




















































































































































































































































































































































































































































































































Текст
Д. А. Кардашов
СИНТЕТИЧЕСКИЕ
КЛЕИ
ИЗДАНИЕ ТРЕТЬЕ, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
МОСКВА
ИЗДАТЕЛЬСТВО «ХИМИЯ», 1976
6П7.56
К 21
УДК 668.395
Кардашов Д. А.
К 21 Синтетические клеи. Изд. 3-е, перераб. и доп.
504 с., 159 рис., 116 табл., список литературы 1070 ссылок.
В книге приведены исчерпывающие сведения о способах
получения и свойствах отечественных и зарубежных клеев,
о методах испытания клеев и клеевых соединений, об их при-
менении в народном хозяйстве. В ней даны рекомендации по
склеиванию самых различных материалов — металлов, пласт-
масс, древесины, кожи, стекла, керамики и др.
Книга предназначена для инженеров, техников и исследо-
вателей, занимающихся разработкой и получением синтетиче-
ских клеев, а также для тех, кто занимается их применением
в различных отраслях промышленности.
31410-076
К 050(01)-76 76—76
6П7.56
© ИЗДАТЕЛЬСТВО «ХИМИЯ», 1978
СОДЕРЖАНИЕ
Предисловие к третьему изданию..................................... 6
Введение ........................................................... 9
Теории адгезии.......................................................12
Влияние строения, структуры и молекулярного веса полимеров на их
клеящие свойства....................................................15
Влияние природы и состояния поверхности склеиваемых материалов на
процесс склеивания..................................................17
Влияние условий формирования клеевых соединений на клеящие свойства
полимеров......................................................... 21
Физические и физико-химические свойства клеящих полимеров .... 24
Литература .........................................................28
Глава I. Клеи иа основе термореактивных полимеров.................. 32
Клеи на основе фенолоформальдегидных смол...........................33
Клеи на основе ^модифицированных фенолоформальдегидных смол 34
Клеи на основе модифицированных фенолоформальдегидных смол 39
Клеи на основе карбамидоформальдегидных смол ...... 76
Клеи на основе меламиноформальдегидных смол......................85
Клеи на основе эпоксидных смол...................................87
Клеи, отверждающиеся без нагревания..........................• 104
Клеи, отверждающиеся при нагревании............................131
Пленочные эпоксидные клеи......................................160
Электропроводящие эпоксидные клеи..............................170
Клеи на основе полиуретанов и изоцианатов.............". . . 172
Клеи на основе полиэфирных смол....................................185
Клеи на основе элементоорганических соединений.....................189
Клеи на основе неорганических соединений...........................202
Алюмофосфатные клеи ,..........................................207
Металлические клеи.............................................211
Литература..................................._.....................216
Глава II. Клеи на основе термопластичных полимеров . ..... 227
Клеи ‘на вснове полиэтилена ...........................................227
Клеи на основе полиизобутилена........................................229
Клеи на основе политетрафторэтилена............................. . 230
Клеи на основе полимеров и сополимеров винилхлорида................231
Клеи на основе поливиниловогр спирта и его производных.............236
Клеи на основе поливинилацетата , . . . ...................... 238 .
Клеи на основе диметилвинилэтинилкарбинола.........................243
Клеи на основе полимеров простых виниловых эфиров..................241
Клеи иа основе производных акриловой и метакриловой кислот . . 244
Анаэробные композиции..........................................254
Клеи на основе полиамидов .........................................258
Клеи-расплавы.................................................... 261
Клеи на основе полибензимидазолов..................................263
Клеи на основе полиимидов и других термостойких полимеров 268
Резиновые клеи................ ........... 27%
Клеи на основе полихлоропрена .....................................273
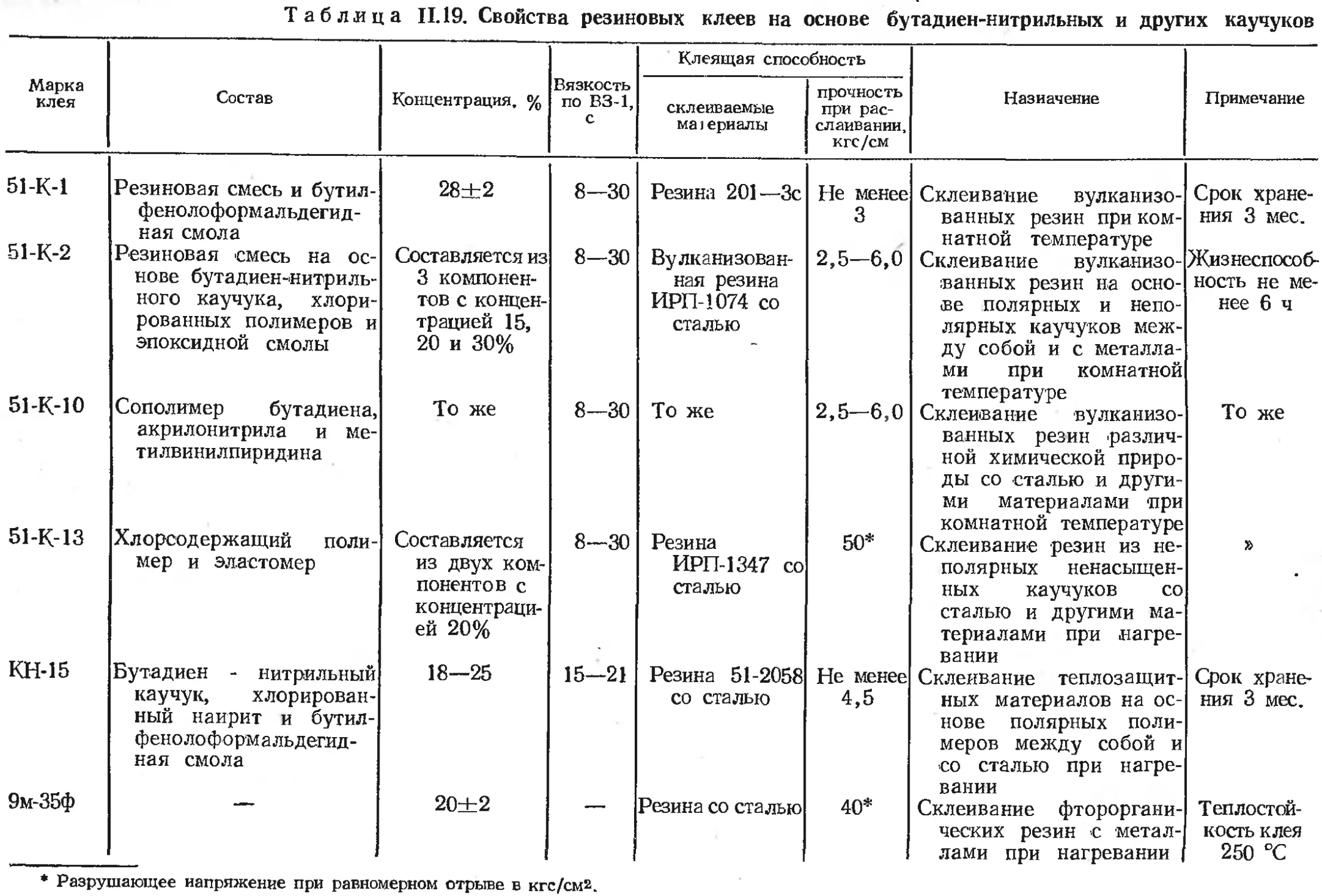
Клеи на основе бутадиен-ннтрильных каучуков........................279
Клеи на основе бутадиен-стирольных каучуков........................285
Клеи на основе циклизованных каучуков . ,........................286
Клеи на основе хлорированных каучуков..............................287
Клеи на основе гидрохлорированных каучуков.........................288
Клеи на основе карбоксилсодержащих каучуков........................289
Клеи на основе бутилкаучука........................................290
8 Клеи на основе полисульфидных каучуков...........................290
Прочие клеи...................................................... 291
' Липкие клеи, ленты и пленки.................................... 292
Литература............................................... . . . 299
Глава III. Применение синтетических клеев для склеивания металлов
и неметаллическйх материалов 304
Склеивание металлов .............................................. 304
Основные операции технологического процесса оклеивания металлов 310
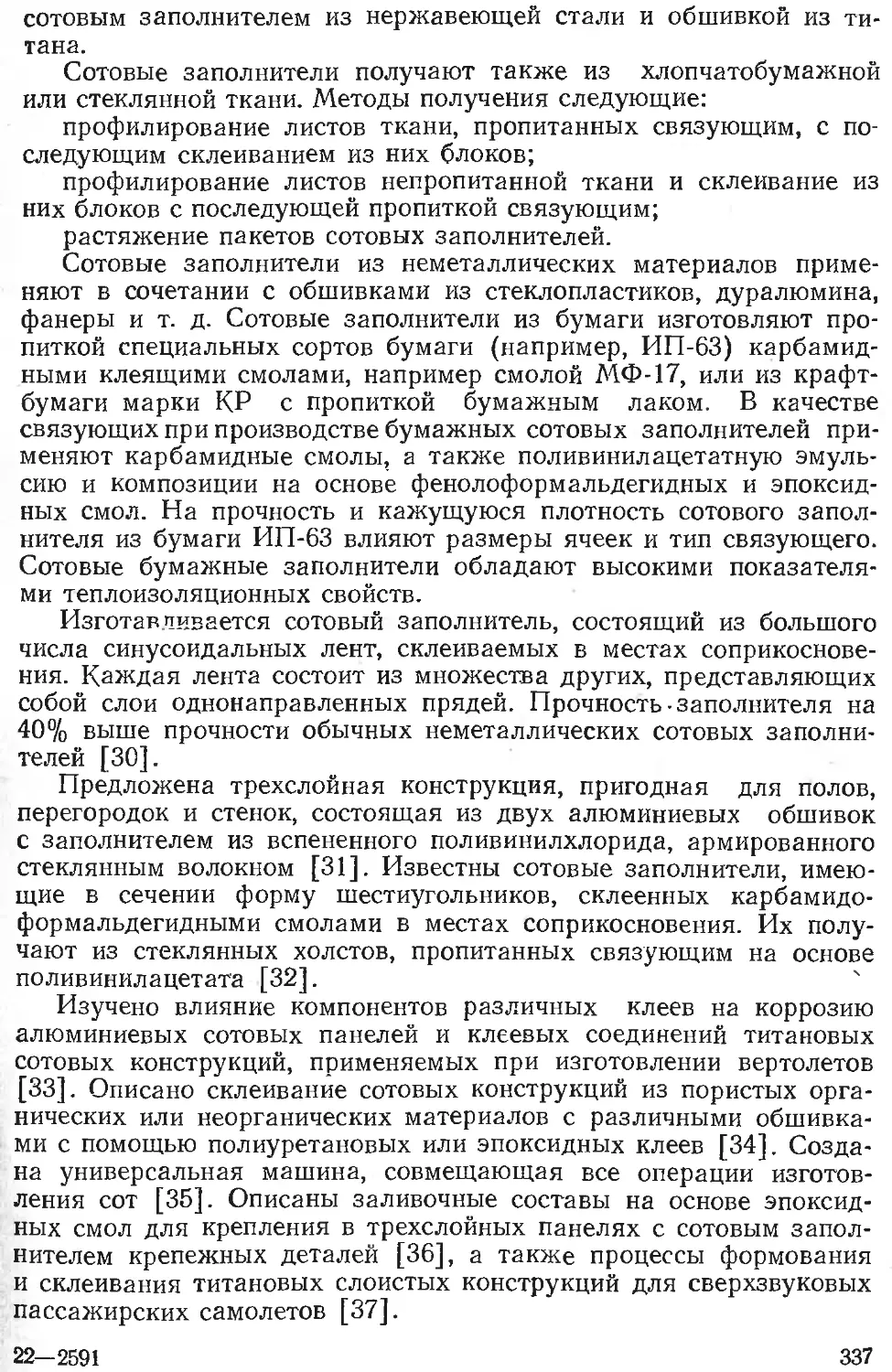
Сотовые "конструкции...........................................320
Клеесварные соединения ......................................' 338
Клеезаклепочные, клеевинтэвые и клееболтовые соединения . . . 343
Дефекты склеивания.............................................345
Склеивание неметаллических материалов . 346
Склеивание древесных материалов....................." 347
Склеивание пластических масс ..................................353
Склеивание резин ........ ...... 374
Склеивание кожи, ее заменителей, текстильных материалов, бумаги и
картона..............,.........................................380
Склеивание силикатного стекла, керамики, фарфора, асбеста, стекло-
волокнистых теплоизоляционных и других неметаллических материалов 382
Применение клеев.................................„.................384
Применение клеев в авиационной промышленности..................384
Применение клеев в космической технике.........................394
Применение клеев в машиностроении................... .* 399
Применение клеев в автомобильной промышленности , . . . . 402
4
Применение клеев на железнодорожном транспорте...............403
Применение клеев в приборостроении..........................405
Применение клеев в строительстве ...".......................406
Применение клеев в деревообрабатывающей промышленности . . 411
Применение клеев в легкой промышленности 414
Применение клеев в различных областях техники н в быту . 429
Техника безопасности при работе с клеями ...... 433
Литература........................................................436
Глава IV. Методы испытания клеев и клеевых соединений .... 447
X
Методы испытания физических и физико-химических свойств клеев . . 447
Внешний вид ......................................................447
Относительная плотность...........................................447
Вязкость....................... . . . .......................448
Липкость..........................................................450
Концентрация клея.................................................451
Концентрация водородных ионов .................... 451
Жизнеспособность..................................................452
Продолжительность отверждения.....................................453
Содержание летучих в клеевых пленках . . 453
Зольность .....................................................: 453
Термический коэффициент линейного расширения клеевых пленок . . 454
Содержание воды ......................., 454
Усадка............................................................455
Модуль упругости при сдвиге клеевых соединений......455
Внутренние напряжения.............................................457
Химический состав клеев...........................................458
Адгезионные свойства клеев........................................459
Методы испытания механической прочности клеевых соединений . . . 461
Методы испытания механической прочности клеевых соединений
металлов . . .......................................462
Методы испытания механической прочности клеевых соединений неме-
таллических материалов .... .......................473
Методы испытания стойкости клеевых соединений к действию воды,
атмосферных условий, химических реагентов и переменных температур 481
Методы испытания механической прочности клеесварных соединений 483
Методы испытания клеевых соединений трехслойных сотовых конст-
рукций . ................................................485
Методы неразрушающего контроля качества клеевых соединений . . 489
Литература . ............................... . . . 497
Указатель марок клеев................................................500
ПРЕДИСЛОВИЕ К ТРЕТЬЕМУ ИЗДАНИЮ
За время, прошедшее после выхода второго издания настоя-
щей монографии, в области синтеза клеящих полимеров, разра-
ботки новых клеев, технологии склеивания и применения клеев в
различных отраслях народного хозяйства достигнуты большие ус-
пехи, появилось много новых интересных работ. Это обусловило
необходимость выпуска третьего издания книги «Синтетические
клеи», существенно дополненной и переработанной.
Это прежде всего касается описания новых клеев. Так, рассмот-
рены новые жидкие и пленочные клеи на основе модифицирован-
ных каучуками и эластомерами фенолоальдегидных и резорцино-
вых смол, находящие применение в силовых конструкциях из ме-
таллов и неметаллических материалов. Большое внимание уделено
последним достижениям в области создания и применения эпоксид-
ных клеящих композиций, обладающих повышенными физико-ме-
ханическими показателями и высокой стойкостью к термоокисли-
тельной деструкции, а также технологии их применения, в частно-
сти при производстве сотовых конструкций. Необходимо напомнить
читателю, что в 1973 г. в издательстве «Химия» вышла книга
«Эпоксидные клеи», в которой можно найти более подробное опи-
сание клеевых эпоксидных смол, методов их отверждения, свойств
отвердителей и т. д.
Значительно дополнен раздел, посвященный высокотеплостойким
и длительно термостабильным элементоорганическим клеям на ос-
нове олигомеров и полимеров, содержащих кремний, титан, бор,
фосфор. Описаны новые клеящие полимеры, содержащие карбора- 1
новые группы, полиуретановые клеи на основе новых изоцианатов
и полиэфиров, а также полиуретанов, модифицированных элемен-
тоорганическим1и и другими соединениями. Раздел, посвященный
клеям на основе неорганических соединений, дополнен новыми
данными об алюмофосфатных и алюмохромфосфатных системах.
Приведены новые сведения о негорючих, а также тепло- и токопро-
водящих клеях.
В главе, посвященной клеям на основе термопластичных поли-
меров, приведены рецептуры новых композиций на основе поливи-
нилацетата, а также производных акриловой и метакриловой кис-
лот и цианакрилатов. Большое внимание уделено новым теплостой-
ким клеям на основе гетерополиариленов: полиимидов, полибенз-
оксазолов, полибензотиазолов, полибензимидазолов, полиоксадиа-
золов, полибензимидазопирролонов и др. Описаны новые компози-
ции для соединения фторкаучуковых, силиконовых и других ре-
зин.
В книге появились и новые разделы. Это раздел, посвященный
описанию способов получения и свойств анаэробных клеевых
смол, главным образом на основе различных полиэфиракрилатов,
нашедших исключительно широкое применение в машиностроении
для контровки, герметизации и уплотнения различных соединений.
Новым является и раздел о клеях-герметиках, обладающих не-
высокой адгезией, но пригодных для заполнения больших зазоров
между склеиваемыми поверхностями с образованием герметичных
соединений, а также раздел, посвященный клеям-расплавам на
основе полиэфиров, полиамидов и других полимеров, которые с ус-
пехом используются в легкой, полиграфической и других областях
промышленности.
Значительно расширено описание сотовых конструкций, кото-
рые в настоящее время исключительно широко используются в
авиационной промышленности и других отраслях техники. Новые
данные приведены в разделах, относящихся к получению недавно
разработанных композиционных материалов и слоистых металло-
полимерных систем.
Естественно, что необходимость всех этих дополнений потребо-
вала исключения описания клеев, разработанных много лет назад
и не нашедших широкого применения (это относится главным обра-
зом к зарубежным клеям), способов подготовки поверхности склеи-
ваемых материалов, описанных в старых патентах, некоторых
установок для нанесения клеев, устаревших методов испытания
клеев и клеевых соединений и т. д. Все это, а также литературу,
относящуюся к тем временам, когда производство и применение
синтетических клеев переживало период становления, читатель мо-
жет найти в предыдущих изданиях монографии. В третьем издании
использована литература по 1973 г. включительно. Вопросы, свя-
занные с теоретическими аспектами адгезии и механизмом процес-
са склеивания, настолько полно освещены в ряде монографий, что
автор счел целесообразным остановиться на них лишь коротко во
введении. Все критические аамечания будут с признательностью
приняты.
ВВЕДЕНИЕ
Еще сравнительно недавно область использования клеев огра-
ничивалась главным образом склеиванием дерева, бумаги, кожи,
резины, фарфора, стекла, целлулоида и некоторых других материа-
лов. В производстве фанеры, мебели, музыкальных инструментов,
в переплетном и канцелярском деле, в обувной промышленности,
а также в быту для ремонта предметов домашнего обихода ис-
пользовались клеи на основе веществ природного происхожде-
ния — мездровые, костные, альбуминовые, казеиновые и клеи из
натурального каучука. Большая часть этих клеящих материалов
не обладает атмосферостойкостью, подвержена гниению, вследствие
чего клеевые соединения быстро утрачивают свои прочностные
свойства.
Современные синтетические клеи склеивают любые материалы,
образуя высокопрочные долговечные соединения, способные ра-
ботать в широком интервале температур и в любых климатических
условиях.
Первыми промышленными синтетическими клеями были клеи
для дерева на основе фенолоформальдегидных и позднее карб-
амидных смол. Применение этих клеев в деревообрабатывающей
промышленности явилось значительным шагом вперед, так как по-
зволило надежно соединять различные породы дерева при изготов-
лении фанеры, мебели и других изделий.
Развитие химии полимеров привело к дальнейшим успехам
в деле создания синтетических клеящих материалов. Карбиноль-
ный клей, представляющий собой полимер диметилвинилэтинил-
карбинола, разработанный в 1940 г. академиком И. Н. Назаровым,
и клеящие композиции на основе совмещенных фенолоформальде-
гидных и поливинилацетальных смол, созданные несколько позднее
проф. Г. С. Петровым с сотр., значительно расширили область
применения синтетических клеев. С помощью этих клеев оказалось
возможным склеивать не только неметаллические материалы, но
и различные металлы, а также металлы с неметаллическими ма-
териалами.
В последнее время создано большое число клеев на основе тер-
мореактивных полимеров и различных термопластов и эластоме-
ров. Разработаны клеи на основе эпоксидов, полиуретанов, поли-
9
гетероариленов, полиэфиров, полиамидов, модифицированных фе-
нолоформальдегидных смол, синтетических каучуков, а также
органических полимеров, совмещенных с различными элементоор-
ганическими соединениями. Теплостойкость таких клеев достигает
350 °C. Большой интерес представляют клеи на основе элементо-
органических и неорганических полимеров, теплостойкость которых
1000°Сивыше.
Современные клеи пригодны для склеивания различных пласти-
ческих масс, силикатного и органического стекол, натуральной и
искусственной кожи, каучуков и резин, фарфора, керамики, бето-
на, графита, бумаги, различных пород дерева, хлопчатобумажных
и шерстяных тканей, изделий из синтетических волокон, а также
стали, серебра, меди, алюминиевых, магниевых, титановых сплавов
и других металлов и неметаллических материалов.
Важным свойством соединений на основе синтетических клеев
является их атмосферостойкость, способность противостоять корро-
зии и гниению. В ряде случаев клеевые соединения обеспечивают
герметичность конструкций.
Исключительный интерес для машиностроения и многих дру-
гих областей техники представляет склеивание металлических кон-
струкций. В этом случае достигается высокая прочность, в особен-
ности при склеивании тонких листов, частичное или практически
полное устранение концентрации внутренних напряжений, харак-
терное для клепаных и сварных соединений, а также большая дол-
говечность по сравнению с клепаными или монолитными конструк-
циями. Кроме того, в ряде.случаев снижается стоимость произ-
водства, уменьшается вес конструкций, значительно упрощается
технология изготовления машин и агрегатов.
Большое значение имеют клеи для авиационной промышленно-
сти, где применяются клееные металлические, а также стеклопла-
стиковые конструкции. Применение синтетических клеев в авиаци-
онной технике позволяет создать конструкции с гладкой наружной
поверхностью, что значительно улучшает аэродинамические харак-
теристики изделий. Большое значение клеевые соединения приоб-
рели в вертолетостроении, где с их помощью изготовляются ме-
таллические и стеклопластиковые лопасти несущих винтов с вы-
соким ресурсом работы. В автомобиле- и тракторостроении клеи
применяются для приклеивания тормозных накладок к металлу,
что является более эффективным по сравнению с другими видами
крепления.
Склеивание металлов и других конструкционных материалов
распространено при изготовлении различных конструкций и изде-
лий в судостроении, строительной технике, электротехнической, ра-
диотехнической и химической промышленности. Клеи применяются
в абразйвной технике, при изготовлении инструментов, в медицине
и т. д.
Очень широко клеи используются для склеивания разнообраз-
ных неметаллических материалов и приклеивания их к металлам.
10
Однако клеи имеют ряд недостатков, которые необходимо учи-
тывать. Серьезным недостатком большинства клеев является отно-
сительно низкая теплостойкость (до 350°C). Правда, новые клеи
на основе элементоорганйцеских и неорганических полимеров мо-
гут работать при температурах, превышающих 1000 °C, однако
многие из них не обладают достаточной эластичностью, что пока
ограничивает возможности их Применения.
Недостатком клеевых соединений является их небольшая проч-
ность при неравномерном отрыве, а также необходимость во мно-
гих случаях склеивать ими при нагревании. Отсутствие надежных
методов определения прочности клеевых соединений без разруше-
ния конструкции в определенной степени препятствует широкому
внедрению клеев в некоторые отрасли промышленности.
Современная техника предъявляет к клеям и клеевым соедине-
ниям разнообразные требования. Клеи должны быть удобны в при-
менении, иметь достаточный срок хранения и по возможности не
содержать токсичных веществ. Клеевые соединения металлов
должны обладать высокой прочностью, которая определяется ха-
рактером и значением напряжений, возникающих в конструкции
в условиях ее эксплуатации. Чаще всего при проектировании ме-
таллических конструкций расчет клеевых соединений ведется по
следующим основным показателям: разрушающее напряжение при
сдвиге (при комнатной температуре должно быть 200—400 кгс/см2),
предел выносливости при сдвиге (в течение 106 циклов — от 40 до
80 кгс/см2) и длительная прочность при сдвиге (200 ч — от 80 до
120 кгс/см2). В ряде случаев клееные конструкции должны обес-
печивать прочность при неравномерном отрыве до 50—80 кгс/см.
Очень важным является требование долговечности клеевых соеди-
нений в любых климатических условиях, а также прочность при
температурах эксплуатации. Клеевые соединения неметаллических
материалов должны иметь прочность, близкую к прочности склеи-
ваемых материалов.
Итак, клеи представляют собой вещества или смеси веществ
органической, элементоорганической или неорганической природы,
которые благодаря сочетанию таких свойств, как хорошая адге-
зия, механическая прочность в требуемом интервале температур,
отсутствие хрупкости, минимальная усадка при отверждении
и т. д,. пригодны для прочного соединения различных материалов
[1, т. 1, с. 1035].
Под адгезией принято понимать сцепление, возникающее меж-
ду двумя приведенными в соприкосновение разнородными мате-
риалами. В случае клеевых соединений адгезия—это сцепление
между клеящим веществом (адгезивом.) и склеиваемой поверх-
ностью (субстратом) [2, т. 1, с. 22].
Рассматривая процессы склеивания, необходимо учитывать и
когезию (когезионную прочность материалов)—сцепление моле-
кул внутри физического тела под действием сил притяжения [3,
т. 1, с. 1039]. Между молекулами адгезива и субстрата возникают
И
различные связи: слабые межмолекулярные, сильные — химиче-
ские. Промежуточное положение занимает водородная связь [4].
Рассматривая адгезию как результат взаимодействия молекул
адгезива и субстрата, можно утверждать, что для образования
прочного соединения оба контактирующих материала должны со-
держать способные к взаимодействию функциональные группы.
Таким образом, адгезионные и когезионные характеристики, а сле-
довательно, и прочность клеевых соединений определяются в ос-
новном химической природой и структурой взаимодействующих
материалов [5, 6].
Рассмотрим коротко основные положения теории адгезии, роль
поверхностных явлений и процессов, протекающих при образова-
нии клеевых соединений. Кроме того, ниже будут рассмотрены во-
просы, связанные с влиянием строения, структуры и молекулярно-
го веса полимеров на их клеящие свойства, а также влияние при-
роды и состояния поверхности склеиваемых материалов, условий
формирования клеевых соединений на процесс склеивания и проч-
ность соединений.
ТЕОРИИ АДГЕЗИИ
Весьма распространенной является теория об адсорбционной
природе адгезии, рассматривающая .образование связи между ад-
гезивом и субстратом как результат действия межмолекулярных
сил [7—12]. Утверждение о том, что адгезия обусловлена'действи-
ем межмолекулярных сил, основано на известных фактах, свиде-
тельствующих о возможности склеивания клеем на основе вещест-
ва, содержащего функциональные группы, различных полярных ма-
териалов и о трудности склеивания инертных материалов клеями
на основе полимеров, не содержащих функциональных групп. Су-
ществовало так называемое правило полярности: «высокая адге-
зия- не может быть достигнута между полярным субстратом и не-
полярным адгезивом или между неполярным субстратом и поляр-
ным адгезивом» [7, 13].
В настоящее время теория во многом отличается от своего пер-
вого варианта. В частности установлено, что правило полярности
иногда не соблюдается: полярные субстраты, как оказалось, могут
быть склеены неполярными или слабополярными адгезивами. Даже
такие материалы, как полиэтилен и политетрафторэтилен, могут
обладать хорошей адгезией к металлам [14—16].
В отличие от исходных положений адсорбционной теории со-
временные представления о молекулярном взаимодействии на гра-
нице раздела адгезив — субстрат учитывают последние достиже-
ния науки о полимерах, являющихся основой большинства адгези-
вов [5; 6; 17, с. 22]. Однако установление количественной
функциональной зависимости между природой, концентрацией функ-
циональных групп, дипольными моментами, диэлектрической про-
ницаемостью и другими физическими и физико-химическими свой-
12
ствами адгезивов иХсубстратов представляется исключительно
сложным и является проблемой будущего.
В основе электрической теории адгезии [18—21, 29, 39] лежит
представление о двойном^ электрическом слое, образующемся при
тесном контакте двух поверхностей. Электрическая теория адгезии
учитывает также и роль молекулярного взаимодействия в явлени-
ях адгезии. Адсорбционные процессы считаются важными лишь по-
стольку, поскольку в результате их протекания возникает перерас-
пределение электронов на грайице раздела, приводящее к образо-
ванию двойного электрического' слоя. Если в контакте находятся
полимер и металл, то последний всегда является донором электро-
нов. В связи с этим граничные слои металла обедняются электро-
нами, а граничные слои полимера ими обогащаются, что приводит
к возникновению двойного электрического слоя. При отрыве по-
верхность металла оказывается заряженной положительно, поверх-
ность же полимера — отрицательно. Отрицательный заряд обуслов-
лен избытком электронов на поверхности полимера.
Возникновение двойного электрического слоя можно предста-
вить себе как косвенный результат ориентированной адсорбции по-
лярных функциональных групп полимера. Ориентация полярных
групп должна изменить разность потенциалов между фазами, что
и приводит к образованию двойного электрического слоя. Если
функциональная группа обладает свойствами донора или акцеп-
тора электронов, способных переходить через границу раздела фаз
(и, следовательно, создавать двойной электрический слой, обе раз-
ноименные обкладки которого разъединяются при отрыве), то это
свидетельствует о прямом влиянии функциональных групп на плот-
ность зарядов двойного электрического слоя. Полимер может вести
себя как донор или как акцептор электронов в зависимости от то-
го, с поверхностью какого вещества он приходит в контакт.
Исследование механизма образования двойного электрического
слоя привело к выводу об электронном механизме процесса, про-
исходящего в результате химического взаимодействия между клея-
щим полимером и склеиваемым материалом [23; 24, с. 17].
Согласно диффузионной теории [25—30], адгезия и аутогезия
полимеров сводятся к диффузии цепных молекул или их участков
и к образованию в результате этого прочной связи между адгези-
вом и субстратом. Процесс диффузии приводит к исчезновению
резкой границы раздела между поверхностями и к образованию
«спайки», имеющей промежуточный состав.
Диффузионная теория адгезии хорошо объясняет влияние на
процесс склеивания ряда технологических факторов (применение
при склеивании растворителя, общего для адгезива и субстрата,
введение в адгезив пластификатора или наполнителя и т. д.), но
совершенно неприменима для объяснения процесса склеивания ме-
таллов, стекла, керамики, древесины, кожи, бумаги и др.
Существуют и другие теоретические представления об адгезии.
Так, некоторые исследователи отводят главную роль микрореоло-
13
гическим процессам, протекающим при образовании адгезионной
связи на границе раздела клей — склеиваемый материал [31,
с. 134; 32; 33]. Существует мнение, что разрушение адгезионных
соединений металлов с полимерами происходит или по объему по-
лимера или в зоне слабого граничного Слоя, где находятся низко-
молекулярные вещества, и поэтому адгезионный тип разрушения
никогда не реализуется [34]. Экспериментальным подтверждением
роли слабых граничных слоев в адгезии полимеров может служить
увеличение прочности соединений металл — полиэтилен при экст-
рагировании из полимера низкомолекулярных фракций и сущест-
венное уменьшение прочности при введении в полиэтилен низко-
молекулярных веществ [34].
Некоторые исследователи объясняют взаимодействие в зоне
контакта адгезив — субстрат не только наличием функциональных
групп: на поверхности раздела возможно и образование комплек-
сов с переносом заряда, которое приводит к значительному выиг-
рышу энергии [5].
Возможно также протекание каталитических реакций, приводя-
щих к образованию в полимере ненасыщенных связей и функцио-
нальных групп, вступающих затем во взаимодействие со склеивае-
мым материалом [5, 6].
Повышение адгезии полимеров может быть достигнуто введе-
нием полисопряженных систем. Так, например, ничтожные добавки
полифенилацетилена или полифенилбутадиена в полиэфиримид
приводят к увеличению адгезии полимера к металлу [6].
Нанесение на субстрат, в том числе на металл, пленки полиме-
ра может привести к повышению прочности субстрата, что откры-
вает принципиально новые перспективы увеличения адгезии [7].
Адгезионные явления могут быть рассмотрены также в свете
квантовых представлений о строении и взаимодействии молекул
[35, с. 288].
Полнота контакта адгезива с поверхностью субстрата в процес-
се -адгезионного соединения, определяемая вязкостью адгезива, ус-
ловиями склеивания, состоянием поверхности субстрата и другими
факторами, в значительной степени зависит от смачивающей спо-
собности и поверхностного натяжения [36, 37]. Чем полнее смачи-
вание, тем выше в конечном счете может быть прочность адгезион-
ного соединения.
Учитывая представления о критическом поверхностном натя-
жении смачивания для твердого тела и об условиях смачивания
жидкостью твердого тела, в ряде случаев удается заранее предви-
деть возможность применения того или иного адгезива для данно-
го субстрата или наоборот—предусмотреть, какой из субстратов
будет лучше склеиваться данным адгезивом [38—40].
Вполне обоснованным можно считать мнение о том, что смачи-
вание, а также и растекание следует рассматривать как проявле-
ние молекулярных сил на границе раздела фаз, связанных прежде
всего с химической природой адгезива и субстрата [5].
14
ВЛИЯНИЕ СТРОЕНИЯ, СТРУКТУРЫ и молекулярного
ВЕСА ПОЛИМЕРОВ НА ИХ КЛЕЯЩИЕ СВОЙСТВА
Адгезионные и когезионные свойства, а следовательно, и клея-
щая способность полимеров\в определяющей степени зависят от
их структуры, химического состава и молекулярного веса.
Рассматривая связь химического строения и структуры полиме-
ров с их клеящими свойствами, цожно привести ряд примеров, под-
тверждающих влияние природы хфункциональных групп на адге-
зионные и когезионные свойства мономерных и полимерных соеди-
нений. \
Интересно проследить некоторые\особенности влияния строения
и структуры полимеров на их клеящие свойства на примере поли-
уретанов, акриловых производных, полиэфиров, полиметиленокси-
фениленов и других соединений. Удалось установить, что хорошие
клеящие свойства имеют полиуретаны, в которых чередуются жир-
ные и ароматические звенья, например продукт взаимодействия
гидрокоилсодержащего полиэфира на основе себациновой кисло-
ты, гликоля и глицерина с толуилендиизоцианатом. Наиболее вы-
сокие показатели клеящих свойств при повышенных температурах
имеет система полиэфир фталевой кислоты — толуилендиизоцианат,
наиболее высокую морозостойкость — система полиэфир себацино-
вой кислоты — толуилендиизоцианат. Для системы полиэфир се-
бациновой кислоты — гексаметилендиизоцианат.характерно возра-
стание прочности при понижении температуры. Полученные резуль-
таты могут быть объяснены высокой гибкостью макромолекул по-
лиуретана на основе алифатического полиэфира и ароматического
диизоцианата, а также тем, что расстояния между поперечными
связями в них оптимальны [41; 42, с. 9].
Исследование полиэфируретанов, полученных путем взаимодей-
ствия полиэфиров, содержащих свободные гидроксильные группы,
на основе адипиновой кислоты, триметилолпропана и этиленгли-
коля с толуилендиизоцианатом показало, что с увеличением жест-
кости структуры в результате повышения содержания триметилол-
пропана в полиэфире (при постоянном гидроксильном числе) воз-
растает сопротивление отслаиванию [43, с. 159]. При замене то-
луилендиизоцианата на 4,4/-дифенилметандиизоцианат, а Также при
использовании полиэфира на основе фталевой кислоты, т. е. с уве-
личением числа ароматических ядер, наблюдалось повышение ад-
гезии полимеров.
Однако чрезмерное увеличение жесткости неблагоприятно влия-
ет на адгезию полиэфируретанов. Так, при исследовании свойств
полиуретанов на основе гидроксилсодержащего полиэфира и гек-
саметилендиизоцианата, содержащих щп'./г^-трифенилметантриизо-
цианат, было показано, что с увеличением содержания последнего
в системе показатели клеящих свойств полимеров значительно сни-
жаются [41, 42].
15
Влияние длины боковых цепей было исследовано на примере со-
полимеров метилметакрилата с акрилатами и метакрилатами с
различным числом атомов углерода в алкильном радикале [44,
с. 209]. С увеличением числа углероднь/х атомов в молекуле мет-
акрилового эфира возрастает сопротивление отслаиванию; если в
качестве сомономеров применяются эфиры акриловой кислоты, ад-
гезия возрастает с увеличением длины алифатического радикала
(вплоть до лаурилового). Полимер/на основе октадецилового эфи-
ра образовывал хрупкие клеевые пленки.
Исследование сополимеров метилового эфира метакриловой
кислоты с различными количествами акриловой, метакриловой
кислот, акрил- и метакриламидов показало, что для акриламидных
полимеров сопротивление отслаиванию монотонно возрастает при
увеличении содержания акриламида до 10 мол. %. Дальнейшее
увеличение содержания сомономера приводит к снижению адге-
зии. Адгезия сополимеров на основе метилметакрилата и метакри-
ловой кислоты или метакриламида не изменяется с увеличением
содержания второго мономера. Прочность адгезионных соединений
в обоих случаях наименьшая при концентрации сомономера выше
5 мол. %.
Максимальная клеящая способность полиуретана, полученного
при взаимодействии диизоцианата с гидроксилсодержащим поли-
эфиром на основе фталевой кислоты, этиленгликоля и пентаэритри-
та [41, 91], достигается при содержании гидроксильных групп 7—
10%. Подобную закономерность можно проследить и на примере
поливинилового спирта, в молекуле которого благодаря большому
содержанию гидроксильных групп возникает значительное межмо-
лекулярное притяжение, способствующее образованию плотно упа-
кованных жестких цепей и ухудшающее клеящие свойства поли-
мера. Рассматривая в этой связи поливинилацетат, в котором лишь
14—35% сложноэфирных групп замещено на гидроксильные, мож-
но сделать вывод о необходимости достижения оптимального для
каждого полимера содержания в нем полярных групп.
Определенное влияние на клеящие свойства полимеров оказы-
вает и взаимное расположение функциональных групп. Малое рас-
стояние между полярными карбоксильными группами в макромо-
лекуле полиметакриловой кислоты обусловливает большую жест-
кость цепей и, следовательно, пониженную адгезию; при введении
неполярных заместителей повышается гибкость макромолекул, что
приводит к улучшению клеящих свойств при нормальной темпера-
туре и уменьшению адгезии при повышенных температурах (из-за
низкой температуры стеклования полимеров).
Кроме строения и структуры макромолекул на клеящие свойст-
ва полимеров влияет также их молекулярный вес. Зависимость
между молекулярным весом и клеящими свойствами полимеров
изучена очень мало. Весьма вероятно, что при малой степени поли-
меризации, как правило, образуются продукты с низкой температу-
рой плавления и хорошими адгезионными свойствами, но обладаю-
16
щие слабой когезиеи, что не позволяет отнести их к клеящим ма-
териалам. Полимеры с\ высоким молекулярным весом плохо
растворяются, имеют слишком высокую температуру плавления и,
обладая хорошей когезиейХ не имеют, как правило, удовлетвори-
тельных адгезионных свойств^ При каком-то промежуточном значе-
нии степени полимеризации, оптимальном для каждого класса по-
лимеров, наблюдаются наилучшие адгезионные свойства наряду
с достаточно хорошей когезией. \
ВЛИЯНИЕ ПРИРОДЫ И СОСТОЯНИЯ ПОВЕРХНОСТИ
СКЛЕИВАЕМЫХ МАТЕРИАЛОВ
НА ПРОЦЕСС СКЛЕИВАНИЯ
Природа склеиваемого материала и состояние его поверхности
оказывают существенное влияние на выбор клея, процесс склеива-
ния и свойства клеевого соединения. Ниже рассмотрены очень ко-
ротко некоторые особенности склеивания металлов, пластических
масс, целлюлозы, стекла и других материалов. Подробно об этом
рассказано в соответствующих разделах.
Применение клеев для склеивания металлов сильно возрос-
ло, и за последние годы опубликовано много работ, посвященных
вопросам склеивания металлов и прочности клеевых соединений
[35, 45].
Прочность клеевых соединений металлов зависит от их приро-
ды, атомного объема, вида и способа обработки поверхности. В не-
которых случаях склеиваемые металлы оказывают ингибирующее
действие на процесс отверждения полимеризационных клеев, а сле-
довательно, снижается прочность клеевого соединения. Так, уста-
новлено [46], что при склеивании меди, свинца, латуни и бронзы
сильно замедляется полимеризация диметилвинилэтинилкарбино-
ла. Удовлетворительная прочность клеевых соединений достига-
лась только в случае предварительной полимеризации клея.
Существенное влияние на качество клеевых соединений метал-
лов оказывает механическая обработка поверхности (обдувка пе-
ском, обработка шкурой и т. д.). Не менее значительно и влияние
таких методов обработки, как, например, обезжиривание ацетоном:
при склеивании эпоксидным клеем Аральдит I такая обработка по-
зволяет повысить прочность соединения при равномерном отрыве
с 500—600 до 800—1000 кгс/см2.
Описаны термические методы очистки поверхности металлов
путем отжига изделий в атмосфере водорода, окислительно-вос-
становительный отжиг, являющийся наиболее качественным и про-
изводительным [35, 47]. Существуют методы обработки поверхно-
сти металлов ионной бомбардировкой [35, 48], пламенем, тлеющим
коронным разрядом при пониженном давлении, струей ионизиро-
ванного газа [35]. / 1 4 "7 2
2-2591 17
В ряде случаев обезжиривание и другие упомянутые выше спо-
собы обработки склеиваемых поверхностей металлов не обеспечи-
вают максимальной прочности клеевого соединения. Более эффек-
тивны методы химической обработки Поверхности. Так, алюминие-
вые сплавы обрабатывают электрохимическим методом в кислот-
ных ваннах или в растворах, содержащих окислители, что приво-
дит к образованию окисной пленки на поверхности металла. Кро-
ме того, при такой обработке увеличивается поверхность контакта
клея со склеиваемым материалом.
Характер и условия образования окисной пленки на поверхно-
сти металла могут существенным образом влиять на качество кле-
евого соединения. Окисные пленки некоторых металлов являются
весьма непрочными, в особенности в толстых слоях, что может при-
вести к разрушению клеевого соединения по окисному слою, а не
по клею.
Изучение влияния окислов алюминия на свойства клеевых со-
единений на эпоксидном клее показало, что не только кислород и
влага воздуха, но и качество воды, применяемой для промывки
окисных пленок, а также температурные условия промывки влия-
ют на прочность клеевого шва [49].
Известны способы модификации поверхности металлов органи-
ческими и элементоорганическими веществами [35; 50; 51, с. 110].
Так, показано, что адгезия полиэтилена к металлам повышается,
если поверхность металла предварительно покрыть мономолекуляр-
ным слоем органической кислоты [52, 53].
Поверхность металлов может быть обработана нафтенатами ме-
таллов с последующим выжиганием органической части вещества
при температуре около 500 °C. Лучшие результаты получены щ?и
использовании нафтената цинка [54].
Описаны и способы снижения адгезии полимеров к металлам.
Чаще всего для этой цели используются силоксаны [55, с. 14].
Значительные трудности обычно возникают при склеивании так
называемых «инертных» термопластов-—неполярных полиме-
ров (полиэтилена, полипропилена, политетрафторэтилена и др.).
При склеивании таких материалов необходима обработка их по-
верхности — либо механическими методами (опескоструивание, за-
шкуривание), либо физическими (газопламенная обработка, обра-
ботка электрическим -разрядом, ультрафиолетовым светом и др.),
либо с помощью химических агентов (например, раствора металли-
ческого натрия в жидком аммиаке), изменяющих полярность по-
верхностных слоев полимеров. Последний метод наиболее эффек-
тивен. Так, обработка полиэтилена хромовой смесью повышает
прочность клеевого соединения на полиуретановом, клее ПУ-2 при
сдвиге с 1 до 90—95 кгс/см2 [56, с. 126]. Приблизительно такая же
прочность склеивания полиэтилена с дур алюмином достигается и
при применении эпоксидно-полисульфидного клея, а также других
клеев на основе полярных полимеров. Обработка хромовой смесью
приводит к увеличению полярности поверхности, что видно из ре-
18
зультатов измерения краевого угла смачивания полиэтилена водой
до и после обработки. Аналогичные результаты получаются и при
обработке поверхности полиэтилена разбавленными водными рас-
творами КМпО4. \
Интересные данные получены при сравнении адсорбционных
свойств исходного полиэтилена и полиэтилена с окисленной поверх-
ностью [57]. Гидрофильность полиэтилена с окисленной .поверх-
ностью значительно выше, чем исходного. Изотерма адсорбции
воды исходным полиэтиленом обратима. В этой же работе было
установлено, что при обработке хромовой смесью удельная поверх-
ность полиэтилена практически не изменяется, но резко увеличива-
ется теплота адсорбции воды.
Согласно результатам исследования ИК-спектров поглощения
[58], обработка полиэтилена хромовой смесью и раствором КМпО4
приводит к образованию в поверхностном слое ОН- и С=О-групп,
причем в первом случае наблюдается преимущественное образова-
ние карбонильных, а во втором гидроксильных групп.
Для повышения адгезионной способности политетрафторэтиле-
на (фторопласта-4) поверхность его обрабатывают раствором нат-
рия в жидком аммиаке, натрийнафталиновым комплексом и рас-
плавленным ацетатом калия. Значения разрушающего напряжения
при сдвиге фторопласта [59], обработанного тремя указанными ме-
тодами и склепного полиуретановым клеем, близки друг к дру-
гу и составляют ПО—120 кгс/см2, в то время как исходные не-
обработанные образцы фторопласта-4 клеем ПУ-2 не склеивают-
ся [59].
Для получения прямых данных [58] о природе поверхностного
слоя было проведено ИК-спектроскопическое исследование моди-
фицированных образцов фторопласта-4. В поверхностном слое об-
наружены двойные и сопряженные двойные связи, возникновение
которых обусловлено отрывом от макромолекул поверхностного
слоя атомов фтора. Кроме того, при обработке натрийаммиачным
комплексом наряду с двойными связями в поверхностном слое по-
лимера обнаружены аминогруппы; при обработке натрийнафтали-
новым комплексом образуются карбонильные и гидроксильные
группы; при обработке ацетатом калия — карбонильные группы.
Образование этих функциональных групп и обусловливает повы-
шение полярности и адгезионной способности политетрафторэти-
лена.
При склеивании каучуков наблюдается четкая закономер-
ность: к полярным каучукам (наирит, бутадиен-нитрильный) не-
полярные каучуки (например, бутадиен-стирольный) имеют низкую
адгезию, а полярные — более высокую. К неполярным каучукам
сравнительно высокую адгезию имеют тоже неполярные каучуки.
Важным фактором, который следует учитывать при склеива-
нии резин, — это микрорельеф поверхности субстрата; шероховатая
поверхность в этом случае является очень благоприятным факто-
ром.
2*
19
В ряде случаев введение в резиновые клеи таких добавок, как
перекиси, гидроперекиси, иод, хлорное железо, повышает их адге-
зию к резинам на основе неполярных или слабополярных каучу-
ков. Однако более эффективны способы повышения адгезии, осно-
ванные на химической модификации поверхности субстрата.
Специфической особенностью большинства целлюлозных
материалов (древесины, бумаги и др.) является их пористость,
что увеличивает расход клея при склеивании. Подверженность
целлюлозных материалов гидролизу исключает применение клеев,
содержащих кислотные компоненты.
Предполагается, что метилольные группы феноло- и карбамидю-
формальдегидных смол реагируют с гидроксильными группами
целлюлозы с образованием эфирных групп. Полиизоцианатные и
полиуретановые клеи прочно склеивают целлюлозные материалы в
результате химического взаимодействия между изоцианатными*
группами клея и гидроксилами целлюлозы. Образование химиче-
ских связей между эпоксидными смолами и целлюлозой, по-види-
мому, обусловлено взаимодействием гидроксильных групп целлю-
лозы не только с эпоксидными, но и главным образом с гидрок-
сильными группами смолы. При склеивании целлофана эпоксид-
ными смолами образуются стойкие к холодной и горячей воде со-
единения, прочность которых зависит от природы используемого
катализатора и условий отверждения.
При склеивании силикатного стекла необходимо учиты-
вать, что его поверхность, особенно в условиях воздействия влаги
воздуха, сильно полярна. Это обусловливает высокую адгезию
к стеклу полимеров, содержащих гидроксильные, карбоксильные,
эпоксидные, изоцианатные и другие полярные группы, способные
к образованию с гидроксильными группами поверхности стекла
химических, водородных, а также межмолекулярных связей [60—
62].
Наибольшую адгезию к стеклу имеют эпоксидные и эпоксифе-
нольные смолы, полиуретаны, полиэфиракрилаты, полисульфиды
[60], а также фенолокаучукювые клеи.
Изменение адгезионных свойств стекла может быть достигнуто
путем химической модификации его поверхности. Известно приме-
нение комплексного соединения смешанной соли метакриловой и
соляной кислот и хромоксихлорида (волана). Благодаря наличию
у привитого к стеклу волана двойной связи возможно взаимодей-
ствие обработанного таким образом стекла с непредельными груп-
пами полимеров.
Повышение адгезии полимеров к стеклу может б£>1ть достигну-
то путем нанесения на его поверхность, модифицированную произ-
водными силанов, дифункционального мономера, способного реаги-
ровать как с полимером, так и с молекулами, привитыми к по-
верхности стекла. Полимерами могут быть акрилонитрильный и
другие каучуки [65, с. 75].
2®
ВЛИЯНИЕ УСЛОВИЙ ФОРМИРОВАНИЯ
КЛЕЕВЫХ СОЕДИНЕНИЙ
НА КЛЕЯЩИЕ СВОЙСТВА ПОЛИМЕРОВ
Помимо строения и молекулярного веса на клеящие свойства по-
лимеров существенно влияют условия образования клеевого слоя
[64].
Влияние растворителя. Образование пленок из растворов клея-
щего вещества связано с удалением растворителя. В первый мо-
мент, когда растворителя много, происходит сравнительно быстрое
удаление его основной массы с поверхности, после чего начинается
диффузия растворителя из нижних слоев пленки. Затем происхо-
дит удаление остатков растворителя — процесс, протекающий мед-
ленно и практически не доходящий до конца.
Следует учитывать, что условия контакта молекулы полимера
с поверхностью субстрата зависят от конформации молекулы в мо-
мент образования адгезионной системы, в связи с чем на адгезию
полимеров могут влиять такие изменяющие конформацию моле-
кул факторы, как, например, значение pH [5].
Степень удаления растворителя из пленки в процессе так назы-
ваемой «открытой выдержки» клеевого слоя оказывает существен-
ное влияние на качество клеевого соединения. Открытая выдержка
определяется временем с момента нанесения клея на склеиваемые
поверхности до момента их соединения.
Наличие растворителя в клеевом слое делает его пористым, при
этом снижается прочность и теплостойкость клеевого соединения
[65].
При быстром удалении растворителя на поверхности клеевой
пленки образуется твердая «корка», мешающая дальнейшему уда-
лению растворителя из клеевого слоя. Во избежание этого необхо-
димо подобрать растворитель или смесь растворителей с равномер-
ной кривой испарения и установить оптимальный режим открытой
выдержки.
Очень интересной и перспективной областью применения клея-
щих полимеров стало использование так называемых клеев-рас-
плавов.
Влияние усадки и внутренних напряжений. При формировании
клеевой пленки происходят усадочные явления, которые приводят,
как правило, к возникновению внутренних напряжений, отрица-
тельно влияющих на прочность клеевых соединений.
Небольшие внутренние напряжения возникают в клеевых ком-
позициях на основе эпоксидных смол. Это, по-видимому, связано,
с тем, что эпоксидные смолы отверждаются практически без вы-
деления летучих и что во многих композициях растворители отсут-
ствуют. Большое влияние на процессы усадки и возникновения
внутренних напряжений оказывает наличие в систёме'пла'стифика-
торов, наполнителей, режим отверждения, количество" инициатора
21
или катализатора, условия открытой выдержки, толщина клеевого
слоя, температура и давление, способ охлаждения и т. д.
Для оценки внутренних напряжений в клеевых соединениях мо-
гут быть использованы такие показатели, как прочность (при сдви-
ге, равномерном и неравномерном отрыве) и модуль упругости сво-
бодных клеевых пленок и клеевых соединений.
Характер изменения прочности клеевых соединений с нахлесткой
при сдвиге должен быть объяснен с учетом возникновения при ис-
пытании на краях нахлестки значительной концентрации напряже-
ний. В начальный период отверждения, когда клеевое соединение
еще достаточно эластично, концентрация внутренних напряжений
не может быть существенной, в связи с чем увеличение прочности
при сдвиге аналогично возрастанию модуля упругости и прочности
Свободных пленок. В процессе отверждения клеевого соединения в
связи с увеличением жесткости системы напряжения уже не могут
релаксировать, и увеличение когезионной прочности клея вслед-
ствие значительной концентрации напряжений не может обеспечить
возрастание сдвигающих напряжений.
Влияние температуры и продолжительности отверждения. Тем-
пература и продолжительность процесса отверждения играют
исключительно важную роль при решении вопросов, связанных с
выбором оптимальных условий для создания прочных клеевых со-
единений. Значение температурного режима особенно велико в том
случае, когда адгезив представляет собой расплав, который дол-
жен обладать подвижностью, необходимой для обеспечения адге-
зионного взаимодействия.
Отверждение клеевых композиций может происходить как при
комнатной, так и при повышенной температуре в зависимости от
химической природы входящих в их состав веществ. К системам,
которые отверждаются без нагревания (клеи холодного отвержде-
ния), относятся прежде всего клеи, представляющие собой раство-
ры линейных полимеров или эластомеров в органических раствори-
телях (например, хлоропреновые клеи) и в мономерах или олиго-
мерах. В этом случае формирование клеевого слоя происходит при
комнатной температуре в результате удаления растворителя или
протекания инициированной полимеризации.
Клеями холодного отверждения могут быть, композиции, осно-
вой которых являются мономеры, олигомеры или их смеси (напри-
мер, циакрин, карбинольный клей, полиэфиракрилатные клеи и
др.). Отверждаются без нагревания также некоторые клеи, которые
получаются смешением (незадолго до применения) реагирующих
при комнатной температуре друг с другом компонентов с образова-
нием в большинстве случаев пространственных полимеров. К та-
ким клеям относятся феноло- и карбамидоформальдегидные смо-
лы, отверждаемые различными вепгествами кислого характера, ре-
зорциновые клеи и эпоксидные композиции, отверждаемые амина-
ми или низкомолекулярными полиамидами, полиуретановые ком-
позиции и др.
22
Большинство конструкционных клеев на основе модифицирован-
ных фенолоформальдегидных и эпоксидных смол и элементоорга-
нических соединений отверждаются при нагревании (клеи горяче-
го отверждения). К клеям горячего отверждения относятся также
полиимпдные и полибензимидазольные композиции, которые пред-
ставляют собой растворы полимеров, обладающих очень высокими
температурами плавления, в органических растворителях.
Рассматривая процессы отверждения клеевых пленок, проте-
кающие при комнатных температурах, можно констатировать, что:
с увеличением продолжительности отверждения возрастает
прочность клеевых соединений;
с повышением температуры отверждения уменьшается время
формирования и, как правило, увеличивается прочность и тепло-
стойкость клеевых соединений.
Влияние давления. Полнота контакта адгезива с субстратом
обеспечивает взаимодействие большего числа функциональных
групп, что приводит к увеличению прочности клеевого соединения.
Повышение давления способствует лучшему контакту адгезива с
субстратом, поскольку при этом неровности соединяемых поверхно-
стей заполняются адгезивом [66, с. 16].
Давление при склеивании имеет существенное значение: при
большом давлении может образовываться тонкий клеевой шов (так
называемая «голодная склейка»); при недостаточном давлении
обычно образуется пористое и непрочное соединения неравномер-
ной толщины.
Различные клеи отверждаются при различных давлениях:
эпоксидные и полиуретановые — при 0,3—5,0 кгс/см2; композиции
на основе модифицированных каучуками и поливинилацеталями
фенолоформальдегидных смол и полиимидные клеи — при 8—
20 кгс/см2.
Влияние толщины клеевого соединения. Зависимость адгезион-
ной прочности от толщины слоя адгезива характеризует специфи-
ческие свойства адгезионного соединения [21; 34; 54; 67; 68; 69,
с. 7]. Многочисленными исследованиями установлено, что с умень-
шением толщины клеевой пленки повышается прочность клеевого
соединения. Однако,это наблюдается не всегда.
В некоторых случаях, например в клеевых соединениях, выпол-
ненных с применением высокопрочных адгезивов (бутадиен-нит-
рильный каучук), такой зависимости не обнаружено. Известны слу-
чаи, когда работа расслаивания увеличивается с возрастанием тол-
щины адгезионного слоя [70, 71]. Это может быть объяснено с уче-
том деформации адгезива в процессе испытания и релаксационных
процессов. При медленном протекании релаксационных процессов,
когда температура испытания ниже температуры стеклования клея-
щего полимера, преобладающим является влияние масштабного
фактора и напряжений, т. е. чем тоньше клеевой слой, тем меньше
влияние указанных факторов и тем больше прочность соедине-
ния [5].
23
Характер зависимости прочности от толщины клеевого слоя
с повышением температуры изменяется.
Влияние пластификаторов. Одним из важных факторов, опреде-
ляющих свойства адгезионного соединения, является количество
и природа пластификаторов, которые иногда вводят для устранения
неблагоприятного влияния усадки и внутренних напряжений в про-
цессе образования клеевого слоя. Некоторые пластификаторы
вследствие плохой совместимости с клеящим полимером внедряют-
ся прежде всего между наиболее крупными надмолекулярными об-
разованиями (эффект межпачечной пластификации), разрушают их
и тем самым положительно влияют на условия формирования ад-
гезионного соединения [5, 72, 73]. Примером является трикрезил-
фосфат, который, будучи введен в количестве 0,04% в клеевое со-
единение металла на основе поливинилформальэтилаля, повышает
прочность соединения при расслаивании на 25% [74].
Влияние наполнителей. Различные наполнители органической
и минеральной природы могут оказывать существенное влияние
как на процесс формирования адгезионного контакта, так и на
свойства клеевого соединения. Введение наполнителей снижает
остаточные напряжения в клеевом слое, что сопровождается повы-
шением прочности адгезионной связи. Металлы и их окислы могут
служить не только наполнителями, но и сшивающими агентами.
С помощью наполнителей (например, аэросила) можно регулиро-
вать тиксотропные свойства клеев [74, 75]. В некоторых случаях
введение наполнителей способствует увеличению не только проч-
ности, но и теплостойкости клеевых соединений.
Введение в клеевые композиции наполнителей способствует
лучшему заполнению клеем зазоров между склеиваемыми поверх-
ностями, позволяет экономить клеящие материалы. При использо-
вании металлических порошков повышается теплопроводность кле-
евых соединений. Порошкообразные серебро, медь, никель и неко-
торые другие металлы (а также графит) придают клеям способ-
ность проводить ток.
Влияние термических коэффициентов линейного расширения.
При склеивании необходимо иметь в виду различие термических
коэффициентов линейного расширения клея и склеиваемого мате-
риала. Эта разница часто бывает одной из причин разрушения не-
которых материалов при склеивании (разрушение стекла при
склеивании его с металлом). Разница в коэффициентах линейного
расширения склеиваемых материалов и клеев может быть значи-
тельно снижена путем введения в клей соответствующих наполни-
телей.
ФИЗИЧЕСКИЕ И ФИЗИКО-ХИМИЧЕСКИЕ
СВОЙСТВА КЛЕЯЩИХ ПОЛИМЕРОВ
Исследование термических и электрических свойств клеящих
полимеров, их стойкости к действию кислорода, различных агрес-
сивных сред, атмосферных воздействий, долговечности и поведения
24
в условиях космического пространства имеют большое значение,
так как определяют области возможного использования синтетиче-
ских клеев.
Термические свойства. Изучение термических свойств важней-
ших клеящих полимеров по изменению прочности клеевых соедине-
ний при различных температурах, а также в условиях длительного-
теплового старения показало, что по стойкости к высоким темпе-
ратурам полимеры располагаются в следующем порядке [76]: не-
органические полимеры; элементоорганические соединения; поли-
бензимидазолы; полиметиленоксифенилены и их сополимеры с бу-
тадиен-нитрильным каучуком; эпоксидные полимеры; полиуретаны
и сополимеры ненасыщенных полиэфиров со стиролом.
Исключительной стойкостью к действию высоких температур
характеризуются полиимидные клеящие композиции: прочность
клеевых соединений остается удовлетворительной после старения
при 370 °C в течение 60 ч. Быстро снижается прочность при терми-
ческом старении клеевых соединений на основе немодифицирован-
ных полиметиленоксифениленов, что, по-видимому, объясняется
большой жесткостью их макромолекул. Клеевые соединения на
основе эпоксидных смол, совмещенных с новолачными, и цикло-
алифатических эпоксидных смол могут работать в интервале тем-
ператур 230—260 °C.
Все сказанное выше относится к клеевым соединениям закры-
того типа, работающим при отсутствии непосредственного воздейст-
вия кислорода воздуха, который резко ухудшает клеящие свойства
полимеров.
Стойкость к действию низких температур. Поведение клеевых
соединений при низких температурах представляет значительный
интерес для ряда отраслей современной техники.
Многие клеящие материалы (фенолокаучуковые, полиуретано-
вые, эпоксидные) способны работать при температурах, дости-
гающих—196 °C. Некоторые полиуретановые и эпоксидные клеи,
модифицированные полиамидами, могут эксплуатироваться [95]
при температурах до —250 °C.
Для изготовления трехслойных сотовых перегородок, разделяю-
щих емкости с жидким кисдородом и водородом, за рубежом ис-
пользуется эпоксидно-фенольный клей, прочность клеевого соедине-
ния на котором остается практически неизменной в диапазоне тем-
ператур от —250 до +100 °C.
Стойкость к действию воды, атмосферных условий и тропиче-
ского климата. При изучении изменения клеящих свойств полиме-
ров в процессе пребывания в воде (30 сут), атмосфере (до 3 лет)
и в условиях, близких к условиям тропического климата (6 мес.),
было установлено, что наиболее стойкими являются фенолокаучу-
ковые сополимеры. Высокую атмосферостойкость имеют также кле-
евые соединения на полиуретановом клее, отвержденном при нагре-
вании, и на некоторых кремнийорганических клеевых композициях.
Удовлетворительные свойства имеют соединения на эпоксидных по-
25
лиуретановых и модифицированных полисилоксаном и поливинил-
ацеталем фенолоальдегидных клеях.
Прочность клеевых соединений металлов (в частности, алюми-
ния) при экспозиции в жарком и сухом климате сохраняется и да-
же несколько увеличивается, а в жарком влажном — значительно
снижается, причем большую роль в этом случае играет коррозия
металла.
Клеевые соединения с ограниченной водо- и атмосферостой-
костью могут эксплуатироваться в различных климатических усло-
виях, будучи защищенными лакокрасочными покрытиями.
Электрические свойства. Как показали исследования электриче-
ских свойств различных клеящих полимеров в интервале темпера-
тур 20—150 °C, лучшими диэлектриками являются эпоксидные со-
единения. Электроизоляционные свойства эпоксидных композиций
зависят от типа смолы, отвердителя, наполнителя и пластифици-
рующих добавок. Фенолокаучуковые сополимеры имеют низкие
показатели диэлектрических свойств, что связано, по-видимому, с
наличием в них значительного количества сажи и других наполни-
телей.
Введение в клеевые композиции пластифицирующих добавок,
как правило, ухудшает их диэлектрические свойства. Тип наполни-
теля оказывает значительное влияние на электроизоляционные
свойства. Так, введение титаната кальция позволяет получать со-
ставы с заданной диэлектрической проницаемостью, введение ме-
таллических наполнителей (например, порошкообразного серебра)
-дает возможность получить электропроводящие системы.
Химическая стойкость. Стойкость клеящих материалов к дейст-
вию различных реагентов определяется химической стойкостью
полимеров, входящих в их состав. Большинство синтетических кле-
ев на основе термореактивных органических полимеров оказыва-
ется стойким к действию минеральных масел, растворов'хлористо-
го натрия и многих реагентов кислого характера. При действии
щелочей такие клеи разрушаются. Термопласты (за исключением
труднорастворимых соединений типа полиимидов и полибензимид-
азолов) не стойки к органическим растворителям. Стойкостью к
действию окислительных сред обладают фторсодержащие клеящие
полимеры.
При оценке изменения прочности клеевых соединений металлов
в результате воздействия на них различных агрессивных сред сле-
дует учитывать, что уменьшению клеящей способности могут спо-
собствовать коррозионные процессы, протекающие на поверхности
металлов [77].
Стойкость в условиях космического пространства [78]. Условия
эксплуатации космических аппаратов ставят новые проблемы и тре-
буют особого подхода при выборе'клеящих материалов.
Клеевые конструкции в космических кораблях подвергаются
воздействию следующих основных факторов:
температура в пределах от —269 до +1500 или +2000 °C;
26
глубокий вакуум;
кислород (озон);
различнбго рода излучения (космические, рентгеновские, ин-
фракрасные, электромагнитное);
космическая пыль (микрометеориты).
Высокие механические напряжения в корпусе космического ко-
рабля и вспомогательных агрегатах в большинстве случаев суще-
ствуют кратковременно, поэтому многие клеи могут быть с успе-
хом использованы в космической технике, так как в данном случае
не выдвигается принципиально новых требований к клеевому со-
единению. Однако всегда следует учитывать влияние на прочност-
ные характеристики клеевого соединения вакуума, озона, различ-
ных излучений и других факторов.
Температурные условия работы наружной оболочки космическо-
го корабля зависят от высоты и скорости полета. При выборе клея-
щего вещества следует также учитывать и длительность воздейст-
вия температуры. На высоте около 60 км при скоростях, соответ-
ствующих числу Маха* до 6, поверхность может нагреваться до
температур, превышающих 600 °C. Кратковременно может иметь
место нагревание несущих элементов до 1300—2500 °C, а при воз-
вращении на Землю температура может достигать 5000 °C.
Для снижения температуры используются различные методы:
охлаждение путем испарения жидких веществ, поступающих на
поверхность через пористые стенки, различного рода теплоизоля-
ция, теплопоглощение за счет создания массивных слоев с высокой
удельной теплоемкостью, охлаждение в результате .распада и испа-
рения наружного слоя и др. Поэтому практически рабочие темпе-
ратуры клеевых соединений значительно ниже. Для работы при
температурах, не превышающих 350—400 °C, могут быть использо-
ваны полиимидные, эпоксифенольные и некоторые модифицирован-
ные фенольные клеи. Для работы при более высоких температурах
должны использоваться клеи на основе элементоорганических и не-
органических соединений. Керамические клеи выдерживают нагре-
вание до 540 °C; некоторые клеи на основе элементоорганических
соединений могут работать при 1000—1200°C. Перспективными яв-
ляются клеящие материалы из неорганических полимеров с леги-
рующими добавками никеля и кобальта (рассчитаны на температу-
ры до 1600°C), а также некоторые карбиды и бориды (для экс-
плуатации при 2600°C). Хрупкость этих систем может быть умень-
шена введением окислов некоторых металлов.
Влияние излучения на свойства клеящих полимеров зависит от
его природы. Действие ультрафиолетовых лучей на клеящие поли-
мерные материалы приводит к потере массы, достигающей в неко-
торых случаях (например, для поливинилхлорида) 81% за 50 ч.
Наиболее стойки к ультрафиолетовому излучению полиэфирсти-
* Числом Маха называется отношение скорости движения тела в какой-либо
среде, например в воздухе, к скорости распространения звука в той же среде.
S7
рольные сополимеры, а также карбамидо- меламиноформальде-
гидные смолы (потеря массы за 50 ч не превышает 10%). Клеевые
соединения на клее, представляющем собой композицию из поливи-
нилформаля и фенолоформальдегидной смолы, после ультрафиоле-
тового облучения в течение 1300 ч теряют менее 2% массы, но ста-
новятся хрупкими.
Прочность клеевых соединений металлов, как правило, мало
зависит от воздействия ультрафиолетовых лучей, так как клеевой
слой защищен металлом. Ионизирующее же излучение действует
более интенсивно.
Изменение разрушающего напряжения при сдвиге клеевых со-
единений зависит от дозы излучения. До некоторой определенной
дозы наблюдается даже повышение прочности, обусловленное, ве-
роятно, дополнительным отверждением. При больших дозах из-
лучения происходит разложение полимеров с выделением газооб-
разных продуктов. Введение неорганических наполнителей повы-
шает стойкость к действию излучения.
Среди клеящих полимеров наибольшей стойкостью к радиаци-
онному воздействию обладают фенолоформальдегидные и фурано-
вые смолы, наполненные асбестом, полиэфиры и полистирол.
Долговечность клеящих полимеров и клеевых соединений [79—
86]. При выборе клеящих материалов кроме прочности следует
учитывать также их надежность и долговечность. Зная основные
положения теории прочности, деформативности и механизма раз-
рушения полимеров, можно с определенной степенью достоверно-
сти получить представление о поведении во времени клеевых 'со-
единений при воздействии различных факторов. Особую роль игра-
ют внутренние напряжения и релаксационные процессы, которые
в условиях формирования и эксплуатации клеев часто предопреде-
ляют их поведение во времени.
В основу оценки долговечности клеевых соединений должно
быть положено влияние таких эксплуатационных факторов, как
температура, влага, атмосферные условия, различные излучения
и т. д. Старение клеевых соединений изучается сравнительно дав-
но; предложены различные способы ускоренного старения, кото-
рые далеко не всегда обоснованы, так как механизм старения
клеящих полимеров исключительно сложен и специфичен для раз-
личных полимеров. Все же с известной степенью достоверности,
пренебрегая рядом побочных процессов, о долговечности клеевых
соединений можно судить по скорости термической деструкции.
Кроме термической деструкции старение клеевых соединений
может быть обусловлено также испарением растворителя, миграци-
ей пластификатора и различными диффузионными процессами.
Литература
1. Кардашов Д. А. В кн.: Энциклопедия полимеров. Т. I. М., «Советская
энциклопедия», 1972, с. 1035.
2. В о ю ц к и й С. С. В кн.: Энциклопедия полимеров. Т. I. М., «Советская
энциклопедия», 1972. с. 22.
28
3 ШицЛ. А. В КН.: Энциклопедия полимеров. Т. I. М., «Советская энцикло-
педия», 1972, с. 1039, 1224.
4 PatrickzR. L. Treatise on Adhesion and Adhesives. V. 1. New York, M. Dek-
ker 1967. 476 p.; V. 2, 1969, 554 p.; V. 3, 1973, 240 p.; Aspects of Adhesion. V. 1.
Ed 'by D. I. Alner. New York, Palmerston Publ. Co. Inc., 1965. 128 p.; V. 2, 1966,
100 p.; V. 3, 1967, 112 p.; V. 4, 1968, 116 p.; V. 5, 1969, 304 p.
5 Берлин А. А., Басин В. E. Основы адгезии полимеров. M., «Химия»,
1974. 392 с.
6 Басин В. Е., Берлин А. А. В кн.: Новые клеи и технология склеивания.
' М. изд. МДНТП им. Ф. Э. Дзержинского, 1973, с. 7; ЖВХО им. Д. И. Мен-
делеева, 1969, т. 14, № 1, с. 19.
7. D е Bruyne N. A., Aircraft Eng., 1944, № 16, р. 115; № 18, р. I.
8. McLaren A. D., Hofrichter С. Н. Paper Trade J., 1947, v. 125, p. 19, 96.
9. H о f r i c h t e г С. H., McLaren A. D., Ind. Eng. Chem., 1948, v. 140, p. 329.
10. M c L a г e n A. D„ J. Polymer Set, 1948, v. 3, p. 652.
11. McLaren A. D., Seiler C. J., J. Polymer Sci., 1949, v. 4, p. 63.
12. McLaren A. D. Adhesion and Adhesives. New York, J. Wiley a. Sons, 1954,
p. 57.
13. D e Bruyne N. A., Aircraft Eng., 1939, № 12, p. 53; J. Sci. Instr., 1947, v. 24,
p. 29.
14. G о 1 d m a n E. L, Rosenberg R. A., Lee W. E., Adhes. Age, 1967, v. 10,
№ 6, p. 30.
15. К о p о л e в А. Я-, Бек В. И., Гришин Н. А., Высокомол. соед., 1962,
т. 4, с. 1411.
16. Кабанов В. А. и др., ДАН СССР, 1965, т. 165, с. 626.
17. Б е р л и н А. А., Басин В. Е. В кн.: Адгезия и прочность адгезионных
.„„.соединений. М., изд. МДНТП им. Ф. Э. Дзержинского. Вып. 1. 1968, с. 22.
18.лКротовэ Н. А., Кириллова Ю. М., ЖФХ, 1956, т. 30, с. 1921.
19. Дерягин Б. В., Кротова Н. А., Кириллова Ю. М., ДАН СССР, 1954,
— т. 97, с. 475.
20. Кротова Н. А., Морозова Л. П. В кн.: Клеи и технология склеивания.
Под ред. Д. А. Кардашова. М., Оборонгиз, 1960, с. 16.
21. Дерягин Б. В., Кротова Н А. Адгезия. М., изд-во АН СССР, 1949,
244 с.
22. Кротова Н. А. В кн.: Адгезия и прочность адгезионных соединений. М.,
изд. МДНТП им. Ф. Э. Дзержинского. Вып. 1. 1968, с. 39.
23. Смилга В. П. Кандидатская диссертация. М., ИФХ АН СССР, 1961.
24. Дерягин Б. В., Смилга В. П. В кн.: Адгезия и прочность адгезионных
соединений. Вып. 1. М., изд. МДНТП им. Ф. Э. Дзержинского, 1968, с. 17.
25. В о ю ц к и й С. С. Аутогезия и адгезия высокополимеров М., Ростехиздат,
1960. 244 с.
26. Воюцкнй С. С., «Успехи химии», 1959, т. 28, № 6, с. 701.
27. Воюцкий С. С., Высокомол. соед., 1959, т. 1, с. 230.
28. V о у u t s k i S. S., Vakula V. L., J. Appl. Polymer Sci., 1963, v. 7, p. 475;
Лобанов Ю. E., Воюцкий С. С., «Механика полимеров», 1968, К» 2,
с. 309—313.
29. Воюцкий С. С., Шаповалова А. И., Писаренко А. П., ДАН СССР,
‘— 1955, т. 105, с. 100; Коллоидн. ж., 1956, т. 18, с. 485; 1957, т. 19, с. 274.
30. Воюцкий С. С., Легкая пром., 1953, № 1, с. 42.
31. Гуль В. Е., Кудряшова Л. Л. В кн.: Адгезия полимеров. М., изд-во
АН СССР, 1963, с. 134.
32. Гуль В. Е., Фомина Л. А., Высокомол. соед., 1965, т. 7, с. 45.
33. Гуль В. Е., Ген ель С. В. В кн.: Адгезия и прочность адгезионных соеди-
нений. Вып. 1. М., изд. МДНТП им. Ф. Э. Дзержинского, 1963, с. 30.
34. Bikerman LI. The Science of Adhesives Joints. New York, London, 1966.
490 p.; Бикер м ан Я. О., «Успехи химии», 1972, т. 41, с. 1431.
35. Б е л ы й В. А., Е г о р е н к о в Н. И., П л е с к а ч е с к и й Ю. М. Адгезия
полимеров к металлам. Минск, «Наука и техника», 1971. 288 с.
36. Huntsberger I. К-, J- Paint Techn., 1967, v. 39, № 507, р. 199.
37. Jonson R. Е. Jr., Dettre R. A., J. Adhes., 1970, v. 2, № 1, p. 3; Kobunshi
29
High Polymer Jap., 1970, v. 19, № 6, p. 446; Aspects of Adhesion. V. 2. Ed. by
D. I. Alner. New York, Palmerston Publ. Co. Inc., 1966. НО p.; V. 3, 1967.
112 p.
38. S h a r p e L. H., Shonhorne H. Advances in Chemistry. London, 1963;
Shonhorne H., Frisch H. L., J. Polymer Sci., 1973, v. 11, № 5 (1005);
Zisman W A., Ind. Eng. Chem., 1963, v. 55, № 10, p. 19; K, i t a z a к i L,
H a t a T., J. Adhes., 1972, v. 4, № 2, p. 123.
39. McN utt S. E., Adhes. Age, 1964, v. 7, № 10, p. 24.
40. S h a f r i n E. G., Z i s m a n W. A., J. Phys. Chem., 1960, v. 64, p. 519.
41. К a p д а ш о в Д. А., Пласт, массы, 1969, № 3, с. 49.
42. Кардашов Д. А. «Труды 1 Всесоюзной конференции по клеям и техно-
логии склеивания». Таллин, 1966, с. 9.
43. R е е g е n S. L., 11 k k a G. A. Adhesion and Cohesion. Amsterdam, Elsevier
Publ. Corp., 1962, p. 159.
44. Mа о T. J., Reegen S. L. Adhesion and Cohesion. Amsterdam, Elsevier Publ.
Corp., 1962, p. 209
45. Brockman W„ “Adhasion”, 1970, № 2, S. 52; “Kautschuk u. Gummi, Kunst-
stoffe”, 1970, Bd. 23, № 11, S. 571; Matting A., Brockman W., “Adha-
sion”, 1968, № 8, S. 343; 1969, № 11, S. 438; “Stahlbau”, 1969, Bd. 38, № 6,
S. 161; Semeradjiev S. Metal to Metal Adhesives Bonding. London, Busin-
nes Book Ltd., 1970. 195 p.; De Loll is N. L, Adhes. Age, 1970, v. 13, № 1,
p. 35; De L о 11 i s N. I. Adhesives for Metals. New York, Industr. Press., 1970.
230 p.; S c h 1 i к e 1 m a n R. Geligmde metalen constructies. Amsterdam, Else-
vier Publ. Corp., 1970. 344 p.; Королев А. Я- и др., Физ.-хим. механ. матер.,
1973, № 1, с. 115.
46. Королев А. Я., Степанова И. В., Исакова С. Б., ДАН СССР, 1952
т. 85, Ns 2, с. 231.
47. Сиринг С. Очистка поверхности металлов. Пер. с англ. М., «Мир», 1966.
294 с.
48. Чистяков П. Н., Т и т а р и н о в а А. В., ЖТФ, 1965, № 7, с. 1333.
49. V а у g m a n R. F., Adhes. Age, 1967, v. 10, № 1, р. 13.
G е г s 11 е Н„ Techn. Mitt., 1972, Bd. 65, № 12, S. 583.
50. К a p д а ш о в Д. А., Хим. иаука и пром., 1957, т. 2, № 5, с. 607,
G е г s 11 е Н., Techn. Mitt., 1972, Bd. 65, № 12, S. 583.
51. Б а т и з а т В. П., ЖВХО им. Д. И. Менделеева, 1969, т. 14, Ns 1, с. 55;
В у-Б а-К ием, Фрейдин А. С. В кн.: Адгезия и прочность адгезионных
соединений. Вып. 1. М., изд. МДНТП им, Ф. Э. Дзержинского, 1968, с. НО.
52. Adhes. Age, 1963, v. 6, Ns 2, p 29.
53. Shonhorne H., J. Polymer Sci., 1963, v. 1A, p. 2343, 3523.
54. В 1 a c k I. M., В 1 о m q n i s t R. F. L., Ind. Eng. Chem., 1958, v. 50, p. 918.
55. К о p о л e в А. Я. В кн.: Адгезия и прочность адгезионных соединений.
Вып. 1. М., изд. МДНТП им. Ф. Э. Дзержинского, 1968, с. 14.
56. К а р д а ш о в Д. А. В кн.: Успехи химии и технологии полимеров. М., «Хи-
мия», 1970, с. 126.
57. Киселев А. В., Королев А. Я., Изв. АН СССР, ОХН, 1963, Ns 6, с. 1017.
58. К и с ел е в А. В., Ко р о л е в А. Я-, ЛыгинВ. И., Коллоидн. ж., 1968,
т. 28, с. 792.
59. Киселев А. В., Королев А. Я., Лыгин В. И., Коллоидн. ж., 1965,
т. 27, с. 320.
60. А н д р е е в с к а я Г. Д. Высокопрочные ориентированные стеклопластики.
М., «Наука», 1966. 368 с.
61. Сергеев Л. В. В кн.: Клеи и технология склеивания. Под ред. Д. А. Кар-
дашова. М., Оборонгиз, 1960, с. 167.
62. Куртц Л. Ю. Склеивание стекла со стеклом, фарфором и металлом. Л.,
изд. ЛДНТП, 1960. 18 с.
63. Б а й г о ж и н А. и др. В кн.: Адгезия полимеров М., изд-во АН СССР,
1963, с. 75.
64. Кардашов Д. А., Вакула В. Л., ЖВХО им. Д. И. Менделеева, 1969,
т. 14, №• 1. с. 4; Кабанов В. А., Спицин В. И., ДАН СССР, 1973,
S0
Михалев И. И., Колобова Э. Н.,
вания металлов. М., «Машиностроение»,
65.
210, № 3, с. 650; Wick С. Н., Mach. Prod. Eng., 1968, v. 112, № 2894,
Батизат В. П. Технология склеи-
1965. 279 с.
со дог а дкин о. «. ~ ------- связи меж«У элементами резинб-
’ тканевых многослойных изделий в производстве и эксплуатации. М„ Госхим-
67. Коврига В. В., Вассерман А. М„ ДАН СССР, 1962,
68 Д ыл ь к оТм. С., С а н ж а р о в с к и й А. Т., Зубов П. И., Коллоидн. ж.,
1964 т 26, с. 436; Пласт, массы, 1964, № 4, с. 43.
69 Смнлга В. П„ Дерягин Б. В. В кн.: Клеи и технология склеивания.
Под ред Д. А. Кардашова. М., Оборонгиз, 1960, с. 7.
70. С а н ж а р о в с к и й А. Т., Д ы л ь к о в М. С., 3 у б о в П. И. Лакокрас. ма-
тер. и их прим., 1964, № 6, с. 17.
71. Москвитин Н. И. Физико-химиМеские основы процессов склеивания и
прилипания. М„ «Лесная промышленность», 1964. 192 с.
72. Кар гии В А. и др., ДАН СССР, 1960, т. 135, с. 357; Раевский В. Г.
и др., «Каучук и резина», 1966, № 2, с. 23; К у х а р с к а я Э. В. и др., ЖПХ,
1969, т. 42, № 10, с. 2178.
73. Коз лов П. В., ЖВХО им. Д. И. Менделеева, 1964, т. 9, с. 660.
74. Кислов А. И. и др., Лакокрас. матер, и их прим., 1967, № 6, с. 32.
75. Brown Н. Р., Anderson J. Е. In: Handbook of Adhesives. Ed. by I. Skeist.
New York, Reinhold Publishing Corp., 1962, p. 255; Faun er G., “Konstru-
ction”, 1968, v. 20, № 11, p. 438; Sweeney T. R., Adhes. Age, 1967, v. 10, № 1,
p. 32; Nakao K-, J. Jap. Soc. Colour Mater., 1972, v. 45, № 7, p. 377;
Калнинь M. M., К a p л и в а н В. П., Бракере P. P., Высокомол. соед.,
1968, т. 10, № 11, с. 2513.
78. Adhes. Age, 1960, v. 4, № 4, р. 8; Ashworth T., R e c h о w i c z M., “Cryoge-
nics”, 1968, v. 8, № 6, p. 361; S e r a f i n i T. T., К r e n i g I. L. Cryogenic Pre-
perties of Polymers. New York, Dekker, 1968. 302 p.; Bodnar M. I., W e g-
m a n R. F„ SAMPE J., 1969, v. 5, № 5, p. 51.
77. Вирлич Э. Э., Кротова H. А., Коллоидн. ж., 1968,.т. 30, № 2, с. 204;
Dahringer D. W., Apll. Polymer Symp., 1972, № 19, р. 31.
78. С a g 1 е С. Handbook of Adhesive Bonding. New York, McGrow Hill Book Co.,
1973. 754 p.
79. Ф p e й д и н А. С. Прочность и долговечность клеевых соединений. М.., «Хи-
мия», 1971. 256 с.
80. Фр ей дин А. С. и др., Пласт, массы, 1968, № 3, с. 19.
81. Я со в ск ий С. Р., Фрейднн А. С., Зав. лаб., 1968, Na 4, с. 18; Зигер н-
Корн В. Н., Я с овский С. Р., Фрейднн А. С. В кн.: Адгезия и проч-
ность адгезионных соединений. М., изд. МДНТП им. Ф. Э. Дзержинского,
1968, с. 89.
82. X р у л е в В. М. В кн.: Клеи и клеевые соединения. М., изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 100.
83. Хрулев В. М. Долговечность клеевых соединений древесины. М., Гослес-
бумиздат, 1962. 158 с.; Brockman W., “Adhasion”, 1973, № 3, S. 72;
Spath W., “Adhasion”, 1973, № 4, S. 114.
84. Menges G., Schmidt P., Z. “Schweisstechnik”, 1970, Bd. 60, № 11, S. 329.
85. Караулов В. M., HI у p а л e в а В. Ф., «Электронная техника», 1970,
сер. 14, вып. 5, с. 98.
86. Хрулев В. М. Прочность клеевых соединений. М., Стройиздат, 1973. 81 с.;
в ки.: Синтез феноло-формальдегидиых клеевых смол и старение клеевого
соединения. Таллин, изд. Таллинского политехи, ин-та, 1971, с. 78;
Berger G., Fertigungstechn. u. Betr., 1972, Bd. 22, № 7, S. 431.
Глава 1
КЛЕИ НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ
ПОЛИМЕРОВ
Клеи на основе термореактивных полимеров имеют ряд харак-
терных особенностей, касающихся как способов их получения и от-
верждения, так и свойств клеевых соединений. Методы изготовле-
ния клеящих материалов на основе различных термореактивных
полимеров весьма разнообразны, поскольку в качестве клеев мо-
гут быть использованы полимеры в виде эмульсий, растворов в ор-
ганических растворителях или в мономерах, полимеры, не содер-
жащие растворителей, смолы, отверждающиеся в присутствии спе-
циальных добавок, и др.
Клеи могут быть однокомпонентными и многокомпонентными.
Однокомпонентные клеи производятся на химическом предприятии
и поступают на завод-потребитель в готовом виде. Многокомпонент-
ные клеи изготовляются на месте потребления из составных частей,
чаще всего из смолы и отвердителя, причем каждый из компонен-
тов такого клея может храниться в течение достаточно длительно-
го времени. Клеи на основе термореактивных полимеров в боль-
шинстве случаев являются двухкомпонентными.
Наиболее обширная группа клеев представляет собой растворы
различных полимеров или их смесей в органических растворителях.
К ним относятся растворы таких полимеров, как фенолоформаль-
дегидные, эпоксидные и др. К этой же группе должны быть отне-
сены растворы смесей нескольких полимеров, например феноло-
формальдегидных с поливинилацеталями, полиамидами и т. д. По-
лучают такие клеи растворением готовых полимеров в органиче-
ских растворителях в аппаратах из нержавеющей стали или эмали-
рованных, снабженных мешалками и обратными холодильниками,
в большинстве случаев без нагревания. Полноту растворения конт-
ролируют по внешнему виду отобранной пробы клея. Раствор
фильтруют через металлическую сетку или ткань для освобожде-
ния от посторонних включений. Готовый клей испытывают в соот-
ветствии с техническими условиями (внешний вид, плотность, кон-
центрация, вязкость и клеящая способность).
В некоторых случаях полимеры растворяют не в органических
растворителях, а в мономерах. К таким клеям относятся, напри-
мер, растворы каучуков в стироле, эпоксидных смол в аллилглици-
диловом эфире и др.
32
Ко второй группе клеящих материалов можно отнести так назы-
ваемые клеевые смолы, являющиеся или основой клеев, отверж-
дающихся *при введении специальных добавок (отвердителей), или
компонентами сложных клеевых систем. Клеевые смолы представ-
ляют собой'линейные полимеры или олигомеры, содержащие функ-
циональные группы и способные в присутствии катализаторов, от-
вердителей, инициирующих добавок или при повышенной темпера-
туре превращаться в неплавкие и нерастворимые продукты, обла-
дающие хорошей теплостойкостью и высокой клеящей способ-
ностью.
Наиболее широко используемые для изготовления клеев тер-
мореактивные смолы (резольные фенолоформальдегидные, карб-
амидоформальдегидные, эпоксидные и др.) обычно отверждаются в
присутствии кислых и щелочных катализаторов или отвердителей
при нормальной или повышенной температуре. Химическая приро-
да катализатора и условия отверждения существенно влияют на
свойства композиций и клеевых соединений.
Процесс отверждения термореактивных смол сопровождается
усадкой, и в ряде случаев отвержденные смолы обладают значи-
тельной хрупкостью. Усадка приводит к возникновению больших
внутренних напряжений, что в сочетании с хрупкостью снижает
прочность клеевого соединения. Для уменьшения усадки в клеи
на основе термореактивных смол часто вводят наполнители. Мине-
ральные наполнители повышают теплостойкость клеевых соедине-
ний. Повышение эластичности термореактивных смол в ряде случа-
ев достигается совмещением их с термопластичными полимерами
или эластомерами.
Клеевые соединения, отвержденные без нагревания, обладают,
как правило, относительно невысокими прочностными характери-
стиками, в особенности при повышенных температурах. Нагрева-
ние обычно обеспечивает более высокую прочность и теплостой-
кость клеевых соединений вследствие более глубокого отверждения
полимера.
КЛЕИ НА ОСНОВЕ ФЕНОЛОФОРМАЛЬДЕГИДНЫХ СМОЛ
Фенолоформальдегидные смолы являются основной составной
частью многочисленных клеевых композиций, обладающих цен-
ным комплексом свойств и нашедших широкое применение при
склеивании металлов, древесины, пластмасс и ряда других мате-
риалов [1]. Фенолоформальдегидные смолы в отвержденном со-
стоянии представляют собой весьма хрупкие продукты и поэтому
в большинстве случаев применяются в модифицированном виде.
Немодифицированные смолы нашли применение главным образом
при склеивании древесины, пенопласта и некоторых других пори-
стых материалов.
Фенолоформальдегидные смолы получаются поликонденсацией
фенола с формальдегидом. В зависимости от соотношения исход-
3—2591
33
ных реагентов и условий поликонденсации могут быть получены
смолы с различными свойствами. Так, при эквимолярном соотно-
шении реагентов или при избытке формальдегида в присутствии
щелочного катализатора образуются смолы резольного типа, при
избытке фенола в кислой среде — новолачные. Резольные смолы
содержат метилольные группы, благодаря чему они могут всту-
пать в дальнейшую реакцию поликонденсации, приводящую к об-
разованию полимера пространственной структуры — резита. Про-
цесс отверждения, т. е. превращение в резит, происходит при нор-
мальной температуре медленно — от 6 мес. до 1 года; при повы-
шенных температурах скорость отверждения сильно возрастает.
В присутствии кислых катализаторов резольные смолы отвержда-
ются с большой скоростью и при комнатной температуре.
Смолы в стадии резита неплавки, нерастворимы и обладают до-
вольно высокой теплостойкостью. При температурах выше 280°C
они начинают постепенно деструктироваться. Исследование терми-
ческой деструкции фенолоформальдегидных смол показало, что
прп этих температурах имеет место образование дифенилоксидных
связей, увеличивающих степень сшивания системы. При термоокис-
лительной деструкции прежде всего происходит окисление метиле-
новых групп до карбоксильных, которые при температуре около
200 °C способны взаимодействовать с образованием полимеров с
высокой термостойкостью [2].
Молекулы новолачной смолы не содержат метилольных групп
и поэтому не способны вступать в реакцию поликонденсации и не
образуют пространственных структур. Новолачные смолы могут
быть переведены в неплавкое и нерастворимое состояние путем
обработки формальдегидом, параформом, гексаметилентетрами-
ном. Чаще всего производят отверждение новолачных смол с по-
мощью гексаметилентетрамина при повышенных температурах.
Для получения клеев применяются главным образом феноло-
формальдегидные смолы резольного типа с молекулярным весом
700—1000. Новолачные фенолоформальдегидные смолы использу-
ются значительно реже, преимущественно в модифицированных
клеях. Меньший интерес для получения клеев представляют смолы
из крезолов и замещенных фенолов. Из альдегидов кроме формаль-
дегида сравнительно небольшое применение находит фурфурол.
Фенолоформальдегидные смолы, предназначенные для приго-
товления клеев, получают и используют в виде водных или спирто-
вых растворов. В последнем случае продукты конденсации обезво-
живают в вакууме и затем добавляют спирт [3].
КЛЕИ НА ОСНОВЕ НЕМОДИФИЦИРОВАННЫХ
ФЕНОЛОФОРМАЛЬДЕГИДНЫХ СМОЛ
Эти клеи изготавливаются главным образом на основе немоди-
фицированных фенолоформальдегидных смол резольного типа, от-
верждаемых при нормальных температурах с помощью кислых
34
Таблица L1. Состав клеев холодного отверждения на основе немодифицированных фенолоформальдегидных смол
Марка клея Смола Количество ката- лизатора*, вес. ч. на 100 вес. ч. смолы Растворитель
марка вязкость, сП содержание, %, не более название ч количество, вес. ч. на 100 вес. ч. смолы
свободного фенола свободного формальдегида ВОДЫ
ВИАМ Б-3 ВИАМ Б 500—1000 21,1 20,0 1400 Ацетон 10 л
а** (или спирт)
КБ-3 Б 150—300 5,0 4,0 28,0 1600—2100 а Ацетон 7—10
ВИАМ Ф-9 ВИАМ Ф-9*** 500—1000 2,5 Не более 3,5 32—38 1400 Спирт 10
а
* Керосиновый контакт 1-го сорта.
** Кислотное число керосинового контакта.
•** В состав композиции вводится также резорцин.
катализаторов. Для ускорения процесса отверждения клея темпе-
ратура может быть повышена до 50—60 °C. В качестве кислых ка-
тализаторов (отвердителей) чаще всего используют сульфонафте-
новые кислоты (контакт Петрова) и соляную кислоту. В некото-
рые клеевые композиции вводят растворители (ацетон, этиловый
спирт). В табл. 1.1 приведены составы важнейших клеев этого
типа.
Основное назначение клеев на основе немодифицированных фе-
нолоформальдегидных смол — склеивание древесины, фанеры, дре-
весных пластиков, древесностружечных плит, пищевой тары, пено-
пластов и других пористых материалов. Клеи водостойки, однако
они токсичны, так как содержат свободный фенол и формальдегид,
а также гидролизуют целлюлозу. Клеи готовят путем смешения
компонентов на месте потребления.
Фенолоформальдегидный клей холодного отверждения В31-Ф9
состоит из смолы ВИАМ Ф-9 (см. табл. 1.1), резорцина и этило-
вого спирта, в качестве отвердителя применяется керосиновый кон-
такт 1-го сорта. Клей готовят на месте потребления, смешивая ком-
поненты.
После нагревания при 60 °C в течение 500 ч, циклического воз-
действия переменных температур + 60 °C (30 циклов) и воды в те-
чение 30 сут прочность клеевых соединений на клее В31-Ф9 орга-
нического стекла между собой и с капроновой тканью не умень-
шается. Основные свойства клеев ВИАМ Б-3, КБ-3, ВИАМ Ф-9 и
В31-Ф9 и клеевых соединений на их основе приведены в табл. 1.2.
Ниже приводится пример технологии изготовления смолы
ВИАМ Б и клея холодного отверждения на ее основе ВИАМ Б-3.
В реактор загружают фенол (100 вес. ч.) и гидроокись бария (1 вес. ч.),
которую предварительно взбалтывают с пятикратным количеством воды. При
перемешивании и нагревании до 65—70 °C компоненты- растворяются, после чего
нагревание прекращают и загружают 100 вес. ч. 37%-иого формалина.
В дальнейшем температуру регулируют подачей пара в рубашку; при тем-
пературе реакционной смеси 70 °C подачу пара прекращают; за счет экзотерми-
ческой реакции температура в реакторе продолжает подниматься. При 85 °C
останавливают мешалку и отмечают момент начала кипения. Реакционная смесь
закипает при 97—98 °C; ее выдерживают при кипении 40 мин, после чего обрат-
ный холодильник переключают на прямой и продукт конденсации обезвоживают
в вакууме при остаточном давлении 110—160 мм рт. ст.
Температура в реакторе должна быть в пределах 55—65 °C. В процессе
обезвоживания контролируют вязкость смолы. Пробы отбирают через каждые
30 мин до получения смолы с вязкостью 200 сП и затем через 10—20 мин до
достижения вязкости 450 сП. После этого смолу охлаждают до 30 °C (пропуская
в рубашку реактора холодную воду) и сливают в тару.
Клеевая композиция ВИАМ Б-3 приготовляется в клеемешалке с водяным
охлаждением. Клеемешалка должна быть изготовлена из эмалированного или
луженого железа, дуралюмина, сплавов В-95 или АМЦ или из стекла. В клее-
мешалку загружают охлажденную смолу, добавляют ацетон (или спирт) и
керосиновый контакт, все компоненты перемешивают в течение 10—15 мин до
получения однородной клеевой массы.
Клеи на основе немодифицированных фенолоформальдегидных
смол холодного отверждения (например, ВИАМ. Б-3) применяют
36
Таблица 12. Свойства клеев и клеевых соединений на фенолоформальдегидных
клеях холодного отверждения
Марка клея Жизне- способ- ное сь, ч Расход клея, Г/М2 Режим склеивания Разрушающее напряжение клеевого соедине- ния древесины при сдвиге при 20 °C, кгс/см2 Назначение
открытая выдержка выдержка под давлением
темпе- ратура, °C про- должи- тся ь- ность, ч темпе- ратура, °C продолжи- тельность, ч давление, КГС/СМ2
ВИАМ Б-3 2—4 150—350 20 5—15 20 5—20 0,5—5,0 130 Для склеивания древеси- ны, файеры, шпона, древес- ных пластиков, текстолита, пенопластов и др.
КБ-3 2,5—4 180—250 20 5—15 20 5-25 0,3—5,0 130 То же к
ВИАМ Ф-9 2,0—3,5 150—200 20 10—15 18—33 Не более 30 2,5—5,0 140 (при —60 °C) 130 (при 20—60 °C) Для склеивания древес- ных материалов, пенопла- стов, различных тканей
В31-Ф9 3,5—5,0 150—200* 700—800** 20—25 5—10 20—25 20—30 мии 1—3 100*** Для склеивания органи- ческого стекла и приклеи- вания к нему лавсановой и капроновой ткамей (ра- бочие температуры—от —60 до +130 °C)
• При склеивании органического стекла.-1
•* При склеивании органического стекла с синтетической тканью.
*** Прочность клеевого соединения органического стекла при температурах от —60 до -J-6 0°С,
также для соединения пенопластов со стеклотекстолитом, тканью
и металлами. На металл предварительно наносят (при нагрева-
нии) подслой клея БФ-2.
Известны другие фенолоформальдегидные клеи, пригодные для
склеивания без нагревания [4], в частности с использованием та-
ких отвердителей, как раствор ортофосфорной кислоты в этилен-
гликоле [5], смесь, состоящая из формалина, соляной кислоты и
глицерина [6], спиртовые растворы минеральных кислот [7] и др.
Из зарубежных фенолоформальдегидных клеев холодного от-
верждения следует отметить клей Р-600, представляющий собой
смесь фенолоформальдегидной смолы с п-толуолсульфокислотой
[10]. Смола является продуктом конденсации фенола (100 вес. ч.)
с формальдегидом (180 вес. ч. формалина) в присутствии едкого
натра (3 вес. ч.). n-Толуолсульфокислота добавляется в количестве
1 вес. ч. на 5 вес. ч. смолы. Жизнеспособность клея при 20 °C со-
ставляет 6 ч. Продолжительность отверждения (до достижения
прочности клеевых соединений древесины 100—130 кгс/см2) 12—
16 ч; после отверждения в течение 3—5 ч прочность составляет
40—50 кгс/см2. Прочность клеевых соединений на клее Р-600 сни-
жается при действии воды. Ниже приведены данные о водостойко-
сти клеевых соединений древесины сосны и бука на клее Р-600:
Разрушающее напряжение
Условия испытаний ПРИ скалывании, кгс/см2
сосна бук
Исходные данные .... 90 120
Выдержка в воде при 20 °C в течение 100 ч непосредственно после выдержки в воде . . 60 80
после пребывания на воздухе в течение 48 ч 81 108
Кипячение в воде в течение
8 ч
непосредственно после
кипячения . ..... 48 65
после пребывания на
воздухе в течение 48 ч 59 83
Прочность образцов сосны, склеенных клеем Р-600, после нагре-
вания при 100°C в течение 100 ч уменьшается на 20%, прочность
клеевых соединений бука изменяется незначительно.
Широко используются также фенолоформальдегидные клеи, от-
верждающиеся при нагревании (клеи горячего отверждения). Кле-
евые смолы горячего отверждения — это водорастворимые, эмуль-
сионные и спирторастворимые продукты различной вязкости. Их
составы приведены в табл. 1.3, а свойства — в табл. 1.4.
Клеевые смолы этого типа применяются для склеивания обыч-
ной фанеры (смола С-1) и фанеры с повышенной водостойкостью
(С-35), древесных слоистых пластиков (ЛБС-3, СКС-1, СП-1)
и пищевой тары (смолы СБТ). Для производства древесностружеч-
38
Таблица 1.3. Состав (в вес. ч.) фенолоформальдегидных клеевых смол
горячего отверждения
Компоненты С-1 С-35 ЛБС-З СКС-1 СП-1*** СБТ
Фенол 100 100* 100 — 100 100
Фенольная фракция — — 100** — — —
Трикрезол Формалин (37%-ный) 127 129,72 100 100 100 115 169
Едкий натр (40%-ный) 25 25 — — 18,75 25
Аммиак (2Ь%-ный) — — 6 3 — —
Карбамид — — — — — —
Резорцин — — “— ~— -— 75
Этиловый спирт — — 8 8,5
Вода 63 165,28 — — 31,25 131
* Вместо фенола может быть применена фенольная фракция илн трикрезол.
** Вместо фенола применяется фенольная фракция.
*** В рецептуру смолы входит 4 вес. ч. контакта Петрова.
ных плит рекомендуются фенолоформальдегидные смолы понижен-
ной вязкости типа С-1, С-35 и СБТ (20—30 с по вискозиметру
ВЗ-4). Для склеивания фанеры применяют клеевые фенольные
смолы с вязкостью от 100—150 до 300 °Ф, содержащие 33—55%
сухих веществ. Допускается смешивание различных партий смол
одной марки для приготовления клеев с оптимальными свойствами.
Для получения растворов требуемой вязкости готовые водораство-
римые смолы, содержащие 40—45% сухих веществ, разбавляют
водой.
Температура склеивания древесных материалов фенолоформ-
альдегидными клеями горячего отверждения составляет 140—150 °C
[3].
КЛЕИ НА ОСНОВЕ МОДИФИЦИРОВАННЫХ
ФЕНОЛОФОРМАЛЬДЕГИДНЫХ СМОЛ
Немодифицированные фенолоформальдегидные смолы не.выдер-
живают длительного воздействия высоких температур — после на-
гревания в течение 500 ч при 200 °C показатели прочности поли-
метиленоксифениленов уменьшаются на 65% при температуре ис-
пытания 20 °C и на 20% при температуре испытания 425 °C, а после
1000 ч становятся близкими к нулю [1, 11, 12]. Для модифи-
кации фенолоформальдегидных смол с целью создания термостой-
ких клеев, пригодных для склеивания металлов в силовых конст-
рукциях, используют различные термопласты и эластомеры.
В большинстве случаев — это синтетические каучуки, поливинил-
ацетали и полиамиды [13, 14].
39
Таблица 1.4. Свойства фенолоформальдегидных клеевых смол горячего отверждения для склеивания древесины
Показатели . Название смолы Примечания
С 1 С-35 ЛБС-З скс-1 ЦНИИФ* водостой- кая [9] СП-1** атмосфе- рос гойкая «А» [8] СП 1 СБТ***
Концентрация, % 43—48 35+2 50—55 50—55 41+2 47+2 45—50 40—45 1. Смола С-1 готовится на кристаллическом феноле
Содержание свободного фено- ла, %, не более Вязкость 12 11 14 16 11—15 0,05 0,25 2. Смола С-35 может быть приготовлена на феноле МЛК
по вискозиметру Энглера, °Э по ВЗ-4, с 100—300 150—300 15—40 40—100 15—40 40—100 40—120 17—19 15—45 30—100 150—300 3. Смолы ЛБС-З (на фе- ноле) и СКС-1 (на трикрезоле) являют- ся спирторастворимы- ми продуктами
Щелочность (в пересчете на едкий натр), %, не более 3—3,5 4,5 — 4,5—5,5 7,3-7,5 2,5 2,5 4. Смола СБТ представ- ляет собой водорас-
Срок хранения, сут Разрушающее напряжение при скалывании клеевого соеди- нения фанеры, кгс/смг, не ме- нее 20—30 15—30 180 180 60 20—30 20—30 творимый продукт кон- денсации фенола и карбамида с форм- альдегидом в щелоч- ной среде с добавле-
в сухом состоянии 22 15 — — 20 22 20 15 нием резорцина
после кипячения в воде в течение 1 ч 18 10 30 30 15 15 18 10
* Содержание свободного формальдегида нетбол ее 0,18%.
** Содержание свободного формальдегида не более 0,35%.
*** Содержание свободного формальдегида ие более 0,15%.
Клеи на основе фенолоформальдегидных смол,
модифицированных каучуками
(фенолокаучуковые клеи)
В результате взаимодействия фенолоформальдегидных смол
с каучуками образуются эластичные теплостойкие продукты, об-
ладающие хорошими адгезионными свойствами и представляющие
исключительный интерес для изготовления на их основе конструк-
ционных клеев.
Впервые фенолокаучуковый клей был разработан в 1938 г.
под маркой Сайклвелд и применен для приклеивания изолирующих
материалов к крышам кузовов автомобилей. В 1940 г. модифици-
рованный клей Сайклвелд нашел применение при изготовлении ко-
жухов вентиляторов, частей предохранительных сеток в пассажир-
ских железнодорожных вагонах, в производстве чемоданов и т. д.
Начиная с 1941 г., клей применяется в авиационной технике США.
В настоящее время известен ряд феполокаучуковых клеев, разрабо-
танных в СССР и за рубежом, обладающих высокой теплостой-
костью, достаточными выносливостью и длительной прочностью.
Клеевые соединения на этих клеях характеризуются высокой проч-
ностью при неравномерном отрыве.
Строение продуктов взаимодействия фенолоформальдегидных
смол с каучуками до сего времени точно не установлено. Счита-
ют, что фенолоспирты являются вулканизующими агентами для
каучуков [15]. В ряде случаев, например при сочетании феноло-
формальдегидных смол новолачного типа с б утадиен-нитр ильными
каучуками, образуются блок-сополимеры, обладающие высокой
прочностью [16].
Для изготовления клеев наиболее широко применяются феноль-
ные, крезольные, фенолофурфурольные и резорциновые смолы в со-
четании с нитрильными каучуками [14]. Клеи на основе крезоло-
формальдегидных смол не обеспечивают достаточной стойкости
клеевых соединений к действию повышенных температур. Лучшие
клеящие свойства имеют композиции на основе фенолоформаль-
дегидной смолы и каучука, содержащего не менее 40% акрилонит-
рила. Кроме нитрильных каучуков в качестве компонентов феноло-
каучуковых клеев применяется полихлоропрен (неопрен) в сочета-
нии с полиамидом. Клеевые композиции, содержащие хлоропре-
новый каучук, менее теплостойки, чем композиции с нитрильным
каучуком.
Существенное влияние на процесс взаимодействия каучука со
смолой оказывает соотношение скоростей отверждения смолы и
вулканизации каучуков. Скорость отверждения смолы обычно
больше скорости вулканизации каучука. При слишком большой
разнице в скоростях в конечном продукте будет преобладать смесь
полимера и вулканизованного каучука. Такой клей не обеспечива-
ет достаточной прочности склеивания. При меньшей разнице в ско-
ростях происходит взаимодействие смолы с каучуком с образова-
41
нием продуктов, на основе которых получаются клеевые соедине-
ния с высокой прочностью и теплостойкостью [17, 18]. Ниже при-
ведены данные о прочности клеевых соединений металлов на клеях
из нитрильного каучука (продолжительность вулканизации рези-
новой смеси при 150°C — 70 мин) и различных фенолоформальде-
гидных смол: Резол 300 Лак ИФ Резорциноформ- альдегидиая смола
Температура отверждения клея, °C 150 150 140
Продолжительность отвержде- ния клея, с 300 85 10
Разрушающее напряжение кле- евого соединения при сдви- ге, кгс/см2 при 20 °C ...... . 210 200 160
» 200 °C 90 80 20
Большое влияние на свойства композиций оказывает соотноше-
ние
компонентов. По
Содержание СКН~4О,%
мере повышения содержания каучука сверх
оптимального прочность (рис. 1.1) и жест-
кость клеевого соединения снижаются.
При увеличении содержания феноло-
формальдегидной смолы прочность кле-
евого шва при повышении температуры
снижается незначительно, но при этом
увеличивается хрупкость клеевой пленки,
что отрицательно сказывается на показа-
телях прочности при комнатной темпера-
туре (табл. 1.5).
Рис. 1.1. Влияние содержания бутадиен-нитриль-
ното каучука СК.Н-40 в фенолокаучуковой клее-
вой композиции на прочность при сдайте клее-
вых соединений алюминиевого сплава при раз-
личных температурах.
Таблица 1.5. Зависимость прочности клеевых соединений
дуралюмина от содержания феиолоформальдегидной смолы
в феиолокаучуковом клее [17, 18]
Содержание фенолоформ аль- дегидной смолы в клее, вес. ч. на 1 вес. ч. каучука Разрушающее напряжение при сдвиге, КГС/СМ2 Уменьшение проч- ности при 200 °C, %
при 20 °C при 200 °C
0,6 213 67 65,5
1,2 183 67 63,5
1,8 138 56 59,4
3,6 116 62 46,5
42
Клеи ВК-32-200, ВК-3, ВК-4, ВК-13, КВ-13М [14, 17-?-21] при-
меняются для склеивания металлов, стеклопластиков и других ма-
териалов. Клей ВК-32-200 предназначается для крепления при
обычной температуре стекловолокнистых теплоизоляционных мате-
риалов к металлам. Клеи состоят из двух компонентов, которые
смешиваются перед употреблением. Состав и свойства фенолокау-
чуковых клеев приведены в табл. 1.6.
Технологический процесс склеивания конструкционными клея-
ми сводится к нанесению на склеиваемые поверхности двух и бо-
Таблица 1.6. Состав и свойства фенолокаучуковых клеев
Марка клея Компоненты Жизнеспо- собность клея, ч Вязкость по ВЗ-1, с
фенольная смола рези овая смесь
марка срок хране- ния, мес. состав срок хране- ния, мес.
ВК-32-200 Лак ИФ 3 Нитрильный каучук с отвердителем 3 Не менее 24 15—70
вк-з Лак ИФ 3 Модифицированный нитрильный каучук 3 6—24 15—100
ВК 4 Резол 300 6 Нитрильный каучук с минеральным напол- нителем 3 24 Не более 350
ВК-13 Резол 300 6 Карбоксилсодержащий каучук 4 24 Не более 200
ВК-13М Резол 300 6 То же с минеральным наполнителем 4 . 24 200 и более
Таблица 1.7. Технологические режимы склеивания металлов
фенолокаучуковыми клеями
Расход клея Режим склеивания
к о о ’Я о СО Р
Марка клея число Maa мых слоев расход на каждый с; Г/М2 Открытая выдержка i л R о о о к Е «л давление, КГС/СМ2
ВК-32-200 Не более 2 150—300 Не менее 30 мин при 15— 30 °C после нанесения первого и последую- щего слоев; не менее 30 мин при 15—30°-С и 1,5 ч при 60—65 °C (после нанесения по- следнего слоя 175+5 1 6-20
ВК-3 2 и более 150—300 То же 165+5 1 6-20
ВК-4 2 200—300 » 200+5 2 10—20
ВК-13 2 200—250 20 мин при 20 °C и 1,5 ч при 65 °C 200 2 6-8
ВК-13М 2 150—200 То же 150 2 3—6
43
лее слоев клея, причем после нанесения каждого слоя требуется
открытая выдержка, а затем производится выдержка под давлени-
ем при 150—200 °C (табл. 1.7). Для достижения максимальной
прочности клеевых соединений рекомендуется склеиваемые поверх-
Рис. 1.2. Зависимость прочности при
сплава на конструкционных
сдвиге клеевых соединений алюминиевого
фенолокаучуковых клеях от температуры.
i | 500
ч -WO -
-50 0 50 100 150 200 250 300
Температура, °C
Рис. 1.3. Зависимость прочности при равномерном отрыве клеевых соединений
дуралюмина на конструкционных фенолокаучуковых клеях от температуры.
Температура,°C
Рис. 1.4. Зависимость прочно-
сти при неравномерном отрыве
клеевых соединений дуралюми-
на на клее ВК-3 от темпера-
туры.
пости предварительно обрабатывать шкуркой или гидропеско-
струить.
Фенолокаучуковые клеи характеризуются высокой прочностью
при сдвиге, равномерном (рис. 1.2 и 1.3) и неравномерном отрыве
(табл. 1.8 и рис. 1.4). Данные о длительной прочности клеевых со-
44
Таблица 1.8. Прочность при неравномерном отрыве клеевых соединений
металлов на фенолокаучуковых клеях
Марка клея Прочность при неравномерном отрыве, кгс/см
при 60 °C при 20 °C при 80 °C при 150 °C при 200 °C при 250 °C при 300 СС
ВК-32-200 20 30 ,— 17 10—12 10 5
вк-з 38 65 50 28 16—20 — —
ВК-4 25 32 — — — 9,5* 6
ВК-13 33 45 — — 16 12 8
ВК-13М 60 45 35 16 10 — —
* При 275 °C.
единений дур алюмина на фенолокаучуковых конструкционных кле-
ях при 20 °C представлены ниже:
Напряжение сдвига, кгс/смз Время до разруше- ния, ч
ВК-32-200 ...... 140 500
ВК-З ...... 90 1000
ВК-4 . ... . 130 500
ВК-13 . 125 1000
ВК-13М ...... 115 500
Длительная прочность клеевых соединений на фенолокаучуко-
вых клеях при повышенных температурах вполне удовлетворитель-
зоог .
Рис. 1.5. Длительная прочность клеевых соединений стали на клее ВК-32-200 при
различных температурах.
на, как это можно видеть из данных, приведенных на рис. 1.5 и
ниже:
Температура испытаний, °C
Напряжение сдвига, кгс/см2
Время до разрушения, ч . .
ВК-13
(с галь 30ХГСА)
250 300
46 30 -27 10
1000 1500 80 50
ВК-13М
(дуралюмин)
200
5 43
1000 500
45
Данные об усталостной прочности при сдвиге клеевых соедине-
ний дуралюмина при 20 °C приведены ниже:
ВК-32-200
ВК-3
ВК-4
ВК-13 .
ВК-13М .
Максимальное напряжение цикла, кгс/см2
105 циклов 106 циклов 107 циклов
75 55 37
90 82 75
95 85 75
— — 105
— — 85
Фенолокаучуковые клеи обладают высокой стойкостью к дейст-
вию повышенных температур. На рис. 1.6—1.8 и в табл. 1.9—1.13
приведены данные о термостабильности клеевых соединений метал-
лов на конструкционных фенолокаучуковых клеях.
Рис. 1.6. Зависимость прочности при сдвиге клеевых соединений стали иа клеях
ВК-3 (------) и ВК-32-200 (----------) от продолжительности старения при
80°C (температуры испытания 20 и 200°C).
250
Продолжительность старения, ч
Продолжительность старения, ч
Рис. 1.7. Зависимость прочности при сдвиге
от продолжительности старения при 200 °C
клеевых соединений на клее ВК-4
(температуры испытания 20, 275 и
и 300°C).
Рис. 1.8. Зависимость прочности при неравномерном отрыве клеевых соединений
на клее ВК-4 от продолжительности старения при 200 (/) и 80 °C (2) (темпе-
ратуры испытания 20, 80 и 200°C).
46
Таблица 1.9. Прочность клеевых соединений стали ЗОХГСА
на клее BK-I3 после старения
при повышенных температурах
Темпера- тура, °C Продолжи- тельность старения, ч Разрушающее напряжение при сдвиге, кгс/см2 Прочность при неравномерном отрыве, кгс/см
при 20 °C при 200 °C при 250 °C при зоо/с при 20 °C при 200 °C при 250/С при 300 °C
200 0 207 80 __ 57 21
1000 218 142 —- —— 29 8 — —
2000 171 119 — —~ 18 8 — —
3000 155 81 — — 12 11 — —
5000 87 56 —— — —- —- — —
250 0 217 — 73 .— 57 — 16 —
500 140 — 90 — 10 — 5 —
1000 93 — 45 .— 8 — 5 —
1500 62 .—- 30 8 —— 5 —
2000 —. — — 7 — 4 —
300 0 217 .—- — 37 43 —— —— 1
50 146 .— — 67 6 — — 5
100 141 — — 62 6 — — 5
500 85 — — 40 3 — — 3
1000 63 — — 30 3 — — 2
Таблица 1.10. Прочность при сдвиге клеевых соединений металлов
на клее ВК-13М после старения
при повышенных температурах
Склеиваемое материалы Температура старения, °C Продолжи- тельность старения, ч Разрушающее напряженье при сдвиге, кгс/смз
при 20 °C при 150 °C при 200 °C
Алюминиевый сплав Д16 До старения — 176 80 .
плакированный 150 1 000 228 78 —
анодированный 150 3 000 182 88 —
5 000 150 58 -—
10 000 159 50 —
20 000 125 40 —
30 000 ПО 40 —
Сталь ЗОХГСА (дробе- До старения — 214 — 57
струйная обработка) 200 2 000 373 — 132
3 000 256 — 103
5 000 197 — 127
10 000 117 — 101
47
Таблица 1.11. Прочность при неравномерном отрыве клеевых соединений
металлов на клее ВК-13М после старения при повышенных температурах
Склеиваемые материалы Температура старения» °C Продолжи- тельность старения, ч Прочность при неравномерном отрыве, кгс/см
при 20 °C при 80 °C при 200 °C
Алюминиевый сплав Д16 80 0 42 33 — —
500 48 30 —
1000 52 32 —
2000 38 31 —
Сталь ЗОХГСА 200 0 47 —- 14
500 48 — 13
1000 48 — 11
2000 41 — 10
Т а б л и ц а 1.12. Прочность при сдвиге клеевых соединений металлов
на клее ВК-32-200 после старения при повышенных температурах
Склеиваемые материалы Температура старения, °C Продолжи- тельность старения, ч Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 150 °C при 200 °C при 250 °C при 300 °C
Алюминиевый сплав Д16 До старения 180 150 »
плакированный 150 5 000 190 40 — — —
анодированный 150 10 000 135 80 — -— —
25 000 100 40 — -— —
Сталь ЗОХГСА (дробе- До старения — 200 — 100 65 20
струйная обработка) 200 500 260 — 145 — —-
1 000 240 — 110 —— 1
2 000 195 — .— — ——
3 000 123 — — — .—
5 000 100 — 75 —. —
250 500 85 — .—- 65 —.
1 000 40 — — 20 —
300 300 65 — .—. — 20
500 80 — — — 30
Таблица 1.13. Прочность при сдвиге клеевых соединений металлов на клее ВК-З
_________________________________после старения при повышенных температурах
Склеиваемые материалы Температура старения, °C Продолжи- тельность старения, ч Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 15^ °C при 200 °C
Алюминиевый сплав Д16 До старения — 247 46
плакированный 150 5 000 249 106 —
анодированный 150 10 000 228 77 —
15000 192 101 —
20000 217 74 —
25 000 182 50
Сталь ЗОХГСА (дробе- До старения 210 70
струйная обработка) 200 500 350 — 146
1 000 390 — 149
2 000 224 — 118
3 000 139 — 108
48
Данные, приведенные в табл. 1.14, характеризуют стойкость кон-
струкционных фенолокаучуковых клеев к циклическому воздейст-
вию переменных температур.
Таблица 1.14. Прочность при сдвиге клеевых соединений дуралюмина
на клее ВК-3 при действии переменных температур
Число циклов Перепад температур, °C Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 80 °C при 200 °C
0 От —60 до +80 243 143
10 224 150 —
30 195 131 ——
0 От —60 до +200 183 51
20 264 -— 80
30 271 — 103
По стойкости к действию воды и различных атмосферных фак-
торов фенолокаучуковые клеи являются лучшими из известных
конструкционных клеев [22—28] (рис. 1.9 и табл. 1.15).
Таблица 1.15. Прочность при сдвиге клеевых соединений металлов
на фенолокаучуковых клеях после длительной выдержки
в различных климатических условиях*
Марка клея Склеиваемые материалы Температура и сп ытания, °C Снижение прочности, %
в складских условиях на открытом стенде
ВК-32-200** Сталь 30ХГСА (дробе- 20 15 10
струйная обработка) 200 23 23
вк-з** Алюминиевый сплав Д16 20 5 5
анодированный 80 25 25
ВК-13** То же 20 13 14
300 25 14
ВК-13М*** То же 20 12 7
зашкуренный • 200 30 15
* Приведены средние показатели снижения прочности во влажной субтропической зоне,
средней полосе Европейской части СССР и Северном Приморском крае.
** Продолжительность экспозиции 5 лет.
♦** Продолжительность экспозиции 3 года.
Ниже приведены данные о водостойкости клеевых соединений
на фенолокаучуковых клеях:
Уменьшение прочности
после действия воды
в течение 30 сут
при 20 °C, %
ВК-32-200 ....................... О
ВК-3.......................... 15—20
ВК-4............................ 5—7
ВК-13 10—15
ВК-13М......................... 3—10
4—2591
49
Данные о стойкости клеевых соединений дуралюмина на клее
ВК-4 к действию различных сред [23—25] приведены ниже (про-
должительность выдержки 5 сут):
Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C- при 275 °C
Контрольный образец 172 65
Бензин ароматизирован- ный 175 78,6
Гидрожидкость типа АМГ10Ф 177 60,8
Керосин 166 60
Топливо Т-2 • 174 74
Трансформаторное масло 185 75,2
Кроме стали и дуралюмина фенолокаучуковые клеи хорошо
склеивают также титановые сплавы и стеклотекстолиты (табл. 1.16).
Фенолокаучуковые клеи широко применяются для склеивания со-
Рнс. 1.9. Зависимость прочности при сдвиге клеевых соединений дуралюмина на
клее ВК-3 от продолжительности пребывания в камере-искусственного тропиче-
ского климата (1) и продолжительности действия 3%-ного раствора поваренной
соли (2) (температуры испытания 20 и 80°C).
Рис. 1.10. Зависимость прочности при равномерном отрыве сотового заполнителя
от обшивки (клей ВК-4) от температуры.
товых конструкций из металлов и стеклопластиков. Клеевые со-
единения сотовой конструкции характеризуются достаточно высо-
кими прочностными показателями (рис. 1.10 и табл. 1.17).
Конструкционные фенолокаучуковые клеи выпускаются также
в виде пленок, что позволяет в некоторых случаях упростить тех-
нологию склеивания и обеспечить высокую надежность клеевого со-
единения [29]. Для получения большинства пленочных клеев без
подложек пригодны машины различных систем, в частности маши-
ны ленточного типа, в которых поверхностью для формования плен-
ки обычно служит бесконечная металлическая лента, охватывающая
два барабана. Для обеспечения съема пленки с ленты послед-
няя предварительно покрывается подслоем, не имеющим адге-
зии к материалу пленки; для этой цели можно использовать же-
50
Таблица 1.16. Прочность клеевых соединений различных материалов на фенолокаучуковых клеях
Разрушающее напряжение при сдвиге, кгс/см2
Склеиваемые материалы ВК-32-200 вк-з : ВК-4 ВК-13 ВК-13М
при 20 °C ’ При 200 °C при 20 °C при 80 °C при 20 °C при 275 °C при 300 °C при 20 °C при *250 °C при 300 °C при 20 °C при 80 °C при 200 °C
Сталь ЗОХГСА (опеско- струенная) Алюминиевый сплав Д16 180—220 70—110 160—240 115—160 175 70 55-65 200 700 45 236 170 70
зачищенный шкур- кой 160—200 60—95 — — 145 — 43 200 73 44 220 160 55
анодированный с хром пиковым напол- нением 150—200 60—90 160—240 115—160 — — — 190 68 40 210 160 45
Титановый сплав '200—230 70—110 170—200 105—145 155 55 —. 233 75 60 251 171 80
Стеклотекстолит 65—90* 15—23* 66—90* 30—68* 125* 25* — 117* 32* 31* 88* 75* 36*
* Разрушение по стеклотекстолиту.
Таблица 1.17. Прочность клеевых соединений обшивки из сплава Д16 с сотовым заполнителем из фольги толщиной 0,05 мм
(размер ячейки 5 мм) на клее ВК-4
Материал сотового заполнителя Условия испытаний Разрушающее напряжение при равномерном отрыве, к гс/см2 Разрушение по фольге, о/ /о Разрушающее напряжение при равномерном отрыве, кгс/см2 Разрушение по фольге, о/ /0
при 20 °C при 275 °C
Фольга из алюминиевого спла- ва АМг Фольга из спеченной алюмини- евой пудры Исходные данные После выдержки в течение 50 ч при 275 °C Исходные данные После выдержки в течение 50 ч при 275 °C 30,4 21,2 29,7 17,7 75 73 40 Разрушение по клею 17,4 12,5 18,2 13,6 60 53 Разрушение по клею То же
латин, воск, ацетилцеллюлозу, полиэтилен, некоторые кремнийор-
ганические соединения, фторопласты и др. Пленка-подслой при-
клеивается или наносится в виде раствора, который равномерно
распределяется по поверхности ленты с помощью специального
устройства. В некоторых случаях для получения пленок могут
быть использованы шпрединг-машины и другие устройства.
Для изготовления пленки в лабораторных условиях используют-
ся литейные столы. Пленки отливают на стекле (с антиадгезион-
ным подслоем) или на полиэтилене, политетрафторэтилене. Пленоч-
ные клеи с подложками чаще всего получают на вертикальных или
горизонтальных пропиточных машинах.
Поскольку концевые части клеевого шва, выполненного вна-
хлестку, работают не только на сдвиг, но и на неравномерный от-
рыв,- применяют клеящую пленку, состоящую по краям из относи-
тельно менее прочного, но высокоэластичного, например феноло-
каучукового, клея, а в средней части — из жесткого высокопрочно-
го (эпоксидного) клея. Сравнительные данные о прочности клеевых
соединений на жидких и пленочных фенолокаучуковых клеях при-
ведены в табл. 1.18—1.20.
Таблица 1.18. Прочность при сдвиге клеевых соединений дуралюмина
на жидких и пленочных фенолокаучуковых клеях
Марка клея Разрушающее напряжение при сдвиге, кгс/см2
при —60 °C при 20 °C при 80 °C 7при 200 °C при 300 °C
ВК-32-200
жидкий 180 170 — 70 35
лленочный 230 160 .— 60 22
вк-з
жидкий 350 170 но 60 —
«пленочный 300 150 100 50 .—
ВК-4
жидкий 280 150 — 70 30
пленочный 240 125 —. 60 35*
• При 275 °C.
Таблица 1.19. Прочность при неравномерном отрыве клеевых соединений
металлов на клее ВК-З
Вид клея Склеиваемые материалы Прочность при неравномерном отрыве, кгс/см
при -60 °C при 20 °C при 80 °C при 150 °C при 200 °C при 250 °C
Жидкий Алюминиевый сплав Д16Т 32 50 28 20
Пленочный Сталь ЗОХГСА 38 65 50 28 16 —
Алюминиевый сплав Д16Т 25 55 35 25 — 12
Сталь ЗОХГСА 55 65 45 28 12 12
Таблица 1.20. Прочность при неравномерном отрыве клеевых соединений
металлов на клее В К-32-200
Вид клея Склеиваемые материалы Прочность при неравномерном отрыве, кгс/см
при —60 °C при 20 °C при 150 °C при 200 -С при 250 °C при 275 °C при 300 °C
Жидкий Алюминиевый сплав 20 30 17 10 — —,
Д16Т Сталь ЗОХГСА 32 16 10 5
Пленочный Алюминиевый сплав 20 38 22 12 10 10 6
Д16Т Сталь ЗОХГСА — 50 — 18 15 — 7,5
Клей ПФК-19 представляет собой раствор фенолоформальдегид-
ной смолы ПФ-27, модифицированной каучуком. Клей применяет-
ся для склеивания при нагревании (125—130 °C) металлов и не-
металлических материалов, а также в производстве фольгирован-
ных материалов для печатных схем. Клей представляет собой мут-
ную жидкость светло-коричневого цвета с вязкостью (по ВЗ-1)
30—50 с при 20°C; концентрация клея 11—15%. Разрушающее на-
пряжение клеевых соединений дуралюмина при сдвиге при 20 °C
не менее 130 кгс/см2, при 200 °C — не менее 40 кгс/см2 [30].
Клей КПФ-250 предназначается для работы при 250°C. Кле-
евые соединения имеют исходную прочность при сдвиге около
200 кгс/см2; после старения при 250 °C в течение 1000 ч прочность
при сдвиге снижается до 55—80 кгс/см2 (при испытании при 20 и
250°C). Клей рекомендуется для изготовления фольгированных ма-
териалов [30].
Новая фенолокаучуковая композиция, модифицированная ре-
зорциновой смолой ГР, рекомендуется для склеивания алюминие-
вой фольги при изготовлении сотового заполнителя [31]. Клеевые
соединения на ее основе отличаются повышенной прочностью.
Высокой теплостойкостью и исключительной термостабиль-
ностью обладают клеевые соединения на основе модифицированной
карборансодержащей фенолоформальдегидной резольной смолы
[32].
Клей В К-32-2 применяется для приклеивания стекловолокни-
стых теплоизоляционных материалов к металлу [33, 34]. Он пред-
ставляет собой жидкий продукт черного цвета, приготовляемый
смешением двух компонентов — резольной смолы и резиновой сме-
си. На соединяемые поверхности его наносят мягкой кистью, расход
клея от 200 до 300 г/м2. После нанесения клея для удаления части
растворителя нанесенный слой выдерживают на воздухе (до отли-
ла), затем на поверхность металла накладывают теплоизоляцию
и слегка прижимают или прикатывают ее резиновым роликом.
Склеивание осуществляется при 20-—25 °C в течение 3 сут. Мон-
тажные работы могут производиться через сутки после склеива-
ния, так как прочность при отслаивании к этому времени достига-
53
ет 20—30 кгс/м, а через 5 сут составляет 65 кгс/м и далее не
изменяется.
Зависимости прочности при отслаивании клеевых соединений
теплоизоляционного материала с дуралюмином или сталью от тем-
пературы испытания приведена ниже:
Температура испытания,
°C ...........—55 20 60 150 200 300
Прочность при отслаива-
нии, кгс/м......... 49* 73* 20** 15** 23** 32**
* Разрушение по клею.
* * Разрушение по теплоизоляционному материалу.
Повышение прочности при 200—300 °C обусловлено тем, что
при этих температурах происходит дополнительное отверждение
клеевой композиции, в результате чего прочность клеевого соеди-
нения превышает прочность теплоизоляции, и разрушение образцов
происходит полностью по теплоизоляционному материалу. Такое
же явление наблюдается и при более длительном воздействии тем-
пературы 150 °C на клеевые соединения стали и стекловолокнисто-
го теплоизоляционного материала:
Продолжительность нагревания при
150 °C, мин ..................... 10 30 60 180
Прочность при отслаивании при
150 °C, кгс/м ..................... 11* 28** 34** 46**
* Разрушение по клею.
* * Разрушение по теплоизоляционному материалу.
Клеевые соединения стекловолокнистых материалов с металлом
на клее ВК-32-2 устойчивы к действию керосина, бензина, мине-
рального масла, воды.
За рубежом известны различные марки фенолокаучуковых пле-
ночных клеев: РА-101, AF-6, AF-31, AF-32, Метлбонд 4021 и 4041,
Сайклвелд, Сайклбонд К-183, Сайклтейп, Пластилок 601, 608, 620,
635, 636, 638 и 650 и др. [29, 35, 36]. Жидкие клеи выпускаются
под марками Н2Р, Пластилок 605, 618 и др. Как правило, в лите-
ратуре приводятся лишь примерные рецептуры клеев этого типа
(табл. 1.21). Склеивание этими клеями производится в течение 20—
120 мин при 150—200 °C и давлении 3,5—10 кгс/см2. Данные о проч-
ности при сдвиге клеевых соединений металлов на клеях указанных
в таблице рецептур приведены ниже:
Разрушающее напряжение при сдвиге, кгс/см2
при —55 °C при 24 °C при 126 °C при 150 °C при 260 °C
Алюминиевый сплав
2024-ТЗ............ 140—280 210—420 70—210 35-175 —
Сталь 17-7РН .... 280—420 210—420 140—210 — 70—140
Сравнение прочностных показателей зарубежных клеев на осно-
ве фенолоформальдегидных смол и бутадиен-нитрильного каучука
показывает преимущества клеев Пластилок 635 и 636 [35]: разру-
шающее напряжение при сдвиге клеевых соединений составляет
54
Т аблица 1.21. Составы зарубежных фенолокаучуковых клеев
для склеивания металлов
Компоненты Содержание, вес. ч. Компоненты Содержание, веч. ч.
пленочный клей ЖИДКИЙ клей пленочный клей ЖИДКИЙ клей
Нитрильный каучук (около 30% акрило- нитрила) 100 100 Окись цинка Сера Ускоритель 5 1—3 0,5—1,0 5 1-3 0,5-1
Фенолоформальдегидная смола (новолачная) 75—100 0—200 Антистаритель 0—5 0—5
Фенолоформальдегидная смола (резольная) 0—200 Стеариновая кисло- та Сажа Наполнитель Пластификатор Растворитель 0—1 0—20 0—100 0—10 0—1 0—50 0—100 20—50% от массы компонен- тов
80 кгс/см2 при 250 °C. Температурные зависимости прочности кле-
евых соединений алюминиевых сплавов на зарубежных фенолокау-
чуковых клеях представлены на рис. 1.11.
Рис. 1.11. Зависимость прочности при
сдвиге клеевых соединений алюмини-
евого сплава на различных клеях от
температуры:
1— AF-30; 2-AF-31 (пленка); 3— Нарм-
тэйп 103-45 (пленка); 4— Метлбонд 4021;
5 — Пластилок 635-636.
Данные о прочности клеевых соединений алюминиевых сплавов
на фенолокаучуковых клеях AF-6, AF-32 и Метлбонд 4041 приве-
дены ниже:
Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 80 °C при 150 °C при 200 °C
AF-6 ................... 230 78 62 —
AF-32 .................. 225 141 95 —ь
Метлбонд 4041 ... 207 107 95 90
Клей РА-101 представляет собой двухкомпонентную компози-
цию на основе бутадиен-нитрильного каучука и фенолоформальде-
гидной смолы следующего состава (в вес. ч.).
55
Компонент I
Каучук бутадиен-нит-
рильный (OR-25ST) , 100
Сажа ...................50
Стеариновая кислота . 1
Окись цинка .... 5
Смола Эджерайт . « . 1
Продукт Бутил 8 . . , 7
Компонент И
Смола феиолоформальде-
гидная Бакелит 18773 50
Смола фенолоформальде-
гидная Дурец 7031А 50
Каптакс ...... 2
Сера ....... 3
В качестве растворителя компонента I применяют метилэтилке-
тон; компонент II представляет собой порошок. Перед употребле-
нием 12,5 вес. ч. компонента II смешивают с 100 вес. ч. компонен-
та I. Смесь имеет ограниченную жизнеспособность.
Клей наносят с помощью кисти или пульверизатором. Раство-
ритель удаляют при кратковременной открытой выдержке. Отверж-
дение клея рекомендуется производить при 93—149 °C под давле-
нием 3,5—14 кгс/см2.
Данные о прочности при сдвиге клеевых соединений металлов
на клее РА-101 при различных температурах приведены ниже:
Температура испытания, °C —54 23 ' 82
Разрушающее напряжение при
сдвиге, кгс/см2 ....... 370 304 176
Длительная прочность при сдвиге клеевых соединений металлов
на клее РА-101 в течение 200 ч составляет более 57 кгс/см2; раз-
рушающее напряжение при сдвиге после действия воды в течение
30 сут составляет 279 кгс/см2. Выдержка в течение 7 сут в масле
и в жидком топливе практически не снижает прочности склеивания.
Клей применяется и в виде пленок.
Фенолокаучуковые клеи рекомендуются для склеивания резины
с металлами, дерева с металлами, стекла и керамики. Описано
применение клеевых пленок на основе фенолоформальдегидных
смол и нитрильных каучуков с алюминиевым порошком в качестве
наполнителя, предназначенных для склеивания стекла и металла
[37]. Клей состоит из 100 вес. ч. нитрильного каучука, 5 вес. ч. оки-
си цинка, 1 вес. ч. серы, 1 вес. ч. меркаптобензотиазола, 20 вес. ч.
алюминиевого порошка, 150 вес. ч. фенолоформальдегидной смолы
и 12 вес. ч. гексаметилентетрамина.
Смеси растворов каучуков и фенолоформальдегидных смол в
неполярных органических растворителях с добавками перекиси бен-
зоила, бензохинона или бензохинондиоксима предложены в каче-
стве клеящих составов для соединения каучуков, металлов, стек-
ла, дерева и др. [38].
Отверждающийся при нагревании фенолокаучуковый клей, пригодный для
соединения каучука и металла, может быть приготовлен следующим образом
[39]: 100 вес. ч. натурального каучука вальцуют с 3 вес. ч. окиси цинка, 8 вес. ч.
серы и 1 вес. ч. бензотиазолсульфида и растворяют полученный продукт в кси-
лоле. Смесь нагревают при 100—ПО °C до тех пор, пока 12%-ный раствор не бу-
дет иметь вязкость 5 сП при 25 °C. Одновременно готовят фенолофурфуроло-
56
формальдегидную смолу путем конденсации 23 вес. ч. фенола с 23 вес. ч. фур-
фурола и 200 вес. ч. 1%-иого водного раствора едкого натра в течение 1 ч. при
кипячении. К образовавшемуся продукту добавляют 50 вес. ч. 10%-ного форма-
лина и кипятят еще 1 ч. После охлаждения смолу подкисляют соляной кислотой
и подогревают до кипения. Отделившуюся смолу промывают водой и сушат.
Отвердителем служит гексаметилентетрамин.
Раствор смолы используют в качестве подслоя на металле. Склеивание про-
изводят с помощью указанного выше деполимеризованного каучука в ксилоль-
ном растворе 25%-ной -концентрации. Склеивание ведут под давлением 5—
10 кгс/см2 при 155 °C.
Описан модифицированный нитрильным каучуком фенольный
клей марки Сайклбонд К-183, предназначенный для склеивания ме-
талла, эбонита, термореактивных пластмасс, древесины, керамики,
стекла. Клеевые соединения на этом клее отличаются высокими
ударной вязкостью, теплостойкостью и эластичностью. Клей не
дает усадки, хорошо растекается и быстро высыхает. Разрушающее
напряжение при сдвиге клеевых соединений алюминиевых сплавов
при комнатной температуре составляет 140 кгс/см2; разрушающее
напряжение при сдвиге клеевых соединений стали [40] при 200 °C
превышает 77 кгс/см2.
Разработан конструкционный клей для металлов, состоящий из
смеси фенольной смолы с эластомером. Соотношение фенольной
смолы и эластомера (по массе) составляет от 80: 100 до 500: 100.
В качестве эластомеров могут быть использованы полибутадиен,
бутадиен-стирольный, бутадиен-нитрильный и полихлоропреновый
каучуки, полиизобутилен и др. [41].
Фенолокаучуковый клей, содержащий пятиокись мышьяка, мо-
жет эксплуатироваться в течение 10 мин при 525'°С или 1000 ч при
260 °C в закрытых соединениях [42].
В последние годы некоторыми зарубежными фирмами выпуще-
ны новые марки фенолокаучуковых клеев. Фирма «Narmco» произ-
водит клей Метлбонд 303 на основе фенолоформальдегидной смо-
лы и неопрена. Клей представляет собой пленочный материал
с полиамидной подложкой. Эта же фирма производит неарми-
рованную клеящую пленку FM-238 на основе фенолоформальде-
гидной смолы, модифицированной нитрильным каучуком. Фирмой
«Narmco» выпускаются также фенолокаучуковые клеи М-402 (не-
армированный) и N-102 (армированный), а фирмой «Minnesota
Mining Manufacturing» — неармированные пленочные клеи AF-10,
AF-30 и AF-33 (фенолоформальдегидная смола и нитрильный
каучук). Большинство клеев применяется с подслоем-грунтом, обес-
печивающим сохранность от повреждения и коррозии металличе-
ских деталей, подготовленных для склеивания. Свойства клеевых
соединений на некоторых из перечисленных клеев приведены
в табл. 1.22.
Описаны клеи на основе феноломеламиноформальдегидной смо-
лы, модифицированной нитрильным каучуком, предназначенные для
склеивания различных материалов, применяемых в строительстве
и в машиностроении [65].
57
Таблица 1.22. Режимы отверждения некоторых зарубежных
фенолокаучуковых пленочных клеев
и свойства клеевых соединений на их основе
Показатели Метлбонд 303 FM-238 М-402 N-102
Режим отверждения температура, °C 165 177 162 162
продолжительность, ч 45 мин 1 1 1
давление, кгс/см2 2,8 2,8 7,0 0,7—3,5
Разрушающее напряжение при сдвиге, кгс/см2 при ,—55 °C 380 290* 231** 252
» 20 °C 205 288 315 134
» 80 °C ИЗ 198 225 79
Прочность при отдире Т-образ- ных образцов, кгс/см при —55 °C 0,75 4,1
» 20 °C —- 8,1 10,8 2,7
» 80 °C — 4,1 — —
» 162 °C — 3,3 — —
• При 162 °C—98 кгс/см'2.
** При 138 °C—154 кгс/см'2.
Клеи на основе фенолоформальдегидных смол,
модифицированных поливинилацеталями
Различные композиции, представляющие собой сочетания фено-
лоформальдегидных смол с ацеталями поливинилового спирта, за-
нимают важное место среди конструкционных клеев. Клеевые со-
единения на этих клеях характеризуются высокой прочностью.
В 1941 г. был разработан клей Ридакс [43], являющийся двух-
компонентной системой, состоящей из фенолоформальдегидной смо-
лы и порошка полнвинилформаля. Испытания клеевых соединений
на этом клее в опытных панелях (обшивка с приклеенными к ней
стрингерами) показали, что прочность клееных панелей выше
прочности аналогичных клепаных образцов. Клей Ридакс и его мо-
дификации до настоящего времени применяются в производстве
авиационных конструкций.
На клеящие свойства системы фенолоформальдегидная смола —
поливинилацеталь прежде всего влияет природа ацеталя. Так,
с увеличением числа углеродных атомов в ацетальной группе сни-
жается теплостойкость клеевого соединения. Введение фурфураль-
ных групп приводит к повышению теплостойкости. На прочность
клеевых соединений существенно влияет также соотношение меж-
ду фенолоформальдегидной смолой и поливинилацеталем. Так, с
увеличением содержания полнвинилформаля в композиции возра-
стает прочность при низких температурах, однако снижается теп-
лостойкость клеевых соединений (рис. 1.12). Оптимальным явля-
58
ется соотношение 0,5: 1.0. В условиях длительного старения при
215°С прочность клеевых соединений не снижается (рис. 1.13).
На прочность клеевых соединений при соотношении феноло-
формальдегидной смолы и поливинилформаля 1 : 1 большое влия-
Рис. 1.12. Влияние соотношения фенолоформальдегидной смолы (Резинокс 433)
и поливинилформаля (Формвар 15/95Е) на прочность при сдвиге клеевых соеди-
нений алюминиевого сплава на фенолополивинилформальной композиции при
различных температурах:
/ — 0,3:1; 2 —0,5:1; 3 — 0,7:1.
Рис. 1.13 Влияние продолжительности старения при 215 °C на прочность при
сдвиге клеевых соединений алюминиевого сплава на клеевой композиции, состоя-
щей из 0,5 вес. ч. фенолоформальдегидной смолы Резинокс 433 и 1 вес. ч.
поливинилформаля Формвар 15/95Е (температуры испытания 20 и 160°C).
Рис. 1.14. Влияние содержания гидроксильных групп в поливинилформале на
прочность при сдвиге клеевых соединений на фенолополивинилформальной компо-
зиции (соотношение компонентов 1:1).
Рис. L15. Влияние содержания формальных групп в поливинилформале на проч-
ность при сдвиге клеевых соединений на фенолополивинилформальной компози-
ции (соотношение компонентов 1:1).
ние оказывает содержание функциональных групп в ацетале.
С увеличением содержания гидроксильных групп и уменьшением
числа формальных групп в ацетале разрушающее напряжение при
сдвиге возрастает (рис. 1.14 и 1.15).
59
Исследование процессов, протекающих при совмещении фено-
лоформальдегидных смол с поливинилацеталями, в частности с
поливинилбутиралем, показало, что конечные продукты реакции
представляют собой сложные системы, содержащие наряду с ис-
ходными компонентами продукты, образующиеся при взаимодей-
ствии функциональных групп фенолоформальдегидных смол с
функциональными группами поливинилбутираля [44]. Прежде чем
исследовать превращения смесей фенолоформальдегидных смол
с поливинилбутиралем при температурах склеивания (150—160°C),
авторы подвергли термической обработке один поливинилбутираль;
при этом они установили, что содержание бутиральных и гидрок-
сильных групп в нем, а также его растворимость в спирте при тер-
Рис. 1.16. Зависимость деформации поливинилбутираля от температуры.
Рис. 1.17. Зависимость деформации композиции из 85% поливинилбутираля и
15% резола от температуры.
мообработке не изменяются. Рассмотрение температурной зависи-
мости деформации поливинилбутираля (испытания на динамомет-
рических весах) показывает (рис. 1-16), что после термической
обработки полимер сохраняет свойства, типичные для 'термопла-
стов: разрушающее напряжение при сдвиге клеевых соединений
дуралюмина (склеенных поливинилбутиралем при 150—160°С) при
повышении температуры испытания с 20 до 60°C снижается с 220
до 40 кгс/см2.
Изучение свойств смесей резольной смолы и поливинилбутира-
ля при нагревании (150—160 °C) показало, что при повышении тем-
пературы уменьшается растворимость смеси, не изменяется содер-
жание бутиральных групп и снижается содержание гидроксильных
групп вследствие образования поперечных связей. Образование
сшитых продуктов подтверждается характером термомеханической
кривой клея, состоящего из 85% поливинил бутир аля и 15% резола
(рис. 1.17), а также изменением прочности при сдвиге клеевых со-
60
75г
0
§ 50
t!
§
25
100 150 200
Температура, °C
Рис. 1.18. Зависимость дефор-
мации композиции из 50% по-
ливинилбутираля и 50% резола
температуры.
единений дуралюмина при повышенных температурах (разрушаю-
щее напряжение составляет 174 кгс/см2 при 20 °C и 125 кгс/см2 при
100—125 °C).
Исследование реакции между резольной фенолоформальдегид-
ной смолой и поливинилбутиральфурфуралем позволило сделать
вывод о том, что в этом случае имеет место химическое взаимодей-
ствие компонентов, по-видимому, между гидроксилами метилоль-
ных групп смолы и бутиральными, а также, вероятно, и фурфу-
рильными группами поливинилацеталя [45, 46].
Фенолоформальдегидные резольные смолы, совмещенные с по-
ливинилбутиралем (в спиртовых растворах), являются клеями с
очень высокой адгезией к металлам и подавляющему большинству
неметаллических материалов. В за-
висимости от соотношения поливи-
нилбутираля и резола изменяются
свойства композиции. При увеличе-
нии содержания резольной смолы
повышается теплостойкость клеево-
го соединения, ухудшается .раство-
римость отвержденной клеевой плен-
ки в спирте; вместе с тем понижа-
ются эластичность и вибрационная
стойкость адгезива. Повышение теп-
лостойкости подтверждается темпе-
ратурной зависимостью деформации
(рис. 1.18) [21] композиции, состоя-
щей из резольной смолы и поливи-
нилбутираля в соотношении 1 : 1
(ср. с рис. 1.17).
В 1947 г. были разработаны отечественные [44]
винилбутиральные композиции БФ-2, БФ-4, БФ-6 и
были предложены новые модификации фенолополивинилацеталь-
ных клеев, обладающие более высокой теплостойкостью: ВС-ЮТ,
ВС-350 [47—49], ФА-24, ВС-ЮМ [50, 51], БФР-2, БФР-4 [52, 53].
Клеи БФ. Наиболее широко известны клеи марок БФ-2 и БФ-4,
представляющие собой спиртовые растворы фенолоформальдегид-
ной смолы, совмещенной с поливинилбутиралем [54]. Для приго-
товления клеев 10%-ный спиртовый раствор поливинилбутираля
смешивают с 50%-ным раствором резольной фенолоформальдегид-
ной смолы (для приготовления клея БФ-2 берется 1 вес. ч. смолы
и 1 вес. ч. поливинилбутираля, для клея БФ-4 — 1 и 5,7 вес. ч. со-
ответственно) и нагревают смесь при 50—60 °C до получения одно-
родного и прозрачного в проходящем свете раствора. Концентра-
ция сухого вещества в клее БФ-2 составляет 14—17%, в клее
БФ-4—10—13%.
Для получения клеев применяется поливинилбутираль, содер-
жащий 43—48%) бутиральных групп и не более 3%) -ацетатных
групп. Поливинил бутир аль должен полностью растворяться в
от
фенолополи-
др. Позднее
61
95%-ном этиловом спирте, вязкость 10—13%-ного раствора должна
составлять 30—60 °ФЭ по вискозиметру Форда — Энглера.
Резольная смола, используемая для изготовления клеев БФ,
получается конденсацией 5 моль фенола с 6 моль формальдегида
в присутствии 1,5% аммиака, являющегося катализатором процес-
са. Смола должна иметь концентрацию 50—65%; продолжитель-
ность отверждения при 150 °C не должна превышать 90—100 с,
содержание свободного фенола—не более 15%.
Клеи БФ-2 и БФ-4 пригодны для склеивания металлов, пласт-
масс и керамики. Для склеивания термопластов рекомендуется
применять клей БФ-4. Клеи БФ пригодны также для соединения
органического стекла, дерева, фанеры, фибры, кожи, эбонита, бу-
маги и др. Ниже приведены данные о прочности клеевых соедине-
ний различных материалов (образцы с двусторонней накладкой)
на клеях БФ [55]:
- Марка клея Разрушающее напряжение при сдвиге, кгс/см2
Сталь+сталь ...» БФ-2 300—350
Медь+медь БФ-2, БФ-4 150—200
Металл+полистирол . БФ-4 40—50
Керамика+полистирол . БФ-4 100—140
Фенопласт+полистирол , БФ-4 40—50
Фенопласт+фенопласт . БФ-2, БФ-4 150—200
Прочность клеевых соединений на клеях БФ-2 и БФ-4 зависит
от температуры отверждения. Данные, приведенные на рис. 1.19
(образцы дуралюмина, склеенные с двусторонней накладкой при
давлении 5—10 кгс/см2 в течение 1 ч), показывают, что с повыше-
нием температуры отверждения увеличивается прочность клеевого
соединения [55]. При температуре отверждения 160—175 °C полу-
чаются соединения с максимальной прочностью, выше 175 °C про-
исходит резкое ее снижение.
Клеевые соединения на клеях БФ имеют ограниченную тепло-
стойкость [56]. При 60 °C наблюдается значительное снижение
прочности клеевых соединений при испытании на сдвиг (рис. 1.20)
и на равномерный отрыв (рис.'1.21). Дополнительное нагревание
клеевых соединений приводит к повышению их прочности. Так, раз-
рушающее напряжение при сдвиге (при 20°C) образцов, предвари-
тельно выдержанных в течение 8 сут при различных температурах,
возрастает (вследствие дополнительного отверждения клея) при
нагревании до 175 °C и лишь при температурах выше 200 °C проч-
ность оказывается ниже исходной (рис. 1.22). При длительном на-
гревании клеевых соединений при повышенных температурах не-
сколько увеличивается их теплостойкость.
Клеевые соединения на клеях БФ-2 и БФ-4 устойчивы к перепа-
дам температур. После 50 циклов воздействия температур от —60
до +60 °C прочность при сдвиге превышает 100 кгс/см2. Прочность
при сдвиге клеевых соединений на клее БФ-2 не изменяется после
старения при 60 °C в течение 500 ч.
62
Многократные слабые удары значительно снижают прочность
склеивания. Уменьшение прочности достигает 22% для образцов,
подвергнутых ударам по центру площади склеивания, и 55% —для
Рис. 1.19. Зависимость прочности при
на клеях БФ-2 и
сдвиге клеевых соединений дур алюмина
БФ-4 от температуры отверждения клея.
Рис. 1.20. Зависимость прочности при сдвиге клеевых соединений дур алюмина
на клее БФ-2 от температуры испытания.
образцов, по которым удары наносились в точках, близких к кром-
кам клеевой пленки. Результаты этих испытаний представляют ин-
терес при создании комбинированных, например клеезаклепочных,
соединений [57].
Рис. 1.21. Зависимость прочности при равномерном
дуралюмина на' клее БФ-2
отрыве клеевых соединений
от температуры испытания.
Рис. 1.22, Прочность при сдвиге клеевых соединений дуралюмина на клее БФ-2
(при 20 °C) после нагревания при различных температурах в течение 192 ч.
Прочность клеевых соединений на клеях БФ при неравномер-
ном отрыве составляет при 20 °C 28 кгс/см [58]. Длительная проч-
ность и выносливость клеевых соединений металлов на клее БФ-2
63
относительно невысоки [59], что видно из приведенных ниже дан-
ные:
Дуралюмин* Сталь ЗОХГСА*
Длительная прочность при
сдвиге, кгс/см2 1300 ч при 22 °C 63 75
300 ч при 60 °C 13 13
Предел выносливости при
6-10® циклах, кгс/см2 при сдвиге (20 °C) . 28,5 65,0
при отрыве
22 °C . 8,5 21,0
60 °C • 16,5
* Толщина склеиваемого металла 2 мм.
При длительной экспозиции образцов, склеенных клеями БФ-2
и БФ-4, в атмосферных условиях прочность при сдвиге не изменя-
ется в течение 5 мес.; через 7 мес. прочность снижается на 20%,
через 7 лет — на 60%.
Соединения на клеях БФ-2 и БФ-4 обладают удовлетворитель-
ной водостойкостью. Разрушающее напряжение при сдвиге снижа-
ется после действия воды в течение 30 сут (для клея БФ-2), после
чего не изменяется в течение 7 мес. Клеевые соединения на клее
БФ-4 (вследствие повышенного содержания поливинилбутираля)
менее водостойки; уменьшение водостойкости продолжается в те-
чение 70 сут и достигает 42%, после чего в течение 7 мес. водо-
стойкость остается стабильной. Прочность клеевых соединений на
клее БФ-2 после выдержки в течение 500 ч в масле и спирто-глице-
риновой смеси не изменяется; действие бензина в течение 500 ч
приводит к снижению прочности на 3%.
