухо-
го цилиндрического отверстия. Вместо контура отверстия на-
черчена только его ось.
На рис. 272, б приведена запись диаметра и глубины глухо-
го цилиндрического отверстия. Точка пересечения осевых ли-
ний указывает проекцию оси отверстия, перпендикулярной пло-
скости чертежа.
На рис. 272, в приведена запись размеров и изображение (в
масштабе уменьшения) глухого цилиндрического отверстия.
На рис. 272, г показан пример изображения глухого цилин-
дрического отверстия (в масштабе уменьшения) и записи его
диаметра и глубины.
На рис. 272,д...з к записи размеров отверстий под полка-
ми линий-выносок добавлены записи чисел однотипных отвер-
стий.
На рис. 273, а приведена запись диаметра резьбы и квалите-
та сквозного резьбового отверстия. Вместо контура отверстия
начерчена только его ось.
На рис. 273, б показана запись диаметра резьбы и квалитета
сквозного резьбового отверстия. Точка пересечения осевых ли-
ний указывает проекцию оси отверстия.
Фб/<ъ12*5
<Ь1ОН7-1ХК° <ъб/ф12*5
ё) з)
Рис. 272
Таблица 13
Обозначения отверстий и их элементов ио ГОСТ 2.318—81
(СТ СЭВ 1977 -79)
Отверстие, элемент, параметр Пример обозначения
1. Цилиндрическое сквозное отверстие (диаметр) 0 12
2. Квалитет диаметра Н7
3. Фаска (высота х угол) -1 х 45°
4. Зенковка цилиндрическая (диаметр х глубина) /06x4
5. Зенковка коническая (диаметр х угол при вер- шине) /0 12 х 60°
6. Цилиндрическое глухое отверстие (диаметр) 0 6
7. Глубина отверстия хб
8. Допуск глубины ±0,5
9. Резьбовое сквозное отверстие (диаметр резь- бы х шаг резьбы) М8х1
10. Квалитет резьбы -6Н
11. Резьбовое глухое отверстие (диаметр резьбы х х шаг резьбы) М8х1
12. Длина резьбы полного профиля х 10
13. Глубина сверления — 12
На рис. 273, в приведен пример записи глухого резьбового
. отверстия, диаметра и шага резьбы, глубины сверления
’ и длины отверстия с полным профилем резьбы. Изображение
> отверстия выполнено в масштабе уменьшения.
На рис. 273, г показан пример записи резьбового глухого
отверстия с параметрами по рис. 273, в, изображение отверстия
; выполнено в масштабе уменьшения на плоскости, перпендику-
= лярной его оси.
! Данная система обозначений позволяет отразить в строчеч-
; ной записи размеры и параметры отверстий и элементов, вхо-
дящих в их структуру. В табл. 13 приведены примеры
обозначения отверстий и их элементов.
j Далее в табл. 14 приведены типы отверстий и их строчечное
• обозначение. На чертежах отверстий нанесены все размеры
’ и параметры, входящие в обозначение.
i
Таблица 14
Типы отверстий
Продолжение табл. 14
Продолжение табл. 14
Отверстие
Обозначение
05 х 7-1 х 45°
Сквозные отверстия с резьбой
М8*1
М12И-6Н
90°
Мб
М8
06 х 81012 х 90°
М8 х 1
М12 х 1-бН
Мб -1 х90°
М8/01О х 2
Продолжение табл. 14
Расположение отверстий. На рис. 274... 279 даны примеры
наиболее распространенных случаев расположения отверстий.
На каждом рисунке приведены размеры отверстия, число оди-
наковых отверстий и размеры расположения центров отвер-
стий. На рисунках отверстие с жирной точкой в центре условно
принято за основную базу для размеров расположения других
отверстий. Для центра этого отверстия приведены размеры его
положения с одной стрелкой. Подобные размеры должны быть
закончены на чертежах деталей, т. е. должна быть указана база
для отсчета каждого подобного размера.
На рис. 274 показаны случаи, при которых расположение
отверстий определяется двумя координатами в прямоугольной
системе координат: а — одно отверстие, одна координата; б —
одно отверстие, две координаты; в — два отверстия; г — три
отверстия с центрами на одной прямой; д — четыре отверстия
на одной прямой с одной основной и одной промежуточной
базами; е — три отверстия с Т-образным расположением;
ж — три отверстия с Г-образным расположением; з — четыре
отверстия, центры которых расположены по вершинам прямо-
угольника ; и — шесть отверстий (по три в двух параллельных
рядах); к — сетчатое расположение центров отверстий; л — 10
X
Рис. 275
omS. Ф X У
1 8 8 8
2 5 8 21
3 5 8 32
4 5 21 8
5 5 32 8
б 12 60 60
Рис. 276
отверстий с центрами, расположенными по контуру прямо-
угольника с основной базой в одной из вершин прямоугольни-
ка; м — 16 отверстий с центрами, расположенными по контуру
прямоугольника с основной базой в центре этого прямоуголь-
ника.
На рис. 275 показан случай, когда координаты расположе-
ния центров отверстий сведены в таблицу. В последней приве-
дены также диаметры отверстий.
Если одинаковые отверстия расположены на разных поверх-
ностях одной детали и показаны на ее разных изображениях,
то число этих отверстий записывают отдельно для каждой по-
верхности (рис. 276).
Допускается изображать одно отверстие из' всей группы от-
верстий, отметив только оси, обозначающие положение их цен-
тров (рис. 277). Надпись о размере отверстия должна содер-
жать сведения о числе одина-
ковых отверстий в этой
группе.
На рис. 278 приведены
примеры расположения цент-
ров отверстий на одной ок-
ружности : а — два отверстия
с центрами на концах одного
диаметра окружности; б —
три отверстия с центрами,
расположенными на одной
окружности равномерно; в —
четыре отверстия с центрами
на концах двух взаимно пер-
пендикулярных диаметров
одной окружности радиуса R
Рис. 277
г) д) *)
Рис. 278
и фиксированным центром; г — то же, что в примере в, но
центр окружности не фиксируется; д — четыре отверстия с цен-
трами на концах двух взаимно перпендикулярных диаметров
одной окружности, положение диаметров при этом определяет
угол 45°; е — шесть отверстий с центрами, равномерно распо-
ложенными на одной окружности; ж — три отверстия с цен-
трами, равномерно расположенными на одной окружности (на-
чало отсчета углов может быть произвольным); з — два
отверстия с центрами на дуге окружности радиуса R и углом
а между центрами; и — четыре отверстия (их может быть лю-
бое число) с центрами, расположенными на одной окружности,
но на разных угловых расстояниях от радиуса, проведенного
через центр окружности и принятого за начало отсчета углов.
Ф5
Зотв.
Ф7
Зотв.
a) S) Рис. 279
Расположение отверстий определяется полярными координата-
ми: радиусом (или диаметром) и углом. Жирной точкой на ри-
сунках отмечено начало полярных координат.
На рис. 279, а показан пример применения условных знаков,
отличающих группы одинаковых отверстий, при числе групп
(или типов отверстий), равном двум или более. На рис. 279,6
приведены рекомендуемые варианты таких знаков, число ва-
риантов может быть увеличено (подробнее см. ГОСТ
2.307-68).
Цилиндрические сквозные отверстия под крепежные детали.
На изображении детали такое отверстие может быть изображе-
но в соответствии с ГОСТ
2.307-68 (СТ СЭВ 1976-79,
СТ СЭВ 2180-80) (рис. 280, а).
Размеры отверстия берут по
ГОСТ 11284-75 (СТ СЭВ
2515 — 80). Определяющим раз-
мером служит диаметр стержня
d, вставляемого в это отверстие.
На изображениях сборочной
единицы отверстие вычерчива-
ют немного увеличенным (рис.
а)
Рис. 280
Рис. 281
Опорные поверхности под крепежные детали. К этим элемен-
там относятся следующие:
а) места под шестигранные головки болтов, шестигранные
гайки, под шайбы плоские, пружинные и т. д. (рис. 281);
б) места под головки винтов и под стопорные шайбы, под
винты с потайной и полупотайной головкой (рис. 282);
в) отверстия под концы установочных винтов (рис. 283);
г) места под головки заклепок (рис. 284).
Размеры элементов устанавливает ГОСТ 12876 — 67
(СТ СЭВ 218 — 82). Определяющим размером служит диаметр
d стержня. Указания по выполнению изображений элементов
на чертежах деталей и чертежах сборочных единиц см. 15 и 20.
Рис. 283
Рис. 284
Открытые пазы выполняют в деталях типа корпусов при-
способлений, устанавливаемых на столах станков, и т. п.
В пазах размещают стержень крепежной детали (обычно
болтов к станочным обработанным пазам по ГОСТ 13152 — 67
и быстросъемных болтов к станочным пазам по ГОСТ
12201-66).
Открытые пазы изображают в двух проекциях: на продоль-
ном полном или местном разрезе и виде сверху (рис. 285).
На виде сверху показывают размеры формы: длину, шири-
ну и радиус скругления, а также размер положения: расстояние
от боковой стороны детали, если паз расположен не по оси
симметрии детали. На продольном разрезе — глубину, как пра-
вило, равную толщине детали.
Сквозные продолговатые отверстия. Сквозные продолго-
ватые прямые отверстия выполняют в деталях типа корпусов
и плит, имеющих линейное установочное перемещение. В от-
верстиях размещают стержень крепежной детали, болта, винта
или шпильки.
Отверстия изображают в двух проекциях: на продольном
полном или местном разрезе и виде сверху (рис. 286). На виде
сверху показывают размеры формы: длину, ширину и радиус
скругления, а также размер положения: расстояние от края де-
тали. На продольном разрезе — глубину, как правило, равную
толщине детали. Длина и размер положения также могут быть
показаны на продольном разрезе, а не на виде сверху.
Рис. 287
Размеры сквозных продолго-
ватых прямых отверстий уста-
навливает ГОСТ 16030—70. Оп-
ределяющим размером является
диаметр стержня крепежной де-
тали.
Сквозные продолговатые ду-
говые отверстия выполняют в
деталях, имеющих круговое ус-
тановочное перемещение. Отли-
чительная особенность таких
отверстий — расположение их
продольной оси по дуге окруж-
ности.
Для упрощения изображения показывают поперечный раз-
рез отверстия, на котором проставляют ширину и глубину от-
верстия (рис. 287). На виде сверху наносят размеры формы: ра-
диус скругления, угол между центрами радиусов скругления,
радиус продольной оси отверстия и размер положения — рас-
стояние от края детали до одного из центров радиусов
скругления.
9.4. Пазы
Т-образные обработанные прямые пазы выполняют в деталях
типа столов, плит для закрепления на них приспособлений,
имеющих линейное установочное перемещение, обрабаты-
ваемых деталей и т. п. В пазах размещают головки спе-
циальных болтов.
Для изображения пазов достаточно одной проекции, на ко-
торой проставляют все размеры формы, а от оси симметрии —
размер положения (рис. 288). Размеры Т-образных обрабо-
танных пазов устанавливает ГОСТ 1574—75.
Т-образные обработанные
кольцевые пазы выполняют в де-
талях типа поворотных столов,
плит и др. для закрепления на
них приспособлений, имеющих
круговое установочное переме-
щение.
Г Рис. 288
5) 6) г) 8)
Рис. 290
Кольцевые пазы изображают в двух проекциях: на попереч-
ном разрезе и виде сверху (рис. 289). На поперечном разрезе
наносят размеры формы, относящиеся к профилю паза; на ви-
де сверху — радиус оси симметрии паза (он же, как правило,
является размером положения).
Шпоночные пазы выполняют всегда в двух деталях: охваты-
ваемой и охватывающей (вал и втулка). В пазы устанавливают
шпонку, передающую вращающий момент от вала к втулке
или наоборот.
Паз под призматическую шпонку изображают на двух раз-
резах. На разрезе плоскостью,. перпендикулярной к оси вала
или отверстия (рис. 290, в, д'), показывают поперечную форму
паза и наносят размеры ширины и глубины. На продольном
местном или полном разрезе (рис. 290, а, г), реже для вала на
виде сверху (рис. 290, б), показывают длину паза и его положе-
ние относительно других поверхностей детали и наносят
остальные размеры.
Линию пересечения боковых стенок паза с поверхностью ва-
ла или втулки заменяют на изображении проекцией крайней
образующей поверхности вала или отверстия (рис. 290, а; 291, а;
292, а, б).
Размеры шпоночных пазов для призматических шпонок на
цилиндрических валу и втулке (рис. 290) устанавливает ГОСТ
23360 — 78. Определяющим размером служит диаметр вала или
втулки.
Размеры шпоночных пазов для сегментных шпонок на ци-
линдрическом валу (см. рис. 291) и втулке (см. рис. 290, г, О)
устанавливает ГОСТ 24071 — 80 (СТ СЭВ 647 — 77). Определяю-
щим размером служит диаметр вала или втулки.
Если шпоночные пазы необходимо выполнить на кониче-
ских валу или втулке, то их изображения совпадают с изобра-
жениями пазов для цилиндрических вала и втулки. Только раз-
Рис. 291
мер положения паза на валу на-
носят от меньшего основания
конической части вала
(рис. 292, а) и размер глубины
паза в отверстии наносят в
плоскости меньшего основания
конической части отверстия
(рис. 292, в). Эти размеры уста-
навливает ГОСТ 2323 — 76.
Канавки под стопорные многолапчатые шайбы. В канавку ва-
ла входит внутренняя лапка многолапчатой шайбы. Одна из
наружных лапок шайбы загибается внутрь одного из пазов гай-
ки, чтобы предотвратить ее самоотвинчивание.
На чертеже вала размеры канавки, как правило, ставят на
сечении (рис. 293, б). На главном виде вала вдоль канавки де-
лают местный разрез, на котором показывают выход дисковой
фрезы, нарезающей канавку, и ставят размер Кфрезы (Рис- 293, а).
Диаметр резьбы вала служит определяющим размером, по
которому в ГОСТ 11872 — 80 находят размеры канавки.
Зубчатые (шлицевые) валы и отверстия применяют в соеди-
нениях, передающих вращающий момент и допускающих осе-
вое перемещение вала относительно отверстия.
На проекции вала на плоскость, параллельную его оси, ли-
нии выступов проводят сплошными основными линиями, а ли-
Рис. 292
А-А нии впадин — сплошными тон-
Рис. 293
кими линиями (причем они пере-
секают линию фаски).
Между линиями впадин
сплошной тонкой линией пока-
зывают границу поверхности с
зубьями полного профиля. Тон-
рис. 294, б) или
проходящей через
кой линией отмечают и гра-
5) ницу зубчатой поверхности
(рис. 294,6).
На разрезе вала (см.
отверстия (рис. 294, б) плоскостью,
его ось, линии выступов и впа-
дин проводят сплошными основными линиями. Зубья вала со-
вмещают с секущей плоскостью и показывают нерассеченны-
ми. Впадины отверстий также совмещают с секущей пло-
Рис. 294
скостью. Штриховку на таких разрезах доводят только до
линии впадин (рис. 294, б, Э). На проекции вала и отверстия на
плоскость, перпендикулярную к их оси (рис. 294, в, е), или на
сечении такой же плоскостью (рис'. 294, а, г) изображают
сплошными основными линиями профиль одного выступа
и двух смежных с ним впадин (без фасок, канавок и закругле-
ний). Остальные выступы условно изображают сплошной ос-
новной линией, а впадины — сплошной тонкой линией. Причем
на этих проекциях вала или отверстия фаску не показывают.
На чертеже зубчатого вала наносят размер 1\ длины зубьев
полного профиля.
На чертеже зубчатого вала и зубчатого отверстия на полке
линии-выноски или в технических требованиях указывают ус-
ловное обозначение стандартных зубчатых элементов по ГОСТ
1139-80 (СТ СЭВ 187-75, СТ СЭВ 188-75). В обозначении
указывают поверхность центрирования, число зубьев, внутрен-
ний и наружный диаметры, ширину зуба и обозначение полей
допусков.
На учебных чертежах обозначения поверхностей центриро-
вания и полей допусков рекомендуется опускать. Примеры
обозначений на учебном чертеже даны на рис. 294.
Номинальные размеры шлицевых соединений общего на-
значения с прямобочным профилем зубьев устанавливает
ГОСТ 1139-80.
Подробнее о выполнении изображений и нанесении разме-
ров зубчатых соединений изложено в ГОСТ 2.409 —74-(СТ СЭВ
650-77).
9.5. Элементы крепежных деталей
Элементы с плоскими гранями используются при необходи-
мости поворота детали гаечным ключом [например, головки
болтов и винтов с наружным или внутренним шестигранником
или четырехгранником (квадратом), лыски на деталях и т. д.].
Концевые лыски цилиндра выполняют на валах, осях и т. и.
в виде площадки, параллельной оси, в основном, для фиксации
детали винтом или планкой от проворачивания.
Для изображения лыски достаточно одной проекции
(рис. 295). Лысок, как правило, делают две (рис. 296). Основ-
ным изображением служит вид слева (рис. 296, а), на котором
нанесен определяющий размер S2 «под ключ». Иногда вид сле-
ва заменяют сечением А —А (рис. 296,6).
Квадратные головки винтов. Форму квадратных головок
винтов образует цилиндр с четырьмя лысками, сделанными на
Рис. 298
всей высоте цилиндра по ГОСТ 1482 — 75 и ГОСТ 1485 — 75
(рис. 297), на части высоты цилиндра по ГОСТ 1486 — 75
(рис. 298) и на части высоты цилиндра, имеющего в осно-
вании буртик большего диаметра по ГОСТ 1488 — 75 (рис. 299).
Форму и размеры головки показывают на двух проекциях:
на плоскости, параллельной оси головки (рис. 298, а), и на пло-
скости, перпендикулярной к оси головки (рис. 298, б).
При фаске под углом а = 60° линии пересечения граней с по-
верхностью фаски на главном виде (см. рис. 298, а) рекомен-
дуется изображать дугами окружностей радиуса 1?! = 0,55.
При другом положении головки радиус дуги окружности
R2 = S (см. рис. 298).
Выемки резьбовых пробок (рис. 300) имеют форму, повто-
ряющую форму четырехгранных головок (кроме дна выемки).
Изображениями, передающими форму выемки, служат разрез
плоскостью, проходящей через ось выемки, и вид слева, т. е. со
стороны выемки, на плоскость, перпендикулярную к оси выем-
ки. Форму дна выемки условно изображают плоской.
Элементы с шестью гранями (шестигранники) по ГОСТ
24671-81 (СТ СЭВ 1015-78).
Подобные элементы находят широкое применение в кон-
струкциях гаек (рис. 301), головок болтов (рис. 302), выемок
в головках винтов (рис. 303) и других деталей.
Эти элементы имеют всегда два изображения: изображение
на плоскости проекций, параллельной оси шестигранника
(рис. 301, а), и изображение на плоскости проекций, перпендику-
лярной к оси шестигранника (рис. 301,6). Первое изображение
(главный вид) необходимо для нанесения размеров высоты (см.
рис. 301, а) или глубины (см. рис. 303) шестигранника и разме-
ров фаски. Второе изображение необходимо Для нанесения раз-
меров «под ключ».
При фаске под углом 60° линии пересечения граней с по-
верхностью фаски рекомендуется изображать дугами окружно-
стей (см. рис. 301, 302).
Головки откидных болтов являются элементами откидных
болтов (ГОСТ 14724 — 69), служащими для крепления болта на
поворотной оси.
Изображаются головки откидных болтов в двух проекциях:
на виде спереди и поперечном разрезе (рис. 304). Определяю-
щим размером служит диаметр резьбы d.
Головки болтов к станочным Т-образным пазам предназна-
чены для предотвращения выхода болта из паза под действием
осевого усилия при его затягивании и для передачи этого уси-
лия опорной поверхностью головки плоскостям паза.
Форму и размеры головок болтов передают два изображе-
ния: проекция на плоскость, параллельную оси головки, и про-
екция на плоскость, перпендикулярную к этой же оси.
Болты к станочным пазам по ГОСТ 13152 — 67 изготовляют
в двух исполнениях: с квадратной головкой (рис. 305, а) и
с круглой головкой с двумя срезанными сегментами (рис. 305,6).
Головки быстросъемных болтов к станочным пазам по
ГОСТ 12201—66 изготовляют двух исполнений со скосами под
углом 30? (рис. 306, а) и скругленной головкой (рис. 306, б).
Рис. 308
Определяющим размером Служит диаметр d стержня болта
(или диаметр его резьбы).
Прямые шлицы в головках винтов и шурупов предназна-
чены для размещения конца отвертки и восприятия от него
вращающего момента при завинчивании или вывинчивании
винта или шурупа.
Форму и размеры прямого шлица передает проекция шлица
на плоскость проекций, перпендикулярную к граням шлица
(рис. 307). Шлиц имеет ширину b (номинальный размер) и глу-
бину h, определяемые диаметром резьбы винта или шурупа.
Реальная ширина шлица больше номинальной [см. ГОСТ
24669-81 (СТ СЭВ 1016-78)].
Рис. 309
Радиусы под головками болтов, винтов и шурупов. Пояс то-
ровой поверхности, радиусом которой является радиус закру-
гления под головкой болтов, винтов и шурупов, предназначен
для уменьшения концентрации напряжений в месте перехода
усилий от стержня болта (винта, шурупа) к его головке. Форму
и размер радиуса R показывают на проекции на плоскость, па-
раллельную оси болта (винта, шурупа) (рис. 308). С размером
R и диаметром d стержня (резьбы) болта связан размер <4,
обеспечивающий расчетную величину опорной площади голов-
ки. Определяющим размером служит диаметр d резьбы болта,
винта, шурупа [см. ГОСТ 24670 — 81 (СТ СЭВ 1014 — 78)].
Концы болтов, винтов и шпилек. Форму, размеры и кон-
структивные варианты концов (рис. 309) передает один вид
(для каждого варианта) на плоскости, параллельной оси конца,
или один вид с местным разрезом. Размером 2Ртах обозначены
витки резьбы с неполным профилем.
Конструктивные варианты концов и их размеры регламен-
тирует ГОСТ 12414 — 66 (СТ СЭВ 215 — 82). Определяющим
размером служит диаметр d резьбы.
9.6. Смазочные канавки
Смазочные канавки выполняют в деталях типа втулок
(рис. 310) и валов (рис. 311) в виде выемок с цилиндриче-
скими поверхностями, образующих при сопряжении соответ-
ственно с охватываемой поверхностью вала и’с охватывающей
поверхностью втулки полости, в которые подается смазочное
вещество.
Для изображения смазочной канавки необходимы про-
дольный и поперечный разрезы.
Длину смазочных канавок определяют размеры втулки или
* Размер для справок
Рис. 310
A .
b ~*| ri61 -ArA
Рис. 311
вала и ширина b кольцевых участков, необходимых для пере-
крытия выхода смазки.
Как правило, смазочные канавки выполняют в сочетании
с цилиндрическим отверстием для подвода смазочного веще-
ства.
9.7. Надписи и шкалы
Надписи и шкалы по ГОСТ 2.109 — 73 (СТ СЭВ 858 — 78,
СТ СЭВ 1182 — 78) изображают полностью, если их наносят на
плоскую поверхность (рис. 312). Надписи и шкалы, нанесенные
на цилиндрические или конические поверхности, условно изо-
бражают без искажения, полностью или частично (рис. 313).
Полное изображение надписи или шкалы выполняют на раз-
вертке поверхности, где наносят размеры штрихов, цифр
и букв и размеры их расположения. На чертеже указывают
способ нанесения надписей и шкал, а также вид шрифта.
1?Рсзмеры для справок
г.Несимметричность расположения
надписи не более 2 мм
3 .Покрытие ...
4 .Шрифт ПО-8 ГОСТ2330-62
гравировать
Рис. 312
10СТ21Ч7Ц -75
Развертка поверхности А
i.4ucno равных делении по окружности 100
г.Шрифт П0~4 ГОСТ2950-62
з.Риски и цифры гравировать
Рис. 313
9.8. Элементы литых деталей
На рис. 314 показана литая стойка, в конструкцию которой
входят часто встречающиеся в литых деталях элементы:
Рис. 314
1 — стенка, 2 — бобышка, 3 — конус литейный, 4 — ребро жест-
кости, 5 — скругление литейное, 6 — уклон литейный.
На рабочих чертежах стенку и бобышку, как правило, изо-
бражают на разрезе плоскостью, проходящей через ось цен-
трального отверстия бобышки перпендикулярно к стенке. На
тех изображениях, где уклон или конусность отчетливо не выя-
вляются, например на виде на профильной плоскости проек-
ций, проводят только одну линию, соответствующую меньше-
му размеру элемента с уклоном или меньшему основанию
конуса.
На разрезе А —А видно сопряжение скругленных поверхно-
стей ребра с основанием: соответствующие линии заканчивают
«усиками», а линии пересечения изображают в соответствии
с ГОСТ 2.305 — 68 тонкими сплошными линиями, не доходящи-
ми до контурных линий, или не показывают совсем.
На выносном элементе показан способ простановки разме-
ра, если выносная линия попадает на скругление. Этот способ
очень часто применяется на чертежах литых или штампо-
ванных деталей.
Глава VI
ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБЫ
10. РЕЗЬБА
Многие детали современных машин имеют резьбу. Резьба
представляет собой чередующиеся, одинаковые по форме
и размерам винтовые выступы и канавки (рис. 315). Она принад-
лежит к сложным присоединительным элементам деталей
машин и служит для восприятия потока внешних усилий от
другой детали, передачи движения другой детали или герме-
тичного соединения деталей.
Поверхность резьбы образует плоский контур, лежащий
в одной плоскости с осью резьбы, при винтовом движении по
цилиндрической или конической поверхности. Резьбу соответ-
ственно называют цилиндрической (рис. 316, 317, 318) или ко-
нической (рис. 319).
Наружная резьба образована на наружной цилиндрической
(см. рис. 315, а) или конической поверхности (см. рис. 319).
Внутренняя резьба образована на внутренней цилиндриче-
ской (см. рис. 315, 6) или конической поверхности.
Ось резьбы — прямая, относительно которой происходит
винтовое движение контура, образующего резьбу (см. рис. 316
и 319).
Рис. 315
Рис. 316
Рис. 317
Рис. 318
Часть выступа резьбы, соответствующая одному обороту
контура вокруг оси резьбы, называют витком резьбы (см. рис.
315, а). Пространство между выступами резьбы называют
канавкой.
Определение резьбы и ее основные параметры даны
в ГОСТ 11708-82 (СГ СЭВ 2631-80) «Резьба. Термины
и определения».
10.1. Основные параметры резьбы
Номинальные размеры рассматриваемых параметров ре-
зьбы являются общими как для наружной (болта, винта и др.),
так и для внутренней резьбы (гайки, гнезда и_ др.).
Резьбу характеризуют три диаметра* (рис. 320...323): на-
ружный d(D), внутренний d\(Di) и средний
Наружный диаметр резьбы d(D) — диаметр воображаемого
прямого кругового цилиндра, описанного вокруг вершин на-
ружной резьбы или впадин внутренней резьбы (см. рис. 315).
Этот диаметр для большинства резьб принимают за номи-
нальный диаметр, характеризующий размеры резьбы и исполь-
зуемый при ее обозначении.
Внутренний диаметр резьбы d2 (DJ — диаметр воображаемого
прямого кругового цилиндра, описанного вокруг впадин на-
ружной резьбы или вершин внутренней резьбы (см. рис. 315).
Профиль резьбы — контур сечения резьбы плоскостью, про-
ходящей через ее ось (например, на рис. 316 треугольник АВС).
Резьбу называют по форме профиля: треугольной, трапецеи-
дальной, полукруглой и т. п.
* По рекомендации JSO (международная организация по стан-
дартизации) и СЭВ диаметры резьбы болта обозначают буквами
d, di и d2, а диаметры резьбы гайки — D, Dy и D2.
Угол профиля резьбы — угол между смежными боковыми
сторонами профиля (см. рис. 320 и 323).
Шаг резьбы Р — расстояние по линии, параллельной оси ре-
зьбы, между средними точками ближайших одноименных бо-
ковых сторон профиля резьбы, лежащими в одной осевой пло-
скости по одну сторону от оси резьбы (см. рис. 317 и 320...323).
Шаг конической резьбы Р — проекция на ось резьбы отрезка,
соединяющего соседние вершины остроугольного профиля ре-
зьбы (см. рис. 319).
По числу заходов (выступов и канавок) резьбы подразде-
ляют на однозаходные и многозаходные (двухзаходные, трех-
заходные и т. д.).
Ход резьбы Ph — расстояние по линии, параллельной оси
резьбы, между любой исходной средней точкой на боковой
стороне резьбы и средней точкой, полученной при перемеще-
нии исходной средней точки по винтовой линии на угол 360°
(см. рис. 316 и 317).
Ход резьбы есть величина относительного осевого переме-
щения винта (гайки) за один оборот.
В однозаходной резьбе (см. рис. 316) ход равен шагу (Ph = Р),
а в многозаходной (см. рис. 317) — произведению шага Р на
число п заходов (Ph — пР).
В зависимости от направления винтовой поверхности резьбы
подразделяют на правые и левые. Правая резьба образована
контуром, вращающимся по часовой стрелке и перемещаю-
щимся вдоль оси от наблюдателя (см. рис. 317). Левая резьба
Рис. 320
30‘
Рис. 321
образована контуром, вращающимся против часовой стрелки
и перемещающимся вдоль оси от наблюдателя (см. рис. 318).
Стандартами для наиболее распространенных резьб устано-
влены диаметр, шаг, форма и размеры профиля.
Рис. 322
Рис. 323
Резьбы, размеры которых не относятся к стандартным, на-
зывают специальными. Их размеры берут или применительно
к одному из существующих типов резьб, или произвольно.
10.2. Цилиндрические резьбы
Метрическая резьба (ГОСТ 9150 — 81) является основным ти-
пом крепежной резьбы, принятой в Советском Союзе. Эта ре-
зьба однозаходная, преимущественно правая. ГОСТ 9150—81
устанавливает профиль и основные размеры метрической ре-
зьбы для диаметров от 1 до 600 мм.
Профилем метрической резьбы служит равносторонний
треугольник со срезанными вершинами (см. рис. 320). Форму
впадины резьбы на стержне можно выполнять как по прямой,
так и по дуге окружности. Профиль резьбы на стержне отли-
чается от профиля резьбы в отверстии размером срезанной ча-
сти его вершин.
Метрические резьбы бывают с крупным и мелким шагом.
Эти резьбы по профилю подобны, но для одних и тех же диа-
метров они имеют различные значения шага, а следовательно,
и другие размеры профиля. Установлено три ряда диаметров
метрической резьбы (ГОСТ 8724—81). При выборе диаметров
резьб следует предпочитать первый ряд второму, а второй —
третьему.
Для приборов точной механики (в том числе для приборов
времени) стандартизирована метрическая резьба для диаме-
тров от 0,25 до 0,9 мм по ГОСТ 9000-81 (СТ СЭВ 837-78).
С 1 января 1974 г. для метрической резьбы по ГОСТ 9150—81
введена новая система допусков и посадок по ГОСТ 16093 — 81
(СТ СЭВ 640 — 77), которая соответствует рекомендациям СЭВ
и JSO.
По ГОСТ 16093-81 (СТ СЭВ 640-77) для получения раз-
личных посадок резьб предусмотрены четыре основных откло-
нения для наружной резьбы (болтов, винтов), обозначаемые
буквами h, g, е, d, и два для внутренней резьбы (гаек) — Н, G.
Этот же стандарт устанавливает для наружного диаметра
резьбы болта 4, 6 и 8-ю степени точности и соответственно для
внутреннего диаметра гайки 5, 6 и 7-ю степени точности.
Обозначение поля допуска диаметра резьбы состоит из
цифры, показывающей степень точности, и буквы, обозначаю-
щей основное отклонение (например, 61г, 6g, 6Н).
Для покупных крепежных изделий ГОСТ 16093 — 81 реко-
мендует значения полей допуска 6Н, 7Н (гайки) и 6g, 8g
(болты).
Трапецеидальная резьба по ГОСТ 9484 — 81 (СТ СЭВ
146 — 78) служит для передачи движений и усилий. Она стандар-
тизована для диаметров от 10 до 640 мм с шагами от 2 до 48
мм. Для каждого диаметра резьбы стандарт предусматривает,
как правило, три различных шага.
Трапецеидальные резьбы имеют профиль в виде равнобоч-
ной трапеции, у которой угол между боковыми сторонами ра-
вен 30° (см. рис. 321).
Одинаковые зазоры по наружному и внутреннему диаме-
трам создают благоприятные условия для смазывания. Трапе-
цеидальная резьба может быть однозаходной и многозаход-
ной, правой и левой.
Трубную цилиндрическую резьбу (ГОСТ 6357 — 81) приме-
няют в трубопроводах, а также в соединениях внутренней ци-
линдрической резьбы с наружной конической резьбой по ГОСТ
6211-81 (СТ СЭВ 1159-78).
Профилем трубной резьбы (см. рис. 322) служит равнобе-
дренный треугольник с углом при вершине 55° и закругленны-
ми вершинами и впадинами, радиус закругления которых
R = 0,137329А Профили наружной и внутренней резьбы совпа-
дают, что обеспечивает герметичность в соединениях этой
резьбы.
10.3. Конические резьбы
Коническую резьбу нарезают на коническом стержне (или
в коническом отверстии), имеющем стандартную конусность
1:16 (угол при вершине конуса 2<р = 2°34'48").
Для конических резьб номинальные размеры диаметров
d( D), d1(D1) и d2(D2) измеряются в основной плоскости
(см. рис. 323). Под последней понимается плоскость, перпенди-
кулярная к оси резьбы и совпадающая с торцом детали,
имеющей внутреннюю резьбу (с торцом муфты). Расстояние
от торца резьбового конуса трубы до основной плоскости
задается в стандартах на конические резьбы.
Коническая дюймовая резьба с углом профиля 60° (ГОСТ
6111—52). Эту резьбу применяют в основном для получения
герметичных соединений в трубопроводах машин и станков.
Угол профиля такой резьбы равен 60° (см. рис. 323). Вершины
и впадины резьбы срезаны на 0,033 Р (Р — шаг резьбы), что
практически устраняет зазоры у вершин и впадин при затяжке
резьбы.
Трубная коническая резьба по ГОСТ 6211 — 81 (СТ СЭВ
1159 — 78). Профиль резьбы имеет угол 55°, вершины и впа-
дины профиля закруглены. Эту резьбу применяют в вентилях
и горловинах газовых баллонов. Возможно соединение труб,
имеющих коническую резьбу с муфтами, имеющими цилиндри-
ческую трубную резьбу.
Размеры трубной конической резьбы в основной плоскости
совпадают с размерами трубной цилиндрической резьбы по
ГОСТ 6357-81.
10.4. Изображение резьбы на чертежах
Правила изображения и обозначения резьбы на чертежах
установлены ГОСТ 2.311—68 (СТ СЭВ 284—76) «Изображение
резьбы».
Все резьбы на чертежах изображают одинаково. Изображе-
ние резьбы содержит линии, соответствующие: оси резьбы, на-
ружному и внутреннему диаметрам резьбы и границе резьбы.
Резьбу на стержне изображают сплошными основными линия-
ми по наружному диаметру резьбы и сплошными тонкими ли-
ниями — по внутреннему диаметру (рис. 324, 325 и 330).
Сплошную тонкую линию при изображении резьбы проводят
на расстоянии не менее 0,8 мм от основной линии и не более
размера шага резьбы.
