


























































































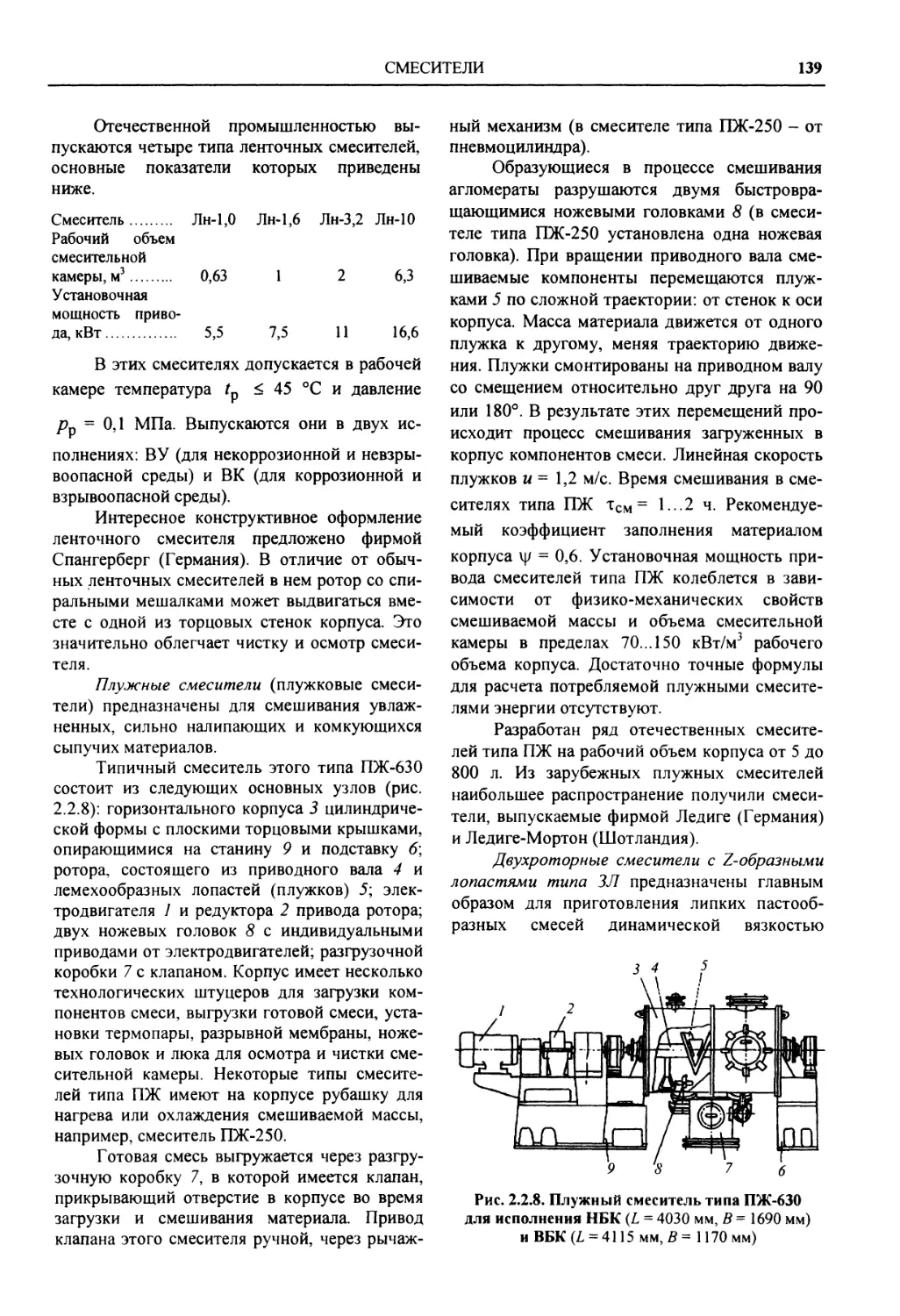

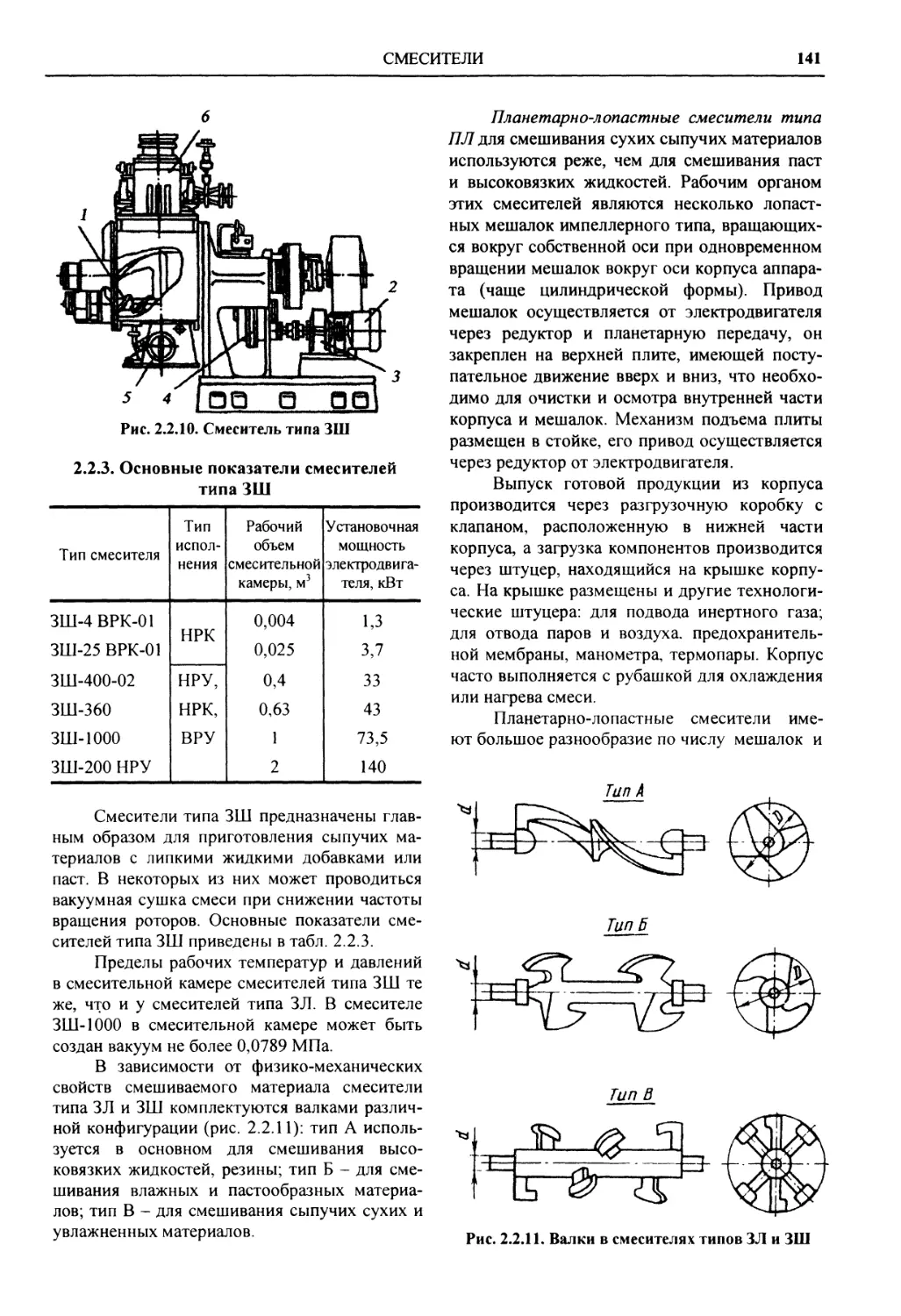




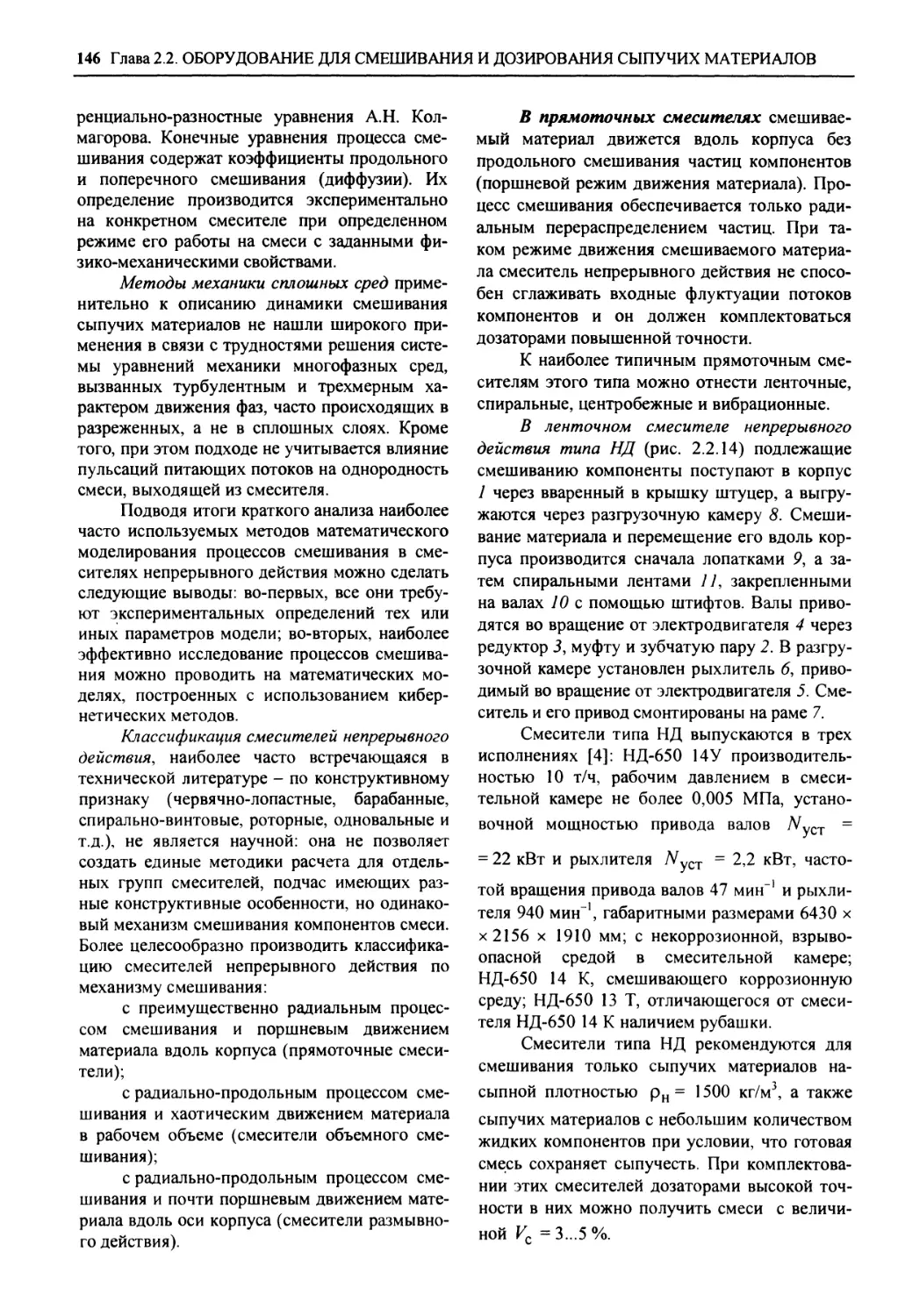



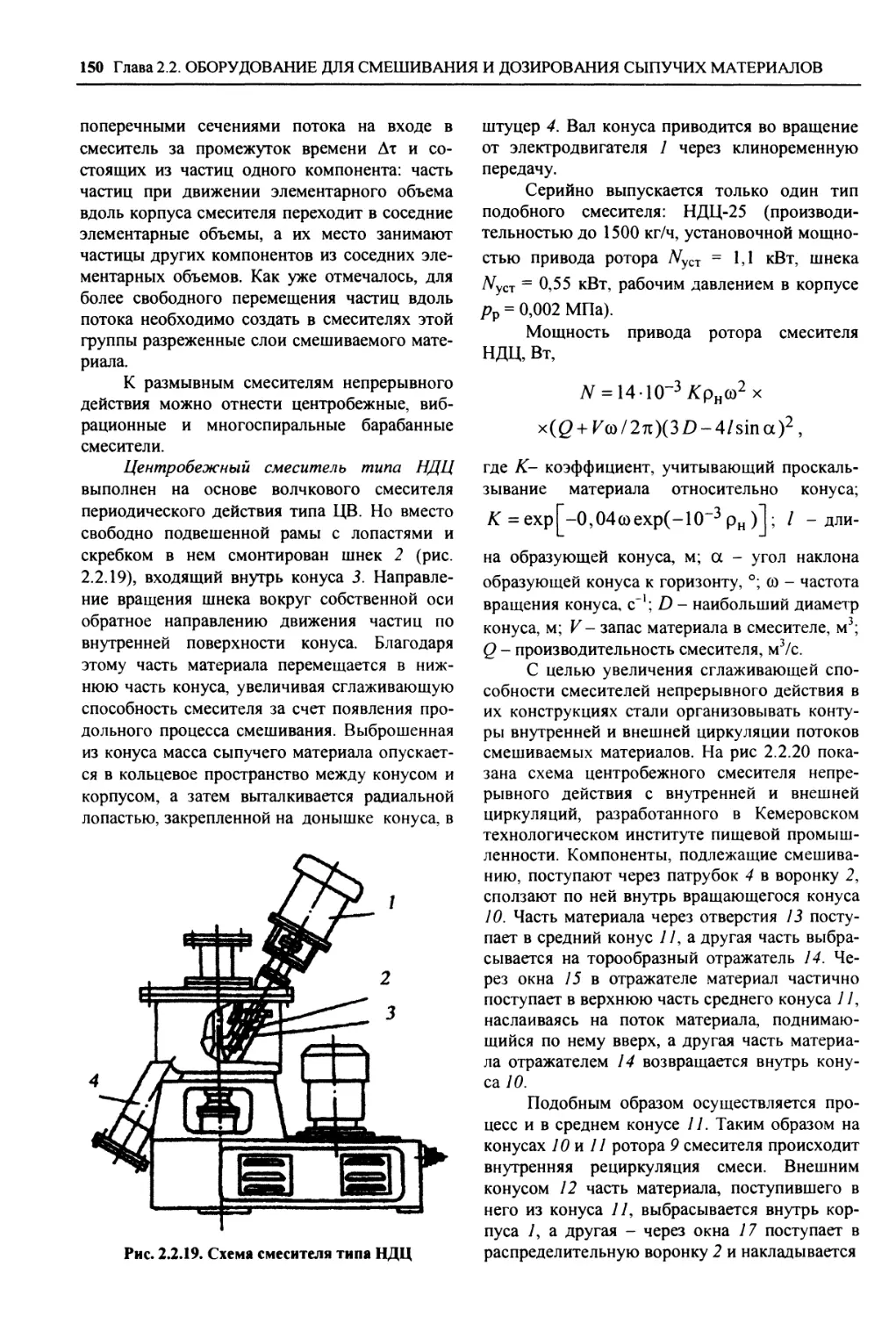


























































































































































































































































































































































































































































Автор: Фролов К.В.
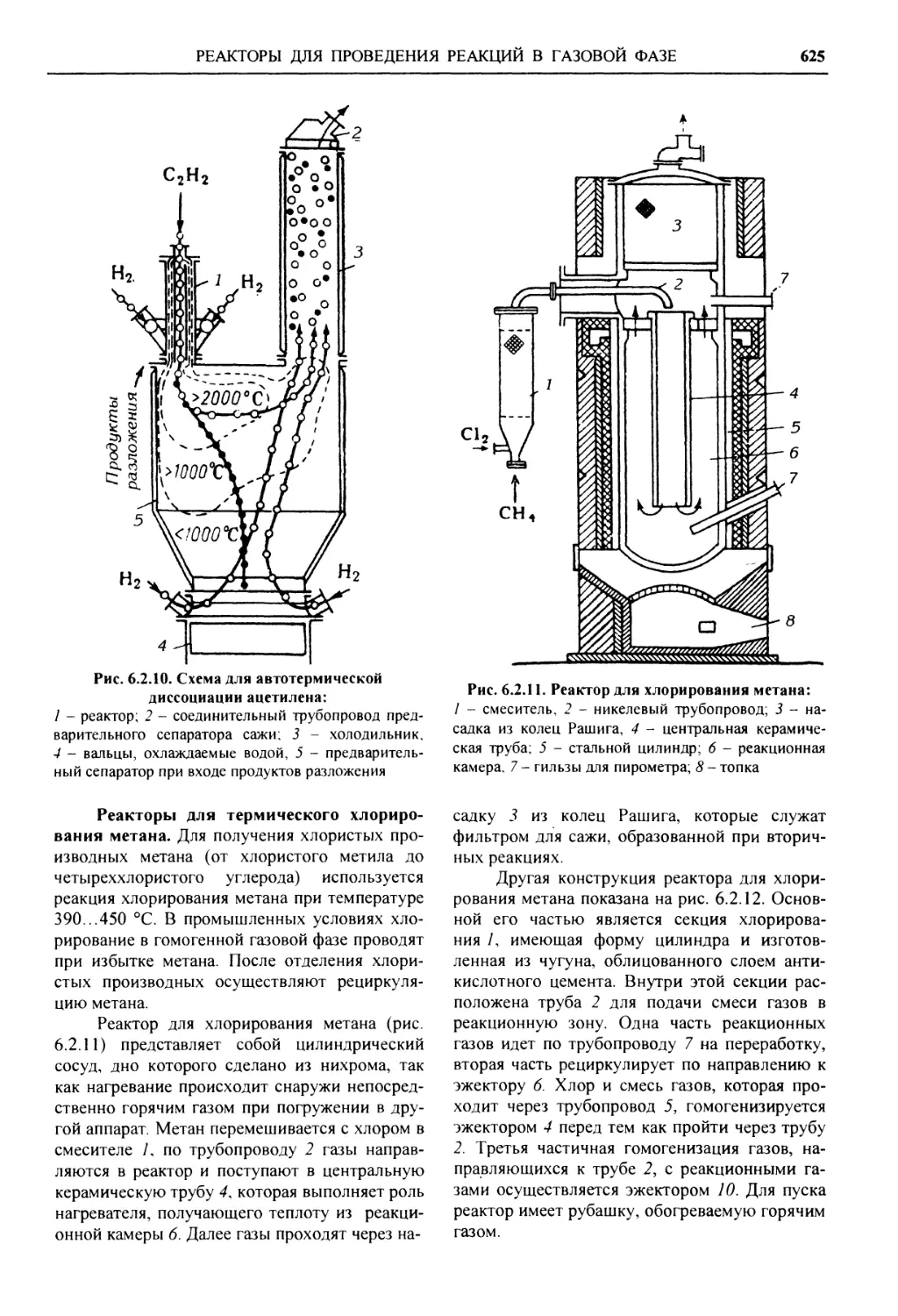
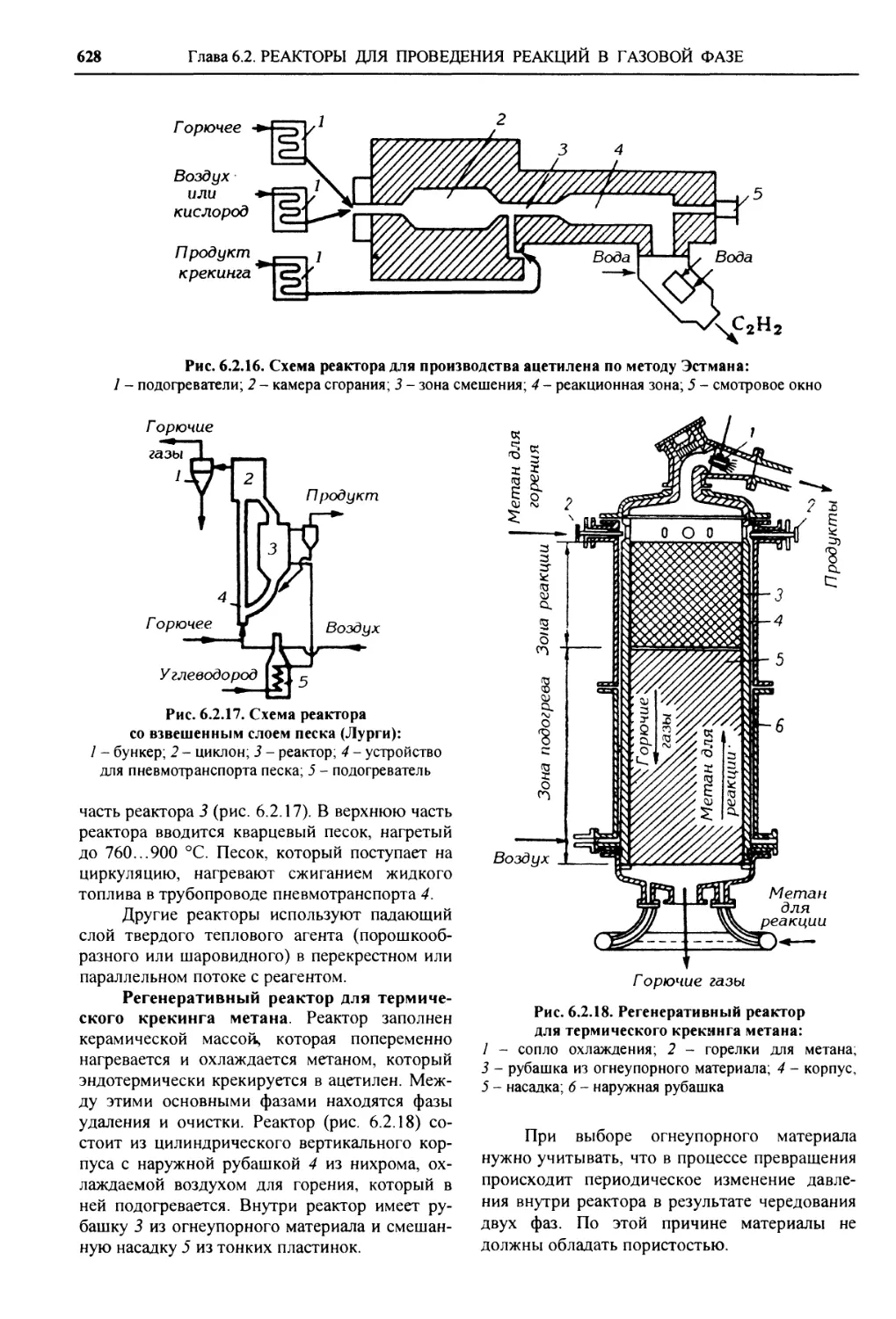
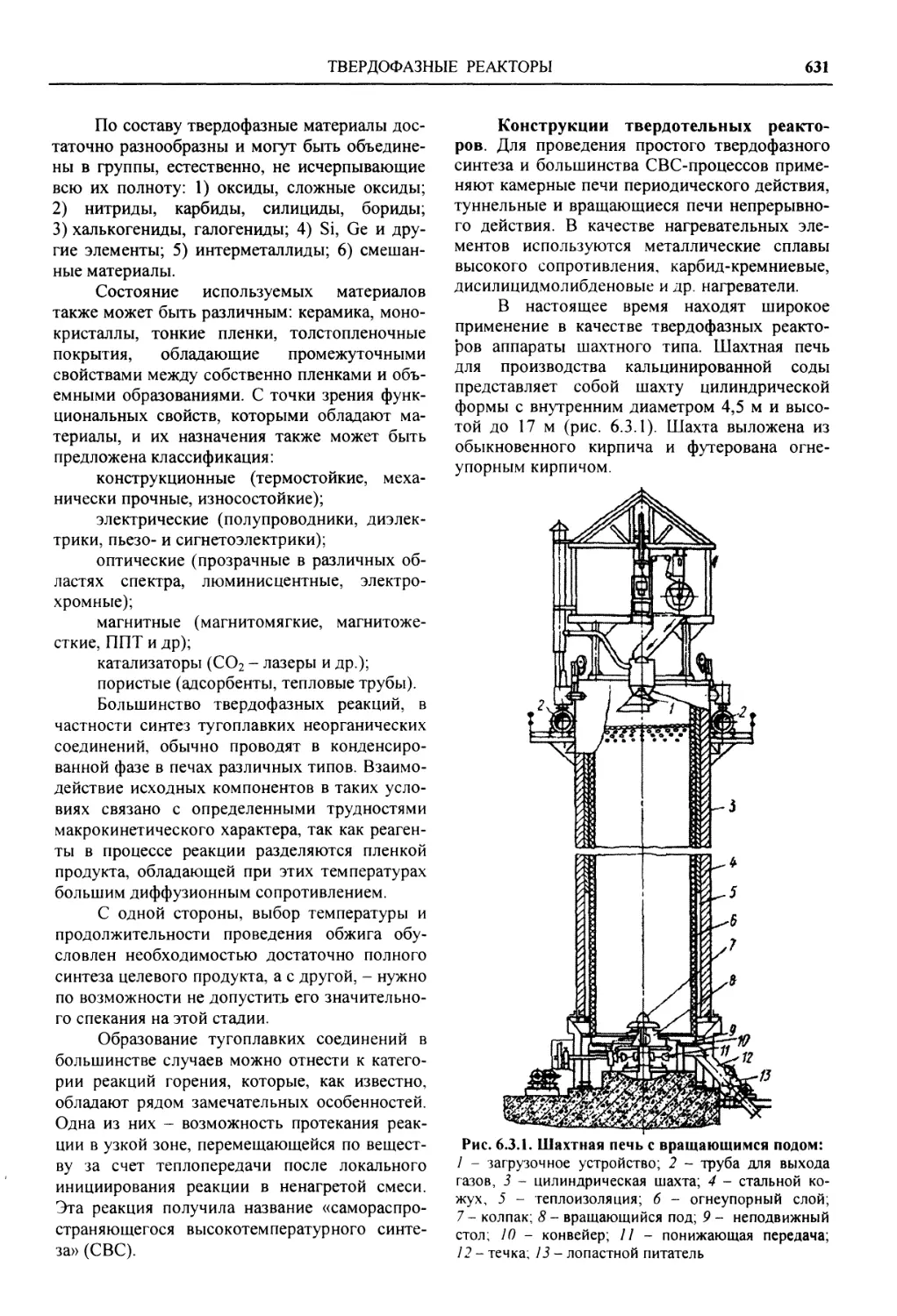
Теги: общее машиностроение технология машиностроения машиноведение промышленность машиностроение энциклопедия издательство машиностроение
ISBN: 5-217-03214-6
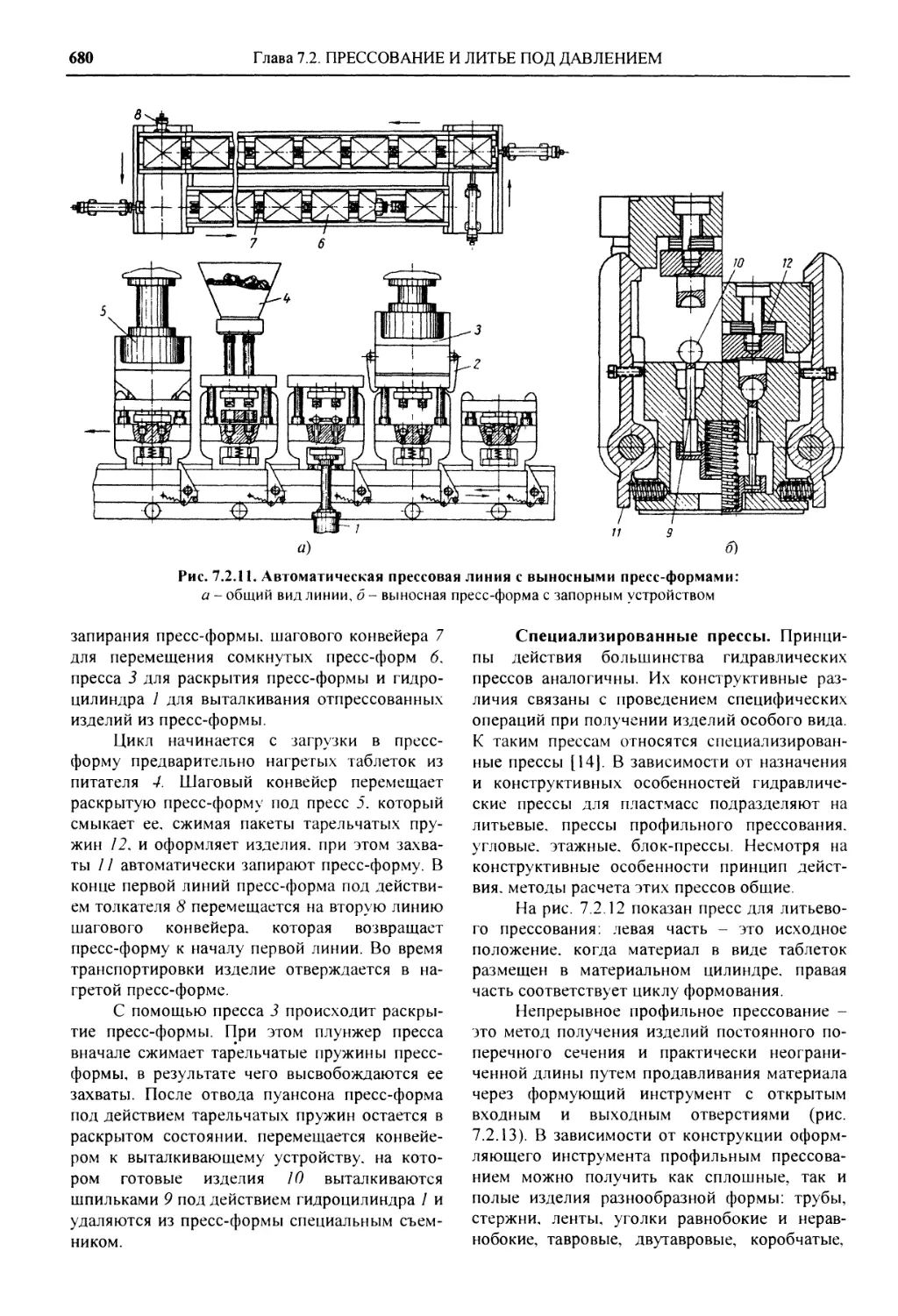
Год: 2004
Похожие



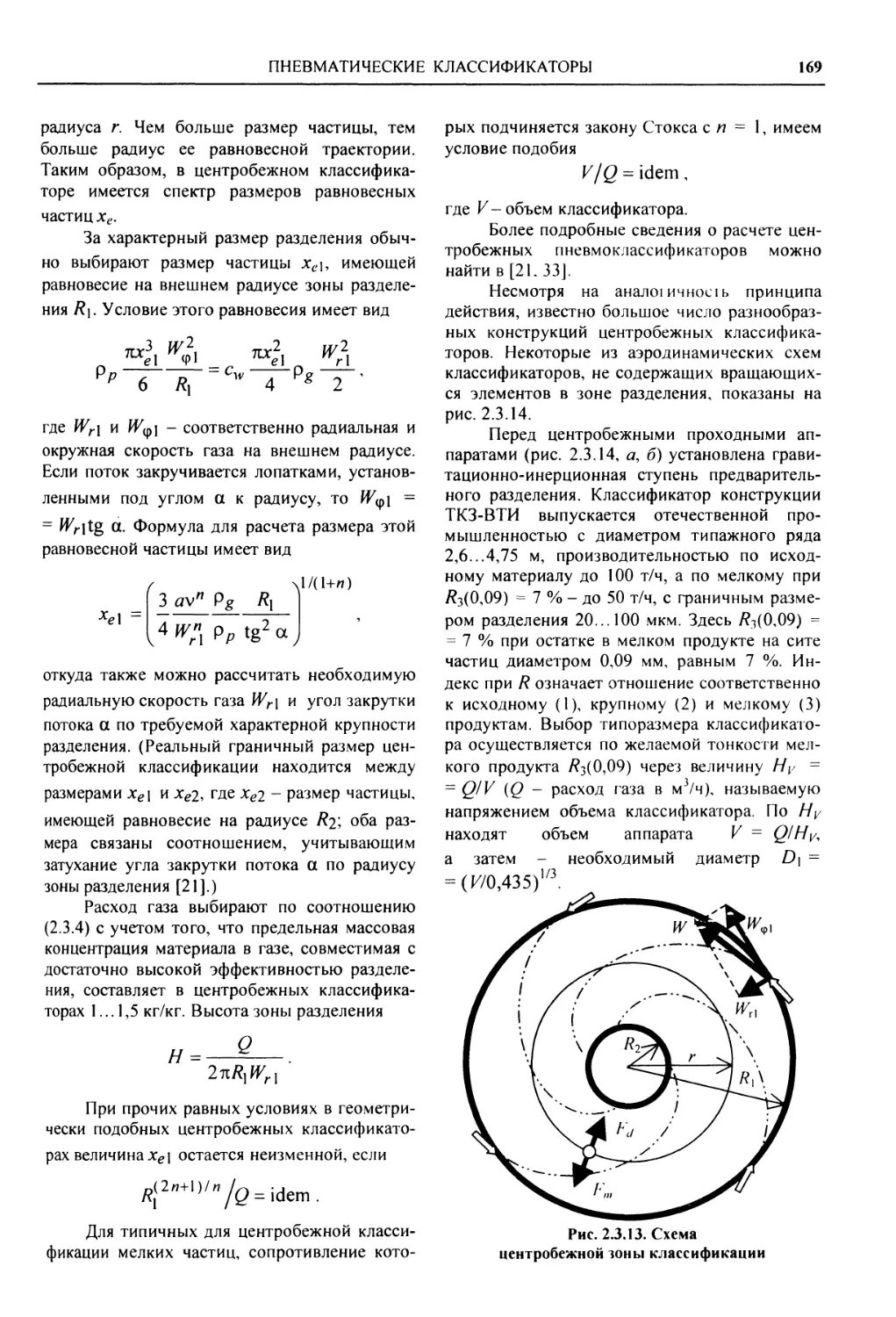
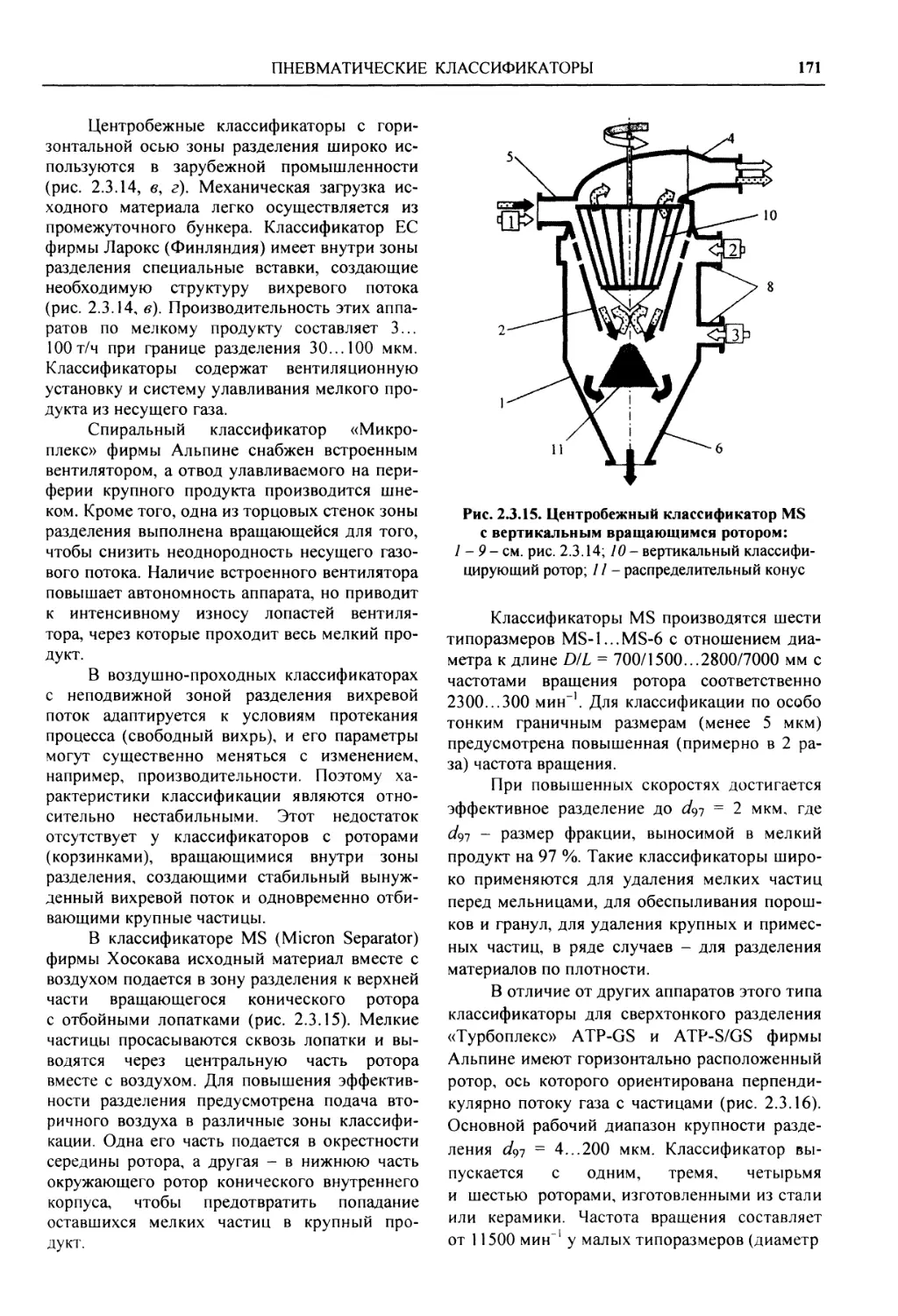
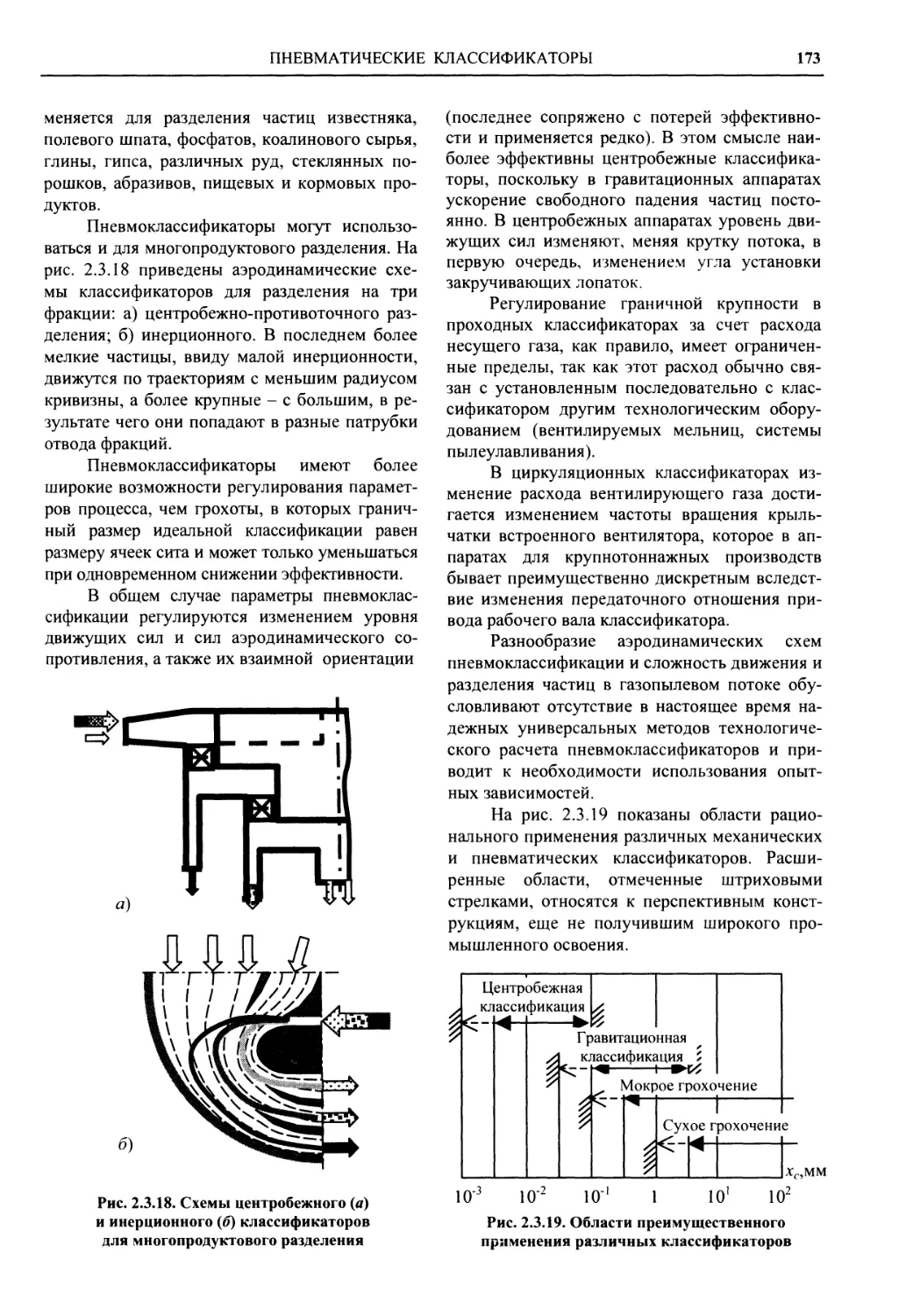
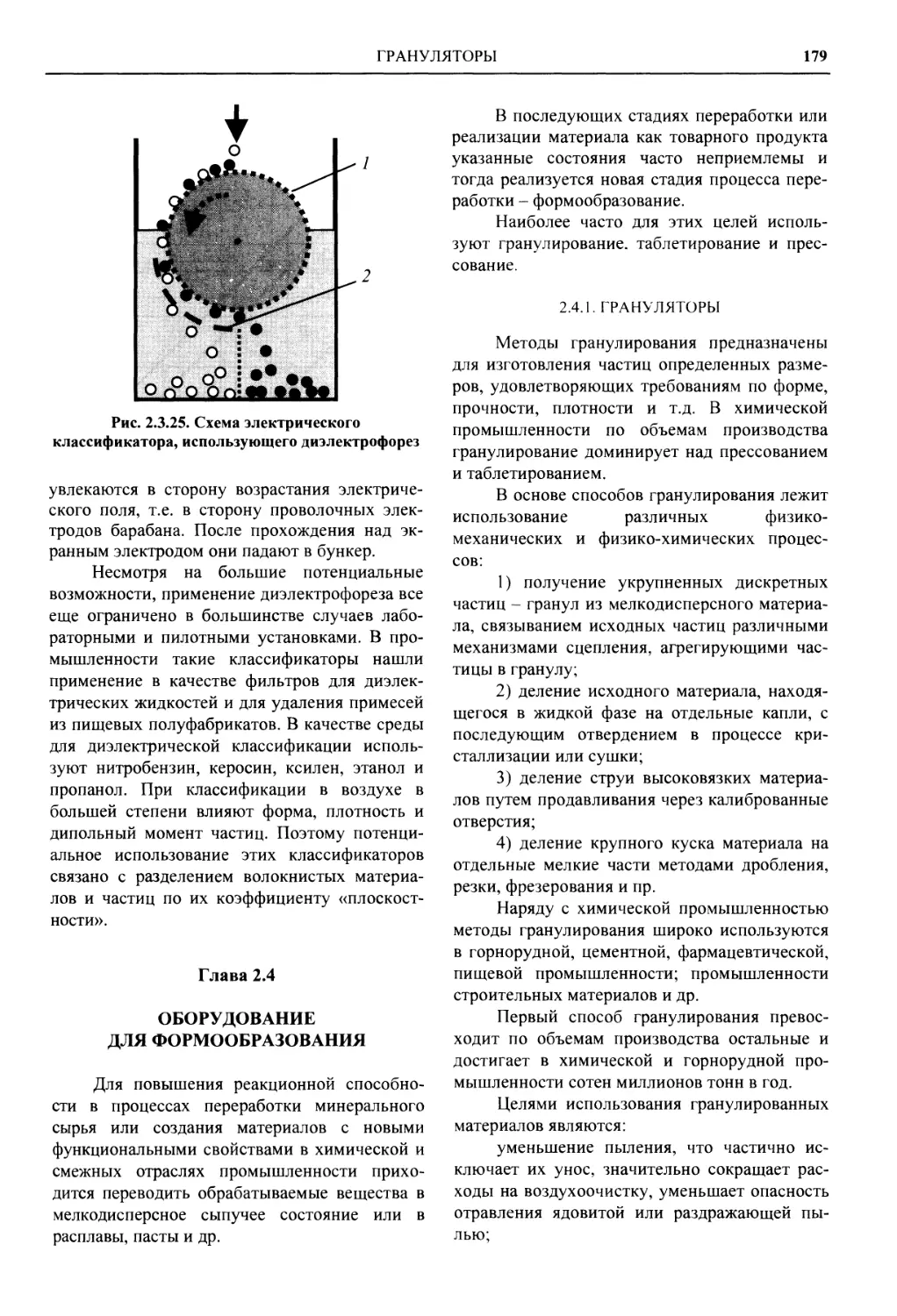
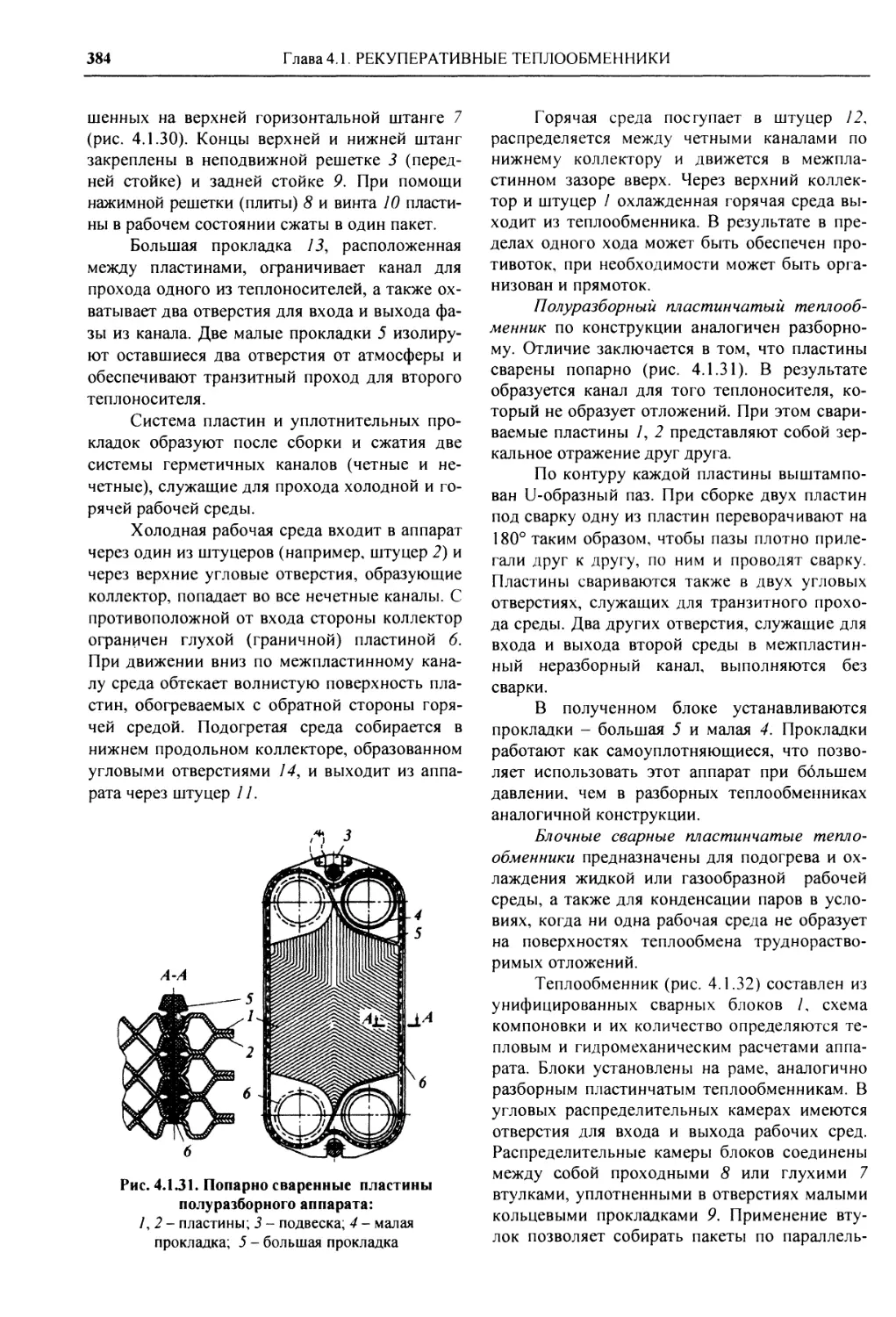
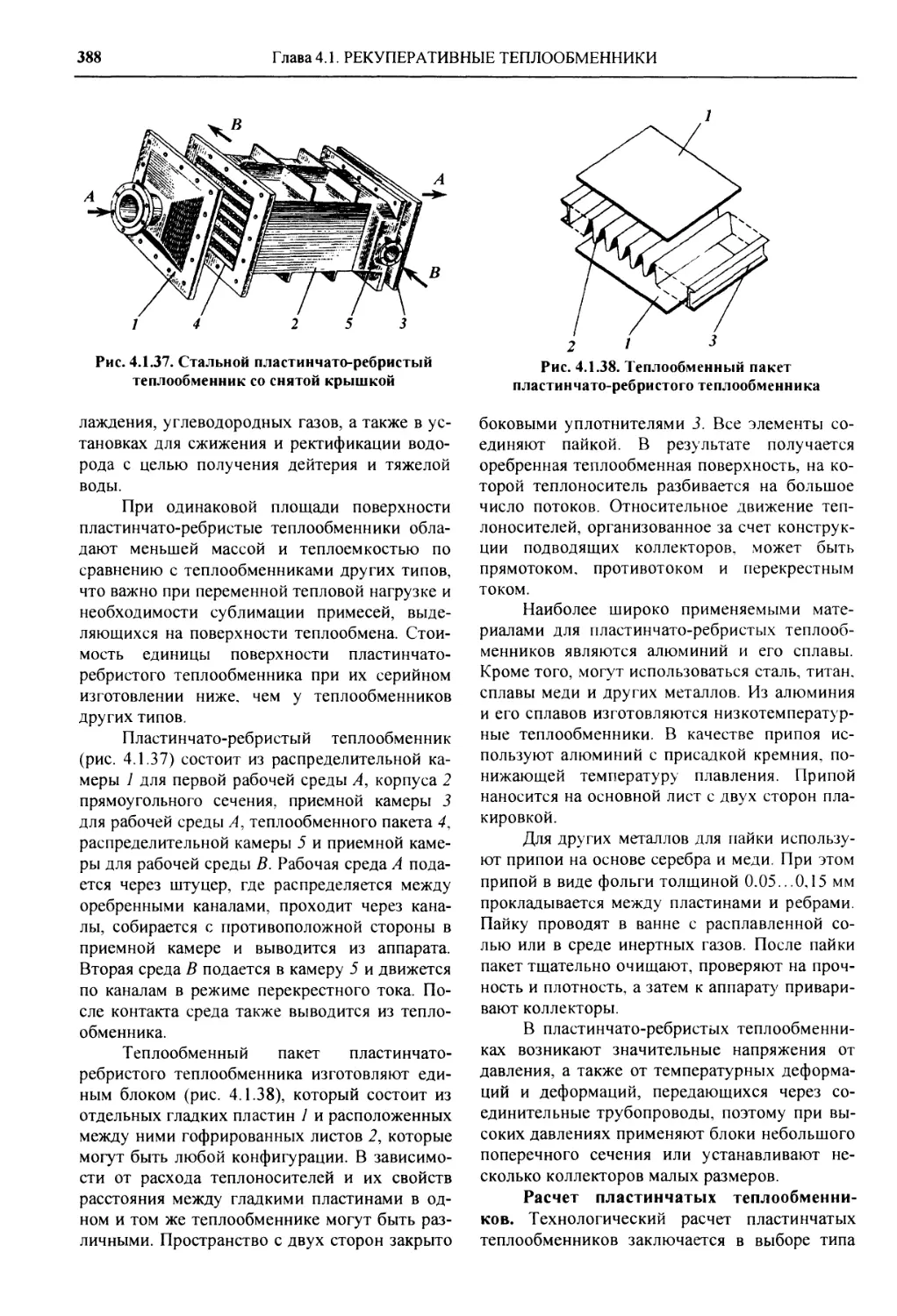
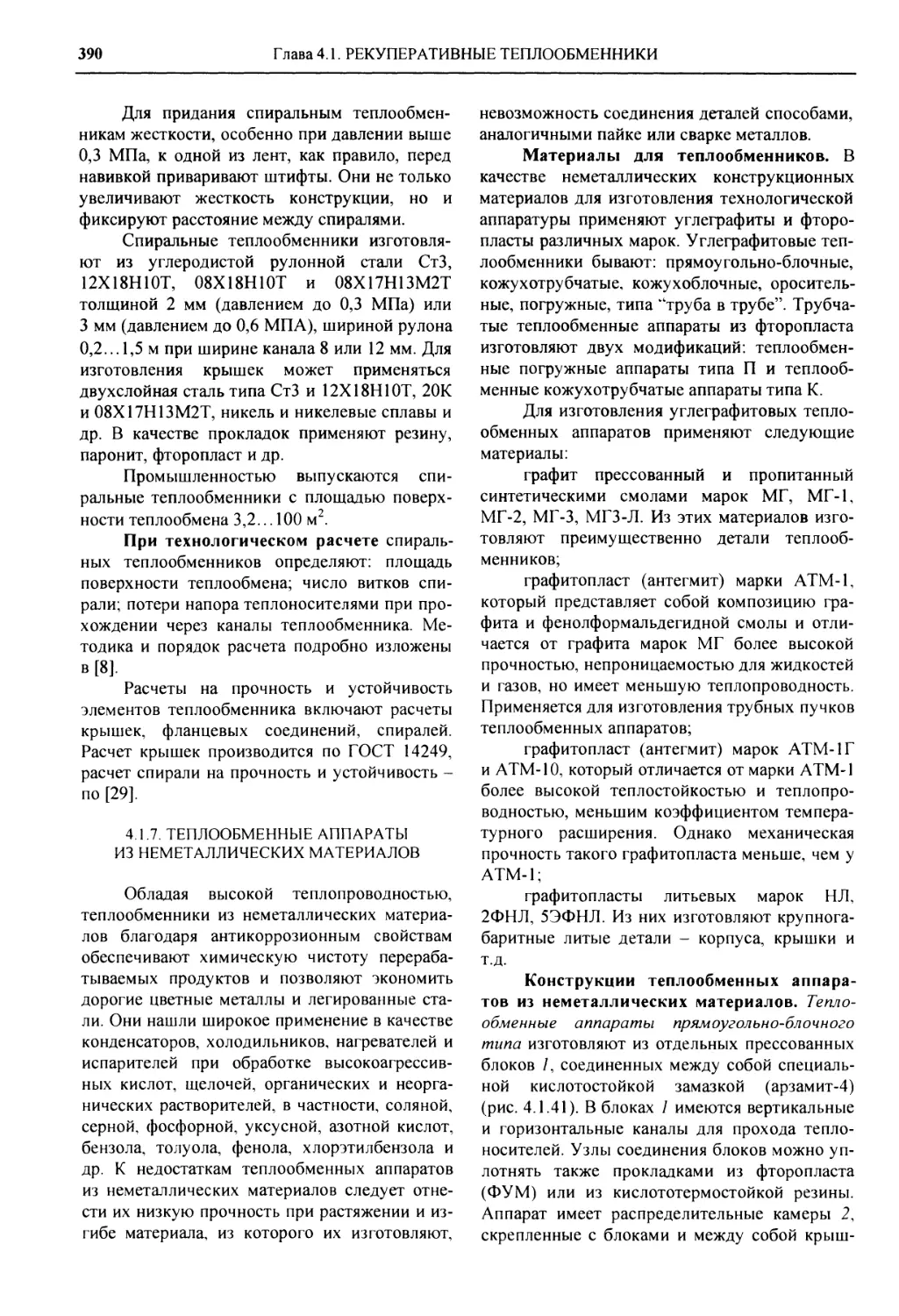
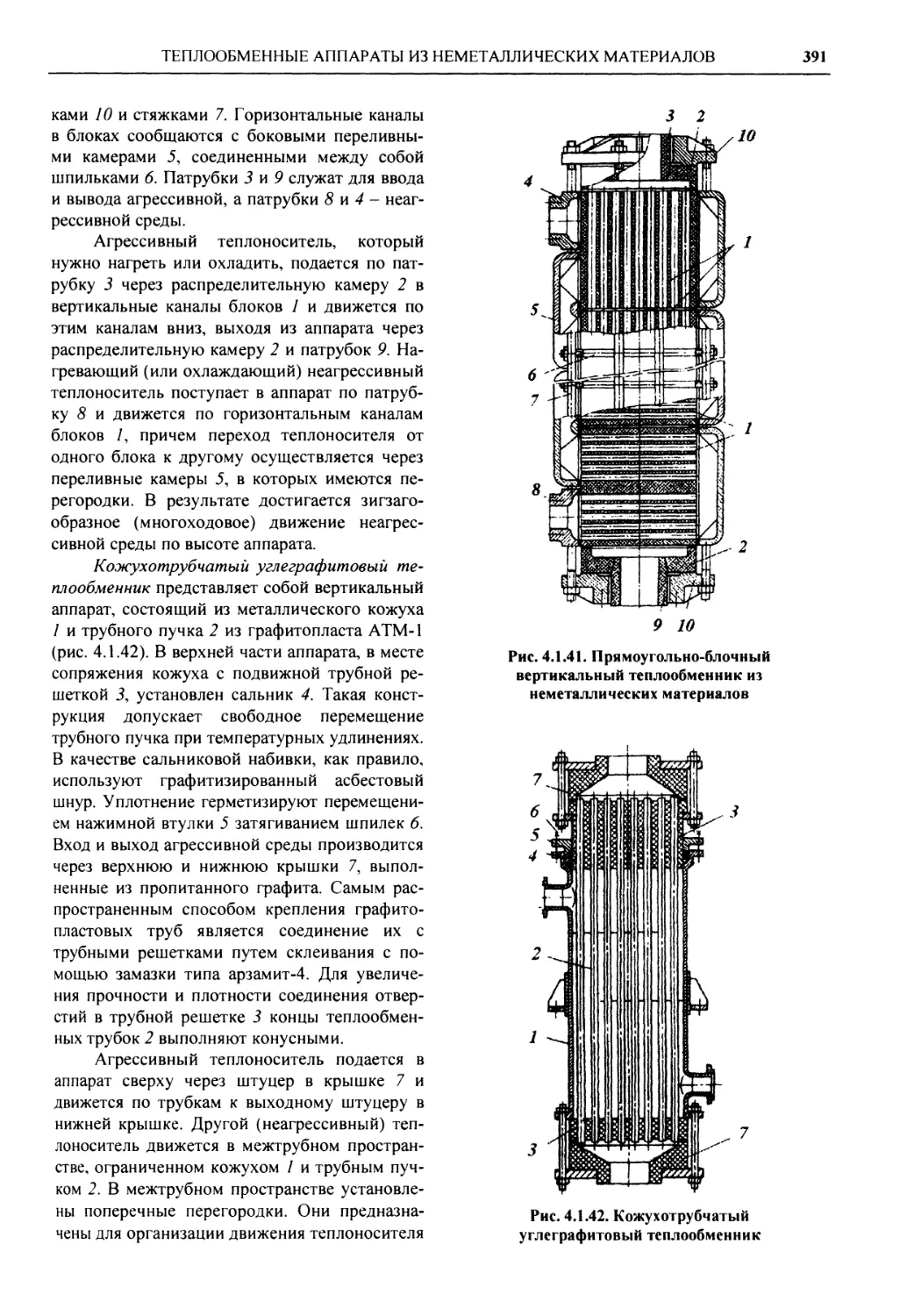
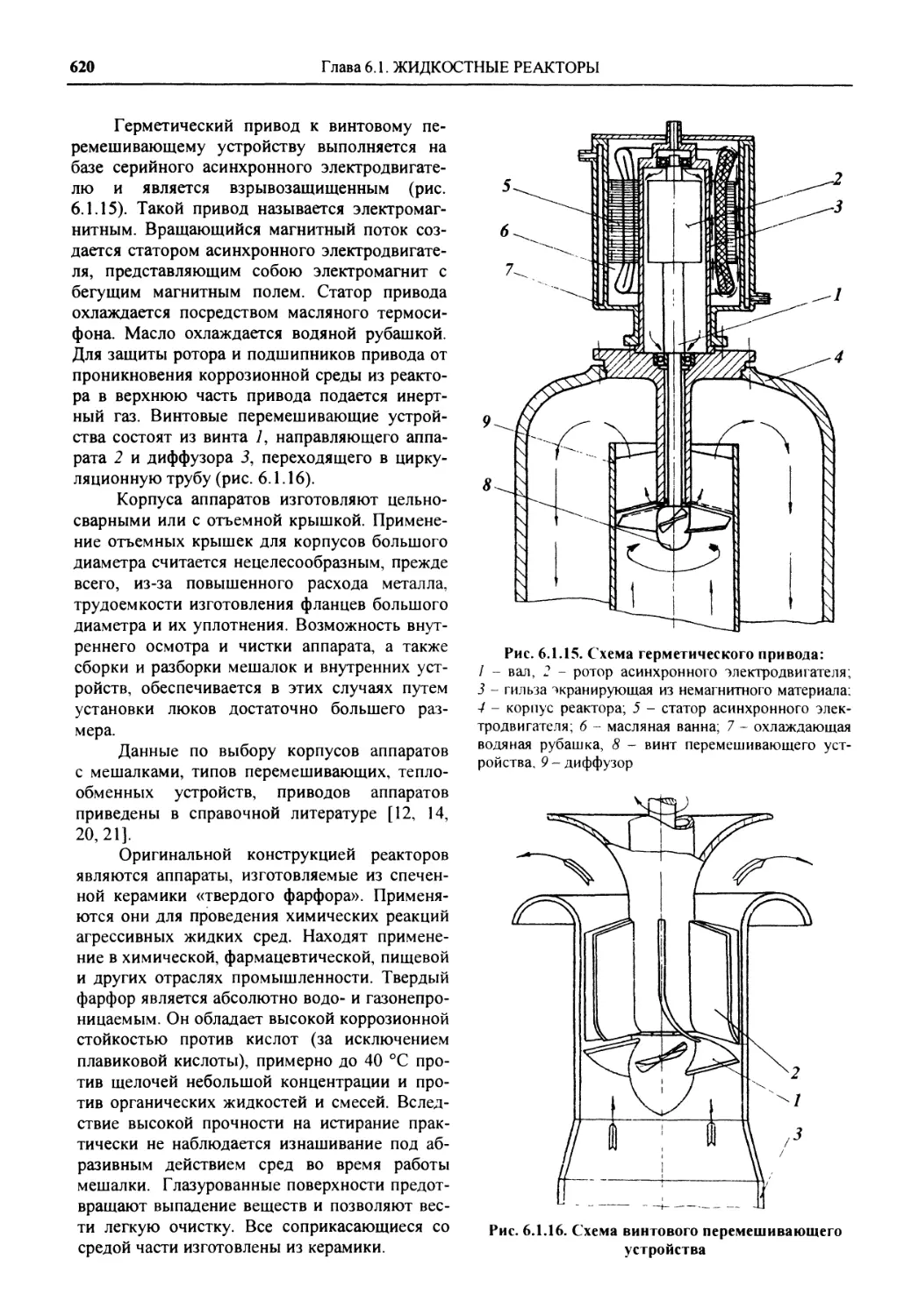
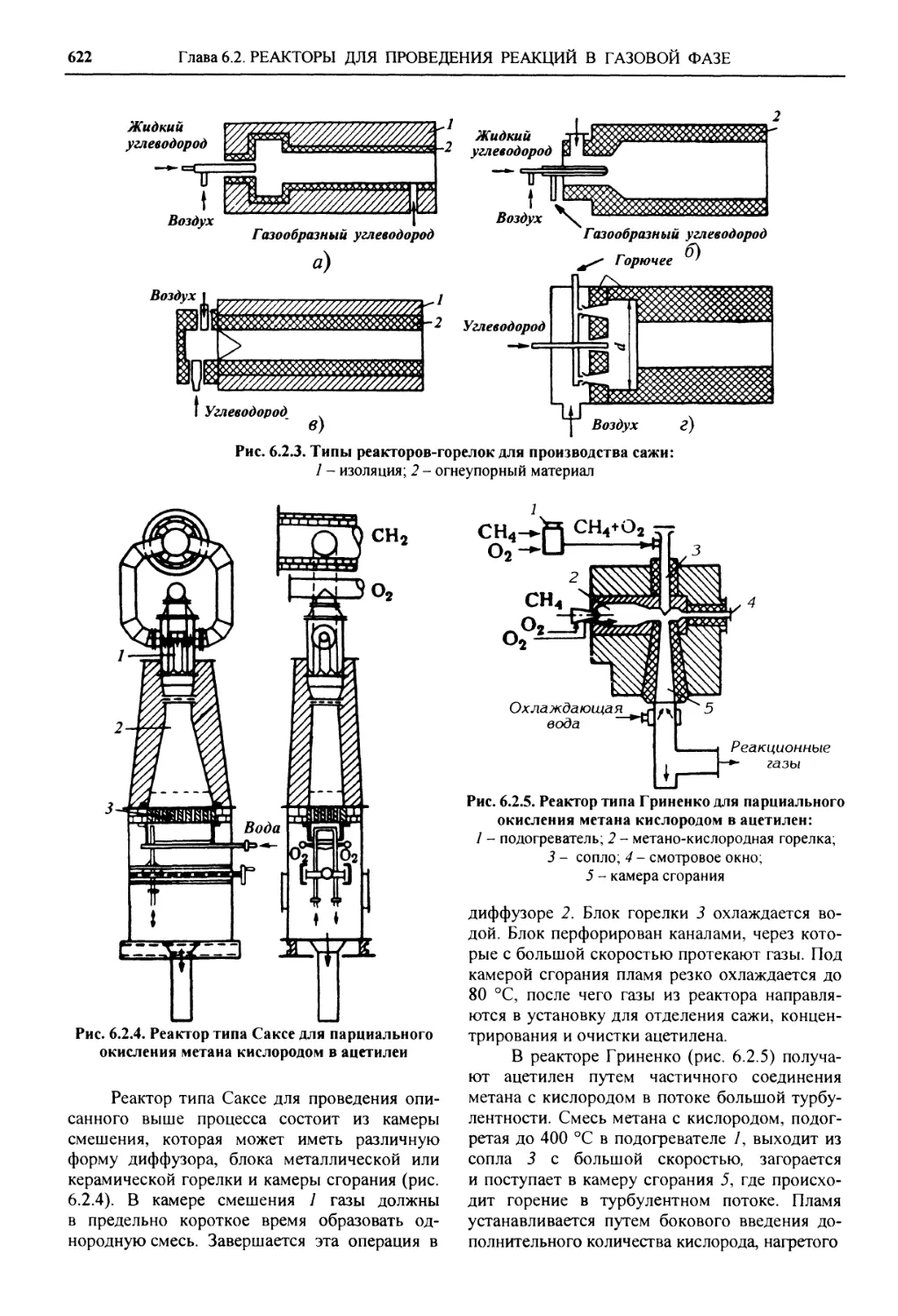
Текст
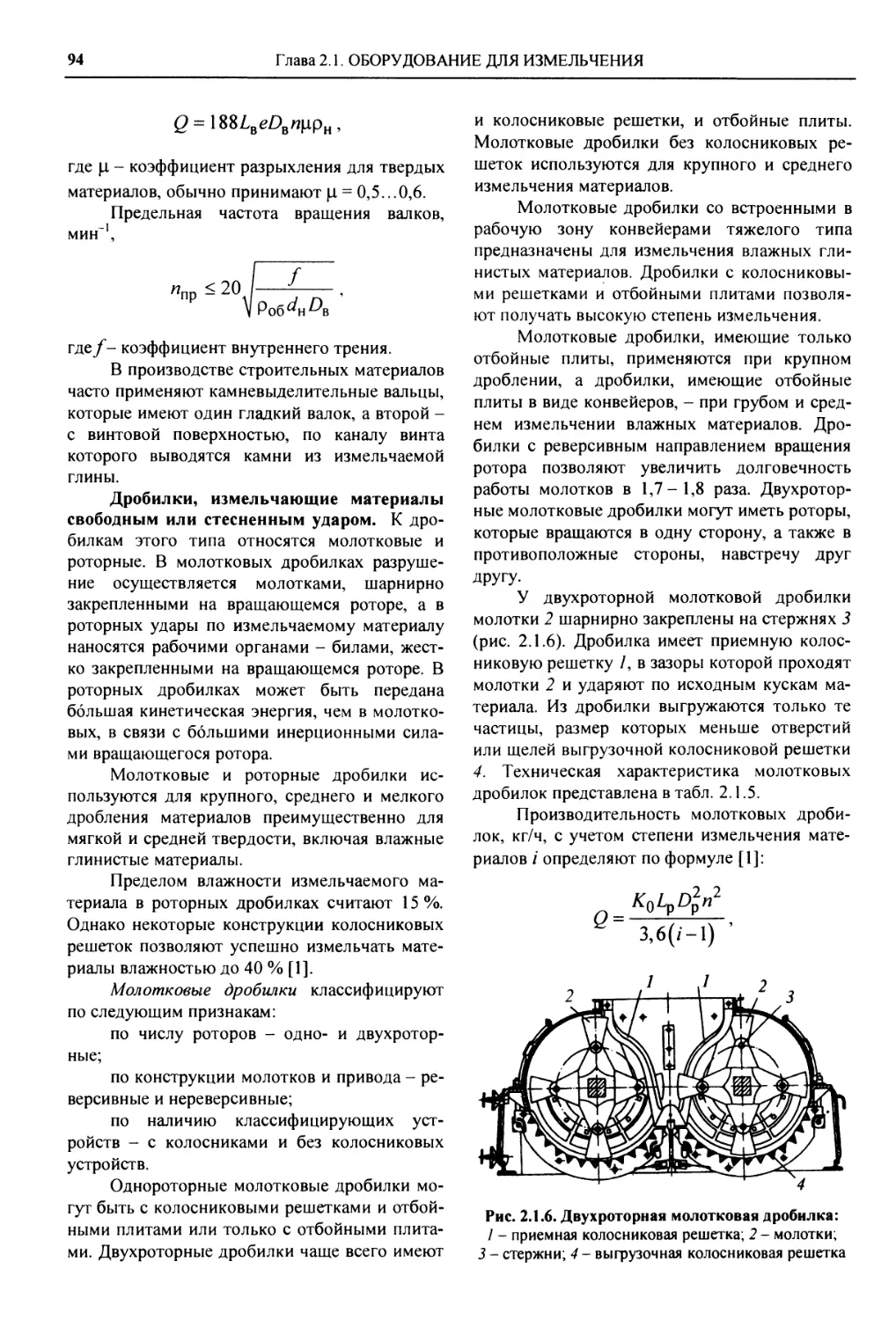
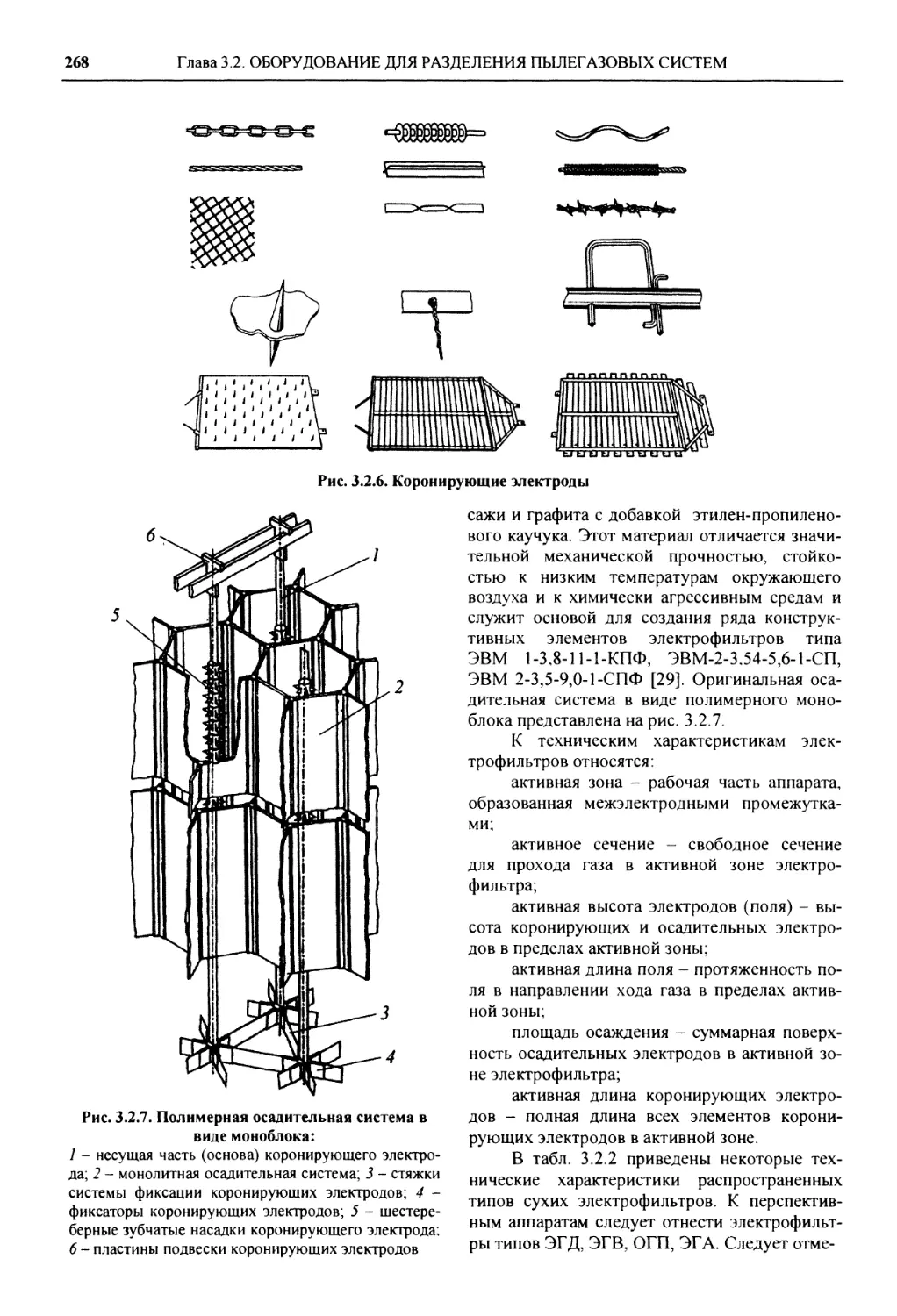
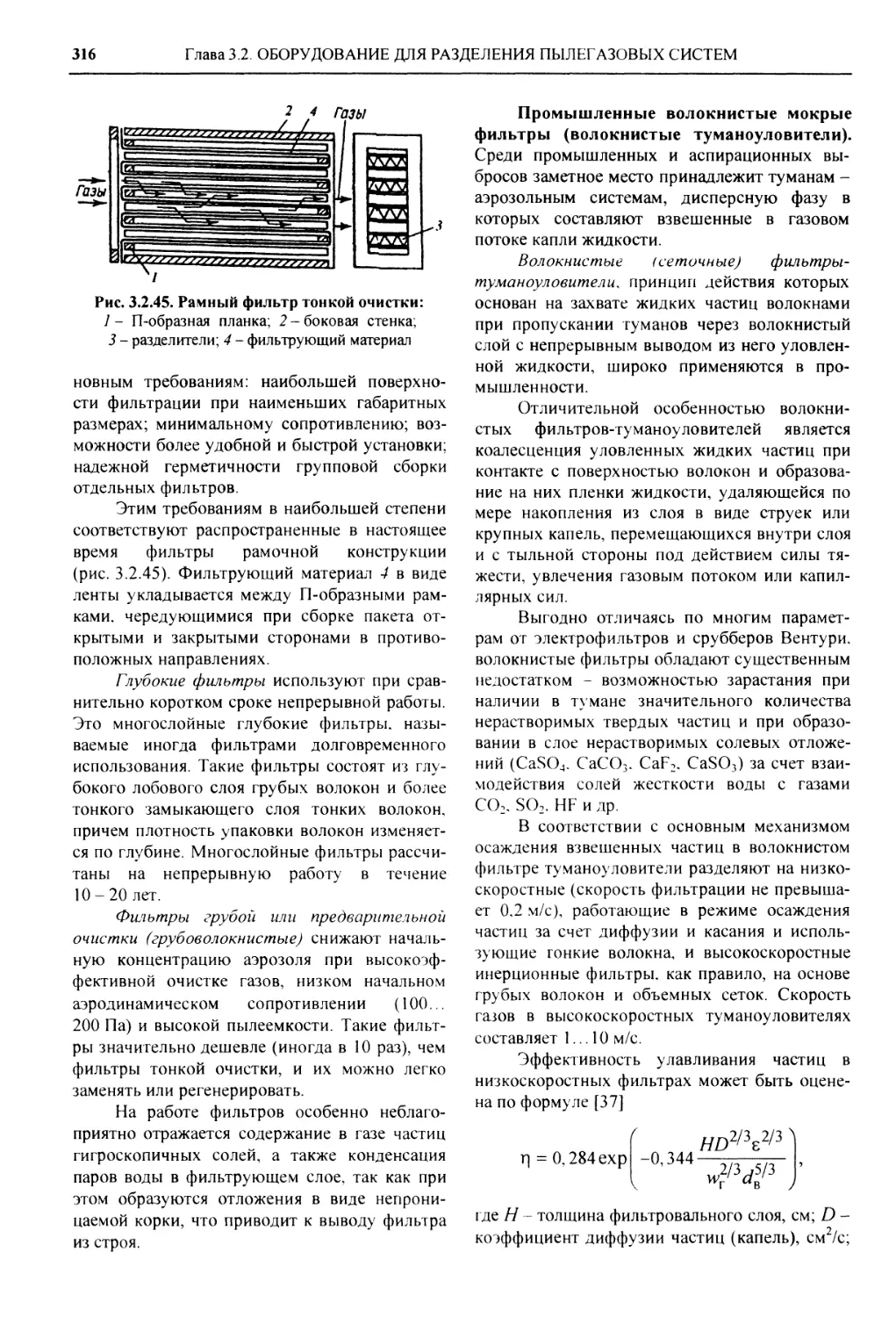
ИКЛОПЕДИ
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
MECHANICAL ENGINEERING
Encyclopaedia
Главный редактор академик РАН
К.В. Фролов
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
В СОРОКА ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
ФРОЛОВ К.В.
Председатель редакционного совета
Члены совета:
Белянин П.Н. (зам. Председателя редсовета и главного
редактора), Колесников К. С. (зам. Председателя редсовета
и главного редактора), Адамов Е.О., Анфимов Н.А.,
Асташов В.К., Бессонов А.П., Бюшгенс Г.С.,
Васильев В.В., Васильев Ю.С., Воронин Г.П.,
Глебов И.А., Долбенко Е.Т., Жесткова И.Н.,
Кирпичников М.П., Клюев В.В., Коптев Ю.Н.,
Ксеневич И.П., Мартынов И.А., МитенковФ.М.,
Новожилов Г.В., Носов В.Б., Образцов И.Ф.,
Панин В.Е., Паничев Н.А., Патон Б.Е., Пашин В.М.,
Платонов В.Ф., Пугин Н.А., Румянцева О.Н.,
Силаев И.С., Туполев А.А., Федосов Е.А.,
Фортов В.Е., Черный Г.Г., Шемякин Е.И.
МОСКВА “МАШИНОСТРОЕНИЕ” 2004
Раздел IV
РАСЧЕТ
И КОНСТРУИРОВАНИЕ МАШИН
Том IV-12
МАШИНЫ И АППАРАТЫ
ХИМИЧЕСКИХ
И НЕФТЕХИМИЧЕСКИХ
ПРОИЗВОДСТВ
Редактор-составитель академик АЕН РФ, д-р техн, наук
М.Б. Генералов
Ответственный редактор д-р техн, наук
А.С. Тимонин
Редакторы тома: М.Б. Генералов, А.М. Кутепов, Ю.И. Макаров
(Особенности проектирования химического и нефтехимического оборудования.
Машины и аппараты для механических процессов), А.М. Кутепов, Д.А. Баранов
(Машины и аппараты для гидромеханических процессов. Машины и аппараты для
массообменных процессов), И.И. Поникаров, С.И. Поникаров (Машины и аппараты
для тепловых процессов), А.С. Дудырев, И.А. Щупляк (Химические реакторы),
В.К. Скуратов, Н.И. Басов (Оборудование для переработки пластмасс и резины),
А.М. Кузнецов, В.И. Лившиц (Оборудование высокого давления)
МОСКВА “МАШИНОСТРОЕНИЕ” 2004
УДК 621.01/03
ББК 34.44
М38
Авторы: М.Б. Генералов, В.П. Александров, В.В. Алексеев, С.В. Анаников,
Д.А. Баранов, Н.И. Басов, П.С. Беляев, Б.В. Бердышев, М.Г. Беренгартен, В.К. Би-
тюков, В.В. Битюкова, В.Н. Блиничев, С.М. Бражников, С.Н. Булатов, В.А. Бул-
кин, А.Ю. Вальдберг, Г.Б. Векслер, А.Н. Веригин, А.А. Вещев, А.З. Волынец,
М.Г. Гайнуллин, А.Р. Герке, Г.М. Гончаров, Ю.И. Гусев, Ю.В. Гутин, И.В. До-
манский, Б.Н. Дудко, А.С. Дудырев, Л.В. Ерохина, А.С. Жихарев, А.И. Зимин,
В.В. Зобнин, А.А. Иванов, А.Г. Ишутин, Ю.В. Казанков, В.Г. Калыгин, И.Г. Ка-
менщиков, А.В. Каталымов, А.С. Клинков, И.В. Кораблев, А.П. Корчагин,
Б.Б. Кравец, Ю.В. Красовицкий, А.М. Кузнецов, А.М. Кутепов, В.И. Лившиц,
О.А. Лонщаков, Ю.И. Макаров, А.В. Малинов, А.А. Мошкин, С.А. Мошкина,
В.Е. Мизонов, В.А. Миронов, В.И. Муштаев, Е.Я. Нейман, В.А. Немытков,
Г.А. Носов, В.Н. Оборин, А.В. Огурцов, А.Н. Остриков, В.Ф. Павлова,
К.Б. Панфилович, А.А. Пахомов, О.А. Перелыгин, В.Ф. Першин, А.А. Поворов,
И.И. Поникаров, С.И. Поникаров, Ю.П. Попов, А.И. Пронин, С.В. Рачковский,
С.П. Рудобашта, В.К. Скуратов, А.Р. Смышляев, Э.Ш. Тел я ков, А.С. Тимонин,
С.А. Трифонов, В.М. Ульянов, В.Н. Федоров, И.И. Фелипчук, В.Г. Фролов,
В.Ф. Фролов, И.В. Чепура, А.А. Шевченко, М.А. Шерышев, В.С. Шубин,
И.А. Щупляк, В.И. Энтин, С.В. Энтин, В.М. Этингов
Рецензенты: И.М. Головных, В.Г. Жуков, А.Г. Лаптев, Р.М. Малышев,
В.А. Любартович, Е.А. Сериков, А.Ф. Туболкин
Рабочая группа Редакционного совета: К.С. Колесников, П.Н. Белянин, В.В. Ва-
сильев, В.К. Асташов, А.П. Бессонов, Н.Ф. Иванникова, Е.Т. Долбенко,
И.Н. Жесткова, Г.М. Москвитин
Машиностроение. Энциклопедия / Ред. Совет: К.В. Фролов (пред.) и др. - М.:
Машиностроение.
М38 Машины и аппараты химических и нефтехимических производств. Т. IV-12 /
М.Б. Генералов, В.П. Александров, В.В. Алексеев и др.; Под общ. ред. М.Б. Генералова.
2004-832 с.; ил.
Рассмотрены вопросы обеспечения надежности и безопасности машин и аппаратов
химических и нефтехимических производств при их проектировании.
Приведены конструкции и особенности расчетов оборудования для осуществления
механических, гидромеханических, тепло-, массообменных и химических процессов, а
также аппаратов и трубопроводов высокого давления.
УДК 621.01/03
ББК 34.44
ISBN 5-217-03214-6(T.IV -12)
ISBN 5-217-01949-2
© Издательство «Машиностроение», 2004
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ {М.Б. Генералов, А.М. Куте-
пов, Ю.И. Макаров}............... 10
СПИСОК ЛИТЕРАТУРЫ..................... 13
РАЗДЕЛ 1. ОСОБЕННОСТИ ПРОЕК-
ТИРОВАНИЯ ХИМИЧЕ-
СКОГО И НЕФТЕХИМИ-
ЧЕСКОГО ОБОРУДОВА-
НИЯ.............................. 14
ГЛАВА 1.1. ПРИНЦИПЫ ПРОЕКТИРО-
ВАНИЯ ОБОРУДОВАНИЯ
{М.Б. Генералов, А.М. Ку-
тепов, Ю.И. Макаров}............ 14
ГЛАВА 1.2. НАДЕЖНОСТЬ ОБОРУДО-
ВАНИЯ............................ 17
1.2.1. Прогнозирование
надежности на стадии про-
ектирования (В. Г. Ка-
лыгин} .................... 17
1.2.2.Определение остаточ-
ного ресурса (В. С. Шубин}. 19
ГЛАВА 1.3. ОБЕСПЕЧЕНИЕ ТЕХНО-
ЛОГИЧЕСКОЙ И ЭКОЛО-
ГИЧЕСКОЙ БЕЗОПАСНО-
СТИ........................ 21
1.3.1. Технологические от-
ходы химического произ-
водства и возможности их
снижения {В.Г. Калыгин}. . 21
1.3.2. Основные аспекты
безопасности {Ю.П. Попов} 23
1.3.3. Наиболее важные
технические решения по
обеспечению безопасности
оборудования {Ю.П. По-
пов} ................. 26
1.3.4.Неразрушающий
контроль и диагностика как
средства обеспечения безо-
пасности {И. В. Кораблев}.. 32
ГЛАВА 1.4. КОНСТРУКЦИОННЫЕ
МАТЕРИАЛЫ {А.С. Тимо-
нин} ........................... 37
1.4.1. Требования, предъяв-
ляемые к конструкцион-
ным материалам....... 37
1.4.2. Стали.......... 40
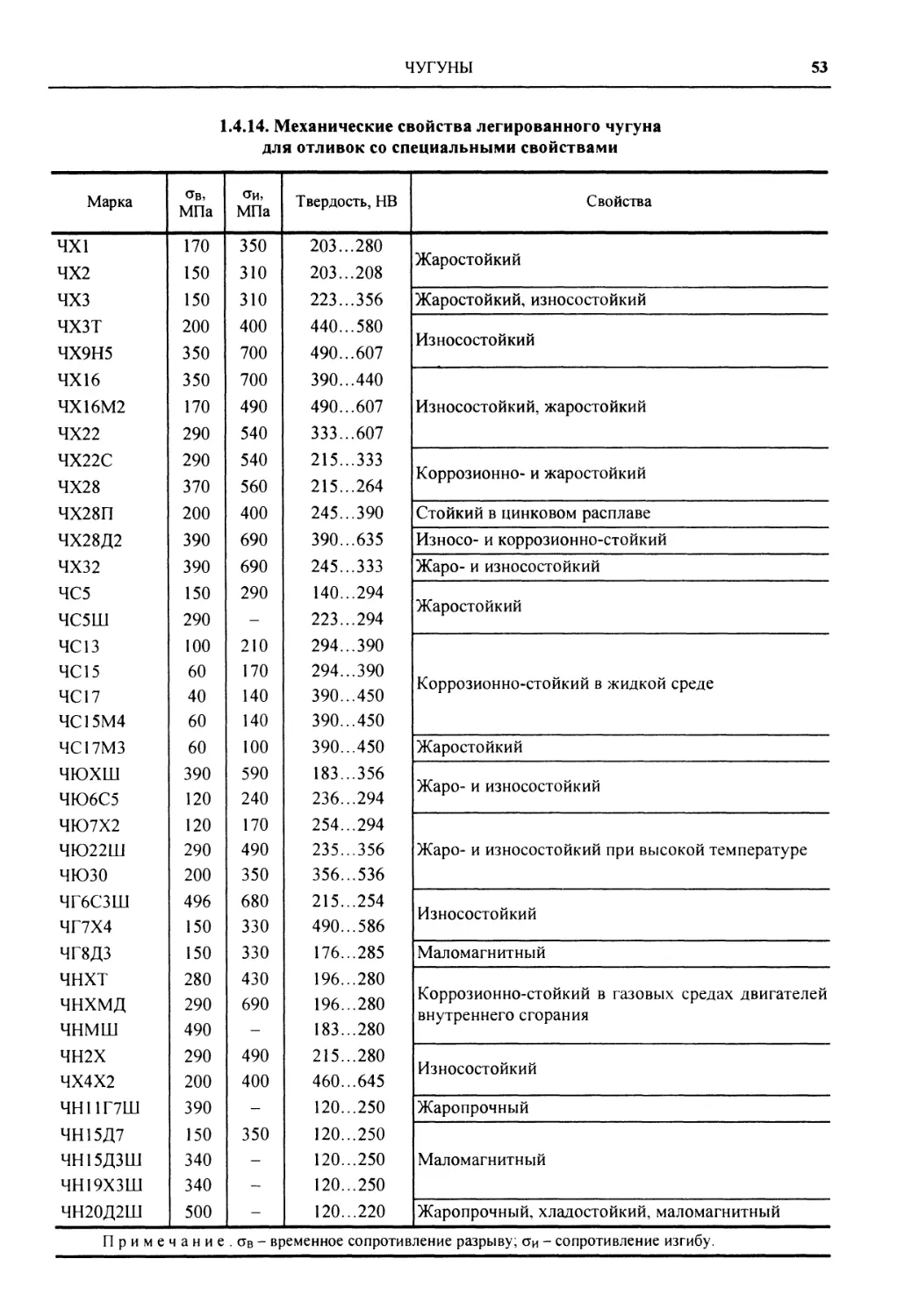
1.4.3. Чугуны......... 50
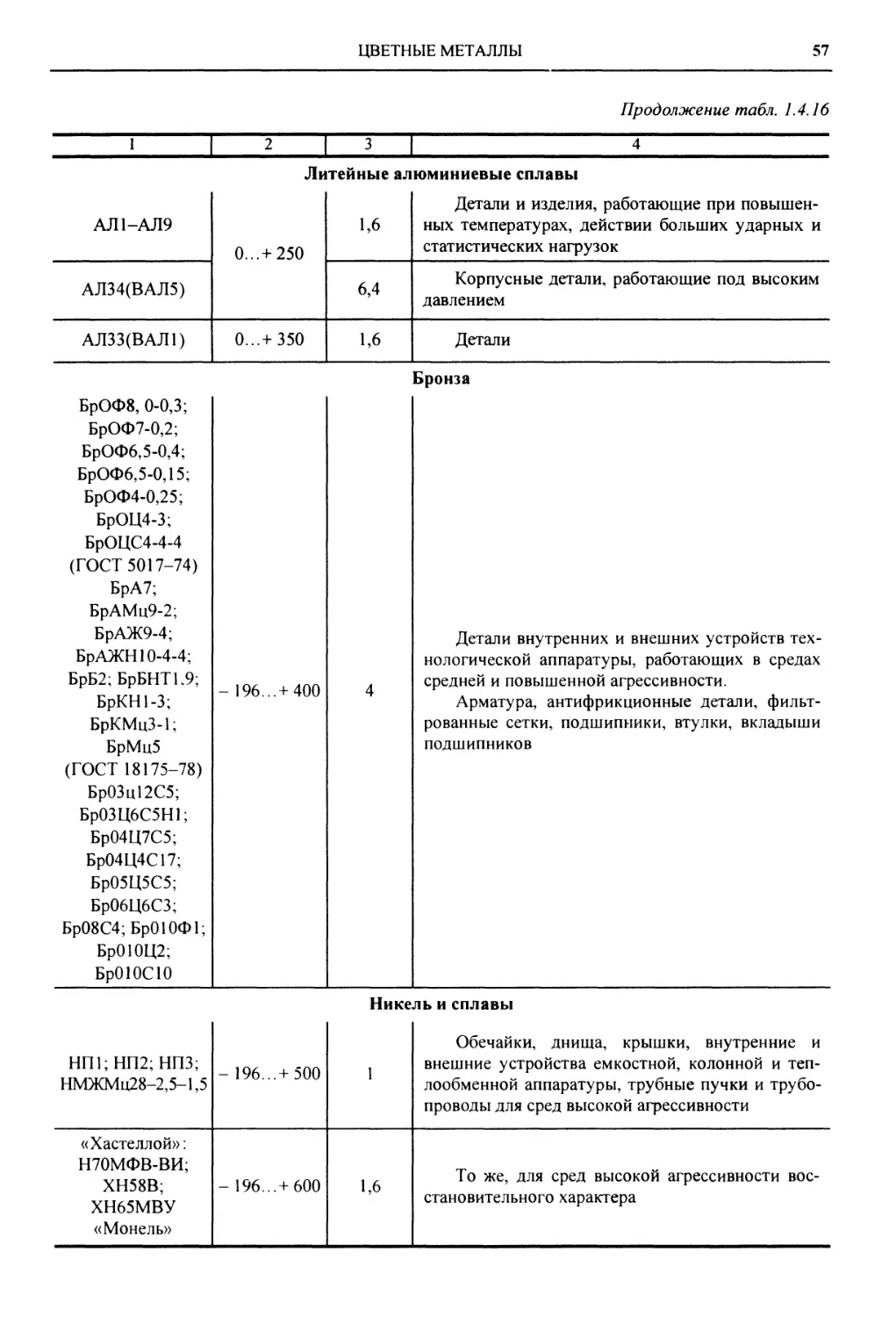
1.4.4. Цветные металлы и
сплавы................ 56
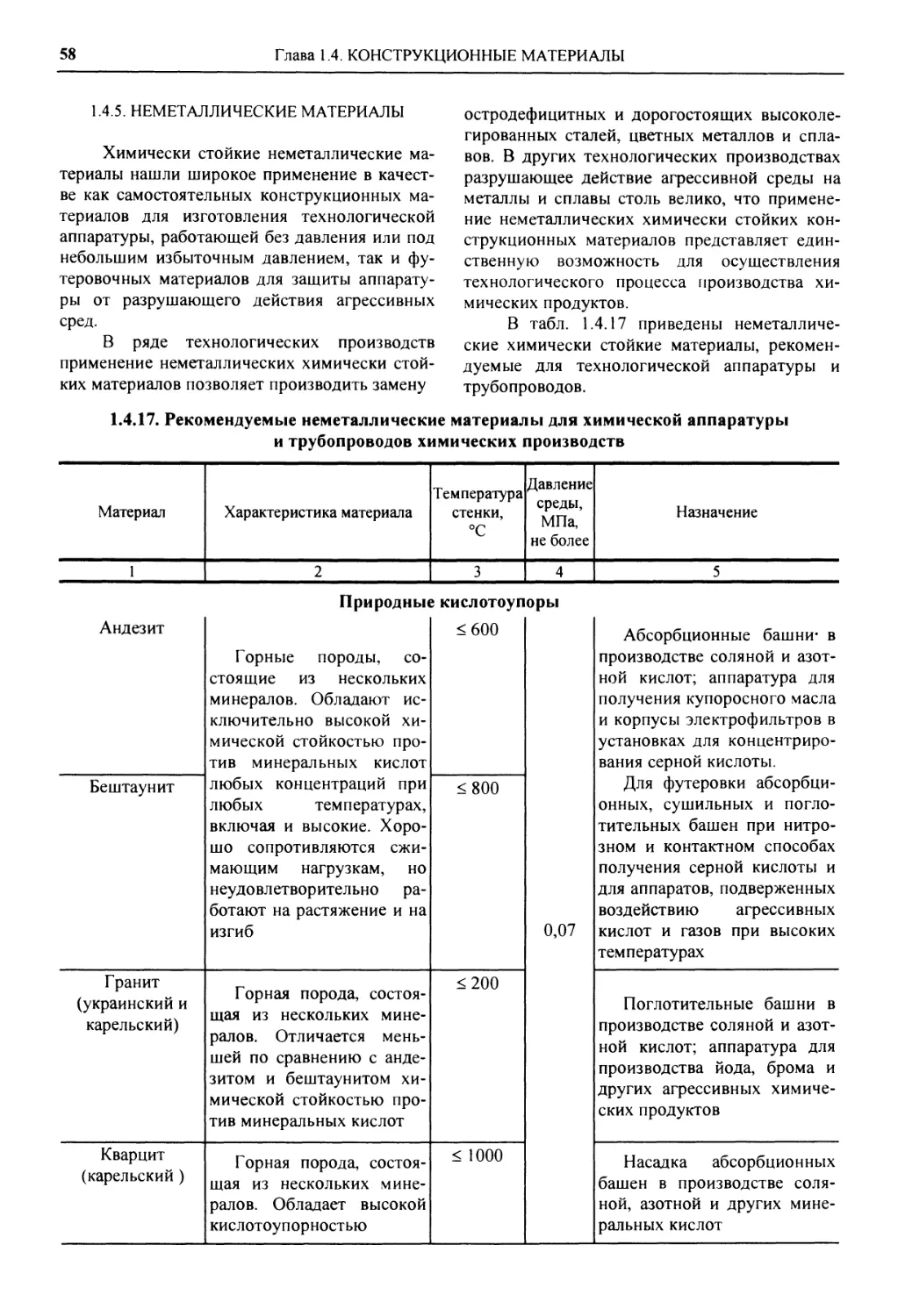
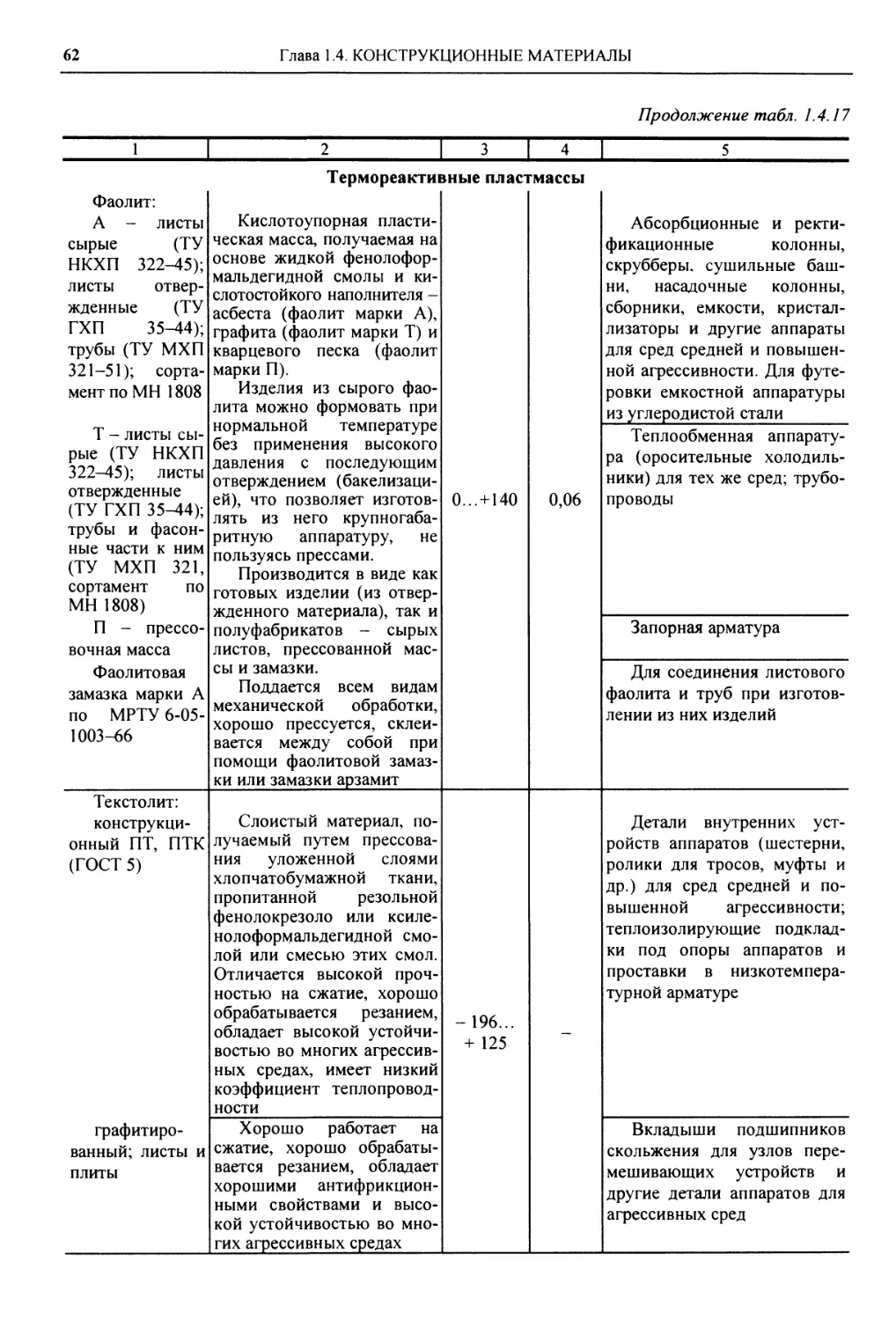
1.4.5. Неметаллические
материалы............. 58
ГЛАВА 1.5. СПОСОБЫ ЗАЩИТЫ ОБО-
РУДОВАНИЯ ОТ КОРРО-
ЗИИ (А.А. Шевченко}............. 72
СПИСОК ЛИТЕРАТУРЫ................ 84
РАЗДЕЛ2. МАШИНЫ И АППАРАТЫ
ДЛЯ МЕХАНИЧЕСКИХ
ПРОЦЕССОВ 86
ГЛАВА 2.1. ОБОРУДОВАНИЕ ДЛЯ
ИЗМЕЛЬЧЕНИЯ {В.Н. Бли-
ничев)........................... 86
2.1.1. Дробилки....... 86
2.1.2. Оборудование для
среднего измельчения .... 100
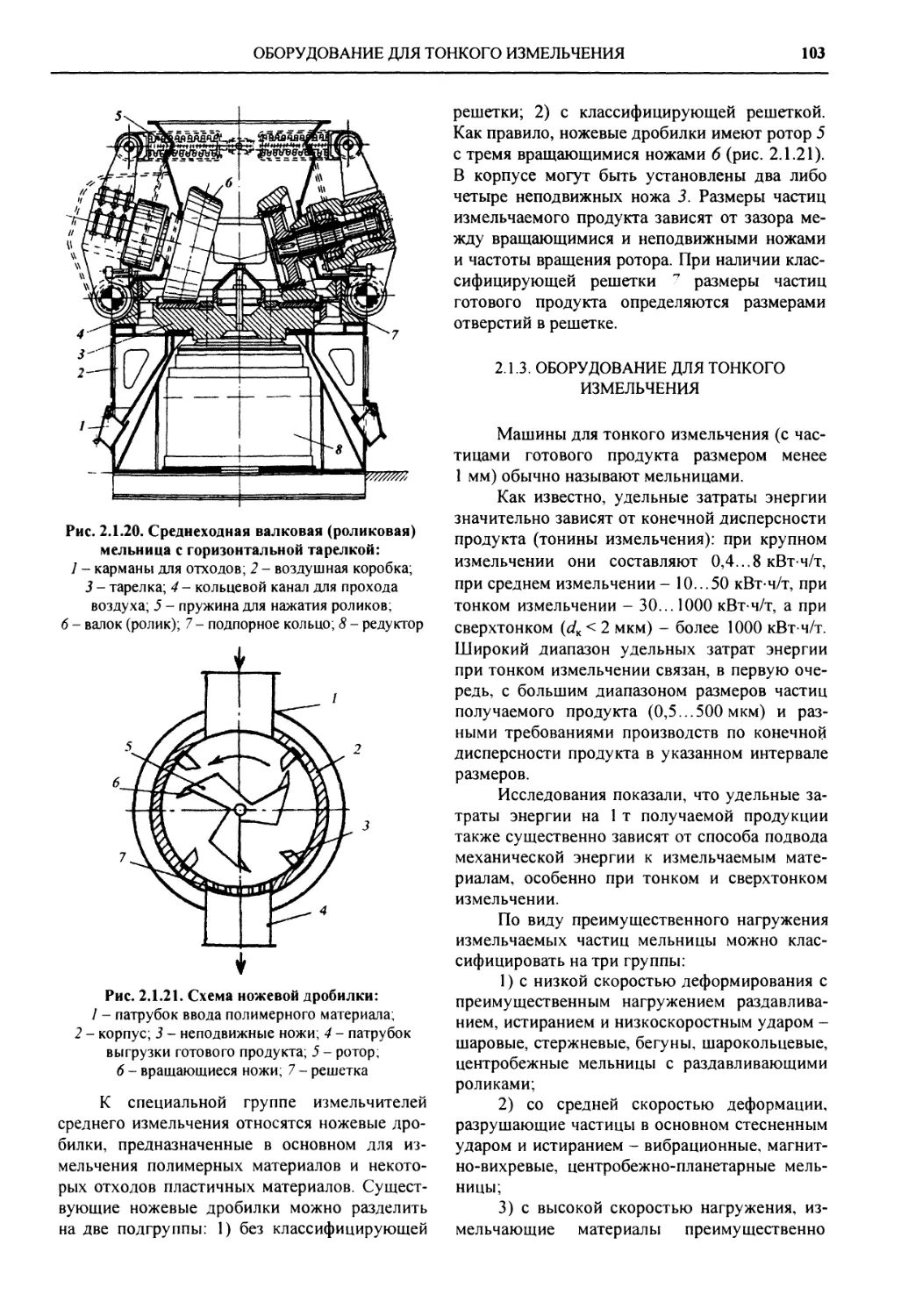
2.1.3. Оборудование для
тонкого измельчения.. 103
ГЛАВА 2.2. ОБОРУДОВАНИЕ ДЛЯ
СМЕШИВАНИЯ И ДОЗИ-
РОВАНИЯ СЫПУЧИХ МА-
ТЕРИАЛОВ........................ 126
2.2.1. Физико-механичес-
кие свойства сыпучих ма-
териалов (А. В. Каталы-
мов} 126
2.2.2. Смесители {Ю.И. Ма-
каров} 129
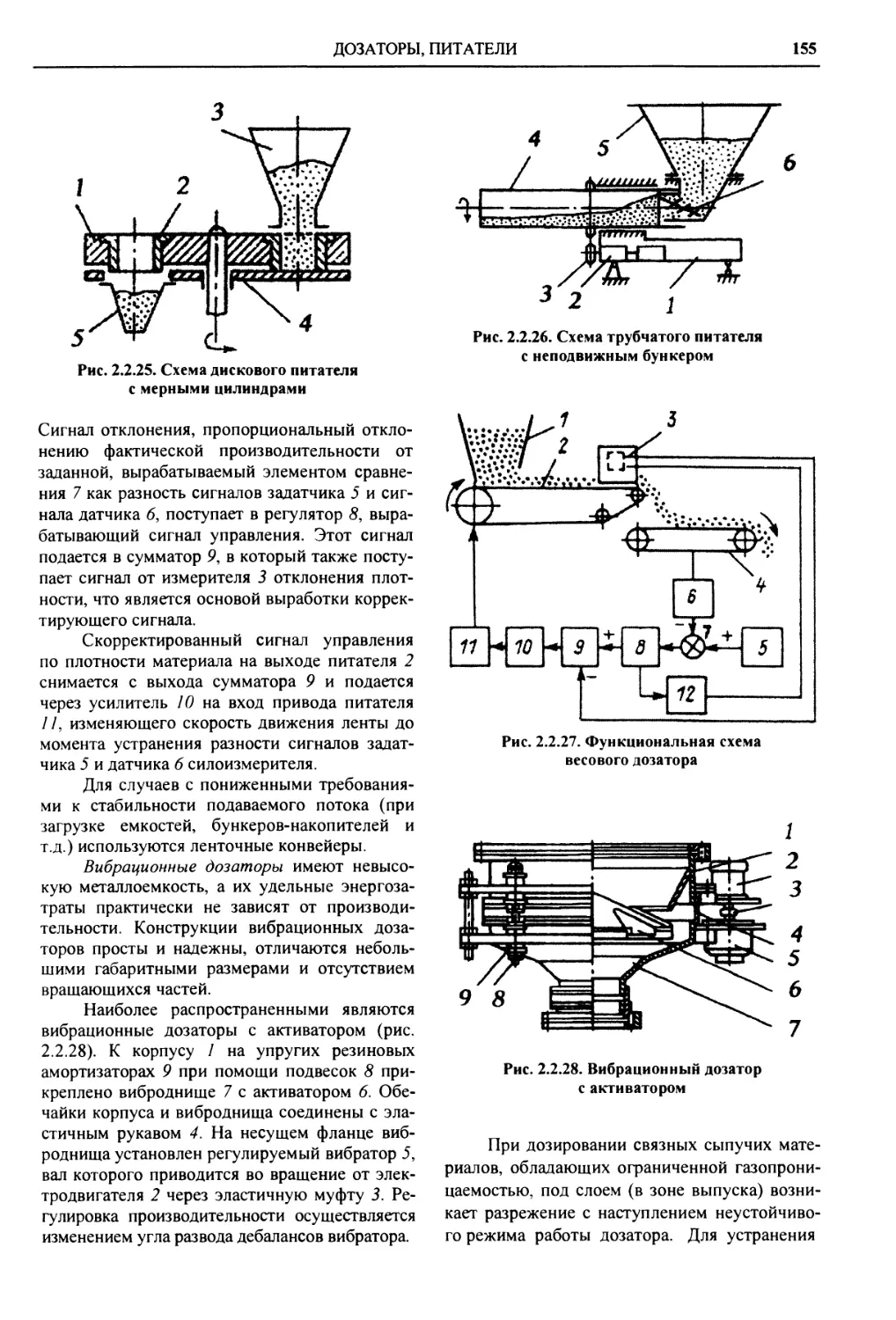
2.2.3. Дозаторы, питатели
{А. В. Каталымов}.... 153
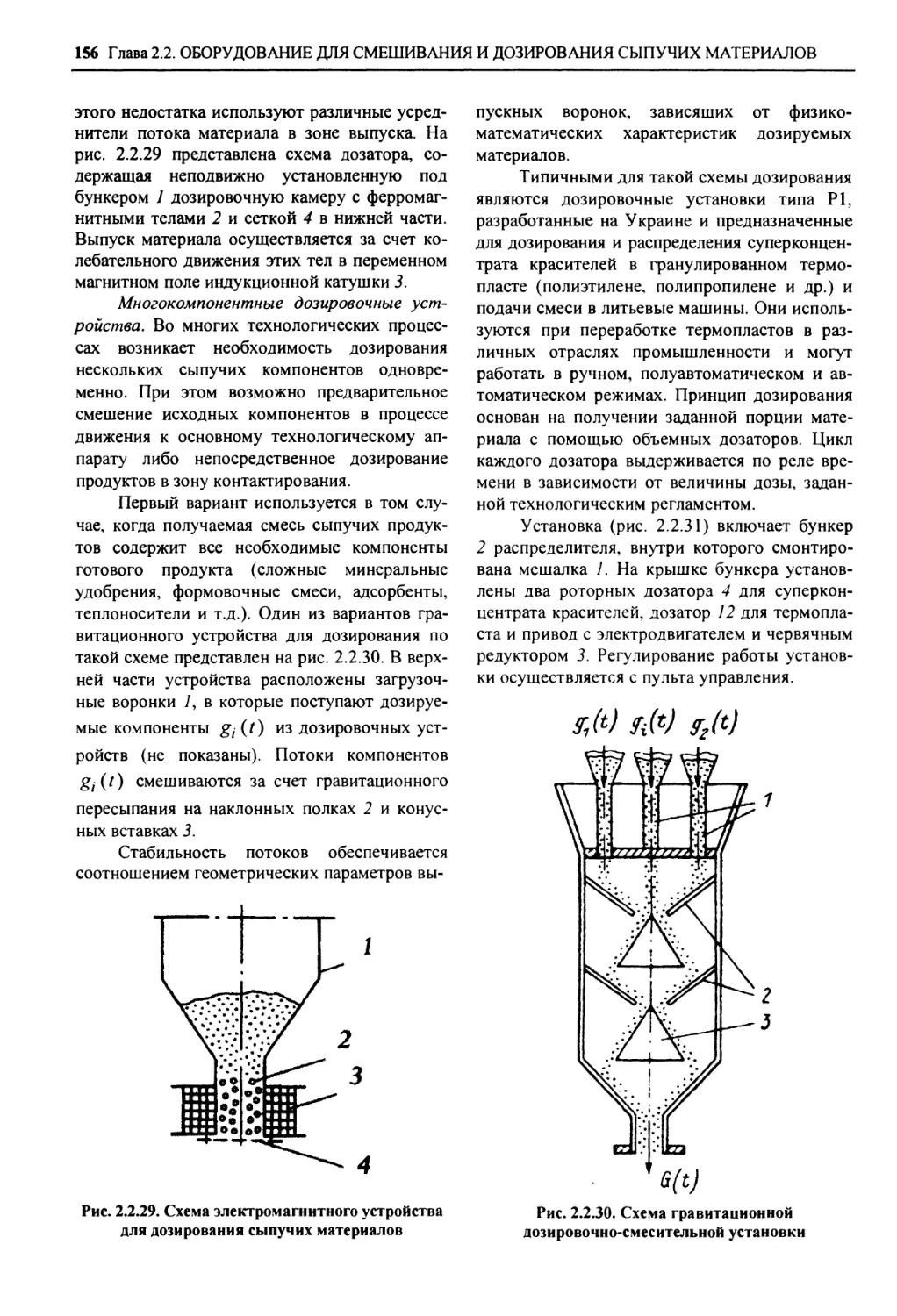
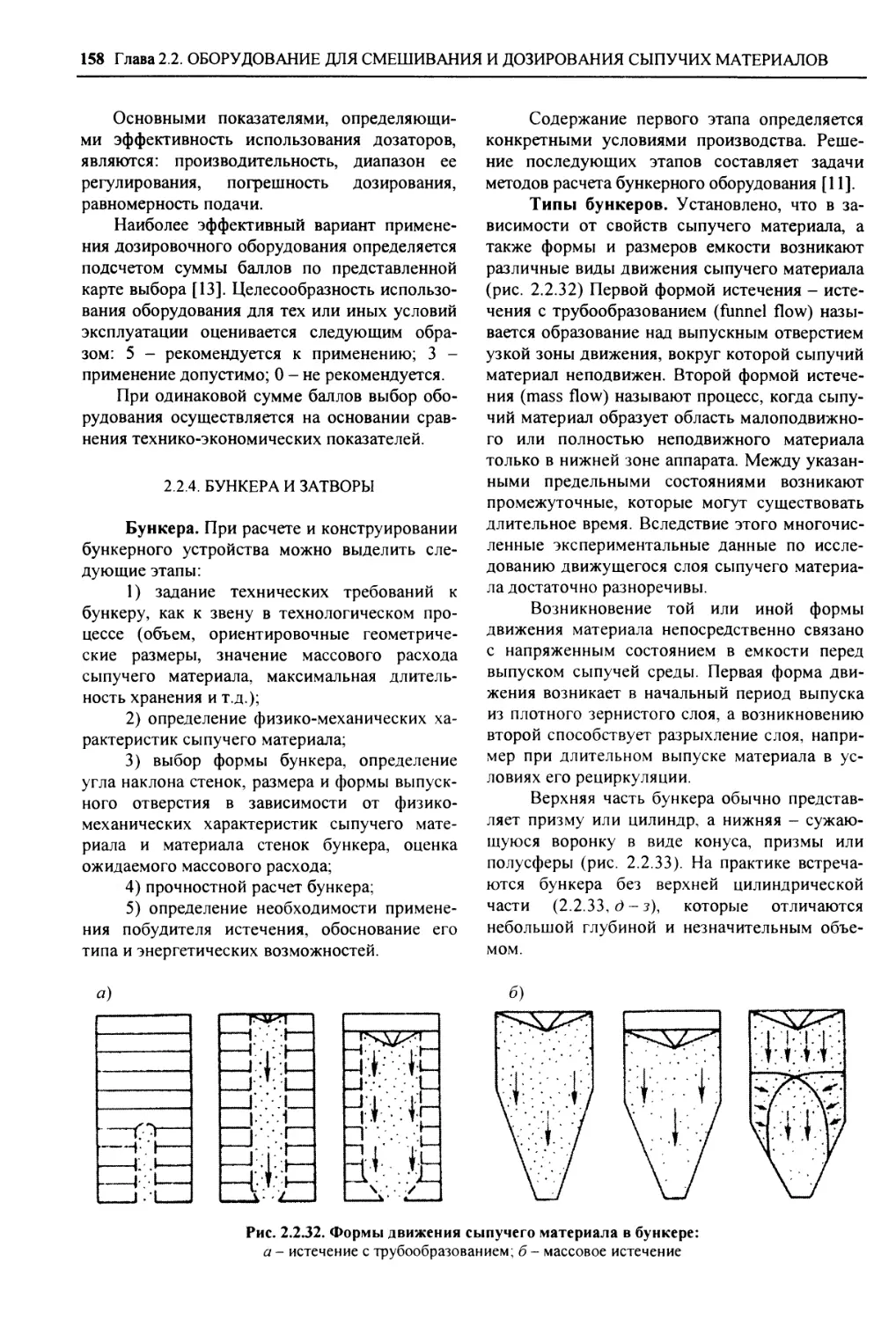
2.2.4. Бункера и затворы
{А.В. Каталымов}..... 158
ГЛАВА 2.3. ОБОРУДОВАНИЕ ДЛЯ
КЛАССИФИКАЦИИ СЫ-
ПУЧИХ МАТЕРИАЛОВ
{В.Е. Мизонов}.................. 160
6
ОГЛАВЛЕНИЕ
2.3.1. Процесс классифика-
ции, его характеристики и
критерии эффективности .. 160
2.3.2. Механические и гид-
равлические классифика-
торы ................. 163
2.3.3. Пневматические
классификаторы........ 167
2.3.4. Магнитные класси-
фикаторы ............. 174
2.3.5. Электростатические
классификаторы........ 176
ГЛАВА 2.4. ОБОРУДОВАНИЕ ДЛЯ
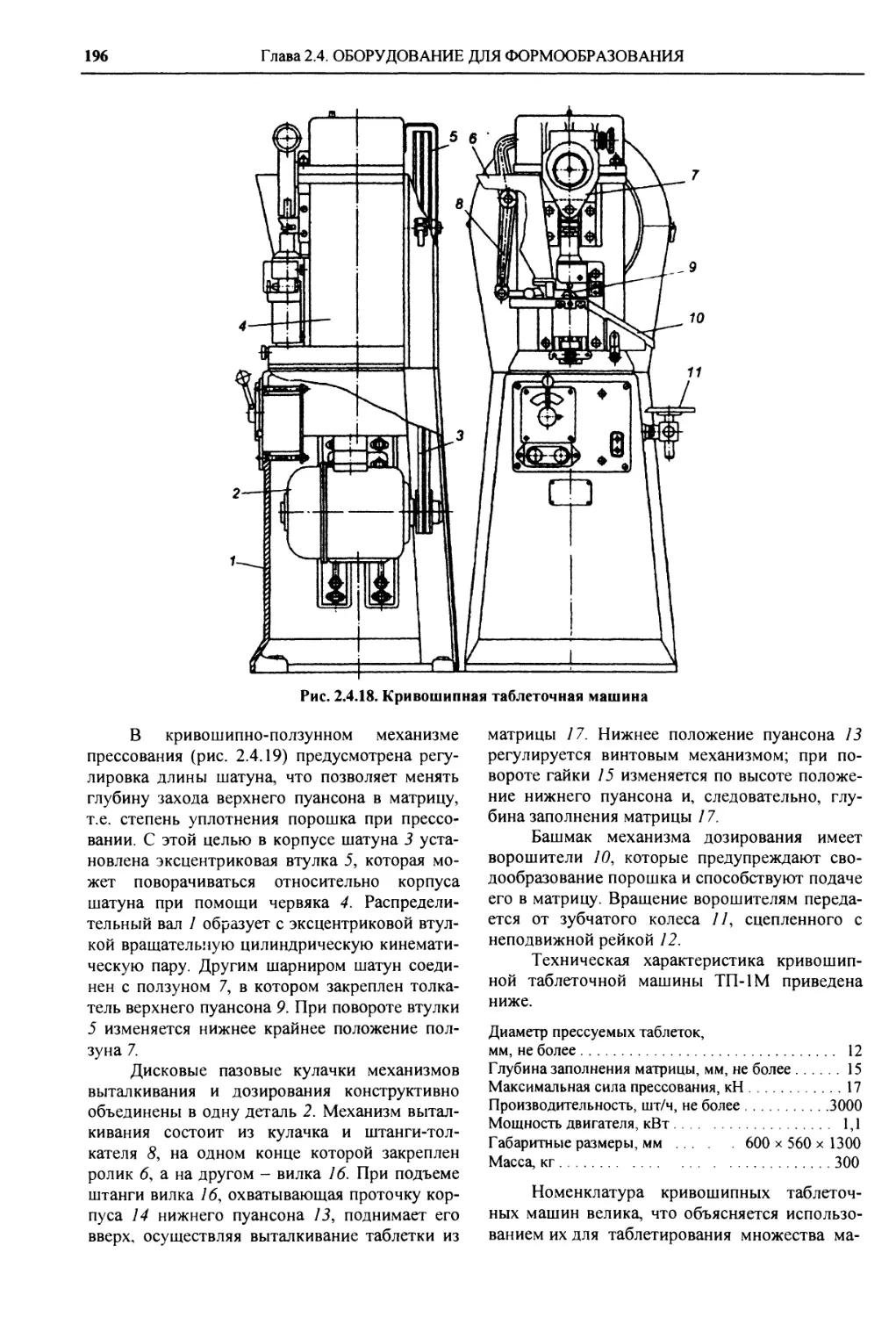
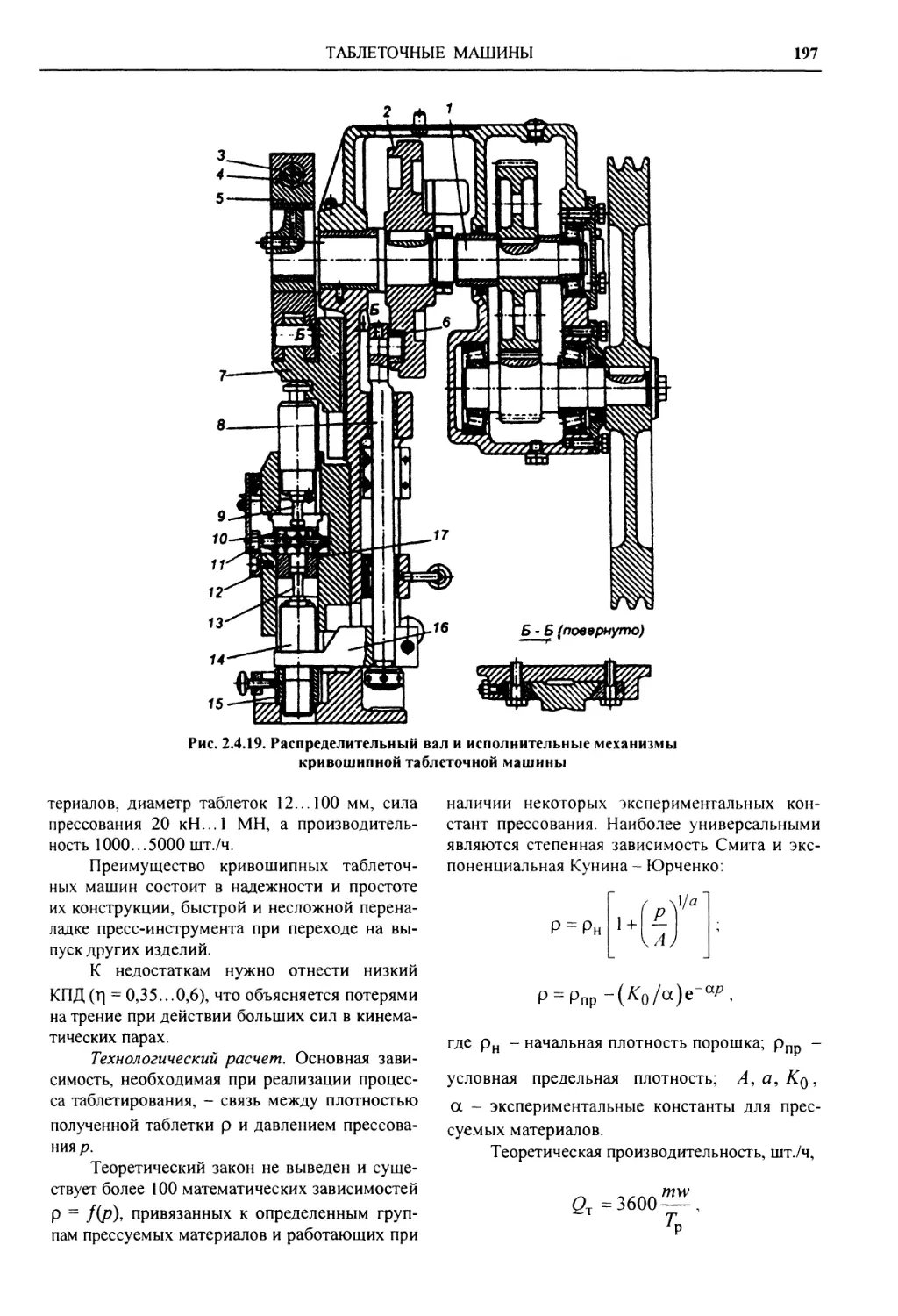
ФОРМООБРАЗОВАНИЯ
(Ю.И. Гусев)..................... 179
2.4.1. Грануляторы... 179
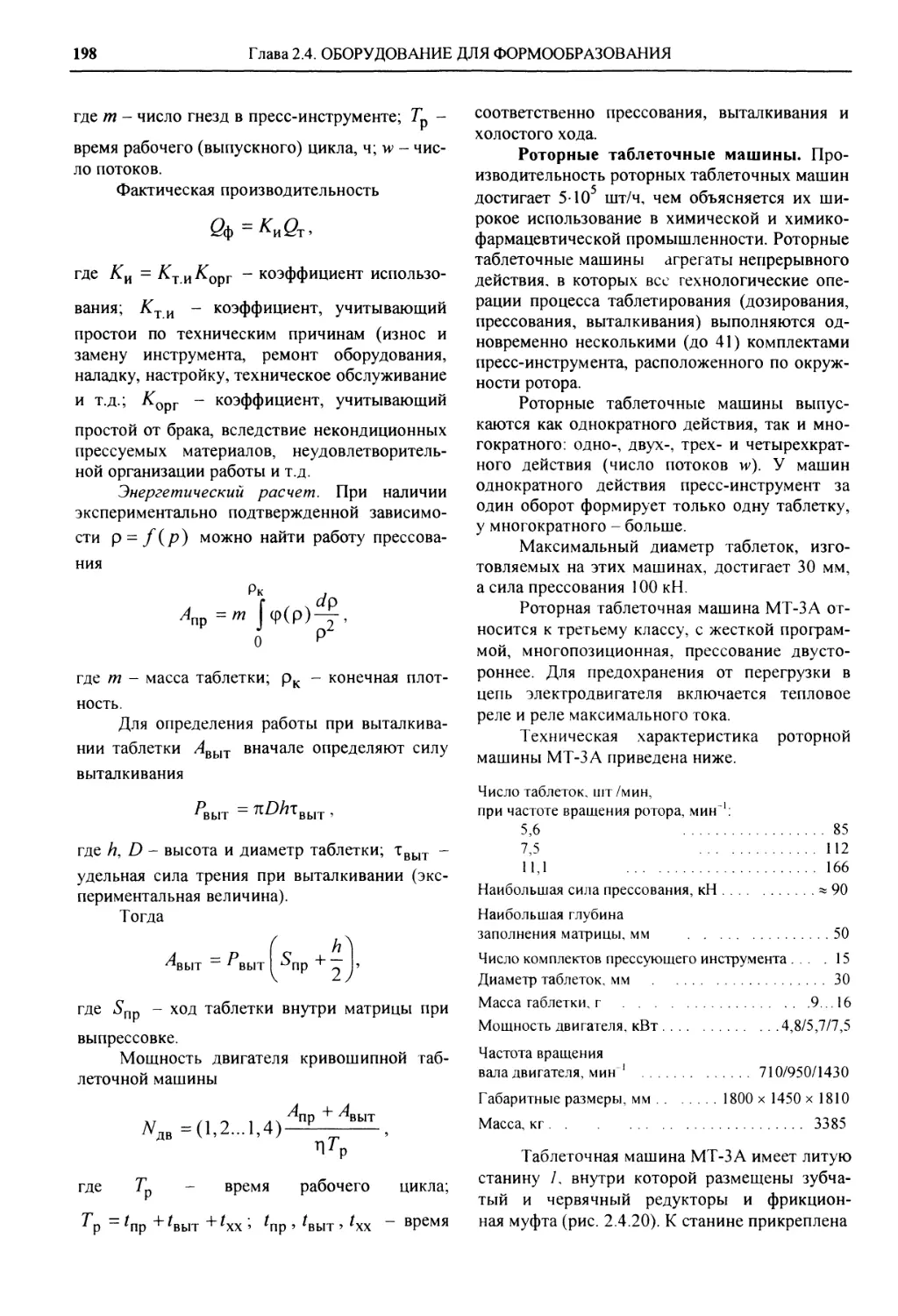
2.4.2. Таблеточные машины 193
СПИСОК ЛИТЕРАТУРЫ............... 205
РАЗДЕЛ 3. МАШИНЫ И АППАРАТЫ
ГИДРОМЕХАНИЧЕСКИХ
ПРОЦЕССОВ....................... 207
ГЛАВА 3.1. ОБОРУДОВАНИЕ ДЛЯ
РАЗДЕЛЕНИЯ ЖИДКИХ
НЕОДНОРОДНЫХ СИС-
ТЕМ ............................. 207
3.1.1. Отстойники (И.В. Че-
пура) 207
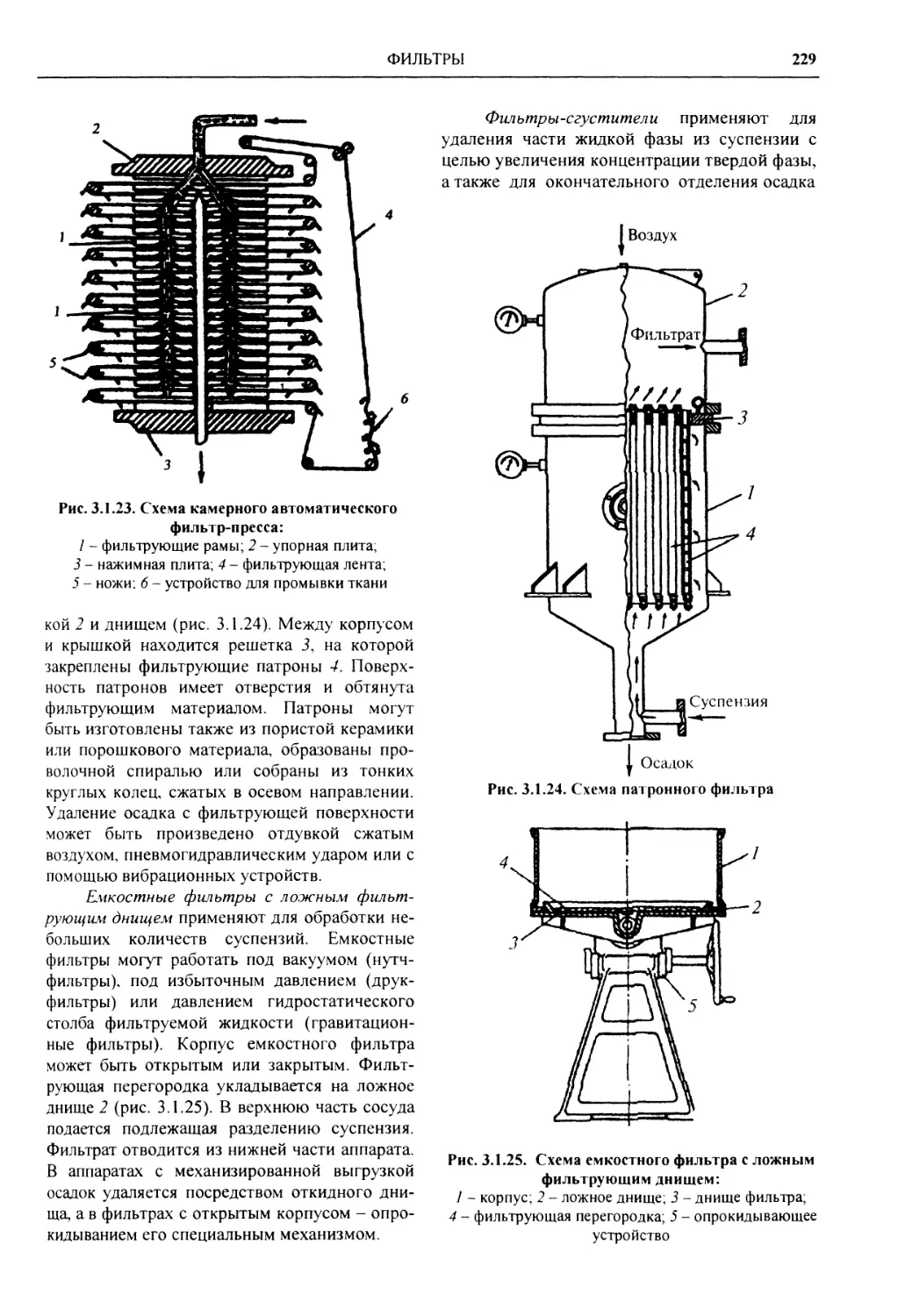
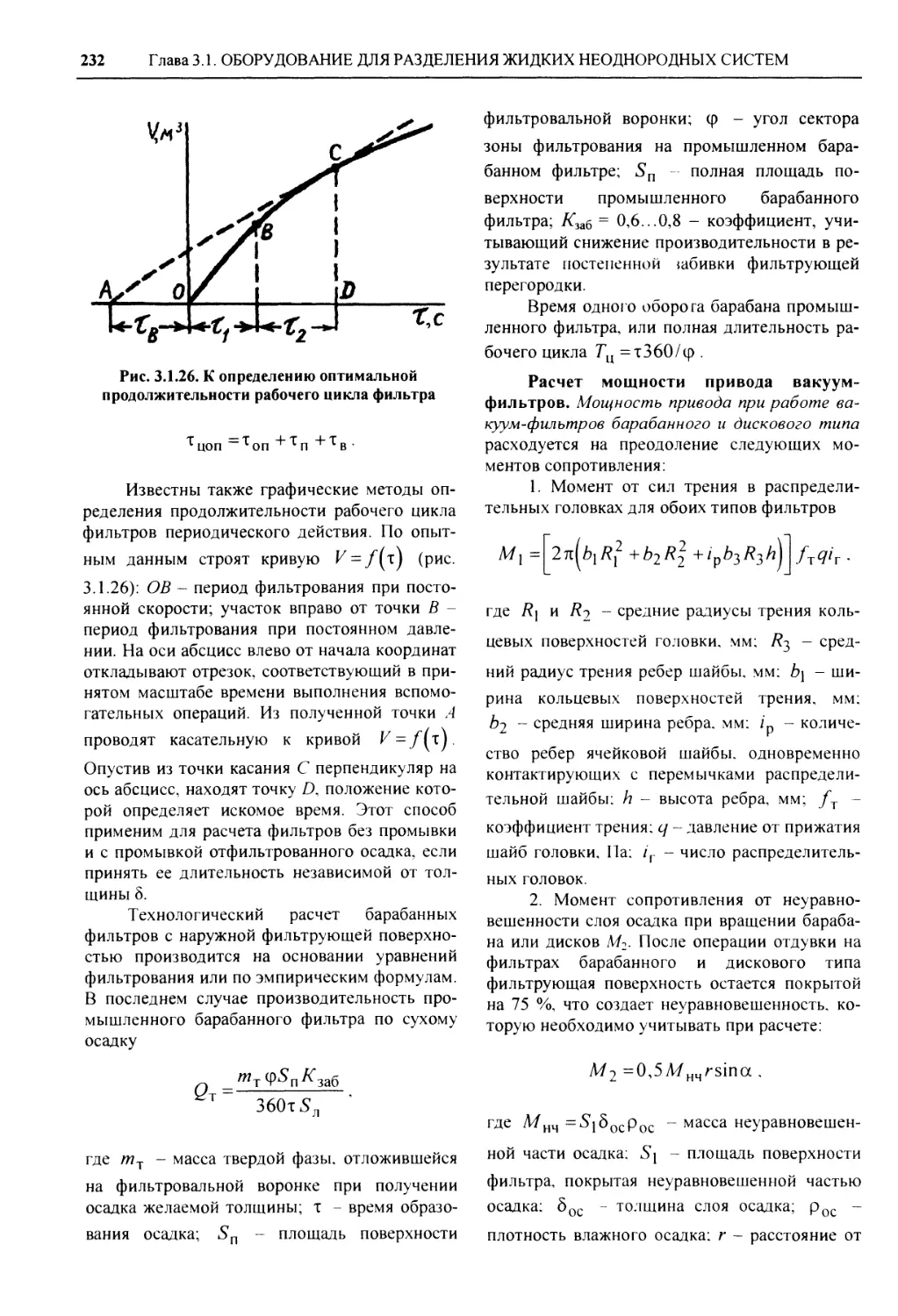
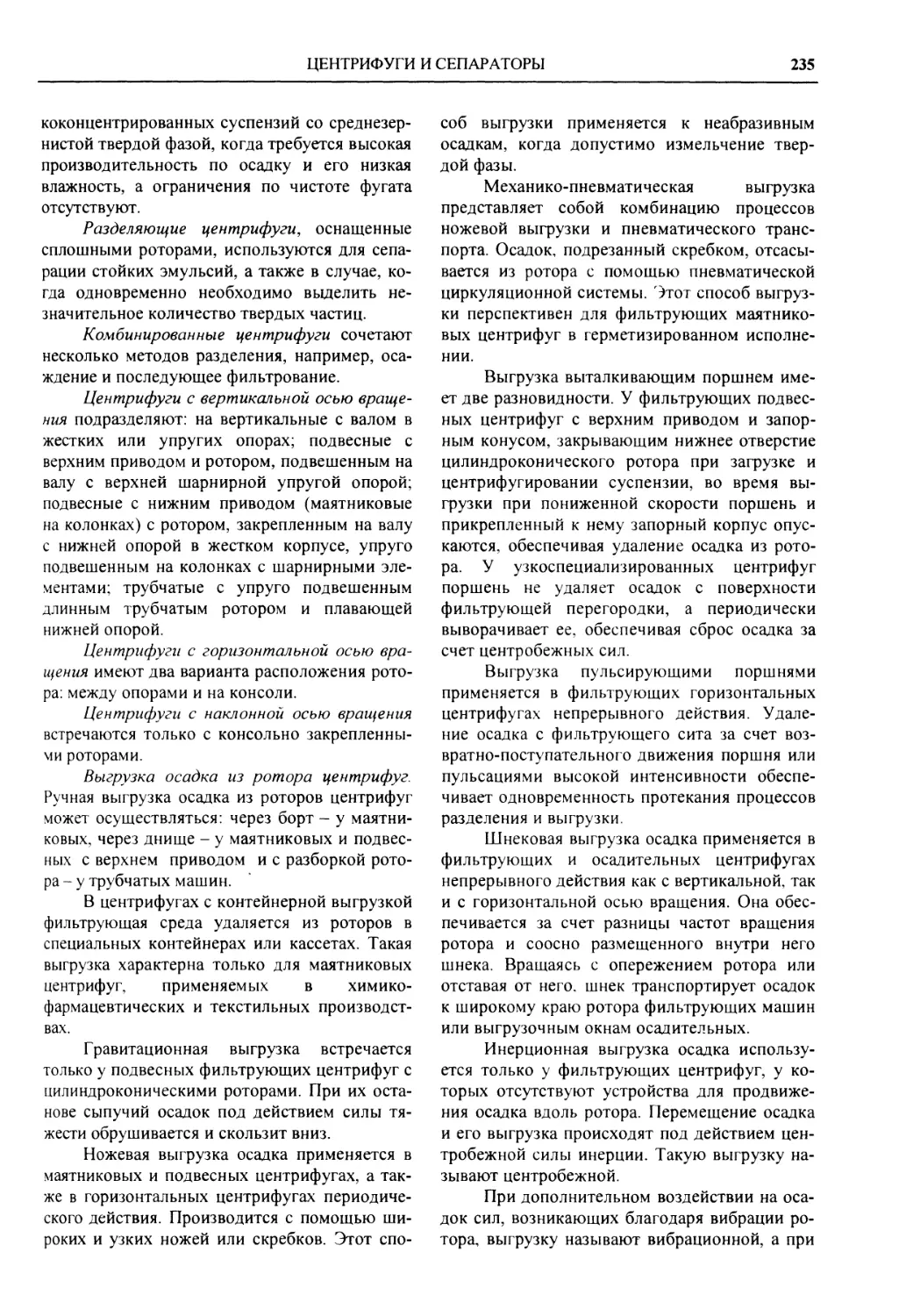
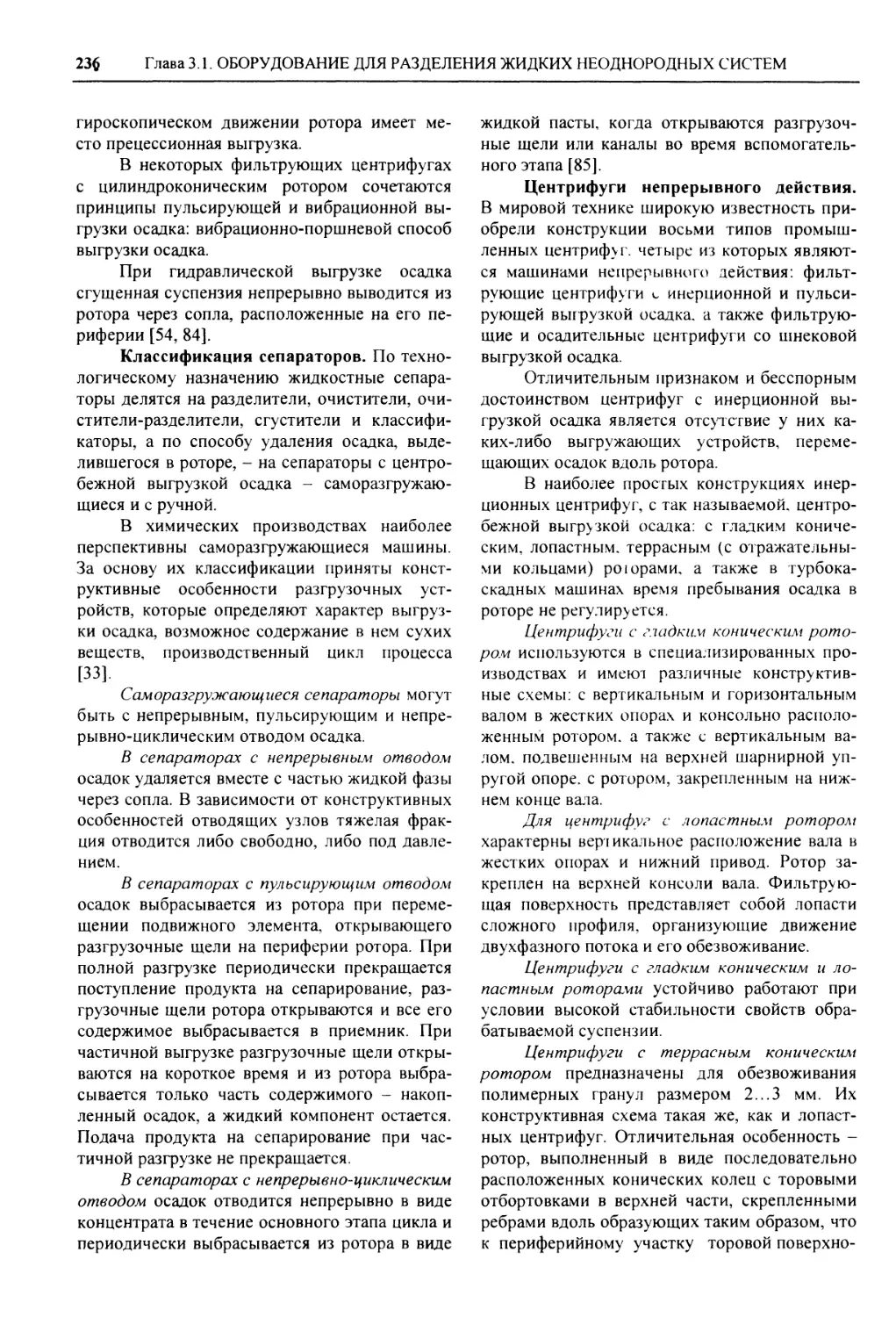
3.1.2. Фильтры (Ю.В. Гутин) 218
3.1.3. Центрифуги и сепа-
раторы (ГБ. Векслер). 234
3.1.4. Гидроциклоны
(Д.А. Баранов, А.И. Пронин,
А.А. Иванов).......... 254
3.1.5. Пеногасители
(В.Н. Блиничев)....... 260
3.1.6. Сепараторы для раз-
деления парожидкостных
систем (А. С. Жихарев).... 262
ГЛАВА 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗ-
ДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ
СИСТЕМ (Ю.В. Красовиц-
кий)............................. 265
3.2.1. Электрофильтры
(А.А. Мошкин, С.А. Мошки-
на, В. И. Энтин, В. К. Би-
тюков, Б. Б. Кравец). 265
3.2.2. Тканевые фильтры
(В. П. Александров, С. В. Эн-
тин, А.В. Малинов, В. И. Эн-
тин, В.К. Битюков)... 272
3.2.3. Фильтры с зернисты-
ми, жесткими и полужест-
кими перегородками
(А.Н. Остриков, В.К. Битю-
ков, С.В. Энтин).......... 281
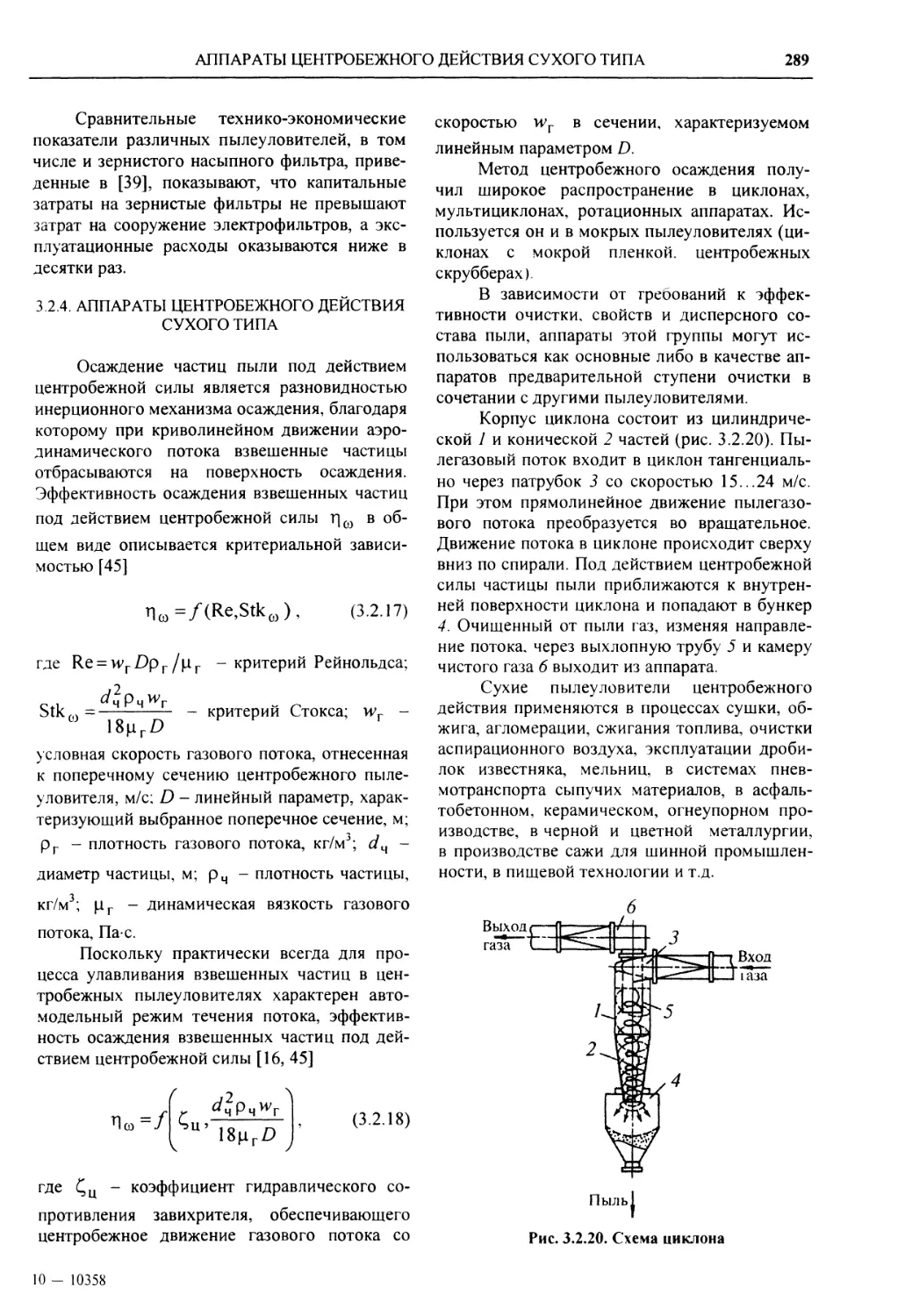
3.2.4. Аппараты центро-
бежного действия сухого
типа (А. Ю. Вальдберг,
С.В. Энтин, В.В. Битюко-
ва, А.Н. Остриков)...... 289
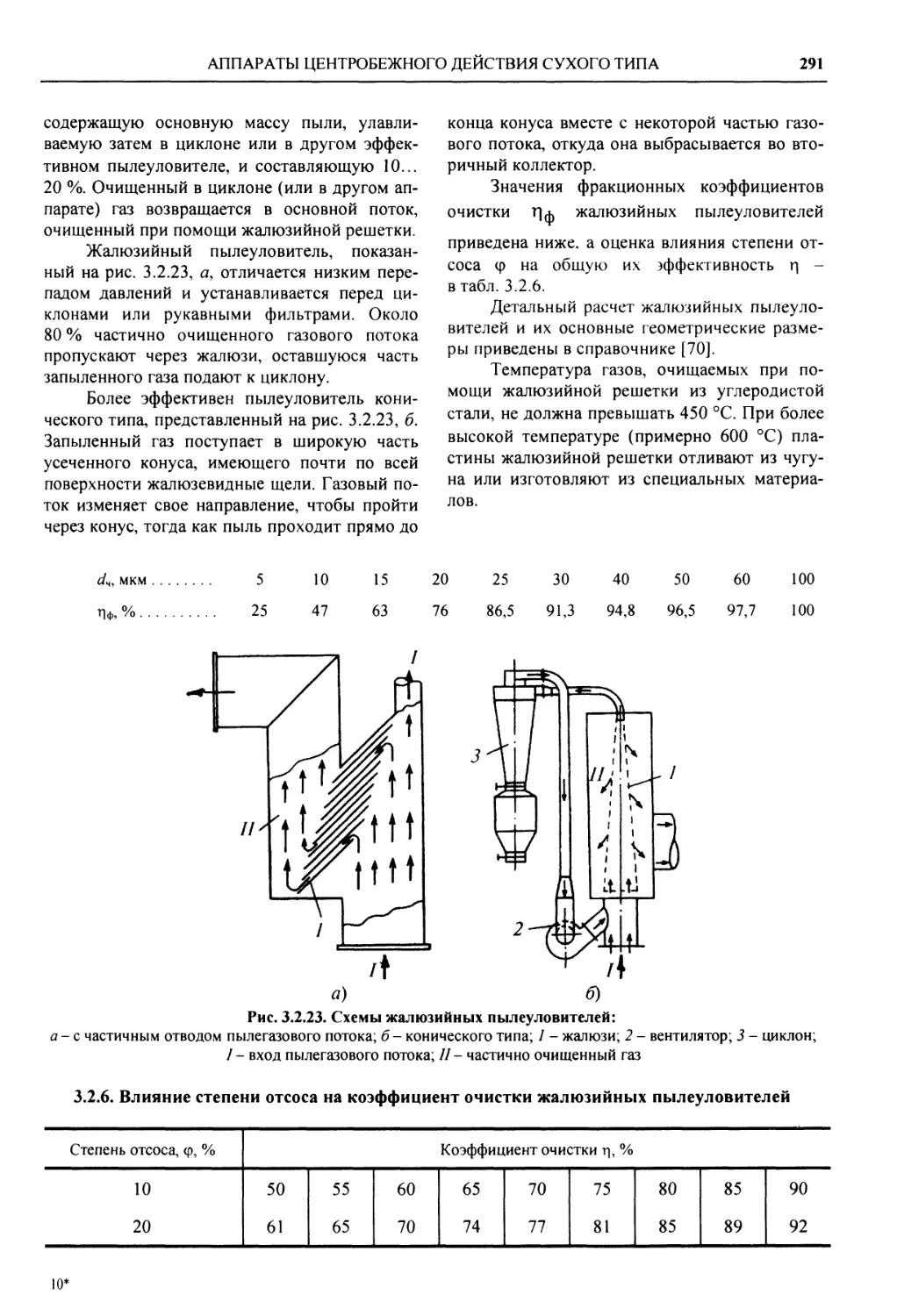
3.2.5. Пылеулавливающие
аппараты мокрого типа
(А.Ю. Вальдберг)..... 301
3.2.6. Волокнистые фильт-
ры (А.Ю. Вальдберг,
И. Г. Каменьщиков,
А.А. Мошкин, А.В. Огурцов) 313
ГЛАВА 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБ-
РАЗОВАНИЯ НЕОДНО-
РОДНЫХ СИСТЕМ................... 319
3.3.1. Перемешивающие
устройства (И.В. Чепура).. 319
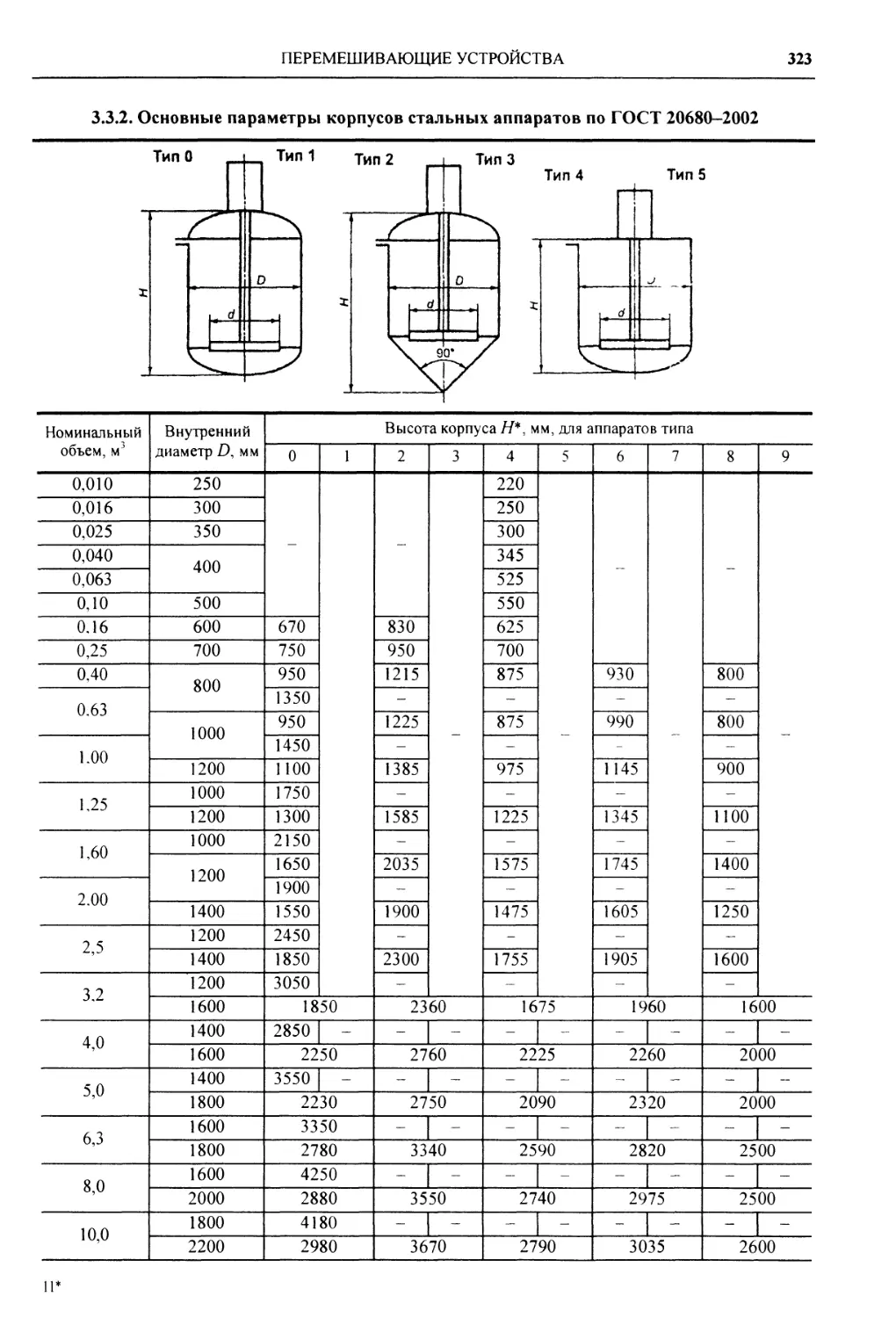
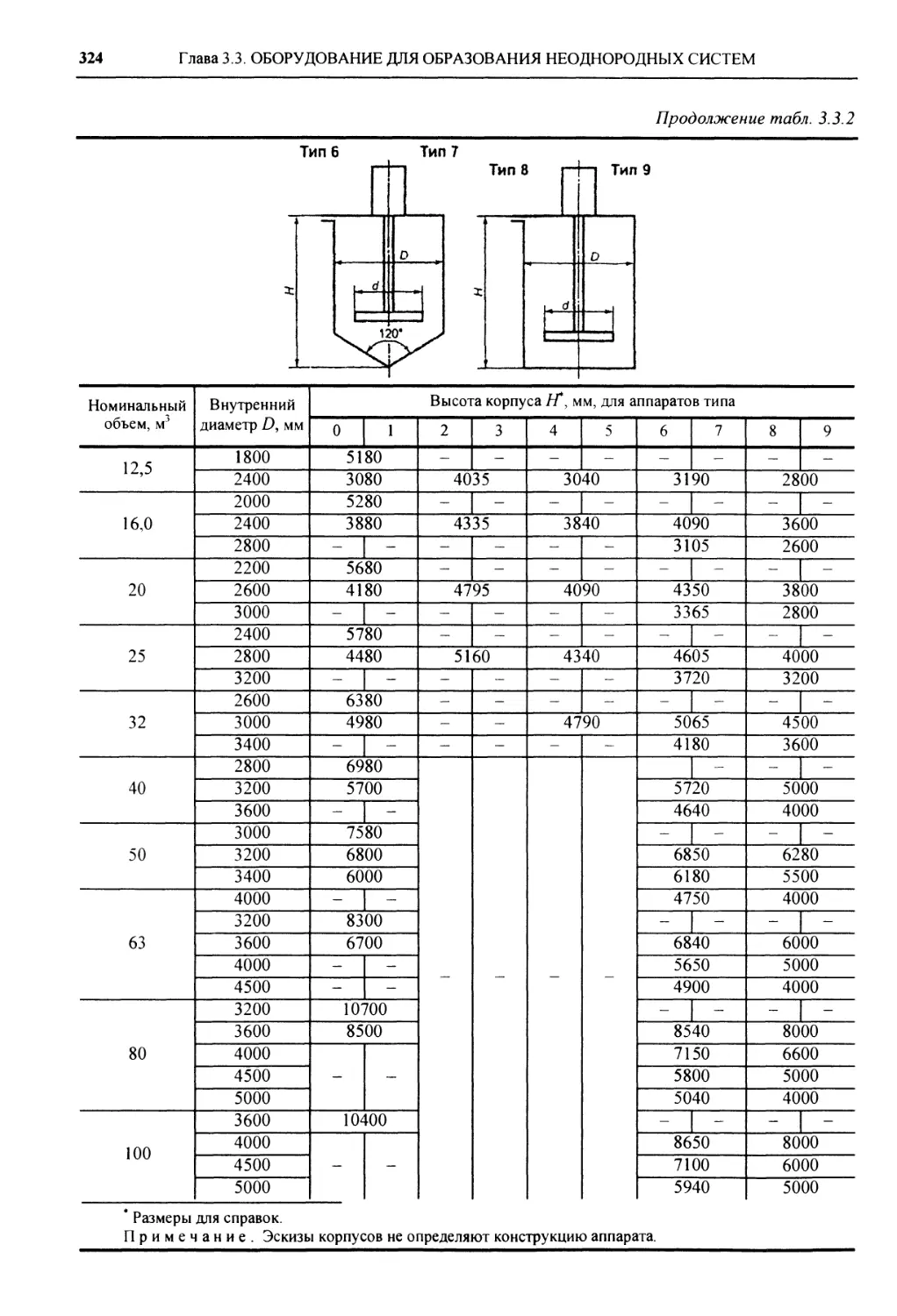
3.3.2. Аппараты псевдо-
ожиженного слоя (В.Ф. Фро-
лов) 334
3.3.3. Роторно-модуляци-
онные аппараты (А.И Зи-
мин) 345
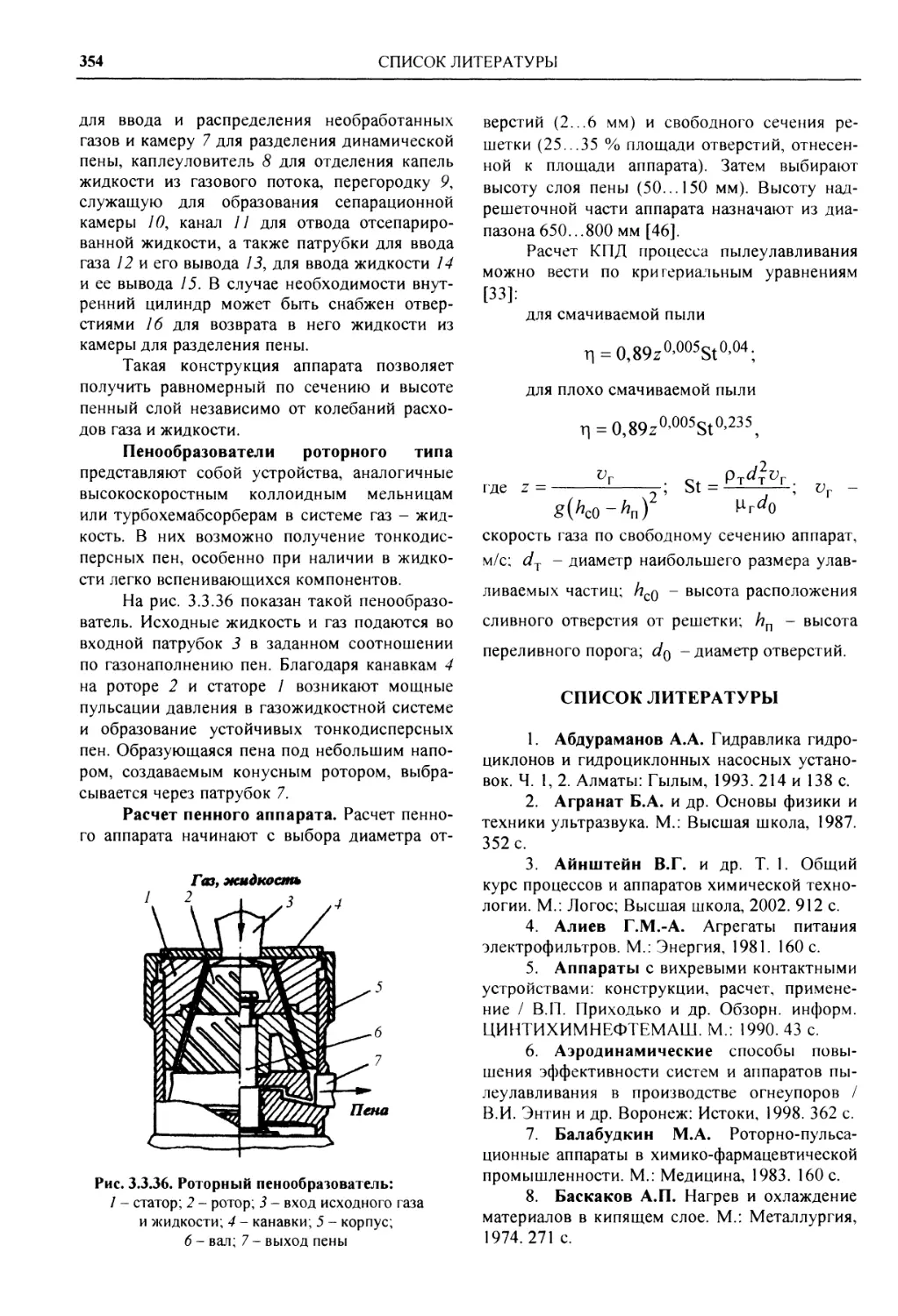
3.3.4. Пенообразователи
(В.Н. Блиничев)........ 350
СПИСОК ЛИТЕРАТУРЫ................. 354
РАЗДЕЛ 4. МАШИНЫ И АППАРАТЫ
ДЛЯ ТЕПЛОВЫХ ПРО-
ЦЕССОВ 358
ГЛАВА 4.1. РЕКУПЕРАТИВНЫЕ ТЕП-
ЛООБМЕННИКИ ..................... 358
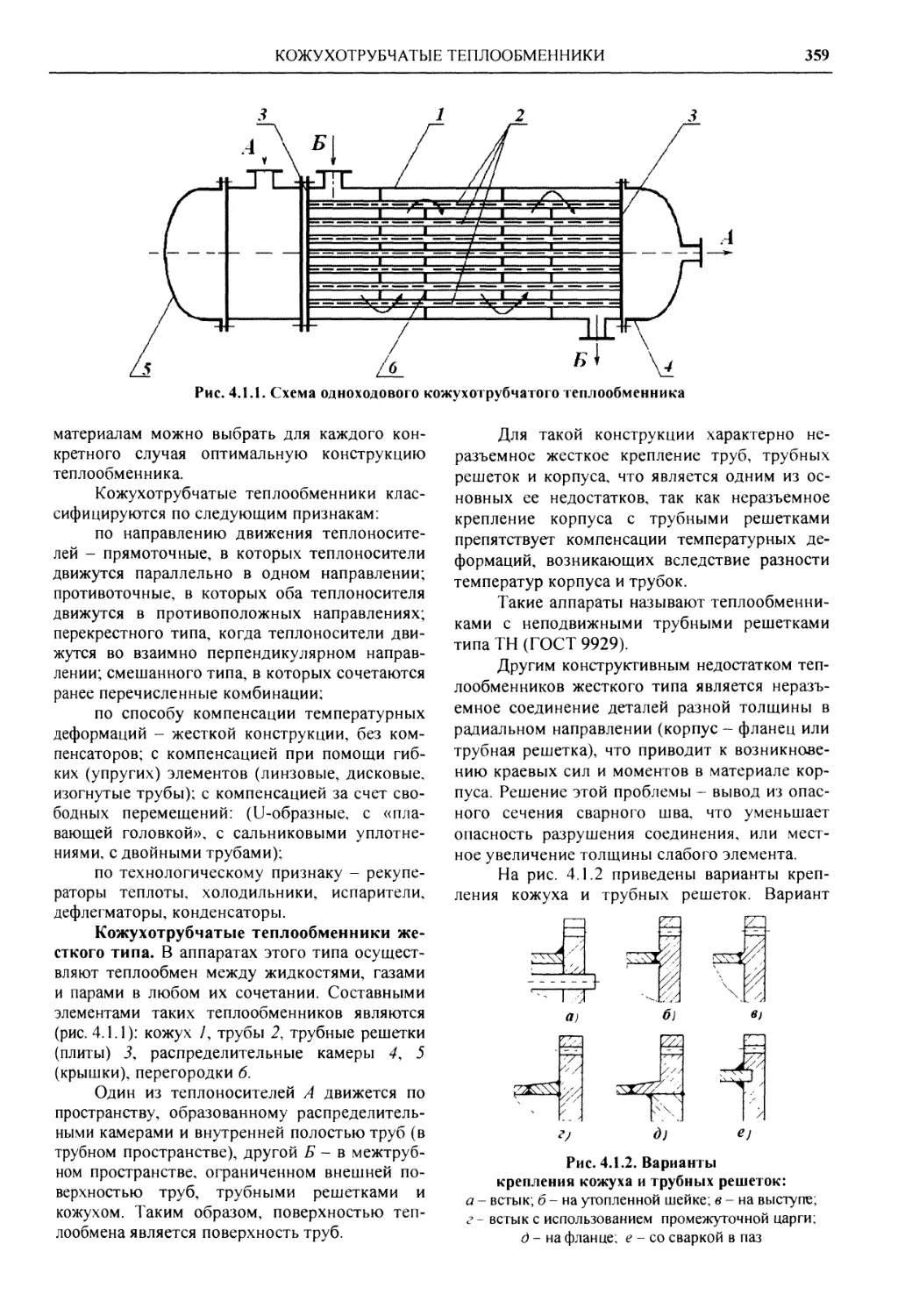
4.1.1. Кожухотрубчатые
теплообменники (В.А. Бул-
кин) 358
4.1.2. Змеевиковые тепло-
обменные аппараты
(В.В. Алексеев)........ 369
4.1.3. Теплообменники
типа "труба в трубе"
(В.А. Булкин).......... 376
4.1.4. Аппараты воздушно-
го охлаждения (О.А. Пере-
лыгин)................. 377
4.1.5. Пластинчатые и пла-
стинчато-ребристые тепло-
обменники (С. И. Поника-
ров) 383
4.1.6. Спиральные тепло-
обменные аппараты
(С. И. Поникаров).... 389
4.1.7. Теплообменные ап-
параты из неметаллических
материалов (М.Г. Гайнуллин) 390
ГЛАВА 4.2. РЕГЕНЕРАТИВНЫЕ И
СМЕСИТЕЛЬНЫЕ ТЕП-
ЛООБМЕННИКИ ..................... 393
4.2.1. Периодически дейст-
вующие регенеративные
теплообменники (О.А. Лон-
щаков)................. 394
4.2.2. Непрерывно дейст-
вующие регенеративные
теплообменники (О.А. Лон-
щаков)................. 400
ОГЛАВЛЕНИЕ
7
4.2.3. Смесительные тепло-
обменники (С.В. Рачковский) 403
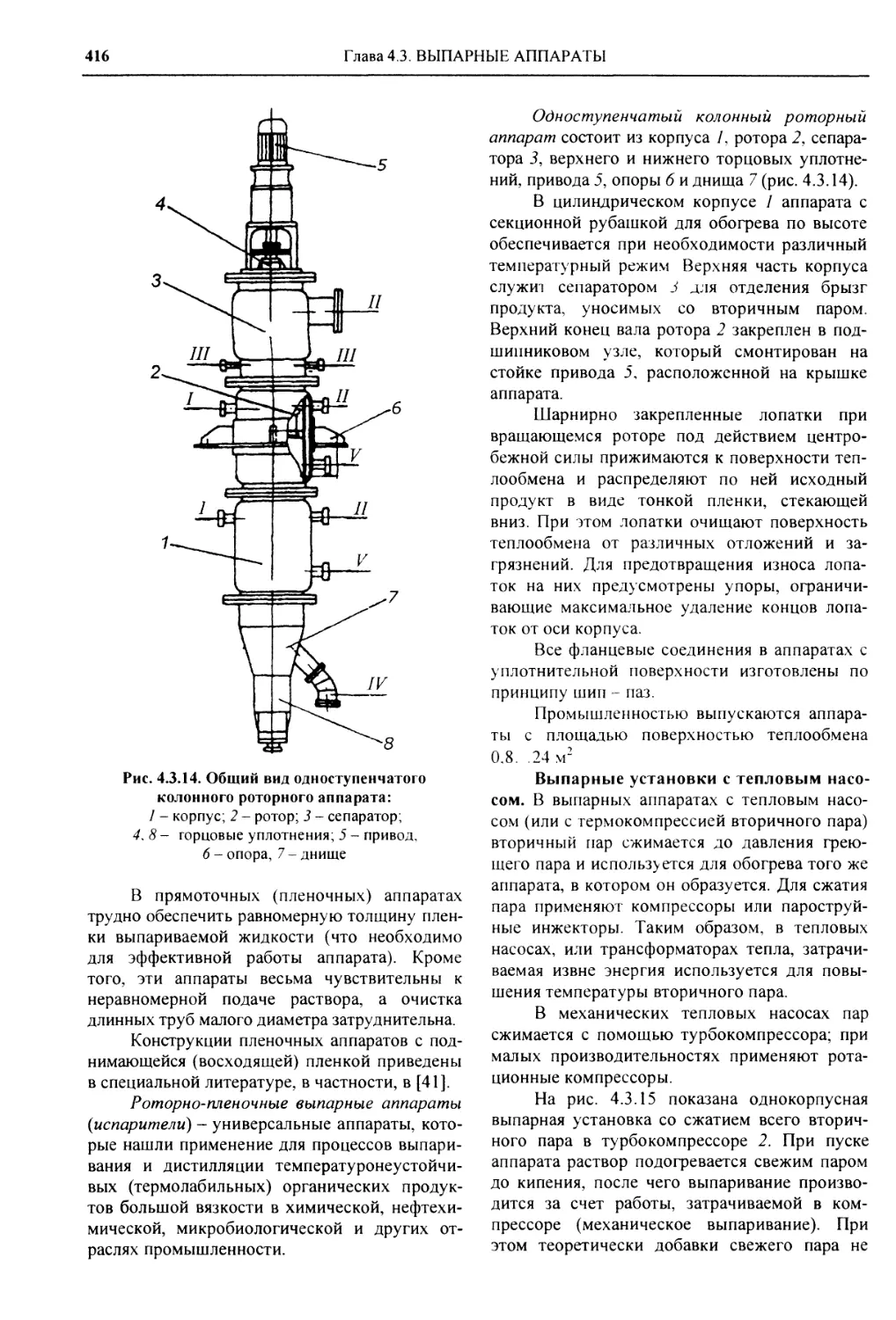
ГЛАВА 4.3. ВЫПАРНЫЕ АППАРАТЫ
(С.В. Анаников)................. 408
4.3.1. Виды выпарного обо-
рудования ............ 409
4.3.2. Расчет выпарных ап-
паратов .............. 417
ГЛАВА 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕ-
ЧИ (Э.Ш. Теляков).............. 421
4.4.1. Назначение, класси-
фикация, основы расчета 421
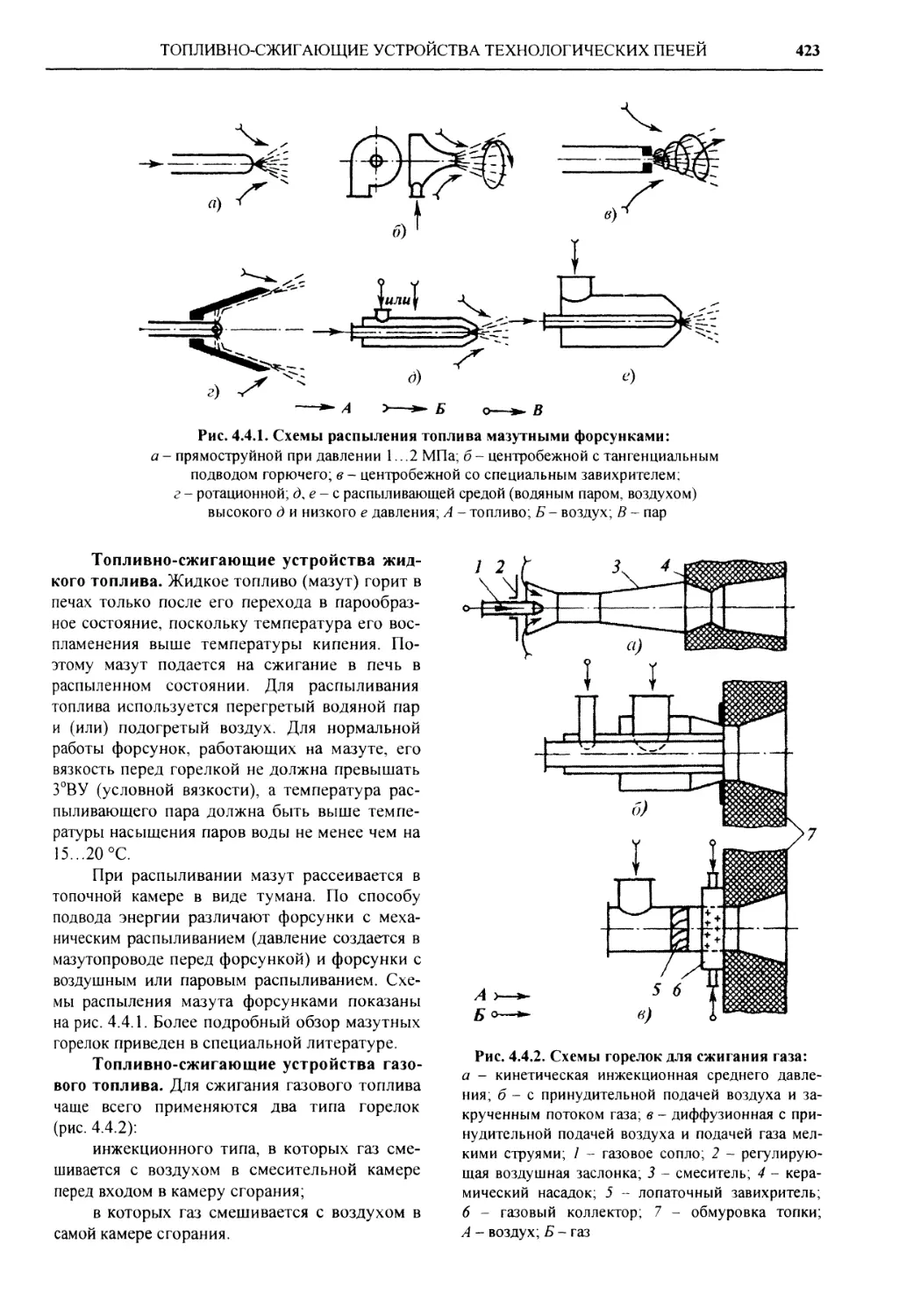
4.4.2. Топливно-сжигаю-
щие устройства технологи-
ческих печей.......... 422
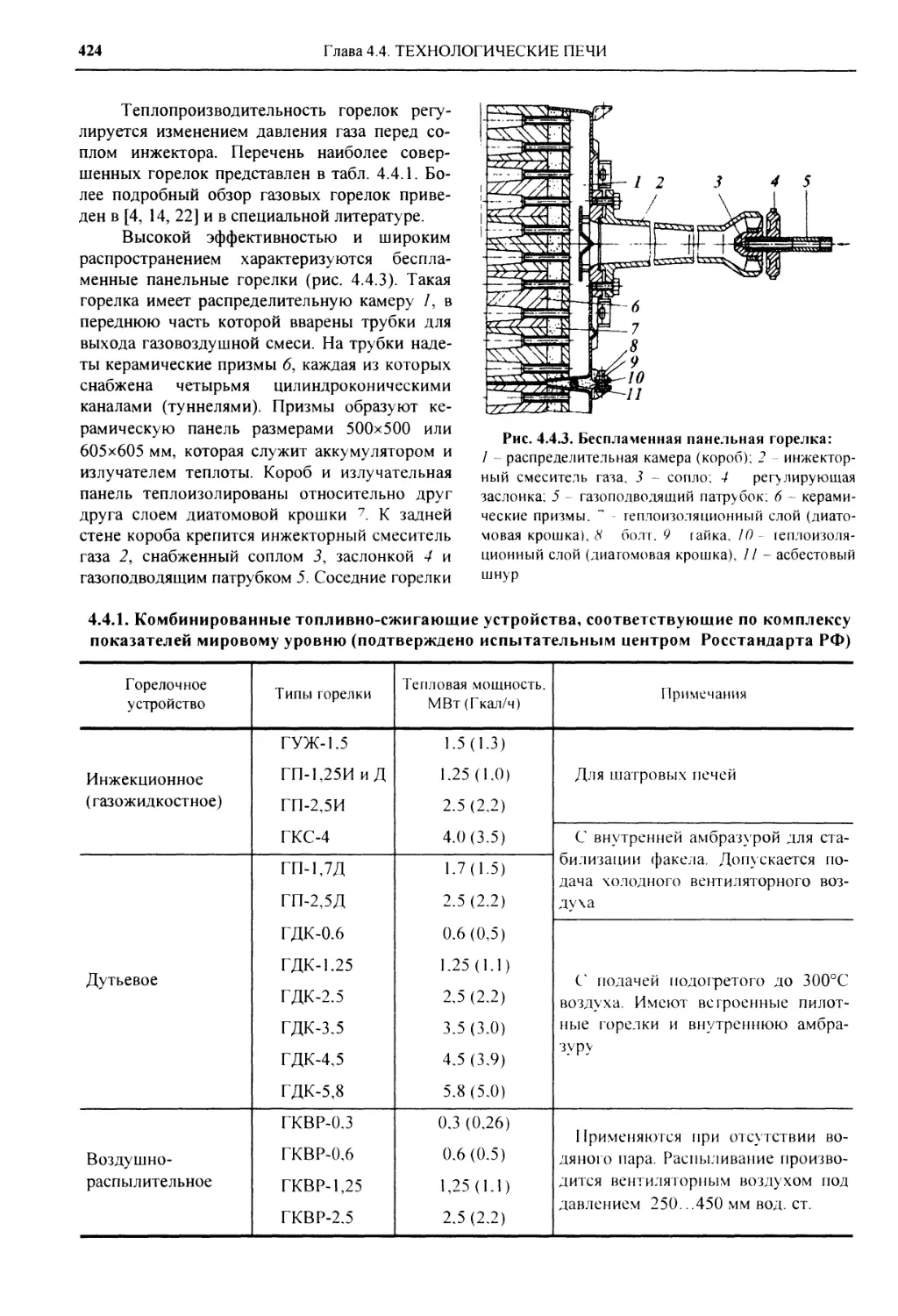
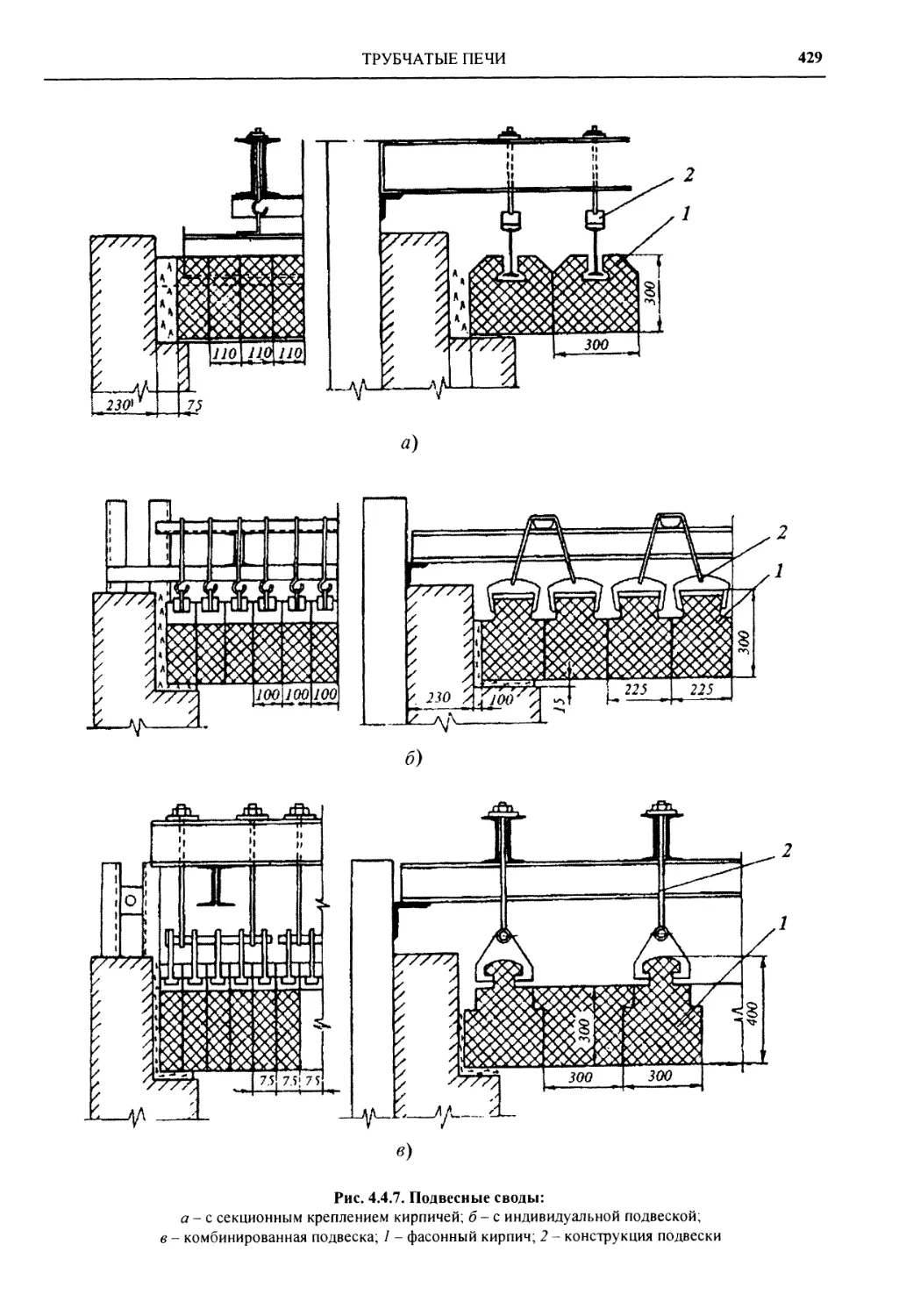
4.4.3. Трубчатые печи. 425
4.4.4. Печи с вращающими-
ся барабанами......... 430
4.4.5. Печи для обработки
твердых материалов и
расплавов............. 432
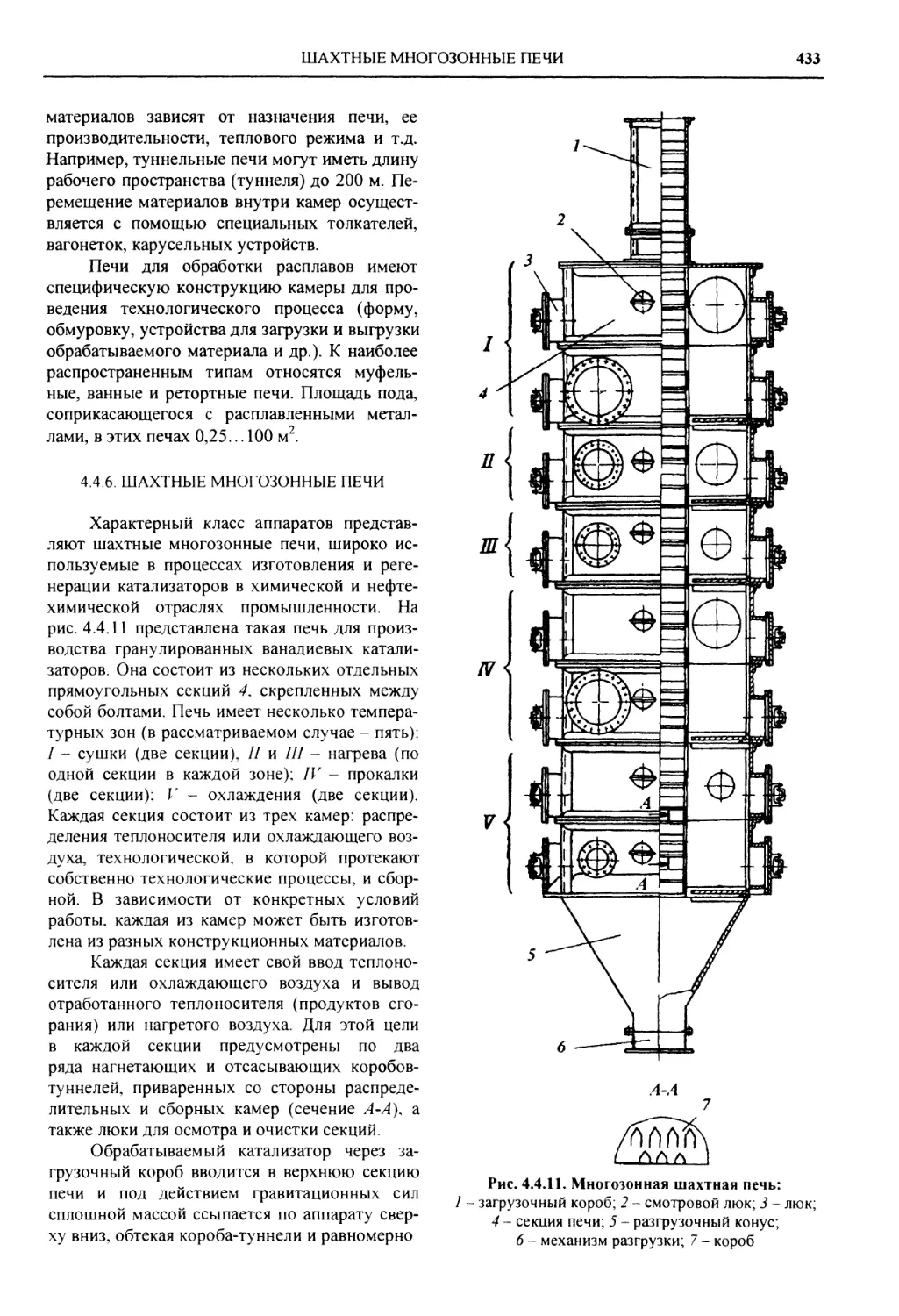
4.4.6. Шахтные многозон-
ные печи.............. 433
4.4.7. Печи с кипящим
слоем 434
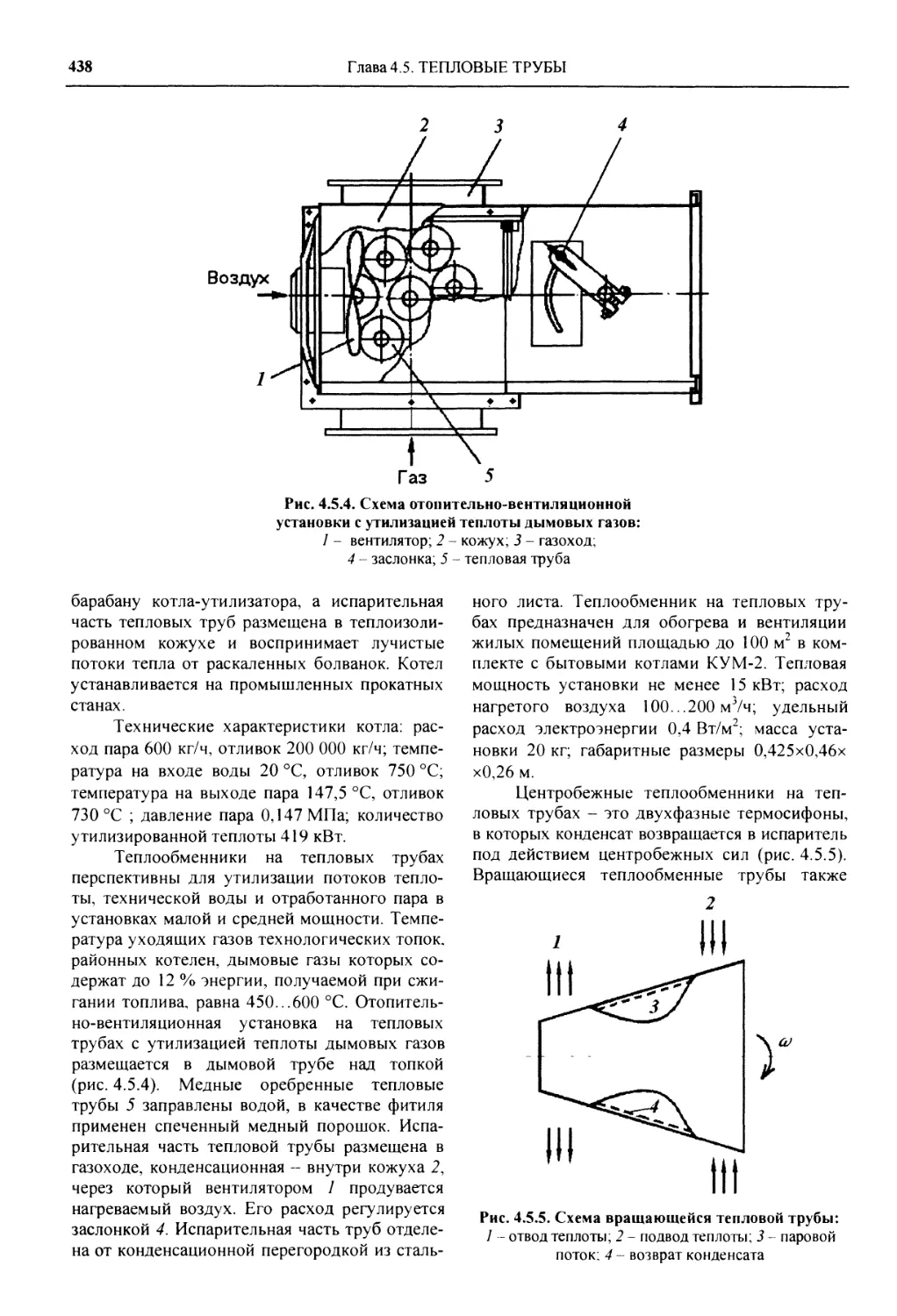
ГЛАВА 4.5. ТЕПЛОВЫЕ ТРУБЫ
(К. Б. Панфилович)............. 434
4.5.1. Принцип работы и
элементы тепловых труб 434
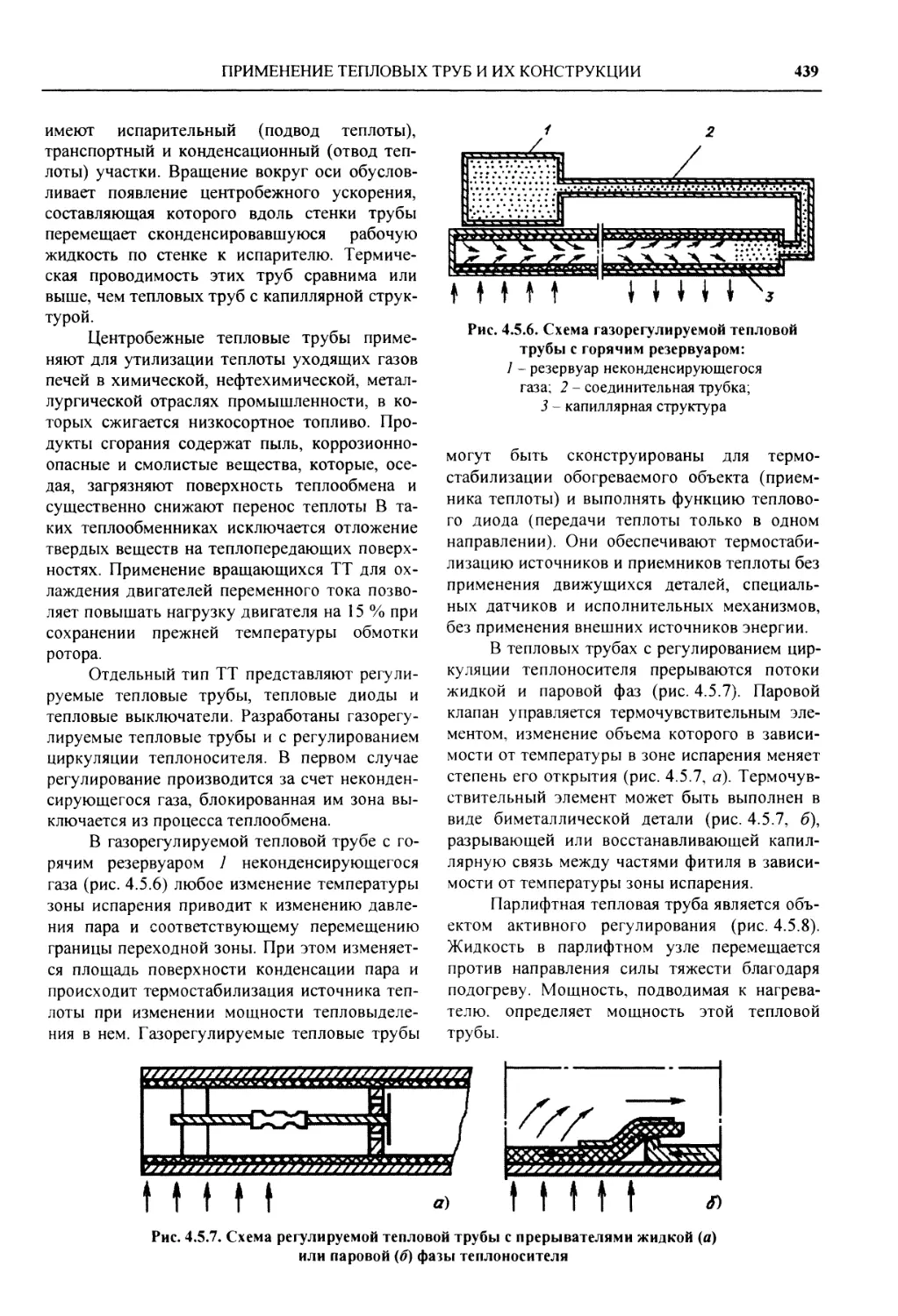
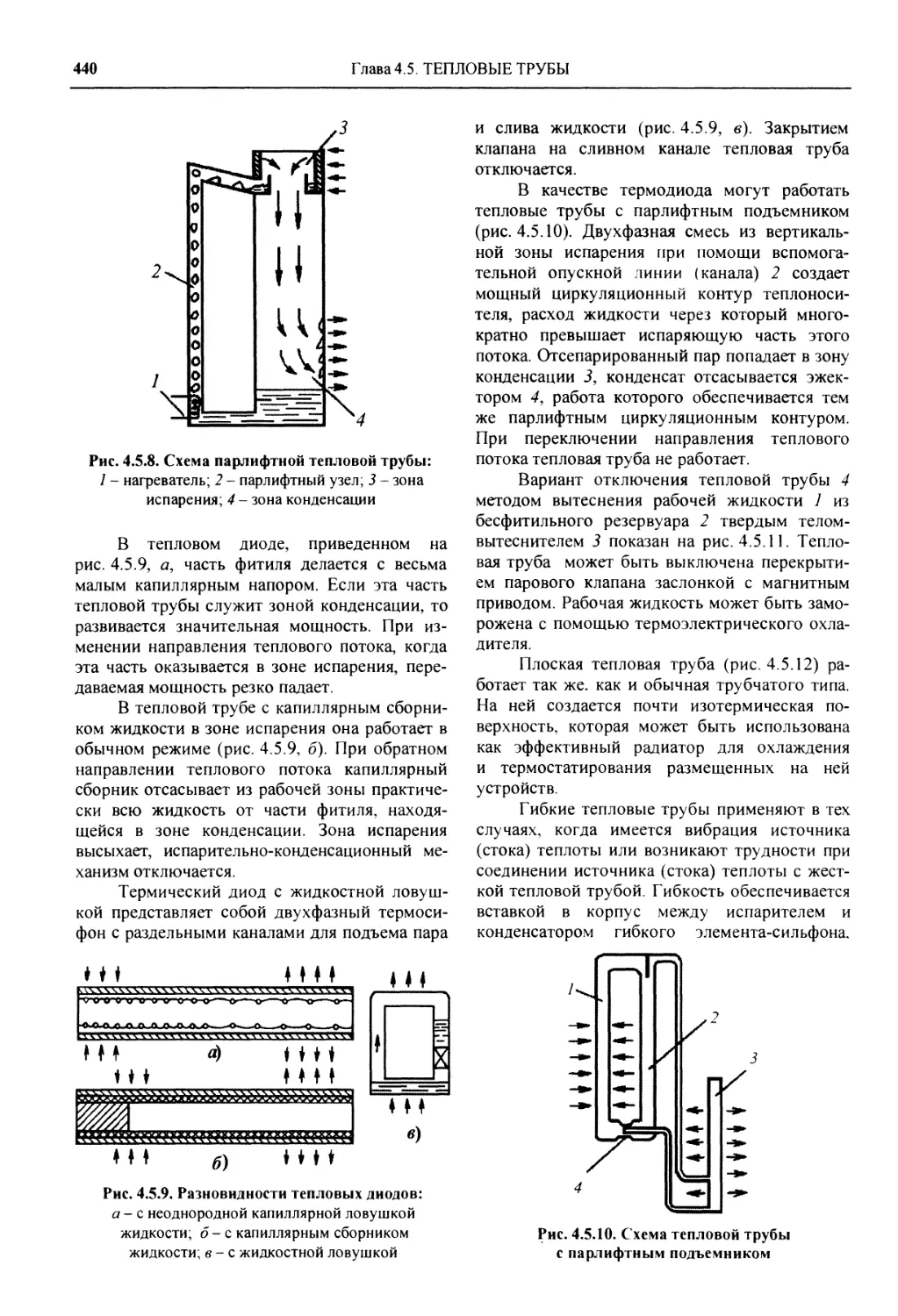
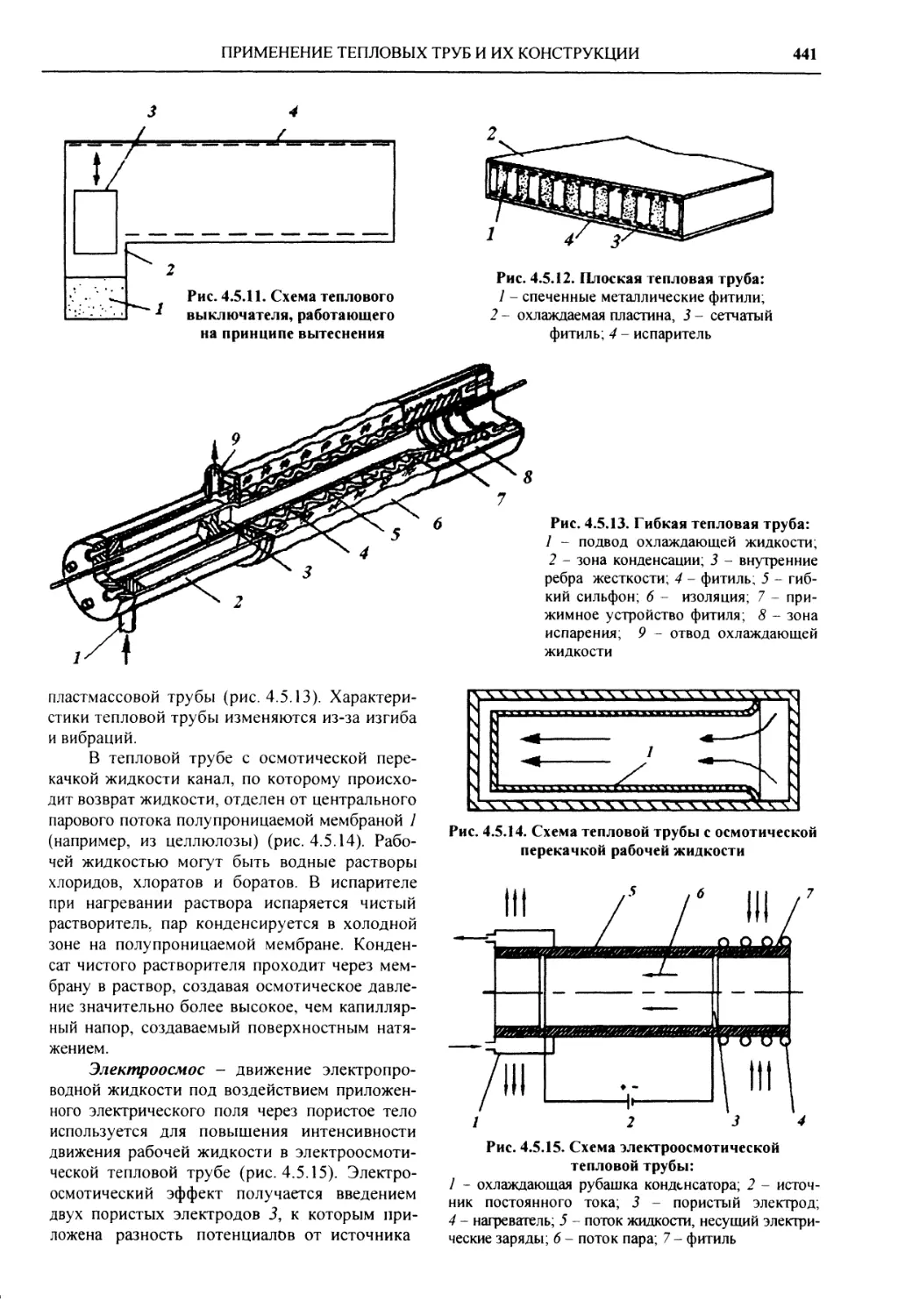
4.5.2. Применение тепло-
вых труб и их конструкции 437
ГЛАВА 4.6. ПЛАЗМОХИМИЧСКИЕ
УСТАНОВКИ (А.Р. Герке). . 442
4.6.1. Генераторы низко-
температурной плазмы
(плазмотроны)......... 442
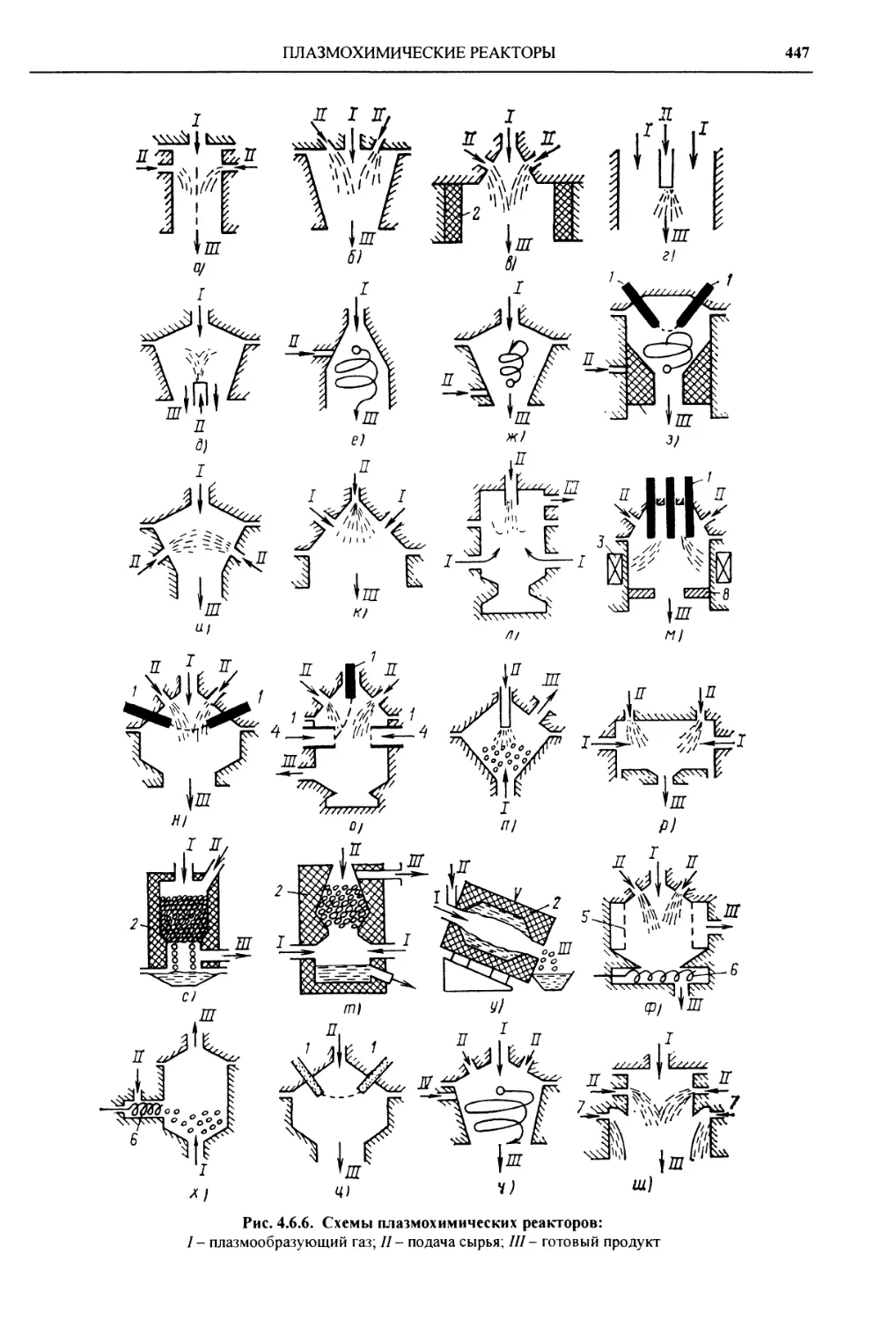
4.6.2. Плазмохимические
реакторы.............. 446
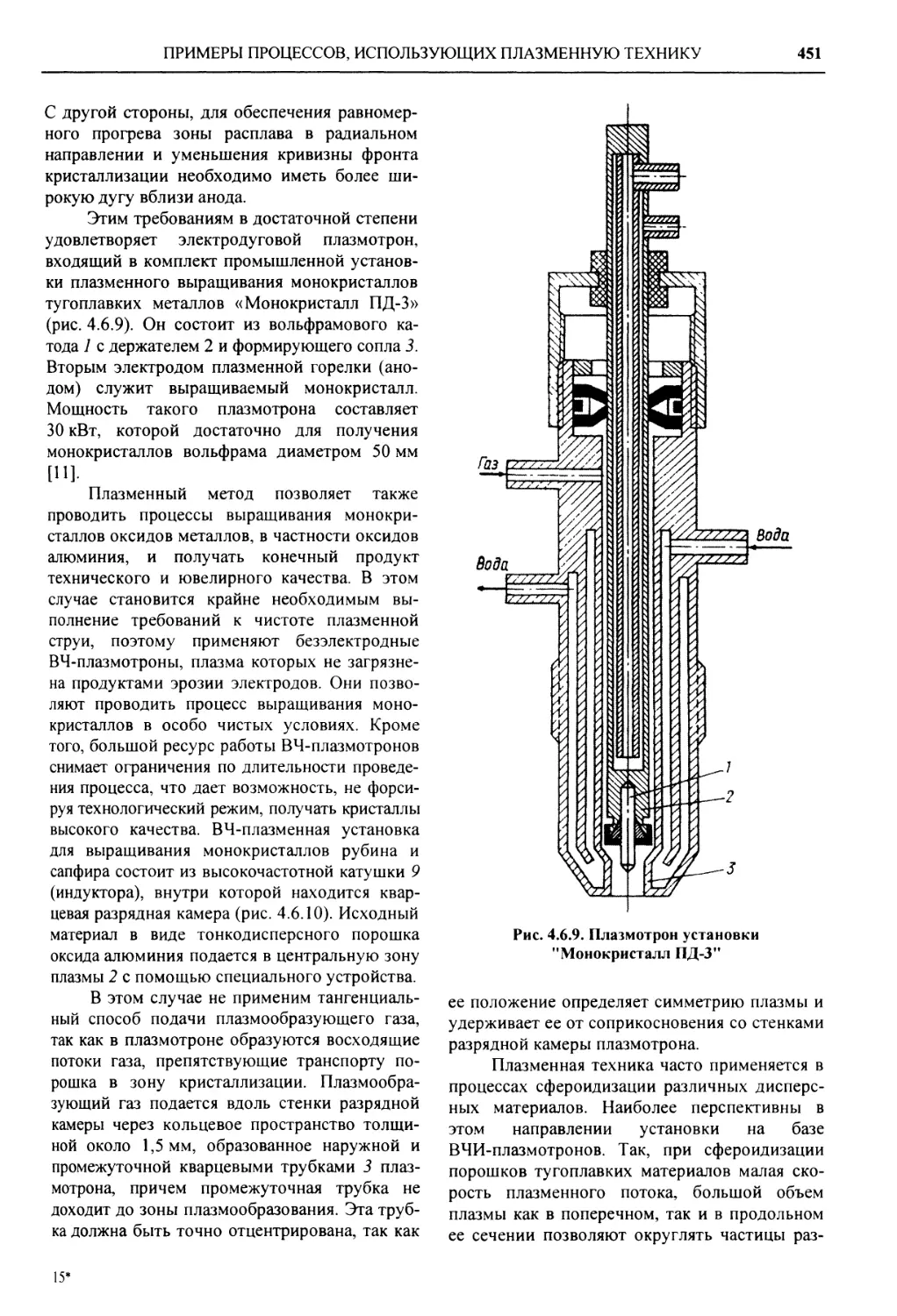
4.6.3. Примеры процессов,
использующих плазменную
технику............... 449
СПИСОК ЛИТЕРАТУРЫ................ 454
РАЗДЕЛ 5. МАШИНЫ И АППАРАТЫ
ДЛЯ МАССООБМЕННЫХ
ПРОЦЕССОВ 456
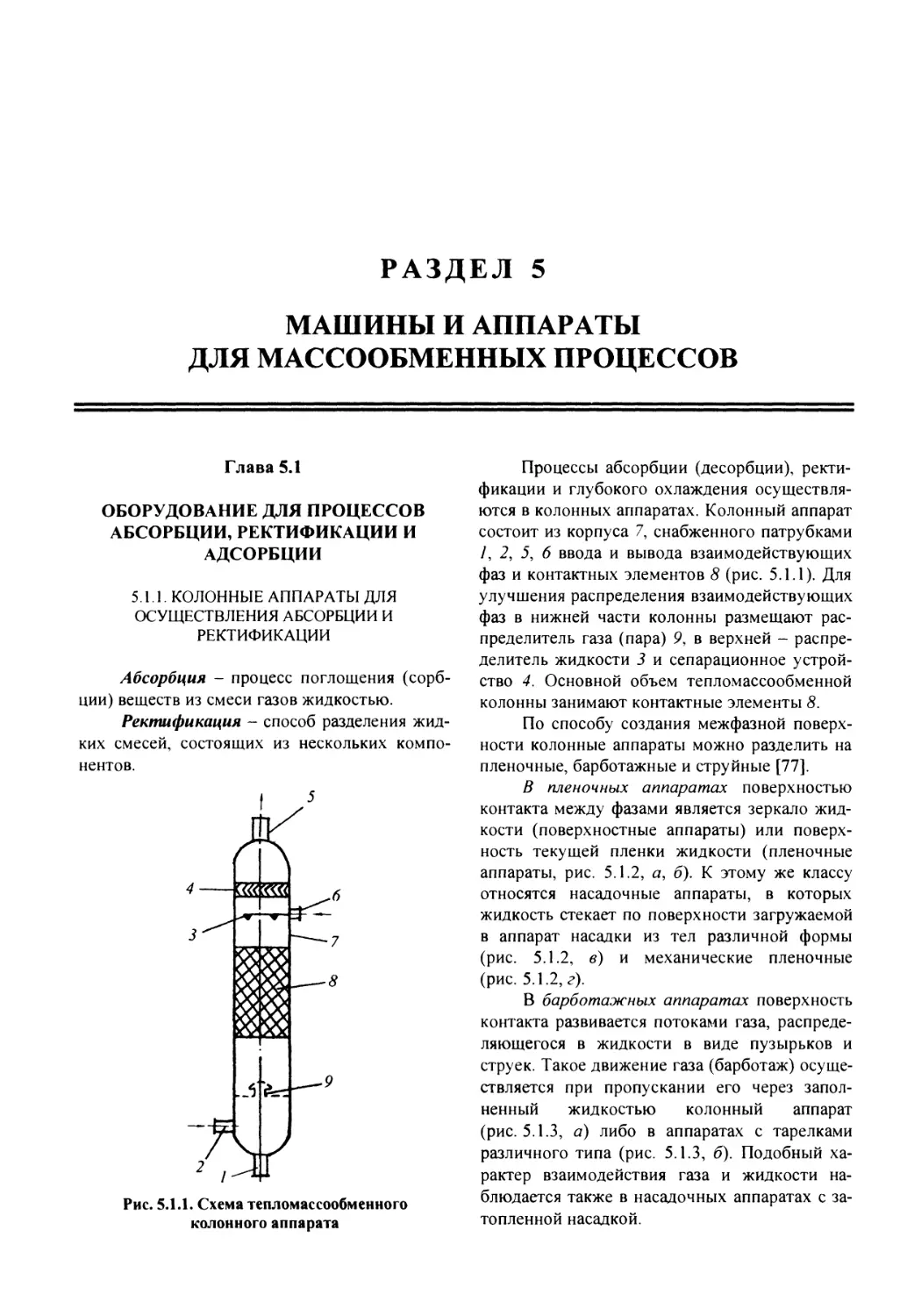
ГЛАВА 5.1. ОБОРУДОВАНИЕ ДЛЯ
ПРОЦЕССОВ АБСОРБЦИИ,
РЕКТИФИКАЦИИ И АД-
СОРБЦИИ ........................ 456
5.1.1. Колонные аппараты
для осуществления абсорб-
ции и ректификации
(В. С. Шубин, С.А. Трифо-
нов)..................... 456
5.1.2. Оборудование для
адсорбции (С.П. Рудобаш-
та)...................... 468
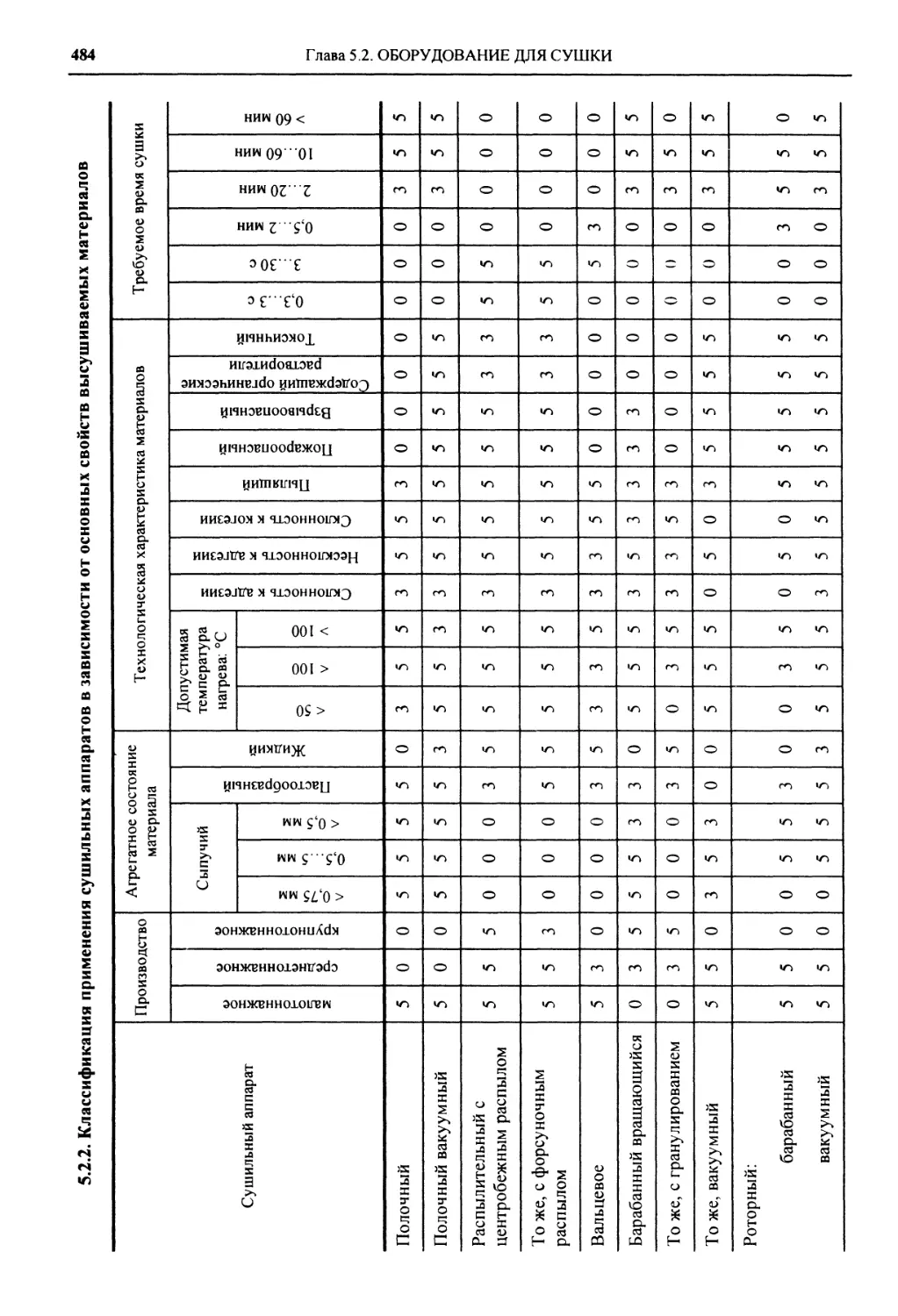
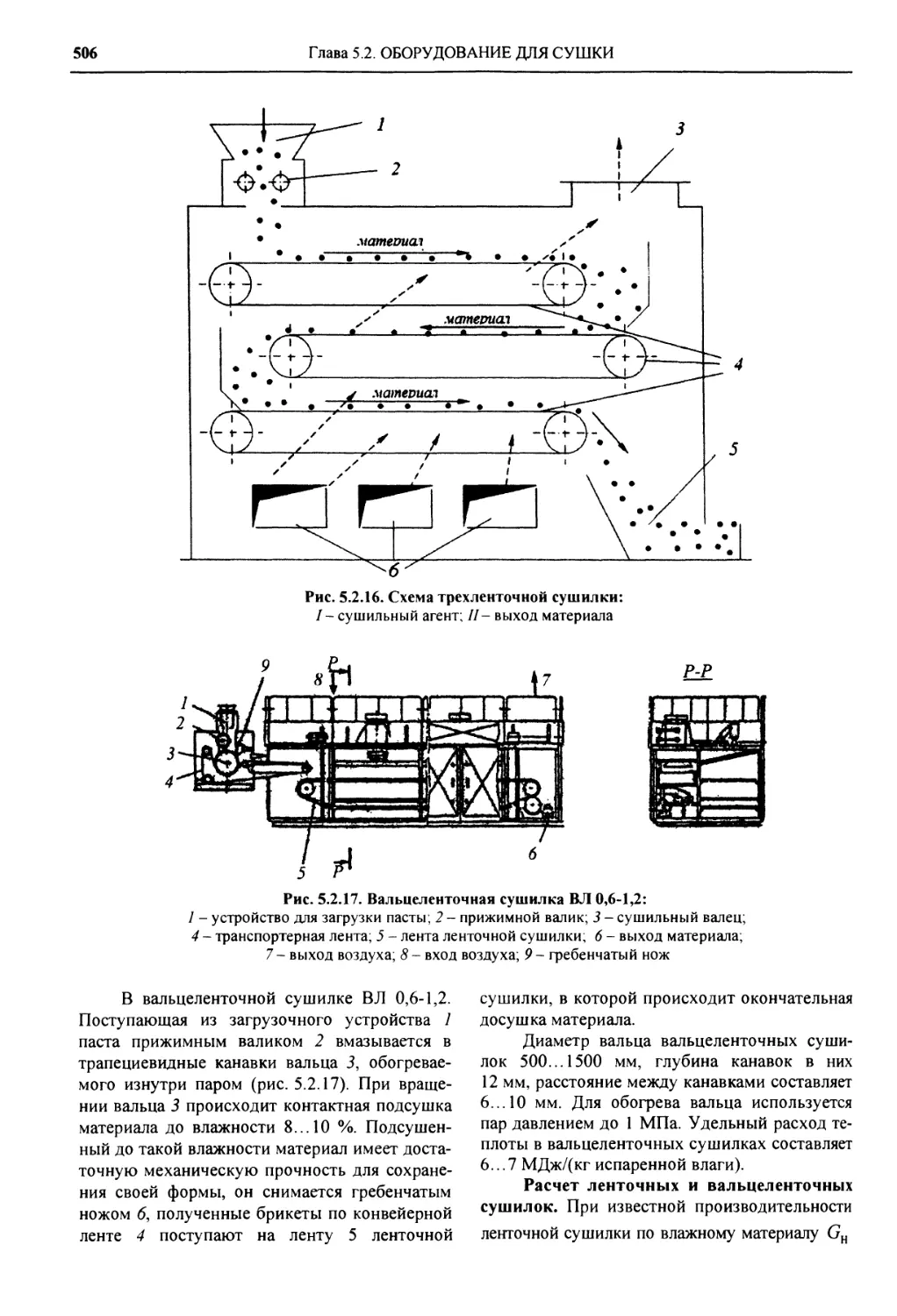
ГЛАВА 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ 482
5.2.1. Сушильные полоч- ные аппараты (С.П. Рудо- башша) 486
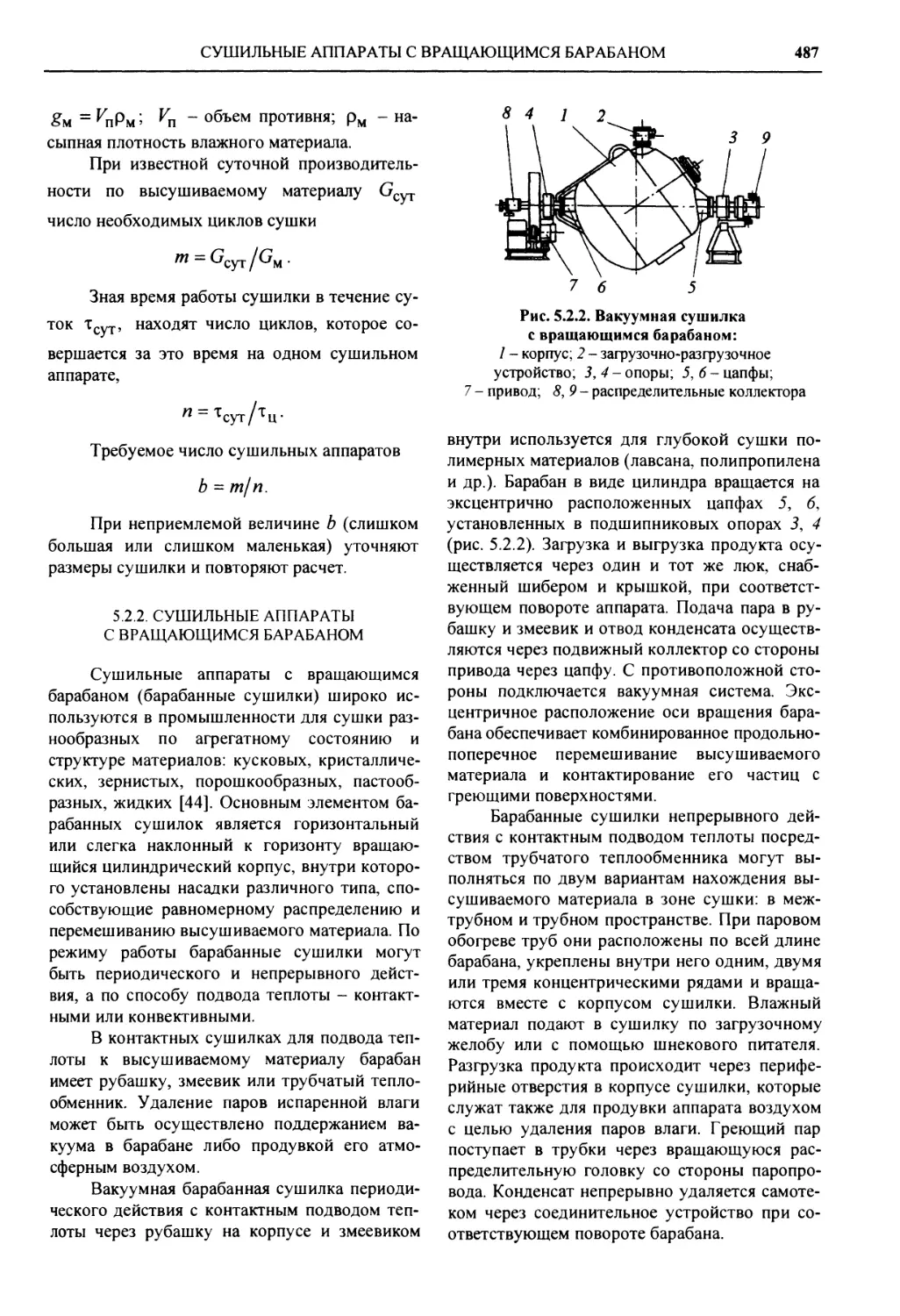
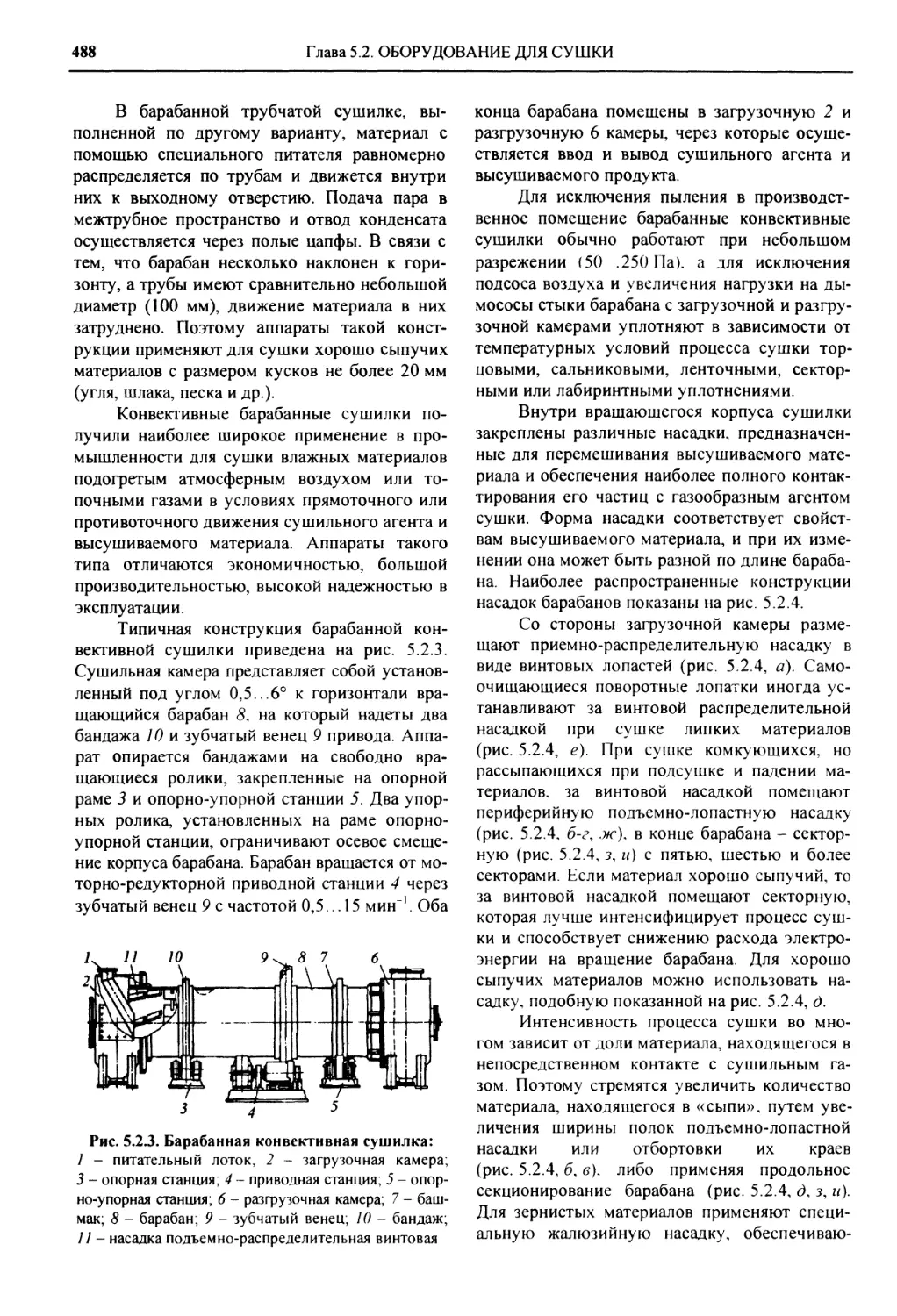
5.2.2. Сушильные аппараты с вращающимся барабаном (В.М. Ульянов) 487
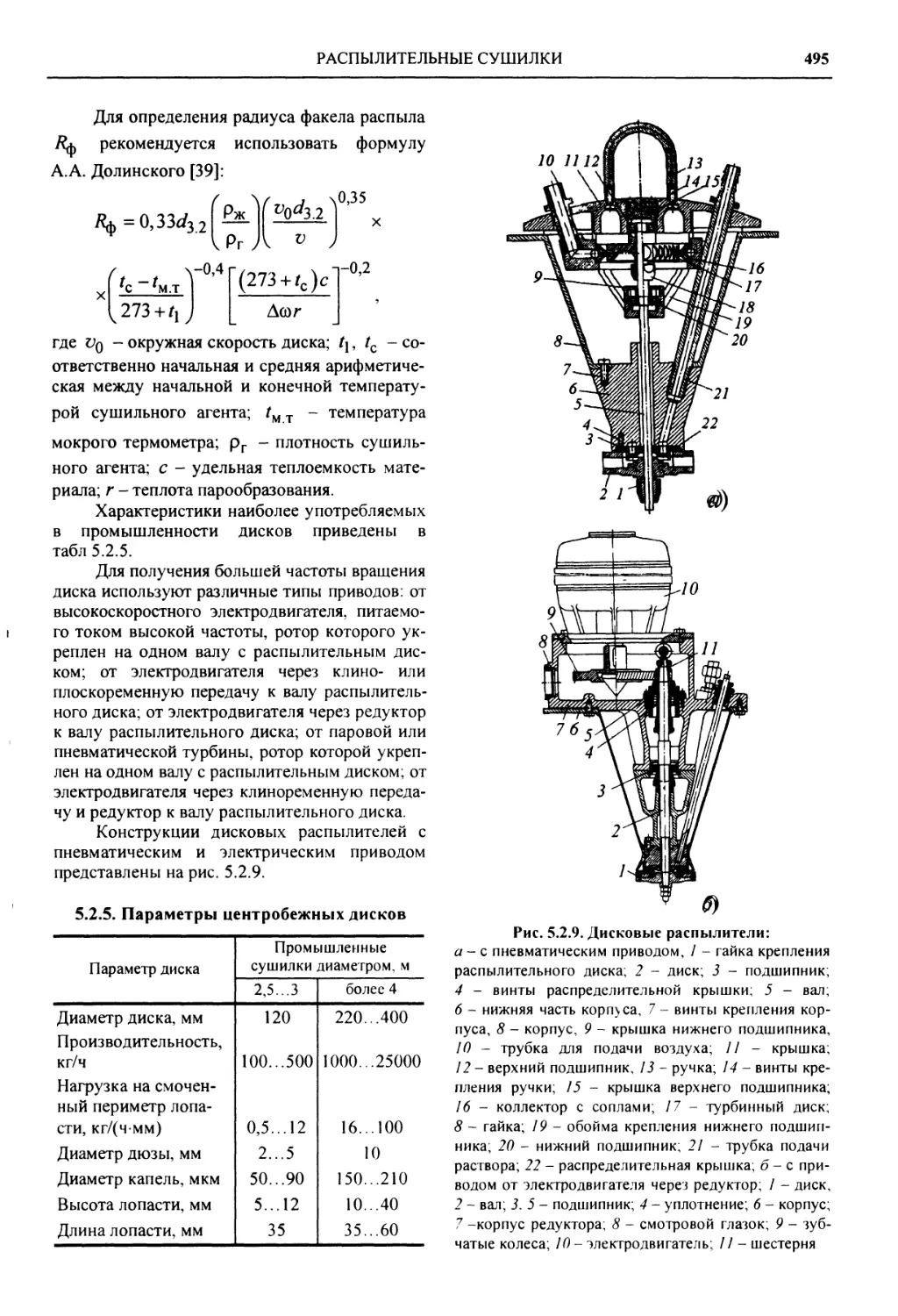
5.2.3. Распылительные су- шилки (А.А. Пахомов).... 491
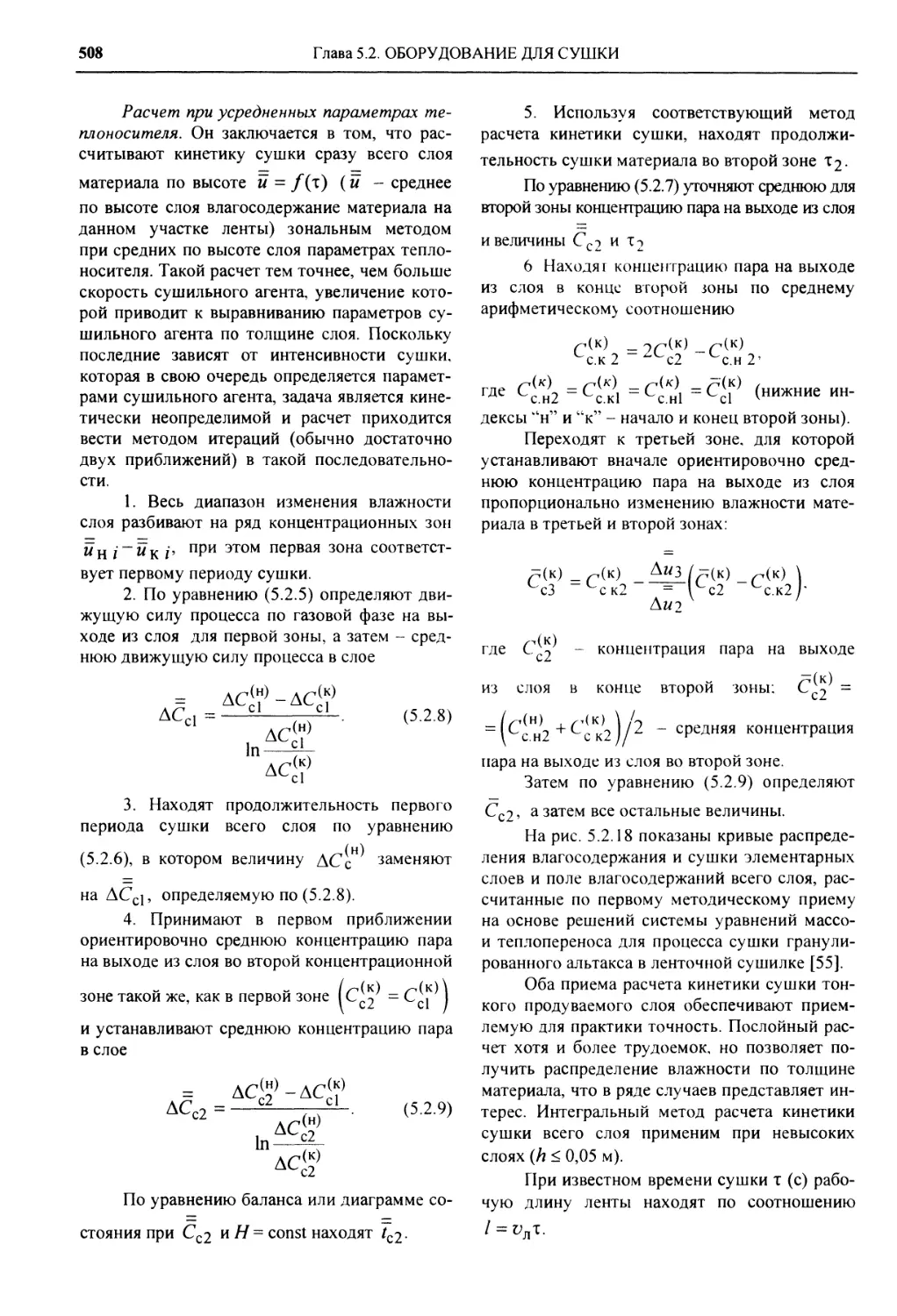
5.2.4. Сушильные ленточ- ные и вальцеленточные аппараты (С.П. Рудобашта) 504
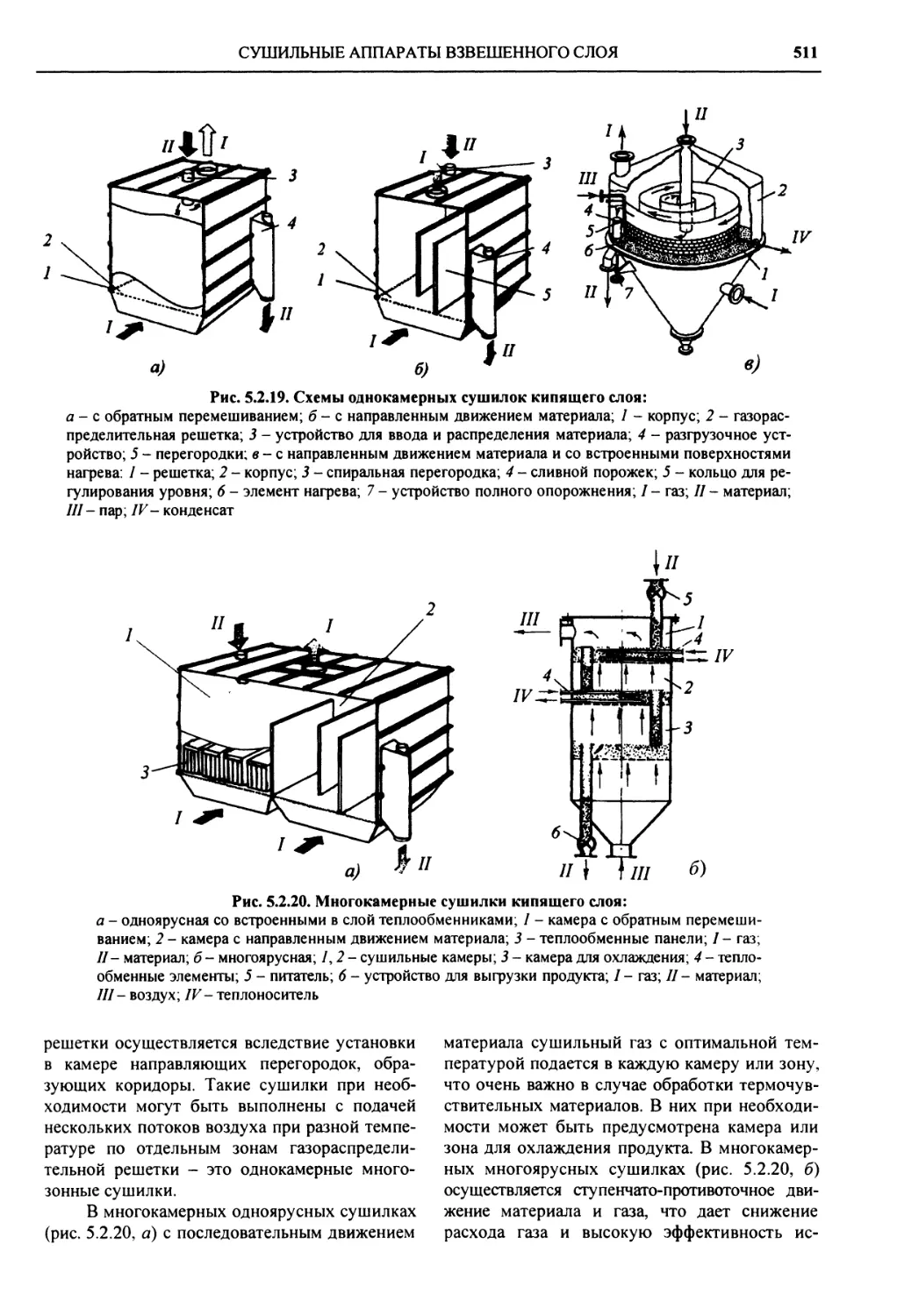
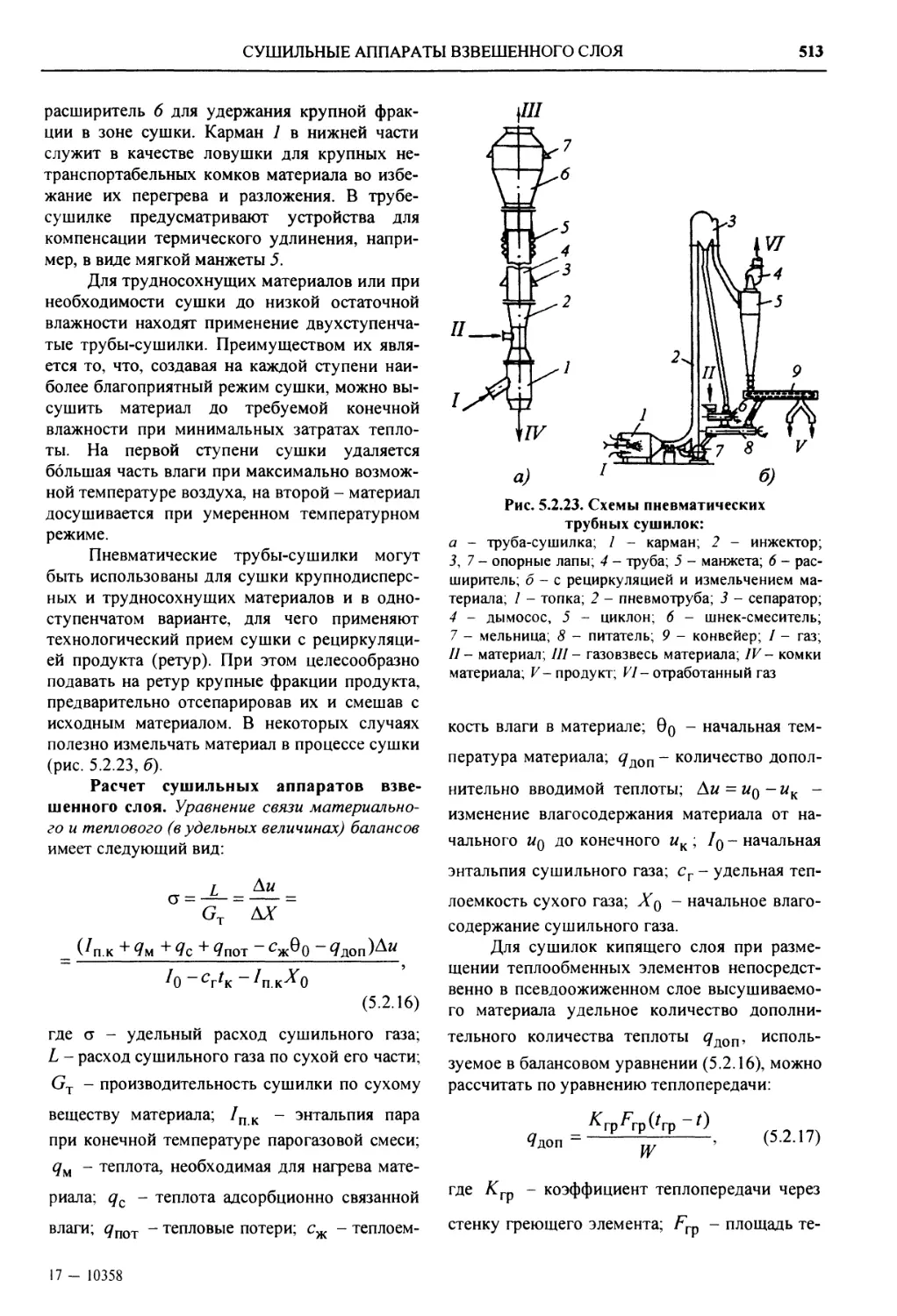
5.2.5. Сушильные аппараты взвешенного слоя (В. М. Улья- нов) 510
5.2.6. Сушильные циклон- ные аппараты (В.М. Ульянов) 518
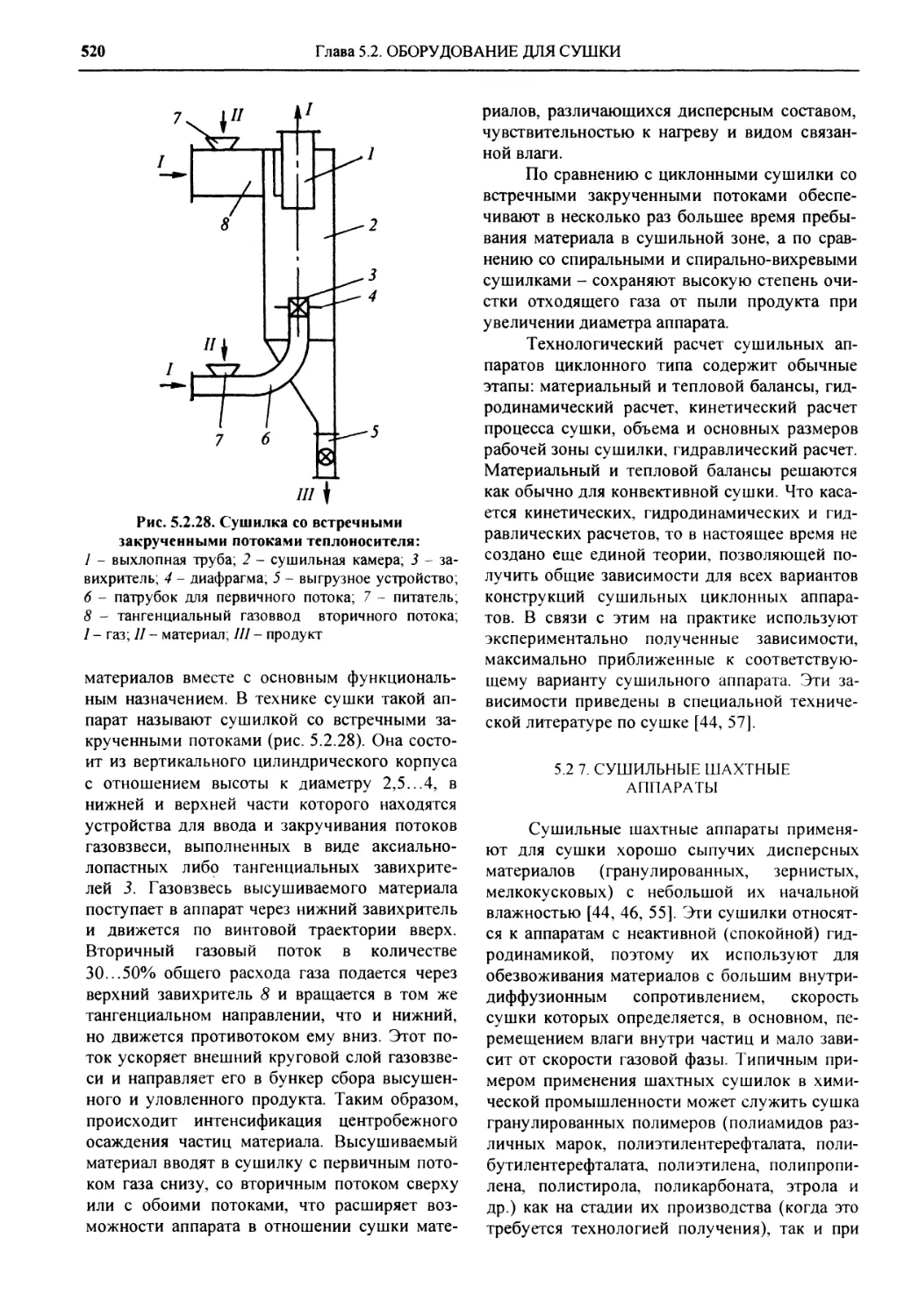
5.2.7. Сушильные шахтные аппараты (С.П. Рудобашта) 520
ГЛАВА 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ (Г.А. Носов) 525
5.3.1. Кристаллизаторы для отверждения расплавов .. . 5.3.2. Кристаллизаторы с отводом теплоты через 527
охлаждаемые поверхности . 533
5.3.3. Выпарные кристал- лизаторы 5.3.4. Вакуум-кристаллиза- 539
торы 543
ГЛАВА 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ (А.З. Волынец, С.М. Браж- ников) 550
5.4.1. Общие сведения .... 550
5.4.2. Вакуумная сублима- ционная аппаратура 553
ГЛАВА 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕК- ТРОД ИФФУЗИОН Н ЫХ ПРОЦЕССОВ 562
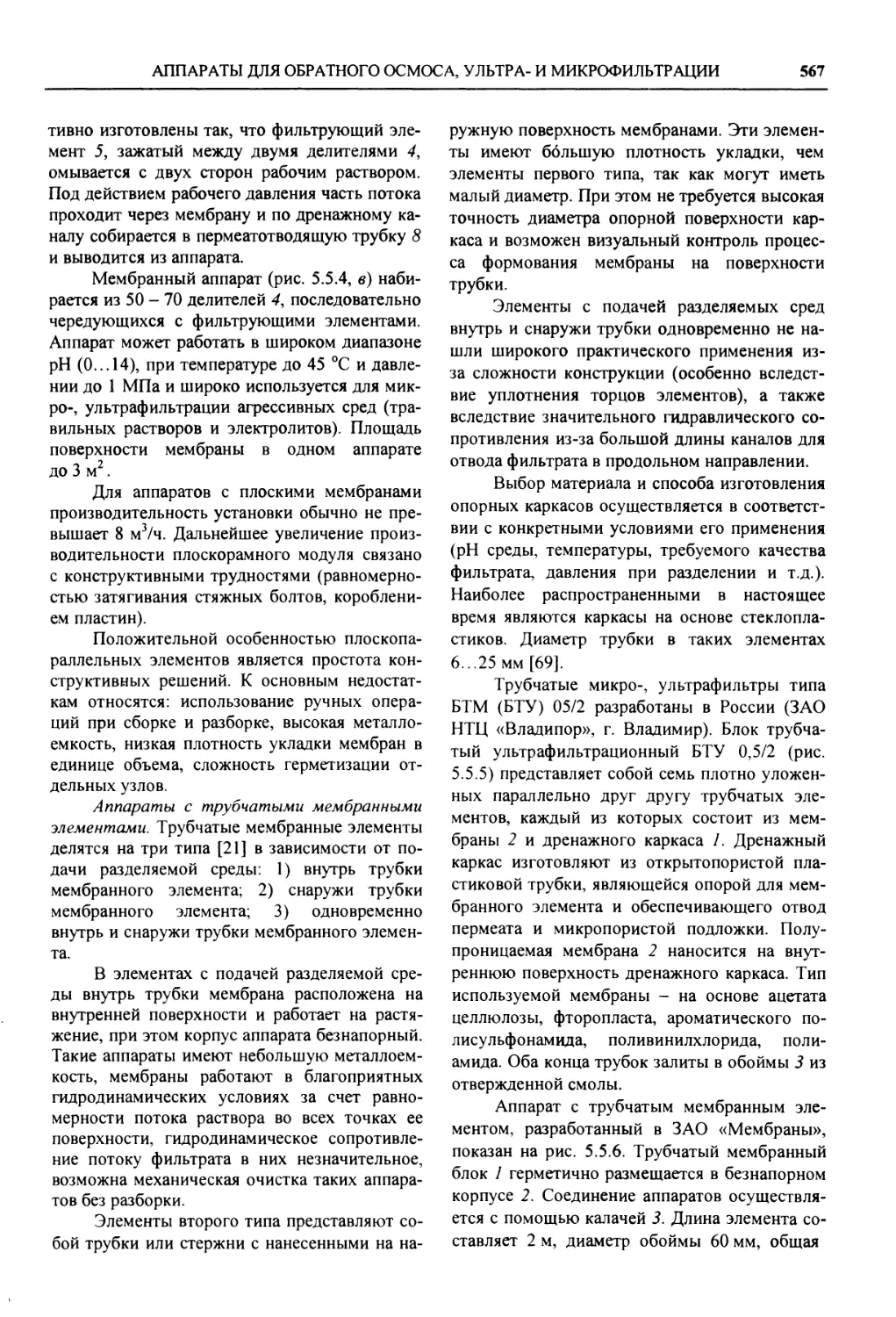
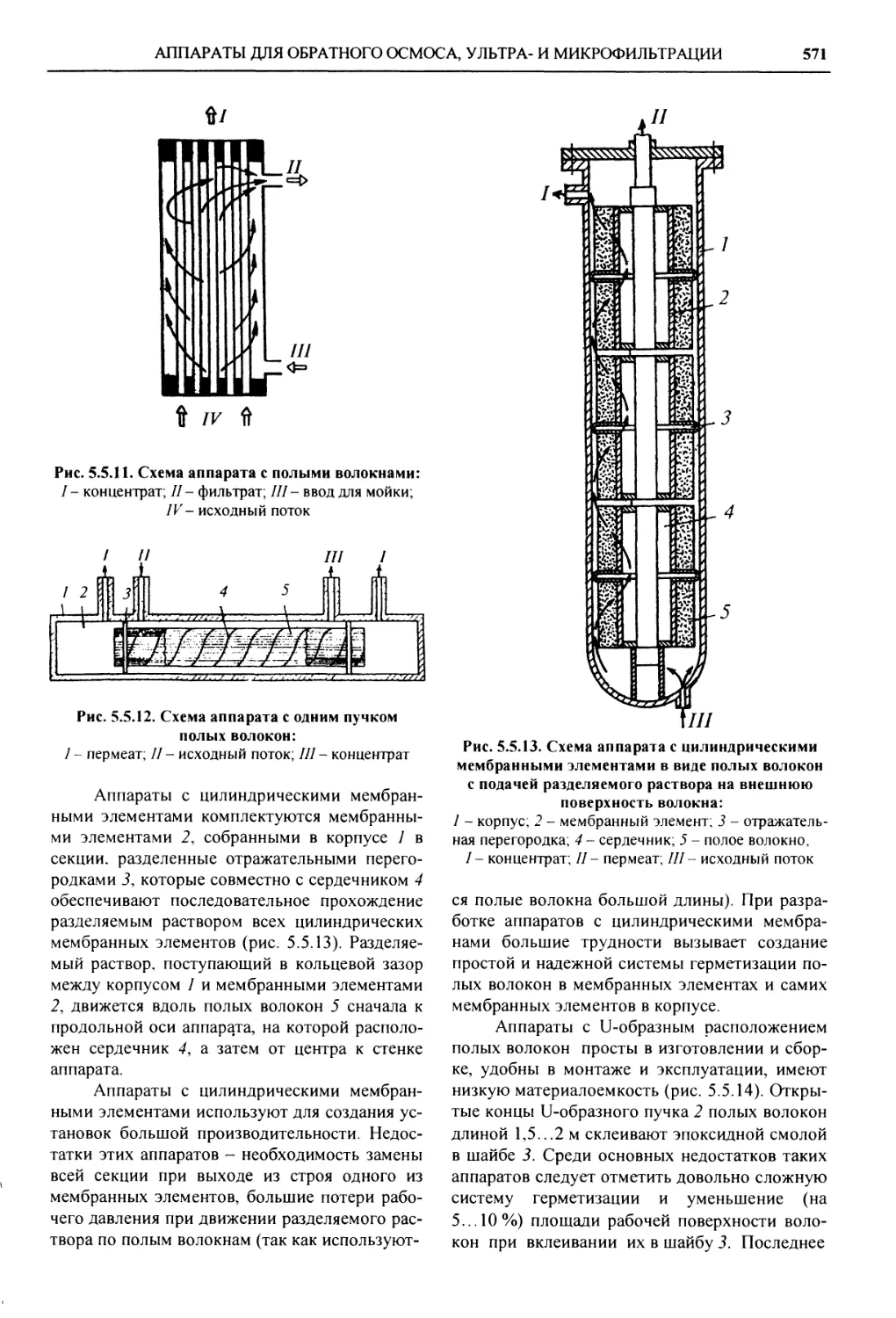
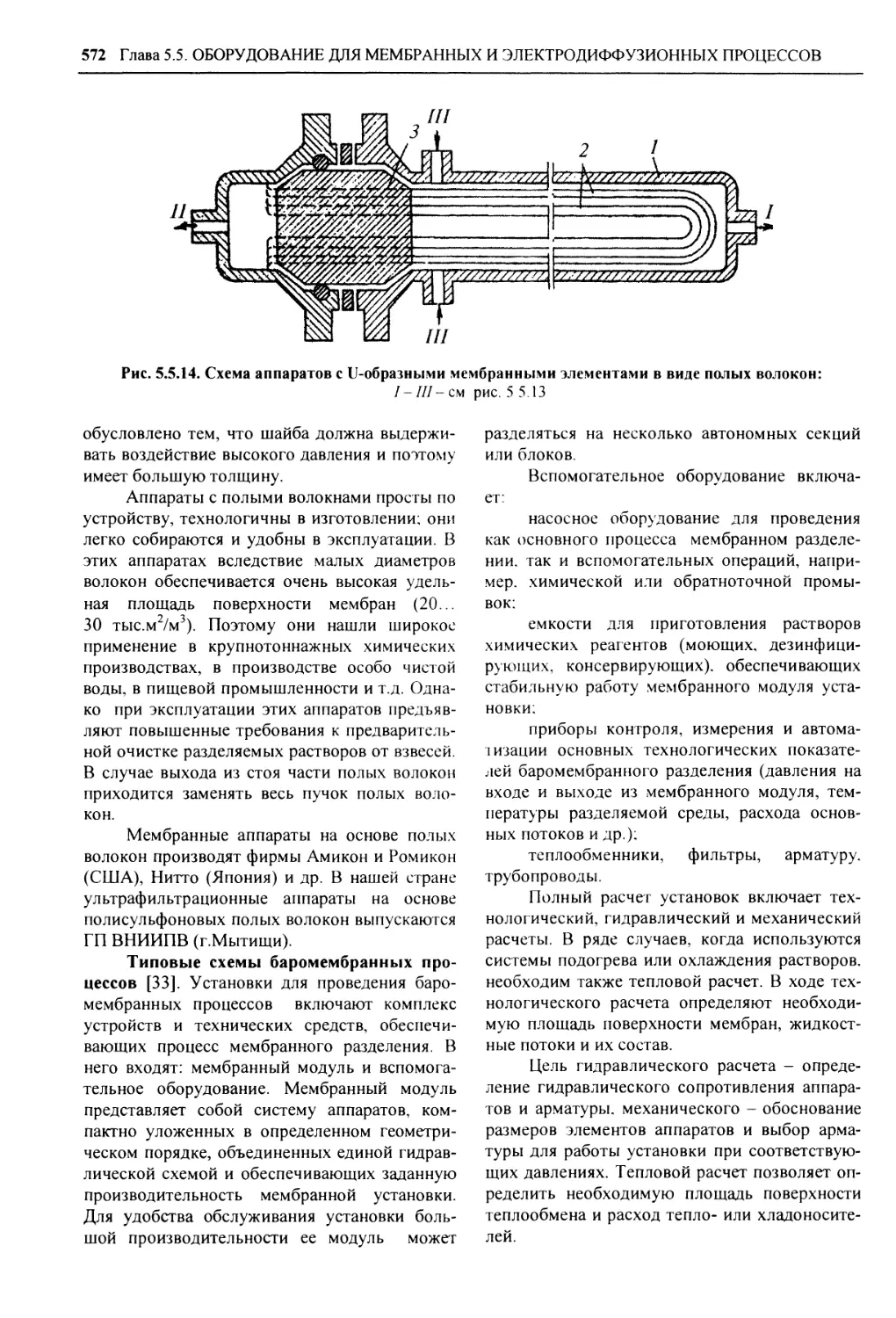
5.5.1. Аппараты для обрат- ного осмоса, ультра- и микрофильтрации (А.А. По- воров, Л. В. Ерохина) 562
5.5.2. Аппараты для диали- за и электродиализа (А.А. Поворов, В.Ф. Павло- ва) 574
5.5.3. Аппараты для мем- бранного испарения и газо- вой диффузии (С.А. Трифо- нов) 585
8
ОГЛАВЛЕНИЕ
ГЛАВА 5.6. ОБОРУДОВАНИЕ ДЛЯ
ЭКСТРАКЦИИ (С.Н. Бу-
латов) ........................ 588
5.6.1. Оборудование для
жидкостной экстракции... 588
5.6.2. Твердофазные экстрак-
торы ................... 602
СПИСОК ЛИТЕРАТУРЫ................. 611
РАЗДЕЛ 6. ХИМИЧЕСКИЕ РЕАКТО-
РЫ ....................... 614
ГЛАВА 6.1. ЖИДКОСТНЫЕ РЕАКТО-
РЫ (И.А. Щупляк)............... 614
ГЛАВА 6.2. РЕАКТОРЫ ДЛЯ ПРОВЕ-
ДЕНИЯ РЕАКЦИЙ В ГАЗО-
ВОЙ ФАЗЕ (В.Н. Федоров) 621
ГЛАВА 6.3. ТВЕРДОФАЗНЫЕ РЕАКТО-
РЫ (А.Г. Ишутин)............... 629
ГЛАВА 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ
ГАЗ - ЖИДКОСТЬ (И.В. До-
манский)....................... 633
6.4.1. Барботажные аппара-
ты 633
6.4.2. Барботажные газ-
лифтные аппараты.... 635
6.4.3. Барботажные аппара-
ты с механическими пере-
мешивающими устройст-
вами 637
6.4.4. Барботажные аппара-
ты с инжектированием и
диспергированием газа
струями жидкости.... 639
6.4.5. Пленочные аппараты 640
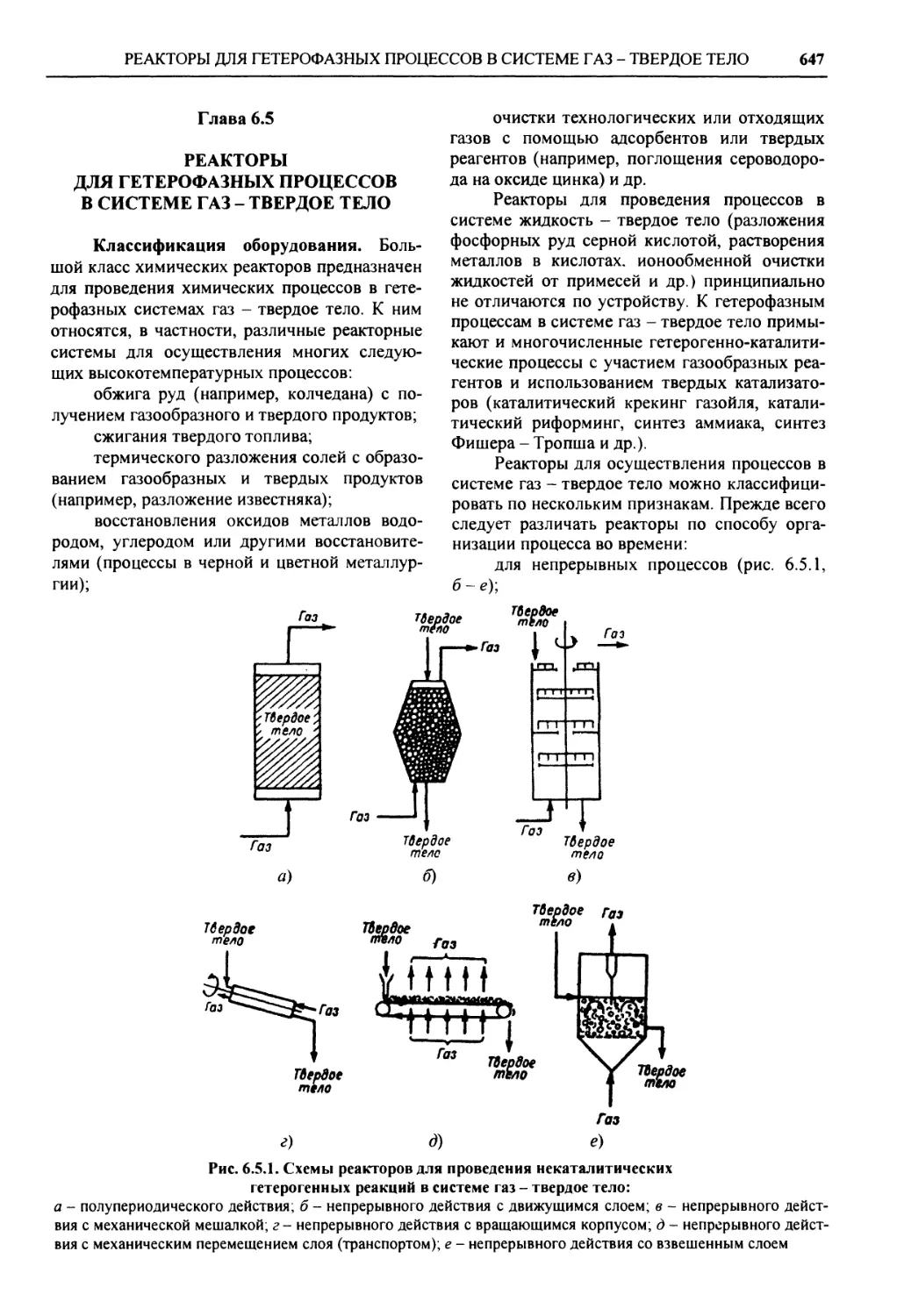
ГЛАВА 6.5. РЕАКТОРЫ ДЛЯ ИТЕРО-
ФАЗНЫХ ПРОЦЕССОВ В
СИСТЕМЕ ГАЗ-ТВЕРДОЕ
ТЕЛО (М. Г. Беренгартен,
В.В. Зобнин)........ 647
ГЛАВА 6.6. РЕАКТОРЫ ДЛЯ СИСТЕМ
ЖИДКОСТЬ - ТВЕРДОЕ
ТЕЛО (А.Н Веригин)........... 657
СПИСОК ЛИТЕРАТУРЫ............. 662
РАЗДЕЛ 7. ОБОРУДОВАНИЕ ДЛЯ
ПЕРЕРАБОТКИ ПЛАСТ-
МАСС И РЕЗИНЫ................ 664
ГЛАВА 7.1. ПОДГОТОВИТЕЛЬНОЕ
ПРОИЗВОДСТВО (П.С. Бе-
ляев, А.С. Клинков, В.Ф. Пе-
ршин) .............. 664
7.1.1. Оборудование для
измельчения......... 664
7.1.2. Оборудование для
смешения ........... 665
ГЛАВА 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ
ПОД ДАВЛЕНИЕМ................ 672
7.2.1. Прессовое оборудо-
вание для производства
изделий из термореактив-
ных полимерных материа-
лов (И. И. Фелипчук).... 672
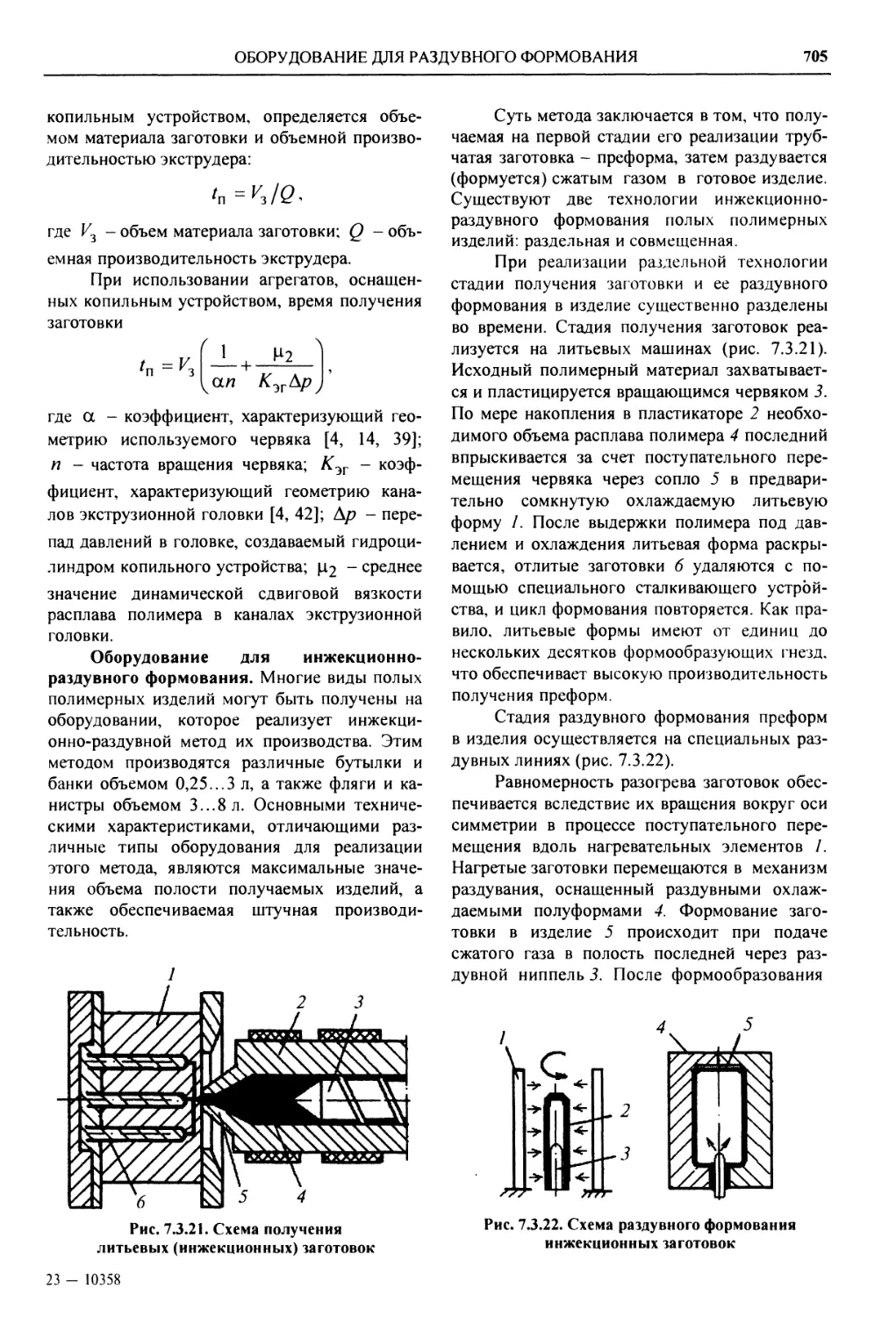
7.2.2. Оборудование для литья под давлением (Ю.В. Казанков) 681
ГЛАВА 7.3. ЭКСТРУЗИОННОЕ ОБО- РУДОВАНИЕ 7.3.1. Экструдеры (В.К Ску- 691
ратов) 7.3.2. Экструзионные агре- 691
гаты и их комплектующее оборудование (В.К. Скура- тов) 7.3.3. Оборудование для раздувного формования (Б.В. Бердышев, А.Р. Смыш- 700
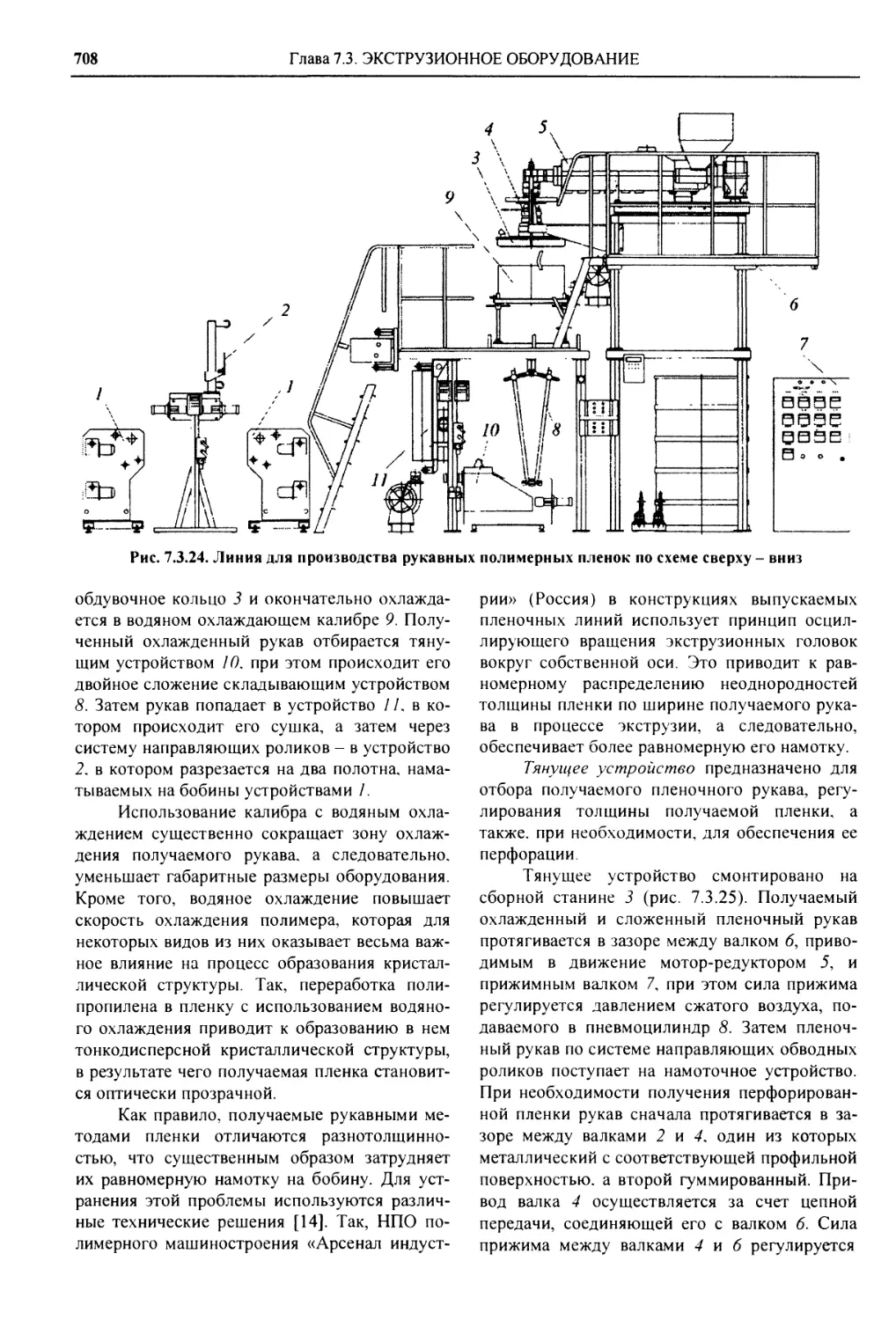
ляев) 702
ГЛАВА 7.4. ПЕРЕРАБОТКА ЛИСТО- ВЫХ, ПЛЕНОЧНЫХ, ЖИД- КИХ И ПОРОШКООБРАЗ- НЫХ МАТЕРИАЛОВ 7.4.1. Формовочные маши- ны листовых и пленочных 710
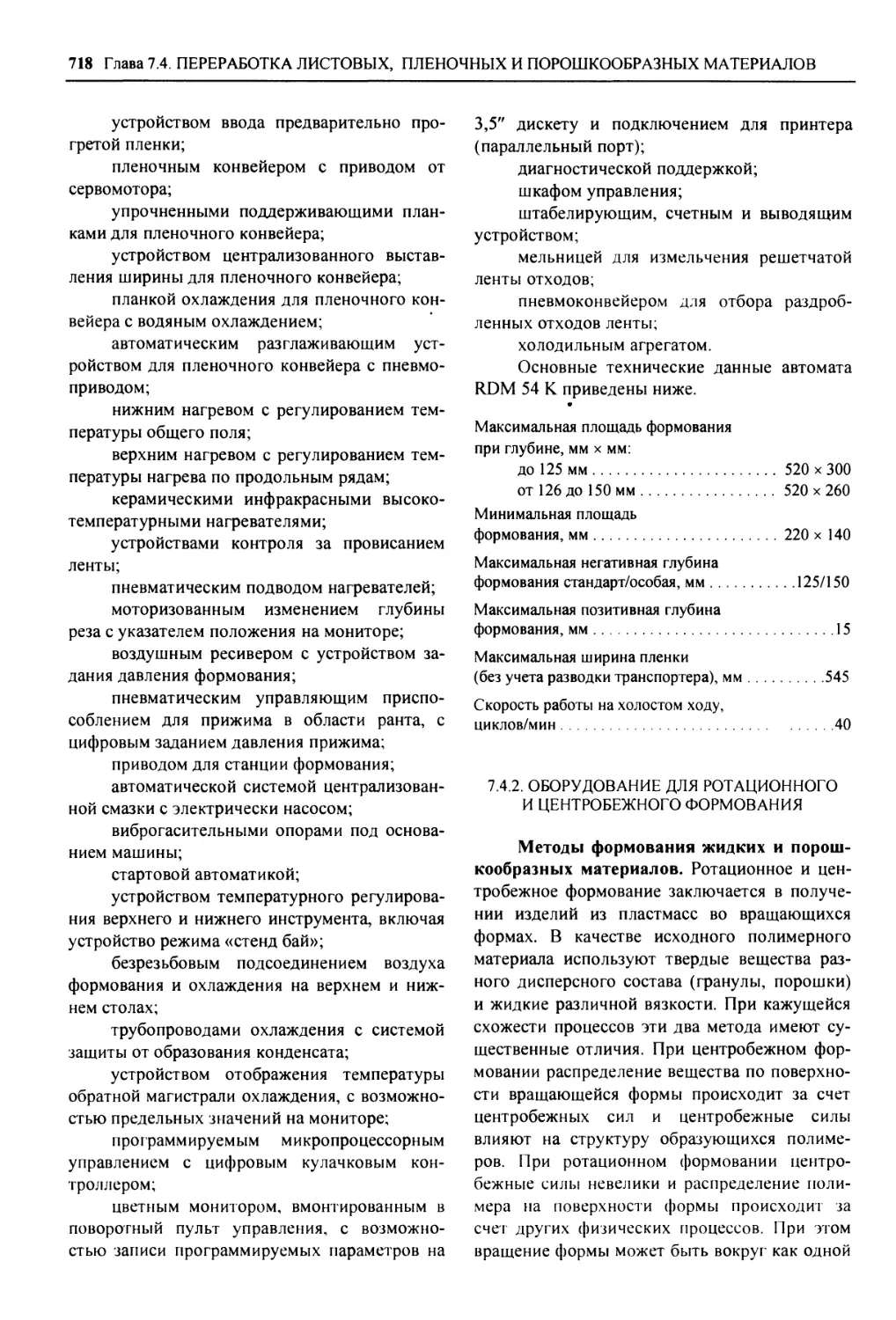
материалов (М.А. Шерышев) 7.4.2. Оборудование для 710
ротационного и центро- бежного формования (В.Г. Фролов) 718
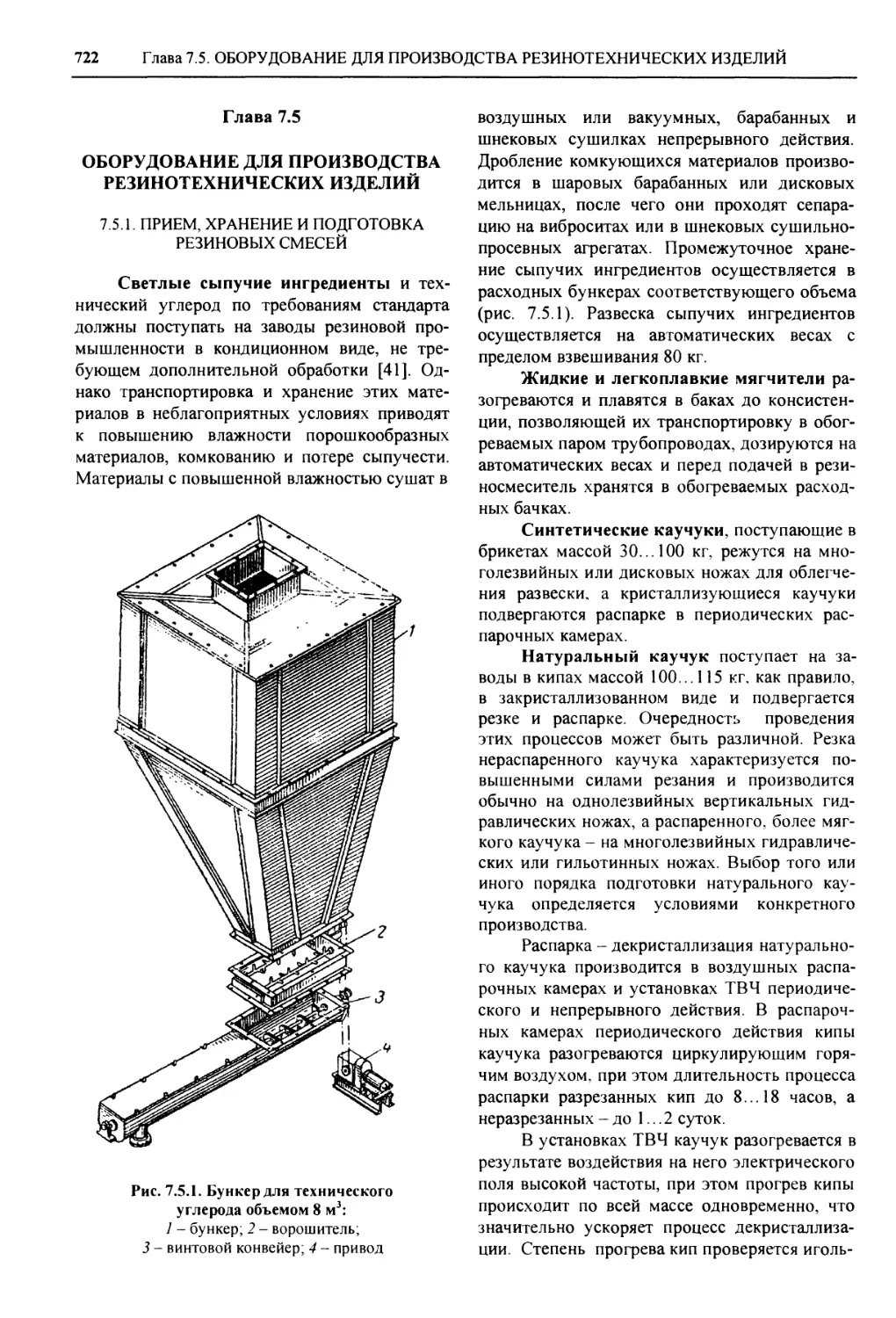
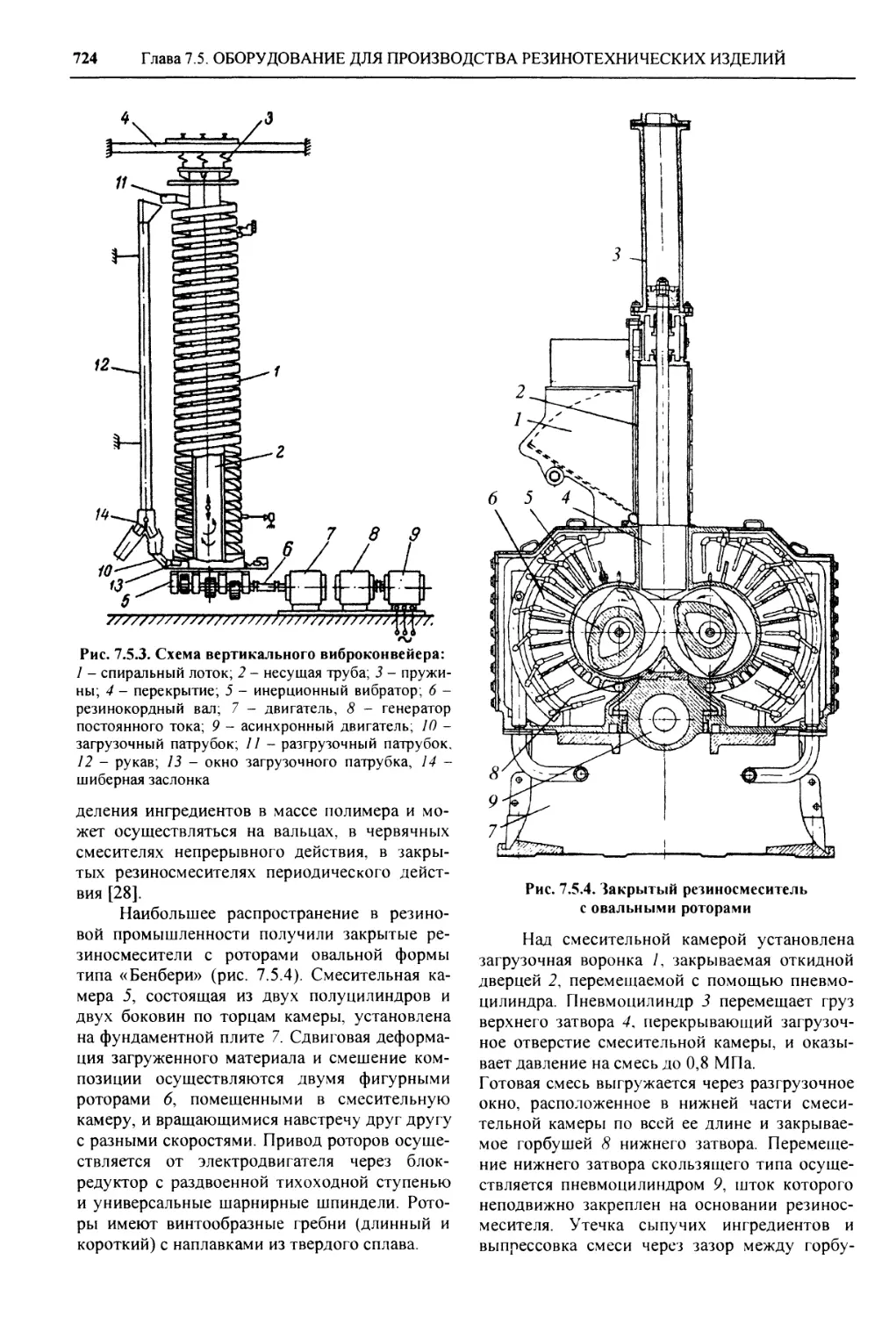
ГЛАВА 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНО- ТЕХНИЧЕСКИХ ИЗДЕЛИЙ (В.А. Немытков, ГМ. Гонча- ров, В.Н. Оборин) 7.5.1. Прием, хранение и 722
подготовка резиновых сме- сей 7.5.2. Изготовление листо- 722
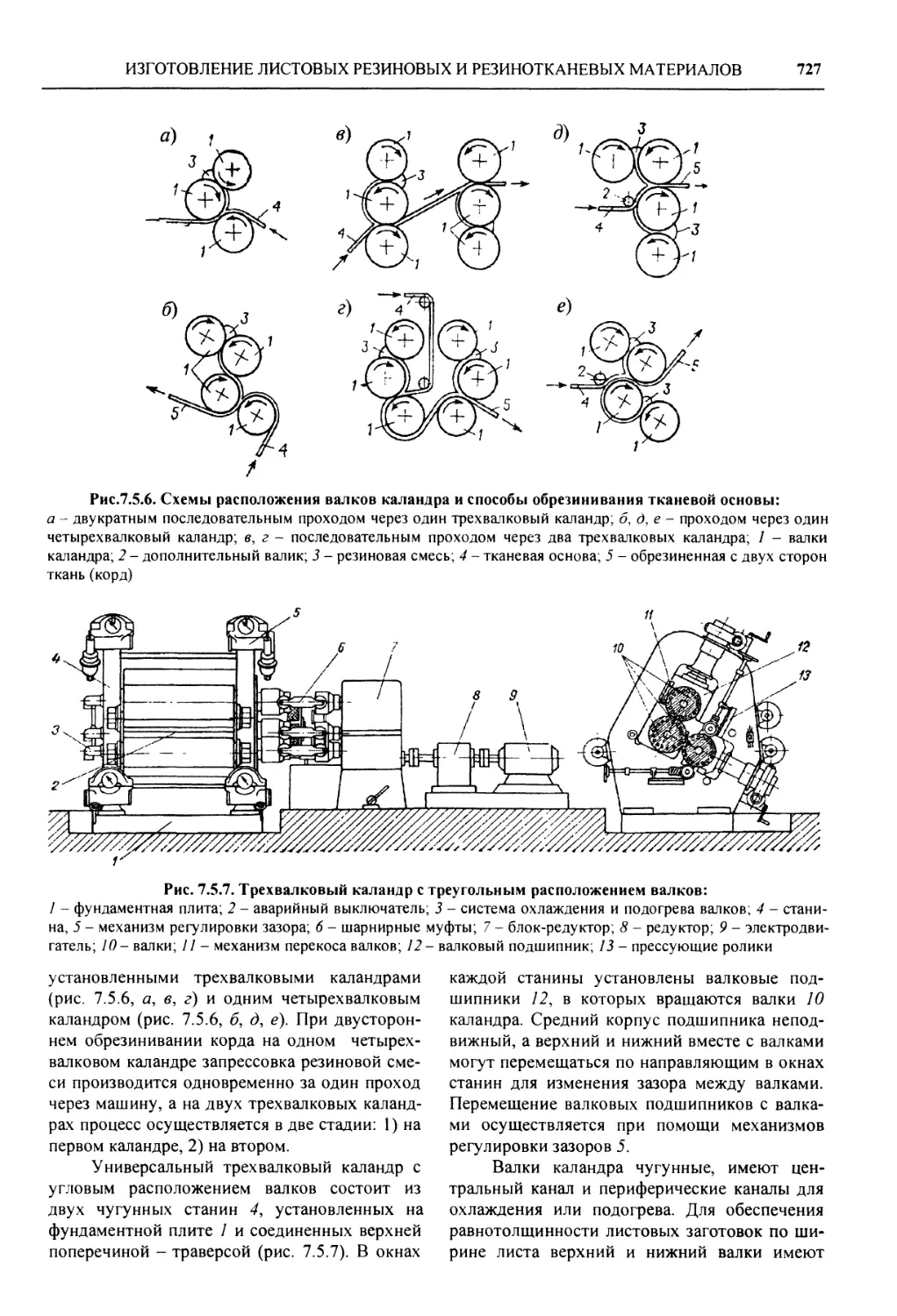
вых резиновых и резино- тканевых материалов 7.5.3. Производство фор- мовых и неформовых рези- 726
нотехнических изделий.... 7.5.4. Производство конвей- 729
ерных лент, плоских при- водных и клиновых ремней 7.5.5. Производство рука- 730
вов 732
7.5.6. Производство шин (А.А. Вещее) 734
ГЛАВА 7.6. ФОРМУЮЩИЙ ИНСТРУ- МЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС И РЕЗИНО- ВЫХ СМЕСЕЙ 745
7.6.1. Оснастка, применяе- мая при формовании листо- вых и пленочных термопла- стов (М.А. Шерышев) 7.6.2. Формующий инстру- 745
мент (В.А. Миронов) 746
ОГЛАВЛЕНИЕ
9
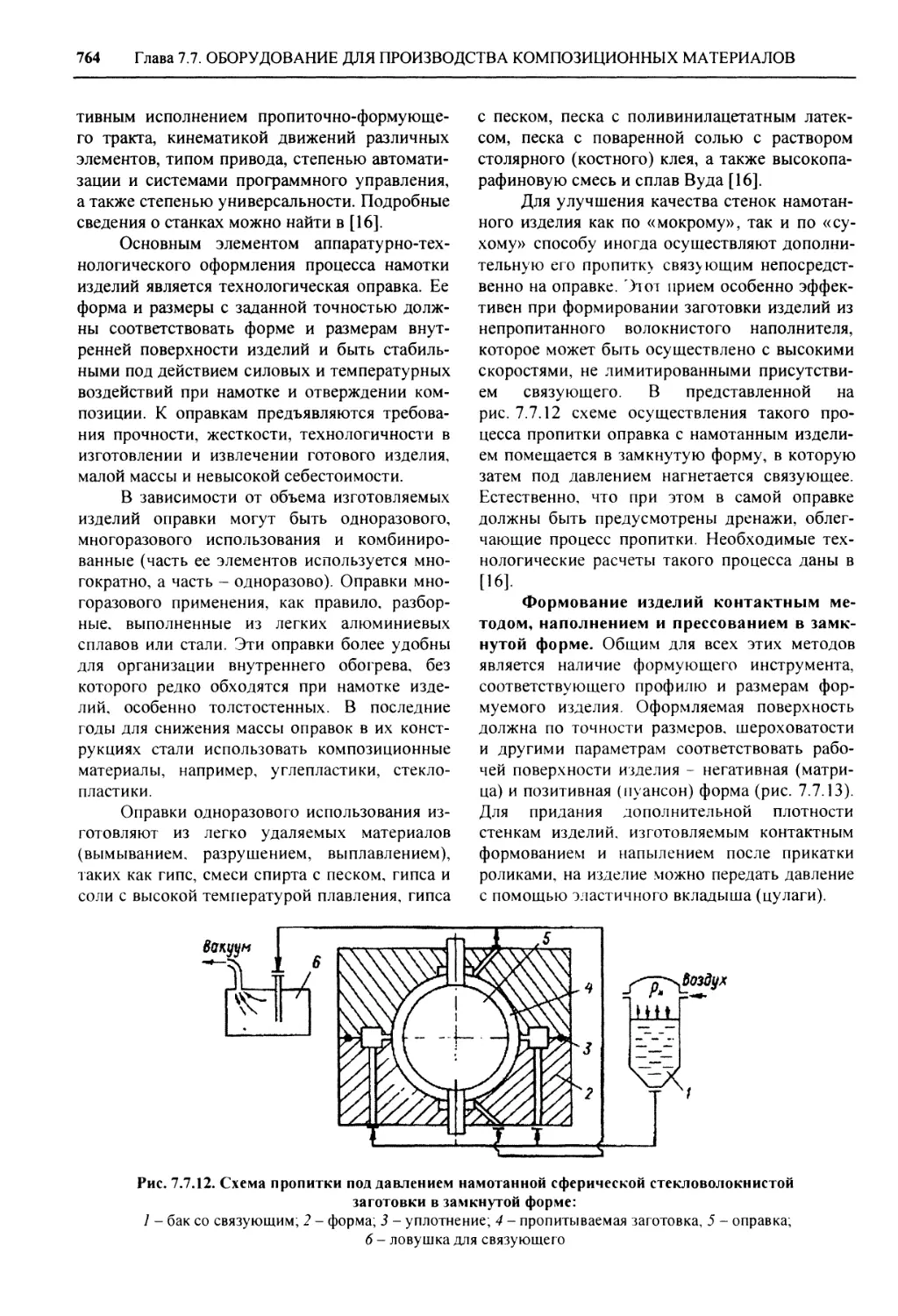
ГЛАВА 7.7. ОБОРУДОВАНИЕ ДЛЯ
ПРОИЗВОДСТВА КОМПО-
ЗИЦИОННЫХ МАТЕРИА-
ЛОВ И ИЗДЕЛИЙ ИЗ НИХ
(А.А. Шевченко)................. 756
7.7.1. Характеристика ком-
позиционных материалов. . 756
7.7.2. Методы изготовления
изделий................. 757
7.7.3. Оборудование и ос-
настка для изготовления
изделий из композицион-
ных материалов.......... 760
СПИСОК ЛИТЕРАТУРЫ................. 765
РАЗДЕЛ 8. ОБОРУДОВАНИЕ ВЫСО-
КОГО ДАВЛЕНИЯ.................. 767
ГЛАВА 8.1. СОСУДЫ ВЫСОКОГО ДА-
ВЛЕНИЯ (В.И. Лившиц).... 767
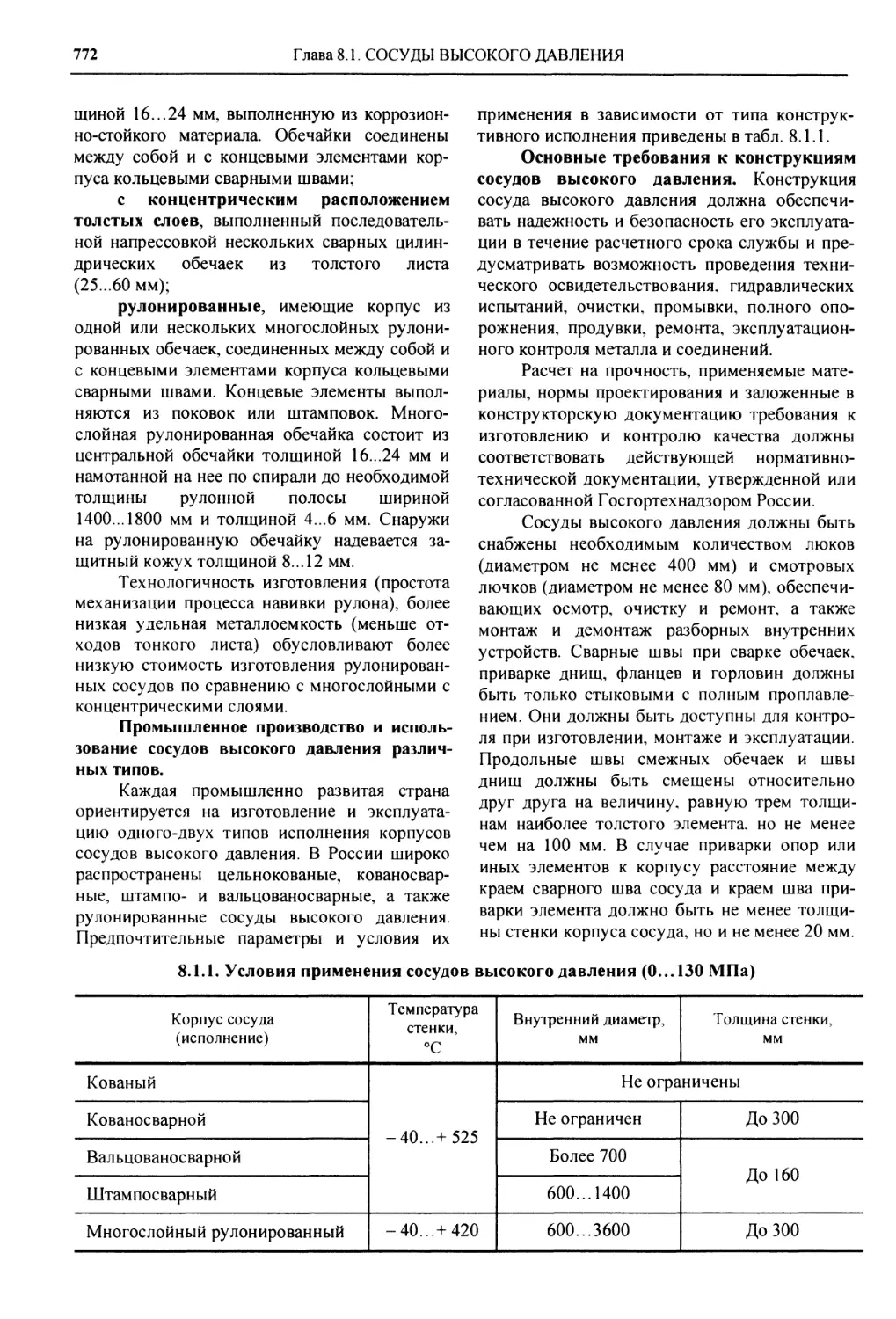
8.1.1. Конструктивное ис-
полнение сосудов высокого
давления................ 770
8.1.2. Расчет на прочность
сосудов высокого давления
(В.И. Лившиц, В.М. Этин-
гов)............... 778
ГЛАВА 8.2. ТРУБОПРОВОДЫ ВЫСО-
КОГО ДАВЛЕНИЯ
(Е.Я. Нейман, Б.Н. Дудко) 799
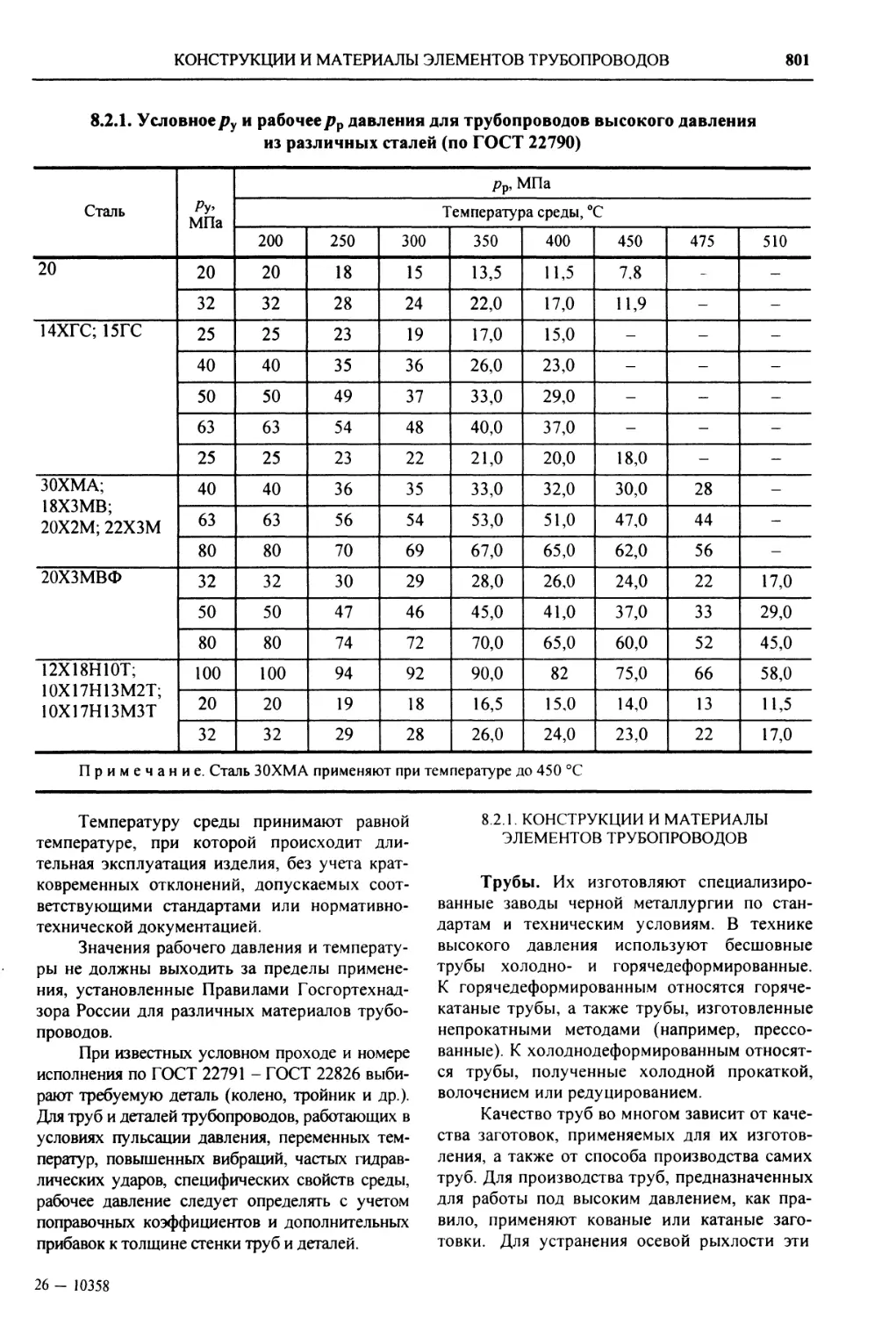
8.2.1. Конструкции и мате-
риалы элементов трубо-
проводов ... 801
8.2.2. Расчет на прочность
элементов трубопроводов 805
ГЛАВА 8.3. МАТЕРИАЛЫ ДЛЯ ИЗГО-
ТОВЛЕНИЯ СОСУДОВ И
ТРУБОПРОВОДОВ ВЫСО-
КОГО ДАВЛЕНИЯ (А.П. Ко-
рчагин)..................... 813
СПИСОК ЛИТЕРАТУРЫ........... 821
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 822
ВВЕДЕНИЕ
История создания отрасли химическо-
го и нефтехимического машиностроения.
Химическое и нефтехимическое машинострое-
ние как специализированная отрасль промыш-
ленности возникла в 1928- 1933 гг. До этого
оборудование для предприятий химического
профиля либо закупалось за границей, либо
изготовлялось на заказ на отдельных машино-
строительных заводах, не специализировав-
шихся на производстве такого оборудования.
С 1926 г. проектирование аппаратов и
машин для развивающейся химической про-
мышленности сосредотачивается в проектной
организации «Химстрой» и объем производст-
ва машин и аппаратов на отечественных маши-
ностроительных заводах начинает медленно
расти.
К 1928 г. объем продукции химической
промышленности далеко не удовлетворял по-
требностей возрождающихся металлургиче-
ской, нефтяной, угольной отраслей промыш-
ленности, сельского хозяйства и новых отрас-
лей промышленности таких, как авиационная,
электротехническая, автомобильная. Для орга-
низации управления производством химиче-
ского и нефтяного машиностроения в 1930 г.
был создан трест химического машинострое-
ния, реорганизованный в 1931 г. в Объедине-
ние химического машиностроения (ВОСХИМ)
[3,4].
К 1938 г. отечественное химическое и
нефтяное машиностроение практически полно-
стью стало удовлетворять потребности разви-
вающейся химической промышленности в обо-
рудовании. На предприятиях химического и
нефтяного машиностроения начали изготов-
лять сложное оборудование (турбокомпрессо-
ры, центрифуги, колонны высокого давления и
др.). К 1941 г. эта отрасль объединила 17 ма-
шиностроительных заводов, среди которых
были такие крупные предприятия, как Урал-
химмаш, Сумской машиностроительный завод,
киевский завод «Большевик», фастовский за-
вод «Красный Октябрь», московский завод
«Компрессор» и др. Промышленность химиче-
ского и нефтяного машиностроения избавилась
от необходимости в технической помощи зару-
бежных специалистов и закупки сложного обо-
рудования за рубежом.
С целью разработки новых технологий и
оборудования для развивающихся отраслей
химической промышленности создавались
крупные отраслевые научно-исследовательские
институты (ГИАП, НИИХИММАШ, НИИПМ,
НИИШП, Криогенмаш и др.). Проектную раз-
работку нового оборудования осуществляли
такие проектные организации, как Гипрокау-
чук, Гипрогазоочистка, Гипрохим, Гипропласт
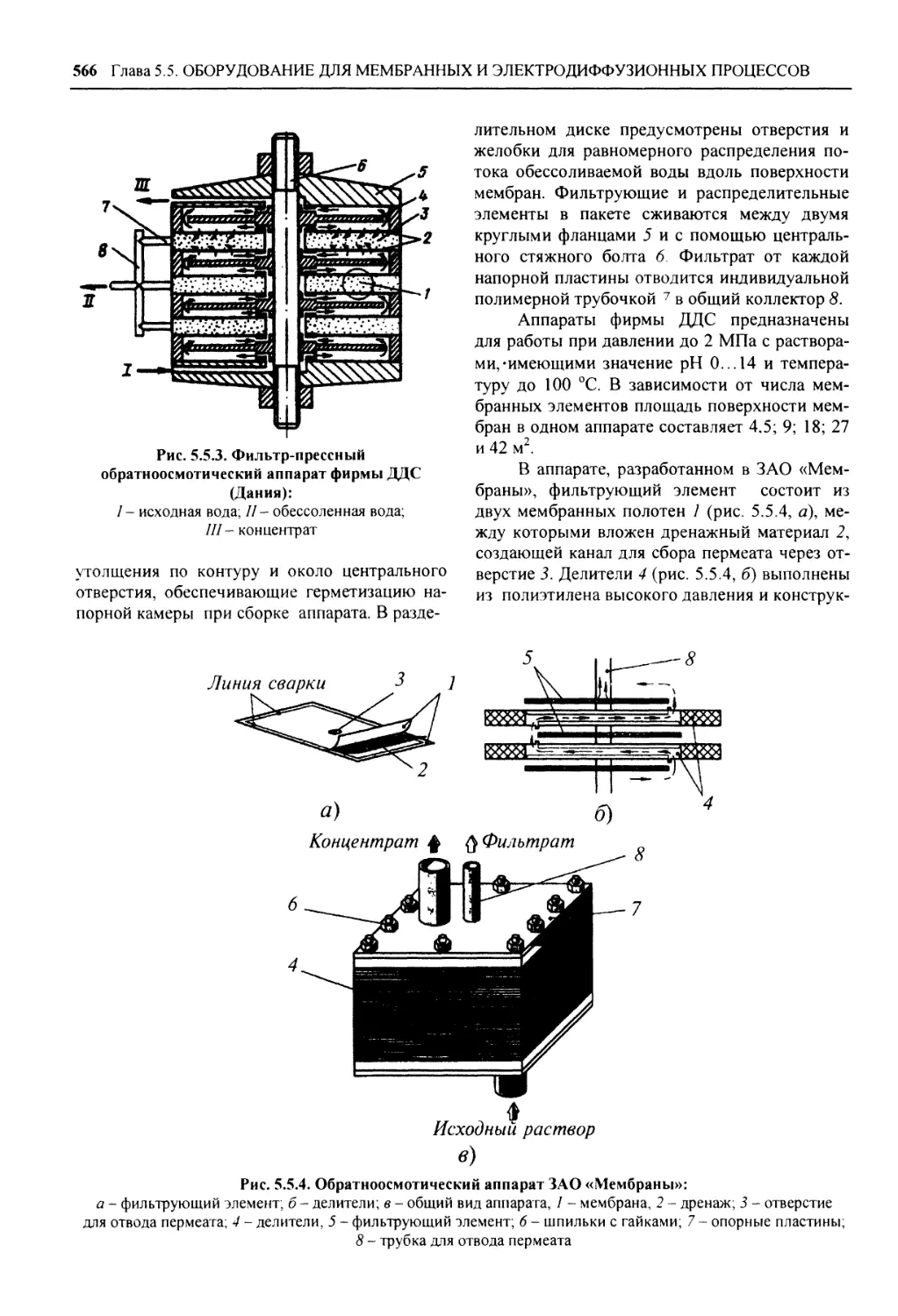
и др.
Постепенно химическая промышлен-
ность, химическое и нефтяное машиностроение
превратились в ведущие отрасли страны: были
построены крупнейшие химические комбинаты
и заводы по производству удобрений, каучука,
пластмасс, инсектофунгицидов, различных
химических продуктов, красителей и др., ос-
нащенные современным оборудованием.
В 1965 г. производство химического и
нефтегазоперерабатывающего оборудования
было выделено в новую отрасль - химическое
и нефтяное машиностроение.
ВВЕДЕНИЕ
11
За период с 1959 по 1970 гг. вступило в
строй более 400 предприятий и крупных хими-
ческих производств, работающих на отечест-
венном оборудовании: Джамбульский, Кокацд-
ский суперфосфатные заводы, Березинский
калийный комбинат, Стерлитамакский содо-
вый завод, Ташкентский лакокрасочный завод,
Саратовский химкомбинат, Красноярский за-
вод искусственного волокна и многие другие
химические объекты.
Таким образом в нашей стране сформи-
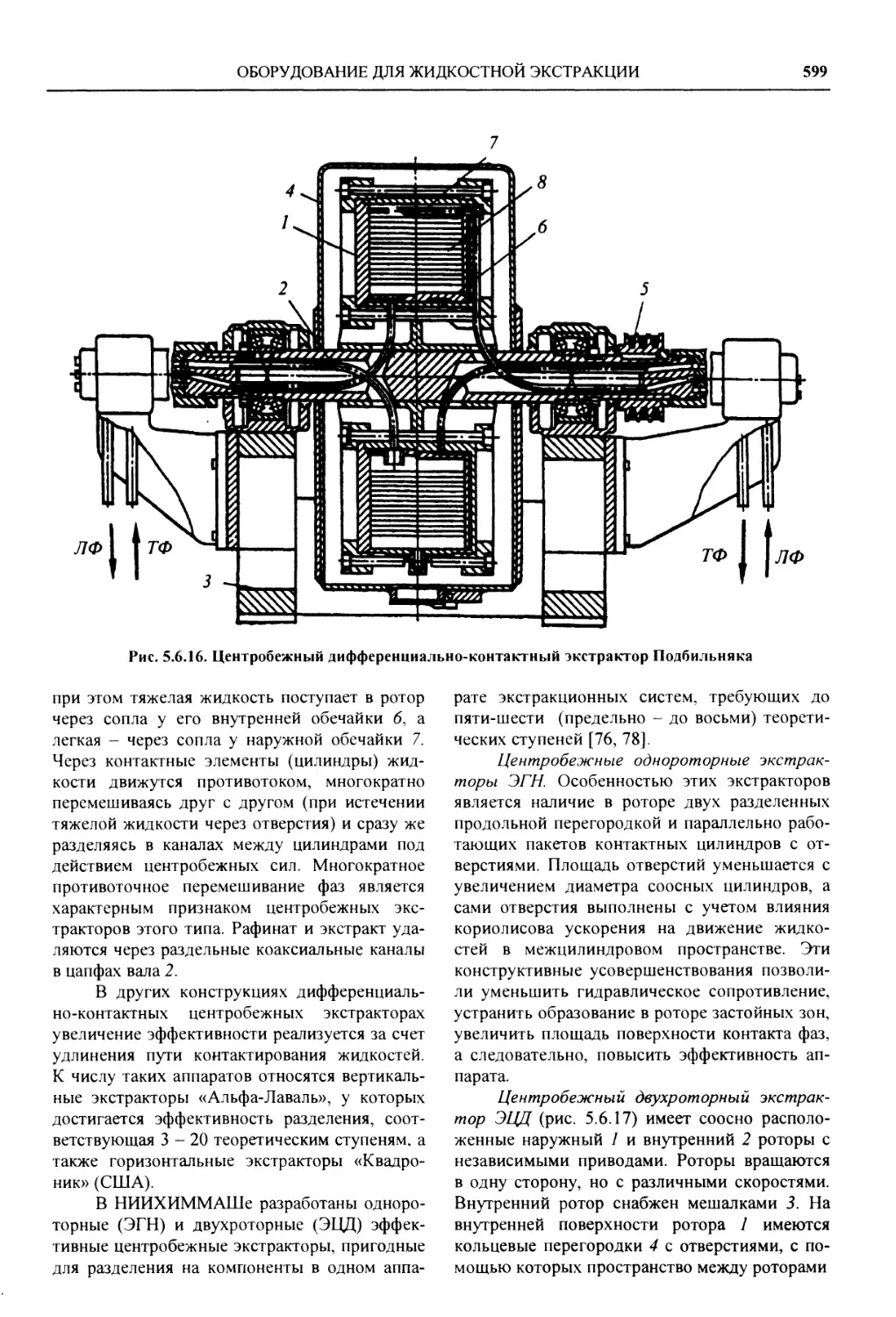
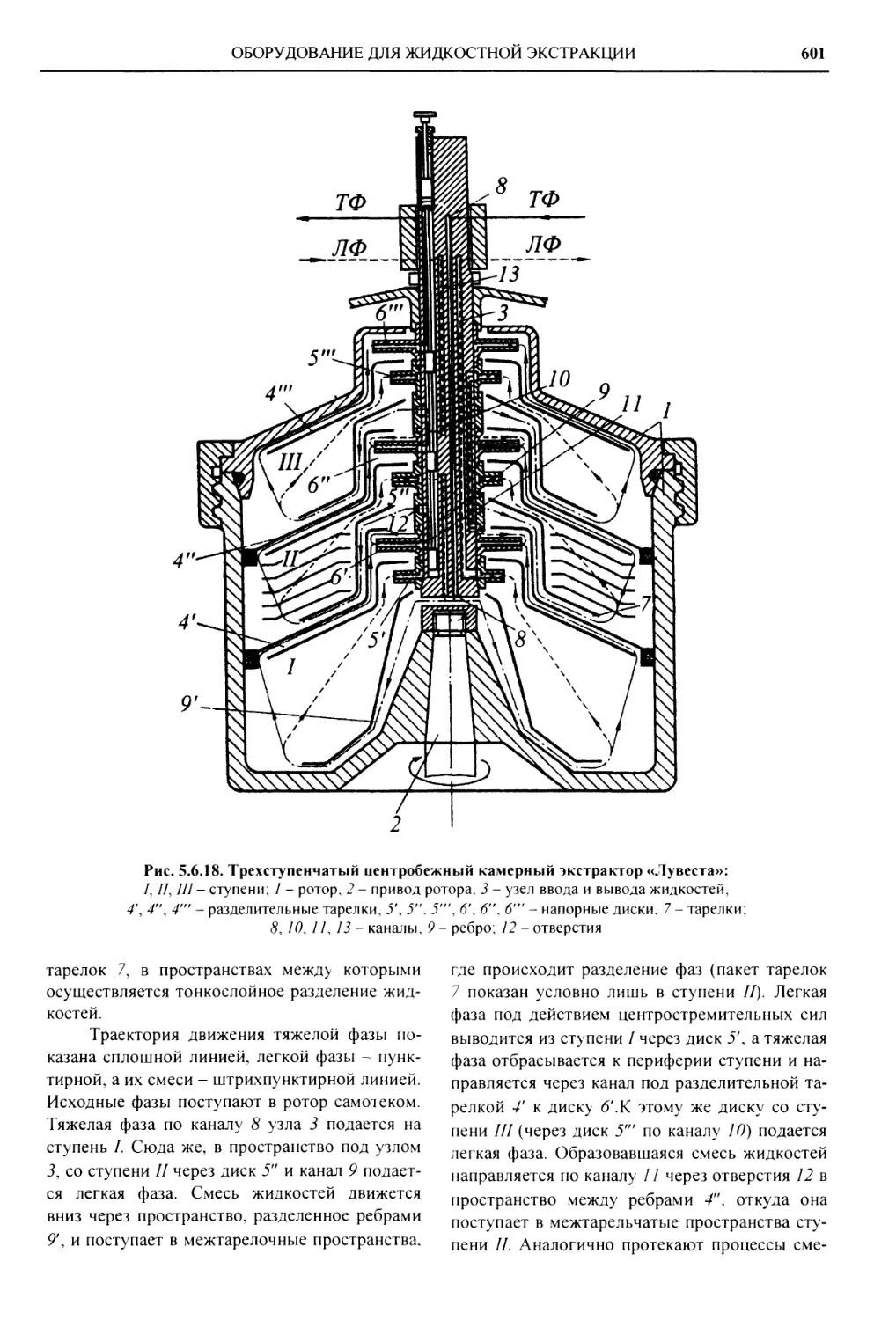
ровалась сеть заводов химического машино-
строения, которые специализируются на про-
изводстве оборудования для химической, неф-
техимической, нефте- и газоперерабатывающей
отраслей промышленности. Многие предпри-
ятия являются крупными объединениями, в
которые входят научно-исследовательские
подразделения, конструкторские бюро и ма-
шиностроительные комплексы, способные
разрабатывать и изготовлять оборудование
любого уровня сложности. К таким предпри-
ятиям относятся в первую очередь ОАО
«ДзержинскХИММАШ», ОАО «КурганХИМ-
МАШ», ОАО «ПензХИММАШ», ОАО «Ста-
рорусскХИММАШ», ОАО «КурганХИМ-
МАШ», ОАО «Тамбовский завод химического
машиностроения "Комсомолец"», ОАО
«УралХИММАШ».
Наибольший вклад в развитие отрасли
химического и нефтехимического машино-
строения внесли следующие отраслевые инсти-
туты: НИИхиммаш (Москва), ЛенНИИхим-
маш, ДзержинскНИИхиммаш, ИркутскНИИ-
химмаш, СеверодонецкНИИхиммаш, Укр-
НИИхиммаш, ВНИИнефтемаш, ГИАП, НИИО-
газ, ГИПРОгазоочистка, ГИПРОпласт, ГИ-
ПРОхим, НИИОгаз, НИИПМ, НИИШП,
НИУИФ и ряд других.
Развитие химической промышленности и
промышленности химического машинострое-
ния, расширение научно-исследовательских
работ в отраслевых НИИ и конструкторских
разработок в проектных организациях потре-
бовало подготовки соответствующих специа-
листов: технологов, механиков, конструкторов.
Подготовка инженеров-механиков по химиче-
скому оборудованию была начата в 1920 г. в
Москоском химико-технологическом институ-
те им. М.И. Менделеева на механическом фа-
культете. В 1931 г. этот факультет был преоб-
разован в Московский институт инженеров
химического машиностроения, который в
1933 г. был переименован в Московский ин-
ститут химического машиностроения (МИХМ),
в 1933 г. - в Московскую государственную
академию химического машиностроения
(МГАХМ), а в 1997 г. - в Московский государ-
ственный университет инженерной экологии
(МГУИЭ).
МИХМ до 1958 г. был единственным в
стране специализированным вузом по подго-
товке инженеров-механиков, конструкторов и
научных работников для предприятий химиче-
ской промышленности, химического и нефтя-
ного машиностроения, НИИ и проектных орга-
низаций химического профиля. Особенность
обучения инженеров широкого профиля по
машинам и аппаратам химических производств
в этом вузе состояла в тесной взаимосвязи ме-
ханической и технологической подготовок.
Необходимость расширения и улучшения под-
готовки специалистов химического профиля
обусловила создание в десятках вузов страны
кафедр по машинам и аппаратам химических
производств, особенно в местах размещения
химических предприятий. Большую методиче-
скую и практическую помощь этим вузам ока-
зал МИХМ.
Создание особой научной школы подго-
товки инженеров-механиков по машинам и
аппаратам химических производств в МИХМе -
большая заслуга выдающихся ученых страны,
работающих в нем в разные годы, таких как
П.Л. Капица, И.И. Артоболевский, М.В. Кир-
пичев, Я.М. Колотыркин, Н.М. Караваев,
В.П. Беляков, С.З. Рогинский, А.В. Лыков,
Б.К. Климов, А.А. Гухман, А.Г. Горст,
А.Н. Плановский, А.Г. Касаткин, С.Н. Шорин,
И.Я. Клинов, И.П. Усюкин и др.
Многие научные и конструкторские про-
блемы решены специалистами высших учеб-
ных заведений, среди которых следует отме-
тить: Московский государственный универси-
тет инженерной экологии (МГУИЭ-МИХМ),
С.-ПГТИ (технологический институт), Казан-
ский ГТУ, Тамбовский ГТУ, Ярославский ГТУ
и ряд других.
Тенденции развития и совершенство-
вания химического и нефтехимического
машиностроения. Можно выделить следую-
щие основные тенденции в совершенствовании
и развитии машин и аппаратов химических
производств:
увеличение единичных мощностей уста-
новок, машин и аппаратов и улучшение их
технико-экономических показателей;
использование рабочих процессов, осно-
ванных на новых физических явлениях;
12
ВВЕДЕНИЕ
расширение диапазонов рабочих пара-
метров (давления, температуры, скоростей
рабочих сред, движения рабочих органов и
др-);
более широкое использование при изго-
товлении нестандартных изделий стандартных
деталей и узлов, стандартизованных рядов
параметров химического оборудования, рацио-
нальных методов его изготовления, монтажа и
ремонта;
создание гибких производственных сис-
тем с широким использованием компьютерной
техники и средств автоматизации;
более широкое применение САПР при
проектировании, поиске оптимальных геомет-
рических и режимных параметров оборудова-
ния, рациональных методов его изготовления,
монтажа и ремонта;
поиск новых конструкционных материа-
лов и способов упрочнения традиционных кон-
струкционных материалов;
применение новых технологий изготов-
ления оборудования, более совершенных мето-
дов контроля качества его изготовления и ди-
агностики состояния при эксплуатации;
проведение сертификации выпускаемой
продукции;
повышение экологичности химического
оборудования;
создание оборудования для ресурсосбере-
гающих безотходных технологий;
улучшение дизайна выпускаемой про-
дукции.
Назначение, области применения и
особенности эксплуатации машин и аппара-
тов химических и нефтехимических произ-
водств. Машины и аппараты химических и
нефтехимических производств представляют
собой комплекс механизмов и конструкций,
предназначенных для проведения технологиче-
ских процессов в соответствии с заданной про-
граммой с целью получения потребительского
товара или полупродукта. Протекающие в них
технологические процессы носят обычно
сложный характер: на предмет труда помимо
механического воздействия может наклады-
ваться один или совокупность процессов хи-
мической технологии (химическое превраще-
ние, межфазовый массообмен, нагрев или ох-
лаждение, изменение агрегатного состояния
вещества и т.д.).
Особенностью машин и аппаратов хими-
ческих производств является то, что техноло-
гические процессы в них могут протекать при
очень низких (близких к абсолютному нулю) и
высоких (до 5000 °C) температурах, больших
давлениях (свыше 200 МПа) и глубоком ва-
кууме, в агрессивных и взрывоопасных средах.
Кроме того, они работают со средами различ-
ного агрегатного состояния: газ - газ, газ -
жидкость, газ - твердое вещество, жидкость -
жидкость, жидкость - твердое вещество, твер-
дое вещество - твердое вещество.
Все это обусловливает необходимость
принятия при проектировании оборудования
ряда специфических конструктивных решений,
использования практически всех известных
конструкционных материалов (металлов, спла-
вов, пластмасс, керамики, стекла, дерева, по-
лимеров), обеспечивающих надежность и эко-
логическую защищенность конструкций.
Химическое производство включает ста-
дии подготовки сырья, химического превраще-
ния, выделения целевых продуктов, обезвре-
живания и утилизацию отходов производства.
Каждая их них может содержать соответст-
вующее количество разнородных процессов:
механических, гидродинамических, тепловых,
массообменных, химических, биохимических.
Современное химическое производство отли-
чается многостадийностью, энергонасыщенно-
стью, материалоемкостью, большой протяжен-
ностью трубопроводных и кабельных комму-
никаций, широким использованием компью-
терной техники и средств автоматизации.
Ввиду многообразия технологических
процессов, используемых в химических и неф-
тегазоперерабатывающих производствах, а
также условий их проведения продукция хи-
мического и нефтяного машиностроения, по-
жалуй, как ни одна из отраслей машинострое-
ния, отличается огромным числом изделий,
выпускаемых как серийно, так (часто) и инди-
видуально.
Следует отметить, что химическое обо-
рудование широко используется в пищевой,
горнорудной, угольной, металлургической,
бумажной, микробиологической, медицинской
и других отраслях промышленности.
Классификация оборудования для хи-
мических и нефтехимических производств.
В технической литературе по процессам и ап-
паратам химической технологии часто исполь-
зуется классификация химического оборудова-
ния с использованием следующих признаков
[1,3]:
по организационно-технической структу-
ре процессов - оборудование периодических и
непрерывных процессов;
ВВЕДЕНИЕ
13
по кинетическим закономерностям, т.е.
по процессуальному признаку - оборудование
для механических, тепловых, массообменных,
химических процессов. В свою очередь каж-
дый из этих классов делится по процессуаль-
ному признаку на группы, которые в свою оче-
редь по конструктивному признаку делятся на
подгруппы. Например, к классу оборудования
механических процессов относятся группы
измельчителей, классификаторов, дозаторов и
питателей, смесителей, грануляторов, прессов,
а к группе измельчителей - подгруппы щеко-
вых, конусных, валковых, молотковых и дру-
гих измельчителей.
СПИСОК ЛИТЕРАТУРЫ
1. Баранов Д.А. и др. Процессы и аппа-
раты химической технологии. Т. 1,2./ Под ред.
А.М. Кутепова. М.: Логос, 2000. 480 с.
2. Генералов М.Б. От МИХМа к
МГУИЭ. Страницы истории. Учебное пособие.
М.: МГУИЭ, 2000. 292 с.
3. Плановский А.Н., Николаев П.И.
Процессы и аппараты химической и нефтехи-
мической технологии. М.: 1987. 496 с.
4. Развитие химической промышленно-
сти в СССР (1917-1980 гг.) / Под ред.
Л.А. Костандова и Н.М. Жаворонкова. М.:
Наука, 1984. 277 с.
РАЗДЕЛ 1
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ХИМИЧЕСКОГО
И НЕФТЕХИМИЧЕСКОГО ОБОРУДОВАНИЯ
Химическая система - совокупность
физико-химических процессов, происходящих
в системе, и средств для их реализации. Хими-
ческая система включает: собственно химиче-
ский процесс, аппарат для его реализации, эко-
биозащитный узел (блок), средства для кон-
троля, управления и связи основного и вспомо-
гательного процессов. Соответствующие про-
мышленные процессы протекают в так назы-
ваемых химико-технологических системах,
каждая из которых представляет собой сово-
купность процессов и аппаратов, объединен-
ных в единый производственный комплекс для
выпуска продукции различного назначения.
Цель проектирования химико-
технологических систем - не только достиже-
ние требуемой производительности и качества
получаемой продукции, но и обеспечение эко-
логической и технологической безопасности
эксплуатации и обслуживания. Решение задач
разработки безопасных химико-технологичес-
ких систем реализуется в ходе системного ин-
женерно-конструкторского проектирования
системы автоматизированного проектирования
(САПР) [11].
Глава 1.1
ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ОБОРУДОВАНИЯ
Эффективность и современный техниче-
ский уровень машин и аппаратов химических и
нефтяных производств, как и любой другой
промышленной продукции, определяется груп-
пой показателей качества [1, 15]: показателями
назначения, надежности, безопасности, транс-
портабельности, эргономичности, экономиче-
скими, эргономическими, а также технической
эстетики, патентно-правовыми и экологиче-
скими. При проектировании и изготовлении
изделий используется теория управления каче-
ством [18].
Обоснование выбора номенклатуры пока-
зателей качества изделия проводится с учетом
следующего: назначения и условий использо-
вания продукции; анализа требований потреби-
теля; задач управления качеством продукции;
основных требований к показателям качества
продукции.
Для качественного функционирования
изделий первостепенное значение имеют пока-
затели назначения, надежности, технологично-
сти, унификации и экономические.
Для обеспечения качества продукции
требуются: необходимая материальная база
(покупные изделия, материалы, технологиче-
ское и испытательное оборудование, средства
измерения, помещения, транспортные средства
и т.д.); квалифицированный персонал, заинте-
ресованный в хорошей работе (человеческий
фактор); глубоко продуманная организацион-
ная структура и четкое управление предприяти-
ем в целом и управление качеством в частности.
Для проверки фактического соответствия
поставляемой продукции показателям качества
используются различные организационно-
технические процедуры, формы и методы их
проведения: измерения, контроль, диагностика,
испытания, анализ причин брака, отказов, рек-
ламаций и др. Все эти процедуры выполняют-
ся, как правило, разработчиком и изготовите-
лем продукции или по их заказу сторонней
организацией.
ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ОБОРУДОВАНИЯ
15
Необходимость обеспечения объективно-
сти и достоверности информации о качестве
продукции обусловила широкое распростране-
ние сертификации ее соответствия. Особенно-
стью сертификации в отличие от других видов
проверок является то, что она осуществляется
третьей стороной, независимой как от изгото-
вителя, так и от потребителя.
Сертификация представляет собой про-
цесс, осуществляемый ее участниками в опре-
деленной системе по выбранной схеме и пре-
дусматривающий выполнение ряда этапов и
процедур, перечень, последовательность вы-
полнения и содержание которых регламенти-
руются стандартами, правилами и порядками.
Систему сертификации обычно состав-
ляют: центральный орган (ЦОС), совет по сер-
тификации различных видов объектов, комис-
сия по апелляциям; правила и порядок прове-
дения сертификации; нормативные документы,
на соответствие которым производится серти-
фикация; процедуры (схемы) сертификации;
порядок инспекционного контроля.
ЦОС осуществляет управление системой
и надзор за ее деятельностью, формирует совет
по сертификации и комиссию по апелляции,
может передавать свое право на проведение
сертификация другим органам.
Работы по сертификации проводят орга-
ны по сертификации и испытательные лабора-
тории, которые могут входить в систему или
быть самостоятельными подразделениями,
услугами которых пользуется центральный
орган.
Регистрацию систем сертификации осу-
ществляет Госстандарт РФ как национальный
орган по сертификации. Основной структурной
составляющей Госстандарта в области серти-
фикации является Всероссийский научно-
исследовательский институт сертификации
(ВНИИС), служащий научно-методическим
центром наиболее крупной и разветвленной
системы обязательной сертификации ГОСТ Р.
Если система сертификации в своей прак-
тике применяет стандарты, правила и процеду-
ры, относящиеся к продукции (процессам, ус-
лугам) определенного вида, занимается доказа-
тельством соответствия именно этих объектов,
ее называют системой сертификации одно-
родной продукции. Несколько таких систем
могут входить в общую для них систему сер-
тификации. Наиболее характерный пример
такой общей системы - система сертификации
ГОСТ Р.
Основными отечественными стандартами
в области сертификации систем качества в
Регистре систем качества являются:
ГОСТ Р 40.002-2000 «Система сертификации
ГОСТ Р. Регистр систем качества. Основные
положения»; ГОСТ Р 40.003-2000 «Система
сертификации ГОСТ Р. Регистр систем качест-
ва. Порядок проведения сертификации систем
качества и сертификации производств»;
ГОСТР 40.005-2000 «Система сертификации
ГОСТ Р. Регистр систем качества. Инспекци-
онный контроль сертифицированных систем
качества и производств».
Проектирование, изготовление и пуск но-
вого оборудования связаны со значительными
затратами материальных и трудовых ресурсов,
поэтому они должны вестись по проектам,
обеспечивающим следующее:
реализацию и учет последних достиже-
ний науки и техники, передового отечествен-
ного и зарубежного опыта;
внедрение высокопроизводительного,
энергосберегающего оборудования и агрегатов
большой единичной мощности;
рациональное использование природных
ресурсов, комплексное использование сырья и
материалов, безотходную энергосберегающую
технологию производства;
автоматизацию и механизацию функцио-
нирования машин и аппаратов.
В большинстве случаев химическое обо-
рудование работает в условиях агрессивных
сред, высоких температур и давлений, при пе-
реработке взрывоопасных и ядовитых сред,
поэтому необходимо при проектировании ре-
шать проблемы охраны окружающей среды,
применения новых материалов, обеспечения
повышенной надежности и безопасности.
При проектировании машин и аппаратов
должны выполняться требования следующих
стандартов: Единые системы конструкторской
документации (ЕСКД); Единые системы тех-
нологической документации (ЕСТД); Единые
системы допусков и посадок (ЕСДП); Единые
системы защиты от коррозии и старения мате-
риалов и изделий (ЕСЗКС); Система стандар-
тов по безопасности труда (ССБТ); Правила
Госгортехнадзора России и др.
Стандартизованы ряды параметров функ-
ционирования и характеристик химического
оборудования: давления, температуры, площа-
дей поверхности теплообмена, диаметров и т.д.
Разработаны ГОСТы на нормы и методы рас-
чета наиболее часто используемых машин и
16
Глава 1.1. ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ОБОРУДОВАНИЯ
аппаратов и их основных элементов (обечаек,
фланцев, лап, лазов, уплотнений, опор и др.),
на термины, используемые в расчетно-
пояснительных записках. Кроме того, норма-
тивными документами являются отраслевые
стандарты соответствующих отраслей.
Разработка конструкторской документа-
ции осуществляется в соответствии с
ГОСТ 2.103. Она включает следующие этапы:
техническое задание, техническое предложе-
ние, эскизный проект, технический проект,
рабочий проект. Несмотря на различие задач,
решаемых на отдельных этапах проектирова-
ния, имеются общие методы их решения. К
таким методам относятся конструктивная пре-
емственность, трансформация и инверсия, эв-
ристика [1,4].
Конструктивная преемственность при
проектировании выражается в использовании
всего опыта, накопленного в машиностроении
вообще и в химическом машиностроении в
частности. Она не является простым или мас-
штабным переносом той или иной систем из-
вестной конструкции машины или аппарата,
так как учитывает возможность использования
в разрабатываемой конструкции новых, более
совершенных технических средств (комплек-
тующих изделий, конструкционных материа-
лов, технологии изготовления, методов упроч-
нения и др.). От конструктора требуются глу-
бокие знания по оборудованию проектируемо-
го типа, условиям его эксплуатации, а также
анализ недостатков по отзывам и рекламациям
предприятий и потребителей аналогичного
оборудования. При этом важное значение
имеют сведения, содержащиеся в справочной
литературе, каталогах, архиве конструкторско-
го бюро по оборудованию данного типа, в оте-
чественной и зарубежной технической литера-
туре, в поисковых НИР в отрасли по техноло-
гиям, в которых будет использоваться разраба-
тываемое изделие.
Эвристика - метод генерации идей при
обсуждении свойств прототипа создаваемой
машины или аппарата, ее отдельных функцио-
нальных систем или элементов. Для обсужде-
ния привлекаются компетентные специалисты,
перед которыми ставится определенная задача
по вопросам функционирования и конструкции
вновь создаваемого оборудования. Их выска-
зывания фиксируются, затем анализируются.
Анализ используется для принятия решения по
одному или нескольким вариантам разрабаты-
ваемого оборудования. Если число предлагае-
мых решений по конструкции разрабатываемо-
го изделия большое, то используется упорядо-
ченный поиск, позволяющий найти рациональ-
ное решение.
Процесс создания изделия включает три
взаимосвязанных процесса: проектирование,
производство и эксплуатацию. Современная
тенденция выпуска конкурентноспособной
продукции определила новую стратегию соз-
дания изделий машиностроения. Вместо по-
следовательного перехода от проектирования к
изготовлению процесс проектирования изделия
стали вести параллельно с разработкой техно-
логии его изготовления, которая вносит кор-
рективы в проектируемую конструкцию с уче-
том возможностей машиностроительной базы,
наличия соответствующих конструкционных
материалов и готовых деталей, удобства обра-
ботки отдельных деталей, сборки узлов и
стоимости изготовления [18].
Только после согласования проектной и
технологической документации приступают к
производству изделия. Технологическая подго-
товка производства (ТПП) занимает промежу-
точное положение между проектированием и
технологией изготовления. Основными функ-
циями ТПП являются: обеспечение техноло-
гичности конструкции изделия; разработка
технологических процессов; проектирование и
изготовление средств технологического осна-
щения; управление процессом ТПП.
Особенность проектирования химическо-
го оборудования связана с тем, что в большин-
стве машин и аппаратов химических произ-
водств протекают сложные механические, гид-
родинамические, массообменные, тепловые и
химические процессы. Они предъявляют опре-
деленные требования к конструкции оборудо-
вания и режиму его работы. Поэтому необхо-
димо знать закономерности процессов, проте-
кающих в оборудовании проектируемого типа,
которые можно найти в технической литерату-
ре [1, 6, 11] или установить их путем исследо-
ваний протекающего процесса в лабораторной
модели оборудования разрабатываемого типа.
Наиболее удобной формой представления за-
кономерностей процесса является его матема-
тическая модель, которая позволяет проводить
оптимизацию основных параметров процесса
[И].
Результаты исследования опытной моде-
ли изделия, промышленной эксплуатации
опытной партии нового изделия, анализа его
отказов и рекламаций, поступивших от потре-
ПРОГНОЗИРОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
17
бителя, используются для внесения соответст-
вующих коррективов в окончательную конст-
рукторскую документацию.
Глава 1.2
НАДЕЖНОСТЬ ОБОРУДОВАНИЯ
1.2.1. ПРОГНОЗИРОВАНИЕ НАДЕЖНОСТИ
НА СТАДИИ ПРОЕКТИРОВАНИЯ
Надежность - свойство объекта сохра-
нять во времени значения всех параметров,
характеризующих способность выполнять тре-
буемые функции. Надежность - комплексное
свойство, которое в зависимости от назначения
объекта и условий его эксплуатации может
проявляться через безотказность, долговеч-
ность, ремонтопригодность и сохраняемость
как в отдельности, так и через определенное
сочетание этих свойств для объекта в целом
или для его частей.
Значение надежности [2|. Решение прак-
тических задач теории надежности примени-
тельно к объектам химического машинострое-
ния и смежных отраслей имеет многолетнюю
историю и в то же время играет огромную роль
в решении центральной задачи - повышения
качества выпускаемой продукции.
Развитие научно-технического прогресса
требует решения на высоком уровне вопросов
проектирования, изготовления, испытания,
доводки и эксплуатации машин и агрегатов
химических производств и обеспечения их
надежности на всех этапах жизненного цикла.
Наука о надежности получила бурное
развитие в 50-60-е годы XX века в результате
решения больших экономических проблем и
обеспечения безопасности работы человека в
этих условиях.
В химическом машиностроении и родст-
венных отраслях проявились следующие ха-
рактерные черты:
большая единичная мощность машин и
агрегатов (колонны синтеза аммиака произво-
дительностью 1360 т/сутки, оборудование про-
изводства полиэтилена высокого давления -
150... 180 тыс. т/год, аппараты переработки
нефти - 6 млн. т/год и др.).
сложность технологических систем хи-
мического производства, связанная с ком-
плексной переработкой сырья;
интенсификация процессов, проводимых
в агрегатах;
объединение нескольких химических и
смежных производств общими материальными
и энергетическими потоками.
В этих условиях каждый случай непред-
виденной остановки производства (авария,
отказ) вызывает огромные убытки.
Большая единичная мощность машин и
агрегатов, обработка в них пожароопасных,
взрывоопасных и токсичных сред предъявляют
к ним повышенные требования по обеспече-
нию безопасности. Отказы оборудования в
этих условиях могут привести не только к эко-
номическим, но и, в большей степени, к эколо-
гическим и социальным потерям.
Оценку надежности оборудования и его
элементов можно производить двумя путями:
статистической обработкой эксперименталь-
ных данных о надежности и аналитическим
вероятностным представлением закономерно-
стей химических процессов, протекающих в
объектах. Следует иметь в виду, что аналити-
ческая оценка надежности обходится намного
дешевле экспериментальной.
Проблема повышения надежности обору-
дования решается разработкой методов про-
гнозирования показателей его надежности на
стадии проектирования. Определение количе-
ственных характеристик при проектировании
позволяет оценить принятие технических ре-
шений, выбрать оптимальные варианты конст-
руктивных исполнений отдельных агрегатов и
машин и всего производства, конструировать
производство с заданным уровнем надежности,
т.е. управлять формированием его надежности
при создании. На стадии изготовления надеж-
ность должна обеспечиваться применяемой
технологией изготовления и, кроме того, может
конструктивно и технологически совершенст-
воваться. На стадии эксплуатации надежность
должна поддерживаться за счет разработки
эффективной системы технического обслужи-
вания и ремонта. На этом этапе могут прово-
диться успешные работы по модернизации, в
результате чего надежность оборудования мо-
жет быть повышена.
Для того чтобы объективно сравнивать
различные типы и образцы машин и аппаратов
по надежности, задаваться необходимым уров-
нем их надежности и осуществлять контроль за
ним при производстве, испытаниях и эксплуа-
тации, необходимо располагать количествен-
ными характеристиками (показателями) на-
дежности.
18
Глава 1.2. НАДЕЖНОСТЬ ОБОРУДОВАНИЯ
При анализе надежности необходимо
различать объекты невосстанавливаемые и
восстанавливаемые в условиях эксплуатации.
Критерии оценки этих объектов будут различ-
ными. Большинство химического оборудова-
ния относится к восстанавливаемым объектам.
К невосстанавливаемым могут быть отнесены
подшипники качения, шестерни, шпонки, бол-
ты, гайки, клиновые ремни.
Методы прогнозирования надежности.
Определение показателей надежности на ста-
дии проектирования является наиболее инте-
ресной и важной задачей в теории надежности.
Эта задача имеет огромное значение для дос-
тижения наибольшей эффективности исполь-
зования оборудования. С учетом прогноза на-
дежности возможен рациональный выбор ва-
рианта проекта, перспективное планирование
ремонтного хозяйства.
Существуют три группы методов прогно-
за надежности.
1. Теоретические расчетно-аналитичес-
кие методы, или методы математического
моделирования. Вероятностно-аналитические
методы имеют для практики значительный
недостаток: некоторые из них могут быть ис-
пользованы только тогда, когда имеются ана-
литические выражения для распределений слу-
чайных величин. Вывести и получить аналити-
ческие выражения для распределений случай-
ных величин обычно очень сложно, поэтому на
стадии проектирования, когда дается ориенти-
ровочная оценка показателей надежности, эти
методы не всегда подходят. Хотя вычисление
вероятности нахождения случайной величины
в заданных пределах ее значений, обеспечи-
вающих нормальное безотказное функциони-
рование используемого объекта, в математиче-
ском отношении весьма простая операция, если
имеется закон распределения этой случайной
величины:
^(^ггппдоп — % — ^гпахдоп) =
^inax доп
= R= J <f>(X)dX,
^inin доп
где R - надежность, т.е. вероятность нахожде-
ния случайной величины X в допустимых пре-
делах A"rnin доп > ^тахдоп (минимально и мак-
симально допустимом).
Задача подсчета надежности сводится к
нахождению теоретической непрерывной и
дискретной плотности вероятности состояния
одной X или нескольких Xj, Х2—Хп случай-
ных величин. Знание распределения -
необходимое условие расчета. Наиболее рас-
пространенные теоретические расчетно-анали-
тические методы следующие:
1) на основе известных законов распреде-
лений для показателей надежности оборудова-
ния в целом;
2) на основе известных законов распреде-
лений для показателей надежности отдельных
элементов;
3) на основе принятия нормальных зако-
нов распределения для показателей надежно-
сти отдельных элементов (упрощение);
4) на основе любых законов распределе-
ния параметров оборудования (статистическое
моделирование, или метод Монте-Карло);
5) комбинаторно-матричный с любыми
распределениями вероятности параметров обо-
рудования.
Перечисленные методы представляют ос-
новную часть из большого количества расчет-
но-аналитических методов.
2. Экспериментальные и эксперимен-
тально-аналитические методы - физическое
моделирование. Здесь можно отметить сле-
дующие методы:
1) на основе сбора и обработки ретро-
спективной и текущей информации о надежно-
сти оборудования;
2) на основе специальных испытаний на
надежность в нормальных условиях эксплуата-
ции и ускоренных или форсированных испыта-
ний;
3) на основе испытаний моделей обору-
дования в нормальных условиях эксплуатации
и ускоренных испытаний.
3. Эвристические методы, или методы
эвристического моделирования. Здесь можно
выделить следующие методы:
1) экспертных или балльных оценок. Вы-
бирается комиссия, состоящая из опытных,
высокопрофессиональных в данном вопросе
экспертов, которые путем выставления баллов
оценивают рассматриваемый показатель на-
дежности. Затем проводится математическая
обработка результатов оценки (коэффициент
конкордации и др.);
2) мажоритарный, или голосования, осно-
ванный на использовании мажоритарной
функции. Мажоритарная функция принимает
значения «да» или «нет»: «1» или «О», причем
ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
19
значение «1» принимается тогда, когда число
переменных, входящих в нее и принимающих
значение «1», больше числа переменных, при-
нимающих значение «О». Иначе функция при-
нимает значение «О».
Все перечисленные методы являются не-
детерминированными, или основанными на
статистике, или субъективными, поэтому ответ
является неопределенным. Но несмотря на это,
эти методы позволяют сравнить по надежности
различные варианты, выбрать оптимальную
систему, найти слабые места и выработать
рекомендации по оптимизации надежности и
эффективности функционирования оборудова-
ния.
Если невозможны испытания объекта в
целом, то можно прогнозировать надежность,
комбинируя испытания отдельных элементов с
аналитическими методами. Прогноз на надеж-
ность позволяет провести расчеты по обеспе-
чению запасными частями, организовать тех-
ническое обслуживание и ремонт, а значит,
обеспечить рациональную эксплуатацию обо-
рудования.
Чем сложнее объект, тем больший эффект
дают расчетные методы на всех этапах его
разработки и эксплуатации.
Оценка надежности по критерию кор-
розионной стойкости. В химической про-
мышленности в 57 случаях из 100 причиной
преждевременного выхода оборудования из
строя является коррозия. Оценка надежности с
использованием традиционных статистических
методов для многих видов химического обору-
дования малопригодна, так как для применения
таких методов необходима однородная стати-
стическая информация об отказах. Поэтому
оценка эксплуатационной надежности многих
видов химического оборудования осуществля-
ется индивидуально для каждого экземпляра.
Одним из основных показателей, опреде-
ляющих надежность (ресурс) оборудования в
условиях коррозионного воздействия сред,
является скорость коррозии. Оценка ресурса
оборудования в коррозионных средах фактиче-
ски сводится к определению скорости корро-
зии металла, из которого оно изготовлено, и
расчету срока службы путем деления толщины
стенки на скорость коррозии. Такой подход
позволяет правильно прогнозировать ресурс
оборудования при равномерной (общей,
сплошной) коррозии его элементов. Однако
равномерная коррозия наблюдается примерно
в 1/3 всех случаев причин выхода оборудова-
ния из строя. Неравномерность коррозии обо-
рудования обусловлена многими причинами,
как детерминированными (различием нагрузок
или воздействий на разные участки поверхно-
сти), так и стохастическими (обусловленными
случайными сочетаниями физико-химических
свойств металла, его нагруженного состояния
на разных участках поверхности и другими
причинами).
Предельным состоянием сосуда (аппара-
та), подвергающегося при эксплуатации корро-
зионно-эрозионному разрушению, является
уменьшение толщины его стенок до предель-
ной (расчетной) величины, ниже которой не
обеспечивается необходимый запас его несу-
щей способности. Следует иметь в виду, что
глубина отдельных локальных повреждений
(исключая трещины) может значительно пре-
вышать среднюю глубину повреждений и не
нарушать несущей способности аппарата. До-
пустимое количество (доля) повреждений на
поверхности аппаратов и их размеры должны
регламентироваться в зависимости от характе-
ра нагрузки на элементы оборудования и
свойств применяемых материалов.
1.2.2. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Продление сроков эксплуатации химиче-
ского и нефтехимического оборудования явля-
ется огромным резервом повышения эффек-
тивности его использования и экономии мате-
риальных ресурсов, но при этом возникает
серьезная проблема обеспечения надежности и
безопасности производства.
Задача определения остаточного ресурса
эксплуатируемого оборудования относится к
классу задач индивидуального прогнозирова-
ния и включает решение таких задач, как оцен-
ка текущего состояния и развитие этого со-
стояния в ближайшем будущем, оценка веро-
ятностей наступления отказов и прогнозирова-
ние аварийных ситуаций, оценка риска по от-
ношению к опасным аварийным ситуациям. На
основе этого прогноза устанавливается пре-
дельно допустимый срок эксплуатации обору-
дования или назначается срок очередного кон-
троля его состояния.
Основой для прогнозирования остаточно-
го ресурса оборудования служит следующая
информация:
диагностические данные о состоянии,
данные текущего оперативного контроля в
процессе эксплуатации;
20
Глава 1.2. НАДЕЖНОСТЬ ОБОРУДОВАНИЯ
данные о нагрузках и условиях воздейст-
вия окружающей среды;
априорная информация об элементах, оп-
ределяющих ресурс.
Существуют два основных направления
определения остаточного ресурса: 1) основан-
ное на физических предпосылках; 2) вероятно-
стные методы оценки остаточного ресурса.
Чисто физические методы оценки оста-
точного ресурса, как правило, не учитывают
многообразия реальных условий эксплуатации,
в связи с этим значения показателей ресурса,
рассчитанные путем физических предпосылок,
часто во много раз превышают значения, полу-
ченные путем обработки статистических дан-
ных. Применение вероятностных методов
оценки остаточного ресурса требует получения
статистической информации о ресурсе анали-
зируемого оборудования, что затруднено как
экономически, так и во времени. Кроме того,
требуется выполнение условия статистической
устойчивости, что для изделий единичного
исполнения сомнительно.
Наиболее перспективным направлением
определения остаточного ресурса является
использование физических представлений о
ресурсных свойствах с применением вероятно-
стных методов.
Под остаточным ресурсом оборудова-
ния (после времени понимается его нара-
ботка, начиная с момента tk до перехода в пре-
дельное состояние при установленных режи-
мах применения и условиях эксплуатации.
Если Т - наработка объекта от начала
эксплуатации до перехода его в предельное
состояние, то остаточный ресурс
1=т-‘к,
где Т >tk.
Поскольку т является случайной вели-
чиной, то для ее оценки используются сле-
дующие числовые характеристики:
средний остаточный ресурс опре-
деляемый как математическое ожидание оста-
точного ресурса после времени ;
гамма-процентный остаточный ресурс
Ту, определяемый как наработка с некоторого
момента времени , в течение которой безот-
казно проработавший объект будет иметь зна-
чение условной вероятности безотказной рабо-
ты
?\jk + (/к )]
Р(Т) =Y’
где 0 < у < 100 .
Средний остаточный ресурс
где t - текущая наработка; P(t) - вероятность
безотказной работы за время Z.
Гамма-процентный остаточный ресурс
Ту ) есть корень уравнения
pt (0 = у
относительно /(/ = при заданном
значении у . Гамма-процентный остаточный
ресурс используется в том случае, когда про-
длеваемый период эксплуатации определяется
по количеству отказов.
Оценки показателей среднего остаточно-
го ресурса T(t’K) и гамма-процентного оста-
точного ресурса Ту (tk) могут быть получены
из следующих соотношений:
^у ) - ^у “ h •
Для случая, когда вероятность безотказ-
ной работы на интервале пред-
ставленная графически, является выпуклой
книзу, то справедлива следующая оценка:
Т-(^/2) + (1 + Р(га))
(а)
Для объектов с монотонно убывающей
интенсивностью отказов во времени Х,(/)
справедливо
ТЕХНОЛОГИЧЕСКИЕ ОТХОДЫ ПРОИЗВОДСТВА И ВОЗМОЖНОСТИ ИХ СНИЖЕНИЯ
21
а для монотонно возрастающей интенсивности
отказов во времени справедливо
При отсутствии отказов оценку
можно получить из соотношения
“ *к >
где Тн - нижняя доверительная граница для
среднего ресурса при некотором уровне дове-
рительной вероятности а.
Глава 1.3
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И
ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
1.3.1. ТЕХНОЛОГИЧЕСКИЕ ОТХОДЫ
ХИМИЧЕСКОГО ПРОИЗВОДСТВА И
ВОЗМОЖНОСТИ ИХ СНИЖЕНИЯ
Предприятия химической и нефтехими-
ческой промышленности (первой группы по
потенциальным возможностям загрязнения
биосферы) отличаются разнообразием токсич-
ных газовых выбросов и жидких стоков. Глав-
ные из них - органические растворители, ами-
ны, альдегиды, хлор и его производные, окси-
ды азота, циановодород, фториды, сернистые
соединения (диоксид серы, сероводород, серо-
углерод), металлоорганические соединения,
соединения фосфора, мышьяка, ртуть. Пере-
чень некоторых опасных для окружающей сре-
ды отходов предприятий этой группы пред-
ставлен в табл. 1.3.1.
К числу отходов химической промыш-
ленности и производства минеральных удобре-
ний относятся гипсосодержащие отходы (фос-
фогипс и др.), фосфорные шлаки, пиритные
огарки, галитовые отходы и глинистые шламы,
содовые сплавы, отходы нефтехимии и др.
Отвалы и шламохранилища, занятые отходами
химических производств, занимают тысячи
гектаров земли. Крупнотоннажными гипсосо-
держащими отходами являются в первую оче-
редь фосфо-, боро- и фторогипс, титаногипс, а
также сульфогипс [9].
1.3.1. Характерные выбросы в атмосферу
основных производств химической
промышленности
Производство Выбрасываемые вещества
Кислот:
азотной NO, NO2, NH3
серной NO, NO2, SO2, SO3, H2SO4, Fe2O3 (пыль)
соляной HC1, Cl2
щавелевой NO, NO2, C2H2O4
(пыль)
сульфаминовой NH3, NH(SO3NH4)2, H2SO4
фосфорной P2O5, H3PO4, HF,
(фосфора) фосфогипс (пыль)
уксусной CH3CHO, CH3COOH
Удобрений: NO, NO2, NH3, HF,
сложных H2SO4, P2O5, HNO3,
пыль
карбамида NH3, CO, (NH2)2CO (пыль)
аммиачной селитры CO, NH3, HNO3, NH4NO3 (пыль)
аммиачной воды NH3
суперфосфата H2SO4, HF, пыль
хлорида кальция HC1, H2SO4, CaCl2 (пыль)
хлористой извести Cl2, СаС12 (пыль)
Т етрахлорэтилена HC1, Cl2
Ацетона CH3CHO, (CH3)2CO
Аммиака NH3, CO
Метанола CH3OH, CO
Капролактама NO, NO2, SO2, H2S, CO
Диоксида титана TiO2, FeO, Fe2O3
Ацетилена C2H2, сажа
Катализаторов NO, NO2, пыль
Искусственных волокон H2S, CS2
Стеклянных волокон B2O3, As2O5 (As2O3), SiF4, пыль
22
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
Безотходная технология [9] - экологи-
ческая стратегия химического производства,
включающая комплекс мероприятий, обеспе-
чивающих минимальные потери природных
ресурсов при максимальной экономической
эффективности. К концепции безотходной тех-
нологии существует два подхода. Один из них
основан на законе сохранения вещества, в со-
ответствии с которым сырье (материя) всегда
может быть преобразовано в ту или иную про-
дукцию. Следовательно, можно создать такой
технологический цикл, в котором все экологи-
чески опасные вещества будут преобразовы-
ваться в безопасный продукт или исходное
сырье. Согласно другому подходу, полностью
безотходную технологию нельзя создать ни
практически, ни теоретически (подобно тому,
как энергию нельзя полностью перевести в
полезную работу в соответствии со вторым
законом термодинамики, так и сырье невоз-
можно полностью перевести в полезный эколо-
гически безопасный продукт).
Полностью безотходная технология -
это идеальная система, к которой должен стре-
миться всякий реальный технологический
цикл, и чем больше будет это приближение,
тем меньше будет экологически опасный след.
Более реальной является так называемая
малоотходная технология, под которой по-
нимается такой способ производства продук-
ции, когда вредное воздействие на окружаю-
щую среду доведено до санитарно-
гигиенических норм и соответствующих пре-
дельно допустимых концентраций (ПДК).
Иногда используют понятие экологиче-
ски чистой технологии, подразумевая такой
метод производства продукции, при котором
сырье и энергию применяют настолько рацио-
нально, что объемы выбрасываемых в окру-
жающую среду загрязняющих веществ и отхо-
дов сведены к минимуму.
Таким образом, приняв за основу, что
полностью безотходная технология - это иде-
альная модель производства, можно утвер-
ждать, что и малоотходная технология требует
определенных корректирующих коэффициен-
тов, оценивающих степень ее приближения к
безотходной.
Имеется ряд подходов к определению
безотходности производств: эксперименталь-
ная оценка, оценки по сырьевому и энергети-
ческому балансам, полноте использования
энергии, по общему параметру оптимизации,
полученному с помощью функции желательно-
сти и технологического профиля, а также эко-
номическим путем при сопоставлении затрат
на производство продукции. Общий баланс
относительной токсичности массы вредных
веществ выглядит следующим образом:
+WT +Wc)-£WH ~ZWP =0’
где - масса отходов, поступающих
в окружающую среду соответственно с газовы-
ми выбросами, твердыми отходами и сточными
водами; - масса нейтрализованных
отходов; Wp - масса рассеянных отходов.
Относительная экологичность типового
процесса, технологической линии, цеха
(тГ + + тс) - V / /ип
А = V г -..............Р 100%.
2^(wr+wT+wc)
При условии А —> 0 процесс приближа-
ется к безотходному.
Методология оценки категории безотход-
ности химических производств предполагает,
что коэффициент безотходности
кб =ф(км,Кэ,Ка),
где км,кэ,ка- коэффициенты полноты ис-
пользования соответственно материальных,
энергетических ресурсов и соответствия эколо-
гическим требованиям.
В зависимости от величины Kg и мощно-
сти производства разделяют на три категории:
безотходные (Kg > 0,90... 0,97), малоотходные
(0,80...0,90< Kg <0,90...0,97) и рядовые
(кб <0,80...0,90).
В общем случае для оценки степени со-
вершенства технологического процесса, учи-
тывая взаимодействие с окружающей средой,
за критерий безопасности принят коэффициент
экологического действия
/ф _ gT
By By + z?n
где By- теоретическое воздействие, необхо-
димое для производства; Вф - фактическое
воздействие; Вп- воздействие, определяемое
конкретным производством.
ОСНОВНЫЕ АСПЕКТЫ БЕЗОПАСНОСТИ
23
Если Вф » Вт , то К —> 0, т.е. данное
производство абсолютно не учитывает требо-
ваний экологической безопасности, что неиз-
бежно ведет к так называемому экологическо-
му «просчету» или экологическому «бумеран-
гу». Чем выше значение коэффициента эколо-
гического воздействия К, тем более совершен-
но производство с учетом воздействия на ок-
ружающую среду, тем более существенно при-
ближение к безотходной технологии.
Социально-экономический эффект безот-
ходных производств определяют по комплекс-
ному критерию
п
Э;-У
г] = —-----> max,
Зп
п
где Э, - сумма всех эффектов, достигаемых
/=1
при внедрении безотходного производства; у -
ущерб от загрязнения окружающей среды от-
ходами производства и потребления; Зп - пол-
ные затраты на осуществление безотходного
производства.
При наличии ряда вариантов безотходно-
го производства должен быть выбран вариант с
наибольшим Г| при минимальных полных за-
тратах Зп.
Сочетание прогрессивной технологии с
современными методами очистки и контроля
газопылевых выбросов, вторичного использо-
вания отходов позволяет реконструировать
существующие и проектировать новые цехи,
отдельные производственные участки, отве-
чающие всем требованиям экологической и
технологической безопасности.
1.3.2. ОСНОВНЫЕ АСПЕКТЫ БЕЗОПАСНОСТИ
Современная промышленность отвергла
концепцию абсолютной безопасности и при-
шла к концепции приемлемого (допустимого)
риска, суть которой в стремлении к такой безо-
пасности, которую приемлет общество в дан-
ный период времени. Приемлемый риск соче-
тает в себе технические, экономические, соци-
альные, политические аспекты и представляет
некоторый компромисс между безопасностью
и возможностями ее достижения. В некоторых
странах, например в Голландии, приемлемые
риски установлены в законодательном порядке.
Максимально приемлемым уровнем индивиду-
ального риска обычно считается 1-Ю-6 в год,
пренебрежимо малым - индивидуальный риск
поражающих воздействий 1 • 10-8 в год.
Для снижения величины риска, связанно-
го с эксплуатацией, обслуживанием и ремон-
том производственного оборудования, эффек-
тивным средством является повышение надеж-
ности технического объекта. Основой для это-
го служит комплекс мер, применяемых на ста-
диях проектирования, монтажа и эксплуатации.
Технологическая безопасность в нор-
мальных условиях эксплуатации оборудо-
вания. Безопасность оборудования определя-
ется вероятностью возникновения поражаю-
щих факторов и уровнем существующих вред-
ных факторов. Уровень опасности и принципы
обеспечения технологический и экологической
безопасности оборудования химических и неф-
техимических производств связаны со свойст-
вами перерабатываемых ими веществ. Так,
оборудование для получения или переработки
нейтральных и безопасных по химическому
воздействию пожаро- или взрывоопасности
веществ может не обеспечивать санитарно-
гигиенических требований к показателям мик-
роклимата в рабочей зоне. При переработке
горючих веществ должно быть исключено об-
разование взрывоопасных смесей или условия
их переработки должны быть такими, при ко-
торых возникновение и распространение пла-
мени было невозможно.
При работе с нейтральными твердыми и
жидкими веществами, парами и газами техни-
ческие решения, принимаемые при создании
оборудования, должны обеспечивать:
санитарно-гигиенические нормы в рабо-
чей зоне по температуре, относительной влаж-
ности воздуха, скорости его движения, интен-
сивности теплового излучения, запыленности
за счет герметизации при загрузке (разгрузке)
веществ и при проведении технологического
процесса, в том числе за счет отвода пыли и
паров общеобменной или местной вентиляци-
ей;
защиту от термических ожогов (при по-
ложительных и отрицательных температурах)
теплоизоляцией, компоновкой и размещением
оборудования и вспомогательных средств, не-
обходимых при выполнении технологических
операций;
защиту от поражения электрическим то-
ком соответствующим исполнением электро-
24
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
оборудования и принятием защитных мер по
заземлению, занулению и т.п.;
защиту от недопустимых уровней шума,
вибрации, полей электромагнитных излучений;
защиту от разрушения под давлением
сжатых нейтральных паров или газов (воздуха,
азота, аргона) или при внезапном нерегламен-
тированном повышении давления в процессе
технологической операции (например, в ре-
зультате перегрева и вскипания жидкости) или
от внешних источников (сжатого воздуха, азо-
та, водяного пара).
Более высокий уровень опасности пред-
ставляет эксплуатация оборудования с горю-
чими жидкостями (маслами, дистиллятами,
диэтиленгликолем), легковоспламеняющимися
жидкостями (спиртами, бензинами, гексаном),
горючими газами, в том числе сжиженными
(этаном, этиленом, пропаном), и другими ве-
ществами, классификация которых установле-
на ГОСТ 12.1.007. Опасность повышается за
счет возможного пожара или взрыва этих ве-
ществ при достижении взрывоопасных концен-
траций их смесей с воздухом от источника
зажигания, а также вследствие самовоспламе-
нения при перегреве или разложении при по-
вышенной температуре. Технические решения
создаваемого оборудования (в дополнение к
указанным) должны быть направлены на ис-
ключение возможностей:
образования пожаро- и взрывоопасных
концентраций веществ назначением соответст-
вующих технологических режимов работы,
вентиляции, продувки, а при необходимости,
подачей флегматизаторов;
появления источников зажигания, кото-
рое может быть обеспечено соответствующим
уровнем и видом взрывозащиты электрообору-
дования, исключения искр при трении или
ударе;
самовоспламенения окружающей взры-
воопасной смеси от нагретых поверхностей;
нерегламентированного подъема темпе-
ратуры при нарушении условий проведения
экзотермических реакций;
разрушения оборудования под давлением
при выполнении технологических операции
или при нарушении правил эксплуатации.
Повышенной является опасность исполь-
зования вредных веществ первого и второго
классов опасности, чрезвычайно- и высоко-
опасных, а также веществ остро направленного
действия третьего класса опасности (умеренно
опасных) в виду их токсичности. При перера-
ботке таких веществ оборудование дополни-
тельно должно обеспечивать исключение хи-
мических ожогов и токсического поражения
(респираторного или при попадании на кож-
ный покров) при загрузке, разгрузке, проборт-
боре, выполнении очистительных работ по
окончании технологических операций соответ-
ствующей герметизацией, созданием безопас-
ных конструкций загрузочных (разгрузочных)
устройств, введением узлов, нейтрализующих
и улавливающих пары вредных веществ и
обеспечивающих удобство очистки.
Опасные свойства веществ стандартизи-
рованы системой стандартов по безопасности
труда (ССБТ).
Экологическая безопасность в нор-
мальных условиях эксплуатации оборудо-
вания. Экологическая безопасность обеспечи-
вается конструированием оборудования таким
образом, чтобы вредные и химически опасные
вещества были заключены в герметичные за-
крытые системы. Герметичность систем и обо-
рудования должна исключать загрязнение ок-
ружающей среды вредными и взрывоопасными
веществами в соответствии с общими санитар-
но-гигиеническими требованиями к воздуху
рабочей зоны по ГОСТ 12.1.005 и показателя-
ми опасности вредных веществ по
ГОСТ 12.1.007, а их теплоизоляция - недопус-
тимое тепловыделение или теплопоглощение.
Зоной влияния производства на атмо-
сферный воздух считается территория, на ко-
торой суммарное загрязнение атмосферы от
всей совокупности источников выброса пред-
приятия, в том числе низких и неорганизован-
ных, превышает 0,05 ПДК загрязняющих ве-
ществ. Характеристика выбросов загрязняю-
щих веществ в атмосферу включает: класс
опасности вещества, валовой выброс загряз-
няющих веществ (тыс. т/год), в том числе ко-
личество уловленных и обезвреженных и вы-
брасываемых в воздух вредных веществ.
Воздействие химического и нефтехими-
ческого производства на окружающую среду
оценивают с учетом рельефа местности и пла-
нировки территории предприятия. Общий уро-
вень воздействия на состояние территории
находят по картосхемам участка размещения
объекта с анализом размеров сооружений. Раз-
мер предполагаемой зоны загрязнения объекта
определяют по состоянию территории объекта-
аналога, находившегося в эксплуатации не
менее 10... 15 лет.
ОСНОВНЫЕ АСПЕКТЫ БЕЗОПАСНОСТИ
25
Для оценки воздействия проектируемого
производства на поверхностные воды опреде-
ляют режим водопотребления и водоотведения.
Пригодность воды для нужд производства оце-
нивают по химическим и биохимическим пока-
зателям, привязанным к конкретной его техно-
логии. При оценке качества вод водных произ-
водств выявляют их фоновое загрязнение и
определяют количество загрязняющих ве-
ществ, которое будет поступать в водную сре-
ду после ввода его в эксплуатацию.
Риск аварии [2]. Возможность возникно-
вения аварийной ситуации, ее вероятность,
масштаб и продолжительность должны быть
определены для всех химических и нефтехими-
ческих производств, связанных с повышенной
опасностью для окружающей среды и людей.
Аварийность на объектах-аналогах оце-
нивают по показателям риска их неблагопри-
ятного воздействия на окружающую среду,
объекты инфраструктуры, животного мира и
людей. Риск аварии - мера опасности, харак-
теризующая возможность возникновения ава-
рии на опасном производственном объекте и
тяжесть ее последствий. Основными количест-
венными показателями риска аварии являются:
технический риск - вероятность отказа
технических устройств с последствиями опре-
деленного уровня (класса) за определенный
период функционирования опасного производ-
ственного объекта;
индивидуальный риск - частота пораже-
ния отдельного человека в результате воздей-
ствия исследуемых факторов опасности ава-
рий;
потенциальный территориальный риск
(или потенциальный риск) - частота реализа-
ции поражающих факторов аварии в рассмат-
риваемой точке территории;
коллективный риск - ожидаемое количе-
ство пораженных в результате возможных ава-
рий за определенное время;
социальный риск - зависимость частоты
возникновения событий, в которых пострадало
на определенном уровне не менее определен-
ного числа человек, что характеризует тяжесть
последствий (катастрофичность) реализации
опасностей;
ожидаемый ущерб - математическое
ожидание величины ущерба от возможной
аварии, за определенное время.
Общие требования, связанные с безо-
пасностью оборудования. Технологическое и
вспомогательное общеинженерное оборудова-
ние должно соответствовать условиям техно-
логического процесса. Эксплуатационные тех-
нические параметры, особенности конструк-
ции, используемые конструкционные (в том
числе уплотняющие, прокладочные) и смазоч-
ные материалы, герметичность, средства взры-
вопредупреждения и взрывозащиты, приспо-
собленность к диагностированию технического
состояния, помехоустойчивость, коррозионная
стойкость и другие характерные особенности
оборудования выбирают с учетом конкретных
условий эксплуатации. К ним относятся: физи-
ко-химические свойства обращающихся ве-
ществ (в том числе моющих средств), парамет-
ры технологического процесса, влажность,
запыленность, температура воздуха рабочей
зоны, режим работы (сменность, длительность
процесса между регламентными остановками и
др.) и принятая в отрасли система обслужива-
ния и ремонта [22].
Конструкция, ее прочность, материальное
исполнение, использование комплектующих
изделий, смазочных материалов и многое дру-
гое должны обеспечивать надежную и безо-
пасную работу оборудования в диапазоне за-
данных параметров.
В нашей стране принята предупредитель-
ная система обеспечения безопасности произ-
водственного оборудования, когда производи-
тель работ, связанных с созданием, разработ-
кой и эксплуатацией потенциально опасных
производств, обязан доказать и поддерживать
свою организационно-техническую готовность
для их выполнения. Технические доказательст-
ва сопровождаются доказательством организа-
ционно-технической готовности предприятия
выполнять потенциально опасные виды работ и
включают получение:
лицензии (Госгортехнадзора России) на
проектирование технического средства;
лицензии (Госгортехнадзора России) на
экспертизу промышленной безопасности;
сертификата об утверждении типа
средств измерений (Госстандарта России);
сертификата соответствия (Госстандарта
России);
разрешения на применение технического
средства (Госгортехнадзора России) и др.
В подавляющем большинстве случаев пе-
ред принятием решения федеральным органом
исполнительной власти проводится экспертиза
представляемой документации независимой
экспертной организацией.
26
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
Ниже приведены следующие общие наи-
более характерные требования по обеспечению
безопасности в зависимости от типа оборудо-
вания.
Оборудование для переработки пожаро-
и взрывоопасных и токсичных веществ. Ус-
ловия взрывоопасности технологического про-
цесса (операции) обеспечивают предупрежде-
нием образования взрывоопасных концентра-
ций веществ и их смесей следующим образом:
использованием дозирующих устройств,
реализующих подачу компонентов со скоро-
стью и точностью, не допускающих отклоне-
ния их соотношений от регламентированных
значений и образования взрывоопасных кон-
центраций в оборудовании;
выбором гидродинамических (способов и
режима перемещения среды и смешения ком-
понентов, напора и скорости потока), теплооб-
менных (теплового напора, площади поверхно-
сти теплообмена и др.) характеристик процесса
и геометрических характеристик аппаратов.
Оборудование, в котором при регламент-
ном режиме или при отклонении от регламент-
ного режима невозможно избежать вероятно-
сти образования взрывоопасных сред или воз-
никновения источников энергии, величина
которой превышает минимальную энергию
зажигания обращающихся в процессе веществ,
оснащают системами подачи инертных газов,
флегматизирующих добавок и других продук-
тов, локализующих или предотвращающих
образование взрывоопасных концентраций.
Одновременно применяют стандартизирован-
ные системы взрывопредупреждения и взры-
воподавления.
При использовании инертного газа для
подготовки оборудования, проведения опера-
ций по обработке твердых горючих материалов
с возможным образованием взрывоопасных
концентраций технологической среды в обору-
довании и трубопроводах предусматривают
автоматизированный контроль за содержанием
кислорода и автоматическую остановку опера-
ции при достижении значений концентрацион-
ных пределов взрываемости. Количество
инертного газа выбирают с учетом особенно-
стей работы всей технологической установки и
системы транспортирования.
Оборудование, в котором обрабатывают-
ся вещества, способные к разложению, само-
воспламенению при длительном пребывании в
аппаратуре, а также коммуникации для транс-
портировки таких веществ не должны иметь
мест их возможного застоя, залеживания, ско-
пления, коркообразования. При этом поверх-
ность оборудования должна быть гладкой и
легко очищаемой.
1.3.3. НАИБОЛЕЕ ВАЖНЫЕ ТЕХНИЧЕСКИЕ
РЕШЕНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ
ОБОРУДОВАНИЯ
Герметичность. Оборудование, рабо-
тающее с опасными и вредными веществами
(газами, парами, жидкостями) и предназначен-
ное для проведения таких процессов, как бро-
мирование, хлорирование, цианирование и
других с применением метанола, ртути, ее сме-
сей и подобных опасных веществ, должно быть
герметичным. Такое оборудование оснащают
устройствами проверки герметичности перед
проведением операций с вредными вещества-
ми.
Условие безопасности параметров воз-
душной среды в рабочем помещении
^вв.рз < СПДК ’
где Свв рз - концентрация вредного вещества в
рабочей зоне; Спдк~ предельно допустимая
концентрация (ПДК) вредных веществ.
При одновременном содержании в возду-
хе рабочей зоны нескольких вредных веществ
разнонаправленного действия ПДК остаются
такими же, как и при изолированном их воз-