Клеи БФ-2 и БФ-4 используются также в виде пленок, которые
получают поливом жидкого клея на поверхность стекла или поли-
винилхлоридного пластиката с последующим удалением раствори-
теля. Клеевые пленки обладают удовлетворительными диэлектриче-
скими свойствами (табл. 1.23).
Известен также клей БФ-6, который применяют для склеивания
тканей, тканей с металлами и пластмасс с металлами [55]. В со-
Таблица 1.23. Диэлектрические свойства клеевых пленок БФ [55]
Показатели Марка клея Исходные данные После выдержки в течение 72 ч при 98%-ной отно- сительной влаж- ности
Удельное объемное электрическое со- БФ-2 2,7-1015 3,5-Ю14
противление, Ом-см БФ-4 2,0-Ю14 4.7-1014
Тангенс угла диэлектрических потерь БФ-2 0,0275 0,0309
БФ-4 0,0232 0,0632
Диэлектрическая проницаемость БФ-2 3,3 4,2
БФ-4 3,0 3,8
64
став этого клея кроме резольной смолы и поливинилбутираля вхо-
дят мягчители, пластификаторы и некоторое количество канифоли.
Клеи БФ могут применяться для склеивания металлов взамен
клепки и сварки, в производстве тормозных колодок и для других
целей [55]. Плиты из листов алюминия, латуни, железа, меди и
других металлов, склеенные этими клеями, могут подвергаться ме-
ханической обработке (точение, фрезерование, строгание, сверле-
ние и др.) без нарушения клеевых швов. Такие плиты можно гнуть
и вытягивать. Эти клеи, кроме того, могут быть применены для
изготовления электрических выводов из приборов, предназначен-
ных для проведения опытов при низких температурах, а также для
сочленения и уплотнения отдельных частей приборов, где пайка
оказывается невозможной. Клеевые соединения удовлетворительно
выдерживают охлаждение до температуры жидкого гелия [60].
Клей ФА-24 [50] представляет собой композицию на основе фе-
нолоформальдегидной смолы и поливинилформаля с добавками ал-
коксисилана и хинолина. Клей отверждают, выдерживая при 100 °C
в течение 1 ч и затем в течение 1 ч при 200 °C и давлении
3 кгс/см2.
Клеевые соединения на клее ФА-24 характеризуются высокой
прочностью при сдвиге и отличаются от клеевых соединений на
клеях БФ более высокой теплостойкостью. Прочность клеевых со-
единений стали ЗОХГСА на этом клее при 20 °C составляет
310 кгс/см2, при 100 °C—190 кгс/см2. Клеевые соединения водо-
стойки:
Температура испытания, °C 20 100 150
Разрушающее напряжение при сдвиге,
кгс/см2
исходные данные 327 160 65
после выдержки в воде при 20 °C
5 сут 307 120 50
15 сут . . , 307 119 37
30 сут 280 74 25
Длительная прочность клеевых соединений на клее ФА-24 со-
ставляет 600 ч (при 20 °C) при напряжении сдвига 150 кгс/см2.
Клеи БФР-2 и БФР-4 представляют собой композиции на осно-
ве фенолоформальдегидной смолы резольного типа марки ФР-200
[61], модифицированной поливинилбутиральфурфуралем [52, 53].
Однокомпонентные клеи БФР-2 и БФР-4 отверждаются при 175—
150 °C в течение 2 ч под давлением 10—20 кгс/см2. Клеи наносят
в 2 слоя, расход клея 200—250 г/м2. Жизнеспособность клеев
БФР-2 и БФР-4—6 мес.
Клей БФР-2 содержит больше фенольной смолы, чем БФР-4,
и может эксплуатироваться при более высоких температурах. За-
висимость разрушающего напряжения при сдвиге клеевых соеди-
нений на клее БФР-2 от продолжительности старения при 200 °C
приведена на рис. 1.23. Клеевые соединения сохраняют вполне
удовлетворительную прочность после выдержки в течение 1 года
5—2591
65
Таблица 1.24. Старение клеевых соединений
на клеях БФР-2 и БФР-4
Место испытания Марка клея Разрушающее напряжение при сдвиге, кгс/см^
при 20 °C при 200 °C при 20 °C при 200 вС
в исходном состоянии после с тарения
Московская область БФР-2 204 56 198 48
- БФР-4 189 38 152 29
Район Батуми БФР-2 187 49 171 47
БФР-4 183 37 ' 148 26
условиях Московской
области и Батуми
в атмосферных
(табл. 1.24).
Назначение
клеев — склеивание металлов и неметаллических
материалов, в частности приклеивание тормозных накладок к ди-
Прооз.пжитвпьность старения, ч
Рис. 1.23. Зависимость прочность при
сдвиге клеевых соединений алюминиево-
го сплава на клеях БФР-2 (1,3) и
БФР-4 (2,4) от продолжительности ста-
рения при 20 °C [температуры испыта-
ния 20 (1,2) и 200°C (3,4)]..
ску сцепления, а также при-
клеивание гетинакса к меди
в производстве фольгирован-
ных диэлектриков [62].
Известен [63] пленочный
клей на основе фенольной
смолы и поливинилацеталя,
пригодный для создания
клеевых соединений метал-
лов с прочностью при сдви-
ге 323 кгс/см2.
Теплостойкие клеи могут
быть получены путем совме-
щения фенолоформальдегид-
ных смол с поливинилкета-
лями. Введение резорцино-
вого эфира ортотитановой кислоты повышает теплостойкость этих
клеев. Для улучшения эластичности клеевых соединений предло-
жены добавки, представляющие собой продукты взаимодействия
диметилвинилэтинилкарбинола с акрилонитрилом [64].
Клеи ВС-ЮТ и ВС-350. Основой клеев ВС-ЮТ и ВС-350 явля-
ется композиция ВС-10, представляющая собой смесь поливинил-
ацеталя, содержащего свободные гидроксильные группы, с алкок-
сисиланом [48]. Компоненты этой смеси при комнатной темпера-
туре не взаимодействуют между собой; при нагревании протекает
реакция, в результате которой цепи полиацеталя сшиваются сил-
оксановыми мостиками по месту расположения гидроксильных
групп с образованием пространственного полимера. Склеивание
с помощью композиции ВС-10 металлов и неметаллических мате-
риалов приводит к образованию прочных клеевых соединений. Од-
нако при повышении температуры разрушающее напряжение при
сдвиге клеевых соединений на ВС-10 снижается с 250 кгс/см2 при
66
20 °C до 15 кгс/см2 при 100 °C, что, по-видимому, объясняется не-
достаточной жесткостью образовавшейся сетки.
Для повышения теплостойкости системы в качестве компонента,
способного вступать в реакцию с алкоксисиланом, была применена
фенолоформальдегидная смола. Сочетание композиции ВС-10 и фе-
нолоформальдегидной смолы приводит к образованию блок-сопо-
лимера с высокой теплостойкостью. Теплостойкость клеевой компо-
зиции повышается с увеличением количества фенолоформальдегид-
ной смолы в системе.
Совмещением композиции ВС-10 с различными фенолоальде-
гидными смолами и получены клеи ВС-ЮТ и ВС-350. Эти клеи
предназначаются для склеивания металлов и теплостойких неме-
таллических материалов: стали различных марок, анодированного
дуралюмина, стеклотекстолитов различных’ марок, стеклотекстоли-
тов с металлами, теплостойких пенопластов типа ФК-40 и др.
Рис. 1.24. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава на клее ВС-ЮТ от температуры испытания.
Рис. 1.25. Зависимость прочности при равномерном отрыве клеевых
стали на клее ВС-10Т от температуры
соединений
испытания.
Однокомпонентный клей ВС-ЮТ имеет концентрацию 15—30%,
вязкость клея 50—120 с по ВЗ-1, срок хранения — не менее 6 мес.
Отверждение клея производится под давлением 0,6—2,0 кгс/см2
при 180 °C в течение 2 ч. Прочностные характеристики клеевых со-
единений различных материалов на клее ВС-ЮТ приведены на
рис. 1.24 и 1.25 и ниже: -
Разрушающее напряжение
при сдвиге, кгс/см^
при 20 °C при 150 °C при 300 °C
Сталь 34-сталь 3 Алюминиевый сплав Д16-|-алюминие- 185 140 60
вый сплав Д16 Стеклотекстолит ВФТ-С-|-сталь 1300 100 40
ЗОХГСА . 1600 100 58
Пенопласт К-404-сталь ЗОХГСА . , 5* 2,5» —
* Разрушение по пенопласту.
5*
67
Прочность клеевых соединений стали 20 при испытании на не-
равномерный отрыв при 20 °C составляет 11 кгс/см, при 150 °C—
16 кгс/см. Это свидетельствует о хрупкости клея, которая может
быть значительно уменьшена, если применять клеевую пленку, на-
несенную на разреженную стеклоткань (например, при склеивании
сотовых заполнителей с обшивкой).
Клеевые соединения стали на клее ВС-ЮТ отличаются высоки-
ми показателями длительной прочности, выносливости и термоста-
бильности. Разрушающее напряжение при сдвиге клеевых соеди-
нений стали на этом клее после выдержки в течение 200 ч при
200 °C составляет 181 и НО кгс/см2 соответственно при темпера-
туре испытания 20 и 200 °C.
Клеевые соединения имеют высокую водостойкость, стойки
к действию масла, керосина и бензина. Клеевые пленки обладают
удовлетворительными диэлектрическими свойствами [48].
Клей ВС-350 отличается от клея ВС-ЮТ тем, что он содержит
фенолоформальдегидофурфурольную смолу. Клеевые соединения
на клее ВС-350 имеют прочность при сдвиге, близкую к прочности
клеевых соединений на клее ВС-ЮТ, но обладают большими проч-
ностью при равномерном отрыве и длительной прочностью при по-
вышенных температурах. Соединения выдерживают длительное на-
гревание (до 200 ч) при 200 °C и кратковременное (5 ч) при 350 °C.
Они достаточно водостойки. Ниже приведены данные о прочности
при сдвиге клеевых соединений стали на клее ВС-350 при повышен-
ных температурах:
Температура, °C Продолжительность выдержки, Ч . Исходные данные 200 200 350 3 350 5
Разрушающее напряжение при сдвиге, кгс/см2 при 20 °C . 184 139 59
» 200 °C 109 109 —- 59
» 350 °C 68 68 69 68
Клей ВС-ЮМ [51] представляет собой модификацию компози-
ции ВС-10. Клей отверждается при 180—200 °C и давлении
10 кгс/см2 в течение 1—1,5 ч. Прочность клеевых соединений стали
(20 °C) при сдвиге составляет 228 кгс/см2, при равномерном отрыве
(клеевые соединения дуралюмина) -— 627 кгс/см2. Назначение
клея — склеивание дуралюмина, стали и приклеивание к ним стек-
лотекстолитов.
Клей ВС-10ТМ готовится на месте потребления путем смешения
клеев ВС-ЮТ и ВИАМ Ф-9. Применяется для склеивания тепло-
стойкого органического стекла и приклеивания к нему лавсановой
ткани. Рабочие температуры клея — от —60 до 1.50 °C, жизнеспо-
собность— 5 сут; вязкость клея по ВЗ-1 составляет 60—150 с. Рас-
ход клея при склеивании органического стекла 150—200 г/м2, при
склеивании лавсановой ткани с органическим стеклом 800—
1100 г/м2. Открытая выдержка клеевого слоя — не менее 1 ч, вы-
68
держка под давлением 1—3 кгс/см2—3 ч при 150 °C. Разрушающее
напряжение при сдвиге клеевых соединений органического стекла
в интервале температур от —60 до 150°C составляет 100 кгс/см2;
разрушающее напряжение при сдвиге клеевого соединения лавсано-
вой ткани с органическим стеклом при —60 и 20 °C равно
100 кгс/см2, при 150 °C — 70 кгс/см2.
После старения при 150 °C в течение 500 ч, а также после цик-
лического воздействия температур от —60 до 150 °C (30 циклов)
или воды в течение 30 сут прочность клеевых соединений сущест-
венно не меняется.
Клеи Ридакс. За рубежом известен и широко применяется для
изготовления различных клееных деталей (главным образом метал-
лических) и силовых конструкций клей Ридакс Е, состоящий из
двух компонентов — раствора фенолоформальдегидной смолы и по-
ливинилформаля в виде порошка. Раствор фенольной смолы на-
носят на склеиваемую пове)рхность и подсушивают так, чтобы по-
лучить пленку, сохраняющую липкость. На слой смолы насыпают
порошок поливинилформаля, склеиваемые поверхности соединяют
и склеивают под давлением при нагревании. Склеивание рекомен-
дуется проводить по одному из следующих режимов: 145 °C —
15 мин; 165°С— 8 мин; 180°С — 4 мин; 190°С—• 3 мин.
Клеевые соединения на клее Ридакс Е достаточно прочны: их
разрешающее напряжение составляет , 20—30 кгс/см2. Данные
о прочности при сдвиге клеевых соединений алюминиевого сплава
24ST3 (толщиной 1,6 мм с длиной нахлестки 12,7 мм) на клее Ри-
дакс Е, выдержанных в течение 8 сут при различных температу-
рах и испытанных при температуре 27 °C, а также при температу-
рах выдержки, приведены ниже:
Температура старения,
°C..................... 121 177 232
Температура испытания,
°C..................... 27 121 27 177 27 232
Разрушающее напряже-
ние при сдвиге, кгс/см2 212 128 180 40 85 22,5
Влияние перепада температур от —56 до 204°C (три цикла по
21 ч каждый) на прочность при сдвиге клеевых соединений на клее
Ридакс Е при различных температурах характеризуется следую-
щими данными: 128 кгс/см2 при —56 °C, 97 кгс/см2 при 27 °C
и 24 кгс/см2 при 204 °C.
Разновидностью клея Ридакс Е является клей Ридакс 775. Тех-
нология нанесения его та же, что и клея Ридакс Е. При склеива-
нии рекомендуется открытая выдержка при 20 °C в течение 30 мин
и отверждение при 140—145 °C в течение 0,3—0,5 ч при давлении
7—15 кгс/см2. Расход раствора фенолоформальдегидной смолы со-
ставляет 60 г/м2, поливинилформаля (в виде порошка) — 50 г/м2.
Этот клей применяется и в виде пленки; пленку можно хранить
(в целлофане) в течение 6 мес. Расход клеевой пленки при склеи-
вании — 390 г/м2; режим отверждения аналогичен описанному вы-
69
ше для жидкого клея. Разрушающее напряжение при сдвиге кле-
евых соединений металлов на пленочном клее при 20 °C равно
340 кгс/см2, а при 95 °C составляет 100—140 кгс/см2.
Известны также однокомпонентные клеи типа Ридакс, в част-
ности клей Ридакс 64, с теплостойкостью 250 °C.
Клей Хидакс 1033 представляет собой композицию на основе
фенолоформальдегидной смолы и поливинилформаля [66], содер-
жащую растворитель. Компоненты смешиваются в соотношении
100:85. Клей отверждают в течение 30—40 мин при 145 °C и дав-
лении 3—7 кгс/см2. Клеевые соединения выдерживают нагревание
до 200—250 °C.
Известны [29] фенолополивинилацетальные клеи, выпускаемые
в виде пленок и не требующие при применении жидкого подслоя:
FM-47 (фирма «Bloomindayl»), Ридакс 775 (фирма «С1Ьа») и
Нармтейп 105 (фирма «Narcmo»). Режим их отверждения и неко-
торые свойства соединений на их основе приведены в табл. 1.25.
Таблица 1.25. Свойства клеевых соединений на фенолополивинилацетальных
пленочных клеях, выпускаемых в США
Показатели FM-47, тип П (армированная пленка) Ридакс 775 (неармирован- ная пленка) Нармтзйп 105 (армированная пленка)
Режим отверждения температура, °C 177 150 150
продолжительность выдержки, ч 2 0,5 0,5
давление, кгс/см2 14 7 .0,7—2,0
Разрушающее напряжение при сдви- ге, кгс/см2 при —55 °C 217 252 140
» 20 °C 343 280 196
» 82 °C 357 . 126 77
» 120 °C 210 —
Прочность при отдире Т-образных образцов, кгс/см при —55 °C 2,0
» 20 °C — 6,3 2,2
» 80 °C — — 1,5
Теплостойкость зарубежной композиции Резинокс 433, содер-
жащей 1 вес. ч. фенолоформальдегидной смолы и 2 вес. ч. поливи-
нилбутираля (Бутвар В-90), составляет около 100°C.
Разработана композиция, представляющая собой 40%-ную вод-
ную дисперсию, в состав которой входят водорастворимая феноло-
формальдегидная смола, синтетический каучук (карбоксилсодер-
жащий сополимер акрилонитрила с бутадиеном), загуститель
(альгинат натрия, карбоксиметилцеллюлоза) и наполнители [67].
Прочность клеевых соединений составляет 70 кгс/см2 при 260 °C.
Клеи SC-1033 и Метлбонд 311 на основе модифицированных
кремнийорганическими соединениями фенолоформальдегидных
70
смол обладают высокой термостабильностью. Клей Метлбонд 311
кроме фенолоформальдегидной смолы содержит также эпоксидный
полимер (полученный при взаимодействии полиэтоксифенилсилок-
сана с дифенилолпропаном), алюминиевую пудру и пятиокись
мышьяка. Пятиокись мышьяка препятствует окислительным про-
цессам, протекающим при формировании и эксплуатации клеевых
соединений при высоких температурах. Это имеет очень большое
значение, так как при действии кислорода воздуха резко снижается
прочность клеевых соединений на основе органических полимеров.
Клеи на основе фенолоформальдегидных смол,
модифицированных полиамидами
Примером клеевой композиции на основе фенолоформальдегид-
ных смол, модифицированных полиамидами, является выпускае-
мый в Англии клей Хидакс 967. Клей отверждается в течение
2 мин при 220—230 °C и давлении около 1,5 кгс/см2. Клеевые соеди-
нения на клее Хидакс 967 характеризуется высокой прочностью и
тепло стойкостью:
Разрушающее напряжение при сдвиге,
кгс/см2
при —55 °C....................329
» 20 °C ....................350
» 150 °C....................238
Длительная прочность (192 ч) при 20 °C,
кгс/см2 ......................... 112
Разработаны отверждающиеся при нагревании композиции для
склеивания металлов из новолачных смол на основе замещенных
фенолов и полиамидов (например, полигексаметиленизофталами-
да). Прочность клеевых соединений при сдвиге при 20 °C составля-
ет 275 кгс/см2, клей водостоек [69].
Клеи на основе резорциноформальдегидных смол
Клеи на основе резорциноформальдегидных смол представляют
значительный интерес благодаря их способности быстро отверж-
даться при нормальных температурах в присутствии как кислых,
так и основных катализаторов. Способность клеев этого типа пе-
реходить в неплавкое и нерастворимое состояние в присутствии
щелочных катализаторов имеет особое значение при склеивании
древесины, так как в этом случае исключается опасность гидроли-
за.
Резорциноформальдегидные клеи известны с 1943 г. Способы
их получения имеют некоторые особенности в .связи с исключи-
тельно высокой реакционной активностью резорцина. Обычно, что-
бы избежать преждевременного отверждения клеев, реакцию по-
лучения смолы проводят с недостатком формальдегида и только
непосредственно перед употреблением клея в него вводят дополни-
71
тельное количество формальдегида, необходимое для перехода смо-
лы в состояние резита.
Резорциноформальдегидные клеи могут быть использованы для
склеивания кожи, каучука, пластмасс и других материалов.
Для изготовления клеев применяются также смешанные резор-
цинофенолоформальдегидные смолы. С увеличением содержания
резорцина в таких смолах возрастает температура их размягчения.
Для увеличения адгезии и эластичности резорциноформальде-
гидные смолы модифицируют поливинилацеталями. Клеи, пригод-
ные для склеивания металлов и неметаллических материалов, по-
лучают совмещением резорциноформальдегидных смол с поливи-
нилбутиральфурфуралем. Совмещение может быть осуществлено
в процессе получения смолы в спиртовом растворе или взаимодей-
ствием полиацеталя с готовой смолой. В качестве отвердителей ре-
комендуется использовать едкий натр или полиформальдегид [70].
Клей ФР-12 [71, 4] предназначен для склеивания древесины
и пористых материалов. В его состав входит резорциноформальде-
гидная смола (100 вес. ч.) и отвердитель — параформальдегид
(13 вес. ч.). Смола представляет собой продукт конденсации резор-
цина с формальдегидом с добавлением пластификатора. Смола
содержит 32% воды; pH=7,2—7,4. Для получения клея смолу и от-
вердитель тщательно перемешивают до образования однородного
раствора с вязкостью 16—18°ФЭ. Жизнеспособность клея 3—4 ч.
Клей ФРАМ-30 [73] —двухкомпонентная (смола и ускоритель)
жидкая композиция с жизнеспособностью 16—24 ч. Клей обладает
адгезией к дуралюмину, стали, меди, серебру и другим металлам
и их сплавам, а также к химически обработанному фторопласту.
Эти материалы можно склеивать и пленочным (толщина пленки
0,16—0,30 мм) клеем с подслоем из жидкого клея. Пленочный клей
получается поливом жидкого клея.
При склеивании жидким клеем на обе склеиваемые поверхности
наносят кистью 2—3 слоя клея. На фторопласт первый слой нано-
сят сразу после обезжиривания. После нанесения первого и вто-
рого слоев образцы подсушивают при 50—60 °C в течение 30 мин.
После нанесения третьего слоя покрытые клеем образцы выдержи-
вают на воздухе до отлипа, затем их складывают и запрессовы-
вают.
При склеивании пленочным клеем с подслоем жидкого клея
последний наносят на обе склеиваемые поверхности в один слой.
Покрытые клеем образцы выдерживают на воздухе до отлипа. По-
сле этого на одну из склеиваемых поверхностей наносят клеевую
пленку, образцы складывают и помещают в пресс. Склеивание ме-
таллов осуществляется при 180 °C и давлении 5—10 кгс/см2.
Склеивание фторопласта и фторопласта с металлом производит-
ся при 180 °C и давлении 8—10 кгс/см2 в течение 2 ч. Склеивание
полиэтилена — при 100—135 °C и давление 6 кгс/см2 в течение 4 ч.
В табл. 1.26 приведены данные о прочности клеевых соединений
различных металлов на клее ФРАМ-30.
72
Таблица 1.26. Прочность клеевых соединений металлов на клее ФРАМ-30
Склеиваемые материалы Разрушающее напряжение при равномерном отрыве, кгс/см2 Разрушающее напряжение при сдвиге, кгс/см”2
при 20 °C при 80 °C
Дур алюмин Д16 300—650 222—350 165—280
Сталь ЗОХГСА (опескоструенная) 250—280 —
Сталь 45 350—500 360—500 —
Медь — 80—100 —
Серебро —• 60—100 —
Латунь ЛМ-Б2 280—550 300—500 —
Клеевые соединения устойчивы к действию масел и спирта. По-
сле хранения в течение 12 мес. прочность клеевых соединений при
сдвиге и неравномерном отрыве практически не изменяется. Соеди-
нения на клее ФРАМ-30 могут надежно работать в течение 1000 ч
при 80 °C.
Прочность при неравномерном отрыве клеевых соединений дур-
алюмина на клее ФРАМ-30 составляет 40—70 кгс/см при 20 °C
и 30—58 кгс/см при 80 °C. Клей термостабилен: потеря массы при
200—250 °C составляет 2—7%, а при 275—308 °C—20—41%.
При склеивании клеем ФРАМ-30 фторопласта разрушающее на-
пряжение клеевого соединения при сдвиге - составляет 20—
35 кгс/см2, при склеивании полиэтилена разрушающее напряжение
при растяжении 15—25 кг/см2. Прочность при сдвиге и отрыве мо-
жет быть повышена, если предварительно поверхность фторопла-
ста подвергнуть специальной обработке. Ниже приведены показа-
тели прочности клеевых соединений фторопласта (химически обра-
ботанного) с дуралюмином, сталью и другими металлами:
Разрушающее напряжение, кгс/см2
Материал, склеиваемый с фторопластом-4 при равномерном отрыве при сдвиге
Фторопласт-4 , , , . 139—147 59—95
Сталь ЗОХГСА , . . 51—85 50—95
Медь 50—99 50—107
Латунь П-62 . . . 50—115 51—100
Алюминий А2 . . . 55—107 42—90
Дуралюмин Д16 . . _ — 50—97
Диэлектрические свойства клея приведены ниже:
ФРАМ-30 ФРАМ-30
жидкий пленочный
Тангенс угла диэлектрических
потерь......................... 0,032
Диэлектрическая проницае-
мость ....................... 4,8
Электрическая прочность,
кВ/мм . . ....... 17,8
0,023—0,032
2,7—3,7
20
73
Клей ФРАМ-30 может эксплуатироваться в большом диапазоне
частот — от 1,5 до 500 МГц.
Клей, применяемый для склеивания фторопластов и полиэтиле-
на, получают совмещением резорциноформальдегидной смолы и по-
ливинилацеталей с сополимерами трифторэтилена или гексафтор-
пропилена с винилиденфторидом. Продукт совмещения растворяют
в органических растворителях. В качестве отвердителя в компози-
цию вводят параформ, ускорителем служит 5%-ный раствор едко-
го натра.
Теплостойкий клей РАФ-10 на основе резорциноформальдегид-
ной смолы [71, 72] рекомендуется для склеивания фенопластов,
органического стекла, капрона, акрилонитрильного волокна.
Известен также резорциновый клей ФЭН-1 для склеивания ре-
зин на основе нитрильных каучуков с металлами в процессе вулка-
низации [72]. Резорциновый клей 9М-35 наряду с хорошей адгези-
ей к металлу и фторорганическим каучукам обладает стойкостью к
действию температур до 200 °C [72].
Описано [74—77] применение в качестве основы клеев продук-
тов термической переработки эстонских горючих сланцев, содержа-
щих двухатомные фенолы (эмпирическая формула соответствует
формуле диметилрезорцина).
Клеи на основе дифенольных смол обладают хорошей адгезией
к древесине, асбестоцементу и могут быть использованы при склеи-
вании главным образом различных строительных конструкций.
Промышленностью выпускаются клеевые смолы ДФК-1А, ДФК-9
и ДФК-4. Клей ДФК-4 может быть применен при производстве во-
достойкой фанеры, для склеивания пенопластов рекомендуются
клеи на основе смолы ДФК-4. Клеи из смолы ДФК-9 пригодны для
склеивания древесностружечных и древесноволокнистых плит. Клеи
модифицируют различными термопластами и эластомерами. По-
казатели прочности клеевых соединений на клеях ДФК и модифи-
цированных тиоколом композициях приведены в табл. 1.27.
Для отверждения клеев на основе смолы ДФК-9 в композицию
вводят 20 вес. ч. 37 %-него формалина 100 вес. ч. смолы, для от-
Таблица 1.27. Прочность клеевых соединений
на дифенольных клеях
Марка клея Состав, вес. ч. Разрушающее напряжение при сдвиге при 20 °C, КГС/СМ2
дифенольная смола тиокол сталь стеклопластик КАСТ-В асбестоцемент
ДФК-1А 100 45 30 32
ДФК-9 100 —- — — 30-50
ДФК-4 100 — — — 70—100
ДТ-1 100 40 85 I 70 45
ДТ-2 100 70- 72 60 41
ДТ-3 100 100 42 — 35»
74
верждения клеев на основе смолы ДФК-4— от 0,95 до 1,3 моль
формалина на 1 моль смолы. В качестве наполнителей могут быть
использованы гипс, тонкий песок, древесная мука и др. При склеи-
вании минеральных строительных конструкций рекомендуется си-
ликальцит (150—200 вес. ч.)—наполнитель, представляющий со-
бой силикатный бетон, полученный путем одновременного помола
извести и песка в дезинтеграторе.
При склеивании требуется небольшое давление, необходимое
для равномерного распределения клея по склеиваемым поверхно-
стям. Продолжительность выдержки под давлением при 15—25 °C
24 ч, при 10 °C — 48 ч.
Описаны композиции на основе алкилрезорциноформальдегид-
ной смолы с диметилолкарбамидом в качестве отвердителя [78].
Представляет интерес клеевая смола из алкилрезорцинов или ре-
зорцина и N-метилолкапролактама [79].
Клеи на основе продуктов конденсации
замещенных фенолов с альдегидами
Одним из методов модификации фенолоформальдегидных смол
является изменение строения исходного фенола путем замещения
атомов водорода [80]. Описаны клеи, полученные на основе смол,
представляющих собой продукты конденсации диметилвинилэти-
нилфенола с формальдегидом [81]. Такая смола [82] может быть
превращена в термостойкий продукт взаимодействием с формаль-
дегидом или с соединениями, содержащими метилольные или имин-
ные группы [80]. Отвердителем этих смол служит гексаметилен-
тетрамин [83].
Известна содержащая азот смола, образующаяся при взаи-
модействии замещенного фенола с гексаметилентетрамином в рас-
плаве. Прочность при сдвиге соединений, полученных с помощью
различных клеевых композиций на основе этой смолы, составляет
при 20 °C 79—83 кгс/см2, а после выдержки при 250 °C в течение
2000 ч — 26—30 кгс/см2 (при 20 °C) [81].
В табл. 1.28 показано, как влияет природа альдегида на свойст-
ва клеев на основе продуктов конденсации диметилвинилэтинил-
фенола с альдегидами. Эти клеи быстро отверждаются при 160 °C
[84].
Эпоксидированием диметилвинилэтинилфенолоальдегидных
смол также получены клеевые композиции. Прочность при сдвиге
клеевых соединений алюминиевого сплава Д16Т, полученных с по-
мощью таких композиций при 20 °C, находится в пределах 30—
108 кгс/см2 (в зависимости от природы альдегида).
Описаны композиции на основе смол, являющихся продуктами
модификации фенольных смол циклическими непредельными соеди-
нениями, отверждаемые полиэтиленполиамином. Прочность клее-
вых соединений при сдвиге при 20 °C на этих клеях достигает
200 кгс/см2 [85].
75
Таблица 1.28. Свойства смол* и клеевых соединений на основе продуктов
конденсации диметилвинилэтинилфенола
с различными альдегидами
Альдегид Содержание в смоле, % Вязкость смолы по ВЗ-4, с Разрушающее напря- жение при сдвиге клеевых соединений алюминиевого сплава Д16Т при 20 °C. КГС/СМ2
гидроксильных групп свободного альдегида свободного фенола
Муравьиный 4,7 1,8 2—4 18 70—90
Уксусный 6,1 3,1 2,2 24 50—70
Бензойный 6,9 2,2 2,7 26 25—50
Масляный 10,0 2,3 8,5 28 25—50
Акролеин 8,4 3,0 3,1 31 25—50
* Смолы растворимы в ацетоне, бензоле, зтилацетате.
КЛЕИ НА ОСНОВЕ КАРБАМИДО-
ФОРМАЛЬДЕГИДНЫХ СМОЛ
Продукты конденсации карбамида с формальдегидом являются
весьма распространенными клеями для склеивания древесины, фа-
неры и других древесных материалов. Преимуществами карбамидо-
формальдегидных клеев по сравнению с фенолоформальдегидными
являются их бесцветность, светостойкость и значительно меньшая
токсичность. Однако карбамидоформальдегидные клеи образуют
менее водостойкие и менее прочные клеевые соединения.
Строение карбамидоформальдегидных смол окончательно не
установлено. Весьма вероятно, что вначале образуются полимеры,
которые содержат метилольные группы. Они обычно и использу-
ются в качестве клеевых смол. Под действием катализаторов или
при нагревании эти полимеры приобретают пространственное строе-
ние. Часть метилольных групп сохраняется в конечном продукте,
обусловливая его адгезионные свойства.
В качестве катализаторов используются вещества кислого ха-
рактера— соляная, серная, уксусная, щавелевая, молочная кисло-
ты, контакт Петрова, а также аммониевые соли сильных кислот.
Скорость отверждения зависит от природы отвердителя, его количе-
ства и температуры отверждения. При рН=6—5,5 смолы отверж-
даются при повышенной температуре, при pH—3—5 — при ком-
натной. Отверждение карбамидоформальдегидных смол сопровож-
дается усадкой, приводящей к возникновению внутренних напряже-
ний и к растрескиванию отвержденной смолы. При использовании
карбамидоформальдегидных смол для приготовления клеев эти не-
достатки в известной степени могут быть устранены введением на-
полнителей и пластификаторов. Наполнителями могут служить дре-
весная мука, крахмал, декстрин, а также некоторые минеральные
вещества. Рецептуры некоторых карбамидофо|рмальдегидных кле-
евых смол приведены в табл. 1.29, а их свойства — в табл. 1.30.
76
Таблица 1.20. Рецептуры некоторых клеевых карбамидоформальдегидных смол
Компоненты Состав, вес. ч.
МФ-17 МФ МФС-1 М-4 М-48 М-70 МФСМ
Карбамид 100 100 100 100 100 100 100
Формалин (40%-ный) 270,2 (20%-ный) 270,2 (20%-ный) 200 217 216 40—266 (37%-ный) 225 (37%-ный)
Хлористый цинк (50%-ный) — — — 1,62 — — —
Едкий натр (40%-ный) — — 0,3—0,7 — 0,2—0,5 0,2—0,7 0,2—0,5
Уротропин — — — 7,5 — —
Аммиак (25%-ный) 10 10 — — — — —
Диэтиленгликоль 50 — — — — — —
Хлористый аммоний (20%-ный) — — — — 0,25—0,1 0,03—0,1 0,025—0,1
Показатели МФ-17 МФ МФС-1 М-4 М-48 М-60
Концентрация, % >70 >65 55—60 55—60 48—50 57—63
Коэффициент рефрак- ции 1,475— 1,500 1,465 1,468 1,440 1,450 1,440 1,450 1,417— 1,425 1,448 1,452
Концентрация водород- ных ионов (pH) 7,0—8,5 7,0—8,5 — 5,5—6,5 — 7,0—8,0
Вязкость, с
по ВЗ-1 40—100 35—100 Пасто- образная масса — _ *-• —
» ВЗ-4 — — - — 40—60 13—20 25—210
Содержание свободного формальдегида, % <3,0 <3,0 1,0—1,2 1,0—1,5 0,9—1,2 <1,5
Жизнеспособность с 1% хлористого аммо- ния, с 24—48 2—15 12—24 2—4 2,5—4 8—24
Продолжительность отверждения с 1% хлористого аммония при 100 °C, с 90—120 60—100 70—90 55—60 55—70 50—65
Срок хранения, мес. 4 2 1,5 сут 14—30 сут 12 =2
* Для производства фанеры и мебели.
Отнееено к 1% сухого остатка.
78
Таблица 1.30. Свойства клеевых карбамидоформальдегидных смол
М-70 МФСМ УКС» УСт У М-19-62 ММФ-М Крепитель К-2
67—70 60—70 >70 60—65 65—70 60—70 >60 50—55
1,470 1,475 1,450 1,475 — — — 1,456 1,480 1,456 —
6,0—7,0 7,2—8,0 7,5—9,0 7,0—8,0 7,0—8,0j 7,0—8,0 7,5—8,5 7,0—8,0
— — 40—100 — — — f=-4 —
60—300 20—240 — 20—300 60—300 20—300 60—150 12—30
<3,0 0,8—1,2 <1,2 <1,2 <3,1 <0,016** <2,0 <0,5
0,5—2,0 10—30 >10 При 20 °C не менее 8 ч при 20 °C 0,5—3,0 8—24 — —
20—50 55—90 60—100 40—100 — 50—70 —
3—4 1-2 2 4 2 3 3 4
79
При изготовлении клеев находят применение как жидкие, так
и пастообразные смолы. Для получения жидких смол используют
эмалированные или алюминиевые реакторы обычной конструкции.
Производство пастообразных смол осуществляется в варочных ап-
паратах типа вертикальных закрытых клеемешалок с водяным обо-
гревом и охлаждением. Ниже в качестве примера приведен способ
получения карбамидоформальдегидной клеевой смолы МФС-1
[287].
В реактор загружают формалин и карбамид. Смесь нагревают при переме-
шивании в течение 20—40 мин до 80—90 °C и выдерживают при этой темпера-
туре в течение 1 ч. Через 1 ч начинают отбор проб для установления характера
среды. По исчезновении щелочной реакции на фенолфталеин содержимое аппа-
рата нагревают еще 1 ч при 80—90 °C, а затем, охладив до 70 °C, обезвоживают
под вакуумом при 60—70 °C и остаточном давлении 100 мм рт. ст. до получения
продукта 55—60%-ной концентрации.
Предложены карбамидоформальдегидные клеи, пластифициро-
ванные непосредственно перед склеиванием многоатомными спир-
тами [287].
Состав и свойства карбамидоформальдегидных клеев, а также
режимы склеивания некоторыми клеями (при фанеровании древе-
сины) приведены в табл. 1.31 и 1.32.
Прочность клеевых соединений фанеры при скалывании состав-
ляет 15—40 кгс/см2, а после выдержки в воде при 20 °C в течение
48 ч — 30 кгс/см2. Сосновые бруски толщиной 25 мм, склеенные
клеем на смоле М-60 при нагревании с помощью токов высокой
частоты, имеют прочность при скалывании 67 кгс/см2, прочность
березовых брусков той же толщины, склеенных тем же способом
клеем на смоле М-70, составляет 90 кгс/см2. После выдержки скле-
енных образцов в воде в течение 24 ч прочность снижается на 20—
30%. После кипячения в воде в течение 1 ч клеевые соединения на
карбамидоформальдегидных клеях разрушаются.
Описаны карбамидные клеевые смолы с пониженной токсич-
ностью марок КС-68-М, СК-75 и КВС [288]. Они применяются
в производстве древесностружечных плит, мебели, для настила по-
лов (смола КВС). Их свойства приведены ниже:
КС-68-М СК-75 КВС
Концентрация, % .... 65 70 65
Вязкость по ВЗ-4, с . . Содержание свободного 20—50 30—120 90—150
формальдегида, % . . . Разрушающее напряжение при скалывании по кле- евому- слою фанеры пос- ле вымачивания в воде в До 0,3 0,7 0,5
течение 24 ч, кгс/см2 14 16 16
Для склеивания бумаги, картона
стеклу применяется нетоксичный клей
бой однородную текучую массу белого
определяется при нанесении клея на
и приклеивания бумаги к
МФ-60, представляющий со-
цвета. Клеящая способность
полоску бумаги (10X3 см)
ее
Таблица 1.31. Состав и свойства карбамидоформальдегидных клеев
Марка клея* Марка карбамидо- формальдегидной смолы Отвердитель Жизнеспособ- ность, ч Назначение
название количество, вес. ч. на 100 вес. ч. смелы
К-17 МФ-17 Щавелевая кислота Хлористый аммоний 7,5—22,0 1,0—1,2 3—5 Склеивание фанеры и деталей мебе- ли на холоду и при нагревании
МФ МФ То же 1,0 2—15 То же
МФС-1 МФС-1 » 0,5—1,0 12—24 Склеивание фанеры и деталей мебели при нагревании
-М-4 М-4 » 0,5—1,0 2—4 Склеивание древесины на холоду и при нагревании
М-48 М-48 » 1,0 2,5—4,0 Склеивание древесины, фанеры и де- талей мебели при (нагревании
М-60 М-60 » 0,5-1,0 2,8 Склеивание древесины на холоду и при нагревании
М-70 М-70 » 0,5—1,0 0,5—2,0 То же
МФСМ МФСМ » 1,0 10—30 Склеивание древесины, фанеры и де- талей мебели три нагревании
Столярный синте- тический МР-РХК Щавелевая кислота 20 0,25—0,3 Склеивание древесины на холоду и при нагревании
* Во все клеи входит 8—10% (от массы смолы) наполнителя—древесной муки.
Таблица 1.32. Режим склеивания некоторыми карбамидоформальдегидными клеями
(при фанеровании древесины)
Условия склеивания Клей К-17 Клей МФС-1 Клей М-60
склеивание при комнатной температуре склеивание при нагревании склеивание при комнатной температуре склеивание при нагревании
Температура, °C
помещения 20—25 14—25 15—20 14—25 20-25
древесины 20—25 14—25 10—15 15-25 20—25
Вязкость .клеевого раствора, °ФЭ 40—90 20—40 20—70 20—70 20—70
Расход клея, г/м2 250—400 200—300 120—150 200—250 100—110
Продолжительность от момента нанесения клея до прессования, мин <20 — <20 — —
Давление, кгс/см2 3—5 5-8 3—8 4-6 12—14
Температура плит пресса, °C — 90-100 105—125 20—25 115-120
Продолжительность выдержки под давлением, мин 180—360 10—12 3-4 240—300 5-6
после снятия давления, ч 12—24 До полного остывания — . 10—25 3-4
и наложении на нее сухого чистого листа такой же бумаги; проч-
ное склеивание должно произойти через 4—5 мин. Срок хранения
клея — 6 мес.
Известны порошкообразные карбамидные смолы, которые мо-
гут быть получены путем распыления жидкой смолы с последующей
сушкой мельчайших частиц смолы в атмосфере горячего воздуха
или топочных газов. При склеивании фанеры клеями на основе по-
рошкообразных смол марок М-48 и М-70 прочность при скалыва-
нии клеевого соединения составляет 21—22 кгс/см2; после выдерж-
ки в холодной воде в течение 24 ч заметного снижения прочности
не наблюдается.
При склеивании древесины используются также вспененные
карбамидоформальдегидные смолы. Применение вспененных смол
позволяет значительно снизить расход клея. Для повышения ста-
бильности вспененных клеевых смол в их состав вводят поверхност-
но-активные вещества. В качестве вспенивающих агентов предло-
жены пылевидный альбумин, гидролизованный белок крови (про-
дукт марки ПО-6), сапонин и продукт под названием сапонал.
Практическое применение нашел только пылевидный альбумин, ко-
торый вводят в количестве 0,2—1,0%.
В производстве вспененных клеев используются карбамидные
смолы МФС-1, МФ-17 и др. Смолы вспенивают механическим
взбивателем или путем продувки воздуха с применением в каче-
стве вспенивающего агента альбумина (0,3—0,5% от массы смолы)
и других веществ. Прочность клеевых соединений фанеры и древес-
ностружечных плит на вспененных карбамидоформальдегидных
клеях составляет 21—33 кгс/см2, после выдержки в воде 12—
25 кгс/см2.
За рубежом известны клеи Каурит на основе карбамидоформ-
альдегидных смол [289], применяющиеся для склеивания фанеры
и древесных материалов. Процесс изготовления наиболее типично-
го представителя этой группы клеев — клея Каурит W заключает-
ся в конденсации 1 моль технического карбамида с 2 моль 2 %-ко-
го формальдегида до образования смолообразного 36%-ного про-
дукта с последующим выпариванием полученной смолы в вакууме
при 65 °C до получения продукта, содержащего 55% сухого остат-
ка. В концентрированную смолу вводят 8—10% древесной, ржа-
ной или картофельной муки (в качестве наполнителя) и доводят
pH клея (путем добавления едкого натра) до 7. Клей Каурит W
может быть также приготовлен в виде сухого порошка; для этого
смолу сушат распылением до содержания в ней влаги 2—2,5%.
Клеем Каурит W можно склеивать и на холоду, и при нагрева-
нии. При склеивании при нагревании применяют отвердитель, со-
стоящий из хлористого аммония (8 вес. ч.); 25%-ного аммиака
(27 вес. ч.) и карбамида (45 вес. ч.); 10 вес. ч. этого отвер-
дителя вводят в 100 вес. ч. жидкого клея Каурит. Однако клеевые
соединения на таком клее неводостойки. Для улучшения водостой-
кости рекомендуется отвердитель, состоящий из 90 вес. ч. резорци-
6*
83
на и 10 вес. ч. хлористого аммония. Такой отвердитель вводят
в клей в количестве от 10 до 25 вес. ч. на 100 вес. ч. жидкого клея
Каурит W.
При склеивании фанеры клеями Каурит без нагревания на одну
из склеиваемых поверхностей наносят раствор, состоящий из
15 вес. ч. хлористого аммония, 78 вес. ч. воды, 6 вес. ч. этилового
спирта, и сушат при 20 °C. На другую склеиваемую поверхность
наносят Каурит W, обе поверхности соединяют и немедленно за-
прессовывают. Продолжительность отверждения зависит от темпе-
ратуры прессования:
Температура прессования, °C ... 20 15 10
Продолжительность выдержки под
прессом, ч ................. 3 10 24
Швейцарской фирмой «Ciba» выпускаются порошкообразные
карбамидоформальдегидные клеи, используемые в виде водных рас-
творов для склеивания древесных материалов как на холоду, так
и при нагревании.
Для модификации карбамидных смол с целью придания им эла-
стичности могут быть использованы каучуковые латексы, поли-
метилметакрилатный латекс и поливинилацетатная эмульсия [290].
Наиболее высокие показатели эластичности и прочности получены
при совмещении карбамидных смол с различными каучуковыми ла-
тексами, например с ДММА-65-1ГП (сополимер бутадиена и ме-
тилметакрилата), МХ-30 (сополимер хлоропрена и метилметакри-
лата), ЛВ (сополимер винилацетата и хлоропрена), ЛНТ-1, Л-4,
Л-7, ЛА (хлоропреновые латексы) и др. Все эти латексы хорошо
совмещаются с карбамидными смолами и способствуют увеличению
эластичности клеевых швов. Латексы же сополимеров
ДММА-65-1ГП и МХ-30, кроме того, повышают водостойкость кле-
евых композиций. В табл. 1.33 приведены показатели прочности
и эластичности клеевых пленок при различном соотношении смолы
и латексов. Температура склеивания 60°C, продолжительность вы-
держки в прессе 10 мин.
Таблица 1.33. Прочность и эластичность клеевых пленок
на основе карбамидолатексных композиций
Компоненты клея Соотношение компонентов, вес. ч. Разрушающее на- пряжение при растяжении, кгс/см2 Эластичность (удлинение), мм
Смола МФ . -- 1 0
Смола МФ и латекс 60:40 12 7,0
ДММА-65-1ГП 70:30 14 7,0
80:20 7 2,8
Смола МФ и латекс МХ-30 60:40 11 4,2
70:30 12,5 5,0
80:20 3 1,2
84
Как видно из таблицы, оптимальное соотношение смолы и латекса
'70:30. С уменьшением содержания латекса снижаются эластич-
ность и прочность пленки.
В качестве отвердителей карбамидолатексиых клеев применяют
хлористый аммоний или щавелевую кислоту. Для приготовления
клея горячего отверждения используют хлористый аммоний
(1 вес. ч.), для клея холодного отверждения — 10%-ный раствор
щавелевой кислоты (5—10 вес. ч.). При раздельном нанесении смо-
лы и отвердителя берут 5%-ный раствор щавелевой кислоты.
При приготовлении клея температура воздуха в помещении:
должна быть не ниже 18 °C, а относительная влажность не выше
65%. Смола должна иметь температуру 18—20 °C. Жизнеспособ-
ность клея при такой температуре 4—12 ч, при раздельном нане-
сении смолы и отвердителя жизнеспособность неограниченная.
Для приготовления клея в клеемешалку заливают смолу и от-
вердитель. Раствор тщательно перемешивают, затем добавляют
необходимое количество латекса, продолжая дальнейшее переме-
шивание в течение 10—15 мин для получения однородной массы..
Карбамидолатексные клеи можно использовать для склеивания
различных неметаллических материалов. Оптимальный режим при-
клеивания декоративного бумажнослоистого пластика к стружеч-
ным и столярным плитам следующий: выдержка в прессе 10—
15 мин при 60±5°С: 6—10 мин при 100±5°С и 3—5 мин при
115±5°С.
Расход карбамидолатексного клея на 1 м2 поверхности умень-
шается более чем на 30% по сравнению с расходом немодифици-
рованного карбамидного клея. Применение латекса способствует
снижению коробления щитов, облицованных декоративным бумаж-
нослоистым пластиком, на 35—40%.
Немаловажным фактором, определяющим качество склеивания,
является продолжительность закрытой выдержки до запрессовки..
Рекомендуется закрытая выдержка в течение 20 мин при темпера-
туре воздуха в помещении 18—20 °C.
Прочность клеевых соединений на карбамидолатексных клеях
составляет 22—25 кгс/см2. Испытания на ускоренное старение ме-
тодом циклических воздействий показали, что клеевые соединения
на модифицированных латексом карбамидных смолах по прочност-
ным показателям не уступают соединениям на основе немодифици-
рованных карбамидных смол.
КЛЕИ НА ОСНОВЕ МЕЛАМИНО-
ФОРМАЛЬДЕГИДНЫХ СМОЛ
За последнее время клеи на основе продуктов конденсации
меламина с формальдегидом получили значительное распростране-
ние и применяются для склеивания различных древесных материа-
85
лов. Их основное преимущество перед карбамидоформальдегидны-
ми — более высокая водостойкость. Превращение продуктов кон-
денсации меламина с формальдегидом в неплавкие и нераствори-
мые полимеры происходит в нейтральной среде при температурах
около 140 °C. Введение кислых агентов позволяет значительно сни-
зить температуру отверждения.
Фирмами «American Cyanamid Со.» (США) и «Ciba» (Швейца-
рия) разработаны порошкообразные меламиноформальдегидные
клеи. Они могут храниться в течение 6 мес. при температуре ниже
30 °C. Готовый к употреблению клей получают, смешивая 100 вес. ч.
порошкообразной меламиноформальдегидной смолы с 40 вес. ч. во-
ды. Такой раствор имеет жизнеспособность более 18 ч и при 20 °C.
Рис. 1.26. Влияние содержания до-
бавляемой к карбамидоформаль-
дегидному клею меламиновой смо-
лы на прочность при сдвиге клее-
вого соединения фанеры после
выдержки в кипящей воде в те-
чение 3 ч (отверждение клея при
115°С в течение 10 мин).
Клеи отверждаются с помощью спе-
циальных отвердителей. Продолжи-
тельность выдержки под давлением
составляет 3 ч при 60 °C, 50 мин
при 75 °C, 15 мин при 95 °C или 5—
6 мин при 100 °C. Клеи обычно при-
меняют в сочетании с карбамидо-
формальдегидной смолой.
Известны также комбинирован-
ные карбамидомеламиноформальде-
гидные смолы, обладающие повы-
шенной водостойкостью (рис. 1.26),
в частности смола ММС, представ-
ляющая собой сиропообразную жид-
кость светло-серого или желтоватого
цвета, содержащую 60+2% сухих
веществ. Вязкость смолы по виско-
зиметру ВЗ-4 составляет 1,5—-4,0
мин; рН=6,7—7,5. Смола содержит
0,5—1,5% свободного формальдеги-
да. Срок хранения смолы при 20 °C 3—4 мес.
Смола предназначается для склеивания методом горячего прес-
сования фанеры, фанерных плит, деталей и узлов мебели, музы-
кальных инструментов и других изделий из древесины с повышен-
ной водостойкостью. Для склеивания этой смолой строительных
конструкций из древесины может быть использовано нагревание в
поле токов высокой частоты. Температура склеивания смолой ММС
составляет 100—140 °C. При склеивании без нагревания к смоле до-
бавляют хлористый аммоний в количестве 0,5—1,0% от массы
смолы.
Рекомендуется применение комбинированной карбамидомелами-
ноформальдегидной смолы марки НИИФ ММ-П для изготовления
пленочного клея. Для получения этой смолы 333 вес. ч. 33%-ного
формалина и 11,25 вес. ч. воды загружают в реактор и при переме-
шивании добавляют 100 вес. ч. карбамида, 50 вес. ч. меламина и
11,25 вес. ч. уротропина. После кратковременного перемешивания
86
содержимое реактора нагревают де 30—4®*С. Дальнейшее повы-
шение температуры до 70°C осуществляется за счет экзотерми-
ческой реакции в течение 8—10 мин. При этой температуре смесь
выдерживают 10 мин, затем температуру повышают до 85—90°C,
после чего содержимое реактора интенсивно охлаждают до 20—
25 °C и готовую смолу сливают в тару. Полученный продукт пред-
ставляет собой прозрачную или чуть мутноватую жидкость жел-
товато-зеленого цвета с вязкостью 4—7,5 сП. Сухой остаток —
околю 37%. При приготовлении раствора для получения пленки
в смолу вводят в качестве отвердителя 0,25% (от массы смолы)
хлористого аммония.
КЛЕИ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Эпоксидные смолы представляют собой олигомеры или индиви-
дуальные низкомолекулярные продукты, превращающиеся в про-
цессе отверждения в эпоксидные сшитые полимеры. Они отвержда-
ются с небольшими усадками как при обычных, так и при повы-
шенных температурах без выделения побочных веществ, образуя
продукты с хорошими физико-механическими и диэлектрическими
характеристиками и высокой адгезией к металлам и многим неме-
таллическим материалам.
Первые сведения об эпоксидных смолах появились в 1934 г.
(пат. США 2136928). В 1938 г. стали известны смолы на основе
дифенилолпропана, отверждаемые фталевым ангидридом (швейц,
пат. 211116 и 236954), но лишь в 1940 г. швейцарская фирма
«Ciba» выпустила эпоксидный клей Аральдит 1. В настоящее вре-
мя известны многочисленные эпоксидные клеевые композиции, при-
годные для длительной работы в широком интервале температур,
обладающие высокой прочностью и хорошими технологическими
свойствами.
Эпоксидные клеи применяются для соединения большого числа
различных материалов в строительстве, в автомобильной, авиаци-
онной, судостроительной, электро- и радиотехнической промышлен-
ности, машиностроении, приборостроении и многих других отраслях
народного хозяйства. Применение эпоксидных клеев дает значи-
тельный технический и экономический эффект, позволяя совершен-
ствовать процессы изготовления элементов различных конструкций,,
приборов, приспособлений и изделий.
Эпоксидные клеевые смолы могут быть получены двумя основ-
ными способами:
взаимодействием эпихлоргидрина (или дихлоргидрина) с двух-
или многоатомными фенолами, резорцином, анилином, фенольны-
ми смолами, аминами, алифатическими диолами и некоторыми дру-
гими соединениями;
прямым эпоксидированием ненасыщенных соединений надкис-
лотами.
Первым способом получают диэпоксидные смолы на основе ди-
фенилолпропана, диаминюдифенилметана, анилина и фенолфталеи-
87
на; алифатические диэпоксиды; полиэпоксндные смолы на основе
эпоксиноволаков; эпоксициануратные смолы и смолы на основе
полифенолов. Прямым эпоксидированием получают диоксид ди-
циклопентадиена, монооксивинилциклогексен, а также эпоксидиро-
ванный дивинил, эпоксидированный дивинилстирол и др.
Эпоксидные соединения в неотвержденном состоянии представ-
ляют собой в зависимости от молекулярного веса вязкие жидкости
или твердые продукты с относительно невысокой температурой
плавления, хорошо растворимые в низших кетонах, толуоле, хло-
рированных углеводородах и других органических растворителях.
Смолы нерастворимые в воде, бензине и ограниченно растворимы
в спиртах.
Большинство клеевых эпоксидных смол получают из эпихлор-
гидрина и дифенилолпропана в среде органического растворителя
(толуол, ксилол, их смеси с бутанолом или циклогексаноном). Та-
ким способом обычно получают эпоксидные смолы с молекуляр-
ным весом 600—1000. При синтезе низкомолекулярных смол (мо-
лекулярный вес 350—400) растворителем является сам эпихлоргид-
рин, а процесс ведется в среде инертного газа.’[Существуют и дру-
гие способы получения эпоксидных смол на основе дифенилолпро-
пана [86], в том числе сплавление жидких низкомолекулярных
смол с дифенилолпропаном при 160—200 °C в атмосфере инертного
газа [86], метод поликонденсации ла поверхности раздела двух
несмешивающихся жидких фаз [87-]-] В СССР разработан односта-
дийный эмульсионный способ получения эпоксидных смол различ-
ного молекулярного веса. В качестве эмульгаторов предложены
натриевая соль карбоксиметилцеллюлозы, сульфат целлюлозы и
ДР- [88].
Отечественной промышленностью выпускается большое число
эпоксидных смол с различным молекулярным весом на основе ди-
фенилолпропана, отличающихся друг от друга содержанием эпок-
сидных групп, вязкостью и другими свойствами. Основные харак-
теристики этих смол приведены в табл. 1.34. Смолы применяются
для изготовления на их основе клеящих композиций различного на-
значения, компаундов и других материалов [89].
Кроме дифенилолпропана для синтеза эпоксидных смол пред-
ложены резорцин, гидрохинон, флороглюцин, фенолфталеин и дру-
гие ароматические гидроксилсодержащие соединения. Применяют
также п,п'-диоксидифенилметан и п.п'-диоксидифенилсульфон [90,
91].
Накопление ароматических ядер в молекуле эпоксида, а также
введение фосфора, фтора, хлора и брома в большинстве случаев
приводят к повышению теплостойкости и снижению горючести
клеевых соединений [92]. Повышенной теплостойкостью обладают
эпоксиноволачные смолы, получающиеся в результате реакции
между фенольными смолами и эпихлоргидрином [93]. Отвержден-
ные эпоксиноволачные смолы имеют более высокую хрупкость, чем
дифенилолпропановые.
88
Таблица 1.34. Свойства отечественных эпоксидных смол на основе дифенилолпропана
Марка смолы Молекулярный вес Содержание эпоксидных групп, % Внешний вид Содержание, %, не более Температура размягчения по методу «кольцо и шар», °C Время жела- тинизации с малеиновым ангидридом при 100 °C, ч, не меиее Условная вяз- кость (по ша- риковому вис- козиметру) после смеше- ния с отвер- дителем прн 100 °C, с
лету- чих иона хлора общего хлора
ЭД-24 340—370 >23 Низковязкая прозрачная жидкость 0,3 0,007 0,50 — — —
ЭД-22 Не более 390 22,1—23,5 Низковязкая прозрачная смола 0,5 0,007 1,00 — 6,0 10,0
ЭД-20 390—430 19,9—22,0 Вязкая прозрачная смо- ла 1,0 0,007 1,00 — 4,0 10,0
ЭД-16 480—540 16,0—18,0 Высоковязкая смола 0,8 0,007 0,75 — 3,0 20,0
ЭД-14 540—620 13,9—15,9 То же 0,8 0,007 0,75 — 2,5 20,0
ЭД-10 660—860 10,0—13,0 Твердая смола 0,8 0,007 0,60 — 2,0 50,0
ЭД-8 860—1100 8,0—10,0 То же 0,8 0,007 0,60 45—60 2,0 60,0
Э-40 600 16,0—21,0 Вязкая смола — — — — —-
Э-44 1600 6,0—8,5 Твердая смола • — — 0,2 82—88 — —
Э-49 2500 2,0—4,5 То же — — 0,2 95—105 — —
Хорошей теплостойкостью обладают полимеры глицидилового
эфира тетрафенилолэтана:
Прочность клеевых соединений на основе эпоксиноволачных
смол и полимеров глицидилового эфира тетрафенилолэтана выше
прочности соединений на основе обычных эпоксидных клеев и очень
незначительно изменяется [1, 94] в интервале температур от 20 до
200 °C:
Разрушающее напряжение при сдвиге, кгс/смг
20 “С 60 °C 100 ’С 150 ‘С 200 °C 250 СС
Эпоскиноволачная смола . . . 160 — — 150 148 —
Полимер глицидилового эфира тетрафенилолэтана .... 156 — — — 155 105
Смола на основе дифенилол- пропана (отвердитель дици- андиамид) 220 220 200 20 0 —' —
К эпоксиноволачным относятся смолы ЭН-6, УП-546 и ЭТФ.
Смола УП-546 является продуктом конденсации эпихлоргидрина
с резорцинофурфурюльной новолачной смолой в присутствии едкого
натра; смола ЭТФ получается при взаимодействии эпихлоргидри-
на с трифенолом также в щелочной среде. Некоторые свойства
смол приведены ниже: "
УП-546 ЭТФ
Внешний вид , . , . «
Содержание, % . . . .
эпоксидных групп . .
общего хлора, не более
иона хлора, не более
летучих ............
Твердый Высоковяз-
продукт кий продукт
18—22 >19,5
1,5 1,0
0,010 0,018
1,5 1,0
Смолы УП-546 и ЭТФ отверждаются ароматическими аминами,
ангидридами дикарбоновых кислот, фенолоформальдегидными смо-
лами и др. Они являются основой термостойких эпоксидных клеев.
Смолы на основе п,п'-диоксидифенилметана характеризуются
более высокой теплостойкостью в отвержденном состоянии, чем
смолы из дифенилолпропана.
Из м.п'-диоксидифенилсульфона и эпихлоргидрина получают ди-
глицидиловый эфир с температурой плавления 162—163 °C, имею-
щий следующее строение:
Н,С-CHCH2O-^J)—SO2—ОСН2СН—сн2
90
Клеевые композиции, содержащие эпоксидные смолы на основе ди-
оксидифенилсульфона, отличаются повышенной термостабиль-
ностью, но отверждаются с низкой скоростью.
Отечественной промышленностью выпускаются галогенсодержа-
щие эпоксидные смолы пониженной горючести — УП-614, УП-631
и ЭХД. Некоторые их свойства приведены ниже:
УП-614 УП-631 ЭХД
Внешний вид Содержание, % Высоковяз- кий продукт Твердый продукт Вязкий- продукт
эпоксидных групп .... 6—9 >9 25—30
органического хлора . . . 18—22 45—48 (брома) 1.5 13—15
общего хлора, не более — 2,0
иона хлора,- не более . 0,1 0,05 0,05
летучих, не более .... 2,0 0,5 2,0
Смолы УП-614 и УП-631 отверждаются практически любым от-
вердителем, для отверждения смолы ЭХД рекомендуются аминные
отвердители. Отвержденная смола ЭХД обладает повышенной теп-
лостойкостью— 170—.190 °C по Мартенсу. Клеевые композиции на
основе смолы УП-614 характеризуются высокой эластичностью.
Для производства термостойких эпоксидных смол с пониженной
горючестью предложены также смолы на основе тетрахлорбисфе-
нола [90]. Известны [86] теплостойкие и негорючие смолы на ос-
нове бронированных продуктов с молекулярным весом до 100 000.
Представляют интерес смолы, синтезируемые на основе фториро-
ванного аналога дифенилолпропана — 2,2-ди- (п-оксйфенил) -гекса-
фторпр'опана:
На основе этого соединения создана пригодная для получения
клеев теплостойкая и трудно воспламеняющаяся эпоксидная смола
с молекулярным весом 3500 (т. пл. 132°C), растворимая в цикло-
гексаноне и способная отверждаться под действием обычных отвер-
дителей [95].
К числу эпоксидных смол, с успехом используемых для получе-
ния клеевых композиций, относятся продукты конденсации (в при-
сутствии едкого натра) эпихлоргидрина с резорцином (УП-637),
фурфурилрезорцином (УП-63) и смола, образующаяся при взаимо-
действии эпихлоргидрина со смесью пентаэритрита и резорцина,
дегидрохлорированная едким натром (УП-635). Смолы отвержда-
ются всеми отвердителями. Отвержденные продукты обладают вы-
сокой ударной вязкостью (15—25 кгс-см/см2) и теплостойкостью
До 130—170 °C по Мартенсу.
91
Эпоксидные смолы с температурой плавления до 182 °C получе-
ны при взаимодействии эпихлоргидрина в щелочной среде с про-
дуктом конденсации резорцина с ацетоном [96]. Термостойкие
эпоксидные смолы получаются при взаимодействии с эпихлоргид-
рином фенолов, полифенолов, образующихся в результате реакции
фенолов с ненасыщенными альдегидами (например, с акролеином)
[86], дифенолов, получающихся при взаимодействии одноатомных
фенолов с ароматическими соединениями, содержащими одну или
две винильные группы (стирол, дивинилбензол) [91].
Высокой теплостойкостью характеризуются смолы, представ-
ляющие собой продукты взаимодействия эпихлоргидрина и фено-
лов с заместителями, содержащими кратные связи [97]:
СН3
Н2С=СН-С=£—С-Л^—ОН
I \=/
сн3
На основе фенолфталеина получают продукт ЭФФ, представ-
ляющий собой твердое хрупкое вещество с температурой капле-
падения 60—70°C, содержащее 15—17% эпоксидных групп:
При совмещении смолы ЭФФ со смолой ЭД-20 получаются тепло-
стойкие продукты с повышенной эластичностью, которые могут
быть использованы в качестве основы клеевых композиций.
В качестве разбавителя смол ЭД-20, ЭД-16 и других дифени-
лолпропановых смол применяется продукт марки ЭФ, получаемый
при конденсации фурилового спирта с эпихлоргидрином. Это —
„низковязкая жидкость, содержащая 27—28% эпоксидных групп.
Термостойкие эпоксидные смолы получают конденсацией фенол-
фталеиноформальдегидной смолы резольного типа с эпихлоргидри-
ном в щелочной среде. Для получения клеевых композиций на ос-
нове этих смол пригодны обычные отвердители [98].
Представляют интерес для получения клеевых композиций вы-
сокомолекулярные (молекулярный вес 25 тыс. — 70 тыс.) термопла-
стичные гидроксилсодержащие полиэфиры, являющиеся продукта-
ми взаимодействия дифенолов с эпихлоргидрином или трихлоргид-
рином [99]. Их называют феноксисмолами. Отечественная смола
марки ЭООС, содержащая не более 0,9% эпоксидных групп и 5—
6% гидроксильных групп, получается гетерофазной поликонденса-
92
цией дифенилолпропана и трихлоргидрина, взятых в эквимолярном
соотношении. Смола выпускается в виде раствора в циклогексано-
не. Такие смолы могут совмещаться с изоцианатами, феноло-,
карбамиде- и меламиноформальдегидными смолами, что приводит
к повышению механической прочности, теплостойкости и стойкости
к действию ароматических углеводородов, кетонов и других раство-
рителей.
Для получения теплостойких композиций применяются смолы,
представляющие собой продукты совмещения дифенилолпропано-
вых смол с фурфуролоацетоновой смолой ФА. К ним относятся
смолы марок ФАЭД-8, ФАЭД-10, ФАЭД-11 и ФАЭД-13, теплостой-
кость которых (в отвержденном состоянии) достигает 130 °C.
Полиэпоксидные смолы, представляющие собой соединения, со-
держащие в цепи более двух эпоксидных групп, получают взаимо-
действием эпихлоргидрина с три- и полифункциональными соеди-
нениями— новолачными смолами, многоядерными фенолами и др.,
а также прямым эпоксидированием ненасыщенных соединений, со-
держащих в цепи более двух двойных связей [86]. Смолы этого
типа — твердые продукты с температурой размягчения выше 50°C.
В отвержденном состоянии смолы обладают повышенной тепло-
стойкостью, но более низкой эластичностью, чем дифенилолпропа-
новые. С целью снижения хрупкости и уменьшения вязкости ком-
позиций их совмещают со смолами ЭД-20, ЭД-Л и ЭА. Поли-
эпоксидные смолы применяют главным образом для изготовления
теплостойких клеев.
Примером азотсодержащих клеящих полимеров является смола
на основе п,п'-ди-(глицидиламино)-дифенилпропана:
Прочностные характеристики клеевых соединений на ее основе, их
термостойкость и термостабильность достигают высоких значений
(рис. 1.27 и 1.28) [94].
К числу теплостойких отечественных азотсодержащих эпоксид-
ных смол относятся смолы марок ЭА (продукт конденсации анили-
на с эпихлоргидрином), ЭМДА (получается при взаимодействии
4,4'-диаминодифенилметана с эпихлоргидрином), а также смолы
УП-610 (эпоксиаминофенольная), УП-622Ф (эпоксианилиноформ-
альдегидная), УП-622А (эпоксианилиноацетоновая), УП-622Ц
(эпоксианилиноциклогексаноновая). Некоторые свойства этих смол,
приведены в табл. 1.35 [100].
Смола ЭА хорошо совмещается с другими эпоксидными смола-
ми, полиэфирами и некоторыми синтетическими каучуками; исполь-
зуется для получения клеящих, герметизирующих и заливочных
93
Таблица 1.35. Свойства азотсодержащих эпоксидных смол [100]
Марка смолы Плотность, г/см3 Вязкость по Хепплеру при 400 °C, сП Содержание, %
эпоксидных групп летучих, не более органического хлора
ЭА >120 >30 1.5 >2,5
ЭМДА — 10000—12000 31—38 0,4—1,5 0
УП-610 1,16 1100—1800 36—38 1,0 1,16
УП-622 — Консистенция смолы ЭД-20 25—28 2,0 —
УП-622Ф — То же 26—29 2,0 .—
УП-622А 1.2 500—1500 31—32 2,0 1,5
УП-622Ц — 1500 32,2 1,0 —
композиций, главным образом в качестве активного разбавителя
смол ЭД-20 и ЭД-16.
Смола ЭДМА хорошо совмещается с эпоксидными смолами на
основе дифенилолпропана; рекомендуется для получения клеев
с повышенной теплостойкостью.
Рис. 1.28. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава на клее из смолы на основе п,п'-ди-(глицидиламино)-дифенилпропана от
продолжительности старения при 200 °C.
Продолжительность
старения, ч
Рис. 1.27. Зависимость прочности при сдвиге клеевых соединений на клее из смо-
лы на основе п,п,-ди-(глицидиламино)-дифенилпропана от температуры (отвер-
дитель—мегилендиамин).
Большой интерес для получения теплостойких клеев представ-
ляют азотсодержащие смолы ЭЦ, ЭЦН и ЭЦК, являющиеся про-
дуктами конденсации эпихлоргидрина с циануровой кислотой, де-
гидрохлорированные едким натром. Их основные свойства приведе-
ны ниже:
эц эцн эцк
Содержание, %
эпоксидных групп, не менее , , 30 28 38
общего хлора, не более .... 5,0 5,0 1,0
иона хлора, не более .... 0,10 0,12 0,03
летучих, не более 1,5 1,5 1,0
Жизнеспособность смолы ЭЦ при совмещении с дифенилолпро-
пановыми смолами значительно повышается. Композиции на осно-
ве смолы ЭЦ отверждаются ангидридами ди- и поликарбоновых
кислот, триэтаноламинотитанатом, некоторыми ароматическими
аминами и др. [102].
При совмещении со смолой ЭЦ продукта ФА получены тепло-
стойкие композиции ЭЦФА-1 и ЭЦФА-3.
Алифатические эпоксидные смолы получаются при конденсации
эпихлоргидрина с алифатическими спиртами (гликолями) в присут-
ствии кислотных катализаторов. Они представляют собой низкомо-
лекулярные соединения (молекулярный вес 200—350), используе-
мые в качестве активных разбавителей различных композиций на
основе дифенилолпропановых смол, позволяющих регулировать
вязкость, эластичность и скорость отверждения композиции [103].
Алифатические смолы содержат 3—8% гидроксильных групп;
при введении этих соединений в клеевые композиции ухудшается
стойкость последних к действию воды. Обычно в композицию вво-
дят около 20 вес. ч. алифатического соединения на 100 вес. ч. смо-
лы. Свойства отечественных алифатических эпоксидных смол при-
ведены в табл. 1.36.
Прямым эпоксидированием некоторых ненасыщенных соедине-
ний получают циклические, циклоалифатические и алифатические
моно-, ди- и полиэпоксидные соединения. К этому классу соедине-
ний относятся смолы марок ДДЦПД, МВЦГ и др.
Продукт ДДЦПД (диоксид дициклопентадиена) представляет
собой диэпоксидное соединение, содержащее эпоксидные группы
(48—52%) непосредственно в цикле. Это — кристаллический поро-
шок с температурой плавления 184 °C, растворимый в бензоле,
ацетоне и плохо растворимый в четыреххлористом углероде и ме-
таноле; практически не растворяется в воде, хорошо совмещается
с обычными эпоксидами. Отверждается он малеиновым ангидри-
дом. Отвержденный продукт обладает очень высокой теплостой-
костью и может служить основой клеевых композиций, выдержи-
вающих длительное нагревание (до 500 ч) при 200 °C.
Продукт прямого эпоксидирования винилциклогексена надук-
сусной кислотой марки МВЦГ представляет собой бесцветную низ-
ковязкую жидкость, образующую после отверждения (малеиновым
ангидридом в присутствии перекисей) соединения, пригодные (в со-
четании с другими эпоксидными смолами) для получения тепло-
стойких клеев.
Эпоксидные смолы на основе олигомеров дивинила и его сопо-
лимеров со стиролом также получают прямым эпоксидированием
олигомеров надуксусной кислотой. Отвержденные (малеиновым ан-
гидридом) продукты имеют хорошую водостойкость и стабильные
диэлектрические характеристики при длительном воздействии вла-
ги и повышенных температур.
Высокой теплостойкостью и стойкостью к действию атмосфер-
ных факторов в сочетании с высокими диэлектрическими характе-
95
Таблица 1.36. Свойства отечественных алифатических эпоксидных смол
Марка смолы Внешний вид Динамическая вязкость при 40 °C, сП, не более Содержание, % Молекулярный вес
ЭПОКСИДНЫХ групп летучих, не более общего хлора иона хлора гидроксиль- ных групп
Э-181 Низковязкая жидкость от темно-желтого до красно - коричневого цвета 80 (при 25 °C) 25—30 5,0 <0,5 0,01 — •—
МЭГ-2 То же 10—15 28,5—33,0 2,5 1,5 0,027 5—6 170—200
ДЭГ-1 Низковязкая жидкость от светло-желтого до коричневого цвета 15—30 >24 2,5 2,0 0,075 4-5 240—260
ДЭГ-19 То же <80 17—22 2,5 2,5 0,1 7—9 —
ТЭГ-1 » 10—15 19 2,5 2,5 0,1 3—4 300-320
ТЭГ-17 » 100 15—20 2,5 2,5 0,1 7—9 —
ЭЭТ-1 » 300-600 >23 2,0 2,0 ’ 0,1 6—7 440—460
ристиками, незначительно изменяющимися при повышении темпера-
туры, характеризуются циклоалифатические диэпоксидные смолы
УП-612, УП-632 и УП-629 [104]. Эти смолы могут совмещаться со
смолами ЭД-20, ЭД-16 и др. Циклоалифатические эпоксиды от-
верждаются в основном соединениями кислотного типа или ини-
циаторами катионной полимеризации — различными комплексами
кислот Льюиса. Для предотвращения частичного улетучивания ан-
гидрида в процессе отверждения в систему вводятся различные
ускорители типа третичных аминофенолов.
Описанными выше методами получения эпоксидных смол не
исчерпываются все возможности создания теплостойких и эластич-
ных эпоксидных композиций, характеризующихся повышенными по-
казателями диэлектрических свойств, водо- и атмосферостойкостью,
негорючестью. Широко используются разнообразные способы моди-
фикации уже готовых дифенилолпропановых и других эпоксидных
смол различными соединениями, функциональные группы которых
взаимодействуют с эпоксидными группами смолы. При модифика-
ции эпоксидную смолу смешивают с модифицирующим веществом
(и с отвердителем) или непосредственно перед применением, или
предварительно. В последнем случае образуется продукт, способ-
ный храниться достаточно долго без изменения свойств. Этот про-
дукт превращается в клеящую композицию либо перед использова-
нием (при введении отвердителя или при нагревании), либо непо-
средственно в процессе формирования клеевого соединения.
Одним из методов модификации эпоксидных смол является эте-
рификация концевых и расположенных в цепи макромолекулы
гидроксильных групп:
HOOCR' HOOCR'
R-CH—СН2------->• R—CH—СН2—OOCR' ----->
\)// ОН
---> R—CH—СН2—OOCR' + Н2О
I
OOCR'
В качестве модификаторов эпоксидных смол применяют различ-
ные гидроксилсодержащие соединения, кислоты растительных ма-
сел, элементоорганические соединения, в частности полисилоксаны
(смола Т-10), полиорганосилоксаны (смола Т-11) [105], титанор-
ганические соединения. Описан процесс модификации с одновре-
менным отверждением эпоксидных смол бутилтитанатом [86].
К числу теплостойких клеящих полимеров относятся эпоксиды, мо-
дифицированные фенолоформальдегидными смолами, а также
кремнийорганическими соединениями [106].
Отечественной промышленностью производятся продукты хими-
ческой модификации смол ЭД-20 и ДЭГ-1 некоторыми реакционно-
способными олигоэфирами. Эти смолы [105] (УП-563, УП-599,
УП-5А99 и УП-5А99Д) совместимы со всеми эпоксидными смола-
7—2591
97
ми, отверждаются обычными отвердителями; их введение в компо-
зиции придает последним повышенную эластичность и морозостой-
кость.
Известны композиции, представляющие собой эпоксидные смо-
лы, модифицированные поливинилацеталями [106], полиамидами,
полиэфиракрилатами, акриловыми кислотами [107], некоторыми
фурановыми производными [106], поливинилхлоридом [106], эфи-
рами 2,4,6-триазинтрифосфиновой кислоты и другими органически-
ми мономерными" и полимерными соединениями [106].
К числу полимеров, используемых для модификации эпоксидов
с целью придания клеящим составам на их основе повышенной
эластичности, применяются полисульфиды, различные полиамиды,
поливинилацетали, а также каучуки, полиэфиракрилаты и другие
соединения. Известно большое число эпоксидных клеевых смол н
композиций, представляющих собой продукты модификации эпок-
сидов органическими и элементоорганическими термореактивными
соединениями, термопластами и эластомерами. Эпоксидные смолы
модифицируют сплавлением с резольными смолами при 95—110 °C;
при этом образуются теплостойкие клеевые смолы [100]. Жидкие
яолисульфиды (в присутствии аминов) также являются модифика-
торами эпоксидных смол; однако они, придавая композициям по-
вышенную эластичность, одновременно снижают теплостойкость.
Для модификации дифенилолпропановых смол с целью прида-
ния им повышенной эластичности и водостойкости используются
продукты этерификации алифатических эпоксидов жирными кисло-
тами (ДЭГ-Ж), эфирами фталевой кислоты (ДЭГ-Ф) и изоциана-
том (ДЭГ-У) [89]. Используются самостоятельно и могут служить
модификаторами эпоксидных систем такие соединения, как 6-ме-
тил-3,4-эпокситетрагидробензиловый эфир (смола Унокс-201 фир-
мы «Union Carbide», США). Этой же фирмой выпускаются другие
циклоалифатические эпоксиды: Унокс-207 (дициклопентадиенэпок-
сид), Унокс-289 [представляющий собой ди-(метил-3,4-эпокситетра-
гидробензиловый) эфир адипиновой кислоты] [108].
Для снижения вязкости эпоксидных композиций предложены в
качестве активных растворителей такие моноэпоксидные соедине-
ния, как ЭФГ (фенилглицидиловый эфир),УП-616 (крезилглициди-
ловый эфир), УП-624 (бутилглицидиловый эфир) [109]. Их свой-
ства приведены ниже:
ЭФГ УП-616 УП-624
Внешний вид Жидкость от Жидкость бес- Жидкость
светло-желтого цветная или бесцветная
до коричневого соломенного и прозрачная
цвета цвета
Вязкость при 25 °C. сП . . . — 6—8 <1 (при
20 °C)
Содержание, %
эпоксидных групп . . . . 23—27 ">23 26—29
общего хлора, не более 2,5 1,0 1,0
иона хлора, не более . . 0,015 Нет Нет
98
Для снижения вязкости и увеличения эластичности эпоксидных
композиций применяют также продукт ЭТФ-10, представляющий
собой смесь алифатической смолы ЭЭТ-1 (получающейся конден-
сацией эпихлоргидрина с этриолом) и фенилглицидилового эфира
ЭФГ (1:1); продукт содержит 22% эпоксидных групп.
Введение в эпоксидные композиции активных разбавителей при-
водит, как правило, к некоторому снижению их теплостойкости и
механической прочности.
Отечественной промышленностью выпускаются олигодиенэпок-
сиды, хорошо совмещающиеся с различными эпоксидными смолами
с образованием композиций с повышенными морозостойкостью и
эластичностью. К их числу относится олигодиенэпоксид ПДИ-ЗА
[151] с молекулярным весом 4000—5000, содержащий 2—3% эпок-
сидных групп, на основе олигодиенов и эпихлоргидрина [151], а
также смолы УП-563 и УП-599. Эти смолы содержат 6—8% эпок-
сидных групп; при отверждении они образуют эластичные полиме-
ры с хорошими адгезионными свойствами [89].
В состав эпоксидных клеевых систем кроме эпоксидных олиго-
меров и различных модификаторов, активных растворителей, на-
полнителей и других компонентов входят отвердители. Отверждение
композиций осуществляется в процессе формирования клеевого со-
единения без нагревания или при повышенных температурах [110].
Отверждение эпоксидных смол может происходить в результате
поликонденсации эпоксида с полифункциональными соединения-
ми — отвердителями (полиамины, низкомолекулярные полиамиды,
изоцианаты, феноло- и аминоформальдегидные смолы, ангидриды
органических кислот) или в процессе ионной полимеризации по
эпоксидным группам. В этом случае в качестве отвердителей ис-
пользуют инициаторы ионной полимеризации. Условия отвержде,-
ния, жизнеспособность, а также прочностные свойства клеевых со-
единений на эпоксидных клеях в значительной степени зависят от
химической природы отвердителя [111] (табл. 1.37).
Алифатические амины, низкомолекулярные полиамиды и неко-
торые другие вещества отверждают эпоксидные смолы при комнат-
ной температуре, а ангидриды кислот, ароматические амины и ами-
ды кислот —при нагревании. При использовании аминов обычно
получают клеевые композиции с жизнеспособностью, не превы-
шающей нескольких часов; клеевые составы, содержащие в каче-
стве отвердителя ангидриды органических многоосновных кислот,
характеризуются длительным сроком жизни.
Данные, приведенные в табл. 1.37, показывают, что использова-
ние алифатических аминов и низкомолекулярных полиамидов, как
правило, приводит к получению менее теплостойких клеевых ком-
позиций, чем образующиеся при отверждении ангидридами кислот,
ароматическими диаминами и некоторыми другими отвердителями.
Наиболее высокими теплостойкостью и термостабильностью харак-
теризуется клеевая система, отвержденная пиромеллитовым диан-
гидридом. Композиции, отвержденные гексагидрофталевым ангид-
т
99
Таблица 1.37. Влияние химической природы отвердителя на свойства
эпоксидных клеевых композиций
при различных температурах
Отвердитель
Диэтилентриамин
Диэтиламинопропил-
амин
Низкомолекулярный
полиамид
Комплекс BF3
Фталевый ангидрид
Гексагидрофталевый
ангидрид
4,4'-Метилендианилин
Дициандиамид
Пиромеллитовый диан-
гидрид
Условия Разрушающее напряжение клеевых соединений при
отверждения сдвиге, кгс/см2
X га . при 25 °C при 82 °C при 121 °C при 260 °C
X * к
й О к ф и
5 о X X X X Си X
ч л ё cd ф Ф Ф Ф ф ф Ч о. ф ф ч с.
Q к га и га К о га
О н о е- О X
Н о Ч х К и Ч X К О Ч о К О Ч X с о
1 93 140 14 114 2,5 48 . —
1,5 93 92 63 102 62 101 — —• —
1,5 93 176 24 90 3,5 20 1,5 — —
2 160 116 22 36 38 12 32 14 6
3 160 132 25 105 15 115 21 9 23
3 160 132 60 205 101 41 120 18 9
2 160 125 17 122 18 123 63 16 5,5
2 177 144 11 212 16 112 14 13 20
1 177 158 123 136 118 119 111 70 46
* Старение при 260 °C в течение 200 ч.
ридом и дициандиамидом, имеют более высокие прочностные ха-
рактеристики при температуре испытания 82 °C и при комнатной
температуре. При отверждении гексагидрофталевым ангидридом
получаются клеевые соединения, обладающие высокой прочностью
при повышенных температурах, сохраняющейся и после длительно-
го старения при 260 °C.
Отечественной промышленностью выпускается большое число
различных отвердителей, пригодных для отверждения эпоксидных
смол как при комнатной, так и при повышенных температурах.
К отвердителям холодного отверждения относятся алифатические,
•циклоалифатические и ароматические ди- и полиамины, третичные
и гетероциклические амины, аминоалкилимидазолины, полиамиды,
карбамиде- и фенолоальдегидные смолы, а также некоторые эле-
ментоорганические соединения, кислоты Льюиса и др. [105]. Горя-
чее отверждение эпоксидных композиций проводят с помощью ан-
гидридов ди- и поликарбоновых кислот, а также третичных аминов,
карбамидных, фенольных смол, элементоорганических соединений,
кислот Льюиса и др. [105]. Большинство упомянутых соединений
(кроме ангидридов кислот) может быть использовано для отверж-
дения эпоксидных композиций при температурах, не превышающих
100 °C [105].
Свойства эпоксидных клеев и клеевых соединений зависят не
только от химической природы и соотношения основных компонен-
те
тов — смолы и отвердителя, а также от наличия в системе раство-
рителей, пластификаторов, наполнителей, условий отверждения
композиции и ряда других факторов. Степень отверждения также
Рис. 1.29. Влияние молекулярного веса на клеящие свойства эпоксидных смол,
полученных с применением различных отвердителей (ТЭАТ—триэтанолаМ'И.ноти-
тамат, МА—малеиновый ангидрид, ПА—низкомолекулярный полиамид).
Рис. 1.30. Влияние молекулярного веса на клеящие свойства эпоксидной смолы
(отвердитель ТЭАТ) при различных температурах.
оказывает влияние на свойства эпоксидных полимеров [112]. На
клеящие свойства композиций влияет и молекулярный вес эпоксид-
ной смолы. При исследовании эпоксидных
весами от 500 до 1500 обнаруже-
но, что лучшими показателями
клеящих свойств характеризуют-
ся олигомеры с молекулярными
весами от 600 до 1100 (рис. 1.29).
На рис. 1.30 приведена зависи-
мость клеящих свойств эпоксид-
ной смолы (отвердитель триэта-
ноламинотитанат) при различных
температурах от молекулярного
веса [ИЗ]- Зависимость прочно-
сти клеевого соединения эпоксид-
ной композиции,
пиромеллитовым
от молекулярного
на рис. 1.31.
Происходящие
вании клеевой пленки усадочные
к возникновению остаточных напряжений, отрицательно влияющих
на прочность клеевых соединений.' В связи с тем, что эпоксидные
системы отверждаются практически без выделения летучих и что
во многих композициях растворители отсутствуют, клеевые соедине-
отвержденной
диангидридом,
веса показана
при формиро-
к § 2В0|-
смол с-молекулярными
° -’270
70
О
=р§ «О
3 ё
250
Температура, °C
Рис. 1.31. Зависимость прочности при
сдвиге клеевых соединений алюми-
ниевого сплава на эпоксидной смоле,
отвержденной пиромеллитовым диан-
гидридом, от молекулярного веса:
1 — мол. вес 1100; 2 — мол. вес 600.
явления приводят, как правило,
1®1
ния на эпоксидных клеях имеют сравнительно небольшие остаточ-
ные напряжения. Вполне вероятно, что значение остаточных напря-
жений не только зависит от структурно-химических превращений
эпоксидного соединения, а связано также с межмолекулярным вза-
имодействием образующегося сшитого полимера с поверхностью
склеиваемого материала. При этом происходит замедление процес-
сов релаксации напряжений. Большое влияние на процессы усадки
и возникновения остаточных напряжений оказывают количество
инициатора или катализатора, условия открытой выдержки, тол-
щина клеевого слоя, температура и давление при отверждении и
другие факторы.
Несмотря на то, что клеи при отверждении имеют относительно
небольшую усадку и остаточные напряжения в процессе формиро-
вания клеящих пленок также невелики, в некоторых случаях реко-
мендуется вводить пластифицирующие добавки, не взаимодейст-
вующие с эпоксидом. Однако следует отметить, что введение пла-
стификаторов в высоковязкую клеящую систему может способст-
вовать улучшению клеящих свойств, а в низковязкой композиции
они играют отрицательную роль, приводя к ухудшению клеящих
свойств. Влияние количества пластификатора на клеящую способ-
ность эпоксидного полимера, отвержденного полиэтиленполиами-
ном, показано ниже:
Количество дибутилфталата,
%.........................10 15 20
Разрушающее напряжение при
сдвиге, кгс/см2 ........ 132 104 94
И все-таки в большинстве случаев введение пластификаторов
в эпоксидные клеящие системы уменьшает их теплостойкость и при-
водит к снижению прочности клеевого соединения (в частности, при
старении). Для уменьшения остаточных напряжений эпоксиды сов-
мещают с эластомерами или в них вводят наполнители [111].
Следует отметить, что для клеев, способных отверждаться при
комнатной температуре, повышение температуры отверждения по-
ложительно сказывается на продолжительности процесса, а также
на прочности и теплостойкости соединений. Ниже показано, как
изменяются продолжительность отверждения и прочность клеевого
соединения на основе эпоксидной композиции, содержащей дибу-
тилфталат (отвердитель полиэтиленполиамин), при повышении
температуры отверждения:
Температура отверждения, °C . 20 120
Продолжительность отверждения,
ч............................... 72 4
Разрушающее напряжение при
сдвиге, кгс/см2
при —60 °C.................... 50 47
» 20 °C . . 60 138
» 60 °C..................... 8 58
102
Важно отметить, что увеличение продолжительности отвержде-
ния эпоксидных композиций в ряде случаев (например, для систе-
мы эпоксид — дициандиамид) позволяет значительно снизить тем-
пературу склеивания (рис. 1.32).
Термические и электрические свойства клеевых эпоксидных
смол, их стойкость к действию кислорода, различных агрессивных
сред, биологических факторов и поведение в условиях космическо-
го пространства имеют большое значение, так как определяют об-
ласти возможного использования эпоксидных клеев. Интервал ра-
бочих температур эпоксидных
смол в зависимости от химиче-&>.'
ской природы, состава и условий «£
отверждения находится в преде- В5 zoo
лах от —250 до 260 °C, а иногда S.
(кратковременно) и несколько §
выше. К наиболее теплостойким
клеям относятся композиции на
основе циклоалифатических поли-
меров и смол, модифицированных
органическими и элементооргани-
ческими соединениями. Длитель-
ное воздействие высоких темпера-
тур не сказывает существенного
влияния на свойства большинства
ров. Уменьшение прочности эпоксидной клеевой
вержденной дициандиамидом, при старении в течение года при 100
и 150 °C составляет соответственно 15 и 18%-
Поведение клеевых модифицированных эпоксидных смол в ус-
ловиях низких температур характеризуется данными, приведенны-
ми ниже [94, 114]:
300 -
740
3 0 04 30 30 hZ Ь8
Продолжительность отверждения, ч
Рис. 1.32. Зависимость продолжитель-
ности отверждения эпоксидной клее-
вой композиции от температуры.
эпоксидных клеящих полиме-
композиции, от-
Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C
при —196 °C
при —250 °C
Эпоксидно-полиамндная
смола ..............
Эпоксидно-фенольная
смола...............
400
250
240
200
200
170
Стойкость клеев к действию
воды,
атмосферных факторов и тро-
пического климата в значительной степени зависит от химической
природы отвердителя и условий формирования клеевого соедине-
ния. Как правило, композиции, отвержденные при комнатной тем-
пературе с помощью алифатических аминов и низкомолекулярных
полиамидов, недостаточно устойчивы к действию указанных факто-
ров. Высокой стойкостью к действию воды и атмосферных условий
отличаются композиции, отвержденные при нагревании малеино-
вым ангидридом и дициандиамидом. Клеевые соединения с ограни-
ченной водо- и атмосферостойкостью могут эксплуатироваться в
различных климатических условиях, будучи защищенными лакокра-
сочными покрытиями и герметиками.
103
Эпоксидные клеи отличаются очень хорошими диэлектрически-
ми свойствами, а также высокой стойкостью к действию топлив,
масел, растворов хлористого натрия и др.; к действию щелочей и
окислителей они недостаточно стойки.
Прочность и долговечность клеевых соединений — важнейшие
факторы, которые следует учитывать при выборе клеящих материа-
лов. Прочностные характеристики эпоксидных клеев изменяются в
значительных пределах в зависимости от состава и способа приме-
нения композиции. Прочность при сдвиге клеевых соединений ме-
таллов достигает для композиций горячего отверждения 350 кгс/см2
при комнатной температуре; некоторые клеевые соединения, напри-
мер на основе эпоксидно-полиамидной композиции, имеют разру-
шающее напряжение при сдвиге (при 20 °C) 500 кгс/см2. Прочность
при равномерном отрыве для эпоксидных клеевых соединений нахо-
дится в пределах 500—1000 кгс/см2; прочность при неравномерном
отрыве составляет 5—30 кгс/см. Длительная прочность эпоксидных
клеев (отвержденных при нагревании) составляет 300—500 ч при
напряжении (сдвиг) 100—180 кгс/см2; усталостная прочность при
сдвиге эпоксидных клеевых соединений (20 °C) при 107 циклах на-
ходится в пределах 40—50 кгс/см2. Прочностные характеристики
композиций, отвержденных без нагревания, как правило, значи-
тельно ниже, чем композиций горячего отверждения [115—118].
КЛЕИ, ОТВЕРЖДАЮЩИЕСЯ БЕЗ НАГРЕВАНИЯ
В качестве отвердителей при склеивании без нагревания исполь-
зуют различные алифатические амины (полиэтиленполиамины, ди-
этилентриамин, гексаметилендиамин, сложные амины на основе ку-
бовых остатков гексаметилендиамина и др.), а также низкомолеку-
лярные полиамиды.
Клеи, отверждаемые аминами
При отверждении ди- и полифункциональных эпоксидов наибо-
лее широкое применение нашли полиамины. При взаимодействии
первичных аминов с эпоксидами образуются пространственные поли-
меры. Для увеличения скорости отверждения полиаминами в ком-
позицию вводят ускорители, представляющие собой соединения, со-
держащие гидроксильные группы: фенолы, воду, спирты, кислоты
и др. [86]. Влияние различных ускорителей на скорость отвержде-
ния низкомолекулярной эпоксидной смолы 1,4-ди-(2'-аминоэтил)-
пиперазином при 20 °C показано ниже:-
Количество
ускорителя,
вес. %
Без ускорителя .
.и-Нитрофенол .
n-Крезол. . . .
Фенол..........
Бутанол-1 . . .
Циклогексанол .
14,5
16,4
14,8
12,0
15,3
Скорость изменения
эпоксидного числа,.
%/ч.
42
114
114
107
62
58
104
Механизм отверждения эпоксидов третичными аминами в на-
стоящее время еще не вполне ясен. Считают, что в основе этого
процесса лежит реакция присоединения молекул, содержащих
эпоксидные группы, к молекуле гидроксилсодержащего соедине-
ния. Этот процесс рассматривается также как реакция ступенча-
той полимеризации, протекающая в присутствии доноров водоро-
да [П9].
Следует отметить, что при отверждении эпоксидов алифатиче-
скими аминами соотношение между смолой и отвердителем долж-
но быть стехиометрическим, но на практике обычно берется не-
большой избыток отвердителя. Количество отвердителя (в %) рас-
считывается по формуле:
s (М/п)
X — ло К
где э — содержание эпоксидных групп в смоле, %; М—-молекулярный вес поли-
амина; п — Число атомов водорода в первичных и вторичных аминных группах;
43 — молекулярный вес эпоксидной группы; К=1,2—1,4—коэффициент, опреде-
ляемый экспериментально и зависящий от природы полиамина.
При использовании полиэтиленполиаминов (ПЭПА) расчет ве-
дут по диэтилентриамину (ДЭТА), содержащему 5 атомов водо-
рода в аминных группах [89].
В этом случае М]п= 103 : 5 =
=20,6.
Рис. 1.33. Зависимость теплостойко-
сти
эпоксидного клея от содержания
полиэтиленполиаминов.
Для достижения оптимальных
термостойкости и прочности кле-
евых соединений на эпоксидных
клеях в них вводят 8—16 вес. ч.
алифатических аминов на 100 вес.
ч. смолы. Зависимость теплостой-
кости эпоксидной клеевой компо-
зиции от содержания в ней поли-
этиленполиаминов приведена на
рис. 1.33.
Перед отверждением клея
эпоксидную смолу вакуумируют
при 25—30 °C для удаления пу-
зырьков воздуха, после чего тща-
тельно перемешивают с отвердителем. При отверждении гексаме-
тилендиамином перемешивание обычно проводят при 50—60 °C, ис-
пользуя расплавленный амин. Можно применять также спиртовой
раствор гексаметиленполиамина или тщательно растереть его со
смолой в течение 10—12 мин. При использовании полиэтиленполи-
аминов их перемешивают со смолой 5—7 мин. Жизнеспособность
клеевых композиций после введения алифатического амина колеб-
лется обычно в пределах от 2 до 8 ч (в редких случаях — больше 8 ч).
Примерные режимы отверждения эпоксидных клеевых компо-
зиций некоторыми алифатическими аминными отвердителями при-
ведены в табл. 1.38.
105
Таблица 1.38. Режимы отверждения эпоксидных композиций
алифатическими аминными отвердителями
Отвердитель Температура совмещения со смолой, °C Количество отвердителя, вес. ч. на 100 вес. ч. смолы Примерный режим отвержде- ния
Диэтилентриамин (ДЭТА) 20—40 8—12 1) 25 °C —5 сут 2) 80 °C—8—10 ч 3) 100 °C — 4—6 ч
Полиэтиленполиамин (ПЭПА) 20—30 10—14 1) 25 °C—5 сут 2) 80 °C —8—10 ч 3) 100 °C —4—6 ч
Г ексаметилендиамин (ГМДА) 40—60 10—15 1) 60 °C — 10 ч 2) 80 °C —8 ч 3) 100 °C —6 ч 4) 120 °C —3 ч
Сложные амины на основе кубовых остатков 20—40 15—20 1) 25 °C—5 сут 2) 80 °C — 10—12 ч 3) 100 °C —4—6 ч 4) 120 °C—'3 ч
Триэтаноламин 40—80 15—20 80—100 °C —6—8 ч
Дициандиамид 150—170 15—20 170 °C —40 мин
Ниже показано, как влияет на жизнеспособность композиции
на основе эпоксидной смолы с молекулярным весом 400—600 при-
рода отвердителя:
Диэтилентриамин
Диметил аминопропиламин
Диэтиламинопропиламин .
Диэтиламин . . . .
Количество
отвердителя,
вес. ч. на
100 вес. ч.
смолы
8
6
6
12
Жизнеспособ-
ность при
комнатной
температуре,
МИИ
53
55
210
6
Алифатические амины используются также для ускорения про-
цесса отверждения эпоксидных смол ангидридами двухосновных
кислот.
Состав и некоторые свойства отечественных эпоксидных клеев,
отверждаемых алифатическими аминами, приведены в табл. 1.41,
а режимы их отверждения — в табл. 1.39.
Клей Л-4 — типичный представитель группы клеев [124], яв-
ляющихся композициями на основе смол ЭД-20, ЭД-16 или Э-40,
пластифицированных дибутилфталатом (клеи Д-6, Д-9, Д-9а). Не
относится к конструкционным клеям, так как при комнатной и в
особенности при повышенных температурах его прочностные ха-
рактеристики относительно невысоки. Дополнительное нагревание
клеевого соединения при 120 °C в течение 4 ч значительно увели-
106
Таблица 1.39. Режимы отверждения эпоксидных клеев
алифатическими аминами [89, 120, 122, 123]
Марка клея Темпе- ратура, °C Давление, КГС/СМ? Продолжитель- ность выдерж- ки под давле- нием, ч Число слоев Расход клея на 1 слой, г/м2 Жизнеспособность при 2о °C
Л-4 Д-6 Д-9 Д-9а К-115 25+10 0,1—3,0 Не менее 24 1 200—250 45—90 мин
К-201 ЭПЦ-1 20 0,1—5,0 24 1 200—300 Не менее 2 ч
К-168 К-293 20 0,1—5,0 24 1-2 200—300 Не менее 20 мин Не менее 30 мин
ЭПЦ-2 20 0,1—3,0 24—72 1—2 200—300 Около 30 мин
К-54/6 20 0,1—5,0 24 — — При 25—30 °C не менее
1 ч
К-153 18—20 0,5—5,0 8 —- 200—250 1 ч
80 0,5—5,0 6-8 — 200—250 1 ч
К-147 20 0,1—3,0 48 1-2 200—300 2 ч
К-134 20 0,1—3,0 48 1—2 200—300 2 ч
КЛН-1 18—25 0,5—2,0 24 1 200—250 1—2 ч
пэд 20 2—3 24—36 1-2 150—200 1,5—2 ч
ПЭД Б 2и 2—3 24—48 1-2 150—200 1,5—2 ч
ПФЭД 20 2—3 24—48 1-2 150—200 1—2 ч
чивает его теплостойкость (табл. 1.40). Клеевые соединения на
клее Л-4 устойчивы к действию разбавленных кислот и щелочей,
бензина и масла.
Таблица 1.40. Прочность клеевых соединений на клее Л-4
Склеиваемые материалы Условия склеивания Температура испытания, °C Разрушающее напряжение, кгс/см^
температура, °C продолжитель- ность выдерж- ки, ч при сдвиге при равномер- ном отрыве
Дуралюмин 20 72 —60 53 405
20 60 147
60 8 12
120 4 —60 47 420
20 138 398
60 58 123
Сталь ЭИ-654 20 72 —60 15 223
20 60 133
60 10 20
Ниже показано, как влияют температура, влажный воздух и
термическое старение на прочность клеевых соединений дуралюми-
107
Таблица 1.41. Состав и свойства отечествеи
Марка клея Состав клея
эпоксидная смола отвердитель пластификатор или моди- фицирующая ^добавка
название количество, вес. ч. на 100 вес. ч. смолы
название количество, вес. ч. на 100 вес. ч. смолы
Л-4 Э-40 ПЭПА, ГМДА 8—12 ДБФ 10-15
Д-6, Д-9 К 115 1 К-201 ЭПЦ-1 J К-168 1 К-293 J ЭД-16 ЭД-20 ЭД-16 Сложные амины на ос- нове кубовых остатков ГМДА ПЭПА ГМДА Сложные амины на ос- нове кубовых остатков ГМДА ГМДА ПЭПА 15 16 20—25 МГФ-9 МГФ-9 МГФ-9+ДБФ 20—30
ЭПЦ-2 ЭД-16 Сложные амины на ос- нове кубовых остатков ГМДА 20 ТГМ-3 20—30
-54/6 ЭД-20 ПЭПА 10—12 Полиэфирная смола ПН-1
К-153 ЭД-20 ПЭПА, ГМДА, сложные амины нове кубовых ков ГМДА на ос- остат- 12 МГФ-9, тиокол —
К-147 ЭД-20 ЭД-16 ПЭПА 13 МГФ-9, каучук СКН-26-1 20
К-134 КЛН-1 ЭД 20 ЭД-16 ЭД-16 ПЭПА ПЭПА 25 МГФ-9, каучук СКН-26 Полисульфид 75—200
108
ных эпоксидных клеев, отверждаемых алифатическими аминами [89, 119, 121]
Макси- маль- ная ра- бочая темпе- ратура, °C Разрушающее н клеевого соедин алюмииа npi кгс/см при сдвиге апряжение ения дур- 20 °C, при равно- мерном отрыве Назначение Примечания
60—80 65 50—55 60 65 60—80 60—80 60—90 120 90—100 100 205 150 80 150 130—250 136—258 250 Склеивание черных и цветных металлов, ке- рамики, пластмасс, пе- нопластов и других неметаллических м а те- тер налов Склеивание асбестоце- мента, стали и других (материалов Склеивание радиодета- лей и для других це- лей Склеивание асбестоце- мента и металлов в строительных и других конструкциях Склеивание стеклопла- стиков на основе поли- эфирных смол, поли- стирола и полиметил- метакрилата Склеивание металлов, стеклопластиков и дру- гих неметаллических материалов Изготовление трехслой- ных панелей с алюми- ниевой обшивкой и сердцевиной из пено- пласта; склеивание пе- ностекла с железобе- тоном и другими мате- риалами Тс же Склеивание стали, алю- миниевых сплавов, кон- струкционных неметал- лических материалов, а также для клеесвар- ных соединений В неотвержденном со- стоянии жидкости от светло-желтого до коричневого цвета Жизнеспособность при 20 °C не менее 30 мин Жизнеспособность при 25—30 °C не менее 60 мин Жизнеспособность при 20 °C не менее 60 мин; в клей вводит- ся наполнитель—це- мент Жизнеспособность при 20 °C не менее 2 ч То же Клей содержит актив- ный растворитель 19 9
Марка клея Состав клея
эпоксидная смола отвердитель пластификатор или моди- фицирующая добавка
название количество, вес. ч. на 100 вес. ч. смолы
название количество, вее. ч. на 100 вес. ч. смолы
пэд ЭД-20 ПЭПА 15 Перхлорви- ниловая смо- ла 20
ПЭД-Б ЭД-20 ПЭПА 15 То же 15
ПФЭД ЭД-20 ПЭПА 15 Поливинил- хлорид, ди- октилфталат 3
БОВ-1 на на кл< [120]: 110 ЭД-20 ;е Д-9 ( До испь После пр ре с о стыо 9 г при при После т в течен при - » После 5 темпер ПЭПА, сложные амины на ос- нове кубовых остатков ГМДА относящемся к той ж Раз npi тания ебывания в атмосфе- тносительной влажно- 5% >о°с 30 сут 90 сут . . . . ю°с 30 сут 90 сут грмического старения ие 90 сут -40 °C 50 °C 70 °C . ... 100 °C циклов воздействия 1тур от —60 до 100 °C 15—20 40—60 е группе кушающее и кгс /съ сдвиге г 160 115 НО 100 90 130 160 170 180 150 Мономер ФА, стирол клеев, чтс апряжение, ри равномер- ном отрыве 250 160 150 160 132 200 270 260 290 250 50—70 20 и Л-4)
Продолжение табл. 1.41
Макси- маль- ная ра- бочая темпе- ратура, °C Разрушающее напряжение клеевого соединения дур- алюмина при 20 °C, кгс/см 2 Назначение Примечание
при сдвиге при равно- мерном от- рыве
— — — Склеивание поливинил- хлорида с металлом, деревом, бетоном и другими неметалличе- скими материалами Клей содержит раство- рители—метиленхло- рид и циклогексанон
Прочность клеевых со- единений на- ходится на уровне проч- ности поли- винилхлорид- ных пласти- ков Склеивание винипласта, поливинилхлоридных пластикатов друг с другом, а также с дур- алюмином, нержавею- щей сталью, бетоном, тканями и декор атив-* гными материалами То же
50—60 30—80 80 (бетон + бетон) Склеивание поливинил- хлоридных пластика- тов между собой, с металлами и пенопла- стами Склеивание слоистых пластиков, древесины, металлов и других ма- териалов Клей содержит раство- рители —цик логекса- нон и толуол
Данные о химической и атмосферной стойкости клеевых соеди-
нений на клее Д-9 приведены в табл. 1.42
Клей ЭПЦ-1 представляет собой композицию на основе ком-
паунда К-Н5, получаемого из смолы ЭД-20, модифицированной по-
Рис. 1.34. Тепловое старение при
150 °C соединений алюминиевого
сплава на эпоксидных клеях хо-
лодного отверждения:
1 — ЭПЦ-1; 2 — К-153; 3 — К-147.
Продолжительность
старения, ч
лиэфиром МГФ-9. Длительная термическая обработка клеевых со-
единении на клее ЭПЦ-1 при 150 °C (для сравнения приведены
аналогичные данные для клеев К-153 и К-147) показала, что в те-
111
чение 13 000 ч при этой температуре относительная прочность
(сдвиг при сжатии) практически не изменяется. Первоначальный
рост прочности объясняется [125] дополнительным отверждением
системы (рис. 1.34).
Таблица 1.42. Химическая и атмосферная стойкость [120] клеевых
соединений стали и дуралюмина на клее Д-9
Разрушающее напряжение, кгс/см2
Склеиваемые материалы Вид испытания до ИС- после действия электро- литов после действия трансфор- после пре- бывания в атмосфер-
пыта- ния при хроми- ровании при аноди- ровании при луже- нии матерного масла в те- чение 30 сут ных усло- виях в те- чение 12 мес.
Сталь Дуралюмин Разрушающее напряжение при сдвиге Разрушающее напряжение при равномер- ном отрыве Разрушающее напряжение при сдвиге Разрушающее напряжение при равномер- ном отрыве 190 280 160 250 170 260 155 235 Разру- шился То же 170 290 150 260 20* 25* 120 160
Без защиты торцов клеевых соединений лакокрасочными покрытиями.
Водостойкость клеевых соединений алюминиевого сплава на
клее ЭПЦ-1 зависит от способа оксидирования металла. По-види-
мому, в результате образования окисных пленок различной толщи-
ны и, вероятно, различной структуры изменяется их адсорбцион-
ная способность и, следовательно, водостойкость [125, 126]. Ниже
показано, как влияет вид обработки склеиваемых материалов на
прочность клеевых соединений:
Снижение прочности*, %
через 24 ч через 60 ч через 120 ч
Без обработки .... 40 Электрохимическое окси- 60 70
дирование 10 Хромовокислое оксиди- 25 —
рование 40 Хромовокислое оксиди- рование с наполнени- 60 90
ем хромпиком ... — 35 —
* Прочность при сдвиге,
112
При ускоренном старении клеевых соединений алюминиевых
сплавов на клее ЭПЦ-1 (и других клеях холодного отверждения)
прочность при сдвиге практически не изменяется после 100 цик-
лов, каждый из которых включает: пребывание в воде при 20 °C
(18 ч), замораживание при —20 °C (6 ч), оттаивание при 20 °C
(18 ч) и нагревание при 80 °C (6 ч) [127, 128]. При действии ат-
мосферных факторов в течение 90 мес. прочностные характеристи-
ки (сдвиг при растяжении) клеевых соединений на клее ЭПЦ-1
снижаются только в начале испытаний, после чего сохраняются
практически без изменения.
Клей К-153 представляет собой композицию на основе смолы
ЭД-20 и различных отвердителей. Ниже показано, как влияет тип
отвердителя и режим отверждения на прочность клеевых соедине-
ний на клее К-153 (в качестве наполнителя в клей введено
100 вес. ч. портландцемента марки 500):
Сложные амины 40 АГ 40 АФ
Отверждение при ! 20 °C в течение 72 ч
Разрушающее напряже- ние при сдвиге, кгс/см2 при 20 °C ... . 140 160 135
» 60 °C ... . 50 152 150
» 100 °C . . . . 15 14 14
Прочность при неравно- мерном отрыве, кгс/см при 20 °C ... . 12 10
» 60 °C ... . 14 28 -—
» 100 °C . . . 5 5 —
Отверждение при 100 °C в течение 4 ч
Разрушающее напряже- ние при сдвиге, кгс/см2 при 20 °C ... . 205 200 140
» 60 °C ... . 176 150 140
» 100 °C ... . 40 13 80
Прочность при неравно- мерном отрыве, кгс/см при 20 °C ... . 25 32 15
» 60 °C ... . 23 30 23
» 100 °C . . . . 10 8 15
Прочностные характеристики клеевых соединений стеклотексто-
лита с алюминиевыми сплавами и сталью и других материалов на
клее К-153 приведены ниже:
Дуралюмин + стекло-
текстолит .............
Сталь ЗОХГСА (с под-
слоем клея БФ-2) +
4-стеклотекстолит . .
Разрушающее напряжение при сдвиге, кгс/см2
при —60 °C при 20 ®С при 60 °C
69—83 105—128 67—84
76—97 96—123 58—69
8—2591
ИЗ
Дуралюмин
Магниевый сплав МА-8
Латунь.................
Сталь ЗОХГСА . . . .
Дуралюмин + стекло-
текстолит ............
Сталь ЗОХГСА (с под-
слоем клея БФ-2) +
4-стеклотекстолит . .
Разрушающее напряжение при равномерном
отрыве, кгс/см2
108 136 125
82 107 106
136 174 134
— 258 170
96—114 91—113 101—117
95—117 100—109 98—115
Прочность клеевого соединения дуралюмина со стеклотекстоли-
том не снижается после старения в течение 500 ч при 100 °C:
Разрушающее напряжение при сдвиге,
кгс/см2
при —60 °C при 20 °C при 60 °C
Исходные данные .... 91—117
После старения в течение
500 ч при 100 °C . . . 95—116
97—119 90—104
105—133 89—108
Клей К-153 обладает хорошими диэлектрическими свойствами:
Исходные данные............
При относительной влажности
98% и 20 °C..............
При 60 °C..................
При 100 °C.................
При 150 °C . . .
Удельное электри-
ческое сопротивление Электрическая
объемное, Ом-см поверхно- стное, Ом прочность, кВ/мм
3,6-10ls 3,0-Ю14 24,9
1,2-Ю14 1,6-Ю14 23,2
2,6-Юи 3,9-Ю12 17,6
7,2-Ю14 3,0-Ю9 13,6
3.8-188 1,9-10? 1,49
Клеевые соединения на клее К-153 стойки к действию атмосфер-
ных факторов, топлив, минеральных масел и ацетона.
Клей КЛН-1 представляет собой композицию на основе смолы
ЭД-22, отверждаемой ПЭПА
[129, 130]. После смешения смолы с
отвердителем удовлетворительная
прочность достигается через 7—10
сут. Теплостойкость клеевых соеди-
нений не превышает 60—80 °C (рис.
1.35). Отверждение при повышен-
ных температурах позволяет до-
Рис. 1.35. Зависимость прочно-
сти при сдвиге клеевых соеди-
нений алюминиевого сплава на
клее КЛН-1 от температуры.
стигнуть более высоких показателей прочности. Прочность клеевых
соединений возрастает также в процессе нагревания при 100 °C в
течение 24 ч, а при нагревании при 150 °C — сначала увеличивает-
ся, а затем (через 1000 ч) снижается на 30—35%:
114
Разрушающее напряжение лри сдвиге
после выдержки при 150 °C, кгс/см«
0 ч 100 ч 300 ч 600 ч 1000 ч
166 334 323 247 212
289 337 336 265 203
Отверждение при комнатной
температуре ...............
Отверждение при нагревании
при 100 °C ......
Длительная прочность клеевых соединений при 20 °C и напря-
жении сдвига 80 кгс/см2 и при 80 °C при напряжении 8 кгс/см2 —
более 500 ч. Усталостная прочность при 20 °C и напряжении
50 кгс/см2 составляет 0,2-10® циклов. После действия воды в тече-
ние 30 сут прочность клеевых соединений снижается на 16—30%:
Отверждение при комнатной
температуре................
Отверждение при нагревании
при 100 °C.................
Разрушающее напряжение при сдвиге
после выдержки в воде, кгс/см2
0 сут 5 сут 15 сут 30 сут
166 173 141 118
289 290 258 241
Клеевые соединения на клее КЛН-1 стойки к действию топли-
ва, трансформаторного масла и этилового спирта.
Из всех клеев холодного отверждения клей КЛН-1 обеспечи-
вает наибольшую прочность склеивания анодированного дуралю-
мина. Разрушающее напряжение при сдвиге клеесварных соеди-
нений дуралюмина при 20 °C составляет 524 кгс/см2, при 80 °C —
63 кгс/см2.
Ниже приведены данные по усталостной прочности клеевых со-
единений дуралюмина и стали (при 20 °C) на эпоксидных клеях
холодного отверждения [123]:
Максимальное напряжение цикла, кгс/см2
10а ЦИКЛОВ 10® ЦИКЛОВ 107 ЦИКЛОВ
Л-4 25 18 10
К-153* . . . . 105 90 70
КЛН-1 . . . . 50 —
* Клеевое соединение стали ЗОХГСА.
Клей КЛН-1 не вызывает коррозии алюминиевых анодирован-
ных сплавов, оцинкованной стали. При склеивании дуралюмина
плакированного и травленого в фосфорной кислоте торцы клеевых
соединений должны быть защищены лакокрасочными покрытиями.
Клей ПЭД-Б на основе смолы ЭД-20 с добавкой перхлорвини-
ловой смолы хорошо склеивает винипласт и поливинилхлоридные
пластикаты друг с другом, а также с дуралюмином, нержавеющей
сталью, сталью-3, бетоном, штукатуркой, кирпичом, гипсолитом,
льняной, хлопчатобумажной и перхлорвиниловой тканями, дерма-
тином, капроном, фенопластом и т. д. [131]. Прочность склеивания
клеем ПЭД-Б поливинилхлоридного пластиката снижается с уве-
личением количества пластификатора в пластикате.
8*
115
Клей НЭД-Б с успехом применяется для склеивания иеливи-
нилхлоридней пленки с листовым металлом. Такой двухслойный
материал выгодно сочетает в себе свойства металла и пластмассы,
имеет красивый декоративный вид. Его можно подвергать всем ви-
дам механической обработки: сверлить, резать, фрезеровать, из-
гибать, штамповать и т. п.
Клей ПЭД-Б хорошо приклеивает поливинилхлоридный пла-
стикат к металлу, бетону, штукатурке, дереву и т. п. Разрушающее
напряжение при равномерном отрыве клеевых соединений пласти-
ката с различными материалами составляет (в кгс/см2):
ПВХ + бетон.................4,6
ПВХ + металл................5,5
ПВХ + ПВХ...................7,8
Клей БОВ-1 представляет собой композиций) на основе лака
[132], получаемого одновременным растворением в клеемешалке
смолы ЭД-20, мономера ФА и стирола при комнатной температуре
или при 40—50 °C при тщательном перемешивании в течение 20—
30 мин. Готовый лак может храниться 2—3 года. Клей готовят
смешением лака и отвердителя при температуре не выше 30 °C.
Исходные продукты не должны содержать воды, которая замед-
ляет процесс отверждения клея. Воду удаляют выпариванием при
105—ПО °C.
В зависимости от назначения клея в него добавляют различ-
ные наполнители: песок, цемент, графит, слюдяную, кварцевую и
асбестовую муку, аэросил, сажу, алюминиевую пудру. Соотноше-
ние лака и наполнителя обычно не превышает 1 : 1 или 1 :2. Со-
отношение 1 : 1 наиболее целесообразно, так как таким клеем мож-
но покрывать большие поверхности с помощью щелевого пульве-
ризатора. Вязкость клея по вискозиметру ВЗ-4 составляет 21—
60 с.
Клей БОВ-1 применяется для склеивания слоистых пластиков,
древесины, бетона, ферритов, латуни, стали, алюминия, меди и
других материалов, его рекомендуется применять для антикоррози-
онной защиты узлов из стали, латуни и алюминия, подвергаемых
гальванической отделке. Склеивание материалов осуществляется
при температуре не ниже 16 °C. Жизнеспособность клея 4—6 ч,
отверждается он в течение 24 ч при давлении 0,1—0,5 кгс/см2. Клей
водостоек; является удовлетворительным диэлектриком. Ниже при-
ведены данные по прочности клеевых соединений различных ма-
териалов на клее БОВ-1:
Разрушающее напряжение
при 20 °C, кгс/см2
Стеклопластик ...............
Древесностружечная плита .
Стеклопластик + древесно-
стружечная плита . . . .
Бетон........................
при равномер-
ном отрыве
48
16
30
80
при сдвиге
28
30
12
116
Разрушающее напряжение
при 2 в °C, кге/смз
при рав номер- при сдвиге
ном отрыве
Латунь .................. — 30—40
Медь........................ — До 60
Алюминий.................... — До 80
Сталь 10.................... — 76
Ферриты..................... — 30—40
Примечание. Древесностружечные плиты, бетоны и фер-
риты разрушались по материалу.
Клей БОВ-3 получают на основе модифицированной эпоксидной
смолы с применением отвердителя аминного типа [132]. Его мож-
но использовать для склеивания при комнатной температуре фто-
ропластов и полиэтилена без предварительной химической обра-
ботки их поверхности. Клей наносят тонким слоем на склеиваемые
поверхности фторопласта или полиэтилена, предварительно обез-
жиренные ацетоном, бензолом, толуолом и др. Ниже приведены
показатели прочности клеевых соединений различных материалов
на клее БОВ-3:
Полиэтилен
Фторопласт
Латунь .
Алюминий
Текстолит
Разрушающее напряжение при
сдвиге при 20 °C, кгс/см2
До 17
8
20
30
35
Клей устойчив к агрессивным средам и после отверждения не
растворяется в ацетоне, керосине, воде, спирте, дихлорэтане и в
минеральных маслах. Давление при склеивании 0,1—0,5 кгс/см2;
клей отверждается в течение 3—4 ч; теплостойкость клея 170 °C.
Клеевые композиции из эпоксидной смолы УП-563 (на основе
олигодиэтиленгликольсебацината) и смолы ЭД-20, отверждаемые
ПЭПА и другими соединениями [133], рекомендуются для склеива-
ния металлов, керамики и других материалов. Ниже приведены
данные по прочности соединений различных материалов при склеи-
вании композициями на основе смолы УП-563:
Разрушающее напряжение при равномер- ном отрыве при 20 °C, кгс/см2
УП-Б92 УП-592/1 УП-592-4
Сталь 35 329 230 250—320
Сталь нержавеющая 220 280 300—350
Титан В-3 300 —- 300
Титан В-З+керамика 300 210 320
Дуралюмин . . 296 300 260
Дуралюмин+керамика 320 240 250
Клеевая композиция на основе олигодиенэпоксида ПДИ-ЗА
(100 вес. ч.), смолы ЭД-20 (200 вес. ч.), отвержденная ПЭПА
(20 вес. ч.) в течение 2—4 ч при 20 °C, имеет жизнеспособность,
30 мин. Она может быть применена для склеивания ферритов, лав-
117
сана и других материалов. Прочность клеевых соединений [134] —
не менее 20 кгс/см2.
Отвердителями эпоксидных смол кроме алифатических аминов
могут быть также диметиламинометилфенол и три-(диметиламино-
метил)-фенол (не более 10% от массы эпоксидной смолы).
Высокой эластичностью обладает клеевая композиция на осно-
ве полиэпоксидов, совмещенных с сополимером хлоропрена с 5—
25% акрилонитрила, отвержденная диметиламинометйлфенолом и
другими аминами. Композиция применяется для склеивания ме-
таллов, резины, древесины и тканей [135]. Используя в качестве
отвердителя три-(диметиламинометил)-фенол в композиции, со-
стоящей из полисульфида LP-3 и жидкой эпоксидной смолы (в со-
отношении 1:2), удается достичь высоких показателей прочности
при равномерном отрыве клеевых соединений (отверждение в те-
чение 7 сут при 25°C):
Количество полисульфи-
да LP-3, вес. ч. на
100 вес. ч. смолы . . 0 25 33 50 75 100 200
Разрушающее напряже-
ние при равномерном
отрыве при 20 °C,
кгс/см2 , . , ж » . 246 387 457 506 213 163 10,5
Клеи, отверждаемые низкомолекулярными
полиамидами
Низкомолекулярные полиамиды, представляющие собой про-
дукты поликонденсации полиаминов с алифатическими дикарбо-
новыми кислотами, широко применяются для отверждения эпокси-
дов [112, 121]. При использовании низкомолекулярных полиами-
дов получаются клеевые композиции с лучшими эластическими
свойствами, большей жизнеспособностью и меньшей усадкой, чем
композиции с аминными отвердителями. Эти отвердители значи-
тельно менее токсичные, чем аминные.
Отечественные низкомолекулярные полиамиды представляют
собой продукты конденсации различных фракций полиэтиленполи-
аминов с димеризованными метиловыми эфирами жирных кислот
льняного (Л), соевого (С), таллового (Т) масла и полимеризован-
ных эфиров жирных кислот льняного масла и этиленгликоля (ЛТ)
[105]. Кроме указанных полиамидов известны отечественные по-
лиаминоимидазолиновые смолы марок ПО-201 (аминное число
180—200 мг КОН/г; вязкость при 20 °C—-400—500 П) и И-5 (амин-
ное число 300—330 мг КОН/г; вязкость 1—3 П при 20 °C). В клее-
вых композициях наиболее широко используют низкомолекулярные
полиамиды марок Л-19, Л-20 [105] и ПО-ЗОО [121]. Для раство-
рения полиамидов применяют обычно следующие смеси раствори-
телей: изопропиловый спирт+толуол (1:1), ксилол+бутиловый
-спирт (4 : 1), ксилол+этилцеллозольв (9 : 1). Состав, свойства и ре-
•318
Таблица 1.43. Состав и свойства отечественных эпоксидных клеев, отверждаемых низкомолекулярными полиамидами
Марка клея Состав клея Максимальная рабочая темпе- ратура, °C Разрушающее на- пряжение клеевого соединения при 20 °C, кгс/см^ Назначение
эпоксидная смола отвердитель пластификатор или моди- фицирующая добавка
марка количество, вес. ч. на 100 вес. ч. смолы название количество, вес. ч. ва 100 вес. ч. смолы при сдвиге при равно- мерном отрыве
Д-10 ЭД-16 Л 19 60—100 ДБФ 10-15 70—100 240 340 Склеивание черных и цветных металлов, ферритов, керамики, стекла, кожи, дерева, пластмасс и других материалов
ВК-9 ЭД-20 ПО-ЗОО — Клей содер- жит ускори- тель и на- Гполнитель* 125 150—230 200 Склеивание металлов, стеклопластиков, кер а - мики, дерева и других материалов
К-300-61 Декалит-6 Низкомоле- кулярный полиамид — Клей содер- жит напол- нитель — 300 125-150 — Склеивание стали, тита- новых, алюминиевых и магниевых сплавов, ас- бесто- и стеклопласти- ков
К-400 Т-111 Л-20 40 Нитрид бора или Сг2О3 60 Длительно — при 200, кратковре- менно—при 400 200—320 — Склеивание металлов и неметаллических мате- риалов
жимы отверждения клеев, отверждаемых низкомолекулярными по-
лиамидами, приведены в табл. 1.43 и 1.44.
Таблица 1.44. Режимы отверждения эпоксидных клеев
низкомолекулярными полиамидами
Марка клея Температура, °C Давление, КГС/СМ2 Продолжитель- ность выдерж- ки под давле- нием, ч Число слоев Расход клея на 1 слой, г/м2 Жизнеспо- собность при 20 °C, ч
Д-10 25+10, 0,3—3,0 Не менее 48
70+5 — 6 — 160 -—.
ВК-9 20 0,1—1,0 18—24 1-2 250—300* 2,5
к-зоо 20 0,5 30—40 1—2 250—300 2
К-400 20 0,8—1,0 48 — — 4
* При склеивании неметаллических материалов.
Клей Д-10 выдерживает термическое старение в течение 90 сут
при 70 и 100 °C и циклические испытания; устойчив к действию
электролита при хромировании. Свойства клеевых соединений ста-
ли и дуралюмина на клее Д-10 приведены в табл. 1.45.
Клей В К-9 отверждается очень быстро по сравнению с другими
эпоксидными клеями: после выдержки при 20 °C в течение 5—7 ч
прочность клеевого соединения достигает 10—12 кгс/см2, а после
Таблица 1.45. Свойства клеевых соединений металлов на клее Д-10
Склеиваемые материалы Вид испытания Разрушающее напряжение, кгс/см2
при —40 °C при 20 °C после выдержки при относительной влаж- ности 98% н 40 °C в течение 90 сут после терми- ческого старе- ния в течение 90 сут после 5 циклов изме- нения температуры от —60 до 4-100 °C после действия элек- тролита при хромиро- вании
при 70 °C при 100 ®С
•Сталь Дуралюмин Разрушающее на- пряжение при сдвиге] Разрушающее на- пряжение : при равномерном от- рыве Разрушающее на- s. пряжение при г сдвиге Разрушающее на- пряжение при равномерном от- рыве 600^ f 520 270 300 240 340 160 95 280 320 300 315 285 265 Д60 ]290
42©
18—24 ч—150—160 кгс/см2. Клей хорошо заполняет зазоры меж-
ду склеиваемыми поверхностями. Зависимость прочности клеевых
соединений дуралюмина на клее ВК-9 от температуры показана на
Рис. 1.36. Зависимость прочности при
сдвиге клеевых соединений алюмини-
евого сплава на клее ВК-9 от тем-
пературы.
Температура, °C
рис. 1.36. Характеристика клеевых соединений различных мате-
риалов на клее ВК-9 приведена ниже [136]:
Разрушающее напряжение при сдвиге, кгс/см2
при —60 °C при 20 °C при 125 °C при 150 °C при 250 °C
Сталь ЗОХГСА . . . 256 229 49 32 10
Титановый сплав ОТ-4 . 137 180 78 50 10
Стеклотекстолит ФН* — 79 20 18 10
Керамика РТПК* . — 127 131 40 —
* Разрушение по материалу.
Ниже приведены данные о прочности клеевых соединений дур-
алюмина на клее ВК-9 при равномерном и неравномерном отрыве:
Температура испытания, °C ... . —60 20 60 125
Разрушающее напряжение
при равномерном отрыве, кгс/см2 340 204 — 43
при неравномерном отрыве,
кгс/см . . . . '............. 11 24 40 4
Клеевые соединения на клее ВК-9 могут работать при 125 °C
более 500 ч и кратковременно — при 250 СС. Так, клеевые соедине-
ния дуралюмина при 20 и 125 °C и напряжении сдвига 70 и
20 кгс/см2 работают в течение 500 ч; при 20 °C и напряжении
сдвига 30 кгс/см2 выдерживают без разрушения 107 циклов и та-
кое же число циклов при 125 °C и напряжении сдвига 25 кгс/см2.
Прочность клеевых соединений не снижается после циклического
воздействия температур от —60 до 125 °C в течение 30 сут. Вы-
держка в воде при 20 °C в течение 30 сут приводит к снижению
прочности клеевых соединений при 20 °C на 20%. Соединения
устойчивы к действию масла и бензина.
Ниже приведены показатели электрических свойств клея ВК-9:
Удельное электрическое сопротивле-
ние
поверхностное, Ом .................5,1 -1013
объемное, Ом-см................5,6-1013
Диэлектрическая проницаемость при
50 Гц ...........................4,37-7,1
Тангенс угла диэлектрических потерь 0,05
Электрическая прочность, кВ/мм . . 22
121
Марка клея Отвердитель Жизнеспособ- ность прн 2 0 °C Режим склеивания* Макси- мальная рабочая темпера- тура, °C
марка количество, вес. ч. на 100 вес. ч. смолы темпера- тура, °C продолжи- тельность, ч
Аральдит АУ-101 НУ-951 5—6 60 мин 20 24 70
100 0,5
НУ-930 6—7 45 мин 20 24 70
100 0,5
Аральдит AZ-102 НУ-954 6—7 90—120 мин 20 24 —
НУ-956 13—16 30—60 мин 20 24 —
6 6—8 ч 40 24 —
Аральдит АУ-103 НУ-951 8—9 3 ч 20 36 70
100 1
200 5 мин
НУ-930 9—10 2,5 ч 100 1 .—
200 5 мин
НУ-956 16—18 2 ч 20 36 —
100 1 70
Аральдит AV-121** НУ-951 4—4,5 90 мин 20 24 100
100 30 мин —
Аральдит AV-123B HV-953B 100 1,5—2,5 ч 20 24 100
ИЛИ-9531М 100 1
180 10 мин
Аральдит AW-106 HW-953 80 60—90 мин 20 7 60
20 12
70 45 мин
100 10 мин
150 5 мин
Аральдит AW-112 HW-946 16 — 0 14 ~100
5 24
40 14
100 5 мин
Аральдит AW-114 HV-947 40 — 15 24 50
20 24
40 14
100 1
120 5 мин
Аральдит AV-124 HV-948 100 ~90 мин 20 24 —70
40 14
100 1
150 20 мин
* Давление контактное»
** Применяется в смесн с 10—20%
композиции Аральдит АУ-103.
122
Таблица 1.46. Свойства клеев Аральдит холодного отверждения
Разрушающее напряжение при сдвиге, кгс/сМ2 Назначение
при 20 °C при макси- мальной рабочей темпера- туре после при 1J0 °C в течение 6 мес. тарения при 150 °C в течение 6 мес. после действия воды в течение 30 сут
140—150 220—240 160—170 200—220 70 190—200 180—190 60—70 180—200 70—80 120—140 130 225 260 120 340 55 67 129 165 47 65 92 204 260 164 191 199 175 10—20 20—30 20—30 20—30 10—20 30—40 20—40 10—20 10—20 (100 °C) 10—20 20—30 15 30 42 50—70 170 240 190 110—120 95 145 160 70—80 50—60 80—100 70—100 80—100 100—110 115 160 230 70—90 (после действия воды в течение 3 сут при 20 °C) 50 (при 20 °C) 56 (при 90 °C) Склеивание стали -и дру- гих металлов, фарфо- ра, пластмасс и вул- канизованных резин Приклеив ан,ие бу м аги. ткани, дерева и дру- гих пористых материа- лов к металлам, кера- мике и т. д. Склеивание стали, желе- за, легких сплавов, фарфора, пластмасс, вулканизованных ре- зин Склеивание .металлов, вулканизов энных резин и пластмасс Склеив ание м еталлов, керамики, пластмасс и вулканизованных ре- зин Склеивание .металлов, ке- рамики, каучука, пласт- масс Склеивание металлов и неметаллических мате- риалов (высокая во- достойкость -соедине- ний) Склеивание металлов и неметаллических мате- риалов Склеивание больших по- верхностей металлов
Марка клея Отвердитель Жизнеспособ- ность при 20 °C Режим склеивания* Макси- мальная рабочая темпера- тура, °C
марка количество, вес. ч. на 100 вес. ч смолы темпера- тура, еС продолжи- тельность, ч
Аральдит AW-127 HW-127 100 ~60 мин 20 100 24—36 20—30 мин 60
Аральдит AW-129 HV-997 60 -~30 мин 5 20 100 120 20 15 мин 70
Аральдит AW-132H HV-994 40 -~60—70 мин 10 100 100—120 15 мин 100
Аральдит AV- 138 HV-998 40 ~30 мин 5 20 100 96 8 10 мин 140
* Давление контактное.
Клей К-300-61 представляет собой композицию на основе эпок-
сидной смолы Декалит-6 и низкомолекулярного полиамида. Для
повышения его морозостойкости рекомендуется вводить пластифи-
каторы (диоктил- или дибутилсебацинаты) в количестве до
20 вес. ч. на 100 вес. ч. смолы.
Клеевые соединения дуралюмина и титанового сплава на клее
К-300-61 выдерживают термическое старение [137] при 200—
300 °C. Прочность клеевых соединений после пребывания в атмо-
сфере с относительной влажностью 98% при 40 °C в течение 20 сут
составляет 150 кгс/см2. Клей не вызывает потемнения серебра.
Клей К-400 представляет собой композицию на основе эпоксид-
но-кремнийорганической смолы Т-111, отвержденной низкомолеку-
лярным полиамидом Л-20.
При склеивании металлов клеем К-400 прочность клеевых со-
единений при сдвиге при 400 °C сохраняется на уровне 20—
25 кгс/см2. После старения в течение 1 ч при 400 °C прочность
клеевых соединений при сдвиге составляет [137] около 10 кгс/см2.
Данные о прочности клеевых соединений металлов на клеях
К-300-61 и К-400 приведены в табл. 1.47.
Клеевые соединения на клее К-400 при комнатной температуре
стойки к действию щелочей, минеральных масел, аммиака и от-
носительно стойки к соляной кислоте и парам серной кислоты.
Клей не устойчив к азотной кислоте и растворам серной кислоты.
124
Продолжение табл. 1.46
Разрушающее напряжение при сдвиге, kfc/cm2 Назначение
при 26 °C при макси- мальной рабочей темпера- туре после старения после действия воды в течение 30 сут.
при 100 °C в течение 6 мес. при 150 °G в течение 6 мес.
110—140 — — — — Склеивание пористых
— — — — — материалов
170—210 — — — — Склеивание больших по-
— — — — — верхностей металлов и
— — — — — керамических материа- лов
— — — — — Склеивание металлов,
100—230 — — — дерева, керамики, вул- канизованных резин и других материалов
— — — — — Склеивание металлов и
110—230 — — — — других конструкцией-
ных материалов (вы- сокая тропическая стойкость, ограничен- ная токсичность)
Известен эпоксидно-кремнийорганический клей .марки ВТ-200
с теплостойкостью до 200 °C; применяется для защиты и герме-
тизации электронных приборов [138].
Таблица 1.47. Прочность клеевых соединений металлов
на клеях К-300-61 и К-400
Марка клея Склеиваемые материалы Разрушающее напряжение, кгс/см2
при —60 °C при 20 °C при 200 °C при 300 °C при 408 сС
к-300-61 Дуралюмин 258 125 20 14,5 —
Титановый сплав 240 150 28 16 —
К-400 Алюминиевый сплав 220 200 35 30 25
Сталь 20 280 320 32 26 20
Клеи холодного отверждения, представляющие собой сочета-
ние эпоксидных смол с различными аминами и низкомолекулярны-
ми полиамидами, известны за рубежом под маркой Аральдит
(фирма «Ciba», Швейцария). Клеи марок Эпикот и Эпов (США)
близки по составу и свойствам к клеям Аральдит. Клеи Аральдит
фирмы «Ciba» широко применяются за рубежом для склеивания
различных металлов и неметаллических материалов при нормаль-
ных и повышенных температурах. Характеристика этих клеев при-
ведена в табл. 1.46.
Описана удобная для использования в быту двухкомпонентная
композиция для склеивания при комнатной температуре металлов
и неметаллических материалов [108]. Для приготовления клея сме-
шивают равные части I и II компонентов, состав которых (в вес. ч.)
представлен ниже:
I компонент
II компонент
Эпоксидная смола . . 10,0
Наполнитель . . ' . 0,7
Метиловый спирт , . 0,2
Двуокись титана . . . 1,0
Углекислый кальций » 2,8
Полиамидный отверди-
тель ................6,0
Наполнитель . . . 0,4
Метиловый спирт ... 0,1
Углекислый кальций . 10,5
Сажа т 0,3
Жизнеспособность смеси 1—2 ч: отверждение происходит в те-
чение 24—48 ч при комнатной температуре.
Клеи, отверждаемые инициаторами
ионной полимеризации
Большой практический интерес представляют процессы отверж-
дения эпоксидных смол под действием инициаторов катионной по-
лимеризации— кислот Льюиса и их комплексов с различными
соединениями (главным образом
комплексы трехфтористого бора)
Рис. 1.37. Зависимость числа
прореагировавших эпоксидных
групп от продолжительности
отверждения диглицидилового
эфира дифенилолпропана ком-
плексом BF3-O(C2Hs)2 (1%).
[89].
Несмотря на то, что отвержде-
ние в присутствии комплексов трех-
фтористого бора протекает значи-
тельно быстрее, чем отверждение
под действием аминных отвердите-
лей, достигнуть полного отвержде-
ния при температурах около 30 °C
не удается [139]. При отверждении
комплексом BF3 количество проре-
агировавших эпоксидных групп ди-
глиццдилового эфира дифенилолпро-
пана через 30 мин после начала ре-
акции составляет только 58% (рис.
1.37). Дальнейшее нагревание при
120 °C в течение 30 мин приводит к
увеличению числа прореагировав-
ших эпоксидных групп до 90%.
Комплексы кислот Льюиса с азотсодержащими соединениями,
в особенности с алифатическими аминами, обладают различной
отверждающей способностью. Изменение их активности может
быть достигнуто также сочетанием комплекса трехфтористый
136
бор — амин с небольшими количествами ангидридов дикарбоновых
кислот, изоцианатов и альдегидов. Однако в этом случае умень-
шается жизнеспособность композиций, отвержденных этим комп-
лексом.
Скорость отверждения инициаторами ионной полимеризации
связана также с природой эпоксида [120]. Данные о продолжи-
тельности отверждения (при 120 °C) композиций на основе раз-
личных эпоксисоединений комплексом трехфтористый бор — бен-
зиламин приведены ниже:
Продолжительность
отверждения, мин
Глицидиловый эфир по-
лигликоля ....... 60
Глицидиловый эфир по-
лифенола ....... 23
Циклоалифатический
эпоксид . . . . , « 4—5
Совмещая циклоалифатические эпоксидные смолы со смолами
на основе дифенилолпропана, можно достигнуть значительного со-
кращения продолжительности отверждения последних.
Природа растворителя также влияет на скорость отверждения
комплексами трехфтористого бора [140]. Это видно из приведен-
ных ниже данных по изменению продолжительности отверждения
композиций, состоящих из смолы на основе дифенилолпропана и
комплекса трехфтористый бор — моноэтиламин:
Продолжительность
•тверждения, мин -
Без растворителя ... 11
Циклогексанон .... 13
Этиленгликоль .... 18
Диметилформамид . 200
Для отверждения эпоксидных композиций на основе компаунда
К-115 при пониженных температурах можно использовать комп-
лексы трехфтористого бора и полиоксипропилендиола со средним
молекулярным весом 1000. Наибольшая скорость отверждения
клеевой композиции при 20 °C наблюдается в первые 3—10 мин,
а прочность клеевого соединения достигает 80—90% от максималь-
ной при отверждении в течение 20—30 мин. Оптимальное содер-
жание комплекса BF3 в системе 1,0—1,5%. Жизнеспособность
клеевой композиции находится в пределах 5—8 мин.
Отверждение при отрицательных температурах происходит от-
носительно медленно; наибольшая скорость наблюдается в первые
20—60 мин, а 80—90% максимальной прочности достигается в те-
чение 35—75 мин (в зависимости от содержания комплекса BF3
и температуры отверждения). При минус 5—6 °C через 60 мин
прочность при сдвиге составляет 120 кгс/см2.
Дополнительная термическая обработка клеевых соединений,
отвержденных при комнатной температуре, приводит к некоторому
127
повышению теплостойкости. Введение наполнителей (алюминиевый
порошок, молотая слюда) повышает прочность клеевых соедине-
ний [141].
Клеевая композиция на основе эпоксидной смолы, комплексно-
го соединения BF3, замедлителя отверждения (например, нитро-
анилина), пластификатора и наполнителя отверждается (в зависи-
мости от количества замедлителя) в течение 10—20 мин. Она мо-
жет применяться в качестве конструкционного клея для соедине-
ния стали и других материалов [142].
Прочие эпоксидные клеи холодного
отверждения
Разработан пастообразный, не содержащий растворителя оте-
чественный клей холодного отверждения марки УП-5-140-1, состоя-
щий из модифицированной смолы УП-5-140 и модифицированного
отвердителя УП-5-141. Жизнеспособность клея при 25 °C — 4 ч,
продолжительность отверждения при 20 СС — 24 ч, при 80 °C — 4 ч
и при 100 °C — 40 мин. Разрушающее напряжение при сдвиге клее-
вых соединений стали составляет 183—209 кгс/см2 при 20 °C и 30—
34 кгс/см2 при 70 °C. Прочность клеевых соединений алюминиевого
сплава при неравномерном отрыве составляет 17 кгс/см. Назначе-
ние клея — склеивание изделий из металлов и пластмасс, имеющих
большие поверхности [105, 143].
Для склеивания под водой разработан эпоксидный клей марки
УП-5-177, отверждающийся при 15—30 °C, в течение 48 ч. Клей мо-
жет отверждаться и при 5 °C. Прочность при равномерном отрыве
клеевых соединений стали, склеенных в морской воде, равна
120 кгс/см2. Клеевые соединения стеклопластика имеют прочность
при сдвиге 100—120 кгс/см2 [143].
Отечественной промышленностью выпускаются также пастооб-
разные двухкомпонентные клеи холодного отверждения, обладаю-
щие тиксотропными свойствами, — УП-5-171, УП-5-172 и УП-5-173
[105]. Клеи отверждаются при 18—25 °C в течение 72—168 ч. Раз-
рушающее напряжение при сдвиге клеевых соединений дуралюми-
на при 20 °C составляет 245—260 кгс/см2, при равномерном отрыве
417—480 кгс/см2. Назначение клеев — склеивание металлических и
неметаллических конструкций.
Теплостойкий эпоксидный клей холодного отверждения В К-16
применяется для склеивания металлов и конструкционных неме-
таллических материалов, которые могут эксплуатироваться при
температурах до 250 °C, а также в условиях тропического клима-
та [1, НО]. Показатели прочности клеевых соединений алюминие-
вого сплава на клее ВК-16 приведены ниже:
—60 °C 20 °C 200 °C 250 °C
Разрушающее напряжение при сдвиге, кгс/см2 90 122 53 28
Прочность при неравномерном отрыве, кгс/см 7 16 16 8
128
Клей ПК-Ю представляет собой эпоксидную смолу, совмещен-
ную с перхлорвиниловой смолой [ПО]. Клей применяется для при-
клеивания декоративно-облицовочных материалов (павинола
и др.) к металлу и фанере. Вязкость клея по ВЗ-1 составляет 18—
22 с; расход 150—250 г/м2. Открытая выдержка при склеивании —
1 ч после нанесения первого слоя и 3—5 мин после нанесения вто-
рого. Давление при склеивании создается прикатыванием с по-
мощью ролика. Выдержка до начала монтажных работ — 24 ч при
комнатной температуре. Клеевые соединения обладают достаточно
высокими прочностными показателями; разрушение, как правило,
происходит по склеиваемому декоративно-облицовочному мате-
риалу:
Прочность при отдире, кгс/м
при —60 °C при 20 °C при 60 °C
Павинол+дуралюмин Павинол + магниевый 40 80—90 100—110
сплав МА-8 .... 40 80—90 100—110
Павинол+фанера . . . 12 50—60 60—75
Клеевые соединения выдерживают температуру 60 °C в тече-
ние 500 ч.
Олигомеры, содержащие уретановые группы и 2—8% эпоксид-
ных групп, могут служить основой клеевых композиций холодно-
го отверждения для соединения стали с резиной, лавсана с поли-
этиленом, для изготовления материалов с искусственным ворсом,
для крепления деталей приборов и других целей [144].
Для склеивания стальных деталей кузовов автомобилей (ка-
пот, крышки, багажник, двери кузова) применяется отверждаю-
щаяся без нагревания пластизольная композиция марки
ИПК-КС-Ш [145] на основе эпоксидной смолы, поливинилхлори-
да и других компонентов.
Описана эпоксидно-акрилатная композиция холодного отверж-
дения на основе жидкой эпоксидной смолы производного акрило-
вой кислоты и стирола, отверждающаяся в присутствии перекиси
бензоила и диметиланилина. Композиция обладает адгезией к раз-
личным материалам и высокими диэлектрическими характеристи-
ками [146].
Клей Эпоксилайт 8822 (США) —• теплостойкий клей, предназна-
ченный для соединения теплостойких слоистых пластиков с обшив-
кой ракет, а также для соединения металлов. Прочность клеевых
соединений внахлестку при кратковременном воздействии темпера-
тур 260—370 °C составляет 35 кгс/см2, при комнатной температу-
ре— 140 кгс/см2. Клей отверждается в течение 16 ч при 49 °C.
Жизнеспособность клея — 45 мин, срок хранения 6 мес. Клей на-
носят шпателем при комнатной температуре [190].
Двухкомпонентный клей Эпазол ЕР-11 (ГДР) может быть ис-
пользован в промышленности, строительстве и в быту для склеива-
9—2591
129
ния стали, железа, алюминия, цветных металлов, стекла, фарфора,
фаянса, древесины, кожи, асбестоцемента, а также слоистых пла-
стиков и пластмасс. Клей находит применение в производстве и
ремонте мебели и предметов широкого потребления. При 20 °C
жизнеспособность клея составляет 15 мин. Через 2—3 ч после
склеивания клей отверждается настолько, что возможна дальней-
шая переработка склеенного материала; полное отверждение при
комнатной температуре происходит через 24 ч. Прочность клеевых
соединений можно повысить, если дальнейшее отверждение в тече-
ние 2 ч проводить при 80—100 °C. Клей устойчив к действию бен-
зина, масла, спиртов, разбавленных кислот и щелочей, жиров
и т. д.; выдерживает нагревание до 100 °C, при 200 °C он разла-
гается [191].
Клей Ре-12 — двухкомпонентный эпоксидный клей, обладающий
хорошими адгезионными свойствами и стойкостью к действию рас-
творителей. Клей отверждается при комнатной или несколько по-
вышенной температуре, жизнеспособность клея 3 ч. Клей предна-
значен для склеивания полиэтилена, полипропилена, древесины и
металлов [192]. Прочность при сдвиге клеевого соединения поли-
этилена внахлестку при комнатной температуре составляет
25 кгс/см2.
За рубежом [193] для склеивания деталей высокоточного обо-
рудования наведения управляемых снарядов (в том числе гидро-
скопов, акселерометров и др.) применяется замороженный эпок-
сидный клей с большой жизнеспособностью. Клей готовится сме-
шением смолы и отвердителя и хранится при —40 °C в течение
1 мес. без изменения свойств. Прочность клеевых соединений при
сдвиге — 210 кгс/см2. Склеивание производят при комнатной тем-
пературе, толщина клеевого шва должна находиться в пределах
0,025—0,25 мм. Собранную деталь помещают в печь с температу-
рой 70—100 °C на 6 ч для отверждения клея.
Клей Эпон Адгезив 942, предназначенный для соединения почти
всех черных и цветных металлов, состоит из двух компонентов —
тиксотропной пасты и жидкой смолы, являющейся вулканизующим
.агентом. Клей отверждается за 4 ч при 24 °C, максимальная проч-
ность клеевых соединений достигается после полного отвержде-
ния в течение 3 сут. Клеевые соединения алюминия, отвержденные
при комнатной температуре в течение 72 ч, имеют прочность при
сдвиге 188 кгс/см2 при —55 °C и 76 кгс/см2 при 82 °C. Жизнеспо-
собность клея после смешения компонентов составляет 1 ч; срок
хранения компонентов — 1 год. Клеевые соединения на этом клее
стойки к действию солевых растворов, топлив, растворителей, кис-
лот, воздуха со 100%-ной относительной влажностью [194].
Представляют интерес эпоксидно-полиэфирные клеи, способные
отверждаться без нагревания при использовании трехкомпонент-
ных отвердителей двух типов [195]:
органические перекиси-)-ароматические третичные амины+ан-
гидриды органических дикарбоновых кислот;
830
органические гидроперекиси+органические соли металлов пере-
менной валентности (например, нафтенат кобальта) + ангидриды
органических дикарбоновых кислот.
Скорость отверждения таких композиций при оптимальном со-
ставе отвердителей составляет 8—20 мин.
Описаны однокомпонентные эпоксидные клеи [196], отверж-
дающиеся при пониженных температурах, в частности эпоксид-
ный клей Термосет 101, отверждающийся при —18 °C. Он предна-
значен для склеивания металлов, непластифицированных пласт-
масс, керамики и т. д. [197].
Американской фирмой «Emerson and Cuming Со.» разработано
два металлсодержащих эпоксидных клея. Один из этих клеев мар-
ки Е. С. Steel содержит более 80% металла в виде стальных опи-
лок или порошка и пригоден для соединения металла с металлом,
а также для заделки пор и швов в металлических конструкциях.
Другой клей марки Е. С. Aluminium содержит алюминий и приме-
няется и как клей, и как ремонтно-заделочная паста. В некоторых
случаях эти клеи могут применяться взамен пайки и сварки. Пол-
ное отверждение клеев происходит в течение 20 ч при комнатной
температуре [198].
Разработаны клеевые композиции холодного отверждения, со-
держащие эпоксидные смолы на основе дифенилолпропана, поли-
функциональный амин и ускоритель отверждения (фенол и его
производные), пригодные для склеивания полиолефинов. В состав
композиции для склеивания полиэтилена входит эпоксидная смола
Эпикот 828 (40 вес. ч.), смола Эпикот 871 (60 вес. ч.), фенол
(4 вес. ч.) и N-аминоэтилпиперазин. В клей в качестве тиксотроп-
ной добавки может быть введен кремнезем [199].
КЛЕИ, ОТВЕРЖДАЮЩИЕСЯ ПРИ НАГРЕВАНИИ
Клеи горячего отверждения отличаются более высокими проч-
ностными характеристиками, повышенной теплостойкостью и мо-
гут использоваться для изготовления клееных конструкций сило-
вого назначения из металлов и неметаллических материалов. Ча-
ще всего для отверждения используют ангидриды дикарбоновых
кислот, тетра- и гексагидрофталевые ангидриды, эндометилентет-
рагидрофталевые (эндиковые) ангидриды, полиангидриды дикар-
боновых кислот, полиэфир ангидриды и др. [105]. Хорошим отвер-
дителем для клеевых композиций горячего отверждения является
дициандиамид, легко растворимый в смоле при температуре выше
160 °C. Смесь или сплав эпоксидной смолы с дициандиамидом мо-
жет храниться при нормальной температуре длительное время.
Отверждение подобных композиций производится при 200 °C в те-
чение 0,5—1 ч или более продолжительное время при более низ-
ких температурах.
К клеям горячего отверждения относятся эпоксидные системы,
отверждаемые фенолоформальдегидными смолами, а также эпок-
9*
131
сидно-полиамидные композиции и продукты модификации эпокси-
дов различными элементоорганическими соединениями. Катализа-
торами отверждения могут быть щелочи, трехфтористый бор, фос-
форная кислота, алюминиевые, цинковые, свинцовые и титановые
соли органических кислот [147], алкоголят алюминия [148], эфи-
ры ортотитановой кислоты [149] и др. [150].
Клеи, отверждаемые ангидридами
органических кислот
Механизм отверждения эпоксидов ангидридами органических
кислот не вполне ясен. Возможно, что сначала происходит ацили-
рование вторичной гидроксильной группы эпоксида ангидридом с
образованием моноэфира:
(1)
На второй стадии карбоксильная группа образовавшегося мо-
ноэфира взаимодействует с эпоксидной группой другой молекулы
эпоксидной смолы:
Образовавшаяся гидроксильная группа способна к дальнейшим
превращениям по реакции (1).
Эпоксидные смолы на основе дифенилолпропана отверждаются
ангидридами ди-- и поликарбоновых кислот при температуре выше
100 °C в течение времени, за которое может происходить частичное
улетучивание ангидрида. Поэтому для ускорения процесса отверж-
дения композиций используют добавки (0,5—3,0 вес. %) аминов,
щелочных солей органических кислот, соединений, содержащих
сульфидные и дисульфидные группы, а также органических кис-
лот, спиртов, фенолов, соединений фосфора, мышьяка, сурьмы и
др. [111]. В качестве ускорителя предложен также 4,4'-тетраме-
тилдиаминобензофенон.
Ниже приводятся данные о степени отверждения (в %) ком-
позиций, состоящих из фенилглицидилового эфира (1 моль), фта-
132
левого ангидрида (1 моль) и некоторых ускорителей (0,01 моль),
в течение 5 ч при 130 °C:
Диметиланилин . ... 70
Ацетат натрия .... 80
Нафтенат кальция . . 80
Фталат натрия ... 68
п-Толуолсульфокислота . 10
Фталевая кислота . . 10
Среди ускорителей аминного типа наиболее эффективными яв-
ляются третичные амины, содержащие не менее двух алкильных
заместителей у атома азота. Наибольшей скоростью отверждения
характеризуются композиции, содержащие диметилбензиламин.
Каталитическая активность аминных ускорителей увеличивается
добавками небольших количеств спиртов, фенолов, карбоновых
кислот, которые можно рассматривать как сокатализаторы про-
цесса. Зависимость продолжительности отверждения композиций
на основе диэпоксида УП-612 от типа отвердителя и количества
ускорителя приведена в табл. 1.48.
Таблица 1.48. Зависимость продолжительности отверждения
эпоксидных композиций на основе диэпоксида
УП-612 от типа отвердителя
и количества ускорителя УП-606
(комплекс BF3 с п-толуидином)
Отвердитель* Количество ускорителя, вес. ч. на 100 вес. ч. диэпоксида Продолжительность отверждения
при 150 °C при 100 °C
Гексагидрофталевый ангидрид 0 >4 ч >37 ч
1 9 мин 155 мин
2 12—15 с —
Ццс-3,6-эндометилен-1,2,3,6-тетрагид- 0 >6 ч >36 ч
’рофталевый ангидрид 1 160 мин 3 ч
2 27—30 с .—
Метилтетрагидрофталевый ангидрид 0 >4 ч —
1,0 8 мин 330 мин
1,5 4 мин 140 мин
2,0 13—18 с —
3,0 — 120 мин
Комплекс BF3 — анилин 10 Мгновенно —
и-Фенилендиамин — >48 ч >72 ч
Триэтаноламинотитанат — >48 ч >72 ч
4,4-Диаминодифенилметан — >48 ч >72 ч
* Стехиометрическое количество.
В табл. 1.49 приведены некоторые характеристики наиболее ча-
сто применяемых отвердителей, представляющих собой ангидриды
карбоновых кислот, и температурные режимы отверждения.
Расчет нужного для отверждения количества ангидрида (в %)
проводят По формуле:
133
где э—содержание эпоксидных групп -в смоле, %; М—молекулярный вес ангидри-
да; 43 — молекулярный вес эпоксидной группы; #=0,85—1,20 — коэффициент,
зависящий от типа взятого отвердителя (определяется экспериментально).