На изображениях, полученных проецированием на пло-
скость, параллельную оси стержня, сплошную тонкую линию
Фаска
Гранича
по внутреннему диаметру резьбы проводят на всю длину ре-
зьбы без сбега. Эта линия пересекает линию фаски (см. рис.
324).
На видах, полученных проецированием на плоскость, пер-
пендикулярно к оси стержня, по внутреннему диаметру резьбы
проводят дугу, примерно равную 3/4 окружности, разомкнутую
в любом месте (см. рис. 324, 325). Однако не следует начинать
и кончать разрыв тонкой линии на центровых линиях. На этом
виде не показывают фаску.
Резьбу в отверстии изображают в плоскости разреза
сплошными основными линиями по внутреннему диаметру ре-
зьбы и сплошными тонкими линиями — по наружному диаме-
тру (рис. 326 и 327).
На виде, полученном проецированием на плоскость, перпен-
дикулярную к оси резьбы, наружный диаметр' резьбы изобра-
жают сплошной тонкой линией, приблизительно равной 3/4
окружности, разомкнутой в любом месте.
Фаска.
5)
в)
Рис. 326
Рис. 328
При изображении на чертеже невидимой резьбы наружный
и внутренний .ее диаметры проводят штриховыми линиями
одной толщины (рис. 328).
Границу резьбы на стержне и в отверстии наносят в конце
полного профиля без сбега. Ее проводят до линии наружного
диаметра резьбы сплошной основной линией, перпендикуляр-
ной к оси резьбы (см. рис. 324, 326, б, в)', или штриховой ли-
нией, если резьба невидима (см. рис. 328). Размер длины резьбы
на стержне и в отверстии указывают, как правило, без сбега (см.
рис. 324 и 326, в).
Изображение глухого отверстия с резьбой показано на рис.
326, в. Дно отверстия имеет форму конуса с углом при верши-
не, близким к 120° (на чертеже угол не указывают). Этот конус
образуется режущей частью сверла при сверлении отверстия
под резьбу. Размер глубины сверления рассчитывают и нано-
сят на чертеже только с учетом цилиндрической части гнезда
(см. рис. 326, в).
Коническую резьбу на стержне на виде со стороны меньше-
го основания конуса изображают окружностями внутреннего
и наружного диаметров резьбы меньшего основания и окруж-
ностью наружного диаметра большего основания. На виде со
стороны большего основания изображают только окружности
диаметров резьбы большего основания (см. рис. 325).
Штриховку на разрезах и сечениях наносят до сплошных ос-
новных линий, соответствующих внутреннему диаметру резьбы
в отверстии (см. рис. 327) или наружному диаметру резьбы на
стержне (см. рис. 424).
В зоне соединения у стержня сплошной контурной линией
изображают наружный диаметр, а внутренний диаметр резь-
бы — сплошной тонкой линией. В отверстии показывают толь-
ко ту часть резьбы, которая не закрыта резьбой стержня (см.
рис. 424).
Если резьба имеет нестандартный профиль, то ее следует
показывать одним из способов, приведенных на рис. 329, со
всеми необходимыми размерами. Кроме этого, на чертеже
указывают дополнительные данные: число заходов (для много-
II
Рис. 329
заходной резьбы), направление резьбы и др. с добавлением
слова «резьба».
10.5. Обозначение резьбы
Каждый тип резьбы имеет условное буквенное обозначение:
М — метрическая, Тг — трапецеидальная, G — трубная, цилин-
дрическая, К — коническая, R — трубная коническая и т. д.
В обозначение резьбы, кроме конической и трубной цилин-
дрической, входит номинальный наружный диаметр (табл. 15).
У большинства резьб он соответствует наружному диаметру
резьбы на стержне.
Трубную цилиндрическую, коническую дюймовую и труб-
ную коническую резьбы условно обозначают размером в дюй-
мах (1" = 25,4 мм), равным внутреннему диаметру Dy (ус-
ловный проход в миллиметрах) трубы, на которой резьбу
нарезают. Шаг этих резьб принято выражать числом ниток
(витков) на один дюйм и не указывать его в обозначении
резьбы.
В большинстве случаев обозначение резьбы на чертежах от-
носят к ее наружному диаметру, проставляя значение над раз-
мерной линией, на ее продолжении или на полке линии-выно-
ски (см. табл. 15).
Примеры обозначения резьб иа чертежах
Таблица 15
Тип резьбы Условное обозначе- ние типа резьбы Размеры, указываемые на чертеже Обозначение резьбы на чертежах
на. изображениях в плоскости, параллельной оси резьбы на изображениях в плоскости, перпендикулярной к оси резьбы
на стержне в отверстии на стержне в отверстии
Метрическая с крупным шагом ГОСТ 9150-81 М Наружный диаметр (мм) \/ 412
5:1 71 1
5
Метрическая с мелким шагом ГОСТ 9150-81 М Наружный диаметр и шаг резьбы (мм) Л 110*1,5 Л 112*1 Л '12*0,75
Т рапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) Тг Наружный диаметр и шаг резьбы (мм) "г 10 *2 7 г 15*2 Тг15*2 1г 15* 5
Трубная цилин- дрическая ГОСТ 6357-81 (СТ СЭВ 1157— 78) G
Коническая дюй- мовая ГОСТ 6111-52 К
• Трубная кониче- ская ГОСТ 6211-81 (СТ СЭВ 1159-78): R
наружная внутренняя Rc
Условное обозначе- ние в дюй- мах Gt
Г—It
Условное обозначе- ние в дюй- мах ГОСТ6111-52
Условное обозначе- ние в дюй- мах
Обозначение трубной цилиндрической и конических резьб
относят не к диаметру, а к контуру резьбы (см. табл. 15).
Стандарты на размеры резьбы предусматривают также ее
условное обозначение, в котором указываются:
1) буквенное обозначение, определяющее тип резьбы;
2) номинальный диаметр резьбы;
3) шаг (если резьба может иметь различный шаг при одном
и том же диаметре);
4) условное обозначение поля допуска или класса точности.
Например:
1) метрическая резьба с наружным диаметром 20 мм, с мел-
ким шагом Р = 0,75 мм, полем допуска резьбы 6g должна
обозначаться:
М20 х 0,75-6g;
2) трубная цилиндрическая резьба, выполненная на трубе
с внутренним диаметром D? = 25,4 мм (1") и класса точности
А, обозначается:
G1 — А.
При изучении курса «Черчение» поле допуска или класс точ-
ности резьбы рекомендуется в условном обозначении не указы-
вать.
Обозначение стандартных резьб приведено в табл. 15.
Для левой резьбы необходимо к обозначению резьбы доба-
влять буквы LH (например, M24LH).
В условное обозначение многозаходной резьбы должны
входить: буквенное обозначение резьбы, номинальный диаметр
резьбы, числовое значение хода и в скобках буква Р и числовое
значение шага.
Пример условного обозначения трехзаходной метрической
резьбы с наружным диаметром 30 мм, ходом 4,5 мм и шагом
1,5 мм:
МЗО х 4,5 (Р1,5).
То же, левой резьбы:
МЗО х 4,5 (P1,5)LH.
В обозначении специальной резьбы со стандартным профи-
лем ставятся буквы Сп и далее идет условное обозначение про-
филя: М — для метрической, Тг — для трапецеидальной и т. д.
Например, специальная метрическая резьба с наружным
диаметром 32 мм и с шагом резьбы 3,5 мм: Сп. М32 х 3,5.
Обозначение специальных резьб с нестандартным профилем
приведено на рис. 329.
10.6. Технологические элементы резьбы
Резьбы метрическая, одноходовая, трапецеидальная, труб-
ная цилиндрическая, трубная коническая, коническая дюймовая
с углом профиля 60е имеют технологические элементы, свя-
занные с выходом резьбы, к которым относятся: сбег, недорез,
проточка и фаска.
Сбегом (на рисунках х) называют участок резьбы, не имею-
щий полного профиля. Заборная часть резьбообрабатывающего
инструмента обусловливает сбег резьбы. Эта часть имеет ме-
няющийся профиль, обеспечивающий распределение снимаемо-
го материала по нескольким режущим зубьям инструмента.
Сбег резьбы изображают сплошными тонкими линиями.
Недорез (на рисунках а) имеет место при выполнении резь-
бы в упор.
Проточку (на рисунках f) делают у конца резьбы для выхо-
да инструмента и получения резьбы полного профиля на всей
длине стержня или отверстия. На чертежах детали проточку
изображают упрощенно и дополняют чертеж выносным эле-
ментом в увеличенном масштабе (рис. 330, б, в; 331, б, в).
Фаски на стержнях и в отверстиях с резьбой (кроме метри-
ческой резьбы) имеют форму усеченного конуса с углом при
вершине 90° и высотой г. Фаски на метрической наружной ре-
зьбе имеют угол при вершине конуса 90° и заданный диаметр
меньшего основания конуса. Фаски на метрической внутренней
резьбе имеют угол при вершине конуса 120° й заданный диа-
метр большего основания усеченного конуса. Фаски изобра-
Рис. 330
жают только на проекции, параллельной оси резьбы, или в се-
чении плоскостью, проходящей через ось резьбы. На проекции
на плоскость, перпендикулярную к оси резьбы, фаску не по-
казывают (см. рис. 324 и 326, г).
На рис. 330...334 приведены примеры изображений фасок,
сбегов, недорезов и проточек для различных резьб.
Форму и размеры фасок для наружной метрической резьбы
крепежных изделий устанавливает ГОСТ 12414—66 (СТ СЭВ
215 — 82). Определяющим размером служит наружный диаметр
резьбы d (см. рис. 330, а).
Форму и размеры сбегов, недорезов и проточек наружной
резьбы (при выполнении резьбы нарезанием) устанавливает
ГОСТ 10549 — 80 (СТ СЭВ 214—75). Определяющим размером
служит шаг резьбы Р-(см. рис. 330, а, б, в).
Форму и размеры сбегов и недорезов для наружной метри-
ческой резьбы (при выполнении резьбы накатыванием) устана-
вливает ГОСТ 10549 — 80. Определяющим размером служит
шаг резьбы Р (см. рис. 330, г, д, ё).
Форму и размеры фасок для внутренней метрической ре-
Рис. 333
зьбы устанавливает ГОСТ 10549 — 80. Определяющим размером
служит наружный диаметр резьбы D (см. рис. 331, а).
Форму и размеры сбегов, недорезов и проточек для вну-
тренней метрической резьбы устанавливает ГОСТ 10549 — 80'.
f
Определяющим размером служит шаг резьбы Р (см. рис. 331,
а, б, в).
Форму и размеры проточек и фасок для трапецеидальной
резьбы устанавливает ГОСТ 10549 — 80. Определяющим разме-
ром служит шаг резьбы Р (см. рис. 332, а, б).
Форму и размеры сбегов, недорезов, проточек и фасок для
трубной конической резьбы и конической дюймовой резьбы
устанавливает ГОСТ 10549 — 80. Определяющим параметром
служит число шагов резьбы на длине 25,4 мм (см. рис. 333, а,
б, в, г, д, е).
Форму и размеры сбегов, недорезов, проточек и фасок для
трубной цилиндрической резьбы устанавливает ГОСТ
10549 — 80. Определяющим параметром служит число шагов
резьбы на длине 25,4 мм (см. рис. 334, а, б, в, г, д, ё).
Глава VII
ИЗОБРАЖЕНИЯ ДЕТАЛЕЙ
11. ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ СТАНДАРТНЫХ
ДЕТАЛЕЙ
В различных соединениях находят широкое применение
стандартные детали. Они характерны своими отработанными
удобными формами и широким диапазоном размеров. Стан-
дартами регламентированы не только их формы и размеры, но
их изображения и нанесение размеров.
Большую группу стандартных деталей составляют кре-
пежные резьбовые детали (болты, винты, гайки, шпильки). Все
они изготовляются в соответствии с ГОСТ 1759 — 70 (СТ СЭВ
607 — 77, СТ СЭВ 1018 — 78), который устанавливает механиче-
ские свойства крепежных деталей, виды и условное обозначе-
ние покрытий для них, допускаемые отклонения от геометриче-
ской формы и др. Для характеристики механических свойств
болтов, винтов, шпилек из углеродистых и легированных ста-
лей установлено 12 классов прочности, каждый из которых ус-
ловно обозначается двумя числами, а именно?3.6; 4.6; 4.8; 5.6;
5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9.
Для гаек из тех же сталей установлено семь классов прочно-
сти, каждый из которых обозначается одним числом — 4; 5; 6;
8; 10; 12 и 14. Для предохранения крепежных деталей от кор-
розии применяются соответствующие защитные покрытия.
В ГОСТ 1759 — 70 предусмотрены 12 видов покрытий и их ус-
ловные обозначения (от 01 до 12). ГОСТ 1759—70 устанавли-
вает также, какие параметры должны быть указаны в условном
обозначении крепежных деталей. Для болтов, винтов и шпилек
из углеродистых сталей классов прочности 3.6...6.9, гаек из
углеродистых сталей классов прочности 4...8 и изделий из
цветных сплавов в условном обозначении указывают в следую-
щем порядке: наименование детали, вид исполнения, диаметр
резьбы, шаг резьбы (только для метрической резьбы с мелким
шагом), поле допуска резьбы по ГОСТ 16093 — 81 (СТ СЭВ
640—77), длину крепежной детали (для гаек этот пункт опу-
скается), класс прочности или группу, вариант применения спо-
койной стали, обозначение вида покрытия, толщину покрытия,
номер стандарта на размеры.
Для болтов, винтов, гаек и шпилек остальных классов проч-
ности, изделий из коррозионно-стойких, жаростойких, жаро-
прочных и теплоустойчивых сталей, а также изделий, материал
и покрытие которых не предусмотрены ГОСТ 1759 — 70, в ус-
ловном обозначении приводят те же данные (только вместо
указания о применении спокойной стали полностью обозна-
чают марки применяемой стали или сплава).
Если стандартом на конкретные крепежные изделия предус-
мотрены два или три класса точности, то в условном обозначе-
нии перед исполнением ставят соответственно букву А, В, С.
Исполнение 1, крупный шаг резьбы, отсутствие покрытия,
а также параметры, однозначно определяемые для конкретных
крепежных изделий, в условном обозначении не указывают.
Следует отметить, что без специальных знаний нельзя обо-
снованно назначать для резьбовой крепежной детали такие па-
раметры, как: поле допуска резьбы, класс прочности, вариант
применения спокойной стали, вид и толщину покрытия. Поэто-
му рекомендуется при изучении курса «Черчение» в условном
обозначении детали эти параметры не указывать.
Крепежные детали изображают на рабочем чертеже так,
чтобы ось резьбы располагалась параллельно основной надпи-
си чертежа.
11.1. Болты
Болты используют для скрепления двух или нескольких де-
талей (см. 17.1).
Болт представляет собой цилиндрический стержень с резь-
бой и головкой (рис. 335). Существуют различные типы бол-
тов, отличающихся друг от 'друга по форме и размерам голов-
ки и стержня, по шагу резьбы, по точности изготовления и по
исполнению. Конструктивные формы и размеры болтов регла-
ментированы соответствующими стандартами.
Наиболее распространены болты с шестигранной головкой.
В зависимости от назначения и условий работы шестигранные
головки болтов выполняют нормальной высоты (см. рис. 335),
уменьшенной и уменьшенной высоты с направляющим подго-
ловком. Каждому диаметру болта соответствуют опреде-
ленные размеры головки и несколько размеров его длины, ко-
торые стандартизованы. Длиной болта I считается размер от
резьбового конца стержня до опорной поверхности головки
(см. рис. 335).
Длина резьбовой части стержня болта 1О также стандартизо-
вана и устанавливается в зависимости от его диаметра d
и длины I. Размеры болта d и I являются определяющими
Исполнение 1
и входят в его условное обозначение. Стандартные болты
имеют метрическую резьбу с крупным или мелким шагом.
Болты с шестигранной головкой изготовляют нормальной, по-
вышенной или грубой точности. На рис. 335 (исполнение 2)
указаны шероховатости поверхностей для болтов нормальной
точности изготовления.
Болты с шестигранными головками имеют от двух до пяти
исполнений. На рис. 335 изображен болт с шестигранной го-
ловкой нормальной точности по ГОСТ 7798 — 70 в трех испол-
нениях:
исполнение 1 — без отверстий (в головке и стержне);
исполнение 2 — с отверстием (под шплинт) на резьбовой ча-
сти стержня;
исполнение 3 — с двумя отверстиями в головке болта (для
крепления проволокой головок группы болтов).
Форму болта с шестигранной головкой вполне передают
два вида (см. рис. 335). Построение головки болта на главном
виде см. 9.5.
В графе «Наименование» основной надписи, в спецификации
или на общем виде записывают условное обозначение болта.
Условное обозначение болта должно соответствовать ГОСТ
1759 — 70 «Технические требования на болты, винты, шпильки
и гайки».
Примеры условного обозначения болтов:
1. Болт с шестигранной головкой (нормальной точности),
исполнение 2, диаметр резьбы 20 мм, шаг резьбы мелкий
1,5 мм, поле допуска резьбы 6g, длина болта 60 мм, класс проч-
ности 5.6, покрытие 01, толщина покрытия 6 мкм, ГОСТ
7798-70:
Болт 2М20 х 1,5-6g х 60.56.016 ГОСТ 7798-70.
2. Болт с шестигранной уменьшенной головкой (повышен-
ной точности), исполнение’ 1, диаметр резьбы 20 мм, шаг
резьбы крупный, поле допуска резьбы 8g, длина болта 60 мм,
класс прочности 10.9, из стали марки 40Х, без покрытия, ГОСТ
7808-70:
Болт М20 х 60.109.40Х ГОСТ 7808-70.
Примеры обозначения тех же болтов, рекомендуемые при
изучении курса «Черчение»:
1. Болт 2М20 х 1,5 х 60 ГОСТ 7798 - 70.
2. Болт М20 х 60 ГОСТ 7808 - 70.
Конструктивные формы и размеры болтов регламентиро-
ваны соответствующими стандартами.
11.2. Винты
В зависимости от назначения винты разделяют на кре-
пежные (соединительные) и установочные. Конструкции и раз-
меры винтов регламентированы соответствующими стандар-
тами.
Крепежный винт (рис. 336) состоит из стержня с резьбой
и головки. Причем резьба может быть на всей длине или толь-
ко на конце стержня. Резьбовой частью винт ввертывают в од-
ну из соединяемых деталей (см. рис. 428, 429).
Установочный винт (рис. 337) состоит из головки, стержня
с резьбой и нажимного конца. Головка может иметь грани
«под ключ» или прорезь для отвертки. Нажимной конец также
может иметь различные формы, например, по ГОСТ 1482 — 75
Головка Опорная поверх -
Рис. 336
(см. рис. 337, а), по ГОСТ 1476-75 (СТ СЭВ 2659-80) (см.
рис. 337, 6).
Различают две группы крепежных винтов: для металла (см.
рис. 336) и для дерева (рис. 338). Крепежные винты для дерева
Рис. 337
имеют заострённый конец стержня и особый профиль резьбы.
Их разделяют на шурупы и глухари. Шурупы изготовляют по
ГОСТ 1144 - 80 (СТ СЭВ 2329 - 90) и ГОСТ 1145-80 (СТ СЭВ
2327—80) (см. рис. 338, а, б) с головкой под отвертку, а глуха-
fl
Рис. 338
ри — по ГОСТ 11473-75 (СТ СЭВ 2330-80) (см. рис. 338, в)
с головкой «под ключ».
Наибольшее распространение в машиностроении имеют
крепежные винты для металла.
В зависимости от условий работы винты для металла изго-
товляют с головками: цилиндрической по ГОСТ 1491 — 80
(СТ СЭВ 2653 — 80) (см. рис. 336, а), цилиндрической скруглен-
ной по ГОСТ 11644 — 75 (СТ СЭВ 2654—80), полукруглой по
ГОСТ 17473 — 80 (см. рис. 336,6), потайной по ГОСТ 17475 — 80
(СТ СЭВ 2652 — 80) (см. рис. 336, в), полупотайной по ГОСТ
17474 — 80 (СТ СЭВ 2655 — 80) (см. рис. 336, г) и с цилиндриче-
ской головкой и шестигранным углублением «под ключ» по
ГОСТ 11738 — 72 (см. рис. 336, д).
Крепежные винты для металла изготовляют с метрической
резьбой с крупным или мелким шагом. Исключением являются
винты диаметром от 1 до 6 мм, для которых применяют резь-
бу только с крупным шагом. Определяющими размерами для
всех винтов служат диаметр d резьбы и длина I. За длину
I большинства крепежных винтов принимают длину их стержня
(без головки). Для винтов с потайной головкой длина I вклю-
чает длину стержня и высоту головки (см. рис. 336, в и 338, 6),
а для винтов типа, показанных на рис. 337, б, — всю длину
винта.
Все винты для металла изготовляют классов точности
А (повышенной точности) и В (нормальной точности).
Винты для металла с цилиндрической и цилиндрической
округленной головками изготовляют только одного исполне-
ния — с прямым шлицем (под отвертку).
Винты с полукруглой, потайной и полупотайной головками
изготовляют двух исполнений. Винты исполнения 2 вместо
прямого шлица в головках имеют крестообразные шлицы (см.
рис. 336, 6).
На чертеже форму винта с прямым шлицем полностью
передает один вид (см. рис. 336... 338), форму винта с квадрат-
ной или шестигранной головкой передают два вида (см.
рис. 3.37, а и 338, в).
Форму винта с шестигранным углублением «под ключ» или
крестообразным шлицем «под отвертку» передают два вида
(см. рис. 336, б и Э). Главный вид совмещают с местным разре-
зом углубления. Построение шестигранного углубления см. 9.5.
Условные обозначения для винтов указывают так же, как и для
болтов по ГОСТ 1759 — 70.
Примеры условных обозначений винтов:
1. Винт с цилиндрической головкой (повышенной точности),
исполнение 2, диаметр резьбы 12 мм, шаг резьбы мелкий
1,25 мм, поле допуска резьбы 6g, длина винта 40 мм, класс
прочности 8.8, сталь 35Х, покрытие 01, толщина 9 мкм, ГОСТ
1491-80 (СГ СЭВ 2653-80):
Винт А2М12 х 1,25 - 6g х 40.88.35Х.019 ГОСТ 1491-80.
2. Винт с потайной головкой (нормальной точности), испол-
нение 1, диаметр резьбы 12 мм, шаг резьбы крупный, поле до-
пуска резьбы 8g, длина винта 50 мм, класс прочности 5.8, без
покрытия, ГОСТ 17475-80 (СГ СЭВ 2652-80):
Винт Ml 2 х 50.58 ГОСТ 17475-80.
Примеры обозначения тех же винтов, рекомендуемые при
изучении курса. «Черчение»:
1. Винт 2М12 х 1,25 х 40 ГОСТ 1481-80.
2. Винт М12 х 50 ГОСТ 17475-80.
11.3. Шпильки
Шпилька служит для соединения двух или нескольких дета-
лей (см. рис. 426, 439). Шпилькой называют цилиндрический
стержень, оба конца которого имеют резьбу (рис. 339). Допу-
скается применение шпилек, у которых на одном конце нареза-
на резьба с крупным шагом, а на другом — с мелким.
Конец шпильки длиной Zj называют ввинчиваемым резь-
бовым концом. Длина Zj зависит от материала резьбового от-
верстия, в которое ввинчивают шпильку. Так, для резьбовых
отверстий в стальных, латунных и бронзовых деталях li — d,
для деталей из ковкого и серого чугуна Zi = 1,25с/ или h = l,6d,
для резьбовых отверстий в деталях из легких сплавов Zi = 2d
или Zi = 2,5d.
Длиной шпильки I называют длину части шпильки без
ввинчиваемого резьбового конца Zi. Длину гаечного конца
шпильки /0 принимают равной 2d + 6 мм (при I < 120 мм) или
выбирают из таблицы соответствующего стандарта.
В зависимости от точности изготовления различают шпиль-
ки нормальной и повышенной точности. Форму шпильки пол-
ностью передает один вид (см. рис. 339).
Конструкция и размеры шпилек общего применения регла-
ментированы соответствующими стандартами: ГОСТ
22032 — 76... ГОСТ 22041 —76 для шпилек с ввинчиваемым кон-
цом Zi (см. рис. 339, а), ГОСТ 22042 - 76 и ГОСТ
22043 — 76 — для шпилек, применяемых при соединении деталей
с гладкими отверстиями (см. рис. 339, 6).
Условное обозначение шпильки должно соответствовать
данным ГОСТ 1759 — 70 (см. 11). Следует отметить одну осо-
бенность в обозначении шпильки, а именно: если шаги резьбы
на ввинчиваемом и на резьбовом концах разные, то после диа-
метра d шпильки указывают шаги резьбы в виде дроби: в чис-
лителе — на ввинчиваемом конце /1, а в знаменателе — на резь-
бовом конце.
Примеры условного обозначения шпилек:
1. Шпилька нормальной точности, диаметр резьбы d = 20
мм, с крупным шагом Р = 2,5 мм, с полем допуска 6g, длиной
/=110 мм, класса прочности 5.8, без покрытия, ГОСТ
22034 — 76:
Шпилька М20 - 6g х 110.58 ГОСТ 22034 - 76.
2. Шпилька повышенной точности, диаметр резьбы d = 20
мм, с мелким шагом Р=1,5 мм на ввинчиваемом конце,
с крупным шагом Р — 2,5 мм на гаечном конце, с полем допу-
ска 6g, I = 100 мм, класс прочности 6.6, с покрытием 02 толщи-
ной 3 мкм, ГОСТ 22035-76:
Шпилька М20 х — 6g х 100.66.023 ГОСТ 22035—76.
Примеры обозначения тех же шпилек, рекомендуемые при
изучении курса «Черчение»:
Шпилька М20 х ПО ГОСТ 22034 - 76,
Шпилька М20 х 100 ГОСТ 22035 — 76.
11.4. Гайки
Гайка имеет резьбовое отверстие для навинчивания на стер-
жень с такой же резьбой.
В зависимости от назначения и условий работы гайки вы-
полняют: шестигранными (рис. 340), круглыми [с радиально
расположенными отверстиями по ГОСТ 8381—73 (рис. 341, а)
с отверстиями на торце «под ключ» по ГОСТ 6393 — 73
(рис. 341,6), шлицевые по ГОСТ 11871 — 80 (рис. 341, в) и со
Рис. 340
шлицем на торце по ГОСТ 10657 — 80 (рис. 341, г)], барашко-
выми по ГОСТ 3032 — 76 (рис. 342, а), колпачковыми по ГОСТ
11860-73 (рис. 342,6).
По высоте шестигранные гайки разделяют на нормальные
по ГОСТ 5915 — 70 (СТ СЭВ 3683 — 82) (см. рис. 340, а), низкие
по ГОСТ 5916 — 70 (СТ СЭВ 3685 — 82) (см. рис. 340, б), высокие
по ГОСТ 15523 — 70 (см. рис. 340, в) и особо высокие. Наряду
с этим гайки выпускают и с уменьшенным размером «под
ключ», а также прорезные и корончатые по ГОСТ 5932—73
(см. рис. 340, г).
Форму шестигранной гайки вполне передают два вида (см.
рис. 340). Построение изображения шестигранника на главном
виде см. 9.5.
Рис. 341
В стандартных гайках нарезают метрическую резьбу
с крупным или мелким шагом.
Гайки изготовляют повышенной (А), нормальной (В) и гру-
бой точности. Степень точности определяет шероховатость бо-
ковых сторон профиля резьбы и поверхности торцов.
На рис. 340, а, б и в показаны классы чистоты для гаек нор-
мальной точности, а на рис. 340, г — повышенной.
Шестигранные гайки изготовляют трех исполнений:
исполнение 1 — с двумя коническими фасками по наружной
поверхности (см. рис. 340, а... в);
исполнение 2 — с одной фаской (см. рис. 340, о);
исполнение 3 — без фасок и с цилиндрическим или кониче-
ским выступом с одного торца гайки.
Определяющим размером гайки является диаметр резьбы.
Конструктивные формы и размеры гаек регламентированы со-
ответствующими стандартами.
Условные обозначения гаек, так же как и болтов, винтов
и шпилек, должны соответствовать ГОСТ 1759 — 70.
Примеры условного обозначения гаек:
1. Гайка шестигранная класса точности В, исполнение 2,
диаметр резьбы 16 мм, с мелким шагом резьбы 1,5 мм, с по-
лем допуска 6Н, класс прочности- 10, из стали 35Х, покрытие
01 толщиной 6 мкм, ГОСТ 5915 - 70 (СТ СЭВ 3683-82):
Гайка 2ВМ16 х 1,5 - 6Н.10.35Х.016 ГОСТ5915-70.
2. Гайка круглая с радикально расположенными отверстия-
ми, диаметр резьбы 16 мм, крупный шаг с полем допуска 6Н,
класса прочности 5, без покрытия, ГОСТ 8381 — 73:
Гайка М16-6Н.5 ГОСТ 8381-73.
Примеры обозначения тех же гаек, рекомендуемые при
изучении курса «Черчение»:
Гайка 2М16 х 1,5 ГОСТ 5915-70,
Гайка М16 ГОСТ 8381-73.
11.5. Шайбы
Круглая шайба — это штампованное или точеное кольцо
(рис. 343), которое подкладывают под гайку, головку болта
или винта в резьбовых соединениях (см. рис. 425, 426, 435).
Для предохранения резьбового соединения (см. рис. 432, а,
433, 436) от самопроизвольного развинчивания при переменной
нагрузке и вибрациях применяют шайбы: пружинные по ГОСТ
6402 — 70 (СТ СЭВ 2665 — 80) (рис. 344, а), стопорные с лапкой
Рис. 343
по ГОСТ 13463 — 77 (рис. 344, б), стопорные многолапчатые по
ГОСТ 11872—80 (рис. 344, в) и т. д.
Круглые шайбы (по ГОСТ 11371 — 78) имеют два исполне-
ния: исполнение 1 — без фаски и исполнение 2 — с фаской.
Пружинные шайбы разделяют на легкие (Л), нормальные
(Н), тяжелые (Т) и особо тяжелые (ОТ).
Форму круглой шайбы полностью передает один вид (см.
Исполнение 1
Рис. 344
рис. 343). Форму пружинных, стопорных и других фасонных
шайб передают два вида (см. рис. 344).
Определяющим размером шайбы является диаметр стерж-
ня, на который надевают шайбу.
Конструктивные формы и размеры шайб регламентированы
соответствующими стандартами.
Условные обозначения материалов и покрытий для шайб
даны в ГОСТ 18123-82 (СТ СЭВ 219-78) «Шайбы. Общие
технические условия».
В условном обозначении шайб указывают в следующем по-
рядке: наименование детали, исполнение или тип шайбы (для
пружинных), диаметр резьбы стержня крепежной детали, ус-
ловное обозначение группы материала, условное обозначение
покрытия, толщины покрытия, номер стандарта на размеры.
В условном обозначении шайб не указывают: исполнение
1 (для круглых шайб), тип Н (для пружинных шайб) и вид по-
крытия ОО (без покрытия).
Примеры условного обозначения шайб:
1. Шайба круглая, исполнение 2, диаметр резьбы стержня
болта 20 мм, группа материала 0,5, покрытие цинковое, горя-
чее толщиной 6 мкм, ГОСТ 11371—78:
Шайба 2.20.05.096 ГОСТ 11371-78.
2. Шайба стопорная, многолапчатая, для круглой шлицевой
гайки М20, из материала 04, без покрытия, ГОСТ 11872—80:
Шайба 20.04 ГОСТ 11872-80.
3. Шайба пружинная, исполнение 1, для винта М10, легкая,
сталь 65Г, покрытие окисное толщиной 9 мкм, ГОСТ 6402—70
(СТ СЭВ 2665 — 80):
Шайба 10Л.65Г.059 ГОСТ 6402 - 70.
Примеры обозначения тех же шайб на учебных чертежах:
Шайба 2.20 ГОСТ 11371-78.
Шайба 20 ГОСТ 11872-80,
Шайба ЮЛ ГОСТ 6402 - 70.
11.6. Штифты
Штифт представляет собой гладкий стержень цилиндриче-
ской по ГОСТ 3128-70 (СТ СЭВ 238-75, СТ СЭВ 239-75)
(рис. 345, а) или конической по ГОСТ 3129 — 70 (СТ СЭВ
238-75, СТ СЭВ 240-75) (рис. 345,6) и ГОСТ 9464-79
(рис. 346) формы.
Штифты применяют для жесткого соединения деталей или
для обеспечения точной установки деталей при повторной
сборке (см. рис. 436 и 438).
Rz32,
V{V)
* Размер вл я справок
Рис. 345
Отверстия под штифты в соединяемых деталях обрабаты-
вают совместно. Штифты удерживаются в соединении силами
трения, создаваемыми упругими деформациями материала де-
талей при сборке штифтового соединения.
Конические штифты (рис. 345,6 и 346) имеют конусность
1 :50. Большой диаметр конических штифтов определяют по
формуле
, , L
dl ~ d + 50 ’
где d — меньший диаметр штифта (указывается в условном
обозначении штифта); L — длина штифта.
Определяющими размерами штифтов являются диаметр d
и длина L. Форму штифта как тела вращения полностью пере-
дает один вид.
Примеры условного обозначения штифтов:
1. Штифт цилиндрический, диаметр 10 мм, длина штифта 60
мм, ГОСТ 3128-70 (СТ СЭВ 238-75, СТ СЭВ 239-75):
Штифт 10 х 60 ГОСТ 3128-70.
2. Штифт конический, d = 10 мм, длина штифта 60 мм,
ГОСТ 3129 - 70 (СТ СЭВ 238-75, СТ СЭВ 240 - 75):
Штифт 10 х 60 ГОСТ 3129—70.
11.7. Шплинты
Разводные шплинты по ГОСТ 397—79 (СТ СЭВ 220—75)
(рис. 347) служат, например, для фиксирования корончатой
гайки относительно болта или шпильки (см. рис. 439). После
установки шплинта концы его разводят.
Рис. 347
Один вид изображения шплинта с наложенным сечением
разводных концов вполне передает его форму. Определяющими
размерами шплинта являются: условный диаметр шплинта d0
и длина I. Диаметр d0 равен диаметру отверстия, в которое
вставляют шплинт (d0 > d).
В условном обозначении шплинта указывают в следующем
порядке: наименование, условный диаметр шплинта do, длину
I, подгруппу материала, вид покрытия, толщину покрытия, но-
мер ГОСТа. Например, шплинт с условным диаметром 4 мм,
длиной 22 мм, из коррозионно-стойкой стали, с окисным по-
крытием толщиной 6 мкм по ГОСТ 397 — 79 (СТ СЭВ 220 — 75)
имеет обозначение:
Шплинт 4 х 22.2.056 ГОСТ 397-79.
На учебных чертежах шплинтов в их обозначениях мате-
риал и вид покрытия рекомендуется опускать, например:
Шплинт 4 х 22 ГОСТ 397—79.
11.8. Шпонки
Vе.
Шпонки применяют для передачи вращающего момента от
одной детали (вала) к другой (втулке) (см. рис. 441, 442).
Наиболее распространены шпонки призматические по
ГОСТ 23360-78 и сегментные по ГОСТ 24071-80 (СТ СЭВ
647-77).
