


















































































Автор: Кобелев Ф.Г.
Теги: сварка электросварка сделай сам сварочные аппараты
ISBN: 978-5-94387-817-6
Год: 2011



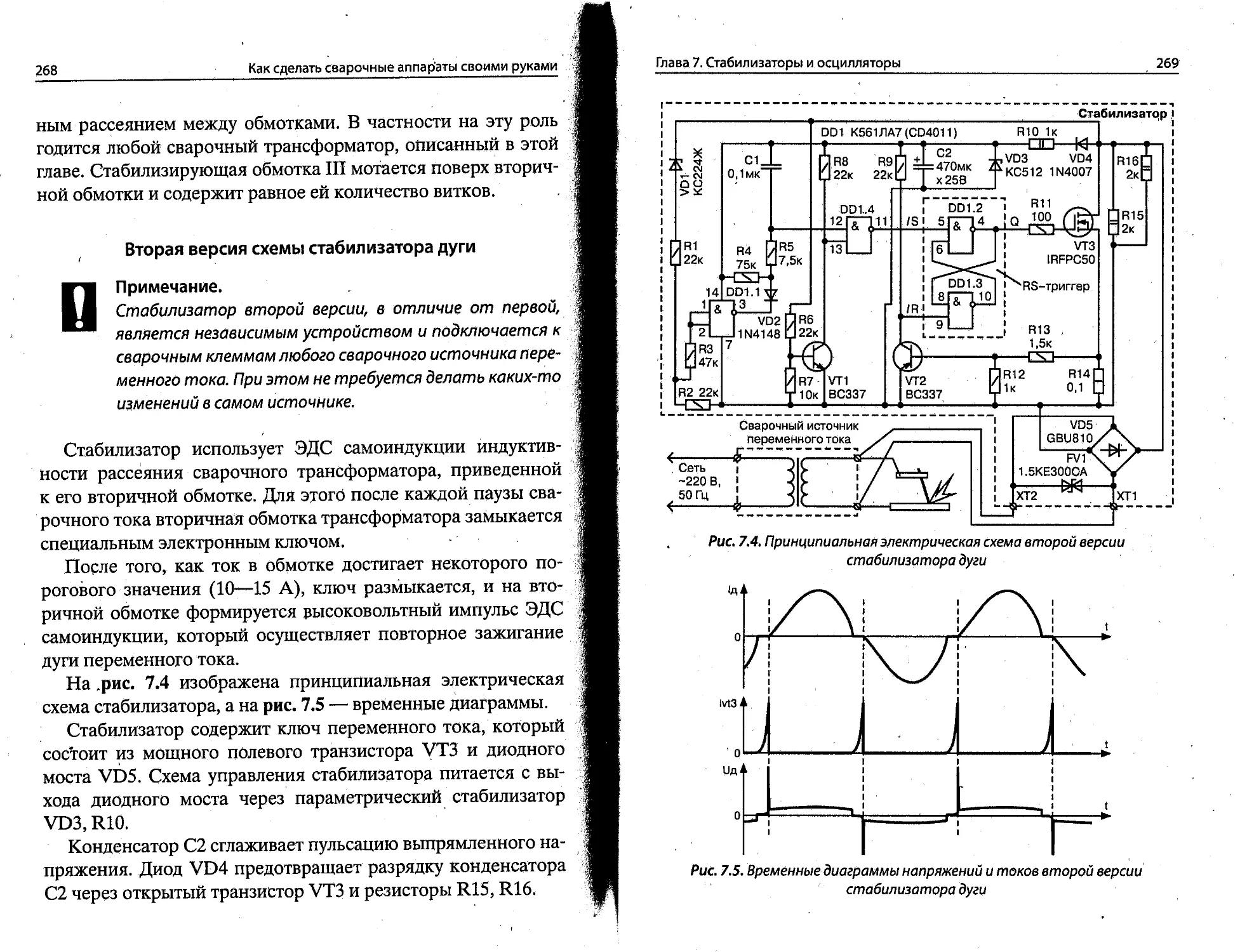
Текст
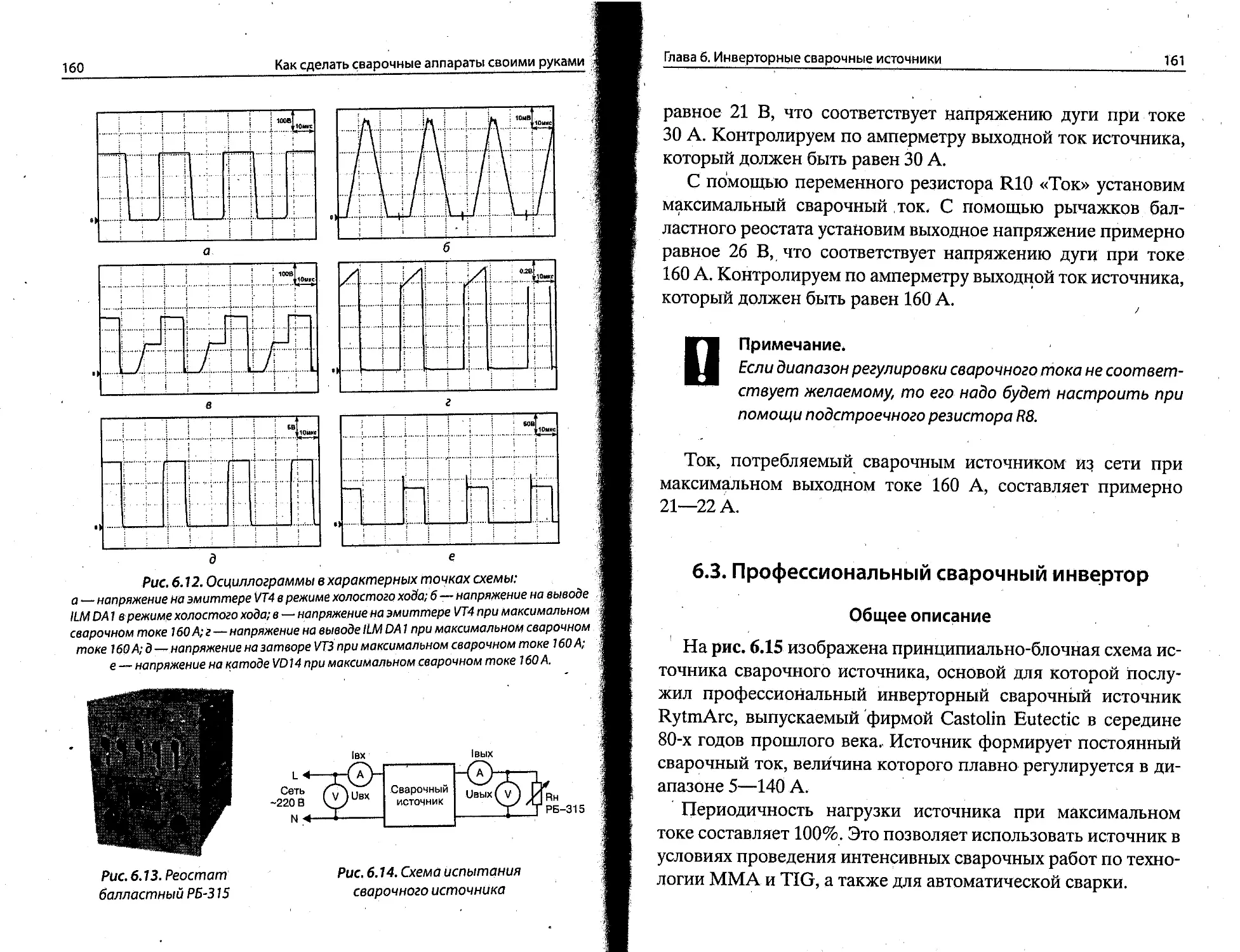
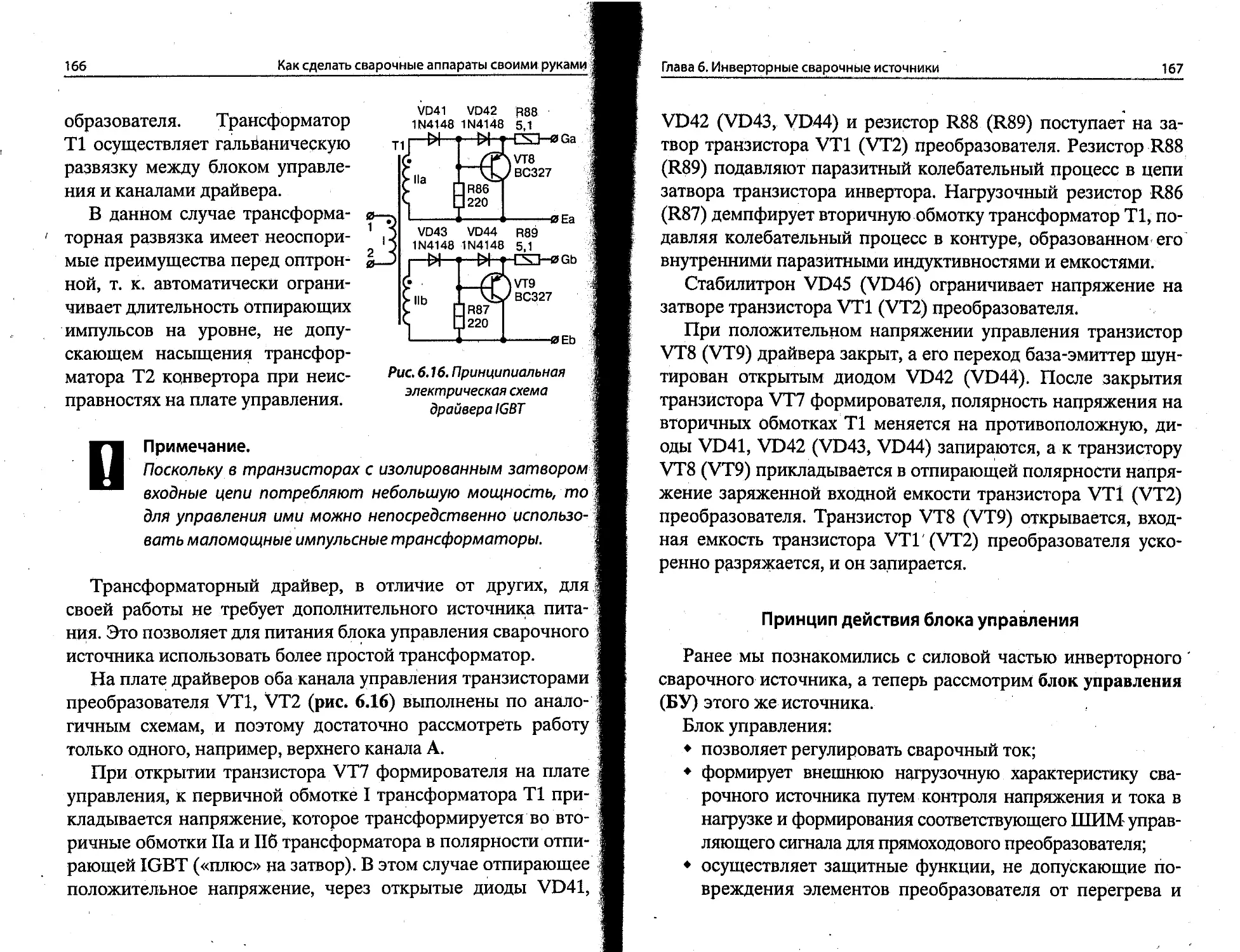
Ьфг№" Каксдепагь
-Штруками
Кобелев Ф.Г.
Как сделать сварочные аппараты своими руками. — СПб.: Наука и техника, 2011. —
304 с.: ил.
ISBN 978-5-94387-817-6
Серия «Домашний мастер»
Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном
Строительстве. К настоящему времени она практически вытеснила все остальные
технологии сварки металла.
Книга знакомит домашнего мастера с основами электросварки, принципами
построения электросварочных аппаратов. Особое внимание уделяется самому
сложному узлу сварочного аппарата — источнику сварочного тока.
Приводятся описания различных сварочных источников, пригодных для повто-
рения. Особое внимание уделено инверторным сварочным источникам, которые
имеют при малой массе и объеме превосходные нагрузочные характеристики.
Книга поможет самостоятельно изготовить источники для ручной и полуавто-
матической сварки, а желающим приобрести готовое устройство — сделать пра-
вильный выбор.
Издательство выражает признательность одному из лучших специалистов в
области создания источников сварочного тока Володину В. Я. за неоценимую по-
мощь в создании этой книги.
Книга предназначена для широкого круга домашних мастеров, радиолюбите-
лей, интересующихся вопросами электросварки, созданию и ремонту источников
сварочного тока;
Автор и издательство не несут ответственности за
возможный ущерб, причиненный в результате ис-
пользования материалов данной книги.
Контактные телефоны издательства
(812) 412-70-25,412-70-26
(044)516-38-66
Официальный сайт: www.nit.com.ru
© Кобелев Ф.Г.
© Наука и Техника (оригинал-макет), 2011
ОСЮ «Наука и Техника».
198097, г. Санкт-Петербург, ул. Маршала Говорова, д. 29.
Подписано в печать 18.08.2010. Формат 60x88Vi«.
Бумага газетная. Печать офсетная. Объем 19 п. л.
Тираж 3000 экз. Заказ № 564.
Отпечатано с готовых диапозитивов
в ГП ПО «Псковская областная типография»
180004, г. Псков, ул. Ротная, 34.
Содержание
Глава 1. Первое знакомство с электродуговой сваркой ........... 7
1.1. Электрическая дуга.................................... 7
1.2. Процесс сварки...................................... 11
1.3. Способы и технологии сварки.......................... 15
Ручная сварка покрытыми электродами................ 16
Сварка в защитных газах.............................. 17
Глава 2. Что такое сварочные источники........................ 19
2.1. Основные типы сварочных источников................... 19
2.2. Единая система обозначения и классификация
сварочных источников.................................. 22
Глава 3. Сварочные источники для ручной сварки
переменным током............................................. 24
3.1. Основные требования к сварочному источнику........... 24
3.2. Основные типы сварочных трансформаторов.............. 27
3.3. Сварочный трансформатор со ступенчатой регулировкой тока. 31
3.4. Сварочный источник Буденного......................... 37
Конструктивно-электрическая схема сварочного
источника Буденного.................................. 40
Конструкция сварочного источника..................... 42
3.5. Сварочный источник с резонансным конденсатором....... 46
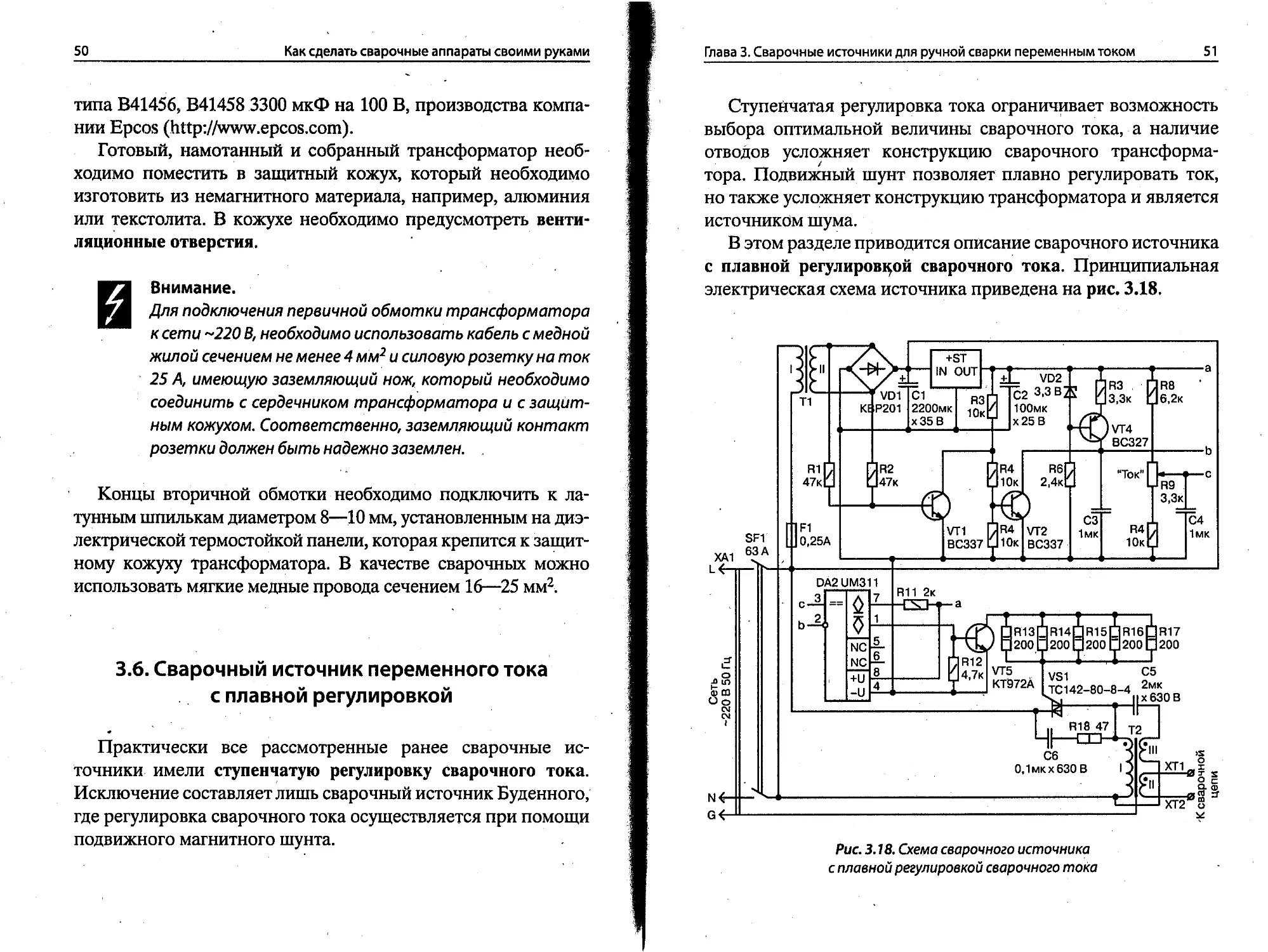
3.6. Сварочный источник переменного тока
с плавной регулировкой.............:..................... 50
3.7. Сварочный источник постоянного тока
с электронной регулировкой................................ 55
Глава 4. Электронный регулятор сварочного тока ............... 64
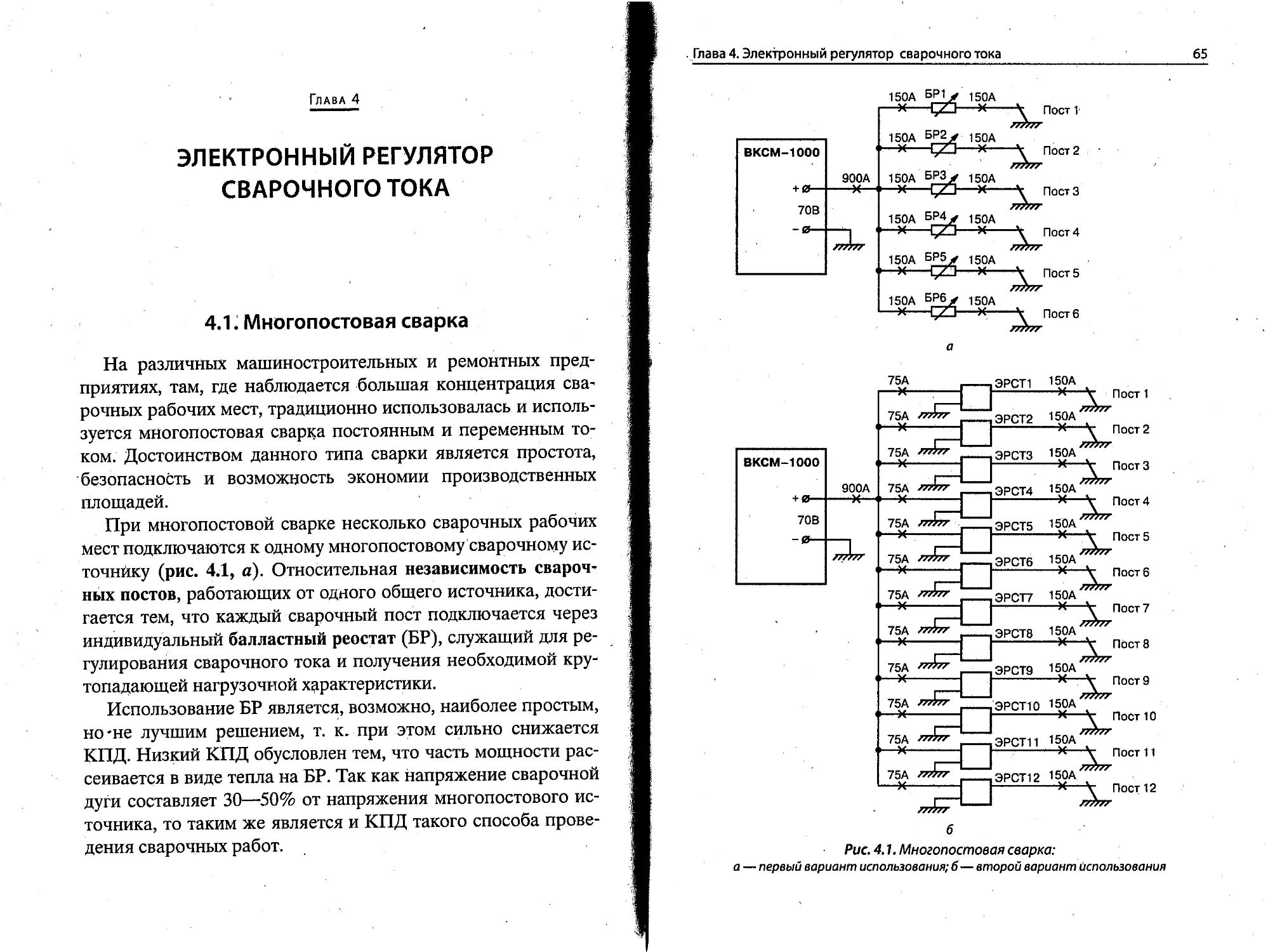
4.1. Многопостовая сварка................................. 64
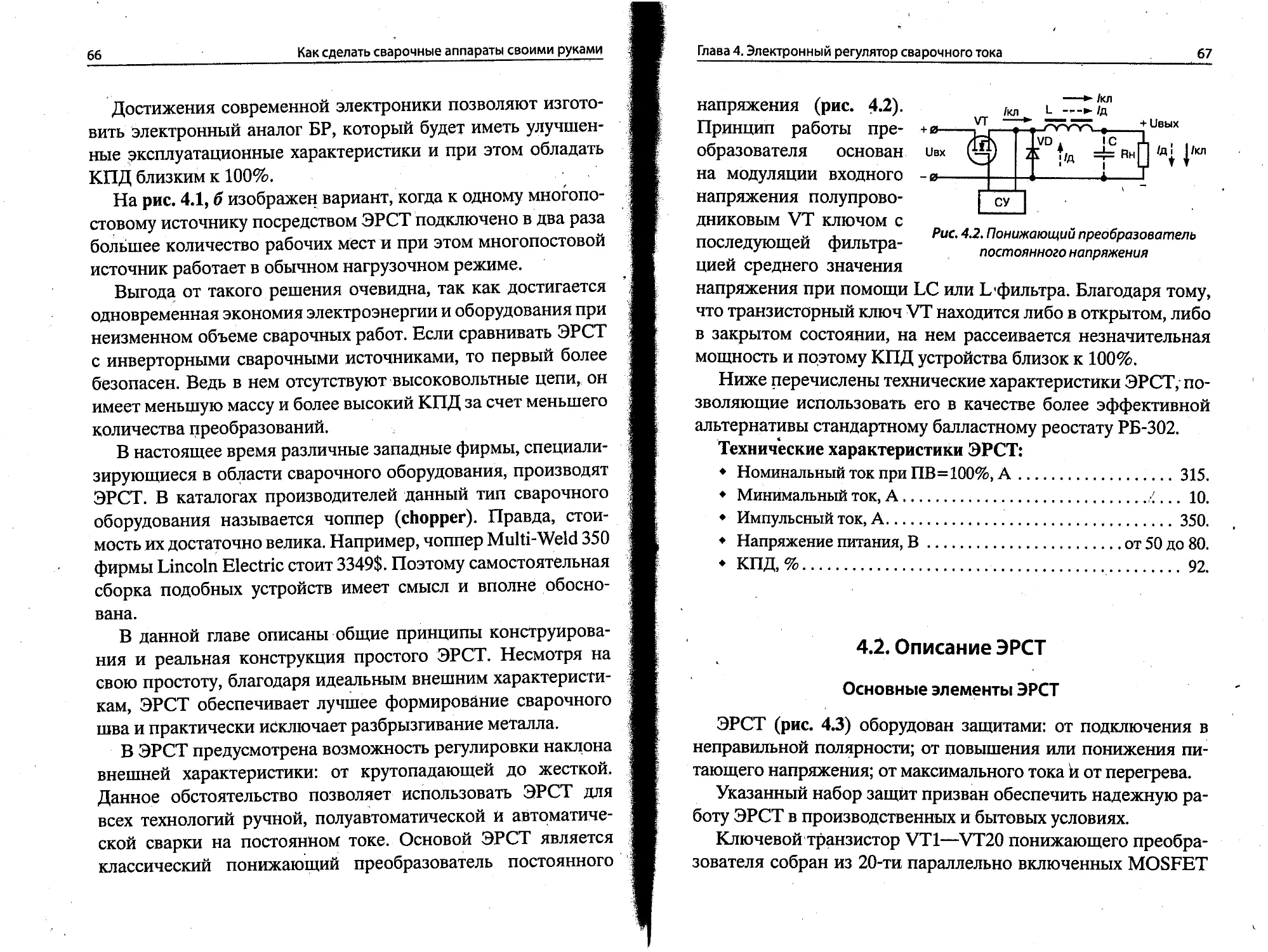
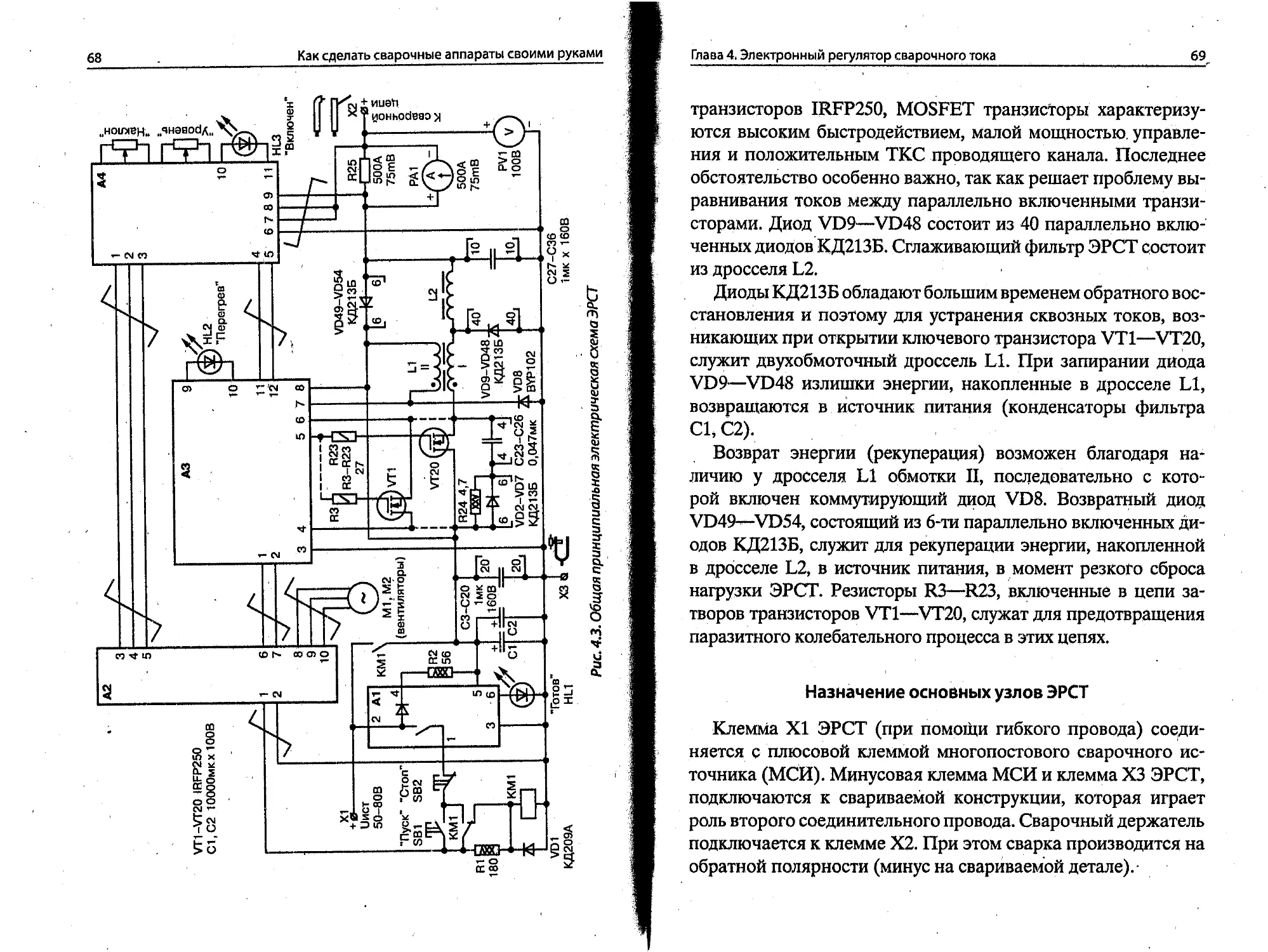
4.2. Описание ЭРСТ........................................ 67
Назначение основных узлов ЭРСТ....................... 69
Принцип действия..................................... 70
Принцип работы и настройка блока А.1................. 71
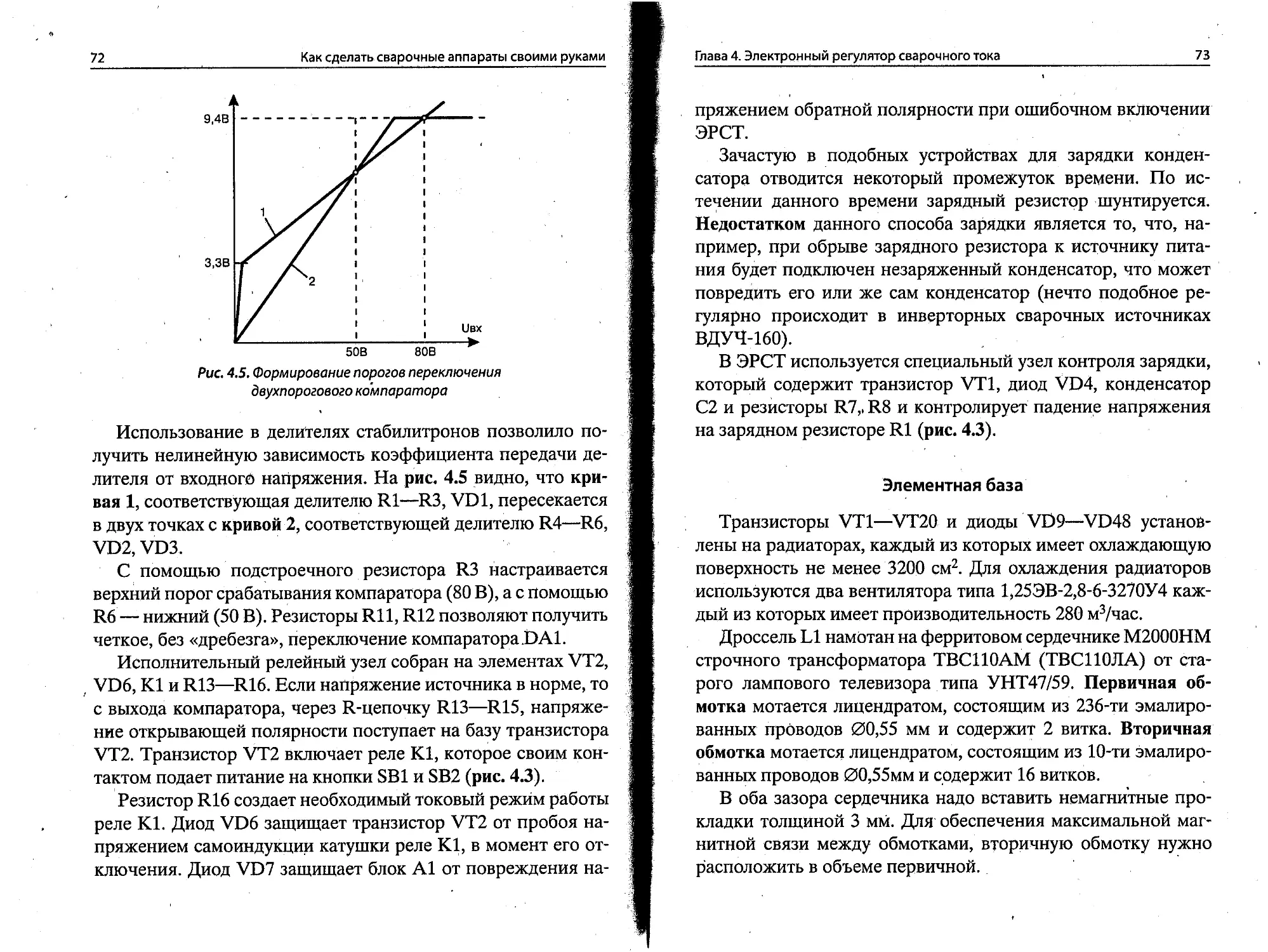
Элементная база...................................... 73
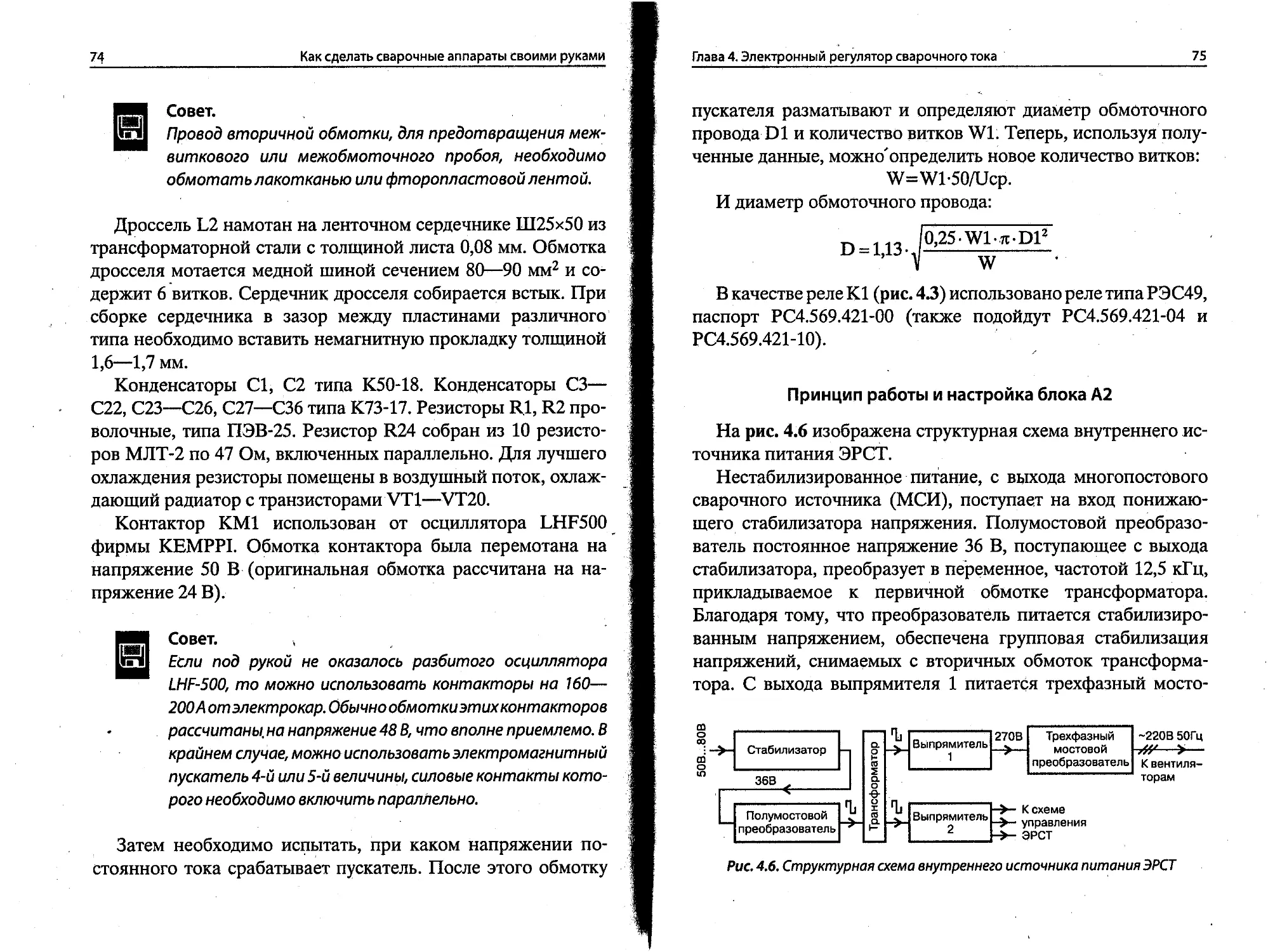
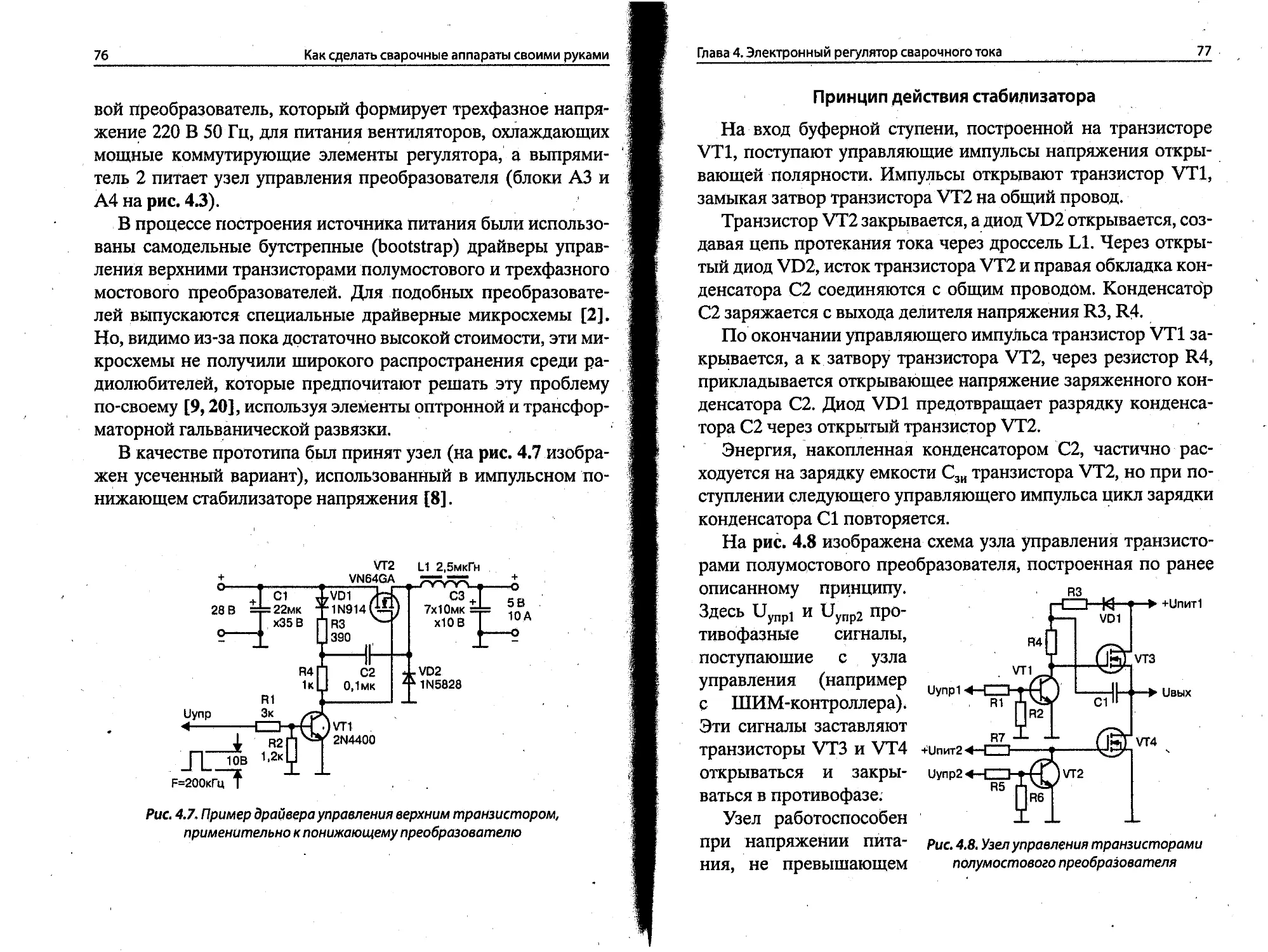
Принцип работы и настройка блока А2.................. 75
Принцип действия стабилизатора...................... 77
Элементная база.................................... 85
Настройка.............................. .; —........ 85
Формирование внешних характеристи к ЭРСТ............. 87
Принцип работы блока управления ЭРСТ................. 87
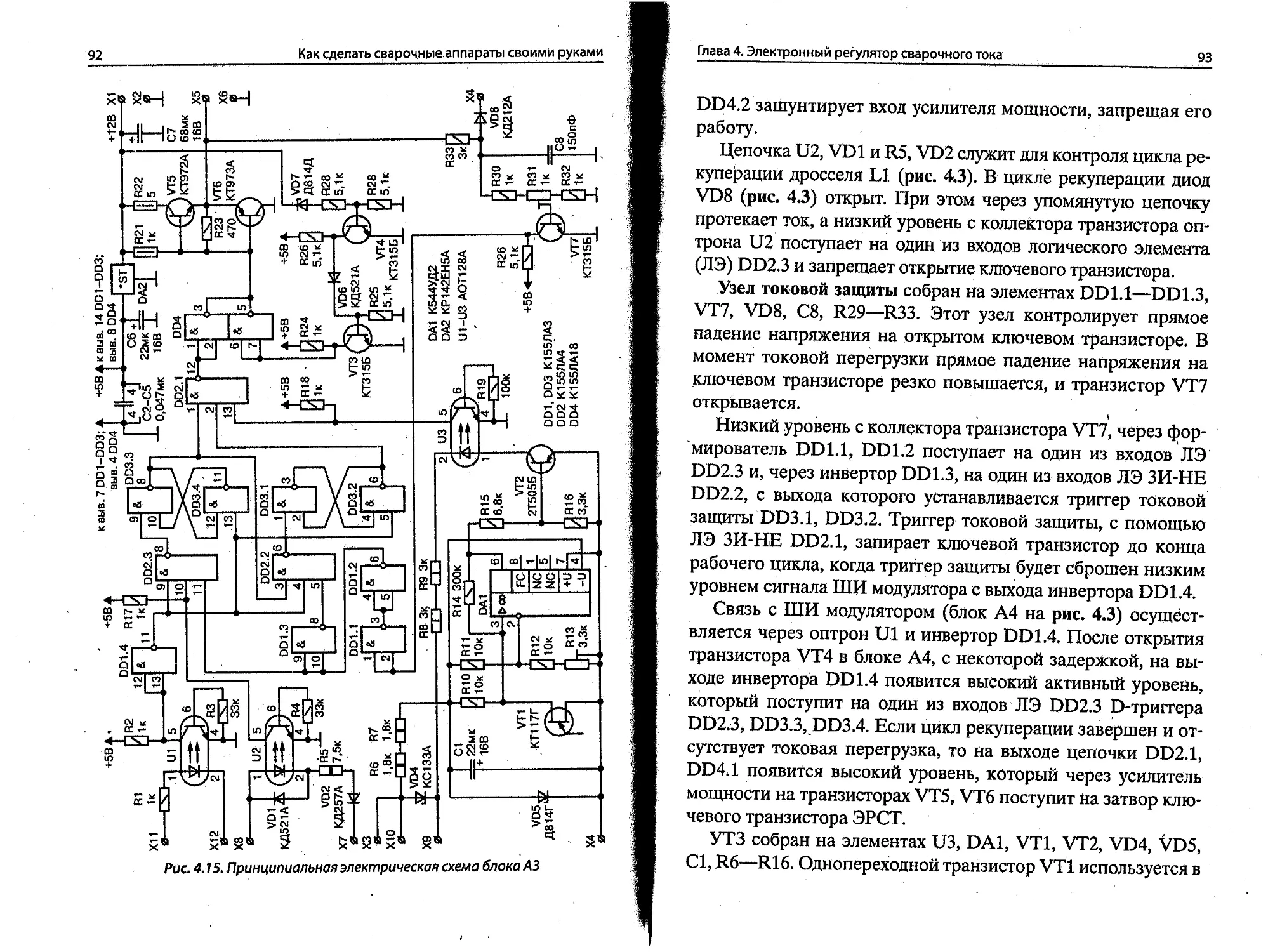
Принцип работы блока драйвера ключевого транзистора .... 91
Завершающая настройка ЭРСТ........................... 94
Глава 5. Сварочный источник для полуавтоматической сварки ....... 96
5.1. Основные схемные решения........................... 96
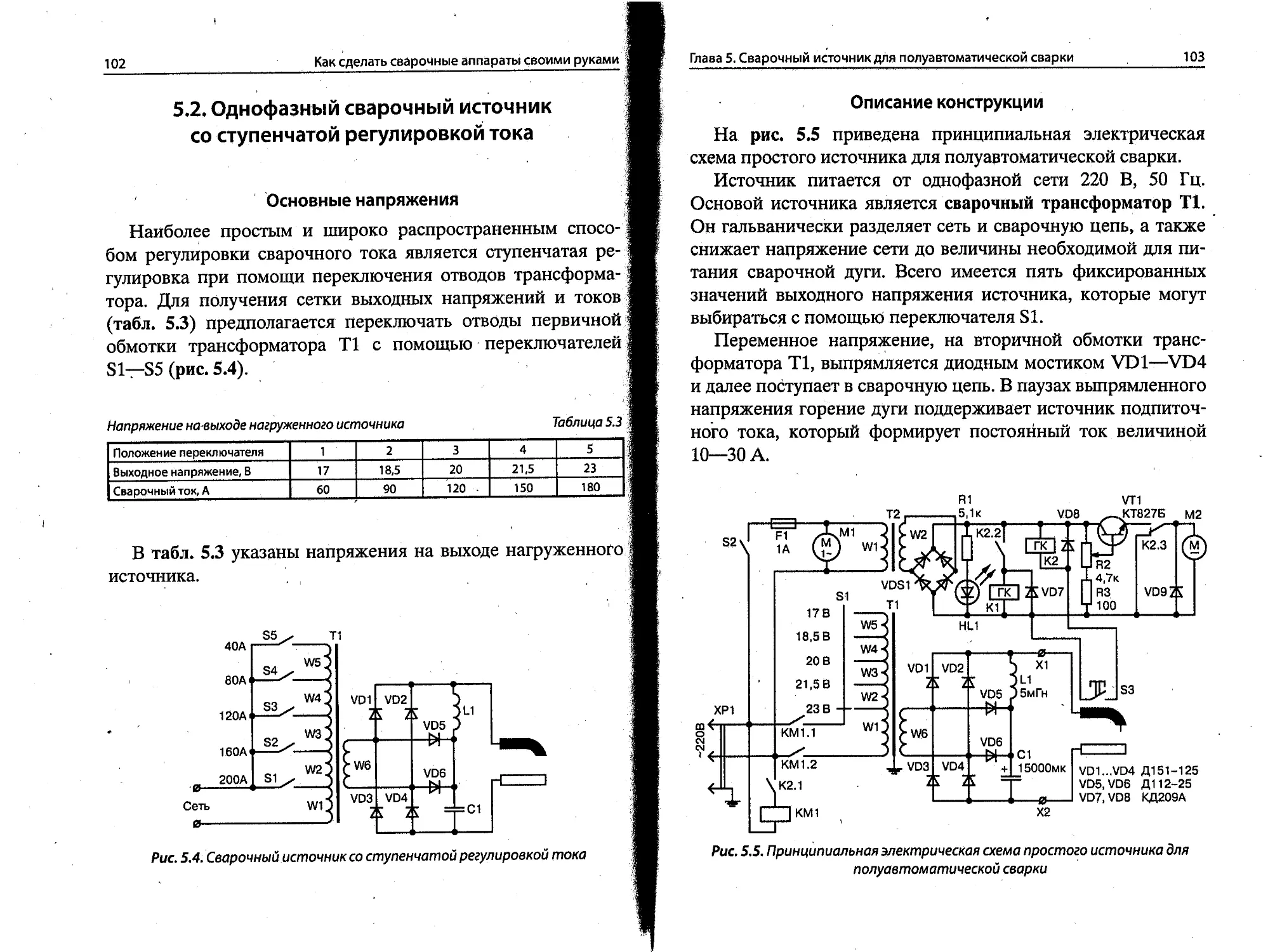
5.2. Однофазный сварочный источник
со ступенчатой регулировкой тока......................... 102
Основные напряжения............................... 102
Описание конструкции................................ 103
Элементная база................................... 105
Конструкция сварочного трансформатора............... 106
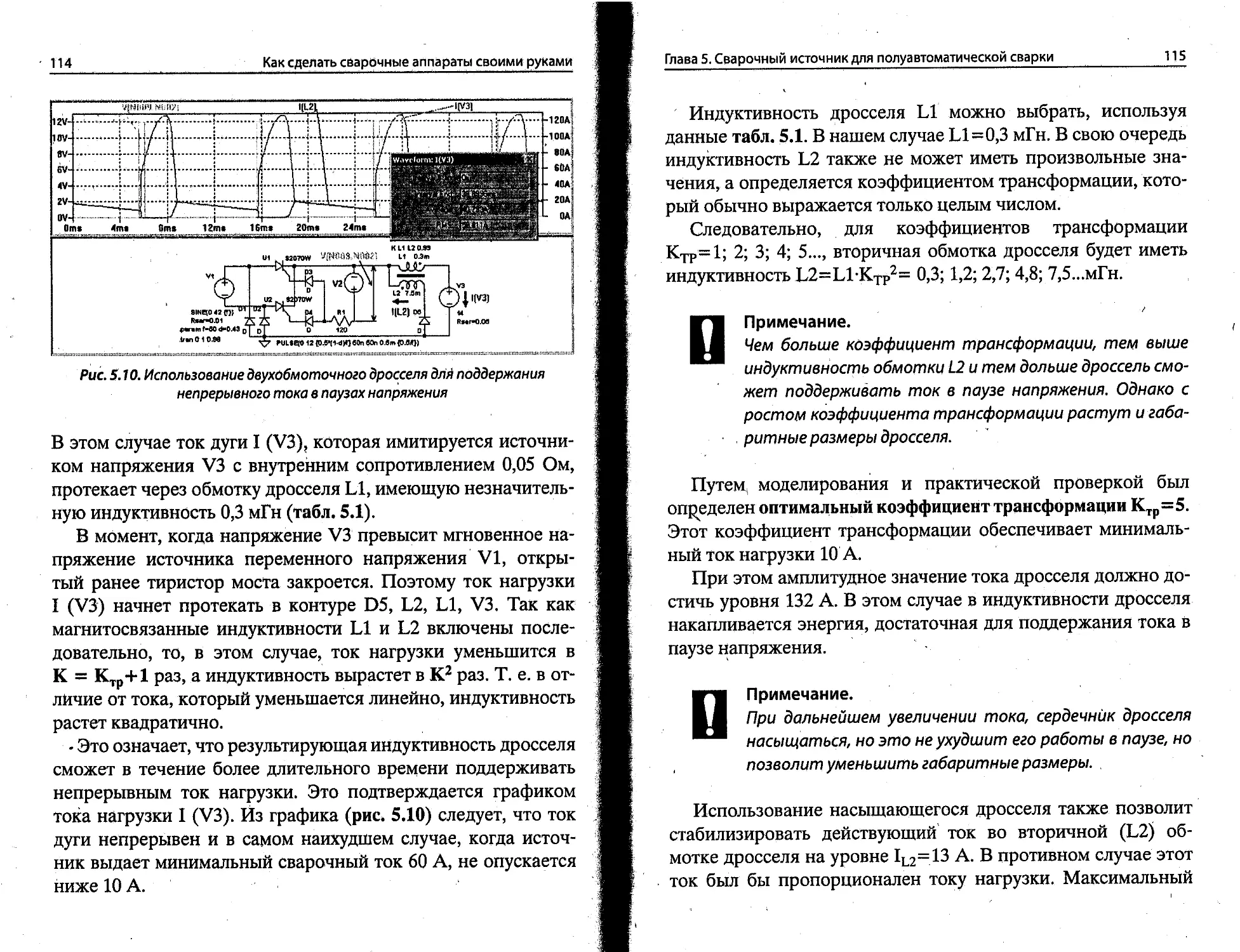
Конструкция дросселя................................ 108
Подключение источника............................... 108
5.3. Сварочный источник для полуавтоматической сварки
с тиристорным регулятором................................ 109
Обеспечение непрерывности сварочного тока............ 110
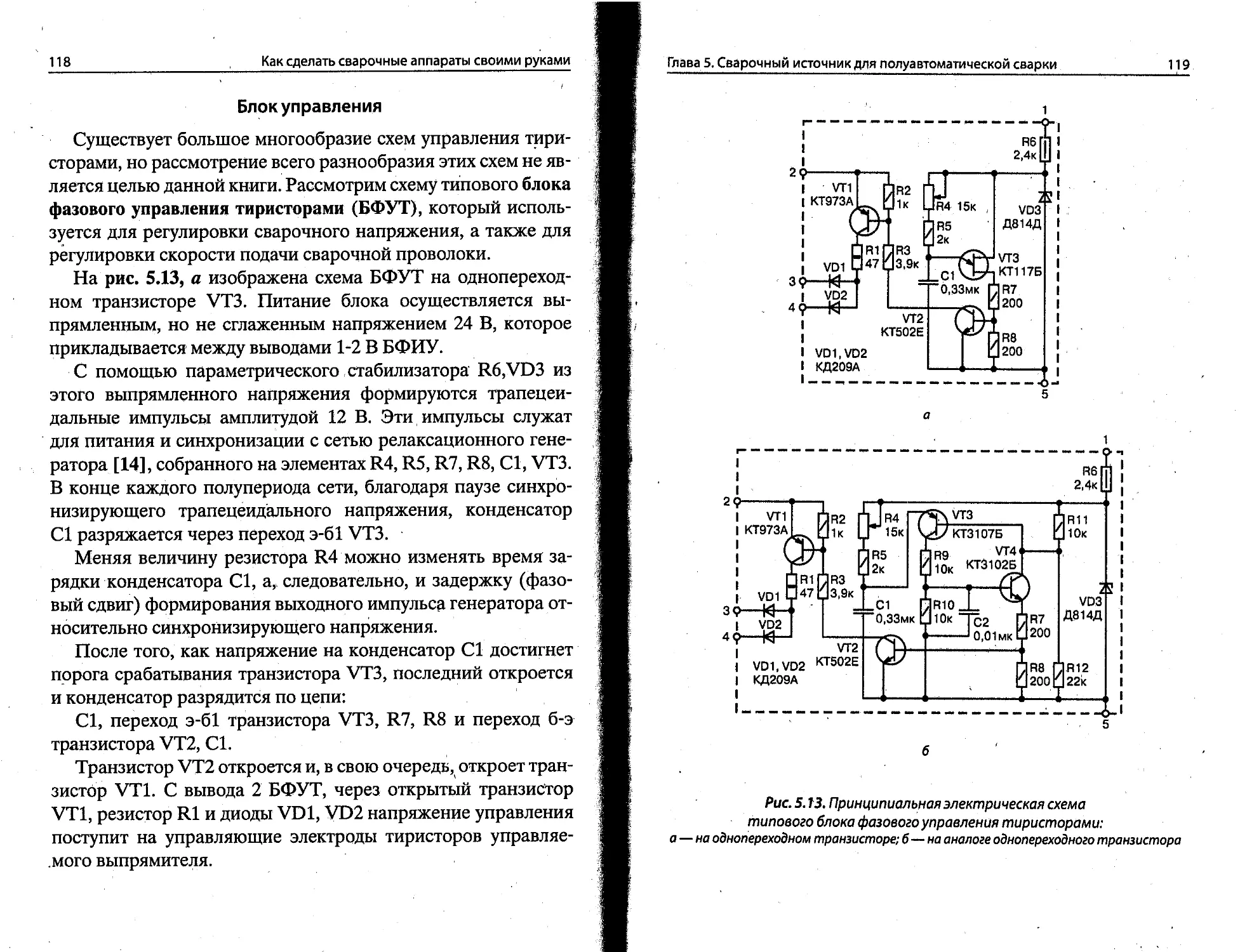
Блок управления.................................. 118
Описание конструкции.............................. 120
Элементная база................................... 123
Конструкция сварочного трансформатора............. 123
Конструкция дросселя............................... 125
Подключение источника............................. 126
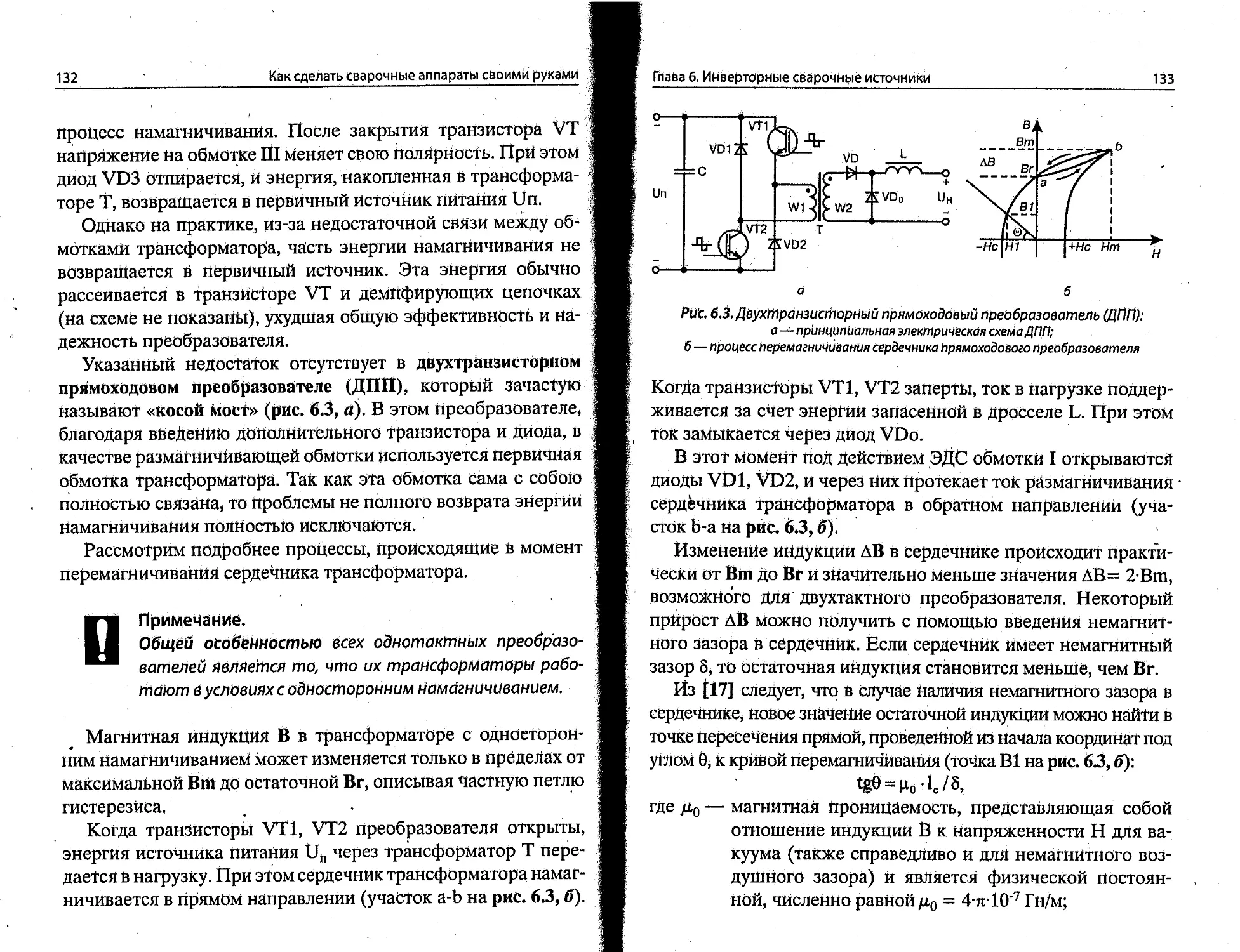
Глава 6. Инверторные сварочные источники..................... 127
6.1. Основные типы преобразователей..................... 127
Трансформатор....................................... 127
Блок-схема инверторного сварочного источника........ 128
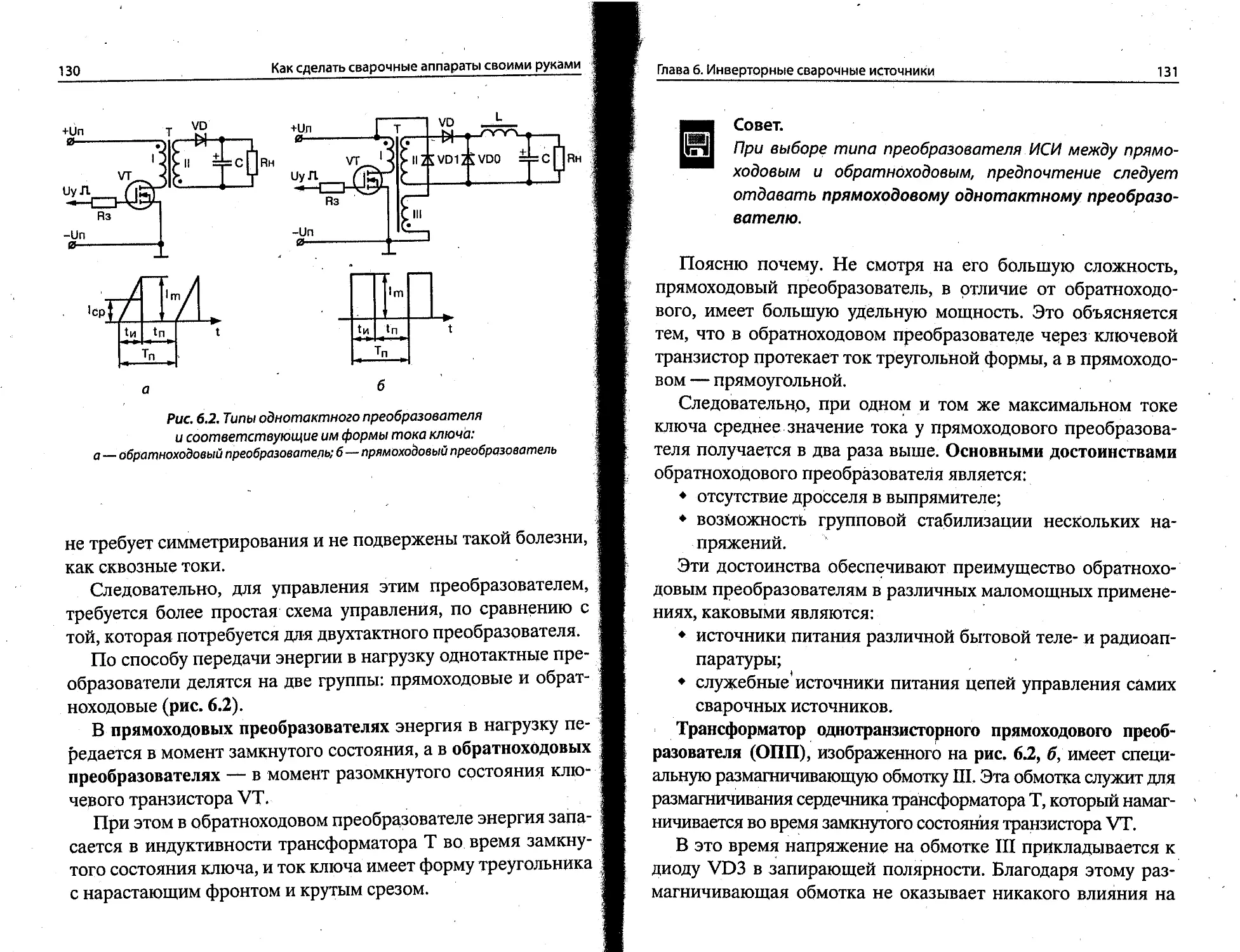
Однотактные преобразователи....................... 129
Двухтактные преобразователи......................... 134
Материал сердечника трансформатора преобразователя... 137
6.2. Простой сварочный инвертор.......................... 138
Блок управления..................................... 138
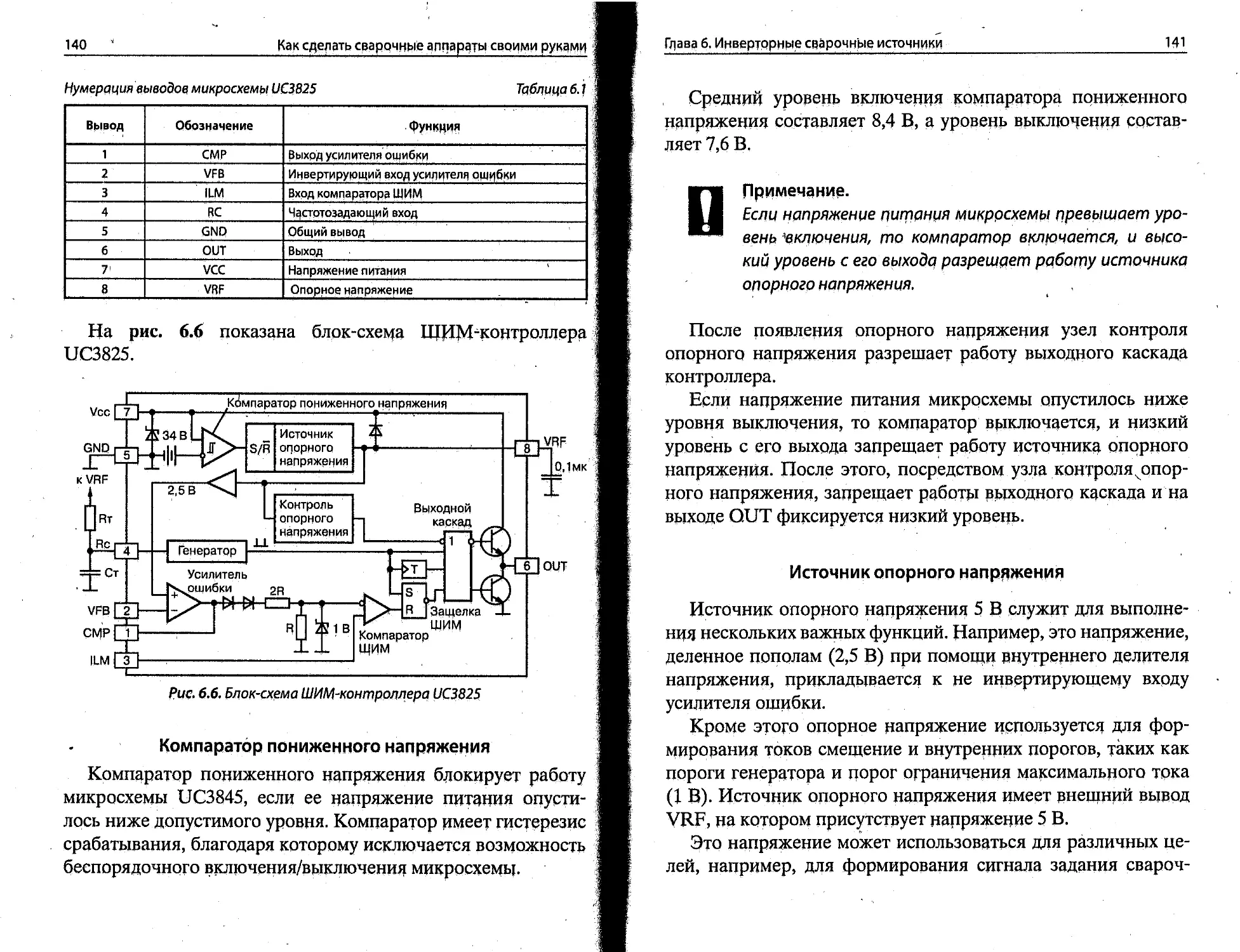
Компаратор пониженного напряжения................... 140
Источник опорного напряжения...................... 141
Генератор.......................................... 142
Усилитель ошибки................................... 143
Компаратор ШИМ..................................... 143
Защелка ШИМ......•................................. 144
Выходной каскад................................... 144
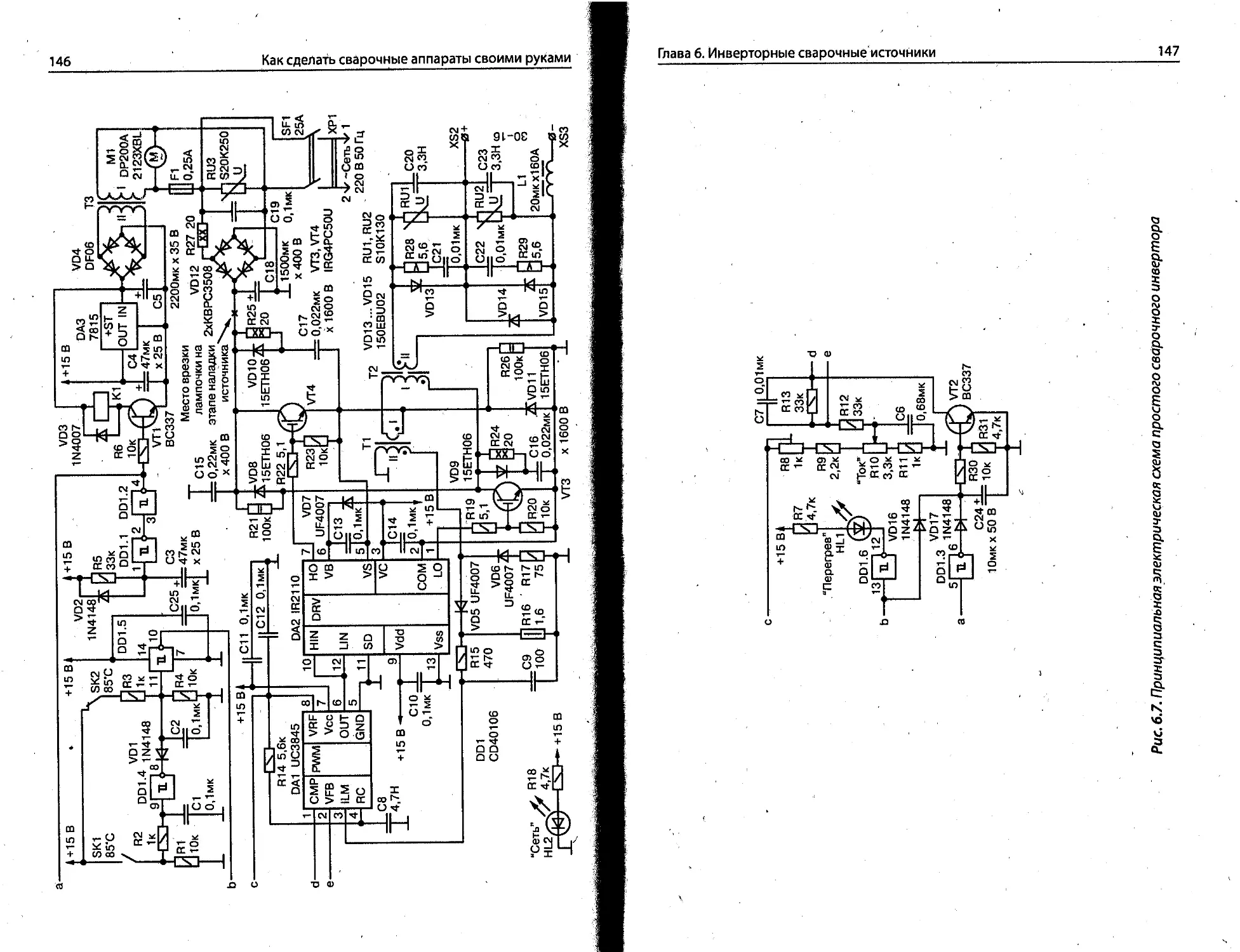
Схема сварочного инвертора.......................... 145
Элементная база..................................... 152
Моточные узлы..................................... 154
Намотка трансформатора.............................. 156
Наладка сварочного источника........................ 157
б.З. Профессиональный сварочный инвертор................ 161
Принцип действия силовой части
инверторного сварочного источника................... 165
Принцип действия блока управления........,.......... 167
Схема блока управления
инверторного сварочного источника.................. 173
Основные функциональные узлы блока управления....... 177
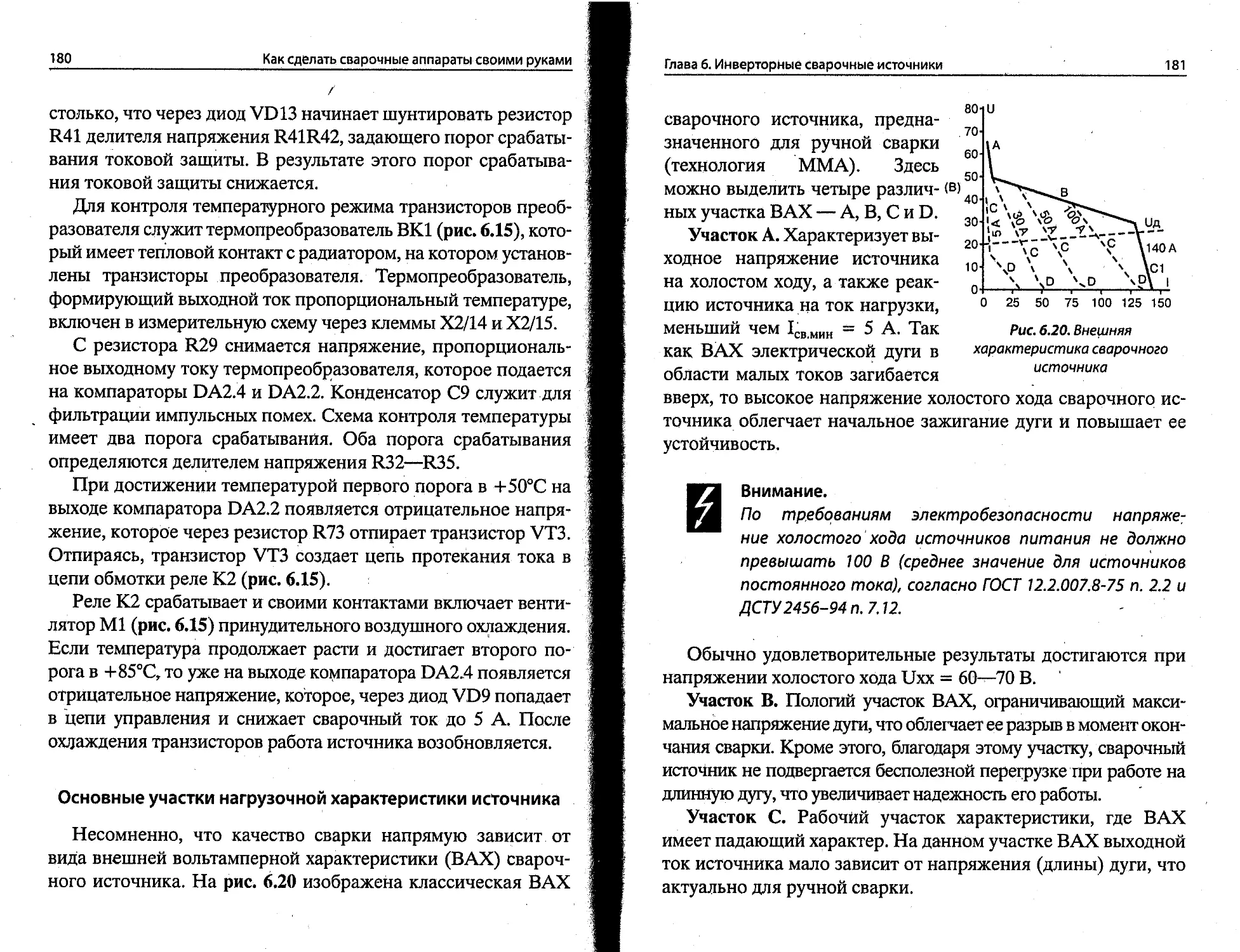
Основные участки нагрузочной характеристики источника... 180
Формирование нагрузочной характеристики источника... 182
Элементная база.................................... 184
Моточные узлы..................................... 187
Методика настройки БУ.............................. 190
Выносной пульт управления (модулятор).............. 192
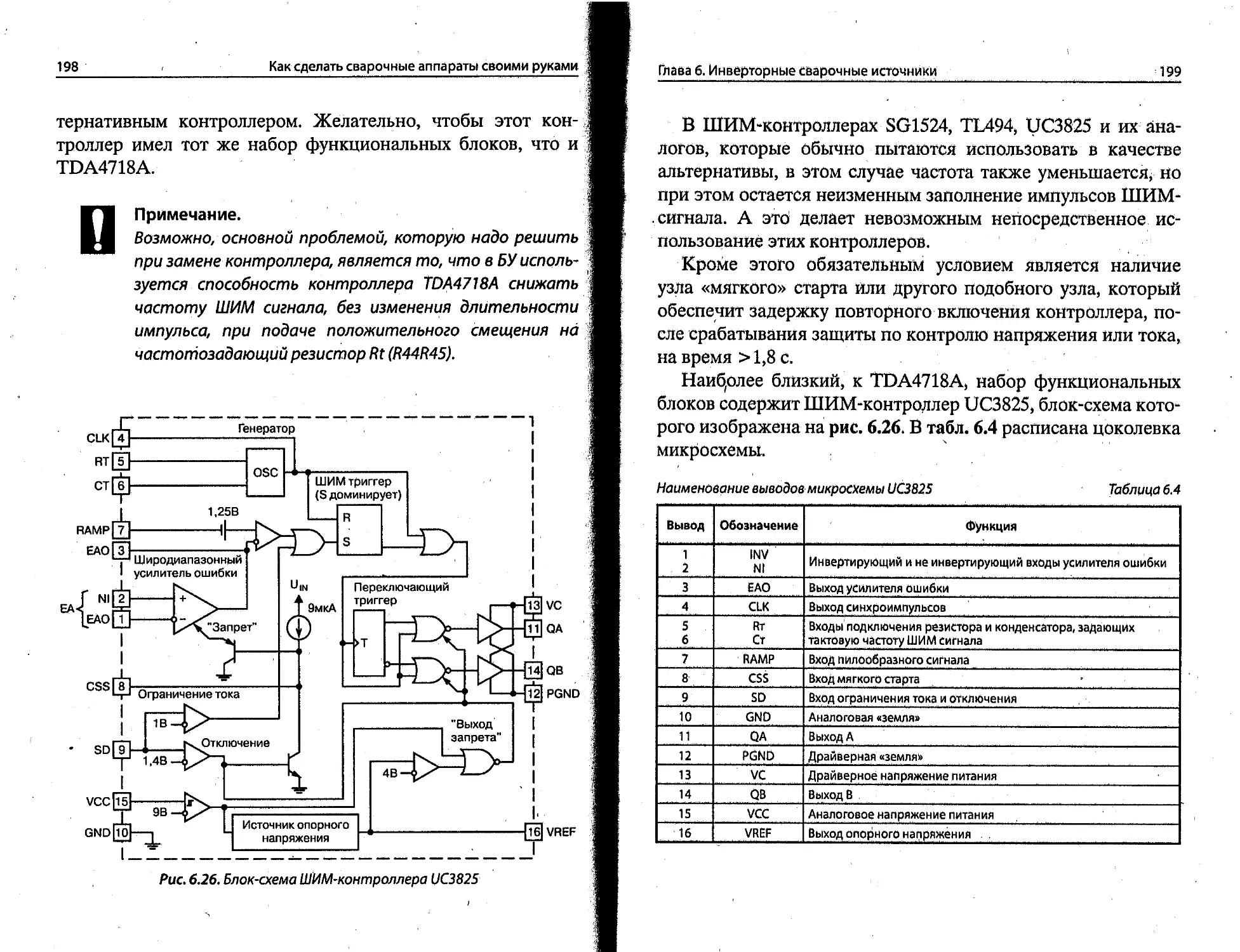
Использование альтернативного ШИМ-контроллера....... 197
6.4. Инверторный сварочный источник C0LT-1300 ........... 205
Силовая часть................................... 206
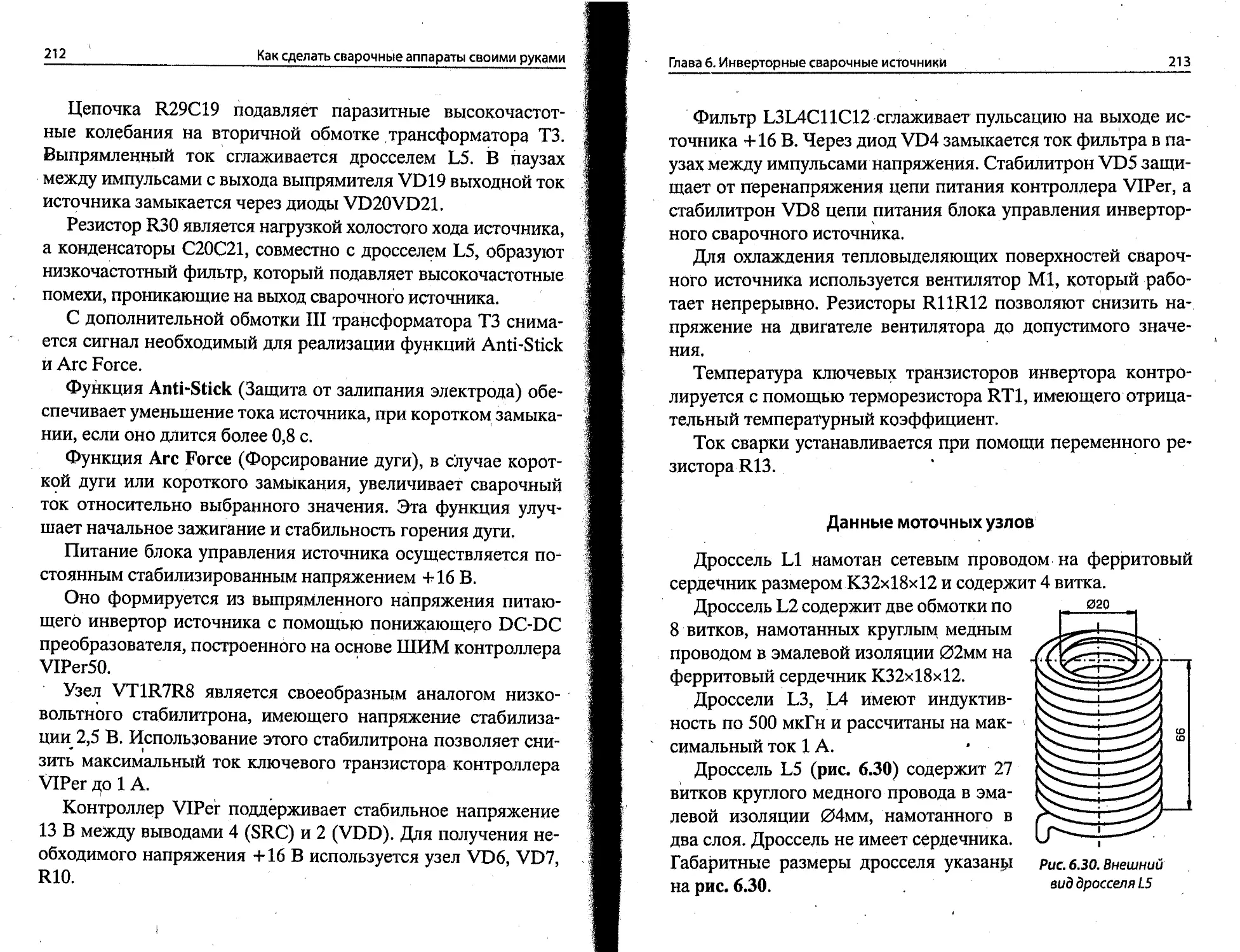
Данные моточных узлов............................. 213
Блок управления.................................... 215
Настройка........................................ 222
6.5. Демпфирующая цепь, не рассеивающая энергию ....... 222
Расчет элементов НРДЦ.............................. 225
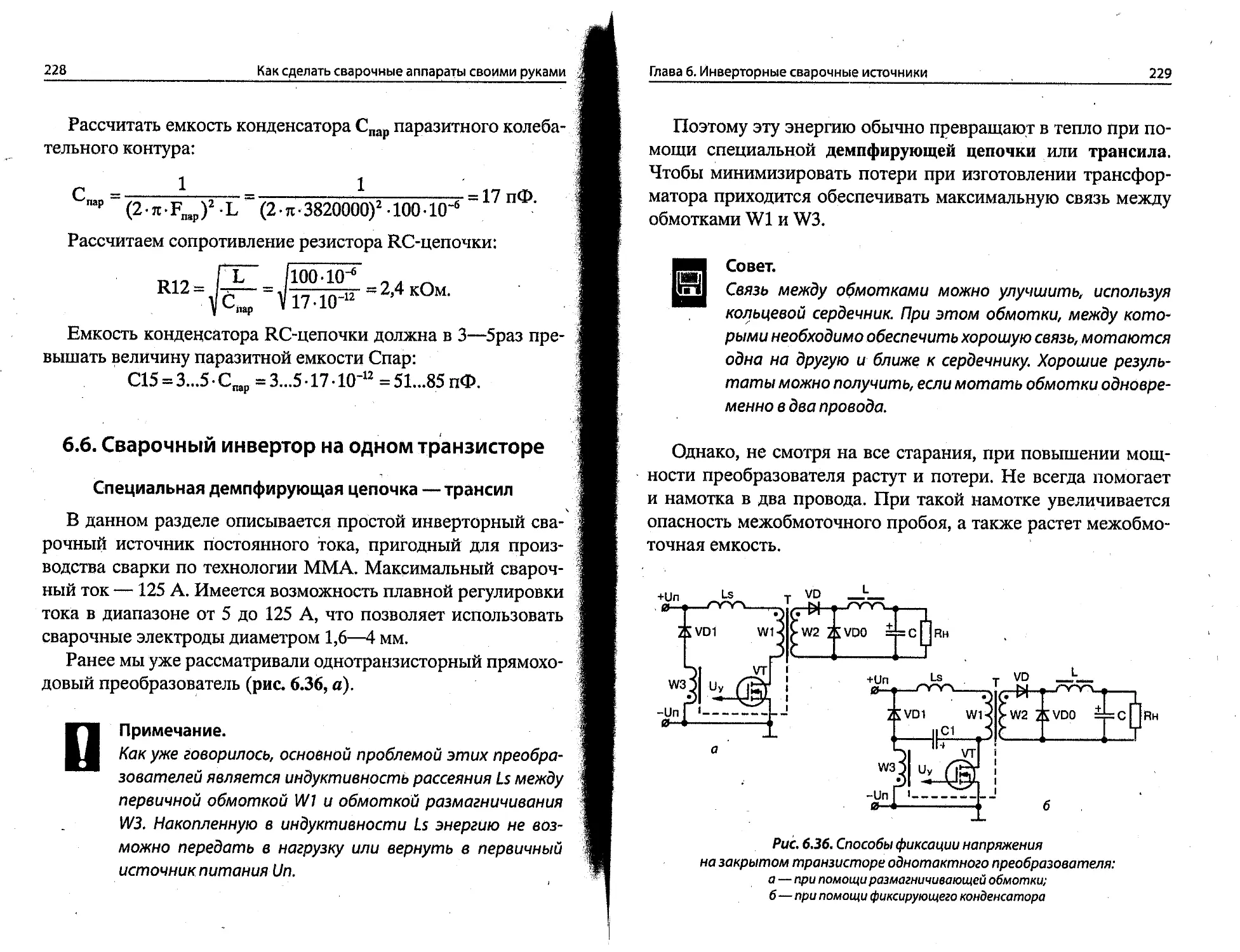
6.6. Сварочный инвертор на одном транзисторе............ 228
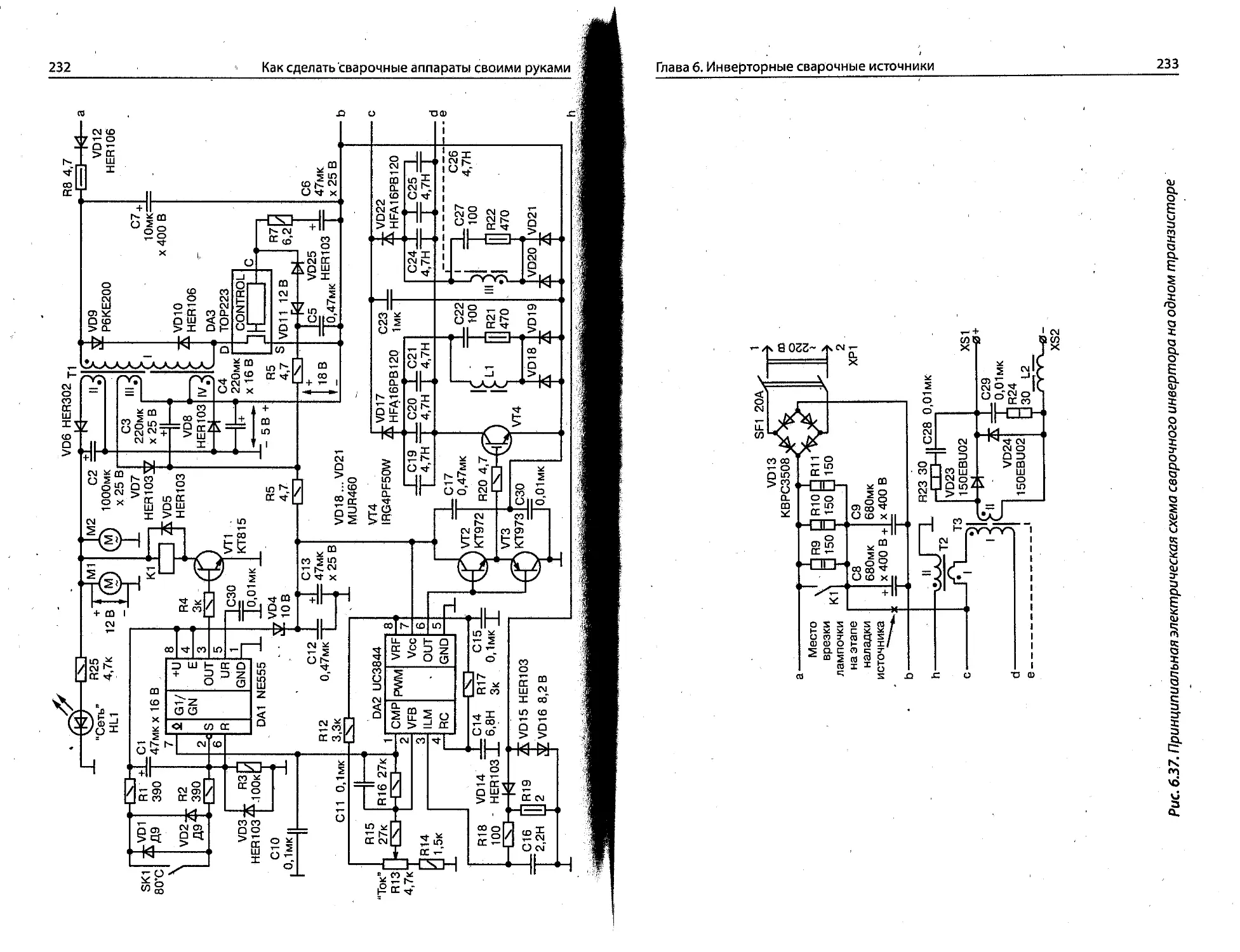
Принципиальная схема................................ 230
Работа схемы........................................ 234
Элементная база..................................... 238
Моточные узлы...................................... 238
Наладка сварочного источника....................... 240
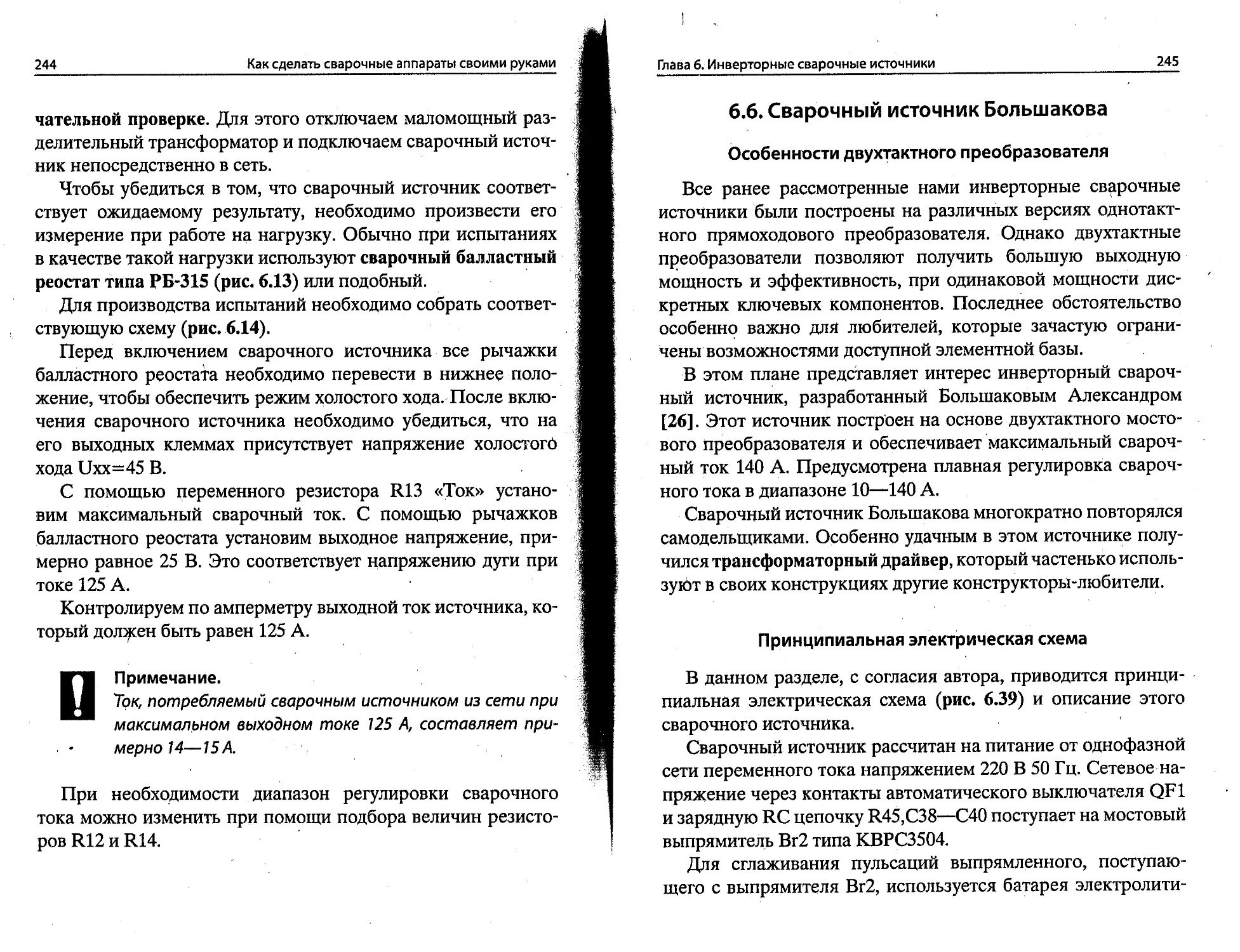
6.6. Сварочный источник Большакова....................... 245
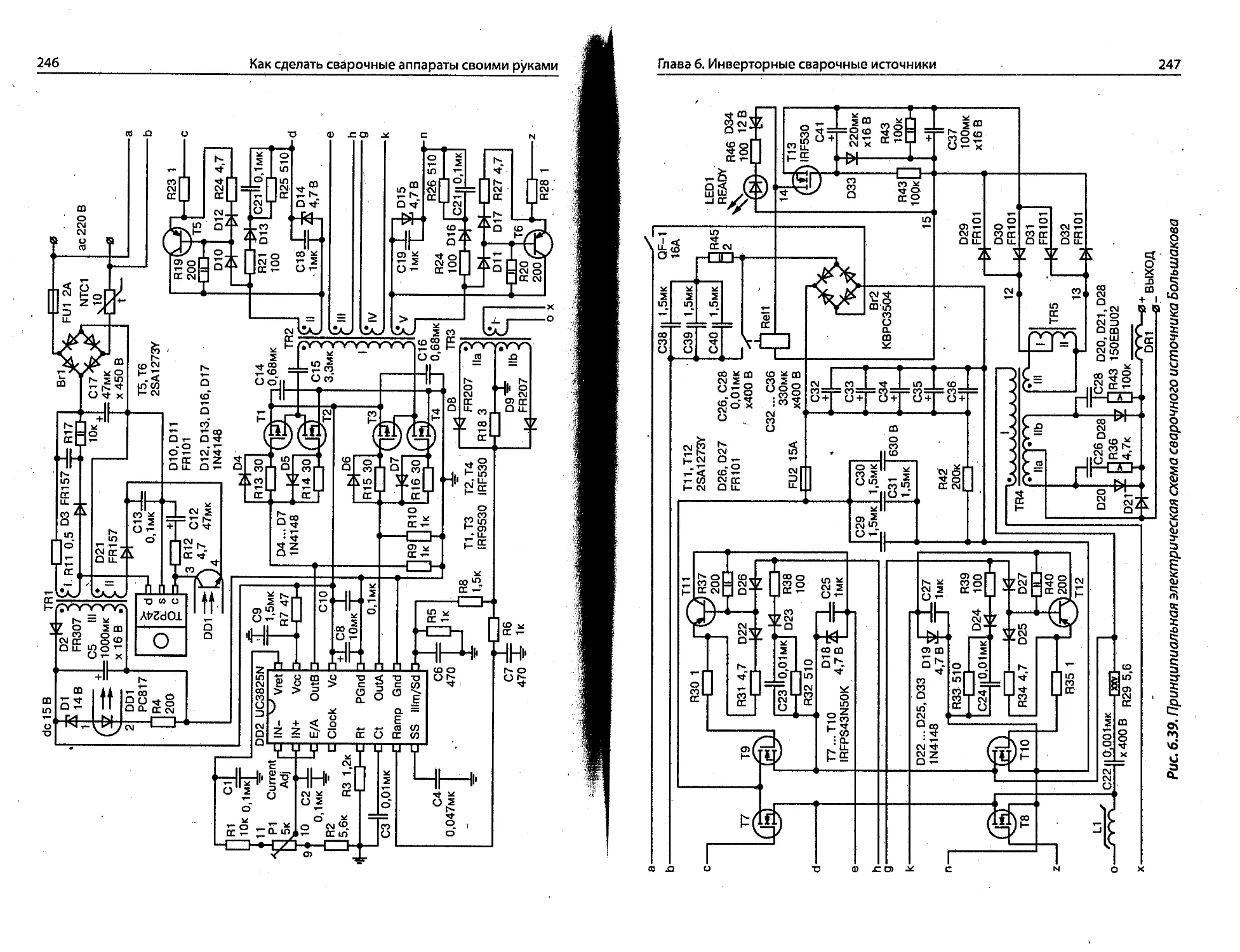
Принципиальная электрическая схема.................. 245
Элементная база.................................... 252
Моточные узлы....................................... 253
Монтаж............................................. 255
Настройка........................................ 255
Глава 7. Стабилизаторы и осцилляторы....................... 259
7.1. Стабилизаторы дуги переменного тока.............. 259
Принцип действия стабилизаторов дуги................ 260
Первая версия схемы стабилизатора дуги.............. 261
Элементная база.................................... 267
Вторая версия схемы стабилизатора дуги.............. 268
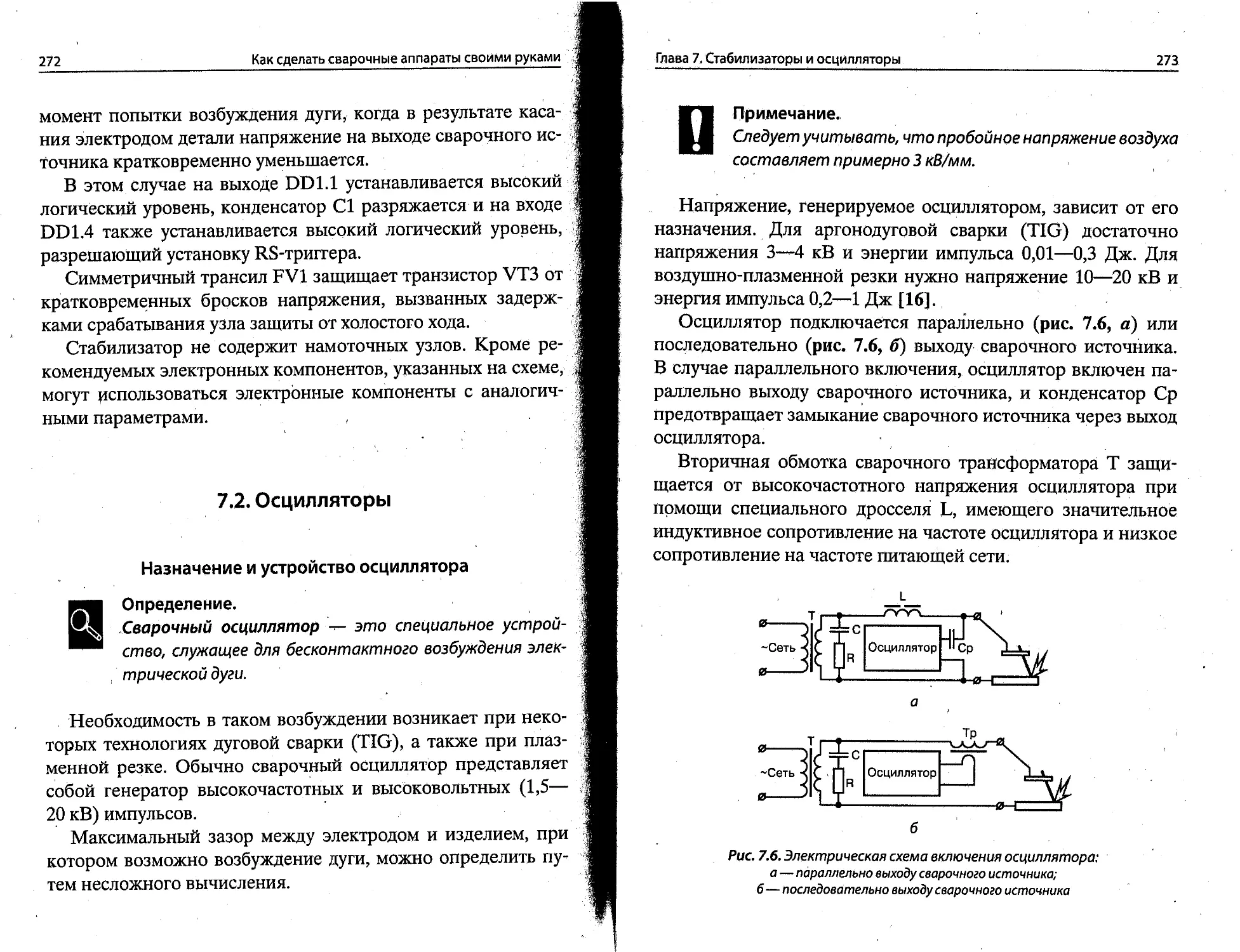
7.2. Осцилляторы......................................... 272
Назначение и устройство осциллятора................. 272
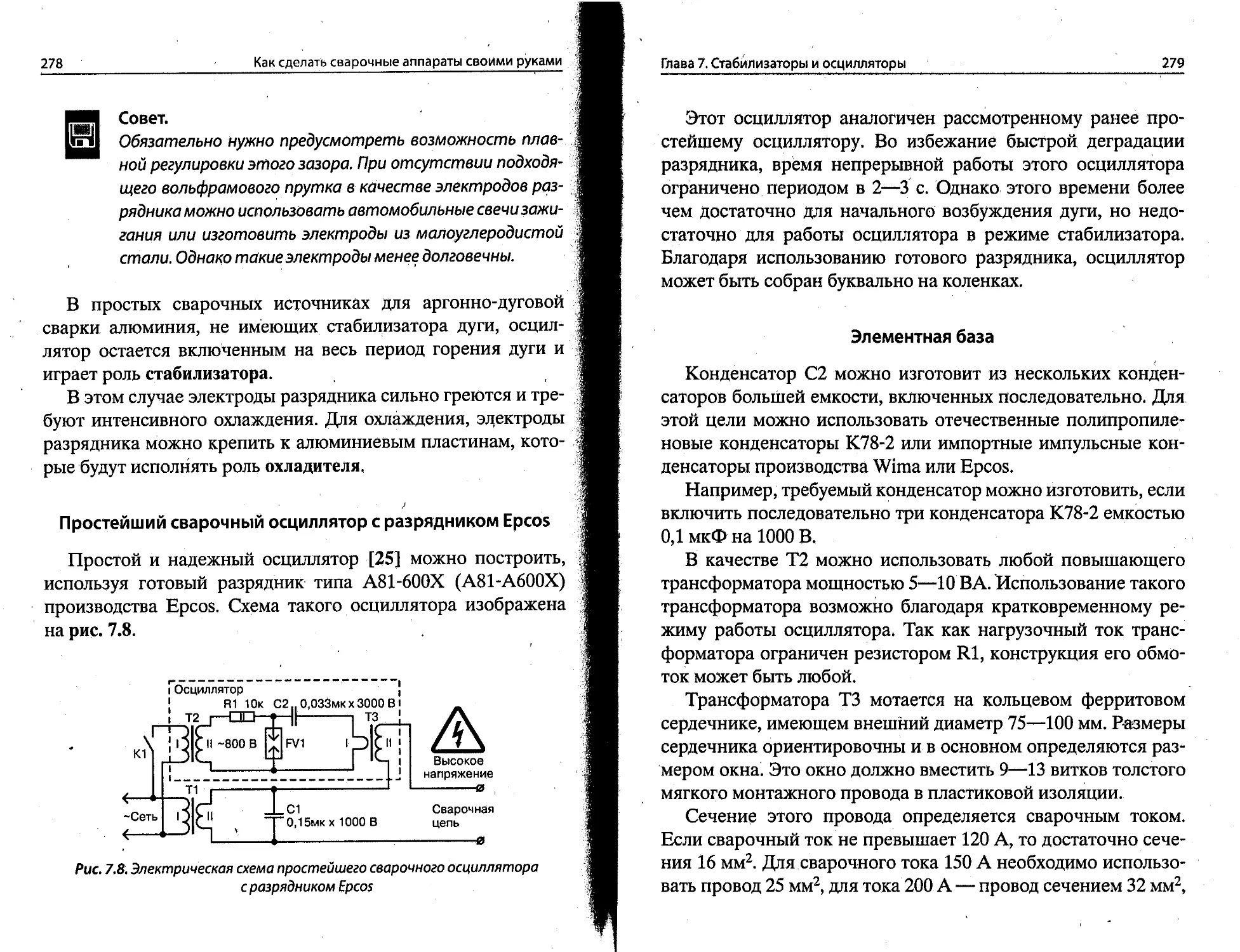
Простейший сварочный осциллятор.................... 274
Элементная база..................................... 276
Простейший сварочный осциллятор с разрядником Epcos.... 278
Элементная база..................................... 279
Осциллятор без разрядника........................... 280
Элементная база................................... 282
Глава 8. Создаем и тестируем элементы сварочных аппаратов..... 284
8.1. Испытываем неизвестное железо....................... 284
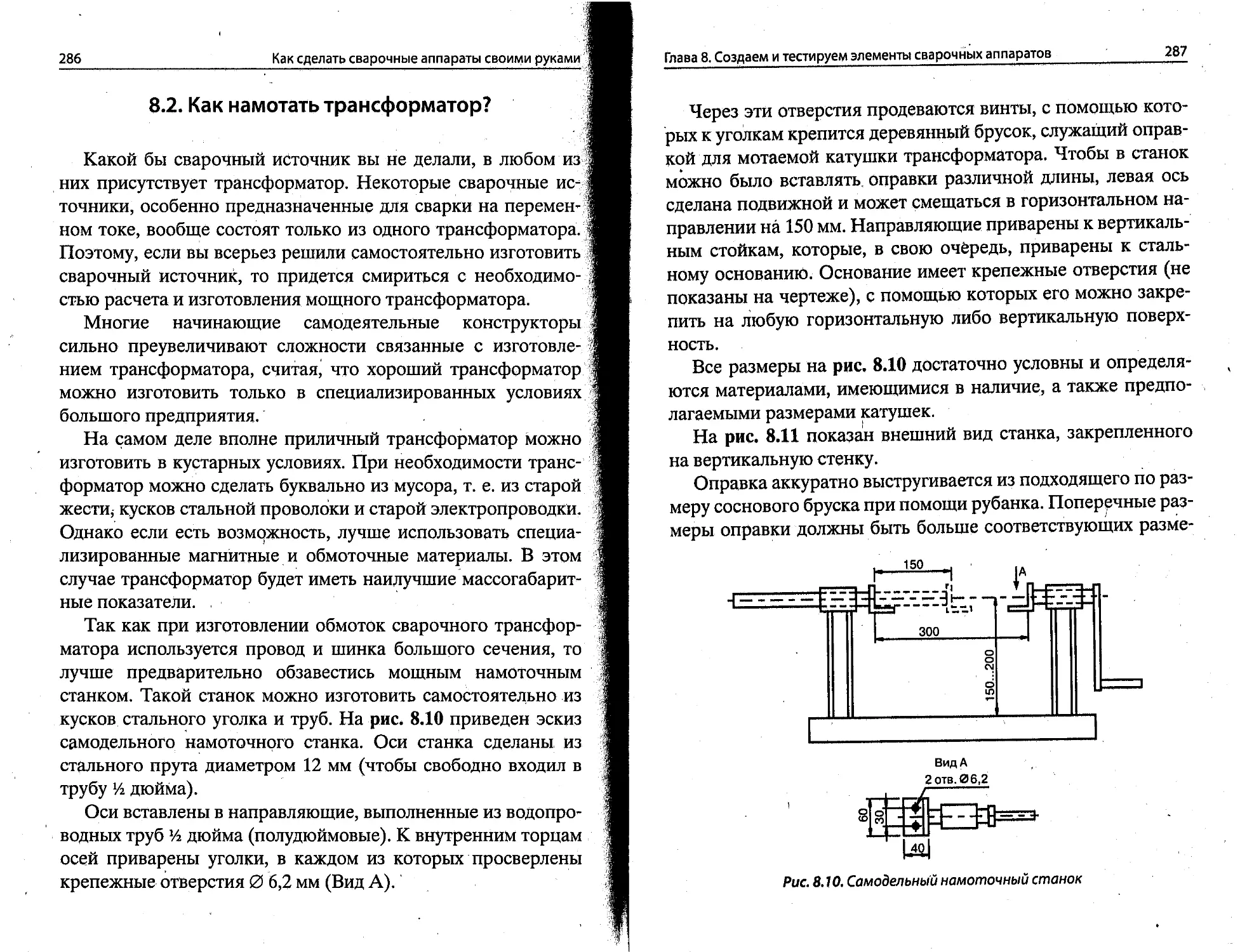
8.2. Как намотать трансформатор?......................... 286
8.3. Как изготовить трансформатор из подручных материалов. 291
Сборка сердечника................................... 292
Подготовка обмоточного провода...................... 294
Намотка.......................................... 295
8.4. Как изготовить сварочные электроды.................. 296
Глава 9. Безопасность при электросварке...................... 297
Почему нужна защита глаз при электросварке.......... 297
Применение традиционного защитного оборудования...... 298
Защитные сварочные маски нового поколения «Хамелеон»... 300
Способы вентиляции рабочего места сварщика.......... 301
Список использованной литературы и ресурсов Интернет......... 302
1
\
Глава 1
ПЕРВОЕ ЗНАКОМСТВО
С ЭЛЕКТРОДУГОВОЙ СВАРКОЙ
Появившись более ста лет назад, электродуго-
вая сварка произвела настоящую технологиче-
скую революцию в промышленности. К насто-
ящему времени дуговая сварка практически
вытеснила все остальные виды сварки металла.
1.1. Электрическая дуга
0 Определение.
Электрической дугой обычно называют мощный дли-
тельный электрический разряд в среде ионизированных
газов между электродами, находящимися под напряже-
нием.
Процесс возбуждения дуги начинается с соприкоснове-
ния электродов между собой. В момент размыкания электро-
дов между ними проскакивает искра, которая ионизирует газ в
межэлектродном пространстве и создает канал проводимости.
Под действием электрического поля электроны в ионизи-
рованной газовой среде перемещаются от катода к аноду, раз-
вивая при этом значительную скорость. Электроны на боль-
ших скоростях сталкиваются с нейтральными атомами газа.
Выбивая электроны из нейтральных атомов, они производят
8
Как сделать сварочные аппараты своими руками
непрерывную ионизацию газового пространства. При этом
выделяется большое количество тепла.
В Примечание.
Газ в дуговом промежутке нагревается до температуры
5000—7000 °C и находится в состоянии плазмы.
В свою очередь, образовавшиеся положительные ионы
движутся к катоду и, отдавая ему свою энергию, вызывают
сильный нагрев электрода, образуя при этом катодное пятно.
Электроны, прошедшие дуговой промежуток, ударяются о по-
ложительный электрод (анод), отдавая ему свою энергию, об-
разуя при этом анодное пятно.
Катодное пятно
катодная зона
Столб дуги
Анодная зона
Анодное пятно
Рис. 1.1. Схематическое
изображение
электрической дуги
Схематически электрическая дуга
изображена на рис. 1.1.
Зажигание дуги может происходить
и без первичного короткого замыка-
ния. Для этого между электродами при
помощи высоковольтного генератора-
осциллятора кратковременно при-
кладывают высокое напряжение, до-
статочное для электрического пробоя
межэлектродного слоя газа.
Электроны, обладая меньшей мас-
сой, двигаются в дуге значительно
быстрее. Поэтому в дуге преобладает
электронный ток, направленный от катода к аноду. Вследствие
преобладания электронного тока количество тепла, выделяе-
мого электронами на аноде, больше чем на катоде.
Поэтому тепло в дуге распределяется неравномерно.
Обычно на- аноде выделяется 43 % тёпла, на катоде — 36 % и
в столбе дуги — 21 %.
На рис. 1.2 приведена статическая вольтамперная харак-
теристика (ВАХ) электрической дуги. ВАХ дуги имеет три
Глава 1. Первое знакомство с электродуговой сваркой
9
Рис. 1.2. Статическая вольтамперная характеристика дуги
участка, соответствующие различным плотностям тока в сва-
рочном электроде:
♦ нисходящий участок, соответствующий маленькой плот-
ности тока;
♦ горизонтальный участок, соответствующий средней
плотности тока; .
♦ восходящий участок, соответствующий большой плотно-
сти тока.
При ручной и полуавтоматической сварке на постоянном
токе процесс протекает на среднем участке статической воль-
тамперной характеристики дуги. На этом участке напряже-
ние дуги зависит от ее длины, газового состава и от величины
сварочного тока. Напряжение дуги при ручной сварке, с точ-
ностью, достаточной для практического применения, можно
найти по эмпирической формуле:
ид=20 + 0,04х1св,
где: 1св — сварочный ток, А;,
ид — напряжение дуги, В.
Напряжение дуги при полуавтоматической сварке можно
определить по эмпирической формуле:
ид=Кг +0,05х1св,
где Кг — коэффициент, зависящий от типа защитного газа.
ЦЯЯ Пример.
Нш Для углекислого газа Кг=14, а для смеси аргона с углекис-
лым газом Кг=11. <
10 Как сделать сварочные аппараты своими руками
Если дуга включена в цепь переменного тока частотой
50 Гц, то процесс горения дуги протекает на нисходящем и
горизонтальном участке ее вольтамперной характеристики.
В дуге переменного тока напряжение и ток непрерывно ме-
няют свои значения и направления. При переходе тока через
нулевое значение дуга гаснет, и температура дугового проме-
жутка снижается. Это вызывает деионизацию дугового про-
межутка.
В таких условиях для стабилизации процесса горения дуги
надо принимать определенные меры. Одной из основных мер
является применение специальных электродов переменного
тока, в состав защитного покрытия которых входят элементы,
имеющие низкие потенциалы ионизации.
Устойчивость дуги улучшается также при повышении на-
пряжения холостого хода (напряжение на выходе источника
при отключенной нагрузке) сварочного источника. Однако
увеличение напряжения холостого хода сварочного источника
приводит к увеличению массы и габаритов последнего.
Кроме этого величина напряжения холостого хода ограни-
чивается правилами техники безопасности, которые ограни-
чивают максимальное действующее напряжение сварочного
источника на уровне 80 В (ГОСТ95-77Е).
С другой стороны напряжение холостого хода должно
быть не менее чем в 1,8—2,5 раз больше напряжения дуги.
Общепринятой мерой повышения стабильности дуги пере-
менного тока является включение в сварочную цепь, после-
довательно с дугой, индуктивного сопротивления. Оно также
может использоваться для регулировки сварочного тока.
В этом случае достаточно, чтобы напряжение холостого хода
сварочного источника равнялось 60—65 В.
В условиях пониженной ионизации дугового промежутка
повторное зажигание дуги происходит при напряжении зажи-
гания большем; чем напряжение дуги. Стабилизирующее дей-
ствие индуктивности объясняется наличием фазового сдвига
Глава 1. Первое знакомство с электродуговой сваркой
11
между напряжением и током в сварочной цепи переменного
тока. Благодаря этому сдвигу напряжение, в момент обрыва
дуги, близко к своему амплитудному значению, что благопри-
ятно сказывается на повторном зажигании дуги.
1.2. Процесс сварки
В процессе дуговой сварки нагрев, расплавление и сварка
металлов производится теплом электрической дуги, горящей
между свариваемым металлом и электродом. Дуга, горящая
между электродом и свариваемым металлом, называется пря-
мой дугой.
Реже используется тепло косвенной дуги, горящей между
двумя электродами. Для питания электрической дуги исполь-
зуется источник постоянного или переменного тока. Сварка
может производиться плавящимся и неплавящимся электро-
дами.
Сварку неплавящимся электродом осуществляют прямой или
косвенной дугой. При этом материал электрода практически не
участвует в процессе формирования сварочного шва. В этом
случае обычно используется вольфрамовый или Графитовый
(угольный) электрод. При использовании графитового (уголь-
ного) электрода питание дуги осуществляется от источника по-
стоянного тока. Сварка производится на прямой полярности
(электрод подключен к отрицательному полюсу источника, а
свариваемый металл — к положительному). При использовании
вольфрамового электрода сварка производится переменным
током или постоянным током прямой полярности, с обязатель-
ной защитой области дуги инертным газом для предотвращения
окисления вольфрамового электрода кислородом воздуха.
Сварка плавящимся электродом производится дугой, горя-
щей между электродом и свариваемым металлом. Материал
12 Как сделать сварочные аппараты своими руками
электрода используется для формирования сварочного шва.
Обычно используются железные, медные и чугунные элек-
троды.
О Примечание.
В состав электродов могут вводиться различные
добавки, улучшающие качество шва или повышающие
устойчивость горения дуги.
Электрод подается в зону сварки по мере его плавления.
Питание дуги может осуществляться как от источника посто-
янного, так и от источника переменного тока. Сварка может
производиться как на прямой, так и на обратной полярности.
В качестве плавящегося электрода используются штучные
сварочные электроды, а также сплошная или порошковая сва-
рочная проволока.
При дуговой сварке плавящимся электродом ряд сил несут
ответственность за перенос металла с электрода на сваривае-
мый металл. Физические процессы рассмотренны ниже.
Во-первых, испарение и конденсация. На конце электрода
происходит интенсивное выделение тепла, за счет которого
часть металла испаряется. Часть испарений рассеивается, но
большая часть конденсируется в сварочной ванне, которая
имеет более низкую температуру.
Во-вторых, сила тяжести. При сварке в нижнем положе-
нии сила тяжести помогает транспортировке расплавленного
металла с электрода в сварочную ванну. В других простран-
ственных положениях сила тяжести может препятствовать
нормальному переносу металла в сварочную ванну. В этом
случае стоит использовать более тонкие электроды, т. к. силы
поверхностного натяжения не способны удержать большое