Таблица 1.49. Отечественные отвердители, представляющие
собой ангидриды карбоновых кислот
Отвердитель Температура плавления, °C Количество отверднгеля, вес. ч. на 100 вес. ч. смолы Температура, °C
смолы при внесении отвердителя отверждения
Малеиновый ангидрид (МА) Фталевый ангидрид (ФА) Метилтетрагидрофтале- вый ангидрид .(МТГФА) 52—53 (0,85+1)-2,28 э 55—60 120—150
130 3,45 э 135—140 120—150
60—64 (0,85+1)-3,86 э 60—70 120—150
Тетрагидрофталевый ан- гидрид (ТГФА) 98—101 (0,85+1)-3,54 э 100—105 120—150
Хлорэндиковый ангидрид (ХЭ) 238 3,54 э 240—245 180
Эндиковый ангидрид ,(ЭА) 163 3,5 э 165—170 180
Пиромеллитовый диан- гидрид (ПДА)* 286 5,27 э 290—295 180—200
* ПДА применяют в виде эвтектической смеси с ФА или МА.
Количество введенного отвердителя влияет на теплостойкость
эпоксидных композиций (рис. 1.38). Максимальное значение тепло-
стойкости (по Мартенсу) для композиции на основе смолы ЭД-20,
отверждаемой малеиновым ангидридом, достигается при введении
в состав композиции 50% отвердителя (рис. 1.39). Композиция
ЭД-20+триэтаноламин имеет наибольшую теплостойкость цри до-
бавлении 15% отвердителя.
Кроме указанных в табл. 1.49 соединений для отверждения
эпоксидов используют следующие.
1. Ангидрид бицикло [2,2,1]гептен-5-дикарбоновой-2,3 кислоты
(надик-ангидрид), растворяющийся в жидких эпоксидных смолах
при 130 °C. Применяется в сочетании с бензилдиметиламином; по-
вышает теплостойкость композиций.
2. Ангидрид метил бицикло [2,2,1] гептен-5-дикарбоновой-2,3-кис-
лоты (метилнадиковый ангидрид) — вязкая жидкость, образующая
с эпоксидной смолой композицию с высокой жизнеспособностью
(более 2,5 мес.).
3. Додецилянтарный ангидрид — вязкая жидкость, используе-
мая вместе с ускорителем — бензилдиметиламином.
134
Рекомендуемые режимы отверждения эпоксидных композиций
малеиновым, тетрагидрофталевым и метилтетрагидрофталевым ан-
гидридами приведены ниже:
Режим отверждения*
температура, °C продол житель-
носгь, ч
Малеиновый ангидрид . . 80—100 2
120 2
140—150 10—14
Метилтетрагидрофталевый ан-
гидрид 1) 80 2
120 3
140—150 15
2) 80 2
120 2
140 2
160 6
Тетрагидрофталевый ангидрид 1) 120 140 3 1е!
2) 120 2
130 2
160 6
* Ступенчатое повышение температуры.
Дополнительная термическая обработка отвержденных компо-
зиций (при 180 °C в течение 1—2 ч) повышает их теплостойкость.
----------1---------1
иго м . во
Содержание атале-
вого ангидрида, °/о
Рис. 1.38. Зависимость теплостойко-
сти эпоксидной клеевой композиции
от содержания фталевого ангидрида.
Рис. 1.39. Зависимость теплостойко-
сти по /Мартенсу композиции на осно-
ве смолы ЭД-20 от содержания от-
вердителя — малеинового ангидрида.
С целью повышения скорости отверждения эпоксидных клеевых
композиций на основе дифенилолпропановых смол (ЭД-16, ЭД-20
и Э-40), отверждаемых дициандиамидом, ж-фенилендиамином,
фталевым, малеиновым ангидридами и пиромеллитовым диангид-
135
рядом, предложено вводить следующие ускорители: М.М'-диэтил-
2-бензтиазолилсульфонамид, тетраэтилтиурамдисульфид, салици-
лальимин меди (СИМ), N.N'-диметил- и И.И'-дифенил-д-фенилен-
диамины и п-оксифенил-р-нафтиламин (ПОФНА). Отверждение
композиций проводилось при 150 °C. При введении небольших ко-
личеств (0,5—3,0 вес. ч.) всех указанных выше соединений (кроме
тетраэтилтиурамдисульфида) наблюдается существенное увеличе-
ние скорости отверждения. При введении в композицию ПОФНА
и СИМ скорость отверждения увеличивается в 2—4 раза [152].
Широкое применение в качестве отвердителей нашли ангидри-
ды малеиновой и фталевой кислот. Смолу смешивают с малеино-
вым ангидридом при температуре около 60 °C, при этом вязкость
смеси уменьшается. Фталевый ангидрид совмещается со смолой
обычно при 120—130 °C. Отверждение проводят при 150—180 °C.
При использовании ангидридов двухосновных кислот, получен-
ных при взаимодействии гексахлорциклопентадиена с ангидридами
органических ненасыщенных кислот (например, хлорэндикового
ангидрида), образуются композиции с более высокой, чем при ис-
пользовании ангидридов дикарбоновых кислот, тепло- и огнестой-
костью.
В качестве отвердителей могут быть использованы и дикарбо-
новые кислоты. Введение щавелевой кислоты приводит к образова-
нию химически стойких продуктов с высокой теплостойкостью.
Клеевые композиции, отвержденные адипиновой кислотой и поли-
мерами акриловой кислоты, отличаются повышенной эластично-
стью.
Обычно для приготовления клеев на 100 вес. ч. смолы берется
30 вес. ч. малеинового ангидрида или 40 вес. ч. фталевого ангид-
рида. При склеивании клеями, отверждаемыми малеиновым ангид-
ридом, выдержка соединяемых поверхностей под давлением 0,5—
3,0 кгс/см2 составляет 6—8 ч при 120 °C и затем 4—6 ч при 150 °C.
При отверждении только при 120 °C продолжительность выдержки
должна быть 16—-24 ч. Ниже приведены состав и режимы отверж-
дения клеев, отверждаемых ангидридами многоосновных органиче-
ских кислот [120]:
Д-2 ВК-32-ЭМ
Состав клеевой композиции, вес. ч.
смола ...................... ЭД-16, 100 ЭД-16 или
Э-40, 100
малеиновый ангидрид .... 30—40 „ 30
наполнитель................... Пылевидный Цемент,
кварц, 200—250 200—250
ускоритель . ДМА, 0,2—0,5 —
Режим отверждения
давление, кгс/см2 ...... 0,5—2,0 0,5—1,0
температура, °C..................... 120 150
продолжительность выдержки, ч 10 3
Разрушающее напряжение при 20 °C,
кгс/см2
при сдвиге ...................... 260—330 165—270
» равномерном отрыве . - 740—760 450
136
Таб лица 1.50. Прочность клеевых соединений на клеях Д-2 и ВК-32-ЭМ
Разрушающее напряжение, кгс/ем2
Марка клея Склеиваемые ма-ериалы Вид испытания после выдержки на воздухе с относительной влажностью 98% после термического старения в течение 90 сут
при —60 °C при —40 °C при 20 °C при 85 °C при 100 °C при 20 °C при 40 °C
30 сут 90 сут 30 сут 90 сут при —40 °C прн 100 °C
Д-2 Дуралюмин* Сдвиг — — 260 130 — 200 150 200 180 220 190
Сталь* » — — 330 165 — 280 250 240 200 210 230
Дуралюмин* Равномерный отрыв — 875 760 340 — 600 480 540 400 500 530
Сталь* То же 1020 740 330 — 620 540 500 360 400 440
ВК-32-ЭМ Дуралюмин Сталь Дуралюмин Сдвиг » Равномерный отрыв 115 250 450 — 165 270 450 ' 275 (60 °C) 195 (60 °C) 30 60 Прочность клеевых со- единений снижается на 15—18% после воз- действия воды в тече- ние 30 сут Клеевые соединения удовлетворительно выдерживают терми- ческое старение при 80 °C в течение 600 ч
Сталь То же
Образцы толщиной 4 мм с длиной нахлестки 8 мм.
Клей Д-2 применяется для склеивания черных и цветных метал-
лов, керамики, стекла и других материалов. Клей удовлетворитель-
но выдерживает 5 циклов воздействия переменных температур от
—60 до 100 °C. Клеевые соединения стойки к действию электроли-
тов при хромировании и лужении стали, а также при анодирова-
нии дуралюмина.
Кл.ей ВК-32-ЭМ приготавливается непосредственно на месте по-
требления и представляет собой вязкую массу зеленовато-коричне-
вого цвета со слабым специфическим запахом. Жизнеспособность
клея 6—10 сут. Он применяется для склеивания металлов, пласт-
масс, теплостойких пенопластов; используется также в клеесвар-
ных соединениях. Температуры эксплуатации клеевых соединений
металлов ±60 °C; температуры эксплуатации соединений пенопла-
стов с металлами соответствуют температурам эксплуатации самих
пенопластов (до 140 °C).
Разрушающее напряжение при равномерном отрыве клеевых
соединений дуралюмина с пенопластом марки ФК-20 на клее
ВК-32-ЭМ при 20 °C составляет 6—10 кгс/см2, прочность при не-
равномерном отрыве клеевых соединений дуралюмина при 20 °C —
15—20 кгс/см. Предел выносливости при сдвиге (5-106 циклов) при
20 °C равен 30 кгс/см2. Клеевые соединения дуралюмина обладают
вполне удовлетворительной длительной прочностью: при напряже-
нии сдвига 95 кгс/см2 они не разрушаются при 60 °C в течение
180 ч, выдерживают температуру 80 °C в течение 500 ч, а также
воздействие переменных (±60 °C) температур в течение 30 циклов,
стойки к бензину, керосину и маслу. Данные о прочности клеевых
соединений на клеях Д-2 и ВК-32-ЭМ приведены в табл. 1.50.
Клеи, отверждаемые дициандиамидом
Клеевые композиции, отверждаемые дициандиамидом (ДЦД),
в большинстве случаев представляют собой твердые продукты, вы-
пускаемые в виде прутков или порошка с наполнителем (чаще все-
го алюминиевая пудра) или без него. К таким клеям относятся
отечественные композиции Д-22, Д-23, Д-54, Эпоксид П и Пр,
МАТИ К-2, а также Аральдит 1 (фирма «Ciba») и др. Составы
клеев Д-22, Д-23 и Д-54 приведены в табл. 1.51.
Склеивание этими клеями проводится при давлении 0,5—
3,0 кгс/см2 при следующих режимах:
Температура, °C . . . 240 220 200 180 150 120
Продолжительность вы-
держки, мин ... 5 15 40 120 300 600
Клеи Эпоксид Пр (пруток) и Эпоксид П (порошок) предназна-
чаются для склеивания металлов и неметаллических материалов
(стекло, фарфор, керамика, пластические массы, древесина и др.).
Жизнеспособность клеев не менее 6 мес. Клеевые соединения ме-
таллов могут работать в интервале температур от —60 до 100 °C.
138
Таблица 1.51. Состав клеевых композиций Д-22; Д-23 и Д-54
Марка клея Компоненты Максимальная температура отверждения, °C Примечание
Д-22 Смола ЭДЛ, ДЦД, алю- миниевая пудра 180—200 Алюминиевая пудра мо- жет быть заменена дру- гими металлическими
Д-23 Смола ЭЛЛ, ДЦД, пы- левидный кварц 180—200 порошками Алюминиевая пудра .мо- жет быть заменена фарфоровой мукой
Д-54 Смола ЭД-16, ДЦД, ме- тилцеллозельв 180—200 Вместо метилцеллозоль- ва может быть приме- нен этилцеллозольв
Это иллюстрируется рис. 1.40 и приведенными ниже данными о
прочности клеевых соединений различных материалов .на клее
Эпоксид Пр:
Разрушающее напряжение при сдвиге,
кгс/см2
нри —60 °C при 20 °C при 60 °C при 100 °C
Дуралюмин анодированный . . 97 123 136 139
Дуралюмин плакированный за-
шкуренный 161 211 223 245
Сталь ЗОХГСА 312 342 355 316
Магниевый сплав МА-8 окси-
дир ОВИННЫЙ . 86 88 111 200
Дуралюмин + стеклотекстолйг — 94* — 44*
* Разрушение по стеклотекстолиту.
При склеивании металла его поверхность предварительно на-
гревают до 100—120 °C и посыпают порошком или натирают прут-
ком; при этом клей плавится и легко растекается по поверхности.
При склеивании больших поверхностей клей может быть нанесен
горячим напылением.
Ниже приведены показатели прочности при отрыве клеевых со-
единений металлов на клее Эпоксид Пр:
Дуралюмин Сталь
плакирован- ЗОХГСА
ный зашкурен-
ный
Разрушающее напряжение при рав-
номерном отрыве, кгс/см2
при —60 °C » >: 500 500
» 20°С .... 445 486
» 60 °C . , . < , » » » 443 451
» 100 °C В . V 445 372
Прочность при неравномерном отры-
ве, кге/см
при 20 °C . К К X 10 19
» 100 °C ...... SB® 32 58
139
Клеевые соединения выдерживают длительное (500 ч) нагрева-
ние при 100 °C и устойчивы к циклическому воздействию перемен-
ных температур (от .—60 до 100 °C), действию воды, топлива и
масла. Предел выносливости при сдвиге клеевых соединений дур-
алюмина (3-10е циклов) при 20 °C равен 40 кгс/см2. В табл. 1.52
приведены данные о длитель-
ной прочности соединений ме-
таллов на клее Эпоксид Пр.
Выдержка образцов дур-
алюмина, склеенных клеем
Эпоксид Пр, в обычных атмо-
сферных и тропических услови-
ях в течение 6 мес. приводит к
снижению прочности при сдви-
ге клеевых соединений на 40—
50%. Стойкость клеевых соеди-
нений к атмосферным факто-
рам может быть повышена пу-
тем защиты торцов специаль-
Температура,°C
Р.ис. 1.40. Зависимость прочности при
сдвиге клеевых соединений дуралю-
мина на клее Эпоксид Пр от темпе-
ратуры.
ными .лакокрасочными покры-
тиями. Клей устойчив к действию микроорганизмов, не вызывает
коррозии металлов и не токсичен.
Клеи Эпоксид П и Эпоксид Пр обладают хорошими диэлектри-
ческими свойствами. На рис. 1.41—1.43 приведены зависимости
тангенса угла диэлектрических потерь, диэлектрической проницае-
мости и удельного объемного электрического сопротивления этих
Таблица 1.52. Длительная прочность при сдвиге клеевых
соединений металлов на клее Эпоксид Пр
Склеиваемые материалы Т емпература испытания, °C Напряжение сдвига, КГС/СМ^ Продолжи- тельность испытания, ч
Дуралюмин анодированный 60 100 344
100 90 200
Дуралюмин плакированный, зашку- 60 110 245
ренный 100 90 400
Сталь 20 60 180 150
100 80 400
клеев от температуры. Для сравнения приведены данные о клеях
ВК-32-ЭМ и Л-4. Клей Л-4, отверждающийся без нагревания, зна-
чительно уступает по диэлектрическим свойствам клеям Эпоксид П,
Пр и ВК-32-ЭМ.
Клей МАТИ К-2 применяется для склеивания стали и других
металлов. Прочность клеевых соединений при равномерном отрыве
при склеивании при 150—160 °C в течение 1 ч составляет
140
Рис. 1.41. Зависимость
Рис. 1.42. Зависимость
тангенса угла
диэлектрических потерь (tg б) эпоксидных
клеев от температуры:
1 — ВК-32-ЭМ; 2 — Эпоксид П и Пр; 3 — Л-4«
диэлектрической проницаемости (е) эпоксидных клеев от
температуры:-
1 — ВК-32-ЭМ; 2 — Эпоксид П и Пр; 3 — Л-4#
Рис. 1.43. Зависимость удельного
Рис. 1.44. Зависимость прочности
объемного электрического сопротивления (ри)
эпоксидных клеев от температуры:
1 — ВК-32-ЭМ; 2 — Эпоксид П и Пр; 3 — Л-4-
при равномерном отрыве клеевых соединений
стали на клее МАТИ К-2 от температуры.
740 кгс/см2. Теплостойкость клеевых соединений стали на клее
МАТИ К-2 характеризуется данными, приведенными на рис. 1.44.
Составы клея МАТИ К-2 и его различных модификаций (в вес. ч.)
приведены ниже:
МАТИ К-2М МАТИ К-2П
Эпоксидная смола ЭД-16 Фенольная фосфорсодержа- 100 100
щая смола (ФНФ) . . . Тиокол жидкий (пластифи- катор) или алифатическая 20
смола ДЭГ-1 Дициандиамид (отверди- 30-40 20—40
тель) Кварцевая мука КП-1, КП-2 8 20
(наполнитель) Цинковая пыль (наполни- 140—160 140—160
тель) 50 50
При изготовлении клеев МАТИ К-2М и МАТИ К-2П эпоксидную смолу
нагревают до 80 °C, добавляют жидкий тиокол или смолу ДЭГ-1, размешивают
и нагревают до 100 °C. После этого в смесь при непрерывном перемешивании
постепенно вводят дициандиамид. Температуру смеси доводят до 130 °C (ие
выше) и непрерывно перемешивают ее в течение 15—20 мин. Затем смесь охлаж-
дают до 120 °C и также при непрерывном перемешивании вводят смолу ФНФ
(для получения клея МАТИ К-2М). Наконец, последовательно вводят-наполни-
тели — цинковую пыль и кварцевую муку. Перемешивание необходимо продол-
жать до тех пор, пока температура смеси не снизится до 18—20 °C.
Разработана композиция для склеивания статорного железа
при 80—100 °C. Клей представляет собой раствор эпоксидной смо-
лы Э-41, дициандиамида, окиси алюминия и триэтаноламина в
целлозольве. Прочность клеевых соединений достигает 236 кгс/см2
при 20 °C [162].
Клей Аральдит 1 представляет собой композицию, содержащую
эпоксидную смолу на основе дифенилолпропана и дициандиамид
в качестве отвердителя. Клей используется для склеивания метал-
лов и многих неметаллических материалов. Выпускается в виде
прутка или порошка с наполнителем (алюминиевый порошок) и
без него. Технология применения клея практически аналогична
описанной выше для клеев Эпоксид П и Пр.
При нанесении клея Аральдит 1 горячим напылением рекомен-
дуются следующие условия работы:
Давление, кгс/см2
пропана......................... 0,6
кислорода 1,5—2
воздуха .... . . . 1—1,5
Длина пламени, мм............ 5—10
Расстояние от пистолета до по-
крываемой поверхности, см . . 20—30
Склеивание клеем Аральдит 1 производится при давлении
1 кгс/см2 при следующих режимах:
Температура, °C................. 130 140 150 160
Продолжительность выдержки, ч .' . 10—72 5—48 3—24 2—7
142
Температура, °C.............. 170 180 190 200
Продолжительность выдержки . 1,3—5,0 1,0—3,0 0,75—2,0 0,5—1,0
Толщина клеевых швов не должна превышать 0,1 мм.
Прочность при равномерном отрыве (цилиндрических образ-
цов) клеевых соединений алюминиевого сплава Антикородаль В
на клее Аральдит 1 при 20 °C достигает 900 кгс/см2. Клеевые со-
единения сохраняют удовлетворительную прочность до 80 °C, при
100—120 °C наблюдается резкое ее снижение.
Клеевые соединения стойки к длительному воздействию высо-
ких температур. Уменьшение прочности при сдвиге образцов алю-
миниевого сплава Авиональ М (25X170 мм, длине одинарной на-
хлестки 10 мм), склеенных клеем Аральдит 1, после старения при
100 и 150 °C в течение 1 года составляет соответственно 15 и 18%.
При хранении образцов алюминиевого сплава Антикородаль В,
склеенных Аральдитом 1, в лабораторном помещении прочность при
сдвиге клеевых соединений в течение первого года уменьшается
примерно на 12—28%. При дальнейшем хранении прочность изме-
няется незначительно. Клеевые соединения стойки к действию во-
ды, масла, бензина, метанола и ацетона.
Клей Аральдит AZ-15 является двухкомпонентной системой, со-
стоящей из раствора эпоксидной смолы и раствора отвердителя,
которые смешивают друг с другом перед применением в соотноше-
нии 100:30. Отвердитель представляет собой раствор дицианди-
амида в метил- или этилцеллозольве. Клей отверждается при на-
гревании.
Вязкость готового клея при 20 °C составляет 300—400 сП, плот-
ность (при 20°C) 1,1 г/см3, концентрация около 60%- Компоненты
могут храниться в течение 6 мес. при 40 °C и около года при 20 °C.
Клей предназначается для склеивания металлов и неметалличе-
ских материалов. Его наносят на соединяемые поверхности с по-
мощью кисти, пульверизатора или поливом. При использовании
пульверизатора клей разбавляют ацетоном. Расход клея составля-
ет 100—150 г/м2. Продолжительность открытой выдержки при раз-
личных температурах следующая:
Температура, °C ... 5—10 20—25 50 10 150,
Продолжительность вы-
держки ...............Не менее 7 ч Не менее 3 ч 1—3 ч 10—30 мин 2—10 мин
Продолжительность выдержки под давлением также зависит
от температуры:
Температура, °C 120 130 140 150 160
Продолжительность выдержки, ч 24 ч 14 ч 5ч Зч 2ч
Температура, °C 170 180 190 200 220
Продолжительность выдержки, ч . 1,5 ч 1ч 45 мин 30 мин 10 мин
Для получения утолщенной клеевой пленки можно использовать
комбинацию жидкого клея Аральдит AZ-15 с порошком Араль-
143
дит 1. Клеевые соединения на клее Аральдит AZ-15 сохраняют
прочность в интервале температур от —60 до 100 °C:
Температура испытания, °C . . . —60 20 100 120
Разрушающее напряжение при
сдвиге*, кгс/см2 ...... 314—345 312—335 203—252 71—96
* Образцы алюминиевого сплава Авиональ М размером 1,5 x25x170 мм с длиной
нахлестки 10 мм.
Клей Аральдит AV-8 — однокомпонентный пастообразный клей,
выпускаемый фирмой «Ciba» и применяемый для склеивания ме-
таллов и неметаллических материалов. Срок хранения клея 6 мес.
Клей наносят на соединяемые поверхности с помощью шпателя;
расход 150—200 г/м2. Отверждение производится в течение 4 ч
при 150 °C или в течение 1 ч при 180 °C. Прочность клеевого соеди-
нения при сдвиге 200—330 кгс/см2, теплостойкость — до 130 °C.
Клей ChS Эпокси 1001, выпускаемый в Чехословакии, представ-
ляет собой твердый продукт [153] с температурой плавления 70—
80 °C. По-видимому, он близок по составу к клею Аральдит 1. На-
значение клея — соединение металлов и неметаллических материа-
лов. Продолжительность выдержки при склеивании зависит от тем-
пературы:
Температура, °C ... 110 140 170 190 220 280
Продолжительность вы-
держки .............48 ч 7ч 1,5ч 50 мин 15—30 мин 3—5 мин
Разрушающее напряжение при сдвиге клеевых соединений ста-
ли на этом клее достигает при комнатной температуре 600 кгс/см2;
при 100 и 120 °C разрушающее напряжение равно соответственно
300 и 150 кгс/см2 (приведенные дан-
ные относятся к образцам толщиной
2 мм с длиной нахлестки 5 мм, от-
вержденным в течение 1 ч при
180°C). Технология применения это-
го клея аналогична технологии при-
менения клея Аральдит 1.
Клей МЭ-1 представляет собой
эпоксидную смолу, модифицирован-
ную поливинилбутиралем (1 :1), от-
вердителем является дициандиамид
[154]. Клей выпускается в виде рас-
твора и в виде пленки, армирован-
ной сеткой из полиамидного волок-
на. Срок хранения — 1 год.
Содержание
резальной, смолы, °/о
Рис. 1.45. Зависимость прочности
при равномерном отрыве клеевых
соединений на эпоксидно-феноль-
ном клее от содержания резоль-
ной смолы. В случае употребления клея в
виде раствора его наносят на обе
склеиваемые поверхности (расход 150—200 г/м2). После нанесения
первого слоя образец выдерживают на воздухе в течение 45 мин,
затем последовательно по 30 мин при 60, 80 и 105 °C. После ох-
1144
лаждения до комнатной температуры наносят второй слой клея и
сушат по режиму для первого слоя. Продолжительность выдержки
под давлением 2—3 кгс/см2 при 153+2 °C — 4 ч, при 163+2 °C —
2,5 ч; при 173+2 °C — 1,5 ч.
При использовании клеевой пленки ее промывают бензином и
укладывают на протертую ацетоном полиэтиленовую пленку, за-
тем сушат в термошкафу при 30 ±2 °C в течение 1 ч. Склеивание
производится так же, как и в случае применения жидкого клея.
Данные о прочности при сдвиге клеевых соединений на клее
МЭ-1 в зависимости от соотношения эпоксидной смолы и поливи-
нилбутираля приведены на рис. 1.46. Клей применяется главным
образом при изготовлении сотового заполнителя из алюминиевой
фольги для трехслойных сотовых конструкций.
Клеи на основе эпоксидных смол, модифицированных
фенолоформ альдегидными смолами
В эту группу клеев входят композиции на основе эпоксидных
смол, модифицированных, а также отвержденных фенолоформ-
альдегидными смолами, и клеи на основе эпоксиноволачных смол.
Отверждение эпоксидных смол
ф енолофор м альдегидным и происхо-
дит в результате взаимодействия
метилольных групп резола с гидр-
оксильными группами эпоксидной
смолы, а также взаимодействия фе-
нольных групп резольных или ново-
лачных смол с эпоксидными груп-
пами.
Эпоксидные смолы с молекуляр-
ным весом 600—1600 совмещаются
с фенолоформальдегидными смола-
ми № 21, К-212-01, № 101 и др. Вы-
сокомолекулярные эпоксиды (моле-
кулярный вес 2500—3500) хорошо
совмещаются со смолами К-212-01
и № 101 при комнатной температуре
(в соотношении 80 : 20 или 70 : 30).
Отверждение фенолоформальде-
гидными смолами происходит при
150—200 °C (в зависимости от соста-
ва композиции); продолжительность
Рис. 1.46. Зависимость прочности
при сдвиге клеевых соединений
алюминиевого сплава на клее
МЭ-1 от содержания поливинил-
бутираля.
отверждения 60—10 мин.
При сплавлении жидкой эпоксидной смолы с резольной смолой
К-21 при 95—ПО °C могут быть получены клеевые композиции,
обеспечивающие высокую прочность клеевых соединений стали при
равномерном отрыве. Наибольшая прочность достигается при со-
отношении эпоксидной и резольной смол 60:40 (рис. 1.45). Проч-
10—2591
145
ность клеевых соединений стали при равномерном отрыве зависит
от продолжительности отверждения: наиболее высокие показате-
ли получены при выдержке в течение 8 ч при 150—160 °C.
К эпоксидно-фенольным клеям относятся зарубежные клеи го-
рячего отверждения Метлбонд 302, НТ-422, FPL, Эпон 422 и др.
Теплостойкость эпоксидно-фенольных клеев Метлбонд 302 и
НТ-422 составляет 250—300 °C [155].
Клеи FPL-878, FPL-881 и FPL-710. В состав клея FPL-878 вхо-
дят эпоксидная смола Эпон 1007 и фенолоформальдегидная смола
Дурез 16277. Прочность склеивания зависит от соотношения этих
смол [155]:
Количество эпоксидной
смолы, вес. ч. на
100 вес. ч. феноло-
формальдегидной . . 0
Разрушающее напряже-
ние при сдвиге, кгс/см2
при 26 °C 135
» 315 °C . 48
5 10 20 25 30 40
116 119 146 147 157 133
71 52 54 43 47 14
Клей FPL-881 представляет собой композицию из двух различ-
ных фенолоформальдегидных смол, эпоксидной смолы Эпон 1007,
растворителя (этилацетат), 1-окси-2-нафтойной кислоты и н-про-
пилгаллата. Последние два вещества являются стабилизаторами.
Клеевые соединения на клеях FPL-881 и FPL-878 характери-
зуются высокой прочностью при высоких температурах, однако
при длительном воздействии повышенных температур происходит
снижение прочности. После старения при 232 °C в течение 200 ч
разрушающее напряжение при сдвиге клеевого соединения стали
на клее FPL-878 при 26 °C составляет 92 кгс/см2. Наиболее под-
вержены старению клеевые соединения нержавеющей стали.
Клей Эпон 4221 состоит из эпоксидной смолы с молекулярным
весом 1000 (100 вес. ч.), фенолоформальдегидной смолы
(49 вес. ч.), алюминиевой пудры (149 вес. ч.), дициандиамида
(9 вес. ч.) и стабилизатора. Ниже приведена зависимость прочно-
сти клеевых соединений алюминиевого сплава 24 ST-3 на клее
Эпон 4221 от температуры испытания:
Температура испытания, °C . . —58 21
Разрушающее напряжение при
сдвиге, кгс/см2.............162 162
159 204 260
134 134 105
Клей НТ-424 содержит наполнитель — алюминиевую пудру,
а также окислы мышьяка, повышающие термостабильность клее-
вых соединений. Клей сохраняет удовлетворительную прочность
при 400 °C (рис. 1.47).
Клей ЭПОН 1031. Для модификации эпоксидных клеевых смол
предложены также фенолоформальдегидные новолачные смолы с
добавками гексаметилентетрамина [91]. Повышенной теплостой-
костью (до 260 °C) обладает клей Эпон 1031 на основе эпоксидной
смолы, полученной взаимодействием новолачной смолы с эпихлор-
146
гидрином. Он отверждается в присутствии различных отвердите-
лей в течение 30 мин при 170 °C. Прочность клеевых соединений
зависит от природы и количества отвердителя. Лучшие результаты
достигаются при использовании 2,6-диаминопиридина и диамино-
дифенилсульфона.
После старения при 260 °C в течение 200 ч прочность клеевых
соединений стали на клее Эпон 1031 с диаминодифенилсульфоном
в качестве отвердителя снижается на 10% Введение 30% поливи-
нилформаля в клей Эпон 1031 с дициандиамидом в качестве отвер-
дителя приводит к повышению прочности клеевых соединений при
260 °C. В качестве наполнителя рекомендуется алюминиевый по-
рошок.
Рис. 1.47. Зависимость прочности при сдвиге клеевых соединений стали (1) и
дуралюмина (2) на клее НТ-424 от температуры.
Клеи Метлбонд 311 и SC-1033 представляют собой композиции
на основе фенолоформальдегидной и эпоксидной смол. Клей Метл-
бонд 311 содержит также алюминиевую пудру и пятиокись мышь-
яка (которая, по-видимому, препятствует окислительным процес-
сам, протекающим при формировании и эксплуатации клеевых со-
единений при высоких температурах). Данные о прочности клеевых
соединений стали на клеях SC-1033 и Метлбонд 311 при высоких
температурах приведены ниже:
Температура, °C..............20
Продолжительность нагрева-
ния, мин....................—
Разрушающее напряжение при
сдвиге, кгс/см2
SC-1033 . ..... 195
Метлбонд 311 112
320 370 540
10 192 ч 10 60 10 60
— — 68 99 71 33
85 53 22 33 18 17(480 °C)
Эпоксиноволачные смолы получаются при совместном нагрева-
нии эпоксидных и новолачных смол. Клеи на их основе обладают
высокой адгезией к большому числу различных материалов [156].
При отверждении эпоксиноволачных смол при температурах до
200 °C эпоксидные группы взаимодействуют с фенольными гидр-
оксилами с образованием стойких к деструкции и гидролизу про-
стых эфирных связей [157]. При более высоких температурах про-
10*
147
исходит конденсация гидроксильных групп, сопровождающаяся сни-
жением адгезии [158], при температурах выше 300 °C происходит
термическая деструкция материала, и прочность клеевых соедине-
ний резко падает.
Эпоксиноволачные клеевые смолы могут быть использованы как
без растворителя в виде порошков и прутков, так и в виде рас-
творов. Клеи отверждаются при 160—200 °C и давлении 1 кгс/см2
в течение 15,0—4,5 ч. Введение в композицию 0,5 вес. % дициан-
диамида позволяет проводить отверждение при 120 °C в течение
20 ч. Добавка 0,1 вес. % триэтаноламина дает возможность сни-
зить продолжительность отверждения при 160 °C до 3 ч и при
Рис. 1.48. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава иа эпоксиноволачном клее 6Э-18Н-60-05 от температуры.
Рис. 1.49. Зависимость прочности при
сплава на эпоксиноволачных клеях от
сдвиге клеевых соединений алюминиевого
продолжительности старения при 180 (1),
200 (2), 300 (3) и 350 °C (4).
120 °C —до 8 ч. При увеличении содержания триэтаноламина до
0,5 вес. % полное отверждение достигается при 140 °C в течение
1 ч. Данные о прочности при сдвиге клеевых соединений дуралю-
мина на эпоксиноволачных клеях при различных температурах ис-
пытания и при старении приведены на рис. 1.48 и 1.49.
Эпоксиноволачные смолы могут быть модифицированы поли-
винилбутиралем, карбоксилсодержащим каучуком (СКН-26-1А)
и фторопластом. Растворы модифицированных смол могут приме-
няться для склеивания металлов и других материалов при 120—
180 °C. Прочность композиции, содержащей поливинилбутираль,
превосходит прочность клеевых соединений на клее БФ [159]. На
основе эпоксиноволачных смол может быть получен клей, стойкий
к термическому старению при температурах до 300 °C [159].
148
Эпоксиноволачная композиция, .содержащая хромат цинка в
качестве агента, повышающего стойкость системы к действию ат-
мосферных факторов (5—16 вес. ч. на 100 вес. ч. смолы), отверди-
теля, например амина (3—20 вес. ч.), флексибилизатора, напри-
мер полисульфида (1—1,5 вес. ч.), и наполнителя — порошок слю-
ды (20—35 вес. ч.), предложена для склеивания алюминиевых
сплавов [160]. '
Известны и другие способы получения модифицированных
эпоксиноволачных композиций [161].
Клеи на основе эпоксидных смол,
модифицированных полиамидами
Эпоксидно-полиамидные клеи обладают высокими прочностны-
ми характеристиками, но недостаточно водостойки. Клеевую эпок-
сидно-полиамидную композицию получают путем смешения
60%-ного раствора полиамидной смолы в смеси изопропилового'
спирта и толуола (1:1) с 80%-ным раствором эпоксидной смолы
в метилэтилкетоне. Соотношение компонентов 10:7,5. Жизнеспо-
собность состава 24 ч. При склеивании дается открытая выдерж-
ка 30—60 мин; выдержка при небольшом (контактном) давлении:
составляет 3 ч при 150 °C. Прочность клеевых соединений выше
прочности соединений на немодифицированных эпоксидных клеях,
холодного отверждения. Клеевые композиции на основе эпоксид-
ных смол, модифицированных полиамидом 6,6, пригодны для склеи-
вания при нагревании металлических сотовых конструкций.
Эпоксидно-полиамидный клей FM-1000 выпускается в США в.
виде жидкого клея, а также в виде пленки. Основное назначение
этого клея — склеивание силовых металлических конструкций. Хра-
нить пленку следует при температуре не выше 5 °C. Пленка может-
применяться самостоятельно или в сочетании с жидким клеем, ко-
торый используется в качестве подслоя. Оптимальный режим скле-
ивания— 1 ч при 171 ±5 °C под давлением 0,35—3,5 кгс/см2.
На основе эпоксидно-полиамидной смолы создан клей, пригод-
ный для работы при температурах до —252 °C [163]. Клей горя-
чего отверждения на основе эпоксидной смолы, полиамида и отвер-
дителя (например, 2,4-дигидразино-6-метиламино-сшш-триазина)
рекомендуется для склеивания металлов и неметаллических мате-
риалов [164]. Конструкционный эпоксидно-полиамидный клей'
предложен для склеивания металлов [165]. Описан клей на основе
полиамида и эпоксиноволачной смолы из полифункционального-
фенола, имеющий в 2,5 раза более высокую водостойкость, чем из-
вестная композиция FM-1000 (см. стр. 162) [166]. Основными
компонентами клея для крепления кордовой ткани к резине яв-
ляются эпоксидная смола и капролактам [167]. Описаны и другие-
эпоксидно-полиамидные клеевые составы [168].
145»
Клеи на основе эпоксидных смол, модифицированных
фурановыми соединениями
Клей ФЛ-4С представляет собой спиртоацетоновый раствор
эпоксидно-фуриловофенолоацетальной смолы, пластифицированной
диоктилсебацинатом. Клей предназначается для склеивания метал-
лов и главным образом для получения клеесварных соединений
дуралюмина. В качестве отвердителя используется гексаметилен-
диамин или кубовый остаток, получающийся при его производстве
(10% от массы клеевой композиции). Отверждение клея произ-
водится при 155—160 °C в течение 2 ч.
При получении клеесварных соединений рекомендуется следую-
щий режим:
Подъем температуры до 80 °C 1,5 ч
Выдержка при 80 °C . . . ,1ч
Подъем температуры до 120 °C 0,5 ч
Выдержка при 120 °C . . 8 ч
Подъем температуры до 140 °C 0,5 ч
Выдержка при 140 °C . . . . 0,5 ч
Прочность при сдвиге клеевого соединения дуралюмина на клее
ФЛ-4С при 20 °C составляет 90—100 кгс/см2. Клей устойчив к дей-
ствию кислых и щелочных агрессивных сред, обычно применяю-
щихся при анодировании алюминиевых сплавов [169].
Заслуживает внимания теплостойкий клей на основе эпоксид-
но-фурановой смолы УП-528 с, отверждающийся при 180—190 °C.
Ниже приведены данные о прочности клеевых соединений различ-
.ных материалов на этом клее:
Разрушающее напряжение
при сдвиге, кгс/см2
при 20 °C при 100 °C
Сталь......................180—185
Титан...................... 85—100
Алюминий АМГ-6.............125—150
Алюминий АМГ-6 + стеклопла-
стик . ................115—140
120—130
75—120
110—145
130—155
Клеи на основе эпоксидных смол, модифицированных
изоцианатами и уретанами
Для отверждения эпоксидов используют диизоцианаты (толу-
илендиизоцианат), полиизоцианаты, уретан ДГУ, а также некото-
рые частично или полностью блокированные изоцианаты [НО].
Различные эпоксидно-уретановые композиции [170] применя-
ются для склеивания металлов и неметаллических материалов.
Описан, в частности, клей для крепления кордовой ткани к рези-
не, состоящий из полиэпоксида и ароматического уретана [171].
Клей на основе полиуретандиэпоксида рекомендуется для склеи-
вания стали [172].
Предложены конструкционные клеи на основе диглицидиловог©
производного резорцина, продукта взаимодействия диизоцианата
И50
с бутиленгликолем, тетрахлор-ля-ксилилендиамина и добавок наф-
тената свинца. Отверждение происходит в течение 5 мин при 122 °C
[173].
Эпоксидная композиция, содержащая полиуретан и нафтенат
свинца, предложена [174] в качестве клея для соединения метал-
лов. Клей отверждается при 152 °C в течение 45 мин. Прочность
клеевых соединений стали при сдвиге составляет 413 кгс/см2. Сме-
шением жидкой эпоксидной смолы с модификатором, представляю-
щим собой продукт взаимодействия аддукта полиэфирполиола с
органическим полиизоцианатом и гидроксилсодержащим соедине-
нием (нереакционноспособным по отношению к эпоксидной смоле),
получают клеевую композицию, отвердителем которой служит ди-
циандиамид; наполнители — алюминиевая пудра и кремнезем
[175].
Клеи на основе эпоксидных смол, модифицированных
элементоорганическими соединениями
Известны композиции, получающиеся при совмещении эпокси-
дов с элементоорганическими, главным образом с кремнийоргани-
ческими, соединениями. Это — высокотеплостойкие клеящие систе-
мы, отверждающиеся при нагревании. К ним относятся клеи-
ТФЭ-9, Т-111, ВК-1, ВК-1М и ВК-1МС.
Клей ТФЭ-9 представляет собой композицию на основе смолы
ТФЭ-9, отвердителя и порошкообразного наполнителя [137]. Клей
применяется для склеивания стали, дуралюмина и кремнийоргани-
ческих пластмасс, работающих длительно при 200—250 °C и крат-
ковременно при температурах до 200 °C. Ниже приведены данные
о термическом старении клеевых соединений металлов на клее-
ТФЭ-9:
Дуралюмин Сталь-20 Латунь
Разрушающее напряже- ние при сдвиге, кгс/см2 до старения . . 90 146 55
после старения при 200 °C в те- чение 200 ч 60 45 15
» 250 °C в те- чение 500 ч 65 30 18
» 300 °C в те- чение 5 ч . 75 40 —
Тангенс угла диэлектрических потерь отвержденного клея при
20 °C равен 0,004, удельное объемное электрическое сопротивление-
1014 Ом-см, диэлектрическая проницаемость составляет 4—5.
Ниже приведены данные о режимах склеивания клеями ТФЭ-9'
и Т-111:
151.
ТФЭ-9 Т-111
Расход клея
число слоев............................. 1 —
расход на один слой, г/м2 .... 159 —
Открытая выдержка
температура, °C......................... 20 20
продолжительность, мин............... 20—30 30
Режим склеивания
давление, кгс/см2.......................0,4—2,0 До 1,0
температура, °C........................ 200 300
продолжительность, ч.............. . 2 3
Жизнеспособность при 20 °C, 4............... 48 48
Данные о прочности клеевых соединений на клеях ТФЭ-9 и
Т-111 приведены в табл. 1.53. Ниже показано, как изменяется
-прочность клеевых соединений металлов на клее ТФЭ-9 в процес-
се термического старения:
Дуралюмин Сталь-20 Латунь
Разрушающее напряже- ние при сдвиге, кгс/см2 до старения . . . 90 146 55
после старения . . при 200 °C в те- чение 2000 ч 60 45 15
» 250 °C в те- чение 500 ч 65 30 18
» 300 °C в те- чение 5 ч . 75 40 —
Клей Т-111 представляет собой композицию на основе эпоксид-
шо-кремнийорганической смолы, порошкообразного наполнителя
и отвердителя. Клей применяется для склеивания стали, дуралю-
Таблица 1.53. Прочность клеевых соединений
на клеях ТФЭ-9 иТ-111
Марка клея Склеиваемые материалы Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 200 °C при 300 °C при 400 °C
ТФЭ 9 Дуралюмин 90 120 85 —
Сталь 20 146 135 40 ——
Латунь 55 65 50 —
Т-111 Алюминиевый сплав 200 60 30 20
Сталь 3 150 90 30 22
мина, титана, керамики, стеклотекстолита. Кроме того, его реко-
мендуется применять для склеивания феррита, феррита с нержа-
веющей сталью и с титановыми сплавами. Рабочая температура
клея — до 300 °C. Данные о термостабильности клеевых соедине-
ний титанового сплава АМГ-6Т на клее Т-111 приведены ниже:
;152
После старения
До старения при 200 °C в течение 100 ч при 300 °C в течение 50 ч
Разрушающее напряжение при сдвиге, кгс/см2 при 20 °C 200 180 65
» 200 °C 60 55 50
» 300 °C зо- 30 25
» 400 °C 20 36 31
Действие воды на клеевые соединения в течение 15—30 сут вы-
зывает незначительное снижение прочности при комнатной тем-
пературе, а при 200—300 °C наблюдается увеличение прочности:
После выдержки
Исходные в воде
данные 15 сут 30 сут
Разрушающее напряже-
ние при сдвиге, кгс/см2
при 20 °C ... . 220 207 205
» 200 °C .... 60 65 80
» 300 °C .... 28 35 39
Клей обладает невысокой эластичностью. При нагрузке
135 кгс/см2 при 20 °C клеевые соединения работают более 500 ч,
а при 200 °C и нагрузке 30 кгс/см2 — около 500.
Клей В К-1 состоит из жидкой эпоксидной смолы, модифициро-
ванной элементоорганическим соединением (являющимся одновре-
менно и отвердителем), и наполнителя [176]. Применяется в клее-
вых, клеесварных, клеезаклепочных и клеерезьбовых соединениях
дуралюмина и титановых сплавов, работающих в интервале тем-
ператур от —60 до 150 °C. При использовании ВК-1 в клеерезьбо-
вых, клеевых и клеесварных соединениях в ряде случаев клей ча-
стично вытекает из зазора. Поэтому были созданы модификации
клея ВК-1 — ВК-1М и ВК-1МС с улучшенными технологическими
свойствами. Применение этих клеев позволяет выполнять клеерезь-
бовые, клеевые и клеесварные соединения любой сложности. Ре-
жимы склеивания клеями ВК-1, ВК-1М. и ВК-1МС приведены
ниже:
ВК-1 ВК-1М ВК-1МС
Расход клея 1 1 1
число слоев
расход на один слой, г/м2 . . 200—250 250—350 150—200
Режим склеивания
давление, кгс/см2 0,3—3,0 0,5—1,0 0,5—1,0
температура, °C продолжительность выдерж- 120—160 100 120
ки, ч 5—1 5 3
Жизнеспособность, ч 72 2 2
Данные о прочности клеевых соединений на клеях
ВК-1М и ВК-1МС приведены на рис. 1.50 и 1.51 и ниже:
ВК-1,
' 153
ВК-1 ВК-1М ВК-1МС
Прочность при неравномерном отрыве, кгс/см 12
при —60 °C 20 17
» 20 °C . . . 20 16 32
» 60 °C 16 11 30
» 150 °C . ..... Длительная прочность8 15 14 4
напряжение сдвига, кгс/см2 НО 80 85
время до разрушения, ч Максимальное напряжение цик- ла**, кгс/см2 500 500 500
при 105 циклах . 62 62 60
» 106 циклах . . . 53 52 52
» 107 циклах . , * При 20 °C. ** Клеевые соединения дуралюмина. 45 40 50
После выдержки в воде в течение 30 сут при 20 °C прочность
клеевых соединений на клее ВК-1 снижается на 30%, а на клее
ВК-1М остается без изменений.
Рис. 1.50. Зависимость прочности при сдвиге клеевых соединений металлов от
температуры:
I — ВК-1; 2 — BK-1M; 3 — ВК-1МС.
Рис. 1.51. Зависимость прочности при равномерном отрыве клеевых соединений
металлов от температуры:
7--ВК-1; 2 —ВК-1М; 3 — BK-1MG.
Клресварные соединения L применением этих клеев могут быть
выполнены методом заливки в сварной шов и сваркой по слою
клея, нанесенного на одну из свариваемых поверхностей. Соедине-
ния устойчивы к действию воды и тропического климата, микроор-
ганизмов, масла, керосина, бензина, минерального топлива; клеи
не вызывают коррозии металлов.
К эпоксидно-кремнийорганическим клеям относятся также тер-
мостойкие клеи СКДА и ВТ-200, не требующие при отверждении
применения высоких температур [138].
154
Клей СКДА отверждается при 50 °C в течение 10 ч (можно
отверждать и при 100 °C в течение 4 ч); разрушающее напряжение
клеевого соединения при сдвиге при 20 °C составляет 67 кгс/см2,
а при 400 °C — 20 кгс/см2. Термостабильность клея при 300 °C до-
статочно высока: после выдержки при 300 °C в течение 2000 ч
прочность при сдвиге клеевых соединений составляет 26 кгс/см2
(испытание при 300 °C). Клей предназначается для склеивания
алюминиевых сплавов, стали, титана, меди, латуни и текстолита.
Теплостойкий конструкционный клей с рабочей температурой
260 °C, предназначенный для склеивания самолетных конструкций
и слоистых пластиков, может быть изготовлен на основе эпоксино-
волачной смолы, содержащей п,п'-диаминодифенилсульфон в ка-
честве отвердителя, 1,3-бис- [3'- (2//,3"-эпоксипропокси) -пропил] -тет-
раметилдисилоксан и эпоксилоксановое соединение, применяемое
в качестве реакционного растворителя [177]. Клей отверждается
при повышенной температуре. Прочность при сдвиге склеенных
внахлестку титановых панелей составляет: при 24 °C — 165 кгс/см2,
после старения при 200 °C в течение 3 ч—138 кгс/см2, а после
100 ч старения при 260 °C— 127 кгс/см2.
Теплостойкий конструкционный клей, стабильный при темпера-
турах от —54 до 815 °C, создан на основе композиции, состоящей
из эпоксидной смолы, кремнийорганического соединения, феноль-
ной смолы, отвердителя и порошка никеля в качестве наполнителя
[178].
Стойкая к действию воды клеевая композиция состоит из эпок-
сидного олигомера, модифицированного полисилоксаном, полиуре-
тана и диамина в качестве отвердителя [179].
Стойкую к действию повышенных температур композицию по-
лучают на основе эпоксидной смолы, кремнийорганического соеди-
нения, минерального наполнителя (например, талька) и циангуа-
нидина. Отверждается клей при 200 °C в течение 4 ч [180].
Клеевая композиция с пониженной хрупкостью может быть по-
лучена путем смешения 150 вес. ч. триглицидилизоцианурата,
50 вес. ч. резола с температурой размягчения 85—100 °C, 6 вес. ч.
диметиланилина и порошка, полученного при измельчении сплава
НО вес. ч. резола с 30 вес. ч. 1,7-ди-1,3-бис-(2,3-эпокси-З-пропокси-
пропил)-фенил-1,3,3,5,5,7-гексаметилтетрасилоксана. Склеивание
осуществляется при 130 °C в течение 3 ч [181].
Прочие отвердители и эпоксидные клеи
горячего отверждения
Для отверждения клеевых эпоксидных композиций при 60—
120 °C предложено применять аддукт олигоэфиракрилата МГФ-9
и ти-фенилендиамина. Отвердитель представляет собой жидкость
черного цвета [182] с вязкостью 600—800 сСт (при 25 °C) и со-
держанием азота 11—12%. Вводится в количестве 35—50 вес. ч.
на 100 вес. ч. эпоксидной смолы (с молекулярным весом около
155
400). Клеевые композиции характеризуются большой жизнеспо-
собностью, максимальная рабочая температура 120 °C.
Интересны отвердители (являющиеся одновременно и пласти-
фикаторами) на основе аддуктов тунгового масла и малеинового
ангидрида [183].
Пониженной токсичностью обладают отвердители, представляю-
щие собой продукты взаимодействия полиаминов с окисью этиле-
на или пропилена [184].
В качестве отвердителей предложено также использовать три-
этаноламиноборат [185] и хелатные соединения [86, 186]. Компо-
зиция, состоящая из 80—98 вес. ч. эпоксидной смолы и 2—20 вес. ч.
хелата цинка, может храниться в течение года и отверждается в
течение нескольких минут при 150—250 °C.
В качестве отвердителей могут быть использованы аминоформ-
альдегидные смолы. Соотношения компонентов устанавливаются
эмпирически; обычно вводят 20—30% карбамидоформальдегидной
смолы (от массы всей композиции) [110].
Предложено [187] применять в качестве отвердителя клеевых
эпоксидных смол а,р-дипиперидин, являющийся нетоксичным ве-
ществом. Жизнеспособность композиции при 18 °C — более 100 ч.
Ниже приведены данные о свойствах клеевой композиции, содер-
жащей 100 вес. ч. смолы ЭД-16, 15 вес. ч. дибутилфталата и раз-
личные количества а,|3-дипиперидина:
Количество а,|3-дипиперидина, вес. ч. на 100 вес. ч. смолы 18 20 26
Температура отверждения, °C . . 120 120 120
Продолжительность отверждения, мин 25 20 27
Разрушающее напряжение при рав- номерном отрыве при 20 °C, кгс/см2 610 640 520
Отвердителями эпоксидных клеевых систем могут служить ди-
азобициклоалкены или их соли. Продолжительность отверждения
при 80 °C при использовании этих отвердителей сокращается при-
мерно в 6 раз [188]. Отвердителями эпоксидных смол могут быть
также полиэфиры (например, малеинаты) с концевыми карбоксиль-
ными группами [189].
Представляет интерес клей В К-7— композиция [113], в состав
которой входит эпоксидная смола, содержащая триазиновые коль-
ца. Теплостойкость клея достигает 250 °C. Клей содержит отвер-
дитель, наполнитель и растворитель. Он применяется в клеевых
и клеесварных соединениях стали, алюминиевых и титановых спла-
вов. При склеивании требуется открытая выдержка в течение 24 ч
при 20 °C и 2 ч при 60 °C и давлении 0,5—1 кгс/см2. Выдержка
под давлением может производиться по одному из следующих
режимов:
205+5 °C............ 1ч 155+5 °C............ 5 ч
185+5 °C......... 2 ч 125+5 °C.............. 12 ч
156
Клеевые соединения дуралюмина при напряжении сдвига
50 кгс/см2 выдерживают при 20 °C без разрушения 180 ч, при
250 °C и напряжении 35 кгс/см2 — 36 ч. При 20, 230 и 250 °C и
напряжении сдвига 60, 35 и 30 кгс/см2 соответственно клеевые со-
единения на клее ВК-7 выдерживают без разрушения 106 циклов.
Прочность клеевых соединений дуралюмина существенно не из-
меняется после действия воды в течение 30 сут.
При изготовлении клеесварных конструкций нашел широкое
применение отечественный эпоксидно-полисульфидный клей К-4С,
отверждающийся при 125 °C в течение 3 ч [200, 201].
Разработан эпоксидный клей-герметик марки УП-5-149-2 для
внутришовной и поверхностной герметизации заклепочных и бол-
товых соединений с термостабильностью до 180 °C. Отверждение
клея-герметика рекомендуется проводить при 120 °C в течение 6 ч.
Прочность клеевых соединений стали при сдвиге при 20 °C состав-
ляет 100—130 кгс/см2, при 150 °C—40 кгс/см2 [105].
На основе олигодиенэпоксида разработана клеящая компози-
ция горячего отверждения, содержащая сажу и аэросил. Продол-
жительность отверждения при 120 °C — 2—4 ч. Жизнеспособность
при 20 °C — около 2 мес. [134].
Карбоксилсодержащие каучуки, в частности каучук СКН-26-1,
применяют для модификации эпоксидных смол с целью создания
клеевых композиций повышенной прочности [94, 202, 203].
Клей Резивелд 7007 на основе модифицированной эпоксидной
смолы, применяется для склеивания при нагревании необезжирен-
ных стальных деталей. Разрушающее напряжение при сдвиге [204]
клеевых соединений при 20 °C составляет 210 кгс/см2.
Модифицированный каучуком эпоксидный клей AF-126 отверж-
дается при ПО—120 °C и давлении 0,7—3,5 кгс/см2. Применяется
для склеивания металлов и неметаллических сотовых панелей,
в частности в лопастях вертолетов [205]. Рабочие температуры
клея от —60 до 120 °C. Прочность при сдвиге клеевых соединений
на клее AF-126 характеризуется следующими данными:
Температура, °C... 55 20 82 120
Разрушающее напряже-
ние при сдвиге, кгс/см2 400 30,2 224 65
Клей ЕС-2186 — однокомпонентная композиция для склеивания
алюминиевого сплава при 180 °C в течение 1 ч. Разрушающее на-
пряжение при сдвиге при 20 °C составляет 350—420 кгс/см2, при
80 °C — 335—405 кгс/см2. Клеевые соединения стойки к ударным
нагрузкам [206].
Клей А-7000 — термостойкий эпоксидный клей. Прочность при
сдвиге клеевого соединения внахлестку при 177 °C составляет
140 кгс/см2 (в некоторых случаях прочность достигает 245 кгс/см2).
Клей отверждается в течение 2 ч при 177 °C.
Клей Гра-Бонд 2108 — двухкомпонентный эпоксидный клей, об-
разующий прочные клеевые соединения, стойкие к действию хими-
157
ческих реагентов [208]. Клей предназначен для склеивания метал-
лов, керамики, стеклопластиков и других материалов. Клеевые со-
единения выдерживают температуры до 250 °C. Они приобретают
оптимальные свойства после отверждения в течение 20 мин при
150 °C и последующей выдержке при 205 °C в течение 2 ч.
Клей Эпоксилайт 5524 (фирма «Shell») применяется для склеи-
вания теплозащитных слоистых материалов. Он отверждается при
177—204 °C и контактном давлении, обладает стойкостью к дей-
ствию влаги и химических реагентов. Разрушающее напряжение
при сдвиге соединения внахлестку на клее Эпоксилайт 5524 после
выдержки в течение 5 мин при 315 °C составляет [209] 80 кгс/см2,
после выдержки в течение 1 мин при 370 °C — 42 кгс/см2.
Клей Хемгрип НТ (фирма «Hemplast») применяется для склеи-
вания тефлона. Прочность клеевых соединений не изменяется при
длительном воздействии температур до 260 °C и кратковремен-
ном— до 430 °C. Клеевые соединения характеризуются такой же
стойкостью к действию химических реагентов, как и тефлон. Тем-
пература отверждения клея Хемгрип НТ —120 °C, прочность при
сдвиге [210] клеевых соединений при комнатной температуре со-
ставляет 126 кгс/см2.
Клей Аэробонд 2143 (фирма «Adhesive Engineering») [211] —
теплостойкий пастообразный эпоксидный клей с металлическим
наполнителем. Клеевые соединения выдерживают длительное воз-
действие температуры до 177 °C и кратковременное — до 260 °C.
Клей применяется в космонавтике и электронике.
Клей, содержащий 78,2 вес. % эпоксидной смолы Унокс 201,
19,2 вес. % малеинового ангидрида и 2,6 вес. % триметилолпропа-
на [212], отверждается при 200 °C. В качестве наполнителей для
этого клея используют алюминиевый порошок, окись алюминия и
трехокись сурьмы. Наибольшей теплостойкостью характеризуется
композиция, содержащая трехокись сурьмы. Разрушающее напря-
жение при сдвиге клеевого соединения на этом клее составляет
51 кгс/см2 при 207 °C.
Эпоксидный клей с длительной жизнеспособностью, отверждаю-
щийся при 86 °C в течение 90 мин и обладающий жизнеспособно-
стью 5—10 сут при 32 °C и 2—4 недели при 24 °C, состоит из
100 вес. ч. эпоксидной смолы и 1—20 вес. ч. отверждающего аген-
та, в состав которого входит производное карбамида. В качестве
ускорителя могут быть использованы: дициандиамид, гидразид
стеариновой кислоты, амид янтарной кислоты, цианацетамид
[213].
Описана быстроотверждающаяся композиция, содержащая про-
дукты взаимодействия акриловой кислоты с эпоксисоединениями
и фотосенсибилизаторы (антрахинон-2,4-динитротолуол, 5-нитроса-
лицилальдегид) [214].
Фирмой «Shell» разработана [215] огнестойкая композиция
Эпон 1045-А-80. Известны эпоксидные клеи для склеивания алю-
миниевой фольги и соединения пленок из термопластов [216],
158
которые могут эксплуатироваться при температурах —195 и
—252 °C.
Ненасыщенные соединения, содержащие эпоксигруппы, напри-
мер глицидилдиаллиловый эфир, глицидилаллифталат, глицидил-
метакрилат и их сополимеры, также могут быть использованы в
качестве компонентов клеев [217].
Описаны эпоксидные клеевые композиции для изготовления
слоистых материалов из тканей и пенополиуретанов и крепления
резинотканевых изделий [218]. Известен жидкий клей для склеи-
вания металлов на основе эпоксида, неопрена и фенолоальдегид-
ной смолы [219].
Фирмой «Ciba» созданы эпоксидные клеи горячего отвержде-
ния с улучшенными технологическими свойствами [220].
Описаны также клеящая композиция Эккобонд SF-40 для кос-
мической техники [221], эпоксидные клеи, модифицированные по-
лиамидами [222], клей для склеивания металлов с прочностью до
306 кгс/см2 при 20 °C на основе эпоксидно-полиамидной и феноль-
ной смол и отвердителя [223], эпоксидные клеи для склеивания
алюминиевых сплавов на основе модифицированной эпоксидно-
фенольной композиции [224]. Эпоксидные клеи для склеивания де-
рева, стекла, пластмасс, металлов и сотовых конструкций [225,
226], эпоксидный клей на основе смолы ЭД-20 для склеивания
оптических изделий [227]. Фирмой «Furane Plastics Ins.» (США)
разработан эпоксидный клей Эпибонд с теплостойкостью до 176 °C
[228].
Прочность при сдвиге при 205 °C клеевого соединения алюми-
ниевого сплава на эпоксидном клее марки ERL 0510 фирмы «ВХЬ»
(отвержденного в течение 1 ч при 175 °C)—около 140 кгс/см2
[229].
Предложены клеи, представляющие собой эпоксидные смолы,
модифицированные карбоксилсодержащим сополимером акрило-
нитрила с бутадиеном. В состав композиции введен 1,5-диоксинаф-
талин. В качестве катализаторов используют третичные амины,
трифенилфосфен и галогениды фосфония. Прочность клеевых со-
единений при сдвиге при 25 °C составляет 374 кгс/см2, при 121 °C —
228 кгс/см2. Отверждение производится при 121 °C в течение 1 ч
[230].
На основе эпоксидных смол, содержащих в качестве модифи-
катора алкиловые эфиры 2,4,6-триазинофосфиновой кислоты, соз-
даны самозатухающие клеевые композиции. Отвердителями могут
быть амины и ангидриды дикарбоновых кислот. Наполнителем
может служить нитрит бора. Отверждение производится под дав-
лением 0,8 кгс/см2 в течение 2 сут при 20 °C, затем—4 ч при 80 °C.
Прочность клеевых соединений при сдвиге при 20, 200 и 300 °C
соответственно 129, 120 и 60 кгс/см2 [231].
Описан эпоксидный клей с длительной жизнеспособностью
(2—4 недели при 24 °C), отверждающийся при 86 °C в течение
90 мин. В качестве модификатора клей содержит производное
159
карбамида. В качестве отвердителя рекомендованы амид янтарной
кислоты, гидразид стеариновой кислоты, дициандиамид [232].
Предложен эпоксидный клей, содержащий продукт реакции
акриловой кислоты с эпоксисоединениями и фотосенсибилизато-
ры. Отверждение происходит при 125 °C в течение 2 ч [233].
Стойкий к действию воды, масел и некоторых растворителей
клей горячего отверждения представляет собой композицию на
основе эпоксидной смолы, полисульфида и других компонентов
[234].
За рубежом разработаны клеи на основе диэпоксибутилкарбо-
рана с прочностью при сдвиге 153 кгс/см2 при 260 °C. Клей пред-
назначается для соединения сотовых панелей с обшивкой и за-
полнителем из нержавеющей стали.
В литературе приведены свойства [235] термопластичных эпок-
сидных клеев Нексус-1 и 9F-20, характеристики эпоксидных клеев,
выпускаемых в ПНР и ЧССР [236], описаны новые эпоксидные
клеи, стойкие к действию кислот и щелочей [237], приведены ре-
зультаты исследования прочностных свойств эпоксидных компози-
ций [238—242] и их теплостойкости [243].
С целью создания нетоксичных клеев с повышенной жизнеспо-
собностью используется метод микрокапсулирования — временно-
го изолирования высокодисперсных частиц в оболочки из инерт-
ного материала с последующим взаимодействием всех составных
частей композиции в процессе формирования клеевого соединения
под воздействием давления, температуры и других факторов [244].
Применительно к эпоксидным клеевым системам известно микро-
капсулирование некоторых ангидридов и аминных отвердителей
(полиэтиленполиамина, триэтаноламина, диэтиланилина, метилен-
дианилина и др.). Микрокапсулированные эпоксидные клеи ис-
пользуются для склеивания металлов и неметаллических материа-
лов, образуя соединения, близкие по свойствам к соединениям на
обычных клеях [108, 243, 244].
Описана композиция на основе твердой эпоксидной смолы кап-
сулированного ангидрида и третичного амина, отверждающаяся
при 93 °C в течение 30 с; жизнеспособность клея 24—28 ч при
комнатной температуре [246].
ПЛЕНОЧНЫЕ ЭПОКСИДНЫЕ КЛЕИ
Все возрастающее значение приобретают эпоксидные пленоч-
ные клеи, использование которых дает не только ряд существен-
ных технологических преимуществ, но позволяет получить клеевые
соединения с очень высокими прочностными характеристиками и
стойкие к термоокислительной деструкции. Это особенно важно
при изготовлении сотовых конструкций с большим сроком службы.
Для получения пленочных эпоксидных клеев используются пре-
имущественно модифицированные смолы. В качестве модификато-
ров наибольшее значение приобрели различные каучуки, ацетали
160
поливинилового спирта, полиамиды, полиэфиры и другие термо-
пласты, эластомеры и их многочисленные сочетания.
При разработке пленочных эпоксидных клеев основная труд-
ность заключается в выборе отверждающей системы, пригодной
для изготовления пленок с удовлетворительным сроком хранения.
Многие пленочные клеи требуют особых условий хранения при по-
ниженных температурах.
Известны два типа пленочных эпоксидных клеев — армирован-
ные и неармированные. В качестве армирующих материалов ис-
пользуются в большинстве случаев различные ткани — полиамид-
ные, стеклянные и другие синтетические ткани.
Для производства армированных пленочных материалов могут
быть использованы пропиточные машины различных типов: неар-
мированные пленки изготовляются на поливочных, шпрединг-ма-
шинах, экструзионных и других устройствах.
Основой ряда пленочных клеев являются эпоксиноволачные
смолы. Так, совмещением эпоксиноволачных смол с поливинилбу-
тиралем получены пленочные клеи, пригодные для склеивания ме-
таллов при 180 °C. Пленки получаются экструзией гранулирован-
ного порошка, изготовленного при смешении и вальцевании порош-
кообразной смолы с поливинилбутиралем при 140—160 °C. Пока-
затели прочности при сдвиге клеевых соединений стали на эпокси-
новолачных смолах, совмещенных с поливинилбутиралем, приведе-
ны ниже:
БЕН-20П БЕН-50П БЕН-85П
Состав клея, % эпоксиноволачная смо- ла 80 50 15
поливиннлбутираль . . 20 50 85
Разрушающее напряжение клеевых соединений ста- ли 3 при сдвиге, кгс/см2 при 20 °C 340 420 275
» 60 °C 360 301 180
» 80 °C 322 236 172
» 100 °C 262 160 87
» 120°С .... 131 77 46
Введение в композицию БЭН-50 дибутилсебацината (5—10%)
приводит к увеличению пластичности при одновременном сниже-
нии прочности клеевых соединений стали при сдвиге до 367 кгс/см2
при 20 °C [247].
Описаны вспенивающиеся пленочные клеи марок ВДВ-1 и
ВДВ-2 на основе модифицированных эпоксидных смол. Отверж-
дение проводится при 175 ±5 °C в течение 2 ч под давлением
0,5 кгс/см2. Назначение клеев — склеивание сотовых конструкций,
крепление сотового заполнителя к оснастке и каркасу, склеивание
сотоблоков между собой и др. [248].
Известны эпоксидно-фенольные модифицированные полиами-
дом клеящие пленки, состоящие из смеси 5—65 вес. ч. спиртор ас-
11—2591 161,
творимого полиамида, 25—75 вес. ч. эпоксидной смолы с молеку-
лярным весом около 400 и 3—5 вес. ч. фенолоформальдегидной
смолы. Отверждается пленка в течение 90 мин при 121 °C и дав-
лении 2,8 кгс/см2. Рабочая температура клея не превышает 84 °C.
Назначение — склеивание металлов и трехслойных сотовых кон-
струкций [249].
Клеящая пленка на основе эпоксидной смолы (Эпон 828, 1001
и др.), совмещенной с растворимым в водно-спиртовой смеси по-
лиамидом, пригодна для склеивания алюминия и трехслойных
конструкций, работающих в интервале температур от —60 до 80 °C.
Композиция готовится путем растворения 85 вес. ч. полиамида в
268 вес. ч. метанола и 55 вес. ч. воды в течение 2 ч при 66 °C.
К раствору добавляют тщательно перемешанную смесь 15 вес. ч.
эпоксидного олигомера или эпоксидированного новолака с
3,6 вес. ч. 2,4-дигидразин-6-метиламина-5-триазином (отвердитель).
Режим отверждения — 90 мин при 121 °C под давлением 2,8 кгс/см2.
Прочность клеевых соединений при сдвиге — 470 кгс/см2 при 20 °C,
266 кгс/см2 при 82 °C, 98 кгс/см2 при 121 °C и 343 кгс/см2 при
—55 °C. После пребывания в течение 30 сут в воде прочность со-
единений составляет 413 кгс/см2 [250].
Известен эпоксидно-полиамидный пленочный клей марки
FM-1000, образующий клеевые соединения с очень высокими проч-
ностными показателями. Прочность при сдвиге клеевых соединений
стали на этом клее с подслоем жидкого клея и без него практи-
чески одинакова:
Температура испытания, °C Разрушающее напряжение при сдвиге, кгс/см2
без подслоя с подслоем
—55 520 515
20 497 505
82 303 294
121 182 175
Клеевые соединения устойчивы к действию топлив и антифри-
зов, но имеют невысокую водостойкость.
Кроме клея FM-1000 в США производятся неармированные
пленочные клеи на основе эпоксидно-полиамидных композиций,
некоторые свойства которых и режимы отверждения приведены
ниже:
Метлбонд 1301 («Narmco») .Эпон 951* («Shell») Скотчвелд* AF-40 («Minnesota Mining Manu- facturing Со.»
Режим отверждения 177
температура, °C . . 130—140 177
продолжительность, ч 1 1 1
давление, кгс/см2 Разрушающее напряже- ние при сдвиге, кгс/см2 2,8—7,0 1.7 1,7
при —55 °C . , , 455 440 —
» 20 °C ... 575 460
» 80 °C ... 350 295 —
162
Прочность при отдире
Т-образных соединений, кгс/см
при —55 °C................................
» 20 °C............................
» 70 °C............................
3,0 4,3 —
21,6 21,2 —
— 13,5 —
• Клеи применяются с подслоем.
Характеристики пленочных клеев на основе модифицированных
эпоксидных смол, выпускаемых фирмой «Ciba — Geigy», представ-
лены в табл. 1.54 и на рис. 1.52.
сплава на пленочных клеях от температуры:
I — BSL-30BA; 2—BSL-319; 3 — Ридакс-606; 4 — Ридакс-322.
Фирма «Whittaker Corp.» (отделение «Narmco») выпускает два
пленочных клея, предназначенных для соединений обшивок с запол-
нителями в трехслойных конструкциях, выдерживающих действие
температур до 260 °C, — Метлбонд 302 и Метлбонд 306. Оба клея
представляют собой модифицированные фенолоформальдегидной
смолой эпоксидные композиции на подложке из стеклоткани.
Метлбонд 306 можно применять для склеивания радиотехнических
деталей, так как в состав его не входит какой-либо металличе-
ский наполнитель. Клей Метлбонд 302 может отверждаться при
107 °C с выдержкой всего лишь 3 ч под давлением 0,7—3,5 кгс/см2.
Клей Метлбонд 306 можно отверждать при 135 °C в течение 3 ч
под давлением 0,7—3,5 кгс/см2, однако, оптимальный режим отвер-
ждения— 1 ч при 162—177 °C. Прочность при сдвиге клеевых со-
единений на клее Метлбонд 302 может значительно изменяться
в зависимости от продолжительности выдержки при повышенных
температурах. Так, после 30 мин пребывания при 230 °C клей име-
ет прочность при сдвиге 136 кгс/см2, при повышении температуры
испытаний до 260 °C прочность при сдвиге уменьшается всего на
3,5 кгс/см2, однако, увеличение продолжительности выдержки при
этой температуре до 192 ч приводит к снижению прочности до
63 кгс/см2. Клей Метлбонд 306 имеет несколько более высокую
прочность при 260 °C— 112 кгс/см2, а при 315 °C — 63 кгс/см2 [251].
П* 163
Таблица 1.54. Свойства пленочных клеев на основе модифицированных эпоксидных смол
Марка Условия и срок хранения Толщина пленки, мм Масса 1 м2 пленки, г Содержа- ние летучих, % Темпера- тура отвержде- ния, °C Продол- житель- ность от- вержде- ния, ч Тепло- стойкость, °C Назначение
BSL-308 12 мес. при 20 °C 0,225 280 <1,0 160—175 2,0 0,5 120 Склеивание сотовых ме- таллических конструк- ций без применения подслоя
BSL-308A 3 мес. при 20 °C 0,25 280 <1,0 170 1 100 Склеивание металлов
BSL-312 При —20 °C — несколько мес.; при +20 °C — не более 1,5 мес. 0,25 290 1,0 120 0,5 100 Склеивание металличе- ских и неметалличе- ских сотовых конст- рукций
BSL-319 3 мес. при 20 °C 0,28 367 <1,0 175 1 175 Склеивание металлов и сот с обшивкой в аэрокосмических кон- струкциях
Ридакс 322 При 25 °C — 12 сут; при —18 °C—1,5 мес. 0,29 380 <1,0 175 1 220 Склеивание металлов и обшивок с сотовым заполнителем
Ридакс 606 До 3 месяцев при 20 °C 0,25 290 <1,0 120 110 100 0,5 1 2 100 Склеивание сотовых и слоистых металличе- ских конструкций
Армированный синтетической тканью пленочный клей на основе
модифицированной эпоксидной смолы Метлбонд 329 (фирма
«Whittaker Corp.») отверждается в течение 1 ч при 177 °C под
давлением 1,0—3,5 кгс/см2. Разрушающее напряжение при сдвиге
соединений алюминиевых сплавов составляет 210 кгс/см2 при 20 °C
и 126 кгс/см2 при 205 °C. Клей применяется для изготовления сото-
вых конструкций.
Модифицированный эпоксидный пленочный клей Метлбонд
329-7, армированный трикотажной синтетической тканью, пред-
ставляет собой модификацию клея Метлбонд 329. Клеевые соеди-
нения металлов и сотовых конструкций на этом клее обладают вы-
сокой прочностью и могут эксплуатироваться при температурах
от —55 до 215 °C. Клей отверждается в течение 1 ч при 177 °C и
давлении 0,7—3,5 кгс/см2. При склеивании алюминиевого сплава
этим клеем прочность при сдвиге при 185 °C составляет 217 кгс/см2,
после выдержки в течение 3 ч при 215 °C прочность снижается до
133 кгс/см2.
Этот клей можно использовать также и для склеивания тита-
новых сплавов: соединения при 215 °C имеют прочность при сдвиге
126 кгс/см2, после выдержки в течение 18 ч при 185 °C прочность
составляет 224 кгс/см2. Соединения на клее Метлбонд 329-7 харак-
теризуются высокой стойкостью к действию солевого тумана и воз-
духа с температурой до 215 °C и повышенной влажностью.
Этой же фирмой разработан опытный пленочный модифициро-
ванный эпоксидный клей Метлбонд 1510. Клей можно эксплуати-
ровать в диапазоне температур от —55 до 177 °C. Он может при-
меняться в радиопрозрачных конструкциях. Кроме того, он обес-
печивает хорошую защиту алюминиевых и титановых сплавов от
воздействия высокой влажности и соляного тумана при повышен-
ных температурах. Клей отверждают в течение 1 ч при 177 °C и
давлении 0,7—3,5 кгс/см2. Прочность при сдвиге соединений не-
плакированного алюминиевого сплава при 177 °C после старения
в течение 500 ч при этой же температуре составляет 147 кгс/см2,
а прочность при комнатной температуре после длительного термо-
старения— 196 кгс/см [251].
Теплостойкость пленочного эпоксидного клея FM-96 составляет
177 °C. Клей отверждается при 177 °C в течение 1 ч под давле-
нием 1,0—3,5 кгс/см2. Разрушающее напряжение при сдвиге клее-
вых соединений на этом клее при 20 °C составляет 303 кгс/см2,
а при 177 °C— 122 кгс/см2 [251].
Основные характеристики других пленочных клеев на основе
модифицированных эпоксидных смол, выпускаемых фирмой «Whit-
taker Corp.», приведены в табл. 1.55. Интересно проследить влияние
режима отверждения на прочность клеевых соединений на эпок-
сидном пленочном клее Метлбонд 225 (фирма «Narmco»)
(табл. 1.56). Зависимость свойств модифицированного эпоксидно-
го пленочного клея 227 (фирма «Narmco») от массы пленки пока-
зана в табл. 1.54.
Таблица 1.55. Режимы отверждения пленочных армированных
модифицированных эпоксидных клеев фирмы
«Whittaker Corp.» (отделение «Narmco»)
и свойства клеевых соединений на их основе
Показатели 117А 227 227-1 1107 1111
Режим отверждения 105
температура, °C 120 127 120 120
продолжительность, Ч 0,5 1 1 1 1
давление, кгс/см2 Разрушающее напряжение при сдвиге, кгс/см2 0,7—3,5 2,8 2,8 2,8 2,8
при —55 °C 224 385 385 490 455
» 20 °C 335 385 364 400 427
» 80 °C 300 210 — 196 294
» других температурах Прочность при отдире Т-образных образцов, кгс/см 122 (120 °C) — 280 (70 °C)
при —-55 °C 1,8 2,9 3,6 4,5 4,5
» 20 °C 5,4 7,2 5,4 7,7 8,1
» 80 °C 4,5 5,4 4,5 7,2 7,2
Таблица 1.56. Влияние режима отверждения на прочность клеевых
соединений на клее Метлбонд 225*
Показатели Темпера- тура испытания, °C Режим отверждения
177 °C, 30 мнн 107 °C, 9Э мин 107 °C, 60 мин 93 °C, 90 мин
Разрушающее напряжение при —55 300 312 287 294
сдвиге, кгс/см2 20 343 366 371 364
80 287 270 294 273
120 112 115 114 108
Прочность при отдире Т-образ- —55 4,7 4,6 5,4 4,6
ных металлических образцов, 20 5,8 6,5 5,4 5,4
кгс/см 80 6,3 8,6 5,4 5,8
Прочность при отдире соедине- —55 3,6 3,9 3,3 3,0
ний сотовых конструкций, кгс/см 20 3,7 3,3 3,6 3,3
* Давление при склеивании 1,7 кгс/см2, масса 1 м2 клеевой пленки 390 г.
Режимы отверждения пленочных клеев на основе модифициро-
ванных эпоксидных смол 927R и 9602 (фирма «Shell») и AF-31 и
AF-126 (фирма «Minnesota Mining Manufacturing Со.») и свойства
клеевых соединений приведены в табл. 1.58. Свойства и режимы
отверждения модифицированных эпоксидных клеев, представляю-
щих собой армированные пленки (голландская фирма «Strucol»),
приведены в табл. 1.59.
166
Таблица 1.57. Зависимость свойств клеевых соединений
от массы пленочного клея 227
Показатели Масса 1 пленки, г
220 293 39J
Разрушающее напряжение, кгс/см2 при —55 °C 315 350 315
» 20 °C 315 315 315
» 80 °C Разрушающее напряжение при равномер- ном отрыве соединений сотовых конст- рукций, кгс/см2 при —55 °C 210 210 210
70 73,5 77
» 20 °C 36 45 56
» 80 °C Прочность при отдире соединений сотовых конструкций, кгс/см 21 26 31
при —55 °C 3,6 5,3 8,3
» 20 °C 3,6 5,3 9,8
» 80 °C 1,8 3,0 5,3
Таблица 1.58. Режимы отверждения пленочных клеев на основе
модифицированных эпоксидных смол и свойства клеевых соединений
Показатели 927 R (армированная пленка) 9602 (армированная пленка) AF-31 (неармирован- ная пленка) AF-126 (армированная лента)
Режим отверждения температура, °C 20 120 177 120
продолжительность, ч 72 1 2 1
давление, кгс/см2 1,0—3,5 2,0—3,5 7,0 0,7—3,5
Разрушающее напряжение при сдвиге, кгс/см2 при —55 °C 140 355 265 400
» 20 °C 210 455 265 375
» 80 °C 28 310 170 224
Прочность при . отдире Т-образных образцов, кгс/см при —55 °C 3,2 (при 150 °C) 5,1
» 20 °C 7,2 6,3 4,5 6,7
» 80 °C — 7,7 2,2 3,6
Клеящую пленку на эпоксидно-фенольном клее FPL-710 полу-
чают при погружении стеклоткани толщиной 0,25 мм в жидкий
клей [155]. Пленка после сушки (сначала на воздухе, а затем при
80 °C) пригодна для применения в течение года. Соединения ме-
таллов, полученные с помощью клеящей пленки, обладают по
сравнению с клеевыми соединениями на жидком клее более высо-
кой прочностью при 315 °C. Еще большее повышение прочности
167
Таблица 1.59. Режимы отверждения пленочных клеев
на основе модифицированных эпоксидных
смол фирмы «Strucol» и свойства
клеевых соединений
Показатели R-393 R-382 R-I50 R-391/I
Режим отверждения
температура, °C 95—135 95—135 65-95 120—135
давление, кгс/см2 Теплостойкость, °C Разрушающее напряжение при Ю,5—30 0,5—3,0 0,5—3,0 0,5—3,0
100 80 80 100
сдвиге, кгс/см2
при 20 °C 300 340 290 330
» 80°С Разрушающее напряжение при равномерном отрыве сотовых 280 200 215 200
конструкций, кгс/см
при 20 °C 82 75 60 ——
» 80 °C 60 60 50 —
достигается при использовании в качестве подложки для нанеее-
ния клея стекломата, предварительно пропитанного фурфуролом.
Длительная термообработка клея FPL-710 приводит к снижению
прочности клеевого соединения при сдвиге при 20 °C до 47 кгс/см2.
Исследование различных стабилизаторов термического старения
клея FPL-710 (200 ч при 290 °C) показало, что лучшими являются
оксихинолин и триацетилацетонат алюминия.
Эпоксидный клей Хидакс 1197 (фирма «Ciba») выпускается в
виде пленки с подложкой из стеклоткани. Его применяют для
склеивания металлов, в частности сотовых конструкций. Пленка
выпускается в рулонах шириной 30 см с полиэтиленовой проклад-
кой. Жизнеспособность клея — 3 мес. Склеивание производится при
145—155 °C в течение 30 мин при давлении 0,7—7,0 кгс/см2. Проч-
ность при отрыве клеевых соединений обшивки с сотовым запол-
нителем при 20 °C составляет 33,8, а при 250 °C — 16,2 кгс/см2.
Пленочный армированный эпоксидно-фенольный клей М-302
отверждается при 107—177 °C в течение 3—1 ч под давлением 1—
3,5 кгс/см2. Разрушающее напряжение при сдвиге клеевых соеди-
нений алюминиевого сплава в интервале температур от —55 до
260 °C составляет 161—133 кгс/см2 [204].
Описан способ получения клеевой пленки нанесением на обе
стороны подложки из полиамидного волокна толщиной 0,01—
0,5 мм композиции, состоящей из глицидилового простого эфира
новолачной смолы и амина (о-фенилендиамин, аддукты полифунк-
циональных аминов с жидкой эпоксидной смолой и др.). Пленка
обладает удовлетворительной жизнеспособностью, отверждается в
течение 25 с при 224 °C под давлением 7 кгс/см2 [252].
168
Клей Эпон 961Х-1—эпоксидный прозрачный пленочный клей
на полиамидной подложке [253] предназначен для склеивания ме-
таллических конструкций (в том числе сотовых) самолетов и ра-
кет, в основном деталей фюзеляжа, крыльев и стабилизаторов са-
молетов. Клей не содержит растворителя и не требует применения
грунта. Клеевые соединения отличаются высокой прочностью при
сдвиге и неравномерном отрыве. При склеивании клеем Эпон
961Х-1 при 120 °C требуется отверждение в течение 1 ч, при
Ю7 °C—1,5 ч. Отверждение в автоклаве проводят под давлением
от 1,75 до’ 2,8 кгс/см2, в вакуумном мешке —от 0,7 до 1 кгс/см2.
Срок хранения клея 2 мес. при 18 °C.
Перед применением клей нагревают до комнатной температу-
ры, затем осуществляется сборка, которая может продолжаться
до 5 сут или более при температуре 24—32 °C. Интервал рабо-
чих температур клея Эпон 961Х-1 от —55 до 120 °C; разрушаю-
щее напряжение при сдвиге при 120 °C составляет 154 кгс/см2.
Клей устойчив к действию большинства растворителей. Прочность
при сдвиге после воздействия солевого тумана в течение 30 сут
при 25°C и воздуха с 95—100%-ной относительной влажностью
при 50'°C составляет более 350 кгс/см2 (температура испытания
20°C). На основе этого клея получают клеевую пленку толщиной
0,3—0,4 мм с защитным полиэтиленовым покрытием. Масса 1 м2
пленки 400 г.
Термостойкий пленочный эпоксидный клей Аэробонд 3030 [254]
применяется для склеивания металлов и сотовых конструкций.
Клей сохраняет высокую прочность при 260—290 °C. Продолжи-
тельность отверждения клея при 180 °C—10 мин, при 150 °C —
30 мин, при 120 °C — 2 ч. Разрушающее напряжение при сдвиге
соединений внахлестку, выполненных с применением пленочного
клея, 190 кгс/см2 при 54 °C и 56 кгс/см2 при 430 °C. Масса
1 см2 пленки составляет 0,4—0,5 г при толщине пленки 0,2—
0,3 мм.
Клей Фильмекс — пленочный эпоксидный клей, предназначен-
ный для склеивания фторопластов (пленок, листов и прессованных
изделий) между собой, с другими пластмассами и металлами.
Клееевые соединения фторопластов на этом клее отличаются хо-
рошими электрическими и' механическими свойствами, влаго- и во-
достойкостью, стойкостью к действию растворителей; могут экс-
плуатироваться при температурах до 150—190 °C.
Фирмой «McDonnel Aircraft Corp.» разработан клей для склеи-
вания обшивки с заполнителем в трехслойных панелях. Клей пред-
ставляет собой пленку, состоящую из полиамидной подложки, на
•одну сторону которой нанесена пленка из термостойкой модифици-
рованной эпоксидной смолы, предназначаемая для приклеивания
к заполнителю, на другую — нитрилфенольная пленка для при-
клеивания к обшивке. На поверхность металла перед склеиванием
необходимо наносить грунт; клеевые соединения имеют теплостой-
кость 180 °C [255].
169
Предложен пленочный эпоксидный клей Аэробонд 3041 для ис-
пользования при низких температурах. Основное назначение
клея — соединение металлов в авиационной и космической техни-
ке [256]. Температура отверждения клея 80—120 °C.
Для сотовых конструкций, широко используемых в самолете
«Тристар L-1011», фирмой «American Cyanamid Со.» выпускается
пленочный клей на основе модифицированной эпоксидной смолы
марки FM-137 [257].
Фирмой «Dow Chemical» (США) разработаны трифенилметан-
эпоксидные клеи марки XD-7342, предназначенные для силовых
соединений, работающих при температурах 176—260 °C. Отличи-
тельной особенностью этих клеев является повышенная жизнеспо-
собность. В промышленном масштабе они пока еще не выпуска-
ются [229].
Описаны и другие пленочные клеевые композиции на основе
различных модифицированных эпоксидных олигомеров для склеи-
вания металлов, пластических масс, керамики, дерева, бумаги и
других материалов [170, 258].
ЭЛЕКТРОПРОВОДЯЩИЕ ЭПОКСИДНЫЕ КЛЕИ
Большой интерес представляет использование эпоксидов для
получения электропроводящих клеев. Разработаны электропрово-
дящие клеи, содержащие в качестве токопроводящего наполни-
теля сажу [259]. Их удельное объемное электрическое сопротивле-
ние (ри) находится в пределах 10-1—10~7 Ом-см. В качестве токо-
проводящих наполнителей используют также дисперсные металлы.
Из полимеров, наполненных металлическими порошками, можно
получать клеевые пленки с р„= 10_ 1—10~4 Ом-см.
Электропроводящие клеи с р„= 10~2—10-4 Ом-см в зависимости
от способа получения могут обладать как изотропными, так и ани-
зотропными электрическими свойствами. Электропроводящие клеи
с изотропной проводимостью получают диспергированием электро-
литических или карбонильных никелевых порошков в эпоксидной
смоле ЭД-20. Примерный состав клея с изотропной проводимостью
следующий: ЭД-20—100 вес. ч., никелевый порошок — 350—
400 вес. ч., полиэтиленполиамины—10—-15 вес. ч. Полимерные
клеи с изотропной проводимостью отверждаются при 20±5—
70 ±5 °C. Удельное объемное электрическое сопротивление этих
клеев 5 • 10-2—7 • 10-2 Ом • см.
Применение большого количества металлического наполнителя
приводит к ухудшению механических характеристик клеевых со-
единений. В связи с этим разработан способ искусственного струк-
турирования металлических частиц под действием магнитного по-
ля и получен электропроводящий клей с р«=5-10-2—7-10~2 Ом-см,
но при концентрации наполнителя (никелевого порошка) пример-
но в 10 раз меньшей, чем в композиции, состав которой приведен
выше. Клеевое соединение, отвержденное в магнитном поле, ха-
170
растеризуется анизотропией электропроводности, поскольку оно
хорошо проводит электрический ток в направлении магнитного по-
ля и обладает высоким удельным объемным электрическим сопро-
тивлением (р„= 109—1014 Ом-см) в перпендикулярном направле-
нии. Примерный состав клея с анизотропной проводимостью сле-
дующий: ЭД-20—100 вес. ч., никелевый порошок — 40—50 вес. ч.,
полиэтиленполиамины — 15 вес. ч. Полимерные клеи с анизотроп-
ной проводимостью отверждаются при20±5—65±5°С в магнитном
поле и имеют р^=2-10-2—5-10-2 Ом-см.
Используя в качестве наполнителя специально обработанный
никелевый порошок, удалось создать электропроводящий клей со
стабильными электрическими характеристиками в широком диа-
пазоне температур (от —196 до 150°C); р„ этого клея в процессе
теплового старения при 150 °C и после глубокого охлаждения в
жидком азоте (—196 °C) изменяется незначительно.
Разработана токопроводящая композиция на основе эпоксид-
ной смолы, диацетонового спирта (для разбавления смолы) и мел-
кодисперсного ' серебра в качестве токопроводящего компонента
[260]. Эту смесь тщательно перетирают в агатовой ступке, затем
добавляют отвердитель (полиэтиленполиамины) в количестве 8%
от массы смолы. Отверждение производится сначала на воздухе
в течение 2 ч, а затем в термостате при 100 °C. Серебро, исполь-
зуемое в композиции, получают двумя способами: восстановлени-
ем сегнетовой солью из раствора азотнокислого серебра и восста-
новлением раствором закисного сернокислого железа. Эти две раз-
новидности дисперсного серебра сильно отличаются по внешнему
виду: первая — тусклая, серого цвета; вторая — блестящая, с раз-
мером частиц 2,2 мкм [260].
Оптимальный состав композиции следующий: смола ЭД-20 —
20%, серебро, полученное восстановлением раствором закисного
сернокислого железа, — 60%, диацетовый спирт — 20%, полиэти-
ленполиамин— 8%. Разрушающее напряжение клеевых соединений
на этом клее при равномерном отрыве составляет 130—300 кгс/см2
при 20 °C. Термический коэффициент линейного расширения ком-
позиции равен 2,35-10-3 1/°С, удельное объемное электрическое со-
противление— 1,2-10—3 Ом-см. Клей может быть использован для
склеивания различных деталей электротехнического и радиотех-
нического назначения, а также при получении печатных радио-
схем НЮ]-
На основе эпоксидных смол ЭД-20 и УП-599, отвердителя И-5М
и порошка карбонильного никеля ПНК-1 в качестве токопроводя-
щего наполнителя разработана клеящая композиция марки КТП-1.
Жизнеспособность композиции при 18—25 °C — не менее 6 ч,
режим отверждения: 3—7 сут при 18—25 °C или 3 ч при 150 °C.
Удельное объемное электрическое сопротивление клея составляет
0,25—0,6 Ом-см при 25°C и 1,7—2,9 Ом-см при 80°C. Прочность
при сдвиге клеевых соединений алюминиевых сплавов (Д-16) и
различных стеклопластиков находится в пределах 90—196 кгс/см2
171
при 20 °C и 20—40 кгс/см2 при 80 °C. Прочность при расслаивании
клеевого соединения латунной сетки 0,45 с анодированным алюми-
ниевым сплавом Д-16 при 20 °C составляет 0,7—1,5 кгс/см; при
80 °C — 0,1—0,16 кгс/см, а после старения при 80 °C в течение
750 ч — 0,8—2,4 кгс/см.
Клеевые соединения выдерживают 10-107 циклов при напря-
жении сдвига 10 кгс/см2 без разрушения. Клей предназначен пре-
имущественно для соединения электронагревателей с токопроводя-
щими шинками [105, 261].
Фирмой «Epoxy Products» разработан клей Е-Сольдер 3212 с
теплостойкостью до 210 °C, содержащий серебро и обладающий
высокой электропроводностью и хорошей адгезией к металлам, ке-
рамике и стеклу. Прочность клеевых соединений латуни при сдви-
ге составляет 352 кгс/см2 при 25 °C и 141 кгс/см2 при 130 °C. Клей
отверждается при 135 °C в течение 6—18 ч или при 200 °C в тече-
ние 10—30 мин [261].
Известен двухкомпонентный эпоксидный электропроводящий
клей марки Хиликс К-32Г, содержащий серебро в качестве напол-
нителя [262]. Разрушающее напряжение при сдвиге клеевых соеди-
нений алюминия внахлестку составляет 52,7—84,3 кгс/см2.
Фирма «Industrial Lubriqants A. G.» (Швейцария) производит
токопроводящие клеи Эликолит 312, 325, 336, отверждающиеся
при нагревании, и клей Эликолит 340 холодного отверждения. Клеи
содержат серебро и теплостойки до 175 °C.
Разработан ряд электропроводящих клеев холодного отвержде-
ния с максимальной рабочей температурой 200 °C [263].
КЛЕИ НА ОСНОВЕ ПОЛИУРЕТАНОВ
И ИЗОЦИАНАТОВ
Клеи на основе полиуретанов характеризуются высокой адге-
зией к большинству материалов и применяются для склеивания
как при комнатной температуре, так и при нагревании. Адгезион-
ные свойства полиуретанов обусловливаются наличием в их со-
ставе полярных NCO-rpynn.
Для изготовления клеев применяют чаще всего не полиуретаны,
а продукты, являющиеся исходными компонентами для их полу-
чения. Образование полимеров происходит в процессе склеивания.
В качестве исходных компонентов используют изоцианаты и гидр-
оксилсодержащие полиэфиры и многоатомные спирты. Наряду с
изоцианатами применяются также продукты их реакции с много-
атомными спиртами, содержащие свободные изоцианатные группы.
Такие продукты менее токсичны, чем изоцианаты.
Исследование влияния на адгезию полиуретанов густоты их
пространственной сетки показало, что с увеличением густоты сетки
адгезия к латуни и алюминиевым сплавам возрастает [264].
Впервые полиуретановый клей, предназначавшийся для отклеи-
вания древесины при нормальной температуре, был разработан в
172
Германии под маркой Полисталь [265]. Клей состоит из изоциана-
та (Десмодур TH) и гидроксилсодержащего полиэфира (Десмо-
фен 900). Десмодур TH представляет собой продукт реакции
3 моль толуилендиизоцианата (смесь 2,4- и 2,6-изомеров в соот-
ношении 60:40) с 1 моль гексантриола. Полиэфир Десмофен 900
получается при взаимодействии адипиновой кислоты (3 моль) с
трйметилолпропаном (4,2 моль).
Клей Полисталь готовится смешением 40 вес. ч. Десмофена 900
(75%-ный раствор в бутилацетате) с 100 вес. ч. Десмодура TH.
Жизнеспособность этой композиции от 1 до 5 ч. В качестве уско-
рителя отверждения применяют карбамид. Введение карбамида
в клей сокращает продолжительность выдержки клеевых соедине-
ний древесины при 20 °C с 10 до 1—2 ч. Водный раствор ускорите-
ля (20%-ный) наносят на одну из склеиваемых поверхностей де-
рева. Прочность при скалывании клеевых соединений древесины
на клее Полисталь при комнатной температуре составляет
130 кгс/см2. Клей Полисталь обладает более высокой эластично-
стью, чем отверждающиеся на холоду фенолоформальдегидные
клеи.
Клей ПУ-2 — отечественный полиуретановый клей, представ-
ляющий собой композицию на основе 200 вес. ч. продукта конден-
сации алифатической дикарбоновой кислоты с многоатомными
спиреями (продукт 24К), 100 вес. ч. изоцианата (продукт 102-Т)
и 25 вес. ч. наполнителя (цемент) [266]. Продукт 24К — воскооб-
разный полиэфир, легко растворимый в ацетоне, содержащий
5,2—8% гидроксильных групп, с кислотным числом 5,6—20. При-
меняется в виде 50%-ного раствора в ацетоне с вязкостью 10—
32 сП.
При смешении компонентов клея в результате происходящей
между ними реакции наблюдается постепенное нарастание вязко-
сти смеси, которая сначала переходит в пастообразное состояние,
а затем превращается в твердый продукт. Продолжительность пе-
рехода в пастообразное состояние обычно составляет 15—90 мин.
Клей используют в виде пасты, что позволяет хорошо заполнять
зазоры между соединяемыми поверхностями.
Перед приготовлением клея цемент просеивают через сито № 01В или
009В и (высушивают при 100—105 °C в течение 2—3 ч. В случае образования
сгустков или замерзания при пониженных температурах продукта 24К его вы-
держивают при 25—35 °C в теплом помещении до расплавления при периодиче-
ском взбалтывании. При замерзании продукта 102-Т (при температуре ниже 20—
22 °C) его помещают в теплую воду (25—30 °C), постепенно повышая темпера-
туру до 45 °C. При расплавлении продукта тара должна быть неплотно при-
крыта пробкой.
Клей готовят [267] в смесительном аппарате из дуралюмина, нержавеющей
стали, луженой меди, фарфора или стекла, снабженном крышкой, водяной ру-
башкой и механической мешалкой. Частота вращения мешалки 30—50 об/мин.
Ввиду токсичности продукта 102-Т аппарат устанавливают под вытяжным уст-
ройством. В аппарат загружают тщательно перемешанный продукт 24К, вклю-
чают мешалку и в рубашку аппарата пускают воду. Затем загружают продукт
102-Т, содержимое аппарата перемешивают в течение 2—3 мин и вводят цемент.
173
После кратковременного перемешивания всех компонентов мешалку выключают,
а затем через каждые 5—10 мин включают и перемешивают до образования
пасты. Температура смеси в процессе приготовления клея должна быть 18—
20 °C.
Готовый клей выгружают в сборники. Пастообразный клей хранят при 18—
20 °C. Во избежание осаждения наполнителя необходимо производить периоди-
ческое (через 20—30 мин) перемешивание клея.
Жизнеспособность клея не менее 2 ч. При комнатной темпера-
туре прочность клеевых соединений практически не изменяется,
Рис. 1.53. Зависимость прочности клеевых соединений дуралюмина на клее ПУ-2
от продолжительности выдержки при комнатной температуре под давлением
(испытание при 20 и 60°C через 24 ч после снятия давления).
Рис. 1.54. Влияние влажности воздуха в процессе приготовления клея ПУ-2 и
открытой выдержки клеевого слоя на прочность клеевых соединений дуралюми-
на, склеенных при 20 °C (испытание через 24 ч после снятия давления).
а при 60°C уменьшается на 5—10%. Открытая выдержка клеевого
слоя в течение 20—120 мин не влияет на прочность клеевых со-
единений. Продолжительность выдержки при склеивании дуралю-
мина при 105±5сС и давлении 3 кгс/см2 должна быть равной 4 ч.
Склеивание клеем ПУ-2 можно производить и при нормаль-
ной температуре. В этом случае с течением времени наблюдается
увеличение прочности клеевого соединения (рис. 1.53) и макси-
мальное значение разрушающего напряжения при сдвиге (170—
180 кгс/см2) достигается спустя 20—30 сут. Через 1 сут прочность
составляет 25 кгс/см2, а через 3 сут—-120 кгс/см2. С увеличением
относительной влажности воздуха также наблюдается возрастание
прочности клеевого соединения (рис. 1.54). Поэтому для повыше-
ния прочности клеевых соединений в раствор полиэфира перед
применением вводят 0,5—1,0% воды.
Клеевые соединения на клее ПУ-2 имеют невысокую теплостой-
кость. Если при 20 °C разрушающее напряжение при сдвиге клее-
вых соединений дуралюмина составляет около 200 кгс/см2, то при
100 °C оно снижается до 70 кгс/см2 (рис. 1.55). Морозостойкость
клеевых соединений при испытании на равномерный отрыв доволь-
но высока (рис. 1.56).
174
Клеевые соединения на клее ПУ-2 обладают вполне удовлетво-
рительными показателями прочности при неравномерном отрыве:
Температура испытаний, °C —60 20 60
Прочность при неравномерном
отрыве, кгс/см ...... 20 43 23
Данные о длительной прочности и выносливости клеевых соеди-
нений металлов на клее ПУ-2 приведены в табл. 1.60. Прочность
при сдвиге клеевых соединений дуралюмина, склепных клеем
Рис. 1.55. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава на «леях ПУ-2 (/) и ВК-5 (2) от температуры испытания.
Рис. 1.56. Зависимость прочности при равномерном отрыве, клеевых соединений
алюминиевого сплава на клеях ПУ-2 (/) и ВК-5 (2) от температуры испытания.
ПУ-2, после пребывания в течение 3 мес. в атмосферных условиях
снижается почти вдвое, а затем стабилизируется, сохраняясь в те-
чение длительного времени на уровне 100—120 кгс/см2. Снижение
прочности клея, не содержащего наполнитель, происходит мед-
леннее.
Таблица 1.60. Длительная прочность и выносливость клеевых
соединений металлов на клее ПУ-2
Температура испытании, °C Дуралюмин Сталь ЭЯ1Т
длительная прочность при сдвиге, КГС/СМ2 предел выносливости при сдвиге*, к гс/ем2 длительная прочность при сдвиге, КГС/СМ2 предел выносливости при сдвиге, КГС/СМ2
20 115 (1500 ч) 40 160 (1500 ч) 79
60 65 (300 ч) 15 НО (300 ч) 55
80 15 (300 ч) 12 80 (300 ч) 40
100 5 (100 ч) 10 40 (100 ч) 30
120 — — 20 (100 ч) —
* База испытаний 6-10
175
Стойкость клеевых соединений к действию влаги и атмосфер-
ных факторов может быть повышена путем защиты торцов спе-
циальными лакокрасочными покрытиями. Воздействие переменных
температур (±60 °C) в течение 200 ч не влияет на прочность
клеевых соединений.
При длительном нагревании (192 ч) при 125 °C прочность при
сдвиге клеевых соединений на клее ПУ-2 не изменяется (испыта-
ния при комнатной температуре). При более высоких температурах
прочность значительно снижается [268] (рис. 1.57). После пред-
варительного нагревания клеевых соединений при температуре
Рис. 1.58. Зависимость прочности при сдвиге клеевых соединений дуралюмина на
клее ПУ-2 от температуры испытания после старения при данной температуре
в те’чение 192 ч.
Рис. 1.57. Зависимость прочности при сдвиге (при 20 °C) клеевых соединений
дуралюмина на клее ПУ-2 от температуры старения в течение 192 ч.
испытания в течение 192 ч резкое снижение прочности наступает
уже при 75 °C (рис. 1.58). Клей устойчив к длительному действию
нефтяных топлив, масел и спиртоглицериновой смеси.
Клей ПУ-2 применяется для склеивания органического стекла
и приклеивания к нему капроновой и лавсановой ткани
(табл. 1.61).
Клей ПУ-2М представляет собой [269] модификацию клея ПУ-2,
в состав клея введен спирт. Клей отличается повышенной жизне-
способностью и несколько меньшей токсичностью. Его основное
назначение — приклеивание к фанере и металлам различных деко-
ративно-облицовочных материалов (павинола на основе стеклян-
ной или хлопчатобумажной ткани, перхлорвиниловых пленочных
материалов, поролона, хлопчатобумажных тканей и др.). Клей го-
товится смешением компонентов на месте потребления. Режим
176
Таблица 1.61. Режимы склеивания и прочность клеевых соединений
органического стекла на клее ПУ-2
Склеиваемые материалы Режим склеивания Расход клея, г/м2 Разрушающее напряжение при сдвиге, кгс/см2
Давление, кгс/см2 темпера- тура, °C тельность, ч при 20 °C при 80 °C
Органическое стекло СТ-1 + органическое стекло СТ-1 1—3 120—170 1—5 200—250 140 95
Органическое СТ-1±капрои стекло 1—3 120—170 3—5 750—800 100 95
Органическое 2-55+лавсан стекло 1-3 120—170 3—5 750—800 220 130 (при 120 °C)
склеивания и основные свойства клеевых соединений приведены в
табл. 1.58.
Клей ПУ-2Б также является модификацией клея ПУ-2. Он
предназначен для склеивания органического стекла и приклеива-
ния к нему капроновой ткани [269]. Для предотвращения возник-
новения «трещин серебра» на органическом стекле в состав клея
введен неполярный растворитель — бензин. Клеевые соединения на
этом клее могут эксплуатироваться в интервале температур от —60
до 130 °C. Клей готовят перед употреблением путем смешения ком-
понентов.
Режим склеивания и свойства клеевых соединений приведены
в табл. 1.62.
Клей В К-5 состоит из продукта 24К, продукта ДГУ (диизоциа-
нат), катализатора КСМК и растворителя [270]. Композиция го-
товится путем смешения компонентов перед применением. Жизне-
способность клея 5 ч. С увеличением продолжительности выдержки
клея с момента его приготовления до 5 ч содержание изоцианат-
ных групп уменьшается, а вязкость увеличивается, что является
следствием протекающей при комнатной температуре реакции
взаимодействия гидроксилсодержащего полиэфира и продукта
ДГУ. Прочностные характеристики при этом ухудшаются. Исполь-
зование в качестве компонента клея «связанного» изоцианата (про-
дукта ДГУ) приводит к значительному снижению его токсично-
сти по сравнению с клеем ПУ-2.
Клей предназначается для склеивания металлов (алюминие-
вые и титановые сплавы, сталь ЗОХГСА) и неметаллических мате-
риалов (стеклотекстолиты, пенопласты) в изделиях, длительно ра-
ботающих при температурах ±60 °C.
Клей В К-5 отверждается при комнатной температуре в течение
суток. Увеличение прочности клеевых соединений наблюдается в
12—2591
177
Таблица 1.62. Режимы склеивания и свойства полиуретановых клеев ПУ-2М, ПУ-2Б и ВК-11
Марка клея Вид клея Склеиваемые материалы Режим склеивания Расход клея, г/м2 Прочность клеевых соединений
давление, кгс/см2 ' темпера- , тура, °C продол жи- тельность, ч * псе I iuvi НОСТЬ при —60 °C при 20 °C при 60 °C
ПУ-2М Легкоподвижная Павинол 4-фаиера Контактное 20—25 24 175—300 1 сут Пр от; 20 очность тирё, к 70 при гс/м 50**
вк-п масса Жидкий Павинол 4-фанера Прикатывается 20 24 150—200 6- -8 ч 120— 100— 60—
ПУ-2Б Пастообразная Органическое стекло роликом 1,5-2,0 20 24 (2 слоя) 150—200 1 сут 130 Ра нап сдв 150 НО зрушак ояжени иге, кг 230 75* щее г при с/см2 185***
масса СТ-1 4- органическое стекло СТ-1 Органическое стекло СТ-14-капрон Контактное 20—25 24 500—700 130 120 90***
* Прочность клеевого соединения ие снижается при нагревании при 60 °C в течение 500 ч.
'* После нагревания при 60 °C в течение 500 ч прочность на от дир фанеры и павинола не менее 50 кгс/м.
Прочность клеевых соединений ие снижается после нагревания при 80 °C в течение 500 ч или выдержки в воде в течение 30 сут.
течение 30 сут (рис. 1.59). Ниже приведены показатели прочности
клеевых соединений на клее ВК-5, отвержденном в течение 3 сут
при 20 °C и давлении 3 кгс/см2:
При 20 °C
Разрушающее напряжение
при сдвиге после выдерж-
ки в воде в течение 30 сут,
кгс/см2................... 122
Прочность при неравномер-
ном отрыве, кгс/м , . . 24
При 60 °с
45
16
Прочность клеевых соединений (незащищенных) после выдерж-
ки в различных климатических условиях в течение 5 лет изменяет-
ся незначительно.
Клей ВК-5 вибростоек, грибостоек, устойчив к действию топ-
лив и масел, переменных температур (±60 С), не вызывает кор-
розии металлов. Прочность
клеевых соединений плакиро- -----о-----------о
ванного алюминиевого сплава
Д-16АТ после старения при
60 °C в течение 1000 ч и при
100 °C в течение 500 ч значи-
тельно повышается.
Клей можно использовать
в комбинированных клепано-
клеевых соединениях: предел
Проволжительность выдержки,сут
Рис. 1.59. Зависимость прочности при
сдвиге клеевых соединений алюминие-
вого сплава на клее ВК-5 от продолжи-
тельности выдержки под давлением при
20 °C (темпеоатуры испытания 20 и
60 °C).
усталости клепаноклеевых со-
единений на клее ВК-5 на 40%
выше предела усталости закле-
почных соединений, а предел
статической прочности таких
соединений на 9% выше преде-
ла статической.прочности заклепочных соединений.
Клей 301 получают на основе полиэфира, представляющего со-
бой продукт взаимодействия пропиленгликоля глицерина, адипи-
новой кислоты и аддукта толуилендиизоцианата с триметилолпро-
паном. Жизнеспособность клея около 24 ч, отверждается он в те-
чение 3 сут при комнатной температуре под давлением 4—
5 кгс/см2.
Клей применяется для склеивания стали, алюминиевых сплавов,
меди, латуни и других материалов. Зависимость прочности клее-
вых соединений алюмниевого сплава при сдвиге и равномерном
отрыве от температуры приведена на рис. 1.60 [271].
Клей ВК-Н представляет собой полиуретановую композицию,
модифицированную перхлорвиниловой смолой [269]. Клей гото-
вится перед употреблением путем смешения исходных компонентов.
Жизнеспособность клея 6—8 ч, вязкость по ВЗ-1 20—25 с, расход
клея 150—200 г/м2. При склеивании рекомендуется открытая вы-
держка в течение 30—40 мин после нанесения первого слоя и 10—
12*
179
15 мин после нанесения второго слоя. Давление создается с по-
мощью прикатки роликом. Выдержка до начала монтажных ра-
бот— 24 ч.
Клей применяется для приклеивания декоративно-облицовоч-
ных материалов (павинола на основе стеклянной или хлопчатобу-
мажной ткани, поролона) к фанере, загрунтованным или окрашен-
ным магниевым сплавам, дуралюмину и др. Прочностные харак-
Рис. 1.60. Зависимость прочности клее-
вых соединений алюминиевого сплава
на полиуретановом клее 301 при сдвиге
(/) и равномерном отрыве (2).
ТемпЕратура,°С
теристики клеевых соединений
ниже:
различных материалов приведены
Прочное л при отдире, кгс/см
при —60 °C
Павинол+фанера .... 120—130
Павинол+дуралюмин, ано-
дированный с защитным
покрытием . ... 30—120
при 20 °C
100—110
60—110
при 60 °с
60—75
30—60
Клей обладает высокой стойкостью к действию атмосферных
факторов [128], прочность клеевых соединений не снижается по-
сле термического старения при 60 °C в течение 500 ч. Ниже при-
ведены данные о прочности клеевых соединений павинола на клее
ВК-И после старения в течение 30 сут в условиях тропического
климата при 50 °C и относительной влажности воздуха 98—100%.
Разрушающее напряжение при рас-
слаивании, кгс/см2
при —60 °C при 20 °C прн 60 °C
Павинол+дуралюмин с защитным
покрытием (грунт АЛГ-14ХС) . . 80 30—40 15—20
Павинол+дуралюмин с защитным по-
крытием (эмаль ХВ-16) .... 80 40—50 20—30
Павинол+фанера................. 80 50—60 25—35
Павинол+поролон ....... Разрушение по поролону
Разработаны полиуретановые клеи холодного отверждения,
обеспечивающие прочность при сдвиге клеевых соединений при
20 °C 180—200 кгс/см2. Введение в клеевую композицию двуокиси
кремния в качестве наполнителя увеличивает прочность клеевого
соединения до 260—280 кгс/см2 [272].
Синтезированы клеевые композиции на основе полиуретанов
для получения многослойных материалов из полимерных пленок
180
(полиолефины, полиэтилентерефталат). Предложен также клеевой
состав для приклеивания пластифицированного поливинилхлори-
да к обработанной электрохимическим травлением с последующей
пассивацией стали [273].
За рубежом известны различные клеящие системы на основе
изоцианатов и полиэфиров. Характеристики важнейших изоциана-
тов (десмодуры) и полиэфиров (десмоколи), выпускаемых фирмой
«Bayer», приведены в табл. 1.63 и 1.64.
Таблица 1.63. Свойства изоцианатов (десмодуры)
Марка Состав Характеристики раствора Плотность при 20 °C, г/см3 Вязкость при 20 °C, сП Содержание СО-групп, %
раствори- тель концен- трация, %
Десмодур L Продукт взаимо- действия диизо- цианата и много- атомного спирта Этилаце- тат 75 1,18 1800—2400 12,5—13,5
Десмодур R лХХ'-Трифенил- метантриизоциа- нат Метилен- хлорид 20 1,32 1,5 6,9—7,1
Десмодур RF Трифенилтиофос- фаттриизоцианат То же 20 — — 5,4—0,1
Таблица 1.64. Свойства полиэфиров (десмоколи)
Марка Состав Плотность при 20 °C, г/см3 Вязкость при 20 °C. сП Содержание ОН-групп, %
Десмоколь 12 Десмоколь 22 Десмоколь 130 Десмоколь 176 Десмоколь 400 Полиэфир Полиэфир, модифи- цированный изо- циана гом То же » 1,12 1,18 1,23 1,23 1,23 15 500—16 500 29 000—31 000. Каучукоподобный продукт То же » 4,8—5,3 1,7—2,0 0,15 0,15 0,1
Полиуретановая композиция Десмоколь 12+Десмодур L ре-
комендована для склеивания металлов при нагревании (90—
180 °C) и при комнатной температуре. Если склеивание произво-
дится при комнатной температуре, композиция должна содержать
38 вес. ч. Десмоколя 12 и 62 вес. ч. Десмодура L. Композиция для
склеивания при 90, 130 и 180 °C содержит 27 вес. ч. Десмоколя 12
и 73 вес. ч. Десмодура L. Жизнеспособность композиции 24 ч. По
истечении этого срока композиция непригодна для применения да-
же при добавлении растворителя.
181
Открытая выдержка клеевого слоя при склеивании составляет
-30—60 мин; давление контактное. Продолжительность выдержки
под давлением зависит от температуры склеивания:
Температура, °C , , , 20 90 130 180
Продолжительность вы-
держки, ч , > , , 24 3 2 1
Прочность клеевых соединений на этом клее при сдвиге (склеи-
вание при 20°C) достигает 75 кгс/см2 через 24 ч (рис. 1.61). С по-
вышением температуры склеивания прочность клеевых соединений
возрастает (1.62).
Продолжительность
Выдержки, сут
Рис. 1.61. Зависимость прочности при сдвиге клеевых соединений алюминиевого
•сплава на клеевой полиуретановой композиции из Десмоколя 12 и Десмодура L
от продолжительности выдержки под давлением при 20 °C.
Рис. 1.62. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава на клеевой полиуретановой композиции из Десмоколя 12 и Десмодура L
от температуры склеивания:
1 — 90 °C; 2 — 130 °C; 3 — 180 °C.
Для склеивания вулканизованных резин, кожи и других мате-
риалов применяется клей, состоящий из Десмоколя 176
(22,5 вес. ч.) в виде раствора в смеси этилацетата (62 вес. ч.)
и ацетона (15,5 вес. ч.) и Десмодура R или RF (10 вес. ч.). Жиз-
неспособность клея 24 ч.
Для склеивания искусственной кожи и пластифицированных по-
ливинилхлоридных пластиков рекомендована композиция, состоя-
щая из Десмоколя 400, растворенного в смеси этилацетата и аце-
тона (в том же соотношении, что и Десмоколь 176) с добавлением
перед применением Десмодура RF (5 вес. ч.). Жизнеспособность
клея 24 ч.
Для склеивания поливинилхлоридных пленок с полиамидами
или стеклотканью рекомендован состав на основе поливинилхло-
ридной смолы Джеон 400 (100 вес. ч.), диоктилфталата (60 вес. ч.),
метилэтилкетона (380 вес. ч.) и дианизидиндиизоцианата
(10 вес. ч.).
182
Для склеивания резин с полиамидными или полиэфирными тка-
нями предложено применять полиметиленфениленизоцианат:
NCO " NCO_ NCO
Ксилен МР [метилен-бис-(фенил-4-фенилкарбамат)]
распадающийся при 120—140 °C на фенол и щп'-диизоцианат ди-
фенилметана, применяется в виде 40 %-ной водной дисперсии в со-
четании с хлоропреновым латексом и дисперсией окиси цинка для
приклеивания вулканизованного хлоропренового каучука к тканям
из полиамидного и полиэфирного волокна. Склеивание произво-
дится при 140 °C в течение 20—-40 мин.
Описан клей [273], представляющий собой отверждающийся
без нагревания под действием влаги продукт взаимодействия ли-
нейного полиэфира с алифатическим или циклоалифатическим ди-
изоцианатом в присутствии третичного амина в качестве катали-
затора. Для получения клея 1000 вес. ч. полиэфира (из адипино-
вой кислоты и диэтиленгликоля с кислотным числом 1,5 и содер-
жанием гидроксильных групп 33%) обезвоживают в течение дли-
тельного времени при остаточном давлении 12 мм рт. ст. и тем-
пературе 100 °C. Затем при этой температуре в полиэфир вводят
104 вес. ч. гексаметилендиизоцианата и смесь выдерживают в те-
чение 0,5 ч. Полученный вязкий продукт (с содержанием свобод-
ного изоцианата 1,4%) при взаимодействии с влагой отверждается
и превращается в каучукоподобное вещество. Введение в продукт
2% диметилциклогексиламина значительно сокращает продолжи-
тельность отверждения клея. При отсутствии влаги клей может со-
храняться длительное время. В виде 75%-ного раствора в бензоле
клей пригоден для склеивания кожи, ткани и каучука.
Известен отверждающийся без нагревания полиуретановый
клей марки Адипрен L, представляющий собой продукт взаимодей-
ствия 2,4-толуилендиизоцианата с полигликолем [274]. Клей быст-
ро отверждается при введении такого катализатора, как 4,4'-ме-
тилен-бис-(2-хлоранилин), растворенного в аллилглицидиловом
эфире. Жизнеспособность клея около 4 ч. Разрушающее напряже-
ние при сдвиге клеевых соединений алюминия после 7 сут при
20 °C достигает 120 кгс/см2. Вместо аллилглицидилового эфира в
качестве растворителя для катализатора могут быть использованы
ацетон, циклогексанон и фенилглицидиловый эфир. Повышение
температуры склеивания до 100 °C и выше приводит к значитель-
ному возрастанию прочностных характеристик и в особенности теп-
лостойкости клеевых соединений.
183
Известны клеевые композиции, получаемые сочетанием Адипре-
на L с эпоксидной смолой с добавлением в качестве катализатора
4,4'-метилен-бис-(2-хлоранилина). Описаны также клеевые систе-
мы на основе гидроксилсодержащих производных полиизоциана-
тов и их модификаций [170]. Известны клеи, представляющие со-
бой растворы полиизоцианатов в органических растворителях, ис-
пользуемые главным образом для склеивания резин между собой
и с металлами.
Клей «Пейконат — отечественный клей, представляющий собой
раствор п,п',п"-трифенилмет.антриизоцианата в дихлорэтане. Кон-
центрация триизоцианата 19—21 %. Клей при загустевании может
быть разбавлен дихлорэтаном. Срок хранения при 0—20 °C в гер-
метически закрытой посуде — 1,5 года.
Лейконат применяется для приклеивания к дуралюмину, ста-
ли, латуни невулканизованных -резин из нитрильного, хлоропре-
нового ненатурального каучука с последующей вулканизацией.
Склеивание должно производиться при влажности воздуха не вы-
ше 60%.
Перед склеиванием металлические детали опескоструивают,
стальные и латунные детали после опескоструивания промывают
и хранят в бензине. Дуралюмин после опескоструивания подвер-
гают анодному оксидированию в серной кислоте с наполнением
анодной пленки хромпиком. Перед нанесением клея детали просу-
шивают в течение 10—15 мин. Резину перед склеиванием валь-
цуют, протирают бензином (резины из СКВ и из натурального
каучука) или бензолом (резины из хлоропреновых, бутадиен-сти-
рольных и бутадиен-нитрильных каучуков) и просушивают 5—
10 мин. На поверхность резины клей не наносят. Поверхность ме-
таллических деталей покрывают клеем один раз и просушивают в
течение 30—40 мин при 18—30 °C или 10—30 мин при 30—45 °C,
после чего детали выдерживают в течение 1 ч при комнатной тем-
пературе и затем 1 ч при 150 °C. После охлаждения детали дважды
покрывают клеем и просушивают в течение 30 мин при 18—30 °C
или 10—30 мин при 30—45 °C после нанесения каждого слоя. За-
тем склеиваемые детали соединяют и подвергают горячей вулка-
низации в прессе.
Прочность при отслаивании клеевого соединения невулканизо-
ванной резины 3826 с металлами после вулканизации в течение
30 мин при 143 °C не менее 40 кгс/см2. Вулканизованная клеевая
пленка обладает стойкостью к керосину, бензину и минеральным
маслам.
Известен способ получения полиуретановых клеев взаимодейст-
вием диизоцианата с олигометилалем [275].
За рубежом производятся полиуретановые клеи марки Уралан
[276]. Клей Уралан 8815 имеет высокие прочностные показатели
в интервале температур от —59 до 120 °C. Отверждение клея про-
исходит при 21—27 °C; прочность клеевых соединений при сдвиге
составляет 176 кгс/см2 при 20 °C и 35,2 кгс/см2 при 120 °C. Пасто-
184
образный полиуретановый клей Уралан 8089-А/В нашел примене-
ние в авиации и космической технике для склеивания пластмасс.
Фирмой «Bayer» разработаны полиуретановые клеи, отверж-
дающиеся при 70 °C с образованием высокопрочных соединений
[277].
Для повышения адгезии полиуретановых клеев к поверхности
склеиваемых неорганических материалов и металлов предложены
полисилоксановые грунты [278].
По данным фирмы «Whittaker Corp.» (США), стойкие к дей-
ствию жидкого кислорода и пригодные для применения при крио-
генных температурах клеи могут быть получены на основе поли-
уретана из тетрафторфенилендиизоцианата и полиэфира на основе
перфторпропилена или полиэфира на основе гексафторбензола и
гексафторпентандиола [286].
Фирма «Monsanto» разработала полиуретановый клей на осно-
ве 2,6-диэтил-п-фенилендиизоцианата; прочность клеевых соедине-
ний на этом клее при сдвиге составляет 308—437 кгс/см2 при
—253 °C и 420 кгс/см при —196 °C; при 150 °C прочность при сдви-
ге составляет 109—124 кгс/см2.
Известна клеевая композиция, представляющая собой двухком-
понентную систему — полиэфир — микрокапсулированный диизо-
цианат. Композиция характеризуется пониженной токсичностью и
большой жизнеспособностью [279].
Описаны и другие полиуретановые клеящие композиции [280—
285].
КЛЕИ НА ОСНОВЕ ПОЛИЭФИРНЫХ СМОЛ
Полиэфирные смолы, представляющие собой продукты конден-
сации многоосновных кислот и многоатомных спиртов, могут быть
использованы для приготовления клеев, предназначенных для
склеивания стеклопластиков, приклеивания металла к стеклу, ас-
беста к меди, алюминиевой фольги к пробке и др. [291]. Адгези-
онные свойства полиэфиров обусловлены наличием в молекуле
полимера карбоксильных и гидроксильных групп.
Большой интерес представляют клеящие составы из ненасы-
щенных полиэфиров и их сополимеров с некоторыми мономерами.
Наиболее часто для этих целей применяют полиэфиры малеиновой
кислоты и полиэтиленгликолей, а в качестве сомономеров — сти-
рол, винилацетат, метилметакрилат, аллиловые эфиры дикарбоно-
вых кислот [292] и др. Линейные полиэтиленгликольмалеинаты,
реагируя с этими мономерами, образуют полимеры, обладающие
хорошей адгезией к неметаллическим материалам, главным обра-
зом к пластическим массам и в особенности к стеклопластикам.
Для получения клея горячего отверждения 150 вес. ч. стирола
нагревают при 150 °C до образования форполимера. К полученно-
му продукту, представляющему собой вязкий раствор низкомоле-
кулярного полистирола в мономере, добавляют при нагревании
Таблица 1.65. Состав и свойства клеев на основе полиэфирной смолы ПН-1
Состав композиции, вес. ч Начальная вязкость, сП Жизнеспо- собность при 17—18 °C Режим отверждения Разрушающее напряжение при сдвиге при 20 °C, кгс/см2
смола ПН-1 типериз перекись бензоила иафтеиат кобальта диметил - анилин темпера- тура, °C продолжи- тельность, мин через 1 ч после снятия давления через 3 сут после снятия Давления после 6 мес пребывания в воде
100 3 — 8 — 228 2 ч 20 мин 80 20 76 84 75
18—20 24 ч — 70 72
100 1 — 8 0,02 168 4 ч 15 мин 80 30 84 82 75
100 — 5* — — 156 более 6 ч 80 20 80 80 72
100 — 5* — — 324 2 ч 20 мин 80 20 93 79 76
100 1 — 3 0,02 276 более 6 ч 80 20 82 86 86
50%-ная паста.
полиэфирную смолу (полученную конденсацией малеинового ан-
гидрида с 1,3-бутиленгликолем, взятыми в соотношении 1 : 1,2). Со-
став и свойства клеевых композиций на основе полиэфирной смо-
лы ПН приведены в табл. 1.65 [293, 294].
Полиэфирные стеклопластики, склеенные клеями на основе по-
лиэфирной смолы ПН-1, удовлетворительно выдерживают цикли-
ческие испытания (пребывание в воде при 20 °C в течение 18 ч,
замораживание при —20 °C в течение 6 ч, оттаивание при 20 °C
в течение 18 ч и нагревание при 80 °C в течение 6 ч. После 40 цик-
лов прочность соединения не изменяется. Более жесткие испыта-
ния, включающие кипячение в воде в течение 4 ч, приводят к зна-
чительному снижению прочности склеивания. Клеевые соединения
стеклопластиков на клее из смолы ПН-1 выдерживают воздейст-
вие атмосферных факторов в течение-5 лет [295].
Клеевая композиция ДГМС представляет собой продукт взаи-
модействия ненасыщенного полиэфира со стиролом. Она пригодна
для применения в качестве заливочной и одновременно клеящей
массы. Композицию готовят перед употреблением, смешивая по-
лиэфир ДГМ (75%) со стиролом (25%) и перекисью бензоила
(0,5—1% от массы композиции). Для уменьшения усадки и пред-
отвращения возникновения трещин при заливке и склеивании в
состав композиции может быть введен наполнитель, например из-
мельченный кварцевый песок. Отверждается композиция при по-
вышенной температуре. Для склеивания достаточно выдержать
клеевое соединение при 60—100 °C в течение 2—5 ч под давле-
нием 1—3 кгс/см2. Прочность при сдвиге клеевого соединения
дуралюмина на клее ДГМС (с 0,5% перекиси бензоила) состав-
ляет 100 кгс/см2 при 20 °C, 45 кгс/см2 при 60 °C и 18 кгс/см2
при 100 °C.
Для изготовления клеев, способных быстро отверждаться при
комнатной температуре, предложены ненасыщенные полиэфиры,
содержащие третичный атом азота. В качестве второго компонента
применяют стирол или полиэфиракрилат. Инициатором служит
перекись бензоила. Разрушающее напряжение при сдвиге клеевых
соединений дуралюмина на таких клеях составляет 34—74 кгс/см2
при 20 °C, 16—73 кгс/см2 при 60 °C и 4—10 кгс/см2 при 100 °C
[296].
Полиэфирный клей ТМ-60 получается путем растворения в ме-
тиленхлориде смолы ТФ-60, представляющей собой полиэфир на
основе этиленгликоля, терефталевой и себациновой кислот [297,
304]. Клей предназначается для склеивания полиэтилентерефта-
латной пленки. Клеевые соединения на этом клее обеспечивают
работу изделий в интервале температур от —150 до 100 °C. При
склеивании клей наносят на обе поверхности и прикатывают ро-
ликом, нагретым до 150—170 °C. Клеевые соединения прозрачны,
масло-, водо- и морозостойки.
Для склеивания полиэтилентерефталатной пленки пригодна
также полиэфирная клеевая композиция С-25 [304].
187
Известны клеящие составы на основе полиэфирных смол для
склеивания слюдяной изоляции, в частности композиции ТФП-18
на основе смолы с температурой размягчения 100 °C [298].
Для приклеивания шерстяной, стеклянной и хлопчатобумаж-
ной теплоизоляции к металлическим поверхностям пригоден клей
марки АМК, представляющий собой композицию на основе;, поли-
эфирной смолы, сиккатива и органического растворителя. Срок
хранения •— 1 год. Для склеивания пригоден клей с вязкостью
15—25°ФЭ, расход клея 180—200 г/м2 при нанесении в 2 слоя.
Для склеивания рекомендуется один из следующих режимов:
1) при 15—35 °C продолжительность высыхания первого слоя —
2 ч, второго слоя — 24 ч; 2) при 70—100 °C — 6—8 ч.
Прочность при отдире клеевых соединений ткани АОД и пла-
кированного дуралюмина после сушки в течение 4 ч при 100—
105 °C не менее 75 кгс/м. Клеевые соединения могут эксплуати-
роваться при температурах до 80—100 °C. Клей не вызывает кор-
розии металлов и обладает хорошей стойкостью к действию воды
и углеводородов нефти.
Для склеивания целлюлозных материалов предложен клей, со-
стоящий из продукта взаимодействия многоосновной кислоты с ча-
стично гидролизованным поливинилацетатом. Фанера, склеенная
этим клеем, имеет прочность при скалывании 40 кгс/см2, при этом
разрушение происходит на 90% по дереву.
Для склеивания оптических изделий предложены клеевые ком-
позиции, представляющие собой смеси ненасыщенных полиэфир-
ных и эпоксидных смол. Описаны клеи, состоящие из полиэфира
ПН-3, смолы ЭД-20 и полиэтиленгликольмалеинатадипинатфталата
(продукт АФ). В качестве инициаторов предложены перекиси и
гидроперекиси; ускорителями могут служить диметиланилин, наф-
тенат кобальта. Отвердителями являются малеиновый или метил-
тетрагидрофталевый ангидриды. Клеи отверждаются при комнат-
ной температуре [299].
Для получения клеев могут применяться композиции из поли-
эфирамидов, отверждаемые полиизоцианатами. Линейные продук-
ты, образующиеся в результате конденсации адипиновой кислоты
с этиленгликолем и моноэтаноламином, совмещают с гексаметилен-
диизоцианатом и отверждают в присутствии формальдегида при
повышенных температурах. Ускорителями процесса являются про-
дукты конденсации аминов с формальдегидом [300]. Разработана
клеевая композиция на основе смолы ПН-1 (100 вес. ч.), гидропере-
киси изопропилбензола (3—4 вес. ч.) и нафтената кобальта [301].
Клеевые соединения металлов, полученные при склеивании ком-
позициями на основе ненасыщенных полиэфирных смол, могут
отверждаться при комнатной температуре, если одну из склеивае-
мых поверхностей обработать раствором ферроцена (ускоритель)
в трихлорэтилене с последующим удалением растворителя, а на
другую поверхность нанести слой из смеси смолы с перекисью
бензоила. Разрушающее напряжение при сдвиге клеевого соеди-
188
нения после отверждения в течение 24 ч при 20 °C составляет око-
ло 200 кгс/см2 [302].
Предложены не требующие применения стирола ненасыщенные
полиэфирные азотсодержащие клеи, пригодные для работы при
100 °C; клеевые соединения стали имеют прочность при сдвиге
100—120 кг/см2 при 20 °C. Композиции могут служить в качестве
ускорителей отверждения обычных полиэфирных смол, не содер-
жащих стирола £303].
КЛЕИ НА ОСНОВЕ ЭЛЕМЕНТООРГАНИЧЕСКИХ
СОЕДИНЕНИЙ
Элементоорганические соединения, содержащие функциональ-
ные группы, представляют исключительный интерес для создания
на их основе теплостойких клеев, пригодных для длительной экс-
SoC рс I________1_______1________1_______I_______1
саБО 100 150 200 250 300
=3
CL 33 Чисм атомов кремния на Ютом титана
Рис. 1.63. Зависимость прочности при сдви-
ге клеевых соединений стали на кремний-
органическом клее ВК-10 -при 20 и 425 °C
от содержания бора.
Рис. 1.64. Зависимость прочности при сдви-
ге клеевых соединений стали на кремний-
органическом клее при 20 и 425 °C от со-
держания титана.
плуатации при 300—600 °C и кратковременной при 1000—1200 °C.
Элементоорганические клеевые системы обладают высокой стой-
костью к термической и термоокислительной деструкции [305].
Наличие в макромолекуле полимеров функциональных групп —
гидроксильных, алкоксильных-—определяет клеящие свойства и
теплостойкость элементоорганических соединений (табл. 1.66)
[306].
Положительное влияние на клеящие свойства полиорганосилок-
санов оказывает модификация их соединениями, основные цепи
которых наряду с атомами кремния содержат атомы металлов,—
полиорганометаллосилоксанами. Полимеры, содержащие в основ-
ной цепи атомы бора или титана, обладают более высокими по-
казателями адгезионных свойств и термостабильности (рис. 1.63
и 1.64) [307].
Для улучшения адгезионных и эластических свойств элемен-
тоорганических клеевых композиций их модифицируют поливинил-
189
Таблица 1.66. Прочность клеевых соединений стали на клеях на основе полиорганосилоксаиов
Полимер Содержание ф ункцион ал ьных групп, % Разрушающее напряжение при сдвиге, кгс/см2 Разрушающее напряжение при сдвиге после старения, кгс/смВ Прочность при неравномерном отрыве при 20 °C, кгс/см
гидр- оксильных алкокси - групп при'20 °C при 425 °C температура испытания, °C
20* 425* 20** 425
По лиметилси локса н 3,3 1,8 100 55 70 53 67 52 4,5
Полиметилфеннлсилоксан (со- отношение Me:Фе—2 :1) 4,8 1,5 99 45 94 53 75 38 6,0
Полиметилфеннлсилоксан (со- отношение Me : Фе=8 : 1) 5,2 1,4 73 40 84 55 66 43 2,5
Полифеинлсилоксан 6,2 0,8 55 41 65 46 68 41 1,8
Полиоксифенилпропилиден- феноксифенилсилоксан 4,3 1,9 117 40 68 38 59 43 7,5
* Старение при 350 °C б течение 24 ч.
* ’ Старение при 425 °C в течение 4 ч.
ацеталями, каучуками, эпоксидами, полиэфирами и др. Однако при
этом наблюдается некоторое снижение теплостойкости и термо-
стабильности. Хороший результат дает модификация полиоксифе-
нилпропилиденфеноксифенилсилоксана карбоксилсодержащим нит-
рильным каучуком СКН-26-1,25 (табл. 1.67) [306].
Таблица 1.67. Влияние различных каучуков на клеящие свойства
полиоксифенил пропил иденфеноксифенилсилоксана
Каучук Разрушающее напряжение при сдвиге, кгс/см2 Разрушающее напряжение при сдвиге после старения, кгс/см2 Прочность при неравномерном
температура испытания, °C
при 20 °C при 425 °C при 500 °C при 800 °C при 1000 °C * сч 425* -I- сч 425** * * СЧ отрыве при 20 °C, кгс/см
Карбоксилсодержа- щий нитрильиый СКН-26-1,25 200 43 17 15 12 100 36 44 35 19 25
Нитрильиый СКН-40 137 31 — — — — — 18 9 — 23
Без каучука 100 31 — — — 35 20 40 30 20 7,5
* Старение при 300 °C в течение 24 ч.
** Старение при 425 °C в течение 4 ч.
*** Старение, при 1000 °C в течение 1 ч.
Кремнийорганические клеи (ВК-2, ВК-8, ВК-Ю, ВК-15, К-105,
К-Hl, КТ-25, КТ-30, Эластосил и др.) представляют собой ком-
позиции на основе теплостойких кремнийорганических соединений,
в большинстве случаев модифицированных различными органиче-
скими полимерами. В состав многих кремнийорганических клеев
в качестве наполнителя входит асбест, который обусловливает зна-
чительное повышение прочности и теплостойкости клеевых соеди-
нений [308]. Кремнийорганические клеи имеют сравнительно невы-
сокую прочность при обычных температурах, однако их особенно-
стью является то, что они сохраняют прочность при очень высо-
ких температурах (рис. 1.65).
Клей ВК-2 представляет собой композицию на основе кремний-
органической смолы и асбеста. Прочность при равномерном и не-
равномерном отрыве и длительная прочность клеевых соединений
на этом клее характеризуются данными, приведенными ниже:
Разрушающее напряжение при равномер-
ном отрыве при 20 °C, кгс/см2 .... 220
Прочность при неравномерном отрыве,
кгс/см
при 20 °C..........................8—9
» 350 °C..........................6
Длительная прочность, ч
при напряжении 56 кгс/см2 при 20 °C 1000
при напряжении 25 кгс/см2 при 425 °C 300
при напряжении 3—10 кгс/см2 при
1000 °C............................2—7
191
Усталостная прочность клеевых соединений стали ЗОХГСА на
клее ВК-2 при 350°C составляет 35 кгс/см2 (на базе 3-106 циклов).
С помощью клея ВК-2 могут быть склеены металлы, пластики,
а такя^е теплостойкие неметаллические материалы. Кроме того, он
является основой теплостойкого уплотнительного материала ВК-18
2Г. Клей не вызывает коррозии нержавеющей стали и титановых
сплавов. Клеевые соединения стойки к действию масел и бен-
зина.
Клей ВК-8 представляет собой фенолокремнийорганическую
композицию, модифицированную синтетическим каучуком [309].
Композиция содержит волокнистый неорганический наполнитель.
Рис. 1.65. Зависимость прочности при сдвиге клеевых соединений стали на крем-
нийорганических клеях от температуры:
1 — ВК-8; 2 —ВК-Ю; 3— ВК-15; 4—ВК-2.
Жизнеспособность клея — 6 мес. Данные о прочности клеевых со-
единений на клее ВК-8 приведены на рис. 1.65 и в табл. 1.68.
Длительная прочность клеевых соединений при 20 °C (напряжение
сдвига 120 кгс/см2)—более 1300 ч, при 1000 °C и напряжении
10 кгс/см2 — 5 мин. Выносливость клеевых соединений стали
ЗОХГСА при 20 °C на базе 2,5-10® циклов составляет 100 кгс/см2;
при 400 °C на базе 7-Ю3 циклов — 20 кгс/см2; при 1000 °C на базе
37,4-103 циклов — 5,2 кгс/см2. Воздействие воды в течение 30 сут
снижает прочность клеевых соединений при 20 °C на 5%, а при
400 °C — на 10—12%. Прочность клеевых соединений, находящих-
ся в условиях тропического климата, не изменяется в течение
1 мес.
Клей ВК-10 — теплостойкий и термостабильный клей [310] на
основе фенолокремнийорганической смолы Б1, полиорганоборосил-
оксана -и асбеста. Предназначен для склеивания теплостойких
металлов и неметаллических материалов, работающих при темпе-
ратурах до 1200 °C. Склеивание производится при 200 °C в течение
3 ч или при 180 °C в течение 5 ч под давлением 3—8 кгс/см2. Проч-
ность при сдвиге клеевых соединений нержавеющей стали при
192
Таблица 1.68. Прочность клеевых соединений различных материалов
1 на клее В К-8
Показатели
Склеиваемые материалы Вид испытания при 20 °C при 350 °C при 400—425 °C Характер разрушения
Сталь 30ХГСА+ сталь ЗОХГСА Титановый сплав ВТ-4 -[-титановый сплав ВТ-4 Сталь ЭИ651 +гра- фит Сталь ЗОХГСА+ стеклотекстолит ВФТС Сталь 30ХГСА_+ сталь ЗОХГСА Сталь ЗОХГСА+ сталь ЗОХГСА Разрушающее на- пряжение при сдвиге, кгс/см2 То же » » Разрушающее на- пряжение при равномерном от- рыве, кгс/см2 Прочность при не- равномерном от- рыве, кгс/см 160 170 106 182 250 15 45 5-6 35 24 44 По клею То же По графиту По стеклотексто- литу По клею То же
20 °C составляет 125 кгс/см2, при 425 °C — 37 кгс/см2. После вы-
держки при 1200 °C в течение 15 мин прочность при сдвиге состав-
ляет 20 кгс/см2 при 20 °C и 19 кгс/см2 при 425 °C.
Клей В К-15 отличается стойкостью к термоокислительной де-
струкции, теплостойкостью и эластичностью [311]. Он предназна-
чен для склеивания сталей, титановых сплавов и теплостойких не-
металлических материалов, работающих в условиях длительного
воздействия температур от 300 до 1000 °C. Зависимость прочности
при сдвиге клеевых соединений на этом клее от температуры ис-
пытаний представлена на рис. 1.65. Разрушающее напряжение при
равномерном отрыве клеевых соединений стали при 20 °C равно
109 кгс/см2, при 300 °C — 44 кгс/см2. Прочность при неравномерном
отрыве составляет 11—12 кгс/см. Эластичность клеевой пленки со-
храняется после длительного термостарения и воздействия воды.
Данные об изменении прочности при неравномерном отрыве
образцов стали ЗОХГСА, склеенных клеем ВК-15, под влиянием
различных факторов приведены ниже:
Прочность при неравномерном отрыве,
кгс/см
При 20 °C при 275 °C при 300 °C
В исходном состоянии . . . 11 7 6
После выдержки в воде в те- чение 5 сут 9 —
После старения при 300 °C 250 ч 6 4
500 ч . . . 7 4 —
1060 ч 5 — —
П-2591
193
Клей ВК-15 виброустойчив и обладает большой длительной
прочностью, устойчив к действию тропического климата, цикличе-
ского воздействия переменных температур, топлив, масел и т. д.
При склеивании клей наносят на склеиваемые поверхности с
помощью шпателя в один слой. Открытая выдержка на воздухе —
1 ч, давление при склеивании 1—3 кгс/см2, продолжительность—
2 ч при 150 °C.
Данные о термическом старении клеевых соединений стали при-
ведены в табл. 1.69.
Таблица 1.69. Термическое старение клеевых соединений стали ЗОХГСА
на клее ВК-15
Условия старения Разрушающее напряжение Условия старения Разрушающее напряжение при
при сдвиг е, кгс/см^ сдвиге, кгс/см2
темпера- продолжи- О o' о о о О о ю 8? продолжи- тельность, ч при 425 °C
тура, °C тельность, ч см а к S С со с с темпе тура, при -20 °G
Исходные данные по 35 36 40 500 1 000 20 15
300 5000 29 28 — .—- 600 1 000 31 30
350 5 000 22 — 17 — 700 250 19 —-
350 10 000 21 — 17 — 800 1 000 50 10 25 15 —
Клей ВК-15М представляет собой композицию на основе мо-
дифицированной элементоорганической смолы [312]. Предназна-
чается для приклеивания различных теплоизоляционных материа-
лов к металлам и пригоден для работы при 300 °C в течение 2000 ч
и при 350 °C в течение 100 ч. Клей готовится смешением двух ком-
понентов перед употреблением. Прочность при отрыве клеевого со-
единения теплоизоляции марки АТМ.-6. со сталью ВСН-2 при 20
и 300 °C выше прочности теплоизоляционного материала.
Клей ВК-15М может быть рекомендован также для приклеи-
вания теплоизоляционных материалов к алюминиевым сплавам и
магниевому сплаву МА-8 как незащищенным, так и покрытым ла-
кокрасочными материалами АК-609, ВЛ-02 и др. Такие соединения
могут эксплуатироваться при температурах от 20 до 300 °C.
Клеи К-105 и К-Ш на основе полиметилфенилсилоксана с
отвердителем (клей К-105) и на основе полихлорметилхлорфенил-
силоксана (клей К-Ш) применяются для соединения металлов
и неметаллических материалов. Режим склеивания: открытая вы-
держка при комнатной температуре в течение 20 мин и отвержде-
ние под давлением 5 кгс/см2 в течение 2 ч при 200 °C. Клеевые
соединения металлов имеют прочности при сдвиге при 20 °C 75—
100 кгс/см2, при 300 °C 15—25 кгс/см2.
Клей И П-9 получают на основе метилфенилполисилоксана, мо-
дифицированного эпоксидным полимером с добавлением двуокиси
194
титана. Может быть использован для крепления к металлам вул-
канизованных силиконовых резин в процессе термообработки.
Клей наносят только на металл в один слой, который сушат в те-
чение 1 ч при 120 °C с последующим охлаждением клеевой пленки
в течение 15—20 мин. Отверждение клеевого соединения проис-
ходит под давлением 2 кгс/см2 при температуре 200 °C в тече-
ние 2 ч.
Клей КТ-15 представляет собой смесь двух кремнийорганиче-
ских соединений, одно из которых является отвердителем. Пред-
назначен для приклеивания силиконовых резин к стали, дуралюми-
ну, титановому сплаву ВТ-1, латуни и другим металлам [315].
Особенностью этого клея является то, что он способствует умень-
шению продолжительности термической обработки резинометал-
лических изделий.
Клей наносят на подготовленную поверхность металла в два
слоя, причем первый просушивают до полного высыхания, а вто-
рой — до слегка липкого состояния. Поверхность резины обезжи-
ривают. Склеивание производят в течение 1 ч при 200 °C и давле-
'нии 2—3 кгс/см2. Клеевые соединения надежны в интервале тем-
ператур от —40 до 200 °C и выдерживают длительное воздействие
высоких температур.
Клей КТ-25 предназначен для крепления вулканизованных си-
ликоновых резин к металлам в процессе термообработки [316].
Клей содержит три компонента: 50%-ный раствор модифициро-
ванной кремнийорганической смолы в этил ацетате, 50%-ный рас-
твор отвердителя в этилацетате и наполнитель — титановые бе-
лила марки ТС. Жизнеспособность клея — не более 2 сут.
Технология применения клея следующая. На подготовленную
(обработанную песком или дробью) поверхность металла наносят
два слоя клея. Первый слой сушат 60 мин, второй—10—15 мин.
Поверхность резины обезжиривают бензином. Затем поверхности
резины и металла соединяют, детали зажимают в струбцину при
давлении 0,2—0,3 кгс/см2 и прогревают в термостате при 150 °C в-
течение 3 ч. В случае крепления резины ИРП-1267 клей отверж-
дают при 80 °C в течение 3 ч.
Данные, характеризующие термостойкость клеевых соединений
вулканизованных силиконовых резин и стали марки ЗОХГСА на
клее КТ-25, приведены на рис. 1.66. Хотя прочность соединений с
повышением температуры снижается, разрушение образцов проис-
ходит только по резине. Клеевые соединения могут эксплуатиро-
ваться в интервале температур от —40 до 250 °C.
Данные о прочности клеевых соединений резин с различными
металлами на клее КТ-25 приведены в табл. 1.70. Соединения стой-
ки к действию воды. После выдержки в маслах при повышенных
температурах прочность крепления при 20 °C сохраняется на доста-
точно высоком уровне и заметно снижается только при 200 °C.
Клей КТ-30 представляет собой раствор кремнийорганического
продукта в толуоле или бензоле; применяется для склеивания вул-
13’
195
Таблица 1.70. Прочность клеевых соединений резин с металлами
на клее КТ-25 и характер разрушения
Марка резины Разрушающее напряжение при равномерном отрыве, кгс/см3
сталь ЗОХГСА Дуралюмин титановый сплав
ИРП-1265 ИРП-1287 ИРП-1225 16,3 (по резине) 43,5 (следы резины на металле) 61,0 (по резине) 16,2 (по резине) 68,8 (по резине) 60,9 (по резине) 17,7 (по резине) 53,3 (по резине) 58,3 (по резине)
канизованных резин на основе силиконового каучука и для креп-
ления их к металлам.
Клей отверждается при комнатной температуре в течение 48 ч.
Клеевые соединения водостойки и могут эксплуатироваться в ин- .
Рис. 1.66. Зависимость прочности при сдвиге клеевых соединений стали с сили-
коновыми резинами на клее КТ-25 от температуры:
1 — резниа ИРП-1266; 2 — резина ИРП-1265; 3 — резина ИРП-1267.
тервале температур от —60 до 300 °C. Вязкость клея по ВЗ-4 при
20 °C — не менее 20 с, сухой остаток — не менее 75%; прочность
крепления резины к стали — не менее 12 кгс/см2.
Клей МАС-1 В 'представляет собой раствор модифицированной
кремнийорганической смолы и отвердителя в смеси толуола и бу-
танола. Отвердитель вводят в раствор из расчета 0,25 вес. ч. на
100 вес. ч. сухого вещества [317]. Клей предназначается для креп-
ления любых силиконовых резин к металлам в процессе вулкани-
зации. Перед склеиванием поверхность металла опескоструивают
и обезжиривают. Клей наносят в два слоя, причем каждый слой
просушивают на воздухе в течение 1 ч, после чего резиновую за-
готовку и металлическую деталь соединяют и вулканизуют в прес-
се по режиму вулканизации резины. Данные, характеризующие
прочность крепления резины 14р-6 к металлам, приведены ниже:
196
Разрушающее напряжение при равномерном отрыве*. КГС/СМ2
при 20 °C при£200 сС
Сталь ЗОХГСА ... - 20,0 8,4
Сталь ЗИ268 .. . 24,1 11,9
Дуралюмин 20,0 12,2
Титановый сплав ВТ-1 . 23,5 11,8
* Разрушение .во всех случаях происходит по резине.
Прочность крепления не изменяется в интервале температур
от —40 до 300 °C.
Клей Эластосил представляет собой пасту, состоящую из сили-
конового каучука, наполнителей, катализаторов. Вязкость пасты
регулируют, добавляя различные разбавители [354]. Слой клея
толщиной не более 5 мм наносят на поверхность изделия, предва-
рительно зачищенную и обезжиренную обычными органическими
растворителями, и выравнивают шпателем или кистью. Продолжи-
тельность образования клеевой пленки составляет 15—20 мин.
Клей легко вулканизуется при комнатной температуре на воз-
духе. Сначала образуется тонкая эластичная пленка, а затем ре-
зиноппиобный материал. Оптимальные показатели механических
и адгезионных свойств достигаются через 5—7 сут. На скорость
вулканизации влияют влажность и температура окружающей
среды.
Эластосил может применяться в качестве клея-герметика в
электротехнической промышленности, приборо- и машиностроении,
вакуумной и строительной технике, зубоврачебной медицине и в
быту. Он обладает адгезией к различным материалам (сталь, медь,
алюминий, сплавы, силикатные и органические стекла, керамика,
дерево, бетон и др.). При нанесении клея на гладкие поверхности
не требуется применения адгезионных подслоев. При склеивании
или герметизации пористых поверхностей (бетон, асбестоцемент,
дерево) в некоторых случаях рекомендуются подслои для увеличе-
ния поверхности контакта и повышения адгезии. Материал влаго-
и теплостоек, обладает хорошими диэлектрическими свойствами
и может эксплуатироваться в интервале температур от —55 до
300 °C и при повышенной влажности.
Клеи В КТ-2 и ВКТ-3 представляют собой смеси модифициро-
ванной кремнийорганической смолы и сополимера бутилметакри-
лата с метакриловой кислотой в органических растворителях с до-
бавкой триэтаноламина. Эти клеи предназначаются для приклеи-
вания стекловолокнистой теплоизоляции к металлам [318]. Клей
ВКТ-3 получают, вводя в композицию ВКТ-2 наполнитель непо-
средственно перед употреблением. Наполнитель придает клею спо-
собность быстро «схватываться», но жизнеспособность клея при
этом сильно снижается. Отверждение клеев происходит при ком-
натной температуре без давления. Процесс склеивания состоит из
следующих операций: открытая выдержка клеевого слоя на возду-
197
хе (до отлипа) в течение 5—10 мин; склеивание поверхностей с
прижимом теплоизоляции роликом (или другим способом) с по-
следующей выдержкой склеенных поверхностей на воздухе в тече-
ние 3 сут. Через 3 сут достигается максимальная прочность клее-
вого соединения. Проведение различных технологических операций
допускается уже по истечении первых суток.
Клей ВКТ-2 имеет концентрацию 40—45%, вязкость клея 6—
15 с, жизнеспособность — не менее 6 мес. Жизнеспособность клея
В КТ-3 — 45—60 мин.
Клей ВКТ-2 и ВКТ-3 можно применять при температурах до
400 °C. Длительное воздействие высоких температур приводит к
значительному возрастанию прочности склеивания в результате
более полного отверждения клея. Прочность клеевых соединений
после пребывания в воде, масле и керосине не снижается. Клеевые
соединения вибростойки, не вызывают коррозии цветных и черных
металлов. Быстрая «схватываемость» композиции ВКТ-3 позво-
ляет применять ее при ремонтных работах.
Клей-герметик У-2-28 представляет собой пастообразную массу
[297, 319], предназначенную для герметизации, а также для склеи-
вания различных силиконовых резин и некоторых облицовочных
материалов (СТАМ, АНТМ-1) при комнатной температуре и кон-
тактном давлении. Клеевые соединения длительно работают при
200—250 °C. Клей не вызывает коррозии металлов. Для повыше-
ния адгезии клей-герметик применяют с подслоем холодной сушки
П-11 в сочетании с протирочной пастой № 2. Данные о прочности
клеевых соединений металлов на клее-герметике У-2-28 приведе-
ны ниже:
Температура испытания, °C
—60 20 200 250 300
Прочность при отслаива-
нии, кгс/см .... 2,6—5,0 1,3—2,0 0,37—0,60 0,32—0,36 0,24—0,28
Разрушающее напряже-
ние при сдвиге, кгс/см2 57—64 13—30 6,5—8,0 4,2—5,6 3,0—3,7
Описан клей марки КХС для крепления силиконовых и фтори-
рованных силиконовых каучуков к металлам. Клей представляет
собой бесцветную или светло-желтую вязкую жидкость. Прочность
клеевых соединений резин при 20 °C — не менее 20 кгс/см2, при
200°C — 6 кгс/см2. Клеевые соединения выдерживают термическое
старение при 300 °C в течение 100 ч, при 250 °C — 2000 ч [320].
Описаны клеи на основе полиорганосилоксанов и полиметил-
силазобороксана в качестве катализатора [321] и клеи на основе
силиконовых каучуков [322].
Клей-цемент Ц-7-165-32 на основе гидролизованного этилового
эфира ортокремневой кислоты и электрокорунда в качестве напол-
нителя используется для крепления тензодатчиков, служащих для
измерения динамических напряжений при температурах 800 °C и
выше [314]. Крепление проволочных тензодатчиков к поверхности
испытуемой детали производится следующим образом. На опеско-
198
струенную и обезжиренную металлическую поверхность наносят
слой клея толщиной не более 0,1 мм и высушивают на воздухе в
течение 18 ч. Для повышения прочности рекомендуется после воз-
душной сушки производить обработку пленки парами аммиака в
течение 20 мин при 20 °C с последующим удалением аммиака. На
полученный подслой укладывают решетку датчика и выводные про-
вода, которые покрывают двумя слоями клея; после нанесения
каждого слоя дают выдержку продолжительностью 18 ч и прово-
дят последующую обработку аммиаком. Далее клей подвергают
термообработке в течение 4 ч с постепенным подъемом температу-
ры до 250—300 °C. Клей морозостоек, стоек к действию воды, ке-
росина и масел.
За рубежом также выпускаются различные клеи и клеи-герме-
тики на основе кремнийорганических соединений. Так, фирмой
«Ivint Fran^ais» (Франция) разработан кремнийорганический
клей-герметик марки PR-191Q (его наносят пистолетом), который
применяется для герметизации ракет и самолетов, подвергающих-
ся воздействию температур от —75 до 375 °C. Клей используется
также в качестве абляционного материала для защиты ракет и
управляемых снарядов и вспомогательного оборудования.
Предложено кремнийорганические клеи использовать в качест-
ве компонента теплоизоляционной системы, подвергающейся воз-
действию температур от 343 до 1371 °C [313].
Клей RTV-154 на основе силиконового каучука отверждается
при комнатной температуре. Он используется для герметизации за-
зоров между различными металлами и склеивания изделий из си-
ликоновой резины, полученных методом шприцевания и применяю-
щихся в качестве уплотнений, например в люках самолетов [323].