действии. При одновременном содержании в
воздухе рабочей зоны нескольких вредных
веществ однонаправленного действия сумма
отношений фактических концентраций каждо-
го из них в воздухе к их ПДК не должна пре-
вышать единицы.
Оборудование, работающее под давлени-
ем вредных веществ (жидкостей и газов),
должно испытываться на герметичность. Сте-
пень герметичности оборудования задается при
проектировании.
При периодической подаче сырья, содер-
жащего вредные вещества, в аппараты приме-
няют шлюзовые герметичные затворы, обеспе-
чивающие предупреждение выделения вред-
ных газов и паров. Для загрузки, разгрузки,
отбора проб и других аналогичных операций
предусматривают устройства, исключающие
возможность загрязнения воздуха взрыво-,
пожароопасными и вредными веществами. При
необходимости оборудование оснащают встро-
енными в конструкцию или индивидуальными
НАИБОЛЕЕ ВАЖНЫЕ ТЕХНИЧЕСКИЕ РЕШЕНИЯ
27
системами отсосов. Аппаратуру для легковос-
пламеняющихся и агрессивных жидкостей
оснащают устройствами для измерения их
уровня без открывания люков.
Для оборудования герметичных техноло-
гических систем регламентируются возможные
утечки горючих веществ. В документации на
оборудование указываются допустимые вели-
чины этих утечек в рабочем и стояночном ре-
жимах, а также способы определения герме-
тичности. Насосы, оборудование с перемеши-
вающими устройствами и др., перерабатываю-
щее взрывопожароопасные среды, в местах
выхода валов оснащают двойными торцовыми
уплотнениями с циркуляцией запирающей
жидкости для уплотнений всех типов.
В случае использования в оборудовании
движущихся деталей (например, мешалок)
необходимо исключить возможность соударе-
ния подвижных и неподвижных деталей. Гер-
метичность подвижных и неподвижных узлов
аппаратов без давления с легковоспламеняю-
щимися и вредными жидкостями (парами и
газами) обеспечивают устройством гидроза-
творов с нейтральными жидкостями или при-
менением уплотнений, исключающих выход
паров и газов в воздух рабочей зоны. Оборудо-
вание для вредных и легковоспламеняющихся
жидкостей снабжают поддоном или распола-
гают над общим поддоном для сбора содержи-
мого аппарата в случае его разрушения. Под-
доны имеют уклон днища и патрубок в нижней
точке для безопасного удаления пролитой на
поддон жидкости. В случае необходимости
поддон оснащает устройствами для нейтрали-
зации оставшейся жидкости после слива.
Поглотительные системы. Оборудова-
ние для осуществления хлорирования, циани-
рования, бромирования и других аналогичных
опасных процессов снабжают нейтрализующей
или улавливающей системой для поглощения
паров и газов, выделяющихся в процессе реак-
ции. Объем оборудования такой системы дол-
жен обеспечить надежное и бесперебойное
выполнение цикла технологических операций,
в том числе с учетом времени нейтрализации и
очистки самой поглотительной системы, кото-
рая включена постоянно. В случае использова-
ния вредных газов поглотительная система
работает под разрежением. При необходимости
в поглотительную систему подают реагенты
(воду, газообразный аммиак и др.) в соответст-
вии с химическим процессом. В оборудовании
поглотительной системы предусматривают
соответствующие узлы подсоединения и
управления ими.
Оборудование для переработки вредных
веществ с использованием вакуума оснащают
ловушками для поглощения паров и газов пе-
ред насосами. Оборудование для работы с гид-
рореагирующими веществами также оснащают
ловушками, предупреждающими попадание в
него влаги, и предусматривают возможность
осушки оборудования (подогревом, продувкой,
вакуумированием и т.п.). Обогрев (охлажде-
ние) оборудования для работы с гидрореаги-
рующими веществами через рубашки, змееви-
ки и другие устройства не должен произво-
диться водой для исключения возможности ее
попадания в реакционную массу при их разру-
шении или разгерметизации. Оборудование
поглотительных и нейтрализующих систем и
ловушек оснащают средствами контроля их
работоспособности (контролем наличия ней-
трализующих и сорбирующих сред, их качест-
вом и т.п.).
Трубопроводы для сжиженных газов,
взрыво-, пожароопасных и вредных веществ
должны иметь фланцевые или иные разъемы в
исполнении, обеспечивающем герметичность
стыка.
Все оборудование и трубопроводы, пред-
назначенные для агрессивных сред и сырья,
должны конструктивно исключать возмож-
ность образования «мертвых пространств»
(мешков) и обеспечивать возможность полного
опорожнения самотеком. В случае невозмож-
ности такого конструктивного исполнения и
необходимости слива, например, сифоном,
оборудование снабжается мерником с нейтра-
лизующим веществом, а слив производится
только после выполнения операции нейтрали-
зации.
Для всех аппаратов и трубопроводов,
предназначенных для сжиженных газов, жид-
ких и газообразных вредных продуктов преду-
сматривается устройство для их промывки,
продувки (пропарки) инертным газом, паром,
сжатым воздухом или вакуумированием. По-
следующему включению аппаратов и трубо-
проводов, содержащих взрывоопасные продук-
ты, после остановки и освобождения от про-
дуктов должна предшествовать продувка
инертными газами или паром. Оборудование
оснащается узлами для подключения (в соот-
ветствии с регламентом и проектом) линий
воды, пара, инертного газа, проветривания и
нейтрализации.
28
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
Оборудование, характеризующееся
выделением теплоты. Оборудование для про-
ведения процессов, сопровождающихся выде-
лением конвекционной и лучистой теплоты
(нагревательные печи, сушильные камеры и
др.), снабжают экранированием, теплоизоляци-
ей, устройствами и приспособлениями для
отвода теплоты, предотвращающими или резко
ограничивающими ее выделение в рабочую
зону. При этом температура нагретых поверх-
ностей оборудования или ограждений должна
соответствовать требованиям СНиП (строи-
тельных норм и правил) и СанПиН (санитар-
ных норм и правил). Для работы с пожаро- и
взрывоопасными веществами температура на-
грева поверхности оборудования ограничива-
ется с учетом температуры их самовоспламе-
нения.
Температура нагретой поверхности аппа-
рата, теплоизоляции или защитного кожуха в
месте возможного контакта человека с поверх-
ностью не должна превышать 45 °C. Устройст-
ва теплозащиты включают в проект оборудо-
вания, поставляют и монтируют одновременно.
Оборудование для работы при отрица-
тельных температурах. Конструкция армату-
ры, трубопроводов и теплоизоляция должна
исключать их замерзание и приток теплоты,
опасный по фазовому переходу за счет быстро-
го вскипания и создания недопустимых давле-
ний. Оборудование, работающее при низких
температурах, снабжают теплоизоляцией,
обеспечивающей санитарно-гигиенические
нормы на рабочем месте и исключающей об-
морожение людей. Оборудование для продук-
тов разделения воздуха создается по правилам
безопасности при производстве и потреблении
продуктов разделения воздуха.
Оборудование, создающее вибрацию.
Оборудование, являющееся источником виб-
рации, разрабатывают и поставляют в ком-
плекте с виброизоляторами, рассчитанными на
типовые условия установки. Значения вибра-
ционных характеристик устанавливают исходя
из обеспечения безопасности конструкции
оборудования и с учетом допустимых уровней
вибрации для человека. Особое внимание сле-
дует обратить на защиту оборудования и тру-
бопроводов от разрушения при воздействии
вибрационных нагрузок и на соответствие
уровней вибрации установленным нормам для
устранения этой опасности.
В паспорт или инструкцию по эксплуата-
ции оборудования вносят значения вибрацион-
ных характеристик, измеренные в ходе испы-
таний. Динамические нагрузки, передаваемые
основанию, не должны превышать 50 Н. Уров-
ни вибрации при конструировании аппаратов
снижают применением вибропоглощающих и
виброизолирующих устройств и материалов.
Устранение вибрации работающего оборудо-
вания, вызванной неуравновешенностью дета-
лей, достигается статической и динамической
балансировкой.
Оборудование, работающее при повы-
шенном уровне шума. Предельно допустимые
значения шумовых характеристик оборудова-
ния определяются в соответствии с требова-
ниями стандартов с учетом условий размеще-
ния и допускаемых уровней звукового давле-
ния в октавных полосах частот. Кроме сани-
тарных аспектов в условиях воздействия шума
для оператора важно исключить возможность
искажения речевых сигналов в помещении,
приводящего к неправильному пониманию
сообщений. Необходимо, чтобы энергетиче-
ский уровень акустических индикаторов рече-
вых сообщений превышал уровень шума не
менее, чем на 10 дБ.
Для уменьшения уровня шума в конст-
рукции предусматривают экраны и звукоизоли-
рующие кожухи, звукоизолирующие и вибро-
демпфирующие покрытия, глушители аэроди-
намического шума, подшипники повышенного
качества, осуществляют балансировку движу-
щихся частей, надежное крепление отдельных
узлов и частей оборудования. Оборудование
снабжается паспортом с указанием спектра
излучаемой звуковой мощности.
Оборудование, характеризующееся из-
лучением электромагнитных полей высо-
ких, ультравысоких и сверхвысоких частот.
Оборудование, которое при работе создает
электромагнитные поля, выпускают в таком
исполнении, чтобы рассеяние и потери энергии
были минимальными. Интенсивность электро-
магнитных полей радиочастот на рабочем мес-
те не должна превышать значений, указанных в
СанПиН при работе с источниками электро-
магнитных полей высоких, ультравысоких и
сверхвысоких частот по стандартам ССБТ.
Для снижения интенсивности излучения
до предельно допустимых значений использу-
ют экранирование элементов, являющихся
источниками излучения (трансформаторов,
индукторов и др.), поглотители, ослабители и
делители мощности, волноводные разветвле-
ния. Оборудование с электровакуумными при-
НАИБОЛЕЕ ВАЖНЫЕ ТЕХНИЧЕСКИЕ РЕШЕНИЯ
29
борами с рабочим напряжением выше 10 кВ
должно обеспечивать защищу от воздействия
мягкого рентгеновского излучения в соответ-
ствии с требованиями СанПиН для работы с
источниками мягких рентгеновских лучей.
Оборудование, являющееся возможным
источником излучения электромагнитных по-
лей радиочастот, снабжают паспортом с уров-
нем излучения, измеренного изготовителем.
Оборудование, характеризующееся
низкой механической прочностью. Аппара-
тура и трубопроводы из стекла, керамики и
других хрупких материалов защищают от ме-
ханического воздействия и разрушения и ис-
ключают возможность случайных ударов и
неосторожного обращения в момент эксплуа-
тации. Указанное требование выполняют сле-
дующим образом:
введением в конструкцию защитных ог-
раждений кожухов и др.;
надежным закреплением элементов обо-
рудования на кронштейнах и других основани-
ях, исключающим перемещение и излишние
нагрузки;
введением усилений элементов и мягких
прокладок в местах крепления;
развязкой и монтажом трубопроводов
(если это допустимо по условиям прочности,
герметичности и коррозионной стойкости)
через гибкие элементы;
исключением воздействия вибрации на
аппаратуру и трубопроводы;
удобной компоновкой оборудования,
трубопроводов и переключающих элементов
(кранов и др.), исключающей возможность
неосторожного воздействия персонала на кон-
струкцию при монтаже, работе и при проведе-
нии операций по очистке, нейтрализации, про-
дувке;
сборкой при подготовке к работе и раз-
боркой после окончания работы без примене-
ния металлических инструментов.
Применение такого оборудования для
пожаро- и взрывоопасных веществ запрещено.
Электрооборудование. Все электропри-
воды, средства контроля, сигнализации и бло-
кировок, пульты и щиты управления по испол-
нению должны соответствовать условиям сре-
ды помещений, в которых они устанавливают-
ся и отвечать требованиям соответствующих
правил и стандартов.
Оборудование с использованием электро-
технологий должно иметь соответствующую
степень защиты, которая обусловлена катего-
рией технологического блока и классом зоны.
Защитное заземление, зануление, защитное
отключение оборудования, приборов, средств
сигнализации и блокировки выполняются в
соответствии с требованиями стандартов и
правил.
Исполнение оборудования, связанного
со статическим электричеством. От оборудо-
вания и трубопроводов осуществляют отвод
электрического потенциала в соответствии с
действующими правилами защиты от статиче-
ского электричества. При использовании элек-
тризующихся легковоспламеняющихся жидко-
стей принимают меры по снижению накопле-
ния и отводу зарядов статического электриче-
ства, включающие соответствующую геомет-
рию, топологию и размеры элементов оборудо-
вания, обеспечивающих допустимую скорость
перемещения электризующейся среды и релак-
сации заряда. Для случая повышенной опасно-
сти электризации части оборудования имеют
плавные отводы и исключают заостренные
элементы, способствующие разряду. Части
оборудования и трубопроводов из неметалли-
ческих материалов, на которых вероятны гене-
рация, накопление и разряды статического
электричества считаются электростатически
заземленными, если сопротивление любой
точки внутренней и внешней поверхности от-
носительно контура заземления не превышает
107 Ом.
Общие требования к конструкцион-
ным материалам. Используемые конструкци-
онные материалы должны обеспечить:
достаточную для указанного в паспорте
оборудования ресурса общую химическую и
коррозионную стойкость в соответствующих
агрессивных средах с заданной концентрацией,
температурой, давлением, а также стойкость
против других возможных видов коррозионно-
го разрушения (межкристаллитной коррозии,
электрохимической коррозии сопряженных
металлов в электролитах, коррозии под напря-
жением);
достаточную механическую прочность и
износостойкость при указанных давлениях и
температуре эксплуатации, а также с учетом
абразивных свойств среды;
наилучшую способность материала сва-
риваться с обеспечением необходимых меха-
нических свойств сварных соединений и кор-
розионной стойкости их в агрессивной среде.
Сварочные материалы должны обеспечивать
механические свойства металла шва, аналогич-
ные основным соединяемым сваркой материа-
лам.
30
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
Прокладочные и уплотняющие материа-
лы должны быть износостойкими и поддержи-
вать герметичность в условиях эксплуатации
(при заданных значениях давления, температу-
ры, наличия абразивных частиц) и исключать
взаимодействие с обращающимися вещества-
ми. При использовании в конструкции деталей
с малой долговечностью предусматривается
возможность быстрой и легкой их замены.
Теплоизолирующие материалы должны
быть нейтральными по отношению к обра-
щающимся веществам и негорючими. При
работе оборудования с вредными веществами
первого и второго классов опасности тепло-
изоляционный материал не должен их впиты-
вать и сорбировать.
Применение конструкционных материа-
лов и комплектующих изделий производится
на основании соответствующих стандартов и
технических условий. Применение материалов,
указанных в этих документах, при рабочих
параметрах, выходящих за установленные пре-
делы, а также материалов, не указанных в
стандартах и технических условиях, не допус-
кается.
Оборудование и используемые в нем
комплектующие и материалы должны исклю-
чать возможность возникновения источников
энергии, превышающих энергию зажигания
обращающихся в процессе опасных веществ
(искры механического или электрического
происхождения, теплового разогрева, приво-
дящего к самовоспламенению).
Части оборудования и транспортных сис-
тем (трубопроводов, трубок, шлангов), сопри-
касающиеся с пожаро- и взрывоопасными ве-
ществами, а также те, на которых возможно
оседание пыли этих веществ, должны выпол-
няться из материалов, не дающих фрикцион-
ных искр при работе подвижных, периодиче-
ски открываемых или снимаемых частей обо-
рудования (крышек, люков), при ударе и тре-
нии инструментом, пробоотборниками.
Освидетельствование технического со-
стояния оборудования. Конструкция обору-
дования должна предусматривать возможность
его диагностики и мониторинга. Объем, мето-
ды и периодичность диагностических работ
устанавливаются разработчиками и указыва-
ются в инструкциях на оборудование. При этом
обращается внимание на доступность и про-
стоту подготовки и проведения диагностиро-
вания в процессе эксплуатации с помощью
минимальной номенклатуры и типоразмеров
диагностирующих средств, а также на наибо-
лее рациональную схему размещения кон-
трольных точек. При использовании тестового
диагностирования и мониторинга необходимо
исключить влияние тестового воздействия на
правильность работы оборудования.
В документации по диагностированию
оборудования приводится перечень аппарату-
ры и приборов с указанием пределов и точно-
сти измерений и методов их использования.
В конструкции оборудования предусмат-
риваются узлы сопряжения оборудования,
средств диагностирования и мониторинга, ис-
ключающие возможность их неправильного
соединения (применением смещенных отвер-
стий, шпонок, маркировок). Техническое осви-
детельствование используют для оценки оста-
точного ресурса оборудования.
Индикация работоспособности обору-
дования. В конструкции оборудования необ-
ходимо предусмотреть индикаторы для опре-
деления состояния оборудования, а также кон-
трольные точки, которые можно использовать
для обнаружения отказов и которые характери-
зуют правильность регулировки и настройки.
В качестве контролируемого выбирается
такой параметр, отклонение которого от задан-
ного значения не сопровождается возникнове-
нием неисправности, а предупреждает о ее
приближении. В документации указывают кри-
терии состояния (в том числе предельно допус-
тимого) узлов и деталей, вызывающие необхо-
димость регулировки, смены и ремонта или
прекращения эксплуатации оборудования.
Конструкция оборудования и трубопроводов
должна обеспечивать возможность проведения
внешнего и внутреннего осмотра для техниче-
ского освидетельствования, а соединения эле-
ментов оборудования должны быть размещены
в местах, доступных для визуального наблюде-
ния, обслуживания, монтажа и демонтажа так,
чтобы исключить возможность их поломки.
Монтаж оборудования. Поставка обору-
дования, как правило, производится в собран-
ном виде после испытаний на предприятии-
изготовителе. Для оборудования, подлежащего
выверке при монтаже, конструкция предусмат-
ривает выверочные базы и места установки
накладных средств измерения. Документация
должна учитывать монтажную технологич-
ность с учетом транспортирования.
Отдельные виды оборудования химиче-
ского и нефтехимического производства часто
имеют большие габаритные размеры, что при-
НАИБОЛЕЕ ВАЖНЫЕ ТЕХНИЧЕСКИЕ РЕШЕНИЯ
31
водит к необходимости его «доизготовления»
на месте эксплуатации. Если оборудование в
собранном виде является нетранспортабель-
ным, то особое внимание уделяют разбивке его
на поставочные части с четкой привязкой к
монтажно-маркировочной и сборочной доку-
ментации. В этом случае обязательна специ-
альная документация, обеспечивающая техно-
логию сборки и контроля ее качества.
Устройства для подавления аварий.
Выбор методов и средств для предупреждения
и предотвращения развития аварий (встроен-
ных или индивидуальных противоаварийных
устройств: запорной, запорно-регулирующей
арматуры, клапанов, отсекающих и других
отключающих устройств, предохранительных
устройств от повышения давления, средств
подавления и локализации пламени, автомати-
ческих систем подавления взрыва), разработка
последовательности и времени срабатывания
элементов системы защиты определяются по
результатам анализа схем возможного развития
аварий так, чтобы исключалось опасное разви-
тие процесса.
При установке предохранительных уст-
ройств на аппаратах (трубопроводах) с взрыво-
и пожароопасными веществами предусматри-
вают меры и средства (в том числе автоматиче-
ского регулирования процесса), обеспечиваю-
щие минимальную частоту их срабатывания.
Аварийное срабатывание средств защиты,
отключение установки в целом, группы обору-
дования или одной единицы не должны вызы-
вать опасных отклонений параметров или на-
рушений в работе смежного с отключаемым
оборудования. В необходимых случаях преду-
сматриваются системы аварийного освобожде-
ния аппаратов в аварийную емкость.
Надежность и время срабатывания систем
противоаварийной защиты (ПАЗ) определяют-
ся с учетом времени развития возможной ава-
рии и с указанием регламентированных, пре-
дельно допустимых и опасных значений пара-
метров. Время срабатывания системы защиты
должно исключать опасное развитие процесса.
Системы ПАЗ и управления процессами долж-
ны исключать их срабатывание от случайных и
кратковременных сигналов нарушения нор-
мального хода технологического процесса, в
том числе и в случае переключений на резерв-
ный или аварийный источник электроснабже-
ния. При выборе систем ПАЗ и ее элементов
для объектов с блоками первой категории
взрывоопасности в обоснованных случаях
должны использоваться резервируемые элек-
тронные и микропроцессорные системы. Сис-
тема аварийного останова должна иметь трой-
ное резервирование программируемого логиче-
ского контроллера на базе микропроцессора.
Контроль за параметрами, определяющими
взрывоопасность объектов с блоками первой
категории взрывоопасности, осуществляется не
менее, чем от двух независимых датчиков с
раздельными точками отбора.
Документация на оборудование, осна-
щенное средствами взрывозащиты, локализа-
ции пламени и другими противоаварийными
устройствами, должна предусматривать способ
подтверждения взрывозащищенности оборудо-
вания (испытания промышленного образца,
модельные испытания).
Комплексность оценки безопасности
оборудования. Обычно кроме показателей,
формально определяющих безопасность конст-
рукции, в их число включают некоторые экс-
плуатационные характеристики и некоторые
(не все) характеристики назначения. Причины
включения этих характеристик в перечень для
оценки не объясняют, но в этом кроется глубо-
кий смысл: потребитель должен получить ра-
ботоспособное оборудование, а его характери-
стики должны обеспечить безопасную работу
смежных по технологической схеме агрегатов,
гарантируя определенный уровень технологи-
ческих параметров и допустимые их колебания
для всего оборудования.
Еще более подробным становится анализ,
если учесть, что любая технологическая систе-
ма включает совокупность оборудования и
оснастки, средств инженерного обеспечения,
контроля и управления, предметов производст-
ва, материалов и исполнителей, с помощью
которых обеспечивается выпуск продукции с
регламентированными свойствами. Взаимо-
действие именно этих элементов производст-
венной системы определяет ее безопасность.
Здесь не бывает мелочей, ведомственных огра-
ничений или приоритетов анализа.
Законодательная экспертиза безопас-
ности. Российским законодательством (о про-
мышленной безопасности, экологической экс-
пертизе, техническом регулировании), поста-
новлениями правительства (о экспертизе про-
ектно-сметной документации) и другими под-
законными актами определена обязательная
оценка соответствия и экспертиза промышлен-
ной безопасности оборудования, применяемого
на опасных промышленных производствах,
экологическая экспертиза, экспертиза проектов
строительства предприятий, зданий и сооруже-
ний производственного назначения [22].
32
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
При экспертных работах качество объек-
та прямо связывают с признаками, свидетель-
ствующими о вероятности наступления ава-
рийной ситуации, а нарушения требований
технических регламентов, включаемых в них
государственных и отраслевых стандартов,
ведомственных норм и правил надзорных ор-
ганов считают возможными причинами воз-
никновения таких ситуаций. Естественным
способом регулирования качества объекта и
основанием выбора направлений его совер-.
шенствования являются меры, исключающие
отклонения принятых технических решений от
норм документов, регулирующих правовые,
организационные, социально-экономические и
технические аспекты безопасности произ-
водств.
1.3.4. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И
ДИАГНОСТИКА КАК СРЕДСТВА
ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ
Неразрушающий контроль и диагностика
(НКиД) - начинающие и определяющие части
проблемы обеспечения безопасности химиче-
ского производства. Контроль обозначает про-
верку соответствия параметров установленным
техническим требованиям, а неразрушающие
методы контроля не должны нарушать пригод-
ность объекта к применению. Несоответствие
получаемой продукции установленным требо-
ваниям является дефектом, для обнаружения и
поиска которого используются теория, методы
и средства технической диагностики. Обнару-
жение и поиск дефектов являются процессами
определения технического состояния объекта,
т.е. его диагностирования.
Безопасность - средство экономической
состоятельности опасного производства.
Следует отметить, что как бы ни важны были
вопросы безопасности вообще, они подчинены
экономике производства, но та в свою очередь
не может быть эффективной, если не обеспечит
безаварийность и отсутствие инцидентов, за-
тратив для этого иногда значительные ресурсы.
Любое повышение безопасности произ-
водства достигается за счет необходимого до-
полнительного увеличения расходов. Возника-
ет проблема определения оптимального уровня
расходов, при котором технология и производ-
ство остаются рентабельными. Применение
систем НКиД удорожает продукцию при вы-
пуске и эксплуатации, однако их использова-
ние на всех стадиях изготовления, проверки и
эксплуатации существенно повышает надеж-
ность изделий и оборудования, обеспечивая
громадный в масштабе страны экономический
выигрыш. К особенностям современных сис-
тем НКиД относятся значительное увеличение
числа проверяемых параметров (многофунк-
циональность) и повышение производительно-
сти контрольных операций.
Ввиду необходимости получения и обра-
ботки огромных массивов информации при
контроле широко используются автоматизиро-
ванные и роботизированные системы НКиД.
Особенно перспективны контрольно-
диагностические автоматы при контроле очень
больших поверхностей, в условиях повышен-
ных температур, агрессивных сред и др. Точ-
ность работы таких систем зависит от чувстви-
тельности и разрешающей способности входя-
щих в них измерительных каналов и преобра-
зователей информации. Автоматизация гра-
дуировки и калибровки измерительных схем
вместе со встроенной автодиагностикой полу-
чают все более широкое распространение в
системах НКиД. В связи с этим можно выде-
лить следующие перспективные направления
развития НКиД.
Интеллектуализация методов и средств
НКиД. В НКиД используется более 100 мето-
дов исследования, тысячи типов приборов.
В основе решения диагностических задач
лежит прежде всего оптимальный выбор мето-
да контроля, дающего наиболее объективную
информацию о параметре диагностирования.
Важнейшей проблемой становится не фикса-
ция дефекта как уже возникшего отклонения от
нормируемого параметра, а исследование и
регистрация физических и других эффектов,
предшествующих по времени переходу мате-
риала или изделия в «дефектное» состояние.
Интеллект диагностики начинается с правиль-
ного выбора физического эквивалента, наибо-
лее адекватного изучаемому явлению, характе-
ризующему работоспособность объекта. На
основе этого должна проектироваться диагно-
стическая технология. Для решения этой про-
блемы используются датчики на базе микро-
электронной технологии, построенные на ос-
нове самых различных физических явлений и
химических преобразований.
Интеллектуализация современных мето-
дов НКиД связана с их интенсивной компью-
теризацией, широким использованием встро-
енных процессоров, персональных и мини-
ЭВМ, разработкой программ, алгоритмов тес-
тового и функционального диагностирования.
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА
33
Стали нормой перевод диагностической ин-
формации в двух- и трехмерное изображение с
последующей обработкой в реальном масштабе
времени, амплитудно-фазочастотная обработка
многомерного сигнала, реконструктивная то-
мография и т.д. Переход на экспертные диаг-
ностические многомашинные испытательные
комплексы для крупных химических произ-
водств позволит определять остаточный ресурс
оборудования и риск эксплуатации.
Создание единой системы контроля
химического производства и окружающей
среды. С увеличением масштабов производст-
ва, углублением экологических проблем ре-
гионов все очевиднее становится неразрывная
взаимосвязь методов и средств определения
состояния промышленного объекта и окру-
жающей среды. Системы диагностирования
химического производства должны включать
системы экологического мониторинга. Важно
отметить, что многие измерительные каналы,
алгоритмы диагностирования, методы и уст-
ройства преобразования информации, исполь-
зуемые физические и химические эффекты и
технические средства идентичны при диагно-
стировании химического предприятия и окру-
жающей среды. Они должны быть унифициро-
ваны и системно спроектированы для решения
общей задачи обеспечения безопасности людей
и окружающей среды.
Совершенствование диагностических
технологий. Технические средства НКиД
включают аппаратурную часть, программное
обеспечение и эксплуатационно-техническую
документацию. К сожалению, разработкам
необходимой технологической документации,
методикам, исследованию оптимальных про-
цедур НКиД уделяется явно недостаточное
внимание. От правильного выбора технологии
НКиД в большой степени зависит эффектив-
ность конечного результата - долговременная
работоспособность оборудования при мини-
мальных затратах. В качестве примера можно
привести применяющийся до сих пор метод
испытания труб большого диаметра с помо-
щью гидропрессов, для которого необходимо
строить специальные цехи и многотонное ис-
пытательное оборудование. В то же время ав-
томатизированный ультразвуковой дефекто-
скоп позволяет выявить дефекты с большей
достоверностью, чем гидроиспытания, при
этом затраты на контроль меньше в сотни раз.
Алгоритмы испытаний должна формировать
диагностическая технология с тем, чтобы оп-
ределить, что и как следует применять. Именно
технология должна минимизировать диагно-
стические параметры, методы и средства,
обеспечивающие достоверность определения
аномального события.
Диагностические технологии должны ра-
ботать на опережение, надежно распознавать
предаварийную ситуацию, исключать возмож-
ность аварийной эксплуатации оборудования.
Главным становится не оценка размеров де-
фектов (дефектометрия), а определение оста-
точного ресурса оборудования, степени риска
его эксплуатации.
Общая характеристика средств НКиД.
К средствам НКиД относят контрольно-
измерительную аппаратуру, в которой исполь-
зуют проникающие поля, излучения и вещест-
ва для получения информации о качестве ис-
следуемых материалов и объектов.
Выбор метода и прибора неразрушающе-
го контроля для решения задачи дефектоско-
пии, толщинометрии, структуроскопии и тех-
нической диагностики зависит от параметров
контролируемого объекта и условий его обсле-
дования. Ни один из методов и приборов не
является универсальным и не может удовле-
творить в полном объеме требованиям практи-
ки. В соответствии с назначением приборов
контролируемые параметры и дефекты разде-
ляют на четыре группы (табл. 1.3.2).
1.3.2. Классификация контролируемых
параметров и дефектов
Группа Параметры и дефекты
I Дефекты типа нарушения сплош- ности: раковины, трещины, расслое- ния, поры и др.
II Отклонения размеров - длины, ширины, высоты, диаметра, толщины стенки, а также толщины покрытия и глубины поверхностного слоя (зака- ленного, обезуглероженного и т.д.)
III Удельная электрическая проводи- мость, магнитная проницаемость, коэрцитивная сила, остаточная ин- дукция, твердость, влажность, на- пряжение, структура, химический состав, временное сопротивление, предел текучести, относительное удлинение, плотность и др.
IV Эмиссия волн напряжения, разви- тие во времени трещин, увеличение напряжений, утонение стенки, увели- чение зазора и т.д.
2 - 10358
34
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
В табл. 1.3.3 приведены примеры приме-
нения основных методов неразрушающего
контроля для оценки выявляемое™ дефектов
нарушения сплошности. В качестве объектов
контроля выбраны наиболее массовые изделия
из ферромагнитных и неферромагнитных ма-
териалов, а также из диэлектриков. Каждый
метод контроля оценивается экспериментально
по пятибалльной системе.
Системы автоматического контроля и
диагностики. Системы автоматического кон-
троля (САК) и технической диагностики (СТД)
являются разновидностями информационно-
измерительных систем (ИИС), с помощью ко-
торых можно осуществлять контроль за со-
стоянием химического производства. Отличи-
ем СТД и САК является то, что СТД не только
выдает информацию об исправности (или не-
исправности) контролируемого производства,
но и указывает место неисправности. СТД, как
правило, имеет устройство воздействия на объ-
ект (генератор стимулирующих воздействий), а
САК может и не иметь таких устройств.
САК делят на системы непрерывного
контроля параметров производства и системы с
дискретным последовательным контролем этих
параметров. В свою очередь, непрерывные
САК делят на многоканальные и сканирующие.
Многоканальные САК включают несколько
параллельных измерительных каналов для не-
прерывного контроля однородных или разно-
родных параметров. Каждый измерительный
канал включает датчик соответствующего па-
раметра, например средство неразрушающего
контроля (СНК), устройство сравнения с нор-
мой и устройство индикации отклонений. Мно-
гоканальные САК отличаются высокой надеж-
ностью и быстродействием. Недостаток таких
систем - повышенная сложность и стоимость,
поэтому их применяют для контроля наиболее
ответственных параметров. Сканирующие САК
применяют для контроля распределенных в
пространстве параметров (полей температур,
давлений, механических напряжений и др.).
Эти системы включают, как правило, один
измерительный канал и сканирующее устрой-
ство, перемещающее датчик по запрограмми-
рованной траектории. В результате получают
оценку значений контролируемого параметра
как функцию координат и времени.
САК с дискретным последовательным
контролем (их иногда называют многоточеч-
ными) применяют для контроля сложных объ-
ектов с большим числом контролируемых па-
раметров. Структурная схема такой системы
включает несколько датчиков контролируемых
параметров, унифицированные выходные сиг-
налы которых через измерительный коммута-
тор поочередно поступают на сравнивающее
устройство. Изменение норм и переключение
коммутатора осуществляются устройством
управления. Достоинством многоточечных
САК является меньшее количество оборудова-
ния по сравнению с многоканальными систе-
мами, возможность наращивания числа изме-
рительных каналов. Недостатком этих систем
является пониженное быстродействие и воз-
можность пропуска предаварийной или даже
аварийной ситуации на объекте.
Часто используют комбинированные
САК, в которых наиболее важные параметры
объекта контролируются непрерывно, а менее
значимые - оцениваются с помощью дискрет-
ного последовательного контроля.
СТД по целевому назначению делят на
диагностические и прогнозирующие. Диагно-
стические СТД предназначены для обнаруже-
ния неисправности объекта, а прогнозирующие
системы по результатам проверки в предыду-
щие моменты времени предсказывают поведе-
ние объекта в будущем, т.е. решают гораздо
более трудную задачу.
В СТД используют следующие виды про-
верок: функциональную; алгоритмическую и
логически-комбинационную. При функцио-
нальной проверке выявляют наличие сигнала
на выходе объекта при поступлении сигнала на
его вход; отсутствие выходного сигнала явля-
ется отказом. При алгоритмической проверке в
соответствии с алгоритмом работы объекта
проверяется последовательность выполнения
функций. Логически-комбинационная провер-
ка, называемая также тестовой, позволяет об-
наруживать неисправности на любом уровне.
На вход проверяемого объекта в этом случае
подают специальный диагностический тест,
специальные стимулирующие сигналы.
Существуют различные методы оптими-
зации программ диагностики, разработанные
на основе указанных принципов. Для повыше-
ния надежности СНК и диагностики и быст-
рейшего устранения неполадок они обеспечи-
ваются системой автоконтроля в процессе экс-
плуатации. В случае выхода из строя одного
из элементов автоматизированные средства
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА
35
1.3.3. Оценка выявляемое™ дефектов типа нарушения
сплошности различными видами НКиД
Объекты контроля Радиационный Акустический Вихретоковый Магнитный I Капиллярный I (проникающими веществами) Тепловой Оптический Радиоволновой
1 2 3 4 5 6 7 8 9
Нес) >ерромагнитные материалы
Проволока диаметром, мм:
0,01...1 0 5 5 0 0 3 4 0
1...14 4 5 5 0 0 0 4 0
Прутки диаметром, мм:
3...40 5 5 5 0 0 0 4 0
30...100 5 5 5 0 0 0 4 0
Трубы диаметром, мм:
3...30 4 5 5 0 0 0 4 0
30...156 5 5 5 0 0 0 4 0
156... 1000 5 5 5 0 0 0 4 0
Листы, плиты толщиной, мм:
0,1...1 4 5 5 0 4 3 4 3
0,1...3,9 5 5 5 0 4 0 4 0
4... 10 и более 5 5 5 0 4 0 4 0
Сортовой прокат 5 5 4 0 4 0 4 0
Отливки 5 4 3 0 5 0 4 0
Металлургические заготовки (слябы, слитки) 5 4 0 0 5 3 4 0
Ферромагнитные материалы
Проволока диаметром 5 мм Прутки диаметром, мм: 4 5 5 5 0 3 4 0
3...40 5 5 5 5 0 0 4 0
30... 100 5 5 5 5 0 0 5 0
Трубы сварные диаметром, мм:
3...30 4 5 5 5 4 0 4 0
30...156 5 5 5 5 4 0 4 0
156... 1000 5 5 5 5 4 0 4 0
Листы, плиты толщиной, мм:
0,1...1 5 5 5 5 4 3 4 3
0,1...3,9 5 5 5 5 4 0 4 0
4... 10 и более 5 5 5 4 4 0 4 0
Сортовой прокат 5 5 4 5 4 0 4 0
Отливки 5 4 0 4 4 0 4 0
Металлургические заготовки (слябы, слитки) 5 4 4 3 4 4 4 0
Диэлектрики
Резина 5 4 0 0 4 0 4 5
Керамика, порошковый материал 5 4 0 0 4 3 4 5
Бетон, железобетон 5 3 0 0 4 0 4 5
Монокристаллы 3 4 0 0 0 5 4 5
Многослойные материалы 4 5 0 0 0 3 0 5
Стекло 3 4 0 0 0 3 5 3
Стеклопластики 3 4 0 0 5 5 5 5
2*
36
Глава 1.3. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ
Продолжение табл. 1.3.3
• 2 3 1 1 4 | 1 5 1 1 6 1 1 7 1 8 1 9
Сварные С 5 седине! 5 НИЯ 3 5 4 3 0 0
Клееные 3 5 0 0 4 4 4 5
Паяные 5 5 3 0 3 3 0 0
Резьбовые 0 0 3 5 4 0 0 0
Железнодорожные рельсы Дет: 3 али и из 5 щелия 3 4 3 0 0 0
Многослойные конструкции из з 4 з 0 0 з 0 4
пластиков и стеклопластиков Радиоэлектронные схемы и детали 4 0 0 0 0 5 3 4
Электровакуумные приборы 4 0 0 0 0 3 3 3
Котлы и радиаторы 5 4 4 3 4 3 4 0
Примечание. Оценка вида НКиД: 5 - отличная; 4 - хорошая; 3 - удовлетворительная; 0 - неудов-
летворительная.
останавливают операцию контроля и сигнали-
зируют о возникшей неисправности. Наиболь-
ший экономический эффект достигается, когда
эти средства непосредственно управляют тех-
нологическим процессом.
Такие методы, как радиографический,
рентгенотелевизионный, магнитопорошковый,
капиллярный и другие, результаты которых
оператор оценивает визуально по изображению
дефекта, автоматизированы не полностью.
Создание автоматизированных систем обра-
ботки изображения (АСОИЗ) для указанных
методов - наиболее актуальная задача.
Наиболее трудоемкими и наименее на-
дежными механизмами автоматизированных
СНК, как правило, являются устройства скани-
рования. В процессе сканирования должен
поддерживаться постоянный зазор между пре-
образователем, источником поля и контроли-
руемым изделием. Движение преобразователя
и контролируемого изделия относительно друг
друга может быть поступательным, вращатель-
ным, сложным возвратно-поступательным и
др. Особенностью систем сканирования СНК и
диагностики является высокая точность их
изготовления. Они могут быть электронными,
электромеханическими, гидравлическими,
пневматическими и др. Дополнительно к меха-
ническим устройствам стабилизации зазора
применяют электронные измерительные уст-
ройства, которые сигнализируют о выходе
зазора за пределы допустимых значений и ре-
гулируют коэффициент усиления измеритель-
ного тракта в функции величины зазора, под-
держивая неизменной чувствительность при-
бора к основному контролируемому параметру.
Различают многоэлементные и одноэле-
ментные системы сканирования. Многоэле-
ментные системы состоят из ряда неподвиж-
ных входных преобразователей, расположен-
ных относительно друг друга линейно, мат-
рично и т.д. Информация с многоэлементной
входной системы снимается путем предвари-
тельного усиления сигнала каждого преобразо-
вателя и последующего коммутирования всех
входных сигналов электронным коммутатором
для дальнейшей вторичной обработки. Подоб-
ного рода системы входных преобразователей
отличаются большой скоростью получения
информации с определенной площади контро-
лируемого объекта. В ряде случаев они также
требуют перемещения относительно контроли-
руемого объекта. Недостатками многоэлемент-
ных систем являются их громоздкость, пони-
женные чувствительность и разрешающая спо-
собность при обнаружении дефектов типа на-
рушения сплошности. Объясняется это тем, что
дефекты нарушения сплошности имеют малые
размеры (от микрометров до миллиметров) и
для получения необходимой информации с
помощью ряда неподвижных преобразователей
требуется, чтобы размеры преобразователя или
зона его контроля была значительно меньше,
чем размеры дефекта. Для дефектоскопического
контроля это часто трудноосуществимая задача.
Более простыми, надежными и более чув-
ствительными являются одноэлементные сис-
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
37
темы сканирования. Они содержат один или
несколько (до десяти) преобразователей, пере-
мещающихся относительно контролируемой
поверхности объекта. Каждый преобразователь
контролирует определенную часть поверхно-
сти объекта. Размеры и параметры преобразо-
вателя выбирают так, чтобы получить макси-
мальные чувствительность и разрешающую
способность контроля. За счет перемещения
преобразователя информация о дефекте явля-
ется непрерывной функцией в отличие от дис-
кретных ее значений, получаемых от непод-
вижных рядом расположенных преобразовате-
лей. Таким образом, снимается максимальный
объем информации о качестве контролируемой
поверхности. Недостатком одноэлементных
систем является их малая производительность.
Поэтому в промышленности при высокопроиз-
водительном контроле все шире используют
многоканальные приборы и системы сканиро-
вания.
В качестве главного элемента систем ска-
нирования автоматизированных СНК и диаг-
ностики могут использоваться роботы-мани-
пуляторы. На этой основе создаются разнооб-
разные роботизированные технологические
комплексы неразрушающего контроля (РТК
НКиД). В основу создания РТК НКиД положе-
на совокупность приборов неразрушающего
контроля, промышленных роботов, выпол-
няющих функции перемещения датчика при-
бора относительно объекта контроля и разбра-
ковки изделий, а также специализированных
устройств связи прибора, робота и объекта
контроля между собой.
В качестве средств представления ин-
формации широкое применение получили вы-
числительные устройства, которые позволяют
строить двух- и трехмерные изображения объ-
екта контроля в требуемом масштабе, выявить
на изображении точки локализации дефектов и
обозначить яркостным или цветным способом
участки с наибольшими градиентами полей и
излучений, характеризующие наличие дефек-
тов или напряженные состояния. Эти устрой-
ства позволяют строить сечения объектов, на-
носить цифровые данные о размерах и локали-
зации дефектов, а также изоконтуры - эквипо-
тенциальные линии вторичных полей, характе-
ризующих дефекты. Они обеспечивают файло-
вую систему хранения результатов.
При использовании полутоновых диспле-
ев появляется возможность совместно с изо-
бражением объекта строить эпюры распреде-
ления потока сил, напряжений, нагрузок, тем-
пературы и т.п.
Глава 1.4
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
1.4.1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
Специфические условия работы химиче-
ского оборудования, характеризуемые диапа-
зоном давлений от глубокого разрежения (ва-
куума) до избыточного (250 МПа и выше),
большим интервалом рабочих температур
(-254...+ 1000 °C и выше) при агрессивном
воздействии среды, предъявляют высокие тре-
бования к выбору конструкционных материа-
лов проектируемой аппаратуры.
Наряду с обычными требованиями высо-
кой коррозионной стойкости в определенных
агрессивных средах к конструкционным мате-
риалам, применяемым в химическом машино-
строении, одновременно предъявляются также
требования высокой механической прочности,
жаростойкости и жаропрочности, сохранения
удовлетворительных пластических свойств при
высоких и низких температурах, устойчивости
при знакопеременных или повторных одно-
значных нагрузках (циклической прочности),
малой склонности к старению и др.
Для изготовления технологической аппа-
ратуры химических и нефтехимических произ-
водств используют конструкционные материа-
лы, стойкие и весьма стойкие в агрессивных
средах. Материалы пониженной стойкости
применяют в исключительных случаях.
При выборе материалов для аппаратов,
работающих под давлением при низких и вы-
соких температурах, необходимо учитывать,
что механические свойства материалов суще-
ственно изменяются в зависимости от темпера-
туры.
При статическом приложении нагрузки
важными характеристиками для оценки проч-
ности материала являются предел текучести
ст (или условный предел текучести Qq 2 или
0 ) и временное сопротивление св . Упру-
гие свойства металлов характеризуются значе-
ниями модуля упругости Е и коэффициентом
Пуассона ц.
Эти характеристики являются основными
при расчетах на прочность деталей аппарату-
ры, работающей под давлением при низких
(-40...-254 °C), средних (+ 200...-40 °C) и
высоких (выше + 200 °C) температурах.
38
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Для работы при низких температурах по
нормам Госгортехнадзора РФ следует выби-
рать металлы, у которых порог хладоломкости
меньше заданной рабочей температуры. Следу-
ет отметить, что в химической промышленно-
сти на протяжении многих лет безаварийно
эксплуатируется при рабочих температурах до
- 40 °C большое количество аппаратов, трубо-
проводов, арматуры, насосов и другого обору-
дования, изготовленных из углеродистой стали
обыкновенного качества и из серого или ковко-
го чугуна, т.е. из материалов, имеющих удар-
ную вязкость KCU < 20 Дж/см2 при указанной
температуре. Поэтому при выборе металла для
работы при низких температурах следует исхо-
дить не только из его ударной вязкости, но и
учитывать величину и характер приложенной
нагрузки (статический, динамический, пульси-
рующий), наличие и характер концентраторов
напряжений и чувствительность металла к над-
резам, начальные напряжения в конструкции,
способ охлаждения металла (хладоносителем
или окружающей средой).
При статическом приложении нагрузки в
ряде случаев допускается изготовление аппара-
тов из металлов, приобретающих хрупкость
при пониженных рабочих температурах, но не
имеющих дефектов, нарушающих однород-
ность структуры и способствующих концен-
трации напряжений. Технология изготовления
аппаратов из таких материалов должна исклю-
чать возможность возникновения высоких на-
чальных напряжений в конструкции. К таким
аппаратам можно отнести свободно опираю-
щиеся емкости для жидких и газообразных
продуктов, содержащихся в них под неболь-
шим избыточным давлением, металлоконст-
рукции неответственного назначения и др.
При динамических нагрузках кроме ука-
занных выше характеристик необходимо учи-
тывать также ударную вязкость аИ . Для мно-
гих углеродистых и легированных сталей
ударная вязкость при низких температурах
(обычно ниже - 10 °C) резко понижается, что
исключает применение этих материалов в та-
ких рабочих условиях. Ударная вязкость для
большинства цветных металлов и сплавов (ме-
ди, алюминия, никеля и их сплавов), а также
хромоникелевых сталей аустенитного класса
при низких температурах, как правило, умень-
шается незначительно и пластические свойства
этих материалов сохраняются на достаточно
высоком уровне, что позволяет применять их
при рабочих температурах до - 254 °C.
Для оборудования, подверженного удар-
ным или пульсирующим нагрузкам и предна-
значенного для работы при низких температу-
рах, следует применять металлы и сплавы с
ударной вязкостью KCU > 30 Дж/см2. Для де-
талей. имеющих концентраторы напряжений
(болтов, шпилек), рекомендуются материалы, у
которых при рабочей температуре ударная
вязкость KCU > 40 Дж/см2.
При высокой температуре наблюдается
значительное снижение основных показателей,
характеризующих прочностные свойства ме-
таллов и сплавов. Временное сопротивление
сгв и предел текучести ат зависят от времени
пребывания под нагрузкой и скорости наг-
ружения, так как с повышением температуры
металл из упругого состояния переходит в уп-
ругопластическое и под действием нагрузки
непрерывно деформируется (ползучесть). Тем-
пература, при которой начинается ползучесть,
у разных металлов различная: для углероди-
стых сталей обыкновенного качества ползу-
честь наступает при температуре выше 375 °C,
для низколегированных - при температуре
выше 525 °C, для жаропрочных - при более
высокой температуре.
С увеличением времени пребывания ме-
талла под нагрузкой характеристики прочности
уменьшаются тем значительнее, чем выше
температура эксплуатации оборудования. По-
лому при расчете на прочность аппаратов,
работающих длительное время при высоких
температурах, допускаемые напряжения опре-
деляют по отношению к условному пределу
ползучести апл или по пределу длительной
прочности адл. Для химической аппаратуры
допускаемая скорость ползучести принимается
< 10 7 мм/(м ч) (10 5 % в год), для крепежных
деталей - < 10 9 мм/(м ч) (10 7 % в год).
Понижение механических свойств при
высоких температурах обусловлено происхо-
дящими в металле структурными и фазовыми
превращениями. К структурным изменениям
такого рода можно отнести графитизацию уг-
леродистой и молибденовой сталей, образова-
ние ферритной фазы в хромоникелевых сталях
при длительной работе металла в условиях
высоких температур. В ряде случаев стабиль-
ность структуры стали в течение длительного
срока службы оборудования удается обеспе-
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИОННЫМ МАТЕРИАЛАМ
39
чить путем термической обработки. В боль-
шинстве случаев для аппаратуры, предназна-
ченной для работы при высоких температурах,
применяют жаропрочные стали специальных
марок, характеризуемые достаточной механи-
ческой прочностью и стабильностью структу-
ры. Наряду с жаропрочностью металлы долж-
ны обладать жаростойкостью. При непрерыв-
ном процессе окалинообразования рабочее
сечение металла уменьшается, что приводит к
повышению рабочего напряжения и ухудше-
нию условий безопасной эксплуатации обору-
дования.
Некоторые детали аппаратуры (болты,
шпильки, пружины и др.) вследствие повыше-
ния пластичности металла при высоких темпе-
ратурах работают в условиях постепенного
снижения напряжений, вызванных первона-
чально приложенной нагрузкой (затягом), при
сохранении геометрических размеров (релак-
сация напряжений). Расчет таких деталей сле-
дует производить на предварительную нагруз-
ку (затяг), обеспечивающую на заданный пери-
од времени остаточную нагрузку, необходи-
мую для нормальной работы конструкции.
При выборе конструкционных материа-
лов для химического оборудования необходи-
мо также учитывать физические свойства ма-
териалов (теплопроводность, линейное темпе-
ратурное расширение), технологию изготовле-
ния аппаратуры, дефицитность и стоимость
материалов, наличие стандартов или техниче-
ских условий на его поставку, освоенность
материала промышленностью и др. Так как
стоимость изделия в значительной мере опре-
деляется стоимостью примененных для его
изготовления материалов, при всех прочих
равных условиях предпочтение следует отдать
более дешевым и менее дефицитным материа-
лам.
В химическом аппаратостроении основ-
ным способом выполнения металлических
неразъемных соединений является сварка, а в
ряде случаев - пайка. Хорошая свариваемость
металлов является одним из основных необхо-
димых условий, определяющих пригодность
материала для создаваемой конструкции. Сле-
дует стремиться к максимально возможному,
без ущерба для конструкции, сокращению но-
менклатуры применяемых марок материалов и
типоразмеров.
Аппаратуру не рекомендуется изготов-
лять целиком из дорогостоящих и дефицитных
материалов. Коррозии обычно подвержена
лишь внутренняя поверхность аппаратов. Для
обеспечения амортизационного срока службы
аппарата достаточен слой коррозионно-стойко-
го металла толщиной в несколько миллимет-
ров. Таким образом, представляется целесооб-
разным изготовлять аппаратуру для активных
коррозионных сред из двухслойного проката,
облицовочный слой которою может быть вы-
полнен из требуемого коррозионно-стойкого
металла или сплава. Например, вместо моно-
литной толстолистовой стали 12Х18Н10Т или
10Х17Н13М2Т целесообразно применять двух-
слойную листовую сталь 16ГС + 12Х18Н10Т
или СтЗсп + 10Х17Н13М2Т.
В настоящее время металлургической
промышленностью освоен ряд новых марок
высоколегированных сталей с малым содержа-
нием никеля, которые рекомендуется приме-
нять в химическом машиностроении в качестве
заменителей дефицитных хромоникелевых
сталей или сталей с большим содержанием
никеля. К таким сталям относятся 08Х22Н6Т,
08Х21Н6М2Т и др.
Для активных коррозионных сред наибо-
лее целесообразно изготовление химической
аппаратуры из неметаллических материалов:
природных кислотоупоров. керамики, фарфора,
стекла, углеграфитовых материалов, пластиче-
ских масс (фаолита, полиэтилена, винипласта и
др.) или из углеродистой стали, покрытой ки-
слотостойкими эмалями, резиной или пласт-
массами (для соответствующих сред, давления
и температуры).
В последнее время в конструировании
химической аппаратуры все большее примене-
ние находят композиционные материалы, ко-
торые по механической прочности превосходят
даже качественные стали, а по коррозионной
стойкости не уступают керамике, стеклу и эма-
лям.
Таким образом, при конструировании
химической аппаратуры к конструкционным
материалам должны предъявлять следующие
требования:
1) достаточной общей химической и кор-
розионной стойкости материала в агрессивной
среде с заданными концентрацией, температу-
рой и давлением, при которых осуществляется
технологический процесс, а также стойкость
против других возможных видов коррозионно-
го разрушения (межкристаллитной, электрохи-
мической сопряженных металлов в электроли-
тах, под напряжением и др.);
40
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
2) достаточной механической прочности
при заданных значениях давления и темпера-
туры технологического процесса, с учетом
специфических требований, предъявляемых
при испытании аппаратов на прочность, герме-
тичность и других видах в эксплуатационных
условиях при действии на аппараты различного
рода дополнительных нагрузок (ветровой, соб-
ственного веса и др.);
3) наилучшей способности материала
свариваться с обеспечением высоких механи-
ческих свойств сварных соединений и корро-
зионной стойкости их в агрессивной среде,
обрабатываться резанием, давлением, подвер-
гаться изгибу и др.;
4) низкой стоимости материала, недефи-
цитностью и освоенностью его промышленно-
стью. Необходимо стремиться применять двух-
слойные стали, неметаллические материалы,
стали с покрытиями из неметаллических мате-
риалов. Номенклатура применяемых материа-
лов как по наименованию, маркам, так и по
сортаменту должна быть минимальной с уче-
том ограничений, предусматриваемых ведом-
ственными нормами и действующими на заво-
дах-изготовителях инструкциями;
5) качества, при этом химический состав
и механические свойства материалов и полу-
фабрикатов должны удовлетворять требовани-
ям соответствующих стандартов;
6) возможности простой утилизации при
выработке сроков эксплуатации оборудования,
узлов и деталей.
1.4.2. СТАЛИ
Стали и сплавы являются наиболее рас-
пространенными и конструкционными мате-
риалами при изготовлении химического обору-
дования. Сталь обладает хорошей прочностью,
низкой стоимостью по отношению к другим
конструкционным материалам, весьма техно-
логична при обработке и изготовлении полу-
фабрикатов, выдерживает высокие температу-
ры и агрессивное воздействие коррозионно-
активных сред. Для изготовления аппаратов
применяют следующие стали и сплавы в виде
полуфабрикатов:
углеродистую сталь обыкновенного каче-
ства (ГОСТ 380-94), поставляемую в виде лис-
тового, сортового и фасонного проката, труб,
поковок и т.д.; по степени раскисления - спо-
койную (сп), полуспокойную (пс), реже - ки-
пящую (кп);
качественную углеродистую конструкци-
онную, поставляемую в виде листового прока-
та (ГОСТ 5520-79) и в виде сортового проката
и труб (ГОСТ 1050-88);
низколегированную сталь (с содержанием
легирующих элементов до 2,5 %), поставляе-
мую в виде листового проката (ГОСТ 5520-79),
сортового и фасонного проката, труб и поковок
(ГОСТ 19281-89);
легированную конструкционную сталь
(с содержанием легирующих элементов до
10 %), поставляемую в виде сортового проката,
труб и поковок (ГОСТ 4543-71);
теплоустойчивую сталь (ГОСТ 20072-74),
поставляемую в виде листового и сортового
проката и труб;
высоколегированную сталь и коррозион-
но-стойкие, жаростойкие и жаропрочные спла-
вы, поставляемые в виде листового проката,
труб и поковок;
стали и сплавы с особыми свойствами,
поставляемые в виде листового и сортового
проката и труб по специальным ТУ;
двухслойные стали, поставляемые в виде
листового проката (ГОСТ 10885-85 и ТУ) с
основным слоем из углеродистых, низколеги-
рованных и легированных сталей и плакирую-
щим слоем из коррозионно-стойких материа-
лов;
отливки из конструкционной, нелегиро-
ванной и легированной сталей, поставляемые
по ГОСТ 977-88.
В табл. 1.4.1 приведены марки сталей, ре-
комендуемых для сварных аппаратов с инерт-
ными средами, работающих без давления и
устанавливаемых на открытом воздухе или в
неотапливаемом помещении в зависимости от
средней температуры самой холодной пяти-
дневки.
Листовая сталь. Из листовой стали изго-
товляют корпусы (обечайки), днища, фланцы,
различные тарелки, трубные решетки и многие
другие детали аппаратов. Листовой прокат -
основной материал для изготовления большин-
ства аппаратов.
Рекомендуемые марки сталей в зависимо-
сти от условий применения (рабочих парамет-
ров) приведены в табл. 1.4.2 для листовой ста-
ли, а в табл. 1.4.3 - для двухслойной листовой
стали.
СТАЛИ
41
1.4.1. Марки сталей, рекомендуемых для
сварных аппаратов, работающих
без давления с инертными средами
Температура воздуха, °C Марка стали
Не ниже -30 СтЗпс, СтЗсп, СтЗГпс, 15К, 16К, 18К, 20К, 16ГС, 09Г2С, 10Г2С1
-30...-40
-41...-60 09Г2С, 10Г2С1
Примечания: 1. Для материалов, не приве-
денных в таблице, нижний температурный предел
применения должен определяться исходя из требо-
ваний табл. 1.4.2. 2. Материалы для сосудов и аппа-
ратов, устанавливаемых в районах со средней тем-
пературой воздуха наиболее холодной пятидневки
ниже - 40 °C, выбираются специализированной
научно-исследовательской организацией. 3. Преде-
лы применения двухслойных сталей определяются
по основному слою. 4. Допускается испытание ста-
лей на ударный изгиб при средней температуре
воздуха наиболее холодной пятидневки для задан-
ного района установки сосуда или аппарата.
5. Пуск, остановку и испытание сосудов и аппаратов
на герметичность в зимнее время следует проводить в
соответствии с требованиями ОСТ 26 291-94.
Листовую углеродистую сталь марки
СтЗсп и двухслойную сталь с основным слоем
и стали марки СтЗсп толщиной более 25 мм и
марки СтЗГпс толщиной более 30 мм допуска-
ется применять при условии проведения испы-
таний металла на ударный изгиб на предпри-
ятии-изготовителе аппарата или сосуда. Испы-
тания на ударный изгиб следует проводить на
трех образцах. При этом ударная вязкость KCU
должна быть не менее: 50 Дж/см2 при темпера-
туре + 20 °C; 30 Дж/см2 - при температуре
-20 °C и после механического старение, а на
одном образце допускается ударная вязкость
не менее 25 Дж/см2.
Листовая сталь толщиной листа более
60 мм, предназначенная для сосудов и аппара-
тов, работающих под давлением более 10 МПа
(100 кгс/см2), должна подвергаться на пред-
приятии-поставщике металла ультразвуковому
контролю или другому равноценному методу
контроля.
Для изготовления аппаратов применяется
листовой прокат, состав и размеры которого
приведены в табл. 1.4.4-табл. 1.4.7.
1.4.2. Рекомендуемые марки листовой стали
Марка стали Температура стенки, °C Давление среды. МПа (кгс/см2). не более Пункты примечаний
1 2 3 4
СтЗкп, СтЗпс, СтЗсп + 10...+ 200 1,6(16) 2
- 15...+ 350 0,07 (0,7)
-30...+ 550 - 3
СтЗпс, СтЗсп, СтЗГпс -20...+ 425 5(50) 4, 10, 12, 17
Св. 0...+ 200 Не ограничено 6, 10
08кп -40...+ 475 7
20К -20...+ 425 10
16К, 18К, 20К, 22К -20...+ 475 1, 5, 10, 11
22К -20...+ 350
09Г2С. 10Г2С1 -70...+ 200 5, 8. 9, 10
17ГС,17Г1С,16ГС,09Г2С, 10Г2С1 -40...+ 475
09Г2С, 09Г2СА -70...+ 475 10
17ГС, 17Г1С, 16ГС, 14Г2, 09Г2С -40...+ 475 10, 13-15, 23, 24
09Г2Сш -60...+ 450 10
09Г2СЮЧ, 09ХГ2СЮЧ -70.. +475
12ХМ -40...+ 560 -
10Х2М1А-А, 10Х2М1А (10Х2М1А-ВД, 10Х2М1А-Ш) -40...+ 550
10Х2М1А-А
42
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.2
1 2 3 4
15Х5М -40...+ 650 Не ограничено 18, 22
10Х2ГНМ -40...+ 550 -
20ЮЧ -40...+ 475
09ХГ2НАБЧ
16ГМЮЧ -40...+ 600
15Х2МФА-А -40...+ 510
+ 510...+ 560 10(100)
12Х2МФА -40...+ 500 Не ограничено
15Г2СФ -60...+ 350 13-15, 23, 24
09Г2ФБ, 10Г2ФБ -60...+ 420 10(100) -
09Г2БТ, 10Г2БТ, 07ГФБ-У -70...+ 200 Не ограничено
10ХСНД, 15ХСНД -30...+ 475 16(160) 13-15, 23,24
Д40, Е40 -40...+ 200 —
А, В 0...+ 200 Не ограничено 4, 17
Е32, Д32 -20...+ 200
10Х14Г14Н4Т - 196...+ 500 18, 22
08Х22Н6Т, 08Х21Н6М2Т -40...+ 300
02Х8Н22С6, 02Х8Н22С6-ПД, 02Х8Н22С6-Ш -40...+ 120 - -
ОЗХ19АГЗН1О - 196...+ 450 Не ограничено
03Х21Н21М4ГБ -70...+ 450 18, 22
08Х18Г8Н2Т -20...+ 300 5(50)
07Х13АГ20 -70...+ 300 -
08Х18Н10Т -253...+ 610 Не ограничено 18, 22
+ 610...+ 700 5 (50) —
08Х18Н10Т, 08Х18Н12Б + 610...+ 700 18, 22
08Х18Н12Б - 196...+ 610 Не ограничено
03Х18Н11 -253...+ 450 —
10Х17Н13М2Т -253...+ 700 18, 19, 22
Св. + 350...+ 700
08Х17Н13М2Т -253...+ 700 —
10X17H13M3T + 196...+ 350 18, 22
02Х18Н11 -253...+ 450 5(50) -
10X17H13M3T Св.+ 350...+ 600 Не ограничено 18, 19, 22
08Х17Н15МЗТ - 196...+ 600
03ХН28МДТ, 06ХН28МДТ - 196...+ 400 18, 22
03X17H14M3 - 196...+ 450 -
08Х18Н10 -253...+ 600
08Х18Н1 ОТ, 08Х17Н1ЗМ2Т 18, 22
15Х18Н12С4ТЮ -20...+ 200 2,5 (25) —
12Х18Н9Т, 12Х18Н10Т - 253...+ 350 Не ограничено 18, 22
-253...+ 610 18, 19, 22
12Х18Н10Т + 610...+ 700 5 (50)
12Х18Н10Т -253...+ 350 Не ограничено -
-253...+ 610
+ 610...+ 700 5(50) 19
08X13 -40...+ 550 До 0,07 (0,7) 18, 20, 22, 25
СТАЛИ
43
Продолжение табл. 1.4.2
1 2 3 4
08X13, 12X13,20X13 -40...+ 550 Не ограничено 3, 18, 22, 25 2 (для сталей марок 12X13, 20X13)
08Х17Т, 15Х25Т + 20...+ 700 + 20...+ 1000 18,22
Примечания: 1. Допускается применять сталь марок 15 и 20 (ГОСТ 1577-93) при тех же условиях,
что сталь марок 16К, 18К и 20К, при этом объем и виды испытаний этих сталей на предприятии-изготовителе
аппаратов должны быть проведены по ГОСТ 5520 в том же объеме, что и для сталей марок 15К, 16К, 18К и
20К. 2. Толщина листа не более 16 мм. 3. Для трубных решеток, а также ненагруженных деталей внутренних
устройств и других неответственных конструкций. 4. Допускается применять листовой прокат сталей марок:
СтЗсп, СтЗпс толщиной не более 25...40 мм. 5. Механические свойства листов по ГОСТ 5520 толщиной ме-
нее 12 мм проверяют на листах, взятых от партии. 6. Допускается применять сталь марок Ст5пс и Ст5сп для
деталей, не подлежащих сварке, при тех же параметрах, что и сталь марки Ст4сп с использованием на удар-
ный изгиб на предприятии-изготовителе аппаратов или их отдельных деталей. 7 Прокладки из стали марки
08кп толщиной не более 2 мм применяют при температуре стенки до - 70 °C 8 Для сосудов и аппаратов из
стали марки 10Г2С1, работающих под давлением, температура стенки должна быть не ниже - 60 °C. 9. До-
пускается применение стали марки 10Г2 по ГОСТ 1577 при температуре стенок - 70 -41 °C с техническими
требованиями для стали марки 09Г2С в этом температурном интервале 10. Испытание на механическое ста-
рение производится в том случае, если при изготовлении сосудов и аппаратов, имеющих температуру стенки
выше 200 °C, сталь подвергается холодной деформации (вальцовке, гибке, отбортовке и др ) 11. Для сталей
марок 16К, 18К, 20К испытание при - 20 °C производится на металлургическом предприятии Значение удар-
ной вязкости должно быть не менее 30 Дж/см2. 12. При толщине листов менее 5 мм допускается применение
сталей по ГОСТ 14637. 13. Контроль макроструктуры должен проводиться по ГОСТ 5520 от партии листов.
14 Листы, поставляемые по ГОСТ 19281, должны быть испытаны полистно при температуре стенки ниже -
30 °C, выше 200 °C или давлении более 5 МПа (50 кгс/см2) при толщине листа 12 мм и более 15. Для нетермо-
обработанных сосудов. 16. Для сталей, поставляемых по ГОСТ 5521. при температуре стенки выше 200 °C
необходимо проведение испытания на старение 17. Допускается применение сгалей марок 09Г2, 09Г2С,
10Г2С1Д по ГОСТ 5521 при температуре стенки -40...+ 200 °C 18 Допускается применение стали по
ГОСТ 7350 группы поверхности МЗб и М4б при условии, что в расчете на прочность должны быть учтены
глубина залегания дефектов и минусовые отклонения 19. Для сред, не вызывающих межкристаллитную кор-
розию 20. Для изделий толщиной до 12 мм 21. Для изготовления деталей, не подлежащих сварке. 22. Корро-
зионно-стойкая, жаростойкая и жаропрочная толстолистовая сталь по ГОСТ 7350 должна быть заказана горя-
чекатаной, термически обработанной, травленой, с обрезной кромкой, с качеством поверхности по группе
М2б и требованием по стойкости к межкристаллитной коррозии 23 При заказе проката толщиной до 32 мм
включительно класс прочности должен быть 325, 345; при толщине более 32 мм класс прочности 265, 295.
24. ГОСТ 19281 распространяется на прокат из сталей повышенной прочности, применяемых для сосудов, не
подвергаемых термической обработке. Возможность применения проката из сталей по ГОСТ 19281 для сосу-
дов, подвергаемых термической обработке, должна согласовываться со специализированной научно-
исследовательской организацией. 25 Для внутренних не подлежащих сварке деталей сосудов допускается
применение стали марки 08X13 при температуре стенки - 60 .+ 550 °C
1.4.3. Рекомендуемые марки листовой двухслойной стали
Марка стали Температура стенки. °C Давление среды, МПа (кгс/см2). не более Пункты примечаний
1 2 3 4
СтЗсп+08Х13 -20...+ 200 5(50) 1, з
-20...+ 425 1, 3, 5
СтЗсп с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15МЗТ, 06Х28МДТ -20...+ 200 1. 3
44
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.3
1 2 3 4
20К +08X13 -20...+ 200 Не ограничено 1. 3, 5
-20. ..+ 475 1, 3
20К с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15МЗТ, 06ХН28МДТ -20...+ 200
-20...+ 425 1,2, 3,5
16ГС+08Х13, 09Г2С+08Х13 -40...+ 200
-40...+ 475 1,4, 5
09Г2С в зависимости от температуры стенки с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15МЗТ, 06ХН28МДТ -70...+ 200
16ГС, 09Г2С с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15МЗТ, 06ХН28МДТ -40...+ 200 1,3,5
-30...+ 200
12ХМ+08Х13 -40...+ 425 1,2, 4,5
-40...+ 560 1
15Г2СФ с плакирующим слоем из сталей марок 08Х18Н1 ОТ, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15МЗТ -40...+ 425 -
20К+НМжМц28-2,5-1,5 -20...+ 425 5(50)
12ХМ+08Х18Н10Т -40...+ 560 Не ограничено 1
Примечания: 1. При заказе листов из двухслойной стали по ГОСТ 10885 толщиной более 25 мм,
предназначенных для сосудов и аппаратов, работающих под давлением более 4 МПа (40 кгс/см2), необходимо
требовать сцепления слоев по первому классу сплошности. 2. Допускается применять двухслойные стали с
коррозионно-стойким слоем из сталей марок 08Х18Н10Т, 10X17H13M3T, 10Х17Н13М2Т, 08Х17Н15МЗТ при
температуре стенки, не превышающей максимально допустимую для стали основного слоя, при толщине
плакирующего слоя не более 15 % общей толщины, но не более 8 мм. 3. При толщине двухслойных листов
менее 10 мм допускается применение основного слоя сталей по ГОСТ 14637 и ГОСТ 5520. 4. По согласова-
нию со специализированной научно-исследовательской организацией допускается применение двухслойных
сталей с основным слоем из сталей марок 16ГС, 09Г2С, по ГОСТ 5520 и ГОСТ 19281. 5. Испытания прово-
дятся полистно на предприятии-поставщике металла при температуре стенки ниже - 30 °C, выше 200 °C при
давлении более 5 МПа (50 кгс/см2) при толщине листа 12 мм и более.
1.4.4. Рекомендуемые состав и размеры стального листового проката, мм
Основные размеры Сталь листовая
горячекатаная (ГОСТ 19903) холоднокатаная (ГОСТ 19904) горячекатаная двухслойная коррозионно-стойкая (ГОСТ 10885)
1 2 3 4
Ширина 500...3800 500...2300 1200... 2800
Длина 1200... 12000 1000... 6000 2000... 9400
СТАЛИ
45
Продолжение табл. 1.4.4
1 2 3 4
Толщина листа стали: углеродистой обыкновенного качества (ГОСТ 380) качественной углеродистой низколегированной (ГОСТ 5520) котельной (ГОСТ 5520) коррозионно-стойкой, жаростойкой и жаропрочной 0,5...160 (в листах) 0,5...5 (в листах) 4...160
1,2...12 (в рулонах) 0,5,.3 (в рулонах) -
4...160 - 4...160
4...60 - 4...160
1,5...3,9 (ГОСТ 5582) 0,7...3,9 (ГОСТ 5582) -
4...50 (ГОСТ 7350) 4...5 (ГОСТ 7350) -
1.4.5. Рекомендуемые размеры листовой горячекатаной стали, мм
Толщина Ширина Длина Толщина Ширина
В листах В рул юнах
0,4...0,6 500... 1000 750...2000 1,2...12,0 500...630
0,63... 0,75 500...1250 710...2500 1,5...12,0 650...950
0,8...0,9 500...1250 710...2500 1,2...12,0 1000...1250
1,0 600... 1250 1420...2500 1,5...12,7 1400... 1500
1,2...1,4 600...1250 1420...3000 3...12 1600... 1800
1,5...1,8 600... 1500 1420...6000 6...10 1900... 2000
2,0...2,8 600... 1500 1420... 6000 7...10 2100... 2200
3,0...3,9 600... 1800 1420...6000
4,0...5,6 600... 1800 1420... 6000
6,7...7,0 760... 2000 2000... 7000
8...10 710...2500 2000... 12000
11...12 1000... 2500 2000... 12000
13...25 1000...2800 2500... 12000
26... 40 1250...3600 2500... 12000
42... 160 1250...3800 2500...9000
46
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
1.4.6. Рекомендуемые размеры листовой холоднокатаной стали, мм
Толщина Ширина Длина Толщина Ширина
В листах В рулонах
0,35...0,5 500... 1100 1000... 3000 0,5...3,0 500... 1000
0,55...0,65 500... 1250 1000... 3500 0.55 З.о 1100...1250
0,7...0,75 500... 1420 1000... 4000 0.7.. 3.0 1400
0,8...1,0 500... 1500 1000... 4000 0,7...2,5 1420
1,1...1,3 500... 1800 1000... 4200 0,8...2,5 1500
1,4...2,0 500... 1800 1000... 6000 1,1...2,5 1600... 1800
2,2...3,2 500...2300 1000... 6000 2,1...2,5 1900... 2300
3,5...3,9 250...2300 2000... 4750
4,0...5,0 1250...2300 3000...4500
1.4.7. Рекомендуемые размеры двухслойных коррозионно-стойких листов из стали
Общая толщина листа, мм Толщина коррозионно-стойкого слоя, мм Общая толщина листа, мм Толщина коррозионно-стойкого слоя, мм
4 0,7...1,1 22; 24; 25; 26 3,0...4,0
4; 5 0,8...1,2 28; 30 3,5...5,0
6; 7 1,0...1,8 32; 34; 36; 38 4,0...6,0
8; 9; 10; 11; 12; 13 2,0...3,0 40; 42; 45; 48
14; 15 50; 52; 55; 60
16; 17; 18; 19; 20 2,5...3,1
21
Примечание. В двухслойной стали, изготовленной электрошлаковой сваркой, промежуточный слой
относится к основному. Длина и ширина двухслойных листов соответствуют ГОСТ 19903.
При агрессивном воздействии коррози-
онно-активных сред агрегаты, узлы и детали
оборудования должны изготовляться из корро-
зионно-стойких сталей. В нашей стране приня-
та десятибалльная шкала коррозионной стой-
кости материалов, которая приведена в
табл. 1.4.8
Рекомендуемые марки сталей для изго-
товления коррозионно-стойкого оборудования
приведены в табл. 1.4.9.
В табл. 1.4.10 приведены сведения корро-
зионной стойкости сталей различных марок в
тех или иных условиях эксплуатации.
1.4.8. Десятибалльная шкала
коррозионной стойкости сталей |9|
Группа стабильности Скорость коррозии металла, мм/год Балл
Совершенно стойкие 0,001 1
Весьма стойкие 0,001... 0,005 2
0,005... 0,01 3
Стойкие 0,01... 0,05 4
0,05...0,1 5
Пониженно-стойкие 0,1...0,5 6
0,5...1,0 7
Малостойкие 1,0...5,0 8
5,0... 10,0 9
Нестойкие 10,0 10
СТАЛИ
1.4.9. Коррозионно-стойкие стали (ГОСТ 5632)
Структурный класс Марка Область применения
Ферритный 08X13,08X1811 Изделия, подвергающиеся действию слабоагрессивных сред (атмосферным осадкам, слабым растворам минеральных и органических кислот) при нормальной температуре
15Х25Т Детали, не подвергающиеся действию \ парных нагрузок, работающие в средах окислительного харакгера
Аустенитный 08Х18Н10Т Сварная аппаратура, работающая в окислительных средах типа азотной кислоты и др.
08Х17Н13М2Т Сварная аппаратура, работающая в кипящей фосфорной, сер- ной, 10 %-ной уксусной кислоте и сернокислых средах
10Х14Г14М4Т Сварная аппаратура, работающая в окислительных средах слабой агрессивности, а также при температурах до - 253 °C
03Х21Н21М4ГБ Сварная аппаратура по производству фосфорных удобрений
Аустенитно- ферритный 08Х22Н6Т Сварная аппаратура в химической, пищевой и других отрас- лях промышленности; является заменителем стали типа 12Х18Н1 ОТ при температуре до 300 °C
08Х21Н6М2Т Заменитель стали 10Х17Н13М2Т
Мартенситный 20X13,30X13. 40X13 Режущий, измерительный и хирургический инструмент, уп- ругие элементы, предметы домашнего обихода
Аустенитно- мартенситный 07Х16Н6 Высокопрочные штампосварные конструкции и детали, рабо- тающие в слабоагрессивных средах
08Х17Н5МЗ Нагруженные детали, работающие в атмосферных условиях, слабоагрессивных средах восстановительного характера
Мартенситно- ферритный 12X13 Предметы домашнего обихода, изделия, работающие в сла- боокислительных средах
14Х17Н2 Нагруженные детали, работающие в слабоагрессивных сре- дах окислительного характера в авиационной, химической промышленности
1.4.10. Коррозионная стойкость (в баллах) сталей в различных средах
при различной температуре 119|
Коррозионная среда, концентрация, % t. °C 08X13, 12X13 08Х18Т1 15X25 08Х21Н6М2Т 08Х18Н10Т 08Х17Н13М2 Т
1 2 4 5 6 7 8
Азотная кислота: 5 20 5 4 3 — 3 3
5 85 7 5 5 - 4 4
5 ^кип 8 7 5 - - -
10 20 5 4 4 3 3 -
10 85 7 5 5 5 5 5
10 6<ип 8 7 6 5-6 5-6 5-6
50 20 6 6 5 - 3 3
50 80 8 7 6 5 5 4-5
48
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.10
1 2 3 4 5 6 7 8
50 бсип 9 8 7 6 6 6-7
65 20 6 5 5 - 4 4
65 85 9 8 7 5 5 5
65 Асип 10 9 8 8 8
Серная кислота:
10 20 10 10 10 4 5 4
10 75 10 10 10 6 7 7
10 ^кип 10 10 10 10 10 10
40 20 10 10 10 6-7 7-8 6-7
40 50 10 10 10 7 8 7
40 100 10 10 10 10 10 10
60 20 9 8 8 4 4 3-4
60 70 10 10 10 9 10 9
60 100 10 10 10 10 10 10
98 20 6 6 6 3 4 3
98 100 8 8 7 9 10 9
100 20 5 4 4 3 5 3
100 70 - - - 7 9 8
125 10 10 10 — 10 10 10
Смесь кислот
(азотная + серная):
1,0+50 50 - - - 4 5 4
3,0+30 50 - - - 4 5 5
3,0+30 ^кип - 10 10 - 7 -
5,0+15 Асип - - - 5 5 5
5,0+50 50 - - - 5 5 5
5,0+65 100 - - - 9 10 9
15+80 60 7 6 6 - 6 -
25+75 60 8 7 5 5 5 5
36+5 85 — — - — 5 5
Соляная кислота:
0,5 20 8 6 6 5 5 4
0,5 50 8 7 7 6 6 5
0,5 Асип 10 10 10 9 9 8
5 20 9 8 8 6 6 5
5 60 10 10 10 9 9 8
10 20 10 10 10 6 6 6
10 60 10 10 10 9 9 9
20 20 10 10 10 8 8 7
20 20 10 10 10 8 8 7
20 60 10 10 10 8 8 8
30 20 10 10 9 8 7 6
30 60 10 10 10 9 8 7
37 20 10 10 10 9 9 7
СТАЛИ
49
Продолжение табл. 1.4.10
1 2 3 4 5 6 7 8
Уксусная кислота: 1 90 5 5 5 3 4 3
1 ^кмп - - - 4 5 4
5 20 6 5 4 1 1 1
5 75 8 6 6 3 4 3
5 бит 10 8 7 5 6 5
15 20 7 6 6 1 1 1
15 80 8 7 7 3 5 3
15 ^кип 10 9 8 5 8 5
50 20 7 7 6 1 3 1
50 60 - - - 3 4 3
50 100 10 9 8 5 8 5
80 20 6 5 5 1 2 2
80 80 9 8 - 4 5 5
80 бит 10 9 8 6 8 6
98 бит - - - 5 7 5
100 20 6 5 - 4 5 4
100 90 9 - - 5 6 5
100 бит 10 10 - 7 8 6
Фосфорная кислота: 5 20 4 3 3 1 1 1
5 50 5 4 3 2 2 2
10 бит 9 8 - 4 4 4
50 20 8 7 5 2 3 3
50 85 - 8 6 4 5 4
50 бит 10 9 8 2 - 5
85 20 4 4 3 3 4 3
85 85 9 8 8 6 6 4
85 бит 10 10 10 5 8 7
90 но 10 10 10 - 10 10
Фтористо-водо- родная кислота: 5 20 10 10 7
10 20 - - - - 7 7
40 20 10 10 10 10 10 8
Щавелевая кислота: 5 20 8 7 6 — 5 4
5 85 8 7 7 6 7 5
10 20 8 7 6 5 5 5
10 75 8 8 8 - 7 6
10 бит 10 10 10 7 10 8
25 85 9 9 8 7 9 8
25 ^кип 10 10 10 9 10 8
50
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.10
1 2 3 4 5 6 7 8
Едкое кали (КОН):
25 Сип 4 4 4 3 4 3
25 20 2 2 2 2 2 2
50 Сип 7 7 -! - 6
расплав 300 10 10 10 ю 10 10
Едкий натр:
10 90 5 5 - 4 5 4
20 50 4 4 - 3 4 3
20 Сип 8 5 - 5 5 5
60 90 8 7 7 5 5 5
60 160 - - - 8 9 8
90 300 9 9 9 - 8 8
расплав 318 10 10 10 9 10 10
1.4.3. ЧУГУНЫ
Чугуны, как материалы, обладающие хо-
рошими литейными свойствами, жаростойко-
стью, коррозионной стойкостью и антифрик-
ционными качествами, до сих пор находят ши-
рокое применение при изготовлении химиче-
ских и нефтехимических аппаратов, узлов и
деталей.
Однако их отличает ряд недостатков: вы-
сокая хрупкость, сложность обработки резани-
ем, высокие коэффициенты линейного расши-
рения, сильная зависимость прочностных ха-
рактеристик от температуры, трудность, а в
ряде случаев и невозможность сварки.
Правила Госгортехнадзора РФ регламен-
тируют использование чугунных отливок по
температуре и давлению.
В химическом машино- и аппаратострое-
нии наибольшее применение получили сле-
дующие виды чугунов.
Серый чугун (ГОСТ 1412) марок СЧ 10,
СЧ 15, СЧ 18, СЧ 20, СЧ 21, СЧ 30 и СЧ 35.
Из чугуна СЧ 10 изготовляют корпусные
и ненагруженные детали простой конфигура-
ции, а из чугуна остальных марок - ответст-
венные корпусы и детали сложной конфигура-
ции, работающие в слабоагрессивных средах.
При расчете деталей на растяжение коэффици-
ент запаса прочности для серого чугуна при-
нимают 6... 8.
Коррозионная стойкость серого чугуна
приведена в табл. 1.4.11.
Щелочестойкие чугуны СЧ Щ1 и СЧ Щ2
применяют для изготовления корпусов, дета-
лей и узлов машин и аппаратов, работающих в
водных растворах щелочей NaOH и КОН при
давлении до 1 МПа и температуре
- 15...+ 300 °C.
Ферросилиды С15, С17 и антихлор
МФ 15 применяют для изготовления корпусов,
деталей и узлов простой конфигурации для
работы с сильноагрессивными средами (рас-
творами солей, азотной и серной кислот) при
давлении до 0,25 МПа и температуре
0...+ 700 °C. При разработке конструкции сле-
дует учитывать, что кремнистые чугуны очень
хрупкие, чувствительны к колебаниям темпе-
ратуры и трудно обрабатываются резанием.
Поэтому изделия из них получают отливкой,
предусматривая плавные переходы. Ферроси-
лиды широко применяют при изготовлении
арматуры.
Следует иметь в виду, что ферросилиды
легко корродируют под воздействием соляной
кислоты, крепких щелочей и фтористых соеди-
нений.
Жаростойкие чугуны, содержащие до
32 % Сг и 1...2% Si применяют в котельно-
топочном оборудовании. Чугуны марки
ЖЧХ 0,8; ЖЧХ 1,5; ЖЧ6 5,5 (ГОСТ 7769) ис-
пользуют при изготовлении узлов и деталей,
работающих при температуре соответственно
550, 600 и 800 °C, а чугуны марок ЖЧХ 16 и
ЖЧХ 30 обладают хорошей стойкостью до
температур 1000... 1200 °C при действии дымо-
вых газов, содержащих сернистые соединения.
Жаростойкий и коррозионно-стойкий
чугун ЧН15Д7Х2 применяют при изготовле-
нии узлов и деталей, работающих при темпера-
туре + 100...+ 600 °C и агрессивных средах.
ЧУГУНЫ
51
1.4.11. Коррозионная стойкость серого чугуна
Коррозионная среда, Массовый показатель, Глубинный показатель, Коррозионная среда, Массовый показатель, Глубинный показатель,
концентрация, % /См, г/(м2 ч) П, мм/год концентрация, % Кы, г/(м2 ч) П, мм/год
Азотная кислота: Сернокислый аммоний:
10 60,0 — 5...10 0.57. 0.65 0,68...0,78
20 24,0 — 20 0.24 0,29
50...75 14,0...12,0 - Хлористый кальций, 0.20... 0,25 0,24...0,30
Серная кислота: 5...10
10 35,0...48,0 — Хлористый натрий:
25 25,0...30,0 — 5...10 0,125 0,15
50 0,25 — 20 0,24 0,29
75 0,10 — Сода, 10 0,015 0,018
Соляная кислота: Едкий натр:
10...75 25,0...30,0 — 5 0,003 0,0036
Уксусная кислота: 10 0,026 0,031
10...25 18,5...15,0 — 25 0,006 0,007
50...75 12,5...9,5 - Керосин 0,01 0,012
Медный купорос: 0,5 2,3 — Сернокислый на- трий, 10 0,03 0,04
10 23,5 - Водопроводная вода
Хлорид аммония при при температуре.
температуре 20 °C, °C:
5,0...20,0 0,8...1,05 0,95...1,30 20 0,30...0,55 0.40... 0,67
Хлорид аммония при 90 0.14...0,23 0,17...0,28
температуре 95 °C: Морская вода:
5,0 4,0 4,8 спокойная 0,13...0,30 0.15...0,36
аэрированная 0,45... 0,70 0.50...0,84
20,0 4,85 5,8 проточная 0,60... 1.00 0.75...1,25
Хлорид марганца при 0,66 0,79 Дистиллированная
температуре 80 °C, вода:
10 спокойная 0,23... 0,27 0,28...0,32
Нитрат аммония, 5,0 0,63 0,76 аэрированная 0,79 0,95
Сульфат аммония, 0,63 0,76 Атмосфера со степе-
5,0 нью агрессивности:
Алюмокалиевые 1...2 0,25... 0,40 0,025
0,65 0,76 3...5 Почва с коррозион- 0,45...0,50 0,15. .0,80
квасцы, 5,0
Сульфат алюминия, 0,83 1,00 ной активностью:
5,0 высокой,
Фосфорная кислота, 3,5 0,52 0,62 р = 100. ..500 Омсм средней, - 0,30...0,50
р = 500... 1000 Ом см — 0,10...0,25
Смесь кислот (HNO3 25 % + H2SO4 0,12 0,145 слабой,
75 %) р > 1000 Омсм — 0,05...0,1
Антифрикционный чугун АЧС-1,
АЧС-2 (ГОСТ 1585) используют для изготов-
ления узлов и деталей, испытывающих трение
(подшипников, шарниров, направляющих и др.).
Ковкие чугуны (ГОСТ 1215) КЧ 30-6,
КЧ 33-8, КЧ 35-10, КЧ 37-12, КЧ 45-7,
КЧ 50-5, КЧ 55-7, КЧ 60-3, КЧ 65-3, КЧ 70-2,
КЧ 80-1,5 применяют в основном для не-
больших отливок. Основным преимуществом
отливок из ковкого чугуна является однород-
ность их свойств по сечению, практически
отсутствие внутренних напряжений. С целью
52
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
исключения напряжений в конструкциях от- ность к образованию усадочных раковин и ливки получают со стенками толщиной до литейных напряжений выше, чем у серого чу- 50 мм. гуна. Кроме того, они имеют удовлетворитель- Высокопрочные чугуны (ГОСТ 7293) ную коррозионную стойкость (не ниже, чем ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, марок СЧ), жаростойкость, хладостойкость, ВЧ 80, ВЧ 100 применяют для изготовления антифрикционные свойства, обрабатываемость узлов и деталей с повышенными механически- резанием и могут подвергаться сварке и авто- ми свойствами. Они имеют высокую жидкоте- генной резке. кучесть, незначительную склонность к образо- В табл. 1.4.12 - laou 1 4.15 приведены ванию горячих трещин. Вместе с тем их склон- свойства чугуна различных марок. 1.4.12. Механические свойства серого чугуна с пластинчатым графитом
Марка Ои, МПа Твердость, НВ Примечание
СЧ10 275 139...274 Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.)