количество металла в сварочной ванне.
В-третьих, эффект сжатия (пинч-эффект). Вокруг электри-
ческой дуги, как возле любого линейного проводника с током,
Глава 1. Первое знакомство с электродуговой сваркой
13
образуется кольцевое магнитное поле. Ток в дуге протекает
перпендикулярно направлению магнитного поля. Поэтому на
дугу действует сила, направленная к ее центру (радиальная
сжимающая сила). Причем, если сечение проводящего канала
не равномерное, то возникает сила, направленная от мень-
шего сечения к большему. Эта сила сжимает каплю расплав-
ленного металла, и отрывает ее от электрода. Одновременно
капле расплавленного металла сообщается импульс движе-
ния, направленный в сторону сварочной ванны.
В-четвертых, поверхностное натяжение. Силы поверхност-
ного натяжения помогают удерживать расплавленный металл
на кончике электрода и в сварочной ванне, а также форми-
руют контуры сварочного шва.
В-пятых, газовый поток в дуге. Газовые потоки, направлен-
ные вдоль оси, экспериментально обнаружены во всех дугах.
Как правило, они возникают при токах более 50 А и их ско-
рость достигает 50—150 м/с. Поток газа, идущий с кончика
электрода, оказывает давление на сварочную ванну. Благодаря
этому на поверхности расплавленного металла образуется вы-
емка, которая называется сварочным кратером. При сжатии
дуги скорость газового потока может достигнуть некоторого
критического значения, при котором будет удален весь ме-
талл из сварочной ванны. Подобные режимы используются
при резке металла.
Характер переноса металла при дуговой сварке зависит:
♦ от плотнрсти тока;
♦ от длины и атмосферы дуги;
♦ от используемой полярности.
Характер переноса металла может быть крупнокапельным,
мелкокапельным и туманообразным.
При плотности тока, характерной для ручной сварки, элек-
тродный металл, расплавленный электрической дугой, пере-
ходит в виде крупных капель в ванну жидкого металла, кото-
рая образуется на поверхности свариваемого изделия.
14
Как сделать сварочные аппараты своими руками
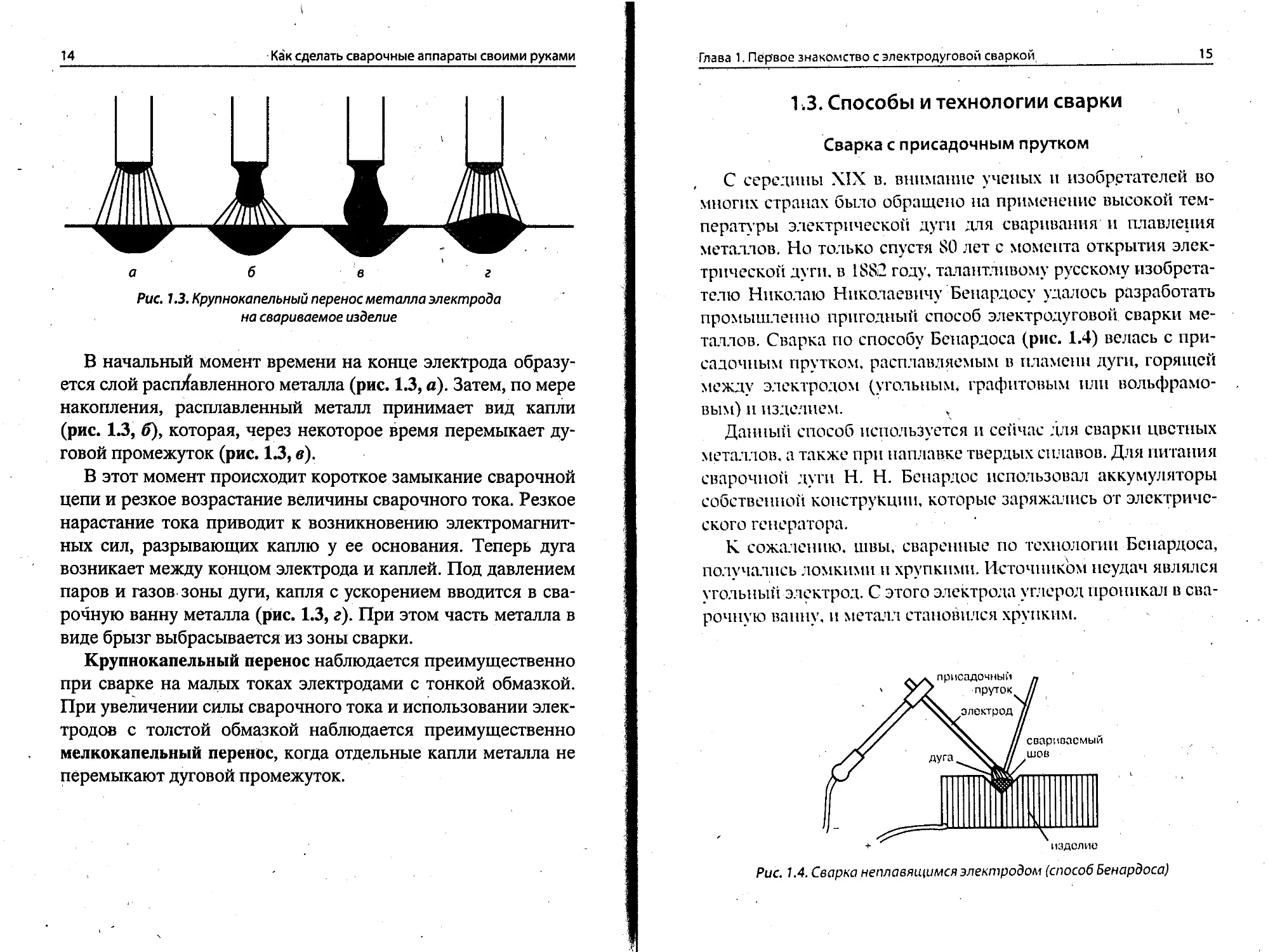
Рис. 1.3. Крупнокапельный перенос металла электрода
на свариваемое изделие
В начальный момент времени на конце электрода образу-
ется слой расплавленного металла (рис. 1.3, а). Затем, по мере
накопления, расплавленный металл принимает вид капли
(рис. 1.3, б), которая, через некоторое время перемыкает ду-
говой промежуток (рис. 1.3, в).
В этот момент происходит короткое замыкание сварочной
цепи и резкое возрастание величины сварочного тока. Резкое
нарастание тока приводит к возникновению электромагнит-
ных сил, разрывающих каплю у ее основания. Теперь дуга
возникает между концом электрода и каплей. Под давлением
паров и газов зоны дуги, капля с ускорением вводится в сва-
рочную ванну металла (рис. 1.3, г). При этом часть металла в
виде брызг выбрасывается из зоны сварки.
Крупнокапельный перенос наблюдается преимущественно
при сварке на малых токах электродами с тонкой обмазкой.
При увеличении силы сварочного тока и использовании элек-
тродов с толстой обмазкой наблюдается преимущественно
мелкокапельный перенос, когда отдельные капли металла не
перемыкают дуговой промежуток.
Глава 1. Первое знакомство с электродуговой сваркой
15
1.3. Способы и технологии сварки
Сварка с присадочным прутком
С середины XIX в. внимание ученых и изобретателей во
многих странах было обращено на применение высокой тем-
пературы электрической дуги для сваривания и плавления
металлов. Но только спустя 80 лет с момента открытия элек-
трической дуги, в 1882 году, талантливому русскому изобрета-
телю Николаю Николаевичу Бепардосу удалось разработать
промышленно пригодный способ электродуговой сварки ме-
таллов. Сварка по способу Бенардоса (рис. 1.4) велась с при-
садочным прутком, расплавляемым в пламени дуги, горящей
между электродом (угольным, графитовым пли вольфрамо-
вым) и изделием.
Данный способ используется и сейчас для сварки цветных
металлов, а также при наплавке твердых сплавов. Для питания
сварочной дуги Н. Н. Бенардос использовал аккумуляторы
собственной конструкции, которые заряжались от электриче-
ского генератора. '
К сожалению, швы, сваренные по технологии Бенардоса,
получались ломкими и хрупкими. Источником неудач являлся
угольный электрод. С этого электрода углерод проникал в сва-
рочную ванну, и металл становился хрупким.
Рис. 1.4. Сварка неплавящимся электродом (способ Бенардоса)
16 Как сделать сварочные аппараты своими руками
Ручная сварка покрытыми электродами
В 1888 году русский инженер-изобретатель Николай
Гаврилович Славянов разработал новый способ сварки при
помощи металлического плавящегося электрода (рис. 1.5).
Замена графитового электрода металлическим позволила
значительно улучшить качество сварки. Для питания свароч-
ной дуги Н. Г. Славянов использовал электрическую динамо-
машину собственной конструкции.
Со временем генераторы переменного тока повсеместно
вытеснили генераторы постоянного тока. Напряжение пере-
менного тока можно было легко преобразовывать при по-
мощи трансформаторов, что существенно упрощало его
транспортировку к потребителю. К тому же генераторы пере-
менного тока имели более простую конструкцию и меньшую
стоимость. Однако переменный ток был неудобен для электро-
сварки— электрическая дуга горела неустойчиво. Проблема
была решена с помощью специальной обмазки, которой по-
крывался металлический электрод.
Обмазка плавилась вместе с электродом, ее пары иони-
зировали дуговой промежуток, что облегчало повторное за-
жигание дуги. Первые конструкции электродов, содержащих
покрытия, были созданы Н. Н. Бенардосом. Покрытые элек-
троды современного вида изобретены шведским инженером
Кельбергом в 1911 году.
Рис. 1.5. Сварка плавящимся электродом (способ Славянова)
Глава 1, Первое знакомство с электродуговой сваркой 17
Сейчас по технологии Славянова производится наиболее
массовый вид сварки, это ручная сварка штучными металли-
ческими электродами. Данный тип сварки обозначается аб-
бревиатурой ММА (Manual Metal Arc).
Сварка в защитных газах
При дуговой сварке атмосферный кислород и азот ак-
тивно взаимодействуют с расплавленным металлом, образуют
окислы и нитриды, которые снижают прочность и пластич-
ность сварного соединения. Идея защиты сварочной ванны
специальными флюсами принадлежит Н. Г. Славянову, впер-
вые применившему в качестве флюса дробленое стекло. В
1936 году американская фирма «Линде» получила патент на
способ сварки стали под слоем порошкообразных расплавля-
ющихся при сварке веществ.
В СССР сварка под расплавляющимися флюсами была раз-
работана и внедрена в промышленность в 1938—1940 годах
Институтом электросварки АН УССР (ныне имени Евгения
Оскаровича Патона). Именно этот способ сварки позволил
наладить массовый выпуск бронетехники во время Великой
Отечественной войны 1941—1945 годов.
Сварка в струе защитных газов изобретена Н. Н. Бенар-
досом. Защита от воздуха, по его предложению, осуществля-
лась светильным газом. В период второй мировой войны в
США получила развитие сварка в струе аргона или гелия не-
плавящимся вольфрамовым электродом и плавящимся элек-
тродом (рис. 1.6).
Этим способам сварки присвоена аббревиатура TIG и MIG.
TIG (Tungsten Inert Gas) — сварка неплавящимся (вольфрамо-
вым) электродом в среде инертного защитного газа, например,
так называемая, аргонно-дуговая сварка. MIG (Mechanical
Inert Gas) — механизированная (полуавтоматическая или ав-
томатическая) сварка в струе инертного защитного газа.
18
Как сделать сварочные аппараты своими руками
Рис. 1.6. Сварка плавящимся электродом в струе защитного газа
В 1952 году К. В. Любавским и Н. М. Новожиловым была
изобретена специальная легированная проволока, приме-
нение которой позволило осуществлять Сварку плавящимся
электродом в среде углекислого газа. Этому способу сварки
присвоена аббревиатура MAG.
MAG (Mechanical Active Gas) — механизированная (полуав-
томатическая пли автоматическая) сварка в струе углекислого
(активного) газа. Именно этот способ сварки нашел в настоя-
щее время широкое применения в автосервисе.
Глава 2
ЧТО ТАКОЕ СВАРОЧНЫЕ ИСТОЧНИКИ
Для питания сварочной дуги требуется специа-
лизированный источник электрического тока.
Такой источник называется источником свароч-
ного тока и входит в состав любой электросва-
рочной установки.
2.1. Основные типы сварочных источников
Сварочные источники отличаются большим разнообра-
зием и различаются родом тока, конструкцией и внутренней
структурой, внешними вольтамперными характеристиками.
По роду тока различаются сварочные источники перемен-
ного тока, постоянного тока и импульсного тока.
Конструктивно сварочные источники можно разделить на
электромашинные преобразователи и сварочные агрегаты,
трансформаторные источники, выпрямители, электронные
регуляторы (чопперы), а также инверторные источники.
Электромашинный преобразователь и сварочный агрегат
содержат в своем составе сварочный генератор, который пре-
образует механическую энергию вращения в сварочный ток. В
качестве источника механической энергии вращения в преобра-
зователях используется электрический двигатель переменного
или постоянного тока. В сварочных агрегатах для этой же цели
обычно используется двигатель внутреннего сгорания.
Основой трансформаторного источника является специ-
альный сварочный трансформатор, который понижает напря-
20
Как сделать сварочные аппараты своими руками
жение сети, формирует внешнюю вольт-амперную характе-
ристику и осуществляет гальваническую развязку сварочных
цепей от сети. Источники этого типа формируют переменный
сварочный ток.
Для получения постоянного сварочного тока к трансфор-
маторному источнику подключается выпрямитель, который
может быть управляемым и не управляемым. Зачастую функ-
ции регулировки сварочного тока и формирования вольтам-
перной характеристики возлагаются на управляемый выпря-
митель. В этом случае трансформатор обеспечивает функцию
понижения напряжения сети и гальваническую развязку сва-
рочной цепи. Иногда разделение функций в сварочных источ-
никах достигает еще большей степени.
В Пример.
В многопостовых сварочных источниках для питания
нескольких сварочных постов используется один мощ-
ный сварочный трансформатор с выпрямителем.
Взаимная развязка сварочных постов и регулировка сва-
рочного тока возлагается на балластные реостаты. В послед-
нее время для этих целей все чаще используют электронные
регуляторы чопперы (англ. Chopper), которые обеспечивают
большую эффективность и качество сварки.
Наиболее перспективным является новый тип сварочных
источников, которые успешно развиваются в последние 20—
30 лет. Речь идет об инверторных сварочных источниках.
D Примечание.
Инверторные источники структурно очень похожи
на трансформаторные источники с выпрямителем.
Однако трансформаторы этих источников работают
на повышенной частоте, которая получается при
помощи специальных преобразователей — инверторов.
Глава 2. Что такое сварочные источники
21
Свойства сварочного источника определяются его внеш-
ней вольтамперной характеристикой.
0 Определение.
Внешняя вольтамперная характеристика (ВАХ)
источника — это функциональная зависимость, пока-
зывающая зависимость выходного напряжения источ-
ника от тока.
Для снятия внешней характеристики источника необхо-
димо последовательно нагружать сварочный источник стати-
ческой нагрузкой различной величины и регистрировать вы-
ходные ток и напряжение, соответствующие этой нагрузке. По
полученным результатам строится графическая зависимость.
В общем случае нагрузочная характеристика имеет нелиней-
ный характер, зависящий от величины нагрузки источника.
Обычно внешние характеристики источников питания
бывают четырех видов: круто падающая, полого падающая,
жесткая и возрастающая. Кроме этого различают статиче-
скую и динамическую внешнюю характеристику источника.
В установившемся режиме процесс горения дуги определя-
ется статическими характеристиками сварочного источника и
сварочной дуги (рис. 2.1).
Рис. 2.1. Семейство вольтамперных характеристик
22
Как сделать сварочные аппараты своими руками
При ручной дуговой сварке процесс протекает на токах, со-
ответствующих горизонтальному участку вольтамперной харак-
теристики сварочной дуги. Из-за невозможности стабилизации
длины дуги, горизонтальный участок вольтамперной характери-
стики дуги смещается относительно своего среднего значения.
Для обеспечения высокого качества сварных соединений
i при этом способе сварки необходимо соблюдать следующие
условия:
♦ изменения сварочного тока должны быть минимальными;
♦ сила тока короткого замыкания не должна превышать
удвоенное значение сварочного тока. В этом случае соз-
даются благоприятные условия переноса металла с элек-
трода в сварочную ванну, а также сварочный ток незна-
чительно меняется при естественном изменении длины
дуги. Описанным требованиям в полной мере отвечает
крутопадающая характеристика сварочного источника.
Источник должен иметь приспособление, позволяющее ре-
гулировать величину сварочного тока. При этом напряжение
дуги зависит от ее длины, газового состава и сварочного тока.
При полуавтоматической сварке в среде защитного газа,
процесс протекает на больших плотностях тока, соответству-
ющих началу восходящего участка вольтамперной характери-
стики дуги для обеспечения саморегулирования сварочного
процесса внешняя характеристика сварочного источника
должна быть жесткой и даже возрастающей (при сварке тон-
кой проволокой).
2.2. Единая система обозначения
и классификация сварочных источников
В промышленности существует единая система обозначений,
распространяемая и на сварочные источники [18]. Например,
Глава 2. Что такое сварочные источники
23
согласно этой системе, название сварочного источника ТДФЖ-
1002 УЗ будет расшифровано следующим образом:
Т — тип источника (трансформатор);
Д — вид сварки (дуговая);
Ф — способ сварки (под флюсом);
Ж -т- тип внешней характеристики (жесткая);
10 — номинальный ток в сотнях А (на 1000 А);
02 — регистрационный номер разработки;
У — климатическое исполнение (для стран с умеренным
климатом);
3 — категория размещения (для работы в помещениях).
Таким образом, источники классифицируются:
♦ по типу (первая буква в обозначении): трансформатор
(Т), генератор (Г), преобразователь (П), агрегат (А), вы-
прямитель (В), специализированный источник — уста-
новка (У);
♦ по виду сварки (вторая буква): для дуговой (Д), для плаз-
менной (П) сварки;
♦ по способу сварки: в защитных газах (Г), под флюсом
(Ф), универсальный (У), покрытыми электродами (без
обозначения);
♦ по виду внешней характеристики: жесткая (Ж), падаю-
щая (П);
♦ по количеству обслуживаемых постов: многопостовой
(М), однопостовой (без обозначения);
♦ по величине номинального тока: одна или две первые
цифры означают округленную величину тока в десятках
или сотнях ампер;
* по климатическому исполнению (последняя буква): для
стран с холодным (ХЛ), умеренным (У) или тропическим
(Т) климатом;
♦ по категории размещения (последняя цифра): для рабо-
ты на открытом воздухе (1), под навесом (2), в не отапли-
ваемом помещении (3), в отапливаемом помещении (4).
Глава 3
СВАРОЧНЫЕ ИСТОЧНИКИ
ДЛЯ РУЧНОЙ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ
Не смотря на все более широкое использование инвер-
торных источников сварочного тока, классические
трансформаторные источники тока еще не поте-
ряли свою актуальность. В особенности сказанное
касается источников переменного тока. И если вы
не имеете опыта построения мощных источников
питания, но хотите обзавестись собственным сва-
рочником, то правильнее будет начать именно с
изготовления подобного источника.
3.1. Основные требования
к сварочному источнику ,
Популярность классических трансформаторных источни-
ков тока объясняется тем, что, с одной стороны, существуют
технологии сварки, как, например, TIG сварка алюминия,
которые производятся только на переменном токе. С другой
стороны, конструкция источников переменного тока посто-
янно совершенствуется.
Что касается технологии ручной сварки штучными электро-
дами (ММА), то здесь доля использования переменного тока
достаточно высока, особенно в частном секторе. Это объясня-
ется простотой, дешевизной и надежностью трансформатор-
ных сварочных источников переменного тока.
Глава 3. Сварочные источники для ручной сварки переменным током 25
D Примечание.
TIG — Tungsten Inert Gas (ручная сварка неплавящимся
вольфрамовым электродом в среде инертного газа).
Иногда встречается обозначение GTA — Gas Tungsten
Arc. В немецкоязычной литературе используют сокра-
щение WIG — Wolfram Inert Gas.
MMA — Manual Metal Arc (ручная дуговая сварка штуч-
ными (покрытыми) электродами). В советской техни-
ческой литературе обычно использовалось сокращение
РДС (ручная дуговая сварка).
При ручной сварке (в диапазоне токов от 60 до 300 А) дуга
имеет жесткую статическую вольтамперную характеристику.
Напряжение дуги в вольтах можно приблизительно найти по
формуле
ид=20+1свх0,04 [10],
где 1св — сварочный ток.
На практике (из-за колебаний газового состава и длины
дуги) напряжение дуги может изменяться в большую или
меньшую сторону, относительно рассчитанного значения.
Для обеспечения высокого качества сварки сварочный ис-
точник должен удовлетворять трем основным требованиям.
Во-первых, при изменении длины дуги, изменения свароч-
ного тока должны быть минимальными. Выполнение этого
требования особенно актуально при ручной сварке, когда не-
обходимая длина дуги поддерживается сварщиком вручную.
Во-вторых, напряжение холостого хода сварочного источ-
ника должно в 1,8—2,5 раз [10, 21] превышать напряжение
дуги. Выполнение второго требования гарантирует устой-
чивое начальное и повторное зажигание дуги переменного
тока.
В-третьих, ток короткого замыкания сварочного источника
не должен превышать удвоенного значения сварочного тока.
26
Как сделать сварочные аппараты своими руками
В Примечание.
В процессе сварки металл с расплавленного кончика
электрода переносился в сварочную ванну. В переносе
металла, кроме силы тяжести и газового дутья, боль-
шую роль играет эффект сжатия (пинч-эффект),
который обусловлен магнитным полем, возбуждаемым
сварочным током.
Благодаря эффекту сжатия расплавленный металл элек-
трода разрывается на отдельные капли, которые с ускорением
вводятся в сварочную ванну. При этом часть металла в виде
брызг выбрасывается из зоны сварка, что ухудшает прочность
и внешний вид сварочного шва. Выполнение третьего из вы-
шеперечисленных требований гарантирует уровень разбрыз-
гивания металла на некотором допустимом уровне.
На рис. 3.1 изображен возможный вид внешней вольтам-
перной характеристикой (ВАХ) источника, удовлетворяющей
поставленным условиям.
Подобная ВАХ называется крутопадающей. Она может
быть получена включением, последовательно с вторичной, об-
моткой сварочного трансформатора, активного или реактив-
ного сопротивления Хф (рис. 3.2).
Рис. 3.1. Желаемая внешняя ВАХ сварочного источника
Глава 3. Сварочные источники для ручной сварки переменным током
27
Рис. 3.2. Схема формирования
внешней характеристики
источника
В этом случае напряжение хо-
лостого хода Uxx сварочного источ-
ника равно напряжению на вторич-
ной обмотке сварочного трансфор-
матора, а ток короткого замыкания
можно найти по формуле
^-ихх/Хф.
С помощью изменения величины Хф можно изменять ток
короткого замыкания 1кз, а, следовательно, и сварочный ток
IqB (рис. 3.3).
Рис. 3.3. Регулировка сварочного тока
3.2. Основные типы сварочных трансформаторов
Основным элементом классического сварочного источника
переменного тока является специализированный сварочный
трансформатор. Познакомимся с конструктивными особен-
ностями этих трансформаторов.
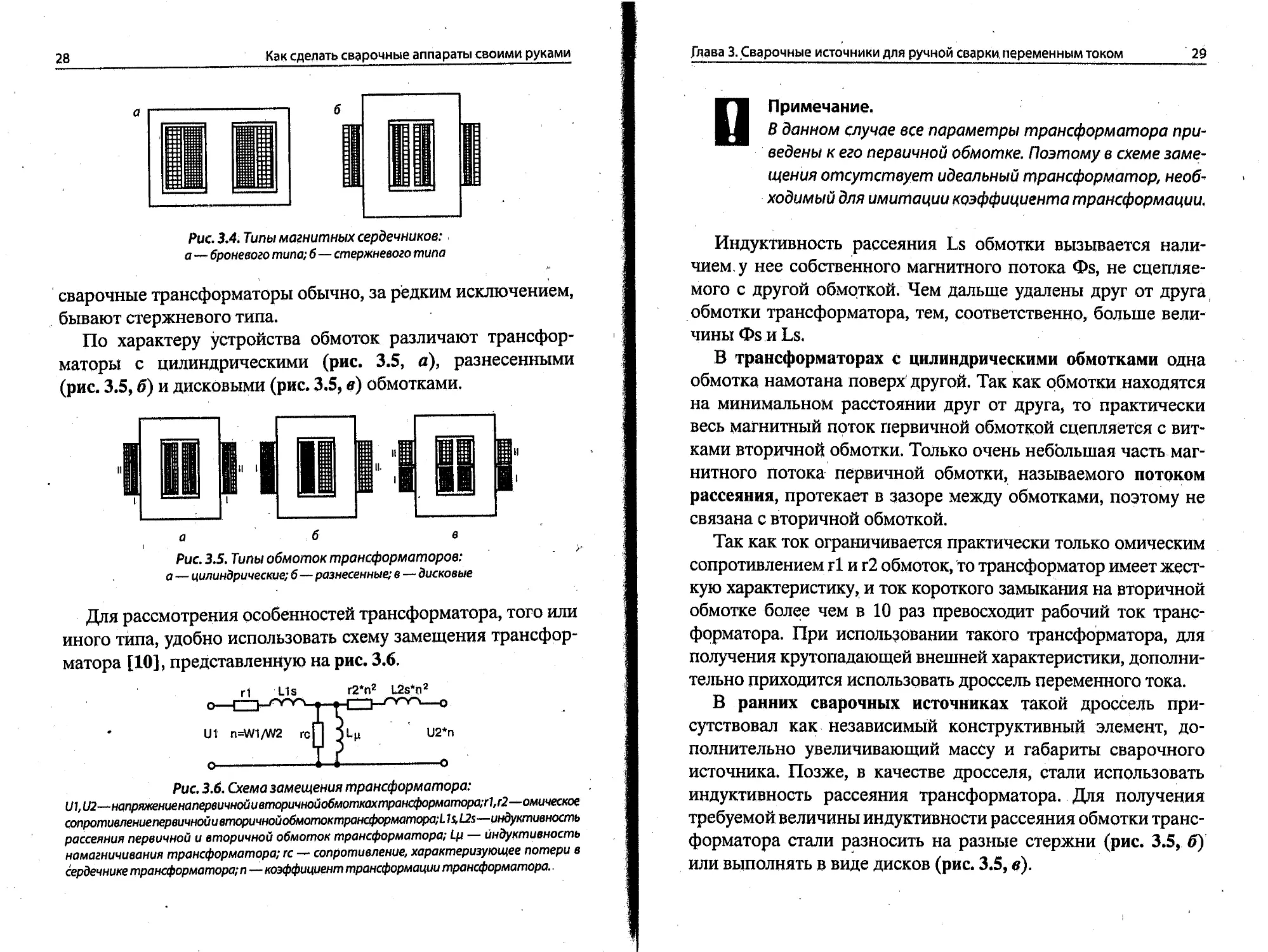
По характеру устройства магнитного сердечника разли-
чают трансформаторы, броневого (рис. 3.4, а) и стержневого
(рис. 3.4, б) типов. Для уменьшения потерь на вихревые токи,
сердечник трансформатора набирается из листовой транс-
форматорной стали толщиной 0,27—0,5 мм.