Призматические шпонки имеют форму удлиненного парал-
лелепипеда, один или оба конца которого могут быть окру-
глены (рис. 348, а, исполнение 1; рис. 348,6, исполнение 2;
рис. 348, в, исполнение 3). Фаски сняты по всему контуру
верхней и нижней граней шпонки.
Форму призматической шпонки передают три ее изображе-
ния; вид спереди, вид сверху и вид сбоку (см. рис. 348).
Размеры сечений шпонок и пазов для них определяются
в зависимости от диаметра вала, на котором устанавливается
шпонка. Длина шпонки зависит от значения передаваемого'
вращающего момента. Размеры призматических шпонок и па-
зов для них должны соответствовать ГОСТ 23360—78.
В условном обозначении призматических шпонок указы-
вают в следующем порядке: наименование, вид исполнения
(исполнение 1 не указывают), размеры сечения и длину шпонки
(Ь х h х Г), номер стандарта на размеры. Например, призмати-
ческую шпонку шириной b = 10 мм, высотой h = 8 мм и дли-
ной / = 40 мм, исполнение 2 обозначают:
Шпонка 2 — 10 х8 х 40 ГОСТ 23360 - 78.
Сегментные шпонки имеют форму сегмента круга данной
толщины. Фаски сняты по всему контуру передней и задней
граней шпонки. Форму шпонки передают два вида: вид спере-
ди и вид сбоку (рис. 349). Размеры сегментных шпонок и пазов
для них определяет ГОСТ 24071—80 (СТ СЭВ 647 — 77).
В условном обозначении сегментных шпонок указывают:
наименование, исполнение, размеры сечения шпонки (b х h)
и номер стандарта, на раз-
меры. Например, сегментную
шпонку исполнения 1, толщи-
ной 5 мм и высотой 10 мм
обозначают:
Шпонка 5 х 10 ГОСТ
24071—80.
На учебных чертежах ре-
комендуется применять пол-
ные обозначения шпонок.
Кроме перечисленных шпонок находят применение призма-
тические направляющие шпонки с креплением на валу (ГОСТ
8790—79), призматические скользящие сборные шпонки (ГОСТ
12208-66) и др.
11.9. Заклепки
Заклепки применяют для неразъемного соединения деталей,
изготовленных из несвариваемых материалов или материалов,
не допускающих нагрева при сварке, и др.
Заклепка состоит из стержня и головки (рис. 350). Опреде-
ляющими размерами заклепок являются диаметр d и длина I.
Форму заклепки как тела вращения полностью передает одно
изображение.
Заклепки изготовляются с полукруглой головкой по ГОСТ
10299 — 80 (СТ СЭВ 1019 — 78) (рис. 350, а) и с потайной голов-
кой по ГОСТ 10300 - 80 (СТ СЭВ 1020-78) (рис. 350, б).
Общие технические требования на заклепки, а также ус-
ловные обозначения групп и марок материалов, виды и тол-
щины покрытий регламентированы ГОСТ 10304—80 (СТ СЭВ
1329-78).
В условном обозначении заклепок на чертежах указывают
в следующем порядке: наименование, диаметр, длину, группу
материала, марку материала, группу покрытия и номер стан-
дарта на размеры. Например, заклепку с полукруглой головкой
по ГОСТ 10299 — 80 (СТ СЭВ 1019 — 78) диаметром <7=5 мм,
длиной 1= 16 мм, из материала с условным обозначением 10
(легированная сталь) и фосфатным покрытием обозначают:
Заклепка 5 х 16.106 ГОСТ 10299 - 80.
Пример обозначения той же заклепки на учебных чертежах
(без указания материала и защитного покрытия):
Заклепка 5 х 16 ГОСТ 10299 — 80.
Рис. 350
11.10. Соединительные детали трубопроводов
Разъемные соединения труб осуществляются при помощи
соединительных деталей (фитингов), например, муфт по ГОСТ
8954 — 75 (рис. 351, я), угольников по ГОСТ 8946—75 (СТ СЭВ
3298 — 81) (рис. 351, б) и т. д. Основным параметром для этих
соединительных деталей является условный проход Dy (см.
14.5).
В условном обозначении соединительных деталей указы-
вают в следующем порядке: сокращенное наименование дета-
ли, знак покрытия (О — у оцинкованных деталей), условный
проход Dy (начиная с наибольшего отверстия в сквозном про-
ходе) и номер стандарта.
Муфты (см. рис. 351, я) применяются для резьбового соеди-
нения двух труб (см. рис. 430). Муфта имеет сквозное резьбо-
вое отверстие с трубной цилиндрической резьбой и ребра на
наружной поверхности (для удобства сборки соединения).
Форму муфты передают проекцией на плоскость, парал-
лельную ее оси, и разрезом плоскостью, перпендикулярной
к оси муфты.
Примеры условного обозначения муфт:
1. Муфта прямая короткая по ГОСТ 8954—75, неоцинкован-
ная, Dy =50 мм:
Муфта короткая 50 ГОСТ 8954 — 75.
2. Та же муфта, но оцинкованная:
Муфта короткая 0 — 50 ГОСТ 8954 — 75.
Угольники (см. рис. 351, б) служат для резьбового соедине-
ния труб под углом 90° (см. рис. 431), имеют сквозное отвер-
стие, на обоих концах которого нарезана трубная цилиндриче-
ская резьба.
Рис. 351
Угольники изображают на разрезе плоскостью, проходящей
через оси резьбовых отверстий (см. рис. 351, 6).
Примеры условного обозначения угольников:
1. Угольник прямой по ГОСТ 8946-75 (СТ СЭВ 3298-81),
оцинкованный, Dy=15 мм:
Угольник 0 — 25 ГОСТ 8946 — 75.
2. Тот же угольник, но неоцинкованный:
Угольник 25 ГОСТ 8946 - 75.
Конструктивные размеры фитингов (муфт, угольников и
т. п.) устанавливает ГОСТ 8944 — 75.
12. Размеры. Виды размеров
Размеры, наносимые на чертеж, должны соответствовать
действительной величине детали независимо от масштаба ее
изображения. Каждый размер наносят на чертеже один раз.
Размеры, наносимые на чертеж, должны определять форму
детали, т. е. форму всех составляющих ее элементов и поверх-
ностей и их взаимное положение.
При нанесении размеров необходимо руководствоваться
функциями и положением детали в механизме. Представление
об этом дают назначение, структура и конструкция механизма
(см. 20.1).
Движение частей механизма определяет его кинематическая
схема, состоящая из звеньев и образуемых ими кинематических
пар. Последовательность подвижных звеньев образует кинема-
тическую цепь механизма, по которой передается энергия от
ведущего звена к ведомому.
Рабочие функции механизма обусловливают закон измене-
ния скоростей и сил в кинематической цепи, от которого зави-
сят размеры звеньев и поверхностей в кинематических парах.
Часть этих размеров определяется расчетами.
Представление о конструкции механизма дают подвижные
и неподвижные детали, из которых состоит этот механизм. Не-
подвижные детали составляют стойку или неподвижное звено
кинематической цепи. Каждое подвижное звено образуют дета-
ли, участвующие в общем движении как одно твердое тело.
Детали, образующие одно звено, жестко скреплены друг
с другом и соприкасаются по прилегающим поверхностям.
Установочными и присоединительными называют размеры,
определяющие форму и положение прилегающих поверхно-
стей, по которым данную деталь устанавливают на месте мон-
тажа или присоединяют к другой детали. Нанесение размеров
на чертеже детали зависит от того, к какой группе принадле-
жит данная деталь: к деталям стандартным, деталям со стан-
дартными изображениями или к оригинальным деталям (см.
11, 14, 15).
Размеры стандартной детали наносят точно по стандарту
на деталь. Если у детали только форма, а не размер или раз-
меры совпадают с формой стандартной детали, то ее размеры
рекомендуется наносить по соответствующему стандарту (см.
14.2).
Размеры на деталях со стандартными изображениями нано-
сят по стандарту (см. 14).
Нанесение размеров на чертежах оригинальных деталей см.
15.
Нанесение размеров элементов деталей зависит от типа эле-
мента: стандартный или оригинальный. Размеры стандартных
элементов наносят по стандарту. Если форма элемента совпа-
дает с формой стандартного элемента, а размер (или размеры)
не совпадают, то его размеры рекомендуется наносить по стан-
дарту (см. 9).
Форму детали образуют ее присоединительные (сопря-
гаемые и прилегающие) и свободные поверхности.
Отдельные группы поверхностей образуют элемент детали,
как правило, выполняющий две служебные функции.
Поверхности, составляющие форму детали, занимают одна
относительно другой определенное положение. Поэтому все
размеры делят на размеры формы поверхностей и размеры их
положения (см. 4).
Положение каждой поверхности определяют относительно
баз. Базой может служить поверхность, ее ось или плоскость
симметрии детали, используемая для определения положения
самой детали или детали, присоединяемой к ней.
На рабочих чертежах деталей рекомендуется использовать
конструкторские базы для нанесения координирующих разме-
ров.
Конструкторская база определяет положение самой детали
в машине или другой детали, присоединяемой к ней. К кон-
структорским базам относят: основную базу, определяющую
положение самой детали, и вспомогательные базы, определяю-
щие положение присоединяемых деталей.
Вид относительного движения в кинематической паре, т. е.
в подвижном соединении деталей, определяет форму и положе-
ние их сопрягаемых поверхностей.
Сопряженные размеры определяют формы сопряженных по-
верхностей двух деталей, а также положение этих поверхно-
стей.
Поверхности деталей, которыми они не соприкасаются
с другими деталями, относят к свободным поверхностям. Их
форму устанавливают в основном требования прочности дета-
ли и простоты обработки. Свободные размеры характеризуют
форму и положение свободных поверхностей. Свободные раз-
меры наносят с учетом возможной или предполагаемой техно-
логии изготовления детали, а также удобства их контроля. Раз-
меры, определяющие положение свободных поверхностей,
наносят от конструкторских баз.
Формы технических деталей образуют преимущественно
следующие основные поверхности: плоскость, цилиндр, конус,
сфера, тор и винтовая поверхность. Каждая из них характери-
зуется определенными размерами формы и положения. Нанесе-
ние таких размеров см. 4.4 и 4.5.
В некоторых случаях для удобства читающего чертеж нано-
сят размеры, которые при обработке детали не выполняют. Та-
кие размеры называют справочными [см. ГОСТ 2.307 — 68
(СТ СЭВ 1976 — 79, СТ СЭВ 2180 — 80)] и отмечают знаком*, а
в технических требованиях делают запись: «Размеры для спра-
вок» или «* Обработать по сопрягаемой детали №...».
К справочным размерам относят, например, один из разме-
ров замкнутой размерной цепи (рис. 352), а также размеры по-
ложения элементов, обрабатываемых по сопряженной детали
(рис. 353).
Габаритными называют размеры, определяющие пре-
дельные внешние (или внутренние) очертания изделия. Габа-
ритные размеры преимущественно наносят на чертежах ори-
гинальных деталей. На чертежах стандартных деталей габа-
ритные размеры, как правило, не наносят.
* Размер для справок
Рис. 352
Рис. 353
13. РАБОЧИЕ ЧЕРТЕЖИ ДЕТАЛЕЙ
Оформление чертежа любой детали и его содержание должны
удовлетворять определенным требованиям.
Работа с чертежом всегда сводится к двум родственным опе-
рациям:, выполнению чертежа и чтению чертежа (см. 13.2).
Все рабочие чертежи деталей можно разделить на три типа:
рабочие чертежи стандартных деталей (см. И), рабочие чертежи
деталей со стандартными изображениями (см. 14) и рабочие
чертежи оригинальных деталей (см. 15).
13.1. Требования, предъявляемые к рабочему чертежу
К основным требованиям, которым должен удовлетворять
рабочий чертеж, относят: правильность оформления рабочего
чертежа, изображения и обозначения формы детали, обозначе-
ния состояния формы детали, изображения и обозначения ма-
териалов, обозначения состояний материалов, оформления ос-
новной надписи и технических требований.
Оформление рабочего чертежа. Независимо от конструктор-
ского или технологического вида детали ее чертеж должен
быть оформлен с соблюдением требований стандартов, опреде-
ляющих форматы, масштабы, линии и шрифты [см. ГОСТ
2.301-68 (СТ СЭВ 1181-78) «Форматы», ГОСТ 2.302-68
(СТ СЭВ 1180 — 78), «Масштабы, ГОСТ 2.303-68 (СТ СЭВ
1178-78) «Линии» ГОСТ 2.304-81 (СТ СЭВ 851-78...
СТ СЭВ 855 — 78) «Шрифты чертежные»].
Изображения и обозначения формы детали. Рабочий чертеж
детали должен содержать необходимое число изображений
и размеров, определяющих форму детали. Изображения дол-
жны с наибольшей выразительностью и в удобном масштабе
передавать формы наружных и внутренних поверхностей дета-
ли.
На чертеже деталь должна быть изображена в том виде,
в котором она поступает на сборку.
Рабочие чертежи деталей должны удовлетворять общим
требованиям, установленным стандартами ЕСКД. Эти же стан-
дарты формулируют правила выполнения изображений и нане-
сения размеров. В стандартах оговорены правила изображения
наиболее распространенных элементов деталей: резьбы, эле-
ментов зацепления зубчатых колес и реек, сварных швов,
паяных швов и других неразъемных соединений, а также
сложных поверхностей.
Стандартными являются изображения пружин, металлокон-
струкций, трубопроводов и других изделий.
Стандартами предусмотрены правила выполнения груп-
повых чертежей деталей, имеющих одинаковую или зеркаль-
ную форму, часть размеров которых является общей для всех
деталей, а другая часть - индивидуальной.
См. ЕСКД: ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ
1182 — 72) «Основные требования к чертежам», ГОСТ 2.305 — 68
«Изображения», ГОСТ 2.307-68 (СТ СЭВ 1976-79, СТ СЭВ
2180 — 80) «Нанесение размеров и предельных отклонений»,
ГОСТ 2.311—68 (СТ СЭВ 284 — 76) «Изображение резьбы»,
ГОСТ 2.403 — 75 ... ГОСТ 2.408 — 63 (правила выполнения черте-
жей зубчатых колес, реек, звездочек и т. п.), ГОСТ 2.409 — 74
(СТ СЭВ 650 — 77) «Правила выполнения чертежей зубчатых
шлицевых соединений», ГОСТ 2.312 — 72 «Условные изображе-
ния и обозначения швов сварных соединений», ГОСТ 2.313 — 82
(СТ СЭВ 138 — 81) «Условные изображения и обозначения швов
неразъемных соединений», ГОСТ 2.419 — 68 «Правила выполне-
ния документации при плазовом методе производства», ГОСТ
2.401-68 (СТ СЭВ 285-76, СТ СЭВ 1185-78) «Правила вы-
полнения чертежей пружин», ГОСТ 2.410 — 68 (СГ СЭВ 209 — 75,
СТ СЭВ 366 — 76) «Правила выполнения чертежей металличе-
ских конструкций», ГОСТ 2.411—72 «Правила выполнения
чертежей труб и трубопроводов», ГОСТ 2.113 — 75 (СТ СЭВ
1179—78) «Групповые и базовые конструкторские документы».
В учебнике см. 14; 15.
Обозначения состояния формы. Размеры, определяющие
форму и положение всех рабочих сопряженных и присоедини-
тельных поверхностей, должны иметь предельные отклонения
(допуски и посадки), зависящие от функции каждой поверхно-
сти. Также должна быть указана шероховатость поверх-
ностей.
Стандарты ЕСКД устанавливают технику нанесения пре-
дельных отклонений и шероховатости поверхностей на черте-
жах. См. ЕСКД: ГОСТ 2.307-68 (СТ СЭВ 1976-79, СТ СЭВ
2180 — 80) «Нанесение размеров и предельных отклонений»,
ГОСТ 2.308 — 68 (СТ СЭВ 368 — 76) «Указание на чертежах
предельных отклонений формы и расположения поверхностей»
и ГОСТ 2.309 — 73 (СТ СЭВ 1632 — 79) «Нанесение на чертежах
обозначений шероховатости поверхностей». В учебнике см. 8.
Изображения и обозначения материалов. Материал, из кото-
рого изготовлена деталь, должен быть графически обозначен
на чертеже на всех сечениях детали. В некоторых случаях дол-
жна быть указана лицевая сторона материала, направление во-
локон, основа и т. п.
Наименование материала, его марку, сорт и т. п. указывают
в основной надписи. См. ЕСКД: ГОСТ 2.306 — 68 (СТ СЭВ
860 — 78) «Графические обозначения материалов», ГОСТ
2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78) «Основные тре-
бования к чертежам», ГОСТ 2.104 — 68 (СТ СЭВ 140 — 74, СТ
СЭВ 365 — 76) «Основные надписи». В учебнике см. 8.
Обозначения состояния материала. Требования, предъ-
являемые к материалу, его качеству, должны быть указаны
в технических требованиях.
Если материал детали подлежит обработке или на поверх-
ность материала должно быть нанесено покрытие, то об этом
на чертеже необходимо сделать соответствующие надписи.
Правила выполнения надписей устанавливают стандарты
ЕСКД:
ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78) «Ос-
новные требования к чертежам», ГОСТ 2.316 — 68 (СТ СЭВ
856 — 78) «Правила нанесения на чертежах надписей, техниче-
ских требований и таблиц». В учебнике см. 8.
Основная надпись. Технические требования. Каждый чертеж
содержит основную надпись, которую надлежит заполнить по
правилам, установленным стандартами ЕСКД.
Текстовая часть технических требований, надписи с обозна-
чением изображений, обозначение элементов изделия и другие
указания, относящиеся к детали или ее изображениям, должны
быть выполнены по правилам стандартов ЕСКД: ГОСТ
2.104 - 68 (СТ СЭВ 140 - 74, СТ СЭВ 365-76) «Основная над-
пись», ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78)
«Основные требования к чертежам», ГОСТ 2.316—68 (СТ СЭВ
856 — 78) «Правила нанесения на чертежах надписей, техниче-
ских требований и таблиц». В учебнике см. 2; 13.
Рабочие чертежи деталей: а) обрабатываемых совместно
с другими деталями, б) с последующей или дополнительной
'обработкой или переделкой, в) с деформируемыми элементами
при их изготовлении, см. подробнее в ГОСТ 2.109 — 73
(СТ СЭВ 858-78, СТ СЭВ 1182-78).
13.2. Последовательность выполнения и чтения рабочих
чертежей
Выполнение и чтение чертежей являются близкими и взаи-
мосвязанными процессами. При выполнении чертежа графиче-
ским языком и условными знаками описывают форму детали,
ее состояние, записывают материал детали и его состояние.
При чтении чертежа по изображениям и условным знакам по-
лучают представление о форме детали, ее состоянии, о мате-
риале, из которого изготовлена деталь, и о его состоянии.
По условиям учебного процесса часть сведений о детали на
учебных чертежах может быть опущена (например, до уски
и посадки, указания о термообработке и др.).
Последовательность выполнения учебных чертежей. Перед
выполнением каждого учебного чертежа детали необходимо
выяснить все функции детали, ее конструктивный и технологи-
ческий тип.
Большинство учебных чертежей рекомендуется выполнять
в такой последовательности:
1. Установить число и расположение изображений, пере-
дающих форму детали. Выбранные изображения должны пере-
давать форму и положение всех элементов детали. При нали-
чии стандартных элементов используются их стандартные
изображения.
Выбрать масштабы и наиболее удобные изображения (со-
единение вида и разреза, выявление формы элемента при помо-
щи штриховой линии и т. п.).
2. Наметить осевые и центровые линии каждого изображе-
ния. Провести линии контура изображений детали и ее элемен-
тов.
3. Нанести выносные и размерные линии, проставить раз-
мерные числа. Согласовать номинальные размеры с номи-
нальными размерами сопряженных деталей.
4. Выполнить все надписи (названия изображений, техниче-
ские требования и т. п.).
5. Нанести штриховку разрезов и сечений.
6. Заполнить основную надпись.
Последовательность чтения рабочего чертежа детали. Чертеж
детали рекомендуется читать, переходя от общих признаков
к частным, в следующем порядке:
1. Прочитать основную надпись (название детали, мате-
риал, масса, масштаб и т. п.).
2. Прочитать все изображения. Найти между ними связь.
Разобраться в примененных условностях и упрощениях. Пред-
ставить форму детали путем мысленного расчленения ее на со-
ставные части, т. е. ее элементы. Затем «собрать» все элементы
в единую форму.
3. Прочитать размеры формы и положения элементов
детали.
4. Прочитать предельные отклонения размеров, предельные
отклонения формы и расположения поверхностей и обозначе-
ния шероховатости поверхностей детали.
5. По материалам п. 3 и 4 разделить поверхности детали на
свободные (нерабочие) и сопрягаемые и прилегающие (рабо-
чие). Найти для последних размеры и их базы, поясняющие
функции детали.
6. Ознакомиться с техническими требованиями, указаниями
о термообработке, покрытиях, особыми технологическими ука-
заниями и т. п.
13.3. Группы деталей
В стандартах на определенные детали и изделия, число ко-
торых постоянно растет, оговорены их характеристики, каче-
ство, форма и размеры, а следовательно, стандартизированы
их изображения и нанесение размеров.
В стандартах ЕСКД организована группа стандартов ГОСТ
2.401 — 68... ГОСТ 2.427 — 75, которые, как и ряд других стандар-
тов ЕСКД, регламентируют только стандартные изображения
деталей и указывают правила нанесения размеров на этих
изображениях.
На основании изложенного все детали можно разделить на
три группы:
Группа 1. Детали стандартные (см. 11).
Группа 2. Детали со стандартными изображениями (см. 14).
Группа 3. Детали оригинальные (см. 15).
13.4. Выполнение групповых чертежей
Групповые конструкторские документы по ГОС1 2.113 — 75
(СТ СЭВ 1179—78) допускается выполнять для группы изделий
(например, деталей или сборочных единиц), обладающих об-
щими конструктивными признаками при некоторых различиях
между собой. К таким документам относятся групповые черте-
жи и групповые специфика-
ции. В учебной практике
удобны для применения груп-
повые чертежи, описываю-
щие две и более деталей.
К общим конструктив-
ным признакам, характери-
зующим группу деталей, от-
носят:
а) единство конструкции
при различных параметрах
(например, различных мате-
риалах — сталь и латунь —
различных классах точности
и т. п.). Различие в пара-
метрах деталей этой группы
не влияет на изображения;
б) единство конструкции
1,6*45
2 фаски
Обозначение 1
... — 01 30
...-0Z 35
...—03 40
Рис. 354
при различных размерах, например, штифты одинакового диа-
метра, но различной длины (рис. 354). Различие в размерах
деталей этой группы не влияет на изображения;
в) сходство конструкции при различной конфигурации от-
дельных конструктивных элементов, например болты с шести-
гранными головками с отверстиями в головке или в стержне
или без отверстий и т. п. На групповом чертеже изображают
основное исполнение, переменные элементы показывают на до-
полнительных отдельных изображениях.
Общие данные для всех исполнений называют постоянными
и приводят их на изображениях основного исполнения, напри-
мер одинаковые размеры.
Данные, характерные для каждой отдельной детали (от-
дельного исполнения), называют переменными и на изображе-
ниях обозначают буквами.
Таблицу исполнений помещают на чертеже ниже изображе-
ния основного исполнения и вносят в нее обозначение всех ис-
полнений и переменные данные, для последних приводят их
буквенные обозначения и числовые значения (см. рис. 354).
Обозначение основного исполнения принимают за основ-
ное.
Обозначение каждого исполнения состоит из обозначения
основною исполнения и прибавленного к нему через тире дву-
значного порядкового числа, например,... — 01.
В спецификацию записывают полное обозначение каждого
исполнения.
Подробнее о групповых конструкторских документах см.
ГОСТ 2.113 — 75 (СТ СЭВ 1179 — 78) «Групповые и базовые кон-
структорские документы».
14. ЧЕРТЕЖИ ДЕТАЛЕЙ СО СТАНДАРТНЫМИ
ИЗОБРАЖЕНИЯМИ
В технике находят широкое применение детали, сходные по
форме, но отличающиеся по размерам. Если их размеры еще
не регламентированы стандартами, то для многих из них уже
установлены стандартные изображения. Эти же стандарты
устанавливают и нанесение размеров на изображениях по-
добных деталей (например, ГОСТ 2.401—68...ГОСТ 2.427 — 75).
К деталям, изображения которых полностью регламентиро-
ваны стандартами, принадлежат пружины (см. 14.1), а также
детали, форма и расположение всех элементов которых пол-
ностью совпадают с формами и расположением элементов стаи-
дартных деталей, за исключением одного или нескольких
размеров.
К деталям, у которых стандартными являются изображения
основных элементов и нанесение на них размеров, относят зуб-
чатые колеса, рейки, червяки, звездочки цепных передач, трубо-
проводы и детали, ограниченные сложными поверхностями.
К деталям с частично регламентированными изображения-
ми относят детали из сортового и листового материалов.
14.1. Пружины
В машинах применяются пружины различных видов: вин-
товые пружины сжатия (рис. 355, а... д) и растяжения
(рис. 355, е...з), спиральные (рис. 355, и), тарельчатые
(рис. 355, л), пластинчатые многослойные (рессоры) (рис. 355, к).
Выполнение изображений описано для цилиндрических пру-
жин сжатия и растяжения как наиболее распространенных
в машиностроении.
Изображения винтовых пружин на чертежах располагают
горизонтально. Пружины изображают только с правой навив-
кой. Действительное направление навивки указывают в техни-
ческих требованиях. Пружины вычерчивают в нерабочем (сво-
бодном) состоянии. Рабочие витки цилиндрических и кониче-
ских пружин принято изображать параллельными прямыми
линиями взамен синусоид. Если пружина имеет более четырех
витков, то на ее чертеже показывают 1—2 витка с каждого кон-
ца (не считая опорных витков у пружин сжатия и зацепов
у пружин растяжения). Остальные витки не изображают, вза-
мен их проводят осевые линии через центры сечений витков по
всей длине пружины (см. рис. 355).
Пружина может быть свита из одной проволоки (жилы) или
из нескольких. На чертеже многожильной пружины в техниче-
ских требованиях указывают число жил в тросе z.
На чертеже пружины (рис. 356) вычерчивают диаграмму ме-
ханической характеристики пружины. На диаграмме указывают
зависимость между осевой силой (Pi, Р2, Р3), прилагаемой
к пружине, и осевой деформацией (Нг, Hi, 773) пружины, где:
Pj —сила пружины при предварительной деформации;
Рг — сила пружины при рабочей деформации (соответствует
наибольшему принудительному перемещению подвижного зве-
на в механизме);
Р3 — сила пружины при максимальной деформации;
Н\ — высота пружины при предварительной деформации
(определяет габариты узла пружины сжатия);
Б) В) г) д)
л)
”<) Я) к)
3. Напряжение касательное при крдчении (так) Tj.—,МПа.
4. Длина развернутой пружины L,mm .
5. Число рабочих Витков п
Б. Число витков полное п,.
1 Направление навивки ... .
в. Диаметр контрольного стержня Dc, мм, ила
диаметр контрольной гильзы ОГ,мм.
S. Остальные технические требования по— (ука-
зывают номер нормативного документа].
10* Размеры для справок. Рис. 356
Hi — высота пружины при рабочей деформации (определяет
габариты узла пружины растяжения, без учета зацепов);
Нт, — высота пружины при максимальной деформации.
Диаметр проволоки, из которой изготовлена пружина, и
№ ГОСТа на материал указывают в графе «Материал» основ-
ной надписи.
Цилиндрические пружины сжатия на концах поджимают
и шлифуют (чаще всего на 3Д витка). На рис. 357 приведен
пример построения конца пружины сжатия, у которой поджато
3Д витка и зашлифовано 3Д дуги окружности.
У пружин с диаметром проволоки до 1 мм концы могут
быть не поджаты и не шлифованы (рис. 358).
Параметры иъ Но и X для вычерчивания чертежа пружины
(см. рис. 356) находят по упрощенному расчету. Исходными
данными при этом служат:
d— диаметр проволоки;
D — наружный диаметр пружины (или D\ — внутренний диа-
метр пружины);
t — шаг пружины в нерабочем (свободном) состоянии;
п — число рабочих витков.
По этим данным находят:
«1 — полное число витков: щ = п + 1,5, если крайние витки
подогнуты и шлифованы на 0,75 дуги окружности (найденное
число витков округляют до 0,5 витка);
Но — длину пружины в свободном состоянии •
Но — in -j- 0,75d‘,
X — зазор между концом опорного витка и соседним рабо-
чим витком: X = 0,25 (t — d).
Цилиндрические пружины растяжения с обоих концов
имеют зацепы для прикрепления их к другим деталям. На
рис. 355 показаны три вида расположения зацепов:
Рис. 357
1. Модуль сдвига У..., МП а
2. твердость HRC
в. напряжение касательное при кручении (max)
ра...,МПа
ч. длина развернутой пружины l,mm
5. Число рабочих витков п
в. Направление навивки...
т. Остальные технические требования по (ука-
зывают номер нормативного документа)
в.*Размеры для справок
Рис. 359
1) зацепы, открытые с одной стороны и расположенные
в одной плоскости (см. рис. 355, з);
2) зацепы, открытые с противоположных сторон и располо-
женные в одной плоскости (см. рис. 355, е);
3) зацепы, расположенные под углом 90° (см. рис. 355, ж).
Для вычерчивания чертежа пружины растяжения (рис. 359)
необходимы следующие параметры:
Но — длина пружины в свободном состоянии;
Но' — расстояние между зацепами у пружины в свободном
состоянии;
D — наружный диаметр пружины или £>i — внутренний диа-
метр пружины, равный внутреннему диаметру зацепов;
R — радиус гибки зацепов к
в — зев ушков пружины растяжения яа 1/3£>1.
?. Число рабочих витков п
2. Число витков полное п,
3. Направление навивки ...
4." Размеры для справок
Рис. 360
Рис. 361
1. Число рабочих витков п
2. Направление навивки...
3*Размеры для справок
На рис. 359 приведен чертеж пружины растяжения с зацепа-
ми, открытыми с противоположных сторон и расположенными
в одной плоскости.
На чертежах пружин приводят основные технические требо-
вания согласно рекомендациям ГОСТ 2.401—68 (СТ СЭВ
285-76, СТ СЭВ 1185-78).
На учебных чертежах пружин сжатия (рис. 360) и растяже-
ния (рис. 361) рекомендуется в технических требованиях указы-
вать следующие данные:
1. Число рабочих витков п.
2. Число витков полное п\.
3. Направление навивки.
4. * Размеры для справок.
Диаметр пружины внутренний (£>i) или наружный (D)
указывают в зависимости от расположения пружины в сбороч-
ной единице.
В ГОСТ 13764 —68...ГОСТ 13776 — 68 приведены: методика
определения размеров цилиндрических пружин сжатия и растя-
жения, обозначения и расчетные формулы.
Подробнее о выполнении рабочих чертежей пружин раз-
личных видов изложено в ГОСТ 2.401—68 (СГ СЭВ 285 — 76,
СТ СЭВ 1185-78).
14.2. Детали, сходные со стандартными деталями
Среди оригинальных деталей часто встречаются детали,
формы всех или большинства элементов которых совпадают
с формами элементов стандартных деталей. Причем размеры
почти всех элементов также совпадают с размерами стан-
дартных деталей.
Изображения такой детали во многом повторяют изобра-
жения стандартной детали или отличаются незначительно. На-
несение размеров также идентично нанесению размеров на чер-
теже стандартной детали. Поэтому при выполнении чертежа
подобной детали рекомендуется использовать изображение
стандартной детали и метод нанесения ее размеров.
Примером служит винт (рис. 362), отличающийся от винта
М5 х 20 ГОСТ 9052—69 (рис. 363) только длиной средней ци-
линдрической части (поэтому его изображение полностью пере-
несено с ГОСТ 9052 — 69 и использованы все размеры, кроме
длины 20 мм).
14.3. Детали с элементами зубчатых зацеплений
К этой группе относятся детали зубчатых, червячных,
цепных и других передач, которые имеют рабочие элементы за-
цепления в виде зубьев различного профиля -и размеров (зуб-
чатые колеса и рейки, червяки и червячные колеса, звездочки
цепных передач и т. п.).
Эти детали находят самое широкое применение в раз-
личных механизмах (от мелких приборов до значительных си-
ловых энергетических установок) и служат для преобразования
и передачи вращательного движения между валами с парал-
лельными, пересекающимися и перекрещивающимися осями,
а также для преобразования вращательного движения в посту-
пательное и наоборот.
Чертежи деталей этой группы характерны условными изо-
бражениями элементов зацепления (зубьев и витков), выпол-
няемыми по ГОСТ 2.402 — 68 (СТ СЭВ 286 — 76). Часть разме-
ров и других данных, относящихся к элементам зацепления,
указывают в таблице параметров, которая расположена в пра-
вом верхнем углу чертежа. Размеры граф этой таблицы, а так-
же размеры, определяющие расположение таблицы на поле
чертежа, регламентированы стандартами ЕСКД.
Этими же стандартами установлено, какие размеры элемен-
тов зацеплений указывают на изображениях деталей, а ка-
Окружность вершин
Высота головки зуба
Ширина зубчатого венца
Высота зуба
/Высота ножки зуба
Окружной таг
Делительная окружность
Окружность впадин
Рис. 364
кие — в таблицах. Таблицы параметров состоят из трех частей
и содержат, соответственно, основные данные для изготовле-
ния элементов зацепления, данные для контроля и справочные
данные. В зависимости от типа и назначения деталей количе-
ство и характер сведений, помещаемых в таблице, изменяются
и устанавливаются в каждом конкретном случае соответствую-
щими стандартами ЕСКД.
Для того чтобы правильно выполнить рабочий чертеж дета-
ли, имеющей элементы зацепления, необходимо обладать до-
статочно обширными знаниями в области теории и расчета
геометрических параметров элементов зацепления.
Для выполнения учебного чертежа такой детали нужно
иметь хотя бы элементарные представления об основных гео-
метрических параметрах элементов зацепления.
На рис. 364 показана часть венца цилиндрического зубчато-
го колеса с прямыми зубьями и указаны некоторые элементы
зубчатого венца. На рис. 365 и 366 приведены соответственно
проекция и условное изображение этой части зубчатого венца
по ГОСТ 2.402-68 (СТ СЭВ 286-76).
Все основные элементы зубчатых зацеплений стандартизи-
рованы.
В качестве основного параметра принят окружной дели-
тельный модуль mt — линейная величина, в п раз меньшая
окружного шага зубьев р(, т. е. равная т, — Эту величину
тс
принято обозначать т и называть просто модулем, имея в
виду окружной делительный модуль.
Под окружным шагом зубьев понимают расстояние между
одноименными профилями соседних зубьев по дуге концентри-
ческой делительной окружности зубчатого колеса. Длина дели-
тельной окружности ltd — zpt, где z — число зубьев колеса, от-
nJ
куда pt = —.
Окружной шаг, измеренный по делительной окружности,
так же как и длина окружности, кратен я, а поэтому неудобен
в качестве исходного расчетного параметра.
Модуль, как следует из приведенных выше зависимостей,
представляет собой частное от деления диаметра делительной
d
окружности на число зубьев колеса т = — и измеряется в
миллиметрах.
Значения модуля стандартизует ГОСТ 9563 — 60 (СТ СЭВ
310-76).
В большинстве случаев высота головки зуба равна величине
модуля т, а высота ножки зуба составляет 1,25 т.
Диаметр окружности вершин da и диаметр окружности впа-
дин df можно вычислить по формуле
da = d + 2т; df = d — 2,5т.