СЧ15 314 160...224 Малоответственные отливки с толщиной стенок 10...30 мм (трубы, корпуса клапанов, вентили при давлении до 20 МПа и др.)
СЧ18 354 167...224 Ответственные отливки с толщиной стенок 10...20 мм (шкивы, зуб- чатые колеса, станины, суппорты и др.)
СЧ20 397 167...236 Ответственные отливки с толщиной стенок до 30 мм (блоки цилин- дров, поршни, тормозные барабаны, каретки и др.)
СЧ25 450 176...245 Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.)
СЧЗО 490 177...250 Ответственные отливки с толщиной стенок до 60 мм (поршни, гиль- зы дизелей, рамы, штампы и др.)
СЧ35 540 193...264 Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.)
1.4.13. Механические свойства ковкого чугуна и его применение
Марка Твердость, НВ Временное сопротивление разрыву, МПа, не менее Марка Твердость, НВ Временное сопротивление разрыву, МПа, не менее
КЧ 30-6 100...163 294 КЧ 55-4 192...241 539
КЧ 33-8 100...163 323 КЧ 60-3 200... 269 588
КЧ 35-10 100...163 333 КЧ 65-3 212...269 637
КЧ 37-12 НО...163 362 КЧ 70-2 241...285 686
КЧ 45-7 150...207 441 КЧ 80-1,5 270...320 784
КЧ 50-5 170..230 490
Примечание. Применяются в основном для изготовления небольших отливок, работающих в
условиях динамических нагрузок. Ограниченное применение обусловлено сложностью изготовления отли-
вок, длительностью термической обработки, ограниченными допускаемыми размерами сечений (не более
30...40 мм).
ЧУГУНЫ
53
1.4.14. Механические свойства легированного чугуна
для отливок со специальными свойствами
Марка ав, МПа Пи, МПа Твердость, НВ Свойства
ЧХ1 170 350 203... 280 Жаростойкий
ЧХ2 150 310 203... 208
4X3 150 310 223...356 Жаростойкий, износостойкий
4ХЗТ 200 400 440... 580 Износостойкий
4Х9Н5 350 700 490... 607
4X16 350 700 390... 440
4X16М2 170 490 490... 607 Износостойкий, жаростойкий
4X22 290 540 333... 607
4Х22С 290 540 215...333 Коррозионно- и жаростойкий
4X28 370 560 215...264
4Х28П 200 400 245... 390 Стойкий в цинковом расплаве
4Х28Д2 390 690 390...635 Износо- и коррозионно-стойкий
4X32 390 690 245...333 Жаро- и износостойкий
4С5 150 290 140...294
4С5Ш 290 223... 294 Жаростойкий
4С13 100 210 294... 390
4С15 60 170 294... 390 Коррозионно-стойкий в жидкой среде
4С17 40 140 390...450
ЧС15М4 60 140 390... 450
4С17МЗ 60 100 390...450 Жаростойкий
4ЮХШ 390 590 183...356 Жаро- и износостойкий
4Ю6С5 120 240 236...294
4Ю7Х2 120 170 254...294
4Ю22Ш 290 490 235...356 Жаро- и износостойкий при высокой температуре
4Ю30 200 350 356...536
4Г6СЗШ 496 680 215...254 Износостойкий
4Г7Х4 150 330 490... 586
4Г8ДЗ 150 330 176...285 Маломагнитный
4НХТ 280 430 196...280
4НХМД 290 690 196...280 Коррозионно-стойкий в газовых средах двигателей внутреннего сгорания
4НМШ 490 — 183...280
4Н2Х 290 490 215...280 Износостойкий
4X4X2 200 400 460...645
4Н11Г7Ш 390 - 120...250 Жаропрочный
4Н15Д7 150 350 120...250
4Н15ДЗШ 340 - 120...250 Маломагнитный
4Н19ХЗШ 340 - 120...250
4Н20Д2Ш 500 - 120...220 Жаропрочный, хладостойкий, маломагнитный
Примечание, св - временное сопротивление разрыву; си - сопротивление изгибу.
54
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
1.4.15. Основные эксплуатационные свойства и области применения отливок
из легированных чугунов по ГОСТ 7769
Марка Эксплуатационные свойства Область применения
1 2 3
ЧХ1 Повышенная коррозионная стойкость в газовой, воздушной, щелочной средах в условиях трения. Жаростойкий в воздушной среде до 500 °C Детали коксохимического оборудова- ния, сероуглеродные ре юрты
ЧХ2 То же, до 600 °C Детали контактных аппаратов химиче- ского оборудования, решетки трубчатых печей нефтеперерабатывающих заводов
4X3 То же, но жаростойкий до 700 °C, изно- состойкий Детали элетролизеров, колосники, дета- ли стекломашин
4ХЗТ Изностойкий Для футеровки пылепроводов и др.
4X16 Жаростойкий до 900 °C, износостойкий при 20 °C и повышенной температуре Арматура химического машиностроения
4Х9Н5 4X16М2 Износостойкий Для футеровки пылепроводов и др.
4X22, ЧХ28Д2 Износостойкий при повышенных темпе- ратурах
4Х22С Коррозионно-стойкий в запыленных газовых средах при температуре до 1000 °C, кислотостойкий и устойчивый к межкристаллитной коррозии Детали, не подвергающиеся действию постоянных и переменных нагрузок. Детали аппаратуры для концентриро- ванной азотной и фосфорной кислот
4X28, 4X32 Высококоррозионно-стойкий в раство- рах кислот (азотной, серной, фосфорной, соляной, уксусной, молочной и т.д.), щелочей и солей (азотно-кислом аммо- нии, сульфите аммония, хлорной извес- ти, хлорном железе, селитре), в газах, содержащих серу или SO2, Н2О. Жаро- стойкие до 1150 °C, износостойкие Детали, работающие при небольших механических нагрузках в среде SO2 и SO3, в щелочах высокой концентрации, азотной кислоте, растворах и расплавах солей до 1000 °C
4Х28П Эрозионно стойкий (после окислитель- ного отжига) в цинковых расплавах Сопряженные детали пар трения, рабо- тающие в цинковом расплаве агрегатов горячего непрерывного цинкования
4Г6СЗШ, 4Г7Х4 Износостойкий Для пылепроводов и пульпопроводов
4Г8ДЗ Немагнитный, износостойкий Немагнитные детали, сопряженные трущиеся детали арматуры
4ЮХШ Жаростойкий в воздушной среде до 700 °C Пресс-формы для стекольных изделий, детали печного оборудования, ролики чистовых клетей листопрокатных станов
4Ю7Х2 Жаростойкий в воздушной среде до 750 °C, износостойкий Детали печной арматуры
4Ю6С5 Жаростойкий в воздушной среде до 800 °C, в среде, содержащей соединения серы, стойкий к резким сменам темпера- туры Детали, эксплуатируемые в агрессивных газовых средах при обжиге сернистых рудных материалов
ЧУГУНЫ
55
Продолжение табл. 1.4.15
1 2 3
ЧЮ22Ш Жаростойкий в среде, содержащей серу, сернистый газ, оксиды ванадия и пары воды. В воздушной среде жаростойкий до 1100 °C. Высокопрочный при повы- шенной температуре Детали обжиговых колчеданных печей, нагревательных кольцевых печей, ко- лосники агломерационных машин
ЧЮЗО Износостойкий в воздушной среде до 1150 °C Детали печей обжига колчедана
ЧС5 Жаростойкий в топочных газах и воз- душной среде до 700 °C Сероуглеродные реторты
ЧС5Ш Жаростойкий в топочных газах и воз- душной среде до 800 °C Подовые плиты термических печей
ЧС13, ЧС15, ЧС17 Высококоррозионно-стойкий до 200 °C в концентрированных и разбавленных кислотах, растворах щелочей, солей, кроме фтористо-водородных. Не допус- кает переменных или ударных нагрузок и перепада температур Трубы и фасонные детали для трубопро- водной арматуры, теплообменников и детали химической арматуры, катодной защиты
ЧС15М4, ЧС17МЗ Особокоррозионно-стойкий в серной, азотной, соляной кислотах различной концентрации и температуры, водяных растворах щелочей и солей, при перепа- де температур внутри детали до 30 °C, отсутствии динамических нагрузок Простые по конфигурации детали цен- тробежных и поршневых насосов, ком- прессоров, трубы и фасонные детали для трубопроводной арматуры, теплообмен- ников, другие детали химической аппа- ратуры
ЧНХТ Коррозионно-стойкий в слабощелочных и газовых средах и водных растворах Маслоты для поршневых, компрессион- ных и маслосъемных колец
ЧНХМД Хорошие механические свойства и со- противление коррозии в продуктах сго- рания топлива Детали кислородных и газовых мото- компрессоров
ЧН2Х Повышенные механические свойства, коррозионно-стойкий в продуктах сго- рания топлива, кислороде, водных рас- творах и расплавах каустика Различные типы зубчатых колес, цилин- дры двигателей, абразивные диски, дроссели, холодильные цилиндры
ЧНМШ Повышенные механические свойства при температуре до 500 °C Маслоты поршневых колец, холодиль- ные цилиндры
ЧНХМДЩ, чнзхмдш Высокие прочностные характеристики при статическом и динамическом на- гружении, износостойкий Облицовочные ситовые плиты и др.
ЧН15ХЗШ, ЧН15Д7 Коррозионно- и эрозионно стойкий в щелочах, слабых растворах кислот, серной кислоте любой концентрации, в морской воде, в перегретых водяных парах. Высокий коэффициент линейного расширения Насосы, вентили и другие детали хими- ческой, нефтеперерабатывающей про- мышленности и арматуростроения
56
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.15
1 2 3
ЧН19ХЗШ, ЧН11Г7Ш Жаропрочный до 600 °C, коррозионно- и эррозионно стойкий в щелочах, слабых растворах кислот, серной кислоте любой концентрации при температуре более 50 °C, в морской воде, в перегретом водяном паре. Высокий коэффициент линейного расширения Головки поршней, корпусы насосов, вентили, маломагнитные детали
ЧН20Д2Ш Высокая стабильность механических свойств до -100 °C. Может быть пла- стически деформирован в холодном состоянии Насосы и другие детали нефтедобы- вающей и нефтеперерабатывающей промышленности, детали топливной арматуры, двигателей и холодильных машин, немагнитные детали
1.4.4. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
При изготовлении химического оборудо-
вания широкое распространение получили
цветные металлы и сплавы, так как они обла-
дают повышенной коррозионной стойкостью к
воздействию целого ряда агрессивных сред.
Кроме того, большинство цветных металлов и
сплавов имеют значительно более высокие
коэффициенты теплопроводности, что способ-
ствует интенсификации многих технологиче-
ских процессов. В табл. 1.4.16 приведены ре-
комендуемые в химическом машиностроении
цветные металлы и сплавы для изготовления
технологического оборудования и трубопрово-
дов.
1.4.16. Цветные металлы и сплавы, рекомендуемые для изготовления сварного и
паяного технологического оборудования и трубопроводов
Марка (ГОСТ или ТУ) Температура стенки, °C Давление среды, МПа, не более Назначение
1 2 3 4
А995; А99; А98; А97; А95; А85; А8; А7; А7Е; А6; А5; А35; АО (ГОСТ 11069-2001) Алюми - 196...+ 150 НИЙ высок 0,6 ой технической чистоты Обечайки, днища, крышки, корпусы, детали внутренних и внешних устройств емкостной и колонной аппаратуры, предназначенной для рабо- ты со средами средней и повышенной агрессив- ности
Алюминиевые деформируемые сплавы
АДО; АД00; АД00Е; АД000; АД0Е; АД1;АД (ГОСТ 4784-97) - 196...+ 150 0,6 Обечайки, днища, крышки, корпусы, детали внутренних и внешних устройств емкостной и колонной аппаратуры, трубные пучки, патрубки, предназначенные для работы со средами средней и повышенной агрессивности
Амц; Амг2; АмгЗ; Амг5; Амгб (ГОСТ 4784-97) 1,6 Трубные пучки, трубные решетки, патрубки, фланцы технологического оборудования, техно- логические трубопроводы
Д1; Д16 (ГОСТ 4784-97) 0...+ 150 Аппаратурные и трубопроводные фланцы, крепежные детали аппаратов и трубопроводов
ЦВЕТНЫЕ МЕТАЛЛЫ
57
Продолжение табл. 1.4.16
• 2 3 4
Литейные алюминиевые сплавы
АЛ1-АЛ9 0...+ 250 1,6 Детали и изделия, работающие при повышен- ных температурах, действии больших ударных и статистических нагрузок
АЛ34(ВАЛ5) 6,4 Корпусные детали, работающие под высоким давлением
АЛЗЗ(ВАЛ1) 0...+ 350 1,6 Детали
БрОФ8, 0-0,3; БрОФ7-0,2; БрОФб, 5-0,4; БрОФ6,5-0,15; БрОФ4-0,25; БрОЦ4-3; БрОЦС4-4-4 (ГОСТ 5017-74) БрА7; БрАМц9-2; БрАЖ9-4; БрАЖН 10-4-4; БрБ2; БрБНТ1,9; БрКНЬЗ; БрКМцЗ-1; БрМц5 (ГОСТ 18175-78) Бр03ц12С5; Бр03Ц6С5Н1; БрО4Ц7С5; БрО4Ц4С17; БрО5Ц5С5; БрОбЦбСЗ; БрО8С4; Бр010Ф1; Бр010Ц2; БрОЮСЮ - 196...+ 400 4 Бронза Детали внутренних и внешних устройств тех- нологической аппаратуры, работающих в средах средней и повышенной агрессивности. Арматура, антифрикционные детали, фильт- рованные сетки, подшипники, втулки, вкладыши подшипников
НП1;НП2; НПЗ; НМЖМц28-2,5-1,5 - 196...+ 500 Нике 1 ль и сплавы Обечайки, днища, крышки, внутренние и внешние устройства емкостной, колонной и теп- лообменной аппаратуры, трубные пучки и трубо- проводы для сред высокой агрессивности
«Хастеллой»: Н70МФВ-ВИ; ХН58В; ХН65МВУ «Монель» - 196...+ 600 1,6 То же, для сред высокой агрессивности вос- становительного характера
58
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
1.4.5. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Химически стойкие неметаллические ма-
териалы нашли широкое применение в качест-
ве как самостоятельных конструкционных ма-
териалов для изготовления технологической
аппаратуры, работающей без давления или под
небольшим избыточным давлением, так и фу-
теровочных материалов для защиты аппарату-
ры от разрушающего действия агрессивных
сред.
В ряде технологических производств
применение неметаллических химически стой-
ких материалов позволяет производить замену
остродефицитных и дорогостоящих высоколе-
гированных сталей, цветных металлов и спла-
вов. В других технологических производствах
разрушающее действие агрессивной среды на
металлы и сплавы столь велико, что примене-
ние неметаллических химически стойких кон-
струкционных материалов представляет един-
ственную возможность для осуществления
технологического процесса производства хи-
мических продуктов.
В табл. 1.4.17 приведены неметалличе-
ские химически стойкие материалы, рекомен-
дуемые для технологической аппаратуры и
трубопроводов.
1.4.17. Рекомендуемые неметаллические материалы для химической аппаратуры
и трубопроводов химических производств
Материал Характеристика материала Температура стенки, °C Давление среды, МПа, не более Назначение
1 2 3 4 5
Андезит Природные Горные породы, со- стоящие из нескольких минералов. Обладают ис- ключительно высокой хи- мической стойкостью про- тив минеральных кислот любых концентраций при любых температурах, включая и высокие. Хоро- шо сопротивляются сжи- мающим нагрузкам, но неудовлетворительно ра- ботают на растяжение и на изгиб ; кислотоуп <600 оры 0,07 Абсорбционные башни* в производстве соляной и азот- ной кислот; аппаратура для получения купоросного масла и корпусы электрофильтров в установках для концентриро- вания серной кислоты. Для футеровки абсорбци- онных, сушильных и погло- тительных башен при нитро- зном и контактном способах получения серной кислоты и для аппаратов, подверженных воздействию агрессивных кислот и газов при высоких температурах
Бештаунит <800
Гранит (украинский и карельский) Горная порода, состоя- щая из нескольких мине- ралов. Отличается мень- шей по сравнению с анде- зитом и бештаунитом хи- мической стойкостью про- тив минеральных кислот <200 Поглотительные башни в производстве соляной и азот- ной кислот; аппаратура для производства йода, брома и других агрессивных химиче- ских продуктов
Кварцит (карельский) Горная порода, состоя- щая из нескольких мине- ралов. Обладает высокой кислотоупорностью < 1000 Насадка абсорбционных башен в производстве соля- ной, азотной и других мине- ральных кислот
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
59
Продолжение табл. 1.4.17
1 2 3 4 5
Кислото- упорный (анто- филлитовый) и щелочестойкий (хризотиловый) асбест Минерал, имеющий волок- нистую структуру. Отлича- ется высокой химической стойкостью во многих аг- рессивных средах и высо- кой температуростойко- стью. Негорюч, обладает низким коэффициентом теплопроводности <600 0.07 Сальниковая набивка и прокладочный материал для фланцевых соединений
<400 Тепловая изоляция химиче- ских аппаратов и трубопро- водов
Плавленые диабаз и базальт Камен Отличаются высокой прочностью на истирание и невысокой термостойко- стью, вследствие чего фу- теровочные изделия из него (кирпич, плитки) применя- ются при ограниченном перепаде температур: в жидкостях до 100 °C, в га- зах до 200 °C. Устойчивы при действии кислот (за исключением плавиковой) и щелочей, растворов солей любых концентраций, пол- ностью непроницаем для агрессивных жидкостей и газовых сред ное литье <200 Для футеровки химиче- ских аппаратов, работающих в условиях воздействия ми- неральных кислот средних и высоких концентраций под атмосферным или повышен- ным давлением (автоклавы, монжусы, реакторы, кристал- лизаторы. сатураторы, от- стойники. кислотохранилища. травильные ванны и др.)
Керамические кислотоупорные материалы и бетон
Керамика: дунитовая Обладает прочностью, теплостойкостью, не подда- ется истиранию и не про- пускает жидкостей. Устой- чива против воздействия минеральных кислот (за исключением плавиковой и фосфорной) и органических кислот любой концентра- ции и щелочных сред кон- центрации до 2 % < 180 для кислых сред: <30 0.07 Реакторы, ванны, сосуды, тарелки колпачковые типа ТТК (для металлических ко- лонных аппаратов) диамет- ром 300... 1800 мм и другая аппаратура, предназначенная для работы с кислыми агрес- сивными средами любой кон- центрации с разбавленными растворами щелочей
кислотоупор- ная Устойчива против воз- действия минеральных ки- слот (за исключением пла- виковой и фосфорной) и органических кислот любой концентрации для щелоч- ных сред Насадка для колонных ап- паратов (кольца Рашига); футеровочные штучные изде- лия (кирпич, плитка) для ан- тикоррозионной защиты ем- костной аппаратуры из угле- родистой стали и других кон- струкционных материалов от воздействия агрессивных сред
60
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 3 4 5
шамотно- бентонитовая пористая №21; 32; 43; 64 Устойчива против воз- действия минеральных ки- слот (за исключением пла- виковой и фосфорной) и органических кислот любой концентрации и щелочных сред концентрации до 10 % <350 для кислых сред; <30 ДЛЯ щелоч- ных сред Пористые элементы (ци- линдры и диски) для фильт- рующих аппаратов, рабо- тающих в кислых и щелоч- ных средах
Фарфор: твердый ки- слотоупорный кислотупор- ный Прочный теплостойкий, не поддающийся истира- нию и не пропускающий жидкостей. Устойчив про- тив воздействия минераль- ных кислот (за исключени- ем плавиковой и фосфор- ной) и органических кислот любой концентрации и ще- лочных сред концентрации до 10% < 120 ДЛЯ кислых сред; <30 для щелоч- ных сред 0,07 Реакторы, нутч-фильтры, ванны, сосуды и другие аппа- раты, предназначенные для работы с кислыми агрессив- ны средами любой концен- трации с разбавленными рас- творами щелочей
0,4 Трубы и фасонные части к ним для трубопроводов
Устойчив против воз- действия минеральных ки- слот (за исключением пла- виковой и фосфорной) и органических кислот любой концентрации Насадка для колонных ап- паратов (кольца Рашига); футеровочные штучные изде- лия (кирпич, плитка) для ан- тикоррозионной защиты ем- костной аппаратуры из угле- родистой стали и других кон- струкционных материалов от воздействия агрессивных сред
Кислото- упорный бетон Смесь кислотоупорных материалов различного гра- нулометрического состава (андезит, бештаунит, гра- нит, кварц, щебень, песок, пылевидный наполнитель) с добавлением технического кремнефтористого натрия. Смесь растворяют в 35...38 %-ном водном рас- творе жидкого стекла. Она застывает в прочный бетон, устойчивый во многих ми- неральных кислотах Кислотохранилища, баш- ни для сушки хлористого водорода, кристаллизаторы и другие аппараты в производ- стве минеральных кислот. Для футеровки аппаратов, изготовляемых из углероди- стой стали, железобетона и кирпича
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
61
Продолжение табл. 1.4.17
1 I 2 I 3 | 4 | 5
Искусственные силикатные материалы
Стекло: силикатное (известково- натриевое) Обладает повышенной хрупкостью и пониженной теплостойкостью, плохо противостоит резким изме- нениям температуры (рас- трескивается), но устойчиво во многих агрессивных средах (кислотах и др.) <50 - Бутыли для хранения ки- слот, водомерные стекла, фонари и смотровые окна химических аппаратов и тру- бопроводов; трубопроводы. Для футеровки емкостной аппаратуры, изготовляемой
боросиликат- ное (термостой- кое) Отличается высокой термической устойчиво- стью и высокой химической стойкостью в органических и минеральных кислотах (за исключением фосфорной и плавиковой) <400 из углеродистой стали и дру- гих конструкционных мате- риалов
кварцевое Отличается высокой термической устойчиво- стью и огнеупорностью, что позволяет применять его для аппаратуры, работаю- щей в условиях высоких температур с резкими пере- падами. Устойчиво в орга- нических и минеральных кислотах любых концен- траций (за исключением плавиковой и фосфорной), но плохо сопротивляется растворам солей и щелочам < 1000 1,0 Емкостная, колонная и те- плообменная сварная и литая химическая аппаратура для производства многих мине- ральных и органических ки- слот и различных реактивов. Аппаратура для органиче- ского синтеза химических продуктов, органических кра- сителей, лаков, эфиров и др.; трубопроводы. Заменитель платиновой аппаратуры
Эмаль: кислотоупор- ная (покрывная) класса I марок Э-1: 17: 141; 143 для покрытия стальной аппа- ратуры и марки 5а и класса II для покрытия чугун- ной аппаратуры Устойчива при воздей- ствии большинства неорга- нических и органических кислот и их солей (за ис- ключением технической фосфорной кислоты, со- держащей следы фтора, плавиковой и кремниефто- ристоводородной кислоты), крепких растворов органи- ческих кислот и их солей, газов кислотного характера (хлористый водород, серни- стый и углекислый газы). Неустойчива к воздействию расплавов щелочей и ще- лочных растворов при вы- соких температурах <200 0,6 Для коррозионно-стойкого покрытия сварной стальной и литой чугунной аппаратуры, предназначенной для работы со многими средами средней и повышенной агрессивности в производствах химически чистых кислот, солей, краси- телей, фармацевтических и парфюмерных препаратов, пищевых продуктов, взрыв- чатых веществ и др.
химически стойкая класса II (группы А и Б) Группы А устойчива при действии слабых растворов органических кислот при температуре кипения, груп- пы Б - при нормальной температуре
62
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 I 1 3 1 1 4 ] 1 5
Термореактивные пластмассы
Фаолит: А - листы сырые (ТУ НКХП 322-45); листы отвер- жденные (ТУ ГХП 35-44); трубы (ТУ МХП 321-51); сорта- мент по МН 1808 Т - листы сы- рые (ТУ НКХП 322-45); листы отвержденные (ТУ ГХП 35-44); трубы и фасон- ные части к ним (ТУ МХП 321, сортамент по МН 1808) П - прессо- вочная масса Фаолитовая замазка марки А по МРТУ 6-05- 1003-66 Кислотоупорная пласти- ческая масса, получаемая на основе жидкой фенолофор- мальдегидной смолы и ки- слотостойкого наполнителя - асбеста (фаолит марки А), графита (фаолит марки Т) и кварцевого песка (фаолит марки П). Изделия из сырого фао- лита можно формовать при нормальной температуре без применения высокого давления с последующим отверждением (бакелизаци- ей), что позволяет изготов- лять из него крупногаба- ритную аппаратуру, не пользуясь прессами. Производится в виде как готовых изделии (из отвер- жденного материала), так и полуфабрикатов - сырых листов, прессованной мас- сы и замазки. Поддается всем видам механической обработки, хорошо прессуется, склеи- вается между собой при помощи фаолитовой замаз- ки или замазки арзамит 0... + 140 0,06 Абсорбционные и ректи- фикационные колонны, скрубберы, сушильные баш- ни, насадочные колонны, сборники, емкости, кристал- лизаторы и другие аппараты для сред средней и повышен- ной агрессивности. Для футе- ровки емкостной аппаратуры из углеродистой стали
Теплообменная аппарату- ра (оросительные холодиль- ники) для тех же сред; трубо- проводы
Запорная арматура
Для соединения листового фаолита и труб при изготов- лении из них изделий
Текстолит: конструкци- онный ПТ, ПТК (ГОСТ 5) Слоистый материал, по- лучаемый путем прессова- ния уложенной слоями хлопчатобумажной ткани, пропитанной резольной фенолокрезоло или ксиле- нолоформальдегидной смо- лой или смесью этих смол. Отличается высокой проч- ностью на сжатие, хорошо обрабатывается резанием, обладает высокой устойчи- востью во многих агрессив- ных средах, имеет низкий коэффициент теплопровод- ности -196... + 125 - Детали внутренних уст- ройств аппаратов (шестерни, ролики для тросов, муфты и др.) для сред средней и по- вышенной агрессивности; теплоизолирующие подклад- ки под опоры аппаратов и проставки в низкотемпера- турной арматуре
графитиро- ванный; листы и плиты Хорошо работает на сжатие, хорошо обрабаты- вается резанием, обладает хорошими антифрикцион- ными свойствами и высо- кой устойчивостью во мно- гих агрессивных средах Вкладыши подшипников скольжения для узлов пере- мешивающих устройств и другие детали аппаратов для агрессивных сред
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
63
Продолжение табл. 1.4.17
1 2 3 4 5
Асботексто- лит: плиты тол- щиной 6... 150 мм (МРТУ 6-05-898) Обладает низким коэф- фициентом теплопроводно- сти -196... + 140 Для теплоизоляционных подкладок под опоры аппара- тов, работающих при высо- ких и низких температурах стенки
Асбовинил Композиция из кислото- стойкого асбеста и лака этиноль. Обладает хорошей адгезией к металлу, бетону, дереву, керамике, возмож- ностью нанесения футеро- вочного слоя шпателем или кистью, высокими предела- ми рабочих температур, при которых сохраняются анти- коррозионные свойства ма- териала, доступностью и дешевизной исходного сы- рья. Устойчив к резким колебаниям температуры, обладает низким коэффи- циентом теплопроводности и высокой устойчивостью к воздействию большинства кислот, щелочей и других агрессивных сред. Токсичен и огнеопасен -50... + 110 - Для антикоррозионной футеровки химических аппа- ратов емкостного типа для агрессивных сред. Толщина футеровочного слоя асбови- нила обычно достигает 10... 12 мм. Непригоден для применения его в качестве самостоятельного конструк- ционного материала
Поливинил- хлорид суспен- зионный (вини- пласт) (ГОСТ 14332) Пластмассы i Сохраняет достаточную прочность до температуры 60 °C, не подвержен быст- рому старению, снижаю- щему механические свойст- ва и химическую стойкость, но очень чувствителен к надрезу, резко снижающему ударную вязкость (иногда до 100 % исходной). Устойчив к воздействию почти всех кислот, щелочей и растворов солей любых концентраций. Исключение составляют сильные окис- лители (азоциая кислота, олеум). Нерастворим во всех органических раство- рителях за исключением ароматических и хлориро- ванных углеводородов (бен- зол, толуол, дихлорэтан, хлорбензол). В большинст- ве случаев химическая стойкость винипласта, наи- высшая для средних кон- центраций, низкая для вы- соких и низких концентра- ций. Легко обрабатывается резанием, легко деформи- руется в горячем состоянии, хорошо сваривается и склеивается гермоплас! 0...+ 40 гичные 0,6 Обечайки, днища, крыш- ки, детали внутренних уст- ройств сварных и клееных технологических аппаратов для сред средней и повышен- ной агрессивности; для футе- ровки технологической аппа- ратуры. Фланцы аппаратов, возду- ховодов и другие детали ап- паратов и трубопроводов
64
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 3 4 1 5
Полиэтилен: высокого давления (ПЭВД) (ГОСТ 16337) низкого дав- ления (ПЭНД) (ГОСТ 16338) Склонен к старению под воздействием кислорода воздуха и солнечной радиа- ции, повышающих жест- кость и хрупкость материа- ла. Применение универ- сальных стабилизаторов надежно защищает матери- ал от старения обоих видов. С повышением температу- ры резко снижаются проч- ностные свойства. Обладает хорошей адгезией к метал- лам и многим неметалличе- ским материалам, что по- зволяет применять его в качестве антикоррозионно- го футеровочного материа- ла для аппаратуры, рабо- тающей в различных агрес- сивных средах. Поддается различным методам переработки (экс- трузии, прессованию, ли- тью под давлением), легко сваривается и склеивается. При нормальной темпе- ратуре устойчив к воздей- ствию большинства мине- ральных кислот, оснований и растворов солей, а также ко многим органическим жидкостям, но набухает в углеводородах, а при 60...70 °C растворяется в них. При 20 °C нестоек к ацетону, бензину, керосину, сероуглероду, нефти, три- хлорэтилену, концентриро- ванному раствору йода, хлору. С повышением тем- пературы среды химическая стойкость снижается. В большинстве случаев хими- ческая стойкость является наивысшей для средних концентраций среды и меньшей для низких и вы- соких концентраций. Горит под воздействием открыто- го пламени -60... + 50 1,0 Трубопроводы технологи- ческих производств для транспортирования воды, инертных газов, негорючих и нетоксичных паров и жидко- стей, продуктов с токсиче- скими свойствами, пожаро- и взрывоопасных жидкостей и газов, к которым материал химически стоек и для кото- рых непроницаем, а также для негорючих и нетоксич- ных паров и жидкостей, к которым материал условно стоек
Трубопроводы технологи- ческих производств для транспортирования воды, инертных газов, нетоксичных паров и жидкостей, продук- тов с токсическими свойст- вами, за исключением силь- нодействующих ядовитых веществ и дымящихся кислот, горючих (в том числе и сжи- женных) и активных газов, легко воспламеняющихся и горючих жидкостей, к кото- рым материал химически стоек и для которых непро- ницаем, а также для негорю- чих и нетоксичных паров и жидкостей, к которым мате- риал условно стоек
-60... + 60
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
65
Продолжение табл. 1.4.17
1 2 3 4 5
Термостаби- лизированный полипропилен (ГОСТ 26996) Выдерживает значи- тельные механические на- грузки и обладает высокой эластичностью. Твердость почти в 2 раза выше твер- дости полиэтилена низкого давления и более чем в 5 раз выше твердости поли- этилена высокого давления. Высокие механические свойства сохраняет вплоть до температуры размягче- ния. Процесс старения анало- гичен старению полиэтиле- на и затормаживается у стабилизированного мате- риала. Хорошо сваривается, но плохо склеивается из-за слабого набухания в орга- нических растворителях. Методы переработки такие же, как и полиэтилена. Отличается высокой стойкостью к воздействию минеральных кислот и ще- лочей даже при повышен- ных температурах, органи- ческих растворителей при нормальной температуре, но разрушается в дымящей- ся азотной кислоте, олеуме и растворах галогенов, при 80 °C растворяется в арома- тических углеводородах (бензоле, толуоле) и галоге- нозамещенных углеводоро- дах -10... + 100 1,0 Обечайки, днища и другие детали сварной емкостной технологической аппаратуры, изготовляемой из листового материала в сочетании с ме- таллическими каркасами и без них, предназначеной для работы со средами средней и повышенной агрессивности. Детали внутренних уст- ройств и патрубки аппаратов того же назначения; трубо- проводы технологических производств. Плиты и рамы фильтр- прессов, фильтрованные тка- ни
Полистирол: общего на- значения (ГОСТ 20282) ударопроч- ный А, Б (ГОСТ 28250) Сваривается хуже, чем полиэтилен и полипропи- лен; прочность сварного шва составляет 40... 50 % прочности основного мате- риала. Склеивается специ- альным клеем. Поддается различным методам переработки (экс- трузии, прессованию, ли- тью под давлением). Устойчив во многих аг- рессивных средах До+ 75 0,07 Обечайки, днища и другие детали сварной и клееной технологической аппаратуры, изготовляемой из листового материала в сочетании с ме- таллическими каркасами, предназначенной для работы со средами средней и повы- шенной агрессивности. Трубопроводы технологи- ческих производств
1,0 Смотровые окна, люки, бобышки, фланцы
3 - 10358
66
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 3 4 5
Сополимеры стирола МС, МСН-Л (ГОСТ 12271) Более высокая механи- ческая прочность и эла- стичность, чем у полисти- рола До + 85 1,0 Технологическая аппара- тура и лабораторное обору- дование
Полиизобу- тилен без напол- нителя и поли- изобутилен с наполнителем марки ПСГ (листы по ТУ МХП 2987) Мягкий, эластичный, каучукоподобный, обла- дающий хорошей адгезией к металлам, дереву, бетону. Легко сваривается в потоке горячего воздуха (без при- менения присадочного ма- териала) и легко склеивает- ся как между собой, так и с различными конструкцион- ными материалами. Без наполнителя и с на- полнителем (марка ПСГ) обладает высокой химиче- ской стойкостью во многих агрессивных средах; не- устойчив в минеральных и растительных маслах и дру- гих органических жидко- стях при небольших давле- ниях (порядка 0,3 МПа). Марки ПТ неэлектро- проводен, других марок электропроводен, что за- трудняет контроль футе- ровки электрическими ме- тодами и не позволяет при- менять этот материал для антикоррозионной защиты аппаратов, работающих под электрическим напряжени- ем (электролизеров и др.) До + 100 - Для футеровки аппарату- ры из стали, алюминия, дере- ва, бетона и других материа- лов от воздействия агрессив- ных сред. Подслой в комбинирован- ных футеровках химической аппаратуры, в которых имеет место сочетание материалов неорганических и органиче- ских (например, футеровка с применением керамических плиток на подслое из поли- изобутилена)
Фторопласт-3 (ГОСТ 13744) Обладает высокой хи- мической стойкостью во многих агрессивных средах, но разрушается под воздей- ствием расплавленных ще- лочных металлов, распла- вов едких щелочей, элемен- тарного фтора, олеума -195... + 150 Теплообменники и детали внутренних устройств аппа- ратов для работы со средами средней и повышенной агрес- сивности; трубопроводы
Фторопласт-4 (ГОСТ 10007), фторопласт-4Д (ГОСТ 14906) Механические свойства существенно зависят от температуры. Под воздей- ствием внешних нагрузок происходит рекристаллиза- ция (явление хладотекуче- сти). Необратимые остаточ- ные деформации появляют- ся при нагрузках выше 3 МПа и температуре 80... 100 °C -269... + 260
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
67
Продолжение табл. 1.4.17
1 2 3 4 5
Полиметил- метакрилат (ор- ганическое стек- ло) Хорошая светопрозрач- ность, при вытяжке в высо- коэластичном состоянии обеспечиваются высокая пластичность, способность выдерживать большие де- формации без разрушений. Хорошо склеивается ди- хлорэтаном, сваривается термическим способом До + 100 1,0 Прозрачные элементы технологической аппаратуры, лабораторное оборудование и аппаратура при отсутствии воздействия сильных органи- ческих растворителей
Капрон (ТУ 6-06-309) Более высокие механи- ческие свойства, чем у дру- гих термопластов, хорошие антифрикционные свойства, большое водопоглощение До +80 1,0 Элементы антифрикцион- ных пар, бесшумные зубча- тые колеса в инертных средах
Полиамиды Меньшее водопоглоще- ние, чем у капрона
Стеклона- полненные по- лиамиды ПА610- ДС; ПА6-210- ДС; ПА-211-ДС; ПА66-Д (ГОСТ 17648) Прочность в 2-3 раза выше, чем у капрона; менее пластичны, низкий коэф- фициент трения, стабиль- ность усадки До + 80 1,6 Корпусы лабораторных установок, внутренние и внешние элементы аппарату- ры
Полиакрилат Д-З Высокие термическая стойкость и жаростойкость До + 200 1,0 Элементы аппаратуры, испытывающие повышенное термическое воздействие
Полиуретан ПУ-1 Стоек к воздействию разбавленных кислот, ще- лочей, масел, углеводоро- дов, органических кислот -60... + 100 1,0 Элементы аппаратуры, испытывающие агрессивное воздействие сред
Полифор- мальдегид Один из наиболее жест- ких полимеров; высокие теплостойкость, морозо- стойкость, антифрикцион- ные и диэлектрические свойства, химическая стой- кость -50... + НО 1,0 Ручки аппаратуры и при- боров, корпусы лабораторно- го, технологического обору- дования и электроприборов, вкладыши подшипников
Поликарбо- нат Высокие теплостойкость и морозостойкость; низкое водопоглощение, хороший диэлектрик От -50 до +110 1,0 Элементы трубопровод- ной аппаратуры
Стекловолок- нистый материал СВАМ-ЭР Реакп Состоит из стеклянных волокон и эпоксидной или фенолформальдегидной смолы. Обладает высокими механическими и электро- изоляционными свойствами гопласты До + 200 1,6 Корпусы аппаратуры, ра- ботающей в агрессивных средах
3’
68
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 3 4 5
Стекловолок- нит: АГ-4 (ГОСТ 20437) Состоит из стеклянных волокон и эпоксидной или фенолформальдегидной смолы. Обладает высокими механическими и электро- изоляционными свойствами До + 200 1,6 Корпусы аппаратуры, ра- ботающей в агрессивных средах
ДСВ-2-Р-2м (ГОСТ 17478) Состоит из пропитанных эпоксидной или фенолфор- мальдегидной смолой руб- леных стеклянных волокон. Обладает высокими меха- ническими и электроизоля- ционными свойствами До + 200 1,6 Сложные детали с тонки- ми стенками
Графи- тированный тек- столит, асботек- столит Фрикционный материал. Состоит из асбестовой тка- ни, пропитанной фенол- формальдегидной смолой. Обладает хорошей тепло- стойкостью До + 400 Фрикционные диски, гид- равлические передачи
Резина марки 4849 Материалы н На основе натурального каучука. Отличается удов- летворительной прочно- стью, хорошей эластично- стью и хорошим сопротив- лением истиранию, высо- кой морозостойкостью и теплостойкостью, хорошей а основе к: -50... + 80 аучука Для гуммирования аппа- ратуры из углеродистой ста- ли, чугуна, алюминия и его сплавов, предназначенной для работы со средами сред- ней и высокой агрессивности. Гуммирование производится на подслое из эбонита
Эбониты ма- рок 1726 и ИРП-1213 адгезией к металлам. Растворяется в бензине, бензоле, хлорированных Для наружного гуммиро- вания аппаратуры того же назначения
Полуэбонит марки ИРП-1212 углеводородах и нестойка к маслам и озону Подслой для эбонита мар- ки ИРП-1213
Резина марок 1976-М и 4476 На основе натрийбута- диенового каучука. Отлича- ется хорошими эластично- стью и адгезией к металлам, высокой морозостойкостью и теплостойкостью. Резина марки 1976-М вулканизируется паром под давлением, а марки 4476 - -40... + 80 Для гуммирования аппа- ратуры из углеродистой ста- ли, чугуна, алюминия и его сплавов, предназначенной для работы со средами сред- ней и высокой агрессивности. Гуммирование производится через подслой эбонита марки 1814 термопреновым клеем
Полуэбонит марки 1751 открытым способом. Резины растворяются в бензине, бензоле, хлориро- Для наружного гуммиро- вания аппаратуры того же назначения
Эбонит марки 2109 ванных углеводородах и нестойки к маслам Для гуммирования проб- ковых кранов (трубопровод- ной арматуры)
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
69
Продолжение табл. 1.4.17
1 2 3 4 5
Резина марок 829 и 2566 На основе натурального и натрийбутадиенового каучуков. Резины мягкие, способные вулканизиро- ваться открытым способом, обладают хорошей адгезией к металлу -40... + 80 Для гуммирования аппа- ратуры из углеродистой ста- ли, чугуна, алюминия и его сплавов, предназначенной для работы со средами сред- ней и высокой агрессивности, Гуммирование производится на подслое из эбонита марки 1814 термопреновым клеем
Эбонит марки 1814 Не обладает химической стойкостью и не применя- ется как самостоятельное покрытие, но обеспечивает хорошее сцепление с ме- таллом Подслой под мягкие хи- мически стойкие резины ма- рок 829, 2566, 1976-М и 4476
Резина марок ИРП-1025 и ИРП-1142 На основе полихло- ропренового каучука (наи- рита) по ТУ 1562-54. Хо- рошо сопротивляется ста- рению, не воспламеняется. Обладает стойкостью к действию масла и бензина, морозостойкостью до -30 °C и теплостойкостью до 80 °C. При хранении склонны к самовулканиза- ции и кристаллизации (для ликвидации последней при- меняется подогрев) -30... 4-80 - Для гуммирования аппа- ратуры из стали и чугуна, предназначенной для работы со средами средней и высо- кой агрессивности. Приклеи- вается к металлу клеем 200 или клеем «лейконат»
Резина марки 8ЛТИ На основе бутадиен- стирольного каучука. Отли- чается эластичностью, хо- рошей сопротивляемостью истиранию, морозостойка до - 40 °C, теплостойка до 100 °C. Растворяется в бен- зине, бензоле, хлорирован- ных углеводородах, нестой- ка к маслам -40... 4- 100 Для гуммирования аппа- ратуры из углеродистой стали и чугуна, предназначенной для работы со средами сред- ней и высокой агрессивности. Приклеивается к металлу клеем «лейконат»
Хлоропрено- вый жидкий каучук (жидкий наирит НТ) Покрытие вулканизиру- ется при 100 °C. Резина в вулканизированном состоя- нии отличается хорошей механической прочностью и хорошей устойчивостью к истиранию, обладает хоро- шей щелочестойкостью и удовлетворительной кисло- тостойкостыо, водостойко- стью, бензо- и масло- стойкостью и атмосферо- стойкостью. Удовлетвори- тельно сопротивляется ки- слородному и тепловому старению, но обладает пло- хой радиационной устойчи- востью -30... 4-60 Для гуммирования аппа- ратуры из углеродистой ста- ли, предназначенной для ра- боты с кислотами и щелочам при температуре до 60 °C
70
Глава 1.4. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
Продолжение табл. 1.4.17
1 2 3 4 5
Раствор рези- новой смеси: марки ИРП-1257 марки ИРП-1258 Отличается повышенной химической стойкостью к кислотам и щелочам -30... +60 - Для гуммирования через хлорнаиритовый или эпок- сидный грунт деталей, узлов и аппаратов сложной конфи- гурации малых размеров, предназначенных для работы с кислотами и щелочами при нормальных и повышенных температурах и подвергаю- щихся динамическим нагруз- кам
Графит: мелкодис- персный прессо- ванный и пропи- танный синтети- ческими смола- ми, конструкци- онный марок МГ; МГ-1; МГ-2 (ТУ 601) мелкозерни- стый прессован- ный и пропитан- ный синтетиче- скими смолами, конструкцион- ный марок МГ-3; МГЗ-Л (ТУ 601) плотный прессованный конструкцион- ный марки ППГ (ТУ 601) электродный конструкцион- ный марки ГЭЭ (ТУ 601) Графитиро- ванный материал марки АРВ, про- питанный в из- делиях феноло- формальдегидной смолой (ПТУ 04) Углеграфитс Прессованный и пропи- танный синтетическими смолами. Отличается бла- гоприятным сочетанием свойств: высокой прочно- стью на сжатие в сочетании с высокой тепло- и темпе- ратуростойкостью, высоки- ми тепло- и электропровод- ностью, а также химиче- ской стойкостью во многих агрессивных средах даже при высоких температурах. Хорошо обрабатывается резанием на обычных ме- таллорежущих станках и склеивается синтетически- ми клеями и кислотоупор- ной замазкой арзамит 4 и кислото-щелочестойкой замазкой арзамит 5 >вые матер - 18... + 150 шалы 0,5 Различные детали корпу- сов и внутренних устройств аппаратов для работы со сре- дами средней и повышенной агрессивности: абсорберов и реакторов, применяемых в производствах бромисто- водородной, плавиковой, фосфорной и хлоруксусной кислот, хлора, хлорбензола, тетрахлорэтана и трихлорэ- тилена; баков и резервуаров, применяемых в производстве соляной кислоты, для хране- ния фторуксусных, фторбо- ристых и фторфосфорных смесей в производстве плави- ковой кислоты и других сред; отмывные колонны, приме- няемые в производствах со- ляной и бромистоводородной кислот; теплообменники для нагрева и охлаждения агрес- сивных сред в производствах серной кислоты, сернистого ангидрида, хлора, хлоратов и других высокоагрессивных химических продуктов
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
71
Продолжение табл. 1.4.17
1 2 3 4 5
Графитопласт (антегмит): марки АТМ-1 (трубы СТУ 45- ЦЧ-942) Отличается от графита более высокой прочностью, непроницаемостью для жидкостей и газов по всему объему, но пониженной теплопроводностью. Марки АТМ-1 обладают высокой химической стой- костью во многих мине- ральных и органических кислотах, щелочах, раство- рах солей любых концен- траций вплоть до высоких температур 0,3 Трубные пучки теплооб- менных аппаратов; патрубки аппаратов; трубопроводы для работы со средами средней и высокой агрессивности
марки АТМ-1 (футеровочные плитки ВТУ 367) Для антикоррозионной футеровки стальной химиче- ской аппаратуры для работы со средами высокой агрес- сивности
марок АТМ-1 Г и ATM-10 Отличается от антегмита АТМ-1 значительно более высокой теплостойкостью и теплопроводностью, мень- шим коэффициентом тем- пературного расширения и меньшей механической прочностью - 18... + 115 Детали теплообменной аппаратуры для работы со средами высокой агрессивно- сти; трубы и фасонные части к ним; детали насосов для перекачки агрессивных жид- костей
Литьевые графитопласты марок НЛ, 2ФНЛ, 5ЭФНЛ Марки НЛ стоек почти во всех кислотах, за исклю- чением сильных окислите- лей. Марки 2ФНЛ стоек в большинстве неокислите- льных кислотах, раствори- телях и растворах солей. Марки 5ЭФНЛ стоек к кис- лым и щелочным средам, ор- ганическим растворителям, спиртам и углеводородам 0,3 Крупногабаритные литые детали аппаратов для работы со средами средней и повы- шенной агрессивности (кор- пусы поглотительных колонн, крыши аппаратов и др.). Ди- тые плиты для футеровки ванн, сборников и различных сосудов
Угольный ан- тифрикционный материал марок АО-600 и АО-1500 Обладает хорошими ан- тифрикционными свойст- вами. Допустимая удельная нагрузка до 2 МПа. Коэф- фициент трения после при- работки 0,05 Вкладыши подшипников, уплотнительные кольца, де- тали торцовых уплотнений, работающие в условиях тре- ния без смазочного материала в паре с чугуном
Графитиро- ванный анти- фрикционный материал: марок АТ-600 и АТ-1500 Обладает хорошими ан- тифрикционными свойст- вами. Допустимая удельная нагрузка до 1,5 МПа. Ко- эффициент трения после приработки 0,05 - - Вкладыши подшипников, уплотнительные кольца, де- тали торцовых уплотнений, работающие в условиях тре- ния без смазочного материала в паре со сталью
пропитанный фенолоформаль- дегидной смолой марки АТ-1500-Ф Отличается большей прочностью и более высо- ким значением допустимого удельного давления (до 10 МПа)
72
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
Глава 1.5
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ
ОТ КОРРОЗИИ
К защите химического и нефтехимиче-
ского оборудования от коррозии прибегают в
случаях, когда невозможно или экономически
нецелесообразно подобрать конструкционный
материал, удовлетворяющий условиям экс-
плуатации. Выбор метода защиты от коррозии
определяется совокупностью ряда факторов, в
числе которых главными являются: характер
технологической среды, вид оборудования
(емкостное, реакционное, колонное, трубопро-
воды, газоходы и др.), его габаритные размеры
и место установки, конфигурация оборудова-
ния (сложность геометрической формы, нали-
чие перемешивающих устройств, опор, перего-
Рис. 1.5.1. Схема катодной защиты трубы
с использованием вспомогательного анода
и выпрямителя:
/ - грунт; 2 - защищаемый трубопровод;
3 - вспомогательный электрод (стальной лом,
графит); 4 - выпрямитель
Рис. 1.5.2. Схема анодной электрохимической
защиты аппарата:
/ - электрод сравнения; 2 - катод; 3 - защищаемая
конструкция; 4 - источник поляризующего тока;
5 - прибор для измерения потенциала защищаемой
конструкции
родок и других внутренних элементов) и, ко-
нечно, химическая стойкость используемых
защитных материалов. Помимо этого, учиты-
ваются теплофизические, физико-механические
и другие характеристики материалов, удовле-
творяющие условиям эксплуатации оборудова-
ния.
Существуют следующие методы защиты
от коррозии: электрохимическая защита; обра-
ботка среды с целью снижения агрессивности;
нанесение защитных покрытий; комбиниро-
ванная защита.
Электрохимическая защита. Этот метод
основан на снижении скорости коррозии ме-
таллов путем смещения их электродных потен-
циалов до значений, соответствующих крайне
низким скоростям коррозии. Это достигается
путем поляризации металла конструкции от
источника постоянного тока или при контакте
с добавочным электродом («жертвенным» ме-
таллом), являющимся анодом по отношению к
защищаемой конструкции. Существуют две
принципиальные схемы такой защиты: катод-
ная и анодная.
Сущность катодной защиты заключается
в том, что защищаемую конструкцию / под-
соединяют к отрицательному полюсу постоян-
ного источника тока, положительный полюс
которого соединен со вспомогательным элек-
тродом 3 (рис. 1.5.1). В результате поляризации
вспомогательный электрод будет разрушаться,
существенно затормаживая коррозию защи-
щаемой конструкции. Разновидностью катод-
ной защиты является протекторная защита. В
этом случае вместо источника постоянного
тока к защищаемой конструкции подсоединяют
специальный протектор (магниевый, цинко-
вый, алюминиевый), отрицательный потенциал
которого больше потенциала металла защи-
щаемой конструкции.
При анодной защите конструкцию 3 под-
соединяют к положительному полюсу источ-
ника 4 постоянного тока, а его отрицательный
полюс - к вспомогательному электроду 2 (рис.
1.5.2). Такой вид защиты применим только для
условий, когда металл конструкции можно
перевести в пассивное состояние. В противном
случае произойдет усиление коррозии.
Электрохимическая защита эффективна
только для защиты изделий несложной конфи-
гурации в средах, обладающих высокой элек-
тропроводностью. Как правило, это подземные
сооружения (трубопроводы, хранилища, фун-
даменты и др.), оборудование, эксплуатируе-
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
73
мое в морской воде. Из химического оборудо-
вания для такой защиты пригодны резервуары,
теплообменники и др.
Разновидностью электрохимической за-
щиты является кислородная защита, при кото-
рой за счет насыщения среды кислородом
можно перевести металл конструкции в пас-
сивное состояние.
Обработка среды. Снижение агрессив-
ности среды осуществляется удалением из нее
веществ, вызывающих коррозию металла, или
введением веществ-замедлителей, существенно
тормозящих коррозию (ингибиторов). В пер-
вом случае эффект достигается несколькими
способами:
удалением кислорода деаэрацией (нагре-
ванием до 90 °C), насыщением жидкости азо-
том или добавлением в нее поглотителей ки-
слорода;
удалением кислот путем их нейтрализа-
ции гашеной известью или едким натрием;
удалением солей из воды в теплосиловых
установках, в ионообменных фильтрах;
вакуумированием.
Во втором случае в технологическую
среду вводят ингибиторы коррозии - химиче-
ские соединения, которые, присутствуя в кор-
розионной системе в достаточной концентра-
ции, уменьшают скорость коррозии без значи-
тельного изменения концентрации любого кор-
розионного агента. Ингибиторы обычно вводят
в среду в небольших количествах. Ингибито-
рами коррозии могут быть композиции хими-
ческих соединений.
Ингибиторы коррозии подразделяют:
по механизму действия - на катодные,
анодные и смешанные;
по химической природе - на неорганиче-
ские, органические и летучие;
по сфере влияния - в кислой, щелочной и
нейтральной среде.
Наибольшая эффективность ингибитор-
ной защиты достигается при постоянном объе-
ме агрессивной среды, например, при хране-
нии, транспортировке и консервации изделий,
при защите стальной арматуры в железобетоне,
при добыче, хранении и переработке нефти и
т.п.
Нанесение защитных покрытий. Защи-
та металлических и других поверхностей мо-
жет быть осуществлена путем нанесения по-
крытий из металлических или неметаллических
материалов. В любом случае защитный эффект
будет определяться прежде всего химической
стойкостью материала, из которого формиру-
ется покрытие, его сплошностью, непроницае-
мостью и другими факторами. В зависимости
от степени агрессивности среды и условий
эксплуатации различают простые, усиленные и
весьма усиленные покрытия.
Для защиты химического оборудования,
постоянно контактирующего с агрессивной
средой, наиболее приемлемыми являются по-
крытия, осуществленные методами, обеспечи-
вающими их сплошность. Для защиты химиче-
ского оборудования более распространенными
являются покрытия из различных неметалли-
ческих материалов. Из металлических покры-
тий в этих условиях менее надежными являют-
ся гальванические и химические.
В табл. 1.5.1 дана характеристика некото-
рых способов нанесения металлических по-
крытий за исключением гальванических, а в
табл. 1.5.2 - минимальные толщины покрытий,
получаемых гальваническим путем.
Покрытия из неметаллических материа-
лов классифицируют по различным признакам.
По толщине их условно можно разделить на
тонкостенные (толщиной до 1 мм) и толсто-
стенные (толщиной более 1 мм). Покрытия
могут быть адгезированными к защищаемой
подложке (собственно покрытия) и не иметь
прочного сцепления с ней (футеровки).
Различие конструкций химических аппа-
ратов и их технологического назначения, раз-
нообразие агрессивных сред как по концентра-
ции. так и по температуре, разнообразие мате-
риалов и технологий их нанесения на защи-
щаемую поверхность обусловливают множест-
во схем нанесения защитных покрытий, кото-
рые с некоторыми допущениями можно отне-
сти к четырем видам:
1) образованию на защищаемой поверх-
ности прочного пленочного защитного покры-
тия толщиной 0,1... 0,5 мм;
2) нанесению на защищаемую поверх-
ность сравнительно толстого слоя (равного или
превышающего по толщине стенку защищае-
мого аппарата) из химически стойкого мате-
риала- усиленное защитное покрытие;
3) обкладке или обклейке защищаемой
поверхности листами химически стойкого ма-
териала;
4) укладке на защищаемую поверхность
футеровки из штучных химически стойких
изделий (плиток, кирпичей, блоков и др.) на
подходящем для условий эксплуатации вяжу-
щем материале.
74
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
1.5.1. Характеристика некоторых способов нанесения металлических покрытий
Способ нанесения Материал основы Металл, образующий покрытие Толщина наносимого покрытия, мкм
Окунание обрабатываемого предмета в расплавленный ме- талл, предназначенный для по- крытия (горячий способ) Металл, темпе- ратура плавления которого выше температуры плав- ления металла покрытия Легкоплавкий, чаще всего Zn, Al, Sn, Pb 1...150; ог- раничивается стеканием ме- талла с по- верхности
Распыление расплавленного металла при помощи металлиза- ционного пистолета Любой металл или высокоплав- кий неметалл Любой, чаще всего Zn, Al 50... 1000
Диффузионный - нагревание основы с порошком металла- покрытия при температуре, соз- дающей возможность диффузии, в атмосфере паров хлоридов на- носимого металла Чугун и сталь Zn, Al, Cr До 100
Вакуумный - образование в вакууме паров металла, которые дают покрытия, оседая на холод- ных предметах Любой металл Любой, в част- ности благород- ный Не более 10
Плакирование - механическое соединение металла покрытия с основой Большинство металлов и спла- вов Любая
Контактный - вытеснение ио- нов металла из раствора метал- лом-основой Металл, более отрицательный в ряду напряжений, чем металл покры- тия Металл с более высоким элек- тродным потен- циалом Не более 10
Химический - восстановление ионов металла и его осаждение на поверхности металла-основы Любой металл Любой, для ко- торого существу- ют технологически приемлемые реак- ции осаждения 1...50
1.5.2. Необходимая минимальная толщина гальванических покрытий
Покрытие Основа Коррозионные условия Минимальная толщина покрытия, мкм
1 2 3 4
Цинковое Сталь Легкие 5
Умеренные 12
Тяжелые 25
Очень тяжелые 40
Кадмиевое Сталь Легкие 5
Умеренные 12
Тяжелые 25
Никелевое Сталь Самые легкие 6
Легкие 10
Умеренные 20
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
75
Продолжение табл. 1.5.2
1 2 3 4
Никелевое Медь и ее сплавы Легкие Умеренные Тяжелые 3 6 12
Никель- хромовое Сталь Самые легкие Легкие Умеренные Тяжелые Очень тяжелые Ni Сг
6 10 20 30 40 0,3 0,3 0,3 0,3 0,3
Медь и ее сплавы Легкие Умеренные Тяжелые 3 6 12 0,3 0,3 0,3
Медно-никель- хромовое Сталь Легкие Умеренные Тяжелые Очень тяжелые Си Ni Сг
10 20 15 20 5 10 25 30 0,3 0,3 0,3 0,3
Пленочные защитные покрытия наносят
одним из следующих способов:
многослойной окраской защищаемой по-
верхности лаками, красками и битумами с по-
мощью кисти, валика, краскораспылителя или
окунанием в них с последующей сушкой каж-
дого слоя;
гуммированием из растворов (герметиком
У-ЗОМ, наиритом и др.) с последующей вулка-
низацией;
напылением порошкообразных полимер-
ных материалов методом газопламенного на-
пыления или вихревым способом;
многократным нанесением (окрасочным
методом) эмульсии из полимерных материалов
с последующей сушкой и спеканием;
нанесением шихты из порошкообразных
материалов с последующим спеканием в стек-
ловидное покрытие (кислотоупорную эмаль).
К достоинствам пленочного защитного
покрытия следует отнести простоту техноло-
гии образования, возможность нанесения на
защищаемую поверхность сложной конфигу-
рации, сохранение полезного объема аппарата
и его массы. К недостаткам - малую механиче-
скую прочность, вследствие чего его нельзя
применять при наличии абразивного воздейст-
вия среды, а также низкую рабочую темпера-
туру среды (исключение составляет лишь ки-
слотоупорная силикатная эмаль).
Пленочное покрытие наиболее часто
применяют при защите поверхностей, подвер-
гающихся воздействию агрессивной парогазо-
вой среды (газоприемников, газоходов, крышек
аппаратов, вентиляционных установок). При-
мерами использования пленочного защитного
покрытия являются эмалирование и окраска
химически стойкими красками поверхностей
аппаратуры.
Усиленное защитное покрытие получают
нанесением (оштукатуриванием) химически
стойкого материала на защищаемую поверх-
ность. Наиболее часто для создания такого
покрытия используют термореактивные пласт-
массы (фаолит, асбовинил) и кислотостойкие
замазки (силикатную, типа фаизол и др.). На
защищаемую поверхность наносят сырой мате-
риал (сырую фаолитовую или асбовиниловую
массу, раствор кислотостойкой замазки), кото-
рый затем при определенных условиях перехо-
дит в твердое состояние. Толщина такого по-
крытия обычно составляет 10...25 мм. Химиче-
ская стойкость полимеров при различной тем-
пературе разных сред дана в табл. 1.5.3.
Для увеличения механической прочности
и адгезии с защищаемой поверхностью в ряде
случаев сырую массу наносят на металличе-
скую сетку, прихваченную к защищаемой по-
верхности точечной электросваркой.
К достоинствам такого покрытия следует
отнести возможность нанесения его на защи-
щаемую поверхность сравнительно сложной
конфигурации, малое изменение массы защи-
щаемой поверхности, достаточную механиче-
скую прочность покрытия, сравнительно не-
сложную технологию. Недостатками покрытия
1.5.3. Химическая стойкость полимеров при различных температурах
Среда Концентрация, % (масс) Температура среды, °C
20 40 60 80 100 120 150 200 250
1 2 3 4 5 6 7 8 9 10 11
Соляная кислота До 30 1 ...25, 27...31, 33...40 1...22, 27...31, 31, 33...40 1...20, 27, 29, 33, 36...40 1...12, 14, 15, 18...20, 27, 33, 36...40 1...12, 14, 15, 18...20, 27, 33, 40 1...4, 7, 8, И, 12, 14, 15, 18...20 1...4, 11, 12, 14, 18 1...3, 18 1,2
30...37 1...22, 27...31, 31, 33...40 1...22, 27...31, 33...40 1...22, 27, 29, 33, 36...40 1...12. 14, 15, 18...20, 27, 33, 36...40 1...12, 14, 15, 18...20, 27, 33, 40 1...4, 7, 8, П, 12, 14, 15, 18...20 1...4, 11, 12, 14, 18 1...3, 18 1,2
Серная кислота До 5 1...25, 27...31, 33...40 1...25, 27...31, 33...40 1...23, 27, 18...20, 23, 27...31 1... 12, 14, 15, 18...20, 23, 27...31, 33...40 1... 12, 14, 15, 18...20, 23, 27, 33, 40 1...4, 7, 8, П, 12, 14, 18...20 1...4, 11, 12, 14, 18 1. .3, 18 1,2
5...40 1...23, 27...31, 33, 36...40 1...22, 27...31, 33, 36...40 1...20, 22, 27...31, 33, 36...40 1...12, 14, 15, 18...20, 27, 29, 33 1 ...12, 14, 15, 18...20, 27,33 1...4, 7, 8, И, 12, 14, 15, 18...20 1...4, 11, 12, 14, 18 1 3, 18 1,2
40...90 1...23, 28...31, 33 1...22 1...20, 22 1... 12, 14, 15 1...5, 7, 8, 10...12, 14, 15 1...4, 7, 8, Н, 12, 14, 15 1...4, 11, 12 1...3 1,2
90... 96 1...20, 33 1...20 1...20 1...12, 14 1...5, 7, 8, 10...12, 14, 15 1...4, 7, 8, 11, 12 1...4, 11, 12 - -
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
Серная кислота Олеум 1...4, 7, 8, 10...13 1...4, 7, 8, 10...13 1...4, 7, 8, 10...13
До 10 1...23, 27...31, 33, 36...40 1 ...21, 27...31, 33, 36...40 1...21, 27...31, 33
Азотная кислота 10...50 1...4, 7, 8, 10...15, 20,21,23 1...4, 7, 8, 10...15 1...4, 7, 8, 10...15
50...90 и более 1...10 1, 10 1, 10
До 50 1...4, 11, 12, 14, 15, 20,21,23, 27...29, 33, 36...39 1...4, 11, 12, 14, 15, 20,21,23, 27...29, 33, 36...39 1...4, 11, 12, 14, 15, 20,21,23, 27...29, зз, 36...39
Фтористо- водородная кислота 50...70 1...4, 11, 12, 14, 15, 20, 28, 29, 33, 36...39 1...4, 11, 12, 20, 36...39 1...4, 11, 12, 14, 15, 36...39
70... 100 1,20,21, 28, 29, 33, 36...39 1, 14, 36...39 1, 14, 36...39
1...4, 7, 8, 10...12 1,2 1,2 1,2 - -
1...12, 14, И, 18...20, 27 1...12, 14, 15, 18...20, 27 1...4, 7, 8, П, 12, 14, 15 1...4, 12, 18 1...3 I...2
1...4, 7, 8, 10...12 1...4, 7, 8, 10...12 1...4, 11, 12 1,2 1 1
I 1 - - - -
1...4, 11, 12, 20, 27 1...3, 20 1 ...3, 20 1 I 1
1...4, 11, 14 1...4, 14 I...3 1 1 1
1, 14 - - - - -
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
Продолжение табл. 1.5.3
1 2 3 4 5 6 7 8 9 10 11
Фосфорная кислота До 30 1...23, 28...32, 33, 36...40 1...23, 28...31, 33, 36...40 1...20, 28...31, 33, 36...40 1...12, 14, 15, 18...20, 29, 33, 36...40 1...12, 14, 33,40 1...4, 7, 8, П, 12, 14, 15, 18...20 1 1 -
30...60 1...20, 23, 28...31, 33, 36...40 1...20, 28, 29, 33, 36...40 1...20, 28, 29, 33, 36...40 1...12, 14, 15, 18...20, 29, 33, 36...40 1...12, 14, 15, 20, 33, 40 1...4 1 1 -
60...90 1...20, 23, 28, 29, 33, 36...40 1...20, 23, 28, 29, 33, 36...40 1...20, 23, 33, 36...40 1...12, 14, 15, 33, 36...40 1...12, 14, 33 1 1 1 -
Г идроксид До 40 1...12, 23, 27...31, 38, 39 1 ...21, 23, 27...31, 38, 39 1...20, 27...31, 38, 39 1...12, 14, 15, 18...20, 27, 38, 39 1...12, 14, 15, 20, 27, 38, 39 1...4, 10...12, 14, 15, 20 1 1 -
Примечания: 1 Цифровые обозначения материалов: 1 - Ф-4(Д); 2 - Ф-50; 3 - Ф-4М(Б); 4 - Ф-40; 5 - Ф-42; 6 - Ф-4Н; 7 - Ф-10; 8 - Ф-100; 9 - Ф-400; 10-
Ф-З(Б); 11-Ф-ЗМ; 12-Ф-ЗО; 13-Ф-32Л; 14-Ф-2; 15-Ф-2М; 16-Ф-26; 17-Ф-23; 18-ФБВ; 19-Ф-1; 20-ПТ; 21 - ПВХ; 22-ПВХ (пластикат); 23-ХПВХ;
24 - ПВДХ; 25 - ВДХ-ВХ (5.. .20 % ВХ); 26 - ВХ-ВА (15 % ВА); 27 - ПФС; 28 - ПЭВД; 29 - ПЭНД; 30 - СЭП (2 . 7 % пропилена); 31 СЭБ (1...3 % бутена-1);
32 - СЭВА (10... 14 % ВА); 33 - ПП; 34 - ХПЭ (10.. 20 % С1); 35 - ХПП (10.. 30 % С1); 36- фаолит; 37 - фенолоформальдегидные смолы; 38 - эпоксидные смо-
лы; 39- фуриловые смолы; 40- полиэфирные смолы.
2. Буквенные обозначения материалов: ПВХ - поливинилхлорид жесткий (винипласт); ПВХ - поливинилхлорид пластикат; ПЭВД - полиэтилен высокого
давления; ПЭНД - полиэтилен низкого давления; ПП - полипропилен; СЭП - сополимер этилена с пропиленом; СЭБ - сополимер этилена с бутиленом; ПП -
пентапласт; Ф - фторполимеры (фторопласты).
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
79
из термореактивной пластмассы являются:
усадка нанесенной на поверхность сырой мас-
сы при ее отверждении и вследствие этого воз-
можность образования трещин; необходимость
использования специальной полимеризацион-
ной камеры для отверждения сырой термореак-
тивной массы, что ограничивает размеры за-
щищаемых изделий; необходимость поддержа-
ния специального режима для отверждения
сырого слоя в течение продолжительного вре-
мени.
Температура среды в аппаратуре с уси-
ленным защитным покрытием из полимерных
материалов (асбовинила, фаолита, фаизола)
обычно не превышает 120 °C, а из силикатных
материалов составляет 300 °C и выше. Такой
вид покрытия чаще всего применяют при за-
щите поверхностей крупных газоприемников,
крышек химических аппаратов, мешалок и
арматуры, работающих в агрессивных средах.
Листовое покрытие наносят на защи-
щаемую поверхность наклейкой раскроенных
листов полимерных материалов со сваркой
стыковых швов, сырой резины с последующей
вулканизацией покрытия и простой обкладкой
без наклейки. Толщина защитного слоя зависит
от толщины наносимого листового материала;
для химической аппаратуры она обычно со-
ставляет 3...6 мм.
К основным преимуществам листового
покрытия относятся: возможность применения
готового листового материала, выпускаемого
промышленностью в достаточном ассортимен-
те, с различными физико-механическими свой-
ствами и разной химической стойкостью; срав-
нительно несложная технология производства
работ по наклейке листов на защищаемую по-
верхность.
Однако защищаемая поверхность должна
иметь несложную форму. Адгезия листов с
металлической поверхностью, обеспечиваемая
клеем, часто бывает недостаточной. Ряд клеев
не обладает достаточной химической стойко-
стью, поэтому необходимо сваривать стыковые
швы покрытия. Это усложняет технологию
образования покрытия. Кроме того, при ис-
пользовании листового покрытия температура
не должна превышать 100 °C для полимерных
материалов и 70 °C для резины. Ряд полимер-
ных материалов (полиэтилен, полипропилен,
политетрафторэтилен и др.) нельзя наклеивать
на защищаемую поверхность ввиду их непо-
лярности.
Метод обкладки без наклейки на защи-
щаемую поверхность мало применяют в хими-
ческой аппаратуре, но его успешно используют
при футеровке стальных труб пластмассами.
Наиболее часто при защите химической аппа-
ратуры листовыми покрытиями на поверхность
наносят сырую резину с последующей вулка-
низацией - гуммированием.
Футеровка защищаемой поверхности
штучными кислотоупорными изделиями. Для
образования этого вида покрытия на защищае-
мую поверхность укладывают штучные кисло-
тоупорные изделия на специальных вяжущих
материалах (химически стойких замазках) с
последующей сушкой уложенной футеровки. В
качестве штучных кислотоупорных изделий
для футеровок чаще всего используют: блоки
или специальные штучные изделия из природ-
ного камня; плитки, кирпичи или блоки из ки-
слотоупорной керамики; плитки из ситалла,
плавленого базальта, стекла, фарфора, пропи-
танного графита и некоторых полимерных
материалов.
К достоинствам футеровки следует отне-
сти:
высокую механическую прочность, по-
зволяющую применять ее при механическом и
абразивном воздействии среды;
высокий предел рабочей температуры
среды (300...400 °C для жидкости;
1500... 1700 °C и выше - для газа);
низкую стоимость футеровки при исполь-
зовании для покрытий штучных изделий, вы-
пускаемых промышленностью в массовом ко-
личестве.
Недостатки футеровок заключаются в
следующем. Значительно увеличиваются масса
и габаритные размеры аппарата после нанесе-
ния футеровки. Футеровку можно наносить на
поверхность преимущественно простой гео-
метрической формы. При работе со средами,
имеющими высокую температуру, в слоях фу-
теровки возникают большие температурные
напряжения, обусловленные различным коэф-
фициентом линейного расширения материалов
футеровки и корпуса аппарата. Для обеспече-
ния надежной и длительной работы аппарата в
этом случае требуется тщательный расчет воз-
никающих температурных напряжений.
Операции по нанесению футеровки ана-
логичны операциям строительного производ-
ства, но требуют тщательного исполнения и
строгого контроля за качеством работ.
В табл. 1.5.4 приведена характеристика
футеровочных материалов на основе термопла-
стов, а в табл. 1.5.5 - схемы покрытий и их
назначение.
1.5.4. Характеристика футеровочных материалов (листов, пленок) на основе термопластов
Полимер Марка листа (пленки) Размеры, мм Температура
толщина ширина длина эксплуатации,°C
1 2 3 4 5 6
ПВХ винипласт вн, внэ. вп. вд I...20 >500 > 1300 0...+60
ПВХ пластикат Пленка каландрованная П-57-40-В(КЭ) Листовой из отсевов и отходов ППВ. ПП-КЭ ПХ-1.ПХ-2 0.4... I 0,5...3 I...5 0,5...5 2,4 600... 900 700... 1200 600 600 1450 > 1000 > 700(рулон) 800 > 800(рулон) 6000 (рулон) -50...+60 -15...+70 -15...+60 -20...+70 -20...+80
ПЭВД М. С. Н Рукава и листы с анкерными ребрами 0.2...0,5 1,3...2 800...3000 Диаметр 600 > 25000 (рулон) > 6000 (рулон) -60...+60 -50...+60
ПЭВД* - 0,8...5 850...1450 700...2000 -50...+60
ПЭВД** окп-пс 0,2 600 Рулон -40... +60
ПЭНД* - 0,8...5 850...1450 700...2000 -40. ..+70
ПЭНД** дп-спс. дп-пс 0,2 600 20000... 55000 -50...+80
ПП* - 0,8...5 850...1450 700... 2000 -5...+100
ПП - I...8 850 и 1450 1500 и 3500 -5...+100
сэп - 0,8...5 850...1450 700...2000 -50...+70
СЭБ - 0,8...5 850...1450 700... 2000 -40... +70
ПТ пл. плп 1,5...3 1450 2000 + 18... + 130
Ф-2М Пленка рукавная I...3 0,2...0,5 1450 Диаметр 100 2000 > 3000 (рулон) -40. ..+125 -40. ..+120
Ф-4 Строганый Прессованный изостатически 0,5...4 10...60 500...900 Диаметр 500... 1600 > 3000 (рулон) .Диаметр 500... 1600 -269...+250 -269...+250
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
Ф-4Д Из труб Лакоткань Ф-; Д-Э-01 Лакоткань адгезионноспособная Ф-4Д-Э-01-ЭФ/1 Лакоткань с липким слоем Ф-4Д-Э-01-Л/1 3...7 0,19...0,23 0,19...0,23 0,22... 0,29 600... 1880 700...900 850...900 830...850 1000... 3000 2000 (рулон до 200 м) 3000 (рулон) 3000 (рулон) -269...+250 -269...+270 -269...+270 -60...+250
Ф-4МБ Рубашки термосадочные 0,6...0,8 0,25... 0,6 0,38...0,48 200... 300 До 600 Диаметр 81... 106 > 2000 (рулон) > 3000 (рулон) Рулон до 50 м -60...+200 -60...+200 -60...+200
Ф-4МД Лакоткань Ф-4МД-М-1-006 0,07... 0,11 700... 900 > 1000 (рулон) -60...+220
Ф-40 - 0,6...0,8 200...300 > 2000 (рулон) -100... + 180
Ф-42 Фторлоновая лакоткань ФЛТ-42 «А» 0,6...0.8 0,1...0,16 0,15 200...300 До 550 820... 1000 > 2000 (рулон) > 1000 (рулон) > 3000 (рулон) -60...+110 -60...+110 -50...+100
Ф-32Л - 0,16...0.4 >400 > 1000 (рулон) -60...+60
Ф-26 «А» для эластичных емкостей 0,12...0,24 До 580 > 1000 (рулон) -100...+80
Ф-10 - 0,1...0,3 > 130 > 1000 (рулон) -60...+150
Ф-ЗМ - 0,6...0,8 0,2...0,5 200...300 До 170 > 2000 (рулон) > 6000 (рулон до 20 м) -60...+150 -60...+150
Ф-ЗМ** Оболочки трубчатые АСФ-ЗМ 0,1...0,5 0,2...0,5 Диаметр 100 До 170 3000 (рулон) 6000 (рулон до 20 м) -60...+150 -60...+150
* Листы выпускаются не дублированными и дублированными различными тканями (стеклотканями, стеклотрикотажем, фланелью, тарной тканью,
углеграфитовой тканью).
** Листы и пленки выпускаются только дублированными тканями; ОКП-ПС, ДП-С, ДП-СПС, АСФ-ЗМ дублированы стеклотканью.
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
82
Глава 1.5. СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
1.5.5. Схемы защитных покрытий
Схема покрытия Защита
1 - лакокрасочное покрытие на основе пер- хлорвиниловых, эпоксидных и других смол От воздействия агрессивных газов. Крышек крупногабаритного наливного оборудования при воздействии слабоагрессивных сред
1 - армирование стеклотканью, угольной, хлориновой, полипропиленовой тканями на основе полимерных и совмещенных полимер- ных смол толщиной 1... 2 мм То же, при наличии эрозионных воздействий и условий повышенной механической прочности покрытия
/ - термопласт (пластикат, полипропилен, фторопласт, пентапласт) толщиной 4...5 мм на клеевых композициях и в виде «свободного» вкладыша Малогабаритных химических аппаратов, тра- вильных и гальванических ванн. Агрессивная среда и температура эксплуатации определяются свойствами термопластов
1 - гуммировочное покрытие мягкими ре- зинами, полуэбонитом и эбонитом с открытой и закрытой вулканизацией толщиной 4...5 мм Малогабаритных химических аппаратов, газо- ходов, трубопроводов (вулканизация под давле- нием) и крупногабаритного оборудования (от- крытая вулканизация). Марка резиновой смеси выбирается в зависимости от условий эксплуата- ции и методов производства гуммировочных работ
1 - футеровка кислотоупорной керамикой на силикатной замазке в один или два слоя; первый слой толщиной 3...5 мм, второй тол- щиной 18 мм Оборудования с газообразной агрессивной средой без образования конденсата и без приме- сей фторсодержащих соединений. Защита аппа- ратуры для хранения горячего моногидрата сер- ной кислоты или олеума
/ - непроницаемый подслой (гуммировка; полиизобутилен, полан, армированное лако- красочное покрытие и т.д.); толщиной 3...5 мм; 2 - футеровка штучными кислотоупорны- ми изделиями (керамикой, диабазовой или шлакоситалловой плиткой) толщиной 18 мм на различных химически стойких вяжущих Реакционной и емкостной аппаратуры, экс- плуатируемой при воздействии сильноагрессив- ных сред, исключая среды с фторсодержащими примесями. Защита шлакоситалловыми плитками на эпоксидных полимер-замазках сооружений и химических аппаратов, эксплуатирующихся в условиях воздействия циансодержащих сред
1 - непроницаемый подслой (гуммировка, полан, полиизобутилен и т.д.) толщиной 4...5 мм; 2 - футеровка плиткой АТМ-1; 3 - футеровка углеграфитовыми блоками (или плиткой спринг-пласт) на замазке арзамит Реакционной и емкостной аппаратуры, экс- плуатирующейся в условиях воздействия фтори- стоводородной кислоты
Примечание. 1-3 - последовательность нанесения слоев на стальной корпус.
Подготовка поверхности изделия. На-
несению защитного покрытия предшествует
подготовка поверхности изделия, что обеспе-
чивает хорошее сцепление с ней покрытия и
качественное его формирование.
Требования к подготовке защищаемой
поверхности изложены в ГОСТ 9.402.80 «Еди-
ная система защиты от коррозии и старения.
Покрытия лакокрасочные. Подготовка метал-
лической поверхности перед окраской» и в
СНиП Ш-23-76 «Защита строительных конст-
рукций и сооружений от коррозии».
Подготовка стальной поверхности заклю-
чается в следующих операциях: очистке от
СПОСОБЫ ЗАЩИТЫ ОБОРУДОВАНИЯ ОТ КОРРОЗИИ
83
окалины, ржавчины и других загрязнений;
обезжиривании и нанесении грунтовки.
Механические способы очистки поверх-
ности. Очистку поверхности осуществляют
механическим путем с помощью металличе-
ских щеток ручным способом или электриче-
ских и пневматических инструментов. Однако
этот способ является трудоемким, создает вы-
сокую запыленность рабочего места и умень-
шает шероховатость поверхности, что снижает
адгезию покрытия.
Более качественной и высокопроизводи-
тельной является пескоструйная и дробеструй-
ная очистка поверхности. При этих способах
ржавчина и другие загрязнения удаляются с
поверхности металлическим песком или дро-
бью, которые выбрасываются из сопла песко-
струйного аппарата со скоростью 10... 15 м/с.
Разрушению слоя загрязнения и его удалению
способствует направление струи песка или
дроби под углом 75...80° к поверхности на
расстоянии 75... 150 мм от нее. После такой
обработки поверхность очищают сжатым воз-
духом от пыли и остатков песка.
Песко- и дробеструйную очистку произ-
водят в специальной закрытой камере, снаб-
женной вентиляцией. Оператор снабжается
индивидуальными средствами защиты. Из со-
ображений безопасности работ применение
горного (кварцевого) песка запрещено, так как
его пыль опасна для здоровья. При использо-
вании одного пескоструйного аппарата за сме-
ну можно обработать 10...30 м2 поверхности в
зависимости от степени ее загрязнения. Отра-
ботанные песок и дробь можно повторно ис-
пользовать после просеивания их через сито.
Гидропескоструйный способ очистки за-
ключается в обработке металлической поверх-
ности суспензией абразива в воде в соотноше-
нии 1:6... 1:1. В состав суспензии вводятся пас-
сивирующие добавки: до 1 % нитрита натрия,
до 2 % тринатрийфосфата или до 0,5 % хром-
пика. После гидропескоструйной очистки бла-
годаря действию пассивирующих добавок
обеспечивается защита металла от коррозии в
течение шести суток.
Подготовленная такими способами по-
верхность хорошо очищена от загрязнений и
обладает шероховатостью, обеспечивающей
хорошую адгезию покрытия.
Химический способ очистки поверхности.
Он заключается в травлении поверхностного
слоя растворами кислот или специальными
травильными пастами. Этот способ менее опа-
сен для здоровья и более удобен. Технология
химической очистки и составы травильных
растворов приведены в справочной литературе.
Возможна также обработка преобразователями
(модификаторами) ржавчины, типа ЭВА-01-
ГИСИ, ЭВА-0112, ЭП-0180 и др. При химиче-
ском способе на поверхности металла образу-
ется фосфатная пленка, способствующая уве-
личению адгезии покрытия При использова-
нии специальных растворов (преобразователей
ржавчины или грунтов-модификаторов), взаи-
модействующих с продуктами коррозии желе-
за, образуются неактивные поверхностные
соединения, которые защищают поверхность
от коррозии в течение десяти суток при тол-
щине слоя ржавчины до 120 мкм или в течение
шести месяцев при толщине до 50 мкм.
Следует отметить, что гидропескоструй-
ный и химический способы трудоемки, требу-
ют многократной обработки поверхности (при
химическом способе - в три-четыре приема с
интервалом в 1,5...2 ч), промывки, сушки. Ис-
пользование преобразователей ржавчины тре-
бует предварительного снятия скребками или
щетками отслаивающихся слоев ржавчины,
промывки поверхности поверхностно-актив-
ным веществом. Применение этого способа
недопустимо при наличии на поверхности ме-
талла окалины или старой краски и разрешает-
ся только перед защитой наружной поверхно-
сти оборудования лакокрасочными составами.
Термический (газопламенный) способ
очистки поверхности. Это весьма эффектив-
ный способ очистки стальной поверхности от
окалины, ржавчины и особенно от старого ла-
кокрасочного покрытия. Он основан на значи-
тельном различии коэффициентов линейного
расширения металла и загрязнения. В резуль-
тате нагрева и последующего охлаждения ока-
лина растрескивается и отслаивается от метал-
ла, что существенно облегчает ее последующее
удаление. Одновременно при нагреве сгорают
органические загрязнения. Пламенную очистку
поверхности производят с помощью керосино-
кислородной или ацетилено-кислородной го-
релки, при этом осуществляют контроль за
температурой металла, не допуская его дефор-
мации.
Термическим способом очистки удается
получить хорошо очищенную шероховатую
поверхность, не требующую обезжиривания.
После выполнения очистки металличе-
ской поверхности любым из перечисленных
способов ее необходимо обезжирить. Эти one-
84
СПИСОК ЛИТЕРАТУРЫ
рации осуществляют путем протирки поверх-
ности ветошью, смоченной в растворителе
(уайт-спирите, бензине и др.).
После выполнения операций очистки и
обезжиривания поверхности для ее предохра-
нения от появления ржавчины в период до
нанесения защитного покрытия поверхность
необходимо загрунтовать. Материал грунтовки
должен соответствовать материалу и конструк-
ции защитного покрытия. Так, при использова-
нии защиты силикатными штучными материа-
лами применяют грунтовку на основе жидкого
стекла с добавлением порошкообразной смеси
диабазовой муки с кремнефтористым натром
(1 кг смеси на 1 кг жидкого стекла); перед гум-
мированием поверхность грунтуют в один слой
резиновым клеем; перед окраской химически
стойкими эмалями или лаками наносят один-
два слоя соответствующей грунтовки.
В последние время перед нанесением
системы защитных лакокрасочных покрытий
на поверхности металлоконструкций, эксплуа-
тируемых на открытом воздухе, наносят спе-
циальные грунтовки-преобразователи ржавчи-
ны, что обеспечивает высокое качество после-
дующей защиты поверхностей.
Поверхности бетонных аппаратов и со-
оружений, предназначенных для антикоррози-
онной защиты покрытиями, подвергаются про-
верке и соответствующей подготовке.
Перед началом работ по нанесению анти-
коррозионного покрытия бетонного аппарата
или сооружения необходимо:
проверить качество бетона в соответствии
с требованиями строительных норм;
имеющиеся трещины, раковины и другие
дефекты поверхности аппарата или сооруже-
ния устранить штукатуркой цементно-
песчаным раствором, марка которого выше
марки основного бетона (наиболее приемле-
мый способ нанесения раствора - торкрет);
проверить влажность бетона в поверхно-
стном слое толщиной 20 мм (влажность не
должна превышать 5...6 %);
испытать аппарат или сооружение, за-
полнив его водой, при этом наличие течи недо-
пустимо (после испытания аппарат необходимо
просушить);
проверить наличие наружной гидроизо-
ляции (от грунтовых вод) для аппаратов, уста-
навливаемых в грунте.
После проверки качества бетона и ис-
правления дефектов бетонного сооружения
поверхность необходимо подготовить для на-
несения на нее защитного покрытия. Очистить
ее с помощью проволочных щеток и обдуть
после этого сжатым воздухом.
Комбинированная защита. Этот способ
защиты от коррозии сочетает два или несколь-
ко перечисленных выше. В частности, для за-
щиты магистральных нефте- и газопроводов,
находящихся в земле, применяют комбинацию
усиленного крафт-бумагой битумного покры-
тия с катодной защитой, которую включают,
когда на отдельных участках произошло нару-
шение покрытия. Часто при длительном хране-
нии различной техники используют ингиби-
торную защиту наряду с системой лакокрасоч-
ных покрытий, нанесенных, как правило, по
фосфатированной металлической поверхности
или по кадмиевому покрытию.
СПИСОК ЛИТЕРАТУРЫ
1. Гусев Ю.И. и др. Конструирование и
расчет машин химических производств / Под
ред. Э.Э. Кольман-Иванова. М.: Машинострое-
ние, 1985. 408 с.
2. Бондарь В.А., Попов Ю.П. Риск, на-
дежность и безопасность. Система понятий и
обозначений // Безопасность труда в промыш-
ленности. 1997. №10. С. 39-42.
3. Данилина Л.С., Шубин В.С. Форми-
рование испытания на надежность оборудова-
ния химических производств: Текст лекций.
М.: МИХМ, 1989. 48 с.
4. Джонс Дж. К. Методы проектирова-
ния: Перев. с англ. М.: Мир, 1986. 326 с.
5. Жилинский И.Б. и др. Примеры ре-
шения задач по расчету надежности оборудо-
вания химических производств. Ч. 1. М.:
МИХМ, 1977. 80 с.
6. Защита химического оборудования
неметаллическими покрытиями / Л.Г. Богатков
и др. М.: Химия, 1989. 288 с.
7. Измерение, контроль, испытания, ди-
агностика. Энциклопедия «Машиностроение»
Т. III-7 / Под ред. В.В. Клюева. М.: Машино-
строение, 2001. 462 с.
8. Измерение, контроль, качество. Нераз-
рушающий контроль: Справочник. М.: ИПК.
Издательство стандартов, 2002. 708 с.
9. Калыгин В.Г. Промышленная эколо-
гия. М.: Изд-во МНЭПУ, 2000. 240 с.
10. Калыгин В.Г., Попов Ю.П. Порош-
ковые технологии: Экологическая безопас-
ность и ресурсосбережение. М.: Изд-во
МГАХМ, 1996. 212 с.
СПИСОК ЛИТЕРАТУРЫ
85
11. Кафаров В.В., Ветохин В.Н. Основы
автоматизированного проектирования химиче-
ских производств. М.: Наука, 1987. 623 с.
12. Конструкционные материалы: Спра-
вочник / Под общ. ред. Б.Н. Арзамасова. М.:
Машиностроение, 1990. 688 с.
13. Крылова Г.Д. Основы стандартиза-
ции, сертификации, метрологии. Учебник для
вузов. М.: Изд. АУДиТ, ЮНИТИ, 1998. 479 с.
14. Межотраслевые правила по охране
труда (правила безопасности) при эксплуата-
ции электроустановок ПОТ РМ-016-2001.
РД 153-34.0-03.150-00.000 «Знак-Б». 2001.
15. Методические рекомендации по про-
ведению экспертизы технико-экономических
обоснований (проектов) на строительство
предприятий, зданий и сооружений производ-
ственного назначения МД 11^1.99. Утв. Глав-
госэкспертизы России. 1997.
16. Неразрушающий контроль и диагно-
стика: Справочник / Под ред. В.В. Клюева. М.:
Машиностроение, 2003. 656 с.
17. Неразрушающий контроль. Контроль
проникающими веществами / А.К. Гурвич,
Н.Н. Ермолов, С.Г. Сажин; Под ред. В.В. Су-
хорукова. М.: Высшая школа, 1992. 242 с.
18. Никифоров А.Д., Ковшов А.Н., На-
заров Ю.Ф. Процессы управления объектами
машиностроения. М.: Высшая школа. 2001.
455 с.
19. Общие правила взрывобезопасности
для взрывопожароопасных химических, нефте-
химических и нефтеперерабатывающих произ-
водств ПБ 09-540-03.
20. Основы метрологии и электрические
измерения: Учебник для вузов / Б.Я. Авдеев,
Е.М. Антонюк, Е.М. Душин и др.; Под ред.
Е.М. Душина. 6-е изд. Л.: Энергоатомиздат,
1987. 480 с.
21. Положение об оценке воздействия
намечаемой хозяйственной и иной деятельно-
сти на окружающую среду в РФ. Утв. Госком-
экологии России. 2000.
22. Попов Ю.П. Экспертиза безопасно-
сти оборудования химико-технологических
производств. М.: МГАХМ, 1996. 144 с.
23. Правила проектирования, изготовле-
ния и приемки сосудов и аппаратов стальных
сварных ПБ 03-584-03.
24. Правила устройства и безопасной
эксплуатации технологических трубопроводов
ПБ 03-585-03. М.: НТЦ «Промышленная безо-
пасность», 2003. 124 с.
25. Правила устройства электроустано-
вок. М.: Главэнергонадзор России, 1998.
26. Санитарно-защитные зоны и сани-
тарная классификация предприятий, сооруже-
ний и иных объектов СанПиН. 2001.
27. Семенова И.В., Флорианович Г.М.,
Хорошилов А.В. Коррозия и защита от корро-
зии / Под ред. И.В. Семеновой. М.: Физматлит,
2002. 336 с.
28. Тимонин А.С. Основы конструирова-
ния и расчета химико-технологического и при-
родоохранного оборудования: Справочник.
Т. 1. Калуга: Изд-во Н.Ф. Бочкаревой, 2002.
850 с.
29. Улиг Г.Г., Реви Р.У. Коррозия и
борьба с ней. Введение в коррозионную науку
и технику: Пер. с англ. / Под ред. А.М. Сухо-
тина. Л.: Химия, 1989. 456 с.
30. Шевченко А.А. Технологичность хи-
мических аппаратов из неметаллических мате-
риалов. М.: Изд-во МИХМ, 1984. 88 с.
31. Шубин В.С. Надежность оборудова-
ния химических производств: Учебное посо-
бие. М.: МИХМ, 1989. 100 с.
32. Шубин В.С. Прикладная надежность
химического оборудования: Учебное пособие.
Калуга: Изд-во Н.Ф. Бочкаревой, 2002. 296 с.
33. Хоружая Т.А. Оценка экологической
опасности. М.: Книга-сервис, 2002. 208 с.
РАЗДЕЛ 2
МАШИНЫ И АППАРАТЫ
ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
Глава 2.1
ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Оборудование для измельчения материа-
лов по крупности частиц конечного продукта
можно разделить натри группы:
1)для крупного измельчения (50...
200 мм) - дробилки;
2) для среднего измельчения (1... 50 мм);
3) для тонкого измельчения (менее 1 мм).
2.1.1. ДРОБИЛКИ
Оборудование для крупного измельчения
по принципу создания в измельчаемой частице
предельных напряжений подразделяют на две
группы. В первой группе измельчающих ма-
шин разрушение происходит за счет раздавли-
вания, скола, истирания и частичного изгиба. К
этой группе дробилок относятся щековые с
простым и сложным качаниями щеки, конус-
ные, валковые и зубовалковые дробилки.
Во второй группе измельчающих машин
разрушение осуществляется либо свободным,
либо стесненным ударом. К этой группе отно-
сятся молотковые и роторные дробилки.
Из практики эксплуатации дробильно-
размольного оборудования известно, что износ
рабочих органов измельчителей пропорциона-
лен скорости нагружения измельчаемых мате-
риалов в третьей степени. Поэтому при из-
мельчении абразивных материалов (когда их
твердость по шкале Мооса более 4,5...5), как
правило, используют дробилки первой группы,
у которых скорость нагружения материалов
при разрушении менее 1 м/с.
В то же время молотковые и роторные
дробилки, у которых скорость ударного нагру-
жения измельчаемых материалов более 20 м/с,
а следовательно, скорость износа рабочих ор-
ганов выше, имеют целый ряд преимуществ
перед дробилками первой группы [1, 19].
Они отличаются высокими удельной
производительностью и экономичностью.
Стоимость их на единицу производительности
в 1,5-2 раза (для молотковых) и в 3-3,5 раза
(для роторных) ниже, чем у дробилок первой
группы, а масса соответственно в 4 и в 4,5 раза
меньше. Также соответственно в 1,2-1,5 и в
1,5-2 раза ниже установочная мощность при-
вода. Кроме того, в них достигается значитель-
но большая степень измельчения материалов (в
молотковых дробилках с колосниками степень
измельчения может быть более 40, в то время
как в дробилках первой группы степень из-
мельчения не превышает 10).
В связи с этим, несмотря на быстрый из-
нос при измельчении твердого материала не-
больших по габаритным размерам рабочих
органов, молотковые и роторные дробилки
часто используют для измельчения не только
мягких материалов, но и материалов средней
твердости и твердых.
Под степенью измельчения машины по-
нимается отношение среднего начального раз-
мера частиц dn к среднему конечному размеру
частиц dK (размеру частиц продукта):
i = dn/dK - степень измельчения.
ДРОБИЛКИ
87
Щековые дробилки. Щековые дробилки
классифицируют по различным признакам [12,
27]: по характеру качания подвижной щеки, по
методу подвеса подвижной щеки, по конструк-
ции устройства, приводящего в движение под-
вижную щеку. По характеру качания подвиж-
ной щеки они подразделяются на дробилки с
простым, сложным и комбинированным дви-
жением щеки.
В дробилках с простым качанием под-
вижной щеки подвижная щека подвешена или
сверху, или шарнирно опирается снизу и со-
вершает возвратно-поступательное движение
за счет вращения эксцентрикового вала и пере-
дачи колебаний шатуном и распорными плита-
ми. Чаще всего применяются щековые дробил-
ки с простым качанием подвижной щеки с
верхним ее подвесом.
В дробилках со сложным движением ще-
ки точки поверхности подвижной щеки 3 (рис.
2.1.1) описывают в средней части замкнутые
эллипсы, в верхней - кривые, близкие к ок-
ружностям, а в нижней - дуги, близкие к пря-
мым линиям. Поэтому в них материал измель-
чается не только раздавливанием и раскалыва-
нием, но и истиранием с изгибом на ребрах
футеровки.
Продольное перемещение подвижной
щеки способствует продвижению материала
вниз и увеличению производительности дро-
билки. Такие дробилки имеют значительно
меньшие (в 1,5-1,7 раза) габаритные размеры и
массу, чем дробилки с простым качанием щеки
при одинаковой производительности.
Дробилки с комбинированным движением
щеки имеют два эксцентриковых вала: на один
надета подвижная щека, а на другой - шатун.
Подвижная щека получает не только сложное
движение, как у описанной выше дробилки, но
и колебательные движения, что увеличивает ее
производительность по сравнению с дробилкой
со сложным движением на 25 % и снижает
интенсивность износа бронефутеровки в
2,5-3 раза. Техническая характеристика щеко-
вых дробилок крупного дробления со сложным
и простым качанием подвижной щеки пред-
ставлена в табл. 2.1.1.
Расчет щековых дробилок. Ширина за-
грузочного отверстия В должна обеспечить
свободный прием кусков максимальной круп-
ности ^нгпЯу • О6ЫЧНО В =-----— . Длина
нтах 0,5...0,8
рабочей камеры £=(1,5...3,5) В, глубина рабо-
чей камеры принимается Н = (2,2...2,7)В.
Рис. 2.1.1. Щековая дробилка со сложным
качанием щеки:
1 - станина; 2 - эксцентриковый вал; 3 - подвижная
щека; 4 - дробящая неподвижная плита; 5 - боковые
стальные плиты; 6 - распорная (предохранительная)
плита, 7 - регулировочный клин; 8 - маховик
Производительность щековых дробилок
можно рассчитать по следующему выражению:
tga
где п - частота вращения вала дробилки, мин1;
5 - ход подвижной щеки, м; ц - коэффициент,
учитывающий разрыхление материала; ц =
= 0,25..0,6; Роб - плотность материала, кг/м3;
а - угол наклона подвижной щеки.
Потребляемую мощность. кВт, обычно
рассчитывают по одной из эмпирических фор-
мул типа:
N =cLB,
где с - коэффициент, зависящий от размера
загрузочного отверстия; £, В - габаритные
размеры входного отверстия, м.
Большим недостатком щековых дробилок
является неравномерность работы привода,
уменьшить которую можно например путем
установки на приводном валу массивных махо-
вика 8 и шкива (см. рис. 2.1.1). Этот недостаток
отсутствует у конусных дробилок, в которых
разрушение осуществляется непрерывно.
Конусные дробилки. Эти дробилки,
также как и щековые, применяют для крупного
и среднего измельчения материалов твердых и
средней твердости [22]. Разрушение материа-
лов в них осуществляется раздавливанием,
раскалыванием, истиранием и изгибом между
неподвижным и подвижным конусами, футе-
рованными бронеплитами с ребрами, совер-
шающими круговые эксцентричные или виб-
рационные воздействия.
2.1.1. Техническая характеристика щековых дробилок
Показатель ШДС-1-2,5x4,0 ШДС-1-2,5x9 ШДС-1-4x9 ШДС-11-6x9 ШДП-9х12 ШДП-12х15 ШДП-12х15 ШДП-15х21 ШДП-15х21
Размеры загрузочного отверстия BxL (шири- на и длина), мм 250x400 250x900 400x900 600x900 900x1200 1200x1500 1200x1500 1500x2100 1500x2100
Ширина выходной щели, Ьп. мм 20... 80 20... 60 40... 90 75...125 130 150 150 180 180
Частота вращения главного вала л, мин-1 275 325 290 250 200±10 150 170±10 125 140±10
Наибольший размер кусков в питании ^нтах* ММ 210 210 340 500 750 1000 1000 1300 1300
Производительность Q. м7ч 3,5...14 18 30 62 180 280 310 550 600
Электродвигатель:
мощность N, кВт 17 37 45 75 90 160 160 250 250
частота вращения А7ДВ. мин4 1000 1470 980 960 750 730 - 495 500
Масса без элекрообо- рудования, т 2,5 8 12 20 69,5 140,7 140,7 249,9 214,2
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
ДРОБИЛКИ
89
Конусные дробилки крупного дробления
выполняются двух типов: с верхней опорой
подвижного вала и с нижней гидравлической
опорой подвижного вала и редукционным при-
водом. В конусной дробилке среднего дробле-
ния (JK « 20...35мм) дробящий конус 5 (в от-
личие от дробилок крупного дробления) опи-
рается через сферическую опору 8 на опорную
чашу 4 (рис. 2.1.2). Ход качаний конуса 5 оп-
ределяется смещением вертикального вала 7 в
эксцентрике 6. Неподвижный конус 10 уста-
новлен на корпусе / нежестко, с помощью
пружин, позволяющих выбрасывать из зазора
между конусами недробимые куски.
Техническая характеристика дробилок
крупного и среднего дробления представлена в
табл. 2.1.2 и табл. 2.1.3.
Производительность конусных дробилок
крупного дробления, кг/ч, можно рассчитать по
формуле [28]:
g 188црн(£>2-4Ик*”
tga,+tga2
где ц - коэффициент разрыхления, ц =
= 0,4...0,7; D2 - диаметр нижней части непод-
вижного конуса, м; otj - угол наклона к верти-
кали неподвижного конуса; ot2 - угол наклона
к вертикали вращающегося конуса; рн - на-
сыпная плотность, кг/м3; s - радиальный ход
конуса, м; п - частота вращения конуса, мин-1.
Потребляемую мощность, кВт, можно
рассчитать по формуле Л.Б. Левенсона:
748000
где dp - предел прочности измельчаемых мате-
риалов.
Для предварительных расчетов можно
использовать следующую формулу:
^ДВ=М-
Максимальная частота вращения ротора
конусных дробилок рассчитывается по уравне-
нию [28]:
30 |g(tg«l +tga2)
v Is
Рис. 2.1.2. Конусная дробилка среднего дробления:
/ - корпус, 2 - опорное кольцо; 3 - регулирующее
кольцо; 4 - опорная чаша; 5 - дробящий конус; 6 -
эксцентрик; 7 - вертикальный вал; 8 - сферическая
опора; 9- подпятник; 10- неподвижный конус
Валковые дробилки. По конструктив-
ному оформлению валков их можно подразде-
лить на три группы: валковые зубчатые дро-
билки (зубовалковые); камневыделительные
вальцы; валковые дробилки с гладкими валка-
ми.
Валковые зубчатые дробилки предназна-
чены для крупного и среднего дробления. На-
личие зубьев позволяет измельчать крупные
куски при сравнительно малом диаметре валка.
При этом различают одновалковые и двухвал-
ковые зубчатые дробилки.
В двухвалковой зубчатой дробилке вра-
щение валкам передается от цилиндрического
редуктора 4 через открытую зубчатую переда-
чу 3 с удлиненным зубом, позволяющим не
выходить из зацепления при выводе недроби-
мых кусков и изменении зазора е между вал-
ками (рис. 2.1.3).
Для дробилок с зубчатыми валками при-
нимают: диаметр валка DB - (1,5...4,5)<УН ,
длину валка Лв = (0,5... 1,3) DB .
В ряде случаев очень успешно крупное и
среднее дробление осуществляется одновалко-
вой зубчатой дробилкой (рис. 2.1.4). Зазор ме-
жду зубчатым сегментом 2 и неподвижной
2.1.2. Техническая характеристика конусных дробилок крупного дробления с гидравлическим регулированием щели [29]
Показатель ККД-500/75 ККД-900/140 ККД-1200/150 ККД-1500/160-250 ККД-1500/180 КРД-700/75 КРД-900/100
Диаметр основания дробящего конуса D, мм 1220 1700 1900 2900 2520 2040 2340
Ширина загрузочного отверстия В, мм 500 900 1200 1500 1500 700 900
Ширина загрузочной щели, мм 75 110, 140, 160 130, 150, 180 160, 180, 200, 220, 250 160, 180, 200 75 100
Наибольший началь- ный размер кусков ^ншах, 420 750 1000 1200 1300 550 750
Частота вращения конуса л, мин-1 200 140 120 90 НО 135 НО
Производительность Q- М3/ч 200 330, 420, 480 550, 680, 800 1450, 1650, 1850, 2000, 2300 1300, 1450, 1600 400 680
Электродвигатель:
мощность N, кВт ПО 250 320 2x320 400 250 400
частота вращения идв, мин-1 985 740 590 590 590 960 590
Масса дробилки без элекрооборудования Л/, т. 41,25 148,34 240 520,7 403,2 137,5 254,1
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
2.1.3. Техническая характеристика конусных дробилок для среднего дробления [29]
Показатель КСД-бООГр КСД-900Б КСД-1200Гр КСД-1200Т КСД-1750Гр КСД-1750Т КСД-2200Гр КСД-2200Т КСД-3000Т
Диаметр основания дробящего конуса D, мм 600 900 1200 1200 1750 1750 2200 2200 3000
Ширина загрузочного отверстия В, мм 100 130 185 120 250 200 350 275 475
Ширина выходной щели, мм 12...35 15...40 20...50 10...25 25...60 15...30 30...60 15...30 25...50
Наибольший началь- ный размер кусков ^ншахэ 60 100 150 100 200 160 300 250 380
Частота вращения конуса п, мин-1 350 325 360 260 260 260 242 242 185
Производительность Q, м3/ч 19...40 38...57 77...115 42...95 170...320 100...190 360...610 180..360 500, 425... 850
Электродвигатель:
мощность N, кВт 30 55 75 75 160 160 250 250 400
частота вращения «дв, мин-1 1470 1000 735 735 740 740 495 495 590
Масса дробилки без элекрооборудования М, т 4,3 11,22 23,206 23,328 48,05 40,09 86,8 87,68 208,1
ДРОБИЛКИ
92
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Рис. 2.1.4. Одновалковая зубчатая дробилка:
1 - крепление дробильного валка; 2 - зубчатый сегмент; 3 - ось; 4 - щека;
5 - дробящая плита; 6 - тяга; 7 - пружина
Рис.2.1.5. Валковая дробилка с гладкими
валками:
/ - валок; 2 - рама; 3 - пружина, удерживающая
подшипники подвижного валка
щекой 4 устанавливается с помощью тяги б,
которая крепится к раме дробилки нежестко
через пружину 7, позволяющую отклоняться
щеке 4 при попадании недробимых тел.
Валковые дробилки с гладкими валками
(рис. 2.1.5) применяются, как правило, для
среднего измельчения, так как позволяют
иметь малый зазор е между валками, а при
измельчении крупных кусков валки имеют
большой диаметр, что следует из условий за-
хвата исходных частиц.
Из условий захвата исходных частиц для
гладковалковых дробилок принимают:
DB = (18...22)б/н . Для дробилок с рифлеными
валками DB = (10... 12)б/н . Техническая ха-
рактеристика валковых дробилок представлена
в табл. 2.1.4.
Расчет валковых дробилок. Производи-
тельность валковых дробилок (м3/с) можно
легко рассчитать из уравнения неразрывности
потока:
Q = eLav ,
где £в - длина валка, м; v - линейная скорость
вращения валка, м/с.
Выражая линейную скорость через часто-
ту вращения п и диаметр валка £)в, можно по-
лучить зависимость для определения произво-
дительности дробилки:
2.1.4. Техническая характеристика валковых дробилок
Показатель Двухвалковая с гладкими валками Четырехвал- ковая с гладкими валками Двухвалковая зубчатая
ДГ 400x250 о о X § ДГ 1000x550 ДГ 1500x600 ДДЗ-4 ДДЗ-6 ДДЗ-10 ДДЗ-700 ДДЗ-19х9 ДДЗ-15х12 ддз-16
Размер валков (диаметрхдли- на), мм 400x250 600x400 1000x550 1500x600 900x700 400x600 630x800 ЮООх 1250 1250х 1000 900x900 1500x1200 1600Х 200
Частота вра- 148; 212; 134; 160; 112; 89; 75,8; 59; Верхних 66 50 170; 200
щения валков 1 275 187 63 44; 24 114, ниж- 36 42 40 41
п, мин них 182,5
Наибольший размер кусков 20 30 50 75 40 100х200х 400х500х 400х600х 900 250; 360 900 1200х 1300х
в питании 300 600 1000 1300
^ншах, Ширина щели Нижних (до 440)
между валками 2...12 2...14 4...18 4...20 2,5, верх- 105 до 150 240 — — 100
Ь, мм них 10
Максимальная
крупность кус- ков дробленого - - - - - 25; 50; 75; 100; 50; 75; 100; 125; 100; 125; 150; 300 250 40; 75; 80; 100 100; 150 200; 300
продукта JK, 125 150
мм
Производи- тельность Q, м3/ч (т/ч) Мощность 1,4...15,6 3,0...29,4 И,9...53,5 13...65 (до 16) (20... 100) (60... 150) (125... 525) (700) (70; 120) (до 150) (800; 1300)
электродвига- теля N, кВт 4 10 40 55 14; 20; 40 13 22 40 30 40 55 250
ДРОБИЛКИ
94
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Q = 188£ве£)вицрн,
где ц - коэффициент разрыхления для твердых
материалов, обычно принимают Ц = 0,5...0,6.
Предельная частота вращения валков,
мин'1,
^пр
Роб^н^в
где f- коэффициент внутреннего трения.
В производстве строительных материалов
часто применяют камневыделительные вальцы,
которые имеют один гладкий валок, а второй -
с винтовой поверхностью, по каналу винта
которого выводятся камни из измельчаемой
глины.
Дробилки, измельчающие материалы
свободным или стесненным ударом. К дро-
билкам этого типа относятся молотковые и
роторные. В молотковых дробилках разруше-
ние осуществляется молотками, шарнирно
закрепленными на вращающемся роторе, а в
роторных удары по измельчаемому материалу
наносятся рабочими органами - билами, жест-
ко закрепленными на вращающемся роторе. В
роторных дробилках может быть передана
большая кинетическая энергия, чем в молотко-
вых, в связи с большими инерционными сила-
ми вращающегося ротора.
Молотковые и роторные дробилки ис-
пользуются для крупного, среднего и мелкого
дробления материалов преимущественно для
мягкой и средней твердости, включая влажные
глинистые материалы.
Пределом влажности измельчаемого ма-
териала в роторных дробилках считают 15 %.
Однако некоторые конструкции колосниковых
решеток позволяют успешно измельчать мате-
риалы влажностью до 40 % [1].
Молотковые дробилки классифицируют
по следующим признакам:
по числу роторов - одно- и двухротор-
ные;
по конструкции молотков и привода - ре-
версивные и нереверсивные;
по наличию классифицирующих уст-
ройств - с колосниками и без колосниковых
устройств.
Однороторные молотковые дробилки мо-
гут быть с колосниковыми решетками и отбой-
ными плитами или только с отбойными плита-
ми. Двухроторные дробилки чаще всего имеют
и колосниковые решетки, и отбойные плиты.
Молотковые дробилки без колосниковых ре-
шеток используются для крупного и среднего
измельчения материалов.
Молотковые дробилки со встроенными в
рабочую зону конвейерами тяжелого типа
предназначены для измельчения влажных гли-
нистых материалов. Дробилки с колосниковы-
ми решетками и отбойными плитами позволя-
ют получать высокую степень измельчения.
Молотковые дробилки, имеющие только
отбойные плиты, применяются при крупном
дроблении, а дробилки, имеющие отбойные
плиты в виде конвейеров, - при грубом и сред-
нем измельчении влажных материалов. Дро-
билки с реверсивным направлением вращения
ротора позволяют увеличить долговечность
работы молотков в 1,7-1,8 раза. Двухротор-
ные молотковые дробилки могут иметь роторы,
которые вращаются в одну сторону, а также в
противоположные стороны, навстречу друг
ДРУГУ-
У двухроторной молотковой дробилки
молотки 2 шарнирно закреплены на стержнях 3
(рис. 2.1.6). Дробилка имеет приемную колос-
никовую решетку /, в зазоры которой проходят
молотки 2 и ударяют по исходным кускам ма-
териала. Из дробилки выгружаются только те
частицы, размер которых меньше отверстий
или щелей выгрузочной колосниковой решетки
4. Техническая характеристика молотковых
дробилок представлена в табл. 2.1.5.
Производительность молотковых дроби-
лок, кг/ч, с учетом степени измельчения мате-
риалов / определяют по формуле [1]:
3,б(/-1) ’
Рис. 2.1.6. Двухроторная молотковая дробилка:
1 - приемная колосниковая решетка; 2 - молотки;
3 - стержни; 4 - выгрузочная колосниковая решетка
2.1.5. Техническая характеристика молотковых дробилок [29]
Показатель Однороторная нереверсивная Однороторная реверсивная Самоочищающаяся Двухротор- ная
М6-4Б (СМ Д-112) М8-6Б (СМ-431) М13-16Б (СМ-170Б) М20-30Г (СМД-98А) ДМРЭ 10x10 ДМРИЭ 14,5x13 1500х 1500-1000 СМД-97А С МД-102 С-599
Размер ротора (диаметрхдли- на) D*L, мм 600x400 600x600 1300x1600 2000x3000 1000x1000 1450x1300 1500x1500 2000x2000 2000x2000 700
Частота вра- щения ротора л, мин-1 1250 1000 735 600 750; 1000; 1500 750; 1000 1500; 1000 - - -
Наибольший размер кусков в питании ^нтах, ММ 150 250 400 60 80 80 120 600 600 100
Крупность дробленого продукта dK, 0...30 0...13 До 8 До 20 5; 3; 2 3 3 20 20...180 2
мм
Производи- тельность Q, т/ч (м3/ч) (12...15) на шлаке (18...24) на угле 150...200 900... 1200 100 До 250 500 600... 800 на угле 660 на угле 10 на известняке
Мощность электродвига- теля М кВт 17 55 200 1250 200; 200; 250 400; 500; 630 1000; 800 800 800 55
Масса дробил- ки, кг 1150 2245 12675 53800 8,9; 9,0; 9,1 18,5; 18,3; 18,2 24,7; 22,5 41200 65200 4425
ДРОБИЛКИ
96
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
где Ко - коэффициент, зависящий от конструк-
ции молотковой дробилки и прочности дроби-
мого материала; Lp, D? - соответственно длина
и диаметр ротора, м; п - частота вращения
ротора, мин-1.
Ориентировочное значение производи-
тельности молотковой дробилки, м3/ч, можно
определить по следующим выражениям [1]:
при Dp > Lp
Q = 0,\DpLpn,
при Dp < Lp
Q = Q,\Dpl^n.
При свободном ударе молотками по из-
мельчаемым кускам диаметр ротора, мм,
Ор = Зб/Н тах 4- 550 ;
при стесненном ударе
Op = 1,65 max 4-520 ;
Lp=(0,8...1,5)Dp.
Линейная скорость молотков составляет
15...35 м/с, масса молотков 20...70 кг. Мощ-
ность двигателя ориентировочно может быть
определена по эмпирическим зависимостям:
W = 7,5£)рАр и/60 ;
W =0,15£>р£рЛ;
W= (0,1...0,15)0',
где W - мощность, кВт; Q - производитель-
ность дробилки, т/ч; i - степень измельчения.
Более точно потребляемая мощность
W = /Vj + W2 + + Мь
где /V| - мощность, необходимая для восста-
новления энергии, теряемой всеми молотками
при ударах каждого по куску дробимого мате-
риала;
1 60-102’
Л| - энергия, теряемая одним молотком;
r1 2J/n0
А\ ~ —7------С ’
2(J + J0)
z - число молотков на роторе; v - линейная
скорость молотка до удара, м/с; J и Jq - мо-
мент инерции соответственно молотка и куска,
кг с2/м; Л/2 - мощность, затрачиваемая на дроб-
ление материала истиранием на колосниковой
решетке, кВт; тд - масса куска;
60-102’
Л2 - работа, необходимая для истирания -
транспортирования материала по решетке;
^2 = W ’ ^тр - сила трения при движении
материала по решетке; z - число молотков в
ряду ротора; / -путь материала по решетке;
Ni - мощность, необходимая на преодо-
ление сил трения в опорах ротора,
N3 = Minfin, Мтр = 0,5G/dn,
G - вес ротора; dn - диаметр вала в подшипни-
ках;/- коэффициент трения в подшипниках;
N.I - мощность, необходимая на создание
молотками ротора напора и расхода воздуха,
^4=адр/102,
QB - расход воздуха, создаваемый ротором
дробилки; Др - вентиляционный напор в дро-
билке.
Роторные дробилки классифицируются
по конструктивным признакам:
по числу роторов - одно-, двух- и трехро-
торные;
по способу разгрузки готового продукта -
со свободной разгрузкой (рис. 2.1.7), с разгруз-
кой через контрольную колосниковую решетку
(рис. 2.1.8), с комбинированной разгрузкой
(рис. 2.1.9, рис. 2.1.11);
по характеру исполнения отражательных
органов - с отражательными плитами
(рис. 2.1.7), с отражательными колосниковыми
решетками (рис. 2.1.10), с отражательными
плитами и колосниковыми решетками
(рис. 2.1.9).
Ротор может иметь по окружности два -
восемь бил, выполненных из износостойкого
материала. Длина бил равна длине ротора. Би-
ла закрепляются жестко, но являются съемны-
ми для возможности быстрой их замены вслед-
ствие абразивного износа.
ДРОБИЛКИ
97
Рис. 2.1.7. Схемы однороторных дробилок со свободной разгрузкой и шарнирной подвеской
отражательных плит, поверхность которых выполнена по ломаной линии:
а - однокамерная нереверсивная; б - двухкамерная нереверсивная; в - трехкамерная нереверсивная;
г - пятикамерная нереверсивная; д - реверсивная
Рис. 2.1.8. Схема однороторной
нереверсивной дробилки с разгрузкой
через контрольную колосниковую решетку с
шарнирной подвеской отражательных плит,
поверхность которых выполнена
по ломаной линии:
1 - ротор; 2 - колосник; 3 - отбойники
Рис. 2.1.9. Схемы однороторных
нереверсивных дробилок с комбинированной
разгрузкой и комбинированной подвеской
отражательных плит:
а - двухкамерная, поверхность плит выполнена по
ломаной линии, б - однокамерная, поверхность плит
криволинейная зубчатая; 1 - ротор; 2 - колосник;
3 - отбойники; 4 - завесная цепь
Рис. 2.1.10. Схемы однороторных однокамерных нереверсивных дробилок со свободной разгрузкой,
отражательными колосниковыми решетками, комбинированной подвеской отражательных устройств и
расположением колосников:
а - горизонтальным, отражательные поверхности плоские и криволинейные; б - вертикальным, отражательные
поверхности выполнены по ломаной линии; в - комбинированным, отражательные поверхности выполнены по
ломаной линии; 1 - ротор; 2 - отбойник колосникового типа; 3 - отбойники; 4 - цепь
4 - 10358
2.1.6. Техническая характеристика однороторных дробилок [29]
Показатель ДРК8х6 (СМД-85) ДРК12х10 (СМД-86) ДРК16х12 (СМД-95) ДРК20х16 (СМД-87) ДРКЮхЮ (СМД-75) ДРК12х12 (СМД-94)
Размеры ротора мм 800x600 1250x1000 1600x1200 2000x1600 1000x1000 1250x1250
Частота вращения ротора п, мин"1 486; 675; 935 296; 417; 530 239; 316; 418 190; 290; 380 410; 5804; 735; 915 306; 367; 440
Линейная скорость бил ротора, м/с 20; 26,5; 35 20; 26,5; 35 20; 26,5; 35 20; 26,5; 35 20; 24; 28,8 20; 24; 28,8
Максимальный размер загружаемых кусков ^ншах> 400 600 800 1100 До 300 375
Зазор между колосни- ками решетки, мм 16...160 25...250 22...320 40...400 16...200 20...250
Производительность Q, М3/ч 55 125 200 370 До 125 200
Мощность электро- двигателя N, кВт 40 ПО 160 250 122 200
Масса дробилки, кг 6000 13850 29830 59380 9170 16750
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
ДРОБИЛКИ
99
Рис. 2.1.11. Схемы однороторных нереверсивных
дробилок с комбинированной разгрузкой,
отражательными колосниковыми решетками
с плоскими и криволинейными
отражательными поверхностями:
а - однокамерная с шарнирной подвеской отража-
тельных устройств, горизонтальным расположением
колосников; б - двухкамерная с комбинированной
подвеской отражательных устройств, вертикальным
расположением колосников; 1 - ротор; 2 - отбойник;
3 - навесная цепь
Однороторная дробилка имеет две отбой-
ных колосниковых решетки (рис. 2.1.12): верх-
нюю 3, которая закреплена шарнирно и может
перемещаться влево и вправо в зависимости от
максимального размера исходных кусков, и
нижнюю 4, положение которой определяет
минимальный зазор между билами и решеткой.
Техническая характеристика однороторных
дробилок приведена в табл. 2.1.6 [29].
У двухроторных дробилок с направлени-
ем вращения роторов в одну сторону произво-
дительность существенно выше, чем у одноро-
торных при небольшом увеличении степени
измельчения (рис. 2.1.13).
Рнс. 2.1.12. Однороторная дробилка ударного
действия:
1 - загрузочное отверстие; 2 - цепная штора;
3 - верхняя колосниковая решетка; 4 - нижняя
колосниковая решетка; 5 - било; 6 - ротор;
7 - вал ротора
Рис. 2.1.13. Схемы двухроторных дробилок
двухступенчатого дробления со свободной
разгрузкой, отражательной колосниковой
решеткой, комбинированной подвеской
отражательных устройств, вертикальным
расположением колосников:
а - двухкамерная с объединенными камерами дроб-
ления и плоскими отражательными поверхностями;
б - однокамерная с объединенными камерами дроб-
ления и с криволинейными отражательными поверх-
ностями; в - двухкамерная с объединенными каме-
рами дробления и криволинейными отражательными
поверхностями; г - двухкамерная с раздельными
камерами дробления, плоской и криволинейной
отражательными поверхностями; 7 - роторы;
2 - отбойники; 3 - завесная цепь
Рис. 2.1.14. Схемы двухроторных двухкамерных
дробилок одноступенчатого дробления со
свободной разгрузкой, объединенными камерами
дробления, отражательной колосниковой
решеткой:
а - с криволинейными отражательными поверхно-
стями, комбинированной подвеской колосниковых
решеток и вертикальным расположением колосни-
ков; б - с плоскими отражательными поверхностями,
жесткой подвеской колосниковых решеток и гори-
зонтальным расположением колосников; 7 - роторы;
2 - отбойники; 3 - завесная цепь
4*
100
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
На рис. 2.1.14 - рис. 2.1.16 показаны схе-
мы двухроторных дробилок с противополож-
ным направлением вращения роторов и разным
конструктивным оформлением корпусов, от-
ражательных плит и роторов.
Конструкция роторных дробилок, пред-
ставленная на рис. 2.1.15, а, часто используется
не только для среднего дробления, а также для
подсушки измельченного материала. В этом
случае в камеру измельчения противотоком
(снизу) подается горячий воздух, который по-
сле сушки выходит в верхние боковые патруб-
ки дробилки.
Диаметр ротора дробилок крупного дроб-
ления определяется главным образом размером
наибольших кусков исходного материала:
£)р = (1,5...3)б/нтах ; у дробилок среднего
дробления £)р = (3... 10)тах ; у дробилок
мелкого дробления Dp > 1 0б/н тах . Длина
ротора Z,p =(0,5...1,5)Dp; высота бил при-
нимается h = (0,1...0,2)£>р . Линейная ско-
рость бил ротора £>р выбирается из условия,
Рис. 2.1.15. Схемы двухроторных двухкамерных
дробилок одноступенчатого дробления со
свободной разгрузкой н отражательными
плитами:
а - с шарнирной подвеской, объединенными камера-
ми дробления, плоскими отражательными поверхно-
стями; б - с шарнирной подвеской, раздельными
камерами дробления, отражательными поверхностя-
ми, выполненными по ломаной линии; в - с комби-
нированной подвеской, объединенными камерами
дробления и отражательными поверхностями,
выполненными по ломаной линии; 7 - роторы;
2 - отбойники; 3 - завесная цепь
Рис 2.1.16. Двухроторная дробилка с высокой
степенью измельчения:
7 - верхний ротор; 2 - отбойная плита; 3 - нижний
ротор; 4 - колосниковая решетка
при котором энергия удара должна быть доста-
точной для разрушения исходных частиц. Она
может быть рассчитана по эмпирической фор-
муле В.А. Стрельцова:
?р
Роб^к >
Ориентировочно производительность ро-
торной дробилки:
LpD1’5
0 = 450——-—
_,0,25 0,5 ’
<р -
где z- число бил.
Установочная мощность, кВт, потребляе-
мая роторными дробилками.
jV = (40...100) Dp Ар.
2.1.2. ОБОРУДОВАНИЕ ДЛЯ СРЕДНЕГО
ИЗМЕЛЬЧЕНИЯ
Оборудование для среднего измельчения
можно подразделить на две группы:
1) машины, в которых измельчение осу-
ществляется за счет сжатия, сдвига, среза, ис-
тирания и ударного нагружения с небольшой
скоростью;
2) машины, в которых разрушение осу-
ществляется свободным или стесненным уда-
ром.
К первой группе измельчителей среднего
измельчения относятся конусные и щековые
вибрационные дробилки, валковые дробилки -
мельницы с гладкими и шероховатыми валка-
ми, среднеходные и тихоходные мельницы и
ножевые дробилки.
ОБОРУДОВАНИЕ ДЛЯ СРЕДНЕГО ИЗМЕЛЬЧЕНИЯ
101
Валковые дробилки - мельницы, а также
среднеходные и тихоходные мельницы исполь-
зуются и для тонкого измельчения.
Конусные виброинерционные дробил-
ки. Виброинерционные конусные и щековые
дробилки типа КИД позволяют эффективно
осуществлять среднее и мелкое дробление и
даже грубый помол материалов твердых и
средней твердости. Эти дробилки отличаются
от обычных конусных тем, что конус в них
приводится в движение не посредством экс-
центрика, а с помощью дебалансного вибро-
возбудителя 3 (рис. 2.1.17), что позволило пе-
рейти от принципа дробления с заданной де-
формацией материала к принципу дробления с
заданной силой. Благодаря более экономично-
му разрушению твердого материала при более
высокой степени измельчения конусные виб-
рационные дробилки имеют хорошие перспек-
тивы развития для среднего измельчения.
В конусной виброинерционной дробилке с
верхним расположением привода (рис. 2.1.17, а)
вращающий момент передается на вал возбу-
дителя от электродвигателя 5, установленного
на опорной раме 6, через карданный вал 4.
Корпус 2 дробилки подвешен к раме на мягких
пружинно-тросовых подвесках 7, 8, благодаря
чему машина является практически полностью
уравновешенной. Такая же цель достигается
посредством опирания корпуса на резинопнев-
матические или резинометаллические виброи-
золяторы 9 (рис. 2.1.17, б).
В конусной виброинерционной дробилке,
показанной на рис. 2.1.18, имеются два само-
синхронизирующихся дебалансных вибровоз-
будителя 3, которые размещены в корпусе 2
машины. Щековая ударно-вибрационная дро-
билка, показанная на рис. 2.1.19, также приво-
дится от двух самосинхронизирующихся деба-
лансных возбудителей.
Дробление материалов осуществляется в
кольцевой полости между рабочей частью на-
ружной поверхности конуса и соответствую-
щей частью внутренней поверхности корпуса
(в камере дробления); эти поверхности снаб-
жены сменными футеровками.
Техническая характеристика конусных
виброинерционных дробилок представлена в
табл. 2.1.7.
Рис. 2.1.17. Схема конусной виброинерционной дробилки типа КИД:
а- с верхним расположением привода и виброизоляцией посредством использования пружинно-тросовых
подвесок; б - с нижним расположением привода и установкой на резинопневматические или резинометалличе-
ские виброизоляторы: 1 - дробящий конус; 2 - корпус; 3 - дебалансный вибровозбудитель; 4 - карданный вал;
5 - электродвигатель; 6 - рама; 7,8- пружинно-тросовые подвески; 9- виброизоляторы
102
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Рис. 2.1.18. Конусная виброннерционная дробилка
с двумя самосинхронизирующимися
вибровозбудителями:
1 - дробящий конус; 2 - корпус; 3 - дебалансный
вибровозбудитель; 4 - карданный вал;
5 - электродвигатель; 6 - рама;
7, 8 - пружинно-тросовые подвески
Рнс. 2.1.19. Схема щековой
внброинерцнонной дробилки:
7 - дробящие щеки; 2 - дебалансные вибровозбуди-
тели; 3 - рама; 4 - торсионный упругий элемент;
5 - пружинный упругий элемент
2.1.7. Техническая характеристика конусных виброинерционных дробилок типа КИД
Показатели КИД-300 КИД-600 КИД-1750 КИД-2200
Диаметр дробящего конуса D, мм 300 600 1750 2200
Наибольший размер кусков в пита- НИИ d„ max, мм 20 50 90 ПО
Производительность при материале средней твердости Q, м7ч, не более 1 18 90 150
Крупность готового продукта dK. мм 2...0 6...0 10. .0 12...0
Электродвигатель главного привода: мощность А, кВт 10 75 500 800
частота вращения лдв, мин-1 1450 950 590 735
Масса дробилки без элетро- и сма- зочного оборудования, т 1 5,5 90 140
Среднеходные мельницы. Частота вра-
щения среднеходных мельниц достигает
80 мин-1, в то время как у тихоходных бара-
банных мельниц она не превышает 21 мин1.
К среднеходным мельницам среднего и
тонкого измельчения можно отнести: ролико-
кольцевые, шарокольцевые, роликовые, катко-
вочашечные, катковотарельчатые, бегуны и
стругачи. Среднеходные мельницы особенно
распространены в энергетике, при производст-
ве композиционных материалов на основе кок-
са, в производстве огнеупорных и керамиче-
ских материалов. Измельчение в этих машинах
осуществляется раздавливанием и истиранием.
Исключение составляют стругачи, у которых
глина разрушается ножами. Среднеходные
роликовые мельницы используются для сред-
него размола углей и могут быть рекомендова-
ны для измельчения других аналогичных мате-
риалов.
В среднеходной валковой (роликовой)
мельнице с горизонтальной тарелкой
(рис. 2.1.20) измельчаемый материал поступает
в центр вращающейся тарелки 3, откуда на-
правляется на размольный диск, на котором
измельчается массой вращающегося валка 6.
Сила прижатия валков к тарелке регулируется
натяжением пружин 5.
Бегуны могут быть использованы как для
сухого, так и для мокрого измельчения. Из-
мельчение в них осуществляется массивными
катками, сила прижатия которых к вращаю-
щейся чаше регулируется пружинами. Измель-
ченный и гомогенизированный материал вы-
гружается через дырчатые плиты.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
103
Рис. 2.1.20. Среднеходная валковая (роликовая)
мельница с горизонтальной тарелкой:
1 - карманы для отходов; 2 - воздушная коробка;
3 - тарелка; 4 - кольцевой канал для прохода
воздуха; 5 - пружина для нажатия роликов;
6 - валок (ролик); 7 - подпорное кольцо; 8 - редуктор
Рис. 2.1.21. Схема ножевой дробилки:
/ - патрубок ввода полимерного материала;
2 - корпус; 3 - неподвижные ножи; 4 - патрубок
выгрузки готового продукта; 5 - ротор;
6 - вращающиеся ножи; 7 - решетка
К специальной группе измельчителей
среднего измельчения относятся ножевые дро-
билки, предназначенные в основном для из-
мельчения полимерных материалов и некото-
рых отходов пластичных материалов. Сущест-
вующие ножевые дробилки можно разделить
на две подгруппы: 1) без классифицирующей
решетки; 2) с классифицирующей решеткой.
Как правило, ножевые дробилки имеют ротор 5
с тремя вращающимися ножами 6 (рис. 2.1.21).
В корпусе могут быть установлены два либо
четыре неподвижных ножа 3. Размеры частиц
измельчаемого продукта зависят от зазора ме-
жду вращающимися и неподвижными ножами
и частоты вращения ротора. При наличии клас-
сифицирующей решетки размеры частиц
готового продукта определяются размерами
отверстий в решетке.
2.1.3. ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО
ИЗМЕЛЬЧЕНИЯ
Машины для тонкого измельчения (с час-
тицами готового продукта размером менее
1 мм) обычно называют мельницами.
Как известно, удельные затраты энергии
значительно зависят от конечной дисперсности
продукта (тонины измельчения): при крупном
измельчении они составляют 0,4...8 кВт ч/т,
при среднем измельчении - 10...50 кВт ч/т, при
тонком измельчении - 30... 1000 кВт ч/т, а при
сверхтонком (dK < 2 мкм) - более 1000 кВт ч/т.
Широкий диапазон удельных затрат энергии
при тонком измельчении связан, в первую оче-
редь, с большим диапазоном размеров частиц
получаемого продукта (0,5...500 мкм) и раз-
ными требованиями производств по конечной
дисперсности продукта в указанном интервале
размеров.
Исследования показали, что удельные за-
траты энергии на 1 т получаемой продукции
также существенно зависят от способа подвода
механической энергии к измельчаемым мате-
риалам, особенно при тонком и сверхтонком
измельчении.
По виду преимущественного нагружения
измельчаемых частиц мельницы можно клас-
сифицировать на три группы:
1) с низкой скоростью деформирования с
преимущественным нагружением раздавлива-
нием, истиранием и низкоскоростным ударом -
шаровые, стержневые, бегуны, шарокольцевые,
центробежные мельницы с раздавливающими
роликами;
2) со средней скоростью деформации,
разрушающие частицы в основном стесненным
ударом и истиранием - вибрационные, магнит-
но-вихревые, центробежно-планетарные мель-
ницы;
3) с высокой скоростью нагружения, из-
мельчающие материалы преимущественно
104
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Рис. 2.1.22. Классификация вращающихся барабанных мельниц
свободным ударом - ударно-отражательного
действия и ударные мельницы, дезинтеграторы
и дисмембраторы, молотковые, роторные и
струйные мельницы.
В отдельную группу следует отнести
мельницы мокрого помола.
Из мельниц первой группы наибольшее
применение, особенно в многотоннажных про-
изводствах, нашли вращающиеся барабанные
мельницы: в керамических, фарфоровых про-
изводствах, в производстве пластмасс и других
химических производствах для тонкого помола
сырья, пигментов, красителей.
Вращающиеся барабанные мельницы.
Барабанные мельницы относятся к машинам
раздавливающе-истирающе-ударного действия
с низкой скоростью нагружения измельчаемых
частиц.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
105
Вращающаяся барабанная мельница
представляет собой цилиндрический барабан,
футерованный изнутри броневыми плитами.
Шаровые мельницы периодического действия
часто футеруют либо керамикой, либо резиной,
особенно при тонком мокром измельчении
материалов в производстве фарфора, пигмен-
тов, красителей и других веществ. Барабанные
мельницы заполняются измельчающими эле-
ментами (в основном шарами) на 35...42 %
свободного объема мельницы.
Существует большое число типов шаро-
вых измельчителей периодического и непре-
рывного действия производительностью от
нескольких килограммов до сотен тонн в час.
Классификация барабанных мельниц
представлена на рис. 2.1.22.
По отношению длины барабана L к его
диаметру D барабанные мельницы подразде-
ляются на короткие L/D < 1, длинные
\ < L/D < 3 и трубные L/D>3. Трубные
мельницы могут быть многокамерными, что
позволяет увеличить конечную дисперсность.
Техническая характеристика шаровых
мельниц периодического действия типа Ш1
представлена в табл. 2.1.8. Эти мельницы осу-
ществляют мокрое измельчение при производ-
стве красителей, пигментов, лаков, эмалей и
других химических веществ. Мокрый помол в
мельницах позволяет увеличить их производи-
тельность и дисперсность и частично исклю-
чить нежелательные явления агломерации из-
мельченных частиц.
Шаровые барабанные мельницы типа
ШБМ непрерывного действия предназначенны
для размола до пылевидного состояния антра-
цита, некоторых сортов каменных и бурых
углей, имеют восемь типоразмеров ШБМ про-
изводительностью 8...76 т/ч (табл. 2.1.9).
Для грубого и тонкого мокрого измельче-
ния руд, а также горных пород и других мате-
риалов предназначены шаровые мельницы
типа МШР с разгрузкой через решетку и типа
МШЦ с центральной (сливной) разгрузкой
(табл. 2.1.10 и табл. 2.1.11).
Типоразмерный ряд мельниц МШР вклю-
чает десять основных машин с отношением
диаметра к длине барабана 900/900...
4500/5000 мм производительностью 2,0...
150 т/ч.
Измельченный материал, прошедший че-
рез решетки с размером щели 30 мм, принуди-
тельно выводится наружу с помощью систем
элеваторов разгрузочной части.
Типоразмерный ряд мельниц МШЦ
включает девять основных машин с отноше-
ниями диаметра к длине барабана
900/1800...5500/6500 мм производительностью
1,4...500т/ч. Продукт из мельниц МШЦ удаля-
ется сливным путем через полую цапфу раз-
грузочной крышки. Разгрузка производится
через отверстия бутары, в которую измельчен-
ный материал перемещается спиралями, распо-
ложенными в полости цапфы. С целью сниже-
ния уровня шума при работе мельницы бутара
и часть разгрузочной цапфы закрыты проти-
вошумным экраном.
2.1.8. Техническая характеристика шаровых измельчителей периодического действия
Показатель Ш1-1.00-В-У-02 Ш1-2.00-В-У-02 Ш1-4.00-В-У-02
Производительность, кг/ч 80...150 100..250 180...400
Номинальный рабочий объем барабана, м3 1 0,39 2 0,77 4 1,54
Размер частиц: исходного продукта, мм готового продукта, мкм 1...50 5...40 1 ...50 5...40 1...50 5...40
Частота вращения барабана, мин'1 20 18 16
Мощность электродвигателя, кВт 11 18,5 45
Масса с электродвигателем, кг 5300 8505 15297
2.1.9. Техническая характеристика вентилируемых шаровых барабанных мельниц сухого помола типа ШБМ
при работе в замкнутом цикле с воздушно-проходным сепаратором типа СПЦВ
Показатель 207/265 (Ш-4) 220/330 (Ш-6) 250/390 (Ш-10) 287/410 (Ш-12) 287/470 (Ш-16) 320/570 (Ш-25А) 340/650 (Ш-32А) 370/850 (Ш-50А)
Диаметр барабана в свету, м 2,07 2,20 2,50 2,87 2,87 3,20 3,40 3,70
Длина барабана, м 2,65 3,30 3,90 4,1 4,70 5,7 6,5 8,5
Объем барабана, м3 8,9 12,5 19,2 26,5 30,4 45,8 59,2 91,5
Частота вращения барабана, мин'1 23 21,8 20,6 19,2 19,2 17,8 17,2 17,6
Относительная частота вращения 0,78 0,77 0,75 0,77 0,77 0,75 0,75 0,80
Максимальная масса шаровой загрузки, т 10 14 25 30 35 54 66 100
Заполнение барабана шарами 0,23 0,23 0,27 0,23 0,23 0,24 0,23 0,223
Приведенная производительность, т/ч 8 11 17 22 24 35 45 76
Мощность электродвигателя, кВт 125 20 315 400 500 800 1000 1600
КПД привода 0,86 0,86 0,86 0,86 0,86 0,86 0,89 0,92
Масса мельницы без двигателя и шаров, т 25 27 43 59 62 99 154 170
2.1.10. Техническая характеристика шаровых барабанных мельниц мокрого измельчения с разгрузкой
через решетку типа МШР при работе в замкнутом цикле
Показатель 900x900 1200x1200 1500x1500 2100x1500 2100x2200 2100x3000 2700x2100 2700x2700 2700x3600
Диаметр барабана в свету, м 0,78 1,07 1,36 1,94 1,94 1,94 2,51 2,51 2,51
Длина барабана, м 0,9 1,20 1,50 1,50 2,20 3,0 2,10 2,70 3,6
Объем барабана, м3 0,43 1,1 2,2 4,4 6,5 8,8 10 13 18
Частота вращения барабана, мин'1 41 35 30 24,4 24,4 24,4 21 21 21
Относительная частота вращения 0,84 0,86 0,83 0,80 0,80 0,80 0,79 0,79 0,79
Максимальная масса шаровой загрузки, т 0,9 2,2 4,6 9,1 13,4 18,3 21,5 29 37
Заполнение барабана шарами 0,42 0,42 0,43 0,43 0,43 0,43 0,45 0,45 0,43
Приведенная производительность, т/ч 0,8 1,8 3,5 7,0 10,5 14 16 21 29
Мощность электродвигателя, кВт 14 28 55 132 160 200 315 380 400
КПД привода 0,86 0,86 0,86 0,86 0,86 0,86 0,92 0,92 0,92
Масса мельницы без двигателя и шаров, т 5,3 10,3 15,4 39 44 49 68 74 78
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
2.1.11. Техническая характеристика шаровых барабанных мельниц мокрого измельчения с центральной разгрузкой типа МШЦ
при работе в замкнутом цикле
Показатель 900x1800 1500x3100 2100x2200 2100x3000 2700x3600 3200x3100 3200x4500 3600x5500
Диаметр барабана в свету, м 0,78 1,36 1,94 1,94 2,51 2,99 2,99 3,38
Длина барабана, м 1,8 3,1 2,2 3,0 3,6 3,1 4,5 5,5
Объем барабана, м3 0,9 4,4 6,5 8,8 18 22 32 49
Частота вращения барабана, мин’1 41 30 24,4 24,4 21 19,8 19,8 18,1
Относительная частота вращения 0,84 0,83 0,80 0,80 0,79 0,81 0,81 0,79
Масса шаровой загрузки (максимальная), т 1,7 8,4 12,5 17,1 34 42 61 95
Заполнение барабана шарами 0,39 0,4 0,4 0,4 0,4 0,4 0,4 0,4
Приведенная производительность, т/ч 1,4 7 10,5 14 29 35 51 78
Мощность электродвигателя А, кВт 22 100 160 200 400 630 900 1250
КПД привода 0,86 0,86 0,86 0,86 0,92 0,92 0,92 0,92
Масса мельницы без двигателя и шаров Л/, т 5,2 23 40 46,5 76 90 140 170
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
8
Продолжение табл. 2.1.11
Показатель 4000x5500 4500x6000 4500x8000 5500x6000 5500x6500 5000x10500 5500x10500 6000x8000 6000x8500
Диаметр барабана в свету, м 3,76 4,26 4,26 5,26 5,26 4,76 5,26 5,76 5,76
Длина барабана, м 5,5 6,0 8,0 6,0 6,5 10,5 10,5 8,0 8,5
Объем барабана, м3 61 85 114 130 141 186 228 208 221
Частота вращения барабана, мин’1 17,4 16,5 16,5 13.6 13,6 15,3 13,6 13,2 13,2
Относительная частота вращения 0,80 0,80 0,80 0,74 0,74 0,78 0,74 0,75 0,75
Масса шаровой загрузки (максимальная), т 118 165 220 255 273 360 440 400 428
Заполнение барабана шарами 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4
Приведенная производительность, т/ч 98 136 185 210 225 300 368 337 357
Мощность электродвигателя, кВт 2000 2500 3150 3200 4000 - - -
КПД привода 0,92 0,92 0,92 0,92 0,92 - - -
Масса мельницы без двигателя и шаров, т 250 355 450 690 - - - -
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
109
Мелющими телами в шаровых мельницах
типов МШР и МШЦ служат литые, кованые
или прокатные стальные шары диаметром
30... 125 мм. Загрузка внутреннего объема ба-
рабана шарами составляет 42...45 %.
Многокамерные трубные мельницы ти-
пов МШР и МШЦ выполнены секционирован-
ными из нескольких камер (рис. 2.1.23). Мно-
гокамерные мельницы имеют перегородки с
отверстиями, которые задерживают мелющие
шары большего размера, но позволяют перете-
кать измельченному материалу.
Повышение производительности трубной
шаровой мельницы на 20...25 % при той же
мощности привода может быть достигнуто за
счет секционированного режима измельчения
по всей длине мельницы при интенсивном
ударно-истирающем воздействии мелющих тел
в камерах грубого помола. Такой режим рабо-
ты может быть обеспечен при сочетании в
трубной шаровой мельнице наклонной межка-
мерной перегородки (или ее разновидностей) и
лопастных элипсных элементов. С учетом раз-
личных физико-химических свойств измель-
чаемых материалов, способа их измельчения
(сухой, мокрый помол), типоразмеров мельниц
разработаны различные внутримельничные
энергообменные устройства, в том числе на-
клонные межкамерные перегородки, лопаст-
ные элипсные элементы, винтовые устройства,
а также схемы их установки в измельчитель-
ных агрегатах.
Следует отметить, что при мокром из-
мельчении в шаровых мельницах не требуется
предварительная сушка измельчаемых мате-
риалов и отсутствует пылеобразование. Поэто-
му ряд фирм США, Канады и Германии пере-
шли от сухого измельчения руд в шаровых
мельницах к мокрому, что позволило получить
определенный экономический эффект.
В модифицированном измельчителе ба-
рабан состоит из двух конических днищ, ци-
линдрической и конической частей корпуса.
Такая конструкция корпуса так же, как и сек-
ционирование трубной шаровой мельницы
позволяет устранить застойные зоны и значи-
тельно повысить эффективность измельчения
при снижении удельных энергозатрат.
Расчет вращающихся барабанных мель-
ниц. Производительность В. т/ч, шаровой бара-
банной мельницы находится из выражения
ВПр = ^бФш Фб^ЭкРш ’
где Пр =
100
In----
90 100
— In------
^0 ^/0
Ко^вл)-
коэффициент приведения; см - коэффициент,
зависящий от свойств материала; - полез-
ный (без учета футеровки) объем барабана, mj;
Фш ~ /(Рш^б) ~ доля объема барабана,
занятая шарами; Мш - масса шаровой загрузки,
т; рш = 4,9 т/м3 - плотность шаровой загрузки
для стальных шаров; V|/g = п/ - относи-
тельная частота вращения барабана; п - факти-
ческая частота вращения барабана, мин-1;
лКр =42,3/л//) - критическая частота вра-
щения, при которой шар начинает «прили-
пать» к футеровке в верхней точке и находит-
ся в ней под действием равных по размеру и
противоположно направленных сил тяжести и
центробежной, мин'1; D - диаметр барабана в
свету, м; кзк = 0,9 - коэффициент, учиты-
вающий снижение производительности в экс-
плуатационных условиях вследствие износа
брони (футеровки), шаров и ряда других
причин; Кло - коэффициент размолоспособнос-
ти; по данным ВТИ Кл0 = 2,32[in 100/ /?90];
Рис. 2.1.23. Схема многокамерной трубной мельницы:
/ - барабан; 2 - днище; 3 - полые цапфы; 4 - самоустанавливающиеся подшипники; 5 - перегородка;
6 - броневые плиты; 7 - шары
по
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
/?90 - содержание класса + 90 мкм в измель-
ченном продукте, %; do - контрольный размер
частиц в исходном продукте, мкм; Rjq - содер-
жание класса + (Уо в исходном продукте, %;
/7ВЛ - коэффициент, учитывающий влияние
влажности размалываемого материала (при
сухом помоле);
п _ ||-0.85(^пл/^м)Т.
1УВЛ 4 , ч2 ’
V 1-о;85(и;жм)2
^м, - влажность соответственно исходно-
го и измельченного материала, %; - анали-
тическая (гигроскопическая) влажность мате-
риала, %.
Мощность, потребляемая шаровой бара-
банной мельницей, кВт,
;v = +t9/£)\
Лпр
где V - объем барабана, м3; D - диаметр бара-
бана, м; /<бр ~ коэффициент, учитывающий
форму брони; Kfy = 0,92.... 1,0; Км = 1 +
+0,25рм/рш - коэффициент, учитывающий
плотность измельчаемого материала, рм; Г|пр ~
КПД привода.
Вибрационные измельчители. В вибра-
ционных мельницах так же, как в шаровых и
центробежно-планетарных для помола мате-
риалов используют мелющие тела разной фор-
мы (шары, цильпебсы и др.). Принцип измель-
чения - высокочастотное ударное взаимодей-
ствие со скоростями нагружения 1...15 м/с
между измельчаемыми частицами и мелющими
телами, раздавливание и истирание массой
мелющих и быстро перемещающихся тел.
Классифицировать вибрационные мель-
ницы можно в зависимости от количества по-
мольных камер и расположения вибратора
относительно них: однокамерные мельницы с
центральным расположением вибратора внутри
камеры; однокамерные мельницы с одним или
несколькими синхронизированными вынесен-
ными вибраторами; двухкамерные мельницы с
одним или несколькими синхронизированными
вынесенными вибраторами; многокамерные
мельницы с двухмассовым вибратором.
Вибрационные мельницы периодического
и непрерывного действия используются для
тонкого и сверхтонкого сухого и мокрого из-
мельчения.
Корпус вибрационной мельницы закреп-
лен на упругих опорах, и всей массе (с шарами
и измельчаемым материалом) сообщаются ко-
лебания с амплитудой 2...8 мм и частотой
960...6000 мин-1.
Производительность вибрационных
мельниц зависит от ее конструкции, дисперс-
ности конечного продукта и типа измельчаемо-
го материала.
Техническая характеристика вибрацион-
ных мельниц типа СВМ дана в табл. 2.1.12.
2.1.12. Техническая характеристика вибрационных мельниц типа СВМ
Модель Объем камеры,дм3 Количество камер Мощность двигателя, кВт Масса, кг Производи- тельность, кг/ч
СВМ 04 0,05...0,1 1...2 0,37 50 -
СВМ 1 0,1 2 1 50 -
СВМ 2 10 1 2,2 300 -
СВМ 5 10 1 5 300 40... 50
СВМ 15 25 1 15 500 50...70
СВМ 30 200 1 30 800 150...200
СВМ 40 400 1 37 1200 800... 1000
СВМ 100 300 2 НО 5000 600... 1200
СВМ 160 500 2 160 8000 1500... 2800
СВМ 320 700 2 315 10000 4500... 7500
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
111
Промышленные мельницы малой мощно-
сти (до 10 кВт) типов СВМ 2 и СВМ 5 исполь-
зуют для наработки небольших количеств
(1...5 дм3) тонкоизмельченного материала. Они
состоят из одной помольной камеры, в которой
соосно расположен вибровозбудитель. При
выгрузке продукта камеру переворачивают.
Мельницы предназначены для периодического
измельчения материала и снабжены звукоизо-
лирующим кожухом.
Промышленные мельницы средней мощ-
ности (до 100 кВт) СВМ 15, СВМ 30 и СВМ 40
производительностью 1 т/ч используют для
получения измельченных материалов при
удельной затрате энергии 40...60 кВтч/т.
Мельницы выполнены по однокамерной схеме
с вибровозбудителем, расположенным в по-
мольной камере. В этих вибромельницах по-
мольная камера снабжена загрузочным и вы-
грузочным патрубками. В выгрузочном пат-
рубке установлена решетка, задерживающая
мелющие тела.
При периодическом измельчении мате-
риала выгрузка производится через нижний
патрубок, а при непрерывном материал можно
выгружать также через верхний патрубок для
поддержания высокой концентрации его в ка-
мере.
Промышленные мельницы большой
мощности (свыше 100 кВт) имеют две помоль-
ные камеры, которые связаны траверсами. Тра-
версы посредством упругой опоры установле-
ны на основании мельницы. Камеры могут
быть расположены одна над другой (что позво-
ляет использовать мельницу как двухстадий-
ную) либо на одном уровне, что повышает
пропускную способность, а также дает воз-
можность измельчать два материала. В торцо-
вых крышках камер смонтированы устройства
для загрузки и выгрузки.
Загрузочное устройство состоит из ци-
линдрического переходника, снабженного пат-
рубком, к которому крепится эластичный со-
единитель. Устройство для выгрузки снабжено
решеткой и камерой, в которой установлены
заслонки, регулирующие концентрацию мате-
риала в камере. Внутренняя поверхность каме-
ры покрыта бронефутеровкой. Между камера-
ми расположен вибровозбудитель, вал которо-
го соединен эластичной муфтой с валом двига-
теля.
Такие мельницы предназначены для не-
прерывной работы в составе технологических
комплексов, включающих также бункеры ис-
ходных материалов, питатели, устройства для
транспортирования продукта, склад, систему
автоматического регулирования загрузки.
В зависимости от производительности в
вибрационных мельницах возможно получать
продукты разной дисперсности.
Производительность, кг/ч 100 100...500 Более 1000
Размер частиц, мкм.. 20 40 60
Для получения продукта относительно
невысокой дисперсности (остаток на сите 0063
10... 15 %) используют комплексы открытого
цикла. Для получения продукта более высокой
дисперсности в комплексы включают класси-
фикатор, в который подают продукт, прошед-
ший помольную камеру. Крупный класс про-
дукта возвращается в мельницу для дополни-
тельного измельчения, мелкий класс собирает-
ся в емкости готового продукта.
На срок службы и ремонтоспособность
мельниц положительно влияют простота их
конструкции, отсутствие соединений типа зуб-
чатых передач, редукторов и т.д.
Машины малой производительности вы-
пускаются серийно во многих странах мира,
например, мельницы типов VMV (Чехия),
«Вибратон» (Австрия). Наибольший интерес
представляют мельницы типа VMV, они имеют
хорошую техническую характеристику и срав-
нительно высокую производительность
(табл. 2.1.13).
Мельница типа VMV состоит из двух го-
ризонтально расположенных помольных ка-
мер, установленных в траверсах, закрепленных
на раме посредством упругой опоры из спи-
ральных пружин. В траверсах смонтирован
центробежный вибровозбудитель, состоящий
из вала, опирающегося на подшипники, внеш-
них и внутренних дебалансов.
В вибрационных мельницах возможно
получать более тонкие дисперсные продукты
чем в шаровых.
К недостаткам всех вибрационных мель-
ниц необходимо отнести их малую абсолют-
ную производительность даже при непрерыв-
ном режиме работы (как правило, двухкорпус-
ных машин), а также сравнительно высокую
степень загрязнения измельченных материалов
продуктами намола шаров и корпуса.
Мощность двигателя мельницы расходу-
ется на сообщение колебаний системе (мель-
нице, шарам, измельчаемому материалу) и
преодоление сил трения в подшипниках при-
вода вибратора.
112
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
2.1.13. Техническая характеристика вибрационных мельниц типа VMV
Показатель 1861 1862 1863 1864
Производительность, кг/ч 100...300 300... 500 500... 1000 1000...2500
Объем камеры, дм3 250 500 1000 2000
Диаметр камеры, мм 350 400 500 650
Длина барабана, мм 2x1300 2x2000 2-2500 2x3000
Масса мелеющих тел, т:
стальных 0,92 1,8 3,6 8
керамических 0,42 0,92 1,85 3,7
Размер частиц, мм:
исходного материала 0...3 0...3 0...3 0...5
продукта 0,1...0,04 0,1..0,04 0,1...0,04 0,1...0,04
Влажность материала, % До 2 До 2 До 2 До 2
Потребляемая мощность, кВт 20...30 55 75 ПО
Частота вращения, мин'1 1450 1450 980 980
Амплитуда колебаний, мм 1.3,5 1. .3,5 2...4 2...4
Масса без мелющих тел, т 1,26 2,95 5,62 8
Мощность, необходимая для сообщения
колебаний, кВт,
N КМ^ди
1 Gg[l + <?2 (1 + ц2 )103
где К - коэффициент, зависящий от степени
заполнения мельницы загрузкой и частоты
колебаний; А/в - дебалансный момент вибрато-
ра, Н м; (0 - угловая скорость вибратора, рад/с:
q - коэффициент, зависящий от вида мелющих
тел и измельчаемого материала; ц - относи-
тельная масса загрузки; ц = (?иш + тм )/тк ;
тш - масса шаров; тм - масса материала; тк -
масса корпуса; G - сила тяжести колеблющих-
ся масс, Н; А/в = m^R: та- масса дебаланса;
и - линейная скорость дебаланса вибратора, м/с.
Мощность, затрачиваемая на трение в
подшипниках,
fcLm^R
,
2000
где dn - диаметр подшипника, м; R - радиус
центра масс дебаланса, м.
Мощность двигателя мельницы
^дв=(М+^2)/Ппр>
где Т|пр - КПД привода.
Центробежно-планетарные мельницы
больше известны как измельчители лаборатор-
ного типа с большим центробежным ускорени-
ем. В измельчителях этого типа барабаны с
шарами и измельчаемым материалом совер-
шают два вращения: вокруг осей барабана и
вала привода.
В настоящее время известны центробеж-
но-планетарные мельницы с двумя, тремя и
четырьмя барабанами. В зависимости от режи-
мов планетарного движения барабанов измель-
чение может осуществляться за счет как раз-
давливания и истирания частиц, так и ударного
и истирающего воздействия шаров. В рабо-
тающих машинах развиваются большие уско-
рения центробежных сил, вследствие чего ско-
рости измельчения в этих мельницах очень
высокие. Поэтому габаритные размеры и масса
центробежно-планетарных мельниц по сравне-
нию с барабанными при одной и той же произ-
водительности более чем в 20 раз меньше [29].
В настоящее время выпускаются центробежно-
планетарные машины с тремя барабанами про-
изводительностью до 5,5 т/ч, что свидетельст-
вует о хороших перспективах развития мель-
ниц этого типа.
Центробежно-планетарная мельница не-
прерывного действия, показанная на
рис. 2.1.24, имеет четыре рабочих барабана 6, в
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
113
которые загружаются измельчающие шары 7.
Исходный материал вместе с воздухом посту-
пает в патрубок 1, откуда по разводящим тру-
бам 4 - в рабочие барабаны 6. Барабаны вра-
щаются вокруг своей оси с угловой скоростью
со вследствие их фрикционного трения резино-
выми кольцами 8 о корпус 12. Резиновые коль-
ца 8 жестко закреплены на барабанах. Кроме
того, барабаны вращаются также вокруг оси
приводного вала 9 с угловой скоростью Q. При
этом со « Q 7?в /гб , где 7?в - радиус центра оси
барабана от оси вала; - радиус барабана
мельницы.
Измельченный материал выносится воз-
духом по патрубку 3 благодаря разрежению,
создаваемому вентилятором 2, и выводится из
мельницы через патрубок 13. Передача враще-
ния барабанам осуществляется за счет фрикци-
онной передачи.
К недостаткам такой мельницы необхо-
димо отнести большой износ измельчающих
шаров и стенок корпуса, загрязнение измель-
чаемых материалов продуктами износа, слож-
ность и малую механическую надежность кон-
струкции при большой производительности.
Мельницы ударного и ударно-отража-
тельного действия. Особенностью этих мель-
ниц по сравнению с мельницами других типов
является непрерывный режим их работы, вы-
сокоскоростное (г > 80 м/с) ударное нагруже-
ние измельчаемых материалов, что приводит
(даже при многократном ударном нагружении
частиц) к малому среднему времени пребыва-
ния частиц в машинах этого типа (0,5...5 с), а
следовательно, к высокой производительности
при малых значениях массы и габаритных раз-
мерах мельниц.
Мельницы ударного и ударно-
отражательного действия подразделяются на
две подгруппы:
1) в которых высокоскоростное ударное
нагружение измельчаемые частицы получают
от вращающихся молотков, ударных элементов
или бил;
2) струйной энергии, в которых измель-
чаемые частицы разгоняются до высоких ско-
ростей (более 100... 150 м/с) сжатым газом или
паром и сталкиваются друг с другом.
Следует отметить практически полное
отсутствие загрязнения готового материала
продуктами намола в струйных мельницах и
очень небольшое его загрязнение в мельницах
роторного типа.
Рис. 2.1.24. Схема центробежно-планетарной
мельницы непрерывного действия
/ - загрузочный патрубок; 2 - вентилятор; 3 - разгру-
зочный патрубок; 4 - разводящая труба; 5 - подшип-
ник; 6 - рабочие барабаны, 7 - измельчающие шары;
8 - резиновые кольца; 9 - приводной вал; 10 - шкив;
11 - водило; 12 - корпус; 13 - выходной патрубок
Тонкое и сверхтонкое сухое измельчение
без загрязнения измельчаемых материалов и
при меньших удельных энергозатратах воз-
можно только в мельницах ударного и ударно-
отражательного действия, поэтому предпочти-
тельность их применения в различных произ-
водствах очевидна.
К недостаткам измельчителей первой
подгруппы необходимо отнести быстрый износ
рабочих органов (молотков, бил, ударных эле-
ментов) при измельчении твердых материалов.
Мельницы первой подгруппы наиболее
распространены при сухом тонком измельче-
нии. В настоящее время в России, Германии,
США, Финляндии, Великобритании, Швеции,
Швейцарии, Австрии, Чехии и других странах
разработаны и выпускаются мелкими сериями
десятки конструктивных разновидностей мель-
ниц этого типа.
По реализации процесса внутренней се-
парации измельчаемых частиц эти мельницы
могут быть подразделены на две группы:
1) без развитой внутренней сепарации;
2) с развитой внутренней сепарацией.
114
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Рис. 2.1.25. Схема дезинтегратора с пальцами:
1 - разгрузочный патрубок; 2,9- пальцы; 3 - вал
первого ротора; 4 - загрузочный патрубок;
5 - крышка корпуса; 6 - отбойник; 7 - ударные била;
8- корпус; 10 — вал второго ротора; 11 - ротор
Мельницы струйной энергии (струйные
мельницы) по конструктивному оформлению
камеры измельчения и способу разгона из-
мельчаемых частиц до высоких скоростей под-
разделяются на четыре группы:
1) противоточные струйные;
2) О-образные или кольцевые струйные;
3) с плоской размольной камерой;
4) измельчители с псевдоожиженным
слоем.
К мельницам ударного и ударно-
отражательного действия без развитой внут-
ренней сепарации можно отнести: дисмембра-
торы, дезинтеграторы, молотковые мельницы и
центробежные мельницы разного конструктив-
ного оформления. Наиболее простыми мельни-
цами роторного типа ударного действия без
развитой сепарации являются дисмембраторы
и дезинтеграторы.
В дезинтеграторе два вращающихся на-
встречу друг другу ротора 11 имеют концен-
трические ряды пальцев 2 и 9, входящих в
межрядные промежутки обоих роторов
(рис. 2.1.25). Исходный материал по загрузоч-
ному патрубку 4 подается в центр корпуса 8,
откуда частицы, перемещаясь под действием
сил инерции к патрубку 1, подвергаются много-
кратному ударному нагружению пальцами 2 и 9.
Для увеличения степени измельчения в
этой конструкции, в отличие от типовых кон-
струкций дезинтеграторов, на концах дисков
роторов имеются ударные била 7, а на корпусе
8 мельницы - отбойники 6.
Дисмембратор отличается от описанного
выше дезинтегратора тем, что он имеет только
один вращающийся ротор с несколькими ряда-
ми ударных пальцев. Ответные ряды пальцев (в
отличие от пальцев дезинтегратора), закрепле-
ны неподвижно на крышке корпуса.
Дисмембраторы и дезинтеграторы выпус-
каются в России серийно. Характеристика не-
которых из них представлена в табл. 2.1.14.
Как правило, типовые дисмембраторы и
дезинтеграторы применяются для дезагрегации
порошков после сушки коллоидных суспензий.
На рис. 2.1.26 показана схема дезинтегра-
тора [А.с. № 902814 (РФ) БИ № 5], у которого
вместо пальцев установлены концентрические
ряды плоских ударных бил 2, расположенных
не радиально, а под оптимальным для удара
углом к радиусу, что позволяет при тех же га-
баритных размерах машины резко увеличить
степень измельчения. Вращающийся элемент 3
позволяет транспортировать к выгрузочному
патрубку 5 даже легко налипающие тонкодис-
персные материалы. Поэтому подобные маши-
ны уже используются для осуществления про-
цесса тонкого измельчения.
Практически без классификации измель-
чаемых материалов работают типовые молот-
ковые мельницы М-800.
Рис. 2.1.26. Схема дезинтегратора
с плоскими билами:
/ - корпус; 2 - била; 3 - вращающийся элемент;
4 - бункер; 5 - патрубок подачи исходного
материала; 6 - патрубок выгрузки готового продукта
2.1.14. Техническая характеристика мельниц ударного и ударно-отражательного действия
без развитой внутренней сепарации
Показатель Дезинтегратор ДЗГ 630 УО1 Дезинтегратор ДЗГ 630 УВ1 Дисмембратор П1-0,63-0-У-01 Мельница
молотковая М-800 трехступенчатая ИГХТУ
Производительность, кг/ч До 1500 До 1500 500... 1500 1000 1500
Размер частиц: исходного продукта, мм готового продукта, мкм До 10 50...100 До 10 50... 100 До 30 50...150 7...10 Не боле 250 До 10 0...50
Температура в камере измельчения, °C 35...50 35...50 До 20 -
Рабочая среда Нейтральная, невзрывоопасная Нейтральная, пожаро-, взрывоопасная - Токсичная, взрывоопасная —
Диаметр ротора, мм 630 630 630 800 680
Частота вращения ротора, мин-1 1450 1460 3626 1470 3500
Расход воздуха, м3/ч 2000... 5000 800
Электродвигатель привода: число мощность, кВт частота вращения, мин-1 2 22 1450 2 22 1460 22 55 1470 1 30 2900
Габаритные размеры, мм 2060х 1390х 1375 2060х 1430х 1550 2400х 1490х 1365
Масса, кг 1900 2090 1498 2470 800
Примечание. Давление в камере измельчения атмосферное.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
116
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Типовые молотковые мельницы отлича-
ются от молотковых дробилок значительно
меньшим зазором между корпусом и молотка-
ми, наличием фигурной или зубчатой бронефу-
теровки и большими окружными скоростями
рабочих элементов (молотков). Окружная ско-
рость концов молотков может превышать
100 м/с (у дробилок линейная скорость не вы-
ше 35 м/с).
Большая линейная скорость ударного на-
гружения при тонком измельчении нужна для
того, чтобы каждый удар по измельчаемым
частицам был эффективным, т.е. создавал в
нагружаемых частицах напряжения выше пре-
дела их прочности.
Критическая скорость ударного нагруже-
ния зависит от прочности измельчаемых час-
тиц и их размера, причем при уменьшении
линейного размера критическая скорость су-
щественно возрастает. Критическая скорость -
такая скорость ударного нагружения, при ко-
торой реализуется 50 %-ная вероятность раз-
рушения частиц данного размера:
рм - плотность материала; тср - предел
прочности частиц на срез; d4 - диаметр час-
тиц.
Имеется серия многоступенчатых мель-
ниц Ивановского химико-технологического
университета (ИГХТУ) ударно-отражательного
действия, у которых по мере уменьшения ли-
нейных размеров измельчаемых частиц ско-
рость ударного нагружения существенно воз-
растает. Многоступенчатые измельчители
ударно-отражательного действия ИГХТУ рабо-
тают следующим образом (рис. 2.1.27). Исход-
ный материал с начальным размером менее
10... 18 мм из бункера 1 подается в мельницу,
ударно нагружается билами 6 двух или трех
ступеней измельчителя, жестко закрепленными
на дисках 5, и дополнительно ударяется об
отбойники 7, отражается от них и снова ударно
нагружается билами, постепенно перемещаясь
вдоль оси ротора к штуцеру выгрузки 8, под
действием небольшого потока воздуха, кото-
рый нагнетается билами 6. Готовый продукт
выгружается воздухом в патрубок 8, который
находится на торцовой крышке мельницы на
определенном расстоянии от отбойников 7.
Наличие мощных центробежных сил не позво-
ляет выводить из мельницы крупные частицы.
Рис. 2.1.27. Многоступенчатый измельчитель
ударно-отражательного действия:
/ - загрузочный бункер, 2 - рубашка; 3 - ротор;
4 - приводной шкиф; 5 - диски ротора; 6 - била;
7 - отбойники; 8 - штуцер выгрузки материала
Линейная скорость ударного нагружения
на последней ступени поддерживается выше
критической для граничного размера частиц,
что гарантирует практически 100 %-ную веро-
ятность разрушения частиц размерами больше
граничного.
Ротор мельницы приводится во вращение
от двигателя через клиноременную передачу.
Готовый продукт нагнетаемым воздухом на-
правляется на разгрузку в циклон и фильтр.
Даже без развитой внутренней сепарации в
таких мельницах можно достичь высокой сте-
пени измельчения i = 50... 150 при малых
удельных энергозатратах.
Лучшие показатели по степени измельче-
ния имеют мельницы ударно-отражательного
действия с внутренней сепарацией измельчае-
мого материала.
Хорошие показатели имеет аэробильная
молотковая мельница МАБ-800 с встроенным
сепаратором 6 (рис. 2.1.28). Измельчаемый
материал тарельчатым питателем / подается в
центр ротора 4 с дисками 2, измельчается при
многократном ударном нагружении билами 3 и
потоком воздуха направляется в сепаратор б,
откуда тонкодисперсный материал с воздухом
через вентилятор поступает в пылеулавливаю-
щие устройства, а крупные фракции частиц по
трубе 5 возвращаются в течку исходного мате-
риала.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
117
Рис. 2.1.28. Аэробильная молотковая мельница
Одним из самых простых измельчителей
со встроенным в корпус машины сепаратором,
достаточно широко используемых в химиче-
ской промышленности России и за рубежом,
является мельница ударно-отражательного
действия (рис. 2.1.29).
Исходный материал через загрузочную
воронку 3 и конус 6 поступает на вращающий-
ся размольный диск /, разгоняется на нем до
больших скоростей, ударяется о бронеплиты
корпуса, дополнительно нагружается имею-
щимися на диске ударными элементами и по-
током воздуха направляется на лопасти 4 сепа-
ратора. Крупные частицы отбрасываются в
размольную камеру 2, а тонкодисперсные вы-
водятся потоком воздуха через патрубок 5 в
пылеотделительные устройства.
Типовой мельницей ударно-отража-
тельного действия со встроенным внутрь кор-
пуса машины сепаратором является одна из
мельниц, серийно выпускаемых в США и Гер-
мании, например, мельница «Пульвокрон»
(рис. 3.1.30). Мельница работает следующим
образом. Исходный материал / по трубопрово-
ду поступает на вход в измельчитель, куда
также по воздуховоду поступает воздух 2. Из-
мельченный билами материал вместе с пото-
ком воздуха направляется на сепаратор б, от-
куда крупные фракции по каналу 5 движутся
на повторное измельчение, а тонкодисперсный
продукт вместе с воздухом выводится по пат-
рубку 4 в пылеотделительные устройства. По-
скольку в мельницах такого типа выделяется
большое количество теплоты, корпус имеет
охлаждающую рубашку, в которую подводится
и отводится охлаждающая жидкость 3.
Данные по измельчению различных ма-
териалов в мельнице «Пульвокрон» PC 38 при-
ведены в табл. 2.1.15.
Рис. 2.1.29. Схема измельчителя ударно-отражательного
действия со встроенным сепаратором:
-------воздух,-------продукт
Рис. 2.1.30. Схема мельницы «Пульвокрон»
118
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
2.1.15. Данные по измельчению различных материалов в мельнице «Пульвокрон» PC 38
Измельчаемый материал Размер ячейки сита,1 Тонина измельчения, мкм Производительность, т/ч Удельный расход энергии, кВт ч/т
Перхлорат аммония 2 100 % <35 2,5 46
100 % < 10 1,3 85
Ацетамид 1 100 % <20 1,0 НО
Бакелит 1 98,5 % <47 1,2 62
Костяной уголь 2 99,9 % < 10 0,6 185
99,9 % <30 1,6 70
Известняк 0,5 99,9% <50 4,9 41
Силикат кальция 99,5 % < 44 99,9 % <20 2 58
Какао 0,3 99,5 % <43 0,64 120
Декстроза 0,6 96 % <89 1,5 31
98 % <61 0,75 103
Графит 0,9 100 %< 5 0,2 58
Лактоза 0,5 97 % <50 1,5 51
Параформальдегид 2 99,7 % <43 1,6 47
Пентахлороформ 0,3 100 % < 147 1.5 31
Твердый каучук 0,4 99,9 % < 147 1,2 92
Фосфат натрия 1 85 % <61 2,9 39
Хлопья соевых бобов 4 97 % < 74 2,4 46
Стерол 1 100%< 5 0,9 130
Сахар 0,3 90 % < 147 6,8 9
97,5 % < 43 2,5 46
100 % <25 1 115
100%< 5 0,25 455
Тальк 0,7 100% < 10 2,2 51
1 Проходит 50 % исходного продукта.
<- Рис. 2.1.31. Схема многоступенчатой мельницы
ИГХТУ с внутренней сепарацией:
/ - бункер; 2 - корпус мельницы; 3 - диски ротора;
4 - била; 5 - лопасти вентилятора; 6 - отверстия;
7 - патрубок вывода тонкоизмельченного продукта;
8 - вал мельницы; 9 - отбойники; 10 - приводной
шкив
Как видно из таблицы, удельный расход
энергии и производительность даже для одной
мельницы очень сильно зависят от свойств из-
мельчаемых материалов и тонины измельчения.
Еще более высокие технико-эконо-
мические показатели имеют многоступенчатые
мельницы ударно-отражательного действия
ИГХТУ с развитой внутренней сепарацией
измельчаемых частиц. В таких машинах выгру-
зочный патрубок 7 готового продукта смещен
либо в центр крышки (как показано на рис.
2.1.31), либо к центру от отбойников на опре-
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
119
деленное расстояние. Измельченные тонкодис-
персные частицы потоком воздуха, создавае-
мого лопастями 5 вентилятора через отверстия
6 выводятся в патрубок 7. Крупные частицы
под действием центробежных сил отбрасыва-
ются билами 4 на отбойники 9 и продолжают
измельчаться.
В табл. 2.1.16 приведены некоторые тех-
нико-экономические показатели мельницы
ИГХТУ, которые свидетельствуют о возмож-
ности получения сверхтонких порошков и
в мельницах ударно-отражательного действия.
Как и в других мельницах тонкого помола с
увеличением тонины измельчения производи-
тельность машины снижается, а удельный рас-
ход энергии возрастает. Следует отметить, что
в настоящее время не существует надежных
методов расчета производительности, грану-
лометрического состава продуктов и потреб-
ляемой мощности мельниц ударно-отража-
тельного действия. Имеются лишь эмпириче-
ские зависимости для некоторых конкретных
мельниц.
Струйные мельницы в виде противоточ-
ных наиболее ранних конструкций нашли ши-
рокое применение в производстве керамики,
огнеупоров, а также строительных материалов.
Такие мельницы имеют два эжектора 1 и 7,
направленные друг против друга, камеру из-
мельчения 4, футерованную износостойкой
броней, сплошные 5 или кольцевые 3 разгон-
ные трубы, сопла 2 и 6 с устройствами для
перемещения их вдоль оси, бункера-приемники
9 исходного материала со смотровыми окнами
10 (рис. 2.1.32, а).
Установка с использованием противоточ-
ной мельницы СП работает следующим обра-
зом (рис. 2.1.32, б). Исходный материал из
бункера 15 питателем 14 по трубе 13 подается
в вертикальную трубу 21, в которой восходя-
щим потоком материал направляется в центро-
бежный сепаратор 19 с окнами 20. Тонкодис-
персные фракции, как готовый продукт, на-
правляются в циклон 18, а крупные частицы по
трубам /2 и 22 - в приемники 9, откуда вслед-
ствие разрежения, создаваемого эжекторами 1
и 7, частицы попадают в разгонные трубы 3 и
5. В разгонных трубах частицы разгоняются
энергоносителем до скорости выше 100 м/с,
движутся навстречу друг другу и сталкиваются
в камере 4 измельчения. Продукты измельче-
ния поднимаются воздухом по трубе 2/ в сепа-
ратор, в котором крупные неизмельченные
частицы снова направляются на измельчение.
Воздух под давлением 0,6...0,8 МПа поступает
в мельницу через штуцера 8 и 23.
Как и в любой струйной мельнице, тон-
кодисперсные фракции (менее 5 мкм) измель-
ченного материала после прохождения цикло-
на отделяются от воздуха в фильтре 17. Очи-
щенный от пылевидных продуктов воздух вы-
брасывается хвостовым вентилятором 16 в
атмосферу. Удельный расход воздуха зависит
от физико-механических свойств измельчае-
мых материалов и необходимой дисперсности
конечного продукта и изменяется в широких
пределах (0,1... 9 кг/кг).
Производительность работающих в Рос-
сии струйных мельниц типа СП составляет
50...30000 кг/ч. Дисперсность готового про-
дукта 0,5...50 мкм.
2.1.16. Техническая характеристика мельницы ИГХТУ
при работе с различными исходными материалами
Измельчаемый материал Размеры исходного материала, мм, не более Тонина измельчения, мкм (размер готового продукта) Производительность, кг/ч Удельный расход энергии, кВт ч/т
Мел 8 100 % < 10 500 55
Известняк 5 100 % < 10 600 60
Мрамор 3 100 %< 8 600 68
Гранит 1 100 %< 5 400 55
Кокс 2 95 % < 15 700 47
Сахар 3 100 %< 8 800 85
Тальк 0,5 100 %< 2 300 98
120
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
б)
Рис. 2.1.32. Противоточная струйная мельница типа СП (а)
и схема помольной установки (б) с этой мельницей
К недостаткам противоточных струйных
мельниц по сравнению со струйными мельни-
цами других конструкций необходимо отнести
однократное соударение частиц друг с другом
и то, что крупность конечного продукта опре-
деляется эффективностью работы центробеж-
ного сепаратора, который, как показывает
практика, не идеален, в связи с чем наблюдает-
ся проскок крупных частиц в готовый мате-
риал.
Более тонкое измельчение возможно по-
лучить в О-образной струйной мельнице, в
которой измельчаемые частицы испытывают
многократное ударное нагружение как в каме-
ре измельчения, так и в зоне восходящего по-
тока в результате турбулентных пульсаций
двухфазного потока.
О-образная струйная мельница, или
мельница с трубчатой измельчительной каме-
рой работает следующим образом (рис. 2.1.33).
Исходный материал (как правило, с частицами
размером менее 1 мм) из бункера 8 эжекцион-
ным питателем 9 направляется в измельчи-
тельную камеру 10, в нижнюю часть которой
через сопла 2 подаются высокоскоростные
струи энергоносителя (скорость струй энерго-
носителя 220...320 м/с). Сопла 2 расположены
таким образом, чтобы происходило пересече-
ние струй в объеме измельчительной камеры.
Частицы исходного материала, попадая в
струи, выходящие из сопел, разгоняются до
высоких скоростей и сталкиваются друг с дру-
гом. Перемещаясь вдоль измельчительной ка-
меры, частицы испытывают многократное
ударное нагружение.
Дополнительное измельчение осуществ-
ляется на восходящем участке 3 мельницы за
счет мощных турбулентных пульсаций в двух-
фазном потоке. В верхнем колене 5 мельницы
происходит сепарация частиц твердой фазы.
Крупные неизмельченные частицы отбрасыва-
ются к стенке и по правому вертикальному
колену возвращаются в зону измельчения, а
мелкие частицы с потоком энергоносителя
через инерционный сепаратор 6 выводятся из
мельницы через патрубок 7 и трубу 4.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
121
г 1
Рис. 2.1.33. Схема О-образной струйной мельницы
(с трубчатой измельчительной камерой)
Энергоноситель подается в коллектор /
или распределительную камеру и в штуцер
инжекционного питателя. Благодаря много-
кратному ударному нагружению измельчаемых
частиц в камере 10 и в восходящем потоке 3 в
струйных мельницах с трубчатой измельчи-
тельной камерой удается осуществлять тонкое
и сверхтонкое измельчение разных материалов.
Струйный измельчитель с плоской размольной
камерой отличается от струйной мельницы с
трубчатой камерой тем, что у нее сопла 2 рас-
положены равномерно по окружности круглой
измельчительной камеры 1 (рис. 2.1.34).
Угол наклона высокоскоростных струй
энергоносителя выбран таким, чтобы струи
четных и нечетных сопел сталкивались на пе-
риферии измельчительной камеры и создавали
закрученный поток, в котором происходит
сепарация измельчаемых частиц. При такой
сепарации крупные частицы отбрасываются к
наружным стенкам измельчительной камеры, а
тонкодисперсные увлекаются потоками струй
энергоносителя и выводятся по патрубку 7.
Средние фракции материала выводятся в сбор-
ник 8.
В середине 70-х годов XX века в ИГХТУ
была разработана струйная мельница, в кото-
рой энергия разгоняющихся и сталкивающихся
в струях частиц гасилась во взвешенном слое
этих же частиц за счет интенсивного их исти-
рания. Серийно подобные мельницы начали
выпускаться позднее фирмой Альпине (Герма-
ния).
Рис. 2.1.34. Схема струйного измельчителя
с плоской размольной камерой:
/ - камера измельчения; 2 - сопла; 3 - штуцер пода-
чи энергоносителя; 4 - газораспределительное коль-
цо; 5 - штуцер питания; 6 - корпус сепаратора;
7 - труба для вывода тонкой фракции; 8 - сборник
крупной фракции
Исходный материал по патрубку 1 посту-
пает в исходный бункер 2, откуда непрерывно
шнеком 3 направляется в камеру 4 измельче-
ния, в которой расположены сопла 5 для пода-
чи энергоносителя (рис. 2.1.35). Материал из-
мельчается как во встречных струях в зоне 6,
так и в турбулентных потоках над соплами 9.
Вверху камеры 4 установлены центробежные
сепараторы 7, которые отбрасывают вниз ка-
меры крупные фракции частиц. Измельченный
продукт выводится энергоносителем по пат-
рубку 8.
К достоинствам таких струйных мельниц
с псевдоожиженным слоем измельчаемых час-
тиц необходимо отнести практически полное
отсутствие загрязнения измельчаемого мате-
риала, так как футеровка у них практически не
изнашивается, и меньший удельный расход
энергии, а следовательно, энергоносителя, что,
в свою очередь, уменьшает габаритные разме-
ры пылеулавливающих устройств.
Техническая характеристика струйных
мельниц шести типов AFG представлена в
табл. 2.1.17.
Производительность мельницы AFG-400
существенно зависит от типа измельчаемого
материала и тонины измельчения (табл. 2.1.18).
122
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
3 4
Рис. 2.1.35. Схема струйной мельницы 800 AFG
2.1.17. Техническая характеристика струйных мельниц типа AFG
Показатель 100 200 400 630 800 1250
Тонина измельчения, мкм, 97 %, не более 2,5...40 4...50 5,5...80 7...90 7...90 7...90
Расход воздуха при давле- нии 0,6 МПа, нм3/ч 50 200 800 2000 5200 10500
Диаметр сопел, мм 2 4 8 11 16 22
Число сопел 3 3 3 4 5 6
Производительность 0,06 0,25 1 2,5 6,25 12,5
Объем рабочего бункера, ДМ3 0,85 30 90 340 1250 3400
Объем запасного бункера, дм3 Классификатор «Турбо- плекс»: — 15 55 230 1100 3000
тип 50 АТР 100 АТР 200 АТР 315 АТР 3x315 АТР 6x315 АТР
мощность, кВт 1 3(4) 5,5 Н (15) 3x11 (15) 6x11 (15)
частота вращения, мин-1 22000 11500 6000 4000 4000 4000
Фильтр фирмы Альпине Кб М12 G20 G48 G104
Циклон фирмы Альпине GAZ 180 МАЕ 224 KAZ315 KAZ 500 KAZ 800 KAZ 1120
Примечание. Производительность дана по отношению к производительности мельницы AFG-400.
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
123
2.1.18. Характеристика струйной мельницы AFG-400 в зависимости от тонины измельчения
Материал Производительность, кг/ч Тонина готового продукта, мкм
Тонер 25...150 5...25
Оксид цинка 30...40 4
Карбид кремния 60... 80 10
Карбид кальция 150... 200 10
Фунгицид 700 10
Тальк 300...400 20
100...150 10
Кремниевая кислота 150... 200 5
Надежные методы расчета производи-
тельности и тонины измельчения в струйных
мельницах в настоящее время отсутствуют.
Мокрое измельчение имеет свои достоин-
ства и недостатки перед сухим измельчением.
Основные достоинства мокрого тонкого из-
мельчения следующие:
отсутствие пыления;
меньшее загрязнение измельчаемых ма-
териалов продуктами намола;
возможность более тонкого измельчения
в связи с устранением или резким уменьшени-
ем процессов агрегирования тонкодисперсных
частиц в процессе измельчения с применением
поверхностно-активных веществ (ПАВ), при-
водящих к хорошему смачиванию поверхно-
стей измельчаемых частиц и возникновению
эффектов расклинивания микро- и макротре-
щин (эффектов акад. П.А. Ребиндера);
возможность измельчения термолабиль-
ных (термочувствительных) материалов.
Основным недостатком процесса мокрого
измельчения является необходимость сушки
продуктов измельчения в тех случаях, когда
необходимо получать сухие тонкодисперсные
порошки. Сушка является очень энергоемким
процессом, требующим после ее осуществле-
ния реализации процесса дезагрегирования в
одной из мельниц ударно-отражательного дей-
ствия.
Недостатком процесса мокрого измель-
чения может явиться дезактивация поверхно-
стей измельченного материала вследствие
сорбции ПАВ или других компонентов жидко-
стей, в которых осуществляется измельчение.
Необходимо отметить, что это явление часто
используют в положительных целях для полу-
чения новых композиционных тонкодисперс-
ных материалов, «пришивая» на поверхности
частиц в процессе измельчения нужный ком-
понент, так как образующаяся новая поверх-
ность частиц обладает сверхактивными свой-
ствами.
Выделение измельчителей мокрого помо-
ла в отдельную группу объясняется следую-
щими фактами. В шаровых, вибрационных и
центробежно-планетарных мельницах мокрое
измельчение, как правило, осуществляется при
больших концентрациях твердой фазы в пасто-
образном состоянии.
В рассматриваемых ниже измельчителях-
диспергаторах концентрация твердой фазы не
превышает 20...25 %, поэтому измельчение
осуществляется в хорошо текучих суспензиях.
По принципу создания разрушающих напря-
жений измельчители в суспензиях можно ус-
ловно разделить на три группы: бисерные
мельницы, коллоидно-кавитационные мельни-
цы и электрогидравлические и магнитно-
вихревые измельчители.
В бисерных мельницах непрерывного дей-
ствия (песочных) в цилиндрическом корпусе с
большой частотой (500... 1500 мин’1) вращает-
ся один или два вала с многочисленными дис-
ками. Корпус мельницы на 50...60 % заполнен
бисером из специальных сортов стекла или
песком с округлыми гранями размерами 0,6...
2 мм. Измельчение осуществляется истиранием
(перетиром) частиц измельчаемого материала
стеклянными шариками или частицами песка,
которые под действием центробежных сил и
вязкого трения отбрасываются к стенкам аппа-
рата и интенсивно циркулируют в зонах между
дисками.
Двухроторный бисерный измельчитель
имеет два рабочих ротора / с дисками, привод
5, станину 6 и патрубки ввода 7 и вывода 4
суспензии (рис. 2.1.36). Бисерная мельница, как
124
Глава 2.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
и большинство мельниц мокрого помола, рабо-
тает по многоцикловому режиму измельчения
частиц в суспензии, которая прокачивается
насосом через измельчитель снизу вверх. Для
исключения вывода стеклянных шариков из
объема мельницы вверху корпуса 2 мельницы
установлена фильтрующая сетка 3.
Благодаря многоцикловому нагружению
суспензии в бисерной мельнице удается осу-
ществить сверхтонкое измельчение многих
пигментов и красителей. В ряде случаев дости-
гается дисперсность частиц продуктов с разме-
рами меньше 1 мкм (95...98 %) при сравни-
тельно высокой производительности машин.
В России ОАО «Дмитровградхиммаш»
серийно изготовляет четыре типоразмера вер-
тикальных бисерных измельчителей типа Б1 с
объемом размольной камеры 5...250 л, снаб-
женных шестеренными насосами для подачи
суспензии. Высокими технико-экономи-
ческими показателями отличаются разработан-
ные на Украине вертикальные двухроторные
бисерные измельчители с размольной камерой
объемом 50 и 125 л. В отличие от рассмотрен-
ной выше конструкции, вращение роторам
передается не от одного, а от двух электродви-
гателей через клиноременные передачи.
Известно, что производительность этих
двухроторных измельчителей при тонком по-
моле (98 % частиц размером не менее 3 мкм) в
1,5 - 2,5 раза выше, чем у однороторных из-
мельчителей такого же объема.
Фирма Драйсверке GmbH (Германия)
расширила типоразмерный ряд бисерных из-
мельчителей, включающий машины с размоль-
ной камерой объемом 1; 5; 12,5; 25; 40; 50; 80;
125; 160; 250; 500 и 1000 л. Эти измельчители
могут иметь вертикальное или горизонтальное
исполнение. При горизонтальном расположе-
нии корпуса существенно снижается пусковой
момент благодаря равномерному распределе-
нию загрузки мелющих тел по длине размоль-
ной камеры. В качестве мелющих тел использу-
ется силикварцит (тугоплавкое стекло), керами-
ческий бисер размером 0,3...3 мм или хроманит
(стальные шарики диаметром 2...8 мм).
Фирма Вилли А. Бахофен (Швейцария)
первая в Европе серийно начала выпускать
горизонтальные бисерные мельницы с раз-
мольной камерой объемом 0,15; 0,3; 0,6; 1,4; 5;
49; 115; 180; 215 и 275 л. Горизонтальное рас-
положение корпуса мельницы позволило уве-
личить степень заполнения размольной камеры
мелющими телами до 80...85 %, что, в свою
очередь, повысило тонину измельчения при
однократном прохождении суспензии через
мельницу.
Традиционный недостаток бисерных из-
мельчителей - относительно низкий удельный
подвод энергии к обрабатываемой среде, кото-
рый в значительной мере устранен в измельчи-
телях марки «Cobal-Mill», выпускаемых фир-
мой Фрум-Машинен (Швейцария). В этих ма-
шинах поверхность ротора максимально при-
ближена к корпусу с образованием размольной
камеры в виде узкой щели между гладкими
(без дисков) коническими поверхностями вра-
щающегося ротора и корпуса.
Плотность подводимой энергии в них
достигает 6...8 кВт/дм3 (по сравнению с 1...
2 кВт/дм3 для традиционных машин с диско-
выми роторами). При одинаковых производи-
тельностях и тонине измельчения рабочий объ-
ем измельчителя «Cobal-Mill» в 3 - 5 раз
меньше рабочего объема традиционной мель-
ницы. Соответственно снижаются количество
мелющих тел, расход энергии, капиталовложе-
ния и стоимость обслуживания. При этом по-
вышается качество продукта в результате сни-
жения продуктов намола мелющих тел. Фирма
выпускает шесть моделей таких бисерных
измельчителей производительностью 0,01...
4 м3/ч (по суспензии).
ОБОРУДОВАНИЕ ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ
125
Дисковые, коллоидно-кавитационные и
роторно-пульсационные мельницы, или дис-
пергаторы в отличие от бисерных мельниц не
имеют мелющих тел и осуществляют тонкое
измельчение твердых частиц созданием боль-
ших сдвиговых напряжений в узком зазоре
между вращающимся ротором и статором, а
также наложением на действующие сдвиговые
напряжения мощных импульсных напряжений
при схлопывании на измельчаемых частицах
искусственно создаваемых кавитационных
пузырьков.
Зазоры между ротором и статором в та-
ких машинах стремятся выполнять как можно
меньше (0,05... 1 мм), что позволяет получать в
суспензии высокие касательные напряжения
сдвига.
Типичной коллоидно-кавитационной
мельницей является серийно выпускаемая в
России кавитационно-истирающая мельница
типа МКИ-160 производительностью по сус-
пензии до 2 м3/ч, с наибольшим диаметром
конического ротора 160 мм, позволяющая из-
мельчать частицы красителей от 150 (исходный
размер) до 20 мкм за один проход через маши-
ну. Частота вращения ротора 6350 мин'1, масса
мельницы с приводом 400 кг.
Принципиальным отличием усовершен-
ствованной мельницы МКИ-160 является на-
личие на роторе 4 и статоре 5 большого коли-
коллоидно-кавитационной мельницы:
/ - ударное устройство; 2 - выход суспензии;
3 - рубашка охлаждения; 4 - ротор; 5 - статор;
6 - корпус; 7 - канавки; 8 - вал; 9 - вход суспензии;
10- контрударники
чества канавок 7 разных размеров и направле-
ний относительно оси вращения (рис. 2.1.37).
Мельница также имеет ударный элемент / для
дезагрегации частиц в суспензиях. Все это по-
зволило существенно увеличить число кавита-
ционных воздействий на измельчаемые части-
цы и повысить тонину измельчения при одном
проходе суспензии через мельницу.
В последние годы стали развиваться ро-
торно-пульсационные аппараты [19], в которых
диспергирование мягких материалов в суспен-
зии осуществляется в основном за счет схло-
пывания и пульсаций кавитационных пузырь-
ков.
Иногда диспергирующий узел машины
помещают в нижней части аппарата большого
объема, благодаря чему происходит интенсив-
ная циркуляция суспензии через измельчаю-
щий узел (рис. 2.1.38).
Специальными конструкциями измельчи-
телей мокрого помола являются магнитно-
вихревые и электрогидравлические измельчи-
тели твердой фазы в суспензии. В первой груп-
пе машин измельчение осуществляется мелю-
щими телами в вихревом слое, создаваемом
либо магнитными частицами в электромагнит-
ном поле, либо стальными цилиндриками во
вращающемся электромагнитном поле. Подоб-
ные измельчители нашли применение в России
в процессе приготовления суспензии Са(ОН)2
для очистки вод от ионов тяжелых металлов.
Электрогидравлическое измельчение
находится на стадии лабораторных исследова-
ний.
Рис. 2.1.38. Схема измельчителя мокрого помола
в аппарате большого объема:
/ - корпус; 2 - статор; 3 - рубашка; 4 - нижний
лопастно-винтовой насос; 5 - электродвигатель
126 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Глава 2.2
ОБОРУДОВАНИЕ
ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ
СЫПУЧИХ МАТЕРИАЛОВ
2.2.1. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
СЫПУЧИХ МАТЕРИАЛОВ
Под сыпучим материалом (или сыпучим
телом) подразумевают дисперсную систему,
состоящую из твердых частиц произвольной
формы, находящихся в контакте. Пространство
между частицами в сыпучем материале запол-
нено газом, а иногда частично и жидкостью.
В зависимости от размера частиц, напри-
мер от эквивалентного диаметра dHt сыпучий
материал может быть в следующих состояни-
ях: пылевидном (dH < 0,05 мм); порошкообраз-
ном (0,05 мм < dH < 0,5 мм); мелкозернистом
(0,5 мм < dn < 2 мм); крупнозернистом (2 мм <
< dn < 10 мм); кусковом (dH > 10 мм).
Сыпучие материалы либо добывают из
карьеров, шахт, либо получают измельчением
твердых веществ, выделением из суспензий,
сжиганием газов, кристаллизацией. Обладая
целым рядом свойств твердого материала, на-
пример, возможностью воспринимать внешние
сжимающие нагрузки, деформироваться под их
действием, по некоторым свойствам они ана-
логичны жидкости: сыпучий материал прини-
мает форму заполняемого им сосуда, движется
потоком. Вместе с тем, сыпучий материал по
совокупности свойств значительно отличается
и от твердых тел, и от жидкостей. К таким
свойствам относятся прежде всего грануломет-
рический состав, влажность, гигроскопичность,
насыпная плотность, температуры размягче-
ния, плавления и воспламенения, коррозионная
стойкость, взрывоопасность и пожароопас-
ность, а также ряд механических свойств.
Гранулометрический состав. Большин-
ство сыпучих материалов - полидисперсные
системы. Для их оценки используются различ-
ные характеристики: наибольший dmax и наи-
меньший c/min диаметры частиц, отношение
R = ^max / ^min (размах варьирования), эквива-
лентный диаметр частиц dH, гранулометриче-
ский состав, выражаемый тем или иным спосо-
бом, удельная площадь поверхности частиц S.
Частицы сыпучего материала имеют не-
правильную форму, поэтому под их размером
понимают диаметр шара, эквивалентного по
объему:
или по удельной площади поверхности
</hS=6/S,
где И— объем частицы; 5 = - удель-
ная площадь поверхности; 5П0Л - полная
площадь поверхности частицы.
Величину S определяют специальным
прибором, принцип действия которого основан
на измерении сопротивления слоя определен-
ной порции сыпучего материала потоку прока-
чиваемого через него газа [20]. Она характери-
зует свойства сыпучего материала в случаях,
когда они зависят от площади поверхности его
частиц, например, теплопроводность, звуконе-
проницаемость, растворимость, химическая
активность.
Значения S изменяются в большом диапа-
зоне в зависимости от степени дисперсности
частиц.
Гранулометрический или дисперсный
состав сыпучего материала показывает, ка-
кую долю или процент массы, объема поверх-
ности или числа частиц во всей массе анализи-
руемой пробы составляют определенные час-
тицы или группы частиц. Для эксперименталь-
ного определения этой характеристики исполь-
зуют тот или иной метод дисперсионного ана-
лиза: ситовой, седиментационный, гидроаэро-
динамический, микроскопический, электроста-
тический, фотоэлектрический, кондуктометри-
ческий и др., представляя полученные данные
в виде таблиц, гистограмм или формул (функ-
ций распределения).
В полидисперсном сыпучем материале
значения изменяются от t/mjn до t/max
практически непрерывно, что позволяет ис-
пользовать для описания его гранулометриче-
ского состава распределительные функции
D(d) и R(d), равные отношению массы
частиц, размер которых соответственно мень-
ше и больше d, к общей их массе. При этом
справедливо равенство
D(J)+tf(J) = l.
Среди различных законов, описывающих
аналитически функции распределения частиц
сыпучего материала по тому или иному при-
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА СЫПУЧИХ МАТЕРИАЛОВ
127
знаку, наиболее распространены законы Рози-
на-Рамлера
Я(х) = ехр[-(^М>)”]
и нормально-логарифмический
N (lgJ,-lgJ)2
ф(е/) = -=----ехр--------------- ,
V^lgo |_ 21g2 о
где de - диаметр частиц, при котором масса
частиц крупнее de составляет 36,8 %, а мень-
ше - 63,2 %; п - параметр, характеризующий
однородность материала по размерам; ф(е/) -
частота значений d; N - общее число наблюде-
ний d,d- средний диаметр частиц в пробе;
о - среднее квадратическое (стандартное)
отклонение значений of от d .
Величины d и о рассчитывают по ре-
зультатам дисперсного анализа пробы сыпуче-
го материала:
к /к
/=1 / /=1
где dj и Gj - соответственно среднее значе-
ние диаметра и масса частиц /-го класса; к ~
число классов, на которое разбита шкала зна-
чений J; N, - число наблюдений dj.
Степень неравномерности гранулометри-
ческого состава характеризуют коэффициентом
вариации И( d) = lOOcr/j , %.
Основные физические характеристики.
Плотностью р сыпучего материала называ-
ют массу единицы объема вещества, из которо-
го состоят частицы. Многокомпонентные сы-
пучие материалы имеют несколько значений р.
Насыпной плотностью рн сыпучего
материала называют массу единицы объема,
занимаемого сыпучим материалом при свобод-
ном засыпании его в измерительный стакан.
Значения рн для одного и того же сыпучего
материала изменяются в широком диапазоне в
зависимости от гранулометрического состава,
формы частиц, способа укладки их в слое, зна-
чений влажности и уплотняющей нагрузки.
Величины р и рн связаны уравнением
Рн =р(1-е),
где 8 - порозность сыпучего материала, рав-
ная отношению объема свободного простран-
ства между частицами к полному объему, заня-
тому сыпучим материалом, и при прочих рав-
ных условиях зависящая от способа укладки
частиц в слое и внешних воздействий. Для
одного и того же сыпучего материала 8 изме-
няется в 1,1 - 3 раза.
Влажность JV (%) и влагосодержание
U (%) сыпучего материала определяют по
формулам:
т„ -тс тп - тс
W = —-------100; U = —--------100,
тъ тс
где тв и тс - масса соответственно влажного
и абсолютно сухого сыпучего материала, со-
держащего только химически связанную жид-
кость.
Гигроскопичность Un (%) оценивает
способность сыпучего материала увлажняться
за счет водяных паров окружающего его воз-
духа. Определяется по данным последствий
выдерживания пробы сыпучего материала в
течение 1... 2 суток в эксикаторе, на дне кото-
рого находится раствор серной кислоты:
-тс
ип =—------£-100,
тс -т6
где Un - максимальная гигроскопичность;
тъ ’ тс , w6 ~ масса пробы сыпучего мате-
риала соответственно с бюксом, бюкса с высу-
шенной пробой и отдельно бюкса.
Горючие сыпучие материалы при опреде-
ленных условиях могут самовозгораться, а в
смеси с воздухом - взрываться. Взрыв аэро-
взвеси происходит только тогда, когда концен-
трация горючих компонентов в ней находится
в диапазоне между нижним и верхним преде-
лами воспламенения. В России за основной
критерий взрывоопасности аэровзвеси принят
нижний концентрационный предел воспламе-
нения (НКПВ). Взрывоопасными принято счи-
тать пылевоздушные смеси, у которых
НКПВ < 65 г/м3. Смеси с НКПВ > 65 г/м3 счи-
таются пожароопасными.
128 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Основные механические характери-
стики. Между частицами сыпучего материала
существуют силы взаимодействия различной
природы [10] - аутогезионные силы. Они
придают сыпучему материалу способность
оказывать сопротивление сдвигающим, сжи-
мающим и разрывным силам.
Механические свойства сыпучих мате-
риалов оценивают рядом параметров: углом
естественного откоса а, начальным сопротив-
лением сдвигу То, углом внутреннего трения ср,
коэффициентами внутреннего трения / внеш-
него тренияУ^н, бокового давления £, текучести
размалываемости £р, модулем деформации
И др.
Углом естественного откоса а называ-
ют угол наклона образующей конуса из сыпу-
чего материала к горизонтальной подложке, на
которую свободно вытекла из воронки опреде-
ленная порция этого материала. Значения а =
= 25...44°.
Любая деформация сыпучего материала
сопровождается сдвигом, т.е. скольжением
частиц одного слоя по частицам другого слоя.
В отличие от жидкостей сыпучие материалы в
состоянии выдерживать определенные силы
сдвига. Деформация в них не наступает до тех
пор, пока не преодолено некоторое напряжение
сдвига та - предельное сопротивление сдвигу.
Связь между та и нормальным давлением аа
на плоскость скольжения слоев выражается
обобщенным законом Кулона:
та ^о+У’а-
где f - среднестатистический коэффициент
трения между отдельными частицами; Тд -
начальное сопротивление сдвигу (удельное
значение аутогезионных сил между частицами
сыпучего материала).
Для идеально сыпучих материалов
Tq = 0 при аа - 0. Для большинства связ-
ных сыпучих материалов Тд 0 при аа = 0 .
Значения Тд и/находят путем обработки
графических зависимостей та = ф(<та ), по-
строенных по данным испытаний порции сы-
пучего материала специальными сдвиговыми
приборами [10]. Таким же способом определя-
ют и угол внешнего трения фвн. При этом
величина та измеряется при сдвиге слоя сы-
пучего материала по плоской пластине из ма-
териала, по отношению к которому находится
величина фвн . Для стальной пластины значе-
ния фвн = 10...40°.
Коэффициент внешнего трения
/вн “ tg Фвн • Изменение структуры слоя под
действием сжимающей нагрузки характери-
зуется коэффициентом уплотнения
“ Рн1 /Рн2 »
где Рн1, Рн2 ~ насыпные плотности соответ-
ственно до прессования и после него (уплотне-
ния).
Коэффициент текучести характеризует
способность сыпучего материала вытекать из
отверстий. Он определяется по времени t исте-
чения материала из калиброванной воронки.
Для металлических порошков значения к^ бе-
рутся из ГОСТ 20899-98.
Для связных сыпучих материалов суще-
ствует минимальный диаметр отверстия, при
котором над ним образуется устойчивый свод
из частиц сыпучего материала, препятствую-
щий их истечению из отверстия. Значение это-
го диаметра [13]
Dc = 5,2т0/рн (l-0,78tg<p).
Слеживаемостью называют свойство
сыпучего материала терять текучесть при дли-
тельном хранении в неподвижном состоянии с
образованием конгломератов или даже единого
монолита. Можно выделить две основные при-
чины появления слеживаемости:
рост аутогезионных сил за счет увеличе-
ния площади контакта между частицами, появ-
ление капиллярных сил при повышении влаж-
ности сыпучего материала;
возникновение кристаллизационных мос-
тиков между частицами в результате кристал-
лизации растворенных в воде веществ.
Для уменьшения слеживаемости реко-
мендуется:
не допускать увеличения влажности хра-
нимого сыпучего материала, периодически
подсушивая его, пропитывая водоотталкиваю-
щими жидкостями, используя герметическую
тару;
уменьшать число частиц и площадь кон-
такта между ними, гранулируя сыпучий мате-
риал, периодически перемешивая его, исполь-
зуя низкие слои;
СМЕСИТЕЛИ
129
создавать на частицах тонкие защитные
пленки из веществ, не растворимых в воде.
Слеживаемость сыпучих материалов
можно оценивать по нескольким методикам
[11]. Наиболее точные результаты получаются
при использовании методики, основанной на
измерении сопротивления специально подго-
товленного спрессованного образца сыпучего
материала раздавливанию. По напряжению раз-
давливания Ср все сыпучие материалы клас-
сифицируют на пять категорий: исслеживаемые
(Ср< 0,1 МПа); слегка слеживаемые (<тр =
= 0,1...0,2 МПа); слеживаемые (пр = 0,2...
... 0,7 МПа); сильно слеживаемые (пр =
= 0,7... 1,5 МПа); очень сильно слеживаемые
(ср> 1,5 МПа).
Модуль деформации Е сыпучего мате-
риала рассчитывают по результатам компрес-
сионных испытаний на специальном приборе
по формуле
E = k(3zl\l,
где к - коэффициент (постоянный для данного
прибора); А/ - относительная деформация
образца; - нормальное давление в слое
сыпучего материала.
Коэффициент Пуассона v приближенно
определяют по коэффициенту £ бокового дав-
ления:
v = V(l + £).
Коэффициент при условии одноосного
сжатия сыпучего материала без возможности
бокового расширения равен отношению
gxI<5z (где ~ боковое давление в слое
сыпучего материала). При относительно малых
значениях (У2 =0,2...4,2 МПа для большинст-
ва порошкообразных материалов коэффициент
£ =0,3...0,4.
Распределение давлений сыпучего мате-
риала на стенки емкости (бункера) рассчиты-
вают по формуле Янсена [13]:
=^2 =(Й>,74/вн)[1-ехр(-4/Вн^/Д)],
где D - внутренний диаметр цилиндрической
емкости; h - высота слоя сыпучего материала
от плоскости выпускного отверстия до плоско-
сти измерения <зх; /вн - коэффициент трения
5 - 10358
сыпучего материала об ограждающую поверх-
ность.
При выпуске сыпучего материала из ем-
кости боковое давление в нижней ее части воз-
растает примерно в 1,3 раза по сравнению с
рассчитанным по формуле Янсена, что необхо-
димо учитывать при расчетах ее корпуса.
Наиболее полный расчет размеров выпу-
скной частоты дозировочных устройств может
быть проведен по методу Дженике, суть кото-
рого состоит в теоретическом и эксперимен-
тальном определении напряжений свободного
истечения О’) и предела прочности образца на
поверхности свода сгс . Равенство этих напря-
жений определяет критическое состояние сы-
пучей среды, т.е. состояние предельного рав-
новесия. Это соотношение также называют
критерием «истечения - отсутствия истече-
ния», так как при Qj > сгс происходит устой-
чивое истечение, а при Qj < ос истечение
отсутствует. Такой метод особенно эффективен
для связных материалов, склонных к уплотне-
нию в процессе хранения.
2.2.2. СМЕСИТЕЛИ
Общие сведения о процессах смешива-
ния. Процессы смешивания сыпучих материа-
лов используются во многих химических про-
изводствах, в том числе в таких крупнотон-
нажных, как производства сложных удобрений,
моющих средств, красителей, инсектофун-
гицидов, пластмасс, химикатов, резинотехни-
ческих изделий и т.д. Основная цель процесса
смешивания - получение однородной смеси из
отдельных компонентов. Соотношение масс
компонентов, входящих в смесь, изменяется в
различных производствах в широком диапазо-
не (иногда в соотношении 1:106 и более).
Обратный процессу смешивания является
процесс сегрегации, приводящий к разделению
смеси на отдельные фракции или компоненты.
Процессы смешивания и сегрегации могут
протекать одновременно в одном аппарате, но
с разными скоростями.
В результате перемещений частиц от-
дельных компонентов внутри смешиваемого
объема возможно бесконечное разнообразие их
сочетаний в микрообъемах смеси, что позволя-
ет считать соотношение компонентов величи-
ной случайной. Поэтому большая часть из-
вестных методов оценки однородности (каче-
130 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
ства) смеси основаны на методах статистиче-
ского анализа [20]. Для упрощения расчетов
многие исследователи процессов смешивания
все смеси считают условно двухкомпонентны-
ми, состоящими из так называемого ключевого
компонента и условного, включающего все
остальные компоненты смеси. Это позволяет
оценивать однородность смеси параметрами
распределения одной случайной величины -
содержанием ключевого компонента в пробах
смеси. В качестве ключевого компонента вы-
бирают такой компонент, который либо легко
анализируется, либо его распределение в смеси
особенно важно по техническим требованиям.
Для оценки однородности смеси предпо-
ложено несколько десятков критериев [6, 20],
отличающихся входящими в них параметрами.
Однако в большинстве из них присутствует в
той или иной интерпретации статистический
результат пробоотбора смеси: размах значений
концентраций компонентов, дисперсия значе-
ний концентраций ключевого компонента, ве-
роятность отклонения значений концентрации
от среднего значения, информационная энтро-
пия, фрактальная размерность и т.д.
Наиболее часто для оценки однородности
смеси используется коэффициент вариации, %,
где с - среднее арифметическое значение
концентрации ключевого компонента во всех п
пробах смеси, %; с, - концентрация ключевого
компонента в z-й пробе.
Коэффициент вариации Ис часто назы-
вают коэффициентом неоднородности, так как
его увеличение связано с понижением одно-
родности смеси. Смесь сыпучих материалов
высокого качества оценивается значениями
Ис = 0,5...2,5 %; среднего качества Ис = 2,5...
4%; низкого качества Ис > 4 %. Однако по-
добное деление следует считать условным, так
как качество смеси, ее необходимая однород-
ность определяются техническими условиями
на готовую смесь.
Необходимое количество проб, отбирае-
мых случайным образом из смеси для анализа
ее однородности, можно назначить, используя
неравенство
л>/2Гс2/е2 ,
где /а - нормированное отклонение функции
Лапласа для заданной вероятности а оценки
однородности смеси; 8 - относительная пре-
дельная погрешность определения действи-
тельной средней концентрации ключевого
компонента в смеси по выборочной сред-
ней с, %.
Значение Кс перед исследованием нового
типа смесителя обычно неизвестно, в этом слу-
чае его можно принять Ис = 20 %. В ранее
обследованных смесителях величина Ис долж-
на быть известна.
Минимально допустимая масса пробы
[12] т, г,
/и » 1,26-104 rf„pH/c() .
где Со - концентрация ключевого компонента
во всей смеси, %.
Классификация смесителей. Процессы
смешивания различных рабочих сред произво-
дят в машинах или аппаратах, называемых
смесителями.
Ниже рассматриваются смесители только
для сыпучих материалов и сыпучих материалов
с небольшими добавками жидких компонен-
тов. Следует отметить, что в различных отрас-
лях промышленности используется свой отрас-
левой набор конструкций смесителей. Ниже
рассматриваются конструкции смесителей,
которые наиболее часто используются в хими-
ческих и смежных с ней отраслях промышлен-
ности и изготовляемые заводами химического
машиностроения.
Смесители для сыпучих материалов клас-
сифицируют по многим признакам, чаще всего
по конструктивному [6, 12].
Принципиальные различия в организаци-
онно-технической структуре процессов перио-
дического и непрерывного смешивания сыпу-
чих материалов заставляют рассматривать сме-
сители периодического и непрерывного дейст-
вия отдельно.
В каталогах на смесительное оборудова-
ние, используемое в России, принято следую-
щее условное обозначение смесителей [30].
Первые буквы - тип смесителя; цифры после
тире - рабочий объем (дм3) для смесителей
периодического действия, номинальный диа-
метр рабочего органа (мм) для смесителей
непрерывного действия; последние буквы -
исполнение смесителя по виду электрообору-
СМЕСИТЕЛИ
131
дования, обогрева и материалу деталей, сопри-
касающихся с рабочей средой (В - взрывоза-
щищенное; Н - невзрывозащищенное; Р - с
рубашкой; Б - без рубашки; Э - с электриче-
ским обогревом; К - коррозионная сталь; У -
углеродистая сталь; Т - титановый сплав; циф-
ры в конце обозначения - номер модели.
Смесители периодического действия. В
химическом производстве используются в ос-
новном смесители периодического действия.
Это объясняется тем, что, во-первых, при пе-
риодическом смешивании можно обеспечить
точное соотношение между компонентами (их
часто загружают в смеситель по массе), а, во-
вторых, при большом числе компонентов их
дозирование в смеситель непрерывного дейст-
вия затруднено.
По механике переноса смешиваемой мас-
сы внутри смесителя их можно разделить на
три группы: циркуляционные, объемного и
диффузионного смешивания. Подобная клас-
сификация позволяет создать единые методики
расчета кинетики процесса смешивания для
смесителей конструктивно различных, но с
одинаковым механизмом процесса перераспре-
деления частиц в рабочем объеме смесителя.
В циркуляционных смесителях характер-
но движение (циркуляция) основного потока
материала по замкнутому контуру различной
сложности. Движение сыпучего материала по
циркуляционному контуру обеспечивает либо
перемешивающий орган, либо специальные
конвейеры.
В смесителях объемного смешивания
смешиваемый материал перемещается рабочим
органом хаотически по всему рабочему объему
смесителя.
В смесителях с диффузионным механиз-
мом смешивания частицы отдельных компо-
нентов под действием внешних сил начинают
перераспределяться наподобие молекул при
диффузии в газах. В этом случае необходимо
создать разреженные слои смешиваемого мате-
риала путем вибрации или псевдоожижения.
Кинетику процесса смешивания в сме-
сителях периодического действия можно
отразить типичной кривой, представленной на
рис. 2.2.1. Эту кривую условно можно разде-
лить на три участка (периода). В периоде / пре-
обладает конвективное смешивание, приводя-
щее к уменьшению объемов блоков из частиц
отдельных компонентов и их разносу рабочими
органами смесителя по внутреннему его объе-
му. Этот период характеризуется резким сни-
жением значений коэффициента Ис. После
разрушения блоков из одинаковых частиц про-
цесс смешивания идет уже на уровне отдель-
ных частиц компонентов. Этот период пере-
распределения частиц аналогичен процессу
диффузии молекул газа, поэтому его называют
периодом диффузионного смешивания. В пе-
риоде III суммарная скорость процессов кон-
вективного и диффузионного смешивания ста-
новится равной скорости сегрегации частиц в
силовом поле, поэтому коэффициент неодно-
родности Vc становится величиной постоян-
ной. Время наступления этого момента являет-
ся оптимальным временем смешивания тсм
для данного типа смесителя, его режима рабо-
ты и конкретной характеристики физико-
механических свойств смеси.
Период II является переходным от перио-
да I к III.
Предельно достижимое значение коэф-
фициента Vc определяется экспериментально.
Теоретически его рассчитать не удалось до
настоящего времени.
Кинетику процесса периодического сме-
шивания чаще всего описывают уравнением
типа
Ис (г) = аИсне-*'.
где Ис(/) - коэффициент неоднородности к
моменту времени смешивания /, %; Исн =
- 100-Ур(1 - р)/р - коэффициент неодно-
родности смеси в начальный момент смешива-
ния, %; а и b - коэффициенты, определяемые
экспериментально; t - время смешивания, с;
р - доля ключевого компонента в смеси.
Рис. 2.2.1. Кривая кинетики процесса
смешивания сыпучих материалов
в смесителях периодического действия
5*
132 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Среди циркуляционных смесителей
наибольшее распространение получили плане-
тарно-шнековые, центробежные лопастные,
центробежные волчковые, шнековые с цен-
тральной циркуляционной трубой.
Они используются для смешивания лег-
коподвижных несвязных и связно-сыпучих ма-
териалов, а также для смешивания сыпучих
материалов с небольшим количеством жидкости.
Смеситель с планетарно-шнековой ме-
шалкой типа ПШ-630 показан на рис. 2.2.2.
Шнек 7, получающий вращение вокруг собст-
венной оси от мотор-редуктора (привода) 3
через две конические зубчатые пары, находя-
щиеся в коробках передач 5 и 6, совершает
планетарное вращение вокруг оси корпуса сме-
сителя. Вращение водила 10, обеспечивающего
планетарное вращение шнеку 7, осуществляет-
ся от мотор-редуктора 2 через червячный ре-
дуктор и конические зубчатые пары. Верхний
конец вала шнека 7 имеет опору в коробке пе-
редач 6, а нижний - в шарнирной опоре, закре-
пленной в нижней части корпуса 1.
Рис. 2.2.2. Планетарно-шнековой смеситель
типа ПШ-630
Шарнирная опора вала шнека является
одним из ответственнейших узлов смесителя
типа ПШ. Размещена она в сыпучем материале,
поэтому ее конструкция должна обеспечить
работу шнека без смазочного материала и пре-
дотвратить истирание частицами сыпучего
материала шейки вала шнека [12]. Приводы
шнека 7 и водила 10 смонтированы на крышке
4 корпуса смесителя. Крышка имеет ряд техно-
логических штуцеров для загрузки компонен-
тов смеси, подачи инертного газа, установки
взрывной мембраны, для отбора проб, установ-
ки термопар и лаз для осмотра внутренней
части корпуса. На коническом корпусе /, со-
стоящим из двух частей, соединяемых с помо-
щью фланцев, имеется люк для осмотра шар-
нирной опоры и коробки 9 для выпуска гото-
вой смеси. Отверстие, через которое готовая
смесь выходит во внутреннюю часть коробки
9, прикрыто клапаном, имеющим шарнирную
опору. Клапан приводится в движение от меха-
низма 8, состоящего из пневмо- или гидроци-
линдра и рычажной передачи.
Подлежащий смешиванию сыпучий ма-
териал загружается через верхний штуцер в
крышке 4 в необходимом количестве. При
вращении шнека 7 материал поднимается его
витками вверх вдоль стенок корпуса, затем
движется к оси корпуса, где образуется нисхо-
дящий его поток. В узкой части корпуса мате-
риал снова захватывается витками шнека и
поднимается вверх. Движение сыпучего мате-
риала вверх в отдельных зонах около стенок
корпуса прерывистое; оно происходит только
в моменты прохождения шнека 7 через эти
зоны.
Для увеличения скорости циркуляции ма-
териала в смесителях с большим объемом кор-
пуса (ПШ-1600, ПШ-6300, ПШ-10000) смонти-
рован добавочный шнек, ось которого совпада-
ет с осью корпуса. Его консольная часть с вит-
ками достигает примерно середины корпуса
смесителя. Этот шнек увеличивает скорость
опускания смешиваемого материала вниз. По-
сле завершения процесса смешивания клапан
открывает отверстие в корпусе смесителя и
готовая смесь высыпается в коробку 9, а затем
в приемную емкость. Выпуск смеси из корпуса
производится при вращающихся шнеках.
Экспериментально установлены наиболее
рациональные геометрические и режимные
параметры смесителей типа ПШ:
СМЕСИТЕЛИ
133
С1Ш =0,2D(,; 'шМи =0,8; у = 0,8;
шш /юв = 40; и = 1 м/с; а = 34°;
/см « 20 мин,
где б/ш - диаметр витков шнека; £>g - наи-
больший внутренний диаметр корпуса;
/ш - шаг витков шнека; \|/ - коэффициент
заполнения корпуса смесью; сош , сов - угло-
вая скорость соответственно шнека и водила;
и - окружная скорость наружных витков
шнека.
Мощность на валу планетарно вращаю-
щегося шнека, кВт,
У = 1,15С1рниш£,^уд (4sin2 а + 1),
где Q - коэффициент, зависящий от физико-
механических свойств смеси (табл. 2.2.1);
иш - частота вращения шнека вокруг собст-
венной оси, мин-1; Lp - часть шнека, находя-
щегося в смеси, м; Fya = (2F| + F2 )//ш _
удельная площадь поверхности шнека, м2/м;
Fj и F2 - площадь поверхности соответ-
ственно одной стороны витка шнека и вала на
длине шнека в один шаг, м2; а - угол
конусности корпуса, °; /ш - шаг шнека, м.
Предусмотрено несколько типоразмеров
смесителей типа ПШ с различным объемом, м3:
0,04; 0,1; 0,25; 0,63; 1,0; 1,6; 2,5; 3,2; 4,0; 6,3;
10,0; 16,0. Некоторые смесители типа ПШ из
этого ряда выпускаются отечественными заво-
дами химического машиностроения в несколь-
ких исполнениях: НБУ. НБК, ВБУ, ВБК. Из
конструкций смесителей с планетарно-шне-
ковой мешалкой, выпускаемых за рубежом,
наибольшее распространение получил смеси-
тель типа «Наута» (Голландия), выпускаемый в
трех модификациях: с нижним (модель Ма ),
верхним (модель ) и раздельным (модель
Мах) приводом планетарного вращения шне-
ка [1].
2.2.1. Значения коэффициентов С2 и С3 для некоторых сыпучих материалов
Материал Насыпная плотность рн , кг/м3 Дисперсность частиц, мм С] 106 С2 104 С3 106
Речной песок 1330 0,2...0,5 0,9 8,24 11,9
Поваренная соль 1070 1...2 1,27 39 -
970 0,2...0,5 0,9 3,4 5,5
1100 0,01...0,2 2,5 2,68 1,1
Кальцинированная сода 505 0,01...0,1 2,3 2,24 3,8
Железные опилки 2400 0,25...1 - 95,5 11,4
Гранулированный графит 1070 0,2...0,5 0,8 38 8,8
Каолин 272 0..Д07 0,94 з,з 2,65
Цемент 980 0,01...0,1 2,1 2,84 2,2
Полиэтилен:
порошкообразный 240 0...0,02 - 3,93 4,8
гранулированный 561 3...5 - 8,5 -
Поливинилхлорид 481 0...0,02 - 5,9 -
134 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Центробежный лопастной смеситель
типа ЦЛ относится к циркуляционным смеси-
телям с быстровращающимся рабочим орга-
ном, переводящим смешиваемый материал в
псевдоожиженное состояние. В качестве рабо-
чего органа в этих смесителях используются
мешалки, выполненные в виде радиальных
лопастей, пропеллеров или дисков. Конструк-
ции некоторых из этих рабочих органов пред-
ставлены на рис. 2.2.3.
Смесители типа ЦЛ предназначены для
смешивания сыпучих материалов с рн <
< 1300 кг/м3, а также сыпучих материалов с
небольшими добавками жидких компонентов
при условии, что смесь остается сыпучей. Вре-
мя смешивания у них короткое (15...25 мин).
Для большинства промышленных смесей в них
достижима однородность Кс =1,2...2,5 %.
Смешивание компонентов в смесителях
типа ЦЛ происходит при циркуляции псевдо-
ожиженной массы частиц вверх по стенкам и
вниз по центру корпуса. В смесителях, имею-
щих верхнюю мешалку, циркуляция по указан-
ному контуру увеличивается.
Отечественной промышленностью хими-
ческого машиностроение выпускаются центро-
бежные лопастные смесители типа ЦЛ,
состоящие из следующих основных узлов
(рис. 2.2.4): вертикального цилиндрического
корпуса 1 с рубашкой и плоским отборто-
ванным днищем; крышки 2; рабочего органа с
верхней 3 и нижней 4 лопастными мешалками;
электродвигателя 5, вращающего вал мешалок
через поликлиновый ремень б; станины 7. В
нижней части корпуса крепится разгрузочный
патрубок 8 с клапаном, перекрывающим отвер-
стие в корпусе и приводимый в действие от
двух пневмоцилиндров с автоматизированным
управлением. На крышке 2 вварены несколько
технологических штуцеров (для загрузки ком-
понентов, установки разрывной мембраны и
резервных).
Экспериментально установлены следую-
щие оптимальные геометрические и режимные
параметры смесителей типа ЦЛ:
высота смесительной камеры Н = (0,7...
...0,9) D, где D - диаметр смесительной каме-
ры, определяемый с учетом полного внутрен-
него объема Ип смесителя, D = 1,15 , и
аппаратов стандартных диаметров, регламен-
тированных ГОСТ 9931;
линейная скорость вращения нижней ме-
шалки в зависимости от физико-механических
свойств смешиваемого материала
wKp = 5...8 м/с;
диаметр верхней лопасти б/вц = (0,85...
...0,9) D для смесителей с цилиндрическим
корпусом и JBK = (0,5...0,6) D для смесителей
с коническим корпусом; диаметр нижней лопа-
сти dH = (0,85...0,9) D;
Рис. 2.2.3. Мешалки смесителя типа ЦЛ для сыпучих материалов:
а - для которых измельчение частиц недопустимо; б - для которых допустимо измельчение частиц;
/ - верхняя; // - нижняя
СМЕСИТЕЛИ
135
6
Рис. 2.2.4. Центробежный лопастной смеситель типа ЦЛ
расстояние между лопастями = 0,12D
для смесителей с цилиндрическим корпусом и
hK = 0,2D для смесителей с коническим кор-
пусом;
высота лопастей b = (0,13...0,15)D;
коэффициент заполнения корпуса сыпу-
чим материалом \у = 0,65.
Мощность, необходимая для перемеши-
вания сыпучих материалов в смесителях типа
ЦЛ с использованием мешалок, показанных на
рис. 2.2.3, кВт,
W = С2Кфрн (1м2) //C°’636°’6S0’2 sin а ,
где С2 - коэффициент, зависящий от физико-
механических свойств смешиваемого материа-
ла (см. табл. 1.2.1); А^ф - коэффициент формы
лопастей мешалок; для прямых лопастей
А^ф = 1, для спиральных А^ф = 1,06, а для се-
рийно выпускаемых смесителей А^ф = 0,72; L
и b - соответственно длина и высота лопастей
мешалки, м; Нс - высота слоя материала над
нижней лопастью, м; а - угол наклона лопа-
стей мешалок к горизонтали, °; S - радиальный
зазор между краем лопасти нижней мешалки и
стенкой корпуса, м; со - частота вращения ме-
шалок, с"1.
К отечественным смесителям типа ЦЛ
относятся: ЦЛ-6; ЦЛ-25; ЦЛ-100; ЦЛ-160;
ЦЛ-250; ЦЛ-400; ЦЛ-630 (цифра соответствует
рабочему объему смесителя в литрах). Из зару-
бежных центробежных лопастных смесителей
наибольшее распространение получили смеси-
тели типа TS фирм Гюнтер-Папенмайер и Ан-
гер и типа FM фирмы Хеншель (Германия) [1].
Для процессов приготовления смесей,
требующих различия в температурных режи-
мах во время их смешивания, используются
комбинированный смеситель типа Км [32].
Он состоит из двух центробежных лопастных
смесителей: верхнего с обогревающей рубаш-
кой (типа ЦЛ-10) и нижнего с охлаждающей
рубашкой (типа ЦЛ-25). Смесь, нагретая в
верхнем смесителе, охлаждается в нижнем. В
нижней части корпусов этих смесителей рас-
положены разгрузочные коробки с клапанами.
Смесители, установленные на общей раме на
разных уровнях, соединены между собой пат-
рубком. Внутри рамы расположен маслонагре-
ватель для обогрева верхнего смесителя. Каж-
136 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
дый смеситель имеет индивидуальный привод:
нижний от электродвигателя и редуктора,
верхний - от электродвигателя и вариатора с
механизмом управления.
Исходная смесь загружается в верхний
смеситель, смешивается там заданное время с
нагревом, затем выгружается в нижний смеси-
тель, домешивается и охлаждается. По завер-
шении процесса смешивания готовая смесь
выгружается из нижнего смесителя через раз-
грузочную коробку при открытом клапане.
Подобный смеситель типа Км использу-
ется, например, для смешивания термопла-
стичных порошкообразных пластмасс с добав-
лением жидких пластикаторов. Суммарная
установочная мощность этого комбинирован-
ного смесителя составляет 10,1 кВт (с учетом
привода смесителей и электронагревателя).
Центробежный волчковый смеситель
типа ЦВ работает следующим образом (рис.
2.2.5). При вращении конуса 1 сыпучий мате-
риал, находящийся в корпусе 2 смесителя, на-
чинает циркулировать по контуру: поднимает-
ся по внутренней поверхности вращающегося
конуса, затем сбрасывается с него в кольцевое
пространство между конусом и корпусом сме-
сителя, опускается там вниз и через два окна 6
в нижней части конуса поступает внутрь кону-
са, замыкая циркуляционный контур.
Для материалов с плохой сыпучестью в
корпусе устанавливают свободно вращающую-
ся раму 12 с двумя лопастями, расположенны-
ми в кольцевом зазоре между конусом и корпу-
сом, и скребком, входящим внутрь конуса.
Рама под действием сил со стороны сыпучего
Рис. 2.2.5. Центробежный
волчковый смеситель типа ЦВ
материала на скребок и лопасти начинает во-
влекаться во вращение. Частота вращения ра-
мы регулируется ленточным тормозом 13.
Вследствие устанавливаемой с помощью тор-
моза разности частот вращения рамы и конуса
сыпучий материал заталкивается лопастями в
окна б, а залипающий на внутренней поверхно-
сти конуса счищается скребком рамы. К ниж-
ней части конуса жестко прикреплена лопаст-
ная мешалка 5, которая увеличивает подвиж-
ность сыпучего материала в нижней части кор-
пуса, способствуя процессу смешивания.
Приводной вал 3 конуса приводится во
вращение от электродвигателя 10 через клино-
ременную передачу /1.
Компоненты смеси загружаются через
штуцер 7 в крышке 4. Готовая смесь выпуска-
ется из корпуса через отверстие в днище кор-
пуса, прикрываемое клапаном, в разгрузочную
камеру 8. Клапан приводится в движение с
помощью гидроцилиндра. Корпус смесителя
установлен на подставке 9.
В центробежном волчковом смесителе
ЦВ-630 конус вращается от электродвигателя
через трехскоростной редуктор, а корпус сме-
сителя имеет рубашку.
Для смесителей типа ЦВ эксперимен-
тально установлены следующие оптимальные
значения основных параметров:
коэффициент заполнения корпуса сыпу-
чим материалом ф = 0,5...0,8 (меньшие значе-
ния рекомендуются для случая смешивания
тяжелых компонентов, а большие - для лег-
ких);
угол раструба конуса ос = 60°:
угол наклона нижней лопасти 5 к гори-
зонту 45°;
частота вращения конуса со определяется
значением со2R = 200 м/с“. где R - наибольший
наружный радиус конуса, м;
время смешивания тсм =15...20 мин.
В смесителях типа ЦВ можно получать
смеси, однородность которых Ис = 1,5 %. Они
могут быть использованы для смешивания
компонентов с большой разностью плотностей
частиц. Их нельзя использовать, если недопус-
тимо дробление частиц.
Мощность привода конуса, кВт,
W = ибСзКфРн^0’6//©1’67 ,
где С3 - коэффициент, зависящий от физико-
механических свойств смеси (см. табл. 2.2.1);
СМЕСИТЕЛИ
137
А^ф - коэффициент формы мешалки ротора;
для мешалки с прямыми лопастями А^ф = 1,
для мешалки спиральной формы А^ф = 0,7; L -
размах лопастей мешалки, м; со - частота вра-
щения конуса, с-1; Н - высота слоя материала
над нижней кромкой лопастей мешалки, м; b -
высота мешалки, м.
Удельные затраты энергии смесителей
типа ЦВ составляют 6,5... 15,5 кВт ч/м3.
Из зарубежных смесителей типа ЦВ наи-
большее распространение получили смесители
фирмы Петцольд (Германия), которые можно
использовать и для получения паст.
В смесителях с центральной циркуляци-
онной трубой типа ЦЦТ циркуляция смеши-
ваемого сыпучего материалу осуществляется с
помощью шнека, заключенного в трубу, уста-
новленную неподвижно в корпусе смесителя
вдоль его оси. Их часто используют для усред-
нения больших партий сыпучих материалов (до
100 м3).
Загрузка компонентов смеси осуществля-
ется через штуцер, вваренный в крышку корпу-
са или так, как показано на рис. 2.2.6. При
вращении шнека 3 сыпучий материал поднима-
ется по трубе 6 вверх, сбрасывается в кольце-
вое пространство между трубой и корпусом 4
смесителя, опускается вниз и снова поступает в
центральную трубу. Образующиеся в процессе
смешивания комки сыпучего материала, про-
ходя через диски 9 и 8, разрушаются. Нижний
диск 8 закреплен на валу шнека 3. В некоторых
конструкциях смесителей типа ЦЦТ диски
отсутствуют, а в нижней конической части 5
корпуса на валу шнека закреплена лопасть,
увеличивающая подвижность сыпучего мате-
риала в заборной части шнека.
Экспериментально установлено [20], что
наилучшие показатели процесса смешивания
достигаются в смесителях типа ЦЦТ при сле-
дующих параметрах: длине шнека, не ограни-
ченного трубой = 1,3 б/ш ; а = 60°; тсм =
= 20...60 мин; 9 = 30; и = 1 м/с; \|/ = 0,5;
/ш /^ш = ОД где ” диаметр шнека; /ш -
шаг витков шнека; тсм - время смешивания;
О = G] /G2 - кратность циркуляции; G] -
масса материала, прошедшая за время тсм
через трубу; - масса загружаемого в сме-
ситель материала; ц/ - коэффициент заполне-
Рис. 2.2.6. Схема смесителя типа ЦЦТ:
1 - штуцер для загрузки материала; 2, 3 - шнеки;
4 - корпус; 5 - нижняя часть корпуса; 6 - централь-
ная труба; 7 - смешиваемый материал; 8 - разбрасы-
вающий диск; 9 - неподвижный диск; 10 - крышка;
11 - штуцер для выгрузки материала
ния витков шнека; и = 1,2 м/с - линейная ско-
рость наружных витков шнека; а - угол конус-
ности корпуса.