Трансформаторы стержневого типа, по сравнению с транс-
форматорами броневого типа, имеют более высокий КПД и
допускают большие плотности токов в обмотках. Поэтому
28
Как сделать сварочные аппараты своими руками
Рис. 3.4. Типы магнитных сердечников:
а — броневого типа; 6—стержневого типа
сварочные трансформаторы обычно, за редким исключением,
бывают стержневого типа.
По характеру устройства обмоток различают трансфор-
маторы с цилиндрическими (рис. 3.5, а), разнесенными
(рис. 3.5, б) и дисковыми (рис. 3.5, в) обмотками.
Рис. 3.5. Типы обмоток трансформаторов:
а — цилиндрические; б—разнесенные; в — дисковые
Для рассмотрения особенностей трансформатора, того или
иного типа, удобно использовать схему замещения трансфор-
матора [10], представленную на рис. 3.6.
Рис. З.б. Схема замещения трансформатора:
U1,U2—напряжениенапервичнойивторичнойобмоткахтрансформатора;г1,г2—омическое
сопротивлениепервичнойивторичнойобмопюктрансформатора;1.'15,12з—индуктивность
рассеяния первичной и вторичной обмоток трансформатора; Lp — индуктивность
намагничивания трансформатора; гс — сопротивление, характеризующее потери в
сердечнике трансформатора; п—коэффициент трансформации трансформатора..
Глава 3. Сварочные источники для ручной сварки переменным током 29
В Примечание.
В данном случае все параметры трансформатора при-
ведены к его первичной обмотке. Поэтому в схеме заме-
щения отсутствует идеальный трансформатор, необ-
ходимый для имитации коэффициента трансформации.
Индуктивность рассеяния Ls обмотки вызывается нали-
чием у нее собственного магнитного потока Фб, не сцепляе-
мого с другой обмоткой. Чем дальше удалены друг от друга,
обмотки трансформатора, тем, соответственно, больше вели-
чины Фб и Ls.
В трансформаторах с цилиндрическими обмотками одна
обмотка намотана поверх другой. Так как обмотки находятся
на минимальном расстоянии друг от друга, то практически
весь магнитный поток первичной обмоткой сцепляется с вит-
ками вторичной обмотки. Только очень небольшая часть маг-
нитного потока первичной обмотки, называемого потоком
рассеяния, протекает в зазоре между обмотками, поэтому не
связана с вторичной обмоткой.
Так как ток ограничивается практически только омическим
сопротивлением rl и г2 обмоток, то трансформатор имеет жест-
кую характеристику, и ток короткого замыкания на вторичной
обмотке более чем в 10 раз превосходит рабочий ток транс-
форматора. При использовании такого трансформатора, для
получения крутопадающей внешней характеристики, дополни-
тельно приходится использовать дроссель переменного тока.
В ранних сварочных источниках такой дроссель при-
сутствовал как независимый конструктивный элемент, до-
полнительно увеличивающий массу и габариты сварочного
источника. Позже, в качестве дросселя, стали использовать
индуктивность рассеяния трансформатора. Для получения
требуемой величины индуктивности рассеяния обмотки транс-
форматора стали разносить на разные стержни (рис. 3.5, б)
или выполнять в виде дисков (рис. 3.5, в).
30
Как сделать сварочные аппараты своими руками
В трансформаторах с разнесенными обмотками первич-
ная и вторичная обмотки находятся на различных стержнях
трансформатора. Так как обмотки удалены друг от друга, то
значительная часть магнитного потока первичной обмотки не
связана с вторичной обмоткой. Еще говорят, что эти транс-
форматоры имеют развитое электромагнитное рассеяние.
Индуктивности рассеяния Lis и L2s имеют значительную ве-
личину, и их реактивное сопротивление гораздо сильнее вли-
яет на ток трансформатора, чем в случае трансформатора с ци-
линдрическими обмотками. Трансформатор с разнесенными
обмотками имеет падающую внешнюю характеристику, где
рабочий ток составляет «80% от тока короткого замыкания.
В трансформаторах с дисковыми обмотками, первичная и
вторичная обмотки также удалены друг от друга, но на меньшее
расстояние (по сравнению с трансформаторами, имеющими
разнесенные обмотки). Поэтому, по величине индуктивности
рассеяния, трансформаторы с дисковыми обмотками занимают
промежуточное положение. Эти трансформаторы также имеют
падающую внешнюю характеристику, но их рабочий ток со-
ставляет »50% от тока короткого замыкания, т. е. рабочий ток
примерно в два раза меньше тока короткого замыкания.
Для ступенчатой регулировки сварочного тока обмотки
трансформатора можно делать с отводами, и затем эти от-
воды переключать. Для плавной регулировки сварочного тока
можно использовать регулируемый магнитный шунт, распола-
гаемый в зазоре между обмотками, или, в случае трансформа-
тора с дисковыми обмотками, изменять расстояния между об-
мотками, которые в этом случае выполняются подвижными.
В Примечание.
Основная масса сварочных источников переменного
тока выполнена на основе трансформаторов с дис-
ковыми подвижными обмотками. Поэтому подобные
источники также считаться классическими.
Глава 3. Сварочные источники для ручной сварки переменным током 31
3.3. Сварочный трансформатор
со ступенчатой регулировкой тока
Ниже приведены обмоточные данные и описана конструк-
ция простого сварочного источника, позволяющего полу-
чать два фиксированных значения сварочного тока — 150 А
и 120 А. Источник можно использовать для сварки и резки
электродами диаметром 3—5 мм.
Обычно в распоряжении самодельшика есть трансформа-
торная сталь, уже побывавшая в употреблении. Это может го-
рячекатаная или холоднокатаная сталь от старого сварочного
трансформатора или силового трансформатора подстанции.
В Примечание.
Холоднокатаная сталь обладает лучшими магнитными
характеристиками, по сравнению с горячекатаной. Это
позволяет изготавливать из нее наиболее компактные
трансформаторы.
Перед тем. как приступить к изготовлению трансформа-
тора, необходимо определиться с типом проката трансформа-
торной стали, имеющейся в распоряжении. Тип проката легко
определяется по цвету стали. Холоднокатаная сталь имеет бе-
лый цвет. В отличие от холоднокатаной, горячекатаная сталь
имеет темный, почти черный, цвет. Кроме этого горячеката-
ная сталь очень ломкая и имеет хорошо видимое лаковое по-
крытие. .
Может так случится, что под рукой не окажется специали-
зированной трансформаторной стали. В этом случае транс-
форматор можно изготовить из почти любого листового же-
леза. Соответствующие рекомендации можно найти в старой
любительской литературе [6, 23]. Согласно этим рекомен-
дациям, сердечник трансформатора можно изготовить из
обыкновенного мягкого железа, а вернее из жести толщиной
32
Как сделать сварочные аппараты своими руками
0,3—0,5 мм. Для снижения потерь перемагничивания, железо
необходимо предварительно отжечь.
Железо отжигают в муфельной печи или на углях при тем-
пературе красного каления и дают возможность медленно
остыть. Затем железо очищают от окалины, ровняют и покры-
вают слоем лака.
Лаковое покрытие необходимо для осуществления элек-
трической изоляции отдельных листов сердечника. Для этих
же целей между листами стали можно прокладывать тонкие
листы бумаги (конденсаторной бумаги или кальки). Для хоро-
шего перекрытия стальных листов размеры листов бумажных
должны быть больше на 2—3 мм.
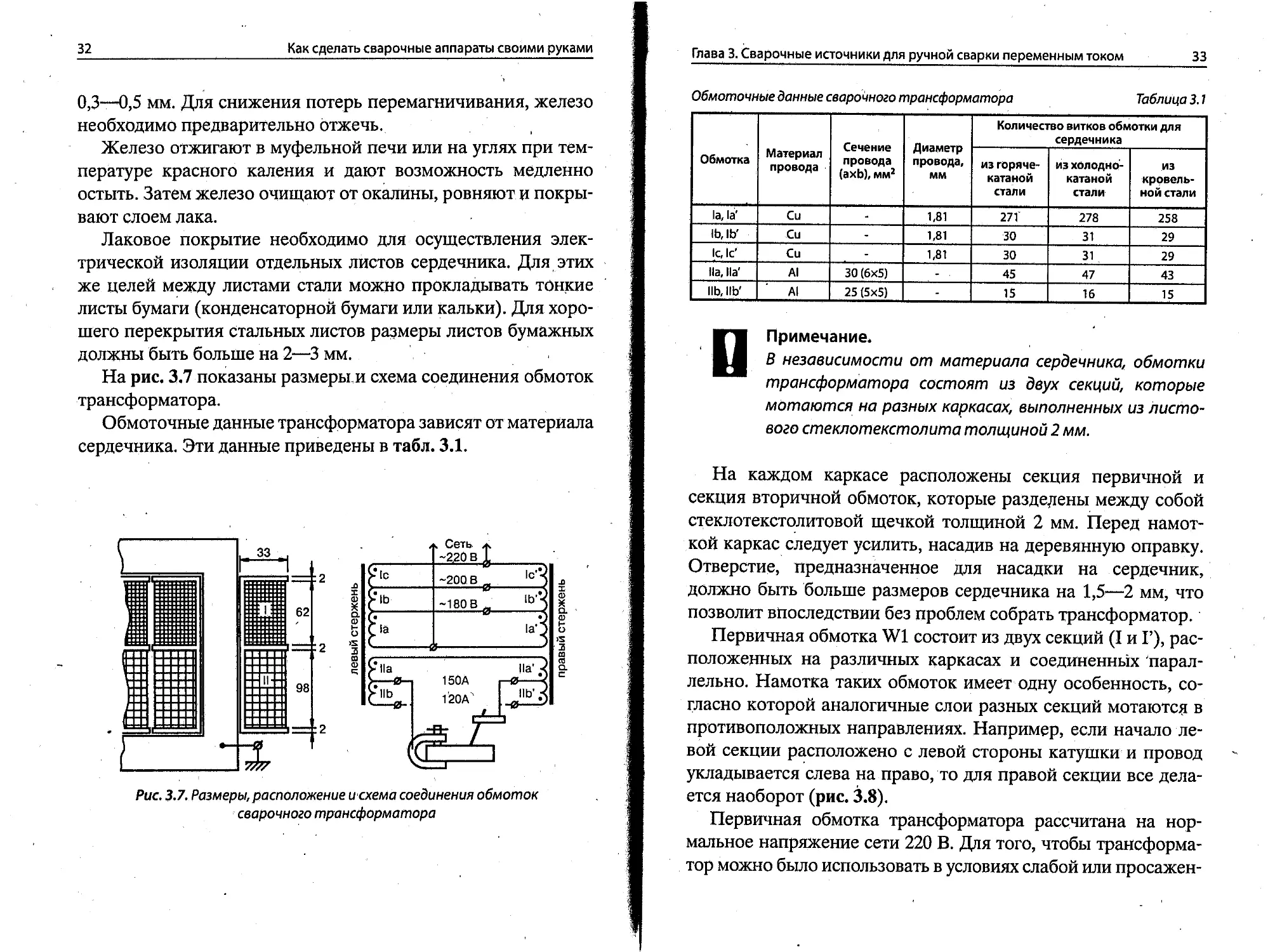
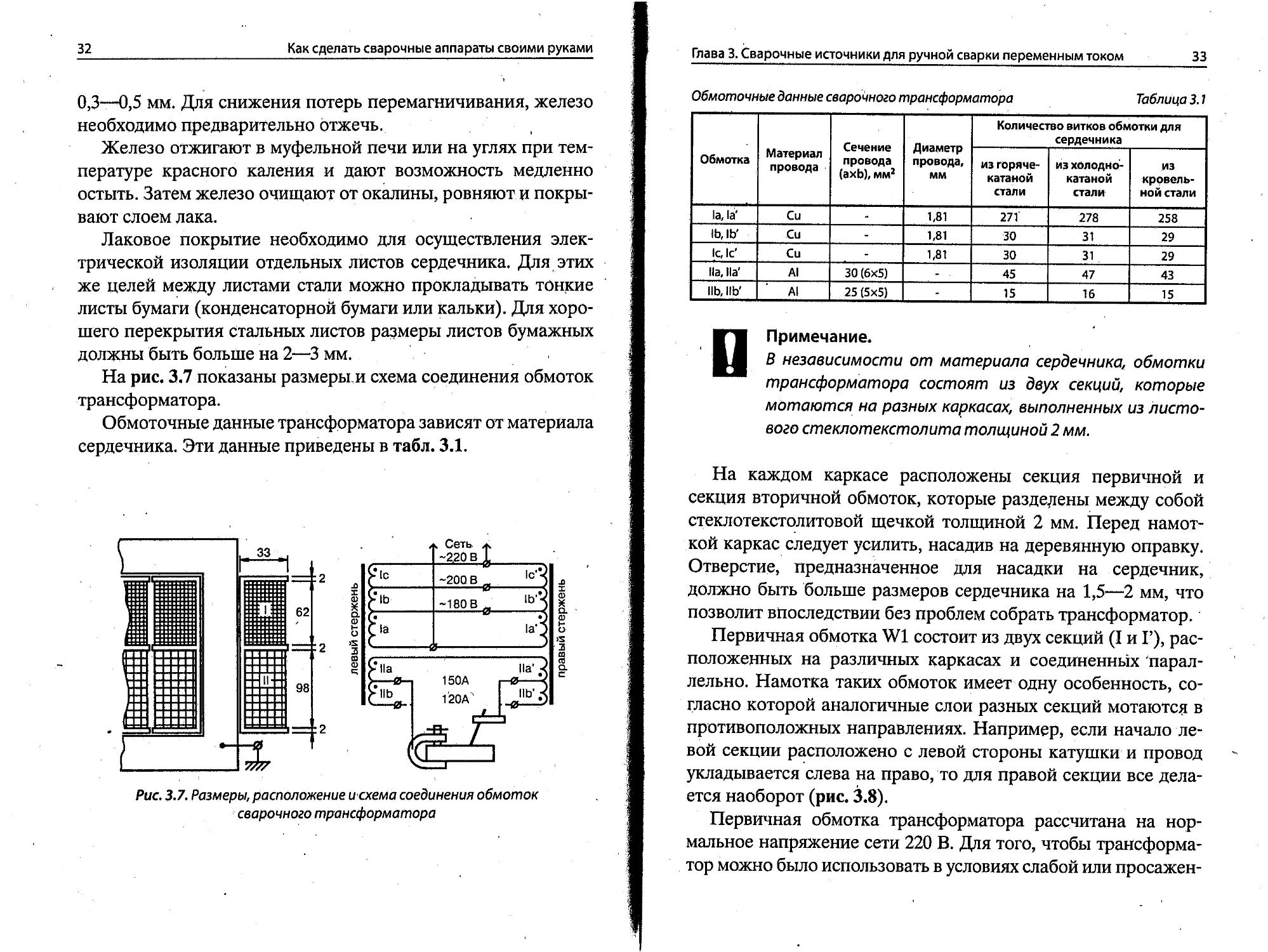
На рис. 3.7 показаны размеры и схема соединения обмоток
трансформатора.
Обмоточные данные трансформатора зависят от материала
сердечника. Эти данные приведены в табл. 3.1.
Рис. 3.7. Размеры, расположение и схема соединения обмоток
сварочного трансформатора
Глава 3. Сварочные источники для ручной сварки переменным током
33
Обмоточные данные сварочного трансформатора Таблица 3.1
Обмотка Материал провода Сечение провода (axb), мм2 Диаметр провода, мм Количество витков обмотки для сердечника
из горяче- катаной стали из холодно- катаной стали ИЗ кровель- ной стали
la, 1а' Си - 1,81 271 278 258
lb,lb' Си - 1,81 30 31 29
1с, 1с' Си - 1,81 30 31 29
На, Па' AI 30 (6x5) - . 45 47 43
lib, 11b' AI 25 (5x5) - 15 16 15
D Примечание.
В независимости от материала сердечника, обмотки
трансформатора состоят из двух секций, которые
мотаются на разных каркасах, выполненных из листо-
вого стеклотекстолита толщиной 2 мм.
На каждом каркасе расположены секция первичной и
секция вторичной обмоток, которые разделены между собой
стеклотекстолитовой щечкой толщиной 2 мм. Перед намот-
кой каркас следует усилить, насадив на деревянную оправку.
Отверстие, предназначенное для насадки на сердечник,
должно быть больше размеров сердечника на 1,5—2 мм, что
позволит впоследствии без проблем собрать трансформатор.
Первичная обмотка W1 состоит из двух секций (I и Г), рас-
положенных на различных каркасах и соединенных парал-
лельно. Намотка таких обмоток имеет одну особенность, со-
гласно которой аналогичные слои разных секций мотаются в
противоположных направлениях. Например, если начало ле-
вой секции расположено с левой стороны катушки и провод
укладывается слева на право, то для правой секции все дела-
ется наоборот (рис. 3.8).
Первичная обмотка трансформатора рассчитана на нор-
мальное напряжение сети 220 В. Для того, чтобы трансформа-
тор можно было использовать в условиях слабой или просажен-
32
Как сделать сварочные аппараты своими руками
0,3—0,5 мм. Для снижения потерь перемагничивания, железо
необходимо предварительно отжечь.
Железо отжигают в муфельной печи или на углях при тем-
пературе красного каления и дают возможность медленно
остыть. Затем железо очищают от окалины, ровняют и покры-
вают слоем лака.
Лаковое покрытие необходимо для осуществления элек-
трической изоляции отдельных листов сердечника. Для этих
же целей между листами стали можно прокладывать тонкие
листы бумаги (конденсаторной бумаги или кальки). Для хоро-
шего перекрытия стальных листов размеры листов бумажных
должны быть больше на 2—3 мм.
На рис. 3.7 показаны размеры и схема соединения обмоток
трансформатора.
Обмоточные данные трансформатора зависят от материала
сердечника. Эти данные приведены в табл. 3.1.
Рис. 3.7. Размеры, расположение и схема соединения обмоток
сварочного трансформатора
Глава 3. Сварочные источники для ручной сварки переменным током
33
Обмоточные данные сварочного трансформатора Таблица 3.1
Обмотка Материал провода Сечение провода (axb), мм2 Диаметр провода, мм Количество витков обмотки для сердечника
из горяче- катаной стали из холодно- катаной стали ИЗ кровель- ной стали
la, 1а' Си - 1,81 271 278 258
lb,lb' Си - 1,81 30 31 29
1с, 1с' Си - 1,81 30 31 29
На, Па' AI 30 (6x5) - . 45 47 43
lib, 11b' AI 25 (5x5) - 15 16 15
D Примечание.
В независимости от материала сердечника, обмотки
трансформатора состоят из двух секций, которые
мотаются на разных каркасах, выполненных из листо-
вого стеклотекстолита толщиной 2 мм.
На каждом каркасе расположены секция первичной и
секция вторичной обмоток, которые разделены между собой
стеклотекстолитовой щечкой толщиной 2 мм. Перед намот-
кой каркас следует усилить, насадив на деревянную оправку.
Отверстие, предназначенное для насадки на сердечник,
должно быть больше размеров сердечника на 1,5—2 мм, что
позволит впоследствии без проблем собрать трансформатор.
Первичная обмотка W1 состоит из двух секций (I и Г), рас-
положенных на различных каркасах и соединенных парал-
лельно. Намотка таких обмоток имеет одну особенность, со-
гласно которой аналогичные слои разных секций мотаются в
противоположных направлениях. Например, если начало ле-
вой секции расположено с левой стороны катушки и провод
укладывается слева на право, то для правой секции все дела-
ется наоборот (рис. 3.8).
Первичная обмотка трансформатора рассчитана на нор-
мальное напряжение сети 220 В. Для того, чтобы трансформа-
тор можно было использовать в условиях слабой или просажен-
34
Как сделать сварочные аппараты своими руками
правая катушка
Рис. 3.8. Схема намотки катушек трансформатора
ной сети, первичная обмотка имеет дополнительные отводы.
Эти отводы рассчитаны на напряжение сети 180 В и 200 В.
Для намотки трансформатора можно использовать само-
дельный намоточный станок, конструкция которого описана
в главе 8. После намотки каждого слоя провода, его следует
уплотнить легкими ударами деревянного молотка. Если транс-
форматор изготавливается в кустарных условиях, то каждый
слой необходимо промазывать пропиточным лаком. В каче-
стве межслойной изоляции используется картон толщиной
0,5 мм.
Для вторичной обмотки W2 используется голая алюми-
ниевая шина сечением 30 мм^ (5x6 мм) и 25 мм2 (5x5 мм).
Подобная шина используется в обмотках грузоподъемных
электромагнитов. При отсутствии указанной шины можно ис-
пользовать любую другую шину или даже круглый алюминие-
вый провод подходящего сечения.
Если имеющийся обмоточный материал состоит из не-
скольких кусков, то эти куски необходимо сварить или акку-
ратно склепать. Пластиковая или поврежденная изоляция
снимается в обязательном порядке. Затем очищенный провод
или шина.плотно обматываются тафтяной либо киперной лен-
той или тонкой хлопчатобумажной тканью, предварительно
порезанной на полосы шириной 20 мм. После изолировки по-
перечные размеры провода или шины должны увеличиться
примерно на 0,5 мм.
Глава 3. Сварочные источники для ручной сварки переменным током 35
Также как и первичная, вторичная обмотка поровну рас-
пределена на обеих катушках. Однако, в отличие от первич-
ной, секции вторичной обмотки включаются последова-
тельно. Обе секции вторичной обмотки мотаются аналогично
(рис. 3.8).
Шина укладывается на более широкую сторону. После
намотки каждого слоя, его следует уплотнить легкими уда-
рами деревянного молотка и обильно промазать пропиточ-
ным лаком.
D Примечание.
Особо внимательные читатели наверно заметили,
, что меньшему сварочному току соответствует боль-
шее количество витков вторичной обмотки (рис. 3.7).
Однако это не опечатка.
Дело в том, что напряжение обмотки пропорционально
количеству витков, а реактивное сопротивление пропорцио-
нально квадрату этой же величины. Поэтому сопротивление
обмотки растет быстрее, чем ее напряжение.
После намотки и пропитки трансформатор следует просу-
шить. Температура и время сушки определяются маркой ис-
пользуемого пропиточного лака.
Конструкция сердечника трансформатора изображена на
рис. 3.9. Сердечник набран из пластин стали толщиной 0,27—
0,5 мм. Имеющееся железо сначала рубят на полосы, потом
режут на фрагменты, длина которых указана на рис. 3.9.
Заусенцы на краях рубленого железа необходимо удалить с
помощью надфиля или мелкого напильника. Сердечник со-
бирается в «перекрышку» с возможно меньшими зазорами в
местах стыковки отдельных листов.
Готовый, намотанный и собранный трансформатор необ-
ходимо поместить в защитный кожух, который необходимо
изготовить из немагнитного материала, например, алюминия
36
Как сделать сварочные аппараты своими руками
Четный слой
а
Четный слой
б
Четный слой
в
Рис. 3.9. Конструкция сердечника трансформатора:
о—из горячекатаной стали; б—из холоднокатаной стали; в — из кровельной стали
Глава 3, Сварочные источники для ручной сварки переменным током
37
или текстолита. В кожухе необходимо предусмотреть венти-
ляционные отверстия.
Внимание.
Для подключения первичной обмотки трансформатора
ксети -220 В необходимо использовать кабель с медной
жилой сечением не менее 6 мм2 и силовую розетку на ток
63 А имеющую заземляющий нож, который необходимо
соединить с сердечником трансформатора и с защит-
ным кожухом. Соответственно, заземляющий контакт
розетки должен быть надежно заземлен.
Концы вторичной обмотки необходимо подключить к ла-
тунным шпилькам диаметром 8—10 мм, установленным на
диэлектрической термостойкой панели, которая крепится к
защитному кожуху трансформатора. В качестве сварочных
можно использовать мягкие медные провода сечением 16—
25 мм2.
! 3.4. Сварочный источник Буденного
Пути уменьшения величины потребляемого тока
Ранее мы рассмотрели сварочный источник переменного
тока, построенный на основе трансформатора с развитым
электромагнитным рассеянием. Большая величина индуктив-
ности рассеяния между обмотками такого трансформатора
играет роль линейного дросселя, формирующего крутопадаю-
щую внешнюю вольтамперную характеристику (ВАХ) необ-
ходимую для технологий TIG и ММА. Главным достоинством
этих источников является простота изготовления и надеж-
ность в работе. Однако подобные источники имеют и суще-
ственные недостатки. Среди основных недостатков, пожалуй,
38
Как сделать сварочные аппараты своими руками
стоит указать большой ток, потребляемый источниками этого
типа из сети.
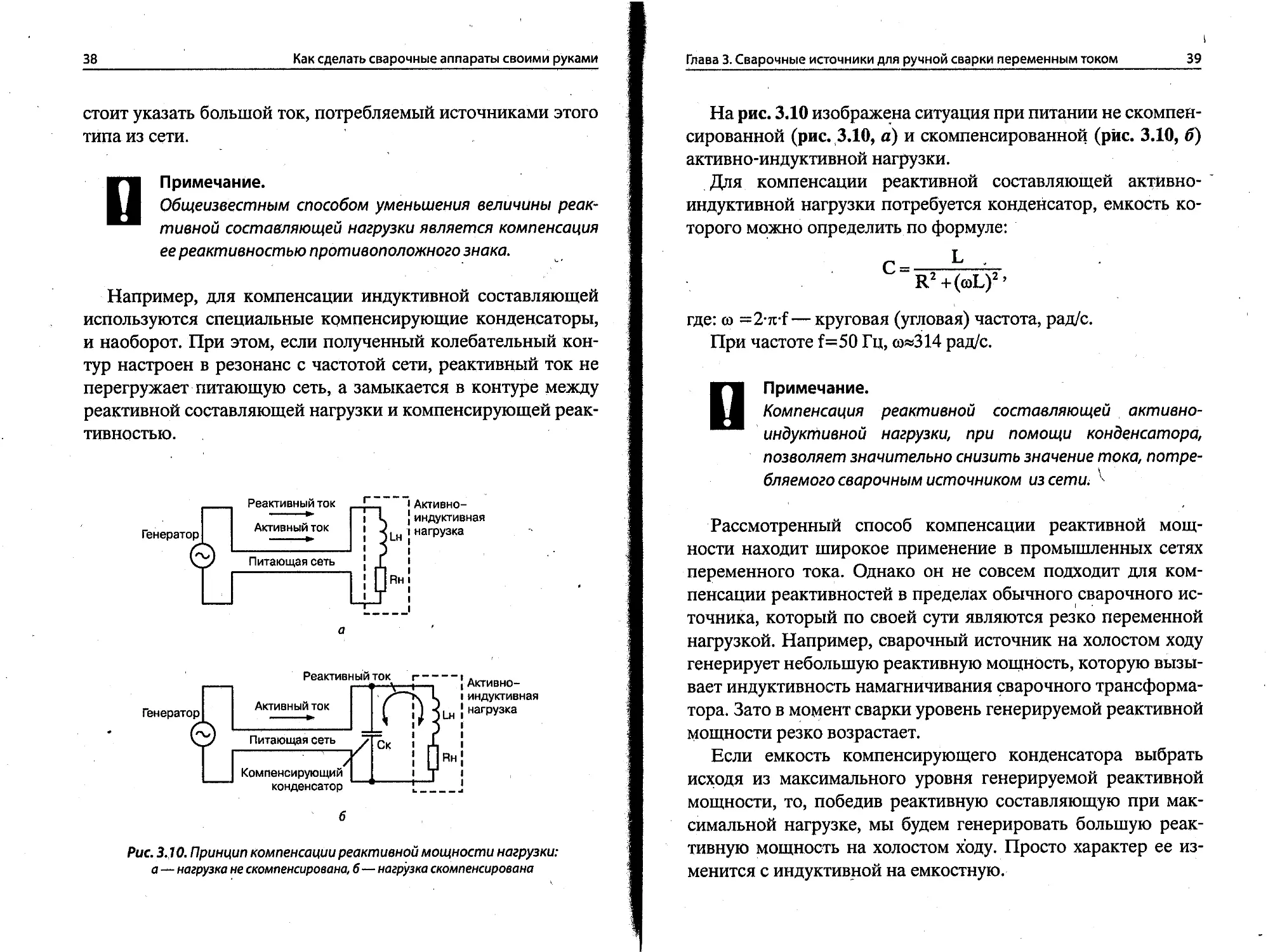
Примечание.
Общеизвестным способом уменьшения величины реак-
тивной составляющей нагрузки является компенсация
ее реактивностью противоположного знака.
Например, для компенсации индуктивной составляющей
используются специальные компенсирующие конденсаторы,
и наоборот. При этом, если полученный колебательный кон-
тур настроен в резонанс с частотой сети, реактивный ток не
перегружает питающую сеть, а замыкается в контуре между
реактивной составляющей нагрузки и компенсирующей реак-
тивностью.
Реактивный ток
Генератор
Активный ток
Активно-
индуктивная
нагрузка
Питающая сеть
Генератор
Реактивный ток
Активный ток
Активно-
индуктивная
нагрузка
Питающая сеть
Компенсирующий
конденсатор
Рис. 3.10. Принцип компенсации реактивной мощности нагрузки:
а — нагрузка не скомпенсирована, б—нагрузка скомпенсирована
Глава 3. Сварочные источники для ручной сварки переменным током
39
На рис. 3.10 изображена ситуация при питании не скомпен-
сированной (рис. 3.10, а) и скомпенсированной (рис. 3.10, б)
активно-индуктивной нагрузки.
Для компенсации реактивной составляющей актйвно-
индуктивной нагрузки потребуется конденсатор, емкость ко-
торого можно определить по формуле:
с=_____L____
R2+(<dL)2’
где: со =2-Ti-f—круговая (угловая) частота, рад/с.
При частоте f=50 Гц, со~314 рад/с.
О Примечание.
Компенсация реактивной составляющей активно-
индуктивной нагрузки, при помощи конденсатора,
позволяет значительно снизить значение тока, потре-
бляемого сварочным источником из сети;
Рассмотренный способ компенсации реактивной мощ-
ности находит широкое применение в промышленных сетях
переменного тока. Однако он не совсем подходит для ком-
пенсации реактивностей в пределах обычного сварочного ис-
точника, который по своей сути являются резко переменной
нагрузкой. Например, сварочный источник на холостом ходу
генерирует небольшую реактивную мощность, которую вызы-
вает индуктивность намагничивания сварочного трансформа-
тора. Зато в момент сварки уровень генерируемой реактивной
мощности резко возрастает.
Если емкость компенсирующего конденсатора выбрать
исходя из максимального уровня генерируемой реактивной
мощности, то, победив реактивную составляющую при мак-
симальной нагрузке, мы будем генерировать большую реак-
тивную мощность на холостом ходу. Просто характер ее из-
менится с индуктивной на емкостную.
40
Как сделать сварочные аппараты своими руками
Достаточно оригинальное решение данной проблемы
предложили Калашников Юрий Дмитриевич [5] и Буденный
Анатолий Павлович [6]. Суть предложения в том, чтобы
сердечник сварочного трансформатора насыщался на холо-
стом ходу. В этом случае входное сопротивление сварочного
трансформатора во всех режимах его работы будет иметь зна-
чительную индуктивную составляющую, удовлетворительную
компенсацию которой можно обеспечить во всем диапазоне
нагрузок при помощи конденсатора постоянной емкости.
Конструктивно-электрическая схема
сварочного источника Буденного
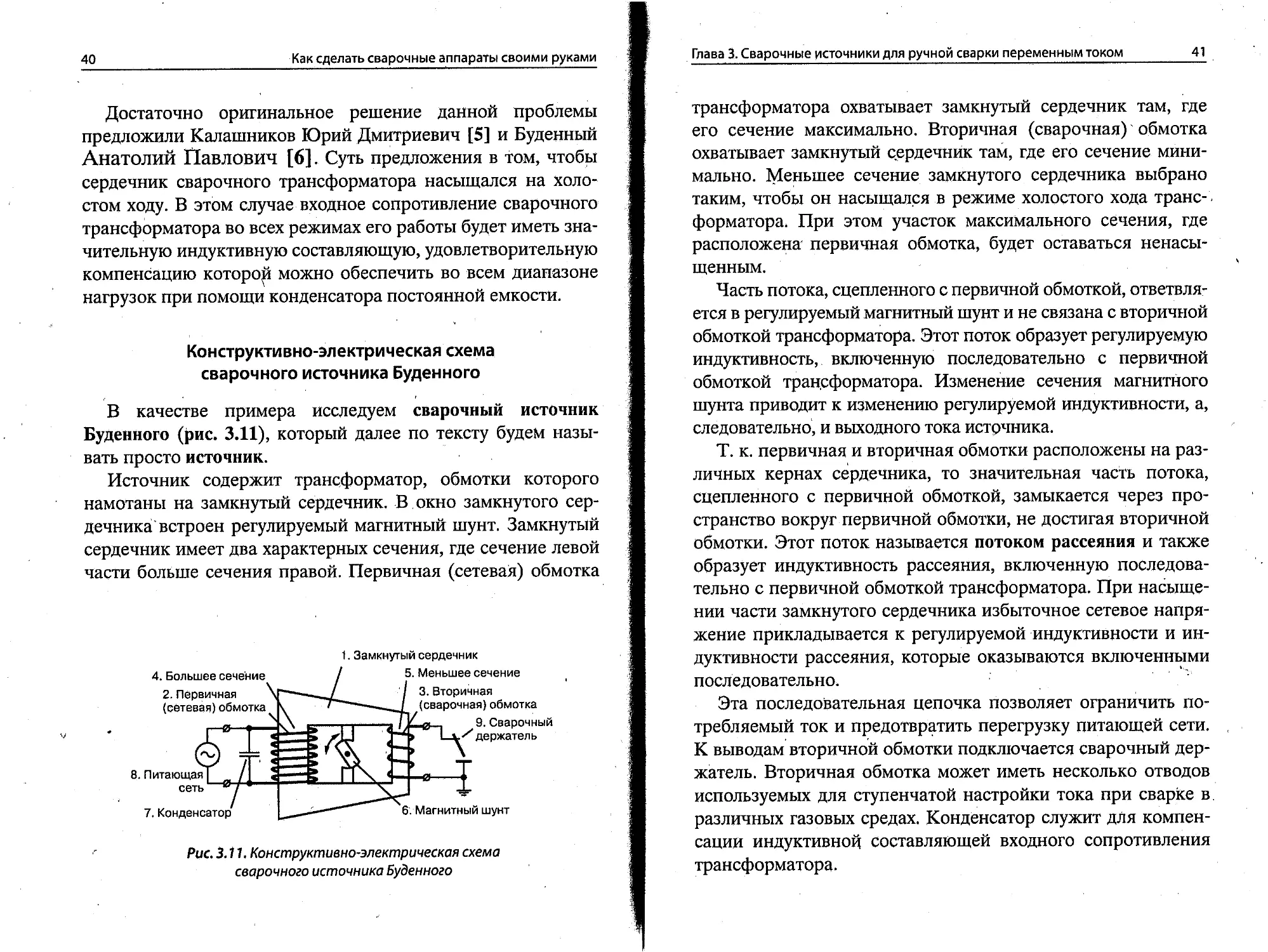
В качестве примера исследуем сварочный источник
Буденного (рис. 3.11), который далее по тексту будем назы-
вать просто источник.
Источник содержит трансформатор, обмотки которого
намотаны на замкнутый сердечник. В окно замкнутого сер-
дечника встроен регулируемый магнитный шунт. Замкнутый
сердечник имеет два характерных сечения, где сечение левой
части больше сечения правой. Первичная (сетевая) обмотка
1. Замкнутый сердечник
Рис. 3.11. Конструктивно-электрическая схема
сварочного источника Буденного
Глава 3. Сварочные источники для ручной сварки переменным током 41
трансформатора охватывает замкнутый сердечник там, где
его сечение максимально. Вторичная (сварочная) обмотка
охватывает замкнутый сердечник там, где его сечение мини-
мально. Меньшее сечение замкнутого сердечника выбрано
таким, чтобы он насыщался в режиме холостого хода транс-.
форматора. При этом участок максимального сечения, где
расположена первичная обмотка, будет оставаться ненасы-
щенным.
Часть потока, сцепленного с первичной обмоткой, ответвля-
ется в регулируемый магнитный шунт и не связана с вторичной
обмоткой трансформатора. Этот поток образует регулируемую
индуктивность, включенную последовательно с первичной
обмоткой трансформатора. Изменение сечения магнитного
шунта приводит к изменению регулируемой индуктивности, а,
следовательно, и выходного тока источника.
Т. к. первичная и вторичная обмотки расположены на раз-
личных кернах сердечника, то значительная часть потока,
сцепленного с первичной обмоткой, замыкается через про-
странство вокруг первичной обмотки, не достигая вторичной
обмотки. Этот поток называется потоком рассеяния и также
образует индуктивность рассеяния, включенную последова-
тельно с первичной обмоткой трансформатора. При насыще-
нии части замкнутого сердечника избыточное сетевое напря-
жение прикладывается к регулируемой индуктивности и ин-
дуктивности рассеяния, которые оказываются включенными
последовательно.
Эта последовательная цепочка позволяет ограничить по-
требляемый ток и предотвратить перегрузку питающей сети.
К выводам вторичной обмотки подключается сварочный дер-
жатель. Вторичная обмотка может иметь несколько отводов
используемых для ступенчатой настройки тока при сварке в
различных газовых средах. Конденсатор служит для компен-
сации индуктивной составляющей входного сопротивления
трансформатора.
42
Как сделать сварочные аппараты своими руками
Конструкция сварочного источника
Рассмотрим конструкцию сварочного источника Буденного,
пригодную для самостоятельного изготовления.
Сварочный источник обеспечивает максимальный свароч-
ный ток 150 А, а также плавную регулировку сварочного тока в
диапазоне от 105 до 150 А. Электрическая схема источника изо-
бражена на рис. 3.12. Регулировка сварочного тока осуществля-
ется при помощи подвижного магнитного шунта, установлен-
ного на сварочном трансформаторе Т1. Конденсатор С1 служит
для улучшения коэффициента мощности сварочного источника.
Автоматический выключатель SA1 служит для включения ис-
точника, а также для его автоматического выключения при ава-
рии трансформатора или повышенного напряжения сети.
Х1 - SA1 32А Т1 ХЗ
е» —т— > Ксети JLSL -220 В 50 Гц-Г-450 В X 0 1— > Х2 с 0 С .I К сварочной С дуге С 0 Х4
Рис. 3.12. Электрическая схема сварочного источника Буденного
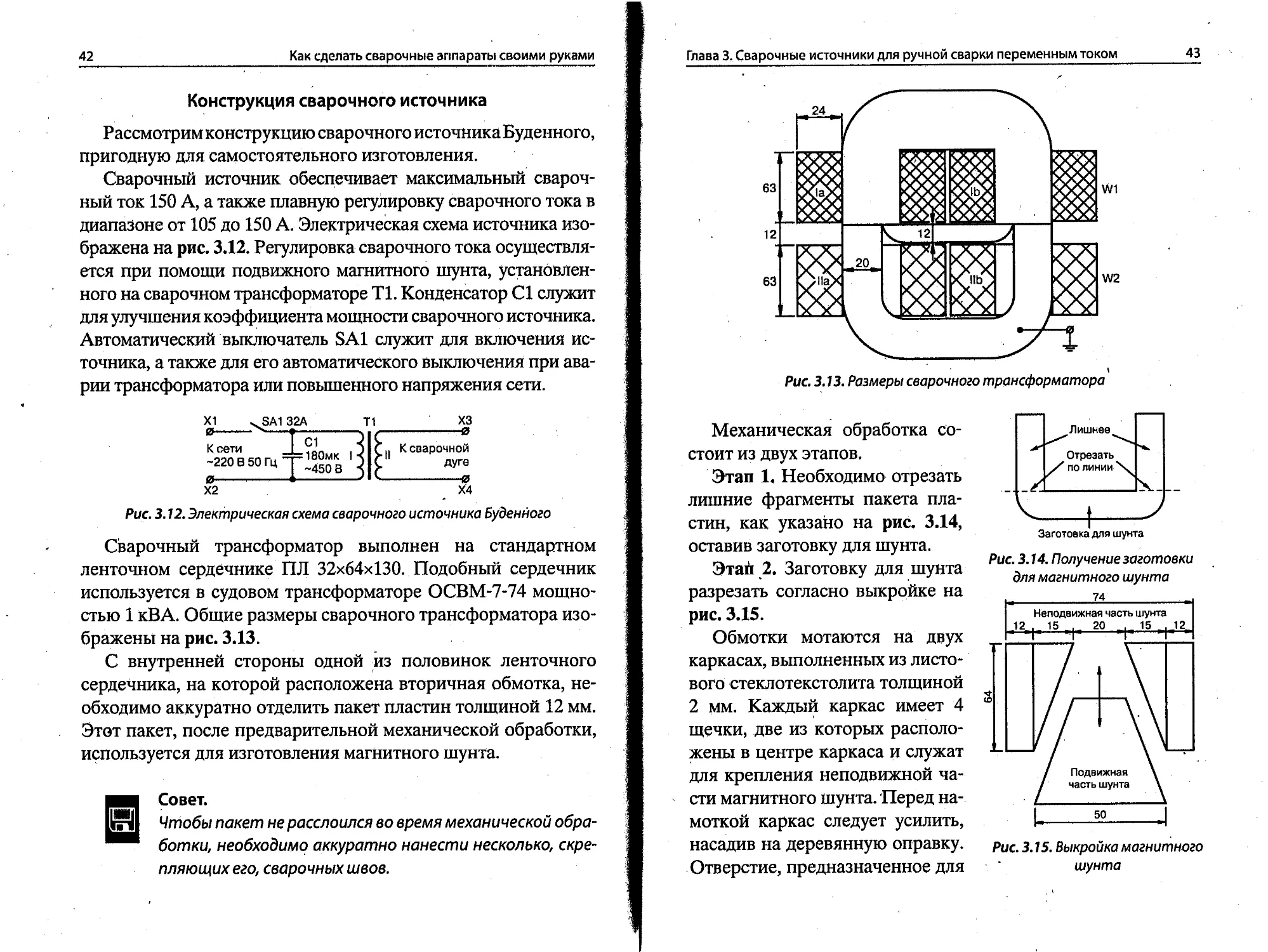
Сварочный трансформатор выполнен на стандартном
ленточном сердечнике ПЛ 32x64x130. Подобный сердечник
используется в судовом трансформаторе ОСВМ-7-74 мощно-
стью 1 кВА. Общие размеры сварочного трансформатора изо-
бражены на рис. 3.13.
С внутренней стороны одной из половинок ленточного
сердечника, на которой расположена вторичная обмотка, не-
обходимо аккуратно отделить пакет пластин толщиной 12 мм.
Этот пакет, после предварительной механической обработки,
используется для изготовления магнитного шунта.
Совет.
Чтобы пакет не расслоился во время механической обра-
ботки, необходимо аккуратно нанести несколько, скре-
пляющих его, сварочных швов.
Глава 3. Сварочные источники для ручной сварки переменным током
43
Рис. 3.13. Размеры сварочного трансформатора
Механическая обработка со-
стоит из двух этапов.
Этап 1. Необходимо отрезать
лишние фрагменты пакета пла-
стин, как указано на рис. 3.14,
оставив заготовку для шунта.
Этай 2. Заготовку для шунта
разрезать согласно выкройке на
рис. 3.15.
Обмотки мотаются на двух
каркасах, выполненных из листо-
вого стеклотекстолита толщиной
2 мм. Каждый каркас имеет 4
щечки, две из которых располо-
жены в центре каркаса и служат
для крепления неподвижной ча-
сти магнитного шунта. Перед на-
моткой каркас следует усилить,
насадив на деревянную оправку.
Отверстие, предназначенное для
Рис. 3.14. Получение заготовки
для магнитного шунта
Заготовка для шунта
Рис. 3.15. Выкройка магнитного
шунта
44
Как сделать сварочные аппараты своими руками
насадки на сердечник, должно быть больше размеров сердеч-
ника на 1,5—2 мм, что позволит впоследствии без проблем со-
брать трансформатор.
Первичная обмотка W1 состоит из двух секций (I и Г),
расположенных на различных каркасах и соединенных па-
раллельно. Каждая из секций содержит по 304 витка провода
ПЭВ-2 01,62 мм. После намотки каждого слоя проводу, его
следует уплотнить легкими ударами деревянного молотка.
Если трансформатор изготавливается в кустарных условиях,
то каждый слой необходимо промазывать пропиточным ла-
ком. В качестве межслойной изоляции используется картон
толщиной 0,5 мм.
Для вторичной обмотки W2 берется медная шина 10x1,6 мм2
в стекловолокнистой изоляцией. Вторичная обмотку также
состоит из двух секций (II и II’), которые, в отличие от пер-
вичной обмотки, включены последовательно и содержат по
38 витков.
Шина укладывается на более широкую сторону. После на-
мотки каждого слоя его следует уплотнить легкими ударами
деревянного молотка и обильно промазать пропиточным ла-
ком. Для намотки можно использовать медную шину такого
. же сечения, но с другим соотношением сторон.
После намотки и пропитки трансформатор следует просу-
шить. Температура и время сушки определяются маркой ис-
пользуемого пропиточного лака.
Готовый, намотанный и собранный трансформатор, поме-
щается в защитный кожух, который необходимо изготовить из
немагнитного материала, например алюминия или текстолита.
Так как плотность тока в обмотках трансформатора имеет
достаточно высокое значение, его необходимо интенсивно
охлаждать. Например, в промышленных сварочных источни-
ках «Русь» для этой цели устанавливается два вентилятора,
один из которых приточный, а другой вытяжной.
Глава 3. Сварочные источники для ручной сварки переменным током
45
5
Внимание.
Для подключения первичной обмотки трансформатора
к сети ~220 В, необходимо использовать кабель с медной
жилой сечением не менее 4 мм2 и силовую розетку на ток
25 А, имеющую заземляющий нож, который необходимо
соединить с сердечником трансформатора и с защит:
ным кожухом. Соответственно, заземляющий контакт
розетки должен быть надежно заземлен.
Концы вторичной обмотки необходимо подключить к ла-
тунным шпилькам диаметром 8—10 мм, установленным на
диэлектрической термостойкой панели, которая крепится к
защитному кожуху трансформатора. В качестве сварочных
можно использовать мягкие медные провода сечением 16—
25 мм2.
Настройка сварочного источника заключается в установке
упоров, ограничивающих крайнее положения шунта, соответ-
ствующие максимальному и минимальному сварочному току,
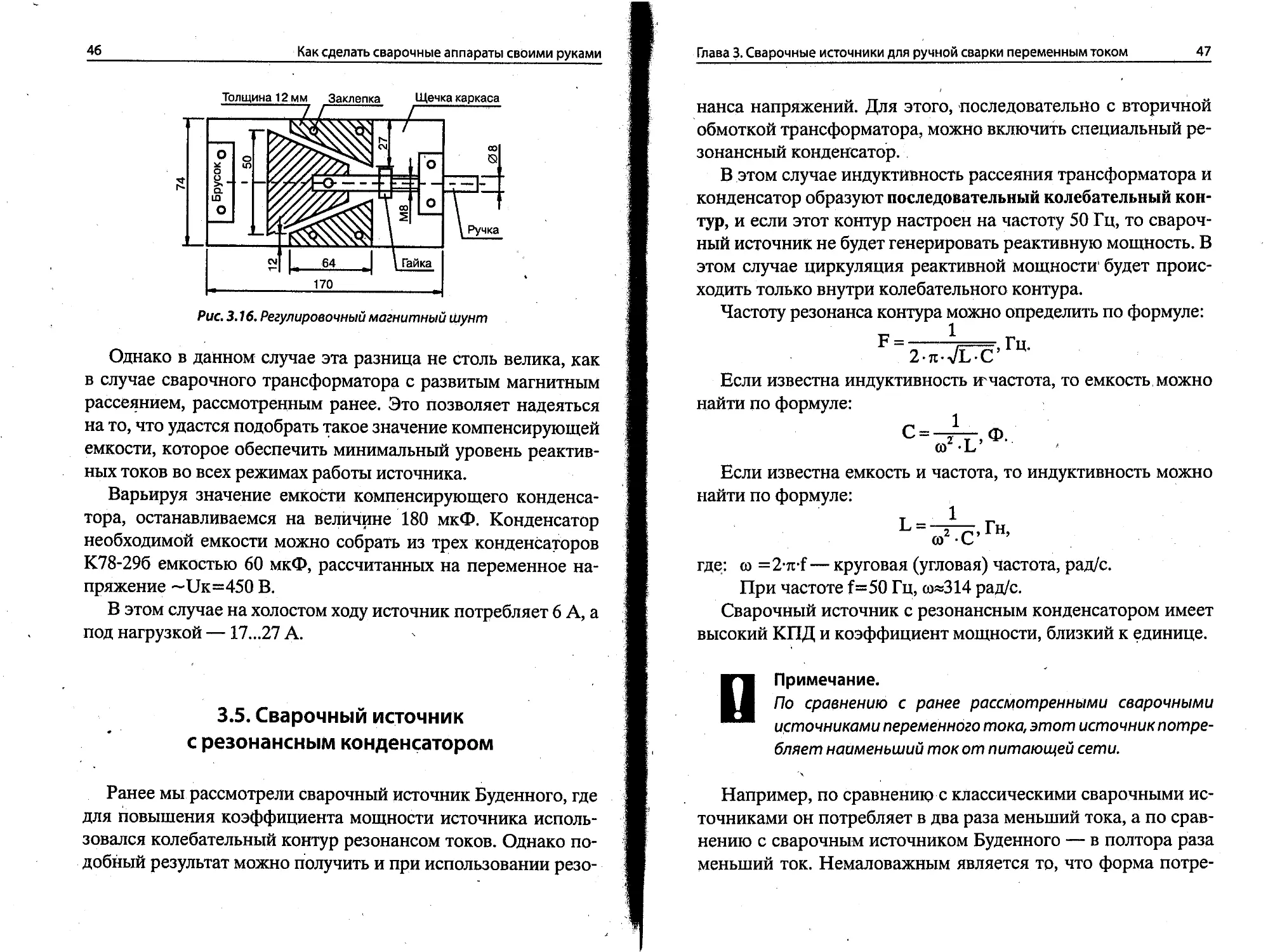
Как уже говорилось ранее, для регулировки сварочного
тока источник снабжен специальным магнитным шунтом.
Введение шунта в зазор между катушками позволяет увели-
чить индуктивность рассеяния трансформатора и, соответ-
ственно, уменьшить сварочный ток. На рис. 3.16 схематически
изображена конструкция магнитного шунта, а также указаны
его основные размеры.
D Примечание.
Сварочный трансформатор не обеспечивает ста?
бильную величину индуктивной составляющей своего
входного сопротивления во всех режимах работы. Под
нагрузкой эта составляющая значительно больше, чем
на холостом ходу.
46
Как сделать сварочные аппараты своими руками
Рис. 3.16. Регулировочный магнитный шунт
Однако в данном случае эта разница не столь велика, как
в случае сварочного трансформатора с развитым магнитным
рассеянием, рассмотренным ранее. Это позволяет надеяться
на то, что удастся подобрать такое значение компенсирующей
емкости, которое обеспечить минимальный уровень реактив-
ных токов во всех режимах работы источника.
Варьируя значение емкости компенсирующего конденса-
тора, останавливаемся на величине 180 мкФ. Конденсатор
необходимой емкости можно собрать из трех конденсаторов
К78-296 емкостью 60 мкФ, рассчитанных на переменное на-
пряжение ~Uk=450 В.
В этом случае на холостом ходу источник потребляет 6 А, а
под нагрузкой — 17...27 А.
3.5. Сварочный источник
с резонансным конденсатором
Ранее мы рассмотрели сварочный источник Буденного, где
для повышения коэффициента мощности источника исполь-
зовался колебательный контур резонансом токов. Однако по-
добный результат можно получить и при использовании резо-
Глава 3. Сварочные источники для ручной сварки переменным током 47
нанса напряжений. Для этого, последовательно с вторичной
обмоткой трансформатора, можно включить специальный ре-
зонансный конденсатор.
В этом случае индуктивность рассеяния трансформатора и
конденсатор образуют последовательный колебательный кон-
тур, и если этот контур настроен на частоту 50 Гц, то свароч-
ный источник не будет генерировать реактивную мощность. В
этом случае циркуляция реактивной мощности' будет проис-
ходить только внутри колебательного контура.
Частоту резонанса контура можно определить по формуле:
1
F =----п=, Гц.
2-n-JUC’
Если известна индуктивность и' частота, то емкость можно
найти по формуле:
с—к-,Ф.
со • L
Если известна емкость и частота, то индуктивность можно
найти по формуле:
ь=-А-,Гн,
со -С
где: со = 2-Tt-f— круговая (угловая) частота, рад/с.
При частоте f=50 Гц, со~314 рад/с.
Сварочный источник с резонансным конденсатором имеет
высокий КПД и коэффициент мощности, близкий к единице.
D Примечание.
По сравнению с ранее рассмотренными сварочными
источниками переменного тока, этот источник потре-
бляет наименьший ток от питающей сети.
Например, по сравнению с классическими сварочными ис-
точниками он потребляет в два раза меньший тока, а по срав-
нению с сварочным источником Буденного — в полтора раза
меньший ток. Немаловажным является то, что форма потре-
48
Как сделать сварочные аппараты своими руками
бляемого тока близка к синусоиде. В этом отношении он на
много превосходит существующие на данный момент инвер-
торные сварочные источники, практически не уступая им по
массогабаритным параметрам.
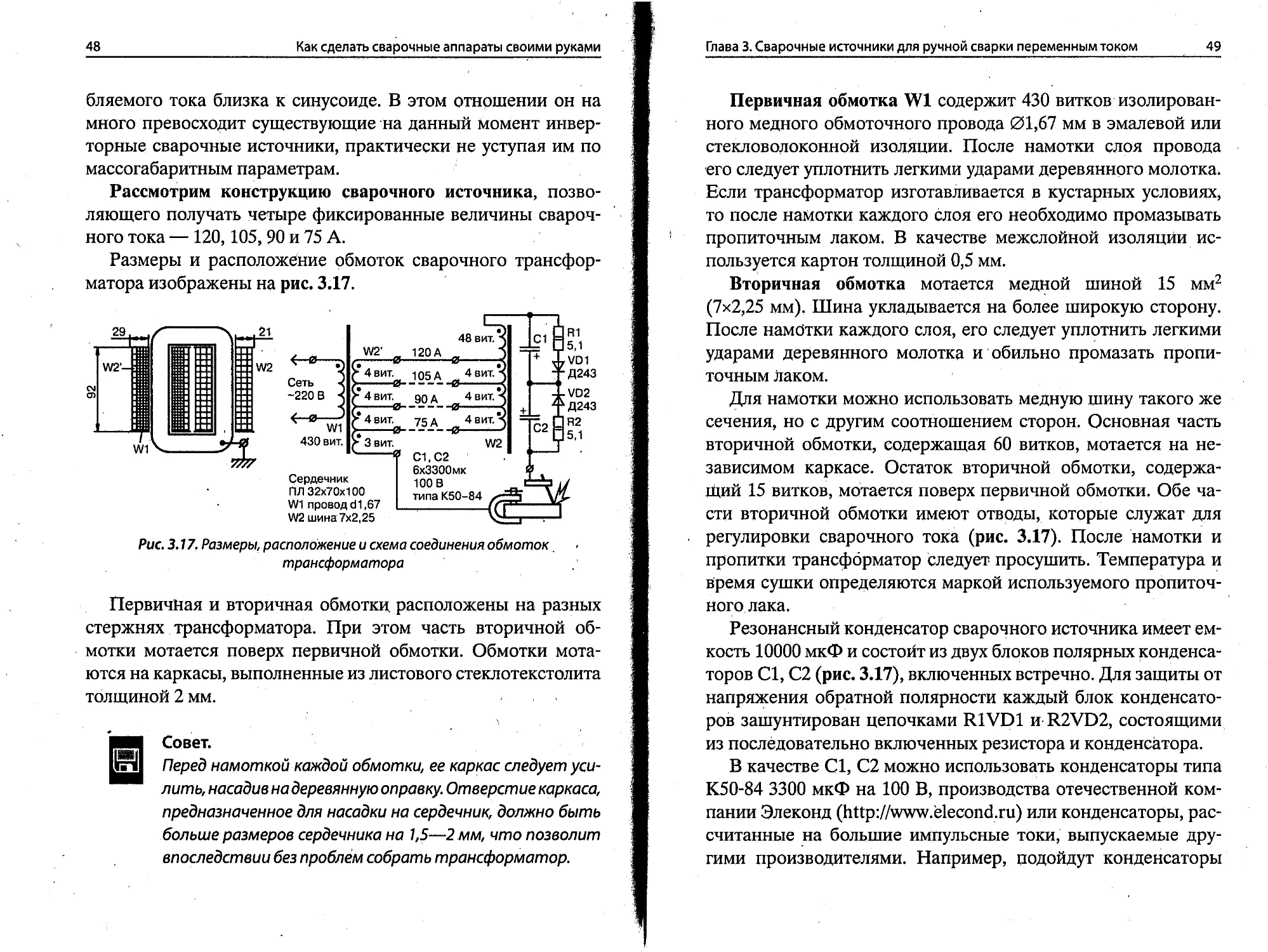
Рассмотрим конструкцию сварочного источника, позво-
ляющего получать четыре фиксированные величины свароч-
ного тока —120,105,90 и 75 А.
Размеры и расположение обмоток сварочного трансфор-
матора изображены на рис. 3.17.
Сеть
-220 В
<—0---->
W1
430 вит.
48 вит.
„ 120А „
0---------0-------
4 вит 105 А 4 вит.
------0---------0-------
4 вит. до д 4 вит.
W2'
С1 В™
VVD1
--Д243
--VD2
ФД243
R2
5,1
Сердечник
ПЛ 32x70x100
W1 провод d1,67
W2 шина 7x2,25
W2
C1.C2
6x3300мк
100 В
типа К50-84
4 вит. 75 д 4 вит.
------0-----------0---------
3 вит.
------?
Рис. 3.17. Размеры, расположение и схема соединения обмоток.
трансформатора
Первичная и вторичная обмотки, расположены на разных
стержнях трансформатора. При этом часть вторичной об-
мотки мотается поверх первичной обмотки. Обмотки мота-
ются на каркасы, выполненные из листового стеклотекстолита
толщиной 2 мм.
Совет.
Перед намоткой каждой обмотки, ее каркас следует уси-
лить, насадив на деревянную оправку. Отверстие каркаса,
предназначенное для насадки на сердечник, должно быть
больше размеров сердечника на 1,5—2 мм, что позволит
впоследствии без проблем собрать трансформатор.
Глава 3. Сварочные источники для ручной сварки переменным током 49
Первичная обмотка W1 содержит 430 витков изолирован-
ного медного обмоточного провода 01,67 мм в эмалевой или
стекловолоконной изоляции. После намотки слоя провода
его следует уплотнить легкими ударами деревянного молотка.
Если трансформатор изготавливается в кустарных условиях,
то после намотки каждого слоя его необходимо промазывать
пропиточным лаком. В качестве межслойной изоляции ис-
пользуется картон толщиной 0,5 мм.
Вторичная обмотка мотается медной шиной 15 мм2
(7x2,25 мм). Шина укладывается на более широкую сторону.
После намОтки каждого слоя, его следует уплотнить легкими
ударами деревянного молотка и обильно промазать пропи-
точным лаком.
Для намотки можно использовать медную шину такого же
сечения, но с другим соотношением сторон. Основная часть
вторичной обмотки, содержащая 60 витков, мотается на не-
зависимом каркасе. Остаток вторичной обмотки, содержа-
ний 15 витков, мотается поверх первичной обмотки. Обе ча-
сти вторичной обмотки имеют отводы, которые служат для
регулировки сварочного тока (рис. 3.17). После намотки и
пропитки трансформатор следует просушить. Температура и
время сушки определяются маркой используемого пропиточ-
ного лака.
Резонансный конденсатор сварочного источника имеет ем-
кость 10000 мкФ и состойт из двух блоков полярных конденса-
торов Cl, С2 (рис. 3.17), включенных встречно. Для защиты от
напряжения обратной полярности каждый блок конденсато-
ров зашунтирован цепочками R1VD1 и R2VD2, состоящими
из последовательно включенных резистора и конденсатора.
В качестве Cl, С2 можно использовать конденсаторы типа
К50-84 3300 мкФ на 100 В, производства отечественной ком-
пании Элеконд (http://www.elecond.ru) или конденсаторы, рас-
считанные на большие импульсные токи, выпускаемые дру-
гими производителями. Например, подойдут конденсаторы
50
Как сделать сварочные аппараты своими руками
типа В41456, В41458 3300 мкФ на 100 В, производства компа-
нии Epcos (http://www.epcos.com).
Готовый, намотанный и собранный трансформатор необ-
ходимо поместить в защитный кожух, который необходимо
изготовить из немагнитного материала, например, алюминия
или текстолита. В кожухе необходимо предусмотреть венти-
ляционные отверстия.
Внимание.
Для подключения первичной обмотки трансформатора
к сети ~220 В, необходимо использовать кабель с медной
жилой сечением не менее 4 мм2 и силовую розетку на ток
25 А, имеющую заземляющий нож, который необходимо
соединить с сердечником трансформатора и с защит-
ным кожухом. Соответственно, заземляющий контакт
розетки должен быть надежно заземлен.
Концы вторичной обмотки необходимо подключить к ла-
тунным шпилькам диаметром 8—10 мм, установленным на диэ-
лектрической термостойкой панели, которая крепится к защит-
ному кожуху трансформатора. В качестве сварочных можно
использовать мягкие медные провода сечением 16—25 мм2.
З.б. Сварочный источник переменного тока
с плавной регулировкой
Практически все рассмотренные ранее сварочные ис-
точники имели ступенчатую регулировку сварочного тока.
Исключение составляет лишь сварочный источник Буденного,
где регулировка сварочного тока осуществляется при помощи
подвижного магнитного шунта.
Глава 3. Сварочные источники для ручной сварки переменным током
51
Ступенчатая регулировка тока ограничивает возможность
выбора оптимальной величины сварочного тока, а наличие
отводов усложняет конструкцию сварочного трансформа-
тора. Подвижный шунт позволяет плавно регулировать ток,
но также усложняет конструкцию трансформатора и является
источником шума.
В этом разделе приводится описание сварочного источника
с плавной регулировкой сварочного тока. Принципиальная
электрическая схема источника приведена на рис. 3.18.
N4
ХА1
L<-|
SFT
63 А
у
Рис. 3.18. Схема сварочного источника
с плавной регулировкой сварочного тока
52 Как сделать сварочные аппараты своими руками
Регулирующим элементом сварочного источника явля-
ется симистор VS1, включенный последовательно с первич-
ной обмоткой трансформатора Т2. Тиристоры и симисторы
являются не полностью управляемыми электронными клю-
чами. Они могут находиться только в двух состояниях, за-
крытом или открытом. Тиристор, подобно диоду, пропускает
ток только в одном направлении. Для управления перемен-
ным током используют два встречно включенных тиристора
или один симистор (симметричный тиристор) или триак
(от англ. Triac — triode for alternating current), что означает
электронный прибор, предназначенный для управления пе-
ременным током., Внутренняя структура симистора также
содержит два встречно включенных тиристора, но управля-
ются эти тиристоры при помощи одного внешнего управля-
ющего электрода.
Однажды открытый симистор не реагирует на сигнал
управления и сохраняет свое открытое состояние до тех пор,
пока через него протекает ток, больший по величине, чем ток
удержания. По этой причине эти электронные приборы назы-
ваются не полностью управляемыми.
В цепях периодического переменного тока, каждые полпе-
риода ток меняет свое направление, снижаясь до нуля. При
этом каждый раз достигается автоматическое запирание (га-
шение) симистора. Задерживая или сдвигая момент включе-
ния симистора относительно начала полупериода можно осу-
ществлять регулировку переменного тока.
Меняя длительность задержки от нуля до пОлупериода
(фазовый сдвиг от 0° до 180°), можно осуществлять полную
регулировку переменного тока. Недостатком такой регули-
ровки тока является, то что ток прерывается во время закры-
того состояния симистора. Пр этой причине трансформатор с
симисторным или тиристорным ключом в первичной обмотке’
получил название трансформатора прерывистого тока или
тиристорного трансформатора [10]. >
Глава 3. Сварочные источники для ручной сварки переменным током
S3
Долгое время считалось, что подобный способ регулировки
тока не пригоден для электродуговой сварки. Дело в том, что
во время прерывания тока дуга гаснет и происходит деиониза-
ция дугового промежутка, что затрудняет последующее воз-
буждение дуги. Выход был найден в том, чтобы каждый раз, в
момент открытия симистора, принудительно возбуждать дугу
при помощи специального импульсного стабилизатора.
В предлагаемом сварочном источнике импульсный ста-
билизатор состоит из последовательной цепочки, состоящей
из конденсатора С5 и дополнительной обмотки III, намотан-
ной поверх вторичной обмотки II сварочного трансформа-
тора Т2. Обмотки II и III имеют равное количество витков.
Стабилизирующая цепочка подключена параллельно первич-
ной обмотке трансформатора Т2.
Благодаря этому, в момент открытия симистора VS1, к вто-
ричной обмотке трансформатора Т2 и к сварочной цепи прикла-
дывается короткий высоковольтный стабилизирующий импульс,
при помощи которого осуществляется принудительное зажига-
ние дуги. Длительность стабилизирующего импульса определя-
ется емкостью конденсатора С5 и составляет примерно 100 мкс.
Цепи управления источника (рис. 3.18) питаются от мало-
мощного трансформатора Т1 220/18В. Переменное напряже-
ние 18 В с обмотки II трансформатора поступает на выпря-
митель VD1, где выпрямляется и сглаживается при помощи
конденсатора С1. Нестабилизированное напряжение на кон-
денсаторе С1 используется для непосредственного управле-
ния симистором VS1. Для надежного отпирания симистора,
через его управляющий электрод необходимо пропускать ток
величиной более 200 мА. В данном случае ток управления
коммутируется транзистором VT5 и ограничивается резисто-
рами R13—R17 на уровне 350—450 мА.
Схема управления питается стабилизированным напряже-
нием 12 В, получаемым из нестабилизированного напряжения
на конденсаторе С1, при помощи стабилизатора DA1.
54
Как сделать сварочные аппараты своими руками
На конденсаторе СЗ формируется пилообразное напряже-
ние. При этом конденсатор СЗ линейно заряжается стабиль-
ным током от источника тока, собранного на элементах VT4,
VD2, R6, R7, а затем, в момент перехода сетевого напряжения
через ноль, разряжается при помощи узла синхронизации по-
строенного на элементах VT1, VT2, R1—R5.
Для формирования синхронизирующих импульсов пере-
менное напряжение с обмотки II трансформатора Т1 (через
резисторы R1 и R2) поступает на базу транзистора VT1. Когда
напряжение сети не равно нулю, транзистор VT1 открыт, а
транзистор VT2 закрыт и не шунтирует конденсатор СЗ.
В момент перехода сетевого напряжения через ноль тран-
зистор VT1 закрывается, a VT2 открывается и быстро раз-
ряжает конденсатор СЗ. В результате этого на конденсаторе
СЗ формируется напряжение пропорциональное фазовому
сдвигу относительно начала полупериода.
С помощью переменного резистора R9 «Ток» можно уста-
навливать порог, а, следовательно, и фазовый сдвиг срабаты-
вания компаратора DA2. Пока напряжение на конденсаторе
СЗ ниже порогового, на выходе компаратора присутствует
низкий уровень напряжения, который удерживает транзистор
VT5 и симистор VS1 в закрытом состоянии. Как только на-
пряжение на конденсаторе СЗ превысит пороговый уровень,
компаратор сработает и откроет транзистор VT5, который от-
кроет симистор VS1.
Регулировка сварочного тока осуществляется при помощи
переменного резистора R9 «Ток». В нижнем положении движка
резистора R9 фазовый сдвиг минимален, поэтому сварочный
ток максимален. В верхнем положении движка резистора R9 фа-
зовый сдвиг максимален, поэтому сварочный ток минимальный.
Конкретный диапазон регулировки сварочного тока зави-
сит от сварочного трансформатора Т2. При использовании
рекомендуемого сварочного трансформатора сварочный ток
регулируется в диапазоне от 50 до 150 А.
Глава 3. Сварочные источники для ручной сварки переменным током 55
Типы и номиналы элементов схемы сварочного источника
указаны на принципиальной схеме. При повторении устрой-
ства можно использовать рекомендуемые комплектующие
или другие комплектующие, имеющие такие же или не худ-
шие параметры.,
В качестве трансформатора Т1 можно использовать любой
трансформатор 220/18 В мощностью 10—15 Вт.
В качестве сварочного трансформатора Т2 можно исполь-
зовать любой трансформатор, описанный ранее в разделе
«Сварочный трансформатор со ступенчатой регулировкой тока».
При этом обмотки трансформатора мотаются без отводов, а ста-
билизирующая обмотка Ш мотается поверх обмотки II.
Например, мы решили использовать трансформатор с сер-
дечником из холоднокатаной стали. В этом случае конструк-
ция сердечника изображена на рис. 3.9, б. Обмотка I транс-
форматора содержит 340 витков провода диаметром 1,81 мм.
Обмотка II трансформатора содержит 94 витка алюминиевой
шины сечением 30 мм2. Обмотка III трансформатора содер-
жит 94 витка провода диаметром 1—2 мм и мотается в один
слой поверх обмотки II.
Направление намотки катушек трансформатора указано на
рис. 3.8. Схема включения обмоток аналогична схеме, изобра-
женной на рис. 3.7. Обмотка I расположена на двух катушках,
которые включены параллельно. Обмотка II также расположена
на двух катушках, но эти катушки включены последовательно.
Обмотка III аналогична обмотке II, но мотается поверх ее.
3.7. Сварочный источник постоянного тока
с электронной регулировкой
Все рассмотренные ранее сварочные источники, являются
источниками переменного тока. Эт.ч источники, по сравнению
56 Как сделать сварочные аппараты своими руками
с источниками постоянного тока, имеют меньшие размеры,
просты в изготовлении и надежны в эксплуатации. Однако
использование постоянного тока позволяет улучшить устой-
чивость горения дуги и использовать специальные электроды,
позволяющие получить лучшее качество сварочного шва.
В данном разделе рассмотрим конструкцию простого сва-
рочного источника постоянного тока с электронной регу-
лировкой. Этот источник обеспечивает максимальный сва-
рочный ток 150 А и предназначен для сварки электродами
03—5 мм. Сварочный ток плавно регулируется в диапазоне
50—150 А. Принципиальная электрическая схема сварочного
источника приведена на рис. 3.19.
D Примечание.
Главное отличие этого источника от рассмотренных
ранее моделей заключается в том, что его внешняя
нагрузочная характеристика формируется не за счет
применения специального трансформатора, а за счет
электронной регулировки с использованием обратной
связи по току.
Регулировка сварочного тока производится при помощи
двух тиристоров VS1 и VS2, включенных по схеме двухполу-
периодного выпрямителя со средней точкой. Задерживая или
сдвигая момент включения тиристоров относительно начала
полупериода, можно осуществлять регулировку тока. Меняя
длительность задержки от нуля до полупериода (фазовый
сдвиг от 0° до 180°), можно осуществлять полную регулировку
сварочного тока.
Недостатком такой регулировки тока является то, что в
паузе (во время закрытого состояния тиристора) ток преры-
вается и дуга гаснет.