В соответствии с этими данными определяют необходимые
размеры и вычерчивают окружности и образующие вершин
зубьев, впадин, а также делительной поверхности.
Для цилиндрических зубчатых колес с косыми зубьями кро-
ме окружного (торцового) делительного шага р, принято поня-
тие нормального делительного шага рп и соответственно это-
му — понятие нормального делительного модуля тп — вели-
чины, в я раз меньшей шага р„.
Диаметр делительной окружности для зубчатых колес
с косыми зубьями подсчитывают по формуле
где р — угол наклона линии зуба к плоскости, проходящей
через ось колеса.
Для конических зубчатых колес модуль определяет размер
зубьев со стороны внешнего дополнительного конуса.
На рис. 367 представлен учебный чертеж цилиндрического
зубчатого колеса с прямыми зубьями. В качестве главного ви-
да принят фронтальный разрез детали, а на виде слева для
упрощения изображения показан только контур отверстия со
шпоночным пазом и размерами для обработки этого паза. Та-
кое расположение изображений зубчатого колеса является
обычным и общепринятым при выполнении чертежей зубчатых
колес. В соответствии с правилами (ГОСТ 2.402 — 68) образую-
щие поверхностей вершин и впадин зубьев показаны сплошны-
ми основными линиями, а образующие делительной поверхно-
сти показаны штрихпунктирными тонкими линиями. На
изображениях зубчатого колеса нанесены необходимые для из-
готовления заготовки размеры, из которых диаметр окружно-
сти вершин, ширина зубчатого венца и размер фасок на тор-
цовых кромках цилиндра вершин имеют отношение к элемен-
там зацепления. В таблице параметров указаны только модуль
и число зубьев зубчатого венца. Этих сведений достаточно для
выполнения учебного чертежа цилиндрического зубчатого ко-
леса с прямыми зубьями.
Рис. 367
RZ12
V 60
A*®/ 0.8
1 д ь нормальный
число зубьев______
угол наклона зуба
направление зуба
Исходный контур
Шл
fi
30
2Ба4Б'
Правое
ГОСТ
13755-61
1*45*
* \2фаски
-____&1Ь
,1.6*45*
5 Фаски
Ф25Н7
и—<
|/№1лН
50
=№5\А (
Козффициент смсще-
нал исходного/контура
Степень точности по
ГОСТ 1643'81
Длина общей нормали
в нормальном сечении
Допуск на накоплен-
ную погрешность
окружного шага
Допуск на разность
окружных шагов
7С
Xi
др;
dpt
предельные отклоне- ^Рн
нип основного шага
допуск на направление
Ход Вантовой линии
Диаметр основной
окружности
Pz
а
Радиус кривизны эволь-
венты В начале рабо-
чего участка профиля
—0®И
1. нв zw... гео.
Z. Неуказанные предельнье отклонения
размеров: отверстий- по Шувалов-по Мд, остальных по массу
точности „средний"
ИМ U т
Разраб.
т z? кум
поил.
я.к -S
0,060
0,076
±0/076
0,017
524,6
78,931
9,837
проз
I контр,
принял
в. контр.
Утв.
колесо
зубчатое
лит. {масса
Масштаб
/•Z
лист | листов f
Сталь 45 ГОСТ 1050-74
О
Р
Рис. 368
На рис. 368 приведен рабочий чертеж цилиндрического зуб-
чатого колеса с косыми зубьями. Расположение и число изо-
бражений детали на чертеже соответствуют предыдущему
примеру, однако чертеж содержит значительно большее коли-
чество сведений о детали. На данном рабочем чертеже нане-
сены предельные отклонения формы и расположения поверхно-
стей, нанесены обозначения шероховатости поверхностей,
в таблице параметров указаны все необходимые для изготовле-
ния и контроля зубчатого венца данные, помещены техниче-
ские требования и т. д.
На рис. 369 показан рабочий чертеж подвижного двухвенцо-
вого блока зубчатых колес с прямобочным шлицевым отвер-
стием. Главный вид представляет собой полный осевой фрон-
тальный разрез детали. Изображения зубьев и шлицевого
отверстия выполнены в соответствии с требованиями ЕСКД
[ГОСТ 2.407-68 и ГОСТ 2.409 - 74 (СТ СЭВ 650-77)]. Кроме
основных, на чертеже выполнены дополнительные изображения
<1-8х32Н7*ЗвН12*6П9
M2-1
№... Ш
*43ЖИ
1. НВ 2W ZBO.
г.Зубм в 5,5.. Ь,Омм;ННС 1>8...52.
3.Неуказанные предельные отклонения размеров: отВерстий-
поНШ, валов - nohn, остальных по массу точности „средний"
4 V=&^;
Изм.
лист
Разраб,
прав.
I контр.
Принял
Н контр.
УшВ.
н- докцм.
Рис. 369
Ш2
V(v)
Зубчатый венец — Б в
Модуль т 2 2
число зубьев Z 44 Зв
Исходный контур - ГОСТ 13755- 01 ГОСТ 13755-61
Коэффициент смешения исходного контура X 0 0
Степень точности по ГОСТ 1S63- В1 - т-с 7-С
Длина общей нормали W 71~°Т1Э 33»п-O.f8 7733:^,1
Допуск ни колебание длины общей нормали 0,030 0,024
Допуск на колеба- ния измеритель- зи оборот колеса да 0,085 0,080
него межцентро- вого расстояния на одном зубе ди 0,036 0,036
ТИтусхт направление зуба про 0,017 0,017
диаметр основной окружности а 82,694 71,417
Радиус кривизны эвольвен- ты В начале рабочего участка профиля р 9,931 7,816
Обозначение чертежа сопряженного колеса -
Иода.
Дата
Блок
зубчатых колес
Сталь 4Ш0С14543-71
лит. масса масштаб
1:2
лист | листов 1
Лит.
Масса \Мпсшта8
ласт | Листов 1
Рис. 370
отдельных элементов детали. В таблице параметров указаны
все необходимые для изготовления и контроля обоих зубчатых
венцов данные. Согласно ГОСТ 2.403 — 75 (СТ СЭВ 859 — 78)
таблица содержит отдельные графы для каждого зубчатого
венца, обозначенные, как и на изображении, прописными бук-
вами русского алфавита Б и В.
На рис. 370 представлен учебный чертеж зубчатого сектора.
Сектор расположен своей осью перпендикулярно к фронталь-
ной плоскости проекций и на главном виде хорошо видна его
основная форма. На месте вида слева помещен полный осевой
профильный разрез детали, поясняющий форму, размеры
и взаимное положение торцовых поверхностей и отдельных
элементов детали. На изображениях нанесены все размеры, не-
обходимые для изготовления заготовки, в таблице параметров
указаны модуль и число зубьев на полной окружности.
На рис. 371 дан рабочий чертеж прямозубой рейки. Зубья
нарезаны на планке прямоугольного сечения, форма и размеры
которого видны на разрезе А —А. На этом же разрезе вы-
явлены форма и размеры отверстий под крепежные винты.
Зубья рейки на обоих изображениях детали показаны в со-
ответствии с правилами выполнения рабочих чертежей зуб-
чатых реек по ГОСТ 2.404—75 (СТ СЭВ 859 — 78). Таблица па-
раметров содержит данные для изготовления и контроля
зубьев рейки, а также необходимые справочные данные.
На рис. 372 показан пример выполнения учебного чертежа
конического зубчатого колеса с прямыми зубьями. Согласно
ГОСТ 2.405 — 75 (СТ СЭВ 859 — 78) на изображении коническо-
го зубчатого колеса указывают ряд размеров, расчет числовых
значений которых может вызвать затруднения у обучающихся,
например диаметр большого основания конуса вершин, рас-
стояние от большего основания конуса вершин до опорной
торцовой плоскости, углы конуса вершин и внешнего дополни-
184,48"
1Ь5
18д
модуль
Исходный контур
Kz32, ,
V (V)
т
2,5
ГОСТ
13^-81
g J 3 фаски
m —- -
Степень точности по
ГОСТ 10242-81
Толщина зуда
Измерительная Высота
предельные отклонения
шаги
предельные накоплен-
ные погрешности шага
Допуск на направление
зуба
Шаг__________________
Число еубъев_________
Обозначение чертежа
сопряженного колеса
Ст. 7-Х
3.93-^
\D\0fi25\^
8
.75
ИЗИ
лист
Ризррб
Проб
I контр,
принял
н. контр.
Отв.
^Pet
k Pst
font
^hPi
йр0
2,5
-0,012
±0,040
0,017
7,85
23
предельные отклонения размеров:
н° докук
7 НВ 240... 280.
2 Неуказанные г.. . ... .........
отверстий - по Н14, балов -notrVi, остальных*^ по
классу точности „средний"
3* Размеры для справок.
масштаа
Рейка
Ли ст | Листов 1
Сталь 45 ГОСТ 1050-74
Рис. 371
Рис. 372
тельного конуса, длина образующей делительного конуса. Для
учебного чертежа можно ограничиться простановкой прибли-
женных числовых значений этих размеров (полученных в ре-
зультате аккуратных геометрических построений) или дать бук-
венные обозначения. В таблице параметров учебного чертежа
RO,25^1S 1-W1°-
Z8
^-\/\0,025\А\
Z*45°
Зфаски
5^58'
Rz76
/?4
^1,вб_0'0ь^
* is
54,5* *
90
Rz3Z
Модуль нормальный т 3
Число зубьев Z 30
Тип зуда Круговой
Угол наклона зуда в cepeduat зубчатого венца fi 35°
На правление зуда — Левое
Исходный контур - ГОСТ 16202-81
Коэффициент смещения исходного контора X -0,09
Коэффициент тангенциаль- ной коррекции Т 0
Угол делительного конуса д 51°го‘
Угол конуса вподин (ftp 47°2У
Степень точности по ГОСТ П5В-В1 7-8-7-С
Полная высота зуда т в, го
Толщина зуда по хорде в нормальном сечении вхп
Измерительная высота во хорды hx 2,00
Допуск на накопленную погреш- ность окружного Фога 0,060
Допуск не разность окружных шагов сП 0,030
вятцо контокгпр с \ла длине 00
'зцйчптогд /Талеса До высоте 'бо
Толщина зуба в нормальном сечении Sn 4,515
Модуль торцовый ms 4,2350
высота головки зуда h‘ з,ьгв _
Диаметр зуборезной головки Оц 160
Обозначение чертежа сопряженного колеса
1. Нитроцементировать hO,4... 0,6мм-, ИКС56...60.
2. Форма зуба по системе ЭнИМС—Па,
3- Неуказанные предельные отклонения размеров: .
отверстий — по Мл, валов—no h14} остальных t~
по классу точности „средний1' *
4. ^Размеры для справок.
"вэм.
Диссь
Разраб.
ПровЭ
Т.контр
ПринМ
Н. контр.
УтВ.
№ док ум.
Подл.
Долга
Масштаб
1‘°2
. \Лит. \Mucca
Колесо тп-------
зуВчатое I________
^ вист | листов Т
Сталь 25ХГТ
ГОСТ 4543-71
Рис. 373
Рис. 374
конического зубчатого колеса можно указать только значения
модуля и числа зубьев.
На рис. 373 дан пример выполнения рабочего чертежа кони-
ческого зубчатого колеса с круговыми наклонными зубьями.
На изображениях зубчатого колеса, в таблице параметров и
в технических требованиях приведены все необходимые данные
для изготовления и контроля детали.
На рис. 374 представлен учебный чертеж цилиндрического
червяка. На изображении детали указаны диаметр вершин вит-
ка, длина нарезанной части червяка, размеры фасок, опреде-
ляющих контур нарезанной части червяка, радиус переходной
кривой витка и радиус кривизны линии притупления витка.
В таблице параметров приведены модуль, число витков, вид
червяка (Архимедов) и направление линии витка.
На рис. 375 дан пример сборочного чертежа биметалличе-
ского червячного колеса. Колесо состоит из стальной ступицы
и бронзового венца, заливаемого в расплавленном состоянии
в форму, в которой установлена заранее обработанная заготов-
ка стальной ступицы с припусками на поверхностях, обрабаты-
ваемых совместно с венцом. К сборочному чертежу такого ко-
леса должна быть приложена спецификация, в которую
должны быть внесены ступица и отдельно материал венца.
В соответствии с требованиями ГОСТ 2.406 — 76 (СТ СЭВ
A
kill
V M
Модуль
число зубьев
направление линии зуба
Исходный производящий
червяк
Степень точности по
ГОСТ 3675-61_______
НежосеВое расстояние
Делительный диаметр
червячного колеса_____
вид сопряженного червяка
Число витков сопряжен-
ного червяка
Обозначение чертежа
сопряженного червяка
HI
-kWI
ГОСТ 19036 ~61
7-C
uz* oto42
aw
dz
224
4
56
привое
масса Масштаб
Лит
Л" <_ J/P
/уул
I n
Лист \ Листов 1
Колесо
червячное
Сборочный чертеж
zA
l Норма пятна контакта зубьев в передаче по высоте
не менее Ь0”/о па длине не менее Ь5"/5.
2. Неуказанные предельные отклонения размеров:
отверстий- поте, валов-no Л 74,остальных ±|по
классу точности „средний"
РазоаО
Пров.____
Т. контр.
Принял
н. контр
УтН.
Рис. 375
Рис. 376
Рис. 377
§59 — 78) на изображениях червячного колеса, в таблице пара-
метров и в технических требованиях указаны все необходимые
данные.
На рис. 376 показан рабочий чертеж звездочки цепной пере-
дачи. При выполнении учебного чертежа звездочки можно
ограничиться указанием в таблице параметров числа зубьев
звездочки, а также шага и диаметра ролика сопрягаемой цепи.
. К этой же группе могут быть отнесены детали храповых
передач, например храповые колеса с наружным или внутрен-
ним зацеплением.
На рис. 377 представлен учебный чертеж мелкомодульного
храпового колеса с зубьями наружного зацепления. В качестве
главного вида принят осевой фронтальный разрез детали. На
виде слева показаны два элемента зубчатого венца полностью,
а остальные элементы показаны условно в соответствии с тре-
бованиями ЕСКД (ГОСТ 2.305 — 68). Для пояснения формы
и размеров зубьев храпового колеса дано их увеличенное изо-
бражение в виде выносного элемента. Данные, характеризую-
щие модуль, число зубьев колеса и шаг, приведены в таблице
параметров.
14.4. Шкивы
Ременная передача служит для передачи кинетической энер-
гии от одного шкива к другому при помощи ремней (плоских,
клиновых или зубчатых). Один из шкивов является ведущим,
другой — ведомым.
Шкивы состоят из следующих основных элементов: рабочей
части, размещающейся на внешней поверхности обода, самого
обода, диска или спиц, ступицы, центрального отверстия.
Учебные чертежи основных типов шкивов даны на рис. 378
(плоскоременный шкив) и 379 (клиноременный шкив).
Рабочая часть шкива может быть выполнена:
1. В виде торовой поверхности (выпуклости) радиуса А или
цилиндра и двух небольших конусов по краям обода для пло-
ских ремней.
2. С канавками для клиновых ремней.
3. С зубьями специального профиля на ободе для зубчатых
ремней.
На учебных чертежах шкивов дают два изображения: а)
разрез плоскостью, проходящей через ось центрального отвер-
стия, на фронтальной плоскости проекций и б) вид на профиль-
ную плоскость проекций. Этот вид обязателен в следующих
случаях: на диске выполнены продолговатые отверстия или
вместо диска применены спицы с прямолинейной или криволи-
Рис. 378
Рис. 379
нейной осью. В остальных случаях на профильной плоскости
проекций дается только контур центрального отверстия (см.
рис. 378). При наличии спиц выполняют наложенное или вы-
носное сечение спицы плоскостью, перпендикулярной к ее про-
дольной оси (см. рис. 379). На разрезе спицы не штрихуют, так
как разрез проходит через их продольную ось (см. ГОСТ
2.305-68). •
Шкивы представляют собой тела вращения, поэтому разрез
на рабочих чертежах рекомендуется располагать так, чтобы ось
центрального отверстия была параллельна основной надписи
чертежа. На приведенных учебных чертежах шкивов дан реко-
мендуемый способ нанесения размеров. На этих же чертежах,
на полках линий-выносок, цифрами обозначены элементы шки-
вов: 1 — ступица; 2 — литейное скругление; 3 — диск; 4 — обод;
5 — рабочая часть (выпуклость); б — спица; 7 — канавка для
клинового ремня; 8 — конус литейный; 9 — центральное отвер-
стие; 10 — шпоночный паз; И — фаски.
14.5. Трубопроводы
В среднем машиностроении наиболее часто применяются
трубы: стальные водогазопроводные по ГОСТ 3262 — 75;
стальные бесшовные по ГОСТ 8734—75 (СТ СЭВ 1483 — 78)
и ГОСТ 8732-78 (СТ СЭВ 1481-78); медные по ГОСТ
617 — 72; латунные по ГОСТ 494 — 76.
Кроме труб используют различные гибкие шланги в тех ме-
ханизмах, где необходимо обеспечить относительное переме-
щение соединяемых элементов, например, рукава резинотка-
невые напорные по ГОСТ 18698 — 73, рукава гибкие металличе-
ские герметичные с подвижным швом по ГОСТ 3575 — 75
и т. д.
Правила изображения труб на чертежах одинаковы для всех
труб и не зависят от их материала. Характерными размерами
любой трубы служат: размер ее отверстия (условный проход)
и толщина стенки.
На рис. 380 и 381 приведены примеры чертежей труб.
На чертеже трубы наносят размеры, определяющие ее кон-
струкцию : длину, радиусы изгиба, обработку концов и т. д. Ра-
диусы изгиба трубы следует относить к оси трубы. Если раз-
делка кромок на обоих концах трубы одинакова, то размеры
и обозначения шероховатости поверхностей наносят только на
одном конце трубы. Данные заготовки трубы (ее условный
проход и № ГОСТа) представляют в графе «Материал» основ-
ной надписи в виде шифра, приводимого в ГОСТе на соответ-
ствующие трубы. Если необходимо указать наружный или вну-
300
* Размер Вт справок
Рис. 381
тренний диаметр трубы, то его наносят как справочный.
Шероховатость поверхности трубы обозначают или непосред-
ственно на чертеже трубы, или указывают в технических требо-
ваниях, там же, если нужно, указывают и длину заготовки.
Чертежи труб и трубопроводов выполняют в соответствии
с требованиями ГОСТ 2.411-72, ГОСТ 2.784-70, ГОСТ
2.785-70.
Чертежи деталей соединений труб см. 11. Изображение со-
единений труб см. 17.
14.6. Детали с поверхностями двойной кривизны
К деталям (изделиям) с поверхностями двойной кривизны
относят гребные винты, лопатки турбин, детали корпусов авто-
машин, корпуса пароходов, фюзеляжи, крылья и хвостовое
оперение самолетов.
К этой же группе деталей (изделий) относят кулачки с пло-
скими профилями и другие детали, профиль которых содержит
какие-либо незакономерные кривые.
Форму подобных деталей (изделий) задают на чертеже
координатами их точек. В ряде случаев дают описания линий,
получающихся при пересечении поверхности двойной кривизны
рядом плоскостей, расположенных определенным образом от-
носительно принятой системы координат. Координаты точек
линий сводят в таблицы и наряду с проекциями линий сечений
помещают на чертеже. Такой чертеж называют теоретическим.
Для некоторых поверхностей в качестве секущих поверхно-
стей применяют соосные цилиндры (например, для гребных
винтов).
Профиль плоского кулачка или его часть задают в поляр-
ной системе координат (рис. 382).
Линию А (рис. 383), входящую в контур изображения дета-
ли, задают в прямоугольной системе координат координатами
ее точек. На рис. 383 дан пример случая, когда разрешается ис-
пользовать размерные линии в качестве выносных линий.
Примером задания на чертеже поверхности двойной кри-
визны служит теоретический чертеж гребного винта * моторной
лодки (рис. 384).
Поверхность лопасти гребного винта задают набором сече-
ний. Для этого поверхность винта рассекают цилиндрами, со-
осными оси винта. Сечения располагают на своей винтовой ли-
нии. Затем каждый цилиндр вместе с винтовой линией
и расположенным на ней сечением разворачивают в плоскость.
Все развернутые сечения совмещают с плоскостью проекций,
перпендикулярной к оси винта, поворачивают на углы подъема
соответствующих винтовых линий и размещают на парал-
лельных прямых, находящихся на расстоянии радиуса цилинд-
ра сечения от оси винта.
* Романенко Л. Л., Щербаков Л. С. Моторные лодки. Л.,
Судостроение, 1971, с. 370.
Рис. 384
Чертежи поверхностей двойной кривизны следует выпол-
нять по ГОСТ 2.419 — 68 «Правила выполнения документации
при плазовом методе производства».
14.7. Детали из сортового материала
На чертежах деталей, изготовленных из сортового материа-
ла, приводят только такие изображения, которые передают
форму, получающуюся в результате обработки заготовки (на-
пример листа, швеллера и т. п.). Изображения самих загото-
вок опускают, но дают соответствующую надпись (рис. 385
и 386).
Рис. 385
Рис. 386
15. ЧЕРТЕЖИ ОРИГИНАЛЬНЫХ ДЕТАЛЕЙ
К оригинальным деталям следует относить такие детали,
форма которых частично или полностью отличается от формы
стандартных деталей или формы деталей со стандартными
изображениями. Оригинальные детали, в общем случае, разде-
ляют по конструкторским и технологическим типам.
Конструкторский тип детали зависит от ее функций, для вы-
полнения которых требуются определенные конструктивные
элементы (см. 20.2). Совокупность этих элементов и служит ос-
новой конструкции детали. Каждый из этих элементов обла-
дает характерными особенностями изображений, которые по-
зволяют установить принадлежность детали к определенному
конструктивному типу.
Одновременно вид основной обработки определяет техно-
логический тип детали. Формы большинства внешних и вну-
тренних элементов таких деталей характерны для данного тех-
нологического типа детали, также характерны для детали
и изображения ее элементов. Примерами могут служить литые
детали, имеющие литейные скругления и уклоны, детали типа
тел вращения («токарные» детали), ограниченные преимуще-
ственно поверхностями вращения, и многие другие детали.
Перед выполнением чертежа оригинальной детали необхо-
димо ознакомиться с назначением детали и ее структурой.
Деталь следует мысленно разделить на составляющие ее
элементы. Установить назначение каждого элемента и его
связь с другими элементами. Выявить, какие из элементов
принадлежат к стандартным элементам.
Поверхности каждого элемента отнести к сопрягаемым,
прилегающим и свободным. Установить форму каждой по-
верхности и ее положение.
Приняв во внимание связи детали с другими деталями и ее
служебные функции, установить основную и вспомогательные
конструкторские базы.
Составить изображения детали (виды, разрезы, сечения),
учитывая, что они слагаются из изображений отдельных эле-
ментов, в том числе и из готовых изображений стандартных
элементов. Число изображений должно быть наименьшим
и достаточным для передачи формы детали. Для уменьшения
числа изображений необходимо применить, например, соедине-
ние частичных вида и разреза, местные виды, использовать ус-
ловности и упрощения, рекомендуемые ЕСКД для изображе-
ния различных элементов деталей, и т. д.
Для нанесения размеров следует сначала определить их зна-
чения и использовать основную и вспомогательные конструк-
торские базы. Учесть, что все размеры разделяют на размеры
формы поверхностей и размеры их положения.
Сопряженные размеры, определяющие форму и положение
сопрягаемых и прилегающих поверхностей данной детали, со-
гласовать с сопряженными размерами других деталей, свя-
занных с данной деталью.
Если деталь имеет стандартные элементы, то их размеры
перенести со стандартов на чертеж детали.
Все размеры и параметры привести в соответствие с такими
же, приведенными в соответствующих стандартах (например,
длины, диаметры, параметры и размеры резьб, модули заце-
плений, размеры элементов зубчатых соединений и т. п.).
Подробнее о структуре, базах и элементах см. 9 и 20.
Чертежи некоторых наиболее распространенных конструк-
тивных и технологических типов оригинальных деталей рас-
смотрены в 15. К ним отнесены: литые детали (см. 15.1), дета-
ли, имеющие форму тел вращения (см. 15.2), детали, ограни-
ченные преимущественно плоскостями (см. 15.3), детали,
изготовленные горячей и холодной штамповкой (см. 15.4).
15.1. Литые детали
Свое название литые детали получили от способа изгото-
вления — заливки заранее подготовленной формы распла-
вленным металлом, который заполняет форму и после остыва-
ния и затвердения образует или сразу готовую деталь, если нет
надобности в обработке ее поверхностей, или заготовку для
последующей механической обработки на различных металло-
режущих станках.
Методом литья можно получить детали самой разнообраз-
ной, часто очень сложной конфигурации, которую невозможно
или очень трудно получить каким-либо другим методом.
Для изготовления литых деталей применяют чугуны (серый,
модифицированный, высокопрочный, ковкий, легированный),
сталь (углеродистую, легированную), медные, магниевые, алю-
миниевые, цинковые, свинцовые, оловянные и никелевые ли-
тейные сплавы, которые хорошо заполняют в расплавленном
состоянии литейную форму и обладают после затвердевания
необходимыми механическими, физическими и химическими
свойствами. Марку материала детали указывают в соответ-
ствующей графе основной надписи чертежа. Многие литейные
сплавы имеют в обозначении марки букву Л, которая характе-
ризует литейные свойства материала и указывает способ изго-
товления детали.
Все литые детали, независимо от размера, сложности и на-
значения, обладают характерными признаками, отражающими
способ их изготовления (причем эти признаки всегда четко
проявляются на чертеже правильно сконструированной литой
детали). К таким признакам относятся плавные сочленения
различных необработанных поверхностей между собой по так
называемым литейным радиусам (скруглениям), относительная
равномерность толщины стенок, наличие приливов, бобышек,
ребер и др. Кроме того, поверхности литых деталей выпол-
няют с литейными уклонами, необходимыми для облегчения
изготовления формы. Величину и направление этих уклонов
выбирают в зависимости от принятой технологии изготовле-
ния модели и формы для отливки данной детали. Иногда ли-
тейные уклоны (так называемые конструктивные уклоны)
указывают непосредственно на изображениях детали, но чаще
эти уклоны не изображают, а задают в технических требова-
ниях в виде формовочных уклонов с соответствующей ссылкой
на действующие стандарты (например, ГОСТ 3212—80).
В современном машиностроении находят широкое примене-
ние самые разнообразные литые детали, которые можно разде-
лить по их назначению и конструкции на несколько групп.
1. Отдельные детали машин, например, зубчатые колеса,
маховики, шкивы, блоки, гильзы, втулки, цилиндры, фланцы,
крышки, рычаги и т. д.
2. Детали типа стоек, опор, кронштейнов, поперечин и т. п.,
которые служат для соединения между собой отдельных дета-
лей и узлов машин.
3. Корпусные коробчатые детали закрытого или открытого
типа, имеющие точно обработанные отверстия и плоские на-
ружные поверхности, которые служат для точной взаимной
координации положения деталей, обеспечивая кинематические
связи и функционирование механизмов. К корпусным деталям
относятся детали типа станин, коробок, рам и т. п.
Детали каждой из этих групп имеют особенности, которые
необходимо учитывать при выполнении чертежей как с точки
зрения выбора числа и расположения изображений (проекций),
так и правильного нанесения размеров. Особенно большого
внимания требуют при выполнении чертежей корпусные дета-
ли, так как они весьма разнообразны и сложны по конструк-
ции, трудоемки в изготовлении и ответственны по назначению.
Изображения литых деталей (виды, разрезы и сечения), их
размещение на чертеже, а также все условности и упрощения
должны выполняться в строгом соответствии с правилами,
установленными ГОСТ 2.305 — 68. Число изображений должно
быть минимальным, но достаточным для полной и однознач-
ной передачи формы наружных и внутренних поверхностей.
В качестве главного вида следует выбирать такое изображение
детали, которое дает наиболее полное представление о ее фор-
ме и размерах. При выборе положения главного вида относи-
тельно основной надписи чертежа следует учитывать положе-
ние детали в машине или в отдельном механизме, положение
детали при разметке на разметочной плите и положение детали'
на металлорежущем станке при выполнении наиболее трудоем-
кой технологической операции.
Так, например, детали типа фланцев, маховиков, шкивов,
блоков, цилиндров, т. е. детали, представляющие собой тела
вращения, следует располагать относительно фронтальной
плоскости проекций так, чтобы их ось проецировалась парал-
лельно основной надписи. Такое положение главного вида де-
тали на чертеже соответствует ее положению при обработке на
токарном станке.
Детали типа кронштейнов, стоек, опор следует располагать
относительно фронтальной плоскости проекции так, чтобы их
опорные базовые поверхности занимали горизонтальное, фрон-
тальное или профильное положение, т. е. проецировались па-
раллельно или перпендикулярно основной надписи.
Детали типа рычагов и вилок следует располагать так,
чтобы оси их базовых отверстий проецировались на главном
виде перпендикулярно или параллельно основной надписи.
Корпусные детали коробчатого типа принято располагать
относительно фронтальной плоскости проекций так, чтобы их
основные базовые опорные поверхности занимали горизон-
тальное или (реже) вертикальное положение. При выборе рас-
положения главного вида следует учитывать положение детали
в самой машине, а также ее вероятное положение при разметке
и при наиболее трудоемкой обработке на станке.
Общее число изображений на чертеже литой детали во
многом зависит от правильного выбора главного вида, от ра-
зумного использования допустимых ГОСТ 2.305 — 68 сочетаний
видов с разрезами, местных разрезов, сечений, выносных эле-
ментов, условностей и упрощений.
Наносить размеры и предельные отклонения на чертежах
литых деталей следует в соответствии с общими принципами
и правилами, установленными ГОСТ 2.307 — 68 (СТ СЭВ
1976 - 79, СТ СЭВ 2180-80).
Правильное нанесение размеров на чертежах литых деталей
может быть выполнено в нескольких вариантах в зависимости
от того, какие поверхности приняты за основные литейные
и конструкторские базы. Особенность нанесения размеров на
чертежах литых деталей, часть поверхностей которых подле-
жит последующей механической обработке, заключается в том,
что указывают не более одного размера по каждому из трех
координатных направлений, связывающего механически обра-
батываемые поверхности с поверхностями, не подлежащими
механической обработке. Перед нанесением размеров на черте-
же литой детали следует выбрать основные литейные и кон-
структорские базы. Литейными базами служат необрабаты-
ваемые поверхности, их оси или плоскости симметрии.
Правильный выбор литейных баз во многом упрощает техно-
логический процесс изготовления модели и отливки, а также
последующие операции механической обработки. В качестве
литейных баз рекомендуется принимать возможно меньшие по
размеру поверхности (по одной для каждого из трех коор-
динатных направлений), причем желательно, чтобы эти поверх-
ности образовывались одной половиной литейной формы для
исключения влияния перекоса половин. При невозможности со-
впадения литейных баз с конструкторскими их следует выби-
рать возможно ближе друг к другу (например, базы, являю-
щиеся сторонами одной стенки детали).
После выбора литейных баз наносят размеры, определяю-
щие форму и положение необрабатываемых поверхностей от-
носительно этих баз. Отдельно наносят размеры, определяю-
щие форму и положение обрабатываемых поверхностей отно-
сительно конструкторских баз. Таким образом, на чертеже
детали наносят как бы две группы размеров, которые связы-
вают затем между собой тремя (по одному в каждом из трех
координатных направлений) размерами, проставляемыми на
чертеже между' выбранными литейными и конструкторскими
базами.
Размеры на чертежах литых деталей не допускается нано-
сить в виде замкнутой цепи, за исключением тех случаев, когда
один из размеров (например, габаритный) указан как спра-
вочный. В этом случае справочные размеры отмечают зна-
ком *, а в технических требованиях записывают «*Размеры для
справок».
На чертежах литых изделий должны быть указаны условны-
ми обозначениями или в технических требованиях предельные
отклонения формы и расположения поверхностей по правилам,
предусмотренным ГОСТ 2.308 — 79 (СТ СЭВ 368 — 76).
На рабочих чертежах литых изделий должны быть поме-
щены следующие технические требования.
1. Данные (или ссылки на общие технические условия) о ви-
де, числе, размерах и местах расположения литейных дефектов
(раковин, пористости, трещин и т. п.), допускаемых на отлив-
ках без устранения, а также о дефектах, допускаемых к устра-
нению, и способы их устранения.
2. Класс точности отливки из чугуна или цветного сплава,
отливаемой в песчаной форме, по ГОСТ 1855 — 55 или по
ГОСТ 2009—55 для стальной отливки.
Эти ГОСТы устанавливают I, II и III классы точности на
размеры отливок, не изменяемые механической обработкой,
и регламентируют допускаемые отклонения толщин необра-
батываемых стенок и ребер.
3. Величины не указанных на чертеже литейных радиусов,
выбираемых по ГОСТ 10948-64 (СТ СЭВ 2814-80).
4. Формовочные уклоны по ГОСТ 3212 — 80.
В зависимости от типа и назначения детали могут быть ука-
заны дополнительные технические требования.
5. Указание о совпадении контура детали с соответствую-
щим контуром сопряженной детали, на чертеже которой за-
писывают аналогичное техническое требование (для согласова-
ния направления и размеров формовочных уклонов при
изготовлении моделей сопрягаемых деталей).
6. Указание о проверке на влагонепроницае.мость.
7. Вид термической обработки и требуемая твердость на
определенных поверхностях детали.
8. Характер и материал покрытия внутренних и наружных
необработанных поверхностей.
9. Предельные отклонения формы и расположения поверх-
ностей, не указанные условными обозначениями на изображе-
ниях детали.
10. Место и характер маркировки детали (текст и шрифт).
11. Указания о совместной с другими деталями обработке
отдельных поверхностей детали.
12. Указания об обработке отдельных элементов (например,
резьбовых отверстий) по сопрягаемым деталям.
13. Размеры, указанные на изображениях детали для спра-
вок.
На учебном чертеже из всего перечня технических требова-
ний можно ограничиться указанием размеров неуказанных ли-
тейных радиусов и размеров для справок.
Для всех литых деталей выполняют чертеж элементов
литейной формы. Этот чертеж выполняют на копии черте-
жа детали и над основной надписью чертежа помещают наиме-
нование «Элементы литейной формы». На чертеже элементов
литейной формы обозначают разъемы модели и формы и по-
ложение отливки при заливке, изображают припуски на меха-
ническую обработку и указывают их значения, изображают
стержни, их знаки и фиксаторы, знаки модели, изображают
и обозначают отъемные части модели, литниковую систему
и холодильники, показывают усадочные ребра, стяжки, пробы
10 к
Рис. 387
для механических и других испытаний, технологические при-
ливы, изображают жеребейки и обозначают места вывода га-
зов из формы и стержней.
Для некоторых деталей выполняют чертеж отливки с уче-
том всех припусков на механическую обработку, а также отвер-
стий, впадин и выточек, не выполняемых в литье. На чертеже
отливки в соответствующей графе основной надписи под на-
именованием детали пишут слово «отливка». .Допускается чер-
теж отливки выполнять на копии чертежа детали.
Чертежи элементов литейной формы и чертежи отливок
следует выполнять в строгом соответствии с требованиями
ЕСКД (ГОСТ 2.423-73).