Высокотеплостойкий клей-герметик RTV-106 на основе силико-
нового каучука, выдерживающий длительное воздействие темпе-
ратур до 315°C, разработан фирмой «General Electric Со.» (США).
Материал применяется в виде пасты, которая вулканизуется в те-
чение 12 ч, образуя теплостойкое клеевое соединение. В качестве
теплостойкого клея или герметика [337] можно использовать так-
же полупрозрачный силиконовый каучук RTV-108.
Клей-герметик Силастосил В на основе силиконового каучука
может эксплуатироваться при температурах от —25 до 250 °C. Его
назначение — крепление металлов, стекла, керамики, пластмасс,
дерева и других материалов в изделиях электротехнической и
электронной промышленности [324]. Давление при склеивании —
контактное, продолжительность склеивания 6—24 ч.
Описаны полисилоксановые эластомеры, отверждающиеся при
комнатной температуре, которые могут применяться в качестве ос-
новы для клеев и герметиков [325].
Кремнийорганический клей-герметик марки Силкосет 153 (фир-
мы «1С1», Англия) выдерживает нагревание при 225 °C. Он при-
меняется в авиационной технике, электронике, автомобиле- и су-
достроении [326].
199
Описаны теплостойкие полисилоксановые клеи для металлов,
применяемых в авиационной и космической технике [327]; одно-
компонентные полисилоксановые клеи-уплотнители марок SWS-930
[328] и Силит 100 [329]. Фирмой «General Electric Со.» (США)
разработаны кремнийорганические клеевые композиции, отверж-
даемые при комнатной температуре [330].
Представляют интерес теплостойкие (до 200 °C) цианалкилпо-
лисйлоксаны [336]; композиции, содержащие эти полимеры и твер-
дые эпоксидные смолы (в соотношении 1:3), предложены для
склеивания металлов при нагревании [332].
Известен [333] кремнийорганический клей Кемлок 607 для при-
клеивания силиконовых резин и полиуретановых эластомеров к
металлам, стеклу, пластикам и другим материалам. Клеевые со-
единения на этом клее устойчивы при температурах до 260 °C.
Клеи, которые могут эксплуатироваться при 260 °C в течение
500 ч, получают на основе полисилоксанов и фенолоэпоксидных
композиций [334].
Композиция, состоящая из тетрафурфурилсилоксана, диметил-
дихлорсилана и хлористого цинка, рекомендована для склеивания
пенопластов, полистирола, органического стекла и стеклопласти-
ков. Склеивание производится при комнатной температуре в тече-
ние 1 сут.
Разработан кремнийорганический клей Доу Корнинг 281, отли-
чающийся высокой жизнеспособностью. Клей предназначен для
склеивания металлов, стекла, тканей, тефлона и кремнийорганиче-
ских пластмасс [335]. Клей устойчив к действию различных хи-
мических реагентов, масел, влаги и атмосферных факторов. Рабо-
чие температуры клея от —62 до 260 °C.
Описан также кремнийорганический клей для склеивания ре-
зин на основе силиконовых каучуков с металлом на основе поли-
органосилоксана, в качестве наполнителя применяют тонкоизмель-
ченную двуокись кремния. Клей отверждается органической пере-
кисью в течение нескольких часов при 200—250 °С. Разрушающее
напряжение при сдвиге клеевого соединения резины со сталью
[336] после теплового старения при 250 °C в течение 24 ч состав-
ляет 5—6 кгс/см2.
К теплостойким клеям относятся и клеи на основе полиарил-
оксисиланов. О теплостойкости полиарилоксисиланов свидетельст-
вует тот факт, что стальные панели с покрытием из полиарилок-
сисилана выдерживают нагревание при 540 °C в течение 8 ч без
потери адгезионных свойств. Разрушающее напряжение при сдви-
ге клеевых соединений стали на клеях на основе полиарилоксиси-
ланов составляет 280 кгс/см2 [338].
Известна отражающая тепло клейкая лента марки Мистик
PD-455, пригодная для защиты деталей ракетных летательных ап-
паратов в момент запуска [339]. Эта лента состоит из стеклянной
ткани и алюминиевой фольги, склеенных кремнийорганическим
клеем. Покрытый такой лентой кубик льда не тает под действием
200
Таблица 1.72. Зарубежные кремнийорганические клеи-герметики
Физико- механические свойства
Марка клея Условия отверждения Рабочие температуры, °C разрушаю- щее напряже- ние при растяже- нии, w* кгс/см2^ относи- тельное удлинение при разрыве, % Адгезионные свойства Примечания
9-024 [314] Отверждается при взаи- модействии с влагой воздуха при 20 °C До 315 56,2 675 Прочность при отслаива- нии 10,8 кгс/см Не вызывает коррозии металлов
92-124 [345] То же От —57 до 315 56 675 Разрушающее напряже- ние при равномерном отрыве 4,2 кгс/см2 Применяется при герме- тизации кабин сверх- звуковых самолетов
93-046 [346] Отверждается при ком- натной температуре в течение 24 ч От —56 до 260 35 700 Прочность при отслаива- нии 11,7 кгс/см Стоек к действию атмо- сферных факторов, озона и воды
92-002 [347] Отверждается при взаи- модействии с влагой воздуха при 20 °C От —57 до 260 — 500 Прочность при отслаива- нии 7,2 кгс/см Стоек к действию горя- чих масел, топлив и растворителей
Силастик 735 [348] Отверждается при ком- натной температуре в течение 24 ч От —65 до 260 , 54,5 850 Прочность при отслаива- нии 15,3 кгс/см Стоек к действию озона и воды
направленного на него пламени паяльной горелки. Помимо хоро-
ших теплоизоляционных свойств эта лента обладает химической
стойкостью, износостойкостью, а также стойкостью к старению.
Известен так называемый самоприклеивающийся силиконовый
каучук марки SE-5504U, пригодный для изготовления резинометал-
лических изделий — маслостойких прокладок амортизаторов, а так-
же валков с резиновым покрытием. Этот каучук наносят без грун-
та, что значительно сокращает число операций при изготовлении
изделий [340]. Склеиваемые металлические изделия промывают
растворителем (толуол, ксилол) и обрабатывают их в ацетоне.
Затем наносят каучук и вулканизуют его в присутствии таких
ускорителей, как перекиси ликумила и бензоила. Наибольшей
прочностью обладают клеевые соединения стали; прочность таких
соединений при сдвиге составляет 105 кгс/см2.
Описаны клеи-герметики на основе кремнийорганических и
фторкремнийорганических соединений — Силастик 142 [341], Си-
ластик 735 [342, 348], Силастосил А [343] и др. (табл. 1.71).
Интересны клеи на основе полидифенилсилоксидифенила, вы-
держивающие нагревание при 500 °C в течение 30 мин и при 270 °C
в течение 96 ч.
Разработан клей для крепления силиконового каучука к ме-
таллу, содержащий тетраорганотитанат, тетра-(метоксиэтокси)-си-
лан и метилсилоксан [349]. Описаны свойства и области примене-
ния однокомпонентной клеевой композиции, состоящей из силико-
нового каучука и отвердителя, активирующегося под влиянием
влаги воздуха после выдавливания клея из тары [350].
Большой интерес представляют различные карборансилоксано-
вые полимеры, являющиеся перспективными соединениями для
создания на их основе материалов с высокой 'теплостойкостью и
термостабильностью [351]. Фирмой «Dow Corning Corp.» (США)
разработаны карборансилоксановые полимеры, содержащие гало-
гензамещенные алкильные группы и карборановые связи, которые
обеспечивают получение теплостойких материалов [351]. На осно-
ве поликарборансилоксанов разработаны высокотеплостойкие кон-
струкционные клеи [352].
КЛЕИ НА ОСНОВЕ НЕОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
Создание клеев на основе неорганических соединений сопряже-
но со значительными трудностями, связанными главным образом
с их хрупкостью и в ряде случаев со сложностью технологических
приемов процесса склеивания. Вместе с тем использование таких
клеев исключительно перспективно при создании клеевых соедине-
ний с высокой теплостойкостью. Широко известные неорганические
клеи и цементы на основе силикатов натрия рекомендуются для
склеивания самых разнообразных материалов, в частности для
приклеивания алюминиевой фольги к бумаге, для соединения
стекла, бумаги, картона и т. д. [353].
Применяются силикатные конторские клеи, представляющие
собой вязкие жидкости, быстро (6—12 мин при 20 °C) отверждаю-
щиеся при комнатной температуре. Для склеивания бумаги, кар-
тона, древесины, стекла и керамики используется клей, представ-
ляющий собой водный раствор силикатной глыбы с диспергиро-
ванным в нем аэросилом и кремнийорганической жидкостью. Су-
ществует также большое число различных неорганических цемен-
тов (магнезиальные, железные, серные, глетглицериновые и т. д.),
которые хорошо изучены и давно применяются в промышленности.
Клеевыми композицияими, обладающими очень высокой тер-
мостабильностью при температурах ниже температуры их плавле-
ния, являются керамические клеи — фритты [355]. Эти клеи полу-
чают на основе высокоплавких окислов MgO, А12О3, SiO2 с темпе-
ратурой плавления 2800, 2015 и 1783 °C соответственно и окислов
щелочных металлов с температурой плавления 350—-400 °C. В за-
висимости от количественного соотношения высокоплавких и низ-
коплавких окислов можно получить композиции с температурой
плавления 500—1100 °C. Клеевые композиции представляют собой
тонкие суспензии измельченных неорганических компонентов в во-
де, которые наносят на склеиваемые поверхности и выдерживают
на воздухе для удаления воды. Склеивание производят при срав-
нительно небольшом давлении и температуре, превышающей тем-
пературу плавления композиции на 20—50 °C. Продолжительность
склеивания 15—20 мин. Прочность клеевых соединений находится
в пределах 70—100 кгс/см2 в интервале температур 20—500 °C.
Опубликованы работы, в которых сообщается о создании не-
органических клеев-цементов, пригодных для соединения металлов
и других материалов в различных силовых конструкциях, рабо-
тающих в условиях очень высоких температур. Описаны неорга-
нические клеи для соединения стали [356—358]. Такие клеи пред-
лагается использовать в конструкциях летательных аппаратов
(в том числе в сотовых конструкциях), работающих при темпера-
турах до 537 °C. Известен, например, клей-цемент, который пред-
ставляет собой водную суспензию, состоящую из полевого шпата,
буры, кальцинированной соды, селитры, углекислого бария и дру-
гих компонентов. Для изготовления суспензии используют 2%-ный
коллоидный раствор двуокиси кремния. Процесс склеивания за-
ключается в нанесении суспензии на металл, сушке на воздухе
и термической обработке соединенных поверхностей при 954 °C в
продолжение 20 мин под давлением 3,5 кгс/см2. Введение в подоб-
ные системы окиси хрома положительно влияет на прочность
клеевых соединений; предложено также армировать клеевой шов
металлической сеткой. Прочность при сдвиге армированного клее-
вого соединения стали на клее-цементе составляет 123—134 кгс/см2
при температуре испытания 426—482 °C.
Неорганический клей для склеивания металлов предложено по-
лучать сплавлением смеси двуокиси кремния (95 вес. ч.), натрие-
вой селитры (9 вес. ч.), борной кислоты (65 вес. ч.) и окиси же-
203
леза (1 вес. ч.) при 1320 °C; сплав быстро охлаждают, сушат, из-
мельчают и после добавления окислов металлов или других напол-
нителей смешивают в шаровой мельнице с равным по массе коли-
чеством воды. Готовую композицию наносят с помощью пульвери-
затора или окунанием [359]. Для увеличения прочности клеевых
соединений металл предварительно подвергают травлению или на-
греванию до 177 °C. Склеивание проводят при 540—1090 °C и дав-
лении 0,15—1,0 кгс/см2. Продолжительность выдержки под давле-
нием — от нескольких минут до 1 ч в зависимости от состава клея,
требуемой толщины клеевого соединения и других факторов.
Охлаждение клеевого соединения должно производиться постепен-
но в строго контролируемых условиях. Для снижения температу-
ры склеивания в композиции вводят окислы свинца и бария или
используют низкоплавкие эмалевые фритты.
Для склеивания металлов предложено использовать свинцово-
силикатные стекла, содержащие различные количества окислов
натрия и титана [359].
Описаны керамические клеи для склеивания тонких полос кор-
розионностойкой стали [360]. После обжига клеевые соединения
имеют высокую прочность при сдвиге, стойки к ударным нагрузкам
и к действию влаги при температурах до 535 °C. Клей содержит
90—110 вес. ч. порошковой фритты, 1—3 вес. ч. суспензированного
агента и 30—60 вес. ч. воды. Фритта может содержать (в вес. ч.):
37—43 SiO2; 50—60 В2О3; 3—7 Na2O и в качестве суспендированно-
го агента коллоидальную двуокись кремния. Фритта другого типа
может содержать (в вес. ч.):
SiO2 ........... 23—28 ВаО.............. 4—7 Р2ОБ........ 1,5
А12О3........... 10—15 ZnO.............. 8—12 V2O5 ..... 1,4
B2OS............. 3—6 CaO ...... . 4—6 Cr2Os....... 0—5
Na2O............ 10—12 NaaSiFe....... 4—6 Fe2Os....... 0—5
K2O........... 3—6
После нанесения клея на склеиваемые детали производится об-
жиг при 760—955 °C. Для повышения прочности при сдвиге при
высоких температурах применяют усиливающие сетки из корро-
зионностойкой стали и обжиг производят при небольшом давлении
(3,5 кгс/см2). Наиболее высокая прочность при температурах до
535 °C достигается при применении сетки с ячейками размером
28 меш из проволоки диаметром 0,1 мм.
Клей, состоящий из 100 вес. ч. фритты, 2 вес. ч. коллоидальной
окиси кремния и 50 вес. ч. воды, применяется для соединения не-
ржавеющей стали с использованием в соединении сетки с разме-
ром ячеек 23 меш. Фритта имеет следующий состав (в вес. ч.):
SiO2.............. 27,2
А12О3............ 13
В2О3............. 4
Na^.............. 16,9
К2О .......... 5,1
ВаО .......... 6
СаО .......... 54
ZnO........... 11
Na2SiF6.......... 0,5
Р2Об............. 4
V2O3 ............ 3
204
При обжиге при 954 °C в течение 20 мин применяется давление
3,5 кгс/см2. Окончательное упрочнение соединения достигается на-
греванием в течение 1 ч при 510 °C с последующим охлаждением
на воздухе. При толщине клеевого слоя 0,15—0,17 мм разрушаю-
щее напряжение при сдвиге при комнатной температуре составля-
ет 92 кгс/см2, при 315 °C —87 кгс/см2, при 426 °C — 120 кгс/см2, при
482 °C—123 кгс/см2 и при 537 °C —68 кгс/см2. После выдержки
образцов под нагрузкой 49—56 кгс/см2 в течение 1000 ч прочность
при сдвиге при 426 °C составляет 103—139 кгс/см2.
Получен керамический клей марки Керамабонд 503 на основе
окиси алюминия [361]. Это однокомпонентная композиция,
отверждающаяся при 120 °C. Клей обладает хорошими диэлектри-
ческими свойствами, стоек к окислителям, верхний предел рабочих
температур 1430 °C. Клеем можно склеивать графитовые детали на
воздухе без окисления графита, можно соединять металлические
вставки с деталями из графита, кроме того, он может быть исполь-
зован в качестве покрытия.
Получен клеящий материал Д-65, содержащий фосфаты и не-
горючие соединения бора, диспергированные в полиуретане. Ма-
териал может вспениваться при высоких температурах [362], об-
разуя керамикопрдобную массу, выдерживающую действие тем-
пературы до 12630 °C.
При введении в неорганические клеевые композиции неболь-
ших (до 5%) количеств порошкообразных металлов (алюминий,
медь, кремний и никель) и карбонила железа увеличивается проч-
ность клеевых соединений при повышенных температурах.
Представляют интерес клеящие материалы, состоящие из ме-
таллов и окислов металлов, способных к экзотермической реакции
при сплавлении. Примером является композиция, состоящая из
45% стекловидной смеси и 55% меди. Стекловидные смеси могут
иметь следующий состав (в %):
Na2O -В2О3 .
SiO2 . . . .
Ва . . . .
17,7 СиС
16,4 Mg
6,4 Си2
СиО
Си2О
59,5 SiO2
5,3 Ti
79,8
9,9
5,0
Клеевые соединения на основе таких композиций превосходят
по прочности существующие клеи и приближаются по свойствам
к паяным соединениям.
Описаны керамические клеи, прочно склеивающие при 205—
538 °C авиационные панели сотовой конструкции из нержавеющей
стали [363]. Клеи наносят в виде водных суспензий, содержащих
60—70 вес. ч. фритты стекловидной эмали, 1—2 вес. ч. коллои-
дальной окиси кремния, 5—20 вес. ч. порошкообразных алюминия,
меди, железа, никеля или кремния и 25—32 вес. ч. воды. После
высыхания клеи обжигают при 538—1093 °C. Пригодные для этих
клеев фритты имеют следующий состав (в %):
205
I
II
SiO2............
AlgOg...........
Na^O............
K2O.............
®гС*з...........
ZnO.............
CaO.............
23—28
10-15
10—20
3—6
3—6
8—12
4—6
SiO2
BgOg
Na.2O
BaO
37—43 Na2SiF6 .... 4—6
50—60 P2O6........... 1—5
3—7 V2O5.......... 1—4
4—7 Cr2Os......... 0—5
Fe2O3.........0-5
Термический коэффициент линейного расширения клеев дол-
жен быть близок к коэффициенту расширения нержавеющих ста-
лей.
При применении фритты I прочность клеевого соединения при
сдвиге при комнатной температуре или при 315 °C составляет при-
мерно 84 кгс/см2, независимо от содержания металла. При содер-
жании 5—20% порошка железа прочность при комнатной темпе-
ратуре составляет 161—217 кгс/см2, при 538°C—-менее 42 кгс/см2.
Если же в состав фритты не вводилось железо, разрушающее на-
пряжение при сдвиге было равно 70 кгс/см2. При применении фрит-
ты II без порошка железа разрушающее напряжение при сдвиге
составляло приблизительно 91 кгс/см2 при комнатной температу-
ре, 105 кгс/см2 при 315 °C, 140—189 кгс/см2 при 427 °C, а с при-
менением железа — 63—112 кгс/см2 при 538 °C.
Описан керамический клей для склеивания металлических де-
талей самолетов и ракет [364]. Клей имеет следующий состав:
38% SiO2, 5% Na2O и 57% В2О3. При нанесении клея или его вод-
ной суспензии на металлические поверхности в окисляющей атмо-
сфере с применением тепла для 'расплавления клея при затверде-
вании образуется прочное соединение. Клей плавится на металле
при температуре около 955 °C. Рекомендуется в производстве пане-
лей, состоящих из двух разнородных металлов.
Разработаны три стеклянных клея-цемента марки Пирокерам
Бранд-цемент под номерами 45, 89 и 95. Эти клеи-цементы состоят
из тонкого стеклянного порошка, диспергированного в связующем
с низкой вязкостью, и содержат большое количество окиси свинца.
Клеи наносят кистью, погружением или поливом, а затем подвер-
гают обработанную поверхность обжигу. Рабочая температура
клея-цемента 45 составляет 700 °C. Он склеивает стеатит, воль-
фрам, молибден и стекло. Максимальная рабочая температура
клея-цемента 89 равна 425 °C. Он склеивает стеатит, керметы на
основе окиси алюминия, платину, ванадий, никелевый сплав и
стекло. Клей-цемент 95 имеет такую же рабочую температуру,
склеивает стеатит, щелочные стекла, хромистую нержавеющую
сталь, никелевый сплав, торий и бериллий. Свойства Бранд-це-
ментов приведены ниже:
206
№ 45 № 89 и 95
Плотность, г/см3............ 3,3 6,5
Термический коэффициент ли-
нейного расширения, 1/°С 42-10"7 80-Ю-7—110-Ю"7
Температура склеивания, °C 750 440
Верхний предел рабочих' тем-
ператур, °C.............. 650 400
Диэлектрическая проницае-
мость при 25 °C............. 6,1—1 21 1
Тангенс угла диэлектрических
потерь при 25 °C и 1 кГц 0,002 0,001
Разрушающее напряжение кле-
евых соединений при изгибе
при 25 °C, кгс/см2 .... 700 420
Применять клеи-цементы в условиях продолжительного воздейст-
вия азотной кислоты, едкого натра и кипящей воды не рекомен-
дуется [365].
Фирмой «Melpar» (США) разработан керамический клей мар-
ки Метлбонд СА-100, отверждающийся при 120 °C. Клей имеет вы-
сокую механическую прочность и хорошие электрические свойст-
ва. Он предназначен для склеивания тугоплавких материалов, на-
пример керамических. Клей можно эксплуатировать [366] при тем-
пературах до 1430 °C.
Получен высокотеплостойкий керамический клей марки Астро-
керам на основе окислов или силикатов элементов IV группы
[367]. При комнатной температуре этот клей не растворяется в
соляной, серной, азотной и фосфорной кислотах, растворяется
только в плавиковой и кипящей серной кислотах. Теплостойкость
клея настолько высока, что при расплавлении склеенного им алю-
миния он остается неповрежденным.
Для крепления уплотнительных полос из серебра в статорах
компрессоров турбовинтовых двигателей разработан клей, который
представляет собой неорганическую пасту с добавкой тонко из-
мельченного алюминиевого порошка. Клеевую пасту закладывают
в пазы статора двигателя и- в них вставляют серебряные полосы.
При этом часть клея выдавливается, образуя фланец. После суш-
ки на воздухе и нагревания при 300 °C клей застывает и прочно
удерживает серебряные полосы. Клей не подвержен воздействию
авиационных топлив и масел. Его долговечность 6000 ч [368].
Для соединения деталей из теплостойких материалов, в том
числе высокоплавких металлов, предложен клей на основе боро-
силикатного стекла [369].
Описаны физико-химические свойства и области применения
в приборостроении и авиационной технике керамических и стекло-
керамических клеев [370].
АЛЮМОФОСФАТНЫЕ КЛЕИ
Большой интерес представляют клеи-цементы на основе фос-
форной кислоты и ее производных. Вяжущие свойства фосфорной
кислоты известны давно. Впервые фосфорная кислота была ис-
207
пользована для получения цинкофосфатных зубных цементов, схва-
тывание которых происходит в течение нескольких минут. Вяжу-
щими свойствами обладают также кислые соли — одно- и двузаме-
щенные фосфаты. Лучшие свойства имеют кислые фосфаты алю-
миния, водные растворы которых принято называть «связками».
Кислые фосфаты алюминия образуются при взаимодействии гид-
роокиси алюминия или трехзамещенного фосфата алюминия с ор-
тофосфорной кислотой. Вязкость их и вяжущие свойства зависят
от соотношения окиси алюминия, окиси фосфора и воды.
На основе алюмофосфатных связок разработаны алюмофос-
фатные клеи, имеющие высокие механическую прочность и тепло-
стойкость. Характерной особенностью этих клеев является сохра-
нение механической прочности после нагревания. Кроме того, при
термообработке алюмофосфатные клеи не выделяют газообразных
продуктов, поэтому их применяют для крепления внутренних де-
талей вакуумных приборов и установок.
Алюмофосфатную связку готовят [371—373], растворяя при на-
гревании гидроокись алюминия в ортофосфорной кислоте (плот-
ностью 1,70 г/см3) в соотношении 1 :5. В исходном состоянии со-
отношение гидроокиси алюминия, фосфорной кислоты и воды в
связке равно 1:3:2. Состав связки, готовой к употреблению, не-
сколько изменяется (в зависимости от количества испарившейся
воды). Ниже приведены составы алюмофосфатных связок, приме-
няемых для получения огнеупорных композиций:
Состав, % Состав, %
А12О3 Р2О5 Н2О A12Os Р2О5 Н2О
Алкофос В . . . 15,8 61,0 23,2' Связка А .... 13,0 44,0 43,0
Опытная связка . 10,8 44,2 45,0 Связка Б .... 7,5 33,0 59,5
Наиболее широкое применение нашла связка Б, получаемая
разбавлением связки А ортофосфорной кислотой (плотностью
1,15 г/см3). Связки представляют собой вязкие прозрачные про-
дукты плотностью 1,7—1,8 г/см3. Они пригодны к употреблению
в течение 3 сут; через 3 сут они мутнеют и становятся очень вяз-
кими.
Алюмофосфатные клеи готовят, смешивая алюмофосфатные
связки с наполнителями, выбор которых зависит от назначения
клея. Так, для получения клея с хорошими электроизоляционными
свойствами применяют мелкодисперсную окись алюминия (алунд),
трехзамещенный фосфат алюминия и каолин в соотношении
1:2:12. Порошки предварительно прокаливают в муфельной печи
при 950—1000 °C в течение 2 ч для обезвоживания и удаления ле-
тучих примесей, а затем измельчают на валковой мельнице. Свой-
ства алюмофосфатного клея и клеевых соединений на его основе
приведены ниже:
208
Плотность, г/см3 . - .................
Термический коэффициент линейного расширения
в интервале температур 20—900 °C, 1/°С . . . .
Твердость, кгс/см2............................
Разрушающее напряжение клеевого соединения
при растяжении, кгс/см2
ковар+ковар . - ............
сталь+сталь..............
1,7—1,8
50-10~’
0,7
керамика+керамика . . .
Теплостойкость, °C............................
Удельное объемное электрическое сопротивление
при 106 Гц,
при
»
»
»
»
Тангенс
Ом-см
20°С...............................
100 °C.............................
200°С.....................
300 °C.............................
400 °C.............................
угла диэлектрических потерь при 108 Гц
после сушки при 280 °C.................
» прогрева при 1000 °C...............
Диэлектрическая проницаемость при 105 Гц
после сушки при 280°С.....................
» прогрева при 1000 °C...............
3—5
10—20
15—30
1300
1015
1015
3-1011
4-Ю8
1,5-108
20-70
11—14
4,5—4,8
2,0—2,1
Алюмофосфатный клей может иметь следующий состав:
4 вес. ч. связки А, 3 вес. ч. ортофосфорной кислоты и 10 вес. ч.
смеси наполнителей. Смесь наполнителей и количество фосфорной
кислоты можно изменять в зависимости от назначения клея. Так,
например, для получения токопроводящих клеев в качестве напол-
нителей используют металлические порошки. Для ’склеивания мел-
ких деталей, например для крепления проволоки диаметром 10—
20 мкм, применяют клей с более высоким содержанием связки (до
50%)- В этом случае используют порошки наполнителей более
тонкого помола. Если же клей предназначен для работы в глубо-
ком вакууме, то из смеси наполнителей исключается каолин.
Алюмофосфатные клеи затвердевают при комнатной темпера-
туре, однако для полного отверждения и приобретения стабильных
характеристик необходимо нагревание клеевого шва при 270—
300 °C в течение 2—6 ч (в зависимости от толщины шва). После
сушки при более низких температурах клей поглощает влагу из
воздуха, набухает, становится мягким и теряет механическую
прочность. Температура во время сушки клея должна повышаться
со скоростью не более 2 °С/мин в интервале температур 20—100
и 200—280 °C и не более 1,5°С/мин в интервале температур 100—
200 °C. При более быстром подъеме температуры в результате ин-
тенсивного испарения воды клеевой шов делается пористым, его
прочность снижается.
Клей можно сушить на воздухе, в вакууме, в атмосфере водо-
рода или азота. Выбор среды определяется свойствами склеивае-
мых материалов. Так, при склеивании легко окисляющихся метал-
лов сушка клея производится в атмосфере водорода или в ваку-
уме. Материалы, не окисляющиеся на воздухе, например керами-
ка, одинаково прочно склеиваются в любой среде. Ниже приведе-
14—2591
209
ны показатели прочности соединений на алюмофосфатном клее
при склеивании дисков диаметром 18 мм из алюмооксидной ке-
рамики марки 223С после нагревания на воздухе при 1000 °C в те-
чение 10 ч и сушки в различных средах при 300 °C в течение 2 ч:
Разрушающее напряжение
Условия сушки при растяжении, кгс/см2
На воздухе.............. 19,1
В среде водорода . . 18,9
В вакууме............... 19,0
Механическая прочность клеевого шва зависит от природы
склеиваемых материалов — наиболее прочны клеевые соединения
керамики. Диэлектрические свойства алюмофосфатного клея зави-
сят от условий термообработки: нагревание при температурах бо-
лее высоких, чем температура сушки, улучшает диэлектрические
показатели клея и стабилизирует их [375].
В ряду фосфатных клеев особое место занимают алюмохром-
фосфатные композиции. Исследование влияния различных напол-
нителей (корунд, двуокись титана, силицид циркония и др.) на
свойства алюмохромфосфатных клеев типа ВК-21 показало, что
при использовании корунда, двуокиси титана и нитрида алюминия
прочность при сдвиге клеевых соединений нержавеющей стали в
интервале температур 20—900 °C практически одинакова [376].
На основе алюмохромфосфатных связующих разработаны клеи
для металлов и неметаллических материалов. В качестве наполни-
телей используют окись алюминия, кремния, силицид циркония
и др. Прочность клеевых соединений металлов составляет 30—
100 кгс/см2, однако, они отличаются невысокой стойкостью к дей-
ствию воды.
Применяя химически активные наполнители и добавки, акти-
вирующие процесс отверждения, удалось создать клеевые составы,
отверждающиеся при 20—50 °C и обладающие удовлетворительной
водостойкостью. Прочность клеевого соединения стали на таком
клее составляет 20—100 кгс/см2 [377].
С помощью алюмофосфатных клеев можно склеивать стекло,
кера,мику, ситалл, а также такие металлы и сплавы, которые не
взаимодействуют с фосфорной кислотой,—-вольфрам, молибден,
тантал, цирконий, никель, константан, ковар и др. [374].
Алюмофосфатные клеи нашли широкое применение в произ-
водстве вакуумных приборов для склеивания внутренних деталей.
Клеи применяются для крепления проволоки различного диаметра
к металлам и диэлектрикам, для склеивания металлических пла-
стин из молибдена, вольфрама, тантала с диэлектриками. Оконча-
тельная сушка склеенных узлов в этом случае производится, как
правило, в вакууме. Кроме того, после сушки склеенные узлы до-
полнительно прогревают в вакууме при 700—1000 °C с целью уда-
210
ления водяных паров. После такой обработки алюмофосфатный
клей обеспечивает надежное крепление деталей в приборах, в ко-
торых длительное время сохраняется вакуум 10~6—10~8 мм рт. ст.
Алюмофосфатные клеи используются также для крепления изо-
ляции нихромовых спиралей, применяемых в качестве нагревате-
лей. В этом случае клей наносят в несколько слоев общей толщи-
ной 3—5 мм, окончательная сушка производится на воздухе при
300 °C в течение 10—25 ч.
Алюмофосфатные связки применяют для приготовления мар-
кировочных составов, обладающих высокой теплостойкостью.
В качестве пигментов используют алунд, двуокись титана или дру-
гие порошкообразные цветные пигменты, обладающие стабильно-
стью при нагревании и не взаимодействующие с фосфорной кис-
лотой, например кадмий желтый и кадмий красный. Маркировоч-
ные составы наносят напылением. Сушка производится при том
же режиме, что и сушка алюмофосфатного клея. Эти составы при-
меняют в основном для маркировки приборов в стеклянном или
керамическом оформлении, которые длительное время нагревают-
ся до температуры выше 350 °C или периодически до 600—800 °C.
На основе алюмофосфатных систем разработаны клеи для со-
единения нихромовых тензодатчиков с изделиями из сплавов ВТ-9
и ЭП-651, а также электропроводный клей для соединения деталей
из графита, молибдена и карбида кремния [378].
Алюмосиликатфосфатные композиции, содержащие окислы
алюминия, кремния и хрома, обладающие теплостойкостью 1250—
1500 °C, адгезией к металлам (25—35 кгс/см2 при сдвиге) и кера-
мике (до 75 кгс/см2), рекомендованы в качестве клеев для крепле-
ния тензодатчиков, работающих при температурах до 750 °C [379].
МЕТАЛЛИЧЕСКИЕ КЛЕИ
Металлические клеи представляют собой смесь жидкого метал-
ла, например ртути или галлия, имеющего температуру плавления
около 30 °C, и порошка более тугоплавкого металла, например
меди. В результате диффузии этих металлов в клее образуются
интерметаллические соединения и твердые растворы, имеющие вы-
сокие температуры плавления. Такие клеи отверждаются при ком-
натной температуре [380]. В качестве жидкого компонента можно
использовать эвтектические смеси галлия с другими металлами
(имеющими температуру плавления ниже, чем у галлия). Диффу-
зия резко возрастает с повышением температуры, поэтому для
ускорения схватывания клей необходимо нагревать. При этом сле-
дует иметь в виду, что при понижении температуры клея ниже
температуры плавления жидкого компонента пастообразный клей
затвердевает. Однако при последующем нагревании до температу-
ры плавления жидкого компонента клей опять становится пасто-
образным, а детали оказываются несклеенными. Контакт твердого
металла с жидким может приводить к разрушению металлов и
Я 4*
211
сплавов, находящихся в контакте с расплавами [381]. Защите
твердых металлов от охрупчивающего действия жидких металлов
способствует микролегирование твердого металла, легирование
жидкого металла, а также повышение качества поверхности твер-
дого металла (устранение царапин и др.) [382]. Создание твер-
деющих галлиевых композиций, отвечающих заданным требовани-
ям, является очень сложной задачей, требующей учета ряда фак-
торов, которые во многих случаях могут оказывать как положи-
тельное, так и отрицательное влияние на эксплуатационные харак-
теристики соединений [383].
Галлий хорошо смачивает большинство металлов, поэтому
склеивать их достаточно легко. Большинство металлических кле-
ев имеет способность увеличиваться в объеме при схватывании.
Это позволяет склеивать детали, даже если они не смачиваются
жидким компонентом клея. Конструкция соединения должна быть
такой, чтобы склеиваемые детали охватывали одна другую. При
этом клей, полностью заполняющий зазор между деталями, бла-
годаря внутреннему давлению будет уплотняться и упрочняться.
Если же подвергать клей, нанесенный на поверхность, термообра-
ботке, то он превращается в порошок вследствие окисления галлия
кислородом воздуха. Металлическими клеями можно склеивать и
неметаллические детали.
Подготовка поверхностей деталей для склеивания металличе-
скими клеями принципиально не отличается от подготовки для
склеивания обычными клеями. Поверхность следует промыть спир-
том или смесью спирта с петролейным эфиром в соотношении 1:1.
Затем деталь надо просушить в термостате при 40 °C. Перед на-
несением клея поверхности смачивают капелькой жидкого галлия,
который наносят вольфрамовым острием. Вольфрам очень твердый
и хорошо смачивается галлием, поэтому вольфрамовое острие лег-
ко прорывает окисную пленку на металле и поверхностный слой
керамики. Окисную пленку можно удалить и другими, например
химическими, способами, но обязательно в присутствии жидкого
галлия.
Клей наносят небольшой лопаткой из фторопласта на одну
из деталей, подогретую до 35±2 °C, и притирают к поверхности,
чтобы он образовал конус с пологими поверхностями. Эту деталь
склеивают с другой, нагретой до той же температуры, и притирают
их друг к другу, чтобы клей полностью заполнил зазор между
деталями. Затем детали зажимают в приспособлении и выдержи-
вают на воздухе при комнатной температуре в течение 24 ч или
подвергают термообработке при 120—140 °C в течение 6—8 ч.
В последнем случае деталь охлаждают до комнатной температуры
вместе с термостатом и только после этого ее вынимают из при-
способления.
Для приготовления клея пастообразной консистенции исполь-
зуют галлий Гл-000, индий ИН-1, олово 0-1 и порошок меди ПМ.-2.
Клеи готовят смешением жидкого галлия или низкоплавкого гал-
212
лиевого сплава (галлий-—олово, галлий — индий) с порошком ме-
ди. Содержание меди 56—66 вес. %. -
В табл. 1.72 и 1.73 приведены данные о прочности клеевыд со-
единений металлов на металлических клеях в зависимости от со-
става клея, режима термической обработки, коррозионных и виб-
рационных воздействий, температуры испытаний.
Металлический клей Мекладин, выдерживающий вакуум
1О4 мм рт. ст. в течение 30 мин, может эксплуатироваться в тече-
ние более 5 лет. Клеем можно склеивать детали, находящиеся
долгое время в воде [384]. Клей Мекладин применяется при из-
готовлении пьезокерамических ударных акселерометров для вклеи-
вания металлического инерционного элемента в пьезотермическое
кольцо и этого кольца в металлический корпус [385]. Клей может
быть использован также при изготовлении пьезоэлектрических
обойм возбуждения акустического преобразователя [386].
Таллиевые композиции, содержащие в качестве наполнителя по-
рошки магния, титана, хрома, железа, кобальта, никеля, серебра,
золота, ниобия, молибдена, иридия, платины и других металлов,
обладающие способностью к снижению прочности под действием
галлия или низкоплавкого таллиевого сплава [387], применяются
в качестве вакуумуплотнительных составов [388].
Разработаны таллиевые композиции, содержащие в качестве
наполнителя порошки алюминия и его сплавов с размером частиц
до 0,04 мм [389]. Композиции могут быть применены при изготов-
лении изделий из алюминиевых сплавов при стыковке фланца с
трубой [390].
Очень перспективно применение металлических клеев взамен
органических при изготовлении пьезокерамических датчиков. Клеи
более теплостойки, имеют большой модуль упругости и способны
передавать на пьезокерамический чувствительный элемент высо-
кочастотные механические напряжения. Поэтому пьезоэлемент мо-
жет регистрировать механические колебания более высокой ча-
стоты.
Рекомендуется склеивать металлическими клеями полупровод-
никовые приборы и элементы, в частности выводы диодов и тран-
зисторов на контактах монтажной схемы.
Металлические клеи, например Мекладин, могут быть приме-
нены при изготовлении высокотемпературных штепсельных разъ-
емов [391]. Таллиевые композиции рекомендуется применять для
соединения при комнатной температуре меди с медью, вольфрамом,
молибденом, никелем, кремнием, титанатом бария, арсенидфосфи-
дом индия и галлия, стеклом и кварцем; ковара с коваром, кера-
микой, карбидом кремния, кремнием, стеклом, кварцем и сапфи-
ром; латуни с латунью и ферритами; нержавеющей стали со
сталью и кварцем; стекла со стеклом и никелем; молибдена с
окисью берриллия; пьезокерамики со сталью, латунью, вольфра-
мом и сплавом ВНМЗ-5; окиси бериллия с окисью бериллия, а так-
же для крепления навесных элементов к платам. При работах с
213:
Таблица 1.72. Прочность клеевых соединений металлов на металлических кЛеЯХ
Режим термообработки Разрушающее напряжение при равномерном отрыве при 20 ’С, КГС/ем2
продолжитель- температура, медь-}- медь ковар-}- ковар медь4- ковар медь-р медь ковар-Ь ковар медь-}- ковар медь-р медь ковар-Ь ковар медь+ковар
клей галлий—медь клей г алл и й—миди й—медь клей галлий—с ш ово—медь
24 ^25 1‘ 2 1 1,2 0,4 6 — — — —
120 [25 2,4 1,6 0,5 1 9 — 4,1 — —
24 70 4,2 — — 4 — — 4,1 — —
72 £,70 5,4 0,5 — 4,9 2 — — 2,2 2,7
6 1000 2,6 — — 3,1 — — — — —
8 100 3,4 — — — — — — — —
24 100 4,7 — — 3,4 — — — 1,6 —
2 200 4 — — 3,7 — — 4,1 — —
6 200 4,5 3,4 4,7 — —
2 6 300 300 2,3 1,4 Разрушаются при охлаждении 2,8 2,8 Разрушаются при охлаждении 4,6 4,6 — ] Разрушаются > при J охлаждении
Таблица 1.73. Прочность клеевых соединений металлов на металлических клеях при различных температурах
Разрушающее напряжение при равномерном отрыве, кгс/смй
Состав клея Склеиваемые при 20 °C при 200 °C при 300 °C
материалы продолжи- тельность, ч температура, °C после термической обработки после коррозионных воздействий после вибрационных воздействий после термической обработки
Галлий—медь Медь+медь 72 70 540 410 390 280 90
72 70
500 200 430 380 — 280 —
72 70
500 300 210 210 — —. 250
Галлий—индий- медь Медь+медь 72 72 70 70 490 330 320 30 120
500 200 260 360 — 100 —
72 70
500 300 250 370 — — 280
Галлий—олово— медь Ковар+ковар 72 72 70 70 230 НО 180 80 50
500 200 90 140 — 80 —
72 70 .
500 300 10 140 — — 160
Медь+ковар 72 70 270 180 350 — —
72 70
500 200 20 20 — 10 —
таллиевыми композициями не требуется соблюдения каких-либо
специальных мероприятий по технике безопасности. На кожу и
«слизистые оболочки глаз действует лишь нитрат галлия [392, 393].
Литература
1. Кардашов Д. А. В кн.: Успехи химии и технологии полимеров. М.,
«Химия», 1970, с. 126.
2. Сергеев В. А. Докторская диссертация. М., ИНЭОС АН СССР, 1970.
3. Темкина Р. 3. Технология синтетических смол и клеев. М., «Лесная
промышленность», 1965. 287 с.
4. Берлинских И. П. Склеивание древесины. Киев, Госстройиздат УССР,
1959 306 с.
5. Пат. США 2168874.
6. Пат. США 2411577.
7. Фр. пат. 924084.
8. Забродкип А. Г. В кн.: Новые клеи и технология склеивания. М., изд.
МДНТП им. Ф. Э. Дзержинского, 1973. с. 81
9. За брод кил А. Г. В кн.: Синтез феноло-формальдегидных смол и старе
ние клеевого соединения. Таллин, изд. Таллинского политехи, ин-та, 1971,
с. 15.
10. Козловский А. Л. Синтетические клеи. М., Гизместпром, 1947. 100 с.;
Mod. Plasi., 1945, v. 23, № 4, р. 163.
11. Кардашов Д. А., ЖВХО им. Д. И. Менделеева, 1969, т. 14, № 1, с. 4.
12. Кардашов Д. А. В кн.: Синтез феноло-формальдегидных клеевых смол
и старение клеевого соединения. Таллин, изд. Таллинского политехи, ин-та,
1971, с. 3.
13. Кардашов Д. А. В кн.: Феноло-форм.альдегидные смолы и клеи на их
основе. Таллин, изд. Таллинского политехи, ин-га, 1974, с. 4.
14 Благонравова А. А., Кардашов Д. А., ЖВХО им. Д. И. Менде-
леева, 1962, т. 7, № 2, с. 189.
15. М а г t i п R. W. The Chemistry of Phenolic Resins. New York, J. Wiley, 1956.
298 p.
16 Каргин В. А и др., ДАН СССР, 1957, т. 112, с. 485; Хим. пром., 1957,
№ 2, с. 43
117. С о л о в ь е в а В. Н., Кардашов Д. А. В кн.: Клеи и технология
склеивания. Под ред. Д. А. Кардашова. М., Оборонгиз, 1960, с. 115.
18. Кардашов Д. А. и др., Пласт., массы, 1959, Ns 1, с. 40.
19. Кардашов Д. А., «Бюллетень обмена производственно-техническим опы-
том», 1958, № 11, с. 46.
20. Бек В. И., В л а с о в а-Г о л о в а т а я В. И., Вестник машиностр., 1968,
№ 7, с. 46.
.21. Кардашов Д. А., Пласт, массы, 1968, № 3, с. 49.
22. Ф е й г и н Л. Л. Клеи и клеевые соединения. М_, изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 108.
23. Соловьева В. Н. и др., Пласт, массы, 1962, № 11, с. 44.
.24. Кардашов Д. А., ЖВХО им. Д. И. Менделеева, 1969, т. 14, № 1, с. 24.
25. Соловьева В. Н., Бек В. И., Ст а ль но в а М. А., ЖВХО им.
Д. И. Менделеева, 1969, т. 14, № 1, с. 42.
26. Бек В И. и др. В кн.: Адгезия и прочность адгезионных соединений.
Вып 2. М, изд. МДНТП им. Ф. Э. Дзержинского. 1968, с. 46.
27. Соловьева В. Н., Кардашов Д. А., Жадова Н. С. В кн.- Адгезия
и прочность адгезионных соединений. Вып. 2. М., изд. МДНТП им.
Ф. Э. Дзержинского, 1968, с. 54.
28. Бек В. И. и др. В кн.: Синтез феноло-формальдегидных клеевых смол и
старение клеевого соединения. Таллин, изд. Таллинского политехи, ин-та,
1971, с. 19
29. King Н. A., Adhes. Age, 1972, v. 15, № 2, р. 22.
216
30 Бродский Г. С. и др В кн.: Современные клеи и склеивание пластмасс
и металлов. Ч. I. Л., изд. ЛДНТП, 1971, с. 27.
31. Соловьева В. Н. и др. В кн.: Феноло-формальдегидиые смолы и клеи
на их основе. Таллин, изд. Таллинского политехи, ин-та, 1974, с. 44.
32. Лурье М. Г. и др. В кн.: Феноло-формальдегидные смолы и клеи на их
основе. Таллин, изд. Таллинского политехи, ин-та, 1974, с. 46.
33. Соловьева В Н., Кардашов Д. А., Радиоэлектрон, пром., 1959,
№ 15, с. 17.
34. Соловьева В. Н., Мурина И. С., Кардашов Д. А., «Труды
ВИАМ», 1959, № 9, с. 170.
35 S k е i s t I. Handbook of Adhesives. New York, Reinhold Publishing Corp.,
1962.
36 В о d п a r M. Structural Adhesives Bonding. New York. J. Wiley, 1966. 420 p.
37. Пат. США 2575265.
38 Пат США 2386012; англ. пат. 530697.
39. Пат. США 2397627.
40. “Machine Design”, 1962, v. 34, № 28, р. 227.
41. Adhes. Age, 1963, v. 6, № 8, p. 52.
42. Ind. Eng. Chem., 1962, v. 54, Ns 3, p. 22.
43. Эпштейн Г. Склеивание металлов. Пер. с англ. Под ред. А. Т. Туманова.
М., Оборонгиз, 1956. 212 с.
44. Бродский Г. С., Петров Г. С. Вестник техн, и эконом, информ., 1957,
№ 4, с. 8.
45. Ткачук С. М. и др., Производство и переработка пластмасс и синтети-
ческих смол, 1972, вып. 8, с. 17.
46. Ковнер В. Я. и др., Производство и переработка пластмасс и синтети-
ческих смол, 1972, вып. 8, с. 43.
47. Иванова 3. Г., Соболевский М. В. В кн.: Клеи и технология склеи-
вания. Под ред. Д. А. Кардашова. М., Оборонгиз, I960, с. 98.
48. Иванова 3. Г., Соболевский М. В. Радиоэлектрон, пром., 1959,
№ 15, с. 20.
49. Иванова 3. Г., Соболевский М. В., Пласт, массы, 1959, № 1, с. 43.
50. Кардашов Д. А. Новые клеи на основе синтетических смол для склеи-
вания металлов и пластмасс. Л., изд. ЛДНТП, 1964. 39 с.
51. Соболевский М. В., Кардашов Д. А., Хрипунов М. А. В кн.:
Клеи и технология склеивания. Под ред. Д. А. Кардашова. М., Оборонгиз,
1960, с. 139.
52. Бродский Г. С., Р а д ч и к Л. Д., Червинская М. А., Пласт, массы,
1966, № 5. с. 64.
53. Бродский Г. С. и др., Пласт, массы, 1973, № 4. с. 29.
54. Бродский Г. С., Петров Г. С., Вестник техн, и эконом, информ., 1957,
№ 5, с. 19.
55. Бродский Г. С. Клеи конструкционного назначения. М., изд. МДНТП
им. Ф. Э. Дзержинского, 1957. 18 с.
56. Паншин Б. И., «Труды ВИАМ», 1956, № 5, с. 51.
57. П а и ш и н Б. И., Котова Л. П., Осипова Н. П., «Труды ВИАМ»,
1956, № 5, с. 58.
58. Паншин Б. И., Мартьянова П. И., Н о к и н а А. С., «Труды ВИАМ»,
1956, № 5, с 60.
59. Швецов Й. Т„ «Труды ВИАМ», 1956, № 5, с. 74: 1959, № 9, с. 207, 216.
60. С амойлов Б. И., ЖТФ, 1952, т. 22, с. 888.
61. Червинская М. А. и др., Пласт, массы, 1971, At 6, с. 11.
62. С м е л ъ ни цк и й Ф. С., Горелов Н. В., Коновалов П. Г. Фольги-
рованные слоистые пластики для печатных схем. М., «Энергия», 1969 208 с.
63. Пат. США 3203828.
64. Авт. свнд. 118931; Бюлл. изобр., 1959, № 7.
65. Борисов Ф. Б. и др. В кн.: Феиоло-фор:..альдегидные смолы и клеи на
их основе. Таллин, изд. Таллинского политехи, ин-та, 1974, с. 74.
66. “Aluminium”, 1958, v. 34, № 10, р. 596.
67. Пат. США 3376825.
217
€8. Aircraft Prod., 1958, v. 20, № 3.
69. Пат. США 3261884.
70. Авт. свид. 110685; Бюлл. изобр., 1958, № 1.
71. С та льнов а М. А., Никулина В. Г. Исследования в области термо-
реактивных пластмасс. М,. Госхимиздат, 1959, с. 65.
72. С тальков а М. А., Раевская В. М., Пласт, массы, 1968, № 3, с. 27.
73. С о л о в ь е в а В. Н., Б е к В. И., С т а л ь н о в а М. А., ЖВХО им.
Д. И. Менделеева, 1969, т. 14, № 1, с. 48.
74. А а р н а А. Я. «Труды 1 Всесоюзной конференции по клеям и технологии
склеивания», Таллин, 1966, с. 27; Аар на А. Я., Кийслер К. Р., Кри-
стьянсон П. Г., там же, с. 43; Шолохова А. Б., Фрейднн А. С.,
там же, с. 63; А а р н а А. Я. и др., там же, с. 211.
75. Аар и а А. Я., Таппер Ю. А., Кристьянсон П. Г. В кн.: Синтез
фенолоформальдегидных клеевых смол и старение клеевого соединения.
Таллин, изд. Таллинского политехи, ин-та, 1971, с. 45; Сиймер К. Ю.,
Кийслер К. Р-, там же, с. 50; Шолохова А. Б., Фрейднн А. С.,
К ийслер К. Р., там же, с. 61; Кийслер К. Р., Кристьянсон П. Г.,
С т а р к о п ф Ю. А., там же, с. 65; В е й д е р м а я С. X.; там же, с. 74.
76. К р и с т ь я н с о н П. Г. Кандидатская диссертация. Таллин, Таллинский
политехи, ин-т, 1969.
77. Ауристе И. Н. Кандидатская диссертация. Таллин, Таллинский политехи,
нн-т, 1969.
78. В а б а о я Ю. Ф., Кийслер К. Р. В кн.: Синтез феноло-формальдегидных
клеевых смол и старение клеевого соединения. Таллин, изд. Таллинского
политехи, ин-та, 1971, с. 56.
79. Таннер Ю. А. и др. В кн.: Феноло-формальдегидные смолы и клеи на их
основе. Таллин, Таллинский политехи, ин-т, 1974, с. 56.
80. Авт. свид. 238163; Открытия. Изобр. Пром, образцы. Товары, знаки, 1969,
№ 9; авт. свид. 276402; 1970, № 23.
81. Кимель Э. А., Чефранова Э. К. В кн.: Синтез феноло-формальдегид-
ных клеевых смол и старение клеевого соединения. Таллин, изд. Таллин-
ского политехи, ин-та, 1971, с. 34.
82. Б р а г и н а М. А. и др. В кн.: Синтез феноло-формальдегидных клеевых
смол и старение клеевого соединения. Таллин, изд. Таллинского политехи,
ин-та, 1971, с. 29.
83. Авт. свид. 229798; Изобр. Пром, образцы. Товары, знаки, 1968, № 33.
84. Притыкин Л. М., Раевский В. Г., Навасардян Т. Н. В кн.:
Синтез феноло-формальдегидных клеевых смол и старение клеевого соеди-
нения. Таллии, изд. Таллинского политехи, ин-та, 1971, с. 11.
85. Садых-Заде С. И. и др., Пласт, массы, 1971, № 9, с. 17.
86. Благонравова А. А., Непомнящий А. И. Лаковые эпоксидные
смолы. М., «Химия», 1970. 248 с.
87. Акутин М. С., Смирнова Л. Н., Филиппенко Д. Н., Пласт, массы,
1966, № 1, с. 10.
88. Г а в р и л и н а С. А. Новые лаковые эпоксидно-диаиовые смолы. Л., изд.
ЛДНТП, 1966, с. 13.
89. Г у р м а и И. М., Кузнецова И. Б., Акутин М. С. Справочник по
пластическим массам. М., «Химия», 1969, с. 53.
90. Skeist I. Epoxy Resins. New York, Reinhold Publishing Corp., 1958, p. 16,
203; Bruins P. F. Epoxy Resins Technology. New York, Interscience Pub-
lishing Corp., 1968. 328 p.
91. Пакен A. M. Эпоксидные соединения и эпоксидные смолы. М.—Л., Гос-
химиздат, 1962. 963 с.
92. Пат. США 3385908.
93. Кардашов Д. А., Вакула В. Л., ЖВХО им. Д. И. Менделеева, 1969,
т. 14, № 1, с. 4.
94. Н о u w i n k R., Salomon G. Adhesion a. Adhesives. V. 1. 2 ed. Amsterdam,
London, New York, 1965. 624 p.
95. O’R e a r I. G„ Paint Techn., 1971, v. 43, № 552, p. 113.
96. Пат. США 3123586.
218
97. Г остева О. К. и др., Пласт, массы, 1966, № 4, с. 8.
98. Авт. свид. 208934; Изобр. Пром, образцы. Товарн. знаки, 1968, № 4.
99. Непомнящий А. И. и др. B-кн.: Состояние и перспективы производства
и применения эпоксидных смол. Ч. I. Л., изд. ЛДНТП, 1969, с. 9.
100. Лапицкий В. А. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол. Ч. I. Л., изд. ЛДНТП, 1969, с. 30.
101. Бляхман Е. М. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол. Ч. I. Л., изд. ЛДНТП, 1969, с. 24.
102. Бляхман Е. М. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол. Ч. I. Л., изд. ЛДНТП, 1969, с. 15.
103. Бляхман Е. М. и др. Эпоксидные смолы на основе многоатомных спир-
тов и их применение. Л., изд. ЛДНТП, 1965. 29 с.
104. Лапицкий В. А. и др,, Пласт, массы, 1973, № 3, с. 45.
105. Справочник по пластическим массам. Т. II. Изд. 2-е. Под ред. В. М. Катае-
ва, В. А. Попова, Б. И. Сажина. М., «Химия», 1975, с. 206.
106. Кардашов Д. А Эпоксидные клеи. М., «Химия», 1973 192 с.
107. Пат. США 3373075.
108. Cagle С. V. Handbook of Adhesives Bonding. New York, McGrow Hilt
Book Co., 1973. 754 p.
109. N a k a j u m a T., J. Adhes. Soc. Jap., 1971, v. 7, № 4, p. 231.
НО. Кардашов Д. А. Новые эпоксидные клеи. Л., изд. ЛДНТП, 1971, 32 с.;
М ii 11 е г К. Haus Techn. Vortragsveroffn, 1967, № 130, S. 43.
111. Cagle С. V. Adhesives Bonding. New York, McGrow Hill Book Co., 1968,
351 p.
112. Шолохова А. Б. и др., Пласт, массы, 1971, № 6, с. 61.
113. Кардашов Д. А., «Труды 1 Всесоюзной конференции по клеям и тех-
нологии склеивания», Таллин, 1966, с. 5.
114. SAE J., 1363, V. 7i, № 5, р. 38.
115. Meckelburg Н. Е. Luftfahrttechnik — Raumfahrttechnik, 1963, Bd. 9, № 7,
S. 206; № 8, S. 273; McKann ап E. C., Gause R. S., “Spacecraft a.
Rockets”, 1965, v. 2, № 4, p. 558.
116. Фрейлин А. С. В кн.: Клеи и клеевые соединения. М.,-изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 77.
117. Хрулев В. М., Пласт, массы, 1966, Ns 11, с. 59.
118. Ф рейди и А. С. В кн.: Клеи и клеевые соединения. М., изд. МДНТП
им. Ф. Э. Дзержинского, 1967, с. 168.
119. Сорокин М. Ф., Шодэ Л. Г., Лакокрас. матер, и их прим., 1966, № 2,
с. 1.
120. Ч ер мяк К. И. Эпоксидные компаунды и их применение. М.—Л., «Судо-
строение», 1967. 398 с.
121. Е сел ев А. Д. Кандидатская диссертация. ВИАМ, 1971; Тро ст ян-
ская Е. Б., Пой манов А. М., Носов Е. Ф., Высокомол. соед., 1973,
т. 15, сер. А, № 5, с. 1080.
122. Кардашов Д. А. В кн.: Справочник по пластическим массам. Т. 1.
Изд. 2-е. Под ред. В. М. Катаева, В. А. Попова, Б. И. Сажина. М., «Хи-
мия», 1975, с. 278.
123. Кардашов Д. А. В кн.: Материалы в машиностроении. Т. 5. М., «Ма-
шиностроение», 1969, с. 267.
124. Ч е р н и и И. 3., Горшкова И. А. В кн.: Клеи и технология склеивания.
Под ред. Д. А. Кардашова. М., Оборонгиз, 1960, с. 145.
125. Фрейдин А. С. Прочность и долговечность клеевых соединений. М.,
«Химия», 1971. 256 с.; В у-Б а-К и е м. Кандидатская диссертация. М.,
ЦНИИСК, 1969.
126. Фрейдин А. С., Орлова Л. Б., Пласт, массы, 1966, № 4, с. 38.
127. Фрейдин А. С. и др. В кн.: Технология изготовления клеевых панелей
из пластмасс, алюминия, асбестоцемента и бетона. М., Госстройиздат, 1963,
с. 146.
128. Фрейдин А. С., Орлова Е. Б., Пласт, массы, 1964, № 4, с. 47.
129. Кардашов Д. А. Новые клеи иа основе синтетических полимеров. Л.,
изд. ЛДНТП, 1964, с. 42.
219
130. Авт. свид. 168007; Бюлл. изобр. и товарн. знаков, 1965, № 3.
131. Авт. свид. 124048; Бюлл. изобр., 1959, Ns 22.
132. Борисов Ф. Б., «Машиностроитель», 1967, Ns 12, с. 17.
133. Солоницина Б. А. и др. В кн.: Состояние и перспективы производства
и применения эпоксидных смол. Ч. 1. Л., изд. ЛДНТП, 1969, с. 51.
134. Эрлих И. М. и др. В кн.: Состояние и перспективы производства и при-
менения эпоксидных смол. Ч. 1. Л., изд. ЛДНТП, 1969, с. 43.
135. Пат. США 3310603.
136. Исаева Е. Ф. В кн.: Клеи и клеевые соединения. М., изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 38.
137. Гольдштейн Ж. И., Помощников а М. В. В кн.: Новое в области
синтеза, отверждения и исследования эпоксидных смол. Л., изд. ЛДНТП,
1967, с. 17.
138. Пахомов В. И. и др. В кн.: Клен и соединения на их оонове. Ч. 1. М.,
изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 107.
139. Havin Т„ Temin S., J. Appl. Polymer Sci., 1966, v. 10, p. 523.
140. Nowak P., Saure M., “Kunststoffe”, 1964, Bd. 54, S. 557.
141. Мотовил ин Г. В. и др., Пласт, массы, 1973, Ns 3, с. 53.
142. Англ. пат. 1088104.
143. О р о б ч е н к о Е. В. В кн : Новые материалы на основе эпоксидных смол,
их свойства и области применения. Ч. 1. Л., изд. ЛДНТП, 1974, с. 50.
144. Петров Г. Н. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Ч. 1. Л., изд. ЛДНТП, 1971, с. 48.
145. Аракелян Э. А. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 53.
146. Пласт, массы, 1967, № 1, с. 11.
147. Фр. пат. 1069845.
148. Пат. ФРГ 910335.
149. Бельг, пат. 534502.
150. Ли X., Невилл К. Справочное руководство по эпоксидным смолам. М.,
«Энергия», 1973. 293 с.
151. Раппопорт Л. Я. и др. В кн.: Состояние и перспективы производства
и применения эпоксидных смол. Ч. 1. Л., изд. ЛДНТП, 1969, с. 39.
152. Приты кин Л. М., О би дин Е. А., Дерун С. И. В кн.: Новые материа-
лы на основе эпоксидных смол, их свойства и области применения. Ч. 2.
изд. ЛДНТП, 1974, с. 53.
153. Herman A. Lepenie kovov. Bratislava, 1958, s. 6.
154. Г руин И., Круков ск ий 3., Буцкий Л., Пласт, массы, 1966, Ns 3,
с. 71.
155. Эпштейн Г. Склеивание металлов. Пер. с англ. Под ред. А. Т. Туманова.
М., Оборонгиз, 1956. 212 с.
156. Николаев А. Ф., Тризн о М. С. Эпоксидно-новолачные композиции.
Л„ изд. ЛДНТП, 1956, с. 69.
157. Николаев А. Ф., Тризн о М. С., Пласт, массы, 1966, Ns 8, с. 23.
158. Тризн о М. С. и др. В кн.: Современные клеи и склеивание пластмасс и
металлов. Ч. 1. Л., изд. ЛДНТП, 1971, с. 32.
159. Николаев А. Ф. и др. В кн.: Химическая технология, свойства и при-
менение пластмасс. Вып. 1. Л., изд. ЛТИ им Ленсовета, 1974. с 24, 29.
160. Пат. 3256135.
161. Авт. свид. 331071; Открытия. Изобр. Пром, образцы. Товарн знаки, 1972,
№ 9, с. 70. н - -
162. Федорова В. В., Лыков Т А. В кн.: Современные клеи для склеи-
вания пластмасс и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 44.
163. J. of Environmental Sci., 1967, v. 10, № 3 p 14
164. Пат. США 3449280.
165. “Adhesion a. Adhesives”, 1966, v. 10, N« 7, p. 458.
166. Пат. США 3371008.
167. Пат. США 3222238.
168. Пат. США 3277050, 3436228, 3526607
220
169. Фискина Р. Я. Новые синтетические лаки и клеи. М., изд. МДНТП
им. Ф. Э. Дзержинского, 1961, с. 31.
170. R а п п е у М. W. Epoxy and Urethan Adhesives. New Jersey, Noyes Data Corp.,
1971. 280 p.
171. Пат. США 3234067.
172. Петров Г. Н. и др. В кн.: Современные клеи и склеивание пластмасс и
металлов. Ч. I. Л., изд. ЛДНТП, 1971, с. 48.
173. Пат. США 3510439.
174. Пат. США 3510439.
175. Пат. США 3634327.
176. Кардашов Д. А., Пласт, массы, 1968, № 3, с. 52.
177. Пат. США 3160675.
178. Пат. США 3407169.
179. Пат. США 3256135.
180. Фр. пат. 1503381.
181. Пат. ГДР 66241.
182. Бляхман Е. М. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол. Ч. 1. Л., изд. ЛНДТП, 1969, с. 74.
183. Ха ну ко в а Э. С., Лыкова Т. А. В кн.: Новое в области синтеза от-
верждения и исследования эпоксидных смол. Л., изд. ЛДНТП, 1967, с. 24.
184. Федорова В. В. В кн.: Новое в области синтеза, отверждения и иссле-
дования эпоксидных смол. Л., изд. ЛДНТП, 1967, с. 31.
185. Houwink R., Salomon G. Adhesion and Adhesives. 2 ed. V. 1. Amster-
dam, London, New York, 1965. 624 p.
186. Пат. США 3393178.
187. Форостян Ю. Н., Голубева А. И., Кодур В. С., Пласт, массы, 1965,
«Nb 1, с, 16.
188. Яп. пат. 1115.
189. Пат. США 3523143.
190. Mod. Plast., 1965, v. 42, № 7, р. 226.
191. “Metallverarbeitung”, 1969, Bd. 23, № 2, S. 40.
192. Adhes. Age, 1964, v. 7, № 6, p. 6.
193. Adhes. Age, 1962, v. 5, № 3, p. 22.
194. “Iron Age”, 1963, v. 192, № 19, p. 98.
195. Медведева A. M. и др., Пласт, массы, 1963, № 2, с. 72.
196. Am. Machinist, 1967, v. Ill, № 10, p. 185.
197. Mat. in Design Eng., 1967, v. 65, № 1, p. 74.
198. “Engineer”, 1962, v. 213, № 5552, p. 1088.
199. Англ. пат. 1028863.
200. Шавырин В. Н., ЖВХО им. Д. И. Менделеева, 1969, т. 14, № 1,
с. 81.
201. Капелюшник И. И., Михалев И. И., Эйдельман Б. Д., Техно-
логия склеивания деталей в самолетостроении. М., «Машиностроение», 1972
224 с.
202. Гурман И. М., Ф р е й д и н А. С., Акутин М, С., Пласт, массы. 1967,
№ 6, с. 28.
203. Деев И. С. и др., Пласт, массы, 1970, № 9, с. 55.
204. Mat. in Design Eng., 1967, v. 65, № 1, p. 69.
205. Mat. in Design Eng., 1967, v. 65, № 1, p. 70.
206. Mat. in Design Eng., 1964, v. 59, Ns 3, p. 111.
207. Mat. in Design Eng., 1964, v. 59, Ns 5, p. 6.
208. “Machine Design”, 1963, v. 35, № 8, p. 210.
209. “Machine Design”, 1964, v. 36, № 25, p. 241.
210. Rubb. World, 1965, v. 151, Ns 4, p. 89.
211. “Iron Age”, 1965, v. 196, № 5, p. 134.
212. “Gummi, Asbest, Kunststoffe”, 1964, Bd. 17, № 10, S. 1170.
213. Пат. США 3386956.
214. Пат. США 3450613.
215. “Electronic News”, 1966, v. 11, № 523, p. 25.
216. Prod. Eng., 1965, v. 36, Ns 17, p. 57.
221
217. Берлин А. А. В кн.: Успехи химии и технологии полимеров. М., Госхим-
издат, 1955, с. 75.
218. Авт. свид. 256142. Открытия. Изобр. Пром, образцы. Товарн. знаки, 1969,
№ 34, с. 64.
219. “Farbe u. Lack”, 1966, Bd. 72, № 2, S. 159.
220 Fairbairn I., Shulthess A., “Adhasion”, 1968, Bd. 12, № 7, S. 300.
221. Mat. Eng., 1968, v. 68, № 7, p. 21.
222. “Machine Design a. Control”, 1969, v. 7, p. 26.
223. Пат. США 3371008.
224. “Machine Design”, 1967, v. 39, № 2, p. 193.
225. Mat. in Design Eng., 1966, v. 64, № 2, p. 21.
226. Mat. Eng., 1969, v. 69, № 3, p. 33.
227. Сергеев Л. В., Ишмуратова M. С. Производство и переработка
пластмасс, синтетических смол и стеклянных волокон. Вып. 2. 1968, с. 55.
228. Adhes. Age, 1969, v. 12, № 7, р. 10.
229. Holland Т., Adhes. Eng., 1973, № 9, p. 632.
230. Пат. США 3678130.
231. Авт свид. № 191790 Изобр Пром образцы. Товарн. знаки, 1967, № 4.
232. Пат. США 3386956.
233. Пат. США 3450613.
234. Mat. Eng., 1973, v. 77, № 6, р. 45.
235. Mod. Plast., 1967, v. 44, № 7, p. 247.
236. P et e rk a I., Ifl. Mitt., 1968, Bd. 7, № 8, S. 297.
237. Mat. Eng., 1968, v. 68, № 3, p. 41.
238. Мотовилин Г. M., Пласт, массы, 1970, № 7, с. 50.
239. Ind.-Anz., 1969, Bd. 91, № 86, S. 2063; 1971, Bd. 93, № 5, S. 90.
240. Ольховик О. E., Гольдман А. Я. В кн.: Современные клеи и склеи-
вание пластмасс и металлов. Л., изд. ЛДНТП, 1971, с. 15.
241. Суслов П. Г., Блях'ман Е. М В кн.: Современные клеи и склеивание
пластмасс и металлов. Л., изд. ЛДНТП, 1971, с. 26.
242. В и р л и ч Э. Э. Кандидатская диссертация. М., МИХМ, 1967.
243. Eichorn F., Hahn D„ “Adhasion”, 1969, Bd. 13, № 11, S. 442.
244. Shibazaki I., “Adhesion a. Adhesives”, 1972, v. 16, № 65, p. 61; M ii 1-
ler F., “Machine”, 1972, v. 26, № 4, p. 33; пат. США 3642937.
245. “Adhasion”, 1971, № 6, S. 206.
246. Chem. Abstr., 1971, v. 74, p. 65106.
247. Тризн о M. С., Мамин X. А., Москалева Е. В. В сб.: Новые клеи
и технология склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского, 1973,
с. 78.
248. Москалева Т. А., Бек В. И., Власова В. И. В кн.: Новые клеи и
технология склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского. 1973,
с. 53.
249. Пат. США 3496248; англ. пат. 1099462.
250. Пат США 3496248.
251. Mat. Eng., 1973, v. 77, Ms 5, p. 60.
252. Пат. США 3703434.
253. Mat. in Design Eng., 1966, v. 63, № 2, p. 19; Adhes. Age, 1966, v. 9, № 3,
p. 10, 16.
254. Adhes. Age, 1966, v. 9, Ms 12, p. 12.
255. “Iron Age”, 1965, v. 196. Ms 14. p. 102.
256. Plast. World. 1967, Ms 10, p. 101.
257. Petrino A., Adhes. Age, 1972? v. 15, М» 2, p. 15.
258. “Machine Design”, 1969, v. 41, Ms II, p. 175.
259. Гуль В. E. и др. Электропроводящие полимерные материалы М., «Химия»,
1968. 248 с.; Гуль В. Е., Гиндин Л. Г., Галкин И Ф., Колпоидн. ж.,
1967, т. 29, Ms 2, с. 193; Гуль В. Е., Голубева М. Г.. Кол^оичч. ж.,
1967, т. 29, Ms 1, с. 62; 1968, т. 30, Ms 1, с. 13; Гуль В. F, Шен-
фельд Л. 3., Мельникова Г. К., Пласт, массы, 1966, Ms 3, с. 6-3.
260. С м а г у н о в а Н. Л., Юдина А. К., «Часы и часовые механизмы». 1962,
Ms 4, с. 23.
222
261. А п а р ц е в а Е. Л. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 36.
262. “Machine Design”, 1965, v. 37, № 7, р. 236; Ind.-Anz., 1972, Bd. 94, № 31,
S. 698.
263. Кл именская Д. Н. и др. В кн.: Современные клеи и склеивание пласт-
масс и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 32.
264. Липатов Ю. С. и др. В кн.: Адгезия и прочность адгезионных соедине-
ний. Вып. 2. М„ изд. МДНТП им. Ф. Э. Дзержинского, 1968, с. 143.
265. . Mod. Plast., 1945, v. 23, Ns 2, р. 152; Домбр оу Б. А. Полиуретаны. М„
Госхимиздат, 1961, с. 107.
266. Кардашов Д. А. и др., «Труды ВИАМ», 1959, № 9, с. 144.
267. Кардашов Д. А., Хим. наука и пром., 1957, т 2, № 5, с. 607.
268. Паншин Б. И., «Труды ВИАМ», 1956, № 5, с. 51.
269. А р т а м о х и н Н. И., Михеева В. В., Шаронова М. С., «Машино-
строитель», 1967, № 12, с. 32.
270. К уд иш ии а В. А., «Машиностроитель», 1968, № 6, с. 27—29; К у д и ш и-
н а В. А., Моргунова Е. Ф., Романова Ф. А. В кн.: Вопросы улуч-
шения условий труда. Ч. I. М., изд. ОНТИ, 1963, с. 22—24; Кудиши-
на В. А., Моргунова Е. Ф. В кн.: Синтез и физико-химия полимеров.
Полиуретаны. Вып. 7. Киев, «Наукова думка», 1970, с. 125—129.
271. Титова Л. А., Кузьмин В. А. В кн.: Современные клеи и склеивание
пластмасс и металлов. Ч. I. Л., изд. ЛДНТП, 1971, с. 38.
272. Ново дер ж к ин Ю. В., Кравченко В. К., Козина Э. А. В кн.:
Современные клеи и склеивание пластмасс и металлов. Ч. I. Л., изд. ЛДНТП,
1971, с. 30.
273. Козина Э. А., Новодержкин Ю. В., Кузьмин В. А. В кн.: Совре-
менные клеи и склеивание пластмасс и металлов. Ч. I. Л., изд. ЛДНТП,
1971. с. 34; герм. пат. 826641.
274. Bodnar М. I., Kelly Е. R., Adhes. Age, 1959, v. 2, № 4, р. 29.
275. Авт. свид. 362859. Открыт. Изобр. Пром, образцы. Товарн. знаки, 1973, № 3,
с. 54.
276. “Plastics”, 1969, v. 34, № 3781, р. 341; Adhes. Age, 1971, v. 14, № 6, p 12.
277. Пат. США 3718518.
278. Swanson F. D., Price S. I., Adhes. Age, 1972, v. 15, № 3, p. 26.
279. Chem. Week, 1963, v. 93, p. 43.
280. Gerbet D„ “Plaste u. Kautschuk”, 1971, Bd. 18, № 1, S. 7.
281. Авт. свид. 385982; Открыт. Иозбр., Пром, образцы. Товарн знаки, 1973,
№ 26, с. 86.'
282. Cryogen. Inform. Rept., 1972, v. 10, № 10, p. 18.
283. Belmonte I., S a r n a E. C., Appl. Polymer Symp., 1972, № 19, p 195'
1968, v. 45, № 13, p. 68.
284. Пат. США 3338101; Mod. Plast., 1968, v. 45, № 13, p. 68.
285. Авт свид. 372243; Открыт. Изобр. Пром, образцы. Товарн. знаки, 1973,
№ 13, с. 78.
286. Harrison Е. S., F i t g е г а 1 d W. Р., Wittaker Corp. NASA С. R. — 102850.
1970. 50 р.
287. Темкина Р. 3. Технология синтетических смол и клеев. М., «Лесная про-
мышленность», 1965. 237 с.; Забродкин А. Г. Химия и технология клея-
щих веществ. М., Гослесбумиздат, 1954. 202 с.
288. Забродкин А. Г. В кн.: Новые клеи и технология склеивания. М., изд.
МДНТП им. Ф Э. Дзержинского, 1973, с. 84.
289. Mod. Plast., 1945, 23, № 2, р. 152.
290, Гриншпун С. Д„ Иванов Н. А., «Машиностроитель», 1967, № 12, с. 25.
291. Перри Г. А. Склеивание армированных пластиков. М., Судпромгиз, 1962.
256 с.
292. Кардашов Д. А., Лез нов Н. С., Нуждина В. П., Хим. пром., 1945,
№ 2, с. 5; Кардашов Д. А., Высокомол. соед., 1946, № 5, с. 9.
293. Губенко А. Б. и др., Пласт, массы, 1964, № 3, с 63.
294. Чистяков А. М. и др., Пласт, массы, 1967, № 5, с. 53.
228
295. Фрейднн А. С. Прочность и долговечность клеевых соединений. М.,
«Химия», 1971. 356 с.
296. Балтии А. Д., К о рта к В. В., Кутепов Д. Ф. В кн.: Клеи и техно-
логия склеивания. Таллин, изд. Таллинского политехи, ин-та, 1966, с. 37;
Клеи и клеевые соединения. М., изд. МДНТП им Ф. Э. Дзержинского,
1967, с. 14.
297. А р т а м о х и н Н. И., Михеева В. В., Шаронова М. С., «Машино-
строитель», 1967, № 12, с. 34.
298. Фромберг М. Б., Белкина Г. М., Максимова И. С., Пласт, массы,
1967, № 8, с. 36.
299. Медведева Н. А. и др. В кн.: Клеи и технология склеивания. Таллин,
1966, с. 53.
300. Liittgen С. Die Technologie der Klebstoffe. Berlin, Verlag W. Panzegrau,
1953. 426 S.
301. Чистяков А. И. и др., Пласт, массы, 1967, № 5, с. 53.
302. KI einert Н., Semer W., “Plaste u. Kautschuk”, 1969, Bd. 16, № 1,
S. 50.
303. Князева И. H. и др. В кн.: Клеи и соединения на их основе. Вып. II.
М., изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 37.
304. Медведева Ф. М. и др. В кн.: Современные клеи и склеивание пласт-
масс и металлов. Ч. 1. Л., изд. ЛДНТП, 1971, с. 12.
305. Андрианов К. А. Полимеры с неорганическими главными цепями мо-
лекул. М., изд-во АН СССР, 1962. 501 с.
306. Кудишина В. А., Андрианов К. А., Жданов А. А. В кн.: Клеи
и соединения на их основе. Ч. 1. М., изд. МДНТП им. Ф. Э. Дзержинского,
1970, с. 25.
307. Кудишина В. А., Иванова 3. Г., ЖВХО им. Д. И. Менделеева, 1969,
т. 14, Ns 1, с. 34.
308. Давыдов А. Б., Иванова 3. Г., Хим. пром., 1961, № 5, с. 461.
309. Иванова 3. Г., Давыдов А. Б., Пласт, массы, 1965, № 4, с. 72; Ns 10,
с. 56.
310. Андрианов К. А., Кудишина В. А., Жданов А. А., «Машино-
строитель», 1967, № 12, с. 20.
311. Кудишина В. А., Андрианов К. А., Жданов А. А. В кн.: Адгезия
и прочность адгезионных соединений. М., изд. МДНТП им. Ф. Э. Дзержин-
ского, 1968, с. 64.
312. Кудишина В. А. В кн.: Новые клеи и технология склеивания. М., нзд.
МДНТП им. Ф. Э. Дзержинского, 1973, с. 109.
313. “Iron Age”, 1972, v. 210, № 6, р. 51.
314. Степанова В. Т., Сладко в а М. В., Слуцкий С. Л. В кн.: Клеи
и технология оклеивания. Под ред. Д. А. Кардашова. М., Оборонпиз, 1960,
с. 164.
315. Пахомов В. И. Вкн.: Клеи и технология склеивания. Под ред. Д. А. Кар-
4 дашова. М., Оборонгиз, 1960, с. 126.
316. М ед в ед е в а А. М. и др., «Производственно-технический бюллетень»,
1965, Ns 11, с. 27.
317. Жеребков С. К. и др. В кн.: Клеи и технология склеивания. Под ред.
Д. А. Кардашова. М., Оборонгиз, 1960, с. 157.
318. Соловьева В. Н., Кудишина В. А., М из и кин А. И. В кн.: Клеи
и технология склеивания. Под ред. Д. А. Кардашова. М„ Оборонгиз, 1960,
с. 150; Ка р д а ш о в Д. А. и др., Пласт, массы, 1959, № 1, q. 40.
319. Торопцева Т. Н. и др. В кн.: Клеи и технология склеивания Таллин,
1966, с. 231.
320. Шап а тин А. С. и др. В кн.: Новые полимерные материалы, их перера-
ботка и применение в машиностроении. М., изд. НТО Машпром, 1972.
321. Авт. свид. 254776; Открытия. Изобр. Пром, образцы, 1969, № 32, с 82.
322. Adhes. Age, 1968, v. 11, Ns 11, р. 48.
323. Adhes. Age, 1968, v. 11, № 11, p. 46.
324. Techn. Rund., 1968, Bd. 60, № 9, S. 29.
325. Пат. США 3432463.
224
326. “Resin News”, 1971, v. 11, № 6, p. 2.
327. Фр. пат. 1508381.
328. Chem. Eng., 1971, v. 78, № 12, p. 44.
329. Chem. Eng., 1971, v. 78, № 1, p. 54.
330. Пат. США 3622529.
331. Williams T. C., Pike K. A., F e к e t e F„ Ind. Eng. Chem., 1959, v. 51,
№ 8, p. 49.
332. Пат. ФРГ 956711.
333. Adhes. Age, 1959, v. 2, № 6, p. 11.
334. Adhes. Age, 1959, v. 2, № 2, p. 13.
335. Plast. Week, 1965, v. 25, № 15, p. 3; Rubb. World, 1965, v. 152, № 1, p. 127.
336. Пат. США 3155633; Rubb. World, 1965, v.'151, № 5, p. 113.
337. Ind. Eng. Chem., 1964, v. 56, № 9, p. 109.
338. Mat. in Design Eng., 1965, v. 62, № 7, p. 17.
339. “Machine Design”, 1961, v. 33, № 13, p. 22.
340. Rubb. World, 1961, v. 144, № 1, p. 75.
341. Adhes. Age, 1966, v. 9, № 1, p. 10.
342. “Machine Design”, 1966, v. 38, № 8, p. 24.
343. Rubb J., 1964, v. 146, Ms 8, p. 73; “Resine News”, 1964, v. 4, № 8, p. 2.
344. “Machine Design”, 1967, v. 39, № 1, p. 12.
345. “Electronic News”, 1966, v. 11, Ms 575, p. 55.
346. “Machine Design”, 1966, v. 38, Ms 8, p. 24.
347. J. Polymer Sci., 1965, Ms 295, p. 22.
348. Glass Ind., 1965, Bd. 46, Ms 11, S. 690.
349 Пят США 9677008
350. ’ FiiBI R_, Verbindungstechn., 1973, Bd. 5, Ms 4, S. 19.
351. Соболевский M. В. и др., Пласт, массы, 1966, Ms 1, с. 21; Авт. свид.
293014; Открытия, Изобр. Пром, образцы. Товарн. знаки, 1971, Ms 5, с. 107;
Высокомол. соед., 1972, т 14, Ms 9, с. 650; Green Т., Mages N., J. Poly-
mer Sci., 1966, v. 65, АЗ, Ms 3, р. 3275; Plast. Week, 1967, v. 27, Ms 24, p. 2;
Schroeder H. A., Rubb. Age, 1969, v. 101, Ms 2, p. 58; Fabian R. I.,
Mat. Eng., 1969, v. 70, Ms 4, p. 22; Пат. США 3431234; Williams R. E.,
Rine and Appl. Chem., 1972, №569, p. 29; Пат. США 3369993; Rob 1 er M. B.,
Gillham I. K-, Am. Chem. Soc. Polymer Prepr., 1971, v. 12, Ms 2, p. 696.
352. Petrie E. M„ “Machine Design”, 1969, v. 41, Ms 11, p. 175.
353. Сычев M. M. Неорганические клеи. M.—Л., «Химия», 1974. 156 с.
354. Кардашов Д. А. Справочник по пластическим массам. Т. I. Изд. 2. М.,
«Химия», 1975, с. 278.
355. Давыдов А. Б. Современные теплостойкие клеи. М., ГОСИНТИ, 1964.
356. J. Am. Ceramic Soc., 1958, v. 41, Ms 11, p. 31.
357. Adhes. Age, 1959, v. 2, Ms 2, p. 7.
358. Mat. in Design, 1959, v. 50, № 6, p. 192.
359. S k e i s t J. Handbook of Adhesives. New York, 1962.
360. Пат. США 3171750.
361. “Iron Age”, 1965, v. 196, Ms 11, p. 59; Ms 20, p. 174; “Steel”, 1965, v. 157, Ms 20,
p. 116; Am Machinist, 1967, v. Ill, Ms 18, p. 131.
362. Paint Ind., 1962, Ms 11, p. 39.
363. Пат. США 3180742.
364. Пат. США 3175937; Glass Ind., 1965, Bd. 46, Ms 11, S. 690.
365. Adhes. Age. 1961, v. 4, Ms 1, p. 32.
366. “Steel”, 1961, v. 148, Ms 13, p. 163; Ind. Eng. Chem., 1961, v. 53, Ms 6, p. 76.
367. “Steel”, 1961, v. 148, Ms 25, p. 87; Chem. Eng., 1961, v. 68, Ms 11, p. 54.
368. “Design News”, 1968, v. 23, Ms 17, p. 66.
369. Пат. США 3508936; J. Am. Ceramic Soc., 1970, v. 53, Ms 8, p. 190.
370. Witt W„ Bander — Bleche — Rohre, 1969, Bd. 10, Ms 4, S. 219; Ms 5, S. 302.
371. Обуховская О. Ф., «Машиностроитель», 1965, Ms 12, с. 19.
372. Обуховская О. Ф., Хенкина X. Г., Метлин Г. А. В кн.: Вопросы
радиоэлектроники. Вып. 8. М., изд. ГКС по электронной технике, 1962.
373. Обуховская О. Ф., Хенкина X. Г. В кн.: Клеи и клеевые соединения.
М„ изд. МДНТП им. Ф. Э. Дзержинского, 1967, с. 72.
15—2591
225
374. Бородай Ф. Я., Евдокимова Г. М„ Изв. АН СССР, Неорганиче-
ские материалы, 1969, т. 5, № 8, с. 1406.
375. Обуховская О. Ф., Попова Г. Е. В кн.: Клеи и соединения на их
основе. М., изд. МДНТП им. Ф. Э. Дзержинского, 1970,. с. 126.
376. Петрова А. П., Раш кован И. Л. В кн.: Новые клеи и технология
склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского, 1973, с. 44.
377. Силина Н. Н., Дьяченко Л. А., Драновский М. Г. В кн.: Новые
клеи и технология склеивания. М., изд. МДНТП им. Ф. Э. Дзержинско-
го, 1973, с. 37; Дьяченко Л. А., Силина Н Н., Моск в и тин Н. И.
В кн.: Клеи и соединения на их основе. М. изд. МДНТП им. Ф. Э. Дзер-
жинского, 1970, с. 121.
378. Абзгильдин Ф. Ю., Амиров Р. А., Рахматуллина Я. Г. В кн.:
Современные клеи и склеивание пластмасс. Ч. I. М., изд. МДНТП им,
Ф. Э. Дзержинского, 1971, с. 23.
379. Румянцев П. Ф., Соколова Н. А. В кн. Новые клеи и технология
склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского, 1973, с. 51.
380. Бажанова Е. В., Смыслов И. И., «Машиностроитель», 1967, № 12,
с. 22; Г р ж и м а л е в с.к и й Л. Л., Коромыслова Г. И., «Машино-
строитель», 1967, № 12, с. 22; Тихомирова О. И. и др., «Машинострои-
тель», 1967, № 12, с. 23.
381. Щукин Е. Д. и др. В кн.: Клеи и клеевые соединения. М., изд. МДНТП
им. Ф. Э. Дзержинского, 1967, с. 115.
382. Гликман Е. Э., Сумм Б. Д., Горюнов Ю. Б. В кн.: Клеи и сое-
динения на их основе. М., изд. МДНТП им. Ф. Э. Дзержинского, 1970,
с. 112.
383. Тихомирова О. Н. В кн.: Клеи и соединения на их основе. Вып. 2. М.,
изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 103.
384. Раевский Н. П., Павлова Т. Т., Смыслов И. И. В кн.: Клеи и
клеевые соединения. М., МДНТП им. Ф. Э. Дзержинского, 1967, с. 88.
385. Гришин В. Л., Лашко С. В., «Приборостроение», 1965, № 3, с. 12.
386. Бажанова Е. В., Некрасов К. В., В кн.: Клеи и соединения на их
основе. Вып. 2. М., изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. ПО.
387. Авт. свид. 332981; Открытия. Изобр. Пром, образцы. Товарн знаки, 1972,
№ 11.
388. Тихомирова О. И. В кн.: Новые клеи и технология склеивания. М„
изд. МДНТП им. Ф. Э. Дзержинского, 1973, с. 87.
389. Авт. свид. 228507; Изобр. Пром, образцы. Товарн. знаки, 1968, № 31; авт.
свид. 264140; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1970, № 8.
390. Смирнов Г. Н., Хлудов Е. А., В кн.: Новые клеи и технология склеи-
вания. М., изд. МДНТП им. Ф. Э. Дзержинского, 1973, с. 92.
391. Осипович Л. А. В кн.: Клеи и клеевые соединения. М., изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 98.
392. Рощина Т. А., Подосиновский В. И. В кн.: Клеи и клеевые сое-
динения. М., изд. МДНТП им. Ф. Э. Дзержинского, 1967, с. 128.
393. Рощина Т. А. В кн.: Клеи и соединения на их основе. Вып. 2. М.,
изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 119.
Глава II
КЛЕИ НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ
ПОЛИМЕРОВ
В группу клеев, основой которых являются термопластичные
полимеры, входят композиции на основе полимеров этилена, ди-
метилвинилэтилкарбинола, производных акриловой и метакрило-
вой кислот, полиамидов, полигетероариленов, производных поли-
винилового спирта, полиизобутилена и различных каучуков. Осо-
бенностью таких клеев является хорошая эластичность и относи-
тельно невысокая теплостойкость. Последнее обстоятельство в зна-
чительной мере ограничивает область их применения. Указанные
клеи применяются главным образом для склеивания неметалличе-
ских материалов в изделиях несилового назначения. Исключением
являются такие клеи, как карбинольный, модифицированный ме-
тилолполиамидный (МПФ-1), полигетероариленовые, полиакрило-
вые и эластомерные клеи, которые могут быть использованы для
склеивания металлов между собой и с различными пластическими
массами, резинами и другими материалами [1].
Клеи на основе термопластичных полимеров применяются в ви-
де растворов в органических растворителях или в мономерах,
в виде форполимеров, представляющих собой вязкие жидкости,
а также в виде клеящих лент и пленок.
Методы получения клеев из термопластичных материалов в
большинстве случаев аналогичны описанным выше методам изго-
товления клеевых композиций на основе термореактивных полиме-
ров. При выборе материала аппаратуры следует учитывать воз-
можность ингибирования полимеризации некоторых мономеров
(например, производных акриловой и метакриловой кислот) ме-
таллами.
КЛЕИ НА ОСНОВЕ ПОЛИЭТИЛЕНА
Полиэтилен — неполярный термопластичный полимер, не обла-
дающий адгезионными свойствами и очень трудно поддающийся
склеиванию. Однако он может быть использован для склеивания
алюминиевых сплавов [2]. Склеивание полиэтиленом основано на
окислительных процессах, протекающих при плавлении полиэти-
лена и контакте полимера с покрытой окисной пленкой поверхно-
стью алюминиевого сплава. При этом в макромолекулах полиэти-
15* 227
лена образуются полярные группы, и он приобретает адгезионные
свойства.
Окисление полиэтилена проводят при температурах, превышаю-
щих температуру его плавления, хотя процесс окисления идет и
при комнатной температуре. При окислении полиэтилена на воз-
духе в полимере сначала возрастает концентрация карбонильных
групп, при более глубоком окислении появляются группы ООН,
ОН, СООН и С—О. Процесс окисления при повышенных темпе-
ратурах сопровождается структурированием [3, 7].
Изучение контактного термического окисления расплава поли-
этилена на сплавах металлов показало, что процесс сопровож-
дается растворением поверхностного слоя металла и появлением
в объеме полимера металлсодержащих соединений [4]. При кон-
тактном окислении полиэтилена на сплавах, компоненты которых
обладают различной способностью к растворению в расплаве по-
лимера, происходит изменение химического состава и структуры
сплава. Так, при контактном окислении полиэтилена на латуни
происходит растворение обоих компонентов сплава, но скорость
растворения цинка несколько выше, в связи с чем поверхностный
слой латуни, обогащаясь медью, приобретает цвет красной меди
[5].
Интересно исследование, посвященное влиянию химических и
структурно-механических факторов на адгезию модифицированно-
го полиэтилена (полиэтилен с привитыми цепями полиглицидил-
метакрилата) к алюминиевой фольге [6]. При введении некото-
рых наполнителей повышается адгезия полиэтилена к стали [8].
Известны [9] клеевые композиции на основе полиэтилена и
атактического полипропилена, содержащие добавку полярных ве-
ществ, например малеинового ангидрида и (или) капролактама.
Введение в полиэтилен атактического полипропилена и полярного
вещества дает возможность получить клей с хорошими адгезион-
ными свойствами и относительно низкой температурой склеивания.
Для получения клея 100 вес. ч. полиэтилена, 10—80 вес. ч.
атактического полипропилена и 5—20 вес. ч. малеинового ангидри-
да смешивают при комнатной температуре, нагревают смесь до
120—170 °C и снова перемешивают до полной гомогенизации; по-
сле этого температуру снижают до 80—120 °C и подвергают смесь
деформациям сдвига при градиенте скорости 50—200 с-1. Такой
способ получения клеевой композиции осуществляют на обычной
червячной машине непрерывного действия с зональным регулиро-
ванием температуры и специальным шнеком или на специальной
червячной машине. Целесообразность получения клеевой компо-
зиции на червячных машинах обусловливается возможностью по-
лучения клея в виде нитей, шнуров, лент, гранул или шнура, арми-
рованного усиливающими нитями.
Клеи на основе полиэтилена предложено использовать в обув-
ной, швейной, полиграфической промышленности и в других обла-
стях народного хозяйства. Данные о прочности клеевых соединений
228
шевиота (склеивание при 150 °C в течение 1—5 с) такими клеями
приведены ниже:
Состав клея, вес. ч.
полиэтилен................ 100 100 100
атактический полипропилен 20 60 20
малеиновый ангидрид . . 5 5 —
капролактам............. — — 10
Прочность при расслаивании
при 20 °C, кгс/см.............. 2,4 2,4 4,3
Некоторые американские фирмы выпускают полиэтиленовые
клеи в виде порошка (Эджилен № 1) или в виде мелких крупинок
шарообразной формы (Марлекс 50); фирма «Monsanto» выпуска-
ет клеи, представляющие собой тонкоизмельченное полиэтилено-
вое волокно (марок 208176-1, 2, 3 и 4) Склеивание этими клеями
производят при 200—210 °C. Наиболее высокие показатели проч-
ности клеевых соединений обеспечивает клей марки 208176-4 на ос-
нове полиэтилена с молекулярным весом 100 000.
В качестве клеев предложено использовать сополимеры эти-
лена с винилацетатом, а также карбоксилированный полиэтилен.
Количество винилацетата в сополимере может составлять от 17
до 42%. Клеи применяются при изготовлении упаковочных мате-
риалов, для склеивания текстильных материалов, при производстве
обуви, в переплетном деле и т. д.
Карбоксилированный полиэтилен обладает хорошей адгезией
(при нагревании) к полярным и неполярным материалам. Клеями
на его основе можно склеивать кожу, полиамиды, бумагу и поли-
этилен. Клеевая композиция получается также при сплавлении
карбоксилированного полиэтилена с полиамидами.
КЛЕИ НА ОСНОВЕ ПОЛИИЗОБУТИЛЕНА
Основное назначение полиизобутилена — получение клеев для
липких лент, бумаг и др. При изготовлении таких клеев использу-
ются полимеры с молекулярным весом 3000—8000. Клеи для склеи-
вания каучуков и линолеума, содержащие минеральные наполни-
тели, получают из полимеров с молекулярным весом до 250 000.
Раствор полиизобутилена в стироле, содержащем перекись бензои-
ла, рекомендуется для использования в качестве подслоя при
креплении листов полиизобутилена к металлам. С целью повыше-
ния теплостойкости полиизобутиленовых клеев в них вводят поли-
функциональные мономеры [2], например дивинилбензол (1%)-
Для крепления резины и листового полиизобутилена к металлу
предложен клей на основе полиизобутилена (20 вес. ч.) и нефтя-
ного битума (80 вес. ч.) [10]. Для приготовления клея использует-
ся смесь нефтяных битумов с температурами размягчения 60 и
106 °C и смесь полиизобутиленов с молекулярными весами 50 000
и 200 000. Клей готовят при 120—130 °C, склеивание производят
при 150 °C. ГГолиизобутилен с бетоном можно склеивать клеем, со-
229
стоящим из полиизобутилена с молекулярным весом 200000, сажи
и графита. Прочность клеевого соединения при равномерном от-
рыве стабилизируется со временем и через 10 сут после склеивания
достигает 9—11 кгс/см2. Недостаток клеев на основе полиизобути-
лена— необходимость их нагревания при склеивании.
Отечественный полиизобутиленовый клей представляет собой
21—24%-ный раствор высокомолекулярного полиизобутилена мар-
ки ПСГ-200 в бензине. Назначение клея — приклеивание синели
к ткани в производстве искусственного каракуля. Вязкость клея
по поплавкому вискозиметру при 20 °C составляет 50—70 с. Клей
токсичен и огнеопасен.
КЛЕИ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА
Представление о низкой адгезионной способности политетра-
фторэтилена (фторопласта-4) справедливо для твердого монолит-
ного полимера. Однако пленки фторопласта-4 можно применять в
качестве клея для стали, используя при склеивании давление и
температуру, превышающую температуру плавления кристаллитов
политетрафторэтилена (420—430 °C). Разрушающее напряжение
клеевых соединений при равномерном отрыве достигает 130—
150 кгс/см2; прочность при неравномерном отрыве составляет
100 кгс/см; разрушающее напряжение при сдвиге [11] зависит от
толщины клеевой пленки и давления при склеивании (табл. II.1).
Таблица П.1. Прочность при сдвиге клеевых соединений
стали, склеенной фторопластом-4
Марка стали Толщина пленки фторо- пласта, мм Давление при склеивании, КГС/СМ2 Разрушающее напряжение при сдвиге, кгс/см2
при 20 °C при 200 °C при 275 °C
Сталь 1Х18Н9 0,1 13 60 __
0,1 20 75 14 13
Сталь ЗОХГСА 0,1 13 122 — -—
0,1 20 130 28 27
0,5* 20 90 — —
1,0 20 66 — —
Для склеивания использовалась пленка фторопласта толщиной 0,1 мм, сложенная в пакет .
Соединения нержавеющей стали, склеенные фторопластом-4,
стойки к действию агрессивных сред. Известны и другие клеи на
основе фторуглеводородных полимеров, пригодные для склеивания
металлов [12].
230
КЛЕИ НА ОСНОВЕ ПОЛИМЕРОВ И СОПОЛИМЕРОВ
ВИНИЛХЛОРИДА
Поливинилхлорид плохо растворяется в органических раствори-
телях и поэтому находит ограниченное применение в качестве
компонентов клеевых композиций. Поливинилхлоридные клеи при-
меняют главным образом для соединения пластмасс на основе по-
ливинилхлорида, а также в производстве обуви [2].
При изготовлении клеев из полимеров винилхлорида в каче-
стве растворителей используют тетрагидрофуран, смеси ацетона
с бензолом или трихлорэтиленом. Растворимость поливинилхлори-
да может быть повышена путем его частичной деполимеризации
или дополнительного хлорирования. Хлорированный поливинил-
хлорид, содержащий 64—66% хлора (перхлорвиниловая смола),
хорошо растворяется в кетонах, хлорбензоле, бутилацетате, ди-
хлорэтане и обладает лучшими адгезионными свойствами, чем по-
ливинилхлорид. Клеи на его основе нашли применение при склеи-
вании кожи, некоторых виниловых и акриловых полимеров и осо-
бенно различных материалов из пластифицированного поливинил-
хлорида.
Клей ПВ-16 представляет собой раствор перхлорвиниловой смо-
лы в дихлорэтане с добавлением дибутилфталата (пластифика-
тор). Клей используется для склеивания органического стекла с
применением пленки на основе пластифицированного бутилметак-
рилата. Вязкость клея 15—18 с по ВЗ-1; расход 100 г/м2; жизне-
способность 30 сут. Склеивание производится прй комнатной тем-
пературе под давлением 1—1,2 кгс/см2 в течение 4 ч без предвари-
тельной открытой выдержки. Разрушающее напряжение при сдви-
ге клеевых соединений органического стекла-—-не менее 2 кгс/см2.
Клей ПК-Ю представляет собой перхлорвиниловую смолу, со-
вмещенную с эпоксидной смолой ЭД-20 и дибутилфталатом. Клей
можно хранить в течение 6 мес. в герметически закрытой таре.
Назначение клея — приклеивание декоративно-облицовочных
материалов (павинола и др.) к металлу и фанере. Вязкость клея
по ВЗ-1 составляет 18—22 с; расход 150—250 г/м2. При склеивании
требуется открытая выдержка — 1 ч после нанесения первого слоя
и 3—5 мин после нанесения второго слоя. Давление при склеива-
нии создается прикатыванием с помощью ролика. До начала мон-
тажных работ клеевые соединения нужно выдержать в течение
24 ч при комнатной температуре. Ниже приведены показатели
прочности при отдире (в кг/м) клеевых соединений различных
материалов на клее ПК-10:
Павинол+дуралюмин
Павинол + магниевый
сплав МА-8 . . . .
Павинол+фанера . . ,
При —60 °с
40*
При 20 °с
80—90
При 60 ’С
100—110
40* 80-90 100—110
12* 50—60 60—75
* Разрушение по павинолу.
231
Таблица II.2.
Марка клея Состав Внешний вид Концентрация, %
Ц-1 Раствор поливинилхло- рида в циклогексаноне Бесцветная -вязкая жид- кость 12—13
пвх Раствор хлорированной поливинилхлоридной смолы в органических растворителях Однородная жидкость от светло-желтого до тем- но-желтого цвета
марка А марка Б марка В По шариковс 26—28 33—36 10—13
Марс Раствор поливинилхло- ридной хлорированной эпоксидной смолы в органических раство- рителях Жидкость коричневого цвета Не менее 2S
МЦ-1 Раствор поливинилхло- ридной хлорированной смолы в метилцикло- пентановой фракции и циклогексаноне Светло-желтая вязкая жидкость Не менее 12
ХВК-2а Раствор перхлорвинило- вой смолы в органиче- ских растворителях с добавлением алкидной смолы и дибутилфта- лата Светло-серая жидкость 24—32
Перхлорвинило- вый Раствор перхлорвинило- вой смолы в смеси ор- ганических раствори- телей Однородная масса свет- ло-желтого цвета 22+1
Перхлорвинило- вый Раствор перхлорвинило- вой смолы в смеси ор- ганических раствори- телей Жидкость светло-корич- невого цвета Не менее 20
Состав и свойства клеев на основе поливинилхлорида и перхлорвиниловой смолы
Вязкость Время высыхания Клеящая способность Срок хранения Назначение
•— 10—15 мин Полоски поливинил- хлоридной пленки после склеивания не должны сме- ша гься при натя- жении руками — Склеивание изделий из поливинилхло- ридной пленки
Прочность при рас- слаивании полос- ки кирзы разме- ром 25x100 мм, кгс/см, не менее: 6 мес.' Приклеивание ко- жаной и резино- вой подошвы к верху обуви
му вискозиметру; 5—7 9—16 Не более: 40 мин 40 мин 40 мин 2,5 0,9 1,6
По ВЗ-4 не более 4,5 с Не более 40 мин Прочность при рас- слаивании полос- ки кирзы шири- ной 25 мм не ме- нее 6 кгс/см 6 мес. Склеивание нату- ральной и искус- ственной кожи, тканей, стекла, фарфора, дерева, фанеры и других материалов
24 ч Прочность при рас- слаивании полос- ки поливинилхло- ридной плепки шириной 20 мм не менее 0,5 кгс 20 . Склеивание поливи- нилхлоридной пленки, ткани бо- лонья, фарфора, кожи и некото- рых пластмасс
По ВЗ-1 15-40 с Не более 1 ч Прочность клеевого соединения ткани АОД с фанерой не^менее 40 кгс/м 6 мес. Приклеивание хлоп- чатобумажной ткани к фанере, древесине и ме- таллам
По трубке с воз- душным пузырь- ком 7—6 с — Прочность при рас- слаивании полос- ки кирзы шири- ной 25 мм не ме- нее 6 кгс 6 мес. Склеивание мате- риалов, приме- няемых в произ- водстве обуви
По ВЗ-1 не менее 100 с Не более 90 мин Прочность при рас- слаивании полос- ки кожи шири- ной 2,5 см не ме- нее 6 кгс — Склеивание мате- риалов, приме- няемых при изго- товлении и ремон- те обуви
Марка клея Состав Внешний вид Концентрация, %
Перхлорвинило- вки Раствор перхлорвинило- вой смолы в органиче- ских растворителях с добавлением пласти- фикатора Однородный раствор Не менее 18
ПЭД-5 Перхлорвинил о- вый, обувной ПН-Э Смесь перхлорвиниловой и эпоксидной смолы (отвердитель — поли- этиленполиамин) Раствор перхлорвиниле- вой смолы в органиче- ских растворителях Раствор поливинилхло- рида в органических растворителях с до- бавлением дибутил- фталата и каучука СКН-26, совмещенно- го. с эпоксидной смо- лой ЭД-20 (отверди- тель — .полиэтиленпо- лиамин) Однородная масса Жидкость от желтого до светло-коричневого цвета Не менее 22 25±2
Виникс Раствор перхлорвинил о- вой смолы в органи- ческом растворителе Мутная вязкая жидкость желтого или светло- коричневого цвета Не менее 10
Клей для поли- винилхлорид- ных пленок Раствор перхлорвинило- вой смолы в смеси ор- ганических растворите- лей Однородная жидкость светло-желтого цвета Не менее 14
Клей для склеи- вания сталь- ных деталей кузова авто- мобиля «Жи- гули» Поливинилхлоридная смола, модифицирован- ная эпоксидной смо- лой Пастообразная масса се- рого цвета Не менее 87
Продолжение табл. П.2
Вязкость Время высыхания Клеящая способность Срок хранения Назначение
По шариковому вискозиметру 10—30 с По ВЗ-4 не менее 50 с По вискозимет- ру Форда— Энглера не бо- лее 150 с По ВЗ-4 не менее 38 с По Брукфельду 5-IO6—8-106 сП Не более 25 мин Не более 20 мин F Время от- верждения при 23+2 °C— 2 ч Прочность клеевого соединения поло- ски поливинил- хлоридного пла- стиката шириной 50 мм не менее 3 кгс Прочность при рас- слаивании поло- ски кирзы шири- ной 25 мм не ме- нее 6 кгс Прочность при от- слаивании кле- евых соединений поливинилхлорид- ного пластиката, поливинилхлорид- ного пластиката с металлом и пе- нопластом ПВХ-1 не менее 2 кгс/см (ширина образца 25 мм) Прочность клеевого соединения поло- ски поливинил- хлоридного пла- стиката шириной 50 мм не менее 1 кгс Прочность при рас- слаивании клеево- го соединения по- ливинилхлорид- ной пластифици- рованной пленки размером 160 х Х60 мм не менее 1 кгс Разрушающее нап- ряжение клеевого соединения стали при сдвиге 50— ПО кгс/см2 6 мес. 15 сут Не более 1 года 3 мес. Без отверди- теля не ме- нее 3 мес. Жизнеспо- собность клея 20 сут Склеивание изделий из пластмасс на основе поливинил- хлорида Приклеивание вини- пласта и поливи- нилхлоридного пластиката к ме- таллу, дереву, бетону и другим магериалам Склеивание мате- риалов, применяе- мых в производ- стве обуви Склеивание поливи- нилхлоридного пластиката с ме- таллами и пено- пластом Склеивание поливи- нилхлоридного пластиката Склеивание поливи- нилхлоридных плащей, передни- ков, скатертей, обложек и т. д. Склеивание сталь- ных деталей ку- зова автомобилей
Прочность клеевых соединений не снижается после выдержки
при 60 °C в течение 500 ч и в течение 30 сут на воздухе с 98%-ной
относительной влажностью.
Состав и свойства других отечественных клеев на основе поли*
винилхлорида и перхлорвиниловой смолы приведены в табл. П.2.
Для получения клеев представляют интерес сополимеры винил-
хлорида с винилацетатом, получающиеся сополимеризацией в рас-
творе. Наиболее часто используются сополимеры, содержащие
87% винилхлорида и 13% винилацетата. Обычно для получения
клеев применяют продукты с молекулярным весом около 25 000.
Растворителями сополимеров являются некоторые кетоны, нитро-
парафины, тетрагидрофуран, диоксан. В клеевые композиции реко-
мендуется добавлять такие пластификаторы, как трикрезилфосфат,
дибутилсебацинат, диоктилфталат и др. Сополимеры совмещаются
с акриловыми и метакриловыми смолами, нитрильными каучуками
и канифолью.
Для склеивания тканей предложены клеевые композиции [14]
на основе сополимеров винилхлорида, винилацетата с добавками
поливинилацетата и хлоркаучука следующего состава (в вес. ч.):
I II III [ п III
Сополимер винил- Стеарат кальция . — — 1
хлорида с винил- Дибутилфталат . . — 10 —
ацетатом .... 69 100 51 Ацетон 61 — 47
Поливинилацетат . 31 — .— Толуол 123 —. —.
Хлоркаучук . . . — 1 1
Для склеивания деталей оптических приборов из силикатного1
стекла были предложены [15] клеи из сополимеров винилхлорида
в сочетании с канадским бальзамом.
Клеи из тройных сополимеров на основе винилхлорида (85%),
винилацетата (14%) и винилмалеината (1%) обладают адгезией
к ряду металлов, а также к тканям, дереву, бумаге и т. д. и отли-
чаются повышенной светостойкостью.
Для склеивания кожи [13] предложены композиции, представ-
ляющие собой сочетание перхлорвиниловой смолы с поливинил-
метиловым эфиром.
КЛЕИ НА ОСНОВЕ ПОЛИВИНИЛОВОГО СПИРТА
И ЕГО ПРОИЗВОДНЫХ
Образующийся при гидролизе поливинилацетата поливинило-
вый спирт может быть использован в виде водных растворов для
склеивания бумаги и тканей с образованием стойких к бензину,
керосину и маслам клеевых соединений [16].
Для получения клеев поливиниловый спирт, представляющий
собой белый порошок, растворяют в воде, причем растворимость
полимера в воде зависит от содержания гидроксильных групп: по-
лимер, содержащий 5% гидроксильных групп, нерастворим в воде
236
и хорошо растворим в органических растворителях, 20% —частич-
но растворим в холодной воде, 40%—-полностью растворим.
За рубежом водные растворы поливинилового спирта (Гельва-
тол, Лемол, Винол, Эльванол и др.) находят широкое применение
в производстве различных упаковочных материалов, для склеива-
ния бумаги, в переплетном деле и для других целей. В табл. П.З
приведены характеристики некоторых клеев марки Гельватол [2].
Таблица П.З. Свойства клеев Гельватол
Марка клея Вязкость водного раствора, сП Степень гидролиза, % Молекуляр- ный вес Разрушающее напряжение клеевой пленки при растяжении, КГС/СМ2 Относительное удлинение клеевой пленки при разрыве, %
40-10 1,5-2,0 72,9—77,0 1900 70 5
0-365 4—6 80—84 10800 630 225
20-60 21—25 87—89 96000 650 250
20-90 34—65 87—89 125000 670 250
3-90 45—55 97,9—99,0 118000 930 200
1-90 55—65 99—100 115000 1020 175
Поливиниловый спирт в сочетании с крахмалом хорошо склеи-
вает целлофан [17]- В клей рекомендуется в качестве наполните-
лей вводить глину, казеин и другие добавки [18].
В качестве клеящих материалов находят применение и поли-
ацетали, образующиеся при взаимодействии поливинилового спир-
та с альдегидами. Полиацетали могут быть получены также из
поливинилацетата. Технические продукты, кроме ацетильных групп,
содержат гидроксильные группы (15—20 мол. %) и ацетатные
(1,5—2 мол. %) Свойства полиацеталей зависят от химической
природы альдегида, содержания ацетальных, гидроксильных и аце-
татных групп, степени полимеризации и полидисперсности поли-
мера. С увеличением длины цепи алифатического альдегида сни-
жается температура размягчения и повышается растворимость по-
лимеров в органических растворителях. С повышением содержания
бутиральных групп в полимере снижаются его температура раз-
мягчения и прочность; одновременно возрастает удлинение при
разрыве. Наличие гидроксильных и ацетатных групп определяет
адгезионные свойства полимера.
Наиболее широко в качестве клеев и компонентов клеевых ком-
позиций используются производные формальдегида (форвар), ацет-
альдегида (альвар) и масляного альдегида — поливинил бутир аль
(бутвар), реже применяются смешанные ацетали, например поли-
винил бутир альфурфур аль, кротонали и др. [19]. Ацетали совме-
щаются с феноло- и мел аминоформ альдегидными, эпоксидными и
кумароноинденовыми смолами, модифицированными фенолами и
каучуками.
Немодифицированные поливинилацетали применяются для
склеивания самых разнообразных материалов, однако в основном
237
они используются для склеивания стекла. Наибольшее техническое
значение имеет поливинилбутираль, содержащий в качестве пла-
стификаторов эфиры себациновой и фталевой кислот и другие со-
единения. Его используют главным образом для изготовления бес-
цветных и прозрачных пленок, применяемых при склеивании си-
ликатного стекла в производстве триплекса. Пленки из поливинил-
бутираля и некоторых других полиацеталей изготовляют экстру-
зией с последующей вытяжкой. Поливинилбутираль растворяется
в низших спиртах, уксусной кислоте, циклогексаноле, в смесях
спирта с бензолом и других органических растворителях.
Пластифицированные пленки морозостойки до —60 °C и име-
ют разрушающее напряжение при растяжении 250—350 кгс/см2,
а относительное удлинение при разрыве — до 40%. При склеива-
нии дуралюмина (при 150—160 °C) прочность соединений достига-
ет 220 кгс/см2, однако клеевые соединения обладают небольшой
теплостойкостью — при 60 °C прочность составляет приблизительно
20% от исходной. Увеличение теплостойкости клеев из поливинил-
ацеталей может быть достигнуто сочетанием их с меламиноформ-
альдегидными смолами [20].
Поливинилацетали становятся нерастворимыми при обработке
глиоксалем или метилглиоксалем; при этом повышается темпера-
тура размягчения полимера. Смесь, состоящая из 15% поливинил-
бутираля, 3,4% глиоксаля (в виде 43,7%-ного раствора), 41,6%
бензина, 20% спирта и 20% ацетона, предложена для склеивания
металлов, стекла, дерева и т. д.
Известны ацетали, модифицированные этиловым эфиром орто-
кремневой кислоты, обладающие повышенной водостойкостью и
пригодные для склеивания дерева и стекла [21].
При получении клея для древесных материалов [22] поливи-
нилацетали совмещают с диизоцианатами (в частности, с гексаме-
тилендиизоцианатом) .
КЛЕИ НА ОСНОВЕ ПОЛИВИНИЛАЦЕТАТА
В зависимости от условий полимеризации поливинилацетат по-
лучается в виде твердого или вязкого вещества, растворимого в
спиртах, кетонах, эфирах уксусной кислоты и других органических
растворителях. Полимеры винилацетата бесцветны, прозрачны,
светостойки, не имеют запаха, не токсичны, совмещаются со мно-
гими природными и искусственными смолами (шеллаком, различ-
ными алкидными смолами и т. д.). При температурах выше 130 °C
полимеры разлагаются с выделением уксусной кислоты.
Клеи на основе поливинилацетата предложены для склеивания
кожи, бумаги, тканей, стекла, дерева и металлов; кроме того, они
используются в абразивной промышленности. К недостаткам по-
ливинилацетатных клеев относится их текучесть на холоду, невы-
сокая водостойкость и ограниченная стойкость при повышенных
температурах. При склеивании металлов возможна их коррозия
238
под действием уксусной кислоты, образующейся при гидролизе
поливинилацетата. В табл. II.5 приведены данные, характеризую-
щие состав и свойства отечественных поливинил ацетатных клеев.
Для склеивания бумаги и других неметаллических материалов
применяют поливинилацетатный лак, представляющий собой рас-
твор полимера в этиловом спирте, и поливинил ацетатный клей
ПВА.
На основе поливинилацетата выпускается маслостойкий быстро-
высыхающий клей, предназначенный для скрепления бумаги пер-
вичной обмотки катушек зажигания автомобиля «Жигули».
Поливинилацетатные клеи, содержащие растворители, обычно
представляют собой растворы полимера в метил- или этилацетате,
ацетоне, толуоле и других растворителях. Концентрация полимера
в них колеблется от 25 до 70%. Раньше такие клеи применялись
главным образом в производстве безосколочного стекла. К поли-
винилацетатным клеям этого типа относится клей УФ-235, пред-
ставляющий собой раствор поливинилацетата в смеси спирта и
циклогексанона, пригодный для склеивания силикатного стекла в
оптических деталях [23].
В табл. II.4 приведены характеристики некоторых зарубежных
клеев на основе поливинилацетата [2]. Основное их назначение—•
склеивание бумаги, дерева, стекла, кожи, ткани, керамических ма-
териалов, металлической фольги и некоторых пластмасс.
Таблица II.4. Свойства зарубежных поливииилацетатных клеев
Марка клея Растворитель Концентрация, % Вязкость, сП
Полико 346 LV Метиловый спирт 60 2 500—4 000
Полико 514 W Ацетон 60 15 000—25 000
Гельва V-7-M-50 Метиловый спирт 50 1 000—4 000
Гельва V-55-E-34 Этиловый спирт 34,5 35 000—77 000
Поливинилацетатные клеи, не содержащие летучих растворите-
лей, представляют собой растворы полимеров в реактивных раство-
рителях или низкомолекулярные полимеры без растворителей.
В качестве реактивного растворителя рекомендуется винилацетат,
а также продукт частичной полимеризации винилацетата. В ком-
позицию вводят инициатор полимеризации. При приготовлении
клеев, не содержащих растворителей, в качестве добавок в них
вводят канифоль, модифицированную алкидной смолой, шеллак
и другие природные и искусственные смолы. Эти добавки улучша-
ют текучесть и адгезионные свойства клея.
Дешевы, негорючи-и совершенно безвредны водно-эмульсион-
ные клеи [38]. Для их приготовления используются полимеры с
молекулярным весом 5000—10000, получающиеся полимеризацией
мономера в водной среде в присутствии инициатора и эмульгато-
230
Марка клея Состав Внешний вид Концен- трация, %, не ме- нее Вязкость, с
Поливинилацетат- Пластифицированная Эмульсия белого Без дибутил-
ная эмульсия дибутилфталатом цвета фталата:
марки НВ (или непластифици- 50 5—9
марки СВ рованная) водная 50 10—20
марки ВВ эмульсия поливинил- ацетата 50 Не менее 21
Клей синтетический Смесь поливинилаце- татной эмульсии ма- рок СВ и ВВ с ди- бутилфталатом Эмульсия белого цвета 50 По кружке ВМС не менее 15
марки А без воды 50 По ВЗ-4 120-
марки Б с 10% дистиллиро- ванной воды 45 По кружке менее
Клей конторский синтетический Раствор поливинилаце- татной эмульсии или поливинилового спир- та в воде Однородная жид- кость без осадка 10—50
Орион Смесь пластифициро- ванной поливинил- ацетатной эмульсии и 5%-ного водного раствора карбоксил- мети лце л лю лозы Белая прозрачная жидкость без осадка 45 По кружке
Конторский клей Смесь поливинилацета- Однородная вязкая Не —
Синтекс Дисперсия сополи- мера винилацета- та с дибутилма- леатом марки С-135 марки С-230 та и карбокси лме- тилцеллюлозы Продукт эмульсионной сополимеризации ви- нилацетата с дабу- тилмалеатом жидкость белого или кремового цвета Вязкая однородная жидкость белого цвета менее 10 50-55 Не ме- нее 30 По кружке не менее
ГИПК-61 Спирто-ацетоновый ра- створ поливинилаце- тата, модифициро- ванного фенолоформ- альдегидной смолой с добавлением при- родной смолы Жидкость коричне- вого цвета Не ме- нее 40 По ВЗ-4
Клей синтетический СК-1 240 10%-ный водный рас- твор поливинилового спирта Бесцветная вязкая жидкость -— —
Т а блица IL5. Состав и свойства клеев на основе полимеров и сополимеров винилацетата и поливинилового спирта
pH Условия склеивания кле- евого соединения н характеристика клеевого соединения Срок хранения, мес. Назначение
С дибутил- фталатом: 10—15 15—40 Не менее 40 4,5—6,0 4,5—6,0 4,5—6,0 Комнатная температу- ра 6 (пластифици- рованная эмуль- сия) Склеивание мате- риалов. предназ- наченных для об- лицовки полов и стен
не менее 140 ВМС не 25—30 ВМС 15—40 4,5—6,5 Выдержка не более 1 ч при комнатной темпе- ратуре 9—28 кг (об- разец площадью 15Х Х20 мм) 20 °C; макси- мальная прочность до- стигается через 2—3 ч Через 5 мин склеенные полоски бумаги не должны разрушаться по клеевому шву Через 25—30 с скле- енные полоски бума- ги не должны раз- рушаться по клеево- му шву 6 (при темпер а- туре не ниже 5 °C) 6 12 Склеивание карто- на, бязи, древе- сины, металличе- ских материалов Склеивание бумаги, картона Склеивание бумаги, наклеивание эти- кеток
—“ 6-9 Через 3 мин склеенные полоски бумаги не должны разрушаться по клеевому шву 6 Склеивание бумаги и картона
ВМС 10 4,0—6,0 2,5—6,0 — 6 6 В качестве кл'я в полиг рафической промы тленности
не более 260 — Прочность при равно- мерном отрыве кле- евого соединения полистирольных плит размером 60 X X40x20 мм не ме- нее 0,4 кгс/см2 при 20 °C (поверхность склеивания 16 см2) Через 6 мин после склеивания двух по- лосок бумаги кле- евое соединение должно быть прочнее склеиваемой бумаги 3 Склеивание по ла- сти рольных плит Склеивание бумаги, картона, бумаги с жестью, стек- лом и деревом
16—2591 241
ров. Основные' области применения водно-эмульсионных клеев —
бумажная, текстильная и строительная отрасли промышленности.
В строительной технике поливинилацетатные эмульсионные клеи
используются (наряду с эмульсиями из синтетических каучуков)
для крепления облицовочных и других строительных материалов
к бетону. Эмульсии обычно содержат 35—60% полимера, содержа-
ние мономера не превышает 1 %; вязкость колеблется в очень ши-
роких пределах — от 300 до 7000 сП; размер частиц 0,1—10 мкм.
Поливинилацетатная эмульсия, выпускаемая отечественной про-
мышленностью, получается в водной среде при 65 °C. Инициатором
реакции является перекись водорода, эмульгатором — поливини-
ловый спирт, регулятором pH среды служит муравьиная кислота
[24]. Поливинилацетатная эмульсия хорошо совмещается с дибу-
тилфталатом и некоторыми другими пластификаторами. Пласти-
фицированная эмульсия может храниться в течение 6 мес. при 5—
40 °C. Непластифицированная эмульсия нестойка к действию низ-
ких температур.
Клей БК-1 [25] представляет собой продукт совмещения поли-
винилацетатной эмульсии и крахмала, применяется для склеи-
вания бумаги. Для приготовления клея БК-1 к низковязкой или
средневязкой поливинилацетатной эмульсии добавляют при пере-
мешивании сухой крахмал или его водный раствор в количествах,
указанных ниже:
Содержание,
вес. ч.
Скорость
отверждения,
мин
Поливинилацетатная эмульсия
Крахмал сухой...............
Поливинилацетатная эмульсия
2%-ный водный раствор крах-
мала .......................
60—70)
40—30/
804
20 J
10—15
5—7
В состав клея можно ввести карбамидную смолу МФ-17. Жизне-
способность клея 30—40 мин, прочность клеевого соединения воз-
растает в течение 2—3 ч после склеивания.
Клей БК-2 готовят из поливинилацетатной эмульсии и натрие-
вой соли карбоксиметилцеллюлозы (Na-КМЦ). Применяется для
склеивания бумаги, картона, ламинированной бумаги, бумаги с по-
лиэтиленом. Данные о составе и скорости отверждения клея БК-2
приведены ниже:
Содержание, Скорость
вес. ч. отверждения,
мин
Поливинилацетатная эмульсия 50—90) к 7
Na-КМЦ (сухая соль) . . . 50—10/
Поливинилацетатная эмульсия
Na-КМЦ (10%-ный водный 80—90) 7 1П
раствор) ................ 20—10/
Жизнеспособность клея 40—50 мин, схватывание бумаги с по-
лиэтиленом происходит за 5—7 с. Клей БК-2 наносится на одну
или на обе склеиваемые поверхности.
242
Для улучшения адгезионных свойств поливинилацетат подвер-
гают частичному гидролизу или совмещают с алкидными смолами.
В состав поливинилацетатных клеев предложено вводить этиловый
эфир ортокремневой кислоты (до 30%), производные целлюлозы,
полистирол и акриловые смолы.
Клеи, представляющие собой растворы или дисперсии сополи-
меров винилацетата с небольшими количествами акриловой, мет-
акриловой, итаконовой, кротоновой и малеиновой кислот в водных
растворах щелочей, обладают повышенной адгезией к различным
материалам, в том числе к металлам и коже.
Гидроксилсодержащие сополимеры винилацетата, выпускаемые
в США, имеют температуру размягчения в пределах 120—180 °C и
образуют прозрачные, достаточно теплостойкие клеевые швы. В со-
став композиций вводят пластификаторы, наполнители и различ-
ные модифицирующие смолы.
КЛЕИ НА ОСНОВЕ ДИМЕТИЛВИНИЛЭТИНИЛКАРБИНОЛА
Форполимер диметилвинилэтинилкарбинола нашел применение
под названием карбинольный клей. Состав карбинольного клея
(в вес. ч.) приведен ниже:
Карбинольный сироп
(стабилизованный) . 100
Перекись бензоила . . 3
Портландцемент марки
400 ............... 50
Ацетон технический 15
Карбинольный сироп получают при нагревании мономера в ва-
кууме при 60—65 СС. Срок хранения сиропа 6 мес.'Портландцемент
вводят в клей для повышения вязкости и уменьшения усадки при
отверждении. Кроме цемента можно также применять гипс, окись
цинка, асбест, порошкообразные металлы и другие наполнители
Склеивать карбинольным клеем можно как при комнатной тем-
пературе в течение 24—30 ч, так и при нагревании до 60—70 °C
в течение 6—8 ч. Давление при склеивании должно быть не менее
0,5 кгс/см2, расход клея 100—200 г/м2.
Клей предназначается для склеивания металлов, керамики,
пластмасс и других материалов, а также может быть использован
в качестве уплотнительного материала. Данные о прочности клее-
вых соединений дуралюмина на карбинольном клее приведены
ниже:
Разрушающее напряжение при сдвиге,
кгс/см2
при —60 °C............................. 50
» 20 °C............................. 120
» 60 °C............................. 130
» 20 °C после пребывания в атмо-
сфере с 98 %-ной относительной влаж-
ностью в течение 30 сут............... 80
Клей имеет недостаточную морозо- и влагостойкость. Для клее-
вых соединений на карбинольном клее характерна невысокая проч-
16*
243
ность при неравномерном отрыве (10 кгс/см при 20 °C) и ограни-
ченная вибростойкость. К действию микроорганизмов и минераль-
ных масел клеевые соединения устойчивы.
При добавлении к карбинольному клею 20—30% полихлоро-
прена получается композиция, которой можно склеивать резину
с металлом.
КЛЕИ НА ОСНОВЕ ПОЛИМЕРОВ ПРОСТЫХ
ВИНИЛОВЫХ ЭФИРОВ
Растворы или водные эмульсии полимеров винилметилового,
винилэтилового и винилизобутилового эфиров применяются в ка-
честве клеев для кожи, ткани, целлофана, а также при изготовле-
нии клеящих и изолирующих лент и т. д.
Существует большое число зарубежных клеящих композиций
на основе полимеров простых виниловых эфиров. Это — клей Ко-
заль D-12 на основе поливинилизобутилового эфира для приклеи-
вания тканей к металлу (главным образом в производстве автомо-
билей); клей Козаль U-990 (тоже на основе поливинилизобутило-
вого эфира), который используется для склеивания непластифици-
рованного поливинилхлорида, бумаги и других материалов друг
с другом, а также приклеивания их к стеклу и металлам; клей Ко-
заль-989 для приклеивания металлической фольги и некоторых
отделочных материалов в производстве автомобилей; клей Козаль
U-211, пригодный для приклеивания каучука к дереву и стекла к
металлам, и др.
Композиция, состоящая из полимера винилметилового эфира
и перхлорвиниловой смолы, пригодна для склеивания фарфора,
фаянса, стекла и пластмасс [27]. Для улучшения адгезионных
свойств композиции ее подвергают частичной деструкции (напри-
мер, на вальцах) при 50—100 °C в присутствии перекиси бен-
зоила.
Известны клеящие составы для бумаги, тканей и т. д. на основе
продуктов совмещения поливинилметилового или поливинилэтило-
вого эфиров с нитратом и другими эфирами целлюлозы [28].
КЛЕИ НА ОСНОВЕ ПРОИЗВОДНЫХ АКРИЛОВОЙ
И МЕТАКРИЛОВОЙ КИСЛОТ
Наибольшее применение в качестве компонентов клеевых ком-
позиций на основе акриловых производных нашли полимеры эфи-
ров акриловой и метакриловой кислот, а также некоторые поли-
функциональные производные метакриловой кислоты и эфиры
а-цианакриловой кислоты. Полимеры эфиров акриловой и метакри-
ловой кислот представляют собой прозрачные, термопластичные,
вязкие или твердые продукты. Некоторые из них совмещаются с
244
нитратом целлюлозы, Этилцеллюлозой, канифолью, хлоркаучуком;
сополимерами винилхлорида с винилацетатом, с фенольными смо-
лами.
В качестве клеев на основе производных акриловой и метакри-
ловой кислот могут быть использованы мономеры некоторых эфи-
ров этих кислот, продукты полимеризации мономеров в раствори-
телях, в эмульсиях и в массе, а также растворы полимеров в со-
ответствующих мономерах или в органических растворителях. Так,,
например, известен клей, представляющий собой раствор полиме-
тилметакрилата в метилметакрилате.
Растворы полиметилметакрилата в дихлорэтане, муравьиной
кислоте и некоторых других растворителях применяются для
склеивания термопластов. Кроме того, ими можно склеивать ткань,
бумагу, целлофан и другие неметаллические материалы. Большой
недостаток этих клеев — это то, что они оказывают агрессивное
действие на склеиваемые материалы. Например, метакриловые
клеи, содержащие мономеры и растворители, вызывают образова-
ние микротрещин (так называемых «трещин серебра») на поверх-
ности полиметилметакрилатного стекла.
Полимеры метилового и этилового эфиров акриловой кислоты,,
а также бутилового эфира метакриловой кислоты могут быть ис-
пользованы в виде пленок для склеивания силикатного стекла с
целью получения безосколочного стекла триплекс.
Клей КС-609, представляющий собой раствор 40 вес. ч. поли-
бутилметакрилата в бутилметакрилате (60 вес. ч.) с добавлением
кварцевой муки (50 вес. ч.), используется в клеееварных соеди-
нениях. Отверждается клей без нагревания в присутствии окисли-
тельно-восстановительной системы перекись бензоила — диметил-
анилин. Жизнеспособность клея 4,0—4,5 ч с момента введения ди-
метиланилина [29].
Для приготовления клея в предварительно очищенном от ста-,
билизатора бутиловом эфире метакриловой кислоты растворяют
полимер; образовавшийся прозрачный бесцветный вязкий раствор
может храниться в течение 7—10 сут. Наполнитель и отвердитель
вводят перед применением.
Максимальная прочность клеевых соединений на клее КС-609
достигается примерно через 7 сут с момента изготовления клеевых
соединений; однако уже через 5 ч разрушающее напряжение клее-
вого соединения при сдвиге составляет 40 кгс/см2. При 60 °C проч-
ность клеевых соединений в 2 раза меньше, чем при нормальной
температуре. Прочность клеесварных соединений на клее КС-609
не снижается после старения при 80 °C в течение 100 ч. Статиче-
ская прочность при сдвиге клеесварных соединений примерно в
1,2 раза выше прочности сварных соединений; показатели
прочности при неравномерном отрыве клеесварных и клеевых со-
единений практически одинаковы. Прочность клеесварных соеди-
нений при растяжении и сжатии примерно в 1,5 раза выше, чем
сварных. Клей отличается хорошей водостойкостью.
245
Клей БМК-5 представляет собой сополимер бутилметакрилата
(95%) с метакриловой кислотой (5%), растворенный в ацетоне
[31]. В качестве наполнителей применяют цемент, мел, диабазо-
вую муку или алебастр. Ниже показано, как влияет природа на-
полнителя на прочность клеевых соединений алюминиевого сплава
на клее БМК-5:
Содержание,
Разрушающее напряжение
при сдвиге при 20 °C
(через 3 сут после
склеивания), кгс/см®
Без наполнителя
Диабазовая мука
Цемент ". ...
Мел.............
Алебастр . . .
60—65
50—55
50—55
50—55
30—33
44—45
43—48
44—47
56—60
Клей, содержащий в качестве наполнителя алебастр или мел,
вызывает коррозию металла. Жизнеспособность клея 20—30 мин.
Клей применяется при прокладке проводов и кабелей. Данные о
прочности склеивания этим клеем различных материалов приведе-
ны ниже:
Разрушающее напряжение
при 20 °C (через 24 ч весле
склеивания), кгс/см2
при сдвиге при равномер-
ном отрыве
Сталь + сталь 20—26 10—12
Сталь + винипласт .... 7—10 5—7
Сталь + дерево . . 6—7 1,5—2,0
Бетон + дерево 5—8 3-6
Кирпич красный + дерево . . 5—7 1,5—4,5
Кирпич силикатный + дерево 2,5—6,0 0,8—3,5
Композиции, обладающие адгезией к алюминиевым сплавам,
стали, меди и другим металлам, получают на основе карбоксилсо-
держащих сополимеров акрилатов или метакрилатов с акриловой
или метакриловой кислотой. Сополимеры применяют в смеси с по-
лимерами алкилвиниловых эфиров.
Для склеивания металлов и других материалов при комнатной
температуре или при 60—65 °C был предложен клей, получаемый
смешением 50%-ного толуольного раствора сополимера диэтилен-
гликольбис(аллилкарбоната) и метилакрилата с равным (по мас-
се) количеством этиленгликольметакрилата, 2—5% перекиси бен-
зоила и 20% окиси алюминия (от массы смеси сополимера и мо-
номера). Разрушающее напряжение при сдвиге клеевых соедине-
ний дуралюмина на таком клее составляет 120—190 кгс/см2, при
равномерном отрыве 140—160 кгс/см2. Клеевые соединения устой-
чивы к действию влаги.
Вводя в состав клеевых композиций наряду с линейными по-
лимерами добавки полифункциональных производных акриловой
или метакриловой кислоты (полиэфиракрилаты), удается создать
клеи, пригодные для соединения не только неметаллических ма-
246
териалов, но и металлов. Такие системы представляют- собой, ве-
роятно, привитые сополимеры.
Клей ПК-5 представляет собой продукт совмещения полиметил-
метакрилата с полифункциональным производным метакриловой
кислоты (МГФ-9). Теплостойкость клея 60°C [35]. Прочность при
сдвиге клеевых соединений алюминиевых сплавов на этом клее
составляет 100—118 кгс/см2. При склеивании древесины стекло-
текстолита, фанеры и силикатного стекла с дуралюмином разру-
шающее напряжение при сдвиге находится в пределах 71—
146 кгс/см2. Разрушение во всех случаях происходит по склеивае-
мому неметаллическому материалу.
Клей Бутакрил технический представляет собой быстроотверж-
дающуюся композицию, состоящую из порошка (сополимер мети-
лового и бутилового эфиров метакриловой кислоты) и жидкости-
(метилметакрилат с добавкой ускорителя). Применяется для при-
клеивания абразивов к планшайбам порошлифовальных станков,
а также в качестве уплотнительного и заливочного материала при
ремонте медицинской и пищевой аппаратуры.
Клей отверждается при смешении порошка и жидкости (при-
18—20 °C) в течение не более 75 мин. Теплостойкость отвержден-
ной композиции — не выше 80 °C. Срок хранения жидкости при
15 °C составляет 12 мес.
Известна клеевая система, состоящая из полиэфиракрилата
ТГМФ-11, сиккатива 7640 и инициатора полимеризации. Клей*
предназначается для склеивания органического стекла с органиче-
ским стеклом и некоторыми термопластичными материалами. Ос-
новным преимуществом композиции по сравнению с другими клея-
ми, используемыми при склеивании органического стекла, являет-
ся отсутствие в ее составе растворителей и компонентов, разру-
шающих органическое стекло. При склеивании органического-
стекла этим клеем длительное время не образуются «трещины се-
ребра».
Клей для склеивания оптических деталей из силикатного стек-
ла может быть изготовлен путем совместной полимеризации 45 мл
метилметакрилата и 135 мл бутилметакрилата в 75 мл ксилола в
присутствии 3,2 г перекиси бензоила в качестве инициатора [36].
За рубежом (ФРГ) известны клеи Агомет (R, Е), также пред-
ставляющие собой растворы полимеров метакриловой кислоты в
мономерах [30]. Ниже приведены показатели прочности клеевых
соединений дуралюмина на этих клеях:
Агомет R Агомет Е
Разрушающее напряжение при сдви-
ге, кгс/см2
при —200 °C . . . . 84 70
» 0°С . . . . 136 286
» 100 °C . . . . 105 —-
. » 150°С . . . . — 21
после старения при 80 °C в тече-
ние 500 ч . . . . 115 115
247’
Таблица 11.6. Свойства клеев холодного отверждения На основе эфиров циаиакриловой кислоты
Марка клея Химический состав Содержание азота, % Срок хранения, мес. Назначение Примечание
Циакрин-ЭО Этиловый эфир цианак- риловой кислоты — 12 Для .применения в меди- цине Клей содержит SO2 в пределах 0,001—0,8%
Циакрин-ЭД Смесь этилового эфира циаиакриловой кисло- ты с диаллилфталатом 10,40—11,01 12 Для склеивания метал- лов и неметаллических материалов Клей растворяется в нитрометане и диме- тилформамиде
Цйакрин-ЭП Смесь этилового эфира циаиакриловой кис- лоты (90%) и дибу- тилфталата (10%) 8,82—9,42 12 Для склеивания метал- лов и неметаллических материалов, для при- менения в медицине —
Циакрин-ЭПЗ Смесь этилового эфира циаиакриловой кис- лоты, дибутилфталата и полимера этилциан- акрилата 10,40—11,01 6 (при температу- ре ие выше 5 °C) Для склеивания различ- ных материалов —
Клеевые соединения имеют невысокую водостойкость.
В транспортном строительстве для приклеивания теплоизоля-
ционных материалов из стекловолокна к металлическим поверхно-
стям применяется клей [32], состоящий из полиэтилакрилата
(50 вес. ч.), дихлорметана (30 вес. ч.), окиси титана или окиси
цинка (18 вес. ч.) и трехзамещенного фосфата аммония (8 вес. ч.).
Описано использование водных эмульсий полимеров производ-
ных акриловой и метакриловой кислот и их сополимеров в каче-
стве клеев для неметаллических материалов [33].
К клеям, представляющим собой растворы полимеров в орга-
нических растворителях, относится клей для силикатного стекла,
получаемый нагреванием равных частей метилметакрилата и ди-
бутилфталата с добавкой 0,05% борной кислоты [34]. Перед упот-
реблением в композицию вводят 0,02% перекиси бензоила. Склеи-
вание производят при 120 °C в течение 2 ч.
Общим недостатком клеящих материалов на основе различных
акрилатов и метакрилатов является их относительно невысокая
(до 50—60 °C) теплостойкость. Эти клеи применяются главным об-
разом для склеивания неметаллических материалов.
Для изготовления прочного и стойкого к действию кипящей во-
ды слоистого материала предложен [47] клей, представляющий
собой раствор в инертном летучем растворителе сополимера ме-
тилметакрилата, этилакрилата и глицидилакрилата с добавкой
ароматического полиизоцианата (полиметиленполифениленизоциа-
ната). Получают слоистый материал при 120 °C.
Высокой клеящей способностью обладают мономерные соеди-
нения на основе алкил (арил) цианакрилата. Ими можно склеивать
металлы, стекло, дерево, резину, пластические массы и другие не-
металлические материалы [37, 38]. Клеи не содержат растворите-
ля; склеивание производится при комнатной температуре в отсут-
ствие катализатора. Давление при склеивании контактное. При со-
единении металла выдержка под давлением составляет 1—3 мин,
для стекла 10—20 с, для дерева 3—5 мин. Клей хранят в запаян-
ных полиэтиленовых ампулах. Известны различные марки отечест-
венных цианакрилатных клеев под названием Циакрин, отличаю-
щиеся химическим составом, свойствами и назначением
(табл. II.6).
Нарастание прочности клеевых соединений на клеях Циакрин
при 20 °C заканчивается практически через 48 ч после склеивания
(рис. П.1). Данные о прочности клеевых соединений металлов на
клее Циакрин-ЭО приведены ниже:
Разрушающее напряжение
прн сдвиге, кгс/см2
Дуралюмин (поверхность об-
разца обработана шкуркой)
Сталь ЗОХГСА.................
Титановый сплав ОТ-4 . . .
при при при
—60 °C 20 °C 100 °C
107 125 78
91 147 91
72 185 128
249
Прочность клеевых соединений дуралюмина
;рин-ЭО характеризуется следующими данными:
на клее Циак-
Разрушающее напряжение,
кгс/см2
при сдвиге . .........
» .равномерном отрыве
Прочность при неравномерном
отрыве, кгс/см..............
—60 °C 20 °C 100 °C
101 154 ИЗ
220 220 226
3 10 7
Добавление к клею Циакрин-ЭО 25% бутилакрилата повышает
прочность соединений при неравномерном отрыве при —60 °C до
7 и при 20 °C до 11 кгс/см.
Продолжительность
Выдержки, ч
Рис. П.1. Зависимость прочно-
сти при сдвиге клеевых соеди-
нений дуралюмина на клее
Циакрин от продолжительно-
сти выдержки при 20 °C.
Клеевые соединения на клее Циакрин-ЭО стойки к действию
бензина, трансформаторного масла и минерального топлива. При
выдержке в воде прочность клеевых швов значительно снижается.
Ниже приведены показатели химической стойкости клеевых соеди-
нений дуралюмина (анодированного) на клее Циакрин-ЭО после
выдержки в различных средах в течение 10 сут:
Разрушающее напряженке
при сдвиге, кгс/см2
при 20 °C при 100 ®С
Исходные данные . , 149 75
Вода 124 13
Бензин 141 26
Трансформаторное мас- ло ж к Л , 153 32
Топливо ...... 146 26
Для повышения теплостойкости и снижения водопоглощения в
состав композиций на основе линейных эфиров цианакриловой
кислоты можно вводить бифункциональные соединения. Так, вве-
дение циклопентад иен а и глицидилметакрилата повышает водо-
стойкость, добавки диаллилфталата приводят к улучшению термо-
стойкости (табл. II.7).
В клеевые композиции могут быть введены еще и наполните-
ли, пластификаторы — дибутилфталат, трифенилфосфат, а также
полимеры цианакрилатов и метакрилатов. Введение полимеров и
250
Таблица II.7. Влияние добавок бифункциональных .соединений
на клеящие свойства метилцианакрилата
Бифункциональное соединение Разрушающее напряжение при сдвиге, КГ С/см2,
название количество, % при 20 °C при 150 °C после выдержки в воде в течение 15 сут при 20 °C
Без добавок — 139 97 50
Диаллилфталат 10,0 145 122 64
Дивинилбензол 0,5 135 50 84
Циклопентадиен 1,0 152 71 96
Глицидилметакрилат 5,0 115 4 105
наполнителей приводит к созданию вязких клеев, которыми удоб-
но пользоваться при склеивании пористых материалов.
Клей Циакрин-ЭО применяется в медицине при склеивании ко-
стей, живых тканей и др. [39].
Введение в цианакрилатные клеи в качестве загустителя не-
больших количеств (до 5%) полимера этилцианакрилата и добав-
ление в случае надобности аэросила позволяет повысить прочност-
ные характеристики клеевых соединений, теплостойкость и стой-
кость к действию низких температур. Разрушающее напряжение
при сдвиге клеевого соединения стали на клее Циакрин ПП, со-
держащем эти добавки, составляет 180 кгс/см2, а- алюминиевого
сплава — 140 кгс/см2. Теплостойкость клея 80 °C [40],
К качестве модификаторов цианакрилатных клеев опробова-
лись диметилвинилэтинилкарбинол и его производные, алкил-
цианацетаты, о-изоборнилфенол, а также р-замещенные цианакри-
латы [70-—72]. Повышение прочности при сдвиге и эластичности
клеевых соединений достигнуто при совмещении этил-а-цианакри-
лата с диметилвинилэтинилкарбинолом. Для ускорения процесса
отверждения композиции оказались эффективными добавки не-
больших количеств (0,1%) дициклогексилпероксидикарбоната.
При совмещении этил-а-цианакрилата с р-замещенными цианакри-
латами наблюдалось возрастание прочности клеевого соединения
при некотором снижении эластичности. Изучение старения клее-
вых соединений на клеях Циакрин показало, что в некоторых
случаях прочность клеевых соединений при старении не только не
снижается, но даже возрастает [41].
К зарубежным цианакрилатным клеям относятся Истмэн 910,
Арон-Альфа, Тиокс, Цианобонд RS-100, Цианобонд SS, Циакрил
и др. [42].
Клей Истмэн 910 представляет собой композицию, состоящую
из 90% форполимера метилового эфира 2-цианакриловой кислоты
и 10% пластификатора и стабилизатора. Клей не содержит раство-
рителя. Вязкость его около 100 сП, показатель преломления
251
1,4517. Клей частично растворим в метилэтилкетоне, толуоле, ди-
метилформамиде, ацетоне и нитрометане. Жизнеспособность клея
при комнатной температуре на воздухе 1 ч. Под действием следов
влаги он быстро отверждается даже в отсутствие инициаторов и
ускорителей. Отверждение клея легко происходит также в тонком
слое между двумя соединяемыми поверхностями без нагревания.
Добавление 0,05% гидрохинона или '0,001—0,01% двуокиси серы
увеличивает жизнеспособность клея, не ухудшая клеящих свойств.
Клей предназначается для склеивания дерева, стекла, метал-
лов, каучука, различных пластических масс, кожи, пробки, бума-
ги, фосфора и т. д. При склеивании его наносят только на одну
из склеиваемых поверхностей. В случае склеивания гладких по-
верхностей расход клея составляет одну каплю на 6 см2. При
склеивании пористых материалов расход клея несколько увели-
чивается. Во избежание преждевременного отверждения для на-
несения клея не рекомендуется применять кисть или ролик. Лучше
всего клей наносить, выдавливая его из тюбика или из полиэтиле-
нового флакона. Поверхности с нанесенным на них слоем клея
следует немедленно соединить и приложить небольшое давление в
течение короткого времени. Так, для склеивания стекла со стек-
лом при комнатной температуре соединенные поверхности доста-
точно выдержать под давлением 0,7 кгс/см2 в течение 30 с; при
этом прочность клеевого шва превышает прочность стекла. При
склеивании резины с резиной требуется выдержка 10—20 с, а'ста-
ли со сталью 2—4 мин.
Клей имеет едкий, неприятный запах, оказывает слабое слезо-
точивое действие, раздражает слизистые оболочки носа и глаз,
огнеопасен. При работе с ним необходима приточно-вытяжная
вентиляция или местные отсосы.
Ниже приведены данные, характеризующие прочность клеевых
соединений стали на клее Истмэн 910 (разрушение образцов име-
ет адгезионный характер и происходит по поверхности раздела
клей — металл):
Продолжительность от-
верждения при 20 °C,
сут ................... 7 1 7 7 20*
Температура испытания,
°C.................—54 23 23 71 20
Разрушающее напряже-
ние при сдвиге, кгс/см2 134 272 293 189 146
* Алюминиевый сплав.
После испытаний клеевых соединений стали в течение четырех
циклов (каждый цикл состоит из выдержки в течение 8 ч при
—54 °C и 16 при 71 °C) с последующей выдержкой в течение 2 сут
при 62 °C разрушающее напряжение при сдвиге составляло
243 кгс/см2. Клеевые соединения обладают хорошей водостойко-
стью: после выдержки в течение 7 сут при 38 °C в атмосфере
с 95%)-ной относительной влажностью разрушающее напряжение
252
яри сдвиге составляло 253 кгс/см2. Данные о прочности склеива-
ния различных пластмасс клеем Истмэн 910 приведены в
табл. П.8.
Таблица П.8. Прочность клеевых соединений пластмасс
на клее Истмэн 910
Склеиваемый материал Продолжи гель- ность отверждения при 23 °C, сут Разрушающее напря- жение при сдвиге при 23 °C, кгс/см2
Полиметилметакрилат 1 9,1
2 15,0
4 30,9
Полистирол 1 3,0
2 4,9
4 7,8
Нитрат целлюлозы 1 58,6
2 51,3
4 54/1
Поливинилхлорид 1 14,6
2 16,8
4 16,8
Стеклотекстолит на меламиновой смоле 1 26,0
2 48,5
4 47,9
Гетинакс на фенолоформальдегидной смоле 1 6,4
4 2,7
8 3,4
Стеклотекстолит на полиэфирной смоле 4 1,4
8 0.4
В Швейцарии выпускается однокомпонентный клей Тиокс,
представляющий собой цианакрилат, не содержащий растворите-
ля. Вязкость клея при 25 °C составляет 125 сП. Благодаря столь
невысокой вязкости расход клея невелик: одной каплей клея мож-
но склеить 5 см2 поверхности.
Клей устойчив к действию кислот и разбавленных щелочей, он
выдерживает нагревание до 120°C (кратковременно — до 140°C),
длительное воздействие горячей (70 °C) воды, однако, кипящая
вода разрушает клей через 24 ч. Разрушение отвержденного клея
происходит при 165 °C.
Цианакрилатные клеи марок Цианобонд RS-100 и Цианобонд
SS могут быть использованы как клеи мгновенного действия при
склеивании металлов, стекла, термореактивных пластмасс. При
склеивании натурального каучука, поливинилхлорида и полисти-
рола прочность клеевых соединений на этих клеях выше прочности
склеиваемых материалов. Клей Цианобонд RS-100 не стоек к дей-
ствию 10%-ных растворов соляной кислоты, едкого кали и воды.
Отвержденный клей растворяется в ацетоне, который можно ис-
пользовать для разъединения склеенных изделий. Описаны также
различные типы других цианакрилатных клеев и их свойства
[43—46, 48].
253
АНАЭРОБНЫЕ КОМПОЗИЦИИ
Способность кислорода воздуха ингибировать полимеризацию
эфиров акрилового ряда вначале существенно ограничивала обла-
сти их практического использования. Только в 50-х годах была
показана возможность создания на основе акриловых производ-
ных — олигоэфиракрилатов — многокомпонентных систем, способ-
ных быстро отверждаться без доступа воздуха при комнатной тем-
пературе и храниться не менее года в емкостях, 2/3 объема кото-
рых заполнено кислородом или воздухом.
Свойство отверждаться без доступа воздуха — анаэробность —
позволило разработать большое число смол, не содержащих рас-
творителей, основным назначением которых является соединение,
закрепление и уплотнение различных элементов конструкций.
В частности, с помощью анаэробных композиций, из которых наи-
более широкое распространение получили смолы Локтайт (США),
можно 'обеспечить контровку и уплотнение резьбовых соединений,
болтов и шпилек, фиксировать положение штифтов без прессовой
посадки, закреплять детали с высокими аксиальными нагрузками
по окружности со свободной посадкой (втулки, шестерни, роторы
и т. д.), уплотнять подшипники скольжения, трубопроводы холо-
дильных сред, обеспечивать стойкость элементов конструкций в
различных агрессивных средах, заменять пайку и сварку, гермети-
зировать литейные раковины.
Первой анаэробной композицией была система, состоящая из
олигомера или смеси олигомеров акрилового ряда, ингибитора
полимеризации и окислительно-восстановительного комплекса. Ос-
новой большинства современных анаэробных композиций являют-
ся сложные эфиры общей формулы [49—55]:
R' О “ / Н \ R “OR'
I II / I \ I И I
Н2С=С—С—О------(—СН2—)m—I —С— I—С—О— —С—С=СН2
\ R" /₽ Н
где R = CH3, Н, С2Н5, СН2ОН, СН2О—С—С = СН2;
II I
О R'
R' =Н, С1, СН3;
R" = H, ОН, О—С—С=СН2;
II I
О R'
т = 1— 4; п>2; р = 0 или 1.
Чаще всего используют сложные и смешанные эфиры акрило-
вой и метакриловой кислот и ди-, три-, тетра-, пента- и полиэти-
ленгликолей фталевой, малеиновой, акриловой, себациновой и
малоновой кислот. Это могут быть, например, тетраэтиленгликоль-
диметакрилат, тетраэтиленгликольдихлоракрилат, диметилакрилат-
бис (этиленгликоль) фталат и др. Кроме того, в композиции вводят
254
различные полимерные загустители, пластификаторы, ингибиторы
и окислительно-восстановительные системы. Для регулирования
вязкости в качестве загустителей композиций предложены поли-
стирол, полиакрилаты, диаллилфталаты и другие соединения.
В качестве пластификаторов применяют моноакриловые эфиры
высших алифатических спиртов (октилового, децилового и др.) и
диметакриловые эфиры полигликолей с молекулярным весом от
1500 до 3000. В анаэробные композиции вводят также и неорга-
нические наполнители — аэросил, глину, двуокись титана, углекис-
лый кальций и др. Очень большое значение имеет выбор окисли-
тельно-восстановительных систем.
Анаэробные композиции, известные в настоящее время, можно
разделить на две группы — двух- и однокомпонентные. Первые
состоят из двух растворов, в одном из которых находится ката-
лизатор полимеризации, а в другом — ускоритель разложения ка-
тализатора. При соединении этих растворов начинается быстрая
полимеризация системы. В качестве катализаторов используются
гидроперекиси (кумила, метилэтилкетона, диизопропилбензола
и др.) в количествах от 1 до 10%. Для ускорения разложения
гидроперекисей вводят третичные амины, аскорбиновую кислоту,
четвертичные аммониевые соли, изоцианаты, имиды и амиды орга-
нических кислот, соли металлов переменной валентности и др.
Растворы солей металлов переменной валентности, изоцианатов и
аминов в инертных растворителях могут применяться как актива-
торы склеиваемых поверхностей. В качестве ингибиторов полиме-
ризации применяются: гидрохинон, 1,4-бензохинон, 2,5-ди-тт?ет-бу-
тилгидрохинон и другие соединения.
Примерный состав анаэробной композиции типа Локтайт сле-
дующий: полиэфир на основе фумаровой кислоты и 4,4-(2,2-ди-
океиэтоксидифенилпропана) — 40 вес. ч.; диметакрилат диэтилен-
гликоля— 4 вес. ч.; триэтиленгликоль диметанила’— 10 вес. ч.; тет-
раэтиленгликольдиметакрилат— 12 вес. ч.; пентаэтиленгликольди-
метакрилат— 22 вес. ч.; монометакрилат децилового спирта —
6 вес. ч.; гидроперекись кумола — 5,3 вес. ч.; формамид — 0,6 вес. ч.;
гидрохинон — 0,1 вес. ч. Компоненты смешивают заранее и хранят
в полиэтиленовых емкостях.
На процесс отверждения анаэробных композиций и на свойст-
ва получающихся соединений влияют следующие факторы:
подготовка поверхности соединяемых деталей и чистота ее об-
работки; перед нанесением анаэробных композиций соединяемые
поверхности необходимо тщательно очистить от следов коррозии,
масла и других загрязнений растворителями (ацетон, бензин,
трихлорэтан, четыреххлористый углерод или спирт) и просушить;
при высокой чистоте обработки склеиваемых поверхностей адгези-
онная прочность соединения снижается;
при температуре 20—25 °C отверждение происходит от не-
скольких минут до нескольких часов, при температуре ниже 20 °C
отверждение идет гораздо медленнее;
255
активность соединяемых материалов; материалы можно раз-
бить на три группы:
активные, т. е. ускоряющие отверждение; к ним относятся медь
и сплавы, содержащие медь;
обычные — углеродистые стали;
неактивные — все металлы подвергнутые поверхностной обра-
ботке, т. е. кадмированию, оксидированию, анодированию, фосфа-
тированию и т. п.; нержавеющие или высоколегированные стали и
все неметаллические материалы.
Рис. II.2. Схемы применения анаэробных смол:
а — контровка шпилек; б — бесшпоночная посадка шестерни на вал; в — герметизация со-
единений типа «труба в трубе» (вместо пайки); 2 — посадка втулки на вал (вместо прессо-
вой посадки); д — уплотнение фланцевого соединения; е — герметизация резьбовых соеди-
нений трубопроводов; ж—посадка подшипников (вместо прессовой посадки и завальцовки).
Для устранения ингибирующего влияния перечисленных выше
материалов на процесс отверждения смол необходимо на одну из
соединяемых поверхностей наносить специальные активаторы —
например раствор меркаптобензотиазола и диметиланилина в сме-
си трихлорэтана и изопропилового спирта.