В смесителях типа ЦЦТ удельные энерго-
затраты составляют 2,3 кВт ч/т, возможно дос-
тижение значения Ис-5 %.
Из зарубежных смесителей типа ЦЦТ
наибольшую известность получили смесители
типа «Вертамикс» (Великобритания).
Смесители объемного смешивания пе-
ремещают смесь рабочими поверхностями
мешалки по всему внутреннему рабочему объе-
му хаотически. Скорость процесса смешивания
зависит в основном от количества одновремен-
но существующих поверхностей сдвига в массе
сыпучего материала и скорости относительно-
го перемещения материала в месте сдвига. В
качестве мешалки в смесителях объемного
смешивания используют спиральные ленты,
многолопастные мешалки, которые ометывают
практически весь рабочий объем смесителя.
Для уменьшения энергозатрат мешалкам при-
дают небольшую частоту вращения. Кинетиче-
ская кривая процесса смешивания для смесите-
лей объемного смешивания аналогична пред-
ставленной на рис. 2.2.1.
138 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
К наиболее распространенным смесите-
лям объемного смешивания относятся ленточ-
ные смесители типа Лн, плужные типа ПЖ,
двухроторные типа ЗЛ и ЗШ, барабанные и
планетарно-лопастные типа ПЛ.
Рекомендуемая область применения сме-
сителей объемного смешивания - смешивание
связных малоподвижных сыпучих материалов,
а также сыпучих материалов с добавками жид-
костей. Барабанные смесители этой группы, не
имеющие внутренних мешалок, используются
в основном для смешивания абразивных и
взрывоопасных сыпучих материалов.
Ленточный смеситель типа Лн-2,0, кон-
струкция которого типична для ленточных
смесителей, состоит из следующих основных
узлов (рис. 2.2.7): корпуса 7; ротора б, состоя-
щего из приводного вала 2, на котором закреп-
лены спиральные ленты большого и малого
диаметра; привода ротора, состоящего из элек-
тродвигателя 7 и редуктора 8, сварной станины
5; разгрузочной коробки 4 с клапаном, приво-
димым в действие через рычажный механизм
от пневмоцилиндра 3. Для осмотра внутренней
части разгрузочной коробки служит люк Л.
Спиральные ленты разделены на две части:
право- и левозаходную.
В процессе работы спиральная лента
большого диаметра перемещает материал
в центральную часть корпуса, а спиральная
лента малого диаметра - к его торцам. Корпус
имеет цилиндрическую форму с плоской
крышкой в верхней части. На ней находятся
два люка А и 3 для осмотра и чистки внутрен-
ней части смесителя и ряд технологических
штуцеров (Б и Ж - для подачи жидких добавок,
В - для отсоса воздуха в моменты загрузки
компонентов в смеситель, Е - для загрузки
сыпучего материала, М - для спуска промыв-
ной жидкости, Л - для осмотра клапана, К -
для выгрузки готовой смеси, И - для обдувки
клапана).
Процесс смешивания в смесителе типа Лн
происходит при хаотическом перемещении
лентами ротора сыпучего материала по рабо-
чему объему смесителя. Способность спираль-
ных лент транспортировать материал в осевом
направлении ограничена. Вследствие этого
удовлетворительная однородность смеси в этих
смесителях достигается за длительное время
смешивания (тсм = 1...2 ч). Частота вращения
приводного вала принимается с таким расче-
том, чтобы линейная скорость наружной кром-
ки ленты большого диаметра была равна
1,2 м/с.
Зазор между наружными кромками ленты
большого диаметра и внутренней поверхно-
стью корпуса устанавливают в пределах 1...
2 мм, что обеспечивает очистку внутренней
поверхности корпуса.
Рис. 2.2.7. Ленточный смеситель типа Лн-2,0
СМЕСИТЕЛИ
139
Отечественной промышленностью вы-
пускаются четыре типа ленточных смесителей,
основные показатели которых приведены
ниже.
Смеситель Рабочий объем смесительной Лн-1,0 Лн-1,6 Лн-3,2 Лн-10
камеры, м3 Установочная 0,63 1 2 6,3
мощность приво- да, кВт 5,5 7,5 11 16,6
В этих смесителях допускается в рабочей
камере температура 7р < 45 °C и давление
= 0,1 МПа. Выпускаются они в двух ис-
полнениях: ВУ (для некоррозионной и невзры-
воопасной среды) и ВК (для коррозионной и
взрывоопасной среды).
Интересное конструктивное оформление
ленточного смесителя предложено фирмой
Спангерберг (Германия). В отличие от обыч-
ных ленточных смесителей в нем ротор со спи-
ральными мешалками может выдвигаться вме-
сте с одной из торцовых стенок корпуса. Это
значительно облегчает чистку и осмотр смеси-
теля.
Плужные смесители (плужковые смеси-
тели) предназначены для смешивания увлаж-
ненных, сильно налипающих и комкующихся
сыпучих материалов.
Типичный смеситель этого типа ПЖ-630
состоит из следующих основных узлов (рис.
2.2.8): горизонтального корпуса 3 цилиндриче-
ской формы с плоскими торцовыми крышками,
опирающимися на станину 9 и подставку 6;
ротора, состоящего из приводного вала 4 и
лемехообразных лопастей (плужков) 5; элек-
тродвигателя 7 и редуктора 2 привода ротора;
двух ножевых головок 8 с индивидуальными
приводами от электродвигателей; разгрузочной
коробки 7 с клапаном. Корпус имеет несколько
технологических штуцеров для загрузки ком-
понентов смеси, выгрузки готовой смеси, уста-
новки термопары, разрывной мембраны, ноже-
вых головок и люка для осмотра и чистки сме-
сительной камеры. Некоторые типы смесите-
лей типа ПЖ имеют на корпусе рубашку для
нагрева или охлаждения смешиваемой массы,
например, смеситель ПЖ-250.
Готовая смесь выгружается через разгру-
зочную коробку 7, в которой имеется клапан,
прикрывающий отверстие в корпусе во время
загрузки и смешивания материала. Привод
клапана этого смесителя ручной, через рычаж-
ный механизм (в смесителе типа ПЖ-250 - от
пневмоцилиндра).
Образующиеся в процессе смешивания
агломераты разрушаются двумя быстровра-
щающимися ножевыми головками 8 (в смеси-
теле типа ПЖ-250 установлена одна ножевая
головка). При вращении приводного вала сме-
шиваемые компоненты перемещаются плуж-
ками 5 по сложной траектории: от стенок к оси
корпуса. Масса материала движется от одного
плужка к другому, меняя траекторию движе-
ния. Плужки смонтированы на приводном валу
со смещением относительно друг друга на 90
или 180°. В результате этих перемещений про-
исходит процесс смешивания загруженных в
корпус компонентов смеси. Линейная скорость
плужков и = 1,2 м/с. Время смешивания в сме-
сителях типа ПЖ Тем= ч. Рекомендуе-
мый коэффициент заполнения материалом
корпуса \|/ = 0,6. Установочная мощность при-
вода смесителей типа ПЖ колеблется в зави-
симости от физико-механических свойств
смешиваемой массы и объема смесительной
камеры в пределах 70... 150 кВт/м3 рабочего
объема корпуса. Достаточно точные формулы
для расчета потребляемой плужными смесите-
лями энергии отсутствуют.
Разработан ряд отечественных смесите-
лей типа ПЖ на рабочий объем корпуса от 5 до
800 л. Из зарубежных плужных смесителей
наибольшее распространение получили смеси-
тели, выпускаемые фирмой Ледиге (Германия)
и Ледиге-Мортон (Шотландия).
Двухроторные смесители с Z-образными
лопастями типа ЗЛ предназначены главным
образом для приготовления липких пастооб-
разных смесей динамической вязкостью
Рис. 2.2.8. Плужный смеситель типа ПЖ-630
для исполнения НБК (L = 4030 мм, В = 1690 мм)
и ВБК(7, = 4115 мм, В = 1170 мм)
140 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
103... 105 Пас, хотя в них могут быть смешаны
и сухие сыпучие материалы. Рабочим органом
в них являются два ротора с Z-образными ло-
пастями.
Смеситель типа ЗЛ-250-01 состоит из
следующих основных узлов (рис. 2.2.9): корпу-
са 1 корытообразной формы с рубашкой для
нагрева или охлаждения смеси; двух роторов с
Z-образными лопастями 3; крышки 2, в кото-
рую вварены технологические штуцера; приво-
да роторов, состоящего из электродвигателя 5
и редуктора 4\ станины; насосной станции б,
обеспечивающей подачу смазочного материала
в подшипниковые узлы роторов; механизма 7
опрокидования корпуса.
Роторы вращаются навстречу друг другу
с различной частотой. Один из них приводится
во вращение от электродвигателя 5 через ре-
дуктор 4 (а в некоторых типоразмерах смеси-
телей типа ЗЛ - от мотор-редуктора через цеп-
ную передачу), а другой - через передачу от
первого. Смешиваемые компоненты загружают
в смеситель при открытой крышке или через
штуцер в крышке корпуса. Для выгрузки гото-
вой смеси корпус опрокидывается через ось
одного из роторов с помощью червячного, вин-
тового или гидравлического механизма (в за-
висимости от типоразмера смесителя). Крышка
прикреплена к корпусу шарнирно и уравнове-
шена противовесом.
Предусмотрены 13 типоразмеров смеси-
телей типа ЗЛ с рабочим объемом смеситель-
ной камеры 0,004... 1,6 м3. Основные показате-
ли некоторых типоразмеров смесителей из
этого ряда приведены в табл. 2.2.2.
В смесителях типа ЗЛ-10-01, ЗЛ-25-01,
ЗЛ-63-01 рабочее давление в смесительной
камере /?р = 0,001 МПа, а в рубашке /?р =
= 0,6 МПа. Рабочая температура в смеситель-
ной камере может изменяться от -20 до +160 °C.
Рис. 2.2.9. Смеситель с Z-образными лопастями
типа ЗЛ-250-01 для исполнений типов НРУ, ВРУ
и ВРК
2.2.2. Основные показатели некоторых
отечественных двухроторных смесителей
с Z-образными лопастями типа ЗЛ
Тип смесителя Рабочий объем смесительной камеры, м Установочная мощность электродвигателя привода роторов и насосной станции, кВт
ЗЛ-10-01 0,01 1,5
ЗЛ-25-01 0,025 3
ЗЛ-63-01 0,063 4,75
ЗЛ-100-02 0.1 8,25
ЗЛ-100 НЭУ-02 0,1 11,75; 11,52*
ЗЛ-250-01 0,25 16,1
ЗЛ-400-02 0,4 24,2
ЗЛ-400 0,4 32,2; 30,2*
ЗЛ-630-01 0,63 32,2
Мощность электронагревателя.
В смесителях других типоразмеров /?р =
= 0,1 МПа. Смеситель ЗЛ-400 НЭУ-01 снабжен
электронагревателем, с помощью которого
верхний предел рабочий температуры в смеси-
тельной камере достигает + 300 °C. Смеситель
ЗЛ-4ОО-ОЗ изготавливают только в исполнени-
ях НРУ и ВРУ, остальные смесители типа ЗЛ -
в исполнениях НРУ, НРК, ВРУ, ВРК и НЗУ
(Э - с электрообогревом).
Для улучшения процесса смешивания
компонентов в смесительной камере и облег-
чения выгрузки готовой смеси разработаны
двухроторные смесители с Z-образными лопа-
стями и реверсивным шнеком.
В смесителе типа ЗШ (ЗШ-400-02) ком-
поненты загружаются в смесительную камеру
через загрузочную коробку 6 с клапаном, при-
водимым в действие пневмоцилиндром (рис.
2.2.10). Готовая смесь выгружается через раз-
грузочную коробку 5 с клапаном, приводимым
в действие пневмоцилиндром. Подача смеси в
разгрузочную коробку производится шнеком 7,
установленным в углублении нижней части
смесительной камеры вдоль оси роторов и
приводимым во вращение электродвигателем 2
через редуктор 3 и зубчатую передачу 4. В
некоторых смесителях типа ЗШ шнек имеет
реверсивное вращение: в моменты разгрузки
он гонит смесь к разгрузочной коробке, а во
время смешивания смеси он вращается в про-
тивоположную сторону, способствуя лучшему
смешиванию компонентов.
СМЕСИТЕЛИ
141
6
Рис. 2.2.10. Смеситель типа ЗШ
2.2.3. Основные показатели смесителей
типа ЗШ
Тип смесителя Тип испол- нения Рабочий объем смесительной камеры, м3 Установочная мощность электродвига- теля, кВт
ЗШ-4 ВРК-01 НРК 0,004 1,3
ЗШ-25 ВРК-01 0,025 3,7
ЗШ-400-02 НРУ, 0,4 33
ЗШ-360 НРК, 0,63 43
ЗШ-1000 ВРУ 1 73,5
ЗШ-200 НРУ 2 140
Смесители типа ЗШ предназначены глав-
ным образом для приготовления сыпучих ма-
териалов с липкими жидкими добавками или
паст. В некоторых из них может проводиться
вакуумная сушка смеси при снижении частоты
вращения роторов. Основные показатели сме-
сителей типа ЗШ приведены в табл. 2.2.3.
Пределы рабочих температур и давлений
в смесительной камере смесителей типа ЗШ те
же, что и у смесителей типа ЗЛ. В смесителе
ЗШ-1000 в смесительной камере может быть
создан вакуум не более 0,0789 МПа.
В зависимости от физико-механических
свойств смешиваемого материала смесители
типа ЗЛ и ЗШ комплектуются валками различ-
ной конфигурации (рис. 2.2.11): тип А исполь-
зуется в основном для смешивания высо-
ковязких жидкостей, резины; тип Б - для сме-
шивания влажных и пастообразных материа-
лов; тип В - для смешивания сыпучих сухих и
увлажненных материалов.
Планетарно-лопастные смесители типа
ПЛ для смешивания сухих сыпучих материалов
используются реже, чем для смешивания паст
и высоковязких жидкостей. Рабочим органом
этих смесителей являются несколько лопаст-
ных мешалок импеллерного типа, вращающих-
ся вокруг собственной оси при одновременном
вращении мешалок вокруг оси корпуса аппара-
та (чаще цилиндрической формы). Привод
мешалок осуществляется от электродвигателя
через редуктор и планетарную передачу, он
закреплен на верхней плите, имеющей посту-
пательное движение вверх и вниз, что необхо-
димо для очистки и осмотра внутренней части
корпуса и мешалок. Механизм подъема плиты
размещен в стойке, его привод осуществляется
через редуктор от электродвигателя.
Выпуск готовой продукции из корпуса
производится через разгрузочную коробку с
клапаном, расположенную в нижней части
корпуса, а загрузка компонентов производится
через штуцер, находящийся на крышке корпу-
са. На крышке размещены и другие технологи-
ческие штуцера: для подвода инертного газа;
для отвода паров и воздуха, предохранитель-
ной мембраны, манометра, термопары. Корпус
часто выполняется с рубашкой для охлаждения
или нагрева смеси.
Планетарно-лопастные смесители име-
ют большое разнообразие по числу мешалок и
Рис. 2.2.11. Валки в смесителях типов ЗЛ и ЗШ
142 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
конструктивному исполнению привода. Услов-
но их можно разделить на две группы [4]: сме-
сители с принудительным режимом работы
мешалок, законы движения которых определя-
ются на стадии проектирования и не изменя-
ются во время эксплуатации; смесители с адап-
тивным (самонастраивающимся) режимом
работы мешалок, законы движения которых
определяются сопротивлением смешиваемой
массы движению мешалок (мешалки вращают-
ся чаще там, где сопротивление смешиваемой
массы мешалкам наибольшее).
Разработанный ряд отечественных смеси-
телей типа ПЛ имеет рабочий объем корпуса в
пределах 0,006... 1 м3.
В табл. 2.2.4 приведены основные показа-
тели лопастных смесителей типа ПЛ.
Фирмой Млын (Белоруссия) разработан
ряд помольно-смесительных аппаратов, основ-
ным рабочим элементом в которых использу-
ются пружины (винты). Эти аппараты имеют
высокую удельную производительность и ма-
лые энергетические затраты, просты в эксплуа-
тации. Помимо смешивания этот рабочий орган
способен одновременно измельчать частицы
компонентов: при вращении изогнутой пружи-
ны вокруг своей оси на внешнем радиусе изги-
ба витки разомкнуты и образуют сходящиеся
клиновые пространства, в которых происходит
захват частиц и их измельчение. Планетарное
вращение пружины обеспечивает смешивание
компонентов смеси в рабочем объеме корпуса
смесителя.
Барабанные смесители часто использу-
ются для смешивания сухих сыпучих, абразив-
ных и взрывоопасных материалов, когда не
требуется высокая однородность смеси. Разли-
чаются они формой вращающегося корпуса
(рис. 2.2.12).
2.2.4. Основные показатели
планетарно-лопастных смесителей типа ПЛ
Тип смесителя Объем смесительной камеры, м3 Установочная мощность электродвигателя, кВт
ПЛ-0,01 0,01 1
ПЛ-0,04 0,04 2,45
ПЛ-0,16 0,16 6,6
Примечание. Рабочая температура в сме-
сительной камере -20...+130 °C, а давление не
более 0,02 МПа.
Рис. 2.2.12. Основные схемы корпусов барабанных
смесителей периодического действия:
а - цилиндрический; б - цилиндрический с осью
вращения, перпендикулярной к оси цилиндра;
в - биконический горизонтальный; г - биконический
вертикальный; д - горизонтальный граненый;
е - бицилиндрический; з - тетраэдрический;
ж - кубический; и - типа «пьяная бочка»
Барабанные смесители относятся к тихоход-
ным машинам: окружная скорость корпуса у
них составляет 0,17... 1 м/с при коэффициенте
заполнения корпуса смесью ip = 0,5.
Результаты сравнительных испытаний
барабанных смесителей объемом 16 л показали
[12], что наиболее эффективными являются
смесители, корпуса которых обеспечивают при
их вращении многократное разъединение и
объединение скользящих слоев материала по
граням корпуса (рис. 2.2.12, г, е - з).
Корпуса барабанных смесителей снабжа-
ются цапфами, которые устанавливают в под-
шипники скольжения или качения, закрепляе-
мые на стойках. Привод корпусов барабанных
смесителей осуществляется от электродвигате-
ля через редуктор и клиноременную передачу.
В некоторых конструкциях этих смесителей
имеется вспомогательный мотор-редуктор, с
помощью которого корпус смесителя может
устанавливаться в вертикальном положении
при разгрузке и загрузке сыпучего материала.
К преимуществам барабанных смесите-
лей можно отнести:
простоту конструкции и надежность в
эксплуатации;
возможность смешивания абразивных и
взрывоопасных материалов;
возможность смешивания материалов без
разрушения частиц;
широкий диапазон рабочих объемов (от
1 л до 150 м3).
К их недостаткам относятся:
СМЕСИТЕЛИ
143
низкое качество готовой смеси;
длительность процесса смешивания (бо-
лее 1 ч);
значительные удельные затраты энергии;
образование комочков при введении в
смесь жидких добавок.
Отечественной промышленностью вы-
пускаются барабанные двухконусные смесите-
ли типа БК: БК-1,6 и БК-25 номинальным объ-
емом корпуса соответственно 1,6 и 2,5 м3 и
установочной мощностью электродвигателей
15,75 и 23,1 кВт.
Барабанные смесители с биконическим
корпусом выпускаются во многих странах.
Наиболее известны барабанные смесители
фирмы Пфаудлер (США), которая имеет отде-
ления во многих странах мира.
Некоторые зарубежные фирмы выпуска-
ют барабанные смесители типа «Турбула» с
корпусом (контейнером) различной формы,
закрепляемым в зажимах механизма, который
позволяет вращать корпус в трех плоскостях.
При подобном вращении улучшается качество
смеси, уменьшается время смешивания, появ-
ляется возможность без пересыпаний закон-
чить процесс смешивания в транспортной таре
(контейнере).
Смесители с диффузионным смешива-
нием благодаря созданию разреженных слоев
смешиваемого сыпучего материала и увеличе-
нию его порозности обеспечивают более сво-
бодное перемещение твердых частиц в рабочем
объеме. Это достигается либо с помощью на-
ложения на слой дисперсного материала виб-
раций, либо путем псевдоожижения слоя.
В вибрационных смесителях вибрации
передаются смешиваемому материалу чаще
всего через корпус. Вибрационные смесители
периодического действия в промышленности
практически не используются.
В пневмосмесителях смешивание мате-
риала достигается путем вдува в слой частиц
газа. Пневмосмесители можно разделить на две
подгруппы: струйные и с псевдоожиженным
слоем [2].
В струйных пневмосмесителях, например
в пневмосмесителе типа ПС-100, сжатый газ
(азот или воздух) подается внутрь корпуса им-
пульсно через ряд сопел с перекрещивающи-
мися осями, создавая соответствующую цирку-
ляцию частиц (циркуляционные смесители)
или их хаотическое перемещение внутри слоя
(смесители объемного смешивания).
В пневмосмесителях с псевдоожиженным
слоем частиц газ подается внутрь корпуса под
решетку (сетку), на которой находится смеши-
ваемый материал. В качестве решетки часто
используется пористая керамика [2]. В псевдо-
ожиженном слое частицы хаотично перемеща-
ются относительно друг друга, происходит
взаимный «диффузионный» обмен частицами
микрообъемов смеси.
Известны случаи использования пнев-
мосмесителей диффузионного смешивания для
усреднения больших партий сыпучего мате-
риала (до 200 м3) в производстве пластмасс
[12]. В большинстве пневмосмесителей не уда-
ется достичь хорошего качества смеси. Объяс-
няется это следующим. Во-первых, в аппаратах
с отношением высоты слоя Нс материала над
решеткой к внутреннему диаметру D корпуса,
равным 0,25, возникает несколько «очагов»
циркуляции частиц (до шести). Частицы мед-
ленно перемещаются из одного очага в другие.
Для сокращения числа очагов следует увели-
чивать высоту слоя. При Нс - D создается
один очаг, что более благоприятно для процес-
са смешивания. При Нс < D следует в центр
решетки подавать газ в большем количестве,
чем на периферии. Это позволяет создать од-
ноочаговый режим псевдоожижения.
Во-вторых, в псевдоожиженных слоях
происходит быстрая сепарация частиц по раз-
мерам и массе. Поэтому процесс смешивания
не следует вести дольше определенного време-
ни. Следует отметить, что оптимальное время
продувки слоя газом, с точки зрения сепара-
ции, не всегда совпадает с оптимальным вре-
менем смешивания.
В-третьих, в результате каналообразова-
ния пылевидные материалы плохо псевдоожи-
жаются и почти не перемещаются по объему
смесителя. В этих случаях около решетки раз-
мещают вращающуюся лопастную мешалку,
которая препятствует образованию каналов, по
которым проходит основная масса газа. Все это
следует учитывать при конструировании пнев-
мосмесителей с псевдоожиженными слоями.
К достоинствам пневмосмесителей сле-
дует отнести простоту их конструкции и низ-
кие удельные энергозатраты, а к недостаткам -
значительную эрозию внутренних поверхно-
стей корпуса, истирание частиц компонентов,
появление электростатического заряда, кото-
рый может возникнуть при смешивании ди-
электрических материалов, низкое качество
смеси, необходимость очистки отходящего
газа.
144 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Пневмосмесители снабжаются пылеулав-
ливающими устройствами (рукавными фильт-
рами, циклонами, роторными пылеуловителя-
ми и пр.).
Смесители непрерывного действия.
Смесители этого типа по сравнению со смеси-
телями периодического действия имеют более
высокую производительность при одновремен-
ном снижении удельных энергозатрат, метал-
лоемкости, себестоимости готового продукта,
более широкие возможности по автоматизации
процесса и улучшению условий труда. Однако
широкого распространения в промышленности
они еще не получили. Это объясняется тем, что
при получении многокомпонентных смесей не
удается обеспечить на заданном уровне функ-
ционирование блока дозирующих устройств,
которые будут выдавать потоки материала в
смеситель с минимальными флуктуациями в
заданном соотношении компонентов, особенно
если блок составлен из объемных дозаторов.
При этом оснащение блока автоматическими
весовыми дозирующими устройствами часто
бывает экономически неоправданным.
В таких смесителях возможно проведение
совмещенных процессов: смешивания, сушки,
измельчения, гранулирования, увлажнения и
т.д.
Подача компонентов смеси в смеситель
производится отдельными питателями (дозато-
рами). Как бы не был точен промышленный
питатель, подача им сыпучего материала в
каждые мгновения изменяется во времени слу-
чайным образом или по какому-то закону.
Кроме колебаний в массовой подаче сыпучего
материала могут возникнуть ее отклонения из-за
возникших особых условий на входе в пита-
тель: зависания материала в бункере; снижения
частоты вращения электродвигателя привода
питателей из-за временных падений напряже-
ния в сети и т.п.
Представим потоки (сигналы) материала,
проходящие смеситель непрерывного действия,
в виде схемы (рис. 2.2 13. а). Регулируемыми
параметрами х можно считать массовые пода-
чи материала каждым из п питателей (или кон-
центрации отдельных компонентов во входном
потоке), а выходными у - массовые подачи
каждого из п компонентов на выходе из смеси-
теля (или концентрации отдельных компонен-
тов в выходном потоке). К возмущающим па-
раметрам £ можно отнести случайные колеба-
ния потоков на входе в смеситель, ко-лебания
которых во времени нельзя предсказать. Нере-
гулируемые параметры и системы можно из-
мерить, но воздействовать на них в ходе про-
цесса смешивания нельзя. К таким параметрам
можно отнести физико-механические свойства
материала (влажность, гранулометрический
состав, коэффициенты внутреннего и внешнего
трения).
Для упрощения анализа системы с таким
большим количеством параметров будем счи-
тать, во-первых, что параметры и и £ отсутст-
вуют. во-вторых, в качестве параметров х и у
принимаем мгновенные значения концентра-
ции ключевого компонента в потоке материала
соответственно на входе в смеситель и выходе
из него. Тогда с учетом этих допущений систе-
ма упрощается (рис. 1.2.13,6).
а)
Рис. 2.2.13. Схемы потоков смесителя непрерывного действия:
а - полная; 6 - упрощенная
СМЕСИТЕЛИ
145
Входной и выходной сигналы для боль-
шинства промышленных питателей и смесите-
лей непрерывного действия описываются слу-
чайными функциями: в нашем случае соответ-
ственно с(Ох и c(t}y • Смесители непрерыв-
ного действия можно рассматривать как ли-
нейные преобразователи сигналов, для кото-
рых можно записать
с(0у = >
где А - оператор преобразования сигналов, под
которым понимаются определенные преобра-
зования случайных функций или сложные ма-
тематические модели, описываемые системами
дифференциальных или алгебраических урав-
нений; c(t)y, c(t)x - случайные функции,
описывающие мгновенные значения концен-
трации ключевого компонента в потоке мате-
риала соответственно на выходе из смесителя и
на его входе.
Оператор А зависит от механизма пере-
мещения частиц компонентов смеси рабочими
органами внутри смесителя. В практике моде-
лирования динамики процесса смешивания
внутри смесителя непрерывного действия, т.е.
определение формы записи оператора А, ис-
пользуются несколько подходов: эмпирические
методы; методы, основанные на анализе струк-
туры потоков с помощью функции распределе-
ния времени пребывания частиц (ФРВП) внут-
ри смесителя (кибернетические методы); веро-
ятностно-статистические методы; методы ме-
ханики сплошных сред.
Эмпирические методы широко исполь-
зуются для описания процессов смешивания.
Они основаны на опытных данных, получен-
ных на лабораторных или опытных смесите-
лях. Экспериментальные данные обрабатыва-
ются и изучаются с целью установления зави-
симости между параметрами случайной функ-
ции (например, дисперсией или коэффициен-
том Кс). временем смешивания, конструктив-
ными и режимными параметрами рабочего
органа смесителя, потребляемой энергией,
свойствами смешиваемых материалов. Эти
зависимости, как правило, имеют вид регрес-
сионных или критериальных уравнений, не
раскрывающих физическую сторону процесса
и влияние дозирующих устройств на процессы
смешивания. Они описывают работу только
конкретного смесителя в исследованных диа-
пазонах изменения конструктивных и режим-
ных его параметров при использовании кон-
кретных дозирующих устройств.
Кибернетические методы, основанные на
анализе структуры потоков смешиваемых масс
с помощью ФРВП, получили широкое распро-
странение. Особенности гидродинамической
структуры потоков при этих методах проявля-
ются в характере ФРВП в смесителе. Для опре-
деления ФРВП на входной питающий поток
искусственно наносится возмущение той или
иной формы, а затем на выходе из смесителя
исследуются результаты этого возмущения:
строится кривая отклика на возмущение. В
случае, когда используется возмущение в виде
единичного импульса индикатора, можно запи-
сать
c(t)y = c(S)xH(S),
где c(S)y, c(S)x - изображение по Лапласу
соответственно выходного и входного сигна-
лов; H(S) - преобразованная по Лапласу
импульсная переходная функция смесителя.
Очевидно, что качество смеси на выходе
из смесителя зависит не только от процесса
смешивания в смесителе, определяемого через
ФРВП, но и входного сигнала, формируемого
питателями компонентов. Смеситель непре-
рывного действия должен выполнять две
функции: смешивать поступающие в него ком-
поненты и снижать (сглаживать) флуктуации
питающих потоков до необходимого уровня,
определяемого техническими условиями на
готовую смесь.
При этом методе можно представить сме-
ситель непрерывного действия в виде идеали-
зированных структур (например, из ячеек иде-
ального смешения), связанных между собой
потоком смешиваемого материала. Подобрав
модели для типовых структур, можно соста-
вить результирующую модель для всего смеси-
теля с учетом топологии связи этих идеализи-
рованных структур между собой.
Вероятностно-статистические методы
моделирования процесса смешивания компо-
нентов в рассматриваемых смесителях основа-
ны на предположении, что отдельные частицы
перемещаются в рабочем объеме смесителя
случайным образом. Для описания подобного
процесса наиболее эффективно применять тео-
рию дискретных в пространстве и непрерыв-
ных во времени марковских процессов. Для
описания таких процессов применяют диффе-
146 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
ренциально-разностные уравнения А.Н. Кол-
магорова. Конечные уравнения процесса сме-
шивания содержат коэффициенты продольного
и поперечного смешивания (диффузии). Их
определение производится экспериментально
на конкретном смесителе при определенном
режиме его работы на смеси с заданными фи-
зико-механическими свойствами.
Методы механики сплошных сред приме-
нительно к описанию динамики смешивания
сыпучих материалов не нашли широкого при-
менения в связи с трудностями решения систе-
мы уравнений механики многофазных сред,
вызванных турбулентным и трехмерным ха-
рактером движения фаз, часто происходящих в
разреженных, а не в сплошных слоях. Кроме
того, при этом подходе не учитывается влияние
пульсаций питающих потоков на однородность
смеси, выходящей из смесителя.
Подводя итоги краткого анализа наиболее
часто используемых методов математического
моделирования процессов смешивания в сме-
сителях непрерывного действия можно сделать
следующие выводы: во-первых, все они требу-
ют экспериментальных определений тех или
иных параметров модели; во-вторых, наиболее
эффективно исследование процессов смешива-
ния можно проводить на математических мо-
делях, построенных с использованием кибер-
нетических методов.
Классификация смесителей непрерывного
действия, наиболее часто встречающаяся в
технической литературе - по конструктивному
признаку (червячно-лопастные, барабанные,
спирально-винтовые, роторные, одновальные и
т.д.), не является научной: она не позволяет
создать единые методики расчета для отдель-
ных групп смесителей, подчас имеющих раз-
ные конструктивные особенности, но одинако-
вый механизм смешивания компонентов смеси.
Более целесообразно производить классифика-
цию смесителей непрерывного действия по
механизму смешивания:
с преимущественно радиальным процес-
сом смешивания и поршневым движением
материала вдоль корпуса (прямоточные смеси-
тели);
с радиально-продольным процессом сме-
шивания и хаотическим движением материала
в рабочем объеме (смесители объемного сме-
шивания);
с радиально-продольным процессом сме-
шивания и почти поршневым движением мате-
риала вдоль оси корпуса (смесители размывно-
го действия).
В прямоточных смесителях смешивае-
мый материал движется вдоль корпуса без
продольного смешивания частиц компонентов
(поршневой режим движения материала). Про-
цесс смешивания обеспечивается только ради-
альным перераспределением частиц. При та-
ком режиме движения смешиваемого материа-
ла смеситель непрерывного действия не спосо-
бен сглаживать входные флуктуации потоков
компонентов и он должен комплектоваться
дозаторами повышенной точности.
К наиболее типичным прямоточным сме-
сителям этого типа можно отнести ленточные,
спиральные, центробежные и вибрационные.
В ленточном смесителе непрерывного
действия типа НД (рис. 2.2.14) подлежащие
смешиванию компоненты поступают в корпус
1 через вваренный в крышку штуцер, а выгру-
жаются через разгрузочную камеру 8. Смеши-
вание материала и перемещение его вдоль кор-
пуса производится сначала лопатками 9, а за-
тем спиральными лентами 77, закрепленными
на валах 10 с помощью штифтов. Валы приво-
дятся во вращение от электродвигателя 4 через
редуктор 3, муфту и зубчатую пару 2. В разгру-
зочной камере установлен рыхлитель 6, приво-
димый во вращение от электродвигателя 5. Сме-
ситель и его привод смонтированы на раме 7.
Смесители типа НД выпускаются в трех
исполнениях [4]: НД-650 14У производитель-
ностью 10 т/ч, рабочим давлением в смеси-
тельной камере не более 0,005 МПа, устано-
вочной мощностью привода валов 7VyCT =
= 22 кВт и рыхлителя 7VyCT = 2,2 кВт, часто-
той вращения привода валов 47 мин-1 и рыхли-
теля 940 мин-1, габаритными размерами 6430 х
х2156 х 1910 мм; с некоррозионной, взрыво-
опасной средой в смесительной камере;
НД-650 14 К, смешивающего коррозионную
среду; НД-650 13 Т, отличающегося от смеси-
теля НД-650 14 К наличием рубашки.
Смесители типа НД рекомендуются для
смешивания только сыпучих материалов на-
сыпной плотностью рн = 1500 кг/м3, а также
сыпучих материалов с небольшим количеством
жидких компонентов при условии, что готовая
смесь сохраняет сыпучесть. При комплектова-
нии этих смесителей дозаторами высокой точ-
ности в них можно получить смеси с величи-
ной Vc = 3...5%.
СМЕСИТЕЛИ
147
Спирально-винтовые смесители непре-
рывного действия аналогичны по конструкции
со смесителями типа НД. Однако вместо лопа-
ток и спиральных лент в корпусе спирально-
винтового смесителя установлена спираль. В
смесителях с двумя спиралями спираль боль-
шого диаметра проталкивает смесь вдоль кор-
пуса к выпускному патрубку, а спираль малого
диаметра, установленная соосно со спиралью
большого диаметра, возвращает частично ма-
териал назад. При двух спиралях смеситель
имеет продольное смешивание, поэтому двух-
спиральные смесители следует отнести к груп-
пе смесителей размывного действия.
Центробежный прямоточный смеситель
конструкции А.М. Ластовцева состоит из сле-
дующих основных элементов (рис. 2.2.15):
корпуса 5 цилиндрической формы, составлен-
ного из нескольких царг, со штуцерами / и б;
вала 3, на котором закреплены конуса 2; кони-
ческих пересыпных воронок 4, закрепленных
внутри корпуса; привода вала, состоящего из
электродвигателя 8 и клиноременной передачи;
радиальной лопасти 7.
Рис. 2.2.15. Схема центробежного прямоточного
смесителя конструкции А.М. Ластовцева
148 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Подлежащий смешиванию материал вво-
дится через штуцер 1 внутрь первого вращаю-
щегося конуса, под действием центробежных
сил поднимается по внутренней поверхности
конуса и сбрасывается с его края в виде пыле-
видного факела. После удара о стенку корпуса
частицы материала оседают в неподвижной
воронке 4 и по ней ссыпаются в нижележащий
вращающийся конус. Процесс повторяется на
каждой паре конус - воронка. Разгрузка гото-
вой смеси происходит через штуцер 6 с помо-
щью вращающейся лопасти 7, закрепленной на
валу.
Экспериментально установлено [20], что
для порошкообразных материалов центробеж-
ное ускорение на краю конусов должно быть
равным со2/? = 300 м/с2, где со - частота вра-
щения конуса, с"1; R - наибольший радиус ко-
нуса, м. При высокой точности дозаторов в
этом смесителе возможно получение смеси с
Vc = 2...3%.
Количество секций т (конус - воронка)
может быть назначено с учетом необходимой
однородности смеси:
Пропускная способность смесителя мо-
жет быть принята равной 100 м3/ч на 1 м2 пло-
щади кольцевого сечения между внутренней
стенкой корпуса и верхней кромкой конуса.
В вибрационных прямоточных смесите-
лях смешиваемая масса непрерывно перемеща-
ется вдоль вибрирующего корпуса смесителя
со сравнительно большой амплитудой колеба-
ний (3...4 мм) и относительно малой частотой
(20...330 Гц).
Вибрационный двухвальный смеситель
типа ДВС-Н состоит из следующих основных
узлов (рис. 2.2.16): корпуса 1 овальной формы;
двух валов 6 с лопатками 7; сварной рамы 2,
пружинных амортизаторов 5; вращающегося
вала 4 с дебалансом; противовеса 3. Валы вра-
щаются навстречу друг другу. Одна часть ло-
паток, закрепленных на валах, имеет угол ата-
ки 90°, а другая - 45°. Первые лопатки пере-
мешивают материал, а вторые продвигают
смешиваемые компоненты вдоль корпуса сме-
сителя к выпускному штуцеру. Валы 6 приво-
дятся во вращение с частотой 150...200 мин"1
от электродвигателя через редуктор, выходной
вал которого соединен с одним из лопастных
валов резиновой муфтой. Второй вал имеет
привод от первого вала через зубчатую пару.
Вал 4 приводится во вращение либо от само-
стоятельного электродвигателя, либо от элек-
тродвигателя, вращающего лопастные валы, с
помощью клиноременной передачи.
Смесители типа ДВС-Н используются для
смешивания увлажненных сыпучих материалов
с частицами более 10 мкм. При высокой точно-
сти дозирования исходных компонентов воз-
можно достижение однородности смеси с
Гс < 3 %.
Установочная мощность одного электро-
двигателя смесителя типа ДВС-150 Н равна
1,5 кВт с дебалансным моментом 7,2 Н ем;
двух электродвигателей смесителя типа
ДВС-200 Н - 4,5 кВт с дебалансным моментом
9,0... 19,5 Н ем.
Трубные прямоточные вибрационные
смесители типа ИСиА [20] используются для
смешивания сухих сыпучих материалов. В кор-
пусе 1 такого смесителя размещена труба 2,
внутри которой вращается вал 3 с дебалансами 5
Исходные
Рис. 2.2.16. Схема вибрационного двухвального смесителя непрерывного действия
СМЕСИТЕЛИ
149
(рис. 2.2.17). Вал приводится во вращение от
электродвигателя через клиноременную пере-
дачу. Электродвигатель закреплен на станине
7. Корпус 7 опирается на восемь пар цилинд-
рических пружин 4, которые через резиновые
амортизаторы опираются на станину 7. Сыпу-
чие компоненты загружаются непрерывно в
корпус через штуцер 9, а выгружаются через
штуцер 6.
Основная масса смешиваемого материала
циркулирует в поперечных сечениях корпуса в
сторону, обратную вращению вала. Коэффици-
ент заполнения корпуса материалом равен 0,8.
Продольное пробковое перемещение сыпучего
материала вдоль корпуса обеспечивается за
счет разницы в высотах слоя в местах загрузки
и выгрузки.
В смесителе типа ИСиА возможно при
высокой точности дозирования достичь каче-
ства смеси с Ис » 3 % за 10...20 с пребывания
компонентов в корпусе, что обеспечивает
большую его производительность.
Промышленный образец смесителя ИСиА
имеет длину трубного корпуса 4100 мм, уста-
новочную мощность электродвигателя 7Уус =
= 28 кВт, дебалансовый момент 97,6 Н ем, ам-
плитуду колебаний корпуса 4 мм, частоту ко-
лебаний корпуса 37 Гц, производительность до
28 м3/ч.
В прямоточных центробежных смесите-
лях «Интолетор» типа Н и «Бретбери» типа Мк,
(Великобритания) смешиваемые компонен-
ты проходят через быстровращающийся ротор,
Рис. 2.2.17. Схема прямоточного вибрационного
смесителя типа ИСнА
имеющий специальные устройства для смеши-
вания. В смесителях типа Н такими устрой-
ствами являются ряд штырей, закрепленных на
вращающихся дисках (рис. 2.2.18), а в смесите-
лях типа Мк смешивающее устройство выпол-
нено в виде нескольких рядов круглых бил,
смонтированных на одном валу, проходящим
по оси вертикального корпуса цилиндрической
формы.
Смесители этих типов отличаются малы-
ми габаритными размерами, низкими удель-
ными энергозатратами (до 1,1 кВт ч/т), просто-
той конструкции, имеют высокую производи-
тельность (2...7 т/ч у смесителей типа Мк,
150... 450 т/ч у для смесителей типа Мг). К их
недостаткам можно отнести: необходимость
использования для ротора высокопрочных ме-
таллов, установки дозаторов повышенной точ-
ности, низкое качество смеси ( Кс ® 5 %) и
дробление частиц при ударе с большой скоро-
стью о корпус.
В смесителях размывного действия
смешиваемый материал перемешается рабочи-
ми органами вдоль корпуса почти в поршневом
режиме. Однако в отличие от прямоточных
смесителей в них обеспечивается продольное
смешивание частиц: некоторые частицы дви-
жутся со скоростью либо меньше, либо больше
средней скорости движения материала вдоль
корпуса смесителя. Благодаря этому происхо-
дит как бы размыв частиц в движущихся эле-
ментарных объемах материала, образованных
Выгрузка
смеса
Рис. 2.2.18. Схема смесителя «Интолетор»:
1 - корпус; 2 - нижний диск ротора; 3 - верхний диск
ротора; 4 - штыри; 5 - электродвигатель;
6 - ступица ротора; 7 - штуцер
150 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
поперечными сечениями потока на входе в
смеситель за промежуток времени Ат и со-
стоящих из частиц одного компонента: часть
частиц при движении элементарного объема
вдоль корпуса смесителя переходит в соседние
элементарные объемы, а их место занимают
частицы других компонентов из соседних эле-
ментарных объемов. Как уже отмечалось, для
более свободного перемещения частиц вдоль
потока необходимо создать в смесителях этой
группы разреженные слои смешиваемого мате-
риала.
К размывным смесителям непрерывного
действия можно отнести центробежные, виб-
рационные и многоспиральные барабанные
смесители.
Центробежный смеситель типа НДЦ
выполнен на основе волчкового смесителя
периодического действия типа ЦВ. Но вместо
свободно подвешенной рамы с лопастями и
скребком в нем смонтирован шнек 2 (рис.
2.2.19), входящий внутрь конуса 3. Направле-
ние вращения шнека вокруг собственной оси
обратное направлению движения частиц по
внутренней поверхности конуса. Благодаря
этому часть материала перемещается в ниж-
нюю часть конуса, увеличивая сглаживающую
способность смесителя за счет появления про-
дольного процесса смешивания. Выброшенная
из конуса масса сыпучего материала опускает-
ся в кольцевое пространство между конусом и
корпусом, а затем выталкивается радиальной
лопастью, закрепленной на донышке конуса, в
Рис. 2.2.19. Схема смесителя типа НДЦ
штуцер 4. Вал конуса приводится во вращение
от электродвигателя 1 через клиноременную
передачу.
Серийно выпускается только один тип
подобного смесителя: НДЦ-25 (производи-
тельностью до 1500 кг/ч, установочной мощно-
стью привода ротора 7VycT = 1,1 кВт, шнека
ТУуст = 0,55 кВт, рабочим давлением в корпусе
рр = 0,002 МПа).
Мощность привода ротора смесителя
НДЦ, Вт,
N = 14 10-3 Крн®2 х
х(£?+ Ho)/2Ti)(3£>-4/sina)2,
где К- коэффициент, учитывающий проскаль-
зывание материала относительно конуса;
К = ехр^-О,О4соехр(-1О“3 рн )]; I - дли-
на образующей конуса, м; a - угол наклона
образующей конуса к горизонту, °; О) - частота
вращения конуса, с-1; D - наибольший диаметр
конуса, м; V - запас материала в смесителе, м3;
Q - производительность смесителя, м3/с.
С целью увеличения сглаживающей спо-
собности смесителей непрерывного действия в
их конструкциях стали организовывать конту-
ры внутренней и внешней циркуляции потоков
смешиваемых материалов. На рис 2.2.20 пока-
зана схема центробежного смесителя непре-
рывного действия с внутренней и внешней
циркуляций, разработанного в Кемеровском
технологическом институте пищевой промыш-
ленности. Компоненты, подлежащие смешива-
нию, поступают через патрубок 4 в воронку 2,
сползают по ней внутрь вращающегося конуса
10. Часть материала через отверстия 13 посту-
пает в средний конус 77, а другая часть выбра-
сывается на торообразный отражатель 14. Че-
рез окна 15 в отражателе материал частично
поступает в верхнюю часть среднего конуса 11,
наслаиваясь на поток материала, поднимаю-
щийся по нему вверх, а другая часть материа-
ла отражателем 14 возвращается внутрь кону-
са 10.
Подобным образом осуществляется про-
цесс и в среднем конусе 11. Таким образом на
конусах 10 и 11 ротора 9 смесителя происходит
внутренняя рециркуляция смеси. Внешним
конусом 12 часть материала, поступившего в
него из конуса 11, выбрасывается внутрь кор-
пуса 7, а другая - через окна 77 поступает в
распределительную воронку 2 и накладывается
СМЕСИТЕЛИ
151
Рис. 2.2.20. Схема центробежного смесителя непрерывного действия
с внешней и внутренней циркуляцией потоков смешиваемых материалов
на сползающий по ней сыпучий материал. Так
образуется контур внешнего рецикла. Смесь,
ссыпающаяся на днище 5, выводится из корпу-
са смесителя через патрубок 6 с помощью ра-
диальной лопастной мешалки 7.
В вибрационном смесителе непрерывного
действия, разработанном этим же институтом,
поступающие на смешивание компоненты по-
падают на вибрирующий от вибратора 3 лоток
2 с отверстиями (рис. 2.2.21). Через эти отвер-
стия смешиваемый материал опускается вниз, к
выходному патрубку корпуса 1. Часть частиц,
не прошедшая через отверстия на витках лотка,
поднимается лотком вверх, обеспечивая про-
дольное смешивание и достаточно высокое
качество смеси при невысокой точности пода-
чи компонентов смеси дозаторами. Величина
рециркуляции материала может регулировать-
ся с помощью пластины, перекрывающей часть
отверстий в лотке. Корпус смесителя и вибра-
тор смонтированы на раме 4.
В двухспиральном смесителе непрерывно-
го действия, по конструкции аналогичном од-
носпиральному прямоточному смесителю, в
корпусе установлены две цилиндрические вин-
товые спирали: одна большого диаметра, а
другая соосно малого диаметра. Их изготовля-
ют из стальной или бронзовой пружинной про-
волоки. Спирали имеют противоположную
навивку витков. Спираль большого диаметра
осуществляет транспортировку и смешивание
компонентов. Направление ее вращения назна-
чается таким образом, чтобы смешиваемый
материал перемещался от загрузочного пат-
рубка к зоне выгрузки из корпуса. Спираль
малого диаметра может вращаться либо в том
же направлении, что и спираль большого диа-
метра, либо в противоположном. В обоих слу-
чаях, имея значительно меньшую транспорти-
рующую производительность, малая спираль
Рис. 2.2.21. Схема вибрационного смесителя
непрерывного действия
152 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
обеспечивает продольное перемешивание час-
тиц сыпучего материала. Это позволяет ком-
плектовать такие смесители объемными доза-
торами пониженной точности.
Математическая модель процесса смеши-
вания в двухспиральных смесителях непре-
рывного действия приводится в [14].
Барабанные смесители непрерывного
действия характеризуются простотой конст-
рукции и универсальностью: в них можно од-
новременно с процессом смешивания про-
водить сушку, прокаливание, пропитку жидки-
ми компонентами, химические реакции, грану-
лирование.
Основным рабочим органом таких смеси-
телей является полый вращающийся барабан
(корпус) цилиндрической или цилиндрокони-
ческой формы. В некоторых конструкциях этих
смесителей барабан имеет на концах цапфы,
которые входят в подшипниковые опоры. Одна
цапфа соединена с приводом, состоящим из
электродвигателя, редуктора и клиноременной
передачи.
Для поддержания необходимого уровня
материала внутри барабана (при рекомендуе-
мом коэффициенте заполнения барабана 1|/ =
= 0,1...0,3) в его конце вварено подпорное
кольцо, через которое смесь попадает в разгру-
зочную камеру смесителя. Внутри барабана,
ось которого имеет небольшой наклон к гори-
зонтали в сторону выгрузки (примерно 4°),
монтируют насадку из спиральных лент и про-
дольно расположенных планок. При вращении
барабана насадка и его уклон к горизонтали
обеспечивают продольное и поперечное сме-
шивание компонентов, поступающих внутрь
смесителя непрерывно или порционно.
В некоторых конструкциях барабанных
смесителей внутри нижней части барабана
установлен шнек или лопастной вал, вращаю-
щийся от индивидуального привода и выпол-
няющий ту же функцию, что и винтовая насадка.
Барабанные смесители непрерывного
действия Уральского завода тяжелого машино-
строения имеют техническую характеристику,
приведенную в табл. 2.2.5 [20].
Смесители объемного смешивания -
смесители, у которых поступающие сыпучие
компоненты рабочими органами разносятся
хаотически по всему рабочему объему. Часто
их образуют путем последовательного соеди-
нения нескольких (двух, трех) смесителей пе-
риодического действия объемного смешива-
ния. Среди смесителей этой группы наиболь-
шее распространение получили пневмосмеси-
тели с псевдоожиженными слоями сыпучего
материала. Непрерывно или порционно посту-
пающие компоненты смеси путем подачи газа
через пористое днище находятся в псевдоожи-
женном состоянии. Непрерывный отбор смеси
производится через штуцер, находящийся вда-
ли от входного штуцера, с верхнего слоя.
Недостатками пневмосмесителей с псев-
доожиженными слоями являются: необходи-
мость установки улавливающих устройств на
выходе из корпуса (циклонов, рукавных
фильтров, ротационных пылеуловителей и др.);
низкое качество смеси (Ис = 4...5 %), возмож-
ность сегрегации частиц по массе; истирание
недостаточно прочных частиц; значительная
механическая эрозия внутренних поверхностей
аппарата.
К преимуществам этих аппаратов следует
отнести простоту конструкции (без движущих-
ся конструктивных элементов), низкие удель-
ные энергозатраты.
Скорость подачи газа в псевдоожижен-
ный слой должна обеспечить однородность
псевдоожижения, что соответствует значению
критерия Фруда Fr = w2 /(gdr ) < 0,13 , где
w и dr - соответственно скорость газа и диа-
метр частиц [2]. Следует отметить, что такие
смесители серийно не выпускаются.
2.2.5. Техническая характеристика барабанных смесителей непрерывного действия
Тип смесителя Диаметр барабана, м Длина барабана, м Частота вращения, мин-1 Коэффициент заполнения ц/ Установочная мощность, кВт Производи- тельность, т/ч
привода барабана шнека
СНД 2,5 х 5 2,5 5 8 0,1 40 - 270
СНД 2,8 х 6 2,8 6 4,3...8,7 0,06... 0,1 35...70 28 135...270
ДОЗАТОРЫ, ПИТАТЕЛИ
153
2.2.3. ДОЗАТОРЫ, ПИТАТЕЛИ
Дозатором является устройство, обеспе-
чивающее отмеривание или отвешивание оп-
ределенного количества (дозы) материала и
перемещение этой дозы к рабочим органам
машины или аппарата, выполняющим техноло-
гические операции (смешение, упаковку, зата-
ривании и др.). Дозирование материалов осу-
ществляется с помощью механических и авто-
матических устройств, которые широко ис-
пользуются в периодических и непрерывных
технологических процессах. Величиной, харак-
теризующей процесс дозирования, является
расход дозируемого материала (объемный или
массовый).
Дозатор, используемый в качестве уст-
ройства для равномерной подачи материала к
транспортирующим или смесительным устрой-
ствам, обычно называют питателем.
Одна из наиболее важных характеристик
дозировочных устройств - точность дозирова-
ния - подача дозируемого материала в соответ-
ствии с заданной регламентацией отклонения
весовой производительности.
Классификация дозировочных уст-
ройств. До настоящего времени не существует
строго регламентированной классификации
дозировочных устройств. Наиболее общей и
практически применимой можно считать сле-
дующую классификацию дозаторов [13]:
в соответствии со структурой технологи-
ческого процесса - дискретного, непрерывного
и непрерывно-циклического действия;
по принципу работы - объемного и весо-
вого дозирования;
по конструктивным признакам.
Классификация по конструктивным при-
знакам является наиболее обширной и подраз-
деляет дозировочные устройства в зависимости
от типа привода, расположения дозировочных
емкостей, вида движения рабочих органов, их
типа и т.д. Наиболее существенной в этом слу-
чае является классификация дозаторов по виду
движения и типу рабочих органов дозировоч-
ных устройств:
без движущегося рабочего органа - гра-
витационные, пневматические;
с поступательным движением - ленточ-
ные, пластинчатые;
с вращательным движением - шлюзовые,
лопастные, червячные, тарельчатые, дисковые,
роторные, трубчатые;
с возвратно-поступательным движе-
нием - плунжерные, маятниковые;
с колебательным движением - вибраци-
онные.
Особенности конструктивного испол-
нения питателей и дозаторов. Дозаторы без
движущегося рабочего органа - гравитацион-
ные и аэрационные. Гравитационные питатели
наиболее простые в конструктивном исполне-
нии и наименее энергоемкие. Типичный такой
дозатор предназначен для загрузки сыпучих
материалов в герметические емкости (рис.
2.2.22). Он состоит из герметического бункера
1, соединенного сильфоном 2 через кольцевое
уплотнение 3 с загружаемой емкостью 4. Для
обеспечения герметичности соединения преду-
смотрено подключение кольцевого уплотнения
к вакуум-насосу через патрубок 5. Прекраще-
ние цикла дозирования осуществляется затво-
ром 6.
Основной недостаток дозаторов (питате-
лей) гравитационного типа - ограниченная
возможность регулирования расхода сыпучего
материала с одновременным обеспечением
заданной точности.
Типы аэрационных дозаторов (питателей)
приведены на рис. 2.2.23. Специальными эле-
ментами конструкций являются аэроднище 2,
труба с отверстиями 3, пневмоподушка 4 и
пневматическое сопло 5.
К дозаторам с вращающимся рабочим
органом относятся шлюзовой, дисковый и
трубчатый питатели. Наиболее распространен-
ным является шлюзовой питатель (рис. 2.2.24),
состоящий из корпуса 1 с загрузочным и раз-
грузочным штуцерами, ротора 2 с ячейками и
привода 3.
Рис. 2.2.22. Схема дозатора
для загрузки сыпучих материалов
154 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Воздух
в) г)
Рис. 2.2.23. Схемы аэрационных питателей:
а - с аэроднищем; б - с трубой с отверстиями; в - с пневмоподушкой; г - с соплом;
1 - бункер; 2 - аэроднище; 3 - труба с отверстиями; 4 - пневмоподушка; 5 - сопло
Рис. 2.2.24. Шлюзовый (роторный питатель)
Дисковый питатель состоит из вращаю-
щегося диска 1, мерных цилиндров 2 и бункера
3 (рис. 2.2.25). В неподвижном столе 4 имеется
направляющая воронка 5, через которую
осуществляется загрузка порций материала,
сформированных в объеме мерных цилинд-
ров 2.
На рис. 2.2.26 представлена схема труб-
чатого питателя, применяемого для дозирова-
ния хорошо сыпучего материала. Питатель
снабжен электродвигателем 1 с редуктором 2,
обеспечивающим за счет цепной передачи 3
вращение транспортирующей трубы 4. В бун-
кере 5 установлен ворошитель б. Диаметр
транспортирующей трубы такого питателя
0,04...0,1 м.
Дозатор с поступательным движением
рабочего органа - весовой дозатор непрерыв-
ного действия.
Дозируемый материал через выпускное
отверстие бункера 1 по ленте питателя 2 пода-
ется на весоизмеритель 4 с датчиком 6 (рис.
2.2.27). Лента питателя движется с постоянной
скоростью, обеспечивая постоянное количест-
во контролируемого материала при устано-
вившемся режиме работы питателя 2. Сигнал
с выхода датчика 6 подается на элемент
сравнения 7 для сравнения с сигналом задат-
чика 5.
ДОЗАТОРЫ, ПИТАТЕЛИ
155
Рис. 2.2.25. Схема дискового питателя
с мерными цилиндрами
Рис. 2.2.26. Схема трубчатого питателя
с неподвижным бункером
Сигнал отклонения, пропорциональный откло-
нению фактической производительности от
заданной, вырабатываемый элементом сравне-
ния 7 как разность сигналов задатчика 5 и сиг-
нала датчика 6, поступает в регулятор 8, выра-
батывающий сигнал управления. Этот сигнал
подается в сумматор 9, в который также посту-
пает сигнал от измерителя 3 отклонения плот-
ности, что является основой выработки коррек-
тирующего сигнала.
Скорректированный сигнал управления
по плотности материала на выходе питателя 2
снимается с выхода сумматора 9 и подается
через усилитель 10 на вход привода питателя
11, изменяющего скорость движения ленты до
момента устранения разности сигналов задат-
чика 5 и датчика 6 силоизмерителя.
Для случаев с пониженными требования-
ми к стабильности подаваемого потока (при
загрузке емкостей, бункеров-накопителей и
т.д.) используются ленточные конвейеры.
Вибрационные дозаторы имеют невысо-
кую металлоемкость, а их удельные энергоза-
траты практически не зависят от производи-
тельности. Конструкции вибрационных доза-
торов просты и надежны, отличаются неболь-
шими габаритными размерами и отсутствием
вращающихся частей.
Наиболее распространенными являются
вибрационные дозаторы с активатором (рис.
2.2.28). К корпусу 1 на упругих резиновых
амортизаторах 9 при помощи подвесок 8 при-
креплено виброднище 7 с активатором 6. Обе-
чайки корпуса и виброднища соединены с эла-
стичным рукавом 4. На несущем фланце виб-
роднища установлен регулируемый вибратор 5,
вал которого приводится во вращение от элек-
тродвигателя 2 через эластичную муфту 3. Ре-
гулировка производительности осуществляется
изменением угла развода дебалансов вибратора.
Рис. 2.2.27. Функциональная схема
весового дозатора
1
Рис. 2.2.28. Вибрационный дозатор
с активатором
При дозировании связных сыпучих мате-
риалов, обладающих ограниченной газопрони-
цаемостью, под слоем (в зоне выпуска) возни-
кает разрежение с наступлением неустойчиво-
го режима работы дозатора. Для устранения
156 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
этого недостатка используют различные усред-
нители потока материала в зоне выпуска. На
рис. 2.2.29 представлена схема дозатора, со-
держащая неподвижно установленную под
бункером 1 дозировочную камеру с ферромаг-
нитными телами 2 и сеткой 4 в нижней части.
Выпуск материала осуществляется за счет ко-
лебательного движения этих тел в переменном
магнитном поле индукционной катушки 3.
Многокомпонентные дозировочные уст-
ройства. Во многих технологических процес-
сах возникает необходимость дозирования
нескольких сыпучих компонентов одновре-
менно. При этом возможно предварительное
смешение исходных компонентов в процессе
движения к основному технологическому ап-
парату либо непосредственное дозирование
продуктов в зону контактирования.
Первый вариант используется в том слу-
чае, когда получаемая смесь сыпучих продук-
тов содержит все необходимые компоненты
готового продукта (сложные минеральные
удобрения, формовочные смеси, адсорбенты,
теплоносители и т.д.). Один из вариантов гра-
витационного устройства для дозирования по
такой схеме представлен на рис. 2.2.30. В верх-
ней части устройства расположены загрузоч-
ные воронки /, в которые поступают дозируе-
мые компоненты gi(t) из дозировочных уст-
ройств (не показаны). Потоки компонентов
gi(t) смешиваются за счет гравитационного
пересыпания на наклонных полках 2 и конус-
ных вставках 3.
Стабильность потоков обеспечивается
соотношением геометрических параметров вы-
Рис. 2.2.29. Схема электромагнитного устройства
для дозирования сыпучих материалов
пускных воронок, зависящих от физико-
математических характеристик дозируемых
материалов.
Типичными для такой схемы дозирования
являются дозировочные установки типа Р1,
разработанные на Украине и предназначенные
для дозирования и распределения суперконцен-
трата красителей в гранулированном термо-
пласте (полиэтилене, полипропилене и др.) и
подачи смеси в литьевые машины. Они исполь-
зуются при переработке термопластов в раз-
личных отраслях промышленности и могут
работать в ручном, полуавтоматическом и ав-
томатическом режимах. Принцип дозирования
основан на получении заданной порции мате-
риала с помощью объемных дозаторов. Цикл
каждого дозатора выдерживается по реле вре-
мени в зависимости от величины дозы, задан-
ной технологическим регламентом.
Установка (рис. 2.2.31) включает бункер
2 распределителя, внутри которого смонтиро-
вана мешалка 1. На крышке бункера установ-
лены два роторных дозатора 4 для суперкон-
центрата красителей, дозатор 12 для термопла-
ста и привод с электродвигателем и червячным
редуктором 3. Регулирование работы установ-
ки осуществляется с пульта управления.
Рис. 2.2.30. Схема гравитационной
дозировочно-смесительной установки
ДОЗАТОРЫ, ПИТАТЕЛИ
157
Рис. 2.2.31. Дозировочная установка Р1
Внутри корпуса 8 дозатора в камере 9 на
валу 10 закреплена заслонка 11, управляемая
электромагнитами 7. Роторный дозатор состоит
из ротора 5 с ячейками, корпуса 6 и электро-
двигателя. Ротор смонтирован эксцентрично
относительно корпуса. По условиям эксплуа-
тации установка выполнена в коррозионно-
стойком исполнении. Материал деталей, со-
прикасающихся с продуктом, - сталь 08X13.
Техническая характеристика типоразмер-
ного ряда представлена в табл. 2.2.6.
Дозирование непосредственно в зону
контактирования используется в том случае,
когда дозируемые компоненты являются до-
бавками к основному продукту, перерабаты-
ваемому в технологическом объеме.
При этом выбор дозаторов для формиро-
вания потоков g, (/) определяется свойствами
дозируемых материалов и технологическими
требованиями производства.
Рекомендации по выбору дозировочно-
го оборудования. Довольно часто выбор дози-
ровочного оборудования осуществляется на
основе опыта проектировщиков или результа-
тов сравнительных испытаний моделей на за-
данных продуктах. В первом случае возможны
грубые ошибки, приводящие к ухудшению
качества продукции, увеличению сроков ос-
воения и снижению проектной мощности ос-
новного технологического оборудования; во
втором случае испытания моделей весьма тру-
доемки и могут быть проведены только в спе-
циализированных лабораториях.
При выборе дозаторов сыпучих материалов
химической промышленности необходимо
учитывать:
1) комплексные показатели, отражающие
влияние физико-механических характеристик
сыпучих материалов на процесс дозирования;
2) технологические требования к процес-
су дозирования;
3) условия эксплуатации оборудования;
4) технико-экономические показатели.
Исполнение дозатора зависит от условий
эксплуатации и особых свойств сыпучего ма-
териала:
1) для токсичных веществ и при дозиро-
вании в аппарат с давлением, отличным от
атмосферного, - герметичное;
2) для взрывоопасных и способных нака-
пливать статическое электричество - взрыво-
защищенное и т. д.
2.2.6. Техническая характеристика установок Р1
Типоразмер установки Объем распределителя, м3 Расчетная производи- тельность, м3 Частота вращения мешалки, мин"1 Расчетная производительность, м3/ч Суммарная мощность привода, кВт, не более
роторного дозатора дозатора термопласта
Р1-3-04К-01 4 • 103 0,1...0,3 75 5 • I03 1,8 0,17
Р1-3-16К-01 16 103 0,1...0,3 46 5 • I03 1,8 0,42
Р1-3-63К-01 63 • 1(Г3 0,3... 0,6 70 1 • 1(Г2 1,3 1,5
Примечание. В условном обозначении дозировочной установки Р1 обозначает ее тип (дозировочная
с распределителем), а К - коррозионно-стойкое исполнение.
158 Глава 2.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШИВАНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Основными показателями, определяющи-
ми эффективность использования дозаторов,
являются: производительность, диапазон ее
регулирования, погрешность дозирования,
равномерность подачи.
Наиболее эффективный вариант примене-
ния дозировочного оборудования определяется
подсчетом суммы баллов по представленной
карте выбора [13]. Целесообразность использо-
вания оборудования для тех или иных условий
эксплуатации оценивается следующим обра-
зом: 5 - рекомендуется к применению; 3 -
применение допустимо; 0 - не рекомендуется.
При одинаковой сумме баллов выбор обо-
рудования осуществляется на основании срав-
нения технико-экономических показателей.
2.2.4. БУНКЕРА И ЗАТВОРЫ
Бункера. При расчете и конструировании
бункерного устройства можно выделить сле-
дующие этапы:
1) задание технических требований к
бункеру, как к звену в технологическом про-
цессе (объем, ориентировочные геометриче-
ские размеры, значение массового расхода
сыпучего материала, максимальная длитель-
ность хранения и т.д.);
2) определение физико-механических ха-
рактеристик сыпучего материала;
3) выбор формы бункера, определение
угла наклона стенок, размера и формы выпуск-
ного отверстия в зависимости от физико-
механических характеристик сыпучего мате-
риала и материала стенок бункера, оценка
ожидаемого массового расхода;
4) прочностной расчет бункера;
5) определение необходимости примене-
ния побудителя истечения, обоснование его
типа и энергетических возможностей.
Содержание первого этапа определяется
конкретными условиями производства. Реше-
ние последующих этапов составляет задачи
методов расчета бункерного оборудования [11].
Типы бункеров. Установлено, что в за-
висимости от свойств сыпучего материала, а
также формы и размеров емкости возникают
различные виды движения сыпучего материала
(рис. 2.2.32) Первой формой истечения - исте-
чения с трубообразованием (funnel flow) назы-
вается образование над выпускным отверстием
узкой зоны движения, вокруг которой сыпучий
материал неподвижен. Второй формой истече-
ния (mass flow) называют процесс, когда сыпу-
чий материал образует область малоподвижно-
го или полностью неподвижного материала
только в нижней зоне аппарата. Между указан-
ными предельными состояниями возникают
промежуточные, которые могут существовать
длительное время. Вследствие этого многочис-
ленные экспериментальные данные по иссле-
дованию движущегося слоя сыпучего материа-
ла достаточно разноречивы.
Возникновение той или иной формы
движения материала непосредственно связано
с напряженным состоянием в емкости перед
выпуском сыпучей среды. Первая форма дви-
жения возникает в начальный период выпуска
из плотного зернистого слоя, а возникновению
второй способствует разрыхление слоя, напри-
мер при длительном выпуске материала в ус-
ловиях его рециркуляции.
Верхняя часть бункера обычно представ-
ляет призму или цилиндр, а нижняя - сужаю-
щуюся воронку в виде конуса, призмы или
полусферы (рис. 2.2.33). На практике встреча-
ются бункера без верхней цилиндрической
части (2.2.33, д - з), которые отличаются
небольшой глубиной и незначительным объе-
мом.
БУНКЕРА И ЗАТВОРЫ
159
Рис. 2.2.33. Типичные формы бункеров
Минимальный размер выпускного отвер-
стия для обеспечения устойчивого истечения
оценивается по формуле Р.Л. Зенкова [26].
2т0 (l + sin<pBH)
Рн£ ’
где Tq - начальное сопротивление сдвигу.
Затворы. Выпускные отверстия бункеров
перекрывают затворами для частичного или
полного прекращения истечения материала при
гравитационном опорожнении бункеров.
Затвор должен быстро открываться и за-
крываться (четкость отсечки) при наименьших
усилиях, не должно происходить его самоот-
крывание. Открывание выпускного отверстия с
помощью затвора должно свободно регулиро-
ваться, а следовательно, регулироваться и ин-
тенсивность потока. Затвор должен быть рас-
считан на максимальную нагрузку, быть на-
дежным в эксплуатации и обеспечивать удоб-
ное обслуживание.
Наибольшее распространение получили
плоские (шиберные), секторные и клапанные
затворы (рис. 2.2.34). Шиберные затворы при-
меняются для хорошо сыпучих материалов
(порошкообразных и мелкокусковых), сектор-
ные - при работе с молотыми и мелкокусковы-
ми материалами, клапанные (наиболее про-
стые) - для бункеров небольшой емкости с
выпускными отверстиями малых размеров.
Рис. 2.2.34. Затворы:
а, б - плоские (шиберные) соответственно горизонтальный и вертикальный;
в - одинарный секторный; г, д - клапанные соответственно откидной и прижимной
160
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
Глава 2.3
ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ
СЫПУЧИХ МАТЕРИАЛОВ
2.3.1. ПРОЦЕСС КЛАССИФИКАЦИИ,
ЕГО ХАРАКТЕРИСТИКИ И КРИТЕРИИ
ЭФФЕКТИВНОСТИ
Под классификацией смеси частиц по
некоторому признаку в широком смысле слова
понимается процесс разделения смеси на две
или более частей с существенно различным
содержанием этого признака. Признаком клас-
сификации может быть крупность частиц, их
плотность, форма, диэлектрические и магнит-
ные свойства и пр.
В механических процессах химического
производства признаком классификации явля-
ется в основном разделение частиц по их круп-
ности. При классификации по крупности ис-
ходный массопоток сыпучего материала В\ с
гранулометрическим составом f\(x), где х -
размер частиц, разделяется на массопотоки
мелкого В$ и крупного В2 продуктов с грану-
лометрическими составами соответственно
/з(х) ИЛ(Х) (рис. 2.3.1). При этом, в виду по-
грешности разделения часть мелких частиц
может попасть в крупный продукт, а часть
крупных - в мелкий. Размер фракции, частицы
которой поровну распределяются между круп-
ным и мелким продуктом, называется гранич-
ным размером классификации хс.
Наиболее информативной характеристи-
кой процесса классификации является кривая
разделения С(х) (рис. 2.3.2, а), связывающая
степень извлечения С(х) узкого класса [х, х +
+ dx\ в один из продуктов (обычно в мелкий) с
его размером х. По кривой разделения могут
быть определены гранулометрические составы
продуктов разделения, отнесенные к единице
массы исходного материала, и полные выходы
этих продуктов фз и ф2‘
/з (х) = C(x)/i (х); /2 (X) = (1 - C(x))/i (х);
оо
Фз = [c{x)fx(x)dx,^2=\-^.
О
Для получения нормированных грануло-
метрических составов необходимо разделить
/3 W ИЛ(Х) соответственно на ф3 и ф2.
При идеальной классификации все части-
цы мельче хс попадают в мелкий продукт, а все
частицы крупнее хс - в крупный. Кривая раз-
деления идеального классификатора показана
на рис. 2.3.2, а штриховой линией. Наиболее
распространенным критерием степени откло-
нения реальной кривой разделения от идеаль-
ной является острота разделения
к75/25 =х75/х25 >
где Х75 и х25 - размеры узких фракций, направ-
ляемых в мелкий продукт соответственно на 75
и 25 % (иногда используют другие значения
процентов, например, 80 и 20 %).
Рис. 23.1. Гранулометрические составы исходного/1 (х ), крупного^ (х ) и мелкого (х ) продуктов
ПРОЦЕСС КЛАССИФИКАЦИИ, ЕГО ХАРАКТЕРИСТИКИ И КРИТЕРИИ ЭФФЕКТИВНОСТИ 161
Рис.2.3.2. Кривые разделения при непрерывном (а), дискретном (б) и бинарном (в) представлении
гранулометрического состава
В практической работе чаще оперируют
не непрерывной плотностью распределения
частиц по размерам Дх), а массовым содержа-
нием фракций конечной (иногда большой)
ширины со средними размерами xh где /= 1,
2, т, т - число наблюдаемых фракций,
/ = 1 соответствует самой крупной фракции, а
/ = т - самой мелкой. При таком подходе гра-
нулометрический состав представлен набором
чисел /ьУ2, кривая разделения стано-
вится ступенчатой (рис. 2.3.2, б). В этом случае
гранулометрические составы удобно предста-
вить векторами-столбцами, а кривую разделе-
ния - диагональной матрицей классификации:
Тогда преобразование гранулометриче-
ского состава при классификации может быть
описано матричными равенствами:
/3=Qi, /2 =(/-0/1,
Фз = sum(/3), <р2 = 1 -Фз ,
где / - единичная матрица; sum - операция
суммирования всех элементов вектора.
Матричное представление процесса осо-
бенно удобно при применении современных
средств компьютерной поддержки инженерных
расчетов и расчете каскадов классификаторов.
В промышленных условиях часто кон-
тролируют процесс всего по одному контроль-
ному размеру хд, обычно разному в разных
отраслях. В этом случае материал представлен
бинарной смесью крупной и мелкой фракций, а
кривая разделения приобретает вид, показан-
ный на рис. 2.3.2, в. Два значения кривой раз-
деления непосредственно связаны с критерия-
ми его эффективности: Г|у = С2 - степень
извлечения мелких (по отношению к Хд) частиц
в мелкий продукт, Г|с =1-С| - степень из-
влечения крупных частиц в крупный продукт.
Разность С2 - С| = г|у + т]с -1 = Е называ-
ется критерием Луйкена - Ханкока.
При идеальной классификации Г|у - С2 =1,
Q =0, Г|с =1, Е = \ .
В последнее время для повышения эф-
фективности разделения и достижения других
технологических целей все чаще используют
каскады классификаторов - совокупность раз-
делительных аппаратов, тем или иным образом
связанных между собой массопотоками мате-
риала. Для расчета разделения в каскаде при
известных кривых разделения (матрицах клас-
сификации) отдельных аппаратов необходимо
составить матрицу каскада Ск, процедура
построения которой показана на примере кас-
када, представленного на рис. 2.3.3. При таком
последовательном соединении трех классифи-
каторов крупный продукт из классификатора 3
направляется на вход классификатора 2,
а крупный продукт из классификатора 2 - на
Рис. 2.3.3. Схема расчета разделения
в каскаде классификаторов
6 - 10358
162
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
вход классификатора /. Мелкий продукт всего
каскада выходит из классификатора 3, а круп-
ный - из классификатора /.
На выходе продукта, гранулометриче-
ский состав которого является целью расчета,
следует дополнительно разместить коллектор
частиц (их может быть несколько) и пронуме-
ровать все аппараты каскада, включая коллек-
тор. Матрица каскада - квадратная блочная
матрица размером, равным числу аппаратов в
каскаде. Ее элементами являются матрицы. На
главной ее диагонали следует расположить со
знаком минус единичные матрицы такого же
размера, что и матрицы классификации от-
дельных аппаратов. Каждый столбец матрицы
принадлежит пронумерованному аппарату. В
нем следует расположить матрицу классифи-
кации С этого аппарата в строке с номером
аппарата, в который из него подается мелкий
продукт разделения, и матрицу I - С в строке
с номером аппарата, в который из него подает-
ся крупный продукт. Все остальные элементы -
нулевые матрицы такого же размера, как и
остальные. Построенная таким образом матри-
ца каскада входит в матричное уравнение
или
f(D
Д2)
/.(3)
/.(4)
-/ /-С(2) О 0 Г'|/(1)
С<!) -/ /-С(3) 0 о
о С(2) -/ 0 I о
О О С<3) -/ [ 0
(2.3.1)
где F| - блочный вектор-столбец, состоящий
из последовательно расположенных друг под
другом векторов /j гранулометрического со-
става материала на входе в каждый из аппара-
тов каскада; Fq - блочный вектор-столбец,
состоящий из последовательно расположенных
друг под другом векторов /ц гранулометриче-
ского состава исходного материала, подавае-
мого в каскад (в данном каскаде материал по-
дается только в первый аппарат и во всех ос-
тальных строках расположены нулевые векто-
ры такого же размера, как и /о )» верхний ин-
декс «-1» означает обращение матрицы Ск .
Выполняя действия, предусмотренные
(2.3.1), можно рассчитать все гранулометриче-
ские составы материала в различных точках
Д4)
каскада, в том числе вектор , описываю-
щий гранулометрический состав на выходе из
каскада.
Несмотря на разнообразие признаков
классификации и принципов действия отдель-
ных типов классификаторов, в основе их рабо-
ты лежит выявление и использование альтер-
нативных сил, по крайней мере одна из кото-
рых достаточно сильно зависит от того свойст-
ва частиц, по которому осуществляется клас-
сификация (например, от размера частицы).
Различают классификаторы непрерывно-
го и периодического действия. Наиболее рас-
пространены первые; вторые в основном ис-
пользуются в лабораторных исследованиях и
при дисперсном анализе сыпучих материалов.
По размерности процесса классификации
аппараты делятся на поверхностные, объемные
и комбинированные. В поверхностных аппара-
тах собственно классификация происходит при
достижении частицей некоторой контрольной
поверхности, например, поверхности сита. В
объемных аппаратах разделение частиц реали-
зуется в некотором объеме, называемом зоной
разделения, за счет организации в ней силовых
воздействий на частицы. В комбинированных
аппаратах разделение в объеме дополняется
разделением на поверхности, ограничивающей
зону разделения.
По способу транспортирования сыпучей
среды вдоль разделяющей поверхности или в
объеме зоны разделения различают механиче-
ские, пневматические и гидравлические клас-
сификаторы.
МЕХАНИЧЕСКИЕ И ГИДРАВЛИЧЕСКИЕ КЛАССИФИКАТОРЫ
163
2.3.2. МЕХАНИЧЕСКИЕ И ГИДРАВЛИЧЕСКИЕ
КЛАССИФИКАТОРЫ
Грохочением называется процесс меха-
нической классификации частиц по крупности
просеиванием их через колосники или решет-
ки, установленные неподвижно или совер-
шающие колебательное движение. Грохоты
относятся к аппаратам поверхностного типа
непрерывного действия. В качестве рабочей
классифицирующей поверхности используют
проволочные или резиновые сита (из струн или
отдельных литых секций), стальные листы -
решета со сверленными или штампованными
отверстиями либо колосниковые решетки с
параллельным или веерообразным расположе-
нием колосников. Примеры тканых из прово-
локи и штампованных сит показаны на
рис. 2.3.4.
В процессах грохочения мелкие частицы
материала размером меньше размера w ячейки
сита обычно называют подрешетным продук-
том или нижним классом, большего размера -
надрешетным продуктом или верхним классом.
Классификация происходит путем многократ-
ного случайного сравнения размера каждой
частицы х с размером ячейки сита w (рис.
2.3.5). Особое место занимают частицы разме-
ром, близким к размеру ячейки сита х ~ w, на-
зываемые «трудными». Поскольку обычно
частицы имеют неправильную форму, трудные
частицы проходят сквозь сито только после
многократных попыток, а чаще заклиниваются
в нем, вследствие чего сито требует периоди-
ческой очистки. Заклинившиеся в отверстиях
трудные частицы снижают эффективную пло-
щадь поверхности сита, а следовательно, эф-
фективность классификации (грохочения).
Особенно сильно она снижается при грохоче-
нии влажных и липких материалов, замазы-
вающих поверхность грохота, а также материа-
лов с существенно неправильной формой час-
тиц.
I I I
0
Рис. 2.3.4. Схемы тканого из проволоки (в)
и штампованного (б) сит
Рис. 2.3.5. Схема взаимодействия частиц
различной крупности с ячейкой сита
При расчете эффективности классифика-
ции редко оценивают выход разных более или
менее узких фракций материала, а материал
представляют бинарной смесью надрешетной
(х > w) и подрешетной (х < w) фракций. Инте-
гральной характеристикой эффективности
классификации является степень извлечения
подрешетной фракции в подрешетный (мел-
кий) продукт классификации:
с,: Фз Фз
у2<1)
где ту = С2 (см. рис. 2.3.2, в). При исправном
(не порванном) сите С| = 0 и ту = 1.
При расчете пропускной способности од-
ного отверстия сита считается, что отношение
высоты Н арки материала над отверстием к
размеру отверстия не зависит от последнего,
т.е. Н ос w (рис. 2.3.6). Тогда скорость прохож-
дения частицы через отверстие равна скорости
ее свободного падения на уровне плоскости си-
Рис. 2.3.6. Схема расчета удельной пропускной
способности ячейки сита
6*
164
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
та V = pgH , или V ос у/gw , а поток объема
2
материала через отверстие qw = w V или
1/2 5/2
°с g w . Поскольку число отверстий
на единицу площади обратно пропорционально
размеру отверстия в квадрате, удельная (на
единицу площади поверхности сита) объемная
пропускная способность сита q$ ос у/gw .
Однако при расчетах обычно используют
удельную объемную производительностью по
исходному материалу qo, связь которой с qs
зависит от большого числа факторов и не уста-
навливается теоретически. Поэтому для расче-
та конструктивных параметров грохотов и их
эффективности используют обобщение опыт-
ных данных, а теория служит только для выяв-
ления качественных соотношений между ос-
новными характеристиками.
Эффективность грохочения находится в
противоречии с производительностью и разме-
рами грохота. Наиболее эффективная класси-
фикация достигается при движении частиц по
поверхности сита монослоем, но при значи-
тельной производительности это приводит к
большой ширине грохота. При движении мате-
риала в несколько слоев частицам подрешет-
ной фракции требуется время, чтобы достичь
поверхности сита, что приводит к необходимо-
сти его большой длины. При заданных разме-
рах поверхности грохота степень извлечения
зависит от производительности по исходному
материалу и падает с ее ростом.
Типичный колосниковый грохот с не-
подвижной просеивающей поверхностью (рис.
2.3.7, а) состоит из параллельно расположен-
ных на общей раме стальных полос или труб.
Движение материала вдоль грохота осуществ-
ляется за счет сил тяжести частиц, поэтому
угол наклона поверхности р должен быть не
меньше угла естественного откоса материала.
При грохочении влажных и липких мате-
риалов возможна подача в полые колосники
горячего теплоносителя. Ширина грохота b
должна составлять не менее трех размеров
максимального исходного куска (b > Зхтах ),
длина L = 3...4&. Неподвижные грохоты редко
используются при размере щелей между колос-
никами менее 25 мм. Эффективность классифи-
кации колеблется от 0,5...0,6 при больших
нагрузках, до 0,65...0,70 при малых.
Объемная производительность грохота
Q = q*F\ (2.3.2)
где F - площадь колосниковой решетки, м2;
q$ - удельная объемная производительность по
питанию, м3/(м2 ч), зависящая от ширины щели
w и требуемой эффективности. Для ориентиро-
вочных расчетов при определении q$ можно
воспользоваться рис. 2.3.7, б.
Барабанный грохот представляет собой
вращающийся цилиндр с отверстиями (рис.
2.3.8). Движение материала вдоль него проис-
ходит благодаря наклону оси вращения р к
горизонту и напорному действию подаваемого
материала. Поперечные движения материала
при его пересыпании вследствие вращения
барабана интенсифицируют движение мелких
частиц к просеивающей поверхности.
Рис. 2.3.7. Схема колосникового грохота (а) и зависимость его удельной производительности
от ширины щели (б) при различных значениях е:
1 - £ = 0,65...0,7; 2-£ = 0,50...0,60
МЕХАНИЧЕСКИЕ И ГИДРАВЛИЧЕСКИЕ КЛАССИФИКАТОРЫ
165
Рис. 2.3.8. Схема и основные размеры
барабанного грохота
Рис. 2.3.9. Схема вибрационного грохота:
1 - сито; 2 - упругие опоры; 3 - дебалансный вибратор
Основные геометрические размеры бара-
банного грохота определяются следующими
соотношениями:
D>14xmax; /?<2хГТ1ЯХ; Ртях<90°.
IlldX 1 IlldX " г IlldA
Частота вращения барабана, мин-1, со-
ставляет 0,3...0,45 критической частоты вра-
щения:
13
П = ~~г=
4d
20
где D - диаметр барабана, м.
Ориентировочная объемная производи-
тельность определяется по формуле (2.3.2), где
F - площадь просеивающей поверхности, м2;
удельная объемная производительность
Вибрационный грохот. Для более тонкой
классификации используются грохоты с колеб-
лющейся классифицирующей поверхностью с
кинематическим возбуждением колебаний
(качающиеся или гирационные) или с динами-
ческим, осуществляемым различными вибра-
торами, (вибрационные).
Схема вибрационного грохота показана
на на рис. 2.3.9. Эффективность классификации
достигает 0,9 и выше. Нижний предел ампли-
туды колебаний грохота выбирается по эмпи-
рической формуле
г>mw +1 ,
где г - амплитуда, мм; w - диаметр отверстий
сита, мм; т - коэффициент, выбираемый по
табл. 2.3.1.
0,05w при е = 0,75...0,88;
0,2w при 8 = 0,50...0,60,
2.3.1. Значения параметров
вибрационного грохота в зависимости
от размера отверстий сита
где w - диаметр отверстий в просеивающей
поверхности, мм.
Барабанные грохоты применяются и для
мокрого грохочения. При этом расход воды
составляет 1,5...2,5 м3 на 1 м3 загружаемого
материала. В последнее время в подготови-
тельных процессах все чаще применяют бара-
банные грохоты-дробилки, сочетающие дроб-
ление и грохочение материала в одном агре-
гате.
Диаметр отверстий сита w, мм т 2т
мм/мин
3 0,3 6000
3...12 0,3 8000
12...25 0,25 10000
25...60 0,15 10000
60 0,1 12000
166
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
Ориентировочно объемную производи-
тельность грохотов с колеблющейся поверхно-
стью можно рассчитать по формуле (2.3.2), где
40 = *7базк0 ’
^баз _ базовое значение удельной объемной
производительности; Kq = iq ... - суммар-
ный поправочный коэффициент, представ-
ляющий собой произведение совокупности
отдельных поправочных коэффициентов, учи-
тывающих различные факторы, влияющие на
процесс.
Значение величины дбаз можно оценить
при эффективности грохочения 8 = 0,9 по
формуле
l,43w+2,7 притг<18мм;
0,44w+ 20 при w > 18 мм.
Среди поправочных коэффициентов наи-
более существенно влияние коэффициента,
учитывающего эффективность классифискации
8 [29],
к£ =1 + 5(0,9-е),
и коэффициента, учитывающего интенсивность
механического режима;
км = 0,7 + 0,5(2ги-6000)/10000,
где 2гп - произведение двойной амплитуды на
частоту и вращения привода, позволяющее по
известной амплитуде рассчитать частоту вра-
щения вала.
В вибрационных грохотах с большой эла-
стичной поверхностью сита иногда применяют
непосредственное возбуждение его колебаний
электромагнитными вибраторами. При этом
снижается мощность привода, расходуемая на
возбуждение колебаний рамы, а также появля-
ется возможность создания колебаний более
сложных форм, что позволяет увеличить эф-
фективность классификации, особенно по мел-
ким границам разделения.
Для увеличения пропускной способности
сита, а также для разделения склонных к адге-
зии частиц механическое грохочение может
быть дополнено применением воздушных или
жидкостных струй (рис. 2.3.10). Исходный
материал просасывается сквозь круглое сито 4
потоком воздуха. Для предотвращения забива-
ния сита крупными частицами оно продувается
встречными локальными струями воздуха вы-
сокого давления, подаваемого через вращаю-
щийся коленчатый патрубок. Грохот применя-
ется для разделения пластмассовых порошков.
Фирма Альпине (Австрия) выпускает
струйные пневматические грохоты типа LS
трех типоразмеров для широкого спектра раз-
деляемых материалов производительностью по
исходному продукту 60... 1060 кг/ч в зависимо-
сти от материала и требуемой границы разде-
ления. Минимальный размер ячейки сита
25 мкм. Организация замкнутой циркуляции
газа позволяет применять вместо воздуха
инертный газ, что необходимо при грохочении
пожаро- и взрывоопасных материалов. Одним
из недостатков перехода к пневматическому
грохочению является потребность во вспомо-
гательном оборудовании (вентиляторах, ци-
клонах и др.).
Гидравлический дуговой грохот сочетает
интенсификацию процесса путем применения
струи жидкости (обычно воды) с увеличением
сил инерции криволинейного движения, дейст-
вующих на частицы в направлении поверхно-
сти грохочения 4 (рис. 2.3.11). Размер щели w
Рис. 2.3.10. Схема пневматического грохота:
1 - лопасти вентилятора; 2 - вращающийся
коленчатый патрубок; 3 - предохранительное сито;
4 - основное сито, 5 - выход мелкого продукта
ПНЕВМАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
167
Рис. 2.3.11. Схема гидравлического
дугового грохота:
1 - подача исходного материала и воды;
2, 3 - выход соответственно крупного и мелкого
продукта; 4 - дуговое сито
в этих грохотах принимается в 1,5-2 раза
больше номинальной граничной крупности раз-
деления. Ориентировочная формула для расчета
объемной производительности имеет вид
где Гж - площадь живого сечения сита; V - ско-
рость подачи пульпы.
При грохочении исходный материал от-
носительно просто разделить на несколько
фракций, расположив просеивающие поверх-
ности одна под другой по мере убывания раз-
мера ячейки.
Расчет мощности привода грохотов зави-
сит от конкретной конструкции агрегата [29].
Следует отметить, что в крупнотоннажных
производствах использование грохота как
классификатора сопряжено с рядом таких от-
рицательных явлений, как производственный
шум и запыленность помещений, снижение или
устранение которых существенно повышает
стоимость механической классификации. Поэто-
му при проектировании новых технологических
линий для разделения по крупности менее 3...
5 мм следует ориентироваться на аппараты
пневматического типа.
2.3.3. ПНЕВМАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
Пневмоклассификаторы относятся к ап-
паратам объемного типа преимущественно
непрерывного действия. В отдельных редких
случаях они дополняются поверхностной клас-
сификацией частиц на границах зоны разделе-
ния. В основе процесса пневмоклассификации
лежит движение частиц в зоне разделения под
действием альтернативных сил классификации,
по-разному зависящих от размера этих частиц.
Одной из альтернативных сил является сила
аэродинамического сопротивления при относи-
тельном движении частиц в потоке газа. Если
другой силой оказывается сила тяжести, то
классификатор относится к гравитационным,
если сила инерции, - к инерционным. В зави-
симости от взаимной ориентации альтернатив-
ных сил различают классификаторы противо-
точные (силы направлены в противоположные-
стороны) и с «косым» потоком. Кроме того, в
зависимости от характера движения несущего
газа они подразделяются на проходные и замк-
нутые (циркуляционные). В последних матери-
ал загружается и выгружается из классифика-
тора механическим способом.
Важной характеристикой процесса и ап-
парата является размер равновесной частицы
хе, совпадающий с граничным размером разде-
ления или близким к нему. Такая частица по-
коится в восходящем потоке при равенстве сил
тяжести и аэродинамического сопротивления:
mg= Fd
ИЛИ
iixl юс2 IV2
pp~r8=cw~pg~'
где рр и pg - плотность соответственно частиц
и газа; cw - коэффициент аэродинамического
сопротивления частицы, зависящий от числа
Рейнольдса обтекающего ее потока Re =
= Wxe /v, W - скорость газа; v - коэффициент
кинематической вязкости газа;
а = 24,п = 1, при
~ < л = 13,и = 0,5, при
Re"
а = 0,48,и = 0, при
Re < 1 - закон Стокса;
1 < Re < 103 - закон Аллена;
Re>103 - закон Ньютона.
168
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
Откуда
z \l/(1+w)
I4 s PPJ
Для условий промышленной классифика-
ции наиболее характерен диапазон чисел Рей-
нольдса, соответствующий закону сопротивле-
ния Аллена, при котором
хе
39 Vv Pg
ч2/3
I4 S PpJ
(2.3.3)
IV .
По формуле (2.3.3) можно рассчитать
скорость газа W, обеспечивающую требуемую
границу разделения хс = хе. Необходимый рас-
ход газа Q при заданной крупности разделения
можно приблизительно оценить по исходной
производительности В} сыпучего материала и
его допустимой массовой концентрации ц
(кг/кг) в зоне разделения:
e = B!/(npg). (2.3.4)
В гравитационных классификаторах
верхний предел эффективного разделения дос-
тигается при р. = 2...2,5 кг/кг. Площадь про-
ходного сечения классификатора рассчитыва-
ют по формуле
F = Q/W .
ность и ремонтопригодность. При граничном
размере более 200 мкм обеспечивается высокая
острота разделения. Аппарат удобен для обес-
пыливания кокса, мела, удобрений, бокситов,
пластиковых гранул, применяется для разделе-
ния пищевых материалов, например, при пере-
работке сои. В последнее время широко ис-
пользуется при переработке предварительно
измельченных старых кабелей и другого элек-
трического и электронного лома для выделения
ценных металлов и отделения пластмассы.
В отечественной промышленности более
распространен классификатор с пересыпными
полками, аналогичный по принципам обеспе-
чения эффективного разделения (рис. 2.3.12, б).
Более подробные сведения о расчете гравита-
ционных пневмоклассификаторов можно найти
в [3,21].
Переход к более низким границам разде-
ления при сохранении высокой производи-
тельности требует уровня массовых сил, пре-
вышающих уровень сил тяжести. Это обеспе-
чивают центробежные классификаторы. Клас-
сификация в них происходит в закрученном
(вихревом) потоке с центральным стоком (рис.
2.3.13). Сила аэродинамического сопротивле-
ния Fj увлекает частицу к центру к разгру-
зочному патрубку, а центробежная сила инер-
ции Fm стремится отбросить ее к периферии.
Обе силы по-разному зависят от размера час-
тицы. Если эти силы равны, то частица враща-
ется по равновесной траектории - окружности
Если площадь получается слишком
большой, то трудно сохранить приемлемую
равномерность потока по сечению. Тогда при-
бегают к продольному секционированию аппа-
рата, выполняя его из нескольких однотипных
колонок.
Среди гравитационных противоточных
классификаторов наибольшее распространение
получили аппараты «Zigzag» фирмы Альпине
(Мультиплекс Zigzag MZM и MZF). Аппарат
представляет собой набор параллельно соеди-
ненных колонок, одна из которых показана на
рис. 2.3.12, а. Производительность такого ап-
парата по исходному материалу достигает
200 т/ч. Его отличают малый износ корпуса,
защита от перегрузок, низкая чувствительность
характеристик процесса к гранулометрическо-
му составу исходного материала, возможность
плавного регулирования граничного размера
дроссельными заслонками, высокие надеж-
Рис. 2.3.12. Схемы гравитационного
классификатора «Zigzag» (а) и классификатора
с пересыпными полками (б)
ПНЕВМАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
169
радиуса г. Чем больше размер частицы, тем
больше радиус ее равновесной траектории.
Таким образом, в центробежном классифика-
торе имеется спектр размеров равновесных
частиц хе.
За характерный размер разделения обыч-
но выбирают размер частицы хе\, имеющей
равновесие на внешнем радиусе зоны разделе-
ния /?]. Условие этого равновесия имеет вид
_ ^2 W\
Рр 6 Я] w 4 Pg 2 ’
где Wr\ и - соответственно радиальная и
окружная скорость газа на внешнем радиусе.
Если поток закручивается лопатками, установ-
ленными под углом а к радиусу, то —
= ^itg а. Формула для расчета размера этой
равновесной частицы имеет вид
\1/(!+")
3 avn pg /?1
4 ^”1 Рр tg2 «
откуда также можно рассчитать необходимую
радиальную скорость газа Wr\ и угол закрутки
потока а по требуемой характерной крупности
разделения. (Реальный граничный размер цен-
тробежной классификации находится между
размерами xei и хе2, где хе2 - размер частицы,
имеющей равновесие на радиусе /?2; оба раз-
мера связаны соотношением, учитывающим
затухание угла закрутки потока а по радиусу
зоны разделения [21].)
Расход газа выбирают по соотношению
(2.3.4) с учетом того, что предельная массовая
концентрация материала в газе, совместимая с
достаточно высокой эффективностью разделе-
ния, составляет в центробежных классифика-
торах 1... 1,5 кг/кг. Высота зоны разделения
н =--------.
2лЯ|И'г|
При прочих равных условиях в геометри-
чески подобных центробежных классификато-
рах величинахе\ остается неизменной, если
/^D/K/g^dem.
Для типичных для центробежной класси-
фикации мелких частиц, сопротивление кото-
рых подчиняется закону Стокса с п = 1, имеем
условие подобия
V/Q - idem,
где И-объем классификатора.
Более подробные сведения о расчете цен-
тробежных пневмоклассификаторов можно
найти в [21. 33].
Несмотря на анало! ичносчь принципа
действия, известно большое число разнообраз-
ных конструкций центробежных классифика-
торов. Некоторые из аэродинамических схем
классификаторов, не содержащих вращающих-
ся элементов в зоне разделения, показаны на
рис. 2.3.14.
Перед центробежными проходными ап-
паратами (рис. 2.3.14, <7, б) установлена грави-
тационно-инерционная ступень предваритель-
ного разделения. Классификатор конструкции
ТКЗ-ВТИ выпускается отечественной про-
мышленностью с диаметром типажного ряда
2,6...4,75 м, производительностью по исход-
ному материалу до 100 т/ч, а по мелкому при
/?з(0,09) = 7 % - до 50 т/ч, с граничным разме-
ром разделения 20... 100 мкм. Здесь /?3(0,09) =
= 7 % при остатке в мелком продукте на сите
частиц диаметром 0,09 мм, равным 7 %. Ин-
декс при R означает отношение соответственно
к исходному (1), крупному (2) и мелкому (3)
продуктам. Выбор типоразмера классификато-
ра осуществляется по желаемой тонкости мел-
кого продукта /?з(0,09) через величину Ну =
= QIV (Q - расход газа в м3/ч), называемую
напряжением объема классификатора. По Ну
находят объем аппарата V = Q/Hy,
центробежной зоны классификации
170
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
Рис. 2.3.14. Схемы классификаторов с неподвижной центробежной зоной разделения:
а- ТКЗ-ВТИ; б - ИГЭУ; в - ЕС фирмы Ларокс; г- «Микроплекс»;
/ - наружный корпус; 2 - внутренний корпус; 3 - закручивающие лопатки; 4 - разгрузочный патрубок
мелкого продукта; 5 - загрузочный патрубок; б - разгрузочный патрубок крупного продукта;
7 - аэродинамическая перегородка; 8 - патрубок подачи воздуха; 9 - разгрузочный шнек
Соотношения тонкости мелкого продукта
/?з(0,09) и напряжения объема Ну при выборе
типоразмера классификатора ТКЗ-ВТИ приве-
дены ниже.
Я5(0,09),% . . . 4...6 6... 15 15...28 28...40
//(,1/ч.............. 2000 2500 3500 4500
Особенностью конструкции такого клас-
сификатора является подача материала в аппа-
рат вместе с несущим газом в состоянии аэро-
смеси, что делает их употребительными в
замкнутых циклах измельчения с вентилируе-
мыми мельницами. Однако такой аппарат име-
ет ограниченную эффективность разделения,
поскольку в центробежной зоне реализуется
широкий спектр взаимных ориентаций альтер-
нативных сил классификации и разделение
носит циклонный характер.
В классификаторе конструкции ИГЭУ
(рис. 2.3.14, б) во второй ступени реализуется
чистое центробежно-противоточное разделе-
ние, в результате чего эффективность разделе-
ния в нем выше. Замена классификатора ТКЗ-
ВТИ на классификатор ИГЭУ в замкнутых
схемах измельчения позволяет в зависимости
от тонкости помола повысить производитель-
ность на 5...25 %.
Увеличение высоты зоны разделения по-
зволяет проводить эффективную классифика-
цию по границам до 5 мкм, однако при боль-
ших высотах необходимо секционировать зону
разделения кольцевыми вставками для сохра-
нения плоского вихревого потока. В первом
приближении диаметр такого классификатора
можно выбирать по той же методике, что и
классификатора ТКЗ-ВТИ.
ПНЕВМАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
171
Центробежные классификаторы с гори-
зонтальной осью зоны разделения широко ис-
пользуются в зарубежной промышленности
(рис. 2.3.14, в, г). Механическая загрузка ис-
ходного материала легко осуществляется из
промежуточного бункера. Классификатор ЕС
фирмы Ларокс (Финляндия) имеет внутри зоны
разделения специальные вставки, создающие
необходимую структуру вихревого потока
(рис. 2.3.14, в). Производительность этих аппа-
ратов по мелкому продукту составляет 3...
100т/ч при границе разделения 30... 100 мкм.
Классификаторы содержат вентиляционную
установку и систему улавливания мелкого про-
дукта из несущего газа.
Спиральный классификатор «Микро-
плекс» фирмы Альпине снабжен встроенным
вентилятором, а отвод улавливаемого на пери-
ферии крупного продукта производится шне-
ком. Кроме того, одна из торцовых стенок зоны
разделения выполнена вращающейся для того,
чтобы снизить неоднородность несущего газо-
вого потока. Наличие встроенного вентилятора
повышает автономность аппарата, но приводит
к интенсивному износу лопастей вентиля-
тора, через которые проходит весь мелкий про-
дукт.
В воздушно-проходных классификаторах
с неподвижной зоной разделения вихревой
поток адаптируется к условиям протекания
процесса (свободный вихрь), и его параметры
могут существенно меняться с изменением,
например, производительности. Поэтому ха-
рактеристики классификации являются отно-
сительно нестабильными. Этот недостаток
отсутствует у классификаторов с роторами
(корзинками), вращающимися внутри зоны
разделения, создающими стабильный вынуж-
денный вихревой поток и одновременно отби-
вающими крупные частицы.
В классификаторе MS (Micron Separator)
фирмы Хосокава исходный материал вместе с
воздухом подается в зону разделения к верхней
части вращающегося конического ротора
с отбойными лопатками (рис. 2.3.15). Мелкие
частицы просасываются сквозь лопатки и вы-
водятся через центральную часть ротора
вместе с воздухом. Для повышения эффектив-
ности разделения предусмотрена подача вто-
ричного воздуха в различные зоны классифи-
кации. Одна его часть подается в окрестности
середины ротора, а другая - в нижнюю часть
окружающего ротор конического внутреннего
корпуса, чтобы предотвратить попадание
оставшихся мелких частиц в крупный про-
дукт.
Рис. 2.3.15. Центробежный классификатор MS
с вертикальным вращающимся ротором:
1 - 9 - см. рис. 2.3.14; 10 - вертикальный классифи-
цирующий ротор; 11 - распределительный конус
Классификаторы MS производятся шести
типоразмеров MS-1...MS-6 с отношением диа-
метра к длине D/L = 700/1500...2800/7000 мм с
частотами вращения ротора соответственно
2300...300 мин-1. Для классификации по особо
тонким граничным размерам (менее 5 мкм)
предусмотрена повышенная (примерно в 2 ра-
за) частота вращения.
При повышенных скоростях достигается
эффективное разделение до = 2 мкм, где
б/97 - размер фракции, выносимой в мелкий
продукт на 97 %. Такие классификаторы широ-
ко применяются для удаления мелких частиц
перед мельницами, для обеспыливания порош-
ков и гранул, для удаления крупных и примес-
ных частиц, в ряде случаев - для разделения
материалов по плотности.
В отличие от других аппаратов этого типа
классификаторы для сверхтонкого разделения
«Турбоплекс» ATP-GS и ATP-S/GS фирмы
Альпине имеют горизонтально расположенный
ротор, ось которого ориентирована перпенди-
кулярно потоку газа с частицами (рис. 2.3.16).
Основной рабочий диапазон крупности разде-
ления <^97 = 4...200 мкм. Классификатор вы-
пускается с одним, тремя, четырьмя
и шестью роторами, изготовленными из стали
или керамики. Частота вращения составляет
от 11500 мин-1 у малых типоразмеров (диаметр
172
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
Рис. 2.3.16. Схема центробежного классификатора
«Турбоплекс» с горизонтальным вращающимся
ротором (а) и схема конструкции ротора (б):
1 - 11 - см. рис. 2.3.15; 12 - горизонтальный
классифицирующий ротор
ротора 100 мм) до 1200 мин’1 у больших (диа-
метр ротора 1000 мм). Для керамических рото-
ров частота вращения несколько меньше. При
б/97 = 10 мкм производительность по мелкому
продукту составляет 45...2500 кг/ч.
Классификатор успешно применяется для
разделения минералов, абразивов, пигментов,
металлических порошков, тонеров, фармацев-
тических и пищевых материалов. Используется
как мельничный классификатор с малотоннаж-
ными мельницами, например, с противоточной
струйной мельницей 100 AFG фирмы Альпине.
В пневмоклассификаторах с внутренней
циркуляцией несущего газа улавливание мел-
кого продукта происходит непосредственно
внутри классификатора. Существуют циркуля-
ционные классификаторы с выносными венти-
ляторами и циклонами [21, 33].
Воздушно-замкнутый классификатор
«Вентоплекс» фирмы Альпине является типич-
ным представителем аппаратов этого типа
(рис. 2.3.17).
Исходный материал подается на вра-
щающуюся распределительную тарелку 14, и
частицы движутся к ее периферии. Крупные
частицы падают вниз, а мелкие классифициру-
ются в коническом вихревом потоке над тарел-
кой, создаваемом встроенным вентилятором
13. Параметры потока изменяются в зависимо-
сти от частоты вращения вентилятора и поло-
жения по высоте всей роторной системы. Гра-
ничный размер в таких классификаторах со-
ставляет 30...200 мкм.
Относительно низкие скорости движения
газа способствуют малому износу элементов
конструкции, но не обеспечивают эффективное
диспергирование частиц, вследствие чего ост-
рота разделения в этих аппаратах относительно
невысокая Отсутствие необходимости в до-
полнительном оборудовании (вентиляторах,
циклонах) делают их особенно удобным для
технологий, в которых классификация является
относительно независимой операцией, а также
в замкнутых циклах измельчения с невентили-
руемыми мельницами.
Размеры классификатора (диаметр х вы-
сота) в зависимости от типоразмера составляют
от 1200 х 2800 мм (у модели VI2) до 3600 х
х 6670 (у модели V36), а частота вращения
ротора 640...210 мин1, производительность по
исходному материалу 1,5...5 т/ч для модели
V12 и 20...80 т/ч для модели V36. Производи-
тельность по мелкому продукту классифика-
ции зависит от его требуемой тонкости: для
модели V12 она изменяется от 0,5...0,8 т/ч при
<^97 = 50 мкм до 1,5...2 т/ч при = 150 мкм
(для известняка). Классификатор успешно при-
Рис. 2.3.17. Циркуляционный центробежный
классификатор «Винтоплекс»:
1 - 12 - см. рис. 2.3.16; 13 - встроенный вентилятор;
14 - распределительная тарелка
ПНЕВМАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
173
меняется для разделения частиц известняка,
полевого шпата, фосфатов, коалинового сырья,
глины, гипса, различных руд, стеклянных по-
рошков, абразивов, пищевых и кормовых про-
дуктов.
Пневмоклассификаторы могут использо-
ваться и для многопродуктового разделения. На
рис. 2.3.18 приведены аэродинамические схе-
мы классификаторов для разделения на три
фракции: а) центробежно-противоточного раз-
деления; б) инерционного. В последнем более
мелкие частицы, ввиду малой инерционности,
движутся по траекториям с меньшим радиусом
кривизны, а более крупные - с большим, в ре-
зультате чего они попадают в разные патрубки
отвода фракций.
Пневмоклассификаторы имеют более
широкие возможности регулирования парамет-
ров процесса, чем грохоты, в которых гранич-
ный размер идеальной классификации равен
размеру ячеек сита и может только уменьшаться
при одновременном снижении эффективности.
В общем случае параметры пневмоклас-
сификации регулируются изменением уровня
движущих сил и сил аэродинамического со-
противления, а также их взаимной ориентации
Рис. 2.3.18. Схемы центробежного (а)
и инерционного (0) классификаторов
для многопродуктового разделения
(последнее сопряжено с потерей эффективно-
сти и применяется редко). В этом смысле наи-
более эффективны центробежные классифика-
торы, поскольку в гравитационных аппаратах
ускорение свободного падения частиц посто-
янно. В центробежных аппаратах уровень дви-
жущих сил изменяют, меняя крутку потока, в
первую очередь, изменением угла установки
закручивающих лопаток.
Регулирование граничной крупности в
проходных классификаторах за счет расхода
несущего газа, как правило, имеет ограничен-
ные пределы, так как этот расход обычно свя-
зан с установленным последовательно с клас-
сификатором другим технологическим обору-
дованием (вентилируемых мельниц, системы
пылеулавливания).
В циркуляционных классификаторах из-
менение расхода вентилирующего газа дости-
гается изменением частоты вращения крыль-
чатки встроенного вентилятора, которое в ап-
паратах для крупнотоннажных производств
бывает преимущественно дискретным вследст-
вие изменения передаточного отношения при-
вода рабочего вала классификатора.
Разнообразие аэродинамических схем
пневмоклассификации и сложность движения и
разделения частиц в газопылевом потоке обу-
словливают отсутствие в настоящее время на-
дежных универсальных методов технологиче-
ского расчета пневмоклассификаторов и при-
водит к необходимости использования опыт-
ных зависимостей.
На рис. 2.3.19 показаны области рацио-
нального применения различных механических
и пневматических классификаторов. Расши-
ренные области, отмеченные штриховыми
стрелками, относятся к перспективным конст-
рукциям, еще не получившим широкого про-
мышленного освоения.
Рис. 2.3.19. Области преимущественного
применения различных классификаторов
174
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
2.3.4. МАГНИТНЫЕ КЛАССИФИКАТОРЫ
Большинство природных минералов явля-
ются слабыми парамагнетиками, а некоторые -
слабыми диамагнетиками. В магнитных клас-
сификаторах происходит отделение частиц с
относительно более высокой магнитной вос-
приимчивостью от частиц с менее высокой.
Напряженность применяемого магнитного
поля и крупность частиц определяют пределы
производительности магнитных классификато-
ров, которая изменяться от нескольких кило-
граммов до сотен тонн в 1 ч, а различие в маг-
нитной восприимчивости разделяемых компо-
нентов - пределы эффективности разделения.
Классификация происходит под действи-
ем на частицы магнитных сил с одной стороны
и сил веса или аэродинамического (гидравли-
ческого) сопротивления - с другой. Равновесие
этих сил организуют таким образом, чтобы
частицы с большей магнитной восприимчиво-
стью («магнитные») двигались в сторону дей-
ствия магнитной силы, а с меньшей («немаг-
нитные») - в противоположную ей сторону.
Ферромагнитные и парамагнитные частицы
перемещаются вдоль силовых линий магнитно-
го поля в сторону возрастания его напряженно-
сти, а диамагнитные - выталкиваются в сторо-
ну его убывания.
Магнитные свойства вещества определя-
ются из соотношений, связывающих напря-
женность приложенного магнитного поля Н и
индукцию магнитного поля В в находящемся в
нем веществе. Для этого используют две ха-
рактеристики: относительную магнитную про-
ницаемость ц и магнитную восприимчи-
вость %:
в = ио<^ + ^) = мо^(1+х),
где цр = 4л10~7 - магнитная проницаемость
вакуума, Гн/м; М - напряженность магнитного
поля в веществе, индуцированного внешним
полем //; х = М/Н - магнитная восприимчи-
вость вещества.
Иногда используют удельную магнитную
восприимчивость ф = %/р, где р - плотность
вещества.
Если х > 0 (соответственно ц > 1), то ин-
дуцированное в веществе магнитное поле до-
бавляется к внешнему, и такое вещество назы-
вают парамагнетиком. Если х < 0 (ц < 1), то
индуцированное в веществе поле ослабляет
внешнее, а вещество называют диамагнетиком.
Намагничивание различных материалов
зависит от их магнитной восприимчивости и
напряженности приложенного магнитного по-
ля. Ферромагнитные материалы легко намаг-
ничиваются, но после определенного значения
Н происходит насыщение, и дальнейшее уве-
личение напряженности не приводит к увели-
чению намагничивания. Индуцированное маг-
нитное поле в парамагнетиках гораздо слабее,
но практически не насыщается.
Данные по магнитной восприимчивости
ряда минералов приведены в табл. 2.3.2.
Магнитные классификаторы (сепараторы)
используются главным образом в следующих
случаях: 1) для удаления крупных (более 3 мм)
кусков ферромагнитных материалов с целью
защиты последующего технологического обо-
рудования; 2) для получения магнитных кон-
центратов и очистки от примесей.
Простейший магнитный сепаратор для
удаления крупных кусков железа представляет
собой ленточный конвейер 1 со шкивом 2, вы-
полненным в виде постоянного или электриче-
ского магнита (рис. 2.3.20). Ферромагнитные
куски удерживаются магнитом до тех пор, пока
под действием веса и центробежной силы не
начнут падать в бункер 3, смещенный относи-
тельно бункера 4 для основного немагнитного
материала.
2.3.2. Магнитная восприимчивость
ряда минералов
Минерал Магнитная восприимчивость
Апатит 2,64- 1(Г6’
Графит 2,2- 10"6
Доломит 1 • 10"6’
Известняк 6- 1(Г6
Ильменит 1,5 • 10“3
Кальцит -3,63 • 10"7
Корунд 3,4- 10’7
Кварц (1,75. ..4,38)10 6
Магнетит 0,12...3,07
Пирит (0,2... 1,5)10”4
Циркон -1,7 • 10’7
Рубин 4,7 10"7’
Рутил 1,96- 10~6
Топаз 4,2- 10"7'
Удельное значение.
МАГНИТНЫЕ КЛАССИФИКАТОРЫ
175
Рис. 2.3.20. Схема магнитного сепаратора
для отделения магнитных (черные точки)
от немагнитных (белые точки) частиц
Магниты в этих сепараторах могут быть
подвесными и размещаться над лентой конвей-
ера. В этом случае необходимо создание более
сильного магнитного поля и решение пробле-
мы очистки поверхности магнита от накоплен-
ных кусков. Для этого обычно используют
дополнительную конвейерную ленту, движу-
щуюся по поверхности магнита. Когда лента
покидает зону магнитного поля, куски железа
падают с нее в бункер.
Если установка магнитных шкивов или
подвесных магнитов неприемлема, то исполь-
зуют магнитные барабаны, в которых непод-
вижный магнит 2 занимает часть вращающего-
ся тонкостенного барабана 1 (рис. 2.3.21). Кус-
ки ферромагнитного материала притягиваются
магнитом к поверхности барабана и удержи-
ваются на ней, пока они движутся над поверх-
ностью магнита, а затем падают в бункер. По-
дача исходного материала может осуществ-
ляться сверху непосредственно на барабан
(рис. 2.3.21, а), или барабан может быть уста-
новлен над поверхностью транспортируемого
сырья (рис. 2.3.21, б).
Рис. 2.3.21.Схемы магнитных сепараторов
с магнитными барабанами с подачей исходного
материала на барабан (а) и ленточной
транспортировкой материала (б)
Для сухого обогащения и очистки приме-
няют магнитные барабаны с чередующимися
полюсами вдоль оси барабана и вдоль его ок-
ружности. Барабан с осевым чередованием
полюсов может применяться для удаления
кусков железа размером до 300 мм (рис. 2.3.22, а).
Барабан, в котором полюса чередуются по ок-
ружности, показан на рис 2.3.22, б. Проходя
над чередующимися полюсами, парамагнитные
частицы периодически переориентируются,
что увеличивает их подвижность в сыпучем
материале и повышает эффективность разделе-
ния.
Для разделения слабо парамагнитных ма-
териалов применяют высокоинтеисивный маг-
нитный классификатор с перекрестным движе-
нием конвейерных лент (рис. 2.3.23). Смесь
движется тонким слоем по основной конвейер-
ной ленте и попадает в зону сильного магнит-
ного поля в зазоре между полюсами. Парамаг-
нитные частицы притягиваются верхним по-
люсом и попадают с нижней стороны на дру-
гую конвейерную ленту, движущуюся перпен-
дикулярно первой. После выхода из магнитно-
го поля частицы падают с нее в бункер. Для
получения магнитного поля с большим гради-
а)
Рис. 2.3.22. Схемы магнитных барабанов
с осевым (а) и окружным (б) чередованием полюсов
Рис. 2.3.23. Схема магнитного классификатора с
перекрестным движением конвейерных лент
176
Глава 2.3. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
ентом напряженности верхнему полюсу при-
дают специальную форму. Этот же принцип
используется в высокоинтенсивном дисковом
магнитном сепараторе, в котором вместо вто-
рой ленты используется вращающийся диск.
Аналогичные принципы и схемы исполь-
зуются в магнитных сепараторах, работающих
по мокрой технологии.
Магнитные классификаторы нашли ши-
рокое применение в промышленной практике.
Они используются для удаления кусков железа
в химической, горной, пищевой и других от-
раслях промышленности, а также для выделе-
ния ферромагнетиков из отходов. Применяют-
ся для обогащения и очистки минерального
сырья при производстве алюминия, никеля,
молибдена и многих других металлов, причем
спектр разделяемых материалов непрерывно
расширяется. При работе по мокрой техноло-
гии они используются также в качестве маг-
нитных фильтров.
2.3.5. ЭЛЕКТРОСТАТИЧЕСКИЕ
КЛАССИФИКАТОРЫ
Несмотря на многообразие видов элек-
тростатических классификаторов, в основу их
работы положено одно общее свойство зарядов
противоположного знака - притягивать друг
друга. Электростатическая классификация, при
которой заряд передается частицам, называется
электрофорезом. Разделение при электрофо-
резе основано на разной электропроводности
частиц или различии их трибоэлектрических
свойств в исходном материале. Если частица в
целом остается нейтральной, но поляризуется,
т.е. приобретает дипольный момент, то в неод-
нородном электрическом поле она втягивается
в область возрастания напряженности электри-
ческого поля. Это явление называется диэлек-
трофорезом. Разделение частиц в этом случае
основано на разнице приобретаемых частицами
дипольных моментов (поляризуемости), кото-
рые зависят от диэлектрических свойств и
структуры материала, а также от формы час-
тиц. Основные принципы электростатической
классификации и их технологической реализа-
ции показаны в табл. 2.3.3.
При электрофорезе заряд может быть пе-
редан частице тремя основными способами:
ионной бомбардировкой, индукцией и кон-
тактным взаимодействием (трибоэлектриче-
ский заряд).
Ионная бомбардировка является наиболее
распространенным способом заряда частиц.
1. Исходный материал, содержащий проводя-
щие и непроводящие частицы, подается на
заземленную поверхность (валок), который
движется под коронирующим электродом, рас-
положенным над этой поверхностью. Оборудо-
ванием для создания коронного разряда явля-
ется высоковольтный источник электрической
энергии и специальным образом изготовлен-
ный электрод. 2. В короне заряжаются как про-
водящие, так и непроводящие частицы, но про-
водящие при контакте с заземленной несущей
поверхностью теряют свой заряд, а непрово-
дящие сохраняют и притягиваются к ней.
3. Силы тяжести отрывают частицы от поверх-
ности, но в разных местах (заряженные непро-
водящие отрываются позже), и направляют их
в разные бункера.
Сравнительно новым достижением в
электростатической классификации с ионной
бомбардировкой является разделение частиц
по их форме, определяемой коэффициентом
«плоскостности» к = ЫН. где размеры L И Н
берутся для покоящейся на плоскости частицы
(рис. 2.3.24). В этих классификаторах исполь-
зован валок специальной конструкции и техни-
ка контролируемого заряда, в большей степени
зависящего от формы частиц, чем от их элек-
тропроводности. Эффективное разделение час-
тиц возможно, если к\1к2 > 2.
В табл. 2.3.4 показаны диапазоны разме-
ров частиц, которые можно разделить по раз-
мерам и форме методом электростатической
классификации.
Классификаторы с индуцированным за-
рядом (см. табл. 2.3.3) в целом подобны аппа-
ратам с ионной бомбардировкой, но частицы
получают гораздо меньший заряд и требуется
значительное различие в поверхностной элек-
тропроводности компонентов для эффективно-
го разделения. 1. Материал также подается по
заземленной поверхности под высоковольт-
ный, но не коронирующий электрод. Проводя-
щие частицы, находящиеся в контакте с зазем-
ленной поверхностью, приобретают такой же
заряд. 2. В электрическом поле между электро-
дом и поверхностью на них начинает действо-
вать сила, направленная в сторону электрода.
ЭЛЕКТРОСТАТИЧЕСКИЕ КЛАССИФИКАТОРЫ
177
2.3.3. Основные принципы электростатической классификации
Физический принцип работы Принцип технической
1 2 3 реализации
Ионная бомбардировка
Индукционный заряд
Контактная электризация
Диэлектрофорез
Рис. 2.3.24. Схема электростатического
классификатора для разделения частиц
по их форме
178
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ КЛАССИФИКАЦИИ СЫПУЧИХ МАТЕРИАЛОВ
2.3.4. Диапазон размеров частиц при электростатической классификации
Примечание. Обозначение, а - сухое разделение, расширенный диапазон для ряда специальных мате-
риалов; б - сухое разделение, стандартный диапазон; в - мокрое разделение, стандартный диапазон.
3. Преодолевая силу тяжести, эта сила подни-
мает частицы с поверхности, и они направля-
ются в свой бункер. Параметры электрического
поля подбирают таким образом, чтобы для
непроводящих или менее проводящих компо-
нентов возникающей электростатической силы
было недостаточно для подъема этих частиц с
поверхности и они транспортировались в дру-
гой бункер. Такие классификаторы, иногда
называемые экранными или пластинчатыми,
нашли промышленное применение для оконча-
тельной очистки некоторых видов минерально-
го сырья, например, рутила и циркона.
Контактная электризация (см. табл.
2.3.3) - один из старейших методов, исполь-
зуемых при электростатической классифика-
ции непроводящих минералов. 1. Если два ди-
электрика привести в соприкосновение, а затем
разъединить, то материал с более высокой ди-
электрической восприимчивостью оказывается
заряженным положительно, а другой - отрица-
тельно. 2. Если затем предоставить частицам
возможность свободно падать в поперечном
электростатическом поле, то частицы с заряда-
ми разного знака будут отклоняться в противо-
положные стороны. 3. Таким образом, первич-
ное разделение происходит по диэлектриче-
ским характеристикам компонентов в смеси.
Однако приобретаемый частицей кон-
тактным способом заряд обычно мал и быстро
рассеивается при столкновениях с другими
частицами и колебаниях влажности. Для пре-
одоления этого отрицательного явления при-
меняют химическое кондиционирование по-
верхности частиц, обычно парами специально
подобранного вещества. Например, при сухом
электростатическом обогащении сильвина и
галита (каменной соли) используют пары три-
хлорацетата или салициловой кислоты, а при
электростатическом выделении неорганиче-
ской серы из тонко измельченного угля - пары
аммиака.
При диэлектрофорезе (см. табл. 2.3.3)
частицы в целом остаются нейтральными, но
поляризуются и движутся в неоднородном
электростатическом поле. Обычно такая клас-
сификация проводится в жидкости. Движение
частиц не зависит от направления поля, вслед-
ствие чего для его создания возможно исполь-
зование переменного тока. Эффект взаимодей-
ствия частиц с полем пропорционален их объ-
ему и гораздо сильнее проявляется при разде-
лении относительно крупных частиц. Диэлек-
трофорез как способ классификации требует
сильно расходящегося электростатического
поля относительно высокой напряженности. В
средах с невысокой диэлектрической прони-
цаемостью (2...7) это обычно 104 В/м, но при
высокой проницаемости (например, 80, как у
воды) возможно снижение напряженности до
500 В/м. При использовании электрофореза
требуемая напряженность значительно меньше.
Кроме того, применение диэлектрофореза тре-
бует заметной разницы в диэлектрических
проницаемостях частиц и среды, в которой
проводится разделение (не менее 1).
В электростатическом классификаторе,
использующем диэлектрофорез, на поверхно-
сти вращающегося барабана параллельно его
оси расположены проволочные электроды /
(рис. 2.3.25). Ниже барабана в жидкости распо-
ложен экранный электрод 2. Электроды под-
ключены к высоковольтному источнику
переменного тока. Частицы с большей диэлек-
трической проницаемостью с большей силой
ГРАНУЛЯТОРЫ
179
Рис. 2.3.25. Схема электрического
классификатора, использующего диэлектрофорез
увлекаются в сторону возрастания электриче-
ского поля, т.е. в сторону проволочных элек-
тродов барабана. После прохождения над эк-
ранным электродом они падают в бункер.
Несмотря на большие потенциальные
возможности, применение диэлектрофореза все
еще ограничено в большинстве случаев лабо-
раторными и пилотными установками. В про-
мышленности такие классификаторы нашли
применение в качестве фильтров для диэлек-
трических жидкостей и для удаления примесей
из пищевых полуфабрикатов. В качестве среды
для диэлектрической классификации исполь-
зуют нитробензин, керосин, ксилен, этанол и
пропанол. При классификации в воздухе в
большей степени влияют форма, плотность и
дипольный момент частиц. Поэтому потенци-
альное использование этих классификаторов
связано с разделением волокнистых материа-
лов и частиц по их коэффициенту «плоскост-
ности».
Глава 2.4
ОБОРУДОВАНИЕ
ДЛЯ ФОРМООБРАЗОВАНИЯ
Для повышения реакционной способно-
сти в процессах переработки минерального
сырья или создания материалов с новыми
функциональными свойствами в химической и
смежных отраслях промышленности прихо-
дится переводить обрабатываемые вещества в
мелкодисперсное сыпучее состояние или в
расплавы, пасты и др.
В последующих стадиях переработки или
реализации материала как товарного продукта
указанные состояния часто неприемлемы и
тогда реализуется новая стадия процесса пере-
работки - формообразование.
Наиболее часто для этих целей исполь-
зуют гранулирование, таблетирование и прес-
сование.
2.4.1. ГРАНУЛЯТОРЫ
Методы гранулирования предназначены
для изготовления частиц определенных разме-
ров, удовлетворяющих требованиям по форме,
прочности, плотности и т.д. В химической
промышленности по объемам производства
гранулирование доминирует над прессованием
и таблетированием.
В основе способов гранулирования лежит
использование различных физико-
механических и физико-химических процес-
сов:
1) получение укрупненных дискретных
частиц - гранул из мелкодисперсного материа-
ла, связыванием исходных частиц различными
механизмами сцепления, агрегирующими час-
тицы в гранулу;
2) деление исходного материала, находя-
щегося в жидкой фазе на отдельные капли, с
последующим отвердением в процессе кри-
сталлизации или сушки;
3) деление струи высоковязких материа-
лов путем продавливания через калиброванные
отверстия;
4) деление крупного куска материала на
отдельные мелкие части методами дробления,
резки, фрезерования и пр.
Наряду с химической промышленностью
методы гранулирования широко используются
в горнорудной, цементной, фармацевтической,
пищевой промышленности; промышленности
строительных материалов и др.
Первый способ гранулирования превос-
ходит по объемам производства остальные и
достигает в химической и горнорудной про-
мышленности сотен миллионов тонн в год.
Целями использования гранулированных
материалов являются:
уменьшение пыления, что частично ис-
ключает их унос, значительно сокращает рас-
ходы на воздухоочистку, уменьшает опасность
отравления ядовитой или раздражающей пы-
лью;
180
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
свободная текучесть, что облегчает рас-
сев, транспортировку и дает равномерную ук-
ладку в случае загрузки в пресс-формы, позво-
ляет применять для гранулированных материа-
лов объемное дозирование и дозирование по
времени истечения;
уменьшение слеживаемости во время
хранения вследствие уменьшения числа кон-
тактов;
возможность создания многокомпонент-
ных, многослойных гранул;
увеличение насыпного веса гранулиро-
ванного материала, что снижает транспортные
затраты;
облегчение усреднения многокомпонент-
ных смесей;
увеличение проницаемости газа или жид-
кости через слой гранулированного материала;
удлинение продолжительности растворе-
ния отдельных гранул, что особо важно в сель-
ском хозяйстве для увеличения периода под-
кормки растений удобрениями и т.д.
Классификация оборудования для грану-
лирования производится в первую очередь по
основному способу формирования гранул
(/...4), а внутри группы машин - по обрабаты-
ваемому материалу.
Грануляторы окатывания для мелко-
дисперсных материалов. Такие грануляторы
осуществляют первый способ гранулообразо-
вания. При проектировании или выборе грану-
ляторов мелкодисперсных материалов основ-
ную роль играет подбор механизма связывания
исходного материала для получения необходи-
мой прочности. Для выбора такого механизма
используют диаграмму (рис. 2.4.1), связываю-
щую прочность гранул а с размерами исход-
ных частиц JCp ПРИ различных механизмах
связывания: А - связывание мостиками из
твердого тела, как результат спекания, сплав-
ления, отвердевания связующего, кристаллиза-
ции, химического взаимодействия и т.д.; Б -
капиллярный силами сцепления на границе
раздела фаз; В - силами адгезии и когезии; Г -
молекулярный силами Ван-дер-Ваальса и элек-
тростатического притяжения.
Грануляторы барабанного типа. Рабо-
чим органом гранулятора барабанного типа
является вращающийся цилиндр, в котором
под действием массовых сил и сил инерции
происходит формирование из мелкодисперсно-
го материала и связующего гранул по форме
близких к сферическим, обладающих опреде-
ленной прочностью и плотностью. Для сцепле-
ния частиц исходного материала используют
Рис. 2.4.1. Диаграмма для выбора
механизма сцепления гранул
обычно два механизма, вначале капиллярный
Б, затем, по мере удаления влаги, один из спо-
собов механизма/!.
Характер движения материала во вра-
щающемся барабане показан на рис. 2.4.2 [9].
В наклонном вращающемся барабане слой
материала делится на две зоны. Ниже поверх-
ности раздела NDLL'D'N' находится зона подъ-
ема материала, в которой материал поднимает-
ся вместе с барабаном, без проскальзывания
слоев и смещения одной частицы относительно
другой. Выше поверхности раздела образуется
зона скатывания. В этой зоне частицы движут-
ся вниз, вращаются вокруг собственной оси и
взаимно перемещаются. В непрерывно дейст-
вующих грануляторах барабан установлен под
некоторым углом к горизонту а и тогда части-
цы смещаются по линии максимального ската с
шагом h (линия, по которой перемещаются
частицы на криволинейной поверхности под
действием сил гравитации, есть линия мини-
мальной потенциальной энергии).
Практически процесс гранулообразова-
ния происходят только в зоне скатывания; его
интенсивность обусловлена размерами зоны,
частотой входа частиц в эту зону, порозностью
материала в зоне и т. д. Перемещение материа-
ла от загрузочного конца к разгрузочному про-
исходит по кривой пути, прохо-
димого каждой частицей материала.
Возможны барабаны с внутренними уст-
ройствами. но процесс формообразования ос-
тается неизменным.
Схема барабанного гранулятора пред-
ставлена на рис. 2.4.3. Вращающийся корпус /
с надетыми на него бандажами 2 установлен на
ГРАНУЛЯТОРЫ
181
Рис. 2.4.2. Схема движения материала в барабанном i рану.шторе
Рис. 2.4.3. Схема барабанною гранулятора:
7 - корпус; 2 - бандаж, 3 - венцовос колесо 4 - за! ру зонная камера. J роликовые опоры.
6 - упорный (контрольный) ролик, 7 - приводная шестерня. X редуктор. У - )лектродвига!ель.
- уплотнение, / / - подпорное кольцо /2 - разгрузочная камера
роликовых опорах 5 (в каждой опоре по два
ролика). Привод барабана осуществляется от
электродвигателя 9 через редуктор 8 и откры-
тую зубчатую пару, состоящую из шестерни "
и венцового колеса 3 с эластичным креплением
к барабану через пакеты рессор. Конструкция
исключает передачу температурной деформа-
ции корпуса на зубчатое зацепление и выбира-
ет несоосность колеса и бандажей Угол накло-
на барабана к горизонтали а = 1.. 3°. Для кон-
троля положения барабана и частичного пре-
ло! вращения его сползания с опорных роликов
предназначены упорные (контрольные) роли-
ки 6
Через загрузочную камеру 4 в барабан
пос I у пае I обрабагываемый материал. Разгру-
зочная камера 72 служит для вывода гранули-
рованною продукта и монтажа некоторых уст-
ройств. Участок барабана, входящий в разгру-
зочную камеру, снабжен подпорным кольцом
182
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
11. Конструкция камер и тип уплотнений 10
определяются технологическим процессом
гранулирования.
По такой схеме работают классические
барабаны-окатыватели без внутренних уст-
ройств диаметром D = 1,6...3,5 м, длиной
Д=8... 16 м. Внутренняя поверхность барабана
футерована листами резины, прикрепленными
к барабану по шести образующим. При враще-
нии листы резины в верхних квадрантах изме-
няют кривизну и таким образом очищаются от
налипшего материала. Ввод связующего орга-
низуют через форсунки на движущийся слой
материала или предварительно в смесителе.
К барабанам-окатывателям относятся
также грануляторы для производства сажи как
мокрым (типа БАС-20), так и сухим способом
гранулирования (типа АСА). При сухом спосо-
бе гранулирования сажи, характеризующейся
микронным и субмикронным размером исход-
ных частиц, реализуется способ сцепления
частиц сажи за счет сил Ван-дер-Ваальса.
При конструировании узлов барабанных
грануляторов используются отраслевые стан-
дарты и стандарты предприятий-изгото-
вителей.
Установка гранулятора под углом накло-
на сс = 1...3° вызывает появление осевой со-
ставляющей от силы тяжести барабана на
опорных роликах, вследствие чего при враще-
нии барабан начинает сползать с роликов. Для
предотвращения этого одну пару опорных ро-
ликов перекашивают в одну сторону. Для
опорных роликов больших машин характерно
применение спаренных осевых подшипников,
воспринимающих осевую составляющую веса
или составляющую силы трения (при непра-
вильном перекосе роликов). В первом случае
нагрузка на правый осевой подшипник
Рос = QpSincc, где - радиальная нагрузка на
ролик, во втором случае нагрузка на левый
осевой подшипник Рос = /Ор, где f - коэффи-
циент трения между бандажом и роликом. Ра-
диальные подшипники в этом случае от осевых
нагрузок освобождаются.
Аммонизатор-гранулятор предназначен
для ведения процесса грануляции и аммониза-
ции сложных удобрений, при которой оконча-
тельно достигается требуемая прочность гра-
нул. В зависимости от реализуемого способа
получения сложного удобрения в аммонизатор-
гранулятор вводятся: плав аммиачной селитры,
раствор моноаммонийфосфата, хлористый ка-
лий, внешний ретур (ретурность достигает
отношения 1:4) и газообразный аммиак, в тех
или иных соотношениях Это - машина боль-
шой единичной производительности, с пропуск-
ной способностью Q = 100...500 т/ч, диамет-
ром барабана обычно D = 3,5; 4; 4,5 м, длиной
L - 8... 16 м, частотой вращения п = 8...
12 мин1.
Аммонизаторы-грануляторы работают
при нормальной температуре. Материал не-
много подогревается только за счет теплоты
экзотермической реакции аммонизации и ино-
гда при подаче пара для улучшения грануля-
ции.
Корпус 1 аммонизатора-гранулятора ус-
тановлен на станциях опорно-упорной 3 и
опорной 7 с упором-предохранителем (рис.
2.4.4). Высокоагрессивная среда (фосфорная
кислота, аммиак) внутри барабана определяет
изготовление его из двухслойной стали
СтЗсп + 10Х17Н13М2Т. Бандажи скреплены
жестко с барабаном клиновыми башмаками,
привариваемыми после монтажа, с установкой
дополнительных упоров. Свободно надетые
бандажи не применяют, так как большая масса
барабана и материала внутри него при высокой
угловой скорости (0,4...0,5)<оКр приводит к
значительному «раскатыванию» внутреннего
диаметра бандажа.
Опоры выполнены по схеме барабана-
окатывателя. Привод отличается от рассмот-
ренного тем, что зубчатый венец 5 крепится на
барабане жестко при помощи фланцевого со-
единения б, а эластичность зубчатого зацепле-
ния достигается за счет подпружиненной под-
венцовой шестерни. С моторно-редукторной
группой подвенцовая шестерня соединена кар-
данным валом 4.
Барабанный гранулятор-сушилка типа
БГ предназначен для производства сложных
удобрений (аммофоса, нитрофоски и др.) мето-
дом наращивания удобрения из пульпы на час-
тицы ретура. На рис. 2.4.5 показан корпус гра-
нулятора-сушилки типа БГ 4,5 х 16 (диаметром
D = 4,5 м и длиной L = 16 м).
ГРАНУЛЯТОРЫ
J 83
Рис. 2.4.4. Аммонизатор-гранулятор:
/ - корпус; 2 - загрузочная течка; 3 - опорно-упорная станция; 4 - карданный вал;
5 - зубчатый венец; 6 - фланцевое соединение; 7 - опорная станция; 8 - разгрузочная головка
Рис. 2.4.5. Корпус барабанного гранулятора-сушилки типа БГ
Загрузочный (левый) конец барабана /
входит в загрузочную головку, из которой в
барабан поступают внешний ретур, пульпа
гранулируемого удобрения из пневматической
форсунки и сушильный агент (топочные газы).
Пульпа распиливается на плотную завесу час-
тиц ретура, создаваемую подъемно-лопастной
насадкой 3. В циклах подъем - скатывание
по лопастям - полет гранулы наращиваются
до нужного размера, формируются и сушат-
ся.
В отличие от зарубежных сферодайзеров
такая сушилка оборудована системой внутрен-
него ретура, состоящей из классифицирующего
конуса 4 и обратного шнека 2. Работа класси-
фицирующего конуса основана на эффекте
сепарации полидисперсного слоя во вращаю-
щемся барабане: крупные частицы двигаются
по внешним траекториям. Таким образом ко-
нус пропускает крупные частицы, а мелкие
зачерпываются обратным шнеком. На разгру-
зочном конце барабана смонтирован классифи-
катор 5, убирающий из общего потока крупные
(аварийные) агломераты.
Барабанный гранулятор-сушилка 4,5 х 16
при производстве сложных удобрений имеет
техническую характеристику, приведенную
ниже.
184
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Производительность
по готовому продукту, т/ч....................45
Температура сушильного агента, °C
на входе...............................200. ..500
на выходе............................ 100
Частота вращения барабана, мин-1............4,5
Мощность двигателя, кВт.....................320
Масса, т....................................227
Технологический расчет барабанного
гранулятора. Основные параметры, связы-
вающие процесс гранулирования с размерами и
режимами работы гранулятора, - производи-
тельность Q и длина пути S материала в бара-
бане. Для грануляторов без внутренних уст-
ройств
Q = Fi (Z), £, а, со, Ф,/);
S = F2 (£>, £, а, со, Ф,/),
где со - рабочая угловая скорость барабана; Ф -
коэффициент заполнения; f - коэффициент
внутреннего трения обрабатываемого материа-
ла; а - угол наклона барабана.
Если допустить, что радиус подпорного
кольца равен расстоянию от центра барабана
до центра масс сегмента загрузки материала, то
производительность Q, осевая скорость пере-
мещения материала foc и длина пути S описы-
ваются уравнениями:
0 = ^ocfmp;
<уос = <о7?(1 -<D)(tg<p/sinP){tga +[(°’364ф - °, °°66) Л/А+(°,°2ф + 0,009)]cosq>};
S = 2(1 - Ф)(оЛ(Л/гос )tg<p,
где Гм =лФР2/4 - площадь сегмента
загрузки; tgcp = f\ ср - угол естественного
откоса материала; р = <p + (co2T?/g)x
х(1 - 1,8Ф)зт ср - угол подъема центра масс
материала; 7? = DBH/2 - внутренний радиус
барабана.
Для барабанного гранулятора-сушилки
зависимость значительно сложнее ввиду боль-
шего количества размеров внутренних уст-
ройств и при этом одновременно необходимо
корреспондировать результаты с тепловым
расчетом.
Прочностной расчет барабанного грану-
лятора. Корпус (барабан) грануляторов рас-
считывают на прочность, как балку кольцевого
сечения на двух опорах, нагруженную систе-
мой распределенных сил от массы обечайки,
материала в барабане, внутренних устройств и
сосредоточенной силы от массы венцовой шес-
терни. Осевой момент сопротивления попереч-
ного сечения обечайки W принимают как мо-
мент сопротивления тонкого кольца:
1Г = л(£>/2)25,
где 5 - толщина стенки барабана.
Допускаемые напряжения изгиба [ои] для
корпуса гранулятора барабанного типа, изго-
товленного из сварных обечаек (стали типа
СтЗ), с учетом концентрации напряжений, не
должны превышать 30 МПа.
Бандажи изготовляют из стали 25, 35, 45
литыми или коваными для барабанов диамет-
ром 4...4,5 м. Бандажи рассчитывают на проч-
ность при изгибе и на допускаемые контактные
напряжения. Нагруженный бандаж - статиче-
ски неопределимая конструкция под действием
распределенной нагрузки (рис. 2.4.6):
q = 2Fcosa/(n7?);
для свободно надетого бандажа и для жестко
скрепленного с корпусом бандажа q =
= Р/(2лЯ).
Максимальные значения изгибающих
моментов, используемые в расчетах,
для свободно надетого бандажа
А/тах =0,0633РЯ;
для жестко закрепленного
А£тях = 0,0857/7?,
где Р - реакция в опоре; R - средний радиус
бандажа.
ГРАНУЛЯТОРЫ
185
а) б)
Рис. 2.4.6. Схемы нагружения (а) и эпюры изгибающих моментов (б) бандажа:
/ - свободно надетого; // - жестко закрепленного
Допускаемые напряжения изгиба выби-
рают с учетом знакопеременного цикла нагру-
жения.
Контактные напряжения ок определяют
по формуле Г. Герца для материалов с одина-
ковым модулем упругости Е:
„ ллп \PE(R + r)
а = 0,418.------------- ,
к V BRr
где R и г - наружный радиус соответственно
бандажа и ролика; В- ширина бандажа.
Расчетные значения ок не должны пре-
вышать допускаемых [ок]. Для бандажей и
роликов из стали 25, 35, 45 рекомендуются
следующие значения [ок] соответственно 400,
500, 600 МПа.
Расчет упорного ролика барабанного
гранулятора.. Для реализации качения упорно-
го ролика по скошенной боковой поверхности
бандажа без проскальзывания вершина кониче-
ской поверхности ролика должна находиться
на оси барабана (рис. 2.4.7). Если упорный
ролик удерживает барабан от сползания с
опорных роликов, то нагрузка Л, действующая
на него, является осевой составляющей силы
тяжести G наклонно расположенного барабана:
А = G sina .
Сила, нормальная к боковой поверхности
ролика,
Г2= Л/cos(у/2),
где у - угол при вершине конуса;
у/2 = arctg б/ур /£)ср ; <Уур - средний диаметр
упорного ролика; Dcp - диаметр бандажа в
месте его касания середины ширины упорного
ролика.
Упорный ролик рассчитывают на кон-
тактные напряжения по формуле
I ТАЕ
ск = 0,418 ------,
\ ^yp(OCp/2)sin(y/2)
где Аур - высота упорного ролика.
186
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Рис. 2.4.7. Схема действия сил на упорный ролик
Рекомендации по выбору [ок] приведены
выше.
Расчет остальных узлов грануляторов
достаточно прост.
Тарельчатые (дисковые) грануляторы.
Рабочим органом тарельчатого гранулятора
является вращающийся диск с бортами, ось
вращения которого наклонена под углом
45...65° к горизонту и может изменяться в
процессе эксплуатации. В химической про-
мышленности диаметр диска гранулятора дос-
тигает 4,5 м. Исходный материал подается на
диск, вовлекается в циркуляцию (подъем без
взаимного перемещения и скатывание по сво-
бодной поверхности диска), в процессе ко-
торой материал увлажняется из форсунок, аг-
ломерируется и под действием массовых и
центробежных сил формируется в гранулы.
Слой поднимающегося материала пред-
ставляет собой цилиндрическое копыто, на
поверхности которого в результате сегрегации
оказываются готовые крупные гранулы, иду-
щие через борт на выгрузку. Таким образом,
выход товарной фракции у тарельчатого грану-
лятора выше, чем у барабанного, но требуются
большие размеры помещения для тарельчатого
гранулятора, кроме того, трудности соблюде-
ния экологических требований из-за уноса пы-
ли (трудности герметизации) ограничивает его
широкое распространение в химической про-
мышленности. Тарельчатые грануляторы ши-
роко используются в производстве железоруд-
ных концентратов, диаметр диска у них дости-
гает 7,5 м.
Установлено, что площадь поверхности
тарелки, необходимая для получения 1 т про-
дукта в 1 ч, должна составлять 1,1... 1,3 м2.
Тарельчатый гранулятор типа ОТ состоит
из наклонно расположенного вращающегося
диска 7, вал которого закреплен в опорной
раме 6, представляющую собой жесткую свар-
ную конструкцию (рис. 2.4.8). Привод 9 тарел-
ки осуществляется от электродвигателя, распо-
ложенного на передвижной плите, через кли-
ноременную передачу, редуктор 10 и кониче-
ское колесо 8.
Рис. 2.4.8. Схема тарельчатого гранулятора типа ОТ
ГРАНУЛЯТОРЫ
187
К центральной стойке гранулятора при-
креплены кронштейны с ножами 5 для очистки
дна и бортов тарелки. Угол тарелки изменяется
с помощью регулятора 7 угла наклона. Мате-
риал на гранулирование подается через течку
2, жидкие компоненты - через распределитель
3, для удаления пыли предназначен зонт 4. На
рис. 2.4.9 показаны механизмы вращения и
изменения угла наклона тарельчатого грануля-
тора типа ОТ диаметром 2 м. На главном валу
7 закрепляется тарель (не показана) и кониче-
ская шестерня 2; винт 3 закреплен в шарнир-
ной опоре 5. При вращении винта гайка 4 из-
меняет угол наклона тарелки.
Механические расчеты тарельчатых гра-
нуляторов не представляют трудности, а тех-
нологические носят характер обработки экспе-
риментальных данных [8, 15].
К грануляторам окатывания можно отне-
сти машины с неподвижным цилиндрическим
корпусом (вертикальные и горизонтальные), в
которых перекатывание гранул осуществляется
лопастями, насаженными на центральный бы-
стровращающийся вал. Машины оказались
энергоемки и широкого применения в много-
тоннажном производстве не нашли.
Грануляторы расплавов. Основным
процессом получения гранул из материала,
находящегося в жидкой фазе, является грану-
лирование разбрызгиванием плава в свободный
объем, что нашло широкое применение для
получения гранул из высококонцентрирован-
ных плавов удобрений (аммиачной селитры и
карбамида, а также некоторых сложных удоб-
рений) [15, 18]. Процесс осуществляют в высо-
ких полых грануляционных башнях, в которых
падающие капли охлаждаются встречным по-
током воздуха. На рис. 2.4.10 показана схема
грануляционной башни для аммиачной селит-
ры. Обычно две башни объединяют в единую
секцию с аппаратурой подготовки исходного
материала. Аммиачную селитру гранулируют в
башнях высотой 20...60 м, карбамид - в баш-
нях высотой около 50 м. а сложные удобрения -
в башнях до 66 м.
Такой способ позволяет гранулировать
любые удобрения, имеющие четко определен-
ную температуру плавления и относительно
низкую вязкость.
Механизм гранулообразовния заключает-
ся в распаде истекающих из диспергирующего
устройства струй на капли, которые, охлажда-
ясь во встречном потоке воздуха, превращают-
ся в гранулы. При охлаждении кристаллизация
Рис. 2.4.9. Механизмы вращения и изменения угла наклона
тарельчатого гранулятора
188
Глава 2.4 ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Рис. 2.4.10. Схема грануляционной башни
для производства аммиачной селитры
плава начинается с поверхности, происходит
образование твердой оболочки, толщина кото-
рой по мере движения капли (гранулы) увели-
чивается. Таким образом, гранулирование про-
исходит по второму способу, с механизмом
связывания А.
Грануляционная башня для производства
аммиачной селитры представляет собой ци-
линдрический корпус диаметром 12 м и высо-
той 39 м или диаметром 16 м и высотой 40,5 м.
Грануляционную башню / выполняют из мо-
нолитного железобетона (толщиной сгенки
400 мм) и футеруют с внутренней стороны
кислотоупорным кирпичом, уложенным на
диабазовой замазке. Днище грануляционной
башни выполняется из бетона и усеченных
конусов 8 из углеродистой стали. Обычно на
наружной поверхности конусов устанавливают
электровибраторы. Для обеспечения прохода
воздуха и удобства очистки конусов от налип-
шей селитры между ними имеются зазоры
(щели).
Башня имее! плоскую крышку и пото-
лочное перекрытие. Плоская крышка башни,
через которую проходит вал гранулятора 2.
изнутри защищен листовой коррозионно-
стойкой сталью. На потолочном перекрытии
сборки из двух башен смонтированы баки 3
для плава, выпарные аппараты 4, вытяжные
трубы 5 и вентиляторы 6. Вывод готовых гра-
нул осуществляет конвейер 7. Здесь же уста-
новлены три - четыре вентилятора осевого
типа производительностью 1-10' м7ч каждый,
создающий разрежение порядка 0,4...0,6 кПа
(40...60 мм вод. ст.) для прокачивания охлаж-
дающего агента (воздуха) из башен. Воздух
поступает в башню через 28 окон, расположен-
ных внизу по всему периметру цилиндрическо-
го корпуса, а также через зазоры конусов.
В каждую башню подается (2ОО...ЗОО)1О3 м3/ч
воздуха.
При гранулировании разбрызгиванием
плава в инертную среду основным аппаратом,
определяющим размер и форму гранул, являет-
ся гранулятор (разбрызгиватель). От качества
его работы зависит не только равномерность
размеров полученных гранул, но и допустимые
плотность орошения, скорость воздуха и высо-
та полета гранул. По методу диспергирования
разбрызгиватели делятся на центробежные,
статистические и вибрационные.
Центробежный гранулятор разбрызгива-
ния типа РЦ [15] представляет собой кониче-
ский тонкостенный перфорированный стакан /,
подвешенный вершиной книзу на вертикаль-
ном валу 2. соединенном с электродвигателем
3 (рис. 2.4.11). Наиболее распространены кону-
сы с основанием диаметром 300...350 мм и
высотой 370...400 мм. Боковая поверхность
разбита на несколько поясов; отверстия с осно-
вания конуса от пояса к поясу уменьшаются от
2,5 до 1 мм.
Плав из трубопроводов поступает откры-
той струей через широкую горловину в крышке
и истекает через отверстия вращающегося ко-
нуса. С увеличением частоты вращения увели-
чивается зона орошения и уменьшается размер
капель.
ГРАНУЛЯТОРЫ
189
При конструировании разбрызгивателей
следует создавать условия ламинарного исте-
чения струи, для чего принимают отношение
длины к диаметру канала истечения не менее
4...5 и тщательно обрабатывают его внутрен-
нюю поверхность и кромки.
Конструкция имеет ряд недостатков: ши-
рокий спектр размеров гранул; неравномерное
орошение сечения башни (до 30 % почти нео-
рошаемой поверхности и двукратное превыше-
ние максимальной плотности орошения над
средней) и сегрегацию гранул по размерам по
сечению башни, что вследствие ухудшения
теплообмена приводит к необходимости сни-
жения производительности; различный напор
плава у отверстий, находящихся на разных
уровнях, и высокие скорости вылета (более
5 м/с), что ухудшает равномерность дробления
струи; выход струи по касательной к поверхно-
сти вращающегося конуса, одностороннее ее
сжатие и вихревое движение воздуха вблизи
разбрызгивателя, усложняющие условия раз-
рыва струи.
Более равномерный гранулометрический
состав дает статический напорный гранулятор
разбрызгивания типа PH (рис. 2.4.12). Для та-
ких разбрызгивателей рекомендуются выпук-
лые днища диаметром 0,4...0,5 м. При статиче-
ском напоре плава 1,1 м скорость истечения
достигает 5 м/с, а диаметр орошаемой площади
составляет 3...3,5 м. Для обслуживания одной
грануляционной башни в ее верхней части ус-
танавливают пять - шесть напорных грануля-
торов. Такая компоновка позволяет улучшить
равномерность орошения и довести его до
500...600 кг/(м2 ч), а также дает возможность
чистить последовательно по одному разбрыз-
гивателю без остановки башни.
Равномерность дробления струи увеличи-
вается при наложении вибраций определенных
параметров на корпус гранулятора и жидкость
или воздушную среду, в которой происходит
дробление струй.
Затвердевшие гранулы, достигая низа
башни, ударяются о коническую часть и ска-
тываются на днище, а затем перемещаются к
выгрузочной щели. Для уменьшения налипа-
ния незатвердевшего материала на стенки и
конусы башни их футеруют полимерными
пленками или листами фторопласта. Применя-
ют также вибрационные устройства. В нижней
части башни устанавливают специальный ме-
таллический каркас, не соединенный с ее кор-
пусом. На таком каркасе монтируют стальной
Рис. 2.4.11. Центробежный гранулятор
разбрызгивания
Рис. 2.4.12. Напорный гранулятор
разбрызгивания типа PH:
1 - теплоизолирующая рубашка;
2 - плавоподводящий патрубок; 3 - штуцер;
4- корпус; 5 - распределитель;
6 - разбрызгиватель расплава
190
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
конус, состоящий из четырех поясов, каждый
из которых закреплен на каркасе подвесками.
На трех верхних конусах имеются вибраторы,
на участках наибольшего налипания на конус
укладывают металлический прут, отбивающий
наросты при включении вибраторов. Примене-
ние виброконуса позволяет значительно упро-
стить эксплуатацию башен.
К основным недостаткам грануляцион-
ных башен относятся: сравнительно высокая
температура гранул на выходе из башни (до
охлаждения); возможность использования их
объема примерно только на 50 %; большие
капитальные затраты на строительство; гро-
моздкость и др.
При производстве азотных удобрений ус-
пешно используют башню, в нижней части
которой встроен аппарат с псевдоожиженным
слоем, что позволяет сократить в 1,5 раза высо-
ту полета гранул, повысить в 5 - 8 раз плот-
ность орошения и устранить налипание про-
дукта. Подача воздуха через псевдоожиженный
слой позволяет к тому же равномерно распре-
делять его по сечению башни. Полузатвердев-
шие гранулы попадают на поверхность псевдо-
ожиженного слоя, в котором охлаждаются до
требуемой температуры и выгружаются из
аппарата. Для интенсификации процесса охла-
ждения снижают высоту падения гранул и уве-
личивают скорость воздуха, который исполь-
зуют сначала для прохождения через псевдо-
ожиженный слой, а затем для омывания па-
дающих гранул.
С применением псевдоожиженного слоя
возрастает унос пыли, из-за увеличения скоро-
сти воздуха, что влечет за собой ухудшение
экологии и увеличение затрат на улавливание
пыли. Следует отметить, что при возрастаю-
щих требованиях по экологии окружающей
среды к конструкциям грануляционных башен
предъявляются дополнительные требования по
прочности и жесткости корпуса, так как на
верхних отметках необходимо размещать пы-
леулавливающие системы типа скрубберов
водной очистки. Размещение скрубберов внизу
требует больших затрат на воздуховоды и
транспорт газа.
Технологический расчет грануляционной
башни заключается в определении ее диаметра
и высоты, исходя из допустимой средней плот-
ности орошения и термодинамических пара-
метров образования гранул [15].
Сравнение некоторых экономических по-
казателей производства комплексных удобре-
ний в грануляционных аппаратах разного типа
свидетельствует о том, что процесс в грануля-
ционной башне с воздушным охлаждением
более прост, экономичен и идет с незначитель-
ным выделением пыли и ретура. Потребление
электроэнергии и теплоты меньше при произ-
водстве сложных удобрений, чем в процессах с
гранулированием в аммонизаторе-грануляторе;
капитальные затраты на 5 % ниже, чем для
других процессов.
Прессующие шнековые грануляторы.
Метод гранулирования, при котором шнековый
механизм транспортирует исходный материал
к фильерам и продавливает его с образованием
гранул, широко используется в химической
промышленности при гранулировании пасто-
образных и термопластичных полимерных
материалов. При этом транспортная операция в
шнековой зоне часто совмещена с операциями
перемешивания, нагревания, последующего
охлаждения, пластикации и др.
Для гранулирования пастообразных ма-
териалов применяют одношнековые грануля-
торы типа ФШ (формования шнековые) с диа-
метром шнека 100, 150, 200 [31]. Производи-
тельность этих машин 400... 1500 кг/ч при час-
тоте вращения 19...50 мин-’. При работе про-
дукт непрерывно поступает в загрузочную
камеру, захватывается транспортно-прессовой
частью шнека, уплотняется, а затем продавли-
вается через фильерную решетку с помощью
протирочной головки. Получаемые (шнуры)
жгуты под действием собственного веса обла-
мываются, падают на движущуюся ленту кон-
вейера-раскладчика, а затем направляются на
сушку. Все грануляторы типа ФШ снабжаются
загрузочными нагнетателями по типу двухро-
торного Z-образного смесителя.
Для этой же цели служат реакторно-сме-
сительные двухшнековые установки типа СП:
СН100 - СН400, с диаметрами шнеков
100... 400 мм, частотой вращения 200...
30 мин-1 и производительностью 50...
1500 кг/ч. На установках типа СП перерабаты-
ваются и гранулируются анодные массы, син-
тетические моющие средства, пигменты, уско-
рители вулканизации резины, пигменты, ката-
лизаторы и др.
Для липких паст разработаны конструк-
ции, в которых шнек кроме вращения соверша-
ет и возвратно-поступательное (осциллирую-
щее) движение. Пальцы, укрепленные на кор-
ГРАНУЛЯТОРЫ
191
Рис. 2.4.13. Гранулирующая головка
для горячего гранулирования
пусе и совпадающие с разрывами в винтовой
нарезке, способствуют турбулизации потока
материала и ликвидации возможного проскаль-
зывания между материалом и корпусом уста-
новки.
В прессующих грануляторах пастообраз-
ных материалов происходит гранулирование
по третьему способу и связывание частиц ме-
ханизмами типа А. Исходными материалами
могут быть порошки и связующее или различ-
ные твердые ингредиенты. В последнем случае
в машине кроме смешивания происходят пла-
стикация и, как заключительная стадия, грану-
лирование.
Второй процесс наиболее полно исследо-
ван в производстве и переработке полимерных
материалов.
Выбор экструдера полностью определя-
ется свойствами перерабатываемого материала.
Промышленность предлагает одно-, двух- и
четырехвальные экструдеры с диаметром чер-
вяков 63...400 мм, производительностью до
15 т/ч.
Следует отметить многообразие конст-
рукций экструдеров. Существуют два метода
гранулирования термопластичных материалов:
горячее и холодное. В гранулирующей головке
для горячего гранулирования через решетку 4 и
мундштук 3 выдавливаются шнуры (жгуты),
которые режутся непосредственно у профили-
рующей головки вращающимися ножами 2 на
гранулы (рис. 2.4.13). Вращение ножей осуще-
ствляется от двигателя через клиноременную
передачу. Для обслуживания головки узел но-
жей отводится поворотным кронштейном 7.
Торец рабочей поверхности головки подвергается
Рис. 2.4.14. Механизм резки жгутов:
/ - жгут; 2 - направляющий механизм;
3 - роторный нож
термической обработке и полировке. Кроме
того, формующая плита с отверстиями должна
быть достаточно жесткой, в противном случае
при ее деформации образуется зазор, в который
попадает материал, который замазывает торец
и ломает ножи.
Метод холодного гранулирования заклю-
чается в резке материала, находящегося в твер-
дом состоянии, для чего после выхода из ана-
логичной головки без ножей шнуры (жгуты)
протягиваются через охлаждающую ванну с
водой. Метод холодного гранулирования пред-
почтителен для низковязких материалов (поли-
стирола, полиамидов). На рис. 2.4.14 показан
механизм резки жгутов.
Валковые прессы для гранулирования
сыпучих материалов. Большая группа сыпу-
чих материалов не позволяет использовать
механизмы связывания, основанные на капил-
лярных силах сцепления (область Б, см. рис.
2.4.1). К таким материалам относятся сильные
электролиты (хлорсодержащие удобрения,
сульфат аммония и т.д.). Для таких материалов
оптимальным является применение прессового
оборудования большой производительности -
валковых прессов.
При прессовании без связующего незави-
симо от размеров исходных частиц прочность
полученных гранул только за счет межатомно-
го взаимодействия будет не ниже 0,3 МПа
(выше штриховой линия на рис. 2.4.1). При
введении небольшого количества связующего
возможна реализация химического взаимодей-
ствия или оплавления границ зерен за счет
высокого давления и температуры с после-
192
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
дующим отверждением и образованием связи
кристаллизационного типа.
Процесс вальцевания широко применяет-
ся в химической, металлургической, электро-
угольной промышленности, керамическом и
стекольном производствах.
Технология получения гранул из сыпучих
материалов методом вальцевания включает как
минимум три основных процесса: вальцевание
исходного порошка и получение плитки, дроб-
ление плитки и классификацию полученного
гранулированного материала с целью выделе-
ния товарной фракции.
В типовой технологической схеме полу-
чения гранулированных удобрений методом
вальцевания из сухих порошков без ввода свя-
зующих веществ исходные сухие порошковые
компоненты подаются из смесителя / на прес-
сование в валковый пресс 2 (рис. 2.4.15) [8]. На
вибросите 3 происходит отделение прессован-
ного материала от просыпи. Измельченный в
дробилке 4 материал рассеивается на вибро-
грохоте 5. Мелкая фракция после вибросита 3 и
виброгрохота 5 вновь подается на прессование,
а крупная - в дробилку 6, после чего повторно
рассеивается.
В технологической схеме производства
гранулированных фосфорно-калийных удобре-
ний вальцеванием с вводом вяжущих раство-
ров соль калия и томасшлак загружаются в
бункеры-накопители. Из бункеров порошки
дозируются в смеситель, в который при пере-
5
Рис. 2.4.15. Технологическая схема получения
гранулированных минеральных удобрений
методом вальцевания без ввода связующих
мешивании добавляется вода. После смесителя
шихта влажностью 5...9 % прессуется в валко-
вом прессе. Спрессованный материал направ-
ляется в сушильный барабан, а затем в дробил-
ку. Измельченный продукт рассеивается на
грохоте. Мелкая фракция возвращается
в общий поток и поступает в смеситель, круп-
ная фракция - на повторное измельчение в
дробилку.
Анализ материальных потоков в дейст-
вующих промышленных установках гранули-
рования, например, хлористого калия, показы-
вает, что выход спрессованного продукта по
отношению к подаваемому в валковый пресс
порошку составляет 40...60 %, а выход товар-
ных гранул - 30... 35 %.
Основным оборудованием, на котором
основывается процесс гранулирования, являет-
ся валковый пресс (рис. 2.4.16) [8]. Два цилин-
дрических валка 1 и 2 валкового пресса уста-
новлены в опорах 5 и 6 на станине 4. Между
вращающимися в противоположных направле-
ниях валками имеется регулируемый зазор.
Опоры 5 одного из валков установлены на ста-
нине с возможностью относительного переме-
щения. подпружинены или поджаты гидроци-
линдрами. Перерабатываемый порошковый
материал подается в бункер 3 пресса и из него
на валки, затягивается между ними в зазор,
соответствующий выбранной толщине и плот-
ности плитки.
Производительность валкового пресса ре-
гулируется изменением частоты вращения вал-
ков. Требуемое давление прессования обеспе-
Рис. 2.4.16. Кинематическая схема
валкового пресса
ТАБЛЕТОЧНЫЕ МАШИНЫ
193
чивается (см. выше) с помощью пакетов пру-
жин или гидравлической системы. Для равно-
мерной подачи материала в зазор между вал-
ками и предотвращения образования недоста-
точно плотной и компактной плитки, а также
просыпи порошкового материала служит бун-
кер 5, с боковыми неподвижными стенками.
Торцовые стенки бункера прижаты к торцам
валков и сделаны с запасом по ширине, кото-
рый выбирается при перемещении подвижного
валка. Для лучшего захвата порошка валками и
повышения плотности плитки в бункерах мо-
гут быть установлены подпрессовывающие
устройства в виде конического шнека или до-
полнительной пары валков.
В зависимости от назначения и свойств
прессуемого материала конструкции валковых
прессов, используемых в производстве мине-
ральных удобрений, отличаются компоновкой
комплектующего оборудования, геометрией
прессующих валков, приводом, производи-
тельностью и потребляемой энергией.
Валки прессов имеют гладкую, волни-
стую или рифленую поверхность, что дает воз-
можность получать спрессованные удобрения в
виде плитки, ленты, отдельных листов и брике-
тов разной формы и размеров.
В зависимости от силы прессования вал-
ковые прессы можно разделить на три катего-
рии:
низкого давления - с распределенной си-
лой прессования, т.е. силой, действующей на
валок, отнесенной к единице ширины прессуе-
мой плитки материала, до 1,5 МН/м;
среднего давления - с распределенной
силой прессования до 4...5 МН/м;
высокого давления - то же, до 20 МН/м.
При прессовании материала в виде пла-
стин или лент зазор между валками составляет
5... 12 мм, а при изготовлении отдельных бри-
кетов - 1...2 мм. Величина этого зазора опре-
деляется плотностью получаемого продукта и
зависит от диаметра валков, ширины плитки,
физико-механических свойств уплотняемого
материала и т.д.
Если необходимо при вальцевании уве-
личить плотность плитки, то для этого повы-
шают силу прессования и уменьшают ширину
рабочей поверхности валков. С уменьшением
ширины валков снижается производительность
установки, что можно частично компенсиро-
вать увеличением частоты вращения валков.
Если установка вальцевания оснащена загру-
зочным устройством с подпрессовывателем, то
снижение производительности для порошко-
вых продуктов может быть компенсировано
предварительным уплотнением материала и
лучшей загрузкой уплотняющих валков.
Валки прессов обычно изготовляют из
легированного чугуна, содержащего около 3 %
хрома. Наружная поверхность валков закали-
вается на глубину 18. .25 мм, внутренняя по-
лость валка имеет меньшую твердость для по-
глощения ударов и вибраций.
Для дробления в описанных технологиче-
ских схемах используют валковые дробилки с
рефлеными или зубчатыми валками либо ро-
торные, рассмотренные выше.
Для классификации используют грохоты
с вибраторами кругового или прямолинейного
движения.
Результатами аналитических исследова-
ний по определению основных функциональ-
ных параметров валковых прессов являются
сила прессования, плотность и толщина плитки
[7]. Определяется также мощность двигателя
валкового пресса.
2.4.2. ТАБЛЕТОЧНЫЕ МАШИНЫ
Таблетирование предназначено для полу-
чения компактных изделий или полуфабрика-
тов в виде таблеток или брикетов из сыпучих
или волокнистых материалов. Таблетирование
в химической промышленности широко при-
меняется в процессах переработки пластмасс,
при изготовлении катализаторов, асборезино-
вых изделий, продуктов бытовой химии, неко-
торых видов удобрений и т.д.
Как и при гранулировании, таблетки
(брикеты) используются, как готовый продукт
(катализаторные кольца, в бытовой химии,
медицинские препараты и др.) либо как про-
межуточный полупродукт, который подверга-
ется последующей переработке. В первом слу-
чае таблеточные машины (машины-автоматы)
имеют высокую производительность благодаря
снижению времени, затрачиваемого на вспомо-
гательные операции, меньшую себестоимость и
лучшую стабильность готовых изделий и т.д.
Кроме того, таблеточные машины могут изго-
товлять одновременно изделия различной кон-
фигурации.
7 - 10358
194
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Во втором случае преимущества таблети-
рованного материала перед сыпучим аналогич-
ны преимуществам гранулированного, кроме
того решена важная проблема дозирования, так
как таблетка-полуфабрикат определенной мас-
сы позволяет организовать в последующих
стадиях процесса безотходную технологию.
В процессах таблетирования (брикетиро-
вания) прочность таблеток мало зависит от
размера исходных частиц, так как высокое
давление способствует гомогенизации исход-
ных смесей, уменьшению пористости, а следо-
вательно количества связующего. Для прессо-
вок без связующего, например, металлических
порошков, механизм сцепления объясняется
механическим сцеплением, электростатиче-
скими силами и силами трения; таблетирова-
ние с использованием связующего может быть
описано механизмом А (см. рис. 2.4.1).
По характеру взаимодействия рабочих
органов и объектов обработки таблеточные
машины относятся к машинным агрегатам, в
которых осуществляется прерывно-опера-
ционные (дискретные) технологические про-
цессы. Сложность операций, из которых состо-
ит технологический процесс, определяет кон-
струкцию исполнительных органов таблеточ-
ной машины, ее кинематическую схему и об-
щую компоновку.
Для классификации машин-автоматов, к
которым относятся таблеточные машины, ис-
пользуют предложенную Л.Н. Кошкиным гра-
дацию на четыре класса по характеру соотно-
шения технологического и транспортного дви-
жения исполнительного органа и объекта обра-
ботки.
К машинам первого класса относятся те, в
которых исполнительный орган машины вы-
полняют операции при неподвижном объекте
обработки (транспортное движение объекта
обработки отсутствует). Таким образом, транс-
портные и рабочие перемещения находятся в
противоречии, каждое из них занимает опреде-
ленное место в балансе времени, составляю-
щем технологический, а также рабочий цикл
Гр, что ограничивает возможности по повыше-
нию производительности агрегата.
Машины этого класса предназначены для
производства штучной продукции. Это различ-
ного типа гидравлические и кривошипные
(эксцентриковые) таблеточные машины, литье-
вые машины для переработки полимерных
материалов, упаковочные машины и пр. Боль-
шинство этих машин - автоматы и полуавто-
маты.
В машинах второго класса для осуществ-
ления технологического процесса необходимо
обеспечить заданные значения скоростей
вспомогательных органов по величине и на-
правлению. Обычно транспортное движение
объекта обработки совпадает с рабочим дви-
жением исполнительного органа машины. Та-
кие машины служат для выпуска как штучной,
так и нештучной продукции; их производи-
тельность определяется оптимальной скоро-
стью выполнения рабочей операции.
К машинам такого класса относятся, на-
пример, вальцы, червячные прессы в производ-
стве керамических материалов и переработке
пластмасс, оплеточные машины кабельного
производства и др. Некоторые из этих машин -
автоматического действия.
В машинах третьего класса скорость
транспортного перемещения объекта обработ-
ки не зависит от скорости рабочего перемеще-
ния исполнительного органа машины. Это по-
зволяет теоретически получить сколь угодно
высокую производительность агрегата.
К машинам этого класса относятся ро-
торные таблеточные машины, роторные прес-
сы для производства кирпича и других керами-
ческих материалов.
В машинах четвертого класса исполни-
тельный орган неподвижен, осуществляется
лишь транспортное перемещение объекта об-
работки. Машина, по сути дела, вырождается в
аппарат.
Таблеточные машины относятся к перво-
му и третьему классу. Основными производи-
телями таблеточных машин являются фирмы:
Стокс (США). Манести (Великобритания),
В. Фетте, Киллиан, Хорн (Германия), «Метал-
лист» (Россия), Мариупольский завод техноло-
гического оборудования (Украина).
Кривошипные таблеточные машины.
Эти машины-автоматы первого класса с жест-
кой программой имеют периодическое пере-
мещение объекта обработки, однопозиционное,
могут быть одно- и двухпоточными (в послед-
нем случае используется двухкривошипный
главный вал) с одногнездным или многогнезд-
ным инструментом.
Они применяются для производства
штучной продукции: при переработке терморе-
активных композиций, в химико-фарма-
цевтической промышленности, для производ-
ства металлокерамических изделий и т.д. Таб-
летирование позволяет получить из порошка
компактную таблетку определенной массы и
ТАБЛЕТОЧНЫЕ МАШИНЫ
195
прочности. Процесс состоит из четырех опера-
ций: объемного дозирования порошка в матри-
цу, прессования порошка с образованием таб-
летки, выталкивания таблетки из матрицы и
перемещения ее в тару. Точность дозирования
в таблеточных машинах - до 2 % массы дозы.
Технологический процесс таблетирова-
ния начинается с операции дозирования (рис.
2.4.17), при выполнении которой башмак 1
питателя-дозатора находится над матрицей 2,
установленной в столе пресса. Глубина Н за-
полнения матрицы определяется положением
нижнего пуансона 4. Затем башмак питателя-
дозатора отводится в сторону, а верхний пуан-
сон 3, перемещающийся вертикально, осуще-
ствляет прессование порошка. Конечная высо-
та таблетки Л; если нижний пуансон при прес-
совании не перемещается, то путь верхнего
пуансона в матрице Н - Л. В некоторых табле-
точных машинах перед прессованием нижний
пуансон немного смещается вниз, чтобы не
происходило «выплескивания» порошка из
матрицы при входе в нее верхнего пуансона.
Дозирование сыпучего, материала (отде-
ление дозы порошка от остальной его массы)
следует отнести к основным операциям. Ана-
логично классифицируется и операция прессо-
вания.
Выталкивание таблетки из матрицы в
кривошипной таблеточной машине осуществ-
ляется вверх до уровня поверхности стола с
помощью нижнего пуансона 4. При очередном
перемещении в позицию дозирования башмак
питателя-дозатора передней кромкой переме-
щает таблетку, вытолкнутую из матрицы, по
поверхности стола на наклонной лоток, кото-
рый направляет ее в тару.
Операция выталкивания и перемещение
таблетки - вспомогательные операции.
Опускание нижнего пуансона и заполне-
ние матрицы следующей дозой порошка начи-
нается только после того, как башмак перекро-
ет отверстие матрицы. Это позволяет снизить
разброс массы таблеток при дозировании.
На станине 1 установлен корпус 4 криво-
шипной таблеточной машины, в котором раз-
мещены все исполнительные механизмы (рис.
2.4.18). От электродвигателя 2 при помощи
клиноременной передачи 3 вращение передает-
ся шкиву-маховику 5, установленному на про-
межуточном валу, который через зубчатую
передачу приводит во вращение распредели-
тельный вал - главный вал машины.
На главном валу закреплены кривошип
механизма прессования 7 и кулачки механиз-
мов дозирования и выталкивания. Механизм
дозирования состоит из кулачка, от которого
приводится коромысло 8 рычажной кинемати-
ческой цепи. Питатель-дозатор 6 с башмаком 9
совершают возвратно-поступательное движе-
ние над поверхностью стола.
Вытолкнутая на поверхность стола таб-
летка перемещается башмаком 9 на наклонный
лоток 10, а оттуда - в тару, устанавливаемую
на подставку 11.
Рис. 2.4.17. Операции технологического процесса таблетирования:
а - дозирование порошка (перемещение таблетки);
б - прессование порошка; в - выталкивание таблетки;
1 - башмак; 2 - матрица; 3 - верхний пуансон; 4 - нижний пуансон
Т
196
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Рис. 2.4.18. Кривошипная таблеточная машина
В кривошипно-ползунном механизме
прессования (рис. 2.4.19) предусмотрена регу-
лировка длины шатуна, что позволяет менять
глубину захода верхнего пуансона в матрицу,
т.е. степень уплотнения порошка при прессо-
вании. С этой целью в корпусе шатуна 3 уста-
новлена эксцентриковая втулка 5, которая мо-
жет поворачиваться относительно корпуса
шатуна при помощи червяка 4. Распредели-
тельный вал 1 образует с эксцентриковой втул-
кой вращательную цилиндрическую кинемати-
ческую пару. Другим шарниром шатун соеди-
нен с ползуном 7, в котором закреплен толка-
тель верхнего пуансона 9. При повороте втулки
5 изменяется нижнее крайнее положение пол-
зуна 7.
Дисковые пазовые кулачки механизмов
выталкивания и дозирования конструктивно
объединены в одну деталь 2. Механизм вытал-
кивания состоит из кулачка и штанги-тол-
кателя 8, на одном конце которой закреплен
ролик б, а на другом - вилка 16. При подъеме
штанги вилка 16, охватывающая проточку кор-
пуса 14 нижнего пуансона 13, поднимает его
вверх, осуществляя выталкивание таблетки из
матрицы 17. Нижнее положение пуансона 13
регулируется винтовым механизмом; при по-
вороте гайки 15 изменяется по высоте положе-
ние нижнего пуансона и, следовательно, глу-
бина заполнения матрицы 17.
Башмак механизма дозирования имеет
ворошители 10, которые предупреждают сво-
дообразование порошка и способствуют подаче
его в матрицу. Вращение ворошителям переда-
ется от зубчатого колеса И, сцепленного с
неподвижной рейкой 12.
Техническая характеристика кривошип-
ной таблеточной машины ТП-1М приведена
ниже.
Диаметр прессуемых таблеток,
мм, не более............................... 12
Глубина заполнения матрицы, мм, не более....15
Максимальная сила прессования, кН...........17
Производительность, шт/ч, не более........3000
Мощность двигателя, кВт................... 1,1
Габаритные размеры, мм......... 600 х 560 х 1300
Масса, кг..................................300
Номенклатура кривошипных таблеточ-
ных машин велика, что объясняется использо-
ванием их для таблетирования множества ма-
ТАБЛЕТОЧНЫЕ МАШИНЫ
197
Рис. 2.4.19. Распределительный вал и исполнительные механизмы
кривошипной таблеточной машины
териалов, диаметр таблеток 12... 100 мм, сила
прессования 20 кН...1 МН, а производитель-
ность 1000...5000 шт./ч.
Преимущество кривошипных таблеточ-
ных машин состоит в надежности и простоте
их конструкции, быстрой и несложной перена-
ладке пресс-инструмента при переходе на вы-
пуск других изделий.
К недостаткам нужно отнести низкий
КПД (Г| = 0,35...0,6), что объясняется потерями
на трение при действии больших сил в кинема-
тических парах.
Технологический расчет. Основная зави-
симость, необходимая при реализации процес-
са таблетирования, - связь между плотностью
полученной таблетки р и давлением прессова-
ния р.
Теоретический закон не выведен и суще-
ствует более 100 математических зависимостей
Р = /(р), привязанных к определенным груп-
пам прессуемых материалов и работающих при
наличии некоторых экспериментальных кон-
стант прессования. Наиболее универсальными
являются степенная зависимость Смита и экс-
поненциальная Кунина - Юрченко:
Р = Рн
Р = Рпр ~(Wa)e ар
где рн - начальная плотность порошка; рпр -
условная предельная плотность; A, a, Kq ,
а - экспериментальные константы для прес-
суемых материалов.
Теоретическая производительность, шт./ч,
mw
Т
Р
198
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
где т - число гнезд в пресс-инструменте; -
время рабочего (выпускного) цикла, ч; w - чис-
ло потоков.
Фактическая производительность
£?ф = Qt ’
где Кк = КТ ИКО^Г - коэффициент использо-
вания; Кти - коэффициент, учитывающий
простои по техническим причинам (износ и
замену инструмента, ремонт оборудования,
наладку, настройку, техническое обслуживание
и т.д.; А?ОрГ - коэффициент, учитывающий
простой от брака, вследствие некондиционных
прессуемых материалов, неудовлетворитель-
ной организации работы и т.д.
Энергетический расчет. При наличии
экспериментально подтвержденной зависимо-
сти р = f (р) можно найти работу прессова-
ния
Рк
4Р =т [ф(р)-г.
о Р
где т - масса таблетки; рк - конечная плот-
ность.
Для определения работы при выталкива-
нии таблетки Лвыт вначале определяют силу
выталкивания
Р — TiDhT
1 ВЫТ /и2^оиВЫТ’
где h, D - высота и диаметр таблетки; твыт -
удельная сила трения при выталкивании (экс-
периментальная величина).
Тогда
А - Р {S +
^ВЫТ “ Г ВЫТ I °пр 2 J’
где 5пр - ход таблетки внутри матрицы при
выпрессовке.
Мощность двигателя кривошипной таб-
леточной машины
где Тр - время рабочего цикла;
^р ~ ^пр + ^выт + ^хх > ^пр ’ ^выт > ^хх “ вРемя
соответственно прессования, выталкивания и
холостого хода.
Роторные таблеточные машины. Про-
изводительность роторных таблеточных машин
достигает 5-105 шт/ч, чем объясняется их ши-
рокое использование в химической и химико-
фармацевтической промышленности. Роторные
таблеточные машины агрегаты непрерывного
действия, в которых вес технологические опе-
рации процесса таблетирования (дозирования,
прессования, выталкивания) выполняются од-
новременно несколькими (до 41) комплектами
пресс-инструмента, расположенного по окруж-
ности ротора.
Роторные таблеточные машины выпус-
каются как однократного действия, так и мно-
гократного: одно-, двух-, трех- и четырехкрат-
ного действия (число потоков w). У машин
однократного действия пресс-инструмент за
один оборот формирует только одну таблетку,
у многократного - больше.
Максимальный диаметр таблеток, изго-
товляемых на этих машинах, достигает 30 мм,
а сила прессования 100 кН.
Роторная таблеточная машина MT-ЗА от-
носится к третьему классу, с жесткой програм-
мой, многопозиционная, прессование двусто-
роннее. Для предохранения от перегрузки в
цепь электродвигателя включается тепловое
реле и реле максимального тока.
Техническая характеристика роторной
машины MT-ЗА приведена ниже.
Число таблеток, шт /мин,
при частоте вращения ротора, мин"1:
5,6 85
7,5 112
11,1 166
Наибольшая сила прессования, кН.........-90
Наибольшая глубина
заполнения матрицы, мм ........................50
Число комплектов прессующего инструмента ... .15
Диаметр таблеток, мм ..........................30
Масса габлетки, г ..........................9... 16
Мощность двигателя, кВт.............4,8/5,7/7,5
Частота вращения
вала двигателя, мин 1 .............. 710/950/1430
Габаритные размеры, мм.......... 1800 х 1450 х 1810
Масса, кг................................... 3385
Таблеточная машина MT-ЗА имеет литую
станину 7, внутри которой размещены зубча-
тый и червячный редукторы и фрикцион-
ная муфта (рис. 2.4.20). К станине прикреплена
ТАБЛЕТОЧНЫЕ МАШИНЫ
199
Рис. 2.4.20. Роторная таблеточная машина
нижняя плита 2. соединенная пятью колоннами
4 с верхней плитой 3. Червячное колесо редук-
тора закреплено на главном валу 5, который
приводит во вращение ротор 6. Пресс-порошок
загружается в бункер 7, заслонка 8 последнего
служит для перекрытия подачи порошка в при-
емник 10. а заслонка 9 - для удаления порошка
из приемника после остановки машины. В при-
емнике порошка расположен ворошитель 77,
вал 12 которого приводится во вращение от
главного вала посредством трех зубчатых ко-
лес 13. Машина имеет штурвалы для регулиро-
вания объема порошка, засыпаемого в матрицу
при дозировании, для изменения силы таблети-
рования, для ручного проворота ротора маши-
ны с холостого хода на рабочий. Готовые таб-
летки по перфорированному лотку направля-
ются в приемник.
Ротор таблеточной машины состоит из
трех поясов, по окружности которых располо-
жено 15 комплектов пресс-инструмента: мат-
рицы в среднем поясе, а в направляющих верх-
него и нижнего поясов - соответственно верх-
ние и нижние толкатели с пуансонами. При
вращении ротора толкатели имеют переносное
вращательное движение вместе с ротором, и за
счет набегания роликов на неподвижные копи-
ры-кулачки (горки) - еще и вертикальное дви-
жение относительно ротора.
Принудительное перемещение толкателей
обеспечивается неподвижными кулачками
(копирами), воздействующими на боковой
ролик толкателя; для предотвращения прово-
рачивания ползуна в направляющей на той же
оси находится ролик, перемещающийся в пазу
ротора. Торцовые ролики являются прессую-
щими.
В рассмотренной машине реализовано
качение толкателей по копирам, но существу-
ют роторные таблеточные машины, в которых
толкатели скользят (трение скольжения) по ко-
пирам. Несмотря на очевидный большой износ
у последних конструкций, они конкурируют с
роликовыми из-за простоты изготовления.
В более современной таблеточной маши-
не выполнена замена отрезка копира на участке
прессования на прессующий ролик, опираю-
щийся на компенсатор усилия (пружину или
плунжер гидроцилиндра), например в машине
РТМ-41.
200
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
Следует отметить, что сила прессования
лимитируется контактными напряжениями,
возникающими между толкателями и копирами
или толкателями и прессующими роликами.
Технологический расчет. Теоретическая
производительность, шт./ч,
Qx - 3600 т/Тр ;
время рабочего цикла
при Гр = 60/(nww) ,
QT = 60 mnuw,
где т - гнездность пресс-инструмента; w -
число потоков; п - частота вращения ротора,
мин-1; и - число позиции ротора (число ком-
плектов пресс-инструмента).
Фактическая производительность
0ф ~ 0т •
Статистические данные дают значения
коэффициента использования для роторных
таблеточных машин КИ = 0,83...0,95 .
Энергетический расчет. Среднюю мощ-
ность двигателя привода рассчитывают
как работу, затраченную на выполнение основ-
ных операций цикла таблетирования с учетом
КПД.
4 4-4
кг /1-1 104 ПР ВЫТ
^дв =(Ь2...1,3)------------,
ГРП
где Дпр , Лвыт - работа соответственно прес-
сования и выталкивания (см. расчет
для кривошипной таблеточной машины);
Г| = Г|] Г|2 ; Л| ~ КПД перемещения механизма
толкателя; r|j =0,7...0,8 для механизма с
копирами; rij =0,8...0,9 для механизма с
прессующим роликом; Г|2 - КПД привода ро-
тора.
Гидравлические таблеточные машины.
Их применяют для изготовления крупных таб-
леток (брикетов) при большом давлении прес-
сования. Давление прессования в гидравличе-
ских таблеточных машинах легко и плавно
регулируется, а также возможна выдержка
таблетки (брикета) под давлением. В гидравли-
ческих таблеточных машинах пресс-инстру-
мент расположен горизонтально, что позволяет
применять при дозировании метод с отсечкой
дозы порошка, находящегося между торцами
пуансонов. Техническая характеристика табле-
точной машины МТГ-100 приведена ниже.
Производительность, шт./ч..................400
Сила таблетирования наибольшая, кН.........1000
Диаметры сменных пуансонов, мм ........НО, 130
Электродвигатель гидропривода:
мощность, кВт......... 15
частота вращения, мин1.................1450
Электродвигатель механизма загрузки порошка:
мощность, кВт . . 0,55
частота вращения, мин1 1450
Насос:
подача, л/мин .. 50/50
давление наибольшее, МПа 12,5
Максимальное давление в гидросистеме
при прессовании, МПа ... 32
Расход охлаждающей воды, м3/ч ..............0,2
Объем масляного бака, л 800
Напряжение сети, В ... 380/220
Габаритные размеры, мм 2200 х 1000 х 2125
Масса, кг . . . 4650
На основании гидравлической таблеточ-
ной машины установлены две плиты - попере-
чины передняя / и задняя 2, стянутые между
собой двумя колоннами 3 (рис. 2.4.21). В пе-
редней поперечине установлен гидроцилиндр
прессования 4. к плунжеру 5 которого прикре-
плен прессующий пуансон 6. Неподвижный
пуансон 7 прикреплен к задней поперечине.
Колонны одновременно выполняют функцию
направляющих для бункера питателя 8, кото-
рый несет матрицу; ее отверстие расположено
соосно с пуансонами. Перемещение бункера-
питателя и матрицы в осевом направлении
осуществляется с помощью двух гидроцилинд-
ров 4 (на схеме показан один), закрепленных в
передней поперечине.
Для осуществления дозирования из ис-
ходного положения, показанного на схеме,
бункер-питатель вместе с матрицей перемеща-
ются влево таким образом, что определенная
доза сыпучего материала попадает в матрицу,
оставаясь между торцами пуансонов, которые
при выполнении этой операции неподвижны.
Объем дозы определяется крайним правым
положением прессующего пуансона, которое
может регулироваться винтовым механиз-
мом 9.
ТАБЛЕТОЧНЫЕ МАШИНЫ
201
I 9
Рис. 2.4.21. Гидравлическая таблеточная машина
202
Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
При прессовании порошка рабочая жид-
кость подается под высоким давлением в гид-
роцилиндр 4 прессования, прессующий пуан-
сон 6 перемещается влево и сжимает дозу по-
рошка, находящуюся в матрице. Реактивная
сила передается с гидроцилиндра на переднюю
поперечину и через колонны уравновешивается
силой, действующей на заднюю поперечину
через неподвижный пуансон.
При прессовании положение матрицы не
фиксируется, т.е. она может смещаться под
давлением сил трения, что позволяет получить
эффект двустороннего прессования. После
окончания процесса прессования пуансон 6
отходит вправо, а бункер-питатель 8 - до пре-
дельного положения влево, выталкивая таблет-
ку из матрицы. После этого бункер-питатель
возвращается в исходное предельное правое
положение.
Важной особенностью гидравлических
таблеточных машин является то, что все опе-
рации таблетирования до момента выталкива-
ния таблетки протекают в замкнутом про-
странстве без контакта сыпучего материала с
внешней средой. Это позволяет при наличии
надежных уплотнений и принятия специаль-
ных дополнительных мер успешно таблетиро-
вать порошки с токсическими свойствами [16].
Для небольших таблеток, требующих
больших сил прессования и выдержки, исполь-
зуют многогнездный пресс-инструмент (т > 1).
Горизонтальное расположение пресс-ин-
струмента позволяет успешно применять гид-
равлические таблеточные машины для прессо-
вания волокнистых материалов, при этом точ-
ность дозирования достигается за счет прессо-
вания таблетки с высотой больше окончатель-
ной высоты таблетки. Для этого часть матрицы
с готовой прессовкой совершает возвратно-
поступательное движение вверх - вниз и отсе-
кает избыток материала, который остается в
пресс-форме и участвует в следующем цикле
прессования.
Гидропривод таблеточной машины быва-
ет двух вариантов. Первый вариант - ступенча-
тый регулируемый привод, в котором приме-
няют один насос высокой производительности
низкого давления для быстрого перемещения
рабочих органов при небольших силах полез-
ных сопротивлений и второй насос высокого
давления малой производительности для прес-
сования порошка на конечной стадии. Пре-
имущество такой системы - уменьшение дли-
тельности цикла прессования и снижение за-
трат энергии. Насосы обычно приводятся от
одного электродвигателя.
Второй вариант - с одним насосом высо-
кой производительности низкого давления и
гидравлическим мультипликатором.
Вопрос выбора насосов и определения
энергетических показателей мощности двига-
теля для обоих вариантов рассмотрены в рабо-
те [17].
Технологический расчет. Теоретическая
производительность таблеточной машины,
шт./ч,
<2Т = 60 тп,
где т - число гнезд пресс-инструмента; п -
число двойных ходов плунжера в 1 мин.
Конструкции и материалы пресс-
инструмента таблеточных машин. Комплект
пресс-инструмента таблеточных машин со-
стоит из матрицы и двух пунсонов, которые,
являясь исполнительными органами, непосред-
ственно формируют объект обработки в таб-
летку и предают ей требуемые характеристики.
К комплекту пресс-инструмента предъявляют
высокие требования по прочности, износо-
стойкости и точности изготовления, что обу-
словливает его высокую стоимость. Так, стои-
мость пресс-инструмента роторных таблеточ-
ных машин составляет до 20 % стоимости ма-
шины, что с учетом замены его при износе
заставляет очень серьезно подходить к конст-
рукторской и технологической проработке
этого ответственного узла таблеточной маши-
ны [16].
Пуансоны таблеточных машин имеют
две конструктивные разновидности: пуансоны,
составляющие одно целое с толкателем (пол-
зуном) или закрепленные в них (рис. 2.4.22).
Для роторных машин разъемные варианты
конструкции применяются при диаметре тол-
кателя не менее 26 мм и при большом числе
позиций. Разъемный вариант более экономи-
чен, так как только прессующие элементы из-
готовляют из дорогих сталей.
Многогнездный пресс-инструмент можно
изготовлять только из составных пуансонов.
Наиболее технологичным является соединение
пуансона с толкателем резьбовой и гладкой
втулками (рис. 2.4.22, б, в), но возникает опас-
ность их самоотвинчивания, которая преду-
преждается в плановых осмотрах. Соосность
ТАБЛЕТОЧНЫЕ МАШИНЫ
203
Рис. 2.4.22. Пуансоны таблеточной машины:
а - цельный; б - прикрепленный к толкателю
резьбовой втулкой; в - прикрепленный к толкателю
гладкой втулкой
пуансонов с отверстиями в матрице в много-
гнездном варианте обеспечивается шпонками
или кольцами.
Точность изготовления пуансонов должна
быть не ниже 7-го квалитета, твердость рабо-
чей поверхности 55...58 HRC.
Зазоры между пуансонами и матрицей
разные для верхнего, выходящего из матрицы
при загрузке, и для нижнего. Для нижнего пу-
ансона зазор 10...20 мкм на диаметр, верхнего
25...35 мкм, что улучшает удаление воздуха
при прессовании.
Матрицы таблеточных машин работают
в более тяжелых условиях нагружения и изно-
са, чем пуансоны. Износ матрицы в 3 - 4 раза
превышает износ пуансонов. Матрицы обраба-
тываются по 7-му квалитету, твердость по-
верхности минимум 60...65 HRC.
Внутренняя поверхность матрицы имеет
фаски с функциями ловителя и, кроме того, на
глубину 5...8 мм с каждой стороны произво-
дится расшлифовка с конусностью 0,002...
0,003. Конусность уменьшает износ матрицы
при выталкивании таблетки и уменьшает веро-
ятность скола кромок таблетки. Двусторонняя
расшлифовка позволяет переворачивать мат-
рицу для увеличения срока эксплуатации.
Рис. 2.4.23. Пресс-инструмент
для изготовления кольцевых таблеток
Прочностной расчет матрицы сводится к
определению возникающих напряжений от
действия бокового давления при пульсирую-
щем цикле нагружения. Матрица рассматрива-
ется как толстостенная обечайка без днищ.
Расчет выполняется по формулам Ляме. При
определении допустимых напряжений запас
прочности берется от предела упругости.
В промышленности нашли применение
составные матрицы, состоящие из наружной
обоймы и втулки из твердого сплава (типа
ВК-6). Соединение их производится по горячей
посадке и тогда, зная величину натяга, матрица
рассчитывается как составная обечайка.
Матрица, верхний и нижний пуансоны
для изготовления кольцевых таблеток показа-
ны на рис. 2.4.23. В процессе дозирования по-
рошка нижний пуансон 6 расположен внутри
матрицы 3. По величине погружения нижнего
пуансона в матрицу регулируется объем за-
полняемой полости матрицы при дозировании.
2.4.1. Свойства сталей, используемых для изготовления пресс-инструмента
Показатель У8А Х12 Х12Ф1 Х12М X ХВГ 4ХВ2С 5ХНВ 5ХНМ 6ХВ2С 12ХНЗА
Твердость НВ по условиям поставки 187...227 - 217...228 <217 >187 241 - 286 286 - 156...207
Коэффициент обрабаты ваемости: твердым сплавом быстрорежущей сталью 1,2 1,1 - 0,8 0,3 0,8 0,3 0,9 0,5 0,8 0,5 - 0,6 0,3 0,6 0,3 - 0,8 0,7
Температура термообработки, °C 750...800 950... 1000 1040... 1080 1020... 1040 830...860 820...850 860... 890 840...860 820... 860 860...890 780...800
Среда Раствор щелочи, соли Масло или воздух Масло - - Масло
Склонность к обез- углероживанию Чувствитель- на, нагрев в защитной атмосфере + + + — + + -1- -1- -1- +
Склонность к де- формации после термообработки Склонна, требует ускоренного охлаждения при закалке Незначит.
Прокаливаемость Неглубокая Низкая Высокая Повышенная До 70...90 мм Повышенная До 70...90 мм Повы- шенная
Твердость после закалки HRC 60...62 58..60 56...60 62...64 61. .64 62...65 53...58 41...44 41...44 53...58 58...61
Примечание. Знаком «+» обозначено наличие свойства, а знаком «-» - отсутствие
204 Глава 2.4. ОБОРУДОВАНИЕ ДЛЯ ФОРМООБРАЗОВАНИЯ
СПИСОК ЛИТЕРАТУРЫ
205
После дозирования верхний пуансон 1 входит в
матрицу, происходит двустороннее движение
пуансонов навстречу один другому, т.е. начи-
нается процесс уплотнения и прессования про-
дукта. При соприкосновении выступа 2 верхне-
го пуансона со стержнем 4 последний под дей-
ствием сжимающего усилия опускается в што-
ке 5, а в матричной полости происходит обра-
зование отверстия в прессуемой таблетке. По-
сле прессования и выхода верхнего пуансона
из матрицы стержень под действием пружины
возвращается в исходное положение. Таблетка
из матрицы выталкивается нижним пуансоном.
Материалы, применяемые для изготовле-
ния пресс-инструмента. Для изготовления
пресс-инструмента применяются более десяти
марок сталей (табл. 2.4.1).
Для углеродистых инструментальных
сталей У7, У8А превышение температуры за-
калки выше указанной в табл. 2.4.1 недопусти-
мо из-за ухудшения механических свойств. Эти
стали используются для легко прессующихся
неабразивных порошков.
Высокохромистые стали XI2, Х12Ф1,
Х12М более изностойкие по сравнению с угле-
родистыми инструментальными и обладают
одним прекрасным технологическим качест-
вом - они подвержены минимальным объем-
ным изменениям при термообработке.
Стали X, 9ХС, ХВГ имеют повышенную
прокаливаемость, чаще применяется сталь
ХВГ, обладающая высокой твердостью, благо-
даря содержанию в ней вольфрама и хрома.
Пресс-инструмент из стали 5ХНМ и
12ХНЗА подвергается цементации, а из стали
9ХС и X - диффузионному хромированию.
СПИСОК ЛИТЕРАТУРЫ
1. Барабашкин В.П. Молотковые и ро-
торные дробилки. М.: Недра, 1973. 144 с.
2. Баранов Д.А. и др. Процессы и аппа-
раты химической технологии. Т. 2 / Под ред.
А.М. Кутепова. М.: Логос, 2001. 600 с.
3. Барский М.Д. Фракционирование
порошков. М.: Недра, 1980. 328с.
4. Бахтюков В.М. Бипланетарные и
адаптивные циклоидальные смесители. М.:
Индрик, 2000. 56 с.
5. Бочаров В.С., Артюшин А.Б. Сме-
сительные установки двухэтапного перемеши-
вания. М.: Машиностроение, 2000. 378 с.
6. Варенных Н.М. и др. Химико-
технологические агрегаты смешивания дис-
персных материалов. Изд.-во С.-Петербург-
ского ун-та, 2000. 340 с.
7. Генералов М.Б. Механика твердых
дисперсных сред в процессах химической тех-
нологии: Учебное пособие для вузов. Калуга:
Издательство Н. Бочкаревой. 2002 592 с.
8. Генералов М.Б. и др Расчет обору-
дования для гранулирования минеральных
удобрений. М.: Машиностроение, 1984. 192 с.
9. Гусев Ю.И. и др. Конструирование и
расчет машин химических производств: Учеб-
ник для вузов. М.: Машиностроение, 1985.
408 с.
10. Дженике Э.В. Складирование и вы-
пуск сыпучих материалов: Пер. с англ. / Под
ред. М.И. Агошкова. М.: Мир, 1968. 164 с.
11. Зенков Р.Л. Механика насыпных
грузов. М.: Машиностроение, 1964. 251 с.
12. Ильевич А.П. Машины и оборудова-
ние для заводов по производству керамики и
огнеупоров. М.: Высшая школа. 1979. 343 с.
13. Каталымов А.В., Любартович В.А.
Дозирование сыпучих и вязких материалов. Л.:
Химия, 1990. 240 с.
14. Кафаров В.В., Дорохов И.Н., Ару-
тюнов С.Ю. Системный анализ процессов
химической технологии. Процессы измельче-
ния и смешения сыпучих материалов. М.: Нау-
ка, 1985.440 с.
15. Классен П.В., Гришаев И.Г. Основы
техники гранулирования. М.: Химия, 1982.
272 с.
16. Кольман-Иванов Э.Э. Таблетирова-
ние в химической промышленности. М.: Хи-
мия, 1976. 200 с.
17. Кольман-Иванов Э.Э., Гусев Ю.И.
Машины-автоматы и автоматические линии
химических производств: Учебное пособие. М.:
МГУИЭ. 2003.
18. Кочетков В.Н. Гранулирование ми-
неральных удобрений. М.: Химия, 1975. 224 с.
19. Летин Л.А., Роддатис К.Ф. Средне-
ходные и тихоходные мельницы. М.: Энерго-
издат, 1981. 359 с.
20. Макаров Ю.И. Аппараты для сме-
шения сыпучих материалов. М.: Машино-
строение, 1973. 216 с.
21. Мизонов В.Е., Ушаков С.Г. Аэроди-
намическая классификация порошков. М.: Хи-
мия, 1989. 160 с.
22. Муйземнек Ю.А. и др. Конусные
дробилки. М.: Машиностроение, 1970. 230 с.
206
СПИСОК ЛИТЕРАТУРЫ
23. Оборудование для тонкого измельче-
ния: Каталог. М.: ЦИНТИхимнефтемаш, 1985.
50 с.
24. Промтов М.А. Пульсационные аппа-
раты роторного типа. Теория и практика. М.:
Машиностроение-1, 2001. 300 с.
25. Процессы и аппараты химической
технологии. Явления переноса, макрокинетика,
подобие, моделирование, проектирование. Т. 2 И
Механические и гидромеханические процессы /
Под ред. А.М. Кутепова. М.: Логос, 2001. 600 с.
26. Рогинский Г.А. Дозирование сыпу-
чих материалов / Под ред. Б.И. Маруковича.
М.: Химия, 1978. 174 с.
27. Сапожников М.Я., Булавин И.А.
Машины и аппараты силикатной промышлен-
ности. М.: 1955. 422 с.
28. Сиденко П.М. Измельчение в хими-
ческой промышленности. М.: Химия, 1968. 382 с.
29. Справочник по обогащению руд.
Подготовительные процессы. М.: Недра, 1982.
366 с.
30. Смесители для сыпучих и пастооб-
разных материалов: Каталог. М.: ЦИНТИхим-
нефтемаш, 1985. 77 с.
31. Тимонин А.С. Основы конструиро-
вания и расчета технологического и природо-
охранного оборудования: Справочник. Т. 2.
Калуга: Издательство Н. Бочкаревой, 2001.
960 с.
32. Фейгин Л.А. Дробильные, сортиро-
вочные и транспортирующие машины. М.:
Высшая школа, 1977. 240 с.
33. Шубин В.С. Прикладная надежность
химического оборудования. Калуга: Изд-во
Н. Бочкаревой, 2002, 296 с.
34. Ullmann’s Encyclopedia of Industrial
Chemistry. Vol.B2. VCH, 1988.
РАЗДЕЛ 3
МАШИНЫ И АППАРАТЫ
ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
Глава 3.1
ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ
ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
3.1.1. отстойники
Отстаиванием (гравитационным осаж-
дением. седиментацией) называют разделение
дисперсных систем под действием силы тяже-
сти. Отстаивание применяют для сгущения, ос-
ветления и классификации суспензий, промыв-
ки осадков, для грубой очистки газов от твер-
дых частиц и для разделения эмульсий. При
сгущении (осветлении) суспензий твердую фа-
зу выделяют в виде влажного осадка, а при
классификации твердую фазу делят на фракции
различной крупности.
Ввиду малой движущей силы отстаива-
ние эффективно при отделении крупных час-
тиц. соответствующих значениям чисел Рей-
нольдса Re< 500 и Фруда Fr > 10 " [68]. От-
стаивание - наиболее простой и дешевый гид-
ромеханический процесс, поэтому его часто
используют для первичного разделения, что
удешевляет последующее разделение дисперс-
ной системы более сложными способами.
Аппараты для отстаивания - отстойники
различают:
по режиму работы - периодического, по-
лунепрерывного и непрерывного действия;
по типу разделяемой дисперсной систе-
мы - для разделения пылей, суспензий и
эмульсий (рис. 3.1.1) [19].
В отстойнике для разделения суспензий
непрерывного действия (рис. 3.1.1, а) разде-
ляемая смесь распределяется по каналам между
коническими полками, на поверхностях кото-
рых осаждаются твердые частицы. Осадок
(пульпа) сползает с полок в нижнюю часть от-
стойника, откуда удаляется через патрубок.
Осветленная жидкость выводится через цен-
тральную трубу.
Отстойник непрерывного действия для
разделения эмульсий (рис. 3.1.1, б) представля-
ет собой горизонтальный резервуар. Перего-
родка 2 с отверстиями гасит возмущения, вно-
симые в жидкость входной струей эмульсии.
Поперечное сечение отстойника выбирают та-
ким. чтобы режим течения в аппарате был ла-
минарным. чтобы исключить смешение фаз и
улучшить процесс отстаивания. Расслоившиеся
легкая и тяжелая фазы выводятся с противопо-
ложной стороны отстойника. Трубопровод для
вывода тяжелой фазы соединен с атмосферой
для предотвращения сифонного эффекта.
Отстойник для разделения пылей (рис.
3.1.1, в) представляет собой камеру /, в корпу-
се которой установлены горизонтальные полки
2 на расстоянии 100...300 мм одна от другой.
При прохождении газа между полками твердые
частицы осаждаются на их поверхностях. Для
обеспечения равномерного распределения газа
между полками используется перегородка 3.
Осадок твердых частиц периодически удаляет-
ся с полок через люки 4 с помощью скребков
или смывается водой. Такой отстойник являет-
ся аппаратом полунепрерывного действия.
По направлению движения потока разде-
ляемой смеси отстойники делят на радиальные,
горизонтальные, вертикальные и наклонные,
или тонкослойные (рис. 3.1.2) [68]. В радиаль-
ных отстойниках суспензия подается в центр
аппарата и движется к периферии, в горизон-
208
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Уровень живности
Суспензия
Очищенный
°)
е)
б)
Запыленный
Рис. 3.1.1. Схемы отстойников для разделения различных дисперсных систем,
различаемые по типу дисперсной системы:
а - с коническими полками для разделения суспензий, б - для разделения эмульсий; I - корпус;
2- перфорированная перегородка, в - пылеосадительная камера, 1 - камера; 2 - полки;
3 - отражательная перегородка; 4 - люки для удаления пыли
Рис. 3.1.2. Схемы отстойников, различаемые по направлению движения потока разделяемой смеси:
а - одноярусный радиальный; б - горизонтальный; в - вертикальный; г - тонкослойный; 7 - ввод суспензии;
2 - вывод осветленной жидкости; 3 - выгрузка осадка; 4 - скребковое устройство; 5 - пакет пластин
отстойники
209
тальных - загружается с одного конца аппарата
и, перемещаясь вдоль него, выводится на дру-
гом конце в виде осветленного продукта, в вер-
тикальных - суспензия подается снизу и дви-
жется вверх, причем скорость восходящего по-
тока должна быть меньше скорости оседания
твердых частиц, благодаря чему частицы осе-
дают в нижней части аппарата, откуда удаля-
ются. В наклонных, или тонкослойных отстой-
никах осаждение осуществляется на наклонен-
ном под углом 45...60° пакете пластин, рас-
стояние между которыми составляет 25...
100 мм. Использование пакета пластин увели-
чивает площадь осаждения и повышает эффек-
тивность разделения.
Особенности конструкций отстойников
для разделения суспензий. Отстойники для
разделения суспензий делят на сгустители, ос-
ветлители, сгустители-осветлители и класси-
фикаторы [54]. При сгущении осаждение про-
водят с целью получения плотного осадка, при
осветлении осаждение осуществляют с целью
получения очищенных от твердых частиц жид-
костей.
Радиальные отстойники непрерывного
действия с вращающимися сгребающими уст-
ройствами (скребками) наиболее распростра-
нены. Они предназначены для сгущения и ос-
ветления суспензий. Они бывают одноярусны-
ми и многоярусными.
Одноярусные отстойники изготовляют с
горизонтальным и вертикальным током жидко-
сти. Отстойники с горизонтальным током жид-
кости (рис. 3.1.3) применяют для разделения
суспензий со скоростью осаждения твердой
фазы w0 =710-5...210~4 м/с, с концентраци-
ей дисперсных частиц в исходной суспензии
С = 5...5О кг/м3. Угол конуса днища у них
150° Отстойники с вертикальным током жид-
кости (рис. 3.1.4) применяют для разделения
суспензий со скоростью осаждения твердой
фазы w0 =15 10~4...2 1СГ3 м/с, с концентра-
цией дисперсных частиц в исходной суспензии
С = 100...350 кг/м3. Угол конуса днища таких
отстойников равен 60°.
При работе одноярусных отстойников ис-
ходная суспензия непрерывно подается в пи-
тающий стакан, расположенный в центре ци-
линдрического чана. В объеме чана под дейст-
вием силы тяжести происходит разделение
суспензии на осветленную жидкость и осадок
твердых частиц. Осветленная жидкость слива-
Рис. 3.1.3. Отстойник с горизонтальным током
жидкости:
7 - сгребающее устройство; 2 - чан; 3 - крышка;
4 - привод механизма вращения; 5 - привод
механизма подъема; 6 - питающее устройство;
7- сливное устройство; 8 - переливной кольцевой
желоб
Рис. 3.1.4. Отстойник с вертикальным током
жидкости:
/ - сгребающее устройство. 2 - чан; 3 - привод
механизма вращения, 4 - переливной желоб
ется по периферии аппарата в переливной же-
лоб, а твердые частицы осаждаются на кониче-
ское днище. Медленно вращающееся сгре-
бающее устройство постоянно смещает осадок
к центру отстойника, откуда он непрерывно
выводится через коллектор (обычно кониче-
ский) для выхода сгущенной суспензии.
Условное обозначение отстойника
включает (по порядку): букву Р, обозначаю-
щую тип отстойника (радиальный); цифры -
внутренний диаметр отстойника (в м); буквы
Л, К, Е. АК. АТ (табл. 3.1.1) - материал ос-
новных деталей, соприкасающихся с продук-
том (первая буква в двойном обозначении -
материал корпуса отстойника, вторая буква-
210
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
3.1.1. Исполнение корпуса и сгребающего
устройства радиальных отстойников
Шифр исполнения Марка стали
корпуса сгребающего устройства
А СтЗ 20 или 40 09Г2С, 16ГС или 10ГС
К 08Х22Н6Т или 12Х18Н10Т
Е 10Х17Н13М2Т или 08Х21Н6М2Т
АК СтЗ 20 09Г2С 08Х22Н6Т
АЕ СтЗ 20 09Г2С 10Х17Н13М2Т
АТ СтЗ 20 09Г2С ВТ1-0
материал сгребающего устройства, одна буква
А, К или Е - корпус отстойника и сгребающее
устройство изготовлены из одной стали); тире;
буквы В - вертикальный, Г - горизонтальный
ток жидкости; две цифры - порядковый номер
модели. Например, условное обозначение от-
стойника Р - ЗОАК - Г01 означает: радиаль-
ный отстойник диаметром 30 м, материал кор-
пуса СтЗ, материал сгребающего устройства
08Х22Н6Т, ток жидкости - горизонтальный,
модель первая.
В табл. 3.1.2 и табл. 3.1.3 представлены
технические характеристики непрерывно дей-
ствующих отстойников атмосферного давления
соответственно с горизонтальным и вертикаль-
ным током жидкости.
Эти отстойники имеют центральный при-
вод сгребающего устройства, а гребковые фер-
мы приводятся во вращение с помощью чер-
вячной пары. В отстойниках большого диамет-
ра вращение гребковой фермы может произво-
диться периферическим приводом с помощью
ведущей тележки 5 (рис. 3.1.5) [66]. Двигаясь
по рельсу вокруг отстойника, тележка тянет за
3.1.2. Техническая характеристика отстойников с горизонтальным током жидкости
Показатель Р-9К-Г01 Р-18К-Г01 Р-30К-Г01
Диаметр аппарата D , м 9 18 30
Производительность по исходной суспензии, м3/с 0,01 0,18 0,417
Площадь поверхности осаждения, м2 60 255 700
Рабочий объем, м3 130 1150 3000
Рабочая температура, °C 50 80 100
Частота вращения сгребающего устройства, с 1 (мин”1) 0,0023 (0,14) 0,0021(0,13) 0,0033(0,2)
Высота подъема сгребающего устройства, мм 400 400 400
Мощность электродвигателя, кВт, привода: механизма вращения 2,2 4 3
механизма подъема U 1,1 4
Механизм подъема: передаточное число червячного редуктора 41 41 -
число цилиндров гидравлического насоса - - 2
Габаритные размеры (длинахширинахвысота), м 9,25x9,25x9,27 18,11x18,1x11,2 32,9x30,5x17,2
Масса, т: аппарата 44 158,85 330
аппарата в рабочем состоянии 211,08 1310 4270
отстойники
211
3.1.3. Техническая характеристика отстойников с вертикальным током жидкости
Показатель Р-2К-В01 Р-2,8К-В01 Р-3,2К-В01 Р-5К-В01 Р-9К-В01
Диаметр аппарата D , м 2,0 2,8 3,2 5,0 9,0
Производительность по ис- ходной суспензии, м3/с 0,0015 0,008 0,016 0.038 0,083
Площадь поверхности оса- ждения, м2 3,14 6,15 8,05 19,6 60
Рабочий объем, м3 6,9 16 25 91 322
Температура рабочей сре- ды, °C 50 45 90 95 105
Частота вращения сгре- бающего устройства, с-1 (мин-1) 0,075(4,5) 0,04(2,4) 0,04(2,4) 0,017(1) 0,017(1)
Электродвигатель привода механизма вращения; тип мощность, кВт частота вращения вала, с-1 (мин-1) 4А80В6УЗ 4A132S8Y3 4A132S8Y3 4A160S8Y3 4А132М4УЗ
1,1 4 4 7,5 И
16,67(1000) 12,5(750) 12,5(750) 12,5(750) 25(1500)
Габаритные размеры, мм 2652х2652х хбОО 3876х3000х Х10951 3550х3200х х8580 5800х5220х Х13065 9620х9620х х17400
Масса, т: аппарата аппарата в рабочем со- стоянии 2,79 8,6 6,2 18,7 85
11,76 33,94 37,5 134 495,16
Рис. 3.1.5. Схема одноярусного сгустителя
с периферическим приводом:
I - корпус; 2 - гребковая ферма; 3 - желоб слива,
4 - несущая ферма; 5 - ведущая тележка; 6 - ось
вращения гребковой фермы; 7 - приемная чаша;
8 - штуцер для слива; 9 - штуцер для отвода шлама
собой гребковую ферму, которая продвигает
шлам к выходному штуцеру 9. Основная ха-
рактеристика сгустителей с периферическим
приводом и двухъярусных отстойников (сгу-
стителей), которые, как и отстойники с боль-
шим числом ярусов, применяют с целью эко-
номии производственных площадей, приведена
в табл. 3.1.4.
Корпус 1 двухъярусного отстойника (рис.
3.1.6 [66]) разделен днищем 20 на два яруса.
Оба яруса имеют гребки 2 и 12, закрепленные
3.1.4. Характеристика одноярусных
сгустителей и двухъярусных отстойников
Тип Диа- метр, м2 Высо- та, м Пло- щадь зер- кала, м2 Продолжи- тельность оборота 1ребковой мешалки
Сгуститель с перифериче- ским приво- дом 15,0 3.6 176,5 8' 30"
12' 42"
17' 24"
3,2 5' 12"
18,0 254 8'
8' 30"
9' 30"
14' 30"
19' 30"
24,0 3.6 452 12' 36"
30,0 706,5 12' 36"
Двухъярусный отстойник с центральным приводом 12,0 4,5 113 5' 18"
15.0 4,5 176,6 6' 15"
212
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.6. Двухъярусный отстойник
непрерывного действия
на одном валу 77, вращение которого осущест-
вляется с помощью привода 10, закрепленного
на ферме 8. Привод подъема 9 вала позволяет
ему подниматься вместе с гребками для пре-
дотвращения их заиливания при прекращении
работы отстойника.
Исходная суспензия поступает через
штуцер 5 в распределительный короб 4, из ко-
торого по желобу 6 направляется в чашу 7
верхнего яруса, а по желобу 3 в чашу нижнего
яруса. В каждом из ярусов суспензия отстаива-
ется. Образующаяся при этом осветленная
жидкость в верхнем ярусе поступает в сливной
желоб 13, а затем через штуцер 14 в сборник
75, а в нижнем ярусе через трубу 16 выдавли-
вается также в сборник 75, из которого через
штуцер 7 7 направляется по назначению.
Сгущенная суспензия (осадок, шлам) из
верхнего яруса гребками 12 продвигается к
центру днища и через центральное отверстие
опускается в нижний яр\с и направляется к
выходному штуцеру 19. К ней присоединяется
шлам нижнего яруса, который продвигается к
штуцеру 19 гребками 2. Откачка шлама из шту-
цера 19 насосом производится через трубу 18.
Возможны и другие схемы двухъярусных
отстойников: можно подавать разделяемую
суспензию только в верхний ярус или отводить
шлам из каждого яруса отдельно.
В глиноземном производстве для непре-
рывного выделения из горячих щелочных и
нейтральных суспензий, шламов и взвесей ис-
пользуют многокамерные сгустители различ-
ных типов (табл. 3.1.5 и табл. 3.1.6). Допусти-
мые параметры рабочей среды в таких сгусти-
телях следующие: плотность суспензии 1050...
1600 кг/м3; плотность твердой среды 2200...
3700 кг/м3; содержание твердой фазы 0,5...
20 % (по массе); содержание щелочи (NaOH)
30 %; температура до 105 °C.
3.1.5. Характеристика сгустителей закрытого типа
Обозначе- ние сгустителя Диа- метр, м Число камер Площадь осаждения, м2 Угол наклона днища, ° Частота вращения гребков, 1/ч Мощность двигателя. кВт Масса, т
механиче- ской части всего сгу- стителя
1 2 3 4 5 6 7 8 9
9x1-20 9 1 63 20 30 2,8...4,5 И 33
9x2-8 2 127 8 6 4,5 34
9x2-20 20 30 37
9x3-8 3 190 8 12 2,8 18 50
9x3-20 20 30 2,8...4,5 25 57
11x3-8 11 285 8 6 3 14 55
12x1-20 12 1 ИЗ 20 30 12 40
12x2-14 2 226 14 12 14 54
12x2-20 226 20 30 2,8...4,5 16
12x3-20 3 339 2,8 17 70
14x2-20 14 2 308 18
14x3-14 3 462 14 10 4 25 100
отстойники
213
Продолжение табл. 3.1.5
1 2 3 4 5 6 7 8 9
14x3-20 14 3 462 20 30 2,8 28 120
14x5-8 5 770 8 6 4,5 30 130
15x1-20 15 1 176 20 30 4,5. .5,5 10 55
15x2-20 2 352 4,5 13 86
15x5-8 5 850 8 6 25 130
16x5-8 16 1005 28 154
20x1-20 20 1 314 20 30 5,5 13 87
20x2-8 2 628 8 6 4,5 15 120
20x5-8 5 1570 4,5...5,5 30 250
32x1-8 32 1 804 3...6 4,8; 7,5
40x1-8 40 1250 7,5 280
3.1.6. Характеристика сгустителей для глиноземного производства,
обогащения руд и нерудных материалов
Характеристики Нормального типа Специального типа
Диаметр корпуса, м
11 15‘‘ 201’ 201’ 15 зг 12‘* 14 15
Число камер п 3 5 2 5 1 2 3 3 2
Высота камеры h, м 1,95 1,84 2,0 2,0 3,2 2/2,52* 2/2,52* 2/2,52* 2,2/32'
Общая высота Н, м 11,4 16,4 11.3 18,0 11,7 11,8 15.0 15,5 13,7
Общая площадь осаждения F, м2 285 280 630 1570 175 125 340 460 350
Общая масса G, т 56 127 119 253 57 34 69 88 85
Частота вращения гребкового вала, ч1 6 30
Уклон днища и диафрагм, ° 1:7 8 1:7 8 1:7 8 1:7 8 1:2.7 20 1:2,7 20 20 20 20
’* Нормализированные типоразмеры.
2* В числителе - верхняя камера, в знаменателе - остальные.
Примечание. Число сливных коробок - четыре.
Многокамерный отстойник-сгуститель
состоит из корпуса 1 (рис. 3.1.7), представ-
ляющего собой цилиндрический стальной ре-
зервуар с коническим днищем 11 и крышкой 2,
диафрагм 14, разделяющих аппарат по высоте
на несколько камер, питающего 7 и перегонно-
го 8 стаканов, разгрузочного конуса 10, моста
3, представляющего собой пролетное строение
из сварных и прокатных профилей, грузовой
площадки 5.
К механической части относятся привод
вращения 4 и механизм подъема 6, вертикаль-
ный вал 9, гребковые устройства 12, каждое из
которых состоит из четырех граблин 13.
При работе такого сгустителя суспензия
по трубопроводам непрерывно поступает в за-
грузочные стаканы, расположенные в центре в
верхней части каждой камеры, откуда растека-
ется к периферии аппарата. Однокамерные сгу-
стители принципиально отличаются от много-
214
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.7. Схема многокамерного отстойника-
сгустителя:
1 - корпус; 2 - крышка; 3 - мост; 4 - привод враще-
ния; 5 - грузовая площадка; 6 - механизм подъема;
7, 8 - питающий и переточный стаканы; 9 - верти-
кальный вал; 10 - разгрузочный конус; 11 - кониче-
ское днище; 12 - гребковые устройства; 13 - грабли-
ны; 14 - диафрагма
камерных только числом камер и конструкцией
сливных устройств.
Сливные устройства сгустителей служат
для отбора осветленного раствора (слива) и ре-
гулирования его чистоты и количества. В зави-
симости от свойств перерабатываемых суспен-
зий и функционального назначения аппараты
подразделяются на нерегулируемые, с механи-
ческим ручным регулированием и с полуавто-
матическим пневморегулированием.
Нерегулируемые устройства в виде слив-
ных коробок с гребенкой располагаются в
верхней камере многокамерных сгустителей и
в однокамерных сгустителях равномерно по
периметру в четырех, шести или восьми точках
в зависимости от диаметра аппарата. В нижних
ярусах сгустителей устанавливают коробки,
внутри которых расположены сливные трубы
из каждой камеры с заранее рассчитанной или
определенной опытным путем высотой.
Механическое регулирование, применяе-
мое только в многокамерных сгустителях, про-
изводится путем уменьшения сечения отвер-
стия для истечения жидкости при помощи ко-
нической пробки. Другим примером механиче-
ской регулировки является сливное устройство
телескопического типа.
В сливных устройствах с пневматическим
регулированием определенный расход жидко-
сти обеспечивается изменением давления в
замкнутой зоне сливной коробки.
Конусные отстойники-классификаторы
широко применяют для разделения твердых
частиц на фракции различной крупности [66].
В беспоплавковом конусном классифика-
торе подлежащая разделению пульпа подается
в приемную воронку 5 и через диафрагму 6 по-
ступает в корпус /, в котором под действием
силы тяжести твердые частицы делятся на две
фракции (рис. 3.1.8). Мелкая фракция уносится
восходящим потоком вверх и через порог 4 по-
ступает в карман 2, откуда через желоб 3 отво-
дится по назначению.
Крупная фракция оседает на дно разгру-
зочного конуса 7 и непрерывно (или периоди-
чески) под напором столба пульпы отводится
через нижний штуцер 9 и сифонную трубу 8. В
случае засорения выходного патрубка его про-
мывают струей воды через штуцер 10. Измене-
нием высоты сифонной трубы регулируется
скорость вывода из классификатора и плот-
ность пульпы крупной фракции.
Следует отметить, что вследствие малого
напора, под действием которого выводится
крупная фракция, ее нельзя получить в доста-
точно концентрированном виде.
Если содержание крупной фракции мало,
то применяют конусные классификаторы авто-
матического действия типа ККП (рис. 3.1.9).
Подлежащая разделению на фракции пульпа
Рис. 3.1.8. Схема беспоплавкового конусного
классификатора
отстойники
215
7
2 1
Рис. 3.1.9. Конический классификатор
автоматического действия (ККП):
1 - коромысло; 2 - шаровой клапан; 3 - штанга; 4 -
пружина; 5 - конус; 6 - отводной рычаг; 7 - груз; 8 -
шток поплавка; 9 - приемная трубка; 10 - направ-
ляющая поплавка; 11 - поплавок; 12 - приемный
карман; 13 - лоток (отводной желоб); 14 - диафрагма
поступает в классификатор по приемной трубе
9 и через диафрагму 14 попадает в разделяю-
щий конус 5. Мелкая фракция выносится вос-
ходящим потоком жидкости в карман 12 и вы-
водится из аппарата через лоток 13. Крупная
фракция опускается на дно конуса. По мере ее
накопления в конусе уровень пульпы подни-
мается, и она давит на поплавок 11, который
через шток 8 поворачивает рычаг 6 относи-
тельно оси, нажимает на штангу 3, отклоняет
вниз коромысло 1, освобождает шаровой кла-
пан 2 и выходное отверстие для крупной фрак-
ции. Сила прижатия клапана регулируется
пружиной 4, а подъемная сила поплавка - пе-
редвижным грузом 7.
Такой классификатор применяется для
выделения из пульпы крупных и тяжелых час-
тиц. В случае необходимости выделения из
пульпы частиц небольших размеров или с
плотностью, мало отличающейся от плотности
жидкости, применяют аналогичные классифи-
каторы с нижним поплавком, чувствительным
к изменению плотности пульпы типа ККШ.
Техническая характеристика конусных
классификаторов автоматического действия с
верхним типа ККП и нижним типа ККШ по-
плавком приведена в табл. 3.1.7.
Технологический расчет отстойников
непрерывного действия. Сначала опрделяют
массовый и объемный расходы осветленной
жидкости и осадка на основании заданной мас-
совой производительности Сгн отстойника по
разделяемой суспензии, а также концентрации
твердой фазы в исходной суспензии Сн и в
осадке (сгущенной суспензии, шламе) Ск
(% по массе).
В результате решения уравнений матери-
ального баланса получают следующие массо-
вые расходы:
осадка
К п п / К
и осветленной жидкости (при полном ее
осветлении)
3.1.7. Техническая характеристика конусных классификаторов
автоматического действия
Модель Производи- тельность, т/ч Максимальная крупность частиц в исходном материале, мм Диаметр сливного порога, мм Площадь кольцевого сечения, м2 Масса аппарата, кг Габаритные размеры, мм
ККП-1 1,6...4 1,6 1000 0,6 190 1480x1270x1582
ККП-1,5 3,6...9 1,6 1500 1,45 230 2005x1880x2065
ККП-1,8 5...12,5 1,6 1800 2,0 950 2708x2324x2880
ККП-2,4 9...22 1,6 2400 2,85 1570 3350x3000x3326.
ККШ-2,4 4,5...11 0,29 2400 4,52 800 3210x2830x2900
216
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
( с
G0CB=GH 1------- •
UUD н
V ск 7
Объемный расход осветленной жидкости
плотностью рж
Затем рассчитывают скорость осаждения
твердых частиц в суспензии. Расчет сгустите-
лей и осветлителей основан на скорости осаж-
дения самых мелких частиц, подлежащих от-
делению, а расчет классификаторов - на скоро-
сти осаждения тех частиц, которые должны
быть преимущественно отделены на данной
стадии.
Для определения скорости стесненного
осаждения твердых частиц используют различ-
ные эмпирические и полуэмпирические фор-
мулы [54]. Наиболее часто применяют интер-
поляционную формулу, справедливую для всех
режимов обтекания частиц (ламинарного, пе-
реходного и турбулентного):
ReCT =Аге4,75/^18 + 0,б-^Аге4,75 j. (3.1.1)
где ReCT = ^’ст<^рж /цж - число Рейнольдса
при стесненном осаждении частиц; d- диаметр
частицы; wCT - скорость стесненного осаждения
частицы относительно стенок аппарата:
ЦЖ’ Рж ” соответственно динамическая вяз-
кость и плотность жидкости; Аг =
= (?Ржа'3/Мж)(Рт-Рж) - число Архиме-
да; рт - плотность материала твердой части-
цы; 8 - объемная доля жидкости (порозность)
в суспензии.
Формула (3.1.1) справедлива при стес-
ненном осаждении шарообразных частиц оди-
накового размера. При осаждении частиц иной
формы полученное значение и-ст следует умно-
жить на поправочный коэффициент формы
Ч/ = 4,836 К2/3/5Ч <1,
значения которого определяют по эксперимен-
тальным данным об объеме Уц и площади по-
верхности S4 частицы. Кроме того, при расчете
скорости осаждения нешарообразных частиц
их диаметром считают эквивалентный диаметр
частиц, равный диаметру равновеликого шара,
Объемн)ю долю жидкости (порозность) в
суспензии рассчитывают по формуле
8 — 1 — (Снрс /рт
где Сн - массовая доля частиц в исходной
суспензии; рс - плотность суспензии.
При этом плотность суспензии
Стесненность осаждения частиц следует
учитывать при объемной доле твердой фазы в
разделяемых суспензиях более 2 . 5 %. Без
учета стесненности коэффициент сопротивле-
ния Ср и скорость свободного осаждения
частиц и'() можно определять по данным
табл. 3.1.8 [54]. по числу Рейнольдса Re .
Поскольку формула Стокса в табл. 3.1.8
хорошо описывает опытные данные вплоть до
Re < 2. при расчете отстойников можно счи-
тать, что ламинарный режим существует при
выполнении условия 1|/Аг<36.
В промышленных условиях разделяемая
суспензия содержит частицы разных размеров
(иногда и плотностей). В ходе осаждения они
движутся в жидкости с различными скоростя-
ми. В этом случае скорость осаждения частиц
каждого сорта может быть найдена по формуле
(3.1.1) весьма приближенно, поскольку в про-
цессе осаждения частицы разных размеров и
плотностей гидродинамически взаимодейст-
вуют друг с другом, так что скорости их дви-
жения в той или иной мере выравниваются.
Тем не менее, при расчете следует ориентиро-
ваться на наиболее мелкие (и легкие) частицы в
исходной суспензии [3].
Для отстойников непрерывного действия,
в которых эффект выравнивания скоростей
стесненного осаждения может быть заметным,
расчет на основе наиболее мелких (легких)
частиц приводит к несколько заниженным ско-
ростям осаждения.
отстойники
217
3.1.8. Коэффициент сопротивления и скорость гравитационного осаждения
твердой частицы при различных режимах обтекания изотермическим потоком
ньютоновской несжимаемой жидкости
Режим обтекания Характер обтекания Границы режимов по числу CD Критериальное уравнение Re = /(Аг) [48]
Re Аг
Ламинар- ный Плавный, тече- ние слоистое КГ4 < Re <0,1 Ar< 1,8 24/Re (формула Стокса) Аг/18
Переход- ный Стационарное вихревое кольцо за кормой 0,1 < Re <500 1,8 < Ar <8,ЗЮ4 18,5/Re0,6 (формула Аллена) 0,152Аг°'715
Турбу- лентный Вихревой след за частицей 500<Re<2105 Ar >8,ЗЮ4 «0,44 (формула Ньютона) 1,74 Аг0,5
После расчетов Иосв и определяют ос-
новную геометрическую характеристику от-
стойника - площадь поверхности осаждения
F =V /yv
гос госв' ^ст-
Поскольку расчет скорости осаждения wCT
в полидисперсных суспензиях по приведенным
выше формулам не может быть выполнен с
достаточной точностью, необходимо проведе-
ние модельных экспериментов.
В ряде источников [54, 59, 66] рекомен-
дуется в формулу ввести поправочный коэф-
фициент, например:
F =1 ЗЗК /w
1 ОС г ОСВ ' ^СТ ’
где 1,33 - поправочный коэффициент, учиты-
вающий неравномерность распределения ис-
ходной суспензии по всей площади осаждения
и, следовательно, неравномерность отстаива-
ния, а также вихреобразование, полидисперс-
ность суспензии и другие факторы, проявляю-
щиеся в производственных условиях процесса
разделения суспензий.
Поправку к рассчитанной площади осаж-
дения рекомендуют также учитывать в виде
произведения двух коэффициентов. Один из
них - коэффициент надежности - описывает
изменение характеристик исходной суспензии
(температуры, концентрации и размеров частиц
твердой фазы, pH среды, вязкости) и колеблет-
ся от 1,10 до 1,25 в зависимости от влияния
изменения характеристик суспензии на ход
процесса осаждения. Другой коэффициент
учитывает неэффективность части объема от-
стойника, обусловливаемую возмущениями на
впуске, и в значительной степени зависит от
размеров отстойника и колеблется от 1,10 для
аппаратов диаметром примерно 30 м (и боль-
ше) до 1,50 для аппаратов до 4,5 м.
В цилиндрических одноярусных отстой-
никах площадь Foc непосредственно связана с
его внутренним диаметром D:
Foc=tt£>2/4,
а в полочных представляет собой суммарную
площадь всех полок.
Использование многополочных отстой-
ников (см. рис. 3.1.1 и рис. 3.1.2) позволяет
значительно повысить производительность от-
стойников и качество разделения [9].
Повысить скорость разделения суспензий
можно, снижая вязкость жидкости путем пред-
варительного подогрева суспензии или укруп-
няя частицы. При очистке воды от ферромаг-
нитных частиц их укрупнение происходит в ре-
зультате предварительной магнитной обработ-
ки воды [9]. На станциях очистки сточных вод
и водоподготовки укрупнение частиц осущест-
вляют добавкой в суспензию коагулянтов или
флокулянтов [9, 69]. Для ускорения коагуляции
в жидкости организуют пульсирующие коле-
бания (например, путем пульсирующей подачи
жидкости).
218
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
3.1.2. ФИЛЬТРЫ
Жидкостные фильтры являются широко
распространенными аппаратами в химической,
нефтехимической и других отраслях промыш-
ленности, а также при решении экологических
проблем для обработки технологических и
промышленных сточных вод [20, 58]. На про-
мышленных фильтрах процесс фильтрования
обеспечивает разделение жидких неоднород-
ных систем (суспензий), при этом отделяемые
взвешенные частицы задерживаются пористой
средой.