На рис. 387 iip ед став лен учебный чертеж фланца. В качестве
главного вида принят фронтальный разрез, дающий достаточ-
но полное представление о форме и размерах детали. Для бо-
лее четкого выявления формы и положения поверхности (пло-
скости) среза на чертеже выполнен вид детали слева. В каче-
стве литейных баз приняты левый необрабатываемый торец
детали и ось поверхности выступа 0 70, а в качестве конструк-
торских баз — опорный торец фланца и ось поверхности 0 72
(совпадает с литейной базой). В принятом варианте выбора баз
и нанесения размеров габаритный размер 38 является одновре-
менно размером между литейной и конструкторской базами
в продольном направлении. В поперечных направлениях ли-
тейные и конструкторские базы совпадают.
На рис. 388 представлен учебный чертеж рычага. За
главный вид принят также фронтальный разрез плоскостью,
Рис. 388
проходящей через оси базовых расточек рычага. Для выявле-
ния формы и положения всех поверхностей выполнены вид
сверху и сечение А—А по плечу рычага. В качестве литейных
баз приняты нижняя необрабатываемая поверхность плеча ры-
чага и оси бобышек, а в качестве конструкторских баз — ниж-
няя опорная поверхность бобышек и оси расточек. Габаритный
размер рычага является справочным, так как представляет со-
Рис. 389
бой сумму уже заданных на чертеже размеров — расстояния ме-
жду осями бобышек (расточек) и их радиусов.
На рис. 389 представлен учебный чертеж кронштейна. Де-
таль расположена так, что ее проекция на фронтальную пло-
скость (главный вид) дает достаточно полное представление об
общей форме детали, а ее опорная поверхность параллельна
фронтальной плоскости проекций. На месте вида слева поме-
щен профильный разрез детали, на котором хорошо выявлены
профильный контур детали и форма отверстий под крепежные
винты. При нанесении размеров в качестве литейных баз при-
няты плоскость симметрии детали и ось цилиндрической части
поверхности приливов, а в качестве конструкторских баз — пло-
скость симметрии детали и ось расточки в приливах, так что
литейные и конструкторские базы совпадают друг с другом.
На рис. 390 и 391 представлены соответственно рабочие
чертежи корпуса и сопрягаемой с ним крышки. Для обоих чер-
тежей приняты одинаковые положения деталей, соответствую-
щие их рабочему положению, и фронтальные разрезы в каче-
стве главных видов. За литейные базы на корпусе приняты оси
отверстий и вертикальная стенка внутренней полости. Выбор
в качестве одной из литейных баз внутренней стенки корпуса
объясняется необходимостью выдержать относительно точно
размер глубины внутренней полости, который необходим для
размещения деталей монтируемого в корпусе механизма. За
конструкторские базы приняты оси расточек, совпадающие
с литейными базами, и правый торец корпуса, к которому при-
мыкает обрабатываемая совместно с ним крышка. У крышки
литейными базами являются оси отверстий и левая необра-
батываемая наружная поверхность, конструкторскими базами
являются оси растачиваемых совместно с корпусом отверстий
и правый торец, примыкающий к корпусу.
На чертежах обеих деталей в технических требованиях
имеются пункты, в которых говорится о том, что детали дол-
жны совпадать друг с другом по соответствующим контурам..
Поскольку на чертежах не изображены конструктивные ли-
тейные уклоны, эти технические требования обеспечат назначе-
ние размеров и направлений формовочных уклонов на моделях
с таким расчетом, чтобы избежать образования ступеньки при
сопряжении этих деталей. Кроме того, в технических требова-
ниях на чертежах обеих деталей имеются пункты, касающиеся
совмесгной обработки отверстий, одинаковой маркировки
и обработки ряда резьбовых отверстий по сопрягаемым дета-
лям.
На рис. 392 представлен учебный чертеж корпуса червячно-
го редуктора. Фронтальный разрез плоскостью симметрии.
75
r
RzIDDD
V M
l Отливка 2класса, грдппы„а"подСТ2-НТ21-№.
2. Класс точности отливки III по Г0С1 1855-55.
з. неуказанные литейные радиусы 3...5 мм.
•4 формовочные уклоны по ГОСТ 3212-во.
S. деталь но контуру 5 должна совпа-
дать с контуром В дет.....
в. Старить.
7. Покрытие механически необрабатыва-
емых поверхн. наружных- дм. НЦ-246,
tpucmaui новый ЯП, внутренних -
дм. НЦ-25С, кремовый Г/. И.
В. овальность и конусообразность от-
верстий А не долее в,01вмм.
9. обработку по размерам в квадратных
скобках производить совместно с дет....
10. неуказанные предельные отклонения
размеров: отверстий-по Н19, валов-
uoh19, остальных ±t по классу
М12*1ЛИ>Н точности „средний".
я Детали маркировать одним порядко -
вым номером, ударным способом, шрифт
„Рубленый" кегль 12 по ОСТ2 НОЗ-1-61
Детали применять совместно.
12* Размеры для справок
13. ** Обработать по сопрягаемым деталям
** ' по дет. поз.; **z по дет. поз.....
Ofi
1,b*W
я
W
'№7}окцм.
£
19
92
70
озн. \pucm
разряд
проз.
/ о
принял
н о
.ПЯЙ.
ITcinia
Корпус
МО №11412-79
/W77 ТИШ мааптнЛ
1:5
лисп 1 ли TTIOti /
Рис. 390
ПЩ12\А\
ZB
1x45“
2фаски
Rz.1000.
6omB.M1D-6H**2 v(\/)
/. ОтпиВка 2 класса, группы „а "по
0СТ2-МТ21-2-83.
2. Класс точности отлиВко III
по ГОСТ 1855-55.
3. Неуказанные литейные радиусы
З...5мм.
4. Формовочные уклоны по
ГОСТ 3212-80.
5. Деталь по контуру В должна
совпадать с контуром Б вот...
б- Старить.
Покрытие наружных механиче-
ски необрабатываемых поверх-
ностей Зм. Нц-2бб, фисташ-
ковый Н.П.
Фаски но резьбовых отв. 1,бхь5°
Овальность и конусообразнасть
отв. А и Б не более 0,018 мм
10. Обработку по размерам В квадрат-
ных скобках производить сов-
местно свет....
11. Неуказанные предельные отклоне-
ния размеров; отверстий- no TJ14,
валов-ло 614, остальных+£ по
классу точности „средний"
12. Детали маркировать одним поряд-
ковым номером,ударным способом,
шрифт.'Рибпеный "кегль 12 по
0СТ2 ВОЗ-З-ВТДетлрименятьсовместно..
* Размеры для справок.
**Оброоотать по сопрягаемым деталям
***noдет.поз....;**zna дет.поз. .. „
Изм.\лвст
Разрой.
Проб.
Т. контр.
Принял
Н.кантр.
Утв.
Н'^дохум.
ПпСп. рати
Крышка
'Лит. \Mocca Wagi/mud'
1:10
лист | лйсгпсб у
СЧ20 ГОСТ 1412-79
Рис. 391
(главный вид) и вид сверху, соединенный с горизонтальным
разрезом Б—Б, дают почти полное представление о форме
и расположении поверхностей детали и их размерах. Вид слева
и вид снизу {Вид А) уточняют лишь отдельные элементы
формы поверхностей детали и расположения отверстий. Так,
например, на виде слева выявляются форма контура левого
обрабатываемого торца детали и расположение на нем резь-
бовых отверстий, а также с помощью местного разреза форма
отверстий в лапах корпуса под крепежные винты. На виде сни-
зу (Вид А) хорошо показан контур нижней опорной поверхно-
сти. При нанесении размеров за литейные и конструкторские
базы в продольном и поперечном направлениях приняты со-
ответственно вертикальная ось и плоскость симметрии детали,
в вертикальном направлении литейной базой является верхняя
необрабатываемая поверхность детали, а конструкторской ба-
зой — верхняя обрабатываемая плоскость.
ВидА
Рис. 392
15.2. Детали, имеющие форму тел вращения
При изготовлении деталей, ограниченных преимущественно
поверхностями вращения, основной технологической операцией
является обработка на токарных и аналогичных им станках.
В этом случае при обработке детали ее ось занимает, как пра-
вило, горизонтальное положение, а резец перемещается справа
налево (рис. 393). Для удобства пользования чертежом при из-
готовлении детали главное изображение обычно располагают
на чертеже так, чтобы ось детали была параллельна основной
надписи (рис. 394). Боковые поверхности детали изобра-
женной на рис. 395, являются исключительно поверх-
Рис. 394
ностями вращения, о чем свидетельствуют условные знаки,
определяющие диаметр и конусность. В этих случаях главное
изображение детали дает полное представление о ее форме, по-
этому отпадает необходимость в каких-либо дополнительных
изображениях детали, например видах сверху, слева или спра-
ва.
Следует иметь в виду, что детали (или их заготовки), имею-
щие форму тел вращения, могут изготовляться без применения
токарной обработки (литье, ковка, штамповка, прокатка
и т. п.). В этих случаях главное изображение также желательно
располагать с осью, параллельной основной надписи. Такой
чертеж облегчит изготовление оснастки (модели,, штампа
и пр.), выполняемой на токарном станке.
Детали, ограниченные поверхностями вращения разного
диаметра, обычно располагают на станке так, что участки
с большими диаметрами находятся левее участков с меньшими
диаметрами. Аналогично располагают на чертеже и главное
изображение (см. рис. 394).
Главное изображение детали, частично или полностью
ограниченной конической поверхностью вращения, обычно рас-
полагают так, чтобы вершина конической поверхности находи-
лась справа (см. рис. 395).
Если деталь помимо наружных поверхностей вращения
ограничена соосными с ними внутренними поверхностями вра-
щения, то в качестве главного изображения обычно принимают
фронтальный разрез (рис. 396), что дает более полное предста-
вление о детали и облегчает нанесение размеров.
В тех случаях, когда деталь имеет ступенчатое отверстие,
Рис. 396
главное изображение располагают так, чтобы ступени больше-
го диаметра располагались правее ступеней меньшего диаме-
тра (рис. 397). Главное изображение детали, имеющей отвер-
стие конической формы, располагают так, чтобы вершина
конической поверхности находилась слева (рис. 398). При нали-
чии в детали глухих отверстий или полостей их форму выяв-
ляют с помощью местного разреза (рис. 399).
Деталь в зависимости от ее формы может требовать раз-
личного расположения на стан-
ке в процессе ее обработки. В
таком случае главное изображе-
ние по своему расположению
должно соответствовать тому
положению детали, которому
соответствует наибольший объ-
ем ее обработки (см. рис. 399).
Если помимо поверхностей
вращения деталь ограничена ка-
кими-либо другими поверхнос-
тями, то чертеж детали должен
достаточно ясно отражать фор-
му и положение всех ее поверх-
ностей. На чертежах таких дета-
лей могут широко применяться
Рис. 398
Рис. 399
местные и дополнительные виды, различные разрезы и сечения,
а также выносные элементы.
Если чертеж детали, обрабатываемой на токарном станке,
должен дать информацию как о наружной поверхности детали,
так и о ее внутренней поверхности, то это может быть достиг-
нуто путем совмещения части вида и части фронтального раз-
реза (рис. 400).
На рис. 401 и 402 представлены варианты оформления ра-
бочих чертежей деталей с преобладающей обработкой на то-
карных станках.
Все внутренние формы стакана (см. рис. 401) хорошо видны
на фронтальном разрезе. Форма и размеры канавок, выпол-
Рис. 400
вг32
/|0;С25|Л|
1X65°
2<раски
15°11
2X65
z
ш М2:1
Л
M2:i
RM
Неуказанные предельные отклонения размеров:
отверстий - по Шв, валов -по в1в,остальных ti- по классу
точности „средний"
Лист №докум. Подо. Дата
Разраб.
Проб.
Т. контр.
Принял
Н. контр
Утв.
Сталь 45 Г0СТ1050-76
Стакан
Лит.
масса
Масштаб
Г.1
Лист | листан 1
Рис. 401
Б~Б
8Н9
10Н9
\=\Щ05\Д\
l=|7WI
R0,16fW
фЗбкб
1. НВ 290... 260.
2. Неуказанные предельные отклонения размеров,
'отверстий-по Н19, валов-по 619, остальных
по классу точности „ средний "
3. * Размеры длл справок.
Рис, 402
Неуказанные литейные радиусы... мм.
Рис. 403
ненных для выхода шлифовального круга, наглядно предста-
влены на выносных элементах.
На чертеже вала (см. рис. 402) применены местные разрезы,
поясняющие форму и расположение шпоночных пазов, а также
отверстий, выполненных на правом торце вала. Для более на-
глядного представления о форме шпоночных пазов применены
вынесенные сечения. Формы проточки для выхода резьбообра-
зующего инструмента и канавки для выхода шлифовального
круга уточняются на выносных элементах.
На рис. 403 дан пример оформления чертежа фланца с от-
верстиями различной формы. Для выявления формы отверстий
применен фронтальный разрез, который в данном случае
является главным изображением. Расположение отверстий ясно
видно на виде слева.
15.3. Детали, ограниченные преимущественно плоскостями
К этой группе относятся детали типа плит, планок, пластин,
крышек и т. д. Детали этой группы отличаются относительно
простыми геометрическими формами с преобладанием плоских
поверхностей, а также наличием таких стандартных конструк-
тивных и технологических элементов, как, например, отверстия
и опооные поверхности под крепежные детали [ГОСТ
11284 - 75 (СТ СЭВ 2515-80) и ГОСТ 12876-67 (СТ СЭВ
213 — 82)], резьбовые отверстия, Т-образные пазы, канавки для
выхода инструмента, разделяющие между собой плоскости
(ГОСТ 8820 — 69), фаски и т. п. Все эти элементы должны быть
выполнены на чертежах в строгом соответствии с действующи-
ми стандартами.
Относительная простота внешних геометрических форм
этих деталей (главным образом призмы или их сочетания) по-
зволяет в большинстве случаев при выполнении чертежей огра-
ничиться всего двумя изображениями, из которых одно почти
всегда представляет собой или полный разрез детали, или соче-
тание вида с местным разрезом. Эти разрезы выполняются для
выявления формы и размеров отдельных элементов деталей.
В отдельных случаях при выполнении чертежей деталей
этой группы удается ограничиться всего одним изображением.
Размер толщины или длины подобных деталей, а также раз-
меры отверстий наносят на полках линии-выносок в соответ-
ствии с ГОСТ 2.307-68 (СТ СЭВ 1976 - 79, СТ СЭВ 2180-80)
и ГОСТ 2.318-81 (СГ СЭВ 1977-79) (см. рис. 410).
На рис. 404 и 405 приведены соответственно рабочие черте-
жи прижимной планки для прямоугольных направляющих
и регулировочной планки для направляющих типа «ласточкина
хвоста». На чертежах этих деталей выполнено по два изобра-
жения, которые полностью выявляют форму и размеры дета-
лей, причем виды слева в обоих случаях представляют собой
полные профильные разрезы и служат для выявления формы
и размеров поперечных сечений деталей и их отдельных эле-
ментов. На чертеже регулировочной планки (см. рис. 405) нане-
сены справочные размеры для исключения необходимости под-
счета их при изготовлении.
Рис. 404
Z НВ 217... 241.
2. Неуказанные предельные отклонении размеров',
отверстий - по Н14, валов - no h 14, остальных ±^по классу
точности „средний".
3*Размеры для справок.
Рис. 405
Рис. 406 Рис. 407
На рис. 406... 408 приведены учебные чертежи характерных
деталей станочных приспособлений — опорной призмы, прихва-
та и углового установа. На чертежах всех трех деталей выпол-
нено по два изображения, а также полные и местные разрезы
для выявления формы и размеров отдельных элементов дета-
лей. На чертеже углового установа в виде выносного элемента
дано дополнительное увеличенное изображение канавки для
выхода шлифовального круга, на котором хорошо видна фор-
ма канавки и удобно нанесены ее размеры.
На рис. 409 приведен учебный чертеж каретки с направляю-
щими типа «ласточкина хвоста». Деталь расположена основны-
ми опорными поверхностями параллельно фронтальной пло-
Рис. 408
скости проекций. Форма и размеры поперечного контура
детали показаны на виде слева. На этом же виде выполнен
местный разрез по одному из отверстий (под крепежный винт).
Принятое положение детали позволило ограничиться двумя
проекциями.
На рис. 410 дан учебный чертеж крышки (панели), изготов-
ленной из листового материала. Нанесение на чертеже размера
толщины детали и размеров отверстий на полках линий-выно-
сок дало возможность ограничиться только одним изображе-
нием детали.
Рис. 409
320
15.4. Детали, изготовленные штамповкой
Детали, изготовленные горячей штамповкой. Горячая обра-
ботка металлов давлением заключается в том, что нагретому
металлу на молотах или прессах (посредством штампов) при-
дают форму поковки, которая может служить готовой деталью
или быть ее заготовкой.
В качестве примера взят шатун (рис. 411), заготовку которо-
го, называемую поковкой (рис. 412), штампуют под молотом.
Чертеж поковки, по которому проектируют штамп (инстру-
мент), разрабатывают по чертежу детали с учетом соответ-
ствующих технологических требований.
Сопрягаемые поверхности шатуна, т. е. плоскости его голо-
вок и отверстия в них, должны иметь точную форму и положе-
ние, а также высокое качество. Такие поверхности обрабаты-
вают механически, удаляя предназначенные для этого припу-
ски. Остальные поверхности шатуна являются свободными,
поэтому они могут сохранить следы основной обработки, т. е.
штамповки.
Форму поковки шатуна (см. рис. 412) образуют поверхности
детали с припусками и свободные поверхности.
Форму поковки выбирают так. чтобы она удовлетворяла ус-
ловиям процесса штамповки. Так, например, для свободного
удаления поковки из штампа устанавливают линию разъема
(см. рис. 412). При штамповке на молоте нельзя получить на
поковке стенки, перпендикулярные плоскости разъема, поэто-
му стенки поковки выполняют со штамповочными уклонами,
облегчающими заполнение полости штампа металлом и удале-
ние из него поковки. Все переходы от одной повеохности по-
S1>25-0\ , 28,75F9
022 Линия 031,5
7. Штамповочные уклоны 7°.
Z. Неуказанные радиусы 2 мм
3. МВ иг штампов Во 1мм.
Рис. 411
1. Штамповочные уклоны 7°.
2. Неуказанные радиуеы 2мм.
3. Сов иг штампов Во 1мм.
Рис. 412
ковки к другой поверхности выполняют скругленными с опре-
деленными радиусами кривизны. Слишком малая величина
оадиусов закруглений затрудняет заполнение отдельных участ-
ков полости штампа и создает концентрацию напряжений,
в результате которых возникают трещины, а в некоторых слу-
чаях пооисходит и разрушение штампа. Величины радиусов
выбирают из ГОСт"10948-64 (СТ СЭВ 2814-80).
Описанные штамповочные уклоны, линия разъема и скруг-
ления служат характерными признаками формы поковки. На
рис. 411 штамповочным уклонам соответствуют линии 1, 2, 3
и т. д., скруглениям — дуги окружностей R5, R6, R13 и т. д.,
линии разъема — линия 4. Наличие подобных признаков на
изображениях детали позволяет отнести данную деталь к дета-
лям, изготовляемым горячей штамповкой.
Детали, изготовленные холодной штамповкой. Форма и
изображения деталей, изготовленных холодной штамповкой
из листового материала, имеют характерные отличительные
признаки. Форму таких деталей получают в результате опе-
раций:
1) разделительных, при которых деталь отрезают или
вырубают из заготовки, а в ряде случаев в детали пробивают
отверстия;
2) формоизменяющих, при которых изменяют форму заго-
товки без ее разрушения (вытяжка, формовка, гибка и др.);
3) комбинированных, являющихся сочетанием двух первых
операций.
Детали, полученные в результате разделительных операций.
Форму таких деталей передают на чертеже одним изображе-
нием с указанием толщины материала (рис. 413).
Детали, полученные в результате формоизменяющих опера-
ций. Изображения формы таких деталей имеют плавные пере-
ходы от одного элемента к другому, без острых углов, как вну-
тренних, так и наружных. Наименьшие радиусы скруглений
(переходов) равны (или больше) толщине материала.
Изображение подобной детали выполняют, условно при-
нимая толщину всех ее элементов одинаковой. Поэтому контур
любого ее сечения, иногда и вида, образован двумя эквиди-
стантными линиями, а в местах перехода — дугами концентри-
ческих окружностей (рис. 414).
Детали, полученные в результате комбинированных опера-
ций. Изображения формы таких деталей повторяют особенно-
сти форм и изображений деталей первых двух типов (рис. 415).
Изображение технических разверток. Когда изображение де-
тали, изготовленной гибкой, не дает представления о действи-
тельной форме и размерах ее элементов, на чертеже показы-
вают частичную или полную развертку этой детали. На
изображении развертки наносят только те размеры, которые
нельзя указать на изображении готовой детали. Над изображе-
нием развертки помещают надпись «Развертка» (рис. 416), под-
черкнутую тонкой линией.
Развертку детали изображают сплошными основными ли-
ниями, толщина которых должна быть равна толщине линий ви-
димого контура этой детали.
Для грубого определения длины развертки размеры изог-
нутых элементов детали (рис. 417) рассчитывают по средней
линии, пользуясь формулой
= ~збо^’
где I — длина изогнутого элемента детали;
R — радиус дуги, проходящей через середину толщины
детали;
Ф — угол гибки в градусах.
Рис. 416
Складывая длину прямых и изогнутых элементов детали,
получают ее развернутую длину. Развертки призмы, пира-
миды, цилиндра, конуса см. 4.
16. ЭСКИЗИРОВАНИЕ ДЕТАЛЕЙ
Эскизы деталей служат одним из видов чертежей деталей.
При их выполнении необходимо учитывать все указания, при-
веденные в 3.1. Размеры поверхностей и элементов формы де-
талей в учебной практике находят путем обмера деталей.
Эскизом называется чертеж, выполненный от руки без при-
менения чертежных инструментов. Эскизы деталей, как прави-
ло, выполняют в следующих случаях: при разработке кон-
струкции новой детали; при составлении рабочего чертежа уже
имеющейся детали; при необходимости изготовления детали
по самому эскизу.
В двух последних случаях эскиз требует тщательной прора-
ботки и соблюдения всех правил выполнения чертежей деталей,
установленных ЕСКД.
Умение быстро и правильно составить эскиз детали практи-
чески столь же важно, как и умение выполнить чертеж детали.
Студент должен научиться выполнять эскизы с натуры, т. е.
научиться изображать от руки различные детали. Приобрете-
нию таких навыков способствуют занятия по техническому
рисованию.
В учебных условиях эскизы рекомендуется выполнять на ли-
стах бумаги (в клетку) формата А4 или АЗ, мягким каранда-
шом ТМ или М, от руки (в произвольном масштабе, с сохра-
нением пропорций всех частей детали в пределах глазомерной
точности).
На эскизах, по которым производится изготовление детали,
стрелки и цифры следует обводить тушью или чернилами.
Проводить линии, наносить штриховку, соблюдать проек-
ционную связь между изображениями и их отдельными эле-
ментами удобнее на клетчатой бумаге.
Последовательность выполнения эскизов во многом совпа-
дает с последовательностью выполнения чертежей.
Процесс составления эскиза детали зависит от того, к какой
группе принадлежит деталь: группе стандартных деталей, груп-
пе деталей со стандартными изображениями или группе ориги-
нальных деталей.
Общие операции при выполнении эскизов. Независимо от
принадлежности детали к одной из трех групп при выполнении
эскиза любой детали следует:
1) по выбранным изображениям подобрать формат листа,
начертить на листе рамку и основную надпись;
2) наметить расположение выбранных изображений, нане-
сти оси (или оси симметрии для симметричных деталей).
Рис. 418
Контуры изображений на формате следует расположить
так чтобы между ними было достаточно места для нанесения
размеров в соответствии с ГОСТ 2.307 — 68 (СТ СЭВ 1976 — 79,
СТ СЭВ 2180-80).
При предварительной компоновке изображений детали на
формате изображения можно условно заменить прямоугольни-
ками. Эти прямоугольники строят по габаритным размерам
детали (рис. 418).
Эскизы стандартных деталей.
1. При составлении эскиза стандартной детали прежде все-
го следует определить принадлежность ее к соответствующему
стандарту по формам всех ее элементов.
2. Перенести из этого стандарта изображения детали, все
размерные и выносные линии.
3. Обмерить деталь и проставить числовые значения разме-
ров.
4. Размеры, полученные в результате обмера, заменить на
размеры, близкие к ним из таблиц стандарта.
5. Скорректировать сопряженные с ними размеры других
деталей (при выполнении задания «Сборка»).
Если по каким-либо причинам форма детали полностью со-
впадает с формой стандартной детали, а один или несколько
размеров существенно отличаются от таких же стандартных
размеров, то данная деталь уже не является стандартной,
а принадлежит к группе деталей со стандартными изображе-
ниями.
Эскизы деталей со стандартными изображениями.
1. Перед составлением эскиза следует определить принад-
лежность данной детали к деталям со стандартными изображе-
ниями.
2. Перенести с соответствующего стандарта изображения
детали на эскиз.
3. Нанести все размерные и выносные линии. Принять во
внимание расстановку размеров в соответствующих стандар-
тах.
4. Произвести обмер детали и проставить размерные числа.
5. Скорректировать размеры, сопряженные с размерами
других деталей (при выполнении задания «Сборка»),
Эскизы оригинальных деталей.
1. Выяснить назначение детали, ее наименование, пример-
ное положение при обработке, ее материал. Определить, к ка-
кому конструктивному или технологическому типу относится
данная деталь.
2. Мысленно разделить форму детали на элементы и пред-
ставить ее в целом. Определить принадлежность отдельных
элементов к стандартным и выяснить все связи между элемен-
тами.
3. Определить число видов, разрезов и сечений, необхо-
димых и достаточных для выявления форм всех элементов де-
тали. При составлении каждого изображения детали учесть,
что ее изображения слагаются из изображений всех ее элемен-
тов, в том числе и из готовых изображений стандартных
элементов.
4. Подобрать глазомерный масштаб изображений и формат
чертежа. Начертить все контурные линии видов, разрезов и се-
чений. При выполнении эскиза следует поочередно выполнять
все изображения каждого элемента детали, затем переходить
к следующему ее элементу и т. д.
5. Нанести» штриховку всех разрезов и сечений.
6. Нанести все размерные и выносные линии. При этом
принять во внимание расстановку размеров и их значения
у стандартных элементов.
7. Произвести обмер детали и проставить размерные числа.
Размеры, полученные в результате обмера детали (длины,
диаметры и углы, параметры резьбы, модули зубчатых зацеп-
лений, размеры зубчатых соединений и т. д.), сравнить с регла-
ментированными соответствующими стандартами и нанести на
эскиз размеры и параметры из этих стандартов, близкие
к измеренным.
8. Скорректировать размеры, сопряженные с размерами
других деталей (при выполнении задания «Сборка»).
Пример выполнения эскиза. Для выполнения эскиза исполь-
зована литая деталь (рис. 419). Внешняя форма этой детали
(рис. 420) состоит из двух цилиндров, усеченного шарового по-
яса, двух усеченных по бокам торовых поясов, усеченного ко-
нуса со срезанными боками, параллелепипеда с прямоугольны-
ми выемками по углам и четырех четвертей цилиндров.
Внутренняя полость, отверстия и канавка для смазывания (см.
рис. 423) для упрощения рис. 420 не показаны.
1. Для одной детали трудно точно определить ее рабочее
назначение в сборочной единице. Можно только предполо-
жить, что данная деталь закреплена где-то в механизме двумя
болтами (или шпильками) и может немного смещаться в на-
правлении, перпендикулярном к оси главного цилиндрического
отверстия (направление стрелки А, рис. 419), на это указывает
наличие в плите основания детали двух пазов. В цилиндриче-
ское отверстие входит валик, который вращается (такое пред-
положение обусловливается наличием отверстия под масленку
и канавки для смазывания). Следует обратить внимание на
обработанные поверхности и их взаимосвязь. Такими поверх-
Цилиндр
ностями являются: нижняя плоскость плиты, цилиндрическое
отверстие В и др.
2. Вид Б (см. рис. 419), дающий наибольшее представление
о форме детали, принят за главный вид (рис. 421).
3. Выбраны три изображения, полностью передающие гео-
метрическую форму всех элементов детали и дающие возмож-
ность нанести все размеры, — главный вид, вид слева и вид
сверху.
4. Для эскиза взят формат АЗ. На нем вычерчивают рамку
и основную надпись.
5. Пропорции элементов детали определяют на глаз и уста-
навливают соотношение всех основных ее частей.
За единицу пропорциональности принимают ширину осно-
вания, равную А, и через нее выражают относительные вели-
чины основных элементов детали: Н = (3...3,5) Л, h — 2 А,
Е = 1/2Л, D = А, В — 4А (см. рис. 421).
6. Прежде всего намечают расположение осей симметрии
изображений детали и оси поверхностей вращения (шара и ци-
линдра), контур основания детали и верхнюю границу главно-
го вида и вида сбоку (рис. 422). Затем наносят контуры
изображений.
7. Вычерчивают все изображения детали (виды, разрезы
и сечения) сплошными линиями (рис. 423). На главном виде де-
лают два частичных разреза: первый — для определения про-
филя канавки для смазывания и второй — для выявления глу-
бины пазов под крепежные болты.
Рис. 422'
Рис. 423
На виде слева делают полный профильный разрез, проходя-
щий через ось симметрии детали, для выяснения формы вну-
тренних поверхностей.
На виде сверху делают горизонтальный разрез (разрез
А — А).
8. Наносят штриховку разрезов и сечений.
9. Наносят все размерные линии со стрелками, знаками ра-
диусов, диаметров и резьбы.
10. Деталь обмеряют и проставляют числовые значения
размеров (см. рис. 423).
11. Обводят изображения.
12. Заполняют основную надпись.
Глава VIII
ИЗОБРАЖЕНИЯ СОЕДИНЕНИЙ ДЕТАЛЕЙ
17. ИЗОБРАЖЕНИЯ РАЗЪЕМНЫХ СОЕДИНЕНИЙ
К разъемным соединениям относят соединения резьбовыми
деталями, штифтами, шпонками и зубчатые (шлицевые) соеди-
нения.
Разъемные соединения допускают многократную сборку
и разборку всего соединения без нарушения формы и размеров
всех его деталей.
Изображения всех видов разъемных соединений слагаются
из изображений деталей, их составляющих. Для каждого вида
соединения есть особенности, упрощения и условности, приме-
няемые при выполнении его изображения (см. соответствую-
щие стандарты ЕСКД).
В разъемных соединениях стандартные детали, как правило,
применяют для соединения оригинальных деталей. При выпол-
нении чертежей соединений используют изображения стан-
дартных деталей, участвующих в образовании соединений,
и стандартных элементов оригинальных деталей, если такие
имеются.
17.1. Резьбовые соединения
Резьбовые соединения являются неподвижными разъемны-
ми соединениями. К ним, например, относятся:
1. Болтовое соединение.
2. Шпилечное соединение.
3. Соединение болтом или винтом.
4. Соединение труб.
Резьбовые соединения выполняют с помощью крепежных
деталей: болтов, шпилек, винтов, гаек, шурупов и т. д.
Изображение резьбового соединения слагается из изображе-
ний резьбовых и соединяемых деталей.
На разрезах резьбового соединения плоскостью, проходя-
щей через ось резьбы, и плоскостью, перпендикулярной к оси
резьбы, наружный диаметр резьбы на стержне на всем протя-
жении соприкосновения с отверстием изображают сплошной
основной линией (рис. 424). Фаску на конце стержня допускает-
ся не показывать (рис. 424,6).
Линию — границу резьбы полного профиля в глухом отвер-
стии на разрезе соединения опускают и резьбу условно доводят
до дна отверстия (см. рис. 424). Допускается изображать дно
глухого резьбового отверстия, как показано на рис. 424, б.
Болтовое соединение (болтом и ганкой). Болтовое соединение
применяют для скрепления двух и более деталей. Болт прово-
дят через отверстия всех соединяемых деталей.
В болтовое соединение входят: болт, гайка, шайба и соеди-
няемые детали. Шайбу подкладывают под гайку для предохра-
нения поверхности детали от повреждения гайкой или для
предотвращения возможного самоотвинчивания гайки (пру-
жинную шайбу).
Изображение такого соединения слагается из изображений:
болта, гайки, шайбы и частей скрепляемых деталей.
Определяющими размерами болта в соединении служат:
сумма толщин скрепляемых деталей I и II (bi + 6П) и диаметр
стержня болта, равный диаметру резьбы (рис. 425). Конструк-
цию соединения удобнее всего показать на разрезе, плоскость
которого проходит через ось болта и совмещенные с ней оси
отверстий соединяемых деталей.
Болт, как сплошное тело, показывают нерассеченным. Гайку
и шайбу принято показывать также без разреза (см. рис. 425).
Диаметр сквозных цилиндрических отверстий находят
в ГОСТ 11284 — 75 (СТ СЭВ 2515 — 80) по диаметру резьбы бол-
та. Зазоры между стенками отверстий и стержнем болта по-
казывают на чертеже условно увеличенными (см. рис. 425).
Длина болта может быть подсчитана по формуле
1 Ь] + Ьц -l-s-l-Tf + n-l-c,
где Ьх и Ьц — толщины скрепляемых деталей;
s — толщина шайбы;
Н — высота гайки;
а — запас резьбы болта на выходе из гайки (в пре-
делах от одного до двух шагов резьбы);
с — высота фаски резьбового конца стержня, опре-
деляется по данным ГОСТ 12414 — 66 (СТ СЭВ
215-75).
Из стандарта на болты берут длину, ближайшую к вычис-
ленной.
Пример расчета длины винта (болта) при заданном диаметре
его стержня и вычерчивание изображения резьбового соедине-
ния.
Две детали I и II с толщинами Ь\ = 20 мм и Ьц = 30 мм сле-
дует соединить посредством болта М24 ГОСТ 7798 — 70, гайки
2М24 ГОСТ 5915-70 (СТ СЭВ 3683-82) и шайбы 24 ГОСТ
11371—78. Для этого в соединяемых деталях сверлят сквозные
отверстия, размер которых выбирают по ГОСТ 11284 — 75
(СТ СЭВ 2515 — 80).
В соответствующих ГОСТах находят числовые значения
величин:
s =4 мм (ГОСТ 11371-78);
Н = 19 мм [ГОСТ 5915-70 (СТ СЭВ 3683 — 82)];
а = 3 мм (ГОСТ 9150-59);
с = 2,5 мм.
Затем подставляют их в формулу, из которой получают
/ = 20 + 29 + 4 + 19 + 3 + 2,5 = 77,5 мм.
Эту величину сравнивают со стандартными длинами болтов
М24 в ГОСТ 7798 — 70. В таблице имеется два ближайших зна-
чения 75 и 80 мм. Выбирают
длину болта 80 мм как бли-
жайшую большую к под-
считанной. В той же таблице
находят длину нарезанной
части стержня болта /0 =
= 54 мм (при / до 150 мм).
Примечание. 10 можно
подсчитать по следующей фор-
муле:
Z0 = s + .H + e + c + ЗР,
где Р = 3 мм в ГОСТ 9150 — 59 (шаг резьбы). Тогда
/о = 4 + 19 + 3 + 2,5 + (3 х 3) = 37,5 мм. Ближайшее значение 10 в ГОСТ
7798 — 72 для болта М24 при I = 80 мм будет 54 мм.