Анаэробные, смолы имеют прочность при сжатии 2500—
5800 кгс/см2, их диэлектрическая проницаемость равна 3,5, удель-
ное поверхностное электрическое сопротивление составляет
1015 Ом, диапазон рабочих температур от —200 до 150 °C. Поли-
меры могут эксплуатироваться при 25 °C неопределенно долго,
при 80 °C — около 20 лет, при 150 °C — 100 сут и при 250 °C —
кратковременно. Рис. II.2 иллюстрирует возможности применения
анаэробных композиций. Расскажем коротко об эффективности
применения композиций при контровке, герметизации и фиксации
сопрягаемых поверхностей [64—67].
256
Контровка. При контровке анаэробную композицию наносят на
всю резьбу. После отверждения образуется твердый полимер с
контролируемым моментом кручения. Даже в случае разрушения
полимера он обеспечивает фрикционный эффект в-резьбе и пере-
дает крутящий момент на несколько полных витков резьбы. Это
обусловливает устойчивость всех видов резьбовых соединений к
ударам и вибрации.
Контровка резьбовых соединений (винт, болт, гайка, шпиль-
ка) с помощью анаэробных продуктов позволяет:
исключить применение контрящих приспособлений, а следо-
вательно, удешевить операцию контровки;
повысить прочность соединения за счет увеличения площади
сцепления с 30 до 100%;
устранить напряжения, деформации и исключить срыв резьб;
повысить вибропрочность, обеспечить герметичность соедине-
ния и предохранить его от коррозии.
Фиксация. Известно, что соединение двух металлических по-
верхностей в единый узел даже методом прессовой посадки обес-
печивает контакт только 15% всей площади сопрягаемых поверх-
ностей. Между остальной частью сопрягаемых поверхностей оста-
ются микроскопические зазоры. Анаэробные продукты обладают
исключительной способностью заполнять эти микроскопические
зазоры и обеспечивать 100%-ный контакт сопрягаемых поверх-
ностей, что позволяет повысить прочность при сдвиге в 5 раз по
сравнению с прочностью аналогичных деталей с прессовой посад-
кой; кроме того, это дает возможность устанавливать детали с
подвижной посадкой, обеспечивает герметичность, вибропрочность
и предохраняет узлы от коррозии.
Уплотнение — герметизация. Анаэробные композиции применя-
ют вместо быстро снашивающихся прокладок и уплотнительных
колец. За счет достижения полного контакта между уплотняемыми
поверхностями значительно повышается конструкционная проч-»
ность соединений. С помощью анаэробных композиций гермети-
зируют: пористое литье, поры сварных швов, гладкие трубы (вме-
сто пайки и сварки), трубопроводы с резьбой для жидкостей, га-
зов и хладоагентов, фланцевые соединения всех размеров и
профилей.
Анаэробные клеящие композиции. Существенным отличием ана-
эробных клеев' является их повышенная клеящая способность,
обусловленная введением адгезионных добавок (не меньше 20%),
в частности монозамещенных акриловых эфиров гликолей [56],
циклоалифатических спиртов [57] или производных поликарбоно-
вых кислот (пиромеллитовой, фталевой, антрацентетракарбоновой,
дифенилтетракарбоновой) и др. Кроме того, в качестве адгезион-
ных добавок могут вводиться акриловая и метакриловая кислоты,
их амиды и нитрилы [59]. Вязкость композиций регулируется вве-
дением органических и неорганических загустителей [59]. Отверж-
даются они по радикальному механизму в присутствии . гидро-
J257
17—2591
перекисных катализаторов [58—61]. Описаны [61] анаэробные
клеи, содержащие в качестве адгезионных добавок сополимер
спирта с этилакрилатом (80:20) с молекулярным весом 30000,
полиацетальформамид, полиэфиры на основе адипиновой и малеи-
новой кислот с молекулярным весом от 2000 до 40 000. Эти поли-
мерные адгезионные добавки вводят в количестве 2—30% от мас-
сы мономера.
Ниже приводятся примеры составов анаэробных клеящих композиций.
I. К 490 см3 триэтиленгл-икольдиметакрилата добавляют 14 см3 гидропере-
киси кумола, 10 г бензосульфимида, 0,07 см3 аминопропанола, 40 см3 акриловой
кислоты и 225 г сополимера стирола с этилакрилатом (80:20). Жизнеспособ-
ность этой композиции — более 30 мин при 82 СС, разрушающее напряжение при
сдвиге клеевых соединений стали после отверждения в течение 20 мин при
121 °C составляет 274 кгс/см2.
II. 4 см3 гидроперекиси кумола, 3 г бензосульфимида, 0,01 см3 бензохинона,
0,02 см3 аминопропанола, 25 г полиацетальформамида и 17 см3 акриловой кис-
лоты вводят в тетраэтиленгликольдиметакрилат. После выдержки в течение
10 мин при 150 °C прочность соединения при сдвиге достигает 336 кгс/см2.
III. Трудногорючий фосфорсодержащий анаэробный клей получают, раство-
ряя 205 г оксиэтилметакрилата и 121 г диметиланилина в 600 г толуола. Затем
через раствор барботируют кислород или воздух и добавляют раствор 89,3 г
треххлористого фосфора в 200 г толуола. Реакционную массу выдерживают в
течение 30 мин, отделяют и промывают верхний слой насыщенным раствором
хлористого натрия до рН=8. После отгонки растворителя (в токе кислорода или
воздуха) при 50 °C к полученному продукту добавляют 0,5% перекиси беизоила.
Выход 98%, содержание фосфора в смоле 9,3%. Клей представляет собой жид-
кость желтого цвета с вязкостью 9—12 сСт. Через 1 ч после склеивания (вы-
держка при 20 °C) прочность при сдвиге составляет 350 кгс/см2. Клей пригоден
для соединения меди, латуни, нержавеющей стали, алюминия, цинка и других
металлов. Стоек к действию различных химических реагентов и масел [62].
Технология склеивания различных деталей анаэробными клея-
ми, в частности в автомобильной промышленности, может быть
эффективно автоматизирована [63].
При склеивании цилиндрических деталей анаэробный клей,
выпускаемый в США, обеспечивает прочность при сдвиге
492 кгс/см2, причем контакт между сопрягаемыми поверхностями в
5 раз больше, чем при посадке без зазора и без натяжения [53].
КЛЕИ НА ОСНОВЕ ПОЛИАМИДОВ
Для получения клеев представляют интерес главным образом
сравнительно низкомолекулярные полиамиды с невысокой темпе-
ратурой плавления и удовлетворительной растворимостью, напри-
мер продукты конденсации малеиновой кислоты и полиметиленди-
аминов. Эти полимеры отверждаются при нагревании, растворяют-
ся они главным образом в спиртах и гликолях.
Растворимые полиамиды, обладающие клеящими свойствами,
получаются при взаимодействии диаминов и дикарбоновых кислот,
содержащих атомы кислорода или серы в алифатической цепи.
Применение таких композиций обычно ограничивается склеива-
нием бумаги и целлофана. Значительное улучшение клеящих
258
свойств полиамидов достигается путем обработки их формальде-
гидом с образованием метилолполиамидных смол [68, 69]. От-
вержденные мети лол полна миды характеризуются высокой эла-
стичностью, но недостаточно тепло- и водостойки.
Клей ПФЭ-2/10 представляет собой 25—30%-ный раствор ме-
тилолполиамида в смеси спирта и воды. Вязкость клея 20—60 сП.
Клей обладает адгезией к силикатному и органическому стеклу,
металлам, керамике, коже, бетону, бумаге, пластмассам и дру-
гим материалам; отверждается в присутствии катализаторов как
при комнатной, так и при повышенной температуре. Клеевые со-
единения устойчивы к действию масел, жиров, бензина, керосина
и ограниченно стойки к длительному действию воды [70]. Данные
о прочности клеевых соединений различных материалов на клее
ПФЭ-2/10 приведены в табл. II.9.
Таблица II.9. Прочность клеевых соединений
на клее ПФЭ-2/10
Склеиваемый материал Температура склеи- вания, °C Прочность* клеевого соединения, кгс/см2
Алюминий 20 20—25
150 95—100
Силикатпэс стекло 150 200—250
Теплостойкое органическое стекло 100 175—200
Дуб -— 90—100
Текстолит —— 30—45
Гетинакс — 20—30
Аминопласт —— 20—25
Пенополистирол — 4—45
Кожа — 5—6
* Вид нагружения, форма и размер образцов и условия склеивания материалов не указаны
Благодаря высокой эластичности клей ПФЭ-2/10 используется
для склеивания кожи, бязи и других материалов.
Клей МПФ-1 более теплостоек, чем клей ПФЭ-2/10, и обеспе-
чивает более высокую прочность клеевых соединений металлов.
Он представляет собой метилолполиамид, модифицированный фе-
нолоформальдеридной смолой резольного типа [71]. Клей ис-
пользуется как в жидком виде, так и в виде клеевой пленки.
Можно предполагать, что в результате взаимодействия мети-
лольных групп фенольной и метилолполиамидной смол при нагре-
вании сначала образуются растворимые в спиртах продукты, пере-
ходящие затем в сшитые полимеры с повышенной тепло- и водо-
стойкостью.
Клей МПФ-1 предназначается для склеивания металлов (дур-
алюмина, стали, магниевых сплавов) между собой, а также с пено-
пластами, стеклотекстолитами и другими материалами в изделиях,
работающих в интервале температур ±60 °C.
17*
259
Жидкий клей МПФ-1 наносят на склеиваемые поверхности и
подсушивают, после чего между склеиваемыми поверхностями за-
кладывают клеевую пленку и под давлением 1,0—5,0 кгс/см2 вы-
держивают при 155±5°С в течение 1 ч.
Отличительным свойством клеевых соединений на клее МПФ-1
является их высокая прочность при неравномерном отрыве, что
имеет очень большое значение при использовании клея для полу-
чения клееных металлических силовых конструкций. Данные о
прочности клеевых соединений дуралюмина на клее МПФ-1 при-
ведены ниже: —60 °C 20 сс 60 °C
Разрушающее напряже- ние, кгс/см2 при сдвиге . . . 131 175 94
» равномерном от- рыве .... 482 318 137
Прочность при неравно- мерном отрыве, кгс/см 36 65 42
Клеевые соединения обладают значительной динамической
прочностью, они устойчивы к вибрации; при нагрузке 55 кгс/см2
соединения внахлестку выдерживают 1,9-106 циклов до разруше-
ния. При испытании на длительную прочность (нагрузка
120 кгс/см2) клеевые соединения не разрушаются в течение 160 ч.
Прочность клеевых соединений не снижается после 24-часового
воздействия топлива Т-1 и трансформаторного масла. Под дейст-
вием спирта-ректификата за это время прочность уменьшается на
18%. Под действием воды или водяных паров прочность клеевых
соединений значительно снижается, поэтому при эксплуатации
клееных конструкций, работающих в условиях влажного и тропи-
ческого климата, рекомендуется защищать торцы соединений лако-
красочными покрытиями. Клей не токсичен.
Клей ПК-5 представляет собой раствор полиамидной пленки
ПК-4 в смеси резорцина и этилового спирта. Применяется для
склеивания изделий из пленки ПК-4. Концентрация клея — не ме-
нее 40%, вязкость по ВЗ-4 — не менее 16 с. Прочность склеивания
полосок пленки ПК-4 (внахлестку) толщиной не менее 20 мкм и
шириной 20 мм — не менее 5 кгс. Срок хранения клея — 3 мес.
Канцелярский клей Адгезии представляет собой водный рас-
твор полиакриламида, содержащего пластифицирующую добавку
(дибутилфталат). В состав клея введены также натриевая соль
карбоксилметилцеллюлозы, поливинилацетатная эмульсия и аэро-
сил. Основное назначение клея •— склеивание бумаги. Концентра-
ция клея -— не менее 7%, срок хранения — 12 мес.
Клей Полиакриламид представляет собой 6—8%-ный водный
раствор полиакриламида; применяется для склеивания бумаги и
других материалов.
Описан жидкий клей, представляющий собой раствор полиами-
да, эпоксидной и фенольной смол, отверждающийся при нагрева-
нии [72].
260
Известны полиамидные смолы Версалон 1112, 1175, ХР-1165
для изготовления клеев [73], а также клеевые композиции на ос-
нове полиизофталамида [74] и полилауриллактама [75].
Для склеивания мелких деталей электронного оборудования с
основанием, которое может вибрировать, предложен клей, состоя-
щий из полиамида (70 вес. ч.), эпоксидной смолы (30 вес. ч.),
тиксотропного компонента (17 вес. ч.) и 2 вес. ч. диэтилентриами-
на; разрушающее напряжение клеевых соединений при сдвиге со-
ставляет 70 кгс/см2 [67].
КЛЕИ-РАСПЛАВЫ
• Клеи-расплавы представляют собой не содержащие раствори-
теля термопластичные полимерные композиции, переходящие в
вязкотекучее состояние при нагревании и быстро возвращающиеся
в твердое состояние при охлаждении до комнатной температуры.
Это свойство расплавов позволяет интенсифицировать производст-
венные процессы склеивания ряда материалов в обувной, поли-
графической, мебельной и других отраслях промышленности.
В ряде случаев достигается большой экономический эффект, зна-
чительное повышение производительности машин и т. д.
Клеями-расплавами могут быть клеи на основе полиэфиров,
полиамидов и сополимеров этилена с винилацетатом [76, 78].
Клеи-расплавы на основе линейных полиэфиров являются продук-
тами взаимодействия диолов с карбоновыми кислотами (терефта-
левой, изофталевой и др.). Температура плавления их выше 200°C;
при температуре ниже 180 °C они находятся в твердом состоянии.
Полиэфирные композиции имеют повышенную хрупкость.
Отечественный клей-расплав КР-16-20 представляет собой со-
полимер фталевой и терефталевой кислот с этиленгликолем; на-
полнителем служит двуокись титана. Применяется он в обувной
промышленности. Температура размягчения 200—215 °C, срок хра-
нения — 5 лет.
Известны полиэфирные клеи-расплавы марок Термодур 2007 и
Термодур 2000, в состав которых введены вещества, способствую-
щие ускорению кристаллизации. Благодаря этому они обладают
высокой скоростью схватывания (2—4 с) и достаточной эластич-
ностью [76].
Большое значение приобретают клеи-расплавы на основе поли-
амидов, являющихся продуктами взаимодействия димеризованных
кислот растительных масел с полиаминами. Они имеют понижен-
ную температуру плавления, меньшую вязкость и более высокую
эластичность по сравнению с композициями на основе полиэфи-
ров. Это может быть объяснено влиянием алкильных заместителей
в молекуле димеризованных кислот.
Свойства клеев-расплавов на основе полиамидов можно варьи-
ровать, изменяя соотношения исходных компонентов, условия про-
261
цесса пластификации, а также сплавляя при высокой температуре
расплавы из двух полиамидов [76].
Полиамидный клей-расплав 69Т, представляющий собой про-
дукт взаимодействия этилендиамина с димеризованными метило-
выми эфирами жирных кислот льняного масла, применяется в
обувной промышленности при склеивании кожи и других материа-
лов. Он выпускается в виде твердых гранул (крошки) различного
размера темно-коричневого цвета с температурой размягчения
(по методу «кольцо и шар») 100—ПО °C. Прочность клеевого со-
единения кожи (внахлестку), полученного при склеивании под
давлением 5—7 кгс/см2 при температуре, на 30—40 °C превышаю-
щей температуру плавления клея, в течение 2—5 с, составляет
8—10 кгс/см2. Срок хранения не более 6 мес.
Разработан клей марки Ктилол-11 на основе полиамида П-54,
модифицированной глифталевой смолы и фенолоформальдегидной
смолы № 18 с добавкой пластификатора — касторового масла,
этерифицированного этиленгликолем [163]. Для получения клея-
расплава можно использовать смесь полиамидов П-548 и П-54.
В качестве пластификатора в такой клей вводят глицерин, а для
повышения адгезии — бутилфенолформальдегидную смолу 101К и
канифоль. Стабилизатором служит ди-р-нафтил-п-фениламин
[164].
Полиамидные клеи-расплавы за рубежом выпускаются фирма-
ми «Onfrou», «Izar Chemie» и др. [76].
Клеи-расплавы на основе сополимеров этилена с винилацета-
том обладают эластичностью, хорошей водостойкостью и высокой
адгезией к бумаге, коже, тканям и резине [76]. На основе отече-
ственного сополимера этилена с винилацетатом — сэвилена — раз-
работан клей-расплав, состоящий из сополимера, производных
абиэтиновой кислоты, парафинового воска и термостабилизатора.
В зависимости от назначения клея соотношение компонентов меня-
ется [83]. Клей готовят смешением компонентов на горячих валь-
цах с последующим расплавлением в экструдере при ПО—120 °C
или смешением компонентов в обогреваемом смесителе при тща-
тельном перемешивании.
В полиграфической промышленности для бесшвейного скрепле-
ния брошюр используется клей-расплав на основе сополимера
марки 10606-1250, содержащего 26—30 вес. % винилацетата. Раз-
рушающее напряжение сополимера при растяжении составляет
30—35 кгс/см2, относительное удлинение при разрыве 650—670%.
рабочая температура расплава 150—160 °C, температура размягче-
ния (по методу «кольцо и шар») 68—80 °C. Прочность склеивания
(усилие вырыва листа из брошюры) — не менее 0,5 кгс/см.
Для определения текучести клеев-расплавов предложено ис-
пользовать отечественный прибор ИРТ, на котором измеряют по-
казатель текучести расплава, т. е. количество вещества, проходя-
щее в течение 10 мин через капилляр определенного диаметра при
заданной температуре [119].
262
Известны клеи-расплавы на основе сополимеров этилена с ви-
нилацетатом марки Термо-187, выпускаемые фирмой «Bostik»
(Италия). Фирмой «Du Pont» выпускаются клеи-расплавы на ос-
нове смол Эльвакс (тоже сополимеры этилена с винилацетатом),
содержащих добавки терпеновых, кумароновых или полиэфирных
смол, парафина, воска и других веществ, которые вводятся для
повышения адгезии, снижения вязкости и получения клея с задан-
ной температурой плавления [76].
Разработаны специальные смолы для клеев-расплавов [85];
предложено получать клеи-расплавы на основе термопластичных
каучуков марки Кратон [86].
Клеи-расплавы могут применяться для склеивания металлов
[79] и изготовления комбинированных материалов типа металло-
пластов [80]. Разработаны методы определения вязкости и проч-
ности клеев-расплавов [77]; описано оборудование для их нане-
сения [81, 82].
КЛЕИ НА ОСНОВЕ ПОЛИБЕНЗИМИДАЗОЛОВ
Полибензимидазольные клеи—-это одни из самых теплостой-
ких клеев на основе органических полимеров. Полибензимидазолы
получают из ароматических тетраминов и дифениловых эфиров
дикарбоновых кислот. Они растворимы в сильнополярных раство-
рителях, например в диметилсульфоксиде. Полибензимидазолы
термостойки в отсутствие кислорода воздуха и обладают исключи-
тельно высокой адгезией к металлам и некоторым другим мате-
риалам [87, 88]. Термостабильность полибензимидазолов состав-
ляет 1000 ч при 260 °C; в течение короткого времени (15 мин) они
выдерживают нагревание до 540 °C.
Особенностью клеев на основе полибензимидазолов является
их хорошая стойкость к воздействию влажного воздуха, тропиче-
ского климата, агрессивных топлив и высокая прочность при крио-
генных температурах. К недостаткам полибензимидазольных клеев
относится их очень низкая стойкость к нагреванию на воздухе
при температурах выше 288 °C и высокая температура отвержде-
ния при больших давлениях. Клеи на основе полибензимидазолов
выпускаются в жидком виде и в виде пленок.
Клей ПБИ-1К — отечественный жидкий полибензимидазольный
клей [89, 103]. При склеивании стали ЗОХГСА клей наносят в два
слоя; после нанесения первого слоя необходима открытая выдерж-
ка при комнатной температуре в течение 20 мин, после нанесения
второго слоя дают выдержку сначала при 20 °C (20 мин), затем
при 100°C (30 мин) и при 170°C (60 мин). Клей отверждается
при 320 °C в течение 1 ч под давлением 8 кгс/см2.
Клеевые соединения на клее ПБИ-1К имеют высокую проч-
ность при сдвиге при температурах до 300 °C (рис. П.З). Проч-
ность клеевых соединений при неравномерном отрыве при 20 и
300 °C составляет соответственно 17 и 20 кгс/см. Клеевые соедине-
263
ния выдерживают старение при 300 °C в течение 200 ч (рис. П.4),
а при 250 °C — в течение 1500 ч; при этом прочность склеивания
снижается на 40%. Данные об усталостной и длительной прочно-
сти клеевых соединений на клее ПБИ-1К приведены в табл. 11.10.
Клей Имидайт 850 (фирма «Narmco», США) представляет со-
бой 34—35%-ный раствор смолы Имидайт 2321 в пиридине. Клей
рекомендуется для склеивания стали, титановых и алюминиевых
Рис. П.З. Зависимость прочности при сдвиге клеевых соединений стали на клее
ПБИ-1К от температуры
сплавов, бериллия в изделиях авиационной, ракетной и космиче-
ской техники. В космических конструкциях его используют также
для склеивания оптических стекол.
Рис. П.4. Зависимость прочности при сдвиге клеевых соединений стали на клее
ПБИ-1К от продолжительности старения при 300 °C (температуры испытания 20
и 300°C).
Технология склеивания предусматривает открытую выдержку
клеевого слоя в течение 90 мин при 92 °C. Для отверждения клея
изделия помещают в пресс, нагретый до 223 °C, и выдерживают
под давлением 13 кгс/см2 сначала при постепенном подъеме тем-
пературы до 315°C (в течение 20 мин), а затем при этой темпе-
ратуре в течение 1 ч. Изделия охлаждают под давлением до 92 °C.
Последующий этап отверждения производится в атмосфере азота
при 400 °C в течение 1 ч. Описаны механические и химические
методы обработки поверхности склеиваемых клеем Имидайт 850
металлов в целях упрощения технологии склеивания [87].
Таблица П.10. Длительная и усталостная прочность
клеевых соединений стали на клее ПБИ-1К
Температура испытания, °C Длительная прочность Усталостная прочность
напряжение сдвига, кгс/см2 время до разру- шения, ч напряжение сдвига, КГС/СМ2 число циклов до разрушения
20 160 0 100 198-Ю3
140 500* 80 280-103
60 5633-103
50 9640-1О3
40 10-10«*
300 100 13 40 5624-103
80 63 30 10-10е*
• Образец не разрушился.
Показатели прочности клеевых соединений металлов на клее
Имидайт 850 и результаты испытаний их в процессе старения при-
ведены на рис. II.5—II.8. Клеевые соединения стойки к действию
воды, влажного воздуха, минерального масла (табл. 11.11).
Таблица 11.11. Химическая стойкость соединений
металлов на клее Имидайт 850
Среда Продолжи- тельность дей- ствия, сут Разрушающее напряжение прн сдвиге при 20 °C, кгс/см2
нержавеющая сталь алюминиевый сплав титановый сплав
Исходные данные —' 216 135 163
Раствор поваренной соли 30 198 113 122
Вода дистиллированная 30 167 89 118
Воздух с относительной влаж- 30 168 105 66
ностью 95—99%
Минеральное масло 7 211 122 147
При склеивании сотовых конструкций из нержавеющей стали
клеем Имидайт 850 изделия помещают в пресс, нагретый до
150 °C, и выдерживают под давлением 1,7 кгс/см2 сначала при
150 °C в течение 1 ч, затем также в течение 1 ч последовательно
при 205, 260 и 315 °C. Охлаждение до 92 °C производят под дав-
лением. Окончательное отверждение осуществляется в атмосфере
азота при 400 °C в течение 1 ч.
Композиции на основе полимера AFA-121 (из 3,3-диаминоди-
бензидина и смеси дифенилизотерефталатов), содержащие алюми-
ниевую пудру и мышьяковистые соединения, исследовались в ка-
честве клеев для нержавеющей стали и титана, поверхность кото-
рого была предварительно обработана в фосфатной ванне. В каче-
265
§ 300
jfc
250
* ' 200
ssg
g’S 150
§=3
ЧП__________________
-250-100 50 200 350
Температура,°C
Рис. П.5. Зависимость проч-
ности при сдвиге клеевых
соединений металлов на
клее Имидайт 850 от тем-
пературы:
1 — нержавеющая сталь; 2 — ти-
тановый сплав; 3 — алюминие-
вый сплав.
Рис. II.6. Усталостная прочность клеевых соединений нержавеющей стали на
клее Имидайт 850 при различных температурах.
Продолжительность старения, ч
Рис. 11.7. Зависимость прочности
при отдире клеевых соединений нержавеющей
стали на клее Имидайт 850 от температуры.
Рис. П.8. Зависимость прочности при сдвиге клеевых соединений нержавеющей
стали на клее Имидайт 850 от продолжительности старения при 150 и 260 °C.
266
стве растворителя применяли пиридин. Режим отверждения — 9 ч
при 315 °C и давлении 13 кгс/см2.
Прочностные характеристики клеевых композиций на основе
клея AFA-121 (рис. II.9 и 11.10) свидетельствуют о некоторых его
преимуществах перед клеем Имидайт 850. Данные о прочности
Проволжшпельность старения, ч
Рис. П.9. Зависимость прочности при сдвиге клеевых соединений титанового
сплава (7) и нержавеющей стали (2) на клее AFA-121 от температуры.
Рис. 11.10. Зависимость прочности при сдвиге клеевых соединений нержавеющей
стали (7) и титанового сплава (2) иа клее AFA-121 от продолжительности ста-
рения при 372 °C.
сотовых конструкций, склеенных клеем AFA-121, приведены на
рис. 11.11 и 11.12. Старение клеевых соединений сотовых конст-
рукций из нержавеющей стали на клее AFA-121 при 372 °C в те-
чение 24 ч приводит к снижению прочности при отрыве примерно
Температура,°C
Рис. 11.11. Зависимость прочности при равномерном отрыве клеевых соединений
сот с обшивкой из .нержавеющей стали на клее AFA-121 от температуры.
Рис. П.12. Зависимость прочности при равномерном отрыве клеевых соединений
сот с обшивкой из нержавеющей стали иа клее AFA-121 от продолжительности
старения при 315 °C.
на 50% (3,4 кгс/см2 при 372°C вместо 7,7 кгс/см2 до старения).
Известны полибензимидазольные клеи, обеспечивающие проч-
ность склеивания 350—420 кгс/см2 [90]. Описаны пригодные для
изготовления клеев полиамидобензимидазолы, получаемые взаи-
модействием дифениловых и трифениловых эфиров ароматических
ди- и трикарбоновых кислот с диаминами и тетраминами в инерт-
ной среде [91], и другие [92, 93, 95].
267
Для склеивания бериллия предложена полибензимидазольная
композиция, содержащая алюминиевый порошок, сернистые соеди-
нения мышьяка, стеклянное волокно и коллоидную двуокись крем-
ния или полые стеклянные микросферы [94].
Описан обладающий адгезионными свойствами кремнийсодер-
жащий полибензимидазол, получаемый поликонденсацией 3,3-ди-
аминобензидина с бис(п-карбопентанхлорфеноксифенил)дифенил-
силаном. Полимер обладает высокой термостойкостью, хорошо
растворяется в диметилформамиде, диметилацетамиде и пириди-
не [96].
КЛЕИ НА ОСНОВЕ ПОЛИИМИДОВ И ДРУГИХ
ТЕРМОСТОЙКИХ ПОЛИМЕРОВ
Полиимидные клеи еще более теплостойки, чем клеи на основе
полибензимидазолов. Они могут эксплуатироваться в течение
1000 ч при 315 °C и в течение 60 ч при 370 °C [90]. Основой боль-
Рис. П.13. Зависимость прочности при сдвиге клеевых соединений алюминиевого
сплава на полиамидных клеях от продолжительности старения при 300 °C:
1 — СП-1; 2 —СП-2; 3 — СП-95; 4 — СП-6; 5 — СП-97.
шинства полиимидных клеев являются полимеры, полученные из
диангидрида пиромеллитовой кислоты и 4,4-диаминодифенилового
эфира. На первой стадии реакции в качестве промежуточного про-
дукта образуется растворимый продукт — полиамидокислота, ко-
торая может быть использована для получения клеев. При нагре-
вании до 150—250 °C растворитель испаряется и при отщеплении
воды образуется нерастворимый полиимид. Полиимиды, сохраня-
ющие растворимость после циклизации, получают поликонденса-
цией ароматических диаминов с тетракарбоновыми кислотами.
Исследование влияния -наполнителя (алюминиевый порошок)
на процесс отверждения полиимидных клеев показало, что введе-
ние наполнителя повышает модуль упругости отвержденного поли-
268
мера, так же как и увеличение содержания воды в Исходном поли-
мере [97].
На основе отечественных полиимидов получают клеящие ком-
позиции с теплостойкостью до 350 °C и хорошей термостабиль-
ностью (рис. 11.13) [98]. Данные о прочности клеевых соединений
алюминиевого сплава, полученных при склеивании клеями на ос-
нове отечественных полиимидов, приведены в табл. 11.12.
Таблица П.12. Прочность при сдвиге клеевых соединений
алюминиевого сплава на полиимидных клеях
Марка полиимнда Разрушающее напряжение при сдвиге, кгс/см2
при —60 °C при 20 °C при 250 °C при 300 °C при 350 °C
СП-1 170 180 85 50
СП-3 120 125 85 65 50
СП-6 70 80 70 70 60
СП-95 120 120 100 70 65
СП-97 80 85 80 80 75
Клей СП-6К на основе полимера СП-6 [103] выдерживает на-
гревание в течение 1000 ч при 300 °C. Прочность при неравномер-
ном отрыве клеевых соединений на этом клее при 20 °C — 10, а при
300 °C— 13 кгс/см. Данные о длительной и усталостной прочности
клеевых соединений приведены ниже:
Температура испытания
20 °C 300 °C
Длительная прочность напряжение сдвига, кгс/см2 время до разрушения, 50 500 42 500
Усталостная прочность напряжение сдвига, кгс/см2 30* 20
число циклов до разруше- ния 10-10« 10-10®
* Образец не разрушился.
Клей стоек к действию воды и условий тропического климата.
Ниже показано, как изменяется прочность клеевых соединений на
клее СП-6К после выдержки в воде и в камере тропического
климата:
Разрушающее напряжение
при сдвиге, кгс/см2
при 20 °C при 300 °C
До испытания , . . ,
После выдержки
в воде в течение
30 сут . . . .
в камере тропическо-
го климата в те-
чение 90 сут , ,
97 95
99 - 86
51 84
269
Условия склеивания клеем СП-6К — давление 2—3 кгс/см2, тем-
пература 300 °C.
К полиимидным клеям относятся клеи FM-34 (фирма «Blo-
omingdale», США) и PI-5505 (фирма «Du Pont», США [99]. Ре-
жимы склеивания и показатели свойств клеевых соединений на
этих клеях приведены ниже:
FM-34 PI-5505
Режим отверждения температура, °C 260 177
продолжительность, мин . . . 90* 90**
давление, кгс/см2 2,8 1,4—14
Разрушающее напряжение при сдви- ге, кгс/см2 при 24 °C ... 231 252
» 260 °C . . 161 210 (при
после действия воды в течение 30 сут . . . 210 238 °C)
солевого тумана в течение 30 сут 210 —
масла в течение 7 сут . 254 -—
топлива в течение 7 сут 238 —
* Рекомендуется последующее отверждение при 288 °C в течение 3 ч.
** Рекомендуется последующее отверждение при 315 °C в течение не
менее 8 ч.
Соединения на клее FM-34 после старения при 260 °C в тече-
ние 2000 ч имеют прочность при сдвиге 105 кгс/см2; прочность при
сдвиге клеевых соединений на клее PI-5505 после старения при
315 °C в течение 1000 ч составляет 129 кгс/см2. Клеевые соединения
на клее FM-34 могут длительно работать при 204-—315 °C.
Полиимидный клей марки Нолимид А-380 на подложке из
стеклоткани выпускается во Франции и используется специально
для склеивания титановых сплавов и коррозионностойких сталей,
в частности титановых панелей сверхзвуковых самолетов [84].
Прочность при сдвиге клеевых соединений титанового сплава при
20 °C составляет 203 кгс/см2, при 260 °C — 182 кгс/см2 и при
452 °C — 84 кгс/см2. После старения при 260 °C в течение 12 000 ч
прочность при сдвиге составляет 218 и 196 кгс/см2 при 23 и 260 °C
соответственно. В результате старения при 302 °C в течение
10 000 ч прочность снижается до 59,7 кгс/см2, а после старения при
452 °C в течение 2 ч — до 49,2 кгс/см2.
Для склеивания пластмасс, керамики, металлов и стекловолок-
нистых материалов используют раствор (например, в формамиде)
или расплав форполимера, полученного взаимодействием аромати-
ческого диамина и ангидрида, представляющего собой смесь аро-
матического диангидрида и малеинового ангидрида [100].
Интересен метод повышения термостабильности полиимидов и
других полигетероариленов путем введения в состав клеевых ком-
позиций 0,1—15,0 вес. % окиси, гидроокиси, нитрата или органиче-
270
ской соли марганца, цинка, висмута или алюминия. Этот способ
наиболее эффективен при склеивания железа и меди [101].
Описаны [102] стойкие к термоокислительной деструкции клеи
на основе форполимеров полиимидов, полученных из полифункцио-
нальных аминов и ангидридов. Предложен клей из полиимидной
смолы (в сочетании с полиамидной смолой), содержащий алюми-
ниевый порошок и тиксотропную добавку; растворитель — диме-
тилформамид. Клей обладает высокой стойкостью к термоокисли-
тельной деструкции при 315 °C. Режим склеивания: выдержка под
давлением 10,5 кгс/см2 при 315°С в течение 1 ч [117].
Полималеимиды на основе ароматического диамина, аромати-
ческого диангидрида и малеинового ангидрида применяются в ка-
честве клеев для склеивания теплостойких материалов при 175—
300 °C [104, 105].
Полибензоксазолы, полиоксадиазолы, полибензотиодиазолы и
другие термостойкие полимеры этого класса предложены для соз-
дания на их основе клеевых композиций [106, 108]. Представ-
ляют интерес для получения клеевых композиций полипирролон-
имиды [107] и полибензимидазолпирролоны [93, 109].
Клеи на основе полихиноксалинов обладают высокой термо-
стойкостью и хорошей адгезией к металлам и некоторым неметал-
лическим материалам. Данные о прочности клеевых соединений на
полихиноксалиновых клеях приведены в табл. П.13. Для сравне-
ния в этой таблице приведены характеристики композиций на
основе полибензотиазола и полибензоксазола.
Таблица 11.13. Свойства клеевых соединений
на основе некоторых ароматических
гетероциклических полимеров
Температура испытания, °C Условия старения Разрушающее напряжение при сдвиге, кгс/см2
температура, °C продолжите л ь- НОСГЬ, ч полихинокса- лины полибензотиа- золы полибензокса' золы
25 _ 161 157 137
326 — — 148 127 121
360 360 1 99 108 84
360 360 10 58 40 29
425 — —- 86 77 70
425 425 1 65 36,5 30
535 — .—. 56 42 36,5
535 535 1 16 24,5 16
Описаны способы получения различных полихиноксалинов и
свойства клеевых композиций на их основе [110—112, 114]. Опуб-
ликованы сведения об адгезионных свойствах полиамидохинокса-
линов [113] и лестничных полибензопирролонхиноксалинах [115].
271
Высокой термической стойкостью и эластичностью характери-
зуются клеевые системы на основе полифенилхиноксалинов [119].
Очень теплостойки клеи на основе полиимидазохиназолинов, одна-
ко температура их отверждения находится в пределах 450—537 °C
[118]. Клеящими свойствами обладают также полифениленсуль-
фиды, поликсиленолы и полифениленоксиды [116].
РЕЗИНОВЫЕ КЛЕИ
Натуральный и различные синтетические каучуки находят ши-
рокое применение для изготовления клеевых композиций, предна-
значенных для склеивания резиновых изделий, крепления резины
к металлу, дереву, стеклу и другим материалам. Резиновые клеи
представляют собой растворы каучуков или резиновых смесей в
органических растворителях. Резиновые клеи бывают невулкани-
зующиеся и вулканизующиеся. К первой группе относятся клеи на
основе термопрена, натурального каучука и гуттаперчи, представ-
ляющие собой растворы в органических растворителях. Прочность
склеивания невулканизующимися клеями относительно невелика.
Клеи второй группы кроме каучуков содержат вулканизующие
вещества. После вулканизации эти клеи образуют более прочные
клеевые соединения, чем невулканизующиеся клеи. Вулканизация
может протекать как при 140—150 °C, так и при 25—30 °C (само-
вулканизующиеся клеи). В состав самовулканизующихся клеев
вводят активаторы и ускорители. В качестве ускорителей вулкани-
зации могут быть использованы карбаматы диалкиламинов, в ка-
честве активатора — триэтаноламин. Растворителями каучуков
при изготовлении клеев обычно являются алифатические, арома-
тические и хлорированные углеводороды. Из алифатических угле-
водородов наиболее широко применяются различные бензины.:
Ароматические углеводороды находят сравнительно небольшое
применение в отечественной промышленности вследствие большой
токсичности, хотя способность их растворять каучук выше, чем у
алифатических углеводородов. Из хлорированных углеводородов
чаще всего применяется дихлорэтан, который, однако, весьма ток-
сичен.
Чтобы избежать преждевременной вулканизации клея в про-
цессе приготовления, готовят обычно отдельно два компонента: в
один вводят ускоритель, а в другой — вулканизующие вещества.
Компоненты смешивают непосредственно перед употреблением.
Для улучшения растворимости каучуков их подвергают пред-
варительной пластикации. Необходимо, однако, учитывать, что в
ряде случаев длительная пластикация может привести к сниже-
нию прочности клеевых соединений. Непосредственно перед при-
готовлением клея резиновую смесь вальцуют для получения тон-
ких листов, которые и загружают в смесительные аппараты. После
загрузки резиновой смеси в аппарат заливают растворитель, сна-
чала 1/3 общего объема, а затем постепенно, в два-три приема,
272
оставшееся количество. Продолжительность процесса приготовле-
ния клея зависит от состава резиновой смеси и степени ее пласти-
кации. Для сокращения времени изготовления клея каучук может
быть предварительно подвергнут набуханию в растворителе
(12—24 ч).
В производстве резиновых клеев применяют клеемешалки двух
основных типов. Жидкие клеи с относительно низкой вязкостью
(степень разведения в бензине от 1 : 8 до 1 : 12) приготовляют
главным образом в клеемешалках со стационарным корпусом ем-
костью от 125 до 2000 л. Клеемешалка снабжена горизонтально
расположенными лопастями цилиндрической формы с двумя или
тремя крыльями. Частота вращения мешалки 25—40 об/мин. По-
скольку при изготовлении клеев в качестве растворителей исполь-
зуются жидкости с небольшой плотностью, которые занимают
верхнюю часть клеемешалки, на вертикальном валу устанавли-
вают еще одну лопасть пропеллерного типа с частотой вращения
100—140 об/мин. Эта лопасть с помощью специального устройства
может перемещаться вертикально. Для выгрузки готового клея
в аппарате имеется нижний клапан.
Клеи с высокой вязкостью, или так называемые мази, изготав-
ливаются главным образом в клеемешалках с опрокидывающим-
ся корпусом. Растворение резиновой смеси осуществляется в клее-
мешалках с двумя горизонтальными лопастями, вращающимися с
различной скоростью. Готовый вязкйй клей выгружают, наклоняя
корпус на 100—110° с помощью подъемных механизмов. С целью
облегчения выгрузки предусмотрено вращение лопастей и при на-
клонном положении корпуса. Емкость клеемешалок от 25 до 500 л.-
В производстве резиновых клеев применяются также верти-
кальные цилиндрические клеемешалки с лопастями, имеющими
винтообразную форму. Эти аппараты предназначены главным об-
разом для растворения высоковязких клеевых композиций.
КЛЕИ НА ОСНОВЕ ПОЛИХЛОРОПРЕНА
Наличие атома хлора в молекуле полихлоропрена (наирита) в
a-положении к двойной связи определяет стойкость вулканизатов
к старению. Вулканизация клеев может быть осуществлена как
при нормальной температуре (самовулканизующиеся клеи), так и
при повышенной. Вулканизаты мало горючи, стойки к действию
озона и многих химических реагентов. Недостатками вулканизатов
являются относительно высокая плотность (1,21—1,25 г/см3) и не-
высокая морозостойкость — от —40 до —45 °C.
В качестве растворителей в полихлоропреновых клеях приме-
няют дихлорэтан, этилацетат, амилацетат, бензол, толуол, диок-
сан, скипидар и др. Клеи, содержащие в качестве растворителя
дихлорэтан, образуют более прочные клеевые соединения по срав-
нению с клеями, содержащими бензол. Концентрации клеев —
около 15%.
18—2591
273
В качестве ускорителей для самовулканизующихся клеев из
полихлоропрена применяют ди- и полифенолы, гексаметилентетр-
амин и продукты конденсации аминов с альдегидами. Очень
сильным ускорителем является 20%-ный спиртовой раствор едкого
кали. Процесс вулканизации при обычной температуре продолжа-
ется сутки. Для улучшения клеящих свойств в полихлоропреновые
смеси вводят кумароноинденовые смолы. Для предотвращения же-
латинизации клеев в них рекомендуется вводить небольшие добав-
ки спирта.
Клей 88Н [120] представляет собой раствор резиновой смеси
и бутилфенолоформальдегидной смолы марки 101К в смеси этил-
ацетата и бензина (2 : 1). Эту смесь можно применять и для раз-
бавления клея в случае его загустевания. Концентрация клея
28—32%, вязкость по ВЗ-1 — не более 40 с, срок хранения при
0—20 °C — 3 мес.
Клей применяется для приклеивания вулканизованных резин
к металлам, стеклу и другим материалам, а также для крепления
к металлам некоторых теплоизоляционных материалов. Продол-
жительность выдержки под давлением не менее 0,2 кгс/см2 при
склеивании резины с металлом должна составлять 24 ч. Приклеи-
вание теплоизоляционных материалов к металлу производится без
давления в течение суток. Через 4 ч после склеивания резины с
металлом прочность клеевых соединений при отслаивании состав-
ляет 0,7—0,9 кгс/см.
Клей не вызывает коррозии стали и дуралюмина. Вулканизо-
ванная клеевая пленка не стойка к действию керосина, бензина и
минеральных масел.
Клей 88 НП в качестве основного компонента содержит [121]
наирит НП, который при нормальных температурах находится в
закристаллизованном состоянии. Поэтому склеивать этим клеем
следует при температуре не ниже 18 СС (и относительной влажно-
сти воздуха 65—75%). Вязкость клея при концентрации 9±3%
составляет 20—40 с по ВЗ-1 и не изменяется в течение 9 мес.
Клей предназначается для склеивания резин с металлами без
нагревания. Технология применения клея не отличается от техно-
логии применения клея 88Н. Режимы склеивания и показатели
прочности клеевых соединений вулканизованной резины с дуралю-
мином и сталью на клеях 88Н и 88НП приведены ниже:
88Н 88НП
Режим склеивания
давление, кгс/см2 .... 0,2 0,2
температура, °C ... . Не ниже 12 18—30
продолжительность, ч . . 24 24
Разрушающее напряжение при
равномерном отрыве, кгс/см2,
не менее
после выдержки в течение
24 ч...................... 11 11
после выдержки в течение
48 ч........................ 13 13
274
Прочность при расслаивании,
кгс/см
после выдержки в течение
24 ч....................... 2.°
после выдержки в течение
48 ч....................... 1,5
2,0
2,5
Теплостойкость клеевых соединений резины с металлами на
клее 88НП после выдержки при 70 °C в течение 96 ч возрастает
(табл. 11.14).
Таблица 11.14. Теплостойкость клеевых соединений резины с металлами
на клее 88НП после выдержки при 70 °C в течение 96 ч
Вид испытаний Температу- ря испы- тания, °C До термообработки После термообработки
прочность характер разрушения прочность характер разрушения
Разрушающее на- пряжение при 20 20,1 Разрушение ре- зины 20,7 Разрушение ре- зины
равномерном от- рыве, кгс/см3 70 3,0 Клей на метал- ле 11,4 Клей на метал- ле и резине
Прочность при от- слаивании, кгс/см 20 70 5,0 0,9 Разрушение ре- зины Клей на резине 4,9 1,4 Разрушение ре- зины Клей на резине
Рис. И.14. Зависимость прочности
при отслаивании клеевых соедине-
ний алюминиевого сплава на клее
88НП от времени с момента скле-
ивания.
Данные о прочности клеевых соединений резины с металлами
на клее 88НП приведены на рис. 11.14 и ниже:
Резина Резина из
из НК СКН-40
Разрушающее напряжение при
равномерном отрыве, кгс/см‘ при 20 °C 16,1 14,0
» —40 °C 16,8 ——
» —50 °C 20,0 37,0
Прочность при отслаивании, кгс/см При 20°С . 3,4 2,5
» —40 °C 1,7 —‘
» —50 °C 3,2. 5,2
18*
275
С помощью клея 88НП можно склеивать различные материа-
лы с резинами на основе большинства широко применяемых кау-
чуков. Ниже показано, как влияет тип каучука в резине на проч-
ность клеевых соединений стали с резинами на клее 88НП:
Тип каучука в резине Разрушающее напряжение при равномерном отрыве при 20 °C, КГС/СМ^ Прочность при отслаивании при 20 °C, кгс/см
СКВ . 17,5 2,2
СКС-30 23,0 5,2
СКН-18 с малым -содержани- ем мягчителя . . 14,9 3,7
с большим содержа- нием мягчителя 9,0 0,63
Наирит А 19,0 3,6
СКН-40 с малым содержани- ем мягчителя . . 12,7 3,2
с большим содержа- нием мягчителя 6,6 1,2
нк 18,5 2,9
Ниже приведены данные о прочности клеевых соединений рези-
ны из натурального каучука с клее 88НП: различными Разрушающее напряжение при равномерном от- рыве при 20 °C, кгс/см2 материалами Прочность при отслаива- нии при 20 °C, кгс/см на
Сталь-3 опескоструенная . . . 20,7 5,7
Сталь кадмированная .... 20,2 2,5
Нержавеющ-ая сталь, обрабо- танная раствором азотной кислоты 19,3 4,3
Дуралюмин опескоструенный .... 20,9 3,7
анодированный . ... 20,2 4,3
Магний оксидированный . , . —- 4,4
Стекло органическое .... —- 2,6
Дерево 13,2 2,8
Резина из натурального каучу- ка — 2,5
Клей 4НБув представляет собой композицию на основе наи-
рита, растворимого в смеси этилацетата и бензина (1 : 1). Сухой
остаток 23—27%; срок хранения 3 мес.
Клей применяется для склеивания вулканизованных резин и
резинотканевых материалов на основе наирита, натурального нат-
рийбутадиенового и нитрильных каучуков без вулканизации и не-
вулканизованных резин и резино-тканевых материалов на основе
наирита, бутадиен-нитрильного (СКН-18 и СКН-26), а также сме-
си наирита и бутадиен-нитрильного каучука с последующей вул-
канизацией. Склеивание проводят при температуре не ниже 18 °C
276
в течение 20—25 мин, необходимое давление обеспечивается при-
катыванием роликом. Прочность склеивания губчатой резины Р-29
через 20 мин после склеивания должна составлять 1,4 кгс/см.
Клеевые соединения на клее 4НБув, полученные с примене-
нием .горячей вулканизации, могут эксплуатироваться на воздухе
при температурах от —50 до +120 °C в течение 200 ч; они стойки
к действию нефтяных масел. Клеевые соединения, полученные без
применения горячей вулканизации, могут работать на воздухе в
узлах несилового назначения в интервале температур от —50 до
+ 120°C, а в узлах силового назначения — от —50 до +70°C.
Клей ЛН представляет собой композицию на основе 3 вес. ч.
наирита (20%-ный раствор в дихлорэтане) и 1 вес. ч. клея Лейко-
нат (см. стр. 184). Клей предназначен для склеивания бессерни-
стых резин Мак-44, НО-68-1 и других между собой, с металлами,
пластиками, древесиной, а также для склеивания ферритов между
собой и с металлами.
Клей готовят на месте потребления, срок хранения 1 год. Ра-
бочие температуры клея от —60 до +120 °C; сухой остаток 12—
20%; вязкость по ВЗ-4 составляет 34—45 с. При склеивании тре-
буется открытая выдержка в течение 25—30 мин и выдержка под
давлением 0,2—5 кгс/см2 при 20 °C в течение 24 ч. Прочность
склеивания резины со сталью клеем ЛН при 20 °C — не менее
24 кгс/см’.
Клеи НЦМ и НЦМК [172] имеют следующий состав (в вес. ч.):
Наирит......................
Ускоритель .................
Канифоль ...................
Стирол .....................
Перекись бензоила...........
НЦМ НЦМК
20 20
2 2
— 1
75 75
0,75 0,75
Компоненты клея смешивают на вальцах без нагревания и по-
лученную смесь растворяют в стироле. Инициатор полимеризации
стирола — перекись бензоила — вводят в раствор перед употреб-
лением клея. Клеи пригодны для склеивания металлов с полиизо-
бутиленом марки ПСГ-200.
Клеи 88НП-35, 88НП-43 и 88НП-130 являются композициями
холодного отверждения на основе наирита и бутилфенолоформаль-
дегидной смолы; применяются при сборке автомобилей для креп-
ления различных материалов к окрашенному металлу, стеклу
и т. д.
Клей Ремобувь-1 применяется для приклеивания деталей из по-
ристой, монолитной, кожеподобной резины, кожи и других мате-
риалов при изготовлении и ремонте обуви. Это — быстросхваты-
вающийся клей на основе наирита и кумароновой смолы. Концен-
трация клея 16—20%. Расслаивание полосок монолитной подошвен-
ной резины и ткани размером 2,5X10 см должно происходить
по склеиваемым материалам. Срок хранения клея 1 год.
277
Клей ИРП-1268 представляет собой раствор резиновой смеси
на основе наирита в смеси бензина и этилацетата. Назначение
клея — склеивание армированной металлом стеклоткани, а также
приклеивание ткани к резине ИРП 1283. Концентрация клея
25±5°/о, срок хранения — 2 мес.
На основе наирита производятся также клей для релина и
клей для пленки рельефного тиснения.
Клей-мастика КН-3, изготовляемая из наирита, кумароновой
смолы и наполнителей, применяется для приклеивания поливинил-
хлоридного линолеума, плиток, а также релина к бетонным, ка-
менным и деревянным поверхностям.
Клей-мастика КН-2, состоящая из каучука, смолы, наполните-
ля и растворителя, предназначается для крепления резинового
линолеума к бетону, цементу, дереву, древесноволокнистым и дре-
весностружечным плитам.
Клей И ПК-41, являющийся раствором резиновой смеси на ос-
нове синтетического каучука и кумаронинденовой смолы в смеси
этилацетата и бензина, применяется для приклеивания обивки к
потолку кузова автомобилей «Жигули».
На основе наирита НТ разработаны быстросхватывающиеся
клеи, нашедшие применение в обувной промышленности
(табл. 11.15) [165, 243, 244]. Клеи отверждаются при комнатной
температуре.
Таблица 11.15. Состав (в вес. ч.) клеев на основе наирита
для обувной промышленности
Компонент клея Клей цниикп [165] Клей УкрНИИКП [167] Клей HT-C [168]
Наирит НТ 100 25 100 65**
Бутадиен-стирольный каучук СКС-30 — — — 35
Акрилонитрильный каучук СКН-26 — 45 — —
Перхлорвиниловая смола — 10 — —
Смола на основе к-трет-бутилфенола и формальдегида 101К — 10 — —
Кумароновая смола 15* — 30 —
Окись цинка 10 — 10 10-20
Окись магния — — 7 —
Канифоль 4 — — 30
Тиурам 1,5 — 1,5 1—3
Аэросил 15 — — —
* Вместо кумароновой смолы может быть использована смола 101К (10 вес. ч.).
** В клей вводят 0,5—1,0 вес. ч. карбамида.
Разработан быстросхватывающийся клей для соединения низа
обуви с верхом из искусственных материалов с поливинилхлорид-
ным покрытием, состоящий из каучука СКН-40 (100 вес. ч.), пер-
хлорвиниловой смолы (45 вес. ч.), смолы 101К (20 вес. ч.), окиси
цинка (10 вес. ч.), тиурама (1,2 вес. ч.), серы (1 вес. ч.), каптакса
(0,8 вес. ч.) и метанола (5 вес. ч.). Для повышения адгезии клея
278
и быстроты схватывания в клей вводят 50 вес. ч. хлоропренового
каучука (наирита).
Клей КПИ-5 — двухкомпонентная композиция, предназначен-
ная для крепления резиновых подошв к верху обуви из искусст-
венной кожи [166]. Смесь, состоящую из каучука СКН-26
(32 вес. ч.), наирита А (13 вес. ч.), наирита НТ (8,5 вес. ч.), пер-
хлорвиниловой смолы (21 вес. ч.), белой сажи (15 вес. ч.), окиси
цинка (8,5 вес. ч.) и альтакса (2 вес. ч.), растворяют в смеси этил-
ацетата и ацетона и непосредственно перед применением вводят
8 вес. ч. Лейконата (см. стр. 184). Продолжительность склеива-
ния — 2 мин при давлении 3,5—4,0 кгс/см2.
КЛЕИ НА ОСНОВЕ
БУТАДИЕН-НИТРИЛЬНЫХ КАУЧУКОВ
Бутадиен-нитрильный каучук представляет собой сополимер
бутадиена с нитрилом акриловой кислоты, получаемый путем во-
доэмульсионной полимеризации. В Советском Союзе выпускаются
три марки бутадиен-нитрильных каучуков, отличающиеся друг от
друга содержанием акрилонитрила и бутадиена:
Содержание
бутадиена, моль на
1 моль акрилонитрила
СКН-18......... 4,5
СКН-26......... 2,75
СКН-40......... 1,5
Некоторые свойства бутадиен-нитрильных каучуков приведены
ниже:
СКН-18 СКН-26 СКН-40
Пластичность (по Дефо) . . 1500—2300 1500—2300 1500—230°
Содержание акрилонитрила, % 17-20 27—30 36—40
Свойства вулканизатов разрушающее напряжение при растяжении, кгс/см2, не менее 220 220 250
относительное удлинение при разрыве, %,-не ме- нее . 450 550 550
Степень набухания в бензин- бензольной смеси (3:1), %, не более 70 38 2
каучуков
не набухают в
Вулканизаты бутадиен-нитрильных
алифатических углеводородах, жирах, но сильно набухают в аро-
матических и хлорсодержащих органических соединениях. С воз-
растанием пластичности способность их к растворению и набуха-
нию увеличивается. Клеи используют в основном для склеивания
невулканизованных резин и резиновых материалов с последующей
их вулканизацией. Марки и свойства важнейших клеев на основе
бутадиен-нитрильных каучуков приведены в табл. 11.16—II. 19.
279
Таблица 11.16. Клеи иа основе бутадиен-нитрильного каучука СКН-40*
Марка клея Состав Жизнеспособ- ность Способ склеивания Назначение Примечание
КР-16-18 Каучук СКН-40Т 6 мес. При нагревании Склеивание бензо-, масло- и кероси- ностойких невулканизованных ре- зин на основе нитрильных каучу- ков и резинотканевых материалов на основе нитрильного и фторорпа- нического каучуков Однокомпонентный раствор
КР-5-18 Каучук СКН-40Т синтетическая смола ФР-12 Не менее 8 ч При нагревании и при комнатной температуре Приклеивание вулканизованных и не- вулка низов энных резин и резино- тканевых материалов на основе нитрильных каучуков к металлам и стеклоткани Поставляв гея в виде отдельных компо - нентов
КР-5-18р То же То же То же Склеив ани е ву л канизо ванных рез ин и резинотканевых материалов на основе нитрильных каучуков То же
ВКР-7 Каучук СКН-40Т Не менее 2 сут При комнатной температуре Склеивание вулканизованных резин и резинотканевых материалов на основе нитрильного и фтороргани- ческого каучуков X»
ВИ-4-18Б Каучук СКН-40Т, смола ВИАМ-Б 3 мес. При нагревании Склеивание бензо-, керосине- и мас- лостойких невулканизованных ре- зин на основе нитрильных каучу- ков и резинотканевых материалов на основе нитрильного и фтор орга- нического каучуков с последующей вулканизацией Однокомпонентный раствор
Растворителем во всех клеях является этил ацетат.
Таблица 11.17. Свойства клеев на основе бутадиен-нитрильного каучука СКН-40
Марка клея Концентра- ция, % Вязкость по ВЗ-1 при 20 °C, с Прочность при расслаивании при 20±5 °C, кгс/см, не менее
склеиваемые материалы после выдержки при комнатной температуре после вул- канизации
КР-6-18 12—17 15-25 Резина 181 или 3826 Резина 203Б или 3286 и сталь 0,5 (через 20 мин) 2,4
КР-5-18 8,5—11,5 10—20 — 48,0*
КР-5-18Р 8,5—11,5 10—20 Резина 203Б или 3826 2,4 (через 48 ч)
ВКР-7 14—17 Резина 203Б 0,6 (через 20 мин) 1,2 (после выдержки при 70 °C в течение 2 ч)
ВИ-4-18Б 17—20 Бязь — 1,0
* Разрушающее напряжение при равномерном отрыве в кгс/см2.
Бутадиен-нитрильные каучуки совмещаются с полярными поли-
мерами, фсиолоформальдегидпыми смолами и тиоколами.
Клей 78-БЦС — самовулканизующийся клей на основе бутади-
еи-нитрильного каучука. Предназначен для крепления резин об-
щего назначения к металлу, дереву, бетону и другим поверхно-
стям без нагревания и давления. Теплостойкость клеевых соедине-
ний— до 100 °C. Клей очень стабилен в процессе хранения.
Клей 78-БЦС наносят в два слоя на каждую склеиваемую по-
верхность. Сушка первого слоя продолжается 5—10 мин, второ-
го — 1,5—5,0 мин. Затем склеиваемые поверхности соединяют и
тщательно прикатывают роликом. Время, необходимое для дости-
жения оптимальной прочности клеевого соединения, колеблется от
нескольких часов до суток в зависимости от состава склеиваемых
резин, температуры и относительной влажности окружающего воз-
духа. Нагревание или термообработка ускоряют процесс вулка-
низации клея и повышают прочность клеевых соединений.
Клеевые соединения на клее 78-БЦС превосходят клеевые со-
единения на клеях 88Н и 88НП по прочности, теплостойкости и
водостойкости. Клей обладает высокой адгезией ко многим рези-
нам и тиоколовым герметикам. Пленка клея 78-БЦС прозрачна,
что имеет существенное значение при наклеивании тонких мате-
риалов, а также в изделиях, для которых требуется прозрачность
адгезива.
Известен клей ФЭН-1, представляющий собой раствор пласти-
ката СКН-40 и фенолоформальдегидной смолы в формальгликоле.
Предназначается для крепления сырых резин на основе бутадиен-
нитрильных каучуков к металлу в процессе вулканизации.
281
Таблица И.18. Клеи на основе бутадиен-нитрильных каучуков
Марка клея Способ склеивания Клеящая способность при 20 °C Назначение Примечание
склеиваемые материалы прочность при отслаи- вании, кгс/см, не менее
ВКР-15 Паровая вулкани- зация Резина 3826 и алюминиевый сплав 4 Склеивание невулкаиизо- ванных резин и прорези- ненных тканей на основе бутадиен-нитрильных кау- чуков и других материа- лов с металлами Однокомпонентный раствор
ВКР-16 1) при 25±2 '“С 2) при 80—85 °C Резина 181 и алю- миниевый сплав 2,5 (после выдержки в течение 72 ч при 25±2 °C) Склеивание вулканизован- ных резин на основе кау- чука СКН-40 с металлами Состоит из двух ком- понентов, поставля- емых комплектно
ВКР-17 При температуре не ниже 20 °C Резина 3826 0,6 (через 20 мин после склеивания) 2,7 (через 24 ч после склеивания) Склеивание вулканизован- ных резин на основе бута- диен-нитрильных каучу- ков (3326, 203Б, 181 и др.) То же
цниикп-кс При комнатной температуре Двухслойная кир- за (шириной 25 мм) 6 кгс Склеивание материалов, применяемых в производ- стве обуви Однокомпонентный клей на основе пла- стиката каучука и перх лорвинилево й смолы
Таблица 11.19. Свойства резиновых клеев на основе бутадиен-нитрильных и других каучуков
Марка клея Состав Концентрация. % Вязкость по ВЗ-1, с Клеящая способность Назначение Примечание
склеиваемые ма j ериалы прочность при рас- слаивании, кгс/см
51-К-1 Резиновая смесь и бутил- фенолоформальдегид- ная смола 28+2 8—30 Резина 201—Зс Не менее 3 Склеивание вулканизо- ванных резин при ком- натной температуре Срок хране- ния 3 мес.
51-К-2 Резиновая смесь на ос- нове бутадиен-нитриль- ного каучука, хлори- рованных полимеров и эпоксидной смолы Составляется из 3 компонен- тов с концен- трацией 15, 20 и 30% 8—30 Вулканизован- ная резина ИРП-1074 со сталью 2,5—6,0 Склеивание вулканизо- ванных резин на осно- ве полярных и непо- лярных каучуков меж- ду собой и с металла- ми при комнатной температуре Жизнеспособ- ность не ме- нее 6 ч
51-К.-Ю Сополимер бутадиена, акрилонитрила и ме- тилвинилпиридина То же 8—30 То же 2,5-6,0 Склеивание вулканизо- ванных резин различ- ной химической приро- ды со сталью и други- ми материалами при комнатной температуре То же
51-К-13 Хлорсодержащий поли- мер и эластомер Составляется из двух ком- понентов с концентраци- ей 20% 8—30 Резина ИРП-1347 со сталью 50* Склеивание резин из не- полярных ненасыщен- ных каучуков со сталью и другими ма- териалами при нагре- вании »
КН-15 Бутадиен - нитрильный каучук, хлорирован- ный наирит и бутил- фенолоформальдегид- ная смола 18—25 15-21 Резина 51-2058 со сталью Не менее 4,5 Склеивание теплозащит- ных материалов на ос- нове полярных поли- меров между собой и •со сталью при нагре- вании Срок хране- ния 3 мес.
9м-35ф 20+2 Резина со сталью 40* Склеивание фтороргани- ческих резин с метал- лами при нагревании Теплостой- кость клея 250 °C
Разрушающее напряжение при равномерном отрыве в кгс/см2.
Для повышения адгезии клеевой композиции на основе сопо-
лимера бутадиена, акрилонитрила и винилпиридина предложено
вводить в нее смолу, представляющую собой продукт конденсации
резорцина с гексаметилентетрамином, галогенсодержащие альде-
гиды и триаминотрифенилметан [122]. Описан клей для соедине-
ния резин из фторсодержащих каучуков с металлами [122].
За рубежом для получения прочных, эластичных и маслостой-
ких клеев применяют бутадиен-нитрильные каучуки (Хайкар, Бу-
тапрен, Хемигум, Паракрил) с различным содержанием акрило-
нитрила в сочетании с другими каучуками и смолами [2]. Чаще
всего используются смолы на основе замещенных фенолов и форм-
альдегида, реже — продукты конденсации резорцина с формаль-
дегидом, алкидные смолы и поливинилхлорид. Применяются так-
же эфиры канифоли, гидрированная канифоль и их производные,
каменноугольная и кумароновая смолы (для повышения липко-
сти композиций). Для отверждения широко используется смесь,
состоящая из серы, бензотиазолилдисульфида и окиси цинка. Мяг-
чителями служат фталаты, себацинаты, трикрезилфосфат, жидкий
нитрильиый каучук. Обычно в состав клеев входит и канальная
сажа в количестве от 40 до 60 вес. ч. на 100 вес. ч. каучука. Ши-
роко применяются окись железа, окись титана и окись цинка.
Ниже приведены рецептуры бутадиен-нитрильных клеев
(в вес. ч.):
А В
Бутадиен-нитрильный каучук . , ,100 100
Окись цинка ..................... 5 10
Стеариновая кислота............... — 0,5
Сера.............................. 3 2
Силикат кальция................... — 100
Сажа ..........................,50 —
Окись титана...................... — 25
Кумароиоинденовая смола . . , , 25 10
Смола Эджерайт.................. 5 —
Каменноугольная смола ..... 25 —
Дибутилфталат ......................— 10
Ускоритель 808 — 1,5
В качестве растворителей этих клеев применяются метилэтил-
кетон, хлорбензол и нитропропан.
Для склеивания целлофана и пленочных материалов на основе
поливинилхлорида, поливинилацетата и других полимеров с алюми-
нием и латунью предложен клей следующего состава (в вес. ч.):
Бутадиен-нитрильный каучук ... 150
Сополимер винилхлорида с винили-
денхлоридом....................... 50
Диоктилфталат 20
Смола алкидного типа ............... 10
Стабилизатор . . .................... 6
' Сера . ;........................ 1
2,2-Дибензтиазолилдисульфид . . . 1 •
284
Состав (в вес. ч.) отверждающегося при комнатной темпера-
туре клея приведен ниже:
Бутадиен-нитрильный каучук
Хайкар 1042 .................. Ю—50
Эпоксидная смола Эпон 820 . . 90—50
Метилэтилкетон................. 80
Триэтилентетрамин.............. 2—20
Триэтилентетрамин вводят в виде 50%-ного раствора в метил-
этилкетоне непосредственно перед употреблением клея. Жизнеспо-
собность композиции 4—24 ч.
Для склеивания различных пленок, тканей, бумаги обычной и
асбестовой, алюминиевой фольги и других материалов применяют
латексы на основе бутадиен-нитрильных каучуков, содержащие ка-
зеин (20% казеина, обработанного бурой), фенолоформальдегид-
ные смолы, а также производные канифоли.
Блоксополимеры бутадиен-нитрильных каучуков с фенолоаль-
дегидными смолами могут применяться в качестве основы тепло-
стойких клеев для соединения элементов силовых металлических
конструкций.
КЛЕИ НА ОСНОВЕ
БУТАДИЕН-СТИРОЛЬНЫХ КАУЧУКОВ
При совместной полимеризации бутадиена со стиролом образу-
ются сополимеры линейного строения, которые могут использо-
ваться в качестве основы клеевых композиций. Однако клеящая
способность таких клеев сравнительно невысока. Растворителями
для этих клеев служат различные углеводороды. Для улучшения
адгезионных свойств рекомендуются добавки канифоли, кумароно-
инденовых смол, а также полиизоцианатов, в частности п,п',п"-
трифенилметантриизоцианата. Введение этого изоцианата повы-
шает прочность склеивания в 3—5 раз, однако при этом сильно
сокращается жизнеспособность композиции. Сополимер бутадиена
(60—90 вес. ч.) со стиролом (10—40 вес. ч.), растворенный в бен-
золе, толуоле или циклогексане, пригоден для соединения метал-
лов при нагревании до 290—340 °C в течение 0,5—5 мин. Для со-
единения резины с металлом предложена композиция следующего
состава (в вес. ч.):
Бутадиен-стирольный
каучук ...........
Сажа ,,,,,,,
Окись цинка
Сера . . .
100
Содержание сажи
варьируется в
широких пределах
3,2
8,0
Ускоритель (2,2-дибенз-
тиазолилдисульфид) . 3,2
Антиоксидант (фенил-р-
нафтиламин) .... 3,2
Пластификатор (дибу-
тилфталат) .... 3,2
Растворитель (ксилол) . 1000
Для приклеивания ткани к металлу рекомендован эмульсион-
ный клей, в состав которого входят (в вес. ч.):
Бутадиен-стирольный ла- Метилцеллюлоза .... 0,1
текс (23—25%-ный) , 15,0 Сажа................... 6,0
- Асфальт ...... 44,3 Вода.................. 33,2
Канифольное мыло , . 1 >4
.285
Клей в виде аэрозоля разработан на основе сополимера бута-
диена со стиролом с добавлением небольших количеств дивинил-
бензола в качестве сшивающего агента [124].
Для склеивания металлов предложен клей, получаемый в ре-
зультате привитой сополимеризации метилметакрилата с сополи-
мером бутадиена со стиролом [125].
Описаны свойства различных клеев на основе бутадиен-сти-
рольных сополимеров [126].
КЛЕИ НА ОСНОВЕ ЦИКЛИЗОВАННЫХ КАУЧУКОВ
Натуральный каучук под действием различных кислотных аген-
тов превращается в термопластичный продукт, имеющий цикличе-
ское строение. В качестве кислотных агентов применяются мине-
ральные кислоты (серная, азотная, фосфорная, хлорсульфоновая),
хлористый сульфурил, бензол- и фенолсульфокислоты и др. Цик-
лизованный каучук можно получить на самой поверхности каучу-
ка или применять его в виде готового клея. В первом случае по-
верхность сырой резиновой смеси обрабатывают кислотой и затем
привулкаиизовывают к металлу. Если же резину надо склеить с
деревом, стеклом или пластиками, ее поверхность обрабатывают
кислотой, промывают, сушат, создают на поверхности сетку мел-
ких трещин (многократным изгибанием), а затем склеивают с по-
мощью фенолокаучукового клея.
Клеи, представляющие собой растворы циклизованных каучу-
ков (например, клей Вулкабонд), применяются для склеивания
металлов (сталь, алюминий) с резинами. Прочность при равно-
мерном отрыве таких соединений составляет 30—35 кгс/см2. Скле-
енные детали должны не только нагреваться, но и охлаждаться
под давлением во избежание снижения прочности склеивания.
Клей Термопрен представляет собой раствор термически обра-
ботанной смеси натурального каучука (100 вес. ч.) и п-фенолсуль-
фокислоты (7,5 вес. ч.). Эта смесь и называется термопреном.
Клей готовят следующим образом. Мелкие кусочки термопрена
заливают 2—3-кратным количеством бензина и выдерживают 24 ч.
Набухшую массу тщательно перемешивают и добавляют бензин
до концентрации 9—11%. Раствор фильтруют через мелкую метал-
лическую сетку. Количество свободной серной кислоты в клее в
пересчете на ион SO4 не должно превышать 0,05%.
Клей применяется для крепления к металлу (сталь, алюминие-
вые сплавы) невулканизованных резин на основе натурального,
хлоропренового и иайтрибутадиенового каучуков. При склеивании
требуется выдержка в течение 8 ч при температуре не ниже 18 °C
и последующая вулканизация. Разрушающее напряжение при рав-
номерном отрыве клеевых соединений вулканизованной резины
(типа 2651) с железом после вулканизации клея должно состав-
лять не менее 5 кгс/см2. Вулканизованное клеевое соединение не
стойко к действию топлив и масел.
286
Клей № 8 представляет собой раствор термопрена (25 вес. ч.)
в стироле (74,5 вес. ч.), стабилизованном гидрохиноном. Инициа-
тором полимеризации является перекись бензоила (0,5 вес. ч.).
Для приготовления клея мелкие кусочки термопрена растворяют
в стироле и фильтруют через марлю или металлическую сетку.
Перекись бензоила вводят перед употреблением в виде концентри-
рованного раствора в стироле. Прочность клеевых соединений ре-
зины с металлами зависит от температуры и продолжительности
выдержки при склеивании: Разрушающее напряжение Продол житель- ПрИ равномерном отрыве, Продолжите^ ь- Разрушающее напряжение при равномерном отрыве,
ность кгс/см2 ность кгс/см2
выдержки, выдержка выдержка у при 20 °C при 50 °C 1 3 8 выдержки, сут 16 выдержка выдержка при 20 °C при 50 °C 12 24
2 4 13 25 — 25
3 5 15 80 27 29
8 6 24 Клей пригоден для склеивания полиизобутилена с полиизобу-
тиленом, а также с металлами, бетоном, деревом и другими ма-
териалами. Прочность при равномерном отрыве клеевых соедине-
ний полиизобутилена на клее № 8 составляет: с металлами
25 кгс/см2, с бетоном 16,4 кгс/см2, с деревом 4,5 кгс/см2. Макси-
мальная прочность клеевых соединений на клее № 8 достигается
через 10—20 сут при комнатной температуре и через 1—2 сут при
50 °C. Ускорение процесса отверждения клея может быть достиг-
нуто добавлением в его состав 0,4% резината железа, растворен-
ного в стироле или в бензоле.
Прочность при равномерном отрыве клеевых соединений поли-
изобутилена марки ПСГ-200 с металлом при повышении темпера-
туры испытания значительно снижается:
Температура испытания, °C 20 50 75 100
Разрушающее напряжение при
равномерном отрыве, кгс/см2 10—20 8—11 6 4—5
Клей № 8 (без инициатора) может храниться в прохладном и
темном помещении в течение 2 мес., а с инициатором 10—50 ч.
Недостатки клея — летучесть, токсичность и огнеопасность.
КЛЕИ НА ОСНОВЕ ХЛОРИРОВАННЫХ КАУЧУКОВ
Для приготовления клеев рекомендуется применять хлориро-
ванные каучуки, содержащие около 60% хлора [120]. В качестве
растворителей используют ароматические углеводороды, их хлор-
производные, метилэтилкетон. Хлоркаучуки совместимы с феноль-
ными и алкидными смолами, дибутилфталатом и другими пласти-
фикаторами.
Хлоркаучуковые клеи применяются для крепления резин из
хлоропренового и бутадиен-нитрильных каучуков к таким метал-
лам, как сталь, чугун, алюминиевые сплавы, цинк, магний и др.
287
Адгезия к медным сплавам невысока. Клеевые соединения стойки
к кислотам и щелочам, морской воде, но обладают невысокой
стойкостью к действию ароматических углеводородов и масел.
На основе хлорированного каучука получен отечественный
клей № 201. Прочность при отрыве клеевых соединений резины с
металлом на этом клее составляет 40—60 кгс/см2.
КЛЕИ НА ОСНОВЕ
ГИДРОХЛОРИРОВАННЫХ КАУЧУКОВ
Гидрохлорированный натуральный каучук получают при пропу-
скании хлористого водорода через раствор натурального каучука
в хлороформе. Катализаторами процесса являются хлориды неко-
торых металлов. Гидрохлорированный каучук растворим в хлори-
рованных алифатических углеводородах, совмещается с феноло-
формальдегидными смолами и несовместим с натуральным кау-
чуком. Состав клея на основе гидрохлорироваииого натурального
каучука может быть следующим (в вес. ч.):
Гидрохлорированный кау-
чук ..... . . 100
Сера .............20—80
Ускоритель (аминного
типа) ............2—10
Дибутилфталат . . . 25—100
О,<ись магния . . , 0—20
Окись свинца < . 0—20
Клеи на основе гидрохлорированных каучуков применяются
для крепления резины к различным металлам.
К клеям из гидрохлорированного каучука относится зарубеж-
ный клей Тай-Плай. Прочность клеевых соединений на этом клее
зависит от температуры испытания:
Температура испытания, °C ... 150 110 50 21 0
Разрушающее напряжение при рав-
номерном отрыве, кгс/см2 , . . 19,3 27,0 52,0 57,0 63,5
Максимальная прочность склеивания достигается при толщине
клеевой пленки 6 мкм [120].
Прочные клеевые соединения резины из натурального каучука
с металлами дают комбинированные клеи, представляющие собой
сочетание гидрохлорированного натурального каучука и хлоро-
прена:
Разрушающее напряжение при равномер- ном отрыве, кгс/см2 Разрушающее напряжение при равномер- ном отрыве, КГС/СМ2
Алюминий - . . . . . 61,5 Нержавеющая сталь 47,4
Дуралюмин . . . . . 56,2 Фосфористая бронза 40,4
Сталь .... . . . 55,7 Латунь . 20,7
Чугун . . . . . . 49,7 Медь . . • • 1 10,5
288
КЛЕИ НА ОСНОВЕ
карбоксилсодержащих каучуков
Карбоксилсодержащие каучуки получают обычно путем сов-
местной полимеризации бутадиена или его производных, а также
олефинов с мономерами типа акриловой или метакриловой кисло-
ты. Каучуки, предназначенные для клеев, содержат от 0,1 до 25%
карбоксилсодержащего мономера.
Оптимальные адгезионные свойств#
(в случае сополимеров бутадиена с
метакриловой кислотой) достигают-
ся при содержании метакриловой
кислоты в сополимере в пределах
15—27% (рис. 11.15). Карбоксилсо-
держащие каучуки могут быть так-
же получены при взаимодействии
веществ, содержащих карбоксиль-
ные группы (акриловая и метакри-
ловая кислоты, малеиновый ангид-
рид, тиогликолевая кислота), с кау-
чуками в растворе или в эмульсии.
Клеи на основе карбоксилсодер-
жащих каучуков применяются для
склеивания металлов и различных
неметаллических материалов (рези-
ны, стеклотекстолитов, полиамид-
Содержание метакриловой
кислоты, %
Рис. П.15. Зависимость прочности
при равномерном отрыве клеевых
соединений алюминиевого сплава
на клее иа основе сополимера бу-
тадиена с метакриловой кислотой
от содержания метакриловой кис-
лоты.
ных пленок, бумаги и др.). Ниже приведен состав клеев для
склеивания металлов (в вес. ч.):
I н
Карбоксилсодержащий каучук............ 6,0 20,0
Фенолоформальдегидная смола . . . .24,0 80,0
Кумароноииденовая смола .............. 1,5 2,0
Окись цинка............................— 2,0
Стеариновая кислота . — 0,2
Метилэтилкетон ........................ 68,5 '208,4
Клеевые соединения с площадью нахлестки 6,45 см2 при испы-
тании иа сдвиг разрушаются под нагрузкой 422 кгс (состав I) и
472 кгс (состав П).
Композиция на основе карбоксилсодержащего каучука для
склеивания резины с металлом имеет следующий состав
(в вес. ч ):
I п
Карбоксилсодержащий каучук . . 6 6
Фенолоформальдегидная смола . 24 24
Кумароновая смола ............ 0 1,5
Метилэтилкетон 70 68,5
При склеивании резины из натурального или бутадиен-стироль-
ного каучука с металлом црочность клеевых соединений при рав-
номерном отрыве достигает 50 кгс/см2.
19—2591
289
' КЛЕИ НА ОСНОВЕ БУТИЛКАУЧУКА
Бутилкаучук, представляющий собой сополимер изобутилена с
изопреном, применяется главным образом в виде растворов в угле-
водородах и хлорсодержащих растворителях для склеивания раз-
личных тканей, вулканизованного и иевулканизованного бутилкау-
чука и приклеивания их к термопластам и эластомерам.
Ниже приведены составы (в вес. ч.) некоторых зарубежных кле-
ев на основе бутилкаучука:
Состав Состав
А Б
Бутилкаучук ... 100 100
Окись цинка . . 5 5
Стеариновая кислота 3 3
Сажа . » , . . — 80
Состав Состав
А Б
Стайбелит № 10 (по-ви-
димому, эфир канифо-
ли) ...................
п-Хинондиоксим > , .
Сера............... ,
Окись свинца ....
40 —
4 —
1,5 1,5
В качестве растворителя применяется фракция бензина с тем-
пературой кипения 60—100 °C с добавлением небольшого количе-
ства 91%-ного изопропилового спирта (на 400 вес. ч. состава А и
иа 540 вес. ч. состава Б берут по 1950 вес. ч. бензина и по 19 вес. ч.
изопропилового спирта). Срок хранения составов 1 год. Непо-
средственно перед применением их смешивают. Жизнеспособность
смеси 6 ч. Клей отверждается в течение нескольких суток при ком-
натной температуре или в течение 40—60 мин при 130—160 °C.
Для склеивания полиамидных тканей создана композиция сле-
дующего состава (в вес. ч.):
Бутилкаучуковый латекс
(55%-ный) . , , . 29,6
Резорцин 24
Формалин (37%-ный) . 3,9
Окись цинка (50%-ная
дисперсия) . . « » 0,3
Вода ............., . 63,8
Для приготовления композиции в воде растворяют резорцин,
затем вводят формалин, к полученному раствору прибавляют при
постоянном перемешивании смесь латекса с дисперсией окиси цин-
ка и с помощью раствора едкого натра доводят pH смеси до 8,4.
Жизнеспособность композиции 48—72 ч.
КЛЕИ НА ОСНОВЕ ПОЛ ИСУЛЬФИДНЫХ КАУЧУКОВ
Полисульфидные каучуки (тиоколы) получают при взаимодей-
ствии полисульфидов щелочных и щелочноземельных металлов с
дихлорпроизводными углеводородов, эфиров и др. Полисульфиды
обладают высокой стойкостью к действию растворителей и масел.
Клеи на основе тиоколов пригодны для приклеивания тканей к
металлам и неметаллическим материалам, получения липких лент
и т. д. Для улучшения клеящих свойств в состав клеев вводят
диизоцианаты, другие каучуки, искусственные или натуральные
смолы и т. д.
290
Клеи на основе полисульфидных каучуков- [128] могут иметь
следующий состав (в вес. ч.):
I п ш
Тиокол............. • • •
Неопрен (регенерат) . . . .
Ксиленолоформальдегидная
смола .....................
Канифоль............... •
Глина .... .........
Трихлорэтилен . . . .
Дихлорэтан.................
350 150 500 500
500 500 —
— — 500
700 1000 1000
1000 — .—.
— 912 750
Известны также клеящие материалы на основе модифициро-
ванных жидких тиоколов [129] ЭП-П, ЭТ-ПУ, ЭТ-Ц, ЭТ-К и др.
Описаны клеящие и уплотнительные составы на основе жидких
высокомолекулярных полисульфидов и алкоголятов щелочных
металлов [130]. Полисульфидную композицию с высокой адгезией
к металлам предложено получать при отверждении жидкого низ-
комолекулярного дитиола смесью моноэтаноламина с метиламино-
алкилфенолом [131].
ПРОЧИЕ КЛЕИ
Клеи СВ-1 и СВ-3 представляют собой самовулканизующиеся
композиции на основе раствора резиновой смеси и клея Лейконат,
который служит вулканизующим агентом. Компоненты смешива-
ются' перед употреблением. Жизнеспособность клея СВ-1 —не ме-
нее 4 ч. Прочность клеевого соединения миткаля (шириной 50 мм)
на клее СВ-1 при расслаивании не менее 5 кгс; прочность клеево-
го соединения резины 3826 на клее СВ-3 при расслаивании — не
менее 3 кгс/см.
Назначение клея СВ-1—ремонт резиновых, резинотканевых и
тканевых изделий, работающих при температуре до 100 °C. Клей
СВ-3 применяют для ремонта резиновых и резинотканевых изде-
лий из резины на основе нитрильных каучуков, а также для креп-
ления резин на основе нитрильных каучуков к стали.
Клей 23-СА представляет собой раствор резиновой смеси в ор-
ганическом растворителе. Он применяется для защиты резиновых
изделий от старения под действием света и озона. Концентрация
клея 20—25%, срок хранения — 3 мес.
Клеящая композиция Гумилакс на основе синтетического ла-
текса СК-65 ТП и бутилкаучука БК 1520 применяется для при-
клеивания поливинилхлоридных плиток, синтетических ворсовых
ковров, моющихся обоев, полистирольных и керамических плиток
к бетонному или деревянному основанию, к штукатурке и древес-
но-волокнистым плитам.
Клей для ткани «болонья» представляет собой смесь резорцина,
фенола, капрона и этилового спирта. Клей применяется при ре-
монте плащей, курток и других изделий из полиамидной ткани
19*
291
«болонья». Концентрация — не менее 30%, вязкость по ВЗ-4 — не
менее 50 с, срок хранения — 6 мес.
Клей для скобок к сшивателям состоит из поливинилбутираля,
низковязкого коллоксилина, дибутилсебацината, ортофосфорной
кислоты и смеси органических растворителей. Назначение —
склеивание на специальных автоматах при 60—80 °C со скоро-
стью 1—3 мм/мин металлических скобок к сшивателям для бумаг,
белья и т. д. Концентрация клея 8,5—11,5%, вязкость по ВЗ-4 —
не более 140 с, срок хранения — 6 мес.
Клей АК-20 представляет собой раствор нитрата целлюлозы,
смолы и пластификатора в смеси органических растворителей.
Клей предназначается для склеивания различных тканей между
собой и для приклеивания их к древесине и металлам. Выпуска-
ется двух марок — АК-20А и АК-20Б. Прочность клеевых соеди-
нений на клее АК-20А выше. Концентрация клея 20%, вязкость
по ВЗ-1 — 60—80 с, время высыхания не более 1 ч, срок хране-
ния — 1 год.
Описана клеевая композиция, содержащая фторорганический
каучук, предназначенная для склеивания резин на основе фторор-
ганического каучука. Для повышения адгезии в композицию вве-
дено вещество формулы (НО)зС6Н2СНМС6Н5 [132].
Предложены клеи для резин на основе этиленпропиленовых
каучуков, содержащие алкилированные углеводородные масла
[161]. Клеевая композиция для приклеивания нитрильных резин
к металлам, устойчивая к действию агрессивных сред, получена
на основе хлорированного этиленпропиленового каучука [162].
ЛИПКИЕ КЛЕИ, ЛЕНТЫ И ПЛЕНКИ
Специфической группой клеев, находящих за последнее время
все возрастающее применение в быту, промышленности и строи-
тельстве, являются так называемые липкие клеи. Эти клеи дли-
тельное время не высыхают, сохраняя липкость, а будучи нане-
сены на склеиваемые поверхности, прилипают к ним при легком
нажатии рукой.
Липкие клеи обычно состоят из эластомера, обеспечивающего
когезию пленки, веществ, придающих необходимую клейкость, и
различных добавок (пластификаторов, наполнителей, антиокси-
дантов и т. д.). Наиболее распространенными компонентами лип-
ких клеев являются полиизобутилен, этилцеллюлоза и синтетиче-
ские каучуки в сочетании с различными добавками. В клеях на
основе полиизобутилена высокомолекулярный полиизобутилен мо-
жет быть компонентом, обеспечивающим когезию, а низкомоле-
кулярные полужидкие полиизобутилены придают пленке необхо-
димую липкость. Основой отечественных липких лент являются
полиэтилен, целлофан, бумаги, ткани, пластикаты (табл. 11.20).
Липкая изоляционная лента на основе пленочного поливинил-
хлоридного пластиката с нанесенным на него односторонним клее-
292
вым слоем предназначается для изоляции электропроводов. Вы-
пускается черного, белого и красного цвета; ширина ленты •— от
7 до 51 мм.
Приклеивающиеся таблички из полиэтилентерефталатной плен-
ки с нанесенным на одну сторону слоем клея, защищенным анти-
адгезионной бумагой, применяются для маркировки узлов автомо-
билей.
Недостатком липких клеев, содержащих полиизобутилен, яв-
ляется хладотекучесть и деструкция полимера под действием све-
та, что приводит к возрастанию липкости во времени. Для умень-
шения хладотекучести предложено применять сополимер изобути-
лена с винилкарбазолом [133]. Улучшение светостойкости липких
полиизобутиленовых клеев достигается добавками метилабиетина-
та, дигидрометилабиетината или серы [134].
Полиизобутиленовые липкие клеевые композиции применяются
также в сочетании с другими синтетическими смолами. В частно-
стидкумароноинденовые смолы улучшают липкость полиизобути-
ленов. Хорошие результаты получены при использовании^ гидриро-
ванных кумароноинденовых смол, обеспечивающих более высокую
липкость, стабильность клеев и лучше совмещающихся с полиизо-
бутиленом. Для улучшения когезионных свойств в композиции
вводят также циклизованный каучук.
Применяется липкий клей на основе поливинилметилового эфи-
ра, обладающий хорошей липкостью к пластикам и другим мате-
риалам. Остатки клея легко смываются водой. Предложено [135]
применять не содержащий растворителей липкий клей, представ-
ляющий собой смесь высоко- и низкомолекулярных поливиниловых
эфиров (например, 44 вес. ч. поливинилизобутилового эфира с мо-
лекулярным весом 45 000 и 28 вес. ч. этого же полимера с молеку-
лярным весом 120 000) и наполнителя — двуокиси титана. Пред-
ложены липкие клеи на основе полистирола, наносимые на целло-
фановую основу. Эти клеи [136] представляют собой смеси 15—
20% полистирола с 60—85% триарилфосфатов.
Имеются также данные о липких клеях на основе сополимеров
винилацетата и винилиденхлорида в сочетании с бутадиен-нит-
рильным каучуком [137]; этих же сополимеров с акриловым и
метакриловым эфирами; нитрата целлюлозы, пластифицированно-
го касторовым маслом [138]; поливинилацетата в смеси с сополи-
мером изобутилена и стирола [139]; смеси поливинилбутираля,
сополимера винилхлорида с винилацетатом и касторового мас-
ла [ИО], Известен липкий клей из перхлорвиниловой смолы с
трикрезилфосфатом, применяемый для изготовления ленты на
основе поливинилхлоридной пленки.
Липкие клеи на основе кремнийорганических эластомеров
пригодны для применения в широком интервале температур. Их
наносят на подложки из металлов (например, нержавеющей ста-
ли), стеклотканей, пластиков и для увеличения адгезии подвер-
гают термообработке при 150—250 °C. Примером таких клеев
293
Липкая лента Липкий слой Основа
Ленты полиэтиленовые с липким слоем На основе полиизобути- лена Полиэтилен
Лента полиэтиленовая липкая для детского технического творчест- ва На основе низкомолеку- лярного полиизобути- лена Полиэтилен
Лента склеивающая мар- ки ЛВ Невысыхающий липкий слой Целлофан
Липкая лента для окан- товки чертежей На основе натурального каучука, канифоли, ланолина, вазелиново- го масла и окиси цин- ка Тисненая бумага
Ленты маркировочные На основе хлорирован- Поливинилхлорид-
липкие него поливинилхлори- да ный пластикат
Таблица 11.20. Отечественные липкие ленты
Назначение Примечание
Для покрытия различ- ных поверхностей и склеивания полиэтиле- новых пленок Ширина ленты от 30 до 1500 мм, срок хране- ния 2,5 года
Для склеивания бумаги, картона, елочных ук- рашений и т. д. Лента выпускается ок- рашенная илн бесцвет- ная шириной от 15 до 50 мм
Для склеивания упако- вочной, писчей и дру- гих топких бумаг, а также синтетических пленок Ширина ленты от 12 до 100 мм
Для окантовки чертежей и бумаг с целью уп- рочнения кромок Ширина ленты 14±1 мм, высота цифр 2,6— 3,0 мм
Для производства мар- кировочных лент с печатными цифровыми обозначениями Ширина ленты 12±1 мм, высота цифр 2,6— 3,0 мм
Лента поливинилхлорид- ная липкая для изоля- ции газо- и нефтепро- водов На основе перхлорвини- ловой смолы Поливинилхлорид- ный светотермо- стойкий пл сти- кат Для изоляции с целью защиты от коррозии газо- и нефтепроводов; рабочие температу- ры — от —30 до +55 °C Ширина ленты — 400, 450 и 500 мм; нано- сить ленту можно при температуре ие ниже 5 °C
Лента поливинилхлорид- ная изоляционная для ремонта кабельных оболочек На основе хлорирован- ного поливинилхлорида Поливинилхлорид- ный пластикат Для ремонта и сращи- вания кабельных обо- лочек Ширина лепты от 15 до 50 мм, содержит вред- ные примеси — сили- кат свинца и трикре- зилфосфат; срок хра- пения — 10 лет
Лента электроизоляцион- ная липкая бытового назначения На основе перхлорвини- ловой смолы Поливинилхлорид- ны й светотермо- стойкий изоляци- онный пластикат Для ремонта и изоляции электрических прово- дов в быту Ширина ленты 15±2 мм; цвет — синий, голубой, красный, желтый, зе- леный и черный; со- держит вредные при- меси; применение в бы- ту для других целей недопустимо
Универсальная склеи- вающая лента марки клт Лавсан Для склеивания магнит- ной ленты и других пленочных материалов Ширина '19±0,5 мм
Лента склеивающая мар- ки ЛТ — Лавсан Для склеивания магнит- ной ленты и специаль- ных пленок Ширина 19±0,5 и 38± ±0,5 мм
Лента полиэтилентере- фталатиая с липким слоем, электроизоля- ционная марки ЛЛЭ — Полиэтилентерефта- лат Для электроизоляцион- ных обмоток и других подобных целей Ширина от 10 до 100 мм
Липкая лента Липкий слой Основа
Лейкопластырь На основе натурального каучука, канифоли, ла- нолина, вазелинового масла и окиси цинка Ткань шифон или штапельное по- лотно
Лента липкая для обув- ной промышленности — Ткань
Лента тиоколовая уп- лотнительная На основе тиокола мар- ки ДА Ткань типа марли
Лента липкая полигра- фическая Двухстороннее покрытие на основе натурально- го каучука Ткань типа перкаль
Лента липкая для креп- ления пластмассовых стереотипов На основе смеси нату- рального каучука и наирита Ткань типа перкаль
Лента липкая электро- изоляционная На основе специального электроизоляционно- го компаунда Стеклолакоткань
Продолжение табл. 11.20
Назначение Примечание
Для применения в меди- цине Выпускается в виде лен- ты шириной от 1 до 6 см, намотанной на катушки
Для крепления швов за- готовок верха обуви Ширина ленты 16 мм, срок хранения — 6 мес.
Для герметизации закле- почных швов и других соединений при клепке корпусов летательных аппаратов Срок хранения — 1 год
Для приклеивания типо- графских цинковых клише и стереотипов к металлу, дереву и дру- гим материалам Ширина нее 60 ленты — ие см ме-
Для крепления пласт- массовых стереотипов иа ротационных и плоскопечатных маши- нах Ширина нее 60 ленты — не ме- см
В качестве электроизоля- ционного материала в производстве электри- ческих машин Ширина 30 мм ленты 20, 25 и
являются выпускаемые фирмой «Dow Chemical Со.» (США) лип-
кие клеи ХС-269 и ХС-271, применяемые при температурах от —50
до +230 °C, а также клеи, которые могут эксплуатироваться
[213] в интервале температур от —80 до .+290 °C. Липкие ленты
с этими клеями изготовляются на подложках из стеклоткани, алю-
миния, меди, пластиков и др.
Ниже приводятся составы некоторых липких кремнийорганиче-
ских клеев.
1. Раствор смеси 50 вес. ч. высоковязкого полисилоксана,
50 вес. ч. диметилсилоксана и 2,5 вес. ч. перекиси бензоила в кси-
лоле наносят на ленту из силиконового каучука [141]. Для улуч-
шения адгезии клея к подложке ленту предварительно обрабаты-
вают смесью диметилсилоксана с аэрогелем двуокиси кремния.
Другую сторону ленты во избежание слипания покрывают слоем
тетрабутилтитаната. Термообработку ленты проводят при 150 °C в
течение 5 мин.
2. Смесь полидиметил- и полидиэтилсилоксана с растворимым
в бензине кремнийорганическим полимером с добавлением катали-
заторов — трибутилбората, трет-бутилцирконата и др. наносят на
подложку из стеклоткани. Ленту сушат [142] при 250 °C в течение
5 мин.
хПри производстве липких лент кремнийорганические полиме-
ры, например низкомолекулярные полисилоксаны, находят приме-
нение также в качестве антиадгезионного покрытия оборотной сто-
роны лент, препятствующего их слипанию [143].
Липкие клеи наносят на подложку сухим или мокрым спосо-
бом — в зависимости от состава клея. По сухому способу компо-
ненты клея смешивают без растворителей в обычных резиносмеси-
телях, а затем при нагревании до температуры размягчения смол
наносят на подложку на каландрах. Сухой метод применяется,
например, при нанесении липких клеев, содержащих синтетические
каучуки. Наиболее распространено, однако, нанесение липких
клеев в виде растворов; большинство липких лент изготовляют
именно этим методом. Раствор клея наносят с помощью обычных
шпрединг-машин, применяемых в резиновом производстве. Клей
можно наносить также на поливочных машинах барабанного или
ленточного типа. Так изготавливают полиэтиленовую липкую
ленту.
При нанесении липких клеев из раствора промазанную клеем
ленту перед свертыванием в рулон сушат. Для ускорения сушки
ленту обдувают теплым воздухом, когда она движется по спираль-
ному намоточному устройству, или обогревают инфракрасными
лампами, или сушат в длинных калориферных печах и т. д. В про-
цессе сушки производят принудительный отсос растворителей.
В связг с тем, что в состав липких клеев обычно входят дорого-
стоящие растворители, отсасывающая вентиляционная система
оборудуется установкой для регенерирования растворителей из
воздуха [139].
297
Описаны клеи для липких лент, содержащие каучук, смолу, по-
вышающую клейкость, и эпоксидное соединение [144]; водораство-
римые липкие клеи [145]; различные липкие пленки [146, 147].
Клеевые композиции для липких пленок предложено получать
на основе сополимеров этилена с винилацетатом, жидкого углево-
дорода, относящегося к группе хлорированных парафинов, с до-
бавлением производных канифоли для повышения липкости и
антиоксидантов. Подложкой могут быть бумага, полимерные плен-
ки и другие материалы.
Для получения липкой пленки, устойчивой к старению, компо-
зицию, состоящию из тройного сополимера (например, сополимер
2-этилгексилакрилата, винилацетата и малеинового ангидрида),
наносят на поливинилхлоридную пленку [148].
Описаны липкие ленты из стеклоткани с нанесенной на нее
клеевой композицией, состоящей из сополимера бутадиена с акри-
лонитрилом, ненасыщенного полиэфира, производных канифоли,
антиоксидантов и растворителей [149].
Предложена липкая клеевая композиция, состоящая из сопо-
лимера стирола, метилметакрилата и этилакрилата' с добавлением
водного латекса на основе натурального каучука, антиоксиданта,
антивспенивателя и других компонентов [150].
Клеевые композиции для липких лент, пригодных для работы
при температурах до 235 °C, предложено получать на основе ли-
нейного сополимера малеинового ангидрида, винилацетата, октил-
и этилакрилата, к которому добавляется сополимер производных
акриловой или метакриловой кислоты (например, метилольное
производное акрил- или метакриламида) [151].
Описаны термостойкие липкие клеи на основе эластомеров, мо-
дифицированных полиуретанами [152], а также липкие клеевые
композиции на основе полимеров акрилового ряда [153], бутади-
ен-нитрильных каучуков, фенольных смол и фосфорсодержащих
веществ в качестве ускорителей [154], липкие клеи для склеива-
ния тефлона и тефлона с металлом [155] и др. [156—160].
Известна клеевая композиция, состоящая из полиизобутилена,
пластификатора и микрокапсулированного растворителя. При
приложении давления происходит мгновенное отверждение систе-
мы в результате выделения растворителей из капсул [169].
Описаны терпенфенольные смолы, используемые для изготов-
ления контактных клеевых материалов в виде липких пленок или
лент [170].
Применение липких клеев, нанесенных на подложки, весьма
разнообразно. В медицине такие клеи используют в качестве лип-
ких пластырей, перевязочных средств и бандажей. Широко при-
меняются липкие этикетки на бумажной и металлической основе,
электроизолирующие, герметизирующие и предохраняющие ленты
разных типов. В частности, липкие ленты применяются при окрас-
ке изделий для защиты мест, не подлежащих окраске. 8 послед-
нее время они используются при герметизации, в частности, окон-
298
ных переплетов зданий. Липкие ленты на -водонейроницаемой
основе используются для герметизации контейнеров с приборами,
крыш передвижных дач, холодильных камер и др. Полиэтилено-
вые и поливинилхлоридные липкие ленты применяются для анти-
коррозионной изоляции подземных трубопроводов.
Выпускается изоляционная лента из пенополиуретана, склеен-
ного с прозрачной водонепроницаемой эластичной пленкой, покры-
той липким клеем. Такие липкие ленты легко крепятся к различ-
ным поверхностям приборов и машин, обеспечивая демпфирование
вибраций, защиту хрупких деталей от ударов, влаго- и пыленепро-
ницаемость изделий. Лента, представляющая собой высокопроч-
ную стеклоткань, покрытую невысыхающим кремнийорганиче-
ским лаком, может эксплуатироваться при температурах от —80
до +290 °C; она предназначается для использования в радио-
электронной, авиационной и электротехнической промышленности.
Липкие бумаги, покрытые клеями, применяются для времен-
ной защиты металлических листов от повреждений при транспор-
тировке и хранении. Наконец, липкие ленты широко применяются
для временного крепления деталей при различных операциях
обработки. В частности, при склеивании деталей клеями горячего
отверждения их можно обертывать липкой целлофановой пленкой,
фиксирующей положение соединяемых частей относительно друг
друга. При нагревании целлофан сжимается и создает в клеевом
шве значительное давление. Аналогичное применение имеет целло-
фановая липкая лента при склеивании изделий автоклавным ме-
тодом.
Литература
1. Благонравова А. А., Кардашов Д. А., ЖВХО им. Д. И. Менде-
леева, 1962, т. 7, № 2, с. 189.
2. Skeist I. Handbook of Adhesives. New York, 1962; Bikerman J. J.,
Marshall D. W., J. Appl. Polymer Sci., 1963, v. 7, p. 1031.
3. Белый В. А., Егорен-ков H. И., Плескачевский Ю. М. Адгезия
полимеров к металлам. М., «Наука и техника», 1971. 286 с.
4. Его ре нк о в Н. И., Лин Д. Г., Белый В. А., ДАН СССР, 1972, т. 207,
№ 2, с. 397; Белый В. А., Егоренков Н. И., Лин Д. Г., Высо,комол,
соед., 1972, т. Б14, № 10, с. 787; Егоренков Н. И., Лин Д. Г., Бе-
лый В. А., ДАН БССР, 1972, т. 16, № 11, с. 1012.
5. Егоренков Н. И., Лин Д. Г., Белый В. А., ДАН СССР, 1974, т. 214,
№ 6, с. 1376.
6. Кабанов В. А., Спицин В. И., ДАН СССР, 1973, т. 210, № 3, с. 650.
7. Smarook W. Н., Bonotto S., Polymer Eng. a. Sci., 1968, v. 8, № 1,
p. 41.
8. Калнпиь M. M. и др., «Механика полимеров», 1966, т. 2, с. 245.
9. Авт. свид. 192329; Изобр. Пром, образцы. Товары, знаки, 1967, № 5, с. 75.
10. Решетов А. Н., Макарова Е. И. Полиизобутилены и применение их
в технике. М, Госхимиздат, 1952.
11- Королев А Я-, Бек В. И., Гришин Н. А., Высокомол. соед., 1962,
№ 9, с. 1411.
12. G о 1 d m a n Е. J., Rosenberg R. A., Lee W. Е., Adhes. Age, 1967, v. 10,
№ 2, р. 30; пат. США 3198770.
13. Пат. США 2300587.
299
14. Пат. США 2053773, 2072631.
15. Пат. США 1921948.
16. Пат. США 2341398, 2399338.
17. Англ, пат 494929.
18. Пат. США 2413570.
19. Успенская 3 Р. и др., Пласт, массы, 1971, № 4, с. 28.
20. Пат. США 8326698.
21. Пат. США 2317892.
22. Англ. пат. 552444.
23. Кури Л. Я. Склеивание стекла со стеклом, фарфора и металла. Л.,
ЛДНТП, 1960. 18 с.
24. Т е м к и н а Р. 3. Технология синтетических смол и клеев. М., «Лесная
промышленность», 1965. 191 с.
25. Борисов Ф. Б., «Машиностроитель», 1967, № 12, с. 17.
26. Фр. пат. 690751.
27. Фр. пат 849442; пат. США 2300587.
28. Пат. США 2483374, 2608540.
29. Бочкарев В. П. В кн.: Материалы III и IV республиканских конферен-
ций сварщиков Литвы. Вильнюс, 1963, с. 216; «Сварочное производство»,
1962, № 12, с. 28.
30. Adhes. Age, 1961, v. 4, № 12, р. 34.
31. Фаворская И. М. Монтаж промышленного электрооборудования и авто-
матики. Вып. 3. М., изд. Министерства монтажных н строительных работ
СССР, 1966, с. 7; Диких А. С., Дубровский И. И., там же, 1966,
вып. 1, с. 1.
32. Пат. ГДР 45249.
33. Фр. пат. 897753, 899984.
34. Фр. пат. 903234.
35. С о л о в ь е в а В. И., Мурина И, С. В кн.: Клеи и технология склеива-
ния. Под ред. Д. А. Кардашова. М„ Оборонгиз, 1960.
36. Курц Л. Я. Склеивание стекла со стеклом, фарфора и металла Л., изд.
ЛДНТП, 1960. 18 с.
37. Авт свид. 183202. Изобр. Пром, образцы. Товарн. знаки, 1966, № 13.
38. Полякова А. М., Смирнова О. В., «Природа», 1963, № 9, с. 111;
Коршак В. В., Полякова А. М., «Машиностроитель», 1967, № 12, с. 16;
Корш ак В. В., Полякова А. М., Магер К. А., «Труды 1 Всесоюз-
ной конференции по клеям и технологии склеивания», Таллин, 1966, с. 33;
Полякова А. М. и др. В кн.: Клеи и клеевые соединения. М., изд.
МДНТП им. Ф. Э. Дзержинского, 1967, с. 58.
39. К о р ш а к В. В., Полякова А. М., Шапиро М. С., ЖВХО им.
Д. И. Менделеева, 1969, т. 14, № 1, с. 51.
40. Тихон-Бугрова Т. Е. и др. В кн.: Современные клеи и склеивание
пластмасс и металлов. Л., ЛДНТП, 1971, с. 42. »
41. Полякова А. М., Магер К. А., Семянцев В. Н. В кн.: Новые клеи
и технология склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского, 1973,
с. 131. -
42. Mod. Plast., 1958, v. 36, № 1, р. 142; пат. США 2467926, 2467927, 2535827,
2721858, 2748050, 2756251, 2763585, 2763677, 2765332, 2776232, 2784127,
2784215, 2784265, 2816093, 2912554, 2926188; англ. пат. 646954; Adhes. Age,
1966, v. 9, № 7, р. 26.
43. Пат. США 3178379.
44. Р е t е г k a J., Zpraw. V. Z. L. U., 1970. № 2, р. 33.
45. Kunst.-Plast., 1972, Bd. 19, № 12, S. 501.
46. Chem. Ind., 1969, v. 76, № 2, p. 96
47. Пат. США 3687801.
48. Wuich W„ “Plastverarbeiter”, 1973, Bd. 24, № 5, S. 292.
49. Пат. США 3300547, 3419512, 3457212, 3491076, 3525726, 3658624, 3682875; пат.
ФРГ 1109891, 1295122, 1244581; фр. пат. 1284405, 1274936, 1500584, 1539421,
1549092, 1568140; англ. пат. 1077083, 1097600, 1228479; швейц, пат. 517163;
яп. пат. 19409, 1720.
Ю0
50 Edwards P. В., Pigm. a. Resin Techn., 1973, v. 2, № 2, p. 9.
5L Wegemund B., “Adhasion”, 1968, № 9, S. 391.
52 Plonchak M., Adhes. Age, 1972, v. 15, № 11, p. 45..
53 Mach. a. Prod. Eng., 1972, v. 120, № 3101, p. 537.
54. “Farbe u. Lack”, 1969, Bd. 75, № 8, S. 770.
55. Lees W. A., Polymer Paint, Colour, 1973, v. 163, № 3840, p. 239.
56. Англ. пат. 1090253.
57. Англ. пат. 1106449.
58. Пат. США 3428614.
59. Англ. пат. 1013708.
60. Пат. США 3525726.
61. Фр. пат. 1513372.
62. Яп. пат. 19408.
63. V1 a s к е г F., Mach, mod., 1972, № 763, р. 37.
64. Eng. Mater, a. Design, 1972, v. 15, № 8, p. 671.
65. “Production”, 1972, № 7, p. 52.
66. Adhes. Age, 1969, v. 12, № 12, p. 36.
67. Production Eng., 1973, v. 44, № 3, p. 5.
68. Англ. пат. 589568, 591388; пат. США 2430933, 2430950, 2451678.
69. Родивилова Л. А., Власова К. Н., Петров Г. С., Изв. высш, учебн.
зав., сер. «Химия и химическая технология», 1958, № 4, с. 99; Роднвнло-
в а Л. А. Новые синтетические лаки и клеи. Сб. 5. М., изд. МДНТП нм.
Ф. Э. Дзержинского, 1961, с. 3.
70. Власова К. Н., Р о д н в и л о в а Л. А. Вестннк техн, и эконом, ннформ.
Гос. Комитета СМ СССР по химии, 1958, № 5 (10), с. 21; Вла-
сова К- Н., Родивилова Л. А., Пласт, массы, 1960, № 2, с. 19.
71. Авт. свид. 117926; Бюлл. изобр., 1959, № 3. Слепаков Л. М. и др. В кн.:
Клеи и технология склеивания. Под ред. Д. А. Кардашова. М., Оборонгиз,
105^ с 1
72. Яп. пат. 16279.
73. Plast. Techn., 1964, v. 9, № 12, р. 9; “Engineering”, 1965, v. 199, № 5175,
p. 74.
74. G о r t о п В. S., J. Appl. Polymer Sci., 1965, v. 9, № 11, p. 3753.
75. Яп. пат. 32359.
76. Морозова Л. П., «Кожевенно-обувная промышленность», 1970, № 3, с. 20;
№ 8, с. 57; № 12, с. 48.; Satriana М. J. Hot Melt Adhesives. New York, Ed.
New Hardcover Book, 1974. 301 p.
77. Encke F. L., Adhes. Age, 1971, v. 14, № 8, p. 47.
78. McDonald M., Adhes. Age, 1972, v. 15, № 4, p. 5;' Lucke С. H., “Adha-
sion”, 1969, № 10, S. 392.
79. Ruhs land K., “Schweisstechnik”, 1973, Bd. 23, № 3, S. 116.
80. H о f m a n A., “Kunststoffe”, 1969, Bd. 59, № 2, S. 85.
81. Hunt J. C., Adhes. Age, 1971, v. 14, № 8, p. 29.
82. Adhes. Age, 1971, v. 14, № 8, p. 24.
83. С л а в и н а Г. Л., Бухгалтер В. И., К p у н д e л ь В. К. В кн.: Новые
клеи и технология склеивания. М., изд. МДНТП им. Ф. Э. Дзержинского,
1973 с 57
84. Mat^ Eng.,’ 1973, v. 78, № 6, р. 56.
85. Adhes. Age, 1972, v. 15, № 8, p. 49.
86. P e t e r s h a g e n L. A., Adhes. Age, 1971, v. 14, № 2, p. 20; Harlan J. T.
a. e., Adhes. Age, 1972, v. 15, № 12, p. 30.
87. Bodnar M. I. Structural Adhesives Bonding. New York, Interscience. Publi-
chers, 1966. 290 p.; “Space Aeronautics”, 1963, v. 40, № 5, p. 146; Mat. Design
Eng., 1963, v. 58, № 2, p. 5; Adhes. Age, 1966, v. 9, № 9, p. 11; Hill J. R.,
Adhes. Age, 1966, v. 9, № 8, p. 31.
88. C a g 1 e С. V. Handbook of Adhesives Bonding. New York, McGrow Hill
Book Co., 1973. 754 p.
89. Петрова А. П., Бек В. И., Гершкохен С. П. В кн.: Современные
клеи и склеивание пластмасс и металлов. Ч. I. Л., изд. ЛДНТП, 1971, с. 15.
90. F u n е г R. Е., D u d i п у a k R. S., Mach. Design, 1970, v. 42, № 29, р. 72.
301
91. Фр. пат. 1526830.
92. Яп. пат. 15995.
93. Petrie Е. М., Mach. Design, 1969, v. 41, № 11, р. 175.
94. Пат. США 3549468.
95. L i t v а к S., Adhes. Age, 1968, v. 11, № 2, р. 24.
96. Пат. США 3598767.
97. К а е 1 b 1 е D. Н„ С i г 1 i п Е. Н„ J. Polymer Sci., 1971, № 35, р. 101.
98. Чудина Л. И. и др., Пласт, массы, 1973, № 4, с. 15; «Производство и
переработка пластических масс и синтетических смол», 1973, № 3, с. 7.
99. Mat. Design Eng., 1967, v. 65, № 4, p. 84; H а и c k J. E., V a с c a r i I. A., Mat.
Design. Eng., 1965, v. 62, № 2, p. 97.
100. Англ. пат. 1282436.
101. Пат. США 3616200.
102. Пат. США 3708370.
103. Петрова А. П., Заманский И. М., Бек В. И.-В кн.: Новые полимер-
ные материалы, их переработка, и их применение в машиностроении. М., изд.
НТО Машпром, 1972, с. 200.
104. Фр. пат. 2067630.
105. Пат. США 3576691.
106. Russo М„ Mat. plast. ed elast., 1968, v. 34, № 6, p. 630.
107. Коршах В. В. и др. «Труды Бурятского института естественных наук»,
Бурятский филиал СО АН СССР. Вып. 10. 1971, с. 78.
108. “Iron Age”, 1965, v. 195, № 5, р. 134; Mat. Design Eng., 1965, v. 62, № 2,
p. 100.
109. Chem. Eng., 1965, v. 71, № 15, p. 17.
110. Hergenrother P. M., Levine H. H., J. Appl. Polymer Sci., 1970, v. 14,
№ 4, p. 1037.
111. Hergenrother P. M., J. Macromol. Sci., 1971, v. C6, № 1, p. 1.
112. Hergenrother P. M., Boeing Sci. Research Laborat. (AD710504), 1970.
43 p.
113. Duff у I. V., Ange J. M., J. Polymer Sci., 1972, v. 10, № 4, p. 1123.
114. Пат. США 3661850.
115. H i g g i n s T., J a n о v i c Z., J. Polymer Sci., 1972, v. B10, № 4, p. 301.
116. Пат. США 3406147.
117. Mat. Eng., 1972, v. 76, № 2, p. 43.
118. Danksys В. I., SAMPE Quart., 1973, v. 5, № 1, p. 1.
119. Морозова Л. П„ Протес Ю. В., «Кожевенно-обувная промышлен-
ность», 1970, № 4, с. 38; Сагалаев Г. В., Исмайлов Т. М., Пласт,
массы, 1968, № 7, с. 48.
120. Жеребков С. К. Крепление резины к металлам. М., «Химия», 1966. 347 с.
121. Медведева А. М., Сыроватко Т. П., «Производственно-технический
бюллетень», 1964, № 8, с. 24; «Каучук и резина», 1966, № 4, с. 22.
122. Авт. свид. 268577. Открытия. Изобр. Пром, образцы. Товарн, знаки, 1970,
№ 14.
123. Медведев а А. М., Ильина Т. Б., С та льнов а М. А., «Каучук и
резина», 1968, № 11, с. 28.
124. Пат. США 3400095.
125. Яп. пат. 47576.
126. Adhes. Age, 1968, v. 11, № 3, р. 32; Andrews Е. Н., Kinloch A. I., J. Po-
lymer Sci., 1973, v. 11, № 2, p. 269.
127. Кардашов Д. А. Эпоксидные клеи. M., «Химия», 1973, с. 92.
128. Англ. пат. 583007.
129> Ав ерко-Ан тонов ич Л. А. и др., «Бюллетень технико-экономической
информации», 1966, № 9, с. 15.
130. Яп. пат. 7466.
131. Пат. США 3520854.
132. Авт. свид. 289113. Открытия. Изобр. Пром, образцы. Товарн. знаки, 1971,
133. Англ. пат. 501699.
134. Пат. США 2356955.
302
135. Пат. ГДР 6287.
136. Пат. США 2142039, 2285570.
137. Фр. пат. 1075400.
138. Пат. США 2046925.
139. Фр. пат. 105615.
140. Яп. пат. 1098.
141. Пат. США 2732318;
142. Паг. ФРГ 941090.
143. Англ. пат. 705161.
144. Пат. США 3027337.
145. Пат. США 3249512.
146. Sahler W., “Kunststoffe”, 1964, Bd. 54, S. 381; Martin L. F. Pressure
Sensitive Aghesives. New York, Ed. New Hardcover Book, 1974. 308 p.
147. Lane E. W., “Adhasion”, 1966, Bd. 10, № 9, S. 350; Adhes. Age, 1964, v. 7,
№ 1, p. 28; Rubb. Age, 1966, v. 98, № 3, p. 66.
148. Пат. США 3697618.
149. Англ. пат. 1195835.
150. Пат. США 3380938.
151. Пат. США 3257478.
152. Пат. США 3671301.
153. “Engineering”, 1971, v. 211, № 1, р. 59.
154. Фр. пат. 1516706.
155. Adhes. Age, 1968, v. 11, № 8, р. 10.
156. Johnson К. Vinyl and Acrylic Adhesives Including Pressure Sensitive. New
York, Noyes Data Corp., 1971. 287 p.
157. Adhes. Age, 1968, v. 1.1, № 3, p. 32; № 10, p. 11.
158. Adhes. Age, 1972, v. 15, № 4, p. 28.
159. Adhes. Age, 1972, v. 15, № 12, p. 19.
160. Adh₽«. Age, 1969, v. 12, № 1, p. 72.
161. Фр. пат. 1546116.
162. фр. пат. 1547148. ч
163. Котов М. П. и др., «Технология легкой промышленности», 1966, № 3, с. 19.
164. Морозова Л. П., Кондрашова Ю. В., Н и с н е в и ч Е. А., «Коже-
венно-обувная промышленность», 1968, № 6, с. 11.
165. Морозова Л. П., «Кожевенно-обувная промышленность», 1969, № 11, с. 1.
166. Раяцкас В. Л., Берадене В. А., «Обувная промышленность», 1968,
№ 9, с. 8.
167. Бепь И. Я. Быстросхватывающие клеи в обувной промышленности. М.,
«Легкая индустрия», 1967. 121 с.
168. Устинова В. М., Байкова Л. Е., Ермолаева Г. И., «Обувная
промышленность», 1968, № 3, с. 19.
169. Shibazaki J., Adhes. a. Adhesives, 1972, v. 16, Ns 65, p. 20.
170. Schmelzer H., “Adhasion”, 1973, № 5, S. 174.
Глава III
ПРИМЕНЕНИЕ СИНТЕТИЧЕСКИХ КЛЕЕВ
ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛОВ
И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
СКЛЕИВАНИЕ МЕТАЛЛОВ
При создании металлических конструкций возникает необходи-
мость соединения различных металлов. Механические соедине-
ния — сварные, паяные, заклепочные и болтовые — не всегда эф-
фективны. Известно, что сварка разнородных металлов — очень
сложный технологический процесс, а в некоторых случаях, напри-
мер при сварке магния с алюминием, образуются хрупкие соеди-
нения. Затруднительна сварка листов различной толщины. Кроме
того, при контакте двух различных металлов возможно образова-
ние гальванической пары, способствующей возникновению корро-
зионных явлений. Пайка легких сплавов еще более сложный, а
кроме того и менее надежный способ по сравнению с пайкой
сталей. Невозможность полного удаления из некоторых паяных
конструкций остаточных флюсов приводит к коррозии металла.
Сверление отверстий под заклепки и болты увеличивает затраты
времени и удорожает производство. Кроме того, наличие отвер-
стий снижает прочность металлических конструкций. Сварные,
паяные, заклепочные и болтовые соединения металлов подвержены
коррозии, как правило, не герметичны и имеют негладкую поверх-
ность.
Применение в металлических конструкциях клеев позволяет на-
дежно и достаточно прочно соединять разнородные металлы раз-
ной толщины и исключает необходимость сверления отверстий,
изготовления болтов и заклепок. Процесс соединения становится
более простым и дешевым, а конструкция более легкой. В клеевом
шве нагрузка распределяется равномерно по всей площади соеди-
нения, в то время как в заклепочных и болтовых соединениях воз-
никает концентрация напряжений в местах болтов и заклепок.
При склеивании металлов клеевые соединения, как правило,
имеют ровную гладкую поверхность. Кроме того, клеевое соедине-
ние не ослабляет металл, как это бывает при сварке (в резуль-
тате изменения свойств металла в области сварного шва), оно не
подвержено коррозии. В некоторых случаях возможно создание
герметичных соединений, не требующих дополнительного уплотне-
ния. Необходимо отметить, что использование клеевых соединений
приводит к снижению веса конструкций, так как дает возможность
применять более тонкие металлические листы. Так, в авиационной
304
-промышленности при замене заклепочных и сварных соединений
клеевыми можно на 25—30% облегчить изделия.
Сравнительные испытания заклепочных, сварных и клеевых со-
единений алюминиевых сплавов показывают (табл. III.1—Ш.З),
что последние имеют преимущества (по прочностным характери-
стикам) при эксплуатации в условиях умеренных температур (в
особенности в случае тонких сечений металлов) и при вибрацион-
ных нагрузках.
Таблица III. 1. Прочность сварных, клепаных и клеесварных
соединений алюминиевого сплава D 116 [43]
Вид нагружения Толщина соединяемых металлов Разрушающая нагрузка, кгс
клепаные соединения сварные соединения клеесварное соединение на клее
ФЛ-4С ВК-1МС КЛН-1
Срез 1+1 125 220 310 560 510
2+2 530 650 720 1100 950
Отрыв 2+2 360 410 500 820 790
Таблица III.2. Прочность при сдвиге соединений дуралюмина (шириной 25,4 мм),
выполненных на клее Ридакс и точечной сваркой
Толщина соединяемого металла, мм Длина нахлестки, мм Разрушающая нагрузка, кгс
сварное соединение клеевое соединение
0,5 12,7 117 635
0,8 12,7 254 771
1,0 12,7 278 816
1,6 12,7 453 930
2,0 25,4 729 1315
Таблица Ш.З. Прочность при сдвиге заклепочных и клеевых
соединений дуралюмина на клее Ридакс
• — Соединение Диаметр за- клепки, мм Разрушающая на- грузка, кгс Характер разрушения
Заклепочное 2,4 124 Срез заклепки
3,2 220 То же
4,0 318 Разрушение металла
Клеевое — 580 Разрушение ло клею
Клеевые соединения на современных клеях имеют высокие по-
казатели прочности при сдвиге и равномерном отрыве, а также
длительной и усталостной прочности; они обладают высокой экс-
плуатационной надежностью и длительным сроком службы в раз-
личных климатических условиях [1]. Однако большинство клеев
20—2591
305
имеют сравнительно невысокую теплостойкость. Так, наиболее
теплостойкие современные клеи на основе органических полимеров
могут работать длительно при температурах около 300 °C и крат-
ковременно при 350—500 °C, в то время как клепаные и сварные
соединения эксплуатируются при гораздо более высоких темпе-
ратурах. В последние годы созданы клеи с теплостойкостью до
1000 °C, но вследствие малой эластичности клеевых соединений
области их применения ограничены. К недостаткам клеевых со-
единений относится и то, что они менее долговечны, чем сварные
и клепаные. Кроме того,
Рис. III. 1. Виды клеевых
соединений:
Л 8, 12 — плохое; 2, 5, 6, 10,
13 — удовлетворительное; S, 4,
7, 9, llt 14 — хорошее.
клеевые соединения металлов имеют от-
носительно небольшую прочность при не-
равномерном отрыве, что небходимо учи-
тывать при проектировании клеевых кон-
струкций.
Совершенно очевидно, что в каждом
конкретном случае’ клеям для металлов
и клеевым соединениям предъявляются
особые специфические требования. Раз-
личным требованиям должны удовлетво-
рять конструкционные клеи, предназна-
ченные для использования в силовых кон-
струкциях, и клеи для конструкций неси-
лового назначения. Однако абсолютно-
все клен должны удовлетворять ряду
общих требований: коррозионная неак-
тивность; отсутствие выделения летучих
при отверждении; отсутствие токсично-
сти; стойкость к старению; грибо-, водо-
и атмосферостойкость; достаточная жиз-
неспособность; длительный срок хранения компонентов клея.
Требования, предъявляемые конструкционным клеям, зависят
от назначения и условий эксплуатации конструкций. Однако во
всех случаях швы конструкционных клеев должны быть менее
жесткими, чем склеиваемые ими металлы, и иметь коэффициенты
термического расширения, близкие к коэффициентам металла.
К клеям предъявляется также и ряд технологических требова-
ний. Весьма желательно, чтобы склеивание можно было прово-
дить при комнатной или сравнительно невысоких температурах,
малых давлениях и достаточно быстро. Клеи должны хорошо за-
полнять зазоры между склеиваемыми поверхностями, образуя до-
статочно прочные, необходимой толщины клеевые швы, без непро-
клеев.
При использовании клеев в металлических силовых конструк-
циях особое значение приобретает расчет прочности клеевых со-
единений. В таких конструкциях обычно применяются соединения
встык или внахлестку. Характер соединения определяется его
конфигурацией и видом нагрузки. Некоторые рекомендуемые виды
клеевых соединений показаны на рис. III.1 и Ш.2.
306
Клеевые соединения встык представляют собой торцовые со-
единения двух элементов. Если плоскость клеевого соединения
встык лежит перпендикулярно к направлению. действия сжимаю-
щих или растягивающих нагрузок, то напряжения возникают
Соединения
Внахлестку
и Встык
ТавроВые
соединения'
Нахлестка
Врезные
(шпунтоВые)
соединения
Соединения со сты-
коВочным элемен-
том (планкой,
Втулкой и т, п)
Цилиндрические
(трубчатые)
соединения
Рис. 1II.2. Рекомендуемые конструктивные формы клеевых соединений.
главным образом по периферии площади клеевого соединения.
Стыковое соединение очень хорошо работает на равномерный от-
рыв, но идеальные условия чистого отрыва встречаются на прак-
тике очень редко. Обычно из-за трудностей, связанных с подгон-
кой склеиваемых поверхностей,
происходит их смещение, в ре-
зультате чего при нагружении по-
являются напряжения изгиба.
Уже при незначительных изги-
бающих нагрузках или при нали-
чии неравномерного отрыва (п
отдира) прочность клеевых со-
единений встык резко снижается,
причем падение прочности в этом
Рис. Ш.З. Клеевое соединение вна-
хлестку, подвергаемое действию сдви-
гающих сил Р.
случае тем меньше, чем больше
склеиваемые поверхности. Поэтому чаще всего стыковые соедине-
ния применяют или в сочетании с соединениями внахлестку, или
при склеивании больших поверхностей.
Самым распространенным типом клеевого соединения является
соединение внахлестку (рис. Ш.З). В соединениях внахлестку
возникают преимущественно напряжения сдвига, но на участках,
близких к периферии площади склеивания, могут появиться и на-
пряжения растяжения в направлении, перпендикулярном плоско-
сти склеивания, что в конечном счете приводит к возникновению
отдирающих усилий. Этот факт необходимо учитывать при расчете
клеевых соединений внахлестку [2].
20*
307
При конструировании клеевых деталей длина и ширина нахле-
стки должны быть выбраны с учетом толщины металла. Если при
заданной нагрузке разрушение идет по металлу, то следует уве-
личить толщину металла или применить более прочный металл.
Если металл разрушается при нагрузках выше расчетных, можно
уменьшить длину нахлестки. При действии растягивающих нагру-
зок на соединение, выполненное внахлестку, максимальные напря-
жения растяжения возникают у границ клеевого соединения
(рис. Ш.З).
Анализ влияния различных конструкционных факторов на
прочностные характеристики клеевых соединений внахлестку по-
казывает, что концентрация напряжений возрастает с увеличе-
нием длины нахлестки, не зависит от ширины нахлестки, медлен-
но возрастает с повышением модуля сдвига клея и медленно сни-
жается с увеличением модуля упругости, толщины металла и
толщины клеевого слоя. Наилучшей конструкцией соединения вна-
хлестку следует признать такую конструкцию, в которой длина
нахлестки невелика, клей эластичен, клеевая прослойка толстая,
а склеиваемый материал жесткий и также имеет большую толщи-
ну. Оптимальным является вариант, в котором коэффициент кон-
центрации напряжений равен 1 или, иначе говоря, при однородном
распределении напряжений.
Формальный анализ напряжений, возникающих в клеевом со-
единении, приводит к выводу о том, что в конструкциях следует
применять толстую и нежесткую клеевую пленку. В действитель-
ности это не так: из опыта известно, что клеевые соединения с
толстой клеевой пленкой имеют обычно низкую прочность, а клеи
с чрезмерно большой эластичностью отличаются высокой ползу-
честью под нагрузкой и не могут быть использованы в силовых
конструкциях. Вместе с тем хрупкие клеевые пленки также неже-
лательны вследствие малой когезионной прочности, небольшого
коэффициента линейного расширения и наличия в большинстве
случаев значительных внутренних напряжений.
Совершенно очевидно, что общая прочность (а не разрушаю-
щее напряжение при сдвиге) клеевого соединения увеличивается
прямо пропорционально ширине нахлестки, которая может превы-
шать ее длину. Изменение прочности при сдвиге в зависимости от
длины нахлестки для клея NAA Хай-Темп приведено на рис. III.4.
Влияние длины нахлестки и толщины металла на прочность при
сдвиге клеевых соединений внахлестку на клее Ридакс показано
на рис. Ш.5.
В некоторых случаях, когда по тем или иным соображениям
возникает необходимость в применении высокотеплостойких клеев,
как правило, не обладающих эластичностью, или если используют
для изготовления конструкций тонкие металлические листы, целе-
сообразно для усиления конструкции ставить у наружных кромок
временные (при сборке) или постоянные (при эксплуатации) за-
клепки или применять точечную сварку. Очень важно при выборе
308
формы клеевого соединения учитывать, что его прочность при
сдвиге и равномерном отрыве значительно больше, чем при не-
равномерном отрыве. При сдвигающих напряжениях большая
часть клеевого слоя противостоит разрушающей силе, в то время
Рис. III.4. Зависимость прочности при
хлестку на клее Хай-Темп от длины
сдвиге клеевого соединения стали вна-
нахлестки (температуры испытания 25
и 260°C).
Рис. III.5. Зависимость прочности при сдвиге соединения внахлестку на клее1
Ридакс от толщины металла и длины нахлестки I:
7 — 1=12,7 мм; 2—1=25,4 мм; 3 —1=127 мм.
как напряжение при неравномерном отрыве действует почти ис-
ключительно вдоль небольшого узкого участка клеевого слоя,
расположенного перпендикулярно направлению силы. При работе
клеевого соединения иа неравномер-
ный отрыв следует усиливать конст-
рукцию местными накладками, за-
клепками или сварными точками
[3] и другими способами.
На рис. Ш.6 приведены рекомен-
дуемые соотношения геометрических
параметров соединения обшивки с
элементами жесткости тавровой
формы, и на рис. III.7 показаны
различные профили, приклеенные к
обшивке. Полки таврового сечения
элементов, уменьшающиеся по тол-
щине в направлении кромок клеево-
го шва, предотвращают коробление
прочного соединения. Профили в, г и
чем а и б.
Рис. III.6. Рекомендуемые раз-
меры поперечного сечения эле-
ментов, склеиваемых с обшив-
йой.
и обеспечивают получение
д (рис. III.7) более прочны,
При расчете прочности клеевых соединений необходимо учиты-
вать также влияние на прочность склеивания природы металла,
способа предварительной обработки поверхности, отклонения от
309
Рис. III.7. Профили элементов каркаса, приклеиваемых к обшивке.
заданного режима склеивания, изменения прочностных свойств
клея, условия эксплуатации конструкции и т. д. Так, клеевые со-
единения алюминиевых, титановых и медных сплавов, как прави-
ло, обладают пониженной прочностью по сравнению с соединения-
Время до разрушения, ч
Рис. IIL8. Зависимость проч-
ности при сдвиге клеевого сое-
динения на клее Метлбонд от
продолжительности пребывания
под нагрузкой при различных
температурах (алюминиевый
стлав 24Т толщиной 1,6 мм,
длина нахлестки 33 мм).
ми стали при использовании одного и того же клея. Длительное
нагружение и повышенные температуры снижают прочность клее-
вых швов (рис. III.8).
ОСНОВНЫЕ ОПЕРАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СКЛЕИВАНИЯ МЕТАЛЛОВ
Для получения прочного клеевого соединения необходимо вы-
брать оптимальные для данной конструкции клеевую композицию
и технологию склеивания [4]. Технологический процесс склеива-
ния включает следующие операции:
подготовка клея;
подготовка поверхностей склеиваемых металлов;
нанесение клея на соединяемые поверхности;
сушка (открытая выдержка) нанесенного клея перед сборкой
соединяемых деталей;
отверждение клея.
Подготовка клея. Обязательной при подготовке к употребле-
нию является проверка его срока годности. Кроме того, обычно
определяют внешний вид, вязкость и концентрацию клея, а для
клеев, приготовляемых из компонентов на месте потребления, —
еще и жизнеспособность.
Подготовка поверхностей. Для обеспечения высокой прочности
склеивания необходимо прежде всего очистить поверхность метал-
310
ла от различных загрязнений, так как даже следы масла или
жиров могут привести к получению некачественного клеевого со-
единения. Обычно поверхность протирают чистой тканью или ват-
ным тампоном, смоченным ацетоном, трихлорэтиленом и другими-
органическими растворителями. Рекомендуется обработка в парах
трихлорэтилена. В качестве обезжиривающего средства предложен
также водный раствор, состоящий из тринатрийфосфата
(50—70 г/л), жидкого стекла (25—35 г/л) и жидкого мыла
(3—5 г/л). Этим раствором надо обрабатывать склеиваемые по-
верхности в течение 3—5 мин при 75—80 °C с последующим про-
мыванием теплой водой.
Для повышения эффективности обезжиривания используются
ванны, оборудованные ультразвуковой аппаратурой [5]. Сущест-
вуют и успешно применяются автоматические ультразвуковые
установки для обезжиривания, в частности для обезжиривания
фольги, используемой при изготовлении сотового заполнителя.
Эффективными для обезжиривания оказались растворы препара-
та ОП-7 и ОП-Ю [10]. Применение хлорированных растворителей
при обезжиривании исключает образование зарядов статического
электричества [10].
Прочность склеивания металлов может быть значительно повы-
шена путем специальной обработки поверхности, специфической
для разных металлов [4—7]. Данные о влиянии состояния поверх-
ности дуралюмина на прочность клеевых соединений на клеях
БФ-2 и ПУ-2 приведены в табл. III.4.
Наиболее высокие показатели прочности клеевых соединений
дуралюмина на клеях БФ-2 и ПУ-2 достигаются при обработке
поверхности в гидропескоструйном аппарате*. Это объясняется
тем, что поверхность металла в результате опескоструивания уве-
личивается. Состояние поверхности значительно меньше отража-
ется на прочности клеевых соединений дуралюмина на клее БФ-2,
чем на клее ПУ-2; строганые поверхности плохо склеиваются кле-
ем ПУ-2.
Адгезию клеев повышают также анодные пленки, широко при-
меняемые в промышленности для предохранения алюминиевых
сплавов от коррозии. Повышенная адгезия многих клеев к анод-
ным пленкам объясняется их большей по сравнению с необрабо-
танными металлами полярностью. Следует, однако, иметь в виду,
что на неплакированных алюминиевых сплавах (Д16АТ, В-95 и др.)
адгезия анодной пленки к металлам может быть ниже адгезии
клеевого соединения.
Наиболее широко в отечественной практике применяется метод
анодного оксидирования алюминиевых сплавов обработкой в рас-
творе серной кислоты. Этим методом на необработанном и плаки-
* Обработка кварцевым песком запрещена в связи с заболеванием работа-
ющих силикозом. Вместо обработки сухим кварцевым песком применяется гидро-
пескоструйная обработка или обработка сухими металлическими опилками.
311
Таблица 111.4. Влияние способа обработки поверхности дуралюмина
на прочность клеевых соединений на клеях БФ-2 и ПУ-2
Вид поверхности Разрушающее напряжение клеевых соединений на клее БФ-2, кгс/см2 Разрушающее напряжение клеевых соединений на клее ПУ-2, кгс/см2
при —60 °C при 20 °C при 60 °C после 60 циклов действия темпера- тур ±60 °C При 20 °C после действия влажного воздуха (98%) в течение 30 сут после действия воды в течение 30 сут при —60 °C при 20 °C при 60 °C после 60 циклов действия темпера- тур ±60 °C при 20 °C после Действия влажного воздуха (98%) 30 сут после действия воды в течение 30 сут
Анодированная с наполне- нием хромпиком . . . 71 232 111 237 222 206 132 181 155 157 108 97
Анодированная с наполне- нием водой 66 230 111 238 207 200 120 175 141 148 64 61
Плакированная 78 252 121 . 249 207 211 95 154 108 83 69 61
Опескоструенная .... 115 252 90 247 221 216 186 212 152 209 156 132
Строганая долевая . . . 69 268 96 257 230 205 96 139 118 71 58 25
Строганая поперечная . . 74 231 67 241 214 205 93 112 121 84 57 40
рованном алюминии можно получить анодную пленку, толщиной
8—12 мкм, а на плакированном деформированном металле — око-
ло 5 мкм. Анодная пленка — твердая и хрупкая, поэтому при на-
гревании она иногда растрескивается. С увеличением толщины
пленки и повышением температуры склонность к растрескиванию
возрастает; отслаивания пленки при этом не происходит.
Не допускается анодное оксидирование деталей из алюминие-
вых сплавов, сваренных точечной сваркой, клепаных или имею-
щих узкие зазоры, из которых невозможно полностью удалить рас-
творы, применяемые при анодном оксидировании. Эффективен
способ травления дуралюмина различными кислотами — хромо-
вой, смесью хромовой и серной, смесью серной кислоты и двухро-
мовокислого натрия (табл. III.5).
Таблица Ш.5. Влияние способа обработки поверхности дуралюмина
на прочность при сдвиге клеевых соединений
Состав раствора и способ обработки Темпера- тура обра- ботки, °C Продолжи- тельность обработки, МИИ Разрушающее напряжение при сдвиге, кгс/см2
ВК-32-200 МПФ-1 ВС-ЮТ ВК-32-ЭМ
Серная кислота (200г/л); анодирование <• напол- нением хромпиком 13 25 164 176 191 227
Серная кислота (конц., 10 см3) двухромово- кислый натрий (1 г), вода (30 см3); трав- ление 70—75 10 172 186 235 231
Серная кислота (конц., 100 см3), двухромово- кислый натрий (10 г), вода (30 см3); травле- ние 60—65 10 177 203 181 221
Серная кислота (конц., 20 см3), хромовая кис- лота (100 г), вода (1000 см3); травление 65±5 < 5 151 195 215 233
Хромовая кислота (4,7 г), вода (100 см3); трав- ление 65+5 3 & 148 181 184 227
За рубежом получил большое распространение метод химиче-
ского травления алюминиевых сплавов в смеси серной и хромо-
вой кислот, так называемый пиклинг-процесс [2]. Сначала детали
обрабатывают в парах трихлорэтилена (5 мин), затем погружают
в жидкий трихлорэтилен на 15—20 мин и, наконец, после промы-
вания холодной водой обрабатывают в течение 20—30 мин при
60—65 °C раствором, состоящим из концентрированной серной кис-
лоты (22,5 вес. ч.), двухромовокислого натрия (7,5 вес. ч.) и воды
(70 вес. ч.). После обработки этим методом детали пригодны для
склеивания в течение 7 сут. По прошествии указанного срока об-
313
работка должна быть повторена. Детали, подготовленные для
склеивания, нельзя брать руками, хранить их надо в пеналах, ящи-
ках, полиэтиленовых пакетах или на специальных стеллажах.
Известен ускоренный способ подготовки поверхности, преду-
сматривающий очистку деталей ацетоном и четыреххлористым
углеродом и травление в течение 1 мин при комнатной темпера-
туре раствором, состоящим из 1 вес. ч. натриевой или калиевой
соли фтористоводородной кислоты, 15 вес. ч. азотной кислоты
(конц.) и 84 вес. ч. воды. Окончательное травление производится
в растворе смеси серной и хромовой кислот (состав аналогичен
раствору, применяемому для пиклинг-процесса) при 60—65 °C в
течение 1 мин.
Таблица III.6. Влияние способа подготовки поверхности алюминиевого
сплава 24-ТЗ на прочность клеевых
соединений на эпоксидно-фенольном клее FPL-878
Реагент Условия обработ- ки Условия предварительной обработки металла до склеивания Разрушающее на- пряжение при сдвиге, кгс/см2
темпера- тура, °C продол- житель- ность, мин темпера- тура, °C продолжитель- ность, мин До старе- ния после старения в течение 48 ч при 290 °C
6 н. едкий натр 27 1—5 — — 105 64,5
27 1—5 290 1 108 71,5
1 и. соляная кислота 60 5 -— -— ПО . 74
60 5 290 1 116 63
10%-ная серная кислота 67 10 — — 105 73,5
67 10 290 1 111 71,5
Серная кислота 27 5 — — 103 67,5
(20 см®), вода (50 см3), плавиковая кислота (30 см3) 27 5 290 1 112 65,5
Серная кислота конц. 67 10 -— —- 151 91 (63*)
(10 г), двухромово- 67 10 290 1 151 65,5*
кислый натрий (1 г), вода (30 г) 67 10 Промывание в 1%-нои серной кислоте и суш- ка на воздухе 12 9*
67 *10 Обработка кипящей водой (1 ч) и сушка на воздухе 63 17*
Анодирование .-в хромо- вой кислоте 35 45 Промывание в холод- ной воде и сушка на воздухе 167 36,5*
35 45 205 1 162 70*
Серная кислота конц. (10 г), щавелевая ки- слота (10 г), вода (Юг) 35 45 Обработка кипящей водой (1 ч) и сушка на воздухе 72 21*
90 10 108 27*
* После старения при 290 °C в течение 200 ч.
.314
Рекомендуется обработка поверхности металла 2%-ным рас-
твором едкого натра при 20 °C в течение 5 мин с последующим
травлением в течение 30 мин в растворе 5 вес. ч. сернокислой меди
в 30 вес. ч. концентрированной серной кислоты и 100 вес. ч. воды
с температурой 80 °C. Описана также обработка алюминиевых
сплавов в ванне, состоящей из 1 объема 85%-ной фосфорной кис-
лоты, 4 объемов н-бутанола, 3 объемов изопропилового спирта и
2 объемов воды. Продолжительность обработки при 20 °C —
10 мин.
Следует иметь в виду, что перечисленные методы обработки
не всегда обеспечивают достаточно надежную защиту алюминие-
вых сплавов от коррозии.
Способ подготовки поверхности алюминиевых сплавов влияет
не только на прочность, но и на термостабильность клеевых со-
единений. При исследовании влияния способов обработки поверх-
ности алюминиевого сплава 24-ТЗ на термостабильность клеевых
соединений на эпоксидно-фенольном клее FPL-878 установлено,
что окисная пленка обеспечивает наиболее высокую прочность
склеивания и стойкость к старению при 290 °C (табл. III.6).
Небольшие количества влаги или кислоты, адсорбированные окис-
ной пленкой, значительно снижают прочность и термостабильность
клеевых соединений.
Если детали из алюминиевого сплава нельзя обрабатывать, по-
гружая в растворы кислот, можно на склеиваемые поверхности
нанести и выдержать при комнатной температуре в течение 20—
25 мин пасту, состоящую из 55 вес. ч. серной кислоты, 10 вес. ч.
бихромата натрия, 80 вес. ч. воды и мелкодисперсной аморфной
двуокиси кремния в количестве, необходимом для достижения
требуемой консистенции пасты. По окончании обработки поверх-
ность промывают водой.
Фирма «Ciba» рекомендует следующие методы химической
обработки металлов, склеиваемых эпоксидными клеями Араль-
дит [9]. Алюминий и алюминиевые сплавы обрабатывают шкур-
кой или опескоструива&т. Рекомендуется также травление в ван-
не следующего состава:
Серная кислота (плотность 1,82 г/см3) 7,55 л
Хромовая кислота.................... 2,5 кг
Бихромат натрия (NasCi'aOy+HaO) . 3,75 кг
Вода .............................Около 40 л
Температура ванны 60—65 °C, продолжительность обработки
около 30 мин. После обработки детали промывают сначала холод-
ной, а затем горячей (50—65 °C) водой и сушат на воздухе или
при 65 °C.
Железо и сталь рекомендуется подвергать механической обра-
ботке или травлению в ванне, состоящей из 10 л 88%-ной фосфор-
ной кислоты и 5 л технического метилового спирта. Продолжи-
тельность выдержки в ванне’ 10 мин при 60 °C. После этого детали
промывают холодной водой.
315
Таблица Ш.7. Влияние способа обработки поверх-
ности стали ЗОХГСА на прочность клеевых соединений на клеях ПУ-2 и БФ-2
Вид поверхности Разрушающее напряжение при сдвиге клеевых соединений па клее ПУ-2, кгс/см2 Разрушающее напряжение при сдвиге клеевых соединений на клее БФ-2, кгс/см2
при —69 °C при 20 °C при 60 °C после 60 циклов действия темпера- тур ±60 °C после действия влажного воздуха (98%) в течение 30 сут после действия воды в течение 30 сут при —60 °C при 20 °C при 60 °C после 60 циклов действия темпера- тур ±60 °C после действия влажного воздуха (98%) в течение 30 сут после действия воды в течение 30 сут
Кадмированная 235 235 146 253 228 225 82 247 90 224 286 275
Оцинкованная 270 245 165 258 270 258 105 378 128 377 377 361
Фосфатированная 98* 102* 105* 118* 76* 67* 72 ПО 93 105 111 111
Шлифованная 267 260 173 269 259 181 108 408 160 395 395 378
Полированная 255 247 177 264 242 ПО 81 346 163 330 371 319
Опескоструенная 275 261 185 295 258 243 127 405 145 396 400 396
100%-ное разрушение покрытия.
Детали из нержавеющей стали обрабатывают травлением при
85—90 °C в течение 10 мин в ваннах следующего состава:
I. Метасиликат натрия < 1,0 кг II. Щавелевая кислота . 14,0 кг
Тетранатрийфосфат , 0,5 кг Серная кислота . . . 12,2 кг
Едкий натр , , , » 0,5 кг Вода 70,0 кг
Вода . „ , к , , , 0,15 кг
При подготовке к склеиванию стали возможны различные спо-
собы механической и химической обработки поверхности. При
склеивании стали ЗОХГСА клеями ПУ-2 и БФ-2 лучшие результа-
ты достигаются при опескоструивании, цинковании и кадмирова-
нии (табл. III.7). Фосфатирование стальных поверхностей перед
склеиванием не рекомендуется, так как прочность клеевых соеди-
нений снижается при разрушении фосфатной пленки.
Для отожженной стали предложена следующая обработка:
1) щелочное обезжиривание, заключающееся в погружении ме-
талла на 10 мин при 80±8°С в раствор следующего состава
(в вес. ч.):
Метасиликат натрия , . . 2,25 Эмульгатор ...........0,57
Пирофосфат натрия . . . 1,12 Вода.................100,0
Едкий натр..............1,12
2) промывание в горячей воде;
3) погружение металлических деталей на 3 мин в водный рас-
твор хромовой кислоты с температурой 65±5°С, состоящий из
5,25 вес. ч. кислоты и 100 вес. ч. воды.
Обезжиривать сталь можно и различными органическими рас-
творителями, например ацетоном или метилэтилкетоном. Наиболее
рационально поверхность деталей из стали (за исключением стали
ЗОХГСНА) перед склеиванием подвергать цинкованию или кадми-
рованию с последующим пассивированием. Если это сделать не-
возможно, то можно обработать детали металлическими опил-
ками, наждачной или стеклянной бумагой. Склеивание должно
быть произведено не более чем через 6 ч после обработки.
Заготовки и детали из нержавеющей стали можно склеивать
без специальной обработки поверхности. Их надо только обезжи-
рить, протерев тампоном, смоченным ацетоном, или промыв в вод-
ном растворе ОП-7 концентрацией 1,5—2,0 г/л при 75—80 °C в те-
чение 3—5 мин.
Исследование влияния обработки поверхности нержавеющей
стали Т-301 на термостабильность клеевых соединений на клее
FPL-878 показало, что наилучшие результаты дает обработка,
выполненная по следующему режиму:
обработка смесью перекиси водорода, формалина и соляной
кислоты или хромовой смесью;
погружение в раствор нафтената цинка;
нагревание обработанного нафтенатом цинка металла в течение
30 мин при 65 °C;
охлаждение перед нанесением клея.
317
Такая обработка обеспечивает прочность при сдвиге клеевых
соединений нержавеющей стали (после старения в течение 48 ч
при 290 °C) 65—70 кгс/см2, что значительно превышает прочность
склеивания стали,, не подвергнутой предварительной обработке.
Высказано предположение, что при такой обработке поверхности
нержавеющей стали на ней образуется слой окиси цинка, являю-
щейся стабилизатором дальнейшего окисления металла —• процес-
са, неблагоприятно влияющего на термостабильность клея.
Подготовка поверхности магниевых сплавов перед склеиванием
специфична, поскольку эти сплавы легко подвергаются коррозии.
Перед оклеиванием на поверхности магниевых сплавов обязатель-
но должна быть создана защитная пленка. Однако защитные плен-
ки, получаемые химическим путем, обладают меньшей адгезией к
металлу, чем клей к защитной пленке, что приводит к образова-
нию клеевых соединений с невысокой прочностью. Так, для маг-
ниевого сплава Fs-Th (США) рекомендуется следующий способ
обработки:
Предварительная обработка:
обезжиривание в парах трихлорэтилена (2—
5 мин);
обработка раствором едкого натра (50—
75 г/л) при 63—79°C (5—15 мин);
промывание водопроводной водой (2 мин);
травление раствором хромовой кислоты
(124—149 г/л) с добавкой нитрата натрия
(11,4 г/л) при 52—63°C (5—15 мин);
промывание дистиллированной водой (12 мин).
Окончательная обработка:
травление в растворе хромовой кислоты
(99,5 г/л) и сульфата натрия (5 г/л) при
52—63°C (3—12 мин);
промывание дистиллированной водой (2 мин)
с последующей сушкой на воздухе (5 мин).
Подготовленные таким образом детали можно склеивать не
более чем через две недели.
Предложено также обезжиривать поверхность магниевых спла-
вов трихлорэтиленом, обрабатывать раствором едкого натра
(10 вес. ч. NaOH + 80 вес. ч. воды) при 70—75 °C в течение 5 мин
и затем промывать холодной водой, травить при 20 °C в течение
3 мин в растворе, состоящем из хромовой кислоты (10 вес. ч.),
сульфата натрия (0,05 вес. ч.) и воды (100 вес. ч.), с последую-
щим промыванием водой и сушкой деталей.
Подготавливаемые к склеиванию поверхности меди, бронзы и
латуни обрабатывают пескоструйным аппаратом и затем обезжи-
ривают. Рекомендованы также кислотные ванны, состоящие из
19 вес. ч. концентрированной серной кислоты, 12 вес. ч. кристал-
лического сульфата железа и 100 вес. ч. воды. Детали погружают
на 10 мин в такой раствор, нагретый до 65—71 °C, потом промы-
вают водой и тщательно высушивают.
318
Детали из меди, бронзы и латуни можно обрабатывать
25%-ным раствором персульфата аммония или составом из
15 вес. ч. хлорного железа и 30 вес. ч. концентрированной серной
кислоты на 200 вес. ч. воды в течение 1—3 мин при комнатной
температуре [8].
Влияние способа обработки поверхности титана на прочность
склеивания эпоксидно-фенольным клеем НР-422 и фенолокаучуко-
вым клеем AF-31 показано в табл. III.8. Наиболее эффективно
анодирование в 15%-ной серной кислоте.
Таблица III.8. Влияние способа обработки поверхности на прочность
склеивания титанового сплава
Способ обработки Марка клея Разрушающее напряжение при сдвиге, кгс/см2
при —55 °C при 20 °C при 176 °C при 312 °C
Анодирование в 15%-ной сер- НР-422 180 120 145 86
ной кислоте AF-31 240 239 60,5 18
Обработка смесью концентри- НР-422 155 111 112 79
рованной серной кислоты -и раствора бихромата натрия AF-31 205 226 80 14
Рекомендована также обработка поверхности титановых спла-
вов смесью водного раствора 70%-ной азотной (15 объемн. %) и
.58%-ной плавиковой (3 объемн. %) кислот в течение 30 с при ком-
натной температуре [23]. Для увеличения адгезии -титановых спла-
вов предлагается наносить на поверхность металла фторидное
покрытие путем обработки при комнатной температуре в течение
5—25 с в растворе, содержащем фтористый калий и плавиковую
кислоту [17].
Эффективным методом подготовки поверхности бериллия и его
сплавов является следующий [11]. Обезжиренный в парах метил-
этилкетона металл обрабатывают в 5%-ном растворе серной кис-
лоты, промывают водей, после чего нейтрализуют 10%-ным рас-
твором едкого натра (5 мин при 50—60 °C) и снова промывают
водой. Предложено также после обезжиривания в парах раствори-
теля погружать детали на 3—4 мин в нагретый до 76—82 °C
20%-ный водный раствор едкого натра с последующим промыва-
нием холодной водой и просушиванием в течение 10—15 мин при
135—163 °C [8].
Детали из никеля и его сплавов следует погружать на 4—6 с в
концентрированную азотную кислоту при комнатной температуре,
а затем промывать холодной водой и сушить при 20—25 °C. Реко-
мендована также обработка составом из 15 вес. ч. хромового ан-
гидрида и 20 вес. ч. соляной кислоты.
Необходимо отметить, что никелированные детали нельзя под-
вергать травлению или опескоструиванию. Их рекомендуется
лротирать не содержащими хлора моющими средствами, промы-
319
вать дистиллированной водой и сушить при 59 °C. После такой
обработки следует сразу же загрунтовать или склеить детали [23].
Хром и хромированные детали перед склеиванием сначала
обезжиривают, затем погружают на 2—3 мин в раствор, состоя-
щий из равных по массе частей концентрированной соляной кис-
лоты и дистиллированной воды, нагретой до 86 °C, после этого де-
тали промывают холодной дистиллированной водой и сушат филь-
трованным воздухом [8].
Поверхность цинка и оцинкованных металлов после промывки
растворителем (ацетоном, метилэтилкетоном) погружают на 2—
4 мин в раствор, состоящий из 15 частей концентрированной соля-
ной кислоты и 85 частей дистиллированной воды. После промы-
вания теплой, а затем холодной дистиллированной водой и сушки
при 60—72 °C в течение 15 мин детали должны быть сразу же
склеены или загрунтованы [8].
Поверхность олова перед склеиванием очищают растворителя-
ми, обрабатывают наждачной бумагой, затем раствором специ-
ального мыла, прополаскивают дистиллированной водой и просу-
шивают при комнатной температуре чистым фильтрованным воз-
духом [8].
Смоченную водой поверхность свинца рекомендуется зашкури-
вать наждачной бумагой, протирать мылом, промывать дистилли-
рованной водой и сушить при 49 °C. Непосредственно перед склеи-
ванием поверхность очищают трихлорэтиленом и как можно бы-
стрее склеивают или загрунтовывают.
Кадмированные, посеребренные или позолоченные металлы
перед склеиванием очищают и обезжиривают растворителем, про-
тирают не содержащим хлора моющим средством, после чего про-
поласкивают дистиллированной водой и просушивают при комнат-
ной температуре чистым фильтрованным воздухом.
Платину обычно очищают в парах растворителей и покрывают
грунтом или сразу же склеивают. Можно также протереть поверх-
ность щеткой, смоченной мягким моющим составом, после чего
ополоснуть водой и просушить. После такой обработки детали на-
до быстро склеить или загрунтовать [8].
Изучение влияния различных видов подготовки поверхности
урана на прочность клеевых соединений показало, что наиболее
эффективна электролитическая обработка с последующей выдерж-
кой в атмосфере инертных газов в вакууме [39].
Нанесение клея. Для склеивания металлов чаще всего исполь-
зуются жидкие клеи, в некоторых случаях пленочные, или их со-
четания с жидкими. Жидкий клей в большинстве случаев наносят
кистью или пульверизатором. В последнем случае вязкость клея
должна быть понижена с помощью разбавителей. В качестве раз-
бавителей обычно используют растворители, входящие в состав
клея.
Нанесение клея пульверизатором особенно целесообразно при
склеивании больших плоских или криволинейных поверхностей.
320
Пульверизаторы работают под давлением 0,7—3,5 кгс/см2, расстоя-
ние до склеиваемой поверхности должно быть около 25 см. В за-
висимости от качества подгонки склеиваемых поверхностей и
свойств клея его наносят в два или более слоев, причем каждый
последующий слой надо наносить в направлении, перпендикуляр-
ном к предыдущему.
Применяется метод механического распыления клея: клей по-
дается насосом под давлением 4—6 кгс/см2 в форсунку через от-
верстие, расположенное по касательной к поверхности канала
форсунки. Струя клея движется под действием центробежных сил
по цилиндрической поверхности, одновременно под действием из-
быточного давления поток клея перемещается по оси форсунки к
выходу. Из сопла форсунки клей выходит в виде спиральной
струи, которая, дробясь на мелкие частицы, образует конусообраз-
ный факел, расширяющийся по направлению к детали [5].
Для нанесения клея можно использовать также клеевые валь-
цы или окунать деталь в жидкий клей. При работе с очень вязки-
ми системами (например, с клеями, содержащими наполнители)
можно применять шпатели.