Глава 3. Сварочные источники для ручной сварки переменным током
57
XS1
VD1
DF10
-Сеть
220 8
1 Т1 3
SF1
40 А
VS1 Т161-160
а
+12В
R1 -12В
2,2к i
С1
470mk2Jvd2
VD5
1N4007
VS2
Т161-160
VD3
1N4007
R2
2,2к
С2
470mk5!:vD4
х25 В
КС512
VD6
1N4007
+12В-«—
VT2
КТ361Е
R4
22
сз
0,01мк‘
R5
Юк
VT3
КТ117
VT4
КТ315Е
— d
R7
5,1к
с
-^IC6
VT1 5 7
2Т825А2 1N4148--
C4j_
1мк
—— ..е
-----h
-----g
Рис. 3.19. Схема сварочного источника постоянного тока
с электронной регулировкой
58 Как сделать сварочные аппараты своими руками
В Примечание.
Для того чтобы сварочная дуга не гасла, необходимо во
время паузы пропускать через нее стабилизирующий
ток величиной не менее 10 А.
Существует несколько способов получения стабилизирую-
щего тока. В рассматриваемом источнике стабилизация тока
осуществляется за счет использования дросселя L1 и диода
VD12. Дроссель накапливает энергию во время открытого со-
стояния тиристоров и отдает ее в паузе. При этом стабилизи-
рующий ток замыкается через диод VD12.
Так как через дроссель протекает весь сварочный ток, то
габариты его получаются значительными и соизмеримы с га-
баритами сварочного трансформатора Т1. Однако габариты
дросселя можно уменьшить, если сделать его нелинейным, на-
сыщающимся. Т. е. когда ток в дросселе ниже тока насыще-
ния, дроссель имеет значительную индуктивность, достаточ-
ную для поддержания тока в паузах, а когда ток становится
больше тока насыщения, индуктивность дросселя резко сни-
жается, т. к. его сердечник входит в насыщение. Применение
подобного дросселя делает сварочный ток импульсно модули-
рованным.
Модуляция возникает йри насыщении дросселя и может
даже оказаться полезной, стимулируя капельный перенос ме-
талла с электрода в сварочную ванну.
Рассмотрим подробнее работу сварочного источника.
Питание электронного блока управления сварочного ис-
точника осуществляется от обмоток Па и Пб сварочного транс-
форматора Т1. С помощью выпрямителя VD1 формируется
двухполярное выпрямленное напряжение. Стабилизированное
напряжение +12 В получается при помощи параметрического
стабилизатора Rl, VD2, С1. Стабилизированное напряжение
-12 В получается при помощи параметрического стабилиза-
тора R2, VD4, С2.
Глава 3. Сварочные источники для ручной сварки переменным током 59
Для синхронизации схемы управления с сетью использу-
ется пульсация отрицательного выпрямленного напряжения.
Это напряжение, через резистор R3, поступает на базу тран-
зистора VT5 и закрывает его. Пока транзистор VT5 закрыт,
конденсатор С4 заряжается через резистор R8.
В момент смены полярности сетевого напряжения уро-
вень отрицательно выпрямленного напряжения также снижа-
ется, и транзистор VT5 открывается за счет положительного
тока смещения, поступающего в его базу через резистор R10.
Транзистор VT5 открывается и разряжает конденсатор С4.
В результате этого на конденсаторе С4 формируется пилоо-
бразное напряжение, синхронизированное с сетевым напря-
жением.
Диод VD3 служит для развязки цепи синхронизации и
цепи питания. Светодиод HL1 «Сеть» служит для индикации
включенного состояния сварочного источника и защищает
переход б-э транзистора VT5 от пробоя отрицательным вы-
прямленным напряжением.
Для стабилизации сварочного тока используется регуля-
тор на основе суммирующего интегратора, собранного на
операционном усилителе DA1 и элементах С5, Rll, R15, R16,
VD9—VD11.
При помощи потенциометра R13 «Ток» устанавливается
необходимая величина сварочного тока. Напряжение зада-
ния, снимаемое с движка этого потенциометра, при помощи
делителя напряжения Rll, R16 сравнивается (суммируется)
с напряжением токовой обратной связи, снимаемым с шунта
R17. Так как напряжение задания и напряжение токовой об-
ратной связи имеют различную полярность, то они взаимно
компенсируются на инвертирующем входе операционного
усилителя DA1, если их величины пропорциональны величи-
нам резисторов делителя напряжения Rll, R16.
В противном случае компенсация делителя достигается за
счет дополнительного тока поступающего в среднюю точку
58 Как сделать сварочные аппараты своими руками
В Примечание.
Для того чтобы сварочная дуга не гасла, необходимо во
время паузы пропускать через нее стабилизирующий
ток величиной не менее 10 А.
Существует несколько способов получения стабилизирую-
щего тока. В рассматриваемом источнике стабилизация тока
осуществляется за счет использования дросселя L1 и диода
VD12. Дроссель накапливает энергию во время открытого со-
стояния тиристоров и отдает ее в паузе. При этом стабилизи-
рующий ток замыкается через диод VD12.
Так как через дроссель протекает весь сварочный ток, то
габариты его получаются значительными и соизмеримы с га-
баритами сварочного трансформатора Т1. Однако габариты
дросселя можно уменьшить, если сделать его нелинейным, на-
сыщающимся. Т. е. когда ток в дросселе ниже тока насыще-
ния, дроссель имеет значительную индуктивность, достаточ-
ную для поддержания тока в паузах, а когда ток становится
больше тока насыщения, индуктивность дросселя резко сни-
жается, т. к. его сердечник входит в насыщение. Применение
подобного дросселя делает сварочный ток импульсно модули-
рованным.
Модуляция возникает йри насыщении дросселя и может
даже оказаться полезной, стимулируя капельный перенос ме-
талла с электрода в сварочную ванну.
Рассмотрим подробнее работу сварочного источника.
Питание электронного блока управления сварочного ис-
точника осуществляется от обмоток Па и Пб сварочного транс-
форматора Т1. С помощью выпрямителя VD1 формируется
двухполярное выпрямленное напряжение. Стабилизированное
напряжение +12 В получается при помощи параметрического
стабилизатора Rl, VD2, С1. Стабилизированное напряжение
-12 В получается при помощи параметрического стабилиза-
тора R2, VD4, С2.
Глава 3. Сварочные источники для ручной сварки переменным током 59
Для синхронизации схемы управления с сетью использу-
ется пульсация отрицательного выпрямленного напряжения.
Это напряжение, через резистор R3, поступает на базу тран-
зистора VT5 и закрывает его. Пока транзистор VT5 закрыт,
конденсатор С4 заряжается через резистор R8.
В момент смены полярности сетевого напряжения уро-
вень отрицательно выпрямленного напряжения также снижа-
ется, и транзистор VT5 открывается за счет положительного
тока смещения, поступающего в его базу через резистор R10.
Транзистор VT5 открывается и разряжает конденсатор С4.
В результате этого на конденсаторе С4 формируется пилоо-
бразное напряжение, синхронизированное с сетевым напря-
жением.
Диод VD3 служит для развязки цепи синхронизации и
цепи питания. Светодиод HL1 «Сеть» служит для индикации
включенного состояния сварочного источника и защищает
переход б-э транзистора VT5 от пробоя отрицательным вы-
прямленным напряжением.
Для стабилизации сварочного тока используется регуля-
тор на основе суммирующего интегратора, собранного на
операционном усилителе DA1 и элементах С5, Rll, R15, R16,
VD9—VD11.
При помощи потенциометра R13 «Ток» устанавливается
необходимая величина сварочного тока. Напряжение зада-
ния, снимаемое с движка этого потенциометра, при помощи
делителя напряжения Rll, R16 сравнивается (суммируется)
с напряжением токовой обратной связи, снимаемым с шунта
R17. Так как напряжение задания и напряжение токовой об-
ратной связи имеют различную полярность, то они взаимно
компенсируются на инвертирующем входе операционного
усилителя DA1, если их величины пропорциональны величи-
нам резисторов делителя напряжения Rll, R16.
В противном случае компенсация делителя достигается за
счет дополнительного тока поступающего в среднюю точку
62
Как сделать сварочные аппараты своими руками
Обмотка II мотается,поверх обмотки I и содержит 60+60
витков алюминиевая шина сечением 25 мм2 (5x5 мм).
Подобная шина используется в обмотках грузоподъемных
электромагнитов. Обе половинки обмотки (Па и Пб) мота-
ются одновременно в два провода. При этом на каждую ка-
тушку мотается по 30 витков. Схема соединения фрагментов
обмотки изображена на рис. 3.20.
Совет.
При отсутствии указанной шины можно использовать
любую другую шину или даже круглый алюминиевый про-
вод подходящего сечения.
н
правая катушка 5
Рис. 3.20. Схема намотки катушек трансформатора
Если имеющийся обмоточный материал состоит из не-
скольких кусков, то эти куски необходимо сварить или акку-
ратно склепать. Пластиковая или поврежденная изоляция
снимается в обязательном порядке. Затем очищенный провод
или шина плотно обматываются киперной лентой или тонкой
хлопчатобумажной тканью, предварительно порезанной на
полосы шириной 20 мм. После изолировки поперечные раз-
меры провода или шины должны увеличиться примерно на
0,5 мм.
Глава 3. Сварочные источники для ручной сварки переменным током
63
Четный слой
Рис. 3.21. Конструкция сердечника трансформатора
После намотки каждого слоя обмотка уплотняется легкими
ударами деревянного молотка, после чего намотанный слой
обильно промазывается пропиточным лаком.
После намотки и пропитки трансформатор следует просу-
шить. Температура и время сушки определяются маркой ис-
пользуемого пропиточного лака.
Конструкция сердечника трансформатора изображена
на рис. 3.21. Сердечник набран из пластин стали толщиной
0,27—0,5 мм. Имеющееся железо сначала рубят на полосы, по-
том режут на фрагменты, длина которых указана на рис. 3.9.
Заусенцы на краях рубленого железа необходимо удалить с
помощью надфиля или мелкого напильника. Сердечник со-
бирается в «перекрышку» с возможно меньшими зазорами в
местах стыковки отдельных листов.
Глава 4
ЭЛЕКТРОННЫЙ РЕГУЛЯТОР
СВАРОЧНОГО ТОКА
4.1. Многопостовая сварка
На различных машиностроительных и ремонтных пред-
приятиях, там, где наблюдается большая концентрация сва-
рочных рабочих мест, традиционно использовалась и исполь-
зуется многопостовая сварка постоянным и переменным то-
ком. Достоинством данного типа сварки является простота,
безопасность и возможность экономии производственных
площадей.
При многопостовой сварке несколько сварочных рабочих
мест подключаются к одному многопостовому сварочному ис-
точнику (рис. 4.1, а). Относительная независимость свароч-
ных постов, работающих от одного общего источника, дости-
гается тем, что каждый сварочный пост подключается через
индивидуальный балластный реостат (БР), служащий для ре-
гулирования сварочного тока и получения необходимой кру-
топадающей нагрузочной характеристики.
Использование БР является, возможно, наиболее простым,
но-не лучшим решением, т. к. при этом сильно снижается
КПД. Низкий КПД обусловлен тем, что часть мощности рас-
сеивается в виде тепла на БР. Так как напряжение сварочной
дуги составляет 30—50% от напряжения многопостового ис-
точника, то таким же является и КПД такого способа прове-
дения сварочных работ.
Глава 4. Электронный регулятор сварочного тока
65
ВКСМ-1000 900А
70В -0—
150А БР1 у
..х - пгт-
150А БР2у
—X——l~Z>
150А БРЗу
X --Г7Т-
150А БР4у
—х-—гтп-
150А БР5у
—X-—Г7П-
150А БРбу
—х——
150А
—X—
150А
—X—
150А
—X—
150А
—X—
150А
—X—
150А
—X—
Пост 1
Пост 2
ПостЗ
Пост 4
Пост 5
Постб
а
б
Рис. 4.1. Многопостовая сварка:
а—первый вариант использования; б — второй вариант использования
66
Как сделать сварочные аппараты своими руками
Достижения современной электроники позволяют изгото-
вить электронный аналог БР, который будет иметь улучшен-
ные эксплуатационные характеристики и при этом обладать
КПД близким к 100%.
На рис. 4.1, б изображен вариант, когда к одному многопо-
стовому источнику посредством ЭРСТ подключено в два раза
большее количество рабочих мест и при этом многопостовой
источник работает в обычном нагрузочном режиме.
Выгода от такого решения очевидна, так как достигается
одновременная экономия электроэнергии и оборудования при
неизменном объеме сварочных работ. Если сравнивать ЭРСТ
с инверторными сварочными источниками, то первый более
безопасен. Ведь в нем отсутствуют высоковольтные цепи, он
имеет меньшую массу и более высокий КПД за счет меньшего
количества преобразований.
В настоящее время различные западные фирмы, специали-
зирующиеся в области сварочного оборудования, производят
ЭРСТ. В каталогах производителей данный тип сварочного j
оборудования называется чоппер (chopper). Правда, стои-
мость их достаточно велика. Например, чоппер Multi-Weld 350 s
фирмы Lincoln Electric стоит 3349$. Поэтому самостоятельная ]
сборка подобных устройств имеет смысл и вполне обосно-
вана. ;
В данной главе описаны общие принципы конструирова- :
ния и реальная конструкция простого ЭРСТ. Несмотря на
свою простоту, благодаря идеальным внешним характеристи-
кам, ЭРСТ обеспечивает лучшее формирование сварочного
шва и практически исключает разбрызгивание металла. i
В ЭРСТ предусмотрена возможность регулировки наклона
внешней характеристики: от крутопадающей до жесткой.
Данное обстоятельство позволяет использовать ЭРСТ для
всех технологий ручной, полуавтоматической И автоматиче-
ской сварки на постоянном токе. Основой ЭРСТ является
классический понижающий преобразователь постоянного :
Глава 4, Электронный регулятор сварочного тока
67
/кл L-----------► /д
СУ
Рис. 4.2. Понижающий преобразователь
постоянного напряжения
напряжения (рис. 4.2).
Принцип работы пре-
образователя основан
на модуляции входного
напряжения полупрово-
дниковым VT ключом с
последующей фильтра-
цией среднего значения
напряжения при помощи LC или L'фильтра. Благодаря тому,
что транзисторный ключ VT находится либо в открытом, либо
в закрытом состоянии, на нем рассеивается незначительная
мощность и поэтому КПД устройства близок к 100%.
Ниже перечислены технические характеристики ЭРСТ, по-
зволяющие использовать его в качестве более эффективной
альтернативы стандартному балластному реостату РБ-302.
Технические характеристики ЭРСТ:
♦ Номинальный ток при ПВ=100%, А.............315.
♦ Минимальный ток, А..........................10.
♦ Импульсный ток, А......................... 350.
♦ Напряжение питания, В..................от 50 до 80.
♦ КПД, %.................................... 92.
4.2. Описание ЭРСТ
Основные элементы ЭРСТ
ЭРСТ (рис. 4.3) оборудован защитами: от подключения в
неправильной полярности; от повышения или понижения пи-
тающего напряжения; от максимального тока й от перегрева.
Указанный набор защит призван обеспечить надежную ра-
боту ЭРСТ в производственных и бытовых условиях.
Ключевой транзистор VT1—VT20 понижающего преобра-
зователя собран из 20-ти параллельно включенных MOSFET
68
Как сделать сварочные аппараты своими руками
Рис. 4.3. Общая принципиальная электрическая схема ЭРСТ
Глаза 4. Электронный регулятор сварочного тока 69
транзисторов IRFP250, MOSFET транзисторы характеризу-
ются высоким быстродействием, малой мощностью, управле-
ния и положительным ТКС проводящего канала. Последнее
обстоятельство особенно важно, так как решает проблему вы-
равнивания токов между параллельно включенными транзи-
сторами. Диод VD9—VD48 состоит из 40 параллельно вклю-
ченных диодов КД213Б. Сглаживающий фильтр ЭРСТ состоит
из дросселя L2.
Диоды КД213Б обладают большим временем обратного вос-
становления и поэтому для устранения сквозных токов, воз-
никающих при открытии ключевого транзистора VT1—VT20,
служит двухобмоточный дроссель L1. При запирании диода
VD9—VD48 излишки энергии, накопленные в дросселе L1,
возвращаются в источник питания (конденсаторы фильтра
С1,С2).
Возврат энергии (рекуперация) возможен благодаря на-
личию у дросселя L1 обмотки II, последовательно с кото-
рой включен коммутирующий диод VD8. Возвратный диод
VD49—VD54, состоящий из 6-ти параллельно включенных ди-
одов КД213Б, служит для рекуперации энергии, накопленной
в дросселе L2, в источник питания, в момент резкого сброса
нагрузки ЭРСТ. Резисторы R3—R23, включенные в цепи за-
творов транзисторов VT1—VT20, служат для предотвращения
паразитного колебательного процесса в этих цепях.
Назначение основных узлов ЭРСТ
Клемма XI ЭРСТ (при помощи гибкого провода) соеди-
няется с плюсовой клеммой многопостового сварочного ис-
точника (МСИ). Минусовая клемма МСИ и клемма ХЗ ЭРСТ,
подключаются к свариваемой конструкции, которая играет
роль второго соединительного провода. Сварочный держатель
подключается к клемме Х2. При этом сварка производится на
обратной полярности (минус на свариваемой детале).
70
Как сделать сварочные аппараты своими руками
Конденсаторы Cl, С2 и СЗ—С22 представляют из себя ем-
костный фильтр, который устраняет влияние индуктивности
соединительных проводов и МСИ на работу ЭРСТ. Сразу по-
сле подключения ЭРСТ к МСИ осуществляется зарядка кон-
денсаторов Cl, С2 через зарядную цепочку, состоящую из вну-
треннего диода блока А1 и резистора R2. Контроль зарядки и
входного напряжения ЭРСТ осуществляет блок А1. Если на-
пряжение ЭРСТ выше 50 В и конденсаторы Cl, С2 зарядились,
то загорается индикатор HL1 «Готов» и срабатывает внутрен-
нее реле блока А1, которое разрешает включение ЭРСТ.
' Принцип действия
Для включения ЭРСТ необходимо кратковременно на-
жать на кнопку SB1 «Пуск». При этом срабатывает контактор
КМ1, который своим блокконтактом шунтирует кнопку SB1 и
становится на удержание через резистор R1. Своим силовым
контактом КМ1 шунтирует зарядную цепочку.
После включения ЭРСТ, через блокконтакт контактора
КМ1, подается питание на блок А2. Блок А2 служит для полу-
чения гальванически развязанных напряжений необходимых
для питания блоков АЗ и А4. Кроме этого блок А2 формирует
трехфазное напряжение 220 В 50 Гц необходимое для питания
вентиляторов Ml и М2.
Блок АЗ осуществляет управление ключевым транзисто-
ром VT1—VT20, а также защиту его от перегрузки и пере-
грева. Кроме этого блок АЗ запрещает отпирание ключевого
транзистора до момента окончания цикла рекуперации дрос-
селя L1. В случае перегрева ключевого транзистора его работа
также запрещается и зажигается индикатор HL2 «Перегрев».
Блок А4 служит для контроля выходного тока и напряже-
ния ЭРСТ, а также для формирования, заданной органами
управления «Наклон» и »Уровень», внешней нагрузочной ха-
рактеристики регулятора сварочного тока.
Глава 4, Электронный регулятор сварочного тока
71
Принцип работы и настройка блока А1
Блок А1 (рис. 4.4) содержит: узел двухпорогового компара-
тора; исполнительный релейный узел; узел контроля зарядки.
Питание блока осуществляется непосредственно входным
напряжением ЭРСТ (напряжение МСИ), которое понижается
до необходимого уровня и стабилизируется параметрическим
стабилизатором, собранным на резисторах R9, R10 и стабили-
троне VD5.
ХЗ
0--------
R1
Юк
R9 2,7к R10 2,7к DA1 КР544УД2
R4
R11 1к
R12 1М
DA1
2
2
>оо
Х6
-0
Б2П
470 И VD2
АЗГ
1к|_1
R6
1к
R5
к
СЗ
=±=47мк
+ 22В
nc|4
NC
+U
-U
KC133AS- VD3
£ С2^
4,7мк4= VD4
Х5 63В КД521Б
6
R13
3,6к
R16
3,9к
8
5
R14
З.бк
VT2
2Т505Б
R15
1к
VD7
КД213Б
—н-
К1ГП vVD6
L__l --КД209А
Х1
-0
R7
16к
R8
16к
VD5
КС515А
VT1
КТ361Б
VD2.VD3
KC147A
-0
Х2
Рис. 4.4. Принципиальная электрическая схема блока А1
о
Примечание.
Особенностью двухпорогового компаратора является
применение специальных делителей, собранных на
резисторах R1—R6 и стабилитронах VD1—VD3, позво-
ляющего получить два порога срабатывания используя
только один пороговый элемент DA1.
72
Как сделать сварочные аппараты своими руками
Рис. 4.5. Формирование порогов переключения
двухпорогового компаратора
Использование в делителях стабилитронов позволило по-
лучить нелинейную зависимость коэффициента передачи де-
лителя от входного напряжения. На рис. 4.5 видно, что кри-
вая 1, соответствующая делителю R1—R3, VD1, пересекается
в двух точках с кривой 2, соответствующей делителю R4—R6,
VD2, VD3.
С помощью подстроечного резистора R3 настраивается
верхний порог срабатывания компаратора (80 В), а с помощью
R6 — нижний (50 В). Резисторы Rll, R12 позволяют получить
четкое, без «дребезга», переключение компаратора Е>А1.
Исполнительный релейный узел собран на элементах VT2,
, VD6, К1 и R13—R16. Если напряжение источника в норме, то
с выхода компаратора, через R-цепочку R13—R15, напряже-
ние открывающей полярности поступает на базу транзистора
VT2. Транзистор VT2 включает реле К1, которое своим кон-
тактом подает питание на кнопки SB1 и SB2 (рис. 4.3).
Резистор R16 создает необходимый токовый режим работы
реле К1. Диод VD6 защищает транзистор VT2 от пробоя на-
пряжением самоиндукции катушки реле К1, в момент его от-
ключения. Диод VD7 защищает блок А1 от повреждения на-
Глава 4. Электронный регулятор сварочного тока
73
пряжением обратной полярности при ошибочном включении
ЭРСТ.
Зачастую в подобных устройствах для зарядки конден-
сатора отводится некоторый промежуток времени. По ис-
течении данного времени зарядный резистор шунтируется.
Недостатком данного способа зарядки является то, что, на-
пример, при обрыве зарядного резистора к источнику пита-
ния будет подключен незаряженный конденсатор, что может
повредить его или же сам конденсатор (нечто подобное ре-
гулярно происходит в инверторных сварочных источниках
ВДУЧ-160).
В ЭРСТ используется специальный узел контроля зарядки,
который содержит транзистор VT1, диод VD4, конденсатор
С2 и резисторы R7,, R8 и контролирует падение напряжения
на зарядном резисторе R1 (рис. 4.3).
Элементная база
Транзисторы VT1—VT20 и диоды VD9—VD48 установ-
лены на радиаторах, каждый из которых имеет охлаждающую
поверхность не менее 3200 см2. Для охлаждения радиаторов
используются два вентилятора типа 1,25ЭВ-2,8-6-3270У4 каж-
дый из которых имеет производительность 280 м3/час.
Дроссель L1 намотан на ферритовом сердечнике М2000НМ
строчного трансформатора ТВСИОАМ (ТВС110ЛА) от ста-
рого лампового телевизора типа УНТ47/59. Первичная об-
мотка мотается лицендратом, состоящим из 236-ти эмалиро-
ванных проводов 00,55 мм и содержит 2 витка. Вторичная
обмотка мотается лицендратом, состоящим из 10-ти эмалиро-
ванных проводов 00,55мм и содержит 16 витков.
В оба зазора сердечника надо вставить немагнитные про-
кладки толщиной 3 мм. Для обеспечения максимальной маг-
нитной связи между обмотками, вторичную обмотку нужно
расположить в объеме первичной.
74
Как сделать сварочные аппараты своими руками
Н Совет.
Провод вторичной обмотки, для предотвращения меж-
виткового или межобмоточного пробоя, необходимо
обмотать лакотканью или фторопластовой лентой.
Дроссель L2 намотан на ленточном сердечнике Ш25х50 из
трансформаторной стали с толщиной листа 0,08 мм. Обмотка
дросселя мотается медной шиной сечением 80—90 мм2 и со-
держит 6 витков. Сердечник дросселя собирается встык. При
сборке сердечника в зазор между пластинами различного
типа необходимо вставить немагнитную прокладку толщиной
1,6—1,7 мм.
Конденсаторы Cl, С2 типа К50-18. Конденсаторы СЗ—
С22, С23—С26, С27—С36 типа К73-17. Резисторы R.1, R2 про-
волочные, типа ПЭВ-25. Резистор R24 собран из 10 резисто-
ров МЛТ-2 по 47 Ом, включенных параллельно. Для лучшего
охлаждения резисторы помещены в воздушный поток, охлаж-
дающий радиатор с транзисторами VT1—VT20.
Контактор КМ1 использован от осциллятора LHF500
фирмы KEMPPI. Обмотка контактора была перемотана на
напряжение 50 В (оригинальная обмотка рассчитана на на-
пряжение 24 В).
Е
Совет. ,
Если под рукой не оказалось разбитого осциллятора
LHF-500, то можно использовать контакторы на 160—
200А от электрокар. Обычно обмотки этих контакторов
рассчитаны,на напряжение 48 В, что вполне приемлемо. В
крайнем случае, можно использовать электромагнитный
пускатель 4-й или 5-й величины, силовые контакты кото-
рого необходимо включить параллельно.
Затем необходимо испытать, при каком напряжении по-
стоянного тока срабатывает пускатель. После этого обмотку
Глава 4. Электронный регулятор сварочного тока
75
пускателя разматывают и определяют диаметр обмоточного
провода D1 и количество витков W1. Теперь, используя полу-
ченные данные, можно'определить новое количество витков:
W=Wl-50/Ucp.
И диаметр обмоточного провода:
/0,25-W1-7c-D1~
’ V W
В качестве реле К1 (рис. 4.3) использовано реле типа РЭС49,
паспорт РС4.569.421-00 (также подойдут РС4.569.421-04 и
РС4.569.421-10).
Принцип работы и настройка блока А2
На рис. 4.6 изображена структурная схема внутреннего ис-
точника питания ЭРСТ.
Нестабилизированное питание, с выхода многопостового
сварочного источника (МСИ), поступает на вход понижаю-
щего стабилизатора напряжения. Полумостовой преобразо-
ватель постоянное напряжение 36 В, поступающее с выхода
стабилизатора, преобразует в переменное, частотой 12,5 кГц,
прикладываемое к первичной обмотке трансформатора.
Благодаря тому, что преобразователь питается стабилизиро-
ванным напряжением, обеспечена групповая стабилизация
напряжений, снимаемых с вторичных обмоток трансформа-
тора. С выхода выпрямителя 1 питается трехфазный мосто-
Рис. 4.6. Структурная схема внутреннего источника питания ЭРСТ
76
Как сделать сварочные аппараты своими руками
вой преобразователь, который формирует трехфазное напря-
жение 220 В 50 Гц, для питания вентиляторов, охлаждающих
мощные коммутирующие элементы регулятора, а выпрями-
тель 2 питает узел управления преобразователя (блоки АЗ и
А4 на рис. 4.3).
В процессе построения источника питания были использо-
ваны самодельные бутстрепные (bootstrap) драйверы управ-
ления верхними транзисторами полумостового и трехфазного
мостового преобразователей. Для подобных преобразовате-
лей выпускаются специальные драйверные микросхемы [2].
Но, видимо из-за пока достаточно высокой стоимости, эти ми-
кросхемы не получили широкого распространения среди ра-
диолюбителей, которые предпочитают решать эту проблему
по-своему [9,20], используя элементы оптронной и трансфор-
маторной гальванической развязки.
В качестве прототипа был принят узел (на рис. 4.7 изобра-
жен усеченный вариант), использованный в импульсном по-
нижающем стабилизаторе напряжения [8].
Рис. 4.7. Пример драйвера управления верхним транзистором,
применительно к понижающему преобразователю
Глава 4. Электронный регулятор сварочного тока
77
Принцип действия стабилизатора
На вход буферной ступени, построенной на транзисторе
VT1, поступают управляющие импульсы напряжения откры-
вающей полярности. Импульсы открывают транзистор VT1,
замыкая затвор транзистора VT2 на общий провод.
Транзистор VT2 закрывается, а диод VD2 открывается, соз-
давая цепь протекания тока через дроссель L1. Через откры-
тый диод VD2, исток транзистора VT2 и правая обкладка кон-
денсатора С2 соединяются с общим проводом. Конденсатор
С2 заряжается с выхода делителя напряжения R3, R4.
По окончании управляющего импульса транзистор VT1 за-
крывается, а к затвору транзистора VT2, через резистор R4,
прикладывается открывающее напряжение заряженного кон-
денсатора С2. Диод VD1 предотвращает разрядку конденса-
тора С2 через открытый транзистор VT2.
Энергия, накопленная конденсатором С2, частично рас-
ходуется на зарядку емкости Сзи транзистора VT2, но при по-
ступлении следующего управляющего импульса цикл зарядки
конденсатора С1 повторяется.
На рис. 4.8 изображена схема узла управления транзисто-
рами полумостового преобразователя, построенная по ранее
описанному принципу.
Здесь Uynpl и иупр2 про-
тивофазные сигналы,
поступающие с узла
управления (например
с ШИМ-контроллера).
Эти сигналы заставляют
транзисторы VT3 и VT4
открываться и закры-
ваться в противофазе. R5 [jR6
Узел работоспособен _L _L
при напряжении пита- Рис. 4.8. Узел управления транзисторами
ния, не превышающем полумостового преобразователя
78
Как сделать сварочные аппараты своими руками
максимально допустимого напряжения между затвором и ис-
током полевого транзистора.
В Пример.
Для транзистора IRFZ44 фирмы International Rectifier эта
величина Ueu (Ugs) = ±20 В.
Рис. 4.9. Временные диаграммы в характерных точках полумостового
преобразователя, при работе на комплексную нагрузку
Глава 4. Электронный регулятор сварочного тока
79
При дальнейшем повышении напряжения питания про-
исходит пробой изоляции между затвором и каналом транзи-
стора VT3 и выход его из строя.
Для пояснения сути работы узла обратимся к рис. 4.9, где
изображены временные диаграммы в характерных точках пре-
образователя для случаев активно-индуктивной и активно-
емкостной нагрузок.
В управляющих импульсных последовательностях UK3 VT1
и UK3VT2 предусмотрена защитная пауза tn, формируемая
устройством управления для устранения сквозного тока через
транзисторы преобразователя. Но, как видно из временной
диаграммы, благодаря реакции нагрузки, выходное напря-
жение преобразователя сдвигается относительно управляю-
щего в ту или иную сторону на время tn. В этом случае, в паузе
управляющего напряжения, к затвору и истоку транзистора
прикладывается напряжение, равное напряжению питания.
В узел по схеме на рис. 4.10 введены дополнительные эле-
менты R8 и VD2. Они позволяют исправить отмеченный не-
достаток. Тогда в течение времени tn, когда транзистор VT1
открыт, a UBbIX максимально, к диоду VD2 будет приложено
открывающее напряжение. В результате этого он откроется
и зашунтирует участок исток-затвор транзистора VT3. Иначе
говоря, напряжение ПзиУТЗ снизится до прямого напряже-
ния на диоде VD2. При этом все напряжение UBbIX будет при-
ложено к резистору R8.
Резистор R8 ограничи-
вает ток через диод VD2
и транзистор VT1 до не-
обходимого уровня.
При большом напря-
жении питания преоб-
разователя на резисторе
R3 (рис. 4.8) будет беспо-
лезно рассеиваться зна-
Рис. 4.10. Схема усовершенствованного
драйвера верхнего транзистора
полумостового преобразователя
78
Как сделать сварочные аппараты своими руками
максимально допустимого напряжения между затвором и ис-
током полевого транзистора.
В Пример.
Для транзистора IRFZ44 фирмы International Rectifier эта
величина Ueu (Ugs) = ±20 В.
Рис. 4.9. Временные диаграммы в характерных точках полумостового
преобразователя, при работе на комплексную нагрузку
Глава 4. Электронный регулятор сварочного тока
79
При дальнейшем повышении напряжения питания про-
исходит пробой изоляции между затвором и каналом транзи-
стора VT3 и выход его из строя.
Для пояснения сути работы узла обратимся к рис. 4.9, где
изображены временные диаграммы в характерных точках пре-
образователя для случаев активно-индуктивной и активно-
емкостной нагрузок.
В управляющих импульсных последовательностях UK3 VT1
и UK3VT2 предусмотрена защитная пауза tn, формируемая
устройством управления для устранения сквозного тока через
транзисторы преобразователя. Но, как видно из временной
диаграммы, благодаря реакции нагрузки, выходное напря-
жение преобразователя сдвигается относительно управляю-
щего в ту или иную сторону на время tn. В этом случае, в паузе
управляющего напряжения, к затвору и истоку транзистора
прикладывается напряжение, равное напряжению питания.
В узел по схеме на рис. 4.10 введены дополнительные эле-
менты R8 и VD2. Они позволяют исправить отмеченный не-
достаток. Тогда в течение времени tn, когда транзистор VT1
открыт, a UBbIX максимально, к диоду VD2 будет приложено
открывающее напряжение. В результате этого он откроется
и зашунтирует участок исток-затвор транзистора VT3. Иначе
говоря, напряжение ПзиУТЗ снизится до прямого напряже-
ния на диоде VD2. При этом все напряжение UBbIX будет при-
ложено к резистору R8.
Резистор R8 ограничи-
вает ток через диод VD2
и транзистор VT1 до не-
обходимого уровня.
При большом напря-
жении питания преоб-
разователя на резисторе
R3 (рис. 4.8) будет беспо-
лезно рассеиваться зна-
Рис. 4.10. Схема усовершенствованного
драйвера верхнего транзистора
полумостового преобразователя
82
Как сделать сварочные аппараты своими руками
Х1
О-
Х2
FU1
ЗА
VD2-,
Д816ДП
R4
1к
R1
4,7к
R3
5,1к
DA1
>со
+15В
к выв. 14
DD1-DD3
С1 +
47мк=±=
35В
-1- DD1-DD3
R7 430к
R5
1к
ЕС
NC
NC
6
8
1
5
VS1
VT6
КТ945А
VT4
КТ3157А
R17
1к
R20 300
R22 1,2к
R19
47
R18
VT5
2Т505Б
+ С2
=4=Ю0мк
__ 160В
R23 ЗОк I+15B
0,1
+36В
L1
С6
*К
--VD6
21BYW80
VD921
160В
R21 1,2к
VD8
М *+15В
R24
Юк ,
VT8
КТ940А
VD10 —
OR30
П1к
7 J-15B
3
20к
+U
-U
VT3
КТ361Г
VD3
Д814А
+15В-*
+15В
4 R28 Юк
СЗ-... VD57R
1500ТкС133А
DA3
3
NC
NC
+U
-U
$
hR25
И2к
J_i VD7 и
9
5
6
8.
4
+15В
DD1.2
VD122i
13
8
S
10
R
С
R29 V
12 24к
VD13
VD14
R31
5,1к
R11
160
VD4
Д814Г
R26
VT7
КТ315Г
DD1.1
VT9
КТ315Г
R32
Зк
R14
160к
R15
Юк
R13
47к
+ 15В
DD2.1
4
DA2
Е
У
2
7
4s
6
R
О
+U
8
+15В
-U
ия
5
С4 _1_С5
6
Яс
5
VD15JZ
DD2.2
D
4
R
Д S
-Яс
5
ТТ
S
D
10
R
0,01 мк 0,047мк
13
,'С
9
А
S
D
R
Т
>
VD16V
DD3.1
S
D
4
R
Яс
5
+15В
+ 15В
R33
22к
В
В
Рис. 4.11. Принципиальная электрическая схема блока А2
13
8
S
D
10
R
VD17JJ
DD3.2
Д 'С
9
С
С
Глава 4. Электронный регулятор сварочного тока
83
VD26.VD27 4хКД237А
Т1 УО28 4хКД257Б , Х3
+15В
+270В
DA1 КР544УД2
DA2 К1006ВИ1
DA3 КР554САЗ
DD1-DD3 К561ТМ2
VT1 КТ805АМ
VT16, VT17, VT20, VT21, VT24, VT25 IRF710
VS1 Т122-25-3
VD7, VD8, VD10-VD19, VD21, VD23, VD25 КД521Б
VD20, VD22, VD24 КД257Б
84
Как сделать сварочные аппараты своими руками
crop VT6. Так осуществляется защита стабилизатора от пере-
грузки по току.
Если по какой-либо причине напряжение стабилизатора
возрастет выше напряжения стабилизации стабилитрона VD2
(42,5—51,5 В), то тиристор VS1 откроется. Это приведет к вы-
горанию предохранителя FU1 и отключению стабилизатора,
от питающего напряжения.
Так осуществляется защита нагрузки стабилизатора от по-
вышения его выходного напряжения.
Полумостовой преобразователь собран на элементах
VT10—VT13, VD18, VD19, С7—С9, R34—R41. Запускающие
импульсы частотой 25 кГц с транзистора VT3 поступают
на вход счетный вход С триггера DD1.1, с выхода которого
снимаются противофазные сигналы управления полумосто-
вым преобразователем Т и Т\, имеющие частоту следования
12,5 кГц. В момент включения, узел на элементах VT7, VD4,
R26—R28 блокирует работу полумостового преобразователя,
пока напряжение питания схемы управления не достигнет
И—13 В.
Переменное напряжение частотой 12,5 кГц с выхода преоб-
разователя поступает на первичную обмотку трансформатора
Tl. С вторичных обмоток III и IV трансформатора Т1 снима-
ются напряжения необходимые для питания схемы управле-
ния ЭРСТ. Постоянное напряжение +270 В, необходимое для
работы трехфазного мостового преобразователя, снимается с
выпрямителя VD29, подключенного к обмотке II трансформа-
тора Т1. Конденсатор С16 сглаживает пульсацию выпрямлен-
ного напряжения.
На сдвиговом регистре DD2.2, DD3, VD15—VD17, R33
собран узел формирования трехфазной последовательности
управляющих сигналов для трехфазного мостового преобразо-
вателя собранного на элементах VT14—VT25, VD21—VD26,
С10—С12, R42—R56, Рабочая частота трехфазного преобра-
зователя задается генератором, собранном на элементах DA2,
Глава 4. Электронный регулятор сварочного тока
85
С4, С5, R13—R15. Выходная частота задающего генератора
делится на два делителем DD2.1. Рабочая частота задающего
генератора в 600 Гц (что соответствует частоте трехфазного
напряжения равной 50 Гц) устанавливается подстроечным ре-
зистором R13.
Элементная база
Дроссель L1 намотан на броневом сердечнике ОБ-ЗО из
феррита 2000НМ и содержит 65—70 витков провода ПЭВ-2
00,72—0,8. Между чашечками сердечника надо вставить про-
кладку из немагнитного материала (например, из бумаги или
слюды) толщиной 1,5 мм.
Трансформатор Т1 намотан на ферритовом кольцевом сер-
дечнике К40х25х7,5 из феррита 2000НМ. Обмотка I содержит
51 виток провода ПЭВ-2 00,72, обмотка II содержит 385 вит-
ков провода ПЭВ-2 00,27, обмотка III содержит 17 витков
провода ПЭВ-2 00,23, обмотка IVa и IV6 содержат по 21 витку
провода ПЭВ-2 00,18.
Транзистор VT6 и дйод VD6 необходимо установить на
радиаторы, изготовленные из листового алюминия толщиной
3—4 мм, размером 100x50 мм.
Источник питания формирует трехфазное напряжение
220 В 50Гц, необходимое для питания двух вентиляторов типа
1,25ЭВ-1,8-6-3270У4 или аналогичных.
Настройка
Первое включение источника питания производят без
силовых транзисторов VT6, VT12, VT13 и резистора R19.
Плавно повышая напряжение питания, необходимо убедится
в работоспособности стабилизатора +15 В, на транзисторе
VT1. Затем с помощью осциллографа проверяют работоспо-
собность задающего генератора на транзисторе VT2 и уста-
86
Как сделать сварочные аппараты своими руками
-кН
VT12 Н "lQ0“"200 Ом
навливают его рабочую частоту равной 25 кГц. Частоту гене-
ратора на DA2 устанавливают равной 600 Гц.
Далее впаивают недостающие элементы стабилизатора и
проверяют его работу сначала на холостом ходу, а затем, под-
ключив нагрузочный резистор 18 Ом, 100 Вт. С помощью под-
строечного резистора R4 выставляют выходное напряжение
стабилизатора равным 36 В.
Работу токовой защиты стабилизатора проверяют, крат-
ковременно подключая к стабилизатору нагрузочное сопро-
тивление величиной 3—4 Ом. При
этом ток нагрузки стабилизатора
не должен увеличиваться более
7—8 А.
Для проверки работоспособно-
сти полумостового преобразова-
теля включают его по схеме, пред-
ставленной на рис. 4.12. Здесь в
разрыв стоковой цепи транзистора
VT12 включают резистор 100—
200 Ом, 2 Вт.
Первичную обмотку трансфор-
матора Т1 временно отключают.
После включения схемы с помощью осциллографа проверяют
наличие импульсов, поступающих с устройства управления, а
также отсутствие импульсов сквозного тока на стоке транзи-
стора VT12.
Осциллограф
О
44-
VD20
-Ой!
Рис. 4.12. Схема проверки
работоспособности
и настройки полумостового
преобразователя
□
Примечание.
При необходимости (путем уточнения величины рези-
стора R41) добиться, чтобы в момент переключения
транзисторов преобразователя напряжение на стоке
транзистора VT12 не уменьшалось до нуля.
Глава 4. Электронный регулятор сварочного тока 87
После этого настройка источника питания считается окон-
ченной, и можно приступать к его эксплуатации, предвари-
тельно установив и подключив все недостающие элементы.
Формирование внешних характеристик ЭРСТ
Обычно сварочные источники ориентированы на опреде-
ленный тип сварки (ручная, полуавтоматическая, автома-
тическая, с плавящимся электродом или с неплавящимся
электродом). До недавнего времени созданию универсальных
источников препятствовало то, что внешние характеристики
источника определялись конструкцией трансформатора.
Если требовалась жесткая нагрузочная характеристика, то
трансформатор имел цилиндрические обмотки, а если требова-
лась падающая нагрузочная характеристика, то — дисковые.
Некоторый прорыв в этой области был получен за счет ис-
пользования магнитных усилителей, трансформаторов специ-
альной конструкции (с магнитным шунтом). Но при этом за
универсальность приходилось платить значительным увели-
чением массы и габаритов источников.
Достижения современной электроники позволяют созда-
вать малогабаритные . универсальные сварочные источники,
где внешние нагрузочные характеристики формируются не
параметрически, а за счет обратных связей по напряжению и
току нагрузки.
Принцип работы блока управления ЭРСТ
На рис. 4.13 изображена функциональная, а на рис. 4.14 —
принципиальная схема блока управления. Питание блока
осуществляется двухполярным напряжением 12 В, поступа-
ющим с блока питания ЭРСТ. Для отсеивания помех, прони-
кающих по цепям питания, служат LC фильтры L1, СЮ, С11
и L2, С12, С13.
88
Как сделать сварочные аппараты своими руками
Рис. 4.13. Функциональная схема блока управления ЭРСТ
Для контроля выходного тока ЭРСТ служит узел контроля
тока (УКТ), собранный на элементах DAI, VD1, VD2, R1—
R4, R8. Узел собран по классической схеме дифференциаль-
ного усилителя и в особых пояснениях не нуждается. Диоды
VD1 и VD2 защищают операционный усилитель (ОУ) DA1 от
перенапряжения.
Для контроля выходного напряжения ЭРСТ служит узел
контроля напряжения (УКН), собранный на элементах DA2,
R5, R6. ОУ DA2, включен по схеме повторителя.
В Примечание.
Обычно в промышленных универсальных сварочных
источниках изменение наклона нагрузочной характери-
стики производится скачком с помощью соответству-
ющего переключателя.
Для получения максимальной универсальности в ЭРСТ
был введен специальный узел формирователя наклона на-
грузочной характеристики (УФННХ), собранный на элемен-
тах DA3 и R7. Он позволяет плавно переводить ЭРСТ из ре-
жима стабилизации тока (крутопадающая характеристика) в
режим стабилизации напряжения (жесткая характеристика).
Возможность плавного изменения наклона внешней нагру-
зочной характеристики позволяет подобрать оптимальный
режим для выбранного типа сварки.
Глава 4. Электронный регулятор сварочного тока
89
Рис. 4.14. Принципиальная электрическая схема блока А4
90
Как сделать сварочные аппараты своими руками
На крайние выводы резистора R7 поступают сигналы, про-
порциональные выходному току и напряжению ЭРСТ, С пол-
зунка резистора снимается суммарный сигнал обратной связи,
который усиливается по мощности повторителем на ОУ DA3
и поступает далее на узел усилителя рассогласования (УУР).
УУР собран на элементах DA4, VD3, С6, R11—R17 и пред-
ставляет собой обычный суммирующий усилитель на два
входа. На первый вход (R16) поступает сигнал обратной связи.
На второй вход (R12) с ползунка переменного резистора R11
«Уровень» поступает сигнал, задающий уровень выходного
тока или напряжения источника.
Суммирующий усилитель вычисляет разницу между сиг- ;
налами обратной связи и задания, усиливает ее и передает на
вход ШИ модулятора. Резисторы R14, R15 нужны для уста-
новки начального смещения напряжения на выходе ОУ DA4,
обеспечивающего минимальный ток сварки.
ШИ модулятор состоит из генератора пилообразного на-
пряжения и запускающих импульсов (ГПНЗИ), компаратора
(К) и RS-триггера. По классификации, изложенной в [11], в
данном ШИ модуляторе изменение длительности импульса
осуществляется модуляцией его фронта. Введение в схему мо-
дулятора RS-триггера позволило значительно увеличить его
устойчивость к импульсным помехам.
ГПНЗИ собран на элементах VT1—VT3, СЗ, С7, R9, R10,
R18—R23. Частотозадающим элементом ГПНЗИ служит релак-
сационный генератор на однопереходном транзисторе VT1. Час-
тота генератора (в небольших пределах) может изменяться при
помощи подстроечного резистора R9. В момент разрядки кон-
денсатора СЗ релаксационный генератор формирует короткий
импульс, который открывает ключи на транзисторах VT2 и VT3. '
Ключ на транзисторе VT2 инвертирует этот импульс и
сбрасывает RS-триггер, собранный на логических элементах
2И-НЕ DD1.1 и DD1.2. В этот момент ключ на транзисторе
VT3 разряжает конденсатор С7.
Глава 4. Электронный регулятор сварочного тока
91
После этого, по мере зарядки конденсатора С7, через ре-
зистор R23, на нем формируется возрастающее пилообразное
напряжение, которое прикладывается к инверсному входу
компаратора DA5. В момент, когда пилообразное напряже-
ние превысит напряжение УУР, поступающее на прямой вход
компаратора, на выходе DA5 будет сформирован отрицатель-
ный импульс, который установит RS-триггер.
Сигнал низкого уровня с выхода RS-триггера инверти-
руется логическими элементами 2И-НЕ DD1.3, DD1.4 и по-
ступает на вход ключа, собранного на элементах VT4,- VD5,
R26—R28. Ключ на транзисторе VT4 открывается и подает
питание на светодиод транзисторного оптрона расположен-
ного в блоке управления и защиты ключевого транзистора
(блок АЗ на рис. 4.3).
Принцип работы блока драйвера ключевого транзистора
На рис. 4.15 изображена принципиальная электрическая
схема блока АЗ. Он состоит из узла формирователя управ-
ляющего напряжения (УФУН) и узла температурной защиты
(УТЗ) мощного ключевого транзистора ЭРСТ (транзисторы
VT1—УТ20на рис. 4.3).
УФУН собран на элементах DD1—DD4, DA2, Ш—U3,
VT3—VT7, С2—С8, Rl—R5 и R17—R33.
Питание логических микросхем УФУН осуществляется
напряжением +5 В с выхода стабилизатора DA2. Питание
усилителя мощности, собранного на элементах VT5, VT6,
R20—R23, осуществляется напряжением +12 В, поступаю-
щим с блока питания ЭРСТ (блок А2 на рис. 4.3).
Защита ключевого транзистора от перенапряжения в це-
пях управления, при неисправности блока питания, осущест-
вляется узлом, собранном на элементах DD4.2, VT3, VT4,
VD6, VD7, R24—R28. Если напряжение питания УФУН
увеличится до 15 В, то низкий уровень с выхода инвертора
92
Как сделать сварочные.аппараты своими руками
Рис. 4.15. Принципиальная электрическая схема блока АЗ
Глава 4. Электронный регулятор сварочного тока
93
DD4.2 зашунтирует вход усилителя мощности, запрещая его
работу.
Цепочка U2, VD1 и R5, VD2 служит для контроля цикла ре-
куперации дросселя L1 (рис. 4.3). В цикле рекуперации диод
VD8 (рис. 43) открыт. При этом через упомянутую цепочку
протекает ток, а низкий уровень с коллектора транзистора оп-
трона U2 поступает на один из входов логического элемента
(ЛЭ) DD2.3 и запрещает открытие ключевого транзистора.
Узел токовой защиты собран на элементах DD1.1—DD1.3,
VT7, VD8, С8, R29—R33. Этот узел контролирует прямое
падение напряжения на открытом ключевом транзисторе. В
момент токовой перегрузки прямое падение напряжения на
ключевом транзисторе резко повышается, и транзистор VT7
открывается.
Низкий уровень с коллектора транзистора VT7, через фор-
мирователь DD1.1, DD1.2 поступает на один из входов ЛЭ
DD2.3 и, через инвертор DD1.3, на один из входов ЛЭ ЗИ-НЕ
DD2.2, с выхода которого устанавливается триггер токовой
защиты DD3.1, DD3.2. Триггер токовой защиты, с помощью
ЛЭ ЗИ-НЕ DD2.1, запирает ключевой транзистор до конца
рабочего цикла, когда триггер защиты будет сброшен низким
уровнем сигнала ШИ модулятора с выхода инвертора DD1.4.
Связь с ШИ модулятором (блок А4 на рис. 4.3) осущест-
вляется через оптрон U1 и инвертор DD1.4. После открытия
транзистора VT4 в блоке А4, с некоторой задержкой, на вы-
ходе инвертора DD1.4 появится высокий активный уровень,
который поступит на один из входов ЛЭ DD2.3 D-триггера
DD2.3, DD3.3, DD3.4. Если цикл рекуперации завершен и от-
сутствует токовая перегрузка, то на выходе цепочки DD2.1,
DD4.1 появится высокий уровень, который через усилитель
мощности на транзисторах VT5, VT6 поступит на затвор клю-
чевого транзистора ЭРСТ.
УТЗ собран на элементах U3, DAI, VT1, VT2, VD4, VD5,
Cl, R6—R16. Однопереходной транзистор VT1 используется в
94 Как сделать сварочные аппараты своими руками
качестве датчика температуры и имеет непосредственный те- '
пловой контакт с теплоотводом, к которому непосредственно <
прикручены транзисторы VT1—VT20 (рис. 4.3). Питание j
УТЗ осуществляется непосредственно от входного напряже-
ния ЭРСТ, через параметрический стабилизатор, собранный J
на элементах VD5, Cl, R6, R7. |
Термодатчик VT1 включен в плечо моста R10—R13, к диа- |
гонали которого подключен компаратор DA1. Как только тем-
пература теплоотвода превысит 80°С, высокий уровень с ком-
паратора DA1 откроет транзистор VT2. Он создаст цепь про- |
текания тока через резисторы R8, R9 и светодиод оптрона U3. |
При этом низкий уровень с коллектора транзистора оптрона |
U3 (через ЛЭ DD2.1) запретит работу ключевого транзистора. 1
О срабатывании термозащиты сигнализирует светодиод HL2 1
(рис. 4.3), установленный на передней панели ЭРСТ. !
В Примечание. 1
Работа ключевого транзистора будет заблокирована, I
пока температура теплоотвода не снизится до 65 °C. |
Завершающая настройка ЭРСТ I
Предварительная настройка блока А4 сводится к настройке I
УКТ, УКН и частоты релаксационного генератора. При зам- 1
кнутых клеммах Х7—Х9 блока АЗ с помощью резистора R8 |
выставляют нулевое напряжение на выходе ОУ DA1. |
- Элементы УКТ выбраны таким образом, что при свароч- |
ном токе 315 А (шунт R25 (рис. 4.3) на 500 А, 75 мВ) на выходе I
DA1 будет напряжение 1,2 В. Для настройки УКН на клеммы I
Х6, Х7 необходимо подать напряжение 40 В (плюсом к Х7) и с |
помощью резистора R6 выставить на выходе DA2 напряжение I
1,2 В. С помощью резистора R9 выставить частоту релаксаци- 1
онного генератора на транзисторе VT1, равной 25 кГц. I
Глава 4. Электронный регулятор сварочного тока
95
Предварительная настройка блока АЗ сводится к настройке
порогов токовой и температурной защиты. Для настройки то-
ковой защиты можно временно отрезать верхний вывод R33
от клеммы Х5 и подключить к XI, а между клеммами Х4 и Х6
включить подстроечный резистор величиной 2 kQm. Вращая на-
весной подстроечный резистор, добиться между клеммами Х4 и
Х6 напряжения 2,97 В. Это соответствует прямому падению на-
пряжения на ключевом транзисторе при токе 350 А и темпера-
туре кристалла 125°С. С помощью подстроечного резистора до-
биться низкого уровня на выходе формирователя DD1.1, DD1.2.
Для настройки термозащиты термодатчик VT1 необхо-
димо поместить в термостат. Вполне подходящий для данного
применения термостат можно соорудить из литровой банки
с водой. Снаружи банку для термоизоляции можно обмотать
полотенцем. Воду подогревают кипятильником, а остужают,
добавляя холодную воду.
Температуру воды контролируют стеклянным термоме-
тром, имеющим шкалу 0—100 °C. Для гидроизоляции термо-
датчика можно поместить в середину ПВХ трубки диаметром
8—10 мм и длиной 400—500 мм, которую потом изгибают
вдвое. С помощью подстроечного резистора R13 добиться,
чтобы светодиод HL2 (рис. 4.3) загорался при повышении
температуры выше 80 °C.
Окончательную настройку ЭРСТ производят, нагрузив
его на балластный реостат РБ302 или аналогичный. Резистор
«Наклон» (R7 на рис. 4.14) ставят в верхнее, а резистор
«Уровень» (R11 на рис. 4.14) —в нижнее по схеме положение.
На балластном реостате выставляют ток 10 А. Включив ЭРСТ
с помощью подстроечного резистора R14, выставляют мини-
мальный сварочный ток 10 А.
Затем на балластном реостате выставляют ток 315 А. С по-
мощью подстроечного резистора выставляют максимальный
сварочный ток 315 А. После этого настройку можно считать
оконченной и приступать к эксплуатации регулятора.
Глава 5
СВАРОЧНЫЙ ИСТОЧНИК ДЛЯ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Полуавтоматическая или, как ее еще называют,
механизированная сварка, в защитных газах, не
смотря на свою технологическую сложность,
нашла широкое распространение в быту и на
производстве. Благодаря своим достоинствам
полуавтоматическая сварка так горячо любима
работниками автосервиса, где практически
вытеснила все остальные виды сварки.
5.1. Основные схемные решения
Достоинства и недостатки
К достоинствам механизированной сварки относится воз-
можность сваривать листовую сталь толщиной от 0,5 мм, не-
значительная чувствительность к ржавчине и другим загряз-
нителям основного металла, а также низкая стоимость по
сравнению с другими видами сварки. К недостаткам отно-
сится увеличенное, по сравнению с ручной сваркой, разбрыз-
гивание металла, что требует постоянной защиты и очистки
сопла горелки, а также более интенсивное излучение откры-
той мощной дуги.
Глава 5. Сварочный источник для полуавтоматической сварки
97
Сварочный пост для полуавтоматической сварки
На рис. 5.1 схематически изображен сварочный пост для
полуавтоматической сварки, который снабжен сварочным ис-
точником постоянного тока, подающим механизмом, катуш-
кой с проволокой, газовым клапаном, подогревателем и осу-
шителем газа, газовым редуктором, баллоном с газом.
К свариваемой детали сварочная проволока, ток и защит-
ный газ поступают через шланговый держатель. Для прово-
локи имеется специализированный канал. Зачастую канал
имеет антифрикционное покрытие, облегчающее подачу про-
волоки. Проволока подключается к источнику через специ-
альный скользящий медный наконечник.
Обычно полуавтоматическая сварка используется для
сварки черной и нержавеющей стали, а также для сварки алю-
миния. Сварка производится металлической или порошковой
проволокой, которая подается в зону сварки специальным по-
дающим механизмом.
Для защиты зоны сварки от кислорода и азота воздуха при-
меняется защитный газ, в качестве которого используется
Рис. 5.7. Сварочный пост для полуавтоматической сварки
98
Как сделать сварочные аппараты своими руками
углекислый газ, аргон, гелий или их смеси. Наиболее распро-
страненной является сварка черной стали в среде углекислого
газа или в смеси углекислого газа с аргоном. Сварка произво-
дится постоянным током обратной полярности (минус на из-
делии).
о
Примечание.
Для сварки используется относительно тонкая прово-
лока 00,5—2 мм из-за чего плотность тока возрастает
до 110—130 А/мм2. Для сравнения, при ручной сварке
покрытыми электродами плотность тока не превы-
шает 20 А/мм2.
Так как плотность тока повышенная, то сварка идет на вос-
ходящем участке вольтамперной характеристики дуги. Для
согласования вольтамперных характеристик дуги и источника
последний должен иметь жесткую внешнюю характеристику.
В этом случае, благодаря высокой плотности тока и жесткой
внешней характеристики источника, длина дуги саморегули-
руется (рис. 5.2).
Например, при укорочении дуги сварочный ток резко воз-
растает, электрод начинает более интенсивно плавиться и
длина дуги восстанавливается. Соответственно, при удлине-
нии дуги сварочный ток уменьшается, плавление электрода
замедляется, и длина дуги также восстанавливается.
Рис. 5.2. Саморегулирование дуги при полуавтоматической сварке
Глава 5. Сварочный источник для полуавтоматической сварки
99
Т. е. длина дуги зависит от выходного напряжения источ-
ника и мало зависит от скорости подачи проволоки. В свою
очередь, сварочный ток пропорционален скорости подачи
проволоки.
Для того чтобы механизм саморегулирования работал, сва-
рочный источник (при КЗ на выходе) должен обеспечивать
скорость нарастания тока на уровне dI/dt=60—180 кА/с для
проволоки диаметром 0,8—1,2 мм.
В свою очередь скорость нарастания тока зависит от индук-
тивной составляющей сварочного контура, которая определя-
ется индуктивностью рассеяния сварочного трансформатора
и индуктивностью линейного дросселя в сварочной цепи.
Если сварочный источник работает от однофазной сети,
то возникает конфликт требований. С одной стороны, мы
должны увеличивать индуктивность дросселя, чтобы обеспе-
чить непрерывность тока в сварочном контуре. С другой сто-
роны, мы должны уменьшать эту индуктивность, чтобы обе-
спечить необходимую скорость нарастания тока.
D Примечание.
Из-за трудности разрешения этого конфликта среди
самодеятельных конструкторов сложилось устойчивое
мнение, что хорошего однофазного источника для полу-
автоматической сварки не бывает.
г-
Разумеется, использование трехфазного трансформатора с
трехфазным выпрямителем позволяет получить постоянный
ток с незначительным уровнем пульсации, что благоприятно
сказывается на устойчивости горения дуги. В этом случае
остается, с помощью небольшого дросселя, ограничить на
требуемом уровне скорость нарастания тока.
Правда, в быту наличие трехфазной сети скорей исключе-
ние, чем правило. К тому же трехфазный источник сложнее и
дороже однофазного.
100
Как сделать сварочные аппараты своими руками
На самом деле не все так плохо, и существует способ исправ-
ления вышеуказанного недостатка однофазных источников.
Выход может быть в использовании дополнительного источ-
ника подпиточного тока, который поддерживает горение дуги
в моменты отсутствия основного тока. Для поддержания дуги
достаточно тока величиной около 10 А. Возможные варианты
организации подпиточного тока изображены на рис. 5.3.
а б
Рис. 5.3. Варианты организации подпиточного тока:
а — вариант, использующийся в однофазных источниках фирмы «Селма»;
б—альтернативный вариант
Варианты, изображенные на рис. 5.3, имеют аналогичный
принцип действия. Поэтому рассмотрим первый вариант
(рис. 5.3, а), который используется в однофазных источниках
фирмы «Селма». Здесь источники основного и подпиточного
тока работают от общего однофазного трансформатора Т1.
Ток в нагрузку поступает непосредственно с выпрямитель-
ного моста VD1—VD4, и в этом нет никакой ошибки. Как
показывает практика, для ограничения скорости нарастания
тока обычно достаточно индуктивности рассеяния сварочного
трансформатора Т1. Источник подпиточного тока собран на
диодах VD5, VD6 конденсаторе С1 и дросселе L1.
Для подпитки дуги используется энергия, накопленная
в конденсаторе в моменты наличия сетевого напряжения.
Дроссель L1 поддерживает подпиточный ток на требуемом
уровне, не давая конденсатору С1 быстро разрядиться.
Глава 5. Сварочный источник для полуавтоматической сварки
101
Вариант, представленный на рис. 5.3, б, содержит меньшее
количество деталей, но обеспечивает всего лишь 30% подпи-
точного тока, по сравнению с вариантом а. Не будем эконо-
мить на спичках, и остановим свой выбор на варианте а.
В табл. 5.1 приводятся рекомендуемые максимальные зна-
чения индуктивности сварочной цепи для различных диаме-
тров проволоки [15]. Эти индуктивности выбраны из сообра-
жения обеспечения требуемой скорости нарастания тока при
КЗ в сварочной цепи.
Максимальная индуктивность сварочной цепи
для различных диаметров проволоки
Таблица 5.1
Диаметр проволоки, мм 0,6—0,8 1 1,2 1,6 2
Индуктивность, мГн 0,3 0,3—0,4 0,4—0,5 0,6—0,8 1,0—1,4
В табл. 5.2 приводятся ориентировочные режимы сварки
для тонколистовых изделий.
Ориентировочные режимы сварки для тонколистовых изделий Таблица 5.2
Диаметр проволоки, мм 0,6—-0,8 0,8—1,0 1,0—1,2 1,6—2,0 2,0
Толщина металла, мм 0,5—1,0 1,0—2,0 2,0—4,0 5,0—8,0 8,0—12
Сварочный ток, А 40—120 60—160 100—200 140—400 200—500
Напряжение дуги, В 16—20 17—22 19—24 21—34 24—39
В бытовых условиях, а также в условиях мелких мастерских,
требуется источник, рассчитанный на использование свароч-'
ной проволоки наиболее популярных диаметров 6,6—1,2 мм.
В этом случае, согласно табл. 5.1, индуктивность сварочной
цепи не должна превышать 0,3 мГн. Согласно табл. 5.2, источ-
ник должен обеспечивать сварочный ток 60—180 А, при вы-
ходном напряжении 17—23 В.
102
Как сделать сварочные аппараты своими руками
5.2. Однофазный сварочный источник
со ступенчатой регулировкой тока
Основные напряжения
Наиболее простым и широко распространенным спосо-
бом регулировки сварочного тока является ступенчатая ре-
гулировка при помощи переключения отводов трансформа- '!
тора. Для получения сетки выходных напряжений и токов
(табл. 5.3) предполагается переключать отводы первичной !
обмотки трансформатора Т1 с помощью переключателей;
SI—S5 (рис. 5.4).
Напряжение на-выходе нагруженного источника Таблица 5.3 \
Положение переключателя 1 2 3 4 5
Выходное напряжение, В 17 18,5 20 21,5 23
Сварочный ток, А 60 90 120 . 150 180
В табл. 5.3 указаны напряжения на выходе нагруженного
источника.
Рис. 5.4. Сварочный источник со ступенчатой регулировкой тока
Глава 5. Сварочный источник для полуавтоматической сварки
103
Описание конструкции
На рис. 5.5 приведена принципиальная электрическая
схема простого источника для полуавтоматической сварки.
Источник питается от однофазной сети 220 В, 50 Гц.
Основой источника является сварочный трансформатор Т1.
Он гальванически разделяет сеть и сварочную цепь, а также
снижает напряжение сети до величины необходимой для пи-
тания сварочной дуги. Всего имеется пять фиксированных
значений выходного напряжения источника, которые могут
выбираться с помощью переключателя S1.
Переменное напряжение, на вторичной обмотки транс-
форматора Т1, выпрямляется диодным мостиком VD1—VD4
и далее поступает в сварочную цепь. В паузах выпрямленного
напряжения горение дуги поддерживает источник подпиточ-
ного тока, который формирует постояйный ток величиной
10—30 А.
R1 VT1
Рис. 5.5. Принципиальная электрическая схема простого источника для
полуавтоматической сварки
104
Как сделать сварочные аппараты своими руками
Источник подпиточного тока состоит из диодов VD5,VD6
конденсатора С1 и дросселя L1. Дополнительно в состав ис-
точника для полуавтоматической сварки входят специализи-
рованные узлы управления подачей защитного газа и свароч-
ной проволоки, которые питаются от постоянного напряже-
ния 24 В. Постоянное напряжение 24 В получается с помощью
отдельного маломощного трансформатора Т2 и диодного мо-
стика VDS1.
Узел управления источником выполнен на реле К2. При на-
жатии кнопки S3, которая находится на держателе, реле К2 сра-
батывает и своим контактом К2.2 включает газовый клапан К1
осуществляющий подачу защитного газа. Через контакт К2.1
подается напряжение на обмотку электромагнитного пускателя
КМ1, который своими контактами КМ1.1 и КМ1.2 подключает
первичную обмотку трансформатора к питающей сети.
Через контакт К3.1 подается напряжение на двигатель М2
механизма подачи, который сматывает проволоку с катушки
и проталкивает ее в канал шлангового держателя. Сварочный
ток зависит от скорости подачи проволоки, которая обычно
регулируется в диапазоне от 0,1 до 10—15 м/мин.
Каждому выходному напряжению источника соответствует
определенный ток, а, следовательно, и скорость подачи про-
волоки, для которой возможно получение устойчивого про-
цесса горения дуги. Скорость! подачи зависит от напряжения,
приложенного к якорю двигателя М2.
Для регулировки напряжения используется простейший
непрерывный регулятор, собранный на мощном транзисторе
VT1 и резисторах R2, R3. С помощью переменного резистора
R2 устанавливается требуемая скорость подачи. Так как на
транзисторе VT1 выделяется значительная мощность, то он
установлен на алюминиевом радиаторе, который непрерывно
охлаждается с помощью вентилятора Ml.
Сварка продолжается, пока кнопка S3 нажата, а ее кон-
такты замкнуты. Контроль включенного состояния источника
Глава 5. Сварочный источник для полуавтоматической сварки
105
осуществляется при помощи светодиода HL1. Чтобы прекра-
тить сварку, нужно отпустить кнопку S3. В этом случае кон-
такты кнопки размыкаются и обесточивают катушку реле
К2. Реле К2 своими контактами К2.1, К2.2 и К2.3 отключает
сварочный трансформатор, газовый клапан и двигатель меха-
низма подачи. Чтобы предотвратить инерционное вращение
двигателя подачи, после снятия напряжения, его якорная цепь
закорачивается нормально замкнутым контактом К2.3.
Элементная база
В качестве VT1 используется транзистор типа КТ827 с лю-
бым буквенным индексом. Транзистор необходимо установить
на алюминиевый радиатор площадью 250—300 см2.
Диоды VD1—VD4 типа Д151-125. Каждый диод устанав-
ливается на стандартном алюминиевом радиаторе типа 0151
или на любом другом, имеющем площадь 250—300 см2.
Диоды VD5,VD6 типа Д112-25. Эти диоды можно устано-
вить на общем радиаторе типа 0151.
В качестве VDS1 можно использовать любой мостик на
10 А и 200 В.
Конденсатор С1 электролитический, типа К50-18, емко-
стью 15000 мкФ на 80 В. При отсутствии указанного типа,
можно использовать электролитические конденсаторы других
типов на ту же емкость и имеющих рабочее напряжение не
менее 50 В.
В качестве трансформатора Т2 можно использовать любой
трансформатор 220/27 В мощностью 150—200 ВА. Можно ис-
пользовать готовый трансформатор типа ОСМ-0,16 КВА.
Пускатель КМ1 типа ПМЕ-211 или аналогичный с катуш-
кой на —220 В, 50 Гц.
Реле К2 типа РП21 или аналогичное, с катушкой на 24 В
постоянного тока.
Переключатель S1 кулачкового типа на ток 25—32 А.
106
Как сделать сварочные аппараты своими руками
В качестве двигателя М2 подающего механизма можно ис-
пользовать любой двигатель мощностью 60—100 Вт на напря-
жение 24 В, например, двигатель от привода стеклоочисти-
теля автомобиля «Камаз».
Конструкция сварочного трансформатора
Обмоточные данные трансформатора приведены в табл. 5.4.
Обмоточные данные трансформатора Таблица 5.4
Секция обмотки W1,WT W2,W2' W3.W3’ W4,W4' W5,W5' W6.W6'
Обмоточный материал Медь Медь Медь Медь Медь Алюминий
Напряжение секции, В 220 27 32 40 50 31,6
Количество витков 269 33 39 49 61 39
Сечение провода, мм2 - - - - - 19
Диаметр провода, мм 1,5 1,3 1,08 0,9 0,69 -
Обмотка трансформатора
состоит из двух аналогичных
обмоток половинного сече-
ния, включенных параллельно
(рис. 5.6).
Каждая из половинных об-
моток мотается на отдельном
каркасе, выполненном из ли-
стового стеклотекстолита тол-
щиной 2 мм. Сначала мотаются
секции первичной обмотки
Wl—W5 (Wl’—W5’), а затем
вторичная обмотка W6 (W6’).
Рис. 5.6. Расположение обмоток
сварочного трансформатора
Глава 5. Сварочный источник для полуавтоматической сварки 107
Е
Совет.
Перед намоткой каркас следует усилить, насадив на
деревянную оправку. Отверстие, предназначенное для
насадки на сердечник, должно быть больше размеров
сердечника на 1,5—2 мм, что позволит впоследствии
без проблем собрать трансформатор.
После намотки каждого слоя провода, обмотку следует
уплотнить легкими.ударами деревянного молотка. Если транс-
форматор изготавливается в кустарных условиях, то каждый
слой провода необходимо промазывать пропиточным лаком.
В качестве межслойной изоляции используется прессшпан
толщиной 0,5—1мм.
Для вторичной обмотки W6 берется алюминиевая шина
подходящего сечения. Если шина не имеет изоляции, то перед
намоткой ее следует плотно обмотать киперной лентой или
тонкой хлопчатобумажной тканью, предварительно порезан-
ной на полосы шириной 20 мм.
После намотки и пропитки трансформатор следует просу-
шить. Температура и время сушки определяются маркой ис-
пользуемого пропиточного лака.
Сердечник трансформатора набран из пластин холодноката-
ной трансформаторной стали шириной 35 мм и толщиной 0,35 мм.
Н Примечание.
Холоднокатаная сталь, в отличие от горячекатаной,
имеющей почти черный цвет, имеет белый цвет.
Можно использовать листовую сталь от списанного транс-
форматора трансформаторной подстанции. Имеющееся же-
лезо сначала рубят на полосы шириной 35 мм, потом режут на
фрагменты длиной 95 и 179 мм. Заусенцы на краях рубленого
железа необходимо удалить с помощью надфиля или мелкого
напильника.
108 Как сделать сварочные аппараты своими руками
1
Четный слой
Рис. 5.7. Конструкция сердечника сварочного трансформатора
Сердечник собирается в «перекрышку» с возможно мень-
шими зазорами в местах стыковки отдельных листов. Конст-
рукция сердечника трансформатора изображена на рис. 5.7.
Конструкция дросселя
Дроссель L1 мотается на стандартном Ш-образном лен-
точном сердечнике ШЛ25x32. Обмотка содержит 145 витков и
мотается медной шинки сечением 3,625 мм2 или круглым эма-
лированным проводом диаметром 2,1 мм.
При сборке в стыки сердечника необходимо вставить про-
кладки толщиной 2 мм из текстолита или другого немагнит-
ного и непроводящего материала.
Подключение источника
. Для подключения первичной обмотки трансформатора к
сети —220 В, необходимо использовать кабель с медной жи-
лой сечением 2,5 мм2 и силовую розетку на ток 25 А. Эта ро-
зетка должна иметь заземляющий нож, который необходимо
соединить с сердечником трансформатора и с защитным ко-
жухом.
Глава 5. Сварочный источник для полуавтоматической сварки
109
Внимание.
Соответственно, заземляющий контакт розетки дол-
жен быть надежно заземлен.
Положительный полюс источника обычно выводится на
специализированный разъем, предназначенный для подклю-
чения шлангового держателя. Через этот же разъем подключа-
ется кнопка S3, расположенная на держателе. Отрицательной
полюс выходного напряжения источника необходимо под-
ключить к латунной шпильке диаметром 10 мм, установлен-
ной на диэлектрической термостойкой панели, которая кре-
пится к защитному кожуху источника. В качестве сварочных
концов можно использовать мягкие медные провода сечением
16—25 мм2.
5.3. Сварочный источник для полуавтоматической
сварки с тиристорным регулятором
Особенности конструкции
До сих пор мы рассматривали сварочные источники со
ступенчатой регулировкой сварочного напряжения и тока.