На рис. 425 изображено болтовое соединение двух деталей
I и II, состоящее из болта М24 х 80 ГОСТ 7798 — 72, гайки
2М24 ГОСТ 5915-70 (СТ СЭВ 3683-82) и шайбы 24 ГОСТ
11371-78.
Шпилечное соединение. Соединение шпилькой и гайкой при-
меняют для скрепления двух и более деталей, когда по кон-
структивным соображениям применение болтового соединения
невозможно или нецелесообразно, например, из-за недоступно-
сти монтажа болтового соединения, невозможности сквозного
сверления всех скрепляемых деталей и т. д.
В шпилечное соединение входят: шпилька, гайка, шайба
и соединяемые детали. Назначение шайбы то же, что и в бол-
товом соединении.
Изображение шпилечного соединения складывается из изо-
бражений вышеперечисленных деталей и его выполняют по тем
же правилам, что и болтовое соединение.
На рис. 426 изображено соединение двух деталей I и II
шпилькой М24 х 70 ГОСТ 22034-76, гайки 2М24 ГОСТ
5915-70 (СТ СЭВ 3683-82) и шайбы 24 ГОСТ 11371-78.
Пример определения размеров шпильки для соединения двух
деталей шпилькой М24 (см. рис. 426). Толщина детали I —
t>i = 40 мм, материал детали II — чугун, толщина ее более
50 мм.
В ГОСТ 22034 — 76 находят для шпильки с резьбой М24 при
завинчивании ее в чугун длину ввинчиваемого конца = 30 мм.
Длину шпильки I (длина шпильки без ввинчиваемого кон-
ца) определяют по формуле 1= bx + Н + s + а + с.
Значение величин выбирают из ГОСТов:
Н= 19 мм [ГОСТ 5915-70 (СТ СЭВ 3683-82)];
s =4 мм (ГОСТ 11371-78);
а = 3 мм (ГОСТ 9150-59);
с = 2,5 мм [определяется по данным ГОСТ 12414 — 66
(СТ СЭВ 215-82)];
t = 40 + 19 + 4 + 3 + 2,5 = 68,5 мм.
Из ГОСТ 22034—76 выбирают значение I, ближайшее боль-
шее по отношению к расчетному (/ = 70 мм).
Для соединения деталей I и II взята, например, шпилька
М24 х 70 ГОСТ 22034 — 76, у которой длина нарезанной части
под гайку 54 мм.
В детали I сверлят сквозное отверстие 0 25 мм [см. ГОСТ
11284 — 75 (СТ СЭВ 2515 — 80)]. В детали II делают глухое от-
Рис. 426
верстие (рис. 427). Размеры отверстия под резьбу М24 берут по
нормалям. Глубину отверстия Н подсчитывают по формуле
Н = li + 2Р + 1д,
где /1 — длина ввертываемого конца шпильки 30 мм;
Р — шаг резьбы 3 мм;
/4 — недорез включает в себя длину сбега резьбы, т. е. дли-
ну гладкого отверстия резьбы [9 мм из ГОСТ
10549-80 (СТ СЭВ 214-75)].
В итоге
Н= 30 + (2 х 3) + 9 = 45 мм.
Соединение болтом или винтом. Соединение болтом или вин-
том применяют для скрепления двух и более деталей, когда
болт или винт проводят через отверстие одной или нескольких
деталей и ввинчивают в базовую деталь. В соединение входят
болт (винт) и шайба. Отверстие с резьбой под болт, винт или
шпильку может быть глухим или сквозным.
Определяющими размерами соединения служат: толщина
скрепляемых деталей и диаметр стержня болта (винта), равный
наружному диаметру резьбы.
В детали I выполняют сквозное отверстие (форма отверстия
зависит от головки винта, см. ГОСТ 13682 — 80), в детали II
выполняют отверстие с резьбой, соответствующей резьбе винта.
Болт (винт) свободно проводят через отверстие в детали I
и ввинчивают в деталь II. Усилие затяжки соединения осущест-
вляют затяжкой болта (винта). Усилие передается через опор-
ную поверхность головки болта (винта).
На рис. 427 изображено соединение деталей I и II болтом
М24 х 50 ГОСТ 7798 — 70, на рис. 428 — винтом 2М20 х 70
ГОСТ 1491-80 (СТ СЭВ 2653-80).
Глубину завинчивания болтов и винтов принимают пример-
но равной глубине завинчивания шпилек в аналогичный мате-
риал. Глубину глухого резьбового отверстия рассчитывают так
же, как и для шпилечного соединения.
На рис. 429 приведены примеры изображений соединений
двух деталей винтами: а — винтом по ГОСТ 11738 — 72; б —
винтом по ГОСТ 17475 — 80 (СТ СЭВ 2652—80); в — винтом по
ГОСТ 17474 - 80 (СТ СЭВ 2655-80) и г - винтом по ГОСТ
17473-72.
Резьбовые соединения труб. Разъемные соединения труб по-
средством резьбы применяют в трубопроводах, где должны
быть обеспечены плотность и прочность соединений и просто-
та их сборки и разборки. Резьбовые соединения труб осущест-
вляют с помощью резьбы на трубах и промежуточных дета-
лях — фитингах, к которым относят: муфты по ГОСТ 8954—75,
угольники по ГОСТ 8946 — 75 (СТ СЭВ 3298 — 81) и т. д. Для
соединения труб применяют цилиндрическую и коническую
резьбы (метрическую и дюймовую). Плотность соединения
с цилиндрической резьбой обеспечивают применением уплот-
а) б)
в)
Рис. 429
няющих средств. Соединения конической резьбой специальных
уплотнений не требуют.
Определяющим размером всякого соединения труб служит
условный проход трубы Dy (рис. 430).
Соединение двух труб муфтой состоит из соединяемых труб
I и II (см. рис. 430), муфты (муфта короткая по ГОСТ 8954 — 75),
контргайки (ГОСТ 8961 — 75) и прокладки III. Контргайка в не-
которых случаях может отсутствовать. На концах труб (и в от-
верстии муфты) нарезают резьбу, которой осуществляют со-
единение.
Изображение соединения труб муфтой (или угольником)
слагается из изображений соединяемых труб, муфты (угольни-
ка), контргайки, уплотняющей прокладки и соединяемых труб.
Конструкцию соединения показывают в разрезе пло-
скостью, проходящей через ось трубы и муфты (допускается
совмещение разреза с видом), и дополняют сечением пло-
скостью, перпендикулярной к оси соединения.
Линию конца резьбы на трубе I условно совмещают с тор-
цом муфты. Уплотняющую прокладку изображают утолщен-
ной линией (~ 2S).
Длина резьбы трубы I задается ГОСТом на трубу. Длина
резьбы трубы II является суммой трех величин:
Lx = L + Н + I,
где L — длина муфты по ГОСТ 8954 — 75;
Н — высота контргайки по ГОСТ 8961—75;
I - сбег резьбы [(2... 3)Р] по ГОСТ 10549- 80 (СТ СЭВ
214-75).
Соединение труб угольником (угольник прямой по ГОСТ
8946 — 75) изображено на рис. 431.
Подробнее об оформлении сборочных чертежей трубопро-
водов изложено в ГОСТ 2.411—72.
Далее приведены некоторые примеры изображений разъ-
емных соединений. К числу разъемных соединений с помощью
резьбы относят соединения, обеспечивающие осевое и радиаль-
ное фиксирование деталей на валах, например: зубчатые колеса
(рис. 432), подшипники (рис. 433), оси и штыри (рис. 434) и
Т. д.
В состав таких соединений входят: валы, зубчатые колеса,
втулки, подшипники, гайки (шлицевые), стопорные многолап-
чатые шайбы, пружинные шайбы, стопорные винты и т. д.
Для фиксации круглой шлицевой гайки (ГОСТ 11871—80)
с помощью многолапчатой шайбы (ГОСТ 11872 — 80) на валу
выполняют паз, в который вводят внутреннюю лапку шайбы,
при этом одну из наружных лап шайбы отгибают в шлиц гай-
ки (см. рис. 432, а).
Размеры гайки и шайбы выбирают по диаметру резьбы
конца вала.
Для ограничения осевого перемещения деталей используют
концевые шайбы (ГОСТ 14734 — 69), которые крепят винтом
Рис. 432
Рис. 433
Рис. 434
Рис. 435
или болтом (рис. 435) к торцу вала и предохраняют от прово-
рачивания цилиндрическим штифтом.
Пружинные шайбы по ГОСТ 6402 — 70 (СТ СЭВ 2665 — 80)
применяют для фиксации винтов или болтов (рис. 436). Уста-
новочные винты по ГОСТ 1478 — 75 (СТ СЭВ 2660 — 80) исполь-
зуют для осевой и радиальной фиксации деталей на валу. Винт
ввинчивают в колесо, шкив или втулку (см. рис. 432,6), а его
цилиндрический или конический конец вводят в отверстие вала.
Для предотвращения отвинчивания винта используют зам-
ковые кольца по ГОСТ 2833 — 77 (см. рис. 432,6).
При необходимости жесткой фиксации редко разбираемых
соединений деталей выполняют резьбовое отверстие одновре-
менно в двух деталях и завинчивают в него винт (по ГОСТ
1477 — 75) (см. рис. 434).
17.2. Соединения шурупами
Шурупы по ГОСТ 1145-80 (СТ СЭВ 2327-80) применяют
для крепления деталей к деталям из дерева, например, для кре-
пления металлических петель к деревянным дверкам, скрепле-
ния деталей из дерева и т. д. (рис. 437).
Соединение шурупом изображают в разрезе плоскостью,
проходящей через его ось, при этом наружный диаметр резьбы
на стержне на всем протяжении соприкосновения его с деревом
изображают сплошной основной линией. Конец резьбового
стержня имеет коническую часть и линии резьбы его совпа-
дают с концом резьбового отверстия детали. Зазор между шу-
рупом и деревянными деталями не показывают.
17.3. Соединения штифтами
При креплении деталей винтами или болтами для точной
взаимной фиксации скрепляемых деталей применяют цилин-
дрические штифты по ГОСТ 3128 — 70 (СТ СЭВ 238 — 75,
СТ СЭВ 239 — 75) (рис. 438) или конические по ГОСТ 3129—70
(СТ СЭВ 238-75, СТ СЭВ 240-75) (см. рис. 436).
Цилиндрические штифты ставят в узлах, где необходимо
обеспечить возможность неоднократной сборки и разборки
деталей.
В соединение штифтом входят: две и более скрепляемых де-
талей и один или два штифта (цилиндрические или кониче-
ские). Конструкцию соединения удобнее всего показать на раз-
резе, плоскость которого проходит через ось штифта
и совмещенные с ним оси отверстий деталей. Штифт, как
сплошное тело, показывают нерассеченным.
17.4. Соединения шплинтами
Шплинты по ГОСТ 397 — 66 (СТ СЭВ 220 — 75) применяют
для стопорения корончатых гаек по ГОСТ 2528 — 73 (рис. 439),
для ограничения осевого перемещения деталей (рис. 440).
Рис. 439
Рис. 440
Конструкцию соединения шплинтом допускается показы-
вать на одном виде на плоскость, параллельную оси вала и оси
шплинта, и дополнять чертеж вторым видом на плоскость,
перпендикулярную к оси вала (см. рис. 439 и 440).
17.5. Соединения шпонками'
Шпонки передают вращающий момент. Шпоночное соеди-
нение состоит, как правило, из вала, втулки (зубчатого колеса,
муфты и т. п.) и шпонки.
Наиболее распространенными являются соединения шпон-
ками призматическими по ГОСТ 23360 — 78 (рис. 441) и сег-
b
Рис. 441
ментными по ГОСТ 24071-80 (СТ СЭВ 647-17) (рис. 442).
Конструкцию шпоночного соединения удобнее всего показы-
вать в разрезе плоскостью, проходящей через ось вала (и ось
совмещенного с ней отверстия втулки), шпонку при этом изо-
бражают неразрезанной, на валу делают местный разрез, по-
казывающий форму и глубину паза под шпонку, и снабжают
сечением, плоскость которого перпендикулярна к оси вала. За-
зор между втулкой и шпонкой (t + t± — h) изображают увели-
ченным [см. ГОСТ 2.303 — 68 (СТ СЭВ 1178 — 78)]. Определяю-
щим размером соединения служит диаметр вала, по нему
находят все размеры для призматических шпонок в ГОСТ
23360 — 78, для сегментных шпонок в ГОСТ 24071 — 80 (СТ СЭВ
647-77).
17.6. Зубчатые (шлицевые) прямобочные соединения
Зубчатые соединения применяют так же, как и шпоночные,
для передачи вращающего момента. Их применяют также
в конструкциях, в которых необходимо перемещение деталей
вдоль оси вала, например в коробках скоростей, в которых по
валам перемещают блоки зубчатых колес, муфты и т. д.
Определяющим размером для этого вида соединений слу-
жит наружный диаметр вала D, по которому в ГОСТ 1139 — 80
(СТ СЭВ 187 — 75 и СТ СЭВ 188 — 75) находят внутренний диа-
метр и число зубьев.
Зубчатое соединение, как и шпоночное, следует изображать
в двух видах: в разрезе плоскостью, проходящей вдоль оси ва-
ла и втулки, при этом на разрезе показывают только ту часть
поверхности выступов отверстия, которая не закрыта валом
(вал, как сплошное тело, показывают неразрезанным). Ра-
диальный зазор между зубьями и впадинами вала и отверстия,
как правило, не показывают. На сборочных чертежах допу-
Рис. 443
скается указывать условное обозначение зубчатого соединения
по соответствующему стандарту (рис. 443). Подробнее об изо-
бражении зубчатых соединений и выполнении их рабочих чер-
тежей см. ГОСТ 2.409-74 (СТ СЭВ 650-77).
18. ИЗОБРАЖЕНИЕ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
К неразъемным соединениям относят такие соединения де-
талей, которые нельзя разъединить без какого-либо разруше-
ния. Детали в таких конструкциях соединяют в одно целое раз-
личными швами: сварными, паяными, клеевыми и при помощи
заклепок (см. 18.1).
Одним из примеров подобных соединений служат металло-
конструкции (см. 18.2).
18.1. Швы неразъемных соединений
Швы сварных соединений. Сварку плавлением применяют
для соединения самых различных деталей, что позволяет полу-
чать изделия почти любых желаемых форм. Основными
сварными соединениями служат: тавровое (рис. 444,а), угловое
(рис. 444,6), стыковое (рис. 444, в) и нахлесточное (рис. 444, г).
Рис. 445
Сварные швы всех типов по ГОСТ 2.312—72 условно изобра-
жают сплошными основными линиями (видимый шов а на рис.
445) или штриховыми линиями (невидимый шов б на рис. 445).
Видимую сварную одиночную точку условно изображают зна-
ком, выполняемым сплошными основными линиями (точка
в на рис. 445). Невидимую сварную одиночную точку не изо-
бражают. К изображениям сварных швов подводят линии-вы-
носки, оканчивающиеся односторонними стрелками (см. рис. 445).
Линии-выноски предпочтительно проводить от видимого шва.
Условное обозначение шва наносят над полкой линии-выноски
для шва на лицевой стороне (см. рис. 446, а) и под полкой —
для шва на оборотной стороне (рис. 446,6).
В условное обозначение шва по стандартам на типы и кон-
структивные элементы швов сварных соединений входят: обо-
Рис. 446
значение стандарта; обозначение шва по стандарту; обозначе-
ние способа сварки; знак № 3 (см. табл. 16) и размер катета
шва; размеры элементов шва и знаки, их обозначающие, для
различных способов сварки; вспомогательные знаки, обозна-
чающие механическую обработку шва, расположение точек или
участков прерывистого шва, замкнутость линии шва (табл. 16);
Таблица 16
Условные знаки в обозначениях сварных швов
№ знака Знак Что означает
1 О Шов по замкнутой линии
2 1 Шов по незамкнутой линии, объясненной на чертеже
з к Знак, после которого ставят размер катета шва в миллиметрах
4 / Шов прерывистый или точечный с цепным рас- положением
5 т Шов прерывистый или точечный с шахмат- ным расположением
6 Усиление шва снять
7 Наплывы и неровности шва обработать с плав- ным переходом к основному металлу
8 1 Шов выполнять при монтаже изделия
данные о контроле шва. Эти данные располагают в восьми ме-
стах (см. рис. 446) на линии-выноске и ее полке.
Место 1. На изломе линии-выноски помещают знаки:
№ 1 — шов по замкнутой линии, № 8 — шов варить при монта-
же изделия.
Место 2. Обозначение стандарта.
Место 3. Обозначение шва по стандарту (см. место 2).
Место 4. Обозначение способа сварки по стандарту (см. ме-
сто 2).
Место 5. Знак № 3 и размер катета шва в миллиметрах (для
соединений: таврового, углового и нахлесточного).
Место 6. Для прерывистых швов — длина провариваемого
участка, знак № 4 (или № 5) и размер шага. Для точечных
швов — размер пятна, знак № 4 (или № 5) и размер шага.
Место 7. Знак № 2 — шов по незамкнутой линии, пояснен-
ной на чертеже. Знак № 6 — усиление шва снять. Знак № 7 — об-
работать шов до плавного перехода к основному металлу.
После знаков ставят обозначение шероховатости механически
обработанной поверхности шва.
Место 8. Указание о контроле шва.
Примеры обозначений сварных швов по ГОСТ 2.312 — 72
(табл. 17):
Таблица 17
Примеры обозначения швов сварных соединений
1. Шов таврового соединения, без скоса кромок, двусторон-
ний, прерывистый, шахматный, выполняемый дуговой ручной
сваркой в защитных газах неплавящимся металлическим элек-
тродом по замкнутой линии. Катет шва 6 мм. Длина провари-
ваемого участка 50 мм. Шаг 100 мм.
2. Шов нахлесточного соединения без скоса кромок, одно-
сторонний, выполняемый дуговой полуавтоматической сваркой
Условное обозначение
Рис. 447
в защитных газах плавящимся электродом. Катет шва 5 мм.
Шов по незамкнутой линии.
3. Шов углового соединения со скосом кромок, выпол-
няемый электрошлаковой сваркой проволочным электродом по
замкнутой линии. Катет шва 22 мм.
На учебных чертежах рекомендуется сократить обозначение
сварного шва и использовать знаки № 1, 2, 3, 4 и 5 (см. табл.
17).
1. Место 1 или место 7. Знак № 1 или знак № 2.
2. Место 3. Одна из букв, обозначающих расположение ча-
стей свариваемых деталей: С — стыковой шов, У — угловой
пюв, Т тавровый шов, Н — нахлесточный шов.
3. Место 5. Знак № 3 и размер катета шва в миллиметрах.
4. Место 6. Длина провариваемого участка, знак № 4 (или
знак № 5) и размер шага.
При наличии в сборочной единице одинаковых швов обо-
значение следует нанести у одного из швов, а от изображений
остальных одинаковых швов провести линии-выноски с полка-
ми. Одинаковым швам присваивают один номер, который на-
носят на линии-выноске с полкой, на которой находится обо-
значение шва, и указывают число швов. У остальных швов
наносят только номер шва соответственно над полкой или под
полкой линии-выноски (рис. 447).. Номера швам можно не при-
сваивать, если все швы на чертеже одинаковы и изображены
с одной лицевой (или оборотной) стороны. Линиями-выноска-
ми без полок отмечают швы, не имеющие обозначения.
Подробнее об условных изображениях и обозначениях
сварных швов и видов сварки см. в ГОСТ 5264 — 80, 8713 — 79,
11533-75, 11534-75, 14771-76, 14776-79, 14806-80,
15164-78, 16037 — 80, 16038-80, 16098-80.
Паяные швы. Паяные швы изображают по ГОСТ 2.313-82
(СТ СЭВ 138 — 81) на видах и разрезах сплошной линией тол-
щиной 1s. К этой линии подводят линию-выноску, на которой
ставят знак в виде- полуокружности (рис. 448).
Рис. 449
Рис. 448
Паяные швы, выполненные по замкнутой линии, обозна-
чают линией-выноской с окружностью (0 3... 4 мм) на конце
(рис. 449). Форма и размеры профиля паяного шва могут быть
показаны в сечении (рис. 450).
Обозначение материала припоя указывают в спецификации
в разделе «Материалы» или на чертеже детали в технических
требованиях.
Рис. 451
Рис. 450
Клеевые швы. Клеевые швы изображают по ГОСТ
2.313 — 68 (СТ СЭВ 138 — 81) на видах и разрезах сплошной ли-
нией толщиной 2s. К этой линии подводят линию-выноску, на
которой ставят специальный знак (рис. 451).
Клеевые швы, выполненные по замкнутой линии, обозна-
чают линией-выноской с окружностью (0 3... 4 мм) на конце
(рис. 452).
Рис. 453
Обозначение марки клея указывают в спецификации в раз-
деле «Материалы» или на чертеже детали в технических
требованиях.
Швы, полученные клепкой. Размеры шва клепаного соедине-
ния и его конструктивных элементов помещают на чертеже со-
единения. Размещение заклепок указывают условными знаками
(рис. 453).
Изображение сварных изделий. Структуру сварных изделий
образует ограниченный набор составляющих частей: части сор-
тового материала, механически обработанные детали
и сварные швы.
Частями из сортового материала могут быть: части прока-
та различных профилей (уголков, швеллеров, двутавров, прут-
ков круглого и других сечений, труб и т. д.) и детали с различ-
ными контурами, вырезанные из листового материала (плиты,
косынки, планки, пластины и т. и.). Некоторые из этих частей
могут быть или в состоянии поставки (нужной длины), или
могут иметь изгибы, выемки, прорези или срезы.
Механически обработанные детали, как правило, имеют
простую технологическую и конструктивную форму (это втул-
ки, фланцы, опоры и др., т. е. в основном токарные детали).
Все эти части в зависимости от назначения соединяются
сварными швами различных типов. Относительное расположе-
ние частей сварного изделия должно обеспечивать доступ
к сварным швам и возможность их выполнения.
Чертежи сварных изделии должны передавать общую форму
и состав сварного изделия (рис. 454). На чертеже должны быть
отображены форма и размеры составных частей и их относи-
тельное расположение. На этом же чертеже должно быть пере-
дано относительное расположение сварных швов и указаны их
типы. На некоторых чертежах может быть показана подготов-
ка кромок соединяемых частей под сварные швы. На них также
могут быть приведены чертежи отдельных частей. В ряде слу-
чаев на составные части изготовляются самостоятельные чер-
тежи.
Когда составной частью служит отрезок сортамента, допу-
скается вместо чертежа привести все его характеристики в спе-
цификации изделия, т. е. тип и размеры профиля, ГОСТ на
профиль, марку материала и ГОСТ на материал. Подробнее
см. ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78).
Если отдельные элементы сварных изделий подвергаются
механической доработке (после сварки, вызвавшей коробление
изделия), то чертеж сварного изделия должен содержать указа-
ния об окончательных результатах такой обработки, например
размеры и допуски формы отверстий, размеры и допуски их
положения и т. п.
18.2. Металлические конструкции
Металлоконструкциями принято называть такие изделия,
детали которых изготовлены из сортового и листового про-
ката.
Металлоконструкцию, как правило, изображают на чертеже
по ГОСТ 2.410-68 (СТ СЭВ 209-75, СТ СЭВ 366-76)
в уменьшенном виде, что не позволяет передать на этом же изо-
бражении все ее конструктивные особенности. Поэтому такое
изображение дополняют более крупными местными видами со-
членений ее деталей (для передачи их формы и нанесения
размеров).
В зависимости от абсолютных размеров металлоконструк-
ций их изображения выполняют с различными условностями.
В проектных чертежах допускается условное обозначение
и размеры профилей материалов указывать на изображении.
Данные о профилях при этом наносят параллельно изображе-
ниям деталей. Допускается наносить эти данные на полках ли-
ний-выносок (рис. 455).
Условные обозначения профилей проката представлены
в табл. 18.
Справа от условного обозначения профиля наносят: раз-
меры профиля или его номер (согласно существующим стан-
дартам на прокат), длину детали (через тире) и число дета-
лей в изделии (при двух деталях и более), которое указывают
рядом с размерами детали через тире.
Таблица 18
Условные обозначения профилей проката
Наименование профиля Условное обозначение Пример
графическое размеры
Круг d С
Труба круглого се- чения d х s н
Квадрат а — о
Труба квадратного сечения а х s оЛ Г” Ц_.L
Прямоугольник а х b А
— О
Труба прямоуголь- ного сечения а х b х s • 1 и
Профиль полосовой (лента, полоса) a xs -Д
ж с
Уголок равнополоч- ный L а х s А сП
Уголок неравнопо- лочный а х b х s. -с|~| ,5 jgj
Профиль тавровый у Номер или другие данные -
Продолжение табл. 18
Наименование профиля Условное обозначение Пример
графическое размеры
Профиль двутавро- вый I Номер или другие данные -
Швеллер равнопо- лочный с Номер или h х а х 5
с [
g 1
Швеллер неравно- полочный Номер или h х а х Ъ х s
а
Профиль рельсовый 1 Номер или другие данные -
Углобульб L Номер или другие данные -
Профиль зетовый равнополочный Номер или h х а х 5
-с
-Л
Лист 8*800*1200
Рис. 455
Для обозначения сечений элементов, состоящих из несколь-
ких одинаковых профилей, перед условным обозначением
указывают число таких профилей (см. рис. 455).
Кроме условного обозначения профилей на чертежах поме-
щают таблицу, в которой приводят обозначение материалов по
соответствующим стандартам и общее количество (массу в ки-
лограммах и длину в миллиметрах) материала по каждому
применяемому профилю. Размеры таблицы не регламентиро-
ваны.
На чертежах металлоконструкций допускается указывать
размеры без предельных отклонений.
При необходимости на чертежах металлоконструкций нано-
сят геометрическую схему, вычерчиваемую сплошными ос-
новными линиями в непосредственной близости от соответ-
ствующего изображения (рис. 456).
В геометрических схемах металлоконструкций размеры рас-
стояний между точками пересечения осевых линий (линий, про-
ходящих через центры тяжести поперечных сечений) стержней
наносят над линиями схемы без выносных и размерных линий.
На геометрическую схе-
му, кроме размеров, можно
наносить значения расчетных
усилий с соответствующими
знаками. При этом их сле-
дует располагать под ли-
ниями схемы (см. рис. 456).
При отсутствии на чер-
теже металлоконструкций
геометрической схемы допу-
скается направление наклон-
ных линий в элементах связей
обозначать треугольником
со сторонами, параллельны-
ми соответствующим лини-
ям (рис. 457).
19. ИЗОБРАЖЕНИЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ И ПЕРЕДАЧ
В конструкциях разнообразных механизмов и машин часто
встречаются однотипные элементы, изображения которых
принято выполнять по определенным правилам, устано-
вленным соответствующими стандартами ЕСКД. К таким кон-
структивным элементам относятся, например, опоры валов
и осей, различные соединения и передачи.
19.1. Подшипники качения
Подшипники качения являются основным и наиболее рас-
пространенным видом опор вращающихся или качающихся де-
талей в современных машинах самого различного назначения.
Подшипники качения состоят из следующих основных дета-
лей: наружного и внутреннего колец с дорожками качения, тел
качения (шариков или роликов), катящихся по дорожкам каче-
ния, сепараторов, разделяющих и направляющих тела качения.
По форме тел качения подшипники разделяются на шариковые
и роликовые. Роликовые подшипники, в свою очередь, по тому
же признаку разделяются на подшипники: с цилиндрическими
короткими и длинными роликами, с витыми роликами,
с игольчатыми роликами, с коническими роликами, с бочко-
образными симметричными и несимметричными роликами.
В отдельных случаях одно или оба кольца подшипника могут
отсутствовать (например, в целях уменьшения радиальных га-
баритов подшипникового узла тела качения могут катиться не-
посредственно по поверхности вала или корпуса).
Подшипники качения выполняются в стандартных габари-
тах и разделяются на размерные серии по радиальным габа-
ритным размерам (семь серий) и по ширине (четыре серии).
Все подшипники имеют условные обозначения, состоящие из
цифр и букв. В условных обозначениях подшипников опреде-
ленным образом зашифрованы основные сведения (внутренний
диаметр, габаритные серии по радиальным размерам и по ши-
рине, тип подшипника, класс точности и ряд других данных).
Две крайние справа цифры определяют внутренний диаметр
подшипника (для подшипников с внутренним диаметром от 20
до 495 мм эти цифры соответствуют внутреннему диаметру,
деленному на 5). Третья цифра справа обозначает серию диа-
метров подшипников, четвертая — тип подшипника, пятая
и шестая цифры обозначают некоторые конструктивные осо-
бенности подшипников и вводятся в обозначение не для всех
подшипников. Седьмая цифра справа (вводится также не для
всех подшипников) обозначает серию габаритов по ширине.
Рис. 458
Буквы, стоящие перед цифровой частью обозначения, указы-
вают класс точности подшипника, причем в обозначениях под-
шипников нормального класса точности буква Н не ставится.
В учебной документации рекомендуется применять полные
обозначения подшипников без каких-либо сокращений и упро-
щений.
На рис. 458 приведены наглядные изображения, а на рис.
459 соответственно чертежи некоторых наиболее распростра-
ненных типов подшипников качения. Слева направо показаны:
радиальный шариковый однорядный подшипник 206 ГОСТ
8338 — 75, радиальный шариковый двухрядный сферический
(еямоустанавливающийся) подшипник 1206 ГОСТ 5720 — 75, ра-
диальный с короткими цилиндрическими роликами подшипник
2206 ГОСТ 8328 — 75 и роликовый конический однорядный под-
шипник 7206 ГОСТ 333 — 79 (для всех подшипников принят
внутренний диаметр 30 мм).
Чертежи подшипников (см. рис. 459) отличаются отно-
сительной сложностью и при вычерчивании на сборочном
чертеже большого числа опор требуют значительных затрат
времени. Поскольку подшипники качения являются стандарт-
ными изделиями, нет необходимости в подробном изобра-
жении их на сборочных чертежах. Принято изображать под-
Рис. 459
Рис. 460
шипники качения в осевых разрезах и сечениях на сбо-
рочных чертежах изделий упрощенно по правилам, установ-
ленным ГОСТ 2.420 — 69.
На рис. 460 показаны некоторые наиболее употребительные
варианты упрощенных изображений подшипников качения на
сборочных чертежах. Подшипники изображают, как правило,
без указания типа й конструктивных особенностей. Контуры
подшипников вычерчивают сплошными основными линиями,
а на изображении проводят диагонали тонкими сплошными
линиями. Если необходимо указать на сборочном чертеже тип
подшипника, то в контур подшипника вписывают его условное
графическое изображение по ГОСТ 2.770—68 (СТ СЭВ
2519 — 80), как это показано на рис. 460 (изображения радиаль-
ного сферического двухрядного шарикоподшипника и ролико-
вого радиального подшипника).
Удобно и целесообразно также изображать упрощенно на
сборочном чертеже подшипники в разрезе или сечении по
ГОСТ 2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78), причем
допускается половину разреза относительно оси вращения изо-
бражать контуром с диагоналями (изображение роликового
конического подшипника).
19.2. Зубчатые передачи
Зубчатые передачи составляют наиболее распространенную
и важную группу механических передач и применяются для
преобразования и передачи вращательного движения между ва-
лами с параллельными, пересекающими и перекрещивающими-
ся осями, а также для преобразования вращательного движе-
ния в поступательное, и наоборот.
Зубчатые передачи между параллельными валами осущест-
вляются цилиндрическими зубчатыми колесами. Передачи ме-
жду валами с пересекающимися осями осуществляются обычно
коническими зубчатыми колесами. Передачи для преобразова-
ния врашательного движения в поступательное, и наоборот,
осуществляются цилиндрическими зубчатыми колесами и зуб-
чатыми рейками. Для валов с перекрещивающимися осями
применяют зубчато-винтовые передачи.
При выполнении сборочных чертежей применяют условные
изображения зубчатых колес, реек и зубчатых передач по
ГОСТ 2.402—68 (СТ СЭВ 286 — 76). Так, например, зубья зуб-
чатых колес вычерчивают только в осевых разрезах, а зубья ре-
ек — в поперечных (секущие плоскости проходят через ось зуб-
чатого колеса). В остальных случаях зубья не вычерчивают
и изображаемые детали ограничивают поверхностями вершин,
которые показывают сплошны-
ми основными линиями, в том
числе и в зоне зацепления
(рис. 461).
На сборочных чертежах зуб-
чатых передач показывают
штрихпунктирными тонкими
линиями начальные окружнос-
ти, образующие начальных по-
верхностей и окружности боль-
ших оснований начальных ко-
Рис. 461
нусов.
На разрезах и сечениях зуб-
чатых передач, если секущая
плоскость проходит через оси зубчатых колес, зубья условно со-
вмещают с плоскостью чертежа и показывают нерассеченными
независимо от угла наклона зуба, причем в зоне зацепления
зуб одного из колес (предпочтительно ведущего) показывают
перед зубом сопрягаемого колеса (рис. 462).
Если секущая плоскость проходит через ось зубчатого коле-
са реечного зацепления, то зуб колеса показывают перед зубом
рейки (рис. 463).
Если секущая плоскость проходит перпендикулярно к оси
зубчатого колеса или вдоль рейки, то зубчатые колеса и рейки,
как правило, показывают нерассеченными. При необходимости
показать их рассеченными применяют местный разрез и прово-
дят штриховку до линии поверхности впадин.
Если необходимо показать направление зубьев колеса или
рейки, то на одном из элементов зацепления (на изображении
поверхности зубьев) вблизи оси наносят три сплошные тонкие
линии с соответствующим наклоном (рис. 464).
Рис. 466
При изображении зацепления коническими зубчатыми коле-
сами с пересечением осей под углом больше или меньше 90°
коническое колесо, ось которого наклонена к плоскости проек-
ций, параллельной оси парного колеса, изображают окруж-
ностью большого основания начального конуса, совмещенного
с плоскостью чертежа; то же колесо, проецируемое на пло-
скость, перпендикулярную к оси парного колеса, изображают
треугольником, вершина и основание которого получаются
проецированием вершины и диаметра большого основания на-
чального конуса (рис. 465).
При изображении винтового зацепления с перекрещиванием
осей под углом больше или меньше 90° колесо, ось которого
наклонена к плоскости проекций, изображают начальной
окружностью, совмещенной с плоскостью чертежа (рис. 466).
19.3. Червячные передачи
Червячная передача (рис. 467) состоит из червяка (винта
с трапецеидальной или близкой к ней резьбой) и червячного
колеса (зубчатого колеса с зубьями особой дуговой формы, по-
лучаемой в результате взаимного огибания с витками червяка).
Червячные передачи применяют при необходимости значи-
тельного изменения скорости и передачи движения между пере-
крещивающимися (в большинстве случаев под прямым углом)
валами.
Условные обозначения червячных колес, червяков и чер-
вячных передач на сборочных чертежах должны выполняться
по ГОСТ 2.402-68 (СТ СЭВ 286-76).
Зубья червячных колес и витки червяков вычерчивают
в осевых разрезах и сечениях, а в остальных случаях зубья
и витки не вычерчивают и изо-
бражаемые детали ограничивают
поверхностями вершин, которые
показывают сплошными основны-
ми линиями, в том числе и в зоне
зацепления (рис. 468).
На сборочных чертежах червяч-
ных передач показывают началь-
ные окружности, начальные линии
и образующие начальных поверх-
ностей, а на сборочных чертежах
глобоидных червячных передач по- Рис. 467
казывают расчетные окружности и
образующие расчетных поверхностей штрихпунктирными тон-
кими линиями.