Фильтрованием осуществляют следую-
щие основные процессы:
разделение суспензий - отделение содер-
жащихся в них твердых частиц, задерживае-
мых на фильтрующей перегородке, через кото-
рую удаляется подавляющее количество жид-
кости - фильтрата;
сгущение суспензий - повышение в них
концентрации твердой фазы путем удаления
через фильтрующую перегородку части жид-
кой фазы;
осветление жидкостей - очистка от со-
держащегося в них небольшого количества
тонких взвесей;
микро- и ультрафильтрацию - отделение
тонких твердых и коллоидных частиц, бакте-
рий или молекул высокополимеров при помо-
щи полунепроницаемых мембран с порами
размером 1...0,1 мкм для микрофильтрации и
от 0,1 до 0,02 мкм - для ультрафильтрации.
В промышленных условиях на фильтрах
осуществляется комплекс процессов: собст-
венно фильтрование, промывка осадка и его
обезвоживание, а также вспомогательные опе-
рации - подача суспензии, съем и удаление
осадка, регенерация фильтрующей перегород-
ки.
Основные закономерности процессов
фильтрования. Вследствие малого диаметра
поровых каналов в фильтрующих перегородках
и слое осадка фильтрование обычно происхо-
дит при режиме ламинарного течения и очень
редко - при переходном и турбулентном ре-
жимах. Число Рейнольдса при движении жид-
кости в пористой среде можно определить по
формуле Павловского:
где v - скорость фильтрации, отнесенная ко
всей поверхности, м3/(м2.с), м/с; de - эффек-
тивный диаметр частиц, м; v - кинематиче-
ская вязкость фильтрата, м2/с; 8 - порозность.
В этом случае критическое значение чис-
ла Рейнольдса ReKp = 7.. .9.
Скорость фильтрования жидкости через
пористую перегородку и отложившийся на ней
слой осадка определяют по формуле
Ар Ар
v=------------=—,
ц(а^8 + Р) ц/?
где zip - перепад давлений в фильтрующей пе-
регородке и слое осадка, Па; ц - динамическая
вязкость фильтрата, Па-с; а у - сопротивле-
ние единицы объема пористого осадка, 1/м2; 8
- толщина слоя осадка, м; Р - сопротивление
фильтрующей перегородки, отнесенное к еди-
нице вязкости, 1/м; R - общее сопротивление
фильтрования, отнесенное к единице вязкости,
складывающееся из сопротивлений осадка и
фильтрующей перегородки, 1/м.
Величину R иногда удобно выразить сле-
дующим образом
где <?т - масса твердой фазы, отлагающейся на
фильтре при получении единицы объема
фильтрата, кг/м?; V - объем фильтрата, полу-
ченного с единицы фильтрующей поверхности,
м3/м2; осср =а^8/<7тИг - удельное сопротив-
ление осадка (массовое) при данном перепаде
давлений, м/кг.
При нарастающей толщине фильтрующе-
го слоя скорость фильтрования непрерывно
изменяется и ее среднее значение за период т
выражается уравнением:
V' \р
^СР “ “ р
Ч^ср
Полное среднее сопротивление фильтра
за данный отрезок времени, отнесенное к еди-
нице вязкости,
Re v(0,75e + 0,23) ’ ЛсР ~ у -0,5аср?тК +0.
ФИЛЬТРЫ
219
Удельное сопротивление сжимаемого
осадка зависит от давления и в большинстве
случаев выражается эмпирической формулой
acp=aW)i’
где a - коэффициент пропорциональности;
5 - показатель сжимаемости осадка; 5 = 0... 1.
Для сильно сжимаемых осадков:
acp=a’ l + al(Ap),s
или acp =a" + a2 (А/?)5,
где a’, Ct], ос*", ОС2, 5 - экспериментально
определяемые параметры.
Мгновенная скорость фильтрования
dV' _ \р
н(аСр?тТ'+Р)
Время фильтрования при постоянном пе-
репаде давлений
т=61К'(г' + 2Ко),
где Ь] =Щ7тас/(2Др) - константа уравнения
фильтрования при режиме постоянного давле-
ния, с/м2; Kq =рД<7т0Сср) - объем фильтрата,
при получении которого с единицы поверхно-
сти отлагается слой осадка с сопротивлением,
равным сопротивлению фильтрующей перего-
родки, м3/м2
При постоянной скорости фильтрования
t = V'/v .
Вследствие непрерывного увеличения
сопротивления фильтра поддержание v = const
сопряжено с непрерывным возрастанием Др во
времени. При этом
lgL<7Ta'(T + To)y2l
1g Ар=-------------------.
1-5
Осветлительное фильтрование суспензий,
содержащих небольшое количество взвесей
(менее 1 %) подчиняется иным закономерно-
стям, чем фильтрование с образованием осад-
ка. Известны три характерных случая осветли-
тельного фильтрования [20].
1. Промежуточный процесс между фильт-
рованием с образованием осадка и фильтрова-
нием по, так называемому, стандартному зако-
ну постепенного сужения свободного прохода
капилляров фильтрующей перегородки. Для
этого случая при Др = const
где А] - константа, характеризующая сопро-
тивление потоку, 1/м, Vq - начальная мгно-
венная скорость фильтрования, м/с.
Параметры к\ и 6'q определяют экспе-
риментально, исходя из линейной зависимости
<70
2. Стандартный закон фильтрования. По
мере прохождения жидкости через фильтрую-
щую перегородку диаметр ее капиллярных ка-
налов постепенно сужается вследствие прили-
пания к их стенкам мельчайших взвесей. В
этом случае при Др = const
2Г'
Для экспериментального определения па-
раметров к\ и Vq пользуются линейной зави-
симостью
Этот закон применим в большинстве слу-
чаев, когда процесс не протекает по закону
фильтрования с образованием осадка.
3. Закон фильтрования с уменьшением
числа открытых фильтрующей перегородки
(или с полной закупоркой пор). Предполагает-
ся, что при попадании частицы в какую-либо
из пор, последняя полностью закупоривается,
так что число открытых пор по ходу процесса
фильтрования непрерывно уменьшается. В
рассматриваемом случае при Др = const
т = ——In---—----7,
где А:2 =^1^0 “ константа, характеризующая
сопротивление фильтра по закону уменьшаю-
щегося числа открытых пор, 1/с.
220
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Параметры к\ и Vq определяют на ос-
новании уравнения для мгновенной скорости
фильтрования при Ар = const
lgr?=lgy0 -*2Tlge.
Все рассмотренные законы фильтрова-
ния, в том числе с образованием осадка, могут
быть представлены в общей форме, которая
характеризует увеличение сопротивления про-
цесса фильтрования в зависимости от прира-
щения количества фильтрата
где к - постоянная, характеризующая сопро-
тивление потоку; п - показатель степени в об-
щем уравнении.
Величина показателя степени п в боль-
шинстве случаев изменяется от 0 до 2, в зави-
симости от протекающего на фильтре процес-
са:
при фильтровании с образованием осадка
п = 0;
при фильтровании по промежуточному
закону п = 1;
при фильтровании по стандартному зако-
ну п = 1,5;
при фильтровании с уменьшающимся
числом открытых пор п = 2.
Основные уравнения различных процес-
сов представлены в табл. 3.1.9.
Промывка осадка - замещение жидкой
фазы, заполняющей поры осадка, промывной
жидкостью, которое сопровождается гидроди-
намическими процессами поршневого вытес-
нения и смешения двух жидкостей, а также
диффузионными процессами [34].
При промывке осадка на фильтрах можно
выделить три стадии (рис. 3.1.10): I - вытесне-
ние основного фильтрата из пор осадка про-
мывной жидкостью (характеризуется постоян-
ной концентрацией растворимого вещества в
получаемом промывном фильтрате); II и III -
непрерывное уменьшение концентрации рас-
творимого вещества (стадия II определяется в
большей степени гидродинамическими про-
цессами движения и перемешивания жидко-
стей в порах осадка, а стадия III - диффузион-
ными процессами).
В общем виде уравнение для процесса
промывки
Рис. 3.1.10. Периоды промывки осадка
на фильтре
м ( Кпж'
Для первой стадии
М
---= яп
WOc
для второй стадии
для третьей стадии
М е"
Мос ^п.ж/^ос
где ап, Ьп, сп, dn, еп - эмпирические по-
стоянные, зависящие от свойств получаемого
на фильтре осадка и промывной жидкости; М -
масса растворенного вещества в промывной
жидкости, кг/м3; Мос - масса растворенного
вещества в фильтрате, кг/м3.
Просушка (обезвоживание) - удаление
жидкой фазы из пор отфильтрованного осадка,
осуществляемое на фильтре пропусканием че-
рез него газа, пара или нагрева.
Для кристаллических осадков, не рас-
трескивающихся при обезвоживании, с крупно-
и среднедисперсных частиц твердой фазы
3.1.9. Основные уравнения различных процессов фильтрования
Функция Закон фильтрования Общая форма выражения законов фильтрования
с образованием осадка промежуточный стандартный с уменьшающимся числом открытых пор
_dR\ _ f(R) »=/(’) »=/(Г) ко If1У 1 71 + WT vo 1 + Ло»ок' Ml 1п(1 + &1Ц)т) ki V AqW0 +1 г,ое~*1Г MJ-5 =*i4°’41,5 2wp 2 + к} w0 1 + у™о f *1П2 2) М2 =Л]<у0Я|2 К--‘И г,0е~*2Т Vo-kiV 1—1 Hi 1 н 1 1 ICM 7 1 - 1 -—' 1 с 1 (N С Со СЧ > , о t 1 х 7 * _ । 1 =0=- ~ Т i i = -7 1 х 1
Уравнения линей- ной зависимости _L=^r'+±. И1 2 Vq ’=-L+M; г v0 Ig^lg^o-^r'lge т _ к\ 1 г=Тт+^ v=Vq -k^V'; lgt> = lgy0-^2Tlge lg(r — z) = Igt- lg.y
Константа, характе- ризующая сопро- тивление потоку к$ (с/м2) к\ (1/м) к\ (1/м) £2 (1/c) ^-размерность зависит от значений показателя степени п
222
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
влажность осадка выражается зависимостью
Лрср(тс)
где 80С - толщина просушиваемого осадка, м;
Дрс - перепад давлений при просушке, Н/м2;
тс - время просушки осадка, с; W
постоянные для данного осадка, определяемые
экспериментально.
Тонкодисперсные осадки на фильтре мо-
гут быть обезвожены механическим отжимом с
помощью валков, вибрационных устройств,
эластичных диафрагм, а также добавлением в
суспензию поверхностно-активных веществ.
Классификация фильтров (табл. 3.1.10).
Основными признаками классификации
фильтров являются:
характер работы фильтра - непрерывный
или периодический;
способ создания движущейся силы про-
цесса фильтрования - вакуумный, когда пере-
пад давлений создается в результате разреже-
ния под фильтрующей перегородкой; избыточ-
ное давление (более высокое, по сравнению с
атмосферным); гравитационное давление - под
действием гидростатического столба жидкости
разделяемой суспензии;
конструктивное исполнение - форма и
расположение фильтрующего элемента, способ
съема осадка.
Фильтры непрерывного действия [81].
Барабанные вакуум-фильтры с наружной
фильтрующей поверхностью. Из фильтров
этого типа наибольшее распространение полу-
чили барабанные ячейковые вакуум-фильтры
(рис. 3.1.11), состоящие из горизонтального
барабана /, разделенного на отдельные ячейки.
Фильтрующая перегородка (ткань, сетка, кера-
мическая плитка и др.) расположена по внеш-
ней цилиндрической поверхности, образован-
ной ситами, решетками или проволочными
ковриками. Барабан частично погружен в ко-
рыто 3, заполненное суспензией. В нижней
части корыта располагается качающаяся или
вращающаяся мешалка 4 для поддержания час-
тиц твердого вещества во взвешенном состоя-
нии. Фильтрат от каждой ячейки отводится по
каналу, выходящему на торцовую поверхность
полой цапфы барабана. При вращении бараба-
на ячейки сообщаются с камерами неподвиж-
ной распределительной головки 2 и проходят
последовательно зоны фильтрации, предвари-
тельной просушки, промывки, удаления осадка
и регенерации фильтрующего основания. В за-
висимости от свойств осадка удаление его с
фильтрующей поверхности может осуществ-
ляться ножом, резиновыми валиками или шну-
рами.
В ряде случаев при обработке суспензий,
образующих осадки толщиной 1...3 мм, для
лучшей регенерации фильтрующей перегород-
ки применяют фильтры со сходящим полотном
(рис. 3.1.12). На этом фильтре при огибании
тканью или сеткой разгрузочного ролика про-
исходит отделение осадка от поверхности
фильтрующей ленты.
В барабанном безъячейковом вакуум-
фильтре (рис. 3.1.13) вращающийся горизон-
тальный барабан 1 с отверстиями покрыт сна-
ружи фильтровальной перегородкой. Внутри
барабана установлен неподвижный вал 2, со-
единенный с трубой 3 для вывода основного
фильтрата, и камерой 4 для сбора и отвода
промывного фильтрата. Отдувка получаемого
осадка и регенерация фильтровальной перего-
родки осуществляются сжатым воздухом, по-
даваемым через устройство 5, также установ-
ленном на неподвижном валу 2.
Сжатый воздух, поступающий внутрь
устройства, выходит под давлением через про-
дольные щели в колодке 6 и воздействует на
фильтрующую перегородку, отделяя от по-
верхности осадок и регенерируя ткань. Внут-
ренняя поверхность барабана специально об-
работана и при соприкосновении с колодкой 6
образует отдельную от зон фильтрования и
промывки осадка герметичную зону.
Конструкция безъячейкового фильтра по-
зволяет осуществлять раздельный отвод ос-
новного и промывного фильтрата, смешение
которых возможно на барабанных вакуум-
фильтрах ячейкового типа.
Барабанные вакуум-фильтры ячейковые
и безъячейковые с предварительно нанесенным
слоем вспомогательного фильтрующего веще-
ства (диатомита, перлита, древесной муки, ак-
тивного угля и др.) применяют для разделения
суспензий, содержащих тонкодисперсные и
липкие осадки, способные быстро забивать по-
ры фильтрующей перегородки. Образующийся
при фильтровании через намывной слой осадок
постепенно срезается ножом с микрометриче-
ской подачей вместе с некоторым количеством
вспомогательного вещества. Длительность не-
прерывной работы аппарата без возобновления
вспомогательного слоя достигает 48 ч.
3.1.10. Характеристика фильтров основных типов
Типы фильтров Фильтрационные свойства суспензии Технологические возможности
Концен- трация, г/л Размер частиц, мкм Скорость осаждения, мм/с (макси- мальная) Качество фильтрова- ния Давление, МПа Темпера- тура, °C Качество промывки осадка* Толщи- на осадка, мм Типы осадков
Барабанные: с наружной поверхностью со сходящим полотном безъячейковые герметизированные с внутренней поверхностью 50...600 10...300 Ваку; 18 ум-фильтры 4 0,015...0,075 10...90 3 5...50 Любые
10...300 5...300 5 2...50
100...600 18 3...5 0,015...0,07 4 5...50
50...600 5...200 4 0,015...0,06 -40...+60 3 Кристаллические
100...650 10...1000 Не ограни- чена 3 0,015...0,07 10...90 - 10...100 Кроме липких и тиксотропных
Дисковые 100...500 10...300 0,015...0,075 6...20 Плотные, сжи- маемые
Тарельчатые 150...650 10...1000 5 12...100 Кроме липких
Карусельные 20...100
Ленточные 15...1000 0,015...0,06 10...70 5...100
Барабанные и дисковые под давлением 20...300 а 5...150 ►ильтры, рабо 18 тающие под 4 давлением 0,3...0,5 5...150 3...5 6...50 Кроме тиксо- тропных
Динамические фильтры 5...150 0.5...150 5 4...5 0,4 5...120 - - Тиксотропные
Ленточные фильтр-прессы 10...50 10...300 Не ограни- чена 3 - 5...60 3 3. .15 Плотные, сжи- маемые
Листовые фильтры под давле- нием 0,1...50 0.5...100 5 4...5 0,3 (0,6) -20...+90 1 .20 Кроме липких
Рамные фильтр-прессы Камерные фильтр-прессы 0,3... 400 0.5...200 0,3...2.0 -20... + 180 3...5 5. .80 Кроме тиксо- тропных
Патронные фильтры 0,05...20 0,5...50 2...5 3...5 0,3 3 3...15 Любые
Дисковые фильтры-сгустители 10...100 5...150 15 4 0,015...0,075 10...90 - -
* 5 - отличное (до 30.. .50 мг/л примесей); 4 - хорошее (до 60 мг/л); 3 - удовлетворительное (до 120 мг/л)
ФИЛЬТРЫ
224
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.11. Схема ячейкового барабанного
вакуум-фильтра:
1 - горизонтальный барабан; 2 - распределительная
головка; 3 - корыто; 4 - качающаяся мешалка;
5 - привод мешалки; 6 - электродвигатель барабана;
7 - промывное устройство
Рис. 3.1.12. Схема барабанного вакуум-фильтра
со сходящим полотном:
1 - барабан; 2 - распределительная головка,
3 - фильтрующее полотно, 4 - разгрузочный ролик,
5 - нож; 6 - промывочный ролик; 7 - натяжной
ролик; 8 - корыто
Барабанные герметизированные вакуум-
фильтры предназначены для обработки взры-
воопасных суспензий. Особенностью конст-
рукций является герметизация пространства,
окружающего барабан, для чего последний за-
ключают в закрытый корпус. В нижней части
корпуса находится подлежащая разделению
суспензия, в верхнюю подается циркулирую-
щий инертный газ под небольшим избыточным
давлением, около 5 кПа. Газ, частично отсасы-
ваемый через фильтрующую поверхность ба-
рабана и вакуумную систему, отделяется и
снова подается компрессором в корпус бараба-
на. Для удаления осадка из корпуса аппарата
4
Рис. 3.1.13. Схема барабанного безъячейкового
вакуум-фильтра
Рис. 3.1.14. Схема барабанного вакуум-фильтра
с внутренней фильтрующей поверхностью
используется нож, под которым помещен
шнек, транспортирующий осадок к штуцеру
для выгрузки в герметизированную приемную
емкость.
Барабанный вакуум-фильтр с внутренней
фильтрующей поверхностью предназначен для
разделения суспензий с твердыми частицами
средней крупности, скорость осаждения кото-
рых не менее 6 мм/с, главным образом в гор-
норудной, угольной и металлургической про-
мышленности, где не требуется эффективная
промывка и высокая степень обезвоживания
осадка. Фильтр состоит из горизонтального
вращающегося барабана /, установленного на
вращающихся роликах 2 (рис. 3.1.14). Барабан
ФИЛЬТРЫ
225
с одной стороны закрыт глухой плоской стен-
кой, а с другой - стенкой с большим централь-
ным отверстием, образующей кольцевой борт
3. Фильтрующая поверхность 5 расположена
на внутренней стороне барабана, разделенного
на отдельные ячейки 4, соединенные трубками
7 с распределительной головкой 6.
Суспензия заливается внутрь барабана до
уровня кольцевого борта. Осадок отделяется от
ткани отдувкой сжатым воздухом и выводится
наружу через бункер 8 ленточным конвейером
9 или шнеком.
Дисковые вакуум-фильтры предназначе-
ны для разделения суспензий с относительно
однородными и медленно осаждающимися
частицами твердой фазы. Эти фильтры обла-
дают развитой фильтрующей поверхностью и
состоят из горизонтально расположенного по-
лого секционного вала, на котором укреплены
диски, частично погруженные в корыто 2 с
разделяемой суспензией (рис. 3.1.15). Каждый
диск состоит из обтянутых фильтровальной
тканью полых секторов /, имеющих с обеих
сторон перфорированную или рифленую по-
верхность. Полость каждого сектора сообщает-
ся со своим отводящим каналом, выведенным к
распределительной головке 3. Для предотвра-
щения осаждения твердых частиц суспензии в
корыте устанавливаются мешалки или произ-
водится барботаж подачей сжатого воздуха.
Тарельчатые вакуум-фильтры предна-
значены для отделения, обезвоживания и про-
мывки тяжелых крупнозернистых осадков
толщиной не менее 12 мм. Фильтр состоит из
горизонтальной, разделенной на отдельные
ячейки вращающейся тарелки /, на верхней
Рис. 3.1.15. Схема дискового вакуум-фильтра:
1 - сектор фильтрующего диска; 2 - корыто фильтра;
3 - распределительная головка;
4 - нож для съема осадка
плоскости которой уложены опорные дренаж-
ные решетки (рис. 3.1.16). Фильтрующим ос-
нованием 2 служит ткань, сетка или щелевые
сита. Фильтрующая поверхность ограничена
неподвижным наружным 4 и внутренним бор-
том 5. Каждая ячейка тарелки соединена отво-
дящими трубками с распределительной голов-
кой 7. Фильтр снабжен устройствами для пода-
чи суспензии, распределения промывной жид-
кости, удаления осадка.
Карусельные вакуум-фильтры применя-
ют при обработке суспензий, образующих
осадки, не подверженные сильному растрески-
ванию и требующие тщательной промывки.
Фильтр состоит из отдельных ковшей /, распо-
ложенных по кругу и установленных на под-
вижной раме 2 (рис. 3.1.17). Каждый ковш
имеет дренирующую поверхность и соединен
Рис. 3.1.16. Схема тарельчатого вакуум-фильтра:
/ - горизонтальная тарелка фильтра; 2 - дренирующее основание; 3 - фильтрующая перегородка;
4 - неподвижный наружный борт фильтра; 5 - внутренний борт тарелки; 6 - шнек; 7 - распределительная
головка; 8 - привод фильтра; 9 - привод шнека; 10 - опорная рама
8 - 10358
226
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.17. Схема карусельного вакуум-фильтра:
1 - ковш; 2 - подвижная рама; 3 - лоток для подачи
суспензии; 4 - ролики
Рис. 3.1.18. Схема ленточного вакуум-фильтра:
1 - стол с вакуум-камерами; 2 - резиновая лента;
3 - фильтрующая перегородка; 4 - лоток для подачи
суспензии; 5 - лоток для промывной жидкости,
6 - приводной барабан; 7 - натяжной барабан;
8 - нож
Рис. 3.1.19. Схема дискового фильтра
под давлением:
1 - корпус; 2 - фильтрующие диски;
3 - распределительная головка; 4 - привод фильтра;
5 - мешалка; 6 - шлюзы выгрузки осадка
гибким шлангом с распределительной голов-
кой 5. Аппарат допускает эффективную много-
ступенчатую промывку.
При разгрузке ковш опрокидывается с
помощью специальных направляющих. Окон-
чательная очистка фильтрующей поверхности
производится смыванием ее направленными
струями воды. Рабочая поверхность карусель-
ных вакуум-фильтров может достигать 100 м2
и более.
Ленточные вакуум-фильтры предназна-
чены для разделения суспензий с неоднород-
ным по крупности, тяжелым и требующим
тщательной промывки осадком. На столе 1
вмонтированы вакуум-камеры, соединяющиеся
с ресиверами для основного и промывных
фильтратов (рис. 3.1.18). По поверхности стола
скользит натянутая на двух барабанах рифле-
ная резиновая лента 2 с продолговатыми выре-
зами посредине, сообщающимися с отверстия-
ми вакуум-камер. Поверх ленты проходит
фильтровальная ткань в виде бесконечного по-
лотна. Удаление осадка с фильтра осуществля-
ется с помощью ножа 5; в случае липких и ма-
жущихся осадков устанавливают специальный
барабан с отдувкой.
Барабанные и дисковые фильтры под
давлением предназначены для обработки сус-
пензий с эффективной промывкой и просуш-
кой получаемых осадков. Дисковый или бара-
банный фильтр установлен в корпусе /, давле-
ние в котором создается сжатым воздухом, га-
зом или паром (рис. 3.1.19). При работе фильт-
ра на фильтрующей перегородке создается пе-
репад давлений до 0,6 МПа, что позволяет ин-
тенсифицировать процессы фильтрования и
последующего обезвоживания осадка. Выгруз-
ка осадка из корпуса осуществляется через
шлюзовые камеры 5 специальной конструкции.
Барабанный фильтр камерного типа
Фест позволяет использовать комбинирован-
ный способ создания разности давлений. При
помощи распределительного устройства в ка-
мерах для фильтрования, промывки и просуш-
ки можно поддерживать вакуум или создавать
избыточное давление, подавая в фильтр сус-
пензию, промывную жидкость или обезвожи-
вающий газ под избыточным давлением.
Фильтр состоит из неподвижного цилин-
дрического корпуса и вращающегося барабана.
Внешняя поверхность барабана разделена на
отдельные ячейки, по образующим которых
имеются разделительные перегородки, ограни-
чивающие ячейки, внутри которых образуется
осадок. На корпусе установлены уплотнения,
разделяющие зоны фильтра, которые выполне-
ны в виде подвижных колодок, прижимаемых к
разделительным перегородкам на барабане
фильтра сжатым воздухом или пружинами. Та-
ким образом, в кольцевом пространстве между
барабанами и корпусом образуются камеры,
соответствующие проводимым процессам:
ФИЛЬТРЫ
227
фильтрованию, промывки и просушки осадка.
Выгрузка осадка из ячеек осуществляется в от-
крытую камеру с помощью ножа или отдувки
сжатым воздухом. Конструкция фильтра дос-
таточно сложная и трудоемкая в изготовлении,
в связи с чем аппараты такого типа выпуска-
ются с поверхностью не более 10 м2.
Динамические фильтры используются
для разделения или сгущения труднофильт-
руемых суспензий в протоке. Фильтры рабо-
тают под давлением в режиме непрерывного
смыва образующегося осадка с фильтрующей
поверхности путем перемешивания суспензии
турбинными мешалками или скоростного по-
тока, движущегося в корпусе между непод-
вижными 2 и вращающимися 3 дисками (рис.
3.1.20).
По мере движения по зигзагообразной
траектории фильтрат отводится через фильт-
рующие перегородки во внутренние полости
подвижных и неподвижных дисков. Из вра-
щающихся дисков он отводится в полый вал 5,
а из неподвижных - в отверстия, расположен-
ные по их периферии, и затем в общий коллек-
тор. По мере движения суспензии к выходному
отверстию концентрация твердой фазы в ней
возрастает и благодаря определенному гради-
енту скорости между дисками поддерживается
в текучем состоянии до момента выгрузки. Ко-
нечное влагосодержание получаемых сгущен-
ных осадков определяется их реологическими
свойствами.
Ленточные фильтр-прессы предназначе-
ны для обработки предварительно флокулли-
рованных суспензий под действием гидроста-
тического столба жидкости в питающей камере
небольшого вакуума и в камере сбора полу-
чаемого фильтрата. Образующийся осадок
подвергается механическому отжиму первона-
чально в клиновом зазоре между двумя сетча-
тыми лентами, а затем на отжимном барабане и
отжимных роликах, при огибании которых
влага дополнительно удаляется из пор осадка
за счет сдвиговых усилий. Осадок снимается с
поверхности фильтрующей ленты ножом на
разгрузочном барабане после расхождения
лент, которые регенерируются водой, подавае-
мой под давлением из форсунок.
Фильтры периодического действия
[81]. Листовые фильтры применяют главным
образом для осветления растворов и разделе-
ния суспензии, содержащих не более 5 % (по
объему) твердой фазы. На таких фильтрах
можно производить просушку и промывку
Рис. 3.1.20. Схема динамического фильтра:
1 - крышка; 2 - неподвижные диски;
3 - вращающиеся диски; 4 - кольца; 5 - вал;
6,10 - штуцеры; 7, 9- насосы; 8- днище; I- вход
суспензии; II- выход фильтрата; ///-выход осадка
осадка. Листовые фильтры мало пригодны для
разделения суспензий с быстроосаждающейся
твердой фазой, а также суспензий, осадки ко-
торых при просушке растрескиваются. Листо-
вые фильтры подразделяют на горизонтальные
и вертикальные, а также на работающие под
избыточным давлением, под вакуумом и под
напором столба фильтруемой жидкости (гид-
ростатические).
Листовой фильтр состоит из корпуса /,
внутри которого установлены плоские фильт-
рующие элементы 3 круглой, прямоугольной
или иной формы, обтянутые фильтровальной
тканью пли сеткой. Фильтрующие элементы
соединены с коллектором 4 для отвода фильт-
рата (рис. 3.1.21).
Суспензия подается в корпус фильтра.
Слой осадка оптимальной толщины может
быть промыт после удаления из корпуса остат-
ка суспензии и подачи в корпус промывной
жидкости.
На листовых фильтрах, работающих под
давлением, отфильтрованный осадок просуши-
вают подачей в корпус сжатого воздуха, а за-
тем выгружают. В зависимости от требований
технологического процесса выгрузка осадка
может быть мокрой (струями воды) или сухой.
При сухой выгрузке осадок сбрасывается с
листов при помощи вибрационного устройства
или отдувкой сжатым воздухом.
Фильтр-прессы предназначены для раз-
деления труднофильтруемых суспензий, со-
держащих тонкодисперсные, а в ряде случаев и
коллоидные частицы. Вследствие большой
8*
228
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.21. Схема листового вертикального
фильтра:
1 - корпус; 2 - откидная крышка; 3 - фильтрующие
элементы; 4 - отводящий коллектор для фильтрата;
5 - труба с соплами для смывной жидкости;
6 - приспособление для подъема крышки;
7 - привод для смывной трубы
Рис. 3.1.22. Схема рамного фильтр-пресса:
1 - рама; 2 - плита; 3 - фильтрующая перегородка;
4 - зажимное устройство; 5 - упорная плита;
6 - нажимная плита
трудоемкости их применяют лишь в случаях,
когда они не могут быть заменены механизи-
рованными фильтрами. Фильтр-прессы под-
разделяют на рамные и камерные.
Рамный фильтр-пресс состоит из набора
чередующихся плит 2 и рам 7, образующих в
собранном аппарате пространство для приема
суспензии (рис. 3.1.22). Плиты с рифлеными
или ситовыми боковыми поверхностями слу-
жат дренирующим основанием и опорой для
фильтрующей перегородки 3. Рамы и плиты
прижимаются зажимом, причем фильтрующая
перегородка служит одновременно уплотнени-
ем.
Камерный фильтр-пресс отличается от
рамного меньшим объемом пространства для
образования осадка и рассчитан на более высо-
кое давление. Он состоит из плит, дренирую-
щая поверхность которых несколько углубле-
на. При сборке между плитами образуются ка-
меры для приема суспензии. На привалочных
поверхностях плит лежат два слоя фильтрую-
щей ткани, которая одновременно служит уп-
лотняющим материалом. В плитах имеются от-
верстия для подачи разделяемой суспензии.
Фильтрат отводится из фильтр-пресса по спе-
циальному каналу. Осадок в камерах может
быть промыт и обезвожен при помощи сжатого
воздуха. Промывная жидкость и сжатый воздух
подаются по тем же каналам, что и разделяемая
суспензия.
Автоматический камерный фильтр-
пресс применяют для разделения тонкодис-
персных суспензий при температуре до 60 °C.
Фильтр-пресс состоит из горизонтально распо-
ложенных фильтрующих плит (рис. 3.1.23).
Верхняя 2 и нижняя 3 плиты связаны между
собой вертикальными стержнями. Между пли-
тами при помощи системы направляющих ро-
ликов в виде бесконечной ленты протянута
фильтровальная лента 4. При сжатии плит ме-
жду ними образуются камеры для подачи сус-
пензии. Зажим плит и их перемещение осуще-
ствляется при помощи электромеханических
устройства. В верхней части каждой плиты ус-
тановлено щелевое сито, которое служит дре-
нирующим основанием.
При периодических перемещениях
фильтрующей ленты отфильтрованный осадок
снимается с помощью ножей 5, установленных
около роликов. Окончательная очистка и про-
мывка ткани производится во время протяги-
вания ее через специальное устройство 6.
Фильтры такого типа применяют на угле-
обогатительных фабриках, в производстве син-
тетического каучука, в анилокрасочной, кера-
мической и других отраслях промышленности.
Работа фильтра полностью автоматизирована.
Патронные фильтры применяют для ос-
ветлительной фильтрации. Они обычно рабо-
тают под давлением и в ряде случаев с предва-
рительно нанесенным слоем вспомогательных
фильтрующих веществ. Патронный фильтр со-
стоит из цилиндрического корпуса 1 с крыш-
ФИЛЬТРЫ
229
Рис. 3.1.23. Схема камерного автоматического
фильтр-пресса:
/ - фильтрующие рамы; 2 - упорная плита;
3 - нажимная плита; 4 - фильтрующая лента;
5 - ножи; 6 ~ устройство для промывки ткани
кой 2 и днищем (рис. 3.1.24). Между корпусом
и крышкой находится решетка 3, на которой
закреплены фильтрующие патроны 4. Поверх-
ность патронов имеет отверстия и обтянута
фильтрующим материалом. Патроны могут
быть изготовлены также из пористой керамики
или порошкового материала, образованы про-
волочной спиралью или собраны из тонких
круглых колец, сжатых в осевом направлении.
Удаление осадка с фильтрующей поверхности
может быть произведено отдувкой сжатым
воздухом, пневмогидравлическим ударом или с
помощью вибрационных устройств.
Емкостные фильтры с ложным фильт-
рующим днищем применяют для обработки не-
больших количеств суспензий. Емкостные
фильтры могут работать под вакуумом (нутч-
фильтры), под избыточным давлением (друк-
фильтры) или давлением гидростатического
столба фильтруемой жидкости (гравитацион-
ные фильтры). Корпус емкостного фильтра
может быть открытым или закрытым. Фильт-
рующая перегородка укладывается на ложное
днище 2 (рис. 3.1.25). В верхнюю часть сосуда
подается подлежащая разделению суспензия.
Фильтрат отводится из нижней части аппарата.
В аппаратах с механизированной выгрузкой
осадок удаляется посредством откидного дни-
ща, а в фильтрах с открытым корпусом - опро-
кидыванием его специальным механизмом.
Фильтры-сгустители применяют для
удаления части жидкой фазы из суспензии с
целью увеличения концентрации твердой фазы,
а также для окончательного отделения осадка
Рис. 3.1.25. Схема емкостного фильтра с ложным
фильтрующим днищем:
1 ~ корпус; 2 - ложное днище; 3 - днище фильтра;
4 - фильтрующая перегородка; 5 - опрокидывающее
устройство
230
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
на фильтрах непрерывного действия. Они мо-
гут работать под вакуумом или под давлением.
Наибольшее распространение получили диско-
вые фильтры-сгустители, обладающие разви-
той фильтрующей поверхностью, и патронные
фильтры-сгустители.
Дисковый фильтр-сгуститель непрерыв-
ного действия по конструкции аналогичен дис-
ковому вакуум-фильтру (см. рис. 3.1.15), но
фильтрующие диски описываемого фильтра
целиком погружены в сгущенную суспензию.
Очистка фильтрующей поверхности произво-
дится в нижней части аппарата.
Патронные фильтры-сгустители непре-
рывного действия по конструкции аналогичны
патронному фильтру (см. рис. 3.1.24), но, в от-
личие от него, снабжены распределительной
головкой, мешалкой в нижней части резервуа-
ра и отверстием для выпуска сгущенной сус-
пензии. Сброс накопившегося на поверхности
патронов осадка производится обратным пото-
ком фильтрата посекционно в конце каждого
рабочего цикла.
Фильтрующие перегородки (ФП) явля-
ются существенной частью промышленного
фильтра и от их правильного выбора во многом
зависят процессы, осуществляемые на фильтре
[20, 34]. Фильтрующие перегородки должны
обладать следующими основными свойствами:
требуемой задерживающей способно-
стью;
небольшим гидравлическим сопротивле-
нием;
химической стойкостью к разделяемым
продуктам и промывным жидкостям;
механической прочностью;
теплостойкостью при температуре прово-
димых на фильтре процессов;
легко регенерироваться и сохранять про-
ницаемость при многократном фильтровании;
легко отделяться от осадка при его уда-
лении с фильтрующей поверхности.
По структуре фильтрующие перегородки
обычно разделяют на гибкие и негибкие.
Гибкие фильтрующие перегородки могут
быть ткаными и неткаными. Гибкие тканые пе-
регородки получили наибольшее распростра-
нение в различных отраслях промышленности
и могут изготовляться из натуральных (хлопка,
шерсти, шелка), синтетических (капрона, лав-
сана, полипропилена и др.), искусственных
(вискозы, ацетата целлюлозы), силикатных
(асбеста стекла), а также металлических воло-
кон и нитей.
Одним из главных параметров строения
ткани является переплетение нитей. Для
фильтрования в основном применяют три вида
переплетений; полотняное, саржевое и атлас-
ное (сатиновое).
Полотняные ткани, благодаря равномер-
ному сечению пор и их расположению по по-
верхности. имеют высокую задерживающую
способность и механическую прочность.
Обычно ткани этого вида применяют на
фильтрах со сходящим полотном.
Ткани саржевого плетения могут обла-
дать более высокой проницаемостью и грязе-
емкостью, однако механическая прочность их
меньше, чем полотняных. Однако благодаря
повышенной плотности достигается высокая
прочность этих тканей и объемность структу-
ры.
Трикотажные ткани, обладая свойствами
к растяжению, находят применение при созда-
нии регенерируемых фильтрующих перегоро-
док. Разработаны многослойные трикотажные
перегородки с высокой задерживающей спо-
собностью, бесшовные рукава для патронных
фильтров.
Фильтровые сетки изготовляют из поли-
мерных мононитей или металлической прово-
локи аналогично полотняным и саржевым тка-
ням и применяют непосредственно для фильт-
рования или в качестве дренажной основы для
более плотных фильтрующих перегородок и
материалов.
Нетканые фильтрующие перегородки из-
готовляют из синтетических и натуральных во-
локон в чистом виде или в виде смеси с раз-
личным содержанием того или иного волокна.
Нетканые материалы получают иглопробив-
ным способом, клеевым методом или форми-
рованием из расплавов. Они имеют большую
удельную производительность и высокую за-
держивающую способность, однако уступают
фильтровальным тканям по механической
прочности и регенерируемости. К нетканым
фильтрующим материалам по свойствам близ-
ки фильтровальная бумага и картон.
Негибкие фильтрующие перегородки мо-
гут быть жесткими и нежесткими.
Жесткие фильтрующие перегородки из-
готовляют из пористой керамики, порошкового
материала и пористых пластмасс, а также из
металлических волокон (металлического вой-
лока).
Фильтрующие элементы из этих материа-
лов выпускаются в виде цилиндров (патронов,
ФИЛЬТРЫ
231
свечей), плит, листов и секторов. Такие мате-
риалы сохраняют пористую структуру при
больших перепадах давлений и высоких тем-
пературах, а также отличаются химической
стойкостью в агрессивных средах. В последние
годы широкое применение находят мембран-
ные керамические элементы.
Нежесткие фильтрующие перегородки
могут быть насыпными или намывными.
Насыпные фильтрующие перегородки
образуются из слоев песка, гравия, кокса, по-
лимерных материалов. В ряде случаев исполь-
зуются слои из этих материалов с переменной
пористостью или их смеси.
Намывные фильтрующие перегородки
образуются из вспомогательных фильтрующих
веществ, которые являются тонкодисперсны-
ми, проницаемыми для жидкости материалами,
задерживающими тонкодисперсные твердые
частицы суспензии. Такие вещества наносят в
виде слоя на фильтрующую перегородку, что
предотвращает ее быструю забивку, или до-
бавляют в обрабатываемую суспензию перед ее
разделением, что способствует улучшению
структуры образующегося осадка, снижению
его удельного сопротивления и повышению
производительности. В ряде случаев сочетают
оба этих способа.
В качестве вспомогательных фильтрую-
щих веществ применяют разнообразные пред-
варительно обработанные материалы: диато-
мит, перлит, асбест, целлюлозу, древесную му-
ку, древесный уголь, селикагель, бентонит, от-
ходы производств волокнистых материалов.
Технологический расчет фильтров. Его
проводят на основании уравнений процесса
фильтрования, параметры которых определяют
экспериментально или эмпирическими мето-
дами. При расчете фильтров периодического
действия находят оптимальную длительность
рабочего цикла, при которых достигается наи-
большая производительность. Наличие экстре-
мума объясняется тем, что время тв выгрузки
осадка и очистки фильтрующей поверхности
(вспомогательных операций) не зависит от об-
щей продолжительности рабочего цикла. Оп-
тимальная продолжительность рабочего цикла
при А/? = const
т цоп = в + ^0 j •
Толщина получаемого при этом осадка
Son=JB?+—2~В},
N ai
где ai=t>1U2; Bx=uVq- топ=тцоп-тв -
оптимальное время фильтрования, с; и - отно-
шение объема отфильтрованного осадка к объ-
ему полученного фильтрата.
Необходимая площадь поверхности
фильтрования, м2, при оптимальной продолжи-
тельности рабочего цикла
атцоп
4^2 +Ton ~Р
где CL = Qyfbi; = -требуемая произ-
водительность по фильтрату, м3/с.
Средняя скорость фильтрования за время
рабочего цикла
уц=5/(кти)-
Оптимальное время фильтрования при
необходимости последующей промывки осадка
топ _
Ь' +2 К0
b\ +Nnii \
где тв - время выполнения вспомогательных
операций, включая промывку осадка, с;
7Vn = £роаСр<7тЦСр п - постоянная в
уравнении для заданных условий проведения
промывки, с/м2; L - необходимый объем про-
мывной жидкости единицу массы влажного
осадка, м3/кг; pg - плотность влажного осад-
ка, кг/м-5; Цср п - средняя динамическая вяз-
кость промывного фильтрата, Па с; Арп - пе-
репад давления при промывке осадка, Па.
Время промывки осадка, полученного
при оптимальном времени фильтрования,
тп -
^п»2
Ъ\
Оптимальная продолжительность рабоче-
го цикла при необходимости промывки от-
фильтрованного осадка
232
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.26. К определению оптимальной
продолжительности рабочего цикла фильтра
^цоп топ+тп+тв-
Известны также графические методы оп-
ределения продолжительности рабочего цикла
фильтров периодического действия. По опыт-
ным данным строят кривую V - /(т) (рис.
3.1.26): ОВ - период фильтрования при посто-
янной скорости; участок вправо от точки В -
период фильтрования при постоянном давле-
нии. На оси абсцисс влево от начала координат
откладывают отрезок, соответствующий в при-
нятом масштабе времени выполнения вспомо-
гательных операций. Из полученной точки А
проводят касательную к кривой ^ = /(т).
Опустив из точки касания С перпендикуляр на
ось абсцисс, находят точку Z), положение кото-
рой определяет искомое время. Этот способ
применим для расчета фильтров без промывки
и с промывкой отфильтрованного осадка, если
принять ее длительность независимой от тол-
щины 5.
Технологический расчет барабанных
фильтров с наружной фильтрующей поверхно-
стью производится на основании уравнений
фильтрования или по эмпирическим формулам.
В последнем случае производительность про-
мышленного барабанного фильтра по сухому
осадку
_ /??г Ф^п^заб
Ут - 360т
где тт - масса твердой фазы, отложившейся
на фильтровальной воронке при получении
осадка желаемой толщины; т - время образо-
вания осадка; 5П - площадь поверхности
фильтровальной воронки; ср - угол сектора
зоны фильтрования на промышленном бара-
банном фильтре; Sn - полная площадь по-
верхности промышленного барабанного
фильтра; = 0,6...0,8 - коэффициент, учи-
тывающий снижение производительности в ре-
зультате постепенной шбивки фильтрующей
перегородки.
Время одного оборота барабана промыш-
ленного фильтра, или полная длительность ра-
бочего цикла Гц =т360/ф .
Расчет мощности привода вакуум-
фильтров. Мощность привода при работе ва-
куум-фильтров барабанного и дискового типа
расходуется на преодоление следующих мо-
ментов сопротивления:
1. Момент от сил трения в распредели-
тельных головках для обоих типов фильтров
Му = Ry +b2R2 + i^b3R3f^qir .
где Ry и R2 - средние радиусы трения коль-
цевых поверхностей головки, мм: R2 - сред-
ний радиус трения ребер шайбы, мм: by - ши-
рина кольцевых поверхностей трения, мм:
Ь2 - средняя ширина ребра, мм: /р - количе-
ство ребер ячейковой шайбы, одновременно
контактирующих с перемычками распредели-
тельной шайбы: h - высота ребра, мм; /т -
коэффициент трения; q - давление от прижатия
шайб головки, Па: /г - число распределитель-
ных головок.
2. Момент сопротивления от неуравно-
вешенности слоя осадка при вращении бараба-
на или дисков М2. После операции отдувки на
фильтрах барабанного и дискового типа
фильтрующая поверхность остается покрытой
на 75 %, что создает неуравновешенность, ко-
торую необходимо учитывать при расчете:
М2 =0,5ATH4rsinot,
где ЛГНЧ = ^15осрос - масса неуравновешен-
ной части осадка: Sj - площадь поверхности
фильтра, покрытая неуравновешенной частью
осадка: 50С - толщина слоя осадка; рос -
плотность влажного осадка: г - расстояние от
ФИЛЬТРЫ
233
центра тяжести неуравновешенной части осад-
ка; а - угол сектора неуравновешенной части
осадка на барабане или дисках.
Для барабанного фильтра
Si = nDl/4,
дв 974 т] ’
Л/кр=Л/1+Л/2+Л/3;
где D - диаметр барабана, м; I - длина бара-
бана, м;
r=(Z>+80C)/2.
Учитывая, что обычно угол а = 90°, для
барабанного фильтра
М\ =^D/80C(D+50C)/2sin45o.
Для дискового фильтра площадь поверх-
ности, покрытая неуравновешенной частью
осадка,
~ i *^нч ’
где 5„ч =^(^2-^2)
- фильтрующая пло-
щадь поверхности одного диска, покрытая не-
уравновешенной частью осадка, м2; / - число
дисков; D - наружный диаметр диска, м; d -
внутренний диаметр диска по фильтрующей
поверхности, м;
л -<а'3 * * *
г =0,3—--7
D1 -d1
Для дискового фильтра момент сопро-
тивления
Му = 0,0825/ рос8ос (d3-d3 k
Zr 7 1 vU W I f
3. Момент сопротивления от трения в
подшипниках вала
М3=0,5/тМвб/ц,
где Мв - масса вала с барабанами или диска-
ми и осадка; /т - коэффициент трения цапф
вала в подшипниках; du - диаметр цапфы, м.
Мощность на валу электродвигателя оп-
ределяется при максимальной скорости:
где А/Кр - общий момеш oi всех сил, дейст-
вующих на валу фильтра; Г| j - КПД открытой
передачи; т|2 - КПД редуктора.
Мощность привода при работе ленточ-
ного вакуум-фильтра расходуется на преодо-
ление следующих сопротивлений.
1. Сила сопротивления от трения дренаж-
ной резиновой ленты о направляющую
где /л - коэффициент трения дренажной лен-
ты о направляющие камеры; Вк - ширина ка-
меры; LK - длина трущейся поверхности ка-
меры; Др - давление (вакуум), создаваемое в
камере.
2. Сила сопротивления трения цапфы в
подшипниках приводного и натяжного бараба-
нов
^2 =2fPndjD6 .
где f - коэффициент трения; - диаметр ба-
рабана; du - диаметр цапфы; Рп =
= У^Мр +4S^B^ - нагрузка на подшипники;
Л/р - масса барабана; S- линейное натяжение
ленты.
3. Сила сопротивления срезу осадка но-
жом
F3 = fckBb0Z,
где к - удельное сопротивление срезу осадка;
/с - коэффициент трения.
Мощность электродвигателя определяет-
ся при максимальной скорости движения лен-
ты
W = l,15
CLFi)vn
60 102г)
где г;л - скорость движения ленты, м/мин;
Г| - КПД привода.
234
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
3.1.3. ЦЕНТРИФУГИ И СЕПАРАТОРЫ
Центрифуги и сепараторы относятся к
роторной технике разделения жидких неодно-
родных систем под действием центробежных
сил. Центрифуги практически незаменимы в
производствах полиолефинов, диоксида тита-
на, калийных удобрений, аскорбиновой и ли-
монной кислот, лактозы, а сепараторы - в про-
изводствах органических красителей, масля-
ных присадок, вакцин, сывороток и дрожжей.
Помимо химической и смежных отраслей про-
мышленности центрифуги и сепараторы эф-
фективно используются при решении экологи-
ческих задач на различного рода очистных со-
оружениях.
Основным рабочим органом центрифуг и
сепараторов является ротор. Процессы разде-
ления жидких неоднородных систем, проте-
кающие в этих машинах, имеют существенные
различия и подчиняются неодинаковым зако-
номерностям [54, 67].
Центробежное фильтрование суспен-
зий осуществляется под действием объемных
сил дисперсионной среды и частично дисперс-
ной фазы в гофрированных роторах с фильтро-
вальной перегородкой.
Центробежное осаждение суспензий
происходит под действием объемных сил дис-
персной фазы в роторах со сплошной стенкой и
подразделяются на центробежное осветление,
центробежное сгущение и осадительное цен-
трифугирование.
Центробежное осветление - удаление
твердой фазы из малоконцентрированных сус-
пензий, содержащих не более 5 % (по объему)
взвешенных веществ.
Центробежное сгущение - концентри-
рование частиц дисперсной фазы в относи-
тельно малом объеме дисперсионной среды.
Характерно для суспензий с концентрацией, не
превышающей, как правило, 30 % (по объему).
Осадительное центрифугирование -
разделение средне- и высококонцентрирован-
ных суспензий, содержащих не более 40 % (по
объему) взвешенных частиц.
Сепарация эмульсий - центробежное
разделение или концентрирование несмеши-
вающихся жидкостей.
Несмотря на то, что по установившимся
представлениям [33] сепараторы являются раз-
новидностью центрифуг, эти машины традици-
онно имеют в основном самостоятельные сис-
темы классификации, совпадающие между со-
бой лишь по двум признакам:
по характеру протекания процесса разде-
ления - машины периодического и непрерыв-
ного действия;
по степени герметизации и взрывозащи-
щенности - негерметизированные с электро-
оборудованием общего назначения; негермети-
зированные со взрывозащищенным электро-
оборудованием; герметизированные взрывоза-
щищенные, герметизированные для работы под
давлением; с обогревом или охлаждением не-
герметизированные; капсулированные; с гер-
метизированным ротором; специальные.
Классификация центрифуг. Промыш-
ленные центрифуги подразделяют:
по технологическому назначению (мето-
ду разделения) - фильтрующие осадительные,
разделяющие (сепарирующие) и комбиниро-
ванные;
по расположению оси вращения ротора -
вертикальные, горизонтальные, наклонные;
по способу выгрузки осадка из ротора - с
ручной, контейнерной (кассетной), гравитаци-
онной, ножевой (с помощью ножа или скреб-
ка), механико-пневматической, выталкиваю-
щим поршнем, пульсирующим поршнем, шне-
ковой, инерционной, вибрационно-поршневой
и гидравлической (через сопла).
Фильтрующие центрифуги используются
для разделения суспензий в тех случаях, когда
необходимо получить глубоко обезвоженный и
хорошо промытый осадок, а также для центро-
бежного отжима нетекучих продуктов.
Осадительные центрифуги в зависимо-
сти от технологического назначения подразде-
ляются на осветляющие, универсальные осади-
тельные, обезвоживающие осадительные и
разделяющие (сепарирующие).
Осветляющие центрифуги применяются
для обработки малоконцентрированных тонко-
дисперсных суспензий.
Универсальные осадительные центрифу-
ги используются для разделения суспензий ма-
лой и средней концентрации при умеренных
требованиях к чистоте фугата и влажности
осадка.
Осветляющие и универсальные осади-
тельные центрифуги применяются также для
классификации материалов по крупности и
плотности.
Обезвоживающие осадительные цен-
трифуги предназначены для разделения высо-
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
235
коконцентрированных суспензий со среднезер-
нистой твердой фазой, когда требуется высокая
производительность по осадку и его низкая
влажность, а ограничения по чистоте фугата
отсутствуют.
Разделяющие центрифуги, оснащенные
сплошными роторами, используются для сепа-
рации стойких эмульсий, а также в случае, ко-
гда одновременно необходимо выделить не-
значительное количество твердых частиц.
Комбинированные центрифуги сочетают
несколько методов разделения, например, оса-
ждение и последующее фильтрование.
Центрифуги с вертикальной осью враще-
ния подразделяют: на вертикальные с валом в
жестких или упругих опорах; подвесные с
верхним приводом и ротором, подвешенным на
валу с верхней шарнирной упругой опорой;
подвесные с нижним приводом (маятниковые
на колонках) с ротором, закрепленным на валу
с нижней опорой в жестком корпусе, упруго
подвешенным на колонках с шарнирными эле-
ментами; трубчатые с упруго подвешенным
длинным трубчатым ротором и плавающей
нижней опорой.
Центрифуги с горизонтальной осью вра-
щения имеют два варианта расположения рото-
ра: между опорами и на консоли.
Центрифуги с наклонной осью вращения
встречаются только с консольно закрепленны-
ми роторами.
Выгрузка осадка из ротора центрифуг.
Ручная выгрузка осадка из роторов центрифуг
может осуществляться: через борт - у маятни-
ковых, через днище - у маятниковых и подвес-
ных с верхнем приводом и с разборкой рото-
ра - у трубчатых машин.
В центрифугах с контейнерной выгрузкой
фильтрующая среда удаляется из роторов в
специальных контейнерах или кассетах. Такая
выгрузка характерна только для маятниковых
центрифуг, применяемых в химико-
фармацевтических и текстильных производст-
вах.
Гравитационная выгрузка встречается
только у подвесных фильтрующих центрифуг с
цилиндроконическими роторами. При их оста-
нове сыпучий осадок под действием силы тя-
жести обрушивается и скользит вниз.
Ножевая выгрузка осадка применяется в
маятниковых и подвесных центрифугах, а так-
же в горизонтальных центрифугах периодиче-
ского действия. Производится с помощью ши-
роких и узких ножей или скребков. Этот спо-
соб выгрузки применяется к неабразивным
осадкам, когда допустимо измельчение твер-
дой фазы.
Механико-пневматическая выгрузка
представляет собой комбинацию процессов
ножевой выгрузки и пневматического транс-
порта. Осадок, подрезанный скребком, отсасы-
вается из ротора с помощью пневматической
циркуляционной системы. Этот способ выгруз-
ки перспективен для фильтрующих маятнико-
вых центрифуг в герметизированном исполне-
нии.
Выгрузка выталкивающим поршнем име-
ет две разновидности. У фильтрующих подвес-
ных центрифуг с верхним приводом и запор-
ным конусом, закрывающим нижнее отверстие
цилиндроконического ротора при загрузке и
центрифугировании суспензии, во время вы-
грузки при пониженной скорости поршень и
прикрепленный к нему запорный корпус опус-
каются, обеспечивая удаление осадка из рото-
ра. У узкоспециализированных центрифуг
поршень не удаляет осадок с поверхности
фильтрующей перегородки, а периодически
выворачивает ее, обеспечивая сброс осадка за
счет центробежных сил.
Выгрузка пульсирующими поршнями
применяется в фильтрующих горизонтальных
центрифугах непрерывного действия. Удале-
ние осадка с фильтрующего сита за счет воз-
вратно-поступательного движения поршня или
пульсациями высокой интенсивности обеспе-
чивает одновременность протекания процессов
разделения и выгрузки.
Шнековая выгрузка осадка применяется в
фильтрующих и осадительных центрифугах
непрерывного действия как с вертикальной, так
и с горизонтальной осью вращения. Она обес-
печивается за счет разницы частот вращения
ротора и соосно размещенного внутри него
шнека. Вращаясь с опережением ротора или
отставая от него, шнек транспортирует осадок
к широкому краю ротора фильтрующих машин
или выгрузочным окнам осадительных.
Инерционная выгрузка осадка использу-
ется только у фильтрующих центрифуг, у ко-
торых отсутствуют устройства для продвиже-
ния осадка вдоль ротора. Перемещение осадка
и его выгрузка происходят под действием цен-
тробежной силы инерции. Такую выгрузку на-
зывают центробежной.
При дополнительном воздействии на оса-
док сил, возникающих благодаря вибрации ро-
тора, выгрузку называют вибрационной, а при
23$ Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
гироскопическом движении ротора имеет ме-
сто прецессионная выгрузка.
В некоторых фильтрующих центрифугах
с цилиндроконическим ротором сочетаются
принципы пульсирующей и вибрационной вы-
грузки осадка: вибрационно-поршневой способ
выгрузки осадка.
При гидравлической выгрузке осадка
сгущенная суспензия непрерывно выводится из
ротора через сопла, расположенные на его пе-
риферии [54, 84].
Классификация сепараторов. По техно-
логическому назначению жидкостные сепара-
торы делятся на разделители, очистители, очи-
стители-разделители, сгустители и классифи-
каторы, а по способу удаления осадка, выде-
лившегося в роторе, - на сепараторы с центро-
бежной выгрузкой осадка - саморазгружаю-
щиеся и с ручной.
В химических производствах наиболее
перспективны саморазгружающиеся машины.
За основу их классификации приняты конст-
руктивные особенности разгрузочных уст-
ройств, которые определяют характер выгруз-
ки осадка, возможное содержание в нем сухих
веществ, производственный цикл процесса
[33].
Саморазгружающиеся сепараторы могут
быть с непрерывным, пульсирующим и непре-
рывно-циклическим отводом осадка.
В сепараторах с непрерывным отводом
осадок удаляется вместе с частью жидкой фазы
через сопла. В зависимости от конструктивных
особенностей отводящих узлов тяжелая фрак-
ция отводится либо свободно, либо под давле-
нием.
В сепараторах с пульсирующим отводом
осадок выбрасывается из ротора при переме-
щении подвижного элемента, открывающего
разгрузочные щели на периферии ротора. При
полной разгрузке периодически прекращается
поступление продукта на сепарирование, раз-
грузочные щели ротора открываются и все его
содержимое выбрасывается в приемник. При
частичной выгрузке разгрузочные щели откры-
ваются на короткое время и из ротора выбра-
сывается только часть содержимого - накоп-
ленный осадок, а жидкий компонент остается.
Подача продукта на сепарирование при час-
тичной разгрузке не прекращается.
В сепараторах с непрерывно-циклическим
отводом осадок отводится непрерывно в виде
концентрата в течение основного этапа цикла и
периодически выбрасывается из ротора в виде
жидкой пасты, когда открываются разгрузоч-
ные щели или каналы во время вспомогатель-
ного этапа [85].
Центрифуги непрерывного действия.
В мировой технике широкую известность при-
обрели конструкции восьми типов промыш-
ленных центрифуг, четыре из которых являют-
ся машинами непрерывного действия: фильт-
рующие центрифуги с инерционной и пульси-
рующей выгрузкой осадка, а также фильтрую-
щие и осадительные центрифуги со шнековой
выгрузкой осадка.
Отличительным признаком и бесспорным
достоинством центрифуг с инерционной вы-
грузкой осадка является отсутствие у них ка-
ких-либо выгружающих устройств, переме-
щающих осадок вдоль ротора.
В наиболее простых конструкциях инер-
ционных центрифуг, с так называемой, центро-
бежной выгрузкой осадка: с гладким кониче-
ским, лопастным, террасным (с отражательны-
ми кольцами) роюрами, а также в турбока-
скадных машинах время пребывания осадка в
роторе не регулируется.
Центрифуги с гладким коническим рото-
ром используются в специализированных про-
изводствах и имеют различные конструктив-
ные схемы: с вертикальным и горизонтальным
валом в жестких опорах и консольно располо-
женным ротором, а также с вертикальным ва-
лом. подвешенным на верхней шарнирной уп-
ругой опоре, с ротором, закрепленным на ниж-
нем конце вала.
Для центрифуг с лопастным ротором
характерны вертикальное расположение вала в
жестких опорах и нижний привод. Ротор за-
креплен на верхней консоли вала. Фильтрую-
щая поверхность представляет собой лопасти
сложного профиля, организующие движение
двухфазного потока и его обезвоживание.
Центрифуги с гладким коническим и ло-
пастным роторами устойчиво работают при
условии высокой стабильности свойств обра-
батываемой суспензии.
Центрифуги с террасным коническим
ротором предназначены для обезвоживания
полимерных гранул размером 2...3 мм. Их
конструктивная схема такая же, как и лопаст-
ных центрифуг. Отличительная особенность -
ротор, выполненный в виде последовательно
расположенных конических колец с торовыми
отбортовками в верхней части, скрепленными
ребрами вдоль образующих таким образом, что
к периферийному участку торовой поверхно-
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
237
а) б)
Рис. 3.1.27. Центрифуга с коническим террасным ротором (а)
и схема обезвоживания полимерных гранул (б):
1 - вал с опорами; 2 - приемная корзина; 3 - ротор; 4 - кожух, 5 - электродвигатель.
6 - кольцо с торцовой отбортовкой; 7 - пленка жидкости; 8 - полимерная гранула
сти с определенным зазором прилегает нижняя
кромка следующего кольца.
У центрифуги с террасным коническим
ротором суспензия непрерывно подается в ротор
3 через загрузочную воронку (рис. 3.1.27, а).
Попадая в приемную корзину 2, она сущест-
венно обезвоживается, вследствие чего на пер-
вое отражательное кольцо выбрасываются уже
отдельные влажные гранулы. При ударе о по-
верхность кольца 6 гранулы 8 теряют часть по-
верхностной влаги, под действием составляю-
щей центробежной силы перемещаются к ши-
рокому краю и сбрасываются на следующее
кольцо (рис. 3.1.27. б). Отделенная влага обра-
зует на поверхности кольца тонкую пленку 7.
которая под действием составляющей центро-
бежной силы движется также к широкому краю
кольца. Под действием сил адгезии она не сры-
вается с верхнего края торовой поверхности, а
продолжает двигаться по ней дальше, проходит
в зазор между кольцами и срывается с кромки,
которой оканчивается торовая поверхность.
Турбокаскадные центрифуги имеют от-
личительную особенность - горизонтально
расположенный конический ступенчатый
фильтрующий ротор. Внутри ротора находится
конус с направляющими дисками, которые
препятствуют перескакиванию гранул с одних
участков сита на другие и способствуют их об-
дуву воздухом, циркулирующим через ротор.
К группе инерционных центрифуг с регу-
лируемым временем пребывания осадка в ро-
торе можно отнести два типа машин с центро-
бежной выгрузкой (с винтовым направляющим
устройством и регулирующим диском с выгру-
зочными окнами), а также центрифуги с вибра-
ционной и прецессионной выгрузкой осадка.
Общим признаком этих машин является кони-
ческий фильтрующий ротор, консольно закре-
пленный на валу с вертикальной (или горизон-
тальной) осью вращения.
У центрифуги с винтообразным направ-
ляющим устройством ротор 3 и соосно уста-
новленное в нем направляющее устройство 2
вращаются с одинаковой скоростью (рис.
3.1.28). Внутренняя поверхность ротора по-
крыта листовым ситом. Угол наклона обра-
зующей к оси ротора - 35... 38°. Направляющее
устройство состоит из пяти секций, выполнен-
ных в виде элементов шнека. За счет поворота
вокруг центральной оси секции устанавлива-
ются в определенном положении одна относи-
тельно другой. При этом образуется направ-
ляющий канал, по которому осадок под дейст-
вием составляющей центробежных сил сколь-
зит по листовому ситу.
Рис. 3.1.28. Центрифуга с винтообразным
направляющим устройством:
/ - вал с опорами, 2 - направляющее устройство;
3 - ротор, 4 - кожух, 5 - электродвигатель
238
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Процесс разделения в центрифугах с ре-
гулирующим диском с выгрузочными окнами,
которым закрыт с широкого торца ротор, про-
исходит также, как в центрифугах с центро-
бежной выгрузкой осадка с гладким ротором.
Различие заключается в том, что осадок вы-
гружается не по всему периметру ротора, а
только через зоны, ограниченные выгрузочны-
ми окнами, размеры и количество которых из-
меняется установкой сменных дисков.
Центрифуги с вибрационной выгрузкой
осадка предназначены для обработки грубо-
дисперсных продуктов. Общий конструктив-
ный признак этих центрифуг - вертикальный
(или горизонтальный) ротор, совершающий
кроме вращательного движения возвратно-
поступательное в осевом направлении. Конст-
рукцией вибрационных центрифуг предусмот-
рена возможность регулирования скорости
движения осадка, а следовательно, времени его
пребывания в роторе путем изменения режима
вибрации.
Центрифуги с прецессионной выгрузкой
осадка имеют наклонный вал ротора, установ-
ленный в подшипники обоймы на полом при-
водном валу и соединенный с центральным
приводным валом карданной муфтой (рис.
3.1.29). Центрифуги с прецессионной выгруз-
кой осадка компактны, быстроходны и долго-
вечны. они эффективны для центрифугирова-
ния легкофильтрующихся продуктов.
Центрифуги с пульсирующей выгрузкой
осадка предназначены для разделения концен-
трированных суспензий (более 20 % по объе-
му) с крупно- и среднезернистой, преимущест-
венно растворимой, твердой фазой с частицами
размером более 0,1 мм.
Выпускаемые в настоящее время центри-
фуги этого типа можно разделить на одно-,
двух- и многокаскадные
Одно- и двухкаскадные центрифуги -
машины общего назначения. Они выпускаются
с одно- или двусторонней выгрузкой осадка
(сдвоенные). Центрифуги с ротором, имеющим
больше двух каскадов, относятся к специали-
зированным конструкциям, предназначенным
для разделения высоковязких суспензий и
обезвоживания волокнистых материалов.
Общим конструктивным признаком од-
нокаскадных пульсирующих центрифуг явля-
ется наличие горизонтально расположенного
цилиндрического ротора 3 и размещенного
внутри него толкателя 8, совершающего воз-
вратно-поступательные движения и служащего
для продвижения осадка вдоль сит 2 к выгру-
зочному краю ротора (рис. 3.1.30). В двухкас-
кадных центрифугах возвратно-поступательное
движение совершает первый каскад ротора. К
толкателю 8 крепится приемный конус, кото-
рый обеспечивает равномерную подачу сус-
пензии в ротор из загрузочной трубы. Кожух
разделен перегородками на три секции, слу-
жащие для сбора и отвода фильтрата, промыв-
ной жидкости и осадка.
Рис. 3.1.29. Центрифуги с прецессионной выгрузкой осадка:
а - противоточная; б - прямоточная; 1 - наклонный вал ротора; 2 - полый вал привода с обоймой;
3 - карданная муфта; 4 - центральный вал привода; 5 - ротор; 6 - кожух; 7 - привод
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
239
Рис. 3.1.30. Центрифуга с пульсирующей выгрузкой осадка:
а - однокаскадная; б - двухкаскадная; I- вход суспензии; II- выход осадка; III- выход фильтрата;
IV- подача промывной жидкости; 1 - загрузочная труба; 2 - шпальтовые сита; 3 - ротор; 4 - шток толкателя;
5 - полый вал, 6 - поршень толкателя; 7 - насосный блок; 8 - толкатель
а) б)
Рис. 3.1.31. Схема движения потока в пульсирующих центрифугах:
а - однокаскадных; / - толкатель; 2 - пульсирующий приемный конус; 3 - сито; 4 - ротор,
б - двухкаскадных; / - пульсирующий первый каскад; 2 - приемный конус; 3 - сито первого каскада;
4 - сито второго каскада; 5 - ротор
Суспензия, подлежащая разделению, по-
дается в узкий конец приемного конуса, в ко-
тором она, перемещаясь по внутренней по-
верхности, постепенно приобретает скорость,
почти равную скорости ротора. Из широкого
конца приемного конуса суспензия поступает
на сито между толкателем и уравнительным
кольцом, которое обычно устанавливается на
широком конце конуса. Фильтрат отводится
через отверстия сита, а образующийся осадок в
однокаскадных машинах (рис. 3.1.31, а) про-
двигается толкателем 1 и сбрасывается с по-
верхности сита 3. При обратном ходе толкателя
уравнительное кольцо срезает избыточный
слой осадка, который попадает в пространство
между толкателем и кольцом.
В двухкаскадной центрифуге слой осадка
(рис. 3.1.31, б), образующийся на поверхности
сит 3 первого каскада, при обратном ходе кас-
када сбрасывается неподвижным толкателем на
сито 4 второго каскада, где он промывается и
отжимается. При прямом ходе первого каскада
осадок сбрасывается с поверхности сита второ-
го каскада в кожух центрифуги, затем опера-
ции повторяются.
240
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.32. Сдвоенная двухкаскадная центрифуга с пульсирующей выгрузкой осадка:
I- вход суспензии; //- выход осадка; III — выход фильтрата; / - привод, 2 - левая опора, 3 - ротор,
4 - кожух, 5 - правая опора, 6 - станина
На этом принципе чередующихся теле-
скопических подвижных и неподвижных ци-
линдров основаны конструкции многокаскад-
ных пульсирующих центрифуг с числом каска-
дов больше двух, предназначенных для разде-
ления высоковязких труднофильтруемых сус-
пензий и обезвоживания волокнистых мате-
риалов. Такие машины применяются также при
необходимости интенсивной промывки осадка.
Сдвоенные двухкаскадные центрифуги с
пульсирующей выгрузкой осадка предназначе-
ны для крупнотоннажных производств мине-
ральных удобрений (рис. 3.1.32). Большая про-
изводительность таких машин достигается дву-
сторонней выгрузкой осадка из ротора, распо-
ложенного между жесткими опорами.
Вибрационно-пульсирующие центрифуги
занимают особое место. У них цилиндрокони-
ческий ротор совершает осевые колебания, а
толкатель неподвижен (в осевом направлении).
Степень измельчения при этом меньше чем на
обычных пульсирующих машинах.
Фильтрующие центрифуги со шнековой
выгрузкой осадка по сравнению с центрифуга-
ми пульсирующего типа имеют меньшие зна-
чения удельного расхода энергии и материало-
емкости, могут обеспечивать получение осадка
более низкой влажности. Вместе с тем, на цен-
трифугах с пульсирующей выгрузкой осадка
достигаются лучшая промывка осадка, мень-
шие измельчение твердой фазы и унос ее с
фильтратом.
Фильтрующие центрифуги со шнековой
выгрузкой осадка предназначены главным об-
разом для разделения легко фильтруемых сус-
пензий с крупнозернистой неабразивной твер-
дой фазой, в которой преобладают частицы
размером более 0,15 мм. Возможна также об-
работка суспензий с коротковолокнистой твер-
дой фазой. Наиболее эффективна работа цен-
трифуг при объемной концентрации суспензии
больше 40 %. Фильтрующая вертикальная цен-
трифуга со шнековой выгрузкой осадка пред-
ставлена на рис. 3.1.33.
Более высокая эксплуатационная надеж-
ность характерна для машин с горизонтальной
осью вращения, у которых редуктор 5, обеспе-
чивающий относительное проскальзывание ро-
Рис. 3.1.33. Фильтрующая вертикальная
центрифуга со шнековой выгрузкой осадка:
/ - предохранительное устройство; 2 - редуктор;
3 - камера фильтрата, 4 - шнек, 5 - загрузочная
труба; 6 - ротор, 7 - сито; 8 - кожух станины;
9 - камера осадка, 10 - эле кгро двигатель
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
241
Рис. 3.1.34. Фильтрующая горизонтальная
центрифуга со шнековой выгрузкой осадка:
1 - загрузочная труба; 2 - корпус; 3 - шнек,
4 - сито, 5 - ротор; 6, 7 - электродвигатели;
8 - приводной редуктор; 9 - станина
тора и шнека, вынесен из рабочей зоны. При
этом динамически более устойчивы модифика-
ции с ротором, обращенным большим основа-
нием в сторону коренных опор (рис. 3.1.34).
Роторы шнековых фильтрующих центри-
фуг представляет собой усеченные конусы с
отверстиями и углом наклона образующей к
его оси 10...20°. Они укомплектованы много-
заходными (восьми- и шестизаходные) шнека-
ми с большим углом подъема витков.
Осадительные центрифуги со шнековой
выгрузкой осадка предназначены для разделе-
ния суспензий с объемной концентрацией
1...40 %, размером частиц больше 5 мкм. раз-
ностью плотностей твердой и жидкой фаз бо-
лее 200 кг/м3. В зависимости от назначения их
подразделяют на осветляющие, универсальные
осадительные и обезвоживающие осадитель-
ные, а в зависимости от направления движения
в роторе осадка и разделяемой суспензии - на
противоточные, в которых осадок продвигается
навстречу потоку суспензии, и прямоточные, в
которых эти направления совпадают.
Общий конструктивный признак осади-
тельных шнековых центрифуг - конический
или цилиндроконический ротор без отверстий
с соосно расположенным внутри него шнеком.
Ротор и шнек вращаются в однх сторону с раз-
личными скоростями, вслсдсгвие чего шнек
транспортирует образующийся осадок вдоль
ротора к разгрузочным окнам.
В горизонтальной противоточной цен-
трифуге со шнековой выгрузкой осадка (рис.
3.1.35) суспензия, подлежащая разделению,
подается в машину по неподвижной трубе 7 и
первоначально попадает в полость шнека 5, а
затем после предварительного раскручивания
поступает в цилиндрическую часть винтового
канала, образованного витками шнека и затер-
тым слоем осадка на обечайке ротора 6.
Осветляющие шнековые центрифуги, для
которых характерны высокая частота вращения
ротора и большое отношение длины ротора к
диаметру (больше 3), выпускаются только с
цилиндроконическими роторами и укомплек-
тованы однозаходными шнеками, редукторами
сравнительно небольшой мощности с высоким
передаточным отношением. Такое техническое
решение обеспечивает минимальный унос
твердой фазы при осветлении тонкодисперс-
ных суспензий.
Более эффективны для осветления мало-
концентрированных суспензий с высокодис-
персной твердой фазой прямоточные машины.
В шнековой центрифуге системы Хиллера во
избежание взмучивания твердых частиц сус-
пензия подается со стороны широкого края ро-
тора, где отсутствует осадок (рис. 3.1.36).
Рис. 3.1.35. Схема противоточной осадительной центрифуги со шнековой выгрузкой осадка:
1 - защитное устройство; 2 - редуктор; 3 - левая опора. 4 - кожух, 5 - шнек, 6 - ротор, 7 - питающая труба;
8- правая опора; 9- выгрузочные окна, 10- камера выгрузки осадка. 11- камера отвода фугата
242
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.36. Прямоточная осветляющая шнековая центрифуга:
1 - питающая труба, 2 - шнек; 3 - ротор; 4 - кожух; 5 - корпус подшипников, 6 - редуктор;
7 - шкивы привода
Рис. 3.1.37. Универсальная осадительная шнековая центрифуга в герметизированном исполнении:
I- вход суспензии; //- выход фугата; /// - выход осадка;
] - редуктор; 2 - правая опора; 3 - ротор, 4 - левая опора; 5 - привод; 6 - станина
Специалисты фирмы Альфа Лаваль
(Швеция) за счет оригинальной конструкции
упругих опор создали новую модель освет-
ляющей шнековой центрифуги с линейной
скоростью ротора до 120 м/с и отношением его
длины к диаметру до 5,25.
Универсальные осадительные центрифу-
ги также, как осветляющие, выпускаются толь-
ко с цилиндроконическими роторами, у кото-
рых отношение рабочей длины к диаметру со-
ставляет 2...3. На рис. 3.1.37 представлена
универсальная осадительная центрифуга в гер-
метизированном взрывозащищенном исполне-
нии отечественной конструкции.
Обезвоживающие осадительные центри-
фуги выпускаются с коническими и цилиндри-
ческими и, как правило, с противоточными ро-
торами, у которых отношение рабочей длины к
диаметру 1,5... 2.
Среди комбинированных осадительно-
фильтрующих центрифуг наибольшее распро-
странение получили модели, у которых после-
довательно расположенные участки осаждения
и фильтрования имеют примерно одинаковую
длину. Недостатком работы машин этого типа
является повышенный унос твердой фазы как с
фугатом, так и с фильтратом.
Центрифуги периодического действия.
К центрифугам этого типа относятся: горизон-
тальные с ножевой выгрузкой осадка, верти-
кальные подвесные с верхним приводом, маят-
никовые с нижним приводом и трубчатые.
Горизонтальные центрифуги с ножевой
выгрузкой осадка подразделяют на фильтрую-
щие и осадительные.
Фильтрующие центрифуги, являющиеся
базовой конструкцией машин этого типа, пред-
назначены для разделения суспензий со сред-
не- и мелкозернистой преимущественно рас-
творимой твердой фазой размером более
30 мкм и объемной концентрацией более 10 %.
Конструкция машин обеспечивает эффектив-
ную промывку и высокую степень обезвожи-
вания осадка.
Общий конструктивный признак центри-
фуг - горизонтальное расположение оси ротора
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
243
5, вал 7 которого вращается в подшипниках ка-
чения б, установленных в станине 8 (рис.
3.1.38). На передней крышке центрифуги смон-
тированы механизм 3 среза осадка, разгрузоч-
ный бункер 7, питающая труба 2, труба про-
мывки и регенерации (для фильтрующих цен-
трифуг), регулятор уровня слоя загрузки и пе-
реключатель хода ножа.
Осадительные центрифуги предназначе-
ны в основном для труднофильтруемых сус-
пензий с нерастворимой твердой фазой разме-
ром 5...40 мкм.
В отличие от фильтрующих, у осадитель-
ных центрифуг имеется механизм отвода фуга-
та из ротора, состоящий из черпающей трубки
с силовым гидроцилиндром, снабженным
дросселем для регулирования скорости ввода
трубки в ротор, но отсутствуют клапаны про-
мывки и регенерации.
Типовой цикл работы фильтрующих цен-
трифуг состоит из операции фильтрования
суспензии с образованием осадка, его промыв-
ки, центробежного отжима после промывки,
выгрузки осадка и регенерации фильтрующей
перегородки.
Основное преимущество этих машин со-
стоит в возможности проведения всех стадий
процесса в автоматическом режиме и при по-
стоянной частоте вращения ротора. К недос-
таткам следует отнести измельчение кристал-
лов при срезе осадка, большие трудности реге-
нерации фильтровальной перегородки при об-
работке суспензии с нерастворимой твердой
фазой [54, 85].
Для увеличения рабочей поверхности
центрифугирования горизонтальных центри-
фуг с ножевым съемом осадка применяют
двойные роторы. Питание и выгрузка каждой
половины ротора осуществляются раздельно.
Рабочие циклы обеих половин ротора могут
быть рассчитаны так, что выгрузка осадка в
одной половине совпадает с его отжимом в
другой. Такой сдвиг циклов позволят обеспе-
чить равномерными расход энергии и выгрузку
осадка, приближая такие машины к центрифу-
гам непрерывного действия.
В промышленности получили распро-
странение две конструктивные модификации
горизонтальных центрифуг с ножевой выгруз-
кой осадка: с консольным расположением ро-
тооа и ротором, размещенным между опорами
(рис. 3.1.39).
Рис. 3.1.38. Горизонтальная центрифуга
с ножевой выгрузкой осадка:
1 - разгрузочный бункер; 2 - питающая труба;
3 - механизм среза осадка; 4 - кожух; 5 - ротор;
6 - подшипники; 7 - вал ротора; 8 - станина;
9 - электродвигатель
Рис. 3.1.39. Горизонтальная центрифуга
с ножевой выгрузкой осадка с ротором,
расположенным между опорами:
1 - разгрузочный бункер; 2 - главный вал;
3 - механизм среза осадка; 4 - ротор; 5 - кожух;
6 - привод
Фирмой Краус Маффей (Германия) ос-
воила производство центрифуг с вращающимся
сифоном (рис. 3.1.40).
Отличительная особенность этой маши-
ны - ротор с дополнительной кольцевой каме-
рой, связанной с периферийной частью не-
сколькими каналами. В кольцевую камеру вве-
дена черпающая трубка 6, положение которой
можно регулировать с помощью специального
механизма поворота. При постоянных частоте
244
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.40. Горизонтальная центрифуга с ножевой выгрузкой осадка с «вращающимся сифоном»
фирмы Крау Маффей (Германия):
1 - разгрузочный бункер; 2 - промывная труба, 3 - вал механизма среза. 4 - ротор, 5 - нож,
6 - черпающая трубка, 7 - механизм поворота черпающей трубки, 8 - вал ротора, 9 - питающая труба,
10 - труба для залива сифонного устройства, / / - кольцевая камера
вращения ротора 4 и радиусе свободной по-
верхности жидкости в фильтрующей части ро-
тора в центрифуге можно получить дополни-
тельный перепад давлений и, следовательно,
регулировать ее производительность. Заглуб-
ляя черпающую трубку 6 и увеличивая, тем
самым, радиус сливного цилиндра, можно су-
щественно увеличить перепад давлений в осад-
ке. т.е. увеличить движущую силу процесса
центробежного фильтрования [85]. Технологи-
ческий цикл центрифуг с вращающимся сифо-
ном предусматривает первоначально операцию
долива в сифонное устройство через непод-
вижно установленную на задней крышке кожу-
ха трубу 10 чистой жидкости, что гарантирует
повышенную эффективность последующих
операций.
Дальнейшее развитие горизонтальных
центрифуг с ножевой выгрузкой осадка связано
с использованием объемного гидропривода,
позволяющего изменять частоту вращения ро-
тора, оптимизировать режим разделения сус-
пензий в каждом конкретном случае и модер-
низировать модели взрывозащищенных машин.
Подвесные центрифуги для оснащения
химических производств комплектуются, как
правило, фильтрующими роторами и выпуска-
ются в значительно меньшем объеме.
Общий конструктивный признак подвес-
ных центрифуг - вертикальное расположение
оси перфорированного ротора 1 и вала-
веретена 3 (рис. 3.1.41). Вал верхнем концом
подвешен в шаровой опоре, расположенной
значительно выше центра масс вращающейся
системы. Ротор центрифуги закрыт кожухом б.
состоящим из двух частей - верхней и нижней,
который является сборником отфильтрованной
жидкости, отводимой через штуцер в днище
нижней части кожуха. К штуцеру присоединен
сегрегатор. служащий для раздельного отвода
из кожуха фильтрата и промывного фильтрата.
При работе фильтрующих центрифуг
суспензию подают сверху при пониженной
частоте вращения ротора, которую затем по-
вышают до максимальной, при которой осадок
промывают и отжимают.
В механизированных машинах осадок
вы1 ружается на пониженной частоте вращения
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
245
Рис. 3.1.41. Фильтрующая подвесная центрифуга
с верхним приводом и ручной выгрузкой осадка:
1 - ротор; 2 - стойка; 3 - вал-веретено;
4 - электродвигатель, 5 - швеллер; 6 - кожух
ротора, у центрифуг с ручной разгрузкой - при
остановленном роторе [85].
Механизированная центрифуга отечест-
венной конструкции показана на рис. 3.1.42.
Для выгрузки осадка механизированные цен-
трифуги оснащают механизмами среза с руч-
ным управлением, они никогда не работают в
автоматическом режиме.
Маятниковые центрифуги с нижним
приводом широко применяют для разделения
промышленных суспензий, обезвоживания
мелких штучных изделий и других продуктов в
малотоннажных производствах.
По принципу разделения различают
фильтрующие и осадительные маятниковые
центрифуги, а по способу выгрузки осадка из
ротора - маятниковые центрифуги с ручной
(верхней через борт и нижней через днище),
контейнерной, ножевой и механико-пневмати-
ческой выгрузкой.
Фильтрующие центрифуги применяют в
тех случаях, когда требуются получение осадка
с наименьшей влажностью и высокая эффек-
тивность его промывки; для разделения сус-
пензий с нерастворимой и абразивной твердой
фазами, а также, когда недопустимо измельче-
ние осадка.
Осадительные центрифуги применяют в
тех случаях, когда необходимо получить ос-
ветленную жидкую фазу наибольшей чистоты.
Рис. 3.1.42. Механизированная подвесная
центрифуга:
1 - загрузочный лоток. 2 - запорный конус, 3 - труба
промывки, 4 - ротор, 5 - механизм среза осадка
Суспензию в машинах осадительного ти-
па можно обрабатывал ь двумя способами:
1) суспензия подается во вращающийся
ротор до его заполнения, затем подача прекра-
щается. После осаждения твердой фазы через
отводящую трубку из ротора удаляется освет-
ленная жидкая фаза;
2) суспензия подается во вращающийся
ротор непрерывно. Твердая фаза суспензии на-
капливается в роторе, а осветленная жидкая
фаза переливается через борт и выводится из
центрифуги. Питание центрифуги продолжает-
ся до заполнения ротора осадком. Затем остав-
шаяся жидкость удаляется из ротора через от-
водящую трубку.
При обработке первым способом дости-
гается высокая степень разделения суспензии,
однако производительность в этом случае ни-
же. чем при обработке суспензии вторым спо-
собом.
246
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Общий конструктивный признак маятни-
ковых центрифуг - вертикальное расположе-
ние ротора 1 (рис. 3.1.43). Станина 8 подвеше-
на на трех тягах с шаровыми шарнирами и
пружинами в колонках, установленных на
фундаментной плите 7, что позволяет валу 2
ротора самоустанавливаться, а также уменьша-
ет динамическую нагрузку на подшипники при
возникновении дисбаланса.
Суспензия, подлежащая обработке, пода-
ется в ротор на ходу центрифуги; штучные де-
тали загружаются при остановленном роторе.
Фильтрат (фугат) и промывная жидкость
выводятся из кожуха через сливной штуцер 10,
расположенный в станине. Осадок выгружают
при полной остановке ротора при открытой
крышке кожуха.
Все машины, предназначенные для экс-
плуатации в различных химических или меди-
цинских производствах, имеют герметизиро-
ванное исполнение, обеспечивают надежную
работу под избыточным давлением инертного
газа, оснащены взрывозащищенным электро-
оборудованием. В отечественных конструкциях
используется шинно-пневматический тормоз.
Рис. 3.1.43. Маятниковая центрифуга
с контейнерной выгрузкой осадка:
/ - ротор; 2 - вал, 3 - съемный контейнер;
4 - механизм подъема крышки; 5 - электродвигатель;
6 - клиноременная передача; 7 - фундаментная
плита; 8 - станина; 9 - тормоз; 10 - сливной штуцер
Центрифуги с нижней механизированной
выгрузкой (с помощью ножа или скребка)
применяют для разделения суспензий со сред-
не- и мелкозернистой, преимущественно рас-
творимой твердой фазой размером более
30 мкм, когда нежелательно дробление частиц
осадка. Работа центрифуг наиболее эффектив-
на при концентрации суспензии более 10 % (по
объему). При этом могут быть достигнуты хо-
роший отжим и эффективная промывка осадка.
Главными отличительными особенностя-
ми маятниковых центрифуг с нижней механи-
зированной выгрузкой осадка являются нали-
чие механизма для среза осадка, а также необ-
ходимость выполнения основных технологиче-
ских операций (загрузки, отжима, промывки и
выгрузки) при различных наиболее оптималь-
ных частотах вращения ротора. Загрузка осу-
ществляется при окружной скорости 10...
25 м/с, промывку и отжим проводят при
55...63 м/с (иногда промывку осуществляют
при скорости 30.. .40 м/с), а срез - при 4... 5 м/с
[84].
По характеру работы центрифуги с ноже-
вой выгрузкой осадка можно разделить на ме-
ханизированные (с ручным управлением) и ав-
томатизированные (с программным управлени-
ем), которые могут работать также в полуавто-
матическом режиме.
Для выгрузки осадка в большинстве за-
рубежных конструкций использованы меха-
низмы среза с возвратно-поступательным и по-
воротным движением ножа (скребка). При сре-
зе осадка скребок, находящийся в верхнем по-
ложении, вначале поворачивается и врезается в
осадок на всю его глубину. Затем следует дви-
жение скребка вниз в осевом направлении до
днища ротора. В отечественных конструкциях
механизированных маятниковых центрифуг
выгрузка осадка осуществляется, как правило,
широким поворотным ножом (рис. 3.1.44).
Наиболее широкое распространение в
промышленности получили механизированные
маятниковые центрифуги с полуавтоматиче-
ским управлением. Машины с цикловым про-
граммным управлением используются значи-
тельно реже.
Для выгрузки рыхлых осадков, не склон-
ных к налипанию, фирмой Титус (Германия)
разработана система механико-пневматической
выгрузки осадков (рис. 3.1.45). К центрифуге 1
подключен циркуляционный контур, состоя-
щий из выгрузочного устройства 2, циклона 3,
вентилятора высокого давления 4 и трубопро-
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
247
Рис. 3.1.44. Механизированная маятниковая
центрифуга с нижней выгрузкой осадка
и гидравлическим приводом:
] - ротор; 2 - вал; 3 - кожух; 4 - механизм среза
осадка; 5 - станина; 6 - гидравлический привод
Рис. 3.1.45. Механико-пневматическая система
верхней выгрузки осадка из маятниковых
центрифуг:
/ - центрифуга; 2 - выгрузочное устройство;
3 - циклон; 4 - вентилятор высокого давления
водов. Вентилятор нагнетает в центрифугу че-
рез входную трубу воздух (или инертный газ) и
одновременно отсасывает воздух из ротора че-
рез отводящую трубу, в результате чего через
центрифугу прокачивается определенный объ-
ем воздуха, а в полости ротора создается избы-
точное давление, которое в зависимости от
требуемой производительности выгрузки и
свойств осадка составляет 2...4 кПа.
Когда скребок поворачивается и врезает-
ся в осадок, вместе с ним поворачивается и
раструб отводящей трубы, затем они вместе
движутся вниз. Срезанный осадок отбрасыва-
ется скребком в раструб отводящей трубы, где
подхватывается уходящим газом и выносится
по трубе вверх. После отделения осадка в ци-
клоне газ снова всасывается вентилятором и
нагнетается обратно в центрифугу.
Система механико-пневматической вы-
грузки осадка с одним вентилятором и цикло-
ном может обслуживать до четырех центрифуг.
Система верхней выгрузки осадка значи-
тельно расширяет область применения маятни-
ковых центрифуг, исключает ручной труд и
улучшает санитарные условия обслуживания
этих машин [85].
Трубчатые центрифуги предназначены
для осветления суспензий, содержащих незна-
чительное количество твердых высокодис-
персных примесей, классификации твердых
частиц по крупности и плотности, а также для
разделения стойких эмульсий. Для машин это-
го типа характерны высокая частота вращения
ротора и отношение длины ротора к его диа-
метру не менее 5. Их выпускают с осветляю-
щим и разделяющим (сепарирующим) ротора-
ми.
Центрифуги с осветляющим ротором
применяют для осветления суспензий с высо-
кодисперсной твердой фазой с частицами раз-
мером 0,5...5 мкм, количество которой не пре-
вышает 1 %, и классификации твердых частиц.
Центрифуги с сепарирующим ротором приме-
няют для разделения стойких эмульсий. При
разделении эмульсий центрифуги работают
непрерывно, при разделении суспензий - пе-
риодически, так как в этом случае необходимо
выгружать накопившийся в роторе осадок.
Общим конструктивным признаком труб-
чатой центрифуги является трубчатый ротор 6,
подвешенный на валу 3, с вертикальной осью
вращения и плавающей нижней опорой сколь-
жения (рис. 3.1.46). Трехлопастная крыльчатка
1 сообщает разделяемой жидкости угловую
скорость ротора. Станина 7, одновременно
служащая защитным кожухом, представляет
собой чугунный литой корпус.
При работе осветляющей центрифуги
суспензия через сопло питающей трубы 8 по-
дается в нижнюю часть ротора и, вращаясь
вместе с ним, протекает вдоль его стенок в осе-
248
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.1.46. Разделяющая и осветляющая
центрифуга с трубчатым ротором:
1 - крыльчатка; 2 - электродвигатель; 3 - вал;
4, 5 - сливные тарелки; 6 - ротор; 7 - станина;
8 - питающая труба
вом направлении. Твердые частицы осаждают-
ся на стенках ротора, а фугат через выходное
отверстие в головке ротора выводится в слив-
ную камеру, откуда сливается в сборник. Оса-
док периодически удаляют вручную при оста-
новке центрифуги и разборке ротора.
При разделении эмульсии, поступающей
по питающей трубе в нижнюю часть ротора, по
мере продвижения вверх она разделяется на
тяжелый и легкий компоненты. Тяжелый ком-
понент проходит через отверстия в головке,
расположенные у стенки ротора, поступает в
нижнюю сливную тарелку 5 и через патрубок
выводится из центрифуги. Легкий компонент
проходит через отверстия в головке, располо-
женные ближе к оси ротора, поступает в верх-
нюю сливную тарелку 4 и через патрубок вы-
водится из центрифуги. Положение поверхно-
сти раздела слоев тяжелого и легкого компо-
нентов регулируют сменным кольцом на выхо-
де тяжелого компонента. Размеры внутреннего
диаметра сменного кольца подбирают в зави-
симости от соотношений плотностей компо-
нента.
Жидкостные сепараторы. Это большой
класс центрифуг, применяемых для обработки
тонкодисперсных жидких неоднородных сис-
тем, позволяющих осуществлять центробежное
разделение с наибольшей полнотой извлечения
отдельных компонентов [33]. Для сепараторов
характерен комплекс определенных признаков:
непрерывность потока, его тонкослойность,
ламинарность, максимальное использование
внутренней полости ротора для создания раз-
витой поверхности осаждения частиц, враще-
ние ротора с частотой вращения выше крити-
ческой
Непрерывность потока создают приемно-
отводящие устройства. Работа сепаратора при
частоте вращения ротора выше критической
достигается применением упругих элементов в
верхней опоре приводного вала с вертикальной
осью вращения. Тонкослойность потока дости-
гается размещением в роторе набора вставок,
между которыми поток движется тонким слоем
при ламинарном режиме.
По типу вставок в роторе сепараторы раз-
деляют на камерные и тарельчатые. Роторы
камерных сепараторов разгружаются вручную.
В роторах тарельчатого сепаратора установлен
пакет тонкостенных вставок, имеющих форму
усеченного конуса, образующих между собой
зазоры, по которым тонкими параллельными
слоями перемещается ламинарный поток раз-
деляемой жидкости. В этих машинах можно
осуществлять осветление или сгущение сус-
пензий, разделение эмульсий и других много-
компонентных систем, концентрирование дис-
персной фазы, классификацию частиц поли-
дисперсных систем. В тарельчатых сепарато-
рах эффективно используется способ центро-
бежной разгрузки ротора от осадка, что спо-
собствует широкому распространению их в
промышленности [13, 85].
Основные схемы роторов саморазгру-
жающихся тарельчатых сепараторов представ-
лены на рис. 3.1.47. В противоточных роторах
сепараторов-очистителей процесс выделения
твердого компонента начинается в шламовом
пространстве и завершается в пакете тарелок.
В тех случаях, когда в суспензии содержатся
грубодисперсные частицы, которые могут вы-
деляться уже в полости тарелкодержателя,
вместо традиционной схемы ротора следует
использовать схему, предусматривающую по-
ступление обрабатываемой суспензии непо-
средственно в шламовое пространство ротора.
В прямоточных конструкциях роторов
машин этого типа суспензия первоначально
подается в пакет тарелок из центральной по-
лости тарелкодержателя. При этом осадок
сбрасывается с тарелок в шламовое простран-
ство, не пересекаясь с потоками поступающей
суспензии.
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
249
Рис. 3.1.47. Схемы роторов саморазгружающихся
тарельчатых сепараторов:
а - очистителя (противоточного) с загрузкой через
тарел ко держатель; б - очистителя (противоточного)
с загрузкой непосредственно в шламовое простран-
ство, в - очистителя (прямоточного) через тарелко-
держатель, г - сгустителя с перфорированными со-
плами, д - сгустителя с наклонными каналами,
е - разделителя с одновременным удалением твердо-
го компонента
как правило, через отверстия, расположение
которых на поле тарелок определяется соот-
ношением легкого и тяжелого компонентов
эмульсии и условиями их удаления из ротора.
Легкий компонент перемещается по верхней
поверхности низлежащей тарелки к оси враще-
ния и, поднимаясь вдоль тарелкодержателя,
покидает ротор через сливное устройство. Тя-
желый жидкий компонент v твердыми включе-
ниями направляется по нижней поверхности
вышележащей тарелки к периферии и, выйдя
из пакета, отводится из ротора по каналам ме-
жду разделительной тарелкой и крышкой рото-
ра через сливное устройство на большем ра-
диусе.
Независимо от типа ротора процесс вы-
деления частиц дисперсной фазы в межтарель-
чатом зазоре осуществляется по общим прин-
ципам. Вопросы гидромеханики сепараторов, в
том числе особенности процессов тонкослой-
ного разделения в поле действия центробеж-
ных сил рассмотрены в [13, 60, 85].
Машины с центробежной непрерывной
выгрузкой - сопловые сепараторы обычно ис-
пользуют для получения осветленного фугата
или для выделения осадка в виде максимально
сгущенного концентрата дисперсной фазы.
В практике для увеличения степени сгу-
щения искусственно повышают концентрацию
исходной неоднородной системы, применяя
рециркуляцию, те. часть сгущенной фрак-
ции возвращают в сепаратор. При этом воз-
можны два основных способа рециркуляции
(рис. 3.1.48).
В сепараторах со свободной выгрузкой
концентрата разгрузочные узлы включают со-
пла с калиброванными втулками, размещенные
В процессе сгущения суспензии концен-
трат непрерывно удаляется из ротора через со-
пла, расположенные на периферии или через
сопла, приближенные к пакету тарелок, сооб-
щающихся со шламовым пространством с по-
мощью наклонных каналов. Соответствующим
образом с целью повышения эффективности
процесса организовано и поступление суспен-
зий на сгущение: в первом случае весь ее объ-
ем подается в межтарельчатые зазоры через
отверстия на периферии тарелкодержателя и
тарелок, а во втором - частично таким же обра-
зом, а также через кольцевую щель между та-
релкодержателем и основанием ротора в шла-
мовое пространство.
При разделении трехкомпонентных сис-
тем загрузка пакета тарелок осуществляется.
Рис. 3.1.48. Схемы рециркуляции:
а - с объединением части сгущенной фракции и про-
дукта, поступающего на сепарирование; б - с пода-
чей рециркулята в шламовое пространство ротора;
I ~ продукт; II - фугат; III - рециркулят; IV - концен-
трат
250
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
в корпусе. При периферийном расположении
корпуса сопел размещают в отверстиях наруж-
ной стенки основания ротора (рис. 3.1.49, а).
Способ рециркуляции концентрата для
повышения степени сгущения применяют, как
правило, в сепараторах с периферийными со-
плами. В отдельных процессах вместо концен-
трата по линии рециркуляции подают воду для
промывки осадка или поддержания гидроза-
твора.
В другом типе сопловых сепараторов, с
наклонными каналами (рис. 3.1.49, б), осадок
из шламового пространства ротора не выбра-
сывается непосредственно с его периферии, а
через внутренние мундштуки 1 направляется в
каналы 2, расположенные в вертикальной
плоскости наклонно к оси вращения. В устье
каналов расположены сопла 3, от которых за-
висит степень сгущения осадка.
При расположении выходных сопел в
устье наклонного канала затраты энергии на
вывод концентрата значительно меньше, чем
при расположении их на периферии. Кроме то-
го. можно увеличить диаметры сопел, не сни-
жая степень сгущения осадка. Однако, несмот-
ря на указанные преимущества, применение
сепараторов с наклонными каналами ограниче-
но повышенными требованиями к пластично-
сти осадка, выводимого в виде концентрата
[33, 60].
Сепараторы с непрерывно-циклической
выгрузкой осадка имеют наиболее сложное
конструктивное оформление. Их эксплуатация
может быть экономически оправдана только
при высокой производительности и малых за-
тратах ручного труда на обслуживание.
На рис. 3.1.50 показана схема ротора та-
кой машины, выпускаемой фирмой Альфа Ла-
валь (Швеция), предназначенной для концен-
трирования дрожжей и разделения бактериаль-
ных суспензий при производительности
50... 200 м3/ч.
По трубке 1 суспензия подается в ротор и
осветляется в пакете тарелок 4. Фугат отводит-
ся под давлением, создаваемым напорным дис-
ком 3, а отделенные взвешенные вещества пе-
ремещаются к периферии ротора, а затем по
трубкам 5 отводятся в виде концентрата в цен-
тральную камеру 12. Отсюда напорным уст-
ройствам 7 концентрат под давлением отводит-
ся из ротора через центральную трубку 2.
В центральной камере расположен кольцевой
шибер 11, в радиальных направляющих кото-
рого размещены пробки 6. Под действием цен-
тробежной силы пробки прижимаются к тор-
цам отводящих трубок 5. При возвратно-посту-
пательном перемещении шибера изменяется
проходное сечение трубок, а следовательно,
количество отводимого концентрата. Вследст-
вие этого возможно получение стабильного со-
держания сухих веществ в сгущенной фракции
независимо от концентрации исходной суспен-
зии и объема подачи суспензии на сепарирова-
ние. Шибер закреплен на трубке 8, располо-
женной внутри полого приводного вала 10.
В основании ротора расположены верти-
кальные каналы /3, перекрываемые торцовым
поршнем, который перемещается при помощи
буферной жидкости. При безразборной мойке
происходит неоднократная выгрузка осадка и
моющих растворов путем открытия выходов из
каналов 13. Управление разгрузкой ротора в
рабочий период и при безразборной мойке ав-
томатизировано.
Рис. 3.1.49. Отводящие устройства
в сопловых сепараторах:
а - устройство периферийного сопла;
б - схема размещения сопел в наклонных каналах
Рис. 3.1.50. Ротор сепаратора
с непрерывно-циклической выгрузкой осадка
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
251
Характерной особенностью сепараторов с
центробежной пульсирующей выгрузкой явля-
ется наличие разгрузочных отверстий на пери-
ферии ротора, которые перекрываются под-
вижным элементом во время накопления в
шламовом пространстве осадка и открываются
для центробежного удаления осадка по ходу
машины без останова ротора.
При вращении ротора с центробежной
пульсирующей выгрузкой осадка в жидкости
возникает гидростатическое давление /?ж, кото-
рое зависит от размеров ротора, частоты его
вращения и плотности обрабатываемого про-
дукта (рис. 3.1.51). Для перекрытия каналов 7
на периферии ротора 8 имеется поршень 3. Ес-
ли в полости 10 создать гидростатическое дав-
ление, обеспечивающее силу N*, достаточно
превышающую силу, создаваемую давлением
рж, то поршень надежно перекроет каналы 7, и
осадок, выделяемый при работе сепаратора,
будет накапливаться в шламовом пространстве.
Гидростатическое давление в полости 10
проще всего может быть создано подачей во
вращающийся ротор по каналу 2 буферной
жидкости - воды или раствора. При заполне-
нии шламового пространства осадком необхо-
димо разгрузить ротор, т.е. опустить поршень 9
и открыть разгрузочные каналы 7.
Подвижной элемент для разгрузки ротора
может перемещаться либо под давлением в се-
параторной камере, создаваемым продуктом,
либо под внешним давлением, вызываемым
подачей буферной жидкости в определенные
полости ротора. Это можно осуществить двумя
способами. Во-первых, открытием каналов 5.
При этом жидкость выбрасывается из полости
10 и под действием давления на поверх-
ность фаски б поршень откроет канал 7. Во-
вторых, при подаче воды по каналу / в по-
лость 10 под действием силы Т на диафрагму 3
поршень опускается, открывая каналы 7. Для
возврата поршня достаточно удалить жидкость
из полости 10 через канал 4.
В первом случае при перемещении под-
вижного элемента резко нарушается монолит-
ность осадка и создаются более благоприятные
условия для его выброса из ротора, во втором -
в монолите появляются только трещины, вы-
брос осадка при этом затруднен и необходимо
уменьшить угол конических образующих по-
верхностей шламового пространства [33, 60].
Общим признаком, объединяющим почти
все конструкции сепараторов с пульсирующей
центробежной выгрузкой осадка, является цик-
Рис. 3.1.51. Ротор с центробежной пульсирующей
выгрузкой осадка
личность процесса, состоящего из следующих
основных этапов: закрытие разгрузочных от-
верстий, сепарирование, разгрузка ротора, по-
вторное закрытие разгрузочных отверстий и
т.д. В зависимости от конструкции сепаратора
с центробежной пульсирующей выгрузкой
осадка цикл его работы может включать и дру-
гие промежуточные этапы.
При частичной разгрузке разгрузочные
щели открываются на строго определенную
величину и на столь малый промежуток време-
ни, что успевает удалиться только часть со-
держимого ротора.
Принцип частичной разгрузки может
быть применен к любому типу сепараторов с
центробежной пульсирующей выгрузкой осад-
ка, но его обычно используют в конструкциях,
в которых при разгрузке под действием гидро-
статического давления продукта в роторе пе-
ремещается элемент, выполненный в виде под-
вижного днища. Возвратное перемещение под-
вижного днища с целью герметизации разгру-
зочных щелей может осуществляться под дав-
лением буферной жидкости или под воздейст-
вием пружин.
Сущность двухэтапной разгрузки заклю-
чается в следующем: после заполнения шламо-
вого пространства первоначально удаляется
межтарелочная жидкость, а затем - осадок.
При этом потери сепарируемой жидкости
практически устраняются, а полученный оса-
док имеет концентрацию сухих веществ, дос-
252
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
тигнутую в шламовом пространстве ротора.
Цикл работы таких машин включает закрытие
разгрузочных щелей, сепарирование, прекра-
щение подачи, удаление межтарелочной жид-
кости, выгрузку осадка, закрытие ротора, во-
зобновление подачи.
Сепараторы с центробежной частичной и
двухэтапнопульсирующей выгрузкой осадка
целесообразно использовать при разделении
систем, содержащих от 0,5... 1 до 6...8 % осад-
ка (по объему). При большей концентрации
возрастает частота разгрузок, в результате чего
подвергаются интенсивному изнашиванию де-
тали ротора и приводного механизма.
Характерным примером конструкции с
выгрузкой осадка под действием давления
продукта в роторе является двухэтапная раз-
грузка с помощью промежуточного клапана
(рис. 3.1.52). Перед началам сепарирования в
камеру 1 подается буферная жидкость, которая
поступает к клапану 4 и в полость 3 под порш-
нем 7, выполненным в виде подвижного дни-
ща. Под действием возникающего гидростати-
ческого давления подвижное днище поднима-
ется до упора в крышку 9 к уплотнительному
кольцу, перекрывая разгрузочные щели 8 в ос-
новании ротора. После этого подача буферной
жидкости уменьшается, и она поступает в ка-
меру 1. При этом канал в сливе буферной жид-
кости из полости 3 перекрывается дисковым
поршнем клапана.
После подготовки ротора к работе в него
по центральной трубке 12 подают суспензию,
которая осветляется в пакете тарелок 10. Фугат
удаляется из сепаратора под давлением, созда-
ваемым напорным диском 77, а осадок отбра-
сывается в шламовое пространство. После за-
полнения объема шламового пространства до
критического радиуса, дальнейшее уменьше-
ние которого может привести к нарушению
процесса сепарирования, поступление продук-
та на разделение прекращается. Буферную
жидкость подают в камеру 7 7, откуда по кана-
лам 2 она направляется к системе клапана 5, с
помощью которого отводится межтарелочная
жидкость.
Под действием гидростатического давле-
ния клапан 5 перемещается в левое положение,
увлекая за собой кольцо 76 с пробкой 75. Канал
13 открывается и межтарелочная жидкость из
центральной полости ротора по системе отво-
дящих каналов выводится через отверстие 14.
Затем система клапана с изолированным
поршнем возвращается в первоначальное по-
ложение под влиянием разности центробежных
сил, действующих на клапан 5 и пробку 75.
Одновременно снимается давление, действую-
щее на дисковый поршень клапана 7, он под
действием центробежной силы отходит к пе-
риферии. открывая канал 6.
Рис. 3.1.52. Ротор с подвижным днищем и клапаном с изолированным поршнем
для двухэтапной разгрузки
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
253
При снижении давления в полости 3 до
определенной величины, подвижное днище 7
под действием гидростатического давления ос-
тавшегося в роторе продукта перемещается
вниз, открывая разгрузочные. После центро-
бежной выгрузки осадка снова открывается
подача буферной жидкости в камеру 7, разгру-
зочные щели закрываются и возобновляется
процесс сепарирования.
Циклом работы сепаратора можно управ-
лять вручную и автоматически, настраиваясь
на требуемый период времени между разгруз-
ками ротора.
Расчет центрифуг и сепараторов. Эф-
фективность разделения в центрифугах и сепа-
раторах характеризуются:
фактором разделения
Fru =(л2г! g.
где со - частота вращения ротора; г - макси-
мальный внутренний радиус ротора;
производительностью по исходному про-
дукту или разделенным компонентам;
уносом твердой фазы с фугатом;
конечной влажностью осадка и крупно-
стью разделения.
Кинетика центробежного разделения за-
висит от многих факторов, классифицируемых
на две группы:
1) определяемых физико-химическими
свойствами разделяемой системы (разностью
плотностей фаз, гранулометрическим составом
твердой фазы, вязкостью жидкой фазы, удель-
ным сопротивлением осадка при фильтрова-
нии);
2) обусловленных конструкцией и часто-
той вращения ротора центробежной машины
(структурой внутрироторного потока, его гид-
родинамикой и полем скоростей), оказываю-
щих решающее влияние на центробежное оса-
ждение и, отчасти, на центробежное фильтро-
вание. В свою очередь гидродинамический ре-
жим зависит от производительности машины.
Математическое описание потока дается урав-
нениями Навье-Стокса и неразрывности, кото-
рые составляются с учетом геометрии ротора и
граничных условий. Решение часто находится
методами теории подобия.
При центробежном осаждении движение
твердых частиц происходит под действием
центробежной силы Яц — 1 /6тгб/3ДрО)рГ (где
d - диаметр частицы; Др - разность плотно-
стей твердой и жидкой фаз; сор - угловая ско-
рость ротора; г - расстояние от частицы до оси
вращения ротора) и силы сопротивления жид-
кой среды 5. Соотношение этих сил определяет
скорость осаждения и>. При ламинарном режи-
ме, характерном для осветления, сила 5 выра-
жается законом С гокса:
S = Зтгб/ци
и
и’ = (дрб/2(Орг)/18ц,
где ц - динамическая вязкость жидкой фазы.
Для турбулентного режима при осажде-
нии крупных частиц высококонцентрирован-
ных суспензий сила 5 находится из уравнения:
5 = 0,25^2ржи'2,
где - коэффициент лобового сопротивления;
рж - плотность жидкой фазы.
Гидродинамика потока определяет время
пребывания частиц в роторе, а скорость w -
время осаждения. Сопоставление этих величин
позволяет найти крупность разделения.
Центробежное фильтрование может про-
текать с образованием или без образования
осадка на фильтровальной перегородке. Наи-
большее распространение получил первый
случай. Поэтому для расчета кинетики процес-
са используют закон Дарси-Вейсбаха: движу-
щая сила (перепад давления \р) определяется
центробежным полем, действующим на сус-
пензию:
Др = 0,5рсп<о2(гр2-г2).
где рсп - плотность суспензии; гр - радиус ро-
тора; гж - радиус свободной поверхности жид-
кости.
Первый период может протекать при раз-
личных режимах. Наиболее распространены
режимы при постоянных At? и производитель-
ности по суспензии. Второй и третий периоды
зависят от большого числа факторов, связан-
ных с уплотнением осадка, формой его поро-
вых каналов и др.; построение их математиче-
ских моделей крайне затруднено.
Ввиду сложности центрифугирования
производительность центробежных машин
оценивают чаще всего путем моделирования
по. так называемому, индексу производитель-
254
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
ности Ец = F Fru, подразумевая под F в пер-
вом приближении площадь боковой поверхно-
сти ротора.
Физический смысл заключается в том,
что по аналогии с осаждением в отстойниках
производительность центрифуг также пропор-
циональна площади рабочей поверхности, од-
нако за счет центробежных сил увеличивается
на фактор Fru. В зависимости от конструктив-
ных особенностей ротора для машин каждо-
го типа определяется своим уравнением и ис-
пользуется при перерасчете производительно-
сти с одного типоразмера центрифуги на дру-
гой.
По аналогии с центрифугами разделяю-
щая способность сепараторов оценивается ин-
дексом производительности
Lc =(2rc/3g)z<^Tctga(^ax-^in),
где z - число тарелок в пакете; а - 1/2 угла ко-
нуса тарелки; 7?тах и 7?т1П - соответственно на-
ружный и внутренний радиусы тарелки. Моде-
лирование процессов в сепараторах осуществ-
ляется, как и в центрифугах, по индексу произ-
водительности Zc.
В основе метода моделирования лежит
теория подобия, которая устанавливает усло-
вия. необходимые и достаточные для сущест-
вования подобия процессов, протекающих в
модельном и промышленном образцах обору-
дования. Моделирование проводится при гео-
метрическом и временном подобии, а также
подобии физических величин, характеризую-
щих процесс, и начальных и граничных усло-
вий.
Для изучения центрифугальных процес-
сов в лаборатории используют модели про-
мышленных центрифуг и сепараторов с диа-
метром ротора 150...250 мм, а также, так назы-
ваемые, стаканчиковые центрифуги (ротор со-
стоит из ряда пробирок - стаканчиков). Такие
малогабаритные образцы позволяют экспери-
ментально определять не только производи-
тельность промышленных машин, но и воз-
можность выгрузки осадков из роторов, конеч-
ную влажность продукта, унос. Исследования
проводятся с небольшими объемами продуктов
на специальных стендах. Стаканчиковые цен-
трифуги используют для оценки времени оса-
ждения частиц при различных Fru [80].
Вопросы моделирования и инженерных
методов технологического расчета промыш-
ленных центрифуг непрерывного и периодиче-
ского действия рассмотрены в литературе [67,
84, 85], уточненные расчеты осадительных и
фильтрующих центрифуг со шнековой выгруз-
кой осадка - в [79]. Применительно к центро-
бежным сепараторам подобные вопросы осве-
щены в работах [13, 60, 67].
3 1 4. ГИДРОЦИКЛОНЫ
Гидроциклоны представляют класс вих-
ревых аппаратов, предназначенных для разде-
ления жидких неоднородных систем (суспен-
зий, нестойких эмульсий и газосодержащих
жидкостей) в поле центробежных сил. Благо-
даря простоте конструкции, компактности, вы-
сокой удельной производительности и надеж-
ности гидроциклоны получили широкое рас-
пространение в химической, нефтедобываю-
щей, горнорудной, пищевой отраслях промыш-
ленности, в энергетике, металлургии, а также в
системах очистки промышленных и бытовых
сточных вод [1, 38, 49, 74, 87 - 90]. Эти аппара-
ты выгодно отличает возможность применения
в непрерывных замкнутых технологических
циклах и в безотходных производствах с обес-
печением сравнительно высокого качества раз-
деления смесей. Фактор разделения в гидроци-
клонах составляет 500...2000, а в высокона-
порных гидроциклонах и мультициклонах - до
5000.
Классификация гидроциклонов. По на-
значению различают [74]:
гидроциклоны-осветлители для очистки
жидкостей от твердых включений;
гидроциклоны-сгустители для сгущения
суспензий до высоких концентраций (50...
90 %);
гидроциклоны-классификаторы для жид-
кофазного разделения дисперсных материалов
по размерам, плотности или форме частиц;
гидроциклоны для разделения эмульсий;
гидроциклоны-дегазаторы для очистки
жидкостей от растворенных и диспергирован-
ных газов;
гидроциклоны для проведения комбини-
рованных процессов, сочетающих механиче-
ское разделение с тепло-, массообменом, фло-
тацией, химическими реакциями и др.
Кроме того, гидроциклоны классифици-
руют:
ГИДРОЦИКЛОНЫ
255
по форме корпуса - гидроциклоны ци-
линдроконические (рис. 3.1.53, а, в) и цилинд-
рические (рис. 3.1.53, г, д);
по взаимному направлению движения
выходных потоков - противоточные (рис.
3.1.53, а, г) и прямоточные (рис. 3.1.53, в, д);
по количеству выходных потоков - двух-
продуктовые (рис. 3.1.53, а-д), трехпродукто-
вые (рис. 3.1.53, е) и т. д.;
по способу сообщения разделяемой среде
вращательного движения - напорные (рис.
3.1.53, а), низконапорные, или открытые (рис.
3.1.53, б) и роторные, или турбоциклоны (рис.
3.1.53, е).
В напорных гидроциклонах разделяемая
среда поступает под избыточным давлением
0,2...0,4 МПа и выше. Вращательное движение
среды создается вследствие ее тангенциального
ввода в гидроциклон. Напорные гидроциклоны
обычно имеют небольшие размеры и исполь-
зуются для разделения тонкодисперсных сус-
пензий.
Рис. 3.1.53. Схемы гидроциклонов:
а - цилиндроконического напорного; б - низкона-
порного; в - прямоточного турбоциклона; г, д - ци-
линдрических противоточного и прямоточного для
разделения эмульсий; е - трехпродуктового; 7 - ис-
ходная суспензия; 77 - исходная эмульсия; 777 - ос-
ветленная жидкость; 7И - сгущенная фаза; V - тяже-
лая фаза; VI - продукты разделения
В низконапорных гидроциклонах разде-
ляемая среда поступает самотеком или под не-
большим избыточным давлением, близким к
гидростатическому. Низконапорные гидроци-
клоны имеют габаритные размеры, сопостави-
мые с размерами цилиндрических вертикаль-
ных отстойников. Их применяют для очистки
воды от грубодисперсных механических при-
месей.
В турбоциклонах вращение разделяемой
среды обеспечивается встроенной турбинкой.
При больших расходах разделяемой сре-
ды гидроциклоны компонуют в батарейные
аппараты (рис. 3.1.54). По способу компоновки
Рис. 3.1.54. Батарейные гидроциклоны:
а - блочный; б - с раздельной компоновкой гидроци-
клонных модулей; 7 - распределительная камера; 2 -
камера сбора осветленной жидкости; 3 - гидроци-
клонный модуль; 4 - бункер; 7- исходная смесь; 77-
сгущенный продукт; 777 - осветленный продукт
256
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
различают батарейные гидроциклоны с блоч-
ной и раздельной компоновкой гидроциклон-
ных модулей. Блочные батарейные гидроци-
клоны, или мультициклоны более компактны
(рис. 3.1.54, а), однако размещение модулей в
общем блоке затрудняет их обслуживание, ре-
монт и замену. Батарейные гидроциклоны с
раздельной компоновкой модулей обеспечива-
ют более удобное обслуживание каждого мо-
дуля (рис. 3.1.54, 6).
Конструктивные особенности гидро-
циклонов. В традиционном цилиндрокониче-
ском гидроциклоне в результате тангенциаль-
ного ввода исходная смесь закручивается и
через периферийную зону I движется винто-
вым потоком вниз к вершине конуса 3 (рис.
3.1.55). При этом часть ее выходит через наса-
док 5. Основное количество смеси образует
внутренний восходящий поток II, поднимается
вверх и удаляется из аппарата через сливной
патрубок 3.
Обычно напорные гидроциклоны рабо-
тают со свободным истечением из сливного
патрубка 3 и насадка 5, поэтому во время рабо-
ты через них подсасывается воздух, который
вместе с газом, выделившимся из жидкости,
образует вдоль оси зону разрежения III (воз-
душный столб), существенно влияющую на
проходное сечение разгрузочных отверстий.
Рис. 3.1.55. Схема движения потоков
в цилиндроконическом гидроциклоне:
7 - корпус; 2 - крышка; 3 - сливной патрубок; 4 -
входной патрубок; 5 - песковой насадок; 6 - конус,
I - периферийный нисходящий поток; 77 - внутрен-
ний восходящий поток; 777- воздушный столб
Разделение фаз с различной плотностью
основано на отличии в движении частиц дис-
персной фазы под действием центробежных
сил. Крупные тяжелые частицы отбрасываются
к стенкам гидроциклона, по винтовой траекто-
рии перемещаются к шламовому отверстию и
выгружаются. Мелкие легкие частицы концен-
трируются в восходящем потоке, с которым
выносятся через патрубок 5
Условные буквенно-цифровые обозна-
чения гидроциклонов. Рекомендуются пяти-
значные обозначения единичных гидроцикло-
нов и семизначные батарейных гидроциклонов.
Первые две буквы - тип гидроциклона (табл.
3.1.11), третья буква - конструкционный мате-
риал (табл. 3.1.12); цифры - основные геомет-
рические характеристики аппаратов и номер
модели, отражающий специфические конст-
руктивные особенности гидроциклонов. На-
пример, условное обозначение ТВК-40-5-01
означает: единичный аппарат с тангенциаль-
ным вводом суспензии (ТВ), выполненный из
коррозионно-стойкой стали (К) с внутренним
диаметром цилиндрической части, равным
40 мм, и углом конусности 5°, модель 01.
В маркировке батареи гидроциклонов
30-02-ТВК 40-5 01 первая цифра - число эле-
ментов в батарее, вторая - модель установки,
остальное - характеристика единичного эле-
мента.
Телескопические гидроциклоны односто-
роннего действия, футерованные каменным
литьем и предназначенные для классификации
измельченных рудных и нерудных материалов,
сгущения, дешламации продуктов обогащения
в гидрометаллургических процессах, для обо-
гащения в тяжелых средах и т.д., по ТУ 4143-
002-42490774-2001 выпускает ООО НПП
«ТехНОС» (г. Челябинск).
Производство гидроциклонов малого
размера и батарейных мультициклонов из пла-
стмассы освоено для крахмалопаточной про-
мышленности. Для широкого диапазона расхо-
дов, гранулометрических характеристик взве-
шенных частиц и эксплуатационных условий
при разделении технологических суспензий и
очистке сточных вод разработаны типоразмер-
ные ряды единичных и батарейных гидроци-
клонов.
Для разделения суспензий с относительно
слабыми агрессивными и абразивными свойст-
вами разработан типоразмерный ряд высоко-
эффективных и технологичных пластмассовых
ГИДРОЦИКЛОНЫ
257
3.1.11. Условное обозначение типа гидроциклонов
Условное обозначение Тип цилиндроконического гидроциклона
ТВ С тангенциальным вводом
ПН Прямоточные с направляющим элементом (винтовой вставкой)
УФ С ударной фильтрацией в сливной и песковой камерах
ПК С промывочной камерой в зоне выхода сгущенного продукта
МП Многопродуктовый с несколькими концентрически расположенными сливными патрубками
мс Многоступенчатый с последовательным соединением элементов
БН Бинарный (сдвоенный) с подачей суспензии через единый входной патрубок
РП С реактивным приводом, с помощью которого суспензии придается вращательное движение
гз Горизонтальный с центральным коническим обтекателем на входе и усеченной ко- нусной вставкой на выходе
КБ Комбинированный с фильтрующими элементами в цилиндроконической части
БО Безнапорный открытый (без сливного патрубка)
ВТ С вращающейся турбиной (турбоциклон)
3.1.12. Условные обозначения конструкционного материала,
применяемого в гидроциклонах
Условное обозначение Конструкционный материал деталей, соприкасающихся с разделяемой смесью
У Углеродистые стали
Л Легированные стали
к Коррозионно-стойкие высоколегированные стали
н Неметаллические материалы и керамика
п Пластмассовые покрытия
г Гуммированные покрытия
э Эмалированные покрытия
гидроциклонов типа ТВП, включающий семь
типоразмеров диаметром 25... 100 мм, произ-
водительностью 1,5...20 м3/ч и давлением
0,3 МПа (рис. 3.1.56, табл. 3.1.13). Гидроци-
клоны изготовляют литьем под давлением из
полиамида ПА-6.
Для использования в более тяжелых экс-
плуатационных условиях (при широком интер-
вале температур и давлений, во взрыво- и по-
жароопасных, агрессивных и абразивных сре-
дах) создан типоразмерный ряд гидроциклонов
типа ТВ, изготовляемых из легированных или
углеродистых сталей (рис. 3.1.57, табл. 3.1.14).
Разработанный ряд включает 12 типоразмеров
диаметром 25...300 мм, с расчетной производи-
тельностью 1,5...200 м7ч, давлением 0,3 МПа.
Для обеспечения высокой пропускной
способности по разделяемой супензии в соче-
тании с высокой эффективностью разделения
разработан типоразмерный ряд батарейных
гидроциклонов на производительность от 10 до
250 м3/ч (типа БГЦ).
9 - 10358
258
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
t'"
III
Рис. 3.1.57. Металлический гидроциклон
типа ТВ:
/- исходная суспензия; ///- осветленная жидкость;
IV-сгущенная суспензия
IV
Рис. 3.1.56. Пластмассовый гидроциклон
типа ТВП:
1- исходная суспензия; ///-осветленная жидкость;
IV-сгущенная суспензия
3.1.13. Техническая характеристика гидроциклонов типа ТВП
Типоразмер Диаметр корпуса, мм Производительность, м3/ч Габаритные размеры, мм Масса, кг
ТВП-25 25 1,5 90x120x400 0,18
ТВП-32 32 2,5 95x120x500 0,30
ТВП-40 40 3,6 100x140x600 0,47
ТВП-50 50 6 150x180x700 0,62
ТВП-63 63 9 160x180x850 0,81
ТВП-80 80 14 170x280x1050 1,33
ТВП-100 100 20 220x320x900 2,10
3.1.14. Техническая характеристика гидроциклонов типа ТВ
Типоразмер Диаметр корпуса, мм Производительность, м3/ч Габаритные размеры, мм Масса, кг
1 2 3 4 5
ТВ-25 25 1,5 90x120x400 4
ТВ-32 32 2,5 95x120x500 5
ТВ-40 40 3,6 100x140x600 7
ГИДРОЦИКЛОНЫ
259
Продолжение табл. 3.1.14
1 2 3 4 5
ТВ-50 50 6 150x180x700 11
ТВ-63 63 9 160x180x850 15
ТВ-80 80 14 170x280x1050 20
ТВ-100 100 20 220x320x900 25
ТВ-125 125 30 230x360x1000 30
ТВ-150 150 50 260x400x1200 40
ТВ-200 200 90 350x450x1500 70
ТВ-250 250 120 400x500x1700 110
ТВ-300 300 200 450x600x2000 160
Батарейный гидроциклон базовой моди-
фикации (рис. 3.1.58, а, табл. 3.1.15) включает
центральный коллектор, состоящий из распре-
делительной камеры 1 и камеры сбора очи-
щенной жидкости 3, группу радиально распо-
ложенных вокруг коллектора пластмассовых
или металлических гидроциклонов 2 и бункер
4 сгущенной суспензии.
При наличии в разделяемой суспензии
крупных твердых включений во избежание за-
бивки песковых насадков гидроциклонов ре-
комендуется использовать батарейные гидро-
циклоны второй модификации - с гидроцикло-
ном 5 предварительной очистки (рис. 3.1.58, б,
табл. 3.1.15), обеспечивающим выделение наи-
более крупных частиц перед подачей суспен-
зии в единичные гидроциклоны.
Расчет гидроциклонов. При расчете
гидроциклонов определяют следующие рабо-
чие параметры гидроциклонов типов ТВ, ТВП
иБГЦ.
Пропускная способность (производи-
тельность) гидроциклона
1(Рвх ~~ Роев )
где D - диаметр гидроциклона; рвх, росв -
избыточное давление соответственно на вхо-
де в гидроциклон и в линии осветленной
жидкости; рс - плотность суспензии;
^ = 1280 1 -5(£>п/£>)2’5
коэффициент
гидравлического сопротивления гидроциклона;
Z)n - диаметр пескового отверстия, выбирается
£)п = (0,1...0,15)Г>.
Рис. 3.1.58. Батарейные гидроциклоны типа БГЦ:
а - с центральным коллектором; б - с гидроциклоном
предварительной очистки; 7 - распределительная ка-
мера; 2 - гидроциклонные модули, 3 - камера сбора
очищенной жидкости; 4 - бункер, 5 - гидроциклон
предварительной очистки; / - исходная суспензия;
/// - осветленная жидкость; /Г- сгущенная суспензия
При расчете коэффициента гидравличе-
ского сопротивления батарейного гидроцикло-
на в составе батареи учитывают гидравли-
ческие потери в коллекторе :
;б=^к-
Для батарейных гидроциклонов типа БГЦ
^к=60.
Отношение расходов сгущенной суспен-
зии 2сг и осветленной жидкости 2осв
Qcr ( Dn V’5
-^- = 108 —
£?осв к /
ч2
Рвх I
Рвх ~ Роев )
9*
260
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
3.1.15. Техническая характеристика батарейных гидроциклонов типа БГЦ
Типоразмер Диаметр коллектора, мм Диаметр гид- роциклонов, мм Рабочее давление, МПа Производи- тельность, м3/ч Г абаритные размеры, мм Масса, кг
С центральным коллектором
БГЦ 25x8 150 25 10 ^60*400x^50 25
БГЦ 25x16 200 25 20 380x400x750 35
БГЦ 40x6 250 40 20 700x800x1650 80
БГЦ40x12 250 40 40 720x800x1650 100
БГЦ63x6 250 63 0,4 50 800x900x1800 110
БГЦ63x12 300 63 100 840x900x1800 120
БГЦ 80x6 250 80 50 820x950x2200 100
БГЦ 80x8 300 80 100 900x950x2200 120
БГЦ 100x12 400 100 250 990x1100x2600 150
С гидроциклоном предварительной очистки
БГЦ 100/25x8 100 25 (100) 10 360x400x750 30
БГЦ 150/25x16 150 25 (150) 0,45 20 380x400x750 40
БГЦ 150/40x6 150 40 (150) 20 700x800x1650 90
БГЦ 200/40x12 200 40 (200) 40 720x800x1650 НО
Примечание.В скобках дан диаметр гидроциклона предварительной очистки
(Рч -p)gs2
pZ)3
Эффективность улавливания частиц раз- где рч, р - плотность соответственно частиц
мером 8 и жидкости; ц _ динамическая вязкость жид-
кости; 8 - средний размер частиц; к - без-
размерный коэффициент, зависящий от гео-
метрических пропорций гидроциклона. Ниже
приведены его значения.
г| = 1 -ехр -к
Типоразмер гидроциклона . . . ТВ-25... ТВ-80; ТВП-25...ТВП-50 ТВП-63. ТВП-100 ТВ-100...ТВ-300
Коэффициент к 690 530 505
Эффективность улавливания полидис-
персных частиц
£=ЕИп,).
/=1
где Д/?, - массовая доля /-й фракции частиц;
п - общее число фракций; Т], - эффективность
улавливания частиц z-й фракции, определяемая
по формуле (3.1.2).
315 ПЕНОГАСИТЕЛИ
В ряде химических производств, особен-
но при активных гидродинамических режимах
работы аппаратов в системах газ - жидкость и
при наличии легко вспенивающихся жидко-
стей, возможно образование достаточно устой-
чивой пены, наличие которой мешает проведе-
нйю дальнейших технологических процессов.
Для разрушения образующейся пены исполь-
зуют физико-химические и механические спо-
ПЕНОГАСИТЕЛИ
261
собы гашения, осуществляемые в механиче-
ских пеногасителях с роторно-статорной сис-
темой механического разрушения пены (рис.
3.1.59).
В аппарате Охкава гашение пены осуще-
ствляется за счет ударного воздействия при
больших скоростях движения капель исходной
жидкости, которые непрерывно сбрасываются
вращающимся диском 7 и не позволяют пене
подняться выше уровня диска (рис. 3.1.59, а). В
большинстве таких пеногасителей газ уходит в
патрубок в крышке аппарата, а жидкость после
разрушения пены стекает вниз по стенке.
Аналогичным образом работает аппарат
Рубина и Гольта (рис. 3.1.59, б), в котором пе-
ногаситель вынесен в отдельный корпус 2, а
жидкость направляется в пенный аппарат по
циркуляционной трубе 3.
Другой принцип гашения пены у пенога-
сителей Мюллера и Екато (рис. 3.1.59, в, г).
Гашение пены в них осуществляется за счет
ударного воздействия ротора 7, имеющего ло-
патки 4 разного конструктивного оформления.
В деструкторе Вроньского пена разруша-
ется вследствие динамического контакта пер-
форированного ротора 7 со слоем пены (рис.
3.1.59, д). Наличие перфорированного вра-
щающегося ротора с полым валом 5 для выхо-
да газа позволило решить сразу две проблемы:
разрушить пену за счет достаточно большой
площади поверхности перфорированного рото-
ра и осушить выходящий газ от капель жидко-
сти вследствие действия центробежных сил
(как в фильтрующих центрифугах).
В конструкции Хемара (рис. 3.1.59, е)
разрушение пены осуществляется в тонких
слоях многотарельчатого деструктора по ана-
логии с тарельчатым сепаратором эмульсий.
Ротор 7 состоит из целого ряда тарелок 6. Пена
под давлением движется по нижним тарелкам
ротора, а жидкость, образующаяся вследствие
разрушения пен, выбрасывается ротором из
верхних тарелок.
Аналогичные конструкции пеногасителей
предложены Фрингсом (рис. 3.1.59, ж) и Блон-
динерингом (рис. 3.1.59, з). Они имеют вра-
щающийся ротор с лопастями 7 и полый вал 8.
Рис. 3.1.59. Схемы пеногасителей:
а - аппарат Охкава; б - аппарат Рубина и Гольта; в - аппарат Мюллера; г - аппарат Екато; д - деструктор пены
Вроньского; е - аппарат Хемара; ж - пеногаситель Фрингсома; з - пеногаситель Блондинеринга;
и - деструктор пен Вогельбуша; к - деструктор пен Злокарника, 7 - ротор; 2 - выход газа; 3 - лопасти тарелки;
4 - корпус; Г - газ; Ж - жидкость; П - пена
262
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Шнеково-лопастной ротор 1 имеет дест-
руктор пен Вогельбуша (рис. 3.1.59, и). Пред-
варительное разрушение пены производит
шнек 9, а окончательное - осуществляется
ударным воздействием лопастей 7 ротора 1.
Оригинальную конструкцию ротора име-
ет деструктор пен Злокарника (рис. 3.1.59, к).
Вращающийся ротор 7 имеет целый ряд полых
наклонных труб 10, которые уже на входе час-
тично разрушают пену. Окончательное разру-
шение пены осуществляется в наклонных тру-
бах под действием центробежных сил и при
ударе о крышку 77 корпуса аппарата.
3.1.6. СЕПАРАТОРЫ ДЛЯ РАЗДЕЛЕНИЯ
ПАРОЖИДКОСТНЫХ СИСТЕМ
Инерционные каплеуловители. В каче-
стве инерционных каплеуловителей использу-
ются различные насадки (кольца Рашига, седла
Бер ля, сферы), вязаная сетка (дем истеры), пла-
стины волнообразного и зигзагообразного (уг-
лового) профилей, жалюзи, слои которых уста-
навливают в верхней части аппарата. В зави-
симости от расположения в пространстве
инерционные каплеуловители подразделяют на
горизонтальные, вертикальные и наклонные.
Центробежная сепарация паро(газо)-
жидкостных систем отличается высокой эф-
фективностью и широко применяется в тепло-
и массообменной аппаратуре. Механизм разде-
ления паро(газо)жидкостных систем в поле
центробежных сил представляет собой весьма
сложный процесс, зависящий от ряда физиче-
ских, конструктивных и эксплуатационных
факторов.
При тангенциальном вводе паро(газо)-
жидкостной смеси в циклонный сепаратор ка-
пли жидкости частично отбрасываются цен-
тробежной силой к стенкам сепаратора, час-
тично под воздействием радиального течения
смеси, обусловленного вязкостью закрученно-
го потока, перемещаются к его оси, попадают в
осевую зону разряжения и выносятся из аппа-
рата (рис. 3.1.60).
Теоретическими и экспериментальными
исследованиями [31] установлено, что условия
центробежной сепарации двухфазных систем
определяет критерий циклонного процесса
^окрр'-р’
v2 Р
или его модификация
Рис. 3.1.60. Схема циклонного сепаратора:
7 - циклон; 2 - штуцер для тангенциального ввода
парожидкостной смеси; 3 - штуцер для вывода
вторичного пара; 4 - лист с отверстиями; 5 - штуцер
для вывода отсепарированной жидкости
, ^окр /3 (р'-р")
у R V2 р" ’
где D(R) - диаметр (радиус) цилиндрической
части циклона; w0Kp - окружная скорость па-
ра в циклоне; v - кинематическая вязкость
среды; р\р” - плотность соответственно дис-
персной фазы и дисперсионной среды.
Критерий циклонного процесса характе-
ризует взаимодействие равнодействующей
центробежной и архимедовой сил и сил моле-
кулярного трения и является аналогом числа
Архимеда применительно к процессам, иду-
щим в поле центробежных сил.
Исследования центробежной сепарации
вторичных паров при выпаривании растворов
показали, что унос капель жидкости паром из
циклонного сепаратора характеризуется тремя
гидродинамическими режимами [31]: 1) лами-
нарным осаждением капель (применим закон
Стокса); 2) переходным; 3) устойчивым турбу-
лентным.
При ламинарном режиме высота сепара-
тора в исследованных пределах (300...900 мм)
не влияет на качество пара, так как процесс
осаждения в этих условиях осуществляется
СЕПАРАТОРЫ ДЛЯ РАЗДЕЛЕНИЯ ПАРОЖИДКОСТНЫХ СИСТЕМ
263
главным образом под действием центробежных
сил. В этом режиме Су< 1,8-1014 и унос опреде-
ляется по уравнению
5 = 0,23-Ю-8 С®’87Кр0’63 , (3.1.3)
где Кр --- = .
^(р'-р’)
Критерий Кр характеризует отношение
абсолютного давления в системе к скачку дав-
ления на границе раздела фаз.
При Су > 1,8-1014 сепарация в циклоне
осуществляется в две ступени: под действием
центробежных сил и под влиянием турбулент-
ных пульсаций в радиальном направлении.
В переходном режиме, ограниченном об-
ластью 1,8 1014 <Су< 2,75-1014, количествен-
ная зависимость, определяющая интенсивность
уноса, может быть выражена критериальным
уравнением
(3.1.4)
где В - коэффициент; Н - высота циклона;
q - содержание жидкости в потоке.
В области устойчивого турбулентного
движения (Су > 2,75-1014)
5 = 0,525 10"7 С°’87Л?;°’27х
(3.1.5)
Для обеспечения более эффективного
разделения паро(газо)жидкостных систем це-
лесообразно уменьшать диаметр циклонов и
использовать сепарирующие устройства типа
батарейных циклонов или гидроциклонов с эле-
ментами диаметром 40...250 мм, необходимое
число которых определяется отношением
n = G^/G\ ,
где - требуемая общая производитель-
ность аппарата; Cq - производительность еди-
ничного аппарата
Зависимости (3.1.3) - (3.1.5) получены
для условий, когда в поступающем в циклон-
ный сепаратор парожидкостном потоке массо-
вый расход жидкости значительно выше мас-
сового расхода пара, т.е. пар выделился из па-
рожидкостного потока, в котором он образо-
вался.
Если в циклонный сепаратор поступает
паро- или газожидкостный поток, в котором
жидкости относительно немного и она распре-
делена в паровой (газовой) фазе в виде отдель-
ных капель, то унос определяется другими за-
кономерностями [31]. Одним из основных факто-
ров, влияющих на эффективность отделения ка-
пельной жидкости в этих условиях, является ско-
рость ввода паро(газо)жидкостной смеси в тан-
генциальный патрубок и’вв .
Сначала с увеличением vvBB наблюдает-
ся снижение влажности W , затем по достиже-
нии определенных значений и’вв , дальнейшее
увеличение скорости газа во входном патрубке
приводит к увеличению уноса. Возрастание
влажности W связано с тем, что при больших
значениях и’вв происходит срыв пленки жид-
кости со стенок циклона и вторичный унос об-
разующихся при этом капель.
Для переходной области характерен
пульсационный режим образования кольца
жидкости в верхней части циклона. В началь-
ный момент работы на высоте 600...800 мм над
осью входного патрубка образуется кольцо
жидкости. По мере ее накопления увеличива-
ется толщина кольца и оно постепенно спуска-
ется к верхней кромке входного патрубка. Кап-
ли интенсивно срываются с поверхности жид-
кости, что приводит к возрастанию уноса жид-
кости из циклона. При достижении определен-
ной массы кольцо жидкости срывается вниз.
Это сопровождается резким увеличением со-
противления циклона и вторичным уносом
жидкости. Затем процесс повторяется. Даль-
нейшее повышение скорости и’вв > 80 м/с ха-
рактеризуется отводом жидкости из циклона в
верхний патрубок в виде восходящих спираль-
ных струй, поднимающихся по стенкам аппа-
рата. Образования кольца жидкости не проис-
ходит.
264
Глава 3.1. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ НЕОДНОРОДНЫХ СИСТЕМ
Для исключения этого разработана кон-
струкция циклона (рис. 3.1.61), в которой жид-
кость активной зоны сепарации капель отво-
дится через специальные щели. Вертикальная
щель, расположенная диаметрально противо-
положно входному патрубку, служит для отво-
да пленки жидкости, образующейся непосред-
ственно на первой 1/4 витка закрученного по-
тока, тем самым предотвращается ее унос при
повороте вверх газового потока в нижней части
циклона. Горизонтальная щель, расположенная
над входным патрубком на расстоянии 150 мм
от его оси, служит для отвода пленки жидко-
сти, образующейся из капель выше входного
патрубка, что предотвращает унос жидкости
через выходной патрубок циклона.
В качестве каплеуловителей могут быть
использованы циклоны ЦН-24, ЦН-15, ЦН-11.
Для предотвращения выноса жидкости из
циклона в виде пленки применяется циклон с
разрывом в выхлопной трубе (рис. 3.1.62).
Помимо центробежных каплеуловителей
выносного типа, к которым относятся циклоны,
в последнее время получили распространение
центробежные сепараторы, непосредственно
размещенные в аппарате, - встроенные капле-
уловители.
Метод осаждения взвешенных капель
частичной конденсацией применяют в ряде
случаев, когда требуется более высокая сте-
пень очистки вторичного пара. Он позволяет
очистить пар до И7 = 10 G... 10 7 кг/кг. Высокая
эффективность конденсационной сепарации
обусловлена выделением метких капель диа-
метром до деся!ы\ до юн микрона. Использо-
вание в техноло! ических фоцессах конденсата
и теплоты конденсации пара, а также простых
по конструкции трубчатых конденсационных
сепараторов обеспечивает высокую экономич-
ность очистки пара методом частичной кон-
денсации.
Конденсация пара способствует укрупне-
нию капель, в результате чего возможно при-
менение инерционной и центробежной сепара-
ции.
Конденсационная сепарация пара - слож-
ный процесс, зависящий от ряда физических и
конструктивных факторов. При продольном
обтекании паром вертикального трубного пуч-
ка капли, находящиеся в нем, перемещаются к
поверхности конденсации под воздействием
конденсирующейся части пара, а также под
Рис. 3.1.61. Схема циклона с отводами
жидкостной пленки:
/ - циклон; 2 - штуцер ввода газожидкостно-
го потока; 3 - вывод газа; 4 - камера с коль-
цевыми щелями; 5 - камера с вертикальной
щелью; 6 - слив жидкости из камер; 7 - вы-
вод из циклона
Рис. 3.1.62. Циклон ЦН-24
с разрывом в выхлопной
трубе:
/ - корпус; 2 - устройство
для ввода газов, 3 - выхлоп-
ная труба; 4 - верхняя камера
циклона, 5 - устройство для
отвода жидкости из верхней
камеры циклона
ЭЛЕКТРОФИЛЬТРЫ
265
действием термодиффузиофореза и стефанов-
ского течения. Капли, которые достигли по-
верхность конденсации, осаждаются на ней,
остальные выносятся из аппарата. Вблизи по-
верхности раздела фаз может происходить
конденсационное укрупнение капель, что спо-
собствует их осаждению. При поперечном
движении пара относительно пучка труб суще-
ственный вклад в развитие процесса осаждения
капель могут вносить также силы инерции,
возникающие вследствие отклонения линий
тока у поверхности трубок.
Глава 3.2
ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ
ПЫЛЕГАЗОВЫХ СИСТЕМ
Наиболее распространенными, получив-
шими общее признание и достаточно перспек-
тивными являются следующие пылеуловители:
электрофильтры, тканевые фильтры, фильтры с
зернистыми перегородками, сухие аппараты
центробежного действия, мокрые пылеулавли-
вающие аппараты, волокнистые фильтры.
3.2 1. ЭЛЕКТРОФИЛЬТРЫ
Электрофильтры - устройства, в кото-
рых очистка газов от взвешенных в них твер-
дых или жидких частиц происходит под дейст-
вием электрических сил. При движении через
электрофильтр взвешенные в газе частицы за-
ряжаются в поле коронного разряда и под дей-
ствием электрического поля осаждаются на
осадительных электродах. Коронный разряд -
явление ударной ионизации газа под действием
движущихся электронов или ионов вблизи
электрода, называемого коронирующим. Поток
отрицательных ионов между коронирующими
и осадительными электродами образует ток
короны электрофильтра. Коронный разряд ха-
рактерен для систем электродов с резко неод-
нородным полем: острие - плоскость; провод
внутри трубы; ряд проводов между двумя па-
раллельными плоскостями при отношении ра-
диуса провода к межэлектродному промежутку
менее 0,1 [45, 54. 70].
Коронный разряд возникает при некото-
ром начальном (критическом) напряжении, со-
ставляющем в промышленных электрофильт-
рах 20...40 кВ.
Осаждение частиц обусловлено или по-
следующим воздействием на них поля короны,
или прохождением их в чисто электростатиче-
ском поле между гладкими некоронирующими
электродами. Электрофильтры первого типа
известны как одноступенчатые, или осадители
Коттреля, а второго - как двухступенчатые,
поскольку в них зарядка и осаждение протека-
ют в различных ступенях. Схемы устройств
этих двух типов представлены на рис. 3.2.1 и
рис. 3.2.2.
К числу преимуществ электрофильтра
относятся: высокая степень очистки (превыша-
ет 99 %); низкие энергетические затраты на
улавливание частиц, состоящие из потерь энер-
гии на преодоление газодинамического сопро-
тивления аппарата (не превышает 150.. .200 Па)
Осадительные
пластины
' * Коронирующие
_____ продолоки
Осадительные
пластины
. Высоковольтные
_____ _____________________ электроды
Зарядник Коллектор
б)
Рис. 3.2.1. Принцип действия одноступенчатого (а)
и двухступенчатого (б) электрофильтров:
7 - осадительные пластины. 2 - коронирующие
проволоки, 3 - зарядник, 4 - высоковольтные
электроды; 5 - осадитель
Рис. 3.2.2. Схема одноступенчатого
электрофильтра:
1 - высоковольтные проволоки; 2 - осадительные
пластины, 3 - коронирующие проволоки;
4 - заземление, 5 - пыль, собранная на пластинах
266
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
и затрат энергии (обычно 0,3. ..1,8 МДж или
0,1...0,5 кВтч) на 1000 м3 газа; возможность
улавливания частиц размером 100...0,1 мкм и
менее, при этом концентрация взвешенных
частиц в газах может колебаться от долей до
50 г/мл и более, а их температура может пре-
вышать 500 °C. Электрофильтры могут рабо-
тать под давлением и разрежением, а также в
условиях воздействия различных агрессивных
сред.
К недостаткам электрофильтров относит-
ся их высокая чувствительность к отклонениям
от заданных параметров технологического ре-
жима, а также к незначительным механическим
дефектам в активной зоне аппарата.
Электрофильтры широко применяются во
многих отраслях промышленности: химиче-
ской и нефтехимической, теплоэнергетической,
черной и цветной металлургии, строительной,
при производстве удобрений и утилизации бы-
товых отходов и др.
Электрофильтры не применяются, если
очищаемый газ является взрывоопасной сме-
сью. так как при работе электрофильтра неиз-
бежно возникновение искровых разрядов.
Классификация электрофильтров. К
основным типам электрофильтров относятся
горизонтальный пластинчатый, вертикальные
пластинчатый и трубчатый. Каждый из них
может быть использован как мокрый или су-
хой, а также как одно- или многосекционный
(табл. 3.2.1). Вертикальные аппараты выпол-
няются. как правило, однопольными.
В трубчатых электрофильтрах в качестве
осадительных электродов 3 используют цилин-
дрические трубы диаметром 0,25...0,3 м или
шестигранные (сотовые) с диаметром вписан-
ной окружности 0,25 м (рис. 3.2.3). Длина труб
3...5 м. В пластинчатых электрофильтрах оса-
дительные электроды 2 выполняют в виде
гладких пластин или набирают из прутков
диаметром 8 мм, если скорость газа не превы-
шает 1 м/с (рис. 3.2.4). При более высоких ско-
ростях газа (1,5... 1,7 м/с) осадительные элек-
троды набирают из штампованных элементов
специального профиля. В зависимости от ти-
поразмера пластинчатого электрофильтра [56]
активная длина поля составляет 1,5...4 м, а вы-
сота 4... 12 м.
Рис. 3.2.3. Схема трубчатого электрофильтра:
/ - бункер; 2 - камера поступающего газа; 3 - осади-
тельный электрод; 4 - коронирующий электрод;
5 - камера уходящего газа, 6 - рама подвеса корони-
рующих электродов, 7 - изолятор; 8 - механизм
встряхивания электродов; 9 - заземление, 10 - ниж-
няя рама коронирующих электродов, 11 - груз
3.2.1. Классификационные признаки электрофильтров для разделения
пылегазовых смесей
Признак классификации Типы электрофильтра
По типу осадительных электродов Трубчатый (рис. 3.2.3). пластинчатый (рис. 3.2.4)
По способу удаления осажденных час- тиц с электродов Сухой, мокрый
По направлению хода газа Вертикальный (рис. 3.2.3), горизонтальный (рис. 3.2.4)
По количеству последовательных электрических полей Однопольный (рис. 3.2.3). многопольный (рис. 3.2.4)
По количеству параллельных секций Односекционный (рис. 3.2.3 и 3.2.4), многосекционный
ЭЛЕКТРОФИЛЬТРЫ
267
Некоторые конструктивные решения оса-
дительных электродов представлены на рис.
3.2.5, а коронирующих - на рис. 3.2.6.
Коронирующие электроды подключают к
отрицательному полюсу высоковольтного ис-
точника питания [4] с системой регулирования,
позволяющей поддерживать рабочее напряже-
ние в электрофильтре.
На смену мокрым электрофильтрам, из-
готовляемым из дефицитных цветных метал-
лов, пришли аппараты, отличающиеся широ-
Рис. 3.2.4. Схема горизонтального трехпольного
пластинчатого электрофильтра:
1 - коронирующие электроды; 2 - осадительные
электроды; 3 - корпус; 4 - груз; 5 - рама
осадительных электродов
ким использованием полимерных материалов.
Наиболее перспективным для этих целей, как
показали исследования ОАО НИИОгаза, явля-
ется композиционный материал на основе по-
липропилена с наполнителями из ацетиленовой
ж)
Рис. 3.2.5. Осадительные электроды:
а - листовые; б - сетчатые; в - желобчатые (Вальтер-электроды); г - прутковые; д - перфорированные;
е, и - С-образные; ж, к, н - вертикальные трубчатые круглого, шестигранного и сотового сечения;
з, л - карманные; м, о,п- тюльпанообразные
268
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.6. Коронирующие электроды
Рис. 3.2.7. Полимерная осадительная система в
виде моноблока:
1 - несущая часть (основа) коронирующего электро-
да; 2 - монолитная осадительная система; 3 - стяжки
системы фиксации коронирующих электродов; 4 -
фиксаторы коронирующих электродов; 5 - шестере-
берные зубчатые насадки коронирующего электрода;
6 - пластины подвески коронирующих электродов
сажи и графита с добавкой этилен-пропилено-
вого каучука. Этот материал отличается значи-
тельной механической прочностью, стойко-
стью к низким температурам окружающего
воздуха и к химически агрессивным средам и
служит основой для создания ряда конструк-
тивных элементов электрофильтров типа
ЭВМ 1 -3,8-11 -1 -КПФ, ЭВМ-2-3.54-5,6-1 -СП,
ЭВМ 2-3,5-9,0-1-СПФ [29]. Оригинальная оса-
дительная система в виде полимерного моно-
блока представлена на рис. 3.2.7.
К техническим характеристикам элек-
трофильтров относятся:
активная зона - рабочая часть аппарата,
образованная межэлектродными промежутка-
ми;
активное сечение - свободное сечение
для прохода газа в активной зоне электро-
фильтра;
активная высота электродов (поля) - вы-
сота коронирующих и осадительных электро-
дов в пределах активной зоны;
активная длина поля - протяженность по-
ля в направлении хода газа в пределах актив-
ной зоны;
площадь осаждения - суммарная поверх-
ность осадительных электродов в активной зо-
не электрофильтра;
активная длина коронирующих электро-
дов - полная длина всех элементов корони-
рующих электродов в активной зоне.
В табл. 3.2.2 приведены некоторые тех-
нические характеристики распространенных
типов сухих электрофильтров. К перспектив-
ным аппаратам следует отнести электрофильт-
ры типов ЭГД, ЭГВ, ОГП, ЭГА. Следует отме-
3.2.2. Техническая характеристика некоторых распространенных типов
сухих электрофильтров
Параметры Тип электрофильтра ♦
эгд ЭВ ЭГАВ СРК ЭГВ ОГП (ОГ) ГК УГТ УКТ ЭГА
Производительность (рекомендуемая), м3/с 181,0...350,1 21,1...97,2 27,8...83,4 10,6...42,6 4,72... 9,44 30,6...40,1 20,0 24,6 11,0...49,0
Площадь активного 2 сечения, м , не менее 181...350 10...24 — 10,7...42,6 8,0... 16,0 30,0...40,0 40,0 — 11,0...49,0
Массовая концентрация пыли в пылегазовом потоке, г/м3, не более: на входе на выходе 20 0,5 30 0,1 16 0,15 90 Не превышает нормативов 25 0,125 15 0,15 50 1,0 0,08 90 0,09
Максимальная темпера- тура очищаемого газа, °C 160 250 250 330 425 440 400 425 330
Гидравлическое сопро- тивление, Па, не более 150 150 200 200 150 150 — 300 500
Разрежение очищаемого газа, Па, не более 5000 3500 3000 1500 1500 3500 500 1500
Назначение Очистка дымовых газов от золы Очистка от пыли неаг- рессивных газов и аспи- рационного воздуха Очистка дымовых газов от пыли Очистка газов и аспираци- онных выбро- сов от пыли Улавлива- ние огарко- вой пыли из технологи- ческих газов Очистка газов от пыли Очистка от пыли неагрес- сивных газов Очистка газов от пыли в металлургии и нефтеперера- батывающей промышлен- ности Очистка газов и аспираци- онных выбросов от пыли
* А - модификация; В - вертикальный (для ЭВ), модификация (для ЭГВ); Г - горизонтальный; Д - двухярусный; О - огарковый; П - пластинчатый; Т - вы-
сокотемпературный; У - унифицированный; Э - электрофильтр.
ЭЛЕКТРОФИЛЬТРЫ
270
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
тить, что в сухих электрофильтрах не образу-
ется шлам, отсутствует коррозия. В то же вре-
мя, в таких электрофильтрах возникают труд-
ности при улавливании пылей с низким (менее
102 Омм) и высоким (более 108 Омм) удель-
ным электрическим сопротивлением, осложне-
на стабильная очистка газа до выходных кон-
центраций ниже 50 г/м3. В горизонтальных
многопольных аппаратах может быть достиг-
нута значительно более высокая степень очи-
стки, чем в вертикальных однопольных.
При выборе электрофильтра руковод-
ствуются каталогом газоочистного оборудова-
ния [29].
Расчет основных технологических ха-
рактеристик, конструктивных размеров и
энергетических затрат при выборе электро-
фильтра. К исходным данным относятся:
объемный расход V и параметры очищае-
мых газов (состав, температура, давление);
концентрация и свойства взвешенных
частиц (агрегатное состояние, фракционный
состав, удельное электрическое сопротивле-
ние);
требуемая степень очистки газа г|.
Рекомендуется такая последовательность
расчета.
Выбирается конструктивный тип элек-
трофильтра с учетом рекомендаций табл. 3.2.2
и [4, 22. 29, 45, 56, 75].
Находится требуемая площадь активного
сечения электрофильтра по формуле
S = (3.2.1)
где И’г - линейная скорость пылегазового по-
тока в активной зоне электрофильтра; для су-
хих электрофильтров 0,5 <и’г< 1,5 м/с. для
мокрых - 1,0 <И’Г < 2,5 м/с. Для выбранного
типа аппарата принимают ближайшее значение
площади активного сечения S и по формуле
(3.2.1) находят фактическую скорость газа иу .
Определив рабочее сечение аппарата, в
нем распределяются электроды и по принятым
«нормальным» расстояниям между корони-
рующими и осадительными электродами нахо-
дится суммарная длина коронирующих элек-
тродов /.
По длине / и плотности силы тока i опре-
деляется сила тока I
I = il (3.2.2)
По соотношению (3.2.2) находится кри-
тический градиент потенциала, а по нему и
расстоянию между электродами - рабочая раз-
ность потенциалов на электродах.
Определяется скорость осаждения (дрей-
фа) частиц
w0 =е0еа'£2/[(е + 2)ц],
где 8q= 8,85-10”‘2 Ф/м - диэлектрическая про-
ницаемость вакуума; 8 - относительная ди-
электрическая проницаемость вещества части-
цы (табл. 3.2.3); d - диаметр частиц; Е = U/H-
средняя напряженность электрического поля
коронного разряда для пластинчатых электро-
фильтров; И - расстояние между коронирую-
щим и осадительным электродом; U - рабочее
напряжение.
Для полидисперсной пыли скорость оса-
ждения рассчитывается для среднего размера
частиц каждой фракции.
Если известны результаты испытаний
электрофильтров аналогичной конструкции,
очищающих сходные по характеристикам пы-
легазовые потоки, то для расчетов использует-
ся условная, так называемая, эффективная ско-
рость дрейфа частиц ггэ . Для пластинчатых
электрофильтров
и’э -(и’г///L)ln[l/(l-r|)],
где 1 — Г| - относительный унос, измеренный
при испытаниях аналогичного электрофильтра;
L - длина активной зоны электрофильтра [29].
3.2.3. Относительная диэлектрическая проницаемость вещества с
Вещество Газы Кварц, сера Стекло Гипс Оксиды металлов Трансформаторное масло
£ 1 4 7,5 5 12...18 2,1...2,4
ЭЛЕКТРОФИЛЬТРЫ
271
Расчет с использованием и>э более то-
чен, так как учтены проскок пыли через неак-
тивные зоны электрофильтра, унос частиц при
встряхивании электродов, неоднородность по-
ля концентраций пылегазового потока, нерав-
номерности газораспределения, полидисперс-
ность частиц и другие факторы. При отсутст-
вии экспериментальных данных расчет и>э
осуществляется по [56].
Требуемая длина активной зоны может
быть определена и по формулам [54]:
для трубчатого электрофильтра
L=(/?wr/2w0)ln[l/(l-r|)];
для пластинчатого
£=(Hwr/w0)ln[l/(l-r|)],
где R - радиус трубы.
По значению L окончательно выбирает-
ся типоразмер электрофильтра, пользуясь табл.
3.2.2 и [4, 22, 29,45, 70].
Определяется ожидаемая степень улавли-
вания монодисперсной пыли в электрофильтре
выбранного типоразмера [54]:
для трубчатого электрофильтра
r) = l-exp[-2w0L/(wrfl)];
для пластинчатого
T]=l-exp[-w0£/(wr//)].
Общая степень очистки газов от поли-
дисперсной пыли [54]
п
П0=ХГ|'<?'’ (3-2-3)
/=1
где Г], - степень очистки, рассчитанная по
среднему размеру частиц Z-й фракции; -
относительная доля фракции; п - число фрак-
ций.
Оценивается степень неравномерности
распределения пылегазового потока по рабо-
чему сечению электрофильтра и выбираются
устройства для снижения или устранения этой
неравномерности.
Эксплуатация электрофильтров показала,
что при неравномерном подводе пылегазового
потока к рабочей зоне аппарата расчетные по-
казатели эффективности не достигаются, и это
приводит к увеличению токсичных выбросов в
атмосферу и потере дефицитного сырья.
Для оценки степени неравномерности
распределения скоростей пылегазового потока
обычно используют коэффициенты количества
движения (Буссинеска) Мк и кинетической
энергии (Кориолиса) Nк, определяемые по
формулам [6, 26] соответственно:
Мк =— jw2 JF ; =—— jw3t/F , (3.2.4)
где FK - площадь поперечного сечения пото-
ка; w - относительная скорость пылегазового
потока; w = w,/wK; и wK - соответствен-
но локальная и средняя по сечению скорость
потока.
Для прямоугольного и круглого сечений
значения Мк, приведенные в (3.2.4),
ляются по формулам соответственно:
опреде-
(3.2.5)
(3.2.6)
где b, R - ширина и радиус сечения соответст-
венно; у - текущая координата.
Реальные значения w определяются экс-
периментально. Установлено [6, 26], что при
Мк >1,25 актуальность применения вырав-
нивающих поток устройств очевидна. В каче-
стве достаточно эффективных, конструктивно
простых и обладающих низким гидравличе-
ским сопротивлением выравнивающих пылега-
зовый поток устройств можно рекомендовать
распределительные решетки и разделительные
стенки (рис. 3.2.8 и рис. 3.2.9).
Для обеспечения равномерной раздачи
пылегазового потока эффективной является ус-
тановка перед электрофильтром группы ци-
клонов [26]. На рис. 3.2.10 представлена группа
из восьми циклонов типа ЦН-24 диаметром
272
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.8. Распределительные решетки на входе
пылегазового потока в электрофильтр
Рис. 3.2.9. Распределительные стенки в диффузоре
электрофильтра
Рис. 3.2.10. Электрофильтр с предварительной
ступенью очистки из батареи циклонов ЦН-24
0,6 м, выполняющая функции предварительной
ступени очистки перед диффузором электро-
фильтра.
Рассчитывается мощность, потребляемая
дымососом, кВт,
^=£иб10-з (327)
И
где ру - полное давление, создаваемое дымо-
сосом, Па; Q - производительность дымососа,
м3/с; г] - полный КПД дымососа;
Л-ЛлЛтрЛгПм ’ где Лл ~ гидравлический
КПД; Птр~ КПД с учетом потерь на внутрен-
нее трение; Hr ~ объемный КПД; Г|м - меха-
нический КПД.
Определяется мощность повысительно-
выпрямительного агрегата для питания элек-
трофильтра током. кВт,
,, 0,707 IO-6 0/w + O,5
где 0 - рабочая разность потенциалов на элек-
тродах. кВ; т - коэффициент формы кривой
выпрямленного тока: т = 1,5...2,2; Р - КПД
агрегата; р = 0.7...0.8.
3.2 2 ТКАНЕВЫЕ ФИЛЬТРЫ
Фильтрование пылегазовых систем -
процесс разделения при помощи фильтроваль-
ных перегородок, пропускающих газ, но задер-
живающих твердые частицы. Процесс фильт-
рования можно разделить на два периода: на-
чальный стационарный и вторичный нестацио-
нарный. В начальный период частицы осажда-
ются на чистые волокна или нити. Поскольку
гидравлическое сопротивление и степень очи-
стки не меняются по времени, процесс принято
считать стационарным. В этот период гидрав-
лическое сопротивление и степень очистки оп-
ределяются только структурой ткани, свойст-
вами осаждающихся частиц и параметрами га-
зового потока.
При прохождении запыленного газового
потока через чистую ткань пыль осаждается на
волокнах в результате совместного действия
сил инерции, касания, броуновской диффузии,
гравитационных и электрических сил. Ситовой
эффект наблюдается крайне редко и возможен
только в том случае, когда размеры осаждаю-
щихся частиц больше размеров пор.
ТКАНЕВЫЕ ФИЛЬТРЫ
273
В теории фильтрования степень очистки
определяется следующей функциональной
зависимостью [44]
r\=f(Stk,R,D,G,K),
где Stk, R, D, G, К - число Стокса (инерцион-
ное осаждение) и безразмерные параметры
осаждения частиц за счет эффектов касания,
диффузии, гравитационных и электрических
сил.
Инерционное осаждение происходит в
тех случаях, когда движущаяся частица не от-
клоняется вместе с потоком газа, а, сохраняя
свою траекторию, осаждается на волокне тка-
ни.
Наиболее существенное влияние на за-
хват частиц вследствие касания оказывает от-
ношение размера частиц к диаметру волокна
ткани и, в значительно меньшей степени, ско-
рость потока. Субмикронные частицы под дей-
ствием движущихся молекул газа совершают
хаотическое движение, достаточно интенсив-
ное, чтобы происходило смещение траекторий
частиц с линий тока и их осаждение на волок-
нах.
Диффузионный эффект наиболее заметно
проявляется при осаждении частиц менее
0.3 мкм. Для более крупных большее значение
имеют эффекты касания и инерции.
Электрические силы могут оказывать
весьма существенное влияние на степень очи-
стки. когда волокна ткани имеют электриче-
ские заряды. В этом случае нейтральные час-
тицы пыли поляризуются электрическим полем
и притягиваются к поверхности фильтроваль-
ного материала. Экспериментально установле-
но, что электростатическое осаждение в ткане-
вых фильтрах может иметь существенное зна-
чение в процессе улавливания частиц размером
до 5 мкм при скорости газа до 0,2 м/с [82].
При фильтровании могут проявляться все
рассмотренные механизмы осаждения. Сум-
марный коэффициент улавливания частиц -
степень очистки - определяется из выражения
хО-ПсХ’-Пк),
'ле nstk- ID - 1g- ПК -коэффициен-
ты осаждения частиц за счет соответственно
касания, инерционного эффекта, диффузии,
действия электрических сил и сил тяжести.
Рассмотренные закономерности процесса
фильтрования применимы лишь для начально-
го (стационарного) периода, который в течение
короткого промежутка времени перетекает во
вторичный нестационарный процесс фильтро-
вания. В этот период при осаждении частиц
между волокнами материала образуются пыле-
вые наросты (мосты), пористость перегородки
резко уменьшается. Внутри нее образуется пер-
вичный пылевой слой. Считается, что быстрое
образование такого слоя наблюдается, если
отношение диаметра пор перегородки к диа-
метру улавливаемых частиц не превышает 10.
В дальнейшем основная масса частиц бу-
дет оседать на поверхности этого слоя и в его
порах, образуя таким образом наружный слой.
По мере накопления слоя пыли увеличивается
эффективность осаждения частиц, но возраста-
ет гидравлическое сопротивление фильтро-
вального материала и в результате снижается
объем пропускаемых газов.
Поэтому промышленные фильтры обору-
дуются системой периодической регенерации
фильтровальной поверхности. Ее целью явля-
ется разрушение наружного и внутреннего
пылевых слоев до оптимальных значений эф-
фективности осаждения и гидравлического
сопротивления, а также транспортирование
уловленных частиц или их агрегатов к месту
выгрузки из аппарата.
Условно общее гидравлическое сопро-
тивление фильтровальной перегородки Дрф п
можно разделить на две части:
Дрфп =Др' + Др'- (3.2.8)
где Др - гидравлическое сопротивление
фильтровальной перегородки с оставшимся
после регенерации слоем пыли, Па; Др" -
гидравлическое сопротивление слоя пыли,
накапливающейся во время цикла фильтрова-
ния, Па.
Это выражение может быть представлено
в следующем виде [64, 82]:
nw(l-wn)
ДРф.п-^0 2 3 Х
Зо«п
(3.2.9)
274
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
где Kq - коэффициент, учитывающий извили-
стость пор фильтровального материала; тп -
пористость слоя пыли; w - скорость пылега-
зового потока, м/с; 8 о - среднемедианный
диаметр частиц пыли; ц - динамическая вяз-
кость газа, Па с; Gj - масса пыли, содержа-
щаяся в порах фильтровального материала,
отнесенная к единице площади фильтра, кг/м2;
Кс = 3,0...4,3 - коэффициент, учитывающий
скорость роста гидравлического сопротивления
после регенерации (в зависимости от метода
регенерации и свойства аэрозолей); Кк - ха-
рактеристика кривизны поверхности фильтро-
вального слоя пыли в порах фильтровального
материала, равная отношению площади этой
поверхности к площади ее проекции на плос-
кость; ZBX - массовая концентрация пыли,
кг/м3; рн - насыпная плотность слоя пыли,
кг/м3; рт - истинная плотность частиц пыли,
кг/м3; т - продолжительность фильтрования,
с; - отношение скорости течения газа в
порах фильтровальной перегородки и перед
ней.
Наибольшее влияние на величину п
оказывает скорость фильтрования дисперс-
ный состав пыли и пористость пылевого слоя
тп.
Для изготовления фильтровальных рука-
вов используются материалы из различных
волокон. Допустимая температура очищаемых
газов ограничена термостойкостью фильтро-
вального материала. При очистке влажных
газов нижний предел этой температуры должен
быть по крайней мере на 10 °C выше точки
росы (температуры конденсации водяных па-
ров из газа), в противном случае на рукавах
могут появляться неудаляемые образования
пыли. При наличии в очищаемых газах хими-
ческих соединений SO2, НО, HF и других не-
обходимо учитывать кислотную точку росы,
которая может иметь более высокую темпера-
туру.
Развитие техники фильтрования направ-
лено в основном на создание способов регене-
рации для фильтровальных материалов, позво-
ляющих работать при повышенной скорости с
сохранением эффективности пылеулавливания,
и на разработку новых видов фильтровальных
материалов, позволяющих снизить гидравличе-
ское сопротивление, повысить производитель-
ность аппаратов по газу и увеличить срок
службы фильтровальных элементов.
В России разработаны и серийно выпус-
каются несколько модификаций тканевых
фильтров общепромышленного назначения
[29], что позволило расширить области приме-
нения этих аппаратов в теплоэнергетике, про-
мышленности строительных материалов, в
химии и нефтехимии, производстве синтетиче-
ских моющих средств, в пищевой промышлен-
ности и др.
Классификация тканевых фильтров
целесообразна по способу регенерации фильт-
ровальной поверхности:
с механическим воздействием на рукава и
обратной продувкой;
с обратной продувкой очищенным газом
или атмосферным воздухом;
со струйной продувкой;
с импульсной регенерацией фильтро-
вальной поверхности сжатым воздухом.
Фильтры с механическим воздействием
на рукава и обратной продувкой. Под механи-
ческим воздействием на фильтровальные эле-
менты подразумевают их встряхивание, кача-
ние, кручение и вибровстряхивание. К фильт-
рам с встряхиванием рукавов и обратной про-
дувкой атмосферным воздухом относятся
фильтры типа ФВ, ФВК. Г4-БФМ, РФГ,
УРФМ, СМЦ(РВ) с рукавами диаметром
100...220 мм. длиной не более 5 м. Верхняя
часть рукавов подвешивается к общей раме,
которая соединяется с кулачково-рычажным
механизмом.
Такие фильтры оснащают ткаными
фильтровальными материалами, работающими
с низкими скоростями фильтрации.
Основными их недостатками являются
громоздкость и частый выход из строя меха-
низма регенерации. В настоящее время такие
фильтры отечественной промышленностью не
выпускаются.
Фильтры с качанием рукавов типа ФРМ
эксплуатируются в основном на асбестообога-
тительных фабриках. Фильтры с вибровстря-
хиванием рукавов небольшой производитель-
ности выпускаются как отечественной про-
мышленностью, так и за рубежом.
Недостатком механических систем реге-
нерации является наличие движущихся частей,
что снижает их надежность и усложняет экс-
плуатацию.
ТКАНЕВЫЕ ФИЛЬТРЫ
275
Фильтры с обратной продувкой очищен-
ным газом или атмосферным воздухом. Как
правило, фильтры этого типа, состоящие из
нескольких секций, применяются для очистки
большого объема газов. В процессе обратной
продувки регенерируемая секция фильтра от-
ключается от очищаемого газа и продувается в
обратном направлении воздухом или очищен-
ным газом в количестве, обычно на 20 % пре-
вышающем объем очищаемого секцией газа.
Обратная продувка осуществляется с помощью
дополнительного вентилятора или за счет раз-
режения, создаваемого основным вентилято-
ром.
В нашей стране выпускаются фильтры с
обратной посекционной продувкой типов ФРО,
ФР, СМЦ (PC, РП). Диаметр их рукавов дости-
гает 300 мм, а длина 10 м. Скорость фильтра-
ции в таких фильтрах составляет обычно 0,4...
0,6 м/мин. Рукава изготовляют из тканых
фильтровальных материалов (стеклоткани,
лавсана, нитрона).
Во избежание складывания рукавов в
процессе обратной продувки используют вши-
тые металлические кольца жесткости.
К фильтрам этого типа можно отнести
фильтр ФРОС-500, в котором рукава из тканой
металлической сетки посекционно продувают-
ся сжатым воздухом давлением 0,15...0,2 МПа.
Фильтры со струйной продувкой. В
фильтрах этого типа применяют индивидуаль-
ное устройство регенерации каждого рукава
путем продувки его струей сжатого воздуха,
выходящего из щели кольца, прилегающего к
наружной поверхности рукава. Кольца рукавов
одной секции фильтра собраны в каретке, ко-
торая может двигаться снизу вверх рукавов и
обратно. Выходящий из кольцевой щели ши-
риной 1,5 мм сжатый воздух осуществляет
глубокую регенерацию фильтровального рука-
ва. Поэтому в этих фильтрах могут применять-
ся более плотные материалы (плотностью до
800 г/м2), а скорость фильтрации достигать
3...5 м/мин.
Фильтры типа РФСП имеют площадь по-
верхности фильтрования 370 и 1580 м2. Им
присущи недостатки, свойственные фильтрам,
имеющим механические и движущиеся уст-
ройства регенерации.
Фильтры с импульсной регенерацией
фильтровальной поверхности сжатым возду-
хом. Фильтры этого типа наиболее широко
распространены в мировой практике пыле-
улавливания. К их преимуществам можно от-
нести: высокую степень улавливания, включая
тонкодисперсные пыли; возможность установ-
ки на ограниченных производственных площа-
дях; отсутствие движущихся механизмов (ис-
ключая пылевыгрузные устройства), а следова-
тельно, более высокую надежность; простое
обслуживание при эксплуатации, так как наи-
более ответственные узлы находятся вне
фильтра; использование современных методов
управления режимами эксплуатации.
Система регенерации рукавов включает
клапанную секцию 5 с мембранными клапана-
ми, которые соединены с пневмораспределите-
лями 6 (рис. 3.2.11). От клапанной секции
внутрь корпуса фильтра проходит раздающая
труба с отверстиями, расположенными по оси
рукавов. Регенерация осуществляется кратко-
временным импульсом сжатого воздуха (дав-
лением 0,12...0,7 МПа), подаваемого внутрь
рукава. В результате комплексного воздейст-
вия ударной волны, деформации фильтроваль-
ного материала и обратной продувки осажден-
ная пыль удаляется с наружной поверхности
рукавов.
Рис. 3.2.11. Схема тканевого фильтра:
1 - рукав; 2 - трубная решетка; 3 - разгрузочный
бункер; 4 - шнек; 5 - клапанная секция для регенера-
ции рукава пневмораспределителями
276
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рукава для таких фильтров диаметром
120... 150 мм и длиной до 5...6 м и изготовля-
ют из иглопробивных материалов (фетров). На
них образуется более пористый пылевой слой,
имеющий меньшее сопротивление, что позво-
ляет увеличить скорость фильтрации по срав-
нению со скоростью фильтров с обратной про-
дувкой.
Отечественной промышленностью вы-
пускается несколько типов фильтров с им-
пульсной регенерацией рукавов:
типа ФРИ с площадью поверхности
фильтрования 30...2400 м2;
типа ФРКН площадью фильтрования 5...
360 м2 (могут быть выполнены во взрывоза-
щищенном исполнении);
РЦИЭ с площадью фильтрования 1,7...
72 м2.
Фильтрующие элементы. Наиболее
распространенной формой фильтрующих эле-
ментов рукавов является цилиндрическая. На-
шли применение элементы и другой формы -
карманные плоские, овальные, клиновые, сото-
вые и т.д.. к которым название «рукава» при-
менимо условно. Фильтрующие элементы
сшивают из полотен ткани, но если форма их
цилиндрическая, то рукава иногда выполняют
цельноткаными.
Все многообразие фильтрующих элемен-
тов рукавных фильтров можно разделить на
две группы: бескаркасные, в основном цилинд-
рические. и жесткокаркасные, состоящие из
жесткого каркаса, обтянутого фильтровальным
материалом.
Диаметр рукавов может быть различным,
но, как правило, он не превышает 300 мм. Раз-
меры рукавов обусловлены конструкционными
особенностями и экономически: чем больше
высота рукава, тем обычно больше его диа-
метр; это делается для того, чтобы снизить
износ ткани на входе в рукав. Максимальное
отношение длины рукава к диаметру достигает
40:1: наиболее распространено отношение
(16...20):!. Чаще всего диаметр рукавов в
фильтрах с импульсной регенерацией состав-
ляет 120, 135 мм, а длина до 7 м, а в фильтрах с
обратной продувкой - 127, 200 и 300 мм при
длине 5... 12 м.
Запыленные газы могут вводиться в рука-
ва снизу или сверху. При вводе снизу ограни-
чивается возможная длина рукавов, так как
трудно обеспечить выпадение пыли в течение
короткого периода встряхивания; кроме того,
за счет фракционного отвеивания в верхней
части рукавов накапливается слой очень тон-
кой пыли, который плохо регенерируется. При
вводе сверху направление потока газов способ-
ствует выпадению пыли в бункер и возможно
применение более длинных рукавов, однако в
этом случае возникает опасность существенно-
го повышения температуры в верхней части
корпуса фильтра, а хсгройства для натяжения
рукавов оказываются более сложными.
В тканевых фильтрах применяют фильт-
рующие материалы двух типов: обычные тка-
ни, изготовляемые на ткацких станках (в
фильтрах с обратной продувкой), и войлок
(фетр), получаемый путем свойлачивания или
механического перепутывания волокон игло-
пробивным способом (в фильтрах с импульс-
ной продувкой).
Фильтровальные тканые материалы - оп-
ределенный вид переплетения нитей (пряжи),
скрученных из коротких (штапельных) или
филаментных (непрерывных) волокон диамет-
ром 6...40 мкм. Более толстые (тяжелые) ткани
из естественных или синтетических волокон
часто подвергаются начесыванию, а шерстя-
ные - еще и валке. В результате на поверхно-
сти ткани образуется ворс или застил из пере-
путанных между собой в различных направле-
ниях отдельных волокон. Более тонкие (легкие)
ткани из стеклянных и синтетических волокон
ворсованию не подвергают, но степень крутки
нитей и плотность их расположения значи-
тельно выше, чем в толстых тканях.
В типичных фильтровальных тканях раз-
мер сквозных пор между нитями утка и основы
диаметром 300...700 мкм составляет 100...
200 мкм. Волокна ворса частично перекрывают
отверстия между нитями [70].
В табл. 3.2.4 приведены данные об эф-
фективности очистки газов тканевыми фильт-
рами в различные периоды их работы (эффек-
тивность определялась по частицам кварцевой
пыли размером 0,3 мкм) [70].
Эффективность очистки тонкой тканью
после регенерации резко уменьшается по срав-
нению с запыленной, в то время как различия в
эффективности очистки при применении более
толстых объемных тканей значительно мень-
ше.
Способность большинства частиц разме-
ром менее 5 мкм коагулировать с образованием
прочных рыхлых агрегатов в потоке газа, в
объеме ткани и на ее поверхности дает воз-
можность использовать в качестве эффектив-
ной фильтрующей среды даже редкие ткани.
ТКАНЕВЫЕ ФИЛЬТРЫ
277
3.2.4. Эффективность улавливания тканью
частиц размером 0,3 мкм
Ткань Эффективность очистки, %
Чистая ткань После запы- ления После регенера- ции
Тонкая синтетиче- ская 2 65 13
Толстая ворсован- ная: синтетическая 24 75 66
шерстяная 39 82 69
особенно при низких скоростях фильтрации.
При регенерации часть пылевого осадка удаля-
ется, но внутри ткани между нитями и волок-
нами остается значительное количество пыли,
сохраняющее высокую эффективность очистки
газов, поэтому при регенерации запыленных
тканей нельзя допускать их «переочистки».
В фильтрах, оснащенных рукавами из
тканых материалов, целесообразно использо-
вать небольшие нагрузки по газу - не более
0,02 м3/(м2с). При большей скорости происхо-
дит чрезмерное уплотнение пылевого слоя,
сопровождающееся резким увеличением его
аэродинамического сопротивления. При повы-
шенных нагрузках по газу наблюдается нару-
шение первоначально сформированного пыле-
вого слоя, сопровождающееся вторичным уно-
сом пыли. При этом остаточная концентрация
частиц в очищенных газах сразу после регене-
рации резко возрастает. Кроме того, при высо-
кой скорости фильтрации требуется слишком
часто проводить регенерацию, ускоряющую
износ ткани и механизмов.
Рассмотренные недостатки тканей в зна-
чительной мере устраняются при использова-
нии в качестве фильтрующего материала плот-
ных фетров. Эффективность улавливания час-
тиц в этом случае не будет определяться нали-
чием ранее сформированного слоя пыли. Рав-
номерное распределение волокон по поверхно-
сти и толщине фетра и отсутствие сквозных
отверстий обеспечивают равноценное участие
волокон в процессе осаждения частиц.
При регенерации фетров внутри них все-
гда остается часть пыли, обеспечивающая
очень высокую эффективность улавливания
субмикронных частиц. Это принципиальное
отличие войлочных фильтрующих материалов
от тканевых дает возможность в 3 - 5 раз уве-
личить нагрузку по газу.
К фильтровальным материалам, исполь-
зуемым в рукавных фильтрах, предъявляются
следующие требования:
высокой пылеемкости в процессе фильт-
рации и способности удерживать после регене-
рации такое количество пыли, которое доста-
точно для обеспечения высокой эффективности
очистки газов от тонкодисперсных частиц;
сохранения оптимально высокой возду-
хопроницаемости в равновесно запыленном
состоянии;
высокой механической прочности и стой-
кости к истиранию при многократных изгибах,
стабильности размеров и свойств при повы-
шенной температуре и агрессивном воздейст-
вии химических соединений;
минимального влагопоглощения и спо-
собности к легкому удалению накопленной
пыли;
низкой стоимости.
В настоящее время промышленные тка-
невые фильтры оснащают только материалами,
изготовленными из синтетических волокон. По
структуре они подразделяются на тканые и
нетканые (иглопробивные). Оба типа материа-
лов обладают свойствами, которые присущи
исходному сырью.
Стеклянное волокно отличается высокой
термостойкостью, химической стойкостью,
выдерживает значительные разрывные нагруз-
ки. Основным сырьем для получения стеклян-
ных волокон является алюмоборосиликатное
бесщелочное стекло. Ткани из этого стекла
применяют для очистки газов, имеющих в сво-
ем составе щелочи. Алюмомагнезиальные
стеклоткани используют для фильтрации кис-
лых сред.
Недостатком всех стеклянных волокон
является их низкая стойкость к изгибам и ис-
тиранию. Фильтровальные ткани из стеклян-
ных волокон применяют для очистки газов с
температурой менее 280 °C.
Лавсановое волокно эластично, устойчиво
к истиранию и изгибу. В кислых средах стой-
кость лавсановых волокон относительно высо-
кая, в щелочных средах прочность лавсана
значительно снижается. Лавсановые волокна
устойчивы к воздействию микроорганизмов
(прлотна из них не плесневеют), света, но
очень чувствительны к резким колебаниям
влажности. Лавсановые фильтровальные ткани
278
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
и иглопробивные полотна при длительной экс-
плуатации выдерживают температуру до
130 °C.
Нитроновое волокно - продукт полиме-
ризации акрилонитрила. Стойкость нитрона к
кислым средам высокая, он удовлетворительно
выдерживает воздействие щелочных сред.
Нитрон не чувствителен к резким колебаниям
влажности. Термостойкость фильтровальных
тканей нитрона 120... 130 °C.
Оксалоновые волокна изготовляют на ба-
зе полиоксидиазола. Они имеют высокую тер-
мостойкость. Ткани из оксалоновых волокон
способны длительно работать при температуре
180...200 °C, устойчивы в кислых средах,
очень чувствительны к колебаниям влажности.
Тефлоновые волокна получают из исход-
ного сырья - политетрафторэтилена. Они от-
личаются высокой химической стойкостью,
превосходящей все известные иглопробивные
полотна, устойчивы к изгибу и трению. Фтор-
лоновые материалы могут выдерживать темпе-
ратуру до 260 °C.
Кроме перечисленных материалов иногда
применяют ткани из капроновых, полипропи-
леновых и поливинилхлоридных волокон. Все
они обладают высокой химической стойкостью
в специфических средах и низкой влагоемко-
стью. но не выдерживают более высокой тем-
пературы, чем ткани на основе лавсана и нит-
рона.
При очистке сухих газов от пыли с высо-
ким электрическим сопротивлением фильтро-
вальные ткани из синтетических и стеклянных
волокон заряжаются иногда до 60 кВ, что соз-
дает опасность возникновения в фильтре пожа-
ра или взрыва при электрическом пробое воз-
душного промежутка между рукавами. Для
предотвращения электризации в фильтроваль-
ные полотна добавляют 3...5 % тонких метал-
лических волокон или пропитывают их анти-
статическими и электропроводящими состава-
ми [70].
Для предотвращения образования на тка-
нях трудноудаляемых отложений, особенно
при улавливании гигроскопических пылей (на
содовых и цементных заводах, при обжиге
извести и других операциях), тканям придают
водоотталкивающие свойства. Для этого их
обрабатывают метил- или фенилсиликонами.
Гидрофобные покрытия длительное время со-
храняют свои свойства при температуре до
200 °C.
Основные свойства волокон для изготов-
ления фильтровальных материалов представ-
лены в табл. 3.2.5.
Конструктивные особенности тканевых
фильтров, их детальная техническая характе-
ристика, условные обозначения, адреса пред-
приятий-изготовителей и комплект поставки
приведены в [29].
Методы расчета основных технологи-
ческих характеристик, конструктивных
размеров и энергетических затрат при вы-
боре тканевых фильтров. Главными факто-
рами при оценке тканевых фильтров являются
стоимость аппарата и применяемого фильтро-
вального материала, его долговечность, энерге-
тические затраты, определяемые гидравличе-
ским сопротивлением и расходами на регене-
рацию, степень очистки.
Стоимость фильтровального аппарата,
используемого при очистке газов, определяется
его типом и площадью фильтрующей поверх-
ности.
Площадь фильтровальной поверхности
рассчитывают на основании заданного расхода
газа, физико-механических свойств пыли, тре-
буемой степени очистки, эксплуатационной
надежности и имеющейся на предприятии
площади для размещения аппарата. Для аппа-
рата или группы аппаратов площадь фильтро-
вальной поверхности. м“. определяют из выра-
жения [44]
^04 + п
7
^Ф=
Р’
где Иоч - расход газа на очистку. м3/с; Ио п -
расход газа или воздуха на обратную продувку,
м7с; q - удельная газовая нагрузка, м3/(м"-с):
Fp - площадь фильтра, выключаемая на реге-
нерацию:
Fp =z?FcTp/<,
где п - число секций: Fc - поверхность
фильтрования секции, м2; тр - время отклю-
чения секции на регенерацию, с: к - число ре-
генераций в течение 1 с.
Удельная нагрузка на фильтровальную
ткань зависит от вида фильтровального мате-
риала, природы и дисперсности улавливаемой
пыли, способа регенерации фильтровальных
элементов и требований, предъявляемых к ка-
честву очистки.
3.2.5. Основные свойства текстильных волокон, применяемых для фильтровальных материалов |70|
Исходный полимер или сырье Название волокна Плотность, кг/м3 Термостойкость, °C, при воздействии Химическая стойкость в раз- личных средах Горю- честь Временное сопротивле- ние при растяжении, МПа Относи- тельное разрывное удлине- ние, % Стой- кость к истира- нию Влагоем кость, %, при 20 °C при ср, %
дли- тельном кратко- времен- ном ки- слота ще- лочь окис- ляющие агенты раство- ритель 65 90...95
Полиамид Капрон Номекс 1140 1380 80...90 220 120 260 ОП У ОХ ОХ У X X X Да 450...560 390...540 18...32 14...17 ОХ ОХ 3,5...4,5 7...8,5
Полиэфир Лавсан 1380 130 160 X У-П X X Да 450...540 45...60 ОХ 0,4 0,5
Полиакри- лонитрил Нитрон 1170 120 150 Х-У У X X Да 255...382 20...29 У 0,9...2 4,5...5
Полиоле- фин Поли- пропилен 920 85...95 120 ОХ ОХ X X Да 440...510 22...25 ох 0 0
Поливи- нилхлорид Хлорин, ацето- хлорин, ПВХ 1380...1470 65...70 80...90 ОХ ОХ ох У-Х — 137...235 41...43 оп-п 0,17...0,3 0,7...0,9
Политет- рафторэ- тилен Тефлон, полифен 2300 220 270 ОХ ОХ ох ох - 323 13 У-П 0 0
Алюмобо- росили- катное стекло Стеклян- ное волокно 2540 240 315 X У-П ох ох - 1420 1550 3...4 ОП 0,3 —
Оксадиа- зол Оксалон 1430 200 250 X У X ох - 326 17 X 12 -
Примечание. Условные обозначения. ОХ - очень хорошая, X - хорошая; У - удовлетворительная; П - плохая; ОП - очень плохая.
ТКАНЕВЫЕ ФИЛЬТРЫ
280
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Для фильтров с обратной продувкой ти-
пов ФРО-650, ФР-5000, ФРОТ-4800,
ФРОКТ-9300, снабженных рукавами из стекло-
ткани типа ТСФТ и используемых для очистки
Сажевые реакторы и установки для получения сажи...................
Электропечи и ферросплавные печи, улавливание
возгонов металлургического производства....
Печи для обжига клинкера мокрым и сухим способом;
мартеновские печи; очистка отходящих газов........................
Котельные установки, работающие на угле;
клинкерные холодильники; печи обжига огнеупоров....................
Для фильтров с обратной продувкой, ос-
нащенных рукавами из синтетических волокон,
удельные нагрузки по отношению к стеклотка-
ни могут быть увеличены в 1,4 - 1,5 раза, а при
улавливании грубых легко сыпучих пылей
могут составлять (15... 17)10 3 м7(м2с). Для
фильтров с рукавами из синтетических волокон
и обратной продувкой и встряхиванием удель-
ная нагрузка может увеличиваться при улавли-
вании грубых легко сыпучих пылей до (18...
20)-10 3 м3/(м2с). Однако в этом случае долго-
вечность фильтровальных элементов заметно
снижается.
Окончательный подбор площади фильт-
рующей поверхности конкретного аппарата
производится с округлением результатов вы-
числений в большую сторону.
Гидравлическое сопротивление тканевых
фильтров складывается из сопротивления кор-
пуса аппарата Д/?к и фильтровальной перего-
родки Дрф п :
Д/?ф — + Дрф п > (3.2.10)
ДРк =°’5^кРги’вх ’ (3.2.11)
где (^к - коэффициент местного гидравличе-
ского сопротивления [26]; рг - плотность
газа, кг/м3; wBX - скорость пылегазового по-
тока во входном сечении аппарата, м/с.
Для хорошо сконструированных ткане-
вых фильтров обычно (^к= 1,5...2,0. Для
фильтров с обратной продувкой, снабженных
тарельчатыми клапанами на входе и выходе
газа из каждой секции, коэффициенты гидрав-
лического сопротивления имеют более высокие
значения.
высокотемпературных газов, рекомендуются
следующие удельные газовые нагрузки
6/10 3. м3/(м2 с).
5. .6
7...8
8...9
9...10
Используя формулу (3.2.8) для определе-
ния Д/?ф п и (3.2.11) для расчета Дрк , по
формуле (3.2.10) находят Д/?ф .
Переменную величину Д/2ф п рекомен-
дуется принимать для высокодисперсных пы-
лей со средним медианным диаметром частиц
d< 10 мкм в пределах 5...8 гПа, для более
крупных и волокнистых 2.5...4 гПа. Общее
гидравлическое сопротивление рукавных
фильтров Д/?ф при улавливании высокодис-
персных пылей не должно превышать 20...
30 гПа. при улавливании волокнистой пыли и
пуха 8... 12 гПа. Слишком высокое гидравличе-
ское сопротивление вызывает неоправданные
энергетические затраты.
Степень очистки в фильтрах с гибкой пе-
регородкой зависит от свойств хлавливаемой
пыли, фильтровального материала, вязкости
газовой среды, толщине пылевого слоя. В нор-
мально работающих рукавных фильтрах кон-
центрация пыли на выходе из аппарата обычно
не превышает 50 мг/м3. При использовании
высокоэффективных фильтровальных мате-
риалов и при низких скоростях фильтрации
концентрация на выходе может быть снижена
до 10 мг/м3.
Мощность электродвигателя для привода
вентилятора (дымососа), кВт,
Q ру К.
—э_ (3.2.12)
Ю3ПдПм
me Q - производительность вентилятора (ды-
мососа), м7с; ру - полное давление, разви-
ваемое дымососом. Па: Кэ - коэффициент для
электродвигателей принимается мощностью до
1 кВт Кэ = 2; до 2 кВт 1,5; до 5 кВт
ФИЛЬТРЫ С ЗЕРНИСТЫМИ, ЖЕСТКИМИ И ПОЛУЖЕСТКИМИ ПЕРЕГОРОДКАМИ
281
Хэ = 1,25; свыше 5 кВт Х'э = 1,1...1,5; Т|д -
КПД двигателя; Т|м - механический КПД.
Мощность электродвигателя компрессо-
ра, кВт, необходимая для регенерации фильт-
ров с импульсной продувкой,
CLA3
NK= вэ
•ЖкПм
(3.2.13)
где Г|к - КПД компрессора; QB - расход воз-
духа на регенерацию.
Формула (3.2.13) не учитывает затрат
мощности на преодоление гидравлического
сопротивления коммуникаций и арматуры по
тракту движения пылегазового потока.
Значения работы . затрачиваемой на
сжатие 1 м3 воздуха, в зависимости от конеч-
ного давления рк , приведены ниже [64].
рк, МПа.................... 0,12 0,2 0,3
Лэ,кНм......... 41,7 73 119,5
0,4 0,5 0,6 0,7 0,8 0,9 1,0
155 182,5 207 228 247 263,5 278,5
Используя значения из (3.2.12) и
/Ук из (3.2.13), общую мощность определяют
по формуле
^обш^д+^к- (3.2.14)
Экономические аспекты расчета решаю-
щим образом влияют на выбор тканевых
фильтров. Основными показателями для опре-
деления сравнительной экономической эффек-
тивности являются; удельные капитальные
вложения, себестоимость очистки газа, коэф-
фициент сравнительной экономической эффек-
тивности Е, определяемый по сроку окупаемо-
сти оборудования в данной отрасли (обычно
порядка 0,12...0,18).
В качестве обобщающего критерия эко-
номической эффективности используют пока-
затель приведенных затрат, который рассчиты-
вают как сумму эксплуатационных (себестои-
мость очистки) Сэ и капитальных затрат К ,
приведенных к годовой размерности
(С3+ЕК).
Правильная оценка экономического эф-
фекта базируются на приведении всех рассмат-
риваемых вариантов в сопоставимые условия;
на применении ко всем вариантам одинаковых
методов расчета экономических показателей с
равной степенью детализации и точности и на
использовании для расчетов единых цен, рас-
ценок, тарифов.
При подсчете капитальных затрат учиты-
вают также стоимость монтажных работ и пре-
дусматривают запас на непредвиденные расхо-
ды (обычно не более 10... 15 %).
Опыт экономических обработок различ-
ных схем пылеулавливания показывает, что
применение тканевых фильтров при расходах
газа более 280 м7с связано с увеличением
энергозатрат.
3.2.3. ФИЛЬТРЫ С ЗЕРНИСТЫМИ, ЖЕСТКИМИ
И ПОЛУЖЕСТКИМИ ПЕРЕГОРОДКАМИ
Зернистые фильтровальные перегородки
(слои гранулированных или дробленых мате-
риалов), жесткие перегородки (керамика, по-
рошковые материалы, пластмасса), полужест-
кие перегородки (пакеты металлических сеток,
термостойких волокон или стружки) обладают
едиными гидродинамическими и кинетически-
ми закономерностями процесса разделения
пылегазовых систем.
Внутренняя структура таких фильтро-
вальных перегородок отличается искривлен-
ными продольными и поперечными каналами с
переменной и нерегулярной площадью и фор-
мой поперечного сечения, изменением разме-
ров пор в широком диапазоне, одновременным
существованием различных режимов течения и
механизмов осаждения в соседних каналах,
высокой относительной шероховатостью по-
верхности зерен, облитерацией, термо- и элек-
трофорезом, адгезией и когезией при течении
реальных гетерогенных сред. Эти особенности
не позволяют использовать при расчете диф-
ференциальные уравнения. Поэтому в исследо-
ваниях обычно используют гипотетические
структуры (модели Гагена - Пуазейля, Козе-
ни - Кармана, Дюллиена, Вилли - Спанглера,
Карнелла - Катца, Венкатесана, Хванга и др.),
позволяющие создать адекватные математиче-
ские модели процесса [39].
282
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Теоретические и экспериментальные ис-
следования [41, 78] показали, что эффектив-
ность обеспыливания газов зернистыми слоями
определяется одновременным и совместным
действием различных механизмов улавливания
частиц - инерционным осаждением, зацепле-
нием, седиментацией, диффузией, кинематиче-
ской коагуляцией, турбулентной миграцией,
термо- и электрофорезом и негидродинамиче-
скими факторами (магнитными, электростати-
ческими и акустическими полями).
Инерционное осаждение происходит,
когда масса или скорость движения частицы
настолько значительна, что она отклоняется от
криволинейной линии тока газа, стремясь по
инерции продолжить свое движение в прежнем
направлении. Зацепление возникает, если час-
тица, двигаясь по линии тока газа, касается по-
верхности зерна слоя. Седиментация проис-
ходит под действием силы тяжести. Диффузия
определяется броуновским движением высоко-
дисперсных пылевых частиц, в процессе кото-
рого возрастает вероятность их осаждения на
поверхности зерен слоя. Кинематическая коа-
гуляция выражается в захвате более мелких
частиц более крупными, движущимися с боль-
шей скоростью, и образовании конгломератов,
что резко повышает эффективность улавлива-
ния в результате инерции, зацепления и седи-
ментации.
Турбулентная миграция представляет
собой форму поперечного движения частиц в
сдвиговом турбулентном потоке. Эта форма,
открытая Фортье, Флетчером и независимо от
них Е.П. Медниковым [78], имеет в механике
аэрозолей фундаментальное значение. Термо-
форез обусловлен радиометрическими силами,
действующими со стороны газообразной среды
на находящиеся в ней частицы пыли в направ-
лении более холодной части потока (в сторону
поверхности зерна слоя). Электрофоретиче-
ское осаждение связано с наличием у частиц
промышленных пылей собственного электро-
статического заряда, полученного ими в про-
цессе образования аэрозоля при диспергирова-
нии или конденсации исходного вещества.
Зернистые слои, жесткие и полужесткие
фильтровальные перегородки отличаются от-
носительно невысокой стоимостью и доступ-
ностью материала, высокой степенью очистки,
прочностью и термостойкостью в сочетании с
хорошей проницаемостью, способностью про-
тивостоять резким изменениям давления, кор-
розионно- и окалиностойкостью, отсутствием
электрокапиллярных явлений, возможностью
регенерации различными способами, легко-
стью и разнообразием форм соединения от-
дельных фильтровальных элементов.
Применение таких структур целесообраз-
но для очистки газов при температурах, чрез-
мерно высоких для тканевых фильтров. Кроме
того, экономически выгодной является сухая
комплексная очистка газов от пыли и газооб-
разных вредных веществ, особенно при усло-
вии применения шихтовых материалов в каче-
стве сорбента или катализатора. В ряде случаев
зернистые фильтры могут быть применены для
улавливания слипающихся, высокоомных аб-
разивных пылей или для очистки влажных га-
зов, т.е. в тех случаях, когда применение дру-
гих способов нецелесообразно.
Аппараты с зернистыми, жесткими и по-
лужесткими фильтровальными перегородками
нашли применение при сушке гранулирован-
ных материалов, при высокотемпературном
обеспыливании в процессе термоокислитель-
ного пиролиза метана, для очистки природного
газа, в черной и цветной металлургии и в теп-
лоэнергетике для обеспыливания отходящих
дымовых газов, в системах пневмотранспорта
сыпучих материалов, в которых в качестве
фильтровальной перегородки используется
гранулированное сырье, возвращаемое вместе с
уловленной пылью в технологический процесс.
Жесткие фильтровальные структуры хорошо
зарекомендовали себя в электронной промыш-
ленности, где функционирование изделий мо-
жет быть нарушено при попадании на них ино-
родных частиц.
Особый интерес представляет внедрение
различных модификаций комбинированных
фильтров, сочетающих достоинства зернистых
слоев со связанной структурой и волокнистых
фильтровальных материалов ФПП или поли-
мерных мембран. Комбинированные фильтры
перспективны для использования на техноло-
гических коммуникациях газообразного водо-
рода, кислорода, осушенного воздуха при ло-
кальной очистке газовых технологических
сред.
Длительная проверка показала, что ком-
бинированные фильтры обеспечивают содер-
жание частиц размером 0,5 мкм на выходе из
фильтра от одной до трех в 1 л газа, и отсутст-
вие частиц размером 0,7, что соответствует
первому классу по содержанию примесей [39].
Двухслойная структура фильтровальных
элементов, совмещающая грубо- и тонкодис-
ФИЛЬТРЫ С ЗЕРНИСТЫМИ, ЖЕСТКИМИ И ПОЛУЖЕСТКИМИ ПЕРЕГОРОДКАМИ
283
персные слои металлического порошка, облег-
чает условия регенерации, препятствует глу-
бинному проникновению взвешенных в пыле-
газовом потоке частиц, существенно снижает
общее гидравлическое сопротивление фильт-
ровального элемента.
Классификация аппаратов с зерни-
стыми, жесткими и полужесткими фильтро-
вальными перегородками. Существующая
классификация [70] относит аппараты с жест-
кими перегородками к следующим зернистым
фильтрам:
с насыпными зернистыми слоями, в кото-
рых фильтровальные элементы не связаны же-
стко между собой, - с неподвижным зерни-
стым слоем (рис. 3.2.12), динамические фильт-
ры с гравитационным перемещением зернисто-
го слоя (рис. 3.2.13), с псевдоожиженным зер-
нистым слоем. Предпочтительной областью
применения псевдоожиженных зернистых сло-
ев являются хемосорбционные процессы. По-
этому для разделения пылегазовых систем та-
кие слои применяются достаточно редко:
с жесткой структурой зернистого слоя, в
которых зерна прочно связаны в результате
спекания, прессования или склеивания - по-
ристые керамика, стекло, графит, металлы и их
карбиды, пористые пластмассы;
с полужесткими и комбинированными
фильтровальными структурами, предназначен-
ными для решения специальных технологиче-
ских задач.
В слоевом зернистом фильтре-циклоне
фирмы Лурги (Германия) после отделения гру-
бых фракций пыли в нижней циклонной части
аппарата тонкие фракции по центральной вы-
хлопной трубе поступают на горизонтально
расположенный зернистый слой и затем в ка-
меру чистого газа (рис 3.2.12. а). Слой регене-
рируют обратной продхвкой очищенного газа
(или чистого воздуха) с одновременным раз-
рушением лобовой части запыленного слоя
граблеобразным ворошителем.
Особую группу представляют аппараты с
виброрегенерацией зернистого слоя (рис.
3.2.12, б, в). К ним относятся, например, зерни-
стые фильтры фирмы Лурги, одна из модифи-
каций которого представлена на рис. 3.2.12, б.
Представляет интерес аппарат, в котором
представленные кассеты с зернистым слоем за-
креплены с помощью системы пружин и силь-
фонов, а регенерация осуществляется при ра-
боте специального вибратора (рис. 3.2.12, г).
Плоский двухслойный зернистый фильтр
позволяет обеспечить высокое значение удель-
ной газовой нагрузки (рис. 3.2.12, д). Очевид-
ные его преимущества связаны с подачей пы-
легазового потока снизу. Опасность псевдо-
ожижения зернистого материала компенсиру-
ется наличием специального ограничительного
слоя из крупных гранул, расположенного на
основном фильтрующем материале.
Рис. 3.2.12. Схемы фильтров с неподвижным зернистым слоем:
а - горизонтальный с периодическим ворошителем; б - с цилиндрическим расположением слоя и виброреге-
нерацией; в - горизонтальный с вибровстряхиванием; г - двухходовой на пружинах, д - плоский двухслойный;
е - вертикальный шахтного типа; ж - с вращением кассеты; з - с секционированным слоем и регенерацией
псевдоожижением
284
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.13. Схемы динамических фильтров с гравитационным перемещением зернистого слоя:
а - со шнековым промывателем и центрифугой; б - с аксиальным расположением слоя; в - с наклонным рас-
положением слоя; г - с жалюзи, вибратором и промывкой; д - с циклоном и фильтрацией через пылевой слой;
е - с цилиндрическим расположением и периферийным вводом газа; ж- с вертикальным расположением слоя;
з - с устройством для предотвращения выноса гранул; 7 - вход грязного газа, 2 - выход очищенного газа; 3,4 -
вход и выход продувочного агента; 5 - шнек; 6 - центрифуга, 7 - вода для промывки, 8 - загрузочный бункер,
9, 10 — приемные конусы
Удобен для компоновки в параллельно
действующие секции вертикальный насыпной
фильтр с периодической продувкой (рис.
3.2.12, е). Жалюзийные решетки, расположен-
ные со стороны очищаемого газа в сочетании с
отдувкой автофильтра, образующегося между
жалюзи, позволяют не создавать сложные ре-
генерирующие устройства.
Аппарат с горизонтальным расположени-
ем фильтрующего материала представлен на
рис. 3.2.12, ж. Конструкция предусматривает
непрерывное или периодическое вращение го-
ризонтально расположенного фильтрующего
слоя с последовательной продувкой отдельных
секторов.
Известный интерес представляет псевдо-
ожижение зернистого слоя. Вертикальное рас-
положение секций аппарата (рис. 3.2.12, з) спо-
собствует равномерному обеспыливанию по
всему сечению. Однако возможна переброска
части зерен фильтрующего материала из одной
секции в другую.
К наиболее перспективным схемам дина-
мических фильтров относятся модификации,
представленные на рис. 3.2.13, а, г, д, з.
Аппарат со шнековым промывателем 5 и
центрифугой 6 (рис. 3.2.13, а) обеспечивает
достаточно высокую эффективность улавлива-
ния в сочетании со стабильным аэродинамиче-
ским режимом работы в результате непрерыв-
ного (или периодического) удаления шлюзо-
вым затвором части отработанного фильтрую-
щего материала на регенерацию. Со стороны
чистого газа слой ограничивается щелевидной
решеткой. В промышленных условиях фильтр
можно выполнить в виде ряда параллельно ра-
ботающих секций, что позволяет осуществить
компактную установку на большую произво-
дительность. Интересные модификации такого
фильтра представлены на рис. 3.2.13, г, з.
В аппарате с циклоном (рис. 3.2.13, д)
фильтрующий слой образуется в результате
инерционного отделения грубых и средних
фракций пыли. Этот слой перемещается сверху
вниз под действием силы тяжести и задержива-
ет тонкую фракцию пылегазового потока, по-
даваемую снизу. Вертикальный цилиндриче-
ский насыпной фильтр (рис. 3.2.13, б) отлича-
ется компактностью. Аппарат с наклонным
расположением фильтрующего слоя (рис.
3.2.13, в) удобно применять для разделения аэ-
розолей с высоким значением массовой кон-
центрации дисперсной фазы.
ФИЛЬТРЫ С ЗЕРНИСТЫМИ, ЖЕСТКИМИ И ПОЛУЖЕСТКИМИ ПЕРЕГОРОДКАМИ
285
Наиболее перспективные модификации
зернистых фильтров приведены в [6, 40, 71].
Особый интерес представляют ориги-
нальные конструкции роторных зернистых
фильтров ФЗРИ-100, ФЗРИ-50, фильтра с вер-
тикальным радиальным расположением секций
ФЭВИ-30-1-300, зернистых фильтров-цикло-
нов типа ФЦЗ, зернистых кассетных фильтров
типа ЗФ, цепных фильтров типа ФЦГМ [6].
В роторном зернистом фильтре с им-
пульсной регенерацией ФЗРИ-100 верхняя
часть корпуса 2 снабжена входным патрубком
4 и люками для обслуживания ротора и загруз-
ки наполнителя в кассеты (рис. 3.2.14).
Фильтр-элемент (ротор) 3 состоит из коллекто-
ра чистого газа и 42 фильтрующих кассет,
смонтированных в семь блоков, и оснащен им-
пульсной системой регенерации.
Аппарат ФЗРИ-50 отличается от
ФЗРИ-100 наличием пылеконцентраторов,
предназначенных для сепарации крупных пы-
левых частиц и работающих по принципу жа-
люзийных пылеуловителей.
В фильтре ФЗВИ-ЗО-1-ЗОО (рис. 3.2.15)
запыленный газ поступает в корпус 1 через
патрубок 4, расположенный тангенциально к
цилиндрической части бункера 7. В кольцевом
канале 9 газовый поток приобретает враща-
тельное движение, направленное вниз, и под
действием центробежной силы из него выде-
ляются наиболее крупные пылевые частицы,
падающие в бункер. Частично очищенный га-
зовый поток, повернув в нижней части бункера
на 180°, поднимается вверх и попадает в каме-
ру 5, распределяясь по всем секциям, кроме
одной, находящейся на регенерации. Проходя
через зернистый материал, газ очищается от
пыли, попадает во внутреннюю полость, затем
в камеру очищенного газа и через коллектор 2
удаляется в атмосферу Регенерация фильт-
рующего материала осуществляется импульс-
ной системой и только в одной из П-образных
кассет.
Для сухой очистки аспирационного воз-
духа от неслипающейся и слабослипающейся
пыли (гранитной от конусных дробилок, из-
вестково-песчаной, мергелевой и клинкерной),
а также для очистки от пыли парогазовых сме-
сей весьма эффективны зернистые фильтры-
циклоны типа ФЗЦ (рис. 3.2.16). Принцип ра-
боты этих аппаратов основан на отделении
крупных частиц пыли в циклонном элементе 7
с последующим осаждением пыли в зернистом
слое при движении через него запыленного по-
тока.
Пыль, уловленная в циклоне, удаляется
из аппарата через бункер 5, а предварительно
очищенный пылегазовый поток поступает в
зернистый фильтр с двумя параллельно дейст-
вующими (ФЦЗ-6, ФЦЗ-З) или одной
(ФЦЗ-1,5) фильтрующей кассетой 3. В качестве
фильтрующего материала используются стек-
лянные шарики диаметром 2,7...3,2 мм.
Рис. 3.2.14. Роторный зернистый фильтр с импульсной регенерацией ФЗРИ-100:
1 - коллектор чистого газа; 2 - корпус; 3 - фильтр-элемент (ротор); 4 - входной патрубок; 5 - полость чистого
газа; 6 - кассеты; 7 - реверсивы; 8 - пульсаторы; 9 - сопла; 10 - сетка; 11 - бункер; 12 - окна
286
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.15. Зернистый фильтр ФЗВИ-ЗО-1-ЗОО:
1 - корпус; 2 - коллектор очищенного газа;
3 - перегородка; 4 - коллектор запыленного газа;
5 - камера запыленного газа; 6 - внутренняя полость,
7 - бункер; 8 - стенка; 9 - кольцевой канал
Рис. 3.2.16. Зернистый фильтр-циклон ФЗЦ-З:
7 - зернистый фильтр; 2 - клапанное устройство;
3 - фильтрующая кассета; 4 - виброустройство;
5 - пружина; 6 - рама; 7 - циклонный элемент;
8 - бункер; 9 - обратный конус
Фильтр установлен на опорной раме 6 и связан
с ней пружинами 5, позволяющими использо-
вать для регенерации слоя виброустройство
(вал с дебалансами и шкивом для ФЦЗ-6 и
ФЦЗ-З или вибратор для ФЦЗ-1,5). По мере на-
копления пыли в фильтрующих слоях и увели-
чения перепада давлений на слое автоматиче-
ски переключается клапанное устройство 2 и
включается виброустройство 4 при одновре-
менной обратной продувке слоя чистым возду-
хом. По окончании регенерации фильтр авто-
матически переводится в рабочий режим.
Широко известны зернистые фильтры
типа ЗФ с площадью фильтрующей поверхно-
сти одной секции 1,0...5,4 м2 [30]. Пропускная
способность таких аппаратов достигает 42 м3/с.
В каждой секции фильтра ЗФ имеются три слоя
насыпного материала высотой по 100 мм. Раз-
мер зерен по ходу газа составляет в первом
слое 5... 10, во втором 3...5 и в третьем
2,5...3 мм. Для удаления уловленной пыли
секцию вибратором приводят в колебательное
движение.
Для предварительной очистки газов с вы-
сокой массовой концентрацией пыли целесо-
образно использовать цепные фильтры типа
ФЦГМ [30]. По конструктивному решению и
принципу действия эти фильтры не имеют
альтернативы для очистки сильнослипаюшихся
пылей. Принцип их действия основан на осаж-
дении частиц пыли в фильтрующем элементе
6, выполненном из цепей, при прохождении
через него запыленного воздуха (рис. 3.2.17).
Во время фильтрации верхняя рама 7 с цепями
13 опущена на нижнюю. Цепи находятся в
сложенном состоянии и образуют фильтрую-
щий слой. Регенерация фильтрующего слоя
производится автоматически путем поднятия и
опускания верхней рамы 7 с цепями.
На рис. 3.2.18 представлены весьма рас-
пространенные жесткие фильтровальные эле-
менты из пористых металлов. Исходным мате-
риалом для их изготовления служат металли-
ческие порошки со сферической или несфери-
ческой формой частиц. Обычно используют
порошки из углеродистой и коррозионно-
стойкой стали (12X13, 12Х18Н9Т, 08Х18Н12Б,
12Х18Н12М2Т), никеля, монель-металла, тита-
на, бронзы, меди и карбидов тяжелых метал-
лов.
Комбинированные фильтровальные эле-
менты сочетают достоинства зернистых слоев
(прочность, термостойкость, нечувствитель-
ность к резким колебаниям давления) и волок-
ФИЛЬТРЫ С ЗЕРНИСТЫМИ, ЖЕСТКИМИ И ПОЛУЖЕСТКИМИ ПЕРЕГОРОДКАМИ
287
Рис. 3.2.17. Цепной фильтр типа ФЦГМ:
1 - транспортное устройство; 2 - бункер (шахта);
3 - входной патрубок; 4 - опорная решетка; 5 - огра-
ничительная стенка; 6 - фильтрующий слой из це-
пей; 7 - подвижная рама; 8 - корпус; 9 - выходной
патрубок; 10 - привод; 11 - дроссельная заслонка;
12, 14 - люки; 13 - грузовые цепи
нистых фильтровальных материалов или поли-
мерных мембран (высокую задерживающую
способность, хорошо регулируемые в широком
диапазоне фильтрующие свойства, возмож-
ность наведения стойкого электростатического
заряда, равномерность структуры, исключаю-
щую локальные проскоки)
В комбинированном фильтре (рис. 3.2.19)
пылегазовый поток поступает в корпус 2 и
проходит через фильтровальный элемент, со-
стоящий из расположенных последовательно
по ходу газа двух слоев электростатически за-
ряженного перхлорвинилового фильтрующего
материала 3 ФПП-15-1,5 и пористой втулки 4
из порошкового материала из коррозионно-
стойкой стали.
Фильтр можно использовать при давле-
нии до 20-105 Па и разрежении до 133( 10 4...
10-6) Па. Температура газа на входе в аппарат
должна быть на 5... 10 °C выше точки росы,
чтобы исключить конденсацию водяных паров
и резкое повышение перепада давлений на
фильтре. Аппарат компактен, монтируется не-
посредственно на технологической коммуни-
кации, демонтаж фильтровального элемента
затруднений не вызывает.
Рис. 3.2.18. Фильтровальные элементы
из пористых металлов:
а - цилиндрический; б - звездочкообразный;
в - коробчатый; г - чечевицеобразный;
д - гофрированный
Рис. 3.2.19. Комбинированный фильтр:
1 - штуцер для входа газа; 2 - корпус; 3 - перхлор-
виниловый материал ФПП-15-1,5; 4 - пористая
втулка из порошкового материала; 5 - прокладка;
6 - штуцер дзя выхода газа
288
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Методы расчета основных технологи-
ческих характеристик, конструктивных
размеров и энергетических затрат при вы-
боре аппаратов с зернистыми жесткими и
полужесткими фильтровальными перего-
родками. Расчет процесса обеспыливания га-
зов выполняют в таком порядке.
Проводится сбор и анализ исходных дан-
ных, которыми являются:
расход и физико-химические свойства
пылегазового потока - концентрация пыли,
плотность, температура, точка росы и химиче-
ский состав газа, давление или разрежение в
аппарате, технологическое происхождение пы-
легазового потока;
физико-химические свойства пыли - дис-
персный и химический составы, насыпная и
истинная плотности, показатель сжимаемости
и угол естественного откоса, слипаемость, сма-
чиваемость, самовозгораемость, удельное со-
противление;
технологические параметры - требуемая
степень очистки, допустимый перепад давле-
ний, возможность утилизации пыли и способы
ее транспортировки, степень непрерывности
работы.
Выбирается, обосновывается и рассчиты-
вается первая ступень очистки.
Выбирается и обосновывается тип слоя -
насыпной неподвижный или движущийся, свя-
занный зернистый, материал и гранулометри-
ческий состав зерен слоя, его высота, скорость
перемещения для движущегося материала,
удельная газовая нагрузка, условия и парамет-
ры регенерации.
Предпочтительным решением при на-
чальной концентрации больше 10“3 кг/м3 явля-
ется двухступенчатая технологическая схема,
обеспечивающая повышенную продолжитель-
ность фильтрования при резком увеличении
общего ресурса работы зернистых слоев. В ка-
честве первой ступени целесообразно исполь-
зовать группу высокоэффективных циклонов.
Выбирается удельная газовая нагрузка q -
для насыпных слоев 0,28 < q < 0,72 м3/(м2 с);
для жестких структур 1,610’3<д<
< 0,16 м3/(м2 с).
Рассчитывается общий перепад давлений
для зернистой фильтровальной перегородки и
осадка по формулам [39]:
для цилиндрического зернистого слоя и
осадка на нем
А^общ.ц ~ Вгп ^пн ™ I*1 "7
1 1 2wxht ,
-Hr0(l-S)tfnHwln —----+1
\ ^ПН 2
1/1-5
(3.2.15)
для плоской фильтровальной перегородки
и осадка на ней
А^общ.пл.
цг0(1—5)ЛрС
хнт
(3.2.16)
где гп - удельное сопротивление фильтроваль-
ной перегородки, м"2; 7?пн, /?пв - соответст-
венно наружный и внутренний радиусы цилин-
дрической фильтровальной перегородки, м;
Ап - толщина фильтровальной перегородки, м;
Лос - толщина осадка, м; хн - объемная кон-
центрация дисперсной фазы в пылегазовом по-
токе перед слоем осадка; w - скорость фильт-
рования, м/с; Tq - коэффициент пропорцио-
нальности; S - показатель сжимаемости; т -
продолжительность фильтрования, с.
Зависимости (3.2.15) и (3.2.16) соответст-
вуют процессу фильтрования с отложением
осадка на поверхности фильтровальной пере-
городки. Для более сложных процессов
(фильтрование с закупориванием пор, комби-
нированное и т.д.) расчетные зависимости для
определения значений Аробщ ц и Аробщпл
приведены в литературе [6, 18, 39-41].
Определяют прогнозируемые значения
общего коэффициента проскока К или его
фракционных значений Кф с учетом кинетики
изменения этих величин в зависимости от па-
раметров пылегазового потока и фильтроваль-
ной перегородки, используя полученные экс-
периментально уравнения регрессии и постро-
енные к ним номограммы.
Определяют площадь фильтровальной
поверхности аппаратов этого типа и мощность
вентилятора, используя методики расчета, ана-
логичные для тканевых фильтров.
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
289
Сравнительные технико-экономические
показатели различных пылеуловителей, в том
числе и зернистого насыпного фильтра, приве-
денные в [39], показывают, что капитальные
затраты на зернистые фильтры не превышают
затрат на сооружение электрофильтров, а экс-
плуатационные расходы оказываются ниже в
десятки раз.
3.2.4. АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ
СУХОГО ТИПА
Осаждение частиц пыли под действием
центробежной силы является разновидностью
инерционного механизма осаждения, благодаря
которому при криволинейном движении аэро-
динамического потока взвешенные частицы
отбрасываются на поверхность осаждения.
Эффективность осаждения взвешенных частиц
под действием центробежной силы г|03 в об-
щем виде описывается критериальной зависи-
мостью [45]
riw=/(Re,Stkw), (3.2.17)
где Re = wrDpr/pr - критерий Рейнольдса;
, ^чРЛ'г
Stk со =------ - критерий Стокса; wr -
18цг£>
условная скорость газового потока, отнесенная
к поперечному сечению центробежного пыле-
уловителя, м/с; D - линейный параметр, харак-
теризующий выбранное поперечное сечение, м;
рг - плотность газового потока, кг/м3; -
диаметр частицы, м; рч - плотность частицы,
кг/м3; цг - динамическая вязкость газового
потока, Па с.
Поскольку практически всегда для про-
цесса улавливания взвешенных частиц в цен-
тробежных пылеуловителях характерен авто-
модельный режим течения потока, эффектив-
ность осаждения взвешенных частиц под дей-
ствием центробежной силы [16, 45]
^ч Р ч wr
(3.2.18)
где - коэффициент гидравлического со-
противления завихрителя, обеспечивающего
центробежное движение газового потока со
скоростью wr в сечении, характеризуемом
линейным параметром D.
Метод центробежного осаждения полу-
чил широкое распространение в циклонах,
мультициклонах, ротационных аппаратах. Ис-
пользуется он и в мокрых пылеуловителях (ци-
клонах с мокрой пленкой, центробежных
скрубберах).
В зависимости от требований к эффек-
тивности очистки, свойств и дисперсного со-
става пыли, аппараты этой группы могут ис-
пользоваться как основные либо в качестве ап-
паратов предварительной ступени очистки в
сочетании с другими пылеуловителями.
Корпус циклона состоит из цилиндриче-
ской 1 и конической 2 частей (рис. 3.2.20). Пы-
легазовый поток входит в циклон тангенциаль-
но через патрубок 3 со скоростью 15...24 м/с.
При этом прямолинейное движение пылегазо-
вого потока преобразуется во вращательное.
Движение потока в циклоне происходит сверху
вниз по спирали. Под действием центробежной
силы частицы пыли приближаются к внутрен-
ней поверхности циклона и попадают в бункер
4. Очищенный от пыли газ, изменяя направле-
ние потока, через выхлопную трубу 5 и камеру
чистого газа 6 выходит из аппарата.
Сухие пылеуловители центробежного
действия применяются в процессах сушки, об-
жига, агломерации, сжигания топлива, очистки
аспирационного воздуха, эксплуатации дроби-
лок известняка, мельниц, в системах пнев-
мотранспорта сыпучих материалов, в асфаль-
тобетонном, керамическом, огнеупорном про-
изводстве, в черной и цветной металлургии,
в производстве сажи для шинной промышлен-
ности, в пищевой технологии и т.д.
10 - 10358
290
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.21. Пылеосадители инерционного действия:
а - пылевой мешок с центральным подводом газа; б - пылевой мешок с боковым подводом газа;
в - пылеосадитель с отражательной перегородкой; г - пылеосадитель, встраиваемый в газоходы;
д- инерционный пылеуловитель ПИ-10
Классификация сухих аппаратов цен-
тробежного действия. К аппаратам этой груп-
пы относятся [70]: простейшие пылеосадители
инерционного типа; жалюзийные аппараты;
циклоны в одиночном и групповом исполне-
нии; прямоточные циклоны; батарейные ци-
клоны; вихревые аппараты; динамические пы-
леуловители.
Достоинством большинства из этих аппа-
ратов является простота конструкции. Однако
эффективность очистки газов у них часто ока-
зывается недостаточной. Поэтому многие из
этих аппаратов применяются главным образом
в качестве первой ступени очистки газов перед
более эффективными пылеуловителями.
В простейших пылеосадителях инерци-
онного типа в отличие от пылеосадительных
камер используются инерционные силы, бла-
годаря которым пылевые частицы, стремясь
сохранить направление своего движения после
поворота потока газов, выпадают в бункер
(рис. 3.2.21).
Инерционный пылеуловитель - пылевой
мешок (рис. 3.2.21, а) нашел распространение в
черной и цветной металлургии. Скорости газов
в подводящей трубе и в корпусе пылевого
мешка выбирают в зависимости от вида пыли и
желаемой степени улавливания. Такой пыле-
уловитель обеспечивает степень улавливания
до 65.. .80 % частиц размером больше 30 мкм.
Инерционный пылеуловитель с боковым
подводом газа (рис. 3.2.21, б) встраивается в
газоходы диаметром больше 2 м. Выпадение
крупных частиц в бункер происходит вследст-
вие отклонения потока от прямолинейного
движения.
Камера с отражательной перегородкой
(рис. 3.2.21, в) по эффективности не намного
отличается от обычной осадительной горизон-
тальной камеры, но имеет более высокое гид-
равлическое сопротивление. Плавный поворот
в камере, показанной на рис. 3.2.21, г, позволя-
ет снизить гидравлическое сопротивление. Вы-
бор типа пылевой камеры диктуется конкрет-
ными условиями.
Инерционный пылеуловитель ПИ-10 кон-
струкции НИПИОТСТРОМа (рис. 3.2.21, д)
имеет плавный вход и равномерное распреде-
ление потока на выходе, обеспечивая эффек-
тивность до 92 % для пылей с диаметром час-
тиц 10 мкм и более.
К простейшим пылеуловителям инерци-
онного типа следует отнести аппарат с обрат-
ными соплами, представленный на рис. 3.2.22
[39]. Запыленный газ поступает в сужающиеся
сопла, пыль осаждается при резком повороте
потока и собирается в пылесборнике.
В жалюзийном аппарате (рис. 3.2.23) на-
значение жалюзийной решетки 1 - разделение
пылегазового потока на две части: на освобож-
денную в значительной мере от пыли и состав-
ляющую 80.. .90 % всего количества газа и на
Рис.3.2.22. Инерционный пылеуловитель
с обратными соплами
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
291
содержащую основную массу пыли, улавли-
ваемую затем в циклоне или в другом эффек-
тивном пылеуловителе, и составляющую 10...
20 %. Очищенный в циклоне (или в другом ап-
парате) газ возвращается в основной поток,
очищенный при помощи жалюзийной решетки.
Жалюзийный пылеуловитель, показан-
ный на рис. 3.2.23, а, отличается низким пере-
падом давлений и устанавливается перед ци-
клонами или рукавными фильтрами. Около
80 % частично очищенного газового потока
пропускают через жалюзи, оставшуюся часть
запыленного газа подают к циклону.
Более эффективен пылеуловитель кони-
ческого типа, представленный на рис. 3.2.23, б.
Запыленный газ поступает в широкую часть
усеченного конуса, имеющего почти по всей
поверхности жалюзевидные щели. Газовый по-
ток изменяет свое направление, чтобы пройти
через конус, тогда как пыль проходит прямо до
конца конуса вместе с некоторой частью газо-
вого потока, откуда она выбрасывается во вто-
ричный коллектор.
Значения фракционных коэффициентов
очистки Г|ф жалюзийных пылеуловителей
приведена ниже, а оценка влияния степени от-
соса ф на общую их эффективность г| -
в табл. 3.2.6.
Детальный расчет жалюзийных пылеуло-
вителей и их основные геометрические разме-
ры приведены в справочнике [70].
Температура газов, очищаемых при по-
мощи жалюзийной решетки из углеродистой
стали, не должна превышать 450 °C. При более
высокой температуре (примерно 600 °C) пла-
стины жалюзийной решетки отливают из чугу-
на или изготовляют из специальных материа-
лов.
б/ч, мкм............. 5 10 15 20 25 30 40 50 60 100
Пф, %................. 25 47 63 76 86,5 91,3 94,8 96,5 97,7 100
а) б)
Рис. 3.2.23. Схемы жалюзийных пылеуловителей:
а - с частичным отводом пылегазового потока; б - конического типа; 7 - жалюзи; 2 - вентилятор; 3 - циклон;
7- вход пылегазового потока; 77- частично очищенный газ
3.2.6. Влияние степени отсоса на коэффициент очистки жалюзийных пылеуловителей
Степень отсоса, (р, % Коэффициент очистки т|, %
10 50 55 60 65 70 75 80 85 90
20 61 65 70 74 77 81 85 89 92
10*
292
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.24. Схемы циклонов
(использованы названия, существовавшие на момент разработки и выхода в производство).
а и б - чешского производства; в - СИОТ; г - Мельстроя; д - ЦН-15; е - Давидсона; ж - с двойной стенкой;
з - с перфорированной выхлопной трубой; и - с рециркуляцией; к - двойной; л - Сыркина; м - ЛИОТа;
н - ВЦНИИОТа; о и п - Гипродревпрома; р - Полизиуса; с - с обводом пыли
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
293
Циклонные аппараты наиболее распро-
странены при сухом механическом пылеулав-
ливании.
Циклонные пылеуловители отличают:
отсутствие движущихся частей в аппара-
те;
надежное функционирование при темпе-
ратуре газов вплоть до 500 °C без каких-либо
конструктивных изменений (если предусмат-
ривается применение более высоких темпера-
тур, то аппараты можно изготовлять из специ-
альных материалов);
возможность улавливания абразивных
материалов при защите внутренних поверхно-
стей циклонов специальными покрытиями;
постоянное гидравлическое сопротивле-
ние (практически);
возможность работы при высоком давле-
нии газов;
простота изготовления;
постоянство фракционной эффективности
очистки при росте запыленности газов.
Сравнительные испытания циклонов раз-
личного типа (рис. 3.2.24), выполненные в
НИИОГАЗе и его Семибратовском филиале,
показали, что рекомендуемая к применению
номенклатура аппаратов рассматриваемого ти-
па может быть ограничена цилиндрическими и
коническими циклонами НИИОГАЗа [16, 45].
К цилиндрическим циклонам НИИОГАЗа
в первую очередь относятся аппараты ЦН-11,
ЦН-15, ЦН-15У и ЦН-24. Отличительной их
особенностью является наличие удлиненной
цилиндрической части корпуса, наклон крыш-
ки и входного патрубка соответственно под уг-
лом И, 15 и 24°, а также одинаковое отноше-
ние диаметра выхлопной трубы к диаметру ци-
клона.
Циклоны ЦН-15У, отличаясь от других
циклонов типа ЦН меньшей высотой, имеют
несколько худшие технико-экономические по-
казатели. Поэтому их применение может быть
оправдано только тогда, когда есть ограниче-
ния пылеуловителя по высоте.
К коническим относятся циклоны
СДК-ЦН-33, СК-ЦН-34 и СК-ЦН-22. Они ха-
рактеризуются длинной конической частью,
спиральным входным патрубком и малым от-
ношением диаметров выхлопной трубы и кор-
пуса циклонов (соответственно 0,33; 0,34;
0,22).
Цилиндрические циклоны относятся к вы-
сокопроизводительным аппаратам, а кониче-
ские - к высокоэффективным. Диаметр цилин-
дрических циклонов обычно не превышает 2 м,
а конических 3 м. С увеличением диаметра ци-
клона при постоянной тангенциальной скоро-
сти потока центробежная сила, воздействую-
щая на пылевые частицы, уменьшается и эф-
фективность пылеулавливания снижается.
Кроме того, установка одного высокопроизво-
дительного циклона вызываег затруднения
ввиду его большой высош В связи с этим в
технике пылеулавливания широкое примене-
ние нашли групповые циклоны.
Конические циклоны при равных произ-
водительностях с цилиндрическими отличают-
ся от последних большими габаритными раз-
мерами и поэтому обычно не применяются в
групповом исполнении.
Варианты группового исполнения цикло-
нов представлены на рис. 3.2.25. Отвод очи-
щенного газа в циклонах может осуществлять-
ся несколькими способами: с помощью улитки,
служащей для преобразования вращательного
движения газов в поступательное; колена; об-
щего сборника для группы циклонов или через
выхлопную трубу. Групповые циклоны реко-
мендованы для крупных технологических агре-
гатов, когда требуется обеспылить большие
объемы отходящих технологических газов или
аспирационных выбросов.
Попытки снизить гидравлическое сопро-
тивление циклонных пылеуловителей при од-
новременном уменьшении габаритных разме-
ров привели к разработке прямоточных цикло-
нов [41, 70].
Прямоточные циклоны по сравнению с
обычными имеют меньшую эффективность
улавливания. Тем не менее, в ряде случаев их
применение оправданно. На прямоточные ци-
клоны большого диаметра удобно наносить
футеровку, они имеют малое гидравлическое
сопротивление. Поэтому их можно использо-
вать в качестве противоизносных пылеулови-
телей для отделения крупных частиц высоко-
абразивной пыли.
Особый интерес для наилучшего распре-
деления пылегазового потока, отвода пыли и
обеспечения большой производительности
представляют батарейные циклоны, составлен-
ные из определенного числа параллельно уста-
новленных циклонных элементов, объединен-
ных в одном корпусе и имеющих общие под-
вод и отвод газа и общий бункер. Батарейные
циклоны можно составить из обычных и пря-
моточных циклонных элементов.
294
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.25. Варианты компоновок группового исполнения циклонов:
а - ступенчатая; б - круговая
Эффективность очистки газов в элемен-
тах батарейных циклонов несколько ниже
(иногда на 20 %) эффективности, достигаемой
в эквивалентных по диаметру циклонах. Это
объясняется тем, что между направляющим
аппаратом и корпусом элемента батарейного
циклона обычно имеются зазоры, через кото-
рые происходит обратное перетекание газа из
элемента во входную форкамеру. Кроме того, в
направляющих аппаратах элементов батарей-
ного циклона возникают дополнительные по-
тери давления, не связанные с циклонным про-
цессом. Для предупреждения перетока можно
применять принудительный отбор потока из
бункера. Установлено, что это позволяет повы-
сить эффективность очистки на 5...8 %.
Наиболее распространены циклонные
элементы диаметром 100, 150 и 250 мм.
Прямоточный батарейный циклон типа
ПКН (рис. 3.2.26) [41] состоит из 12 пылекон-
центраторов (циклонных элементов диаметром
490 мм). Пройдя входной коллектор /, пылега-
зовый поток закручивается при помощи много-
лопаточных решеток 3, установляемых в осно-
Рис. 3.2.26. Прямоточный батарейный
циклон типа ПКН
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
295
вании пылеконцентраторов. Пыль, отброшен-
ная центробежной силой к стенкам пылекон-
центраторов, вместе с частью газа (10... 15 %)
через отсосные кольца 7, оборудованные ули-
точными раскручивателями, подается на очи-
стку в четыре циклона 6 типа ЦН-15 (диамет-
ром 550 мм), под каждым из которых установ-
лены бункер 5 и две мигалки 4. Основной по-
ток после пылеконцентраторов 2 объединяется
с очищенным в циклонах газом в выходном
коллекторе 8 и удаляется из аппарата. Объем
отсасываемого в циклон газа регулируется при
помощи дроссельной заслонки, устанавливае-
мой за батарейным циклоном.