Регулировка напряжения в подобных источниках осущест-
вляется путем переключением отводов сварочного транс-
форматора с помощью специальных перемычек или пере-
ключателей.
В Примечание.
Как показывает практика, данный подход обычно не
позволяет подобрать оптимальный режим сварки, а
также не гарантирует неизменного результата при
изменении параметров сварочной цепи, питающей сети
или с различными защитными газовыми смесями.
110
Как сделать сварочные аппараты своими руками
Увеличение количества ступеней переключения позволяет
улучшить эксплуатационные свойства источника, но при этом
приходится использовать сложные и громоздкие многопози-
ционные переключатели, сильно усложняются намоточные
узлы источника.
Это, с одной стороны, увеличивает стоимость источника, а,
с другой — сильно снижает его надежность. Уже достаточно
давно существуют и применяются различные способы плавной
регулировки сварочного напряжения и тока, использующие под-
вижные обмотки, магнитные шунты или магнитные усилители.
Но подобные способы не принципиально лучше ранее рас-
смотренных, т. к. подразумевают более сложную и дорогую
конструкцию трансформатора, а также наличие специальных
регулировочных электромагнитных или механических узлов.
К тому же такие варианты чаще подходят" для источников
имеющих падающую внешнюю характеристику и не совсем
годятся, если внешняя характеристика должна быть полого
падающей или жесткой. Для подобных источников долго не
существовало достойной альтернативы источникам с контакт-
ными переключателями.
Обеспечение непрерывности сварочного тока
Шанс изменить сложившееся положение вещей и заменить
контактные, переключатели бесконтактными появился в 1955
году, когда был изготовлен тиристор, первый переключаю-
щий полупроводниковый прибор, имеющий мощность доста-
точную для использования в сварочных источниках.
Q
Примечание.
Использование тиристоров позволило получить плав-
ную регулировку напряжения и тока, а также отка-
заться от подвижных механических частей, что увели-
чило надежность сварочных источников.
Глава 5. Сварочный источник для полуавтоматической сварки
111
Рассмотрим источник сварочного тока, аналогичный рас-
смотренному в предыдущей главе, но имеющий плавную регу-
лировку сварочного напряжения и тока.
Тиристор, как ключевой элемент, имеет два состояния —
открытое и закрытое. В закрытом состоянии тиристор не
проводит ток, а в открытом — проводит. Так как тиристор
способен проводить ток только в одном напра|влении, то его
часто называют полупроводниковым управляемым вентилем
(Silicon Controlled Rectifier, SCR).
В отличие от диода, тиристор, кроме анода и катода, имеет
дополнительный управляющий электрод, пропуская через
который ток можно перевести его в открытое состояние. К
сожалению, для того чтобы тиристор перешел в закрытое со-
стояние, не достаточно снять управляющий сигнал с управля-
ющего электрода. Для этого необходимо снизить до нуля ток,
протекающий через тиристор, что делает его не полностью
управляемым полупроводниковым прибором.
Однако подобное обстоятельство не сильно мешает, если
тиристор используется в цепях переменного тока, где два раза
в течение периода происходит обнуление и смена полярности
тока. Поэтому тиристор может быть заперт естественным об-
разом в конце каждого полупериода переменного тока.
Так как тиристор не имеет промежуточных состояний про-
водимости, то регулировка Тока или напряжения может осу-
ществляться только изменением времени его открытого со-
стояния tH (рис. 5.8).
Подобный способ регулирования имеет как свои достоин-
ства, так и недостатки. Достоинством является то, что тиристор
имеет очень высокое сопротивление в закрытом состоянии и
очень низкое сопротивление — в открытом. Поэтому на нем
рассеивается незначительная мощность, что позволяет строить
высокоэффективные тиристорные регулируемые источники.
К недостаткам относится то, что следствием работы тири-
сторного регулятора являются «выкусывание» фрагментов
112
Как сделать сварочные аппараты своими руками
Рис. 5.8. Принцип регулирования напряжения и тока с помощью тиристора
синусоиды и увеличение длительности пауз tn в выходном на-
пряжении. Использование двухполупериодного управляемого
выпрямителя (рис. 5.9) обеспечивает более эффективное ис-
пользование трансформатора, устраняет одностороннее под-
магничивание сердечника трансформатора, а также сокра-
щает длительность пауз tn между импульсами.
Рис. 5.9. Регулирования напряжения и тока с помощью двухполупериодного
управляемого выпрямителя
Глава 5. Сварочный источник для полуавтоматической сварки
113
Однако, даже в этом случае, особенно для минимального
сварочного тока, паузы в выходном напряжении значительны.
Для поддержания горения дуги в течение этих пауз прихо-
дится использовать более эффективный дроссель, чем в сва-
рочном источнике с неуправляемым выпрямителем.
И здесь мы опять, но уже в более острой форме, сталкива-
емся с конфликтом требований, о котором говорилось ранее:
♦ с одной стороны, чтобы обеспечить непрерывность свароч-
ного тока, нужно увеличивать индуктивность дросселя;
♦ с другой стороны, чтобы получить необходимую скорость
нарастания тока КЗ, индуктивность дросселя нельзя уве-
личивать выше некоторого значения, которое гаранти-
рованно не обеспечивает первое требование.
В предыдущей главе для удовлетворения этих требований
мы использовали дополнительный источник подпиточного
тока. В данном случае это решение не годится, т. к. из-за ра-
боты управляемого выпрямителя, будет нарушен баланс на-
пряжений. Поэтому от подпиточного источника будет отби-
раться ток соизмеримый по величине с основным током.
Q
Примечание.
При попытке уменьшить ток с помощью управляемого-
выпрямителя, недостающий ток будет поступать в
сварочную цепь от подпиточного источника.
Указанную проблему можно решить, используя двухобмо-
точный дроссель LI, L2 (рис. 5.10). Индуктивности L1 и L2
связаны между собой через коэффициент трансформации
дросселя:
К- _ /Ь2
тр VL1-
Рассмотрим подробнее принцип работы этого дросселя.
Допустим, один из тиристоров управляемого моста открыт.
- 114
Как сделать сварочные аппараты своими руками
Рис. 5.10. Использование двухобмоточного дросселя для поддержания
непрерывного тока в паузах напряжения
В этом случае ток дуги I (V3), которая имитируется источни-
ком напряжения V3 с внутренним сопротивлением 0,05 Ом,
протекает через обмотку дросселя L1, имеющую незначитель-
ную индуктивность 0,3 мГн (табл. 5.1).
В момент, когда напряжение V3 превысит мгновенное на-
пряжение источника переменного напряжения VI, откры-
тый ранее тиристор моста закроется. Поэтому ток нагрузки
I (V3) начнет протекать в контуре D5, L2, LI, V3. Так как
магнитосвязанные индуктивности L1 и L2 включены после-
довательно, то, в этом случае, ток нагрузки уменьшится в
К = Ктр+1 раз, а индуктивность вырастет в К2 раз. Т. е. в от-
личие от тока, который уменьшается линейно, индуктивность
растет квадратично.
- Это означает, что результирующая индуктивность дросселя
сможет в течение более длительного времени поддерживать
непрерывным ток нагрузки. Это подтверждается графиком
тока нагрузки I (V3). Из графика (рис. 5.10) следует, что ток
дуги непрерывен и в самом наихудшем случае, когда источ-
ник выдает минимальный сварочный ток 60 А, не опускается
ниже 10 А.
Глава 5. Сварочный источник для полуавтоматической сварки
115
Индуктивность дросселя L1 можно выбрать, используя
данные табл. 5.1. В нашем случае Ll=0,3 мГн. В свою очередь
индуктивность L2 также не может иметь произвольные зна-
чения, а определяется коэффициентом трансформации, кото-
рый обычно выражается только целым числом.
Следовательно, для коэффициентов трансформации
КТР=1; 2; 3; 4; 5..., вторичная обмотка дросселя будет иметь
индуктивность L2=L1-KTP2= 0,3; 1,2; 2,7; 4,8; 7,5...мГн.
V4! Примечание.
Ва Чем больше коэффициент трансформации, тем выше
индуктивность обмотки L2 и тем дольше дроссель смо-
жет поддерживать ток в паузе напряжения. Однако с
ростом коэффициента трансформации растут и габа-
ритные размеры дросселя.
Путем моделирования и практической проверкой был
определен оптимальный коэффициент трансформации Ктр=5.
Этот коэффициент трансформации обеспечивает минималь-
ный ток нагрузки 10 А.
При этом амплитудное значение тока дросселя должно до-
стичь уровня 132 А. В этом случае в индуктивности дросселя
накапливается энергия, достаточная для поддержания тока в
паузе напряжения.
D Примечание.
При дальнейшем увеличении тока, сердечник дросселя
насыщаться, но это не ухудшит его работы в паузе, но
, позволит уменьшить габаритные размеры.
Использование насыщающегося дросселя также позволит
стабилизировать действующий ток во вторичной (L2) об-
мотке дросселя на уровне IL2=13 А. В противном случае этот
ток был бы пропорционален току нагрузки. Максимальный
116
Как сделать сварочные аппараты своими руками
l(L2),
l(V3)
1 1 1 / ' а............
Г 1 < _ _ — х — — — -1— _ _ — — — — £ Ту 1 XX .
140 А
130А
120А
110А--
100А--
90А--
80А--
70А--
60А--
50А--
40А--
30А--
20 А-г.
10А--
0А--
-юа4-
--L
-4-
I
Т~
J.
н-/-
Омс 4мс 8мс 12 мс
Г
г
k
L
Н
г
14
1
Т
ь
Рис. 5.11. Временные диаграммы тока
в обмотках двухобмоточного дросселя
действующий ток первичной обмотки (L1) дросселя соответ-
ствует максимальному сварочному току
IL1 ~ 1Св.макс = 180 А.
Дроссель мотается на Ш-образном ленточном сердеч-
нике из стали 3411 (Э310). Первичная обмотка дросселя со-
держит 18 витков изолированной медной шины сечением
36 мм2. Вторичная обмотка дросселя содержит 90 витков мед-
ного провода в эмалевой изоляции диаметром 1,81 мм. В за-
зоры сердечника дросселя необходимо вставить немагнитные
прокладки толщиной 1 мм (суммарный немагнитный зазор
2 мм).
, На рис. 5.12 показаны траектории перемагничивания сер-
дечника нелинейного дросселя. При минимальном свароч-
ном токе (рис. 5.12, а) сердечник дросселя находится на грани
насыщения. При увеличении тока сердечник насыщается
(рис. 5.12, б).
Глава 5. Сварочный источник для полуавтоматической сварки
117
Рис. 5.12. Траектории перемагничивания сердечника дросселя для
минимального (а) и максимального (б) сварочного тока
118
Как сделать сварочные аппараты своими руками
Блок управления
Существует большое многообразие схем управления тири-
сторами, но рассмотрение всего разнообразия этих схем не яв-
ляется целью данной книги. Рассмотрим схему типового блока
фазового управления тиристорами (БФУТ), который исполь-
зуется для регулировки сварочного напряжения, а также для
регулировки скорости подачи сварочной проволоки.
На рис. 5.13, а изображена схема БФУТ на однопереход-
ном транзисторе VT3. Питание блока осуществляется вы-
прямленным, но не сглаженным напряжением 24 В, которое
прикладывается между выводами 1-2 В БФИУ.
С помощью параметрического стабилизатора R6,VD3 из
этого выпрямленного напряжения формируются трапецеи-
дальные импульсы амплитудой 12 В. Эти импульсы служат
для питания и синхронизации с сетью релаксационного гене-
ратора [14], собранного на элементах R4, R5, R7, R8, Cl, VT3.
В конце каждого полупериода сети, благодаря паузе синхро-
низирующего трапецеидального напряжения, конденсатор
С1 разряжается через переход э-61 VT3.
Меняя величину резистора R4 можно изменять время за-
рядки конденсатора С1, а, следовательно, и задержку (фазо-
вый сдвиг) формирования выходного импульса генератора от-
носительно синхронизирующего напряжения.
После того, как напряжение на конденсатор С1 достигнет
порога срабатывания транзистора VT3, последний откроется
и конденсатор разрядится по цепи:
С1, переход э-61 транзистора VT3, R7, R8 и переход б-э
транзистора VT2, С1.
Транзистор VT2 откроется и, в свою очередь, откроет тран-
зистор VT1. С вывода 2 БФУТ, через открытый транзистор
VT1, резистор R1 и диоды VD1, VD2 напряжение управления
поступит на управляющие электроды тиристоров управляе-
мого выпрямителя.
Глава 5. Сварочный источник для полуавтоматической сварки
119
5
а
6
Рис. S. 13. Принципиальная электрическая схема
типового блока фазового управления тиристорами:
а — на однопереходном транзисторе; б—на аналоге однопереходного транзистора
120 Как сделать сварочные аппараты своими руками
Фаза синхронизирующего напряжения и напряжения посту-
пающего на управляемый выпрямитель совпадают. Таким об-
разом осуществляется регулировка его выходного напряжения.
Если однопереходного транзистора не окажется под рукой,
то его можно будет заменить аналогом, собранном на двух
обычных биполярных транзисторах VT3, VT4, имеющих раз-
личную проводимость. Схема такого варианта изображена на
рис. 5.13, б.
Описание конструкции
На рис. 5.14 изображена принципиальная электрическая
схема сварочного источника с тиристорным регулятором для
полуавтоматической сварки.
Источник питается от однофазной сети 220 В, 50 Гц.
Основой источника является сварочный трансформатор Т1.
VD1 ,VD2,VD5,VD6,VD11 ,VD12 КД209А
Рис. 5.14. Принципиальная электрическая схема сварочного источника
Глава 5. Сварочный источник для полуавтоматической сварки 12Т
Он гальванически разделяет сеть и сварочную цепь, а также
снижает напряжение сети до величины необходимой для пи-
тания сварочной дуги. Переменное напряжение с вторичной
обмотки трансформатора Т1 подается на вход управляемого
двухполупериодного выпрямителя VD7, VD8, VS3, VS4. С
помощью этого устройства осуществляется регулировка сва-
рочного напряжения. Для поддержания горения дуги в паузах
выпрямленного напряжения используется специальный двух-
обмоточный дроссель L1.
Дополнительно в состав источника для полуавтоматиче-
ской сварки входят специализированные узлы управления по-
дачей защитного газа и сварочной проволоки, которые пита-
ются от постоянного напряжения 24 В.
Постоянное напряжение 24 В получается с помощью от-
дельного маломощного трансформатора Т2 и двухполупери-
одного выпрямителя VD1—VD4. Диоды VD3, VD4 вместе с
тиристорами VS1, VS2 образуют управляемый выпрямитель, с
помощью которого осуществляется регулировка скорости по-
дачи проволоки. Контроль включенного состояния источника
осуществляется при помощи светодиода HL1.
Узел управления источником выполнен на реле К2.
Включение источника осуществляется с путем нажатия
кнопки S2, которая находится на держателе. При этом сраба-
тывает реле К1 и своим контактом К1.1 подключает двигатель
подачи М2 к выходу управляемого выпрямителя VD3, VD4,
VS1, VS2. ,
Контакт К1.3 включает газовый клапан К2 осуществляю-
щий подачу защитного газа в зону сварки. Через контакт К1.2
с выхода выпрямителя VD1—VD4 выпрямленное пульсирую-
щее напряжение подается на выводы питания (1, 5) блоков
управления АГ и А2. С помощью блока управления А1 осу-
ществляется управление скорости подачи проволоки, а с по-
мощью блока А2 осуществляется установка сварочного на-
пряжения.
122 Как сделать сварочные аппараты своими руками
После подачи питания блоки управления Al, А2 начинают
формировать импульсы управления, которые через выводы 3, 1
4 поступают на управляющие электроды тиристоров и откры- J
ваютих. 1
С выхода управляемого выпрямителя VD7, VD8, VS3, VS4 1
напряжение через первичную обмотку дросселя L1 поступает |
на сварочный держатель. С выхода управляемого выпрями- 1
теля VD3, VD4, VS1, VS2 напряжение через замкнутый кон- I
такт KI. 1 поступает на якорь двигателя М2. |
Двигатель сматывает сварочную проволоку с катушки, про- |
талкивает ее в канал шлангового держателя, и сварка начина- |
ется. Сварочный ток зависит от скорости подачи проволоки, ко- |
торая обычно регулируется в диапазоне от 0,1 до 10—15 м/мин. |
В Примечание. |
Каждому выходному напряжению источника соответ- 1
ствует определенный ток, а, следовательно, и скорость 1
подачи проволоки, для которой возможно получение Я
устойчивого процесса горения дуги. |
Скорость подачи зависит от напряжения, приложенного к I
якорю двигателя М2, которое регулируется при помощи блока 1
управления А1. В отличие от источника, описанного ранее, на I
тиристорах управляемого выпрямителя рассеивается незначи- I
тельная мощность. Это облегчает температурный режим всего I
устройства, а также увеличивает его надежность. 1
Так как сварочное напряжение включается/выключается I
при помощи управляемого выпрямителя VD7, VD8, VS3, VS4, I
то отпала необходимость в использовании специального элек-
тромагнитного пускателя. Это также благоприятно сказыва- Я
ется на общей надежности источника. Я
Сварочный процесс продолжается до тех пор, пока на- Я
жата кнопка S2 на сварочном держателе. Чтобы прекратить Я
сварку, нужно отпустить кнопку S2. В этом случае контакты Я
Глава 5. Сварочный источник для полуавтоматической сварки 123
кнопки размыкаются и обесточивают катушку реле К1. Реле
К1 своими контактами Kl.l, К1.2 и К1.3 отключает подачу
проволоки, отключает выходное напряжение источника и га-
зовый клапан. Чтобы предотвратить инерционное вращение
двигателя подачи, после снятия напряжения, его якорная
цепь закорачивается нормально замкнутым контактом К1.1.
Элементная база
Диоды VD7, VD8 типа Д151-125 и тиристоры VS3, VS4
типа Т161-160 устанавливаются на стандартные алюминиевом
радиаторе типа 0151 или на любые другие, имеющие площадь
250—300 см2.
Диод VD10 типа Д112-25 устанавливается на радиаторе типа
0111 или любом другом, имеющем площадь 100—150 см2.
В качестве трансформатора Т2 можно использовать любой
трансформатор 220/27 В мощностью 150—200 ВА. Можно ис-
пользовать готовый трансформатор типа ОСМ-0,16 КВА.
Реле К1 типа РП21 или аналогичное, с катушкой на 24 В
постоянного тока.
В качестве двигателя М2 подающего механизма можно ис-
пользовать любой двигатель мощностью 60—100 Вт на напря-
жение 24 В, например, двигатель от привода стеклоочисти-
теля автомобиля «Камаз». <
Конструкция сварочного трансформатора
В источнике используется , трансформатор, имеющий
стержневой сердечник. Поэтому обмотка мотается на двух
одинаковых каркасах, где каждая из обмоток может быть со-
брана или из последовательных, или из двух параллельных
секций.
Первичная обмотка трансформатора содержит 340 вит-
ков и мотается эмалированным медным проводом 0 2,2 мм,
124
Как сделать сварочные аппараты своими руками
если секции включаются последовательно, или проводом
0 1,45 мм, если секции включаются параллельно.
Вторичная обмотка трансформатора содержит 48 витков и
мотается алюминиевой шиной сечением 36 мм2, если секции
включаются последовательно, или шиной сечением 18 мм2,
если секции включаются параллельно. .
Перед намоткой каркас следует усилить, насадив на дере-
вянную оправку. Отверстие, предназначенное для насадки
на сердечник, должно быть больше размеров сердечника на
1,5—2 мм. Это позволит впоследствии без проблем собрать
трансформатор. Сначала мотается первичная обмотка, а за-
тем вторичная.
Совет. (
После намотки каждого слоя провода, обмотку следует
уплотнить легкими ударами деревянного молотка. Если
трансформатор изготавливается в кустарных усло-
виях, то каждый слой провода необходимо промазывать
пропиточным лаком.
О
В качестве межслойной изоляции используется прессшпан
толщиной 0,5 мм. Для вторичной обмотки берется алюминие-
вая прямоугольная шина подходящего сечения. В крайнем
случае, можно извлечь круглую жилу подходящего сечения
из электрического кабеля. При этом с провода нужно удалить
пластиковую изоляцию, а затем плотно обмотать киперной
лентой или тонкой хлопчатобумажной тканью, предвари-
тельно порезанной на полосы шириной 20 мм.
После намотки и пропитки трансформатор следует просу-
шить. Температура и время сушки определяются маркой ис-
пользуемого пропиточного лака.
Сердечник трансформатора набран из пластин холоднока-
таной трансформаторной стали шириной 35 мм и толщиной
Глава 5. Сварочный источник для полуавтоматической сварки
125
Четный слой
Рис. 5.15. Конструкция сердечника сварочного трансформатора
0,35 мм (холоднокатаная сталь в отличие от горячекатаной,
имеющий почти чёрный цвет, имеет белый цвет).
Можно использовать листовую сталь от списанного транс-
форматора трансформаторной подстанции. Имеющееся же-
лезо сначала рубят на полосы шириной 35 мм, потом режут на
фрагменты длиной 95 и 179 мм. Заусенцы на краях рубленого
железа необходимо удалить с помощью надфиля или мелкого
напильника.
Сердечник собирается в «перекрышку» с возможно меньшими
зазорами в местах стыковки отдельных листов. Конструкция сер-
дечника трансформатора изображена на рис. 5.15.
Конструкция дросселя
Двухобмоточный дроссель L1 мотается на стандартном
Ш-образном ленточном сердечнике ШЛ32х50. Первичная
обмотка содержит 18 витков алюминиевой шины сечением
36 мм2. Вторичная обмотка мотается медным эмалированным
проводом диаметром 1,45 мм. При сборке в стыки сердечника
необходимо вставить прокладки толщиной 1 мм (суммарный
зазор 2 мм) из текстолита или другого немагнитного и непро-
водящего материала.
126
Как сделать сварочные аппараты своими руками
Подключение источника
Для подключения первичной обмотки трансформатора к
сети ~220 В, необходимо использовать кабель с медной жи-
лой сечением не менее 2,5 мм2 и силовую розетку на ток 25 А,
имеющую заземляющий нож. Последний необходимо соеди-
нить с сердечником трансформатора и с защитным кожухом.
Соответственно, заземляющий контакт розетки должен быть
надежно заземлей.
Положительный полюс источника обычно выводится на
специализированный разъем, предназначенный для подклю-
чения шлангового держателя. Через этот же разъем подклю-
чается кнопка S2, расположенная на держателе.
Отрицательной полюс выходного напряжения источника
необходимо подключить к латунной шпильке диаметром
10 мм, установленной на диэлектрической термостойкой па-
нели, которая крепится к защитному кожуху источника. В ка-
честве сварочных концов можно использовать мягкие медные
провода сечением
Глава б
ИНВЕРТОРНЫЕ СВАРОЧНЫЕ ИСТОЧНИКИ
Возможно, многие из читателей уже имеют опыт
ремонта инверторных сварочных источников,
Однако при попытке изготовить инверторный
сварочный источник (ИСИ) самостоятельно воз-
никает множество вопросов, которые не возни-
кают при ремонте такового, так как в полной мере
решены производителем. Несомненно наиболь-
шие сложности, при изготовлении ИСИ, связаны с
узлами, коммутирующими и трансформирующими
токи большой величины. При отсутствии личного
опыта, было бы разумно стремиться к повторе-
нию готового и обкатанного решения.
6.1. Основные типы преобразователей
Трансформатор
Трансформатор является необходимым элементом любого
сварочного источника:
♦ он понижает напряжение сети до уровня напряжения дуги;
♦ осуществляет гальваническую развязку сети и сварочной
цепи.
Известно, что размеры трансформатора определяются его
рабочей частотой, а также качеством магнитного материала
сердечника.
128
Как сделать сварочные аппараты своими руками
ВПравило. ’
При понижении частоты габариты трансформатора
возрастают, а при повышении уменьшаются. ;
Ранее уже были рассмотрены сварочные источники с транс- f
форматорами, работающими на относительно низкой частоте
сети. Поэтому масса и объем этих источников в основном 1
определялся массой и объемом сварочного трансформатора, j
В последнее время были разработаны различные высоко- J
качественные магнитные материалы, позволяющие несколько S
улучшить массогабаритные параметры трансформаторов и |
сварочных источников. Однако существенного улучшение |
этих параметров можно добиться только за счет увеличения ]
рабочей частоты трансформаторов. 'i
Так как частота сетевого напряжения является стандар- I
том и не может быть изменена, то повысить рабочую частоту |
трансформатора можно только используя специальный элек- I
тронный преобразователь. 1
Блок-схема инверторного сварочного источника j
Упрощенная блок-схема инверторного сварочного истец- з
ника изображена на рис. 6.1. Согласно этой схеме, сетевое на- |
пряжение выпрямляется и сглаживается, а затем подается на 1
электронный преобразователь. Он преобразует постоянное ]
-Сеть
220 В
50 Гц
Электрод
Деталь
Рис, 6,1. Упрощенная блок-схема инверторного сварочного источника
Глава б. Инверторные сварочные источники
129
напряжение в переменное высокой частоты. Переменное на-
пряжение высокой частоты трансформируется при помощи
малогабаритного высокочастотного трансформатора, затем
выпрямляется и подается в сварочную цепь.
Работа электронного преобразователя тесно связана с ци-
клами перемагничивания трансформатора. Так как ферро-
магнитный материал сердечника трансформатора обладает
нелинейностью и насыщается, то индукция в сердечнике
трансформатора может расти лишь до какого-то максималь-
ного значения Вт.
После достижения этого значения сердечник необходимо
размагнитить до- нуля или перемагнитить в обратном направ-
лении до значения -Вт. Энергия может передаваться через
трансформатор в цикле намагничивания, в цикле перемагни-
чивания или в обоих циклах.
0 Определение.
Преобразователи, обеспечивающие передачу энергии в
одном цикле перемагничивания трансформатора, назы-
ваются однотактными.
Преобразователи, обеспечивающие передачу энергии
в обоих циклах перемагничивания трансформатора,
называются двухтактными.
Однотактные преобразователи
Однотактные преобразователи получили наибольшее рас-
пространение в дешевых и маломощных инверторных свароч-
ных источниках, рассчитанных на работу от однофазной сети.
В условиях резко переменной нагрузки, каковой является
сварочная дуга, однотактные преобразователи выгодно отли-
чается от различных двухтактных преобразователей тем, что
130
Как сделать сварочные аппараты своими руками
Рис. 6.2. Типы однотактного преобразователя
и соответствующие им формы тока ключа:
а—обратноходовый преобразователь; б—прямоходовый преобразователь
не требует симметрирования и не подвержены такой болезни,
как сквозные токи.
Следовательно, для управления этим преобразователем,
требуется более простая схема управления, по сравнению с
той, которая потребуется для двухтактного преобразователя.
По способу передачи энергии в нагрузку однотактные пре-
образователи делятся на две группы: прямоходовые и обрат-
ноходовые (рис. 6.2).
В прямоходовых преобразователях энергия в нагрузку пе-
редается в момент замкнутого состояния, а в обратноходовых
преобразователях — в момент разомкнутого состояния клю-
чевого транзистора VT.
При этом в обратноходовом преобразователе энергия запа-
сается в индуктивности трансформатора Т во время замкну-
того состояния ключа, и ток ключа имеет форму треугольника
с нарастающим фронтом и крутым срезом.
Глава 6. Инверторные сварочные источники
131
Совет.
[йп1| При выборе типа преобразователя ИСИ между прямо-
ходовым и обратноходовым, предпочтение следует
отдавать прямоходовому однотактному преобразо-
вателю.
Поясню почему. Не смотря на его большую сложность,
прямоходовый преобразователь, в отличие от обратноходо-
вого, имеет большую удельную мощность. Это объясняется
тем, что в обратноходовом преобразователе через ключевой
транзистор протекает ток треугольной формы, а в прямоходо-
вом — прямоугольной.
Следовательнр, при одном и том же максимальном токе
ключа среднее значение тока у прямоходового преобразова-
теля получается в два раза выше. Основными достоинствами
обратноходового преобразователя является:
♦ отсутствие дросселя в выпрямителе;
♦ возможность групповой стабилизации нескольких на-
пряжений.
Эти достоинства обеспечивают преимущество обратнохо-
довым преобразователям в различных маломощных примене-
ниях, каковыми являются:
♦ источники питания различной бытовой теле- и радиоап-
паратуры;
♦ служебные' источники питания цепей управления самих
сварочных источников.
Трансформатор однотранзисторного прямоходового преоб-
разователя (ОПП), изображенного на рис. 6.2, б, имеет специ-
альную размагничивающую обмотку П1. Эта обмотка служит для
размагничивания сердечника трансформатора Т, который намаг-
ничивается во время замкнутого состояния транзистора VT.
В это время напряжение на обмотке III прикладывается к
диоду VD3 в запирающей полярности. Благодаря этому раз-
магничивающая обмотка не оказывает никакого влияния на
132
Как сделать сварочные аппараты своими руками
процесс намагничивания. После закрытия транзистора VT
напряжение на обмотке III Меняет свою Полярность. Прй этом
диод VD3 отпирается, И энергия, накопленная В трансформа-
торе Т, возвращается в первичный Источник питания Un.
Однако на практике, из-за недостаточной связи между об-
мотками трансформатора, часть энергии намагничивания не
возвращается в первичный источник. Эта энергия обычно
рассеивается в транзисторе VT и демпфирующих цепочках
(на схеме не показаны), ухудшая общую эффективность и на-
дежность преобразователя.
Указанный недостаток отсутствует в двухтранзисторном
прямоходовом преобразователе (ДПП), который зачастую
Называют «косой МосТ» (рис. 6.3, а). В этом преобразователе,
благодаря введению дополнительного транзистора и диода, в
качестве размагничивающей обмотки используется первичная
обмотка трансформатора. Так как эта обмотка сама с собою
полностью связана, то Проблемы не полного возврата энергии
Намагничивания полностью исключаются.
Рассмотрим подробнее процессы, происходящие в момент
перемагничивания сердечника трансформатора.
Q
Примечание.
Общей особенностью
всех
однотактных
преобразо-
вателей является то, что их трансформаторы рабо-
тают в условиях с односторонним Намагничиванием.
Магнитная индукция В в трансформаторе с односторон-
ним намагничиванием Может изменяется только в пределах от
максимальной Вт до остаточной Вг, описывая частную петлю
гистерезиса.
Когда транзисторы VT1, VT2 Преобразователя открыты,
энергия источника питания Un через трансформатор Т пере-
дается В нагрузку. Прй этом сердечник трансформатора намаг-
ничивается в прямом направлении (участок а-b на рис. 6.3, б).
Глава 6. Ийверторные сварочные источники
133
Рис. б.З. Двухтранзисторный прямоходовый преобразователь (ДПП):
а—принципиальная электрическая схема ДПП;
б—процесс перемагничивания сердечника прямоходового преобразователя
Когда транзисторы VT1, VT2 заперты, ток в йагрузке поддер-
живается за счет энергии запасенной в дросселе L. При этом
ток замыкается через дйод VDo.
В этот МоМеНт ПоД Действием ЭДС обмотки I открываются
диоды VD1, VD2, и через Них Протекает ток размагничивания
ссрдёчника трансформатора в обратном Направлении (уча-
сток b-а на рис. 6.3, б).
Изменение индукций ДВ в сердечнике происходит практи-
чески от Вт До Вг И значительно меньше значения ДВ= 2-Вт,
возможного для двухтактного преобразователя. Некоторый
прирост дВ можно получить с помощью введения немагнит-
ного зазора в сердечник. Если сердечник имеет Немагнитный
зазор 8, то остаточная индукция становится меньше, чем Вт.
Из [17] следует, что в случае Наличия Немагнитного зазора в
сердечнике, новое значение остаточной индукции можно найти в
точке пересечения прямой, проведенной из начала координат под
углом 0, к кривой перемагничивания (точка В1 на рис. 63, б):
tge = p0-lc/3,
где д0 — магнитная Проницаемость, представляющая собой
отношение индукции В к напряженности Н для ва-
куума (также справедливо И для немагнитного воз-
душного зазора) и является физической постоян-
ной, численно равной д0 = 4-л:-10'7 Гн/м;
134
Как сделать сварочные аппараты своими руками
1е — длина средней силовой магнитной линии магнит-
, ного сердечника, м;
3 — длина немагнитного зазора, м.
Величину tg9 можно рассматривать как проводимость
немагнитного зазора, приведенную к длине сердечника.
Таким образом, введение немагнитного зазора эквива-
лентно введению отрицательной напряженности магнит-
ного поля:
Hl = -Bl/tgO.
Двухтактные преобразователи
Двухтактные преобразователи содержат большее
количе- j
ство элементов
и требуют более
сложных алгоритмов
ления. Однако эти преобразователи обеспечивают меньшую
пульсацию входного тока, а также позволяют получить боль-
шую выходную мощность и эффективность, при одинаковой
мощности дискретных ключевых компонентов.
На рис. 6.4 изображена схема двухтактного мостового пре-
образователя. Если сравнивать этот преобразователь с одно-
тактными, то
он
ближе
всего
ходовому преобразователю
двухтранзисторному
прямо-
(рис. 6.3) и легко в
него преоб-
разуется. Для этого нужно убрать пару транзисторов и пару
диодов, расположенных по диагонали (VT1, VT4, VD2,VD3
или VT2, VT3, VD1, VD4).
к
Вывод.
Таким образом, двухтактный мостовой преобразова-
тель является комбинацией двух однотактных преоб-
разователей, работающих поочерёдно.
При этом энергия в нагрузку передается в течение всего
периода работы преобразователя, а индукция в сердечнике
трансформатора может меняться от -Вт до +Вт.
Глава б. Инверторные сварочные источники
135
Рис. 6.4. Двухтактный мостовой преобразователь (ДМП)
Как и в ДПП, диоды VD1—VD4 служат для возврата энер-
гии, накопленной в индуктивности рассеяния Ls трансформа-
тора Т, в первичный источник питания Un. В качестве этих ди-
одов могут быть использованы внутренние диоды MOSFET.
Рассмотрим подробнее процессы, происходящие в момент
перемагничивания сердечника трансформатора.
Н Примечание.
Общей особенностью всех двухтактных преобразовате-
лей является то, что их трансформаторы работают в
условиях с симметричным перемагничиванием.
Магнитная индукция В в сердечника трансформатора с
симметричным перемагничиванием может изменяется в пре-
делах от отрицательно -Вт до положительной Вт максималь-
ной индукции.
В каждом полупериоде работы ДМП открыты два ключа,
расположенные по диагонали. В паузе все транзисторы преоб-
разователя обычно закрыты. Хотя существуют режимы управ-
ления, когда некоторые транзисторы преобразователя остаются
136
Как сделать сварочные аппараты своими руками
открытыми и в паузе. Сосредоточимся на режиме управления, ]
согласно которого в паузе все транзисторы ДМП закрытый j
Когда транзисторы VT1, VT4 преобразователя открыты,
энергия источника питания Un через трансформатор Т пере-
дается в нагрузку. При этом сердечник трансформатора на-
магничивается в условном обратном направлении (участок в-a i
на рис. 6.4). В паузе, когда транзисторы VT1, VT4 закрыты,
ток в нагрузке поддерживается за счет энергии, запасенной в
дросселе L.
При этом ток замыкается через диод VD7. В этот момент
одна из вторичных обмоток (Па или Пб) трансформатора Т зам-
кнута накоротко через открытый диод VD7 и один из выпрями- j
тельных диодов (VD5 или VD6). В результате этого индукция в *
сердечнике трансформатора практически не меняется. j
После завершения паузы открываются транзисторы VT2, '•
VT3 преобразователя, и энергия источника питания Un че- ?
рез трансформатор Т передается в нагрузку. При этом сер-
дечник трансформатора намагничивается в условном прямом ’
направлении (участок а-б на рис. 6.4). В паузе, когда транзи-
сторы VT2/VT3 закрыты, ток в нагрузке поддерживается за
счет энергии запасенной в дросселе L. При этом ток замыка- -i
ется через диод VD7. В этот момент индукция в сердечнике ?
трансформатора практически не меняется и фиксируется на ;
достигнутом положительном уровне.
Из-за фиксации индукций в паузах, сердечник трансформа-
тора Т способен перемагничиваться только в моменты откры-
того состояния диагонально расположенных транзисторов.
Вывод.
Чтобы в этих условиях избежать одностороннего насы-
щения необходимо обеспечить равное время открытого
состояния транзисторов, а также симметричность
силовой схемы преобразователя. >
Глава б. Инверторные сварочные источники
137
Материал сердечника трансформатора преобразователя
Обычно сердечник трансформатора ИСИ выполняется из
феррита. Ферритами называют поликристаллические соеди-
нения оксида железа с различными легирующими добавками,
такими как Мп (марганец), Zn (цинк), Ni (никель), Со (ко-
бальт) и др.
Ферриты обладают относительно низкой стоимостью, вы-
сокими магнитными свойствами. Ферриты имеют высокие
значения объемного электрического сопротивления, превы-
шающее сопротивление сталей и их сплавов в 50 и более раз.
Это позволяет использовать ферриты на высоких частотах (до
0,2—0,3 МГц и выше), не опасаясь увеличения потерь на вих-
ревые токи.
В настоящее время стали доступны ферриты от ведущих
мировых производителей, таких как Epcos, Cosmo Ferrites,
Ferroxcube, Magnetics и др. Однако существовали и суще-
ствуют хорошие отечественные ферриты. Особое внима-
ние стоит обратить на телевизионные ферриты 2500НМС1 и
3000НМС (Mn-Zn-ферриты), имеющие индекс «С» в конце
обозначения марки феррита [19]. Эти ферриты используются
в трансформаторах строчной развертки телевизоров черно-
белого и цветного изображения, способны работать в сильных
магнитных полях и имеют высокую индукцию насыщения.
Относительно дешево эти ферриты можно приобрести
на различных радиорынках, где на запчасти продаются узлы
и блоки старых отечественных телевизоров. Например, ком-
плект из 6-ти сердечников ПК20х16 от строчных трансфор-
маторов ТВС-110ПЦ16 мне удалось приобрести за сумму, эк-
вивалентную 3,75 USD. Нечто аналогичное от Cosmo Ferrites
обойдется вам в 14—15 USD.
138
Как сделать сварочные аппараты своими руками
6.2. Простой сварочный инвертор
Периодичность нагрузки
В данном разделе описывается простой инверторный сва-
рочный источник постоянного тока пригодный для производ-
ства сварки по технологии ММА. Максимальный сварочный
ток 160 А. Имеется возможность плавной регулировки тока в
диапазоне от 30 до 160 А, что позволяет использовать свароч-
ные электроды диаметром 1,6—5 мм.
Периодичность нагрузки (ПН) источника при максималь-
ном токе составляет около 40%. Это означает, что источник
может работать 2 минуты в течение каждого 5-ти минутного
сварочного цикла. Это весьма неплохой показатель для быто-
вого сварочного источника и он почти не уступает промыш-
ленным сварочным источникам, у которых ПН=60%. Для
сравнения стоит упомянуть, что ПН дешевых сварочных ис-
точников из восточной Азии обычно не превышает 20%.
Блок управления
Блок управления (БУ) сварочного источника:
♦ позволяет регулировать сварочный ток;
♦ формирует падающую внешнюю нагрузочную характе-
ристику сварочного источника путем контроля тока в на-
грузке и формирования соответствующего ШИМ управ-
ляющего сигнала для прямоходового преобразователя;
осуществляет защитные функции, не допускающие по-
вреждения элементов преобразователя от перегрева и
перегрузки, в условиях резкоизменяющейся нагрузки ис-
точника.
Блок управления сварочного инвертора построена на осно-
ве популярного и доступного однотактного ШИМ-контрол-
лера UC3845, производства компании Texas Instruments. Оте-
чественным аналогом этого контроллера является микросхема
Глава б. Инверторные сварочные источники
139
1033ЕУ13. Эти микросхемы или их аналоги можно без проблем
обнаружить на прилавках любого городского магазина радио-
деталей.
Микросхема UC3845 предназначена для использования в
различных сетевых источниках питания и DC-DC преобразо-
вателях. Ее основные особенности:
♦ малый пусковой ток (< 1 мА);
♦ программируемый ток разрядки конденсатора’генератора;
♦ ограничение тока в каждом импульсе;
♦ улучшенные нагрузочные характеристики;
♦ блокировка от понижения напряжения, имеющая гисте-
резис;
♦ подавление сдвоенных импульсов;
♦ мощный выходной каскад;
♦ внутренний источник опорного напряжения;
♦ возможность работа на частоте до 500 кГц;
♦ усилитель ошибки с низким выходным сопротивлением.
Микросхема UC3845 содержит все аналоговые и цифро-
вые узлы, необходимые для построения импульсных источни-
ков питания, работающих в токовом режиме. Стартовый ток
контроллера гарантированно не превышает 1 мА. В течение
блокировки от пониженного напряжения, выходной каскад
способен потреблять из выходной цепи ток > 10 мА, если на-
пряжение VCC превышает 6,2 В.
На рис. 6.5 показан вариант схемотехнического изображе-
ния микросхемы UC3845.
В табл. 6.1 расписана нумерация и обозначения выводов
микросхемы.
UC3845
8
7
6
5 ' ' .
CMP VFB ILM RC PWM VRF Vcc OUT GND
Рис. 6.5. Схемотехническое изображение ШИМ-контроллера UC3845
140
Как сделать сварочные аппараты своими руками
Нумерация выводов микросхемы UC3825 Таблица б. i
Вывод Обозначение функция
1 СМР Выход усилителя ошибки
2 VFB Инвертирующий вход усилителя ощибки
3 ILM Вход компаратора ШИМ
4 RC Частотозадающий вход
5 GND Общий вывод
6 OUT Выход
7 VCC Напряжение питания
8 VRF Опорное напряжение
На рис. 6.6 показана блок-схема ШИМ-контроллера
UC3825.
Рис. б.б. Блок-схема ШИМ-контроллера UC3825
Компаратор пониженного напряжения
Компаратор пониженного напряжения блокирует работу
микросхемы UC3845, если ее напряжение питания опусти-
лось ниже допустимого уровня. Компаратор имеет гистерезис
срабатывания, благодаря которому исключается возможность
беспорядочного включения/выключения микросхемы.
Глава б. Инверторные сварочные источники 141
Средний уровень включения компаратора пониженного
напряжения составляет 8,4 В, а уровень выключения состав-
ляет 7,6 В.
В Примечание.
Если напряжение питания микросхемы превышает уро-
вень “включения, то компаратор включается, и высо-
кий уровень с его выхода разрешает работу источника
опорного напряжения.
После появления опорного напряжения узел контроля
опорного напряжения разрешает работу выходного каскада
контроллера.
Если напряжение питания микросхемы опустилось ниже
уровня выключения, то компаратор ввпслючается, и низкий
уровень с его выхода запрещает работу источника опорного
напряжения. После этого, посредством узла контроля опор-
ного напряжения, запрещает работы выходного каскада и на
выходе OUT фиксируется низкий уровень.
Источник опорного напряжения
Источник опорного напряжения 5 В служит для выполне-
ния нескольких важных функций. Например, это напряжение,
деленное пополам (2,5 В) при помощи внутреннего делителя
напряжения, прикладывается к не инвертирующему входу
усилителя ошибки.
Кроме этого опорное напряжение используется для фор-
мирования токов смещение и внутренних порогов, таких как
пороги генератора и порог ограничения максимального тока
(1 В). Источник опорного напряжения имеет внешний вывод
VRF, на котором присутствует напряжение 5 В.
Это напряжение может использоваться для различных це-
лей, например, для формирования сигнала задания свароч-
142 Как сделать сварочные аппараты своими руками
ного тока. Ток нагрузки источника опорного напряжения не ,i
должен превышать 20 мА. Для нормальной работы источника
опорного напряжения к внешнему выводу VRF необходимо
подключить керамический конденсатор емкостью 0,1 мкФ.
Этот конденсатор располагается на минимально возможном
расстоянии от выводов VRF и GND.
Генератор
Генератор позволяет настраивать рабочую частоту ШИМ
сигнала и максимальное заполнение импульса, которое для
микросхемы UC3845 не может превышать 50%. Во время ра-
боты внешний конденсатор Ст, подключенный к выводу RC,
заряжается током, определяемым резистором Rt, который
подключен между выводами RC и VRF.
После того как напряжение на конденсаторе достигает
верхнего порога (примерно 3 В), внутренний триггер генера-
тора переключается и начинается разрядка конденсатора. Во
время разрядки генератор формирует внутренний синхрони-
зирующий импульс, который устанавливает триггер защелки
ШИМ и принудительно фиксирует низкий уровень на вы-
ходе OUT.
Разрядка конденсатора продолжается до тех пор, пока на-
пряжение на нем не достигнет напряжения (примерно 1,3 В).
После этого внутренний триггер генератора возвращается в
исходное состояние, при котором начинается новый цикл. И
конденсатор снова заряжается.
Микросхема UC3845 имеет встроенный счетный триггер
Т, который служит для ограничения максимального запол-
нения импульса на уровне 50%. Поэтому генератор должен
работать на частоте в два раза превышающей частоту ШИМ
сигнала. Максимальная частота генератора может достигать
500 кГц.
Глава 6. Инверторные сварочные источники
143
Усилитель ошибки
Усилитель ошибки служит для измерения и компенсации
ошибки регулирования выходного напряжения преобразова-
теля, построенного на микросхеме UC3845. Ддя этого неин-
вертирующий вход усилителя ошибки связан с внутренним
пороговым напряжением 2,5 В.
Это напряжение является опорным и именно с ним сравни-
вается выходное напряжение преобразователя, которое через
соответствующий делитель напряжения подается к инверти-
рующему входу усилителя ошибки, который подключен к вы-
воду VFB. Это классическая схема использования усилителя
ошибки.
Выход усилителя ошибки подключен к внешнему выводу
СМР. Этот выход используется для подключения различных
схем компенсации, позволяющих увеличить устойчивость си-
стемы регулирования выходного напряжения преобразова-
теля. Выходное напряжение усилителя ошибки через цепочку
из двух последовательно включенных диодов и через делитель
напряжения 2R/R поступает на инвертирующий вход компа-
ратора ШИМ.
Компаратор ШИМ
Модулятор ширины импульса, выполненный на компара-
торе ШИМ, по существу сравнивает выход усилителя ошибки
с выходным напряжением датчика тока. Это не прямое срав-
нение, т. к. между выходом усилителя ошибки и входом ком-
паратора ШИМ включена цепочка, состоящая из двух диодом
и делителя напряжения.
Диодная цепочка создает смещение напряжения, которое по-
зволяет гарантированно получить нулевое заполнение импульса
при низком напряжении на выходе усилителя ошибки.
Делитель снижает до допустимого уровня колебания на-
пряжения на выходе усилителя ошибки. Стабилитрон, под-
144
Как сделать сварочные аппараты своими руками
ключенный к инвертирующему входу компаратора ШИМ,
ограничивает максимальное напряжение на этом входе и со-
ответственно максимальный ток преобразователя на уровне,
при котором датчик тока выдает напряжение 1 В. Таким об-
разом осуществляется защита по максимальному току.
Защелка ШИМ
RS-триггер защелки ШИМ используется для формирова-
ния ШИМ сигнала. Этот триггер устанавливается импульсом
с генератора. Импульс формируется во время разрядки кон-
денсатора Ст, и сбрасывается сигналом с компаратора ШИМ.
Сброс происходит после того как напряжение сигнала, посту-
пающего с датчика тока, превышает уровень напряжения на
инвертирующем входе компаратора ШИМ.
Когда защелка ШИМ установлена, разрешается форми-
рование высокого управляющего уровня на выводе OUT.
Когда защелка ШИМ сброшена, — на выводе OUT удержива-
ется низкий уровень, близкий к потенциалу общего провода.
ШИМ модуляция выходных импульсов микросхемы осущест-
вляется изменением уровня напряжения на инвертирующем
входе компаратора ШИМ.
Выходной каскад
Микросхема UC3845 имеет выходной каскад (драйвер),
предназначенный для непосредственного управления мощ-
ным транзистором однотактного преобразователя. Для управ-
ления MOSFET транзистором выходной каскад способен
формировать импульсные управляющие втекающий и выте-
кающий токи амплитудой до 1 А.
Выходной каскад микросхемы UC3845 также способен
управлять биполярным транзистором. Однако в этом случае
средний втекающий и вытекающий ток не должен превышать
Глава б. Инверторные сварочные источники 145
0,2 А. Для ограничения величины импульсного или среднего
тока между выходом OUT и управляющим электродом тран-
зистора включается резистор, величина которого определя-
ется по закону Ома делением напряжения питания микро-
схемы на максимальный ток управления.
При работе выходного каскада на длинную цепь управле-
ния или первичную обмотку импульсного трансформатора,
потенциал вывода OUT может кратковременно опускаться
ниже потенциала общего провода, что может привести к
сбоям в работе микросхемы, а также к повреждению выход-
ного каскада. Для предотвращения отрицательных выбросов,
между выводами OUT и GND микросхемы необходимо вклю-
чать диод Шоттки, обращенный катодом к выводу OUT.
Схема сварочного инвертора
На рйс. 6.7 изображена принципиальная электрическая
схема простого сварочного инвертора.
Источник питается от сетевого переменного напряжения
220 В 50 Гц, которое через контакты сетевого разъема ХР1/1
и ХР1/2, автоматический выключатель SF1 и контакт реле
К1 поступает на мостовой выпрямитель VD12, состоящий
из двух мостиков типа КВРС3508, включенных параллельно.
Для сглаживания пульсаций сетевого напряжения использу-
ется батарея электролитических конденсаторов большой ем-
кости С18.
Через предохранитель F1 сетевое напряжение поступает
на двигатель вентилятора Ml и первичную обмотку маломощ-
ного понижающего трансформатор ТЗ. С вторичной обмотки
этого трансформатора напряжение поступает на диодный мо-
стик VD4, выпрямляется, а затем сглаживается при помощи
конденсатора фильтра С5.
Постоянное напряжение на конденсаторе С5 используется
для питания обмотки реле К1, а также является входным для
+15 В
+15 В
SK1
85‘C
SK2
85'C
VD2
1N4148
b
с
R2
1k
R1
Юк
C1
0,1 мк
VD1
Рр14 1М41ДЯ
С2
R3
1k
11
14
R4
0,1mkU10k
С25 +
0,1мк
DD1.5
VD3
1N4007
R5
33k
DD1.1 DD1.2
+15 В
vti
BC337
СЗ
=^=47мк
х25В
R6
10k
С15
=±= 0,22мк
х400 В
+15 В
С11 0,1мк
С12 0,1мк
1
R14 5,6k
DA1 UC3845
2_
2
4
СМР PWM VRF
VFB Vcc
ILM OUT
RC GND
2
7_
2
5
10
DA2 IR2110
--VD8
^15ЕТН06
. ,R22 5,1
HIN
LIN
DRV
НО
VB
6 UF4007
J_C8
"T"4,7H
12
SD
VS
VC
3
+15 В
9
0,1 мк
Vdd
Vss
C14
2 0,1мк
COM-^'
'т +15В
2
LO
DD1
CD40106
R15
470
>-M -
VD5 UF4007
VD6--
UF400741
R18
4,7k
_1_C9
“Г100
R19
5,1
R20
10k
VT3 x1600 В
+15 В
DA3
7815
+ST
----OUT IN
ТЗ
VD4
DF06
VD10
15ETH06
M1
I DP200A
2123XBL
С18
RU3
S20K250
JJ
+ С4‘-
=Ь=47мк
х 25 В С5
2200мк x 35 В
Место врезки
лампочки на VD12 ”27 2°
этапе наладки 2хКВРС3508
источника
— С19
1500мк о,1мк
х400 В
VT3, VT4
IRG4PC50U
VD13...VD15
RU1, RU2
мк
С17
=±= 0,022мк
X1600 В
C21
0,01 мк
C22
0,01mk
VD14
C16
|R24
|20
C20
3,3H
R29
5,6
2 -Сеть
. 220 В 50 Гц
L1
20мкx160A
RU2
sU.~r3.3H <o
К
VD15
XS2
----0+
С23
VD9
15ETH06
R26
ЮОк
2SVD11
IK 15ЕТН06
b
а
Рис. 6.7. Принципиальная электрическая схема простого сварочного инвертора
SF1
25A
ХР1
XS3
146 Как сделать сварочные аппараты своими руками Глава 6. Инверторные сварочные источники
148
Как сделать сварочные аппараты своими руками j
стабилизатора DA3. На выходе стабилизатора DA3 присут-
ствует стабильное напряжение +15 В, которое используется
для питания всех цепей управления сварочного источника, i
Индикация наличия стабильного напряжения +15 В осущест-
вляется при помощи светодиода HL2 «Сеть».
Чтобы зарядный ток конденсатора С18 не повредил выпря-
митель VD12 и не перегрузил питающую сеть, поступают так.
Сразу после включения источника конденсатор С18 заряжа-
ется через резистор.R27, который с задержкой времени в 1 с
шунтируется контактом реле К1.
Задержка времени формируется электронным реле вре-
мени, собранном на логических элементах (триггеры Шмитта)
DD1.1 ‘ DD1.2 и компонентах СЗ, R5, R6, VD2,VD3, VT1 и К1.
После включения сварочного источника конденсатор СЗ раз-
ряжен, и на выходе DD1.2 присутствует низкий логический
уровень. Поэтому транзистор VT1 закрыт, и контакты реле
К1 разомкнуты. Одновременно низкий логический уровень
на выходе DD1.2 при помощи логического элемента DD1.3
превращается в высокий логический уровень.
Это высокий уровень через диод VD17 заряжает конденса-
тор С24 и далее, через резистор R30, поступает на базу тран-
зистора VT2. Транзистор VT2 открывается и соединяет с об-
щим проводом вывод СМР контроллера DA1. В этом состоя-
нии контроллер заблокирован, транзисторы преобразователя
VT3, VT4 заперты и не мешают нормальной зарядке конден-
сатора фильтра С18.
Через 1 с напряжение на конденсаторе С1 достигает по-
рога срабатывания логического элемента. Элементы DD1.1 и
DD1.2 меняют свое состояние, а на выходе DD1.2 появляется
высокий логический уровень. При этом транзистор VT1 от-
крывается, реле К1 срабатывает и своими контактами замы-
кает зарядный резистор R27.
Одновременно высокий логический уровень на выходе
DD1.2, при помощи логического элемента DD1.3, превраща-
Глава б. Инверторные сварочные источники
149
ется в низкий логический уровень, который запирает диод
VD17. Конденсатор С24 разряжается через резистор R30 и
переход база-эмиттер транзистора VT2. После этого транзи-
стор VT2 запирается и перестает шунтировать вывод СМР
контроллера.
В результате контроллер DA1 начинает формировать
ЩИМ сигнал, и сварочный источник включается. С помощью
RC цепочки R14C8 задается частота сигнала ШИМ, кото-
рая составляет 33 кГц. При этом частота генератора ШИМ-
контроллера в два раза выше и составляет 66 кГц.
Напряжение на выводе СМР, а, следовательно, заполнение
ЩИМ сигнала, регулируется при помощи переменного рези-
стора R10 «Ток».-Этот резистор является частью регулируе-
мого делителя напряжения R8—R11, к которому прикладыва-
ется опорное напряжение с вывода VRF микросхемы DA1.
Напряжение с движка резистора R10 поступает на вход ин-
вертирующего усилителя напряжения, построенного на рези-
сторах R12, R13 и усилителе ошибки микросхемы DA1, выход
которого соединен с выводом СМР (рис. 6.6).
В Примечание.
Так как усилитель инвертирующий, то максимальное
заполнение импульсов и максимальный сварочный ток
соответствуют нижнему (по схеме) положению движка
резистора R10. А минимальный сварочный ток соот-
ветствует верхнему положению движка.
При помощи подстроечного резистор R8 (в нижнем поло-
жении движка резистора R10) устанавливают максимальный
сварочный ток 160 А. При этом минимальный сварочный ток
должен получиться автоматически. Конденсаторы С6, С7 улуч-
шают помехозащищенность узла задания сварочного тока.
С вывода OUT микросхемы DA1 ШИМ сигнал поступает
на входы HIN и LIN микросхемы драйвера.Т)А2. Микросхема
150
Как сделать сварочные аппараты своими руками
IR2110 является драйвером верхнего и нижнего транзистора
стойки двухтактного преобразователя. Однако, как показал
опыт, эти драйверы прекрасно работают в однотактных пре-
образователях.
Постоянное напряжение с конденсатора С18 поступает на
прямоходовый преобразователь, выполненный на транзисто-
рах VT3 и VT4; где преобразуется в напряжение высокой ча-
стоты (33 кГц).
С выхода преобразователя (через трансформатор тока
Т1) высокочастотное напряжение поступает на первичную
обмотку трансформатора Т2. Трансформатор Т2 уменьшает
амплитуду высокочастотного напряжения до необходимой ве-
личины и осуществляет гальваническую развязку сварочной
цепи от сети.
Переменное напряжение с выхода трансформатора вы-
прямляется однополупериодным выпрямителем на диодах
VD13, VD14 и VD15 типа 150EBU02. Пульсация выпрямлен-
ного тока сглаживаются с помощью дросселя L1, после кото-
рого постоянный ток поступает в сварочную цепь.
RCD-цепочки R24C16VD9 и R25C17VD10, включенные
параллельно транзисторам VT3 и VT4, уменьшают мощность,
рассеиваемую на этих транзисторах, в момент их запирания.
Токовая обратная связь осуществляется при помощи транс-
форматора тока Т1, который имеет асимметричную нагрузку.
В цикле прямого хода преобразователя трансформатор на-
гружен на низкоомное сопротивление R16. А в цикле обрат-
ного хода он нагружен на сопротивление R17, которое почти
в 50 раз более высокоомное.
В Примечание.
Более высокое сопротивление резистора R17 является
гарантией того, что трансформатор тока будет пол-
ностью размагничен во время обратного хода преобра-
зователя.
Глава б. Инверторные сварочные источники
151
Сигнал токовой обратной связи снимается с резистора R16
и через RC фильтр R15C9 подается на вывод ILM ШИМ кон-
троллера.
Схема контроля температуры использует контактные тер-
мостаты, имеющие определенную температуру срабатыва-
ния. Совместно с данным блоком управления могут использо-
ваться термостаты как с нормально разомкнутыми SK1, так и
с нормально замкнутыми SK2 контактами.
Также возможно одновременное использование термоста-
тов с различными типами контактов. Термостат SK1 с нор-
мально разомкнутыми контактами, через RC фильтр R2C1
подключается на вход логического элемента DD1.4. С выхода
этого элемента (через диод VD1) инвертированный сигнал
поступает на вход логического элемента DD1.5. На вход этого
же логического элемента через фильтр R3C2 подключается
термостат SK2 с нормально закрытыми контактами.
И Примечание.
Если термостат SK2 не используется, то вместо него
нужно установить перемычку.
При срабатывании любого из термостатов, на выходе логи-
ческого элемента DD1.5 появляется высокий логический уро-
вень, который, через диод VD16 и резистор R30 поступает на
базу транзистора VT2.
Транзистор VT2 открывается и соединяет с общим прово-
дом вывод СМР контроллера DA1. В этом состоянии работа
контроллера блокируется, а транзисторы преобразователя
VT3, VT4 запираются.
Одновременно высокий уровень на выходе логического
элемента DD1.5 инвертируется логическим элементом DD1.6
и зажигает светодиод HL1 «Перегрев», показывающий, что
сварочный источник отключился по причине перегрева.
152 Как сделать сварочные аппараты своими руками
Элементная база |
Все детали сварочного источника делятся на две категории: |
♦ которые покупаются в готовом виде; |
♦ которые необходимо изготовить. I
К последней категории обычно относятся различные мо- 1
точные узлы, а детали первой категории приобретаются в |
магазинах радиодеталей. Кроме электронных компонентов, 1
указанных на схеме, можно использовать компоненты других 1
производителей. Это допустимо при условии, что эти детали 1
будут иметь аналогичные или не худшие параметры. |
При отсутствии микросхемы ШИМ-контроллера типа 1
UC3845 (с любыми буквенными индексами), можно использо- ,1
вать ее отечественный аналог 1033ЕУ13 или зарубежные ана- I
логи — КА3845, IP3845, LT1245 и т. п.
В качестве конденсаторов С16, С17 можно использовать от- 1
ечественные полипропиленовые конденсаторы типа К78-2 или 1
аналогичные конденсаторы других производителей. Например, |
подойдут полипропиленовые конденсаторы FKP/MKP фирмы 5
Wima или конденсаторы MFP/MKP фирмы Epcos. I
В качестве ТЗ можно использовать готовый понижающий |
трансформатор 220 В/18—20 В, мощностью 5 Вт. Реле К1 ]
должно иметь нормально разомкнутые контакты, способные 1
коммутировать ток 25—30 А, и обмотку, рассчитанную на по- ]
стоянное напряжение 24 В. j
В качестве К1 с большим успехом можно использовать реле I
NT90 RHA DC24V, NT90 RNA DC24V или JQX-54W А25
DC24V производства китайской компании Ningbo Forward 1
Relay. |
Мощные транзисторы и диоды сварочного источника |
охлаждаются при помощи двух алюминиевых радиаторов из |
профиля БПО-1909 (рис. 6.8) длиной 120 мм. Каждый радиа- |
тор имеет 13 ребер высотой 32 мм.
На одном радиаторе установлены транзисторы и диоды 1
инвертора VT3, VT4, VD8—VD11, а также резисторы RCD |
Глава 6. Инверторные сварочные источники
153
, 10x12=120
Г--------------------
L_________
Рис. 6.8. Алюминиевый профиль БПО-1909
цепочек R24, R25. На другом радиаторе установлены мосты
выпрямителя VD12, а также диоды VD13—VD15.
В корпусе источника радиаторы установлены ребрами друг
к другу, образуя канал охлаждения, в который при помощи
вентилятора Ml нагнетается охлаждающий воздух. Считается,
что температура окружающего воздуха не выше 40°С. Для
уменьшения теплового сопротивления транзисторы и диоды
установлены на алюминиевые пластины толщиной 4 мм и раз-
мером 25x30 мм, которые затем, через слюдяную прокладку
толщиной 0;05 мм, прижимаются к радиатору. Катоды диодов
VD13—VD15 соединены между собой, и поэтому их можно
установить на одну общую пластину,
5
Внимание.
После установки мощных транзисторов и диодов на радиа-
торы с использованием слюдяной изоляции необходимо про-
верить прочность этой изоляции при помощи обычного
электротехнического мегомметра напряжением 500В.
Для такой проверки один конец мегомметра подключают к
радиатору, а другой — к алюминиевой пластине, на которой
установлен полупроводниковый прибор.
Внимание.
Нельзя подключать концы мегомметра к выводам полу-
проводниковых приборов во избежание их повреждения.
154
Как сделать сварочные аппараты своими руками
Сопротивление исправной изоляции обычно находится в
диапазоне 50—100 МОм.
Мосты выпрямителя VD12 устанавливается на радиатор
непосредственно, т. е. без всякой изоляции. Вместо двух мо-
стиков КВРС3508, можно использовать один мостик на 50 А,
например, КВРС5008.
На каждом радиаторе устанавливается контактный термо-
стат с температурой срабатывания 85—90°С.
Совет.
Например, для этой цели хорошо подходят термостаты
серий 7002,7009,2002, производимые компанией Sang Мао.
Моточные узлы
Дроссель L1 можно выполнить на четырех сердечниках
ПК40х18 из феррита 3000НМС. Такие сердечники можно
извлечь из старых строчных трансформаторов ТВС-90ЛЦ5. j
Сердечники складываются буквой Н (рис. 6.9). На них мота-
ются 9 витков литцендрата сечением 26,6 мм2. Если литцен- ;
драт набирается из обмоточного провода 00,55 мм, то для
получения необходимого сечения потребуется пучок из 110
проводников.
Трансформатор тока Т1 мотается на кольцевой сердечник
К32х16х8 из феррита М2000НМ1. Вторичная обмотка содер-
жит 100 витков эмалированного медного провода 00,3 мм. Роль
первичной обмотки выполняет провод, i
. Обмотка „ „
проходящий через отверстия кольца.
ЧЧ ' тН серде ц ни: Трансформатор Т2 можно выпол-
, лГТЧ ]q\ нить на двух Ш-образных сердечни- '
— /гЛ каХ ^^5/32/27 из феррита N87 (Epcos)
~_у выводы или на двух Ш-образных сердечниках ?
„ ЕЕ6527 из феррита CF138 (Cosmo
Рис. 6.9. Конструкция . т ;
дросселя Ferrites).
Глава б. Инверторные сварочные источники
155
Первичная обмотка трансформатора содержит 15 витков
провода литцендрата сечением 5 мм2, вторичная обмотка со-
держит 5 витков провода литцендрата сечением 15 мм2. Если
обмотки мотаются литцендратом, набранным из обмоточного
провода 00,55 мм, то для первичной обмотки необходим пу-
чок из 20 проводников, а для вторичной из 60. '
В зазор сердечника необходимо вставить прокладку из
немагнитного и не проводящего материала толщиной 0,15—
0,2 мм. В качестве такого материала можно использовать лист
бумаги. Если толщина обычного листа бумаги составляет
0,1 мм, то для организации необходимого зазора потребуется
толщина двух листов.
Н Примечание.
При необходимости, трансформатор Т2 можно выпол-
нить на ферритовых сердечниках от строчных транс-
форматоров ТВС-110ПЦ16.
В этих трансформаторах используются сердечники
ПК20х16 из феррита 2500НМС1. Всего потребуется шесть
комплектов сердечников, которые со-
бираются в виде Ш-образного сердеч-
ника (рис. 6.10).
В этом случае первичная обмотка
трансформатора содержит 18 витков
провода литцендрата сечением 5 мм2, а
вторичная обмотка содержит 6 витков
провода литцендрата сечением 15 мм2.
В зазор сердечника также необходимо
вставить прокладку из немагнитного и
непроводящего материала толщиной
0,1—0,25 мм.
Рис. 6.10. Сборка
Ш-образного сердечника
из П-образных
156
Как сделать сварочные аппараты своими руками
Намотка трансформатора
Перед тем как приступить к намотке трансформатора, не-
обходимо заготовить литцендрат. Для этого, на расстоянии
несколько большем длины провода обмотки, закрепляют
крючки, роль которых с успехом могут выполнить дверные
ручки. Затем между крючками натягивают необходимое коли-
чество проводников.
Полученный пучок необходимо разделить на три примерно
равные части и сплести из них косичку. Несколько худший ре-
зультат можно получить, если просто скрутить Пучок с помо-
щью дрели или коловорота.
Полученный жгут, с небольшим перекрытием, обматывают
полосой лакоткани или тонкой ХБ ткани шириной 8—10 мм
(ширина небольшая для того, чтобы литцендрат потом лучше
гнулся). Обмотки трансформатора мотаются в обычном По-
рядке — сначала первичная, потом слой Прессшпана толщи-
ной 0,25 мм, а потом вторичная обмотка.
Обмотка — бескаркасная, мотается на деревянную
оправку, длина которой на 2—З.мм меньше высоты окна сер-
дечника. Оправка должна повторять форму центрального
керна Ш-образного сердечника, но иметь несколько увели-
ченные, по сравнению с ним, размеры, чтобЬ! в последующем
обмотка свободно «села» на сердечник.
Совет.
Цвп1| Перед намоткой на оправке нужно закрепить отрезки
киперной леНтЬь которыми после намотки можно будет
стянуть обмотку трансформатора.
Для того чтобы обмотка не разъезжалась при намотке, По
торцам оправки должны быть установлены достаточно прочные
шайбы, диаметр которых превышает диаметр готовой обмотки.
Готовую обмотку необходимо подогнать под конфигурацию окна
сердечника, а затем пропитать пропиточным Лаком и просушить.
Глава 6. Инверторные сварочные источники 157
Наладка сварочного источника
После завершения сборки сварочного источника необхо-
димо предварительно проверить работоспособность схемы
управления источника с отключенной силовой частью. Для
отключения силовой части необходимо откинуть провода от
выпрямителя VD12 и изолировать Их.
Шаг 1. Перед включением Источника убедимся в том, что
сетевое напряжение находится в диапазоне от 200 до 240 В.
Шаг 2. Убедившись в исправности сети, вставляем вилку
ХР1 сварочного источника в сетевую розетку и включаем ав-
томатический выключатель SF1. После его включения дол-
жен заработать вентилятор и загореться индикатор «Сеть», а
затем (с секундной задержкой) Должно включиться реле К1.
Шаг 3. С помощью Тестера, убедимся в том, что На конденса-
торе С5 присутствует Напряжение +24—30 В, а на выходе стаби-
лизатора DA3 присутствует стабильное напряжение +15 В.
Шаг 4. Убедимся в том, что на выводе 8 микросхемы DA1
присутствует опорное напряжение величиной +5 В.
Шаг 5. Проверим работу усилителя ошибки микросхемы
DA1. Для этого вращаем движок переменного резистора R10
«Ток» из одного крайнего положения в другое и одновременно
контролируем напряжение на выводе СМР микросхемы DA1.
Напряжение на этом выводе равно примерно 2 В для мини-
мального сварочного тока и 4,25 В для максимального.
Шаг 6. Вооружившись осциллографом, убедимся в нали-
чие пилообразного напряжения амплитудой 3 В и частотой
66 кГц на выводе RC микросхемы DA1. При этом на выводе
OUT должны присутствовать прямоугольные импульсы ам-
плитудой 15 В и частотой 33 кГц.
Шаг 7. Установим временную перемычку между коллекто-
ром и эмиттером транзистора VT3 и с помощью осциллографа
убедимся в наличие прямоугольных управляющих импульсов
на выводах LO и НО микросхемы DA2. Снимем перемычку
между коллектором и эмиттером транзистора VT3.
158
Как сделать сварочные аппараты своими руками
После проверки работоспособности схемы управления
можно перейти к проверке совместного функционирования
схемы управления и преобразователя сварочного источника.
Шаг 8. Внимательно осматриваем схему преобразователя на
предмет отсутствия различного мусора и обрезков проводов, ко-
торые по невнимательности могут быть оставлены после окон-
чания монтажа. Необходимо внимательно осмотреть трансфор-
маторы Т1 и Т2 и убедиться в правильности фазировки их обмо-
ток. Начала обмоток на принципиальной электрической схеме
указаны точкой. Убедится в том, что конденсатор С15 находится
в непосредственной близости к транзисторам VT3, VT4.
Шаг 9. Подключить выпрямитель VD12 в схему. Разорвать
провод, идущий от конденсатора С18 к преобразователю на
участке, отмеченном крестиком, и врезать туда обыкновенную
лампочку накаливания 220 В, 100—150 Вт. В случае каких-то
неисправностей преобразователя эта лампочка ограничит по-
требляемый ток на безопасном уровне и поможет избежать
выгорания дорогих полупроводниковых приборов.
Шаг 10. Чтобы обеспечить себе возможность осциллогра-
фических измерений, необходимо подключать сварочный ис-
точник к питающей сети через разделительный трансформа-
тор 220 В/220 В мощностью 150—200 Вт (рис. 6.11).
Рис. 6.11. Схема первого включения к сети сварочного источника
Внимание.
Если после включения источника лампочка горит в пол-
ный накал, то что-то не в порядке.
Необходимо убедиться в исправности полупроводниковых
приборов, а также повторить осмотры и проверки с самого
Глава 6, Инверторные сварочные источники 159
начала, но с большим пристрастием. Если же лампочка горит
не в полный накал, то это является хорошим знаком. Обычно
на лампочке падает около 70 В.
Шаг 11. Исключить лампочку и восстановить штатные
цепи питания. t ,
Шаг 12. Включить сварочный источник без нагрузки, ис-
пользуя разделительный трансформатор (рис. 6.11). Убедиться
в том, что в режиме холостого хода осциллограммы в харак-
терных точках схемы преобразователя соответствуют изо-
браженным на рис. 6.12. Напряжение на затворе VT3 будет
соответствовать картине полностью нагруженного источника
(рис 6.12, г) с той лишь разницей, что заполнение импульров
будет близким к 50%.
После того, как мы убедились в работоспособности всех
узлов сварочного источника, можно приступать к его окон-
чательной проверке. Для этого отключаем маломощный раз-
делительный трансформатор и подключаем сварочный источ-
ник непосредственно в сеть.
Чтобы убедиться в том, что сварочный источник соответ-
ствует оговоренным техническим условиям необходимо произ-
вести его испытание при работе на нагрузку. Обычно при ис-
пытаниях, в качестве такой нагрузки, используют сварочный
балластный реостат типа РБ-315 (рис. 6.13) или подобный.
Для производства испытаний необходимо собрать соответ-
ствующую схему (рис. 6.14).
Перед включением сварочного источника все рычажки
балластного реостата необходимо перевести в нижнее поло-
жение, чтобы обеспечить режим холостого хода. После вклю-
чения сварочного источника необходимо убедиться, что на
его выходных клеммах присутствует напряжение холостого
хода Uxx=50 В.
С помощью переменного резистора R10 «Ток» установим
минимальный сварочный ток. С помощью рычажков балласт-
ного реостата установим выходное напряжение примерно
160
Как сделать сварочные аппараты своими руками
Рис. 6.12. Осциллограммы в характерных точках схемы:
а — напряжение на эмиттере VT4 в режиме холостого хода; б—напряжение на выводе
ILM DA1 в режиме холостого хода; в—напряжение на эмиттере VT4 при максимальном
сварочном токе 160 А; г—напряжение на выводе ILM DA 1 при максимальном сварочном
токе 160А;д — напряжение на затворе VT3 при максимальном сварочном токе 160 А;
е — напряжение на катоде VD14 при максимальном сварочном токе 160 А.