На осевых разрезах червячных колес, а также на попе-
речных разрезах червяков зубья и витки условно совмещают
с плоскостью чертежа и показывают нерассеченными независи-
мо от угла наклона зуба и угла подъема витка. Если секущая
плоскость проходит через ось червячного колеса или червяка,
то виток червяка показывают расположенным перед зубом ко-
леса (рис. 469).
Если секущая плоскость проходит через ось червяка перпен-
дикулярно к оси червячного колеса, то червячное колесо и чер-
вяк, как правило, показывают нерассеченными. При необходи-
мости показать их рассеченными применяют местный разрез
и проводят штриховку до линии поверхности впадин (см.
рис. 469).
Если необходимо показать направление витков червяка, то
на изображении витков наносят три сплошные тонкие линии
с соответствующим наклоном.
Рис. 468
Рис. 469
19.4. Цепные передачи
Цепная передача состоит из ведущей и ведомой (или не-
скольких ведомых) звездочек и цепи, охватывающей звездочки
и зацепляющейся за их зубья. Цепь состоит из звеньев, соеди-
ненных шарнирами, которые обеспечивают ее подвижность.
Цепные передачи применяются для привода различных машин
(главным образом в сельскохозяйственном машиностроении).
В качестве приводных цепей применяются втулочно-роли-
ковые, втулочные, зубчатые и фасонно-звенные цепи.
Все приводные цепи стандартизованы. Основными характе-
ристиками цепей являются их тип, шаг и ширина, а также раз-
рушающая нагрузка. Все эти параметры входят в обозначения
цепей. Например, цепь приводная роликовая однорядная нор-
мального шага 12,7 мм с разрушающей нагрузкой 900 даН
обозначается: цепь ПР-12,7-900 ГОСТ 13568 — 75 (СТ СЭВ
2640 — 80). Обозначения цепей даны в соответствующих стан-
дартах на цепи и могут применяться в учебной документации
без сокращений и упрощений.
Условные изображения звездочек, цепей и цепных передач
на сборочных чертежах должны выполняться по ГОСТ
2.402-68 (СТ СЭВ 286-76).
Зубья звездочек цепных передач вычерчивают в осевых раз-
резах и сечениях. В остальных случаях зубья не вычерчивают
и изображаемые звездочки ограничивают поверхностями вер-
шин, которые показывают сплошными основными линиями.
На чертежах звездочек цепных передач показывают штрих-
пунктирными тонкими линиями делительные окружности
и образующие делительных цилиндров.
Если секущая плоскость проходит через ось звездочки, то
на разрезах и сечениях звездочки зубья условно совмещают
с плоскостью чертежа и показывают нерассеченными, а при-
водную цепь в разрезе или сечении вообще не изображают.
При изображении внешнего вида цепных передач цепь по-
казывают тонкой штрихпунктирной линией, соединяющей де-
лительные окружности звездочек (рис. 470).
20. ИЗОБРАЖЕНИЕ СБОРОЧНЫХ ЕДИНИЦ
Сборочной единицей называют изделие, составные части
которого подлежат соединению между, собой сборочными опе-
рациями, например свинчиванием, сочленением и т. п. [см.
ГОСТ 2.101-68 (СТ СЭВ 364-76)].
Каждую сборочную единицу создают для выполнения опре-
деленных функций. В учебных условиях для сборочной еди-
ницы выполняют следующие конструкторские документы: чер-
тежи с изображениями сборочной единицы, чертежи или
эскизы с изображениями ее деталей и спецификацию.
Конструкцию сборочной единицы образуют составляющие
ее детали и их соединения. Конструкцию каждой детали,
в свою очередь, образуют ее элементы, формы которых огра-
ничены различными поверхностями. Соответственно изображе-
ния сборочной единицы составляют из изображений образую-
щих ее деталей, изображений элементов и поверхностей.
Выполнение и чтение чертежей сборочной единицы основа-
но на понимании и представлении назначения сборочной еди-
ницы, ее структуры и ее конструкции, форм связей между дета-
лями, конструкций деталей и т. п.
20.1. Составляющие структуры сборочной единицы
Структуру сборочной единицы передает принципиальная
схема, дающая представление о работе сборочной единицы,
т. е. об элементах, составляющих схему, и связях между ними.
К принципиальным схемам относят кинематическую, электри-
ческую, гидравлическую и пневматическую схемы [см. ГОСТ
2.701-76 (СТ СЭВ 651-77)].
Представление о структуре и конструкции механизма дают:
кинематическая схема, звенья, детали, элементы деталей
и поверхности.
Движения частей механизма описывает кинематическая схе-
ма, элементами которой служат звенья. Связи между звеньями
осуществляются в кинематических парах.
Кинематическая пара — совокупность рабочих (сопрягаемых)
поверхностей двух звеньев, совершающих относительное пере-
мещение.
Звено — группа деталей, скрепленных друг с другом и уча-
ствующих в движении как одно твердое тело.
Деталь — изделие, изготовленное из однородного по наиме-
нованию и марке материала, без применения сборочных опера-
ций [ГОСТ 2.101-68 (СТ СЭВ 364-76)].
Элемент детали — часть детали, выполняющая не менее
двух служебных функций.
Рабочая поверхность — поверхность детали, соприкасающая-
ся с поверхностью другой детали. Рабочие поверхности делят
на сопрягаемые и прилегающие.
Сопрягаемые поверхности двух деталей образуют подвижное
соединение этих деталей.
Прилегающие поверхности двух деталей образуют неподвиж-
ное соединение этих деталей.
Нерабочая (свободная) поверхность — поверхность детали, не
соприкасающаяся с другими деталями.
20.2. Ознакомление со сборочной единицей
Ознакомление рекомендуется проводить в следующем по-
рядке:
1. Понять назначение сборочной единицы, например меха-
низма. Разобрать кинематическую схему механизма. Разделить
схем}' на составляющие звенья, выделить неподвижное звено
(стойку), относительно которого перемещаются все остальные
звенья. Установить связи между звеньями, т. е. кинематические
пары. Установить последовательность передачи энергии от на-
чального звена по кинематической цепи к конечному звену.
Установить служебные функции неподвижного звена и всех
подвижных звеньев.
Служебные функции механизма задают закон изменения
движений и усилий в кинематической цепи. Отсюда следуют
размеры звеньев и кинематических пар.
2. Разделить неподвижное звено на составляющие его дета-
ли. Установить назначение каждой детали и связи детали
с другими деталями. Отметить на деталях рабочие (сопря-
гаемые) поверхности, участвующие в подвижных соединениях,
т. е. в кинематических парах, и рабочие (прилегающие) поверх-
ности, участвующие в неподвижных соединениях.
Служебные функции, законы движения присоединяемых
звеньев и воспринимаемые усилия определяют форму и раз-
меры деталей, образующих неподвижное звено.
Основной деталью неподвижного звена, как правило, слу-
жит корпус, или основание, или станина.
3. Разделить каждое подвижное звено на составляющие его
детали. Установить назначение каждой детали и связи детали
с другими деталями. Отметить на деталях рабочие (сопря-
гаемые) поверхности, участвующие в подвижных соединениях,
т. е. в кинематических парах, и рабочие (прилегающие) поверх-
ности, участвующие в неподвижных соединениях.
Служебные функции подвижного звена, закон его движения
и передаваемые усилия определяют форму и размеры деталей,
образующих это звено.
Примерами подвижных звеньев служат: вал с укрепленным
на нем зубчатым колесом или шкивом или кулачок, рычаг
с рукояткой, суппорт с державкой для резца, якорь электродви-
гателя.
4. Разделить каждую деталь на составляющие ее элементы.
Установить служебную функцию (функции) и назначение ка-
ждого элемента и его связи с другими элементами.
Служебные функции элементов, передаваемые или воспри-
нимаемые усилия, наличие сопряженных или прилегающих по-
верхностей определяют форму и размеры элементов, образую-
щих деталь.
Примерами элементов служат: резьбовое гнездо, выемка
под головку винта, паз для шпонки, венец зубчатого колеса
и т. п. (см. 9).
5. Поверхности каждого элемента разделяют на сопря-
гаемые, прилегающие и свободные. Устанавливают форму ка-
ждой поверхности и ее положение.
Форма и положение сопрягаемых поверхностей двух дета-
лей, образующих кинематическую пару, соответствуют виду
относительного движения в этой паре.
Форму и положение прилегающих поверхностей задают
в основном служебные функции соединяемых деталей, поток
усилий, конструктивный и технологический тип детали.
Форму, размеры и положение сопрягаемых и прилегающих
поверхностей двух сопрягающихся деталей согласовывают
друг с другом.
Форму и размеры свободных поверхностей в основном за-
дают требования прочности детали и простоты ее обработки.
Сопрягаемые и прилегающие поверхности, как правило,
обрабатывают точнее и чище, чем свободные поверхности.
Свободные поверхности во многих случаях сохраняют вид,
полученный ими при изготовлении всей детали. Примерами
служат свободные поверхности литых и кованых деталей.
Поверхности большинства технических деталей имеют фор-
му плоскости, цилиндра, конуса, шара, тора и винтовой по-
верхности (см. 4).
20.3. Изображения соединений деталей, входящих
в сборочную единицу
Взаимодействие деталей происходит в их соединениях (под-
вижных, неподвижных и переставных), где соприкасаются ра-
бочие поверхности, сопрягаемые в подвижных соединениях,
присоединительные в неподвижных и переставных.
Наиболее распространены следующие подвижные соедине-
ния, т. е. кинематические пары: с относительным враща-
тельным, поступательным и винтовым движением. Эти пары
образованы охватывающей и охватываемой поверхностями.
Вращательную пару образуют сопрягаемые соосные поверх-
ности вращения.
Поступательную пару составляют сопрягаемые линейчатые
поверхности, составленные в большинстве случаев из несколь-
ких плоскостей или цилиндров, образующие которых парал-
лельны направлению поступательного перемещения.
Винтовую пару образуют соосные сопрягаемые винтовые
поверхности.
Описанные особенности сопрягаемых поверхностей деталей
передают на чертежах при помощи сечений или разрезов.
Секущую плоскость проводят через общую ось поверхно-
стей вращения во вращательной паре или через ось винтовых
поверхностей в винтовой паре. С целью уменьшения числа изо-
бражений выбирают такие секущие плоскости, которые содер-
жат две, три или более осей кинематических пар. Если эти оси
параллельны и не лежат в одной плоскости, то выполняют ло-
маные сечения несколькими плоскостями, каждая из которых
проходит через две соседние оси.
Чтобы передать форму сопрягаемых поверхностей дез алей,
образующих поступательную пару, выполняют вид по напра-
влению, параллельному направлению перемещения в этой па-
ре, или выполняют сечение (разрез) плоскостью, перпендику-
лярной к этому же направлению.
К числу распространенных кинематических пар относят так-
же зубчатые и червячные передачи.
Изображения передачи с цилиндрическими колесами выпол-
няют на двух плоскостях — на плоскости, перпендикулярной
к осям колес, передающей их расположение, и на секущей пло-
скости, проходящей через две соседние оси.
Изображение передачи с коническими зубчатыми колесами
выполняют на плоскости проекций, проходящей через оси ко-
нических колес, т. е. секущей плоскости.
Изображения червячной передачи выполняют на двух разре-
зах плоскостями, проходящими через ось колеса или через ось
червяка, в обоих случаях плоскости разреза перпендикулярны
к другой оси.
Подробнее об изображении различных видов передач см.
ГОСТ 2.402-68 (СТ СЭВ 286-76) и 19.
Присоединительные поверхности почти всегда имеют про-
стую технологическую форму — плоскую или цилиндрическую,
оканчивающуюся плоскостью (торцом).
Форму присоединительных поверхностей показывают на се-
чениях плоскостью, проходящей через ось цилиндрической при-
соединительной поверхности. Если присоединительная поверх-
ность имеет плоскую форму, то одну из соприкасающихся
деталей условно удаляют, и форму присоединительной поверх-
ности показывают на плоскости проекций, ей параллельной,
т. е. на виде по направлению, перпендикулярному к данной пло-
скости. Это позволяет передать, кроме формы присоединитель-
ной поверхности, еще и расположение и число отверстий для
скрепляющих винтов или болтов и штифтов.
В качестве неподвижных соединений деталей часто приме-
няют соединения резьбовыми деталями и штифтами. Эти со-
единения удобнее показывать в сечениях (разрезах) плоскостя-
ми, проходящими через ось резьбовой детали (например,
винта, болта, шпильки). Рекомендуется соединять сечение по
резьбовой детали и сечение по штифту, так как в большинстве
случаев их оси параллельны.
20.4. Выбор баз для нанесения размеров деталей
Поверхности, составляющие форму детали, должны зани-
мать определенное положение. Размеры, устанавливающие их
положение, наносят от баз.
Базой называют сочетание поверхностей, линий или точек,
по отношению к которым ориентируются поверхности, сопря-
женные с поверхностями других деталей сборочной единицы.
Служебное назначение детали обусловливает выбор баз.
Подобные базы называют конструкторскими базами. Их делят
на основные и вспомогательные базы (рис. 471).
Основной базой называют сочетание поверхностей, линий
или точек, которыми деталь присоединяется к другой детали.
Рис. 471
Вспомогательной базой называют сочетание поверхностей,
линий или точек, на которые устанавливается другая присоеди-
няемая деталь.
Конструкторские базы можно определить у данной детали,
если задан механизм или сборочная единица, частью которого
является эта деталь. В этом случае можно установить все функ-
ции детали и все ее связи с другими деталями. Если же деталь
взята отдельно от механизма, то только предположительно
можно установить ее служебные функции и соответственно ее
конструкторские базы.
Базами могут служить как материальные, так и геометриче-
ские элементы деталей. К базам относят: ось одной из рабочих
поверхностей, участвующих в образовании кинематической
пары (как правило, ось поверхности вращения), одну из рабо-
чих поверхностей, участвующих в образовании кинематической
пары (как правило, плоскость), оси валов, плоскости симме-
трии стоек, опорные поверхности, ось кулачка и т. п.
Система координат, связанная с конструкторской базой,
служит внутренней системой координат детали.
Размеры, устанавливающие положение вспомогательных
баз относительно основной базы, относят к характерным раз-
мерам звена (детали), например длина рычага, диаметр зубча-
того колеса.
20.5. Согласование баз и размеров деталей, входящих
в сборочную единицу
При нанесении размеров на чертежи деталей, входящих
в сборочную единицу, должны быть согласованы:
1. Характерные размеры звеньев, влияющие на передачу
усилий и движения вдоль кинематической цепи.
2. Конструкторские основные и вспомогательные базы у со-
прикасающихся деталей, влияющие на нанесение размеров,
определяющих взаимное расположение баз одной детали,
и размеров, определяющих положение сопрягаемых, прилегаю-
щих и свободных поверхностей детали (см. 20.2).
3. Сопряженные размеры, определяющие форму сопря-
гаемых и прилегающих поверхностей, обеспечивающих воз-
можность относительного движения в кинематических парах
и правильное относительное положение деталей в непо-
движных соединениях.
Нанесение размеров на стандартных деталях см. 11, на де-
талях со стандартными изображениями см. 14 и на ориги-
нальных деталях см. 15.
20.6. Деление деталей по группам
После ознакомления со сборочной единицей и соединения-
ми деталей необходимо установить принадлежность каждой из
деталей, входящих в сборочную единицу, к одной из трех
групп: к стандартным деталям (см. 11), деталям со стан-
дартными изображениями (см. 14), оригинальным деталям (см.
15).
Принадлежность каждой детали к одному из стандартов
устанавливают по совпадению всех ее элементов со всеми эле-
ментами стандартной детали, а также по совпадению ее опре-
деляющих размеров с определяющими размерами стандартной
детали. К стандартным деталям относятся, например, болт
с шестигранной головкой, гайка, призматическая шпонка (см.
И) и др.
Принадлежность детали к деталям со стандартными изо-
бражениями и соответствующему стандарту ЕСКД устанавли-
вают по совпадению изображений всех ее элементов с изобра-
жениями всех элементов детали из стандартов ЕСКД.
К деталям со стандартными изображениями относятся, напри-
мер, пружины, трубопроводы, металлические конструкции, оп-
тические изделия (см. 14) и др.
Все остальные детали, не принадлежащие к первым двум
группам, относят к группе оригинальных деталей.
Каждую оригинальную деталь относят к своему конструк-
тивному или технологическому типу. Все ее элементы, особен-
но элементы, служащие для соединения с другими деталями,
сравнивают со стандартными элементами деталей и исполь-
зуют их в возможно большем количестве в качестве соста-
вляющих формы оригинальной детали (см. 11 и 15).
20.7. Чертежи сборочных единиц
Учебные чертежи сборочных единиц рекомендуется выпол-
нять в конструкторском (учебный общий вид) или технологиче-
ском (учебный сборочный чертеж) вариантах.
Учебный общий вид должен возможно более точно переда-
вать действительные формы всех деталей на всех изображениях
сборочной единицы с применением наименьшего числа упро-
щений и условностей в изображениях как самих деталей, так
и их элементов.
Учебный общий вид должен содержать необходимое число
изображений, дающих представление о взаимодействии всех
деталей, т. е. о всех подвижных и неподвижных их соедине-
ниях, о расположении и форме и о размерах каждой детали.
Необходимо показать форму и размеры оригинальных де-
талей и деталей со стандартными изображениями. Для стан-
дартных деталей необходимо показать только взаимодействие
с другими деталями и определяющие размеры, так как форма
каждой стандартной детали уже известна.
На учебном общем виде указывают номера позиций на пол-
ках линий-выносок и помещают упрощенную спецификацию
с номерами позиций, наименованиями и обозначениями дета-
лей, габаритные, установочные и присоединительные размеры.
Подробнее о чертежах общего вида см. ГОСТ
2.118 - 73... ГОСТ 2.120 - 73.
Учебный сборочный чертеж должен давать представление
о расположении и взаимной связи деталей, входящих в сбороч-
ную единицу.
На учебном сборочном чертеже допускается приводить до-
полнительные данные о работе сборочной единицы и взаимо-
действии ее деталей.
На сборочном чертеже указывают номера позиций деталей,
габаритные, установочные и присоединительные размеры.
Сборочный чертеж выполняют с упрощениями и условно-
стями, допускаемыми стандартами ЕСКД (см. 20.10).
Подробнее о сборочных чертежах см. ГОСТ 2.109 — 73
(СТ СЭВ 858-78, СТ СЭВ 1132-78).
20.8. Спецификация
Спецификация определяет состав сборочной единицы.
Спецификацию составляют на отдельных листах формата
А4.
Каждый лист спецификации разделен на следующие графы:
формат, зоны, позиция, обозначение, наименование, количе-
ство, примечание. Строчки спецификации рекомендуется делать
не уже 8 мм.
На каждом листе спецификации внизу помещают основную
надпись по форме 2 по ГОСТ 2.104—68 (СТ СЭВ 140—74,
СТ СЭВ 365 — 76) на первом или заглавном листах (рис. 472)
или по форме 2а на последующих листах (рис. 473).
В спецификацию вносят составные части изделия и относя-
щиеся к изделию конструкторские документы.
Спецификация состоит из разделов, располагаемых в сле-
дующем порядке: сборочные единицы, детали,- стандартные из-
делия, прочие изделия, материалы.
•Если в изделие не входят составные части, относящиеся
к какому-либо разделу, то этот раздел в спецификации опу-
скают.
В разделе «Стандартные изделия» записывают изделия, вхо-
дящие в состав сборочной единицы и примененные по: госу-
197
Рис. 473
дарственным стандартам, республиканским стандартам, отрас-
левым стандартам, стандартам предприятий.
В пределах каждой категории стандартов запись производят
по группам изделий, объединенных по их функциональному на-
значению, в пределах каждой группы — в алфавитном порядке
наименований изделий, в пределах каждого наименования — в
порядке возрастания обозначения стандартов, а в пределах ка-
ждого обозначения стандартов — в порядке возрастания ос-
новных параметров или размеров изделия.
В раздел «Материалы» записывают материалы, непосред-
ственно входящие в сборочную единицу, например, в следую-
щем порядке: металлы черные, металлы цветные, провода,
пластмассы, бумажные и текстильные материалы, резиновые
и кожевенные материалы и т. д. [см. ГОСТ 2.108 — 68
(СТ СЭВ 2516-80)].
Заполнение граф спецификации.
В графу «Формат» записывают форматы документов, упо-
мянутых в графе «Обозначение».
В графе «Позиция» указывают порядковые номера со-
ставных частей сборочной единицы в порядке их записи
в спецификацию.
В графу «Обозначения» записывают обозначение докумен-
тов по соответствующему классификатору. В разделах «Стан-
дартные изделия», «Прочие изделия», «Материалы» графу не
заполняют.
В графу «Наименование» записывают наименование доку-
ментов, например, «Сборочный чертеж». В разделах специфи-
кации «Сборочные единицы», «Детали» наименования изделий
записывают в соответствии с основной надписью каждого до-
кумента (чертежа). В разделе «Стандартные изделия» наимено-
вания и обозначения изделий записывают в соответствии со
стандартами на эти изделия. В разделе «Прочие изделия» на-
именования и условные обозначения изделий записывают в со-
ответствии с документами на их поставку с указанием обозна-
чений этих документов. В разделе «Материалы» записывают
обозначения материалов, установленные в стандартах или тех-
нических условиях на эти материалы.
Для записи ряда изделий и материалов, отличающихся раз-
мерами и другими данными и примененных по одному и тому
же документу (и записываемых в спецификацию за обозначе-
нием этого же документа), допускается общую часть наимено-
вания этих изделий или материалов с обозначением указанного
документа записывать на каждом листе спецификаций один раз
в виде общего наименования. После общего наименования за-
писывают для каждого из указанных изделий и материалов
только их параметры и размеры.
В графу «Количество» записывают количество изделий, вхо-
дящих в сборочную единицу.
Допускается совмещение спецификации со сборочным чер-
тежом при условии их размещения на листе формата А4 (см.
рис. 477).
Спецификацию при этом располагают над основной над-
писью и заполняют в установленном порядке.
В учебных условиях заполняют следующие графы основной
надписи на первом и последующих листах [графы по ГОСТ
2.104-62 (СТ СЭВ 140-74, СТ СЭВ 365-76), п. 7].
Графа 1 — Наименование изделия (сборочной единицы).
Графа 2 — Обозначение документа по ГОСТ 2.201—80.
Графа 7 — Порядковый номер листа спецификации.
Графа 8 — Общее число листов спецификации.
Графа 9 — Наименование учебного института и № группы.
Графа 10 — Характер работы, выполняемой лицом, под-
писывающим спецификацию.
Графа 11 — Фамилии лиц, подписавших документ.
Графа 12 — Подписи лиц, фамилии которых указаны в гра-
фе 11.
Подробнее о заполнении спецификации в производственных
условиях см. ГОСТ 2.108-68 (СТ СЭВ 2516-80) и ГОСТ
2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78).
20.9. Нанесение номеров позиций деталей
Номера позиций деталей наносят вне контуров изображе-
ний и располагают обязательно на полках по возможности
в один ряд. Выносные линии и полки наносятся сплошными
линиями толщиной s/3...s/2.
Выносные линйи с одной стороны (т. е. на изображении де-
тали) заканчивают точкой, а с другой стороны — полкой. По-
лка должна быть параллельна основной надписи чертежа. По-
зиции деталей следует наносить на том виде, разрезе или
сечении, где деталь изображена видимой.
Расстояние между контуром изображений и полками дол-
жно быть одинаковым и не менее 30 мм. Размер цифр для ука-
зания номеров позиций должен быть на один-два номера круп-
нее шрифта размерных чисел на данном чертеже. После
присвоения номеров оригинальным деталям проставляют но-
мера стандартных деталей в алфавитном порядке наименова-
ний изделий. Номера позиций, как правило, выносят один раз.
Не допускается пересечение выносных линий между собой,
а также не допускается проводить выносные линии параллель-
но линиям штриховки и размерным линиям. Выносные линии
должны пересекать как можно меньше изображений деталей.
20.10. Упрощения в изображениях сборочных единиц
Виды. Чтобы показать детали, находящиеся внутри корпуса
или коробки, или закрытые другими деталями, допускается на
виде условно снять крышку корпуса или коробки или условно
удалить группу закрывающих деталей. Над изображением де-
лают надпись: «Крышка, поз... не показана».
С целью сокращения графической работы допускается по-
лное изображение заменять изображением, передающим ос-
новные формы детали (изделия), или вычерчивать только кон-
тур детали (изделия), например электродвигателя, частей
электроаппаратуры и т. д.
Изделия, изготовленные из прозрачного материала, изобра-
жают как непрозрачные; допускается некоторые части изделий,
расположенные за прозрачными предметами, изображать как
видимые, например шкалы, циферблаты, стрелки и т. д.
Допускается не показывать детали или их элементы, нахо-
дящиеся за сеткой.
Разрезы. Многие конструкции имеют «охватывающий» кор-
пус или коробку. Для пояснения взаимодействия, расположе-
ния и формы деталей, находящихся внутри корпуса, приме-
няют разрезы или сечения.
Такие детали, как винты, заклепки, шпонки, непустотелые
валы, шатуны и рукоятки при продольном разрезе показывают
нерассеченными. Шарики всегда изображают нерассеченными.
Гайки и шайбы, как правило, показывают нерассеченными.
Сварные, паяные, клееные изделия из однородного мате-
риала (в сборке с другими изделиями) в разрезах и сечениях
штрихуются как монолитное тело (в одну сторону), причем
границы деталей сварного изделия изображаются сплошными
основными линиями.
На разрезах можно изображать нерассеченными составные
части изделий, на которые оформлены самостоятельные сбо-
рочные чертежи.
Изображения элементов деталей. Допускается не показы-
вать: фаски, скругления, проточки, углубления, выступы, ри-
фления, насечки и другие мелкие элементы. Отсутствие изобра-
жения этих элементов не должно влиять на представление
о форме детали.
Рис. 474
Рис. 475
Разрешается не показывать зазоры между стержнем винта
и отверстием.
Для пояснения разрешается изображать увеличенной незна-
чительную конусность или уклон.
Разрешается опускать надписи на табличках, изображая
только контуры табличек или надписей.
Резьбовые и другие крепежные детали. Шлицы на головках
винтов следует изображать одной сплошной линией толщиной
2s на виде, перпендикулярном к оси винта, под углом 45°
к одной из осевых линий, проходящих через центр головки
винта, а на виде, параллельном оси винта, — по оси винта.
Допускается изображать упрощенно резьбовые и другие
крепежные изделия [см. ГОСТ 2.315—68 (СТ СЭВ 1978 — 79)].
Пружины. На рис. 474 и 475 дано изображение пружин
в сборочных чертежах. Пружины сжатия в сборочной единице,
как правило, располагают или в отверстии, или на стержне, ко-
торые служат направляющими их продольного перемещения
и предохраняют от поперечного изгиба.
Для упрощения изображения винта винтовой цилиндриче-
ской или конической пружины витки изображают прямыми ли-
ниями, соединяющими соответствующие участки контуров се-
чений витков.
На чертеже сборочной единицы допускается изображать
пружину лишь сечениями ее витков. Изделия, расположенные
за пружиной, считаются условно невидимыми до осевой линии
сечения витков (см. рис. 475).
Если диаметр проволоки пружины 2 мм и менее, пружину
допускается изображать одной линией толщиной 0,6... 1,5 мм
(рис. 476).
Трубопроводы. На чертежах сборочных единиц допускается
«изображать трубопроводы двумя линиями
(толщиной .s) без осевой линии или одной
линией толщиной (2...3)s.
На одном чертеже сборочной единицы
допускается совмещать изображения несколь-
ких трубопроводных систем различного на-
значения, в таких случаях их следует вы-
Рис. 476 поднять разными линиями и давать на чертеже
пояснения.
Не допускаются упрощения на чертеже сборочной единицы
в сечениях и в разрезах на выносных элементах.
Подробнее об упрощениях и условностях на чертежах сбо-
рочных единиц см. ГОСТ 2.109 — 73 (СТ СЭВ 858 — 78, СТ СЭВ
1182-78), ГОСТ 2.118-73...ГОСТ 2.120.73 и ГОСТ 2.315-68
(СТ СЭВ 1978-79).
Армированное изделие представляет собой предварительно
изготовленную армированную деталь, поверхность которой
(частично или полностью) заливают или опрессовывают метал-
лом, сплавом, пластмассой, резиной или другими материала-
ми. Так как армированное изделие является сборочной едини-
цей, то относящаяся к нему конструкторская документация
должна состоять из спецификации и сборочного чертежа, поря-
док оформления которых определяют ГОСТ 2.108 — 68
(СТ СЭВ 2516-80) и ГОСТ 2.109-73 (СТ СЭВ 858-78,
СТ СЭВ 1182-78).
Материал, наносимый на армирующую деталь, записывают
в спецификации в разделе «Материалы». На сборочном черте-
же должны быть приведены все размеры окончательно готово-
го армированного изделия и другие сведения, необходимые для
его изготовления. В общем случае для изготовления армирую-
щей детали разрабатывают специальный чертеж, однако в це-
лях сокращения объема конструкторской документации ГОСТ
2.109-73 (СТ СЭВ 858-78, СТ СЭВ 1182-78) допускает не
выполнять такой чертеж.
На рис. 477 приведен пример совмещения спецификации ар-
мированного изделия и сборочного чертежа, что допускает
ГОСТ 2.108 — 68 (СТ СЭВ 2516 — 80). В этом примере конструк-
торская документация оформлена так, что для изготовления
армирующей детали (стержень 1) не требуется специальный
чертеж. Стержень 1 может быть изготовлен по размерам, при-
веденным на сборочном чертеже, из материала, указанного
в спецификации.
Рис. 477
20.11. Последовательность выполнения и чтения чертежей
сборочных единиц
Выполнение и чтение чертежей сборочных единиц являются
Двумя близкими и взаимосвязанными процессами.
При выполнении чертежа графическим языком и условными
знаками описывают конструкцию сборочной единицы, ее
структуру, детали, ее составляющие, их связи и взаимодей-
ствие, т. е. их соединения, форму деталей и их расположение
и элементы деталей.
При чтении чертежа по изображениям и условным знакам
получают представление о конструкции сборочной единицы, ее
структуре, деталях, ее составляющих, их связях и взаимодей-
ствии, т. е. их соединениях, форме деталей и их расположении
и элементах деталей.
В условиях учебного процесса можно рекомендовать выпол-
нять учебный общий вид или учебный сборочный чертеж сбо-
рочной единицы, а также учебные рабочие чертежи составляю-
щих ее деталей в определенной последовательности.
Последовательность выполнения чертежей сборочных единиц.
1. Ознакомиться со сборочной единицей. Выяснить ее на-
значение и служебные функции.
2. Определить структуру сборочной единицы (см. 20.2).
3. Разделить детали по группам (см. 20.6).
4. Выполнить эскизы деталей (см. 16).
5. Установить базы и измерить размеры поверхностей
и их положения для каждой детали. Согласовать базы и сопря-
женные размеры (см. 20.5).
6. Установить вариант чертежа сборочной единицы (см.
20.7).
7. Выбрать необходимые и наиболее удобные изображения
(виды, разрезы, сечения), их число и размещение. Подобрать
масштаб для каждого изображения. Учесть места для надпи-
сей, позиций, размеров, спецификации и основной надписи.
Определить формат чертежа (см. 2 и 6).
8. Выполнить (начертить) изображения (см. 6).
9. Нанести габаритные, установочные и присоедини-
тельные размеры (см. 12).
10. Заполнить спецификацию (см. 20.8).
И. Нанести номера позиций деталей (см. 20.9).
12. Выполнить все надписи (см. 8).
Последовательность чтения чертежей сборочных единиц.
1. Прочитать основную надпись, технические требования,
спецификацию и, если есть, описание сборочной единицы.
2. Прочитать все изображения. Найти связи между ними.
Разобраться в примененных упрощениях и условностях (см.
20.10).
3. Установить служебное назначение сборочной единицы,
ее принципиальную схему.
4. Мысленно разделить схему на составляющие звенья.
Установить связи между звеньями и служебными функциями
каждого звена.
5. Также мысленно разделить каждое звено на составляю-
щие его детали. Установить связи между деталями и слу-
жебные функции каждой детали.
6. Найти каждую деталь на изображениях сборочной еди-
ницы. Разделить детали по группам (см. 20.6).
7. Мысленно разделить каждую деталь на составляющие
элементы. Установить служебные функции каждого элемента.
Установить принадлежность отдельных элементов детали
к стандартным элементам (см. 9).
8. Установить у всех деталей и их элементов рабочие (со-
прягаемые и прилегающие) и нерабочие (свободные) поверхно-
сти, форму каждой поверхности и ее положение.
9. Выбрать базы для нанесения размеров.
10. Измерить и нанести размеры деталей.
11. Согласовать базы и сопряженные размеры.
20.12. Пример выполнения учебного общего вида
В качестве примера взят кондуктор, изображенный на рис.
478.
Ниже описан процесс выполнения учебного общего вида
кондуктора по эскизам его деталей (рис. 479... 483).
Кондуктором называют приспособление, в котором фикси-
руют в определенном положении деталь (например, для свер-
ления в ней отверстий).
Чтобы установить обрабатываемую деталь Г в кондуктор,
отворачивают рукоятку 10, поднимают вверх откидной болт 4,
прихват 2 поворачивают вниз и закладывают обрабатываемую
деталь в кондуктор. Положение обрабатываемой детали Г
в корпусе 1 определяет паз корпуса и опора 9. Для закрепления
детали возвращают прихват в исходное положение, доводят
деталь Г до соприкосновения со второй опорой 9 и закрепляют
прихват откидным болтом и рукояткой.
Производят сверление отверстия через кондукторную втул-
ку 7. После обработки вынимают деталь из кондуктора.
Последовательность разборки кондуктора. Свинчивают ру-
коятку 10, отворачивают винт б, вынимают втулку 7, отворачи-
вают винт 5, снимают планку 3, выбивают ось 12, снимают
откидной болт 4, выбивают опору 9 из прихвата 2 и вынимают
штифты 11 из корпуса 1.
Сборку кондуктора производят в обратном порядке. Сле-
дует обратить внимание на особенность соединения деталей.
На корпусе 1 двумя винтами 5 и штифтами 11 укреплена
планка 3. Такое соединение называется неподвижным. К корпу-
Кондуктор
Рис. 478
су на оси 13 (осью служит штифт 8 х 50) подвижно присоеди-
нен качающийся прихват 2. Подвижное соединение образует
также откидной болт 4, вращающийся на оси 12 (осью служит
штифт 8 х 20). Все приведенные соединения относятся к разъ-
емным.
Перед нанесением размеров на эскизах деталей необходимо
определить сопрягаемые и прилегающие поверхности. Приме-
Корпус
Рис. 479
№детали.
1
Сталь
рами сопряженных поверхностей служат: боковые стороны
(плоскости) прихвата 2 и паза корпуса 7, цилиндрическое от-
верстие в прихвате 2 и цилиндрическая поверхность штифта 13,
боковые стороны (плоскости) откидного болта 4 и паза в план-
ке 3, цилиндрическое отверстие в болте 4 и цилиндрическая по-
верхность штифта 12. Примерами прилегающих поверхностей
служат плоскости соприкосновения планки 3 и корпуса 1, ци-
Рис. 480
линдрические поверхности штифта 11 и отверстие в планке
3 под этот штифт, цилиндрические поверхности втулки 8
и планки 3. Размеры сопряженных и прилегающих поверхно-
стей измеряют и наносят одновременно на изображениях обеих
деталей.