Перспективно решение прямоточного ба-
тарейного циклона типа ЦКТИ (рис. 3.2.27).
Пылегазовый поток из камеры / запыленного
газа поступает в оборудованные винтовыми за-
вихрителями 2 элементы, в которых под дейст-
вием центробежных сил концентрация пыли
перераспределяется по сечению элемента (воз-
растает у стенок и уменьшается в центральной
части). Обеспыленный поток из центральной
части элемента отводится в камеру 3 очищен-
ного газа. Периферийный слой газа, обогащен-
ный пылью, через торцовое кольцо элемента
отсасывается вентилятором 5 и, пройдя пыле-
уловитель 4, возвращается в камеру запылен-
ных газов.
В отличие от противоточных циклонов в
прямоточных батарейных циклонах элемент
часто выполняет роль пылеконцентратора, а
улавливание пыли происходит в специально
установленных малогабаритных циклонах,
тканевых фильтрах и др. Батарейные циклоны
с прямоточными элементами менее эффектив-
ны, чем с обычными, и поэтому могут приме-
няться при улавливании грубой пыли с доста-
точно высокой массовой концентрацией.
Вихревые пылеуловители появились
сравнительно недавно, но успели получить
значительное распространение в промышлен-
ности. Основным их отличием от циклонов яв-
ляется наличие вспомогательного закручи-
вающего газового потока.
В вихревом аппарате соплового типа
(рис. 3.2.28, а) запыленный газовый поток за-
кручивается лопаточным завихрителем 4 и
движется вверх камеры 1 к выходному патруб-
ку 2, подвергаясь при этом воздействию выте-
кающих из тангенциально расположенных со-
пел 3 струй вторичного газа (воздуха). Под
действием центробежных сил взвешенные в
потоке частицы отбрасываются к периферии, а
1 2 3
Рис. 3.2.27. Прямоточный батарейный циклон
типа ЦКТИ
Рис. 3.2.28. Схемы вихревых пылеуловителей
двух типов:
а - соплового; б - лопаточного;
/- газы; II - вторичный воздух
оттуда - в формируемый струями спиральный
поток вторичного газа, движущийся вниз в
кольцевом межтрубном пространстве. Вторич-
ный газ в ходе спирального обтекания потока
очищаемого газа постепенно полностью про-
никает в него.
Кольцевое пространство вокруг входного
патрубка 5 оснащено подпорной шайбой б,
296
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
обеспечивающей безвозвратный спуск пыли в
бункер 7. Наилучшие результаты по эффектив-
ности улавливания достигаются при установке
сопел, распиливающих вторичный газ, не ме-
нее чем в четыре ряда и под углом 30°. В каче-
стве оптимальной рекомендуется установка
лопаток завихрителя под углом 30...40° при
отношении диаметра завихрителя к диаметру
аппарата 0,8... 0,9.
Вихревой пылеуловитель лопаточного
типа (рис. 3.2.28, б) отличается от рассматри-
ваемого тем, что вторичный газ отбирается с
периферии очищенного газа и подается коль-
цевым направляющим аппаратом 8 с наклон-
ными лопатками.
Эффективность вихревых аппаратов, как
и циклонов, с увеличением диаметра снижается.
В качестве вторичного газа в вихревых
пылеуловителях может быть использован воз-
дух из окружающей среды, периферийная
часть потока очищенных газов и запыленные
газы (рис. 3.2.29) [45]. С экономической точки
зрения наихудшим является вариант с исполь-
зованием воздуха из окружающей среды. Од-
нако он представляется оправданным при не-
обходимости охлаждения запыленных газов.
Наиболее экономным является использование в
качестве вторичного потока запыленных газов.
В этом случае производительность аппарата
повышается на 40...65 % без заметного сниже-
ния эффективности очистки.
Производительность вихревого пылеуло-
вителя по газам может изменяться в пределах
0,5... 1,15 по отношению к номинальной. Это
объясняется решающим влиянием на эффек-
тивность очистки параметров вторичного газа,
при сохранении которых остаются постоянны-
ми окружная скорость закручивания потока за-
пыленных газов и центробежная сила, дейст-
вующая на частицы пыли [45]. Оптимальный
расход вторичною газа должен составлять
30... 50 % от первичного
Подобно циклонам вихревые пылеулови-
тели могут компоноваться в группы. Это дела-
ется с целью увеличения эффективности пыле-
улавливания за счет уменьшения диаметра ап-
паратов.
В табл. 3.2.7 приведены данные [45] по
использованию вихревых пылеуловителей в
химической промышленности.
Вихревой пылеуловитель со встречными
потоками, разработанный в НИПИОТСТРОМе
(рис. 3.2.30) [30], предназначен для обеспыли-
вания отходящих газов и аспирационных вы-
бросов. Верхний завихритель 5 выполнен в ви-
де спирально-винтообразной улитки. По оси
нижнего завихрителя 2 расположен усеченный
полый конус 6, препятствующий подсосу воз-
духа. Основной поток запыленных газов по-
ступает через верхний завихритель 5, а допол-
нительный - через нижний 2. Дополнительный
поток усиливает закручивание основного, что
особенно важно для нижней части аппарата, и
удаляет из него мелкую пыль.
а) б) в)
Рис. 3.2.29. Варианты подвода вторичного газа к вихревым пылеуловителям:
а - внешнего воздуха; б - очищенных газов; в - запыленных газов;
V\ - первичный воздух; V2 - вторичный воздух
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
297
3.2.7. Характеристика вихревых
пылеуловителей
Продукт Медиан- ный диаметр частиц, мкм Эффектив- ность пыле- улавлива- ния, %
Целлюлоза 6 96,5
Синтетический порошок 4 98,0
Стиральный порошок 10 98,0
Эпоксидная смола 22 98,0
Карбонат кальция И 99,0
Полиакрилнитрил 32 99,8
Рис. 3.2.30. Схема вихревого пылеуловителя
НИПИОТСТРОМа:
1 - бункер; 2 - нижний завихритель; 3 - корпус; 4 -
выхлопная труба; 5 - верхний завихритель; 6 - ко-
нус; 7 - затвор; 8 - сборник; I - основной запылен-
ный поток; II - вспомогательный запыленный поток;
7//- очищенный поток
Детальное исследование и способы опти-
мизации вихревых аппаратов приведены в [5].
Формированием структуры потока за за-
вихрителем можно изменять гидравлическое
сопротивление вихревых аппаратов. На рис.
3.2.31 представлены конструкции завихрите-
лей, обеспечивающих минимальные энергоза-
траты. При этом наиболее совершенными в аэ-
родинамическом отношении являются кониче-
ские (рис. 3.2.31, г, д), осевые с подводом части
потока в центр завихрителя (рис. 3.2.31, ж) и
тангенциальные завихрители (рис. 3.2.31, з, и),
обеспечивающие практически полное исчезно-
вение вихревого ядра и равномерное распреде-
ление скорости потока по сечению.
Положительный опыт эксплуатации пы-
леуловителей со встречными закрученными
потоками достаточно велик. Важное преиму-
щество этих аппаратов - универсальность их
аэродинамических и пылеулавливающих ха-
рактеристик, позволяющая путем изменения
соотношения расходов основного и дополни-
тельного пылегазового потоков регулировать
эффективность пылеулавливания. Высокая эф-
фективность этих аппаратов достигается уве-
личением тангенциальных составляющих ско-
рости потока до 40...50 м/с. уменьшением ра-
диальной составляющей.
За рубежом известны вихревые пылеуло-
вители со встречными закрученными потоками
типа DSE (Германия). В качестве дополнитель-
ного потока иногда используют чистый воздух,
подаваемый через сопла, расположенные в
кольцевой камере.
Достоинствами вихревых пылеуловите-
лей по сравнению с циклонами являются: от-
сутствие абразивного износа внутренних по-
верхностей аппарата; возможность очистки га-
зов с более высокой температурой за счет ис-
пользования холодного вторичного воздуха;
возможность регулирования процесса сепара-
ции пыли изменением количества вторичного
газа.
К недостаткам вихревых пылеуловителей
следует отнести: наличие дополнительного
дутьевого устройства; повышение за счет вто-
ричного газа общего объема газов, проходящих
через аппарат (а в случае использования атмо-
сферного воздуха - и через все элементы газо-
очистной установки); сложность аппарата в
эксплуатации.
В динамических пылеуловителях очистка
газов от пыли осуществляется за счет центро-
бежных сил и силы Кориолиса, возникающих
при вращении рабочего колеса. Помимо осаж-
298
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.31. Схемы завихрителей с минимальными энергозатратами:
а - с постоянной угловой скоростью потока, б - профилированный по винтовой линии,
в - со ступенчатым изменением угла установки лопаток; г, д - конические; е - с параллельным
расположением; ж - осевой с подводом части потока в центр лопаточного завихрителя;
з, и - тангенциальный с вводом потока против вращения приосевого вихря
дения частиц пыли из газового потока они вы-
полняют роль тягодутьевого устройства.
Динамический пылеуловитель потребляет
больше энергии, чем обычный вентилятор с
идентичными параметрами по производитель-
ности и напору. Но этот расход энергии мень-
ше, чем требуется при раздельном функциони-
ровании центробежного сепаратора и вентиля-
тора. Динамические пылеуловители обеспечи-
вают достаточно высокую эффективность при
улавливании частиц пыли крупнее 10 мкм.
В зависимости от места подвода запы-
ленного газового потока динамические пыле-
уловители можно разделить на группы:
1) в которых запыленный поток поступа-
ет в центральную часть колеса 4, вращающего-
ся в спиралеобразном кожухе (рис. 3.2.32, а).
Частицы пыли отбрасываются на периферию
диска, откуда поступают в пылесборник; очи-
щенные газы отводятся через патрубок 5 чис-
того газа;
2) аппараты типа ЦРП (рис. 3.2.32, б), в
которых улавливаемые частицы перемещаются
в направлении, обратном движению газов.
Очищаемые газы всасываются во вращающий-
ся барабан через отверстия, расположенные на
его боковой поверхности. В пограничном слое
частота вращения пылегазового потока дости-
гает частоты вращения барабана. Благодаря
этому частицы пыли, преодолевая силы аэро-
динамического сопротивления, выделяются из
газового потока в радиальном направлении к
АППАРАТЫ ЦЕНТРОБЕЖНОГО ДЕЙСТВИЯ СУХОГО ТИПА
299
Рис. 3.2.32. Динамические центробежные пылеуловители:
а - с центральной подачей пылегазового потока; 7 - корпус вентилятора; 2 - сборник пыли; 3 - колесо венти-
лятора; 4, 5 - патрубки; б - типа ЦРП; 7 - ротор; 2 - корпус; 3 - опора; 4 - полый вал; 5 - радиальный канал;
6 - шкив; 7 - патрубок; в - дымосос-пылеуловитель; 7 - вал; 2 - рабочее колесо; 3 - кожух; 4 - направляющий
аппарат; 5 - улитка, 6 - крыльчатка; 7 - шибер; 8 - циклон; 9 - патрубок; 10 - затвор-мигалка; 77 - дымовая
труба
периферии. В зависимости от соотношения
центробежных сил и сил аэродинамического
сопротивления газового потока достигается та
или иная степень улавливания частиц пыли.
Наибольшее распространение в отечест-
венной промышленности из динамических ап-
паратов получил дымосос-пылеуловитель (рис.
3.2.32, в). Он предназначен для улавливания
частиц пыли со средним размером больше
15 мкм: для очистки дымовых газов малых ко-
телен, аспирационных выбросов в литейном
производстве и газов сушильных барабанов на
асфальтобетонных заводах.
Динамические пылеуловители по сравне-
нию с другими центробежными аппаратами
отличают компактность, меньшая металлоем-
кость и совмещение в одном устройстве дымо-
соса и сепаратора, но вместе с тем, опасность
абразивного износа лопаток дымососа, воз-
можность образования отложений на лопатках,
и, как следствие, дисбаланс ротора, низкая эф-
фективность при улавливании частиц пыли
размером менее 10 мкм и сложность изготов-
ления.
Методы расчета основных технологи-
ческих характеристик, конструктивных
размеров и энергетических затрат при вы-
боре сухих пылеуловителей центробежного
действия. Работа центробежных пылеуловите-
лей характеризуется двумя основными пара-
метрами: гидравлическим сопротивлением
(энергетическими затратами) и эффективно-
стью пылеулавливания.
Гидравлическое сопротивление центро-
бежного пылеуловителя. Па.
2
Рг^г
(3.2.19)
где - коэффициент гидравлического сопро-
тивления аппарата, рассчитываемый относи-
тельно принятой в нем скорости газового пото-
ка wr .
Фракционная эффективность центробеж-
ного пылеулавливания в конкретном режиме
его работы подчиняется нормально-
логарифмическому закону распределения [16,
45], т.е. может быть охарактеризована двумя
параметрами d50 (диаметром частиц, улавли-
ваемых в данном режиме с эффективностью
0,5) и lgon (стандартным отклонением в функ-
ции распределения фракционных коэффициен-
тов очистки).
Поскольку дисперсный состав пыли на
входе в газоочистной аппарат в абсолютном
большинстве случаев подчиняется нормально-
логарифмическому закону распределения, с
учетом формулы (3.2.18), общая (суммарная)
эффективность центробежного пылеуловителя
может быть рассчитана с помощью интеграла
вероятности г| = Ф(х) [16, 45, 70].
300
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Значение функции Ф(х) находится по
таблице значений нормальной функции рас-
пределения в зависимости от величины
1g /dza
х= ь т эо-----------, (3.2.20)
71ё2стч+1ё2ол
где dm - медианный размер части пыли на
входе в аппарат, м; lga4 - стандартное откло-
нение в функции распределения частиц пыли
по размерам; Igcr^ - стандартное отклонение
в функции распределения фракционных коэф-
фициентов очистки.
Для сухих центробежных пылеуловите-
лей в интервале значений 8,5 < ^ < 289
d50 = 14,5-105 С0,5' • (3.2.21)
V'НРч
При получении формулы (3.2.21) обрабо-
таны данные, относящиеся как к обычным ци-
клонам, так и к элементам мультициклонов,
вихревым аппаратам, дымососам-пылеулови-
телям, что свидетельствует об ее универсаль-
ном характере.
Пример расчета широко распространенных ци-
клонов типа НИИОГАЗа. Для расчета этих циклонов
необходимы следующие исходные данные.
объемный расход очищаемых газов при рабо-
чих условиях Гг, м3/с;
плотность газов при рабочих условиях рг ,
кг/м3;
динамическая вязкость газа при рабочих усло-
виях Цг, Па с.
дисперсный состав пыли, задаваемый двумя
параметрами dт и lgo4 ;
запыленность газа Свх , кг/м3;
плотность частиц рч , кг/м3;
требуемая эффективность очистки газов г|.
Значение и Igo^ , а также рекомендуемые
для различных циклонов НИИОГАЗ скорости газа
wr приведены в табл. 3.2.8 [45, 70].
В качестве линейного параметра D принимает-
ся диаметр наибольшего сечения цилиндрической
части циклона.
Расчет циклонов проводится методом последо-
вательных приближений в гаком порядке.
• Задавшись типом циклона, по табл. 3.2.8
определяют оптимальную скорость газа в аппарате
Н'г, м/с.
• Определяют необходимую площадь сече-
ния циклонов F, м2,
Гг
F = — (3.2.22)
и;(
• Определяют диаметр циклона, задаваясь
числом циклонов А’ и используя значение F из
(3 2.22), м,
D =-------
V 0,785N
(3.2.23)
Диаметр циклона D, найденный по формуле
(3 2.23), округляют до значения, рекомендуемого в
[5,9].
• Вычисляют действительную скорость газа
в циклоне, м/с,
. Г
итг =------------
0.785 N D'2
Скорость в циклоне И’г не должна отклонять-
ся более чем на 15 % от оптимальной скорости wr
• Рассчитывают величину d$Q по формуле
(3 2 21) на основании полученных значений wr ;
D и определенной по табл 3 2 8 величине
• Находят по формуле (3 2 20) величину х и
определяют по таблице значений нормальной функ-
ции распределения [45, 70] значение г| Если значе-
ние г| окажется меньше или больше требуемого, не-
обходимо выбрать другой тип циклона, соответст-
венно, с большим или меньшим значением коэффи-
циента
3.2.8. Значения и>,, и lgan для различных типов циклонов типа НИИОГАЗа
Тип циклона ЦН-24 ЦН-15 ЦН-15у ЦН-11 сдк-цн-зз СК-ЦН-34 СК-ЦН-22
иг, м/с 4,5 3,5 3,5 3,5 2,0 1,7 2,0
с 80 160 170 200 600 1100 2000
lg°n 0,308 0,352 0,283 0.352 0,364 0,308 0,340
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
301
• Определяют коэффициент гидравлическо-
го сопротивления группы циклонов по формуле
С,' = С,+ К, (3.2.24)
где К - поправочный коэффициент, учитывающий
дополнительные потери давления, связанные с ком-
поновкой циклонов в группу [70]. Ниже приведены
его значения.
Круговая компоновка, нижний организованный подвод................................ 60
Прямоугольная компоновка, циклонные элементы расположены в одной плоскости . . 35
Отвод из общей камеры чистого газа. То же, но улиточный отвод из циклонных элементов . . 28
Прямоугольная компоновка. Свободный подвод потока в общую камеру . .60
• Определяют потери давления в циклоне по
формуле (3.2.19).
Установочную мощность электродвига-
теля для вентилятора или дымососа, обеспечи-
вающего работу циклонной установки, кВт,
определяют по формуле
Ny=K3N. (3.2.25)
где К3 - коэффициент запаса мощности [70];
N - мощность двигателя, кВт;
л,=ГДРобщ, (3.2.26)
Ю ПвПп
Др общ “ общий перепад давлений в циклоне и
коммуникациях (пылегазовом тракте); Т|в -
КПД вентилятора; дп - КПД передачи;
АД общ — АДц +Др ком ’ (3.2.27)
АДком “ гидравлические потери в коммуника-
циях [26].
Затраты энергии на очистку 1000 м3 газов
в вихревых пылеуловителях Кч , кДж, могут
быть определены по формуле [45]:
Кч =[(^г/ + ^г// )Адап +АР//И,.//]—,
(3.2.28)
где VrI, VrII - объемный расход соответст-
венно очищаемых газов и вторичного воздуха,
м3/с; Арап - гидравлическое сопротивление
аппарата, Па; \рц - давление вторичного
воздуха (разность давлений в сопле и на входе
в аппарат), Па.
3.2.5. ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ
МОКРОГО ТИПА
В основе работы мокрых пылеуловителей
(скрубберов) лежит контакт запыленных газов
с орошающей жидкостью, которая захватывает
взвешенные частицы и уносит их из аппарата в
виде шлама. При контакте газового потока с
жидкостью образуется межфазная поверхность
(поверхность осаждения) в виде капель, пленки
жидкости, поверхности газовых пузырей. Про-
цесс пылеулавливания в скрубберах может со-
провождаться процессами абсорбции и охлаж-
дения газов. Конденсация паров, происходящая
при охлаждении насыщенных влагой газов, со-
ответствует росту эффективности мокрых пы-
леуловителей.
Доминирующим механизмом осаждения
частиц в скрубберах является инерционный. В
общем виде эффективность пылеулавливания
Г| в мокрых аппаратах выражается зависимо-
стью (3.2.17), где Re = wr/pr/цг - критерий
гл - ^P4w С
Рейнольдса; Stk =----—!—- - критерии
18цг/
Стокса; wr - скорость газового потока в ак-
тивной зоне мокрого пылеуловителя, м/с; / -
линейный параметр, характеризующий по-
верхность осаждения (например, диаметр кап-
ли, диаметр пузыря), м; Ск - поправка Кенин-
гема-Милликена, существенная для взвешен-
ных частиц размером < 1 мкм.
В центробежных скрубберах вид крите-
рия Stk соответствует его выражению в сухих
центробежных пылеуловителях (3.2.17). Учи-
тывая те же предпосылки, что и в сухих цен-
тробежных пылеуловителях, а именно: подчи-
ненность дисперсного состава пыли на входе в
скруббер и фракционной эффективности мок-
рых пылеуловителей нормально-логарифми-
ческому закону распределения, общая эффек-
302
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
тивность пылеулавливания в скрубберах может
быть рассчитана с помощью интеграла вероят-
ности Г| = Ф(х) [45] и зависимости (3.2.20).
Значение J50 для скрубберов всех типов,
кроме центробежных, рассчитывается по фор-
муле
d50 =5945^;°’645р;0’5, (3.2.29)
где Кч - энергетические затраты, кДж, на
очистку 1000 м3 газов, определяемые в интер-
вале 102< Кч < 3104 по зависимости
= Ар + Ржт + lVT , (3.2.30)
Ар - гидравлическое сопротивление зоны
контакта газов с жидкостью (рабочей зоны)
мокрого пылеуловителя, Па; рж - давление
орошающей аппарат жидкости, Па; тп - удель-
ное орошение скруббера, м7м7 NM - мощ-
ность вращающегося механизма, расходуемая
на контактирование газов с жидкостью, Вт;
Иг - объемный расход газов, м7с.
Третье слагаемое уравнения (3.2.30) учи-
тывается только в динамических скрубберах.
Величина d5Q (мкм) для циклонов с мок-
рой пленкой (мокрых циклонов) определяется
по формуле, аналогичной выражению (3.2.21),
используемому для расчета d5Q сухих центро-
бежных пылеуловителей:
(75О = 3,06-105С°'69 (3.2.31)
V Нг Рч
где - коэффициент гидравлического сопро-
тивления циклона с мокрой пленкой; D - диа-
метр циклона с мокрой пленкой, м.
Формула (3.2.31) действительна в интер-
вале значений 8,5 < С < 289.
Для большинства скрубберов (полых,
ударно-инерционных, Вентури, эжекторных)
lg =0,29. для тарельчатых и с подвижной
насадкой lg (Jr| = 0,15 . для насадочных
lg<yn =0,21.
В центробежных скрубберах, в которых
осаждение частиц пыли происходит вследствие
криволинейного движения газов и инерцион-
ного механизма непосредственно на каплях
подводимой в аппарат жидкости, эффектив-
ность пылеулавливания
П = l-(l-4stk )(1 -nJ,
где T]Stk - эффективность инерционного осаж-
дения, основанная на величине d50, рассчиты-
ваемой по формуле (3.2.29); Т]ю - эффектив-
ность центробежного осаждения, основанная
на величине d50 , рассчитываемой по формуле
(3.2.31).
В тех случаях, когда процесс пылеулав-
ливания в скруббере сопровождается конден-
сацией водяных паров, эффективность осажде-
ния частиц
П = 1-(1 -nstk )(1 -П/)ф),
где Л/эф “ эффективность осаждения, обу-
словленная конденсацией (диффузиофорезом);
Ах
; Ах - изменение влаго-
ф 1,1Ах + 0,41
содержания газов на входе и выходе из скруб-
бера. кг/кг сухих газов.
Как показали исследования, величина
Т|;)ф существенно сказывается на общей эф-
фективности скруббера лишь при улавливании
частиц с медианным размером меньше
2...3 мкм.
В общем виде гидравлическое сопротив-
ление мокрых пылеуловителей. Па,
Арап = Ар' + Ар" + Др + Дрг> + Дрку.
где \р\\р” - гидравлическое сопротивление
соответственно на входе и выходе из аппарата,
Па; Аргу - гидравлическое сопротивление га-
зораспределительного устройства, Па; Арку -
гидравлическое сопротивление встроенного
каплеуловителя, Па.
Величины \р',\р” и Аргу могут быть
рассчитаны по общепринятым формулам [26].
Мокрые пылеуловители имеют следую-
щие достоинства: простоту конструкции и
сравнительно невысокую стоимость; более вы-
сокую эффективность по сравнению с сухими
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
303
механическими пылеуловителями инерционно-
го типа; меньшие габаритные размеры по срав-
нению с тканевыми фильтрами и электро-
фильтрами; возможность использования при
высокой температуре и повышенной влажно-
сти газов; возможность работы на взрывоопас-
ных смесях; возможность улавливания вместе
со взвешенными твердыми частицами паров и
газообразных компонентов.
Однако мокрым пылеуловителям свойст-
венны следующие недостатки: значительные
затраты энергии при улавливании высокодис-
персных частиц пыли; получение уловленного
продукта в виде шлама, что часто затрудняет и
удорожает его последующее использование;
необходимость организации оборотного цикла
водоснабжения (применение отстойников, пе-
рекачивающих насосов, охладителей и др.), что
увеличивает стоимость системы газоочистки;
образование отложений в оборудовании и га-
зопроводах при охлаждении газов до темпера-
туры точки росы или капельном уносе влаги из
пылеуловителя; коррозионный износ оборудо-
вания и газопроводов при очистке газов, со-
держащих агрессивные компоненты.
Несмотря на эти недостатки, мокрые ап-
параты широко применяют, особенно когда на-
ряду с очисткой требуется охлаждение и ув-
лажнение газа. Мокрые аппараты устанавли-
вают также при отсутствии места для размеще-
ния электрофильтров или тканевых фильтров.
Рентабельность мокрой очистки газов значи-
тельно повышается в случае возможности при-
соединения ее к существующему водному хо-
зяйству.
Мокрые пылеуловители не рекомендует-
ся применять для улавливания пылей (частиц),
способных цементироваться или кристаллизо-
ваться в присутствии воды или водных раство-
ров.
Классификация мокрых пылеулавли-
вающих аппаратов. По способу действия
мокрые аппараты можно разделить на следую-
щие группы: полые аппараты (оросительные
устройства, промывные камеры, полые форсу-
ночные скрубберы); насадочные скрубберы;
тарельчатые газопромыватели (барботажные и
пенные аппараты); аппараты с подвижной на-
садкой; мокрые аппараты ударно-инерцион-
ного действия (ротоклоны); мокрые аппараты
центробежного действия; динамические мок-
рые пылеуловители (механические скрубберы,
дезинтеграторы); скоростные газопромыватели
(скрубберы Вентури, эжекторные скрубберы).
Способ подачи жидкости в мокрые пыле-
уловители имеет существенное значение в рас-
пределении энергии, затрачиваемой на осуще-
ствление процессов улавливания. В аппаратах,
в которых главная роль в энергетических за-
тратах принадлежит орошающей жидкости
(полых форсуночных скрубберах, эжекцион-
ных аппаратах и др.), применяют энергоемкие
средства орошения - форсунки, работающие
под высоким давлением. Если затраты энергии,
подводимой к жидкости, не столь важных (в
скрубберах Вентури, мокрых центробежных
пылеуловителях и др.), то используются низ-
конапорные форсунки. В тех случаях, когда
практически вся энергия подводится к газово-
му потоку (в насадочных скрубберах, тарель-
чатых колоннах и др.) и требуется равномерное
орошение всего сечения аппарата, применяют
оросители различных конструкций.
В мокрых пылеуловителях чаще всего ус-
танавливают центробежные и струйно-механи-
ческие форсунки (рис. 3.2.33), реже - форсунки
пневматического действия [56. 70, 72]. Основ-
ные типы оросителей показаны в табл. 3.2.9.
В полых газопромывателях запыленные
газы пропускают через завесу распыленной
жидкости. При этом частицы пыли захватыва-
ются каплями жидкости и осаждаются, а очи-
щенные газы удаляются из аппарата.
Наиболее простым полым газопромыва-
телем является орошаемый газоход, когда ряд
форсунок или брызгал встраиваются в газопро-
вод или дымовую трубу для создания на пути
запыленного газового потока водяных завес.
Во избежание значительного уноса брызг ско-
рость газов в орошаемом газоходе следует
принимать не более 3 м/с, расход воды 0,1...
0,3 л/м3. Промывную камеру сооружают из ме-
талла, железобетона или кирпича. Внутри ка-
меры в несколько рядов размещают распыли-
тели-форсунки для создания водяных завес на
пути очищаемого газового потока.
Полый форсуночный скруббер представ-
ляет собой колонну круглого или прямоугольно-
го сечения, в которой пылегазовый поток кон-
тактирует с каплями жидкости (рис. 3.2.34, а).
По направлению движения газов и жидкости
полые скрубберы делят на противоточные,
прямоточные и с поперечным подводом жид-
кости. В полых скрубберах обычно устанавли-
вают центробежные форсунки грубого распы-
ла, работающие под давлением 0,3...0,4 МПа.
Применение таких форсунок позволяет рабо-
тать на оборотной воде, содержащей взвеси.
304
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
л) М) н) О)
Ф) х) ц) ч) ш) щ)
Рис. 3.2.33. Типы форсунок:
а-д- струйные; е - к - струйно-ударные; л - о - с внешним соударением струй, п -у - центробежные;
ф-щ - центробежно-струйные
3.2.9. Основные типы оросителей
Эскиз оросителя
Точечное орошение
Схема распределения
точек орошения
Сплошная линия -
границы смежных
неперекрывающихся
кольцевых зон;
штриховая - границы
перекрывающихся
зон; заштрихована
площадь перекрытия
смежных зон
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
Примечание. 1 - распределительная плита; 2 - желоб с боковыми прорезями, 3 - желоб с длинными патрубками; 4 - многотрубчатый ороситель,
5 - перфорированный стакан; 6 - щелевая брызгалка; 7 - розетка; 8 - многоконусный ороситель, 9 - разбрызгивающая звездочка.
306
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.34. Схемы полого форсуночного (а)
и насадочного (б) скрубберов:
1 - корпус; 2 - форсунка грубого распыла;
3 - опорная решетка; 4 - насадка; 5- ороситель
Рис. 3.2.35. Типы насадок:
7 - кольца Раш ига; 2 - кольца с перегородкой;
3 - кольца с крестообразной перегородкой;
4 - кольца Палля; 5 - седла Берля; 6 - седла
"Инталокс"
ванию твердых отложений) могут использо-
ваться аппараты с регулярной и разреженной
насадкой.
В противоточных скрубберах скорость
газов обычно принимается в пределах 1,5...
2,0 м/с, а расход орошающей жидкости состав-
ляет 1,3...2,6 л/м3. Наиболее надежные данные
по гидравлическому сопротивлению зоны кон-
такта противоточных насадочных колонн дает
метод Эдулджи [43. 45]. В прямоточных
скрубберах расход орошающей жидкости
меньше (1,0...2,0 л/м^), а гидравлическое со-
противление составляет 800...3600 Па на 1 м
слоя насадки.
Тарельчатые скрубберы. В основе работы
этих аппаратов лежит взаимодействие газов с
жидкостью на тарелках различной конструк-
ции, которое в значительной степени опреде-
ляется скоростью газового потока. При малых
скоростях (до 1 м/с) газы проникают через слой
жидкости в виде пузырей (барботаж). С ростом
скорости газов взаимодействие газового и
жидкостного потоков протекает более интен-
сивно и сопровождается образованием высоко-
турбулизованной пены, в которой происходит
непрерывное разрушение, слияние и образова-
ние новых пузырьков. Поэтому пылеуловители
такого типа часто называют пенными аппара-
тами. Они достаточно эффективны при улавли-
вании частиц размером крупнее 2 мкм.
В аппарате с провальными тарелками
применяют два вида тарелок (рис. 3.2.36, а\.
Скорость газа в противоточных полых скруб-
берах составляет 0,6... 1,2 м/с. При применении
высокоскоростных полых скрубберов с линей-
ной скоростью газов 5...8 м/с необходима ус-
тановка каплеуловителя.
Г идравлическое сопротивление такого
скруббера невелико; при отсутствии каплеуло-
вителя и газораспределителя оно не превышает
250 Па. Эффективность пылеулавливания в по-
лых скрубберах достигает 99 % при осаждении
частиц размером более 10 мкм и резко снижа-
ется при размере частиц меньше 5 мкм.
Насадочный скруббер, показанный на
рис. 3.2.34, б, представляет собой колонну, за-
полненную телами различной формы (насад-
кой). Некоторые виды насадок показаны на
рис. 3.2.35. Такие аппараты применяют только
при улавливании хорошо смачиваемой пыли,
особенно в тех случаях, когда процессы улав-
ливания пыли сопровождаются охлаждением
газов или абсорбцией. При улавливании плохо
смачиваемой пыли (но не склонной к образо-
Рис. 3.2.36. Схемы пенных пылеуловителей:
а - с провальными тарелками; б - с переливными
тарелками; 7 - корпус; 2 - оросительное устройство;
3 - тарелка; 4 - приемная коробка; 5 - порог;
6 - сливная коробка; 7- газы; 77- шлам;
777 - жидкость
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
307
дырчатые с отверстиями диаметром 4...8 мм и
щелевые с щелью шириной 4...5 мм. Свобод-
ное сечение тарелок колеблется в пределах
0,20... 0,25 м2/м2, удельное орошение 0,4...
0,5 л/м3, скорость газов до 2,0...2,3 м/с.
В аппаратах с переливными тарелками
устанавливают дырчатые тарелки с отверстия-
ми диаметром 3...8 мм и свободным сечением
0,15...0,25 м2/м2 (рис. 3.2.36, б). Скорость газов
принимается в пределах 1...3 м/с, удельное
орошение 0,2...0,3 л/м3.
Заслуживает внимание пенный аппарат со
стабилизатором пенного слоя, который отлича-
ется от аппарата с провальной тарелкой нали-
чием стабилизатора - сотовой решетки из вер-
тикально расположенных пластин (рис. 3.2.37).
Стабилизатор расширяет скоростной интервал
работы аппарата в пенном режиме до 4 м/с,
увеличивает высоту пены по сравнению с
уровнем при провальной тарелке без стабили-
затора.
Формулы для расчета гидравлического
сопротивления в зоне контакта тарельчатых
скрубберов приведены в [45].
В скрубберах с подвижной насадкой в ка-
честве насадки используют полые и сплошные
шары из полимерных материалов, стекла, по-
ристой резины, колец (рис. 3.2.38) [45].
Для обеспечения свободного перемеще-
ния насадки в газожидкостной смеси плотность
шаров рш не должна превышать плотности
жидкости (рш < рж ). Для аппаратов этого ти-
па оптимальный гидродинамический режим
работы - полное псевдоожижение.
При пылеулавливании [45] принимают
скорость газов в пределах до 5...6 м/с, а удель-
ное орошение 0,5...0,7 л/м3. Долю свободного
сечения опорной тарелки принимают равной
0,4 м2/м2 при ширине щелей 4...6 мм. При очи-
стке газов, содержащих смолистые вещества,
щелевые тарелки имеют большую долю сво-
бодного сечения (0,5...0,6 м2/м2). Оптималь-
ными являются шары диаметром 20...40 мм
при их плотности рщ^ 200...300 кг/м3.
Расчет гидравлического сопротивления
устройства цилиндрического аппарата с под-
вижной шаровой насадкой приведен в [45, 70].
В форсуночном скруббере орошающая жид-
кость подается в количестве 4...6 л/м3 газов.
Гидравлическое сопротивление этого скруббе-
ра составляет 900... 1400 Па. В коническом
эжекционном скруббере орошение шаров осу-
ществляется жидкостью, которая всасывается
Газы
| Шлам
Рис. 3.2.37. Пенный аппарат со стабилизатором
пенного слоя:
1 - брызгоуловитель, 2 - центробежный завихритель;
3 - патрубок для отвода жидкости из брызгоуловите-
ля; 4, 5, 7 - секции; 6 - стабилизатор; 8 - тарелка;
9 - ороситель, 10 - форсунка для периодического
орошения завихрителя
из емкости постоянного уровня газами, подле-
жащими очистке. Для улавливания брызг в ци-
линдрической части аппаратов размещается
неорошаемый слой шаров 4 высотой примерно
150 мм.
Гидравлическое сопротивление эжекци-
онного аппарата 800... 1400 Па. Производи-
тельность рассмотренных аппаратов по очи-
щаемым газам 3000...40000 м3/ч.
В некоторых аппаратах шары под воздей-
ствием газового потока не псевдоожижаются, а
колеблются. При этом они трутся друг о друга
и таким образом самоочищаются. Запыленные
газы проходят первоначально через струи жид-
кости, а затем через слой насадки из стеклян-
ных шариков высотой 155 мм. Скорость газов в
свободном сечении такого аппарата 2,4...
3,0 м/с. Гидравлическое сопротивление аппара-
та составляет 1000... 1500 Па при расходе оро-
шающей жидкости 0,2...0,6 л/м3. Такой скруб-
бер улавливает до 99 % частиц размером свы-
ше 2 мкм.
308
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.38. Скрубберы с подвижной шаровой насадкой:
а - цилиндрический; 1 - опорная тарелка; 2 - шаровая насадка; 3 - отражательная тарелка; 4 - ороситель,
5 - брызгоуловитель; б - конический форсуночный; в - конический эжекционный, 1 - корпус; 2 - опорная
тарелка; 3 - орошаемый слой шаров; 4 - брызгоулавливающий слой шаров, 5 - ограничительная тарелка,
6 - форсунка; 7- емкость с постоянным уровнем жидкости
К аппаратам ударно-инерционного дей-
ствия относится большая группа мокрых пы-
леуловителей, в которых контакт газов с жид-
костью осуществляется за счет удара газового
потока о поверхность жидкости с последую-
щим пропусканием газожидкостной взвеси че-
рез отверстия различной конфигурации. Осо-
бенностью аппаратов ударного действия явля-
ется полное отсутствие средств перемещения
жидкости, и поэтому вся энергия, необходимая
для создания поверхности контакта, подводит-
ся через газовый поток.
В ротоклоне типа N (рис. 3.2.39, а) уста-
новлены изогнутые каналы (импеллеры), ниж-
няя часть которых затоплена жидкостью. Уда-
ряясь о поверхность жидкости, газовый поток
захватывает часть жидкости и заставляет ее
двигаться вдоль нижней направляющей канала.
Затем жидкость отбрасывается к верхней на-
правляющей и при выходе из щели падает в
виде сплошной водяной завесы. Для предот-
вращения уноса капель газы после канала про-
ходят через систему каплеотбойных устройств.
Скорость газов в канале обычно не превышает
15 м/с.
Важное значение для нормальной экс-
плуатации ротоклона играет поддержание по-
стоянного уровня жидкости в аппарате. Даже
незначительное изменение уровня жидкости
может привести к резкому снижению эффек-
тивности или значительному увеличению гид-
равлического сопротивления.
Большим эксплуатационным достоинст-
вом ротоклонов является возможность измене-
ния их производительности в пределах 25%
номинальной без заметного снижения их эф-
фективности. Гидравлическое сопротивление
аппаратов составляет 1000... 1500 Па.
Пылеуловитель типа ПВМ отличается от
ротоклона N более простым по конфигурации
каналом - импеллером (рис. 3.2.39, б).
В гидродинамическом пылеуловителе
(рис. 3.2.39, в) запыленные газы поступают в
камеру 1 и увлекают жидкость в канал (импел-
лер) между наклонными лопатками 2. Газо-
жидкостная смесь, проходя между нижними
кромками криволинейных пластин 3, отбрасы-
вается на перегородки 4 и дополнительно от-
клоняется V-образной направляющей 5. Прой-
дя каплеуловитель 6, очищенные газы выбра-
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
309
Рис. 3.2.39. Аппараты ударно-инерционного действия:
а - ротоклон типа N; 1 - патрубок подвода газов; 2 - направляющие лопатки, 3 - каплеотбойник, 4 - вывод
газов; б - вентиляционный мокрый пылеуловитель типа ПВМ; 1 - входной патрубок, 2 - корпус; 3 - верхняя
перегородка; 4 - нижняя перегородка; 5 - сливной патрубок; 6 - устройство для поддержания уровня воды;
7- каплеуловитель; 8 - вентилятор; в - гидродинамический пылеуловитель, 1 - камера; 2 - лопатки;
3 - пластина; 4 - перегородка; 5 - направляющая, 6 - каплеуловитель, 7 - ванна; 8 - устройство для вывода
шлама; 9- регулятор, г - скруббер Дойля, 1 - газы; //-шлам; ///-жидкость, IV- отжатый воздух
сываются в атмосферу, а вода вместе с улов-
ленной пылью стекает в ванну 7, откуда шлам
выводится через устройство 8. Необходимый
уровень жидкости в аппарате поддерживается с
помощью регулятора 9. Гидравлическое сопро-
тивление аппарата400...3000 Па.
В скрубберах Дойля пылегазовый поток
поступает через трубы, в нижней части кото-
рых установлены конусы, увеличивающие ско-
рость газов в свободном сечении трубы (рис.
3.2.39, г). Непосредственно в щели на выходе
из трубы скорость газов составляет 35...55 м/с.
Двигаясь с этой скоростью, газовый поток уда-
ряется о поверхность жидкости, создавая заве-
су из капель. Уровень жидкости в скруббере (в
статическом состоянии) на 2...3 мм ниже
кромки трубы, гидравлическое сопротивление
500...4000 Па, удельный расход жидкости
примерно 0,15 л/м3.
310
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
а)
Рис. 3.2.40. Динамические мокрые пылеуловители:
а - механический скруббер с вращающимися пер-
форированными дисками; 1 - поддон; 2 - сетчатые
диски; 3 - кожух; 4 - горизонтальный вал; б - раз-
брызгивающий ротор механического скруббера I -
конусы; 2 - диск; 3 - подвод циркуляционной смаз-
ки; 4 - червячная передача
К мокрым центробежным пылеуловите-
лям следует отнести циклон с мокрой пленкой,
которая препятствует вторичному уносу осев-
ших на стенку частиц пыли, а также другие
центробежные пылеуловители с мокрой плен-
кой - мокрые центробежные скрубберы [43,
45]. Эффективность пылеулавливания этих
аппаратов выше, чем обычных полых скруббе-
ров благодаря увеличению относительной ско-
рости капли и газового потока, которое дости-
гается при использовании центробежных сил.
Среди циклонов с мокрой пленкой можно
выделить скоростной промыватель типа СИОТ
[70], циклон с водяной пленкой типа ЦВП [45],
центробежный скруббер СЦВБ-20 [70]. Типо-
размерный ряд мокрых циклонов СИОТ разра-
ботан на производительность по очищаемым
газам 12 500...280 000 м3/ч. Значение с75О нахо-
дится по формуле (3.2.31) при = 275, а вели-
чина lg =0.716.
Аппарат типа ЦВП имеет два исполнения
по площади входного отверстия в корпусе ци-
клона. Величина Q для первого исполнения,
отнесенная к скорости газов в горизонтальном
сечении, равна 30; для второго - 74. Для расчета
эффективности аппарата с помощью интеграла
вероятности следует принимать lg = 0,838.
Центробежный скруббер батарейного ти-
па СЦВБ-20 состоит из четырех рабочих эле-
ментов диаметром D = 31 м и рассчитан на
производительность по очищаемым газам до
20 000 м3/ч. Эффективность улавливания пыли
в аппарате рассчитывается при значениях
^ = 9,33, 1g= 0,426, D = 0.31м и wr =
- Сг/^4-0.785£)2 j, где Vr - объемный рас-
ход газов, м /с.
Динамические мокрые пылеуловители от-
личаются наличием вращающегося устройства
(ротора, диска и др.), которое обеспечивает
разбрызгивание и перемешивание жидкости
или вращение газового потока. В зависимости
от способа подвода механической энергии ап-
параты этого типа подразделяются на две
группы. К механическим скрубберам первой
группы относятся пылеуловители, в которых
очищаемые газы приводятся в соприкоснове-
ние с жидкостью, разбрызгиваемой с помощью
вращающегося тела (весла с лопастями, перфо-
рированного барабана, дисков и др.). На
рис. 3.2.40, а показан механический скруббер с
вращающимися перфорированными дисками.
Расход промывной жидкости в механиче-
ских скрубберах определяется свойствами
очищаемых газов и улавливаемого продукта.
Поскольку механические скрубберы чаще ра-
ботают с периодическим выводом жидкости,
расход промывной жидкости в них значитель-
но меньше, чем в полых или насадочных газо-
промывателях. Допускаемая скорость очищае-
мых газов в механических скрубберах
0,8... 1 м/с. Эти аппараты пригодны для очист-
ки газов (в том числе агрессивных и ядовитых)
от взвешенных частиц размером более 7 мкм,
не обладающих свойствами образовывать
твердые отложения в присутствии влаги.
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ МОКРОГО ТИПА
311
При вращении разбрызгивающего ротора
жидкость поднимается вверх по винтовой спи-
рали и отбрасывается к внутренней стенке ап-
парата (рис. 3.2.40, б). Высокая частота враще-
ния ротора обеспечивает интенсивное дробле-
ние жидкости и значительную радиальную
скорость образующихся при дроблении жидко-
сти капель. Запыленный газовый поток дви-
жется перпендикулярно каплям жидкости.
Гидравлическое сопротивление подобных
аппаратов зависит от линейной скорости газов
в свободном сечении аппарата и пропорцио-
нально частоте вращения ротора. Расход мощ-
ности на обработку в механическом скруббере
объемом газов 1000 м3 составляет 78...260 кВт,
а расход жидкости 0,55...0,70 м3.
В центробежных механических пылеуло-
вителях второй группы дополнительно подво-
димая механическая энергия служит для вра-
щения газового потока. Эти аппараты отлича-
ются от сухих аппаратов центробежного дейст-
вия только подводом орошающей жидкости,
способствующей росту их эффективности.
Скоростные газопромыватели - наибо-
лее эффективные мокрые пылеуловители,
обеспечивающие тонкую очистку газов от
микронной и субмикронной пыли. Принцип
действия этих аппаратов основан на интенсив-
ном дроблении газовым потоком, движущимся
с высокой скоростью (60... 150 м/с), орошаю-
щей его жидкостью. Осаждению частиц пыли
на каплях орошающей жидкости способствуют
турбулентность газового потока и высокие
относительные скорости между улавливаемы-
ми частицами пыли и каплями.
Распространенным аппаратом этого клас-
са является скруббер Вентури, состоящий из
трубы Вентури, в которую подается орошаю-
щая жидкость, и установленный за ней капле-
уловитель. Эти элементы могут быть смонти-
рованы отдельно или в одном корпусе, как
показано на рис. 3.2.41, а, б.
Рис. 3.2.41. Схемы скрубберов Вентури:
а - с выносным каплеуловителем; б - с встроенным каплеуловителем; в - с центральным
подводом жидкости; г - с периферийным орошением; д - с пленочным орошением;
е - с бесфорсуночным орошением; ж - с форсуночным орошением; / - труба
Вентури; 2 - циклон-каплеуловитель, 3 - розеточное устройство;
4 - каплеосадительная камера
312
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
По способу орошения скрубберы Вентури
можно классифицировать следующим образом:
с центральным подводом жидкости, с перифе-
рийным подводом, с пленочным орошением, с
подводом жидкости за счет энергии пылегазо-
вого потока, с предварительным дроблением
жидкости. К аппаратам этого типа условно
можно отнести эжекторные скрубберы Венту-
ри, которые также орошаются с помощью фор-
сунки, но при значительно большем давлении
нагнетания (400... 1200 кПа). Скорость истече-
ния жидкости составляет при этом 15...30 м/с.
По гидродинамическим характеристикам
скрубберы Вентури можно условно подразде-
лить на высоко-, низконапорные и эжекторные.
Первые применяются для тонкой очистки газов
от микронной и субмикронной пыли и харак-
теризуются высоким гидравлическим сопро-
тивлением (до 20...30 кПа); вторые использу-
ются главным образом для подготовки (конди-
ционирования) газов перед другими пылеулав-
ливающими аппаратами и их гидравлическое
сопротивление не превышает 3...5 кПа.
Трубы Вентури могут устанавливаться
вертикально, наклонно или горизонтально. По
конфигурации поперечного сечения трубы
Рис. 3.2.42. Схема эжекторного скруббера:
/ - приемная камера; 2 - форсунка; 3 - конфузор;
4 - камера смешения; 5 - диффузор; 6 - насос; 7 -
резервуар-отстойник, 8 - выхлопной патрубок
Вентури рассматриваемые скрубберы подраз-
деляются на круглые и щелевые (кольцевые).
Для малых расходов газов применяют главным
образом круглые, для больших - щелевые (с
кольцевым сечением), так как при диаметре
горловины больше 0,25...0,35 м круглые
скрубберы не позволяют обеспечить равномер-
ное распределение п ютности орошения в ее
поперечном сечении.
Иногда при больших расходах газов при-
меняют групповые компоновки нескольких
труб Вентури с небольшим круглым сечением -
батарейные скрубберы Вентури. Их достоинст-
вом является возможность отключения части
труб при переменных расходах газов, т.е. сту-
пенчатого регулирования. Регулирование мо-
жет быть реализовано также с помощью труб с
переменным сечением горловины, байпасиро-
ванием части газов и изменением удельного
орошения [70].
В эжекторном скруббере Вентури сече-
ния конфузора 3 и горловины (камеры смеше-
ния) 4 подбирают таким образом, чтобы созда-
лись условия для эжекции газов потоком жид-
кости (рис. 3.2.42).
Скорость газового потока в сечении ка-
меры смешения рекомендуется выбирать в пре-
делах 10... 12 м/с, а длину камеры смешения -
около трех ее диаметров. Удельный расход
жидкости на орошение эжекторного скруббера
составляет 7... 10 л/м3. Он эффективен при
улавливании частиц пыли крупнее 2...3 мкм.
Гидродинамические характеристики эжектор-
ного скруббера приведены в [45, 70].
Методы расчета основных технологи-
ческих характеристик, конструктивных раз-
меров и энергетических затрат при выборе
мокрых пылеуловителей. В качестве примера
рассмотрим схему расчета мокрого пылеулови-
теля-скруббера Вентури, состоящего из трубы
Вентури и каплеуловителя.
Для расчета аппарата необходимы следующие
данные;
объемный расход очищаемых газов при рабо-
чих условиях Гг, mVc;
плотность газов при рабочих условиях рг,
кг/м\
дисперсный состав пыли, задаваемый парамет-
рами dm и lgatl;
плотность частиц рч, кг/м\
требуемая эффективность очистки газов г|;
орошающая жидкость, ее плотное ib рж. ki/m'
ВОЛОКНИСТЫЕ ФИЛЬТРЫ
313
Примем, что очистка газов от пыли в скруббе-
ре Вентури не сопровождается изменением их тем-
пературы. Материалы, необходимые для расчета
тепловых процессов, протекающих в скрубберах,
приведены в [70].
Расчет скруббера Вентури проводится в такой
последовательности.
Зная эффективность, которую должен обеспе-
чить скруббер, и параметры пыли, определяем по
формуле (3.2.20) величину
Из выражения (3.2.29) на основании получен-
ного значения <У50 и плотности пыли рч рассчиты-
ваем энергетические затраты на очистку газов Кц.
Величина Кч для скруббера Вентури выража-
ется уравнением
Кч = Др + трж, (3.2.32)
где Др - гидравлическое сопротивление трубы
Вентури, Па.
Задавшись величиной удельного орошения т
(для труб Вентури оно колеблется в интервале
(0.5.. . 1.5)10 ’м7м’), давлением распыла рж (обыч-
но 0,1...0.2 МПа) и зная рж. из уравнения (3.2.32)
находим Др.
Гидравлическое сопротивление [45 - 70]
Ap = 0.5^cwr2pr+0..Чжи’гРжт’ (3.2.33)
где - коэффициент гидравлического сопротивле-
ния сухой трубы Вентури; Сс = 0.12...0.15; иг -
скорость газового потока в горловине трубы Вентури,
м/с. ^ж - коэффициент гидравлического сопротив-
ления, учитывающий ввод в трубу Вентури орошаю-
щей жидкости; <£ж = где А и В - эмпи-
рические коэффициенты, значения которых для не-
которых типов труб Вентури приведены в [45, 56. 70].
Подставляя значения Др. <^ж. ^с, рж и т в
формулу (3.2.33). рассчитаем величину иг.
Диаметр горловины, м.
D = | '7 .
у и’г 0. 785
По данным, приведенным в [29, 56, 70], выби-
раем тип и геометрические параметры трубы Венту-
ри с диаметром горловины, близким к полученному
расчетным путем.
Для получения расчетной величины с уче-
том выбранной по каталогу [29] трубы Вентури с
определенным значением диаметра горловины D
следует провести корректировку принятой величины
удельного орошения т.
Объемный расход жидкости, подаваемой на
орошение трубы Вентури, м3/с,
Уж = mVr.
Диаметр сопла форсунки, м, распиливающей жид-
кость,
< = I Г
у °>785Н>/2^Ж 'Рж
где ц - коэффициент расхода жидкости [56, 70]; у
струйных форсунок ц = 0,75...0,98; у центробежных
ц = 0,2...0,3.
Подбираем по каталогу на основании объемно-
го расхода очищаемых газов Кг циклон-
каплеуловитель и рассчитываем его гидравлическое
сопротивление, Па, из выражения
Дрц =0.5<>2црг.
где С, - коэффициент гидравлического сопротивления
циклона-каплеуловителя; игц - скорость газов в
свободном сечении циклона, характеризуемом его
диаметром /9Ц. приводимом в каталоге
Общее гидравлическое сопротивление скруб-
бера Вентури
Дрсв = Др + Доц.
Расчет геометрических параметров мокрых
пылеуловителей приведен в [43. 50, 56. 70], деталь-
ные технические характеристики и сведения о пред-
приятиях-изготовителях основных аппаратов и неко-
торых видов вспомогательного оборудования - в [29]
3.2.6. ВОЛОКНИСТЫЕ ФИЛЬТРЫ
В основе работы волокнистых фильтров
лежит процесс прохождения газового потока
через фильтровальную перегородку, в ходе
которой взвешенные частицы задерживаются в
ней, а газы полностью проходят через нее.
Волокнистые фильтры представляют со-
бой слои различной толщины, в которых более
или менее однородно распределены волокна.
Это фильтры объемного действия, так как они
рассчитаны на улавливание и накапливание
частиц преимущественно по всей глубине слоя.
Волокнистые фильтры используют при
концентрации дисперсной твердой фазы
0,5...5 мг/мэ, и только некоторые виды регене-
рируемых грубоволокнистых фильтров эконо-
мически целесообразно применять при концен-
трации 5...50 мг/мэ и более.
314
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
В качестве фильтрующих перегородок
применяются естественные или специально
получаемые волокна толщиной 0,01... 100 мкм,
а также их смеси. Толщина фильтрующих сред
составляет от десятых долей миллиметра (бу-
мага) до 2 м (многослойные глубокие насадоч-
ные фильтры долговременного использования).
Процесс фильтрации состоит из двух стадий.
На первой начальной стадии (стационарная
фильтрация) уловленные частицы практически
не изменяют структуру фильтра во времени. На
второй стадии процесса (нестационарная
фильтрация) в фильтре происходят непрерыв-
ные структурные изменения вследствие накоп-
ления уловленных частиц в значительных ко-
личествах. В соответствии с этим все время
изменяются эффективность очистки и сопро-
тивление, что осложняет течение процесса
фильтрации и связанные с этим расчеты.
Основной механизм улавливания частиц
в волокнистых фильтрах в значительной мере
определяют размеры частиц. Для частиц раз-
мером менее 0,3 мкм преобладает диффузион-
ное осаждение, для более крупных - эффекты
касания и инерции.
Скорость фильтрации оказывает проти-
воположное влияние на диффузионное и инер-
ционное осаждение частиц (рис. 3.2.43). Как
показывает кривая суммарной эффективности,
существует критическая скорость, при которой
наблюдается максимальный проскок.
Толщина волокон также оказывает опре-
деляющее влияние на процесс осаждения час-
тиц по всем рассмотренным механизмам. На-
пример, проскок частиц диаметром 0,65 мкм
через фильтр с волокнами б/в - 1 мкм в
Рис. 3.2.43. Влияние различных механизмов
осаждения частиц на кривую зависимости
коэффициента проскока 8 = 1 - г|
от скорости потока и>г :
а - диффузия; б - касание, в - инерция;
г - суммарная
2000 раз меньше, чем через фильтр из волокон
с dB = 50 мкм при одинаковых условиях.
С увеличением плотности упаковки воло-
кон в фильтре эффективность улавливания
частиц за счет инерции и касания существенно
возрастает, однако диффузионное осаждение
при этом изменяется незначительно.
Классификация волокнистых фильт-
ров. Волокнистые фильтры, применяемые для
улавливания твердых или жидких частиц из
газов и воздуха во время проведения техноло-
гических процессов или выбрасываемых в ат-
мосферу, называют промышленными, в отли-
чие от воздушных, предназначенных для очи-
стки атмосферного воздуха от пыли в системах
приточной вентиляции.
К промышленным волокнистым фильт-
рам относятся:
сухие - тонковолокнистые, глубокие,
фильтры предварительной очистки (пред-
фильтры);
мокрые - сеточные, самоочищающиеся, с
периодическим или непрерывным орошением.
В связи с многообразием требований,
предъявляемых к фильтрам, разработано много
конструкций воздушных фильтров и фильт-
рующих элементов (табл. 3.2.10).
Воздушные фильтры класса III, состав-
ляющие большинство, почти полностью рабо-
тают на эффекте осаждения. В фильтрующих
материалах предусматриваются большие про-
межутки между улавливающими элементами
для максимального снижения сопротивления
потоку при высокой скорости фильтрации
(1,5...3 м/с).
Чтобы сухие частицы не отскакивали от
волокон при такой скорости потока и не выно-
сились после осаждения из фильтра, его слои
промасливаются. Одновременно масло защи-
щает металлические сетки от коррозии.
Для обеспечения непрерывного действия
воздушных фильтров и упрощения их обслужи-
вания, особенно при больших расходах воздуха
с концентрацией пыли до 10 мг/м\ разработаны
установки с автоматической регенерацией или
заменой фильтрующей поверхности [45, 47].
3.2.10. Классификация воздушных фильтров
Класс фильтра Размер улавливаемых частиц, мкм Эффективность очистки, %, не менее
III 10 60
II 1 85
I 1 99
ВОЛОКНИСТЫЕ ФИЛЬТРЫ
315
Самоочищающиеся масляные фильтры
типа КДМ являются секциями кондиционеров
(рис. 3.2.44); они состоят из непрерывно дви-
жущейся в вертикальной плоскости фильт-
рующей бесконечной панели сеток и масляной
ванны. Скорость потока воздуха в таких
фильтрах обычно составляет 2,5...2,6 м/с.
Самоочищающиеся масляные фильтры
применяют для очистки воздуха, подаваемого в
залы с электрическими машинами; используют
для защиты мощных стационарных дизелей и
воздушных компрессоров, а также в большин-
стве вентиляционных систем различных произ-
водств.
Воздушные фильтры класса //, предна-
значенные для более высокой по сравнению с
фильтрами класса III степени улавливания ат-
мосферной пыли, применяют волокнистые
предфильтры, в которых используются фильт-
рующие материалы из тонких синтетических
или стеклянных волокон диаметром 2... 15 мкм.
Такие материалы позволяют увеличить улав-
ливание мелких частиц за счет преобладающе-
го действия эффектов касания и диффузии.
Скорость фильтрации обычно принимают
0.05...0,25 м/с, поэтому для сохранения высо-
кой производительности установки должны
иметь весьма развернутую поверхность.
Воздушные фильтры класс I располагают
в рабочих помещениях, в которых требуется
поддерживать стерильные условия или особен-
но высокую чистоту воздуха. Это фильтры
тонкой очистки с коэффициентом проскока не
более 0,03 %. При этом случае концентрация
частиц пыли или микроорганизмов в выходя-
щем из фильтров воздухе приближается к нулю.
Фильтры класса I следует располагать на
нагнетательной стороне вентилятора и по воз-
можности непосредственно перед вводом очи-
щенного воздуха в помещение для того, чтобы
предупредить загрязнение очищенного воздуха
в каналах.
Промышленные волокнистые сухие
фильтры. Тонковолокнистые фильтры пред-
назначены для улавливания высокодисперсных
аэрозолей с эффективностью не менее 99 % по
наиболее проникающим частицам (размером
0,05...0,5 мкм). Фильтрующие материалы при-
меняют в виде тонких листов или объемных
слоев из тонких или ультратонких волокон
(диаметром менее 2 мкм). Скорость фильтра-
ции в них составляет 0,01...0,15 м/с, сопротив-
ление чистых фильтров обычно не превышает
200...300 Па, а забитых пылью фильтров
Рис. 3.2.44. Масляный самоочищающийся
фильтр типа КДМ:
/-механизм промывки газов; 2-сетки;
3 - маслосъемник; 4 - система подогрева
масла, 5 - масляная ванна, 6 - шнек
700... 1500 Па. Улавливание частиц в фильтрах
тонкой очистки происходит в основном за счет
броуновской диффузии и эффекта касания,
поэтому очень важно для изготовления их ис-
пользовать волокна диаметром 0,1... 1 мкм.
Регенерация отработанных фильтров тон-
кой очистки в большинстве случаев нерента-
бельна или невозможна. После длительной
работы (в течение 0,5 - 3 лет) его заменяют на
новый. Концентрация сухой пыли на входе в
такой фильтр не должна превышать 0,5 мг/м3,
иначе его придется слишком часто менять. Так,
при увеличении концентрации от 0,5 до 1 mt/mj
срок службы фильтра сокращается до 3 - 6 ме-
сяцев. Часто перед фильтрами тонкой очистки
следует устанавливать более простые по кон-
струкции и дешевые пылеулавливающие аппа-
раты для снижения концентрации пыли до
0,5 мг/м3 и ниже.
Оптимальная конструкция фильтров тон-
кой очистки должна отвечать следующим ос-
316
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.45. Рамный фильтр тонкой очистки:
1 - П-образная планка; 2 - боковая стенка;
3 - разделители; 4 - фильтрующий материал
новным требованиям: наибольшей поверхно-
сти фильтрации при наименьших габаритных
размерах; минимальному сопротивлению; воз-
можности более удобной и быстрой установки;
надежной герметичности групповой сборки
отдельных фильтров.
Этим требованиям в наибольшей степени
соответствуют распространенные в настоящее
время фильтры рамочной конструкции
(рис. 3.2.45). Фильтрующий материал 4 в виде
ленты укладывается между П-образными рам-
ками. чередующимися при сборке пакета от-
крытыми и закрытыми сторонами в противо-
положных направлениях.
Глубокие фильтры используют при срав-
нительно коротком сроке непрерывной работы.
Это многослойные глубокие фильтры, назы-
ваемые иногда фильтрами долговременного
использования. Такие фильтры состоят из глу-
бокого лобового слоя грубых волокон и более
тонкого замыкающего слоя тонких волокон,
причем плотность упаковки волокон изменяет-
ся по глубине. Многослойные фильтры рассчи-
таны на непрерывную работу в течение
10-20 лет.
Фильтры грубой или предварительной
очистки (грубоволокнистые) снижают началь-
ную концентрацию аэрозоля при высокоэф-
фективной очистке газов, низком начальном
аэродинамическом сопротивлении (100...
200 Па) и высокой пылеемкости. Такие фильт-
ры значительно дешевле (иногда в 10 раз), чем
фильтры тонкой очистки, и их можно легко
заменять или регенерировать.
На работе фильтров особенно неблаго-
приятно отражается содержание в газе частиц
гигроскопичных солей, а также конденсация
паров воды в фильтрующем слое, так как при
этом образуются отложения в виде непрони-
цаемой корки, что приводит к выводу фильтра
из строя.
Промышленные волокнистые мокрые
фильтры (волокнистые туманоуловители).
Среди промышленных и аспирационных вы-
бросов заметное место принадлежит туманам -
аэрозольным системам, дисперсную фазу в
которых составляют взвешенные в газовом
потоке капли жидкости.
Волокнистые (сеточные) фильтры-
туманоуловители, принцип действия которых
основан на захвате жидких частиц волокнами
при пропускании туманов через волокнистый
слой с непрерывным выводом из него уловлен-
ной жидкости, широко применяются в про-
мышленности.
Отличительной особенностью волокни-
стых фильтров-туманоуловителей является
коалесценция уловленных жидких частиц при
контакте с поверхностью волокон и образова-
ние на них пленки жидкости, удаляющейся по
мере накопления из слоя в виде струек или
крупных капель, перемещающихся внутри слоя
и с тыльной стороны под действием силы тя-
жести, увлечения газовым потоком или капил-
лярных сил.
Выгодно отличаясь по многим парамет-
рам от электрофильтров и срубберов Вентури,
волокнистые фильтры обладают существенным
недостатком - возможностью зарастания при
наличии в тумане значительного количества
нерастворимых твердых частиц и при образо-
вании в слое нерастворимых солевых отложе-
ний (CaSO4. СаСО3. CaF2. CaSO3) за счет взаи-
модействия солей жесткости воды с газами
СО2. SO2. HF и др.
В соответствии с основным механизмом
осаждения взвешенных частиц в волокнистом
фильтре туманоуловители разделяют на низко-
скоростные (скорость фильтрации не превыша-
ет 0.2 м/с), работающие в режиме осаждения
частиц за счет диффузии и касания и исполь-
зующие гонкие волокна, и высокоскоростные
инерционные фильтры, как правило, на основе
грубых волокон и объемных сеток. Скорость
газов в высокоскоростных туманоуловителях
составляет 1... 10 м/с.
Эффективность улавливания частиц в
низкоскоростных фильтрах может быть оцене-
на по формуле [37]
Г| = 0,284 ехр -0,344
HD*V/3}
лл1!
где Н - толщина фильтровального слоя, см; D -
коэффициент диффузии частиц (капель), см2/с;
ВОЛОКНИСТЫЕ ФИЛЬТРЫ
317
8 - пористость; wr - скорость газового потока,
см/с; dB - диаметр волокон, см.
Доминирующая роль инерционного ме-
ханизма осаждения в высокоскоростных во-
локнистых туманоуловителях позволила при-
менить для расчета их эффективности вероят-
ностный метод, широко используемый для
определения эффективности центробежных
пылеуловителей и скрубберов [16, 70].
Значение d^ (мкм) рассчитывается по
формуле:
J50 = 1,044exp(-4,28-10-4 Арф ), (3.2.34)
где - гидравлическое сопротивление во-
локнистого фильтра, Па.
Формула (3.2.34) действительна при ско-
рости фильтрации > 2 м/с в интервале 0,2 10J <
< Д^>ф < 4103 Па.
Выражение (3.2.34) описывает зависи-
мость d^Q от Д/?ф при плотности капель
рк =1000 кг/м\ поэтому при осаждении в
аппарате капель другой плотности необходим
пересчет полученного значения d^ по фор-
муле
где d^Q - диаметр капель плотностью рк,
улавливаемых с эффективностью, равной 0,5.
Волокнистые фильтры с периодической
или непрерывной промывкой широко приме-
няются для улавливания капель тумана раство-
ров кислот, солей и щелочей при проведении
операций травления металлических изделий и
гальванопокрытий. На рис. 3.2.46 показан
фильтр ФВГ-Т [29, 45], предназначенный для
очистки аспирационного воздуха от частиц
хромовой и серной кислоты на ваннах электро-
химического хромирования. Выпускаются пять
типоразмеров подобных фильтров производи-
тельностью 5000...80000 м3/ч.
Эффективность очистки в аппарате не
превышает 96 % при сопротивлении до 700 Па.
При достижении гидравлического сопротивле-
ния 700 Па фильтрующая перегородка промы-
вается водой из форсунки.
Рис. 3.2.46. Волокнистый фильтр ФВГ-Т:
/ - корпус; 2 - кассета с фильтрующим материалом;
3 - люк для промывки; 4 - люк для смены кассеты;
5 - форсунка для промывки шлангом
Кассеты с таким же фильтрующим мате-
риалом могут располагаться непосредственно в
бортовых отсосах ванн [15, 29].
Волокнистые туманоуловители типа ФВМ
используются на металлообрабатывающих
заводах [15] для улавливания капель масла,
образующихся при металлообработке на стан-
ках, использующих смазочно-охлаждающие
технологические средства (СОТС).
Сеточные брызгоуловители широко при-
меняются для очистки грубодисперсных тума-
нов и брызг. Каплеуловители состоят из паке-
тов вязаных металлических сеток, которые при
высокой нагрузке по улавливаемой жидкости и
большой скорости потока устойчиво сохраня-
ют форму и размеры ячеек. Сетки трикотажно-
го плетения изготовляются из проволок диа-
метром 0,2...0,3 мм, материалом для них служат
легированные стали (мягкие сорта), монель-
металл, сплавы на основе титана или других
коррозионно-стойких металлов, а также фто-
ропластовое и пропиленовое моноволокно
(леска); размеры ячеек составляют 2... 10 мм.
Сетки гофрируют (высота гофр 3... 10 мм)
и с целью получения максимальной пористости
слоя укладывают в пакеты так, чтобы складки
соседних сеток не совпадали, толщиной
50...300 мм. Для аппаратов диаметром менее
2 м сетки свертывают в цилиндрические
сплошные элементы. Для установки внутри
выпарных аппаратов и скрубберов большого
диаметра пакеты изготовляют стандартных
размеров и формы, что позволяет вести их
монтаж через люки (рис. 3.2.47). Допустимая
скорость газов (пара) составляет 1... 6 м/с.
318
Глава 3.2. ОБОРУДОВАНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПЫЛЕГАЗОВЫХ СИСТЕМ
Рис. 3.2.47. Сеточный сепаратор
для колонных аппаратов:
1 - опорное кольцо; 2 - дополнительная опора;
3 - фильтрующий материал
В производстве серной кислоты исполь-
зуются брызгоуловители, разработанные фир-
мой Haldor Topsqe (Дания), представляющие
стеклянные трубки, заполненные полипропи-
леновой сеткой. Элементы диаметром 46 мм и
высотой 180 мм встраиваются в верхнюю часть
корпуса аппарата (рис. 3.2.48). Производитель-
ность каждого элемента по очищаемому газу
около 3 м3/ч.
Аналогичные элементы НИИОГАЗа с ис-
пользованием в качестве наполнителя отечест-
венной полипропиленовой сетки устанавлива-
ются в абсорберах нефтеперерабатывающих
заводов.
Методы расчета основных технологи-
ческих характеристик, конструктивных
размеров и энергетических затрат при вы-
боре волокнистых фильтров. В качестве
примера рассмотрим метод расчета широко
применяемого на практике высокоскоростного
волокнистого туманоуловителя.
Для расчета аппарата необходимы следующие
данные:
объемный расход очищаемых газов при рабо-
чих условиях Кг, м3/с;
плотность газов при рабочих условиях рг,
кг/м3;
дисперсный состав капель тумана, задаваемый
параметрами dni и 1g ок;
плотность капель тумана рк, кг/м3;
концентрация капель тумана на входе в аппа-
рат^ кг/м3;
требуемая эффективность очистки Г|.
Расчет высокоскоростного туманоуловителя
осуществляется в такой последовательности.
Рис. 3.2.48. Схема брызгоуловителей,
размещенных в абсорбционной колонне:
/ - корпус; 2- фильтровальный элемент;
3 - спираль для отвода жидкости;
/ - газ, // - жидкость
По эффективности, которую должен обеспе-
чить туманоуловитель, и параметрам капель тумана
по формуле (3 2 34) определяется величина d50.
Поскольку полученное значение d5Q соответ-
ствует плотности капель рк, те величине d50. из
соотношения (3.2.35) находится величина d50, со-
ответствующая плотности, равной 1000 кг/м3.
Гидравлическое сопротивление туманоулови-
теля
wr2pr Hol w? И
Дрф = ; ---------+ ч— Z, (3.2.35)
827idB еаъ
где Q - коэффициент гидравлического сопротивления
сухой фильтровальной перегородки; wr - скорость
газового потока в свободном сечении туманоулови-
теля, м/с; И - толщина фильтровального слоя, м;
8 - пористость фильтровального материала, м3/м3; а -
плотность упаковки фильтровального материала
(а = 1 - е), м3/м3; db - диаметр волокна в фильтро-
вальном материале, м; - коэффициент гидравли-
ческого сопротивления фильтровальной перегород-
ки, учитывающий наличие капель тумана.
Выберем в качестве материала фильтроваль-
ной перегородки иглопробивной полипропиленовый
войлок со следующими параметрами: И = 8 мм,
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
319
db = 50 мкм, 8 = 0,95. При скорости газов больше
2 м/с коэффициент £ = 3...6, а для иглопробивного
войлока коэффициент « 826 [37].
На основании принятых значений параметров
фильтровального материала и рассчитанной величи-
ны Л/?ф из формулы (3.2.35) находится скорость
газового потока wr.
Площадь фильтровальной поверхности, м2,
F = Кг/(3600м-г).
Заданное значение Иг и рассчитанная
величина F позволяют по каталогу [29] или дан-
ным, приведенным в [37, 45, 47, 70], выбрать
тип и конструктивные параметры высокоско-
ростного туманоуловителя, обеспечивающего
требуемую эффективность каплеуловителя Т|.
Глава 3.3
ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ
НЕОДНОРОДНЫХ СИСТЕМ
3.3.1. ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
К оборудованию для образования одно-
родных и неоднородных систем относятся ап-
параты с различными типами перемешиваю-
щих устройств. Они применяются для получе-
ния растворов, дисперсных систем или для
интенсификации процессов химического пре-
вращения, массо- и теплопереноса.
Классификацию областей применения
аппаратов с перемешивающими устройствами
можно провести на основе рассмотрения фаз, в
которых осуществляется перемешивание [54]:
перемешивание смешивающихся жидко-
стей - распространенный процесс, обеспечи-
вающий гомогенизацию смешиваемых жидко-
стей для получения растворов;
получение эмульсий, в которых наиболь-
ший диаметр капель составляет порядка
100 нм, с последующей декантацией (жидкост-
ная экстракция, промывка кислот и щелочей и
т.д), и получение стабильных эмульсий, кото-,
рые являются конечным продуктом с каплями
порядка 0,1 нм (клеи, краски, косметика и др.);
диспергирование газа в жидкости, свя-
занное с дегазацией и получением пен. Часто
диспергирование газа связано с массоперено-
сом компонентов из одной фазы в другую
(карбонизация, хлорирование, сульфирование
и др.);
обеспечение циркуляции жидкости в ап-
парате для лучшего распределения компонен-
тов в объеме или создания соответствующей
теплопередачи через стенку аппарата или змее-
вик (при получении суспензий, химических
эндо- и экзотермических реакциях, нагревании,
охлаждении, кипении и др.).
Классификация основных процессов хи-
мической технологии, в которых используется
перемешивание, дана на рис. 3.3.1 [17].
Перемешивание осуществляется за счет
молекулярной диффузии и дополнительной
передачи энергии рабочей среде различными
методами: механическим, барботажным, газ-
лифтным, циркуляционным, струйным, пуль-
сационно-струйным, электромагнитным и маг-
нитно-вихревым [17]. Этим методам переме-
шивания соответствуют следующие аппараты:
с механическими перемешивающими
устройствами;
с аэрирующими и барботажными пере-
мешивающими устройствами;
со струйными и эжекционными переме-
шивающими устройствами;
с акустическими и электромагнитными
устройствами.
Аппараты с механическими переме-
шивающими устройствами. Аппарат с меха-
ническим перемешивающим устройством
включает корпус, привод, уплотнение, вал,
мешалку, внутренние устройства. Привод, вал
и мешалка соединены в единый узел, называе-
мый перемешивающим устройством. Привод
состоит из электродвигателя, редуктора (или
мотор-редуктора) и крепления привода.
Корпус аппарата - это сосуд той или иной
формы (чаще всего цилиндрической), в кото-
ром осуществляется перемешивание. В случае
проведения теплообменных процессов, корпус
аппарата может быть дополнен рубашкой или
встроенным в него змеевиком. Внутри аппара-
та могут устанавливаться внутренние устрой-
ства: отражательные перегородки, трубы пере-
давливания, барботеры и др. Аппараты могут
быть стальными, изготовленными из цветных
металлов и сплавов, с эмалевым, полимерным
защитным покрытием, футерованными и др.
Конструкции аппаратов с мешалками
весьма разнообразны. Наиболее широкое рас-
пространение получили вертикальные цилинд-
рические аппараты, соосные с валом мешал-
ки. Аппараты с механическими перемешиваю-
щими устройствами объемом 0,01... ЮО.м3
320
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Перемешивание в основных процессах
химической технологии
_____________1.._...~
I Физические процессы [
I
“ZEZ_____________
I Химические процессы
[ гидромеханические | | Массообменные | Тепловые^
I
Эмульгирование р
Суспендирование [*
| Абсорбция
Жидкость в
жидкости
Кристаллизация [»
Растворение [»
Электролиз <.
Твердое вещество в
жидкости
1
Выпаривание [*
Нагревание [*
_»] Охлаждение
Газ в
жидкости
т
1
Агрегатное состояние фаз. образующих систему
Гетерогенные
реакции
Гомогенные
реакции
Газ и твердое вещество
в жидкости
□
Рис. 3.3.1. Классификация основных процессов химической технологии,
в которых применяют перемешивание
Рис. 3.3.2. Схемы эмалированных малогабаритных аппаратов с якорной (а)
и лопастной (о) мешалками
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
321
(ГОСТ 20680-2002) предназначены для прове-
дения технологических процессов в жидких
средах плотностью до 2000 кг/м3 и рабочем
избыточном давлении не более 6,3 МПа.
Встречаются случаи применения аппара-
тов с мешалками объемом до 2000 м3, а также
устройства, обеспечивающие перемешивание в
бетонных сооружениях объемом несколько
сотен тысяч кубических метров.
В аппаратах с мешалкой в эмалированном
исполнении (рис. 3.3.2) эмалевое покрытие
рассчитано на работу в кислых средах при тем-
пературе 30...300 °C и в щелочных средах при
температуре 30... 135 °C.
Характеристика стальных аппаратов с
эмалированным покрытием приведена в
табл. 3.3.1.
3.3.1. Характеристика малогабаритных стальных аппаратов
с эмалированным покрытием
Номинальный объем, м3 Условное давление, МПа Размеры, мм Площадь поверхности теплообмена, м2 Тип мешалки
в корпусе в рубашке D dM "1 я2 5
0,4 0,6 0,6 900 580 750 2580 24 1,97 Якорная
0,63 1000 650 880 2780 26 2,42
1,0 900 750 870 2742 12 2,2
1,0 1000 800 1140 3022 3,3
1,25 0,6 1200 900 1300 3410 25 4,35
1,6 .0,3 850 1240 3610 14 4,33 Лопастная
0,6 1,0 950 1280 3314 4,6 Якорная
0,3 0,6 900 1240 3450 4,33
2,0 0,6 1400 1050 1530 3680 28 6,41
2,5 0,3 850 1430 3910 14 5,9 Лопастная
0,6 1,0 1050 1440 3360 6,8 Якорная
0,3 0,6 1430 3700 5,9
4 1600 950 1780 5270 16 8,67 Лопастная
1200 4670 Якорная
6,3 1800 1106 2250 5790 12,59 Лопастная
1400 5240 Якорная
10 0,6 2200 900 3020 6365 22 17
0,3 1550 2935 5405 20 18,5
0,6 1050 3020 6840 25 17 Лопастная
16 0,6 2400 900 3860 7215 26,5
0,3 1550 3910 6380 20 27,4 Якорная
0,6 1050 3860 7730 25 26,5 Лопастная
20 2600 900 4260 7610 30,1
1050 8155
25 2800 900 4760 8160 28 37
1050 8670 47
8400 25 37
11 - 10358
322
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Гуммированные аппараты [76] с защит-
ным покрытием из мягкой резины, полуэбони-
та или эбонита применяют для работы в средах
высококоррозионных и содержащих включе-
ния, способствующие абразивному изнашива-
нию. Покрытия резиной мягкой и средней твер-
дости (с содержанием серы 0,02...0,04 массовых
долей) применяют для аппаратов, перемеши-
вающих среды с абразивными частицами. По-
крытие из полуэбонита (с содержанием серы
0,12...0,3 массовых долей) или эбонита (с со-
держанием серы 0,3...0,5 массовых долей) об-
ладают лучшей химической стойкостью, чем
покрытие из резины. Аппараты с таким покры-
тием могут работать при температуре до 100 °C
под давлением или в условиях вакуума (при
остаточном давлении не ниже 0,014 МПа).
Крупногабаритные стальные аппараты
для перемешивания компонуют из отдельных
унифицированных узлов: корпусов и переме-
шивающих устройств.
Стальные аппараты согласно ГОСТ
20680-2002 классифицируют следующим обра-
зом.
По конструкции корпуса - по типам:
0 - с эллиптическим днищем и эллипти-
ческой отъемной крышкой;
1 - цельносварные с эллиптическим дни-
щем и крышкой;
2 - с коническим днищем, углом при
вершине конуса 90° и эллиптической отъемной
крышкой;
3 - цельносварные с коническим днищем,
углом при вершине конуса 90° и эллиптиче-
ской крышкой;
4 - с эллиптическим днищем и плоской
отъемной крышкой;
5 - цельносварные с эллиптическим дни-
щем и плоской крышкой;
6 - с коническим днищем, углом при
вершине конуса 120° и плоской отъемной
крышкой;
7 - цельносварные с коническим днищем,
углом при вершине конуса 120° и плоской
крышкой;
8 - с плоским днищем и плоской отъем-
ной крышкой;
9 - цельносварные с плоским днищем и
крышкой.
В аппаратах с плоскими крышками (ти-
пов 4 - 9) и внутренним диаметром более
1000 мм допускается применять сферические и
конические крышки вместо плоских;
в зависимости от наличия и типа тепло-
обменных устройств - по исполнению:
0 - без теплообменного устройства;
1 - с гладкой рубашкой;
2 - с рубашкой из полутруб;
3 - с рубашкой с вмятинами;
4 - с электронагревателем.
В стальных аппаратах всех типов и ис-
полнений допускается применение змеевиков,
барботеров и отражательных перегородок.
Номинальный объем и размеры корпусов
стальных аппаратов должны соответствовать
указанным в табл. 3.3.2. Действительный объ-
ем аппаратов не должен отличаться от номи-
нального более чем на ± 5 %. В технически
обоснованных случаях допускается примене-
ние корпусов с размерами, не указанными в
табл. 3.3.2.
Условное обозначение стального аппара-
та с механическим перемешивающим устрой-
ством включает по порядку: тип корпуса аппа-
рата; исполнение аппарата по теплообменному
устройству; номинальный объем, м3; рабочее
(или расчетное) давление в корпусе (МПа);
группу материала корпуса (У - углеродистые и
конструкционные стали; К - коррозионно-
стойкие стали и сплавы, двухслойная сталь);
тип уплотнения вала (Т - торцовое, С - саль-
никовое. Г - гидрозатвор); исполнение элек-
тродвигателя привода по взрывозащите; кли-
матическое исполнение и категория размеще-
ния оборудования по ГОСТ 15150.
Условное обозначение аппарата должно
включать слово «аппарат» и обозначение аппа-
рата согласно приведенной структурной схеме.
Пример условного обозначения стального
аппарата с неразъемным корпусом 1 гладкой
рубашкой 2 номинальным объемом 10 mj,
рабочим давлением в корпусе 0,6 МПа, корро-
зионно-стойкого исполнения К, с торцовым
уплотнением Т, исполнения привода по взры-
возащите lExdIIBT4, климатического исполне-
ния УЗ:
Аппарат 12-10-0,6 К- Т-1 ExdllB Т4- УЗ
ГОСТ 20680-2002
Мешалки для перемешивания жидких
сред согласно ГОСТ 20680-2002 в зависимости
от динамической вязкости классифицируют на
следующие типы:
1) при вязкости не более 50 Па с -
01 - трехлопастная (рис. 3.3.3, а);
01М - трехлопастная модифицированная;
07 - лопастная (рис. 3.3.3, в);
12 - зубчатая;
05 - шестилопастная (рис. 3.3.3, б);
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
323
3.3.2. Основные параметры корпусов стальных аппаратов по ГОСТ 20680-2002
Номинальный объем, м3 Внутренний диаметр £>, мм Высота корпуса //*, мм, для аппаратов типа
0 1 2 3 4 5 6 7 8 9
0,010 250 - - - 220 - - - -
0,016 300 250
0,025 350 300
0,040 400 345
0,063 525
0,10 500 550
0.16 600 670 830 625
0,25 700 750 950 700
0,40 800 950 1215 875 930 800
0.63 1350 - - - -
1000 950 1225 875 990 800
1.00 1450 - - - -
1200 1100 1385 975 1145 900
1,25 1000 1750 - - - -
1200 1300 1585 1225 1345 1100
1,60 1000 2150 - - - -
1200 1650 2035 1575 1745 1400
2.00 1900 - - - -
1400 1550 1900 1475 1605 1250
2,5 1200 2450 - - - -
1400 1850 2300 1755 1905 1600
3.2 1200 3050 - - - -
1600 1850 2360 1675 1960 1600
4,0 1400 2850 | -1 ь_ - - — 1 L-
1600 2250 2760 2225 2260 2000
5,0 1400 3550 L-
1800 2230 2750 2090 2320 2000
6,3 1600 3350 - - -
1800 2780 3340 2590 2820 2500
8,0 1600 4250 - - - - -
2000 2880 3550 2740 2975 2500
10,0 1800 4180 - -
2200 2980 3670 2790 3035 2600
11*
324
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Продолжение табл. 3.3.2
Тип 6 Тип 7
Номинальный объем, м’ Внутренний диаметр D, мм Высота корпуса /7*, мм, для аппаратов типа
0 1 2 3 4 5 6 7 8 9
12,5 1800 5180 — — - - - - - —
2400 3080 4035 3040 3190 2800
16,0 2000 5280 - -
2400 3880 4335 3840 4090 3600
2800 - — — - 3105 2600
20 2200 5680 — - - — - -
2600 4180 4795 4090 4350 3800
3000 - - — — - — 3365 2800
25 2400 5780 — — - —
2800 4480 5160 4340 4605 4000
3200 - - - - 3720 3200
32 2600 6380 — - - -
3000 4980 - — 4790 5065 4500
3400 -J 1- — - - - 4180 3600
40 2800 6980 - - - - - -
3200 5700 5720 5000
3600 4640 4000
50 3000 7580
3200 6800 6850 6280
3400 6000 6180 5500
63 4000 - - 4750 4000
3200 8300
3600 6700 6840 6000
4000 — — 5650 5000
4500 — - 4900 4000
80 3200 10700
3600 8500 8540 8000
4000 - - 7150 6600
4500 5800 5000
5000 5040 4000
100 3600 10400 - - — -
4000 - - 8650 8000
4500 7100 6000
5000 5940 5000
* Размеры для справок.
Примечание. Эскизы корпусов не определяют конструкцию аппарата.
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
325
Рис. 3.3.3. Мешалки по ГОСТ 20680-2002:
а - трехлопастная (01); б - шестилопастная с углом наклона лопастей 45° (05):
в-лопастная (07); г-турбинная открытая (03); б- шнековая (08), е - лен точная (11)
326
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
03 - турбинная открытая (рис. 3.3.3, г);
10 - рамная;
2) при вязкости более 50 Па с -
08 - шнековая (рис. 3.3.3, д);
11 - ленточная (рис. 3.3.3, е);
ПС - ленточная со скребками.
Выбор мешалок конкретного типа, их па-
раметров и размеров проводят в зависимости
от технологического процесса при проектиро-
вании аппаратов. Выбор мешалок иных типов
(турбинной закрытой, клетьевой, винтовой,
якорной, рамной) возможен на основании ре-
зультатов экспериментальных работ по согла-
сованию со специализированной научно-
исследовательской организацией.
Первые типы мешалок являются быстро-
ходными, а вторые - тихоходными. Лопастные
мешалки типов 01 , 05 и 07 состоят из несколь-
ких плоских прямоугольных лопастей, прива-
ренных к втулке под определенным углом к
плоскости вращения мешалки ( - диаметр
мешалки; b - ширина лопасти). Окружная ско-
рость мешалок 1,5...4 м/с.
Турбинные открытые мешалки типа 03
представляют собой диск с втулкой в центре,
снабженный обычно шестью прямыми, на-
клонными или изогнутыми лопатками. Размеры
мешалок- б/м /D = 0.25 0.33; а - 0,25б/м;
b = dQ ~ 0.75 Окружная скорость
З...9м/с.
Выбор типа мешалки определяется целью
и требованиями технологического процесса, а
также экономическими соображениями. Во
внимание принимают:
характер реализуемой операции - сус-
пендирование, эмульгирование, растворение,
кристаллизация, абсорбция, теплопередача,
химические реакции и т.п.;
свойства сред - плотность, вязкость, со-
став, растворимость и др.
Для выбора типа мешалки можно вос-
пользоваться рекомендациями табл. 3.3.3.
3.3.3. Рекомендуемые типы мешалок в зависимости
от технологического назначения аппарата
Назначение аппарата Г идродинамический режим Мешалка Внутренние устройства
1 2 3 4
Смешение взаимно- растворимых жид- костей, в том числе при наличии хими- ческой реакции Турбулентный Трехлопастная, шестилопа- стная, лопастная, клетьевая, турбинная открытая; трех- лопастная с наклонными лопастями; эмалированная -
Ламинарный Ленточная, шнековая, рам- ная, ленточная со скребка- ми, якорная эмалированная любого типа
Шнековая Циркуляционная труба
I !еремешивание суспензий,раство- рение, реакции в системе твердое тело - жидкость I урбулентный Лопастная, шестилопастная, турбинная открытая, клеть- евая, эмалированная -
Лопастная, трехлопастная с наклонными лопастями Отражательные перегородки
Эмалированная лопастная Отражатели
Ламинарный Ленточная, шнековая, лен- точная со скребками, якор- ная эмалированная любого типа -
Шнековая Циркуляционная труба
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
327
Продолжение табл. 3.3.3
1 2 3 4
Перемешивание несмешивающихся жидкостей, массо- обмен в системе твердое тело - жид- кость, в том числе при наличии хими- ческих реакций Турбулентный Турбинная открытая, шес- тилопастная, клетьевая Отражательные перегородки
Трехлопастная эмалирован- ная Отражатели
Ламинарный Шнековая, ленточная, рам- ная, якорная эмалированная -
Шнековая Циркуляционная труба
Перемешивание и массообмен в систе- ме газ - жидкость, в том числе при пали- чии химических реакций Турбулентный Турбинная открытая Отражательные перегородки
Трехлопастная эмалирован- ная при D/dM <1,5 Отражатели
Ламинарный Шнековая, ленточная, рам- ная, якорная эмалированная -
Шнековая Циркуляционная труба
Основные параметры процесса меха-
нического перемешивания и методы их рас-
чета. Основными параметрами, характери-
зующими процесс перемешивания, являются:
мощность, затрачиваемая на перемешивание;
интенсивность; степень однородности; эффек-
тивность; время перемешивания; коэффициен-
ты тепло- и массоотдачи при перемешивании.
Расчет мощности N, затрачиваемой на
перемешивание, можно выполнять по полуэм-
пирическим критериальным уравнениям [86]
вида
Кл, =CRe^ (3.3.1)
где Кд- = n/prPdl - критерий мощно-
сти (модифицированный критерий Эйлера);
Reu = pud^ /р - центробежный критерий
Рейнольдса; Vv^-n^d^/g - центробежный
критерий Фруда, ГD = D/dM - отношение
диаметра аппарата D к диаметру мешалки dM ;
р - плотность перемешиваемой среды; ц - ее
динамическая вязкость; п - частота вращения
мешалки; С, m2, - эмпирические
постоянные, значения которых зависят от кон-
струкции мешалки, наличия в аппарате внут-
ренних устройств и режима движения жидкости.
В частности, для гладкостенных аппара-
тов с закрытыми турбинными мешалками при
Г и ~3 в турбулентном режиме Кд/ =1,1 [11]
?/«1,1рл73^. (3.3.2)
При ламинарном режиме для ленточных меша-
лок с Г и «1,1; Кд/ = 340/Reu
W = 340p?</y (3.3.3)
Для более точного расчета мощности,
расходуемой на перемешивание однофазных
сред, при произвольном значении числа Рей-
нольдса следует использовать зависимости
Кд/ от Reu, построенные по эксперимен-
тальным данным для различных типов меша-
лок (рис. 3.3.4) и приведенные в справочной
литературе [17, 54]. Эти графики и расчетные
зависимости (3.3.1) - (3.3.3) относятся к верти-
кальным цилиндрическим аппаратам традици-
онной конструкции с расположением вала ме-
шалки по оси обечайки аппарата.
Мощность, расходуемая на перемешива-
ние двухфазных сред (суспензий, эмульсий),
рассчитывается по тем же графикам с учетом
плотности и вязкости двухфазной смеси.
По мощности, потребляемой при пере-
мешивании, определяют мощность привода.
328
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Кривая Тип мешалки Тип аппарата rD
1 Лопастная Гладкостенный 1.5
2 Закрытая турбинная 3
3 4
4 Лопастная С отражательными пере годкам и 1,5
5 Закрытая турбинная 3...4
6 Рамная Гладкостенный 1,15
7 Лопастная 1.5...2
Рис. 3.3.4. Зависимость между критериями мощности КN и числом Рейнольдса Rey
При этом учитывают пусковые перегрузки для
различных аппаратов:
20 % для аппаратов с отражательными
перегородками, а также работающих при
Reu > 500;
30 % для аппаратов с дополнительными
внутренними устройствами при Reu > 500;
100 % для аппаратов без внутренних уст-
ройств при Reu > 500 и при Гр <1,5 и 50 %
при Гр > 1,5.
Потребляемая аппаратом мощность опре-
деляет интенсивность перемешивания. Показа-
телями интенсивности перемешивания являют-
ся: частота вращения мешалки а?; окружная
скорость конца лопасти W0Kp = моди-
фицированный критерий Рейнольдса Reu;
удельная мощность Ny = N /V или
Nm = N/рК, где V ~ рабочий объем аппара-
та; время гомогенизации Tw, насосная и
циркуляционная Qc производительности ме-
шалки; коэффициент турбулентного переме-
шивания £>т; турбулентное число Пекле Рет;
степень турбулентности [54].
Ни один из перечисленных показателей
не может быть универсальным. Так, величины
п или w0Kp влияют на интенсивность переме-
шивания конкретной среды в системе конкрет-
ного масштаба и конструкции, поскольку при
их увеличении в указанных условиях интен-
сивность перемешивания возрастает. Но ни
одна из этих величин не является достаточно
надежным критерием сравнения интенсивно-
стей перемешивания в аппаратах различного
масштаба или с различными типами мешалок.
Удельные мощности Ny или N т - более
надежные, но не вполне удовлетворительные
показатели интенсивности перемешивания, так
как имеют размерность и характеризуют сред-
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
329
нюю, а не локальную диссипацию энергии в
единицу времени в единице объема или массы,
которая может отличаться от средней из-за
неравномерности распределения энергии по
объему аппарата.
Для увеличения удельной мощности (ин-
тенсивности перемешивания) в аппаратах ус-
танавливают пристенные радиальные отража-
тельные перегородки (рис. 3.3.5), которые так-
же исключают образование поверхностной
воронки и радиальную сепарацию взвешенных
частиц, капель или пузырьков газа. Ввиду от-
сутствия в настоящее время общепринятого
универсального критерия интенсивности пере-
мешивания при масштабном переходе от мо-
дельного к промышленному аппарату с мешал-
кой опираются на практический опыт, накоп-
ленный при исследовании процессов различ-
ных типов. На основании этого опыта в случае
приготовления суспензий условием масштаб-
ного перехода по интенсивности перемешива-
ния является %Кр = Tid^n = const, а при дис-
пергировании капель и пузырьков газа или
интенсификации массообмена- в виде N/V =
= const.
От интенсивности перемешивания зави-
сят степень перемешивания, время гомогени-
зации, эффективность перемешивания, значе-
ния коэффициентов тепло- и массоотдачи.
Степень перемешивания (степень одно-
родности) характеризует равномерность рас-
пределения вещества по объему аппарата, и в
зависимости от цели перемешивания может
быть выражена по-разному. Так, степень одно-
родности поля концентраций при перемешива-
нии в однофазной среде определяется как [12]
I ~ (^ср ~ AQnax )/^ср ’
где Сср - средняя концентрация, достигаемая
в аппарате при полном смешении; ДСтах -
максимальный перепад локальных концентра-
ций в аппарате.
Определяемая таким образом степень од-
нородности характеризует степень приближе-
ния предельных значений концентрации к
среднему ее значению для аппарата. Анало-
гично можно ввести степень однородности
поля температур. При абсолютной однородно-
сти ЛСтах = 0; / - 1. Теоретически она дос-
тигается в аппарате периодического действия
Рис. 3.3.5. Схема аппарата с радиальными
отражательными перегородками
за время т = оо. Значение ДСтах влияет на
технико-экономические показатели аппарата. В
большинстве случаев можно принять
ДСтах-°-05сср- Для расчета АСтах требу-
ется математическая модель переноса массы
при перемешивании, учитывающая как цирку-
ляционный обмен, так и турбулентную диффу-
зию вещества. Упрощенные модели перемеши-
вания в аппарате периодического и непрерыв-
ного действия и соответствующие им формулы
для расчета ДСтах имеются в [12].
Время перемешивания (гомогенизации)
определяется как промежуток времени между
началом перемешивания и моментом, когда
достигается определенная степень однородно-
сти в перемешиваемой среде в масштабе на-
блюдения. Зависимость от масштаба наблюде-
ния означает, что время перемешивания - ус-
ловная величина. Тем не менее результаты
измерения времени перемешивания различны-
ми способами удовлетворительно согласуются
между собой.
Для различных типов мешалок, работаю-
щих в гладкостенных и оребренных аппаратах,
для расчета времени гомогенизации может
быть использована зависимость, справедливая
для турбулентного режима, [17]
rnm(D/dM)~I 2 =К. (3.3.5)
Значения постоянной К, полученные экс-
периментально, приведены в табл. 3.3.4.
330
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
3.3.4. Значения постоянной К в уравнении (3.3.5)
Тип мешалки К для аппарата
гладкостенного с отражательными перегородками
Трехлопастная, винтовая 170 10
Открытая турбинная 90 6.2
Шести лопастная 80 12,9
Закрытая турбинная 65 5,1
Лопастная 35 9,2
Клетьевая 18 -
Время перемешивания и потребляемую
мощность можно использовать для оценки
эффективности перемешивания, под которой
понимают технологический эффект перемеши-
вания. Чем меньше затраты энергии при задан-
ном Tw, тем эффективнее работает аппарат с
мешалкой. При приготовлении суспензий,
эмульсий и растворов эффективность переме-
шивания можно оценить достигаемой степе-
нью однородности получаемой смеси. Если
перемешивание используют для интенсифика-
ции тепло- или массообмена, то мерой эффек-
тивности перемешивания может быть отноше-
ние коэффициентов тепло- или массоотдачи
при перемешивании к этим коэффициентам без
перемешивания [48].
При турбулентном режиме течения пред-
лагается следующее уравнение подобия для
определения коэффициента теплоотдачи ос в
аппаратах с механическим перемешиванием
[12]:
Nu = (аР)Д = 0.283К^25 Re°'75 Рг°'25х
х(О/^м)0-25(М/цст)0Л4(/)/Я)0-25,
(3.3.6)
где цст, ц - коэффициенты динамической
вязкости перемешиваемой среды при темпера-
туре соответственно стенки и средней в аппа-
рате; - коэффициент теплопроводности пе-
ремешиваемой среды при температуре в аппа-
рате; Рг - критерий Прандтля; Nu - число
Нуссельта; Н - высота слоя жидкости в аппа-
рате.
Это уравнение распространяется на слу-
чаи теплообмена в аппаратах с рубашками с
мешалками различных типов при наличии и
отсутствии отражательных перегородок. Оно
применимо также при теплоотдаче к внутрен-
ним змеевикам в аппаратах без отражательных
перегородок, если конструкция змеевика не
препятствует обтеканию его трубок потоком.
Расчет коэффициента массоотдачи Р (м/с)
от взвешенных твердых частиц при турбулент-
ном механическом перемешивании в аппаратах
с отражательными перегородками возможен по
уравнению [12]
Р = 0,267(£ov)'/4 Sc”3/4, (3.3.7)
где v - кинематическая вязкость дисперсион-
ной фазы; Sc - v/Dc - критерий Шмидта;
Dc - коэффициент диффузии растворяющего-
ся вещества частиц в дисперсионной фазе; Ео -
среднеобъемное значение диссипации энергии
в единице массы перемешиваемой среды
(Вт/кг);
eo=W/Pcp^ (3-3-8)
N - мощность, потребляемая при перемешива-
нии; И-объем перемешиваемой среды; рср -
среднеобъемная плотность суспензии.
При отсутствии отражательных перего-
родок в аппарате с вращающейся мешалкой
под действием центробежной силы возникает
радиальная сепарация взвешенных твердых
частиц. Если их плотность превышает плот-
ность жидкости, то основная масса частиц ска-
пливается вблизи стенок аппарата, где локаль-
ная диссипация энергии значительно больше
среднеобъемной. Вследствие этого для аппара-
тов без перегородок в уравнение (3.3.7) вво-
дится поправочный множитель > 1, значе-
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
331
ния которого зависят от степени неравномер-
ности радиального распределения твердых
частиц в аппарате [12].
При перемешивании газожидкостных
систем в барботажных аппаратах с быстроход-
ными мешалками при наличии отражательных
перегородок объемный коэффициент массоот-
дачи pog (с-1) рекомендуется рассчитывать по
следующей эмпирической зависимости [12]:
Роб = 0, 72/У(°'44ф0'67 , (3.3.9)
где Ny - удельная мощность, кВт/м3; Ф -
среднее газосодержание газожидкостной смеси
в аппарате.
Оборудование для пневматического
и пневмомеханического перемешивания.
Пневматическое перемешивание - переме-
шивание, осуществляемое в аппаратах с барбо-
тажными, газлифтными и механическими
аэрирующими перемешивающими устройства-
ми [48]. Оно осуществляется посредством сжа-
того газа, вводимого через специальные газо-
распределительные устройства, широко при-
меняется в горной, пищевой, химической и
других отраслях промышленности, в тех слу-
чаях, когда введение в аппарат большого коли-
чества газа является технологической необхо-
димостью (в барботажной полимеризационной
аппаратуре, аппаратах для очистки газов и
биологической очистки сточных вод и т.д.).
Существует несколько типовых технологиче-
ских схем пневматического перемешивания
(рис. 3.3.6).
В наиболее простой из них газ распреде-
ляется по всему сечению аппарата с помощью
специального барботера (рис. 3.3.6, а). Приве-
денная скорость газа в таких аппаратах не пре-
вышает 0,1 м/с. При скоростях менее 0,02 м/с
подъем газа происходит в основном в цен-
тральной части аппарата, что вызывает возник-
новение направленной меридиональной цирку-
ляции жидкости, интенсифицирующей пере-
мешивание. При более высоких скоростях газ
распределяется по сечению более равномерно
и перемешивание осуществляется в основном
за счет турбулентной диффузии.
Рис. 3.3.6. Схемы перемешивания с помощью сжатого газа в аппаратах:
а - с центральным барботером; б - со смещенным барботером; в - с барботером малого по-
гружения; г- с газлифтной трубой; д - в кожухотрубном аппарате с газлифтными трубами и
циркуляционной трубой; 1,2 - соответственно вход и выход жидкости; 3, 4 - соответствен-
но вход и выход газа; 5 - газлифтная (эрлифтная) труба; 6 - циркуляционная труба;
7 - трубная доска; 8,9- соответственно вход и выход теплоносителя
332
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
в) г)
Рис. 3.3.7. Схемы перемешивания с помощью аэраторов:
а - поверхностного с горизонтальной осью вращения; б - поверхностного
с вертикальной осью вращения; в - всасывающего; / - ротор; 2 - статор
с воздушной трубой; 3 - лопастная мешалка; 4 - понтон;
г - пневмомеханического; I - верхняя мешалка;
2 - нижняя мешалка; 3 - барботер; G - воздух
Для усиления циркуляции газораспреде-
лительное устройство устанавливают у стенки
аппарата на разной высоте (рис. 3.3.6, б, в).
Такие схемы применяют в аэротенках для био-
логической очистки сточных вод [36]. Ско-
рость циркуляции в таких аппаратах составляет
0,25...0,4 м/с.
Более высокие скорости циркуляции (до
1 м/с) достигаются в газлифтных аппаратах
(рис. 3.3.6, г, д). Конструкция кожухотрубного
аппарата, показанного на рис. 3.3.6, д, позволя-
ет обеспечить отвод (и подвод) теплоты от (к)
перемешиваемой жидкости. Приведенная ско-
рость газа в газлифтных аппаратах может дос-
тигать 2 м/с.
Механические аэраторы в зависимости от
глубины погружения в жидкость могут быть
поверхностными и глубинными. В поверхност-
ных аэраторах развитая поверхность контакта
фаз газ - жидкость обеспечивается в результате
разбрызгивания воды лопастями ротора. Суще-
ствуют поверхностные аэраторы с горизон-
тальной и вертикальной осью вращения. Аэра-
торы с горизонтальной осью вращения (щеточ-
ные аэраторы) применяют в сооружениях не-
больших масштабов (рис. 3.3.7, а). Их про-
изводительность по кислороду составляет
10... 12 кг/ч. На сооружениях средних и круп-
ных масштабов используют аэраторы с верти-
кальной осью вращения (рис. 3.3.7, б). Их про-
изводительность по кислороду составляет
30...80 кг/ч.
Действие глубинных аэраторов основано
на всасывании воздуха в жидкость через полый
вал или воздушную трубу вращающейся ме-
шалкой. Производительность этих аэраторов
по кислороду составляет 4,5... 10 кг/ч. На
крупных сооружениях (в аэрируемых прудах
доотчистки) они устанавливаются на понтонах
(рис. 3.3.7, в). Всасывание воздуха в воду и его
диспергирование в этом случае осуществляется
через статор 2 с воздушной трубой при враще-
нии ротора (закрытой турбинной мешалки /).
Глубина погружения турбины около 0,5 м. Для
транспортирования растворенного кислорода
из области всплывания пузырьков в окружаю-
щую жидкость, а также для предотвращения
оседания активного ила на одном валу с турби-
ной имеется лопастная мешалка.
В биохимических реакторах и аэротенках
для очистки сточных вод применяют пневмо-
механические аэраторы (рис. 3.3.7, г). В них
диспергирование воздуха осуществляется через
барботер, над которым установлена турбинная
мешалка 2 на вращающемся валу. Верхняя
мешалка / служит для предотвращения цено-
образования за счет всасывания пены в ворон-
ку. Она устанавливается на расстоянии
(0,6.. .0,8) dM от поверхности жидкости.
Характеристики отечественных аэраторов
приведены в табл. 3.3.5.
ПЕРЕМЕШИВАЮЩИЕ УСТРОЙСТВА
333
3.3.5. Характеристика отечественных серийных аэраторов
Тип аэратора Мощность привода, кВт Максимальная зона действия, м3 Максимальная производительность по кислороду, кг/ч Расход воздуха от нагнетателей, м3/ч
22 20000 41
Всасывающий 40 20000 84 -
22 . 2000 54 1000
Пневмомеханический 55 2800 НО 1300
Аппараты со струйными и эжекцион-
ными перемешивающими устройствами.
Эффективность работы любого массообменно-
го аппарата можно повысить, наложив низко-
частотные колебания на взаимодействующие
фазы за счет создания их возвратно-
поступательного движения. Аппараты этого
типа получили название пульсационных. При
пульсациях в потоке интенсифицируется про-
цесс взаимодействия фаз (в первую очередь -
дробление капель).
Основным элементом аппарата с пульса-
ционным перемешивающим устройством явля-
ется пневматический пульсатор с золотниково-
распределительным механизмом, который по-
переменно создает перепад давлений через
штуцер 6 в пульсационной камере 2, что при-
водит к опусканию и подъему уровня жидкости
в ней (рис. 3.3.8). При повышении давления
перемешиваемая жидкость через сопло 4 впры-
скивается в объем аппарата в виде разнона-
правленных струй (струйное перемешивание).
При снижении давления жидкость возвращает-
ся обратно в камеру.
Пульсационные мешалки используют для
гомогенизации двух жидкостей с целью полу-
Рис. 3.3.8. Схема пульсационной мешалки:
I - корпус; 2 - пульсационная камера; 3 - корпус
пульсационного перемешивающего устройства;
4 - сопло; 5 - распределительная полость;
6 - пульсационный штуцер
чения раствора данного состава, получения
суспензий и эмульсий. Скорость жидкости в
соплах достигает 2...4 м/с, частота пульсаций
0,5...2 с-1, удельные затраты мощности
0,05...0,5 кВт/м3.
Эжекционный эффект струи используют
для перемешивания жидкости в трубопроводе.
Эжектирующим устройством в этом случае
является сопло на оси трубопровода, через
которое в жидкость, движущуюся по трубо-
проводу, подается с большой скоростью второй
компонент. Эффективность перемешивания
можно повысить, установив в трубе винтовую
насадку. В качестве эжектирующего устройства
можно использовать трубу Вентури [86].
Аппараты с акустическими и электро-
магнитными устройствами. Аппараты для
перемешивания с акустическими устройствами
по способу подвода энергии в обрабатываемую
среду и возбуждения колебательных течений
или нестационарных потоков делят на аппара-
ты с внешними возбуждениями обрабатывае-
мой среды и с самовозбуждением [52]. В пер-
вом случае колебательные или нестационарные
течения создаются активными стрикционными
элементами (пьезоэлектрическими или магни-
тострикционными преобразователями энер-
гии). Во втором случае эти течения возникают
в результате движения среды в каналах аппара-
та вследствие специфики его устройства, что
характерно для роторных аппаратов с модуля-
цией потоков (типа РАМП) и различных пуль-
сационных распылителей.
Высокочастотные акустические колеба-
ния, возникающие в таких аппаратах, способ-
ствуют хорошему диспергированию, вследст-
вие чего их применяют для получения высоко-
дисперсных сред в горнодобывающей, уголь-
ной, химико-фармацевтической и химической
отраслях промышленности
Создание пульсаций давления и скорости,
интенсифицирующих процесс перемешивания,
возможно также с помощью электрических
334
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.3.9. Схема электрозарядного эмульгатора:
7, 2-емкости исходных продуктов; 3-емкость
готового продукта (смеси); 4 - рабочая мембрана;
5 - высоковольтный электрод; 6 - сферический
отражатель; I- разрядная полость;
II- рабочая полость
разрядов, вихревого магнитного поля, гидро-
динамических излучений и других способов.
В электроразрядном эмульгаторе смеши-
ваемые жидкости из емкостей 1 и 2 поступают
в рабочую полость II эмульгатора, отделенную
от разрядной полости I мембраной 4 (рис. 3.3.9)
[28]. При подаче на электрод 5 внешнего пере-
менного напряжения в разрядной полости,
заполненной жидкостью, происходит электри-
ческий разряд. Он возбуждает гидроакустиче-
ские колебания, передаваемые мембраной
смешиваемым продуктам.
Ферромагнитные частицы, помещенные в
аппарат с вихревым магнитным полем, вызы-
вают интенсивное перемешивание с одновре-
менным воздействием на среду электромаг-
нитного поля, локальных высоких давлений,
акустических колебаний. Такие аппараты ис-
пользуют для обработки жидких сред с темпе-
ратурой не выше 100 °C, давлением не более
0,25 МПа и динамической вязкостью до
100 Пас.
3.3.2. АППАРАТЫ
ПСЕВДООЖИЖЕННОГО СЛОЯ
В аппаратах псевдоожиженного слоя
осуществляется контакт между развитой по-
верхностью дисперсной твердой фазы, собст-
венно составляющей слой, и вертикальным
потоком взвешивающего потока газа (реже
капельной жидкости). Развитая поверхность
контакта твердой и газовой фаз необходима
для проведения процессов теплообмена, обжи-
га, горения, сушки, каталитических процессов
с участием дисперсных катализаторов, адсорб-
ции и др.
По сравнению с другими аппаратами, в
которых также происходит контакт дисперсной
твердой и газовой (жидкой) фаз (чаще это ап-
параты с неподвижным фильтруемым слоем)
аппараты с псевдоожиженным слоем обладают
обычно следующими преимуществами:
относительной простотой конструкции -
чаще всего вертикальный аппарат прямоуголь-
ного или круглого сечения, обычно не имею-
щий движущихся частей;
практической изотермичностью всего
объема, обеспечиваемой интенсивным пере-
мешиванием дисперсной фазы, что весьма су-
щественно для большинства процессов с выде-
лением или поглощением теплоты;
возможностью значительного повышения
расхода взвешивающего газа без увеличения
перепада давления на слое материала, что су-
щественно ввиду ограниченности напоров,
развиваемых вентиляторами большой произво-
дительности;
текучестью слоя, что позволяет непре-
рывно выгружать дисперсный материал через
простой патрубок.
Недостатки аппаратов с псевдоожижен-
ным слоем дисперсного материала связаны с
интенсивным перемешиванием в объеме слоя.
К ним можно отнести:
истирание недостаточно жестких мате-
риалов и эрозию внутренней поверхности са-
мого аппарата и возможных дополнительных
теплообменных поверхностей, размещаемых
внутри слоя;
возникновение электростатического заря-
да на поверхности псевдоожижаемых диэлек-
трических материалов;
различное время пребывания отдельных
порций дисперсного материала (его отдельных
частиц) в объеме псевдоожиженного слоя, что
приводит к различной степени обработки (на-
грева, обжига, степени выгорания, высушива-
ния, адсорбции, размеров образующихся гра-
нул или кристаллов и др.) различных частей
общего потока, выгружаемого из аппарата дис-
персного материала.
Процесс псевдоожижения обеспечивает
равномерную структуру псевдоожиженного
слоя только при использовании в качестве
псевдоожижающего агента капельных жидко-
стей. При псевдоожижении относительно лег-
кими и маловязкими газами внутри слоя обра-
зуются газовые пузыри, внутри которых кон-
такт дисперсного материала со сплошной сре-
дой практически отсутствует, что особенно
АППАРАТЫ ПСЕВДООЖИЖЕННОГО СЛОЯ
335
существенно, например, для каталитических
процессов, в которых важна степень химиче-
ского превращения реакционной газовой сме-
си. При псевдоожижении мелких частиц (диа-
метром 1 мм и менее) часто не удается избе-
жать образования каналов, что в еще большей
степени ухудшает условия межфазного контак-
тирования в слое. Наилучшими с точки зрения
равномерности псевдоожижения являются
монодисперные, округлые частицы с мини-
мальной поверхностной адгезией (хорошей
сыпучестью).
На внутреннюю структуру псевдоожи-
женного слоя в значительной степени влияет
устройство (конструкция) газораспределитель-
ной решетки в нижней части аппарата, через
которую в слой подается псевдоожижающий
агент. Общие сведения о гидродинамике псев-
доожиженных слоев приведены в [54].
Классификация аппаратов с псевдоожи-
женным слоем чаще проводится по типу тех-
нологического процесса, происходящего меж-
ду взвешивающей текучей средой и дисперс-
ным материалом, т.е. по области использова-
ния этих аппаратов. При этом конструкции
аппаратов различаются не слишком значитель-
но. Наибольшим разнообразием отличаются
такие аппараты для сушки влажных материалов.
Односекционные аппараты. Конструк-
ция односекционного аппарата наиболее про-
ста (рис. 3.3.10). Обычно это вертикальный
аппарат, в нижней части которого расположена
газораспределительная решетка; дисперсный
материал, как правило, подается в верхней
части аппарата; выгрузка материала произво-
дится либо с верхнего уровня слоя или из ниж-
ней, прирешеточной его зоны, чтобы крупные
частицы или агломераты частиц не могли
иметь длительного контакта с горячей решет-
кой. Возможна и одновременная выгрузка дис-
персного материала с верхнего и с нижнего
уровней псевдоожиженного слоя.
В аппаратах такого рода круглого или
прямоугольного сечения производятся самые
разнообразные технологические процессы - от
наиболее простых процессов нагревания (ох-
лаждения) дисперсных материалов неизменной
формы и размеров до наиболее сложных, в
смысле организации устойчивого псевдоожи-
жения процессов, гранулирования и сушки
пастообразных и жидких в исходном состоя-
нии материалов [57, 83]. Поперечные размеры
таких аппаратов достигают нескольких метров,
высота псевдоожиженного слоя - до одного и
аппарата с псевдоожиженным слоем:
I - корпус; 2 - псевдоожиженный слой; 3 - газорас-
пределительная решетка; 4 - дозатор загружаемого
материала; 5 - секторный дозатор выгружаемого
материала; /, // - соответственно ввод и выводы
материала; ///, IV - соответственно вход и выход
псевдоожижающего агента
более метров, а общая высота всей установки
вместе с вспомогательным оборудованием - до
десяти метров.
Аппараты прямоугольного сечения более
компактны, но в них труднее организовывать
равномерную подачу псевдоожижающего газа
по сечению газораспределительной решетки
(аппарата), что может приводить к нежела-
тельному залеганию материала на решетке в
угловых зонах рабочего объема псевдоожи-
женного слоя. Расширение поперечного сече-
ния аппарата в надслоевом пространстве по-
зволяет уменьшить унос мелких фракций мате-
риала и образующейся в результате истирания
материала пыли.
Схемы установок с основным аппаратом с
псевдоожиженным слоем для проведения про-
цессов обжига материалов, сжигания предвари-
тельно измельченных твердых топлив, их гази-
фикации и других высокотемпературных про-
цессов в энергетике и металлургической про-
мышленности представлены в [8, 21, 55, 57,
77, 83].
336
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.3.11. Схема печи с псевдоожиженным
слоем для паровой активации угля:
7- подача и выгрузка угля; /7- подача
и вывод газа; /77 - ввод воздуха;
/Г - подача пара
Конструкции аппаратов с псевдоожижен-
ным слоем незначительно варьируются в зави-
симости от вида и свойств псевдоожижаемых
материалов. Наибольшей простотой обладают
односекционные аппараты цилиндрической
формы для проведения технологических про-
цессов, в которых размеры псевдоожижаемых
частиц не изменяются (рис. 3.3.11).
Во многих случаях для успешной реали-
зации того или иного технологического про-
цесса существенным является способ подачи
исходного материала, особенно высоковлажного
материала в аппараты для термической сушки.
Механическое перемешивание комкую-
щихся материалов может производиться в аппа-
ратах цилиндрической формы с помощью, на-
пример, мешалки, вращающейся вблизи газо-
распределительной решетки (рис. 3.3.12).
Чем выше влажность исходного материа-
ла, тем важнее распределять его равномерно по
поверхности псевдоожиженного слоя; в про-
тивном случае возможно локальное залегание
части влажного материала. Поэтому в аппаратах
со слоем значительной площади (более 10 м2)
можно использовать два и более питателей-
забрасывателей чаще лопастного, вращающе-
гося типа [27].
Подача исходного материала, если он на-
ходится в жидкофазном состоянии (растворы
твердых веществ, тонкодисперсные суспен-
зии), может производиться с помощью механи-
ческих или пневматических форсунок как на
Рис. 3.3.12. Схема аппарата для
сушки волокнистых и стружкообразных
материалов фирмы Келлер (Германия):
1 - цилиндрический корпус; 2 - секторный пита-
тель-дозатор на линии загрузки влажного мате-
риала; 3 - вращающаяся мешалка; / - подача и
выгрузка материала; II - вход и выход сушиль-
ного агента
верхнюю поверхность псевдоожиженного слоя
(рис. 3.3.13), так и непосредственно внутрь
объема слоя. В первом случае важно не превы-
сить устанавливаемый экспериментально пре-
дел орошения на 1 м2 площади поверхности
слоя, а во втором - существенно определить
такие параметры работы форсунок, которые
определяют размеры факела распыления, как
минимум не превышающие габаритных разме-
ров слоя [14]. Распыление внутрь слоя усугуб-
ляет вероятность попадания влажного мате-
риала на горячую газораспределительную ре-
шетку, но и существенно уменьшает унос мел-
ких фракций распыляемого материала с отхо-
дящим из аппарата сушильным агентом, чем
чреват метод распыления на верхний уровень
слоя.
При псевдоожижении существенное зна-
чение имеет способ подвода ожижающего
агента (газа) через газораспределительную
решетку и конструкция самой решетки, осо-
бенно для высокотемпературных процессов и
для материалов, которые склонны пригорать
или образовывать агломераты на металличе-
ской решетке. В некоторых случаях, для
наиболее высокотемпературных процессов
АППАРАТЫ ПСЕВДООЖИЖЕННОГО СЛОЯ
337
(до 1200 °C), могут быть использованы решет-
ки из жаростойкого бетона на жидком стекле
[83]. Наряду с часто используемыми простыми
решетками с цилиндрическими отверстиями
применяют беспровальные решетки с металли-
ческими или керамическими колпачками раз-
личной конструкции [21, 77] (рис. 3.3.14). Го-
ризонтальный выход псевдоожижающего газа
из отверстий колпачков с большой скоростью
(до нескольких десятков метров в секунду) не
позволяет частицам или агломератам материа-
ла залеживаться на горизонтальных участках
решетки между соседними колпачками, что
препятствует пригоранию материала к решет-
ке. Используются также решетки из сопряжен-
ных конусов и колосниковые решетки, соби-
раемые из полосового металла различных про-
филей (рис.3.3.15).
В аппаратах значительного размера ре-
шетки часто выполняются в виде нескольких
отдельных секций (в аппаратах круглого сече-
ния - до 12 отдельных секторов). Для высоко-
температурных процессов конструкция газо-
распределительной решетки и способ ее креп-
ления к корпусу аппарата должны учитывать
температурные расширения материалов решет-
ки и опорных элементов (колец) [21, 27].
Рис. 3.3.13. Аппарат для гранулирования солей
в псевдоожиженном слое собственных гранул:
/ - слой гранул материала; 2 - газораспределительная
решетка; 3 - механическая форсунка; 4 - шнек выгрузки
гранул; 5 - газовая горелка; I- подача жидкого и
выгрузка гранулированного материала, II- ввод
воздуха и вывод сушильного агента;
III- ввод природного газа
Рис. 3.3.15. Схемы газораспределительных устройств:
а - беспровальная решетка с тангенциальным вводом газа; б - беспровальная призматическая решетка;
в - щелевая решетка; I- вход псевдоожижающего газа; II- циркуляция частиц в нижней части слоя
338
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.3.16. Схема гранулятора с гравитационной
классификацией гранул на выходе материала:
1 - воздушный классификатор; I- подача материала
на грануляцию; II- подвод и отвод сушильного
агента; III- отвод гранулированного
материала после классификации
При недостатке вводимого в слой количе-
ства теплоты с псевдоожижающим агентом
(или, наоборот, при избытке выделяющейся в
слое теплоты) внутри объема слоя могут разме-
щаться дополнительные теплообменные по-
верхности змеевикового или ламельного типов.
Загрузка материалов в аппараты произво-
дится с помощью обычных бункерных уст-
ройств и секторных питателей, регулирующих
расход загружаемого дисперсного материала.
Сложнее обстоит дело с загрузкой пастообраз-
ных материалов, для чего используют, напри-
мер, вибрационные питатели с подачей пасты
через перфорированную решетку питателя [61]
на верхнюю поверхность слоя.
Выгрузка дисперсного материала из ап-
парата производится через сливной порог, что
позволяет автоматически поддерживать задан-
ную уровнем этого порога высоту слоя, массу
материала в объеме слоя и объемный расход
выгружаемого материала. Когда необходимо
предусмотреть надежную выгрузку крупных
частиц и образующихся в слое агломератов
материала, используется выгрузка материала с
уровня газораспределительной решетки; в та-
ком случае на линии выгрузки также необхо-
дим дозирующий питатель обычно секторного
типа.
При получении гранул какого-либо жела-
тельного размера или фракционного состава из
исходной суспензии или раствора для создания
устойчивого во времени, стационарного непре-
рывного процесса необходима выгрузка не всего
образующегося в слое полидисперсного про-
дукта, а его сепарированная выгрузка. Воздуш-
ный сепаратор с вертикальным потоком сепари-
рующего воздуха возвращает в псевдоожижен-
ный слой мелкие гранулы продукта для их даль-
нейшего роста (рис. 3.3.16), а крупные гранулы
кондиционного или большего размеров, ско-
рость осаждения (витания) которых больше
скорости вертикального потока сепарирующе-
го воздуха, выгружаются из нижней части се-
паратора в качестве готового продукта [27].
Для односекционных аппаратов псевдо-
ожиженного слоя разработаны типовые ряды
размеров, рекомендуемых для использования
при термообработке тех или иных материалов
[27, 57,61,65].
Разновидностью аппаратов с псевдоожи-
женным слоем являются аппараты с фонтани-
рующим слоем дисперсного материала [35],
которые имеют существенно уменьшенное по
сравнению с сечением основной части аппара-
та сечение патрубка, подводящего газовый
поток в нижнюю часть аппарата. Используются
два основных вида аппаратов этого типа круг-
лой формы (рис. 3.3.17): с постоянным по вы-
соте сечением и увеличивающимся по ходу
вертикального потока воздуха сечением аппа-
рата. Аппараты с фонтанирующим слоем могут
иметь не только круглую, но и прямоугольную
форму - это аппараты со щелевым подводом
газа. Преимущество аппаратов щелевидной
формы состоит в относительной простоте гео-
метрического моделирования гидродинамиче-
ского процесса; недостаток - в не всегда удов-
летворительной равномерности фонтанирова-
ния по длине протяженной щели аппарата.
Характерная особенность способа орга-
низации взаимодействия дисперсного материа-
ла и газового потока в фонтанирующем слое
состоит в более упорядоченном циркуляцион-
ном движении дисперсного материала внутри
аппарата между центральным фонтаном восхо-
дящего газового потока с относительно не-
большим содержанием твердой фазы и пери-
ферийной зоной плотного, опускающегося
вниз материала. При этом крупные частицы
материала относительно большее время пребы-
вают в нижней части фонтана, в которой тем-
пература газа наибольшая, что в большинстве
АППАРАТЫ ПСЕВДООЖИЖЕННОГО СЛОЯ
339
Рис. 3.3.17. Направления движения дисперсного материала и взвешивающего
агента в аппаратах с фонтанирующим слоем:
а - цилиндрической формы; б — конической формы; в - щелевой формы;
7 - направляющий козырек; 7- подвод влажного и отвод высушенного
материала; 77- подвод и отвод сушильного агента
случаев благоприятно для процессов термиче-
ской обработки полидисперсных материалов.
Значительная площадь поперечного сечения
верхней части аппарата позволяет снизить унос
пыли и мелких фракций материала.
Аппараты с фонтанирующим слоем ис-
пользуются преимущественно для термообра-
ботки крупнодисперсных материалов со значи-
тельным кинетическим сопротивлением прохо-
дящему внутри частиц процессу, при этом цик-
личность появления частиц в нижней высоко-
температурной зоне не приводит к нежелатель-
ному перегреву материала ввиду относительно
краткого времени пребывания частиц в высо-
котемпературной зоне центрального фонтана.
Угол конусности таких аппаратов обычно
составляет 30...40°, а доля нижнего газоподво-
дящего сечения по отношению к верхнему
сечению аппарата не менее 10 %; высота слоя
дисперсного материала должна в 3 раза и более
превышать диаметр газоподводящего штуцера;
размер частиц фонтанирующего дисперсного
материала обычно не должен быть менее
1...2мм, что необходимо для устойчивого
фонтанирования.
В сушилке для жидких и пастообразных
красителей, имеющей кольцевую форму
(рис. 3.3.18), исходный влажный материал
распыляется внутрь фонтанирующего слоя
четырьмя механическими форсунками грубого
Рис. 3.3.18. Аппарат с фонтанирующим
слоем кольцевой формы:
7 - конический корпус; 2 - центральный стакан,
регулирующий высоту слоя; 3- кольцевая
решетка; /- материал; //-сушильный агент
340
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
распыления; выгрузка сухих гранул произво-
дится через центральный цилиндрический по-
рог, вертикальным перемещением которого
рабочая высота слоя может изменяться в неко-
торых пределах [32].
Многосекционные и комбинированные
аппараты. Интенсивное перемешивание дис-
персного материала в псевдоожиженных и в
фонтанирующих слоях приводит к неравно-
мерной обработке отдельных частиц (или пор-
ций) выгружаемого из аппарата материала, что
тем существеннее, чем крупнее частицы и зна-
чительнее их внутреннее сопротивление про-
цессам переноса теплоты и массы. Этот нега-
тивный эффект заметно снижается использова-
нием секционирования псевдоожиженных
(фонтанирующих) слоев. Частицы дисперсного
материала, последовательно перемещаясь через
секции аппарата, имеют суммарное время пре-
бывания материала в аппарате
т = Иап/Ис,
где - объем твердой фазы в аппарате; Vc -
объемный расход материала через аппарат.
Чем больше число секций, тем более рав-
номерная обработка выходящего из последней
секции потока дисперсного материала [62].
Еще одно преимущество секционированных
аппаратов состоит в возможности подавать в
каждую секцию псевдоожижающий агент с
различными значениями температуры и скоро-
сти и даже проводить в отдельных секциях
различные процессы. При вертикальном сек-
ционировании возможна организация общего
противоточного движения потоков дисперсно-
го материала и газа, что позволяет в более пол-
ной степени использовать разности потенциа-
лов взаимодействующих потоков.
Секционирование может производиться
размещением вертикальных перегородок в слое,
имеющем общую для всех секций газораспре-
делительную решетку, как это, например, реа-
лизовано в четырехсекционной прямоугольной
сушилке фирмы Турбо-Фло (рис. 3.3.19), где в
первых двух секциях производится сушка дис-
персного материала, а в двух последних - ох-
лаждение высушенного продукта холодным
воздухом, подаваемым под решетку двух по-
следних секций. Перегородки могут иметь от-
верстия для прохождения материала или могут
одновременно выполнять функции переливных
порогов, с помощью которых регулируются
высоты слоев в каждой секции. Горизонталь-
ные, многосекционные аппараты обычно не
имеют значительной высоты, но занимают
большую производственную площадь.
Двухступенчатый аппарат для обезвожи-
вания пастообразных материалов [61] пред-
ставляет собой два конуса, размещенных один
Рис. 3.3.19. Прямоугольный четырехкамерный аппарат для
сушки и охлаждения дисперсных материалов:
1 - корпус; 2 - вертикальные перегородки; 3 - газовые горелки; 4 - циклонная
система пылеочистки; 5 - регулируемый порог выгрузки материала;
/- подача влажного и отвод высушенного материала; II- подвод
и отвод сушильного агента; III- подача природного газа
АППАРАТЫ ПСЕВДООЖИЖЕННОГО СЛОЯ
341
в другом (рис. 3.3.20). Исходный пастообраз-
ный материал с помощью вибрационного пита-
теля подается сверху во внутренний конус, в
который снизу поступает сушильный агент с
наибольшей температурой. Подсушенные гра-
нулы через верхний срез внутреннего конуса
(или через отверстия в его боковой поверхно-
сти) переливаются в наружную коническую
секцию аппарата, в которой гранулы досуши-
ваются сушильным агентом меньшей темпера-
туры.
В трехсекционном вертикальном аппара-
те с псевдоожиженными слоями прямоуголь-
ного сечения 2,5x1,5 м и протяженностью в
направлении движения материала 3,8 м пере-
мещение материала из одной секции в другую
осуществляется по перетокам, раположенным в
шахматном порядке по боковым сторонам
слоя; решетки с отверстиями диаметром 1,4 мм
расположены под углом 2...3° к горизонту, что
позволяет обеспечивать направленное, попе-
речное потоку сушильного агента движение
псевдоожиженного дисперсного материала в
Рис. 3.3.20. Двухступенчатый аппарат для
сушки пастообразных материалов:
/ - внутренняя коническая камера; 2 - наружная
камера; 3 - эксцентриковый вибратор; 4 -
решетка дозатора пасты; 5 - регулятор
высоты выгрузки материала
из первой камеры
каждом слое, а следовательно, более равно-
мерную степень высушивания и охлаждения
материала. В аппарате такой конструкции вы-
сушиваются и охлаждаются сульфат аммония и
другие дисперсные материалы.
Теплообменный секционированный ап-
парат может иметь переточно ожижаемые слои
на наклонной газораспределительной решетке
с малым гидравлическим сопротивлением
(рис. 3.3.21) [55].
В вертикальном многосекционном аппа-
рате цилиндрической формы могут проводить-
ся процессы адсорбции гранулированными
адсорбентами и глубокой сушки дисперсных
материалов в режиме ступенчатого противото-
ка [62].
При работе вертикальных многосекцион-
ных аппаратов (аналогов колонных массооб-
менных аппаратов тарельчатого типа) сущест-
венна надежная работа переточных устройств,
по которым дисперсный материал передается
из верхнего псевдоожиженного слоя на ниж-
ний. Перемещение дисперсного материала по
перетокам обычно осуществляется плотным
движущимся слоем. При этом очевидное гидро-
динамическое условие должно состоять в пре-
обладании гидростатического давления плот-
Рис. 3.3.21. Теплообменный аппарат с переточно
ожиженным секционированным слоем:
1 — газораспределительный короб; 2 - наклонная
газораспределительная решетка; 3 - секционирующие
перегородки; 4 - выгружной порог; / - загрузка
и выгрузка дисперсного материала;
// - ввод и вывод взвешивающего
теплоносителя (воздуха)
342
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
ного слоя материала внутри перетока pMgHn
(где рм - насыпная плотность дисперсного
материала, Нп - высота переточной трубки)
над гидравлическим сопротивлением газорас-
пределительной решетки Д/?р. В противном
случае под действием разности давлений Дрр
плотный слой движущегося в перетоке мате-
риала окажется вытолкнутым в верхний слой и
весь газовый поток устремится в освободив-
шийся от материала переток.
Из известных перетоков [21] наиболее
надежными следует полагать перетоки, снаб-
женные в нижней части поддерживающими
элементами (рис. 3.3.22, д-ж) или дозаторами
(рис. 3.3.22, и), предотвращающими провали-
вание материала из перетока в нижний слой
при возможных изменениях гидродинамиче-
ского режима аппарата (чаще - расхода газа).
Верхний срез переточной трубки может слу-
жить сливным порогом, автоматически под-
держивающим высоту псевдоожиженного слоя.
Перетоки с инжекционными побудителями
движения материала (рис. 3.3.22, к -м) препят-
ствуют образованию агломератов при движе-
нациях с аппаратами других типов, позволяю-
щих производить быстро протекающую пред-
варительную обработку дисперсных материа-
лов с последующей их более продолжительной
доработкой в псевдоожиженном слое. Комби-
нированные установки такого типа используют
при сушке материалов, когда в первой ступени
(пневматической сушки или подсушки в ци-
клоне) в течение нескольких секунд пребыва-
ния дисперсного материала снимается поверх-
ностная влага для предотвращения возможного
комкования влажного материала, а затем в
псевдоожиженном слое в течение нескольких
или десятков минут удаляется внутренняя вла-
га из частиц высушиваемого материала.
Комбинированная сушилка с последова-
тельным (по направлению перемещения мате-
риала) соединением вертикальной пневматиче-
ской трубы - сушилки и псевдоожиженного
слоя с параллельной подачей сушильного
агента, предназначен для глубокой осушки,
например, гранулированного поливинилхлорида
(рис. 3.3.23) [61]. В пневмотрубе / материал
подсушивается от 24 до 2 %: затем он отделя-
ется в циклоне 3 от транспортирующего су-
шильного агента, и попадает в аппарат 2 с
нии комкующихся материалов.
двумя последовательными псевдоожиженными
ж)
Рис. 3.3.22. Основные типы самотечных перетоков:
а - цилиндрический; б-конический сужающийся; в - ступенчато сужающийся; г - с коническим сужением
на выходе; д - цилиндрический с диафрагмой; е - цилиндрический с поддерживающим диском;
ле-то же, с конусом; з - самотечный двойной; и - с механическим затвором;
к и л - эжекционные; м - инжекционный
АППАРАТЫ ПСЕВДООЖИЖЕННОГО СЛОЯ
343
Рис. 3.3.23. Комбинированный сушильный аппарат типа пневмотруба -
кипящий (псевдоожиженный) слой фирмы Нара (Япония):
1 - пневмотруба; 2 - вертикальный аппарат с двумя слоями; 3 - циклоны,
4 - шнековый питатель; 5 - калорифер и фильтры; / -дисперсный
материал; //- сушильный агент, ///- греющий пар
секции аппарата единовременно находится по
125 кг материала, что обеспечивает среднее
время его пребывания в каждой секции 6 мин.
Установка может работать в периодическом
режиме.
В комбинированной сушилке типа циклон -
псевдоожиженный слой, частичная предвари-
тельная очистка отходящего из аппарата 1 су-
шильного агента от пыли осуществляется при
его контакте с исходным влажным материалом
в месте загрузки последнего (рис. 3.3.24). При-
пудривание исходного материала пылью час-
тично предотвращает нежелательное образова-
ние агломератов во влажном продукте. Теплота
отработавшего в циклоне сушильного агента
(теплоносителя) используется для предвари-
тельного подогрева и подсушки влажного ма-
териала [57].
Элементы расчета аппаратов с псевдо-
ожиженным слоем. Аппараты с псевдоожи-
женным слоем в большинстве случаев работа-
ют под давлением, близким к атмосферному
(чаще под небольшим разрежением). В тех
случаях, когда технологические процессы тре-
буют значительных избыточных давлений (на-
пример, при некоторых каталитических про-
цессах), расчеты аппаратов на прочность и
устойчивость не отличаются от обычных рас-
четов такого рода.
Рис. 3.3.24. Комбинированный аппарат типа
циклон - кипящий (псевдоожиженный) слой:
1 - аппарат псевдоожиженного слоя; 2 - циклон;
3 - питатель для влажного материала; 4 -
воздушные конфузоры; / -загрузка
и выгрузка материала; //- вход и
выход сушильного агента
344
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Определение габаритных размеров аппа-
рата обычно начинается с установления воз-
можного диапазона изменения скорости псев-
доожижающего агента, внутри которого суще-
ствует псевдоожиженный слой конкретного
дисперсного материала. Для монодисперсного
материала сферической формы скорости нача-
ла псевдоожижения wKp и уноса частиц из
слоя УГуН могут быть определены по извест-
ному соотношению [77]:
Re = Аге4'75/ 18 + 0,б(Аге4-75
(3.3.10)
где Re = wdIv; и- - скорость взвешивающего
газа, отнесенная к свободному сечению аппа-
рата; d - диаметр частиц; v - кинематическая
вязкость газа; Ar = gd$ (рт - рг )/(prv2 j;
рт и рг - плотность соответственно материа-
ла частиц и газа; 8 - порозность слоя.
При 8 = 0.4 из критерия Re определяется
значение HKp, при 8 = 1 - значение и\н.
Определяемое по данным предваритель-
ных опытов значение 8 в теоретических преде-
лах 8 = 0.4... 1 (обычно 0.5...0.75) дает возмож-
ность по (3.3.10) найти рабочую скорость w
газа: wKp < w< wyH.
По величинам объемного расхода Ис и
скорости w газа определяется необходимая
площадь поперечного сечения аппарата (ре-
шетки):
5 = Hc/w.
Значение Кс обычно находят из соотно-
шений материального и теплового балансов
конкретного технологического процесса по
количеству теплоты Q. выделяемой (или по-
глощаемой) дисперсным материалом в псевдо-
ожиженном слое, для чего в предварительных
опытах получают температуру газа /вых на
выходе из слоя:
Q ~ ^сРгсг (/о — ^вых )’
где Zq - температура газа на входе в псевдо-
ожиженный слой, находится из условий кон-
кретного технологического процесса и терми-
ческой стойкости обрабатываемого в слое ма-
териала.
Величина Q определяется тепловым эф-
фектом конкретного процесса (теплотой хими-
ческой реакции при обжиге, горении или ката-
литическом процессе, теплотой испарения при
сушке, теплоемкостью материала при его на-
греве или охлаждении и др.) и задаваемым при
проектировании расходом дисперсного мате-
риала [57 ].
Средняя степень отработки потока дис-
персного материала на выходе из псевдоожи-
женного слоя в общем случае может быть оп-
ределена по соотношению
у = |у(т)р(т)Л,
о
где у(т) - кинетика изменения степени отра-
ботки представительной порции частиц мате-
риала, зависящая от установившихся в слое
условий (температуры, концентрации реаги-
рующих компонентов, скорости газа и др.),
получаемая в общем случае в предварительных
экспериментах; р(т) - плотность распределе-
ния проходящего через псевдоожиженный слой
потока дисперсного материала по времени его
пребывания в слое, также определяемая в
предварительных i идродинамических опытах с
мечеными частицами.
По известным зависимостям у(т) и
р(т) можно вычислить не только величину у,
но и распределение непрерывно выходящего из
псевдоожиженного слоя дисперсного материа-
ла по степени отработки отдельных его частей
[62].
При термической обработке (нагреве, ох-
лаждении. сушке и др.) мелких частиц диамет-
ром, равным 1 мм или менее, суммарная по-
верхность которых в слое весьма велика,
обычно считается, что такой мелкодисперсный
материал поглощает или отдает газовому пото-
ку практически всю теплоту и поэтому темпе-
ратура газа практически достигает температу-
ры материала на расстоянии 50... 100 мм от
газораспределительной решетки. При этом
средняя степень отработки дисперсного мате-
риала у на выходе из непрерывно действующе-
го аппарата может быть определена по уравне-
нию теплового баланса [27].
РОТОРНО-МОДУЛЯЦИОННЫЕ АППАРАТЫ
345
При проектировании установок с псевдо-
ожиженным слоем практически существенным
является вопрос о величине общего перепада
статического давления, необходимого для про-
хождения газовым потоком газораспредели-
тельной решетки и слоя. Поскольку последова-
тельно с таким аппаратом в линии подачи газо-
вого потока практически всегда имеются кало-
рифер (топка), циклоны, пылегазовые или мок-
рые фильтры, трубопроводы, устройства, регу-
лирующие расход, развиваемый центробежны-
ми вентиляторами (даже высокого давления),
напор обычно не превышает 120 кПа, этого
общего напора нередко оказывается недоста-
точно для обеспечения необходимого расхода
газа Кс. Поэтому по возможности следует
более точно оценивать перепад давлений на
газораспределительной решетке
~ qpг нотв ’
где гготв - скорость газа в отверстиях решет-
ки; g - суммарный коэффициент сопротивле-
ния отверстия (колпачка) решетки [21, 77].
Перепад давлений на псевдоожиженном
слое определяется весом взвешенного в слое
дисперсного материала:
ДРпс “ Рт#0 “ е) ^пс-
Расчет гидравлических сопротивлений
трубопроводов, циклонов, фильтров, регули-
рующих и измерительных устройств и подбор
конкретного вентилятора по рабочей точке на
его напорной характеристике проводятся по
традиционным методикам [58].
3.3.3. РОТОРНО-МОДУЛЯЦИОННЫЕ
АППАРАТЫ
Роторно-модуляционным аппаратом
называется такой аппарат (имеющий в своем
составе ротор), в котором происходит преобра-
зование (модуляция) потенциальной и кинети-
ческой энергии, подводимой к аппарату (про-
пускаемой через аппарат) рабочей жидкости
(или смеси жидкости с твердыми частицами,
жидкостью или газом), в энергию других видов -
в основном, акустическую, кавитационную,
тепловую и кинетическую энергию пульсаци-
онного, разгонно-тормозного движения. Эти
аппараты применяют в химической, пищевой,
горнодобывающей, угольной, парфюмерной,
фармацевтической, машиностроительной и
других отраслях промышленности для обра-
ботки систем жидкость - жидкость, жидкость -
твердое тело и газ - жидкость, на технологиче-
ской стадии диспергирования: получения двух-
фазных и многокомпонентных в общем случае
эмульсий (дисперсий, суспензий) как концен-
трированных, так и разбавленных.
Исследованию рот орно-модуляционных
аппаратов посвящено большое количество ра-
бот [2, 7, 23 -25,51,52].
Классификация роторно-модуляцион-
ных аппаратов. Основными частями роторно-
модуляционного аппарата являются соосные
ротор и статор с отверстиями (каналами), по-
мещенные в полом корпусе (рабочей камере) с
некоторым зазором относительно друг друга. В
них реализуются следующие основные факто-
ры воздействия на жидкую гетерогенную сре-
ду: механический: гидродинамический (в том
числе кавитационный); гидроакустический (в
том числе кавитационный).
В роторно-пульсационных (РИА) и гид-
родинамических аппаратах роторного типа
(ГАРТ) основными являются механический и
гидродинамический факторы воздействия. Ве-
личина зазора между ротором и статором в них
сравнима с геометрическими параметрами ка-
налов - шириной или высотой.
В роторных аппаратах с модуляцией по-
тока (РАМП) и роторно-импульсных аппаратах
(РИА) основными являются гидродинамиче-
ский и гидроакустический факторы воздейст-
вия. Величина зазора между ротором и стато-
ром в них мала по сравнению с поперечными
размерами каналов ротора и статора.
Классификация роторно-модуляционных
аппаратов по различным признакам представ-
лена в табл. 3.3.6.
Основной конструктивный признак аппа-
рата определяется формой и расположением
каналов ротора и статора относительно оси
вращения ротора. По этому признаку роторно-
модуляционные аппараты разделяются на ра-
диальные (обрабатываемая среда движется в
каналах ротора и статора в радиальном направ-
лении), аксиальные (обрабатываемая среда
движется в аксиальном направлении) и ради-
ально-аксиальные (обрабатываемая среда дви-
жется в направлении, промежуточном между
аксиальным и радиальным). Этот признак в
наибольшей мере определяет особенности рас-
чета параметров аппарата.
346
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
3.3.6. Классификация роторно-модуляционных аппаратов
Признак Тип аппарата
Организация процесса течения Периодического и непрерывного действия
Расположение в технологической линии Погружной, проходной
Вид конструкции ротора и статора - расположе- ние каналов ротора и статора относительно оси вращения ротора Радиальный, аксиальный, радиально- аксиальный
Подвод обрабатываемой среды В полость ротора, в полость статора
Расположение входного патрубка Центральный аксиальный, нецентральный, тангенциальный
Подача обрабатываемой среды Самовсасыванием, внешним насосом, смешан- ного типа
Сечение каналов ротора и статора Прямоугольное, круглое, треугольное, трапе- циевидное, сложной конфигурации
Направление каналов ротора и статора Радиальное, нерадиальное, тангенциальное, сходящееся, пересекающееся
Форма рабочей камеры Цилиндрическая, коническая, тороидальная
Зазор между ротором и статором Регулируемый, постоянный
Количество ступеней (пар ротор - статор) Одноступенчатый, двухступенчатый, много- ступенчатый
Наличие дополнительных источников колебаний С дополнительным источником колебаний, без дополнительною источника колебаний
Подвод компонентов обрабатываемой среды Раздельный, общий
Дополнительные диспергирующие элементы Колебательные элементы, пружины, тела каче- ния. иглы
Расположение каналов перфорации Однорядное, многорядное, специальным обра- зом
Азимутальное расположение каналов Эквидистантное, с переменным шагом
Положение статора относительно ротора Статор внутри ротора, ротор внутри статора
Цикличность обработки обрабатываемой среды Однократная, с рециркуляцией
Основные конструкции роторно-моду-
ляционных аппаратов. Независимо от типа
роторно-модуляционные аппараты работают в
соответствии с одним принципом - расход
обрабатываемой среды периодически изменя-
ется по определенному закону, т.е. модулиру-
ется как во времени, так и в пространстве, при-
чем закон модуляции определяется геометри-
ческими (конструктивными) и режимными
характеристиками аппарата.
Компоненты обрабатываемой среды от-
дельно или совместно подаются в аппараз че-
рез входной патрубок при помощи внешнего
насоса (для роторно-модуляционных аппаратов
аксиального типа) или самотеком и (или) под
действием внешнего насоса (для роторно-
модуляционных аппаратов радиального типа).
Затем под действием внешнего давления и
центробежных сил (в аппаратах аксиального
типа центробежные силы инерции напора не
создают) обрабатываемая среда поступает в
рабочую камеру через совпадающие в опреде-
ленные моменты времени каналы ротора и
статора.
Таким образом происходит модуляция
течения - обрабатываемая среда изменяет свои
РОТОРНО-МОДУЛЯЦИОННЫЕ АППАРАТЫ
347
кинематические характеристики (скорость и
ускорение), периодически испытывая ускоре-
ние и торможение, вследствие чего возникают
значительные знакопеременные напряжения
(при этом возможно возникновение кавитации
и связанных с ней напряжений), действующие
на обрабатываемую среду. Модуляция течения
характеризуется несимметрией во времени,
поскольку процесс ускорения обрабатываемой
среды более продолжителен, чем процесс тор-
можения, при этом на этапе торможения отри-
цательное ускорение по абсолютному значе-
нию значительно превышает положительное
ускорение на этапе ускорения.
Кроме указанных факторов на обрабаты-
ваемую среду воздействуют значительные ка-
сательные (сдвиговые) напряжения в зазоре
между ротором и статором, турбулентность,
пульсации, вибрации, акустические колебания,
гидродинамическая и акустическая кавитация.
Затем из рабочей камеры аппарата обра-
батываемая среда вытекает через выходной
трубопровод в бак готовой продукции или (в
случае необходимости) ца линию циркуляции
для повторной обработки.
Ротор и статор могут иметь любую фор-
му. Наибольшее распространение получили
дисковые роторы и статоры (в аппаратах акси-
ального типа) и цилиндрические и конические
роторы и статоры (в аппаратах радиального
типа). В конических аппаратах при помощи
относительного осевого перемещения ротора и
статора можно регулировать величину ради-
ального зазора между ними как при исследова-
нии. так и при промышленной наладке и пуске
аппарата в эксплуатацию.
Отверстия (каналы) в роторе и статоре
могут иметь поперечное сечение различной
формы (прямоугольное, круглое, треугольное,
эллиптическое, Т-образное, Г-образное и др.).
Кроме того, каналы ротора и статора могут
быть одинаковыми или отличаться между со-
бой в зависимости от назначения аппарата.
Отверстия круглого сечения наиболее просты в
изготовлении. Их обычно выполняют в про-
мышленных установках с относительно малой
производительностью. В тех случаях, когда
необходимо обрабатывать десятки кубических
метров жидкой среды в час, отверстия в роторе
и статоре следует выполнять прямоугольного
сечения.
Основное влияние на технологические
процессы оказывают следующие геометриче-
ские параметры роторно-модуляционного ап-
парата:
ширина отверстий по дуге вращения
внешней боковой поверхности ротора Яр и
статора ас;
расстояние между краями соседних кана-
лов Ь;
толщина боковых стенок (для роторно-
модуляционных аппаратов радиального типа)
или толщина дисков (для роторно-
модуляционных аппаратов аксиального типа)
ротора /р и статора /с, которые определяют
инерцию жидкости при ее течении из каналов
ротора через каналы статора в рабочую камеру;
радиальный (для роторно-модуляционных
аппаратов радиального типа) и аксиальный
(для роторно-модуляционных аппаратов акси-
ального типа) зазор 8.
Режимными параметрами являются пере-
пад давлений между входом в аппаратат и вы-
ходом из него Др и угловая скорость ротора Q.
Роторно-модуляционный аппарат ради-
ального типа с регулируемым радиальным
зазором между ротором и статором представ-
лена на рис. 3.3.25, аксиального типа - на
рис. 3.3.26 и радиально-аксиального типа - на
рис. 3.3.27, радиального типа с нерегулируе-
мым радиальным зазором между ротором и
статором - на рис. 3.3.28.
Основные технические данные типичного
роторно-модуляционного аппарата радиально-
го типа приведена ниже.
Производительность, м3/ч............. 0... 10
Частота вращения ротора, мин-1....... 0.. .3600
Число каналов.
в роторе.........................40
в статоре........................ 10...40
Частота генерации импульсов
давления (частота модуляции
обрабатываемой среды), кГц.............0.. .2,5
Радиальный зазаор между ротором и
статором, мм........................... 0,05... 1,00
Радиус внешней поверхности ротора, мм 70. .100
Радиус внутренней поверхности
рабочей камеры, мм..................... 100...200
Мощность электродвигателя, кВт....... 1... 4
Ширина каналов, мм:
ротора.......................... 1...3
статора..........................2
Высота каналов, мм:
ротора........................... 6
статора.......................... 5
Конусность боковых поверхностей
ротора и статора,0..................... 0...6
Диапазон рабочих температур, °C......10... 100
348
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 33.25. Роторно-модуляциоиный аппарат
радиального типа с регулируемым радиальным
зазором между ротором и статором:
1 - ротор; 2 - отверстия (каналы) ротора; 3 - статор,
4 - входной патрубок; 5 - отверстие (канал) статора;
6 - выходной патрубок; 7 - рабочая камера
Рис. 3.3.28. Роторно-модуляционный аппарат
радиального типа с нерегулируемым
радиальным зазором между
ротором и статором
1 - входной патрубок; 2 - ротор; 3 - отверстие
(канал) ротора, 4 - отверстие (канал) статора;
5 - рабочая камера, 6 - выходной патрубок
/ 2
Рис. 3.3.26. Роторно-модуляционный
аппарат аксиального типа:
/ - статор; 2 - ротор; 3 - входной патрубок,
4 - рабочая камера
Расчет основных технологических ха-
рактеристик и конструктивных размеров,
энергетических затрат и мощностей приво-
дов. Расчет основных технологических харак-
теристик и конструктивных размеров роторно-
модуляционного аппарата ведется на основе
решения нестационарного уравнения Бернулли
для модулятора аппарата, образованного кана-
лами ротора и статора и зазором между ними.
Для роторно-модуляционного аппарата акси-
ального типа основное уравнение имеет вид:
dv
— +
dt
4
у ,v~ Bvv
/d — + С— +--------
2d 2 2d
Ьр.
р
(3.3.11)
Рис.3.3.27. Роторно-модуляционный аппарат
радиально-аксиального типа:
/ - входной патрубок; 2 - ротор; 3 - канал ротора,
4 - статор; 5 - канал статора; 6 - рабочая
камера; 7 - выходной патрубок
для роторно-модуляционного аппарата ради-
ального типа
е dt 2у d ) р 2 р
(3.3.12)
где !’(/) = Q(t}/S^ - мгновенное значение
средней по сечению канала статора скорости
(среднерасходной скорости); 0(/) - объем-
ный расход жидкости как функция времени;
Sq - площадь сечения канала статора (выход-
ного отверстия модулятора); 1е = / + (1 + Л)х
х/71 “ эффективная длина модулятора
(прерывателя); Г - квадратный корень из от-
ношения площади выходного отверстия моду-
лятора (выходного отверстия канала статора) к
площади входного отверстия модулятора (вход-
ного отверстия канала ротора); / - суммарная
РОТОРНО-МОДУЛЯЦИОННЫЕ АППАРАТЫ
349
толщина боковых стенок ротора и статора и
зазора 8 между ротором и статором; X - коэф-
фициент гидравлического сопротивления тре-
ния; d - гидравлический диаметр каналов пре-
рывателя; Др - перепад давлений на модуля-
торе; £ - суммарный коэффициент местного
гидравлического сопротивления; В - коэффици-
ент гидравлического сопротивления, учиты-
вающий потери напора, линейно зависящие от
скорости жидкости; v - коэффициент кинемати-
ческой вязкости жидкости; р - плотность обра-
батываемой среды; Q - угловая скорость рото-
ра; 7?р - радиус внешней поверхности ротора.
S/Sq.... О 0,1 0,2 0,25 0,3 0,4
е.... 0,61 0,61 0,62 - 0,62 0.63
В.... - - - 3000
При протекании обрабатываемой среды
по каналам подвижного ротора и неподвижно-
го статора в промежутке времени 0,
гидравлическое сопротивление модулятора
уменьшается, а в промежутке времени
2a/(QR^ увеличивается, поэтому на
первом этапе: длительностью t§=a](Q.R)
обрабатываемая среда ускоряется, а на втором
этапе (особенно в его конце) - замедляется.
Характерные зависимости среднерасходных
величин скорости V и ускорения dv/dt обраба-
тываемой среды от времени t в модуляторе
роторно-модуляционного аппарата представ-
лены на рис. 3.3.29.
На основе решения основного уравнения
определяются:
средний за период модуляции Т расход
обрабатываемой среды
1 Т
{Q) = ZSQ-\v(t)dt- (3.3.14)
1 о
глубина отрицательного импульса давления,
генерируемого модулятором:
дРотР ; (3-315>
V 2л dt min
число кавитации
Рк ~ Pv(®)
% = (3.3.16)
АРотр
Коэффициент гидравлического сопротив-
ления модулятора аппарата
= ’ (3313)
где 5(г) - площадь сечения системы каналов
ротора и статора, свободная ия протекания
обрабатываемой среды (проходное сечение) в
данный момент времени; зависит от скорости
вращения ротора, формы сечения каналов и
зазора между ротором и статором.
Значения коэффициентов 8 и В приведе-
ны ниже.
0,5 0,6 0.7 0,75 0,8 0,9 1,0
0,64 0,66 0,69 - 0,72 0,78 1,0
1300 35 - - 75
dv/dt обрабатываемой среды в модуляторе
роторно-модуляционного аппарата от
времени t при различных значениях
(Др = 3105 Па; 6 = 0,2 мм):
/ - = 5 10^ мс; 2- = 10 4 мс;
3 - = 210~4 мс, 4- Го = ЗЮ4 мс,
5 - = 5 104 мс
350
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
где Z - число каналов в роторе (статоре) аппа-
рата; рк - гидростатическое давление обраба-
тываемой среды в рабочей камере; pv(Q) -
давление насыщенных паров основного жидко-
го компонента обрабатываемой среды в рабо-
чей камере аппарата при температуре 0;
А/?отр “ глубина отрицательного импульса
давления (по абсолютному значению), генери-
руемого при торможении обрабатываемой сре-
ды в модуляторе аппарата.
Период модуляции
а + Ь
~ Q.R ’
Для эффективного проведения техноло-
гического процесса (диспергирование, гомоге-
низация, растворение, смешение др.) в кавита-
ционном режиме работы аппарата требуется
выполнение условия % < 1. Это условие опре-
деляет эффективность работы роторно-модуля-
ционного аппарата в кавитационном режиме, и
расчет этого неравенства однозначно опреде-
ляет основные кинематические, режимные и
геометрические параметры этого аппарата.
Расчет минимальных энергетических за-
трат и мощностей приводов производится на
основе выражения
Pmin = 2лцЛр/?з q2/5 + + O.Sp-^y,
z s0
(3.3.17)
где Лр - высота боковой поверхности ротора;
ц - коэффициент динамической вязкости обра-
батываемой среды.
Первое слагаемое - мощность, расходуе-
мая на преодоление сил вязкого трения в зазо-
ре между ротором и статором, второе - мощ-
ность, связанная с преодолением сил сопро-
тивления в подводящем и выходном патрубках
аппарата; третье - мощность, соответствующая
кинетической энергии обрабатываемой среды.
В безразмерном виде основное расчетное
уравнение роторно-модуляционных аппаратов
радиального типа
dw 2п о/ \Но 1 Ro
— + w НоС(т) + ггВ(т)— = 1 + —,
dx v ке Но
(3.3.18)
аксиального типа
+ w2 Но^(т) + = 1,
dx V7Re
(3.3.19)
где
Но = - критерий гомохронности
2/е
(мера нестационарности потока обрабатывае-
мой среды); d - гидравлический (эквивалент-
ный) диаметр канала ротора (статора);
z
_ ас
Ко = ----| - ротационный коэффициент;
-АР‘о
v0 -——
Р^е
- масштаб скорости (характерная
ас
=---- - масштаб времени (ха-
Q.R
время); w = v/v§ - безразмерная
скорость),
рактерное
(относительная) скорость; т = t/tQ - безраз-
мерное (относительное) время.
Роторно-модуляционные аппараты целе-
сообразно применять при Но1, т.е. при
высокой степени нестационарности потока
обрабатываемой среды в кавитационном и тур-
булентном режимах работы аппарата.
3.3.4. ПЕНООБРАЗОВАТЕЛИ
Пенные аппараты используются для про-
ведения процессов очистки газов от пыли и
вредных компонентов, для получения новых
композиционных материалов с малой удельной
плотностью и развитой поверхностью пор, а
также для покрытия поверхностей тканей, по-
лимерных материалов и металлов тонкой рав-
номерной пленкой вспененной жидкости [73].
Обработка материалов пеной позволяет суще-
ственно сократить расходы жидкостей и одно-
временно улучшить равномерность обработки
поверхности.
Все пенные аппараты по принципу созда-
ния пены можно разделить натри группы:
колонного типа, в которых пена образу-
ется при диспергировании газа в жидкости за
счет наличия статических решеток и, иногда, за
счет применения ПАВ;
циклонно-пенные без статических реше-
ток;
пенообразователи роторного типа.
Пенные аппараты колонного типа со
статическими решетками [10, 73]. Пенные
аппараты, разработанные в ЛТИ им. Ленсовета,
ПЕНООБРАЗОВАТЕЛИ
351
Рис. 3.3.30. Пенный уловитель содовой пыли:
1 - корпус; 2 - решетка; 3 - порог; 4 - крышка;
5 - каплеотбойник; 6 - штуцер для входа жидкости;
7 - сливная коробка; 8 - штуцер для выхода
жидкости; 9 - вход газа; 10 - выход газа;
11 - люк со смотровым окном
Рис. 3.3.31. Схема пенного аппарата со
стабилизатором слоя пены (ПГПС-ЛТИ-И)
1 - корпус; 2 - провальная решетка;
3 - стабилизатор пены;
4 - орошающее устройство;
5 - каплеуловитель
в качестве основного элемента имеют ситча-
тую тарелку, на которой происходит образова-
ние подвижной нестабильной пены (без введе-
ния каких-либо пенообразователей) за счет
гидродинамических условий. При этом на та-
релке формируется сильно турбулизованный
газожидкостный пенный слой в виде быстро
движущихся пленок и струй жидкости, тесно
перемешанных с пузырьками и струями газа, и
обеспечивается большая удельная площадь
поверхности контакта фаз в единице объема
(до 1000 м2/м3).
Благодаря подвижности пены происходит
непрерывное обновление поверхности контак-
та, а следовательно, снижается диффузионное
сопротивление, повышается скорость процес-
сов, и при одинаковых производительностях
эти пенные аппараты имеют значительно
меньшие габаритные размеры по сравнению с
рядом аппаратов другого типа.
Однако из-за начилия тарелок в активном
объеме максимальная допускаемая скорость
газа в пенных аппаратах не превышает 3,5 м/с,
при очистке газов от абразивных пылей проис-
ходит износ тарелок, а следовательно, изменя-
ется первоначальный гидродинамический ре-
жим работы.
В одноступенчатом пенном уловителе со-
довой пыли исходный запыленный газ входит в
патрубок 9 (рис. 3.3.30), проходит через решет-
ку 2 и вспенивает жидкость, поступающую в
аппарат по штуцеру 6. В слое пены осуществ-
ляется очистка воздуха от пыли. Избыточная и
загрязненная жидкости сливаются через порог
3 в нижнюю часть пенного аппарата и выво-
дятся через штуцер 8. Очищенный воздух, от-
ражаясь от каплеотбойника 5, выходит через
патрубок 10.
Обычные пенные аппараты с провальны-
ми решетками при повышении скорости газа
(по свободному сечению) выше 2 м/с входят в
пульсирующий режим с волновыми пульса-
циями слоя пены. Поэтому пенные аппараты с
провальными решетками выполняют со стаби-
лизаторами 3 слоя пены (рис. 3.3.31), представ-
ляющие собой пакетные насадки высотой па-
кета 50 или 60 мм с квадратными ячейками
30x30 и 35x35 мм. Постановка стабилизатора
пены позволяет устойчиво работать при скоро-
сти газа до 3 м/с.
В промышленности нашли применение
многополочные пенные аппараты с более вы-
соким КПД абсорбции или пылеулавливания
(рис. 3.3.32). Для поддержания постоянной
высоты пенного слоя 80... 150 мм в аппарате
имеются переливной порог 7, сливная коробка 8,
перелив 9 и гидрозатвор 10.
Дальнейшим развитием аппаратов с сит-
чатыми тарелками явилась разработка безнаса-
352
Глава 3.3. ОБОРУДОВАНИЕ ДЛЯ ОБРАЗОВАНИЯ НЕОДНОРОДНЫХ СИСТЕМ
Рис. 3.3.32. Схема многополочного
пенного аппарата:
7 - корпус; 2 - приемная коробка для ввода газа;
3 - решетка; 4 - диффузор для ввода жидкости;
5 - сепарационное устройство; 6 - пенный слой;
7 - порог; 8 - сливная коробка; 9 - перелив;
10 — гидрозатвор
дочных циклонно-пенных аппаратов [10]. Бла-
годаря турбулизации газожидкостных потоков
при отсутствии насадки можно уменьшить
габаритные размеры и массу аппарата. Безна-
садочные циклонно-пенные аппараты допус-
кают в активном объеме высокие скорости газа
(до 7 м/с и выше) и большую плотность оро-
шения. В этих аппаратах вспенивание жидко-
сти осуществляется не с помощью решеток, а
иными конструктивными средствами. Поток
газов в них имеет вид раскручивающейся спи-
рали при его тангенциальном подводе.
Тангенциальный поток газа в улитке или
кольцевом пространстве между наружным и
внутренним цилиндрами аппарата способству-
ет пылеотделению (в случае использования
аппаратов в качестве пылеуловителей) и обес-
печивает возможность устойчивого формиро-
вания динамического газожидкостного слоя в
виде пены благодаря равномерной подаче газа
в активный объем, осуществляемой через
входное отверстие по всему периметру внут-
реннего цилиндра.
По конструктивным особенностям ци-
клонно-пенные аппараты следует отнести к
однополочным, поэтому их целесообразно
применять для процессов охлаждения и нагре-
ва газов, пылеулавливания, а также для аб-
сорбции и десорбции только хорошо раство-
римых паров и газов.
Эти аппараты весьма эффективны как га-
зоохладители, так как позволяют снизить тем-
Рис. 3.3.33. Схема циклонно-пенного улиточного
аппарата с внутренним конусом
и каплеуловителем
пературу газа до температуры уходящей из
аппарата воды при начальных значениях тем-
пературы газа до 400 °C. При этом одновре-
менно производится хорошая очистка газа от
пыли. Они весьма перспективны для адиабат-
ного снижения температуры газа, так как не
требуют протока воды, эффективны как абсор-
беры и десорберы хорошо растворимых паров
и газов.
Циклонно-пенные улиточные аппараты
(рис. 3.3.33). Аппарат состоит из полого ци-
линдра или конуса 2, улитки 1 для закручива-
ния потока газа, поступающего в активное про-
странство аппарата, двойного конуса 13 для
отвода шлама и отделения пузырьков газа от
уходящей из аппарата жидкости, патрубка 4
для подачи жидкости в аппарат, влагоотбойни-
ка 5 и каплеуловителя 6 для отделения капелек
жидкости из газа, выходящего из аппарата,
патрубка 7 для отвода газа и патрубков 12 и 8
для отвода жидкости. Для частичной стабили-
зации уровня пены в аппарате служит конусная
вставка 3, а для измерения уровня жидкости в
нем - водомерная трубка 11.
Спиральная улитка служит здесь для рав-
номерного подвода газового потока к активно-
му объему аппарата и частичного преобразова-
ния давления газа в динамический напор. В
спиральной } литке циклонно-пенных аппара-
тов газовый поток имеет противоположное
направление по сравнению с потоком в улитке
вентилятора.
Циклонно-пенный аппарат с тангенци-
альным патрубком (рис. 3.3.34). По оси кор-
пуса аппарата с помощью диска 3 установлен
внутренний цилиндр 6 с конусом 8 с четырьмя
окнами 7 для прохода газа, которые в статиче-
ском состоянии частично перекрыты жидко-
ПЕНООБРАЗОВАТЕЛИ
353
Рис. 33.34. Схема циклонно-пенного аппарата
с тангенциальным патрубком, кольцевой
зоной и каплеуловителем
стью, находящейся в бункере 10 с пластинчатой
решеткой (рис. 3.3.34). В верхней части внут-
реннего цилиндра установлен каплеуловитель 2.
Полость аппарата выше диска 3 является сепа-
рационной камерой. Уловленная жидкость
удаляется из аппарата по сливному патрубку /.
В таком аппарате газ подается через тан-
генциально расположенный патрубок 4 в коль-
цевое пространство, образованное наружным 5
и внутренним 6 цилиндрами. Получив враща-
тельное движение, газ поступает в нижнюю
часть аппарата, закручивает жидкость, нахо-
дящуюся там, и, понижая ее уровень, входит
через окна 7 во внутренний цилиндр. Жид-
кость, вытесненная из бункера давлением газа,
поднимается по конусной части 8 внутреннего
цилиндра, подхватывается и завихряется газо-
вым потоком, входящим в цилиндр через окна.
При этом во внутреннем цилиндре образуется
турбулизованный газожидкостный слой под-
вижной пены.
Циклонно-пенные аппараты с осевым
патрубком и центробежными и другими
завихрителями (рис. 3.3.35). Для обеспечения
пенного режима взаимодействия газа с жидко-
стью могут быть применены завихрители раз-
личных типов, которые обусловливают конст-
руктивные особенности циклонно-пенных аппа-
ратов.
В аппарате, представленном на рис.
3.3.35, а, обеспечивается равномерность рас-
пределения газа, закрученного в горизонталь-
ной плоскости на входе в активный объем,
создается фиксированная высота пенного слоя,
исключаются непроизводительные затраты
энергии на раскручивание и вращение невспе-
Рис. 3.3.35. Схемы циклонно-пенных аппаратов
с завихрителями потока
ниваемой жидкости в бункере. Это достигается
тем, что нижняя часть контактной трубы вы-
полнена в виде многоканальной решетки-
завихрителя 3, которая установлена непосред-
ственно на днище аппарата, а кроме каплеуло-
вителя 8 дополнительно установлен сепаратор 4
для разделения динамической пены. Решетка-
завихритель существенно усиливает турбули-
зацию пенного слоя. Фиксирование высоты
пены осуществляется верхним отводом жидко-
сти при наличии сепаратора для разделения
пены.
Использование решетки-завихрителя по-
зволило заменить тангенциальный патрубок, на
осевой, что, в свою очередь, дало возможность
уменьшить высоту и диаметр корпуса аппарата.
Аппарат содержит корпус /, внутренний
цилиндр 2, многоканальную решезку-завихри-
тель 3, установленную на днище аппарата, се-
паратор 4 для разделения динамической пены,
перегородку 5, делящую аппарат на камеру 6
12 - 10358
354
СПИСОК ЛИТЕРАТУРЫ
для ввода и распределения необработанных
газов и камеру 7 для разделения динамической
пены, каплеуловитель 8 для отделения капель
жидкости из газового потока, перегородку 9,
служащую для образования сепарационной
камеры 10, канал // для отвода отсепариро-
ванной жидкости, а также патрубки для ввода
газа 12 и его вывода 13, для ввода жидкости 14
и ее вывода 15. В случае необходимости внут-
ренний цилиндр может быть снабжен отвер-
стиями 16 для возврата в него жидкости из
камеры для разделения пены.
Такая конструкция аппарата позволяет
получить равномерный по сечению и высоте
пенный слой независимо от колебаний расхо-
дов газа и жидкости.
Пенообразователи роторного типа
представляют собой устройства, аналогичные
высокоскоростным коллоидным мельницам
или турбохемабсорберам в системе газ - жид-
кость. В них возможно получение тонкодис-
персных пен, особенно при наличии в жидко-
сти легко вспенивающихся компонентов.
На рис. 3.3.36 показан такой пенообразо-
ватель. Исходные жидкость и газ подаются во
входной патрубок 3 в заданном соотношении
по газонаполнению пен. Благодаря канавкам 4
на роторе 2 и статоре / возникают мощные
пульсации давления в газожидкостной системе
и образование устойчивых тонкодисперсных
пен. Образующаяся пена под небольшим напо-
ром, создаваемым конусным ротором, выбра-
сывается через патрубок 7.
Расчет пенного аппарата. Расчет пенно-
го аппарата начинают с выбора диаметра от-
Рис. 3.3.36. Роторный пенообразователь:
/ - статор; 2 - ротор; 3 - вход исходного газа
и жидкости; 4 - канавки; 5 - корпус;
6 - вал; 7 - выход пены
верстий (2...6 мм) и свободного сечения ре-
шетки (25...35 % площади отверстий, отнесен-
ной к площади аппарата). Затем выбирают
высоту слоя пены (50... 150 мм). Высоту над-
решеточной части аппарата назначают из диа-
пазона 650.. .800 мм [46].
Расчет КПД процесса пылеулавливания
можно вести по критериальным уравнениям
[33]:
для смачиваемой пыли
Г] = 0,89z°’005St0’04;
для плохо смачиваемой пыли
г] = 0,89z0,005St0,235,
VT Рт^т^г
где z=------------St = т r; vr -
g(hc0~hn) ^rd°
скорость газа по свободному сечению аппарат,
м/с; dT - диаметр наибольшего размера улав-
ливаемых частиц; /гс0 - высота расположения
сливного отверстия от решетки; /?п - высота
переливного порога; - диаметр отверстий.
СПИСОК ЛИТЕРАТУРЫ
1. Абдураманов А.А. Гидравлика гидро-
циклонов и гидроциклонных насосных устано-
вок. Ч. 1,2. Алматы: Гылым, 1993. 214 и 138 с.
2. Агранат Б.А. и др. Основы физики и
техники ультразвука. М.; Высшая школа, 1987.
352 с.
3. Айнштейн В.Г. и др. Т. 1. Общий
курс процессов и аппаратов химической техно-
логии. М.: Логос; Высшая школа, 2002. 912 с.
4. Алиев Г.М.-А. Агрегаты питания
электрофильтров. М.; Энергия, 1981. 160 с.
5. Аппараты с вихревыми контактными
устройствами: конструкции, расчет, примене-
ние / В.Н. Приходько и др. Обзорн. информ.
ЦИНТИХИМНЕФТЕМАШ. М.: 1990. 43 с.
6. Аэродинамические способы повы-
шения эффективности систем и аппаратов пы-
леулавливания в производстве огнеупоров /
В.И. Энтин и др. Воронеж: Истоки, 1998. 362 с.
7. Балабудкин М.А. Роторно-пульса-
ционные аппараты в химико-фармацевтической
промышленности. М.: Медицина, 1983. 160 с.
8. Баскаков А.П. Нагрев и охлаждение
материалов в кипящем слое. М.: Металлургия,
1974. 271 с.
СПИСОК ЛИТЕРАТУРЫ
355
9. Батуров В.И., Лейбовский М.Г. Со-
временные отстойники для систем водоочист-
ки. М.: ЦИНТИХИМНЕФТЕМАШ, 1974. 49 с.
10. Богатых С.А. Циклонно-пенные ап-
параты. Л.: Машиностроение, 1978. 224 с.
11. Брагинский Л.Н. Перемешивание. В
кн. Химический энциклопедический словарь.
М.: Советская энциклопедия, 1983. С.430.
12. Брагинский Л.Н., Бегачев В.И.,
Барабаш В.М. Перемешивание в жидких сре-
дах. Л.: Химия, 1984. 336 с.
13. Бремер Г.И. Жидкостные сепараторы.
М.: Машиностроение, 1957. 243 с.
14. Буевич Ю.А., Минаев Г.А. Струйное
псевдоожижение. М.: Химия, 1984.136 с.
15. Вальдберг А.Ю., Исянов Л.М.,
Тарат Э.Я. Технология пылеулавливания. Л.:
Машиностроение, 1985.192 с.
16. Вальдберг А.Ю., Исянов Л.М., Пла-
нов Ю.И. Теоретические основы охраны атмо-
сферного воздуха от загрязнения промышлен-
ными аэрозолями. СПб.: МП «НИИОГАЗ -
ФИЛЬТР» - СПб ГТУ РП, 1993. 235 с.
17. Васильцов Э.А., Ушаков В.Г. Аппа-
раты для перемешивания жидких сред. Л.:
Машиностроение, 1979. 272 с.
18. Воздухоочистные зернистые фильт-
ры / П. Балтренас, А. Спруогис, Ю. Красовиц-
кий. Вильнюс: Техника, 1998. 237 с.
19. Дытнерский Ю.И. Процессы и аппа-
раты химической технологии. Ч. 1. Теоретиче-
ские основы процессов химической технологии И
Гидромеханические и тепловые процессы и
аппараты. М.: Химия, 1995. 400 с.
20. Жужиков В.А. Фильтрование. М.:
Химия, 1980. 399 с.
21. Забродский С.С. Высокотемператур-
ные установки с псевдоожиженным слоем
(общие вопросы разработки и исходные зако-
номерности). М.: Энергия, 1971. 328 с.
22. Защита атмосферы от промышлен-
ных загрязнений: Справочник. 4.1 / Под ред.
С. Калверта, Г.М. Инглунда. М.: Металлургия,
1988. 759 с.
23. Зимин А.И. Нестационарные гидро-
механические процессы в роторном аппарате с
модуляцией потока рабочей среды - основные
свойства, технологическое использование. М.:
МВОКУ, 1995. 34 с.
24. Зимин А.И. Прикладная механика
прерывистых течений. М.: Фолиант, 1997. 308 с.
25. Зимин А.И. Нестационарная техниче-
ская механика жидкости: Краткий курс лекций.
М.: МВИ, 2002. 96 с.
26. Идельчик И.Е. Аэрогидродинамика
технологических аппаратов. М.: Машино-
строение, 1983. 351 с.
27. Каганович Ю.Я. Промышленное
обезвоживание в кипящем слое. Л.: Химия,
1990. 144 с.
28. Кардашев Г.А., Михайлов П.Е. Теп-
ломассообменные акустические процессы и
аппараты. М.: Машиностроение. 1973. 224 с.
29. Каталог газоочистного оборудования /
Под общ. ред. А.Ю.Вальдберга. СПб.: ЦеАтр
обеспечения экологического контроля при ГК
РФ по охране окружающей среды, 1997. 232 с.
30. Каталог завершенных и перспективных
разработок.. Новороссийск: НИПИОТСТРОМ.
1987. 64 с.
31. Кутепов А.М., Стерман Л.С., Стю-
шин Н.Г. Гидродинамика и теплообмен при
парообразовании. М.: Высшая школа, 1986.
448 с.
32. Куцакова В.Е., Богатырев А.Н. Ин-
тенсификация тепло- и массообмена при сушке
пищевых продуктов. М.: Агропром изд ат, 1987.
236 с.
33. Липатов Н.Н., Новиков О.П. Само-
разгружающиеся сепараторы. М.: Машино-
строение, 1975. 248 с.
34. Малиновская Т.А. и др. Разделение
суспензий в химической промышленности. М.:
Химия, 1983.263 с.
35. Матур К., Эпстайн Н. Фонтанирую-
щий слой: Пер. с англ. / Под ред. И.П. Мух-ле-
нова и А.Е. Горштейна. Л.: Химия, 1978. 288 с.
36. Моделирование аэрационных соору-
жений для очистки сточных вод / Л.Н. Брагин-
ский и др. Л.: Химия, 1980. 142 с.
37. Мошкин А.А., Вальдберг А.Ю.,
Каменщиков И.Г. Волокнистые тумано-
брызгоуловители. Научные и технические ас-
пекты охраны окружающей среды // ВИНИТИ,
2000. № 4. С. 39-66.
38. Мустафаев А.М., Гутман Б.М. Гид-
роциклоны в нефтедобывающей промышлен-
ности. М.: Недра, 1981.260 с.
39. Обеспыливание газов зернистыми
слоями / Ю.В.Красовицкий, В.В.Дуров. М.:
Химия, 1991. 192 с.
40. Обеспыливание промышленных га-
зов в огнеупорном производстве / Ю.В. Красо-
вицкий и др. Вильнюс: Техника, 1996. 363 с.
41. Обеспыливание промышленных га-
зов в фаянсовом производстве / Ю.В. Красо-
вицкий, А.В. Малинов, В.В. Дуров. М.: Химля,
1994. 265 с.
12*
356
СПИСОК ЛИТЕРАТУРЫ
42. Окружающая среда и здоровье чело-
века / Под ред. И.П. Герасимова. М.: Наука,
1979.214 с.
43. Очистка газов мокрыми фильтрами /
В.Н. Ужов, А.Ю. Вальдберг. М.: Химия, 1972.
246 с.
44. Очистка от пыли газов и воздуха в
химической промышленности / П.А. Коузов,
А.Д. Мальгин, Г.М. Скрябин. Л.: Химия, 1982.
255 с.
45. Очистка промышленных газов от
пыли / В.Н. Ужов и др. М.: Химия, 1981.392 с.
46. Пенный режим и пенные аппараты /
Под ред. И.П. Мухленова и Э.Я. Тарата. Л.:
Химия, 1977. 304 с.
47. Пирумов А.И. Обеспыливание воз-
духа. М.: Стройиздат, 1981. 296 с.
48. Плановский А.Н., Николаев П.И.
Процессы и аппараты химической и нефтехи-
мической технологии. М.: Химия, 1987. 496 с.
49. Поваров А.И. Гидроциклоны на обо-
гатительных фабриках. М.: Недра, 1978. 232 с.
50. Подготовка промышленных газов к
очистке / В.Н. Ужов, А.Ю. Вальдберг. М.: Хи-
мия, 1975. 216 с.
51. Попов Д.Н. Нестационарные гидро-
механические процессы. М.: Машиностроение,
1982. 240 с.
52. Промтов М.А. Пульсационные аппа-
раты роторного типа: теория и практика. М.:
Машиностроение, 2001. 261 с.
53. Протасов В.Ф. Экология, здоровье и
охрана окружающей среды в России / Учебное
и справочное пособие. М.: Финансы и стати-
стика, 1999. 670 с.
54. Процессы и аппараты химической
технологии. Явления переноса, макрокинетика,
подобие, моделирование, проектирование. Т. 2 //
Механические и гидромеханические процессы /
Д.А. Баранов и др.; Под ред. А.М. Кутепова.
М.: Логос, 2001. 600 с.
55. Псевдоожижение / В.Г. Айнштейн и
др. М.: Химия, 1991. 400 с.
56. Пылеулавливание в металлургии:
Справочник / Под общ. ред. А.А. Гурвица. М.:
Металлургия, 1984. 336 с.
57. Расчеты аппаратов кипящего слоя:
Справочник / Под ред. И.П. Мухленова,
Б.С. Сажина, В.Ф. Фролова. Л.: Химия, 1986.
352 с.
58. Романков П.Г. и др. Методы расчета
процессов и аппаратов. СПб.: Химия, 1993.
494 с.
59. Романков П.Г., Курочкина М.И.
Гидромеханические процессы химической
технологии: Л.: Химия, 1982. 288 с.
60. Романков П.Г., Плюшкин С.А.
Жидкостные сепараторы. Л.: Машиностроение,
1976. 256 с.
61. Романков П.Г., Рашковская Н.Б.
Сушка во взвешенном состоянии. Л.: Химия,
1979. 272 с.
62. Романков П.Г., Фролов В.Ф. Массо-
обменные процессы химической технологии
(системы с твердой фазой). Л.: Химия, 1990.
384 с.
63. Романков П.Г. и др. Методы расчета
процессов и аппаратов химической технологии
(примеры и задачи). СПб.: Химия, 1993.496 с.
64. Рукавные фильтры / М.Л. Моргулис
и др. М.: Машиностроение, 1977. 255 с.
65. Сажин Б.С. Основы техники сушки.
М.: Химия, 1984. 320 с.
66. Сиденко П.М. Измельчение в хими-
ческой промышленности. М.: Химия, 1968.
384 с.
67. Соколов В.И. Современные про-
мышленные центрифуги. М: Машиностроение,
1967. 523 с.
68. Соколов В.И., Батуров В.И. Осаж-
дение // Химический энциклопедический сло-
варь. М.: Сов. энциклопедия, 1983. С. 417-418.
69. Соколов В.И., Бердников С.С. Оса-
ждение // Химическая энциклопедия. Т. 3. М.:
Изд. БСЭ, 1992. С. 413-415.
70. Справочник по пыле- и золоулавли-
ванию / Под общ. ред. А.А. Русанова. М.:
Энергоатом изд ат, 1983. 312 с.
71. Справочник по пылеулавливающему
и газоочистному оборудованию. 4.1. Пыле-
улавливающее оборудование (сухое и мокрое).
М.: ЦИНТИХИМНЕФТЕМАШ, 1992. 76 с.
72. Справочник по распиливающим,
оросительным и каплеулавливающим устрой-
ствам / А.Н. Чохонелидзе и др. М.: Энерго-
атом издат, 2002. 608 с.
73. Тарат Э.Я., Мухленов И.П.,
Позин М.Е. Пенные газоочистители, теплооб-
менники и абсорберы. Л.: 1959. 201 с.
74. Терновский И.Г., Кутепов А.М.
Гидроциклонирование. М.: Наука, 1994. 350 с.
75. Техника пылеулавливания и очист-
ки промышленных газов: Справочник /
Г.М.-А. Алиев. М.: Металлургия, 1986. 544 с.
76. Тимонин А.С. Основы конструиро-
вания и расчета технологического и природо-
СПИСОК ЛИТЕРАТУРЫ
357
охранного оборудования: Справочник. Т. 2.
Калуга: Изд-во Н. Бочкаревой, 2001. 988 с.
77. Тодес О.М., Цитович О.Б. Аппараты
с кипящим зернистым слоем: Гидравлические
и тепловые основы работы. Л.: Химия, 1981.
296 с.
78. Турбулентный перенос и осаждение
аэрозолей / Е.П. Медников. М.: Наука, 1981.
176 с.
79. Файнерман И.А. Расчет и конструи-
рование шнековых центрифуг. М.: Машино-
строение, 1981. 133 с.
80. Файнерман И.А. Центрифугирова-
ние // Химический энциклопедический сло-
варь. М.: Сов. энциклопедия, 1983.
81. Фильтры для жидкостей. Каталог.
Ч. I. - III. М.: ЦИНТИХИМНЕФТЕМАШ, 1989.
82. Фильтры для улавливания промыш-
ленных пылей / М.Г. Мазус, А.Д. Мальгин,
М.Л. Моргулис. М.: Машиностроение, 1985.
239 с.
83. Хвастухин Ю.И., Когута А.Н. Гра-
нулирование и обжиг в псевдоожиженном
слое. Киев: Наук. Думка, 1988. 160 с.
84. Шкоропад Д.Е. Центрифуги для хи-
мических производств. М.: Машиностроение,
1975.248 с.
85. Шкоропад Д.Е., Новиков О.П. Цен-
трифуги и сепараторы для химических произ-
водств. М.: Химия, 1987 256 v
86. Штербачек 3., Тауск П. Перемеши-
вание в химической промышленности. Л.: Гос-
химиздат, 1963. 416 с.
87. Bradley D. The Hydrocyclone. Oxford:
Pergamon Press, 1965. 331 p.
88. Hydrocyclones: Analysis and Applica-
tions // Edited by L. Svarovsky and M.T. Thew.
Dordrecht: Kluwer Academic Publishers, 1992.
440 p.
89. Svarovsky L. Hydrocyclones. London:
Holt, Rinehart and Winston, 1984. 165 p.
90. Svarovsky L. Solid-Liquid Separation.
London: Butterworth-Heinemann, 2001. 576 p.
РАЗДЕЛ 4
МАШИНЫ И АППАРАТЫ
ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
Глава 4.1
РЕКУПЕРАТИВНЫЕ
ТЕПЛООБМЕННИКИ
Рекуперативные теплообменники - одна
из разновидностей теплового оборудования,
характерной чертой которого является непре-
рывность процесса теплообмена через твердую
стенку. К таким теплообменникам относятся:
кожухотрубчатые, змеевиковые, типа труба в
трубе, воздушного охлаждения, пластинчатые
и из неметаллических материалов.
4.1.1. КОЖУХОТРУБЧАТЫЕ
ТЕПЛООБМЕННИКИ
Широкое использование кожухотрубча-
тых теплообменников в химической промыш-
ленности определяется необходимостью теп-
ловой подготовки сырья к реакционным про-
цессам и использования теплообмена при вы-
делении товарного продукта из реакционной
массы.
Теплообменники используются на произ-
водствах в двух качествах:
для проведения основного процесса, свя-
занного с производством;
для утилизации избыточного количества
теплоты основного производства.
При использовании теплообменников-
утилизаторов должно выполняться условие,
чтобы затраты на его установку и эксплуата-
цию покрывались достигаемой экономией теп-
ловой энергии или теплоносителя.
На химических предприятиях доля тепло-
обменного оборудования по массе и стоимости
достигает 15... 18 % всего оборудования, а в
нефтепереработке и нефтехимии достигает
50 %, что объясняется широким использовани-
ем тепло-, массообменных процессов (ректифи-
кации, выпаривания, сушки и др.), связанных с
необходимостью подвода и отвода теплоты.
Поэтому правильный выбор типа и размера
теплообменников, правильная их установка и
эксплуатация существенно сказываются на
капитальных и эксплуатационных затратах, а
следовательно, на эффективности производства.
Выбор теплообменника зависит от назна-
чения аппарата, области применения, количе-
ства передаваемой теплоты, производительно-
сти, физических и термодинамических пара-
метров и свойств теплоносителей (плотности,
вязкости, теплоемкости, агрегатного состоя-
ния; химических свойств сред, агрессивности),
степени загрязнения теплоносителя и характе-
ра отложений на теплообменной поверхности,
температурных деформаций и др.
Классификация кожухотрубчатых теп-
лообменников. В связи с разнообразием тре-
бований, предъявляемых к теплообменным
аппаратам, условий проведения теплообмена в
промышленных установках разработаны и
применяются кожухотрубчатые теплообменни-
ки различных типов, причем для каждого типа
имеется широкий размерный ряд аналогов
поверхности теплообмена площадью от не-
скольких единиц до нескольких тысяч квадрат-
ных метров. Размерные ряды теплообменников
подразделяются не только по габаритным раз-
мерам, давлению и температуре, но и по мате-
риалу исполнения (из стали, пластика, керами-
ки и др.).
Благодаря широкой номенклатуре тепло-
обменников по типам, размерам, параметрам и
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
359
Рис. 4.1.1. Схема одноходового кожухотрубчатого теплообменника
материалам можно выбрать для каждого кон-
кретного случая оптимальную конструкцию
теплообменника.
Кожухотрубчатые теплообменники клас-
сифицируются по следующим признакам:
по направлению движения теплоносите-
лей - прямоточные, в которых теплоносители
движутся параллельно в одном направлении;
противоточные, в которых оба теплоносителя
движутся в противоположных направлениях;
перекрестного типа, когда теплоносители дви-
жутся во взаимно перпендикулярном направ-
лении; смешанного типа, в которых сочетаются
ранее перечисленные комбинации;
по способу компенсации температурных
деформаций - жесткой конструкции, без ком-
пенсаторов; с компенсацией при помощи гиб-
ких (упругих) элементов (линзовые, дисковые,
изогнутые трубы); с компенсацией за счет сво-
бодных перемещений: (U-образные, с «пла-
вающей головкой», с сальниковыми уплотне-
ниями, с двойными трубами);
по технологическому признаку - рекупе-
раторы теплоты, холодильники, испарители,
дефлегматоры, конденсаторы.
Кожухотрубчатые теплообменники же-
сткого типа. В аппаратах этого типа осущест-
вляют теплообмен между жидкостями, газами
и парами в любом их сочетании. Составными
элементами таких теплообменников являются
(рис. 4.1.1): кожух 1, трубы 2, трубные решетки
(плиты) 3, распределительные камеры 4, 5
(крышки), перегородки 6.
Один из теплоносителей А движется по
пространству, образованному распределитель-
ными камерами и внутренней полостью труб (в
трубном пространстве), другой Б - в межтруб-
ном пространстве, ограниченном внешней по-
верхностью труб, трубными решетками и
кожухом. Таким образом, поверхностью теп-
лообмена является поверхность труб.
Для такой конструкции характерно не-
разъемное жесткое крепление труб, трубных
решеток и корпуса, что является одним из ос-
новных ее недостатков, так как неразъемное
крепление корпуса с трубными решетками
препятствует компенсации температурных де-
формаций, возникающих вследствие разности
температур корпуса и трубок.
Такие аппараты называют теплообменни-
ками с неподвижными трубными решетками
типа TH (ГОСТ 9929).
Другим конструктивным недостатком теп-
лообменников жесткого типа является неразъ-
емное соединение деталей разной толщины в
радиальном направлении (корпус - фланец или
трубная решетка), что приводит к возникнове-
нию краевых сил и моментов в материале кор-
пуса. Решение этой проблемы - вывод из опас-
ного сечения сварного шва, что уменьшает
опасность разрушения соединения, или мест-
ное увеличение толщины слабого элемента.
На рис. 4.1.2 приведены варианты креп-
ления кожуха и трубных решеток. Вариант
а)
Рис. 4.1.2. Варианты
крепления кожуха и трубных решеток:
а - встык; б - на утопленной шейке; в - на выступе;
г - встык с использованием промежуточной царги;
д - на фланце; е - со сваркой в паз
360
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
ный, так как позволяет вынести сварной шов из
зоны максимальных напряжений. В зоне свар-
ки в этом случае толщины соединяемых дета-
лей соизмеримы.
Еще одним недостатком теплообменни-
ков типа TH является невозможность механи-
ческой чистки межтрубного пространства.
Однако теплообменники типа TH отли-
чаются простотой конструкции, что делает
допустимым их изготовление силами ремонт-
но-механических цехов (РМЦ) предприятий,
доступностью чистки трубного пространства,
возможностью использования в широком диа-
пазоне давлений (свыше 10 МПа). Ограниче-
ния в их применении связаны с небольшим
различием температур корпуса и трубок (не
более 40...50 °C). Для снижения температур-
ных напряжений при пуске аппаратов типа TH
сначала направляют теплоноситель в межтруб-
ное пространство для выравнивания темпера-
тур кожуха и трубок, а затем вводят среду в
трубы.
Теплообменники с гибкими компенса-
торами температурных напряжений. Если
расчетная разность температур кожуха и труб
превышает рекомендованную для теплообмен-
ников типа TH, то используют теплообменники
с частичной или полной компенсацией темпе-
ратурных напряжений. К теплообменникам с
частичной компенсацией относятся: теплооб-
менники с компенсаторами в корпусе; тепло-
обменники с компенсаторами в трубной решет-
ке; теплообменники с компенсацией в трубах.
Теплообменники с компенсатором в кор-
пусе типа ТК. В промышленности нашли при-
менение в основном эти аппараты. В них
для частичной компенсации температурных
деформаций используют специальные гибкие
элементы (компенсаторы), расположенные на
корпусе (рис. 4.1.3).
Кожухотрубчатый теплообменник типа
ТК отличается от теплообменника типа TH
наличием вваренного между двумя частями
кожуха / гибкого элемента 2 в виде кольцевой
линзы и обтекателя ()б!екатель уменьшает
гидравлическое conpoiивление межтрубного
пространства. Он приваривается к корпусу со
стороны входа теплоносителя в межтрубное
пространство.
Наиболее часто используются одно- и
многоэлементные линзовые компенсаторы,
изготовляемые обкаткой из коротких цилинд-
рических обечаек (рис. 4.1.4, а, в) или сваркой
из двух полулинз (рис. 4.1.4, б), полученных
штамповкой из листового металла. Компенси-
рующая способность линзового компенсатора
увеличивается пропорционально числу линз,
однако применять более четырех линз не реко-
мендуется, так как теплообменник теряет осе-
вую жесткость. При установке компенсаторов
на горизонтальных аппаратах в нижней части
каждой линзы сверлят дренажные отверстия с
заглушками для слива воды или теплоносителя
при гидроиспытаниях и ремонте. Кроме линзо-
вых предложен еще ряд компенсаторов в кор-
пусе других типов: из плоских элементов
(рис. 4.1.4, г), из элементов сферы (рис. 4.1.4, д),
тороидальных (рис. 4.1.4, е) и др. Наиболее
эффективны тороидальные компенсаторы, из-
готовляемые из труб с последующей резкой их
по внутренней поверхности тора. Распределе-
ние напряжений по самому компенсатору дос-
таточно плавное, однако наружные сварные
Рис. 4.1.3. Теплообменник с линзовым компенсатором:
7 - вход и выход одного теплоносителя; 11 - вход и
выход другого теплоносителя
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
361
Рис. 4.1.4. Линзовые компенсаторы
швы работают в условиях повышенных напря-
жений.
Разновидностью компенсатора в корпусе
является расширитель на корпусе. Помимо
обеспечения компенсации температурных де-
формаций при такой конструкции повышается
эффективность теплообмена вследствие ис-
ключения застойной зоны и создается равно-
мерная подача теплоносителя.
Установка компенсаторов расширяет
диапазон работы теплообменников по темпера-
туре, но ограничивает по давлению до 2,5 МПа.
Теплообменники с компенсацией тем-
пературных напряжений за счет свободных
перемещений. В теплообменниках с U-образ-
ными трубами обеспечивается свободное уд-
линение труб независимо от корпуса, что ис-
ключает возникновение температурных напря-
жений. Организация движения потоков в меж-
трубном пространстве может осуществляться с
помощью поперечных или продольных перего-
родок.
Такие аппараты состоят из кожуха 1, труб-
ного пучка с U-образными трубами 2. трубной
решетки 3, распределительной камеры 4
(рис. 4.1.5). Распределительная камера, корпус
и трубная решетка крепятся с помощью флан-
цев 5. Для обеспечения раздельного входа и
выхода теплоносителя трубного пространства в
распределительной камере предусмотрена про-
дольная перегородка 6.
В U-образных теплообменниках каждая
труба имеет свободную деформацию. Допус-
каемая разность температур корпуса и трубок
до 100 °C. Ограничение связано с опасными
температурными напряжениями во фланцевом
соединении.
Преимущества такого аппарата - воз-
можность извлечения трубного пучка и очист-
ки внутренней поверхности корпуса и его ре-
монта. Однако механическая очистка внутрен-
ней поверхности труб невозможна, поэтому ее
осуществляют химическими реагентами или
потоками абразивной суспензии.
Крепление фланца 1 корпуса с трубной
решеткой 2 и с фланцем 4 распределительной
камеры осуществляется специальной шпилькой 3,
которая позволяет снимать распределительную
камеру без нарушения соединения трубной
решетки с корпусом (рис. 4.1.6).
Для исключения нарушения герметично-
сти соединения труб с трубной решеткой под
действием изгибающих напряжений, возни-
кающих от массы труб, в теплообменниках
диаметром более 800 мм конец трубного пучка
снабжен роликовой опорой.
В теплообменниках с плавающей голов-
кой трубы закреплены в двух трубных решет-
ках, одна из которых неподвижно связана с
корпусом, а другая может свободно переме-
щаться в осевом направлении, что исключает
возникновение напряжений из-за разности
температурных деформаций. Проблема разде-
ления теплоносителей решается путем исполь-
зования внутренней крышки.
Рис. 4.1.5. Теплообменник с U-образными трубами:
/- вход и выход одного теплоносителя, II- вход и
выход другого теплоносителя
362
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.1.6. Крепление фланца корпуса с трубной
плитой теплообменника с U-образными
трубами специальной шпилькой
Рис. 4.1.7. Соединение труб «калачом»
Правая трубная решетка вместе с внут-
ренней крышкой представляют собой плаваю-
щую головку. При нагревании плавающая го-
ловка свободно перемещается по межтрубному
пространству, ограниченному крышкой.
Для улучшения теплообмена в межтруб-
ном пространстве иногда используют продоль-
ные перегородки. Поперечные перегородки
также выполняют роль опор для трубного пуч-
ка. При диаметре аппарата более 1000 мм для
компенсации разности деформаций труб при
градиенте температур более 100 °C плаваю-
щую трубную плиту иногда делают разрезной с
соединением частей трубой типа «калача»
(рис. 4.1.7).
Наиболее важным узлом теплообменни-
ков такого типа является плавающая головка.
Это соединение должно обеспечивать легкость
извлечения трубного пучка и минимальный
зазор Д между крайними трубами и корпусом.
Возможны два варианта конструктивного
оформления плавающей трубной решетки:
первый позволяет свободно извлекать трубный
пучок, но дает большой зазор Д (рис. 4.1.8, а),
второй обеспечивает малый зазор, но конст-
рукция становится неразборной (рис. 4.1.8, б).
Для удовлетворения обоих требований разра-
ботаны малогабаритные соединения трубной
решетки и крышки плавающей головки. В кон-
струкции, представленной на рис. 4.1.9, а, ма-
логабаритное соединение состоит из двух на-
кидных разрезных фланцев /, стягивающей
шпильки 2 с гайкой 4. нажимного фланца 3
внутренней крышки и укороченной трубной
решетки 5. Разрезные фланцы накладываются
так, чтобы их разрезы находились во взаимно
перпендикулярных плоскостях. Зазор между
трубной решеткой и корпусом при снятых раз-
резных фланцах составляет 2...3 мм, следова-
тельно, зазор Д будет минимальным.
В соединении, показанном на рис. 4.1.9, б,
вместо фланцев используется разрезная накид-
ная скоба 2, которая с помощью нажимного
винта 4 стягивает трубную плиту 1 и укоро-
ченный фланец внутренней крышки 3. Скос
соприкасающихся поверхностей скобы и ре-
шетки препятствует выворачиванию скобы при
затяжке.
В конструкции, представленной на
рис. 4.1.9, в, трубная решетка 1 имеет внутрен-
ний паз для закладного разрезного кольца 5.
Фланец внутренней крышки 3 прижат к трубной
решетке с помощью стягивающей шпильки 4 и
закладного кольца 5. Это соединение значи-
тельно проще в изготовлении, однако заклад-
ное кольцо делает его менее надежным.
Сальниковое уплотнение для плавающей
головки осуществляется как внутреннее, так и
наружное. Внутреннее уплотнение состоит из
двух кольцевых уплотнений 2 и дренажного
Рис. 4.1.8. Варианты оформления плавающей грубной плиты
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
363
2 15 3 4
а) 6) в}
Рис. 4.1.9. Малогабаритные соединения трубной решетки и
крышки плавающей головки
а) б)
Рис. 4.1.10. Сальниковые соединения для плавающей головки
Рис. 4.1.11. Теплообменник с двойными трубками:
1 - крышка; 2.4 - трубные решетки. 3 - промежуточный корпус;
5 - внутренние трубы; 6 - наружные трубы; 7 - основной корпус
кольца 5, уложенных в пазы фланцев 3 и 4
(рис. 4.1.10, а). Уплотнения обеспечивают гер-
метичность по полированной поверхности
подвижной трубной решетки с цилиндриче-
ским удлинителем 7. В наружном уплотнении
герметизация межтрубного пространства осу-
ществляется обычным сальниковым уплотне-
нием с использованием герметизирующей на-
бивки 2, уложенной в паз, образованный кор-
пусом 5, фланцем 3 и полированной поверхно-
стью трубной решетки 7, прижатой нажимной
втулкой к фланцу 4 (рис. 4.1.10, б). Герметиза-
ция трубного пространства осуществляется с
помощью малогабаритных соединений труб-
ной решетки и крышки.
Теплообменники с двойными трубками
(трубками Фильда) отличаются от рассмотрен-
ных тем, что трубные решетки у них сдвинуты
в одну сторону, а трубное пространство как бы
разделено на две части: на внутренний объем
малых труб и пространство между внутренни-
ми 5 и наружными трубами бив промежуточ-
ном корпусе 3 (рис. 4.1.11). Такая конструкция
обеспечивает полную компенсацию темпера-
турных напряжений. Однако отличается повы-
шенной металлоемкостью, меньшей средней
движущей силой за счет теплообмена через
поверхность внутренней трубы при обратном
ходе теплоносителя в трубном пространстве.
Элементы кожухотрубчатых теплооб-
менных аппаратов. Кожух (корпус) представ-
ляет собой цилиндрическую обечайку. Кожух
теплообменников малого диаметра (до 600 мм)
364
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
чаще всего изготовляют из труб соответст-
вующего диаметра, кожух большего диаметра
вальцуют из листовой стали и сваривают, а при
большой длине может быть сварен из трех обе-
чаек: центральной и двух концевых. Длина
концевых обечаек
/ = 2y]DHSK,
где DH и SK - соответственно диаметр и
толщина стенки кожуха, но не менее 100 мм.
Толщина концевых обечаек в 1,2 - 1,4 раза
должна быть больше толщины центральной
обечайки.
Фланцы теплообменников выполняют с
привалочной поверхностью выступ - впадина
или под прокладку восьмиугольного сечения,
полученную из мягкого металла, или асбоме-
таллическую, но обязательно цельную, без
сварки, пайки или склеивания.
Теплообменные трубы кожухотрубчатых
стальных теплообменников - это серийно вы-
пускаемые промышленностью трубы из угле-
родистой, коррозионно-стойкой стали и лату-
ни. Диаметр труб определяет эффективность
теплообмена и габаритные размеры аппарата.
Чем меньше диаметр труб, тем большее их
число можно разместить в кожухе заданного
диаметра. Однако трубы малого диаметра бы-
стро засоряются при работе с загрязненными
теплоносителями, они сложнее при монтаже,
неудобны при механической очистке. Поэтому
предпочтение отдают трубам с наружным диа-
метром 20, 25, 38, 57 мм. Трубы диаметром 38
и 57 мм применяют для загрязненных и вязких
сред.
С увеличением длины труб и уменьшени-
ем диаметра теплообменника стоимость его
снижается. Оптимальным считается теплооб-
менник длиной 5...7 м. При большей длине
возникают проблемы, связанные с прогибом
аппарата вдоль оси.
Трубные решетки теплообменников вы-
полняются из цельных стальных листов или
поковок. Для аппаратов большого диаметра
допускаются сварные трубные решетки.
Схема расположения труб в трубных
решетках и шаг отверстий регламентирован
ГОСТ 9929 Располагать трубы можно по вер-
шинам равностороннего треугольника, по вер-
шинам квадрата, по концентрическим окруж-
ностям (рис. 4.1.12). Применение того или ино-
го способа размещения зависит от конструкции
теплообменника и условий его работы. Разме-
щение по вершинам треугольника обеспечива-
ет компактное расположение труб при сохра-
нении простоты разметки и автоматизации
сверления отверстий в трубной решетке
(рис. 4.1.12, а), по вершинам квадрата облегча-
ет очистку межтрубного пространства, изго-
товление, но менее компактное (рис. 4.1.12, б),
по концентрическим окружностям наиболее
компактно, однако изготовление более трудо-
емко и применяется в основном в кислородной
технологии.
Для теплообменников жесткого типа и с
компенсатором в корпусе (неразъемных) трубы
размещают по вершинам треугольника, так как
внешняя их поверхность не подвергается меха-
нической очистке. Для других типов кожухо-
трубчатых теплообменников трубы размещают
по вершинам квадрата. Шаг труб в трубной
решетке выбирают с учетом прочности участка
между отверстиями (мостика), т « 0,25б/т,
где dY - наружный диаметр труб.
Способы крепления труб в трубной ре-
шетке. Соединение труб в трубной решетке
должно быть герметичным, т.е. надежно пре-
дотвращать смешение потоков трубного и
межтрубного пространства, и прочным, т.е.
выдерживать осевые силы, возникающие в
теплообменнике под действием разности дав-
лений в трубном и межтрубном пространствах.
а) б) в)
Рис. 4.1.12. Расположение труб в трубных плитах
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
365
На рис. 4.1.13 представлены основные
способы крепления труб в трубной решетке.
Наиболее распространенный способ крепления -
развальцовка (рис. 4.1.13, а). Трубы вставляют
в отверстие решетки с некоторым зазором, а
затем обкатывают изнутри специальным инст-
рументом, снабженным роликами. При этом в
стенках трубы создаются напряжения выше
предела текучести, а в трубной решетке - толь-
ко до предела упругости, благодаря чему после
снятия вальцовки в материале трубы остаются
пластические деформации, и материал трубной
решетки, возвращаясь в исходное положение,
плотно обжимает концы труб. Для того чтобы
соединение было качественным, т.е. обеспечи-
вало не только герметичность, но и прочность
крепления труб на вырывание, необходимо
соблюдать следующие условия: материал
трубной решетки должен быть более твердым,
чем материал труб, зазор не должен превышать
1,5% диаметра отверстия, сопрягаемые по-
верхности должны быть хорошо обработаны, с
шероховатостью Ra = 1,60...0,80.
При развальцовке конец трубы должен
выступать над трубной решеткой на расстоя-
ние, равное толщине трубы. Для повышения
прочности соединения иногда выполняют от-
бортовку выступающего конца трубы по пред-
варительно выполненной фаске (рис. 4.1.13, б).
Развальцовка по гладкой поверхности
применяется при давлении в аппарате до
0,6 МПа. Увеличение прочности соединения
при больших давлениях достигается при раз-
вальцовке в отверстиях с одной или двумя ка-
навками (рис. 4.1.13, в). Развальцовку выпол-
няют на глубине 1,5б/т, при этом со стороны
межтрубного пространства должен оставаться
не раскатанный поясок шириной 3...5 мм, что-
бы не подрезать трубу о край решетки.
Рис. 4.1.13. Способы крепления
труб в трубной решетке:
а - развальцовка по гладкой поверхности;
б - развальцовка с отбортовкой; в - развальцовка
с канавками; ?, д - развальцовка со сваркой
по внешней кромке; е - сварка по
внутренней кромке;ж - пайка;
з - склеивание
Крепление труб сваркой с развальцовкой
применяют для снятия ограничений по допус-
каемому давлению при работе теплообменника
(рис. 4.1.13, г, д). Однако замена труб при этом
сильно затруднена.
Пайка и заливка концов труб мягким
припоем (ПОС-40) является типовым способом
крепления труб в медной аппаратуре. Склеива-
ние применяют для неметаллических труб.
Перегородки. Для интенсификации теп-
лообмена в кожухотрубчатых теплообменни-
ках устанавливают поперечные 2 и продольные
7, 3 перегородки (рис. 4.1.14). Перегородки 7 в
трубном пространстве устанавливают вдоль
оси теплообменника, что обеспечивает много-
ходовость теплообменника по трубному про-
366
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
о о о о о
у /о О О О О \
7/0 О О С О О
л о О О О О
Рис. 4.1.15. Перегородки:
а - сегментная; б - сегментная в виде диска с вырезом
с кольцевым уплотнением; в - секторная; г - типа диск-кольцо
странству. Промышленностью выпускаются
двух-, четырех- и шестиходовые теплообмен-
ники жесткой конструкции. Перегородки в
межтрубном пространстве бывают как попе-
речные, так и продольные.
В промышленности используются четыре
основных вида перегородок: сегментные, сек-
торные, типа диск-кольцо, ситчатые. Сегмент-
ные перегородки наиболее широко применя-
ются в мировой практике (рис. 4.1.15, а). Вы-
сота выреза составляет (0,25...0,33)£>ап (диа-
метра аппарата). Расстояние между перегород-
ками около 0,5£)ап . Разновидностью сегмент-
ных перегородок является дисковая перегород-
ка с сегментным вырезом (рис. 4.1.15, б).
Кольцевое уплотнение с корпусом позволяет
надежно герметизировать зазор от утечек.
Секторная перегородка представляет
собой диск с вырезанной четвертью
(рис. 4.1.15, в). Вдоль краев вырезов поставле-
на продольная перегородка /. Теплоноситель
при обтекании такой перегородки совершает
поворот на 270° то в одну, то в другую сторону.
Рис. 4.1.16. Оребрение труб:
/ - профильное; 2 - кольцевое;
3 - продольное; 4 - спиральное
Перегородки типа диск-кольцо состоят из
последовательно установленных дисков и ко-
лец (рис. 4.1.15, г). Необходимым условием для
этого случая является равенство площадей
отверстия в кольце и в зазоре у диска.
Ситчатые перегородки обычно исполь-
зуются для чистых жидкостей. Они представ-
ляют собой дисковые перегородки с отвер-
стиями увеличенного размера для труб. Про-
цесс интенсифицируется благодаря местной
турбулизации при проходе жидкости в зазоре
между трубами и перегородкой.
Для интенсификации теплообмена со
стороны межтрубного пространства применя-
ют секционирующие перегородки, а также
осуществляют оребрение наружной поверхно-
сти теплообменных труб (рис. 4.1.16).
Для интенсификации теплообмена со
стороны трубного пространства в греющие
трубки вставляют турбулизирующие вставки в
виде дисков, колец и винтовых лент, изготов-
ленных из латуни или алюминия, как показано
на рис. 4.1.17.
Отечественной промышленностью выпус-
каются кожухотрубные теплообменники с пло-
щадью поверхности теплопередачи 1... 1500 м2.
<0
Рис. 4.1.17. Турбулизирующие вставки:
а - кольца, б - диски; в - винтовые ленты
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
367
Расчет площади поверхности теплооб-
мена. Площадь поверхности теплообмена, не-
обходимая для обеспечения заданного тепло-
обменного процесса, м2,
F = Q/(K\tcp), (4.1.1)
где Q - тепловой поток (расход передаваемой
теплоты), Вт; К - коэффициент теплопередачи,
Вт/(м2К); Д/ср - средняя разность температур
горячего и холодного теплоносителя, К.
Для плоской поверхности коэффициент
теплопередачи
К=д--------------Г, (4.1.2)
+ ZrCT+ —
аг ах
где осг и ах - коэффициенты теплоотдачи
для горячего и холодного теплоносителей,
Вт/(м2 К); Егст - суммарное термическое со-
противление теплопередающей стенки, (м2К)/Вт.
Уравнение (4.1.2) с достаточной точно-
стью можно применять и для расчета теплопе-
редачи через цилиндрическую стенку, если
внутренний диаметр труб <7ВН > 0,5б/н.
Средняя разность температур Д/ср опре-
деляется следующим образом.
Для противотока и прямотока
АЛ + Д/м
(4'13)
2’31^л
где Д/g и Д/м - соответственно большая и
меньшая разности температур на концах теп-
лообменника.
Если отношение Д/б/Д/м<2, то с
достаточной точностью вместо уравнения
(4.1.3) можно применять уравнение
Д/ср=(Д/б+^м)/2. (4.1.4)
Формулы (4.1.2) - (4.1.4) применимы при
условии, что в теплообменнике значения ко-
эффициента теплопередачи К и удельной теп-
лоемкости с для каждого из теплоносителей
можно считать постоянными вдоль всей по-
верхности теплообмена.
Если коэффициент теплопередачи К зна-
чительно меняется вдоль поверхности тепло-
обмена, то применение уравнений (4.1.3) и
(4.1.4) становится недопустимым. В этих слу-
чаях для определения площади поверхности
теплопередачи используют дифференциальное
уравнение теплопередачи методом графиче-
ского интегрирования.
Для смешанного тока в многоходовых
теплообменниках и для перекрестного тока
где Ед, - поправочный коэффициент к сред-
ней разности температур Д/ср, вычисленной
для противотока.
Значение коэффициента Ед, берется из
специальных графиков [31].
В табл. 4.1.1 приведены приближенные
значения коэффициентов теплоотдачи для во-
ды и воздуха, основных случаев конвективной
теплоотдачи, а в табл. 4.1.2 - значения коэф-
фициентов теплопередачи, полученные для
различных случаев теплообмена.
4.1.1. Ориентировочные значения коэффициентов теплоотдачи а, Вт/(м2К),
для системы воздух - вода
Вид теплоотдачи Вода Воздух (Лбе -0,1 МПа) Примечание
1 2 3 4
Вынужденное турбулентное течение: в трубах и каналах при поперечном обтекании труб 1200...5800 3100... 10000 35...60 70...100 Диаметр труб d = 30 мм. Приве- денные значения ос соответствуют скоростям: воды 0,2... 1,5 м/с, воз- духа 8... 15 м/с
Шахматный пучок
368
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Продолжение табл. 4.1.1
1 2 3 4
Свободное движение Кипение воды 250...900 2000...24000 3...9 Значения ос соответствуют А/ = 5... 15 К
Конденсация насыщенного водяного пара на наружной поверхности горизонтальной трубы 9300... 15000 - Давление насыщенного пара Рабе = 0-4 МПа, d = 30 мм. Значе- ния ос соответствуют А/ = 35...5 К
4.1.2. Ориентировочные значения коэффициентов теплопередачи, Вт/(м2 К),
для различных видов теплообмена
Вид теплообмена Движение
вынужденное свободное
От газа к газу (при невысоких давлениях) 10...40 4...12
От газа к жидкости (газовые холодильники) 10...60 6...20
От конденсирующегося пара к газу (воздухоподогреватели) 10...60 6...12
От жидкости к жидкости (вода) 800... 1700 140...340
От жидкости к жидкости (углеводороды, масла) 120...270 30...60
От конденсирующегося пара к воде (конденсаторы, подогре- ватели) 800...3500 300... 1200
От конденсирующегося пара к органическим жидкостям (подогреватели) 120...340 60...170
От конденсирующегося пара органических веществ к воде (конденсаторы) 300...800 230...460
От конденсирующегося пара к кипящей жидкости (испарители) - 300...2500
Прочностной расчет. Напряжения в
корпусе и греющих трубах возникают от раз-
ности давлений в трубном и межтрубном про-
странствах теплообменников жесткого типа.
Напряжения, возникающие в корпусе,
ст к — U-----------у
f^ + f.e.
а в трубах
ат = Q------,
^£к£к + £т£т
где Ет, FK - площадь поперечного сечения
соответственно труб и корпуса; Ет, Ек - мо-
дули упругости первого рода для материала
соответственно труб и корпуса; Q - сила, дей-
ствующая на корпус (трубный пучек) от разно-
сти давлений в трубном и межтрубном про-
странствах.
Напряжения, возникающие в теплооб-
меннике от разности температур теплоноси-
телей. В кожухотрубчатых теплообменниках
из-за разности температур корпуса и труб воз-
никают разные термические деформации, ко-
торые приводят к возникновению термических
напряжений.
Напряжения в корпусе
К (*т “ ^0 ) “ ак (?к ~ ^0 )] ^к^т^т
ф IZ ,
£к£,; + £т£т
трубы сожмутся и получат напряжение сжатия
_ ат От “ ^0 ) “ ак (zk “ ^0 )] ^к^г
ЗМЕЕВИКОВЫЕ ТЕПЛООБМЕННЫЕ АППАРАТЫ
369
где otK, otT - коэффициент термического
расширения материала соответственно корпуса
и труб; tT, tg - температура греющих труб
соответственно в рабочих условиях и в услови-
ях монтажа; tK - температура корпуса в рабо-
чих условиях.
Из приведенных уравнений видно, что
напряжения не зависят от длины теплообмен-
ника, а зависят от соотношения площадей се-
чений корпуса и труб, от свойств материала и
разности температур.
Если корпус и трубы сделаны из одного
материала (ост = оск = ос и Ет = £к = Е ), то
соотношения для расчета напряжений значи-
тельно упрощаются:
ot(fT )^т .
£к + Ет
q — а0т 'к Ж
Пт“ ^к+^т
При совместном действии разности дав-
лений и термических напряжений полученные
значения осевых напряжений будут алгебраи-
чески складываться.
Расчет напряжений в месте крепления
труб в трубной решетке. Выбор формулы для
определения прочности крепления труб зави-
сит от способа их соединения с трубной ре-
шеткой. Так, если трубы крепятся развальцов-
кой. то за расчетное напряжение принимается
напряжение от силы, приходящейся на едини-
цу длины периметра развальцовки всех труб, и
условие прочности записывается в виде:
О = -у- < [а],
па^п
где Qj - суммарная осевая сила от действия
давления и разности температур теплоносите-
лей; [а] - допускаемая удельная нагрузка
сдвига; при развальцовке труб по гладкой по-
верхности [о] = 400 Н/см; при развальцовке с
отбортовкой с одного конца [и]= 500 Н/см;
при развальцовке с двусторонней отбортовкой
концов [сг] = 700 Н/см; при развальцовке ка-
навками [а] = 700 Н/см; <7Н - наружный диа-
метр труб, см; п - число греющих труб в теп-
лообменнике.
При креплении труб в трубных решетках
сваркой или пайкой напряжения рассчитыва-
ются из расчета на единицу площади среза
сварного шва, тогда условие прочности запи-
сывается как
с = -^-<[о],
nd^nb
где b - катет сварного или паяного шва, м; [о] -
допускаемое напряжение среза материала
сварного или паяного шва, МПа. dn - в м.
Интенсификации теплообмена в кожу-
хотрубчатых теплообменниках связана с вы-
равниванием коэффициентов теплоотдачи на
противоположных сторонах теплообменной
поверхности.
4.1.2. ЗМЕЕВИКОВЫЕ ТЕПЛООБМЕННЫЕ
АППАРАТЫ
Змеевиковые теплообменные аппараты -
это аппараты, в которых теплообменная по-
верхность выполнена в виде объемного или
плоского змеевика, расположенного в корпусе
теплообменного аппарата, а теплоноситель с
высоким давлением подается в трубное про-
странство змеевика. Эти аппараты применяют
в химической, нефтехимической, газовой, а
также в холодильной и пищевой отраслях про-
мышленности. Теплообменные аппараты тако-
го типа определяют как аппараты нежесткой
конструкции с компенсацией температурных
напряжений в результате свободного удлине-
ния змеевика.
Классификация змеевиковых теплооб-
менных аппаратов. Эти аппараты классифи-
цируют по назначению, по агрегатному со-
стоянию теплоносителей и схемы их относи-
тельного движения, по конфигурации тепло-
обменных элементов и их ориентации, по мес-
ту их расположения и виду компоновки, по
характеру теплового контакта:
по технологическому назначению - как
кожухотрубчатые рекуперативные теплообе-
менные аппараты;
по конфигурации змеевика - с плоскими
спиральными (рис. 4.1.18, а), зигзагообразны-
ми (рис. 4.1.18, б). объемными цилиндрической
(рис. 4.1.18, в) и конической (рис. 4.1.18, г)
формы;
по ориентации теплообменных элементов
в пространстве - с горизонтальным, верти-
кальным или наклонным расположением змее-
виков;
по месту расположения теплообменных
элементов - с внутренними змеевиками, уста-
новленными внутри корпуса, и с внешними.
370
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.1.18 Теплообменные элементы
змеевиковых теплообменных аппаратов
размещенными на корпусе. Как правило, аппа-
раты с внутренними теплообменными элемен-
тами называют погружными, а с внешними -
теплообменными аппаратами с наружными
змеевиками;
по числу заходов змеевика - одно- и мно-
гозаходные (многоэлементные);
по характеру теплового контакта тепло-
обменных элементов с теплоносителем - по-
гружные и оросительные.
Конструкции змеевиковых теплооб-
менных аппаратов. Основным узлом аппарата
является теплообменный элемент - змеевик.
представляющий собой трубу, как правило,
круглого поперечного сечения, плоской или
объемной конфигурации. Форма конфигурации
змеевика выбирается в зависимости от схемы
взаимодействия теплоносителей, формы и гео-
метрических размеров корпуса и теплофизиче-
ских свойств теплоносителей.
На рис. 4.1.19 показан одноэлементный
змеевиковый аппарат общепромышленного
назначения, работающий по перекрестно-
противоточной схеме взаимодействия теплоно-
сителей. Аппарат состоит из змеевика 7, витки
которого ориентированы по винтовой линии,
цилиндрического стакана (вставки) 2 и кор-
пуса 3. Пар 7?1 вводится в верхнюю часть кор-
пуса со скоростью до 50 м/с и выходит снизу
П2. В трубное пространство змеевика снизу
поступает нагреваемая жидкость Вх, которая
движется со скоростью до 2 м/с вверх к
выходу В2. Разность давлений теплоносителей
в теплообменнике может достигать до 10 МПа.
В многозаходном змеевиковом аппарате
витые трубы концами вваривают в трубные
решетки 7 (рис. 4.1.20). Теплопередающая по-
верхность состоит из большого количества
змеевиков 2, расположенных по винтовой ли-
нии в кольцевом пространстве между внутрен-
ним барабаном 3 и кожухом 4. Один из тепло-
носителей движется внутри труб змеевика,
Рис. 4.1.19. Одноэлементный змеевиковый
теплообменный аппарат промышленного
значения
Рис. 4.1.20. Многоэлементный змеевиковый
теплообменный аппарат с витыми трубами
ЗМЕЕВИКОВЫЕ ТЕПЛООБМЕННЫЕ АППАРАТЫ
371
V
Рис. 4.1.21. Многоэлементный противоточно-
винтовой змеевиковый теплообменный
аппарат для нагрева воды
другой - вдоль оси корпуса аппарата и обтека-
ет трубы почти в перпендикулярном к ним
направлении. Теплообменные аппараты такой
конструкции нашли применение в установках
низкотемпературного разделения воздуха.
В многозаходном (многоэлементном)
противоточно-винтовом аппарате для нагрева
воды интенсификация теплообмена достигает-
ся в результате высоких скоростей движения
теплоносителей (рис. 4.1.21). Нагреваемая вода
поднимается по нескольким параллельно
включенным змеевикам 10, а пар идет проти-
вотоком по спиральному каналу, образованно-
му винтовыми перегородками 5. Подогревае-
мая вода входит в патрубок 8, опускается по
трубе 3 в нижние коллекторы 2 и движется по
змеевикам 10 вверх. Из змеевиков вода посту-
пает в верхние коллекторы 9 и по кольцевому
сечению между трубами 3 и 4 выходит в пат-
рубок 7. Греющий пар через патрубок в крыш-
ке 6 поступает в аппарат и по спиральным ка-
налам движется сверху вниз. Конденсат пара
выходит из патрубка /. Такая конструкция
допускает большие скорости движения тепло-
носителей как в змеевиках, так и в корпусе
аппарата, что обеспечивает высокие коэффи-
циенты теплопередачи.
Многоэлементный змеевиковый тепло-
обменный аппарат с плоскими спиральными
змеевиками для охлаждения азотоводородной
смеси состоит из четырех кольцевых секций 1,
включенных параллельно по ходу газа и жид-
кости (рис. 4.1.22). К наружной и внутренней
Рис. 4.1.22. Многоэлементный змеевиковый теплообменный аппарат
с плоскими спиральными змеевиками для охлаждения азотоводородной смеси
372
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
обечайкам кожуха 5 каждой секции крепятся
коллекторы 3 для подвода и отвода из секций
охлаждающей жидкости. Коллекторы секций
смещены один относительно другого на 90°.
Газ в каждую секцию подводится сверху по
вертикальному коллектору 2 и распределяется
по приваренным к нему нескольким (10 - 14)
плоским спиральным змеевикам 4, располо-
женным параллельно один над другим. Охлаж-
денная газовая смесь выводится по такому же
коллектору у внутренней обечайки кожуха.
Между плоскими змеевиками установлена
спиральная перегородка из листовой стали,
сообщающая жидкости в межтрубном про-
странстве направление движения по спирали
вдоль витков теплообменных элементов проти-
воточно газовой смеси.
Такой аппарат обладает хорошей способ-
ностью к самокомпенсации температурных
напряжений, относительно малым гидравличе-
ским сопротивлением, но достаточно сложен в
изготовлении и монтаже.
Проектирование змеевиковых теплооб-
менников представляет собой комплексную
задачу, включающую тепловой, конструктив-
ный, гидравлический и прочностной расчеты.
Расчет змеевикового теплообменного
аппарата. Тепловой расчет сводится к опреде-
лению площади поверхности теплопередачи,
величина которой рассчитывается по уравне-
нию (4.1.1) по аналогии расчета кожухотрубча-
тых теплообменников. Однако при расчете
коэффициента теплопередачи по уравнению
(4.1.2) коэффициенты теплоотдачи в трубном
oq и межтрубном «2 пространствах для
змеевикового теплообменного аппарата опре-
деляются по формулам, полученным для этих
теплообменников.
В табл. 4.1.3 представлены уравнения по-
добия для определения коэффициента теплоот-
дачи oq, Вт/(м2 К), в трубном пространстве
аппарата.
4.1.3. Уравнения для определения коэффициента теплоотдачи cq
в трубном пространстве змеевикового теплообменного аппарата
Уравнения подобия Условия применимости Теплоноситель
1 2 3
Винтовые змеевики / у-0,21 z \0,25 Nil] =0,0575Re?’75 Рг,°’43|— | -М Re! = 63...25 103; D/dt = 6,2...62.5; lx/d\ = 60; Prt =7...369 Жидкость
Nu[ =3,65 + 0,08 (о Y'091 + 0,2903 — J (d\ 0,91 1 + 0,08 — 0,5 + И1J J Рг‘/3 Re[ * X £ О 0J о 00 д/ о 3 X : СП г : Q ,г‘ О II ч 1 II 2 о- 40 sr 11 Q 4- Г? о * , - ,Q Вода, масло, воздух
Nll| = 0,0266 РГ]0’4 z х-(Ш Л ГА А1’55' Re?’85 ( — 1 +0,2251 —I 1 W W Re] = (8... 70) 103; D/dx =6,2...104 Жидкость
ЗМЕЕВИКОВЫЕ ТЕПЛООБМЕННЫЕ АППАРАТЫ
373
Продолжение табл. 4.1.3
1 2 3
Витые трубы г rsY0’83! Nuj =0,019Re?’8 1 + 0,547 — L W J Re| =(6.. 100)103: S/dx=b.l. 16.’ = । 1,55 Воздух
Винтовые змеевики z , \0,21 NU| =0,0394 Re?'8 Pr.0'41 —i- ) 1R ) Re] = (10...45)103; D/dx = 10... 20; S/dx =2...4 Жидкость
Nu, =^0,039 + 0,138^(Rej Pr,)0’76 Турбулентное движение Газ
NU] = 0,021 Re?'8 Pr,0'43 f 1 + 1.77 — 1 1 Rj Re] > 2300 + (. A0'3 1 I +10500 — ; I A J Гст] = 7],. Pf| > 0,6; D/dx = 6... 24 Газ, жидкость
Примечание. Обозначения. Nu} = otj d\ - число Нуссельта, d\ - внутренний диаметр трубы,
м, Xj - коэффициент теплопроводности теплоносителя, Вт/(м К); Nuj = ОС] б/г]/Х| - число Нуссельта, в
котором в качестве определяющего размера принимается гидравлический диаметр, б/г| = 4Т]/, м, где F\ -
площадь свободного сечения трубного пространства, м2, Р\ - омываемый периметр поперечного сечения
трубного пространства, м. Rcj = w}d\ Р]/рц - число Рейнольдса, определяющее гидродинамический режим
течения теплоносителя, и-’j - среднерасходная скорость движения теплоносителя, м/с; Р| - плотность, кг/м3;
щ - динамическая вязкость теплоносителя, Па с; Rej = Pi/Pi - число Рейнольдса, определяемое по
гидравлическому диаметру трубы б/г1; Re1Kp - граничное число Рейнольдса, определяющее смену режима
течения теплоносителя в трубе змеевика; Рг, = Ц] с р\ /X] - число Прандтля, характеризующее теплофизиче-
ские свойства теплоносителя при ее средней температуре 7j, К; с р\ - удельная теплоемкость теплоносителя,
Дж/(кг-К); Ргст1 - число Прандтля, в котором теплофизические параметры теплоносителя рассчитаны при
температуре внутренней стенки трубы 7СТ|, К; /* — длина трубы змеевика, м, D - 2R - средний диаметр; 5 -
шаг витков змеевика, м
374
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
В табл. 4.1.4 представлены уравнения
для определения коэффициента теплоотдачи
ос 2, Вт/(м2К), в межтрубном пространстве
змеевикового теплообменного аппарата при
внешнем стабилизированном продольном и
поперечном обтекании змеевиков.
4.1.4. Уравнения подобия для определения коэффициента теплоотдачи ос2
в межтрубном пространстве змеевикового теплообменного аппарата
Уравнения подобия Условия применимости Теплоносители
Продольное обтекание пучка ( г А0’55 Nu2 = 0,023 Re2’8 Pr2°’4 (1 + 3,6Fr2~0’357) -2- \ Tcml ) где Fr2 - S2 витых труб Re2 = (2...40)103; Fr2 = 232... 2440; S/d2 =12.3...34; 4Мг2 - 2(,: d2 = 12.310~3 м Газ
( 'r A0'55 Nu2 = 83,5Fr£12 Re2 Pif4 (1 + 3.6Fr“ °'357 ) — \^ct2 ) где n - 0,212Fr2’194 при Fr2 <924 и n - 0.8 при Fr2 > 924 Поперечное обтекание пучка Nu2 = 0,51Re2°’62 Nu2 = 0.74Re2°'58 Re2 < 2 103; Fr2 = 232... 2440; S/d2 = 12,3...34; /2/<2>20; d2 =12.3 10 3 м витых труб Re2 =(1...3O) 103; S/d2 =6.1; S/d2=\2.2 Газ Воздух
Nu2 =0,232 Re2°‘68 Nu2 = 0,538 Re2°’59 Nu2 = 0.367 Re2°’64 Поперечное обтекание пучка вин' Nu2 =0,394/m/Re*20’6 Pr20’33; г . 0,558 0,316 0,112 + 2 з ; m m rn Г/ \ -ia/235 z / q °,6 L a | Ct . ft =(cosp) 1 cosa + sina v 9°; woo Re2 =(10... 30) 103; Re2 =(1...10)103; S/d2 =6,1. Re2 = (1... 10) 103; S/d2 =12,2 говых змеевиков Re2 =(1...12)103; ₽ = 1--; 90 a = e + P Воздух Газ
ЗМЕЕВИКОВЫЕ ТЕПЛООБМЕННЫЕ АППАРАТЫ
375
Продолжение табл. 4.1.4
Примечание. Обозначения: Nu2 = «2 ^2/^2 ~ число Нуссельта; б/г2 = 4F2 /Р2 ~ гидравли-
ческий диаметр межтрубного пространства аппарата, м; F2- площадь свободного сечения межтрубного про-
странства, м2; Р} - омываемый периметр змеевиков в межтрубном пространстве, м, - коэффициент тепло-
проводности теплоносителя, Вт/(м2 К); Nu2 = ot2 ^2/^2 “ число Нуссельта, в котором в качестве опреде-
ляющего размера принимается гидравлический диаметр б/г2 = 2/ FT /((1 - /) S2 ). м, f = 1 - п Ит /Ита -
доля свободного объема аппарата; п - число труб в аппарате; Гт - объем одной трубы, м3; Ита - объем аппа-
рата, м3; FT - площадь поперечного сечения одной трубы, м2; S-> - продольный шаг разбивки труб в секции, м;
Nu2 =ot2 J2/X2 - число Нуссельта при поперечном обтекании, определяемое по наружному диаметру
трубы змеевика J2, м; Re2 = и>2б/г2 р2/ц2 ~ число Рейнольдса при продольном обтекании труб; w2 -
среднерасходная скорость движения потока, м/с; р2 - плотность теплоносителя, кг/м3; ц2 - динамическая
вязкость теплоносителя в межтрубном пространстве, Па с; Re2 - w2 б/г2 Р2/Н2 ~ число Рейнольдса при
поперечном обтекании, где w2 = и-q / f - среднерасходная скорость движения потока в межтрубном про-
странстве аппарата, м/с; Wq - среднерасходная скорость движения потока в свободном сечении аппарата, м/с;
Re2 = И’2б/2 р2/ц2 “ число Рейнольдса при поперечном обтекании, определяемое по наружному диаметру
трубы б/2, м; и'2 - среднерасходная скорость движения теплоносителя в межтрубном пространстве, м/с,
Pr2 = ц2 ср2 /^2 ~ числ0 Прандтля. в котором теплофизические свойства теплоносителя рассчитаны при
средней температуре теплоносителя в межтрубном пространстве Г2 , К, с- удельная теплоемкость тепло-
носителя, Дж/(кг-К); Fr2 = 52/(б/2 drl) - модифицированное число Фруда, S - шаг витков змеевика, м,
ГСТ2 - средняя температура на наружной стенке трубы змеевика. К, /? - длина канала межтрубного простран-
ства, м; т - число рядов труб по глубине потока, Е - угол наклона труб, измеренный по отношению к плоско-
сти, нормальной к оси змеевика, °, р - угол между направлением потока и осью пучка, ° При вычислении
Nu2 = /^Re2,Pr2 j определяющая температура принимается равной средней между температурами тепло-
носителя /2 и наружной стенки Гст2.