Рис. 6.13. Реостат
балластный РБ-315
1вх
1вых
Рис. 6.14. Схема испытания
сварочного источника
Глава б. Инверторные сварочные источники
161
равное 21 В, что соответствует напряжению дуги при токе
30 А. Контролируем по амперметру выходной ток источника,
который должен быть равен 30 А.
С помощью переменного резистора R10 «Ток» установим
максимальный сварочный ток. С помощью рычажков бал-
ластного реостата установим выходное напряжение примерно
равное 26 В, что соответствует напряжению дуги при токе
160 А. Контролируем по амперметру выходной ток источника,
который должен быть равен 160 А.
В Примечание.
Если диапазон регулировки сварочного тока не соответ-
ствует желаемому, то его надо будет настроить при
помощи подстроечного резистора R8.
Ток, потребляемый сварочным источником из сети при
максимальном выходном токе 160 А, составляет примерно
21—22 А.
б.З. Профессиональный сварочный инвертор
Общее описание
На рис. 6.15 изображена принципиально-блочная схема ис-
точника сварочного источника, основой для которой послу-
жил профессиональный инверторный сварочный источник
RytmArc, выпускаемый фирмой Castolin Eutectic в середине
80-х годов прошлого века. Источник формирует постоянный
сварочный ток, величина которого плавно регулируется в ди-
апазоне 5—140 А.
Периодичность нагрузки источника при максимальном
токе составляет 100%. Это позволяет использовать источник в
условиях проведения интенсивных сварочных работ по техно-
логии ММА и TIG, а также для автоматической сварки.
162
Как сделать сварочные аппараты своими руками
Рис. 6.15. Принципиально-блочная схема
инверторного сварочного источника
Глава 6. Инверторные сварочные источники
163
Плата преобразователя
С6 3300
0,01 мк
*+
R4
20
RU1, RU2 S10K130
VD1 - VD415ЕТН06
VD5 2 корпуса 150EBU02
VD6 2 корпуса 150EBU02
VT1, VT2 IRG4PCS0U
3300
20
С5 0,022 мк
Х2/13>>
Х2/12»
Ж18В /г90
С4 0,022 мк
Плата
драйвера
СЗ
0,22 мк
Х400В
VD46
7к18В
164
Как сделать сварочные аппараты своими руками
Схемные решения, примененные в этом сварочном ис-
точнике, позднее стали классическими и в настоящее время
широко используются в источниках подобного класса. Схема
была адаптирована под современную элементную базу.
Источник питается от переменного напряжения 220 В '
50 Гц, которое через выключатель Q1 и контакты реле К1
поступает на выпрямитель GL1, который состоит из двух вы-
прямительных мостов КВРС3508, включенных параллельно.
Пульсирующее напряжение с выхода выпрямителя сглажива-
ется на конденсаторе С1, большой емкости.
При включении в сеть конденсатор С1 заряжается через
резистор R1, который с задержкой времени в 1 с шунтируется
контактом реле К1. Задержка времени формируется электрон-
ным реле времени, собранном на плате зарядки конденсатора.
Электронное реле собрано по классической схеме и особых
пояснений не требует.
Электронные узлы схемы управления источника питаются
от трансформатора Т1, который формирует все необходимые
напряжения и обеспечивает гальваническую развязку.
Выпрямленное напряжение с конденсатора С1 поступает
на плату преобразователя, где преобразуется в напряжение
высокой частоты (—30 кГц). С выхода преобразователя (через
трансформатор тока ТЗ) высокочастотное напряжение посту-
пает на первичную обмотку трансформатора Т2.
Трансформатор Т2 уменьшает амплитуду высокочастот-
ного напряжения до необходимой величины и осуществляет
гальваническую развязку сварочной цепи от сети. Переменное
напряжение с выхода трансформатора выпрямляется однопо-
лупериодным выпрямителем на диодах VD5 и VD6, каждый
из которых состоит из двух корпусов BYV54V200, в свою оче-
редь содержащих по два высокочастотных диода. Пульсация
выпрямленного тока устраняется с помощью дросселя L1, по-
сле которого постоянный ток поступает в сварочную цепь.
Глава 6. Инверторные сварочные источники
165
Принцип действия силовой части
инверторного сварочного источника
Внешняя нагрузочная характеристика ИСИ формируется
блоком управления. БУ собран на плате управления. Он, кон1-
тролируя выходное напряжение и ток источника, формирует
управляющий ШИМ сигнал для преобразователя.
Величину сварочного тока задают с помощью переменного
резистора R11 «А», установленного на передней панели сва-
рочного источника. При необходимости, в качестве задатчика
сварочного тока, можно использовать выносной пульт управ-
ления (ВПУ), который подключается к разъему Х8 платы
коммутации. С помощью ВПУ можно осуществлять более
сложный алгоритм управления сварочным током.
При этом алгоритме сварочный ток меняется от минималь-
ного заданного значения до максимального с заданной ча-
стотой и скважностью. При подключении ВПУ (на рис. 6.15
пульт подключен) внутренний задатчик R11 автоматически
отключается контактами реле К2, на обмотку которого (через
перемычку установленную в разъемном соединении пульта)
подается напряжение с выхода выпрямителя GL4. Кроме
этого, с выхода выпрямителей GL3 и GL4, снимается двух-
полярное напряжение, необходимое для питания элементов
схемы ВПУ.
В цикле прямого хода однотактного преобразователя, когда
транзисторы VT1 и VT2 открыты, энергия накапливается в
индуктивности намагничивания и индуктивности рассеяния
первичной обмотки трансформатора Т2. В цикле обратного
хода, когда транзисторы VT1 и VT2 закрыты, эта энергия воз-
вращается в источник питания через диоды VD1 и VD2.
RCD-цепочки R4C4VD3 и R5C5VD4, включенные парал-
лельно транзисторам VT1 и VT2, уменьшают мощность, рас-
сеиваемую на этих транзисторах, в момент их запирания.
На рис. 6.16 изображена принципиальная схема драйвера,
предназначенная для управления IGBT транзисторами пре-
166
Как сделать сварочные аппараты своими руками
образователя. Трансформатор
Т1 осуществляет гальваническую
развязку между блоком управле-
ния и каналами драйвера.
В данном случае трансформа-
торная развязка имеет неоспори-
мые преимущества перед оптрон-
ной, т. к. автоматически ограни-
чивает длительность отпирающих
импульсов на уровне, не допу-
скающем насыщения трансфор-
матора Т2 конвертора при неис-
правностях на плате управления.
Па
ПЬ
------* ------ИЕа
VD43 VD44 R89
1N4148 1N4148 5,1
-44 ‘' —
VD41 VD42 R88
1N4148 1N4148 5,1
-44 —
R86
220
4 х I—0Ga
VT8
ВС327
R87
220
VT9
ВС327
0ЕЬ
Рис. 6.16. Принципиальная
электрическая схема
драйвера IGBT
а
Примечание.
Поскольку в транзисторах с изолированным затвором
входные цепи потребляют небольшую мощность, то
для управления ими можно непосредственно использо-
вать маломощные импульсные трансформаторы.
Трансформаторный драйвер, в отличие от других, для
своей работы не требует дополнительного источника пита-
ния. Это позволяет для питания блока управления сварочного
источника использовать более простой трансформатор.
На плате драйверов оба канала управления транзисторами
преобразователя VT1, VT2 (рис. 6.16) выполнены по анало-
гичным схемам, и поэтому достаточно рассмотреть работу
только одного, например, верхнего канала А.
При открытии транзистора VT7 формирователя на плате
управления, к первичной обмотке I трансформатора Т1 при-
кладывается напряжение, которое трансформируется во вто-
ричные обмотки Па и Пб трансформатора в полярности отпи-
рающей IGBT («плюс» на затвор). В этом случае отпирающее
положительное напряжение, через открытые диоды VD41,
Глава б. Инверторные сварочные источники
167
VD42 (VD43, VD44) и резистор R88 (R89) поступает на за-
твор транзистора VT1 (VT2) преобразователя. Резистор R88
(R89) подавляют паразитный колебательный процесс в цепи
затвора транзистора инвертора. Нагрузочный резистор R86
(R87) демпфирует вторичную обмотку трансформатор Т1, по-
давляя колебательный процесс в контуре, образованном его
внутренними паразитными индуктивностями и емкостями.
Стабилитрон VD45 (VD46) ограничивает напряжение на
затворе транзистора VT1 (VT2) преобразователя.
При положительном напряжении управления транзистор
VT8 (VT9) драйвера закрыт, а его переход база-эмиттер шун-
тирован открытым диодом VD42 (VD44). После закрытия
транзистора VT7 формирователя, полярность напряжения на
вторичных обмотках Т1 меняется на противоположную, ди-
оды VD41, VD42 (VD43, VD44) запираются, а к транзистору
VT8 (VT9) прикладывается в отпирающей полярности напря-
жение заряженной входной емкости транзистора VT1 (VT2)
преобразователя. Транзистор VT8 (VT9) открывается, вход-
ная емкость транзистора VT1' (VT2) преобразователя уско-
ренно разряжается, и он запирается.
Принцип действия блока управления
Ранее мы познакомились с силовой частью инверторного'
сварочного источника, а теперь рассмотрим блок управления
(БУ) этого же источника.
Блок управления:
♦ позволяет регулировать сварочный ток;
♦ формирует внешнюю нагрузочную характеристику сва-
рочного источника путем контроля напряжения и тока в
нагрузке и формирования соответствующего ШИМ- управ-
ляющего сигнала для прямоходового преобразователя;
♦ осуществляет защитные функции, не допускающие по-
вреждения элементов преобразователя от перегрева и
168 Как сделать сварочные аппараты своими руками
перегрузки, в условиях резкоизменяющейся нагрузки ис-
точника.
В Примечание.
БУ рассматриваемого источника выполнен на базе
микросхемы (МС) двухтактного ШИМ-контроллера
TDA4718A фирмы SIEMENS.
Особенностями данной микросхемы являются:
♦ возможность прямого управления циклом ШИМ;
♦ двухтактный выход;
♦ встроенная схема быстрого ограничения тока;
♦ встроенная защита от повышенного и пониженного на-
пряжения;
♦ мягкий старт.
Этот контроллер содержит все аналоговые и цифровые
узлы, необходимые для построения импульсного источника
питания.
В Примечание.
Данная микросхема может быть
использована с двухтактными
трансформаторными, полумо-
стовыми и мостовыми, а также с
однотактными обратно- и прямо-
ходовыми преобразователями,
• На рис. 6.17 показан вариант схе-
мотехнического , изображения ШИМ-
контроллера TDA4718A. В табл. 6.2 рас-
писана нумерация выводов микросхемы.
2 RR PWC +VS 11
CR VRF 10
16 18 RT CSF 15
СТ
17 CF
4 ICP Q1 13
7 IOV
6 IUV Q2 12
9 +ID
8 -ID QSC 14
5 ISC CND 1
Рис. 6.17.
Схемотехническое
изображение ШИМ-
контроллера TDA4718A
Глава 6. Инверторные сварочные источники
169
Нумерация выводов микросхемы TDA4718А Таблица 6.2
Ножка Обозначение функция
GND Общий
2 3 RR CR RC элементы задающие параметры ГПН
4 ICP Отрицательный вход компаратора К2
5 ISC Вход синхронизации
б 7 IUV IOV Вход контроля понижения и повышения напряжения питания
8 -ID Отрицательный и положительный входы компаратора К7
9 +ID быстродействующей токовой защиты
10 VRF Выход источника опорного напряжения
11 +VS Напряжение питания микросхемы
12 13 Q2 Q1 Двухтактные выходы с открытым коллектором
14 QSC Выход синхроимпульсов
15 CSS Вход мягкого старта
16 RT Вывод подключения Rt ГУН
17 CF Конденсатор фильтра
18 CT Вывод подключения Ст ГУН
На рис. 6.18 показана блок-схема ШИМ-контроллера
TDA4718A. '
Генератор, управляемый напряжением (ГУН). ГУН гене-
рирует пилообразное напряжение, частота которого зависит
от напряжения на его управляющем входе CF. Среднее зна-
чение частоты, а также время нарастания и спада пилообраз-
ного напряжения можно изменять с помощью резистора R,. и
конденсатора Ст. В течение спада пилообразного напряжения
ГУН формирует синхроимпульс с низким активным уровнем,
который используется для синхронизации внутренних и внеш-
них узлов.
' Генератор пилообразного напряжения (ГПН). ГПН запу-
скается сигналом ГУН и работает на одинаковой с ним ча-
стоте. Выходное напряжение ГПН поступает на отрицатель-
ный вход компаратора. К2, где его нарастающий фронт ис-
пользуется для управления шириной выходных импульсов.
170
Как сделать сварочные аппараты своими руками
Глава 6. Инверторные сварочные источники
171
Наклон нарастающего фронта напряжения ГПН зада-
ется током 1гг, который задается напряжением внешнего ис-
точника Vjrr и сопротивлением Rr. Изменяя 1гг можно напря-
мую воздействовать на цикл формирования ШИМ сигнала.
Возможность прямого управления циклом может быть ис-
пользована, например, для компенсации возмущения от не-
стабильности питающего напряжения.
Фазовый компаратор (ФК). ФК исцользуется для частот-
ной и фазовой синхронизации ГУН с внешним источником
синхронизирующего напряжения. Если микросхема использу-
ется без внешней синхронизации, то выводы QSC и ISC необ-
ходимо соединить. В этом случае на управляющем входе ГУН
устанавливается напряжение необходимое для генерации
средней расчетной частоты.
Счетный триггер. Счетный триггер изменяет свое состоя-
ние по отрицательному фронту входного импульса. Это га-
рантирует, что только один выход из двух будет разрешен.
Компаратор К2. Из двух положительных входов компара-
тора с отрицательным входом сравнивается тот, на котором
более низкий уровень. Как только величина нарастающего
фронта пилообразного напряжения на отрицательном входе
компаратора превысит минимальный уровень на положитель-
ных входах компаратора, оба выхода будут заблокированы по-
средством сброса отключающего триггера. Время, в течение
которого выходы заблокированы, может изменяться в широ-
ких пределах. Так как частота постоянна, то это позволяет
осуществлять широтно-импульсную модуляцию состояния
выходов ИМС.
Отключающий триггер. Отключающий триггер разрешает
выходы в начале каждого полупериода. Если есть сигнал с ком-
паратора быстрого ограничения тока К7 или с компаратора К2,
то выходы немедленно переводятся в отключенное состояние.
Компаратор КЗ. Компаратор КЗ ограничивает напряже-
ние на конденсаторе мягкого старта Css, а также на одном
172
Как сделать сварочные аппараты своими руками '
из входов компаратора К2, на максимальном уровне 4-5 В.;
Напряжение ГПН, впрочем, может подниматься до 5,5 В. j
Поэтому для соответствующего наклона нарастающего;
фронта напряжения ГПН можно ограничить время открытого ]
состояния выходных ключей. i
Компаратор К4. Компаратор К4 имеет порог переключе-
ния 4-1,5 В и устанавливает триггер ошибки, если напряжение
на конденсаторе Css меньше 1,5 В. Но триггер ошибки может
быть установлен только если отсутствует сигнал сброса. Эта
особенность позволяет удерживать выходы МС в закрытом
состоянии, пока присутствует сигнал ошибки.
Мягкий старт. Положительный вход компаратора' К2 с
меньшим уровнем задает время открытого состояния актив-
ного выходного ключа. После включения напряжение на кон-
денсаторе Css равно нулю. Пока нет ошибки, этот конденсатор
заряжается током 6 мкА до максимального напряжения 4-5 В.
В случае ошибки конденсатор разряжается током 2 мкА.
Как только напряжение на конденсаторе Css понизится ниже
1,5 В, триггер ошибки будет установлен, и выходы будут разре-
шены, если исчезло условие ошибки. Минимальное напряже-
ние пилообразного напряжения ГПН равно 1,8 В, и поэтому
время открытого состояния выходных ключей будет непре-
рывно и линейно увеличиваться, как только напряжение на
конденсаторе Css превысит 1,8 В.
Триггер ошибки. Сигнал ошибки, подведенный к входу R
триггера, вызывает немедленное запирание выходов и после
того, как ошибка устранена, включает мягкий старт.
-Компараторы К5, Кб, К8 и Перегрузка по току VRF. Эти
компараторы являются датчиками ошибок и посредством
триггера ошибок немедленно блокируют выходы ИМС, если
ошибка произошла. После устранения ошибки МС снова
включается через мягкий старт.
Компаратор К7. Компаратор позволяет определять пере-
грузку по току. Это объясняет тот факт, что оба входа компа-
Глава 6. Инверторные сварочные источники
173
ратора выведены наружу ИМС. После устранения перегрузки
возврат к нормальной работе происходит уже в следующем
полупериоде, без мягкого старта. К7 имеет диапазон рабочих
I входных синфазных напряжений от 0 до +4 В. Задержка сра-
I батывания между возникновением перегрузки и блокировкой
f выходов — 250 нс.
! Выходы. Оба выхода представляют собой транзисторные
ключи с открытым коллектором и работают в двухтактном
’ режиме. Активный уровень ключей низкий. Время, в течение
j которого один из ключей находится в открытом состоянии,
может изменяться в широких пределах. Время, в течение ко-
J торого оба выхода заблокированы, равно длительности спада
пилообразного напряжения ГУН.
Опорное напряжение. На выходе VRF ИМС формирует
термостабильное напряжение +2,5 В, которое может быть
использовано во внешних схемах компараторов, генераторов
пилообразного напряжения.
Схема блока управления
инверторного сварочного источника
Принципиальная электрическая схема БУ изображена на
рис. 6.19. Для питания БУ задействованы две обмотки транс-
форматора Т1 (рис. 6.15) на напряжение —20 В. Эти обмотки
I подключены, соответственно, к контактам Xl/1, Х1/2 и Х1/3,
| Х1/4.
j С контактов Х1/1 и Х1/2 переменное напряжение поступает
! на диодный мостик VD37. Выпрямленное отрицательное на-
пряжение сглаживается на конденсаторе С34 и поступает на
вход стабилизатора DA8. С выхода стабилизатора DA8 снима-
ется стабилизированное напряжение -15 В, необходимое для
питания операционных усилителей БУ.
Также к контактам Х1/1 и Х1/2 подключен умножитель на-
пряжения на элементах С35—С39 и VD32—VD35, формиру-
174
Как сделать сварочные аппараты своими руками
410В
L1
R12 5.62к
Rll
R13 Юк
R14 27,4к
R10 43,2к
DA2.3
DA1.2
R6 3.32к R7 Юк
VD3
-K—
СЗ II1000
5,62к
DA1.1
0,047мк
R26 221
13,3kVD13
2x33 Ом
R4
425В
R19
ЮОк
R38I
2к I
R42
27,4k
R8
221К
R9
221К
КтржЩО
+15В
R28 1к
R29
2Ок
0,68мк
Диоды:
VD6,VD8,VD9,VD12
VD13,VD16-VD18
VO22-VD26,VD28
VD32-VD35
VD1,VD1O,VD11
DA1.3
R17
18,2к
43
DA2.4
VD9
S7
-g>- >00 М.И., T-
L_J-------- f|R30 F1R32
]|1M HlOx
__________[R31 4,75kTr33 2,21
1N4004
BYV27
Стабилитроны:
VD31
VD7,VD14,VD19
VD3
VD20
VD29.VD30
VD2 BYW98 Транзисторы:
2,7V
5,1V
10V
15V
20V
VD4,VD5,VD15,VD21 BAT43 VT1,VT2,VT6 BC337
VD27
VD40
BA159 VT3 BC490
1N4148 VT4
VT7
BC489
BC327
410В
Д1к
'fl [Г39 Jci
[К21к “Jo,
DA2.2
М 4
R34
43k
R35
43k
М.схемы:
DAI
DA2
DA3
LF347
LM348
LM1458
VD12
43-
ao
),1ик 0,033мк
C41
100mkx25B
R36 1М
DA4 TDA4718A
DAS LM317T
OA7 7815
DA8 7915
VT8 IRF5210 U1 PC702V
DA5
R67 475
R62
R63
1,8k
R64I
"10B"
R68 475
R69 475
C31
O.22MK
R66
11К
VD22
R65
20k
DA2.1
Рис. 6.19. Принципиальная электрическая схема БУ
Глава 6. Инверторные сварочные источники
175
+15В
R48I
VD14 R43 IQkVDIS
10к
MS
R44 W Х75к
10(С| С12 1500
R46"Fm«x"
С13..1500
СИ 1000
+15В '
R47I
470к
VT2
Х2/9
43
Х2/4
+15В
DA4
11
Ш.
1R49
43к
R54
681
Л
л
1Z
2
R59 6.ВК
+VO
+VS
Л
JJ
RR
CR
VRF
RT
Q1
ICP
а
Q2
QSC
ISC
GND
IOV
IUV
+ID
-ID
0ДИТ
+155
’15В
'с32|
0,
С16
Тмк
С17 .
22мк
С18
0,1мк
+15В
VT6
R57 10
VT8
УП
R61 68к
470мк
R60 “иГ
СА7 +255 VD24
С2В
0,1мк
С27
КЮОмк
VD25
“2S
VO21
5?
Х13/2
—0
ОДмк
Х13/1
—0
Х1/3
С29 СЗО
O^Imk ОДмк
VD26
VD27
R78
18,2к
R74
3,3к
2SVO31
R76
562
VD32
-НФ
C3S
U1.1
-20В
Х1/4
Х2/10
W11
С34
220ик
~20В
Х1/1
|СЭ9
сза "T*
VD33
VD34
НФ
С37
VD35
Х2/12
С35-С39 100мк
ха/хз
176 Как сделать сварочные аппараты своими руками
ющий нестабилизированное напряжения +100 В, питающее
узел ограничения напряжения холостого хода источника.
LC фильтр L2, L3, С29, СЗО защищает схему контроля се-
тевого напряжения от импульсных помех. С контактов Х1/3 и
Х1/4 через этот LC фильтр переменное напряжение поступает
на диодный мостик VD36.
Дроссели L2 и L3 (а также L1) намотаны на кольцах диа-
метром «10 мм из феррита с проницаемостью 1000-—2000.
Обмотка выполнена в один слой, виток к витку, обычным
одножильным монтажным проводом (можно извлечь из сете-
вого кабеля UTP) сечением «0,1 мм2.
С выхода мостика положительное пульсирующее напряже-
ние через резисторы R58—R61 поступает на входы контроля
напряжения питания МС DA4. Конденсаторы С22, С23 и С28
служат для дополнительной фильтрации импульсных помех,
проникающих в схему контроля сетевого напряжения по це-
пям питания. Компаратор, собранный на операционном уси-
лителе DA3.2, диоде VD18 и резисторах R50, R51, сравнивает
напряжение на конденсаторе «мягкого старта» С16 с опорным
напряжением Vo.
Если напряжение сети в норме, то на конденсаторе С16 и
выводе CSS (ножка 15) DA4 присутствует напряжение +5 В,
которое больше Vo= +2,5 В. В этом случае отрицательное на-
пряжение на выходе DA3.2, через стабилитрон VD19 и рези-
стор R52, запирает транзистор VT2 и индикатор отклонения
напряжения сети HL1 (рис. 6.15) не горит.
В противном случае компаратор DA3.2 (через резистор
R51 и диод VD18) защелкивается положительным напряже-
нием со своего выхода. Положительное напряжение с выхода
DA3.2 поступает на базу VT2, который открывается. По цепи
+15 В, резистор R54, открытый транзистор VT2, Х2/9 загора-
ется индикатор HL1 "Uj" (рис. 6.15).
В момент включения источника узел, собранный на эле-
ментах DA3.1, VD16, С15, С24, R47, R48, R80, R81, формирует
Глава 6. Инверторные сварочные источники 177
отрицательный импульс на положительном входе DA3.2, пре-
дотвращая его защелкивание.
С помощью подстроечного резистора R60 добиваются сра-
батывания схемы контроля сетевого напряжения и зажигания
индикатора HL1 (рис. 6.15), если напряжение сети выходит за
рамки диапазона 205—242 В.
С выхода мостика VD36 положительное выпрямленное напря-
жение через диод VD24 поступает на вход стабилизатора DA7,
предварительно сглаживаясь на конденсаторе фильтра С27.
Питание на вход стабилизатора DA5, формирующего на-
пряжение., +10 В, поступает через шунт, ростоящий из трех
резисторов R67—R69, включенных параллельно. Шунт явля-
ется элементом резистивного моста R65—R71 схемы контроля
подключения задатчика тока (переменный резистор R11 или
выносной пульт управления, изображенные на рис. 6.15).
Напряжение в диагонали моста контролируется компара-
тором на операционном усилителе DA2.1. Если задатчик не
подключен, то ток потребления стабилизатора становится
ниже некоторой величины (около 7 мА). При этом на выходе
DA2.1 появляется отрицательное напряжение.
Оно с помощью цепочки R72, Q31, VD22 и VD23 фикси-
рует на входе ICP (вывод 4) ИМС ШИМ-контроллера DA4
нулевое напряжение, блокирующее его работу. Точное зна-
чение +10 В на выходе стабилизатора DA5 можно выставить
при помощи подстроечного резистора R64, который является
элементом делителя напряжения R62—R64, включенного на
выходе этого стабилизатора.
С выхода стабилизатора DA7 снимается Напряжение +15 В,
которое необходимо для питания операционных усилителей БУ.
Основные функциональные узлы блока управления
Узел формирования импульсов управления служит для со-
гласования относительно маломощного выходного каскада
178 Как сделать сварочные аппараты своими руками
ШИМ-контроллера TDA4718A (DA4) с первичной обмоткой
трансформатора драйвера (ТД), управляющего транзисто-
рами преобразователя. Узел формирования импульсов по- ;
строен на транзисторах VT6—VT8 и резисторах R55—R57.
Сигнал с вывода Q2 МС DA4 поступает на повторитель на
транзисторах VT6—VT7, который усиливает его по мощности и
подает на затвор р-канального полевого транзистора, в сток ко- ।
торого включена первичная обмотка ТД. Конденсатор С21, диод
VD20 и стабилитрон VD21 образуют цепь размагничивания ТД. '
При формировании импульса на этапе намагничивания к i
первичной обмотке ТД прикладывается напряжение +15 В. 1
На этапе размагничивания к обмотке прикладывается напря- j
жение равное напряжению стабилизации стабилитрона VD20, j
равное 15 В. Так как максимальное заполнение импульсов 1
управления Dmax<0,5, то сердечник ТД гарантированно раз- |
магничивается в конце каждого цикла управления. |
Узел формирования сигнала токовой обратной связи. Для фор- |
мирования сигнала токовой обратной связи, используется транс- |
форматор (ТТ) ТЗ, имеющий коэффициент трансформации i
Кгр.гг = 1/10. I
Первичной обмоткой ТТ является провод, пропущенный в j
окно сердечника и идущий от эмиттера ключевого транзистора J
VT1 (рис. 6.15) к началу первичной обмотки трансформатора Т2. |
'Фазировка обмоток ТТ сделана таким образом, что в ци- j
кле прямого хода преобразователя на вторичной обмотке ТТ j
формируется напряжение в отпирающей для VD2 и запираю- |
щей для VD1 полярности. 1
Диод VD2 отпирается, и ток протекает через шунт R2, со- |
стоящий из шести резисторов по 2,2 Ом, которые включены |
параллельно. Сигнал с шунта поступает в схему управления, 1
где используется: I
♦ для формирования крутопадающей нагрузочной харак-
теристики ИСИ; 1
♦ для защиты преобразователя от токовых перегрузок. ]
Глава б. Инверторные сварочные источники .
179
В цикле обратного хода преобразователя на вторичной об-
мотке ТТ формируется напряжение запирающей для VD2 и
отпирающей для VD1 полярности. Диод VD1 отпирается и
ток размагничивания сердечника ТТ протекает через рези-
стор R1. Так как сопротивление R1 в 45 раз больше сопротив-
ления R2, то сердечник ТТ гарантированно размагничивается
за время обратного хода преобразователя.
Напряжение токовой обратной связи поступает в узел на-
копителя токовой защиты и, через RC-фильтр R26C8, на от-
рицательный вход -ID компаратора быстродействующей то-
ковой защиты МС DA4. На вход +ID, с делителя напряжения
R41, R42, поступает напряжение « +1,7 В.
Это напряжение соответствует току преобразователя вели-
чиной 45 А. Соответственно, как только ток в транзисторах
преобразователя превысит это пороговое значение, транзи-
сторы будут немедленно закрыты и будут оставаться в этом
состоянии вплоть до начала следующего периода.
Узел накопителя токовой защиты собран на элементах
DA1.4, VD10—VD13, СЮ, С11 и R37—R40. Рассмотрим его
работу. Делитель напряжения, собранный на элементах VD11
и R37, R38, задает порог срабатывания накопителя в 50 А.
Пока ток транзисторов преобразователя не превышает
этого порога, VD12 открыт. При этом ОУ DA1.4 работает в
режиме повторителя.
В этом случае на выходе DA1.4 и конденсаторе СП под-
держивается напряжение, равное напряжению делителя R41,
R42, диод VD13 заперт и накопитель не оказывает влияния на
порог срабатывания токовой защиты.
В момент токовой перегрузки на выходе DA1.4 формиру-
ется отрицательный импульс, который через резистор R40
разряжает конденсатор СИ. Длительность отрицательного
импульса определяется RC-цепочкой R39, СЮ.
Если токовые перегрузки следуют слишком часто и их ам-
плитуда превышает 50 А, то конденсатор СИ разряжается на-
180 Как сделать сварочные аппараты своими руками ;
/' Ji
столько, что через диод VD13 начинает шунтировать резистор 3
R41 делителя напряжения R41R42, задающего порог срабаты- 1
вания токовой защиты. В результате этого порог срабатыва- ;
ния токовой защиты снижается. \
Для контроля температурного режима транзисторов преоб- i
разователя служит термопреобразователь ВК1 (рис. 6.15), кото-
рый имеет тепловой контакт с радиатором, на котором установ-
лены транзисторы преобразователя. Термопреобразователь,
формирующий выходной ток пропорциональный температуре,
включен в измерительную схему через клеммы Х2/14 и Х2/15.
С резистора R29 снимается напряжение, пропорциональ-
ное выходному току термопреобразователя, которое подается
на компараторы DA2.4 и DA2.2. Конденсатор С9 служит для
фильтрации импульсных помех. Схема контроля температуры ;
имеет два порога срабатывания. Оба порога срабатывания ;
определяются делителем напряжения R32—R35.
При достижении температурой первого порога в +50°С на
выходе компаратора DA2.2 появляется отрицательное напря-
жение, которое через резистор R73 отпирает транзистор VT3.
Отпираясь, транзистор VT3 создает цепь протекания тока в
цепи обмотки реле К2 (рис. 6.15).
Реле К2 срабатывает и своими контактами включает венти-
лятор Ml (рис. 6.15) принудительного воздушного охлаждения.
Если температура продолжает расти и достигает второго по-
рога в +85°С, то уже на выходе компаратора DA2.4 появляется
отрицательное напряжение, которое, через диод VD9 попадает
в цепи управления и снижает сварочный ток до 5 А. После
охлаждения транзисторов работа источника возобновляется.
Основные участки нагрузочной характеристики источника
Несомненно, что качество сварки напрямую зависит от
вида внешней вольтамперной характеристики (ВАХ) свароч-
ного источника. На рис. 6.20 изображена классическая ВАХ
Глава б. Инверторные сварочные источники
181
сварочного источника, предна-
значенного для ручной сварки
(технология ММ А). Здесь
можно выделить четыре различ-
ных участка ВАХ — А, В, С и D.
Участок А. Характеризует вы-
ходное напряжение источника
на холостом ходу, а также реак-
цию источника на ток нагрузки,
Рис. 6.20. Внешняя
характеристика сварочного
источника
меньший чем 1СВ мин = 5 А. Так
как ВАХ электрической дуги в
области малых токов загибается
вверх, то высокое напряжение холостого хода сварочного ис-
точника облегчает начальное зажигание дуги и повышает ее
устойчивость.
Внимание.
По требованиям электробезопасности напряже-
ние холостого хода источников питания не должно
превышать 100 В (среднее значение для источников
постоянного тока), согласно ГОСТ 12.2.007.8-75 п. 2.2 и
ДСТУ2456-94 п. 7.12.
Обычно удовлетворительные результаты достигаются при
напряжении холостого хода Uxx = 60—70 В.
Участок В. Пологий участок ВАХ, ограничивающий макси-
мальное напряжение дуги, что облегчает ее разрыв в момент окон-
чания сварки. Кроме этого, благодаря этому участку, сварочный
источник не подвергается бесполезной перегрузке при работе на
длинную дугу, что увеличивает надежность его работы.
Участок С. Рабочий участок характеристики, где ВАХ
имеет падающий характер. На данном участке ВАХ выходной
ток источника мало зависит от напряжения (длины) дуги, что
актуально для ручной сварки.
182
Как сделать сварочные аппараты своими руками
Участок D. Более пологий участок ВАХ при выходном на-
пряжении меньшем 18 В. Благодаря данному участку выход-
ной ток источника форсируется в момент первичного касания
электрода детали, что улучшает начальное зажигание дуги, а
также уменьшает вероятность залипания электрода.
Участок С1. Данный участок является следствием работы
максимальной токовой защиты.
Формирование нагрузочной характеристики источника
Теперь рассмотрим, какими средствами формируется ВАХ
сварочного источника.
Для формирования участка А служит узел умножителя на-
пряжения, собранный на элементах VD32—VD35 и С35—С38,
позволяющий получить напряжение +95 В из переменного
напряжения —20 В, поступающего на плату БУ с трансфор-
матора Tl. С выхода умножителя напряжение поступает на
делитель R74, R75, VD29, VD30, где понижается до +65 В и
через диод VD27 и дроссель L1 поступает в сварочную цепь.
Данный узел в настройке не нуждается и после правильной
сборки готов к работе.
Для формирования участка В служит узел, собранный на J
элементах R18—R22, R74—R78, С4—С6, VD27, VD7--VD31, j
VD6—VD8, Ш, VT1, VT4. Узел реагирует на заполнение и j
амплитуду импульсов напряжения перед дросселем L1. Когда v j
импульс присутствует и его напряжение превышает напря- |
жение стабилизации стабилитронов VD29, VD30 (около J
45 -В), транзистор VT4 открывается и шунтирует светодиод j
оптрона Ul. I
Транзистор оптрона U1 закрывается, и конденсатор С5 за- ]
ряжается через резистор R18 и диод VD6. В паузе между им-
пульсами транзистор VT1 закрывается, транзистор оптрона 3
U1 открывается и конденсатор С10 разряжается через рези- |
стор R20. 1
Глава 6. Инверторные сварочные источники
183
Соотношение сопротивлений резисторов R18, R20 выбрано
таким, что пока заполнение импульсов менее 0,35 (выходное
напряжение источника меньше 35 В, при амплитуде импульса
100 В), напряжение на С5 не поднимется выше 5,1 В, стабили-
трон VD7 и транзистор VT1 заперты.
При увеличении заполнения транзистор VT1 открывается
и, через диод VD8, блокирует работу ШИМ-контроллера.
Данный узел, как и предыдущий, в настройке не нуждается и
после правильной сборки готов к работе.
На формирование участка С задействованы максимальные
ресурсы БУ источника. Для преобразования импульсного сиг-
нала, поступающего с узла формирования токовой обратной
связи (рис. 6.19), в непрерывный служит узел фиксации (пи-
ковый детектор), собранный на элементах R3, R4, С2, VD4,
DA1.1.
При изменении выходного тока источника в диапазоне от 5
до 140 А напряжение на выходе данного узла будет меняться в
диапазоне от 0,25 до 7,2 В. Непрерывный сигнал с выхода узла
фиксации поступает на вход ОУ DA1.2. Там он вычитается из
сигнала задания тока, снимаемого с движка переменного ре-
зистора R11»A» (рис. 6.15).
Далее усиленный сигнал рассогласования с выхода ОУ
DA1.2 через инвертирующий повторитель на ОУ DA1.3, де-
литель напряжения R15, R16 и диод VD5 прикладывается к
выводу 4 ШИМ-контроллера DA4.
Для формирования участка D используется регулируемый
делитель напряжения R23—R25. С помощью потенциометра
R25 «ton.min» можно установить минимальную длительность
импульсов ШИМ-контроллера, а, следовательно, и минималь-
ное напряжение на выходе источника.
С помощью этой настройки можно сформировать жесткую
ступеньку на нагрузочной характеристике, при напряжении
меньшем, чем напряжение дуги (< 15 В).
184
Как сделать сварочные аппараты своими руками
Так как ШИМ-контроллер не может формировать им-
пульсы короче «ton.min», то для ограничения тока при КЗ ис-
пользуется специальный узел, собранный на элементах R13,
R14, R17, R43, VD14, VD15, DA2.3, который снижает частоту
ШИМ, если выходной ток начинает превышать заданное зна-
чение (меняется полярность сигнала рассогласования), таким
образом уменьшая заполнение выходного ШИМ сигнала.
Элементная база
Перечень комплектующих сварочного источника приве-
ден на рис. 6.19. Кроме электронных компонентов указанных
на схеме, можно использовать компоненты других производи-
телей, при условии, что они будут иметь аналогичные или не
худшие параметры.
Некоторые проблемы могут возникнуть при приобретении
микросхемы ШИМ-контроллера TDA4718A. По последним
сведениям эта микросхема снята с производства, но, не смотря
на это, она активно продается практически во всех Интернет-
магазинах радиодеталей.
Если по какой-то причине вам не удалось приобрести
эту микросхему, то можно попытаться заменить ее ближай-
шими аналогами — TDA4714C и TDA4716C. В отличие от
TDA4718A, TDA4714C и TDA4716C не могут синхронизиро-
ваться от внешнего генератора (что, в общем-то, и не требу-
ется) и не имеют компаратора контроля понижения напряже-
ния (а вот это уже не хорошо).
- Последний недостаток можно исправить, навесив на вход
Overvoltage два внешних компаратора. Или, в крайнем слу-
чае, махнуть на него рукой, уповая на стабильность питающей j
сети и эффективность токовой защиты (но лучше так не де-
лать). В табл. 6.3 приводится соответствие выводов TDA4714
и TDA4716 выводам TDA4718. Кроме этого у TDA4716 нужно
соединить ножки 10 и 11.
Глава б, Инверторные сварочные источники 185
Соответствие нумерации выводов TDA4714 и TDA4716
выводам TDA4718 Таблица 6.3
ИМС TDA4718 TDA4714 TDA4716
Номер вывода микросхемы 1 14 16
2 8 8
3 9 9
4 1° 12
5 - -
6 - -
7 11 13
8 12 14
9 13 15 ‘
10 1 1
11 2 2
12 4 4
13 3 3
14 - -
15 5 5
16 б б
17 - -
18 7 7
Также возможна замена микросхемы TDA4718A ее функ-
циональным аналогом, микросхемой UC3825. Однако в этом
случае придется ввести изменения в принципиальную схему
блока управления (рис. 6.19) и об этом мы поговорим чуть
позже. .
При подборе комплектующих необходимо обратить внима-
ние на следующие моменты. В качестве конденсаторов С4, С5
(рис. 6.15) можно использовать отечественные полипропиле-
новые конденсаторы типа К78-2 или аналогичные конденса-
торы других производителей. ,
Совет.
Например, подойдут полипропиленовые конденсаторы
FKP/MKP фирмы Wima или конденсаторы MFP/MKP фирмы
Epcos.
186 Как сделать сварочные аппараты своими руками .
В качестве Т1 можно использовать готовый понижающий
трансформатор 220 В/20 В, мощностью 10—15 Вт. Если не
предполагается использование пульта дистанционного управ-
ления совместно со сварочным источником, то количество ,
вторичных обмоток этого трансформатора можно сократить в
два раза (с четырех до двух).
Реле К1 должно иметь нормально разомкнутые контакты,
способные коммутировать ток 25—30 А, и обмотку, рассчи-
танную на постоянное напряжение 24 В.
Совет.
нЯ| В качестве К1 с большим успехом можно использовать
реле NT90 RHA DC24V, NT90 RNA DC24V или JQX-54W
А25 DC24V производства китайской компании Ningbo
Forward Relay. .*
Мощные транзисторы и диоды сварочного источника
охлаждаются при помощи двух алюминиевых радиаторов
из профиля БПО-1909 (рис. 6.8) длиной 120 мм. Каждый ра-
диатор имеет 13 ребер высотой 32 мм. На одном радиаторе
установлены транзисторы и диоды инвертора VT1, VT2,
VD1—VD4, а также резисторы RCD цепочек R4, R5. На дру- j
гом радиаторе установлены мощные сетевые выпрямительные
мосты GL1, а также диоды VD5—VD6.
В корпусе источника, радиаторы установлены ребрами
друг к другу, образуя канал охлаждения, куда при помощи
вентилятора Ml нагнетается охлаждающий воздух. Считается,
что температура окружающего воздуха не выше 40°С. Для
уменьшения теплового сопротивления транзисторы и диоды
установлены на алюминиевые пластины толщиной 4 мм и раз-
мером 25x30 мм, которые затем, через слюдяную прокладку
толщиной 0,05 мм, прижимаются к радиатору. Катоды дио-
дов VD5—VD6 соединены между собой, и поэтому их можно
установить на одну общую пластину.
Глава б. Инверторные сварочные источники 187
Внимание.
После установки мощных транзисторов и диодов на
радиаторы с использованием слюдяной изоляции необхо-
димо проверить прочность этой изоляции при помощи
обычного электротехнического мегомметра напряже-
нием 500 В. ,
Для этого один конец мегомметра подключают к радиа-
тору, а другой — к алюминиевой пластине, на которой уста-
новлен полупроводниковый прибор. Нельзя подключать
концы мегомметра к выводам полупроводниковых приборов
во избежание их повреждения. Сопротивление исправной
изоляции обычно находится в диапазоне 50—100 МОм.
Выпрямительные мосты GL1 устанавливается на радиатор
непосредственно, без всякой изоляции.
Термодатчик ВК1 устанавливается на радиаторе с транзи-
сторами, в непосредственной близости от них.
Моточные узлы
Дроссель L1 мотается на Ш-образный ленточный сердеч-
ник ШЛ25х25 с толщиной листа 0,08 мм. Обмотка дросселя со-
держит И витков медной шины сечением 35 мм2. При сборке
сердечника в его стыки необходимо положить немагнитные
прокладки толщиной 1 мм.
Совет.
Если вам не удалось найти сердечник с требуемой тол-
щиной листа, то можно использовать стандартное
железо толщиной 0,35 мм.
Однако при этом потери в сердечнике резко возрастают,
что потребует его более интенсивного охлаждения.
188
Как сделать сварочные аппараты своими руками
Хорошую альтернативу мелко шихтованному железу со-
ставляют порошковые сердечники (Powder Cores), кото-
рые состоят из мелких зерен ферромагнитного материала на
основе железа или никеля, скрепленных между собой с помо-
щью специального связующего диэлектрика, одновременно
обеспечивающего электрическую изоляцию между отдель-
ными зернами.
D Примечание.
По этой причине подобные магнитные материалы еще
называют магнитодиэлектриками.
Так как отдельные зерна порошка имеют незначительные
размеры, то порошковые сердечники способны работать на до-
статочно высоких частотах, соизмеримых с рабочими частотами
ферритов. Для изготовления дросселя подойдет сердечник Т520-
30D из порошкового железа (Iron Powder), производства компа-
нии Micrometals. Обмотка такого дросселя содержит 28 витков.
В качестве сердечника трансформатора тока ТЗ выберем
кольцевой ферритовый сердечник. Для размещения межоб-
моточной изоляции и вторичной обмотки, диаметр окна сер-
дечника ТТ должен быть йе менее 12—14 мм. Поэтому наш
выбор падает на сердечник К32х16х8 из феррита 2000НМ1.
Обмотка трансформатора имеет 10 витков и мотается в три
провода 00,55мм.
Трансформатор Т1 драйвера (рис. 6.16) мотается на коль-
цевом сердечнике К22х16х4 из феррита 2000НМ1. Чтобы
улучшить крутизну фронтов управляющих импульсов, в сер-
дечник трансформатора необходимо ввести немагнитный за-
зор длиной около 0,2 мм.
Для этого сердечник можно просто сломать, а затем скле-
ить клеем «Момент». Слой клея обеспечит необходимый за-
зор. Первичная обмотка содержит 140 витков провода ПЭВ-2
00,14 мм. '
Глава б. Инверторные сварочные источники
189
Каждая из вторичных обмоток содержит по 140 витков
провода ПЭВ-2 00,1 мм. Для обеспечения минимальной ин-
дуктивности рассеяния обмотки мотаются одна поверх дру-
гой. Сначала мотается обмотка ПЬ, затем I, а затем Па. Для
обеспечения изоляции между обмотками надо промотать
слой лакоткани. После намотки с помощью 500 В мегомметра,
необходимо проверить межобмоточную изоляцию, сопротив-
ление которой должно быть 50 МОм или более.
Сердечник трансформатор преобразователя Т2 (рис. 6.15)
собран из четырех сердечников ПК40х18 из феррита 3000НМС.
Такие сердечники применялись в строчных трансформаторах
ТВС90-ЛЦ2 от старых цветных телевизоров. Конструкция сер-
дечника трансформатора изображена на рис. 6.21.
Первичная обмотка трансформатора
имеет 21 виток провода сечением 7 мм2,
а вторичная обмотка трансформатора
имеет 7 витков провода сечением 21 мм2.
Если обмотки мотаются литцендратом,
набранным из обмоточного провода
00,55 мм, то для первичной обмотки не-
обходим пучок из 30 проводников, а для
вторичной из 90 проводников.
Перед тем как приступить к на-
мотке трансформатора, необходимо
заготовить литцендрат. Для этого, на расстоянии несколько
большем длины провода обмотки, закрепляют крючки, роль
которых с успехом могут выполнить дверные ручки. Затем
между крючками натягивают необходимое количество про-
водников.
Полученный пучок необходимо разделить на три примерно
равные части и сплести из них косичку. Несколько худший
результат можно получить, если просто скрутить пучок с по-
мощью дрели или коловорота. Полученный жгут можно, с не-
большим перекрытием, обматывают полосой лакоткани или
Рис. 6.21. Конструкция
сердечника
трансформатора
преобразователя
190 Как сделать сварочные аппараты своими руками .
тонкой ХБ ткани шириной 8—10 мм (ширина небольшая для ।
того, чтобы литцендрат потом лучше гнулся). |
В Примечание. I
Обмотки трансформатора мотаются в обычном •]
порядке — сначала первичная, потом слой прессшпана :
толщиной 0,5 мм, а потом вторичная обмотка. ’
Обмотка бескаркасная и мотается на деревянную оправку, {
длина которой на 2—3 мм меньше высоты окна сердечника.
Оправка должна повторять форму центрального керна j
Ш-образного сердечника. Но должна иметь несколько увели-1
ченные по сравнению с ним размеры, чтобы в последующем !
обмотка свободно «села» на сердечник.
Перед намоткой на оправке нужно закрепить отрезки ки-
перной ленты, которыми после намотки можно будет стянуть ;
обмотку трансформатора. При намотке, для того чтобы об-
мотка не разъезжалась, по торцам оправки должны быть уста-.
новлены достаточно прочные шайбы, диаметр которых пре-
вышает диаметр готовой обмотки. \
Готовую обмотку необходимо подогнать под конфигура-
цию окна сердечника, а затем пропитать пропиточным лаком.
Методика настройки БУ :
После ремонта или сборки БУ его необходимо предвари-
тельно проверить и настроить без подключения силовой ча-
сти. Для этого можно рекомендовать следующую методику:
Шаг 1. Проверяем наличие стабильных напряжений +15 В
и -15 В на выходе стабилизаторов DA7 и DA8.
Шаг 2. Проверяем наличие опорного напряжения +2,5 В
на выводе 10 DA4. .
Шаг 3. С помощью потенциометра R64 устанавливаем на-
пряжение +10 В на выходе стабилизатора DA5. Все токовый и
Глава б. Инверторные сварочные источники 191
температурные пороги срабатывания защит привязаны к на-?
пряжению +10 В и автоматически выставляются после уста-
новки этого напряжения.
Шаг 4. Потенциометр R44 «PW» выставляем в максималь-
ное сопротивление, а с помощью R46 «Fmax» устанавливаем
частоту ШИМ-сигнала (или частоту следования импульсов на
выводе 14 DA4) равной 30 кГц.
Шаг 5. Устанавливаем потенциометр регулятора тока R11
«А» (рис. 6.15) в минимум и имитируем нарастание тока тран-
зисторов инвертора от 0 до 1,5 А (от 0 до -0,23 В на С2). На
выходе DA1.3 напряжение меняется от 3,9 до 2,93 В, а на вы-
ходе DA2.3 достигает значения 5,1 В. Но стабилитрон VD14
еще не проводит (все время на выводе 12 DA4 присутствует
ШИМ сигнал максимальной частоты 30 кГц). При дальней-
шем увеличении тока напряжение на выходе DA2.3 поднима-
ется выше 5,1 В и частота ШИМ начинает уменьшаться (сте-
пень уменьшения регулируется с помощью R44).
Шаг 6. Выставляем регулятор тока в максимум и имити-
руем нарастание тока транзисторов инвертора от 40 до 50 А
(от -6,17 до -7,72 В на С2). На выходе DA1.3 напряжение ме-
няется от 10 до 2,93 В, а на выходе DA2.3 достигает значения
5,1 В, но стабилитрон VD14 еще не проводит (все время на
выводе 12 DA4 присутствует ШИМ сигнал максимальной ча-
стоты 30 кГц).
При дальнейшем увеличении тока напряжение на выходе
DA2.3 поднимается выше 5,1 В и частота ШИМ начинает
уменьшаться. Одновременно отслеживаем, как ШИМ кон-
троллер реагирует на нарастание тока (при увеличении тока
должно уменьшаться заполнение импульсов).
Шаг 7. Резистором R25 добиваемся, чтобы длительность им-
пульсов не становилась менее 15% периода (для F=30 кГц —
5 мкс).
Далее можно продолжить настройку совместно с инвер-
тором. С помощью R44 нужно установить максимальный ток
192
Кдк сделать сварочные аппараты своими руками
140 А при КЗ в сварочной цепи. Затем, с помощью потенци-
ометра R46, устанавливаем частоту ШИМ-сигнала, равной
30 кГц. На этом настройку можно считать законченной.
Выносной пульт управления
(модулятор)
Выносной пульт управления (далее модулятор), изобра-
женный на рис. 6.22, поставляется в комплекте с источником
RytmArc и предназначен для расширения его функций управ- '
ления сварочным током.
Рис. 6.22. Внешний вид
модулятора
При сварке тонких металлов ;
необходимый по величине непре- *
рывный сварочный ток приводит
к прогоранию основного ме-
талла. Снижение величины сва-
рочного тока не является реше-
нием проблемы, а лишь приводит
к непровару и сильному загряз- ?
нению шва шлаками. Опытные ?
сварщики в этом случае варят «с
отрывом», когда сварка производится короткими касаниями
электрода. Однако подобная технология сварки является
утомительной и порой не обеспечивает желаемого темпа и
качества сварки.
Модулятор позволяет автоматически осуществлять изме-
нение величины сварочного тока, без необходимости разрыва
сварочной дуги, что облегчает работу сварщика, а также по-
зволяет получить высокое качество сварочного шва при высо-
ких темпах сварки.
Блок модулятора соединяется с сварочным источником
при помощи шнура, что позволяет держать его рядом с рабо-
чим местом сварщика. Это позволяет использовать модулятор
в качестве удобного пульта дистанционного управления.
Глава 6. Инверторные сварочные источники
193
Сварка с модуляцией имеет следующие преимущества пе-
ред непрерывной сваркой:
♦ высокую энергетическую эффективность;
♦ экономичный расход метала, за счет более плоского ва-
лика сварочного шва;
♦ улучшение свариваемости, при вертикальной и цотолоч-
ной сварке;
♦ более эффективное сваривание больших зазоров;
♦ снижение опасности про-
плавления основного ме-
талла.
Вид передней панели моду-
лятора с органами управления
изображен на рис. 6.23.
При помощи ручек «t6» и
«tn» регулируется длитель-
ность формирования базового
и пикового тока. При помощи
ручек «Аб» и «Ап» регулиру-
ется величина базового и пи-
кового тока. Переключатель
«R — » позволяет перевести
Рис. 6.23. Органы управления
модулятора
источник в непрерывный режим работы «_» или в режим мо-
дуляции величины сварочного тока «R». Светодиодный ин-
дикатор «R» загорается, когда формируется импульс токовой
модуляции. В непрерывном режиме работы величина свароч-
ного тока определяется ручкой «Аб».
Принципиальная электрическая схема модулятора изобра-
жена на рис. 6.24.
Длительности и величины базового и пикового токов
устанавливаются при помощи потенциометров R1—R4.
Напряжения с движков этих потенциометров коммутируются
при помощи аналоговых ключей DA3.1—DA3.4, которые
управляются сигналами с выхода JK-триггера DD1.1.
194
Как сделать сварочные аппараты своими руками
DA1 7915 DA3 DG211CJ
DA2 7815 DA4 LM348N
DD1 ТС4027ВР
DD2 HEF40106BP
DA4.1
С9
2200
R5 10,5к
—1—
>00 2 0,1mk
out"
3
ХР1
L1 DA1
<-
'«1
<-
«-
<-
<г
II01
IIEH
IIE1I
HUI
_____ -ST
Т „ IN OUT
_LC2‘
-15ВД
С4
22мк
50 В
DA2
. +ST
Т Т. IN OUT
_1_ С5 --у—
+15ВД
С7
С6
0.
“A6"
R1
22k1
3
R6[
DA3.1 10°t
........ 2_,
13
4
5
s D
IN V+
GND V-
DA3.2
мк
4>+15 В
{>-156
-t6'
R2
22k
14
16
S
IN
15
ХР2
+15ВД
R8[J C10
10kK| 0,1mk
DD2.1
-гТи
+15ВД
+15 В
DD2.3
6
Я
Я
DD2.2 I о
R11
20,5к
VD2
1N4004
С12
0,01мк
R20
20,5к
“Ап’
R3
22к
Чп'
C11J_Q.
0,1mk“T“ R4
22к
9
S
DA3.4
6
8j|N
DA3.3
10
S
IN
7
2
A
4
DD1.1
Т
2
8
DD1.2
S
г? J
DD2.6
S
J
СК
к
R
VD1
1N4004
R9
20,5к
СК
К
R
Vdd
Q
Д+15 В
1бГ
IQ
VCC
9
Ю , OUT
— 4-
DMA. R10
Я 825
o_r-—i
2
6
A
5
T
>00
R19
150к
+15 В
R13
825
DD2.5
оитр-
R24 15к
. R25 2,74к
VD3
1N4004
DD2.4
8
R21 Юк
VT2
ВС337
DA4.2
R23
15к
-m
C|R22
tJ 825
С14
=1=22мк
50 В
_6 >со
OUT — ’
5
7
R26
1к
Puc. 6.24. Принципиальная электрическая схема модулятора
Глава б. Инверторные сварочные источники 195
Работа в режиме непрерывного сварочного тока. Модуля-
тор в режиме непрерывного тока представляет собой пульт
дистанционного управления, позволяющий дистанционно
управлять сварочным током, значение которого устанавлива-
ется при помощи потенциометра R1 (Аб).
При помощи потенциометра R3 (Ап) можно установить
второе значение тока, которое может быть выбрано при по-
мощи специального кнопочного активатора, подключаемого
к разъему ХР2.
В режиме непрерывного тока переключатель режима ра-
боты S1 установлен в положение «_» и модуляция сварочного
тока не производится. Напряжение лог.1 (+15 В) через рези-
стор R8, переключатель S1 и цепочку из триггеров Шмитта
DD2.2, DD2.3 поступает на вход R триггера DD1.1 и удержи-
вает его в исходном состоянии.
При этом лог.О с выхода Q триггера DD1.1 открывает ана-
логовый ключ DD3.1, который подключает потенциометры
R1, устанавливающий величину базового тока, к вхрду повто-
рителя напряжения, собранного на операционном усилителе
DA4.1. С выхода повторителя напряжение, определяющее
базовую величину тока сварки, поступает на вывод 7 разъ-
ема ХР1 и далее, через соединительный шнур, на вход блока
управления сварочного источника.
Если в процессе сварки требуется ступенчатое изменение
тока, то его можно осуществить при помощи кнопки актива-
тора, имеющей нормально открытые контакты. Эта кнопка
подключается к разъему ХР2. Обычно эта кнопка используется
для повышения сварочного тока, что позволяет имитировать
функцию Hot Start (Горячий старт), улучшающую начальное и
повторное зажигание дуги при сварке массивных деталей.
При нажатии кнопки активатора на входы триггеров
Шмитта DD2.1 и DD2.2 подается лог.О. Вследствие этого на
входе R триггера DD1.1 устанавливается лог.О, а на входе S
лог.1. Триггер DD1.1 устанавливается и своими Выходными
196
Как сделать сварочные аппараты своими руками
сигналами Q и /Q закрывает аналоговый ключ DA3.1 и откры- ;
вает ключ DA3.2. При этом ток сварочного источника опреде-
ляется потенциометром R3 (пиковый ток). После отпускания-
кнопки активатора, ток источника опять вернется к базовому ’
значению, заданному потенциометром Rl. i
Работа в режиме модуляции сварочного тока. Модуляция
сварочного тока осуществляется, если переключатель режима ?
работы S1 установлен в положение «R». В этом режиме триг-
гер DD1.1 не удерживается в каком-то определенном состоя-
нии, так как на его входах S и R присутствует лог. 0. Состояние
триггера меняется по фронту каждого импульса, поступаю-
щему с выхода триггера Шмитта DD2.6.
В свою очередь элемент DD2.6 входит в состав генератора
модуляции, выполненного на операционных усилителях (ОУ)
DA4.2 и DA4.4, JK-триггере DD1.1, триггерах Шмитта DD2.4,
DD2.5 и DD2.6, транзисторах VT1 и VT2, диодах VD2 и VD3,
конденсаторах С12, С13, С14 и резисторах R11—R26.
Основным времязадающим элементом генератора явля-
ется конденсатор С14. Зарядка и разрядка этого конденсатора
осуществляется при помощи узла, собранного на ОУ DA4.2.
Текущий цикл работы определяется состоянием транзистор-
ного ключа VT2. Если транзистор открыт, то конденсатор за-
ряжается, если закрыт, то разряжается.
Напряжение на конденсаторе С14 во всех режимах за-
рядки/разрядки контролируется при помощи компаратора,
собранного на ОУ DA4.4. Текущий режим работы определя-
ется состоянием транзисторного ключа VT1.
• Если транзистор открыт, то компаратор контролирует про-
цесс разрядки, сравнивая напряжение на конденсаторе С14 с
потенциалом общего провода. Если транзистор VT1 закрыт,
то компаратор контролирует процесс зарядки, сравнивая на-
пряжение на конденсаторе с пороговым уровнем. Этот уровень
определяет время зарядки конденсатора, а, следовательно, дли-
тельность формирования базового или пикового тока.
Рис. 6.25. Временные диаграммы
в характерных точках генератора модуляции
Пороговый уровень напряжения определяется одним из
потенциометров R2 или R4. Нужный потенциометр выбира-
ется при помощи аналоговых ключей DA3.2 и DA3.3, которые
управляются сигналами с выхода триггера DD1.1.
С помощью подстроечного резистора R14 устанавливают
требуемый диапазон регулировки длительности базового и
пикового тока.
На рис. 6.25 приведены временные диаграммы в характер-
ных точках генератора.
Использование альтернативного ШИМ-контроллера
Так как микросхема ШИМ-контроллера TDA4718A уже
снята с производства, то в ближайшее время самоделыдики
могут столкнуться с необходимостью ее замены неким аль-
198
Как сделать сварочные аппараты своими руками J
тернативным контроллером. Желательно, чтобы этот кон-
троллер имел тот же набор функциональных блоков, что и
TDA4718A.
Q
Примечание.
Возможно, основной проблемой, которую надо решить
при замене контроллера, является то, что в БУ исполь-
зуется способность контроллера TDA4718A снижать
частоту ШИМ сигнала, без изменения длительности
импульса, при подаче положительного смещения на
частотозадающий резистор Rt (R44R45).
CLKI4
Генератор
RAMP 7
Широдиапазонный
I усилитель ошибки
OSC
1,25В
ЕА
Ограничение тока
1В
1
R
S
UIN
9мкА
Запрет"
ШИМ триггер
(S доминирует)
Переключающий
триггер
VC
QA
QB
14
PGND
12
4В
Отключение
"Выход
запрета"
SD 9 *
ПГ 1,4В
GND 10
Источник опорного
напряжения
Рис. 6.26. Блок-схема ШИМ-контроллера UC3825
Глава б. Инверторные сварочные источники
199
В ШИМ-контроллерах SG1524, TL494, UC3825 и их ана-
логов, которые обычно пытаются использовать в качестве
альтернативы, в этом случае частота также уменьшается^ но
при этом остается неизменным заполнение импульсов ШИМ-
. сигнала. А это делает невозможным непосредственное ис-
пользование этих контроллеров.
Кроме этого обязательным условием является наличие
узла «мягкого» старта или другого подобного узла, который
обеспечит задержку повторного включения контроллера, по-
сле срабатывания защиты по контролю напряжения или тока,
на время >1,8 с.
Наиболее близкий, к TDA4718A, набор функциональных
блоков содержит ШИМ-контроллер UC3825, блок-схема кото-
рого изображена на рис. 6.26. В табл. 6.4 расписана цоколевка
микросхемы.
Наименование выводов микросхемы UC3825 Таблица 6.4
Вывод Обозначение Функция
1 2 INV NI Инвертирующий и не инвертирующий входы усилителя ошибки
3 ЕАО Выход усилителя ошибки
4 CLK Выход синхроимпульсов
5 Rt Входы подключения резистора и конденсатора, задающих
б Ст тактовую частоту ШИМ сигнала
7 RAMP Вход пилообразного сигнала
8 CSS Вход мягкого старта
9 SD Вход ограничения тока и отключения
10 GND Аналоговая «земля»
11 QA Выход А
12 PGND Драйверная «земля»
13 VC Драйверное напряжение питания
14 QB Выход В
15 VCC Аналоговое напряжение питания
16 VREF Выход опорного напряжения .
200
Как сделать сварочные аппараты своими руками
Особенности данной микросхемы:
♦ совместимость с топологиями, осуществляющими стаби-
лизацию напряжения или тока;
♦ рабочая частота до 1 МГц;
♦ задержка прохождения сигнала 50 нс;
♦ мощные комплиментарные выходы на ток до 1,5 А;
♦ широкополосный усилитель ошибки;
♦ логика, эффективно подавляющая сдвоенные импульсы;
♦ поцикловое ограничение тока;
♦ мягкий старт с ограничением максимального заполнения
импульсов;
♦ защита от пониженного напряжения питания с гистере-
зисом;
♦ низкий пусковой ток (1,1 мА);
♦ точный источник опорного напряжения (5,1 В±1%).
В Примечание.
ШИМ-контроллер UC3825 оптимизирован для примене-
ния в высокочастотных импульсных источниках пита-
ния. При разработке контроллера много внимание было
уделено минимизации задержек распространения сиг-
нала через компараторы и логические схемы.
Этот контроллер (при соответствующей организации об-
ратной связи) может использоваться для стабилизации тока
или напряжения, с возможностью компенсации возмущений
входного напряжения.
' Схема защиты включает компаратор ограничения тока с
порогом срабатывания 1 В, порт отключения, совместймый с
уровнями ТТЛ (1,4 В), и схему мягкого старта, ограничиваю-
щую максимальное заполнение выходных импульсов.
Логическая схема контроллера включает в себя ШИМ
триггер, который предотвращает дрожание импульсов, а
также появление сдвоенных импульсов.
Глава б. Инверторные сварочные источники
201
Узел контроля питания, блокирующий работу схемы при
недопустимо низком входном напряжении, имеет гистерезис
800 мВ, что обеспечивает низкий пусковой ток. Если напря-
жение питание контроллера опускается ниже 9 В, то его вы-
ходы переключаются в высокоимпедансное состояние.
Комплиментарные выходные драйверы контроллера рас-
считаны на значительные броски выходного втекающего или
вытекающего тока при работе на емкостную нагрузку, кото-
рой являются входные цепи MOSFET и IGBT, Включенному
состоянию выходов соответствует высокий уровень.
На рис. 6.27 изображена принципиальная электриче-
ская схема блока управления, адаптированная для ШИМ-
контроллера UC3825.
D Примечание.
В новой версии блока управления переделаны цепи, свя-
занные с опорным напряжением, а также исключён узел
накопителя токовой защиты.
Проблема снижения частоты решена., при помощи узла
R49, R40, С14, CIO, VD40, VT5. Конденсатор С14 заряжается
через резистор R49. В момент появления фронта тактового
импульса на выводе 4 DA4 транзистор VT5 открывается и
разряжает конденсатор С14.
Так как при изменении частоты параметры цепочки
R49C14 не меняются, то на С14 формируется пилообразное
напряжение с неизменной скоростью нарастания. С помощью
диода VD40 ограничивается напряжение на входе RAMP
ШИМ-контроллера при снижении частоты тактовых импуль-
сов (рис. 6.28).
В новом блоке управления используется трансформатор
тока Т1 с коэффициентом трансформации 1/100. Это позво-
лило сократить количество и мощность резисторов токового
шунта R2.
202
Как сделать сварочные аппараты своими руками
Рис. 6.27. Блок управления на микросхеме UC3825
Глава б. Инверторные сварочные источники
203
204
Как сделать сварочные аппараты своими руками
DA4, выв. 4
0 20 40 60 80 t, мкс 0 20 40 60 80 t, мкс
О 20 40 60 80 t, мкс 0 20 40 60 80 t, мкс
DA4, ВЫВ. 11
Рис. 6.28. Осциллограммы на выводах ШИМ-контроллера UC3825
Для осуществления защиты от повышения-понижения на-
пряжения питания источника используется дополнительный
узел, собранный на элементах DA3.3, DA3.4, VD10, VD11,
С22, С23, R42, R58—R61.
После срабатывания защиты на выходе компаратора DA3.3
или DA3.4 появляется высокий уровень, который через соот-
Глава б. Инверторные сварочные источники
205
ветствующий диод (VD10 или VD11) прикладывается к дели-
телю напряжения R42, R26, R2.
При этом к выводу 9 DA4 прикладывается напряжение
> 1,4 В, что приводит к выключению контроллера. При нор-
мапизации напряжения происходит его «мягкое» включение.
Для получения необходимой задержки повторного включения
контроллера, емкость конденсатора С16 увеличена до 10 мкФ.
6.4. Инверторный сварочный источник C0L.T-1300
Общее описание
Вероятно, лучшим способом изучения схемотехники явля-
ется изучение схем профессиональных устройств, разработан-
ных профессиональными разработчиками. Изучение реаль-
ных образцов, а также осмысливание принципов их работы,
в совокупности с чтением тематической литературы, является
отличной тренировкой для ума и способствует быстрому ро-
сту собственного технического и профессионального уровня.
В данном разделе приводится описание инверторного сва-
рочного источника (далее по тексту просто источник) COLT
1300, производимого итальянской фирмой CEMONT [28].
Данный источник, благодаря сравнительно невысокой сто-
имости и хорошему качеству, наряду с источниками COLT и
PUMA 150, производимыми фирмой CEMONT, достаточно
широко распространен в СНГ.
Возможно, данное описание окажется полезным для тех,
кто занимается ремонтом и эксплуатацией сварочных источ-
ников. Источники COLT 1300, COLT и PUMA 150 предназна-
чены для ручной сварки (технология ММА) и имеют похожее
схемное и компоновочно^ решение. ,
Поэтому достаточно рассмотреть один из них — COLT
1300, чтобы читатель получил достаточно полное представле-
ние об устройстве других.
206
Как сделать сварочные аппараты своими руками
Источники COLT 1300, COLT и PUMA 150 рассчитаны на
работу от однофазной сети переменного тока напряжением
230±10% В и частотой 50—60 Гц. Источники имеют одина-
ковые габариты 110x200x300 мм и различаются мощностью
и массой. Более мощные источники COLT 1300 и PUMA 150
имеют массу 3,8 кг, потребляют от сети мощность до 3,8 кВт и
позволяют производить сварку электродами диаметром 1,6—
3,25 мм.
При этом PUMA 150 обеспечивает максимальный свароч-
ный ток 130 А, при ПВ25%, a COLT 1300 125 А, при ПВ15%.
Менее мощный источник COLT имеет массу 2,9 кг, потре-
бляют от сети мощность до 2,1 кВт и позволяют производить
сварку электродами диаметром 2,5мм. При этом COLT обе-
спечивает максимальный сварочный ток 75 А, при ПВ30%.
Силовая часть
На рис. 6.29 изображена принципиальная электрическая
схема силовой части инверторного сварочного источника
COLT 1300.
Источник подключается к сети переменного тока при по-
мощи гибкого шнура и «евровилки» ХР1. Напряжение сети
переменного тока через замкнутый выключатель SA1, филь-
тры радиопомех L1C1C2, C3L2 и зарядный резистор R1 пода-
ется на мостовой выпрямитель VD1.
Фильтр радиопомех обеспечивает подавление синфазной и
противофазной помехи.
В Примечание.
Для эффективной работы фильтра требуется зазем-
ление металлического корпуса источника (заземляется
через специальный штырь вилки ХР1).
Глава б. Инверторные сварочные источники
207
Варистор RU1 защищает источник от кратковременных
перенапряжений сети. К выходу выпрямителя VD1 подклю-
чен емкостный фильтр С4С5, который служит для сглажива-
ния пульсаций выпрямленного напряжения.
При включении источника заряд конденсаторов фильтра
осуществляется через специальный зарядный резистор R1.
Это исключает перегрузку сети и диодов мостового выпря-
мителя VD1 зарядным током конденсаторов фильтра. После
истечения интервала времени, достаточного для зарядки кон-
денсаторов фильтра, зарядный резистор шунтируется контак-
тами реле К1.
Для формирования зарядного интервала времени исполь-
зуется электронное реле времени, собранное на элементах
R3R4R5C6VD2, которое подает питание на обмотку реле К1,
с задержкой времени около 0,15 с. Одновременно электрон-
ное реле времени формирует сигнал «готов» низкого уровня,
который подается на вывод 22 блока управления (БУ).
Получив сигнал готовности, БУ начинает формировать от-
пирающие импульсы напряжения, которые, через трансфор-
матор гальванической развязки Т1, поступают на входы драй-
веров, управляющих транзисторами инвертора.
Драйверы транзисторов R17R18VD9—VD12VT2 и
R21R22VD13—VD16VT5 выполнены по аналогичным схе-
мам. Поэтому достаточно рассмотреть работу только одного
драйвера, например, верхнего.
При открытии транзистора VT3 (в блоке управления) к
первичной обмотке I трансформатора Т1 прикладывается на-
пряжение, которое трансформируется во вторичные обмотки
Па и Пб трансформатора в полярности отпирающей IGBT
(плюс на затвор). В этом случае отпирающее положительное
напряжение через открытые диоды VD9VD10 (VD13VD14) и
резисторы R19R20 (R23R24) поступает на затворы транзисто-
ров VT3VT4 (VT6VT7).
ь
22
24
25
12
16
hJ
о
00
БУ
2
1
+16В
Т1
VD9 VD10
1N4148 1N4148
|-W
а----------
R19 4,7
"Ток R13
сварки" 10км R14 100к
RT1 14
Юк ---------------
NTC
0,01мк
, 13
R16 1,21к
________20
________18
_______6
_ 5
R11
150
015
100мк± —
35 В
2
3
4
10
15
Максимальный R35 П|_ I
ток" 200[Гд34А R33
R36[j 150
ззИ
VD11
VT2
VD12
18 В
ВС327
VD14 1N4148
ЧМ-
VD13
1N4148
R211
2201
VD15
VT5
VD16[|R22
18В Ц470
ВС327
R20 4,7
R18
470
VT3
|JR25|JR26
□ 18 |3l8
018
0,1мк = =
400 В ’
КЧ/ 016
VT4| 2200 =b=
2000 В
VD17
MUR860
VT3, VT4, VT6, VT7 HGTG12N60A4
R23 4,7
R24 4,7
VD19...VD21
RURG3020C
VD19
HVD24
1N4148
VD26 1N4148
г-кн-------
VVD25
l_18B
VT6
VT7
С17
2200=4=
2000 В
R28
18
VD18
MUR860
VD20
С19 Г Г
,с33°о < н ;1 2k;
юсов i_ _ . _ ।_____________________________:
С20,021
1000 x250 В
R30
4,7к
R29 6,8
R31 1.21М
1N4148 Т1МКХ35В
R32 1,5к
VD23
1N4148
.023
Рис. 6.29. Принципиальная электрическая схема инверторного сварочного источника COLT 1300 (силовая часть)
О
210 Как сделать сварочные аппараты своими руками
Резисторы R19R20R23R24 подавляют паразитный колеба-
тельный процесс в цепи затворов транзисторов инвертора.
Нагрузочные резисторы R17R21 демпферируют трансфор-
матор Т1, подавляя колебательный процесс в контуре, обра-
зованном его внутренними паразитными индуктивностями и
емкостями.