К свободным поверхностям относятся, например, боковые
, 12
I Тч, /У45°
~l12 фаски
втулка
7051-4081
ГОСТ 78433-73
Сталь
в
Рис. 481
поверхности корпуса, наружный цилиндр рукоятки 10, боковые
поверхности прихвата 2 и др. Размеры свободных поверхно-
стей измеряют и наносят на изображении каждой детали
отдельно.
Выполнение учебного общего вида кондуктора. Перед выпол-
нением учебного общего вида необходимо представить поло-
винт
7006-1221
ГОСТ 5052-65
Сталь
Винт М8Х16
ГОСТ1591-80
Сталь
Рис. 482
жение кондуктора на станке и установить число и размещение
изображений (видов, разрезов и сечений). Выбранные изобра-
жения должны передавать связи между деталями, форму и раз-
меры всех деталей. Все детали кондуктора располагают в рабо-
чем положении.
На листе чертежной бумаги соответствующего формата
предварительно намечают равномерное расположение вы-
Рис. 483
бранных изображений с учетом последующего размещения по-
лок-выносок с позициями деталей и необходимых размеров
(рис. 484).. Учебный общий вид вычерчивают по эскизам дета-
лей, входящих в сборочную единицу.
В качестве главного вида берут фронтальный разрез кон-
дуктора. На этом разрезе выявлены внутренняя форма втулок
Рис. 484
8 и 7, глубина посадки опор 9, глубина завинчивания винта 6
и формы пазов и срезов корпуса.
На виде слева делают местный разрез по оси 13 прихвата
2 и условно удаляют половину рукоятки 10, чтобы показать
форму паза прихвата.
На виде сверху делают местный разрез по оси ушка откид-
ного болта 4, чтобы показать длину оси 12 и отверстие под
нее.
1 1 1 Обозначение Наименование 1 Приме- чание
Документация
Сдирочный чергп&к
Детали
1 Корпус 1
2 Прихват 1
3 Планка 1
Стандартные изделия
4 Болт 7002-0562 ГОСТ 77724-й? 1
5 Винт М8х16 ГОСТ 1591-80 2
6 Винт 7006-1221 ГОСТ 9052-69 1
7 Втулка 7051-5601ГОСТ 18632-73 1
В Втулка7051-5081ГОСТ18533-73 1
9 Опора 7035-0266ГОСТ 13550-68 2
10 Рукоятка 7061-0285ГОСТ5752-68 1
Штифты гост 3128- то
11 Штифт 5x20 г
12 Штифт 8x20 1
13 Штифт 8x50 1
Вариант Кондуктор
Чертил СТЁПКИН Гр. С-3-1 Задание №2
Принял
Рис. 485
Крепление планки 3 к корпусу 1 винтом 5 и штифтом 11 по-
ясняют с помощью разреза А — А.
Выполнение изображений начинают с основной детали —
корпуса 1, на котором укрепляются все остальные детали. Их
изображения вычерчивают примерно в той последовательно-
сти, в которой собирают кондуктор (например, планка 3, винт
5,. штифт 11, втулки 8 и 7, прихват 2, штифты 12 и 13, прихват
2, болт откидной 4, рукоятка 10 и опоры 9).
После вычерчивания всех изображений штрихуют все раз-
резы и сечения.
На главном виде сплошной тонкой линией наносят контур
обрабатываемой детали.
Наносят габаритные размеры.
Составляют спецификацию (рис. 485).
Проводят линии-выноски, на полках которых указывают
номера позиций деталей. Номера позиций располагают парал-
лельно основной надписи чертежа вне контуров изображений
и группируют их в колонки или строчки на одной линии.
Обводят чертеж.
На эскизах проставляют обозначения (или позиции) деталей
по спецификации.
20.13. Пример чтения учебного общего вида
На рис. 486 представлен механизм привода указателя,
стрелка которого отклоняется при подаче сжатого воздуха
в полость корпуса 2, расположенную справа от поршня 3. По-
ступательное движение поршня через шток и рейку передается
на зубчатое колесо 6, вызывая его поворот на какой-то угол.
Вращательное движение зубчатого колеса 6 передается на зуб-
чатое колесо, связанное со стрелкой указателя (на чертеже не
показаны).
Конструкцию механизма привода передают три изображе-
ния. Фронтальный ступенчатый разрез служит главным видом.
Разрез выполнен двумя параллельными плоскостями, одна из
которых проходит через ось шестерни, а другая через ось по-
ршня со штоком. Второй разрез плоскостью, перпендикуляр-
ной к оси штока и проходящей через оси винтов, крепящих
корпус к основанию, служит видом слева. Третье изображе-
ние — вид сверху, поясняющий форму основания, корпуса и рей-
ки, а также взаимное положение корпуса, рейки и шестерни.
Механизм привода имеет три звена: неподвижное звено,
вращающееся звено и поступательно перемещающееся звено.
Неподвижное звено служит опорой для подвижных звеньев
(см. рис. 487... 495). Неподвижное звено образуют детали -.1,2,
4, 7, 8, 11 и 12. Основание 1 крепится к панели, на которой
установлен указатель, с помощью двух болтов, проходящих
сквозь два отверст я основания 1. Корпус 2 крепится к основа-
нию 1 с помощью двух винтов 11, его положение фиксируется
Поз.
Основание
г
Ч
11
12
Принял
в
9
5
Б
Корпус________
Поршень - рейна
Стоила
Шайба
Колесо зубчатое
Крышка
Крышка
Пружина
Наименование
Детали
Мот риал Мол.
Сталь
Чугун
бронза
Сталь
Сталь
Попран
Капрон
Капрон
Пров, ф 2
Стандартные изделия
9
Столь
Столь
винтМЧхЮ Г0СГ1173В~75
Штифт 5*1оГ0СТ312B-7D
Sop^m привод указателя
Чертил ЯндлеВич
Гр.С-3-1
М1-1
ЗаЗа^нг.
Н1
Рис. 486
двумя штифтами 12. Справа на корпусе укреплена крышка 8
с помощью центрирующего пояска и винтов 11. Слева на кор-
пусе укреплена крышка 7 тоже при помощи центрирующего
пояска, входящего в отверстие корпуса 2, и трех винтов 11.
В основании 1 на посадке с натягом одним концом установле-
на стойка 4. В другой ее конец ввернут винт 11, фиксирующий
на ее торце шайбу 5.
Вращающееся звено состоит из зубчатого колеса 6, заце-
пляющегося с рейкой штока, с одной стороны, и с,зубчатым
колесом указателя, с другой стороны.
Поступательно перемещающееся звено образует деталь 3,
в которой объединены в одно целое три детали: поршень,
шток и рейка.
При подаче сжатого воздуха в полость корпуса справа от
поршня последний начинает поступательно двигаться влево,
сжимая при этом пружину 9. При снятии давления воздуха
пружина возвращает поршень в исходное положение. Одновре-
Рис. 487
менно с поршнем двигается и шток. Направление штоку при-
дает крышка 7, жестко связанная с корпусом 2.
Зубчатое колесо б может совершать только вращательное
движение, так как заплечик на стойке 4 и шайба 5, жестко при-
крепленная к ее торцу, не дают возможности шестерне переме-
щаться вдоль своей оси.
Анализ форм элементов деталей механизма привода указа-
теля позволяет разделить детали по группам и отметить стан-
дартные элементы у оригинальных деталей.
У деталей 11 и 12 все элементы совпадают с соответствую-
щими элементами стандартных деталей как по форме, так и по
Корпус
Чугун
М1-1
Рис. 488
Рис. 489
Рис. 490
ШайЬа
Сталь
MZH
Рис. 491
Модуль
Число зуЬьев
б Колесо зуйчатое
Капрон М1--1
Рис. 492
Рис. 493
Рис. 494
Число роВочих Витков- В-
Число витков полное -5,5
* Размеры для справок
Пружина
Пров.Фг М2--1
Рис. 495
размерам. Это позволяет отнести эти детали к стандартным
(номера стандартов см. в спецификации на рис. 486).
Детали, у которых только некоторые элементы являются
стандартными, относят к оригинальным деталям и разделяют
их по конструктивным и технологическим признакам.
Формы деталей 3, 4, 5, 6, 7 и 8, образованные главным
образом поверхностями вращения, позволяют отнести их к то-
карным деталям. Форма корпуса 2 говорит о том, что его це-
лесообразнее всего получить способом литья.
Деталь 1 по форме можно отнести к деталям, ограни-
ченным только плоскостями.
У некоторых деталей все элементы стандартны по форме,
но отклонения в размерах не позволяют отнести их полностью
к стандартным. К таким деталям можно отнести детали 5 и 9.
Например, у детали 5 отличаются от стандартных наружный
диаметр и толщина; у детали 9 — наружный диаметр и толщи-
на проволоки. Эти отклонения вызваны конструкцией и слу-
жебными функциями соседних деталей.
У деталей 1, 7 и 8 стандартными элементами являются от-
верстия под головки винтов 11 [см. ГОСТ 12876 — 67 (СТ СЭВ
213 — 82)]; у детали 4 — канавки для выхода шлифовального
круга (см. ГОСТ 8820-69).
Разделение поверхностей на сопряженные, прилегающие
и, свободные показано на примерах отдельных деталей.
Сопрягаемые поверхности (соприкосновение при движении):
у деталей 2 и 3, 3 и 7, 4 и 6 — цилиндрические поверхности;
у деталей 3 и 6 — коническая и эвольвентная поверхности; у де-
талей 4, 5 и 6 — плоскости.
Прилегающие поверхности (соприкосновение без перемеще-
ния) : у деталей 3 и 7, 3 и 8 — торцы (плоскости) и цилиндриче-
ские поверхности;
у деталей 1 и 2 — плоские поверхности;
у деталей 1 и 4 — цилиндрическая и плоская поверхности.
Свободные поверхности:
у детали 1 — наружные боковые плоские поверхности;
у детали 4 — средняя наружная цилиндрическая поверхность
и нижний торец;
у деталей 7 и 8 — наружные торцы (плоскости и наружные ци-
линдрические поверхности).
сокращенный перечень СТАНДАРТОВ ЕСКД
1. ГОСТ 2.001-70
2. ГОСТ 2.002-72
(СТ СЭВ 1980-79,
СТ СЭВ 2829-80)
3. ГОСТ 2. 101-68
(СТ СЭВ 364 - 76)
4. ГОСТ 2.102-68
5. ГОСТ 2.103-68
(СТ СЭВ 208-75)
6. ГОСТ 2.104-68
(СТ СЭВ 140-74,
СТ СЭВ 365-76)
7. ГОСТ 2.105-68
(СТ СЭВ 2667-80)
8. ГОСТ 2.106-68
9. ГОСТ 2.108-68
(СТ СЭВ 2516-80)
10. ГОСТ 2.109-73
(СТ СЭВ 858-78,
СТ СЭВ 1182-78)
11. ГОСТ 2.110-68
12. ГОСТ 2.111-68
13. ГОСТ 2.112-70
14. ГОСТ 2.113-75
(СТ СЭВ 1179 - 78)
15. ГОСТ 2.114-70
Общие положения
Требования к моделям, макетам и
темплетам, применяемым при
проектировании
Виды изделий
Виды и комплектность конструк-
торских документов
Стадии разработки
Основные надписи
Общие требования к текстовым
документам
Текстовые документы
Спецификация
Основные требования к чертежам
Патентный формуляр
Нормоконтроль
Ведомость держателей подлин-
ников
Групповые и базовые конструк-
торские документы
Технические условия. Правила по-
строения, изложения и оформле-
ния
16. ГОСТ 2.115-70
17. ГОСТ 2.116-71
18. ГОСТ 2.118-73
19 ГОСТ 2.119-73
20. ГОСТ 2.120-73
21. ГОСТ 2.121-73
22. ГОСТ 2.122 — 79-
23. ГОСТ 2.201-80
24. ГОСТ 2.301-68
(СТ СЭВ 1181-78)
25. ГОСТ 2.302-68
(СТ СЭВ 1180-78)
26. ГОСТ 2.303-68
(СТ СЭВ 1178-78)
27. ГОСТ 2.304-81
(СТ СЭВ 851-78,
СТ СЭВ 855-78)
2,8. ГОСТ 2.305-68
29. ГОСТ 2.306-68
(СТ СЭВ 860-78)
30. ГОСТ 2.307-68
(СТ СЭВ 1976-79,
СТ СЭВ 2180-80)
31. ГОСТ 2.308-79
(СТ СЭВ 368-76)
32. ГОСТ 2.309-73
(СТ СЭВ 1632-79)
33. ГОСТ 2.310-68
(СТ СЭВ 367 - 76)
34. ГОСТ 2.311-68
(СТ СЭВ 284-76)
35. ГОСТ 2.312-72
36. ГОСТ 2.313-82
Технические условия. Порядок со-
гласования, утверждения и госу-
дарственной регистрации
Карта технического уровня и ка-
чества продукции
Техническое предложение
Эскизный проект
Технический проект
Технологический контроль кон-
структорских документов
Информационная карта. Правила
заполнения и оформления
Обозначение изделий и конструк-
торских документов
Форматы
Масштабы
Линии
Шрифты чертежные
Изображения — виды, разрезы, се-
чения
Обозначения графические мате-
риалов и правила их нанесения
на чертежах
Нанесение размеров и предель-
ных отклонений
Указание на чертежах допусков
формы и расположения поверх-
ностей
Обозначения шероховатости по-
верхностей
Нанесение на чертежах обозначе-
ний покрытий, термических и
других видов обработки
Изображение резьбы
Условные изображения и обозна-
чения швов сварных соединений
Условные изображения и обозна-
(СТ СЭВ 138-81)
37. ГОСТ 2.314-68
(СТ СЭВ 648-77)
38. ГОСТ 2.315-68
(СТ СЭВ 1978-79)
39. ГОСТ 2.316-68
(СТ СЭВ 856-78)
40. ГОСТ 2.317-69
(СТ СЭВ 1979 - 79)
41. ГОСТ 2.318-81
(СГ СЭВ 1977-79)
42. ГОСТ 2.319-81
(СТ СЭВ 2824-80)
43. ГОСТ 2.320-82
(СТ СЭВ 3332-81)
44. ГОСТ 2.401-68
(СТ СЭВ 285-76,
СТ СЭВ 1185-78)
45. ГОСТ 2.402-68
(СТ СЭВ 286-76)
46. ГОСТ 2.403-75
(СТ СЭВ 859-78)
47. ГОСТ 2.404 - 75
(СГ СЭВ 859-78)
48. ГОСТ 2.405-78
(СТ СЭВ 859-78)
49. ГОСТ 2.406-76
(СТ СЭВ 859-78)
50. ГОСТ 2.407-75
51. ГОСТ 2.408-68
52. ГОСТ 2.409-74
(СТ СЭВ 650 — 77)
53. ГОСТ 2.410-68
(СТ СЭВ 209-75,
СТ СЭВ 366-76)
чения швов неразъемных соеди-
нений
Указания на чертежах о маркиро-
вании и клеймении изделий
Изображения упрощенные и ус-
ловные крепежных деталей
Правила нанесения на чертежах
надписей, технических требова-
ний и таблиц
Аксонометрические проекции
Правила упрощенного нанесения
размеров отверстий
Правила выполнения диаграмм
Правила нанесения размеров, до-
пусков и посадок конусов
Правила выполнения чертежей
пружин
Условные изображения зубчатых
колес, реек, червяков и звездо-
чек цепных передач
Правила выполнения чертежей ци-
линдрических зубчатых колес
Правила выполнения чертежей
зубчатых реек
Правила выполнения чертежей
конических зубчатых колес
Правила выполнения чертежей
цилиндрических червяков и чер-
вячных колес
. Правила выполнения чертежей
червяков и колес глобоидных пе-
редач
Правила выполнения рабочих чер-
тежей звездочек приводных роли-
ковых и втулочных цепей
Правила выполнения чертежей
зубчатых (шлицевых) соединений
Правила выполнения чертежей
металлических конструкций
54. ГОСТ 2.411-72
55. ГОСТ 2.412-81
56. ГОСТ 2.413-72
57 ГОСТ 2.414-75
(СТ СЭВ 649 — 77)
58. ГОСТ 2.415-68
(СГ СЭВ 1184-78)
59. ГОСТ 2.416-68
60. ГОСТ 2.417-78
(СТ СЭВ 1186-78)
61. ГОСТ 2.418-77
(СТ СЭВ 1183-78)
62. ГОСТ 2.419-68
6Х ГОСТ 2.420 - 69
64. ГОСТ 2.421-75
65. ГОСТ 2.422 - 70
66. ГОСТ 2.423-73
67. ГОСТ 2.424 - 80
68. ГОСТ 2.425-74
69. ГОСТ 2.426 - 74
Правила выполнения чертежей
труб, трубопроводов и трубопро-
водных систем
Правила выполнения чертежей и
схем оптических изделий
Правила выполнения конструктор-
ской документации изделий, из-
готовляемых с применением элек-
трического монтажа
Правила выполнения чертежей
жгутов, кабелей и проводов
Правила выполнения чертежей из-
делий с электрическими обмот-
ками
Условные изображения сердечни-
ков магнитопроводов
Правила выполнения чертежей
печатных плат
Правила выполнения конструк-
торской документации упаковки
Правила выполнения документа-
ции при плазовом методе произ-
водства
Упрощенные изображения под-
шипников качения на сборочных
чертежах
Правила выполнения рабочих чер-
тежей звездочек для пластин-
чатых цепей
Правила выполнения рабочих чер-
тежей цилиндрических зубчатых
колес передач Новикова с двумя
линиями зацепления
Правила выполнения чертежей
элементов литейной формы и от-
ливки
Правила выполнения чертежей
штампов
Правила выполнения рабочих чер-
тежей звездочек для зубчатых
цепей
Правила выполнения рабочих чер-
тежей звездочек для разборных
цепей
70. ГОСТ 2.427 - 75
71. ГОСТ 2.701-76
(СТ СЭВ 651-77)
72. ГОСТ 2.702-75
(СТ СЭВ 1188-78)
73. ГОСТ 2.703-68
(СТ СЭВ 1187-78)
74. ГОСТ 2.704 - 76
(СТ СЭВ 1981—79)
Правила выполнения рабочих чер-
тежей звездочек для круглозвен-
ных цепей
Схемы. Виды и типы. Общие
требования к выполнению
Правила выполнения электричес-
ких схем
Правила выполнения кинемати-
ческих схем
Правила выполнения гидравличе-
ских и пневматических схем
Полный перечень стандартов ЕСКД см. в указателе
«Государственные стандарты СССР» (М.: Издательство стан-
дартов, 1984).
СПИСОК ЛИТЕРАТУРЫ
1. Анурьев В. И. Справочник конструктора-машинострои-
теля. В 3-х томах. Т. 1, 2, 3. 5-е изд., перераб. и доп.
М.: Машиностроение, 1978. 728 с., 559 с., 557 с.
2. Бабулин Н. А. Построение и чтение машинострои-
тельных чертежей. 7-е изд. М.: Высшая школа, 1982. 384 с.
3. Власов М. П. Инженерная графика. М.: Машино-
строение, 1979. 279 с.
4. Вышнепольский И. С. Техническое черчение. М.: Выс-
шая школа, 1981. 216 с.
5. Дружинин Н. С. и Чувиков Н, Т. Черчение. М.: Выс-
шая школа, 1982. 244 с.
6. Дунаев П. Ф. Конструирование узлов и деталей машин.
3-с изд. М.: Высшая школа, 1978. 352 с.
7. Задачник по машиностроительному черчению: Учеб,
пособие для вузов/Б. Л. Степанов, Н. Н. Тихонова,
А. Н. Трунова и др. М.: Машиностроение, 1983. 64 с.
8. Орлов П. Н. Основы конструирования. В 3-х книгах.
Кн. 1, 2, 3. 2-е изд., перераб. и доп. М.: Машинострое-
ние, 1977. 623 с., 574 с., 357 с.
9. Потишко А. В., Крушевская Д. П. Справочник по ин-
женерной графике. Киев: Будивельник, 1976. 256 с.
10. Ростовцев Н. Н., Соловьев С. А. Техническое рисова-
ние. М.: Просвещение, 1979. 157 с.
11. Селиверстов М. М. Черчение, М.: Высшая школа,
1979. 327 с.
12. Федоренко В. А., Шошин А. И. Справочник по ма-
шиностроительному черчению. 14-е изд., перераб. Л.: Ма-
шиностроение, 1982. 416 с.
13. Фролов С. А. и др. Машиностроительное черчение:
Учеб, пособие для втузов. М.: Машиностроение, 1981. 304 с.
14. Черчение/Э. Т. Романычева, А. К. Иванова, А. С. Ку-
ликов и др. М.: Высшая школа, 1981. 271 с.
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аксонометрические проекции
87
— геометрических тел 87
— окружности 90
— плоских фигур 92
Армированные изделия 332
Б
База 222, 323, 324
— вспомогательная 324
— выбор 323
— конструкторская 323
— основная 323
Болты 202
Буртики 146
В
Валы 267, 272
— зубчатые (шлицевые) 171
— концы 146
Виды
— главный 66
— дополнительные 67
— местные 66
— обозначение 79
— основные 65
Винты 204
— крепежные 204
— установочные 204
Выполнение чертежей
— деталей 224
— сборочных единиц 319, 325
Г
Гайки 209
— корончатые 210
— прорезные 210
— круглые 209
— шестигранные 210
Галтели 152
Головки
— болтов к станочным пазам
176
— винтов квадратные 174
— откидных болтов 176
Графические обозначения ма-
териалов 125
— бетона 129
— жидкостей 129
— металлов 129
— неметаллических материа-
лов 129
— стекла 129
Группы деталей 228
— оригинальные 255
— со стандартными изобра-
жениями 229
— стандартные 201
д
Детали
— группы 228, 325
— из сортового материала
254
— изготовленные штампов-
кой 277
— имеющие форму тел вра-
щения 267
— литые 256
— ограниченные преимуще-
ственно плоскостями 273
— оригинальные 255
— с поверхностями двойной
кривизны 252
— с элементами зубчатых
зацеплений 235
— соединительные для тру-
бопроводов 220
— стандартные 201
Документы конструкторские 6
3
Зазор, изображение 290, 331
Заклепки 219
Знаки
— диаметра 26
— дуги окружности 26
— квадрата 24
— конусности 28
— радиуса 24
— уклона 28
„ И
Изделия. Виды 6
Изображения 64
— обозначения 79
— правила выполнения 64
— условности и упрощения
79, 330
Изображения и обозначения
— материалов 125
— формы детали 224
К
Канавки
— для выхода шлифоваль-
ного круга 153
— под резиновые кольца 151
— под стопорные шайбы 171
— под уплотнительные
кольца 149
— под упорные кольца 149
— смазочные 179
Квадрат 24, 173
Колеса зубчатые 235
— конические 242
— храповые 249
— цилиндрические с косыми
зубьями 237
— цилиндрические с прямы-
ми зубьями 236
— червячные 245
Компоновка чертежа 83
Конусность 28, 142
— нормальная 29, 142
Конусы 37, 142
Концы болтов, винтов и
шпилек 179
Л
Линии
— выноски 12, 109, 302
— выносные 12, 22, 329
— пересечения 45, 50, 59
— перехода 61
— размерные 20
— разомкнутая 12
— сплошная волнистая 12
— сплошная основная 10
— сплошная тонкая 12
— сплошная тонкая с изло-
мами 12
— среза 59
— штриховая 12
— штрихпунктирная с двумя
точками тонкая 12
— штрихпунктирная 12
— штрихпунктирная утол-
щенная 12
Литейные
— радиусы 181
— уклоны 181
Лыски 174
М
Материалы
— графические обозначения
129
— обозначение марки 126
Масштабы 9
Места под
— гайки и шайбы 167
— головки болтов, винтов и
заклепок 167
Металлические конструкции
308
Модуль 236
Муфты 220
Н
Надписи, обозначающие
— длину проката 254, 308
— изображения 79
— количество элементов де-
тали 138
— лицевую сторону 109
— направление волокон ПО
— толщину листа 254
Надписи и шкалы 180
Надпись основная 18
Неразъемные соединения 301
Номера позиций деталей 329
О
Обозначения
— видов 66
— изображений 79
— марок материалов 126
— отверстий 156
— поверхностей 79
— покрытий 132
— предельных отклонений
размеров 113
— разрезов 71, 79
— резьбы 193
— сечений 78, 79
— состояния материалов 131
— состояния формы 225
— стандартных элементов
деталей 134
— стандартных деталей 201
— шероховатости поверхно-
стей 120
Отверстия 156
— зубчатые (шлицевые) 171
— расположение 161
— обозначение 156
— под концы установочных
винтов 167
— под крепежные детали 165
— продолговатые сквозные
168
— центровые 154
— цилиндрические 165
Оттенение поверхностей 104
— параллельной штрихов-
кой 107
— точками 108
— шраффировкой 107
Оформление рабочего чер-
тежа 224
П
Пазы 169
— открытые 167
— Т-образные 169
— шпоночные 170
Передачи 312
— зубчатые 314
— цепные 318
— червячные 316
Пересечение
— поверхностей вращения 54
— многогранников 50
— многогранника с поверх-
ностью вращения 52
Пирамида 37
Плоскость
— проекций 31, 64
— секущая 69
— элемент детали 140
Поверхности
— допуски расположения 118
— допуски формы 118
— опорные 167
— основные 33
—. прилегающие 320
__ рабочие 320
_ свободные 320
— сопрягаемые 320
— шероховатость 120
Подшипники качения 312
Полка линии-выноски 12,
109, 124
Призма 35, 36
Проекции аксонометрические
87
— диметрическая 88
— изометрическая 88
Проточки 151
— под кольца запорные 149
— продольные 168
Пружины 230
— виды 230
— растяжения 232
— сжатия 232
— упрощения в изображе-
ниях 230, 331
Р
Радиусы 24, 26
— под головками болтов и
винтов 179
Развертки 36
— деталей 280
— конуса 37
— пирамиды 37
— призмы 36
— цилиндра 37
Размеры
— габаритные 223
— диаметров 26
— длины 20
— дуги окружности 26
— нанесение 20
— номинальные 113
— нормальные линейные 28
— предельные отклонения 114
— присоединительные 221
— положения поверхностей
40, 222
— положения элементов де-
талей 138
— радиусов 26
— свободные 222
— сопряженные 222
— справочные 223
— углов 27
— установочные 221
— формы отверстий 156
— формы поверхностей 36,
222
— формы элементов деталей
138
Разрезы 69
— вертикальные 70
— горизонтальные 70
— ломаные 75
— местные 73
— наклонные 73
— обозначения 79
— продольные 69
— простые 70
— профильные 70
— сложные 74
— ступенчатые 74
— условности и упрощения
79
— фронтальные 70
Разъемные соединении 289
Рамка 9
Рейка 242
Резьба 183
— изображения 190
— коническая 190
— коническая дюймовая 190
— лерая 186
— метрическая 188
— многозаходная 186
— обозначение 193
— однозаходная 186
— правая 186
— трапецеидальная 189
— трубная коническая 190
— трубная цилиндрическая
189
— цилиндрическая 183
Резьба. Параметры 185
— внутренний диаметр 185
— наружный диаметр 185
— профиль 185
— средний диаметр 185
— угол профиля Г86
— ход 186
— шаг 186
Резьба. Технологические эле-
менты 197
— недорез 197
— проточка 197
— сбег 197
Рисунки технические 97
— геометрических тел 102
— окружностей 101
— плоских фигур 99
Рифление 151
— прямое 152
— сетчатое 152
С
Сборочные единицы
— изображения 319, 325
— определение 6
Сечения 76
— вынесенные 77
— наложенные 77
— несимметричные 77
— обозначения 79
— симметричные 77
Сечения
— деталей наклонные 61
— конуса 47
— пирамиды 46
— тора 50
— цилиндра 46
— шара 48
Согласование размеров 324
Соединения
— зубчатые (шлицевые) пря-
мобочные 300
— шплинтами 299
— шпонками 299
— штифтами 298
— шурупами 298
Соединения резьбовые 289
— болтами 290
— винтами 293
— труб 294
— шпильками 292
Спецификация 326
Стандарты ЕСКД 5
Стрелки
— односторонние (сварные
швы) 301
— направление взгляда 66
— размерные 21
Структура сборочной едини-
цы 319
Сфера 38, 39, 143
Т
Тела геометрические 33
Технические требования
224, 259
Тор 35, 37, 144
Точки и линии на основных
поверхностях 42
Трубопроводы 251
У
Углы 27
— нормальные 29
Угольники 220
Указания предельных откло-
нений формы и расположения
поверхностей 117
Уклон 28
Упрощения и условности в
изображениях
— зубчатых передач 314
— линий пересечения 60
_ общие 79, 330
_ подшипников качения 312
J пружин 230, 331
— разъемных соединений 289
_ резьбовых деталей 331
_ сборочных единиц 330
— трубопроводов 331
— элементов деталей 134
Условные обозначения про-
филей проката 309
Ф
фаски 152
фланцы 146
Форматы
— дополнительные 8
— основные 8
ц
Цилиндр 35, 140, 141
Ч
Червяки 245
Чертежи деталей
— групповые 228
— компоновка 83
— оригинальных 255
— рабочие 224
— со стандартными изобра-
жениями 229
— стандартных 201
Чертежи сборочных единиц
325
— учебный общий вид 325
— учебный сборочный чер-
теж 326
Четырехгранники 175
Числа размерные 22
Чтение чертежей
— деталей 226
— сборочных единиц 333, 344
III
Шайбы 213
— круглые 213
~~ многолапчатые 214
— пружинные 214
Шар 35, 37, 143
Швы
— клеевые 306
— паяные 305
— полученные клепкой 307
— сварных соединений 301
Шестигранники 175
Шкалы 180
Шкивы 249
Шлицевые
— валы 171
— отверстия 171
Шлицы прямые (под отверт-
ку) 178
Шпильки 208
Шплинты 217
Шпонки 217
— призматические 217
— сегментные 218
Шрифт чертежный 12
Штифты 215
— конические 215
— цилиндрические 215
Штриховка в сечениях
— деталей 128
— клеевых соединений 330
— на аксонометрических
проекциях 96
— паяных соединений 330
— сварных соединений 330
Э
Элементы выносные 82
Элементы деталей 134
— литых 181
— общие свойства изобра-
жений 134
— основные простые 140
— с плоскими гранями 173
— токарных 146
Эскизирование 281
— деталей со стандартными
изображениями 283
— оригинальных деталей 283
— стандартных деталей 283
ББК 30.11я73
М38
УДК 744.4:621 (075.8)
Г. П. Вяткин, А. Н. Андреева, А. К. Болтухин, Г. В. Буланже,
М. И. Дулов, | Ю. П. Казаков"|, Ю. А. Коиоплянников, А. Г. Лео-
нова, В. Б. Мартынов, В. Н. Редькина, |ю. И. Степанов I, Э. Г. Тер-
Арутюнянц, А. К. Шульга, В. А. Янушевич
Рецензент кафедра инженерной графики
Московского института инженеров
железнодорожного транспорта
Машиностроительное черчение: Учебник для сту-
М38 дентов машиностроительных и приборостроитель-
ных специальностей вузов/Г. П. Вяткин, А. Н. Анд-
реева, А. К. Болтухин и др. Под ред.
канд. техн, наук проф. Г. П. Вяткина. — 2-е изд.,
перераб. и доп. — М.: Машиностроение, 1985. — 368 с.,
ил.
В пер. 1 р. 20 к.
М
2104000000-513
038(01)-85
КБ 4-9-85
ББК 30.11и73
607
© Издательство «Машиностроение», 1977 г.
© Издательство «Машиностроение», 1985 г., с изменениями
ПРЕДИСЛОВИЕ
Курс машиностроительного черчения является первой об-
щетехнической дисциплиной, дающей студенту знания, необхо-
димые для изучения последующих технических дисциплин,
а также для будущей его инженерной практической деятельно-
сти.
Курс машиностроительного черчения служит основой тех-
нической подготовки инженеров. В результате изучения курса
машиностроительного черчения студент должен:
1. Изучить основные правила и нормы оформления и вы-
полнения чертежей и других конструкторских документов,
установленные Государственными стандартами Единой си-
стемы конструкторской документации (ЕСКД).
2. Научиться выполнять и читать чертежи различных изде-
лий.
3. Развить пространственное мышление. •
4. Освоить технику выполнения чертежей.
Развитие современного машиностроения невозможно без
чертежей. Чертежи (как и другие конструкторские документы)
служат средством передачи большого количества информации
о различных машинах. Чертежи поясняют устройство и работу
машин, взаимосвязь составляющих их деталей и механизмов.
Чертеж передает форму каждой детали и характеристику этой
формы, т. е. шероховатость, предельные отклонения размеров
формы и расположения поверхностей. На чертеже указывается
материал детали и состояние этого материала, т. е. твердость,
термообработка, покрытие и т. д. По чертежам производится
изготовление деталей, а затем и сборка из них различных
устройств механизмов и машин, а также целых сооружений.
Поэтому выполнение чертежа должно обеспечить полноту со-
ответствующей информации по каждой детали, каждой сбороч-
ной единице и всей машине.
Чертежи при их чтении должны давать в простом и доступ-
ном виде понятие о формах деталей, их взаимодействии в ма-
шине и назначении самой машины. Выполнять чертежи надо
в соответствии с правилами Единой системы конструкторской
документации, а читать — с учетом этих правил/
Теоретическая часть черчения основана на положениях на-
чертательной геометрии. В ней изложена система прямо-
угольных проекций, при помощи которой строятся изображе-
ния пространственных форм объектов на плоскости.
В процессе изучения курса машиностроительного черчения
студенты получают представление о деталях, сборочных едини-
цах и их чертежах, а также знакомятся с элементами конструи-
рования деталей и элементами технологии их обработки. Как
правило, целый ряд технических дисциплин студенты изучают
после окончания курса машиностроительного черчения. Поэто-
му в чертежах, выполняемых студентами по курсу черчения,
допускаются некоторые упрощения по сравнению с заводскими
чертежами (отсутствие допусков и посадок, указаний о термо-
обработке и шероховатости поверхностей и т. п.). Эти упроще-
ния и особенности разрешены приказом Минвуза СССР № 634
от 17.09.1970, согласованным с Государственным Комитетом
СССР по стандартам. Полностью овладеть выполнением
и чтением чертежей можно только после изучения соответ-
ствующих общеинженерных и специальных дисциплин.
В книге изложен материал по основным разделам машино-
строительного черчения: оформлению чертежей, выполнению
прямоугольных и аксонометрических изображений, изображе-
нию элементов деталей, обозначениям на чертежах, изображе-
нию стандартных деталей, технике и принципам нанесения раз-
меров, изображению оригинальных деталей, изображению
элементов конструкций машин. Основное внимание уделено
правилам разработки конструкторской документации в со-
ответствии с действующими стандартами ЕСКД с учетом
практики и опыта конструирования изделий машиностроения.
Кроме того, в книге .освещены стандарты, применяемые при
конструировании изделий машиностроения. Приведенные в кни-
ге материалы соответствуют стандартам по состоянию на
31.12.1984 г.
Учебник предназначен для студентов высших учебных
заведений машиностроительных и приборостроительных спе-
циальностей. Учебник написан в соответствии с программой
курса «Машиностроительное черчение» для вузов авторским
коллективом преподавателей Московского станкоинструмен-
тального института.