В конструктивном расчете определяется
диаметр и высота корпуса аппарата. Длина
трубы змеевика, м,
6 =Т/(лб/с),
где dc - dy 4-5 - средний диаметр трубы, м;
8 - толщина стенки, м; d\ - внутренний диа-
метр трубы, м.
Число витков змеевика
л = /1/(лО),
где D - средний диаметр змеевика, м.
Шаг витков змеевика
S = (1,5...2,0)б/с.
Внутренний диаметр корпуса
=О + (3...4)<УС.
Высота корпуса, м,
Н =h + hK,
где h — nS - высота змеевика, м; hK =
= (0.15... 0,2) м - конструктивная добавка.
376
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Гидравлический расчет. Расчет гидравли-
ческого сопротивления ДР, (Па) производится
с целью определения затрат энергии на транс-
портировку теплоносителей в трубном и меж-
трубном пространствах аппарата по следую-
щему уравнению:
4
dri 2 ’
Д^. = х,
где X, - коэффициент гидравлического сопро-
тивления z-ro канала; /z, dri - соответственно
длина и гидравлический диаметр z-ro канала, м;
Pi - плотность, кг/м3; - оптимальная ско-
рость движения z-ro теплоносителя, м/с.
Коэффициент гидравлического сопротив-
ления трубного и межтрубного пространства
Хг определяется по критериальным уравнени-
ям, характерным для каждой конструкции ап-
парата.
Прочностной расчет определяет испол-
нительные размеры элементов конструкции:
толщину корпуса, крышки, днища и теплооб-
менных элементов с учетом суммарных меха-
нических и тепловых нагрузок [29, 41].
Отечественной промышленностью выпус-
каются змеевиковые теплообменники с площа-
дью поверхности теплопередачи до 150 м2.
4.1.3 ТЕПЛООБМЕННИКИ ТИПА
«ТРУБА В ТРУБЕ»
Эти аппараты используются главным об-
разом для охлаждения или нагревания в систе-
ме жидкость - жидкость, когда расходы тепло-
носителей невелики и они не меняют своего
агрегатного состояния. Иногда такие теплооб-
менники применяют при высоком давлении
для жидких и газообразных сред, например, в
качестве конденсаторов в производстве мета-
нола, аммиака и др.
По сравнению с кожухотрубчатыми теп-
лообменники “труба в трубе” имеют меньшее
гидравлическое сопротивление межтрубного
пространства, более высокий коэффициент
теплопередачи, отличаются простотой конст-
руктивного оформления. Однако при равных
теплообменных характеристиках они менее
компактные и более металлоемкие.
Рис. 4.1.23. Однопоточные неразборные
теплообменники “труба в трубе”
Теплообменники "труба в трубе” класси-
фицируют на разборные или неразборные, од-
но- и многопоточные.
Однопоточные неразборные теплообмен-
ники (рис. 4.1.23) состоят из отдельных звень-
ев, в каждый из которых входят наружная (или
кожуховая) / и внутренняя (или теплообмен-
ная) 2 трубы. Наружная труба / двумя привар-
ными кольцами связана с внутренней трубой 2
в звено. Звенья в свою очередь собраны в вер-
тикальный ряд и составляют теплообменную
секцию. При этом внутренние трубы соедине-
ны между собой коленами 3 с помощью флан-
цев (рис. 4.1.23, а) или сваркой (рис. 4.1.23, б),
а наружные - штуцерами 4 с помощью флан-
цев или сваркой. Звенья закреплены скобами
на металлическом каркасе 5.
Неразборные теплообменники являются
конструкцией жесткого типа, поэтому при раз-
ности температур труб более 70 °C их не ис-
пользуют. При большей разности температур, а
также при необходимости механической очи-
стки межтрубного пространства применяют
теплообменники с компенсирующим устройст-
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
377
Рис. 4.1.24. Разборный многопоточный теплообменник типа “труба в трубе”:
А - вход и выход теплоносителя в трубном пространстве; Б - вход и
выход теплоносителя в межтрубном пространстве
вом на наружной трубе (рис. 4.1.23. в). В этом
случае кольцевую щель между трубами с од-
ной стороны наглухо заваривают, а с другой -
уплотняют сальником 6.
В разборных конструкциях теплообмен-
ников типа "труба в трубе" обеспечивается
компенсация деформаций теплообменных
труб. На рис. 4.1.24 показан разборный много-
поточный теплообменник типа "труба в трубе",
напоминающий кожухотрубчатый теплообмен-
ник U-образного типа. Аппарат состоит из ко-
жуховых труб 5, развальцованных в двух труб-
ных решетках: средней 4 и правой 7. Внутри
кожуховых труб размещены теплообменные
трубы 6, один конец которых жестко связан с
левой трубной решеткой 2, а другой может
перемещаться. Свободные концы теплообмен-
ных труб попарно соединены коленами 8 и
закрыты крышкой 9. Для распределения потока
теплоносителя по теплообменным трубам слу-
жит распределительная камера /, а для распре-
деления теплоносителя в межтрубном про-
странстве - распределительная камера 3. Пла-
стинами 11 кожуховые трубы жестко связаны с
опорами 10.
Теплообменник имеет два хода по внут-
ренним трубам и два по наружным. Узлы со-
единения теплообменных труб с трубной ре-
шеткой I и с коленами II уплотнены за счет
прижима и деформации полушаровых ниппе-
лей в конических гнездах.
Эти аппараты могут работать с загряз-
ненными теплоносителями, так как внутрен-
нюю поверхность теплообменных труб можно
подвергать механической очистке. Поскольку
возможность температурных удлинений кожу-
ховых труб ввиду жесткого соединения их с
опорами ограничена, разность температур труб
до подачи теплоносителя и в процессе работы
не должна превышать 150 °C.
Расчеты этих теплообменников анало-
гичны расчетам кожухотрубчатых аппаратов.
Промышленные теплообменники имеют пло-
щадь поверхности теплообмена 1 ...250 м2.
4.1.4. АППАРАТЫ ВОЗДУШНОГО
ОХЛАЖДЕНИЯ
Одним из путей решения вопроса сохра-
нения водных ресурсов и улучшения санитар-
ного состояния водоемов является использова-
ние аппаратов (теплообменников) воздушного
378
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
охлаждения (АВО), в которых охлаждающим
агентом служит воздух. За последние десяти-
летия эти аппараты получили широкое распро-
странение как в нашей стране, так и за рубе-
жом. Разработкой и внедрением аппаратов
воздушного охлаждения занимаются ОАО
«ВНИИнефтемаш», фирмы Хадсон (США),
GEA (Германия), Крезо-Луар (Франция).
Изготовляемые серийно аппараты предна-
значены для воздушного охлаждения и конден-
сации газообразных, парообразных и жидких
сред для многих отраслей промышленности.
Классификация аппаратов воздушного
охлаждения. Эти аппараты классифицируют
по расположению трубных пучков - на гори-
зонтальные (АВГ), зигзагообразные (АВЗ); по
назначению - на холодильники и конденсаторы.
Для охлаждения сред с вязкостью на вы-
ходе до 510”5 м2/с предназначены аппараты
типов АВГ и АВЗ, для охлаждения вязких про-
дуктов (масел, гудронов и т.д.) с вязкостью на
выходе до 2-1 (Г4 м2/с - аппараты типа АВГ-В, а
для охлаждения высоковязких продуктов типа
битума или крекинг-остатка - аппараты типа
АВГ-ВВП.
Конструкции аппаратов воздушного
охлаждения. Аппарат воздушного охлаждения
горизонтального типа имеет сварную раму /,
на которой размещен ряд теплообменных сек-
ций 2 (рис. 4.1.25). Секции состоят из пучка
поперечно оребренных труб, по которым про-
качивается конденсируемая (охлаждаемая)
среда. Снизу к раме прикреплены диффузор 3 и
коллектор 6. По центру коллектора расположен
осевой вентилятор 5. который вместе с угло-
вым редуктором 9 и электродвигателем 7
смонтирован на отдельной раме 8. Воздух,
нагнетаемый вентилятором, проходит через
теплообменные секции, омывая наружную
поверхность оребренных труб, и обеспечивает
тем самым конденсацию и охлаждение прока-
чиваемой по трубам среды.
Для повышения эффективности аппарата
в его конструкции предусмотрены распыли-
вающие водяные форсунки 4, автоматически
включающиеся при повышенной температуре
окружающей среды в летний период работы.
При низкой температуре (зимой) можно от-
ключать электродвигатель и вентилятор; при
этом конденсация и охлаждение происходят за
счет естественной конвекции.
Интенсивность теплосъема в аппарате
можно регулировать изменением, например,
расхода прокачиваемого воздуха за счет угла
наклона лопастей вентилятора.
Рис. 4.1.25. Аппарат воздушного охлаждения горизонтального типа
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
379
Рис. 4.1.26. Теплообменная секция аппарата воздушного охлаждения
Теплообменная секция таких аппаратов со-
стоит из четырех, шести или восьми рядов
труб 3, размещенных по вершинам равносто-
ронних треугольников в двух трубных решет-
ках 1 (рис. 4.1.26). Трубы закреплены в труб-
ных решетках развальцовкой или развальцов-
кой со сваркой. Секции могут быть одно- и
многоходовыми. В многоходовых секциях воз-
душного охлаждения, где при конденсации
паров объем прокачиваемой среды уменьшает-
ся по мере ее движения по трубам, последова-
тельно по ходам аппарата уменьшается и число
труб.
Для обеспечения жесткости трубного пучка
секция укреплена металлическим каркасом 4.
Однако при эксплуатации гайки на шпильках 2,
соединяющих решетку с каркасом, должны
быть отвинчены на расстояние, превышающее
возможное температурное удлинение труб.
В трубном пучке каждая труба может
иметь индивидуальный прогиб. Для исключе-
ния вибраций труб и контакта ребер верхнего
ряда труб с ребрами труб нижнего ряда в не-
скольких местах по длине трубы размещают
промежуточные опоры. Для этой цели между
соседними рядами труб помещены дистанци-
онные прокладки 5 шириной 15 мм из алюми-
ниевой ленты толщиной 2 мм.
Расстояние между промежуточными опо-
рами не должно быть больше 1,8 м.
Распределительные камеры могут быть
разъемной конструкции, т.е. состоять из крыш-
ки 6. соединенной с трубной решеткой, или
неразъемной конструкции. Если секция аппа-
рата многоходовая, то крышки снабжают пере-
городками, которые делят трубный пучок на
ходы. Съемные крышки обычно выполняют
литыми из стали. Конструкции крышек и рас-
пределительных камер представлены на
рис. 4.1.27 и 4.1.28.
В тех случаях, когда разность температур
охлаждаемого потока, поступающего в один из
ходов по трубам, и выходящего потока смеж-
ного хода превышает 90 °C, применяют раз-
дельные или разрезные камеры, U-образные
конструкции трубных пучков или другие спо-
собы снижения температурных напряжений в
конструкции.
В верхней и нижней точках каждой рас-
пределительной камеры должны быть преду-
смотрены воздушные и дренажные отверстия
диаметром не менее 20 мм для слива конденса-
та. В перегородках распределительных камер
многоходовых секций также предусматрива-
ются дренажные отверстия небольшого диа-
метра (6... 10 мм) для стока жидкости в ниж-
нюю точку камер.
Рис. 4.1.27. Крышки аппаратов воздушного
охлаждения разъемной конструкции:
а - со сварной крышкой-фланцем;
б - г - с литыми и штампованными
крышками-фланцами
Рис. 4.1.28. Камеры аппаратов воздушного
охлаждения неразъемной конструкции:
а - сварная без перегородок; б - штампосварная
без перегородок; в - сварная с перегородками,
г- штампосварная с перегородками
380
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
В разборных конструкциях распредели-
тельных камер плоскости разъема камеры и
трубной решетки уплотняют прокладками. В
качестве прокладок в отечественной практике
используют паронит. Перемычки в прокладке
должны выполняться как одно целое с ее на-
ружной частью.
В неразъемных конструкциях особое
внимание обращается на отверстия для пробок.
Контактная поверхность под прокладки пробок
должна находиться в гнезде во избежание за-
боин и других повреждений. Диаметр отвер-
стия под пробку, через которое выполняются
развальцовка труб и их очистка, должен быть
больше наружного диаметра трубы.
Трубы в аппаратах воздушного охлажде-
ния имеют оребрение по наружной поверхно-
сти. Коэффициент оребрения труб, характери-
зующий отношение наружной поверхности
оребренной трубы к поверхности гладкой тру-
бы того же диаметра, составляет 6.. .22.
Основные типы оребрения труб - это на-
витые алюминиевые или стальные ребра, на-
садные алюминиевые и стальные ребра, а так-
же ребра, скрепленные с несущей трубой мето-
дом горячей гальванизации или с помощью
пайки на твердых припоях. Минимальная тол-
щина ребер 0,35 мм.
Отечественные аппараты воздушного ох-
лаждения укомплектовывают осевыми венти-
ляторами с диаметром колеса 0,8; 2,8; 5 и 7 м.
Количество вентиляторов, располагаемых
в аппарате, зависит от длины труб: в аппаратах
с длиной труб до 4 м устанавливают один вен-
тилятор по длине секции, в аппаратах с длиной
труб до 8 м - не менее двух. Наличие на аппа-
ратах воздушного охлаждения двух вентилято-
ров в сочетании с автоматическими устройст-
вами позволяет упростить схему регулирова-
ния воздушного потока.
Один из способов регулирования - руч-
ное управление, осуществляемое через тягу 2
с помощью дистанционного механизма пово-
рота лопастей (рис. 4.1.29, а). Дистанционный
механизм состоит из червячно-винтового подъ-
емника 5, закрепленного на ступице 7, который
Рис. 4.1.29. Дистанционные механизмы поворота лопастей
колеса аппаратов воздушного охлаждения:
а - ручной; б - пневматический
АППАРАТЫ ВОЗДУШНОГО ОХЛАЖДЕНИЯ
381
сообщает поступательное движение винту 7,
соединенному с водилом 6. В кольцевой паз
водила входят пальцы 8 рычагов 9, закреплен-
ных на валах 10 лопастей 1. При помощи рыча-
гов поступательное движение водила преобра-
зуется во вращательное, и происходит одно-
временный поворот всех лопастей. Поворот
лопастей вентилятора вручную позволяет не-
сколько раз в течение суток изменять рабочий
режим аппарата воздушного охлаждения, что
обеспечивает экономию расхода электроэнер-
гии до 60 %.
Регулирование с помощью пневматиче-
ского механизма осуществляется следующим
образом (рис. 4.1.29, б). Давление сжатого воз-
духа, действующее на мембрану 13, преобразу-
ется в силу, необходимую для перемещения
водила 6. Поступательное движение водила
при помощи рычагов 9 и пальцев 8 преобразу-
ется во вращательное и поворачивает лопасти /.
При отсутствии в системе воздуха пружина 12
возвращает лопасти в первоначальное положе-
ние, которое может соответствовать макси-
мальному или минимальному углу наклона
лопастей. В первом случае при отсутствии в
системе сжатого воздуха аппарат воздушного
охлаждения будет работать с наибольшей теп-
лопроизводительностью, во втором - тепло-
производительность будет минимальной, что
позволит предотвратить переохлаждение среды.
При отключении двигателей охлаждение
труб аппарата воздушного охлаждения проис-
ходит за счет естественной конвекции воздуха.
В теплое время такой теплосъем составляет
только 20...30 % теплоты, отбираемой при
принудительном обдуве труб, но в холодное
время года он может достигать 65 % теплопро-
изводительности аппарата. Установлено, что
при температуре воздуха ниже -25 °C может
быть обеспечена полная расчетная теплопроиз-
водительность аппарата и без работающих
вентиляторов.
Расчет аппаратов воздушного охлаж-
дения. Механический расчет аппарата воз-
душного охлаждения сводится к расчету кры-
шек камер и трубных решеток.
Ниже рассматривается расчет наиболее
распространенных в нашей стране аппаратов
воздушного охлаждения с разъемными камера-
ми с литой крышкой-фланцем (см. рис. 4.1.27).
Принимая во внимание, что соотношение
размеров секций в плане (длины А к ширине В)
А/В> 1,5 и жесткость крышек на изгиб в про-
дольном направлении намного больше, чем в
поперечном, при расчете конструкции в упру-
гой стадии крышка считается открытой прямо-
угольной коробчатой оболочкой, состоящей из
донышка и боковин, сопряженных с краевыми
балками (фланцами), и на продольных краях
это сопряжение выполнено жестким, а на по-
перечных - шарнирным.
Напряженно-деформированное состояние
(НДС) прямоугольной коробчатой оболочки
аналогично НДС ее развертки, нагруженной
теми же силами и снабженной жесткими опо-
рами в местах излома. Тогда толщина донышка
крышки должна отвечать условию
4 >0,71 Bq I—— +
I 1+ь J
р
+ 1,5---+ с.
Мк
Коэффициенты фк, AK, f\, fa, Хк опреде-
ляются по следующим формулам:
4F/t
+ Вр)^
Z2 =o,5Zi;
/ \2
^(6»6-В3 —
£0 s4 J
(4.1.5)
382
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
где Вр - расчетный размер решетки в попе-
речном направлении, мм; Bq - внутренний
размер камеры в поперечном направлении, мм;
В3 - расстояние между осями болтов в попе-
речном направлении, мм; Ар - расчетный раз-
мер решетки в продольном направлении, мм;
Lq - внутренний размер камеры в продоль-
ном направлении, мм; И - глубина камеры, мм;
1\ - плечо изгибающего момента, мм; -
толщина фланца крышки, мм; 55 - толщина
стенки крышки в месте соединения с фланцем,
мм; 54 - толщина донышка крышки, мм; F -
расчетная сила в болтах, Н; р - расчетное давле-
ние, МПа; [а]к - допускаемое напряжение для
материала крышки, МПа; с - прибавка на кор-
розию, мм.
В формуле (4.1.5) первое выражение ис-
пользуется для крышек типа а - в, второе - для
крышек типа г (см. рис. 4.1.27).
Толщина стенки крышки в месте присое-
динения к фланцу должна соответствовать
условию
I «1
\Мк уф+Хк
>0,71
+ с,
где (р - коэффициент прочности сварных швов;
Хк - безразмерная характеристика нагружения
крышки давлением, действующим на ее флан-
цевую часть.
В качестве расчетной схемы трубной ре-
шетки в аппарате принята прямоугольная ре-
шетка, покоящаяся своей средней частью на
упругом основании, моделирующем сжатый
трубный пучок, и нагруженная равномерно
распределенной нагрузкой и распределенными
по контуру перерезывающими силами и изги-
бающими моментами. По такой расчетной схе-
ме толщина трубной решетки аппарата в пре-
делах зоны с отверстиями должна отвечать
условию
„ I Р
51 >0,71Ят -------X
\фр[о]р
х^Лр+фр+ф1,5—[-р + с.
Коэффициенты Лр, фр, Q определяют-
ся по формулам:
4FBX
PLpBpB*
Фр — ^р(^р + 2);
^р &т
р=
при РТ] < Фт [<?]т;
Р2 +(Рп-<РтЫт){(Ыт -Р(2-п)}
ФЦ’+Фт)
при Рг| > <рт [<?]т,
где Ву- расчетная ширина зоны решетки с
отверстиями, мм; В\ - ширина зоны решетки
толщиной 5], мм; [<?]т - допускаемая нагруз-
ка на единицу площади трубного пучка из ус-
ловия прочности труб, МПа; срт - коэффици-
ент уменьшения допускаемого напряжения
труб при продольном изгибе; фр - коэффици-
ент ослабления решетки; Г| - вспомогательный
коэффициент (см. ГОСТ 25822).
При малоцикловых нагрузках (если рас-
четное число циклов нагружения находится в
пределах 103... 106) производится расчет конст-
рукции на малоцикловую усталость. Макси-
мальные амплитуды условных упругих напря-
жений в элементах крышки и решетки, вычис-
ленных, как описано выше, с учетом соответ-
ствующих коэффициентов концентрации на-
пряжений, не должны превышать допускаемой
амплитуды приведенных упругих напряжений,
определенной в соответствии с ГОСТ 25859.
Тепловой расчет аппарата воздушного
охлаждения аналогичен в своей последова-
тельности расчету кожухотрубчатых аппара-
тов. Гидравлический расчет производят исходя
из того, что гидралическое сопротивление при
движении продукта внутри труб складывается
из потерь на трение и местные сопротивления.
Аппараты воздушного охлаждения вы-
пускаются с площадью поверхности теплооб-
мена до 23 тыс. м“.
ПЛАСТИНЧАТЫЕ И ПЛАСТИНЧАТО-РЕБРИСТЫЕ ТЕПЛООБМЕННИКИ
383
4.1.5. ПЛАСТИНЧАТЫЕ И ПЛАСТИНЧАТО-
РЕБРИСТЫЕ ТЕПЛООБМЕННИКИ
История развития пластинчатых тепло-
обменников начинается с конца XIX века, ко-
гда были предложены основные идеи создания
теплообменных устройств подобного вида.
Главным конструктивным решением, по-
зволившим пластинчатым аппаратам найти
широкое применение в промышленности, яви-
лось использование для соединения пластин
между собой в единый блок принципов уст-
ройства фильтр-пресса, предложенного Зелиг-
маном в 1923 г.
Пластинчатые теплообменники предна-
значены для проведения теплопередачи без из-
менения агрегатного состояния (нагреватели,
холодильники) и с изменением агрегатного со-
стояния (испарители, конденсаторы). Они мо-
гут применяться для одновременного теплооб-
мена между двумя, тремя и большим количест-
вом сред, а также пригодны для теплообмена с
двух- и трехфазными рабочими средами вязко-
стью до 0,6 м2/с: жидкость - жидкость, пар -
жидкость, пар - газ - жидкость, газ - жидкость,
газ - газ. Разборные теплообменники могут ра-
ботать со средами, содержащими твердые час-
тицы размером не более 4 мм.
Классификация пластинчатых тепло-
обменников. По конструкции эти теплообмен-
ники классифицируются на разборные (ТПР),
полуразборные (ТПП), блочно-сварные (ТПБС),
сварные неразборные (ТПСН), ламельные
(ТПЛ).
Разборные пластинчатые теплообменни-
ки применяют в следующих случаях:
когда аппарат часто подвергается разбор-
ке и чистке ввиду образования на теплопере-
дающих стенках различных отложений, прига-
ра от термически нестойких сред;
когда имеется необходимость переком-
поновки поверхности теплообмена и измене-
ния числа параллельно работающих каналов,
например, в связи с изменением технологиче-
ского режима;
когда приходится производить замену не-
которых участков поверхности теплообмена
из-за неравномерного коррозионного или эро-
зионного разрушения.
Рабочие параметры сред, обрабатываемых
в разборных пластинчатых теплообменниках:
давление до 2 МПа. температура до 200 °C.
Полуразборные теплообменники исполь-
зуются, когда одна из сред не образует отложе-
ний, требующих разборки аппарата для техно-
логической чистки, например, когда средой яв-
ляется конденсирующийся пар, чистый газ,
минеральные или органические кислоты, ще-
лочи и некоторые растворы солей (давление
может достигать 2.5 МПа, температура 200 °C).
Блочные и неразборные теплообменники
используются, как правило, в тех случаях, когда
обе среды не дают отложений на поверхности
теплообмена, требующих механической очистки
(давление до 3 МПа и температура до 400 °C).
Конструкции пластинчатых теплооб-
менников. Разборный теплообменник состоит
из группы теплообменных пластин /5, подве-
Рис. 4.1.30. Пластинчатый аппарат:
/, 2, 77, 12 - штуцера; 3 - передняя стойка; 4 - верхнее угловое отверстие, 5 - кольцевая
резиновая прокладка; 6 - граничная пластина; 7 - штанга; 8 - нажимная плита;
9- задняя стойка; 10- винт; 13 - большая резиновая прокладка;
14 - нижнее угловое отверстие, 15 - теплообменная пластина
384
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
шенных на верхней горизонтальной штанге 7
(рис. 4.1.30). Концы верхней и нижней штанг
закреплены в неподвижной решетке 3 (перед-
ней стойке) и задней стойке 9. При помощи
нажимной решетки (плиты) 8 и винта 10 пласти-
ны в рабочем состоянии сжаты в один пакет.
Большая прокладка 13, расположенная
между пластинами, ограничивает канал для
прохода одного из теплоносителей, а также ох-
ватывает два отверстия для входа и выхода фа-
зы из канала. Две малые прокладки 5 изолиру-
ют оставшиеся два отверстия от атмосферы и
обеспечивают транзитный проход для второго
теплоносителя.
Система пластин и уплотнительных про-
кладок образуют после сборки и сжатия две
системы герметичных каналов (четные и не-
четные), служащие для прохода холодной и го-
рячей рабочей среды.
Холодная рабочая среда входит в аппарат
через один из штуцеров (например, штуцер 2) и
через верхние угловые отверстия, образующие
коллектор, попадает во все нечетные каналы. С
противоположной от входа стороны коллектор
ограничен глухой (граничной) пластиной 6.
При движении вниз по межпластинному кана-
лу среда обтекает волнистую поверхность пла-
стин, обогреваемых с обратной стороны горя-
чей средой. Подогретая среда собирается в
нижнем продольном коллекторе, образованном
угловыми отверстиями 14, и выходит из аппа-
рата через штуцер 11.
Рис. 4.1.31. Попарно сваренные пластины
полуразборного аппарата:
1,2- пластины; 3 - подвеска; 4 - малая
прокладка; 5 - большая прокладка
Горячая среда поступает в штуцер 12.
распределяется между четными каналами по
нижнему коллектору и движется в межпла-
стинном зазоре вверх. Через верхний коллек-
тор и штуцер / охлажденная горячая среда вы-
ходит из теплообменника. В результате в пре-
делах одного хода может быть обеспечен про-
тивоток, при необходимости может быть орга-
низован и прямоток.
Полуразборный пластинчатый теплооб-
менник по конструкции аналогичен разборно-
му. Отличие заключается в том, что пластины
сварены попарно (рис. 4.1.31). В результате
образуется канал для того теплоносителя, ко-
торый не образует отложений. При этом свари-
ваемые пластины 1, 2 представляют собой зер-
кальное отражение друг друга.
По контуру каждой пластины вы штампо-
ван U-образный паз. При сборке двух пластин
под сварку одну из пластин переворачивают на
180° таким образом, чтобы пазы плотно приле-
гали друг к другу, по ним и проводят сварку.
Пластины свариваются также в двух угловых
отверстиях, служащих для транзитного прохо-
да среды. Два других отверстия, служащие для
входа и выхода второй среды в межпластин-
ный неразборный канал, выполняются без
сварки.
В полученном блоке устанавливаются
прокладки - большая 5 и малая 4. Прокладки
работают как самоуплотняющиеся, что позво-
ляет использовать этот аппарат при большем
давлении, чем в разборных теплообменниках
аналогичной конструкции.
Блочные сварные пластинчатые тепло-
обменники предназначены для подогрева и ох-
лаждения жидкой или газообразной рабочей
среды, а также для конденсации паров в усло-
виях, когда ни одна рабочая среда не образует
на поверхностях теплообмена труднораство-
римых отложений.
Теплообменник (рис. 4.1.32) составлен из
унифицированных сварных блоков /, схема
компоновки и их количество определяются те-
пловым и гидромеханическим расчетами аппа-
рата. Блоки установлены на раме, аналогично
разборным пластинчатым теплообменникам. В
угловых распределительных камерах имеются
отверстия для входа и выхода рабочих сред.
Распределительные камеры блоков соединены
между собой проходными 8 или глухими 7
втулками, уплотненными в отверстиях малыми
кольцевыми прокладками 9. Применение вту-
лок позволяет собирать пакеты по параллель-
ПЛАСТИНЧАТЫЕ И ПЛАСТИНЧАТО-РЕБРИСТЫЕ ТЕПЛООБМЕННИКИ
385
Рис. 4.1.32. Блочный пластинчатый
теплообменник
ной, противоточной или смешанной схеме
движения рабочих сред. Блоки расположены на
раме между подвижной 5 и неподвижной 10
решетками и плотно сжаты болтами.
На решетках установлены съемные пат-
рубки 4 и 11 соответственно для выхода и вхо-
да рабочей среды. В зависимости от требуемой
компоновки их можно устанавливать в любом
из углов концевых плит. Кольцевые прокладки
защищены от непосредственного воздействия
сред втулками. Такая конструкция позволяет
обеспечить большую силу сжатия прокладки,
поэтому применяют прокладки из паронита,
алюминия, меди, фторопласта и др. Работа
этих аппаратов аналогична работе разборных
пластинчатых теплообменников.
Пластины 1 с размещенными между ними
по контуру металлическими прокладками
собирают в специальном приспособлении
(рис. 4.1.33). Затем сваривают кромки пластин
с прокладками. Пластины имеют форму шес-
тиугольника. Наклонные кромки пластин со-
единяют с прокладками, уложенными через
одну таким образом, чтобы образовались кана-
лы для входа и выхода рабочих сред. К местам
входа и выхода рабочей среды из щелевидных
каналов приваривают соответственно четыре
распределительные камеры 2 с круглыми от-
верстиями и канавками для соединения блоков
между собой посредством проходных или глу-
хих втулок.
Рис. 4.1.33. Сварной блок из
гофрированных пластин
среда среда
Рис. 4.1.34. Теплообменный элемент
сварного неразборного аппарата
Пластинчатые сварные неразборные те-
плообменники состоят из пластин, которые сва-
рены в теплообменный элемент (рис. 4.1.34).
Расстояние между пластинами зависит от вы-
соты гофр или специальных дистанционных
штифтов. Сварной моноблок помещают между
парой концевых плит, которые воспринимают
давление рабочих сред. С торцовых сторон
блока приварены распределительные камеры
со штуцерами. Через камеры рабочие среды
подводятся и отводятся от межпластинных ка-
налов. Работают эти теплообменники анало-
гично описанным выше.
Одним из достоинств пластинчатых теп-
лообменных аппаратов является возможность
создания различных схем движения рабочих
сред, которые зависят от сочетания общего и
частных направлений движения рабочих сред в
целом через аппарат и через межпластинные
13 - 10358
386
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.1.35. Схемы относительного движения
рабочих сред в пластинчатом теплообменнике
каналы. Различают шесть основных случаев
(рис. 4.1.35):
а) частный противоток при общем проти-
вотоке, т.е. противоток и в каналах и по аппа-
рату в целом;
б) смешанный ток;
в) смешанный частный ток при общем
противотоке;
г) частный прямоток при общем противо-
токе;
д) смешанный частный ток при общем
прямотоке;
е) частный прямоток при общем прямо-
токе.
От формы, размеров и конструктивных
особенностей пластины зависят эффективность
теплопередачи, надежность аппарата, техноло-
гичность и трудоемкость его изготовления,
эксплуатационные данные. Как правило, про-
филь пластин запатентован, и в большинстве
случаев по внешнему виду можно определить,
какой фирме принадлежит выпуск данного ап-
парата. Пластины определенного профиля из-
готовляют различных типоразмеров, что по-
зволяет выбрать теплообменники различного
назначения и производительности.
Пластины изготовляют в основном двух
типов: ленточно-поточные и сетчато-поточные.
Пластины ленточно-поточного типа имеют
гофры по поверхности, которые не только уве-
личивают жесткость конструкции, но и благо-
даря щелевидным извилистым каналам значи-
тельно турбулизируют поток при малых скоро-
стях движения (0,3...0,9 м/с). В сетчато-
поточных пластинах турбулизирующие эле-
менты профиля используются одновременно и
для создания сети равномерно распределенных
опор между пластинами, что значительно по-
вышает жесткость всего пакета и дает возмож-
ность работы при более высоких давлениях.
Уплотнение межпластинных каналов
осуществляют с помощью резиновых прокла-
док, изготовляемых из бутадиенстирольного,
бутадиеннитрильного, этиленпропиленового,
силиконового каучуков, фторкаучука, бутил-
каучука.
Промышленностью выпускаются пла-
стинчатые теплообменники с площадью по-
верхности теплообмена до 800 м2.
Ламельные теплообменники применяют
при температуре более 150 °C и давлении выше
1 МПа. Рабочими средами являются: жидкость -
жидкость, газ - газ, пар - жидкость, когда одна
из сред не образует труднорастворимого осадка.
Аналогично кожухотрубчатому теплообменни-
ку теплообменник этого типа (рис. 4.1.36) со-
стоит из камеры / для вывода рабочей среды из
канала, ламельного пучка 4, установленного в
корпусе 3, фланцевого разъемного соединения 2
ламельного пучка с корпусом. Вторая трубная
решетка аналогична первой, но соединена с
цилиндрическим патрубком, который через
сальниковое устройство 6 выходит из корпуса.
На патрубке установлен съемный фланец 7 на
резьбе. Применение сальникового устройства и
съемного фланца позволяет не только компен-
сировать температурные напряжения, но и вы-
таскивать трубный пучок из корпуса для очи-
стки межтрубного пространства. Корпус теп-
лообменника может выполняться прямоуголь-
ного или круглого сечения.
Ламельный пучок состоит из совокупно-
сти плоских труб, изготовленных из коррози-
онно-стойкой стали в виде холоднокатаной
ленты толщиной 1,5 и 2 мм. На поверхности
плоских труб выштампованы продольные же-
лобки и шаровые сегменты, служащие опорами
смежных пластин.
Работает ламельный теплообменник по-
добно кожухотрубчатому.
Преимуществами ламельного теплооб-
менника являются увеличение коэффициента
теплопередачи в 1,4-2 раза за счет уменьше-
ния толщины слоя жидкости и общего повы-
шения скоростей потоков, а также увеличение
площади теплообмена, так как при равном по-
перечном сечении плоские трубы имеют боль-
шую поверхность, чем круглые.
ПЛАСТИНЧАТЫЕ И ПЛАСТИНЧАТО-РЕБРИСТЫЕ ТЕПЛООБМЕННИКИ
387
Рис. 4.136. Ламельные теплообменники в корпусе:
а - прямоугольной формы, б - цилиндрической формы; / - камера вывода
рабочей среды из канала; 2 - фланцевое разъемное соединение ламельного
пучка с корпусом; 3 - корпус; 4 - пучок ламелей (плоских труб); 5 - межтруб-
ное пространство; 6 - сальниковое устройство; 7 - съемный фланец (на резьбе);
8 - ребра жесткости; 9 и 10- штуцера для второй рабочей среды, подаваемой в
межтрубное пространство
Пластинчато-ребристые теплообменни-
ки (теплообменники со вторичными поверхно-
стями) нашли применение в авто- и самолето-
строении, в химической промышленности в ка-
честве теплообменников, испарителей, конден-
саторов для чистых газов и жидкостей. Их
применяют в основном в крупных установках
по разделению воздуха методом глубокого ох-
13*
388
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.1.37. Стальной пластинчато-ребристый
теплообменник со снятой крышкой
1
Рис. 4.1.38. Теплообменный пакет
пластинчато-ребристого теплообменника
лаждения, углеводородных газов, а также в ус-
тановках для сжижения и ректификации водо-
рода с целью получения дейтерия и тяжелой
воды.
При одинаковой площади поверхности
пластинчато-ребристые теплообменники обла-
дают меньшей массой и теплоемкостью по
сравнению с теплообменниками других типов,
что важно при переменной тепловой нагрузке и
необходимости сублимации примесей, выде-
ляющихся на поверхности теплообмена. Стои-
мость единицы поверхности пластинчато-
ребристого теплообменника при их серийном
изготовлении ниже, чем у теплообменников
других типов.
Пластинчато-ребристый теплообменник
(рис. 4.1.37) состоит из распределительной ка-
меры 7 для первой рабочей среды А, корпуса 2
прямоугольного сечения, приемной камеры 3
для рабочей среды А, теплообменного пакета 4,
распределительной камеры 5 и приемной каме-
ры для рабочей среды В. Рабочая среда А пода-
ется через штуцер, где распределяется между
оребренными каналами, проходит через кана-
лы, собирается с противоположной стороны в
приемной камере и выводится из аппарата.
Вторая среда В подается в камеру 5 и движется
по каналам в режиме перекрестного тока. По-
сле контакта среда также выводится из тепло-
обменника.
Теплообменный пакет пластинчато-
ребристого теплообменника изготовляют еди-
ным блоком (рис. 4.1.38), который состоит из
отдельных гладких пластин 7 и расположенных
между ними гофрированных листов 2, которые
могут быть любой конфигурации. В зависимо-
сти от расхода теплоносителей и их свойств
расстояния между гладкими пластинами в од-
ном и том же теплообменнике могут быть раз-
личными. Пространство с двух сторон закрыто
боковыми уплотнителями 3. Все элементы со-
единяют пайкой. В результате получается
оребренная теплообменная поверхность, на ко-
торой теплоноситель разбивается на большое
число потоков. Относительное движение теп-
лоносителей, организованное за счет конструк-
ции подводящих коллекторов, может быть
прямотоком, противотоком и перекрестным
током.
Наиболее широко применяемыми мате-
риалами для пластинчато-ребристых теплооб-
менников являются алюминий и его сплавы.
Кроме того, могут использоваться сталь, титан,
сплавы меди и других металлов. Из алюминия
и его сплавов изготовляются низкотемператур-
ные теплообменники. В качестве припоя ис-
пользуют алюминий с присадкой кремния, по-
нижающей температуру плавления. Припой
наносится на основной лист с двух сторон пла-
кировкой.
Для других металлов для пайки использу-
ют припои на основе серебра и меди. При этом
припой в виде фольги толщиной 0.05...0,15 мм
прокладывается между пластинами и ребрами.
Пайку проводят в ванне с расплавленной со-
лью или в среде инертных газов. После пайки
пакет тщательно очищают, проверяют на проч-
ность и плотность, а затем к аппарату привари-
вают коллекторы.
В пластинчато-ребристых теплообменни-
ках возникают значительные напряжения от
давления, а также от температурных деформа-
ций и деформаций, передающихся через со-
единительные трубопроводы, поэтому при вы-
соких давлениях применяют блоки небольшого
поперечного сечения или устанавливают не-
сколько коллекторов малых размеров.
Расчет пластинчатых теплообменни-
ков. Технологический расчет пластинчатых
теплообменников заключается в выборе типа
СПИРАЛЬНЫЕ ТЕПЛООБМЕННЫЕ АППАРАТЫ
389
пластин, определении необходимой площади
поверхности теплообмена, количества каналов
и пластин в одном пакете и аппарате в целом, в
определении гидравлического сопротивления
аппарата. Для пластинчатых теплообменников
расчет может производится по [8].
Расчет на прочность в пластинчатых теп-
лообменниках проводят для неподвижных,
промежуточных и нажимных решеток, пла-
стин, штанг, стяжных болтов, коллекторов,
днищ, крышек, фланцев. Пример расчета при-
веден в [29].
4.1.6. СПИРАЛЬНЫЕ ТЕПЛООБМЕННЫЕ
АППАРАТЫ
Спиральные теплообменники имеют дос-
таточно широкое применение в промышленно-
сти, что объясняется следующим: возможно-
стью изготовления из металлического рулон-
ного материала, подвергаемого холодной обра-
ботке и свариванию; возможностью организа-
ции противотока; меньшей подверженностью
загрязнения поверхностей, так как отсутствуют
резкие изменения направления потока; мень-
шим гидравлическим сопротивлением потока
при одинаковой скорости, чем у кожухотруб-
чатых теплообменников.
Спиральные теплообменники применяют
в качестве конденсаторов, испарителей, а так-
же для охлаждения и нагревания жидкостей,
газов и парогазовых смесей. Ректификацион-
ные колонны могут компоноваться спираль-
ными теплообменниками в качестве дефлегма-
торов. Особенно эффективны спиральные теп-
лообменники для обработки высоковязких
жидкостей, так как устраняется проблема рас-
пределения такой жидкости по трубам, а также
при обработке шламов и жидкостей, содержа-
щих волокнистые материалы.
Конструкция спирального теплообмен-
ника. Он представляет собой два спиральных ка-
нала 7, навитых из рулонного материала 2 во-
круг центральной разделительной перегородки
(керно) 3 и закрытых с торцов крышками 4
(рис. 4.1.39). Такой теплообменник может быть
установлен на цапфах. Теплоноситель А посту-
пает под давлением через штуцер в крышке в
камеру центровика, а затем по спирали - в кол-
лектор, расположенный на периферии, и выхо-
дит из теплообменника. Другой теплоноситель
В подается во второй коллектор и движется по
спирали к центру, т.е. противотоком к первому,
и выводится из аппарата через штуцер второй
крышки.
Рис. 4.1.39. Горизонтальный спиральный
теплообменник с тупиковыми
каналами на лапах
Рис. 4.1.40. Уплотнения торцов каналов
Спиральные теплообменники классифи-
цируют по вид} уплотнения торцов каналов: с
тупиковыми каналами, с глухими каналами, со
сквозными каналами. К тупиковым каналам
относятся такие, в которых один канал завари-
вается при помощи вставленной ленты с одной
стороны, а второй канал - с противоположной
стороны (рис. 4.1.40, а). После снятия крышек
оба канала легко подвергаются чистке. Такой
способ уплотнения каналов наиболее распро-
странен.
К глухим каналам относятся такие, в ко-
торых канал на торцах заваривается с обеих
сторон (рис. 4.1.40, б). В этом случае один ка-
нал не может быть очищен механическим спо-
собом. Возможен вариант, когда оба канала за-
вариваются с двух сторон, тогда ни один канал
не может быть очищен механически.
Сквозные каналы - это каналы, открытые
с торцов (рис. 4.1.40, в. г). Уплотнение достига-
ется с помощью листового прокладочного ма-
териала (рис. 4.1.40, в) или манжет U-образного
сечения (рис. 4.1.40, г). При этом способе оба
канала поддаются чистке, но возможно попа-
дание одного теплоносителя в другой.
390
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Для придания спиральным теплообмен-
никам жесткости, особенно при давлении выше
0,3 МПа, к одной из лент, как правило, перед
навивкой приваривают штифты. Они не только
увеличивают жесткость конструкции, но и
фиксируют расстояние между спиралями.
Спиральные теплообменники изготовля-
ют из углеродистой рулонной стали СтЗ,
12Х18Н10Т, 08Х18Н10Т и 08Х17Н13М2Т
толщиной 2 мм (давлением до 0,3 МПа) или
3 мм (давлением до 0,6 МПА), шириной рулона
0,2... 1,5 м при ширине канала 8 или 12 мм. Для
изготовления крышек может применяться
двухслойная сталь типа СтЗ и 12Х18Н10Т, 20К
и 08Х17Н13М2Т, никель и никелевые сплавы и
др. В качестве прокладок применяют резину,
паронит, фторопласт и др.
Промышленностью выпускаются спи-
ральные теплообменники с площадью поверх-
ности теплообмена 3,2... 100 м2.
При технологическом расчете спираль-
ных теплообменников определяют: площадь
поверхности теплообмена; число витков спи-
рали; потери напора теплоносителями при про-
хождении через каналы теплообменника. Ме-
тодика и порядок расчета подробно изложены
в [8].
Расчеты на прочность и устойчивость
элементов теплообменника включают расчеты
крышек, фланцевых соединений, спиралей.
Расчет крышек производится по ГОСТ 14249,
расчет спирали на прочность и устойчивость -
по [29].
4.1.7. ТЕПЛООБМЕННЫЕ АППАРАТЫ
ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Обладая высокой теплопроводностью,
теплообменники из неметаллических материа-
лов благодаря антикоррозионным свойствам
обеспечивают химическую чистоту перераба-
тываемых продуктов и позволяют экономить
дорогие цветные металлы и легированные ста-
ли. Они нашли широкое применение в качестве
конденсаторов, холодильников, нагревателей и
испарителей при обработке высокоагрессив-
ных кислот, щелочей, органических и неорга-
нических растворителей, в частности, соляной,
серной, фосфорной, уксусной, азотной кислот,
бензола, толуола, фенола, хлорэтилбензола и
др. К недостаткам теплообменных аппаратов
из неметаллических материалов следует отне-
сти их низкую прочность при растяжении и из-
гибе материала, из которого их изготовляют,
невозможность соединения деталей способами,
аналогичными пайке или сварке металлов.
Материалы для теплообменников. В
качестве неметаллических конструкционных
материалов для изготовления технологической
аппаратуры применяют углеграфиты и фторо-
пласты различных марок. Углеграфитовые теп-
лообменники бывают: прямоугольно-блочные,
кожухотрубчатые, кожухоблочные, ороситель-
ные, погружные, типа ‘‘труба в трубе”. Трубча-
тые теплообменные аппараты из фторопласта
изготовляют двух модификаций: теплообмен-
ные погружные аппараты типа П и теплооб-
менные кожухотрубчатые аппараты типа К.
Для изготовления углеграфитовых тепло-
обменных аппаратов применяют следующие
материалы:
графит прессованный и пропитанный
синтетическими смолами марок МГ, МГ-1,
МГ-2, МГ-3, МГЗ-Л. Из этих материалов изго-
товляют преимущественно детали теплооб-
менников;
графитопласт (антегмит) марки АТМ-1,
который представляет собой композицию гра-
фита и фенолформальдегидной смолы и отли-
чается от графита марок МГ более высокой
прочностью, непроницаемостью для жидкостей
и газов, но имеет меньшую теплопроводность.
Применяется для изготовления трубных пучков
теплообменных аппаратов;
графитопласт (антегмит) марок АТМ-1 Г
и ATM-10, который отличается от марки АТМ-1
более высокой теплостойкостью и теплопро-
водностью, меньшим коэффициентом темпера-
турного расширения. Однако механическая
прочность такого графитопласта меньше, чем у
АТМ-1;
графитопласты литьевых марок НЛ,
2ФНЛ, 5ЭФНЛ. Из них изготовляют крупнога-
баритные литые детали - корпуса, крышки и
т.д.
Конструкции теплообменных аппара-
тов из неметаллических материалов. Тепло-
обменные аппараты прямоугольно-блочного
типа изготовляют из отдельных прессованных
блоков /, соединенных между собой специаль-
ной кислотостойкой замазкой (арзамит-4)
(рис. 4.1.41). В блоках 1 имеются вертикальные
и горизонтальные каналы для прохода тепло-
носителей. Узлы соединения блоков можно уп-
лотнять также прокладками из фторопласта
(ФУМ) или из кислототермостойкой резины.
Аппарат имеет распределительные камеры 2,
скрепленные с блоками и между собой крыш-
ТЕПЛООБМЕННЫЕ АППАРАТЫ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
391
ками 10 и стяжками 7. Горизонтальные каналы
в блоках сообщаются с боковыми переливны-
ми камерами 5, соединенными между собой
шпильками 6. Патрубки 3 и 9 служат для ввода
и вывода агрессивной, а патрубки 8 и 4 - неаг-
рессивной среды.
Агрессивный теплоноситель, который
нужно нагреть или охладить, подается по пат-
рубку 3 через распределительную камеру 2 в
вертикальные каналы блоков 1 и движется по
этим каналам вниз, выходя из аппарата через
распределительную камеру 2 и патрубок 9. На-
гревающий (или охлаждающий) неагрессивный
теплоноситель поступает в аппарат по патруб-
ку 8 и движется по горизонтальным каналам
блоков /, причем переход теплоносителя от
одного блока к другому осуществляется через
переливные камеры 5, в которых имеются пе-
регородки. В результате достигается зигзаго-
образное (многоходовое) движение неагрес-
сивной среды по высоте аппарата.
Кожухотрубчатый углеграфитовый те-
плообменник представляет собой вертикальный
аппарат, состоящий из металлического кожуха
/ и трубного пучка 2 из графитопласта АТМ-1
(рис. 4.1.42). В верхней части аппарата, в месте
сопряжения кожуха с подвижной трубной ре-
шеткой 3, установлен сальник 4. Такая конст-
рукция допускает свободное перемещение
трубного пучка при температурных удлинениях.
В качестве сальниковой набивки, как правило,
используют графитизированный асбестовый
шнур. Уплотнение герметизируют перемещени-
ем нажимной втулки 5 затягиванием шпилек 6.
Вход и выход агрессивной среды производится
через верхнюю и нижнюю крышки 7, выпол-
ненные из пропитанного графита. Самым рас-
пространенным способом крепления графито-
пластовых труб является соединение их с
трубными решетками путем склеивания с по-
мощью замазки типа арзамит-4. Для увеличе-
ния прочности и плотности соединения отвер-
стий в трубной решетке 3 концы теплообмен-
ных трубок 2 выполняют конусными.
Агрессивный теплоноситель подается в
аппарат сверху через штуцер в крышке 7 и
движется по трубкам к выходному штуцеру в
нижней крышке. Другой (неагрессивный) теп-
лоноситель движется в межтрубном простран-
стве, ограниченном кожухом / и трубным пуч-
ком 2. В межтрубном пространстве установле-
ны поперечные перегородки. Они предназна-
чены для организации движения теплоносителя
Рис. 4.1.41. Прямоугольно-блочный
вертикальный теплообменник из
неметаллических материалов
Рис. 4.1.42. Кожухотрубчатый
углеграфитовый теплообменник
392
Глава 4.1. РЕКУПЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
в направлении, перпендикулярном к оси труб,
и увеличения скорости теплоносителя в меж-
трубном пространстве. Благодаря этому увели-
чивается коэффициент теплоотдачи на наруж-
ной поверхности труб.
Кожухоблочный теплообменный аппарат
предназначен в основном для нагрева или ис-
парения кислых агрессивных сред водяным па-
ром. Основным рабочим элементом аппаратов
этого типа служат цилиндрические блоки с
центральным отверстием. В блоке просверлены
две группы непересекающихся каналов: верти-
кальные параллельные оси цилиндра и гори-
зонтальные. На торцах блоков проточены
кольцевые привалочные поверхности так, что
при сопряжении по этим поверхностям между
блоками образуются вихревые камеры. Аппа-
рат собирают из нескольких одинаковых бло-
ков, которые сверху и снизу закрывают графи-
товыми распределительными крышками. В
крышках от центра к периферии под углом
просверлены шесть отверстий, равномерно
расположенных по окружности. Через эти от-
верстия агрессивная среда равномерно расте-
кается по вертикальным каналам блока.
Графитовая часть аппарата помещена в
металлический корпус, состоящий из отдель-
ных царг. Уплотнение между блоками выпол-
нено на прокладках из фторопласта (ФУМ), а
уплотнение фланцев царг - на прокладках из
паронита. В верхней части аппарата, в месте
сопряжения с верхней графитовой крышкой
для уплотнения установлены нажимная втулка
и сальник. В качестве набивки сальника ис-
пользуют графитизированный асбестовый
шнур.
Греющий пар подается в кожух через
штуцер и циркулирует по радиальным каналам
и осевому центральному отверстию. Конденсат
по мере охлаждения пара отводится через
нижний штуцер. Полное опорожнение полости
кожуха от жидкости производится через шту-
цер в нижней чугунной плите аппарата.
Особенности теплового расчета углегра-
фитовой теплообменной аппаратуры, а также
справочные данные по коэффициентам линей-
ного расширения, теплопроводности и тепло-
передачи для различных марок графита приве-
дены в монографиях [18, 23]. Расчет основных
элементов теплообменников на прочность про-
изводят по ГОСТ 14249. При этом нужно учи-
тывать, что модуль упругости графитовых ма-
териалов примерно на два порядка ниже, чем
для углеродистых сталей, а временное сопро-
тивление меньше в 30 раз.
Фторопластовые теплообменные аппа-
раты - это трубчатые теплообменные аппара-
ты из фторопласта погружного (тип П) и кожу-
хотрубчатого (тип К) типов, предназначенные
для нагрева, охлаждения или конденсации кор-
розионных и особо чистых сред. Эти аппараты
применяются в химической, фармацевтической
и пищевой промышленное!и. а также при про-
ведении процессов химической и электрохи-
мической обработки ма!ериалов. Применяемые
фторопластовые материалы (марок 4, 4Д, 4МБ)
стойки практически во всех коррозионно-
активных средах (соляной, серной, азотной,
фосфорной и уксусной кислотах, водных рас-
творах солей, электролитах и др.). Гидрофоб-
ность (несмачиваемость) фторопластовой по-
верхности способствует снижению отложений
и облегчает их удаление.
В состав теплообменных аппаратов из
фторопласта входят трубные пучки из труб
диаметром 3 и 5 мм, с толщиной стенки соот-
ветственно 0,4 и 0,6 мм Несмотря на невысо-
кую теплопроводность фторопласта в теплооб-
менных аппаратах благодаря малой толщине
стенок достигаются достаточные коэффициен-
ты теплопередачи, не изменяющиеся в процес-
се эксплуатации. К недостаткам этих аппаратов
можно отнести невысокое условное давление
(до 1 МПа в трубном пространстве и до
0,6 МПа в межтрубном при температуре 20 °C)
и значительную зависимость этого давления от
температуры (при температуре 150 °C не более
0,25 МПа в трубном пространстве и 0,1 МПа в
межтрубном пространстве). Учитывая малые
внутренние диаметры трубок и эквивалентные
диаметры трубного пространства, необходимо
принимать во внимание степень загрязненно-
сти механическими примесями сред, посту-
пающих в аппарат (размер частиц не должен
превышать 1/10 внутреннего диаметра трубок
для трубного пространства и 1/20 эквивалент-
ного диаметра для межтрубного пространства).
Теплообменные аппараты погружного
типа предназначены для установки в емкостях
открытого и закрытого типов и используются в
качестве встроенных холодильников и нагрева-
телей.
Погружной аппарат, показанный на
рис. 4.1.43, включает плоский жесткий
U-образный трубный пучок /, вваренный в
трубные решетки 3. Трубный пучок выполнен
в виде плоских кос, разделенных дистанцион-
ными элементами 2. Вход и выход охлаждаю-
щего (или нагревающего) теплоносителя осу-
ществляется через штуцера 4 и 5. Узел крепле-
РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
393
Рис. 4.1.43. Фторопластовый теплообменник
погружного типа
ния трубных решеток к корпусу емкости ана-
логичен рассмотренному выше. Такой тепло-
обменный аппарат может быть использован как
самостоятельный, и как комплектующий эле-
мент к кожухотрубчатому теплообменному ап-
парату типа К.
Теплообменные кожухотрубчатые аппа-
раты типа К предназначены для использования
в качестве холодильников, нагревателей или
конденсаторов. Конструктивные варианты ис-
полнения трубных пучков следующие:
прямые трубные пучки образованы пле-
тением плоских кос с различным количеством
трубок (исполнение 1);
U-образные трубные пучки выполнены в
виде полых цилиндров, расположенных один в
другом (исполнение 2);
в виде плоских кос, между которыми ус-
тановлены дистанционные приставки (испол-
нение 3).
Рекомендации по выбору конструктивных
и технологических (температура, давление) па-
раметров фторопластовых теплообменников
приведены в справочнике [41]. Расчет прочно-
сти трубных решеток и трубок нормирован,
расчет на прочность цилиндрических обечаек
аппаратов производится по ГОСТ 14249.
Глава 4.2
РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ
ТЕПЛООБМЕННИКИ
Регенеративным теплообменным аппа-
ратом называют устройство, в котором пере-
дача теплоты от одного теплоносителя к дру-
гому происходит с помощью теплоаккумули-
рующей массы, называемой насадкой.
Для повышения эффективности тепло-
технологических систем, работающих в широ-
ком интервале перепадов температуры между
теплоносителями, часто оказывается целесооб-
разным применение регенеративных теплооб-
менных аппаратов, например, в высокотемпе-
ратурных технологических установках для по-
догрева газообразных компонентов горения,
газотурбинных установках воздухораздели-
тельных установках, низкотемпературных ус-
тановках разделения газов, холодильно-
газовых машинах и др.
Область применения и температурный
уровень теплоносителей предопределяют кон-
струкцию регенеративного теплообменного
аппарата и тип его насадки. В связи с этим вы-
деляют аппараты, работающие в областях вы-
соких (800... 1000 °C), средних (250.. .400 °C) и
очень низких температур (-270...- 100 °C).
Классификация регенеративных тепло-
обменных аппаратов. Эти теплообменники
классифицируют по виду и форме теплоакку-
мулирующей насадки, которая может быть
подвижной и неподвижной. В последнем слу-
чае для получения непрерывного процесса теп-
лообмена от одного теплоносителя к другому
необходимы два аппарата регенератора
(рис. 4.2.1. а). Сначала в одном происходит
охлаждение горячего теплоносителя, а в дру-
гом - нагрев холодного теплоносителя, а после
переключения аппаратов процесс теплопереда-
чи протекает в обратном направлении. Пере-
ключение производится поворотом клапана
(шибера) 4. Обычно переключение регенерато-
ров производится автоматически через опреде-
ленные промежутки времени.
При подвижной насадке процесс тепло-
обмена происходит в одном аппарате
(рис. 4.2.1, б). Такие регенеративные аппараты
Рис. 4.2.1. Схемы
регенеративных теплообменников:
а - с неподвижной насадкой; б - роторного типа с
вращающейся насадкой; 1 - греющий теплоноситель;
2 - нагреваемый теплоноситель, 3 - насадка; 4 - шибер
394
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
можно разделить на две большие группы: пе-
риодически действующие, т.е. работающие в
нестационарном режиме, и непрерывно дейст-
вующие.
4.2.1. ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИЕ
РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Поверхность насадки периодически дей-
ствующих регенеративных теплообменников
попеременно омывается то первичным (горя-
чим), то вторичным (холодным) теплоносите-
лем, т.е. попеременно является тепловоспри-
нимающей и теплоотдающей. Время, за кото-
рое происходит нагревание насадки и охлаж-
дение первичного теплоносителя Т|, называет-
ся периодом нагрева, а время, за которое про-
исходит охлаждение насадки и нагревание
вторичного теплоносителя Т2, - периодом
охлаждения. Время, в течении которого проис-
ходят нагрев и охлаждение насадки, называют
полным циклом, или периодом тпер = Т| +Т2-
Периоды нагревания и охлаждения насадки
продолжаются от нескольких минут до не-
скольких часов.
В отличие от рекуператоров регенерато-
ры работают в условиях нестационарного теп-
лового процесса, т. е. происходит изменение во
времени как температуры стенки в период на-
гревания и охлаждения, так и температуры
теплоносителей.
Основные конструкции регенератив-
ных теплообменников периодического дей-
ствия. Эффективность работы регенератора
определяет его насадка. В регенераторах воз-
духоразделительных установок и холодильно-
газовых машинах применяют в основном на-
садки следующих типов: диски из алюминие-
вой гофрированной ленты (рис. 4.2.2, а); насып-
ную из базальта или кварцита в виде гранул
диаметром 4... 14 мм; сетчатую (рис. 4.2.2, б) из
материала высокой теплопроводности (меди,
латуни, бронзы).
При намотке дисков используют две
алюминиевые ленты, которые складываются
так, чтобы гофры были направлены под углом
друг к другу, образуя извилистые каналы, ин-
тенсифицирующие процесс теплообмена. Не-
достаток таких насадок - повышенное гидрав-
лическое сопротивление.
Меньшее сопротивление создает насадка,
состоящая из параллельно размещенных пла-
Рис. 4.2.2. Типы насадок регенеративных теплообменников:
а - диск из алюминиевой гофрированной ленты; б - сетчатая; в -из пластин с сужающе-
расширяющимися каналами; г - шаровая; д - кирпичная; е - кольца Рашига; ж - гранула;
з - пакет пластин; и - кирпичная с выступами; 1 - диск; 2 - лента; 3 - гофры, 4 - металличе-
ская проволока; 5 - металлическая пластина; 6 - усеченная пирамида; 7 - поры, заполнен-
ные инертным газом; 8 - металлические шары; 9 - выступы; 10 - металлическое покрытие;
11 - ядро; 12 - пакет пластин; 13 - двусторонние выпуклости
ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИЕ РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
395
стин 5 с равномерно расположенными канала-
ми в виде усеченных пирамид 6 (рис. 4.2.2, в),
или насадка, выполненная в виде пористых
элементов (гранул), поры которых заполнены
инертным газом (рис. 4.2.2, г). Гранулы выпол-
няют из металла, например свинца, размером
примерно 100. ..250 мкм. Диаметр пор, запол-
ненных инертным газом, находящимся в твер-
дой фазе, составляет 1...10 мкм. Заполнение
пористой металлической основы теплоемким
инертным газом (гелием или неоном) обеспе-
чивает высокую теплоаккумулирующую спо-
собность насадки, необходимую для эффек-
тивной работы низкотемпературной холодиль-
ной машины (при температуре 20 К и ниже).
Компактность насадки воздухоразделительных
установок характеризуется отношением пло-
щади поверхности насадки к занимаемому
объему и составляет 1000...2000 м2/м3. У реге-
нераторов холодильно-газовых машин ком-
пактность может достигать 104... 105 м2/м3 [3].
Широко распространены и перспективны
процессы теплообмена газов и жидкостей с
твердыми зернистыми материалами в состоя-
нии псевдоожиженного (кипящего) слоя. Пре-
имуществами таких регенеративных воздухо-
подогревателей являются: высокая интенсив-
ность теплообмена; возможность высокотем-
пературного нагрева воздуха (до 1000 °C) и
относительная простота устройства.
Насадку для аппарата с неподвижным
псевдоожиженным или падающим слоем вы-
полняют из колец Рашига (рис. 4.2.2, е), из
крошки или шариков размером 6... 12 мм, вы-
полненных из каолина, оксидов алюминия,
магния, циркония и др. Материал такой насад-
ки должен обладать высокой удельной тепло-
емкостью, быть жаро- и химически стойким, не
трескаться при резких изменениях температу-
ры, не испаряться, не истираться и выдержи-
вать ударную нагрузку.
Для повышения теплоемкости такую на-
садку изготовляют в виде гранул с плавящимся
ядром (рис. 4.2.2, ж). В режиме кипящего слоя
с горячим потоком происходит нагревание
покрытия 10 и ядро 11 гранул начинает пла-
виться. При этом от газового горячего потока
отбирается дополнительное количество тепло-
ты, равное скрытой теплоте плавления мате-
риала ядра. После перемещения гранул в дру-
гую полость, в которой они контактируют с
холодным потоком газа, последний нагревает-
ся, а гранулы охлаждаются. При этом происхо-
дит затвердевание ядра с выделением скрытой
теплоты плавления материала ядра. Таким об-
разом, теплоаккумулирующая способность
насадки складывается из теплоемкостей ядра,
покрытия, а также из скрытой теплоты плавле-
ния материала ядра.
В области высоких температур (800...
1000 °C), например в металлургической и
стеклоплавильной промышленности, приме-
няют регенераторы с неподвижной насадкой из
огнеупорных кирпичей различной формы, ко-
торые выкладываются таким образом, чтобы
образовались сплошные каналы для прохода
газа. Толщина кирпичей составляет 40...50 мм.
На рис. 4.2.2, и показана насадка из огнеупор-
ных кирпичей с выступами, которые вызывают
турбулизацию газообразных потоков и, тем
самым, интенсифицируют процесс.
Важную роль в аппаратах с псевдоожи-
женным слоем зернистого материала играет
конструкция опорно-распределительной ре-
шетки, к которой предъявляют ряд требований:
по равномерности распределения потока газа
(жидкости) по сечению аппарата и исключению
застойных зон в слое; по предотвращению про-
вала твердых частиц при внезапном уменьше-
нии скорости потока; по минимальности гид-
равлического сопротивления; по простоте кон-
струкции и удобству в эксплуатации.
Конструктивно наиболее простыми явля-
ются плоские или полусотовые решетки с
круглыми или продолговатыми отверстиями,
которые не исключают, однако, образования
застойных зон на участках между отверстиями
для прохода газа (жидкости). Этот недостаток
отсутствует у сотовых решеток (рис. 4.2.3, б),
но они сложны в изготовлении. На
рис. 4.2.3, в, г показаны схемы двух беспро-
вальных решеток: первая изготовлена из пер-
форированных плоских металлических листов,
вторая сварена из уголков.
В аппаратах небольших размеров оправ-
дало себя газораспределительное устройство в
виде конусного распределения - диффузора с
боковым тангенциальным вводом потока теп-
лоносителя (рис. 4.2.3, б).
На практике доля живого сечения решет-
ки обычно составляет 1... 10 % ее площади.
Регенеративные теплообменные аппараты
в криогенной технике используются в основ-
ном в воздухоразделительных установках и в
холодильных газовых машинах. В регенера-
тивных аппаратах воздухоразделительных ус-
396
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.2.3. Принципиальные схемы опорно-распределительных устройств:
а - полусотовая решетка, б - сотовая решетка, в - беспровальная уголковая
решетка; г - беспровальная плоская решетка, с) конусный распределитель.
I - диффузор; 2 - коллектор газа; 3 - выход твердого материала;
4 - подвод газа, 5 - защитный конус
тановок наряду с охлаждением прямого потока
воздуха происходит его очистка от влаги и
диоксида углерода путем вымораживания на
насадке. В зависимости от доли получения
сухих и чистых продуктов из общего количест-
ва перерабатываемого воздуха применяют ре-
генераторы с дисковой алюминиевой насадкой,
с засыпной каменной насадкой со встроенным
змеевиком либо комбинированные.
Корпус 1 аппарата с дисковой алюминие-
вой насадкой выполнен из стали 12Х18Н10Т и
имеет эллиптические днища (рис. 4.2.4). На-
садку 2 изготовляют из гофрированной ленты
высотой 50, толщиной 0,5 мм с углом наклона
рифления 75° из сплава АД1М. Ленты попарно
сворачивают в диски, которые укладывают на
нижнюю опорную решетку и сверху поджима-
ют нажимными шпильками. Для уменьшения
осевой теплопроводности и улучшения эффек-
тивности теплообмена в ленте делают сквоз-
ные прорези длиной 89 ± 5 мм. Расстояние
между прорезями 10 ± 1 мм. В нижней части
устанавливают насадку с меньшим диаметром,
а в верхней части регенератора - насадку с
большим диаметром для уменьшения гидрав-
лического сопротивления (так как теплый газ в
верхней части регенератора имеет больший
удельный объем).
Установка состоит из двух аппаратов,
обеспечивающих непрерывность процесса ох-
лаждения. Сжатый воздух давлением до
0,6 МПа нагревает насадку одного аппарата и
охлаждается до температуры, близкой к темпе-
ратуре насыщения. В это же время поток хо-
лодного газа (азота) проходит через насадку
другого аппарата, охлаждает ее до определен-
ной температуры. Через определенный проме-
жуток времени происходит переключение кла-
панов. и потоки воздуха и азота будут посту-
пать в другие аппараты.
В воздухоразделительных установках в
качестве насадки применяют насыпную насад-
ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИЕ РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
397
I I \IV
II | | III
Рис. 4.2.4. Регенератор с дисковой алюминиевой насадкой:
1 - корпус; 2 - насадка; 3 - верхняя крышка; 4 - патрубок выхода петлевого
потока; I. II- вход и выход прямого потока; III, IV - вход и выход
обратного потока; V- выход петлевого потока
ку в виде гранул и диски из алюминиевой гоф- ристика насадок из гофрированной алюминие-
рированной ленты 2. Ниже приведена характе- вой ленты [6].
Насадка-
коэффициент компактности к^, м2/м’. . . 1100 1040 1690 1260 1735 835
плотность насадки рн ,кг/м3 592 1640 910 673 927 985
диаметр <7г,мм .... 2.83 1.4 1,52 2,38 1.52 3.08
пористость насадки w Лента (см. рис 4 2 4)- 0.78 0,61 0.66 0,75 0.65 0.63
Рг. ° 45 45 45 60 60 60
/г. мм 4.71 3,08 3,14 4.71 3.14 4.78
/?г, мм 2 1,2 1.35 1.9 1.35 2.3
8, мм 0.46 0,46 0.46 0,46 0.46 0.91
Ьл, мм . 115 115 50 50 50 50
Методика и пример теплогидравлическо-
го расчета регенераторов воздухоразделитель-
ных установок изложены в [15].
В воздухоразделительных установках
применяют также насыпную каменную насадку
из базальта или кварцита с гранулами разме-
ром 4...14 мм, основные свойства которых
приведены в [6]. Регенеративный теплообмен-
ный аппарат с насыпной каменной насадкой
имеет корпус 1 (рис. 4.2.5), внутрь которого
вмонтирован змеевик 2 для получения части
продуктов разделения, не загрязненных приме-
сями. Гранулы насадки ~ находятся сверху и
снизу змеевика. Объем засыпки насадки в верх-
ней части ограничен дырчатой обечайкой II, а
в нижней - конусом 6, обтянутым сеткой из
коррозионно-стойкой стали. Вследствие боль-
шой массы насадки заметно удлиняется время
прохождения прямого и обратного потоков
через аппарат, уменьшается число срабатыва-
ний клапанов и упрощаются условия регулиро-
вания температурных режимов. Базальт и
кварцит обладают высокой прочностью, малой
истираемостью и большой теплоемкостью.
398
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.2.5. Регенеративный аппарат
со встроенными змеевиками и насыпной насадкой:
/ - корпус; 2 - змеевик из алюминиевых труб; 3 и 9 -
основные подводящий и отводящий штуцеры; 4 -
воздушный штуцер; 5 - штуцер для удаления насад-
ки; 6 - конус обтянутый сеткой; 7- насыпная насад-
ка, 8 - воздушный коллектор; 10 - сетка; 11 - дырча-
тая обечайка, 12 - выходной штуцер; 13 - штуцер
для засыпки гранул; В\ - вход воздуха; В-> - выход
воздуха; В', -вход чистого воздуха, В± - выход чисто-
го воздуха; В$ - выход петлевого воздуха; Ж - сброс
жидкости в клапанную коробку; К\ - вход чистого
кислорода или азота; К2 - выход чистого кислорода
или азота; 82 - вход грязного кислорода или азота
Однако аппараты с насыпной насадкой менее
эффективны, чем с металлической из гофриро-
ванной ленты.
В регенеративных теплообменных аппа-
ратах с насыпной насадкой площадь сечения
для прохода газа приблизительно в 1,5 раза
меньше, чем в аппаратах с металлической на-
садкой из гофрированной ленты, поэтому для
получения приемлемого гидравлического со-
противления скорость газа, определенная в пол-
ном сечении аппарата, принимается 1... 1,2 м/с.
Перепад температур за период работы аппарата
по прямой и обратной схемам составляет
35...45 К.
Рис. 4.2.6. Регенераторы
газовых холодильных машин:
а - выносной, б - кольцевой, в - встроенный
в вытеснитель. / - штуцер; 2 - сетка; 3 - корпус;
4 - насадка; 5 - крышка; 6 - гильза, - поршень,
8 - уплотнение поршня
Для аппаратов холодильных машин боль-
ше всего подходит насадка из тонкой проволо-
ки ватообразной структуры или мелкой сетки
из меди, латуни, бронзы или другого материала
высокой теплопроводности. Коэффициент
компактности такой насадки достигает 105 м2/м3.
На рис. 4.2.6 приведены конструкции регенера-
торов газовых холодильных машин.
В [6] приведены характеристики насадок,
изготовленных из свободно уложенных, прес-
сованных или спеченных сеток различных ти-
поразмеров, выполненных из латуни и бронзы.
В газовых холодильных машинах фирмы
Филипс (Голландия) насадкой теплообменного
аппарата является тонкая скрученная медная
проволока. Иногда в низкотемпературных хо-
лодильных машинах применяют насадку теп-
лообменного аппарата, выполненную в виде
пористых элементов (гранул) шаровидной
формы из свинца размером 100...250 мкм. По-
ристая металлическая основа заполняется
инертным газом в твердой фазе, который обес-
печивает высокую теплоаккумулирующую
способность насадки. Рассмотренные выше
типы насадок не охватывают всего их разнооб-
разия.
Тепловой расчет периодически дейст-
вующих регенеративных теплообменников.
Одна из трудностей создания теории тепловых
расчетов периодически действующих регене-
ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИЕ РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
399
Рис. 4.2.7. Изменение температуры t теплоносителей и насадки в регенеративном теплообменнике
во времени т (к ’ ^2к ~ температуры греющего и нагреваемого теплоносителей
в конце регенератора в начале и конце циклов нагрева и охлаждения; ~
температура поверхности насадки в начале цикла нагрева и конце цикла
охлаждения; , /^2 “ средняя температура насадки в период
нагрева и охлаждения; X- поперечная координата):
а - вдоль каналов в насадке; б - поперечное распределение
температуры в элементах насадки
раторов заключается в том, что они работают в
нестационарных условиях. Расчет регенера-
тивных теплообменников с неподвижной на-
садкой из керамических или огнеупорных ма-
териалов, отличающихся низкой теплопровод-
ностью и большой тепловой инерционностью,
является наиболее сложным. Характер измене-
ния температуры такой насадки показан на
рис. 4.2.7. Наиболее точные расчеты таких
теплообменников численными методами с
применением ЭВМ или аналитически (в более
упрощенной постановке) получают на основе
совместного решения дифференциальных
уравнений переноса в потоках теплоносителей
и теплопроводности насадки с граничными
условиями третьего рода на ее поверхности.
Для многих практических случаев можно вос-
пользоваться более простыми, хотя и менее
точными, интегральными методами.
Конечной целью расчета регенератора
является определение площади поверхности
нагрева и объема насадки.
В реальных регенераторах характер из-
менения температурных полей газовых пото-
ков и насадки по высоте и во времени значи-
тельно сложнее. Он определяется отношением
полных теплоемкостей газовых потоков и теп-
лофизическими свойствами насадки.
Уравнение теплового баланса (для наибо-
лее распространенной противоточной схемы):
Q = ^1Т1 ('1 - )п = ^2Т2 ('2 - '2 )>
где zf и ^2 _ средние во времени температу-
ры соответственно греющего и нагреваемого
теплоносителей на выходе из регенератора;
„ _ Z1 (z1k z1h ). ,, _ ^2н ~z2k .
Ч Z И 7 ^2 н ъ
In In
~ ^1к ^2к
где w t'2 - температуры соответственно
греющего и нагреваемого теплоносителей на
входе в регенератор; W\ и - полная тепло-
емкость массового расхода; W — Gcp;
Ср - удельная теплоемкость, G - массовый
расход теплоносителя; Г| - коэффициент акку-
муляции насадки, которым учитывают сниже-
ние аккумулирующей способности насадки из-за
поперечного изменения температуры насадки;
400
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
Чн *2н .
/б -/м ’
гст1 гст2
приближенно
4«(ti+t2)’
8 - толщина кирпича, омываемого с обеих сто-
рон; а - температуропроводность материала
насадки; Tj - время нагрева насадки; Т2 ~
время охлаждения насадки.
Уравнение теплопередачи
Q = k\tF, (4.2.1)
где Q - количество теплоты, передаваемой в
аппарате за цикл; к - средний коэффициент
теплопередачи; F - площадь поверхности теп-
лопередачи; А/ - средний температурный на-
пор за цикл;
1п!Ы
(4.2.2)
Понятия теплопередачи как явления пе-
реноса теплоты от одного теплоносителя к
другому через разделяющую их стенку и ко-
эффициента теплопередачи как меры интен-
сивности этого процесса применительно к ре-
генеративному теплообменному аппарату не
имеют физического смысла, но их используют
в моделях аппаратов с сосредоточенными па-
раметрами.
Методы расчета коэффициента к осно-
ваны на использовании теории рекуперативных
теплообменных аппаратов для расчета регене-
раторов. Средний коэффициент теплопередачи
регенеративного теплообменного аппарата
— + R
LalTl а2*2
(4.2.3)
где oq и а2 - коэффициенты теплоотдачи
соответственно для греющего и нагреваемого
теплоносителей; R - термическое сопротивле-
ние насадки.
При расчете oq следует учитывать кроме
конвективного также и радиационный перенос
теплоты от газов к насадке oq = а1к+сх1р-
Формулы для расчета а), а2 и R приводятся
в [6, 7, 15,28, 35,47].
Для регенеративных теплообменников с
металлической насадкой, элементы которой
имеют малую толщину и высокую теплопро-
водность, R -> 0 и из уравнения (4.2.2) получа-
ется выражение для определения коэффициен-
та теплопередачи в так называемых «идеаль-
ных регенераторах»:
LalTl a2T2j
Идеальным называется такой регенератор, в
котором средняя температура поверхности
насадки в период нагрева и в период охлажде-
ния (Z^i и на Рис- 4.2.7) остается постоян-
ной. Таким образом, о совершенстве регенера-
тора можно судить по отличию коэффициента
теплопередачи от идеального.
Приведенная методика расчета является
приближенной, более точные методики пове-
рочного и проектного расчетов рассмотренных
теплообменников даются в [6].
4.2.2. НЕПРЕРЫВНО ДЕЙСТВУЮЩИЕ
РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
Основные конструкции непрерывно
действующих регенеративных теплообмен-
ников. В области средних температур (250...
400 °C) для подогрева воздуха используется
вращающийся регенеративный теплообменный
аппарат, ротор которого имеет металлическую
насадку в виде плоских листов или пакета пла-
стин с двусторонними выпуклостями в виде
полусфер, расположенных в шахматном по-
рядке по отношению к смежным пластинам
(см. рис. 4.2.2, з).
Горизонтальные и вертикальные вра-
щающиеся регенеративные теплообменники
относятся к аппаратам непрерывного действия,
они более компактны и характеризуются более
интенсивным теплообменом. Ротор 4 регенера-
тивного подогревателя воздуха в мощных газо-
турбинных установках с насадкой 3 в виде
набора сеток из коррозионно-стойкой проволо-
ки диаметром 0,3.. .0,4 мм вращается в статоре 5
(рис. 4.2.8). С помощью радиальных перегоро-
док ротор разделен на секторы, чем достигает-
ся отделение потоков газа и воздуха. Схема
движения воздуха и газа противоточная, хотя
НЕПРЕРЫВНО ДЕЙСТВУЮЩИЕ РЕГЕНЕРАТИВНЫЕ ТЕПЛООБМЕННИКИ
401
каждая среда имеет сначала осевое направле-
ние, а затем радиальное и, проходя через на-
садку ротора, или нагревает ее, или восприни-
мает теплоту, аккумулированную в ней. Благо-
даря такому удлинению пути потоков увеличи-
вается скорость в каналах насадки, коэффици-
ент теплоотдачи достигает значений 300...
400 Вт/(м2 К) при частоте вращения ротора
20...30 мин-1. Во избежание перетечек воздуха
и газа в конструкции предусмотрены внутрен-
нее 1 и наружные 2 уплотнения.
В транспортных газотурбинных установ-
ках мощностью до 1 МВт может быть исполь-
зован вращающийся регенеративный теплооб-
менный аппарат с дисковым ротором карман-
ного типа (рис. 4.2.9). Несущая и теплопере-
дающая функции ротора разделены. Каркас
диска образован массивными боковыми полот-
нами 2, связанными поперечными каркасными
рамками. В полотнах прорезаны отверстия, в
которые вставлены стаканы 3, образующие
сквозные цилиндрические окна - карманы. В
каждый карман помещен рабочий элемент 8
насадки, представляющий собой усеченный
конус из многослойной плетеной сетки из кор-
розионно-стойкой стали. Поскольку рабочие
элементы имеют очень небольшую площадь
контакта с металлическими конструкциями
ротора, они мало подвержены действию резко
изменяющихся температур. Температура опор-
ных поверхностей уплотнений 5 в рабочем
режиме превышает 400 °C, что позволяет изго-
товлять их из графита.
Вследствие небольших температурных
деформаций диска 6 зазоры раскрываются не-
значительно, что повышает работоспособность
уплотнений и приводит к снижению утечек
воздуха. Уплотнения 5 установлены на опор-
ных рамках и прижаты к боковым полотнам
диска с двух сторон. Опорная рамка имеет пе-
риферийную часть и поперечную балку, разде-
ляющую полотно диска на газовый Г и воз-
душный В секторы. Диск 6 насажен на цен-
тральный вал 4, закрепленный в подшипниках
с помощью сферического шарнира 9. На пери-
ферии ротора выполнен кольцевой фланец ?
на обоих сторонах которого установлены ан-
тифрикционные кольцевые накладки /, взаи-
модействующие с опорной кольцевой дорож-
кой 10 в корпусе. Кольцевой фланец с анти-
фрикционными накладками уменьшает терми-
ческую деформацию ротора, устраняет перекос
уплотняемых поверхностей и препятствует
раскрытию зазоров уплотнений. Компактность
насадки составляет 4.. .5 тыс. m2/mj.
Рис. 4.2.8. Вращающийся регенеративный
подогреватель воздуха газотурбинной
установки системы «Юнгстрем»
Рис. 4.2.9. Вращающийся регенеративный
теплообменник с дисковым ротором
карманного (сотового) типа
Следует отметить, что при создании вра-
щающихся регенеративных аппаратов для газо-
турбинных установок главной проблемой оста-
ется повышение надежности работы уплотне-
ний с целью снижения утечек теплоносителей.
При давлении воздуха перед аппаратом 0,35...
0,5 МПа утечки составляют примерно 3...5%
расхода воздуха на входе, что эквивалентно
снижению мощности двигателя на 3...5% и
увеличению расхода топлива на 6... 15 %.
402
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
В настоящее время в различных отраслях
промышленности, когда термостойкость высо-
колегированных сталей недостаточная, полу-
чили применение теплообменники с подвиж-
ным слоем из жаростойкого твердого сыпучего
теплоносителя. В качестве насадки могут ис-
пользоваться чугунная дробь, оксиды магния и
другие материалы, обладающие большой теп-
лоемкостью и выдерживающие ударную на-
грузку. В таких теплообменниках перегревают
пары воды и органических жидкостей, нагре-
вают воздух и газы до 2000 °C.
В регенеративных теплообменниках не-
прерывного действия твердый теплоноситель
перемещается при помощи механических ков-
шовых элеваторов, виброподъемников или
пневматических устройств.
Схема регенеративного теплообменного
аппарата с подвижным слоем твердого тепло-
носителя, применяемого иногда для глубокого
охлаждения дымовых газов в котлах, представ-
лена на (рис. 4.2.10). Регенератор имеет камеры
нагрева 1 и охлаждения 2 с установленными в
них жалюзийными решетками 3, образующими
вертикальный расширяющийся по ходу потока
канал 4, подключенный к бункеру 5 подачи
промежуточного сыпучего теплоносителя.
Греющий газ, отдавая теплоту промежуточно-
му теплоносителю, поступающему из бункера
5, охлаждается до температуры выше точки
росы, т.е. до коррозионно-безопасного уровня.
Нагретый теплоноситель ссыпается в камеру
охлаждения, отдает теплоту воздуху и через
Рис. 4.2.10. Схема регенератора
с падающей насадкой
подъемник 6 возвращается в бункер. В тепло-
обменнике загрузочный и разгрузочный шту-
цера должны быть всегда заполнены сыпучим
теплоносителем для исключения перетекания
газа из камеры охлаждения в камеру нагрева, и
обратно. Для увеличения времени пребывания
сыпучей насадки в камере в ней под разными
углами делают полки.
Достоинствами рассмотренных аппаратов
являются непрерывный режим работы, практи-
чески постоянная средняя температура нагре-
ваемого воздуха, компактность. К недостаткам
относятся дополнительный расход электро-
энергии, сложность конструкции и невозмож-
ность герметичного отделения полости нагрева
от полости охлаждения, поскольку через них
проходит одна и та же подвижная насадка.
Тепловой расчет непрерывно дейст-
вующих регенеративных теплообменников.
Рассмотрим расчет регенеративного теплооб-
менного аппарата с вращающейся насадкой.
Процесс переноса теплоты в таком регенерато-
ре осуществляется за один цикл (оборот) дли-
тельностью тпер = 60/п (где п - частота вра-
щения, мин-1), в течение которого насадка за
время Т| получает теплоту от горячего тепло-
носителя и за время Т2 отдает его холодному
теплоносителю.
Если площадь греющей поверхности ре-
генератора 7], охлаждаемой и полной
F = У7) + /*2, то время контакта горячего теп-
лоносителя (нагрева насадки) Tj = 607*]
время контакта холодного теплоносителя (ох-
лаждение насадки) Т2 = бО/^Дя/7), время
одного оборота (цикла) Tj + Т2 = 60/я.
Количество теплоты, переданное горячим
теплоносителем 1 холодному теплоносителю 2
(см. рис. 4.2.1, б) определяется из уравнения
теплового баланса:
Q = 01 ~ *1" )Л = ^2Т2 Оз -б.)’
где Zj, zf и t'2 , t'2 - температуры соответст-
венно греющего и нагреваемого теплоносите-
лей на входе и выходе регенератора; остальные
обозначения см. выше.
Средний температурный напор в уравне-
нии теплопередачи (4.2.1) для противоточной
схемы см. формулу (4.2.2).
СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
403
Для регенераторов с вращающейся на-
садкой, работающих при постоянных расходах
теплоносителей, их начальные температуры
и /2 имеют постоянные значения. Поэтому
тепловой расчет проводят по уравнениям, ана-
логичным уравнениям для рекуперативных
теплообменников. Отличия заключаются в
формуле для коэффициента теплопередачи:
Lalxl a2x2J
где eq и а2 - коэффициенты теплоотдачи
соответственно за период нагревания и охлаж-
дения насадки; Х| и х2 - доли площади по-
верхности насадки F, омываемой соответст-
венно греющим и нагреваемым теплоносите-
лями; Xi = F\/F ; х2 = F2IF.
Другие методики упрощенного расчета
регенеративных теплообменных аппаратов с
подвижной и неподвижной насадками приве-
дены в [20, 28, 35, 49]. Уравнения подобия для
определения средних за период и по поверхно-
сти нагрева коэффициентов теплоотдачи ос
при течении газов в насадках различного типа,
а также более точные методики поверочного и
проектного расчетов непрерывно действующих
регенераторов приведены в [6].
4.2.3. СМЕСИТЕЛЬНЫЕ
ТЕПЛООБМЕННИКИ
Смесительные теплообменники предна-
значены для нагрева и охлаждения жидких,
газовых, твердых рабочих тел, конденсации
паров, испарения (выпаривания) и кристалли-
зации. Это контактные конденсаторы и испа-
рители хлора, аппараты для охлаждения газов
при получении аммиачной селитры и для ох-
лаждения воздухом катализатора при контакт-
ном производстве серной кислоты, охладители
ацетилена, градирни в замкнутых системах
охлаждения воды, нагреватели воды перед
деаэрацией, в системах регенерации энергии в
паротурбинных блоках, в установках демине-
рализации и очистки сточных промышленных
вод, в коммунальном хозяйстве и др.
По сравнению с поверхностными смеси-
тельные теплообменники отличаются: высокой
интенсивностью процесса теплообмена; суще-
ственно меньшей коррозией оборудования;
исключают возможность отложений на по-
верхностях нагрева; позволяют повысить тем-
пературный уровень технологических процес-
сов; простотой конструкции и меньшими за-
тратами дефицитных материалов и соответст-
венно материальных затрат. Отсутствие разде-
ляющей поверхности позволяет использовать в
качестве теплоносителей загрязненные и агрес-
сивные газы, жидкости, высококонцентриро-
ванные растворы и др.
Недостатками смесительных теплооб-
менников являются: загрязнение одного тепло-
носителя другими, ограниченность предельных
температур охлаждения и нагрева сред, суще-
ственные потери температурного напора,
сложность организации равномерного распре-
деления потоков и др.
Области применения в промышленности
смесительных теплообменников основных
типов приведены в табл. 4.2.1.
Классификация смесительных тепло-
обменников:
по конструктивным признакам - полые, с
трубой Вентури, полочные и насадочные;
по числу ступеней контакта - одно- и
многоступенчатые (каскадные);
по взаимному направлению потоков теп-
лоносителей - с противоточным, перекрестным
и смешанным движением сред;
по принципу образования межфазной по-
верхности - с фиксированной поверхностью
контакта фаз, с формированием поверхности
контакта в результате движения теплоносите-
лей или в результате подвода энергии извне;
по функциональному назначению - на-
греватели, охладители и деаэраторы.
В смесительных теплообменниках тепло-
та передается путем непосредственного сопри-
косновения рабочих тел. Теплообмен сопрово-
ждается массообменом (испарением жидкости
в газовую фазу, конденсацией пара, конвектив-
ным и диффузионным переносом). Сопутст-
вующий теплообмену массоперенос часто су-
щественно влияет на ход процессов в аппарате.
Теплоносители взаимодействуют через
границу раздела (контакта) фаз, которая долж-
на быть возможно более развитой. Для увели-
чения площади поверхности контакта в аппа-
рате используют насадки, перегородки, решет-
ки. тарелки, распылители жидкости и др.
На интенсивность переноса теплоты су-
щественно влияют гидродинамические процес-
сы. обусловливающие поверхность контакта
404
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
теплообменника с трубой Вентури:
/ - диффузор; 2 - сепарационная камера; 3 - отбойник,
4 - патрубок с соплом для подвода жидкости,
5 - патрубок для слива жидкости; 6 - патрубок
для отвода газа; 7 - патрубок для подвода газа
между теплоносителями, а также процессы
срыва и уноса капель жидкости, растворения
одной фазы в другой и др. При обеспечении
хорошей работы таких аппаратов возникают
трудности, обусловленные необходимостью
выполнения противоречивых условий: с одной
стороны, должен быть хороший контакт взаи-
модействующих сред, а с другой, - отделение
их друг от друга.
Теплообменники без деаэрации. Полые
теплообменники по конструктивному исполне-
нию аналогичны полым скрубберам для прове-
дения массообменных процессов. Теплоноси-
тели движутся в них противотоком или прямо-
током. При этом жидкая фаза распиливается с
помощью форсунок.
В аппаратах с трубой Вентури
(рис. 4.2.11) жидкость, подаваемая через пат-
рубок 4, распределяется с помощью соплового
устройства. Инжектируемый через патрубок п
газ попадает в зону повышенной скорости
(50... 120 м/с), в которой происходит его сме-
шение с потоком жидкости. При этом значение
СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
405
4.2.2. Характеристика аппаратов брызгального типа
Показатель Брызгальный бассейн Градирня
брызгальная капельная открытая капельная закрытая вентиляторная
Производительность по воде, кг/с До 500 0,3...100 1.. 400 До 1000 До 150
Удельная тепловая на- грузка, кВт/м2 0,1...0,3 0.5...2 0,5 .1 0.7...1.2 4.. .5
Потери воды на унос и испарение, % 3...4 2...3 1...2 1 .2 2...3
удельного орошения сравнительно мало. Поток
газожидкостной смеси орошает стенки трубы
диффузора 7, направляется в сепарационную
камеру 2, в которой происходит ее разделение
на жидкостную и газовую фазы с помощью
отбойника 3.
В брызгалъных открытых аппаратах
жидкость распыляется с помощью центробеж-
ных или форсуночных распылителей и движет-
ся в виде капель под действием силы тяжести
(табл. 4.2.2). Один из аппаратов данного типа -
брызгальный бассейн, в котором вода либо
разбрызгивается форсунками, расположенны-
ми над искусственным водоемом на высоте
1... 1,5 м, либо орошает расположенную в не-
сколько ярусов насадку.
В брызгальных открытых градирнях, ко-
торые по конструкции подобны брызгальным
бассейнам, форсунки подняты на высоту 2...4м
над уровнем воды. Факел форсунок может
быть направлен вверх или вниз.
Закрытые градирни подразделяются на
две группы: с естественной тягой (башенные) и
вентиляторные, воздух через которые прокачи-
вается нагнетательным или отсасывающим
вентилятором 4 (рис. 4.2.12). В градирнях с
естественной тягой оросительное устройство 2
с насадкой / ограждено башней (обычно ги-
перболоидной формы), сужающейся к верху
(рис. 4.2.12. а). Воздух /7/ поступает в нижнюю
часть башни и под влиянием естественной тяги
движется навстречу падающим струям и ка-
плям воды (противоток воды и воздуха).
Охладительный эффект градирен увели-
чивается при использовании принудительного
движения воздуха (рис. 4.2.12, б). В отдельных
Рис. 4.2.12. Схемы закрытых градирен:
а - башенной; б - вентиляторной; 7. II - соответственно вход и выход воды.
777, IV - соответственно вход и выход воздуха; 1 - насадка;
2 - оросительное устройство; 3 - сепаратор;
4 - вентилятор, 5 - фильтр
406
Глава 4.2. РЕГЕНЕРАТИВНЫЕ И СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
Рис. 4.2.13. Схемы смесительных теплообменников полочного типа:
а - плоскоструйный; б - с цилиндрическими струями; 7,3— патрубки
соответственно для подвода и отвода жидкости;
2,4- патрубки соответственно для подвода и
отвода пара (газа); 5 - сегментная полка;
6 - отбойник; 7,9 - кольцевые полки;
8 - круглая полка
Рис. 4.2.14. Схема тарельчатого теплообменника
с параллельными сливами:
7, II- соответственно вход и выход жидкости;
III, IV- соответственно вход и выход пара (газа);
1 - наружная кольцевая тарелка; 2 - внутренняя
кольцевая тарелка; 3 - круглая тарелка;
4 - фартук; 5 - отбойник
случаях, когда необходимо уменьшить высоту
градирни, используют конструкции с горизон-
тальным перемещением воздуха. Более под-
робное описание конструкций градирен, мето-
ды их расчета и технические характеристики
можно найти в [46].
В тарельчатых теплообменниках один из
теплоносителей подается в верхнюю часть
аппарата и движется вниз под действием сил
гравитации, перемещаясь от тарелки к тарелке
через отверстия в них, а другой - перемещается
за счет архимедовой силы либо силы давления.
Тарельчатые аппараты наиболее распростра-
ненные. Существует множество конструкций
таких аппаратов: полочные, с ситчатыми сег-
ментными тарелками, клапанные, колпачковые,
провальные (без переливных устройств) и др.
Наибольшее распространение получили
полочные теплообменные аппараты с сегмент-
ными, круглыми (рис. 4.2.13, а) или кольцевы-
ми полками (рис. 4.2.13, 6). Жидкая фаза по-
ступает на верхнюю полку и сливается с полки
на полку, образуя завесы. Пар (газ) поступает
через патрубок 2 под нижнюю полку и движет-
ся вверх навстречу жидкости.
На рис. 4.2.14 показана схема аппарата с
круглокольцевыми тарелками. В таком аппара-
те водосливный периметр почти в 2 раза боль-
СМЕСИТЕЛЬНЫЕ ТЕПЛООБМЕННИКИ
407
Рис. 4.2.15. Схема циклоиио-пеииого аппарата:
I- жидкость; II- газ; 1 - циклон; 2 - каплеуловитель
ше, чем в тарельчатом. Распределительное
устройство для жидкости состоит из кругло-
кольцевых тарелок, расположенных по высоте
в три ряда (возможно и другое число рядов), а
в горизонтальной плоскости - в два ряда. Ниж-
ний ряд имеет две концентрически располо-
женные кольцевые тарелки: наружную кольце-
вую тарелку 7, примыкающую непосредствен-
но к корпусу аппарата, и внутреннюю кольце-
вую тарелку 2 с фартуком 4, располагающуюся
по центру аппарата. Средний ряд состоит из
центральной круглой тарелки 3 и наружной
кольцевой тарелки 1 с фартуком. Верхний ряд
тарелок устроен так же, как и нижний.
В полочном пенном аппарате при опре-
деленных условиях на поверхности барботи-
руемого слоя возникает пена. В циклонно-
пенных аппаратах поток газов при тангенци-
альном подводе раскручивается по спирали
(рис. 4.2.15). Такой способ взаимодействия
газов с жидкостью обеспечивает большую не-
прерывно обновляемую поверхность контакта
фаз. Циклонно-пенные аппараты весьма эф-
фективны как газоохладители, так как позво-
ляют снижать температуру газа до температу-
ры уходящей из аппарата воды при начальной
температуре газа до 400 °C. При этом одновре-
менно происходит хорошая очистка газа от
пыли.
В насадочных аппаратах (рис. 4.2.16)
жидкая фаза из жидкостной камеры 1 через
патрубки 2 подается на перераспределитель-
ную тарелку 3, с помощью которой произво-
дится равномерное орошение насадки 4. Паро-
вая (газовая) фаза вводится в аппарат через
патрубок 6 и, проходя через распределитель-
Рис. 4.2.16. Схема смесительного
теплообменника насадочного типа:
7, II - соответственно вход и выход жидкости; 777, IV -
соответственно вход и выход пара (газа); 7 - жидкост-
ная камера; 2 - патрубки для входа жидкости; 3 - пере-
распределительная тарелка; 4 - насадка; 5 - распреде-
лительная решетка; 6 - патрубок для подачи пара
(газа); 7 - отбойник
ную решетку 5, также поступает в насадочную
зону. Контакт теплоносителей осуществляется
при прохождении их через слой насадок раз-
личной формы, размеров, выполненных из
различных материалов. При этом могут на-
блюдаться пленочный, промежуточный, турбу-
лентный и эмульсионный режимы.
408
Глава 43. ВЫПАРНЫЕ АППАРАТЫ
Рис. 4.2.17. Пленочный деаэратор:
1 - сопло для подачи воды; 2 - патрубок для отвода
выпара; 3 - отбойник; 4 - розетка; 5 - кольцевые
вставки; 6 - патрубок для подвода пара;
7 - патрубок для отвода деаэрированной воды
Теплообменники-деаэраторы. Аппараты
такого типа устанавливают в блоках подготов-
ки питательной воды котлоагрегатов, систем
оборотного водоснабжения. Они предназначе-
ны для удаления растворенных в ней газов:
прежде всего это относится к кислороду возду-
ха и диоксиду углерода, являющихся наиболее
активными коррозионными агентами.
Для удаления газов из воды необходимо
создавать в деаэраторе температуру и давле-
ние, при которых растворимость газа станет
равной нулю.
В одноступенчатом пленочном деаэрато-
ре деаэрируемая вода подается через сопло /,
ударяется о розетку 4, разбрызгивается и сте-
кает вниз пленками по вертикальным цилинд-
рическим вставкам 5 (рис. 4.2.17). Пар поступает
снизу и движется вверх навстречу воде по коль-
цевым отсекам, образованным листами. Пле-
ночные деаэраторы компактны, просты, нечув-
ствительны к отложениям накипи и шлама.
Глава 4.3
ВЫПАРНЫЕ АППАРАТЫ
Выпариванием называется процесс кон-
центрирования растворов, заключающийся в
частичном или полном удалении растворителя
путем его испарения при кипении. При выпа-
ривании удаляют часть растворителя, так как
конечный продукт должен оставаться в теку-
чем состоянии. Полное удаление растворителя
в таких аппаратах возможно тогда, когда рас-
творенное вещество является жидким (напри-
мер, при выпаривании растворов глицерина)
или при температуре процесса находится в
расплавленном состоянии (например, при вы-
паривании растворов аммиачной селитры или
едкого натра).
В ряде случаев при выпаривании раство-
ров твердых веществ достигается насыщение
раствора. При дальнейшем удалении раствори-
теля происходит его кристаллизация, т.е. выде-
ление растворенного твердого вещества из
раствора.
Выпаривание широко применяется для
концентрирования разбавленных растворов в
производстве минеральных солей, органиче-
ских полупродуктов, белково-витаминных
концентратов, кормовых дрожжей и других
продуктов, для выделения из разбавленных
растворов различных растворенных веществ
путем кристаллизации, для выделения раство-
рителя (например, при получении технической
или питьевой воды в выпарных опреснитель-
ных установках), а также для регенерации раз-
личных растворов (с целью возврата их в тех-
нологический цикл) и термического обезвре-
живания промышленных стоков.
Можно выделить три способа выпарива-
ния: поверхностное, адиабатное, при непосред-
ственном контакте с теплоносителем (рис. 4.3.1).
При поверхностном выпаривании кипение
раствора происходит на поверхности теплооб-
мена выпарного аппарата 1. В процессе адиа-
батного выпаривания перегретый раствор по-
ступает в выпарной аппарат 2, в котором про-
исходит его испарение при давлении ниже дав-
ления насыщения, соответствующего темпера-
туре поступающего раствора. Выпаривание
при непосредственном контакте раствора с
теплоносителем осуществляется за счет пред-
варительного подогрева этого теплоносителя.
Процессы выпаривания проводятся под
вакуумом, при повышенном и атмосферном
давлении. Выбор способа выпаривания связан
со свойствами раствора и возможностью ис-
пользования теплоты вторичного пара.
Выпарные аппараты классифицируются
[40] по принципу действия. В зависимости от
характера движения кипящей жидкости в вы-
парном аппарате различают выпарные аппара-
ты: с естественной циркуляцией; с принуди-
тельной циркуляцией; пленочные и роторно-
пленочные аппараты.
ВИДЫ ВЫПАРНОГО ОБОРУДОВАНИЯ
409
Рис. 4.3.1. Схемы одноступенчатых выпарных аппаратов:
1 - поверхностного; 2 - адиабатного; 3 - контактного
4.3.1. ВИДЫ ВЫПАРНОГО ОБОРУДОВАНИЯ
Выпарные аппараты с естественной
циркуляцией. Естественная циркуляция воз-
никает в замкнутой системе, состоящей из
необогреваемой циркуляционной трубы 1 и
обогреваемых кипятильных труб 2 (рис. 4.3.2).
Если жидкость в кипятильных трубах нагрета
до кипения, то в результате испарения ее части
в этой трубе образуется парожидкостная смесь,
плотность которой меньше плотности жидко-
сти. Таким образом, масса столба жидкости в
циркуляционной трубе будет больше, чем в
кипятильных трубах, вследствие чего произой-
дет упорядоченная циркуляция кипящей жид-
кости по пути: кипятильные трубы - паровое
Рис. 4.3.2. Схема естественной циркуляции:
1 - циркуляционная труба; 2 - кипятильная труба
пространство - циркуляционная труба - кипя-
тильные трубы и т.д.
Для упаривания маловязких некристалли-
зующихся и неагрессивных растворов получил
распространение вертикальный выпарной ап-
парат с внутренней греющей камерой и цен-
тральной циркуляционной трубой.
Выпарной аппарат с центральной цирку-
ляционной трубой типа ВВ является одной из
широко распространенных конструкций.
Греющая камера состоит из ряда вертикальных
кипятильных трубок Д обогреваемых снаружи
паром (рис. 4.3.3). По оси греющей камеры
расположена циркуляционная труба 2 значи-
тельно большего диаметра, чем кипятильные
трубки. В аппаратах большой производитель-
ности вместо одной циркуляционной трубы
устанавливают несколько труб меньшего диа-
метра. Аппарат с центральной циркуляционной
трубой отличается простотой конструкции и
легко доступен для ремонта и очистки. В то же
время наличие обогреваемой циркуляционной
трубы снижает интенсивность циркуляции.
Выпарной аппарат с подвесной греющей
камерой имеет греющую камеру, снабженную
кожухом 2 (рис. 4.3.4). Роль циркуляционной
трубы в нем выполняет кольцевой зазор между
корпусом аппарата и кожухом камеры. Грею-
щий пар подводится в камеру по трубе 4.
Греющая камера может быть извлечена из ап-
парата для очистки и ремонта. В аппарате соз-
даются благоприятные условия для организа-
410
Глава 4.3. ВЫПАРНЫЕ АППАРАТЫ
Рис. 4.3.3. Схема выпарного вертикального
аппарата (типа ВВ) с центральной
циркуляционной трубой:
1 - греющие трубки; 2 - центральная
циркуляционная труба; 3 - греющая
камера; 4 - сепаратор
ции циркуляции, поскольку кольцевое про-
странство со стороны корпуса не обогревается.
Недостатками аппарата являются усложнение
конструкции и большие габаритные размеры,
так как часть площади сечения аппарата не
используется из-за наличия кольцевого канала.
Выпарной аппарат с выносным кипя-
тильником широко применяется для выпарки
кристаллизующихся и пенящихся растворов и
постепенно вытесняет аппараты других типов.
Он имеет выносной кипятильник / и сепара-
тор 3 (рис. 4.3.5). В кипятильнике, состоящем
из пучка труб, обогреваемых снаружи паром,
образуется парожидкостная смесь, поступаю-
щая в сепаратор по трубе 2. В сепараторе про-
исходит отделение вторичного пара от жидко-
сти, которая по циркуляционной трубе 4 воз-
вращается в кипятильник.
Трубы кипятильника могут достигать
значительной длины (до 7 м), что способствует
интенсивной циркуляции. Расположение кипя-
тильника отдельно от сепаратора удобно для
ремонта и очистки труб.
Выпарной аппарат для выпаривания кон-
центрированных растворов (рис. 4.3.6) состоит
из греющей камеры 1, над которой расположе-
на камера вскипания 2, в верхней части кото-
Рис. 4.3.4. Схема выпарного аппарата
с подвесной греющей камерой:
/ - корпус; 2 - кожух греющей камеры;
3 - кипятильные трубы; 4 - труба для
подвода пара к греющей камере
Вторичный
Рис. 4.3.5. Схема выпарного
аппарата с выносным кипятильником
рой размещены концентрические перегородки 3.
образующие кольцевые каналы. Из камеры
вскипания парожидкостная смесь поступает в
сепаратор 5, откуда жидкость возвращается в
греющую камеру по циркуляционной трубе 4
ВИДЫ ВЫПАРНОГО ОБОРУДОВАНИЯ
411
Рис. 4.3.6. Схема выпарного аппарата
для концентрированных растворов
через приемник 6 для кристаллов. В греющей
камере происходит только подогрев раствора, а
кипит он в каналах между перегородками 3,
которые упорядочивают поток вскипающей
жидкости и препятствуют образованию пуль-
саций и вредных циркуляционных токов в зоне
кипения.
В этом аппарате достигается большая ско-
рость циркуляции (до 3,5 м/с вместо 1... 1,5 м/с
в обычных аппаратах с естественной циркуля-
цией), что наряду с отсутствием кипения в
трубах приводит к значительному уменьшению
выделений накипи на поверхности теплообме-
на. Такой аппарат наиболее пригоден для вы-
паривания концентрированных, кристалли-
зующихся и вязких растворов.
Конструкции выпарных вертикальных
трубчатых аппаратов общего назначения с
паровым обогревом с естественной и прину-
дительной циркуляцией, выпускаемые оте-
чественной промышленностью. Обозначение
штуцеров к этим аппаратам дано в табл. 4.3.1.
4.3.1. Обозначение
штуцеров в выпарных аппаратах
(рис. 4.3.7, 4.3.8, 4.3.10, 4.3.11, 4.3.14)
Обозначение Назначение штуцера
/ Вход греющего пара
// Выход вторичного пара
/// Вход раствора
IV Выход раствора
V Выход конденсата
Рис. 4.3.7. Выпарной аппарат с естественной
циркуляцией, соосной греющей камерой
Выпарной аппарат с естественной цир-
куляцией, соосной греющей камерой, вынесен-
ной зоной кипения и солеотделением (тип I)
состоит из греющей камеры /, сепаратора с
трубой вскипания 2, циркуляционной трубы 3
и солеотделителя 4 (рис. 4.3.7). Греющая каме-
ра 1 представляет собой одноходовой кожухо-
трубчатый теплообменник, сепаратор -
цилиндрический сосуд с верхним эллиптиче-
ским и нижним коническим днищами. Внутри
сепаратора установлен первичный каплеотбой-
ник, а в верхней части закреплен брызгоотде-
литель.
Раствор, подлежащий упариванию, пода-
ется в аппарат через один из штуцеров ///. При
работе аппарата уровень раствора должен под-
держиваться по верхней кромке трубы вскипа-
ния. Снижение уровня приводит к уменьше-
412
Глава4.3. ВЫПАРНЫЕ АППАРАТЫ
нию производительности, а повышение - вы-
зывает гидравлические удары и повышенный
унос раствора вторичным паром.
Циркуляция раствора в аппарате осущест-
вляется по замкнутому контуру сепаратор -
циркуляционная труба - солеотделитель -
греющая камера - сепаратор. Образовавшаяся
при упаривании часть кристаллов осаждается в
солеотделителе и выводится с упаренным рас-
твором через нижний штуцер IV. Греющий пар I
подается в межтрубное пространство греющей
камеры. В аппаратах этого исполнения кипение
раствора происходит в трубе вскипания, ввиду
чего отложение кристаллов на внутренней по-
верхности греющих труб уменьшается, а рабо-
та аппарата улучшается.
Выпарной аппарат с естественной цир-
куляцией, вынесенной греющей камерой и кипе-
нием раствора в трубках (тип II) состоит из
греющей камеры /, сепаратора 2 с брызгоотде-
лителем, циркуляционной трубы 3, нижней и
верхней камер 4, 5 (рис. 4.3.8).
Конструкция греющей камеры аналогич-
на конструкции греющей камеры аппарата
типа I. Сепаратор 2 - цилиндрический сосуд с
коническим днищем и верхней эллиптической
крышкой, в верхней части которого установлен
брызгоотделитель.
Рис. 4.3.8. Выпарной аппарат с естественной
циркуляцией, вынесенной греющей камерой
В циркуляционном контуре выпарного
аппарата совершается многократная циркуля-
ция выпариваемого раствора. Из сепаратора по
циркуляционной трубе раствор поступает в
нижнюю часть греющих трубок, в которых по
мере продвижения вверх нагревается и вскипа-
ет. Образующаяся парожидкостная смесь из
греющих тр\б поступает в сепаратор, в кото-
ром разделяется на жидкую и паровую фазы.
Вторичный пар, проходя сепаратор и брызго-
отделитель. очищается от брызг и выходит из
аппарата. Аппарат обогревается конденси-
рующимся в межтрубном пространстве грею-
щей камеры водяным паром, а конденсат уда-
ляется из него. Уровень раствора в сепараторе
поддерживается постоянным, соответствую-
щим нижней образующей штуцера для ввода
парожидкостной смеси в сепаратор.
Аппарат рассчитан на непрерывную и пе-
риодическую работу.
Выпарные аппараты другого исполнения
рассмотрены в специальной литературе [41].
Выпарные аппараты с принудительной
циркуляцией. Для повышения интенсивности
циркуляции и коэффициента теплопередачи
применяют аппараты с принудительной цирку-
ляцией. В аппарате с наружной циркуляцион-
ной трубой 3 циркуляция раствора обеспечива-
ется пропеллерным или центробежным насо-
сом 2 (рис. 4.3.9). Свежий раствор подается в
нижнюю часть кипятильника, а упаренный
раствор отводится из нижней части сепаратора.
Уровень жидкости поддерживается несколько
ниже верхнего среза кипятильных труб. Давле-
ние нижней части кипятильных труб больше,
чем верхней на сумму давления столба жидко-
сти в трубах и гидравлического сопротивления
на прокачивание парожидкостной смеси. Вви-
ду этого на большей части высоты кипятиль-
ных труб жидкость не кипит, а перегревается
по сравнению с температурой кипения, соот-
ветствующей давлению в сепараторе. Закипа-
ние происходит только на небольшом участке
верхней части трубы.
Принудительную циркуляцию применя-
ют также в аппаратах с выносным кипятильни-
ком и в аппаратах других типов.
Скорость циркуляции жидкости в кипя-
тильных трубах (1.5...3;5 м/с), определяется
производительностью циркуляционного насоса
и не зависит от уровня жидкости и парообразо-
вания в кипятильных трубах. Поэтому аппара-
ты с принудительной циркуляцией пригодны
при работе с малыми разностями температур
ВИДЫ ВЫПАРНОГО ОБОРУДОВАНИЯ
413
Рис. 4.3.9. Выпарной аппарат
с принудительной циркуляцией:
/ - кипятильник; 2 - циркуляционный
насос; 3 - циркуляционная труба; 4 - сепаратор
между греющим паром и раствором (3...5 °C) и
при выпаривании растворов с большой вязко-
стью, естественная циркуляция которых за-
труднена.
Достоинствами аппаратов с принуди-
тельной циркуляцией являются высокие коэф-
фициенты теплопередачи (в 3 - 4 раза больше,
чем при естественной циркуляции), а также
отсутствие загрязнений поверхности теплооб-
мена при выпаривании кристаллизующихся
растворов и возможность работы при неболь-
ших разностях температур.
Недостаток этих аппаратов - необходи-
мость расхода энергии на работу насоса. При-
менение принудительной циркуляции целесо-
образно при изготовлении аппарата из дорого-
стоящего материала, при выпаривании кри-
сталлизующихся и вязких растворов.
Выпарной аппарат с принудительной
циркуляцией, соосной греющей камерой и соле-
отделением (тип III) состоит из греющей каме-
ры 1, сепаратора 2 с трубой вскипания, отбой-
ником 3 и брызгоотделителем, циркуляционно-
го насоса 4, циркуляционной трубы 5 и солес-
борника 6 (рис. 4.3.10). Конструкция греющей
камеры 1 аналогична конструкции этого узла
Рис. 4.3.10. Выпарной аппарат с принудительной
циркуляцией, соосной греющей камерой
аппарата типа II. К верхней трубной решетке
греющей камеры присоединена труба вскипа-
ния, над которой (во внутренней части сепара-
тора) расположен отбойник 3. Кипение раство-
ра в аппарате происходит непосредственно в
трубе вскипания, установленной над греющей
камерой. Кипение в трубах предотвращается
благодаря гидростатическому давлению столба
жидкости в трубе вскипания.
414
Глава 4.3. ВЫПАРНЫЕ АППАРАТЫ
Циркуляция раствора в аппарате осуще-
ствляется по замкнутому контуру сепаратор -
циркуляционная труба - циркуляционный на-
сос - греющая камера - сепаратор. Исходный
раствор III может подаваться через один из
штуцеров. Выпариваемый раствор, перегретый
в греющей камере, поднимается по трубе вски-
пания и по достижении давления, соответст-
вующего температуре насыщения, вскипает.
Образующаяся парожидкостная смесь вместе с
выделившимися кристаллами соли выбрасыва-
ется в сепаратор, в котором происходит отделе-
ние паровой фазы. Кристаллы соли в виде пуль-
пы попадают в солесборник и выводятся из
аппарата через штуцер IV. Вместе с исходным
раствором, поступающим в аппарат через со-
лесборник, в аппарат уносятся мелкие кристал-
лы, которые способствуют снижению инкру-
стации. Уровень раствора в аппарате поддер-
живается по верхней кромке трубы вскипания.
Рис. 4.3.11. Выпарной аппарат с принудительной
циркуляцией, вынесенной греющей камерой:
1 - греющая камера; 2 - сепаратор;
3 - циркуляционный насос;
4 - циркуляционная труба
Насос обеспечивает скорость потока в
греющих трубках 2...2,5 м/с. Греющий пар
подается в межтрубное пространство аппарата,
где конденсируется. Вторичный пар, проходя
сепаратор и брызгоотделитель, освобождается
от капель раствора и выходит из аппарата. Ап-
парат рассчитан на непрерывную и периодиче-
скую работу.
Выпарной аппарат с принудительной
циркуляцией, соосной греющей камерой и выне-
сенной зоной кипения аналогичен предыдущему
аппарату.
Выпарной аппарат с принудительной
циркуляцией, вынесенными греющей камерой и
зоной кипения (тип IV) имеет те же элементы.
Конструкция греющей камеры 1 аналогична
конструкции греющей камеры аппарата типа III
(рис. 4.3.11). В верхней части сепаратора (не
показан) расположен брызгоотделитель. Уро-
вень раствора в аппарате должен поддержи-
ваться по нижней образующей штуцера входа
парожидкостной смеси в сепаратор.
Циркуляция раствора в аппарате осуще-
ствляется осевым насосом, который обеспечи-
вает скорость потока в трубах 2.. .2,5 м/с.
Выпариваемый раствор, поднимаясь по
трубам, перегревается и по мере выхода из
трубы вскипания в сепаратор закипает. Обра-
зовавшаяся парожидкостная смесь направляет-
ся тангенциально в сепаратор, где разделяется
на жидкую и паровую фазы. Вторичный пар,
проходя сепаратор и брызгоотделитель, осво-
бождается от капель и выходит из аппарата
через штуцер II.
Аппарат рассчитан на непрерывную ра-
боту. Конструкция аппарата предусматривает
возможность механической очистки внутрен-
ней поверхности греющих трубок.
Пленочные и роторно-пленочные вы-
парные аппараты. Прямоточные (пленочные)
аппараты отличаются от аппаратов с естест-
венной циркуляцией тем, что выпаривание в
них происходит при однократном прохожде-
нии выпариваемого раствора по трубам нагре-
вательной камеры (без циркуляции раствора).
Раствор выпаривается, перемещаясь в виде
тонкой пленки по внутренней поверхности
труб. В центральной части труб вдоль их оси
движется вторичный пар, что приводит к рез-
кому снижению температурных потерь, обу-
словленных гидростатической депрессией.
Различают прямоточные выпарные аппараты с
поднимающейся и опускающейся пленкой [40].
ВИДЫ ВЫПАРНОГО ОБОРУДОВАНИЯ
415
Рис. 4.3.12. Выпарной прямоточный
аппарат с поднимающейся пленкой
Аппарат с поднимающейся пленкой со-
стоит из нагревательной камеры /, представ-
ляющей собой пучок труб небольшого диамет-
ра (15... 25 мм) длиной 7...9 м, и сепаратора 2
(рис. 4.3.12).
Раствор на выпаривание поступает снизу
в трубы нагревательной камеры, межтрубное
пространство которой обогревается греющим
паром. На уровне, соответствующем обычно
20...25 % высоты труб, наступает интенсивное
кипение. Пузырьки вторичного пара сливаются
и пар, быстро поднимаясь по трубам за счет
поверхностного трения, увлекает за собой рас-
твор. При этом жидкость перемещается в виде
пленки, поднимающейся по внутренней по-
верхности труб, и выпаривание происходит в
тонком слое.
Вторичный пар, выходящий из труб, со-
держит капли жидкости, которые отделяются
от пара с помощью отбойника 3 и центробеж-
ного брызгоуловителя 4. В брызгоуловитель
влажный пар поступает тангенциально и ему
сообщается вращательное движение. Под дей-
Рис. 4.3.13. Выпарной аппарат со свободно
падающей пленкой:
1 - греющая камера, 2 - брызгоотделитель,
3 - сепаратор; 4 - патрубок для вторичного пара:
5 - патрубок для упаренного раствора;
6.7 - патрубки для свежего пара
ствием центробежной силы капли жидкости
отбрасываются к периферии, жидкость стекает
вниз, а пар удаляется сверху из аппарата.
Аппараты с поднимающейся пленкой
применяют для выпаривания маловязких рас-
творов, в том числе пенящихся и чувствитель-
ных к высоким температурам и не рекоменду-
ются для выпаривания кристаллизующихся
растворов ввиду возможности забивания труб
кристаллами.
При выпаривании вязких, густых раство-
ров работа аппаратов с поднимающейся плен-
кой ухудшается из-за значительной неравно-
мерности толщины пленки. В этом случае бо-
лее целесообразно использовать аппараты с
падающей пленкой (рис. 4.3.13), которые отли-
чаются тем, что исходный раствор подается
сверху и стекает в виде пленки под действием
силы тяжести по трубам, а вторичный пар по-
ступает в сепаратор, расположенный ниже
нагревательной камеры. При стекании пленки
сводится к минимуму опасность нарушения
сплошности пленки и обнажения некоторой
части поверхности нагрева. Для кристалли-
зующихся растворов такие аппараты также
непригодны.
416
Глава 4.3. ВЫПАРНЫЕ АППАРАТЫ
Рис. 4.3.14. Общий вид одноступенчатого
колонного роторного аппарата:
1 - корпус; 2 - ротор; 3 - сепаратор;
4.8- торцовые уплотнения; 5 - привод,
6 - опора, 7 - днище
В прямоточных (пленочных) аппаратах
трудно обеспечить равномерную толщину плен-
ки выпариваемой жидкости (что необходимо
для эффективной работы аппарата). Кроме
того, эти аппараты весьма чувствительны к
неравномерной подаче раствора, а очистка
длинных труб малого диаметра затруднительна.
Конструкции пленочных аппаратов с под-
нимающейся (восходящей) пленкой приведены
в специальной литературе, в частности, в [41].
Роторно-пленочные выпарные аппараты
(испарители) - универсальные аппараты, кото-
рые нашли применение для процессов выпари-
вания и дистилляции температуронеустойчи-
вых (термолабильных) органических продук-
тов большой вязкости в химической, нефтехи-
мической, микробиологической и других от-
раслях промышленности.
Одноступенчатый колонный роторный
аппарат состоит из корпуса /, ротора 2, сепара-
тора 3, верхнего и нижнего торцовых уплотне-
ний, привода 5, опоры 6 и днища 7 (рис. 4.3.14).
В цилиндрическом корпусе 1 аппарата с
секционной рубашкой для обогрева по высоте
обеспечивается при необходимости различный
температурный режим Верхняя часть корпуса
служит сепаратором 3 для отделения брызг
продукта, уносимых со вторичным паром.
Верхний конец вала ротора 2 закреплен в под-
шипниковом узле, который смонтирован на
стойке привода 5, расположенной на крышке
аппарата.
Шарнирно закрепленные лопатки при
вращающемся роторе под действием центро-
бежной силы прижимаются к поверхности теп-
лообмена и распределяют по ней исходный
продукт в виде тонкой пленки, стекающей
вниз. При этом лопатки очищают поверхность
теплообмена от различных отложений и за-
грязнений. Для предотвращения износа лопа-
ток на них предусмотрены упоры, ограничи-
вающие максимальное удаление концов лопа-
ток от оси корпуса.
Все фланцевые соединения в аппаратах с
уплотнительной поверхности изготовлены по
принципу шип - паз.
Промышленностью выпускаются аппара-
ты с площадью поверхностью теплообмена
0,8. .24 м2
Выпарные установки с тепловым насо-
сом. В выпарных аппаратах с тепловым насо-
сом (или с термокомпрессией вторичного пара)
вторичный пар сжимается до давления грею-
щего пара и используется для обогрева того же
аппарата, в котором он образуется. Для сжатия
пара применяют компрессоры или пароструй-
ные инжекторы. Таким образом, в тепловых
насосах, или трансформаторах тепла, затрачи-
ваемая извне энергия используется для повы-
шения температуры вторичного пара.
В механических тепловых насосах пар
сжимается с помощью турбокомпрессора; при
малых производительностях применяют рота-
ционные компрессоры.
На рис. 4.3.15 показана однокорпусная
выпарная установка со сжатием всего вторич-
ного пара в турбокомпрессоре 2. При пуске
аппарата раствор подогревается свежим паром
до кипения, после чего выпаривание произво-
дится за счет работы, затрачиваемой в ком-
прессоре (механическое выпаривание). При
этом теоретически добавки свежего пара не
РАСЧЕТ ВЫПАРНЫХ АППАРАТОВ
417
Упаренный
раствор
Рис. 4.3.15. Выпарная установка
с механическим тепловым насосом:
1 - выпарной аппарат; 2 - турбокомпрессор
Рис. 4.3.16. Выпарная установка
с пароструйным тепловым насосом:
1 - выпарной аппарат; 2 - инжектор
требуется; на практике, в связи с расходом
теплоты на подогрев раствора и потерями в
окружающую среду, обычно добавляют немно-
го пара со стороны.
В пароструйных тепловых насосах рабо-
чий пар высокого давления р§ расширяется в
сопле инжектора 2 и засасывает вторичный пар
давлением из инжектора выходит смесь
паров при некотором среднем давлении Р2
(рис. 4.3.16). При применении пароструйного
инжектора образуется избыток вторичного
пара, который может быть использован для
обогрева последующих корпусов многокор-
пусной выпарной установки
Преимуществами пароструйных тепло-
вых насосов по сравнению с механическими
являются простота устройства, надежность в
работе. Поэтому пароструйные насосы поль-
зуются наибольшим распространением.
Дополнительное оборудование выпарных
установок и методы их конструктивного и тех-
нологического расчета приведены в специаль-
ной и справочной литературе [35, 40, 50].
4.3.2. РАСЧЕТ ВЫПАРНЫХ АППАРАТОВ
Однокорпусное (однократное) выпари-
вание. Материальный баланс выпарного аппа-
рата для непрерывного процесса записывают
при условии, что отсутствует унос нелетучего
продукта вместе с каплями, попадающими из
кипящего раствора во вторичный пар.
На его основе по общему количеству ве-
ществ и по нелетучему веществу определяют:
расход упаренного раствора, кг/с.
^к = ^НХн/ХК ’
выход вторичного пара, кг/с,
= GH(l-xK/xH); (4.3.1)
конечную концентрацию упаренного рас-
твора. кг/кг,
хк = ^нхн/(^н ~
где GH, С/к - расход соответственно исходно-
го и упаренного растворов; хн и хк - концен-
трация растворенного вещества соответственно
в исходном и упаренном растворе, кг/кг.
Количество теплоты, необходимое для
проведения процесса, определяют из уравнения
теплового баланса
Q ~ ^нсн (/к "^н) + п “
— c^tK ) + £2кон + 2пот’ (4.3.2)
где сн, св - удельные теплоемкости соответ-
ственно поступающего раствора и растворите-
ля. Дж/(кг К); /н, tK - температура соответст-
венно поступающего и уходящего раствора, К;
/в п - энтальпия вторичного пара, Дж/кг;
Q - подвод теплоты с нагревающим агентом,
Дж/с; £пот ~ потери теплоты в окружающую
среду, Дж/с; (?кон “ теплота концентрирова-
ния раствора в интервале изменения концен-
траций от хн до хк, Дж/с.
Теплота концентрирования численно
равна теплоте растворения, но противоположна
по знаку.
14 - 10358
418
Глава 4.3. ВЫПАРНЫЕ АППАРАТЫ
В соотношении (4.3.2) принято, что си =
= const в интервале температур ZH.. .tK. Правая
часть уравнения (4.3.2) показывает, что коли-
чество теплоты Q, подведенной с нагреваю-
щим агентом, расходуется: 1) на нагревание
исходного раствора от начальной температуры
до температуры кипения; 2) на испарение рас-
творителя из раствора при температуре кипе-
ния; 3) на компенсацию теплоты концентриро-
вания; 4) в окружающую среду.
При обогреве водяным паром левая часть
выражения (4.3.2) должна быть записана в виде
Q = D(ir-cr&), (4.3.3)
где /г - энтальпия греющего пара, Дж/кг; сг -
теплоемкость конденсата греющего пара,
Дж/(кг-К); 0 - температура конденсации, К.
При незначительном изменении состава
раствора и высоком качестве тепловой изоля-
ции потоками теплоты £)кон и £?пот обычно в
расчетах, вследствие их малости по сравнению
с Q, пренебрегают, а учитывают затем, вводя
соответствующие поправки в результаты рас-
четов.
Известно, что если в качестве греющего
пара используют насыщенный водяной пар, а
упаривают водный раствор, то практически на
испарение 1 кг воды затрачивается примерно
1,05... 1,15 кг греющего пара.
Уравнения (4.3.2), (4.3.3) в расчетной
практике используются для определения рас-
хода греющего первичного пара D и количест-
ва теплоты для проведения процесса Q. По-
следняя величина позволяет определить тре-
буемую площадь поверхности теплопередачи в
выпарном аппарате
Л = 2/(КД/П).
Коэффициент теплопередачи К находят
по известной формуле для теплообменных
аппаратов; определение полезной разности
температур (Д/п =^г~^к) сводится к нахож-
дению температуры кипения раствора tK.
Температура кипения раствора и темпе-
ратурные потери. Обычно в однокорпусных
выпарных установках известны давления пер-
вичного греющего и вторичного паров, а сле-
довательно, определены и их температуры.
Общая разность температур выпарного аппара-
та - разность между температурами греющего
и вторичного паров
— ~ ^в.п-
Общая разность температур связана с по-
лезной разностью температур соотношением
Д/п — Л^о5 -Д — Л ~ “ ^в.п ~ ~ & >
Д', Д" - температурные депрессии (темпера-
турные потери).
Обозначив ZBn - Д'-Д" = ZK, получим
Л'п ='г-'к- (43.4)
Концентрационную температурную де-
прессию Д' определяют как повышение тем-
пературы кипения раствора по сравнению с
температурой кипения чистого растворителя
при данном давлении:
Д = tK — /вп, (4.3.5)
где /к,/вп _ температуры соответственно
кипения раствора и чистого растворителя, по-
следняя численно равна температуре вторично-
го пара при данном давлении.
Таким образом, температура образующе-
гося при кипении растворов вторичного пара
(т. е. пара над раствором, который затем в виде
греющего идет в следующий корпус) ниже, чем
температура кипения раствора, и поэтому часть
общей разности температур всей установки
теряется бесполезно.
Гидростатическая температурная депрес-
сия Д характеризует повышение температу-
ры кипения раствора с увеличением давления
гидростатического столба жидкости. Она про-
является лишь в аппаратах с кипением раство-
ра в кипятильных трубах нагревательной каме-
ры. В этом случае за температуру кипения рас-
твора принимают температуру кипения в сред-
ней части кипятильных труб. Тогда
Д — /ср - ^в.п ’ (4.3.6)
где /ср - температура кипения растворителя
при давлении рср в средней части кипятиль-
ных труб, К; /в п - температура вторичного
пара при давлении в аппарате ра, К.
Значения температур кипения различных
растворов при атмосферном давлении, а также
РАСЧЕТ ВЫПАРНЫХ АППАРАТОВ
419
при другом давлении приводятся в специаль-
ной литературе [34].
Многокорпусное (многократное) выпа-
ривание. Многократное выпаривание проводят
в нескольких последовательно соединенных
аппаратах, в которых давление поддерживают
таким образом, чтобы вторичный пар преды-
дущего корпуса можно было использовать в
качестве греющего пара в каждом последую-
щем корпусе.
Материальный и тепловой балансы мно-
гокорпусных установок. Уравнения материаль-
ных и тепловых балансов для многокорпусных
установок представляют собой системы для
каждого корпуса в отдельности. Уравнения
материального баланса позволяют определить:
общее количество испаренной влаги в ус-
тановке, кг/с,
^обш-^нО хн/хк)’ (4.3.7)
п
^общ = ’ (4.3.8)
7=1
и концентрацию растворенного компо-
нента по корпусам при условии, что задан за-
кон распределения испаренной влаги по корпу-
сам, кг/кг.
хп ~ Gn_\Xn-\ /(Gn_\ — Wn ) —
(4.3.9)
где GH, Gn_\ - расходы соответственно
исходного и поступающего в я-й корпус
растворов, кг/с; Wj - соответственно
общее количество испаренной влаги в установ-
ке и в у-м корпусе, кг/с; хн, хк, хп - кон-
центрации растворов соответственно исходного,
упаренного и в п-м корпусе.
Концентрацию упаренного раствора хк
определяют по выражению (4.3.1).
Уравнение теплового баланса для и-го
корпуса без учета отбора экстрапара имеет вид
6п-\1п-Л + & n-\l р(п-\) G ni рП +
+ ^Л-Нг(л-1) + В.П ^~Qnn-> (4-3.10)
где Wn_\, Wn - расход соответственно грею-
щего и вторичного паров в и-м корпусе, кг/с;
Gn - расход соответственно исходного
и упаренного раствора в и-м корпусе, кг/с;
Zrz-1 ’ 7л в п ~ энтальпии соответственно грею-
щего и вторичного паров в и-м корпусе, Дж/кг;
%-1)’ в п> lv (л-1) энтальпии соответст-
венно исходного, упаренного растворов и кон-
денсата греющего пара в п-м корпусе, Дж/кг;
Qn п - потери теплоты в окружающую среду в
п-м корпусе.
С помощью уравнения (4.3.10) тепловых
балансов для всех корпусов и уравнения (4.3.8)
баланса по испаренной жидкости определяют
расход греющего пара в первом корпусе, рас-
ходы упаренной влаги и тепловые нагрузки в
каждом корпусе.
Одной из задач расчета многокорпусных
выпарных установок является определение
необходимой площади поверхности теплопе-
редачи корпусов, для чего необходимо найти
полезную разность температур каждого корпуса.
Полезная разность температур в много-
корпусной установке и ее распределение по
корпусам. Суммарная полезная разность тем-
п
ператур А/п 7 многокорпусной установки
7=1
п п
~ Д^обш ~ А / > (4.3.11)
7=1 7=1
где Д/Общ - общая разность температур мно-
гокорпусной установки, равная разности меж-
ду температурой греющего пара в первом кор-
пусе tr и температурой вторичного пара, по-
ступающего из последнего корпуса в баромет-
рический конденсатор к:
А^общ — G — гб.к- (4.3.12)
п
В выражении (4.3.11) величина А/п ;
7=1
характеризует суммарные температурные по-
тери во всех корпусах установки:
п п п л-1
7=1 7=1 7=1 7=1
14»
420
Глава4.3. ВЫПАРНЫЕ АППАРАТЫ
Кроме указанных выше концентрацион-
ной Д' и гидростатической Д" депрессий в
многокорпусной установке возникает еще одна
температурная потеря - гидродинамическая
температурная депрессия Д'". Она обусловле-
на потерей давления вторичных паров при пе-
реходе из одного аппарата в другой на преодо-
ление местных сопротивлений и трения. Вели-
чину \т без большой погрешности принима-
ют для каждого аппарата равной 1,0... 1,5 °C.
Для определения полезной разности тем-
ператур в каждом корпусе общую полезную
п
разность Д/п ; распределяют между выпар-
7=1
ными аппаратами тремя способами. Наиболее
распространены следующие два способа. Пер-
вый способ основан на принципе равенства
площадей поверхностей теплопередачи в каж-
дом корпусе. Согласно этому способу в уста-
новке возможно применение аппаратов с оди-
наковыми конструктивными характеристика-
ми, при этом обеспечивается взаимозаменяе-
мость аппаратов, упрощается их эксплуатация.
Второй способ основан на принципе нахожде-
ния минимальной суммарной площади поверх-
ности теплообмена корпусов установки и при-
меняется для экономии дефицитного и дорого-
стоящего материала, из которого изготовляют
выпарные аппараты.
В соответствии с первым способом рас-
пределения при основном условии Fy - F^-
= ... = Fn = F, полезная разность температур
в каждом корпусе распределяется следующим
образом:
п п
~ 7 {QnlКп ) / Qj I Kj •
7=1 / 7=1
(4.3.13)
Таким образом, при равенстве площадей
поверхностей теплопередачи в каждом корпусе
суммарная полезная разность температур рас-
пределяется пропорционально отношению
тепловой нагрузки к коэффициентам теплопе-
редачи в каждом корпусе.
Согласно второму способу распределе-
ния, для любого /7-го корпуса
п / п
^пп = J<Qn ! >
7=1 / 7=1
(4.3.14)
т.е. при минимальной суммарной поверхности
теплопередачи многокорпусной установки
общая полезная разность температур распреде-
ляется пропорционально квадратному корню
из отношения тепловой нагрузки к коэффици-
енту теплопередачи в каждом корпусе.
Порядок расчета многокорпусной выпар-
ной установки Задачами расчета многокор-
пусной выпарной установки являются: выбор
оптимальной техноло! ической схемы (числа
корпусов, последовательности движения выпа-
риваемого раствора по корпусам и др.); выбор
конструкции и определение размеров выпар-
ных аппаратов; определение параметров тех-
нологического режима (температуры и давле-
ния по корпусам, расходов материальных по-
токов и др.).
Расчет многокорпусной установки прово-
дят в такой последовательности решения урав-
нений:
определяют общее количество испарен-
ной воды по уравнению (4 3.7). и. например, по
опытным данным распределяют ее по какому-
либо правилу между корпусами. В первом при-
ближении доли испаренной воды могут быть
одинаковыми в каждом корпусе (задавшись
предварительно числом корпусов);
с помощью уравнения (4.3.9) рассчиты-
вают концентрации вещества в потоках рас-
творов, поступающих в каждый корпус уста-
новки и выходящих из него;
по уравнению (4.3.12) находят общий пе-
репад температур по всей установке и распре-
деляют его между корпусами (в первом при-
ближении можно поровну);
по значениям давлений паров и концен-
траций растворов в аппаратах определяют тем-
пературы греющих и вторичных паров, темпе-
ратуры кипения растворов с учетом всех тем-
пературных депрессий по уравнениям (4.3.5),
(4.3.6) , суммарную полезную разность темпе-
ратур по уравнению (4.3.11) и полезные разно-
сти температур по корпусам по уравнению
(4.3.13);
находят тепловые нагрузки в каждом ап-
парате с помощью уравнений тепловых балан-
сов (4.3.10):
рассчитывают коэффициенты теплоотда-
чи и теплопередачи в корпусах в зависимости
от конструкции выпарного аппарата по соот-
ветствующим уравнениям теории теплообмена;
распределяют суммарную полезную раз-
ность температур [уравнения (4.3.13) и (4.3.14)]
между корпусами с учетом тепловых нагрузок
НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ, ОСНОВЫ РАСЧЕТА
421
и коэффициентов теплопередачи. Сравнивают
распределенную полезную разность темпера-
тур с найденной из расчета, и в случае расхож-
дения (выше заданной величины, например
более 5 %) расчет повторяют. В основу уточ-
ненного расчета закладывают найденные по
распределению полезные разности температур.
Расчеты производят методом итераций до сов-
падения принятых и распределенных полезных
разностей температур;
определяют потребную поверхность теп-
лопередачи выпарного аппарата по уравнению
теплопередачи и по ней подбирают его норма-
лизованные размеры.
Методы расчета пленочных выпарных
аппаратов и установок с тепловым насосом
приведены в специальной и справочной лите-
ратуре [26, 32, 33, 34, 50].
Глава 4.4
ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
4 4.1. НАЗНАЧЕНИЕ, КЛАССИФИКАЦИЯ,
ОСНОВЫ РАСЧЕТА
Стоимость печей достигает 25 % сметной
стоимости технологических установок, а эф-
фективность их работы во многом определяет
суммарную эффективность установок. Кроме
того, печные агрегаты относятся к объектам
повышенной опасности, к которым предъяв-
ляются особо жесткие требования в плане
обеспечения промышленной безопасности
(особые условия пуска, эксплуатации и оста-
новки, специальные нормы пассивной безопас-
ности и т.д.).
В химическом производстве смыслом и
основным назначением печей является, как
правило, тепловое воздействие на обрабаты-
ваемые материалы с целью изменения их хи-
мического состава (химическое превращение)
или структуры (физико-химическое превраще-
ние).
Подвод теплоты к материалам, находя-
щимся в греющей камере, достигается тремя
видами теплообмена: теплопроводностью, кон-
векцией и тепловым излучением. Существен-
ное влияние на процесс, протекающий в техно-
логической печи, оказывают также условия
движения дымовых газов и обрабатываемых
материалов, механизм тепловой работы футе-
ровки и др. Термохимические процессы, как
правило, сопровождаются изменением струк-
туры и физико-химических свойств обрабаты-
ваемых веществ. Часто в процессе реакции
меняются агрегатное состояние и кристалличе-
ская структура исходного сырья. Все эти про-
цессы по современным представлениям проте-
кают одновременно и взаимно связаны, что
должно учитываться при проектировании печей.
Классификация печей. С точки зрения
проектирования (выбора схемы расчета, под-
бора унифицированных и типовых элементов)
в основе классификации печей лежит их конст-
рукция. По конструктивным особенностям
могут быть выделены следующие наиболее
характерные типы печей:
трубчатые, в которых нагревательный
или реакционный объем образован трубами,
расположенными в огневой и конвекционной
камерах, в которых протекает жидкий или
газообразный обрабатываемый продукт;
с вращающимся барабаном для обработки
твердых материалов. Греющая (реакционная)
камера представляет собой вращающийся на-
клонный барабан, внутри которого под дейст-
вием гравитационных сил перемещается обра-
батываемый материал. Подвод и отвод мате-
риала и греющего агента (топочных газов, го-
рячего воздуха) производится с торцов бараба-
на через специальные устройства;
шахтные для обработки твердых мате-
риалов. Реакционная камера представляет со-
бой вертикальную шахту, в которую сверху
загружается, а снизу отводится обрабатывае-
мый материал. Перемещение материала проис-
ходит под действием силы гравитации;
ретортные для обработки твердых мате-
риалов. Реакционная камера представляет со-
бой реторту, исключающую доступ воздуха
внутрь камеры. Подвод теплоты к материалу
осуществляется через стенку камеры:
камерные печи для обработки жидких
или газообразных материалов. Материал вво-
дится внутрь камеры через форсунку;
полочные печи для обработки твердых
материалов. Реакционная камера представляет
собой одну или несколько полок, на которых
лежит обрабатываемый материал;
тигельные и муфельные для обработки
твердых материалов и расплавов. В огневой
камере могут быть размещены несколько тиг-
лей или муфелей;
карусельные для обработки твердых ма-
териалов. В реакционной камере размещена
вращающаяся подина, на которой находится
обрабатываемый материал;
422
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
туннельные для обработки твердых мате-
риалов. Реакционная (нагревательная) камера
выполнена в виде горизонтального канала
большой протяженности. Обрабатываемый
материал передвигается по каналу на транс-
портерах или в вагонетках;
ванные для обработки расплавов. Подина
реакционной камеры имеет вид ванны;
с кипящим слоем для обработки твердых
материалов. Обрабатываемый материал взве-
шен потоком газа внутри реакционного объе-
ма, но не перемещается в направлении движе-
ния газа. Тепловые процессы и химические
превращения могут происходить как в твердой
фазе (газ является теплоносителем), так и в
газовой (паровой) фазе (твердая фаза выступа-
ет в качестве теплоносителя или катализатора);
со взвешенными частицами для обработ-
ки твердых материалов. Обрабатываемый ма-
териал взвешен потоком газа внутри реакцион-
ного объема и перемещается вместе с газом.
Печи представляют собой сложные агре-
гаты, включающие помимо собственно печей
разнообразное вспомогательное оборудование:
устройства для сжигания топлива (топки, го-
релки, форсунки); устройства для превращения
электрической энергии в тепловую (спирали,
тепловыделяющие элементы); соединительные
элементы и коммуникации (дымоходы, трубо-
проводы, дымососы); средства измерения и
автоматизации.
С точки зрения использования вспомога-
тельного оборудования может применяться и
дополнительная классификация печных агрега-
тов. Однако вспомогательное оборудование,
как правило, рассчитывается (подбирается) по
специальным методикам и нормативам.
Теплотехнические процессы, проте-
кающие в печах. Тепловая энергия, подводи-
мая в печи к обрабатываемому материалу, по-
лучается за счет сжигания соответствующего
топлива или преобразования электрической
энергии в тепловую. При этом одна часть теп-
ловой энергии расходуется непосредственно на
проведение технологического процесса (на
нагрев обрабатываемого материала, его физи-
ко-химическое преобразование), а другая - на
компенсацию тепловых потерь, имеющих ме-
сто в оборудовании (с отходящими газами,
продуктами, через футеровку).
Сжигание топлива в технологических пе-
чах производится в топочных камерах (топках).
Обрабатываемый материал может подводиться
(размещаться) или непосредственно в топоч-
ной камере, или в специальной камере для об-
работки материала. В последнем случае в эту
камеру подводятся продукты сгорания из топки.
Газообразное топливо подается в топочное
пространство через горелки, а жидкое - через
форсунки.
Последовательность расчета техноло-
гических печей. Последовательность расчета
технологической печи в значительной мере
определяется конструкцией печи, при этом
расчет предполагает выполнение нескольких
основных этапов:
составление теплового баланса техноло-
гического процесса, с целью определения рас-
хода топлива и основных теплотехнических
характеристик печи;
расчет процесса горения топлива в грею-
щей камере, в результате которого определя-
ются температура горения топлива, состав,
температура, энтальпия и объем продуктов
сгорания;
расчет процесса теплопередачи от факела
горения топлива или от излучающей стенки к
обрабатываемому материалу (к теплопередаю-
щей поверхности). Этап заканчивается назна-
чением конструктивных размеров печи.
Расчет печи является сложной задачей,
решение которой приводится в специальной
литературе.
4.4.2. ТОПЛИВНО-СЖИГАЮЩИЕ УСТРОЙСТВА
ТЕХНОЛОГИЧЕСКИХ ПЕЧЕЙ
Общие принципы устройства и работы
топливно-сжигающих устройств, используе-
мых в технологических печах, в основном не
зависят от вида технологического процесса.
Основными требованиями к топливно-
сжигающим устройствам являются: обеспече-
ние заданных режимов горения, экономичность
распиливания (для жидкого топлива), полнота
сжигания, малый уровень шума, технологич-
ность изготовления, монтажа и ремонта. Кон-
струкции таких устройств, используемых в
промышленных печах, характеризуются чрез-
вычайным разнообразием. По виду сжигаемого
топлива их классифицируют на жидкостные
(мазутные), газовые и комбинированные (газо-
мазутные). В нефтеперерабатывающей про-
мышленности большинство трубчатых печей
оборудовано комбинированными газомазут-
ными горелками. В остальных отраслях про-
мышленности большее распространение нашли
или газовые, или жидкостные топливно-
сжигающие устройства.
ТОПЛИВНО-СЖИГАЮЩИЕ УСТРОЙСТВА ТЕХНОЛОГИЧЕСКИХ ПЕЧЕЙ
423
Рис. 4.4.1. Схемы распыления топлива мазутными форсунками:
а - прямоструйной при давлении 1.. .2 МПа; б - центробежной с тангенциальным
подводом горючего; в - центробежной со специальным завихрителем;
г - ротационной; д, е - с распиливающей средой (водяным паром, воздухом)
высокого д и низкого е давления; А - топливо; Б - воздух; В - пар
Топливно-сжигающие устройства жид-
кого топлива. Жидкое топливо (мазут) горит в
печах только после его перехода в парообраз-
ное состояние, поскольку температура его вос-
пламенения выше температуры кипения. По-
этому мазут подается на сжигание в печь в
распыленном состоянии. Для распиливания
топлива используется перегретый водяной пар
и (или) подогретый воздух. Для нормальной
работы форсунок, работающих на мазуте, его
вязкость перед горелкой не должна превышать
3°ВУ (условной вязкости), а температура рас-
пиливающего пара должна быть выше темпе-
ратуры насыщения паров воды не менее чем на
15. ..20 °C.
При распиливании мазут рассеивается в
топочной камере в виде тумана. По способу
подвода энергии различают форсунки с меха-
ническим распиливанием (давление создается в
мазутопроводе перед форсункой) и форсунки с
воздушным или паровым распиливанием. Схе-
мы распыления мазута форсунками показаны
на рис. 4.4.1. Более подробный обзор мазутных
горелок приведен в специальной литературе.
Топливно-сжигающие устройства газо-
вого топлива. Для сжигания газового топлива
чаще всего применяются два типа горелок
(рис. 4.4.2):
инжекционного типа, в которых газ сме-
шивается с воздухом в смесительной камере
перед входом в камеру сгорания;
в которых газ смешивается с воздухом в
самой камере сгорания.
Рис. 4.4.2. Схемы горелок для сжигания газа:
а - кинетическая инжекционная среднего давле-
ния; б - с принудительной подачей воздуха и за-
крученным потоком газа; в - диффузионная с при-
нудительной подачей воздуха и подачей газа мел-
кими струями; 1 - газовое сопло; 2 - регулирую-
щая воздушная заслонка; 3 - смеситель; 4 - кера-
мический насадок; 5 - лопаточный завихритель;
6 - газовый коллектор; 7 - обмуровка топки;
А - воздух; Б - газ
424
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
Теплопроизводительность горелок регу-
лируется изменением давления газа перед со-
плом инжектора. Перечень наиболее совер-
шенных горелок представлен в табл. 4.4.1. Бо-
лее подробный обзор газовых горелок приве-
ден в [4, 14, 22] и в специальной литературе.
Высокой эффективностью и широким
распространением характеризуются беспла-
менные панельные горелки (рис. 4.4.3). Такая
горелка имеет распределительную камеру /, в
переднюю часть которой вварены трубки для
выхода газовоздушной смеси. На трубки наде-
ты керамические призмы 6, каждая из которых
снабжена четырьмя цилиндроконическими
каналами (туннелями). Призмы образуют ке-
рамическую панель размерами 500x500 или
605x605 мм, которая служит аккумулятором и
излучателем теплоты. Короб и излучательная
панель теплоизолированы относительно друг
друга слоем диатомовой крошки 7. К задней
стене короба крепится инжекторный смеситель
газа 2, снабженный соплом 3, заслонкой 4 и
газоподводящим патрубком 5. Соседние горелки
Рис. 4.4.3. Беспламенная панельная горелка:
/ - распределительная камера (короб); 2 - инжектор-
ный смеситель газа, 3 - сопло; 4 регулирующая
заслонка; 5 - газоподводящий патрубок; 6 - керами-
ческие призмы. " теплоизоляционный слой (диато-
мовая крошка), 8 болт. 9 гайка. 10 - теплоизоля-
ционный слой (диатомовая крошка), // - асбестовый
шнур
4.4.1. Комбинированные топливно-сжигающие устройства, соответствующие по комплексу
показателей мировому уровню (подтверждено испытательным центром Госстандарта РФ)
Горелочное устройство Типы горелки Тепловая мощность. МВт (Гкал/ч) Примечания
Инжекционное (газожидкостное) ГУЖ-1.5 ГП-1,25И и Д ГП-2,5И ГКС-4 1.5(1.3) 1.25 (1.0) 2.5 (2.2) 4.0 (3.5) Для шатровых печей
С внутренней амбразурой для ста- билизации факела. Допускается по- дача холодного вентиляторного воз- духа
Дутьевое ГП-1,7Д ГП-2,5Д ГДК-0.6 ГДК-1.25 ГДК-2.5 ГДК-3.5 ГДК-4,5 ГДК-5,8 1-7(1.5) 2.5 (2.2) 0.6 (0,5) 1.25 (1.1) 2,5 (2.2) 3,5 (3.0) 4.5 (3.9) 5.8 (5.0)
С подачей подогретого до 300°С воздуха. Имеют встроенные пилот- ные горелки и внутреннюю амбра- зуру
Воздушно- распылительное ГКВР-0.3 ГКВР-0,6 ГКВР-1,25 ГКВР-2.5 0,3 (0,26) 0,6 (0.5) 1,25(1.1) 2.5 (2.2) Применяются при отсутствии во- дяного пара. Распыливание произво- дится вентиляторным воздухом под давлением 250...450 мм вод. ст.
ТРУБЧАТЫЕ ПЕЧИ
425
соединяются друг с другом посредством бол-
тов 8 и гаек 9, образуя излучающую стену пе-
чи. Зазоры между соседними горелками уплот-
няются диатомовой крошкой 10 и асбестовым
шнуром 11.
В таких горелках благодаря высокой тем-
пературе в зоне горения обеспечивается полное
сгорание газа при малом коэффициенте избыт-
ка воздуха: в керамических каналах уже на
участке длиной 65...70 мм обеспечивается
полное сгорание газовоздушной смеси. Тепло-
передача происходит излучением от поверхно-
сти керамической плиты. Теплопроизводи-
тельность горелок регулируется изменением
расхода газа в коллектор, к которому подклю-
чен ряд горелок, а коэффициент избытка воз-
духа - заслонкой 4 индивидуально для каждой
горелки.
4.4.3. ТРУБЧАТЫЕ ПЕЧИ
К наиболее распространенному типу пе-
чей относятся трубчатые печи, которые нашли
широкое применение на предприятиях нефте-
перерабатывающей, нефтехимической, хими-
ческой и газовой промышленности. Они ис-
пользуются для огневого нагрева, испарения и
разложения нефти и продуктов ее переработки,
а также для химического превращения ряда
нефтепродуктов в процессах термического
крекинга, висбрекинга, пиролиза, в которых
печь выполняет технологические функции ре-
актора.
По способу передачи теплоты от продук-
тов сгорания топлива к потоку перерабатывае-
мого сырья трубчатые печи разделяют на кон-
вективные, радиантно-конвективные и ради-
антные. В конвективных печах до 80 % общего
количества теплоты передается за счет конвек-
ции, а остальное количество теплоты передает-
ся радиацией. В печах такого типа обеспечи-
ваются более мягкие условия теплообмена
(меньшая разность температур между стенкой
трубы и перерабатываемым продуктом). В пе-
чах радиантно-конвективного типа 40...60 %
количества теплоты передается радиацией, а
остальное - конвекцией. В радиантных печах
основное количество теплоты передается ра-
диацией. Топочная камера при этом совмещена
с радиантной камерой, а камера конвекции
имеет вспомогательное значение.
По конструктивным признакам различа-
ют печи цилиндрические, с наклонным сводом
и вертикальные. Печи подразделяются также
по числу камер радиации на одно-, двух- и
многокамерные. Расположение труб в трубных
экранах может быть горизонтальным и верти-
кальным. Широкое распространение в про-
мышленности получили печи: с излучающими
стенами из беспламенных панельных горелок;
с настильным, объемно-настильным и верти-
кально-факельным сжиганием юплива; с диф-
ференцированным подводом воздуха; цилинд-
рические секционные; цилиндрические секци-
онные со встроенной дымовой трубой.
Условное обозначение трубчатых печей.
Трубчатые печи выпускаются в соответствии с
каталогом «Трубчатые печи. Типы, параметры
и основные размеры», в котором использованы
следующие условные обозначения.
Первая буква - конструктивное исполне-
ние трубчатой печи: А - узкокамерная с верх-
ним отводом дымовых газов и центральным
горизонтальным экраном: В - узкокамерная
секционная с вертикальными трубами змеевика;
Г - узкокамерная с верхним отводом дымовых
газов и горизонтальными трубами змеевика; С -
секционная с прямоугольно- и горизонтально-
витым трубным змеевиком: Ц - цилиндриче-
ская с верхней камерой конвекции, горизон-
тальными трубами конвекции и вертикальны-
ми трубами радиации; К - цилиндрическая с
боковой кольцевой камерой конвекции и вер-
тикальным расположением конвективных труб.
Цифра после первой буквы в индексе -
число рядов экрана (при однорядном экране
индекс не указывается).
Вторая буква - способ сжигания топлива:
С - свободный вертикальный факел с позон-
ным подводом воздуха по высоте факела; Н -
настильный факел; Д - настильный факел с
дифференциальным подводом воздуха по вы-
соте факела; Б - беспламенное горение с излу-
чающими стенами из панельных горелок. Знак
(штрих) ко второй букве - смещение горелок
от центра в сторону входа продукта.
Цифра после буквенного обозначения -
число радиантных камер или секций печи.
Дробь в конце обозначения', числитель -
площадь поверхности нагрева радиантных
труб, м“; знаменатель - длина или высота топ-
ки, м (в большинстве случаев длина топки сов-
падает с длиной радиантных труб).
Например, обозначение А2Б2115/6 - узко-
камерная трубчатая печь с центральным гори-
зонтальным двухрядным экраном и верхним
отводом дымовых газов, беспламенным горе-
нием. с излучающими стенами из панельных
426
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
Рис. 4.4.4. Основные типы трубчатых печей:
(1) - узкокамерные ГБ2 (а) и ГС 1 (б) с верхним отводом дымовых газов и горизонтальным расположением
труб змеевика; / - горелки; 2 - трубы радиантной камеры; 3 - трубы конвективной камеры; (2) - узкокамерные
ББ2 (а) и БС2 (б) с нижним отводом дымовых газов и горизонтальным расположением труб; 1 - горелки;
2 - трубы радиантной камеры; 3 - трубы конвективной камеры; (3) - цилиндрические ЦДЗ (а) и ЦГС (б);
/ - горелки; 2 - трубы радиантной камеры; 3 - стена для настила пламени и вторичного подвода воздуха по
высоте пламени; (7) - секционные и многокамерные трубчатые печи ВСЗ (а) - и БСЗ (б); 1 - горелки; 2 - трубы
радиантной камеры; 3 - трубы конвективной камеры; 4 - боров - газоход; (5) - объемно-настильного пламени;
а - горизонтальная; / - трубы конвективной секции; 2 - металлоконструкция; 3 - трубы радиантной секции;
4 - стойки металлического каркаса; 5 - футеровка; б - настильная стена; 7 - форсуночные амбразуры;
б - вертикальная цилиндрическая: 1 - стойки каркаса; 2 - обмуровка; 3 - трубный змеевик; 4 - настильная
стена; 5 - рассекатель; б - форсуночные амбразуры; (6) - вертикальная с экраном двустороннего облучения;
а - двухкамерная с нижним отводом дымовых газов; б - однокамерная с верхним отводом дымовых газов
ТРУБЧАТЫЕ ПЕЧИ
427
горелок, двумя радиантными камерами, с пло-
щадью поверхности нагрева радиантных труб
115 м2 и длиной радиантных труб 6 м.
Схемы некоторых трубчатых печей
характерных типов представлены на рис. 4.4.4.
В промышленности применяются трубча-
тые печи с площадью поверхности нагрева
радиантных труб 15...2000 м2, теплопроизво-
дительностью печей 7...60 МВт, на крупных
установках она может достигать 100 МВт, с
температурой и давлением нагреваемой среды
на входе и выходе из печи в зависимости от
типа технологического процесса соответствен-
но 7...900 °C и 0,1.. .30 МПа [22].
Змеевики трубчатых печей. Внутреннее
пространство трубчатых печей обычно разде-
лено на две камеры: радиантную (совмещен-
ную с топочной камерой) и конвективную, в
каждой из которых размещены секции змееви-
ков. Ряд труб радиантного змеевика, воспри-
нимающего лучистую энергию при горении,
называют экраном. Экран может быть одно-
или двухрядным. Излучение воспринимается
экраном как с фронтальной по отношению к
пламени, так и с тыльной стороны. В послед-
нем случае экран воспринимает вторичное
(отраженное) излучение от обмуровки стен
топочной камеры. В наиболее тяжелых услови-
ях работают змеевики радиантных секций,
особенно если процесс нагрева сопровождается
частичным или полным испарением нагревае-
мого потока.
Змеевики радиантных камер формируют
из прямых бесшовных труб длиной З...24м,
Рис. 4.4.5. Соединительные двойники (ретурбенды) змеевиков трубчатых печей:
(7) - двойник двухтрубный; (2) - двойник угловой; (3) - литой ретурбенд;
(4) - кованый ретурбенд; 7 - корпус, 2 - пробка; 3 - траверса; 4 - нажимной
болт; 5 - пробка боковая глухая (технологическая - для механической обра-
ботки перехода между камерами)
428
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
изготовленных из углеродистой (20Г), низко-
легированной (15Х5М) или высоколегирован-
ной (12Х18Н10Т) стали. В змеевиках приме-
няют трубы диаметром 57, 76, 89, 102, 108, 114,
152, 159, 219, 326, 377 и 426 мм. Именно под
эти диаметры изготавливаются крутоизогнутые
фитинги и ретурбенды.
При температуре нагрева внутренней
среды до 560 °C соединение отдельных труб в
змеевики обеспечивается специальными двой-
никами (ретурбендами) со съемными пробками
(рис. 4.4.5).
Гарнитура трубчатых печей. Для уста-
новки конвективных и радиантных труб в печах
служат разнообразные конструкции подвесок и
трубных решеток, предотвращающих провиса-
ние труб (рис. 4.4.6). Подвески в зависимости
от температуры труб располагают на расстоя-
нии 0,8...3м одна от другой. Эти элементы
изготовляют из жаропрочных окалиностойких
высоколегированных сталей (20Х23Н13) или
из жаропрочного чугуна. Трубные решетки
дополнительно теплоизолируют со стороны,
обращенной к топочной камере. К гарнитуре
относятся также смотровые, взрывные и ин-
спекционные окна, лазы, с помощью которых
обеспечиваются условия безопасной эксплуа-
тации печи, а также наблюдение за состоянием
агрегата.
Каркасы трубчатых печей. Печи соби-
раются на каркасах, представляющих собой
систему взаимосвязанных вертикальных ко-
лонн, образующих жесткую пространственную
конструкцию. Каркас воспринимает всю на-
грузку, создаваемую змеевиками, гарнитурой,
подвесными сводами, кровлей, обслуживаю-
щими площадками и прочими элементами
трубчатых печей. Элементы стального каркаса
вынесены из зоны действия высоких темпера-
тур и защищены от теплового воздействия об-
муровкой и тепловой изоляцией.
Обмуровка трубчатых печей. Обмуров-
ка печи включает слои футеровки из фасонного
огнеупорно-изоляционного кирпича толщиной
до 250 мм и наружный слой тепловой изоля-
ции, закрытой снаружи металлическим кожу-
хом. Огнеупорные материалы в зависимости от
температуры плавления делят на три группы:
огнеупорные (ZnjI = 1580... 1770 °C), высоко-
огнеупорные ( ZnjI = 1770...2000 °C) и высшей
огнеупорности (/^ > 2000 °C). Для футеровки
применяют огнеупорный шамотный кирпич,
для изоляции - диатомовый кирпич, различно-
го рода засыпки, асбестовый картон, мине-
ральную вату. Подробный обзор свойств и
характеристик огнеупорных футеровочных
материалов приведен в [22]. Для обеспечения
теплового расширения кладки предусматрива-
ются температурные швы. Варианты исполне-
ния подвесных сводов показаны на рис. 4.4.7.
Нашли применение обмуровки из моно-
литного жаропрочного бетона и на основе ша-
мотно-волокнистых матов и матов из мине-
ральной ваты. Использование матов сущест-
венно упрощает и удешевляет монтаж изоля-
ции. Необходимая толщина изоляции для
обеспечения минимальных теплопотерь при
заданной температуре кожуха печи (60 °C) не
превышает 100... 120 мм.
б) д) е)
Рис. 4.4.6. Гарнитура трубчатых печей:
а - закрытая подвеска для двухрядного экрана;
б - закрытая подвеска для однорядного экрана,
в - открытая подвеска, г - разборная подвеска для
двухрядного экрана; д - закрытый кронштейн
бокового экрана; е - открытый кронштейн;
ж - решетка конвективной камеры
ж)
ТРУБЧАТЫЕ ПЕЧИ
429
300
Рис. 4.4.7. Подвесные своды:
а - с секционным креплением кирпичей; б - с индивидуальной подвеской;
в - комбинированная подвеска; 1 - фасонный кирпич; 2 - конструкция подвески
430
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
4.4.4. ПЕЧИ С ВРАЩАЮЩИМИСЯ
БАРАБАНАМИ
Печи с вращающимися барабанами явля-
ются основными элементами установок произ-
водства плавиковой кислоты, соды, карбида
кальция, хлорида бария и ряда других произ-
водств, включая производство строительных
материалов. Данные конструкции широко ис-
пользуются и для оформления процессов суш-
ки разнообразных материалов.
Типовые конструкции барабанных печей
(сушилок) представлены на рис. 4.4.8. Основ-
ным элементом печи является цилиндрический
барабан 7, сваренный из листовой углероди-
стой или низколегированной стали. Корпус
барабана имеет наружный или внутренний
обогрев. Внутренний обогрев обеспечивается
подачей внутрь барабана нагретого воздуха
или топочных газов со стороны одного из тор-
цов. Отработанные газы отводятся с противо-
положной стороны. Требуемая температура
греющих газов достигается разбавлением про-
дуктов сгорания вторичным воздухом. При
использовании наружного обогрева барабан
помещают в специальную нагревательную
камеру, а обогрев обрабатываемого материала
производится через корпус барабана теплопро-
водностью. Рабочая зона нагревательной каме-
ры футерована шамотным кирпичом, наружная
поверхность теплоизолирована. При внутрен-
нем обогреве футеруется внутренняя поверх-
ность барабана.
Обрабатываемый материал вводится в
барабан со стороны одного из его торцов, а
выгружается с противоположной стороны.
Перемещение материала внутри барабана дос-
тигается под действием гравитационных сил,
для чего барабан установлен под небольшим
продольным углом (а = 1...3°). Движение ма-
териала может производиться как прямотоком,
так и противотоком по отношению к дымовым
газам, благодаря чему обеспечивается требуе-
мый режим теплообмена. При прямоточном
движении теплоносителя и обрабатываемого
материала один конец барабана входит в шинель-
ный лист топки, в котором размещена труба
для загрузки материала, а другой - в разгру-
зочную камеру (короб) 7. При противоточном
движении один конец барабана входит в загру-
Рис. 4.4.8. Барабанные печи:
а - двухопорные; б - четырехопорные: 1 - барабан; 2 - загрузочное устройство (течка); 3 - устройство
уплотнения барабана относительно загрузочной и разгрузочной камер, 4 - опорная станция;
5 - приводная станция, 6 - опорно-упорная станция; 7 - разгрузочный короб
ПЕЧИ С ВРАЩАЮЩИМИСЯ БАРАБАНАМИ
431
зонную камеру с трубой для загрузки материа-
ла, а другой - в шинельный лист топки. Разгру-
зочная камера соединена с устройствами для
вытяжки и осаждения пыли. Во избежание
подсоса наружного воздуха места соединения
барабана с камерами и шинельным листом
топки снабжены сальниковыми уплотнениями
3 с асбестовой прокладкой. Уплотнения бара-
бана рассчитаны на нормальную работу при
температуре поверхности барабана до 400 °C.
На барабане при помощи башмаков закре-
плены не менее двух бандажей, через которые
корпус опирается на опорные ролики опорной 4
и опорно-упорной 6 станций. Последняя кроме
двух опорных имеет и два упорных ролика,
ограничивающих осевое смещение барабана и
фиксирующих положение венцовой шестерни
относительно подвенцовой. Привод 5 барабана
состоит из электродвигателя, редуктора и от-
крытой венцовой передачи (венцовой и под-
венцовой шестерен). Венцовая шестерня уста-
новлена на башмаках на корпусе печи и распо-
ложена около опорно-упорной станции.
Отношение длины барабана к его диамет-
ру L/D определяется технологическими усло-
виями проведения процесса. При отношении
L/D < 15 барабаны печей выполняют двух-
опорными, при больших отношениях - много-
опорными (трех- и четырехопорными).
Унифицированные типоразмеры барабан-
ных печей приведены в табл. 4.4.2 и 4.4.3, ре-
комендуемые материалы исполнения основных
узлов и деталей - в табл. 4.4.4. В обоснованных
случаях могут быть применены и нерекомен-
дуемые диаметры барабанов (1400 и 1800 мм).
Мощность электроприводов двухопорных
барабанных печей составляет 2,5...36 кВт, че-
тырехопорных - 8,5...75 кВт. Частота вращения
барабана двухопорных печей 0,75...3 мин-1,
четырехопорных 0,66...2 мин-1. Четырехопор-
ные печи снабжены также вспомогательным
резервным приводом мощностью 4,5... 14 кВт,
который служит для аварийной разгрузки ба-
рабана в нештатных ситуациях.
Рекомендации по расчету барабанных пе-
чей даны в [22].
4.4.2. Типоразмеры прямоточных и противоточных двухопорных печей
D, мм 1000 1200 1600 2000 2200
L. мм 6000 8000 10000 12000 14000 16000 12000 14000 16000 18000 12000 14000 16000 18000 20000 22000 16000 18000 20000 22000 18000 20000 22000
4.4.3. Типоразмеры прямоточных и противоточных четырехопорных печей
D, мм 2200 2500 2800 3000 3200 3500
А, мм 25000 (35000) 20000 (30000) 40000 (35000) 45000 55000 35000 34000 (60000) 50000 (60000) 60000 (70000)
4.4.4. Материалы основных узлов и деталей барабанных печей
Наименование узла, детали Марка материала
Корпус (барабан) печи Венцовая шестерня Подвенцовая шестерня Бандаж Ролик: Сталь СтЗкп. 09Г2С Серый чугун СЧ21 Ст5 Сталь 45
опорный упорный Сталь 40, Ст5, 40Х Ст5, 40Х, 35ХМ
432
Глава 4.4. ТЕХНОЛОГИЧЕСКИЕ ПЕЧИ
4.4.5. ПЕЧИ ДЛЯ ОБРАБОТКИ ТВЕРДЫХ
МАТЕРИАЛОВ И РАСПЛАВОВ
В химической промышленности исполь-
зуется большое количество типов печей для
обработки твердых материалов (обжиг керами-
ческих изделий, сушка ряда материалов и др.).
Основным элементом таких печей является
рабочая камера 2, которая обогревается топоч-
ными газами, получаемыми за счет сжигания
топлива в топочной камере (рис. 4.4.9). В рабо-
чую камеру загружается обрабатываемый ма-
териал.
Схемы устройства рабочих камер печей
этих типов приведены на рис. 4.4.10. Размеры
рабочего пространства камер для обработки
Рис. 4.4.9. Схема огневой печи для обработки твердых материалов:
1 - топка; 2 - рабочая (греющая) камера; 3 - регенератор теплоты,
4 - котел-утилизатор, 5 - дымосос, 6 - вентилятор
Рис. 4.4.10. Схемы устройства рабочих гамер
для обработки твердых материалов и расплавов
(/) - подовая (садочная) печь; (2) - муфельная печь; (3) - туннельная печь с выгрузкой
материала при помощи толкателя; (4) - туннельная печь с перемещением материала
в вагонетках; (5) - ванная печь для обработки расплавов; ((f) - шахтная печь,
/ - дверцы; 2 - толкатель; 3 - сливной желоб, 4 - вагонетки с цепным приводом
ШАХТНЫЕ МНОГОЗОННЫЕ ПЕЧИ
433
материалов зависят от назначения печи, ее
производительности, теплового режима и т.д.
Например, туннельные печи могут иметь длину
рабочего пространства (туннеля) до 200 м. Пе-
ремещение материалов внутри камер осущест-
вляется с помощью специальных толкателей,
вагонеток, карусельных устройств.
Печи для обработки расплавов имеют
специфическую конструкцию камеры для про-
ведения технологического процесса (форму,
обмуровку, устройства для загрузки и выгрузки
обрабатываемого материала и др.). К наиболее
распространенным типам относятся муфель-
ные, ванные и ретортные печи. Площадь пода,
соприкасающегося с расплавленными метал-
лами, в этих печах 0,25... 100 м2.
4.4.6. ШАХТНЫЕ МНОГОЗОННЫЕ ПЕЧИ
Характерный класс аппаратов представ-
ляют шахтные многозонные печи, широко ис-
пользуемые в процессах изготовления и реге-
нерации катализаторов в химической и нефте-
химической отраслях промышленности. На
рис. 4.4.11 представлена такая печь для произ-
водства гранулированных ванадиевых катали-
заторов. Она состоит из нескольких отдельных
прямоугольных секций 4, скрепленных между
собой болтами. Печь имеет несколько темпера-
турных зон (в рассматриваемом случае - пять):
I - сушки (две секции), II и III - нагрева (по
одной секции в каждой зоне); IV - прокалки
(две секции); V - охлаждения (две секции).
Каждая секция состоит из трех камер: распре-
деления теплоносителя или охлаждающего воз-
духа, технологической, в которой протекают
собственно технологические процессы, и сбор-
ной. В зависимости от конкретных условий
работы, каждая из камер может быть изготов-
лена из разных конструкционных материалов.
Каждая секция имеет свой ввод теплоно-
сителя или охлаждающего воздуха и вывод
отработанного теплоносителя (продуктов сго-
рания) или нагретого воздуха. Для этой цели
в каждой секции предусмотрены по два
ряда нагнетающих и отсасывающих коробов-
туннелей, приваренных со стороны распреде-
лительных и сборных камер (сечение А-А). а
также люки для осмотра и очистки секций.
Обрабатываемый катализатор через за-
грузочный короб вводится в верхнюю секцию
печи и под действием гравитационных сил
сплошной массой ссыпается по аппарату свер-
ху вниз, обтекая короба-туннели и равномерно
А-А
7
ААЛ I
Рис. 4.4.11. Многозонная шахтная печь:
1 - загрузочный короб; 2 - смотровой люк; 3 - люк;
4 - секция печи; 5 - разгрузочный конус;
6 - механизм разгрузки; 7 - короб
434
Глава 4.5. ТЕПЛОВЫЕ ТРУБЫ
пронизываясь теплоносителем или охлаждаю-
щим воздухом. Такая схема позволяет обеспе-
чить автономный тепловой режим работы для
каждой секции за счет варьирования расходов
и температур воздуха, подаваемого в каждую
секцию. Теплоноситель для каждой зоны в
определенном количестве и при определенной
требуемой температуре приготовляется в авто-
номной секции специального топочного уст-
ройства.
В печах, предназначенных для регенера-
ции закоксованного катализатора (установки
каталитического крекинга в нефтепереработ-
ке), в секциях выжига дополнительно установ-
лены теплообменные элементы, в которых
теплота, выделяющаяся при сжигании кокса,
преобразуется в теплоту перегретого пара. Это
позволяет утилизировать теплоту экзотермиче-
ской реакции выжига кокса и повысить техни-
ко-экономические показатели процесса.
4.4.7. ПЕЧИ С КИПЯЩИМ СЛОЕМ
При движении газового потока через слой
мелкозернистого или пылевидного материала
за счет динамического напора газового потока
на слой материала происходит его взвешива-
ние, сопровождающееся интенсивной цирку-
ляцией частиц в газовом слое. При этом двух-
фазная система (газ - твердое тело) приобрета-
ет свойства кипящей жидкости. Кипящий слой
характеризуется высокой однородностью, от-
сутствием существенных градиентов темпера-
тур и концентраций по всему объему слоя. Это
дает ряд технологических преимуществ про-
цессам, проводимым в кипящем слое. Такие
печи нашли широкое распространение в техно-
логии изготовления и прокалки микросфериче-
ских катализаторов, при регенерации катали-
заторов (выжиг кокса) и в ряде других процес-
сов химической технологии.
На рис. 4.4.12 показана цилиндрическая
печь с кипящим слоем, предназначенная для
прокалки и охлаждения алюмосиликатного
катализатора. Печь выполнена из шамотного
кирпича с толщиной футеровки 348 мм и до-
полнительно теплоизолирована диатомовым
кирпичом толщиной 232 мм. В нижнем сече-
нии печи расположена топочная камера с газо-
вой горелкой. Верх рабочей камеры заканчива-
ется сферическим сводом из жаропрочного
бетона. Под сводом симметрично установлены
три газовых горелки, при работе которых свод
разогревается до температуры 1300 °C. При
Рис. 4.4.12. Печь с кипящим слоем для прокалки
и охлаждения алюмосиликатного
носителя катализатора:
1 - свод; 2 - горелка, 3 - газораспределительная
решетка рабочей камеры; 4 - кожух; 5 - футеровка;
6 - люк; 7 - газораспределительная решетка камеры
охлаждения; 8 - разгрузочная труба; 9 - переточная
труба
этой температуре свод начинает излучать теп-
лоту на поверхность кипящего слоя, обеспечи-
вая его равномерный прогрев.
Глава 4.5
ТЕПЛОВЫЕ ТРУБЫ
4.5.1. ПРИНЦИП РАБОТЫ И ЭЛЕМЕНТЫ
ТЕПЛОВЫХ ТРУБ
Тепловая труба - испарительно-конден-
сационная система с двухфазным теплоносите-
лем, в которой для возврата конденсата ис-
пользуются силы поверхностного натяжения.
ПРИНЦИП РАБОТЫ И ЭЛЕМЕНТЫ ТЕПЛОВЫХ ТРУБ
435
Термин «тепловая труба» применяется также к
высокоэффективным теплопередающим уст-
ройствам, в которых возврат конденсата осу-
ществляется центробежными, электростатиче-
скими объемными, магнитными объемными и
осмотическими силами.
Тепловая труба состоит из герметичного
корпуса, внутренние стенки которого выложе-
ны фитилем, имеющим капиллярную структу-
ру. Фитиль заполнен жидким теплоносителем,
в свободном объеме внутренней полости нахо-
дится паровая фаза теплоносителя. Тепловой
поток передается путем непрерывной циркуля-
ции испаряющегося и конденсирующегося
теплоносителя. В результате испарения жидко-
сти в зоне подвода теплоты и конденсации пара
в зоне конденсации (отвод теплоты) возникает
перепад давлений между концами трубы, пар
перемещается вдоль трубы, переносит погло-
щенную им теплоту. Возврат конденсата про-
исходит по капиллярам фитиля под действием
сил поверхностного натяжения.
Таким образом, тепловая труба есть теп-
ловая машина, работающая по парожидкост-
ному циклу и преобразующая теплоту в меха-
ническую работу, затрачиваемую на прокачку
теплоносителя. Тепловая труба может работать
независимо от положения относительно на-
правления силы тяжести, не нуждается во
внешнем устройстве (насосе) для возврата
жидкости. Наложение поля тяжести в зависи-
мости от ориентации тепловой трубы и на-
правления циркуляции теплоносителя может
как облегчать, так и затруднять движение теп-
лоносителя, а следовательно, передачу теплоты.
Разновидностью тепловых труб является
термосифон (рис. 4.5.1), в котором фитиль от-
сутствует, возврат конденсата происходит под
действием гравитационных сил земного тяго-
тения.
В процессе совершенствования конструк-
ции и освоения широкого спектра теплоноси-
телей от жидких металлов до жидкого гелия и
разнообразных конструкционных материалов
тепловыми трубами охвачен широкий диапазон
рабочих температур (4...2000 К и выше). Реа-
лизация процессов испарения и конденсации,
характеризующихся высокой интенсивностью
теплообмена, обусловливает высокую эффек-
тивность теплопередачи тепловой трубы.
Водяная тепловая труба длиной 1 м и
диаметром 20 мм способна передавать тепло-
вую мощность 1 кВт при перепаде температур
между внешними поверхностями зон испаре-
ния и конденсации порядка ЮК. Основная
часть перепада температур в тепловой трубе,
Рис. 4.5.1. Принципиальная
схема двухфазного термосифона
(гравитационной тепловой трубы):
/- зона испарения; II- транспортная зона;
III-зона конденсации; ди, qK - плотность
теплового потока соответственно в зонах
испарения и конденсации
как правило, приходится на участки испарения
и конденсации, в которых поток теплоты идет
в поперечном направлении. Осевой перепад
температур (изменение температуры насыще-
ния пара вдоль оси трубы) относительно мал, а
для водяной тепловой трубы составляет поряд-
ка десятых долей градуса.
Рост плотности теплового потока в испа-
рителе ограничивается кинетическим пределом
(реактивная сила образующего пара может
осушить фитиль) и кинетическими условиями
(в фитиле достигается критическая плотность
теплового потока - кризис теплообмена при
кипении), что характерно для высоких давле-
ний пара.
Выбор рабочей жидкости осуществляет-
ся исходя из диапазона рабочих температур
парового пространства (табл. 4.5.1). Заданному
интервалу температур может соответствовать
несколько рабочих жидкостей. Окончательный
выбор производится на основе анализа ком-
плекса их физических свойств. Рабочая жид-
кость должна смачивать материалы корпуса и
фитиля, быть совместимой (отсутствие хими-
ческого и других взаимодействий) с материа-
лом корпуса и фитиля, а также быть термиче-
ски стойкой.
Фитиль является капиллярным насосом.
Основное его назначение - создание капилляр-
ного напора для перемещения жидкости из
конденсатора в испаритель. Фитиль должен
также обеспечивать необходимое распределение
436
Глава 4.5. ТЕПЛОВЫЕ ТРУБЫ
4.5.1. Некоторые рабочие жидкости для тепловых труб
Ориентировочный интервал рабочих температур, К Жидкость Температура кипения при 0,1 МПа, К Фактор переноса А10~7, кВт/м2 Материалы
2...4 Гелий 4 - -
70... 100 Азот 77 0.9 Коррозионно-стойкая сталь
200...320 Аммиак 240 10 Коррозионно-стойкая сталь, никель, алюминий
210...310 Фреон-12 243 1 Коррозионно-стойкая сталь, медь
240...380 Метанол 338 5 Медь
280...470 Вода 373 50 Медь, никель
460... 770 Ртуть 629 200
670... 1100 Калий 1033 50 Коррозионно-стойкая сталь
770... 1200 Натрий 1156 300
670... 1500 Литий 1603 800 Тантал
1200... 1800 Сплав 22/78 натрий-калий 1057 100 Коррозионно-стойкая сталь, инконель
1400... 2000 Кальций 1673 - Молибден
1800...2400 Индий 2273 - Вольфрам и 26 % рения
1 2 3
ооооо
4 5 6 7 8
9 10 11 12 13
Рис. 4.5.2. Фитили, используемые в тепловых трубах:
а - первого поколения; б - второго поколения (теплопередача через транспортную зону),
в-третьего поколения (теплопередача и транспорт теплоносителя разделены), 1 - сетча-
тый; 2 - капиллярные отверстия в слое металла; 3 - аксиальные канавки, 4 - коаксиаль-
ные зазоры; 5 - аксиальные канавки, покрытые капиллярным материалом; 6 - асим-
метричные каналы; 7 - гофрированный капиллярный; 8 - полигонного типа; 9 - асим-
метричный артериальный; 10- симметричный артериальный; 11 - с артерией из порис-
того порошкового материала с дополнительными полостями для избытка теплоносителя;
12 - с артерией из гофрированного капиллярного материала; 13 - туннельный
ПРИМЕНЕНИЕ ТЕПЛОВЫХ ТРУБ И ИХ КОНСТРУКЦИИ
437
жидкости по всей зоне испарения, т.е. ко всем
ее точкам, где может быть осуществлен подвод
теплоты. Часто решение этих двух задач требу-
ет использования фитилей различной формы
(рис. 4.5.2).
Гомогенные фитили - сетки, пенистые
структуры, войлок, волокна и порошковые
материалы. Часто используются фитили, вы-
полненные из сетки и ткани саржевого плете-
ния. Их изготовляют с порами различного раз-
мера и из разных материалов, включая корро-
зионно-стойкую сталь, никель, медь и алюми-
ний. Применяются гомогенные фитили, изго-
товленные из металлической ваты, в частности
войлочные. Изменяя степень сжатия войлока в
процессе сборки трубы, можно варьировать
размер полученных пор. Используя удаляемые
металлические стержни, можно образовать в
теле войлока систему артерий. Керамические
волокнистые материалы обычно имеют поры
малого размера. Основной их недостаток за-
ключается в малой жесткости, вследствие чего
они обычно требуют применения несущего
каркаса (например, металлической сетки).
Большой расход жидкости обеспечивает-
ся применением спеченных из разных материа-
лов в виде шариков порошков мелкопористой
структуры, при необходимости дополняемой
артериями с повышенными проходными сече-
ниями.
Другой тип фитиля образуют канавки и
артериальные фитили. Они могут сочетаться с
гомогенными для обеспечения распределения
жидкости по периметру. Артериальные фитили
следует применять в высокоэффективных теп-
лообменных трубах, когда градиенты темпера-
тур должны быть сведены к минимуму. При
проектировании тепловых труб с артериаль-
ными фитилями следует обращать внимание на
возможность закупорки артерий паровым либо
газовым пузырем, существенно снижающей
теплопередающую способность трубы.
4.5.2. ПРИМЕНЕНИЕ ТЕПЛОВЫХ ТРУБ И
ИХ КОНСТРУКЦИИ
Разработаны различные варианты тепло-
вых труб. По форме они могут быть прямыми,
изогнутыми, гибкими, спиральными, прямо-
угольными и т.д. Тепловые трубы позволяют
решать следующие задачи: обеспечивать про-
странственное разделение источников и стоков
теплоты (известны разработки тепловых труб
длиной несколько километров); выравнивать
и стабилизировать температуру поверхности;
трансформировать плотность теплового потока
(подвод теплоты по малой площади поверхно-
сти, отвод по большой, и наоборот); осуществ-
лять регулирование температуры; выполнять
функции тепловых диодов и выключателей.
Тепловые трубы - относительно молодые
современные технические устройства. Область
их применения постоянно расширяется.
Высокотемпературные тепловые трубы,
работающие при температуре до 1800 К, ис-
пользуются в химической промышленности,
металлургии и ядерной энергетике. В области
ядерной энергетики тепловые трубы могут
применяться в системах отвода теплоты из
активной зоны небольших реакторов (напри-
мер, космического назначения). Для стацио-
нарной ядерной энергетики тепловые трубы
могут быть применены в системах отвода теп-
лоты при авариях различного рода.
Применение тепловой трубы дает суще-
ственный экономический эффект. В США
только при утилизации теплоты термических
печей экономия топлива составляет 12%. В
США и Японии разрабатываются керамиче-
ские теплообменники на тепловых трубах, в
которых теплоносителями являются Na, К, Li.
Керамика ( SiC, Si3N4, MgO, А12О3) использу-
ется или как материал корпуса, или как внеш-
нее покрытие, нанесенное на металл и предо-
храняющее его от коррозии. Для предотвраще-
ния взаимодействия керамики со щелочными
металлами на внутренние поверхности труб
напыляется ниобий.
Высоко- и среднетемпературные тепло-
вые трубы применяют в котлах-утилизаторах и
экономайзерах. Фирма Хитачи (Япония) разра-
ботала радиационный паровой котел на тепло-
вых трубах (рис. 4.5.3). Барабан котла подобен
Рис. 4.5.3. Схема радиационного парового котла:
/ - тепловая труба; 2 - болванка; 3 - подача
воды; 4 - выход пара
438
Глава 4.5. ТЕПЛОВЫЕ ТРУБЫ
Рис. 4.5.4. Схема отопительно-вентиляционной
установки с утилизацией теплоты дымовых газов:
1 - вентилятор; 2 - кожух; 3 - газоход;
4 - заслонка; 5 - тепловая труба
барабану котла-утилизатора, а испарительная
часть тепловых труб размещена в теплоизоли-
рованном кожухе и воспринимает лучистые
потоки тепла от раскаленных болванок. Котел
устанавливается на промышленных прокатных
станах.
Технические характеристики котла: рас-
ход пара 600 кг/ч, отливок 200 000 кг/ч; темпе-
ратура на входе воды 20 °C, отливок 750 °C;
температура на выходе пара 147,5 °C, отливок
730 °C ; давление пара 0,147 МПа; количество
утилизированной теплоты 419 кВт.
Теплообменники на тепловых трубах
перспективны для утилизации потоков тепло-
ты, технической воды и отработанного пара в
установках малой и средней мощности. Темпе-
ратура уходящих газов технологических топок,
районных котелен, дымовые газы которых со-
держат до 12 % энергии, получаемой при сжи-
гании топлива, равна 450...600 °C. Отопитель-
но-вентиляционная установка на тепловых
трубах с утилизацией теплоты дымовых газов
размещается в дымовой трубе над топкой
(рис. 4.5.4). Медные оребренные тепловые
трубы 5 заправлены водой, в качестве фитиля
применен спеченный медный порошок. Испа-
рительная часть тепловой трубы размещена в
газоходе, конденсационная -- внутри кожуха 2,
через который вентилятором 1 продувается
нагреваемый воздух. Его расход регулируется
заслонкой 4. Испарительная часть труб отделе-
на от конденсационной перегородкой из сталь-
ного листа. Теплообменник на тепловых тру-
бах предназначен для обогрева и вентиляции
жилых помещений площадью до 100 м2 в ком-
плекте с бытовыми котлами КУМ-2. Тепловая
мощность установки не менее 15 кВт; расход
нагретого воздуха 100...200 м7ч; удельный
расход электроэнергии 0,4 Вт/м2; масса уста-
новки 20 кг; габаритные размеры 0,425x0,46х
х0,26 м.
Центробежные теплообменники на теп-
ловых трубах - это двухфазные термосифоны,
в которых конденсат возвращается в испаритель
под действием центробежных сил (рис. 4.5.5).
Вращающиеся теплообменные трубы также
2
Рис. 4.5.5. Схема вращающейся тепловой трубы:
1 - отвод теплоты; 2 - подвод теплоты; 3 - паровой
поток; 4 - возврат конденсата
ПРИМЕНЕНИЕ ТЕПЛОВЫХ ТРУБ И ИХ КОНСТРУКЦИИ
439
имеют испарительный (подвод теплоты),
транспортный и конденсационный (отвод теп-
лоты) участки. Вращение вокруг оси обуслов-
ливает появление центробежного ускорения,
составляющая которого вдоль стенки трубы
перемещает сконденсировавшуюся рабочую
жидкость по стенке к испарителю. Термиче-
ская проводимость этих труб сравнима или
выше, чем тепловых труб с капиллярной струк-
турой.
Центробежные тепловые трубы приме-
няют для утилизации теплоты уходящих газов
печей в химической, нефтехимической, метал-
лургической отраслях промышленности, в ко-
торых сжигается низкосортное топливо. Про-
дукты сгорания содержат пыль, коррозионно-
опасные и смолистые вещества, которые, осе-
дая, загрязняют поверхность теплообмена и
существенно снижают перенос теплоты В та-
ких теплообменниках исключается отложение
твердых веществ на теплопередающих поверх-
ностях. Применение вращающихся ТТ для ох-
лаждения двигателей переменного тока позво-
ляет повышать нагрузку двигателя на 15 % при
сохранении прежней температуры обмотки
ротора.
Отдельный тип ТТ представляют регули-
руемые тепловые трубы, тепловые диоды и
тепловые выключатели. Разработаны газорегу-
лируемые тепловые трубы и с регулированием
циркуляции теплоносителя. В первом случае
регулирование производится за счет неконден-
сирующегося газа, блокированная им зона вы-
ключается из процесса теплообмена.
В газорегулируемой тепловой трубе с го-
рячим резервуаром 1 неконденсирующегося
газа (рис. 4.5.6) любое изменение температуры
зоны испарения приводит к изменению давле-
ния пара и соответствующему перемещению
границы переходной зоны. При этом изменяет-
ся площадь поверхности конденсации пара и
происходит термостабилизация источника теп-
лоты при изменении мощности тепловыделе-
ния в нем. Газорегулируемые тепловые трубы
2
I I I I I | | | II \
Рис. 4.5.6. Схема газорегулируемой тепловой
трубы с горячим резервуаром:
1 - резервуар неконденсирующегося
газа; 2 - соединительная трубка;
3 - капиллярная структура
могут быть сконструированы для термо-
стабилизации обогреваемого объекта (прием-
ника теплоты) и выполнять функцию теплово-
го диода (передачи теплоты только в одном
направлении). Они обеспечивают термостаби-
лизацию источников и приемников теплоты без
применения движущихся деталей, специаль-
ных датчиков и исполнительных механизмов,
без применения внешних источников энергии.
В тепловых трубах с регулированием цир-
куляции теплоносителя прерываются потоки
жидкой и паровой фаз (рис. 4.5.7). Паровой
клапан управляется термочувствительным эле-
ментом, изменение объема которого в зависи-
мости от температуры в зоне испарения меняет
степень его открытия (рис. 4.5.7, а). Термочув-
ствительный элемент может быть выполнен в
виде биметаллической детали (рис. 4.5.7, б),
разрывающей или восстанавливающей капил-
лярную связь между частями фитиля в зависи-
мости от температуры зоны испарения.
Парлифтная тепловая труба является объ-
ектом активного регулирования (рис. 4.5.8).
Жидкость в парлифтном узле перемещается
против направления силы тяжести благодаря
подогреву. Мощность, подводимая к нагрева-
телю. определяет мощность этой тепловой
трубы.
Рис. 4.5.7. Схема регулируемой тепловой трубы с прерывателями жидкой (а)
или паровой (б) фазы теплоносителя
440
Глава 4.5. ТЕПЛОВЫЕ ТРУБЫ
Рис. 4.5.8. Схема парлифтной тепловой трубы:
7 - нагреватель; 2 - парлифтный узел; 3 - зона
испарения; 4 - зона конденсации
В тепловом диоде, приведенном на
рис. 4.5.9, а, часть фитиля делается с весьма
малым капиллярным напором. Если эта часть
тепловой трубы служит зоной конденсации, то
развивается значительная мощность. При из-
менении направления теплового потока, когда
эта часть оказывается в зоне испарения, пере-
даваемая мощность резко падает.
В тепловой трубе с капиллярным сборни-
ком жидкости в зоне испарения она работает в
обычном режиме (рис. 4.5.9, б). При обратном
направлении теплового потока капиллярный
сборник отсасывает из рабочей зоны практиче-
ски всю жидкость от части фитиля, находя-
щейся в зоне конденсации. Зона испарения
высыхает, испарительно-конденсационный ме-
ханизм отключается.
Термический диод с жидкостной ловуш-
кой представляет собой двухфазный термоси-
фон с раздельными каналами для подъема пара
и слива жидкости (рис. 4.5.9, в). Закрытием
клапана на сливном канале тепловая труба
отключается.
В качестве термодиода могут работать
тепловые трубы с парлифтным подъемником
(рис. 4.5.10). Двухфазная смесь из вертикаль-
ной зоны испарения при помощи вспомога-
тельной опускной линии (канала) 2 создает
мощный циркуляционный контур теплоноси-
теля, расход жидкости через который много-
кратно превышает испаряющую часть этого
потока. Отсепарированный пар попадает в зону
конденсации 3, конденсат отсасывается эжек-
тором 4, работа которого обеспечивается тем
же парлифтным циркуляционным контуром.
При переключении направления теплового
потока тепловая труба не работает.
Вариант отключения тепловой трубы 4
методом вытеснения рабочей жидкости 1 из
бесфитильного резервуара 2 твердым телом-
вытеснителем 3 показан на рис. 4.5.11. Тепло-
вая труба может быть выключена перекрыти-
ем парового клапана заслонкой с магнитным
приводом. Рабочая жидкость может быть замо-
рожена с помощью термоэлектрического охла-
дителя.
Плоская тепловая труба (рис. 4.5.12) ра-
ботает так же. как и обычная трубчатого типа.
На ней создается почти изотермическая по-
верхность, которая может быть использована
как эффективный радиатор для охлаждения
и термостатирования размещенных на ней
устройств.
Гибкие тепловые трубы применяют в тех
случаях, когда имеется вибрация источника
(стока) теплоты или возникают трудности при
соединении источника (стока) теплоты с жест-
кой тепловой трубой. Гибкость обеспечивается
вставкой в корпус между испарителем и
конденсатором гибкого элемента-сильфона.
♦ Н б) ин
Рис. 4.5.9. Разновидности тепловых диодов:
а - с неоднородной капиллярной ловушкой
жидкости; б -с капиллярным сборником
жидкости; в - с жидкостной ловушкой
Рис. 4.5.10. Схема тепловой трубы
с парлифтным подъемником
ПРИМЕНЕНИЕ ТЕПЛОВЫХ ТРУБ И ИХ КОНСТРУКЦИИ
441
Рис. 4.5.12. Плоская тепловая труба:
1 - спеченные металлические фитили;
2 - охлаждаемая пластина, 3 - сетчатый
фитиль; 4 - испаритель
Рис. 4.5.13. Гибкая тепловая труба:
1 - подвод охлаждающей жидкости;
2 - зона конденсации; 3 - внутренние
ребра жесткости; 4 - фитиль; 5 - гиб-
кий сильфон; 6 - изоляция; 7 - при-
жимное устройство фитиля; 8 - зона
испарения; 9 - отвод охлаждающей
жидкости
пластмассовой трубы (рис. 4.5.13). Характери-
стики тепловой трубы изменяются из-за изгиба
и вибраций.
В тепловой трубе с осмотической пере-
качкой жидкости канал, по которому происхо-
дит возврат жидкости, отделен от центрального
парового потока полупроницаемой мембраной 1
(например, из целлюлозы) (рис. 4.5.14). Рабо-
чей жидкостью могут быть водные растворы
хлоридов, хлоратов и боратов. В испарителе
при нагревании раствора испаряется чистый
растворитель, пар конденсируется в холодной
зоне на полупроницаемой мембране. Конден-
сат чистого растворителя проходит через мем-
брану в раствор, создавая осмотическое давле-
ние значительно более высокое, чем капилляр-
ный напор, создаваемый поверхностным натя-
жением.
Электроосмос - движение электропро-
водной жидкости под воздействием приложен-
ного электрического поля через пористое тело
используется для повышения интенсивности
движения рабочей жидкости в электроосмоти-
ческой тепловой трубе (рис. 4.5.15). Электро-
осмотический эффект получается введением
двух пористых электродов 3, к которым при-
ложена разность потенциалов от источника
Рис. 4.5.14. Схема тепловой трубы с осмотической
перекачкой рабочей жидкости
Рис. 4.5.15. Схема электроосмотической
тепловой трубы:
7 - охлаждающая рубашка конденсатора; 2 - источ-
ник постоянного тока; 3 - пористый электрод;
4 - нагреватель; 5 - поток жидкости, несущий электри-
ческие заряды; 6 - поток пара; 7 - фитиль
442
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
постоянного тока 2. Испытаны тепловые трубы
с водными растворами НС1, КС1, КОН (кон-
центрация 10~5 моль/л).
Описание многих промышленных тепло-
обменников, в которых используются тепловые
трубы, а также специальных их типов дано в
монографиях, приведенных в списке литерату-
ры. Там же изложены методы расчета, выбор
конструкции элементов тепловых труб, подго-
товка их к заполнению и приведены схемы их
заполнения рабочей жидкостью.
Глава 4.6
ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
Плазма - это полностью или частично
ионизированный газ, являющийся в целом
электро нейтральным. Полностью ионизиро-
ванный газ называют высокотемпературной
плазмой, а частично ионизированный, т.е. со-
держащий наряду с заряженными частицами
(ионами, электронами) нейтральные компонен-
ты (атомы, молекулы, радикалы) - низкотем-
пературной плазмой. В плазмохимических
процессах используют лишь низкотемператур-
ную плазму. Если средние температуры всех
компонентов плазмы близки между собой, то
такую плазму можно считать термически рав-
новесной. Термически равновесная плазма
реализуется в разрядах при атмосферном дав-
лении и выше. Если плазма находится при по-
ниженном давлении, когда время соударения
легкой электронной компоненты газа с тяже-
лой относительно велико, то происходит отрыв
среднегазовой температуры плазмы от элек-
тронной, и такая плазма считается термически
неравновесной.
В плазмохимической технологии исполь-
зуют как равновесную, так и неравновесную
плазмы. Равновесная плазма является источни-
ком большого количества активных частиц
(ионов, атомов, радикалов), поэтому именно ее
чаще используют при проведении крупнотон-
нажных плазмохимических процессов, таких
как пиролиз и конверсия углеводородов и угля,
получение оксида азота, высокодисперсных
порошков металлов, карбидов, нитридов, бори-
дов, оксидов и др.
Неравновесную плазму низкого давления
применяют в основном для проведения раз-
личных синтезов, при которых недопустима
высокая газовая температура. Это процессы
получения пленок, травления и модификации
поверхности различных материалов.
Конструктивно плазмохимические уста-
новки базируются на той или иной модели
реактора, в который входят плазмотрон, реак-
ционная камера, устройство подачи исходного
продукта, закалочное устройство и т.д.
4.6.1. ГЕНЕРАТОРЫ НИЗКОТЕМПЕРАТУРНОЙ
ПЛАЗМЫ (ПЛАЗМОТРОНЫ)
Основой для создания низкотемператур-
ной плазмы является газоразрядная техника, в
частности, плазмотроны или плазменные гене-
раторы. Вид их зависит от того, какой тип раз-
ряда в них используется. Практическое приме-
нение находят устройства, использующие ду-
говой, высокочастотный, сверхвысокочастот-
ный и, в некоторых случаях, оптический разря-
ды. В настоящее время наибольшее распро-
странение получили электродуговые и высоко-
частотные плазмотроны.
Дуговые плазмотроны. В них реализу-
ется дуговой разряд при больших токах (от
единиц ампера до десятков килоампер и более).
Размер дуги может изменяться от нескольких
миллиметров до 1 м и более, а ее мощность
достигать десятков мегаватт. Принцип дейст-
вия дугового плазмотрона прост - между элек-
тродами зажигается разряд, который нагревает
обдувающий его газ до высокой температуры.
Дуговой плазмотрон постоянного тока состоит
из следующих основных узлов: одного (катода)
или двух (катода и анода) электродов, разряд-
ной камеры и узла подачи плазмообразующего
вещества.
Конструктивно плазмотроны могут быть
организованы разными способами. Основными
среди них являются следующие:
с традиционным осевым расположением
электродов (линейные). Дуга 1 горит между
двумя водоохлаждаемыми электродами 3
(рис. 4.6.1, а). Плазмообразующий газ /, по-
дающийся тангенциально к разряду, выносит
плазменную струю за пределы разрядного
промежутка. У линейных плазмотронов дости-
гается наибольшая протяженность плазменного
разряда, что позволяет увеличить среднее вре-
мя пребывания химических агентов в активной
зоне и расширяет возможность варьирования
условий проведения плазмохимических реак-
ций. Дуга стабилизируется потоком плазмообра-
зующего газа, подаваемого в дуговую камеру 4
тангенциально с помощью вихревой газофор-
мирующей головки. Так как при горении раз-
ряда дуговое пятно непрерывно перемещается
ГЕНЕРАТОРЫ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ (ПЛАЗМОТРОНЫ)
443
Рис. 4.6.1. Схемы основных дуговых плазмотронов:
а - осевой; б - коаксиальный; в - с тороидальными электродами,
г- двустороннего истечения; д- с внешней плазменной дугой;
е - с расходуемыми электродами; 1 - разряд; 2 - плазма;
3 - электрод; 4 - разрядная камера; 5 - соленоид;
6 - обрабатываемое тело; I- плазмообразующий
газ; II- охлаждающая вода
по относительно протяженной поверхности
анода, такие конструкции имеют повышенный
ресурс работы;
с коаксиальным расположением электро-
дов (рис. 4.6.1, б) и с тороидальными электро-
дами (рис. 4.6.1, в). Отличаются компактно-
стью конструкций, однако имеют относительно
малую активную зону и значительный износ
материалов электродов, что, с одной стороны,
сокращает ресурс работы, а с другой, - интен-
сивно загрязняет плазму продуктами их эро-
зии. Для уменьшения быстрого разрушения
электродов в такие схемы часто добавляют
устройство магнитного вращения дуги. Такие
плазмотроны отличаются повышенной устой-
чивостью горения разряда в широком диапазо-
не расходов плазмообразующего газа;
с двусторонним истечением плазмы
(рис. 4.6.1, г). Являются аналогом плазмотронов
с осевым расположением электродов и отли-
чаются симметричным способом ввода плаз-
мообразующего газа в зону разряда, при кото-
ром он распространяется в двух диаметрально
противоположных направлениях. В этом слу-
чае обеспечивается непрерывное перемещение
дуговых пятен анода и катода, что приводит к
увеличению ресурса их работы;
с расходуемыми электродами
(рис. 4.6.1, с). е). Применяются в случае, если
одним из реагентов плазмохимической реакции
может служить материал электрода самого
плазмотрона.
Для изготовления электродов электроду-
говых плазмотронов применяют тугоплавкие
металлы, такие как вольфрам, молибден, цир-
коний, гафний или специальные сплавы. Ре-
сурс работы вольфрамового катода при токах
до 1000 А составляет несколько сотен часов и
определяется в основном природой плазмооб-
разующего газа. Катоды выполняются из цир-
кония или гафния, наиболее устойчивых мате-
риалов при работе дуговых плазмотронов в
окислительных средах. На поверхности этих
материалов образуется оксидная пленка, с од-
ной стороны, хорошо проводящая электриче-
ский ток при высоких температурах, а с дру-
гой, - предохраняющая металл от дальнейшего
быстрого окисления.
Часто электроды дугового плазмотрона
выполняют в виде медных водоохлаждаемых
конструкций. Эрозия медных электродов при-
близительно на два порядка выше чем, напри-
мер, циркониевых, при одних и тех же условиях.
Отверстие разрядной камеры, через кото-
рое истекает плазма, называется соплом плаз-
444
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
мотрона. В некоторых типах дуговых плазмо-
тронов границей сопла является кольцевой или
тороидальный анод. Различают две группы
дуговых плазмотронов - для создания внешней
плазменной дуги и для создания плазменной
струи. Аппараты первой группы имеют всего
один электрод (катод), а анодом служит само
обрабатываемое тело (рис. 4.6.1, д). В плазмо-
тронах второй группы плазма горит между
двумя электродами (катодом и анодом) и за
счет поступающего плазмообразующего газа
истекает из разрядной камеры в виде узкой
длинной струи.
Стабилизация разряда в дуговых плазмо-
тронах осуществляется магнитным полем, по-
токами газа и стенками разрядной камеры и
сопла. Один из распространенных способов
магнитной стабилизации плазменно-струйных
плазмотронов с анодом в форме кольца или
тора, коаксиального катоду, состоит в создании
с помощью соленоида сильного магнитного
поля, перпендикулярного к плоскости анода,
которое вынуждает токовый канал дуги непре-
рывно вращаться, обегая анод. При этом анод-
ные и катодные пятна дуги постоянно переме-
Рис. 4.6.2. Факельный ВЧ-плазмотрон:
1 - электрод; 2 - изолятор; 3 - заземленный электрод;
4 - взвешенный слой порошка; I- плазмообразующий
газ; II- охлаждающая вода; III- порошок;
IV - продукты
щаются по кругу, что предотвращает расплав-
ление электродов или их интенсивную эрозию.
Газовая стабилизация разряда осуществ-
ляется путем тангенциальной подачи стабили-
зирующего газа в разрядный промежуток, при
этом горячая дуга оттесняется от стенок раз-
рядной камеры, предохраняя последнюю от
чрезмерного нагрева и разрушения. Однако
при вихревой стабилизации лугового разряда
происходит и некоторое сжатие потока плазмы,
что ведет к уменьшению объема реакционной
зоны, поэтому в некоторых случаях стабилизи-
рующий газовый поток не закручивают, а на-
правляют параллельно столбу дуги. Обычно
стабилизирующий газ одновременно является
и плазмообразующим веществом. Пример рас-
чета дугового плазмотрона линейной схемы
рассмотрен в [30].
Мощность дуговых плазмотронов колеб-
лется в диапазоне 0,1... 104 кВт; температура
струи на срезе сопла 3000...25 000 К; скорость
истечения струи 1...104м/с; промышленный
КПД 50...90 %; ресурс работы достигает не-
сколько сотен часов; в качестве плазмообра-
зующих веществ используют воздух, N2, Аг, Н2.
NH4, О2, Н2О, газообразные углеводороды.
К недостаткам дуговых плазмотронов
следует отнести невозможность получения
чистой плазмы, свободной от примесей. Посто-
янное разрушение электродов дугового плаз-
мотрона и загрязнение продуктами их эрозии
плазмы не позволяет использовать эти аппара-
ты в тех плазмохимических процессах, к кото-
рым предъявляют высокие требования по чис-
тоте получаемых продуктов.
Высокочастотные плазмотроны могут
быть как электродными, использующими ко-
ронный, факельный разряды, так и безэлек-
тродными - высокочастотные индукционные
(ВЧИ), емкостные (ВЧЕ), сверхвысокочастот-
ные (СВЧ). Основные преимущества безэлек-
тродных плазмотронов перед электродными (в
том числе электродуговыми) заключаются: в
высоком ресурсе работы (несколько тысяч
часов); в отсутствии загрязнения получаемых в
плазмохимическом реакторе материалов про-
дуктами эрозии электродов; в возможности
работы на чистом кислороде или на других
агрессивных плазмообразующих газах.
Высокочастотные факельные плазмо-
троны имеют один заостренный электрод, к
которому приложен ВЧ-потенциал, достаточ-
ный для пробоя газа и создания плазменного
факела (рис. 4.6.2), в который поступает по-
ГЕНЕРАТОРЫ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ (ПЛАЗМОТРОНЫ)
445
рошкообразное сырье для проведения плазмо-
химической реакции. Так как электрод 1 такого
плазмотрона непосредственно соприкасается с
разрядом, он подвергается определенной эро-
зии. Ресурс работы таких аппаратов мощно-
стью 20...40 кВт составляет порядка 1000 ч.
Поскольку ВЧ-энергия подводится непосредст-
венно в зону разряда, отсутствует необходи-
мость изготовлять разрядную камеру из ди-
электрических материалов, и она может быть
выполнена из металла.
Высокочастотные индукционные (ВЧИ)
плазмотроны являются наиболее распростра-
ненными из безэлектродных плазмотронов. Их
отличает высокая надежность в эксплуатации,
относительная простота конструкции и боль-
шой ресурс работы. Принцип действия их ос-
нован на возбуждении разряда специальным
индуктором в виде многовитковой катушки,
выполненной из медной водо охлаждаемой
трубки. Внутрь индуктора вставлена разрядная
камера, в которой возбуждается разряд. Мате-
риал разрядной камеры должен быть прозрач-
ным для ВЧ-электромагнитного поля, обычно
это кварц. На рис. 4.6.3 показана конструкция
металлургического ВЧИ-плазмотрона с квар-
цевой разрядной камерой, описанной в [37].
Вместе с тем, в случае проведения плаз-
мохимических реакций, использующих двух-
фазные потоки, срок службы кварцевых раз-
рядных камер становится весьма ограничен-
ным вследствие попадания на них горячей
твердой фазы. При этом часто происходит ее
вплавление в стенки камеры, что приводит к
постепенному нарушению режима работы
плазматрона.
Известно, что замкнутый цилиндр из
электропроводного материала непрозрачен для
электромагнитного поля, однако если сделать в
этом цилиндре хотя бы один продольный раз-
рез, то поле свободно проникнет внутрь. По-
этому металлические газоразрядные камеры
для ВЧИ-плазмотронов делают разрезными
или секционными. Специальные разрезные
водоохлаждаемые металлические разрядные
камеры обычно изготовляют из меди, т.е. из
материала с хорошей электропроводностью. Па
рис. 4.6.4 представлены разные варианты кон-
структивных решений для секционных метал-
лических газоразрядных камер, различающих-
ся между собой числом секций и их формой.
Частота работы ВЧИ-плазмотронов
200 кГц...40 МГц, мощность может достигать
1 МВт, КПД промышленных установок
50...60 %.
Рис. 4.6.3. Металлургический ВЧИ-плазмотрон:
/ - разрядная камера, 2 - индуктор; 3 - корпус
плазмотрона; 4 верхняя крышка;
5 - завихритель; 6 - нижняя
крышка, " - реактор
Рис. 4.6.4. Виды металлических
секционных газоразрядных камер:
а - с одним разрезом; б - двухсекционная;
в - четырехсекционная, г - шестисекционная;
О - из круглых трубок, е - с косыми разрезами
446
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
Помимо ВЧИ, в технике находит приме-
нение еще одна разновидность ВЧ-безэлек-
тродных плазмотронов - ВЧЕ-плазмотроны.
Емкостные ВЧ-плазмотроны имеют внешние
электроды, число и расположение которых
относительно разрядной камеры может изме-
няться. Из ВЧЕ-плазмотронов с продольным
продувом плазмообразующего газа наиболее
простым является конструкция с тремя электро-
дами. В этом случае высоковольтный электрод
располагается между двумя заземленными
(рис. 4.6.5) [37]. К недостаткам ВЧЕ-плазмо-
тронов можно отнести невысокий КПД уста-
новки (30...50 %).
Так как индукционный и емкостной вы-
сокочастотные разряды являются безэлектрод-
ными, плазмотроны на их основе используют
для нагрева активных газов (О2, С12, воздуха и
др.), паров агрессивных веществ (хлоридов,
фторидов и др.), а также в том случае, если
требуется генерировать особо чистую плазму.
Рис. 4.6.5. Трехэлектродный ВЧЕ-плазмотрон:
1 - высоковольтный электрод; 2 - корпус; 3.4
заземленные электроды, 5, 6 - верхний и нижний
фланцы; 7 - ВЧ-генератор; 8 - высоковольтный фи-
дер, 9 - кварцевая разрядная камера; 10 - плазмооб-
разующий газ; 11 - штуцер завихрителя; 12 - завих-
ритель; 13 - плазменная струя; 14 - выходное отвер-
стие разрядной камеры; 15. 16 - высокочастотные
дуги; 17 - реактор
При выборе генератора низкотемпера-
турной плазмы учитывают требуемую мощ-
ность, ресурс работы на плазмообразующем
газе заданного химического состава, парамет-
ры плазменной струи (температуру, скорость,
допустимость загрязнений продуктами эрозии
электродов и др.). Так, если отсутствуют спе-
циальные требования к чистоте целевого про-
дукта, то чаще всего выбирают установки на
основе электро дуговых плазмотронов. Их при-
меняют также в тех случаях, когда требуемая
мощность превышает 300...500 кВт, что реали-
зуется намного проще.
4.6.2. ПЛАЗМОХИМИЧЕСКИЕ РЕАКТОРЫ
Плазмохимические реакторы - аппара-
ты, в которых осуществляются физико-
химические превращения с помощью низко-
температурной плазмы. В общем виде плазмо-
химический реактор состоит из плазмотрона,
реакционного объема, устройства ввода реа-
гентов в высокотемпературную зону, закалоч-
ного устройства и фильтра для отделения гото-
вого продукта. Конструкции плазмохимиче-
ских реакторов многообразны, и выбор опре-
деленной схемы зависит от конкретного техно-
логического процесса. Их классифицируют по
различным признакам:
по числу фаз в аппарате - для осуществ-
ления гомогенных и гетерогенных процессов;
по наличию разряда в зоне физико-
химических превращений реагентов - на элек-
троразрядные, в которых физико-химические
превращения осуществляются в зоне разряда,
(рис. 4.6.6, з, м, н, о, ц), и плазмоструйные, в
которых реагенты подают в плазменную
струю, вытекающую из плазмотрона
(рис. 4.6.6, а - ж, п - х, ч, ш);
по конструктивным особенностям узлов
для ввода реагентов - с поперечным вводом
сырья через систему отверстий или щель
(рис. 4.6.6, а), спутным вводом (рис. 4.6.6, г),
встречным (рис. 4.6.6, д), спутно-вихревым
(рис. 4.6.6, е), встречно-вихревым (рис. 4.6.6,
ж, з), спутно-поперечным (рис.4.6.6, б, в, н),
встречно-поперечным (рис. 4.6.6, и) и др.;
по числу используемых генераторов - с
одним (рис. 4.6.6, а - в) или с несколькими
(чаще всего с тремя) плазмотронами (рис. 4.6.6,
ас. л, р);
по принципу относительного движения
сырья и энергоносителя - на прямоточные
(рис. 4.6.6, а - г, к), противоточные (рис. 4.6.6,
л, т) комбинированные (рис. 4.6.6, д, ж, з, р)
реакторы;
ПЛАЗМОХИМИЧЕСКИЕ РЕАКТОРЫ
447
Рис. 4.6.6. Схемы плазмохимических реакторов:
1- плазмообразующий газ; II- подача сырья; III- готовый продукт
448
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
по методу организации движения дис-
персного материала в аппарате - с кипящим и
фонтанирующим слоем (рис. 4.6.6, п, х), шахт-
ные с плотным слоем частиц (рис. 4.6.6, с, т), с
газодисперсным потоком;
по конфигурации реакционного канала -
с цилиндрическим каналом (типа идеального
вытеснения), с внезапным расширением
(рис. 4.6.6, б, в), с каналом типа диффузор-
конфузор (рис. 4.6.6, д, ж, ч) и др;
по физико-химическим свойствам сырья
и методам подачи его в аппарат - с коллекто-
рами для распределения газа и ввода его через
отверстия; с форсунками для распыления жидко-
сти или суспензии, с вводом реагентов с помо-
щью шнека, в виде газовзвеси (рис. 4.6.6, л) -
с помощью транспортирующего газа, в виде
спрессованных из частиц сырья расходуемых
электродов (рис. 4.6.6, г/);
по методу очистки стенок от отложений
конденсированных продуктов - с обдувом га-
зом (рис. 4.6.6, ч), с обмывом жидкостью
(рис. 4.6.6, ш), с механической очисткой и др.;
по температуре стенок реакционного ка-
нала - на футерованные (рис. 4.6.6, в) и нефу-
терованные (рис. 4.6.6, а, б).
Электроразрядные реакторы. Эти реак-
торы обладают более высоким КПД, чем дру-
гие, так как зоны выделения и поглощения
энергии в них совмещены. Они позволяют про-
водить процесс при достаточно высоких значе-
ниях температуры и времени пребывания про-
дуктов в реакционном объеме. В аппаратах
этого типа часто используют переменный ток.
К недостаткам электроразрядных реакторов
следует отнести нестационарность разряда,
наличие (в большинстве случаев) расходуемых
графитовых электродов, что требует организа-
ции системы их подачи и затрудняет работу в
окислительных средах.
На рис. 4.6.6, м представлена конструк-
ция электроразрядного реактора с тремя гра-
фитовыми стержневыми электродами. Аппара-
ты такого типа могут быть также с одним или
двумя стержневыми электродами. Графитовая
цилиндрическая втулка, расположенная вдоль
стен реактора, также является одним из элек-
тродов. Под действием магнитного поля соле-
ноида электрическая дуга совершает враща-
тельные движения и образует как бы плазмен-
ный конус. Частицы конденсированного сырья,
попадая в дугу, отбрасываются на стенку. Ус-
танавливаемая в реакторе диафрагма способст-
вует рециркуляции горячих газов, что увеличи-
вает время пребывания частиц в зоне высоких
температур и повышает степень переработки
конденсированного материала. Аппараты этого
типа позволяют перерабатывать дисперсное
сырье с большим соотношением массовых
расходов конденсированных частиц и плазмо-
образующего газа.
Реакторы, представленные на рис. 4.6.6, и, о,
разработаны фирмой Ионарк смелтерс (США)
для процесса переработки цирконового песка с
целью получения диоксида циркония. Плаз-
менная струя, генерируемая в электродуговом
плазмотроне постоянного тока небольшой
мощности, создает электропроводный проме-
жуток между графитовыми электродами
(рис. 4.6.6. и) и позволяет стационарно под-
держивать между ними дугу переменного тока.
В модификации этого реактора вольфра-
мовый катод расположен по оси. а три графи-
товых анода - в горизонтальной плоскости.
Конструкция аппарата с продуваемыми анода-
ми показана на рис. 4.6.6, о. В национальной
физической лаборатории Великобритании раз-
работан реактор, в котором с целью повыше-
ния ресурса работы анодов по оси расположен
катод-сопло для подачи порошкообразного
сырья (циркона), а в горизонтальной плоскости -
три вспомогательных плазмотрона (плазмен-
ные аноды).
При использовании электроразрядного
реактора (рис. 4.6.6, з) фирмы Кнапзак-
Грисхейм (Германия) для пиролиза углеводо-
родов до ацетилена в водородной плазме, водо-
род вводят в верхнюю часть аппарата. Углево-
дородное сырье подают закрученным потоком
вдоль конической части реакционного канала.
Оно обдувает стенки реактора, поднимается,
смешивается с водородом, пиролизуется и вы-
текает в нижнюю часть аппарата, в которой
осуществляется закалка целевых продуктов
диспергированной жидкостью. Графитовые
электроды, к которым подводится напряжение
трехфазного тока, подают в аппарат автомати-
чески. Встречно-вихревой ввод реагентов по-
зволяет снизить потери теплоты, предотвра-
тить отложение конденсированных продуктов
на стенках реакционного канала и предвари-
тельно подогреть сырье перед его смешением с
водородной плазмой.
К электроразрядным относятся конструк-
ции реакторов с расходуемыми электродами,
спрессованными из частиц сырья (аппараты с
дугой высокой интенсивности). Для получения
различных металлов электроды изготовляют из
ПРИМЕРЫ ПРОЦЕССОВ, ИСПОЛЬЗУЮЩИХ ПЛАЗМЕННУЮ ТЕХНИКУ
449
смеси оксидов с углеродом, количество кото-
рого определяется не только стехиометрией
реакции восстановления, но и необходимой
электропроводностью электрода. Для повыше-
ния электропроводности и механической проч-
ности электрода его после формовки прессова-
нием спекают при 800.. .1200 °C.
Плазмоструйные реакторы. В этих ап-
паратах электроды плазмотрона вынесены за
пределы реакционного объема. Они могут быть
выполнены с поперечным и спутно-поперечным
вводом реагентов через систему отверстий
(рис. 4.6.6, а - в). Во многих случаях целесооб-
разен спутный ввод сырья в самую высокотем-
пературную осевую часть плазменной струи
(рис. 4.6.6, г).
Для получения ультрадисперсных порош-
ков однородного состава, а также для синтеза
неравновесных продуктов (образующихся на
промежуточных стадиях химического процесса)
требуется использование реакторов с выровнен-
ным поперечным профилем температур, позво-
ляющим осуществлять плазмохимическую ре-
акцию для всей реагирующей массы примерно
в одинаковых условиях. Такие реакторы выпол-
няют с футеровкой стенок (рис. 4.6.6, в, с - у).
В качестве футеровочного материала исполь-
зуются стеклоуглерод, пироуглерод, графито-
вый войлок, каолиновую вату и др. Для
уменьшения образования отложений конден-
сированных продуктов на стенках реактора его
увеличивают в диаметре (рис. 4.6.6, б, в), обду-
вают защитным газом (рис. 4.6.6, ч) или обмы-
вают пленкой жидкости (рис. 4.6.6, ш) [38].
4.6.3. ПРИМЕРЫ ПРОЦЕССОВ,
ИСПОЛЬЗУЮЩИХ ПЛАЗМЕННУЮ ТЕХНИКУ
Область применения плазмохимических
установок чрезвычайно велика: плазменная
металлургия; получение синтез-газа из при-
родного метана; получение оксида азота из
воздуха, получение цианистых и фтористых
соединений и т. п.
Плазменная техника находит широкое
применение для обработки дисперсных мате-
риалов. С точки зрения физико-химических
превращений процессы обработки материалов
в низкотемпературной плазме можно разделить
на две группы:
в которых обрабатываемый дисперсный
материал подвергается в основном теплофизи-
ческим превращениям. Это плазменные про-
цессы напыления, сфероидизации и производ-
ства ультрадисперсных порошков;
15 - 10358
в которых обрабатываемый материал на-
ряду с физическими превращениями подверга-
ется также химическим превращениям с целью
получения продуктов с иным химическим со-
ставом. Это главным образом плазмохимиче-
ские процессы синтеза, восстановления и тер-
мического разложения.
При гомогенном плазмохимическом про-
цессе, например при пиролизе метана, важным
фактором, определяющим его эффективность,
является задача смешения исходного газооб-
разного сырья с плазмой, его нагрев до темпе-
ратуры реакции и химические взаимодействия
в реакторе. Применяют три способа ввода ис-
ходных веществ в поток плазмы: спутный,
поперечный и под углом к потоку. Для газооб-
разного сырья наиболее эффективна поперечная
подача через отверстия в реакционном канале.
По такой схеме построены реакторы известных
мировых производителей (рис. 4.6.7).
Электроразрядный реактор фирмы Хюльс
(рис. 4.6.7, а), предназначенный для пиролиза
природного газа, выполнен на базе линейного
плазмотрона постоянного тока мощностью
8,2 МВт с холодным катодом и вихревой ста-
билизацией разряда. Между катодом диамет-
ром 150 мм и трубчатым анодом длиной
1500 мм и диаметром 100 мм в вихревую каме-
ру подают метан (природный газ). В результате
его пиролиза на выходе получают до 14,5 %
ацетилена и 63,4 % водорода при расходе элек-
троэнергии 103 кВт ч на 1 кг ацетилена.
Реактор фирмы Дюпон (Франция)
(рис. 4.6.7, б) коаксиального типа имеет графи-
товый катод, непрерывно подаваемый в плаз-
мотрон, а также магнитную систему 10 враще-
ния дуги. Ввиду высокой частоты вращения
дуги (8000 об/мин1) происходит более равно-
мерный прогрев сырья, что увеличивает выход
ацетилена до 16... 18 %. Кроме того, появляется
существенная доля этилена в выходном газе
(до 5...7 %).
При пиролизе жидких углеводородов
наиболее перспективны реакторы, использую-
щие в качестве плазмообразующего газа водо-
род, например реактор фирмы Кнапзак-
Грисхейм (Германия, рис. 4.6.7, в). Водород
нагревается в электрической дуге, горящей
между двумя или тремя расходуемыми графи-
товыми электродами. Исходное сырье подается
в реакционную камеру тангенциально с боль-
шой скоростью, поэтому оно поднимается
вверх вдоль конусообразного канала, в котором
смешивается с водородной плазмой. Такая
450
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
Рис. 4.6.7. Схемы реакторов для пиролиза природного газа:
1,2- электроды; 3 - изолятор; 4 - поджигающий электрод; 5 - плазмообразующий
газ; 6 - подача углеводородов на вторую ступень; 7 - подача воды на закалку;
8 - продукты пиролиза; 9- ввод углеводородов; 10- магнитная система
организация ввода сырья позволяет снизить
потери теплоты в реакторе, предотвратить его
быстрое закоксовывание и увеличить общий
КПД процесса пиролиза. Так, при использова-
нии в качестве сырья крекинг-бензина выход
ацетилена достигает 41,2 %, этилена 12 % [38].
Плазменное оборудование используется и
в технологии выращивания монокристаллов
тугоплавких веществ. Разработанный еще в
конце 60-х годов XX века в Институте метал-
лургии им. А.А. Байкова плазменно-дуговой
метод получения монокристаллов тугоплавких
металлов обеспечивает получение крупных
Рис. 4.6.8. Схема установки для получения
монокристаллов тугоплавких металлов:
1 - катод; 2 - сопло; 3 - пруток; 4 - зона расплава;
5 - монокристалл; 6 - плавящийся пруток;
7 - электрическая дуга
монокристаллов диаметром до 50 мм (рис. 4.6.8)
[11]. Исходная монокристаллическая затравка 5
тугоплавкого металла помещается на медный
водоохлаждаемый шток, который с помощью
передаточного механизма имеет возможность
перемещаться вдоль вертикальной оси. Соосно
с затравкой и медным штоком располагается
плазмотрон. Между внутренним электродом /
плазмотрона, являющимся катодом, и моно-
кристаллической затравкой, являющейся ано-
дом, возбуждается электрическая дуга 7. Для
стабилизации дуги вдоль нее через плазмотрон
пропускается поток инертного газа, который
создает защитную атмосферу вокруг выращи-
ваемого кристалла.
Плазма разогревает монокристалличе-
скую затравку и создает на ее поверхности
зону расплава 4. Сбоку в плазменную струю
подается исходный материал в виде прутка 3,
который, попадая в высокотемпературную
зону, оплавляется, и жидкий металл каплями 6
стекает в зону расплава на торце монокристал-
лической затравки, обеспечивая тем самым
непрерывную подпитку расплава. Одновре-
менно с процессом подпитки расплава жидким
металлом происходит опускание затравки мо-
нокристалла со скоростью, обеспечивающей
нормальный процесс кристаллизации.
Процесс выращивания монокристаллов с
помощью плазменной дуги предъявляет к кон-
струкции плазмотрона специфические требо-
вания. С одной стороны, нужно обеспечить
аксиальную устойчивость плазменной дуги,
что достигается ее газодинамическим сжатием.
ПРИМЕРЫ ПРОЦЕССОВ, ИСПОЛЬЗУЮЩИХ ПЛАЗМЕННУЮ ТЕХНИКУ
451
С другой стороны, для обеспечения равномер-
ного прогрева зоны расплава в радиальном
направлении и уменьшения кривизны фронта
кристаллизации необходимо иметь более ши-
рокую дугу вблизи анода.
Этим требованиям в достаточной степени
удовлетворяет электродуговой плазмотрон,
входящий в комплект промышленной установ-
ки плазменного выращивания монокристаллов
тугоплавких металлов «Монокристалл ПД-3»
(рис. 4.6.9). Он состоит из вольфрамового ка-
тода 1 с держателем 2 и формирующего сопла 3.
Вторым электродом плазменной горелки (ано-
дом) служит выращиваемый монокристалл.
Мощность такого плазмотрона составляет
30 кВт, которой достаточно для получения
монокристаллов вольфрама диаметром 50 мм
[11].
Плазменный метод позволяет также
проводить процессы выращивания монокри-
сталлов оксидов металлов, в частности оксидов
алюминия, и получать конечный продукт
технического и ювелирного качества. В этом
случае становится крайне необходимым вы-
полнение требований к чистоте плазменной
струи, поэтому применяют безэлектродные
ВЧ-плазмотроны, плазма которых не загрязне-
на продуктами эрозии электродов. Они позво-
ляют проводить процесс выращивания моно-
кристаллов в особо чистых условиях. Кроме
того, большой ресурс работы ВЧ-плазмотронов
снимает ограничения по длительности проведе-
ния процесса, что дает возможность, не форси-
руя технологический режим, получать кристаллы
высокого качества. ВЧ-плазменная установка
для выращивания монокристаллов рубина и
сапфира состоит из высокочастотной катушки 9
(индуктора), внутри которой находится квар-
цевая разрядная камера (рис. 4.6.10). Исходный
материал в виде тонкодисперсного порошка
оксида алюминия подается в центральную зону
плазмы 2 с помощью специального устройства.
В этом случае не применим тангенциаль-
ный способ подачи плазмообразующего газа,
так как в плазмотроне образуются восходящие
потоки газа, препятствующие транспорту по-
рошка в зону кристаллизации. Плазмообра-
зующий газ подается вдоль стенки разрядной
камеры через кольцевое пространство толщи-
ной около 1,5 мм, образованное наружной и
промежуточной кварцевыми трубками 3 плаз-
мотрона, причем промежуточная трубка не
доходит до зоны плазмообразования. Эта труб-
ка должна быть точно отцентрирована, так как
Рис. 4.6.9. Плазмотрон установки
’’Монокристалл ПД-3”
ее положение определяет симметрию плазмы и
удерживает ее от соприкосновения со стенками
разрядной камеры плазмотрона.
Плазменная техника часто применяется в
процессах сфероидизации различных дисперс-
ных материалов. Наиболее перспективны в
этом направлении установки на базе
ВЧИ-плазмотронов. Так, при сфероидизации
порошков тугоплавких материалов малая ско-
рость плазменного потока, большой объем
плазмы как в поперечном, так и в продольном
ее сечении позволяют округлять частицы раз-
15*
452
Глава 4.6. ПЛАЗМОХИМИЧЕСКИЕ УСТАНОВКИ
Рис. 4.6.10. Высокочастотная
плазменная установка для выращивания
монокристаллов тугоплавких веществ:
1 - монокристалл; 2 - плазма; 3 - кварцевые трубки;
4 - втулка; 5 - бункер с порошком оксида алюминия;
6 - транспортирующий газ; 7 - плазмообразующий
газ; 8 - защитный газ; 9 - индуктор; 10 - канал
подачи порошка; 11, 12 - кварцевые капилляры;
13 - металлическая головка
личных тугоплавких материалов с большой
эффективностью. Кроме того, при сфероидиза-
ции порошков оксидов в нейтральной (напри-
мер, аргоновой) плазме часто наблюдается
нарушение исходного химического состава из-
за реакций восстановления. Чтобы избежать
этого, плазмохимический процесс сфероидиза-
ции необходимо проводить в плазме кислорода
или воздуха.
Малый ресурс работы дуговых плазмо-
тронов в окислительных средах делает
ВЧ-установки единственным средством прове-
дения подобных процессов. На рис. 4.6.11 пока-
зана схема плазмохимической ВЧ-установки
1_________________h
Рис. 4.6.11. Схема плазменной ВЧИ-установки
для сфероидизации порошков:
1 - устройство ввода порошка; 2 - газоформирую-
щая головка; 3, 7 - верхняя и нижняя крышки;
4 - корпус плазмотрона; 5 - индуктор; 6 - разрядная
камера; 8 - закалочное устройство; 9 - приемное
устройство; 10- транспортирующий газ; / / - плазмо-
образующий газ; 12 - охлаждающая вода
для сфероидизации порошковых материалов.
Специфика ВЧИ-плазменного разряда позволя-
ет вводить обрабатываемый порошок непо-
средственно по оси струи и использовать энер-
гию ВЧИ-разряда наилучшим образом. Так как
плотность тока на оси разряда равна нулю,
введение порошка в центральную зону не на-
рушает стабильного горения разряда.
Производительность такой установки от-
носительно высокая: при мощности
ВЧИ-разряда всего 6,5 кВт удается сфероидизи-
ровать 1,5...2 кг/ч порошка оксида алюминия с
исходным размером фракций 63... 100 мкм. Для
сравнения отметим, что при аналогичной про-
изводительности мощность дугового плазмо-
трона должна быть порядка 100 кВт. В высоко-
частотной плазме, характеризующейся низки-
ми скоростями газа, обрабатываемые частицы
двигаются медленно (2...5 м/с), что значитель-
но повышает эффективность их обработки
(табл. 4.6.1) [37].
ПРИМЕРЫ ПРОЦЕССОВ, ИСПОЛЬЗУЮЩИХ ПЛАЗМЕННУЮ ТЕХНИКУ
453
4.6.1. Параметры обработки порошка в дуговых и ВЧ-плазмотронах
Тип плазмотрона Длина струи, мм Скорость частиц, м/с Время пребывания частицы в плазме, мс
Односекционный дуговой 50 100 0,5
Многосекционный дуговой 100 25 4
ВЧ-индукционный 300 3 100
Эффективность сфероидизации (тепловой
КПД нагрева порошка, %) при различных спо-
собах нагрева приведена ниже.
Дуговая плазма, нейтральная
проволока..................... 1...1,5
Дуговая плазма, гранулированный
порошок......................... 1...5
Дуговая плазма, токоведущая
проволока....................... 8... 10
Высокочастотная плазма........25...30
Еще одной областью применения плаз-
менной техники является получение расплавов
различных веществ из порошкообразного ис-
ходного сырья. Для этого используются плаз-
менные реакторы центробежного типа. При
стабилизации плазменной струи вращающейся
стенкой горизонтально расположенного реак-
тора (рис. 4.6.12, а) плазменная струя генери-
руется плазмотроном со стержневым катодом,
а реактор выполнен в виде тигля из огнеупор-
ного материала, который вращается электро-
двигателем. Устройства такого типа работают в
основном в дискретном режиме, т.е. реактор
загружается материалом, который при враще-
нии печи расплавляется, после чего печь на-
клоняется и жидкий продукт выпускается в
соответствующую емкость.