Предложено [12] устройство для нанесения клея на поверх-
ность изделия сложного контура, представляющее собой резервуар
для клея, имеющий в нижней части щель. Для регулирования тол-
щины клеевого слоя устройство снабжено магнитным механизмом
подачи изделия к резервуару, а одна из стенок резервуара сделана
подвижной в вертикальном и горизонтальном направлениях
(рис. Ш.9).
Интересен метод нанесения жидких клеев распылением в элек-
тростатическом поле. Как правило, хорошо распыляются клеи,
имеющие удельное объемное электрическое сопротивление порядка
106—107 Ом-см и высокую диэлектрическую проницаемость. Вяз-
кость таких клеев должна находиться в пределах 15—40 с
(по ВЗ-4). Для распыления применяются пневматические, электро-
механические и электростатические устройства. Наиболее широко
используется пневматический распылитель КРВ-2 [5]. Для нане-
сения на склеиваемые детали фенолокаучукового клея ВК-З в
электростатическом поле предназначена специальная установка
УНК-1 [5]. Известны и другие устройства [41].
Сконструирована [13] установка для нанесения клея, включающая станину
с смонтированным на ней клеенамазывающим устройством в виде двух пар
рабочих и дозирующих валков (в полостях между которыми как бы образуются
клеевые ванны) и устройство для приготовления клея. Между мешалкой лопаст-
ного типа с водяной рубашкой и клеенамазывающим устройством смонтированы
герметизированные питающие бачки для поддержания постоянного уровня клея
в клеевой ванне. В крышке и дне бачков укреплены краны с клапанами, при-
водимыми в действие электромагнитами, сблокированными таким образом, что
при открывании одного крана второй закрывается (рис. III.10).
Описаны и другие способы и устройства для нанесения клеев
на склеиваемые металлические поверхности [61].
21—2591
321
Клеевые пленки используются в ряде случаев в комбинации
с жидким клеем; при этом сначала на поверхность металла на-
носят подслой жидкого клея, а затем после открытой выдержки
между соединяемыми поверхностями закладывают клеевую
пленку.
Рис. III.9. Устройство для нанесения клея на изделия с поверхностью сложного
контура:
/ — резервуар; 2— магазин; 3 — механизм подачи изделий; 4 —подвижная стенка резервуара;
5 — ограничитель; 6 — отсекатель; 7 — скалка.
Рис. ШЛО. Установка для нанесения клея:
1 — рабочие валки; 2 — дозирующие валки; 3 — клеевые ванны; 4 — мешалка; 5 — питающие
бачки; 6 — кран с клапанами; 7 — электромагнит*
В последнее время с успехом начинают использоваться клея-
щие системы, в состав которых входит основной пленочный клей
и совмещающиеся с ним пленочный или пастообразный клеи, спо-
собные вспениваться (например, для стыковки сот или крепления
их к силовым вставкам), а также совмещающиеся с этими клеями
грунты для нанесения на склеиваемую металлическую поверх-
ность [6]. Эти грунты дают возможность сохранить подготовлен-
ную к склеиванию поверхность в течение определенного времени.
Кроме того, грунты могут способствовать повышению «смазываю-
щей» способности склеиваемых поверхностей, повышают их корро-
зионную стойкость и долговечность в условиях эксплуатации в
среде с повышенной влажностью воздуха. Некоторые клеевые
грунты могут препятствовать возникновению нежелательных
взаимодействий на границе клей — металл. При правильном вы-
боре грунта удается склеивать различные металлы одним и тем же
клеем [40].
322
При использовании клеевых пленок обычно их предварительно
раскраивают по конфигурации деталей. Раскрой производят по
шаблонам с помощью острых ножей или ножниц. К поверхности
склеиваемых деталей пленку прикатывают с помощью холодного
или нагретого ролика. Можно также закреплять пленку вакуум-
ным способом, помещая деталь с клеевой пленкой в вакуумный
мешок.
Прикатка пленки может быть механизирована. Известны стан-
ки СПК-1 и СПК-2, применяющиеся для прикатывания пленки
клея ВК-3 к склеиваемым поверхностям [5]. Описан станок для
прикатки клеевой пленки, например при изготовлении лопасти
несущего винта вертолета. Станок состоит из станины с мага-
зином для пленки, прикаточных рамок, соединенных шарнирно
через рычаги со штоком силового цилиндра, рамок захвата плен-
ки, подвижно закрепленных на оси, соединенной зубчатой переда-
чей со штоком цилиндра управления [14].
При использовании твердых композиций, не содержащих рас-
творителей, можно наносить клей путем напыления.
Количество наносимого клея необходимо строго контролиро-
вать, так как толщина клеевого шва оказывает большое влияние
на качество склеивания. Для большинства клеев толщина клее-
вого слоя колеблется в пределах от 0,05 до 0,25 мм. Образование
клеевых швов толщиной выше 0,5 мм приводит к значительному
снижению прочности склеивания. Количество клея, наносимого на
1 м2 склеиваемой поверхности, зависит от ряда технологических
факторов — качества подгонки склеиваемых поверхностей, давле-
ния, а также от свойств клея.
При использовании пленочных клеев количество наносимого
клея определяется толщиной пленки. Регулирование толщины
клеевого шва в этом случае осуществляется путем повышения дав-
ления при склеивании или применения нескольких слоев пленки.
Клеи, не содержащие растворителей, хорошо заполняющие за-
зоры и способные отверждаться без выделения летучих веществ, с
успехом могут быть применены при соединении деталей с недо-
статочно тщательной подгонкой склеиваемых поверхностей.
Открытая выдержка. Для удаления из клеевого слоя раствори-
теля, наличие которого приводит к образованию пористого шва с
пониженной прочностью, производят так называемую открытую
выдержку клея. Она может проводиться как при комнатной, так и
при повышенной температуре. Иногда сначала пленку клея под-
сушивают на воздухе, а затем некоторое время выдерживают при
повышенной температуре, при которой не должно происходить
преждевременного отверждения клея. Как правило, при склеива-
нии клеями, не содержащими растворителей, например Эпокси-
дом П и Пр, Аральдитом 1, а также пленочными клеями открытая
выдержка не требуется.
Отверждение клея. Условия отверждения клея (температура,
Давление, продолжительность) играют исключительно важную
21*
323
Таблица III.9. Условия наиесеиия и отверждения различных клеев
Марка клея Состав клея । Способ нанесения 1 Открытая выдержка Условия отверждения
темпера- тура, °C продолжи- тельность, мин темпера- тура, °C продолжи- тельность, мин давлеияе, КГС/СМ2
Эпоксид ПР ) Аральдит 1 J БФ-2 Эпоксидная смола 4-от- вердитель Фенолоформ альдегидная смола+поливинилбути- раль в спиртовом рас- творе В ввде раствора Кистью Последо 16—30 50—60 90 зательно: 30 15 45 200 140—160 150 40 55—60 10 0,5—1,0 5—20 10
Ридакс Е Фенолоформальдегидная смола +поливинилфор- маль Фенольная смола нано- сится кистью, (Порош- кообразный поливи- нил форма ль посылает- ся на липкую поверх- ность смолы 150 10 17,5
ВК-32-200 1 Плиобонд М-20 J Фенолокаучуковые ком- позиции Кистью, пульверизато- ром или в виде пленки 1-й 20 2-й последо 20 65 90 слой 15-30 слой вательно: 15—30 90 10 180 177 60 25 6—20 17,5
Имидайт 850 Полибензимидазольная (КОМПОЗИЦИЯ Кистью или в виде плен- ки 92 90 315 60 13*
FM-34 Полиамидная компози- ция В виде пленки 260 90 2,8**
• Окончательное отверждение производится при 430 °C в течение I ч в атмосфере азота.
♦* Окончательное отверждение производится при 288 °C в течение 3 ч
роль в технологическом процессе склеивания и должны быть уста-
новлены с особой тщательностью для выбранного клея и данного
вида соединения. Температура, давление и продолжительность
отверждения, рекомендуемые для разных клеев, отличаются весь-
ма значительно (табл. III.9).
При склеивании металлических конструкций используются раз-
личные методы нагревания и создания давления при отверждении,
определяемые размерами и формой соединяемых деталей и техно-
логическими особенностями клея. Во многих случаях наиболее
эффективно нагревание в камерах, обогреваемых газом или элек-
тричеством; можно использовать также инфракрасные лампы, ко-
торые особенно удобны при конвейерных процессах. Инфракрас-
ные лучи поглощаются металлом почти без потерь на нагревание
окружающего воздуха, что обеспечивает высокую скорость нагре-
вания; аппаратурное оформление достаточно просто. Недостатком
метода является его чувствительность к колебаниям напряжения
и частоты тока в сети.
Широкое применение находят методы контактного нагревания.
Для этой цели пригодны ленты из металлов с высоким электриче-
ским сопротивлением, которые укладывают вблизи клеевого со-
единения и нагревают электрическим током. Металлические ленты
можно заменять нихромовой или хромелевой проволокой. Для
нагревания используют очень тонкую проволоку или проволоч-
ную сетку, закладывая ее в клеевое соединение.
Разработан [15] пленочный клей, в состав которого входят
компоненты, обладающие высоким электрическим сопротивлением.
Тепло, выделяемое при прохождении тока через эти компоненты,
способствует быстрому отверждению клея. Прочность и химиче-
ская стойкость клеевых соединений на этом клее такие же, как и
у обычных клеев. Для устранения деформации клеевых соедине-
ний при отверждении применяется давление 0,35—1,0 кгс/см2.
Токопроводящие ткани из угольных или графитовых волокон
используются [16] в качестве подложки при изготовлении пленоч-
ных клеев на основе полиимидов. При изготовлении нагреватель-
ных элементов используют также обработанную графитом стек-
лянную ткань с защитным эпоксидным покрытием. При склеива-
нии металлов находит применение и высокочастотный нагрев. Ис-
пользуют также кислородные горелки и паяльные лампы (глав-
ным образом для ремонта в полевых условиях).
Высокоскоростным и эффективным является индукционный ме-
тод нагревания при склеивании металлов. В этом случае тепло
генерируется в склеиваемом металле. Индукционное нагревание
металла электрическим током производится с помощью специаль-
ных индукторов. При склеивании металлов индукционным методом
можно пользоваться накладками, в которых возбуждаются вихре-
вые токи и генерируется тепло, непосредственно передающееся
склеиваемым элементам, или нагревать склеиваемые элементы от
индуктора. Возможно также применение комбинированного вари-
325
анта — один из склеиваемых элементов нагревается от накладки,
а другой непосредственно от индуктора.
Нагревание с помощью накладки применяется в тех случаях,
когда температура склеивания не превышает 300 °C, а склеивае-
мые элементы имеют небольшую толщину, например при склеива-
нии металлического сотового заполнителя с обшивкой. Нагрева-
ние непосредственно от индуктора целесообразно, если склеивают-
ся элементы достаточной толщины, если можно изготовить
индуктор, форма которого соответствует форме конструкции, и если
температура склеивания превышает 200—300 °C.
Индукционный метод целесообразно использовать в условиях
массового производства, в особенности при изготовлении крупно-
габаритных изделий.
Процесс отверждения некоторых термореактивных клеев может
быть значительно ускорен, если их кратковременно нагревать при
температурах, значительно превышающих обычно используемые.
Так, например, клеи БФ-2 и БФ-4 отверждаются при 240—260 °C
в течение нескольких секунд. Такой способ можно использовать,
если площадь склеиваемых изделий невелика, если одна из склеи-
ваемых деталей имеет отверстия или канавки для выхода паров
растворителя или является пористой и, наконец, если можно бы-
стро подводить и отводить тепло.
С целью ускорения процесса предложено отверждать клеи в
«псевдоожиженном слое», состоящем из порошка, например окиси
алюминия, находящегося во взвешенном состоянии. Собранную и
подготовленную к склеиванию конструкцию помещают в специ-
альное устройство, где она подвергается воздействию сначала
нагретого, а затем имеющего комнатную температуру «псевдоожи-
женного слоя» [60].
Давление при склеивании создается с помощью струбцин,
пружинных зажимов, болтов, а также с применением вакуума и
специальных прессов.
Вакуумный метод широко известен в производстве клееных
металлических деталей сложной конфигурации. Склеиваемую де-
таль в собранном виде помещают в резиновый или поливинилхло-
ридный мешок, из которого вакуум-насосом выкачивают воздух;
перепад давлений составляет 0,9—1,0 кгс/см2.
Часто для склеивания применяются автоклавы [18] с вакуум-
ным мешком (рис. Ш.Н). При использовании автоклавов удается
склеивать детали сложной формы. Для этого их помещают в спе-
циальное приспособление (рис. III.12), покрывают резиновой диа-
фрагмой, которую герметично прикрепляют к плите приспособле-
ния, и из пространства между плитой и .диафрагмой откачивают
воздух. Для облегчения съема деталей после склеивания приме-
няют прокладочный материал, например целлофан.
При массовом производстве клееных плоских деталей или де-
талей с небольшой кривизной удобно применять прессы с плоски-
ми плитами и различные пресс-формы.
326
Для склеивания при давлении меньше атмосферного исполь-
зуется стол с паровым обогревом. Давление создается с помощью
резинового мешка.
Рис. 111,11. Автоклав для склеивания различных изделий с применением ваку-
ума (поперечный разрез):
I — подвод сжатого воздуха; 2 — отсос воздуха вакуум-насосом; 3 — приспособление для
склеивания панелей, установленных иа тележке.
Рис. III.12. Сборка узла в приспособлении для склеивания в автоклаве:
о — схема приложения давления; б — приспособление; в — место присоединения вакуум-про-
вода; 1 — склеиваемые детали; 2 — верхняя плита приспособления; 3 — вакуумированная по-
лость; 4 — резиновая диафрагма; 5 — вакуум-провод; 6 — шарнирные зажимы; 7 — прижим-
ная рамка; 8 — термопара; 9 — провод термопары; 10 — сжатый воздух (пар).
Представляет интерес использование мелких алюминиевых
шариков (дроби) в качестве «гидравлической жидкости» при
склеивании в прессах металлических деталей больших размеров.
При этом давление равномерно распределяется по всей площади
склеиваемых деталей.
327
Для обеспечения правильного положения склеиваемых деталей
друг относительно друга их необходимо фиксировать; для этого
применяют различные способы (рис. III. 13). Установочные штиф-
ты (рис. III.13, Л) можно использовать в том случае, когда склеи-
ваемые детали имеют отверстия. Штифты устроены так, что они
остаются на одной половине матрицы, когда пресс открывается
после окончания склеивания. Для компенсации изменения разме-
Рнс. III.13. Методы фиксация деталей в приспособлении для склеивания:
А — установочные плавающие штифты: / — верхний прижим; 2 — стрингер; 3 —обшивка-
4—’Плавающий штифт; 5 — опорная плита; Б — неподвижные стальные штифты; 1 — верхний
прижим; 2 — стрингер; 3 —обшивка; 4— опорная плита; 5 — неподвижный штифт; В — сквоз-
ные отверстия в приспособлении: / — верхняя плита в приспособлении; 2, 3— склеиваемые
элементы; 4— опорная плита приспособления; 5 — фиксирующий штифт; Г —временные вы-
ступы для размещения установочных отверстий; Е— шарнирные зажимы; Ж—схема при-
способления для склеивания гофрированных листов; 1 — установочный штифт; 2 —прижи-
мы с закругленными кромками; 3, 4 — склеиваемые элементы; И — схема многоместного
приспособления: 1 — верхние прижимы; 2 — стрингеры; 3 — обшивка; 4 — нижняя опорная
плита; К — установочные отверстия удлиненной формы; Л — применение удаляемой липкой
ленты для фиксации склеиваемых элементов: 1—липкая лента; 2— оболочка; 3 — пласти-
на; М — схема неправильной фиксации допускающая деформацию детали при отсутствии
опоры; / — верхние прижимы; 2 —стрингер; 3 —обшивка; 4—нижняя опорная плита;
Н — схема неправильной фиксации вследствие избыточной высоты приспособления: / — верх-
ний прижим: 2 — стрингер; 3 — обшивка; 4— нижняя опорная плита.
ров в связи с колебаниями температуры существуют плавающие
штифты. На рис. III.13, Б показаны неподвижные стальные штиф-
ты. С их помощью рекомендуется склеивать детали с отверстиями,
изображенные на рис. III.13, В, так как в этом случае может про-
изойти коробление детали. Довольно часто применяются мелкие
алюминиевые заклепки, расположенные по оси отверстий
(рис. Ш.13, Г).
Если необходимо обеспечить нужное положение деталей, не
имеющих отверстий, то при их изготовлении делают временные не-
328
большие выступы (рис. III. 13, Д), в которых сверлят отверстия
для размещения установочных штифтов. Эти выступы удаляют по
окончании склеивания.
Одним из самых простых методов фиксации деталей является
использование липкой ленты, которая легко удаляется после
склеивания. Хорошие результаты достигаются при применении
шарнирных зажимов (рис. III.13, Е). Схема приспособления для
склеивания гофрированных листов,, приведена на рис. III.13,Ж.
При склеивании нескольких деталей на прессе с плоскими пли-
тами необходимо обеспечить постоянство общей высоты приспо-
собления (рис. III. 13, И) во избежание дефектов склеивания на
отдельных участках. Общая высота может быть скорректирована
с помощью прокладок (фанера, картон) или липкой ленты.
При проектировании оснастки необходимо предусматривать
возможность расширения и сжатия склеиваемых деталей. Чтобы
устранить коробление деталей, на верхнем приспособлении
(рис. III.13,Л1) устанавливают промежуточную опору. Пример не-
правильной фиксации из-за избыточной высоты приспособления
приведен на рис. III.13, Н.
Представляет несомненный интерес процесс склеивания с по-
мощью ультразвука. Отверждение клея в этом случае происходит
в течение нескольких секунд. Правда, требуется термообработка,
но, во-первых, без зажимных приспособлений и, во-вторых, при
более мягких температурно-временных режимах, чем при обычном
склеивании данными клеями [6].
В процессе склеивания очень важно тщательно контролиро-
вать температуру склеиваемых поверхностей, плит прессов, пресс-
форм и т. д. Для этого применяются термопары, термометры, крас-
ки, чувствительные к изменению температуры, и т. д.
Очень часто при склеивании на готовом изделии образуются
потеки клея. Если клей еще не отвержден полностью, потеки мож-
но удалить тампоном, смоченным соответствующим растворителем.
Очистку можно производить и механическим путем, например
соскабливанием или опескоструиванием. Однако при использова-
нии этих методов необходимо соблюдать осторожность, так как
растворители могут отрицательно повлиять на качество склеива-
ния, а при механическом удалении потеков можно повредить клее-
вое соединение. Лучший способ — это наложение защитных пле-
нок на поверхность, которая находится в непосредственной близо-
сти к склеиваемым участкам.
СОТОВЫЕ КОНСТРУКЦИИ
Сочетание' сердцевины из легкого заполнителя с обшивкой да-
ет возможность создать прочную и легкую конструкцию, пригод-
ную для использования в ответственных агрегатах самолетов и
других летательных аппаратов, а также при изготовлении кузовов
автомобилей, железнодорожных вагонов, в жилищном строитель-
329
стве, в мебельной промышленности и в других областях народного
хозяйства [18-—20]. Сотовые заполнители обеспечивают необходи-
мую жесткость металлических панелей при изгибающих нагрузках
и устойчивость при сжатии. Применение сот дает экономию мас-
се, которая в некоторых случаях достигает 15—20%. Срок службы
этих конструкций при усталостных нагрузках значительно больше,
чем обычных конструкций; производство сотовых конструкций
благодаря отсутствию шпангоутов и нервюр проще и экономич-
нее, особенно массовое производство.
Сочетание легкого заполнителя с металлической обшивкой
позволяет использовать обшивочные материалы малых толщин.
В качестве материала для сердцевины в сотовых конструкциях
Рис. III.14. Панель сотовой конструкции:
1— обшивка; 2— сотовый заполнитель; 3—клеевой слой, соединяющий заполнитель с об-
шивкой.
Рис. III.15. Клеевой шов в соединении обшивки с сотовым заполнителем:
1 — стенка ячейки сот; 2 — клей; 3 — обшивка.
широко используются соты из тонкого металла; наибольшее при-
менение нашли соты из алюминиевой фольги [21]; для изделий,
работающих при высоких температурах, рекомендуются стальные
и титановые соты. Обшивочными материалами обычно служат
алюминиевые сплавы толщиной от 0,3 до 1,6 мм. Если же конст-
рукция должна иметь высокую прочность, теплостойкость и стой-
кость к абразивным воздействиям, применяют сталь. Наиболее
распространенный тип клееной панели с сотовым заполнителем,
представляющим собой ячейки шестиугольной формы, показан на
рис. III. 14. Как приклеиваются сотовые ячейки к обшивке, пока-
зано на рис. III. 15.
В настоящее время клеи широко применяются для изготовле-
ния трехслойных конструкций (конструкций типа «сэндвич»), со-
стоящих из двух обшивок и сердцевины. В качестве сердцевины
используются пенопласты, сотовые материалы из металла, бумаги
или пластиков (например, текстолита, стеклотекстолита), древеси-
ны бальзы и др. В самолетостроении и других областях техники
для изготовления сотового заполнителя в силовых трехслойных
330
конструкциях применяется специальная теплостойкая полимерная
бумага, позволяющая значительно уменьшить массу конструкций.
В Англии разработаны соты из нейлона, покрытого фенольной
смолой. Для этой же цели применяется волокнистый материал
марки номекс, разработанный фирмой «Du Pont de Nemours» сов-
местно с фирмой «Boeing» на основе ароматических полиамидов.
Он более легкий и жесткий, чем другие материалы, используемые
для изготовления сот. Номекс не горит, а только обугливается при
500 °C с небольшим выделением газа. Один из видов номекса по-
ставляется с неотвержденным покрытием из фенольной смолы,
что позволяет придавать сотам различную форму, а затем отверж-
дать их при 150 °C, Соты из бумаги номекс характеризуются вы-
сокой прочностью и стойкостью к удару. Исследовалась возмож-
ность применения таких сот в сочетании с обшивкой из пластика,
упрочненного углеродными волок-
нами [22, 23].
Неметаллический заполнитель
для трехслойных конструкций
может быть получен методом на-
мотки. После намотки его пропи-
тывают эпоксидной смолой, кото-
рая затем отверждается, и снима-
ют с оправки. Оправка, а сле-
довательно, и заполнитель, мо-
жет быть любой формы.
Механические свойства сото-
вого заполнителя зависят глав-
ным образом от толщины стенок
и размера ячеек. Прочность со-
единения обшивки с заполните-
лем также является функцией размера ячейки. На рис. Ш.16 при-
ведены данные, характеризующие изменение прочности клеевого
соединения в зависимости от размера ячейки. Для повышения
прочности соединения заполнителя с обшивкой при отслаивании
иногда применяют клеевые пленки, представляющие собой стекло-
ткань, пропитанную клеем.
Так как не всегда удается подобрать клей, в котором сочета-
ется хорошая текучесть с высокой эластичностью, обеспечивающей
требуемую прочность при неравномерном отрыве, то иногда при-
ходится применять для склеивания два клея. В этих случаях
рекомендуется на соединяемые поверхности наложить подслой
эластичного клея, а затем приклеить сотовый заполнитель с по-
мощью несколько более хрупкого, но обладающего хорошей теку-
честью клея.
Для удаления летучих веществ, образующихся в процессе от-
верждения клея, в стенках сот обычно делают небольшие отвер-
стия. Однако, поскольку сотовые конструкции с отверстиями
(перфорированные) негерметичпы и удерживают конденсирую-
28
'И
74
8к
70
56
42
6,0
Ь,8
ЕЭ
3,6
а И
2,4
-----1____I____I____I/O
2 4 6 8 10’
Размер ячейки, мм
-яг
II 1.16 Зависимость прочно-
Рис.
сти .клеевого соединения обшивки
с сотовым заполнителем от раз-
мера ячеек сот.
£
331
щуюся влагу, во многих современных конструкциях применяют
неперфорированные соты. При этом требуется клей, выделяющий
при отверждении минимальные количества летучих веществ.
В сотовых конструкциях кроме соединений сотового заполните-
ля с обшивкой имеются также клеевые соединения собственно сот,
выполняемые в процессе производства заполнителя. Эти соедине-
ния не так нагружены, как соединения сот с обшивкой, главным
образом благодаря сравнительно большой площади склеивания.
С помощью клеев соединяются также смежные отсеки заполнителя
и заполнитель с вкладышами, окантовками и другими деталями.
В отечественной промышленности для изготовления сотовых
конструкций применяются клеи ВК-3, ВК-32-200, МПФ-1, БФ-2 и
БФ-4. Показатели прочности клеевых соединений на этих клеях
при равномерном отрыве (100%-ное разрушение по фольге) сото-
вого заполнителя (размер ячейки 5 мм) из алюминиевой фольги с
обшивкой толщиной 0,4 мм приведены ниже:
Разрушающее на-
пряжение при рав-
номерном отрыве,
КГС/СМ2
ВК-3 .......... , 15,0—20,0
МПФ-1 ....... 23,1
БФ-2+БФ-4* .... 24,8
ВК-32-200 ...... 23,8
* Использовалась пленка клея БФ-4 с подслоем
клея БФ-2.
Сотовые материалы изготовляются методом гофрирования и
растяжения [5, 25]. При гофрировании (рис. Ш.17) алюминие-
вую фольгу, намотанную на катушку, пропускают при комнатной
температуре через ванну для обезжиривания. Затем ее промы-
Рис. III.17. Схема получения сотового заполнителя гофрированием:
1 — катушка с фольгой; 2 — ванна для обезжиривания; 3 — спускное отверстие; £ — ванна
с водой для промывания; 5 — водяные струи; 6 — валик для отжатия воды; 7, 10 — сушилка;
6, 11 — холодный воздух; 9 —- клей; 12 — вальцы для гофрирования; 13 — гильотинные нож*
ницы; 14— лоток; 15 — ящик для нарезанных полос; 16 — готовая фольга.
332
вают водой, сушат при 180 °C и после охлаждения пропускают
через ванну с фенольным клеем, вязкость которого тщательно кон-
тролируется. Фольга проходит между двумя неподвижными валка-
ми из полированной стали диаметром 25,4 мм, разделенными про-
кладкой, толщина которой на 0,2 мм больше толщины фольги. По
мере того как фольга проходит между валками, пленка жидкого
клея толщиной 0,1 мм наносится на каждую из поверхностей.
Покрытую клеем фольгу высушивают, охлаждают, формуют на
вальцах и с помощью гильотинных ножниц разрезают на куски
Рис. III.18. Схема получения сот путем растяжения:
1— катушка с фольгой; 2 — направляющие валки; 3— ванна с клеем; 4 — клеенамазывающие
валки; 5 — ребристые валки для нанесения клея иа фольгу; 6 — сушильная камера; 7-^ ды-
ропробивающее устройство; 8 *— направляющие ролики; 9 — гильотинные ножницы; 10 — ящик
для нарезанных полос; 11 — пресс для склеивания листов; 12 — склеенные полосы перед ме-
ханической обработкой (а — линия отреза; б — клеевое соединение); 13 — обработанные по-
лосы с торцовыми накладками (в)-, 14 — приспособление для растяжения склеенных полос
(а—ручка захватывающего устройства; б— готовый сотовый заполнитель).
требуемой длины. Затем гофрированный лист укладывают на пли-
ту и фиксируют на металлических шпильках, выступающих на по-
верхности плиты. Гребни гофра должны касаться шпилек. Сле-
дующий лист накладывают на первый так, чтобы гребни гофра
совпадали с углублениями между гребнями гофра нижнего листа.
Для получения сотового заполнителя с симметрично располо-
женными шестиугольными ячейками гофры склеивают на специ-
альной машине с применением нагревания и давления, создавае-
мого двумя пластинами, нагретыми до 200 °C. Поверхность гото-
вого заполнителя обезжиривают.
Для получения сотового заполнителя путем склеивания паке-
тов фольги с последующим растяжением (рис. III.18) обычно
применяют фольгу шириной 0,4 м. Размер ячеек колеблется в пре-
делах 3,17—12,7 мм. Предварительно обезжиренная фольга про-
ходит между направляющими валками, а затем между ребристыми
валками, находящимися друг против друга. При этом на обе сто-
роны фольги наносятся полоски клея.
333
Для удаления растворителя фольгу высушивают с помощью
инфракрасных ламп, после чего пропускают через дыропробиваю-
щие валки, на которых она соединяется с листом фольги без
покрытия, поступающим с другой катушки. Таким образом, оба
листа фольги одновременно проходят через дыропробивающие ва-
лки, причем на одном из них находятся иглы для пробивания
отверстий, расположенные по окружности на определенном рас-
стоянии друг от друга, на другом •— углубления, в которые вхо-
дят иглы. После этого оба листа пропускают через зажимные
валки для удаления заусенцев. Сдвоенные листы разрезают с по-
мощью гильотинных ножниц на куски определенной длины, кото-
рые складывают в ящик по 300 штук. Ящик с уложенными в нем
листами помещают в пресс и выдерживают там 25 мин под давле-
нием 3,5 кгс/см2 при температуре 160 °C для обеспечения необхо-
димой прочности клеевого соединения. Скленный пакет фольги
площадью 0,3—0,4 м2 и толщиной 19 мм разрезают ленточной
пилой на полосы в направлении, перпендикулярном линии склеи-
вания. Ширина полос определяет высоту сотового заполнителя
после растяжения.
Для растяжения к разрезанному пакету фольги клеем, отверж-
дающимся при комнатной температуре, приклеивают узкие гофри-
рованные полоски фольги. Затем их надевают на шпильки в захва-
тывающем механизме, который растягивает сотовый заполнитель.
Пакет, состоящий из 300 листов фольги, растягивается до получе-
ния заполнителя площадью 0,9X0,3 м при размере ячеек 3,17 мм.
Предложен способ крепления сотового заполнителя к элемен-
там конструкции, заключающийся в том, что на поверхность сото-
вого заполнителя в процессе его изготовления наносят вещество,
способное в определенных условиях вспениваться, заполняя ячей-
ки сот и фиксируя сотовый заполнитель в конструкции. В качест-
ве вспенивающихся веществ чаще всего используют пенополиуре-
таны или фенолоформальдегидные пены.
Механическая обработка сотового заполнителя заключается
обычно в резке ленточной пилой и фрезеровании. Перед фрезе-
рованием заполнителя с целью стабилизации формы и размеров
его обычно заполняют водой и замораживают. Применяются так-
же специальные липкие ленты.
Для нанесения клея при склеивании обшивки и сотового за-
полнителя используется машина, схема которой приведена на
рис. III.19 (см. также рис. III.20). Обшивочный материал перед
склеиванием (после очистки и химической обработки) покрывают
с помощью пульверизатора или кисти необходимым количеством
слоев клея. Каждый слой клея окрашен для облегчения контроля
качества нанесения клея. Для ускорения процесса изготовления
трехслойных панелей клеящие составы наносят методом горячего
распыления [26].
За рубежом в качестве клеев для сотовых конструкций приме-
няются главным образом композиции на основе модифицирован-
334
ных эпоксидных смол, фенолокаучуковые клеи, клеи на основе
фенольных смол, модифицированных поливинилбутиралем, фено-
лополивинилформальные клеи Ридакс и др. Для сотовых конст-
рукций, работающих при температурах выше 180 СС, рекомендует-
ся использовать различные клеи на основе смеси фенольных смол
и полиамидов, а для эксплуатации при температурах до 260 °C—•
на основе смеси фенольных и эпоксидных смол. При более высоких
температурах применяются клеи на основе различных аромати-
ческих полимеров.
К числу эпоксидных клеев, наиболее пригодных для склеива-
ния сотовых заполнителей, относятся отверждающиеся при ком-
натной температуре клеи Аральдит АУ-101 и Аральдит АУ-103.
Рис. III.19. Схема машины для нанесения клея на сотовый заполнитель:
1 — заполнитель; 2 — скребок; 3 — валик для нанесения клея; 4 — ручка; 5 — клей; 6 — при-
жимной валик; 7 — приспособление для создания давления.
Рис. Ш.20. Установка для нанесения клея на сотовые заполнители:
1 — циркуляционное устройство; 2—клеенаиосящий механизм; 3 — устройство автоматичен
ского открытия крышек ванн; 4 — цепь конвейера; 5 — замок.
Для приклеивания сотового заполнителя из алюминиевого сплава
к обшивкам применяется найлоновая лента, пропитанная эпоксид-
ным клеем [27]. Углеродно-графитовая ткань, пропитанная поли-
амидным клеем, применяется для склеивания сотовых конструк-
ций, в которых наполнитель и обшивка выполнены из стали [28].
В последнее время при склеивании сотовых конструкций все
чаще применяют адгезионные грунты, которые не только защи-
щают подготовленную к склеиванию поверхность, но и способст-
вуют улучшению смачиваемости и растекания клея, защищают по-
верхность от коррозии, предохраняют склеиваемую поверхность
от вредного влияния клея (и наоборот), способствуют повышению
эластичности клеевого соединения, увеличению надежности и экс-
плуатационной стойкости клеевых соединений и др. [6].
Фирма «Hezcell» (США) разработала и применяет при изго-
товлении сотовых конструкций новый прогрессивный способ склеи-
335
вания, заключающийся в нанесении жидкого клея на торцы соеди-
нения сотового заполнителя с обшивкой. При этом образуются
так называемые приливы, обеспечивающие прочное соединение.
Кроме того, значительно снижается расход клея, а следовательно,
и масса конструкции.
Фирмой «Boeing» (США) разработан комбинированный метод
изготовления сотовых панелей, который заключается в сочетании
пайки серебряным припоем и склеивания нержавеющих сталей
типа РН-15-7М.О и 17-ПН керамическим клеем. Листы стали
обезжиривают в парах трихлорэтилена и промывают в щелочном
растворе. Керамический клей наносят на соединяемые поверхно-
сти методом распыления; толщина клеевой пленки в высушенном
состоянии составляет 0,25—0,125 мм. Сушку проводят при 25—
90 °C.
Керамический клей на
может быть использован
основе стекла из боросиликата бария
для склеивания стальных трехслойных
конструкций [29], работающих при
температурах до 538 °C. Плоские трех-
слойные панели склеивают так назы-
ваемым статическим методом. Пакет,
состоящий из обшивок и заполнителя,
прикрепляют зажимами к форме, по-
крывают резиновым чехлом, создают
вакуум и производят запрессовку при
нагревании и под давлением в соответ-
Рис. Ш.21. Соты с усили-
тельной накладкой.
ствии с режимом отверждения используемого клея. Детали круг-
лого сечения склеивают в специальном цилиндрическом вращаю-
щемся приспособлении.
Для изготовления панелей сотовой конструкции применяется
также метод склеивания с помощью металлических шариков. На
склеиваемую панель насыпают мелкие алюминиевые шарики (диа-
метром 6,35 мм) и создают давление. Преимущество этого мето-
да — значительное уменьшение числа непроклеев в соединении.
Известны сотовые заполнители с шестиугольными ячейками,
расположенными в шахматном порядке, которые пригодны для
изготовления деталей сложного профиля, а также с гофровым за-
полнителем [21]. В некоторых случаях для повышения сопротив-
ления срезу в сотовые заполнители вводят усилительные проклад-
ки в виде полосок фольги (рис. Ш.21). Это повышает прочность
заполнителя примерно на 100%.
Разработаны трехслойные сотовые металлические конструкции,
которые могут работать при температурах до 260 °C, в частности
конструкции из титановых сплавов, склеенные синтетическими
клеями. Наиболее пригодными оказались клеи на основе фено-
лоформальдегидной смолы и нитрильного каучука и на основе
эпоксидно-фенольных смол.
Для изготовления трехслойных конструкций обычно приме-
няют алюминиевые сплавы. Очень перспективны конструкции с
336
сотовым заполнителем из нержавеющей стали и обшивкой из ти-
тана.
Сотовые заполнители получают также из хлопчатобумажной
или стеклянной ткани. Методы получения следующие:
профилирование листов ткани, пропитанных связующим, с по-
следующим склеиванием из них блоков;
профилирование листов непропитанной ткани и склеивание из
них блоков с последующей пропиткой связующим;
растяжение пакетов сотовых заполнителей.
Сотовые заполнители из неметаллических материалов приме-
няют в сочетании с обшивками из стеклопластиков, дуралюмина,
фанеры и т. д. Сотовые заполнители из бумаги изготовляют про-
питкой специальных сортов бумаги (например, ИП-63) карбамид-
ными клеящими смолами, например смолой МФ-17, или из крафт-
бумаги марки КР с пропиткой бумажным лаком. В качестве
связующих при производстве бумажных сотовых заполнителей при-
меняют карбамидные смолы, а также поливинил ацетатную эмуль-
сию и композиции на основе фенолоформальдегидных и эпоксид-
ных смол. На прочность и кажущуюся плотность сотового запол-
нителя из бумаги ИП-63 влияют размеры ячеек и тип связующего.
Сотовые бумажные заполнители обладают высокими показателя-
ми теплоизоляционных свойств.
Изготавливается сотовый заполнитель, состоящий из большого
числа синусоидальных лент, склеиваемых в местах соприкоснове-
ния. Каждая лента состоит из множества других, представляющих
собой слои однонаправленных прядей. Прочность-заполнителя на
40% выше прочности обычных неметаллических сотовых заполни-
телей [30].
Предложена трехслойная конструкция, пригодная для полов,
перегородок и стенок, состоящая из двух алюминиевых обшивок
с заполнителем из вспененного поливинилхлорида, армированного
стеклянным волокном [31]. Известны сотовые заполнители, имею-
щие в сечении форму шестиугольников, склеенных карбамидо-
формальдегидными смолами в местах соприкосновения. Их полу-
чают из стеклянных холстов, пропитанных связующим на основе
поливинилацетата [32].
Изучено влияние компонентов различных клеев на коррозию
алюминиевых сотовых панелей и клеевых соединений титановых
сотовых конструкций, применяемых при изготовлении вертолетов
[33]. Описано склеивание сотовых конструкций из пористых орга-
нических или неорганических материалов с различными обшивка-
ми с помощью полиуретановых или эпоксидных клеев [34]. Созда-
на универсальная машина, совмещающая все операции изготов-
ления сот [35]. Описаны заливочные составы на основе эпоксид-
ных смол для крепления в трехслойных панелях с сотовым запол-
нителем крепежных деталей [36], а также процессы формования
и склеивания титановых слоистых конструкций для сверхзвуковых
пассажирских самолетов [37].
22—2591
337
КЛЕЕСВАРНЫЕ СОЕДИНЕНИЯ
Клеесварные соединения получаются при совмещении процес-
сов контактной сварки и склеивания металлов. Клеесварные со-
единения обеспечивают герметичность клеевого шва и возможность
применения обычного сернокислотного анодированного для анти-
коррозионной защиты поверхности изделия [5, 6, 42—44]. Кроме
того, в комбинированных соединениях клеи можно использовать
для защиты внутренней полости нахлестки от коррозии, заполняя
ими зазор. При нагружении комбинированного соединения клее-
вая прослойка воспринимает значительную часть напряжений,
разгружая сварную точку и способствуя повышению долговечно-
сти соединения. Такое распределение напряжений уменьшает их
концентрацию у границ сварной точки и приводит к повышению
прочности соединения. Наличие сварных точек, в свою очередь,
увеличивает прочность клеевого шва при неравномерном отрыве
и при циклических нагрузках.
По конструкции клеесварные соединения аналогичны соедине-
ниям, выполненным контактной точечной сваркой. Наличие клея
позволяет разгрузить сварные точки, несколько увеличить шаг
между ними и уменьшить их размеры, в связи с чем влияние
сварки на свойства металла сказывается значительно меньше, и
прочность соединения возрастает [47, 48].
При получении клеесварных соединений применяют три спосо-
ба нанесения клея: внутришовное (капиллярный способ), поверх-
ностное и внутришовное с поверхностной герметизацией. В первом
и третьем способах применяют жидкий или пленочный клей, во
втором — только жидкий.
Жидкий клей наносят на сопрягаемые поверхности жесткой
кистью с длиной ворса 10—15 мм. Для предотвращения непро-
клеев суммарная толщина слоя клея на обеих поверхностях долж-
на быть не меньше ширины зазора между деталями после сварки.
При сварке материалов толщиной до 1—1,2 мм клей можно на-
носить только на одну из соединяемых поверхностей. Клеи, содер-
жащие растворитель, необходимо предварительно выдерживать на
воздухе для испарения растворителя. Для клеев без растворителя
открытая выдержка не нужна.
При сварке соединений, склеенных пленочными клеями, в клее-
вой пленке предварительно просекают отверстия и совмещают их
с предполагаемыми местами сварных точек. Подготовленную плен-
ку укладывают на соединяемые поверхности деталей, которые за-
тем собирают и сваривают. Сварку осуществляют по шаблонам
из текстолита или фанеры, которые крепят на свариваемых дета-
лях струбцинами или фиксаторами. Отверстия в шаблоне и клее-
вой пленке должны совпадать. Толщина клеевой пленки должна
быть несколько больше зазора между листами после сварки.
Сущность капиллярного метода заключается в том, что на
кромки сварного точечного соединения внахлестку с помощью
338
шприца, который имеет сменные насадки с различным диаметром
выходного канала, наносят клей небольшой вязкости (рис. III.22).
Описан метод, заключающийся в том, что эпоксидный клей на-
носят на соединяемые поверхности, которые сваривают точечной
сваркой через клеевой слой до его отверждения, после чего клей
отверждают при нагревании [44].
Процессы сварки и склеивания можно механизировать, при-
меняя рольганги, специаль-
ные стенды или полуавтома-
тические выравнивающие
устройства.
Для удаления окисной
пленки, препятствующей
процессу сварки, и создания
на поверхности металла ис-
кусственной фосфатно-окис-
ной пленки, детали из алю-
Рис. II 1.22. Схема введения клея в сварное
соединение капиллярным методом:
I ядро сварной точки; 2 — слой клея; 3 — шприц,
наполненный клеем; Р — капиллярное давление.
миниевых сплавов перед то-
чечной сваркой обрабатыва-
ют ортофосфорной кислотой.
При выполнении клеесвар-
ных соединений капилляр-
ным методом кромки нахлестки перед нанесением клея обезжири-
вают обычными способами.
В клеесварных соединениях применяют клеи с невысокой вяз-
костью, выделяющие при нагревании в зоне сварки минимальное
количество летучих, не загрязняющие неметаллическими включе-
Рис. III.23. Зависимость прочности
при сдвиге соединений на клее ВК-1
от толщины дуралюмина:
/ — клеевое; 2 — клеесварное.
няться клеи ВК-1,
ВК-32-ЭМ, КЛН-1,
ниями литое ядро сварных точек,
нечувствительные к изменениям
давления при склеивании и спо-
собные образовывать прочные со-
единения при давлениях, не пре-
вышающих 1 кгс/см2. Кроме то-
го, жидкие клеи должны иметь
большую жизнеспособность, не
должны вызывать коррозии алю-
миниевых сплавов, обладать стой-
костью к действию кислот и ще-
лочей в пределах концентраций,
используемых при сернокислот-
ном анодном оксидировании.
Для изготовления клеесвар-
ных конструкций могут приме-
ВК-1МС, К-4С, КС-609, ФЛ-4С,
ВК-1М,
Л-4, а также
В К-32-200
и МПФ-1. Данные
о прочности клеесварных соединений на некоторых из этих клеев
представлены на рис. Ш.23 и Ш.24. Прочность клеесварных со-
единений при толщине листов 1—1,5 мм на 50% и более выше
22*
।
339
прочности сварных и клепаных, при толщине 3—4 мм на .15—25%
выше прочности сварных соединений. Эластичные клеи (например,
МПФ-1) лучше упрочняют клеесварные соединения, чем хрупкие.
За рубежом для получения клеесварных соединений исполь-
зуются эпоксидные, модифицированные эпоксидные и полиурета-
новые клеи. Эпоксидные клеи могут быть двухкомпонентными,
жидкими, пастообразными, а также в виде армированных или не-
армированых пленок. В качестве наполнителей эти эпоксидные
клеи содержат обычно двуокись кремния, асбест или порошки
а б
Рис. III.24. Зависимость прочности при сдвиге клеевого (а) и клеесварного (б)
соединений от длины нахлестки:
1 — клей ВК-1; 2 — клей МПФ-1; 3 — клей ФЛ-4С.
токопроводящих металлов. Самым удобным для клеесварных со-
единений является однокомпонентный пастообразный эпоксидный
клей, содержащий токопроводящий металлический наполнитель
[57]. При изготовлении клеесварных конструкций для военных
самолетов применяются теплостойкие цианакрилатные клеи [53].
Прочность клеевой прослойки в клеесварном соединении мень-
ше прочности конструктивно аналогичного клеевого соединения, ее
нельзя подсчитать как сумму прочностей сварной точки и клеевой
прослойки на остальной площади нахлестки. Клеевая прослойка
на концах нахлестки ослаблена действием отрывающих усилий,
проявляющихся в большей степени в клеесварных соединениях
из-за большой толщины слоя клея в них. С повышением толщины
склеиваемых элементов напряжение при сдвиге клеевой прослойки
в клеевом соединении возрастает, а в клеесварном — падает
(рис. III.23). На характер изменения напряжений влияет толщи-
на клеевого слоя в клеесварных соединениях, а также повышение
доли изгибающих нагрузок в краевых зонах нахлестки за счет
340
увеличения эксцентриситета приложения нагрузки с повышением
толщины испытываемых образцов.
На рис. III.24. показано изменение прочности при сдвиге в за-
висимости от величины нахлестки в клеевом и клеесварном одно-
точечных соединениях дуралюмина, выполненных с применением
клеев ВК-1, ФЛ-4С и МПФ-1. Ширина испытываемых образцов
25 мм, длина нахлестки от 10 до 50 мм. Наименьшей прочностью
обладают те участки клеевой прослойки, которые находятся за
границей сварных точек у краев нахлестки. Ослабленные участки
охватывают почти всю площадь нахлестки тогда, когда соединение
имеет один ряд точек; площадь этих участков относительно неве-
лика, если точки расположены в два ряда.
Влияние размера шага между точками в однорядном клеевом
шве на прочность соединений исследовалось на образцах из алю-
миниевого сплава Д16Т толщиной 1,5 мм при длине нахлестки
20 мм (рис. III.25). Клеи, которые отверждаются при высоком
давлении (например, ВК-31-200), более чувствительны к увели-
чению шага между сварными точками по сравнению с эпоксидны-
ми клеями ВК-1, ВК-32-ЭМ и др. Данные о прочности при равно-
мерном отрыве клеесварных соединений на различных клеях при-
ведены ниже:
Разрушающая нагрузка, кгс
клеесварные образцы [образцы с вы- сверленной точкой
ФЛ-4 305 130
МПФ-1 305 100
ВК-32-ЭМ 310 140
ВК-32-200 295 125
Л-4 300 55
Примечание. Разрушающая нагрузка для
сварного соединения равна 270 кгс.
Стойкость клеесварных соединений к термическому старению
в основном зависит от свойств применяемого клея. Так, клеесвар-
ные соединения на клее Л-4 при 60 °C обладают сравнительно не-
высокой прочностью; соединения, выполненные с применением
клея ФЛ-4С, при 100 °C утрачивают работоспособность. Прочность
клеесварных соединений на клее ВК-1 почти в 3 раза больше
прочности сварных соединений. Эти соединения могут работать
при температуре 100 °C и выше (рис. III.26).
При циклических нагрузках большое влияние на прочность
сварных и клеесварных соединений оказывают размеры деталей,
концентрация напряжений в них, состав и структура металла,
состояние поверхностных слоев и др. В клеевом соединении на-
пряжения концентрируются в основном у самого края нахлестки,
и усталостная прочность клеевого соединения при циклических
нагрузках выше, чем сварного. Следовательно, уменьшение кон-
центрации напряжений по рабочему сечению клеесварного соеди-
нения способствует повышению работоспособности соединения при
вибрационных нагрузках.
341
Несмотря на очевидное снижение концентрации напряжений
около сварной точки, приводящее к значительному увеличению
предела усталости клеесварного соединения за счет перераспреде-
ления нагрузки на клеевую прослойку, разрушение клеесварных
соединений с однорядным швом происходит в зоне термического
влияния сварной точки. В однорядном клеесварном соединении
ослабленная зона клеевой прослойки, испытывающая наиболее
опасные для нее напряжения неравномерного отрыва, распростра-
няется почти на всю площадь нахлестки. Клеесварные соединения
внахлестку примерно в 2 раза выносливее, чем сварные, а клее-
сварные, выполненные встык с жесткой накладкой, на 45—60%
выносливее сварных. Прочность клеесварного соединения при
Рис. III.25. Зависимость прочности при сдвиге клеевого шва в клеесварном сое-
динении от размера шага между сварными точками:
/ — клей ВК-1; 2 —клей ВК-32-ЭМ; 3 — клей ФЛ-4С; 4 — клей ВК-32-200.
Рис. II 1.26. Зависимость прочности при сдвиге клеесварных и сварных соедине-
ний от температуры:
I — клей ВК-1; 2 — клей ВК-32-ЭМ; 3 — клей ФЛ-4С; 4 — клей Л-4; 5 — сварное соединение.
ударных нагрузках в 2,5 раза выше прочности сварного и в 4,7 ра-
за выше прочности клеевого соединения. Этот факт говорит о том,
что снижение концентрации напряжений и более равномерное рас-
пределение их по сечению клеесварного соединения положительно
влияют на работоспособность соединений при ударных нагрузках.
Испытания, проведенные фирмой «Lockheed», показали, что
прочность клеесварных соединений на эпоксидных клеях выше
прочности сварных соединений и что применение клеесварных
соединений представляет интерес в экономическом отношении
[45, 46]. Сочетание эпоксидных клеев с точечной сваркой деталей
[51] позволяет повысить усталостную прочность некоторых частей
самолета в 13 раз.
При конструировании клеесварных соединений следует учиты-
вать, что прочность сварных точек при отрыве относительно неве-
лика, а разрушающее напряжение при отрыве клеевого слоя почти
342
в 2 раза превышает разрушающее напряжение <лри сдвиге. Поэто-
му клеесварные соединения рационально использовать в каркас-
ных конструкциях. Наибольший эффект клеесварное каркасное
соединение дает в конструкции, подверженной действию сжимаю-
щих нагрузок, направленных вдоль оси жесткости профильного
набора. Клеевая прослойка предотвращает местную потерю устой-
чивости обшивки и повышает прочность панели. При конструиро-
вании клеесварных каркасных соединений следует учитывать тех-
нологические особенности их изготовления; в частности, необходи-
мо обеспечить возможность подвода прямых электродов на ста-
ционарных сварочных машинах, т. е. применять конструктивные
элементы открытого типа (рис. Ш.27).
Рис. III.27. Рекомендуемые типы клеесварных конструкций.
В ряде случаев соединения могут иметь удобные подходы для
сварки, но односторонний подход для нанесения клея после свар-
ки, поэтому следует производить сварку по слою жидкого клея или
по клеевой пленке. Симметричные профили коробчатого сечения
создают благоприятные условия для работы клеесварного соеди-
нения.
Клеесварные соединения рекомендуется использовать для
крепления ответственных силовых конструкций из алюминиевых,
магниевых и титановых сплавов, а также низколегированных угле-
родистых нержавеющих теплостойких сталей в виде листов или
профилей. В частности, клеесварные соединения использованы в
конструкциях космических кораблей и ракеты-носителя «Кентавр»
[49, 50] и при сборке головного обтекателя для ракеты «Титан-3-
Кентавр» [51, 52].
КЛЕЕЗАКЛЕПОЧНЫЕ, КЛЕЕВИНТОВЫЕ И КЛЕЕБОЛТОВЫЕ
СОЕДИНЕНИЯ
Клеезаклепочные, клеевинтовые и клееболтовые соединения —
это комбинированные неразъемные соединения металлов, выпол-
ненные с помощью клея, заклепок, винтов или болтов. Наиболее
широко применяются клеезаклепочные соединения, характеризую-
343
щиеся в 1,5—3 раза более высокой прочностью, чем клеевые (в
особенности при неравномерном отрыве) и большей надежностью
при длительной эксплуатации. Клеезаклепочные соединения обла-
дают также большей ударной прочностью [5, 55, 56]. Данные о
прочности различных соединений обшивок и элементов жесткости
в панелях из дуралюмина при сжатии (клей ВК-32-ЭМ) приведе-
ны в табл. III. 10.
Таблица III. 10. Прочность соединений обшивок и элементов жесткости
из дуралюмина при сжатии
Температура испыта- ния, °C Критическое напряжение в обшивке клеезаклепоч- ной панели, кгс/мм2 Относительная прочность панелей*, %
клееных клепаных
20 21,3 86 81
100 19,7 97 88
150 17,5 86 94
300 7,0 0 105
* Прочность клеезаклепочной панели принята за 100%.
По конструктивному оформлению клеезаклепочные соединения
могут быть трех типов:
клеевые соединения с малым числом заклепок;
заклепочные соединения, в которых клей незначительно уси-
ливает соединение и играет в основном роль герметизирующего
материала;
соединения, в которых при расчете следует учитывать проч-
ность и клея, и заклепок.
Для изготовления клеезаклепочных соединений применяют эла-
стичные клеи, обладающие текучестью и хорошо заполняющие
зазоры (БФ-2, ВК-5, КЛН-1, ПУ-2, ВК-32-200 и др.). Предпочти-
тельно применение клеев холодного отверждения.
Все комбинированные соединения, в том числе клеевинтовые
и клееболтовые, могут быть выполнены двумя способами:
с постановкой заклепок, винтов или болтов по отвержденному
клеевому соединению;
с постановкой заклепок, винтов или болтов по неотвержденно-
му клею с последующим отверждением клея в комбинированном
соединении.
В первом случае для заклепок, винтов или болтов предвари-
тельно высверливаются отверстия. Следует учитывать, что при вы-
полнении клеезаклепочного соединения вторым из приведенных
способов при отверждении клея нет необходимости в применении
давления, так как требуемое давление создается заклепками. При
использовании первого способа достигаются, как правило, более
высокая прочность и герметичность конструкции; второй способ
344
технологически более прост, так как не требуется специальная
оснастка для создания давления.
Для повышения герметичности рекомендуется под головки за-
клепок, винтов или болтов подкладывать шайбы, высеченные из
тонких клеевых пленок (0,05—0,10 мм) или покрывать головки
жидким клеем. С этой целью головки приклеивают к металличе-
ским пластикам (плоские головки) или к листовой резине (сфери-
ческие головки), предварительно покрытым клеем, например 88Н.
После этого заклепки окунают в жидкий клей, выбранный для
изготовления клеезаклепочного соединения, и высушивают.
Весьма эффективным методом повышения герметичности ком-
бинированных соединений является нанесение с помощью кисти
или шприца перед отверждением клея на кромки и стенки тонких
жгутиков клея или герметика.
Исследование клеевинтовых соединений показало, что клеевин-
товые соединения на клеях холодного отверждения на основе эпок-
сидных и полиэфирных смол имеют лучшие показатели длитель-
ной прочности и менее чувствительны к изменениям температуры
и климатических условий, чем клеевые на этих же клеях [57].
Клеезаклепочные и другие комбинированные соединения ре-
комендуются для использования в конструкциях из металлов,
пластмасс и древесных материалов, а также при ремонте изделий
в полевых условиях. Из пластмасс и алюминия с применением
клеезаклепочных соединений изготавливают трехслойные пане-
ли [58].
ДЕФЕКТЫ СКЛЕИВАНИЯ
Дефекты в клеевых изделиях возникают при несоблюдении
параметров процесса склеивания или при использовании некаче-
ственного клея. К дефектам склеивания относится прежде всего
пониженная прочность, которая может явиться следствием плохой
подготовки и очистки склеиваемых поверхностей, наличия местных
непроклеев (из-за плохой пригонки соединяемых поверхностей),
а также недостаточного и неравномерного давления при склеива-
нии, высокой вязкости клея или нанесения слишком тонкого слоя
клея [59, 5]. Местные непроклеи чаще всего встречаются при со-
единении изделий сложной конфигурации вследствие применения
несовершенных методов прижима.
Серьезным дефектом является пористый клеевой шов, который
может образоваться в результате недостаточно длительной откры-
той выдержки или при открытой выдержке при слишком низкой
температуре, т. е. в тех случаях, когда в клеевом слое остается
растворитель. Пористый клеевой шов образуется также при недо-
статочном давлении или при соединении плохо пригнанных загото-
вок с большими зазорами.
Утолщенная клеевая прослойка (более 0,15—0,20 мм) может
образоваться в случае недостаточного давления при склеивании,
плохой подгонки склеиваемых поверхностей, а также при слиш-
345
ком большой продолжительности открытой и закрытой выдержки,
в особенности при повышенной температуре воздуха в помещении
при склеивании клеями холодного отверждения. Как правило,
утолщенные клеевые пленки обладают пониженной прочностью
при сдвиге и равномерном отрыве.
Расслаивание и трещины клеевого слоя обычно являются ре-
зультатом действия внутренних напряжений, возникающих пре-
имущественно при слишком высоких давлениях. «Голодная склей-
ка» получается при больших давлениях или в случае нанесения
клеевого слоя недостаточной толщины. Известен также такой де-
фект, как «пережоги», которые могут возникнуть при использова-
нии неисправных электронагревателей. Образующиеся в этом слу-
чае хрупкие клеевые слои обладают пониженной прочностью при
неравномерном отрыве, вибрации и ударных нагрузках.
СКЛЕИВАНИЕ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Клеевые соединения неметаллических материалов широко ис-
пользуются в машиностроении, строительной, деревообрабатываю-
щей и легкой промышленности, а также в полиграфической при
изготовлении клише. Клеи применяются для соединения силикат-
ного стекла, керамики, фарфора, различных тканей и многих дру-
гих материалов. Во многих случаях склеивание является единст-
венно возможным способом соединения разнородных неметалличе-
ских материалов. Для этой цели применяются клеящие компози-
ции на основе различных мономеров и полимеров, причем доволь-
но широко используются клеи на основе термопластов. В особен-
ности это относится к случаям склеивания бумаги, картона, ткани,
резиновых материалов, кожи и некоторых пластиков.
В производстве мебели, а также в любом случае при склеива-
нии древесины, как правило, используются клеи из термореактив-
ных полимеров. Склеивание стекла, керамики, фарфора и неко-
торых пластиков, а также приклеивание этих материалов к метал-
лам в зависимости от свойств склеиваемых материалов и условий
работы клеевых соединений производится с помощью клеев на
основе как термопластичных, так и термореактивных полимеров.
Основное требование, предъявляемое к клеям для соединения не-
металлических материалов (помимо общих требований для клеев
и клеевых соединений, изложенных выше), — равнопрочность клее-
вого соединения со склеиваемым материалом.
Подготовка неметаллических материалов перед склеиванием
обычно сводится к созданию шероховатой поверхности и очистке
ее от загрязнений. Для придания шероховатости поверхность пес-
коструят, обрабатывают шкурками, напильником, абразивным
кругом и т. д. Очистка поверхности от загрязнений производится
в большинстве случаев с помощью различных растворителей. Рас-
творителями обычно обрабатываются почти все неметаллические
материалы, кроме древесины и других пористых материалов
346
[62—65]. Специальными реагентами обрабатывают плохо склеи-
вающиеся инертные пластики — фторопласт-4, полиэтилен, поли-
пропилен, фторсодержащие резины и др.
Наносят клеи, как и при склеивании металлов, кистью, пуль-
веризатором, шпателем, а также напылением, поливом, окунанием
и др. При соединении пористых материалов (древесины, пенопла-
стов, керамики и др.) количество наносимого клея должно быть
больше, чем при склеивании металлов. При склеивании клеями,
содержащими растворители, как правило, необходима открытая
выдержка.
При склеивании клеями, отверждающимися при нагревании,
используются лампы накаливания с зеркальными колбами, а так-
же кварцевые лампы, обогреваемые прессы, контактные электро-
нагреватели и т. д. Довольно широко применяют нагрев инфра-
красными лучами, представляющий значительный интерес в связи
с возможностью резкого ускорения процесса склеивания неметал-
лических материалов с металлами. Метод весьма экономичен, так
как тепло не расходуется на нагревание воздуха, и может быть с
успехом использован в тех случаях, когда необходимо осуществить
местный нагрев.
Установка для обогрева инфракрасными лучами фирмы
«General Motors» (США) позволяет производить приклеивание
текстолита к металлу в условиях конвейерного производства. Де-
тали проходят через обогреваемую инфракрасными лампами печь
длиной 6.5 м и после сушки запрессовываются с помощью фрик-
ционных роликов. Инфракрасный обогрев применяется для склеи-
вания тормозных накладок с металлическими колодками. Подоб-
ные установки могут обеспечить нагревание склеиваемых изделий
до 175 °C в течение 3 мин.
Нагревание токами высокой частоты при склеивании неметал-
лических материалов не получило широкого распространения. Ис-
ключением является технология производства деталей из древес-
ных- пластиков с применением карбамидных клеев. В некоторых
случаях используется способ нагревания с помощью проволочных
электронагревателей, находящихся в клеевом слое.
СКЛЕИВАНИЕ ДРЕВЕСНЫХ МАТЕРИАЛОВ
Для склеивания различных пород дерева и древесных пласти-
ков используются главным образом синтетические клеи, которые
выгодно отличаются от столярных и казеиновых клеев стойкостью
к действию воды, микроорганизмов и старению. Применение син-
тетических клеев позволяет ускорить процесс склеивания и улуч-
шить качество соединений [66]. Склеивание древесины синтетиче-
скими клеями получило наиболее широкое распространение в про-
изводстве мебели, фанеры, древесных пластиков, при изготовлении
клеевых деревянных конструкций для различных отраслей строи-
тельной техники, а также в быту.
347
Для склеивания древесины и приклеивания ее к другим неме-
таллическим материалам применяют главным образом феноло-
формальдегидные, карбамидные и карбамидомеламиноформаль-
дегидные клеи, а также клеящие композиции из резорциновых и
фенолорезорциновых смол. Значительно реже, главным образом
для соединения древесных материалов с металлами, используют
полиуретановые, эпоксидные и другие клеи. Фенолоформальдегид-
ные и резорциновые клеи, являющиеся наиболее прочными и водо-
стойкими, применяют в основном для изготовления изделий ответ-
ственного назначения в различных областях народного хозяйства
и в производстве слоистых древесных пластиков. Основная область
применения карбамидных клеев — мебельная промышленность,
фанерное производство, изготовление оснастки.
Технологический процесс склеивания древесных материалов
складывается из следующих основных операций:
подготовка материалов к склеиванию;
нанесение клея;
сборка и запрессовка деталей.
Подготовка древесных материалов к склеиванию. Большое
влияние на прочность клеевых соединений оказывает влажность
древесины. Это влияние обусловливается двумя факторами: де-
формацией древесины при изменении ее влажности и ослаблением
клеящей способности синтетических смол при нанесении их на
влажную древесину. Во всех случаях влажность склеиваемых ма-
териалов не должна быть более 18%. Отечественными нормами
строительной техники допускается изготовление клееных конструк-
ций из древесины с влажностью не более 15%, влажность деталей
оконных переплетов и дверей, подоконников и наличников должна
быть не более 12—15%, оконных дверных коробок—18%, досок
пола —15%. При склеивании авиационных деталей влажность
мессивной древесины, должна составлять 7-—10%, строганой фане-
ры и шпона — 7—11%, дельта-древесины — 4—6%.
В помещениях, где производятся работы по склеиванию дета-
лей из древесины, необходимо поддерживать влажность воздуха в
пределах 50—65%, что обеспечивает содержание влаги в древеси-
не 7—10% в течение всего производственного цикла. Температура
воздуха и заготовок древесных материалов при склеивании син-
тетическими клеями без нагревания должна быть не ниже 16 °C;
при склеивании с подогревом температура в помещении не должна
быть ниже 8 °C.
Поверхность древесины, предназначенной для склеивания, дол-
жна быть обработана так, чтобы склеиваемые детали плотно при-
легали друг к другу и обеспечивалось получение равномерной по
толщине клеевой пленки. С поверхности древесных пластиков и
фанеры рекомендуется удалять глянцевую смоляную пленку.
В большинстве случаев склеиваемые поверхности древесины про-
стругивают на рейсмусовом станке или прифуговывают вручную.
В строительстве допускается отклонение от параллельности склеи-
348
ваемых поверхностей не более 0,5 мм. Длина волны не. должна
превышать 5 мм, а срывы на концах — 30 мм. В производстве
мебели длина волны допускается не более 3—5 мм при глубине
0,02 мм. При распиловке древесины так называемыми «шелковы-
ми» пилами с мелким зубом получается достаточно гладкий про-
пил, и строгать ее в этом случае перед склеиванием не надо.
Склеиваемые поверхности деталей из древесных слоистых пла-
стиков необходимо дополнительно обработать на пескоструйном
аппарате или прошлифовать наждачной бумагой. Глянцевую бле-
стящую поверхность фанеры, изготовленной с применением метал-
лических прокладок, а также участки фанеры, в которых клей
выступил на поверхность, зачищают циклей или шлифуют наждач-
ной бумагой. После такой обработки со склеиваемых поверхностей
удаляют пыль волосяными щетками или обдувают их очищенным
сжатым воздухом. Поверхность слоистых древесных пластиков при
наличии на ней масляных и других пятен протирают ацетоном или
бензином. Подготовленные для склеивания заготовки нужно хра-
нить в помещении с определенной температурой и влажностью
воздуха.
Нанесение клея. В зависимости от типа клея и условий склеи-
вания клей наносят на одну или на обе склеиваемые поверхности.
Так, фенолоформальдегидные клеи, легко впитывающиеся в древе-
сину, обычно наносят на обе поверхности (исключение составляют
ясень и дуб). Клей наносят с помощью щетинных и лубяных кис-
тей с длиной ворса 1,5—2,5 см или с роликовых клеен амазывате-
лей. Ширина кистей должна соответствовать ширине склеиваемых
деталей. Кисть или ролик должны двигаться только в одну сто-
рону. Расход клея при нанесении на одну сторону должен состав-
лять 180—250 г/м2, а при нанесении на две стороны — 250—
340 г/м2. После нанесения клея дается открытая выдержка, про-
должительность которой, например для фенольных клеев типа
ВИАМ Б-3, составляет 4—15 мин. Продолжительность открытой
выдержки зависит от температуры воздуха в помещении: чем вы-
ше температура, тем выдержка должна быть короче.
Сборка и запрессовка деталей. По окончании открытой вы-
держки детали собирают и выдерживают под давлением в течение
определенного времени при нормальной или повышенной темпера-
туре — в зависимости от типа клея. Продолжительность выдерж-
ки под давлением устанавливается для каждого отдельного слу-
чая опытным путем; для фенольных клеев она обычно колеблется
от 5 до 25 мин. По окончании нагревания склеиваемые детали вы-
держивают под прессом в течение 10—15 мин.
После окончания склеивания производится так называемая сво-
бодная выдержка в помещениях с температурой не ниже 16 °C.
Способы создания давления. При склеивании фенольными клея-
ми деталей из древесины хвойных пород и липы давление должно
составлять 2—3 кгс/см2, из древесины лиственных пород (ясень,
дуб и др.) — 3—4 кгс/см2, при склеивании березовой фанеры с де-
349
талями из древесины рекомендуется применять давление 2—
3 кгс/см2, с деталями из древесных слоистых пластиков — 4—
5 кгс/см2, при склеивании древесных пластиков, например дельта-
древесины, давление должно составлять 4—5 кгс/см2, а при
склеивании с одновременным гнутьем оно должно быть 5—
6 кгс/см2.
В условиях массового выпуска изделий наиболее рентабельны-
ми в большинстве случаев являются стационарные механизирован-
ные прессовые установки, снабженные нагревательными устройст-
вами и, в случае необходимости, вентиляционным оборудованием.
На опытных предприятиях и в условиях кустарного производства
наиболее широкое распространение получили хорошо известные
при склеивании древесины животными и растительными клеями
способы создания давления с помощью различных переносных за-
жимных приспособлений и прессов с винтовыми или клиньевыми
зажимами.
К числу стационарных относятся пневматические и гидравличе-
ские прессы, которые в зависимости от способа передачи давления
бывают шланговые, подушечные, со сплошной пресс-камерой в
виде мешка и цилиндровые. Гидравлические прессы обычно ис-
пользуются при прессовании изделий относительно небольших
размеров при давлении 8 кгс/см2 и больше.
Большую производительность обеспечивают винтовые прессы
с конвейерным расположением прессовых секций, которые могут
перемещаться при помощи бесконечной цепи. Для склеивания и
фанерования криволинейных изделий при давлениях до 1 кгс/см2
может применяться вакуумный метод, позволяющий быстро соз-
давать и точно регулировать давление. Весьма широко распрост-
ранены различные типы струбцин. Применяя струбцины, необходи-
мо во избежание порчи склеиваемых изделий использовать про-
кладки.
Продолжительность выдержки склеиваемых деталей под давле-
нием зависит от скорости отверждения клея, температуры воздуха
и склеиваемых деталей, а также от природы соединяемых мате-
риалов. Ниже приведены данные о минимальной продолжительно-
сти выдержки деталей из древесных материалов под давлением
при склеивании фенолоформальдегидными клеями типа ВИАМ Б-3
без нагревания: Минимальная продолжительность выдержки под давлением, ч
при при при
16—20 °C 21—25 °C 26—30 °C
Плоские детали из древе- сины и фанеры .... 5 4 3
Детали из древесины и фа- неры (с одновременным холодным гнутьем) . . 10 8 6
Детали из дельта-древесины 12 10 8
Детали из дельта-древесины в сочетании с фанерой или древесиной .... 10 8 6
350
Способы нагревания при склеивании. Для ускорения процесса
склеивания древесины обычно применяют нагревание. При исполь-
зовании фенолоформальдегидных клеев температура склеивания
должна находиться в пределах 50—60 °C. Повышение температуры
должно происходить постепенно.
Нагревание деталей при склеивании производится с помощью
контактных или рефлекторных электронагревателей; в сушильных
камерах; обдувкой теплым воздухом; в поле токов высокой часто-
ты; при помощи инфракрасных лучей.
Контактный электронагреватель представляет собой нагревае-
мую током металлическую ленту, помещенную между двумя фа-
нерными обкладками или вблизи сулаги пресса, на котором произ-
Рис. III.28. Плоский объемный контурный открытий электронагреватель:
1 — основание электронагревателя; 2 — нагревательная лента; 3 — контакт нагревателя.
Рис. III.29. Стационарный сплошной закрытый электронагреватель на пуансоне:
/-* предохранительный слой; 2— нагревательная лента; 3 —контакт нагревателя.
водится склеивание. Контактные нагреватели могут быть съемны-
ми и стационарными. Первые накладывают на склеиваемое изде-
лие перед прессованием и помещают вместе с ним в пресс
(рис. III.28); нагревателя второго типа устанавливают в прессах
на шаблон (рис. 29).
Электронагреватели контактного типа могут быть плоскими
или рельефными, сплошными (лента намотана зигзагообразно на
всю площадь нагревателя) или контурными (рис. III.28)—лента
расположена по контуру соответственно с контуром склеиваемого
изделия [67].
Электронагреватели изготовляют применительно к конструкции
каждой склеиваемой детали. Нагреватели съемного типа исполь-
зуют обычно для склеивания небольших деталей в многоэтажных
прессах и при соединении обшивок с каркасами. Стационарные
электронагреватели используют при выклейке обшивок из шпона
на болванках, при фанеровании деталей в сборочных приспособ-
лениях и при других работах. Толщина прогреваемых деталей не
должна быть больше 15 мм; при толщине до 10 мм применяется
односторонний нагрев, при склеивании деталей толщиной больше
351
10 мм целесообразно применять двухстороннее нагревание. Про-
должительность нагревания контактными нагревателями и вы-
держки под давлением устанавливаются экспериментально.
Рефлекторные электронагреватели применяются главным об-
разом при сборочных работах и при ремонте, например при нало-
жении заплат из шпона или тонкой фанеры. Нагреватель этого
типа представляет собой деревянный короб, внутри которого на-
ходится труба из асбоцемента; на нее наматывается стальная про-
волока диаметром 0,6—1,0 мм. Температура воздуха у сетки нагре-
вателя не должна быть выше 70—75 °C. Продолжительность
нагревания устанавливается опытным путем; обычно она колеблет-
ся от 30 до 90 мин. Рефлекторные нагреватели могут быть выпол-
нены в виде ламп (мощностью 0,2—0,5 кВт).
Нагревание в сушильных камерах производится при склеива-
нии деталей сложной конфигурации или толщиной более 15 мм.
В камеры подается воздух, имеющий температуру 50—60 °C и
относительную влажность 55—60%• Продолжительность нагрева-
ния для каждого отдельного случая устанавливается опытным
путем.
Нагревание теплым воздухом, который подается калориферно-
вентиляционными устройствами (стационарными или переносны-
ми) по трубам или шлангам, используется преимущественно при
склеивании крупногабаритных агрегатов, собираемых на стапелях
или на стендах. Скорость горячего воздуха 7—10 м/с, температура
50—60 °C при относительной влажности 55—60%. Продолжитель-
ность нагревания определяется опытным путем. После прогрева
склеенные детали выдерживают в запрессованном состоянии до
охлаждения.
Нагревание в поле токов высокой частоты дает возможность
очень быстро нагревать клеевые швы по всей толщине склеивае-
мого пакета. Продолжительность нагревания 5—10 мин независи-
мо от толщины склеиваемых деталей. Кроме того, при нагревании
таким способом пакета, состоящего из нескольких слоев склеивае-
мых материалов, благодаря одновременному нагреванию клея в
каждом слое уменьшается возможность возникновения внутренних
напряжений в склеенных изделиях. Нагревание в поле токов высо-
кой частоты создает предпосылки для организации поточного про-
изводства клееных деревянных деталей [68, 69].
Нагревание инфракрасными лучами является весьма эффектив-
ным не только при склеивании металлов друг с другом или с не-
металлическими материалами, но и при склеивании древесины.
Основными преимуществами этого способа нагревания являются:
экономичность; высокая скорость; малая инерционность — при
включении установки прогрев начинается практически мгновенно;
простота регулирования температуры нагревания, в частности, пу-
тем регулирования напряжения в электросети; простота и невысо-
кая стоимость оборудования; малая площадь для размещения
нагревательных установок; простота эксплуатации и невысокие
352
эксплуатационные расходы. Недостатком нагревания с помощью
инфракрасных лучей является чувствительность метода к колеба-
ниям напряжений и частоты тока в сети, а также некоторая не-
равномерность прогрева.
. Инфракрасные нагреватели бывают двух типов — пустотные
лампы накаливания и линейные, или трубчатые, нагревательные
элементы (кварцевые лампы, кварцевые трубки, металлические
нагреватели сопротивления). Лампы накаливания дают излучение,
содержащее 86% инфракрасных лучей и мало поглощаемое воз-
духом. Их помещают обычно внутри зеркальных рефлекторов,
обеспечивающих равномерное отражение лучей. В случае приме-
нения ламп с зеркальными колбами надобность в рефлекторах от-
падает. Линейные нагреватели с цилиндрическими рефлекторами
обеспечивают большую равномерность нагрева при склеивании,
чем лампы накаливания.
Нагревание с помощью инфракрасных лучей применяется, на-
пример, в конвейерном производстве клееных фанерных щитов.
Продолжительность нагревания в этом случае составляет несколь-
ко минут. Инфракрасная ламповая печь применена при склеива-
нии рам теннисных ракеток. Заготовки из восьми слоев древесины,
покрытые синтетическим клеем, помещают в металлические формы
для склеивания, движущиеся через трехметровую ламповую печь
на бесконечной ленте. Выдержка деталей в формах при этом со-
кращается с 8 ч до 8 мин [124].
Инфракрасный нагрев применяется также при склеивании с
древесиной слоистых меламиновых пластиков в производстве ме-
бели. Продолжительность нагревания в печах с инфракрасными
лампами, установленных на конвейерных или автоматических ли-
ниях, изменяется в зависимости от скорости движения конвейер-
ной ленты.
Известен способ склеивания с применением обычного электро-
обогрева и электропроводящих клеев, заключающийся в том, что
клей, являясь проводником тока, прогревается в результате сопро-
тивления, возникающего при пропускании через него низковольт-
ного тока обычной частоты. Для придания клеям электропровод-
ности в клеевые швы помещают тонкую металлическую сетку или
вводят в клей специальные наполнители, например ацетиленовую
сажу.
СКЛЕИВАНИЕ ПЛАСТИЧЕСКИХ МАСС
Все пластмассы, независимо от их химической природы, поляр-
ности, способа обработки поверхности и т. д., могут быть склеены
отверждающимися при обычных температурах полиуретановыми и
эпоксидными клеями. Однако соединения, выполненные клеями
холодного отверждения, могут оказаться недостаточно прочными
в условиях эксплуатации, в особенности при повышенных темпера-
турах и высокой влажности. Применение нагревания позволяет
23—2591
353
расширить ассортимент клеев для склеивания пластмасс и обес-
печить надежность работы клеевых соединений. Для склеивания
при повышенных температурах кроме полиуретановых и эпоксид-
ных клеев пригодны также фенолополивинилацетальные компози-
ции (типа БФ, ВС-ЮТ, ВС-350).
Пластические массы на основе термореактивных полимеров
(феноло- и карбамидоформальдегидных и меламиновых, полиэфи-
ров, эпоксидов, полиуретанов и др.), как правило, хорошо склеива-
ются термореактивными клеящими композициями [70—73]. Пред-
ложено также для склеивания различных пластмасс использовать
цианакрилатные, фурановые клеи и клеи на основе различных син-
тетических каучуков.
В некоторых случаях пластмассы на основе термопластичных
полимеров (поливинилхлорида, полистирола, эфиров акриловой и
метакриловой кислот и др.) хорошо склеиваются без нагревания
(с образованием равнопрочных с материалом соединений) с по-
мощью растворителей или клеев, представляющих собой раство-
ры полярных линейных полимеров в растворителях или моно-
мерах.
Используя ультразвук при склеивании клеями на основе тер-
мопластичных полимеров различных пластмасс (фенопластов,
полиамидов, полиацеталей) друг с другом и с фанерой, удается
повысить прочность соединений и уменьшить продолжительность
процесса склеивания [75].
Разработан способ модификации поверхности полимерных ма-
териалов перед склеиванием галогенами и облучением УФ-лучами.
Для улучшения адгезионных свойств полимеров предложено обра-
батывать их поверхность растворами хлорированных или брониро-
ванных органических аминосоединений [77] и полисилокса-
нов [78].
Склеивание материалов на основе
термопластичных полимеров
Для склеивания растворимых в органических растворителях
термопластов очень часто применяют растворители. В процессе об-
работки соединяемых поверхностей растворителем или смесью рас-
творителей происходит их размягчение. Соединение размягченных
участков при небольшом давлении обеспечивает прочность склеи-
вания, равную или приближающуюся к прочности соединяемых
материалов. Наряду с растворителями в качестве клеев применя-
ются растворы склеиваемых полимеров, что позволяет обеспечить
необходимую вязкость клея и способствует устранению неоднород-
ности клеевого шва [74].
Склеиваемые поверхности должны быть чистыми, сухими и
хорошо пригнанными друг к другу. Клей наносят так, чтобы раз-
мягчение произошло по всей поверхности и на достаточную глу-
бину. Клей можно наносить кистью, шприцем, распылять его,
354
наносить методом погружения. Выдержка под давлением должна
продолжаться до образования твердого клеевого слоя; только пос-
ле этого можно производить механическую обработку и отделку
склеенных деталей.
Чтобы обеспечить необходимую прочность соединения, иногда
применяют армирование поверхности пластиков тканями путем
приплавления или приклеивания их с помощью растворителей или
клеев. Описано получение прочных клеевых соединений при плаз-
менной обработке термопластов [79].
Известен способ подготовки поверхности термопластичных ма-
териалов перед склеиванием путем нанесения на их поверхность,
нагретую до температуры размягчения, слоя порошкообразного
металла — чугунных или стальных опилок и другие способы [80].
Склеивание полиолефинов
Для соединения полиэтилена, который относится и к так назы-
ваемым «инертным» материалам и плохо поддается склеиванию,
известны два принципиально отличных друг от друга способа:
использование специальных клеев, обладающих адгезией к
полиэтилену;
обработка поверхности полиэтилена с целью придания ей по-
лярности и последующее склеивание обработанного материала с
помощью обычных клеев.
Для склеивания первым из указанных способов можно исполь-
зовать растворы некоторых полимеров в растворителях, вызываю-
щих набухание полиэтилена. В этом случае предварительной обра-
ботки поверхности не требуется, клей наносят обычным способом
и после удаления растворителя склеиваемые детали складывают
и выдерживают под давлением без нагревания. Полиэтилен, пред-
варительно обработанный при 60 °C раствором синтетического кау-
чука в четыреххлористом углероде, трихлорэтилене, бензоле или
толуоле, склеивается резиновыми клеями. Адгезионные свойства
полиэтилена улучшаются также в результате обработки раствори-
телями.
Способы, предусматривающие, изменение полярности поверхно-
сти полиэтилена, более эффективны; одни сводятся к обработке
материала газообразной закисью азота и хромовой кислотой. Наи-
больший интерес, по-видимому, представляет последний из пере-
численных реагентов. Для обработки используют смесь, состоящую
из 75 вес. ч. двухромовокислого калия и 1500 вес. ч. серной кисло-
ты, растворенных в 120 вес. ч. дистиллированной воды. После
обработки в ванне указанного состава (при нормальной или по-
вышенной температуре), промывки холодной водой и сушки поли-
этилен приобретает способность склеиваться фенолокаучуковыми,
резорциноформальдегидными, полиуретановыми и другими клея-
ми, температура отверждения которых лежит ниже температуры
размягчения полиэтилена. Полиэтилен, обработанный хромовой
23*
355
кислотой в течение 1—2 с при 120 °C, может быть склеен эпоксидХ
ными, полиуретановыми или метакриловыми клеями.
Полипропилен, а также полиэтилен, поверхность которых пред-
варительно обработана хромовой кислотой, в течение 1 мин при
73 °C, могут быть склеены эпоксидно-полисульфидным клеем.
Ниже приведены данные о разрушающем напряжении при
равномерном отрыве (в кгс/см2) клеевых соединении химически
обработаного полиэтилена с ПУ-2М и К-153: Исходные данные при 20 °C . . , » 60 °C . » —60 °C . . . После выдержки при 60 °C в течение 300 ч при 20 °C . . , » 60 °C ... дуралюминием на клеях ПУ-2 ПУ-2М К-153 90* 88* 83* 49* 49* 58* 71**» 71*** g^*** 83* 82* 80* 73* 51* 57* ПУ-2,
» —60 °C . . . После 30 циклов дейст- вия температур ±60 °C при 20 °C ... » 60 °C ... » —60 °C . . . После выдержки в воде при 20 °C в течение 30 сут . . 82* 74* Более 110 не раз- рушается 51* 47* 64* 39* 38* 44* 67* 83** 93** 61* 43* 50*
* Разрушение по клею.
** Разрушение по клею н полиэтилену.
*** Разрушение по полиэтилену.-
Вполне удовлетворительные результаты получаются при склеи-
вании обработанного полиэтилена со сталью.
Для улучшения адгезионных свойств полиэтилена его обраба-
тывают в атмосфере инертного газа (аргон, неон или гелий) [81].
С этой же целью предложено обрабатывать полиэтилен кратковре-
менно пламенем при 1090—2760 °C, растворителями (трихлорэти-
леном, толуолом и др.), а также опескоструивать [82].
Полипропиленовые пленки для повышения их адгезии [83]
можно обрабатывать коронным разрядом. Эффективна также об-
работка полиолефинов с помощью УФ-света [84, 85]. После такой
обработки их можно склеивать различными клеями [86, 87].
Разработан клей для полиэтилена, в состав которого введен
хромовый ангидрид; в качестве растворителя используется бен-
зол [88].
Большой интерес представляет процесс склеивания полиолефи-
нов и некоторых других термопластов с металлами с целью полу-
чения металлопластов, нашедших широкое применение в совре-
менной технике преимущественно в качестве несиловых материа-
лов [89, 90].
Описан способ получения трехслойного материала, состоящего
из металлических обшивок и внутреннего слоя из полиэтилена
356
высокого давления, соединенных между собой сополимером этиле-
на, акриловой кислоты и эфира акриловой кислоты. Обшивкой
могут служить листы алюминиевых сплавов, стали или меди тол-
щиной от 0,05 до 0,8 мм, толщина пленок, полиэтилена 2—8 мм;
клеевая пленка должна иметь толщину от 60 до 200 мкм. Проч-
ность такого клеевого соединения при сдвиге при 20 °C составляет
80 кгс/см2, при 70 °C — 27 кгс/см2. Материал можно обрабатывать
резанием, соединять заклепками, болтами, склеивать; при толщи-
не алюминиевой обшивки более 0,8 м допускается и сварка. Мате-
риал применяется при изготовлении корпусов и крышек химиче-
ских аппаратов, железнодорожных вагонов, контейнеров
и др. [91].
Для получения прочного соединения полиолефинов со сплава-
ми с высоким содержанием меди предложен способ, основанный
на химическом взаимодействии между медью и полиолефинами:
склеивание происходит за счет окисной пленки, образующейся на
поверхности сплава. Полученные материалы используются при из-
готовлении печатных схем, микроволновой аппаратуры, подводных
кабелей.
Склеивание фторорганических полимеров
Для склеивания фторорганических полимеров, так же как и
для склеивания полиэтилена, либо используют специальные клеи,
либо обрабатывают материал для создания на его поверхности
активных функциональных групп и затем склеивают обычными
клеями. Для склеивания политетрафторэтилена, .политрифторхлор-
этилена и его сополимеров, а также фторсодержащих резин пред-
ложено использовать растворы фторорганических полимеров в
органических растворителях, содержащие активирующие добавки
[92]. Так называемое временное склеивание (например, для об-
легчения монтажа изделий) может быть выполнено с помощью
раствора полиизобутилена с молекулярным весом 30 000—40 000 в
толуоле или бензине. Прочность такого соединения при отслаива-
нии [93] составляет около 0,4 кгс/см.
Эффективным способом модификации поверхности политетра-
фторэтилена (фторопласта-4) является обработка 1%-ным раство-
ром металлического натрия в безводном жидком аммиаке
[94, 105]. После такой обработки полимер можно склеивать клея-
ми на основе модифицированных ацеталями фенолоформальдегид-
ных смол, а также полиуретановыми, эпоксидными, полиэфирными
и другими клеящими составами. Однако метод является чрезвы-
чайно опасным и требует строгого соблюдения специальных мер
по технике безопасности [95].
Более простым и вместе с тем достаточно эффективным явля-
ется способ обработки поверхности полимера в течение 15 мин
при комнатной температуре раствором металлического натрия в
смеси нафталина и тетрагидрофурана [96]. Прочность при равно-
мерном отрыве клеевого соединения фторопласта-4, обработанного
357
таким способом, на эпоксидном клее составляет 100—120 кгс/см2,
при сдвиге— ПО кгс/см2.
Для повышения клеящей способности фторорганических пласт-
масс их облучают, например 60Со. В частности, такой метод при-
меняется для обработки поверхности фторорганических клейких
лент, изоляции для проводов и прокладок. Описаны способы об-
работки материалов типа тефлон электрическим разрядом в среде
инертных газов [97, 98], облучением УФ-светом в вакууме в при-
сутствии следов кислорода [99].
Для улучшения адгезионных свойств политетрафторэтилена
предложено наносить на его поверхность смесь из порошкообраз-
ного наполнителя и термореактивной смолы [100], а также ис-
пользовать для этой цели грунт, содержащий фторорганический
полимер и алюмоборфосфат [101] или смесь молотого стекла с
порошком полиэтилентерефталата [102]. Для крепления политет-
рафторэтилена к металлам предложено поверхность полимера
обрабатывать металлическим порошком, содержащим добавки ке-
рамических зерен, с помощью пламенного напылителя [103].
Для склеивания фторопластов предложено использовать поли-
хлоропреновые клеи [104]. С помощью клеев ВС-350, ПУ-2, К-153
и ВК-32-200 можно надежно соединять химически обработанный
политетрафторэтилен со сталью [71]. Ниже приведены данные о
прочности при равномерном отрыве (в кгс/см2) клеевых соедине-
ний стали и химически обработанного фторопласта-4 на различ-
ных клеях (в скобках указаны рабочие температуры клеев):
BC-3S0 (200 °C) ПУ-2 (100 °C) К-153 (80 °C) ВК-32-200 (200 °C)
Исходные данные при 20 °C . . . . 77* ПО* НО** 93***
» рабочей темпе- ратуре клея , 41* 100* ПО** 57*
» —60 °C .... 104* но* 99* 107*
После действия 30 цик- лов температур ±60 °C при 20 °C . . . 49* 103* 120*
» рабочей темпе- ратуре клея . 30* 51* ПО* 51*
» —60 °C .... 101* ПО** 83 104*
После выдержки при ра- бочей темпратуре клея в течение 100 ч при 20 °C .... 57* ПО**
в течение 300 ч при .20 °C ..... 51* по** 140 85****
» рабочей темпе- ратуре клея . — 107* — —
» —60 °C .... — ПО** по 105*
После выдержки в воде в течение 30 сут. . . 97* 110** 92 ПО**
* Разрушение по клею.
** Не разрушается.
*♦* Разрушение по фторопласту»
**** Разрушение по клею и фторопласту.
358
Необходимо отметить, что во всех случаях клеевые швы обла-
дают меньшей химической стойкостью, чем сами фторопласты.
Склеивание поливинилхлорида
Для склеивания непластифицированного поливинилхлорида мо-
гут применяться растворители и клеи, представляющие собой рас-
творы поливинилхлорида или перхлорвиниловой смолы в органи-
ческих растворителях — дихлорэтане, трихлорэтилене, метиленхло-
риде и др. Поверхность материала перед склеиванием
обрабатывают шкуркой и обезжиривают ацетоном или хлориро-
ванным углеводородом. Клеи наносят обычными способами с по-
мощью кисти или ролика.
При склеивании пластифицированного поливинилхлорида, в
частности различных декоративных и облицовочных материалов на
его основе, применяют резиновые клеи (например, 88Н, 88НП),
полиуретановые (ПУ-2 и др.), водные клеящие композиции на ос-
нове каучуков или поливинилхлорида, а также растворы некото-
рых полимеров в органических растворителях. Весьма важно, что-
бы в процессе склеивания пластификатор из склеиваемого поли-
мера не проникал в клеевой слой.
Хорошие результаты [108] удается получить при использова-
нии для склеивания декоративно-облицовочных материалов на
основе поливинилхлорида- и других полимеров клеев ВК-П и
ПК-Ю.
При склеивании различных материалов на основе пластифи-
цированного поливинилхлорида с металлами или тканью клей на-
носят только на металл или ткань, клеевой слой просушивают для
удаления растворителя и поливинилхлоридный пластик (без клея)
накладывают на клеевой слой. Склеивание производят под прес-
сом при давлении до 20 кгс/см2 или с помощью обогреваемого ро-
лика при температуре 150—160 °C.
Для приклеивания пленок и листов из поливинилхлорида, по-
ливинилиденхлорида или полиметилметакрилата к металлам, де-
реву и другим материалам предложен клей, представляющий со-
бой предварительно расплавленную смесь равных частей поли-
винилацеталя и полиметилметакрилата. Для этой же цели можно
поливинилацеталь растворять в метилметакрилате и вводить в
раствор инициатор полимеризации (перекись бензоила). При
склеивании пластифицированного поливинилхлорида предлагается
в состав клеев типа 88Н вводить 4—7% глицерина или других
многоатомных спиртов [106].
При склеивании поливинилхлоридного пластиката рекоменду-
ется предварительно наносить на его поверхность слой перхлор-
винилового клея, представляющего собой раствор перхлорвинило-
вой смолы в метиленхлориде, содержащий также 3—4% таких
многоатомных спиртов, как глицерин, маннит, пентаэритрит и др.
После испарения растворителя на поверхности пластиката оста-
359
ется тонкий слой, препятствующий миграции пластификатора в
полимер. Подготовленный таким способом материал можно
склеить с помощью клея 88Н и других композиций на основе хло-
рированных или нитрильных каучуков и фенолоформальдегидных
смол.
Непластифицированный поливинилхлорид рекомендуется склеи-
вать с помощью полиэфирных, эпоксидных и полиметилметакри-
латных клеев. Для повышения прочности клеевых соединений по-
верхность пластика может быть обработана [107] хромовой
смесью в течение 5—10 мин при 70 °C. Предложено также для
увеличения адгезии непластифицированного поливинилхлорида
предварительно подвергать его поверхность действию паров аце-
тона или других органических растворителей в течение нескольких
часов при комнатной температуре [106].
Декоративно-облицовочные и пленочные материалы на основе
поливинилхлорида (например, павинолы) могут быть приклеены
[71] к деревянным и металлическим поверхностям с помощью
клеев ВК-11, 88НП, ПУ-2Б и ПК-10. Для склеивания поливинил-
хлорида с металлом, деревом, бетоном и т. п. рекомендуются клеи
ПЭД, ПЭД-Б и ПФЭД. Наиболее распространен клей ПЭД-Б, ко-
торый хорошо склеивает винипласт и поливинилхлоридные пласти-
ката друг с другом, а также с дуралюмином, нержавеющей
сталью, сталью-3, бетоном, штукатуркой, кирпичом, гипсолитом,,
льняной, хлопчатобумажной и перхлорвиниловой тканями, дерма-
тином, капроном, фенопластом и т д. Прочность склеивания клеем
ПЭД-Б поливинилхлоридного пластиката снижается с увеличе-
нием количества пластификатора в пластикате.
Клей ПЭД-Б с успехом применяется для склеивания поливи-
нилхлоридной пленки с листовым металлом. Такой двухслойный
материал можно подвергать всем видам механической обработки
без нарушения прочности: сверлить, резать, фрезеровать, изгибать,
штамповать, подвергать глубокой вытяжке и т. п.
Клей ПЭД-Б хорошо приклеивает поливинилхлоридный пла-
стикат к металлу, бетону, штукатурке, дереву и т. п. Разрушаю-
щее напряжение при равномерном отрыве клеевых соединений
пластиката с различными материалами составляет (в кгс/см2):
ПВХ + бетон.................4,6
ПВХ + металл................5,5
ПВХ + ПВХ.................. 7,8
Склеивание органического стекла
Клеевые соединения органического стекла получили распро-
странение при изготовлении деталей остекления самолетов и авто-
машин, в приборостроении, в производстве товаров широкого
потребления, различных украшений и т. д. Широко применяются
также процессы склеивания органического стекла с прозрачными
360
пленками из синтетических материалов при производстве двойных
стекол в авиационной и автомобильной промышленности, а также
при соединении органического стекла с лентами из полиамидного,
акрилонитрильного и других синтетических волокон в так назы-
ваемом «мягком» (безболтовом) креплении фонарей самолетов.
Основная трудность склеивания органического стекла состоит в
чувствительности этого материала к органическим растворителям,
вызывающим образование на его поверхности микротрещин («се-
ребра»). Тем не менее большое распространение как в отечествен-
ной, так и в зарубежной практике получил процесс склеивания
оргстекла с помощью растворителей или клеев, представляющих
собой растворы полиметилметакрилата в органических раствори-
телях. Так, например, органическое стекло склеивают 2—5%-ным
раствором его в дихлорэтане. Для приготовления раствора струж-
ку оргстекла перемешивают при 20—25 °C в течение 25—30 мин в
дихлорэтане, а затем выдерживают в течение 2—5 сут до полного
растворения. Вязкость 2%-него раствора должна быть в пределах
7—15 с (по ВЗ-1), 3%-ного — 40—60 с. Приготовленный клей дол-
жен быть использован в течение месяца (при условии хранения в
герметичной посуде). Склеивание производится при температуре
воздуха не ниже 15 °C.
Основные виды клеевых соединений оргстекла — это соедине-
ния внахлестку, на-ус и встык с односторонней накладкой. Длина
нахлестки и ширина накладки должны быть не менее четырех-
кратной толщины склеиваемых листов, длина уса — не менее 3—
5 толщин листа. При склеивании на-ус поверхности фасок должны
быть ровными, толщина кромки уса должна быть не более 0,3' мм.
Перед склеиванием производят подгонку заготовок из оргстекла.
Усовые поверхности доводят циклей с точностью до 0,5 мм, при-
чем разница в длине уса соединяемых поверхностей не должна
быть более 1 мм. Перед склеиванием поверхность оргстекла обез-
жиривают мягкой хлопчатобумажной тканью, смоченной в бензи-
не. Клей наносят на обе склеиваемые поверхности щетинной
кистью, равномерным движением в одну сторону. Для предохране-
ния несклеиваемой поверхности оргстекла ее защищают от брызг
и паров дихлорэтана липкой лентой, бумагой или защитной плен-
кой. Не позже чем через 2 мин после нанесения раствора склеивае-
мые поверхности должны быть соединены. Закрытая выдержка
(от начала сборки до запрессовки) должна быть не более 30 мин.
Запрессовку осуществляют в рычажных, пневматических, гидрав-
лических или винтовых прессах, струбцинами или пневмошланга-
ми, создавая давление в пределах 0,5—1,4 кгс/см2 при толщине
материала 1,5—3 мм и 2—5 кгс/см2 при толщине более 3 мм.
Во избежание повреждений оргстекла при склеивании надо
обязательно пользоваться прокладками или бумагой, поверх кото-
рых накладывают прокладки из резины толщиной 2—4 мм. Вы-
давившийся после запрессовки избыток клея необходимо немед-
ленно удалить сухой мягкой тканью.
361
Для предотвращения действия паров растворителя на поверх-
ность органического стекла рекомендуется обдувать склеенные
швы сухим чистым воздухом или производить местный отсос паров
дихлорэтана. Склеенные детали должны быть выдержаны под
давлением при 15 °C в течение не менее 4 ч, а после снятия давле-
ния, перед дальнейшей механической обработкой, не менее 18 ч.
Аналогичным образом склеивают оргстекло и другими клеями,
представляющими собой растворы полиметилметакрилата в ме-
тилметакрилате, ледяной уксусной кислоте, муравьиной кислоте,
хлоргидрине и т. п. Надежны в работе при температурах до 100 °C
клеевые соединения органического стекла на клеях ПУ-2, ПУ-2Б,
В31-Ф9 и ВС10-ТМ. Прочностные характеристики клеевых соеди-
нений органического стекла на этих клеях приведены ниже:
ПУ-2 В31-Ф9 ПУ-2Б
Разрушающее напряже- ние при сдвиге при 20 °C, кгс/см2 исходные данные 217 295 203
после выдержки при 60 °C в течение 500 ч 170 354 195
после действия тем- ператур ±60 СС в те- чение 260 ч ... 250 217 200
Клей В31-Ф9 при склеивании оргстекла должен иметь началь-
ную вязкость 40—60 с, жизнеспособность при 20 °C 3,5—5 ч (вяз-
кость клея не должна превышать 180 с). В процессе склеивания
сосуд с клеем следует охлаждать для того, чтобы температура
клея не была выше 20 °C. Перед склеиванием склеиваемые по-
верхности тщательно подгоняют и зашкуривают наждачной шкур-
кой, а затем очищают сухой кистью от пыли. Клей наносят щетин-
ной кистью в один слой на обе склеиваемые поверхности, расход
150—220 г/м2. При склеивании требуется открытая выдержка при
20—22 °C в течение 7—10 мин и при 23—25 °C в течение 5—7 мин,
затем закрытая выдержка-—не.более 30 мин; выдержка под дав-
лением 0,5—2 кгс/см2 должна быть не менее 8 ч при температуре
не ниже 20 °C, а после снятия давления до обработки оклеенных
изделий — не менее суток. При нагревании до 60—65 °C выдержка
в запрессованном состоянии может быть сокращена до 1,5—2 ч.
При склеивании оргстекла с капроновой лентой клеем В31-Ф9
ленту протирают ватным тампоном, слегка смоченным ацетоном,
просушивают на воздухе и затем покрывают клеем с обеих сторон,
расход клея 700—800 г/м2. Следует иметь в виду, что клей В31-Ф9
образует окрашенный клеевой шов, что значительно уменьшает
прозрачность стекла. Клеем ВС-10ТМ склеивают теплостойкие ор-
ганические стекла при 145±5°С и давлении 1,5—2,0 кгс/см2. Клеи
В31-Ф9 и ВС-10ТМ снижают прочность стекла; клей ПУ-2 такого
действия не оказывает.
362
Установлено, что при склеивании органических стекол, в том
числе и теплостойких, композициями на основе фенолоформальде-
гидных смол образуются достаточно прочные, без микротрещин,
прозрачные и бесцветные соединения. Склеивать такими клеями
можно и при комнатной температуре, и при нагревании.
Для склеивания органического стекла находит применение бу-
тилметакрилатная пленка БМД, представляющая собой пластифи-
цированный полимер бутилового эфира метакриловой кислоты.
При склеивании пленку, смоченную дибутилфталатом, проклады-
вают между склеиваемыми материалами и выдерживают под дав-
лением 3 сут. При изготовлении двойных стекол из оргстекла на
эластичной пленке БМА применяется перхлорвиниловый клей
ПВ-16. Описаны также способы склеивания органического стекла
с металлами [109].
Склеивание полиэтилентерефталата
В качестве клеящих материалов дЛя соединения полиэтилен-
терефталатной пленки были предложены сополимеры этиленглико-
ля с терефталевой и себациновой кислотами [71, 108, ПО, 111].
Лучшие результаты получены при склеивании пленок клеем на
основе сополимера ТФ-60, изготовленного из 60% терефталевой
кислоты и 40% себациновой кислоты. Для склеивания пленок ре-
комендуется применять 4%-ный раствор сополимера ТФ-60 в ме-
тиленхлориде. Раствор наносят мягкой кистью на обе склеиваемые
поверхности и выдерживают на воздухе в течение 3—5 мин до
полного улетучивания метиленхлорида, после чего пленки склады-
вают и прокатывают нагретым роликом при 150—170 °C и давле-
нии 1—1,5 кгс/см2 со скоростью около 1—2 м/мин. Склеивать
пленку можно внахлестку или встык. Прочность при сдвиге клее-
вых соединений составляет не менее 80% от прочности склеивае-
мой пленки. Теплостойкость* клеевого шва около 100 °C. Клеевой
шов масло- и водостоек.
Для склеивания полиэтилентерефталата может быть использо-
вана также лента, получаемая путем нанесения сополимера ТФ-60
на различные подложки. Ленту прокладывают между склеивае-
мыми пленками и прокатывают горячим роликом.
Более теплостойкие соединения образует пленка РС-79, пред-
ставляющая собой полиэтилентерефталатную пленку в виде ленты
толщиной 10—12 мкм, покрытую специальным раствором, способ-
ствующим снижению температуры плавления пленки до 160 °C.
Ленту прокладывают между соединяемыми поверхностями и на-
гревают до 160—165 °C с помощью электророликов, сварочных ма-
шин и т. д. Образующийся клеевой шов прозрачен, эластичен,
* Определение теплостойкости производилось по методу статического нагру-
жения склеенного образца нагрузкой, составляющей 90% от разрушающей на-
грузки при 100 °C в течение 1 ч.
363
характеризуется высокой прочностью. Клеевые соединения рабо-
тают в интервале температур от —150 до +150 °C. Ниже приведе-
ны показатели прочности при сдвиге клеевых соединений полиэти-
лентерефталатной пленки на клеях ТФ-60 и РС-79:
ТФ-60 РС-79
Разрушающее напряжение при ге, кгс/см2 при —60 °C . . сдви- . . м 263 320
» 20 °C , . . 240 233
» 60 °C . . . 160 232
» 100 °C . . . 88 .—
» 150 °C . . . . — 108
Для склеивания полиэтилентерефталатной пленки с металлами,
органическим стеклом, стеклотекстолитом, пластмассами и тканя-
ми может быть использован бензиновый раствор силиконового кау-
чука СКТ. Склеивание производят при комнатной температуре
практически без давления. Перед склеиванием на поверхность со-
единяемых материалов наносят подслой П-11, представляющий
собой смесь кремнийорганических соединений. Металлические по-
верхности перед нанесением подслоя обрабатывают специальной
протирочной пастой. При склеивании полиэтилентерефталатной
пленки с неметаллическими материалами вместо подслоя П-11
используют аналогичный ему продукт Т. На подслой П-11 или Т
поочередно наносят растворы каучука СКТ № 1 и № 2 в органиче-
ских растворителях (раствор № 1 содержит этилсиликат, раствор
№ 2—катализатор). После нанесения раствора № 1 поверхность
просушивают в течение 1 ч, раствор № 2 — в течение 5 мин. Затем
склеиваемые детали соединяют и выдерживают в течение суток
при комнатной температуре. Соединения теплостойки
(табл. III.11), обладают высокой прочностью и устойчивы к дей-
ствию воды [108].
Таблица III.11. Прочность клеевых соединений полиэтилентерефталатной
пленки с металлами и неметаллическими материалами
на клее на основе каучука СКТ
Материал, склеиваемый с полиэти- лентерефталатиой пленкой Прочность при расслаивании, кгс/м
при —60 °C при 20 °C при 60 °C при 150 °C
Дуралюмин анодированный 115 140 100 60
Органическое стекло . 73 108 100 -—
Стеклотекстолит . . . 68 89 85 40
Хлопчатобумажная ткань . . 7 6 6 —
Поролон , . . 7 10 10 —
Для склеивания полиэтилентерефталатной пленки с металла-
ми, в частности с медной фольгой, разработаны клеи на основе
терефталевой, изофталевой и 2,5-фурандикарбоновой кислот. Ра-
364
бочая температураХклеевых соединений находится в пределах
±150 °C [112]. \
Предложено использовать алифатические амиды или аминими-
ды в качестве веществ,^повышающих прочность склеивания поли-
этилентерефталатной плёнки с каучуками эпоксидными и резорци-
ноформальдегидными клейки [113]. Описаны и другие способы
соединения полиэтилентерефталата с резинами [114], а также ме-
тоды получения слоистых материалов, состоящих из нескольких
склеенных между собой слоев полиэтилентерефталатной пленки
[115]. К стеклу, керамике и металлам полиэтилентерефталатную
пленку предложено приклеивать с использованием самой пленки
в качестве клеящего средства [116].
Склеивание полиамидов
Полиамиды обычно склеивают между собой раствором данного
полиамида в смеси спирта и фенола. При склеивании с другими
материалами [71, 117], в частности с металлами, поверхность
полиамида сначала склеивают тканью этим же раствором так,
чтобы ткань не имела сквозной пропитки. После просушивания
полиамид склеивают с другими материалами различными пригод-
ными для данного изделия клеями. Можно склеить тканью ме-
талл, а зачем с помощью раствора фенола в спирте приклеить
полиамид.
Для склеивания полиамидов с другими материалами приме-
няют также клей ПУ-2. Однако прочность клеевых соединений
Таблица 111.12. Прочность клеевых соединений полиамидов
Склеиваемые мате- риалы Марка клея Разрушающее и апряжение при равномерном отрыве, кгс/см2
исходные данные после выдержки при 70 °C в тече- ние 500 ч после действия температур ±60 °C в те- чение 30 цик- лов после выдерж- ки в воде в течение 30 сут
при 20 °C при 80 °C при —60 °C при 20 °C при 80 °C при —60 °C при 20 °C при 80 °C при —60 °C при 20 °C
Капролон 4- капро- лон Спиртовой раствор фе- нола 80 60 48 100 40 38 88 35 64 100
ПУ-2 28 24 32 36 20 27 26 25 27 31
Капролон + сталь ПУ-2 100 47 100 112 64 70 79 68 100 32
Капролон алю- миниевый сплав ПУ-2 57 20 57 65 52 53 70 39 40 28
Капролон ± резина 3311 ПУ-2 15 16 63 15 13 52 40 15 64 24
365
капролона, выполненных спиртовым раствором' фенола, в 1,5 раза
выше прочности соединений на клее ПУ-2. Данные о прочности
при отрыве клеевых соединений капролона с различными мате-
риалами на этих клеях приведены в табл/Ш.12. При склеивании
клеем ПУ-2 с нагреванием прочность клеевых соединений повы-
шается.
Для склеивания полиамидов и полиуретанов применяют поли-
уретановые клеи, а также растворы.полиамидов и полиуретанов в
муравьиной кислоте или саму муравьиную кислоту.
Склеивание полимеров и сополимеров стирола
и других термопластических материалов
Полистирольные пластики [71] склеивают при комнатной тем-
пературе клеем ПУ-2. Данные о прочности клеевых соединений
полистирольных пластиков СНП и УП между собой и с другими
Таблица III. 13. Прочность клеевых соединений полистирольных пластиков
на клее ПУ-2
Склеиваемые материалы Разрушающее напряжение при равномерном отрыве, кгс/см2
исходные данные после выдержки при 60 °C
в течение 500 ч в течение 30 сут
! Цри 20 °C при 60 °C при —60 °C при 20 °C при 60 °C 1 при —60 °C при 20 °C при 60 °C при —60 °C
СНП+СНП 100 72+ 100 100 100 100 73+ 90+ 65+
СН11+алюминиевый сплав
анодированный ...» 100 100 65+ 100 100+ 73+ 98+ 79+ 82+
УП+УП 42+ 36+ 100+ 51+ 38— 26— 47— 61— 8—
УП+алюминиевый сплав
анодированный .... 30+ 31+ 34+ 26+ 12+ 50+ 54+ 32— 41 +
Примечание. Знаками + и — отмечено появление разрушения соответственно по мате-
риалу и по клеевому шву.
материалами приведены в табл. III.13. Склеивать сополимеры
с декоративным поливинилхлоридным материалом павинол реко-
мендуется клеем ВК-П [108].
Для склеивания полимеров и сополимеров стирола предложена
композиция, состоящая из раствора полистирола или его сополи-
мера в хлорстироле, винилтолуоле или другом активном раствори-
теле, содержащем органическую перекись и смесь кобальтовых
или цинковых солей карбоновой кислоты в качестве ускорите-
ля [119].
Данные о склеивании таких пластиков, как полиметилстирол,
полиформальдегид, поликарбонаты и др. [118], приведены в
табл. III.14.
366
Таблица 111.14. Прочность клеевых соединений некоторых термопластичных полимеров
Склеиваемый полимер Способ подготовки поверхности Клей Разрушающее на- пряжение клеевого соединения, кгс/см2 Характер разрушения
при сдвиге при равно- мерном отрыве клеевого соединения
Полиметилстирол (Цимак 325) П олнформал ьдегид (Делрнн) Полимер диаллилфталата, наполненный волокном Орлон (Дурец 16694) Поликарбонат (Лексан) Изотактический полипропи- лен (Моплен) Эластичный полиуретан (Мультрапан) Хлорированный полимер пентаэритрита (Пентон) Обработка метанолом Обработка хромовой кисло- той в течение 10 с при 23 °C Пескоструйная обработка, затем промывка ацетоном Обработка метанолом Обработка хромовой кисло- той в течение 1 мин при, 71 °C Обработка ацетоном Обработка хромовой кисло- той в течение 5 мин при 71 °C Уретановый форполимер Полисульфидно-эпоксид- ный То же Полиэфирио-стирольный Полисульфидно-эпоксид- |НЫЙ Уретановый форполимер Полисульфидно-эпоксид- ный 45 131 50 90 79,6 158 102 По материалу^/-'^ Отслаивание клея от материала По материалу Отслаивание клея ст материала По клею По материалу Отслаивание клея от материала
Полиацетали (типа Делрин) предложено 'склеивать компози-
цией, состоящей из хлорированного растворителя, содержащего
кизельгур, диоксана и н-толуолсульфокислоты [120]. Полиурета-
ны хорошо склеиваются с различными материалами эпоксидными,
фенолорезорциновыми и другими термореактивными клеями [121]-
Полиформальдегид предложено склеивать с металлами с по-
мощью клеев на основе нитрильного каучука, эпоксидно-полиамид-
ных и полиэфирных клеев. Для склеивания поликарбонатов могут
быть применены цианакрилатные или изоцианатные клеи [122].
Описаны многочисленные способы соединения ряда термопла-
стов с металлами, в частности с целью получения слоистых мате-
риалов— металлопластов [123]. Адгезия некоторых термопланов
может быть повышена с помощью N-замещенного амида и амида
малеиновой кислоты, содержащих карбоксильные группы [124].
Для склеивания полиимидных пленок предложено использовать
кремнийорганическую композицию Виксинт У-2-28. Предваритель-
но поверхность пленки должна быть обработана специальным, ап-
претом. Нанесение аппрета и склеивание производятся при ком-
натной температуре [125, 126]. Полиимидные пленки ПМ.-1 и
ПМ-4, склеенные таким способом, обладают высокой прочностью и
стойкостью к действию повышенных температур и условий искус-
ственного тропического климата (табл. III.15).
Таблица III. 15. Прочность полиимидной пленки, склеенной
композицией Виксинт У-2-28
Склеиваемые материалы Прочность при расслаивании при 20 °C, кгс/см
до испытания после нагревания после действия условий тропиче- ского климата (30 сут)
при 150 °C при 200 °C при 260 °C
200 ч 1000 ч 500 ч 1000 ч 500 ч 1000 ч
Пленка ПМ-1 -(-пленка ПМ-1 105 ПО 104 48 44 24 16 104
Пленка ПМ-4+пленка ПМ-4 93 100 88 56 46 19 12 96
Пленка ПМ-1-(-дуралю- мин Д16 112 110 118 80 60 24 20 116
Пленка ПМ-1-(-сталь ВНС-2 134 166 163 92 80 24 16 156
Пленка ПМ-1-(-медная фольга оксидирован- ная 101 112 124 64 50 28 20 88
Для приклеивания полиимидных пленок к металлической фоль-
ге предлагается прокатывать пленку вместе с фольгой с после-
дующим спеканием при 121—400 °C [127].
Описаны способы получения слоистых материалов на основе
полиимидов, а также полиимидов и тонкой фольги из меди, алю-
миния и других металлов [130].
368
Склеивание пенопластов
Склеивать пенопласт'ы ПС-1, ПС-4, ПВХ-1, ФК-20, ФК-40, ФФ
и другие между собой и \ текстолитом или с древесными материа-
лами рекомендуется клеями ВИАМ Б-3 или ПУ-2. Пенопласты с
металлами и стеклотекстолитом лучше всего склеивать клеями
БФ-2 и ВИАМ Б-3, причем клей БФ-2 наносят в качестве подслоя
на металл или стеклотекстолит. При склеивании пенопластов
ПВХ-1, ФК-20, ФК-40, ФФ и ПС-1 должен применяться клей
ВИАМ Б-3, приготовленный на ацетоне, при склеивании пенопла-
ста ПС-4 следует использовать клей ВИАМ Б-3, в котором раство-
рителем является спирт. Расход клеев БФ-2 и ВИАМ Б-3 на каж-
дый слой должен составлять 150—200 г/м2; для пенопластов
ФК-20, ФК-40 и ПС-4 расход клея может быть увеличен до 300—
350 г/м2 в зависимости от пористости поверхности.
Для удобства контроля за равномерностью нанесения на ме-
талл слоя клея БФ-2 в него рекомендуется вводить метиленовый
голубой краситель из расчета 0,01% от массы клея. Раствор кра-
сителя (0,5%-ный) в этиловом спирте хранят в плотно закрытой
стеклянной таре и по мере надобности добавляют в клей БФ-2 из
расчета 20 г раствора на 1 кг клея. Клей после добавления кра-
сителя тщательно перемешивают до достижения однородной
окраски.
Склеивание пенопластов с металлами и стеклотекстолитом клеем ВИАМ Б-3
с подслоем БФ-2 можно проводить и при комнатной, и при повышенной темпе-
ратуре. На подготовленные к склеиванию поверхности металла и стеклотексто-
лита следует нанести слой клея БФ-2 и просушить его:
в цехе при 16—30 °C не менее 30 мин;
в шкафу или камере при 55 ± 5 °C не менее 15 мин.
После охлаждения заготовок до 16—30 °C нанести второй слой клея БФ-2
и вновь просушить:
в цехе при 16—30 °C не менее 30 мин;
в шкафу или камере при 55 ± 5 °C в течение 15—20 мин;
в шкафу или камере при 130—140 °C в течение 40—50 мин или при 140—
150 °C в течение 25—30 мин.
Окончательную сушку клея БФ-2, нанесенного на сталь, рекомендуется про-
изводить при 150—160 °C в течение 30—40 мин. Клей БФ-2 на вертикальные
поверхности (во избежание стекания) следует наносить в три слоя с уменьшением
расхода до 100—130 г/м2; при этом сушку второго слоя клея необходимо про-
изводить по режиму сушки первого слоя.
Заготовки и детали охлаждают до комнатной температуры. Перед нанесе-
нием клея ВИАМ Б-3 на заготовки из металла необходимо проверить качество
пленки клея БФ-2. Непосредственный контакт клея ВИАМ Б-3 с металлом не
допускается, поэтому, если пленка поцарапана или ободрана, на поврежденные
места нужно нанести повторно слой клея БФ-2 и дать открытую выдержку
не менее 1 ч при температуре воздуха от 16 до 30 °C.
На окончательно подготовленные склеиваемые поверхности наносят клей
ВИАМ Б-3, после чего дается сначала открытая выдержка в течение 5—15 мин,
а затем закрытая выдержка (с начала сборки до начала запрессовки) про-
должительностью не более 20 мин.
При температуре воздуха 16—18 °C и применении жидкого клея ВИАМ Б-3
с вязкостью 30—40 с должна быть более длительная выдержка, а при темпе-
ратуре 18—30 °C и вязкости клея 100—,120 с — более короткая.
24—2591
369
Продолжительность процесса нанесения клеевого слоя и сборки до запрес-
совки (без открытой выдержки) при применении клея ВИАМ Б-3 с вязкостью
не выше 60 с может быть увеличена до 30 мин.. Давление при запрессовке
должно быть 0,5—5,0 кгс/см2. Верхних пределов давления необходимо придер-
живаться при склеивании изделий сложной конфигурации. Режимы запрессовки
склеиваемых заготовок из пенопласта между собой и с металлами и неметал-
лическими материалами приведены ниже:
Температура, °C.......... 16—20 21—25 26—30
Минимальная продолжитель-
ность выдержки под давле-
нием, ч..................... 5 4 3
Склеивание клеем ВИАМ Б-3 (без подслоя БФ-2) производится с соблюде-
нием указанных выше условий.
Применение клея ПУ-2 для склеивания пенопластов между со-
бой и с металлами и неметаллическими материалами производит-
ся без нагревания. Для склеивания пенопластов предложены так-
же неопреновые и эпоксидные клеи [128].
Описаны процессы склеивания и клей для соединения пено-
пластов на основе полиэтилена [129].
Склеивание материалов на основе
термореактивных полимеров
Для склеивания термореактивных пластмасс применяют поли-
уретановые, эпоксидные, фенолополивинилацетальные, карбиноль-
ный, а также фенолоформальдегидные, полиэфирные и другие
клеевые композиции.
Поверхности слоистых материалов на основе фенолоформаль-
дегидных смол и других материалов после очистки щеткой от мел-
ких стружек и пыли обрабатывают шкуркой или другим способом
с целью создания шероховатой поверхности. Масляные пятна уда-
ляют ватными тампонами, смоченными бензином, загрязнения от
лакокрасочных покрытий удаляют соответствующими растворите-
лями. Наносят клеи кистью, шпателем или роликами. Если клей
содержит растворитель, необходима открытая выдержка для уда-
ления растворителя, условия которой зависят от свойств приме-
няемого клея. Для создания давления используют описанные выше
(см. стр. 326) способы. Продолжительность, температуру и давле-
ние при выдержке под прессом устанавливают в зависимости от
вида клея.
При склеивании текстолитов, стеклотекстолитов, древесных
слоистых пластиков (типа дельта-древесины) клеем БФ-2 его на-
носят на склеиваемые материалы в два слоя; расход клея на каж-
дый слой 150—200 г/м2. Каждый из нанесенных слоев высушивают
сначала при 16—30 °C в течение 30 мин, а затем при 50—60 °C в
течение 15 мин. Заготовки с нанесенным клеем складывают и за-
прессовывают в приспособлении (или в прессе), снабженном кон-
тактными или какими-либо другими нагревателями. Давление при
склеивании 5—20 кгс/см2. Для деталей сложной конфигурации
370
следует придерживаться верхнего предела давлений. Выдержка
под давлением зависит1 от температуры склеивания:
Температура, °C .... 120—125 130—135 136—140
Продолжительность выдер-
жки, мин............... 50—60 25—30 20—25
Время выдержки считают с момента достижения требуемой
температуры в клеевом шве, которую контролируют с помощью
термопары или термометра. Снятие давления производят после
охлаждения склеенных деталей до 40 °C.
Склеивать текстолиты и древесные пластики между собой, с
древесиной и фанерой можно также клеем ВИАМ Б-3 или другими
фенолоформальдегидными клеями, отверждающимися с помощью
кислых отвердителей, например контакта Петрова. Клей наносят
в один слой, дают открытую выдержку в течение 5—15 мин, за-
тем закрытую выдержку в течение 20 мин (с начала сборки до
начала запрессовки) и выдержку под давлением 0,5—5 кг/см2,
продолжительность которой зависит от температуры склеивания и
типа склеиваемых материалов и колеблется от 6 до 16 ч. Продол-
жительность выдержки может быть сокращена за счет повышения
температуры склеивания до 50—60 °C.
При склеивании стеклопластиков между собой целесообразно
(но не обязательно) применять клеи, по химической природе близ-
кие к связующему в стеклопластиках. Поверхность заготовок из
стеклопластиков, подлежащих склеиванию, необходимо очистить
от пленок целлофана или смазок, которые использовались при
формовании изделий в качестве антиадгезивов для предотвраще-
ния прилипания изделия к форме. Пленка целлофана сравнитель-
но легко удаляется после смачивания поверхности водой, следы
кремнийорганической смазки можно удалить обработкой бензи-
ном. На подготовленную (шероховатую) поверхность стеклопла-
стика равномерно наносят клей. Рекомендуемые технологические
режимы склеивания стеклопластиков отечественными клеями при-
ведены в табл. III. 16. Клеи БФ-2, ВИАМ Б-3, Эпоксид П и Пр
пригодны для склеивания изделий, работающих при сравнительно
невысоких температурах (60—100°C). Клеи ВС-ЮТ, ВК-32-200 и
ВС-350 пригодны для эксплуатации при 200—300 °C. Этими клея-
ми можно склеивать не только стеклопластики друг с другом, но
и с другими материалами. Прочность при сдвиге клеевых соеди-
нений стеклотекстолита обычно составляет 60—150 кгс/см2 (при
комнатной температуре).
При склеивании стеклопластиков и изделий из них могут быть
использованы также полиэфирные клеи и применен высокочастот-
ный метод нагревания [131], а также другие клеи и способы
склеивания [132, 133].
Большой интерес представляют процессы склеивания стекло-
пластиков, а также стеклопластиков с металлами эпоксидными,
фенолокаучуковыми и фенолополиацетальными композициями.
24* 371
Таблица III.16. Рекомендуемые режимы склеивания стеклопластиков
отечественными клеями
Марка клея Расход клея, г/м2 Выдержка каждого слоя перед склеиванием Давление при склеива- нии, кгс/см2 Температурный режим склеивания
БФ-2 150—200 Открытая: 30 мин при 16—30 °C; 15 мин при 50— 60 °C 5—20 50—60 мин при 120—125 °C; 25—30 мин при 130—135 °C; 20—25 мин при 136—140 °C
ВИАМ Б-3 (подслой БФ-2) 150—200 Открытая: 5— 15 мин Закрытая: не более 20 мин 0,5—5 16 ч при 16—20 °C; 13 ч при 21—25 °C; 10 ч при 26—30 °C
ВС-ЮТ 150—200 Открытая: 1 ч при 15—30 °C 0,8—5 1 ч при 175+5
ВК-32-200 150—300 Открытая: I слой— 15 мин при 20 °C; II слой—30 мин при 15—30 °C и 1,5 ч при 60— 65 °C 10—20 1—2 ч при 175± +5 °C
ВС-350 150—200 Не менее 1 ч при 15—30 °C 0,5—5 1 ч при 200+5 °C
Эпоксид П Расход зависит от Клей наносят на 0,5-3 40 мии при 200 °C;
или Пр пористости и не- ровностей поверх- ности нагретую до 80— 120 °C поверх- ность; выдержки не требуется 2 ч при 180 °C; 5 ч при 150 °C; 10 ч при 120 °C
ПУ-2 200—250 Открытая: 10— 20 мин при 20 °C 0,5—5 24—36 ч при 20— 30 °C
Предварительно поверхности склеиваемых материалов обрабаты-
вают поливиниловым спиртом, поливинилбутиральфурфуралем,
модифицированными алкидными смолами или их композициями с
аминоалкоксисиланами, в частности 3%-ным спиртовым раствором
поливинилбутиральфурфураля или 34%-ным раствором этого
полиацеталя, модифицированного у-аминопропилтриэтоксисиланом
или аминогексаметиленаминометилтриэтоксисиланом с последую-
щей сушкой при 90 °C для удаления растворителя. Клеевые соеди-
нения стойки к старению при 200 °C в течение 1000 ч [134].
При использовании полиэфирных и эпоксидных клеев для
склеивания стеклопластиков рекомендуется обрабатывать их по-
верхности растворами поливинилового спирта, винил-трпс-(2-мети-
ксиэтокси)-силаном, у-аминопропилтриэтоксисиланом, винилтри-
хлорсиланом, винилтриэтоксисиланом [135].
Склеивание пластических масс и других
неметаллических материалов с металлами
Пластические массы с металлами рекомендуется склеивать
полиуретановыми, эпоксидными, фенолополивинилацетальными и
372
фенолокаучуковыми клеями. Обработка поверхностей перед склеи-
ванием производится обычно способами, принятыми для пластмасс
и металлов.
Представляет интерес способ склеивания металлов с пластмас-
сами и древесными материалами, отверждающимися при комнат-
ной температуре клеями типа ВИАМ Б-3 с применением подслоя
на клее БФ-2, который предварительно наносят на металлы или
неметаллические материалы типа стеклотекстолита и высушивают
при нагревании.
Процесс склеивания включает следующие операции:
1. Нанесение подслоя клея БФ-2 на подготовленные поверхности металла-
(или стеклотекстолита) и сушка его при 16—30 °C не менее 30 мин и при.
55 ±5 °C не менее 15 мин. После охлаждения наносят второй слой клея БФ-2,
который подсушивают в течение 30 мин при 16—30 °C, 15—20 мин при 55 ± 5 °C
и 30 мин при 140—150 °C. Расход клея на каждый слой 150—200 г/м2.
При склеивании стали сушку подслоя клея БФ-2 рекомендуется проводить-
при 150—160 °C в течение 30—40 мин. Прк нанесении клея БФ-2 иа вертикальные
поверхности следует наносить 3 слоя (расход .клея 100—130 г/м2), причем сушка
второго слоя производится по режиму сушки первого слоя.
2. Нанесение клея ВИАМ Б-3. На окончательно подготовленные поверхности
металлов и неметаллических материалов наносят слой клея ВИАМ Б-3 и дают
открытую выдержку в течение 5—15 мин, после чего дают закрытую выдержку
(с начала сборки до начала запрессовки), продолжительность которой не долж-
на превышать 20 мин. Расход клея ВИАМ Б-3 на каждый слой составляет 150—
200 г/м2.
3. Выдержка под давлением. Давление при склеивании должно составлять
0,5—5 кгс/см2; продолжительность выдержки под давлением зависит от природы
склеиваемых материалов и температуры:
Минимальная .продолжительность выдержки под давлением, ч
Стеклотекстолит (тек- при 16—20 °C при 21—25 °C при 26—30 °C
столит) -(-металл Дельта - древесина+ 30 16 10
-(-металл .... Древесина (файера)+ 12 10 8
-(-металл .... 10 8 6
Для ускорения процесса склеивания допускается выдержка под давлением
при 55 ± 5 °C (30—40 мин) или при 45 ± 5 °C в течение 60—70 мин (при склеи-
вании металлов с термопластичными пеноматериалами). После окончания нагре-
вания склеенные детали выдерживают под давлением не менее 30 мин для
охлаждения до 20—30 °C. После снятия давления изделия, склеенные без нагре-
вания, до механической обработки выдерживают 8—12 ч при 16—30 °C. Изде-
лия, склеенные при нагревании, могут подвергаться обработке через 2 ч после
снятия давления.
Для приклеивания различных материалов к металлам и для
склеивания металлов предложено использовать поливинилацетали
с добавлением окисей или гидроокисей металлов, имеющих высо-
кую температуру плавления (окиси магния, алюминия, железа,
кремния). Такой клей наносят на ткань, асбест или другой мате-
риал и полученным «пластырем» склеивают металлы при 140—•
373
200 °C и давлении 5 кгс/см2. Дерево, кожу и другие пористые
материалы таким способом склеивают без нагревания. Этот метод
предназначен главным образом для ремонтных работ.
Исключительно большое значение в настоящее время приобре-
тают композиционные материалы, представляющие собой систе-
мы на основе неорганических волокон или нитевидных кристаллов
окиси алюминия, графита и различных связующих. Для соедине-
ния композиционных материалов друг с другом и с металлами
(сталью, титановыми сплавами) могут быть использованы моди-
фицированные эпоксидные и фенольные клеи, отверждающиеся
при нагревании [136—138].
СКЛЕИВАНИЕ РЕЗИН
Склеивание невулканизованных резин и резинотканевых мате-
риалов с последующей вулканизацией производится с помощью
клеев из натурального каучука (в частности, клея 4508) и клеев
ВК-4-18Б, 88НП, 88Н, КР-6-18 и 4НБув. При склеивании клеем
4НБув поверхность резины протирают чистой тканью, смоченной
бензином, и покрывают двумя слоями клея. Каждый из нанесен-
ных слоев высушивают в течение 25 мин, после чего изделия со-
единяют и подвергают горячей вулканизации при 143 °C.
Для склеивания без нагревания вулканизованных резин на
•основе нитрильных каучуков применяют клеи КР-5-18р, 4НБув,
ВКР-7 и ВКР-Ю, а также клей 4508. Перед склеиванием клеем
КР-5-18р резину обрабатывают наждачной бумагой, промывают
бензином, а затем покрывают двумя слоями клея. Каждый слой
сушат в течение 5—7 мин при 15—30 °C или 3—5 мин при 31—
45 °C. Склеивание производят при температуре не ниже 15 °C в те-
чение 48 ч под давлением около 15 кгс/см2. Допускается повыше-
ние температуры склеивания до 60—80 °C.
Для соединения резин была применена реакция привитой со-
полимеризации в присутствии инициаторов радикального типа.
Сомономерами были стирол и винилтолуол, вызывающие набуха-
ние свариваемого вулканизата и легко образующие с ним приви-
тые сополимеры [140]. Соединение вулканизатов происходит так-
же при нанесении на соединяемые поверхности раствора инициа-
тора в неполимеризующемся растворителе. При склеивании резины
=из СКМС-ЗОАРКМ-15 вторым способом наиболее прочное соедине-
ние получается при нанесении на поверхность раствора перекиси
бензоила в хлороформе в количестве 0,8—1,0 мг/см2.
При соединении резин из СКС-30 и смеси СКН-18 и СКН-26 с
использованием стирола (или винилтолуола) с увеличением коли-
чества перекиси бензоила на единицу площади зоны соединения
прочность соединения возрастает (рис. Ш.ЗО). При повышенных
температурах прочность при расслаивании при 100 °C резин на
основе СКС-30, соединенных с помощью перекиси бензоила, со-
ставляет 72%, а при 140°C — 55% от первоначальной. Разрушение
374
образцов происходит по резине. Прочность таких соединений в
2—4 раза превышает прочность соединений, полученных с по-
мощью обычных невулканизующихся резиновых клеев.
Предложен способ «принудительного» внедрения клея в поры
резиновых материалов с целью уве-
личения глубины проникновения клея
в склеиваемую пористую резину [139].
Силиконовые резины марок 14р-2,
14р-6, 5р-129, 5л-39, 5ц-52 и облицо-
вочные материалы СТАМ, АНТМ-1,
предназначенные для работы при
250 °C, склеиваются клеями МАС-1,
КТ-15 и КТ-22, температура отвержде-
ния которых [71, 72] составляет 150—
200 °C. Разработан способ склеивания
этих материалов при комнатной тем-
пературе без давления или при неболь-
шом контактном давлении с помощью
герметиков Виксинт У-1-18 или У-2-28.
В этом случае рекомендуется подслой
Ц-11, который повышает адгезию гер-
метика к поверхности склеиваемых ма-
териалов. Клеевые соединения, выпол-
ненные на этих композициях, способ-
ны длительно работать при 200—
250 °C. Данные о прочности при рас-
КоличвстЕо перекиси
бензоила, мг/смг
Рис II 1.30. Зав-исимость проч-
ности при расслаивании резин
из СКС-30 (------) и СКН-18+
+СКН-26 (-----------) от ко-
личества перекиси бензоила в
' зоне соединения:
слаивании клеевых соединений резин
на основе силиконовых каучуков и об-
1 — раствор перекиси бензоила в то-
луоле; 2 — раствор перекиси бен-
зоила в хлороформе; 3 — раствор
ЛИЦОВОЧНЫХ материалов, склеенных перекиси бензоила в стироле,
герметиком Виксинт У-1-18, приведены ниже (почти все соедине-
ния разрушались по материалу):
Прочность при расслаивании, кгс/м
при 20 “С при 60 °C при 200 °C при —60 °C
Резина 5л-39 + алюминиевый
сплав анодированный . . - 100+ 62— 92+ 32+
Резина 5ц-52 + алюминиевый
сплав анодированный . . . 140+ 92+ 92+ 16+
Резина 14р-2 + алюминиевый
сплав анодированный . 39+ 32+ 20+ 100+
Резина 14р-2 + СТАМ . . 120+ 79+ 23+ 137+
СТАМ + СТАМ 48+ 29+ 25+ 105+
СТАМ + алюминиевый сплав
анодированный г 62+ 60+ 20+ 138+
АНТМ-1 + АНТМ-1 .... 31+ 28+ 12+ 36+
Стеклоткань + стеклоткань . 53—- 9+ 1+ 3,2—
Примечания: 1. Знаками + и — отмечено появление разрушения
соответственно по материалу н клеевому шву.
2. СТАМ, АНТМ—ткани, покрытые наполненными кремнийорганичес-
кими полимерами.
375
Для улучшения адгезионных свойств силиконовых резин их по-
верхность рекомендуется подвергать плазменной обработке [141].
С целью получения прочного соединения силиконовых резин
с металлами поверхность металла предварительно обрабатывают
составом, содержащим мелкодисперсный металлический цинк, про-
дукт конденсации тетраалкоксисилана и органический раствори-
тель (моно- или диалкильные эфиры моноалкилен- или диалки-
ленгликолей) [142]. Описаны и другие способы склеивания сили-
коновых резин с неметаллическими материалами и металлами
[143, 144].
Склеивание резин с металлами
Склеивание резин с металлами широко применяется для предо-
хранения двигателей от вибрации при помощи эластичной подвес-
ки моторов, при обкладке резиной металлической аппаратуры
с целью защиты металла от коррозии в химической и нефтяной
промышленности, в производстве бумаги, а также в текстильной
и полиграфической промышленности при обкладке валов. Приме-
нение резинометаллических деталей при креплении точных прибо-
ров позволяет предохранить их от толчков и вибраций. Подшипни-
ки с приклеенной к металлу резиной используются в нефтяной про-
мышленности при бурении скважин.
Существует три способа приклеивания резины к металлам
[145]: при помощи прослойки эбонита, с применением промежу-
точного слоя латуни и клеями. Технологический процесс склеива-
ния резины с металлом при помощи прослойки эбонита состоит из
•следующих операций:
подготовка поверхности металла;
нанесение клея на основе эбонитовой смеси;
заготовка эбонитовых и резиновых смесей и подготовка их по-
верхностей;
наложение на металл прослойки эбонитовой смеси;
наложение на эбонитовую смесь резиновой смеси;
вулканизация;
отделка.
Поверхность металла обрабатывают бензином или острым па-
ром при 130—140 °C (для обезжиривания), а затем очищают
шкуркой или подвергают пескоструйной обработке. После этого
поверхность металла снова обезжиривают бензином и на нее нано-
сят 1—2 слоя клея на основе эбонитовой смеси [146]. Эбонитовые
смеси, содержащие красную окись железа (20% от массы каучу-
ка), обеспечивают достаточную прочность склеивания. Концентра-
ция клеев на основе эбонитовых смесей обычно колеблется от 10
до 15%. Каждый слой просушивают перед нанесением следующе-
го. Одновременно покрывают клеем листы эбонитовой и резиновой
смеси (толщина листов от 0,5 до 1,5 мм).
376
На поверхность металла, покрытую клеем, накладывают под-
готовленные листы эбонитовой смеси и прикатывают их роликом.
На слой эбонитовой смеси накладывают несколько слоев резино-
вой смеси, которые также прикатывают роликом. После этого из-
делие вулканизуют под давлением. После вулканизации изделие
в случае необходимости подвергают механической обработке.
Таким способом можно приклеивать резину к стали, чугуну, алю-
минию и алюминиевым сплавам. Метод используется при обклад-
ке аппаратуры резиной с целью защиты металла от действия
агрессивных сред.
Прочность соединений резины с металлом при равномерном
отрыве достигает 40—60 кгс/см2 (обычно разрушение происходит
по резине), а эбонита с металлом — 150—200 кгс/см2. Однако при
температуре выше 60 °C прочность снижается в результате раз-
мягчения эбонита; кроме того, вследствие разницы в термических
коэффициентах расширения металла и эбонита возникает опас-
ность отслаивания последнего. Если же изделие вулканизуют при
больших давлениях, эбонит, размягчаясь, может выдавливаться.
Существенным недостатком является также хрупкость эбонита,,
исключающая возможность использования метода для изготовле-
ния изделий, подвергающихся воздействию динамических нагру-
зок. Наконец, продолжительность процесса вулканизации эбони-
та, достигающая 9 ч при изготовлении крупногабаритных изделий,
делает этот метод нерентабельным и неблагоприятно влияет на
свойства резины.
Приклеивание резины к металлам с применением латуни осно-
вано на свойстве резиновых смесей прочно соединяться в процессе
вулканизации с латунью, осажденной на металле электрохимиче-
ским путем. Этот способ широко используется в технике, в особен-
ности в тех случаях, когда требуется покрыть резиной относитель-
но небольшие участки металлических деталей. Латунь осаждается
на металле из раствора комплексных солей меди и цинка. Рези-
новые заготовки изготовляют из свежевальцованной резиновой,
смеси. Крепление резины к арматуре, покрытой латунью (обрези-
нивание арматуры), обычно осуществляется при вулканизации в
форме под давлением. Наибольшая прочность склеивания дости-
гается при вулканизации под давлением, составляющим не менее
20—30 кгс/см2.
Склеивание резины с металлами с помощью различных клеев
является более эффективным способом, чем описанные выше.
В качестве клеев для соединения резины с металлами используют
термопрен, клеи на основе хлорированного и гидрохлорированного
каучуков или их смесей, полиизоцианаты и латексно-альбуминовые
дисперсии. Для склеивания невулканизованных резин с металла-
ми с последующей вулканизацией применяются клеи Лейконат,
УР-5-18, Термопрен и 9м-35Ф. Приклеивать вулканизованные ре-
зины и резинотканевые материалы к металлам без последующей
вулканизации рекомендуется клеями 88НП, 88Н и КР-5-18.
377-
Технологический процесс склеивания термопреном заключается
в следующем. Предварительно очищенную поверхность металла
покрывают слоем жидкого клея, высушивают, наносят еще один
или два слоя клея, а затем накладывают и прикатывают невулка-
низованную резину. Во избежание снижения прочности склеива-
ния рекомендуется изолировать слой термопрена от серы, которая
может мигрировать из резины, накладываемой поверх термопрена.
Для этого на слой термопрена накладывают тонкий слой резино-
вой смеси (того же состава, что и прикрепляемая), не содержащей
серы. Вулканизацию склеенных деталей проводят в котле. Для до-
стижения прочного сцепления резины с металлом охлаждение де-
талей до 50—60 °C необходимо производить под давлением
2—3 кгс/см2.
Вулканизованные пленки клеев отличаются хорошей водостой-
костью, стойкостью к действию кислот, щелочей и морской воды,
длительным сроком эксплуатации. Масла, ароматические углево-
дороды, кетоны и эфиры снижают прочность склеивания.
Клеящие композиции на основе гидрохлорированного каучука
(например, клей Тай-Плай) пригодны для приклеивания к метал-
лу резин на основе натурального и бутадиен-нитрильных каучу-
ков, неопрена и бутилкаучука. Клей наносят на поверхность ме-
талла в один слой, который высушивают при 20°C (20—30 мин),
при 50°C (10 мин) или при 60—80°C (5 мин).
Широкое применение для склеивания резины с металлами на-
шли клеи на основе смесей хлорированного и гидрохлорированно-
го натурального каучука и других каучуков [146]. Для склеивания
резин с металлами могут использоваться различные сочетания
каучуков с фенолоальдегидными смолами. Большинство подобных
клеев отверждается при нагревании.
Методы холодного склеивания вулканизованных резин с ме-
таллами имеют некоторые преимущества: не требуется специаль-
ного оборудования (форм, прессов или вулканизационных котлов)
и склеивание можно легко проводить там, где изделия будут в
дальнейшем использоваться. Однако прочность склеивания, осо-
бенно при повышенных температурах, а также в условиях вибра-
ции, в этом случае значительно ниже; кроме того, невысоки пока-
затели маслостойкости и стойкости к действию агрессивных ве-
ществ.
Клеи наносят одновременно на резину и на металл в несколько
слоев, причем последний слой должен сохранять липкость до мо-
мента соединения склеиваемых поверхностей. Контакт материалов
достигается с помощью прикатки роликом; склеивание под давле-
нием 0,1—0,2 кгс/см2 в течение 24—28 ч повышает надежность
соединения.
Для холодного крепления резины к металлу предложены фено-
локаучуковые клеи (88Н и 88НП), полиизобутиленовые, клеи на
основе диметилвинилэтинилкарбинола и полихлоропрена, а также
растворы термопрена в стироле (клей № 8) и хлоропренового кау-
.378
чука (наирита). Известны также клеящие составы для соедине-
ний резин с металлами на основе бромированного и хлорирован-
ного бутилкаучука [146].
Высокие показатели прочности соединения резины с металлом
достигаются при использовании триизоцианатов. Клеи Лейконат
и Десмодур R, представляющие собой растворы п,п',п"-триизоциа-
ната трифенилметана в органических растворителях, пригодны для
приклеивания резин к стали, чугуну, алюминию, алюминиевым
сплавам, латуни и бронзе; прочность склеивания с медью и маг-
ниевыми сплавами недостаточна. При склеивании этими клеями
требуется тщательная подготовка поверхности металла. Ее сна-
чала обезжиривают с помощью растворителя, пара или горячей
воды, затем обрабатывают пескоструйным аппаратом, промыва-
ют бензином (или бензолом) и сушат. Клеи наносят в один слой
кистью, напылением или маканием. Открытая выдержка составля-
ет 30—40 мин при комнатной температуре, после чего рекомен-
дуется сразу же накладывать приклеиваемую резину. Вулканиза-
ция проводится через 6—8 ч после нанесения клея на поверхность
металла в формах под давлением или в котлах — с помощью го-
рячего воздуха. Нижний предел давления 7—10 кгс/см2. Клеевые
соединения отличаются очень высокой стойкостью к действию хо-
лодной и горячей воды, масел, топлив, растворителей и растворов
кислот и щелочей.
Для повышения стабильности изоцианатов предложены клеи
смешанного состава, в частности на основе смеси изоцианатов
с различными хлорированными и хлоропреновыми каучуками.
В отечественной практике для приклеивания резин к металлам
применяется композиция ЛН, представляющая собой смесь наири-
та (20%-ный раствор в дихлорэтане) с клеем Лейконат. Извест-
ны также способы склеивания резин с металлами с применением
клеев на основе блокированных изоцианатов, эпоксидных, феноло-
формальдегидных и резорциновых смол.
Для соединения резин на основе натурального и натрийбута-
диенового каучуков с металлами, главным образом при склеива-
нии больших поверхностей, используют водные дисперсии, состоя-
щие из каучука и альбумина. В состав дисперсий входят сера,
окись цинка, водный раствор извести, каптакс, а также формалин,
повышающий водостойкость клеевых пленок. На предварительно
очищенную поверхность металла наносят 1—2 или более слоев
клея общей толщиной 2—3 мм. Каждый слой просушивают при
65—70 °C в течение 0,5—1 ч, после чего металлическую деталь
нагревают 30—60 мин при 100—120 °C. После охлаждения накла-
дывают резиновую смесь и вулканизуют при давлении 35 кгс/см2.
Для склеивания синтетического и натурального каучука с ме-
таллами предложены клеи на основе смеси эпоксидных смол и
изоцианатов. В состав клеев вводится сажа, в качестве отвердите-
ля используется малеиновый ангидрид, в качестве ускорителя —
соли четвертичного аммония. Склеивание производится при 120 °C
379-
в течение 2 ч под давлением 0,05 кгс/см2. Клеевые соединения от-
личаются высокой прочностью при сдвиге и отдире [147].
Клеевые композиции на основе эпоксидов и соединений, содер-
жащих более одной изоцианатной группы (например, фениленди-
изоцианат), представляющие собой растворы в органических рас-
творителях (толуол, трихлорэтилен), которые отверждаются при
60—180 °C в течение 10—30 мин в присутствии таких катализато-
ров, как бромиды тетраметил- и тетраэтиламмония, диэтилметил-
и дифенилметилсульфон, применяются для соединений резин на
основе синтетических и натуральных каучуков с алюминием,
медью, латунью, никелем, цинком, свинцом и другими металлами
и сплавами [148].
Для крепления нитрильного каучука к металлам используется
клей, состоящий из триглицидилизоцианурата, хлорсодержащего
полимера и ароматического полинитразосоединения. Режим вулка-
низации — 40 мин при 153 °C. Ери отрыве резины от металла раз-
рушение происходит по резине [149].
Для соединения нитрильных и других полярных каучуков с чер-
ными и цветными металлами предложено применять смеси, состоя-
щие из хлорированных диеновых полимеров, эпоксидированных
новолаков и отвердителей эпоксидных систем. Отверждение про-
изводится при 153 °C в течение 40 мин [150].
Для прочного соединения железа, цинка, алюминия и медных
сплавов предложено использовать промежуточные слои, состоя-
щие из смеси сополимеров сопряженных диенов и эфиров акрило-
вой и метакриловой кислоты с хлорированным натуральным кау-
чуком. Отверждение производится при 143 °C в течение 50 мин
под давлением 3 кгс/см2 [151].
Для крепления резин из наирита, каучука СКН-26 и натураль-
ного каучука к полиамидам, поликарбонатам и полиэтилену высо-
кого давления может быть использован клей Лейконат [152, 153].
Для соединения резин на основе фторсодержащих каучуков с ме-
таллами предложены клеящие фторорганические системы [154,
155].
СКЛЕИВАНИЕ КОЖИ, ЕЕ ЗАМЕНИТЕЛЕЙ, ТЕКСТИЛЬНЫХ
МАТЕРИАЛОВ, БУМАГИ И КАРТОНА
Кожу и ее заменители склеивают каучуковыми, перхлорвини-
ловыми и полиуретановыми клеями. Находят применение также
поливинилацетальные композиции и некоторые полиамиды. Наи-
более прочные соединения получаются на полиуретановых клеях.
Технологические режимы склеивания кожи и ее заменителей и
типы применяемых клеев подробно рассмотрены в разделе, посвя-
щенном применению клеев в обувной промышленности.
В кожевенном производстве перед сушкой кожу укладывают
на какую-либо гладкую поверхность. Для приклеивания кожи
к стеклу при 40—45 °C применяется клеящий состав [156], пред-
380
ставляющий собой полиакриламид (6,26%), смешанный с водой
(93,75%), или метилолполиамидный клей.
Для склеивания тканей и других текстильных материалов при-
меняются фенолополивинилбутиральный клей БФ-6, поливинилбу-
тиральный клей ПВБ-1К, поливинилхлоридные или полиизобути-
леновые клеевые композиции, а также полиамидные клеи,
представляющие собой спиртовые растворы полиамидов 548,
54 и др.
При склеивании тканей клеем БФ-6 ткань смачивают водой,
тщательно отжимают, и на отжатую от воды ткань наносят два
слоя клея, причем после нанесения каждого слоя ткань высушива-
ют на воздухе «до отлипа». Затем склеиваемые поверхности со-
единяют и через увлажненную ткань проглаживают утюгом, на-
гретым до 100—120 °C. Через 10—15 с утюг на 2—3 с приподни-
мают, после чего им вновь прижимают ткань и держат до тех пор,
пока склеиваемый образец не высохнет. Склеенную ткань охлаж-
дают до комнатной температуры.
Поливинилхлоридные клеи образуют прочные, водостойкие, но
несколько более жесткие клеевые швы, чем клеи БФ-6 и ПВБ-1Д.
Хорошими клеями для приклеивания без нагревания шерстя-
ных, стеклянных, хлопчатобумажных и синтетических тканей к
древесине, пластикам и металлам являются клеи ПУ-2 и ВК-П.
Для склеивания тканей предложена также полиэтиленовая плен-
ка [157].
Для повышения прочности соединения тканей из синтетических
волокон с резиной в клей вводят полиметиленполифениленизоциа-
нат или дианизидиндиизоцианат. В растворы этих изоцианатов
ткани можно также окунать перед склеиванием.
Описаны клеи для склеивания текстильных материалов при из-
готовлении слоистых текстильных материалов [158]. Подробно
технология склеивания тканей рассматривается в разделе «Про-
изводство одежды».
Для склеивания бумаги, картона и других листовых целлюлоз-
ных материалов применяются главным образом клеи растительно-
го и животного происхождения, а также различные клеящие со-
ставы на основе силиката натрия. Для склеивания бумаги и кар-
тона используют также клеи на основе латексов (СКС-65ГП,
СКС-ЗОШ и ШР), клей К-17, поливинил ацетатную эмульсию,
а также фенолоформальдегидные клеи.
Для соединения бумаги, целлофана, фольги и других материа-
лов предложены термопластичные клеящие композиции [159].
Для проклеивания волокна в массе при производстве бумаги
применяются карбамиде- и меламиноформальдегидные клеящие
смолы и латексы.
В производстве водостойкого картона, а также картона с поли-
этиленовым покрытием предложено использовать низковязкую по-
ливинилацетатную пластифицированную эмульсию. Склеивание
производится при 20 °C.
381
СКЛЕИВАНИЕ СИЛИКАТНОГО СТЕКЛА, КЕРАМИКИ, ФАРФОРА,
АСБЕСТА, СТЕКЛОВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ
И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Неорганические материалы обычно склеивают с помощью кле-
ев и цементов на основе силикатного стекла с различными мине-
ральными наполнителями, смесей хлористого магния с окисью
магния, глетоглицериновых составов, железных и серных цементов
и т. п., а также клеев типа БФ, эпоксидных,'-полиуретановых, фе-
нолокаучуковых и некоторых других полимерных композиций, ко-
торыми можно склеивать стекло, керамические материалы, фар-
фор, асбест, асбестоцемент и т. д.
Для склеивания силикатного стекла применяются как жидкие,
так и пленочные клеящие материалы. Прозрачность клеевых швов
достигается при использовании поливинилбутиральных пленок,
пленок из полимеров эфиров метакриловой и акриловой кислот,
поливинилацетата, олигомерных диметилвинилэтинилкарбинола,
полиизобутилена, сополимеров ненасыщенных полиэфиров на осно-
ве малеиновой и фумаровой кислот со стиролом и др. Некоторые
из перечисленных полимеров применяют в виде растворов. В боль-
шинстве случаев в состав клеев и клеевых пленок вводят пласти-
фикаторы (фталаты, себацинаты и т. п.). Если клеевое соедине-
ние не-обязательно должно быть прозрачным, то склеивание
изделий из силикатного стекла и приклеивание стекла к дру-
гим неметаллическим материалам, а также к металлам может
быть выполнено с применением эпоксидных и полиуретановых
клеев.
При склеивании силикатного стекла пленочным клеем, пред-
ставляющим собой пластифицированную полибутилметакрилатную
пленку БМА, ее предварительно смачивают дибутилфталатом, за-
тем прокладывают между склеиваемыми поверхностями и выдер-
живают под давлением при комнатной температуре [162].
Для склеивания оптических деталей из силикатного стекла мо-
жет быть использован поливинилацетатный клей УФ-235. Склеива-
ние стекла с металлом может быть выполнено при помощи
поливинилбутиральной пленки или эпоксидных клеевых компози-
ций.
Для склеивания силикатных стекол, имеющих различные коэф-
фициенты линейного расширения, между собой или с металлами
может быть рекомендован герметик У-2-28, обеспечивающий дли-
тельную стойкость клеевых соединений при температуре 300 °C
и вакууме около 10-6 мм рт. ст. Прочность таких клеевых соеди-
нений при сдвиге составляет 10—15 кгс/см2. Для склеивания нель-
зя применять клеи, которые дают при отверждении значительную
усадку, так как они вызывают растрескивание стекла. Для склеи-
вания конструкций из неорганического стекла и металла при не-
значительной разнице их коэффициентов линейного расширения
или при невысоком перепаде их рабочих температур можно реко-
382
Таблица III.17. Прочность клеевых соединений силикатного стекла АКС
Склеиваемые материалы Клей ВК-З Клей ВК-13 Клей К-400
Разрушающее напряжение, кгс/смЗ
при сдвиге при равно- мерном отрыве при сдвиге при равно- мерном отрыве при сдвиге при равно- мерном отрыве
20 °C 250 °C 20 ’С Эо 0S3 | 20 °C 250 °C 20 °C 250 °C 20 °C 250 °C Эо 03 250 °C
АКС+АКС АКС+титан АКС+ковар АКС+сталь 175+ 136+ 82+ 81 + 79+ 45+ 28- 46— 25+ 26+ 41 — 35+ 18— 9— 4— 11— 4- -Н 1 -И СО Г- СМ О О со о см ^см см 56+ 56+ 75— 52— 46+ 40+ 46+ 55+ 20+ 19+ 10+ 22+ 41 1 1 1 СО <Р Ь- Ь- О QO <Р 7— 13— 23— 9— 42± 25+ 10— 9— 17+ 4— 5— 5—
Примечание. Знаками 4- и — отмечено появление разрушения соответственно по мате-
риалу и клеевому шву.
мендовать [71, 72] фенолокаучуковые клеи ВК-З и ВК-13 и др.
(табл. III.17).
Предложены многочисленные способы получения различных
триплексов на основе силикатных стекол с промежуточными клея-
щими пленками на основе поливинилацеталей (главным образом
поливинилбутираля) и некоторых других полимеров (например,
полиакрилкарбоната), композиций из полиуретанов и эпоксидных
смол, силиконовых каучуков, полифенилоксида и др. Интересно
применение нового силикатного стекла Кемкор, разработанного
фирмой «Sierracin Corp.» (США), которое в 10 раз прочнее обыч-
ного силикатного стекла [160]. С помощью клеев изготовлена про-
зрачная «непробиваемая» многослойная конструкция, состоящая
из слоев сапфира, окиси алюминия и поликарбоната [161].
Для склеивания без нагревания керамики, фарфора, асбеста
и асбестоцемента могут быть применены композиции на основе
эпоксидных или полиуретановых смол, а также карбинольный
клей. При склеивании с нагреванием используют клей БФ-2 и дру-
гие фенолополивинилацетальные клеящие составы. Для склеивания
асбестоцемента рекомендуются фенолоформальдегидные и эпоксид-
ные клеи [163], а также клеи на основе двухатомных фенолов [164].
Для приклеивания теплоизоляционных материалов из стекло-
волокна к металлам нашли применение фенолокаучуковый клей
ВК-32-2 и клеевые композиции ВКТ-2 и ВКТ-3, а также клеи 88Н,
88НП и АМК- Склеивание производится при 20—25 °C. Теплостой-
кость клеевых соединений на клее ВК-32-2 в течение длительного
времени составляет 200 °C и кратковременно — 300 °C. Клеи
ВКТ-2 и ВКТ-3 можно применять [162] при температурах до
400 °C.
Клей ВК-32-2 наносят кистью из расчета 200—300 r/м2. После
открытой выдержки клеевого слоя при 15—30 °C в течение 3—
10 мин на металл накладывают теплоизоляционный материал и
383
прикатывают роликом или другим прижимным приспособлением.
Склеивание производится без давления при 20—30 °C с последую-
щей выдержкой при этой температуре в течение 3 сут. Монтажные
работы можно вести уже через 5—10 ч после начала склеивания.