Стабилитроны VD11VD12 (VD15VD16) ограничивают
управляющее напряжение транзисторов инвертора на безо-
пасном уровне. При положительном напряжении управления
транзистор VT2 (VT5) закрыт, а его переход база-эмиттер
шунтирован открытым диодом VD10 (VD14).
При закрытии транзистора VT3 (в блоке управления) по-
лярность напряжения на вторичных обмотках Т1 меняется
на противоположную, диоды VD9VD10 (VD13VD14) запира-
ются, а к транзистору VT2 (VT5) прикладывается напряжение
заряженной входной емкости затвор-эмиттер транзисторов
VT3VT4 (VT6VT7) в отпирающей полярности. Транзистор
VT2 (VT5) открывается, входная емкость транзисторов ин-
вертора быстро разряжается, и они запираются.
Инвертор сварочного источника выполнен по уже хорошо
знакомой нам схеме ДПП («косой мост») и служит для преоб-
разования постоянного питающего напряжения в переменное
выходное напряжение частотой 60 кГц.
Каждый транзистор инвертора состоит из двух IGBT
VT3VT4 и VT6VT7, включенных параллельно. Однотактный
прямоходовый преобразователь хорошо подходит для работы
на такую динамичную нагрузку, как сварочная дуга, что и
определило его широкую распространенность в простых ма-
ломощных сварочных источниках. Рассмотренный в предыду-
щем разделе сварочный источник RytmArc, также построен
на базе однотактного прямоходового преобразователя.
Все транзисторы инвертора открываются одновременно
(каждая пара своим драйвером). При этом энергия первич-
ного источника питания (через трансформатор ТЗ) переда-
Глава 6. Инверторные сварочные источники 211
ется в выходную сварочную цепь. При этом сердечник транс-
форматора ТЗ перемагничивается в прямом направлении.
После закрытия транзисторов инвертора энергия, на-
копленная в индуктивности рассеяния и намагничивания
трансформатора ТЗ, через диоды VD17VD18 возвращается в
первичный источник (в конденсаторы С4С5). Блокирующий
конденсатор С18 находится непосредственно возле инвертора
и компенсирует индуктивность соединительных проводов
между инвертором и конденсаторами фильтра.
Для контроля выходного тока инверторного источника
служит трансформатор тока Т2, который включен последова-
тельно с первичной обмоткой трансформатора ТЗ. Роль пер-
вичной обмотки трансформатора тока выполняет виток про-
вода идущего от инвертора к трансформатору ТЗ.
В цикле прямого хода инвертора ток во вторичной обмотке
Т2 протекает через диод VD26 и шунт R33—R35 (плюс рези-
сторы R10R11 в блоке управления). С помощью подстроеч-
ного резистора R35 устанавливают необходимое сопротивле-
ние шунта. Сигнал с шунта поступает в блок управления (вы-
вод 6). Там он используется:
♦ для формирования крутопадающей нагрузочной воль-
тамперной характеристики (ВАХ) инверторного свароч-
ного источника, необходимой для технологии ММА;
♦ для защиты инвертора от токовых перегрузок.
В цикле обратного хода инвертора на вторичной обмотке
Т2 формируется напряжение запирающей для VD26 и отпи-
рающей для VD24 полярности. Диод VD24 отпирается, и ток
размагничивания сердечника трансформатора Т2 протекает
через стабилитрон VD25. Напряжение стабилизации VD25
имеет величину гарантирующую размагничивание сердечника
трансформатора тока Т2 за время обратного хода инвертора.
С вторичной обмотки трансформатора ТЗ переменное на-
пряжение поступает на вход однополупериодного выпрямителя
VD19, после которого превращается в импульсное однополярное.
212
Как сделать сварочные аппараты своими руками
Цепочка R29C19 подавляет паразитные высокочастот-
ные колебания на вторичной обмотке трансформатора ТЗ.
Выпрямленный ток сглаживается дросселем L5. В паузах
между импульсами с выхода выпрямителя VD19 выходной ток
источника замыкается через диоды VD20VD21.
Резистор R30 является нагрузкой холостого хода источника,
а конденсаторы С20С21, совместно с дросселем L5, образуют
низкочастотный фильтр, который подавляет высокочастотные
помехи, проникающие на выход сварочного источника.
С дополнительной обмотки III трансформатора ТЗ снима-
ется сигнал необходимый для реализации функций Anti-Stick
и Arc Force.
Функция Anti-Stick (Защита от залипания электрода) обе-
спечивает уменьшение тока источника, при коротком замыка-
нии, если оно длится более 0,8 с.
Функция Arc Force (Форсирование дуги), в случае корот-
кой дуги или короткого замыкания, увеличивает сварочный
ток относительно выбранного значения. Эта функция улуч-
шает начальное зажигание и стабильность горения дуги.
Питание блока управления источника осуществляется по-
стоянным стабилизированным напряжением +16 В.
Оно формируется из выпрямленного напряжения питаю-
щего инвертор источника с помощью понижающего DC-DC
преобразователя, построенного на основе ШИМ контроллера
VIPer50.
Узел VT1R7R8 является своеобразным аналогом низко-
вольтного стабилитрона, имеющего напряжение стабилиза-
ции 2,5 В. Использование этого стабилитрона позволяет сни-
зить максимальный ток ключевого транзистора контроллера
VIPer до 1 А.
Контроллер VIPer поддерживает стабильное напряжение
13 В между выводами 4 (SRC) и 2 (VDD). Для получения не-
обходимого напряжения +16 В используется узел VD6, VD7,
R10.
Глава б. Инверторные сварочные источники 213
Фильтр L3L4C11C12 сглаживает пульсацию на выходе ис-
точника +16 В. Через диод VD4 замыкается ток фильтра в па-
узах между импульсами напряжения. Стабилитрон VD5 защи-
щает от перенапряжения цепи питания контроллера VIPer, а
стабилитрон VD8 цепи питания блока управления инвертор-
ного сварочного источника.
Для охлаждения тепловыделяющих поверхностей свароч-
ного источника используется вентилятор Ml, который рабо-
тает непрерывно. Резисторы R11R12 позволяют снизить на-
пряжение на двигателе вентилятора до допустимого значе-
ния.
Температура ключевых транзисторов инвертора контро-
лируется с помощью терморезистора RT1, имеющего отрица-
тельный температурный коэффициент.
Ток сварки устанавливается при помощи переменного ре-
зистора R13.
Данные моточных узлов
Дроссель L1 намотан сетевым проводом на ферритовый
сердечник размером К32х 18x12 и содержит 4 витка.
Дроссель L2 содержит две обмотки по
8 витков, намотанных круглым медным
проводом в эмалевой изоляции 02мм на
ферритовый сердечник К32х18х12.
Дроссели L3, L4 имеют индуктив-
ность по 500 мкГн и рассчитаны на мак-
симальный ток 1 А.
Дроссель L5 (рис. 6.30) содержит 27
витков круглого медного провода в эма-
левой изоляции 04мм, намотанного в
два слоя. Дроссель не имеет сердечника.
Габаритные размеры дросселя указаны
на рис. 6.30.
020
Рис. б.ЗО. Внешний
вид дросселя L5
214
Как сделать сварочные аппараты своими руками
Трансформатор ТЗ намотан на Ш-образном сердечник
Е55/28/25 из феррита N97 [27]. Обмотка I намотана проводом
02мм и имеет 17 витков. Обмотка II намотана в два провода
02,5 мм и имеет 6 витков.
Обмотка III имеет 2 витка провода 01мм (сечение провода
выбрано из соображений механической прочности). Для фик-
сации немагнитного зазора, в стыки половинок сердечника
необходимо вставить прокладки из немагнитного и непрово-
дящего материала толщиной 0,05—0,075 мм.
Необычностью трансформатора ТЗ является то, что он
при достаточно высокой рабочей частоте намотан одиночным
медным проводом большого диаметра. Но, не смотря на всю
необычность, данное решение, в конкретном случае, видимо
имеет определенные преимущества.
Во-первых, трансформатор получается более технологич-
ным, а, во-вторых, намотав обмотки трансформатора лит-
цендратом, который обеспечивает худшее, по сравнению с
цельным проводом, заполнение, мы не получили бы суще-
ственного выигрыша в сечении обмоток. На максимальном
токе, плотность тока в обмотках трансформатора достигает
14—15 А мм2, из-за чего ПВ источника составляет всего. 15%.
В источнике использованы готовые трансформатор гальва-
нической развязки Т1, типа TI-116626, и трансформатор тока
Т2, типа ТА314200 (1:200), производства фирмы UTK compo-
nent [33]. В случае самостоятельного изготовления можно ре-
комендовать следующие данные.
Трансформатор Т1 можно намотать на кольце К20х10х5 из
феррита 2000НМ1. Первичная обмотка содержит 50 витков
провода ПЭВ-2 00,2 мм, вторичные обмотки содержат по 40
витков провода ПЭВ-2 00,16 мм.
С помощью лакоткани нужно гарантировано изолировать
обмотки друг от друга. Надежность межобмоточной изоляции
готового трансформатора желательно проверить мегомме-
тром на напряжение 1000 В.
Глава б, Инверторные сварочные источники
215
Трансформатор тока Т2 также можно намотать на кольце
К20х10х5 из феррита 2000НМ1. Вторичная обмотка имеет 200
витков провода ПЭВ-2 00,25мм.
Блок управления
Блок управления источника COLT-1300 построен на основе
ШИМ контроллера SG3525A. ШИМ контроллер SG3525 (да-
лее по тексту просто контроллер), функциональная блок-
схема которого изображена на рис. 6.31, содержит все узлы,
необходимые для постройки импульсных источников пита-
ния всех типов. Применено минимальное количество навес-
ных компонентов. Контролер содержит внутренний источник
опорного напряжения +5,1 ±1% В и усилитель ошибки.
Наличие входа синхронизации позволяет синхронизиро-
вать несколько ведомых контроллеров тактовым сигналом,
VRF(Опорное W
uannawouwol
напряжение)
VCC (Напряжение 1?
питания) °"
GND О
4
OSC О’
ион
+5,1 В'
Блокировка
понижения
напряжения
VC
13
OUA
Выхода
Генератор
УСИЛ?4'
ошибки
OUB
Выход В
Триггер
ШИМ
50 мкА
..Ы’Ы——1
Рис. 6.31. Функциональная блок-схема ШИМ контроллера SG3525A
216
Как сделать сварочные аппараты своими руками
который формирует один ведущий контроллер. Одним рези-
стором, подключенным между выводами СТ и DIS, можно
программировать широкий диапазон «мертвого времени»,
когда не активны оба выхода контроллера.
Контроллер позволяет формировать функцию «мягкого
старта», для реализации которой требуется только один внеш-
ний конденсатор, подключаемый к входу CSS (конденсатор
CSS). Подача положительного напряжение на вывод выклю-
чения SDN позволяет выполнять две функции:
♦ во-первых, сбросив триггер ШИМ, блокировать ШИМ
сигнал и быстро перевести выходы контроллера в неак-
тивное состояние;
♦ во-вторых, начать разрядку внешнего CSS конденсатора.
Если команда выключения короткая, ШИМ сигнал завер-
шится без значительной разрядки CSS конденсатора. В этом
Случае можно достаточно удобно реализовать поцикловое
ограничение тока.
Если команда выключения имеет длительность, достаточ-
ную для разрядки CSS конденсатора, то следующее включе-
ние ШИМ контроллера произойдет с замедлением, в режиме
«мягкого старта».
И Примечание.
Вывод SDN не должен оставаться не подключенным, т. к.
это может привести к случайным отключениям, что
нарушит нормальную работу ШИМ контроллера.
Узел блокировки от понижения напряжения питания кон-
троллера производит аналогичные с выводом SDN действия
(при снижении напряжения питания контроллера ниже до-
пустимого). В неактивном состоянии на выходах контрол-
лера OUA и OUB присутствуют низкие уровни напряже-
ния. В табл. 6.5 расписана нумерация выводов контроллера
SG3525A.
Глава б. Инверторные сварочные источники
217
Нумерация выводов ШИМ-контроллера SG3525A Таблица 6.5
Вывод Обозначение Функция
1 2 IN- IN+ Входы усилителя ошибки
3 SYN Вход внешнего сигнала синхронизации
4 OSC Выход тактового сигнала внутреннего генератора, используемый для синхронизации ведомых контроллеров
5 ст Выводы подключения конденсатора Ct и резистора Rt, задающих
б RT рабочую частоту генератора контроллера
7 DIS Вывод подключения резистора, программирующего длитель- ность «мертвого времени»
8 CSS Вывод подключения конденсатора «мягкого старта»
9 CPS Выход усилителя ошибки
10 SDN Вывод выключения контроллера, с последующим циклом «мягкого старта«
11 OUA Выход А контроллера
12 GND Общий вывод питания контроллера
13 VC Отдельный вывод питания выходных каскадов контроллера
14 OUB Выход В контроллера
15 VCC Вырод питания контроллера
16 VRF Выход источника опорного напряжения +51 В контроллера
Через выводы 6-5 БУ напряжение, пропорциональное вы-
ходному току сварочного источника COLT-1300, йоступает
на вход пикового детектора, который состоит из элементов
VT1R12C4. Постоянная времени цепочки R12C4 гораздо
больше периода следования импульсов тока. Это гарантирует
относительную неизменность сигнала на выходе пикового де-
тектора в течение периода работы инвертора.
Напряжение с выхода пикового детектора поступает на сум-
мирующий усилитель, собранный на элементах DA1.2R14C6.
Там оно сравнивается с напряжением, снимаемым с движка
переменного резистора R13 «Ток сварки», которое посту-
пает в БУ через вывод 16. Управляющее напряжение с выхода
суммирующего усилителя (через корректирующую цепочку
R16R17C7) поступает на вход IN+ ШИМ контроллера DA2.
Усилитель ошибки ШИМ контроллера замкнут единичной
обратной связью, а к его выходу подключена корректирую-
щая цепочка R20C9C10.
218
Как сделать сварочные аппараты своими руками
Частота ШИМ сигнала определяется частотозадающими
элементами R18R19C8. Резистор R18 задает время зарядки
конденсатора С8 (8 мкс), а резистор R19 задает время раз-
рядки конденсатора С8 (0,8 мкс). В результате частота ШИМ
сигнала составляет около 57 кГц.
С выхода OUT контроллера DA2 ШИМ сигнал через це-
почку R27R28 поступает на затвор транзистора VT3 форми-
рователя импульсов. Нагрузкой формирователя импульсов
является первичная обмотка трансформатора Т1 (рис. 6.29).
Цепочка VD17VD8VD9 обеспечивает размагничивание
трансформатора Т1.
Порог срабатывания защиты транзисторов инвертора от
максимального тока (около 65 А) определяется напряжением
пробоя последовательной цепочки VD4VD5. В случае превы-
шения максимального тока напряжение с шунта R10R11 (че-
рез цепочку VD4VD5) поступает на вход выключения SDN
ШИМ контроллера. В результате выхода ШИМ контроллера
переводятся в неактивное состояние и ключевые транзисторы
инвертора закрываются. Многократная перегрузка транзи-
сторов может привести к разрядке конденсатора «мягкого
старта» СИ и более длительной паузе в работе ШИМ кон-
троллера, с последующим «мягким стартом».
Защита от перегрева ключевых транзисторов инвертора
осуществляется при помощи терморезистора RT1 (рис. 6.29),
установленного ца охладителе ключевых транзисторов.
Резисторы R23R24 (рис. 6.32) вместе с резисторами RT1R16
(рис. 6.29) образуют измерительный мост, сигнал с которого
поступает на вход компаратора DA1.3.
Пока температура транзисторов ниже максимальной, сопро-
тивление RT1 высокое и напряжение на выходе компаратора
DA1.3 имеет низкий уровень. При повышении температуры со-
противление терморезистора RT1, имеющего отрицательный
ТКС, понижается и как только оно станет меньше 1,21 кОм, на-
пряжение на выходе компаратора DA1.3 станет высоким.
Глава б. Инверторные сварочные источники
219
R4 DA1.4
VD3
-ЧМ-
2iVD2
VT1.VT2
BSR14
•6
R10 П R11
150 К| 150
5 Т
-И-----КН
VD5 VD4 R15
5,6 В 180
+16В
VT1
R13
Юк
R12
8,2к
_1_С4 ,
“Т"0,01мк
R1/L2?K IIС6 4700
DA1.2
J6
5
+16 в
►со
7
— u|R16
С5 0,01 мк ЕМОК
DA1
С18
~Т~ 0,1мк
24
+16В
VD1 ...VD4, VD6, VD7
BAS16
R18
9,76к
DA2 SG3525A
3.
6
5
9
1000
С9
2200
СЮ
2200
С7
0,01 мк
R17
5,6к
2
10
8
SYN
RT
СТ
DIS
CPS
IN-
IN+
SDN
CSS
+ С11
=Т= 1мк
50 В
PWC
VCC
VC
OUA
OUB
OSC
VRF
GND
15
13
11
С12 +
0,1мк
С13
=J= 1мк =г=
50 В
£
+5.1 В
9
------------>
1
------ГГ-»
--VD7
II мк * *
50В X7VD8
* - 9,1 В
VVD9
L - 9.1 В
С16 J С17
= =т=1мк
0,1 мк
0,1мк
VT3 ,
BSP373 ( ||
R28
680
DA1 LM324
1 % резисторы
R1...R6, R9, R13, R16, R18...R20, R23...R25
2
3,4.10,
11,15
Рис. 6.32. Принципиальная электрическая схема инверторного сварочного
источника COLT 1300 (блокуправления)
220 Как сделать сварочные аппараты своими руками
Высокое напряжение с выхода DA1.3 через резистор R26 и
светодиод HL1 (рис. 6.29) поступит на вход выключения SDN
ШИМ контроллера DA2. В результате вывода ШИМ контрол-
лера будут переведены в неактивное состояние. Индикация
срабатывания защиты осуществляется при помощи светоди-
ода HL1.
Как уже говорилось ранее, на время зарядки конденсато-
ров С4, С5 (рис. 6.29) работа ШИМ контроллера блокируется.
Для блокирования ШИМ контроллера служит транзистор
VT2, который включен параллельно терморезистору RT1.
Во время зарядки С4, С5 (рис. 6.29), высокий уровень напря-
жения с выхода электронного реле времени (катод VD2 на
рис. 6.29), через вывод 22 БУ и делитель R21R22, поступает на
базу транзистора VT2. Транзистор открывается и шунтирует
терморезистор RT1. В результате происходят действия анало-
гичные срабатыванию термозащиты.
Рассмотрим работу узлов БУ, ответственных за реализацию
функций Anty-Stick и Arc Force, о которых говорилось ранее.
Функция Anty-Stick реализуется при помощи обмотки III
трансформатора ТЗ и первого выпрямительного узла VD22C22
(рис. 6.29), делителя R31 (рис. 6.29) R1, компаратора DA1.4 и
диода VD1.
Нацряжение обмотки III, пропорциональное выходному
напряжению источника, поступает на первый выпрями-
тельный узел, где выпрямляется и усредняется. С выхрда
первого выпрямительного узла напряжение через делитель
поступает на прямой вход компаратора DA1.4. На его ин-
версный вход с помощью делителя R4R5 подано напряже-
ние +2,55 В (половина от напряжения +5,1 В, формируе-
мого внутренним стабилизатором ШИМ контроллера DA2
на его выводе VRF).
Компаратор переключается при снижении напряжения
нагрузки источника ниже 19 В. Пока нагрузкой источника
Глава б. Инверторные сварочные источники
221
является электрическая дуга, напряжение на прямом входе
компаратора DA1.4 преобладает и на его выходе присутствует
высокое напряжение, которое запирает диод VD1.
При залипании -электрода^ напряжение в сварочной цепи
снижается и, после разрядки конденсатора С22 (рис. 6.29),
снижается напряжение на прямом входе компаратора DA1.4,
Высокий уровень на выходе компаратора меняется на низ-
кий, диод VD1 открывается и шунтирует напряжение за-
дания, поступающее с движка резистора R13 «Ток сварки»
(рис. 6.29). В результате выходной ток источника снижается
до минимума.
Функция Arc Force реализуется при помощи обмотки III
трансформатора ТЗ; второго выпрямительного узла VD23C23
(рис. 6.29), делителя R32 (рис. 6.29) R2 и узла форсирования
задания, состоящего из элементов R3, R6—R9, С2, СЗ, DA1.1,
VD2, VD3. На прямой вход ОУ DA1.1 с делителя R4, R5 по-
дано напряжение 4-2,55 В.
Напряжение обмотки III, пропорциональное выходному
напряжению источника, поступает на второй выпрямитель-
ный узел, где выпрямляется и усредняется. С выхода второго
выпрямительного узла напряжение через делитель поступает
на узел форсирования. Узел форсирования активизируется
при снижении напряжения нагрузки источника ниже 15 В.
Пока нагрузкой источника является элёктрическая дуга,
напряжение на выходе второго выпрямительного узла пре-
обладает и на выходе DA1.1 присутствует низкий уровень, и
форсирование не производится. При падении выходного на-
пряжения источника, что говорит о сокращении длины дуги,
на выходе DA1.1 появляется высокий уровень напряжения,
который через цепочку C3R9VD3 поступает в цепь задания
сварки. Длительность импульса форсирования около 0,5 с и
определяется RC цепочкой R14 (рис. 6.29) и СЗ, Диод VD2
создает цепь для разрядки конденсатора СЗ.
222
Как сделать сварочные аппараты своими руками
Настройка
Источник .имеет только один подстроенный элемент — R35
(рис. 6.29), с помощью которого нужно выставить максималь-
ный ток сварки, в крайнем правом положении резистора R13
«Ток сварки» (рис. 6.29).
6.5. Демпфирующая цепь,
не рассеивающая энергию
Принципиальная схема и принцип действия
В силовой электронике различные демпфирующие це-
почки (ДЦ), влияющие на процессы коммутации, зачастую
называют снабберами (snubber). При это"м ДЦ, рассеивающие
активную энергию, называются рассеивающими или диссипа-
тивными демпфирующими цепочками (ДДЦ).
Отличным примером ДДЦ являются RCD цепочки
R24C16VD9, R25C17VD10 (рис. 6.7) и R4C4VD3, R5C5VD4
(рис. 6-15), позволяющие снизить коммутационные потери в
транзисторах преобразователя.
RCD цепочки относятся к диссипативным, т. к. на резисто-
рах R24 и R25 (R4 и R5) рассеивается существенная мощность.
Потери энергии в ДДЦ не только ухудшают эффективность
преобразователя, но и вынуждают разработчика использовать
более габаритные радиаторы и более мощные вентиляторы.
В результате мы получаем дорогое и ненадежное устройство,
греющее воздух за наш счет.
"Однако не все так плохо. Существуют ДЦ, позволяющие не
рассеивать энергию, накопленную в момент коммутации си-
лового ключа, а вернуть эту энергию обратно в источник или
передать в нагрузку. Такие ДЦ называются не рассеивающими
или не диссипативными (НДДЦ).
В данном разделе мы рассмотрим НДДЦ [1], которая ис-
пользуется с двухтранзисторным прямоходовым преобразо-
Глава б. Инверторные сварочные источники
223
<-
+ип
C2
1500мк
Х400В
СЗ
0,22мк
х400 В
R2|
100k|
I - VD3
[15ETH06__ Uvt1
L I C4 2^
'.„I I 0,022mk
15ETH06]x1600B
VD1
НДДЦ
Uc4
- -VD7
2l15ETH06
-Un
<-
Gb
0---
Uyb
Eb
0---
Ivt2|
VT2
IRG4PC50U
I1® far
Uvt2
L2xl
100mk5|
.CIS
'66
C5
0,022mk
x1600 В
--VD4
“15ETH06
Uc5
!*L vti
IRG4PC50U
R90fl J^VD45
1kU 2?18B
Uya
———a
•>ктз sa
>xT2
--VD2 HRS
2i15ETH06QlOOx
Puc. 6.33. He диссипативная демпфирующая цепочка (НДДЦ)
вателем (ДПП). Эта НДДЦ уже многократно опробована на
практике в различных профессиональных и любительских
конструкциях, где доказала свою высокую эффективность. На
рис. 6.33 изображена электрическая схема преобразователя с
НДДЦ, построенной на элементах D3, D4, D7, L2, С4, С5, С15,
R12 и встроенная в преобразователь профессионального сва-
рочного инвертора (рис. 6.15).
Рассмотрим работу НДДЦ (рис. 6.34). В начальный момент
времени транзисторы преобразователя заперты и конденса-
торы С4, С5 полностью разряжены (диаграмма Uc4, Uc5). В
момент времени tO на затворы транзисторов VT1.VT2 преоб-
разователя подается напряжение Uya и Uyb открывающей ве-
личины и полярности.
Транзисторы VTI, VT2 открываются (IvtI, Ivt2) и одновре-
менно начинается колебательный заряд (Ivd7) конденсаторов
С4, С5 по цепи:
«+Un», VT1, С5, L2, D7, С4, VT2, «-Un».
По завершению заряда, в момент времени tl, каждый из
двух последовательно включенных конденсаторов С4 и С5
224
Как сделать сварочные айпараты своими руками
заряжается практически до напряжения питания (диаграмма
Vc4, Vc5). После этого схема НДДЦ готова к работе и сохра-
няет свое текущее состояние до момента запирания транзи-
сторов преобразователя.
В момент времени t2 на затворы транзисторов VT1, VT2
преобразователя подается напряжение Vya и Vyb закрываю-
щей величины и полярности. Транзисторы VT1, VT2 закры-
ваются.
Глава б. Инверторные сварочные источники 225
Однако при этом скорость нарастания напряжения на тран-
зисторах (диаграмма UvtI, Uvt2) сдерживается скоростью ко-
лебательной перезарядки конденсаторов С4 и С5 по цепи:
«-Un», VD4, С5, первичная обмотка трансформатора Т2,
С4, VD3, «+Un».
Поэтому этому транзисторы преобразователя успевают за-
крыться при низком напряжении и потери сводятся к мини-
муму. Согласно диаграммы PvtI, Pvt2 потери при закрытие
транзисторов не превышают 700 Вт. В отсутствии НДДЦ эти
потери обычно достигают 5000—7000 Вт.
В момент времени t3, благодаря диодам VD1 и VD2, на кон-
денсаторах С4 и С5 фиксируется нулевой потенциал и НДДЦ
возвращается в исходное состояние.
По своей эффективности рассмотренная схема НРДЦ прак-
тически не уступает RCD цепочке, но в отличие от последней
не рассеивает активной мощности.
Вы можете усовершенствовать любой самодельный или
промышленный сварочный источник с ДПП, установив в нем
НДДЦ. Однако чтобы цепочка использовалась с максималь-
ной эффективностью, ее необходимо предварительно рассчи-
тать. Рассмотрим простейшую методику расчета элементов
НДДЦ.
Расчет элементов НРДЦ
Емкость конденсаторов С4 и С5 можно определить по фор-
муле:
с== 50-130-1Q;9 = 0 022 мкФ
Un 300
где: 1с.мах — максимальный ток транзистора преобразо-
вателя, A; tf — время спадания тока. Для транзистора
IRG4PC50U tf= 1.30 нс; Un — напряжение питания, В.
226 Как сделать сварочные аппараты своими руками
Чтобы НДДЦ сохраняла работоспособность во всех режи-
мах работы преобразователя, величина резонансной индук-
тивности L2 (рис. 6.33) не должна превышать величины:
L < 2 • toN-MIN _ 2-(5 10 )2 _
пг-С “ я’ 0,022.10-“ “К14
где: tONMIN — минимальное время открытого состояния
транзисторов преобразователя. Для сварчного источ-
ника RytmArc это время составляет 5 мкс. Пусть вели-
чина этой индуктивности равняется 100 мкГн.
Произведем конструктивный расчет дросселя, выполнен-
ного на сердечнике из феррита N87 производства фирмы
Epcos [29].
Рис. 6.35. Габаритные размеры сердечника Е25.4/10/7
Выберем Ш-образный сердечник Е25.4/10/7 (рис. 6.35),
имеющего габаритный размер
SoSc=a-b-c-h=0,65-0,65-0,6154,296=0,336 см4,
превышающий минимально необходимый.
- Определим количество щитков:
100-SoKoJ 100 0,615 1,296 0,1-4
W = —-----------=------------------— = 40 витков,
1Д 0,8
где: So — площадь сечения сердечника, см2;
Ко — коэффициент заполнения окна;
J — плотность тока, А/мм2;
Глава 6. Инверторные сварочные источники
227
1Д — действующее значение тока в обмотке дросселя, А.
Определим сечение обмоточного провода:
/
с по 2
S = -f - = —- = 0,2 мм .
J 4
Требуемое сечение имеет обмоточный провод ПЭВ-2
00,51 мм.
Определим величину немагнитного зазора:
_ IA-W 3,5-40
5 = —-----= —------= 0,6 мм,
796-Вш 796-0,3 ’
где: 1А — амплитудное значение тока в обмотке дросселя, А;
Вт — максимальная индукция в сердечнике дросселя, Тл.
В Примечание.
Так как приведенная формула не учитывает распухания
магнитного поля в зазоре, то величину немагнитного
зазорй необходимо будет уточнить по показаниям
L-метра.
Индуктивность дросселя, вместе с межвитковой и монтаж-
ной емкостью, создает паразитный колебательный контур, в
котором ударно возбуждаются высокочастотные колебания
во время работы преобразователя. С одной стороны эти ко-
лебания являются источником электромагнитных помех, а с
другой приводят к дополнительному разогреву обмотки и сер-
дечника дросселя.
Для подавления этих колебаний обычно используется
демпфирующая RC-цепочка (R12C15 на рис. 6.33). Для рас-
чета параметров RC-цепочки достаточно знать величину ин-
дуктивности и частоту колебаний Fnap паразитного колеба-
тельного контура. Допустим, мы выяснили, что частота коле-
баний равна
Fnap=3,82 МГц.
228 Каксделатьсварочные аппараты своими руками J
Рассчитать емкость конденсатора Спар паразитного колеба-
тельного контура:
Спар = (2-jr-Fnap)2-L = (2^"п 3820000)2 100 • 10'6 = 17 ПФ' Я
Рассчитаем сопротивление резистора RC-цепочки:
ГГ~ /100-W6 _ . _ В
Ы2 = ^Ч17ЛО^-2’4КОМ-
Емкость конденсатора RC-цепочки должна в 3—5раз пре-
вышать величину паразитной емкости Спар:
С15 = 3...5-Спар =3...5-17-10~12 =51...85пФ.
6.6. Сварочный инвертор на одном транзисторе |Я
Специальная демпфирующая цепочка — трансил
В данном разделе описывается простой инверторный сва-
рочный источник постоянного тока, пригодный для произ-
водства сварки по технологии ММА. Максимальный свароч-
ный ток — 125 А. Имеется возможность плавной регулировки
тока в диапазоне от 5 до 125 А, что позволяет использовать
сварочные электроды диаметром 1,6—4 мм.
Ранее мы уже рассматривали однотранзисторный прямохо- Щ
довый преобразователь (рис. 6.36, а).
Н Примечание.
Как уже говорилось, основной проблемой этих преобра-
зователей является индуктивность рассеяния Ls между Щ
первичной обмоткой IV1 и обмоткой размагничивания
IV3. Накопленную в индуктивности Ls энергию не воз-
можно передать в нагрузку или вернуть в первичный
источник питания Un. ЭТ
1
Глава б. Инверторные сварочные источники
229
Поэтому эту энергию обычно превращают в тепло при по-
мощи специальной демпфирующей цепочки или трансила.
Чтобы минимизировать потери при изготовлении трансфор-
матора приходится обеспечивать максимальную связь между
обмотками W1 и W3.
S Совет.
Связь между обмотками можно улучшить, используя
кольцевой сердечник. При этом обмотки, между кото-
рыми необходимо обеспечить хорошую связь, мотаются
одна на другую и ближе к сердечнику. Хорошие резуль-
таты можно получить, если мотать обмотки одновре-
менно в два провода.
Однако, не смотря на все старания, при повышении мощ-
ности преобразователя растут и потери. Не всегда помогает
и намотка в два провода. При такой намотке увеличивается
опасность межобмоточного пробоя, а также растет межобмо-
точная емкость.
Рис. 6.36. Способы фиксации напряжения
на закрытом транзисторе однотактного преобразователя:
а—при помощи размагничивающей обмотки;
б—при помощи фиксирующего конденсатора
230
Как сделать сварочные аппараты своими руками
Поэтому однотранзисторные прямоходовые преобразова-
тели (ОПП) с размагничивающей обмоткой получили лишь
ограниченное применение в источниках питания средней и
малой мощности.
Снять указанные ограничения и расширить область приме-
нения ОПП можно при помощи введения специального фик-
сирующего конденсатора С1 (рис. 6.36, б). Во время прямого
хода преобразователя конденсатор С1 заряжается до напря-
жения обмотки W3 в полярности, указанной на рис. 6.36, б.
Во время обратного хода, конденсатор С1 фиксирует по-
тенциал на первичной обмотке W1, подключаясь к ней при
помощи диода VD1. Обычно обмотки Win W3 имеют равное
количество витков, но могут иметь и разное.
Принципиальная схема
Не смотря на меньшее, по сра1внению с двухтранзистор-
ным (рис. 6.3), количество транзисторов и диодов, однотран-
зисторные прямоходовые преобразователи с фиксирующим
конденсатором дб последнего времени не нашли широкого
применения в сварочных инверторных источниках.
Поэтому появление такого сварочного источника вызвало
своеобразный фурор в среде самодеятельных конструкторов
сварочных источников.
В Примечание.
Разработал и сделал такой источник Черноусов Олег,
имеющий ник chernooleg на форуме Power Electronics
. (http://valvol.flyboard.ru/). В данном разделе, с согласия
автора, приводится принципиальная электрическая
схема (рис. 6.37) и описание этого сварочного источника.
Источник подключается к сети переменного тока при по-
мощи гибкого шнура и вилки ХР1. Напряжение сети перемен-
Глава 6. Инверторные сварочные источники
231
ного тока, через замкнутый автоматический выключатель SA1
подается на мостовой выпрямитель VD13.
С выхода выпрямителя VD13 выпрямленное напряжение
(через диод VD12 и резистор R8) поступает на конденсатор
С7'фильтра блока питания цепей управления сварочного ис-
точника (далее просто блок питания).
Блок питания выполнен на базе трехвыводной микросхемы
DA3 высоковольтного ШИМ-контроллера ТОР223 производ-
ства компании Power Integrations. Эта микросхема содержит
мощный высоковольтный транзистор, а также все функцио-
нальные узлы, необходимые для создания однотактного об-
ратноходового стабилизированного преобразователя.
Для создания законченного источника питания требу-
ется минимальное количество внешних навесных элементов.
Одним из таких элементов является трансформатор Т1.
Постоянное напряжение с конденсатора фильтра С7, пре-
вращается в переменное, при помощи внутреннего транзи-
сторного ключа микросхемы DA3, и поступает на первичную
обмотку трансформатора Т1.
Фиксирующая цепочка из трансила VD9 и диода VD10
ограничивает величину напряжения, прикладываемого к
транзисторному ключу микросхемы DA3 в цикле обратного
хода преобразователя. Переменное напряжение на вторич-
ных обмотках трансформатора выпрямляется при помощи ди-
одов VD6—VD8 и сглаживается при помощи конденсаторов
С2—С4.
Обмотки II, III и IV используются для формирования на-
пряжения 12 В, 18 В и 5 В, соответственно. Групповая стаби-
лизация выходных напряжений блока питания осуществля-
ется путем подачи напряжения 18 В, через RC фильтр R6C5
и стабилитрон VD11, на управляющий вход DA3. При уве-
личении выходного напряжения, соответственно, растет на-
пряжение и на управляющем входе DA3. В результате время
открытого состояния встроенного ключа микросхемы DA3
‘Сеть’
HL1
SK1
80’С
2 -VD1 ЬД9 VD2- Д94
R2
390
R1 +L.C1
390 “Г 47мк х 16 В
2
6
VD3--
HER1034
. R3
Ю0к|
7
& G1/ GN +U Е
S OUT
R UR
GND
DA1
NE555
_8
4_
_3
5
R25
4,7к 12
~~| C30
R4
Зк
мк
СЮ
0,1мк
С11 0,1мк
R12
3,3к
Ток",
R13
4,7k1
R14
1,5к
R15
27к
ii— R16 27k 1
- 2
3
4
VD14 :
HER 103
—
_1_С16 [J1R19
~Г2,2Н [ч2
R18
100
! С2 =}=
ЮООмк
х 25 В “
VD7
НЕИЮЗф
VD5
HER103
VT1 .
КТ815
. . VVD4
т 10В
,Т С13
—*— 47мк
х 25 В
С12__
ОДТмк-!-
VD6 HER302 Т1
ft-H------T1f
WVD9
’ Р6КЕ200
R8 4,7
VD12
HER1O6
СЗ
220мк
х 25 В
R5
4,7
VD8 . HER103 NJ
'PI
5B +
VD18... VD21
MUR460
10мк=4=
х 400 В
R5 S
4,7 ь
18В
DA2 UC3844
CMP VFB ILM RC PWM VRF Vcc OUT GND
014 R17
6,8Н Зк
_8
7
_6
5
VT4
IRG4PF50W
С4
220мк
х 16 В
7-VD10
ZiHER106
D , DA3 TOP223
CONTROL J-
С
R7I
6,2]
VD11 12 В
|С5 VD25
-7пи-г...НЕН103-Г
С6
47мк
х 25 В
Как сделать сварочные аппараты своими руками Глава 6. Инверторные сварочные источники
Ь
с
VD19
R21
470
_1_С22
“Г ЮО
VD17 С23
HFA16PB120 1Мк:
XvD22 ^•HFA16PB120
C24_l_ _I_C25 _L 4,7H~J P4-™”!”
III 2
1 [ VD20 i 2 C27 C2& 100 4’/H 1R22 J 470 VD21 L
VT3 ,
КТ973
-L.C17
VT2 0,47мк
КТ972
С15_1_
0,1мк
R20 4,7
L1
2lVD15 HER103
J7VD16 8,2 В
а--------
Место
врезки
лампочки
на этапе
наладки
источника
СЗО
0.01МК
VT4
VD18
XS2
Рис. 6.37. Принципиальная электрическая схема сварочного инвертора на одном транзисторе
234
Как сделать сварочные аппараты своими руками
уменьшается, что приводит к уменьшению всех выходных на-
пряжений блока питания.
Демпфирующая RC цепочка R7C6 улучшает устойчивость
преобразователя. Диод VD25 обеспечивает условия начального
запуска блока питания. Если в качестве VD11 используется
двухсторонний стабилитрон, то диод VD25 можно исключить.
Напряжения 18 В и 5 В используются для питания це-
пей управления источника, а также для формирования сиг-
нала управления транзистором VT4 преобразователя. При
этом цепи управления источника питаются через RC фильтр
R5C12C13 суммарным напряжение 18+5=23 В, а сигнал управ-
ления транзистором VT4 имеет открывающий уровень +18 В
и закрывающий уровень -5 В. Напряжение +12 В необходимо
для питания вентиляторов Ml, М2 и катушки реле К1.
Работа схемы
Сразу после включения сварочного источника в сеть сгла-
живающие конденсаторы С8, С9 фильтра преобразователя
(через резисторы R9—R11) плавно заряжаются выпрямлен-
ным напряжением с выхода выпрямителя VD13.
Н Примечание.
Плавная зарядка позволяет исключить перегрузку сети
и выпрямителя VD13 зарядным током конденсаторов
фильтра.
После зарядки этих конденсаторов, резисторы R9—R11
шунтируются контактом реле К1. Степень зарядки конден-
саторов С8, С9 определяется косвенно, исходя из времени за-
рядки примерно 5с, которое измеряется при помощи таймера,
собранного на элементах DAI, VT1, VD3—VD5, Cl, R3, R4.
Напряжение питания микросхемы DA1 таймера понижа-
ется до 13 В с помощью стабилитрона VD4, имеющего напря-
Глава 6. Инверторные сварочные источники
235
жение стабилизации 10 В. Сразу после включения конденса-
тор С1 заряжается, и поэтому на ножках 2, 6 (R) DA1 удержи-
вается высокий уровень.
В этом случае на ножке 3 (OUT) DA1 присутствует низкий
1 уровень, транзистор VT1 закрыт, а катушка реле К1 обесто-
чена. Подключенный к ножке 7 внутренний разрядный тран-
I зистор таймера DA1 открыт й шунтирует вывод СМР ШИМ
I контроллера DA2, блокируя его работу.
При этом на выводе OUT DA2 отсутствуют управляющие
импульсы, и транзистор VT4 закрыт. По мере заряда конден-
сатора С1 напряжение на ножках 2,6 растет. Примерно через
5 с это напряжение превысит порог срабатывания, и на вы-
[ воде OUT DA1 появится высокий уровень.
При этом транзистор VT1 откроется и запитает обмотку
* реле К1. Реле сработает и своими контактами зашунтирует
зарядные резисторы R9—R11. Внутренний разрядный тран-
зистор DA1 закроется и перестанет шунтировать вывод СМР
контроллера DA2, разрешая его работу.
। После отключения источника конденсатор С1 разряжается
i через диод VD3, быстро восстанавливая свое исходное состо-
яние к моменту следующего включения.
Основой блока управления сварочного источника явля-
ется микросхема DA2 однотактного ШИМ контроллера типа
UC3844 (рис. 6.6).
Рабочая частота ШИМ сигнала определяется RC цепоч-
кой R17C14 и составляет 40 кГц. Напряжение на выводе СМР,
а, следовательно, заполнение ШИМ сигнала, регулируется
при помощи переменного резистора R13 «Ток». Этот рези-
стор является частью регулируемого делителя напряжения
R12—R14, к которому прикладывается опорное напряжение с
вывода VRF микросхемы DA2.
Напряжение с движка резистора R13 поступает на вход
инвертирующего усилителя напряжения, построенного на
резисторах R15, R16 и усилителе ошибки микросхемы DA2,
236 Как сделать сварочные аппараты своими руками
выход которого соединен с выводом СМР (рис. 6.6). Так как
усилитель инвертирующий, то максимальное заполнение им-
пульсов и максимальный сварочный ток 125 А соответствуют
нижнему (по схеме) положению движка резистора R13. А ми-
нимальный сварочный ток 5 А соответствует верхнему поло-
жению движка.
С вывода OUT микросхемы DA2 ШИМ сигнал поступает
на транзисторный драйвер VT2, VT3, который усиливает сиг-
нал управления по мощности. С выхода драйвера через за-
творный резистор R20, сигнал управления попадает на затвор
ключевого транзистора преобразователя VT4.
Преобразователь, кроме транзистора VT4 и трансфор-
матора ТЗ, содержит фиксирующую цепочку, собранную на
элементах VD20—VD22, С24—С27, R22 и использующую
обмотку III трансформатора ТЗ. Кроме фиксирующей це-
почки преобразователь содержит не диссипативную (не рас-
сеивающую) демпфирующую цепочку (НДДЦ), собранную
на элементах VD17—VD17, LI, С19—С22, В21.Эта цепочка
по внешнему виду и принципу действия сильно напоминает
НДДЦ, рассмотренную ранее (см. рис. 6.33).
Переменное напряжение с выхода преобразователя, че-
рез трансформатор тока Т2, поступает на первичную обмотку
трансформатора ТЗ. Трансформатор ТЗ уменьшает амплитуду
высокочастотного напряжения до необходимой величины и осу-
ществляет гальваническую развязку сварочной цепи от сети.
Переменное напряжение (с выхода трансформатора) вы-
прямляется однополупериодным выпрямителем на диодах
VD23, VD24 типа 150EBU02. Пульсация выпрямленного тока
сглаживаются с помощью дросселя L2, после которого посто-
янный ток поступает в сварочную цепь.
Токовая обратная связь осуществляется при помощи транс-
форматора тока Т2, который имеет асимметричную нагрузку.
В цикле прямого хода преобразователя трансформатор нагру-
жен на ниЗкоомное сопротивление R19, а в цикле обратного
Глава 6. Инверторные сварочные источники
237
хода на стабилитрон VD16, имеющий напряжение стабилиза-
ции 8,2 В.
Так как в цикле прямого хода напряжение на. резисторе
R19 не превышает 1 В, то более высокое напряжение на ста-
билитроне VD16 является гарантией того, что трансформатор
тока будет полностью размагничен во время обратного хода
преобразователя. Сигнал токовой обратной связи снимается с
резистора R19 и через RC фильтр R18C15 подается на вывод
ILM ШИМ контроллера.
Контроль температуры транзистора VT4 и диодов VD23,
VD24 осуществляется при помощи контактного термостата
SK1, имеющего нормально открытые контакты и фиксирован-
ную температуру срабатывания 80°С.
Термостат при помощи элементов VD1, VD2, Rl, R2 под-
ключается к времязадающему конденсатору С1 таймера.
Поэтому при замыкании контактов термостата SK1 конденса-
тор С1 быстро разряжается по цепи Rl, SKI, R2 и удержива-
ется в разряженном состоянии до момента нормализации тем-
пературы полупроводниковых элементов преобразователя.
При этом работа ШИМ-контроллера блокируется так, как это
было описано ранее.
После нормализации температуры элементов преобразо-
вателя контакты термостата размыкаются и, с задержкой 5 с
работа ШИМ-контроллера восстанавливается. Диоды VD1,
VD2 выпрямляют сигнал помехи в полярности, обеспечиваю-
щей зарядку конденсатора С1, чем исключаются ложные сра-
батывания защиты, При необходимости можно использовать
несколько термостатов, включив их последовательно. Это
может понадобиться в случае, если транзистор VT4 и диоды
VD23, VD24 расположены на разных радиаторах.
238
Как сделать сварочные аппараты своими руками
Элементная база
Все детали сварочного источника делятся на те, которые по-
купаются в готовом виде и те, которые необходимо изготовить.
К последним обычно относятся различные моточные узлы, а
первые приобретаются в магазинах радиодеталей. Кроме элек-
тронных компонентов, указанных на схеме, можно использо-
вать компоненты других производителей, при условии, что они
будут иметь аналогичные или не худшие параметры.
Мощные транзисторы и диоды сварочного источника уста-
новлены на двух алюминиевых радиаторах iglo 2420 с род-
ными вентиляторами.
Н Примечание.
При отсутствии указанных, можно использовать другие
подходящие радиаторы, имеющие площадь охлаждения
более 400 см2.
Конденсаторы С19—С21 типа К78-2 (WIMA FKP1) на на-
пряжение 1600 В. Конденсаторы С24—С25 типа К78-2 (WIMA
FKP1) на напряжение 1000 В. Конденсаторы С22 и С27 кера-
мические на напряжение 1000 В.
В качестве С23 можно использовать конденсаторы Epcos
B32653-B32654,WIMA МКР10 на напряжение 630 В. При не-
обходимости можно использовать конденсаторы типа К73-17
(или подобный), набрав требуемую емкость параллельным
включением трех конденсаторов 0,22 мкФ на 630 В.
Реле К1 типа NT90 RHA DC12V, NT90 RNA DC12V или
JQX-54W А25 DC12V производства китайской компании
Ningbo Forward Relay.
Моточные узлы
Трансформатор Т1 мотается на сердечнике Ш7х7 из фер-
рита М2000НМ. Обмотка I содержит 150 витков провода
Глава б. Инверторные сварочные источники
239
00,2 мм. Обмотка II содержит 15 витков провода 00,57 мм.
Обмотка III содержит 22 витка, а обмотка IV — 6 витков про-
вода 00,2 мм.
Сердечник трансформатора должен иметь суммарный немаг-
нитный зазор 0,5 мм. Для этого в каждый стык сердечника необ-
ходимо положить по немагнитную прокладку толщиной 0,25 мм.
Трансформатор тока Т2 мотается на кольцевом сердечнике
К32х16х8 из феррита 2000НМ1. Вторичная обмотка содержит
100 витков эмалированного медного провода 00,3 мм. Роль
первичной обмотки выполняет провод, проходящий через от-
верстия кольца.
Трансформатор ТЗ мотается на сердечник 11120x28 из фер-
рита 2500НМС1. Обмотка I содержит 28 витков литцендрата,
состоящего из 17-и проволочек 00,45 мм. Обмотка II содер-
жит 8 витков литцендрата, состоящего из 48-и проволочек
00,45 мм. Сначала мотается половина обмотки I, затем вся
обмотка И, а затем вторая половина обмотки II. Далее мота-
ется фиксирующая обмотка III, которая содержит 28 витков
литцендрата, состоящего из 2-х проволочек 00,6 мм.
И Примечание.
Каждый слой для фиксации желательно пропитать
китайским суперклеем. При этом общий расход клея
составит 10—12 тюбиков. Для улучшения межобмо-
точной изоляции можно использовать строительный
(бумажный) скотч и прозрачную пленку для печати на
лазерных принтерах. Она достаточно термостойкая.
Сердечник трансформатора должен иметь суммарный не-
магнитный зазор 0,2 мм. Для этого в каждый стык сердечника
необходимо положить немагнитную прокладку толщиной
0,1 мм (два слоя слюды, толщиной по 0,05 мм).
После сборки трансформатора необходимо проверить со-
противление изоляции между его обмотками при помощи
238
Как сделать сварочные аппараты своими руками
Элементная база
Все детали сварочного источника делятся на те, которые по-
купаются в готовом виде и те, которые необходимо изготовить.
К последним обычно относятся различные моточные узлы, а
первые приобретаются в магазинах радиодеталей. Кроме элек-
тронных компонентов, указанных на схеме, можно использо-
вать компоненты других производителей, при условии, что они
будут иметь аналогичные или не худшие параметры.
Мощные транзисторы и диоды сварочного источника уста-
новлены на двух алюминиевых радиаторах iglo 2420 с род-
ными вентиляторами.
Н Примечание.
При отсутствии указанных, можно использовать другие
подходящие радиаторы, имеющие площадь охлаждения
более 400 см2.
Конденсаторы С19—С21 типа К78-2 (WIMA FKP1) на на-
пряжение 1600 В. Конденсаторы С24—С25 типа К78-2 (WIMA
FKP1) на напряжение 1000 В. Конденсаторы С22 и С27 кера-
мические на напряжение 1000 В.
В качестве С23 можно использовать конденсаторы Epcos
B32653-B32654,WIMA МКР10 на напряжение 630 В. При не-
обходимости можно использовать конденсаторы типа К73-17
(или подобный), набрав требуемую емкость параллельным
включением трех конденсаторов 0,22 мкФ на 630 В.
Реле К1 типа NT90 RHA DC12V, NT90 RNA DC12V или
JQX-54W А25 DC12V производства китайской компании
Ningbo Forward Relay.
Моточные узлы
Трансформатор Т1 мотается на сердечнике Ш7х7 из фер-
рита М2000НМ. Обмотка I содержит 150 витков провода
Глава б. Инверторные сварочные источники
239
00,2 мм. Обмотка II содержит 15 витков провода 00,57 мм.
Обмотка III содержит 22 витка, а обмотка IV — 6 витков про-
вода 00,2 мм.
Сердечник трансформатора должен иметь суммарный немаг-
нитный зазор 0,5 мм. Для этого в каждый стык сердечника необ-
ходимо положить по немагнитную прокладку толщиной 0,25 мм.
Трансформатор тока Т2 мотается на кольцевом сердечнике
К32х16х8 из феррита 2000НМ1. Вторичная обмотка содержит
100 витков эмалированного медного провода 00,3 мм. Роль
первичной обмотки выполняет провод, проходящий через от-
верстия кольца.
Трансформатор ТЗ мотается на сердечник 11120x28 из фер-
рита 2500НМС1. Обмотка I содержит 28 витков литцендрата,
состоящего из 17-и проволочек 00,45 мм. Обмотка II содер-
жит 8 витков литцендрата, состоящего из 48-и проволочек
00,45 мм. Сначала мотается половина обмотки I, затем вся
обмотка И, а затем вторая половина обмотки II. Далее мота-
ется фиксирующая обмотка III, которая содержит 28 витков
литцендрата, состоящего из 2-х проволочек 00,6 мм.
И Примечание.
Каждый слой для фиксации желательно пропитать
китайским суперклеем. При этом общий расход клея
составит 10—12 тюбиков. Для улучшения межобмо-
точной изоляции можно использовать строительный
(бумажный) скотч и прозрачную пленку для печати на
лазерных принтерах. Она достаточно термостойкая.
Сердечник трансформатора должен иметь суммарный не-
магнитный зазор 0,2 мм. Для этого в каждый стык сердечника
необходимо положить немагнитную прокладку толщиной
0,1 мм (два слоя слюды, толщиной по 0,05 мм).
После сборки трансформатора необходимо проверить со-
противление изоляции между его обмотками при помощи
240
Как сделать сварочные аппараты своими руками
обычного электротехнического мегомметра на 500 В. Сопро-
тивление изоляции должно быть не менее 50 МОм.
Дроссель L1 намотан на кольцевом сердечнике К28х16х9
из феррита 2000НМ с зазором 2 мм (1+1мм) и содержит 18
витков. Для организации зазора сердечник необходимо акку-
ратно разломить пополам, а затем склеить суперклеем, вло-
жив в стыки картонные вставки толщиной 1 мм.
Дроссель L2 можно выполнить на четырех сердечниках
ПК20х16 из феррита 2500НМС1. Такие сердечники можно из-
влечь из старых строчных трансформаторов ТВС-110ПЦ16.
Сердечники складываются буквой Н (рис. 6.9) и на них мотаются
14 витков литцендрата, состоящего из 85-и проволочек 00,45 мм.
Наладка сварочного источника
После завершения сборки сварочного источника необхо-
димо предварительно проверить работоспособность схемы
управления источника с отключенной силовой частью. Для
отключения силовой можно, например, разорвать провод иду-
щий от силового моста VD13 к контакту реле К1 и зарядным
резисторам R9—R11.
1
Внимание.
Так как цепи схемы управления гальванически связаны с
сетью, то на этапе наладки (для избегания поражения
электрическим током) сварочный источник необхо-
димо подключать к сети при помощи разделительного
трансформатора 220 В/220 В мощностью 150—200 Вт
(рис. 6. 1 1). !
Рассмотрим алгоритм настройки сварочного источника.
Шаг 1. Перед включением источника убедимся в том, что на
выходе разделительного трансформатора присутствует пере-
менное напряжение, находящееся в диапазоне от 200 до 240 В.
Глава 6. Инверторные сварочные источники
241
Шаг 2. Проверив напряжение, включаем автоматический
выключатель SF1. После чего должен заработать вентилятор
и загореться индикатор «Сеть», а затем с 5-ти секундной за-
держкой должно включиться реле К1.
Шаг 3. С помощью тестера, убедимся в том, что на выходе
блока питания присутствуют напряжения 12 В, 23 В и 5 В.
Шаг 4. Убедимся в том, что на выводе 8 микросхемы DA2
присутствует опорное напряжение величиной +5 В.
Шаг 5. Проверим работу усилителя ошибки микросхемы
DA2. Для этого вращаем движок переменного резистора R13
«Ток» из одного крайнего положения в другое и одновременно
контролируем напряжение на выводе СМР микросхемы DA2.
Напряжение на этом выводе равно примерно 1,8 В для мини-
мального сварочного тока и 4,1 В — для максимального.
Шаг 6. Вооружившись осциллографом, убедимся в нали-
чие пилообразного напряжения амплитудой 3 В и частотой
80 кГц на выводе RC микросхемы DA2. При этом на выводе
OUT должны присутствовать прямоугольные импульсы ам-
плитудой 23 В и частотой 40 кГц.
Шаг 7. Убедимся в том, что аналогичные импульсы управ-
ления присутствуют на выходе транзисторного драйвера VT2,
VT3, а также на затворе транзистора VT4.
Н Примечание.
После проверки работоспособности схемы управления
можно -перейти к проверке совместного функциониро-
вания схемы управления и преобразователя сварочного
источника. Для этого рекомендуется следующая после-
довательность действий (шаги 8—11).
Шаг 8. Внимательно осматриваем схему преобразователя
на предмет наличия различного мусора и обрезков проводов,
которые по невнимательности могут быть оставлены после
окончания монтажа. Внимательно осмотреть трансформа-
242
Как сделать сварочные аппараты своими руками
торы Т2 и ТЗ и убедится в правильности фазировки их обмо-
ток. Начала обмоток на принципиальной электрической схеме
указаны точкой.
Шаг 9. Подключить контакт реле К1 и зарядные резисторы
R9—R11 к мосту VD13, согласно принципиальной электриче-
ской схемы (рис. 6.37). Разорвать провод, идущий от конден-
саторов С8, С9 к преобразователю и врезать туда обыкновен-
ную лампочку накаливания 220 В, 100—150 Вт.
5
Внимание.
В случае каких-то неисправностей преобразователя
эта лампочка ограничит потребляемый ток на безо-
пасном уровне и поможет избежать выгорания дорогих
полупроводниковых приборов.
Если после включения источника лампочка горит в пол-
ный накал, то что-то не в порядке. Необходимо убедиться в
исправности полупроводниковых приборов, а также повто-
рить осмотры и проверки с самого начала, но с большим при-
страстием.
Если же лампочка горит не в полный накал, то это является
хорошим признаком. Обычно на лампочке падает около 70 В.
Шаг 10. Исключить лампочку и восстановить штатные
цепи питания.
Шаг 11. Включить сварочный источник без нагрузки, ис-
пользуя разделительный трансформатор (рис. 6.11). Убедиться
в том, что в режиме холостого хода осциллограммы в харак-
терных точках схемы преобразователя соответствуют осцил-
лограммам, изображенным на рис. 6.38.
Напряжение на затворе VT3 будет соответствовать картине
полностью нагруженного источника (рис. 6.38, г) с той лишь
разницей, что заполнение импульсов будет близким к 50 %.
После того, как мы убедились в работоспособности всех
узлов сварочного источника, можно приступать к его окон-
Глава б. Инверторные сварочные источники
243
Рис. 6.38. Осциллограммы в характерных точках схемы
сварочного источника:
а — напряжение на коллекторе VT4 в режиме холостого хода;
б—напряжение на выводе ILM ОА2 в режиме холостого хода;
в — напряжение на коллекторе VT4 при максимальном сварочном токе 125 А;
г — напряжение на выводе ILM DA2 при максимальном сварочном токе 125 А;
д — напряжение между затвором и эмиттером транзистора VT4
при максимальном сварочном токе 125 А;
е — напряжение на катоде VD24 при максимальном сварочном токе 125 А
е
244
Как сделать сварочные аппараты своими руками
нательной проверке. Для этого отключаем маломощный раз-
делительный трансформатор и подключаем сварочный источ-
ник непосредственно в сеть.
Чтобы убедиться в том, что сварочный источник соответ-
ствует ожидаемому результату, необходимо произвести его
измерение при работе на нагрузку. Обычно при испытаниях
в качестве такой нагрузки используют сварочный балластный
реостат типа РБ-315 (рис. 6.13) или подобный.
Для производства испытаний необходимо собрать соответ-
ствующую схему (рис. 6.14).
Перед включением сварочного источника все рычажки
балластного реостата необходимо перевести в нижнее поло-
жение, чтобы обеспечить режим холостого хода. После вклю-
чения сварочного источника необходимо убедиться, что на
его выходных клеммах присутствует напряжение холостого
хода Uxx=45 В.
С помощью переменного резистора R13 «Ток» устано-
вим максимальный сварочный ток. С помощью рычажков
балластного реостата установим выходное напряжение, при-
мерно равное 25 В. Это соответствует напряжению дуги при
токе 125 А.
Контролируем по амперметру выходной ток источника, ко-
торый должен быть равен 125 А.
И Примечание.
Ток, потребляемый сварочным источником из сети при
максимальном выходном токе 125 Д, составляет при-
мерно 14—15 А.
При необходимости диапазон регулировки сварочного
тока можно изменить при помощи подбора величин резисто-
ров R12 и R14.
Глава б. Инверторные сварочные источники
245
6.6. Сварочный источник Большакова
Особенности двухтактного преобразователя
Все ранее рассмотренные нами инверторные сварочные
источники были построены на различных версиях однотакт-
ного прямоходового преобразователя. Однако двухтактные
преобразователи позволяют получить большую выходную
мощность и эффективность, при одинаковой мощности дис-
кретных ключевых компонентов. Последнее обстоятельство
особенно важно для любителей, которые зачастую ограни-
чены возможностями доступной элементной базы.
В этом плане представляет интерес инверторный свароч-
ный источник, разработанный Большаковым Александром
[26]. Этот источник построен на основе двухтактного мосто-
вого преобразователя и обеспечивает максимальный свароч-
ный ток 140 А. Предусмотрена плавная регулировка свароч-
ного тока в диапазоне 10—140 А.
Сварочный источник Большакова многократно повторялся
самодельщиками. Особенно удачным в этом источнике полу-
чился трансформаторный драйвер, который частенько исполь-
зует в своих конструкциях другие конструкторы-любители.
Принципиальная электрическая схема
В данном разделе, с согласия автора, приводится принци-
пиальная электрическая схема (рис. 6.39) и описание этого
сварочного источника.
Сварочный источник рассчитан на питание от однофазной
сети переменного тока напряжением 220 В 50 Гц. Сетевое на-
пряжение через контакты автоматического выключателя QF1
и зарядную RC цепочку R45,C38—С40 поступает на мостовый
выпрямитель Вг2 типа КВРС3504.
Для сглаживания пульсаций выпрямленного, поступаю-
щего с выпрямителя Вг2, используется батарея электролита-
а
b
е
h
9
de 15 В
D1
2
DD1
РС817
R4
200
02^
FR307
С5 II
ЮООмк
х 16 В
DD1 ZX
5 D3 FR157 4= R17
—IX Тш
D21
FR157
0,1mk
Юк
R1
Р1
5к
9» Ю
Brl
С12
47мк
Current
Adj
DD2 UC3825N
С IN+
R2 ~ C
5.6k R3 1,2k
C3 ‘I 0,01 мк
---------------c
C4=T=
0,047mk
Clock
Rt
Ct
Ramp
+ C17^
=J=47mk
x450 В
Т5.Т6
2SA1273Y
D10, D11
FR101
D12, D13, D16, D17
1N4148
FU1 2А
NTC1
0
ас 220 В
0
а
Ь
R23 1
R19
200
Т5
D10
Ф-
с
PGnd
OutA
Gndp
SS Ilim/Sd 3
СЮ
С7
С6
470
С9
1,5мк
R7 47
Vret
Vcc
OutB
Vc
0,1мк
D4... D7
1N4148
Т1.ТЗ Т2,Т4
IRF9530 IRF530
R9F1R10
1кII 1k
-Ф^
R13 30
T2J
С14
0,68мк
R14 30
ТЗ
-фР^
R15 30
R16 30
_1_C16
__ 0,68mk
TR3
-------
™ FR207
R18 3 lla
R25 510
С15
З.Змк
D12 R24 4,7
ФН=)—
R21 pis J021И О.Тмк
100 —L—1----
DO - ||b
W™207
1мк
о х
R20
200
D15
4,71
R26 510
R24
,12^ D^6 |C211| 0,1 Mt
ФН=>—
D17 R27 4,7
-н-
D11
Тб
R28 1
R30 1
d
с
R32 510
Т7...ТЮ 47B
IRFPS43N50K 41' B
D18X _1_C25
Ф 1mk
T11
R37
200
C234Q,01mk D23 R38
100
Т11.Т12
2SA1273Y
D22
м-
D26
-н-
D26, D27
FR101
FU2 15А
СЗО
C29
1,5mk 1,5mk
СЗЗ
D22 ... D25, D33 n,n I Ф
1N4148 4D71i^=M£
R33 510
С24||0,01мк
ТЮ
R35 1
С22||0,001мк
х400В R29 5,6
X-
R39
D24 100
-w-
w-
D25
D27
R40
)200
T12
С31
1,5мк
630 В
С34
С35
R45
2
С26, С28
0,01 мк
' х400 В
С39 || 1,5мк
C38 || 1 ,5mk QF-1
.. II I ЮА
C32 ... C36
ЗЗОмк
x400 В
' C32
С40
D33
R43
ЮОк
С37
ЮОмк
х16 В
Вг2
КВРС3504
LED1
READVR46D34
100 12 В
Т13
IRF530
С41
5 I 220MK
x16B
R43
С36
TR4
D20
R42
200к
D21
TR5
D29
^FRIO!
D30
,^FR101
WD31
^FRIO!
D32
^^FRIO!
C28 D20, D21,D28
|R43 150EBU02
|100k____
12
13
DR1 „ ВЫХОД
Рис. 6.39. Принципиальная электрическая схема сварочного источника Большакова
246________._________Как сделать сварочные аппараты своими руками Глава б. Инверторные сварочные источники_-__247
248
Как сделать сварочные аппараты своими руками
ческих конденсаторов большой емкости С32—С36. Зарядная
RC-цепочка ограничивает зарядный ток конденсаторной
батареи и этим предотвращает перегрузку выпрямителя Вг2
и питающей сети сразу после включения сварочного источ-
ника.
Через предохранитель FU1 и терморезистор NTC1, имею-
щий отрицательный ТКС, сетевое напряжение поступает на
маломощный выпрямитель Brl. Выпрямленное напряжение с
выхода этого выпрямителя сглаживается при помощи конден-
сатора С17 и поступает на однотактный преобразователь, со-
бранный на микросхеме ШИМ-контроллера TOP224Y.
Этот преобразователь формирует стабильное напряжение
15 В, используемое для питания цепей управления сварочного
источника. Преобразователь собран по стандартной схеме,
рекомендованной для микросхемы TOP224Y.
Двухтактный мостовой преобразователь сварочного ис-
точника собран на высоковольтных MOSFET транзисторах
VT7—VT9. Выходное напряжение преобразователя, через не-
линейный дроссель L1 и обмотку I трансформатора тока TR3
поступает на обмотку I силового понижающего трансформа-
тора TR4.
Пониженное напряжение на вторичной обмотке этого
трансформатора выпрямляется при помощи диодов VD20,
VD21, VD28. Далее через дроссель DR1 оно поступает на вы-
ход сварочного источника. Дроссель DR1 сглаживает пульса-
цию выходного тока сварочного источника.
Для контроля работы преобразователя силовой трансфор-
матор TR4 имеет специальную дополнительную обмотку III.
После запуска преобразователя на этой обмотке появляется
переменное напряжение. Оно понижается при помощи пони-
жающего автотрансформатора TR5. Затем выпрямляется при
помощи выпрямителя D29—D32 и поступает на узел задержки
включения реле. Узел задержки построен на элементах Т13,
D33, С37, С41, R43, R44 и служит для включения реле Rell.
Глава б. Инвертбрные сварочные источники 249
Реле включается и своими контактами шунтирует заряд-
ную RC-цепочку. После этого сварочный источник непо-
средственно подключен к сети и готов к работе. Готовность
сварочного, источника индицируется при помощи светодиода
LED1 «READY», который через резистор R46 и стабилитрон
D34 подключен параллельно обмотке реле Rell.
Нелинейный дроссель L1 позволяет снизить потери комму-
тации на транзисторах преобразователя.
Н Примечание.
Цепочки R29C22, R36C26 и R41С28 служат для подавления
высокочастотных пульсаций на выходе преобразова-
теля и на диодах выпрям ителя.
Транзисторы преобразователя управляются при помощи
трансформаторного драйвера. Драйверные цепи управления
аналогичны для всех транзисторов. Чтобы понять их принцип
работы, достаточно рассмотреть цепи управления любого из 4-х
транзисторов, например, транзистора Т7. Для управления этим
транзистором используется одна из вторичных обмоток транс-
форматора гальванической развязки (ТГР) TR2 и драйверный
узел, собранный на элементах Т5, DIO, D12—D14, С18, С20, R19,
R21, R23—R25. Транзистор Т7 открыт в момент, когда напряже-
ние на вторичной обмотке ТГР положительное. В этом случае
положительное напряжение через диоды DIO, D12 и резисторы
R23, R24 поступает на затвор транзистора Т7 и открывает его. .
Кроме этого, по цепи R21, D13, R25 происходит зарядка
конденсатора С18 до напряжения 5 В.
Н Примечание.
Это напряжение ограничивается стабилитроном D14
и впоследствии используется для запирания транзи-
стора Т7.
250
Как сделать сварочные аппараты своими руками
После того, как напряжение на вторичной обмотке сни- Я
зится до нуля или станет отрицательным, входная емкость Я
транзистора Т7 быстро разряжается при помощи транзистора Я
Т5. После этого к затвору транзистора Т7 прикладывается от- Я
рицательное запирающее напряжение по цепи R19, переход Я
б-э транзистора Т5, резистор R23. Я
Благодаря этому предотвращается возможность самопро- Я
извольного открытия транзистора, в условиях быстро нарас- Я
тающего выходного напряжения. , Я
Блок управления сварочного источника собран на микро- Я
схеме ШИМ-контроллера типа UC3825N (DD2). Ранее мы Я
уже рассматривали устройство и работу этой микросхемы Я
(рис. 6.24). Я
Рабочая частота ШИМ сигнала задана при помощи эле- Я
ментов R3C3 и равна 50 кГц. В данном случае микросхема Я
UC3825N используется в токовом режиме (Current Mode). В Я
этом режиме на вход Ramp (7-я ножка) подается напряже- Я
ние, пропорциональное току нагрузки. Это напряжение при Я
помощи внутреннего компаратора микросхемы DD2 сравни- Я
вается с напряжением задания, снимаемого с движка потен- Я
циометра Pl «Current Adj», который служит для плавной уста- Я
нойки сварочного тока. Я
Как только выходной ток превысит заданный уровень, на Я
выходах OutA и OutB (11-я и 14-я ножки) микросхемы DD2 Я
устанавливается низкий уровень, который сохраняет свое со-
стояние до начала следующего периода ШИМ. В начале каж-
дого периода ШИМ поочередно на одном из выходов OutA и -
OutB устанавливается высокий управляющий уровень.
Напряжение, пропорциональное току нагрузки, созда- Г
ется при помощи узла токовой обратной связи, состоящего
из трансформатора тока TR3, первичная обмотка I которого
включена последовательно с обмоткой I силового трансфор-
матора TR4.
Глава б. Инверторные сварочные источники
251
Ток вторичных обмоток Па и Пб трансформатора тока вы-
прямляется при помощи диодов D8, D9 и преобразуется в на-
пряжение при помощи шунта R18. Напряжение токовой об-
ратной связи через фильтр низкой частоты R6, С7 подается на
вход Ramp (7-я ножка) DD2.
Кроме этого, напряжение токовой обратной связи через де-
литель напряжения/фильтр низкой частоты R8, R5, Сб подается
на вход Him (9-я ножка) быстродействующей токовой защиты.
Токовая защита имеет порог срабатывания, эквивалентный.
выходному току 250 А. Схема служит для защиты инвертора
при аварии силового трансформатора TR4 или выпрямителя
D20, D21, D28.
После каждого срабатывания токовой защиты осу-
ществляется мягкий старт (Soft Start) ШИМ-контроллера.
Длительность мягкого старта определяется емкостью конден-
сатора С4 и в данном случае составляет 25 мс.
Собственные драйверы микросхемы имеют мощность,
не достаточную для раскачки транзисторов преобразова-
теля. Поэтому для усиления по мощности выходного сигнала
ШИМ используются дополнительный усилитель мощности,
собранный на элементах Т1—Т4, D4—D7, С14, С16, R9, R10,
R13—R16. Выход усилителя мощности через конденсатор С15
подключен к обмотке I трансформатора гальванической раз-
вязки TR2.
D Примечание.
Блок управления сварочного источника не предусматри-
вает токовой защиты. Однако эту защиту можно легко
организовать при помощи термостата, имеющего нор-
мально разомкнутый контакт и температуру сраба-
тывания 75—80°С
Термостат и последовательно включенный с ним резистор
1 кОм подключают между выводами Vref (16-я ножка) и Him
252
Как сделать сварочные аппараты своими руками
(9-я ножка) микросхемы DD2. Сам термостат располагается
в непосредственной близости возле одного из транзисторов
Т7—ПО двухтактного мостового преобразователя.
Элементная база
В сварочном источнике можно использовать транзисторы и
диоды, указанные на принципиальной электрической схеме или
имеющие не худшие параметры по сравнению с указанными.
При отсутствии микросхемы UC3825, можно использовать
ее отечественные аналоги 1156ЕУ2, К1156ЕУ2, КР1156ЕУ2
или зарубежные аналоги — UC1825, UC2825,SG3825 и т. п.
Чтобы частота ШИМ сигнала не зависела от температуры,
частотозадающий конденсатор СЗ должен быть пленочным.
В качестве конденсаторов С29—С31 можно использовать
отечественные конденсаторы К73-26 или К73-50 емкостью
1,5 мкФ, рассчитанные на напряжение 630 В.
D Примечание.
Имеется информация, что на эту роль хорошо подхо-
дят безымянные китайские окукленные конденсаторы
1,5 мкФ х 630 В.
> .
Шунт R18 можно изготовить из трех резисторов МЛТ-0,25
10 Ом и одного резистора МЛТ-0,25 30 Ом, включенных па-
раллельно.
Реле Rell должно иметь нормально разомкнутые контакты,
способные коммутировать ток 25—30 А, и обмотку, рассчи-
танную на постоянное напряжение 12 В. В качестве этого
реле можно использовать реле NT90 RHA DC12V, NT90 RNA
DC12V или JQX-54W А25 DC12V производства китайской
компании Ningbo Forward Relay.
В оригинальной конструкции для охлаждения транзисто-
ров и диодов использовались радиаторы от процессоров P-IV.