При склеивании композициями ВКТ-2 и ВКТ-3 сначала обез-
жиривают поверхности металла, затем кистью наносят клей и дают
открытую выдержку «до отлипа» в течение 5—10 мин. Склеивают
при комнатной температуре, прикатывая теплоизоляцию роликом.
После этого склеенные детали выдерживают на воздухе в течение
3 сут.
Клеевую композицию ВКТ-3 целесообразно использовать для
ремонтных работ. Для приклеивания теплостойкой теплоизоляции
рекомендуется клей ВК-15М. Для соединения графитовых деталей
может быть использован клей, представляющий собой композицию
на основе фенолоформальдегидной смолы (95-—97 вес. ч.) и
18%-ной соляной кислоты (3—5 вес. ч.). Перед склеиванием детали
обрабатывают наждачной бумагой и покрывают грунтом, который
состоит из 1 вес. ч. той же смолы и 4 вес. ч. этилового спирта.
На подсушенный («до отлипа») грунт наносят тонкий слой клея,
детали складывают и выдерживают при комнатной температуре,
а затем подвергают термической обработке [165].
Синтетические, в частности фенолоформальдегидные и феноло-
поливинилацетальные, клеи используются в производстве абразив-
ных материалов. Клеящие составы на основе полиэфирных смол
пригодны для склеивания слюды [160].
ПРИМЕНЕНИЕ КЛЕЕВ
ПРИМЕНЕНИЕ КЛЕЕВ В АВИАЦИОННОЙ
ПРОМЫШЛЕННОСТИ
В авиационной промышленности клеи применяются главным
образом для склеивания металлов [169-—171]. Применение клее-
ных конструкций в самолете- и вертолетостроении имеет ряд суще-
ственных преимуществ по сравнению с применением обычных
стрингерных клепаных конструкций. Это прежде всего высокая
прочность при соединении тонких металлических листов, повыше-
ние предела усталости за счет устранения концентрации напряже-
ний, присущей клепаным, болтовым и сварным конструкциям,
большая долговечность [172], меньшая (по сравнению с клепаны-
ми конструкциями) скорость развития трещин [172]. В ряде слу-
чаев клеевые соединения могут быть герметичными, что позволяет
упростить и повысить надежность уплотнений отдельных узлов и
элементов конструкций.
Трехслойные клееные конструкции с сотовым заполнителем
в последние годы все шире используются в авиационной технике.
Они применяются в производстве рулей высоты и направления,
384
закрылков, элеронов, стабилизаторов, панелей фюзеляжа, обтека-
телей, перегородок и других деталей.
Весьма эффективен способ склеивания при изготовлении слож-
ных металлических конструкций. При склеивании необходимого
числа тонких листов металла требуемой геометрической формы
обеспечивается оптимальное распределение напряжений в конст-
рукциях. При этом трещины, образовавшиеся на каком-либо участ-
ке, не влияют немедленно на работу среднего участка конструк-
ции. Кроме того, как уже было сказано, скорость распространения
трещин в клееной слоистой конструкции значительно меньше, чем
в аналогичной монолитной или клепаной детали. Особенно эффек-
тивны слоистые конструкции из титановых сплавов [167, 168].
Применение клеесварных соединений обеспечивает высокие
усталостные характеристики конструкций. Кроме того, они более
экономичны, так как исключается необходимость склеивания в ав-
токлаве. Клеесварные соединения могут применяться в производ-
стве ответственных деталей силовой конструкции самолетов. Весь-
ма эффективны также клееклепаные соединения, обеспечивающие
высокую надежность авиационных конструкций [137].
В самолетостроении США склеивание металлов, в частности
при серийном изготовлении деталей истребителей (приклеивание
обшивки к стрингерам с применением фенолокаучукового клея)
начало применяться с 1941 г. Одним из первых примеров примене-
ния силовых клееных конструкций является производство неболь-
шого истребителя «Хорнет» фирмы «De Haviland» (1944 г.),
в котором фенолополивинилформальным клеем - Ридакс были
склеены элементы крыла из алюминиевого сплава и древесины.
В 1946 г. той же фирмой был организован серийный выпуск само-
летов «Дав», в конструкции которых металлическая обшивка
крыла и фюзеляжа соединялась с металлическими стрингерами
с помощью клея, причем стоимость таких клееных панелей состав-
ляла лишь 35% стоимости клепаных панелей.
Клеевые соединения (на клее Ридакс) были применены в кон-
струкции первого пассажирского реактивного самолета «Комета»
фирмы «De Haviland». Стрингеры в этой конструкции соединялись
с помощью клея не только с обшивкой крыла и фюзеляжа с кри-
визной в одном направлении, но и с панелями носовых и хвосто-
вых отсеков, имеющих двойную кривизну. Клей Ридакс использо-
вался также при изготовлении крыльев и фюзеляжа самолета «Ко-
мета IV» [173]. Анализ причины аварий самолетов «Комета» по-
казал, что они произошли не из-за непрочности клеевых соедине-
ний.
Клей на основе модифицированной эпоксидной смолы успешно
используется в конструкциях сверхзвуковых самолетов; в течение
30 000 ч при 149 °C прочность клеевых соединений'практически
не изменяется.
Голландская авиационная фирма «Focker» [174] использует
клей Ридакс в производстве учебно-тренировочных самолетов
25-2591
385
«Фоккер 12». Клееные составные полки лонжеронов самолета
«Фоккер S-П» оказались значительно более эффективными, чем
клепаные детали. Гарантийный расчетный срок эксплуатации са-
молета F-28 той же фирмы до образования трещин — 60 000 поле-
тов или 30 000 летных часов. По данным фирмы «Focker», клеевые
соединения обеспечивают сохранение 100%-ной прочности после
10 лет эксплуатации в любых климатических условиях самолета
F-28, в производстве которого склеивание применено для соедине-
ния обшивки с большей частью стрингеров фюзеляжа, крыла и
оперения.
При изготовлении самолета F-28 метод склеивания сочетается
с мерами по защите от коррозии. Все детали из алюминиевых
сплавов после анодирования перед нанесением клея покрываются
слоем специальной смолы, играющей роль грунта, отверждающего-
ся одновременно с клеем в процессе склеивания.
Применение клеевых соединений в авиационных конструкциях
постоянно возрастает. Так, самолет F-111 приблизительно на
80% состоит из клееных конструкций, в самолете С-5 общая пло-
щадь клеевых соединений превышает 4050 м2. Хвостовое оперение
истребителя F-15 представляет собой клееную конструкцию.
В табл. III. 18 показано, какую площадь занимают клееные конст-
рукции в самолетах фирмы «Boeing» [169].
Таблица III.18. Площадь клееных конструкций в самолетах фирмы «Boeing»
Марка самолета Площадь клееных конструкций, м2
сотовых слоистых металлических стеклопл астиковых
707 23 92 23
727 139 325 65
737 92 278 185
747 334 924 1115
С целью снижения массы самолета «Боинг 737» фирма внед-
рила в серийное производство технологию изготовления клееных
слоистых панелей одинарной и двойной кривизны размером до
1,65X6,7 м из алюминиевого сплава 2024-ТЗ толщиной 1,8 мм
[175]. Для открывания запасных дверей самолета «Боинг 747»
используется специальная система вентиляторов, которые склеены
полирилоксановым клеем и уплотнены полисилоксановым гермети-
ком [182].
В конструкции фюзеляжа самолета «Тристар L-ЮП» фирмы
«Lockheed» имеется 27 склеенных панелей длиной до 11,6 м и ши-
риной до 4,6 м. Кроме того, клеи используются в закрытых соеди-
нениях по всей длине герметизированной части (46 м) для при-
клеивания усиливающих двойных, тройных и останавливающих
трещины накладок из титанового сплава. По данным фирмы
386
[176—181]; использование крупногабаритных клееных металличе-
ских панелей дает следующие преимущества:
в самолете вдвое сократилось число соединений и стыков;
число крепежных деталей сократилось на 250 тысяч единиц (по
другим данным — до одного миллиона);
усталостная прочность панелей фюзеляжа возросла в 5—10 раз
по сравнению с клепаными панелями;
уменьшена масса самолета за счет исключения большого числа
крепежных элементов.
В производстве самолета «Тристар L-1011» используются
эпоксидно-акрилонитрильные клеи: Рилайбонд R-711, FM-123-2 и
Гудрич 717, а также модифицированный эпоксидный пленочный
(армированный дакроновой тканью) клей толщиной 0,26 мм в со-
четании с клеящим эпоксидным грунтом, содержащим ингибитор
коррозии. Прочность клеевых соединений на этих клеях при сдвиге
при —55 °C составляет 323—375 кгс/см2, при 20 °C — 310—
435 кгс/см2 и при 80 °C 240—285 кгс/см2.
Для склеивания деталей применяется автоклав диаметром
6,7 м и длиной 20 м, являющийся одним из крупнейших аппаратов
для склеивания. Автоклав представляет собой цилиндрический со-
суд высокого давления со стендами толщиной 48 мм и крышкой,
открываемой и закрываемой при помощи мостового крана. В четы-
рех накопительных баках, каждый из которых имеет высоту пяти-
этажного здания, хранится инертный газ, производимый газогене-
ратором, работающим на природном газе. Источником тепла явля-
ется слой гальки из окиси алюминия, нагреваемый природным га-
зом. Автоклав рассчитан на работу при 315 °C и давлении
10,5 кгс/см2, хотя склеивание панелей производится при 121 °C
и под давлением 9,5 кгс/см2. Полный цикл склеивания обычно
продолжается около 3,5 ч.
Отдельные элементы конструкции самолета «Конкорд», выпол-
ненные из алюминиевого сплава и рассчитанные на срок службы
20 тысяч летных часов (в том числе 10 тысяч часов при температу-
рах выше 120 °C), соединены между собой клеем на основе эпок-
сидной смолы [184, 185]. При изготовлении этого самолета исполь-
зована техника крепления деталей, основанная на применении
анаэробных композиций, которая позволила упростить монтаж и
повысить надежность крепления подшипников в корпусе. За счет
расширения допусков и более грубой обработки корпуса снижена
стоимость изготовления деталей [186].
Клеевые соединения используются в производстве самолетов-
мишеней, управляемых по радио [187], корпусов ракетных двига-
телей [188] и других летательных аппаратов.
В США [189] проведены испытания бериллиевых конструкций,
соединенных клеями и заклепками, с целью определения их при-
годности для применения в спутниках и летательных аппаратах,
возвращающихся в плотные слои атмосферы (в том числе аппара-
тов, летающих со скоростью, соответствующей числу Маха, рав-
25*
387
ному 5—15). Как склеенные, так и соединенные заклепками берил-
лиевые образцы, соединенные внахлестку, испытывались на проч-
ность при сдвиге при комнатной температуре, 370 и 538 °C, а на
усталость при сдвиге — при комнатной температуре; двутавровые
образцы испытывались на устойчивость при сжатии вдоль оси,
на сдвиг при изгибе и на изгиб при комнатной температуре и при
370 °C. Испытывались листовой бериллий и коробчатые прессован-
ные профили, склеенные клеями Имидайт 850, FM-1000 и Метл-
бонд 328. Испытания показали, что прочность клееных бериллие-
вых конструкций выше, чем конструкций, соединенных заклепка-
ми. Лучшие показатели прочности достигнуты при использовании
эпоксидно-полиамидного клея FM-1000. Клеевые соединения
бериллия на клее Имидайт 850 при 538 °C имели прочность при
сдвиге 84 кгс/см2.
Многими зарубежными фирмами освоен серийный выпуск пол-
ностью клееных металлических лопастей вертолетов [190, 191J.
Лопасти, изготовленные на клее, имеют очень высокий ресурс ра-
боты благодаря устранению концентрации напряжений.
С помощью клеевых соединений выполнены элементы конст-
рукций металлических лопастей отечественных вертолетов [194,
В США разработаны портативные посадочные площадки для
вертолетов, которые представляют собой трехслойные панели с об-
шивкой из высокопрочного алюминиевого сплава и заполнителем
из полиуретана. Алюминиевые панели соединены между собой
болтами и образуют жесткую высокопрочную конструкцию. Каж-
дая панель имеет длину 2,4 м, ширину 0,9 м и толщину 152 мм. За
исключением одной сварной панели все элементы остальных трех-
слойных панелей соединены клеем [192]. Клеи применяются так-
же при изготовлении плавучих посадочных площадок [193].
Клеи используются для изготовления пленочных покрытий для
взлетно-посадочных площадок полевых военных аэродромов. По-
крытие представляет собой многослойную систему из полиамидных
волокон и неопрена [354].
Клеевые соединения металлов применяются для склеивания ме-
таллов и других материалов при ремонте авиационной техники
[196].
Широко применяются в авиационной технике сотовые конст-
рукции из металлов, стеклопластиков, специальной полимерной
бумаги с использованием композиционных материалов. Так, часть
поверхности скоростного тяжелого бомбардировщика «Хаслер В-58»
(США) представляет собой сотовые панели из алюминиевого спла-
ва, склеенного с сотами из термостойкой пластмассы. Клееную со-
товую конструкцию имеет металлическое крыло истребителя
«Траотдан П». Центральная часть крыла самолета «Бреге 1001
Тан» представляет собой трехслойную конструкцию с сотовым за-
полнителем, изготовленную из листов алюминиево-магниевого
сплава.
388
В самолете «Фантом F-4» (фирмы «Мс Donnel Douglas Corp.»
США), в конструкции которого широко используются сотовые кон-
струкции, применяется неперфорированный заполнитель. Для
склеивания обшивки и сотового заполнителя используется найло-
новая ткань с эпоксидным клеем с одной стороны и фенолокаучу-
ковым с другой. Для герметизации с внутренней и внешней сто-
рон применяются эпоксидные пасты [197].
Сотовые отсеки закрылков, рулей, стабилизаторов, элеронов,
триммеров, составляющие хвостовую часть перечисленных конст-
рукций, собирают и склеивают вместе с лонжеронами, узлами под-
вески и другими деталями. Типовой сотовый отсек состоит из об-
шивок и расположенного между ними сотового заполнителя в фор-
ме клина. Боковые стороны отсека заделывают нервюрами, а вер-
шину конуса — законцовочным стрингером [21, 198].
В конструкции самолета РБ-57 Ф обшивка крыльев изготов-
ляется из алюминиевых клееных трехслойных панелей с сотовым
заполнителем. Законцовки крыльев изготовлены из сотовых пане-
лей, склеенных с обшивкой из стеклоткани, пропитанной смолой.
Для соединений металла с металлом (по кромкам панелей при
их стыковке) применен фенолокаучуковый клей Метлбонд 4021
(другое обозначение — Пластилок 620), для склеивания обшивки
с сотами — фенолоэпоксидный клей Шелл-422-1 (другое обозначе-
ние — Аэробонд 422), легко образующий наплывы у стенок сот
и обеспечивающий повышенную прочность при отслаивании обши-
вок заполнителя. Максимальный размер сотовых панелей равен
1,5x5,5 м. Общий расход клея [199, 200]—более 400 кг.
В последнее время сотовые конструкции нашли применение
в производстве самолетов ряда американских фирм [201, 202].
Разработана титановая трехслойная сотовая конструкция, приме-
нение которой в производстве сверхзвукового транспортного само-
лета фирмы «Boeing» уменьшает его массу на 3630 кг [203].
В производстве военно-транспортного самолета С-1А фирмы «Lock-
heed» применяются [204] металлические сотовые конструкции из
алюминиевых сплавов и титана. В самолете той же фирмы С-5А
2300 м2 поверхности выполнено из трехслойной обшивки из алю-
миниевых и титановых сплавов с сотовым заполнителем [205].
Для изготовления поверхностей рулей самолета «Конкорд» исполь-
зованы трехслойные сотовые конструкции из алюминиевых сплавов
С большим успехом в производстве зарубежных самолетов
используются сотовые конструкции с применением теплостойкой
самозатухающей бумаги на основе ароматического полиамида но-
мекс [207]. В панелях самолета «Боинг 747» за счет применения
сотовых заполнителей из бумаги номекс достигается снижение
массы на 454 кг по сравнению с массой самолета с заполнителем
из алюминиевого сплава [208]. В конструкции самолета «Тристар
L-ЮН» используются клееные сотовые панели из графитопласти-
ков [209].
389
В производстве современных сотовых конструкций применяются
преимущественно модифицированные эпоксидные клеи, обладаю-
щие высокой стойкостью к термической и термоокислительной
деструкции, содержащие минимальное количество летучих и вы-
пускающиеся, как правило, в виде клеящих пленок (армированных
и неармированных). Кроме того, применяются полиимидные, по-
либензимидазольные и полифенилхиноксалиновые клеи.
Интересны данные, характеризующие прочность сотовых па-
нелей с полиимидным и титановым заполнителем и обшивками из
титанового сплава, склеенных полифенилхиноксалиновым клеем:
20 °C
232 °C
Прочность при отдире, кгс/см
титановый заполнитель . . 4,2
полиимидный заполнитель . . 5,0
Разрушающее напряжение при
равномерном отрыве, кгс/см2
титановый заполнитель ... 56
полиимидный заполнитель . 66
52
57
Сотовые конструкции из алюминия применяются также при из-
готовлении топливных баков самолета «Конвэр 990» с использо-
ванием клеящей ленты AF-32 и AF-204 для соединения обшивки
с сотовым заполнителем [2Ю].
Рис. III.31. Типовой участок цельнометаллической конструкции лопасти верто-
лета с сотовым заполнителем.
Рис. III.32. Схема ремонта слоистой сотовой конструкции.
Хвостовые отсеки цельнометаллических лопастей вертолетов
обычно представляют собой клееную сотовую конструкцию. Комп-
лект лопастей одного вертолета включает 80—100 отсеков. Наибо-
лее распространенная конструкция хвостового отсека состоит из
перегнутой обшивки, сотового заполнителя, двух нервюр с при-
клеенными и приклепанными к ним уголками и законцовками
стрингера.
390
Применение сотового заполнителя в хвостовой части лопасти
вертолета отечественного производства позволило создать весьма
рациональную конструкцию (рис. III.31) [211]. Хвостовые отсеки
склеивают клеями ВК-3 или БФ-2. Заполнитель изготовляют из
алюминиевой фольги толщиной 0,04 мм с ячейкой шестигранной
формы, обшивки и нервюры — из материала толщиной 0,3—
0,4 мм, а хвостовой стрингер — из текстолита [21].
Ремонт сотовых конструкций (рис. III.32) состоит в заполнении
поврежденного участка либо предварительно изготовленной сото-
вой вставкой из алюминия, либо (в случае небольших поврежде-
ний) легким заполнителем из эпоксидной смолы. Отремонтирован-
ный участок защищают стеклотканью, пропитанной смолой. Испы-
тания показали, что ремонт ни в коей мере не снижает прочности
конструкции.
Для устранения повреждений сотовых клееных конструкций
предложено устанавливать крепежные элементы, производя залив-
ку клеевой композиции через специальные отверстия на неполную
глубину ячеек заполнителя [212].
Композиционные материалы, преимущественно угле- и боропла-
стики с эпоксидным связующим, находят применение в самолето-
строении [183]. Американской фирмой «Grumman Aerospace
Corp.» проведено исследование клеевых соединений следующих
обшивочных материалов: эпоксидного боропластика (ЭБ), тита-
нового сплава (Т) и эпоксидного стеклопластика (ЭС). В каче-
стве клеев использованы эпоксидно-полиамидный клей для работы
при температурах до 82 °C, эпоксидно-акрилонитрильный (на ос-
нове эпоксидной смолы и нитрильного каучука) с теплостойкостью
до 93 °C и эпоксидно-новолачный клей, выдерживающий темпера-
туру Д° 190 °C. В табл. III.19 приведены данные о прочности
клеевых соединений указанных материалов в интервале темпера-
тур от —55 °C до максимальной рабочей температуры.
Результаты проведенных исследований и испытания опытных
конструкций показали, что наиболее эффективными являются
сотовые конструкции с обшивкой из высокомодульного эпоксидно-
го боропластика. Клееные сотовые конструкции с применением
этого композиционного материала использованы в серийном про-
изводстве истребителя F-14 для изготовления силовой обшивки
стабилизатора [213]. Для склеивания боропластика используется
клей Метлбонд 329.
На одном из самолетов С-5А (фирмы «Lockheed», США) ис-
пытывался предкрылок длиной 3,78 м, представляющий собой
конструкцию, в которой алюминиевые соты приклеены к обшивке
из композиционного материала на основе эпоксидного связующего
и борных волокон. Масса детали на 26 кг меньше массы анало-
гичной детали из алюминиевого сплава [204].
Композиционные материалы фирмы «Du Pont» на основе эпок-
сидных смол могут заменить стеклопластики в конструкции само-
летов «Локхид L-ЮН» и «Боинг 737», обеспечивая при этом сни-
391
Таблица III. 19. Прочность клеевых соединений различных обшивочных
материалов
Показатели Склеиваемые материалы Эпоксидно- полиамидный клей ЭПоКСИДНО- акрилони- трильный клей Эпоксвдно- новолачяый клей
Эо S3- 20 °C О о -55 "С 20 °C 82 °C -55 °C 20 °C О о о
Разрушающее напряже- ЭБ+ЭБ 281 288 84 133 217 105 161 154 70
ние при сдвиге, кгс/см2 ЭБ+Т 302 323 84 147 246 105 161 154 70
Разрушающее напряже- ние при сдвиге, кгс/см2 ЭБ+ЭС 193 281 85 116 210 84 126 126 42
после выдержки ЭБ+ЭБ — 281 — — 189 — — 140 —-
в топливе ЭБ+Т — -—. —- -— -— — — 140 —
ЭБ+ЭС —— — — — 189 —• — 112 —
после пребывания в атмосфере соляного тумана в течение 7 сут ЭБ+ЭБ 239 214 140
жение массы на 20—30% [214]. Использование клеевых соедине-
ний углепластика и металла при изготовлении балок пола и Дру-
гих подобных конструкций самолета «Конкорд» обеспечит сниже-
ние массы самолета на 900 кг [206].
Для изготовления панелей пола самолета «Боинг 747», пред-
ставляющих собой клееную двухслойную обшивку из композицион-
ного материала толщиной 0,254 мм и сотового заполнителя из по-
лиамидной бумаги номекс, фирмой «Rolls-Royce Composite Ма^
terials» (Англия) поставляется композиционный углепластик
[206].
Результаты лабораторных испытаний клеевых соединений
угле- и боропластиков с металлами показали, что лучшим видом
клеевого соединения боропластика со сталью является многослой-
ная нахлестка с различной длиной отдельных слоев. Для углепла-
стика подобный вид клеевого соединения не применим вследствие
большой разницы в коэффициентах линейного расширения пла-
стика и стали [215].
Фирма «Genlar Dynamics» (США) будет применять в шарнир-
ном соединении поворотного крыла истребителя F-111F усиливаю-
щие накладки из эпоксидного боропластика, увеличивающие уста-
лостную прочность более чем вдвое. Разработано портативное обо-
рудование с использованием вакуумного мешка, с помощью кото-
рого усиливающую накладку можно установить в течение 8 ч в по-
левых условиях. На одно шарнирное соединение должно быть из-
расходовано 2,7 кг композиционного материала. Накладки выпол-
няются в виде плоских прямоугольных слоистых листов размером
392
50,8X91,4 см [246]. Предполагается также применение бороэпок-
сидного композиционного материала для изготовления клееной за-
концовки крыла самолета F-111B и нижней поверхности шарнир-
ного соединения поворотного крыла истребителя F-111, изготовлен-
ного из высокопрочной стали. Необходимо отметить, что для
склеивания угле- и боропластиков, не отличающихся высокой чув-
ствительностью к усталостным нагрузкам, требуются клеи с повы-
шенными усталостными характеристиками [169].
Клеесварные соединения были впервые разработаны и приме-
нены в СССР в производстве самолетов типа АН-22, АН-24 и
ЯК-40 [217, 218]. Испытания, проведенные фирмой «Lockheed»
(США), показали, что срок службы клеесварных соединений
в 13 раз больше, чем заклепочных [219, 220]. Этой фирмой разра-
ботан метод соединения металлов при помощи клея и точечной
сварки. Прочность клеевого соединения алюминиевого сплава
2219-Т87 на клее ЕС-2214 при температуре —253 °C составляет
420 кгс/см2, что на 30% превышает прочность соединений только
при помощи клея или точечной сварки.
С применением клеесварных соединений изготовлена внешняя
оболочка корпуса ракеты «Центавр» длиной 17,4 и диаметром
4,2 м, которая снабжена элементами жесткости в виде клепок.
Удовлетворительные результаты получены при испытании само-
летов. в которых отсек фюзеляжа длиной 3 м и диаметром 2,1 м
состоит из отдельных панелей, изготовленных с применением
клеесварных соединений.
По данным фирмы «Lockheed», клеесварные соединения пред-
полагается применять для изготовления элементов крупногабарит-
ной боковой панели самолета С-130 [221]. Изготовлен цилиндри-
ческий отсек фюзеляжа самолета С-140 из алюминиевых сплавов
3024 и 7075 с применением клеесварных соединений. Фирма
«Sikorsky» (США) использует клеесварные соединения при изго-
товлении вертолета «Блэк Хоук S-67» [221, 222].
При применении клеесварных соединений возникают сложности
при выборе способа подготовки поверхности соединяемых деталей.
Подготовка поверхности металла, обеспечивающая высокое каче-
ство сварки, не позволяет получить надежное клеевое соединение.
Кроме того, поскольку анодные пленки и грунты обладают высо-
ким электрическим сопротивлением и сварка через них затрудне-
на, получение клеесварного соединения с высокой коррозионной
стойкостью представляется достаточно сложным [169].
Считают, что самым лучшим клеем для клеесварных соедине-
ний является однокомпонентный пастообразный клей на основе
модифицированной эпоксидной смолы, содержащий токопроводя-
щий металлический наполнитель [223]. Фирма «Lockheed» приме-
няет для клеесварных соединений пастообразные эпоксидные клеи
марок Х-6800 фирмы «Narmco» и CS-4742 фирмы «Goodrich»
(США). Клеи отверждаются при 122 °C в течение 1 ч. Прочность
клеевых соединений при сдвиге алюминиевого сплава 7075 с пик-
,393
линг-обработкой составляет 240—350 кгс/см2. Клеевые соединения
стойки к старению и к действию соляного тумана.
Клеящие композиции очень широко применяются в авиацион-
ной промышленности при склеивании стеклотекстолитовых конст-
рукций, органических и силикатных стекол, для приклеивания
к металлу и дереву теплоизоляционных и декоративно-отделочных
материалов, пластических масс, резины и т. д. В незначительных
масштабах в некоторых отраслях авиационной техники, главным
образом в производстве деревянных воздушных винтов и в плане-
ростроении, применяется склеивание древесины.
Из стеклотекстолита с помощью клеев изготавливаются под-
весные баки [224], корпуса ракет и детали самолетов [225].
Клеевые соединения применяются в производстве топливных баков
с эластичными разделительными мембранами из слоистого мате-
риала, состоящего из полиамидной пленки, нитрильного каучука и
поливинилхлорида [226].
Легкий прочный материал для отделки кабин самолетов, изго-
товления переборок, дверей, панелей предложено получать из
листовых материалов с применением метода напыления клеящего
состава [227].
Описан способ получения надувного мешка, предназначенного
для склеивания обшивок винта вертолета, оболочка которого, вы-
полненная из политетрафторэтилена, приклеивается к алюминие-
вому каркасу [228].
Поликарбонат (лексан) использован в качестве прозрачного
материала для изготовления переднего стекла фонаря кабины
истребителя F-15 (фирмы «Мс Donnel Douglas Aircraft Со»), Для
улучшения сопротивления истиранию к поликарбонатному стеклу
с помощью клея крепятся тонкие листы полиакрилата [229, 230].
Клеи применяются при создании пуленепробиваемой прозрач-
ной самолетной брони, состоящей из двух внешних листов безопас-
ного стекла толщиной 5,6 мм и внутреннего листа поликарбоната
толщиной 6,35 мм. Для соединения слоев брони используется
кремнийорганический клей, а безопасное стекло, состоящее в свою
очередь из двух листов тонкого стекла, склеивается с помощью
поливинилацетатного клея [231].
Для лобовых стекол высотных самолетов предложен триплекс,
состоящий из стекла с поливинилбутиральным внутренним клее-
вым слоем толщиной около 6 мм [232].
ПРИМЕНЕНИЕ КЛЕЕВ В КОСМИЧЕСКОЙ ТЕХНИКЕ
Высокая усталостная прочность клеевых соединений, обтекае-
мость поверхностей клееных конструкций, стойкость к действию
криогенных и повышенных температур, радиации и глубокого
вакуума, возможность соединения разнородных материалов, сни-
жение массы конструкций — вот те основные требования, которые
предъявляются к клеевым системам, используемым при создании
394
Таблица III.20. Применение клеев в космических летательных аппаратах США
Космический аппарат Тип клея Применение
«Эксплорер» Эпоксидный и поли- силоксановый Резиновый Эпоксидный Эпоксидно-полиамид- ный Приклеивание элементов ячеек сол- нечных батарей Приклеивание клиньев к надувной оболочке конструкции Приклеивание прямоугольных квар- цевых призм к монтажным крон- штейнам; склеивание обшивок с сотовым заполнителем в трехслой- ной силовой оболочке; приклеива- ние основания солнечных панелей к крепежной конструкции Изготовление основания панелей ло- пастей солнечных батарей
«Маринер» Эпоксидный Полисилоксановый Эпоксидно-поли амид- ный Склеивание обшивок с сотовым за- полнителем в основании панелей солнечных батарей Приклеивание элементов солнечных батарей Склеивание обшивок с сотовым за- полнителем в крышке платформы с оборудованием
«Нимбу с» Полисилоксановый Эпоксидный Приклеивание защитных стекол для линз фотокамер; крепление свин- цовой проволоки Склеивание обшивок с сотовым за- полнителем в основании панелей солнечных бате'рей
Орбитальная астро- Эпоксидно-фенольный Оклеивание обшивок с сотовым за-
комическая обсер- ватория полнителем трехслойных панелей для крепления электронного обору- дования
Орбитальная гео- Эпоксидный Склеивание обшивок и сотового за-
физическая обсер- ватория полнителя из фенольного стекло- пластика, а также обшивок и сот из алюминиевого сплава в контей- нерах для блоков приборов и элек- тронного оборудования
«Пегас» Эпоксидный Полисилоксановый Приклеивание электроклемм к пане- лям детекторов ловушки микро- метеоритов Приклеивание панелей с диодами к детекторным панелям и пенопла- стовых концевых муфт к силовым трубчатым элементам
«Рейнджер» Эпоксидный Приклеивание сегментов из бальзы к ограничителю ударов о поверх- ность Луны
Эпоксидно-полиамид- ный Полисилокса новый Склеивание деталей электронных при- боров Склеивание деталей двигателя воз- вратной ступени; склеивание дета- лей солнечных батарей с полиэфир- ной пленкой Майлар
Продолжение табл. III.20
Космический
аппарат
Тип клея
Применение
«Сервейор»
Эпоксидный
Полисилоксановый
Приклеивание элементов ячеек сол-
нечных батарей к подложке, скле-
ивание обшивок с сотовым запол-
нителем в трехслойных панелях
солнечных батарей; склеивание
корпуса солнечных батарей; при-
клеивание солнечных датчиков, ка-
бельных зажимов и оборудования,
устанавливаемого на кронштейнах;
приклеивание прокладок, штепсель-
. ных розеток, медных лент и муфт;
выполнение силовых клеевых сое-
динений в различных отсеках стан-
ции
Крепление элементов солнечных ба-
тарей, склеивание элементов систе-
мы термического контроля
ракет-носителей, искусственных спутников и больших космических
кораблей. Клеи могут быть применены в строительстве кабин и
контейнеров, при изготовлении элементов жесткости в силовых и
вспомогательных соединениях, для крепления приборного оборудо-
вания и.монтажа корпусов спутников и космических кораблей, при
изготовлении и креплении элементов солнечных батарей, крепле-
нии теплозащитных и других неметаллических материалов [233].
Не исключается также возможность применения клеев при мон-
таже элементов космических станций или межпланетных косми-
ческих кораблей [233].
Основными клеями для склеивания металлов и неметалличе-
ских материалов в конструкциях космических устройств являются
различные эпоксидные, кремнийорганические клеевые композиции,
а также полиуретановые, резиновые и некоторые другие клеи.-
В табл. III.20 приведены данные, характеризующие применение
клеев в космических летательных аппаратах США [7].
Важнейшей характеристикой клеевых соединений является
прочность при криогенных температурах. В табл. Ш.21 приведены
Таблица II 1.21. Прочность клеевых соединений при —250°C
Тип клея Разрушающее напряжение при сдвиге, КГС/СМ2 Тип клея Разрушающее напряжение при сдвиге, КГС/СМ2
Полиуретановый 560 Эпоксидно-фенольный 210
Эпоксидно-полиамидный 420 Эпоксидно-полиамидный 175
Фенолоакрилонитр ильный 161
Эпоксидный модифици- 266 Фенолонео’преновый 133
рованный Полиароматический 126
396
данные о прочности клеевых соединений на различных клеях при
—250 °C [8, 234, 235].
Для соединения различных теплостойких материалов силового
назначения в космических летательных аппаратах используются
неорганические клеи. Это естественно, так как температура на
поверхности таких аппаратов может достигать 1400 °C, в отдель-
ных точках 2200 °C и кратковременно 9900 °C. Керамические клеи
применяются для склеивания материалов в следующих узлах:
корпуса картеров, приборные доски, маслопроводы, обшивки дви-
гателей, электронная аппаратура, тормозные устройства [236].
Алюмофосфатные композиции применены в конструкции космиче-
ского корабля «Джемини» [237]. В конструкциях космических ко-
раблей, возвращающихся в плотные слои атмосферы, использует-
ся керамическая сотовая конструкция [238].
Очень широко используются клеевые соединения в конструкции
космического корабля «Аполлон». Командный отсек этого корабля
представляет собой клееную герметическую сотовую конструкцию
в форме усеченного конуса высотой 3,66 м. Отсек имеет внутрен-
нюю обшивку из алюминиевого сплава 2014-Т6, алюминиевый
сотовый заполнитель (сплав 5052-Н39) и наружную обшивку из
сплава 7075-Т6, соединенные между собой эпоксидно-фенольным
клеем [239].
Теплозащитный экран «Аполлона» состоит из стальной нержа-
веющей паяной конструкции, перекрытой снаружи эпоксидно-но-
волачнофенольным коксующимся теплозащитным материалом, за-
литым в стеклопластиковый сотовый заполнитель. Теплозащитный
материал приклеивается эпоксидно-фенольным ' клеем. На этот
материал с помощью невысыхающего липкого клея снаружи кре-
пится терморегулирующее покрытие из алюминированной поли-
эфирной пленки Майлар и полиимидной пленки Кэптон. Стартовое
теплозащитное покрытие,' расположенное поверх всей этой конст-
рукции, обеспечивает защиту на начальных стадиях разгона раке-
ты-носителя. Это покрытие состоит из теплостойкого полиамидного
обтекателя, к наружной поверхности которого эпоксидным клеем
прикреплена корковая теплоизоляция.
Для упрочнения и герметизации командного отсека «Аполлона»
около 700 деталей, включая угольники, кронштейны и сложные
фитинги, прикреплены к поверхности кабины с помощью клеев
[240]. При изготовлении командного отсека используются клеи
марок НТ-424, FM-123 и Эпон 934 [241]. Теплозащитный экран
корабля изготовлен с применением клееной сотовой конструкции
[242].
Специально для корабля «Аполлон» разработан эластичный
материал, предназначенный для отвода тепла от электронной ап-
паратуры к внешней радиационной системе. Это тонкий плоский
материал вафельной структуры, состоящий из полых уложенных
параллельно медных трубок, склеенных силиконовым клеем-герме-
тиком фирмы «General Electric Со.» (США), отличающимся высо--
397
кой теплостойковтью и эластичностью при низких температурах.
Этим материалом заполняют пространство между ограждением
с электронной аппаратурой и холодильными плитами в процессе
производства космического корабля; материал плотно крепится,
образуя как бы трехслойную конструкцию [243].
Для этого же корабля разработан теплозащитный материал
с низкой плотностью (0,53 г/см3) марки Авкоат. Авкоат представ-
ляет собой сотовый материал из стеклопластика и фенолоэпоксид-
ной смолы, в которую добавляются тонкостенные стеклянные мик-
росферы. Сотовая конструкция, состоящая из 370 000 сот, запол-
няется смолой с помощью специального пистолета; на операцию
по заполнению сот затрачивается почти 80 000 чел.-ч. Теплозащит-
ный материал крепится к обшивке из коррозионностойкой стали
с помощью клея. При прохождении космическим кораблем плот-
ных слоев атмосферы теплозащитный материал подвергается воз-
действию температур порядка 3000 °C; температура внутренней
стенки кабины экипажа достигает при этом 52 °C.
Описаны клеи и технология их применения в конструкциях
космического корабля «Аполлон» при сборке телеметрической
системы [244], при изготовлении трехслойных панелей [245],
амортизирующих оболочек, теплозащитных сопловых насадок ра-
кетных двигателей [246] и для других целей [247].
Применение клеев в космическом аппарате «Сервейер» позво-
лило значительно снизить массу этого аппарата [8, 239]. Посадоч-
ное шасси аппарата «Сервейер» имеет опоры, представляющие со-
бой клееные сотовые конструкции [8].
В космических летательных аппаратах (например, «Маринер»)
для исследования планет Венера и Меркурий широко используют-
ся конструкционные и неконструкционные клеи [248], в частности
марок FM-96, ЕА-934 и FM-123-4. Они применяются для изготов-
ления панелей с солнечными элементами и антенны.
В условиях, имитирующих атмосферу Венеры (96,0—99,5%
двуокиси углерода; 0,1—0,7% воды; 0,4—1,6% кислорода и менее
1%) азота при давлении 18,5 кгс/см2 и температуре 260 °C, испыты-
вались с положительным результатом в течение 7—72 ч некоторые
эпоксидные и другие клеи [249].
Сферические детали резервуаров, содержащих жидкий водо-
род и кислород, ракеты-носителя «Сатурн» изготовлены с приме-
нением полиуретановой композиции Нармко 7343 и клея Эпон 934.
Отверждение производилось в вакууме в течение 24 ч, затем без
вакуума также в течение суток и затем в течение такого же вре-
мени при 71 °C. Для определения прочности клеевых соединений
применены методы неразрушающего контроля [250].
Опубликованы данные, характеризующие эффективность при-
менения синтетических клеев при изготовлении защитных кожухов
ракеты-носителя «Кентавр» :[251]. Фирма «Lockheed» изготовила
шесть кожухов для космических летательных аппаратов, состоя-
щих из двух оболочек — гладкой внутренней и наружной гофри-
398
рованной, соединяемых клеесварным методом. Ранее это осущест-
влялось с помощью заклепок.
Рационально применение клеев для изготовления таких эле-
ментов конструкций космических аппаратов, как панели солнечных
преобразователей энергии, зеркальные поверхности, радиационные
теплообменники, слоистые и трубчатые системы и др. [252].
Фирмой «General Electric Со.» (США) предложено для тепло-
защиты капсулы космического летательного аппарата использо-
вать клеевое соединение 23 слоев тонкой (0,006 мм) полимерной
пленки.
Разработан специальный двухкомпонентный клей Эпокси-20
для крепления солнечных фотоэлементов космических летатель-
ных аппаратов. Клей применяется в электронно-оптических систе-
мах, где требуются хорошее светопропускание и стойкость к радиа-
ционному облучению [253].
На метеорологическом спутнике «Тирос» на наружную поверх-
ность оболочки наклеено около 9300 фотоэлектрических элемен-
тов, а на спутнике связи «Курьер 1В» — около 20 000 [254].
Интересен опыт одной американской фирмы [255], изготовляю-
щей клееные держатели восьми спутников связи, запускаемых в
космическое пространство одной ракетой-носителем. При склеива-
нии каркаса высотой 3,9 м применяется эпоксидно-полиамидная
клеевая пленка Эпон Адгезив 95 толщиной 0,25 мм. Склеивание
производится при 175—180 °C в течение 90 мин.
Клеи широко применяются в производстве выносных панелей
ловушки микрометеоритов для спутников ММС [8].
Описаны методы склеивания металлов в условиях космического
пространства при ремонте кораблей на орбите с использованием
быстро отверждающихся клеев [257].
ПРИМЕНЕНИЕ КЛЕЕВ В МАШИНОСТРОЕНИИ
В различных отраслях машиностроения, в частности в станко-
строении, клеи применяются довольно широко [256]. В станко-
строении синтетические клеи находят применение при склеивании
пластмассовых накладных направляющих с чугунными основания-
ми станин, резины с металлом (например, резиновые уплотнения
электрошкафов); при изготовлении абразивного инструмента, при
склеивании режущих инструментов из твердых сплавов и керами-
ческих материалов с металлическими оправками; при изготовлении
станочной технологической оснастки, заделке дефектов металли-
ческого литья и в других неразъемных соединениях, к которым не
предъявляются требования высокой механической прочности, но
предъявляются жесткие требования по стойкости к ударным на-
грузкам, к действию смазочно-охлаждающих жидкостей, мине-
ральных масел при температурах до 100 °C, воздуха с относитель-
ной влажностью 95±5%' и др., а также по стабильности свойств
в процессе эксплуатации.
399
Способность ряда клеев образовывать прочные соединения без
применения давления в процессе отверждения позволила исполь-
зовать их для соединения деталей типа «вал—втулка». Для склеи-
вания венцов и ступиц, в частности, используется клей, состоящий
из эпоксидной смолы ЭД-20 и продукта № 254 в качестве отверди-
теля. Склеивание производят при 150 °C в течение 3 ч без примене-
ния давления. Клеевые соединения характеризуются высоким пре-
делом выносливости. Клееные конструкции зубчатых колес внед-
ряются в производство токарных станков [258].
Клеевой метод соединения ходового винта с хвостовиком
в станкостроении имеет существенные преимущества по сравнению
с методами механического крепления. Для этой цели используется
клеевая композиция на основе эпоксидной смолы (100 вес. ч.),
жидкого тиокола марки НВБ-2 (30 вес. ч.) и низкомолекулярного
полиамида Л-20 (60 вес. ч.) [258].
Разработка способа крепления текстолитовых накладных на-
правляющих клеями холодного отверждения на основе эпоксидных
смол дала возможность перейти на тонкослойные накладки из тек-
столита ПТ толщиной 3—5 мм вместо 10 мм и более при крепле-
нии винтами и штифтами. Переход на тонкослойные накладки сни-
жает расход пластмассы в 2—4 раза, уменьшает трудоемкость из-
готовления пластмассовых направляющих, снижает деформацию
слоя пластмассы, вызываемую изменением температуры и погло-
щением влаги и масел, а также собственные и контактные дефор-
мации.
Разработан способ склеивания капроновых накладных направ-
ляющих с чугунными корпусными деталями, в котором предусмот-
рено двухступенчатое склеивание с подложкой. При использова-
нии этого способа значительно повышается прочность клеевого
шва.
Применение клеев при сборке технологической оснастки позво-
ляет обеспечить- необходимую прочность, упростить конструкцию,
уменьшить ее массу и снизить в 1,5—2 раза трудоемкость обработ-
ки и сборки.
Для приклеивания режущих пластинок на заготовки для токар-
ных резцов, для наклеивания металлических пластинок на детали
станков, для вклеивания втулок из листовой бронзы в подшипники
станков и других машин, для наклеивания матриц, склеивания
между собой отливок из цветных металлов может быть использо-
ван клей [259], представляющий собой композицию из эпоксидной
смолы (100 вес. ч.), малеинового ангидрида (50 вес. ч.), дибутил-
фталата (5 вес. ч.) и фарфоровой муки (100 вес. ч.).
При склеивании режущего и измерительного инструмента
к клеевым соединениям предъявляются следующие требования:
разрушающее напряжение при сдвиге — не менее 200 кгс/см2;
длительная прочность при 250 °C — 50 кгс/см2;
разрушающее напряжение при сдвиге после старения в течение
500 ч при 250 °C — 150 кгс/см2;
400
снижение прочности при действии смазочно-охлаждающих жид-
костей — не более 10%.
В наибольшей степени указанным требованиям отвечает пле-
ночный фенолокаучуковый клей ВК-13.
Весьма эффективна замена цельного инструмента из быстроре-
жущей стали клеесборным, а также применение клеев при склеи-
вании твердосплавного инструмента (рис. Ш.ЗЗ). Минимальная
площадь склеивания в соединениях открытого типа должна быть
не менее 1 см2. Наиболее надежными являются клеемеханические
соединения (рис. III.34).
Рис. Ш.ЗЗ. Клеевые соединения для осевых инструментов:
а — цилиндрические; б — конические.
Рис. Ш.34. Клеемеханические соединения в режущих инструментах:
а — клеешпоночные; б — клиновые; в — клеерезьбовые.
Клеевые соединения могут быть использованы в таких режу-
щих инструментах, как фрезы, протяжки, метчики, сверла, зенке-
ры, развертки, резцы из быстрорежущей стали и твердых сплавов.
Из измерительных инструментов могут быть перечислены скобы,
калибры-пробки, микрометры [264].
Для склеивания деталей и узлов станочных приспособлений
рекомендуются клеи холодного и горячего отверждения на основе
эпоксидных смол марок МАТИ-К2М, МАТИ-К2П, КХТ-1 и КХТ-2
[260]. Этими клеями склеивают листовые обшивочные материалы
с элементами жесткости различных профилей и сечений, круглые
прутки и трубчатые элементы, панели с сердцевиной из сотового
или гофрированного наполнителя или пенопласта [261, 262].
Для приклеивания различных табличек, фирменных знаков при-
годны эпоксидные композиции, а также клей ЛН, представляющий
собой смесь клея Лейконат с раствором наирита в дихлорэтане
[263].
Применение эпоксидных клеев холодного отверждения с отвер-
дителем АФ-2 оказалось эффективным при ремонте различных ма-
шин и оборудования. С помощью клеев удается сократить сроки
ремонта, снизить трудоемкость ремонтных работ и значительно
упростить технологию восстановления деталей [285].
26-2591
401
ПРИМЕНЕНИЕ КЛЕЕВ В АВТОМОБИЛЬНОЙ
ПРОМЫШЛЕННОСТИ
В производстве автомобилей синтетические клеи используются
для приклеивания обивочных, уплотнительных, шумоизоляционных
материалов, тормозных накладок, для крепления трафаретов и
шаблонов, для изготовления моделей болванок и т. д. [265, 256].
Клеи применяются также для изготовления кузовов легковых авто-
мобилей из стеклопластиков. В отечественной автомобильной про-
мышленности используют главным образом клеи 88НП, БФ-2,
БФ-4, а также некоторые специальные клеи и клеи из натурально-
го каучука.
Клеи используются вместо заклепок при склеивании фрикцион-
ных накладок с тормозными металлическими колодками. Замена
клепаных соединений клеевыми позволяет значительно повысить
срок службы тормозных устройств. Применение клеев для этих
целей довольно широко распространено за рубежом. Основные
требования к клею для тормозных накладок — это стойкость при
250 °C, вибропрочность и устойчивость к действию воды, бензина
и масла [266].
В Советском Союзе разработана и внедрена [267] технология
приклеивания фрикционных накладок к тормозным колодкам
с помощью клея ВС-ЮТ. Рабочие поверхности тормозных колодок
и накладок очищают от грязи и обезжиривают, затем на обе
склеиваемые поверхности наносят клей в один слой (200—
250 г/м2) и дают открытую выдержку — не менее 15 мин при
20 °C и 5 мин при 60—65 °C. Выдержка под давлением 4 кгс/см2
составляет 40 мин при 180 °C. Клеевые соединения накладок со
сталью на клее ВС-10Т имеют прочность, близкую к прочности
фрикционного материала. Средняя прочность при сдвиге накладок
на клее ВС-ЮТ автомобиля «Москвич» составляет 1660 кгс. При
использовании таких накладок срок эксплуатации увеличивается
на 50—60%.
Осуществлено изготовление кузовов легковых автомобилей из
стеклопластиков [224]. В качестве клеящего вещества при изго-
товлении стеклотекстолитовых корпусов спортивной автомашины
«Корвет» применяется композиция на основе полиэфирной смолы,
содержащая наполнитель — асбест, катализатор отверждения —
производное кобальта и ускоритель. Склеивание можно произво-
дить с нагреванием и без него. На изготовление каждого корпуса
расходуется 18 кг клея.
Клеи на основе эпоксидных и полиэфирных смол предложены
для заделки пробоин в бензобаках автомобилей стальными запла-
тами или стеклотканью [268]. Синтетические клеи предложено
также использовать для изготовления специальных безопасных
стекол для автомобилей [269].
Склеивать тонкие металлические листы при соединении сталь-
ных деталей кузова легковых автомобилей (кант, крышки, багаж-
402
ник, двери кузова) предложено с помощью пластизольного клея
ИПК-КС-Ш, состоящего из пастообразной поливинилхлоридной
смолы, эпоксидного модификатора и других компонентов [329].
Очень широко применяются в автомобилестроении за рубежом
и в СССР анаэробные смолы. Основная’ область их примене-
ния •— стопорение резьбовых крепежных деталей, таких как
шпилька, винты и болты крепления вспомогательного оборудова-
ния, гайки фланцевых соединений, гайки тяг, кузовные болты, ша-
тунные болты, винты крепления поддонов и крышек, винты и гай-
ки электрооборудования, болты крепления поршневых пальцев,
винты крепления защитных козырьков и зеркал, болты амортиза-
торов и др.
ПРИМЕНЕНИЕ КЛЕЕВ НА ЖЕЛЕЗНОДОРОЖНОМ
ТРАНСПОРТЕ
Склеивание различных материалов получило распространение
как в локомотивном хозяйстве — ремонт букс, тяговых электро-
двигателей, двигателей внутреннего сгорания, так и в строитель-
стве пассажирских и грузовых вагонов для склеивания обшивки
и внутреннего оборудования, соединения деталей системы водо-
снабжения, приклеивания рулонной и листовой кровли, а также
в устройствах пути и инженерных сооружений [270, 271]. Приме-
няются клеи и в устройствах связи, сигнализации и энергоснабже-
ния.
За рубежом предпринимаются попытки восстанавливать изно-
шенные участки букс путем нанесения на них эпоксидной компо-
зиции, содержащей наполнители (графит, порошки металлов^,
придающие высокую прочность, износостойкость и антифрикцион-
ные свойства отвержденному составу. Разработан состав, нанесе-
ние которого на изношенные места букс в 2—3 раза повышает
межремонтный пробег локомотива.
Клеящие составы на основе эпоксидных и полиэфирных смол
могут быть использованы при ремонте тяговых электродвигателей
и электроаппаратуры современных электровозов. Изоляция на ос-
нове эпоксидных и полиэфирных составов выдерживает значитель-
ные динамические нагрузки, вибрацию, действие пыли, масел и
грязи, появляющихся во время работы тягового электродвигателя.
Применение эпоксидных и полиэфирных составов позволяет увели-
чить втрое срок службы изоляции электродвигателей.
Липкие составы на основе силиконовых каучуков используют
для изготовления лент, предназначенных для изоляции якорных
и полюсных катушек тяговых двигателей. Поврежденные блоки
цилиндров дизелей восстанавливают, заклеивая дефектные места
эпоксидной композицией, благодаря чему срок службы блоков
увеличивается в несколько раз.
Для склеивания деревянных деталей обшивки широко исполь-
зуют фенолоформальдегидные и карбамидные клеи горячего и хо-
26*
403
лодного отверждения. Водостойкая фанера, фанерные и столярные
плиты, применяемые для обшивки, приклеиваются фенолоформаль-
дегйдными клеями горячего отверждения марок С-1 и С-35. Внут-
ренние двери железнодорожных вагонов изготовляют из деревян-
ных клееных щитов или столярных плит, соединенных по толщине
фенолоформальдегидным клеем. Для склеивания применяют клеи
холодного отверждения КБ-3, СП-2 и др.; расход клея 200—
300 г/м2. Склеивать можно как при нагревании, так и при комнат-
ной температуре.
Представляет интерес отделка пассажирских вагонов металли-
зированной фанерой. Вместо лицевого шпона в такой фанере ис-
пользуется листовой алюминий, реже — сталь толщиной 0,5—
0,8 мм. Для склеивания используют модифицированные феноло-
каучуковые клеи или клеи типа БФ.
В производстве перегородок, полов и дверей пассажирских ва-
гонов взамен деревянных или фанерных щитов начинают приме-
нять клееные трехслойные панели со средним слоем из сотоплас-
тов, представляющих собой ячейки из бумаги или ткани, пропитан-
ных синтетической смолой. Для склеивания используют эпоксидно-
каучуковые, полиуретановые и фенолоформальдегидные клеи.
Облицовочные слои делают из декоративных слоистых пластиков
[270].
Синтетические клеи широко используются также при ремонте
внутреннего оборудования вагонов. Деревянные детали дверей,
оконных рам, диванов восстанавливают с помощью накладок из
древесины той же породы, которые приклеивают фенолоформаль-
дегидными и карбамидными клеями. При ремонте вагонов окон-
ные рамы наращивают накладками по всей ширине с дополнитель-
ным креплением шурупами. Можно также вклеивать вставки в
дверные стойки, поврежденные в месте установки замка.
Применение клеевых соединений при монтаже санитарно-тех-
нических устройств пассажирских вагонов получает все более
широкое распространение в отечественной и зарубежной практи-
ке. Так, для склеивания металлических труб используют эпоксид-
ные клеи. Ими также уплотняют резьбовые соединения для со-
хранения герметичности при вибрации.
Для повышения прочности и герметичности соединений труб в
эпоксидные клеи рекомендуется вводить алюминиевый порошок и
стекловолокно, нарезанное из бесщелочной стеклоткани марки
АСТТ. Такие клеи стойки к действию повышенной температуры,
ударов, химических реагентов, например фреона-12, хлористых нат-
рия и кальция.
За рубежом находят применение трубы из поливинилхлорида.
Для склеивания их следует использовать перхлорвиниловый клей
10—20%-ной концентрации (растворители — метиленхлорид, ди-
хлорэтан, ацетон или циклогексанон). Прочность клеевых еоедине-
ний трубопроводов из поливинилхлорида примерно в 5 раз больше,
чем сварных.
404
Из короткомерных пиломатериалов и обрезков можно склеи-
вать по длине обшивные доски, бруски и доски внутреннего обору-
дования, обвязочные брусья дверей, доски пола и другие детали
грузовых и изотермических вагонов. При этом в одной обшивной
доске пола не рекомендуется делать более одного клеевого соеди-
нения. Склеенные доски обшивки кузова необходимо чередовать
через одну с целыми досками. Для сращивания коротких досок и
обрезков целесообразно применять карбамидные (К-17, М-60) и
фенолоформальдегидные (СП-2, КБ-3) клеи горячего и холодного
отверждения.
Для кровли грузовых вагонов используют листовой поливинил-
хлорид толщиной 0,8 мм без текстильной основы. Кровля выпуска-
ется в виде рулонов шириной 1 м. На крыше вагона листы соеди-
няют методом тепловой сварки. Для более надежного крепления
кровли к стенкам кузова по краям сваренного кровельного полот-
на предусматриваются кромки с текстильной основой из синтетиче-
ского волокна на ширине 20 см. Кромки приклеивают к деревян-
ной обвязке кузова. Для изотермических вагонов применяют мяг-
кие рулонные кровельные материалы с текстильной основой из
синтетического волокна. Опыт эксплуатации вагонов с кровлей из
синтетических материалов показывает, что они вполне отвечают
предъявляемым к ним техническим требованиям.
Разработаны новые способы крепления кровли из поливинил-
хлорида с помощью клея 88Н или кумаронокаучуковой компози-
ции.
ПРИМЕНЕНИЕ КЛЕЕВ В ПРИБОРОСТРОЕНИИ
Клеевые соединения, применяемые при изготовлении преци-
зионных приборов, должны обладать высокой прочностью, ста-
бильностью размеров и хорошей герметичностью. Прочность при
сдвиге соединений стали, керамики, алюминиевых и титановых
сплавов должна быть около 200 кгс/см2. Жесткие требования по
герметичности не допускают применения пористых клеевых пленок.
Американская фирма, изготовляющая прецизионные приборы,
применяет для склеивания замороженный эпоксидный клей Эпон
VI, который удовлетворяет перечисленным требованиям [272].
Клей готовится смешением двух компонентов, развешивается
в пластмассовые или металлические капсулы в необходимых ко-
личествах (от 1 до 5 г) и немедленно замораживается при тем-
пературе от —68 до —63 °C. В дальнейшем клей хранят при
—40 °C, причем свойства его не изменяются по крайней мере в
течение четырех недель. Прочностные характеристики клея, про-
шедшего замораживание, выше, чем клея, приготовленного перед
употреблением. Жизнеспособность размороженного клея также
больше на 30—50%- Применение замороженного клея обеспечива-
ет высокую стабильность свойств клеевых соединений. Кроме того,
снижается стоимость соединений, так как нет неиспользованных
405
остатков клея. Клей отверждается при 70+10 °C; более высокая
температура может неблагоприятно отразиться на точности при-
боров.
В производстве специальных приборов для соединений деталей
из пластмасс с алюминиевыми частями прибора, а также при изго-
товлении счетно-решающих устройств применяется цианакрилат-
ный клей Истмэн 910 [273].
В приборостроении в ряде случаев используется скоростной
метод нагревания при склеивании металлов клеем БФ-2.
ПРИМЕНЕНИЕ КЛЕЕВ В СТРОИТЕЛЬСТВЕ
Клееные конструкции на основе древесных материалов, пласти-
ческих масс, металла, асбестоцемента и др. получили большое рас-
пространение в жилищном и промышленном строительстве в на-
шей стране и за рубежом [274, 275]. В настоящее время в связи
с расширением производства и применения синтетических строи-
тельных материалов значение клеев в этой отрасли промышлен-
ности сильно возросло. Кроме деревянных конструкций произво-
дятся клееные трехслойные стеновые панели и плиты, представ-
ляющие собой тонкие листовые обшивки (алюминий, асбестоце-
мент, пластик), между которыми вклеен липкий слой из пенопла-
ста, сотопласта или пеностекла, светопрозрачные панели из стек-
лопластика и др.
Часто применение клееных конструкций является единственно
возможным. Например, в агрессивных средах клееные деревянные
конструкции оказываются значительно долговечнее стальных и же-
лезобетонных. Традиционной областью применения клеев является
изготовление столярных строительных изделий (окон, дверей
и т. п.). Нельзя обойтись без клеев при отделке зданий — при-
клеивание линолеума, обоев и других отделочных материалов.
Массовый объем современного строительства, преимуществен-
ное изготовление строительных конструкций и деталей в завод-
ских условиях на потоке диктует жесткие и специфические требо-
вания к свойствам клеев, обусловленные условиями эксплуатации
(сочетание длительного действия статических и в ряде случаев
динамических нагрузок, атмосферных факторов и т. д.).
Расчетные нагрузки на клеевой шов в большинстве строитель-
ных конструкций сравнительно невелики. Однако срок службы
у многих клееных строительных изделий должен составлять десят-
ки лет, в связи с чем реальная исходная прочность клеевых соеди-
нений в строительных конструкциях должна быть значительно
больше расчетной.
Клеи применяются при сооружении плотин, а также в мосто-
строении для получения так называемых сухих стыков, причем
в последнем случае клеевой шов имеет больше гидроизолирующие,
чем конструктивные функции. Существенно ускоряет процесс
406
строительства и упрощает конструкторские решения применение
клеев вместо бетонирования для устройства анкерных болтов и
различного рода закладных деталей.
Клеи применяются для соединения газобетонных блоков, по-
лучаемых по так называемой резательной технологии, в панели
размером «на комнату». Следует назвать также использование
клеев для ремонта и соединения бетонных деталей, а также их
применение в качестве грунтов для соединения старого бетона со
свежим. Наконец, клеи находят применение в сантехнике для за-
мены резьбовых соединений на клеевые в системах горячего и хо-
лодного водоснабжения, крепления к стенам умывальников и т. д.,
а также при электротехнических работах (приклеивание проводов
и электроустановочных изделий).
Клееные конструкции из древесных материалов в связи с воз-
можностью механизации их изготовления, транспортабельностью
и простотой процессов сборки и разборки, а также благодаря не-
большому числу выпускаемых типоразмеров элементов имеют ряд
преимуществ по сравнению с другими видами деревянных конст-
рукций. Клеевые соединения применяются при изготовлении дере-
вянных несущих конструкций — балок, арок, ферм. Клееные фа-
нерные ограждающие конструкции применяются для перекрытий
промышленных зданий. Весьма рациональной является клееная
фанерная опалубка, в особенности для криволинейных поверхно-
стей (своды, трубопроводы, резервуары, купола и др.).
Даже из этого краткого перечисления видно, насколько разно-
образными и подчас противоречивыми должны .быть требования
к клеям, применяемым в строительстве.
Выбор клея зависит от назначения конструкции и типа склеи-
ваемых материалов. Например, для трехслойных плит, испыты-
вающих сравнительно большие нагрузки, надо использовать более
прочные клеи, чем для стеновых навесных панелей. При склеива-
нии металлов в большинстве случаев клеевые швы даже на самых
высокопрочных клеях будут менее прочны, чем металл. Для трех-
слойных панелей с обшивкой из листового металла и сердцевиной
из сотопласта требуются клеи меньшей прочности, а если средний
слой представляет собой пенопласт, то требования к прочности
клея снижаются в еще большей степени.
Для склеивания деревянных строительных конструкций приме-
няются главным образом фенолоформальдегидные клеи холодного
отверждения, в частности клей КБ-3.
При' склеивании изделий из древесины фенолоформальдегид-
ными клеями, содержащими кислые отвердители, возникает опас-
'ность деструкции древесины. Для предотвращения этого на склеи-
ваемую поверхность предварительно наносят слой, устойчивый к
действию кислого реагента, например фенолополивинилацетальную
клеевую композицию, и выдерживают при нагревании.
Для склеивания деревянных строительных конструкций приме-
няется также клеевая пленка КП-5 на основе фенольной смолы.
407
Синтетические клеи используются для склеивания древесноволок-
нистых плит с различными материалами.
Для склеивания трехслойных панелей и других строительных
конструкций с'применением алюминия, асбестоцемента, полиэфир-
ного стеклопластика, пенопластов, древесноволокнистых плит при-
меняют эпоксидные, полиэфирные, фенолоформальдегидные и фе-
нолоэпоксидные клеи.
Соединение строительных конструкций из стеклопластика про-
изводится с помощью полиэфирных композиций типа ПН [274,
276, 277].
К числу эпоксидных клеев, с помощью которых изготовляют
строительные конструкции из асбестоцемента и металлов, отно-
сятся клей К-153, а также композиции ЭПЦ-1, ЭПЦ-2, К-147,
К-134 и др.
Для склеивания трехслойных алюминиевых панелей со сред-
ним слоем из пенопласта применяются эпоксидные клеевые ком-
позиции, модифицированные окситерпеновыми продуктами [278].
Для склеивания асбестоцемента предложены также фенолоэпок-
сидные клеи ФЭ-5 и ФЭ-10 [279, 280] и др. Используются в строи-
тельстве также дифенольные клеи, которыми можно склеивать ас-
бестоцемент, сталь и другие материалы [281].
Конкретных примеров успешного использования клеев в строи-
тельстве различных сооружений много. Так, клееные алюминиевые
панели применены при строительстве обогатительной фабрики
в г. Мирном и наземной части здания Вилюйской ГЭС. При пере-
крытии плавательного бассейна в санатории «Пушкино» исполь-
зованы клееные конструкции из светопрозрачных стеклопластиков.
Эркерные подоконники здания гостиницы «Россия» в Москве вы-
полнены с использованием панелей из асбестоцемента (облицовка)
и пеностекла (средний слой) на модифицированном эпоксидном
клее [274].
Клеи используются в строительной технике также для при-
клеивания звуке- и теплоизоляционных материалов и соединения
керамических материалов.
Клеевые композиции на основе эпоксидных смол, пригодные
для «омоноличивания» бетона и стыкования арматуры и железо-
бетона, предложены для изготовления сборных железобетонных
конструкций. Они способствуют лучшему сцеплению стальной ар-
матуры с бетоном и повышению несущей способности и долговеч-
ности железобетонных конструкций [282].
Разработанная и исследованная на моделях новая конструк-
ция сборного купола со стыками, «замоноличенными» эпоксидны-
ми клеями, обеспечивает повышенную несущую способность, жест-
кость и водонепроницаемость сборных покрытий [283]. Разрабо-
таны токопроводящие клеевые композиции, позволяющие произ-
водить «омоноличивание» бетона при низких температурах [282].
При строительстве мостов кроме клееных деревянных конструк-
ций используются также железобетонные сооружения с примене-
408
нием клеев. Синтетические клеи, в частности эпоксидные, нашли
применение в строительстве мостов в Москве, Ростове-на-Дону,
Днепропетровске и других городах [286]. Всего к 1972 г. в СССР
было построено 75 мостов через крупные реки с применением эпок-
сидных клеев.
Во Франции через реку Сена в 1963 г. построен мост из железо-
бетонных блоков, склеенных эпоксидными клеями, с пролетом
125 м. Через канал в штате Виргиния (США) сооружен плавучий
бетонно-понтонный мост, состоящий из 25 отдельных понтонов;
сборные конструкции соединялись эпоксидными клеями [286].
Разработана технология склеивания железобетонных мостовых
конструкций, собираемых навесным способом. Клеевые соединения
железобетонных элементов значительно превышают по прочности
соединения, выполненные с помощью цементных растворов и бе-
тонов, не только при воздействии статических нагрузок, но и при
циклических нагрузках. Предел выносливости клеевых соединений
из бетона при испытании на сдвиг составляет 55 кгс/см2 (при
2-106 циклах).
Клеи применяются также для соединения металлов в металли-
ческих мостовых конструкциях. К клеевым соединениям стальных
мостовых конструкций предъявляются следующие требования:
прочность при статических и динамических нагрузках;
стойкость к воздействию переменных температур в интервале
от —35 до +80 °C;
малая чувствительность прочности соединения к колебаниям
толщины клеевого шва;
способность отверждаться без нагревания и при минимальном
давлении;
простота подготовки поверхности для склеивания.
Полиэфирный клей Вестопал LT удовлетворяет указанным тре-
бованиям. Мост, построенный с применением этого клея, имеет
стержневую ферменную конструкцию (допустимое напряжение
60 кгс/см2). Для предупреждения возможных аварий предусмотре-
ны дополнительные болтовые соединения, не участвующие в рабо-
те конструкции. После трехлетней эксплуатации моста не обнару-
жены какие-либо нарушения клеевых соединений [287].
В ГДР построен цельноклееный металлический мост (пролет
55,8 м), в конструкции которого использован эпоксидный клей
холодного отверждения [288]. Элементы конструкции клееного
моста аналогичны обычным строительным конструкциям. Для на-
блюдения за состоянием клеевых соединений на поверхность моста
нанесено прозрачное покрытие, которое должно образовывать тре-
щины при разрушении клеевых соединений.
В Чехословакии был построен цельноклееный эксперименталь-
ный металлический мост, который демонстрировали на промыш-
ленной выставке в Брно в 1956 г. Мост выполнен из алюминиевого
сплава и склеен отверждающимся без нагревания эпоксидным
клеем Эпокси 1200. Продолжительность закрытой выдержки при
408
склеивании при 20 °C составляет 48 ч. Для балок использовался
металл толщиной 2 мм, толщина накладок — 4 мм, уголков —
0,5 мм. Параметры моста: длина 10 м, ширина 2,65 м, общая
масса 1005 кг, масса 1 м2 40 кг. Мост выдерживает нагрузку
в 13,3 т.
С помощью отверждающегося при комнатной температуре
эпоксидного клея в ФРГ построен цельноклееный мост через канал
Липпе [290].
В последнее время наметилось новое направление в области
применения клеевых композиций в строительстве для повышения
прочности кирпичной и каменной кладки. Подобного рода компо-
зиции представляют собой цементные растворы с полимерными до-
бавками в виде водных дисперсий. Широко применяются в США
полимерцементные композиции с добавкой водной дисперсии со-
полимера на основе винилиденхлорида. Применение таких компо-
зиций дает возможность повысить адгезионную прочность более
чем в 5 раз и более. В Советском Союзе начато применение по-
добных клеевых композиций с использованием дисперсий не толь-
ко сополимера винилиденхлорида, но и бутадиен-стирольного кау-
чука и поливинилацетата.
Значительное повышение адгезии к кирпичу позволяет выпус-
кать кирпичные панели заводской готовности, снижает толщину
стен, что особенно важно для сейсмических районов [284].
Для склеивания строительных отделочных материалов (поли-
стирольных плиток, бумажнослоистого пластика, поливинилхло-
ридных линолеума и плитки, резинового линолеума и др.) необ-
ходимы специальные клеящие составы, выбор которых определяет-
ся условиями их эксплуатации, физико-механическими свойствами,
а также технологическими и экономическими соображениями.
В частности, для крепления резинового и поливинилхлоридного
линолеумов выпускается кумаронокаучуковая клеевая композиция
КМ-2. Разработаны новые композиции на основе бутадиен-сти-
рольного каучука СКС-ЗОРП для крепления материала для полов
с нижним слоем из резинобитумной смеси. Внедряются в строи-
тельство новые композиции, не содержащие органических раство-
рителей, на основе бутадиен-стирольного латекса СКС-65 ГП для
приклеивания отделочных полимерных материалов; выпускается
композиция ДФК-77 для крепления поливинилхлоридного лино-
леума и плиток. Организовано производство канифольной компо-
зиции для крепления полистирольных плиток. Производится ин-
денокумароновая композиция, модифицированная полистиролом,
для приклеивания полистирольных плиток. Выпускается битумно-
каучуковая композиция для приклеивания паркета и поливинил-
хлоридных плиток; изготовляется канифольнофурфурольная ком-
позиция КБФ для приклеивания полистирольных плиток. Паркет
можно приклеивать с помощью карбамидоформальдегидного клея
на основе смолы К-60 [289].
410
ПРИМЕНЕНИЕ КЛЕЕВ В ДЕРЕВООБРАБАТЫВАЮЩЕЙ
ПРОМЫШЛЕННОСТИ
Исключительно большое значение приобрели синтетические
клеи в деревообрабатывающей промышленности. Фанерные и сто-
лярные плиты, бакелизированная фанера, древеснослоистые плас-
тики, древесностружечные плиты, фанерные трубы, декоративные
и отделочные материалы — все это выпускается с применением
клеев. Широко используются клеи в производстве мебели, музы-
кальных инструментов и т. д. [291].
Использование синтетических клеев позволяет интенсифициро-
вать процессы склеивания и фанерования, увеличить производи-
тельность труда и во многих случаях снизить себестоимость и
повысить качество продукции.
В основных отраслях деревообрабатывающей промышленности
применяются преимущественно клеи на основе карбамидоформаль-
дегидных смол: МФ-17, МФС-1, М-4, М-60, М-70 и др. [292]. Фе-
нолоформальдегидные клеи СБС-1, СКС-1, С-1 и др. применяются
главным образом в производстве ответственных изделий из древес-
ных материалов — фанеры с повышенной водостойкостью, древес-
ных пластиков, изделий из древесной крошки и др. [291]. Для
получения клеевых соединений древесины с высокой стабиль-
ностью свойств и длительным сроком службы в жестких темпера-
турно-влажностных условиях используются не содержащие кислых
отвердителей клеи на основе резорциновых смол.
Сравнительные испытания клея ФР-12 на основе кристалличе-
ского резорцина и клея ФР-100 (из суммарных алкилрезорцинов.
с темп. кип. 275—290 °C) позволили установить, что жизнеспособ-
ность клея ФР-100 снижается по мере увеличения pH смолы, а ис-
ходная прочность соединений растет. С учетом требуемой жизне-
способности оптимальным является pH смолы, равный 7,5—8,5.
Однако смолы, имеющие нижний предел pH, менее стабильны,
а клеевые соединения на их основе недостаточно стойки к уско-
ренному старению.
Прочность клеевых соединений дуба на обоих клеях достигает
120—160 кгс/см2, однако для клея ФР-12 характерно полное раз-
рушение по древесине, в то время как при использовании компо-
зиции ФР-100 происходит частичное разрушение по клею. По ско-
рости нарастания прочности клеевых соединений сосны, водостой-
кости и другим показателям клей ФР-100 не уступает клею ФР-12.
На основе клея ФР-100 освоено изготовление гнутоклееных рам
пролетом 18 м для строительства сельскохозяйственных зданий
[293].
При склеивании мебели карбамидными клеями необходимо,
чтобы склеиваемая древесина имела влажность 8+2%. Расход
клеев на 1 м2 склеиваемой поверхности колеблется в зависимости
от вида смолы и способа склеивания от 100 до 130 г при нагрева-
нии и от 200 до 250 г при комнатной температуре.
411
Карбамидоформальдегидный клей на смоле М-60 (см. стр. 81)
применяется для склеивания плит в производстве столярных щит-
ков, для склеивания деталей в условиях конвейерного производства
при нагревании в поле токов высокой частоты, для соединения
шпона ценных древесных пород на безленточных ребросклеиваю-
щих станках и т. д.
Для скоростного склеивания и фанерования, в особенности при
нагревании в поле токов высокой частоты и при контактном элек-
троподогреве, применяется карбамидоформальдегидный клей М-70,
обладающий высокой скоростью отверждения. Жизнеспособность
клея М-70, содержащего в качестве отвердителя 1% хлористого
аммония, 2 ч. Для увеличения жизнеспособности клея в смолу
М-70 рекомендуется или ввести хлористый аммоний в . виде
10%-ного водного раствора, или снизить количество отвердителя
до 0,5%; можно также вводить в смолу меламин (0,5—3,0%), карб-
амид (3—4%), уротропин (0,2—0,4%). При склеивании без на-
гревания рекомендуется вводить в клей смеси отвердителей: хло-
ристый аммоний (4%) + уротропин (0,4%) или хлористый аммо-
ний (1 %)-(-карбамид (3%). В клеи можно добавлять и наполни-
тели — древесную муку, древесную пыль, каолин, гипс (1—2% от
массы смолы).
Склеивание деталей мебели клеем на основе карбамидомелами-
ноформальдегидной смолы ММС позволяет получать клеевые
соединения с повышенной водостойкостью. Технология склеивания
практически ничем не отличается от технологии склеивания клея-
ми на основе карбамидоформальдегидных смол. В зависимости от
pH карбамидомеламиноформальдегидной смолы содержание хло-
ристого аммония, используемого в качестве отвердителя, колеблет-
ся в следующих пределах:
pH смолы . ......... 6,0—6,4 6,5—6,9 7,0—7,5
Содержание хлористого ам-
мония, %......... 0,5 0,7 1,0
Увеличение количества отвердителя до 2% приводит к значи-
тельному снижению водостойкости клеевых соединений. Для бо-
лее равномерного распределения отвердителя в смоле рекомен-
дуется его вводить в виде водного раствора 20 %-ной концентра-
ции, нагретого до 50—70 °C. Оптимальный расход клея составляет
100—120 г/м2. Прочность клеевых соединений при скалывании
составляет 21—26 кгс/см2 в сухом состоянии, 26—28 кгс/см2 после
выдержки в воде в течение 24 ч и 17—22 кгс/см2 после кипячения
в воде в течение 1 ч.
Склеивание древесины клеем на основе смолы ММС с приме-
нением токов высокой частоты позволяет получить прочные соеди-
нения [292]. В табл. Ш.22 приведены параметры склеивания раз-
412
личных пород древесины и данные о прочности клеевых соеди-
нений.
Т а б лиц a III.22. Прочность клеевых соединений древесины
при склеивании клеем на смоле ММС
с применением токов высокой частоты
Вид древесины Давление, КГС/СМ2 Продолжи- тельность склеивания, с Разрушающее напряжение при склеивании, кгс/см2*
в сухом состоянии после выдержки ;
в холодной воде 24 ч в кипящей воде 2 ч
Сосновая 5 10 85 60 50
Дубовая 19—15 15 z 135 130 100
Буковая 10 15 120 80 60
Березовая 5 10 НО 65 45
* Во всех случаях образцы разрушались по древесине.
Помимо жидких карбамидных клеев, используются также клеи,
изготовленные из порошкообразных карбамидных смол. Эти клеи
представляют собой 55—60%-ные водные растворы смол. Расход
клея 100 г/м2. Склеивают ими при 135—140 °C в течение 5,5 мин
под давлением 18 кгс/см2. Такими клеями можно -склеивать древе-
сину и при комнатной температуре.
Вспененные карбамидоформальдегидные смолы также приме-
няются для склеивания древесины в производстве мебели [292].
Технология склеивания вспененными карбамидными смолами не
отличается от технологии склеивания обычными карбамидными
клеями.
Разработана технология склеивания сложных деревянных .де-
талей переменного сечения, а также гнутых изделий. Такие дета-
ли запрессовывают при помощи эластичных или жестких приспо-
соблений; для изделий особо сложной конфигурации применяется
автоклавный способ [294]. В производстве гнутой мебели весьма
эффективно нагревание в поле токов высокой частоты.
Для мебельной промышленности в США вырабатывается не-
сколько марок карбамидных и модифицированных тиомочеви-
ной и меламином порошкообразных карбамидных клеев. В каче-
стве наполнителя в них вводят пшеничную муку, однако при этом
наблюдается снижение водостойкости клеевых соединений. В-Анг-
лии в производстве мебели применяются карбамидные клеи Битл-
цемент, Лауксит, Аэролит 306 и др., в Швейцарии — Мелоколл М.
В ГДР карбамидные клеи (Каурит, прессаль и др.) для производ-
ства деталей мебели изготовляются на основе карбамида, мелами-
на, дициандиамида.
Клеевые композиции для соединения древесины и приклеивания
к ней различных облицовочных материалов могут быть получены
на основе поливинилацетата, продуктов взаимодействия мелами-
новых смол с поливинилацетатом, синтетических каучуков (неопре-
на), модифицированных полиэпоксидов и водных дисперсий неко-
торых полимеров.
Карбамидолатексные клеи предложены для приклеивания де-
коративного бумажнослоистого пластика к мебельным щитам и
фанере [295].
Для склеивания дерева предложен эластичный и стойкий к ста-
рению клей, состоящий из эмульсии эластомера (например, бута-
диен-стирольного каучука), пластификатора (пентахлорфенола),
инертного наполнителя (тонкоизмельченного кремнезема, сажи)
и солей меди [296].
ПРИМЕНЕНИЕ КЛЕЕВ В ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
В легкой промышленности клеи применяются в обувном, швей-
ном и меховом производстве, при изготовлении нетканых материа-
лов,, в производстве искусственной кожи, галантерейных изделий,
при получении материалов с ворсом и для других целей.
Производство обуви
Технология склеивания материалов, применяющихся в произ-
водстве обуви (кожи, текстильных материалов, заменителей кожи
и резины), включает ряд операций — подготовка поверхности, на-
несение и сушка клея, прессование. Обязательной во всех слу-
чаях является подготовка поверхности склеиваемых материалов,
которая обычно сводится к очистке от пыли, жировых пятен и дру-
гих загрязнений и механической обработке с целью создания ше-
роховатой поверхности. Для повышения прочности крепления рези-
ны к коже, текстилю или заменителям кожи (для верха обуви)
производится химическая обработка резины серной кислотой,
смесью кислоты с хромпиком, хлорным железом, азотнокислым
железом и другими реагентами.
В производстве и ремонте обуви широкое применение наряду
с нитроцеллюлозными, казеиновыми, декстриновыми, мучными и
другими клеями нашли каучуковые, перхлорвиниловые и полиизо-
бутиленовые клеящие составы, а также поливинилацетат, полиами-
ды и полиуретаны. Кроме клеев из натурального каучука и гут-
таперчи для склеивания деталей обуви применяют композиции на
основе натрийбутадиенового, бутадиен-стирольного и некоторых
других синтетических каучуков. В табл. III.23 приведены составы
клеев на основе синтетических каучуков, используемые в произ-
водстве обуви методом горячей вулканизации для склеивания под-
ложки с резиновой подошвой.
414
Т а блица 111.23. Составы каучуковых клеев для склеивания обуви
Компоненты клея Содержание, вес. ч Компоненты клея Содержание, вес. ч.
I II ш I II III
Синтетический 20,74 20,74 30—40 Бензидин 0,10 —
каучук Гидрохинон — 0,10 —
Окись цинка 1,04 1,04 4,5—6,0 Ацетон 26,2 26,2 —-
Окись магния 2,08 2,08 — Бензин 48,8 48,8 30—60
Канифоль 1,04 1,04 — Этилацетат — — 18-35,5
Для склеивания деталей обуви предложены также клеи на
основе смесей наирита с гуттаперчей.
Для склеивания кожаных подложек с резиновыми подошвами
применяется клей на основе синтетического каучука, подвергнуто-
го предварительной термообработке при 70—80 °C в течение 24—
28 ч. При ремонте обуви на пористой подошве используют фено-
локаучуковый клей 88Н. 7
Полиизобутиленовые клеи нашли применение для склеивания
межподкладки, вкладной стельки, для обтяжки деревянного кли-
новидного каблука текстилем и при выполнении некоторых других
вспомогательных операций. Клеи готовят как из полиизобутилена,
так и из его смесей с натуральным каучуком (табл. III.24).
Таблица 111.24. Составы полиизобутиленовых клеев для обуви
Компоненты клея Содержание, вес. ч.
I II Ш IV
Полиизобутилен 13,22 4,4 9,0 10,0
Натуральный каучук — 5,6 2,2 5,0
Канифоль 2,28 -— — —
Бензин 85,5 90,0 88,8 85,0
Кроме жидких клеев находят применение и клеящие пленки
на основе синтетических каучуков, получаемые каландрованием.
Известны пленки из синтетических каучуков и также из смесей
термопрена с гуттаперчей. Пленки из синтетических каучуков при-
меняются при производстве обуви методом горячей вулканизации.
Перхлорвиниловые клеи хорошо склеивают различные материа-
лы, применяемые при изготовлении обуви. Клеи не вызывают усад-
ки резиновой подошвы. Они обычно представляют собой растворы
перхлорвиниловой смолы (20—29 вес. ч.) в смеси растворителей
(бутилацетат, ацетон, бензин). Известны перхлорвиниловые клеи,
содержащие добавки перекиси или гидроперекиси бензоила,
з также иода и хлорного железа. Кроме того, перхлорвиниловые
415
клеи, применяемые в производстве обуви, предложено пластифици-
ровать нитрильным каучуком или наиритом.
Растворы поливинилацетата в этилацетате в сочетании с нит-
ратом целлюлозы могут быть использованы для склеивания пори-
стых и губчатых материалов.
Полиамидные клеи, например клей ПФЭ-2/10, также исполь-
зуются для склеивания материалов, применяющихся в производ-
стве обуви. Склеивание производится без нагревания. Клеевые со-
единения на полиамидных клеях более прочны и эластичны, чем
клеевые соединения на перхлорвиниловых и нитроцеллюлозных
клеях.
Для склеивания деталей обуви находят применение пленки
или расплавы смешанных полиамидных или полиамидоэфирных
смол.
Для склеивания верхних и нижних деталей обуви, для крепле-
ния подошвы к верху, для ремонтных работ и других целей исполь-
зуются метилолполиамидные клеи.
В производстве обуви широко применяются клеи на основе
хлоропренового каучука — наирита НТ. С целью улучшения адге-
зионных свойств и термостойкости в клеи вводят бутилфеноло-
формальдегидные, глифталевые и кумароноинденовые смолы.
Для приклеивания подошв к верху обуви из поливинилхлорид-
ной искусственной кожи применяется клей ЦНИИКП-33, состоя-
щий из каучука СКН-26 и перхлорвиниловой смолы. Для второсте-
пенных операций обувного производства применяются латексные
клеи — наирит ЛНТ-1, СКС-30 и др.
Для повышения прочности крепления резиновых подошв наи-
ритовыми клеями в их состав вводят бутадиен-стирольный каучук
и другие компоненты [297]. Разработанный клей марки ЦНИШКП
БШ-2 имеет следующий состав (в вес. ч.): Для второ- го слоя
• Для первого слоя
Каучук СКН-26 . . . 50 40
Каучук наирит АТ . . -— 10
Смола ПСХ-С .... 50 40
Наполнитель — ултрасил — 10
Окись цинка .... Хлорированный наирит — 5
(раствор в этилацета- те) ....... — 20
Хлорное железо (без- 0,5
водное) Полиизоцианат (20%-ный —
раствор в ацетоне) 5 5
Для крепления резиновых подошв разработан клей марки
КПИ-5 на основе бутадиен-нитрильного каучука СКН-26, наири-
та А и НТ, перхлорвиниловой смолы, белой сажи, окиси цинка и
альтакса [298].
На основе уретанового каучука УК-1, представляющего собой
продукт взаимодействия полибутиленадипината и толуилендиизо-
416
цианата, разработан клей марки УК-Б-2, содержащий в своем со-
ставе трифенилметантриизоцианат и ускоритель [297]. На основе
этого же полиуретана разработан клей, содержащий в качестве
отвердителя полиизоцианат [299].
За рубежом в обувной промышленности используются главным
образом клеевые композиции из быстро кристаллизующихся поли-
хлоропреновых каучуков (в США — неопрены АС и АД, в ФРГ —
пербунан С). В состав клеев, применяющихся для крепления рези-
новых и кожаных подошв к верху обуви, входят различные смо-
лы — алкилфенолоформальдегидные, терпенфенольные, кумароно-
инденовые и др. В качестве растворителей применяют бензол, то-
луол, ксилол, хлорированные углеводороды.
За рубежом применяются также двухкомпонентные каучуковые
клеи, осно^ым компонентом которых является раствор натураль-
ного, бутадиен-нитрильного или полихлоропренового каучуков
в органических растворителях, вторым компонентом служит поли-
изоцианат.
Двухкомпонентные клеи применяются для приклеивания по-
дошв из /^«заменителей к верху обуви из натуральной и искус-
ственной кожи. Для приклеивания резиновых подошв используют
полиуретакЭ£йе' [297].
В связи с автоматизацией процессов производства обуви раз-
рабатывается технология одностороннего нанесения клеев на
склеиваемые поверхности, в частности клеев в виде расплавов.
Клеи могут наноситься заранее и снова расплавляться перед
склеиванием. Расплавы широко применяются для Клеевой затяжки
обуви на полуавтоматическом оборудовании. В состав расплавов
входят полиэфиры, полиамидные смолы и другие вещества.
В обувном производстве используют также клеи без раствори-
телей на основе низкомолекулярных полиамидов. К ним добавля-
ют эпоксидные смолы, канифоль, полиизобутилен. При применении
термопластичных клеев требуется специальное оборудование для
расплавления клея, нанесения его на склеиваемые детали и для
прессования.
Для приклеивания задников обуви используют водные диспер-
сии полиакриловой кислоты, поливинилацетата и сополимеров по-
лиакриловой кислоты, а также полихлоропреновые латексы. Для
приклеивания подошв к верху из поливинилхлоридной искусствен-
ной кожи применяется латекс сополимера хлоропрена и акрило-
нитрила.
Производство одежды
Клеи для изготовления одежды должны обладать высокой ад-
гезией к ткани и достаточной прочностью, эластичностью, стойко-
стью к воде и моющим средствам, а также стойкостью к атмос-
ферным воздействиям. Используемые ранее в швейном производ-
стве клеи растительного происхождения (крахмальные,- мучные)
27—2591
417
из-за низкой водостойкости, склонности к гниению и жесткости
имели ограниченное применение — изготовление погон, петлиц,
воротничков мундиров и т. п. Более широкое распространение по-
лучили клеи на основе натурального каучука и гуттаперчи, обра-
зующие эластичные, водостойкие, однако недостаточно прочные
швы.
Наиболее пригодными для швейного производства являются
синтетические клеи — БФ-6, пленка из поливинилхлоридного
пластиката, паста из поливинилхлорида и дибутилфталата, поли-
изобутиленовые клеи, клеи ПВБ-1К (на основе поливинилбутира-
ля), полиамидные клеи (спиртовые растворы смол 548,54 и др.),
клей СВХ-40 (раствор сополимера хлористого винила с винил-
иденхлоридом в этилацетате) [300, 301].
Клеи БФ-6 и ПВБ-1К образуют прочные, эластичные швы,
стойкие к низким температурам и к действию вещес\3, применяе-
мых при химической чистке изделий. Однако эти клеи недостаточ-
но водостойки, особенно при кипячении в мыльном растворе. По-
этому они используются главным образом при изготовлении верх-
ней одежды (прикрепление кромок в бортах, соедипр”-ё проклад-
ки с подворотничком, сборка низа рукавов и т. д.). |
Поливинилхлоридные клеи нашли применение -Врй/изготовле-
нии и герметизации швов спецодежды. Полиизобутиленовый клей,
а также клеи на основе синтетических каучуков обеспечивают по-
лучение прочных эластичных швов, однако их можно использовать
только при многократном нанесении на склеиваемые поверхно-
сти с сушкой промежуточных слоев. Поэтому их применение
также ограничивается производством некоторых видов спец-
одежды.
Полиамидные клеи, образующие высокопрочные швы, исполь-
зуются для приклеивания карманов, рукавов и т. д., а также для
соединения воротника с горловиной. Клей СВХ-40 используется
для герметизации швов и приклеивания изделий повышенной
жесткости (погоны, петлицы и т. д.).
Применение синтетических клеев в швейном производстве дает
значительный эффект: применение клеев при прокладывании кром-
ки повысило производительность труда на этой операции на
185%, переход на клеевой метод при вспушке пиджака позволил
увеличить производительность труда вдвое.
Технология склеивания при изготовлении одежды зависит от
типа применяемого клея. Клеи можно разбить на три группы
[300—301]:
жидкие клеи, отверждающиеся с потерей растворителя;
жидкие клеи, отверждающиеся без потери растворителя;
термопластичные клеи.
В первую группу входят полиизобутиленовый и другие клеи,
применяемые при герметизации швов спецодежды. Для герметиза-
ции шва изделие расправляют на столе и на шов кистью наносят
слой клея толщиной 0,5—0,8 мм. После 7—10 мин сушки на воз-
418
духе (до отлипа) наносят еще два слоя клея, а затем швы припуд-
ривают тальком. При герметизации швов прорезиненной тканью
полоску ткани покрывают одним слоем клея, а шов — двумя или
тремя. После третьей промазки полоску ткани накладывают на
шов, прокатывают роликом и выдерживают до дальнейшей обра-
ботки сутки при комнатной температуре.
Паста из поливинилхлоридной смолы отверждается без потери
растворителя. Ее наносят на поверхность только одной из склеи-
ваемых деталей. Для нанесения пасты из поливинилхлорида скон-
струировано специальное приспособление. Оно устанавливается
на швейной машине, ткань передвигается роликом, а паста выдав-
ливается поршнем из цилиндра через отверстие ракли и прилипа-
ет к движущейся ткани. Применяются также другие приспособле-
ния для нанесения пасты из поливинилхлорида, а также особые
шприцы. После нанесения пасты детали соединяют, нагревают под
давлением .при 150—160 °C в течение 40—90 с, а затем охлаждают
до комнатной температуры. Для нагревания в этом случае приме-
няют обычные утюги, гладильные прессы и т. д., используют так-
же обдув горячим воздухом или нагревательные камеры.
Клеи БФ-6 и ПВБ-1К при нанесении их на сухую ткань быстро
впитываются, ткань делается жесткой и почти не обладает способ-
ностью склеиваться. Поэтому при применении жидкого клея БФ-6
(напримор, при ремонте одежды в домашних условиях) рекомен-
дуется [304] перед нанесением клея ткань смачивать водой и от-
жимать.
В производстве одежды применяется или прокладочная ткань,
заранее покрытая с одной стороны клеем, или клеевая пленка из
клеев БФ-6 и ПВБ-1К. Прокладочную ткань перед нанесением
клея увлажняют до содержания влаги НО—130% для клея БФ-6
и 85—90% для клея ПВБ-1К, затем на нее наносят слой клея на
шпрединг-машине или с помощью специальных аппаратов, обес-
печивающих нанесение клея полосами.
Ткани с нанесенным клеем сушат 15—25 мин при температуре
не выше 80 °C и скорости движения ткани 1,5—3 м/мин. Прокла-
дочные ткани раскраивают, укладывают на соответствующие
участки изделия и прижимают утюгом или прессуют в гладиль-
ном прессе. Если прокладочная ткань укладывается по кромке,
ее удобно до прессования закрепить на изделии. Это достигается
пропусканием полоски ткани через приспособление, состоящее из
фитиля, смоченного спиртом, и ролика. Увлажненная спиртом про-
кладочная ткань прижимается роликом и закрепляется до момента
прессования.
Прессование занимает 15—90 с (в зависимости от вида ткани)
при давлении 0.1—0,5 кгс/см2 и температуре плит пресса 150—
180°C. Температура поверхности утюга должна быть 170—200°С.
Легкие хлопчатобумажные ткани склеивают при 150—-160 °C в те-
чение 15—30 с, а шерстяные ткани — при 165—180 °C в течение
60—90 с.
27*
419
Удобно склеивать одежду с помощью пленочных клеев БФ-6 и
ПВБ-1, полиамида 548, поливинилхлоридного пластиката ПБ и др.
При использовании пленки с нее удаляют тальк сухой тканью,
затем от рулона пленки отрезают специальным приспособлением
с дисковыми ножами куски нужной ширины. После перемотки на
катушки разрезанная пленка хранится не более 1—2 сут.
Режимы прессования в случае применения клеевых пленок
БФ-6 и ПВБ-1К аналогичны режимам склеивания с прокладочной
тканью. Поливинилхлоридная пленка предварительно не закрепля-
ется. Температура склеивания для этой пленки 170—185 °C, давле-
ние 0,7 кгс/см2, выдержка 40—70 с.
Необходимо отметить, что прочность клеевых соединений в ряде
случаев значительно превышает прочность шва, полученного с по-
мощью ниток. Готовая одежда имеет более красивый вид.
Меховое производство
В меховой промышленности клеи применяются для крепления
волосяного покрова овчин к хлопчатобумажной ткани при изготов-
лении меха на тканевой основе, а также для приклеивания хлопча
тобумажной и льняной ткани и нетканых материалов к ткани ме-
ховых шкурок при изготовлении меховых изделий.
В настоящее время в меховой промышленности применяются
полиизобутиленовые клеи. За рубежом для крепления волоса
к ткани при производстве меха на тканевой основе используется
самовулканизующийся латекс. Кроме того, в меховой промышлен-
ности для получения тонких пленок на шубной овчине с целью по-
вышения ее стойкости к влаге применяют материалы на основе
наирита и латекса СКН-18.
Производство нетканых материалов
В последние годы значительно расширилась новая область
текстильного производства — изготовление нетканых текстильных
материалов клеевым методом. В этих материалах структура соз-
дается при склеивании отдельных волокон друг с другом.
Основным преимуществом производства нетканых клееных ма-
териалов является высокая производительность оборудования, во
много раз превышающая производительность современных ткацких
станков, а также возможность создания автоматизированных по-
точных линий, на которых волокнистое сырье проходит всего не-
сколько стадий обработки — подготовка волокна, формирование
волокнистой основы материала, склеивание волокон связующим и
отделка материала [305].
Клееные нетканые материалы имеют невысокую стоимость,
которая может быть еще снижена за счет применения отходов
текстильного производства и непрядомых коротких волокон. Кроме
того, нетканые материалы имеют небольшую плотность, регулируе-
420
мую пористость, достаточную износостойкость, стойки к стирке и
химической чистке и т. д.
Структуры клееных нетканых материалов бывают трех типов:
сегментная, агломератная и точечная (рис. III.35). В нетканых
материалах сегментной структуры основная масса связующего рас-
пределена в волокнистой основе материала в виде сегментов, ко-
торые находятся в ячейках, образованных пересекающимися во-
локнами (рис. III.35,а). Заполнение волокнистой основы связую-
щим в этом случае обычно неравномерно, так как значительное
число ячеек полностью или частично затянуто пленкой связующего
либо вообще не содержит связующего.
Рис. Ш.35. Структура клееных нетканых материалов:
а — сегментная; б — агломератная; в — точечная.
В нетканых материалах агломератной структуры связующее
распределено в 'волокнистой основе материала в' виде случайных
скоплений различной формы (рис. III.35, б). Такие материалы по-
лучаются при склеивании текстильных волокон связующими в ви-
де растворов полимеров, порошков или легкоплавких волокон.
В этом случае связующее распределено тоже очень неравномерно,
некоторые агломераты вообще не участвуют в работе нетканого
материала, так как располагаются не в местах пересечения воло-
кон. Нетканые материалы агломератной- структуры имеют повы-
шенную жесткость и недостаточную пористость.
В нетканых материалах точечной структуры основное количе-
ство связующего распределено в волокнистой основе материала
в виде отдельных точек в местах пересечения склеиваемых воло-
кон (рис. III.35, в). Такая структура отвечает наиболее рациональ-
ному распределению связующего в материале с максимальной сте-
пенью его полезного использования. Материалы с точечной струк-
турой получаются при использовании волокон, поверхность кото-
рых полностью или частично покрыта слоем легкоплавкого поли-
мера; при повышенной температуре такие волокна склеиваются
с образованием материала точечной структуры.
Существует семь основных способов получения клееных нетка-
ных материалов:
пропитка;
28—2591
421
бумагоделательный (мокрый) способ;
горячее прессование;
закрепление холста связующим с помощью вспомогательного
элемента, представляющего собой материал, являющийся носите-
лем. связующего;
склеивание нитей;
закрепление нитей связующим с помощью вспомогательного
элемента;
расщепление пленки.
Наиболее распространенные способы — пропитка, горячее прес-
сование и бумагоделательный (мокрый).
Пропитка — это способ, при котором волокнистый холст про-
питывают жидким связующим без использования вспомогатель-
ных элементов. Способ включает следующие операции: образова-
ние волокнистого холста, пропитку холста, удаление избытка свя-
зующего, сушку и термообработку. При использовании каучуковых
латексов термообработка необходима для вулканизации каучука.
При применении термореактивных связующих с помощью термо-
обработки проводится отверждение смолы. Если основой связую-
щего являются термопластичные полимеры, термообрабцтка необ-
ходима для размягчения полимера и придания ему способности
склеивать волокна. Существует несколько способов пропитки или
введения связующего в холст — окунание, распыление жидкого
связующего, набивка (тиснение) и метод нанесения связующего
раклей.
Способ горячего прессования в большинстве случаев состоит
из следующих операций: образование волокнистого холста, введе-
ние связующего в холст и прессование холста со связующим при
повышенной температуре.
Основные преимущества бумагоделательного (мокрого) спосо-
ба — возможность использования оборудования бумажной про-
мышленности и высокая производительность оборудования, превы-
шающая производительность установок, на которых изготовляют-
ся материалы другими известными способами. Низкая стоимость
таких материалов позволяет применять их для изготовления изде-
лий одноразового пользования.
Для производства клееных нетканых материалов применяют
главным образом вискозное волокно, хлопок, а также ацетатное
волокно. Перспективным является применение синтетических во-
локон — полиамидных, полиэфирных, полиакрилонитрильных, не-
органических и др. [310].
Основное назначение связующего состоит в том, чтобы склеить
волокна с образованием единой структуры материала и равномер-
но распределить между волокнами усилия, возникающие в мате-
риале под действием внешних нагрузок.
В качестве связующих применяются, в частности, различные
водоэмульсионные системы (термопластичные или термореактив-
ные): латексы полимеров, сополимеров [306], привитых сополиме-
422
ров акрилонитрила, бутадиена, стирола, хлористого винила, винил-
ацетата, виниловых эфиров, винилпиридина, а также полиамидов,
полиэфиров и сшитых карбоксилсодержащих полимеров. Наиболее
широкое применение находят бутадиен-нитрильные и бутадиен-сти-
рольные латексы. Они стойки к старению и имеют высокую адге-
зию к волокнам. Обычно в состав связующих на основе этих ла-
тексов вводят антиоксиданты (в эмульсии) и в случае необходимо-
сти — красители. Для улучшения стойкости к стирке в латексы
вводят также отвердители (серу, окись цинка) и ускорители (цинк-
меркаптобензотиазол). Введение 5—10 вес. ч. меламиновых смол
улучшает адгезию этих латексов к синтетическим волокнам.
Использование в качестве связующих акриловых, полимеров
(полиметил- и полиэтилакрилатов) обеспечивает высокую стой-
кость материалов к стирке и химической чистке.
Поливинилацетат и поливинилхлорид не рекомендуется приме-
нять в качестве связующих клееных нетканых материалов из-за
низкой адгезйи к волокнам первого и невысокой стойкости к окис-
лению второго (это обусловливает изменение цвета и со временем
появление у тканей жесткости). Кроме того, ткани на поливинил-
ацетатном связующем недостаточно стойки к стирке и химической
чистке. /
В качестве связующих применяются также водные растворы
поливинилового спирта, альгинаты, ксантогенат целлюлозы, а так-
же системы, содержащие органический растворитель (обеспечи-
вающие водостойкость тотового материала). В ряде случаев рас-
творитель играет роль связующего. Они растворяют волокна, при-
дают им липкость. В случае неорганических волокон в качестве
связующих используют растворы кремнийорганических, фенольных
и других термореактивных смол, обеспечивающие теплостойкость
нетканых материалов.
В качестве связующих могут применяться и термопластичные
волокна. При добавлении к основному волокну, имеющему более
высокую температуру размягчения, они расплавляются при про-
катке заготовки через горячие ролики и соединяют волокна в одно
целое. Наиболее распространены волокна из ацетатов целлюлозы
(темп. пл. 177 °C) и сополимера винилхлорида с винилацетатом
(темп. пл. 77°C). Используют термопластичные волокна полиэти-
лена, поливинилхлорида и др. Нетканые материалы с такими свя-
зующими очень дешевы; их применяют для получения декоратив-
ных тканей, лент, фильтровальных материалов.
Порошкообразные смолы (термопластичные и термореактив-
ные) также могут применяться в качестве связующих в нетканых
материалах. Однако трудность равномерного распределения по-
рошка в массе волокна ограничивает использование этого удобно-
го и в принципе дешевого способа. В ограниченных масштабах
сейчас применяют порошкообразные поливинилхлорид, поливинил-
аЦетат, меламиновые, карбамиде- и фенолоформальдегидные смолы.
Разработан способ предварительной оценки пригодности свя-
28*
423
зующих для нетканых материалов, основанный на коагуляции свя-
зующих из раствора или эмульсии внутри заранее сформированно-
го холста с хаотическим расположением волокон с последующим
формованием под давлением [307].
Технологические требования, предъявляемые к связующему,
зависят от способа изготовления нетканого материала. Так, при
использовании способа пропитки волокнистых холстов связующее
должно обладать хорошей пропитывающей способностью и иметь
высокую адгезию к волокну. Этим требованиям отвечают каучуко-
вые синтетические латексы. При производстве нетканых материа-
лов способом горячего прессования с использованием твердых свя-
зующих важно правильно выбрать вид связующего (порошок,
легкоплавкие волокна); необходимо также, чтобы связующее об-
ладало текучестью при температуре, не вызывающей заметного
ухудшения свойств склеиваемых волокон.
Клееные нетканые материалы выпускаются технического и бы-
тового назначения. Нетканые материалы технического назначения
используются для получения фильтров, отделочных и изоляцион-
ных материалов и технических салфеток. Фильтры^, изготовляе-
мые из нетканых материалов, применяют для очитки воздуха
(при кондиционировании, в шахтах и т. д.), топлив ц^цнсел (в ав-
томобильном транспорте, авиации, сельском хозяйстве), молока,
воды и агрессивных жидкостей [305]. Материалы для фильтров
получают преимущественно способами пропитки или горячего
прессования на основе бутадиен-нитрильного латекса СКН-40-1ГП
и различных термопластичных связующих.
Нетканые материалы применяют в автомобильной промышлен-
ности для внутренней отделки автомашин: спинок и подушек си-
денья, салона, дверных панелей. Для этого используются материа-.
лы, изготовленные из волокнистых холстов методом пропитки жид-
кими связующими и горячим прессованием. Их окрашивают и дуб-
лируют с полимерными пленками.
Клееные нетканые материалы успешно применяют в качестве’
упаковочных материалов, обоев, брезентов, прокладок, сальнико-
вой набивки, электрической изоляции, в мебельной промышленно-
сти. Их используют также в медицине для изготовления перевя-
зочных материалов, масок, хирургических и стоматологических
тампонов, ’халатов и фартуков.
Из нетканых материалов можно изготовлять специальную
одежду одноразового пользования с хорошими десорбционными
свойствами [305].
Значительное количество нетканых материалов применяют в ка-
честве прокладок и подкладки, а в последнее время и для верха
одежды при изготовлении швейных изделий. За рубежом из них
изготовляют женские платья и юбки, мужские рубашки, детскую и
спортивную одежду. Клееные нетканые материалы используют для
изготовления шляп, белья, фартуков, купальных костюмов и хала-
тов.
424
Очень эффективно применение нетканых материалов одноразо-
вого пользования. Постельное белье одноразового пользования
удобно для применения на железнодорожном транспорте и в боль-
ницах. Полотенца, скатерти и салфетки одноразового пользования
незаменимы в столовых и ресторанах. Очень удобны детские пе-
ленки одноразового пользования. Такие материалы целесообразно
изготовлять бумагоделательным способом с применением термо-
пластичных связующих.
Клееные нетканые материалы успешно используют в обувной
промышленности для изготовления верха обуви, подпятников, сте-
лек и т. д. На основе таких материалов получают искусственную
кожу для обуви и галантерейной промышленности. Их чаще всего
изготовляют способом горячего прессования из волокнистых хол-
стов с применением термопластичных связующих. В качестве лице-
вого слоя исрользуют полимерные пленки.
Декоративные нетканые материалы используются для занаве-
сей, драпировок и скатертей, в качестве набивки теплых одеял,
матрацев и спортивных матов. Существуют ковровые изделия из
нетканых материалов, получаемые приклеиванием нитей или во-
локнистого холста на тканую основу.
Разработан [308] жаростойкий нетканый материал, предназ-
наченный. нЛр применения в конструкциях ракетных сопел и носо-
вых конусов управляемых снарядов. Новая ткань состоит из пря-
дей углеродного и стеклянного волокон, соединенных связующим,
содержание которого составляет 0,5—1%.
Нетканый материал из стеклянного волокна и эпоксидной смо-
лы предложено использовать в конструкциях крыльев самолетов,
а также для изготовления корпусов ракетных двигателей, лопастей
вертолетов и обтекателей радиолокационных антенн [309].
Производство материалов с ворсом
Специфической областью применения синтетических клеев
является производство материалов с наклеенным ворсом, нанесен-
ным в электростатическом поле на подложку, покрытую клеевым
слоем. В качестве подложки могут применяться ткани, бумага,
кожа, металл и т. д.
В текстильной промышленности из материалов с наклеенным
ворсом можно изготавливать ткани типа бархата и плюша, одеяла,
скатерти и т. п., а также имитировать шерстяные ткани. Ворсова-
ние на бумажной основе позволяет изготавливать бархатные обои,
книжные переплеты, искусственный бархат для драпировок. Мате-
риалы с искусственным ворсом используются в производстве рези-
новых, деревянных и бумажных игрушек, упаковочных коробок
Для часов и ювелирных изделий. Ткани с приклеенным ворсом
применяются при производстве головных уборов, дисков патефо-
нов, в производстве дамской обуви и в качестве искусственного
Меха. В Англии и Японии они идут на изготовление ковров.
425
В производстве материалов с ворсом применяются хлопок,
шерсть, вискозные и другие волокна. Наибольшее применение име-
ют вискозные волокна. Подготовка волокна к нанесению ворса
производится обычными для текстильной промышленности мето-
дами. Специфической операцией является лишь обработка волок-
на растворами электролитов (поваренная соль, аммонийные соли)
для улучшения его ориентации в электростатическом поле [311].
Для приклеивания ворса используются клеи на основе мелами-
новых и карбамидо-формальдегидных смол поливинилхлорида, по-
ливинилового спирта и его ацеталей и др. [312] в виде растворов
и водных дисперсий.
Водорастворимые клеи наносят на поверхность бумаги, дерева
и металла с предварительным грунтованием подложки. Для на-
несения вискозного ворса на хлопчатобумажную ткань применяют
клей из синтетического каучука и резорциноформальдегидной смо-
лы [313]. Ворс наносят также на поливинилхлоридные (игелито-
вые) ленты с помощью клея, представляющего собой раствор 15 г
перхлорвиниловой смолы в смеси 10 г метилциклогексанона и 75 г
хлорбензола [314].
Методы нанесения клея на подложку разнообразны — это раз-
брызгивание, погружение в раствор, нанесение валкаь^. и др.
Применение клеев в медицине
Попытки использовать обычные клеи для соединения живых
тканей терпели неудачи. Для этой цели должны применяться спе-
циальные клеи, удовлетворяющие следующим основным требова-
ниям:
склеивание должно происходить во влажной среде раны при
температуре тела человека;
склеивание должно выполняться в течение короткого времени
и не увеличивать продолжительность операции;
клей не должен оказывать местного или общего раздражающего
или токсического действия на организм больного;
клей не должен препятствовать естественному срастанию тка-
ней и по мере естественного срастания должен выводиться из ор-
ганизма;
процесс склеивания не должен быть экзотермическим, так как
повышение температуры может вызвать ожог тканей;
клей должен легко обеззараживаться и не изменять при этом
своих свойств.
Первые попытки применить клей для соединения живых тканей
были сделаны в 1955 г. — был создан препарат остеопласт на ос-
нове эпоксидной смолы [315]. После экспериментальных исследо-
ваний метод был перенесен в клинику, где склеивание применя-
лось при различных переломах. В настоящее время этот препарат
находит применение для лечения переломов нижней челюсти и
в некоторых других случаях.
426
Остеопласт применяется также для склеивания длинных труб-
чатых костей при свежих и неправильно сросшихся переломах, при
ложных суставах и костнопластических операциях. Проведены ис-
следования по использованию остеопласта при фиксации позвоноч-
ника и при костносуставном туберкулезе [315].
В 1958 г. для склеивания костей был предложен клей на осно-
ве полиуретана [316]. При отверждении клея выделяется двуокись
углерода, которая делает полимер пористым, удобным для прорас-
тания живыми тканями. Метод был применен для склеивания
переломов в ряде клиник Европы и Америки. При дальнейших
экспериментальных исследованиях и накоплении клинического ма-
териала выявилось отрицательное влияние клея на окружающие
ткани, недостаточная прочность его, замедление естественных про-
цессов сращения. Многочисленные недостатки этого клея сделали
его неприемлемым для клинического применения.
Дальнейшие поиски клеев, пригодных для склеивания живых
тканей, оказались довольно успешными. Были получены обнадежи-
вающие результаты при испытании цианакрилатного клея
Истмэн 910. В результате испытания 28 различных клеев этот клей
был признцн наиболее пригодным для склеивания живых тка-
ней [317].
Первые опыты по применению цианакрилатного клея проводи-
лись на собаках с целью закрытия линейных разрезов крупных
кровеносных сосудов. Большинство опытов оказались успешными.
Эксперименты на мышах и собаках показали, что лучшие резуль-
таты получаются при склеивании кровеносных сосудов. Попытки
применить цианакрилатный клей для склеивания кожных ран
у людей не принесли успеха. Это, возможно, связано с большим
содержанием жира в подкожной клетчатке, а также с неудовлетво-
рительной подготовкой склеиваемых тканей.
В Советском Союзе исследования по использованию цианакри-
латных клеев в медицине проводятся с 1963 г. [318]. Были
проведены испытания клея Циакрин на животных, испытывалась
реакция различных тканей на этот клей. Эти исследования выяви-
ли различно выраженную местную реакцию тканей на клей и от-
сутствие какой-либо общей реакции у подопытных животных. Бак-
териологические испытания клея подтвердили его полную стериль-
ность, а специальные токсикологические исследования — отсутст-
вие общетоксического действия. Клинические испытания клея на-
чаты в 1964 г. [319, 320].
Первые операции, при которых склеивали кости, производились
при оскольчатых переломах. Основные отломки соединялись ме-
таллическим скрепителем, а мелкие — приклеивались к основным
с помощью клея. Эти операции показали отсутствие какой-либо
местной или общей реакции организма больного на присутствие
клея. Рентгенографическое наблюдение за оперированным боль-
ным подтвердило нормальное течение процесса консолидации (сра-
щения) и окончание его в требуемые сроки. Таким образом, клее-
427
вая пленка, находящаяся между отломками, не препятствовала
естественному срастанию костей. При так называемых отрывных
переломах с помощью Циакрина удается приклеивать оторвавшие-
ся кусочки кости.
Наибольшую сложность представляет склеивание переломов
длинных трубчатых костей, где при относительно малой площади
излома требуется высокая прочность соединения. Попытки обыч-
ного склеивания по линии излома оказались безуспешными. Для
повышения прочности место перелома укрепляли кусочками кон-
сервированной кости, которые приклеивали Циакрином. Для
устранения влияния жира, находящегося на склеиваемых поверх-
ностях, на адгезионную прочность клеевого соединения применяли
метод быстрого замораживания с помощью хлористого этила
[321].
При сравнительной оценке методов клеевого, шовного и шовно-
клеевого соединения сухожилий лучшие результаты получены при
использовании шовно-клеевого метода. При динамическом исследо-
вании прочность шовно-клеевого соединения на протяжении двух
недель сохраняется без изменения, а к четырем неделям удваи-
вается [322].
В медицинскую практику внедрен метод резки и соединения
костей с помощью ультразвуковых волноводов. В качестве «при-
поя» при соединении костей применяется Циакрин.
Клей оказывается совершенно незаменимым также в тех слу-
чаях, когда во время операции необходима полная герметизация
раны, что не может быть сделано с помощью обычно применяемых
методов. Успешно применен Циакрин для склеивания ран моче-
точника и почечной лоханки после удаления из них камней. На-
блюдения показали, что рана остается герметически закрытой.
Циакрин нашел применение в хирургии органов дыхания. Бла-
гоприятные результаты опытов на животных позволили применить
его для склеивания поверхностей легочной ткани, герметизации
межбронхиальных и трахеальных анастомозов, закрытия брон-
хиальных свищей. Циакрин применен также при операциях резек-
ции легких по поводу туберкулеза. Во время операций из-за спаек
образуются более или менее глубокие надрывы легочной ткани.
Мелкие надрывы просто заклеиваются, а при глубоких — приклеи-
ваются кусочки плевры. Клей применялся также при просачива-
нии воздуха между швами, наложенными специальными сшиваю-
щими аппаратами. С помощью Циакрина во время операций
производилось закрытие дефектов бронхов. Отмечается более бла-
гоприятное течение послеоперационного периода при использо-
вании клея, ни в одном случае клей не вызывал побочных ре-
акций.
Разработана методика герметического закрытия с помощью
клея дефектов твердой мозговой оболочки. Получены полржитель-
ные результаты на животных, и метод начинает применяться
в клинике.
428
Получены обнадеживающие результаты при склеивании Циа-
крином паренхиматозных органов — печени и селезенки. Прак-
тическое значение таких операций весьма велико и является важ-
ной проблемой восстановительной хирургии.
Делаются попытки применения клея в глазной хирургии, в
частности при закрытии раневых дефектов склеры лавсаном с при-
менением Циакрина. Во всех опытах трансплантат фиксирован
достаточно прочно, сохраняется герметичность краев раны; мест-
ная реакция тканей глаза, вызванная клеем, незначительна и быст-
ро проходит.
ПРИМЕНЕНИЕ КЛЕЕВ В РАЗЛИЧНЫХ ОБЛАСТЯХ
ТЕХНИКИ И В БЫТУ
Склеивание металлов и других конструкционных материалов
получило широкое распространение при изготовлении различных
изделий в судостроении, электронике, электротехнической, радио-
технщрской, химической промышленности и других областях на-
родной? хозяйства.
В ..судостроении применяются клееные конструкции из стекло-
пластиков. Суда из стеклопластиков не имеют недостатков, при-
суши^ Суйам из древесины и металлов: не гниют, не подвергают-
ся/ уфозии, обладают сравнительно небольшим водопоглощением,
Аки к действию морской воды. Стеклопластики на основе стек-
лоткани и полиэфирных смол, а также других связующих пригод-
ны для изготовления не только небольших судов,-но и судов сред-
него тоннажа [225, 323, 324].
В конструкциях судов с металлическим корпусом применяют
клеевые, клеесварные и клеемеханические соединения для крепле-
ния к корпусным конструкциям скоб, угольников фланцев, стака-
нов и др. Клеемеханические соединения применяют для крепления
металлических надстроек и рубок к основному металлическому
корпусу. Клеевые соединения используют для обклейки деревянно-
го корпуса судна стеклопластиком. При постройке судов с корпу-
сом из стеклопластика используют клеевые и клеемеханические
соединения для присоединения деталей насыщения к судовым кор-
пусным конструкциям.
Практически для всех судов целесообразно применение клеевых
и клеесварных соединений для бесфланцевых конструкций судо-
вой вентиляции и продольных швов вентиляционных труб. Клеевые
и клеемеханические соединения с успехом используются при изго-
товлении судовой мебели из пластиков и трехслойных конструкций
легких переборок и рубок. Клеевые соединения на основе эпоксид-
ных композиций целесообразно использовать для крепления к кор-
пусу и оборудованию сальников, отличительных планок, указате-
лей и др. Преимущества клеевых соединений позволяют высказать
предположение, что в будущем они заменят в судостроении свар-
ные и механические соединения [325].
429
Клеи могут быть использованы вместо пайки и сварки для со-
единения стальных труб диаметром 50 мм с толщиной стенок 3 мм.
Оказалось эффективным применение склеивания металлов при
ремонте стальных трубопроводов для газо- и водоснабжения без
их демонтажа [288]. Однокомпонентный конструкционный клей
ЕС 2214 может быть применен для соединения алюминиевых труб
[326].
Слоистые клееные конструкции из листов медных сплавов,
нержавеющей стали, титана предложены для изготовления футля-
ров, контейнеров для оборудования и других изделий методом хо-
лодного формования. Для этих целей могут быть применены и по-
лиуретановые клеи [327].
Фенолокаучуковый клей Метлбонд 4021 применяется для изго-
товления оснастки из отходов металла (алюминиевых сплавов).
Процесс заключается в склеивании блоков требуемых размеров из
обрезков и обработке блоков на станках для доведения до необ-
ходимых размеров. Склеивание включает следующие операции:
обезжиривание металла метилэтилкетоном, травление, промывку
в воде, нанесение на обе склеиваемые поверхности грунтовочного
слоя жидкого клея, сушку на воздухе в течение 60 мин п[эц ком-
натной температуре, наложение клеевой пленки и запрессовку под
давлением 7 кгс/см2 при 177 °C в течение 60 мин. Такой'мето Дчпри-
менен при изготовлении негативной формы длиной 1,3 „Кгя
крыльевых радиолокационных обтекателей из стеклотексто’л1. -
для летательного аппарата «Файрби». При изготовлении формы
путем склеивания отходов алюминиевого литья оказалось воз-1
можным значительно сократить продолжительность процесса
[328].
Эпоксидный клей рекомендуется для соединения металлических
торцовых колец с проволочными сетками промышленных фильт-
ров, длительно работающих при 150 °C. Применение клея взамен
механического крепления с помощью сварки или пайки снижает
стоимость фильтров на 20%, обеспечивает герметичность конструк-
ции. Клеевое соединение устойчиво к гидрожидкостям и маслам
[330].
Клеи предложены для соединения деталей из стального прока-
та [331], для приклеивания проволочных тензодатчиков [332].
В тензометрии могут быть использованы клеи на основе азотсодер-
жащих ненасыщенных полиэфиров [333] и циакрин [334].
Разработан клей на основе эпоксидной смолы для склеивания
литого баллистического наконечника из алюминиевого сплава
с корпусом противотанкового стального снаряда. В конструкциях
противотанковых ракет для соединения боеголовок с корпусом ра-
кеты также применен метод склеивания [335].
Клеи используются при изготовлении корпусов мин [325].
Большой экономический эффект может быть получен при заме-
не резьбовых соединений на клеевые неразъемные цилиндрические
соединения. В качестве клеев предназначены эпоксидные компози-
430
ции холодного отверждения и кремнийорганические составы
[336].
Составлена номограмма для расчета прочности телескопиче-
ских клеевых соединений труб по толщине стенки и длине на-
хлестки [337].
Склеивание металла с полиэтиленом применяется [338] при
изготовлении нефтепромыслового оборудования. С помощью клеев
может быть осуществлен и технологический процесс восстановле-
ния нефтепромыслового оборудования. Для этой цели предложено
использовать эпоксидные клеи. С помощью клеев может быть вы-
полнен ремонт нефтяных резервуаров и емкостей, ремонт трубо-
проводов насосового и силового оборудования, клеи пригодны для
герметизации резьбовых, фланцевых и сварных соединений в гид-
ро- и пневмосистемах и т. д. [339].
Эпоксидные композиции на основе циклоалифатических и али-
фатических смол являются перспективными материалами для изо-
ляторов наружного исполнения [340]. Для склеивания различных
деталей малогабаритных электрических машин рекомендованы
эпоксй'днокремнийорганические клеи холодного отверждения
К-ЗОр-61 и К-400 [341].
Эдоксидные композиции предложены для склеивания статорно-
го '»«.р1езз, в электрических машинах [342].
производства нагревостойких стеклослюдинитов, работаю-
• при температурах до 300 °C и выше, разработаны и примене-
ны полиорганосилоксановые клеящие композиции [343]. Описано
использование органических клеев при изготовлении электрова-
куумных приборов [344].
Металлический клей Мекладин может быть применен для из-
готовления пьезоэлектрических обойм возбуждения акустических
преобразователей [345].
Можно приклеивать металлические капсюли, поддерживающие
электрокабели, непосредственно к каменным или бетонным стенам
без использования специальных стоек. Предложено приклеивать
металлические фасонки к древесине при изготовлении крупногаба-
ритных деревянных блоков [288].
Клеи предложено применять для склеивания различных, в том
числе и металлических, деталей фотоаппаратов. Известно приме-
нение синтетических клеев при изготовлении велосипедных рам.
Эпоксидные клеи используются в производстве адгезивов для
шинного корда [346], при ремонте тракторов [347].
Склеивать толстостенные кварцевые трубки с' массивными ме-
таллическими деталями предложено с помощью эпоксиднокрем-
нийорганических композиций [348]. Разработан метод склеивания
разнородных поверхностей в полупроводниках [349].
Для склеивания токопроводящих элементов между собой и
с электроизоляционной оболочкой из стеклопластика с рабочей
температурой от —60 до 80 °C предложен токопроводящий эпок-
сидный клей КТП-1 [350].
431
Для контровки болтовых соединений и склеивания различных
материалов в несиловых конструкциях предложено [351] исполь-
зовать эпоксидный клей Л-4. Для склеивания медных и алюминие-
вых трубок кондиционеров также рекомендуются различные эпок-
сидные клеящие системы [352]. С их помощью может быть выпол-
нена заделка дефектов в деталях, отлитых из цветных и черных
металлов [355].
Клеи применяются при изготовлении трехслойных конструкций
для подводных лодок [353].
В производстве привязных аэростатов (применяемых в систе-
мах запуска управляемых снарядов) из полиамидной ткани, по-
крытой неопреном, склеивание производится неопреновым клеем
Бостик 1024 без какой-либо дополнительной прошивки. Баллоны
имеют размеры в длину от 5 до 13,5 м и диаметр 2,3—5 м [355].
Для соединения парусины с алюминием, древесиной и други-
ми материалами предложен клей на основе сополимера хлоропре-
на с метакриловой кислотой, фенолоформальдегидной смолы, на-
полнителя и других добавок [356].
Разработаны клеи для склеивания сочетаний таких материалов,
как металлы, керамика, ферриты [357]; предложены клщ^ для
склеивания полимеров с волокнистыми материалами [356]; ириса-
ны эластомерные клеи для полиолефиновых тканей [3591ч зд\пь
Известен способ повышения прочности крепления текстам, j&x
материалов к резинам путем введения в состав резин резорщТ^.;
ароматических нитразосоединений и других добавок [360]. Пред*;'
ложен способ получения клееного звукопоглощающего войлочного
материала для звукоизоляции в бульдозерах, тракторах, громко-
говорителях и т. д. [361]. Описано применение методов склеива-
ния при футеровке печей [362].
Для применения в быту удобны так называемые универсальные
клеи, способные склеивать материалы разной природы. К ним
относятся, в частности, эпоксидные клеи, способные склеивать
большинство материалов (кроме полиэтилена, органического стек-
ла, фторопластов, лавсана) без нагревания. Такие клеи для ис-
пользования в технике и в быту выпускает фирма «Ciba» под мар-
кой Аральдит. Поскольку эпоксидные клеи нужно готовить из со-
ставных частей перед употреблением, большое внимание уделяется
упаковке, которая должна быть удобной для применения в быту.
Кроме того, если компоненты клея следует смешивать в различных
соотношениях, к клею прилагаются специальные приспособления
(чашечки, совки и т. п.), емкости которых соответствуют этим
соотношениям. Выпускают также пастообразные компоненты эпок-
сидных клеев в виде палочек, напоминающих пластилин, заверну-
тых в пленку, отделяющую смолу от отвердителя.
Из отечественных клеев наиболее широко в быту применяется
клей БФ-2, способный склеивать металлы и многие неметалличе-
ские материалы. Однако склеивать им в домашних условиях не-
удобно, так как отверждение клея происходит при 140—160 °C.
432
Для склеивания тканей в домашних условиях вполне пригоден
клей БФ-2, который образует прочный эластичный шов, стойкий
к химической чистке. Однако его водостойкость, особенно при ки-
пячении в мыльном растворе, ограничена.
Клей 88Н, который применяется для склеивания вулканизован-
ных резин с металлами, стеклом и другими материалами, можно
применить и для склеивания металлических, деревянных, фанер-
ных и других поверхностей декоративными материалами, напри-
мер павинолом. С некоторой осторожностью клей можно исполь-
зовать также для наклеивания фотоотпечатков (со временем не
исключено, однако, пожелтение эмульсионного слоя фотографии).
Способ применения клея 88Н вполне доступен в домашних усло-
виях.
Широко используются в быту липкие ленты, представляющие
собой рулон ткани или пленочного материала, на который нанесен,
слой невысыхающего клея. Подобные ленты могут быть примене-
ны для самых различных целей: ремонта плащей, скатертей и дру-
гих г&делий из полиэтиленовой и поливинилхлоридной пленки,
временного крепления проводов, различных мелких предметов
и т.-. п. [363]. Производятся также липкие обои и липкие отделоч-
ный пленки для мебели, представляющие собой синтетические
шй’Уки с нанесенным слоем невысыхающего клея.
? Десятки марок разнообразных синтетических клеев для быто-
-вых целей производятся за рубежом. Они предназначаются для
склеивания предметов домашнего обихода (ремонт посуды, обуви,
мебели, игрушек), крепления в квартире различных предметов
(подставки, кронштейны, полочки и т. п.), склеивания плащей из
синтетических пленок [363].
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С КЛЕЯМИ
Большинство клеев является токсичными веществами, и при
работе с ними необходимо соблюдать специальные меры по тех-
нике безопасности.
Клеи на основе немодифицированных фенолоформальдегидных
смол токсичны, поскольку они содержат значительные количества
свободных фенола и формальдегида. Несколько меньше фенола
содержат клеи ВИАМ Ф-9, СП-1, ЦНИИМОД и некоторые дру-
гие. Они гораздо менее вредны, чем, например, клей ВИАМ Б-3.
Предельно допустимые концентрации паров фенола в воздухе ра-
бочих помещений [364] 5 мг/м2, формальдегида — 0,5 мг/м2 [366].
Клеи на основе модифицированных фенольных смол типа БФ,
ВС-ЮТ, ВС-350, МПФ-1 и др. мало токсичны, так как содержат
лишь небольшие количества свободного фенола.
Токсичность эпоксидных клеев обусловлена не только самими
смолами, но и некоторыми отвердителями, в частности аминами и
ангидридами органических двухосновных кислот [365]. При нагре-
вании эпоксидных смол до 60 °C и выше выделяются летучие ве-
433
щества, в состав которых входят эпихлоргидрин и толуол (дейст-
вующие на нервную систему и печень). Эпоксидные смолы могут
вызвать заболевание кожи (дерматит, экзема) не только при не-
посредственном контакте со смолой и отвердителем, но также при
действии низких концентраций паров указанных продуктов. Пре-
дельно допустимой концентрацией паров летучих веществ, выде-
ляющихся из эпоксидных смол, является такая их концентрация,
при которой содержание эпихлоргидрина составляет 1 мг/м3
[366].
Гексаметилендиамин относится к высокотоксичным продук-
там — он вызывает изменение в составе крови и снижение кровя-
ного давления. Предельно допустимая концентрация паров гекса-
метилендиамина в воздухе рабочих помещений 1 мг/м3.
Попадание в организм в больших дозах полиэтиленполиамина
(тоже отвердитель эпоксидных смол) приводит к нарушению ды-
хания, угнетению центральной нервной системы; при длительном
действии на кожу он способен вызвать поражения типа язвенного
дерматита. Попадание полиэтиленполиамина в глаза вызывает
продолжительный гнойный конъюктивит. I
Пары фталевого и в особенности малеинового ангидрида вы-
зывают резкое раздражение слизистой оболочки дыхательных щу-
тей и глаз, удушье, хрипы в легких. 4
Токсичность резиновых клеев определяется в основном токсич-
ностью растворителей, из которых наиболее вредными являются*
дихлорэтан и ароматические углеводороды.
Фенолокаучуковые клеевые композиции токсичны в основном
из-за растворителей и отчасти вследствие содержания небольших
количеств свободного фенола (в фенолоальдегидных смолах).
Полиуретановые клеи следует отнести к категории клеев, обла-
дающих большей токсичностью по сравнению с перечисленными
выше клеевыми композициями; токсичность обусловлена наличием
в их составе изоцианатов, вызывающих раздражение слизистых
оболочек дыхательных путей и общую слабость. При их использо-
вании должны соблюдаться специальные меры по технике безопас-
ности.
Клеи на основе производных акриловой кислоты, представляю-
щие собой растворы полимеров в ацетоне и других растворителях,
можно отнести к категории слаботоксичных. Наличие мономеров
(например, эфиров акриловой или метакриловой кислоты) в со-
ставе композиций значительно повышает степень их вредности.
Весьма вредны растворы полимеров полиметилметакрилата в ме-
тилметакрилате, дихлорэтане, а также в муравьиной кислоте.
В литературе указывается на незначительную токсичность клея
Истмэн 910 [367]. Клей Циакрин также не может быть отнесен
к числу токсичных.
Полиимидные и полибензимидазольные клеящие композиции
токсичны вследствие наличия в их составе таких растворителей,
как диметилформамид, пиридин и др.
434
Из всего сказанного выше следует, что при приготовлении
клеев и склеивании необходимо соблюдать специальные правила
техники безопасности. Прежде всего необходимо все работы
с клеями проводить в специально отведенных для этого помеще-
ниях, оборудованных хорошей приточно-вытяжной вентиляцией,
обеспечивающей безопасную для работающих концентрацию ток-
сичных веществ в воздухе.
Пол в помещениях, предназначенных для работ с клеями, дол-
жен быть выложен метлахскими плитками, иметь необходимый
уклон и сточные канавки для спуска воды. Стены рекомендуется
облицовывать на высоту до 1,5—2,0 м плитками или красить мас-
ляной краской.
На рабочих местах, в особенности при работе с клеями повы-
шенной токсичности, должны быть установлены дополнительные
вытяжные приспособления в виде местных отсосов, которые в за-
висимости от летучести компонентов клея и характера производи-
мых работ могут быть выполнены в виде вытяжных шкафов, зон-
тов или в виде бортовых или низовых отсасывающих устройств.
Скорость движения воздуха в рабочих отверстиях вытяжных
устройств и местных отсосов должна быть не менее 0,7 м/с. Объем
подучаемого воздуха должен составлять 90% от объема удаляе-
мог^Ллздуха.
П/Ги работе с наиболее токсичными клеями рабочие должны
иметь специальные респираторы, обеспечивающие непрерывную
подачу свежего воздуха в зону дыхания.
Рабочим, занятым приготовлением клеев и работами по склеи-
ванию, необходимо выдавать защитную одежду — комбинезон, ре-
зиновый фартук, резиновые перчатки, косынки и т. д.
При проливании на пол токсичного клея (или компонентов
клея) его следует немедленно убрать или смыть. Если пролит
продукт 102-Т (компонент полиуретанового клея ПУ-2), то его
необходимо засыпать опилками, собрать их совком, вынести из
помещения и залить 5—10%-ным раствором аммиака. Остатки
продукта 102-Т на месте разлива должны быть также залиты рас-
твором аммиака.
Следует указать на необходимость особой тщательности при
работе с продуктом 102-Т: вскрытие емкостей с ним, отбор проб
для анализа, отвешивания и т. д. должны производиться в очках,
резиновых перчатках, нарукавниках, фартуках и резиновой обуви
при действующей приточно-вытяжной вентиляции или еще лучше
в вытяжном шкафу. Тара с продуктом 102-Т должна быть гермети-
чески закрытой; всасывание продукта ртом при отборе проб для
анализа с помощью пипетки недопустимо.
Весьма полезно в некоторых случаях пользоваться специаль-
ными пастами для защиты рук от попадания на кожу токсичных
веществ. Однако необходимо учитывать, что пасты, содержащие
жировые вещества, а также тальк, не могут быть рекомендованы
для рабочих, производящих склеивание, так как даже ничтожные
435
следы жира на поверхности склеиваемых материалов приводят
к серьезным дефектам склеивания. В качестве пасты может быть
использован следующий состав (в %):
Казеин , . , . , , 19,7 Глицерин 19,7
Спирт этиловый , , 58,7 Аммиак (25%-ный) , , 1,9
Для приготовления пасты казеин замачивают в 3—4-кратном
количестве воды в течение 12—20 ч, после чего отжимают от из-
бытка воды и нагревают с глицерином, спиртом и аммиаком до
растворения. Полученный раствор фильтруют.
Для защиты рук предложены «биологические перчатки», со-
стоящие из пластифицированной поливинилацетатной эмульсии
(75—80 вес. ч.), глицерина или триэтаноламина (7—10 вес. ч.), по-
верхностно-активного вещества, например ОП-7 (1—2 вес. ч.), и
воды [368].
При попадании токсичных клеев или их компонентов на кожу
следует немедленно удалить загрязнение. Фенол смывают мыльной
водой, спиртом или слабым раствором питьевой соды, а затем
кожу тщательно промывают водой. После этого кожу смдзывают
вазелином или мазью от ожогов. При сильных ожогах после про-
мывания необходимо сразу же обратиться к врачу. s. —
Формалин смывают с кожи водой. Если же он попал в гл',аза,
их тоже необходимо тщательно промыть сильной струей вог.ът, но
после этого немедленно обратиться к врачу.
При случайном попадании фенола или формалина внутрь сле -
дует выпить большое количество молока и экстренно обратиться
к врачу.
Продукт 102-Т удаляют с кожи ватным тампоном, смоченным
ацетоном или этилацетатом, а после этого руки моют теплой водой
с мылом.
При работе с клеями, содержащими растворители, мономеры и
другие легковоспламеняющиеся вещества, необходимо строгое со-
блюдение специальных правил противопожарной безопасности.
Литература
1. Кардашов Д. А. В кн.: Применение алюминиевых сплавов. М., «Метал-
лургия», 1973, с. 338; в кн.: Клеи и соединения на их основе. М., изд. МДНТП
им. Ф. Э. Дзержинского. Вып. 1. 1970, с. 3; в кн.: Новые полимерные мате-
риалы, их переработка и применение в машиностроении. М., изд. НТО Маш-
пром., 1972, с. 183; Brockman W., “Maschinenmarkt”, 1970, Bd. 76, № 49,
S. 1086; Preuss E., Kontr.—-Elem. •—Method., 1973, Bd. 10, № 5, S. 95;
Metals Eng., 1972, v. 12, № 8, p. 30; Habub, Ken A., SAE Preprints, 1970,
№ 700071; “Adhesion a. Adhesives”, 1970, v. 14, № 5, p. 359; Mostovoy S.,
Rip ling E. I., Appl. Polymer Sci., 1972, № 19, p. 395; Schlegel H.,
“Schweisstechnek”, 1973, Bd. 23, № 2, S. 82; Gerstle H., Techn. Mitt., 1972,
Bd. 65, № 12, S. 583; W u i c h W., “Plastverarbeiter”, 1972, Bd. 23, № 8, S. 551;
Metals Eng., 1972, v. 12, № 8, p. 40; “Oberflache Surface”, 1972, v. 13, № 5,
p. 95.
2. Адгезия. Клеи, цементы, припои. Под ред. Н. Дебройна и Р. Гувинка. М„
Издатинлит, 1954. 584 с.; De Loll is A. J., Adhes. Age, 1969, v. 12, № 1,
p. 25; G e r b e t D., “Fertigungstechnik u. Betrieb”, 1969, Bd. 19, № 8, S. 493;
-436
“Plaste u. Kautschuk”, 1970, Bd. 17, № 11, S. 813; “Adhasion”, 1971. № 10,
S. 330; 1972, № 2, S. 39; “Metal Finishing”, 1971, v. 69, № 12, p. 34.
3. T у м а и о в A. T. Конструкционные материалы. T. I. M., «Советская энци-
клопедия», 1963. 384 с.
4. М и х а л е в И. И., Колобова 3. Н. Склеивание металлов в авиастрое-
нии. М„ Оборонгиз, 1960, с. 142; Михалев И. И., Колобова 3. Н.,
Батизат В. П. Технология склеивания металлов. М., «Машиностроение»,
1965. 279 с.
5. Капелюшник И. П., Михалев И. И., Эйдельман Ю. Д. Техноло-
гия склеивания деталей в самолетостроении. М., «Машиностроение», 1972.
224 с.
6. В о d n а г М. Processing for Adhesives Bonded Structures. New York, J. Wi-
ley a. Sons. 1972. 487 p.
7. Cagle C. Handbook of Adhesives Bonding. New York, McGraw Hill Book Co.,
1973. p. 754.
8. Кейгл Ч. Клеевые соединения. Пер. с англ. Под ред. Д. А. Кардашова.
М., «Мир», 1971. 295 с.
9. Кардашов Д. А. Эпоксидные клеи. М„ «Химия», 1973, с. 191.
10. Батизат В. П., ЖВХО им. Д. И. Д4енделеева, 1969, т. 14, № 1, с. 55.
11. Adhes. Age, 1966, v. 9, № 5, р. 25.
12. Авт. свид. 183582; Изобр. Пром, образны. Товарн. знаки, 1966, № 13.
13. Авт. <рид. 183362; Изобр. Пром, образцы. Товарн. знаки, 1966, № 13.
14л Аьт. свид. 183602; Изобр. Пром, образцы. Товарн. знаки, 1966, № 13.
15. £РЕ J.. 1963, V. 9, К° 9, р. 937.
16. ,Hat Eng., 1967, v. 66, Ke 1, р. 27.
17. A' I с r, d. K-, Chem. Eng., 1968, v. 75, № 10, p. 220.
18. KuiretstoffeBerat. 1972, Bd. 18, № 7. S. 562.
19. Mat 1967, v. 66. № 7, p 62.
.20. Prod. Eng., 1972, v. 43. № 8. p 29.
21. Б e p с у д с к и й В. E., Крыс ин В. Н., Лесных С. И. Производство
сотовых конструкций. М., «Машиностроение», 1966. 282 с.
22. Brit. Plast., 1969, v. 42, № 12, р. 11.
23. В а г t i е 1 d N.. Aircraft Eng., 1970, v. 42, № 6, p. 8.
24. Пат. США 3645833; “Composites”, 1972, v. 2, № 4, p. 204.
25. Aircraft Prod., 1957, v. 19, № 7, p. 282.
26. Adhes. Age, 1967, v. 10, № 5, p. 30.
27. Chem. Eng.. 1966, v. 73, № 5, p. 68; “Iron Age”, 1966, v. 197, № 18, p. 76.
28. Mat. Eng., 1967, v. 66, № 1, p. 27.
29. Thornton H. R„ J. Am. Ceramic Soc., 1962, v. 45, № 5, p. 201.
30. Пат. США 3673058.
31. Англ. пат. 1195454.
32. Пат. ГДР 79693.
33. Epstein G„ Adhes. Age, 1973, v. 16, p. 11, 47.
34. A g g i a s Z., “Plastverarbeiter”, 1972, Bd. 23, № 4, S. 262.
35. Пат. США 3637448.
36. SAMPE Quart, 1970, v. 1, № 3, p. 41.
37. “Metal Progress”, 1969, v. 95, № 3, p. 69.
38. Пат. США 3644158.
39. Assemblage adhes., 1970, № 2, p. 97.
40. A k e r Sam C„ Appl. Polymer Sci., 1972, № 19, p. 23; J. Metals, 1972, v. 24,
№ 9, p. 6.
41. Higgins D. G., Adhes. Age, 1971, v. 14, № 5, p. 35; пат. США 3630442.
3649408.
42. К а н т e p Г. Г. и др. Клеесварные соединения в машиностроении. Киев,
1964. 231 с.; Туманов-А. Т. Конструкционные материалы. Т. 1. М., «Со-
ветская энциклопедия», 1963, с. 386; Пугачев А. И. Технология изготов-
ления и свойства клеевых соединений из алюминиевых сплавов. М., изд.
ВИНИТИ, 1959.
43. Шавырин В. Н., ЖВХО им. Д. И. Менделеева, 1969, т. 14, № 1, с. 81.
437
44. S u 11 i v a n F. R., Faulkner G. E., Clauss F. J., Aluminium Sheet Stru-
ctures Jrined by Glue Lockneed Missiles a. Space Company, 1969. 14 p.
45. Iron Age Metalwork Int, 1970, Ke 4, p. 9.
46. M i s к a K-, Mat. Eng., 1972, v. 75, № 6, p. 60.
47. U 1 d c n b u r g B., ZIS — Mitt., 1970, Bd. 12, Ke 10, S. 1461.
48. Hoffer K., Wiese H., “Verbundungstechnik”, 1972, Bd. 4, Ke 12, S. 27.
49. Adhes. Age, 1971, v. 14, Ke 9, p. 28.
50. “Iron Age”, 1971, v. 208, Ke 6, p. 24.
51. H a v i 1 a n d G. S., Metals Eng. Quart, 1972, v. 12, Ke 3, p. 3; “Design News”,
1972, v. 27, Ke 6, p. 7.
52. “Interavia Air Letter”, 1971, Ke 7318, p. 4.
53. Prod. Eng. (USA), 1972, v. 43, № 11, p. 36.
54. SAMPE Quart, 1973, Ke 1, p. 37.
55. T у м а н о в A. T. Конструкционные материалы. Т. 1. М., «Советская энцикло-
педия», 1963, с. 387; Richards Т. М., Wettzin R. D., Adhes. Age, 1965,
v. 8, № 12, р. 55.
56. Г о р ю н о в Ю. Б. В кн.: Клеи и технология склеивания. Под ред.
Д. А. Кардашова. М. Оборонгиз, 1960, с. 234.
57. Steinhardt О., Mang F., Techn. Mitt., 1972, Bd. 65, № 7, S. 314.
58. Ицкович А. А. Производство и переработка пластмасс, синтетических
смол и стеклянных волокон, Вып. 7. М., изд. НИИТЭХИМ, 1966, с. 28.
59. Berndt Е., “Metallverarbeitung”, 1969, Bd. 23, № 4, S. 102.
60. Англ. пат. 1274866. ___
61. Англ. пат. 1280637; «Machine». 1972, Bd. 26, Ke 7, S. 23.
62. Кейгл Ч. Клеевые соединения. Пер. с англ. Под ред. Д. А. Жардг/шова.
М„ «Мир», 1971, с. 116—124. Jj
63. В 1 а с k Е. L. Processing for Adhesives Bonded Structures. New YoA/’J. Wi-
ley a. Sons, 1972, p. 173—180.
64. Cagle C. Handbook of Adhesive Bonding. New York, McGraw Hill Book Co.,
1973, p. 18.1—18.6.
65. Adhesive Bonding. Colloquium on Adhesive Bonding, Eruyeres le Chatel, 1970.
289 p.
66. Хрулев В. M. Долговечность клеевых соединений древесины. М. Гослес-
бумиздат, 1962.
67. Романов Н. Т. Клеи и замазки в деревообработке. М., Гослесбумиздат,
1957. 112 с.; Сычевой И. С. Руководство по изготовлению и эксплуата-
ции контактных электронагревателей для ускоренной склейки авиадеталей
из древесных материалов. М., Оборонгиз, 1946. 13 с.
68. Б а й о р а с Г. Синтетические клеи, применяемые в деревообрабатывающей
промышленности. Вильнюс, 1958. 98 с.
69. Ковальчук А. М., Деревообр. пром., 1958,- № 1, с. 9; Темкина Р. 3.,
Деревообр. пром., 1959, № 5, с. 12; Берлинских И. П. Склеивание дре-
весины. Киев, изд-во лит-ры по строительству УССР, 1965. 388 с.
70. Б е р л и н А. А., Басин В. Е. Основы адгезии полимеров. М., «Химия»,
1974. 392 с.
71. А рта мо хин Н. И., Михеева В. В., Шаронова М. С., «Машино-
строитель», 1967, № 12, с. 32.
72. Артамохин Н. И., ЖВХО нм. Д. И. Менделеева, 1969, т. 14, №1. с. 61.
73. D i m t е г L. Klebstoffe filr Plaste. Leipzig, VEB Deutscher Verlag fin Grund-
stoffindustrie, 1969. 174 S.
74. Dubois P„ Henni J., Chim. et ind. gem. chirm, 1969, v. 101, № 9,
p. 1143.
75. Adhes. Age, 1969, v. 12, № 3, p. 26.
76. Арт. свид. 286119; Открытия. Изобрет. Пром, образцы. Товарн. знаки, 1970,
77. Пат. США 3326742.
78. Marsden I. G., Appl. Polymer Symp., 1970, № 14, p. 107.
79. Bersin R. L„ Adhes. Age, 1972, v. 15, № 3, p. 37.
80. Авт. свид. 293031; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1971,
№ 5, с. ПО; англ. пат. 1149052.
438
81 “Science News”, 1966, v. 89, № 15, p. 250; Bell. Labor. Rec., 1966; v. 44, № 3,
p. 102.
82. Z i с c a r e 11 i I. I., Mod. Plast., 1962, v. 40, № 3, p. 126.
83. L e v it z к у I. I., Lindsey F. L, К a h a n W. S., SPE J., 1964, v. 20, № 12,
p. 1305.
84. Buwis D. M„ J. Mat. Sci., 1968, v. 3, № 3, p. 262.
85. Eng. Mat, 1971, v. 19, Ns 2, p. 8o.
86. Kohler R., “Adhasion”, 1968, № o, S. 199.
87. Пат. США 3409498.
88. Авт. свид. 329190; Откр. Изобр. Пром, образцы. Товарн. знаки, 1972, № 7.
89. Егоренко в Н. И., ЛинД. Г., Вельт В. А., ДАН СССР, 1972, т. 207,
№ 2, с. 397; 1973, т. 210, № 5, с. 1198.
90. Sawger J. W., Stuart R. Е., Plast. mod. et elastomeris, 1968, v. 20, Ns 8,
p. 88; швейц, пат. 476574; “Metals”, 1970, v. 40, № 9, p. 40; "Adhasion”, 1971,
№ 11, S. 368; пат. США 3616047; Latzusch O., ZIS —Mitt., 1972, Bd. 14,
№ 7, S. 893; Metallverarbeitung”, 1972, № 5, S. 129; пат. США 3635938.
91. Hofmann A., “Kunststoffe”, 1969, Bd. 59, № 2, S. 85.
92. Adhes. Age, 1962, v. 5, Ns 8, p. 31.
93. Справочник по пластическим массам. T. 1. Изд. 2-е. Под ред. В. М. Катае-
ва, В. А. Попова, Б. И. Сажииа. М., «Химия», 1975, с. 123—204.
94. Бельг, пат. 548576; англ. пат. 265284; пат. США 2789063; «Iron Age», 1956,
v. 178 р. 25, 102; «Adhasion», 1968, № 9, S. 396.
95. Ковальчук Л. М., Пласт, массы, 1962, № 7, с. 32.
96. Ind. Eng. Chem., 1958, v. 50, Ns 3, p 329.
97. Efell. Labor. Rec., 1966, v. 44, Ns 3, p. 102.
98. IOat США 3296011.
99. Шт. США 3309221.
100. Авт. свил 287222; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1970,
_ ' № 35, с. 89.
101. Пат. США 3644261.
102. Пат. США 3365535.
103. Фр. пат. 1553719.
104. Б юр а т С. В., Амбарцумян А. X., Мкртчян Р. А., Пласт, массы,
1967, Ns 7, с. 20.
105. Cagle С. V. Handbook of Adhesive Bonding. New York, McGraw Hill
Book Co., 1973, p. 19.17—19.21.
106. Киселев И., «Техника молодежи», 1965, № 10, с. 39.
107. ' Eilers J. A., “Kautschuk u. Gummi”, 1966, Bd. 19, Ns 10, S. 632; № 11, S. 704;
“Kunststoffe”, 1966, Bd. 56, № 11, S. 785; Tauber G., “Adhasion”, 1966,
Bd. 10, Ns I, S. 17.
108. Кейгл Ч. Клеевые соединения. Пер. с англ. Под ред. Д. А. Кардашова.
М., «Мир», 1971, с, 126—127.
109. В 1 u m f е 1 d А. М., G о г d п е г R. L., “Adhasion”, 1967, № 9, S. 391; “Aviation
Week a. Space Technology”, 1968, v. 89, Ns 13, p. 101; Blumfeld A. M.,
G о r d n e r R. L., “Adhasion”, 1967, № 9, S. 391.
110. Cagle С. V. Handbook of Adhesive Bonding. New York, McGraw Hill
Book Co., 1973, p. 19.16—19.17.
Hl. Андрианова H. В. и др., Пласт, массы, 1964, № 1, с. 73; Пласт, массы.
1965, № 11, с. 61.
112. Медведева Ф. М, Кандидатская диссертация. М., НИИПМ. 1970.
113. Мс К i И i р W. J., Conf. int. caoutchouc, Paris, 1970. 21 p.
114. Яп. пат. 16407; Chem. Abstr., 1968, v. 68, Ns 20, p. 8566.
115. Пат. США 3386476.
116. Пат. США 3661675.
117. “Kunststoffe”, 1966, Bd. 56, № 3, S. 187.
118. Серебрянникова А. Б., Бер В. Л., Пласт, массы, 1962, № 2, с. 46.
119. Пат. США 3446874.
120. Straschili М., “Seifen — Ole — Fette — Wachse”, 1972, Bd. 98, Ns 10,
S. 318
121. Пат. США 3501564.
439
122. Eng. Mat., 1966, v. 14, № 8, p. 97.
123. Пат. CPP 49893; Moller P. T. R., “Adhasion”, 1970, № 5, S. 183; W i e-
busch K-, Ind. Finish., 1969, v. 21, № 257, p. 26; R e i n s c h H. H„ “Maschi-
nenmarkt”, 1971, Bd. 77, № 1071108, S. 2477; Plast. World, 1971, v. 29, Ks 1,
p. 68; G e г s 11 e H„ Techn. Mitt., 1972, Bd. 65, Kg 12, S. 583.
124. Пат. США 3502542.
125. Михеева В. В., Пехтерева 3. Н. В кн.: Новые полимерные материа-
лы, их переработка и применение в машиностроении. М., изд. НТО Маш-
пром, 1972, с. 203.
126. Артамохин Н. И. и др. В кн.: Клеи и соединения на их основе. Вып. 2.
М., изд. МДНТП им. Ф. Э. Дзержинского. 1972, с, 98.
127. Durst G., S с h п е i d е г К. Е., Adhes. Age, 1970, v. 13, № I, p. 55; пат. США
3454445.
128. С a г о 11 К. W., Plast. World, 1961, v. 19, № 5, р. 40.
129. “Adhesion a. Adhesives”, 1967, v. 11, № 5, p. 324.
130. Пат. США 3579415, 3627624, 3652355.
131. Ковальчук Л. М., Баскакин Е. И., Пласт, массы, 1965, № 3, с. 25.
132. Куликов Н. В., Вестник машиностр., 1967, № 9, с. 51; Filers Н.,
“Kautschuk u. Gummi”, 1967, Bd. 20, № 2, S. 87; Норкина С. П., Ко-
ган М. Е., Пласт, массы, 1967, № 7, с. 67.
133. Knutson R. N., Adhes. Age, 1971, v. 14, № 3, p. 39.
134. Авт. свид. 293030; Открытия. Изобр. Пром, образны. Товарн. знаки, 1971,
№ 5, с. 81.
135. James D. J., Norman R. Н., Stone М. Н., Plast. a. Polymer, 196.3, v. 36,
№ 121, p. 21.
136. Hayakawa Y., J. Soc. Mat. Sci. Jap., 1972, v. 21, № 229, p. 935. J
137. Dallas R. N. Composite Materials, Testing and Design. PniladelphiJ, ASTM
Special Techn. Publ., 1969, p. 381.
138. “Machine Design”, 1969, v. 41, Kg 10, p. 194.
139. Ст а н e в и ч у с А. И., Раяцкас В. Л„ Г р а ж у л и т е Л. И. В кн.;
Полимерные материалы и их исследование. Вып. 2. Каунас, изд. ин-та
химии и хим. технол. АН Лит. ССР, 1971, с. 263.
140. Т р о ст я н с к а я Е. Б., Головкин Г. С., Комаров Г. В., «Каучук и
резина», 1966, № 10, с. 16.
141. Rubb. World, 1972, v. 166, № 6, р. 119.
142. Фр. пат. 2086676.
143. Яп. пат. 27483.
144. С h a d h a R. N., Porter Т. Н., Rubb. Age, 1968, v. 100, Kg 3, p. 142.
145. Jager F„ “Kautschuk u. Gummi”, 1965, Bd. 18, Kg 3, S. 155; Weathersto-
ne E., Austr. Plast. a. Rubb., 1966, v. 21, № 251, p. 20; пат. ФРГ 1262016;
Meehan. Eng., 1967, v. 89, № 3, p. 60; Klement G., “Adhasion”, 1967, № 8,
S 335; Gage F. W., J. IR1, 1968, v. 2, № 1, p. 47; Rev. gen. caout. et plast.,
1968, v. 45, № 10, p. 1129; Cox D. R„ Rubb. J., 1969, v. 151, № 4, p. 49;
авт. свид. 235985; Открытия. Изобр., 1969, № 6, с. 81; фр. пат. 1534452.
146. Жеребков С. К. Крепление резины к металлу. М., «Химия», 1966. 347 с.
147. Пат. ФРГ 1248481.
148. Пат. ФРГ 1254795. "
149. Швейц, пат. 491142.
150. Пат. ФРГ 1256344.
151. Пат. ФРГ 1266490.
152. Глаголев В. А. и др., «Каучук и резина», 1970, Ks 1, с. 30.
153. Глаголев В. А. и др., «Каучук и резина», 1969, № 6, с. 39.
154. Медведева А. М., Ильина Т. Б., Стальнова М. А., «Каучук и
резина», 1968, Kg И, с. 28.
155. Авт. свид. 265435; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1970,
№ 10, с. 102.
156. Барсегян Э., Четверикова Л. В. Кожевенная промышленность. Сер.
XI. М., изд. Гос. комитета по легкой пром, при Госплане СССР, 1965, с. 8.
157. Сухарев М. И., Крячков Л. В. Изв. вузов. Технология легкой про-
мышленности, 1968, № 3, с. 85.
440
158. Adhes. Age, 1967, v. 10, № 6, p. 22.
159. Carlson H. E., Adhes. Age, 19'62, v. 5, № 11, p. 32.
160. Пат. США 3361699; австрал. пат. 263250; Chem. Abstr., 1969, v. 70, № 1033;
яп. пат. 37671; “Verbundungstechnik”, 1972, Bd. 4, № 1, S. 17; Prod. Eng.,
1969, v. 40, № 9, p. 65.
161. Пат. США 3634177.
162. Кардашов Д. А. и др., Пласт, массы, 1969, № 1, с. 42.
163. Фрейднн А. С. и др., Пласт, массы, 1960, № 5, с. 42; Шолохова А. Б.
и др., Пласт, массы, 1960, № 9, с. 17.
164. Аарна А., Ауристе И., Кийслер К. Труды 1 Всесоюзной конфе-
ренции по клеям и технологии склеивания. Таллин, 1966, с. 117.
165. Смирнов В. К., ВовшиНа Е. С. Пропитанный графит и его примене-
ние в химической промышленности. М., Госхимиздат, 1959, с. 50.
166. Фромберг М. Б., Белкина Т. М., Максимова И. С., Пласт,
массы, 1967, № 8, с. 36.
167. Greer R. Н„ SAMPE Quart., 1971, v. 2, № 2, р. 51.
168. “Aerospace Daily”, 1970, v. 45, № 37, p. 294.
169. SAMPE Quart., 1973, v. 5, № 1, p. 1.
170. “Iron Age”, 1970, v. 206, № 17, p. 27.
171. Design Eng., 1970, v. 15, № 11, p. 61.
172. Anderson W. E., Int. Met. Rews, 1972, v. 17, № 12.
173. Pohl A.. “Technische Rundschau”, 1960, № 1, S. 7, 14; 1961, № 2, S. 7, 17.
174. Aircraft Prod., 1953, v. 15, p. 181; “Flight”, 1957, v. 72, № 52544, p. 655.
175. Meserve H. O. Jr., “Plating”, 1969, v. 56, № 1, p. 44.
176. Aircraft Eng., 1972, v. 44, № 5, p. 20.
177. “Interavia”, 1970, № 2, p. 168.
178. “Aviation Week a. Space Technology”, 1970, v. 93, Ke 3, p. 11.
179. Prod. Eng., 1971, v. 42, Ke 3, p. 26.
180. Adhes. Age, 1972, v. 15, Ke 2, p. 15.
181. Mount R. L., Mach. a. Tool Blue Book, 1970, v. 65, Ke 8, p. 84.
182. Congdon S. T., Scatchand T. E., Adhes. Age, 1971, v. 14, Ke 4,
p. 41.
183. S chi el dem p H. C., Jones B. In: Composite Materials, Testing a. Design.
Philadelphia, ASTM Special Techn. PubL, 1969, p. 285; Mat. Eng., 1969, v. 70,
№ 4, p. 20.
184. Sertour G„ Hilaire G., Bezaud C., Met. et constr. mec., 1973, v. 105,
№ 1—2, p. 3.
185. A4 a g n a n i P., Rev. franc, mec., 1972, Ke 43, p. 11.
186. VDI — Nachr., 1969, Bd. 23, Ke 12, S. 25.
187. Aircraft Prod., 1956, v. 18, Ke 8, p. 300; Ke 9, p. 323.
188. Aircraft a. Missiles Manufact., 1960, v. 3, № 2, p. 34; “Iron Age”, 1960, v. 185,
Ke 19, p. 146.
189. Adhes. Age, 1966, v. 9, Ke 5, p. 24; Epstein G., Litvak S., Adhes. Age,
1962, v. 5, Ke 1, p. 22; Mat. in Design Eng., 1966, v. 63, Ke 1, p. 93.
190. “Iron Age”, 1966, v. 198, Ke 24, p. 64.
191. “American Machinist”, 1966, v. 110, Ke 9, p. 100.
192. “Steel”, 1966, v. 158, Ke 2492; “Modern Metals”, 1966, v. 22, № 5, p. 106.
193. Adhes. Age, 1966, v. 9, Ke 12, p. 38.
194. Михалев И. И., «Труды ВИАМ», 1959, Ке 9, с. 183.
195. Кардашов Д. А., Михалев И. И. Новые синтетические клеи для
^..леивания металлов в машиностроении. М.ч изд. Центр, ин-та техн.-эконом.
информ., 1960. 29 с.
196. Шилко Н. В., «Вестник противовоздушной обороны», 1967, № 6, с. 74..
197. Beger R. W., Appl. Polymer Symp., 1966, Ke 3, p. 131.
198. “Aviation Week a. Space Technology”, 1965, v. 83, Ke 14, p. 73.
199. Smith L. M., Rogers G. W., Met. Prod., 1962, v. 106, Ke 2, p. 59.
200. D r ® b i n g W. H., Harrison B. L., “Iron Age”, 1962, v. 189, Ke 24,
r. 164.
20f<M.5.itz S., “Plastverarbeiter", 1970, Bd. 21, Ke 7, S. 649.
202. 7 CT” A 3617416.
29—2591 ' ' 441
203. “Iron Age”, 1971, v. 207, № 9, p. 28.
204. H e i t z E., “Plastverarbeiter”, 1972, Bd. 23, № 9, S. 613.
205. Yarborough F. B„ SAMPE J., 1970, v. 6, № 2, p. 31.
206. “Composites”, 1971, v. 2, № 4, p. 242.
207. Barfield N., Aircraft Eng., 1970, v. 42, № 6, p. 8.
208. Brit. Plast., 1969, v. 42, № 12, p. 11.
209. Epstein G., Adhes. Age, 1973, v. 16, № 11, p. 47.
210. Drew D. H., “New Scientist”, 1966, v. 30, № 497, p. 522; “Interavia Air Let-
ter”, 1965, № 5839, p. 10.
211. Сир о ти н c-к и й Б. С. Прочность и долговечность авиационных конструк-
ций. Вып II. Киев, изд. ин-та инженеров гражд. авиации, 1965, с. 128.
212. Авт. свид. 320413; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1971,
№ 34.
213. Da st in S. I., Lubin G„ Adhes. Age, 1971, v. 14, № 6, p. 28.
214. Moore I. W., Sturgeon D. L. G., “Composites”, 1973, v. 4, № 1, p. 34.
215. Al th of W., Milller L, “Technische Rundschau”, 1972, Bd. 54, S. 61.
216. “Aviation Week a. Space Technology”, 1970, v. 93, № 23, p. 17.
217. Kizer LA., Grosko I I, Appl. Polymer Symp., 1972, № 19, p. 353.
218. Fields D., Adhes. Age, 1973, v. 16, № 9, p. 11
219. “Iron Age”, 1970, Ns 4, p. 9
220. “Interavia”, 1968, № 7318, p. 24.
221. О 1 e v i t c h A., SAMPE Quart., 1973, v. 4, № 24, p. 61.
222. “Aerospace International”, 1971, Ns I, p. 11.
223. Roger D. B„ SAMPE Quart., 1973, v. 4, № 1, p. 37—41.
224. Adhes. Age, 1959, v. 2, Ns 3, p. 32.
225. Перри Г. А. Склеивание армированных пластиков. Пер. с англ. М., Суд-
промгиз, 1962. 256 с.
226. Suter С. A., Chem. Abstr., 1972, v. 77, № 16, р 49.
227. Пат. США 3649408.
228. Англ. пат. 1153010.
229. “Aviation Week a. Space Technology”, 1971, v. 94, Ns 29, p. 49.
230. С 1 e n v e van D., Prod. Eng., 1970, v. 41, Ns 15, p. 70.
231. Пат. США 3625739.
232. Пат. США 3498871.
233. Huber Н. F„ Stroble H. G„ Adhes. Age, 1967, v. 10, № 11, p. 28;
Hurst S., “Insulation”, 1968, v. 12, № 1, p. 27; “Interavia Air Letter”, 1970,
№ 7031, p. 5; Soden A. L„ J. IRI, 1970, v. 4, Ns 2, p. 67; Muller R.,
“Oberflache Surface”, 1970, Bd. 11, Ns 10, S. 279; Wiirtinger H„ Kunstst. —
Berat., 1972, Bd. 18, № 7, S. 562.
234. Maas M. A., “Design News”, 1965, v. 20, Ns 1, p. 60; Prod. Eng., 1965, v. 36,
Ns 17, p. 58.
235. “Machine Design”, 1966, v. 38, Ns 7, p. 189.
236. “Flugwelt”, 1967, Bd. 19, Ns 6, S. 416.
237. Ceram. Ind., 1965, v. 85, Ns 4, p. 50.
238. “Missiles a. Rockets”, 1962, v 10, Ns 18, p. 35.
239. Roseland L. M., Adhes. Age, 1966, v. 9, № 4, p. 32.
240. Epstein G., Adhes. Age, 1972, v. 15, № 7, p. 27.
241. "Aviation Week a. Space Technology”, 1968, v. 88, Ns 11, p. 23; “Aerospace
Technology”, 1968, v. 21, Ns 16, p. 10.
242. Prod. Eng., 1966, v. 37, Ns 19, p. 78.
243. “Plastics Week”, 1966, v. 26, Ns 10, p. 1.
244. Adhes. Age, 1970, v. 13, Ns 4, p. 35
245. “Plastics World”, 1969, v. 27, Ns 7, p. 13.
246. Adhes. Age, 1972, v. 15, № 7, p. 27.
247. Spencer R. W. Processing for Adhesives Bonded Structures. New York,
London, Sydney, Toronto, Interscience Publ., 1972, p. 29; “Engineer”, 1969,
v. 229, № 5921, p. 61.
248. P a s c u z z i B., Adhes. Age, 1973, v. 16, Ns 9, p. 20.
249. К a If a у an S. H., Silver R. H., J. Spacecraft a. Rockets, 1970, v. 7, '££ 5,
p. 634.
442
250. Robertson А. С., В г о w n Е. L., Adhes. Age, 1968, v. 11, № 12, p. 26.
251. Adhes. Age, 1971, v. 14, № 9, p. 28.
252 Epstein G., Adhes. Age, 1972, v. 15, Ke 6, p. 18.
253. “Plastics Week”, 1967, v. 27, № 36, p. 2.
254. Jones D., Adhes. Age, 1961, v. 4, № 5, p. 28; A4ekelburg H. E., “Luft-
fahrttechnik — Raumfahrttechnik”, 1963, Bd. 9, № 7, S. 206; № 8, S. 237.
255. H i 11 e s 1 a n d H. L„ “Space Age News”, 1968, v. 11, № 7, p. 40.
256. Раевский B_ Г., Паркисян X. P., Тираспольский А. А. В кн.:
Клеи и соединения на их основе. Вып. 2. АА., изд. МДНТП им. Ф. Э. Дзер-
жинского, 1970, с. 132.
257. “Aviation Week”, 1965, v. 83, № 11, р. 58; J. Vacuum Sci. a. Technol., 1966, v. 3,
№ 2, p. 54.
258. Майорова Э. А., Барт В. E. В кн.: Новые полимерные материалы, их
переработка и применение в машиностроении. М., изд. НТО Машпром, 1972,
с. 187.
259. Р е й ф е р А. Б., «Приборостроение», 1959, № 5, с. 26.
260. Ш ап а лин а А. Н., «Машиностроитель», 1967, № 12, с. 29.
261. Кардашов Д. А. В кн.: Химизация машиностроения. АА., изд. НИИМАШ,
1965, с. 11.
262. Кардашов Д. А., «Строительные и дорожные машины», 1967, № 3, с. 36.
263. Дунаевский П. С., Елькина Н. А., «Машиностроитель», 1967, № 12,.
с. 28.
264. Коротков Ю. В., Шевелев В. Г., В ойтен ко Л. И. В кн.: Новые
клен и технология склеивания. М., изд. А4ДНТП им. Ф. Э. Дзержинского,
1973, с. 146.
265. Davis J. Н., “Adhasion”, 1966, № 2, S. 63.
266. Михалев И. И., Вол Ц. М., Чиж ко в а Л. А., Вестник машиностр.,
1960, № 5, с. 40.
267. Вол Ц. М.. Михалев И. И., «Автомобильный транспорт», 1959, № 4,
с. 2Д.
268. Мотовил ин Г. В. Кандидатская диссертация. Л., 1965.
269. U m Ы i а Е., Glasteknisk tidskrift, 1962, v. 17, № 6, р. 151.
270. Хрулев В. М. Синтетические клеи ® железнодорожной технике. М.,
«Транспорт», 1965. 151 с.
271. Рубенчик С. А. Клеи для металлов и их применение в конструкциях
железнодорожного транспорта. М., Трансжелдориздат, 1963. 36 с.
272. Adhes. Age, 1962, v. 5, № 5, р. 24.
273. Adhes. Age, 1966, v. 9, № 7, p. 26.
274. Фрейдин А. С., ЖВХО им. Д. И. Менделеева, 1969, т. 14, № 1, а 75;
Хрулев В. М. Прочность клеевых соединений. М., Ст.ройиздат, 1973. 81 с.;
Изготовление строительных конструкций на основе пластмасс. Под ред.
Л. М. Ковальчука и А. С. Фрейдина. М., Госстройиздат, 1966.
275. Рекомендации по проектированию и расчету конструкций с применением
пластмасс. М., изд. ЦНИИСК им. В. А. Кучеренко, 1969. 149 с.
276. Губенко А. Б. и др., Пласт, массы, 1964, № 3, с. 63.
277. Чистякова А. М. и др., Пласт, массы, 1967, № 5, с. 53.
278. Фрейдин А. С., Орлова Л. Б., Пласт, массы, 1964, № 4, с. 71.
279. Фрейдин А. С. и др. В кн.: Технология изготовления .клееных панелей
из пластмасс, алюминия, асбестоцемента и бетона. Под ред. А. Б. Губенко.
М„ Госстройиздат, 1963, с. 146.
280. Кашкоъская Е. А., Аксенова Г. В., «Использование газа в на-
родном хозяйстве», 1963, вып. 2, с. 36.
281. Аарна А. Я., Ауристе И., Кий. с л ер К. В кн.: «Труды 1 Всесоюзной
конференции по клеям и технологии склеивания». Таллин, 1966, с. 117;
Шолохова А. Б., Фрейдин А. С., там же, с. 63; Константи-
нов С., там же, с. 131.
282. Вгоним Л. А., «Труды 1 Всесоюзной конференции по клеям и техноло-
гии склеивания», Таллин, 1966, с. 145; Фрейдин А. С., Шолохова А. Б.,
«Бетон и железобетон», 1963, № 5, с. 226.
283 А'л еж с ан др я н Э. П. В кн.: Пространственные тонкостенные конструк-
29* ?' 443
: ции. М., изд. Госкомитета по гражд. строит, и архитект. 1970, с. 52; Алек-
сандрин Э. П., ЛГу'радян Э. С., Саркисов К. А. «Труды зонального
научно-исследовательского института проектирования жилых и обществен-
ных зданий». Тбилиси, изд. Госкомитета по гражд. строит, и архитект.,
1971, с. 167.
284. Малярик М. С., Ф р е й д и н А. С. В кн.: Сейсмостойкое строительство.
Вып. 2. 1974, с. 19.
285. Ш а л ь м а н Ю. И., Мотовилин Г. В., Блях м ан Е. М. В кн.: Состоя-
ние и перспективы производства и применения эпоксидных смол и материа-
лов на их основе. Ч. 2. Л., изд. ЛДНТП, 1969, с. 31.
286. Александр ян Э. П. «Труды 1 Всесоюзной конференции по клеям и
. технологии склеивания». Таллин, 1966, с. 191.
287. Alohler К., VDI-Z., 1959, Bd. 101, Ks 1, S. 1.
288. Л из а р ев А. Д., Строит, пром., 1958, № 1, с. 40.
289. Новиков Д. 3., Деревообр. пром., 1958, № 3, с. 3.
290. Рубенчик С. А., Транс, строит., 1964, № 7, с. 53.
291. Темкина Р. 3. Технология синтетических смол и клеев. М., «Лесная
промышленность», 1965. 287 с.
292. Темкина Р. 3., Плотникова Г. П., М и р к о в и ч Р. А. Клеящие
карбамидные смолы для мебельной промышленности. М., изд. ЦБТИ, 1959.
293. Гриб А. Е. и др. В кн.: Фенолоформальдегидные смолы и клеи на их
основе. Таллин, изд. Таллинского политехи, ин-та, 1974, с. 85.
294. Сахаров М. Д., Деревообр. пром., 1958, № 2, с. 3.
295. Г р и н ш п у н С. Д. Клеи и клеевые соединения. М., изд. МДНТП им.
Ф. Э. Дзержинского, 1967, с. 52.
296. Швейц, пат. 493612.
297. Морозова Л. М. Клеи для крепления резиновых подошв к верху обуви
из искусственных материалов. М., изд. ЦНИИТЭИлеппром, 1972. 24 с.
298. Раяцкас В. Л., Бардене В. А., Обувная пром., 1968, № 9, с. 17.
299. Черкасова Л. А., Финкельштейн В. С., Гигузина М. Д. В кн.:
Уретановые эластомеры. М.—Л., «Химия», 1971, с. 200.
300. Феденюк В. Г. Методы клеевого соединения деталей швейных изделий.
А4., Гизлегпром, 1956. 90 с.
301. Панкова Л. Н., Феденюк В. Г. Новая технология обработки и сбор-
ки узлов верхней одежды. М., Гизлегпром, 1967.
302. Модестова Т. А., Флерова Л. Н., Бузов Б. А. Материаловедение
швейного производства. М., Гизлегпром, 1957.
303. Применение клеевого метода крепления деталей при обработке швейных
•изделий. М.., КОИЗ, 1958. 96 с.
304. Бродский Г. С. Клеи конструкционного назначения. М., изд. МДНТП
им. Ф. Э. Дзержинского, 1957. 18 с.
305. Тихомиров В. Б. Нетканые клеевые материалы. М., «Легкая индуст-
рия», 1966. 350 с.; Текстильная пром., 1971, № 9,. с. 51.
306. Adhes. Age, 1963, v. 6, № 1, р. 21.
307. Adelman R., Allen I., Sinclair H., Ind. Eng. Chem., 1963, № 2,
p. 108.
308. “Iron Age”, 1963, v. 192, № 24, p. 87; № 25, p. 85.
309. Davis I. W., A4 о d i g I. R„ SPE J., 1966, v. 22, № 6, p. 79.
310. Text. Progress, 1970, v. 2, № 3, p. 73.
311. Обзор о состоянии производства материалов с ворсом, нанесенным в элек-
тростатическом поле. М., ГНТК СССР. 1959. 48 с.
312. Текстильная пром., 1958, № 3, с. 4.
313. Текстильная пром., 1957, № 4, с. 22.
314. Производство заменителей кожи в ГДР. М., изд. ЦБТИ легкой промышлен-
ности. 1957. 64 с.
315. Головин Г. В. Проблема оклеивания костей. М., «Медицина», 1964. 174 с.
316. Salvatore I. Е., Mandarino М. Р. Annales of Surgery. 1959, v. 149,
№ 1, p. 107.
317. Nathan H. S., Na ch las M. W., “Annales of Surgery”, 1960, v. 152, № 4,
p. 648. j ,
444
318. Ли певецкий Г. С. и др., «Экспериментальная хирургия и анестезиоло-
гия», 1964, т. 9, № 1, с. 3.
319. Шапиро М. С. Докторская диссертация. М., Научно-нсслед. ин-т травма-
тологии и ортопедии им. Н. Н. Приорова, 1971; Шапиро М. С., Поля-
кова А. М.., «Хирургия», 1968, № 10, с. 57.
320. Шапиро М. С. Полимеры в медицине. М., «Знание», 1969. 45 с.
321. Ш а п и р о Д4. С., «Хирургия», 1973, № 12, с. 50.
322. Шапиро М. С., «Ортопедия, травматология и протезирование», 1973,
№ 12, с. 42.
323. Архангельский Б. А., Павлов А. И. Клеи и деревянные клеевые
конструкции в речном судостроении. Л., Речиздат, 1953. 202 с.
324. Кардашов Д. А., «Технология судостроения», 1968, № 8, с. 11.
325. Б р а н т А. А., «Технология судостроения», 1968, Я» 8, с. 3.
326. Mariani V., Месс. Ital., 1973, v. 9, № 62, р. 51.
327. “Steel”, 1967, v. 160, № 5, р. 56; Lewis A. F„ Adhes. Age, 1967, v. 10, № 5,
p. 20.
328. Adhes. Age, 1959, v. 2, № 3, p. 31.
329. Аракелян Э. А. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Вып. 2. Л., изд. ЛДНТП, 1971, с. 53.
330. Adhes. Age, 1964, v. 7, № 4, р. 27.
331. Рубенчик С. А., Попов Г. Г., «Машиностроитель», 1967, № 2, с. 31.
332. Р й 1 z 1 S., “Ferngerattechnik”, 1965, Bd. 14, № 12, S. 564.
333. Трунова Т. В., Валгин А. Д. В кн.: Клеи и соединения иа их основе.
Вып. 2. М., изд. МДНТП им. ф. Э. Дзержинского, 1970, с. 95.
334. Антонова С. Г., Полякова А. М. В кн.: Клеи и соединения на их
основе. Вып. 2. М., изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 95.
335. SAE Prepr., S. а. № 720119, 6 р.
336. Куковякин В. М., Скорый И. А. В кн.: Клеи и соединения на их
основе. Вып. 1. М., изд. /МДНТП им. Ф. Э. Дзержинского, 1970, с. 91.
337. Shi egel Н„ “Schweisstechnik” (DDR), 1973, Bd. 23, № 2, S. 82.
338. Met. Working Prod., 1957, v. 101, № 45, p. 2006.
339. Керш енб а ум Я. M., Протасов В. Н. Восстановление нефтепромысло-
вого оборудования клеевыми соединениями. М., «Недра», 1970. 112 с.;
Протасов В. Н., Кершенбаум Я. М., Агаш ев В. И. Крепление
клеевых соединений при сооружении и ремонте технологических трубопро-
водов. М., ЦНИИТЭНефтехим, 1972. 44 с.
340. Лимасов А. И. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол и материалов на их основе. Вып. 2. Л., изд.
ЛДНТП, 1969, с. 3.
341. Янко Д. И., Васильева И. А. В ин.: Современные клеи и склеивание
пластмасс и металлов. Вып. 2. Л., изд. ЛДНТП, 1971, с. 40.
342. Федорова В. В., Лыков Т. А. В кн.: Современные клеи и склеивание
пластмасс и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 44.
343. Петр а ш ко Ю. К. Кандидатская диссертация. М., ВЭИ им. В. И. Денина,
1969.
344. Южин А. И. и др. В кн.: Клеи и соединения на их основе. Вып. 2. М.,
изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 85.
345. Бажанова Е. В., Некрасов К. В. В кн.: Клеи и соединения на их
основе. Вып. 2. М., изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. ПО.
346. Шмурак И. Л. и др. В кн.: Состояние и перспективы производства и
применения эпоксидных смол и материалов на их основе. Ч. 2. Л., изд.
ЛДНТП, 1969, с. 62.
347. Черняк К. И. Эпоксидные компаунды и их применение. М.—Л., «Судо-
строение», 1967. 399 с.
348. Обуховская О. Ф. В кн.: Клеи и соединения на их основе. Вып. 2. М.,
изд. МДНТП им. Ф. Э. Дзержинского, 1970, с. 81.
349. Николаев В. М. и др. В кн.: Современные клеи и склеивание пластмасс
и металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 30.
350. А п а р ц е в а Е. Л. и др. В кн.: Современные клеи и склеивание пластмасс
п металлов. Ч. 2. Л., изд. ЛДНТП, 1971, с. 36.
44 5
351. Кардашов Д. А. Эпоксидные смолы. М., над. ВИНИТИ, 1959. 39 с.
352. Махмудов М. Д., Мустафаев А. Д., «Холодильная техника», 1967,
№ 6, с. 7; 1968, № 3, с. 31; 1969, № 10, с. 8.
353. Meeh. Eng., 1970, v. 92, № 5, р. 33; Месс. Ital., 1973, v. 9, № 62, р. 25.
354. Milit. Rev., 1971, v. 51, № 3, p. 103.
355. Adhes. Age, 1963, v. 6, № 5, p. 13.
356. Пат. США 3337485.
357. Gerstle H., Techn. Mitt., 1972, Bd. 65, № 12, S. 583; Adhesives in Modern
Manufacturing. Ed. Derlorn. USA Soc. of manufact. eng., 1970. 183 p.
358. Фр. пат. 1530700.
359. Thompson F. H., Adhes. Age, 1972, v. 15, № 4, p. 16.
360. Авт. свид. 296776; Открытия. Изобр. Пром, образцы. Товарн. знаки, 1971,
№ 9, с. 33.
361. Meeh. Eng., 1972, v. 94, № 7, р. 49.
362. Bartha Р„ Nachtwey W., “Zement — Kalk — Gips”, 1968, № 8, S. 347.
363. Козловский А. Л. Клеи для домашнего хозяйства и быта. М., изд.
научно-исслед. ин-та хим. товаров культурно-бытового назначения. М., 1969.
149 с.
364. Лазарев Н. В. Химические вредные вещества в промышленности. Л.,
Госхимиздат, 1954. 222 с.
365. Кардашов Д. А., К У Д и ш и н а В. А., Шумская Н. И. Эпоксидные
смолы и техника безопасности при работе с ними. М., «Машиностроение»,
1964. 136 с.
366. Санитарные нормы проектирования промышленных предприятий СИ 245—71.
М„ Изд-во литературы по строительству. 1972. 167 с.
367. F a b г i с i u s D„ “Adhasion”, 1964, № 11, S. 462; Adhes. Age, 1967, v. 10, № 7,
p. 34.
368. Войтович В. Л. Материал тысячи возможностей. Горький, Волго-вятское
книжное изд-во, 1969. 129 с.
Глава IV
МЕТОДЫ ИСПЫТАНИЯ КЛЕЕВ
И КЛЕЕВЫХ СОЕДИНЕНИЙ
МЕТОДЫ ИСПЫТАНИЯ ФИЗИЧЕСКИХ
И ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ КЛЕЕВ
К физическим и физико-химическим свойствам клеевых компо-
зиций относятся: внешний вид, относительная плотность, вязкость,
липкость, концентрация, жизнеспособность, концентрация водород-
ных ионов, скорость отверждения, содержание летучих, зольность,
коэффициент линейного расширения, усадка, модуль упругости и
внутренние напряжения. В некоторых случаях в компонентах клея
определяют содержание воды.
Ниже приводится описание методов испытания указанных
свойств главным образом жидких, пастообразных и пленочных
клеев.
ВНЕШНИЙ ВИД
Для определения внешнего вида жидких клеев-с ограниченной
жизнеспособностью следует использовать только свежеприготов-
ленные клеи. Внешний вид определяют визуально. Клей (25—50 г)
помещают в стеклянный или фарфоровый стакан емкостью 50—
100 см3. Чистую сухую стеклянную палочку или шпатель погру-
жают в клей и поднимают на 10—20 см над стаканом. Стекающая
струя клея должна быть однородной, без посторонних механиче-
ских примесей и сгустков.
ОТНОСИТЕЛЬНАЯ плотность
Выбор метода определения относительной плотности зависит
от вида клея и точности, с которой требуется произвести испыта-
ние. Наиболее точным для жидких композиций является метод
определения относительной плотности с помощью пикнометра.
Этот метод используется также при определении относительной
плотности твердых клеев. Применение пикнометра в случае пасто-
образных клеев довольно сложно.
Часто для измерения относительной плотности жидких клеев
применяют ареометр, однако он не может быть использован для
испытания клеев, содержащих осадок.
Для жидких и пастообразных клеев может быть рекомендован
метод Мора—Вестфаля, а также метод определения относительной
447
плотности с помощью шприца. Последний из перечисленных мето-
дов весьма несложен [1], хотя он и мало известен. Определение
относительной плотности клеев этим методом производится с по-
мощью обычного медицинского шприца емкостью 15—30 см3. Для
испытания жидких клеев используют толстую иглу, при работе с
пастообразными композициями — шприц без иглы. Клей набирают
в шприц, пузырьки воздуха удаляют. Из шприца клей выдавлива-
ют во взвешенную колбочку с притертой пробкой и определяют
массу клея. Таким же образом находят массу дистиллированной
воды в том же объеме. Относительную плотность вычисляют пу-
тем деления массы клея на массу воды.
вязкость
Вязкость является важным показателем при оценке качества
различных клеевых композиций. Клеи с высокой вязкостью не-
удобно наносить на соединяемые поверхности; при малой вязко-
сти необходимо наносить клей в несколько слоев, чтобы не было
«непроклеев», особенно при склеивании пористых материалов.
Поэтому очень важно в каждом конкретном случае приготовить
клей с оптимальной вязкостью.
В некоторых случаях, главным образом для высоковязких тик-
сотропных систем (например, клей ПУ-2), простых и надежных ме-
тодов определения вязкости еще не предложено.
Для определения вязкости клеевых композиций широко при-
меняются вискозиметры ВЗ-1 и ВЗ-4, вискозиметр Кохиуса, а так-
же так называемую воронку НИИЛК. Реже применяют прибор
Оствальда — Пинкевича, ротационные (с вращающимися цилинд-
рами) и электрические вискозиметры. Принцип работы последних
заключается в изменении динамического сопротивления мотора
при погружении роторной насадки мотора в испытуемую жидкость.
Вискозиметр ВЗ-1 представляет собой металлический цилинд-
рический резервуар, переходящий внизу в полый конус со съемным
соплом диаметром 2,5+0,025 мм или 5,4+0,025 мм. Резервуар
устанавливают в ванну, в которую наливают воду и доводят ее до
температуры 20 °C. Затем в резервуар вискозиметра наливают
клей, закрывают его крышкой и доводят температуру клея до
20+0,2 °C. После этого определяют время истечения клея из сопла
„ вискозиметра. Время истечения 50 мл (в с) является условной вяз-
костью клея. Расхождение между двумя параллельными определе-
ниями не должно превышать 5°/о-.
Вискозиметр предназначается для определения условной вяз-
кости клеев с вязкостью не более 150 и не менее 10 с.
Вискозиметр ВЗ-4 также представляет собой цилиндрический
сосуд, переходящий в конус с отверстием емкостью 100+0,5 см3.
В верхней части цилиндра имеется желоб, по которому удаляется
избыток испытуемого клея. В нижнее отверстие конической части
цилиндра вставляется сопло из нержавеющей стали диаметром и
448
высотой 4+0,2 мм. Перед тем как вискозиметр заполняют клеем,
отверстие сопла закрывают шариковым клапаном. Поднимая ша-
риковый клапан и давая клею стекать в приемный сосуд, опреде-
ляют, как и в предыдущем случае, время истечения (в с) 50 мл
клея. Испытание повторяют не менее двух раз, расхождения меж-
ду параллельными опытами не должны превышать 5%. Вискози-
метр предназначается для определения условной вязкости клеев,
вязкость которых находится в пределах 20—150 с.
Шариковый вискозиметр применяют обычно для испытания вы-
соковязких жидких клеев. Аппарат представляет собой стеклянную
трубку с внутренним диаметром 20 мм и длиной 35 см с двумя
отметками, отстоящими одна от другой на 25 см, на расстоянии
5 см от конца трубки каждая [2]. Клей наливают в стеклянный
цилиндр и после удаления пузырьков воздуха помещают в термо-
стат на 30—40 мин для того, чтобы температура клея стала равной
20 °C. Затем раствор наливают в вискозиметр, установленный
в строго вертикальном положении, и опускают в клей шарик. С по-
мощью секундомера определяют время, необходимое для прохож-
дения шарика через слой жидкости, ограниченный двумя метками.
Это время (в с) служит мерой вязкости испытуемого клея. Рас-
хождение между двумя параллельными определениями не должно
превышать 5%.
Для определения вязкости непрозрачных клеев (в частности,
резиновых) предложен более совершенный тип шарикового виско-
зиметра, в котором при падении шарика на дно сосуда замыкают-
ся находящиеся там контактные медные штифты -и загорается сиг-
нальная лампа. До начала падения шарик удерживается с по-
мощью электромагнита.
Известен прибор, действие которого основано также на изме-
рении времени падения шарика. В этом приборе, однако, исклю-
чена возможность отклонения траектории падения шарика от вер-
тикали и устранен таким образом источник возможных ошибок
[1, 3].
Для быстрого определения вязкости вязких клеев, в тех слу-
чаях, когда не требуется особая точность измерений, можно приме-
нять весьма простой прибор Кохиуса. Определение вязкости в этом
приборе основано на измерении скорости прохождения пузырька
воздуха через слой испытуемой жидкости. Вискозиметр Кохиуса
представляет собой стеклянную трубку диаметром 10—20 мм и
длиной 25—50 см. В нижней части прибора имеется пришлифо-
ванный кран. Наверху трубка закрывается стеклянной пробкой.
Клей наливают в прибор с таким расчетом, чтобы между пробкой
и жидкостью остался пузырек воздуха. После этого трубку быст-
ро переворачивают и с помощью секундомера определяют время
поднятия пузырька воздуха.
Прибор для определения вязкости, получивший название ворон-
ки НИИЛК, позволяет быстро выполнить определение вязкости
продуктов, имеющих вязкость не меньше 100 сП. Вязкость выра-
449
жается временем (в с), в течение которого из воронки вытекает
100 см3 жидкости.
Иногда для определения вязкости клеев применяют вискози-
метр Форда — Энглера, представляющий собой видоизмененную
модель вискозиметра Энглера.
Для определения вязкости очень вязких систем, а также сус-
пензий и эмульсий довольно широко используют ротационные вис-
козиметры. С помощью подобных приборов могут быть проведены
исследования вязкости и тиксотропии структурированных систем.
Прибор М. П. Воларовича, известный под названием ротационного
вискозиметра РВ-7, позволяет измерять абсолютную вязкость,
в интервале температур от —70 до 180 °C для жидкостей, имеющих
вязкость от 5 до 10 П.
липкость
д
Рис. 1У.1. Рабочая
часть прибора для
определения липко-
сти:
1 — объемная площадка;
2 — микрометрический
винт; 3 — пружинный ин-
дикатор; 4 — поперечная
планка.
Липкость — это способность достаточно вязкой жидкости при-
липать к поверхности, находящейся с ней в соприкосновении. Уси-
лие, которое требуется для удаления жидкости с этой поверхности,
характеризует липкость жидкости [4].
Для определения липкости жидких клеев
существует прибор, представляющий собой ве-
сы, одна из чашек которых заменена диском,
предназначенным для отрыва от слоя испытуе-
мого клея. Рабочая часть прибора (рис. IV. 1)
смонтирована на одной из подвесок весов и
состоит из съемной площадки 1, навинчивае-
мой на микрометрический винт 2; все устрой-
ство укреплено на поперечной планке 4, заме-
няющей чашку весов. Под площадкой на сто-
лике весов помещается кювета, через полое дно
которой пропускают воду для поддержания
постоянной температуры. Дно кюветы служит
нижней площадкой, на которую наливают слой
испытуемого клея. Сверху слой клея ограни-
чивается площадкой 1. Диаметр кюветы 44 мм,
высота бортов 12 мм. Расстояние между пло-
щадкой и дном кюветы, определяющее толщи-
ну слоя клея перед испытанием, устанавлива-
ется микрометрическим винтом с индикато-
ром 3 с точностью до 0,01 мм. При этом по-»
перечная планка 4 должна плотно лежать на
бортах кюветы.
Для определения липкости в чистую кювету наливают клей в
количестве, достаточном для заполнения всей кюветы и полного
смачивания площадки 1. После этого устанавливают поперечную
планку и на нее помещают груз весом в 100 гс, обеспечивающий
плотное прилегание планки к верхней шлифованной плоскости
450
бортов кюветы. Затем на левую чашку весов помещают груз (под
действием которого происходит отрыв площадки), осторожно, что-
бы не сдвинуть пленку, снимают с нее прижимающий груз; одно-
временно включают секундомер. Окончанием определения считают
момент опускания левой нагруженной чашки весов на подставку.
Определяя время разрыва слоя клея при различных нагрузках,
легко установить зависимость времени отлипания'от величины гру-
за, обусловливающего отрыв.
Небольшой избыток клея в кювете не влияет на результаты
определения при условии, если жидкость не затекает на верхнюю
поверхность площадки. Объем жидкости в кювете составляет обыч-
но 2,5—3 мл. Прибор снабжен набором площадок с радиусом от
0,65 до 1,78 см, толщина слоя жидкости может меняться от 0,2 до
1—2 мм.
Для оценки липкости могут быть также использованы некото-
рые вискозиметры [5] и другие приборы [6].
КОНЦЕНТРАЦИЯ КЛЕЯ
В большинстве случаев концентрацию клея определяют путем
нагревания навески клея до постоянной массы. В качестве при-
мера приведем метод определения концентрации раствора фено-
лоформальдегидной клеевой смолы.
Навеску смолы 1—2 г выливают на пластинку из стекла или
нержавеющей стали размером 8X8 см (или помещают в бюкс)
и ставят в термостат, где выдерживают при 105 РС в течение 2 ч,
после чего взвешивают. Последующие взвешивания ведут через
каждые 30 мин до тех пор, пока разница между двумя взвешива-
ниями не будет превышать 0,001 г. Концентрацию смолы (в %)
вычисляют по формуле:
В-100
А= с
где В — масса высушенной смолы, г; С — навеска смолы, г.
КОНЦЕНТРАЦИЯ ВОДОРОДНЫХ ИОНОВ
Концентрация водородных ионов (pH) может быть определе-
на электрометрическим и колориметрическим способами. Первый
из них обладает большой точностью, но имеет довольно сложное
аппаратурное оформление [7]. Колориметрические методы менее
точны, но значительно более просты и нашли широкое применение
в лабораторной и заводской практике.
Наиболее распространенным является метод Михаэлиса, осно-
ванный на изменении окраски различных индикаторов в зависимо-
сти от pH раствора. Сравнивая цвет испытуемой жидкости с инди-
катором и цвет стандартных растворов колориметрической шкалы,
производят определение pH в пределах от 2,8 до 8,4. В качестве
451
индикаторов в методе Михаэлиса применяют производные нитро-
фенола, которые обладают большой чувствительностью и стой-
костью.
Предварительно с помощью известных индикаторов (лакмуса,
фенолфталеина, универсального индикатора) ориентировочно уста-
навливают концентрацию водородных ионов, которую затем уточ-
няют при сравнении со стандартными растворами.
Для определения pH некоторых типов клеев, в частности на
основе карбамидоформальдегидных смол, предложен следующий
способ подготовки материала для анализа [8]. Клеевую пленку
толщиной не более 0,5 мм, нанесенную на силикатное стекло, су-
шат при комнатной температуре в течение 12—15 ч. Высохшую
пленку снимают со стекла и измельчают в ступке. Навеску клея
(около 2 г) помещают в колбу из кварцевого стекла и заливают
10 см3 дистиллированной воды. Через 15 мин после добавления
воды определяют pH, после чего опыт повторяют через каждые
24 ч до получения совпадающих результатов.
ЖИЗНЕСПОСОБНОСТЬ
Жизнеспособность определяют главным образом для клеевых
композиций, получаемых смешением компонентов на месте потреб-
ления. В большинстве случаев о жизнеспособности клея судят по
изменению его вязкости с течением времени. Жизнеспособность
многокомпонентных клеевых композиций должна быть не менее
1,5—2 ч. В качестве примера можно привести определение жизне-
способности фенолоформальдегидного клея, состоящего из феноло-
формальдегидной смолы резольного типа и кислого отвердителя
(контакт Петрова). В этом случае жизнеспособность определяет-
ся временем с момента приготовления клея до приобретения им
вязкости, при которой он уже не может быть нанесен на склеивае-
мые поверхности. Например, клей ВИАМ Б-3 может быть использо-
ван с вязкостью от 20 до 90°ФЭ, а клей ВЗ-1-Ф9 — от 25 до
100 °ФЭ.
Испытание производится следующим образом: 200 г свежепри-
готовленного клея помещают в стакан емкостью 200—300 см3
(диаметром 5—8 см) и выдерживают в термостате или на водяной
бане при 20 °C. Начальную вязкость определяют по достижении
клеем температуры 20 °C. Далее определения производят через
каждые 30 мин, пока клеевая композиция не достигнет максималь-
но допустимой вязкости.
В некоторых случаях-, когда определение вязкости по тем или
иным причинам не может быть выполнено (например, у тиксотроп-
ных систем типа полиуретанового клея ПУ-2), жизнеспособность
определяют, нанося клей кистью на металлические пластинки (из
дуралюмина) размером 20X60 мм через каждые 30 мин. Отмеча-
ют время, в течение которого клей пригоден для нанесения.
452
ПРОДОЛЖИТЕЛЬНОСТЬ ОТВЕРЖДЕНИЯ
Продолжительность отверждения определяют как для компо-
нентов клеев, так и для готовых клеевых композиций, например на
основе модифицированных различными полимерами и мономерами
фенолоальдегидных смол. Это испытание проводят также с целью
получения ориентировочных данных, нужных при разработке но-
вых клеев.
Для определения продолжительности отверждения навеску
клея (0,5—2 г) наносят на нагретую металлическую поверхность
электрической плитки и наблюдают за его отверждением в процес-
се нагревания при помешивании стеклянной палочкой или шпате-
лем. Продолжительность отверждения — это время, необходимое
для перехода смолы в неплавкое состояние. Температура испыта-
ния в зависимости от природы компонентов клея может колебать-
ся от 150 до 200 °C.
содержание летучих в клеевых пленках
Два кусочка пленки размером 50X50, мм, вырезанные с левой
и правой стороны рулона на расстоянии 10 см от края, взвешивают
на аналитических весах с точностью до 0,0002 г, затем надевают
на тонкую медную проволоку и помещают в сушильный шкаф, где
выдерживают при температуре 130+2 °C в течение 4 ч, затем ох-
лаждают в эксикаторе до комнатной температуры и снова взвеши-
вают. Содержание летучих веществ (в %) вычисляют по формуле:
а — ь
х = ——-100
где а — масса пленки до сушки, г; Ь — масса пленки после сушки, г.
Допускается определение содержания летучих веществ в
клеевых пленках экспресс-методом с помощью ламп накаливания
мощностью 500 Вт. Взвешенные на аналитических весах кусочки
пленки сушат на асбестовой решетке на расстоянии 20 см от купо-
ла лампы в течение 7 мин при температуре 175+5 °C. Лосле этого
их охлаждают в эксикаторе до комнатной температуры, взвешива-
ют и определяют содержание летучих веществ по той же формуле,
что и в случае сушки в сушильном шкафу.
ЗОЛЬНОСТЬ
Определение содержания золы в клеевых композициях, а иног-
да и детальное исследование состава золы, производят с целью
установления количества минерального наполнителя в композиции
и в ряде случаев — его природы.
Для определения зольности навеску клея осторожно сжигают
в фарфоровом или платиновом тигле, вначале на слабом пламени
газовой горелки, а затем в муфельной печи. Для ускорения сжига-
453
ния или при неполном сгорании могут быть использованы некото-
рые окислители, в частности азотная кислота или 30%-ная пере-
кись водорода, которые следует осторожно добавлять в охлажден-
ный тигель после того, как основная масса испытуемого материа-
ла сожжена. После сожжения определяют содержание золы. Для
исследования золы используют методы спектрального анализа.
ТЕРМИЧЕСКИЙ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ
КЛЕЕВЫХ ПЛЕНОК
В процессе формирования клеевых пленок, а также при резких
перепадах температуры происходит расширение и сжатие пленок,
приводящее к снижению прочности клеевых соединений. Прочность
клеевых соединений уменьшается особенно сильно в тех случаях,
когда клеевая пленка и склеиваемый материал имеют различные
термические коэффициенты линейного расширения. Возникающие
при этом деформации могут вызвать напряжения, превышающие
силы адгезии, и привести к значительному ослаблению прочности
клеевого соединения.
Для определения коэффициента линейного расширения образец
испытуемой пленки укладывают на поверхность стекла и подогре-
вают теплым воздухом. Один конец пленки при этом закреплен
в подвижном зажиме, а другой свободно лежит на поверхности
стекла. Изменение длины пленки в зависимости от температуры
определяют с помощью микроскопа.
То, что пленка находится на стекле или металле приводит
к неточности результатов. Для устранения этого недостатка пред-
ложено пленку помещать на поверхность ртутной ванны, обогре-
ваемой электрическим током. Длину пленки измеряют с помощью
металлографического микроскопа, снабженного линзой с деле-
ниями [1].
Описан [1] достаточно точный метод определения термического
коэффициента линейного расширения клеевых пленок, сущность
которого также сводится к нагреванию образца пленки на поверх-
ности ртути, причем один конец пленки закреплен в подвижном
зажиме, а другой, прикреплен к чувствительному передаточному
устройству. Это устройство фиксирует изменение длины пленки,
вызванное изменением температуры. Термический коэффициент ли-
нейного расширения (в 1/°С) вычисляется по формуле:
/-/о
а~
где I и io — начальная и конечная длина пленки, мм; t и ^ — начальная и ко-
нечная температура, °C.
СОДЕРЖАНИЕ ВОДЫ
Наличие воды в компонентах некоторых клеев, например в фе-
нолоформальдегидных, карбамидоформальдегидных и в особенно-
сти в полиэфирах, являющихся компонентами полиуретановых
454
клеевых композиций, может существенно влиять на адгезионные
свойства клеев, их жизнеспособность и др. Определение содержа-
ния воды в твердых смолах обычно производится по методу Дина
и Старка. В качестве растворителя используют толуол или ксилол
[2].
УСАДКА
Усадку клеев на основе смол, не содержащих растворителей,
и сополимеров ненасыщенных полиэфиров с ди- или полифункцио-
нальными мономерами можно определить, исходя из разности
относительных плотностей исходного клея и клея в отвержденном
состоянии. Вычисление производится по формуле:
х = (1 — Ро/р) 100
где х— усадка, %; ро — относительная плотность исходного клея; р — относи-
тельная плотность отвержденного клея.
Относительную плотность исходного и отвержденного клея
определяют с помощью пикнометров или другими известными ме-
тодами.
В тех случаях, когда не требуется большая точность испыта-
ний, относительную плотность можно определить следующим обра-
зом: мерный цилиндр емкостью 50 см3 покрывают изнутри раство-
ром этилпеллюлозы в спирто-бензольной смеси (1:1) для устра-
нения адгезии испытуемого материала к стенкам стеклянного ци-
линдра. Затем цилиндр взвешивают, заполняют клеем и взвеши-
вают повторно. Отверждение клея производится по режиму, соот-
ветствующему режиму отверждения клеевого соединения. По окон-
чании отверждения клей извлекают из цилиндра и снова взвеши-
вают. Объем отвержденного образца клея определяют по объему
вытесненной дистиллированной воды при погружении образца
в цилиндр с водой. Относительную плотность неотвержденного
клея вычисляют по формуле: v
А —В
р°- 50
где А —масса цилиндра с .клеем, г; В — масса пустого цилиндра, г.
Относительную плотность отвержденного клея определяют по
формуле:
Р = Р/У
где Р — масса образца отвержденного клея, г; V — объем образца отвержден-
ного клея, мл.
МОДУЛЬ УПРУГОСТИ ПРИ СДВИГЕ КЛЕЕВЫХ
СОЕДИНЕНИЙ
Помимо обычных методов испытания модуля упругости при
сдвиге клеящих полимеров разработан способ определения модуля
упругости клеевого соединения, основанный на определении угло-
455
вых деформаций (сдвиг при кручении) склеенных встык кольце-
образных образцов.
Образец представляет собой два металлических (из стали, алю-
миния и др.) кольца склеенных исследуемым клеем. Толщина
клеевого шва — ZK, соотношение между наружным D и внутрен-
ним d диаметрами кольца равно 12, что обеспечивает достаточно
однородное поле напряжений при нагру-
жении (рис. IV.2). С целью обеспечения
соосности колец склеивание производится
в специальном кондукторе.
Приспособление для измерения угло-
вых деформаций представляет собой
разъемные стальные диски (рис. IV.3) со
скошенной в виде клина поверхностью в
центральной части, что позволяет значи-
тельно сократить базу измерений и повы-
сить точность эксперимента. Диаметр
W777///A У//////,
Рис. IV.2. Образец для
определения модуля уп-
ругости при сдвиге кле-
евого соединения.
центрального отверстия равен диаметру
образца. По наружному контуру диска
имеется канавка для тяги из стальной струны, передающей угло-
вые деформации на прогибометр.
Измерение толщины клеевого шва ZK производится либо микро-
метром (по разности между суммарной высотой двух склеенных
Рис. IV.3. Схема приспособления для измерения угловых деформаций при круче-
нии склеенных образцов:
1 — полудиски; 2 — стяжные винты.
Рис. IV.4. Крепление разъемных дисков на образцах.
колец и высотой каждого кольца), либо универсальным измери-
тельным микроскопом, причем в последнем случае обеспечивается
точность измерения до 0,1 мкм.
Крепление разъемных дисков на образце показано на рис. IV.4.
За базу измерения принимается расстояние между дисками <рс.
которое равняется сумме толщин клеевого шва и металла (обычно
от 1,5 до 2 мм).
456
Для аналитического определения модуля сдвига используются
расчетные формулы теории упругости. Кроме того, его можно
определить графически как тангенс угла прямолинейного участка
диаграммы «нагрузка—деформация» в координатах «напряжение
сдвига — относительная деформация сдвига клея».
ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Рис. IV.5. Схема консольного
метода определения внутрен-
них напряжений в полимерных
пленках:
1 — подложка; 2 — пленка.
В результате усадки клеевых пленок в процессе их отвержде-
ния возникают внутренние напряжения, существенно влияющие на
прочность клеевых соединений. Так как при отверждении пленки
объем ее может только уменьшиться,
то внутренние напряжения, как прави-
ло, являются напряжениями растяже-
ния.
Для определения внутренних напря-
жений [9] может быть использован
следующий метод (рис. IV.5). На пла-
стинку из металла или неметалличес-
кого материала 1, консольно закреп-
ленную в соответствующем приспособ-
лении, наносят раствор клея. По мере
отверждения клеевой пленки в ней воз-
никает упругая сила Р, определяемая по формуле:
Р = oEta
где ов — внутренние напряжения; Ь — ширина пленки; а — толщина пленки.
Под действием силы Р на конце закрепленной пластинки возни-
кает изгибающий момент М, вычисляемый по формуле:
d + а
~2
М = Стра
где d — толщина пластинки.
Угол отклонения пластинки характеризует внутренние напряже-
ния, вызывающие деформацию пластинки за счет изгибающего мо-
мента М.
Известны и другие методы определения внутренних напряже-
ний, в частности оптический метод [10]. Сущность оптического ме-
тода заключается в определении напряжений, возникающих в стек-
ле (подложке) и пленке клея в зоне контакта в момент отделения
клея от стекла. Если прочность адгезионных связей между клеем
и подложкой достаточна, то усадочные напряжения, возникающие
в клее, воспринимаются подложкой как механические нагрузки.
Если подложка сделана из оптически активного материала, в ней
проявляется двойное лучепреломление, по величине которого и
определяют возникающие напряжения.
30—2591
457
ХИМИЧЕСКИЙ СОСТАВ КЛЕЕВ
Исследование химического состава клеев является необходи-
мым при установлении правильности рецептуры клея, а также при
определении химической природы неизвестного клеящего мате-
риала.
Исследование химического состава клеевых композиций затруд-
нено тем, что в большинстве случаев в состав клея входит несколь-
ко компонентов, химическая природа которых совершенно различ-
на. Изучение химической природы уже отвержденных клеев яв-
ляется еще более сложной задачей, так как в процессе отвержде-
ния клея (в частности, термореактивного) его компоненты во мно-
гих случаях претерпевают необратимые превращения.
Исследование должно быть начато с разделения композиции
на составные части с тем, чтобы потом подвергнуть анализу выде-
ленные компоненты. Если клеевая композиция представляет собой
раствор полимера или смеси полимеров в каком-либо органиче-
ском растворителе или в смеси растворителей (что встречается
наиболее часто), то прежде всего необходимо по возможности пол-
но отогнать растворитель и установить концентрацию клея. Уда-
лять растворитель нужно осторожно, чтобы избежать воздействия
повышенной температуры на компоненты клея. Если растворитель
имеет высокую температуру кипения, то его отгонку следует вести
под вакуумом.
При наличии в составе клея нерастворимых органических (са-
жа, древесная мука, молотые отходы фенопластов и др.) или ми-
неральных (цемент, слюда, кварцевая или фарфоровая мука, бе-
лая сажа, порошкообразные металлы и др.) наполнителей они
должны быть отделены центрифугированием или другими метода-
ми и исследованы самостоятельно.
После отделения наполнителя и отгонки основной массы рас-
творителя остаток растворителя удаляют путем высушивания клея
в вакуум-сушилке при комнатной или возможно более низкой тем-
пературе. Отогнанный растворитель также исследуется самостоя-
тельно.
Оставшееся после отгонки растворителя вещество (так же, как
и не содержащие растворителя клеящие материалы) проходит
следующие предварительные испытания:
исследование поведения вещества в пламени;
сухая перегонка вещества;
проведение качественных реакций на определение хлора, азота,
серы и кремния;
определение числа омыления.
Если исследуемый клей представляет собой смесь полимеров,
то разделить его на составляющие иногда удается путем пере-
осаждения или фракционирования.
Если на основании данных предварительного анализа можно
предположить, что исследуемый клей представляет собой один
458
полимер, или если сложную композицию удалось разделить на со-
ставляющие, то в качестве вспомогательных методов анализа мож-
но применить определение относительной плотности, молекулярно-
го веса, растворимости, коэффициента рефракции, флуоресценции
под влиянием ультрафиолетового излучения, а также элементный
анализ вещества и определение содержания функциональных
групп (ОН, СООН, CI и др.).
Для этих исследований требуется тщательная очистка веще-
ства от минеральных загрязнений, примесей мономеров, низкомо-
лекулярных продуктов, остатков катализаторов и т. д. путем пере-
осаждения (или разделения на небольшое число фракций), отгон-
ки с водяным паром, промывки растворителями или водой и т. д.
Очищенное вещество высушивают до постоянной массы.
Результаты предварительных исследований во многих случаях
могут оказаться достаточными для определенного суждения о хи-
мической природе исследуемого клея.
АДГЕЗИОННЫЕ СВОЙСТВА КЛЕЕВ
Испытания адгезионных свойств клеев сводятся к определению
силы, необходимой для разделения двух склеенных поверхностей.
Характер разрушения склеенных поверхностей при этом может
быть различным. При полном отслаивании клеевой пленки от под-
ложки имеет место адгезионный отрыв; если разрушение идет по
клеевому слою или по склеиваемому материалу, отрыв является
когезионным. Существует также третий тип отрыва — смешанный
(адгезионно-когезионный), при котором расслаивание происходит
частично с отслаиванием клеевого слоя от подложки и частцчно
по клею или подложке.
Количественно адгезионная способность того или иного поли-
мера может быть определена при разрушении клеевого соединения
при отслаивании (отдире и неравномерном отрыве) или равномер-
ном отрыве. Силу, которую приходится преодолевать при равно-
мерном отрыве, отнесенную к единице площади, называют адге-
зионным давлением или давлением прилипания, а также удельным
прилипанием и выражают в дин/см2 или г/см2. Сила, затрачивае-
мая при отслаивании, называется сопротивлением отслаиванию и
выражается в дин/см или г/см. Иногда работу, затрачиваемую на
отслаивание, отнесенную к единице склеенной поверхности, называ-
ют удельной работой отслаивания, работой адгезии или просто
адгезией и выражают в эрг/см2.
Метод отслаивания применяют при определении прочности
соединения тонкой пленки с твердой подложкой, т. е. в тех слу-
чаях, когда разрушение начинается с краев пленки. При исследо-
вании прочности склеивания двух массивных тел более целесооб-
разно применять метод равномерного отрыва. Весьма распростра-
ненным для определения адгезионных свойств является также ме-
тод определения прочности при сдвиге.
30!
459
Определение адгезионных свойств может быть осуществлено
на динамометрах обычного типа или же с применением специаль-
ных приборов — адгезиометров. Известны различные типы адге-
зиометров. Прибор для определения адгезии методом неравномер-
ного отрыва, так называемый угловой адгезиометр (рис. IV.6),
пригоден для определения адгезионных свойств некоторых клеевых
пленок с относительно невысокой адгезией (главным образом на
основе термопластичных
Рис. IV.6. Угловой адгезио-
метр Дерягина:
/ ~ пластинка; 2 — пленка; 3 —
груз; 4 — шкала.
полимеров). При испытании на пластин-
ку 1, которая может вращаться вокруг
горизонтальной оси, наносят слой клея.
Высохшую пленку 2 разрезают на по-
лоски определенной ширины и нижний
конец полоски, слегка отделенный лез-
вием бритвы от поверхности, натягива-
ют грузом 3. Пока пластинка с плен-
кой находится в вертикальном положе-
нии, отрыва пленки не происходит. При
осторожном вращении пластинки во-
круг оси при определенном угле между
пластинкой и вертикальной осью про-
исходит отрыв пленки от пластинки.
Работа отрыва вычисляется по фор-
муле:
Р
А = — (1 — cos а0)
где А — работа отрыва, эрг/см2; Р— вес гру-
за, кгс; о — ширина отрываемой пластинки,
см; а0 — угол, при котором наступает отрыв
пленки.
Описанный метод является доста-
точно простым и дает воспроизводимые
результаты, однако получающиеся ре-
зультаты зависят от скорости отрыва,
которая меняется при изменении веса
груза и угла отрыва.
Существенным преимуществом усовершенствованного прибора
подобного типа [11] является то, что отрыв пленки производится
при помощи электромотора, причем скорость, сила и угол отрыва
(90°) постоянны. Прибор непригоден и для испытания пленок,
обладающих высокой адгезией/
Для определения влияния скорости отрыва на прочность при-
липания полимеров [12] сконструирован специальный роликовый
адгезиометр. Определение адгезионных свойств на этом приборе
можно проводить на различных подложках (сталь, стекло и др.).
По методу НИИЛК [1] адгезия полимеров определяется силой,
которую нужно приложить к ножу в направлении его движения,
чтобы отделить пленку от подложки. Этот же принцип лежит в ос-
460
нове работы адгезиометра, пригодного только для испытания поли-
меров с относительно небольшой адгезией.
Предложена видоизмененная конструкция этого прибора [13],
пригодная для испытания различных полимеров с большей адге-
зионной способностью. В ней клинообразное приспособление для
снятия пленки заменено куском лезвия безопасной бритвы шири-
ной 4 мм. Для укрепления резца сконструировано специальное
приспособление, обеспечивающее возможность регулирования рав-
номерности соприкосновения резца с подложкой, а также возмож-
ность изменения угла наклона и поворота резца к подложке. Для
обеспечения плотного прилегания ножа к пластинке на головке
предусмотрено приспособление для помещения груза. Передвиже-
ние платформы производится с помощью мотора. Этим прибором,
который назван адгезиометром ГИПИ-4, можно с большой точно-
стью измерять адгезию различных материалов, нанесенных на
стеклянную пластинку.
Исследования, проведенные с помощью этого адгезиометра, по-
казали, что на адгезию полимера не влияет ширина испытуемой
пленки, но большое влияние оказывает ее толщина: с уменьшени-
ем толщины клеевой пленки адгезия возрастает.
Для исследования «самослипания» пленок полимеров (в част-
ности, каучуков) предложен метод скрещенных нитей, сущность,
которого сводится к измерению силы, с которой прилипают две
скрещенные нити (из кварца), покрытые пленками исследуемого
полимера [14].
Описаны и другие методы испытания адгезионной способности
клеев [15], в том числе метод штифтов, который заключается в.
том, что в подложке просверливают отверстия, в которые устанав-
ливают по скользящей посадке штифты. После этого на поверх-
ность торцов штифтов наносят пленку полимера. По окончании
формирования пленки штифты выдергивают и определяют силу от-
рыва штифта от покрытия. Для устранения искажения результатов
испытания вследствие прогиба пленки предложено применять ме-
тод скручивания штифтов; по усилию скручивания определяется
прочность склеивания полимера с подложкой (штифтом) [16].
Описаны методы измерения адгезии с помощью ультразвуковых,
колебаний [17], с применением ультрацентрифуги [18], пневмо-
гидравлические, инерционные и другие методы [19].
МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
КЛЕЕВЫХ СОЕДИНЕНИЙ
Вопросам расчета прочности клеевых соединений посвящено
большое число работ как советских, так и иностранных исследова-
телей [20]. Однако ни один из разработанных методов расчета не
гарантирует вполне надежное определение прочности реальных
конструкций. Поэтому экспериментальное определение механиче-
461;
-ской прочности клеевых соединений весьма важно. Методы испы-
тания механической прочности клеевых соединений могут быть
объединены в три группы:
эксплуатационные испытания изделий;
статические и динамические испытания узлов, агрегатов, изде-
-лий на устройствах, воспроизводящих полностью или частично
эксплуатационные нагрузки;
лабораторные испытания различных типов клеевых соединений
на образцах.
МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
КЛЕЕВЫХ СОЕДИНЕНИЙ МЕТАЛЛОВ
Существующие методы испытания механической прочности
клеевых соединений металлов предназначены главным образом
для оценки прочностных характеристик клеев, в частности кон-
струкционных. Однако они могут быть использованы и при испы-
таниях, проводимых с целью выбора конструктивных параметров
клеевых соединений при проектировании конструкций.
В настоящее время в СССР применяются методы испытаний
следующих механических свойств клеевых соединений металлов:
разрушающее напряжение при сдвиге
разрушающее напряжение при равномерном отрыве
прочность при неравномерном отрыве
прочность при неравномерном отрыве при изгибе
длительная прочность при сдвиге при растяжении
предел длительной прочности при отрыве
ударная вязкость при сдвиге
Ниже кратко описываются лишь наиболее распространенные
из этих методов, а также некоторые зарубежные методики испы-
таний, не регламентированные в СССР, но используемые в отече-
ственных исследовательских работах.
При проведении всех видов испытаний механических свойств
клеевых соединений необходимо соблюдать следующие общие пра-
вила (кроме случаев, для которых специально установлены осо-
бые правила). Клеевые потеки на испытуемых образцах (после
снятия давления) следует осторожно, но тщательно зачистить.
Склеенные образцы должны быть выдержаны до испытания не
менее 24 ч в комнатных условиях; исключение составляют образ-
: цы, склеенные термопластичными или гигроскопичными клеями,
которые рекомендуется хранить при 20+5 °C относительной влаж-
ности воздуха 55+5%.
Стандартными методами испытаний предусмотрено определе-
ние механических свойств при различных температурах: от —196
до 1200 °C (в зависимости от природы клея, склеиваемых материа-
лов и их назначения). Если температура испытаний отличается от
комнатной, то образец клеевого соединения помещают в нагрева-
тельную или холодильную камеру. Испытуемый образец во время
-462
нагревания или охлаждения должен находиться в воздушной среде,
за исключением испытаний при —196 °C, при которых образец по-
мещается непосредственно в жидкий азот. Нагревание (или охлаж-
дение) образцов должно быть равномерным, заданная температу-
ра испытаний должна поддерживаться в течение всего времени ис-
пытания с точностью до 1 °C (для температур ниже нуля — 2°C).
Температура образца периодически контролируется с помощью-
термопар, установленных возле центра образца. Измерение отри-
цательных и близких к комнатным температур рекомендуется
производить термопарами медь — константан и платиновыми тер-
мопарами сопротивления, для измерения повышенных и высоких,
температур рекомендуется пользоваться термопарами хромель —
копель, хромель — алюмель, платина — платинородий и др.
Влажность воздуха в помещении, где проводятся испытания,
при кратковременных статических и динамических испытаниях не
регламентируется. Длительные испытания проводятся либо в ком-
натных условиях (значения влажности периодически фиксируются
в протоколе испытаний), либо в среде с определенной заданной
влажностью воздуха. Испытанные (разрушенные) образцы осмат-
ривают для выявления качества склеивания (наличия непроклеев
и т. д.) и характера разрушения. Различают следующие виды раз-
рушения:
по плоскости склеивания;
по клею;
по защитному покрытию металла;
по металлу.
Оценка процента разрушения по плоскости склеивания, по
клею и по защитному покрытию производится визуально с точ-
ностью до 5—10% от номинальной площади склеивания. При оп-
ределении характера разрушения следует осматривать обе части:
испытанного образца.
Прочность при сдвиге-
Рассматриваемый метод предназначен для определения разру-
шающего напряжения при сдвиге клеевых соединений металличе-
ских листов. При выборе стандартного метода испытания на сдвиг
прежде всего необходимо установить целесообразную схему нагру-
жения: растяжение, сжатие, кручение или изгиб.
Испытания на сдвиг при кручении обеспечивают, при соответ-
ствующей форме образцов, наиболее «чистый» сдвиг. Однако изго-
товить образцы для таких испытаний довольно сложно, а метод
для широкого применения мало удобен. Методы испытания на
сдвиг при изгибе также нецелесообразно применять в качестве-
стандартных: касательные напряжения при поперечном изгибе
распределяются неравномерно и расчет напряжений при больших
прогибах сложен.
463-
Испытания на сдвиг при сжатии удобны для клеевых соедине-
ний металлов больших толщин. При испытании таких материалов
на растяжение потребовалось бы устанавливать выравнивающие
•прокладки для уменьшения эксцентриситета и обеспечения парал-
лельности растягивающих усилий в плоскости клеевого шва.
Клеевые соединения тонких металлических листов лучше испыты-
вать на растяжение, так как при сжатии могут возникать явления
продольного изгиба. В связи с тем, что соединения тонких метал-
.лических листов являются наиболее распространенными, в каче-
стве стандартной схемы нагружения при сдвиге выбрано растяже-
ние.
Образец для испытаний представляет собой две полосы из ли-
стового металла, склеенные внахлестку (рис. IV.7). Допуски на
ширину и длину каждой по-
ловинки образца регламен-
тируются, однако для удоб-
ства закладки и фиксации
образцов в приспособлении
для склеивания их размеры
следует выдерживать в бо-
лее жестких пределах:
—0,2 мм по ширине и
±0,15 мм по длине полови-
ны образца.
Образцы устанавливают
на испытательной машине
между зажимами машины со-
ставляло 50±2 мм, а нахлестка образца располагалась симметрич-
но по отношению к обоим зажимам. Продольная ось образца при
испытании должна совпадать с направлением растягивающего
усилия. Испытания следует проводить при скорости движения на-
гружающего зажима машины 10 мм/мин (допустимо увеличение
скорости до 20 мм/мин). Нагружение производится до разруше-
ния образца, причем фиксируется наибольшая нагрузка. Для каж-
,дого варианта склеивания испытывается не менее 5 образцов. Раз-
рушающее напряжение клеевого соединения при сдвиге определя-
ют по формуле:
x = PjF
ггде Р — разрушающая нагрузка, кгс; F — площадь склеивания, см2.
Прочность при равномерном отрыве
Для определения статической прочности клеевых соединений
металлов используют два метода: испытание цилиндрических об-
разцов и испытание образцов типа крестовин. Принцип обоих ме-
тодов состоит в определении разрушающей нагрузки при растяже-
нии образца в направлении, перпендикулярном плоскости склеива-
Клеевой. шоВ
105-
Рис. IV.7. Образец для определения раз-
рушающего напряжения при сдвиге.
таким образом, чтобы расстояние
ния. Первый метод обеспечивает наиболее равномерное распреде-
ление напряжений по площади клеевого шва. Он предназначен для
определения прочности при отрыве клеевых соединений металлов
в прутке, склеенных встык.
Цилиндрический образец для испытаний (рис. IV.8) имеет две-
закладные головки и склеивается из двух одинаковых частей
(«грибков»). Диаметры склеиваемых половин образца не должны
отличаться более чем на 0,1 мм, а взаимное смещение их при
склеивании не должно превышать 0,2 мм. Склеиваемые поверхно-
сти должны быть плоскими и перпендикулярны продольной оси
образца так же, как и опорные поверхности головок.
Рис. IV.8. Образец для определения разрушающего напряжения при равномер-
ном отрыве.
Рис. IV.9. Образец в виде крестовины для определения разрушающего напря-
жения при равномерном отрыве.
Известен метод испытания соединений металлов в виде плит или
полос на образцах-крестовинах, используемый также для испыта-
ний соединений металлов с неметаллическими материалами. Обра-
зец (рис. IV.9) склеивается посередине из двух одинаковых прямо-
угольных металлических брусков. Для склеивания образцов-кре-
стовин удобно применять приспособление, обеспечивающее фикса-
цию половин образца во взаимно перпендиклярном положении.
Для испытаний обоими методами используют машины, осу-
ществляющие растяжение образцов и измеряющие нагрузку с точ-
ностью до 1%. Образцы обоих типов устанавливают на испыта-
тельные машины в специальные приспособления (рис. IV.10), обес-
печивающие правильное их центрирование относительно линии
действия растягивающих усилий. В случае испытаний при повы-
шенной или пониженной температурах образцы обоих типов вы-
держивают до начала нагружения в нагревательной или холо-
дильной камере в течение 45—60 мин.
Испытания проводят при постоянной скорости движения на-
гружающего режима, равной 10 мм/мин. Допустимо увеличение
этой скорости до 20 мм/мин. Нагружение производят до разруше-
465
ния образца, причем фиксируют максимальную нагрузку. Для
каждого варианта склеивания следует испытывать не менее 5 об-
разцов. Разрушающее напряжение клеевого соединения при рав-
номерном отрыве определяют по формуле:
a = P/F
где Р — разрушающая нагрузка, кгс; Р — площадь склеивания, смг.
Испытания одного и того же клея на цилиндрических образцах
и образцах-крестовинах дают разные показатели — обычно более
низкие на крестовинах.
Рис. IV.10. Приспособление для испытания на отрыв образцов в виде крестовин:
1 — скобы; 2 — ремень для крепления к зажимам машины; 3 — образец.
Прочность при неравномерном отрыве
Принцип метода заключается в растяжении образца, состояще-
го из толстой, относительно жесткой пластины, склеенной с сере-
диной тонкой металлической полосы, жестко закрепленной на двух
опорах. Стандартная методика
Рис. IV.11. Образец- для определения
прочности при неравномерном отрыве.
предусматривает испытания
двух типов: определение срав-
нительных прочностных харак-
теристик клея и испытания для
выбора конструктивных пара-
метров клеевого соединения.
Для испытаний первого ти-
па применяют стандартные об-
разцы, форма и размеры кото-
рых показаны на рис. IV.11; во
втором случае предусматрива-
ются испытания с переменным
расстоянием между опорами й образцами других размеров (при
сохранении общей схемы испытания и формы образца).
Для испытаний используют машину, позволяющую производить
растяжение образца и измерение нагрузки с точностью до 1%'.
Образец устанавливают на машину в специальном приспособлении
466
(например, в таком, который показан на рис. IV. 12). Передвиж-
ные опоры обоймы приспособления сдвигают симметрично на рас-
стояние 200 мм и затем концы полосы жестко закрепляют винта-
ми. Образец испытывают при постоянной скорости перемещения
нагружающего зажима 10 мм/мин.
Рис. IV.12. Приспособление для испытаний на неравномерный отрыв (конструк-
ция нижней части меняется в зависимости от вида образца — варианты а и б):
/ — коромысло; 2-—обойма; 3 — прижимной болт; 4 — шарнирная подвеска; 5— нижний кре-
пежный узел; 6 — головка машины; 7 — образцы.
Прочность клеевого соединения при неравномерном отрыве по
описываемой методике характеризуется погонным отрывающим
усилием:
Рпог “
где Р — наибольшая нагрузка, кгс; b — ширина образца, см.
Для каждого варианта склеивания следует испытывать не ме-
нее 3 образцов.
Прочность при неравномерном отрыве
при изгибе
При испытании образец (склеенный внахлестку) устанавлива-
ют плашмя на две опоры, находящиеся друг от друга на расстоя-
нии 40 мм. В середине нахлестки перпендикулярно плоскости
склеивания прикладывается изгибающая нагрузка (рис. IV.13).
Перед испытанием измеряют толщину и ширину склеенных поло-
вин образца, длину и ширину нахлестки. Для правильного распо-
ложения образца на испытательном приспособлении на боковые
поверхности образца следует предварительно нанести риски:
в центре нахлестки, если образец центрируется по нагружающему
ножу, или в местах опор, если центровка осуществляется по вер-
шинам опор. Направление движения нагружающего ножа при
испытаниях должно быть параллельно его оси и перпендикулярно
оси образца.
467
Прочность клеевого соединения при неравномерном отрыве при
изгибе характеризуется погонным отрывающим усилием:
Р ПОГ = Р/Р
где Р — наибольшая нагрузка, кгс; Ь — ширина нахлестки, см.
Рис. IV. 13. Схема испытаний на не-
равномерный отрыв при .изгибе:
1 — образец; 2 — нагружающий нож; 3 —
опоры; 4 — прокладка.
Описанный метод находит применение в СССР главным обра-
зом в исследовательских работах в тех случаях, когда по условиям
испытаний трудно пользоваться более громоздкими образцами (на-
пример, при испытаниях в криогенных условиях).
Прочность при отдире
Испытания на отдир включают отслаивание или отдирание
гибкого элемента соединения, приклеенного к другому гибкому
или более жесткому элементу. Образец обычно нагружают под
Рис. IV.14. Стандартное Т-образное соединение для испытаний на отдир (тол-
щина склеиваемых материалов 0,5—0,8 мм).
Рис. IV.15. Испытание на отдир по методу фирмы «Bell»:
1 — образец; 2 — плита; 3 — ролик; 4 — подшипники.
468
Рис. IV.16. Образец и установка
для испытаний на отдир с по-
мощью барабана (г, —- радиус ба-
рабана, равный 50,8 ± 0,127 мм;
Го—радиус до середины толщины
нагружающего ремня плюс
.12,7 мм):
1 — образец; 2 — противовес; 3 — гибкий
нагружающий ремень; 4 — зажимы; 5 —
нагружающая перекладина; 6— ремни.
углом 90 или 180°. Скорость нагружения, как правило, в этих ис-
пытаниях не так существенна, как в испытаниях на сдвиг при рас-
тяжении, но должна фиксироваться для получения сравнимых
данных. В СССР подобные испытания прочности используют лишь
в опытных работах, и их методики регламентированы ведомствен-
ными инструкциями. За рубежом используется несколько стан-
дартных методов испытаний на отдир.
Отдир Т-образных соединений. Испытания на отдир под углом
90° («уголковый» отдир) регламентированы в США [21] и широко
используются в ряде других
стран. Целью испытаний является
определение относительной стой-
кости к отдиру клеевого соедине-
ния двух гибких материалов. Об-
разцы для испытаний (рис. IV. 14)
следует изготавливать очень тща-
тельно, так как при определении
прочности при отдире большое
значение имеет толщина клеевого
слоя и состояние поверхности
склеиваемых субстратов. Испыта-
ния проводят на стандартной раз-
рывной машине при скорости на-
гружения около 250 мм/мин. При
этом определяют среднее погон-
ное отдирающее усилие (в кг/см
ширины образца). Предпочти-
тельно пользоваться машиной с
прибором-самописцем, регистри-
рующим значения перемещения
зажима по одной оси координат и
приложенную нагрузку —• по дру-
гой.
Отдир по методу фирмы
«Bell». Фирмой «Bell» разработан
видоизмененный метод определе-
ния прочности при отдире Т-образных образцов (рис. IV.15).
Образец шириной 12,7 мм и длиной около 250 мм, состоящий из
гибкой полосы толщиной 0,4 мм и более жесткой толщиной 1,6 мм,
расслаивают, пропуская концы полос через катушечное приспособ-
ление, причем катушки при нагружении могут вращаться. Ско-
рость нагружения — около 500 мм/мин. По сравнению со стан-
дартным методом значения прочности Т-образных соединений, по-
лучаемые по этой методике, как правило, немного выше, а разброс
результатов меньше, так как угол отдира более постоянен [21, 22].
Отдир с помощью барабана. Этот метод предназначен главным
образом для определения прочности при отдире клеевых соедине-
ний в многослойных металлических, комбинированных или пласт-
469
массовых материалах, в которых один из элементов является гиб-
ким, а также в соединениях обшивок с сотовым заполнителем.
Устройство для испытаний состоит из барабана с ребордами, гиб-
ких нагружающих ремней или тросов, зажимов для крепления об-
разца и разрывной испытательной машины, снабженной самопис-
цем. В СССР подобный метод пока не стандартизован и исполь-
зуется лишь в исследовательских работах. В США отдир на бара-
бане проводят при скорости нагружения 25—50 мм/мин, исполь-
зуя образец шириной 76 мм (рис. IV.16). При этом определяют
средний крутящий момент [21] отдира, приходящийся на единицу
ширины клеевого шва (в кгс/см/см).
Длительная прочность при сдвиге
Метод испытания длительной прочности при сдвиге предназна-
чен для испытаний клеевых соединений листовых металлов. Сущ-
ность метода состоит в определении продолжительности испыта-
ния до разрушения клеевого
соединения внахлестку при действии
постоянной растягивающей на-
грузки при определенной темпе-
ратуре. Образец для испытаний
аналогичен образцу, применяемо-
му для определения разрушающе-
го напряжения при сдвиге (см.
рис. VI.7). Испытательная маши-
на должна обеспечивать приложе-
ние заданной нагрузки с точно-
стью ±1%, постоянство нагрузки
в течение всего испытания (с точ-
ностью ±0,1%), плавность на-
гружения и разгружения образ-
цов, приложение усилий без за-
метного эксцентриситета и надеж-
ное крепление образцов.
Рис. IV. 17. Приспособление для
длительного статического нагру-
жения образцов при выдержке в
различных средах:
1 — концевая защитная плита; 2 — само-
устанавливающиеся шайбы; 3 — ограни-
читель; 4 — пружина; 5 — образец; 6 —
захват.
ОСТ предусматривает два вида испытаний:
определение условного предела длительной прочности (средне-
го по площади склеивания напряжения сдвига, вызывающего раз-
рушение клеевого соединения за определенное время);
определение соответствия между временем до разрушения об-
47®
разца и нормой времени (базой), установленной программой ис-
пытаний.
Чтобы установить условный предел длительной прочности, ис-
пытания проводят при различных постоянных нагрузках вплоть до
разрушения образца (рекомендуется последовательно проводить
испытание при нагрузках, составляющих 70, 60, 50% и т. д. от раз-
рушающего напряжения при сдвиге). Пример обозначения дли-
тельной прочности:
100
т 500
где 100 —температура испытаний, °C; 500 — база испытаний, ч.
При определении длительной прочности клеевых соединений
в атмосфере с повышенной влажностью, при циклически изменяю-
щихся температурах при действии других факторов, воспроизводя-
щих эксплуатационные условия, в опытных работах в СССР и за
рубежом используют пружинные зажимные приспособления, под-
держивающие в образце, склеенном внахлестку, постоянные напря-
жения сдвига (рис. IV. 17).
Ползучесть
Кроме испытаний длительной прочности, за рубежом стандарти-
зованы методы испытаний ползучести, т. е. деформации, происхо-
дящей в клеевом соединении при длительном воздействии статиче-
ских нагрузок (отечественные методики испытаний клеевых соеди-
нений на ползучесть не регламентированы).
Деформация ползучести (на сдвиг при растяжении) определя-
ется на образце, склеенном из двух полос размерами 1,6Х25,4Х
Х102 мм с нахлесткой 12,7 мм [21]. По центру нахлестки на
обеих склеенных полосах прочерчивают четкую риску. Образец
подвешивают на неподвижный штифт через отверстие, просверлен-
ное в одной из полос, а к противоположному концу крепят груз.
Деформацию определяют, наблюдая за смещением рисок на образ-
це (визуально, с помощью инструментального микроскопа или
другого оптического измерительного приспособления). Для опреде-
ления ползучести при сдвиге сжимающими нагрузками образец из
двух пластин 1,6X19X25,4 мм, склеенных с нахлесткой 12,7 мм,
закрепляют в оттарированном зажимном приспособлении, а затем
через определенные промежутки времени наблюдают за смещени-
ем рисок на образце [21].
Длительная прочность при равномерном отрыве
Метод предназначен для определения длительной прочности
клеевых соединений, склеенных встык, при отрыве растягивающи-
ми нагрузками. Цилиндрические образцы, применяемые для испы-
таний, показаны на рис. IV. 18. Смещение половин образца по диа-
471
Рис. IV.18. Образец для определения длительной прочности при равномерном
отрыве.
метру не должно превышать 0,1 мм. В остальном эта методика
аналогична определению длительной прочности при сдвиге.
Предел усталости при сдвиге или отрыве
Испытания проводят при несимметричных знакопостоянных
циклах нагружения клеевых соединений, склеенных внахлестку
(или встык), растягивающими нагрузками, создающими напряже-
ния сдвига (отрыва) в клеевом шве. Образцы для испытаний ана-
логичны образцам, показанным на рис. IV.7 и IV. 18.
Для испытаний клеевых соединений на усталость рекомендуют
машины с погрешностью нагружения не более ±2 %. Машина
должна производить нагружение с частотой 1000—3000 циклов/мин,
обеспечивая приложение к образцу переменных растягивающих
усилий с коэффициентом асимметрии г^0,1. Образцы закрепляют
на машинах с помощью шарнирных тяг так, чтобы расстояние
между зажимами было не менее 50 мм. В качестве основного ре-
жима испытаний рекомендуется цикл с коэффициентом асиммет-
рии около 0,1.
Контрольные испытания образцов проводят при заданном на-
пряжении до достижения требуемого числа циклов нагружения.
Для определения предела усталости при сдвиге или отрыве испы-
тания проводят при различном числе циклов нагружения до раз-
рушения образцов.
Прочность при изгибе
В США регламентирован метод определения прочности при из-
гибе, применяемый для испытаний многослойных металлических
клееных материалов и клеевых соединений обшивок с сотовым за-
полнителем. Образец размером 76X406 мм устанавливают по
концам (или вблизи них) на опоры и нагружают в центре верхней
обшивки. Нагружение может быть одно- или двухточечным (ре-
комендуется применять двухточечное нагружение). Регулируя дли-
ну нагружающих плеч, можно менять положение участков кон-
центрации напряжений. При этом испытании в многослойных об-
разцах возникают как сдвигающие усилия, так и изгибающий мо-
мент. В зависимости от толщины обшивок, расстояния между опо-
рами и жесткости заполнителя характер разрушения может ме-
няться. При нагружении с малым пролетом и относительно боль-
шой толщине обшивок разрушение по клеевому шву или по запол-
нителю наиболее вероятно. В стандартной методике даны формулы
для расчета напряжений при сдвиге, напряжений в обшивках и
модуля сдвига сотового заполнителя [21].
МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
КЛЕЕВЫХ СОЕДИНЕНИЙ НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
Методы испытания клеевых соединений неметаллических мате-
риалов очень разнообразны, поэтому их стандартизация затрудни-
тельна. Ниже приводится лишь краткий обзор некоторых методов
испытаний клеевых соединений неметаллических материалов и
описание отдельных стандартных методик, принятых в промыш-
ленности.
Прочность при сдвиге
Клеевые соединения неметаллических материалов испытывают
на сдвиг при растяжении, при сжатии (скалывании) и при изгибе.
Эти испытания проводят по схемам, описанным для клеевых соеди-
нений металлов. Испытание на сдвиг при кручении практического
применения не получило.
Испытание на сдвиг при растяжении. В отечественной практике
образцы для испытаний на сдвиг изготовляют с односторонней
нахлесткой, аналогично образцам, применяемым для испытаний
клеевых соединений-металлов (см. рис. IV.7). Такие соединения
применяются при склеивании стеклотекстолитов, текстолитов и
других материалов между собой и с металлами. При склеивании
с металлами материалов, имеющих малую механическую проч-
ность (например, резин), сдвиг при растяжении может определять-
ся на образцах, изображенных на рис. IV. 19.
В США стандартом на методы испытания резиновых клеев-
цементов [23] рекомендуется при склеивании материалов с отно-
сительно близким удлинением (например, пробка + резина или
стеклопластик+металл) применять обычные образцы, склеенные
внахлестку, для определения сдвига при растяжении, а при су-
щественно различных удлинениях (например, стеклопластик-1-ре-
зина) — образцы, аналогичные показанным на рис. IV.19. Для
испытания на сдвиг при растяжении клеевых соединений пласти-
ков рекомендуются [24] образцы с нахлесткой 6,3 мм при толщине
пластин 3,2 мм. Скорость нагружения должна составлять 42—
31—2591
473
50 кгс/см2 в минуту. Образцы с односторонней нахлесткой приме-
няются также для испытаний клеевых соединений древесины.
Образцы с двусторонней нахлесткой применяются для испы-
таний прочности склеивания органического стекла с ткаными лен-
тами из капрона и других синтетических волокон (рис. IV.20).
Скорость нагружения 500 кгс/мин. Прочность склеивания опреде-
Рис. IV. 19. Образец для испытаний
на сдвиг при растяжении клеевых
соединений металлов с резиной, пла-
стиками и т. д.:
1 — металл; 2 — неметаллический образец.
ляют в кгс/см ширины образца.
Испытание на сдвиг при рас-
тяжении образцов с двусторон-
ней накладкой применяется для
соединений стеклотекстолита с пе-
нопластом (рис. IV.21). На пено-
пласт наклеивают металлические
накладки во избежание деформа-
ции материала в зажимах испы
тательной машины.
Образцы, склеенные на ус, ре'
комендуются для испытании клее-
вых соединений органического стекла (рис. IV.22). Строго говоря,
это — испытание при комбинированных напряжениях. Регламен-
тируется проведение этих испытаний на разрывной машине при
скорости нагружения 1500 кгс/мин. Испытанию подвергают не ме-
нее 3 образцов.
Рис. IV.20. Образец с двусторонней нахлесткой для испытаний на сдвиг при
растяжении клеевых соединений органического стекла (/) с капроновой лен-
той (2-) (длина ленты 100 мм).
Рис. IV.21. Образец с двусторонней накладкой для испытаний на сдвиг при
растяжении клеевых соединений пенопласта со стеклотекстолитом:
1 — пенопласт; 2 — стеклотекстолит; 3 — накладка.
Испытания прочности на сдвиг при растяжении регламентиро-
ваны для клеевых соединений резины с металлом при горячей вул-
канизации. Образцы (рис. IV. 23) испытывают на разрывной ма-
шине с помощью приспособления, обеспечивающего строгую па-
раллельность плоскостей склеивания и направления нагружения.
Испытания проводят со скоростью движения нагружающего зажи-
ма машины 50 мм/мин. Испытанию подвергают не менее 3 образ-
цов. Температура испытания должна быть в интервале 15—25 °C,
причем предварительно образцы выдерживают при этой температу-
ре не менее 1 ч. Разрушающее напряжение при сдвиге определяет-
474
ся по этому методу как среднее арифметическое из результатов
испытания 3 образцов. Если какой-либо результат отличается от
среднего более чем на 7,5%, то его отбрасывают и снова вычисля-
ют среднее арифметическое.
Специфическим случаем испытания на сдвиг при растяжении
является определение прочности склеивания слоев шпона в фане-
Рис. IV.22. Образец для испытаний на растяжение органического стекла, скле-
енного на-ус (длина уса 25 мм):
1— образец до испытаний; 2— образец после испытаний; 3 — место разрушения по мате-
риалу; 4 — место склеивания^
Рис. IV.23. Образец для испытаний на сдвиг при растяжении клеевых соедине-
ний металлов с резиной:
/ — металлические грибки; 2 — резина.
Рис. IV.24. Образцы для испытаний на сдвиг при растяжении клеевых соедине-
ний древесного шпона:
а— образец обшивки, выклеенной из шпоиа; б —фанера трехслойная (при 4=1,5—2,5 мм
£=15 мм; при 4>3 £=20 мм); в — фанера пятпслойиая (при 4=1,5—2,0 мм £=10 мм; при 4 =
=2 5—4,0 мм £=15 мм; при 4=5 мм £=20 мм); а — файера семислойная.
ре, древесных слоистых пластиках и других материалах. На
рис. IV.24 показаны образцы с надрезами (пропилами) для опре-
деления прочности клеевых соединений древесного шпона (для об-
разца обшивки, выклеенной из шпона и многослойной фанеры).
Зч’**
Между надрезами установлены следующие расстояния: для трех-
слойной фанеры толщиной до 3 мм—15 мм, при большей тол-
щине — 20 мм; для пятислойной фанеры толщиной до 2 мм —
10 мм, от 2,5 до 4 мм — 15 мм; для семислойной фанеры больших
толщин и для всех толщин девяти- и одиннадцатислойной фане-
ры — 20 мм. Ширина образцов во всех случаях 25 мм. Надрезы
должны быть строго перпендикулярны кромкам образца.
Образцы закрепляют в зажимы испытательной машины на рас-
стоянии не более 5 мм от надрезов. Скорость нагружения
100 кгс/мин. Разрушающее напряжение при сдвиге определяют по
формуле
2Р
° ab (п — 1)
где Р — разрушающая нагрузка, кгс; а — расстояние между надрезами, мм;
Ь— ширина образца, мм; п—число слоев в фанере.
Рис. IV.25. Обра-
зец для определе-
ния прочности кле-
евого соединения
древесины при ска-
лывании.
Подобные методики испытания применяются также при изго-
товлении фанеры с помощью клеевой пленки из фенолоформальде-
гидной смолы (расстояние между надрезами 25 мм) и при склеи-
вании шпона казеиновым клеем и клеем
ВИАМ Б-3 (расстояние между надрезами
12 мм, образец пятислойный).
Испытание на сдвиг при сжатии. Этот ме-
тод испытания широко применяется для испы-
таний на сдвиг (скалывание) клеевых соеди-
нений неметаллических материалов. Наиболь-
шее распространение получили односрезные
образцы. Клеевые соединения, предназначен-
ные для испытания, показаны на рис. IV.25.
Аналогичные образцы регламентируются ин-
струкциями на клеи ВИАМ Б-3, ВИАМ Ф-9
и др.
Испытание образцов проводят на испыта-
тельной машине с помощью специального при-
способления, показанного на рис. IV.26. Ско-
образца должна соответствовать повышению
напряжения при скалывании примерно 120 кгс/см2 в минуту.
В опытных работах нашли применение такие же образцы
€ вдвое меньшей площадью склеивания [49]. Еще меньшие по раз-
мерам образцы используются для испытания на скалывание по
клею между слоями древесных слоистых пластиков (рис. IV.27).
Скорость нагружения в этом случае должна составлять 2500+
+250 кгс/мин. Аналогичные испытания клеевых соединений дре-
весины регламентированы в США нормами ASTM D905—49
>[23]. Испытания по этим нормам проводятся при скорости пере-
движения нагружающего зажима машины 0,4 мм/мин. Образцы
перед испытаниями выдерживают не менее 6 сут при температу-
ре 23+1,1 °C и относительной влажности воздуха 50+2%. Извес-
рость нагружения
476
тен [46, 61] видоизмененный вариант этого метода — испытание
образцов в виде куба с ребром 5,5 мм.
Для испытаний соединений древесины, армированных и слоис-
тых пластиков в США применяют [62] двусрезный образец, не
Рис. IV.26. Схема приспособления для испытания образцов .клеевых 'Соединений
древесины на скалывание:
1— нож; 2— верхняя плита; 3 — колонна; 4 — образец; 5 — упорная плита; 6 — ползунок;
7 — нижняя плита; 8 — установочный винт; 9 — соединительная . планка; 10— вкладыш;
11, 12 — вннты.
требующий специальных приспособлений при испытании на маши-
не, работающей на сжатие. Скорость нагружения при этом испы-
тании — 6,35 мм/мин.
Рис. IV.27. Образец для
испытаний на скалывание
древесного пластика по
.клеевому слою.
В отечественной практике испытания прочности на сдвиг при
сжатии регламентированы также для клеевых соединений органи-
ческого стекла между собой, с прозрачными пленками, со стекло-
477
текстолитом [60] и других пластмасс. В этих случаях регламенти-
рованная скорость нагружения составляет 2000—2500 кгс/мин (для
стеклотекстолита 500 кгс/мин).
Прочность при равномерном отрыве
Испытания клеевых соединений неметаллических материалов
на равномерный отрыв аналогичны испытаниям клеевых соедине-
ний металлов.
Рис, IV.28. Образец для испытания на равномерный обрыв клеевых соединений
резины (/) с металлом (2).
Рис. IV.29. Цилиндрический образец-грибок для определения прочности при рав-
номерном отрыве клеевых соединений металла (/) ,с неметаллом (2).
Рис. IV.30. Образец в виде крестовины для определения прочности при равно-
мерном отрыве клеевых соединений разнородных материалов (пенопласта с ме-
таллом и т. д.).
В СССР стандартизован метод испытания прочности при от-
рыве клеевых соединений резины с металлом (при вулканизации)
на цилиндрических образцах. Форма и размеры образцов для ис-
пытаний показаны на рис. IV.28. Образцы испытывают на динамо-
метре в реверсе при скорости движения нижнего зажима 50 мм/мин.
Для клеевых соединений резины металлом, полученных без вул-
канизации, регламентируется аналогичный метод испытаний, но на
образцах с резиной меньшей толщины (3—4 мм).
Для испытаний на отрыв клеевых соединений других неметал-
лических материалов стыковые образцы в нашей стране не стан-
дартизованы. Однако в исследовательских работах для испытаний
клеевых соединений пластмасс и пластмасс с металлами часто
применяют образцы-грибки, подобные принятым в стандартной ме-
тодике для склеивания металлов (рис. IV.29). Кроме того, для ис-
пытаний неметаллических материалов и их сочетаний с металлами
478
применяют образцы типа крестовин. Так, испытание на крестови-
нах прочности склеивания древесины вполне аналогично стандар-
тизованному для металлов, но сечение брусков и площадь склеи-
вания должны быть 4 см2.
В случае склеивания пенопластов и других материалов с метал-
лами применяются образцы-крестовины с размерами, указанными
на рис. IV.30.
В США для оценки качества клеев, применяемых при склеива-
нии органического стекла, керамики, древесины и их комбинаций
с металлами, регламентировано испытание на отрыв на образцах-
крестовинах с большей площадью склеивания [23].
Прочность при отслаивании (расслаивании)
Для клеевых соединений многих неметаллических материалов
этот вид испытаний является важнейшим, а иногда и единственно
применимым (ткани, теплоизоляционные материалы и т. п.). Выше
уже говорилось, что на расслаивание испытывают клеевые соеди-
нения двух тонких гибких материалов, а на отслаивание (отдир) —
соединения гибкого материала с жестким.
В случае отслаивания погонное разрушающее усилие при про-
чих равных условиях существенно зависит от направления прило-
жения нагрузки. Отечественными стандартными методиками пре-
дусматривается отслаивание только под углом 180 °C.
Испытание на отслаивание регламентировано для клеевых
соединений резины с металлом. Образцы . для испытания
(рис. IV.31) изготавливают из резиновых полос толщиной 4 мм и
длиной 160 мм и металлических пластин длиной ПО мм и толщи-
ной 4 мм. Испытания проводят при скорости движения зажима
машины 100 мм/мин. Среднее усилие отслаивания (в кгс/см)
рекомендуется вычислять по диаграмме отслаивания, вычерчивае-
мой установленным на испытательной машине прибором.
Иногда метод отслаивания под углом 180° для резин неудобен,
так как твердые резины в точке перегиба растрескиваются. Один
из вариантов отслаивания резины от металла под углом 90° пока-
зан на рис. IV.32. Недостатком его является наличие двух поверх-
ностей склеивания, прочность склеивания которых может быть
различной.
В США существует два метода испытаний прочности клеевых
соединений при отслаивании. Первый из них в принципе аналоги-
чен методике, применяющейся в СССР. Второй метод предусмат-
ривает отслаивание под углом 90° в специальном приспособлении
[23].
Прочность приклеивания ткани к фанере в отечественной про-
мышленности также определяют методом отслаивания [26] под
углом 180 °C на образцах шириной 50 мм (рис. IV.33). Отслаива-
ние производится на динамометре рычажного типа при скорости
движения нижнего зажима 110 мм/мин. Этот метод применяется
479
также и для испытаний прочности склеивания тканей с металлом,
пластмассовых пленок с металлом и т. п.
Испытание на отслаивание от металла гибкой теплоизоляции
[49] (например, стекломатов) проводят на образцах, показанных
Рис. IV.31. Образец для определения прочности при отслаивании под углом
180° клеевого соединения резины (7) с металлом (2).
Рис. IV.32. Схема испытания клеевого соединения резины (7) с металлом (2)
на отслаивание под углом 90°
Рис. IV.33. Образец (а) и схема испытаний на отслаивание (б) клеевого соеди-
нения ткани с фанерой:
1 — верхний зажим; 2— иижний зажим; 3 — ткань; 4 — фанера.
на рис. IV.34. Металлическую часть образца надевают на крючок
в верхнем зажиме машины, неприклеенный конец теплоизоляции
закрепляют в нижнем зажиме. Расслаивание производят при ско-
рости 90—100 мм/мин.
Рис. IV.34. Образец для
определения прочности
при отслаивании клеево-
го соединения волокни-
стой теплоизоляции (7)
с металлом (2).
Расслаивание склеенных между собой тканей, резин и других
материалов производят на образцах шириной 25 мм и длиной
100—150 мм. Испытания проводят на разрывной машине при ско-
480
роста нагружения 200 мм/мин. Образцы для определения прочно-
сти при отслаивании клеевых соединений ткани на резиновых
клеях должны иметь размеры 50X240 мм. Такие образцы можно
применять и для испытаний клеевых соединений пленочных мате-
риалов.
Методы динамических испытаний
Методы испытания на усталость клеевых соединений стекло-
текстолита, древесины и других неметаллических материалов ана-
логичны методам, применяемым для металлов. Рабочие части об-
разцов для этих испытаний стремятся уменьшить, а зажимные ча-
сти — расширить. Известен специфический метод испытаний клее-
вых соединений резины с металлом на многократный сдвиг. Обра-
Рис. IV.35. Образец для испы-
таний клеевого соединения ре-
зины (/) с металлом (2} на
многократный сдвиг.
зец для испытания (рис. IV. 35) помещают на специальный станок, '
сообщающий одной из металлических пластин возвратно-поступа-
тельное движение с частотой 550 циклов/мин [27].
МЕТОДЫ ИСПЫТАНИЯ СТОЙКОСТИ КЛЕЕВЫХ СОЕДИНЕНИЙ
К ДЕЙСТВИЮ ВОДЫ, АТМОСФЕРНЫХ УСЛОВИЙ,
ХИМИЧЕСКИХ РЕАГЕНТОВ И ПЕРЕМЕННЫХ ТЕМПЕРАТУР
Стойкость к действию воды определяется сравнением прочно-
сти образцов, выдержанных в течение определенного времени в
воде и на воздухе. Чаще всего водостойкость определяют по изме-
нению прочности при сдвиге, иногда — при неравномерном отры-
ве. Продолжительность испытаний в отечественной практике, как
правило, составляет 30 сут (с промежуточными сроками 10, 15,
20 сут). Образцы выдерживают в обычной водопроводной воде
при комнатной температуре, потом сушат и испытывают на сдвиг.
При этом фиксируют не только снижение прочности, но и характер
разрушения. Так, например, если в клеевом шве обнаружены сле-
ды коррозии металла, необходимы дополнительные испытания об-
разцов с соответствующими защитными покрытиями металла. Кро-
ме того, результат испытаний может зависеть от способа подготов-
ки поверхности материала к склеиванию. Для более полной харак-
теристики испытуемого клея целесообразно испытывать на водо-
стойкость несколько образцов, поверхность которых подготовлена
разными способами.
481
Стойкость к действию влажного воздуха определяется по изме-
нению прочности стандартных образцов после выдержки на воз-
духе с относительной влажностью 96—98%. Для выдержки исполь-
зуют везерометры, специальные камеры с влажным воздухом и
другие приспособления.
Стойкость к термовлажностному старению (имитация воздей-
ствия влажного и тропического климата) определяется по измене-
нию прочности (при сдвиге или неравномерном отрыве) образцов,
выдержанных в следующих условиях: 8 ч при 50 °C и относитель-
ной влажности воздуха 98—100%; 12 ч при 18—25 °C и той же
влажности; 4 ч в термостате при работающем вентиляторе при
50 °C и относительной влажности 65—70%. Продолжительность
испытаний 30, 60 и 90 сут. Для испытаний используют специальные
камеры тропического климата или везерометры. По окончании ис-
пытаний испытывают прочность этих образцов и контрольных, вы-
держанных при комнатной температуре в течение того же времени.
Стойкость к действию переменных температур определяют по
изменению прочности стандартных образцов, выдержанных при
циклически изменяющихся температурах. Наибольшее распростра-
нение получил следующий режим: 3 ч при —60 °C и 30 мин при
20—25 °C. Стандартной методикой предусмотрено 30 таких циклов.
По окончании выдержки образцы испытывают на механическую
прочность параллельно с контрольными образцами, выдержанны-
ми 30 сут в комнатных условиях. Для выдержки используют нагре-
вательные шкафы и холодильные камеры обычных типов или спе-
циальные камеры с программным изменением температуры.
В ряде случаев, когда этого требуют условия эксплуатации
клеевых соединений, применяется испытание на тепловой удар.
Образцы выдерживают при заданной отрицательной температуре
(например, в жидком азоте), а затем быстро переносят в нагре-
тый также до заданной температуры термостат. Изменение проч-
ности образцов после многократных (10 и более) тепловых ударов
характеризует стойкость соединений к резким перепадам темпера-
тур. Особенностью этих испытаний является зависимость их резуль-
татов от значений коэффициентов линейного расширения склеивае-
мых материалов.
Атмосфер остойкость клеевых соединений определяется по изме-
нению прочности стандартных образцов, выдержанных в атмо-
сферных условиях определенного климатического пояса. В отечест-
венной практике чаще всего проводят атмосферные испытания
в 3 климатических зонах: холодного морского климата, климата
средней полосы Европейской части СССР и влажного субтропи-
ческого климата. Образцы выдерживают под открытым небом и
под навесом. Во втором случае образцы подвергаются действию
всех климатических факторов, кроме прямого попадания атмосфер-
ных осадков и солнечных лучей. Испытания на атмосферостойкость
проводят через каждые 3 мес. в первый год испытаний, а далее —
через год. Общая продолжительность испытаний может состав-
482
лять 10 и более лет. Рекомендуется применять образцы клеевых
соединений, имеющих защиту, исключающую коррозию металла.
По окончании испытаний определяется прочность образцов и срав-
нивают ее с прочностью контрольных образцов, выдержанных в те-
чение того же времени при комнатной температуре.
Стойкость к действию топлив, масел и различных химических
реагентов определяется по изменению прочности при сдвиге и не-
равномерном отрыве стандартных образцов после выдержки в со-
ответствующей среде. Срок выдержки обычно составляет 30 сут
при 20 °C. Следует иметь в виду, однако, что такое испытание
условно, так как с повышением температуры «агрессивность» топ-
лив, масел и других химических реагентов может увеличиваться.
По окончании выдержки с образцов удаляют остатки жидкости
(промывкой для кислот — нейтрализацией слабым содовым рас-
твором и т. д.) и проводят механические испытания.
МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
КЛЕЕСВАРНЫХ СОЕДИНЕНИЙ
Одной из основных характеристик механической прочности
клеесварных соединений [28] является разрушающая нагрузка при
сдвиге (срезе), определяемая при испытании на растяжение образ-
ца под воздействием усилий, стремящихся сдвинуть одну половину
образца относительно другой. Метод предназначается для опреде-
ления прочности при сдвиге клеесварных соединений металлов
в виде листов или полос.
В некоторых случаях рекомендуется проводить сравнительную
оценку прочности сварных образцов без клеевого слоя, а также
образцов с высверленной сварной точкой для оценки дополнитель-
ной прочности клеевого слоя в клеесварных соединениях. Образец
для испытаний представляет собой две полосы листового металла,
склеенные и сваренные внахлестку. На образце в центре нахлест-
ки располагается одна сварная точка.
Для изготовления образцов применяют один из двух следую-
щих методов: точечная сварка полос по неотвержденному клею
с последующим отверждением клеевого слоя или заливка клея
между внутренними поверхностями нахлестки после точечной свар-
ки полос с последующим отверждением клеевой пленки. Смешение
по ширине одной полосы относительной другой при изготовлении
образца не должно превышать 0,3 мм. Кромки образцов должны
быть ровными, без заусенцев. Длйну и ширину нахлестки перед
испытаниями измеряют с точностью до 0,1 мм.
Для испытания используется машина, позволяющая произво-
дить испытания на растяжение и измерять нагрузку с точностью
до 1%. В случае испытаний при пониженной или повышенной тем-
пературе образец помещают внутрь установленной на машине хо-
лодильной или нагревательной камеры. До начала нагружения об-
разец выдерживают в камере 30—45 мин. Испытание проводят,
483
увеличивая нагрузку до разрушения образца (фиксируется наи-
большая нагрузка). Скорость движения зажима машины
10 мм/мин. В каждом случае испытывается не менее 5 образцов
Результаты испытаний клеевых соединений металлов с точечной
сваркой характеризуются следующими показателями:
погонное разрушающее усилие (в кгс/см)
Впог — Р]Ь
где Р — разрушающая нагрузка, кгс; b—ширина нахлестки, см;
разрушающее напряжение при сдвиге (в кгс/см2)
c — P]F
где- Р — разрушающая нагрузка, кгс; F — площадь нахлестки, см2;
' напряжение в листе металла (в кгс/см2)
с = Р//
где Р — разрушающая нагрузка, кгс; f — площадь поперечного сечения полосы
металла, см2.
Прочность клеесварных соединений при отрыве характеризует-
ся разрушающим напряжением и определяется на крестообразных
и коробчатых образцах.
- Важным для оценки прочности клеесварных соединений явля-
Рис. IV.36. Образец клеесварного
соединения для определения уста-
лостной прочности при сдвиге
(срезе).
ется также испытание при ударных
нагрузках.
Следует учитывать, что при цик-
лических нагрузках (в отличие от
статических) на прочность клеесвар-
ных соединений начинают влиять та-
кие факторы, как геометрия детали,
концентрация напряжений, состоя-
ние поверхностных слоев и т. д. Для
характеристики циклической прочно-
сти обычно служит усталостная
прочность.
Метод определения усталостной прочности при сдвиге клеевых
соединений металлов с точечной сваркой основан на определении
числа циклов до разрушения образца при различных растягиваю-
щих усилиях, вызывающих в клеесварном шве напряжения сдвига
(среза). Образец для испытаний представляет собой соединение,
выполненное внахлестку с одной сварной точкой в центре нахлест-
ки. Размеры образца приведены на рис. IV.36. Испытания прово-
дят при несимметричных знакопостоянных циклах напряжений
сдвига (коэффициент асимметрии 0,1), создаваемых пульсирующи-
ми растягивающими усилиями.
Методы испытаний комбинированных соединений, полученных
с помощью клея и заклепок, аналогичны методам испытаний за-
клепочных соединений металлов [29].
484
МЕТОДЫ ИСПЫТАНИЙ КЛЕЕВЫХ СОЕДИНЕНИЙ
\ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ
\
Для испытания клеевых соединений, используемых при изготов-
лении трехслойных сотовых конструкций, кроме описанных выше
методов, применяются специальные виды испытания. Для определе-
ния прочности и жесткости сотового материала и трехслойных
панелей с сотовым заполнителем проводят испытания на сдвиг„
растяжение и сжатие. При этих испытаниях определяют показате-
ли механической прочности трехслойных панелей, которые зависят
от прочности и жесткости сотового материала, а также от проч-
ности клеевого соединения сотового материала с обшивкой и от
прочности и жесткости обшивки. Этими показателями являются:
разрушающие напряжения при сдвиге в направлении, парал-
лельном плоскости склеивания торцов сот с обшивками, и зависи-
мость между касательными напряжениями и деформациями
сдвига;
разрушающие напряжения при растяжении в направлении, пер-
пендикулярном плоскости обшивки (отрыв обшивки);
разрушающие напряжения при сжатии в направлении, перпен-
дикулярном к плоскости обшивки;
разрушающие напряжения при сжатии вдоль обшивок.
Для испытаний используют универсальные или разрывные ма-
шины. Образцы для испытаний могут быть вырезаны из трехслой-
ных панелей с заполнителем из испытуемого сотового материала
или изготовляются специально. В случае испытания при нагрева-
нии или охлаждении образцы необходимо выдержать при требуе-
мой температуре не менее 60 мин. Продолжительность выдержки
не должна превышать 1,5 ч.
Прочность при сдвиге
Прочность при сдвиге определяют в направлении, параллель-
ном плоскости склеивания торцов сот в обшивками в трехслойной
панели (в направлении плоскости 1—2 на рис. IV.37). Метод
основан на измерении нагрузки и соответствующей деформации об-
разца из сотового материала при его статическом нагружении на
сдвиг при растяжении. В результате этого испытания определяют
разрушающее напряжение при сдвиге сотового материала или раз-
рушающее напряжение при сдвиге клееного сотового материала
с обшивкой и модуль упругости сотового материала при сдвиге,
а также строят диаграмму зависимости «напряжение сдвига —
относительный сдвиг» для сотового материала.
Для испытания применяют образцы, имеющие форму и разме-
ры, указанные на рис. IV.38. Две одинаковые панели сотового ма-
териала, облицованные обшивками, склеены с тремя металличе-
скими пластинами, которые служат для передачи на образец уси-
лий, вызывающих в сотовом материале напряжения и деформации
485
сдвига. Толщина пластин из стали или дуралюмина —: не менее
5 мм. Сотовый материал должен быть расположен в образце та-
ким образом, чтобы при испытании сдвиг происходил в направле-
нии, перпендикулярном плоскости склеивания элементов ячеек сот
между собой (в плоскости 2—3 на рис. IV.37).
При испытаниях в условиях пониженной или повышенной тем-
пературы образец с приспособлением (без индикаторов) вставля-
ют внутрь холодильной или нагревательной камеры, установленной
на машине, и выдерживают в ней до нагружения в течение не-
обходимого времени. Индикаторы устанавливают перед началом
нагружения образца. Для определения прочности при сдвиге
Рис. IV.37. Образец сотового материала, облицованного с двух сторон:
2 — направление сдвига в плоско сти обшивки; 3— направление сдвига перпендикулярно
обшивке.
Рис. IV.38. Образец сотового материала для определения прочноти при сдвиге.
образец нагружают до разрушения при постоянной скорости дви-
жения нагружающего зажима около 1 мм/мин, позволяющей про-
изводить систематические отсчеты нагрузки и деформации образца.
Степень нагружения зависит от свойств испытуемого материала.
Юна должна выбираться с таким расчетом, чтобы для начального
прямолинейного участка диаграммы, служащего для определения
модуля упругости, было снято не менее 4—5 отсчетов нагрузки и
показаний индикаторов. Разрушающее напряжение при сдвиге
(в кгс/см2) вычисляют по формуле:
а = P/2F
где Р — разрушающая нагрузка, кгс; F — площадь сдвига, см2.
Для определения модуля упругости результаты испытания на-
носят на график с координатами нагрузки (на оси ординат) и
«абсолютная деформация при сдвиге» (по оси абсцисс). На графи-
486
ке откладывают средние из показаний двух индикаторов значения
деформации.'Дедуль упругости при сдвиге (в кгс/см2) рассчиты-
вают по формуле:
\ G = P8C/2FM
где Р — нагрузка в точке, произвольно взятой на начальном прямолинейном
участке диаграммы, кгс; б0—толщина сотового материала, см; F— площадь
сдвига, см2; Д/ — абсолютная деформация при сдвиге (смещение средней полосы
образца относительно боковых), см.
Для построения диаграммы «напряжение сдвига — относитель-
ный сдвиг» результаты испытания наносят на график, по ордина-
те которого откладывают значения напряжений сдвига, а по абс-
циссе •— значения относительного сдвига.
Прочность при растяжении и равномерном отрыве
Метод применяется для определения разрушающего напряже-
ния при растяжении сотового материала на образце трехслойной
панели в направлении, перпендикулярном плоскости склеивания
торцов сот с обшивками (в направлении оси 3
на рис. IV. 37), и разрушающего напряжения
при равномерном отрыве клеевого соединения
сот с обшивками. В зависимости от характера
разрушения образца — по материалу сот или
по клеевому слою между сотами и обшивкой—
определяют соответственно разрушающее на-
пряжение при растяжении сотового материала
или разрушающее напряжение при отрыве
клеевого соединения сотового материала с об-
шивкой.
Для испытаний применяется образец, пред-
Рис. IV.39. Образец
сотового материала
для определения проч-
ности при растяже-
ийи.
ставляющий собой вырезанный из трехслойной
панели цилиндр, высота-которого (10—20 мм)
равна толщине панели, приклеенной основа-
ниями к двум металлическим «грибкам» с за-
кладочными головками. Форма и размеры об-
разца указаны на рис. IV. 39.
Образец испытывают при равномерной скорости движения го-
ловки машины, равной 10—200 мм/мин, до разрушения. Разру-
шающее напряжение при растяжении (в кгс/см2) вычисляют по
формуле:
o = P/F
где Р — разрушающая нагрузка, кгс; F—площадь поперечного сечения образца,
см2.
487
Прочность при сжатии в направлении,
перпендикулярном плоскости обшивки
Метод применяется для определения механических свойств со-
при сжатии (раздавливании) в направлении,
плоскости склеивания торцов сот с обшивками
в трехслойной панели (в направлении оси 3,
рис. IV.37). В результате такого испытания оп-
ределяют разрушающее напряжение и модуль
упругости при сжатии сотового материала и
строят диаграмму зависимости «напряжение —
деформация сжатия».
Испытания сотового материала на сжатие
следует проводить на крупных образцах диа-
метром 60 мм и высотой сот 15 мм (рис.
IV.40). При испытании для определения моду-
ля упругости при сжатии или построения диа-
граммы «напряжение — деформация» приме-
индикатор с ценой деления шкалы 0,01 мм.
Разрушающее напряжение сотового материала при сжатии (в
кгс/см2) рассчитывают по формуле:
' a = P)F
где Р — разрушающая нагрузка, кгс; F— площадь поперечного сечения образ-
ца, см2.
тового материала
перпендикулярном
ФБО
Рис. IV.40. Обра-
зец сотового мате-
риала для опреде-
ления прочности
при сжатии.
няется стрелочный
Для определения модуля упругости результаты испытания на-
носят на график с координатами «нагрузки» (по оси ординат) и
«абсолютная деформация сжатия» (по оси абсцисс). На графике
откладывают средние значения деформации.
Прочность при сжатии вдоль обшивок
Метод применяется для определения прочности трехслойных
панелей с сотовым заполнителем при сжатии в направлении, па-
раллельном плоскости обшивок (плоскости 1—2 на рис. IV.37).
Он основан на определении максимальной сжимающей нагрузки,
выдерживаемой коротким образцом трехслойной панели, свободно
опирающимся своими торцами.
Испытание материала трехслойных панелей на сжатие вдоль
обшивки проводят на образцах прямоугольной формы, толщина
которых равна толщине испытуемой трехслойной панели высотой
30 мм и шириной 40—60 мм. Погонное разрушающее усилие при
сжатии трехслойных панелей вдоль обшивки (в кгс/см) рассчиты-
вают по формуле:
РПог = Р/Ь
где Р — разрушающая нагрузка, кгс; b — ширина образца, см.
488
Условное разрушающее напряжение при сжатии трехслойных
панелей вдоль обшивки (в кгс/см2) вычисляют по формуле:
0усл “ PJF
Максимальные напряжения сжатия, возникающие в обшивках
трехслойных панелей при нагружении их в направлении, парал-
лельном обшивкам (в кгс/см)2, подсчитывают по формуле:
Омаке ‘ Р/F
где Р— разрушающая нагрузка, кгс; F — площадь поперечного сечения образца,
см2 (F=2&60; b — ширина образца, б0—толщина обшивки).
Известны и другие методы оценки клеевых соединений в сото-
вых конструкциях [30].
МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА
КЛЕЕВЫХ СОЕДИНЕНИЙ
Существующая технология склеивания различных материалов
не достаточно совершенна, поэтому, естественно, в клеевых соеди-
нениях появляются дефекты, которые снижают прочность соедине-
ний. Для повышения надежности работы клеевых соединений, осо-
бенно в изделиях ответственного назначения, необходимы методы
неразрушающего контроля (дефектоскопия), обеспечивающие, вы-
явление дефектов склеивания. Внедрение дефектоскопии клеевых
соединений позволяет не только производить контроль уже готовой
продукции и предотвращать брак, но и своевременно обнаружи-
вать нарушения технологии и принимать меры к их устранению.
Ниже будут рассмотрены методы обнаружения таких дефектов,
как непроклеи, т. е. нарушения сплошности клеевой пленки, и
отсутствие адгезии этой пленки к склеиваемым материалам. Кроме
того, будут приведены некоторые данные о методах и приборах
для оценки прочности клеевых соединений без их разрушения.
Для контроля качества клеевых соединений применяются глав-
ным образом методы, основанные на возбуждении в исследуемом
изделии упругих колебаний звукового или ультразвукового диапа-
зона. К этим методам относятся: вакуумный [31], метод свобод-
ных колебаний [32], сквозного прозвучивания [77], многократных
отражений [32—34] и [33, 35—38], ультразвуковой резонансный
метод, основанный на использовании резонансных явлений, наблю-
даемых в контролируемом изделии при возбуждении в нем про-
дольных упругих волн. Дефект склеивания в этом случае отме-
чается либо по изменению (уменьшению) фиксируемой прибором
общей толщины проверяемого изделия в зоне нарушения соедине-
ния, либо по резкому изменению амплитуд резонансных пиков на
экране дефектоскопа, обусловленному влиянием дефекта на коэф-
фициент отражения упругих волн от границы раздела соединяе-
мых элементов конструкции.
32—2591
489
Акустический импедансный метод, разработанный специально
для контроля клеевых соединений, является в СССР основным ме-
тодом выявления дефектов склеивания элементов многослойных
конструкций [32, 39—45]. С его помощью успешно решают боль-
шинство практических задач по обнаружению зон нарушения со-
единений обшивки с элементами жесткости (лонжероном, нервю-
рой и др.) или заполнителями (пенопласт, соты и т. п.). Этим ме-
тодом можно проверять качество клеевых соединений в конструк-
циях как из металлических, так и из неметаллических материалов.
Акустический импедансный метод контроля основан на зависи-
мости механического сопротивления, измеренного с поверхности
изделия, от наличия и размера зон нарушения сцепления между
отдельными его элементами. Для контроля соединений акустиче-
ским импедансным методом в промышленности используется де-
фектоскоп ИАД-3.
Разработан усовершенствованный импедансный акустический
дефектоскоп АД-40 И, предназначенный для выявления дефектов
склеивания в многослойных изделиях, например между обшивкой
и элементами жесткости, а также для обнаружения расслоений в
изделиях из слоистых пластиков.
Блок-схема импедансного дефектоскопа приведена на рис. IV.41. Звуковой
генератор 1 питает пьезоэлемент 2, возбуждающий в стержне 3 датчика упругие
колебания. На нижнем конце стержня находится силоизмерительный пьезоэле-
мент 4, соединенный с усилителем 5. Датчик соприкасается с контролируемым
изделием через контактный наконечник 9. Если датчик не прижат к поверхности
детали, то нижний его конец не испытывает никаких нагрузок. В этом случае
сила, действующая на пьезоэлемент 4 и вызывающая его деформацию, опреде-
ляется только инерционным сопротивлением контактного наконечника, которое
при малой массе наконечника и низких частотах невелико, поэтому пьезоэлемент
деформируется незначительно, и электрическое напряжение на нем близко к нулю.
Когда датчик прижат к изделию, возникает сила, вызывающая деформацию
пьезоэлемента 4 и существенное увеличение напряжения на нем. Это напряжение
будет тем больше, чем больше механический импеданс изделия в точке касания
с датчиком. Дефект соединения вызывает резкое уменьшение механического
импеданса и, следовательно, напряжения на силоизмерительном пьезоэлемен-
те 4. Изменение напряжения сигнала фиксируется включенным на выходе усили-
теля стрелочным индикатором 6. При уменьшении отклонения стрелки инди-
катора 6 ниже определенного уровня релейное устройство 7 включает располо-
женную в датчике сигнальную лампочку 8.
На рис. IV.42 показан эскиз датчика дефектоскопа. Пьезоэлементы — излу-
чающий 2 и силоизмерительный 4 — выполнены из титаната бария. Звукопрово-
дящий стержень 1 изготовлен из органического стекла и имеет форму усеченного
конуса. Стальной цилиндр 3 является «отражающей массой», повышающей
эффективность работы излучающего пьезоэлемента 2. Контактный наконечник 7
выполнен из закаленной износостойкой стали ШХ-15 и имеет значительный ра-
диус кривизны (20 мм), что облегчает контроль изделий с шероховатой поверх-
ностью. В стержне 1, в непосредственной близости от излучателя, находится
экран 5, устраняющий связь между пьезоэлементами 2 и 4. Экранированные
провода 9, соединяющие пьезоэлементы датчика с дефектоскопом, выводятся
через крышку корпуса датчика. Стальная пружина 10 предохраняет эти провода
от резких перегибов. Латунное кольцо 8 защищает пьезоэлемент 4 от механи-
ческих повреждений и экранирует его от электрических помех. В корпусе 6
помещена сигнальная лампо'чка И. Датчик подключается к дефектоскопу двумя
штепсельными разъемами.
490
Конструктивно дефектоскоп выполнен в одном блоке. Кабель питания дли-
ной 5 м наматывается на заднюю крышку кожуха. В передней крышке крепится
датчик рабочего комплекта. Запасное имущество (в том числе 2 датчика) поме-
щается в отдельном чемоданчике. Прибор питается от сети переменного тока
промышленной частоты напряжением 220 В. При контроле соединений оператор
плавно перемещает датчик, слегка прижимая его конец (контактный наконеч-
ник) к обшивке контролируемого изделия Наличие дефекта отмечается вклю-
чением расположенной в датчике сигнальной лампочки.
Рис. IV.41. Блок-схема им-
педансного дефектоскопа:
1 — звуковой генератор; 2, 4 —
ньезоэлементы; 3 — стержень; 5 —
усилитель; 6 — стрелочный инди-
катор; 7 — релейное устройство;
8 — сигнальная лампочка; 9 —
контактный наконечник.
Рис. IV.42. Эскиз датчика де-
фектоскопа:
1 — звукопроводящий стержень; 2,
4 — пьезоэлементы; 3 — стальной ци-
линдр; 5 — экран; 6 — корпус; 7 —
контактный наконечник; 8 — эра пи-
рующее кольцо; 9 — провода; 10 —
стальная пружина; 11 — сигнальная
лампочка.
Дефектоскоп может работать в комплекте полуавтоматической установки
для механизированного контроля с записью результатов на электротермическую
бумагу. В этом случае для подачи сигнала на вход приставки, питающей перо
самописца, используется штепсельный разъем, установленный иа задней стенке
прибора.
На эффективность импедансного метода влияют те параметры
изделия, от которых зависит импеданс на участках с хорошим
соединением и в зоне дефекта. К числу этих параметров отно-
сятся:
жесткость обшивки;
плотность материала обшивки;
32*
491
суммарная жесткость соединяемых с обшивкой элементов кон-
струкции;
суммарная масса внутренних элементов конструкции, приходя-
щаяся на единицу поверхности изделия;
размер ячейки, толщина и материал фольги, высота заполни-
теля (для изделий с сотовым заполнителем).
Метод может быть использован в тех случаях, когда модуль
упругости материала обшивки контролируемого изделия достаточ-
но велик (металлы, стеклотекстолит, дельта-древесина и т. п.).
Контроль со стороны, на которой находятся элементы, выполнен-
Расстояние от центра
дефекта, мм
а
Рис. IV.43. Зависимость уровня
Расстояние от центра
дефекта, нм (
б
сигнала от расстояния до центра де-
фекта:
а — толщина обшивки 0,3 мм; б — толщина обшнвки 1,5 мм.
ные из материалов с низким значением модуля (резина, пенопласт
и т. п.), невозможен. Внутренний элемент конструкции при этом
может быть выполнен практически из любого материала.
При контроле многослойных изделий со сплошным внутренним
элементом (соединение обшивки с лонжероном) уменьшение тол-
щины, модуля упругости и плотности материала обшивки при про-
чих равных условиях влечет за собой повышение чувствительности
метода. В наиболее благоприятных условиях, например в случае
дуралюминовой обшивки толщиной 0,2—0,3 мм, приклеенной к
жесткому массивному металлическому лонжерону, могут быть
выявлены дефекты площадью около 0,5 см2. При увеличении тол-
щины обшивки чувствительность метода снижается. Увеличение
492
жесткости и плотности внутреннего элемента конструкции увели-
чивает чувствительность. При одинаковых параметрах обшивки
наибольшая чувствительность наблюдается тогда, когда внутрен-
ним элементом является жесткий металлический лонжерон. В этом
случае предельная толщина дур алюминиевой обшивки, при кото-
рой контроль еще достаточно эффективен, составляет около 2,5 мм.
Для конструкций с менее жесткими и менее плотными внутренни-
ми элементами (фанера, сотовый заполнитель, пенопласт и т. п.)
предельные толщины обшивок меньше.
На рис. IV.43 приведены экспериментальные кривые, иллюст-
рирующие влияние толщины обшивки на чувствительность метода.
Графики получены на образцах, склеенных из двух дуралюмино-
вых листов. Толщина внутреннего листа постоянна и равна 10 мм.
Толщина обшивки составляет соответственно 0,3 мм (рис. IV.43, а)
и 1,5 мм (рис. IV.43,б). По оси абсцисс отложено расстояние от
центра круглого дефекта (диаметром d), по оси ординат — уро-
вень сигнала на силоизмерительном пьезоэлементе датчика (опре-
деляющий отклонение стрелки выходного индикатора прибора).
Штриховкой показана зона разброса сигнала на участках с хоро-
шим соединением. Диаметры дефектов указаны на соответствую-
щих кривых. Как видно из рисунка, с увеличением толщины об-
шивки уменьшается не только определяющее чувствительность ме-
тода соотношение уровней сигналов в зоне с хорошим соединением
и в зоне дефекта, но и крутизна кривых, отражающая точность
определения контуров дефекта. Это подтверждается также анало-
гичными графиками для промежуточных значений толщин обшив-
ки (0,5, 0,8 и 1,0 мм).
При контроле соединения обшивки с заполнителем в сотовых
панелях большую роль играют параметры заполнителя. Увеличе-
ние размера сотовой ячейки приводит к увеличению разброса пока-
заний прибора [39] при нахождении датчика над центром и над
ребром ячейки. Это наиболее сильно проявляется при контроле
изделий с тонкими (0,2—0,3 мм для дуралюмина) обшивками. На-
пример, для сотовой конструкции с дуралюминовой обшивкой тол-
щиной 0,25 мм, шестигранными сотовыми ячейками со стороной
6 мм и высотой заполнителя 30—40 мм уровень сигнала на участ-
ках с хорошим склеиванием изменяется в 18—20 раз. Контроль
такого изделия может оказаться затруднительным, так как сигнал
при положении датчика над центром ячейки соизмерим с сигналом
над дефектом. Уменьшение размера ячейки и увеличение толщи-
ны обшивки снижают разброс показаний в зоне с хорошим соеди-
нением. Однако с ростом толщины обшивки, как и в случае конт-
роля конструкции со сплошным внутренним элементом, чувстви-
тельность метода снижается по причинам, которые указаны выше.
Импедансный метод с успехом применяется и для контроля
клеевых конструкций с неметаллическими (например, из стекло-
пластика) обшивками, в том числе неметаллических конструкций
с сотовым заполнителем. Существенным достоинством zметода
493
является точечный контакт датчика с контролируемым изделием.
Благодаря этому контроль изделий с криволинейными поверхно-
стями (особенно с поверхностями переменной кривизны) не связан
с какими-либо трудностями, что выгодно отличает импедансный
метод от всех других методов, основанных на применении упругих
колебаний и волн. Практически импедансным методом удается
контролировать изделия с радиусом кривизны вплоть до 5—6 мм.
По простоте и удобству применения импедансный метод превос-
ходит все другие ультразвуковые и акустические методы дефекто-
скопии. Он не требует применения контактной смазки или погру-
жения изделий в ванну с жидкостью, оператор освобожден от на-
блюдения за электроннолучевым или стрелочным индикатором,
поэтому все его внимание может быть сосредоточено на перемеще-
нии датчика по изделию. Это способствует более тщательному
контролю и уменьшает возможность пропуска дефекта (при про-
верке вручную). Настройка аппаратуры и техника контроля так-
же предельно упрощены. К недостаткам метода следует отнести
быстрое снижение чувствительности при увеличении толщины и
плотности обшивки, а также невозможность контроля со стороны
элементов из материалов с малым модулем упругости.
Контроль изделий вручную имеет ряд очевидных недостатков,
особенно в случае проверки крупногабаритных конструкций в се-
рийном производстве. Разработана система автоматизированного
контроля соединений акустическим импедансным методом. При та-
ком контроле перемещение датчика дефектоскопа по поверхности
контролируемого изделия производится по определенному закону
с помощью механического устройства. Движение датчика связано
с перемещением пера самописца, фиксирующего результаты конт-
роля на электротермической бумаге ЭТБ-2. Полученная таким об-
разом запись представляет собой план контролируемого изделия
в том же (или уменьшенном) масштабе и содержит все необходи-
мые сведения о числе, размерах, форме и расположении выявлен-
ных дефектов.
При использовании электротермической бумаги пером самопис-
ца служит металлический электрод. Если на этот электрод подает-
ся напряжение, превышающее некоторый определенный уровень,
то при движении пера на бумаге остается темный след. Если
это напряжение ниже данного уровня, перо следа не оставля-
ет и запись прерывается. Дефектоскоп ИАД-3 обеспечивает за-
пись на электротермическую бумагу без применения приставки
ПСК-1В.
На основе описанной системы создано несколько типов полу-
автоматических установок (марок ПИ-1, ПИ-2 40, 41, УКН-1,
УКН-2 и др.), предназначенных для контроля различных серийных
клеевых конструкций. Эти установки выполнены по одной скелет-
ной схеме и включают электронную аппаратуру, механическое
сканирующее устройство для автоматического перемещения дат-
чика по поверхности контролируемого изделия и самописец. Конст-
-494
рукция и размеры сканирующего- устройства определяются пара-
метрами контролируемых изделий, масштаб записи выбирается
в зависимости от размеров последних. Эффективным средством
контроля клеевых соединений в крупногабаритных многослойных
конструкциях из неметаллических материалов и комбинированных
(из металлов и неметаллов) изделиях является также ультразву-
ковой велосимметрическнй метод [42]. Этим методом выявляются
также расслоения в стеклопластиках и других слоистых пластмас-
сах. Принцип метода заключается в том, что скорость распро-
странения упругих волн зависит от наличия дефекта, причем из-
менение этой скорости отмечается по изменению фазы волны в точ-
ке приема.
Для контроля клеевых соединений велосимметрическим методом
разработан дефектоскоп УВФД-1, выпускаемый серийно. Схема
и конструкция дефектоскопа УВФД-1 позволяют использовать его
в автоматизированных установках с записью результатов на элек-
тротермическую бумагу, подобных описанным выше полуавтома-
там для контроля клеевых соединений акустическим импедансным
методом. При этом прибор УВФД-1 работает в комплекте с при-
ставкой ПСК-2В, - предназначенной для питания пера самописца.
Метод позволяет выявить дефекты в одно- и многослойных неме-
таллических конструкциях, а также в изделиях, состоящих из не-
металлических и металлических слоев. Контроль изделий, сделан-
ных только из металлов, велосимметрическим методом проводить
невозможно. Рассматриваемый метод подвержен влиянию помех
интерференционного характера [42, 43]. Основными являются по-
мехи, наблюдаемые при расположении искательной головки вбли-
зи края изделия. Этот краевой эффект проявляется на расстояниях
до 5—6 см от границы контролируемого изделия.
Фирмой «Lockheed» разработана аппаратура для контроля
качества клеевых соединений листовых панелей самолета С-5, со-
стоящих из слоя титана толщиной 0,5 мм и слоя алюминия толщи-
ной 3,18 мм. Эту аппаратуру можно применять также для обнару-
жения воды в алюминиевых сотовых конструкциях и-контроля ком-
позиционных материалов [46]. Описаны и другие методы нераз-
рушающего контроля клеевых соединений металлов [47].
Наилучшим применением дефектоскопии клеевых соединений
является определение прочности клеевых швов без их разрушения.
При этом зоны явного непроклея могут рассматриваться как част-
ный случай дефекта, снижающего прочность соединения до нуля.
Голландской авиационной фирмой «Focker» для оценки прочности
клеевых соединений разработан прибор Бондтестер [44, 48, 49].
Этот прибор позволяет определять прочность соединений при отры-
ве и срезе — в зависимости от условий работы контролируемой
конструкции. С помощью этого прибора можно контролировать
следующие объекты [44]:
клеевые соединения листов из легких сплавов со стальными
листами;
495
клеевые соединения обшивок из легкого сплава с сотовым за-
полнителем из того же материала, а также сотовые панели из
стеклотекстолита;
клеевые соединения обшивки с заполнителем в трехс,гойных
паяных сотовых панелях из нержавеющей стали;
трехслойные панели с армированными стеклянным волокном
пластмассовыми обшивками и стеклотекстолитовым или металли-
ческим сотовым заполнителем;
клеевые соединения металлов с пластмассами;
клеевые соединения металлов с фрикционными материалами
тормозных колодок и фрикционных сцеплений;
клеевые соединения металлов с древесиной;
клеевые соединения металлов с резиной;
клеевые соединения металлов с замазкообразными материала-
ми, такими, как резиновый герметик и др.;
армированные пластмассы.
В основе работы прибора Бондтестер лежит ультразвуковой ре-
зонансный метод, отличающийся от обычного тем, что свойства
-клеевого соединения оцениваются по изменению собственной ча-
стоты и колебательной системы, состоящей из пьезопреобразовате-
ля, нагруженного контролируемым изделием. Бондтестер имеет
два индикатора — стрелочный прибор и электроннолучевую труб-
ку. Первый служит для отсчета прочности при отрыве, второй —
при сдвиге. Прочность соединений между обшивкой и заполните-
лем (соты, пенопласт), работающих на отдир, оценивается только
по показаниям стрелочного индикатора.
Для перевода показаний прибора в значения прочности соеди-
нения пользуются специальными кривыми, которые строят путем
сопоставления показаний прибора с истинной прочностью, получен-
ной в результате разрушающих механических испытаний вырезан-
ных из изделия образцов [44, 48—50].
Фирма «North American Aviation» (США) применяет для оцен-
ки прочности клеевого соединения обшивки с сотовым заполните-
лем в металлических трехслойных панелях два прибора, работа
которых основана на ультразвуковых методах [51]. Один из них
ультразвуковой эхо-дефектоскоп, работающий с использованием
волн Лэмба на частоте 2,25 МГц. Изделия, в которых с помощью
волн Лэмба найдены дефекты, поступают на другую автоматиче-
скую контрольную установку — импульсную ультразвуковую ска-
нирующую систему Сонофакс, которая записывает дефекты на
электрочувствительную бумагу. Запись дает представление о при-
мерной прочности соединения в месте дефекта. Одновременно с за-
писью результатов контроля клеевой сотовой панели записывается
.диаграмма с эталона, что помогает оценить прочность испытуемо-
го клеевого соединения.
Необходимо отметить, что при оценке прочности клеевых со-
единений рассмотренными методами, как правило, требуется сма-
чивание (маслом, глицерином или другими жидкостями) поверх-
496
ности контролируемого изделия. Смачивание часто нежелательно,
а иногда и вовсе недопустимо (например, в случае контроля изде-
лий из гигроскопичных материалов). Датчики приборов, применяе-
мых для оценки прочности без разрушения, имеют плоскую по-
верхность и требуют соприкосновения с изделием в зоне, площадь
которой должна быть соизмерима с площадью поверхности датчи-
ка. Это затрудняет контроль изделий с криволинейными поверхно-
стями, особенно поверхностями двойной кривизны. Кроме того,
внедрение методов, позволяющих оценивать прочность соединений,
требует весьма трудоемкой подготовительной работы по созданию
эталонов с различной прочностью склеивания и построению тари-
ровочных кривых.
Известен еще один метод, пригодный для оценки прочности
клеевых соединений, — метод теплового импульса [52], который
может быть использован для контроля плоских клееных конструк-
ций с металлическими обшивками и сотовым или пенопластовым
заполнителем.
Этот метод пригоден только в тех случаях, когда обшивка изде-
лия обладает большой, а заполнитель — малой теплопровод-
ностью.
Описаны методы неразрушающего контроля с помощью термо-
грамм, полученных в инфракрасных лучах, и новый метод — уль-
тразвуковая голография [53]. Рассмотрено использование холесте-
рина для контроля качества клееных трехслойных сотовых кон-
струкций [53].
Литература
1. Якубович С. В. Испытания лакокрасочных материалов и покрытий. М.,
Госхимиздат, 1952. 348 с.
2. Андрианов К. А., Кардашов Д. А. Практические работы по искусст-
венным смолам и пластмассам. Изд. 2-е. М., Госхимиздат, 1946. 303 с.
3. Изразлит Г. Ш. Механические испытания резины и каучука. М., Госхим-
издат, 1949. 257 с.
4. Воюцкий С. С. Аутогезия и адгезия высокополимеров. Ростехиздат, 1960.
244 с.
5. Green Н. Industrial Rheology and Rheological Structures. New York, J. Wiley,
1949.
6. S k e w i s J. D., Rubb. Chem. Techn., 1965, v. 38, № 11, p. 689.
7. Иванов И. M. Методы физиологии и биохимии растений. М., Сельхозгиз,
1946. 494 с.
8. Козловский А. Л. Синтетические клеи. М., Гизместпром, 1947, с. 86.
9. Санжаровский А. Т., Епифанов Г. И., Ломакин А. Т., Лакокрас.
матер, и их прим., 1962, № 3, с. 28; Санжаровский А. Т., Епифа-
нов Г. И., ДАН СССР, 1962, т. 142, Xs 2, с. 403; Высокомол. соед., 1961,
т. 3, с. 1641.
10. Шрейн ер С. А., Зубов П. И., ДАН СССР, 1959, т. 124, № 5, с. 1102;
Санжаровский А. Т., Высокомол. соед., 1960, т. 2, с. 1698; Са и ж а р о в-
ский А. Т., Епифанов Г. И., Высокомол. соед., 1960, т. 2, с. 1704; ДАН
СССР, 1959, т. 124, с. 1602; Белый В. А., Егоренков Н. И., Плеска-
чевский Ю. М. Адгезия полимеров к металлам, Минск, «Наука и техни-
ка», 1971. 286 с.
11. О р л о в А. И., Зав. лаб., 1938, т. 7, № 8—9, с. 979.
497
12. Дерягин Б. В., Кротова Н. А. Адгезия. М., изд-во АН СССР, 1949.
244 с.
13. Якубович С. В., В о р о г у ш и и а Т. И., Р и в л и и а Ю. Л., Бюлл. по об-
мену опытом в лакокрас. пром., 1952, Xs 4.
14. Дерягин Б. В., Жеребков С. К., Медведева А. М., Коллоидн. ж.,
1956, т. 18, Xs 4, с. 404.
15. Николаев А. Ф., Тризно М. С., Петрова Л. А., Пласт, массы, 1966,
№ 8, с. 23; К у р и л е и ко А. И., Ширяева Г. В., Высокомол. соед., 1966,
Xs 8, с. 578; X арх ар ди и С. И., Пласт, массы, 1965, Xs 11, с. 66; Бе-
лый В. А., Е г о р е н к о в Н. И., Плескачевский Ю. М. Адгезия по-
лимеров к металлам. Минск, «Наука и техника», 1971. 286 с.; Tooke W. R.,
Montalvo I. R., J. Paint. Techn., 1966, v. 38, Xs 492, p. 18; Vander-
bilt В. M., Clayton R. E., Rubb. Chem. a. Techn., 1965, v. 38, p. 373.
16. С а и ж a p о в с к и й А. Т. и др. В кн.: Адгезия полимеров. М., изд во АН
СССР, 1963, с. 65; Середин А. И., Ширмицкий М. Н., Зав. лаб., 1968,
Xs 3, с. 64; авт. свид. 345417; Открытия. Изобр. Пром, образцы. Товарн. зна-
ки, 1972, Xs 22.
17. Deitz A. I. Н. Symposium Adhesion a. Adhesives. New York, J. Wiley, 1954,
p. 218.
18. Patrick R. L., Vonghan W. A., Doede С. M., J. Polymer Sci., 1958,
v. 27, p. 11.
19. M a у W. D., Smith D. P., Snow C. J., Trans. Inst. Met. Finish., 1967, v. 34,
p. 369.
20. Паншин Б. И. «Труды МАП», 1959, Xs 158, с. 58; Шнуров 3. Е. В кн.:
Клеи и технология склеивания. Под ред. Д. А. Кардашова. М., Оборонгиз,
1960, с. 56—79; De Bryne N. A, Aircraft Eng., 1944, v. 16, Xs 115, p. 140—
149; Volkersen O., “Luftfahrforschung”, 1938, Bd. 15, Xs 41, S. 4;
Адгезия, клеи, цементы, припои. Под ред. Н. Дебройна, Р. Гувинка. Пер. с
англ. М., Издатинлит, 1954. 574 с.; Structural Adhesives Bonding. Ed. by M. Bod-
nar. New York, J. Wiley, 1966, 534 p.; Bikerman J. J. Science of Adhesive
Joints. 2 Ed. New York, London, Academic Press, 1968. 349 p.
21. Кейгл Ч. Клеевые соединения. Пер. с англ. Под ред. Д. А. Кардашова.
М., «Мир», 1971. 294 с.
22. Processing for Adhesive Bonding Technique. Ed. by M. Bodnar. New York,
J. Wiley, 1972. 487 p.
23. Book of ASTM Standards. P. 16. Structural Sandwich Constructions, Wood, Adhe-
sives. Philadelphia, ASTM, 1965. 778 p.
24. Guttman W. Conquise Guideto Structural Adhesives. New York, Palmerston
Publ., 1962. 242 p.
25. Adhesion and Adhesives. V. 2. Ed. by R. Houwink, A. Salomon. New York, Lon-
don, Amsterdam, Elsevier Publ. Co., 1970, 772 p.
26. МРТУ 6-10-782—69. Лаки и краски. Методы испытаний. Определение проч-
ности приклейки ткани.
27. Ж е р е б к о в С. К. Крепление резины к металлу. Изд. 2-е. М., «Химия»,
1960. 192 с.
28. К а н т е р Г. Г. и др. Клеесварные соединения в машиностроении. Киев,
«Техника», 1964. 200 с.
29. Григорьев В. П. Влияние технологии выполнения соединений листовых
деталей на их прочность и выносливость. М., Оборонгиз, 1963. 188 с.
30. Adhes. Age, 1966, v. 9, Xs 3, р. 12.
31. Holt A., Aircraft Prod., 1957, v. 7, p. 282.
32. Л а н г e Ю. В. В кн.: Клеи и технология склеивания. Под ред. Д. А. Карда-
шова. М., Оборонгиз, 1960, с. 268—282.
33. Шрайбер Д. С. Ультразвуковая дефектоскопия. М., «Металлургия», 1965.
213 с.
34. Васильев Д. Ф., Шустов Н. Ф., Зав. лаб., 1956, Xs 10, с. 29.
35. Н а г г i s - М u d d о z В., “Ultrasonics”, 1964, Xs 2, р. 60.
36. Weiher Е., “American Machinist”, 1956, v. 100, Xs 27, p. 121.
37. Gray E., “American Machinist”, 1956, v. 100, Xs 27, p. 122.
38. S c h i j v e S., Aircraft Prod., 1958, v. 30, Xs 355, p. 269. j
498
39. Лайте Ю. В., Зав. лаб., 1959, № 7, с. 833; 1960, № 7, с. 843.
40. Ланге Ю. В., «Дефектоскопия», 1965, № 1, с. 44.
41. Ланге Ю. В., Ш и рм а н-К р ю ч ко в И. Б., М усато в В. В. Ультразву-
ковая техника. Вып. 2. М., изд. НИИМАШ, 1965, с. 50—55.
42. Ланге Ю. В., Шишкина Н. В., Зав. лаб., 1966, т. 32, № 1, с. 34.
43. Ланге Ю. В., «Дефектоскопия», 1966, № 2, с. 51.
44. The Fokker Bond — Testing System. Проспект фирмы «Фоккер» (Голландия).
45. Ланге Ю. В., «Дефектоскопия», 1974, № 1, с. 29; № 2, с. 55; № 3, с. 70.
46. Cohen S„ Pap. ASME, NDE —37, 9 (1971).
47. “Metalllen”, 1965, Bd. 20, № 7, S. 215.
48. S c h 1 i k e 1 m a n R. J., Ind. Anzeiger, 1961, № 34, S. 33.
49. S ch 1 i ke 1 m a n R. J., Adhes. Age, 1964, v. 7, № 5, p. 30; 1964, v. 7, № 6,
p. 33.
50. Miller N. B„ Boruff H., Adhes. Age, 1963, v. 6, № 6, p. 32.
51. Mat. Eng., 1968, v. 67, № 4, p. 76; Morawsky T., Przegl. Spawain, 1968,
t. 20, № 11, s. 279.
52. К о н др а т e н к о P. M. Кандидатская диссертация. M., МАИ, 1967.
53. В о d n а г М. I. Processing for Adhesives Bonded Structures. New York, J. Wi-
ley, 1972. 487 p.
УКАЗАТЕЛЬ МАРОК КЛЕЕВ
Агомет (R, Е) 247, 249
Адгезия 260
Адипрен L 183, 184
АК-205 292
АМК 188, 383
Аральдит 17, 87, 122—125, 142—144,
315, 323, 324, 335
Арон-Альфа 251
Аэробонд 158, 169, 170, 389
Аэролит 306, 413
Битл-цемент 413
БК-1 242
БК-2 242, 243
БМК-5 246
БОВ-1 110, 111, 116, 117
БОВ-3 117, 116
Бостик 1024 432
Бутакрил 247
БФ-2 61—65, 311, 312, 316, 317, 324,
332, 344, 369, 371, 372, 391, 402,
406, 432
БФ-4 61—65, 332
БФ-6 61, 64, 65, 381, 418—420, 433
БФР-2 61, 65, 66
БФР-4 61, 65, 66
БЭН-20П,50П,85П 161
Вестопал LT 409
В31-Ф9 36—38, 362, 452
ВИ-4-18Б 280, 281
ВИАМ Б-3 35—38, 349, 350, 369, 371—
373, 433, 452, 476
ВИАМ Ф-9 35—38, 433, 476
Виксинт У-1-18 375
Виксинт У-2-28 368
Виникс 234, 235
Винол 237
ВК-1 153, 154, 339, 340, 342
ВК-1М 153, 154, 339
ВК-1МС 153, 154, 305, 339
ВК-2 191, 192
ВК-3 43—53, 321, 323, 332, 383, 391
ВК-4 43—53
ВК-4-18Б 374
ВК-5 175, 177, 179. 344
ВК-7 156, 157
ВК-9 119, 120, 121
ВК-Ю 189, 192, 193
ВК-13 43—53, 383, 384, 401
ВК-13М 43—53
ВК-15 192—194
ВК-15М 194
ВК-16 128
ВК-32-ЭМ 137, 138, 141, 313, 339—342
ВК-32-2 53, 54, 383, 384
ВК-32-200 43—53, 313, 324, 332, 339,
341, 344, 358, 371, 372
ВКВ-1,2 161
ВКР-7 280, 281, 374
ВКР-Ю 374
ВКР-15,16,17 282
ВКТ-2,3 192, 198, 383, 384
ВС-ЮМ 61, 68, 69
ВС-ЮТ 61, 66—68, 313, 354, 371, 372,
402, 433
ВС-ЮТМ 68, 69, 362
ВС-350 61, 66, 68, 354, 358, 371, 372,
433
ВТ-200 154
Вулкабонд 256
Гельва (V-7-M-50, V-55-E-34) 239
Гельватол 237
ГИПК-61 340, 341
Гра-Бонд 2108 157, 158
Гудрич 717 387
Гу ми лаке 291
Д-2 132, 137
Д-6 107—109
Д-9 107—110, 112
Д-9а 107
Д-Ю 119, 120
Д-22 138, 139
Д-23 138, 139
Д-54 138, 139
Д-65 205
ДГМС 183
Доу Корнинг 281 200
ДТ-1,2,3 74
ДФК-1А 74, 75
ДФК-4 74, 75
ДФК-9 74, 75
ДФК-77 410
500
Е-Сольдер 3212 172
Имидайт-850 264—266, 324, 388
ИП-9 104, 195
ИПК-41 278
ЙПК-КС 1П 129, 403
ИРП-1268 278
Истмэн 910 251—253, 406, 434
К 4С 157, 339
К-17 81, 82, 381, 405
К-54/6 107—109
К-105 194
К-111 194
К-П5 107—109
К-134 107—109, 408
К-147 107—109, 408
К-153 107—109, 113, 114, 356, 358
К-168 107—109
К-201 107—109
К-293 107—109
К-300-61 119, 120, 124, 125, 431
К-400 119, 120, 124, 125, 383, 431
Карбинольный 243, 244
Каурит 83, 84, 413
КБ-3 35—38, 404, 40'5, 407
КБФ 410
Кемлок 607 200
Керамсбснд 503 205
КЛН-1 107—109, 114, 115, 305, 339,
344
КМ-2 410
КН-2 278
КН-3 278
КН-15 283
Козаль 244
Конторский синтетический 240, 241
КП-5 407
КПИ-5 279, 416
КПФ-250 53
КР-5-18 280, 281
КР-5-18Р 280, 281, 374, 377
КР-10-20 261
КР-16-18 280, 281
КС-609 243, 339
КТ-15 195
КТ-25 195, 196
КТ-30 195, 196
Ктилол-11 262
КТП-1 431
КХС 198
КХТ-1,2 401
Л-4 106—109, 339, 341, 342, 432
Лауксит 413
ЛБС-3 38—40
Лейконат 184, 377, 380
Лемол 237
ЛН 277
Локтайт 255 ~~
М-4 81, 411
М-48 81
М-60 81, 82, 405, 411
М-70 81, 411, 412
Марлекс 50 229
Марс 232, 233
МАС-1В 196, 197
МАТИ К-2 140—142, 401
МД-17 411
Мекладин 213, 431
Мелоколл М 413
Метлбонд 225 166
Метлбонд 302 163
Метлбонд 303 57, 58
Метлбонд 306 163
Метлбонд 311 70, 71, 147
Метлбонд 328 388
Метлбонд 329 391
Метлбонд 329-7 165
Метлбонд 1301 162, 163
Метлбонд 1510 163
Метлбонд 4021 54, 55, 389, 430
Метлбонд 4041 54, 55
Мистик PD-455 200
МПФ-1 259, 260, 331, 332, 339—341,
433
МФ 81
МФ-60 80, 83
МФС-1 81, 82, 411
МФСМ 81
МЦ-1 232, 233
МЭ-1 144, 145
Н армко 7943 398
Нармтэйп 103-45 55
Нармтэйп 105 70
Нексус-1 160
Нолимид А-380 270
НТ-С 278
НЦМ 277
НЦМК 277
Орион 240, 241
ПБИ-1К 263—265
ПВ-16 231, 363
ПВБ-1К 381, 418—420
ПВХ 232, 233
Перхлорвиниловый 232—235
Пирокерам Бранд-цемент 206, 207
ПК-5 247, 260
ПК-10 129, 231, 236, 359
ПК-11 360
Пластилок 54, 55, 389
ПН-Э 234, 235
Полиакриламид 260
Поливинилацетатная эмульсия 240—
242
Полико (346LV, 514W) 239
Полиобонд М-20 324
Полисталь 173
501
Прессаль 413
ПУ-2 18, 173—177, 311, 312, 316, 317,
344, 356, 358, 362, 365, 366, 369,
370, 372, 381, 448, 452
ПУ-2Б 177, 178, 360, 362
ПУ-2М 176—178, 356
ПФК-19 53
ПФЭ-2/10 259, 416
ПФЭД 107, ПО, 111, 360
ПЭД 107, НО, 111, 360
ПЭ Д-5 234, 235
ПЭД-Б 107, ПО, 111, 115, 116, 360
РАФ-10 74
Резивелд 7007 157
Резинокс 433 70
Ремобувь-1 277
Ридакс 58, 69, 70, 154, 164, 305, 309,
324, 335, 385
Рилайбонд R-711 387
РС-79 364
С-1 38—40, 411
С-25 187
С-35 38—40
Сайклбонд К-183 54, 57
Сайклвелд 41, 54
Сайклтейп 54
СБС-1 411
СБТ 38—40
СВ-1 291
СВ-3 291
СВХ-40 418
Силаетик 142 202
Силастик 735 201, 202
Силастосил А 202
Сшластосил В 199
Силит 100 200
Силкоеет 153 199
Синтетический 240, 241
СК-1 240, 241
СКДА 154, 155
Скотчвелд AF-40 162, 163
СКС-1 08—40, 411
СП-1 38—40, 433
СП-2 404, 405
СП-6К 269, 270
Т-111 152, 153
Тай-Плай 288
Термо-187 263
Термодур (2000, 2007) 261
Термолрен 286, 377
Термосет 101 131
Тиокс 251, 253
ТМ-60 187, 363, 364
ТФП-18 188
ТФЭ-9 151, 152
У-2-28 198, 382
УН-В-2 417
502
УП-5-140-1 128
УП-5-149-2 157
УП-5-171, 172, 173 128
УП-5-177 128
УР-5-18 377
Уралан (8089-А/В, 8815) 184, 185
УФ-235 239, 382
ФА-24 61, 65
Фильмекс 169
ФЛ-4С 150, 305, 339—342
ФР-12 72, 411
ФР-100 411
ФРАМ-30 72—74
ФЭ-5 408
ФЭ-10 408
ФЭН-1 74, 281
Хай-Темп 308, 309
ХВК-2а 232, 233
Хемгрип НТ 158
Хидакс 967 71
Хидакс 1033 76
Хидакс 1197 168
Хиликс К-32Т 172
Ц-1 232, 233
Ц-7-165-32 198, 199
Циакрил 251
Циакрин (ЭД, ЭО, ЭП, ЭПЗ) 248—
251, 434, 428, 429
Цианобонд (RS-100, SS) 251, 253
ЦНИИКП-33 416
ЦНИИКП-КС 282
ЦНИИМОД 433
ЦНИИФ 40
ЦНИШКП БШ-2 416
Шелл-422-1 389
Эджилен № 1 229
Эккобонд SF-40 159
Эластоюил 197
Эликолит 312,325,326,340 172
Элнванол 237
Эпазол ЕР-11 129, 130
Эпи бонд 159
Эпииот 125
Эпокси 1200 409
Эпоксид П и Пр 138—140, 323, 324,
371, 372
Эпоксилайт 5524 158
Эпоксилайт 8822 129
Эпон VI 405
Эпон 934 397, 398
Эпон 951 162, 163
Эпон 961Х-1 169
Эпон 1031 146, 147
Эпон 1043-А-80 158, 159
Эпон 4221 146
Эпон-Адгезив 95 399
Эпон Адгезив 942 130 ЭПЦ-1 107—109, 111—113, 402 ЭПЦ-2 107—109, 408 P-600 38 PA-101 54—56 Pe-12 130 PR-19 10 199
А-7000 157 AF-6 54, 55 AF-10 57 AF-30 57 AF-31 54, 167, 319 AF-32 54, 55, 390 AF-33 57 AF-126 157, 167 AF-204 390 AFA-121 265, 267 R-150 168 R-382 168 R-391 1 168 R-393 168 RTV-106 199 RTV-154 199 SC-1031 147 SC-1033 70 SE-5004U 202
BSL-308, 308А, 312 164 BSL-319 154 SWS-930 200 XD-7342 170
ChS Эпокси 1001 144 4НБув 276, 277, 374 № 8 287, 378
ЕА-934 398 ЕС-2186 157 ЕС-2214 393, 430 Е. С. Aluminium 131 Е. С. Steel 131 9-024 201 9E-20 160 9м-35 74 9м-35ф 283, 377 23-CA 291 51-K-l,2,10,13 283
FM-34 270, 324 FM-47 70 FM-96 165 398 FM-123 397, 398 FM-123-2 387 FM-238 57, 58 FM-1000 149, 162, 388 FPL-710 146, 167, 168 FPL-878 146, 314, 315, 317 FPL-881 146 69T 262 78-БЦС 281 88H 274, 359, 360, 374, 377, 378 383, 405, 433 88НП 274—276, 360, 374, 377, 378, 383, 402 88НП-35,43,130 277 92-002 201 92-124 201 93-046 201 117A 166
HP-422 319 H2P 54 HT-424 146, 147, 397 № 201 288 227 166, 167 227-1 166 301 179, 180 927R 167
M-302 168 M-402 57, 58 1107 166 1111 166 № 4508 374
N-102 57, 58 9602 167
ДАВИД АЛЕКСЕЕВИЧ
КАРДАШОВ;
СИНТЕТИЧЕСКИЕ
КЛЕИ
Редактор Г. М. Медникова
Технический редактор Р. М. Вознесенская
Художник А. Я. Михайлов
Корректоры О. И. Иваницкая, М. С. Хрипунова
Тг03620. Сдано в наб. 7/Х 1975 г. Подп. в печ. 21/1 1976 г.
Формат бумаги 60 X 90*/i6. Бумага тип. № 2. Усл. печ. л. 31,5.
Уч.-изд. л. 35,15. Тираж 18 000 экз. Зак. 2591. Изд. № 709.
Цена 1 'р. 97 к.
Издательство «Химия» 107076, Москва, Стромынка, 13.
Московская типография № И Союзполиграфпрома при
Государственном Комитете Совета Министров СССР по делам
издательств, полиграфии и книжной торговли.
Москва 113105, Нагатинская ул., д. 1.