Глава 6. Инверторные сварочные источники
253
Всего потребуется два таких радиатора. Один радиатор рас-
пиливается на три части (половинка и вторая половинка по-
полам) и на нем устанавливаются транзисторы Т7-Т10 мосто-
вого преобразователя.
Другой радиатор используется целиком и на нем устанав-
ливаются диоды D20, D21, D28 выпрямителя.
Моточные узлы
Трансформатор TR1 мотается на сердечник EI конфигура-
ции (20 мм). Такой сердечник используется в дежурном источ-
нике питания компьютерного БП. В сердечнике уже имеется
необходимый немагнитный зазор. При отсутствии указанного
сердечника, можно применить кольцевой порошковый сер-
дечник К23х14х10 из материала МП140.
Обмотка I содержит 80 витков провода 0 0,33 мм.
Обмотка II содержит 12 витков провода 0 0,33 мм.
Обмотка III содержит 12 витков провода 0 0,6 мм.
Трансформатор гальванической развязки TR2 мотается на
кольцевом сердечнике К32х16х12 из феррита 2000НМ.
Обмотка I содержит 15 витков.
Обмотка II содержит 18 витков.
Обмотка III содержит 18 витков.
Обмотка IV содержит 18 витков.
Обмотка V содержит 18 витков.
Все обмотки трансформатора TR2 мотаются одновременно
в 5 проводов. Провода взяты от сетевого провода UTP (про-
вод для компьютерных сетей — витая пара).
Трансформатор тока TR3 мотается на кольцевом сердеч-
нике К20х10х5 из феррита 2000НМ. (
Обмотки Па и Пб мотаются одновременно (в два провода)
и содержат по 50 витков провода 0 0,25 мм.
Роль обмотки I выполняет вывод первичной обмотки сило-
вого трансформатора TR4, продетый сквозь окно сердечника.
254 Как сделать сварочные аппараты своими руками
- Силовой трансформатор TR4 мо- 1
тается на сердечник, собранный из ]
J 26 кольцевых сердечников К32х12х8 j
s' из феррита 2000НМ. Из этих сер- 1
дечников формируются 2 трубы по I
13 колец. Трубы укладываются ря- I
Рис. 6.40. Сердечник е |
силового трансформатора Д0М такИМ обРазом> чтобы ИЗ НИХ
получилось подобие Ш-образного з
сердечника (рис. 6.40). |
Обмотка I содержит 6 витков провода ПЩ 4 мм2 в пропи- |
тайном силиконом стеклотканевом кембрике. |
Обмотки Па и Пб содержат по 1 витку из 2 проводов ПЩ |
4 мм2 в пропитанном силиконом стеклотканевом кембрике. |
Обмотка III содержит 1 виток монтажного провода, сече- |
нием 0,15—0,5 мм2. i
В Примечание. I
Необходимо обеспечить хорошую магнитную связь j
между обмотками 1,11а и 116. I
Для этого, сначала мотается 3 витка обмотки I, затем в 1
слой укладывается 4 провода обмотки II, а затем еще 3 витка
обмотки I. Каждые два провода обмотки II соединяются па- |
раллельно. При этом провода должны обязательно передо- ?
ваться в слое. Например, 1-й и 3-й провод образуют обмотку а
Па, а 2-й и 4-й провод обмотку Пб. Такое распределение про- i
водов обеспечивает необходимую симметрию вторичной об-
мотки., j
Автотрансформатор TR5 мотается на кольцевом сердеч- •
нике К20х10х5 из феррита 2000НМ.
Обмотка I содержит 60 витков провода 0 0,33 мм.
Обмотка II содержит 30 витков провода 0 0,33 мм.
Обмотки мотаются в 3 провода (30 витков), затем провода
включаются последовательно и из них формируется обмотка
Глава 6. Инверторные сварочные источники
255
30+30+30 витков. На узел задержки включения реле подается
треть напряжения.
Сердечник дросселя DR1 набирается из двух сердечников от
строчных трансформаторов для черно-белых телевизоров, поло-
винки складываются в виде буквы Н. Обмотка содержит 15 вит-
ков медной ленты 0,3x40 мм и мотается на горизонтальную часть
буквы Н. Изоляция ленты выполнена из бумажного скотча.
Сердечник нелинейного дросселя L1 набирается из 10—15
кольцевых сердечников К7хЗх2 из феррита 2000 НМ. Обмотка
дросселя представляет из себя провод, продетый сквозь ко-
лечки. При работе сердечники греются, но не сильно.
Внимание.
Все острые грани ферритовых сердечников нужно пред-
варительно обработать шкуркой.
Монтаж
На рис. 6.41 изображена топология печатной платы блока
управления. Плата выполнена из стеклотекстолита толщи-
ной 1,5 мм и односторонней металлизацией. Размеры платы
145x95 мм.
Блок драйверов выделен на отдельную плату. Топология
печатной платы изображена на рис. 6.42. Эта плата также вы-
полнена из стеклотекстолита толщиной 1,5 мм и односторон-
ней металлизацией. Размеры платы 90x70 мм.
Настройка
Шаг 1. Отключить автоматический выключатель QF1 и из-
влечь предохранитель FU2.
Шаг 2. Подключить сварочный источник к сети через
разделительный трансформатор 220/220 В мощностью 100—
200 Вт.
256
Как сделать сварочные аппараты своими руками
Рис. 6.41. Печатная плата блока управления (вид со стороны компонентов)
Глава б. Инверторные сварочные источники
257
Рис. 6.42. Печатная плата блока драйверов (вид со стороны компонентов)
Шаг 3. Убедиться в том, что частота выходного сигнала на
обмотке I ТГР TR2 равна 50 кГц. Частоту можно оценить при
помощи осциллографа.
Шаг 4. Посмотреть форму сигнала на затворах мощных
транзисторов Т7—Т10. Там должно присутствовать прямоу-
гольные импульсы напряжения с крайними значениями -5 В
и +13 В. Длительность фронта импульса 200—300 нс, длитель-
ность спада 80—130 нс.
Шаг 5. Подключив осциллограф к любой обмотке ТГР
TR2, убедиться в наличии мертвого времени между сменами
полярности управляющего сигнала. Длительность мертвого
времени должна составлять 2—2,5 мкс.
Шаг 6. Вместо предохранителя FU2 подключить лам-
почку накаливания 60 Вт. Сварочный источник подключить
непосредственно к сети и включить автоматический выклю-
чатель QF1. При этом на холостом ходу источника лампочка
не должна светиться. Убедиться в том, что на конденсаторах
С32—С36 присутствует постоянное напряжение 300 В.
258
Как сделать сварочные аппараты своими руками
а 6
в г
Рис. 6.43. Осциллограммы в характерных точках схемы:
а — напряжение на 6-й ножке микросхемы DD2; б—напряжение на вторичной
обмотке ТГР TR2; в — напряжение на затворе транзистора Т8 при максимальном
токе 140А; г — напряжение на вторичной обмотке силового трансформатора TR4
при максимальном токе 140 А
Шаг 7. Отключить сварочный источник от сети и вместо
предохранителя FU2 подключить кипятильник или чайник
мощностью 2—3 кВт. Установить потенциометр Р1 регули-
ровки сварочного тока на 1/3 от нижнего по схеме вывода.
При помощи автоматического выключателя QF1 включить
сварочный источник. Попробовать зажечь дугу при помощи
графитового стержня. При этом ширина импульсов на об-
мотке III трансформатора TR4 должна меняться в зависимо-
сти от длины дуги. Если при этом реле Rell сразу отлипнет,
значит, не работает узел токовой обратной связи. Обычно
имеет место, если неверно намотан или распаян трансформа-
тор тока TR3.
Шаг 8. Если все хорошо, то можно вставлять на место пре-
дохранитель FU2 и пробовать варить.
Глава 7
СТАБИЛИЗАТОРЫ И ОСЦИЛЛЯТОРЫ
В сварочной цепи переменного тока напряже-
ние и ток периодически меняют свою величину
и полярность. В момент, когда ток снижается
до нуля, дуга гаснет, а затем повторно возбуж-
дается. Стабилизаторы дуги позволяют полу-
чить устойчивый дуговой разряд, облегчая её
повторное зажигание. Сварочные осцилляторы
служат для бесконтактного возбуждения дуги
переменного и постоянного тока.
7.1. Стабилизаторы дуги переменного тока
Назначение стабилизаторов дуги переменного тока
В сварочной цепи переменного тока напряжение и ток пе-
риодически меняют свою величину и полярность. В момент,
когда ток снижается до нуля, дуга гаснет, а затем повторно
возбуждается. Обычно сварочная цепь переменного тока
содержит значительную индуктивность, которая позволяет
сформировать падающую внешнюю нагрузочную характери-
стику источника.
В Примечание.
Из-за этой индуктивности ток и напряжение в свароч-
ной цепи сдвинуты примерно на 90°.
260
Как сделать сварочные аппараты своими руками
Поэтому в момент погасания дуги к дуговому промежутку
прикладывается амплитудное значение переменного напряже-
ния, равное примерно 80—110 В. Этого напряжения хватает,
чтобы осуществить повторное зажигание дуги переменного тока,
в случае использования специальных электродов переменного
тока. Эти электроды имеют специальную обмазку, в состав кото-
рой входят вещества снижающие потенциал ионизации дуги.
Однако для электродов постоянного тока, в состав обмазки
которых не входят вещества, снижающие потенциал иониза-
ции, требуется повышенное напряжение повторного зажига-
ния, равное примерно 180—200 В. В противном случае элек-
троды просто не будут «гореть».
В справедливости этого легко убедится, если попытаться
использовать на переменном токе сварочные электроды, рас-
считанные на постоянный ток. Похожая проблема существует
и при TIG сварке алюминия, которая также производится на
переменном токе. Там зачастую для стабилизации дуги пыта-
ются использовать осциллятор, служащий для кратковремен-
ного бесконтактного возбуждения дуги.
Однако непрерывная работа осциллятора увеличивает
опасность сварочных работ, а также уменьшает ресурс самого
осциллятора, не рассчитанного на длительный режим исполь-
зования.
Для решения обозначенной проблемы существуют специ-
альные устройства. Эти устройства называются стабилизато-
рами дуги переменного тока (англ. Arc Stabilizer).
Принцип действия стабилизаторов дуги
Принцип работы стабилизаторов дуги основан на том, что
после погасания дуги к дуговому промежутку прикладыва-
ются короткие (около 0,1 мс) и высоковольтные (амплитудой
200—600 В) импульсы, которые обесценивают надежное по-
вторное зажигание дуги.
Глава 7. Стабилизаторы и осцилляторы
261
Первоначально стабилизаторы дуги использовались при
TIG сварке алюминия на переменном токе. Это была вынуж-
денная мера, т. к. в этом случае практически невозможно ис-
пользовать элементы, снижающие потенциал ионизации.
В последующем стабилизаторы дуги начали использовать в
обычных сварочных источниках переменного тока:
♦ для снижения напряжения холостого хода;
♦ для обеспечения возможности использования электро-
дов постоянного тока, которые позволяют получать луч-
шее качество сварочного шва.
Ранее, в разд. 6.6, нами был рассмотрен сварочный источ-
ник Буденного, одной из особенностей которого является
низкое напряжение холостого хода. Практика показывает, что
подобные источники практически неработоспособны без ста-
билизатора дуги, что делает его неотъемлемой частью этого
источника.
Но стабилизатор дуги можно использовать с любыми ис-
точниками переменного тока. В этом случае стабилизатор
обеспечит большую устойчивость дуги, а также возможность
использования сварочных электродов постоянного тока.
Первая версия схемы стабилизатора дуги
На рис. 7.1 изображена упрощенная силовая электриче-
ская схема, поясняющая принцип действия стабилизатора.
Рис. 7.1. Упрощенная силовая схема стабилизатора сварочной дуги
262
Как сделать сварочные аппараты своими руками
Рис. 7.2. Временные диаграммы
токов и напряжения
стабилизатора сварочной дуги
На рис. 7.2 изображены вре-
менные диаграммы токов и
напряжений стабилизаторы
сварочной дуги
На рис. 7.1 стрелками ука-
заны условно положительные
направления токов и поляр-
ности напряжений. На упро-
щенной силовой схеме стаби-
лизатора дуги изображены:
Тсв — сварочный транс-
форматор;
Т1 — маломощный транс-
форматор стабилизатора;
Ls" — индуктивность рас-
сеяния сварочного трансфор-
матора, приведенная к его
вторичной обмотке;
С1 — резонансный кон-
денсатор стабилизатора;
VS1 — симисторный
ключ.
В момент времени tO сва-
рочная дуга погашена, и ее
ток 1д=0. Равен нулю и ток Is
в индуктивности Ls".
В это же время симистор
VS1 закрыт, и конденсатор
С1 заряжен до напряжения
Ucl= -170 В. Напряжение
1}д на дуговом промежутке
нарастает.
В момент, времени tl напряжение на дуговой промежутке
достигает порогового значения Нд=30 В, и на управляющий
Глава 7. Стабилизаторы и осцилляторы
263
электрод симистора VS1 подается короткий импульс управ-
ляющего напряжения отпирающей полярности Uy. Симистор
открывается, и к дуговому промежутку прикладывается сум-
марное напряжение UtI+UcI, состоящее из напряжения вто-
ричной обмотке трансформатора стабилизатора и напряже-
ния на резонансном конденсаторе С1.
Сразу после этого начинается колебательный перезаряд
конденсатора С1 в составе резонансного контура LsCl. В на-
чальный период колебательного процесса вся энергия, нако-
пленная в конденсаторе С1, передается в индуктивность Ls.
Поэтому ток Is в индуктивности нарастает.
Ток Is достигает, своего амплитудного значения в момент
полной разрядки конденсатора С1. Далее энергия, накоплен-
ная в индуктивности, начинает возвращаться обратно в кон-
денсатор С1. Напряжение на конденсаторе возрастает, а по-
лярность этого напряжения меняется относительно первона-
чальной полярности.
В момент времени t2 напряжение ид на дуговом проме-
жутке достигает порога зажигания. Дуга зажигается, и на-
пряжение на дуговом промежутке резко уменьшается. В ре-
зультате этого симистор VS1 запирается, т. к. к нему прикла-
дывается суммарное напряжение UtI+UcI+Ua, имеющее
запирающую полярность.
Конденсатор С1 заряжен до напряжения, равного сумме
напряжений Ut1+ид в момент, предшествующий зажиганию
дуги. В первоначальный момент после зажигания дуги ее горе-
ние поддерживается за счет остаточного тока в индуктивности
Ls", который составляет 10—15 А. Далее под воздействием на-
пряжения на вторичной обмотке сварочного трансформатора
сварочный ток нарастает в обычном порядке. После следую-
щего гашения дуги все повторяется в том же порядке.
На рис. 7.3 изображена электрическая принципиальная
схема стабилизатора, использующая рассмотренный способ
стабилизации сварочной дуги.
264
Как сделать сварочные аппараты своими руками
Рис. 7.3. Принципиальная электрическая схема
стабилизатора сварочной дуги
Глава 7. Стабилизаторы и осцилляторы
265
Питание силовых цепей и цепей управления стабилизатора
осуществляется от сети 220 В при помощи маломощного сете-
вого трансформатора Т1. Силовые цепи, состоящие из резо-
нансного конденсатора С1 и симистора VS1, непосредственно
питаются переменным напряжением с обмотки II трансфор-
матора Т1. Для питания цепей управления переменное напря-
жение с обмотки II трансформатора Т1 выпрямляется однопо-
лупериодным выпрямителем на диоде VD3. Оно сглаживается
при помощи конденсатора С6 и стабилизируется на уровне
+ 12 В при помощи параметрического стабилизатора R1VD7.
Напряжение дуги переменного тока контролируется при
помощи биполярного узла контроля, имеющего порог сраба-
тывания 30 В.
Биполярный узел контроля напряжения дуги собран на
элементах VT1—VT3, VD1—VD2, R5—R8. Порог срабатыва-
ния узла определяется стабилитронами VD1, VD2 и делите-
лем напряжения R5, R6.
Если модуль напряжения дуги меньше порогового значе-
ния, то все транзисторы узла закрыты на его выходе, в точке
соединения резисторов R8 и R9, поддерживается высокий
уровень напряжения.
Если абсолютное значение напряжения дуги выше поро-
гового уровня, то, в зависимости от полярности напряжения,
открывается транзистор VT1 или транзисторы VT2, VT3. При
этом на выходе узла фиксируется низкий уровень напряже-
ния.
Узел задержки, собранный на элементах VT4, R11 и СЗ,
служит для отсеивания кратковременных сигналов помехи,
поступающих с выхода биполярного узла контроля.
Н Примечание.
Помехой считается сигнал, длительность которого не
, превышает 50 мкс.
266
Как сделать сварочные аппараты своими руками
С выхода узла задержки сигнал поступает на вход драй-
вера симистора, собранного на элементах VT6, VD5, VD6,
R15—R17, R4, С5, Т2. Для открытия симистора необходимо
формировать мощный импульс управляющего тока величи-
ной порядка 100 мА.
В драйвере симистора используется принцип, позволяю-
щий исключить перегрузку источника питания цепей управ-
ления. Согласно этому принципу, конденсатор С5 медленно
заряжается через высокоомный резистор R17 небольшим то-
ком, а затем быстро разряжается в момент открытого состоя-
ния транзистора VT2.
При этом достигаются значение управляющего тока сими-
стора, достаточное для его гарантированного открытия. При
помощи трансформатора Т2 осуществляется гальваническая
развязка между цепями управления и силовыми цепями в ко-
торых используется симистор VS1. Диоды VD5, VD6 защи-
щают транзистор VT6 от выбросов напряжения самоиндук-
ции трансформатора Т2.
Внимание.
В течение холостого хода сварочного источника, когда
сварка не производится, энергия стабилизации, нако-
пленная в конденсаторе С1, не расходуется. В резуль-
тате напряжение на конденсаторе CI может дости-
гать не допустимой величины.
Чтобы такого не происходило, работа стабилизатора в ре-
жиме холостого хода сварочного источника блокируется при
помощи узла защиты от холостого хода. Узел защиты от холо-
стого хода собран на элементах VT5, VD4, R12—R14, С4.
Действие узла основано на том, что в момент холостого хода
дуга не зажигается, и на выходе узла задержки формируются
импульсы напряжения, имеющие длительность достаточную
для зарядки конденсатора С4 через цецочку VD4, R12.
Глава 7. Стабилизаторы и осцилляторы
267
В результате этого транзистор VT5 открывается и шунти-
рует базу транзистора VT6, блокируя работу драйвера сими-
стора. Узел защиты холостого хода возвращается в исходное
состояние в момент попытки возбуждения дуги, когда, в ре-
зультате касания электродом детали, напряжение на выходе
сварочного источника кратковременно уменьшается.
Симметричный трансил FV1 защищает конденсатор С1 и
симистор VS1 от кратковременных бросков напряжения, вы-
званных задержками срабатывания узла защиты от холостого
хода. Резистор R2 разряжает конденсатор С1 по окончании
работы стаблизатора. RC цепочка R3C2 предотвращает само-
произвольное открытия симистора при закорачивании клемм
ХТ1, ХТ2 стабилизатора.
Элементная база
, В качестве трансформатора Т1 можно использовать любой
трансформатор 220/55 В мощность 100—150 Вт.
Импульсный трансформатор Т2 мотается на кольцевом
сердечнике К20х12х6 из феррита М2000НМ. Обе обмотки
трансформатора содержат по 50 витков медного эмалирован-
ного провода 00,2—0,4 мм. Между обмотками необходимо
промотать слой лакоткани. После намотки трансформатора
необходимо убедится в качестве его межобмоточной изоля-
ции, проверив ее при помощи обычного электротехнического
мегаомметра на 500 В.
Трансформатор тока Т2 выполнен на ленточном коль-
цевом сердечнике ОЛ25/35-5, выполненном из трансфор-
маторной стали. Вторичная обмотка содержит 3000 витков
провода ПЭВ-2 00,15 мм. Первичной обмоткой трансфор-
матора тока является монтажный провод, пропущенный в
окно кольца.
В качестве трансформатора ТЗ можно использовать любой
сварочный трансформатор с развитым рассеянием магнит-
268
Как сделать сварочные аппараты своими руками
ным рассеянием между обмотками. В частности на эту роль
годится любой сварочный трансформатор, описанный в этой
главе. Стабилизирующая обмотка III мотается поверх вторич-
ной обмотки и содержит равное ей количество витков.
Вторая версия схемы стабилизатора дуги
В Примечание.
Стабилизатор второй версии, в отличие от первой,
является независимым устройством и подключается к
сварочным клеммам любого сварочного источника пере-
менного тока. При этом не требуется делать каких-то
изменений в самом источнике.
Стабилизатор использует ЭДС самоиндукции индуктив-
ности рассеяния сварочного трансформатора, приведенной
к его вторичной обмотке. Для этого после каждой паузы сва-
рочного тока вторичная обмотка трансформатора замыкается
специальным электронным ключом.
После того, как ток в обмотке достигает некоторого по-
рогового значения (10—15 А), ключ размыкается, и на вто-
ричной обмотке формируется высоковольтный импульс ЭДС
самоиндукции, который осуществляет повторное зажигание
дуги переменного тока.
На .рис. 7.4 изображена принципиальная электрическая
схема стабилизатора, а на рис. 7.5 — временные диаграммы.
Стабилизатор содержит ключ переменного тока, который
состоит из мощного полевого транзистора VT3 и диодного
моста VD5. Схема управления стабилизатора питается с вы-
хода диодного моста через параметрический стабилизатор
VD3, R10.
Конденсатор С2 сглаживает пульсацию выпрямленного на-
пряжения. Диод VD4 предотвращает разрядку конденсатора
С2 через открытый транзистор VT3 и резисторы R15, R16.
Глава 7. Стабилизаторы и осцилляторы
269
DD1 K561PA7(CD4011)
Стабилизатор
R15
2к
С1_1_
0,1мк
R10 1к
—ш—к-
VD3 VD4
КС512 1N4007
Рис. 7.4. Принципиальная электрическая схема второй версии
стабилизатора дуги
Рис. 7.5. Временные диаграммы напряжений и токов второй версии
стабилизатора дуги
270
Как сделать сварочные аппараты своими руками
Основой схемы управления стабилизатора является RS-
триггер, собранный на логических элементах 2И-НЕ DD1.2
и DD1.3. Напряжение с выхода Q этого триггера (через ре-
зистор R11) прикладывается к затвору транзистора VT3 и
управляет его состоянием. Если триггер установлен с помо-
щью импульса низкого уровня на входе /S, то транзистор от-
крыт, а если сброшен с помощью импульса низкого уровня на
входе /R, то закрыт.
Когда в сварочной цепи протекает ток (диаграмма 1д на
рис. 7.5), то на выходе сварочного источника присутствует на-
пряжение дуги (диаграмма ид на рис. 7.5). В этом случае на-
пряжение дуги через диодный мост VD5 и делитель R6, R7,
поступает на базу транзистора VT1, который открывается.
При этом на входе /S триггера присутствует не активный вы-
сокий уровень, который формируется при помощи инвертора
DD1.4 из низкого уровня на коллекторе транзистора VT1.
Н Примечание.
Когда напряжение на выходе сварочного источника
меняет свою полярность и на короткий миг становится
нулевым, то транзистор VT1 закрывается.
В этот момент на его коллекторе появляется высокий уро-
вень, который инвертируется элементом DD1.4 и устанав-
ливает триггер по входу /S. При этом на выходе Q триггера
фиксируется высокий уровень напряжения, который через
резистор R11 прикладывается к затвору транзистора VT3 и
открывает его.
Через открытый транзистор VT3 начинает протекать на-
растающий ток (диаграмма Ivt3 на рис. 7.5). Величина этого
тока контролируется при помощи шунта R14 и пороговой
схемы на транзисторе VT2, коллектор которого подключен
к входу /R триггера. После того, как ток Ivt3 достиг порога,
величина которого (10—15 А) определяется шунтом R14 и де-
Глава 7. Стабилизаторы и осцилляторы
271
лителем напряжения R12, R13, транзистор VT2 открывается и
формирует низкий уровень на входе /R триггера.
Триггер сбрасывается, а на его выходе Q фиксируется низ-
кий уровень, который быстро закрывает транзистор VT3. При
этом цепь короткого замыкания во вторичной обмотке сва-
рочного трансформатора разрывается, и на ее выводах фор-
мируется высоковольтный стабилизирующий импульс, под-
жигающий дугу переменного тока.
Резисторы R15, R16 улучшают устойчивость работы ста-
билизатора, подгружая диодный мост VD5 в момент смены
полярности сварочного напряжения. Без этого резистора на-
пряжение на выходе моста не успеет снизиться до нуля в этот
момент.
В Примечание.
В течение холостого хода свдрочного источника, когда
сварка не производится, энергия, накопленная в индук-
тивности трансформатора, не расходуется. В резуль-
тате напряжение на транзисторе VT3 может дости-
гать не допустимой величины.
Чтобы такого не происходило, работа стабилизатора в ре-
жиме холостого хода сварочного источника блокируется при
помощи узла защиты от холостого хода. Узел защиты от холо-
стого хода собран на элементах DD1.1, VD1, R1—R5, С1.
Действие узла основано на том, что в момент холостого
хода дуга не зажигается. На выходе логического элемента
DD1.1 формируются импульсы низкого логического уровня,
имеющие длительность, достаточную для зарядки конденса-
тора С1 через цепочку VD2, R5. В результате этого на одном
из входов И-НЕ элемента DD1.4 формируется низкий логиче-
ский уровень, запрещающий установку RS-триггера.
При этом транзистор VT3 остается всегда закрытым. Узел
защиты холостого хода возвращается в исходное состояние в
Til Как сделать сварочные аппараты своими руками
момент попытки возбуждения дуги, когда в результате каса-
ния электродом детали напряжение на выходе сварочного ис-
точника кратковременно уменьшается.
В этом случае на выходе DD1.1 устанавливается высокий
логический уровень, конденсатор С1 разряжается и на входе
DD1.4 также устанавливается высокий логический уровень,
разрешающий установку RS-триггера.
Симметричный трансил FV1 защищает транзистор VT3 от
кратковременных бросков напряжения, вызванных задерж-
ками срабатывания узла защиты от холостого хода.
Стабилизатор не содержит намоточных узлов. Кроме ре-
комендуемых электронных компонентов, указанных на схеме,
могут использоваться электронные компоненты с аналогич-
ными параметрами.
7.2. Осцилляторы 1
Назначение и устройство осциллятора |
0 Определение. 1
Сварочный осциллятор это специальное устрой- 1
ство, служащее для бесконтактного возбуждения элек- 1
трической дуги. |
Необходимость в таком возбуждении возникает при неко- ]
торых технологиях дуговой сварки (TIG), а также при плаз- ]
менной резке. Обычно сварочный осциллятор представляет ]
собой генератор высокочастотных и высоковольтных (1,5— |
20 кВ) импульсов. 1
Максимальный зазор между электродом и изделием, при 1
котором возможно возбуждение дуги, можно определить пу- 1
тем несложного вычисления. »
Глава 7. Стабилизаторы и осцилляторы
273
И Примечание.
Следует учитывать, что пробойное напряжение воздуха
составляет примерно 3 кВ/мм.
Напряжение, генерируемое осциллятором, зависит от его
назначения. Для аргонодуговой сварки (TIG) достаточно
напряжения 3—4 кВ и энергии импульса 0,01—0,3 Дж. Для
воздушно-плазменной резки нужно напряжение 10—20 кВ и
энергия импульса 0,2—1 Дж [16].
Осциллятор подключается параллельно (рис. 7.6, а) или
последовательно (рис. 7.6, б) выходу сварочного источника.
В случае параллельного включения, осциллятор включен па-
раллельно выходу сварочного источника, и конденсатор Ср
предотвращает замыкание сварочного источника через выход
осциллятора.
Вторичная обмотка сварочного трансформатора Т защи-
щается от высокочастотного напряжения осциллятора при
помощи специального дросселя L, имеющего значительное
индуктивное сопротивление на частоте осциллятора и низкое
сопротивление на частоте питающей сети.
а
б
Рис. 7.6. Электрическая схема включения осциллятора:
а — параллельно выходу сварочного источника;
6—последовательно выходу сварочного источника
274
Как сделать сварочные аппараты своими руками
Та часть высокочастотной энергии, которая проникает че-
рез дроссель L, поглощается RC цепочкой, включённой па-
раллельно вторичной обмотке трансформатора.
В случае последовательного включения, выходное напря-
жение осциллятора, при помощи специального трансформа-
тора Тр, вводится последовательно выходу сварочного ис-
точника. Вторичная обмотка сварочного трансформатора Т
защищается при помощи RC цепочки, которая одновременно
создает путь протекания высокочастотного тока осцилля-
тора.
Так как осциллятор генерирует высокое напряжение, то, из
соображений электробезопасности, время его работы должно
быть ограничено. Обычно осциллятор включается только на
время возбуждения дуги. После того как дуга зажглась, осцил-
лятор автоматически выключается.
Для автоматического отключения осциллятора можно ис-
пользовать реле переменного тока с напряжением катушки
48 В, подключенное к вторичной обмотке сварочного транс-
форматора. Если дуга не горит, то на вторичной обмотке
трансформатора присутствует напряжение достаточное для
включения реле.
Реле включается и своими контактами включает осцил-
лятор. После зажигании дуги, напряжение на вторичной об-
мотке снижается до 20—25 В, реле отключается и своими кон-
тактами отключает осциллятор.
Простейший сварочный осциллятор
Наиболее эффективными считаются осцилляторы после-
довательного включения (рис. 7.6, а), которые не требуют,
установки в цепи сварочного источника защитного дросселя
L. На рис. 7.7 изображена схема простого и надежного осцил-
лятора.
Глава 7. Стабилизаторы и осцилляторы
275
Рис. 7.7. Электрическая схема простейшего сварочного осциллятора
Собственно сам осциллятор состоит из низкочастотного
повышающего трансформатора Т2, разрядника FV1, конден-
сатора С2 и высокочастотного повышающего трансформа-
тора.
D Примечание.
По сути, он является версией широко известного транс-
форматора Теслы.
Включение осциллятора производится замыканием кон-
такта К1. При этом обмотка I трансформатора Т2 подклю-
чается к сети, а на его вторичной обмотке появляется пере-
менное напряжение 800 В. Это напряжение, через обмотку I
высокочастотного трансформатора ТЗ прикладывается к кон-
денсатору С2.
Разрядник FV1 подключен параллельно обмотке II транс-
форматора Т2. Когда напряжение на разряднике достигает
уровня пробоя, в нем возникает лавинообразный электриче-
ский пробой газа, и сопротивление разрядника резко падает.
После пробоя разрядника FV1 в контуре, образованном ин-
дуктивностью обмотки I трансформатора ТЗ и конденсатора
С2, возникают затухающие высокочастотные колебания высо-
кого напряжения.
276 Как сделать сварочные аппараты своими руками
Это высокочастотное напряжение трансформируются в об-
мотку II повышающего трансформатора ТЗ и последовательно
вводятся в сварочную цепь. Из-за потерь энергии, которые в
основном происходят во вторичной обмотке трансформатора
ТЗ и разряднике, колебания постепенно затухают, а уровень
ионизации газа в разряднике падает.
Когда ионизация газа достигнет минимального уровня,
разрядник снова восстановит высокое сопротивление. После
этого начнется очередной цикл зарядки конденсатора С2.
В пробитом состоянии разрядник FV1 замыкает накоротко
обмотку II трансформатора Т2. Однако в этом состоянии
разрядник находится не продолжительное время и, из-за ин-
дуктивности рассеяния трансформатора Т2, ток в обмотке II
практически не увеличивается.
Элементная база
Конденсатор С2 можно изготовит из нескольких конден-
саторов большей емкости, включенных последовательно. Для
этой цели можно использовать отечественные полипропиле-
новые конденсаторы К78-2 или импортные импульсные кон-
денсаторы производства Wima или Epcos. Например, требуе-
мый конденсатор можно изготовить, если включить последо-
вательно два конденсатора WIMA FKP4 или FKP10 емкостью
0,1 мкФ на 1600 В.
Мощность повышающего трансформатора Т2 должна со-
ставлять 200 ВА. Между обмотками трансформатора должна
быть повышенная индуктивность рассеяния. Для этого об-
мотки трансформатора необходимо сделать, дисковыми. Если
трансформатор имеет стержневой сердечник, то первичную и
вторичную обмотки лучше разнести на разные стержни.
Трансформатор ТЗ мотается на сердечнике, собран-
ном из двух сердечников ПК40х18 из феррита 3000НМС.
Глава 7, Стабилизаторы и осцилляторы
277
Такие сердечники применялись в строчных трансформато-
рах ТВС90-ЛЦ2 от старых цветных телевизоров. Сердечник
собирается без зазора. Обмотка I содержит 1 виток мон-
тажного провода с хорошей изоляцией, имеющего сечение
0,5—1 мм2.
Для надежности изоляцию провода можно усилить, одев на
него 2—3 термоусадочные трубки.
Обмотка II содержит 9 витков шины сечением 1x25 мм.
Между витками шины нужно положить хорошую изоляцию
толщиной 0,2 мм, например, фторопластовую ленту или 4 слоя
стекловолоконной лакоткани. Ширина полосок изоляции
должны быть на 10—12 мм больше ширины шины вторичной
обмотки (35-—37 мм).
При ограниченных технологических возможностях для из-
готовления трансформатора ТЗ, может оказаться более удоб-
ным использовать кольцевой сердечник КЮОхбОхЗО из фер-
рита М2000НМ.
Размеры сердечника ориентировочны и в основном опре-
деляются размером окна, которое должно вместить 9 витков
толстого мягкого монтажного провода в пластиковой изоля-
ции. Сечение этого провода определяется сварочным током.
Если сварочный ток не превышает 120 А, то достаточно
сечения 16 мм2. Для сварочного тока 150 А необходимо ис-
пользовать провод 25 мм2, для тока 200 А — провод сечением
32 мм2, а для тока 250 А — провод сечением 50 мм2.
Как и в предыдущем случае, обмотка I содержит 1 виток
обыкйовенного монтажного провода сечением 0,5—1 мм2.
Особое внимание стоит уделить разряднику. Лучше всего в
качестве электродов разрядника использовать вольфрамовый
пруток 03—5 мм. Из такого прутка обычно изготавливается
электрод горелки, используемой для аргонодуговой сварки.
Торцы электродов делаются плоскими или слегка сфериче-
скими и сводятся с зазором 0,2—0,4 мм.
278
Как сделать сварочные аппараты своими руками
Совет.
Обязательно нужно предусмотреть возможность плав-
ной регулировки этого зазора. При отсутствии подходя-
щего вольфрамового прутка в качестве электродов раз-
рядника можно использовать автомобильные свечи зажи-
гания или изготовить электроды из малоуглеродистой
стали. Однако такие электроды менее долговечны.
В простых сварочных источниках для аргонно-дуговой
сварки алюминия, не имеющих стабилизатора дуги, осцил-
лятор остается включенным на весь период горения дуги и
играет роль стабилизатора.
В этом случае электроды разрядника сильно греются и тре-
буют интенсивного охлаждения. Для охлаждения, эдектроды
разрядника можно крепить к алюминиевым пластинам, кото-
рые будут исполнять роль охладителя.
Простейший сварочный осциллятор с разрядником Epcos
Простой и надежный осциллятор [25] можно построить,
используя готовый разрядник типа А81-600Х (А81-А600Х)
производства Epcos. Схема такого осциллятора изображена
на рис. 7.8.
I Осциллятор
1 R1 1Пк ППЯЯмккЯПППВ
Рис. 7.8. Электрическая схема простейшего сварочного осциллятора
с разрядником Epcos
Высокое
напряжение
-------<а
Сварочная
цепь
-------0
Глава 7. Стабилизаторы и осцилляторы 279
Этот осциллятор аналогичен рассмотренному ранее про-
стейшему осциллятору. Во избежание быстрой деградации
разрядника, время непрерывной работы этого осциллятора
ограничено периодом в 2—3 с. Однако этого времени более
чем достаточно для начального возбуждения дуги, но недо-
статочно для работы осциллятора в режиме стабилизатора.
Благодаря использованию готового разрядника, осциллятор
может быть собран буквально на коленках.
Элементная база
Конденсатор С2 можно изготовит из нескольких конден-
саторов большей емкости, включенных последовательно. Для
этой цели можно использовать отечественные полипропиле-
новые конденсаторы К78-2 или импортные импульсные кон-
денсаторы производства Wima или Epcos.
Например, требуемый конденсатор можно изготовить, если
включить последовательно три конденсатора К78-2 емкостью
0,1 мкФ на 1000 В.
В качестве Т2 можно использовать любой повышающего
трансформатора мощностью 5—10 ВА. Использование такого
трансформатора возможно благодаря кратковременному ре-
жиму работы осциллятора. Так как нагрузочный ток транс-
форматора ограничен резистором R1, конструкция его обмо-
ток может быть любой.
Трансформатора ТЗ мотается на кольцевом ферритовом
сердечнике, имеющем внешний диаметр 75—100 мм. Размеры
сердечника ориентировочны и в основном определяются раз-
мером окна. Это окно должно вместить 9—13 витков толстого
мягкого монтажного провода в пластиковой изоляции.
Сечение этого провода определяется сварочным током.
Если сварочный ток не превышает 120 А, то достаточно сече-
ния 16 мм2. Для сварочного тока 150 А необходимо использо-
вать провод 25 мм2, для тока 200 А — провод сечением 32 мм2,
280
Как сделать сварочные аппараты своими руками
R1
R1 --VD1
ХТ1 100 2i1N4007
-Сеть
220 В
50 Гц
0---
ХТ2
ХТЗ
И-
--VD1
2MN4007
+ R3
470
Uynp =12 В
0-
ХТ4
R2 4,7к
СЗ
х 1600 В
VD3
BYP102
С2
,4,7мк
X 450 В
С4
Юмк
х 25 В
С5
0,1мк
Сварочный источник
<?ХТ6
,С1 ____
4,7мк "I- 0,22мк
х 450 В
Высокое
напряжение
VS1
Т132-40-8
С6
Юмк
X 400 В
R6 Юк
0ХТ7 ХТ80
Рис. 7.9. Принципиальная электрическая схема
осциллятора без разрядника
а для тока 250 А — провод сечением 50 мм2. Обмотка I содер-
жит 1 виток обыкновенного монтажного провода сечением
0,5—4 мм2.
Осциллятор без разрядника
Все рассмотренные ранее осцилляторы построены с ис-
пользованием разрядника. Разрядник относительно надежен
и прост в изготовлении. Но он требует постоянного обслужи-
вания и настройки. Поэтому возникает желание заменить его
более надежным, долговечным и стабильным элементов. В ка-
честве, такого элемента можно использовать высоковольтный
тиристор. На рис. 7.9 изображена' принципиальная электри-
ческая схема осциллятора без разрядника.
Роль разрядника в этом осцилляторе выполняет тиристор
VS1, зашунтированный высокочастотным диодом VD3.
В отличие от ранее рассмотренных схем, этот осциллятор
не требует повышающего трансформатора. Роль этого транс-
форматора выполняет двухполупериодный выпрямитель с
Глава 7. Стабилизаторы и осцилляторы
281
удвоением напряжения, собранный на элементах VD1, VD2,
С1 и С2.
Переменное напряжение сети, подключенной к клеммам
ХТ1 и ХТ2, поступает на выпрямитель через резистор R1,
ограничивающий бросок зарядного тока конденсаторов С1
и С2. После выпрямления и сглаживания, напряжение на вы-
ходе выпрямителя-удвоителя поднимается до 600 В.
Однако во время работы осциллятора просаживается до
530—550 В. Этим напряжением через резистор R2 заряжает
резонансный конденсатор СЗ.
Тиристор VS1 открывается короткими управляющими им-
пульсами, поступающими с обмотки II импульсного транс-
форматора Т2. Период следования этих импульсов составляет
примерно 5 мс.
После открытия тиристора VS1 начинается цикл колеба-
тельного перезаряда конденсатора по цепи СЗ, L1, обмотка I
трансформатора Tl, VS1, СЗ. При этом напряжение конден-
сатора СЗ прикладывается к обмотке I трансформатора Т1,
повышается на обмотке II до 5—6 кВ и вводится в сварочную
цепь, где используется для пробоя дугового промежутка.
В конце цикла перезаряда конденсатора СЗ, напряжение на
нем становится отрицательным. Абсолютная величина этого на-
пряжения меньше первоначальной, так как часть энергии кон-
денсатора была передана в сварочную цепь, а часть рассеяна на
активных сопротивлениях элементов колебательного контура.
В случае отсутствия диода VD3, тиристор VS1 был бы за-
крыт отрицательным напряжением на конденсаторе СЗ и
колебательный процесс прекратился бы после первого же
цикла. Последующая смена полярности напряжения на кон-
денсаторе проводилась бы за счет потребления энергии от
выпрямителя, ухудшая эффективность осциллятора, а также
приводя к перегреву резистора R2.
Однако благодаря диоду VD3 на тиристоре VS1 фиксиру-
ется низкое напряжение, которое затягивает процесс его за-
282Как сделать сварочные аппараты своими руками
крытия. После завершения первого цикла перезаряда кон-
денсатора СЗ, начинается следующий цикл. В течение этого
цикла конденсатор СЗ перезаряжается по цепи СЗ, VD3, об-
мотка I трансформатора Tl, L1, СЗ.
При этом часть энергии снова передается в сварочную
цепь, а в конце цикла перезаряда напряжение на конденса-
торе СЗ снова становится положительным. Так как тиристор
VS1 не был закрыт, то после завершения второго цикла пе-
резаряда, начнется следующий цикл. И так далее до тех пор,
пока полностью не будет израсходована энергия, накопленная
в конденсаторе СЗ.
При этом благодаря многократной передаче энергии в
сварочную цепь, повышается эффективность осциллятора, а
также уменьшается нагрев резистора R2.
Генератор запускающих импульсов собран на элементах
VT1, R3, R4, С4, С5, Т2 и представляет собой классический
релаксационный генератор на основе однопереходного тран-
зистора VT1.
Запуск генератора осуществляется подачей постоянного
управляющего напряжения 12 В на клеммы ХТЗ и ХТ4 в соот-
ветствии с полярностью, указанной на рис. 7.9.
Этот осциллятор, как и рассмотренные ранее осцилляторы,
является последовательным. Схема включения осциллятора в
сварочную цепь изображена на рис. 7.9.
Осциллятор включается только на время возбуждения
дуги. После того как дуга зажглась, осциллятор автоматически
выключается. Отключения осциллятора можно осуществлять
при помощи таймера или с помощью реле, контролирующего
напряжение на выходе сварочного источника.
Элементная база
В качестве конденсатора СЗ можно использовать высоко-
частотный полипропиленовый конденсатор отечественного
Глава 7. Стабилизаторы и осцилляторы
283
или зарубежного производства. Например, можно использо-
вать два конденсатора К78-2 0,1 мкФ х 1000 В, включенных
параллельно, или один конденсатор МКР10 0,22 мкФ х 1600 В
производства Wima.
Нелинейный дроссель L1 мотается на кольце К20х12х6
из феррита М2000НМ. Обмотка дросселя содержит 5 витков
мягкого монтажного провода сечением 1—1,5 мм2.
Трансформатор Т1 мотается на сердечнике, собранном
из двух сердечников ПК40х18 из феррита 3000НМС. Такие
сердечники применялись в строчных трансформаторах
ТВС90-ЛЦ2 от старых цветных телевизоров.
Сердечник собирается без зазора. Обмотка I содержит 1
виток монтажного провода с хорошей изоляцией, имеющего
сечение 0,5—1 мм2. Для надежности изоляцию провода можно
усилить, одев на него 2—3 термоусадочные трубки. Обмотка
II содержит 12 витков шины сечением 1x25 мм. Между вит-
ками шины нужно положить хорошую изоляцию толщиной
0,2 мм, например, фторопластовую ленту или 4 слоя стекло-
волоконной лакоткани. Ширина полосок изоляции должны
быть на 10—12 мм больше ширины шины вторичной обмотки
(35—37 мм).
Импульсный трансформатор Т2 мотается на кольцевом
сердечнике К20х12х6 из феррита М2000НМ. Обе обмотки
трансформатора содержат по 50 витков медного эмалирован-
ного провода 00,2—0,4 мм. Между обмотками необходимо
промотать слой лакоткани. После намотки трансформатора
необходимо убедится в качестве его межобмоточной изоля-
ции, проверив ее при помощи обычного электротехнического
мегаомметра на 1000 В. При этом сопротивление межобмо-
точной изоляции должно быть не менее 50 МОм.
Глава 8
СОЗДАЕМ И ТЕСТИРУЕМ ЭЛЕМЕНТЫ
СВАРОЧНЫХ АППАРАТОВ
8.1. Испытываем неизвестное железо
Работа при максимально возможной индукции в сердеч-
нике сварочного трансформатора позволяет уменьшить сече-
ние сердечника. Для использования этой возможности необ-
ходимо знать значение максимальной индукции для выбран-
ного материала сердечника.
Здесь ситуация осложняется тем, что самодеятельный
конструктор обычно имеет дело с трансформаторным желе-
зом неизвестной марки. Пытаясь использовать это железо,
обычно выбирают заниженную величину максимальной ин-
дукции. Это приводит к неоправданному увеличению разме-
ров и массы сварочного трансформатора. Ниже приводится
методика испытания железа, пользуясь которой можно опре-
делить индукцию насыщения трансформаторного железа,
имеющегося в распоряжение.
Сначала, из имеющегося трансформаторного железа нужно
собрать тестовый замкнутый сердечник сечением 5—10 см2
(сечение сердечника определяется перемножением толщины
пластины на ее ширину и общее количество пластин).
На полученный сердечник необходимо мягким изолирован-
ным проводом сечением 1,5—2,5 мм2, намотать обмотку на на-
пряжение 5—10 В (50 витков). Затем надо замерить активное со-
противление обмотки Ro6m и рассчитать среднюю длину магнит-
ной силовой линии Lc сердечника. Среднюю длину магнитной
Глава 8. Создаем и тестируем элементы сварочных аппаратов
285
силовой линии стержневого сердеч-
ника можно рассчитать при помощи
формулы, изображенной на рис. 8.1.
На рис. 8.2 изображена схема, по-
зволяющая определить значение ин-
дукции насыщения тестируемого сер-
дечника. Мощность трансформатора
Т — не менее 63 ВА.
Результаты измерений заносят во
вторую и третью колонки табл. 8.1.
Рис. 8.1. Основные
размеры стержневого
Рис. 8.2. Схема испытания трансформаторного железа
Таблица 8.1
N изм. U,8 1,А Uo6m = xU-1-R^.B Н~= l-W/Lc, А/см в = и6м/ (4,44.10«-f-W-S), Тл
1 2 3 4 5 6 •
Значения в колонках 4 и 5 табл. 8.1 рассчитываются по
приведенным формулам. Затем, используя данные колонок 5,
6 (Н_ — напряженность переменного магнитного поля, В —
индукция в сердечнике), строим график кривой намагничива-
ния тестируемого сердечника (рис. 8.3). На рис. 8.3 приведены
графические построения,
необходимые для нахожде-
ния значений индукции на-
сыщения Bs, максимальной
индукции Вт и максималь-
ной напряженности пере-
менного магнитного поля
сердечника Н~.
Рис. 8.3. Кривая намагничивания
286 Как сделать сварочные аппараты своими руками
8.2. Как намотать трансформатор?
Какой бы сварочный источник вы не делали, в любом из
них присутствует трансформатор. Некоторые сварочные ис-
точники, особенно предназначенные для сварки на перемен-
ном токе, вообще состоят только из одного трансформатора.
Поэтому, если вы всерьез решили самостоятельно изготовить
сварочный источник, то придется смириться с необходимо-
стью расчета и изготовления мощного трансформатора.
Многие начинающие самодеятельные конструкторы
сильно преувеличивают сложности связанные с изготовле-
нием трансформатора, считая' что хороший трансформатор
можно изготовить только в специализированных условиях
большого предприятия.
На самом деле вполне приличный трансформатор можно
изготовить в кустарных условиях. При необходимости транс-
форматор можно сделать буквально из мусора, т. е. из старой
жести, кусков стальной проволоки и старой электропроводки.
Однако если есть возможность, лучше использовать специа-
лизированные магнитные и обмоточные материалы. В этом
случае трансформатор будет иметь наилучшие массогабарит-
ные показатели. ,
Так как при изготовлении обмоток сварочного трансфор-
матора используется провод и шинка большого сечения, то
лучше предварительно обзавестись мощным намоточным
станком. Такой станок можно изготовить самостоятельно из
кусков стального уголка и труб. На рис. 8.10 приведен эскиз
самодельного намоточного станка. Оси станка сделаны из
стального прута диаметром 12 мм (чтобы свободно входил в
трубу ‘Л дюйма).
Оси вставлены в направляющие, выполненные из водопро-
водных труб ’Л дюйма (полудюймовые). К внутренним торцам
осей приварены уголки, в каждом из которых просверлены
крепежные отверстия 0 6,2 мм (Вид А).
Глава 8, Создаем и тестируем элементы сварочных аппаратов
287
Через эти отверстия продеваются винты, с помощью кото-
рых к уголкам крепится деревянный брусок, служащий оправ-
кой для мотаемой катушки трансформатора. Чтобы в станок
можно было вставлять, оправки различной длины, левая ось
сделана подвижной и может смещаться в горизонтальном на-
правлении на 150 мм. Направляющие приварены к вертикаль-
ным стойкам, которые, в свою очередь, приварены к сталь-
ному основанию. Основание имеет крепежные отверстия (не
показаны на чертеже), с помощью которых его можно закре-
пить на любую горизонтальную либо вертикальную поверх-
ность.
Все размеры на рис. 8.10 достаточно условны и определя-
ются материалами, имеющимися в наличие, а также предпо-
лагаемыми размерами катушек.
На рис. 8.11 показан внешний вид станка, закрепленного
на вертикальную стенку.
Оправка аккуратно выстругивается из подходящего по раз-
меру соснового бруска при помощи рубанка. Поперечные раз-
меры оправки должны быть больше соответствующих разме-
Рис. 8.10. Самодельный намоточный станок
I
288
Как сделать сварочные аппараты своимируками
Рис. 8.11. Внешний вид намоточного станка
ров сердечника на 3—5 мм. Это обеспечит свободную посадку
катушки на сердечник. Кроме этого, оправка должна иметь
конусность 1:100, что облегчит ее извлечение из катушки по-
сле завершения процесса намотки (рис. 8.12).
В отличие от обычных трансформаторов, катушки свароч-
ного трансформатора обычно выполняются бескаркасными.
Это позволяет улучшить условия охлаждения, а также сделать
их изготовление более технологичным.
Для фиксации высоты катушки и предотвращения спол-
зания крайних витков, на оправку прикручиваются попереч-
ные деревянные планки, толщина которых равна или больше
предполагаемой толщины катушки (рис. 8.13).
Перед намоткой катушки, в районе каждого угла оправки
крепится отрезок киперной ленты. С помощью этих отрез-
ков, после завершения намотки, надо будет стянуть и закре-
пить обмотку, что предотвратит ее расползание после сня-
Рис. 8.12. Оправка для намотки
катушки
Рис. 8.13. Оправка,
установленная на станке
Глава 8. Создаем и тестируем элементы сварочных аппаратов
289
тия с оправки. Затем на оправку необходимо уложить 1,5—2
витка полосы из электрокартона или прессшпана, толщиной
0,5—1 мм.
Ширина полосы равна высоте катушки. Эта полоса обра-
зует гильзу, которая защитит катушку от повреждения при ее
монтаже на сердечник.
После намотки каждого слоя провода его следует уплот-
нить легкими ударами деревянного молотка. Если трансфор-
матор изготавливается в кустарных условиях, то каждый слой
необходимо промазывать пропиточным лаком. Для пропитки
лучше использовать специализированный лак.
Не стоит для этой цели исполь-
зовать различные суррогаты типа
клеев и лаков. Эти вещества зача-
стую обладают повышенной по-
жарной опасностью и разрушают
эмалевую изоляцию провода.
В качестве межслойной изо-
ляции используется прессшпан
толщиной 0,5 мм. Между слоями
обмотки можно вставлять планки
толщиной 5—10 мм (рис. 8.14).
Это улучшит охлаждение обмотки во время работы трансфор-
матора. -
После того, как катушка намотана, она снимается со станка
и из нее извлекается оправка.
Рис. 8.14. Улучшение условий
охлаждения обмоток
с помощью планок
Внимание.
Использованную оправку не стоит использовать
повторно, т. к. она обычно сильно деформируется и
теряет требуемый профиль.
Для сушки пропиточного лака можно использовать импро-
визированную сушильную печь (рис. 8.15). Печь устанавли-
290 Как сделать сварочные аппараты своими руками
"7777777777777777777777777777777777777777777
Несгораемое основание vfer
Заземление
Рис. 8.15. Импровизированная сушильная печь
вается на открытом воздухе. Для изготовления печи берется
металлический лист толщиной 0,5—1,5 мм, который ложится
на несгораемое основание и электрически заземляется.
На лист выкладываются два ряда кирпичей, на которые по-
том укладываются несколько воздушных электронагревателей
(ТЭН) мощностью 0,5—1 кВт. Сверху на ТЭНы укладываются
еще два рядя кирпичей, а на них металлическая решетка.
На решетку укладываются пропитанные лаком катушки и
накрываются сверху деревянным или картонным ящиком.
Температура внутри ящика контролируется при помощи те-
стера с термопарой.
Внимание.
Так как есть опасность возгорания лака стекающего с
катушек, во время сушки печь постоянно должна нахо-
диться под контролем.
Сушка лака производится в два этапа. Первый этап длиться
1—2 часа, и во время этого этапа температура внутри ящика
поддерживается на уровне 100—110°С.
Второй этап длиться 5—6 часов, и во время этого этапа
температура внутри ящика поддерживается на уровне 130—
140°С.
Глава 8. Создаем и тестируем элементы сварочных аппаратов
291
Затем нагреватели выключаются, и печь оставляется на не-
сколько часов для естественного охлаждения. После заверше-
ния сушки катушки извлекаются из печи и используются по
назначению.
8.3. Как изготовить трансформатор
из подручных материалов
Варианты выбора материала
Прошли времена железного изобилия, когда на любой
свалке вблизи промышленных предприятий можно было
найти старое трансформаторное железо или, на крайний слу-
чай, подходящий статор асинхронного двигателя. К настоя-
щему времени весь бросовый металл давно собрали и сдали
на металлолом.
Однако для изготовления трансформатора не обязательно
использовать специализированное трансформаторное же-
лезо. При большом желании трансформатор можно изгото-
вить из почти любого мягкого железа. Соответствующие ре-
комендации можно найти в старой радиолюбительской лите-
ратуре [6,23].
Согласно этим рекомендациям, сердечник трансформатора
можно изготовить из обыкновенного мягкого железа, а, вер-
нее, из жести толщиной 0,3—0,5 мм или железной проволоки
диаметром 0,3—0,5 мм.
Совет.
wsjl Так как проволока обеспечивает худшее заполнение сече-
ния сердечника, то лучше остановить свой выбор на
жести.
292
Как сделать сварочные аппараты своими руками
Рис. 8.16.
Тороидальный
сердечник
Для изготовления сердечника можно 1
применить листовое железо толщиной 1
0,35 мм, используемое для кровельных I
работ. Обычно это железо поставля- 1
ется листами с размерами 710x1420 мм, ]
1000x2000 мм и 750x1500 мм. 1
Так как для трансформатора с сер- 1
дечником из обыкновенного железа по- 1
лучается более массивный сердечник, то |
лучше будет придать этому сердечнику j
форму тора (рис. 8.16). Тороидальный сердечник обеспечи- |
вает более эффективное использование магнитного материала
и более технологичен при самостоятельном изготовлении. j
В отличие от электротехнической стали, обыкновенное
железо характеризуется большими потерями Перемагничи-
вания и меньшей индукцией насыщения. Чтобы компенси-
ровать эти недостатки придется использовать сердечник
большего сечения.
Интернет. 1
Для расчета трансформатора с сердечником из обык- |
новенного железа можно использовать те же формулы, j
которые рассматриваются в разделе 8.2 приложе- I
ния к книге, представленного на сайте издательства ;
www.nit.com.ru.
Но максимальная индукция Вт в таком сердечнике не 1
должна превышать значения 1 Тл. J
Сборка сердечника
После того как лак высохнет, можно приступать к сборке
тороидального сердечника. Обычно сборка сердечника про-
изводится путем намотки полосы на оправку подходящего
Глава 8. Создаем и тестируем элементы сварочных аппаратов
293
диаметра. Но так как в нашем случае полоса состоит из от-
дельных кусков, то понятно, что таким образом не удастся
обеспечить плотную навивку полосы на оправку.
Однако существует альтернативная методика сборки торо-
идального сердечника [24], которая больше подходит для ку-
старных условий. Согласно этой методике, сборка сердечника
ведется в обратном направлений.
Для этого берем отрезок полосы, длина которой на 20 мм
превышает длину окружности внешнего диаметра сердеч-
ника. Если внешний диаметр тора составляет 165 мм, то по-
требуется отрезок полосы длиной
7гх165 мм +20 мм = 540 мм.
После отделения отрезка необходимой длины аккуратно
обкатываем его круглым предметом, например, бутылкой.
Затем сворачиваем обкатанную полосу в кольцо с диаметром,
равным внешнему диаметру сердечника, и внахлест закре-
пляем концы при помощи саморезов или винтов (рис. 8.17).
Теперь вставляем полосы железа внутрь оправке (рис. 8.18).
При необходимости можно слегка обкатать их круглым пред-
метом. После вставки каждой полосы необходимо поджать ее,
с усилием проглаживая пакет полос с внутренней стороны в
направлении обратном направлению укладки.
Рис. 8.17. Изготовление Рис. 8.18. Сборка
оправки сердечника
294
Как сделать сварочные аппараты своими руками
Внимание.
Все работы с кровельным железом необходимо произво-
дить в защитных рукавицах.
При сборке сердечника полосы укладываются стык в стык
с минимальным зазором.
После того, как все полосы вставлены, и внутренний диа-
метр тора достиг расчетного диаметра окна, необходимо вы-
ровнять сердечник, уложив его на ровное основание и акку-
ратно простучав молотком через дощечку или пластину тол-
стого текстолита.
Теперь необходимо склеить сердечник. Для этого можно
использовать эпоксидный клей, которым основательно про-
мазывается готовый сердечник.
После того как сердечник просох, его необходимо изоли-
ровать. Для изоляции можно использовать картон толщиной
0,5—1 мм. Торцевые части сердечника изолируются с помо-
щью картонных кругов, которые на 10—15 мм перекрывают
внешний и внутренний размер сердечника.
Наружная и внутренняя поверхность сердечника изолиру-
ется при помощи картонных полос. Накладываем картонные
полосы и круги на сердечник, а затем закрепляем их, обмотав
сердечник киперной лентой Или полосой ХБ ткани.
Подготовка обмоточного провода
Теперь, когда сердечник готов, необходимо приготовить
обмоточный провод. Для этого берем куски одножильного
или многожильного электромонтажного провода и, снимаем
с него изоляцию. После снятия изоляции куски спаиваются
и сматываются для получения необходимой длины и сечения
обмоточного провода.
Затем полученный провод изолируем, обматывая его ки-
перной лентой или полосой ХБ ткани. При обмотке соседние
Глава 8, Создаем и тестируем элементы сварочных аппаратов
295
тканевой полосы должны перекрываться напо-
ловину. В этом случае суммарная толщина изо-
ляции составит два слоя ткани.
Для намотки провода на тороидальный
сердечник необходим специальный челнок
(рис. 8.19). Челнок, с некоторым запасом, дол-
жен вмещать весь объем провода, необходимый
для изготовления одной обмотки. Изготовить
челнок можно из куска деревянной доски, фа-
неры или ДСП.
70
Рис. 8.19.
Намотка Обмоточный
челнок
Сначала мотается первичная обмотка транс-
форматора. Для этого весь провод обмотки нама-
тывается на челнок. Мотаем обмотку, просовывая челнок через
окно сердечника. В окне сердечника провод аккуратно уклады-
вается виток к витку. На внешнем диаметре сердечника провод
укладывается равномерно.
По мере расходования новые порции провода снимаются
с челнока. Намотав очередной слой обмотки, при помощи
кисточки, аккуратно промазываем его пропиточным лаком.'
Немного грязновато, зато гарантируется полная пропитка об-
мотки. При этом обычно какой-то дополнительной межслой-
ной изоляции не требуется.
И Примечание,
Вторичная обмотка мотается также как и первичная.
Поверх готовой обмотки мотается слой киперной ленты
или полосы ХБ ткани. Затем этот слой промазывается пропи-
точным лаком. После, этого трансформатор идет на сушку.
Для правильно изготовленного трансформатора ток холо-
стого хода первичной обмотки обычно не превышает 1,5 А.
296 Как сделать сварочные аппараты своими руками |
8.4. Как изготовить сварочные электроды Я
Я
Я
В случае отсутствия готовых электродов их можно изго- I
товить самостоятельно. Рекомендации по самостоятельному 1
изготовлению электродов приведены, например, в [22]. Для |
этого необходимо иметь мягкую малоуглеродистую прово- |
локу диаметром от 2 до 6 мм. Предварительно ее необходимо |
выправить и нарезать ца куски длиной 300—400 мм. После |
этого в банке приготавливается защитное покрытие или по- -|
просту обмазка (мел — 500 г, жидкое стекло — 190 г, вода — |
200...250). Указанного количества обмазки хватает на 100—200 1
электродов. л
Нарезанные куски проволоки погружают в обмазку так, |
чтобы один конец оставался не покрытым обмазкой по длине 1
около 20 мм для зажима в электрододержатель. Затем элек- |
троды, вынутые из банки и покрытые обмазкой, должны быть 1
просушены при температуре 20—30°С. После этого их можно |
применять для сварки на переменном и постоянном токе. 1
Самодельные электроды можно рассматривать лишь как I
временную альтернативу электродам, выпущенным промыш- 1
ленным способом. И, разумеется, эти электроды нельзя ис- у
пользовать для ответственной сварки. 1
Глава 9
БЕЗОПАСНОСТЬ ПРИ ЭЛЕКТРОСВАРКЕ
Внимание.
Помните, что в отличие от производства, где безопас-
ность сварочных работ контролируют соответствую-
щие службы, в быту самодеятельный мастер несет пол-
ную ответственность за безопасность этих работ
для окружающих и себя самого! Ручная электродуговая
сварка сопряжена с многими вредными факторами. Их
игнорирование может привести к кратковременной или
длительной потере здоровья, трудоспособности и даже
к смерти!
Почему нужна защита глаз при электросварке
Мощное световое излучение дуги может привести к пора-
жению сетчатки глаза с последующим ухудшением зрения, к
ожогам незащищенных участков кожи. Длительное и интен-
сивное воздействие ультрафиолетовых лучей, выделяемых
электрической дугой на хрусталик глаза, способно вызвать его
помутнение с последующей катарактой.
D Примечание.
Повреждение глаз световым и ультрафиолетовым излу-
чением дуги, а также брызгами расплавленного металла
составляет почти половину общего количества травм,
298
Как сделать сварочные аппараты своими руками
связанных с электродуговой сваркой и резкой метал-
лов. При этом только четверть случаев приходятся на
самих сварщиков, а остальная часть — на окружающих
место сварки людей!
Для защиты окружающих от вредного действия излуче-
ния сварочной дуги рабочее место сварщика должно быть
ограждено несгораемыми экранами. Экраны и оборудование
следует окрашивать в светлые тона с рассеянным отражением
света, для ослабления контраста между яркостью дуги и окру-
жающими поверхностями.
S Совет.
Свободная площадь огражденного места должна быть '
не менее Зм2.
Применение традиционного защитного оборудования
Для защиты лица и глаз сварщика от светового излучения
и брызг расплавленного металла используются сварочные
щитки и маски, которые обычно выполнены из электрокар-
тона, фибры, фторопласта или другого подходящего матери-
ала.
Для наблюдения за процессом сварки в маске проделано
специальное смотровое отверстие, в которое вставляют за-
щитный светофильтр. Этот фильтр поглощает:
♦* ультрафиолетовые лучи;
♦ значительную часть световых и инфракрасных лучей.
Перед светофильтром устанавливается обычное стекло,
которое защищает его от брызг и капель расплавленного ме-
талла.
В табл. 9.1 перечислены светофильтры, рекомендуемые
ГОСТ 12.4.080-79 для защиты от излучения дуги.
Глава 9. Безопасность при электросварке
299
Светофильтры, рекомендуемые ГОСТ 12.4.080-79
для защиты от излучения дуги при различных видах сварки Таблица 9.1
Сила тока, А Обозначение светофильтра
/ Ручная дуговая сварка штучными электродами, ММА
15—30 С-3
30—60 С-4
60—150 С-5
150—275 С-6
275—350 С-7
350—600 С-8
600—700 С-9
700—900 С-10
Свыше 900 С-11
Аргоно-дуговая сварка вольфрамовым электродом, TIG
10—15 С-3
15—20 С-4
20—40 С-5
40—80 С-6
80—100 С-7
100—175 С-8
175—275 С-9
275—300 С-10
300—400 С-11
400—600 С-12
Свыше 600 С-13
Сила тока, А Обозначение светофильтра
Полуавтоматическая сварка в среде СО2, MAG
30—60 С-1
60—100 С-2
100—150 С-3
150—175 С-4
175—300 С-5
300—400 С-6
400—600 С-7
600—700 С-8
700—900 С-9
Полуавтоматическая сварка в защитном газе, MIG
15—30 С-3
30—50 С-4
50—90 С-5
90—150 С-6 '
150—275 С-7
275—350 С-8
350—600 С-9
600—800 С-10
Свыше 800 С-11
Руководящий документ, действующий уже почти 30 лет,
ГОСТ 12.4.080-79 регламентирует:
♦ уровень допустимого пропускания в ультрафиолето-
вой области, при длине волны X = 0,32 мкм, — не более
0,0001 % для всех номеров светофильтров С1—С13;
♦ уровень допустимого пропускания в инфракрасной об-
ласти, при длине волны X = 1 мкм, — не более 0,1%.
300
Как сделать сварочные аппараты своими руками
Защитные сварочные маски нового поколения «Хамелеон»
В последнее время на рынке появились маски различ-
ных производителей, которые получили в народе название
«Хамелеон» (рис. 9.1). Защитное стекло такой маски содер-
жит светофильтр с жидкокристаллическим затвором.
Фильтр прозрачен в обычных
условиях и мгновенно темнеет
при возникновении излучения
электрической дуги. Светофильтр
обеспечивает поглощение и от-
ражение вредного для глаз излу-
чения в ультрафиолетовой и ин-
фракрасной областях излучения
дуги.
Эти маски выпускаются в со-
ответствии с недавно разрабо-
танным международным стан-
дартом DIN 7-13, который отли-
чается от ГОСТ 12.4.080-79 и регламентирует более жесткие
требования к коэффициентам пропускания в ультрафиоле-
товой и в инфракрасной областях.
Стандарт DIN 7-13 устанавливает пороговое значение ко-
эффициента пропускания:
♦ в инфракрасной области (X = 0,78—1,4 мкм) — не более
IO"2 %;
♦ в ультрафиолетовой области (А, = 0,212—0,365 мкм)—не бо-
лее 10~5 %. •
В .табл. 9.2 перечислены светофильтры, рекомендуемые
DIN 7-13 для защиты от излучения дуги при различных видах
сварки.
Светофильтры с ЖК затвором могут иметь как фиксиро-
ванное, так и регулируемое затемнение.
Глава 9. Безопасность при электросварке
301
Светофильтры, рекомендуемые DIN 7-13 для защиты
от излучения дуги при различных видах сварки Таблица 11.2
Сила тока, А Уровень затемнения
Ручная дуговая сварка штучными элек- тродами, ММА
Менее 40 9
40—80 . Ю
80—175 11
175—300 12
300—500 13
Аргоно-дуговая вольфрамовым элек- тродом, TIG
Менее 50 10
50—100 11
100—200 12
200—400 13
Сила тока, А Уровень затемнения
Полуавтоматическая сварка в защитном газе, MIG
Менее 100 10
100—175 11
175—300 12
300—500 13
Воздушно-плазменная резка
Менее 50 11
50—200 12 .
200—400. 13
Способы вентиляции рабочего места сварщика
Если сварочные работы производятся на открытом воз-
духе, то обычно достаточно естественной вентиляции рабо-
чего места.
Если сварочные работы производятся в помещении, то мо-
гут использоваться:
♦ общеобменная вентиляция — когда загазованный воздух
удаляется из всего помещения;
♦ местная вытяжная вентиляция — когда вредные веще-
ства удаляются непосредственно из мест их выделения и
не распространяются по помещению.
СПИСОК ИСПОЛЬЗОВАННОМ ЛИТЕРАТУРЫ
И РЕСУРСОВ ИНТЕРНЕТ
1. Non-dissipative snubber circuit appa-
ratus. Патент US4403269.
2. Product Digest. International
Rectifier’s Shortform Catalog, 50th
Anniversary Edition. March 1997. —
C. J36—J39, F—40.
3. Буденный А. П. Устройство для
электродуговой сварки (варианты)
и способ изготовления его маг-
нитопровода. Патент Российской
, Федерации №2198078. МПК
В23К9/00, H01F38/08, H01F27/25.
4. Бунин С. Г. Яйленко. Л. П.
Справочник радиолюбителя-
коротковолновика. — К.: Техюка. —
1984.
5. Геворкян В. Г. Основы сварочного
дела. М.: Издательство «Высшая
школа». —1971.
. 6. Горячкин Е. Н. Лабораторная тех-
ника и ремесленные приемы. Изд.
3-е, перераб. — М.: Просвещение.
—1969.
7. ГОСТ 9466-75 Электроды, покры-
тые металлические для ручной
дуговой сварки сталей и наплавки.
Классификация и общие техниче-
ские условия.
8. Граф Р. Электронные схемы: 1300
примеров. — М.: Мир. —1989.
9. Дубровский А. Регулятор частоты
вращения трехфазных асинхрон-
ных двигателей. //Радио — №4. —
2001, —С. 42—43.
10. Закс М. И. и др. Трансформаторы
для электродуговой сварки. — Л. —
Энергоатомиздат. — 1988. — С. 6,7,
17,45—58.
11. Источники электропитания
радиоэлектронной аппаратуры.
Справочник. Под редакцией Г. С.
Найвельта. — М.: Радио и Связь. —
1986.
12. Калашников Ю. Д. Сварочный
трансформатор. Патент Российской
Федерации № 2053066. МПК
В23К9/00.
13. Китаев Ф. М., Китаев Я. А.
Справочная книга сварщика. — М.:
Машиностроение—1985.
14. Кремнёвые управляемые вентили-
тиристоры. Технический справоч-
ник. Пер. с англ. Под ред. к.т.н. В.
А. Лабунцова и А. Ф. Свиридова. —
М.-Л.: Энергия. —1964.
15. Ленивкин. В. А. Дюргеров Н. Г.
Сагиров. X. Н. Технологические
свойства сварочной дуги в защитных
газах. — М.: Машиностроение. —
1989.
16. Малышев Б. Д., Мельник В. И., Гетия
И. Г. Ручная дуговая сварка. М:
Стройиздат —1990.
17. Милов воров В. П. Электромагнитная
техника. — М.: Высшая школа. —
1966.
18. Миронов А. Магнитные материалы
и магнитопроводы для импульсных
источников питания. //Радио. —
2000, —№6, —С. 53, 54.
19. Полей И. Преобразователь для
питания бытовой аппаратуры. //
Радио. — 2003. — №1. — С. 29—32.
20. Розаренов Ю. Н. Оборудование
для электрической сварки плавле-
нием. — М.: Машиностроение. —
1987.
21. Справочная книга электромон-
тера. — М.: Энергоиздат. —1934.
22. Справочник радиолюбителя. Под
редакцией инж. И. Кляцкина и инж. А.
Шнейдермана. — М.: Издательство
НКПТ. —1931.
23. http://svapka.ru/blokpoluavt/delaem-
toroidolnyj-svarochnyj-transfarmator.
him
24. http://valvolodin.narod.ru/schems/
oscill.html
25. http://www.aavidthermalloy.com
26. http://www.cemont.com
27. http://www.epcos.com
28. http://www.et.ua/index.html
29. http://www.utkcomponent.com
30. http://www.ventsvar.ru/
Книжный магазин
издательства «Наука и Техника»;
приглашает за покупками
)► Предлагаем широкий ассортимент
технической литературы ведущих
издательств (более 2000 наименований):
• Компьютерная литература
". . Радиоэлектроника
: • Телекоммуникации и связь
• Транспорт, строительство
• Научно-популярная медицина,
педагогика, психология
.• Чем привлекателен наш магазин:
• низкие цены;
• ежедневное пополнение ассортимента;
• поиск книг под заказ;
• обслуживание за наличный
и безналичный расчет;
• гибкая система скидок;
• комплектование библиотек;
• обеспечение школ учебниками
по информатике;
• возможна доставка.
Наш адрес: г. Санкт-Петербург
пр. Обуховской Обороны д. 107
ст. метро Елизаровская
Справки о наличии книг по тел. 412-70-25
E-mail: admin@hit.com.ru
(рассылка ассортиментного прайс-листа по запросу)
Мы работаем с 10 до 19 часов без обеда и выходных
(в субботу и воскресенье до 18 час)