Для организации непрерывного процесса
плавления реактор может выполняться с на-
клонной или вертикальной осью вращения
(рис. 4.6.12, б. в). Подача материала в расплав
через верхнюю часть реакторного объема при-
водит к вытеканию жидкого продукта через
Рис. 4.6.12. Плазменные реакторы -»
центробежного типа:
а - горизонтальный; б - наклонный; в - вертикаль-
ный; / - корпус реактора; 2 - вращающийся огне-
упорный тигель; 3 - электроды плазмотрона; 4 - плаз-
мообразующий газ; 5 - ввод дисперсного материала;
6 - охлаждающая вода; 7 - устройство вращения
реактора; 8 - подшипник, 9 - выход продукта;
10 - домкрат; 11 - сборник расплава; 12 - внешний
кожух реактора; 13 - керамический свод реактора
454
СПИСОК ЛИТЕРАТУРЫ
выходное отверстие. Таким образом, время
удержания расплава в реакторе контролируется
скоростью подачи сырья и эффективной глу-
биной слоя расплава. Температура реакции
регулируется мощностью на входе в реактор,
скоростью подачи обрабатываемого материала
и коэффициентом использования теплоты в
реакторе. При оптимальной частоте его враще-
ния и наиболее совершенной параболической
форме достигаются минимальные тепловые
потери, которые обеспечивают коэффициент
использования теплоты реактора до 86 %.
Из многообразия технологического при-
менения плазмохимических установок с цен-
тробежными реакторами можно отметить про-
цессы получения плавленного оксида алюми-
ния, тугоплавкого стекла, а также различных
металлов и других веществ из руд [10].
СПИСОК ЛИТЕРАТУРЫ
1. Адельсон С.В. Процессы и аппараты
нефтепереработки и нефтехимии. М.: Гостоп-
техиздат, 1963.
2. Адельсон С.В. Технологический рас-
чет и конструктивное оформление нефтезавод-
ских печей. М. - Л.: Гостоптехиздат, 1952.
3. Алексеев Г.Н. Общая теплотехника:
Учеб, пособие. М.: Высш, школа, 1980. 552 с.
4. Амиров Я.С., Галеев Р.Г., Абыз-
гильдин А.Ю. Безопасность жизнедеятельно-
сти. Кн. 4. Ч.Ш // Идентификация надежности
и работоспособности топочно-нагревательных
агрегатов. Методы расчета. Уфа, 1999. 288 с.
5. Андреев Е.И. Расчет тепло- и массо-
обмена в контактных аппаратах. Л.: Энерго-
атом изд ат, 1985. 192 с.
6. Бажан П.И., Каневец Г.Е., Селивер-
стов В.М. Справочник по теплообменным ап-
паратам. М.: Машиностроение, 1987. 336 с.
7. Бакластов А.М. и др. Промышлен-
ные тепломассообменные процессы и установ-
ки: Учебник для вузов. М.: Энергоатомиздат,
1986.328 с.
8. Барановский Н.В., Коваленко Л.М.,
Ясипебенецкий А.Р. Пластинчатые и спираль-
ные теплообменники. М.: Машиностроение,
1973.288 с.
9. Богатых С.А. Циклонно-пенные ап-
параты. Л.: Машиностроение, 1978. 224 с.
10. Буров И.С., Моссе А.Л. Обработка
дисперсных материалов в плазменных реакто-
рах. Минск: Наука и техника, 1980. 205 с.
11. Бурханов Г.С., Кузьмищев В.А.,
Сергеев Н.Н. Плазменное выращивание туго-
плавких монокристаллов. М.: Металлургия,
1981.200 с.
12. Васильев Л.Л. и др. Теплообменники-
утилизаторы на тепловых трубах. Минск: Нау-
ка и техника, 1978. 200 с.
13 Гладков В.А., Арефьев Ю.И., По-
номаренко В.С Вентиляторные градирни. М.:
Стройиздат, 1976. 216 с.
14. Глинков М.А. Основы общей теории
печей. М.: Металлургиздат, 1962. 576 с.
15. Григорьев В.А., Крохин Ю.И. Тепло-
и массообменные аппараты криогенной техни-
ки: Учеб, пособие для вузов. М.: Энергоиздат,
1982.312 с.
16. Дан П.Д. Тепловые трубы. М.: Энер-
гия. 1979. 272 с.
17. Дытнерский Ю.И. Процессы и аппа-
раты химической технологии: Учебник для
вузов. Ч. 1 // Теоретические основы процессов
химической технологии. Гидромеханические и
тепловые процессы и аппараты. М.: Химия,
1995.400 с.
18. Ильин В.Г. Теплообменные аппараты
из графита. М.: Машиностроение, 1965. 244с.
19. Интенсивные колонные аппараты
для обработки газов жидкостями / Под ред.
Э.Я. Тарата. Л.: Изд-во ЛГУ. 1976. 240 с.
20. Исаченко В.П., Осипова В.А., Су-
комел А.С. Теплопередача. М.: Энергоиздат,
1981.416с.
21. Исламов М.Ш. Печи химической
промышленности. М.: Химия, 1975. 432 с.
22. Казанцев Е.И. Промышленные печи.
М.: Металлургия, 1964. 447 с.
23. Каневский Л.С., Синявский Б.С.
Углеграфитовая теплообменная аппаратура.
М.: Машиностроение, 1969. 100 с.
24. Касаткин А.Г. Основные процессы и
аппараты химической технологии. М.: Химия,
1971. 784 с.
25. Кириллов П.Л., Богословский Г.П.
Тепломассообмен в ядерных энергетических
установках. М.: Энергоатомиздат, 2000. 456 с.
26. Коган В.Б. Теоретические основы
типовых процессов химической технологии.
Л.: Химия, 1977. 592 с.
27. Контактные теплообменники /
Е.И. Таубман и др. М.: Химия, 1987. 256 с.
28. Луканин В.Н. и др. Теплотехника.
М.: Высш, школа, 2000. 671 с.
29. Машины и аппараты химических
производств / И.И. Поникаров и др. М.: Маши-
ностроение, 1989. 386 с.
СПИСОК ЛИТЕРАТУРЫ
455
30. Основы расчета плазмотронов ли-
нейной схемы / Под ред. М.Ф. Жукова, Ново-
сибирск: Ин-т теплофизики, 1979. 148 с.
31. Павлов К.Ф., Романнов П.Г., Нос-
ков А.А. Примеры и задачи по курсу процес-
сов и аппаратов химической технологии. Л.:
Химия, 1987. 560 с.
32. Плановский А.Н., Николаев П.И.
Процессы и аппараты химической и нефтехи-
мической технологии. М.: Химия, 1972. 496 с.
33. Плановский А.Н., Рамм В.М.,
Каган С.З. Процессы и аппараты химической
технологии. М.: Химия, 1967. 848 с.
34. Промышленная теплоэнергетика и
теплотехника: Справочник / А.М. Бакластов и
др.; Под общ. ред. В.А. Григорьева и В.М. Зори-
на. М.: Энергоатомиздат. 1983. 552 с.
35. Промышленная теплоэнергетика и
теплотехника: Справочник. Кн. 4 / Под общ.
ред. В.А. Григорьева, В.М. Зорина. М.: Энер-
гоиздат, 1991. 588 с.
36. Роторные пленочные испарители:
Каталог УкрНИИхиммаша. М.: ЦИНТИхим-
нефтемаш, 1976. 11 с.
37. Рыкалин Н.Н., Сорокин Л.М. Ме-
таллургические ВЧ-плазмотроны. М.: Наука.
1987. 163 с.
38. Сурис А.Л. Плазмохимические про-
цессы и аппараты. М.: Химия, 1989. 304 с.
39. Танатаров М.А. и др. Технологиче-
ские расчеты установок переработки нефти:
Учеб, пособие для вузов, М.: Химия, 1987.
352 с.
40. Таубман Е.И. Выпаривание: Процес-
сы и аппараты химической и нефтехимической
технологии. М.: Химия, 1982. 328 с.
41. Тимонин А.С. Основы конструиро-
вания и расчета химико-технологического и
природоохранного оборудования: Справочник.
Калуга: Изд-во Н. Бочкаревой, 2002. Т. 1,2.
42. Толубинский В.И., Шевчук Е.Н.
Высокотемпературные тепловые трубы. Киев:
Паукова Думка, 1989. 168 с.
43. Труб И.А Каскадные конденсаторы
смешения. М.. Пищевая промышленность,
1969. 121 с.
44. Труб И.А., Литвин О.П Вакуумные
деаэраторы. М.: Энергия, 1967. 100 с.
45. Трубчатые печи: Каталог. М.. ЦИН-
ТИхимнефтемаш, 1990.30 с.
46. Фарфоровский Б.С., Фарфоров-
ский В.Б. Охладители циркуляционной воды
тепловых электростанций. Л.: Энергия. 1972.
215с.
47. Хаузен X. Теплопередача при проти-
вотоке. прямотоке и перекрестном токе: Пер. с
нем. М.: Энергоиздат. 1981. 384 с.
48. Хоблер Т. Теплопередача и теплооб-
менники. Л.: Госхимиздат. 1961. 820 с.
49. Цветков Ф.Ф., Григорьев Б.А. Теп-
ломассообмен. М.: Изд-во МЭИ, 2001. 550 с.
50 Чернобыльский И.И. Выпарные ус-
тановки. Основы теории и расчета. Киев.: Изд-во
Киев, ун-та. 1960. 262 с.
51. Шекриладзе И.Г. и др. Тепловые
трубы для систем термостабилизации. М.:
Энергоатомиздат. 1991.176 с.
52. Эльперин И.Т., Мельцер В.Л., Пав-
ловский В.Л. Процессы переноса во встреч-
ных струях газовзвеси. Минск: Нах ка и техни-
ка. 1972. 213 с.
РАЗДЕЛ 5
МАШИНЫ И АППАРАТЫ
ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
Глава 5.1
ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ
АБСОРБЦИИ, РЕКТИФИКАЦИИ И
АДСОРБЦИИ
5.1.1. КОЛОННЫЕ АППАРАТЫ ДЛЯ
ОСУЩЕСТВЛЕНИЯ АБСОРБЦИИ И
РЕКТИФИКАЦИИ
Абсорбция - процесс поглощения (сорб-
ции) веществ из смеси газов жидкостью.
Ректификация - способ разделения жид-
ких смесей, состоящих из нескольких компо-
нентов.
Рис. 5.1.1. Схема тепломассообменного
колонного аппарата
Процессы абсорбции (десорбции), ректи-
фикации и глубокого охлаждения осуществля-
ются в колонных аппаратах. Колонный аппарат
состоит из корпуса 7, снабженного патрубками
1, 2, 5, 6 ввода и вывода взаимодействующих
фаз и контактных элементов 8 (рис. 5.1.1). Для
улучшения распределения взаимодействующих
фаз в нижней части колонны размещают рас-
пределитель газа (пара) 9, в верхней - распре-
делитель жидкости 3 и сепарационное устрой-
ство 4. Основной объем тепломассообменной
колонны занимают контактные элементы 8.
По способу создания межфазной поверх-
ности колонные аппараты можно разделить на
пленочные, барботажные и струйные [77].
В пленочных аппаратах поверхностью
контакта между фазами является зеркало жид-
кости (поверхностные аппараты) или поверх-
ность текущей пленки жидкости (пленочные
аппараты, рис. 5.1.2, а, б). К этому же классу
относятся насадочные аппараты, в которых
жидкость стекает по поверхности загружаемой
в аппарат насадки из тел различной формы
(рис. 5.1.2, в) и механические пленочные
(рис. 5.1.2, г).
В барботажных аппаратах поверхность
контакта развивается потоками газа, распреде-
ляющегося в жидкости в виде пузырьков и
струек. Такое движение газа (барботаж) осуще-
ствляется при пропускании его через запол-
ненный жидкостью колонный аппарат
(рис. 5.1.3, а) либо в аппаратах с тарелками
различного типа (рис. 5.1.3, б). Подобный ха-
рактер взаимодействия газа и жидкости на-
блюдается также в насадочных аппаратах с за-
топленной насадкой.
КОЛОННЫЕ АППАРАТЫ
457
Рис. 5.1.2. Схемы пленочных аппаратов:
а - трубчатого; б - с листовой насадкой; 1 - трубы; 2 - трубные решетки; 3 - пластины;
4 - распределительное устройство; в - насадочного; 1 - поддерживающие решетки;
2 - насадка; г - типа «Лува»; 7- жидкость; 11- охлаждающий агент; III - газ
а)
2
в)
Рис. 5.13. Схемы барботажных аппаратов:
а - со сплошным барботажем; 1 - плита;
2 - утка; б - с тарелками; 1 - патрубки;
2 - колпачки; 3 - переливы; 4 - сливной
порог; 7, 777- см. рис. 5.1.2
В распыливающих аппаратах поверх-
ность контакта образуется путем распыления
жидкости в газ (пар). К этой группе относятся
аппараты, в которых распиливание жидкости
производится форсунками (форсуночные или
полые аппараты), в токе движущегося с боль-
шей скоростью газа (скоростные прямоточные
распиливающие аппараты, рис. 5.1.4, а, 6) или
вращающимися механическими устройствами
(механические распиливающие аппараты,
рис. 5.1.4, в).
Наибольшее распространение получили
насадочные и барботажные тарельчатые аппа-
раты, работающие при избыточном давлении:
аппараты с регулярной насадкой (до 1 МПа);
аппараты с насыпной насадкой (до 1,6 МПа);
458 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Рис. 5.1.4. Схемы распиливающих аппаратов:
а - с распиливанием вниз; б - с распиливанием под углом в два ряда; в - центробежного полого
аппарата с многодисковым разбрызгивателем; 1 - многодисковый разбрызгиватель;
2 - отражательные кольца; 3 - патрубок для входа газа, I - III- см. рис. 5.1.2
аппараты с тарелками (до 2,5 МПа), а также
аппараты, работающие при атмосферном дав-
лении и под вакуумом (остаточном давлении
не ниже 665 Па).
К колонным аппаратам предъявляют сле-
дующие требования: высокой разделительной
способности и производительности; достаточ-
ной надежности и гибкости в работе; низких
эксплуатационных расходов; небольшой массы;
простоты и технологичности конструкции [1].
Расчет тарельчатых колонн. Целью
расчета колонны является определение техно-
логического режима, основных размеров аппа-
рата и его внутренних устройств [77].
Материальный баланс колонны для би-
нарных смесей
F = D + W,
Fxp = Dxp + Wxw.
D - количество дистиллята, кг/ч, кмоль/ч; F -
расход исходного сырья, кг/ч, кмоль/ч; W - ко-
личество кубового остатка, кг/ч. кмоль/ч;
Хр, Хр, Хуу - массовые или мольные концен-
трации соответствующих компонентов в жид-
кости.
Флегмовое число, или отношение количе-
ства горячего орошения к количеству дистил-
лята (7? = L/D) является одним из основных
параметров, определяющим заданное разделе-
ние в процессе ректификации. При увеличении
флегмового числа число тарелок уменьшается.
Минимальное флегмовое число при разде-
лении бинарных смесей
R _УР-УР
Amin >
УИ ~ XF
yD, Ур - массовые или мольные концентра-
ции соответствующих компонентов в паре.
Оптимальное значение флегмового числа
/?опт определяется по минимальному объему
колонны и может быть получено через коэф-
фициент избытка флегмы:
Р ~ ^опт/^min ~ h3... 1,5.
Из теплового баланса колонны опреде-
ляют расходы греющего агента (пара), пода-
ваемого в нижнюю часть колонны (В), охлаж-
дающего агента, подводимого к верхней части
(d'), а также внутренние материальные пото-
ки:
T/AkF + В = DH-xj) + RH-xw +d',
где //ж - энтальпия жидкости состава
F, D, W, кДж/кг, кДж/кмоль.
Количество теплоты, отводимой в кон-
денсаторе (при холодном состоянии),
d — LX + DX + De — /хол p),
где tK - температура конденсации верхнего
продукта состава D; /хол р - температура хо-
лодного орошения или дистиллята; L - количе-
КОЛОННЫЕ АППАРАТЫ
459
ство орошения, подаваемого в колонну; X - те-
плота парообразования (конденсации), кДж/кг;
с - теплоемкость воды, кДж/(кг-К).
Расход воды в конденсаторе-холодиль-
нике
В c(zbmx “ ^вх )5
где /вх, /вых - температура воды соответст-
венно на входе и выходе холодильника.
Внутренние материальные потоки в ко-
лонне следующие:
количество флегмы
L=RD\
расход пара вверху колонны
Gn - L + D;
объем паров в рабочих условиях V.
Число теоретических тарелок можно
определить путем совместного решения урав-
нений равновесия фаз, материального и тепло-
вого балансов для промежуточного сечения
колонны. Однако ввиду трудоемкости такого
решения обычно применяют графический ме-
тод расчета. Для облегчения графического рас-
чета используют условную линию у, опреде-
ляющую точку перемещения рабочих линий
верхней и нижней частей колонны (рис. 5.1.5).
Положение этой линии зависит от величины q,
характеризующей состояние исходного сырья.
При заданной температуре tp и составе
холодного сырья
где НПХ/. - энтальпия пара состава Хр\
Ясх - энтальпия исходного сырья состава
Хр при tp ; Хр - теплота испарения жидко-
сти состава Хр , кДж/кг.
Значение q и величина доли отгона е свя-
заны соотношением q = 1 - е.
При решении графического метода из
точки А на диагонали диаграммы с координатой
Хр (сырья) проводится прямая (рис. 5.1.5, а),
тангенс угла наклона которой
tga = ^/(<у-1).
От точки D на диагонали диаграммы,
координата которой соответствует хр
Рис. 5.1.5. Графическое определение
числа теоретических тарелок:
/ - переохлажденная жидкость (q > 1); 2 - кипящая
жидкость (q = 1); 3 - парожидкостная смесь (q =
= 0... 1); 4 - насыщенный пар (q = 0): 5 - перегретый
пар (q < 0); / - равновесная кривая; // - рабочая ли-
ния верха колонны, III - рабочая линия низа колон-
ны; IV- тарелка питания
(рис. 5.1.5, б), проводится прямая с тангенсом
угла наклона tgP = 7?/(1 + 7?) до пересечения
с условной линией q в точке С (рабочая линия
концентрационной части колонны). Получен-
ная точка С соединяется с точкой Е на диаго-
нали диаграммы, абсцисса которой соответст-
вует составу остатка Хц/.
Число теоретических тарелок N, опреде-
ляемое в результате построения ступенчатой
линии между равновесной кривой и ломаной
линией DCE, равно числу построенных ступе-
ней.
Действительное число тарелок Nопре-
деляется через общий КПД Е колонны
460 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Ап - высота переливной планки на тарелки, м;
Рис. 5.1.6. Схемы тарелок
с переливным устройством:
а - колпачковой, б - из S-образных
элементов, в - струйной, г - клапанной,
д - ситчатой, е - струйной с отбойниками
Е = 0,316Fc?’25/i°’25Sc&143.
гсв - площадь свободного сечения тарелки,
доли единицы; 8сж = ——— критерий Шмид-
та для жидкой фазы; Уж - кинематическая
вязкость, м2/ч; £>ж - коэффициент диффузии в
жидкости, м2/ч.
Типы контактных тарелок. В ректифи-
кационных и абсорбционных колоннах исполь-
зуют тарелки с переливными устройствами и
провального типа, область применения кото-
рых зависит главным образом от нагрузок по
пару и жидкости и их физических свойств. В
химической и родственных отраслях промыш-
ленности применяют следующие типы тарелок
с переливными устройствами (рис. 5.1.6): кол-
пачковые с круглыми колпачками, колпачко-
вые с S'-образными элементами, клапанные,
ситчатые, струйные, струйные с отбойниками
[1,77].
Колпачковая тарелка состоит из основа-
ния /, перекрывающего большую часть сечения
колонны (рис. 5.1.6, а). В диске имеются круг-
лые отверстия, в которых установлены патрубки
2, над которыми крепятся колпачки 3. В ниж-
ней части колпачка имеются прорези. Тарелка
имеет переливное устройство, сливную регу-
лируемую планку 4 и, иногда, затворную пере-
городку 5. Колпачки располагаются в вершинах
равностороннего треугольника, а ряды колпач-
ков - перпендикулярно потоку жидкости.
В тарелке с S-образными элементами
(рис. 5.1.6, б) в центральной части располага-
ются S-образные элементы одинакового про-
филя, которые при соединении между собой
образуют патрубки для прохода пара. С одной
стороны в каждой секции имеются трапецие-
видные прорези. Тарелка заканчивается жидко-
стной секцией 7, которая крепится к сливной
перегородке 4. С другой стороны тарелка за-
канчивается паровой секцией 9.
Струйная тарелка состоит из плоского
листа, на котором в шахматном порядке сдела-
ны прорези 10 в форме «языка» с отогнутой
вверх вырезанной частью 10 (рис. 5.1.6, в).
В клапанной тарелке клапаны 11 круглой
или прямоугольной формы закрывают отвер-
стия в основании тарелки (рис. 5.1.6, г). Клапан
при работе поднимается на определенную вы-
соту. Переливное устройство обычной конст-
рукции, имеется сливная планка 4 и затворная
планка 5.
Ситчатая тарелка представляет собой
плоский лист 12 с отверстиями и обычными
переливными устройствами (рис. 5.1.6, О).
Струйная тарелка с отбойниками
(рис. 5.1.6, е) состоит из основания и наклонно
расположенных отбойников 13. Основания и
отбойники выполняют из просечно-вытяжного
листа. Листы уложены так, что их отогнутые
кромки образуют с плоскостью тарелки острый
угол, направленный к переливному устройству.
На отбойниках отогнутые кромки направлены
вниз, в сторону слива жидкости. Тарелка не
имеет сливной планки, на входе жидкости име-
ется фигурная переливная планка 14.
Сравнительная оценка показателей работы
тарелок различных конструкций (по сравнению
с колпачковой) приведены в табл. 5.1.1 [1].
Гидравлический расчет тарельчатой ко-
лонны. К основным режимам работы барбо-
тажной (ситчатой) тарелки относятся [1]:
КОЛОННЫЕ АППАРАТЫ
461
5.1.1.Основные показатели тарелок (по отношению к колпачковой тарелке)
Тип тарелки Относительная производительность Относительная эффективность Г идравлическое сопротивление, Па Относительная стоимость тарелки
из углеродистой стали из легированной стали
Колпачковая с S-образными элементами 1 1...1Д 1 1.1,1 700... 1000 700... 1000 1,0 0,6 1,4 1,0
Клапанная 1,2...1,5 1... 1,1 500...800 0,65 1,0
Ситчатая 1,2...1,4 1... 1,1* 300...400 0,6 1,0
Струйная 1,2 0,8 200... 500 0,5 0,85
Струйная с отбойниками 1,4 0,8...0,9 100...300 0,5 0,85
Решетчатая провальная 1,2...1,4 0,75 300...400 0,5 0,85
режим смоченной тарелки (провала);
барботажный при скорости пара (газа) по
колонне wk = 0,4...1,2m/c;
режим газовых струй (факельный) при
wK ~ 1,5...2,0 м/с;
интенсивного уноса и захлебывания при
wK > 2,2 м/с.
Диаметр колонны определяется по выра-
жению
где V- расход пара через колонну.
На верхний предел работы тарелки ока-
зывает влияние унос жидкости газом (паром) с
тарелки на тарелку, снижающий движущую
силу процессов. Потери давления газа (пара)
при прохождении через тарелку
Д/2 — Дрсух + Др ст (А/? г-ж ) + АРб ’
где Дрсух = 0,5£,WQpr(n) - перепад давлений
на сухой тарелке; £ - коэффициент сопротив-
ления сухой тарелки; £ = 1,82; Wq - скорость
газа (пара) в отверстии тарелки, м/с;
Рг(п) “ плотность газа (пара); Дрст =
^сп
гидравличе-
ское сопротивление слоя жидкости, находя-
щейся на тарелке, к - относительная плотость
пены; й - высота сливной перегородки,м; L -
расход жидкости, м3/ч; - коэффициент во-
дослива (Wj = 10000); b - длина сливной пере-
городки, м; = 31,4-10~4 5/б/о - перепад
давлений, вызванный силами поверхностного
натяжения жидкости; 5 - поверхностное натя-
жение жидкости, дин/см; d$ - диаметр отвер-
стий, м.
Провальная решетчатая тарелка пред-
ставляет собой плоский лист с выштампован-
ными в нем прямоугольными щелями. Лист
перекрывает все сечения колонны и не имеет
специальных переливных устройств. Поэтому
жидкость с тарелки стекает через те же щели,
через которые проходит пар. Верхняя предель-
ная нагрузка по пару определяется захлебыва-
нием, приводящим к резкому возрастанию со-
противления тарелок и сильному колебанию
давления в колонне. Нижняя предельная на-
грузка по пару соответствует сформировавше-
муся вспененному слою и определяется нача-
лом устойчивой и эффективной работы тарелок
и всего аппарата.
При работе тарелок провального типа при
больших диаметрах колонны возникает попе-
речная неравномерность, увеличивающаяся
при уменьшении скорости пара и приводящая к
резкому снижению общей эффективности кон-
тактного устройства.
С конструктивным совершенствованием
барботажных тарелок можно ознакомиться в
литературе (31, 59, 77].
Насадочные колонны. Насадочные ко-
лонны применяют сравнительно небольшого
диаметра (0,8... 1 м). Это объясняется тем, что
462 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
в колоннах большого диаметра жидкость и газ
могут двигаться через различные сечения, не
взаимодействуя друг с другом. Они предназна-
чены главным образом для перегонки высоко-
агрессивных или вязких продуктов, при созда-
нии небольшого перепада давлений или при
малом запасе жидкости в колонне. Колонны с
высокоэффективной насадкой используют
также для разделения компонентов, имеющих
близкие температуры кипения.
Насадки. Эффективность колонны опре-
деляется типом применяемой в ней насадки, к
которым относятся кольца, седла, насадки из
сетки, стекловолокна и проволочной спирали,
плоскопараллельная и блочные насадки [1].
Наиболее распространены кольца Рашига
и их различные модификации: кольца Рашига
внутри пустые; кольца Лессинга имеют внут-
реннюю перегородку, а кольца Паля - несколь-
ко внутренних перегородок. Кольца изготов-
ляют из металла, фарфора, керамики, графита и
различных пластиков. Диаметр кольца равен
его высоте (5... 150 мм). В промышленных ко-
лоннах в основном применяют кольца диамет-
ром 25 и 50 мм. Кольца загружают в колонну
либо в укладку, либо в навал. В укладку загру-
жают, главным образом, кольца диаметром
50 мм и выше.
В промышленности широко распростра-
нена насадки типа седел Берля и Инталлокс.
Седла изготовляют размером 6...35 мм только
из керамики и загружают в колонну в навал.
На поверхности седел имеются небольшие вы-
ступы, что исключает возможность плотного
прилегания элементов насадки друг к другу.
Насадка Спрейпак состоит из одного или
нескольких слоев сетки с ячейками 3... 4 мм.
Сетка гофрируется. В колоннах большого диа-
метра насадка монтируется секциями. Насадку
Гудлое получают из металлической вязаной
сетки, из проволоки диаметром 0,1 мм. Высота
пакета насадки 100...200 мм. Насадку Стедма-
на изготовляют из гофрированной сетки. Диа-
метр проволоки 0.25 мм Сетки образуют фи-
гуру, собранную из усеченных конусов, сва-
ренных друг с другом.
Плоскопараллельная насадка представля-
ет собой вертикальные пакеты из плоских или
волнистых металлических листов, устанавли-
ваемых на расстоянии 10 мм. Аналогичная ей
хордовая насадка обычно выполняется из дре-
весины.
Насадка из стекловолокна представляет
собой пакеты стекловолокна и предназначена
для работы в условиях невысоких температур.
Она выгодно отличается от остальных насадок;
площадь ее свободного сечения достигает
95 %, а удельная площадь поверхности состав-
ляет 2990 m2/mj.
Насадка из проволочной спирали, сверну-
тая в пружины, обладает крайне низким сопро-
тивлением и достаточно высокой производи-
тельностью, широко применяется в вакуумных
колоннах.
Перечисленные типы насадок не исчер-
пывают всего их многообразия. Конструкции
насадок постоянно совершенствуются, что яв-
ляется проявлением тенденции к интенсифика-
ции работы насадочных колонн.
При выборе насадки для конкретных ус-
ловий разделения можно воспользоваться дан-
ными табл. 5.1.2.
5.1.2. Сравнительная характеристика насадок
Вид насадки Производительность Число теоретических тарелок на единицу высоты колонны Относительный перепад давлений на одну теоретическую ступень контакта
Колпачковая тарелка 1 1 1
Кольца Рашига 0,4...0,5 0.75...1 0,5
Кольца Паля 0,6...0,7 1,09 0,36
Седла Берля 0,5...0,9 0,65...0,85 0,30
Седла Инталлокс 0,55...1,0 0,7...0,95 0,25
Насадка Спрейпак 1,3...1,5 1,03 0,3
Насадка Гудлое 1 10 -
Насадка Стедмана 1 10 -
Плоскопараллельная 4...5 0,5 0,25
Стекловолокно 4...5 0,1...0,15 1
КОЛОННЫЕ АППАРАТЫ
463
Принцип работы насадочных колонн [1].
Контакт пара и жидкости в насадочной колон-
не осуществляется по схеме противотока. Ин-
тенсивность контакта зависит от гидродинами-
ческого режима. При малых нагрузках по газу
жидкость стекает по насадке в виде тонких ла-
минарных пленок, слабо контактируя с газом.
Такой режим называется пленочным. Повыше-
ние скорости газа приводит к увеличению сил
трения и турбулизации потоков стекающей
жидкости и поднимающегося пара. В результа-
те этого жидкость подвисает в насадке и более
равномерно распределяется по сечению колон-
ны (рис. 5.1.7). Переход от пленочного режима
к режиму подвисания характеризуется точкой
перегиба на кривой (точкой А), которая назы-
вается точкой подвисания и принимается за
нижний предел устойчивой работы насадочной
колонны.
При увеличении скорости газа в области
устойчивой работы движение жидкости стано-
вится турбулентным и она раздробляется на
тонкие пленки, пронизываемые газом. Начиная
с некоторой скорости газа заметно возрастает
количество жидкости, удерживаемой в насадке,
а в верхней части слоя насадки появляется бар-
ботирующая жидкость. Общее сопротивление
возрастает еще более резко, и на кривой появ-
ляется еще одна точка перегиба (точка В), ко-
торую называют точкой захлебывания.
Поскольку дальнейшее увеличение на-
грузки приводит к резкому росту сопротивле-
ния, сопровождающемуся пульсациями давле-
ния, точка захлебывания принимается обычно
за верхний предел устойчивой работы колон-
ны. Оптимальный режим работы соответствует
точке захлебывания или близок к ней. Для эф-
фективной и устойчивой работы рабочие на-
грузки должны быть на 20 % ниже точки за-
хлебывания.
Определение диаметра колонны. Так же,
как и для тарельчатой колонны, диаметр наса-
дочной колонны определяется в зависимости
от максимального расхода паров и допустимой
скорости их в свободном сечении колонны,
выраженной в долях скорости в точке захлебы-
вания [1].
Скорость пара в точке захлебывания оп-
ределяется согласно корреляции Шервуда:
Y = Лехр(-4Х),
Рис. 5.1.7. Зависимость сопротивления насадочных
колонн IgA/? от скорости газа lg w при
постоянном расходе жидкости:
А - точка подвисания; В - точка захлебывания;
ТВ - область устойчивой и эффективной работы
колонны; АС - режим подвисания;
BD - режим захлебывания
g^CB Рж
/ \0.125
| Рп I
х ---- , а- удельная площадь поверхно-
<Рж )
сти насадки, m2/mj; для колец Рашига а = 1,2,
седел Берля а = 1,82.
Можно также воспользоваться модифи-
кацией этого уравнения:
W = a°'5-^OO8\F’ (511)
Цж0’°МРж
где кх- коэффициент, определяемый по
рис. 5.1.8, а; “ коэффициент, зависящий от
конструкции насадки; к2 =YgCja.
Для вакуумных колонн при давлении
1,33... 101 кПа (насадка - кольца Рашига и Паля)
служит уравнение
w = 3,14/С
( V0’5
Л_Рп_ц 0,12 ,
Рж Р
Исв Рж )
, (5.1.2)
где К - коэффициент, определяемый по
рис. 5.1.8, б; р' - отношение плотностей рабо-
чей жидкости и воды.
464 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
а) б)
Рис. 5.1.8. Зависимости для определения коэффициентов к\
уравнения (5.1.1) и К уравнения (5.1.2)
Аналогичные зависимости имеются и для
других видов насадок.
Определение высоты слоя насадки [1].
При достаточно большой высоте слоя насадки
(//>0,5 м) режимы движения пара и жидкости
в насадочных колоннах ближе к идеальному
вытеснению, чем к полному перемешиванию.
В связи с этим высоту слоя насадки можно оп-
ределять, предполагая сначала, что потоки
движутся в режиме идеального вытеснения, а
затем учитывать влияние продольного пере-
мешивания на общую эффективность извлече-
ния компонентов.
Высоту слоя насадки в процессах абсорб-
ции и ректификации при режиме идеального
вытеснения определяют из основного уравне-
ния массопередачи:
и=
где w - скорость пара в свободном сечении ко-
лонны, м/с; ког - общий коэффициент массо-
передачи, выраженный через концентрации
компонента в газовой фазе, м/ч; у - массовая
концентрация компонента в паре; у* - равно-
весная концентрация компонента в паре.
Это же уравнение можно записать в более
простом виде:
H = horNor,
а по эмпирическому методу расчета
Н =
dy w
где А/Ог — J * , hQV — , ^oг
УнУ -у
общее число единиц переноса массы, выра-
женное через концентрацию компонента в га-
зовой фазе; N - число теоретических тарелок;
/гог - общая высота единицы переноса (ВЕП),
выраженная через концентрацию компонента в
газовой фазе, м; /гэкв - высота насадки, экви-
валентная одной теоретической тарелке, м.
Для реальных смесей число единиц пере-
носа Аог определяется графически как пло-
щадь под кривой (рис. 5.1.9).
Для идеальных бинарных смесей мини-
мальное число единиц переноса массы при
бесконечном орошении определяется по фор-
муле
Рис. 5.1.9. Зависимость для определения
числа единиц переноса
КОЛОННЫЕ АППАРАТЫ
465
(^°г )min Q _ ।
Inf—^1 +а In -——1
Iх/?) v-^pz
При заданном орошении расчет ведется
с помощью зависимости, показанной на
рис. 5.1.10.
Имеется уравнение связи между числом
единиц переноса и числом теоретических таре-
лок:
a-lV 1 А
(ГмДк/
ька
где К =1 1+ 1 Уд .
2 1п«
XR _
При абсорбции, когда равновесная и ра-
бочая линии являются прямыми, общее число
единиц переноса определяется по уравнению
Кольборна:
/V„r = —In
ог 1-Х
1 + (1-Х)-^-
v '1-<р
У\ ~У2 1 mG
где ф =---------; А =; у\ - мольная
у2 - тх2 L
доля абсорбируемого компонента в газе, по-
ступающем в низ колонны; У2 - мольная доля
абсорбируемого компонента в газе, выходящем
из верха колонны; *2 ~ мольная доля абсорби-
руемого компонента в жидкости, поступающей
на верх колонны; т - тангенс угла наклона
прямой равновесия.
Значения высоты насадки, эквивалентной
одной теоретической тарелке (ВЭТТ), и высо-
ты единицы переноса массы (ВЭП) по анало-
гии с понятиями КПД тарелки и числа единиц
переноса в тарельчатых колоннах обозначают
эффективность контакта или эффективность
насадки.
Эффективность насадочной колонны за-
висит от различных факторов:
расходных параметров;
физических свойств пара и жидкости, ти-
па насадки;
первоначального распределения оро-
шающей жидкости;
размера насадки и материала, из которого
она изготовлена;
высоты слоя насадки и способа ее укладки.
Рис. 5.1.10. Зависимость для расчета
числа единиц переноса
На эффективность массообмена сильно
влияет неравномерность распределения пото-
ков по сечению колонны, приводящая к изби-
рательному движению пара и жидкости. Пар
имеет тенденцию двигаться в центре насадоч-
ной колонны, а жидкость - на ее периферии, в
результате чего появляется так называемый
«сухой конус». Перераспределение потоков
увеличивается в колоннах большого диаметра,
особенно при плохом распределении фаз по
сечению при их поступлении в колонну.
Влияние размера колонны на ее эффек-
тивность становится значительным для колон-
ны диаметром 600 мм и выше, вплоть до 2,5 м.
Для колонны с насадкой из колец Рашига
для ВЭТТ можно воспользоваться уравнением:
/ \0,2 , ,п
, _ ЛI **Рг I -1 2С I G |
^экв а '^св , х
< Иг )
р» Г Г pJ” '4
Рг J 1
где к - фактор извлечения; к = mG/L, т - тан-
генс угла наклона касательной к кривой равно-
весия; для процессов абсорбции А ~ 48; П\ =
= 0,405, «2 = 0,225, = 0,045; для процессов
ректификации А = 28; П\ = 0,342, /?2 = 0,19,
«3 =0,038.
466 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
5.1.3. Значения коэффициента С и
показателей степени а и b
Тип насадки Размер, мм С А b
9,5 13,1 -0,37 1,24
12,5 43 -0,24 1,24
Кольца Рашига
25 2,31 -0,10 1,24
50 1,46 0 1,24
Седла Берля 12,5 25,2 -0,45 1,11
25 2,06 -0,14 1,11
50 0,016 0,48 0,24
Насадка Стедмана 75 0,048 0,26 0,24
150 0,032 0,32 0,24
Для колонн с насадками различного типа
Аэкв =С(3600мрп)апХ’Н^М’
I Рж J
где Hi = высота слоя насадки между перерас-
пределителями жидкости, м; рж - выражена в
г/см3; С, а, b - коэффициенты и показатели сте-
пени. зависящие от размера насадок (табл. 5.1.3).
Расчет гидравлического сопротивления
слоя насадки [1]. Сопротивление слоя сухой
насадки
''сух d
экв
>2
w
2# F
Ц св У
где Н - высота слоя насадки, м; б/экв =
= AF^/a.
Для насадки из колец Рашига, загружен-
ных в навал,
X = 140/Rer при Rer = < 40;
Мп£>^ св
X = 16/Re?’2 при Rer = ^квРп > 40
св
Для насадки из колец Рашига, загружен-
ных в укладку,
J А ГхУ V’37
Х = -4—; Д = 3,12 + 17-Н-М
Re0’375
где <7В, dH - соответственно внутренний и на-
ружный диаметры кольца; hi - высота одного
слоя насадки, м.
Сопротивление орошаемых насадок из
колец Рашига определяется из уравнения
Ар _ 1
АРсух (а - рЛ)3
(5.1.3)
. 3 J wLab
где А------А-------, жж - скорость жидко-
FcbN 2£
сти в свободном сечении колонны, м/с;
4 =------; Кеж ;
Re°’3 (1 - FCB )0,3 Иж£(1 - Fcb )
d - размер насадки.
Значения коэффициентов а и р в уравне-
нии (5.1.3) для различных видов насадки при-
ведены в табл. 5.1.4.
При высокой плотности орошения [до
150 м7(м2 ч)] сопротивление орошаемой насад-
ки можно определить при помощи рис. 5.1.11:
X = Ргж Re“0’8
1 + 5 • 10“5 Rer —£5-
Ч’-^св
где Ргж = Ака1& - критерий Фруда для жид-
кой фазы.
Для приближенного расчета сопротивле-
ния слоя орошаемой насадки (кольца Рашига,
седла Берля, насадка Инталлокс) высотой 1 м
можно воспользоваться уравнением Лева:
\р/Н = apnw210P£p’K, (5.1.4)
5.1.4. Значения коэффициентов аир
уравнения (5.1.3)
Тип колец А В
Керамические кольца размером: менее 30мм более 30мм (А < 0.3) более 30мм (А > 0,3) Стальные кольца 1... 1,65х x10-10(73/Fcb 1 1,13 1 1 1 1,43 1,39
КОЛОННЫЕ АППАРАТЫ
467
Рис. 5.1.11. К расчету гидравлического
сопротивления орошаемой насадки
5.1.5. Значения коэффициентов аир
уравнения (5.1.4)
Тип насадки Размер (мм) а рю"
19 45,5 1460
Кольца Рашига 25 44,4 1400
38 16,7 1300
50 15,5 955
19 33,3 955
Седла Берля 25 22,2 955
38 И,1 730
Седла Инталлокс 25 17,2 895
38 7,8 730
где L - расход жидкости на единицу площади
поперечного сечения колонны, м3/(м2ч), а и Р -
коэффициенты, приведенные в табл. 5.1.5.
На рис. 5.1.12 показана насадочная ко-
лонна.
Из вспомогательных узлов колонного
оборудования рассчитывают узлы ввода сырья
в колонну, устройство для ввода паров под
нижнюю тарелку, распределительные устрой-
ства для газа (пара) и жидкости, определяют
диаметры штуцеров, выбирают опоры колон-
ных аппаратов, определяют объем низа колон-
ны [30,31,45, 59, 65, 77].
Все прочностные расчеты для колонного
аппарата выполняют по существующим норма-
тивам, например: толщину стенки обечайки,
Рис. 5.1.12. Насадочная колонна:
1 - корпус, 2 - насадка; 3 - люк; 4 - опорная
решетка, 5 - распределительное устройство;
/- жидкость, //- газ (пар)
днища, крышки, испытывающих внутреннее и
наружное давление, определяют по ГОСТ
14249. Расчет фланцевых соединений, опор,
аппарата на ветровую нагрузку, укрепление от-
верстий проводят по соответствующим нор-
мам. Конструктивные размеры обечаек, днищ,
крышек, штуцеров, тарелок и др. - по справоч-
никам и каталогам [30. 36, 59].
Основные технические данные колонн
различного типа: тарельчатых царговых и цель-
носварных. колонных аппаратов с насыпной и
468 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
регулярной насадкой царговых и цельносвар-
ных, а также параметры форсунок приведены в
справочнике [65].
5.1.2. ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
Адсорбцией называют избирательное по-
глощение одного или нескольких компонентов
из газовых или жидких сред твердым поглоти-
телем - адсорбентом. Поглощаемый компо-
нент, содержащийся в сплошной среде (газе,
жидкости), назывют адсорбтивом, а содержа-
щийся в сорбенте - адсорбатом.
Адсорбцию газов и паров применяют для
глубокой осушки природных газов, воздуха,
газовых потоков в каталитических процессах, а
также в неорганическом и основном органиче-
ском синтезах для выделения компонентов с
высокой степенью чистоты, для очистки вен-
тиляционных выбросов от вредных или ценных
компонентов и в других производствах. Ад-
сорбцию компонентов из жидких сред приме-
няют для извлечения (рекуперации) раствори-
телей, а также для очистки сточных вод.
Различают физическую адсорбцию и
сорбцию, основанную на силах химического
взаимодействия (хемосорбцию). Физическая
адсорбция обусловлена силами межмолеку-
лярного взаимодействия. Хемосорбционный
процесс - это химический процесс, протекаю-
щий на поверхности раздела фаз. В отличие от
физической адсорбции при хемосорбции не
сохраняется индивидуальность адсорбтива и
адсорбента. При сближении молекул адсорбти-
ва с поверхностью адсорбента происходит пе-
рераспределение их электронов с образованием
химической связи.
После проведения адсорбции, как прави-
ло, осуществляют десорбцию адсорбата. Это
позволяет извлечь из адсорбента поглощенный
компонент, который часто представляет собой
целевой продукт, и снова использовать осво-
божденный от него адсорбент. Промышленный
адсорбент часто используется многократно.
После десорбции, как правило, проводят акти-
вацию адсорбента, чтобы восстановить его
адсорбционные свойства.
Регенерация - совокупность стадий де-
сорбции и активации адсорбента, после кото-
рой адсорбент готов к повторному использова-
нию в процессе адсорбции.
Процесс адсорбции осуществляется как
периодически в плотных неподвижных и псев-
доожиженных слоях, так и непрерывно в плот-
ных движущихся и псевдоожиженных слоях. В
соответствии с этим адсорберы подразделяют
на следующие группы: 1) неподвижного слоя;
2) движущегося плотного слоя; 3) псевдоожи-
женного слоя. Наибольшее применение на
практике получили адсорберы неподвижного
слоя, так как в них отсутствует истирание зе-
рен адсорбента, что увеличивает его ресурс.
Адсорбенты. К используемым в про-
мышленности адсорбентам предъявляют сле-
дующие основные требования: селективности
(избирательности поглощения); большой погло-
тительной способности (емкости по адсорбату);
низкой стоимости и доступности, легкости
десорбции и регенерации; высокой механиче-
ской прочности, технологичности и удобства в
работе (негорючести, отсутствия коррозионного
воздействия на элементы аппаратуры и др.). В
наибольшей степени этим требованиям удовле-
творяют активные (или активированные угли),
силикагели, цеолиты (или молекулярные сита),
алюмогели, которые применяют в качестве
промышленных адсорбентов.
Адсорбенты бывают искусственные и
природные. Для увеличения поглотительной
способности и максимального развития пло-
щади поверхности искусственные адсорбенты,
как правило, делают пористыми. Поры в по-
ристых адсорбентах подразделяют на макропо-
ры (эффективный радиус пор r> 107 м). пере-
ходные поры (г= 1.5-10 9 ...10 7 м) и микорпо-
ры (г < 1,510“9 м). Переходные поры служат
для транспортировки вещества к более мелким
порам. В переходных порах происходят моно-
и полимолекулярная адсорбция, капиллярная
конденсация. Микропоры заполняются адсор-
батом объемно, так как во всем их объеме су-
ществует адсорбционное поле.
Активные угли характеризуются широ-
ким распределением пор по размерам. Их ис-
пользуют главным образом для поглощения
органических компонентов. Выпускают их
чаще всего в виде зерен цилиндрической фор-
мы диаметром 2...3 мм и длиной 4...6 мм. Си-
ликагели в виде зерен диаметром 0,2...7 мм
подразделяют на мелкопористые (г ~ 1.510 9м)
и крупнопористые (г ~ 510“9м) и применяют
в основном для осушки газов и жидкостей,
поглощения паров метилового спирта и других
полярных веществ.
Алюмогели по сорбционным свойствам
близки к силикагелям. Цеолиты бывают при-
родными и синтетическими. Их отличительная
особенность - малый размер наиболее узких
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
469
(входных) пор, который соизмерим с размера-
ми сорбируемых молекул. Наличие таких пор
определяет высокую селективность цеолитов.
Являясь молекулярными адсорбентами, цеоли-
ты хорошо сорбируют электрически несиммет-
ричные молекулы (Н2О, СО2) и молекулы ор-
ганических веществ с кратными связями (эти-
лена, ацетилена и др.). Цеолиты применяют
обычно в виде сферических гранул диаметром
в несколько миллиметров.
Внутренний массоперенос. В теории ад-
сорбции, следуя Викке и Калленбаху, различа-
ют следующие четыре вида массопереноса в
порах (рис. 5.1.13): свободную диффузию в
газовой фазе; кнудсеновскую (или стесненную)
диффузию, поверхностную диффузию и твер-
дотельную диффузию. Последняя происходит
тогда, когда диаметр пор настолько мал,
что потенциальные поля их противоположен-
ных стенок перекрываются. Поверхностная и
твердотельная диффузии формально подобны.
Какая из четырех названных видов диффузии
определяет скорость перемещения сорбируе-
мых молекул сорбата в зерне, зависит от по-
ристой структуры. Миграция сорбата в порах
адсорбента под действием капиллярных сил
аналогична миграции при сушке [55].
Фазовое равновесие при адсорбции. В
капиллярно-пористых материалах, к числу
которых относятся промышленные адсорбен-
ты, распределяемые между фазами вещества
удерживаются адсорбционными и капилляр-
ными силами. При этом системам капиллярно-
пористый материал - пар присущи следующие
закономерности. Объем адсорбционно-связанной
влаги макрокапиллярно-пористых материалов,
в которых г > 10'7 м (макропоры адсорбентов),
по сравнению с объемом внутри порового про-
странства обычно пренебрежимо мал, а капил-
лярная конденсация адсорбата в них отсутству-
ет. Поэтому эти материалы не обнаруживают
гигроскопичных свойств.
Микрокапиллярно-пористые материалы,
в которых г < 10"7 м (в этот диапазон попадают
переходные поры и микропоры адсорбента),
наоборот, характеризуются гигроскопичными
свойствами. В зависимости от структуры мате-
риала, энергетического состояния стенок пор и
физико-химических свойств сорбата равновес-
ные зависимости, выражаемые обычно в коор-
динатах яр = /(ф),, имеют различный вид
(где Яр - равновесная концентрация адсорбата,
ф = р/рн - отношение парциального давле-
ния пара адсорбтива к давлению его насыщен-
ного пара при той же температуре /).
По классификации Брунауэра различают
пять основных форм изотерм адсорбции
(рис. 5.1.14). Тип / характерен для микропо-
ристых адсорбентов без переходных пор. Ме-
нее крутой начальный подъем изотермы ука-
зывает на наличие микропор (типы // и IV).
Сравнительно редко встречающиеся изотермы
типов III и V присущи системам адсорбат (Л) -
адсорбент (В), в которых силы межмолекуляр-
ного взаимодействия между молекулами вида А
Ширина поры, нм
Рис. 5.1.13. Виды диффузии в порах адсорбента:
а - твердотельная; б - поверхностная; в - кнудсеновская; г - свободная
Рис. 5.1.14. Основные типы изотерм адсорбции по Брунауэру
470 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Рис. 5.1.15. Изотермы сорбции и десорбции
водяного пара для технических
адсорбентов при t = 30 °C:
а - активного угля АР-3; б - активного
оксида алюминия; в - силикагеля КСК;
г - молекулярного сита «Linde 4 А»
значительно больше сил взаимодействия меж-
ду молекулами вида А и В.
Для описания изотерм адсорбции приме-
няют следующие уравнения:
1. Уравнение Ленгмюра - теоретически
полученное соотношение между адсорбирован-
ным количеством вещества и равновесным ему
давлением пара. Оно выражает представление
о локализованной адсобции молекул сорбата на
относительно редко расположенных энергети-
чески равноценных активных центрах поверх-
ности и предполагает отсутствие взаимодейст-
вия адсорбированных молекул между собой:
где ам - количество вещества, адсорбирован-
ного в монослое; Ьл - константа.
2. Уравнение БЭТ (Брунауэра, Эммета,
Теллера), описывающее все пять типов изотермы:
аР =М (5 ] 6)
где (7g - константа.
Уравнение БЭТ справедливо в интервале
(р = 0,05...0,35 при (р—>0 и#б»1, из него
следует уравнение Ленгмюра.
3. Уравнение Фрейндлиха - эмпириче-
ское уравнение вида
Др^фф”- 0^<1, (5.1.7)
где Ьф - константа.
Это уравнение хорошо описывает опыт-
ные данные в средней области давлений пара и
поэтому нашло широкое применение на прак-
тике.
4. Уравнение Генри. При малых равно-
весных давлениях пара для всех типов изотерм
адсорбции, линейная аппроксимация,
Яр = 6Гф, (5.1.8)
где Ь\— константа.
Уравнение (5.1.8) следует, в частности, из
уравнения Ленгмюра при /?лф с 1.
На рис. 5.1.15 показаны изотермы сорб-
ции - десорбции водяного пара на технических
адсорбентах (нижние кривые - сорбция, верх-
ние - десорбция). Наблюдаемый на рис. 5.1.15. б
и 5.1.15, в сорбционный гистерезис относится к
области капиллярной конденсации пара и объ-
ясняется ее специфическими особенностями.
Адсорберы неподвижного слоя. Основ-
ное преимущество адсорберов неподвижного
слоя - отсутствие истирания дорогостоящих
адсорбентов в ходе процесса. Адсорберы не-
подвижного слоя подразделяют на вертикаль-
ные, горизонтальные, кольцевые. Рабочий цикл
в них кроме основной стадии (адсорбции)
включает ряд дополнительных стадий, набор
которых варьируется в зависимости от кон-
кретной технологии (стадии десорбции, сушки,
активации адсорбента и др.). В качестве десор-
бирующего агента чаще всего используется
водяной пар или горячий воздух.
Конструкции адсорберов неподвижно-
го слоя. Вертикальный адсорбер с нижней
подачей газовой смеси содержит цилиндриче-
ский корпус 1 и газораспределительную ре-
шетку 3 с расположенным на ней слоем адсор-
бента 2 (рис. 5.1.16). Газовая смесь поступает
через центральную трубу в нижнюю часть ап-
парата, проходит через слой адсорбента и вы-
ходит через штуцер 7, расположенный в верх-
ней части. Десорбирующий агент подается в
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
471
Газ
Рис. 5.1.16. Схема вертикального адсорбера
неподвижного слоя с нижней
подачей газовой смеси
аппарат через трубу 4. Патрубки 5 и 6 предна-
значены для загрузки и выгрузки адсорбента.
Вертикальные адсорберы изготовляют обычно
в виде сварных конструкций из листовой угле-
родистой стали с толщиной стенки 8... 10 мм, а
при наличии в газовой смеси агрессивных ком-
понентов в качестве конструкционного мате-
риала применяют легированную сталь.
Горизонтальные адсорберы, как и верти-
кальные, имеют цилиндрическое сечение, дли-
ну до 6 м и диаметр до 2 м (рис. 5.1.17). При-
мером его применения может служить газобен-
зиновая установка [28]. Преимуществом гори-
зонтальных адсорберов перед вертикальными
является меньшее гидравлическое сопротивле-
ние слоя, а недостатком - трудность равномер-
ного распределения газового потока по сече-
нию слоя, а следовательно, неравномерная
отработка слоя в разных частях аппарата. При-
менение горизонтальных адсорберов целесооб-
разно только при очистке больших количеств
газа.
В кольцевом адсорбере газ, подлежащий
очистке, поступает через штуцер 2 во внешнюю
часть адсорбера, проходит в горизонтальном
направлении через кольцевой слой адсорбента,
находящийся между внутренней 7 и внешней 6
цилиндрическими стенками, и выводится через
штуцер 4 (рис. 5.1.18). В стадиях сушки и ох-
лаждения указанное направление потоков со-
храняется. В стадии десорбции десорбирующий
агент (водяной пар) подают через штуцер 4, а
парогазовую смесь отводят через штуцер 3.
Загрузку адсорбента производят через люки 8,
а его выгрузку - через люк 5.
Рис. 5.1.17. Схема горизонтального адсорбера:
1 - корпус; 2 - штуцер для подачи газа в стадиях
адсорбции, сушки и охлаждения; 3 - распределитель
водяного пара в стадии десорбции; 4 - люки для
загрузки адсорбента; 5 - люки для выгрузки адсор-
бента; 6- штуцер для отвода конденсата; 7 - штуцер
для отвода паров при десорбции; 8 - штуцер для
отвода газа
Рис. 5.1.18. Кольцевой адсорбер:
7 - корпус; 2 ~ штуцер для подачи газа; 3 - штуцер
для отвода паров при десорбции; 4 - штуцер для
отвода газа и подачи пара; 5 - люк для выгрузки
адсорбента; 6, 7 - решетки; 8 - люки для загрузки
адсорбента
Кольцевой адсорбер по сравнению с вер-
тикальным характеризуется меньшей толщи-
ной продуваемого слоя, а следовательно, при
одинаковых скоростях газового потока мень-
шим гидравлическим сопротивлением слоя.
Поэтому его целесообразно применять, в пер-
вую очередь, при больших расходах газа, так
472 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
как в этом случае удается сохранить относи-
тельно небольшую толщину продуваемого
слоя, при этом аппарат занимает сравнительно
небольшую производственную площадь. Так,
кольцевой адсорбер, используемый на одном
из заводов химического волокна для улавлива-
ния сероуглерода из вентиляционных газов,
имеет высоту 7,8 м, высоту слоя адсорбента
(активного угля АР-3) 5,2 м, диаметр 3,2 м, при
этом внешний диаметр слоя адсорбента состав-
ляет 2,8 м, а внутренний его диаметр 1 м, т.е.
толщина продуваемого слоя равна всего 0,9 м,
при его высоте 5,2 м. Количество адсорбента,
загруженного в аппарат, составляет 14 т [22].
Помимо рассмотренных основных типов
адсорберов неподвижного слоя в адсорбцион-
ной технике нашли применение и некоторые
специальные конструкции, к числу которых
относится вертикальный адсорбер со встроен-
ной поверхностью теплообмена (рис. 5.1.19.).
Аппарат выполнен в виде кожухотрубного
теплообменника, трубы которого заполнены
адсорбентом, а через межтрубное пространство
в зависимости от режима работы проходит
горячий или холодный теплоноситель, с помо-
рие. 5.1.19. Вертикальный адсорбер неподвижного
слоя со встроенной поверхностью теплообмена:
1 - корпус; 2 и 5 - камеры; 3 - газораспределительная
решетка; 4 - трубчатка; 6 - карман для термопары;
7 -штуцеры для отбора проб газа и измерения
температуры адсорбента; /и ///-теплоноситель;
II и IV-очищаемый газ
щью которого можно отводить теплоту ад-
сорбции, ускорить прогрев адсорбента на ста-
дии десорбции или охлаждения адсорбента
после его регенерации.
При проведении адсорбции в неподвиж-
ном слое процесс является периодическим,
поэтому для обеспечения непрерывности из-
влечения поглощаемого компонента из газовой
смеси необходимо устанавливать в адсорбци-
онной установке параллельно два или более
адсорбера с периодическим их переключением
на различные стадии процесса. Переключение
адсорберов производится в соответствии с за-
данным режимом работы установки. При нали-
чии двух адсорберов в адсорбционной уста-
новке продолжительность стадии адсорбции
равна сумме продолжительностей всех других
стадий. В трехадсорбционной установке, рабо-
тающей по циклу адсорбция - десорбция ад-
сорбата водяным паром - сушка адсорбента -
его охлаждение продолжительность стадии
адсорбции должна быть равна продолжитель-
ности стадии десорбции и суммарной продол-
жительности стадии сушки и охлаждения. В
тех случаях, когда адсорбция проводится из
жидкой фазы, в качестве адсорберов непод-
вижного слоя используются обычные фильтро-
вальные аппараты.
К недостаткам адсорберов неподвижного
слоя относятся: периодичность процесса, труд-
ность автоматизации, неполная отработка ад-
сорбента на стадии адсорбции, несовершенство
стадии адсорбции.
Расчет адсорберов неподвижного слоя.
Для практических расчетов продолжительности
поглотительного действия слоя т часто исполь-
зуется уравнение Шилова:
т = т0+ЦЯ-Я0), (5.1.9)
где Tq - потеря времени поглотительного дей-
ствия слоя, с; Н() - высота работающего слоя,
соответствующая времени Tq ; к - коэффици-
ент поглотительного действия слоя, с/м.
Уравнение (5.1.9) соответствует пред-
ставлению о том, что процесс адсорбции в не-
подвижном слое может быть разделен на два
периода: 1) период уменьшающейся скорости
продвижения фронта равных концентраций,
ограниченный временем Tq и высотой Hq ; 2)
постоянной скорости продвижения этого фронта
при т > Tq.
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
473
Рис. 5.1.20. Поля концентраций при адсорбции в слое
неподвижного зернистого адсорбента
Распределение концентраций во взаимо-
действующих фазах в различные моменты
времени показано на рис. 5.1.20: С - концен-
трация адсорбата в газовой фазе, кг/м3; Q -
концентрация адсорбтива в газе на входе в
аппарат; С 2 - минимальная концентрация
адсорбтива в газе, которую еще можно опреде-
лить анализом; ас - соответствующая концен-
трации С2 величина адсорбции. К моменту
времени Тд концентрация адсорбата в начале
слоя становится равной концентрации насыще-
ния ян, близкой к концентрации равно-
весной с составом поступающего в адсорбер
газа. В этот момент времени концентрация
адсорбата ас и концентрация адсорбтива С2
достигаются на высоте слоя Hq. Начиная с
момента времени Тд наблюдается параллель-
ный перенос фронта адсорбции по высоте слоя.
Так, в момент т3 работающим будет слой
//3 - //3 , слой высотой //3 уже отработал, а
слой высотой Н > еще не начал работать.
Величины Тд, к и Hq, входящие в уравнение
(5.1.9), находят экспериментально. Величина,
обратная коэффициенту к поглотительного
действия слоя, представляет собой скорость
перемещения фронта равных концентраций, м/с:
v = \/к.
Площадь сечения адсорбера F, м2, рас-
сматриваемого типа
F =G/(vpr), (5.1.10)
где G - расход газа, кг/с; v - скорость газа,
отнесенная к полному сечению аппарата; как
правило, v = 0,08.. .0.25 м/с; рг - плотность
газа, кг/м3.
Уравнение Шилова является приближен-
ным и выполняется лишь при определенных
условиях [52]: при равновесном режиме ад-
сорбции, линейной изотерме, отсутствии про-
дольного перемешивания газовой фазы или при
неравновесном режиме адсорбции, выпуклой
изотерме, наличии продольного перемешива-
ния, при этом на асимптотической стадии про-
цесса происходит образование стационарного
фронта адсорбции.
В общем случае на динамику адсорбции в
неподвижном слое влияют: вид изотермы ад-
сорбции, кинетические факторы, неизотермич-
ность процесса, продольное перемешивание
газовой фазы. На рис. 5.1.21 показано влияние
вида изотермы при равновесном режиме изо-
термической адсорбции.
При равновесном режиме адсорбции и
отсутствии продольного перемешивания ско-
рость перемещения концентрационной точки /
по слою адсорбента выражается уравнением
(законом Викке) [28]:
v
i+f'tCiY
(5.1.11)
474 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Рис. 5.1.21. Продвижение фронта адсорбции
в неподвижном слое адсорбента по изотерме:
а-выпуклой; б-вогнутой; в-линейной; г-выпуклой
и продольном перемешивании сплошной среды
V - скорость движения газовой фазы, м/с;
- производная функции равновесия
яр = /(С); Яр, С/ - концентрации соответ-
ственно адсорбата и адсорбтива.
При выпуклой изотерме согласно уравне-
нию (5.1.11) концентрационные точки с
большей концентрацией двигаются быстрее,
чем точки с меньшей концентрацией, так как
/ (Q) уменьшается с ростом концентрации
[52]. Поэтому происходит сжатие фронта, и он
переходит во фронт с прямым вертикальным
распределением концентрации Сд, который
движется с постоянной скоростью в режиме
параллельного переноса (рис. 5.1.21. а).
При вогнутой изотерме точки с меньшей
концентрацией перемещаются быстрее, а точки
с большей - медленнее, так как /'(С,) увели-
чивается с ростом концентрации, т.е. происхо-
дит размытие фронта (рис. 5.1.21,6).
При линейной изотерме имеет место ре-
жим параллельного переноса, поскольку
f'(Ci-,)= const, поэтому любое начальное рас-
пределение концентрации во фронте сохраня-
ется.
Более точный расчет (по сравнению с
приближенным по уравнению Шилова) дина-
мики адсорбции в неподвижном слое может
быть осуществлен на основе изотермической
математической модели неравновесного режима
адсорбции с учетом эффекта продольного пере-
мешивания (по х) подвижной фазы на основе
диффузной модели:
да дС дС „ д2С
— + — + v— = ^пп —
дт дх дх р дх2
(5.1.12)
— = р0(С-СР(а)); (5.1.13)
С|х=о=О, а|т=о=О; (5.1.14)
С|Х=О=СО, <=0=а(т); (5.1.15)
С|х^= 0, 4^.л=0; (5.1.16)
где £>Пр - коэффициент продольной диффу-
зии; Ро - коэффициент массоопередачи.
Дифференциальное уравнение (5.1.12)
представляет собой уравнение конвективной
диффузии, записанное в неподвижной (эйлеро-
вой) системе координат, фиксированной на
корпусе аппарата (предполагается несжимае-
мость подвижной фазы и одномерное движе-
ние ее со скоростью v вдоль координаты х).
Уравнение массопередачи (5.1.13) описывает
микрокинетику процесса (поглощение вещест-
ва единичной гранулой или дифференциально
тонким слоем).
Коэффициент массопередачи Pg либо
находят непосредственно из эксперимента,
либо рассчитывают через коэффициент массо-
отдачи Pi и коэффициент внутреннего массо-
переноса Р2 [22, 52]:
1
Ро Pi Р2
(5.1.17)
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
475
Начальное условие (5.1.14) предполагает,
что в момент начала процесса т = 0 концен-
трации адсорбата и адсорбтива в слое равны
нулю. Граничное условие (5.1.15) показывает,
что концентрация адсорбтива на входе в слой в
течение всего процесса Cq = const, а концен-
трация адсорбата в этом сечении аппарата из-
меняется со временем в соответствии с кинети-
кой адсорбции. Граничное условие (5.1.16)
означает, что в слое адсорбента бесконечной
высоты всегда на каком-то уровне поглощае-
мый компонент отсутствует.
Решения задачи (5.1.12) - (5.1.15) зависят
от вида изотермы адсорбции. Решая эту задачу
аналитически или численно, получают концен-
трационные функции С = С(х, т) и а = а(х,т),
которые позволяют рассчитать продолжитель-
ность адсорбции в слое высотой Н до появления
на этой высоте проскоковой концентрации С2.
В случае значительных тепловыделений
при адсорбции, которое наблюдается при
больших концентрациях поглощаемого компо-
нента в газовой смеси, для повышения точно-
сти расчета применяют неизотермические ма-
тематические модели процесса [28]. В этом
случае задача (5.1.12) - (5.1.16) дополняется
математическим описанием, которое состоит
из дифференциального уравнения конвектив-
ного теплообмена (уравнения энергии) и крае-
вых условий к нему.
Гидравлическое сопротивление адсорбера
неподвижного слоя Др (Па) складывается из
сопротивлений слоя Дрсл, газораспредели-
тельной решетки Дрр и штуцеров для ввода и
вывода газовой смеси Дрш:
2
Ар = Дрс1+Арр+]ГЛрш/, (5.1.18)
/=1
где
Дрсл = 0,5 /d?; (5.1.19)
^Рр ~ 0,5^pf0TBpr, (5.1.20)
АРш i ~ 0,5^ш jUшрг, (5.1.21)
где X - безразмерный коэффициент сопротив-
ления при прохождении газа через слой адсор-
бента, являющийся функцией числа Рейнольдса
для газового потока; к = /(Re); d3 - экви-
валентный диаметр зерен адсорбента, м; Н -
высота слоя адсорбента, м; Vq - действительная
скорость газа в каналах слоя, м/с; ^р - безраз-
мерный коэффициент сопротивления газорас-
пределительной решетки, гогв скорость газа
в отверстиях решетки, м/с; ; безразмерные
коэффициенты сопротивлений входного и вы-
ходного штуцеров (можно принять <^ш вх = Г
^вых =0>5); £>ш - скорость газа в штуцере,
обычно принимают Цп = 10... 15 м/с.
В случае, когда зерна адсорбента имеют
сферическую форму, d3 - d (d - диаметр
зерна), в ином случае
= 4|/св/а’ (5.1.22)
где Исв - свободный объем насадки,
м’ пустот / м3 слоя; а - удельная площадь
внешней поверхности зерен адсорбента,
m2/(mj слоя).
Значения величин Ксв и а приведены в
справочной литературе. В расчетах действи-
тельную скорость газа в свободном сечении
слоя L’q, как правило, заменяют фиктивной
скоростью D, отнесенной к площади полного
сечения адсорбера ( v = ^qKcb ), поэтому с уче-
том уравнения (5.1.22) зависимость (5.1.19)
можно представить в виде:
АРсл
X На pr v2
(5.1.23)
По перепаду давлений Др можно подоб-
рать тягодутьевое оборудование и рассчитать
мощность, затрачиваемую на продувку газа
через адсорбер, Вт.
W = App-/r|np, (5.1.24)
где V - расход газа, mj/c; Г|пр - КПД привода
вентилятора (газодувки).
Наряду с одночленной формулой (5.1.19)
на практике применяют также двух- и трех-
членные уточненные формулы для расчета
Д^сл Р1-
476 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Адсорберы подвижного плотного слоя.
Непрерывный процесс адсорбции обладает радом
преимуществ перед периодическим: возможно-
стью специализации аппаратуры для каждой
Рис. 5.1.22. Схема адсорбера
с подвижным плотным слоем:
1 - холодильник; 2 - распределительные тарелки;
3 - адсорбционная секция; 4 - распределительное
устройство для ввода исходной парогазовой смеси;
5 - патрубок для ввода исходной парогазовой сме-
си; 6, 10 - патрубки соответственно для ввода и
вывода теплоносителя; 7- подогреватель десорбци-
онной секции; 8 - питатель; 9 - распределительное
устройство для ввода острого водяного пара;
11 - патрубок для отвода продуктов десорбции;
12 - патрубок для отвода непоглощенной части
парогазовой смеси; 13, 14 - патрубки соответствен-
но для ввода и вывода охлаждающей воды;
15 - патрубок для ввода острого водяного пара
стадии процесса; стабилизацией процесса во
времени; лучшим качеством очистки и степени
отработки адсорбента; легкостью регулирова-
ния и возможностью автоматизации. Основ-
ным недостатком адсорберов подвижного слоя
является истирание адсорбента. К сожалению,
проблема получения стойких к истиранию ад-
сорбентов в условиях подвижного слоя не ре-
шена, что является сдерживающим фактором в
широком применении непрерывных процессов
адсорбции. Аппараты с движущимся адсорбен-
том могут работать как с плотным зернистым
слоем, так и с псевдоожиженным слоем пыле-
видного адсорбента.
Адсорбер подвижного плотного слоя для
адсорбции поглощаемых компонентов из газо-
вой фазы выполняют в виде полой колонны
(рис. 5.1.22), внутри которой размещены холо-
дильник /, подогреватель 7, распределитель-
ные тарелки 2, распределительные устройства 4
для ввода в колонну разделяемой парогазовой
смеси и 15 ввода острого водяного пара. Зер-
нистый адсорбент плотным слоем под действи-
ем силы тяжести перемещается сверху вниз по
аппарату, скорость его движения регулируется
питателем 8. Аппарат содержит три секции:
верхнюю - охлаждения /;
среднюю адсорбционную - секцию 3;
нижнюю десорбционную - 7, в которой
происходит десорбция поглощенного компо-
нента.
Распределительные тарелки 2 служат для
предохранения смешивания парогазовых пото-
ков адсорбционной и десорбционной секций
аппарата. Рециркуляция адсорбента осуществ-
ляется обычно с помощью пневмотранспорта.
Адсорбция в подвижном плотном слое
обеспечивает непрерывность процесса по твер-
дой фазе и, кроме того, позволяет совмещать
термическую десорбцию одних компонентов с
вытеснительной десорбцией других, что дает
возможность разделять многокомпонентную
парогазовую смесь на отдельные фракции [52].
Практически адсорбция газов и паров в аппа-
ратах подвижного плотного слоя находит при-
менение именно для разделения многокомпо-
нентных смесей.
В адсорбционной установке с подвижным
плотным слоем активированного угля для раз-
деления газовой смеси на три фракции адсор-
бент, двигаясь сверху вниз, проходит через
трубчатый холодильник 1 и поступает в ад-
сорбционную зону /, расположенную под пер-
вой (сверху) тарелкой 2 (рис. 5.1.23). В эту
зону поглощения адсорбируемого компонента
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
477
Рис. 5.1.23. Схема адсорбционной установки
с подвижным плотным слоем активированного
угля для разделения газовой смеси на три фракции:
/ - адсорбционная зона; II - зона вытеснительной
десорбции; III - десорбционная зона; I - холодиль-
ник; 2 - распределительные тарелки; 3 - питательная
тарелка; 4 - гидрозатвор; 5 - указатель уровня адсор-
бента; 6 - труба гидрозатвора; 7 - задвижка, регули-
рующая выпуск угля из адсорбера; 8 - пневмотранс-
портная линия; 9 - сборник; 10 - радиальный венти-
лятор; 11 - бункер; 12 - термопара; 13 - реактиватор;
В - охлаждающая вода; Т - горячий теплоноситель,
П — пар; Пр - продукты реакции и пар
через штуцер под второй распределительной
тарелкой вводится разделяемая исходная
смесь. Под первой тарелкой имеется вывод
непоглощенной части (легкой фракции). Ад-
сорбент перемещается в зону вытеснительной
десорбции //, в которую снизу поступают ком-
поненты, десорбированные в нижней зоне. Они
вытесняют более летучие компоненты из про-
ходящего вниз адсорбента. Продукт вытесни-
тельной десорбции образует промежуточную
фракцию, состав которой зависит от точки
отбора (на рис. 5.1.23 отбор промежуточной
фракции производится под третьей сверху та-
релкой) [52].
Рис. 5.1.24. Схема адсорбера
с перфорированными шнеками:
1 - адсорбент; II- жидкость
Из зоны вытеснительной десорбции ад-
сорбент поступает в десорбционную зону III
(термической десорбции), представляющую
собой трубчатый теплообменник, обогревае-
мый горячим теплоносителем. В некоторых
случаях десорбцию осуществляют острым па-
ром. Смесь десорбированных таким образом
продуктов (и пара, если он применен) образует
так называемую тяжелую фракцию и отводится
из-под четвертой тарелки.
Из зоны термической десорбции адсор-
бент через питательную тарелку 3 и гидравли-
ческий затвор 4 попадает в питатель пнев-
мотранспортной линии 8, которая возвращает
адсорбент на верх колонны.
С течением времени активность адсор-
бента (адсорбционная способность) постепенно
уменьшается. Для ее восстановления часть
адсорбента поступает на реактивацию. Аппарат
для реактивации 13 по принципу действия ана-
логичен десорберу, но работает при более вы-
соких температурах теплоносителя.
Аппараты с подвижным зернистым ад-
сорбентом применяют для адсорбции погло-
щаемых компонентов из жидкой фазы. В аппа-
рате с перфорированными шнеками адсорбент
поступает в правую секцию 1 аппарата и вер-
тикальным шнеком 2 транспортируется вниз,
затем горизонтальным шнеком подается в ле-
вую секцию, вертикальным шнеком перемеща-
ется вверх и выводится из аппарата
(рис. 5.1.24). Поток жидкости движется проти-
воточно с адсорбентом.
В ковшовом адсорбере ковши с перфори-
рованными днищами закреплены на бесконеч-
ной ленте 1, с помощью которой осуществля-
ется перемещение адсорбента (рис. 5.1.25).
Жидкость, содержащая поглощаемое вещество,
478 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Рис. 5.1.25. Схема ковшового адсорбера:
/- загрузка адсорбента; //- выгрузка адсорбента;
///- ввод жидкости; IV- вывод жидкости;
1 - лента с ковшами
как и в предыдущем случае, перемещается в
аппарате противотоком к адсорбенту. Проти-
воточное движение взаимодействующих фаз
позволяет осуществлять более полное извлече-
ние адсорбируемого компонента из жидкости и
обеспечивает более полную степень отработки
адсорбента.
Расчет адсорберов подвижного плотно-
го слоя. Рассмотрим процесс адсорбции одно-
го компонента из парогазовой смеси в аппарате
подвижного плотного слоя. Пусть аппарат со-
держит зону охлаждения высотой //охл, зону
адсорбции высотой Н и зону десорбции //д.
Общая высота рабочей части аппарата
Я = ЯОХЛ + Я + ЯД. (5.1.25)
Высота слоя в зоне адсорбции Н может
быть найдена по модифицированному уравне-
нию массопередачи, записанному по газовой
фазе [52]:
v dC
Н = ^~ \ = (5.1.26)
₽о с С Ц) \а)
где /гэ = ^’/Ро - высота слоя адсорбента, экви-
валентная единице переноса, м; тс - общее
число единиц переноса, определяемое интегра-
лом:
Гц
г dC
тс = \г r~Tx (51-27>
с с~сЛа)
Интеграл (5.1.27) в случае нелинейной
изотермы адсорбции вычисляют графически
или численно. Коэффициент массопередачи
Ро находят на основе опытных данных или
рассчитывают по соотношению (5.1.17), ско-
рость газа v принимают такой же, как и в ап-
парате неподвижного слоя. Пример расчета
высоты зоны адсорбции по уравнениям
(5.1.26), (5.1.27) приведен в [52].
При необходимости учета продольного
перемешивания фаз расчет ведут на основе
решения дифференциальных уравнений кон-
вективной диффузии, записываемых по газовой
и твердой фазам при соответствующих гранич-
ных условиях. При этом для учета эффектов
продольного перемешивания фаз, как правило,
используют диффузионную модель. Например,
при учете продольного перемешивания газовой
фазы на основе диффузионной модели и иде-
альном вытеснении твердой фазы изотермиче-
ская математическая модель кинетики адсорб-
ции в адсорбере подвижного плотного слоя
может быть сформулирована в виде:
^ = -р°<с^м)+о"|>7Г’
Сел QX
(5.1.28)
v^ = 0o(C-Cp(a)), О<Х<Н-
(5.1.29)
^- = —= 0, х-*оо, (5.1.32)
dx dx
где Сн - концентрация адсорбтива на входе в
аппарат, кг/м3.
В математической модели (5.1.28) -
(5.1.32) начало координат помещено на входе
газа в слой и координата х ориентирована
вверх по слою. Граничное условие (5.1.30)
описывает эффект «включения» механизма
продольного перемешивания в аппарате, гра-
ничное условие (5.1.31) выражает отсутствие
адсорбата в адсорбенте на входе его в аппарат,
граничное условие (5.1.32) - отсутствие массо-
обмена при х —> оо . В общем случае при не-
линейной изотерме адсорбции решение задачи
(5.1.28) - (5.1.32) может быть найдено числен-
ным методом.
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
479
Высоту зоны охлаждения в адсорбере
//охл рассчитывают по уравнениям теплооб-
мена. Высоту слоя в зоне десорбции находят с
учетом способа ее проведения.
Существует несколько способов десорб-
ции: вакуумная (для ускорения процесса, ад-
сорбент нагревают контактным способом);
термическая - продувкой через слой горячего
неадсорбирующегося газа (воздуха, азота и др.);
вытеснительная - продувкой через слой адсор-
бирующегося газа или пара (например, насы-
щенного водяного пара); изотермическая -
контактным прогревом слоя адсорбента внеш-
ним теплоносителем с последующей продув-
кой слоя небольшим количеством неадсорби-
рующегося газа.
На практике наибольшее распростране-
ние получили второй и третий способы де-
сорбции. Достаточно распространенной явля-
ется также изотермическая адсорбция [28].
Термическая десорбция в потоке неадсорби-
рующегося газа аналогична процессу сушки и
высота слоя адсорбента в зоне десорбции //д
в этом случае может быть рассчитана по кине-
тическим уравнениям процесса сушки [52, 55].
При вытеснительной десорбции для регенера-
ции адсорбента аппарат должен содержать
также зону термической или изотермической
десорбции.
В настоящее время стадия десорбции ме-
нее изучена, чем стадия адсорбции, поэтому во
многих случаях технологические режимы ее
проведения и продолжительность процесса
находят на основе экспериментальных данных.
При известной продолжительности стадии
десорбции Тд высота зоны десорбции опреде-
ляется соотношением:
(5.133)
где - скорость движения твердой фазы
(адсорбента) в аппарате, м/с.
Скорость движения слоя адсорбента
должна быть в несколько раз больше скорости
движения фронта адсорбции в неподвижном
слое в режиме параллельного переноса, опре-
деляемой по уравнению (5.1.11), например
<7Т = 5v [52].
Площадь сечения адсорбера рассчитыва-
ют по уравнению (5.1.10), а гидравлическое
сопротивление зон аппарата - как сумму гид-
равлических сопротивлений его отдельных
элементов. Например, для зоны адсорбции
можно записать:
2
ДР = ДРсл + ДРгр.у +£ДРш/. (5.1.34)
/=1
где А/?сл, ДРгр.у> Д^ш/ ” гидравлические
сопротивления слоя адсорбента в зоне адсорб-
ции, газораспределительного устройства и шту-
церов для подвода и отвода газовой смеси, Па.
Для расчета величин Дрсл, Дргр.у, Дрш /
используют зависимости (5.1.19) - (5.1.21) или
аналогичные им.
Адсорберы псевдоожиженного слоя.
Преимуществом аппаратов этого типа является
возможность проведения процесса при высо-
ких скоростях газового потока, которые на
порядок выше, чем в адсорберах неподвижного
слоя, а основным недостатком - истираемость
адсорбента. Высокие скорости газа обеспечи-
вают интенсивную массопередачу. Адсорбцию
в псевдоожиженном слое осуществляют как
периодически, так и непрерывно, в последнем
случае используют одно- или многосекцион-
ные аппараты.
Односекционный аппарат псевдоожи-
женного слоя включает цилиндрический вер-
тикальный корпус /, газораспределительную
решетку 2 и пылеотделяющее устройство 3
типа циклона (рис. 5.1.26). Адсорбент загружа-
ется в аппарат сверху через трубу и выводится
через трубу снизу. Разделяемый газ вводится в
адсорбер через нижний патрубок и выводится
через верхний. Недостатком непрерывно дей-
ствующего односекционного адсорбера являет-
Рис. 5.1.26. Сзема односекционного адсорбера
псевдоожиженного слоя:
/- газ; II- адсорбент
480 Глава 5.1. ОБОРУДОВАНИЕ ДЛЯ ПРОЦЕССОВ АБСОРБЦИИ, РЕКТИФИКАЦИИ И АДСОРБЦИИ
Рис. 5.1.27. Схема многосекционного
(тарельчатого)адсорбера:
/- газ; II- адсорбент
ся почти полное перемешивание твердой фазы,
снижающее движущую силу процесса.
Для уменьшения эффекта продольного
перемешивания применяют многосекционные
адсорберы псевдоожиженного слоя (рис. 5.1.27).
В многосекционном адсорбере 1 с газораспре-
делительными решетками (тарелками) 2, пере-
ливными патрубками 3, выполняющими одно-
временно функции затворов для газового пото-
ка, адсорбент поступает в верхнюю часть и
перетекает с тарелки на тарелку сверху вниз. С
нижней тарелки адсорбент выгружается через
питатель 4, разделяемый газ поступает в ад-
сорбер снизу и удаляется через верхний патру-
бок. Многосекционный адсорбер позволяет
организовать процесс по противоточной схеме,
что также повышает движущую силу процесса.
На рис. 5.1.28 показана принципиальная
схема промышленного адсорбционно-десорб-
ционного аппарата псевдоожиженного слоя для
осушки воздуха. Диаметр такого аппарата 3 м,
общая высота 21 м, в качестве адсорбента
Рис. 5.1.28. Схема промышленного многосекционного
адсорбционно -десорбционного аппарата
псевдоожиженного слоя
для осушки воздуха:
I - адсорбер; 2 - десорбер; 3 - распределительные
тарелки; 4 - теплообменные тарелки; 5 - адсорбцион-
ные тарелки; 6 - охлаждающая рубашка; 7 - регене-
рационные тарелки; 8 - сепаратор; 9 - холодильник;
I - селикагель; II - сухой газ; III - влажный газ;
IV- воздух; V- десорбирующий агент
использован силикагель, а скорость газа 1,3...
5 м/с.
В адсорбере псевдоожиженного слоя
для разделения многокомпонентных газовых
смесей имеются восемь зон: адсорбционная //,
вытеснительной десорбции ///, IV, нагрева V,
десорбционная VI, сушки VII и две зоны
охлаждения /, VII (рис. 5.1.29) [52]. В зонах
вытеснительной десорбции происходит вы-
ОБОРУДОВАНИЕ ДЛЯ АДСОРБЦИИ
481
Рис. 5.1.29. Принципиальная схема промышленной установки с многосекционным
адсорбционно-десорбционным аппаратом псевдоожиженного
слоя для разделения многокомпонентной газовой смеси:
1 - сепарационная камера, 2 - холодильник; 3 - подогреватель;
4 - реактиватор; 5 - газлифт угля; 6 - водяной скруббер,
7 - газодувка; П - пар; Г- газы; Пр - продукт;
К - конденсат; Шл - шлам
деление метановой и этановой фракций. На-
грев и охлаждение адсорбента осуществляют
путем подачи соответствующих теплоносите-
лей во встроенные в адсорбер теплообменные
трубы.
Расчет адсорберов псевдоожиженного
слоя. Кинетический расчет непрерывно дейст-
вующих адсорберов псевдоожиженного слоя
может быть выполнен по аналогии с кинетиче-
ским расчетом массообменных аппаратов для
проведения процессов в системах без твердой
фазы (абсорбции, ректификации, экстракции).
Применительно к адсорберам он выполняется
по модифицированным уравнениям массопере-
дачи - уравнению (5.1.26), из которого нахо-
дится высота слоя, или аналогичному ему
уравнению, записанному по отношению к объ-
ему слоя Исл (м3):
V У dC V
^сл=— [-----= —(5.135)
РоД-Ср(«) Ро
L к
где Иг - объемный расход газа, м3/с.
Для многосекционного аппарата высотой
слоя адсорбента на тарелке задаются, а из ки-
нетического расчета находят число секций
(тарелок) путем нахождения числа ступеней
изменения концентраций [46, 52, 54]. Вписы-
вание ступенек изменения концентраций между
рабочей и равновесной линиями дает число
теоретических тарелок, которое путем деления
на КПД адсорбционной колонны Г|к позволяет
перейти к действительному числу тарелок:
«д =«т/Пк-
16 - 10358
482
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
В адсорберах псевдоожиженного слоя ад-
сорбент на тарелке интенсивно перемешивает-
ся. Приняв в расчете, что он на тарелке полно-
стью перемешан, а газ идеально вытеснен,
можно из кинетического расчета непосредст-
венно найти число действительных тарелок по
методике, описанной в [46] для систем без
твердой фазы, путем построения кинетической
линии и вписывания ступенек изменения кон-
центраций между рабочей линией и кинетиче-
ской (а не между рабочей и равновесной ли-
ниями как при нахождении числа теоретиче-
ских тарелок).
Перемешивание частиц адсорбента в слое
непрерывно действующего аппарата приводит
к неоднородной их отработке. Математические
модели кинетики адсорбции, учитывающие эту
неоднородность, основаны на представлении о
послойной отработке зерна адсорбента [54].
Площадь сечения адсорбера псевдоожи-
женного слоя находят по расходу газовой фазы
(5.1.10), при этом скорость газа выбирают выше
критической £>>г?Кр. Последнюю находят по
зависимостям вида Re =flAf) или Ly = ДАг),
приводимым в литературе (Re, Ly, Ar - числа
соответственно Рейнольдса, Лященко, Архи-
меда).
Гидравлическое сопротивление псевдо-
ожиженного слоя адсорбента определяется со-
отношением:
дРсл =g(PT -р)(1-ео)Ао, (5.1.36)
где рт, р - плотность соответственно твердой и
газовой фазы, кг/м3; £q - порозность неподвиж-
ного слоя, м3/м3; Aq - высота неподвижного
слоя адсорбента, м.
Глава 5.2
ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Сушка - процесс удаления влаги из твер-
дого материала путем ее испарения и отвода
образовавшихся паров, который является за-
ключительной стадией многих технологиче-
ских процессов, в значительной степени опре-
деляющий энерго- и материалоемкость произ-
водства, качество готового продукта и уровень
загрязнения окружающей среды [44, 57]. Обез-
воживание материалов осуществляется обычно
с целью повышения качества целевого продук-
та, предупреждения слеживаемости, удешевле-
ния транспортировки, уменьшения коррозии
аппаратуры и трубопроводов, повышения теп-
лоты сгорания топлива.
Расчеты процессов и аппаратов сушки
возможны на основе знания свойств высуши-
ваемых материалов как объектов сушки, кине-
тических характеристик процесса сушки, зако-
нов термодинамики и гидродинамики в прило-
жении к системам газ - твердое тело.
Высушиваемые материалы в зависимости
от способа сушки условно можно разделить на
следующие группы:
жидкотекучие - истинные и коллоидные
растворы, эмульсии и суспензии;
пастообразные;
твердые дисперсные, обладающие сыпу-
честью во влажном состоянии - пылевидные,
зернистые и кусковые;
тонкие гибкие - ткани, пленки, бумага,
картон;
штучные, массивные, крупногабаритные
изделия - керамика, элементы строительных
конструкций, изделия из древесины;
изделия, подвергающиеся сушке после
грунтования, окраски, склеивания и других ра-
бот на поверхности.
По способу подвода теплоты к высуши-
ваемому материалу различают следующие ви-
ды сушки:
конвективную - с передачей теплоты ма-
териалу за счет его непосредственного контак-
та с сушильным агентом (нагретым воздухом,
топочными и другими газами);
контактную (кондуктивную) - с переда-
чей теплоты материалу через разделяющую их
стенку;
радиационную - с передачей теплоты ма-
териалу инфракрасным излучением;
диэлектрическую, заключающуюся в об-
работке материала токами высокой частоты;
сублимационную, при которой высуши-
вание материала осуществляется в заморожен-
ном состоянии при глубоком вакууме.
В химической промышленности наиболее
часто применяют конвективную и кондуктив-
ную сушки.
Материальный баланс сушки. Если масса
влажного материала GH, подаваемого на суш-
ку, его влажность Сн, выраженная в процен-
тах, масса высушенного материала GK влаж-
ностью Ск и количество испаренной влаги W.
то материальный баланс по потокам может
быть записан в виде
GH = GK + IV. (5.2.1)
ОБОРУДОВАНИЕ ДЛЯ СУШКИ
483
а по сухому твердому веществу Баланс конвективной сушки по влаге в z ч z ч сушильном агенте может быть в этом случае GH(100-CH) = GK(100-CK). (5.2.2) записан В процессе конвективной сушки участву- £xj + (Г = £^2 > (5.2.3) ет также воздух, абсолютно сухое количество откуда расход воздуха которого L. При подаче на сушку его влагосо- держание составляет jq, а после сушки и по- ~ W/(х\ ~ х1) глощения испаренной влаги в количестве W, Классификация сушильных аппаратов оно становится равным х2. приведена в табл. 5.2.1. 5.2.1. Классификация сушильных аппаратов
Признак классификации Тип сушилки
Давление в рабочем пространстве Атмосферная, вакуумная, под избыточным давлением
Режим работы Периодического или непрерывного действия
Вид теплоносителя Воздушная, на дымовых или инертных газах, на насыщенном или перегретом паре, на жидких теплоносителях
Направление движения теплоносителя от- носительно материала Прямоточная, противоточная с перекрестным током, реверсивная
Характер циркуляции теплоносителя С естественной и принудительной циркуляцией
Способ нагревания теплоносителя С паровыми воздухонагревателями, с топоч- ными устройствами, с электронагревателями, комбинированный
Способ удаления влаги из сушилки С отходящим теплоносителем, с продуваемым воздухом
Способ подвода теплоты к материалу Конвективный, контактный, радиационный с нагревом токами высокой частоты с акустиче- ским или ультразвуковым нагреванием
Вид высушиваемого материала Крупнодисперсный, тонкодисперсный, пыле- видный, ленточный, пастообразный, жидкий рас- твор или суспензия
Гидродинамический режим С плотным неподвижным слоем, перемеши- ваемым слоем, взвешенным слоем (псевдоожи- женным слоем, пневмотранспортом, закручен- ными потоками), с распадением в потоке тепло- носителя
Конструктивный тип сушилки Тип сушилки по гидр< Неподвижный слой материала Камерные, шахтные, ленточные, барабанные, трубчатые и т.д. ^динамическому режиму Полочная или камерная
Неподвижный перемещаемый слой материла Вальцевая, ленточная, вальцеленточная, пет- левая, шахтная, турбинная
С механически перемешиваемым слоем ма- териала Валковая, шнековая, барабанная, роторная, вибрационная
Со взвешенным слоем материала Пневматическая (трубная, спиральная, вихре- вая), с кипящим слоем, аэрофонтанная и др.
16*
5.2.2. Классификация применения сушильных аппаратов в зависимости от основных свойств высушиваемых материалов
Сушильный аппарат Производство Агрегатное состояние материала Технологическая характеристика материалов Требуемое время сушки
малотоннажное среднетоннажное крупнотоннажное Сыпучий Пастообразный Жидкий Допустимая температура нагрева. °C Склонность к адгезии Несклонность к адгезии Склонность к когезии Пылящий Пожароопасный Взрывоопасный Содержащий органические растворители Токсичный 0,3..,3 с 3...30С 0,5...2 мин 2. ..20 мин 10...60 мин > 60 мин
< 0,75 мм 0,5...5 мм <0,5 мм V V > 100
Полочный 5 0 0 5 5 5 5 0 3 5 5 3 5 5 3 0 0 0 0 0 0 0 3 5 5
Полочный вакуумный 5 0 0 5 5 5 5 3 5 5 3 3 5 5 5 5 5 5 5 0 0 0 3 5 5
Распылительный с центробежным распылом 5 5 5 0 0 0 3 5 5 5 5 3 5 5 5 5 5 3 3 5 5 0 0 0 0
То же, с форсуночным распылом 5 5 3 0 0 0 5 5 5 5 5 3 5 5 5 5 5 3 3 5 5 0 0 0 0
Вальцевое 5 3 0 0 0 0 3 5 3 3 5 3 3 5 5 0 0 0 0 0 5 3 0 0 0
Барабанный вращающийся 0 3 5 5 5 3 3 0 5 5 5 3 5 3 3 3 3 0 0 0 0 0 3 5 5
То же, с гранулированием 0 3 5 0 0 0 3 5 0 3 5 3 3 5 3 0 0 0 0 0 0 0 3 5 0
То же, вакуумный 5 5 0 3 5 3 0 0 5 5 5 0 5 0 3 5 5 5 5 0 0 0 3 5 5
Роторный:
барабанный 5 5 0 0 5 5 3 0 0 3 5 0 5 0 5 5 5 5 5 0 0 3 5 5 0
вакуумный 5 5 0 0 5 5 5 3 5 5 5 3 5 5 5 5 5 5 5 0 0 0 3 5 5
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Роторный камерный 5 5 3 5 5 5 0 0 3 5 5 3 5 5 5 0 5 5 5 0 0 3 5 3 0
Шнековый 5 0 0 0 5 5 5 3 3 5 5 3 5 3 5 3 3 5 3 0 0 0 3 5 0
Ленточный 5 5 3 5 5 0 3 0 5 5 5 3 5 5 3 3 0 0 3 0 0 0 3 5 0
Вальцеленточный 5 5 3 0 0 0 5 0 0 5 5 5 5 5 5 3 0 0 3 0 0 0 3 5 0
Вибрационный 5 5 0 0 5 5 0 0 3 5 5 5 5 3 3 5 5 0 0 0 0 5 5 5 0
Псевдоожиженного слоя 5 5 5 3 5 3 3 0 3 5 5 0 5 0 3 3 3 5 3 0 0 3 5 5 0
То же, с инертным носителем 5 3 0 0 0 0 5 5 3 5 5 3 5 0 5 3 5 5 5 3 5 5 0 0 0
Фонтанирующего слоя 5 5 0 0 5 5 5 5 3 5 5 0 5 0 3 5 5 5 3 0 0 3 5 5 0
Вихревого слоя 5 5 0 0 5 5 3 0 3 5 5 0 5 0 0 5 5 5 5 3 3 5 0 0 0
Трубный пневматический 0 5 5 0 5 5 3 0 3 5 5 5 0 5 5 3 5 5 5 3 5 0 0 0 0
То же, с измельчением 0 5 5 5 0 0 0 0 3 5 5 0 5 5 3 5 5 5 3 5 3 0 0 0 0
Циклонный комбинированный 5 5 0 0 5 5 3 0 3 5 5 0 5 3 3 5 5 5 5 3 5 0 0 0 0
Спиральный 5 5 0 0 5 5 3 0 3 5 5 0 5 0 3 5 5 5 5 5 5 0 0 0 0
Струйный 0 5 5 0 3 5 5 0 3 5 5 5 5 5 5 5 5 5 5 5 5 0 0 0 0
Со встречными закрученными потоками 5 5 5 0 0 5 3 0 3 5 5 0 5 0 5 5 5 3 3 5 3 0 0 0 0
ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Примечания. 1. Обозначения: балл «О» - сушилка не применяется; балл «3» - применение сушилки допустимо с дополнительной
подготовкой материала или при изменении ее конструкции; балл «5» - сушилка рекомендуется к применению.
2. Выбор типа аппарата определяется максимальной суммой баллов «3 + 5» в строке.
486
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Такая классификация недостаточна для
выбора сушилки для конкретного высушивае-
мого материала. При классификации, разрабо-
танной АО НИИХЙММаш, выбор типа сушил-
ки связывают с характеристиками высушивае-
мого материала (табл. 5.2.2).
Технологические и технико-экономи-
ческие аспекты выбора способа сушки.
Многообразие способов сушки и типов сушиль-
ных аппаратов позволяет выбрать для любого
высушиваемого материала наиболее рациональ-
ную технологию сушки, под которой подразу-
мевается выполнение двух главных условий:
соответствия кинетики сушки балансовым ус-
ловиям; соответствия гидродинамических и
термодинамических условий процесса сушки
изменяющимся свойствам высушиваемого ма-
териала.
При выборе способа сушки и аппаратур-
ного оформлении процесса необходимо руко-
водствоваться следующими принципами: ми-
нимизацией стоимости сушки; полной безопас-
ности процесса, включая защиту окружающей
среды от загрязнения вредными выбросами;
обеспечением технологичности процесса: про-
стотой обслуживания и ремонта: получением
продукта с требуемой дисперсностью и т.д.
5.2.1. СУШИЛЬНЫЕ ПОЛОЧНЫЕ
АППАРАТЫ
Сушильные полочные аппараты (камер-
ные сушилки) широко используются в химиче-
ской промышленности для сушки малотоннаж-
Рис. 5.2.1. Полочная сушилка с промежуточным
подогревом сушильного агента:
1 - вагонетка; 2 - сушильная камера: 3 - корпус; 4 -
калориферы для промежуточного подогрева воздуха;
5 - канал подачи воздуха; 6 - радиальный вентиля-
тор; 7 - калорифер предварительного подогрева воз-
духа; 8 - воздухораспределительная решетка; 9 -
патрубок для подачи свежего воздуха; 10 - патрубок
для удаления обработанного воздуха; 11 - заслонка
ных продуктов (красок, пигментов, химических
реактивов, химикатов-добавок к полимерным
материалам, фармацевтических продуктов и
др.) [44, 46, 75]. Существует большое количе-
ство вариантов конструктивного исполнения
сушилок этого типа, различающихся способом
загрузки материала и характером размещения
его на полках, условиями ввода сушильного
агента, в качестве которого обычно использу-
ется воздух, типом и конструктивным испол-
нением узлов нагрева теплоносителя и другими
элементами.
На рис. 5.2.1 показан один из аппаратов
этого типа. Он имеет корпус 3 в форме прямо-
угольного параллелепипеда, внутри которого
симметрично расположены две сушильные ка-
меры 2 с размещенными в них полками-
противнями, установленными на вагонетки 7.
Размер каждого противня 0,89 х 0,57 х 0,035 м,
общее их число в камере 48. Сушильный агент
(воздух) подается в нижнюю часть сушилки
радиальным вентилятором 6 и движется вдоль
поверхности материала, расположенного на
противнях. По воздуху сушилка - трехходовая,
с промежуточным подогревом воздуха после
первого и второго ходов в калориферах 4.
Сушилка предусматривает частичную ре-
циркуляцию отработанного сушильного агента
с помощью заслонки 77. Промежуточный по-
догрев воздуха позволяет подводить требуемое
на сушку количество теплоты при более низ-
кой температуре сушильного агента, чем при
сушке без промежуточного подогрева, что
важно для сушки термолабильных материалов.
Расчет полочных сушилок. Продолжи-
тельность сушки материала в полочных су-
шилках тс обычно принимают на основе
опытных данных. Общая продолжительность
цикла сушки тц складывается из времени
сушки тс, времени загрузки материала т3 и
времени его выгрузки твыг:
тц = тс + тз + гвыг-
Расчет проводят в такой последователь-
ности. Выбирают типоразмер полочной су-
шилки и находят массу влажного материала,
единовременно загружаемого в сушилку,
= z£m>
где z - число противней в сушилке; gM - мас-
са влажного материалал на одном противне;
СУШИЛЬНЫЕ АППАРАТЫ С ВРАЩАЮЩИМСЯ БАРАБАНОМ
487
gM =^пРм’ Кп ~ объем противня; рм - на-
сыпная плотность влажного материала.
При известной суточной производитель-
ности по высушиваемому материалу GcyT
число необходимых циклов сушки
т ~ ^сут /<^м •
Зная время работы сушилки в течение су-
ток тсут, находят число циклов, которое со-
вершается за это время на одном сушильном
аппарате,
п ~ Тсут/Тц-
Требуемое число сушильных аппаратов
b = т/п.
При неприемлемой величине b (слишком
большая или слишком маленькая) уточняют
размеры сушилки и повторяют расчет.
5.2.2. СУШИЛЬНЫЕ АППАРАТЫ
С ВРАЩАЮЩИМСЯ БАРАБАНОМ
Сушильные аппараты с вращающимся
барабаном (барабанные сушилки) широко ис-
пользуются в промышленности для сушки раз-
нообразных по агрегатному состоянию и
структуре материалов: кусковых, кристалличе-
ских, зернистых, порошкообразных, пастооб-
разных, жидких [44]. Основным элементом ба-
рабанных сушилок является горизонтальный
или слегка наклонный к горизонту вращаю-
щийся цилиндрический корпус, внутри которо-
го установлены насадки различного типа, спо-
собствующие равномерному распределению и
перемешиванию высушиваемого материала. По
режиму работы барабанные сушилки могут
быть периодического и непрерывного дейст-
вия, а по способу подвода теплоты - контакт-
ными или конвективными.
В контактных сушилках для подвода теп-
лоты к высушиваемому материалу барабан
имеет рубашку, змеевик или трубчатый тепло-
обменник. Удаление паров испаренной влаги
может быть осуществлено поддержанием ва-
куума в барабане либо продувкой его атмо-
сферным воздухом.
Вакуумная барабанная сушилка периоди-
ческого действия с контактным подводом теп-
лоты через рубашку на корпусе и змеевиком
Рис. 5.2.2. Вакуумная сушилка
с вращающимся барабаном:
1 - корпус; 2 - загрузочно-разгрузочное
устройство; 3,4- опоры; 5, 6 - цапфы;
7 - привод; 8,9- распределительные коллектора
внутри используется для глубокой сушки по-
лимерных материалов (лавсана, полипропилена
и др.). Барабан в виде цилиндра вращается на
эксцентрично расположенных цапфах 5, б,
установленных в подшипниковых опорах 3, 4
(рис. 5.2.2). Загрузка и выгрузка продукта осу-
ществляется через один и тот же люк, снаб-
женный шибером и крышкой, при соответст-
вующем повороте аппарата. Подача пара в ру-
башку и змеевик и отвод конденсата осуществ-
ляются через подвижный коллектор со стороны
привода через цапфу. С противоположной сто-
роны подключается вакуумная система. Экс-
центричное расположение оси вращения бара-
бана обеспечивает комбинированное продольно-
поперечное перемешивание высушиваемого
материала и контактирование его частиц с
греющими поверхностями.
Барабанные сушилки непрерывного дей-
ствия с контактным подводом теплоты посред-
ством трубчатого теплообменника могут вы-
полняться по двум вариантам нахождения вы-
сушиваемого материала в зоне сушки: в меж-
трубном и трубном пространстве. При паровом
обогреве труб они расположены по всей длине
барабана, укреплены внутри него одним, двумя
или тремя концентрическими рядами и враща-
ются вместе с корпусом сушилки. Влажный
материал подают в сушилку по загрузочному
желобу или с помощью шнекового питателя.
Разгрузка продукта происходит через перифе-
рийные отверстия в корпусе сушилки, которые
служат также для продувки аппарата воздухом
с целью удаления паров влаги. Греющий пар
поступает в трубки через вращающуюся рас-
пределительную головку со стороны паропро-
вода. Конденсат непрерывно удаляется самоте-
ком через соединительное устройство при со-
ответствующем повороте барабана.
488
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
В барабанной трубчатой сушилке, вы-
полненной по другому варианту, материал с
помощью специального питателя равномерно
распределяется по трубам и движется внутри
них к выходному отверстию. Подача пара в
межтрубное пространство и отвод конденсата
осуществляется через полые цапфы. В связи с
тем, что барабан несколько наклонен к гори-
зонту, а трубы имеют сравнительно небольшой
диаметр (100 мм), движение материала в них
затруднено. Поэтому аппараты такой конст-
рукции применяют для сушки хорошо сыпучих
материалов с размером кусков не более 20 мм
(угля, шлака, песка и др.).
Конвективные барабанные сушилки по-
лучили наиболее широкое применение в про-
мышленности для сушки влажных материалов
подогретым атмосферным воздухом или то-
почными газами в условиях прямоточного или
противоточного движения сушильного агента и
высушиваемого материала. Аппараты такого
типа отличаются экономичностью, большой
производительностью, высокой надежностью в
эксплуатации.
Типичная конструкция барабанной кон-
вективной сушилки приведена на рис. 5.2.3.
Сушильная камера представляет собой установ-
ленный под углом 0,5...6° к горизонтали вра-
щающийся барабан 8, на который надеты два
бандажа 10 и зубчатый венец 9 привода. Аппа-
рат опирается бандажами на свободно вра-
щающиеся ролики, закрепленные на опорной
раме 3 и опорно-упорной станции 5. Два упор-
ных ролика, установленных на раме опорно-
упорной станции, ограничивают осевое смеще-
ние корпуса барабана. Барабан вращается от мо-
торно-редукторной приводной станции 4 через
зубчатый венец 9 с частотой 0,5... 15 мин1. Оба
Рис. 5.2.3. Барабанная конвективная сушилка:
7 - питательный лоток, 2 - загрузочная камера;
3 - опорная станция; 4 - приводная станция; 5 - опор-
но-упорная станция; 6 - разгрузочная камера; 7 - баш-
мак; 8 - барабан; 9 - зубчатый венец; 10 - бандаж;
11 - насадка подъемно-распределительная винтовая
конца барабана помещены в загрузочную 2 и
разгрузочную 6 камеры, через которые осуще-
ствляется ввод и вывод сушильного агента и
высушиваемого продукта.
Для исключения пыления в производст-
венное помещение барабанные конвективные
сушилки обычно работают при небольшом
разрежении (50 .250 Па), а для исключения
подсоса воздуха и увеличения нагрузки на ды-
мососы стыки барабана с загрузочной и разгру-
зочной камерами уплотняют в зависимости от
температурных условий процесса сушки тор-
цовыми, сальниковыми, ленточными, сектор-
ными или лабиринтными уплотнениями.
Внутри вращающегося корпуса сушилки
закреплены различные насадки, предназначен-
ные для перемешивания высушиваемого мате-
риала и обеспечения наиболее полного контак-
тирования его частиц с газообразным агентом
сушки. Форма насадки соответствует свойст-
вам высушиваемого материала, и при их изме-
нении она может быть разной по длине бараба-
на. Наиболее распространенные конструкции
насадок барабанов показаны на рис. 5.2.4.
Со стороны загрузочной камеры разме-
щают приемно-распределительную насадку в
виде винтовых лопастей (рис. 5.2.4, а). Само-
очищающиеся поворотные лопатки иногда ус-
танавливают за винтовой распределительной
насадкой при сушке липких материалов
(рис. 5.2.4, е). При сушке комкующихся, но
рассыпающихся при подсушке и падении ма-
териалов, за винтовой насадкой помещают
периферийную подъемно-лопастную насадку
(рис. 5.2.4, б-г, ж). в конце барабана - сектор-
ную (рис. 5.2.4, з, и) с пятью, шестью и более
секторами. Если материал хорошо сыпучий, то
за винтовой насадкой помещают секторную,
которая лучше интенсифицирует процесс суш-
ки и способствует снижению расхода электро-
энергии на вращение барабана. Для хорошо
сыпучих материалов можно использовать на-
садку, подобную показанной на рис. 5.2.4, д.
Интенсивность процесса сушки во мно-
гом зависит от доли материала, находящегося в
непосредственном контакте с сушильным га-
зом. Поэтому стремятся увеличить количество
материала, находящегося в «сыпи», путем уве-
личения ширины полок подъемно-лопастной
насадки или отбортовки их краев
(рис. 5.2.4, б, б), либо применяя продольное
секционирование барабана (рис. 5.2.4, б, з, и).
Для зернистых материалов применяют специ-
альную жалюзийную насадку, обеспечиваю-
СУШИЛЬНЫЕ АППАРАТЫ С ВРАЩАЮЩИМСЯ БАРАБАНОМ
489
Рис. 5.2.4. Схемы некоторых внутренних насадок барабанных сушилок:
а - приемно-распределительная винтовая: б-г, ж- приемно-лопастная;
д, з, и - секторная; е - с прямыми самоочищающимися лопастями
щую сквозную продувку газом перемешивае-
мого слоя по типу сушилки «Рото-Лувр». По-
добные конструкции дают увеличение интен-
сивности сушки по сравнению с обычными ба-
рабанами в 1,5-2 раза.
В варианте сушки жидких материалов
конвективные барабанные сушилки оборуду-
ются форсунками для напыления раствора или
пульпы на слой высушиваемого материала.
При этом получают продукт в гранулирован-
ной форме.
Технологический расчет сушильных
аппаратов с вращающимися барабанами.
Он содержит определение расходов теплоноси-
теля и газового агента сушки, объема и габа-
ритных размеров барабана (диаметра, длины),
угла наклона, частоты вращения и мощности,
требуемой для вращения барабана. Решение
материального и теплового балансов, обычное
для контактной и конвективной сушки.
Точное описание кинетики процесса суш-
ки в контактных барабанных сушилках затруд-
нено тем, что частицы материала не находятся
в постоянном контакте с греющими поверхно-
стями, а постоянно перемещаются в глубину
плотного слоя материала. Поэтому обычно ис-
пользуют опытные кривые сушки, обработан-
ные по методу А.В. Лыкова [37], либо практи-
ческие данные по значениям коэффициентов
теплопередачи, которые в барабанных сушил-
ках с паровым трубчатым обогревом находятся
в пределах 30...90 Вт/(м2 -К) в диапазоне дав-
лений греющего пара 0,1...! МПа. Повышение
давления пара увеличивает коэффициент теп-
лопередачи за счет радиального теплового по-
тока от стенок.
Кинетика процесса сушки в конвектив-
ных барабанных сушилках также имеет свои
особенности. Рассчитать барабанную сушилку
через межфазные коэффициенты тепло- и мас-
сообмена очень сложно, так как материал зна-
чительную часть времени пребывания в зоне
сушки находится в плотном слое, и частицы
омываются сушильным агентом лишь на его
поверхности и в моменты пересыпания с на-
садки на слой. Затруднительно также исполь-
зование опытных кривых сушки и применение
метода А.В.Лыкова. Наиболее достоверные ре-
зультаты дает использование в расчетах пока-
зателя интенсивности процесса сушки, назы-
ваемого напряжением рабочего объема по ис-
паряемой влаге Ау, кг/(м3 ч).
Показатель Ау характеризуется массой
влаги, испарившейся в единицу времени в еди-
нице объема сушилки из конкретного материа-
ла при определенных температурных условиях.
Следовательно, зная напряжение сушилки по
испаряемой влаге, можно найти рабочий объем
барабана:
иб = W/Av .
где Kg - объем барабана, И7 - производитель-
ность сушилки по испаренной влаге.
Требуемая площадь поперечного сечения
барабана S может быть рассчитана по макси-
мально допустимой скорости газов на выходе
из барабана, из уравнения расхода:
5 = лО2/4 = Ик/(1-рм>,
где Кк - объемный расход сушильного газа в
условиях выхода; Рм - коэффициент заполне-
ния барабана материалом; Рм = 0,15...0,35;
D - внутренний диаметр барабана; w - макси-
мально допустимая скорость газов в аппарате,
зависящая от размеров и плотности частиц.
490
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Максимальную скорость газа можно при-
нять равной скорости витания частиц фракций
допустимого уноса высушиваемого материала.
При отсутствии требований к допустимому
уносу продукта или данных по гранулометри-
ческому составу материала обычно пользуются
практическими данными по допустимым ско-
ростям сушильного агента, обусловленным при-
емлемым уносом мелких фракций (табл. 5.2.3).
Напряжение сушилки по испаряемой вла-
ге принимают исходя из данных, полученных
на опытной установке. Во многих случаях с
достаточной точностью можно пользоваться
обобщенными данными по величинам Ау ба-
рабанных сушилок, работающих в промыш-
ленности (табл. 5.2.4).
Длина барабана /д = Vq /S.
5.2.3. Максимально допустимая скорость
газов в зависимости от размеров и
плотности частиц
Плотность частиц материала, кг/м3 Максимально допустимая скорость газов, м/с, при среднем размере частиц, мм
Менее 0,3 0.3...2 Более 2
600 0,5 0,5...1 1...3
1500 2 2...5 5. .8
2000 3 3...7,5 8
2500 4 4...10 10
Более 2500 5 5...12 13
5.2.4. Значения показателя интенсивности
процесса сушки Ау при различной
влажности материала, кг/(м3 ч)
Температура сушильного агента на входе в ба- рабан^, °C Влажность материала JVq. %
< 10 10-40 >40
80...150 1...8 6...15 10...20
150...250 10...20 15...40 30...50
150...400 15...30 25...60 50...75
400...650 20...40 30...90 80...120
650... 1000 30...60 50...100 80... 180
Наружный диаметр барабана с учетом
толщины стенки обечайки
£н =£> + 28ст,
где 8СТ - толщина стенки обечайки, зависящая
от габаритных размеров сушилки.
Величину Зст принимают ориентиро-
вочно в пределах 5СТ = 5...22 мм в зависимо-
сти от диаметра барабана £>н = 0,5...3,5 м.
При температуре сушильного агента выше
400 °C величина 5СТ должна учитывать также
толщину футеровки, равную приблизительно
100...200 мм.
Полученные значения Zq и DH округля-
ют до ближайших размеров типовой сушилки
по каталожным данным, либо до приемлемых
проектных размеров вновь разрабатываемой
сушилки. Отношение длины барабана к диа-
метру обычноIq/D = 3,5...7 [34].
Используя последнее соотношение, мож-
но оценить диаметр и длину барабана другим
способом. Задавшись отношением к = Iq/D в
пределах рекомендуемого, из геометрического
определения объема барабана Ид = тг£>2/д/4 =
= ttD2w/4 = л£Г>3/4 можно найти диаметр
затем
уточнить размеры проектируемого либо типо-
вого барабана по каталогу [63].
Для принятого диаметра барабана и ба-
лансового расхода газов следует определить
действительную скорость потока газов w в се-
чении барабана при условиях выхода и оценить
ее допустимость в соответствии данными
табл. 5.2.3. По действительной скорости потока
воздуха можно также определить граничный
размер частиц уноса. Эту оценку можно вы-
полнить с помощью критерия Лященко (Ly).
Рассчитав критерий Ly, из графика
Ly = /(Аг, 8) [53] при порозности 8 = 1 оп-
ределяют критерий Архимеда, а затем - размер
частиц уноса:
и его длину Zq,
§ = зргН-
УН \
V £РмР
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
491
где ц, р - соответственно динамическая вяз-
кость и плотность газа при условиях выхода;
рм - плотность частиц высушиваемого мате-
риала.
Уточнив геометрические размеры типо-
вого сушильного барабана, необходимо рас-
считать его объем и действительную величину
напряжения сушилки по испаренной влаге.
Время пребывания материала в барабане,
соответствующее требуемому времени сушки,
Т = ^бРм/^М = ^бРмРн/^Ср >
где GM - объемный расход материала через
сушилку; Gcp =0,5(Gg + Gk) - средняя мас-
са материала, проходящего через барабан;
Gq, Gk - расходы влажного и сухого мате-
риала.
Значение т может быть выражено через
изменение влажности материала:
2рмРн(^н-и;)
4 [200-(и;
где , WK - соответственно начальная и ко-
нечная влажность материала, % (на общую
массу).
Для барабанных сушилок с подъемно-
лопастной и комбинированной насадкой часто-
ту вращения барабана можно рассчитать по
эмпирической формуле А.П. Ворошилова:
mkln
п --------,
TDH/ga
где т, к - коэффициенты, зависящие от типа
насадки и направления движения; т - время
пребывания материала в барабане, мин; а -
угол наклона барабана; обычно а = 0,5...6°.
При насадке типов, показанных на
рис. 5.2.4, б, в, г, ж, т- 0,6; к > 0,2 (прямоток
газа и материала), к - 0,5 (противоток); при на-
садке типов, показанных на рис. 5.2.4, д, з, и,
т = 0,75... 1,0; к > 0,7 (прямоток), к < 2 (проти-
воток).
Угол наклона барабана может быть рас-
считан по заданной частоте его вращения п:
) л
где w - расчетная (действительная) скорость
газов в сушилке, м/с.
Если полученное значение а окажется
меньше 0,5° или 6°, то частоту вращения бара-
бана соответственно уменьшают или увеличи-
вают и расчет повторяют.
Мощность, затрачиваемую на вращение
барабана, ориентировочно определяют по фор-
муле, кВт,
У = 0,0013£>н/0рнси,
где о - коэффициент, зависящий от типа на-
садки и коэффициента заполнения Рм;
<5 = 0,038 при Рм =0,1 и <5 = 0,071 при
Рм = 0,25 для подъемно-лопастной насадки;
<5 = 0,013 при Рм = 0,1 и <5 = 0,044 при
Рм = 0,25 для секторной насадки; п - частота
вращения барабана, мин1.
Расчет на прочность элементов сушиль-
ных аппаратов с вращающимися барабанами
выполняют согласно нормам и методам расче-
та на прочность корпусов, бандажей, опорных
и упорных роликов барабанных сушилок, изго-
товляемых из углеродистых и низколегирован-
ных сталей (РД 2601-158). При расчете корпу-
са барабана учитывают знакопеременное дей-
ствие изгибающих моментов, перерезывающих
сил и крутящих моментов.
5.2.3. РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
Распылительные сушилки применяют для
получения сухих порошкообразных или грану-
лированных материалов из жидкотекучих рас-
творов или суспензий. Их отличают: высокое
качество получаемого продукта вследствие ма-
лого термического воздействия на материал в
процессе сушки; возможность регулирования
конечных свойств как термостойких, так и
термолабильных материалов; высокая произ-
водительность и экономичность; технологиче-
ская простота ввиду отсутствия таких проме-
жуточных стадий, как кристаллизация, фильт-
рация, центрифугирование, размол и др.
Технологическая схема установки сушки
распылением (рис. 5.2.5) включает узел приго-
товления и подачи высушиваемого материала к
распиливающему устройству, узел нагрева и
подачи сушильного агента в сушильную каме-
ру, сушильную камеру, распиливающее уст-
ройство, систему отделения высушенного про-
492
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Рис. 5.2.5. Схема установки сушки распылением:
1 - фильтр; 2 - вентилятор; 3 - топка; 4 - газовый воздухоподогреватель,
5 - сушильная камера; 6- механические форсунки; 7 - батарейный
циклон; 8 - насос высокого давления; 9 - емкости с мешалками;
10- скруббер; 11 - орошающие устройства; 12 - центробежный
насос; 13 - заслонка; 14 - дымосос, 75 - насадка
дукта от сушильного агента. В качестве тепло-
носителя используется воздух или смесь то-
почных газов с воздухом. Источником тепло-
вой энергии является жидкое или газообразное
топливо, пар или электроэнергия.
Распылительные устройства. Эффек-
тивность работы распылительных сушилок
существенно зависит от характеристик распы-
ления: среднего диаметра капель б/ср, пара-
метров, характеризующих распределение ка-
пель по размерам, начальной скорости вылета
капель из распылителя Vq, радиуса факела
распыла эпюры плотности орошения по
сечению факела. Распылительные устройства
должны соответствовать следующим требова-
ниям [38, 60]: создавать оптимальную форму
факела распыливаемого продукта (угол рас-
крытия факела, распределение раствора в про-
странстве); обеспечивать требуемое качество
распыления (по размеру капель, однородно-
сти), надежность работы распылителя (прежде
всего предотвращение возможности засорения
выходного отверстия); минимальные энергоза-
траты; большой единичной производительно-
сти; конструктивной простоте и удобству об-
служивания; возможности плавной регулиров-
ки производительности без существенного из-
менения дисперсности распыла; низкой стои-
мости.
Наибольшее распространение в промыш-
ленности нашли гидравлические (механиче-
ские) и пневматические форсунки и центро-
бежные дисковые распылители. Конструкции,
преимущества и недостатки не часто встре-
чающихся распылителей: акустических, ульт-
развуковых, электрических, пульсационных, с
качающимся стержнем, перфорированным
дном и т.п., изложены в [60].
Гидравлические форсунки могут быть
струйными и центробежными (рис. 5.2.6). В
последних жидкость перед выходом из сопла
закручивается, что способствует турбулизации
струи, уменьшению дисперсности распыла и
увеличению ширины факела распыла. Раствор
подается в форсунку при давлении до 20 МПа.
Достоинствами механических форсунок
являются простота изготовления и обслужива-
ния, бесшумность в работе, низкие энергоза-
траты на распыление (2...4 кВт на 1 т раствора),
высокая производительность (4500 кг/ч рас-
твора и выше). Основные недостатки - труд-
ность регулирования производительности, не-
возможность распыления пастообразных рас-
творов и густых суспензий, ненадежная работа
при распылении суспензий вследствие забива-
ния канавок твердыми частицами, высокий
эрозионный износ сопла. Для уменьшения эро-
зионного износа применяют сопловые вкла-
дыши из твердых материалов (карбида вольф-
рама, рубина и др.).
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
493
Рис. 5.2.6. Гидравлические
центробежные форсунки:
а - Кертинга; 1 - корпус; 2 - вкладыш; 3 - винтовая
нарезка; б - Григорьева; / - корпус; 2 - крышка;
3 - шайба; 4 - конус; 5 - винтовая нарезка
Обычно такие форсунки устанавливают
по периметру сушильной камеры, что позволя-
ет отключать и чистить их поочередно без на-
рушения технологического режима сушки.
Для определения среднего диаметра ка-
пель при распылении жидкостей гидравличе-
скими центробежными форсунками предложе-
но большое число зависимостей [38, 60, 73]. В
частности, средний объемно-поверхностный
диаметр капель можно рассчитать по формуле
Л.А. Витмана, Б.Д. Канцельсона и И.И. Палеева:
, _ ь
3 2 0,1 1 Re0'34 '
где
46ж
Re =---ж-
—- (l->/l-Mcos(a/2));
2cos(a/2) v v 7
b - толщина пленки жидкости, сходящей с пе-
риметра отверстия сопла; 6Ж - расход; рж -
плотность; v - кинематический коэффициент
вязкости; dc - диаметр сопла форсунки; ц -
коэффициент расхода сопла; a - угол раскры-
тия факела.
Пневматические форсунки работают по
принципу распыления жидкости высокоскоро-
стной струей пара или газа, подаваемого под
давлением 0,1... 1 МПа. Они отличаются высо-
кой производительностью (до 12 т/ч) [60], уни-
версальностью в отношении регулирования
формы факела, дисперсности распыла, а также
Рис. 5.2.7. Пневматическая форсунка:
1 - корпус; 2 - направляющая; 3 - контргайка;
4 - наконечник; 5 - сопло
надежностью в эксплуатации и возможностью
распыления высоковязких паст и суспензий.
Пневмофорсунки по способу смешения
распиливающего газа и распиливаемого мате-
риала делятся на два основных класса; форсун-
ки внешнего и внутреннего смешения. В рас-
пылительных сушилках применяют вследствие
их более высокой надежности форсунки внеш-
него смешения. Конструкция пневмофорсунки
такого класса показана на рис. 5.2.7.
К недостаткам такого способа распыле-
ния необходимо отнести большой расход энер-
гии (50...60 кВт на 1т раствора), трудность
получения удовлетворительного распыла при
большой производительности форсунки. По-
этому при необходимости обеспечения высо-
кой производительности устанавливают до 35
форсунок в одной сушильной камере. Сам рас-
пыл более неоднороден, чем получаемый дру-
гими способами, что объясняется неравномер-
ностью распределения энергии сжатого возду-
ха или пара по сечению струи раствора.
Для определения среднего объемно-
поверхностного диаметра капель может быть
рекомендована формула Нукиямы и Танасавы:
/ \0,5
, 0,0182|Ож|
«3.2 =------ —
Ч) V Рж )
+ 11,245
Рж
(<*ж/Рж)0,5
где Vq - начальная относительная скорость га-
за и жидкости; СУЖ - коэффициент поверхно-
494
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
стного натяжения; цж - динамическая вяз-
кость жидкости; Кж, Кг - объемный расход
жидкости и распиливающего газа.
Центробежные дисковые распылители
работают по принципу сброса струек или пле-
нок жидкости в воздух. Частота вращения дис-
ков составляет 4000...60000 мин"1 в зависимо-
сти от диаметра, который может быть
50...350мм. Производительность промышлен-
ных центробежных распылителей составляет
40 т/ч и более [44].
Распыление центробежными дисками
имеет значительные преимущества по сравне-
нию с другими способами и находит наиболее
широкое распространение в промышленности.
Диски позволяют распылять растворы с высо-
кой вязкостью, включая грубодисперсные сус-
пензии и пасты, обеспечивая при этом равно-
мерный распыл и надежность в работе, так как
они не имеют малых отверстий для прохода
раствора и не засоряются. При распылении
дисками можно изменять производительность
в пределах ± 25% без существенного измене-
ния дисперсности и факела распыла. Расход
энергии невелик (5... 10 кВт на 1 т раствора).
Следует отметить высокую стоимость распи-
ливающего механизма и необходимость тща-
тельного обслуживания, так как при дебалан-
сировке может произойти выход из строя дис-
кового распылителя, а в некоторых случаях -
и самой сушильной камеры.
Распылительные диски по конструкции
делятся на гладкие, лопастные и сопловые
(рис. 5.2.8). Гладкие диски просты по устрой-
ству и практически не подвержены забиванию,
но дают грубый полидисперсный распыл. Они
могут быть тарельчатыми (а), чашечными (б) и
плоскими (в). Чашечные диски дают несколько
более тонкий распыл. Для повышения произ-
водительности диски собирают в пакет - мно-
гоярусные диски (рис. 5.2.8, в).
Более широкий и равномерный факел по-
лучается при применении лопастных дисков с
плоскими или изогнутыми лопатками. Лопаст-
ные диски характеризуются повышенным вен-
тиляционным эффектом, что не всегда жела-
тельно для технологии сушки и приводит к не-
обходимости увеличения мощности привода.
Наиболее качественное однородное рас-
пыление обеспечивают сопловые диски
(рис. 5.2.8, к -м). Они могут иметь каналы
прямоугольного или круглого сечения. Для аб-
разивных материалов, вызывающих усиленную
эрозию сопел, диски могут выполняться в виде
стаканов со сменными антиабразивными со-
плами в стенках.
При распылении дисками наиболее на-
дежной для определения среднего объемно-
поверхностного диаметра капель 2 считает-
ся формула Фрасера - Эйзенклама - Домбров-
ского [44]:
^3.2
= 0,55
\0.2
^моуж
^д >
^тах — -^^3.2'
где б/д - диаметр диска, м; п - частота вращения
диска, мин-1; / - смоченный периметр диска, м;
Jmax “ максимальный диаметр капель.
Рис. 5.2.8.Схемы распылительных дисков:
а - в - гладкие; г - и - лопастные; к - м - сопловые
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
495
-0,2
*м.т
273+ /J
\-0,4 г
Дсог
Для определения радиуса факела распыла
рекомендуется использовать формулу
А.А. Долинского [39]:
/ \/ , \0,35
^=0,33rf32 W X
' 1ргД v )
X
где г?о - окружная скорость диска; Zj, /с - со-
ответственно начальная и средняя арифметиче-
ская между начальной и конечной температу-
рой сушильного агента; tM т - температура
мокрого термометра; рг - плотность сушиль-
ного агента; с - удельная теплоемкость мате-
риала; г - теплота парообразования.
Характеристики наиболее употребляемых
в промышленности дисков приведены в
табл 5.2.5.
Для получения большей частоты вращения
диска используют различные типы приводов: от
высокоскоростного электродвигателя, питаемо-
го током высокой частоты, ротор которого ук-
реплен на одном валу с распылительным дис-
ком; от электродвигателя через клино- или
плоскоременную передачу к валу распылитель-
ного диска; от электродвигателя через редуктор
к валу распылительного диска; от паровой или
пневматической турбины, ротор которой укреп-
лен на одном валу с распылительным диском; от
электродвигателя через клиноременную переда-
чу и редуктор к валу распылительного диска.
Конструкции дисковых распылителей с
пневматическим и электрическим приводом
представлены на рис. 5.2.9.
5.2.5. Параметры центробежных дисков
Параметр диска Промышленные сушилки диаметром, м
2,5...3 более 4
Диаметр диска, мм 120 220...400
Производительность, кг/ч 100...500 1000... 25000
Нагрузка на смочен- ный периметр лопа- сти, кг/(чмм) 0,5...12 16...100
Диаметр дюзы, мм 2...5 10
Диаметр капель, мкм 50...90 150...210
Высота лопасти, мм 5...12 10...40
Длина лопасти, мм 35 35...60
Рис. 5.2.9. Дисковые распылители:
а - с пневматическим приводом, / - гайка крепления
распылительного диска; 2 - диск; 3 - подшипник;
4 - винты распределительной крышки; 5 - вал;
6 - нижняя часть корпуса, 7- винты крепления кор-
пуса, 8 - корпус, 9 - крышка нижнего подшипника,
10 - трубка для подачи воздуха; // - крышка;
12 - верхний подшипник, 13 - ручка; 14 - винты кре-
пления ручки; 15 - крышка верхнего подшипника;
16 - коллектор с соплами; 17 - турбинный диск;
8 - гайка, 19 - обойма крепления нижнего подшип-
ника; 20 - нижний подшипник; 21 - трубка подачи
раствора; 22 - распределительная крышка; б - с при-
водом от электродвигателя через редуктор; / - диск,
2 - вал; 3. 5 - подшипник; 4 - уплотнение; 6 - корпус;
7 -корпус редуктора; 8 - смотровой глазок; 9 - зуб-
чатые колеса; 10- электродвигатель; // - шестерня
496
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Дисковые распылители оснащены сма-
зочной системой и системой охлаждения. Спе-
циальная система лабиринтных уплотнений на
валу распылителя предотвращает попадание
масла в сушильную камеру.
В табл. 5.2.6 приведена техническая ха-
рактеристика центробежных распылителей
(ТУ 1.1550-87.01-00). Детали (кроме дисков),
соприкасающиеся с продуктами, изготовлены
из стали 12Х18Н10Т, материал дисков - сталь
08Х17Н5МЗ, допускается замена на стали
04Х25Н5М2 и 08Х21Н6М2Т, остальные детали
распылителя выполнены из углеродистых ста-
лей и чугуна.
5.2.6. Техническая характеристика центробежных распылителей
Условное обозначение распылителя Производительность, т/ч Частота вращения диска, мин"1 Диаметр диска, мм Электродвигатель
Тип Мощность, кВт
1 2 3 4 5 6
ЦЭЛ 22-25-5К-01-УЗ ЦЭЛ 22-25-5К-02-УЗ 3 10000 250 4А180-2УЗ 22
ЦЭС 22-22-7К-01-УЗ ЦЭС 22-22-7К-02-УЗ 4 220
ЦЭЛ ЗО-25-5К-О1-УЗ ЦЭЛ ЗО-25-5К-О2-УЗ 4,5 250 4А180М-2УЗ 30
ЦЭС ЗО-22-7К-О1-УЗ ЦЭС 30-22-7К-02-УЗ 5 220
ЦЭЛ 55-27-5К-01-УЗ ЦЭЛ 55-27-5К-02-УЗ 12 8000 270 4А225М-2УЗ 55
ЦЭЛ 55-28-6К-01-УЗ ЦЭЛ 55-28-6К-02-УЗ И 280
ЦЭС 55-25-7К-01-УЗ ЦЭС 55-25-7К-02-УЗ 14 250
ЦЭЛ 75-27-5К-01-УЗ ЦЭЛ 75-27-5К-02-УЗ 18 270 4А2505-2УЗ 75
ЦЭЛ 75-28-6К-01-УЗ ЦЭЛ 75-28-6К-02-УЗ 17 280
ЦЭС 75-25-7К-01-УЗ ЦЭС 75-25-7К-02-УЗ 18 250
ЦЭЛ 90-27-5 К-01-УЗ ЦЭЛ 90-27-5К-02-УЗ 23 8000 270 4А250М-2УЗ 90
ЦЭЛ 90-28-6К-01-УЗ ЦЭЛ 90-28-6К-02-УЗ 21 280
ЦЭС 90-25-7К-01-УЗ ЦЭС 90-25-7К-02-УЗ 24 250
ЦЭС 110-25-7К-01-УЗ ЦЭС 110-25-7К-02-УЗ 27 4А280Б-2УЗ 110
ЦЭС 110-25-6К-01-УЗ ЦЭС 110-25-6К-02-УЗ
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
497
Продолжение табл. 5.2.6
1 2 3 4 5 6
ЦЭС 132-25-7К-01-УЗ ЦЭС 132-25-7К-02-УЗ ЦЭС 132-25-6К-01-УЗ ЦЭС 132-25-6К-02-УЗ 32 8000 250 4А280М-2УЗ 132
ЦЭС 160-25-7К-01-УЗ ЦЭС 160-25-7К-02-УЗ ЦЭС 160-25-6К-01-УЗ ЦЭС 160-25-6К-02-УЗ 40 250 А03-315-2УЗ 160
ЦЭС 16О-ЗО-7К-О1-УЗ ЦЭС 16О-ЗО-7К-О2-УЗ 28 300
ЦЭС 200-25-7К-01-УЗ ЦЭС 200-25-7К-02-УЗ ЦЭС 200-25-6К-01-УЗ ЦЭС 200-25-6К-02-УЗ 50 250 А03-315М-2УЗ 200
ЦЭС 200-30-7К-01-УЗ ЦЭС 200-30-7К-02-УЗ 40 300
Условное обозначение распылителей сле-
дующее. Первые буквы - типа распылителя: Ц -
центробежный; Э - электроприводной; Л - ло-
пастной; С - сопловой (тип диска); число после
букв - установленная мощность привода, кВт;
число после дефиса - диаметр распыливающе-
го диска, см; цифры после дефиса: 5 - рабочие
элементы диска незащищенные, 6 - рабочие
элементы диска с защитой из карбида кремния
С-2, 7 - рабочие элементы диска с защитой из
боросилицированного графита БСТ-60; К -
группа материалов основных деталей, соприка-
сающихся с обрабатываемым продуктом (кор-
розионно-стойкие); после дефиса: 01 - поряд-
ковый номер модели внутрироссийской по-
ставки с комплектом автоматики, 02 - поряд-
ковый номер поставки без комплекта автома-
тики; после дефиса УЗ - вид климатического
исполнения (зоны с умеренным климатом) по
ГОСТ 15150.
Например, распылитель производитель-
ностью 14 т/ч с электродвигателем мощностью
55 кВт, с сопловым диском диаметром 250 мм,
с защитой сопл из боросилицированного гра-
фита БСТ-60, деталями, соприкасающимися с
обрабатываемым продуктом, из коррозионно-
стойких материалов, внутрироссийской по-
ставкой с комплектом автоматики в районы с
умеренным климатом обозначается:
Распылитель ЦЭС55-25-7К-01-УЗ
Конструктивные особенности распы-
лительных установок. Состав оборудования
распылительных установок различен и опреде-
ляется их назначением. Как правило, в уста-
новку входят сушилка с распылителями, обо-
рудование для подготовки теплоносителя, по-
дачи и выгрузки продукта, система управления
контрольно-измерительными приборами и ав-
томатика.
Детали и узлы, соприкасающиеся с про-
дуктом, а также внутренние стенки газоходов,
подводящие горячий теплоноситель, изготов-
ляют из стали 12Х18Н10Т. Допускается при-
менение коррозионно-стойких сталей других
марок, обеспечивающих отсутствие оксидов
железа в продукте и установленные сроки
службы при рабочих температурах и средах.
Остальные узлы и детали выполняют из угле-
родистых сталей.
Условное обозначение распылительных
установок следующее. Первая буква - источ-
ник тепловой энергии: П - пар; Ж - жидкое
топливо; Э - электроэнергия; вторая буква -
теплоноситель: В - воздух; Т - топочные газы;
цифра после букв - температура теплоносителя
на входе в сушилку, °C: 3 - до 300 °C; 5 - до
500 °C; 6 - до 600 °C; цифры после тире -
модель установки; буквы после модели уста-
новки - тип сушилки: РЦ - распылительная с
центробежным распылом; РФ - распылитель-
498
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
ная с форсуночным распылом; следующие
цифры - диаметр сушильной камеры, м; цифры
после тире - объем сушильной камеры, м3; бу-
квы после цифр - исполнение по взрывозащи-
щенности: В - взрывозащищенная, Н - не-
взрывозащищенная, П - с устройством для по-
жаротушения; следующая буква - группы ма-
териалов, соприкасающихся с продуктом: У -
углеродистые стали и чугун, К - коррозионно-
стойкая сталь, сплавы и двухслойные стали,
Т - титан и его сплавы, М - цветные металлы
и сплавы, Э - эмали; следующие цифры -
конструктивное исполнение сушилки: 1 - ниж-
ний подвод сушильного агента, коническое
днище, верхнее расположение распылителя
(рис. 5.2.10, д); 2 - верхний подвод сушильного
агента, коническое днище, верхнее расположе-
ние распылителя (рис. 5.2.10, а, б, е); 3 - верх-
ний подвод сушильного агента, коническое
днище, нижнее расположение распылителя; 4 -
верхний подвод сушильного агента, плоское
днище, верхнее расположение распылителя
(рис. 5.2.10, в, г); 5 - верхний подвод сушиль-
ного агента, плоское днище, нижнее располо-
жение распылителя; последняя цифра - конст-
руктивные особенности сушильной камеры.
Рис. 5.2.10. Схемы камер распылительных сушилок:
а - дисковой с подачей сушильного агента под факел и раздельным выво-
дом сушильного агента и продукта; б - то же, с подачей сушильного агента
на факел и раздельным выводом сушильного агента и продукта; в - то же,
дисковая с подачей сушильного агента на факел и плоским днищем;
г - форсуночная с плоским днищем; д - то же, с противотоком; е - то же, с
исходящим прямотоком: 1 - сушильная камера; 2 - центробежный диско-
вый распылитель; 3 - вибратор; 4 - ввод сушильного агента; 5 - вывод су-
шильного агента; 6 - гребковые элементы; 7 - форсунка; 8 - вывод сухого
продукта
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
499
Например, распылительная сушильная
установка с источником тепловой энергии -
жидким топливом; с теплоносителем - топоч-
ными газами в смеси с воздухом, температурой
теплоносителя на входе в сушилку 450 °C; с
центробежным распылом продукта, с диамет-
ром сушильной камеры 12,5 м и ее объемом
1100 м3, оснащенная взрывными клапанами, с
деталями и узлами, соприкасающимися с про-
дуктом, из коррозионно-стойкой стали, с ниж-
ним подводом теплоносителя, коническим
днищем и верхним расположением распылите-
ля, обозначается:
Установка сушильная
ЖТ5-01РЦ 12,5-1100ВК-11
Распылительная сушилка представляет
собой цилиндрическую камеру с коническим
или плоским днищем, снабженную распылите-
лем с устройством для подвода теплоносителя
и высушенного материала.
На рис. 5.2.10 приведены схемы наиболее
распространенных конструкций камер распы-
лительных сушилок, в табл. 5.2.7 - области
применения распылительных сушилок различ-
ного конструктивного исполнения, а в
табл. 5.2.8 - их характеристики.
5.2.7. Применение распылительных сушилок в зависимости
от конструктивного исполнения
Распылительная сушилка Производительность по испаренной влаге, кг/ч Физико-химические, физико-механические свойства исходного и высушенного материала
С центробежно-дисковым распы- лом: с нижним подводом сушиль- ного агента и коническим дни- щем с верхним подводом сушиль- ного агента и коническим дни- щем с верхним подводом сушиль- ного агента и плоским днищем 1500...25000 5... 20000 500...20000 Малая вязкость, малый угол ес- тественного откоса сухого продукта, большая продолжительность сушки То же, малая длительность процесса сушки Малая вязкость, большой угол естественного откоса сухого про- дукта, большая длительность второ- го периода сушки
С форсуночным распылом, верх- ним подводом сушильного агента и конусным днищем 5...3000 Большая начальная вязкость, но жидкотекучесть, наличие абразив- ных включений, малый угол естест- венного откоса сухого продукта, малая длительность процесса сушки
5.2.8. Характеристики распылительных сушилок
Тип Исполнение Высота цилиндрической камеры, м Производительность по испаренной влаге, кг/ч
1 2 3 4
РЦ 1,0-1,2 2,3 1,5 2,0...10
РЦ 1,2-09 0,8 2,0...10
РЦ 2,5-10 2 2 20...200
РЦ 2,5-15 3 30...300
РЦ 3,2-11 2,4 1,4 25...250
РЦ 3,2-16 2 32...320
500
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Продолжение табл. 5.2.8
1 2 3 4
РЦ 3,2-24 2,4 3 48...480
РЦ 3,2-30 4 60...600
РЦ4-40 3 80... 800
РЦ4-50 4 100... 1000
РЦ4-60 5 120...1200
РЦ 5-80 4 160... 1600
РЦ 5-100 5 200...2000
РЦ 5-120 6 240... 2400
РЦ 6,5-135 1,2,4 4 270...2700
РЦ 6,5-170 5 340...3400
РЦ 6,5-200 6 400... 4000
РЦ 8-300 6 600... 6000
РЦ 8-350 7 700... 7000
РЦ 8-400 8 800...8000
РЦ 10-550 7 1100... 11000
РЦ 10-785 10 1570... 15700
РЦ 12,5-1100 9 2200...22000
РЦ 12,5-1500 12 3000... 30000
РФ 1,0-1,6 2 2 4...20
РФ 1,8-10 4 20...200
РФ 2,5-20 2,3 4 40...400
РФ 2,5-25 5 60...600
РФ 3,2-50 6 100... 1000
РФ 3,2-65 8 130...1300
РФ 4-75 2,3,4,5 6 150...1500
РФ 4-100 8 200...2000
РФ 4-125 10 250...2500
РФ 5-140 7 280...2800
РФ 5-200 10 400...4000
РФ 5-235 12 470...4700
РФ 6,5-330 10 660... 6600
РФ 6,5-400 12 800...8000
РФ 6,5-600 18 1200... 12000
РФ 8-600 12 1200... 12000
РФ 8-800 16 1600... 16000
РФ 8-1100 1,2,3,4,5 22 2200...22000
Примечание. Нижний предел производительности сушилки указан при температуре сушильного
агента на входе в сушилку 130 °C и на выходе 70 °C. Верхний предел производительности соответствует тем-
пературе сушильного агента на входе 600 °C и на выходе 150 °C.
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
501
Рис. 5.2.11. Газоподводящее устройство
с кольцевым регулирующим клапаном:
1 - сушильная камера; 2 - центробежный распылитель;
3 - газоподводящее устройство; 4 - регулирующий
кольцевой клапан
Существенную роль на работоспособ-
ность распылительной сушилки оказывает сис-
тема ввода в камеру сушильного агента. Наи-
более благоприятные условия возникают при
подводе сушильного агента к корню факела
распыла (рис. 5.2.11), так как при этом снима-
ются ограничения с использованием сушиль-
ного агента с максимальной температурой, со-
кращается диаметр факела, увеличиваются
возможности регулирования формы факела,
уменьшается эффект самовентиляции диска.
При подаче газа к нижней части факела
распыла, например при сушке термочувстви-
тельных продуктов, предъявляются повышен-
ные требования к соосности диска и газорас-
пределительной насадке. Расстояние от диска
до насадки зависит от производительности су-
шилки и для промышленных сушилок произво-
дительностью 5.. .8 т/ч составляет 400.. .500 мм.
Как при верхнем, так и при нижнем спо-
собе подвода сушильного агента поток его за-
кручивается распределительными насадками
(рис. 5.2.12), при этом направление закручива-
ния должно совпадать с направлением враще-
ния диска, так как в противном случае факел
распыла имеет неблагоприятную форму вслед-
ствие резкого отклонения траектории капель от
горизонтальной плоскости вверх или вниз. Для
предотвращения потери качества продукта при
оседании его на газоход последний снабжают
рубашкой, охлаждаемой воздухом или водой. В
ряде случаев во избежание налипания продукта
на потолок сушильной камеры производят его
охлаждение. Преимуществом такой схемы рас-
пределения сушильного агента является воз-
можность регулирования положения факела
распыла в сушильной камере. Кроме того, кор-
пус привода находится в зоне пониженных
температур.
Большой диаметр камер с дисковым рас-
пылением влечет за собой значительное увели-
Рис. 5.2.12. Насадка для тангенциального ввода
теплоносителя в сушильную камеру:
1 - поворотные жалюзи; 2 - корпус
чение габаритных размеров конической части,
что вызывает неудобства при размещении ус-
тановки в производственном помещении и
удорожает конструкцию. В связи с этим днища
сушильных камер высокой производительно-
сти стремятся делать плоскими или с больши-
ми углами конуса, используя специальные уст-
ройства для эвакуации осевшего сухого про-
дукта. На рис. 5.2.10, в, г показаны конструк-
ции сушилок, из которых продукт отводится
гребковыми элементами, установленными на
вращающихся штангах. Иногда продукт с
плоского днища камеры собирается вращаю-
щимся пылесосом.
Для сушки материалов с повышенными
адгезионными свойствами применяют устрой-
ства, очищающие стенки сушильной камеры:
вибраторы, механические била, цепи, подве-
шенные на вращающемся кольце, аэродинами-
ческую метлу, т.е. трубу с воздушным соплами
по внутреннему периметру камеры и др.
Расчет распылительных установок. Его
выполняют обычно в два этапа - на стадиях
проектирования и аппаратурного конструиро-
вания. На стадии проектирования необходимо
установить расходы энергии, сушильного аген-
та, основные размеры сушильной камеры
(диаметр, высоту). В этом случае целесообраз-
но использовать методики, учитывающие
влияние лишь основных факторов. На стадии
аппаратурного конструирования при разработ-
ке новых установок необходима информация о
движении капель и сушильного агента в камере
и о влиянии отдельных теплотехнических и
конструктивных факторов на процесс сушки и
502
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
б)
Рис. 5.2.13. Зависимости Ay=f{At)
для определения объема камеры
распылительной сушилки:
а - с дисковым распылом;
б - с форсуночным распылом
габаритные размеры установки. При этом не-
обходимо пользоваться сложными расчетно-
аналитическими методиками [39, 44, 57].
На стадии проектирования может быть
использован наиболее простой метод расчета
габаритных размеров сушильной камеры, бази-
рующийся на экспериментальных данных по
производительности 1 м3 рабочего объема ка-
меры по испаренной влаге [50]. Количество
испаренной влаги, расход сушильного агента,
температуру и энтальпию сушильного агента
на входе и выходе из сушилки, расход энергии
в нагревательном устройстве рассчитывают из
уравнений теплового и материального баланса
и статики сушки.
Объем сушильной камеры
V = W/Ау ,
где IV - количество испаряемой влаги, кг/ч;
Ау - напряженность рабочего объема по ис-
паренной влаге, кг/(м3ч).
Величина Ау может быть определена
из графиков, полученных на основе экспери-
ментальных данных и представленных на
рис. 5.2.13. Заштрихованные области значений
Ау на рис. 5.2.13 соответствуют номинальным
значениям работы сушилок. Разность темпера-
тур А/ определяется как разность между сред-
ней арифметической температурой сушильного
агента на входе и выходе ^2 из сушилки и
температурой мокрого термометра /м т:
t\ + ty
\t-~-------/мт.
2 м. 1
Величина /м т может быть определена по
эмпирическому уравнению:
гмт =102f 0,622x2 + 0,55/2^-! 3,5,
мт 1^0,622 +х2 2)
где Х2 - влагосодержание сушильного агента
на выходе из сушилки.
Эта формула справедлива для области
/м.т=15...75 °C.
Исходя из условия D = (2,2... 2,5)Аф
определяют диаметр сушильной камеры и ее
высоту. В дисковых распылительных камерах с
горизонтальным факелом распыла обычно от-
ношение высоты к диаметру камеры составляет
H/D = 0,8... 1,0, а с форсуночным распылом
H/D= 1,5...2,5. С учетом того, что расстояние
от верхнего перекрытия камеры до уровня диска
должно составлять 0,5... 1,5 м, по найденным
значениям диаметра и высоты по табл. 5.2.8
выбирают необходимый типоразмер камеры.
Значительно более сложным, но более
точным является метод расчета размеров су-
шильной камеры, базирующийся на совмест-
ном решении уравнений движения и локально-
го тепло- и массообмена капель [44, 57].
Диаметр камеры определяют из условия
максимальной дальности полета капли диамет-
ром Jmax вдоль горизонтальной оси. Началь-
ную скорость капли принимают равной окруж-
ной скорости диска:
L’o = Лб/ди/бО.
РАСПЫЛИТЕЛЬНЫЕ СУШИЛКИ
503
Скорость витания капли сферической
формы в нестесненном потоке
wemax = Vr/Aax>
где число Рейнольдса витания ReB =
Аг
=---------т=, а число Архимеда
18 + 0,6ЫАг
дг _ &Аах (Рж ~Рг)
~~ 2 2
vrPr
Параметры сушильного агента в этих за-
висимостях принимают по средней температу-
ре tc. Скорость капли в конце участка тормо-
жения принимают равной скорости витания
L>K = wB. Время торможения капли в горизон-
тальном полете
1 .
— ш -----------
ab {vK(v0+b))
а путь торможения капли максимального диа-
метра
1. f(^0 +^)е^Тх >
r = — In --------------- -лтх,
а b
\ 7
где а и b - коэффициенты; а -
0,346рг , 65vr
—--------------- • —-----
^тах (Рж ~ Рг ) Aiax
Диаметр факела распыла с учетом диа-
метра диска £>ф = 2г + б/д. Диаметр распыли-
тельной камеры принимают из условия
DK > £>ф, с запасом до 25 %.
Средняя скорость сушильного агента в
цилиндрической камере
v = V/F,
где V - объемный расход сушильного агента,
рассчитанный при средней температуре /с; F -
площадь поперечного сечения камеры.
Конечный диаметр частиц среднего раз-
мера может быть определен по зависимости
Рж (1 + ^кр)
Рм.крО + Q)
0,33
dK = Аг
где Со, Скр - соответственно начальное и
жание материала; рм кр - плотность частиц
при критическом влагосодержании.
Средний диаметр частиц
А5 -(Аг +А)/2-
Далее рассчитывают скорость витания
wB Ср для частицы Jcp.
Учитывая малую величину проекции
длины нестационарного участка движения час-
тицы на вертикальную ось сушилки, можно
принять, что всю высоту камеры частица про-
ходит со средней скоростью L’cp = v + wB ср.
Площадь поверхности контакта фаз
S =—
^срРм
где (7Ср - средняя арифметическая производи-
тельность по исходному и готовому продукту;
рм - средняя арифметическая плотность ис-
ходного и высушенного материала.
Движущую силу для аппаратов идеально-
го смешения, к которым условно можно отне-
сти распылительные сушилки, рассчитывают
по соотношению:
Ах = х2 - х2,
где х2 - равновесное влагосодержание су-
шильного агента на выходе из сушилки; х2 -
влагосодержание воздуха в сушилке.
Коэффициент массоотдачи на участке не-
установившегося движения
NuiZ)
^~Рг’
"ср
где Nuj = 2 + Re0,8 Pr0,33; Re = JcpL>x/vr;
Pr = vr/Z), vx - среднее интегральное зна-
чение скорости частицы на участке нестацио-
нарного движения; D - коэффициент диффу-
зии паров при /ср.
Коэффициент массоотдачи на участке ус-
тановившегося движения
Nu2£>
----—.
максимальное гигроскопическое влагосодер-
504
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Рис. 5.2.14. Испарительно-сушильный агрегат ИСАР-700:
1,3- теплогенераторы; 2 - подогреватель технической воды,
4 - сепаратор; 5,11 - насосы; 6 - эмульгатор; 7 - бак; 8 - испарительная
камера; 9, 10, 15 - распылители; 12 - система охлаждения порошка;
13 - циклон; 14 - сушильная камера; / -жидкое топливо; //-дымовые
газы; ///- воздух; IV- вода; V- исходные растворы; VI- компоненты;
VII - порошок
где Nu2 = 2 + 0,51 Re0’52 Pr0’33; Re =
= ^cpMB.cp/vr •
Среднее значение коэффициента массо-
отдачи для всего аппарата
В =----------—
ср t (Р!-р2)5Д^гл
W
Время, необходимое для процесса сушки
материала,
W
Т"рср5ДУ'
Высота рабочей зоны цилиндрической
части аппарата
Н =тиСр.
По найденным параметрам D и Н из
табл. 5.2.8 выбирают требуемый типоразмер
сушильной камеры.
Одним из направлений интенсификации и
повышения эффективности распылительных
сушилок является применение перегрева жид-
кого материала перед сушкой (для термостой-
ких продуктов), а также организация процесса
в режиме выпарки. Для сушки малоконцентри-
рованных нетермостойких растворов применя-
ют установки типа ИСАР (рис. 5.2.14), обла-
дающие высокими показателями в экономии
топлива и охране окружающей среды.
Двухступенчатый распылительный испа-
рительно-сушильный агрегат непрерывного
действия состоит из двух распылительных ка-
мер, в одной из которых происходит упарка
раствора, а во второй - сушка до конечной
влажности. Движение сушильного агента через
сушильную, а затем испарительную часть ус-
тановки уменьшает унос продукта в окружаю-
щую среду и повышает степень использования
теплоты сушильного агента.
5.2.4. СУШИЛЬНЫЕ ЛЕНТОЧНЫЕ И
ВАЛЫДЕЛЕНТОЧНЫЕ АППАРАТЫ
Ленточные сушильные аппараты (кон-
вейерные) применяют для сушки сыпучих
(зернистых, гранулированных, кусковых, во-
локнистых), а также штучных материалов. В
частности, их используют для сушки полупро-
дуктов и красителей, химикатов-добавок к по-
лимерным материалам, синтетического каучу-
ка и многих других продуктов. Отличительной
их особенностью является наличие одного или
нескольких ленточных конвейеров, располо-
женных внутри металлического корпуса пря-
моугольного сечения. Высушиваемый матери-
СУШИЛЬНЫЕ ЛЕНТОЧНЫЕ И ВАЛЬЦЕЛЕНТОЧНЫЕ АППАРАТЫ
505
ал располагается на ленте в виде слоя толщи-
ной до 100 мм и перемещается ею от одной
торцовой части сушилки к другой. При нали-
чии нескольких лент, которые размещаются по
высоте сушилки в несколько ярусов, происхо-
дит пересыпание материала с ленты на ленту,
что способствует более равномерный его сушке.
Ленточные сушилки работают в непре-
рывном режиме, в качестве сушильного агента
в них используется воздух или дымовые газы,
которые движутся по отношению к высуши-
ваемому материалу прямотоком, противотоком
или перекрестным током. Часто используется
рециркуляция газа и его промежуточный по-
догрев. Для интенсификации процесса тепло-,
массообмена сушильный агент, как правило,
продувают через слой высушиваемого дис-
персного материала, находящегося на ленте.
Для этого ленты выполняют в виде металличе-
ской плетеной сетки, пластинчатой ленты с от-
верстиями или в виде отдельных прямоуголь-
ной формы лотков с сетчатыми днищами.
В одноленточных сушилках рабочая ка-
мера часто представляет собой ряд последова-
тельно соединенных между собой секций, в
каждую из которых встроен калорифер и вен-
тилятор, обеспечивающий продувку слоя су-
шильным агентом, при этом через все секции
проходит один ленточный конвейер. Такая
конструкция сушилки позволяет дифференци-
рованно задавать температурный, скоростной и
влажностный режимы процесса по длине ленты.
На рис. 5.2.15 показана одноленточная
трехсекционная сушилка СЛ-1200-3, внутри
металлического корпуса 1 которой расположе-
ны бесконечная лента 3, рециркуляционный
радиальный вентилятор 4 и паровой калорифер 5.
Штуцеры 6 предназначены для присоединения
воздуховодов, через которые с помощью внеш-
него вентилятора организуется общий воздухо-
обмен в сушилке. Рециркуляционный вентиля-
тор 4 осуществляет многократную продувку
через слой материала сушильного агента с его
промежуточным подогревом в калорифере 5.
В трехленточной сушилке (рис. 5.2.16)
сушильный агент (топочные газы или подогре-
тый в калорифере или теплогенераторе воздух)
подается в нижнюю часть сушилки 6, проходит
снизу вверх через ленты 4 с расположенным на
них материалом и удаляется через штуцер в
верхней части аппарата.
Между лентами многоленточных суши-
лок обычно устанавливают калориферы для
промежуточного подогрева сушильного агента.
Промежуточный подогрев теплоносителя по-
зволяет подвести необходимое для сушки ко-
личество теплоты при более низкой его темпе-
ратуре. Это обеспечивает более мягкий режим
сушки, что важно для термолабильных мате-
риалов, которые очень часто сушат именно в
ленточных сушилках.
Скорость движения лент в ленточных
сушилках варьируется в достаточно широких
пределах 0,004...0,9 м/с, чем достигается необ-
ходимое время пребывания того или иного ма-
териала в аппарате. Удельный влагосъем в лен-
точных сушилках составляет 4...60 кг/(м2 ч),
удельный расход пара 1,7...2 кг/(кг испаренной
влаги), удельный расход воздуха 20...30 кг/(кг
испаренной влаги).
Вальцеленточные сушильные аппараты
применяют для сушки пастообразных материа-
лов. Они представляют собой технологическую
связку вальцовой формующей и ленточной су-
шилок. В первой из них происходит предвари-
тельная подсушка и формование пастообразно-
го продукта, во второй - досушка продукта до
требуемой влажности.
Рис. 5.2.15. Одноленточная трехсекционная сушилка СЛ-1200- 3:
1 - корпус; 2 - разравнивающий ролик; 3 - лента; 4 - циркуляционный
радиальный вентилятор; 5 - паровой калорифер; 6 - штуцеры
для подсоединения воздуховодов
506
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Рис. 5.2.16. Схема трехленточной сушилки:
/-сушильный агент; //- выход материала
Рис. 5.2.17. Вальцеленточная сушилка ВЛ 0,6-1,2:
1 - устройство для загрузки пасты; 2 - прижимной валик; 3 - сушильный валец;
4 - транспортерная лента; 5 - лента ленточной сушилки; 6 - выход материала;
7 - выход воздуха; 8 - вход воздуха; 9 - гребенчатый нож
В вальцеленточной сушилке ВЛ 0,6-1,2.
Поступающая из загрузочного устройства 7
паста прижимным валиком 2 вмазывается в
трапециевидные канавки вальца 3, обогревае-
мого изнутри паром (рис. 5.2.17). При враще-
нии вальца 3 происходит контактная подсушка
материала до влажности 8... 10 %. Подсушен-
ный до такой влажности материал имеет доста-
точную механическую прочность для сохране-
ния своей формы, он снимается гребенчатым
ножом 6, полученные брикеты по конвейерной
ленте 4 поступают на ленту 5 ленточной
сушилки, в которой происходит окончательная
досушка материала.
Диаметр вальца вальцеленточных суши-
лок 500... 1500 мм, глубина канавок в них
12 мм, расстояние между канавками составляет
6... 10 мм. Для обогрева вальца используется
пар давлением до 1 МПа. Удельный расход те-
плоты в вальцеленточных сушилках составляет
6...7 МДж/(кг испаренной влаги).
Расчет ленточных и вальцеленточных
сушилок. При известной производительности
ленточной сушилки по влажному материалу 6Н
СУШИЛЬНЫЕ ЛЕНТОЧНЫЕ И ВАЛЬЦЕЛЕНТОЧНЫЕ АППАРАТЫ
507
из уравнения расхода твердой фазы в сушилке
определяют высоту слоя материала на ленте Л,
задаваясь шириной ленты Ь, скоростью ее
движения ил и отслеживая выполнение огра-
ничения h < 0,1 м:
Рн^л ’
где рн - насыпная плотность влажного мате-
риала на ленте.
Рабочую длину ленты / находят из кине-
тического расчета.
Особенность сушки материала в ленточ-
ной сушилке - перекрестное движение фаз,
следствием которого является изменение пара-
метров теплоносителя как по длине ленты, так
и по высоте слоя. В литературных источниках
приводятся различные методики расчета кине-
тики сушки материала применительно к лен-
точным сушилкам. В основе их лежит исполь-
зование либо опытной кривой сушки единич-
ной гранулы при значениях параметров тепло-
носителя на входе в слой, либо приближенного
уравнения сушки, например на основе сле-
дующей зависимости для скорости сушки:
= К{и-иЛ (5.2.4)
dx
где и, Wp - фактическое локальное и равно-
весное влагосодержание материала, кг/(кг су-
хого материала); т - время; К - коэффициент
сушки, с-1.
Рассмотрим методические приемы расчета
кинетики сушки гранулированного материала в
ленточной сушилке на основе методов, изложен-
ных в [55].
Послойный расчет. 1. Слой материала
разбивают на ряд элементарных слоев (четыре-
пять) и для периода постоянной скорости суш-
ки определяют движущую силу процесса мас-
соотдачи на выходе из каждого слоя [55]:
ДСс = ДС*н) ехр(-х/'Рсг;с ), (5.2.5)
где ДСс - движущая сила процесса по газовой
фазе на расстоянии х от входа теплоносителя;
- то же, на входе в слой; vc - скорость
сушильного агента в свободном сечении перед
слоем, м/с; f - удельная площадь поверхно-
сти насыпки, м2/(м3 слоя); Сс, Сс м т - кон-
центрация пара соответственно в ядре потока
сушильного агента и вблизи поверхности мате-
риала, определяемая по температуре мокрого
термометра, кг/м3.
2. По уравнению
(“н цкр)Рн
/Я = 1’, = 1 /'рсДС<н) ’
(рн - насыпная плотность материала; т - но-
мер элементарного слоя; i - номер концентра-
ционной зоны по длине ленты) находят время
сушки первого слоя до критического влагосо-
держания мкр и соответствующие этому вре-
мени влагосодержания последующих слоев.
3. Рассчитывают позонно кривую сушки
первого слоя при значениях параметров тепло-
носителя на входе в слой. Для каждой зоны по-
лучают среднюю концентрацию пара в воздухе
на выходе из первого слоя по следующему урав-
нению, полученному при условии аппроксима-
ции кривой сушки этого элементарного слоя на
интервале влагосодержаний (wH z, wK z) прямой
линией (аналогичный прием используется и
при расчете последующих слоев)
с($ = с<н) +7,(1 ~Ёсл)Ро (йн, - йк i).
t’cPcL
(5.2.7)
Из уравнения теплового баланса или при по-
мощи Н d- диаграммы влажного воздуха - опре-
(к)
деляют температуру tc соответствующую
^(к)
величине Сс
4. Рассчитывают время сушки второго слоя
до критического влагосодержания и соответст-
вующие этому времени влагосодержания после-
дующих слоев.
5. Осуществляют позонный расчет кри-
вой сушки второго слоя в периоде падающей
скорости сушки. Для каждой зоны определяют
среднюю концентрацию пара в сушильном
^(к)
агенте на выходе из слоя Сс Л а затем темпе-
(к) г,
ратуру tc . Переходят к третьему слою и т. д.
(Верхние индексы “н” и “к” означают соответ-
ственно начальное и конечное по ходу газа се-
чение слоя).
508
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Расчет при усредненных параметрах те-
плоносителя. Он заключается в том, что рас-
считывают кинетику сушки сразу всего слоя
материала по высоте й = /(т) (w - среднее
по высоте слоя влагосодержание материала на
данном участке ленты) зональным методом
при средних по высоте слоя параметрах тепло-
носителя. Такой расчет тем точнее, чем больше
скорость сушильного агента, увеличение кото-
рой приводит к выравниванию параметров су-
шильного агента по толщине слоя. Поскольку
последние зависят от интенсивности сушки,
которая в свою очередь определяется парамет-
рами сушильного агента, задача является кине-
тически неопределимой и расчет приходится
вести методом итераций (обычно достаточно
двух приближений) в такой последовательно-
сти.
1. Весь диапазон изменения влажности
слоя разбивают на ряд концентрационных зон
йн i~йк р ПРИ этом пеРвая 30на соответст-
вует первому периоду сушки.
2. По уравнению (5.2.5) определяют дви-
жущую силу процесса по газовой фазе на вы-
ходе из слоя для первой зоны, а затем - сред-
нюю движущую силу процесса в слое
(5.2.8)
3. Находят продолжительность первого
периода сушки всего слоя по уравнению
(н}
(5.2.6), в котором величину ДСс заменяют
на ДСс], определяемую по (5.2.8).
4. Принимают в первом приближении
ориентировочно среднюю концентрацию пара
на выходе из слоя во второй концентрационной
/ х^(к) ^(к)\
зоне такой же, как в первой зоне I I
и устанавливают среднюю концентрацию пара
в слое
АСс2 -
ACff-ACff
Af(H)
ac<2k)
(5.2.9)
По уравнению баланса или диаграмме со-
стояния при Сс2 и Н = const находят /с2.
5. Используя соответствующий метод
расчета кинетики сушки, находят продолжи-
тельность сушки материала во второй зоне Т2-
По уравнению (5.2.7) уточняют среднюю для
второй зоны концентрацию пара на выходе из слоя
и величины Сс2 и т2
6 Находят концентрацию пара на выходе
из слоя в конце второй зоны по среднему
арифметическом} соотношению
гЧк) _ _ г^(к)
1с.к2 ~сс2 lc.h2'
где Ссн2 =Ссж1 =Сс.н1 = (нижние ин-
дексы “н” и “к” - начало и конец второй зоны).
Переходят к третьей зоне, для которой
устанавливают вначале ориентировочно сред-
нюю концентрацию пара на выходе из слоя
пропорционально изменению влажности мате-
риала в третьей и второй зонах:
р(к) Г(К) _ ДДМ(к) _Г(к)
исЗ сск2 - 1сс2 с.к2
Aw2 '
хДк)
где С с2 - концентрация пара на выходе
/ч(к)
из слоя в конце второй зоны; ~
//,(н) /Лк) \ Д
\н2 + к2 1/^ ~ средняя концентрация
пара на выходе из слоя во второй зоне.
Затем по уравнению (5.2.9) определяют
Сс2, а затем все остальные величины.
На рис. 5.2.18 показаны кривые распреде-
ления влагосодержания и сушки элементарных
слоев и поле влагосодержаний всего слоя, рас-
считанные по первому методическому приему
на основе решений системы уравнений массо-
и теплопереноса для процесса сушки гранули-
рованного альтакса в ленточной сушилке [55].
Оба приема расчета кинетики сушки тон-
кого продуваемого слоя обеспечивают прием-
лемую для практики точность. Послойный рас-
чет хотя и более трудоемок, но позволяет по-
лучить распределение влажности по толщине
материала, что в ряде случаев представляет ин-
терес. Интегральный метод расчета кинетики
сушки всего слоя применим при невысоких
слоях (h < 0,05 м).
При известном времени сушки т (с) рабо-
чую длину ленты находят по соотношению
СУШИЛЬНЫЕ ЛЕНТОЧНЫЕ И ВАЛЬЦЕЛЕНТОЧНЫЕ АППАРАТЫ
509
Рис. 5.2.18. Кривые сушки элементарных слоев (а) и
распределения вл а госодержан и я по высоте слоя (0)
(Л = 0,04 м, t" = 100 °C; Гс = 0,85 м/с):
точки - эксперимент, линии - расчет
Технологический расчет вальцовой части
вальцеленточной сушилки может быть выпол-
нен на основе следующих уравнений:
уравнения расхода по твердой фазе
irnD
GH =0,5m/wDBpM = 0,5ю/-^-рм;
(5.2.10)
уравнения кинетики сушки
уравнения, связывающего рабочую длину
канавки I, заполненной пастой со временем
пребывания материала на вальце тв:
/ = ^в; (5.2.12)
уравнения, связывающего рабочую длину
I с углом а рабочего сектора вальца (рад),
/ = лОв —= -DB, (5.2.13)
2л 2
где С7Н - расход влажного материала; т - чис-
ло канавок на вальце; f = (а + 6)Ак/2 - пло-
щадь сечения одной канавки; a, b, hK - соот-
ветственно длины оснований и высота канавки;
со = ли/30 - угловая скорость вальца; п - час-
тота вращения вальца, мин-1; DB - диаметр
вальца; рм - плотность влажного материала;
ин в > ик в “ соответственно начальное и ко-
нечное влагосодержание материала на вальце,
кг/(кг сухого материала); - скорость суш-
ки материала на вальце, с-1; Vq - окружная
скорость вальца, м/с.
Из совместного рассмотрения уравнений
(5.2.10) - (5.2.13) получим следующие расчет-
ные соотношения:
30а
И =----;
лтв
60GH
(5.2.14)
(5.2.15)
Расчет по уравнениям (5.2.11), (5.2.14),
(5.2.15) проводят в такой последовательности.
1. Задают значения начального wH в и
конечного ик в влагосодержания материала на
вальце, по уравнениям кинетики кондуктивной
сушки [32] или по опытным данным определя-
ют скорость сушки материала на вальце N (с-1)
и по уравнению (5.2.11) рассчитывают время
сушки тв.
2. Исходя из конструктивных соображе-
ний, задают угол рабочего сектора вальца а
(рад) и по уравнению (5.2.14) находят частоту
вращения вальца п мин-1;
3. Задают геометрические размеры риф-
ления вальца а, вч hK, длину вальца LB (м),
510
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
выбирают шаг между канавками /к и опреде-
ляют число канавок на вальце:
4. Находят площадь сечения одной канав-
ки f (м2) и по уравнению (5.2.15) определяют
диаметр вальца £)в (м).
При необходимости изменить число обо-
ротов или диаметр вальца варьируют парамет-
рами а, £в, /к, а, в, Лк, wKB, а также тем-
пературным режимом сушки, влияющим на ее
скорость.
5.2.5. СУШИЛЬНЫЕ АППАРАТЫ
ВЗВЕШЕННОГО СЛОЯ
К сушильным аппаратам взвешенного
слоя относятся конвективные сушилки кипя-
щего слоя, аэрофонтанные и пневматические
трубные сушилки, характеризующиеся наличи-
ем восходящего потока сушильного газа и
взвешенных в нем частиц высушиваемого ма-
териала. Сушилки этого типа классифицируют
по гидродинамическому режиму, определяе-
мому величиной относительной порозности
взвешенного слоя 8 = 0,4...!, которая зависит
от скорости газового потока и размеров частиц
высушиваемого материала.
В области значений 0,4<8<0,55 газо-
взвесь материала находится в состоянии псев-
доожиженного слоя со свойствами капельной
жидкости (четкая граница поверхности, спо-
собность течения при перепаде высот и т.п.).
Частицы материала равномерно перемешива-
ются в слое, не покидая его. Такой режим в
технике сушки применяется редко вследствие
трудности его поддержания.
В диапазоне величин 8 = 0,55...0,75 в слое
наблюдается движение газовых пузырей с вы-
бросом частиц материала над поверхностью,
подобно состоянию кипящей жидкости. Пере-
мешивание материала происходит более ин-
тенсивно, но частицы его не покидают слой. В
таком режиме работают сушилки кипящего
слоя.
В диапазоне значений порозностей
8 = 0,75... 0,95 имеет место восходяще-
нисходящее фонтанообразное движение частиц
материала в слое и активное его перемешива-
ние. Частицы материала практически не уно-
сятся из слоя, но структура его очень неодно-
родная. В таком режиме работают аэрофонтан-
ные сушилки.
При величине порозности 8«1 происхо-
дит полный унос частиц материала и восходя-
щее их движение вместе с потоком сушильного
газа. Эта область работы характерна для пнев-
матических трубных сушилок (труб-сушилок).
Сушилки кипящего слоя получили широ-
кое распространение во многих отраслях про-
мышленности. В кипящем (псевдоожиженном)
слое высушивают не только сыпучие материа-
лы, но и пасты, суспензии, растворы. Растворы
и суспензии можно обезвоживать либо на
псевдоожиженной инертной насадке, либо в
кипящем слое высушиваемого материала. В
первом случае высушенный продукт выносится
потоком газа из сушильной камеры в виде мел-
кой пыли, во втором - сухой продукт получа-
ется в виде гранул.
Конструкции сушилок кипящего слоя.
Сушилки такого типа могут быть разделены на
две группы (рис. 5.2.19, рис. 5.2.20): одно- и
многокамерные. Кроме того, существуют два
основных типа камер, отличающихся режимом
движения псевдоожиженного слоя материала
вдоль решетки: с обратным перемешиванием
материала в слое и с направленным движением
слоя.
Однокамерные сушилки, которые могут
быть прямоугольными или круглыми в плане
(рис. 5.2.19), просты по устройству, надежны в
эксплуатации, обладают высокими экономиче-
скими показателями, поэтому они наиболее рас-
пространены в промышленности. Причем каме-
ры с обратным перемешиванием (рис. 5.2.19, а)
наилучшим образом подходят для материалов,
которые в исходном состоянии очень трудно
или невозможно перевести в псевдоожиженное
состояние (высоковлажные комкующиеся, пас-
тообразные, жидкие). Псевдоожижение дости-
гается путем однородного распределения сы-
рья по поверхности или в объеме слоя и за счет
полного перемешивания твердых сухих частиц
в пределах слоя. Недостатком этих конструк-
ций является неравномерная обработка мате-
риала, обусловленная широким спектром вре-
мен пребывания частиц в зоне сушки.
Если высушиваемый материал способен
переходить в псевдоожиженное состояние сра-
зу после попадания в кипящий слой, и особен-
но, если материал требует однородной сушки,
применяют сушилки с направленным движени-
ем материала (рис. 5.2.19, б, в), которое вдоль
СУШИЛЬНЫЕ АППАРАТЫ ВЗВЕШЕННОГО СЛОЯ
511
Рис. 5.2.19. Схемы однокамерных сушилок кипящего слоя:
а - с обратным перемешиванием; б - с направленным движением материала; 7 - корпус; 2 - газорас-
пределительная решетка; 3 - устройство для ввода и распределения материала; 4 - разгрузочное уст-
ройство; 5 - перегородки; в - с направленным движением материала и со встроенными поверхностями
нагрева: 7 - решетка; 2 - корпус; 3 - спиральная перегородка; 4 - сливной порожек; 5 - кольцо для ре-
гулирования уровня; 6 - элемент нагрева; 7 - устройство полного опорожнения; 7- газ; 77- материал;
7/7- пар; /Г- конденсат
Рис. 5.2.20. Многокамерные сушилки кипящего слоя:
а - одноярусная со встроенными в слой теплообменниками; 7 - камера с обратным перемеши-
ванием; 2 - камера с направленным движением материала; 3 - теплообменные панели; 1- газ;
//- материал; б - многоярусная; 7,2- сушильные камеры; 3 - камера для охлаждения; 4 - тепло-
обменные элементы; 5 - питатель; 6 - устройство для выгрузки продукта; 7- газ; //- материал;
III- воздух; IV- теплоноситель
решетки осуществляется вследствие установки
в камере направляющих перегородок, обра-
зующих коридоры. Такие сушилки при необ-
ходимости могут быть выполнены с подачей
нескольких потоков воздуха при разной темпе-
ратуре по отдельным зонам газораспредели-
тельной решетки - это однокамерные много-
зонные сушилки.
В многокамерных одноярусных сушилках
(рис. 5.2.20, а) с последовательным движением
материала сушильный газ с оптимальной тем-
пературой подается в каждую камеру или зону,
что очень важно в случае обработки термочув-
ствительных материалов. В них при необходи-
мости может быть предусмотрена камера или
зона для охлаждения продукта. В многокамер-
ных многоярусных сушилках (рис. 5.2.20, б)
осуществляется ступенчато-противоточное дви-
жение материала и газа, что дает снижение
расхода газа и высокую эффективность ис-
512
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
пользования теплоты. Последнее обстоятельст-
во имеет большое значение для сушилок с
замкнутым циклом сушильного газа.
Одно- и многокамерные сушилки могут
иметь встроенные теплообменные устройства
для подвода дополнительного количества теп-
лоты непосредственно в псевдоожиженный
слой материала. Это позволяет уменьшить как
температуру, так и расход воздуха на сушку,
т.е. снизить общие энергозатраты. Снижение
температуры особенно важно в случае сушки
термочувствительных материалов.
Ответственным элементом сушилки ки-
пящего слоя является газораспределительная
решетка. При сушке многих материалов, осо-
бенно термолабильных, от ее конструкции за-
висит выбор максимально допустимой темпе-
ратуры сушильного агента. Несмотря на то, что
температура псевдоожиженного слоя вследст-
вие интенсивного перемешивания материала
устанавливается невысокой, близкой к темпе-
ратуре газа на выходе, температура газорас-
пределительной решетки может быть намного
выше вследствие нагрева от распределяемого
газа. Это может служить причиной коркообра-
зования на поверхности решетки, обращенной
к кипящему слою, обусловленного наплавле-
нием, припеканием или пригоранием продукта.
Для предотвращения этих нежелательных яв-
лений и обеспечения возможности применения
высоких температур сушильного газа рекомен-
дуется применять решетки с теплоизолирую-
щим слоем или с отверстиями арочно-щелевой
формы (рис. 5.2.21).
Для сушки трудноожижаемых, полидис-
персных материалов и при значительно изме-
няющейся скорости витания высушиваемых
Рис. 5.2.21. Газораспределительные решетки
сушилок кипящего слоя:
а - стальная пластина на твердом теплоизоляторе
(фаолит, текстолит, эбонит, фторопласт и т.п. мате-
риалы); б - с теплоизоляцией засыпкой или закладкой
гранулированным или волокнистым материалом; / -
стальная перфорированная пластина; 2 - теплоизо-
лирующая пластина; 3 - отверстия; 4 - гранулиро-
ванный или волокнистый теплоизолятор; 5 - опор-
ная пластина
частиц предназначены аэрофонтанные сушил-
ки - аппараты цилиндроконической или приз-
матической формы. Конусная форма сушиль-
ной камеры, высокая порозность взвешенного
слоя и устойчивая фонтанообразная циркуля-
ция частиц позволяют наилучшим образом
применять аппараты этого типа для сушки
жидких и пастообразных материалов для полу-
чения сухого продукта в пылевидной или гра-
нулированной форме (рис. 5.2.22).
Основным элементом пневматической
трубной сушилки является вертикальная труба
диаметром до 2 м, высотой до 30 м, в которой
высушиваемый материал транспортируется по-
током сушильного воздуха в режиме, близком
к идеальному вытеснению. Пребывание мате-
риала в зоне сушки кратковременное, обычно
несколько секунд. Количество находящегося в
сушилке материала невелико. Эти особенности
позволяют использовать пневмотрубы для
сушки различных дисперсных материалов (по-
рошкообразных, зернистых, гранулированных,
в том числе и взрывоопасных).
Пневматические трубы-сушилки могут
быть разнообразных конструкций в зависимо-
сти от свойств высушиваемого материала и
требований к высушенному продукту
(рис. 5.2.23, а). Газовзвесь отводится из сушил-
ки на разделение в циклон или фильтр. В верх-
ней части сушилки может быть установлен
Рис. 5.2.22. Аэрофонтанные сушилки:
а - для получения пылевидного продукта в фонтани-
рующем слое керамических шаров; б - дтя получения
гранулированного продукта; 1 - корпус; 2 - решетка;
3 - форсунка;; /- воздух; II- тепоноситель; III- пы-
легазовая смесь; IV- раствор (суспензия); V- гранулы
СУШИЛЬНЫЕ АППАРАТЫ ВЗВЕШЕННОГО СЛОЯ
513
расширитель 6 для удержания крупной фрак-
ции в зоне сушки. Карман 1 в нижней части
служит в качестве ловушки для крупных не-
транспортабельных комков материала во избе-
жание их перегрева и разложения. В трубе-
сушилке предусматривают устройства для
компенсации термического удлинения, напри-
мер, в виде мягкой манжеты 5.
Для трудносохнущих материалов или при
необходимости сушки до низкой остаточной
влажности находят применение двухступенча-
тые трубы-сушилки. Преимуществом их явля-
ется то, что, создавая на каждой ступени наи-
более благоприятный режим сушки, можно вы-
сушить материал до требуемой конечной
влажности при минимальных затратах тепло-
ты. На первой ступени сушки удаляется
большая часть влаги при максимально возмож-
ной температуре воздуха, на второй - материал
досушивается при умеренном температурном
режиме.
Пневматические трубы-сушилки могут
быть использованы для сушки крупнодисперс-
ных и трудносохнущих материалов и в одно-
ступенчатом варианте, для чего применяют
технологический прием сушки с рециркуляци-
ей продукта (ретур). При этом целесообразно
подавать на ретур крупные фракции продукта,
предварительно отсепарировав их и смешав с
исходным материалом. В некоторых случаях
полезно измельчать материал в процессе сушки
(рис. 5.2.23, б).
Расчет сушильных аппаратов взве-
шенного слоя. Уравнение связи материально-
го и теплового (в удельных величинах) балансов
имеет следующий вид:
г \и
сг = — =----=
GT \Х
_ (7п.к #м ffc #пот ~ ^ж^О ~ ^доп)^ц
/о “£г^к “Лт.к^Ч)
(5.2.16)
где и - удельный расход сушильного газа;
L - расход сушильного газа по сухой его части;
GT - производительность сушилки по сухому
веществу материала; /п к - энтальпия пара
при конечной температуре парогазовой смеси;
дм - теплота, необходимая для нагрева мате-
риала; qc - теплота адсорбционно связанной
влаги; дпот - тепловые потери; сж - теплоем-
Рис. 5.2.23. Схемы пневматических
трубных сушилок:
а - труба-сушилка; 1 - карман; 2 - инжектор;
3,7 - опорные лапы; 4 - труба; 5 - манжета; 6 - рас-
ширитель; б - с рециркуляцией и измельчением ма-
териала; 7 - топка; 2 - пневмотруба; 3 - сепаратор;
4 - дымосос, 5 - циклон; 6 - шнек-смеситель;
7 - мельница; 8 - питатель; 9 - конвейер; / - газ;
II - материал; III - газовзвесь материала; /Г - комки
материала; Г - продукт; VI- отработанный газ
кость влаги в материале; 9q - начальная тем-
пература материала; <?доп - количество допол-
нительно вводимой теплоты; Ди = Uq - ик -
изменение влагосодержания материала от на-
чального «о до конечного ик ; /д - начальная
энтальпия сушильного газа; сГ - удельная теп-
лоемкость сухого газа; Xq - начальное влаго-
содержание сушильного газа.
Для сушилок кипящего слоя при разме-
щении теплообменных элементов непосредст-
венно в псевдоожиженном слое высушиваемо-
го материала удельное количество дополни-
тельного количества теплоты б?доп, исполь-
зуемое в балансовом уравнении (5.2.16), можно
рассчитать по уравнению теплопередачи:
<52.17)
где Кгр - коэффициент теплопередачи через
стенку греющего элемента; Frp - площадь те-
17 - 10358
514
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
плообменной поверхности; /рр - температура
теплоносителя в греющем элементе; t - сред-
няя температура газа в кипящем слое; W - про-
изводительность по испаряемой влаге.
Величиной (7ДОП можно задаться при
расчете материального и теплового балансов, а
затем рассчитать по формуле (5.2.17) требуе-
мую площадь поверхности теплообмена /^р и
проверить возможность конструктивного ее
размещения в слое. На практике удается ввести
в процесс дополнительно до 80 % требуемого
для сушки количества теплоты. Поэтому при-
нятая величина <?доп должна быть ограничена
суммой:
*7доп - 0’8(^п.к + Ям + Яс + Я пот с ж® о)-
Учитывая, что сушка - процесс тепломас-
сообменный, кинетически требуемую высоту
взвешенного слоя Нсл можно представить в
виде произведения:
#сл =htmt = hxmx, (5.2.18)
где ht, hx - высота, эквивалентная одной
единице переноса, рассчитываемая соответст-
венно по уравнениям тепло- или массоперено-
са; mt, тх - число единиц переноса, выра-
женное соответственно через изменение тем-
ператур или влагосодержаний газа и материа-
ла.
Если лимитирующей стадией теплопере-
носа является внешняя теплоотдача (при кри-
терии Bi < 0,1), то высоту единицы переноса
ht можно рассчитать из уравнения теплоот-
дачи:
‘ а^уд5(1-е)’
где с - приведенная теплоемкость влажного га-
за; а - коэффициент теплоотдачи от газа к час-
G
тицам материала; гул =----- - удельная по-
У Ч^Э
верхность материала; \|/ - фактор формы час-
тиц; d3 - эквивалентный диаметр частиц; S -
площадь сечения псевдоожиженного слоя,
2
нормального потоку газа, м ; 8 - относительная
порозность слоя.
При использовании уравнения массоот-
дачи (при условии, что диффузионный крите-
рий В1д < 0,1) высота единицы переноса
ррГуд5(1-е)’
где Р - коэффициент массоотдачи от частицы к
газу; р - плотность газа при усредненных па-
раметрах.
Коэффициент теплоотдачи к частицам
материала в псевдоожиженном слое можно
рассчитать по обобщенным соотношениям:
при Re/e < 200
/R Х1,3
Nu =0,016 — Рг0’33; (5.2.19)
V 8 )
при Re/8 > 200
/r \0,67
Nu=0,4 — Рг0’33. (5.2.20)
< 8 )
Для расчета межфазного коэффициента
массоотдачи в псевдоожиженных слоях надеж-
ные зависимости отсутствуют. Однако, допус-
кая аналогию между процессами тепло- и мас-
сообмена, можно принять диффузионный кри-
терий 1Чид a Nu. Таким образом, расчет ко-
эффициента массоотдачи можно выполнить по
уравнениям (5.2.19), (5.2.20), заменив в них
критерий Nu и Рг соответственно на диффузи-
онные критерии Nu4 и Ргд .
Принцип аналогии процессов тепло- и
массообмена дает возможность рассчитать ко-
эффициент массоотдачи, если известен коэф-
фициент теплоотдачи (или наоборот), по соот-
ношению Кришера:
а _ ср(Р-фРн) _ сРмп
₽ Р М„ + МГХ'
где Р - общее давление; (р - относительная
влажность газа; рн - давление насыщенного
пара при температуре влажного газа; Мп,
Mv - молекулярная масса соответственно па-
ра и газа; X - влагосодержание газа.
В уравнении (5.2.18) число единиц пере-
носа в общем случае определяется средней ин-
тегральной разностью параметров газа и мате-
риала, которая может быть выражена также от-
СУШИЛЬНЫЕ АППАРАТЫ ВЗВЕШЕННОГО СЛОЯ
515
ношением изменения параметров газа к сред-
ней движущей силе. Таким образом, в зависи-
мости от используемого параметра выражение
для числа единиц переноса имеет следующий
вид:
т, = f (5.2.21)
Уе А'
или
5К dX Хк-Х0
тХ= I—---------= ^=----", (5-2.22)
Хо Х ~ Х X
где 9 - температура материала; X* - равно-
весное материалу влагосодержание газа; Дг,
Ду - средняя движущая сила процесса суш-
ки, выраженная соответственно через разность
температур или влагосодержаний газа.
В кипящем или фонтанирующем слое ма-
териал находится в условиях идеального сме-
шения, и его параметры равны конечным.
Движение газа логично рассматривать в режи-
ме идеального вытеснения. Тогда интегрирова-
ние уравнений (5.2.21) и (5.2.22) приводит к
выражениям:
mt = In
. Xq-Xq
тх =ln—------2-.
хк-хк
Практически идеальное вытеснение пото-
ка газа нарушается на небольшом удалении от
газораспределительной решетки, и газ в псев-
доожиженном слое материала оказывается в
значительной степени в условиях перемешива-
ния. Поэтому с целью обеспечения запаса
можно принять состояние газового потока в
условиях идеального смешения.
В этом случае интегрирование уравнений
(5.2.21), (5.2.22) приводит к соответствующим
выражениям:
г0 ^к _
ГК-9К гк~0к’
(5.2.23)
(5.2.24)
Для определения числа единиц переноса
по уравнениям (5.2.23), (5.2.24) необходимо
знать конечную температуру продукта и рав-
новесное ему влагосодержание газа. При рас-
чете материального и теплового балансов ко-
нечную температуру продукта принимают в
пределах 9к = (0,6...0,95)/к , и несовпадение ее
с истинным значением не вносит большой по-
грешности в результаты балансовых расчетов.
Однако при расчете числа единиц переноса не-
обходимо знать истинное значение температу-
ры продукта и соответствующее состоянию
продукта равновесное влагосодержание газа.
Нахождение истинных значений конеч-
ных параметров может быть осуществлено
следующим образом. Из принципа аналогии
процессов тепло- и массообмена со всей оче-
видностью следует mt - т%. В этом случае
из выражений (5.2.23) и (5.2.24) можно рассчи-
тать
Л^к+“0к~Л)' (5.2.25)
Уравнение (5.2.25) представляет собой
*
уравнение прямой линии в координатах X , 0,
которая является геометрическим местом ис-
тинных значений координат конечных пара-
метров продукта. Для нахождения искомой
точки необходимы данные гигроскопического
равновесия продукта, определяемого изотер-
мами десорбции при некоторых принятых зна-
чениях конечной температуры и заданной ко-
нечной влажности материала. При этом можно
построить кривую в тех же координатах. Точка
пересечения даст истинные координаты %* и
ек.
Согласно принятой модели идеального
смешения газовой и твердой фаз все необходи-
мые для расчета параметры и характеристики
газа и материала следует принимать для конеч-
ных условий процесса сушки. Для однокамер-
ных сушилок с направленным движением ма-
териала и для многокамерных целесообразно
разделить кипящий слой на последовательные
зоны и выполнить расчеты для каждой зоны
отдельно.
Кинетический расчет пневматических
трубных сушилок имеет особенности, обуслов-
ленные низкой концентрацией материала в га-
зовом потоке и кратковременностью пребыва-
ния материала в трубе. В связи с этим сушке в
пневматической трубе-сушилке обычно под-
вергают дисперсные материалы, интенсивность
17*
516
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
внешнего тепло-, массообмена которых, по
меньшей мере, на порядок меньше интенсив-
ности внутреннего тепло-, массопереноса, т.е.
при условии, когда критерии Bi <0,1 и
В1Д <0,1. В этом случае принято рассматри-
вать внешнюю задачу тепломассообмена, ко-
торая может быть решена через уравнение мас-
соотдачи или теплоотдачи. Решение этих урав-
нений позволяет найти кинетическое время
процесса сушки т по одному из следующих
уравнений:
т_<*Рк (%к-%о)
Р Р FyjAx
COPF Go “'к)
т =---------=----,
ос Fy^t
где ру - объемная плотность материала; Р -
коэффициент массоотдачи; - средняя
движущая сила процесса сушки (средняя раз-
ность рабочих и равновесных влагосодержаний
газа); Д, - движущая сила процесса сушки
(средняя разность температур газа и материа-
ла).
Кроме того, труба-сушилка представляет
собой аппарат идеального вытеснения с прямо-
точным движением газа и материала. При дви-
жении газовзвеси в трубе параметры твердой и
газовой фаз изменяются от начальных до ко-
нечных значений. Поэтому пользуются сред-
ним значением движущей силы, которая с дос-
таточной для практики точностью может быть
определена среднелогарифмическим значени-
ем. Причем более точное приближение к сред-
неинтегральному значению получается в слу-
чае, если начальное равновесное состояние газа
и материала принять не при начальной темпе-
ратуре материала, а при температуре мокрого
термометра.
Коэффициент массоотдачи можно рас-
считать по обобщенному критериальному
уравнению:
Ыид = 2 + 0,51 Re0,52 Рг^33. (5.2.26)
При умеренных температурах сушки
имеет место подобие полей температур и кон-
центраций в пограничном слое газа, в связи с
чем принимают тождество между диффузион-
ным и тепловым критериями Нуссельта:
Nu4 = Nu. Тогда обобщенное уравнение
(5.2.26) можно представить в аналогичном виде.
Площадь сечения сушилки взвешенного
слоя, нормального потоку сушильного газа, на-
ходят из уравнения расхода:
5-Г/и-
где V - объемный расход сушильного газа, оп-
ределяемый из материального баланса: w -
скорость потока сушильного газа в рабочем се-
чении аппарата.
Скорость потока газа, обеспечивающая
заданную порозность взвешенного слоя в су-
шилках кипящего и фонтанирующего слоя,
численно равна скорости стесненного осажде-
ния (витания) частиц. Скорость стесненного
осаждения (с учетом порозности 8) можно оп-
ределить по у ниверсальной зависимости
.4,75
Re-------------. (5.2.27)
18 + 0,61VAr е4'75
справедливой в диапазоне чисел Re < 2- 10s.
Скорость осаждения частиц неправиль-
ной формы рассчитывается умножением ско-
рости, определенной по формуле (5.2.27), на
поправочный коэффициент формы ф. Для при-
ближенных расчетов рекомендуют принимать
для частиц округлой формы ф--0.77. углова-
тых ф^О.66. продолговатых ф : 0.58. пластин-
чатых ф = 0,43.
Скорость осаждения также для всех ре-
жимов обтекания (Re<2 10s) с учетом стес-
ненности потока и неправильности формы час-
тиц можно рассчитывать по формуле
ЗЗбТ + ^Дге4'75 -V367
Re = -----------------------
0,588/гф
(5.2.28)
где кф — 11 — 10ф - коэффициент, учитываю-
щий влияние формы частиц; ф - коэффициент
сферичности частиц; ф = 0,8...0,9 для частиц
округлой формы без резких выступов, с резки-
ми выступами ф = 0,65...0,8, для угловатых,
продолговатых ф = 0.4...0,65. для пластинча-
тых, хлопьевидных ф = 0,2...0,4 и для волок-
нистых ф = 0,2.
При изменении скорости сушильного газа
и других условий псевдоожижения относи-
СУШИЛЬНЫЕ АППАРАТЫ ВЗВЕШЕННОГО СЛОЯ
517
тельную порозность взвешенного слоя можно
рассчитать по следующим формулам:
при использовании уравнения (5.2.27)
/ 7\0,21
18Re+0,36Re2
8 = --------------- ;
I Аг )
при использовании уравнения (5.2.28)
8=ехр<0,211п
(0,588Лф Re+ л/Зб?)2- 367
АфАг
Для обеспечения однородного псевдо-
ожижения, а также при возможности размеще-
ния в слое дополнительных теплообменных
элементов высота слоя должна быть Нсл =
= 0,2... 1,5 м (большие значения принимают для
мелких, полидисперсных и трудноожижаемых
материалов). Поэтому при необходимости рас-
считанную по формуле (5.2.18) величину
Нсл следует увеличить до рекомендуемой.
Высота сушильной камеры должна включать и
высоту сепарационной зоны HCQU, которую
принимают
^сеп = 0*--^)^сл'
где большие значения принимают для мелких
материалов.
Гидравлическое сопротивление сушилки
кипящего слоя складывается из гидравлических
сопротивлений собственно слоя, газораспреде-
лительной решетки и местных сопротивлений
при входе и выходе сушильного газа. Сопро-
тивление псевдоожиженного слоя определяет-
ся эффективным весом находящегося в нем ма-
териала. Для системы газ - твердое тело
АРсл ~ (рм.к — р)0 “ е)&^сл =
— Рм.к 0 — е)&^сл •
Для эффективного газораспределения
гидравлическое сопротивление решетки реко-
мендуют принимать Дрреш =(0,3...0,55)Дрсл,
но не менее 500 Па.
Скорость потока газа в трубе принимают
wr = (1,5...2)w*, где w* - скорость витания
небольших по размеру частиц материала. Ми-
нимальная скорость газа должна быть не
меньше 5 м/с во избежание конвекционного
перемешивания в трубе, а максимальная - не
более 40 м/с во избежание высоких гидравли-
ческих потерь.
Общая высота сушилки Н складывается
из участка разгона //р и участка стационарного
движения частиц материала Н^\ Н = +
+НСЛ. На участке стационарного движения
скорость частиц среднего размера принимают
постоянной, поэтому
НСТ ~ ^Ч^СТ “ (Н1 ' ИВ ) ТСТ’
где w4 - скорость частиц на участке стабили-
зированного движения; wB - скорость витания
частиц среднего эквивалентного диаметра;
тст “ время движения частиц на участке ста-
билизированного движения.
Скорости w* и wB рассчитывают из
уравнений (5.2.27), (5.2.28), как скорости сво-
бодного осаждения, т е. без учета влияния кон-
центрации частиц в потоке газа. Время тст со-
ставляет часть общего кинетического времени
сушки т:
Тст “ 1 “ тр •
где тр - время разгона частиц от начальной
скорости (обычно w4 н - 0 ) до конечной w4.
Время разгона частиц можно рассчитать по ус-
редненной скорости частиц на участке разгона,
высоту которого определяют по уравнениям
кинетики нестационарною движения частиц
[44].
В связи с тем, что в трубе-сушилке име-
ются два гидродинамически отличающихся
участка, коэффициенты массо- или теплоотда-
чи рассчитывают отдельно для каждого участка.
Если расчетная высота трубы-сушилки
получается чрезмерно большой (более 30 м),
принимают двухступенчатый вариант установ-
ки или применяют рециркуляцию продукта. Во
втором случае вследствие более интенсивного
использования объема сушильной зоны сокра-
щается требуемая для процесса высота сушил-
ки. Расчет процесса сушки с рециркуляцией
материала можно свести к расчету при отсут-
ствии рециркуляции, если характеристики по-
ступающего на сушку материала связать с ко-
нечными характеристиками материала. Для
этого вводят параметр кратности рециркуляции
по сухой части материала
гт = ^рц/&т ’
где 6рц - расход сухой части продукта, воз-
вращаемой на вход сушилки.
518
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Расход смеси материала, поступающей
в сушилку, GCM = GT + Gpu = GT (1 + rT), а
удельный расход воздуха на сушку
сгсм = Z/GCM. Учитывая, что величина дви-
жущей силы при рециркуляции материала из-
менится незначительно, можно рассчитать
время сушки, подставив в них асм вместо а.
Гидравлическое сопротивление трубы-
сушилки представляют в виде суммы отдель-
ных составляющих потерь давления в трубе
вертикального пневмотранспорта: на поддер-
жание скоростного напора, трение несущего
газового потока о стенки трубы, местные со-
противления, на подъем материала, на поддер-
жание материала во взвешенном состоянии, на
изменение количества движения материала на
участке разгона, на трение частиц материала о
стенки трубы.
5.2.6. СУШИЛЬНЫЕ ЦИКЛОННЫЕ
АППАРАТЫ
Сушильные циклонные аппараты пред-
ставляют разновидность конвективных суши-
лок с пневмотранспортом высушиваемого ма-
териала с вращательным движением газовзвеси
подобно потоку запыленного газа в циклоне.
Их отличают компактность, низкая металлоем-
кость, простота конструкции и надежность в
эксплуатации.
Простая по конструкции циклонная су-
шилка представляет собой вертикальный ци-
линдроконический аппарат с тангенциальным
вводом газовзвеси I высушиваемого материала
в верхнюю часть корпуса 1 (рис. 5.2.24). Поток
дисперсного материала движется по винтовой
траектории вниз и выносится потоком газа че-
рез выводную трубу 2 в отдельную систему
t
Рис. 5.2.24. Схема простой
циклонной сушилки
Рис. 5.2.25. Вихревая сушилка:
а - системы «Конвекс»; 1 - входной патрубок; 2 - труба
для перекрытия мертвой зоны вихря; 3 - вихревая ка-
мера, 4 - крышка; 5 - кольцевой порожек для регули-
рования времени пребывания; 6 - улитка; 7 - выход-
ной патрубок; б - с горизонтальной осью вихря;
1 - патрубок для ввода материала; 2 - корпус; 3 - вы-
ходное отверстие; 4 - улитка; 5 - жалюзийный газо-
ввод, б - газоподводящий короб
разделения твердой и газовой фаз. Время пре-
бывания материала в аппарате достаточно для
высушивания продуктов со слабосвязанной
влагой. Циклонная сушилка заменяет одно-
и двухступенчатую пневматическую трубу-
сушилку с суммарной высотой труб до 40 м.
Более длительным удерживанием мате-
риала по сравнению с циклонными сушилками
и сепарирующей способностью характеризу-
ются вихревые сушилки (рис. 5.2.25). Сушилка,
показанная на рис. 5.2.25, а, имеет вертикаль-
ную цилиндрическую камеру с небольшим от-
ношением высоты к диаметру с тангенциаль-
ным вводом газовзвеси через патрубок 1 по
всей высоте корпуса и выводом ее через отвер-
стие в плоском днище. Снизу к отверстию
примыкает улитка 6 для раскручивания отхо-
дящего потока газовзвеси, а сверху - сменное
отбойное кольцо (порожек) 4 для регулирова-
ния времени удерживания материала в су-
шильной камере. Тангенциально вводимый по-
СУШИЛЬНЫЕ ЦИКЛОННЫЕ АППАРАТЫ
519
ток газовзвеси закручивается в камере, форми-
руя вращающееся кольцо частиц материала
высокой концентрации. Вновь вводимый мате-
риал вытесняет циркулирующие во внутренних
слоях высушенные частицы, которые выносят-
ся газом из сушилки. В центробежном поле
вращающегося кольца газовзвеси имеет место
сепарация частиц высушиваемого материала по
размерам, способствующая более длительному
нахождению крупных частиц в зоне сушки, что
обеспечивает равномерное остаточное влаго-
содержание высушенного продукта. Среднее
время пребывания материала в зоне сушки дос-
тигает 5 мин и более, что существенно расши-
ряет возможности применения сушилок ци-
клонного типа к высушиванию материалов со
связанной влагой.
На рис. 5.2.25, б показана схема вихревой
сушилки аналогичной конструкции, но с гори-
зонтальной осью вращения газовзвеси мате-
риала и с вводом ее в нижнюю часть камеры.
Вертикальная плоскость вращения кольца га-
зовзвеси позволяет высушивать в вихревых
сушилках материалы, содержащие крупные
комки или склонные к образованию наносов на
горизонтальной плоскости.
Использование циклонного эффекта для
интенсификации процесса сушки позволяет со-
вместить в одном аппарате процессы сушки и
сепарации высушенного продукта из потока
отработанного теплоносителя. Такая возмож-
ность реализована в спиральной пневмосушил-
ке (рис. 5.2.26). Аппарат состоит из вертикаль-
ного цилиндрического корпуса 7, в котором
сушильная зона сформирована спиральной
лентой 3, днищем 8 и крышкой 2, образующих
канал прямоугольного сечения в форме спира-
ли Архимеда, плавно переходящий в сепари-
рующую камеру 7 типа возвратно-поточного
циклона. Газовзвесь высушиваемого материала
движется в спиральном канале в условиях иде-
ального вытеснения, что обусловливает макси-
мальное значение движущей силы процесса
сушки, и при большой относительной скорости
между дисперсной и газовой фазами, обеспе-
чивающей интенсивный тепломассообмен.
Прямоточное движение газа и материала по-
зволяет значительно повысить начальную тем-
пературу теплоносителя по сравнению с вихре-
выми сушилками, а следовательно, уменьшить
требуемый по тепловому балансу его расход.
Спиральные сушилки позволяют заменять гро-
моздкие двухступенчатые системы пневмати-
ческих труб-сушилок.
Рис. 5.2.26. Схема спиральной пневмосушилки:
1 - корпус; 2 - крышка; 3 - спиральная лента;
4 - выхлопная труба; 5 - спиральный канал;
6 - входной патрубок; 7 - сепарирующая
(циклонная) камера; 8 - днище
Рис. 5.2.27. Схема спирально-вихревой
пневмосушилки:
7 - спиральный канал; 2 - крышка;
3 - вихревая камера; 4 - выхлопная труба;
5 - днище; 6 - циклонная камера;
7- кольцевой порожек
Для термолабильных материалов с дли-
тельным вторым периодом сушки более при-
емлема конструкция спирально-вихревой
пневмосушилки (рис. 5.2.27), в которой между
спиральным каналом 7, обеспечивающим иде-
альное вытеснение дисперсной и газовой фаз, и
сепарационной циклонной камерой б располо-
жена вихревая камера 3 (с идеальным смеше-
нием фаз). Такая комбинация вариантов позво-
ляет использовать высокотемпературный су-
шильный агент для удаления свободной и сла-
босвязанной влаги из материала в спиральном
канале с последующей досушкой материала в
вихревой камере охладившимся сушильным
агентом в течение более длительного времени
при безопасной для продукта температуре.
Особое место в ряду конструкций су-
шильных аппаратов циклонного типа занимают
вихревые пылеуловители, используемые для
осуществления процессов сушки дисперсных
520
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Рис. 5.2.28. Сушилка со встречными
закрученными потоками теплоносителя:
1 - выхлопная труба; 2 - сушильная камера; 3 - за-
вихритель; 4 - диафрагма; 5 - выгрузное устройство;
6 - патрубок для первичного потока; 7 - питатель;
8 - тангенциальный газоввод вторичного потока;
7- газ; II- материал; 777- продукт
материалов вместе с основным функциональ-
ным назначением. В технике сушки такой ап-
парат называют сушилкой со встречными за-
крученными потоками (рис. 5.2.28). Она состо-
ит из вертикального цилиндрического корпуса
с отношением высоты к диаметру 2,5...4, в
нижней и верхней части которого находятся
устройства для ввода и закручивания потоков
газовзвеси, выполненных в виде аксиально-
лопастных либо тангенциальных завихрите-
лей 3. Газовзвесь высушиваемого материала
поступает в аппарат через нижний завихритель
и движется по винтовой траектории вверх.
Вторичный газовый поток в количестве
30...50% общего расхода газа подается через
верхний завихритель 8 и вращается в том же
тангенциальном направлении, что и нижний,
но движется противотоком ему вниз. Этот по-
ток ускоряет внешний круговой слой газовзве-
си и направляет его в бункер сбора высушен-
ного и уловленного продукта. Таким образом,
происходит интенсификация центробежного
осаждения частиц материала. Высушиваемый
материал вводят в сушилку с первичным пото-
ком газа снизу, со вторичным потоком сверху
или с обоими потоками, что расширяет воз-
можности аппарата в отношении сушки мате-
риалов, различающихся дисперсным составом,
чувствительностью к нагреву и видом связан-
ной влаги.
По сравнению с циклонными сушилки со
встречными закрученными потоками обеспе-
чивают в несколько раз большее время пребы-
вания материала в сушильной зоне, а по срав-
нению со спиральными и спирально-вихревыми
сушилками - сохраняют высокую степень очи-
стки отходящего газа от пыли продукта при
увеличении диаметра аппарата.
Технологический расчет сушильных ап-
паратов циклонного типа содержит обычные
этапы: материальный и тепловой балансы, гид-
родинамический расчет, кинетический расчет
процесса сушки, объема и основных размеров
рабочей зоны сушилки, гидравлический расчет.
Материальный и тепловой балансы решаются
как обычно для конвективной сушки. Что каса-
ется кинетических, гидродинамических и гид-
равлических расчетов, то в настоящее время не
создано еще единой теории, позволяющей по-
лучить общие зависимости для всех вариантов
конструкций сушильных циклонных аппара-
тов. В связи с этим на практике используют
экспериментально полученные зависимости,
максимально приближенные к соответствую-
щему варианту сушильного аппарата. Эти за-
висимости приведены в специальной техниче-
ской литературе по сушке [44, 57].
5.2 7. СУШИЛЬНЫЕ ШАХТНЫЕ
АППАРАТЫ
Сушильные шахтные аппараты применя-
ют для сушки хорошо сыпучих дисперсных
материалов (гранулированных, зернистых,
мелкокусковых) с небольшой их начальной
влажностью [44, 46, 55]. Эти сушилки относят-
ся к аппаратам с неактивной (спокойной) гид-
родинамикой, поэтому их используют для
обезвоживания материалов с большим внутри-
диффузионным сопротивлением, скорость
сушки которых определяется, в основном, пе-
ремещением влаги внутри частиц и мало зави-
сит от скорости газовой фазы. Типичным при-
мером применения шахтных сушилок в хими-
ческой промышленности может служить сушка
гранулированных полимеров (полиамидов раз-
личных марок, полиэтилентерефталата, поли-
бутилентерефталата, полиэтилена, полипропи-
лена, полистирола, поликарбоната, этрола и
др.) как на стадии их производства (когда это
требуется технологией получения), так и при
СУШИЛЬНЫЕ ШАХТНЫЕ АППАРАТЫ
521
производстве из них изделий на литьевых и
шприц-машинах.
Отличительной особенностью шахтных
сушилок является наличие вертикальной шах-
ты круглого или прямоугольного сечения, пол-
ностью заполненной материалом, через кото-
рый продувается сушильный агент. Шахтные
сушилки могут быть как периодического, так и
непрерывного действия, которые имеют пре-
имущественное применение. Продувка слоя
может осуществляться как вдоль оси шахты (в
аппаратах круглого или прямоугольного сече-
ния), так и в радиальном направлении (в аппа-
ратах с кольцевым слоем высушиваемого ма-
териала).
В непрерывно действующей шахтной су-
шилке с осевым противоточным движением
сушильного агента материал поступает через
штуцер 2 и движется сплошным плотным сло-
ем сверху вниз, производительность регулиру-
ется питателем 5 (рис. 5.2.29, а). Сушильный
агент подается через газораспределительное
устройство 4 корпуса У, проходит снизу вверх
через слой высушиваемого материала и выво-
дится через штуцер 3.
Шахтные сушилки без расположенных
внутри газораспределительных коробов назы-
вают также колонковыми.
По мере продвижения через слой мате-
риала газ насыщается влагой и на некоторой
высоте слоя может полностью потерять свои
свойства как сушильного агента, поэтому вы-
сота слоя материала в непрерывно действую-
щей шахтной сушилке должна быть меньше
этой предельной высоты, на которой достига-
ется насыщение газовой фазы влагой. Для
обеспечения этого условия в шахтных сушил-
ках по высоте шахты 1 часто устанавливают
ряды газоподводящих и газоотводящих коро-
бов 4, через первые из них подводится свежий
сушильный агент, а через вторые отводится от-
работавший (рис. 5.2.29, б).
Газоподводящие короба (знак «+») и га-
зоотводящие (знак «-») в сушилке чередуются
по высоте. Расстояние между коробами по вы-
соте выбирают таким образом, чтобы сушиль-
ный агент, проходя через расположенный ме-
жду ними слой материала, сохранял свой су-
шильный потенциал. Оно определяется соот-
ношениями расходов взаимодействующих фаз
и кинетикой сушки.
В шахтной сушилке с кольцевым слоем
материал и сушильный агент движутся пере-
крестным током (рис. 5.2.30, а). Достоинством
аппарата этого типа является то, что толщина
Рис. 5.2.29. Шахтная сушилка
слоя высушиваемого материала может быть
выбрана независимо от необходимого времени
пребывания материала в сушилке. Ее выбира-
ют такой, чтобы не наступало насыщение су-
шильного агента влагой на выходе газа из слоя
и чтобы гидравлическое сопротивление слоя
при его продувке сушильным агентом было
приемлемым. Кроме того, в них отсутствуют
газоподводящие и газоотводящие короба, уве-
личивающие металлоемкость аппарата.
Основным недостатком непрерывно дей-
ствующих шахтных сушилок кольцевого слоя
является, неравномерное поле скоростей мате-
риала, что обусловлено трением материала о
стенки перфорированных цилиндров. Для
обеспечения однородности частиц по времени
пребывания в аппарате применяют специаль-
ные инверторы, предназначенные для радиаль-
522
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Рис. 5.2.30. Схемы шахтных сушилок с кольцевым слоем:
а - простая; б - с инверторами; в - с расширяющимся книзу кольцевым слоем; I - кожух; 2
- внутренний перфорированный цилиндр; 3 - наружный перфорированный цилиндр;
4 - инверторы; 5 - приемная камера влажного материала; 6 - приемный коллектор отрабо-
танного теплоносителя; 7 - направляющие конусы; 8- наружный перфорированный конус;
/- воздух системы пневмотранспорта; II- материал; ///-сушильный агент
ного перемешивания слоя. Схема сушилки
кольцевого слоя с инверторами показана на
рис. 5.2.30, б. Другим техническим решением
задачи выравнивания поля скоростей твердой
фазы в сушилке кольцевого слоя является соз-
дание конструкций аппаратов с расширяю-
щимся книзу слоем (рис. 5.2.30, в). Направ-
ляющие конусы 7 предназначены для устране-
ния застойных зон материала в местах его за-
грузки и выгрузки.
Расчет шахтных сушилок. Площадь се-
чения шахтных сушилок определяют по урав-
нению расхода твердой фазы, задаваясь скоро-
стью его продвижения по аппарату vT:
^тРмО есл)
где G - расход высушиваемого материала; рм -
плотность материала; 8СЛ - порозность слоя.
Высоту рабочей зоны сушилки опреде-
ляют из кинетического расчета, находя необ-
ходимое время пребывания материала в аппа-
рате т. При известном времени т высота рабо-
чей зоны сушилки Н определяется соотноше-
нием:
Н = vtt. (5.2.29)
Современные математические модели,
описывающие кинетику сушки материала в
шахтных сушилках, базируются на выделении
в качестве ключевого элемента кинетику суш-
ки элементарного (дифференциального тонко-
го) слоя материала или единичной частицы
(микрокинетическая задача). Переход на мак-
роуровень (описание кинетики сушки материа-
ла во всем объеме шахтной сушилки) осущест-
вляется с использованием одного из двух под-
ходов, в первом из них используется непод-
вижная (эйлерова) система координат, которая
фиксируется на корпусе аппарата в месте ввода
материала, а во втором случае выбирается под-
вижная (лагранжева) система координат, свя-
зываемая с центрами частиц, перемещающихся
по аппарату [55, 56].
В первом варианте микрокинетическое
уравнение записывается обычно в виде зави-
симости для скорости сушки в дифференци-
ально тонком слое, которое, по сути, представ-
ляет собой модифицированное уравнение мас-
сопередачи (5.2.4).
Переход на макроуровень в этом варианте
расчета осуществляется с использованием
уравнений материального и теплового баланса
и уравнений, описывающих перемещение ма-
териала и газовой фазы в сушилке. При этом,
поскольку температурно-влажностный режим
СУШИЛЬНЫЕ ШАХТНЫЕ АППАРАТЫ
523
изменяется по высоте шахты, обычно исполь-
зуют зональный метод кинетического расчета,
в соответствии с которым вся высота шахты
разбивается на ряд зон, в пределах каждой из
которых параметры процесса, кинетические
коэффициенты и теплофизические характери-
стики материала принимаются постоянными.
Из решения макрокинетической задачи находят
высоту слоя материала в каждой z-ой зоне hb
после чего рассчитывают общую рабочую вы-
соту слоя в сушилке:
п
i=\
где п - число зон.
Во втором варианте описания макрокине-
тики также, как правило, используется зональ-
ный метод кинетического расчета и из реше-
ний задачи тепло-, массопереноса для единич-
ных гранул с учетом их неоднородности по
размерам и по времени пребывания в зоне оп-
ределяют среднее необходимое время пребы-
вания частиц в z-ой зоне аппарата т, на основе
соотношения
1 ^тпах 00
^min О
(5.2.30)
где мк - среднее для всех частиц влагосодер-
жание материала на выходе из рассматривае-
мой зоны аппарата, кг/(кг сухого материала);
f(R) - дифференциальная функция распреде-
ления частиц по размерам R, Rm\n, Rmax ~
соответственно минимальный и максимальный
размер частиц, м; u(R,t) - среднее влагосо-
держание в частице размером R в момент вре-
мени т; /(т/т) - дифференциальная функция
распределения частиц по времени пребывания
в зоне.
Суммированием величин т, по зонам на-
ходят общее необходимое время пребывания
частиц в шахтной сушилке т, подставляемое
далее в уравнение (5.2.29).
Пример реализации первого подхода к рас-
чету - кинетическая задача с использованием диффу-
зионной модели продольного перемешивания твер-
дой фазы. Для первой зоны (по ходу движения твер-
дой фазы) математическую модель запишем в виде
[56]:
du d2u
VT&=DnpT^~K(U~Up)’ (5-2.31)
0 < x < /
“WL+0 = “н + Dnp г V ’ , 32.
Я* х=+0 (->.2.32)
х = +0
du
— = 0, х = /, (5.2.33)
dx
где х - продольная координата, сориентированная по
направлению движения твердой фазы, начало кото-
рой расположено в месте входа ее в рабочую зону;
£>прт “ коэффициент продольной диффузии твер-
дой фазы; / - некоторая произвольная координата,
для которой можно принять, что массопередача в
этом сечении аппарата уже не происходит; мн - на-
чальное влагосодержание материала, кг/(кг сухого
материала).
Граничное условие (5.2.32) описывает «вклю-
чение» механизма продольного перемешивания
твердой фазы на входе в аппарат, а граничное усло-
вие (5.2.33) соответствует представлению о достиже-
нии фазового равновесия при х = I.
Решение задачи (5.2 31) - (5.2.33) при г?т,
^ппт, wu, К, w= const имеет вид [561:
I ip. I П р i. J
и(у)-и
Е =---------= С] expfZcjy) + С2 ехр(£2у).
Wh~«P
(5.2.34)
Коэффициенты С| и С2 в уравнении (5.2.34):
„ -£2ехр(£2)
м - ,
(а,^ -1)Л2 ехр(Л2) — («я,*2 - ехр(^ )
ехр(£,)
(«1*1 -0*2 ехР<*2 )— <«1*2 “0*1 ехР(^|)
где к}, к2 - корни уравнения; аок} - Z>0A, -1 = 0;
«0 =»пр.т/(*(2); b0=vT/(KI), а, = 1/Репрт.
Из решения (5.2.34) определяют высоту' первой
зоны у = hj, задаваясь конечным влагосодержани-
ем материала на выходе из нее = ф(иК।).
Для второй и последующих зон начало коор-
динат помещают в начало каждой из этих зон, гра-
524
Глава 5.2. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
ничное условие (5.2.32) должно быть при этом заме-
нено на следующее (поскольку механизм продольно-
го перемешивания сформировался еще в начале пер-
вой зоны):
м(х) = мн; х = 0. (5.2.35)
Высота второй и последующих зон находится
из решения задачи (5.2.31), (5.2.33), (5.2.35).
Суммирование значений ht дает общую рабо-
чую высоту шахтной сушилки:
7=1
где п - число выбранных зон.
В непрерывно действующих шахтных
сушилках реализуется структура потока твер-
дой фазы, близкая к режиму идеального вытес-
нения. Приведенное выше расчетное уравнение
(5.2.34) применимо и для этого случая, для это-
го следует в нем положить число Репр т дос-
таточно большим (например Репр т > 30 ).
Во втором подходе к расчету кинетики
сушки дисперсных материалов в шахтных су-
шилках (использование подвижной лагранже-
вой системы координат, связываемой с цен-
трами частиц, перемещающихся по аппарату)
микрокинетика описывается на основе реше-
ния взаимосвязанной задачи массо-, теплопе-
реноса в частице при соответствующих на-
чальных и граничных условиях. Этот подход
особенно удобен в следующих случаях: 1)
форма частиц близка к канонической (пласти-
на, цилиндр, шар); 2) имеет место внутридиф-
фузионный режим сушки (скорость процесса
зависит только от скорости миграции влаги
внутри частицы); 3) задача теплообмена явля-
ется балансовой (ввиду медленной сушки ма-
териал достаточно быстро прогревается до
температуры сушильного агента, поэтому в
каждом сечении шахтной сушилки можно при-
нять приближенное равенство температур ма-
териала и сушильного агента) [56]. Последнее
обстоятельство исключает необходимость ре-
шения взаимосвязанной задачи тепло-, массо-
переноса для частиц и позволяет описать мик-
рокинетику сушки только на основе решения
задачи массопроводности (диффузии влаги) в
частице. Именно такие условия складываются
при глубокой сушке гранулированных поли-
мерных материалов в шахтных сушилках, при-
менительно к которой такой подход и получил
преимущественное применение [55].
Сформулируем одномерную микрокинетиче-
скую задачу для рассматриваемого класса сушиль-
ных процессов для частицы канонической формы
(пластины, цилиндра, шара):
дм(хт)/дт = (1 хь )(д/дх)х
x^D(w,/)((^(x,T)/dx)J, (5.2.36)
0 <х <R, т > 0;
ди(х,т) = ин = const,
0<x<R, т = 0;
и(х,т) = wp,
х = R, т > 0;
ди(х,т)/дх = 0,
х = 0, т > 0,
R
ц(/?.т) = £(6 +1)/Rb+} J рЛ/(.х,т)(&.
0
где wp = /j (ф,Гс ). D = f2(u,tY b = 0 для пласти-
ны; b = 1 для цилиндра; b = 2 для шара, (р - относи-
тельная влажность сушильного агента, D - коэффи-
циент диффузии влаги в грануле.
Для непористых полимерных материалов ха-
рактерны при t - const экспоненциальная и дробно-
линейная зависимости D от и.
D = Dq exp (aw);
D=D0/(l-aw), |aw| < 1.
где Dq, a = const.
В [55] приведены результаты численного ре-
шения микрокинетических задач для глубокой сушки
гранулированных полимеров, которые представлены
в обобщенной форме - в виде зависимостей
£ = /(Fo,»^)- W E = s[u -ир)/(и„-ир);
х = D^lDp - параметр нелинейности; Fow/ =
= Dt/ R2 - число Фурье (массообменное). Эти
решения применимы для расчета процесса
глубокой сушки гранул ированных полимеров в
изотермических условиях. Зональный метод расчета
позволяет использовать их в условиях изменения
температуры и влажности сушильного агента по
рабочему объему аппарата. Показана также при-
ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
525
менимость для расчета микрокинетики глубокой
сушки гранулированных полимеров (с использовани-
ем зонального метода расчета) решений линейных
дифференциальных уравнений диффузии [55].
Решение задачи (5.2.36) в сочетании с зависи-
мостью (5.2.30) позволяет найти среднее необходи-
мое время пребывания материала в первой зоне ап-
парата Tj Аналогично находят время сушки т2 во
второй и последующих зонах аппарата, при этом в
качестве начального условия в задаче (5.2.36) вместо
уравнения (5.2.33) принимают конечное распределе-
ние влагосодержания в предыдущей зоне. Разбивку
рабочего объема аппарата по зонам удобно делать,
задавая интервалы изменения влагосодержаний в
них, т.к. это позволяет сразу учесть изменение коэф-
фициента массопроводности по зонам.
Зная т, далее определяют общее время его
сушки в аппарате т и высоту рабочего объема су-
шилки - по уравнению (5.2.29). Подробно методика
и пример такого расчета приведены в [55].
Глава 5.3
ОБОРУДОВАНИЕ
ДЛЯ КРИСТАЛЛИЗАЦИИ
Кристаллизация - процесс образования
кристаллической фазы из расплавов, растворов
и газовой фазы. С помощью кристаллизации:
получают твердые продукты в виде бло-
ков, гранул, чешуек и др.;
разделяют различные смеси на фракции,
обогащенные тем или иным компонентом;
выделяют различные вещества из техни-
ческих и природных растворов;
осуществляют глубокую очистку веществ
от примесей;
концентрируют разбавленные растворы
путем вымораживания растворителя;
выращивают монокристаллы;
получают вещества с определенными фи-
зико-механическими свойствами.
Кристаллизация отличается чрезвычайно
большим количеством методов и приемов ее
реализации, которые можно разделить на три
основных группы: из расплавов, растворов и
паровой (газовой) фазы. Однако это разделение
в значительной мере носит условный характер.
В литературных источниках часто под
кристаллизацией из расплавов подразумевают
разделение высокоплавких смесей, а кристал-
лизацией из растворов считают процесс, когда
один из компонентов исходной смеси (раство-
ра) имеет достаточно низкую температуру
плавления, или процесс кристаллизации при
добавлении к исходной смеси (исходному ве-
ществу) вспомогательного агента-растворите-
ля, хотя между отмеченными двумя процесса-
ми нет принципиального термодинамического
различия [15, 42].
Кристаллизация из расплавов применяет-
ся для получения различных отвержденных
продуктов, а также для разделения и очистки
широкого класса веществ органических и неор-
ганических соединений [14, 15]: циклических,
предельных и непредельных углеводородов,
спиртов, органических кислот, полупроводни-
ковых материалов и др.
Кристаллизацию из растворов использу-
ют преимущественно при переработке неорга-
нических веществ [4, 41, 42, 47, 66, 79, 80]. До-
бавление растворителя к исходной смеси по-
зволяет значительно снизить температуру про-
цесса кристаллизации, что особенно важно при
переработке высокоплавких веществ. Кроме
того, использование растворителей часто по-
зволяет увеличить эффективность разделения
вследствие снижения вязкости маточной жид-
кости. Особенно часто кристаллизация из рас-
творов применяется при очистке различных
солей, углеводов, витаминов, лекарственных
препаратов и др.
Кристаллизация из паровой фазы приме-
няется для веществ, имеющих высокое парци-
альное давление паров над твердой фазой и
способных непосредственно переходить из па-
ровой фазы в кристаллическое состояние [16].
Такой процесс в литературе часто встречается
под термином «десублимация». Его использу-
ют для выделения из газообразных смесей наф-
талина, фталевого и малеинового ангидрида,
салициловой и бензойной кислот, фталимида,
йода, шестифтористого урана и др.
По целевому назначению все методы
кристаллизации можно разделить на три груп-
пы: отверждение расплавов; фракционную
кристаллизацию и выращивание монокристал-
лов.
Отверждение с целью получения из рас-
плавов различных твердых продуктов проис-
ходит в результате охлаждения расплава ниже
температуры его кристаллизации. При этом,
как правило, весь расплав переводится в кри-
сталлическое состояние. Иногда при охлажде-
нии расплавов лишь часть вещества переходит
526
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
в кристаллическое состояние; оставшееся ве-
щество переходит в аморфное состояние. Это
зависит от физико-химических свойств веще-
ства, его состава и интенсивности внешнего
охлаждения [14].
Фракционная кристаллизация использу-
ется для разделения смесей на фракции, обо-
гащенные теми или иным компонентами, а
также для выделения из растворов содержа-
щихся в них веществ. В этом случае обычно
производится частичная кристаллизация ис-
ходной смеси. Получается одна или несколько
кристаллических и жидких фракций.
Фракционная кристаллизация может быть
направленной и массовой [14, 15]. При направ-
ленной кристаллизации образование кристал-
лической фазы происходит на охлаждаемых
поверхностях, а при массовой - образование и
рост кристаллов происходит во всем объеме
охлаждаемой смеси. Направленная кристалли-
зация обычно имеет место при больших скоро-
стях охлаждения. Структура образующегося
слоя кристаллов в значительной мере опреде-
ляется скоростью перемещения фронта кри-
сталлизации, интенсивностью перемешивания
жидкой фазы, исходным составом. При пере-
мещении фронта кристаллизации происходит
перераспределение компонентов между жид-
кой и твердой фазами, зависящее от коэффици-
ента распределения компонентов [15].
В случае массовой кристаллизации обыч-
но создают по возможности равномерное пере-
сыщение во всем объеме смеси. Такой процесс
чаще всего осуществляют в аппаратах с меха-
ническим перемешиванием смеси при доста-
точно медленном ее охлаждении. При этом
твердая фаза выделяется в виде отдельных
кристаллов, средний размер которых зависит
от свойств вещества и режимов процесса кри-
сталлизации.
При фракционной кристаллизации орга-
нических смесей пересыщение обычно дости-
гается путем их охлаждения. При кристаллиза-
ции веществ из растворов пересыщение можно
достичь в результате охлаждения раствора,
частичной отгонки растворителя, а также при
добавлении к раствору высаливающего агента.
Большинство методов фракционной кристал-
лизации реализуется в две последовательные
стадии: образования кристаллической суспен-
зии и отделения (сепарации) кристаллической
фазы от маточника.
Эффективность разделения смесей и очи-
стки веществ от примесей в процессе фракци-
онной кристаллизации сильно зависит от пол-
ноты отделения маточника от кристаллической
фазы на стадии сепарации полученной суспен-
зии. В реальных условиях количество остаю-
щейся маточной жидкости может составлять
2...50 % массы кристаллической фракции. Для
сепарации кристаллических суспензий исполь-
зуют процессы осаждения, фильтрования и
центрифугирования, а также прессования.
Выход и состав кристаллического про-
дукта зависит не только от полноты удаления
маточника из кристаллизата, но и от темпера-
туры его сепарации.
Если в ходе сепарации температура смеси
понижается, то выход кристаллической фрак-
ции возрастает в результате дополнительной
кристаллизации маточника. Такой эффект
обычно характерен для сепарации высокоплав-
ких смесей, когда процесс сопровождается по-
терями теплоты в окружающую среду. При
фракционировании низкоплавких смесей на-
блюдается обратная картина: в результате при-
тока теплоты из окружающей среды часть
твердой фазы может подплавляться. При этом
понижается выход кристаллического продукта;
одновременно в нем, как правило, возрастает
содержание высокоплавкого компонента.
Механизмы захвата маточника кристал-
лической фазой могут быть разными. При
фильтрации суспензий образуется пористый
кристаллический слой, в котором маточник
может удерживаться под действием капилляр-
ных сил. Маточник может удерживаться на по-
верхности кристаллов адсорбционными силами
в виде тонкого слоя, который при фильтрации
практически не удаляется.
Основным способом удаления остаточно-
го маточника из кристаллического слоя являет-
ся его промывка различными растворителями
или расплавом уже очищенного вещества.
Промывку кристаллической фазы можно про-
водить непосредственно на поверхности
фильтра. Иногда ее осуществляют путем ре-
пульпации (механического смешивания) кри-
сталлической фракции с растворителем или в
специальных промывных колоннах в противо-
точном режиме [15].
КРИСТАЛЛИЗАТОРЫ ДЛЯ ОТВЕРЖДЕНИЯ РАСПЛАВОВ
527
5.3.1. КРИСТАЛЛИЗАТОРЫ
ДЛЯ ОТВЕРЖДЕНИЯ РАСПЛАВОВ
Отверждение расплавов является одним
из распространенных видов процесса кристал-
лизации [14]. Отверждению подвергаются рас-
плавы как отдельных веществ, так и многоком-
понентных смесей. В последнем случае при от-
верждении расплава возможно неравномерное
распределение компонентов по объему отвер-
жденного продукта. Это обстоятельство может
оказывать заметное влияние на структурные,
механические, физические и другие свойства
получаемых продуктов.
При отверждении расплавов в формах
продукты получаются в виде отдельных блоков
(отливок) той или иной конфигурации. В про-
стейшем случае форма представляет собой ко-
нический сосуд, охлаждение которого произ-
водится путем естественного теплообмена с
окружающей средой или подачей хладагента в
охлаждающую рубашку. Такие формы часто
используют для получения продуктов в виде
крупных блоков. Например, при получении
блочного льда применяют формы объемом до
500 л. При этом в промышленных ледогенера-
торах одновременно охлаждается до 1000 та-
ких форм. Продолжительность процесса зави-
сит от объема формы и нередко достигает
10...20 ч.
При получении продуктов в виде плит
(пластин) применяют секционированные охла-
дители (рис. 5.3.1), состоящие из комплекта
вертикальных охлаждаемых плит 2, располо-
женных на двух горизонтальных цилиндриче-
ских опорах 3 и двух массивных опорных
стойках 1, и зажимного механизма 4.
Перед заливкой расплава плиты прижи-
маются друг к другу с помощью винтового или
гидравлического механизма. При этом охлаж-
даемые плиты образуют прямоугольные полос-
ти, в которые сверху заливается расплав. Пли-
ты снабжены внутренними каналами, по кото-
рым циркулирует охлаждающая жидкость. По-
сле охлаждения плиты разжимают и извлекают
образовавшиеся блоки твердого материала.
Толщина получаемых блоков составляет обыч-
но 40... 100 мм. Продолжительность процесса
охлаждения составляет 1...4 ч. С целью меха-
низации и автоматизации этого процесса его
часто осуществляют на установках конвейер-
ного или карусельного типа.
Установка конвейерного типа (рис. 5.3.2)
представляет собою конвейер, между привод-
Рис. 5.3.1. Схема секционного охладителя
расплава
Рис. 5.3.2. Схема установки конвейерного типа
для отверждения расплава в виде блоков
ними цепями которого расположены формы 1.
Цепи надеты на приводные звездочки 3. Под
верхней ветвью конвейера расположена охла-
ждающая ванна 4 с проточной водой, в кото-
рую при движении формы погружаются ниж-
ней своей частью. Заливка расплава из бункера
2 производится на входе формы в охлаждаю-
щую ванну. После отверждения расплава фор-
мы опрокидываются и из них выпадает образо-
вавшийся блок. В некоторых случаях для об-
легчения извлечения отливок из форм преду-
сматривается специальный выталкиватель или
ударный механизм.
При использовании карусельных устано-
вок формы устанавливают на круглый вра-
щающийся стол, при повороте которого на оп-
ределенные позиции происходит последова-
тельное их заполнение расплавом, охлаждение
и извлечение отливок.
Установки конвейерного типа наиболее
часто используются для получения в виде бло-
ков парафина, нафталина, серы, а установки
карусельного типа - для отверждения цветных
металлов и их сплавов [14].
Для отверждения расплавов с целью по-
лучения различных отливок (заготовок, гото-
вых изделий и др.) часто используют литьевые
машины [14]. В этом случае кристаллизацию
расплава обычно осуществляют в разъемных
формах.
528
Глава 53. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Трубчатые охладители являются высо-
копроизводительными аппаратами, применяе-
мыми для отверждения расплавов низкоплав-
ких веществ. Трубчатые кристаллизаторы по
конструкции напоминают вертикальные кожу-
хотрубчатые теплообменники, причем каждая
трубка является металлической формой, в ко-
торой отверждается расплав. Процесс является
периодическим, и рабочий цикл состоит из
следующих операций: заполнения кристалли-
затора; кристаллизации расплава; слива хлад-
агента; подплавления отвержденных стержней;
разгрузки кристаллизатора.
В промышленности применяются два ти-
па трубчатых кристаллизаторов: с откидной
нижней крышкой и поворотного типа. Трубча-
тый кристаллизатор первого типа имеет верти-
кальный пучок труб 7, закрытых снизу откид-
ной крышкой б, которая уплотняется с помо-
щью винтового механизма, состоящего из чер-
вячного привода 2, тяги 3 и траверсы 5,
или посредством гидравлических цилиндров
(рис. 5.3.3). В нижней части аппарата располо-
Рис. 5.3.3. Схема трубчатого кристаллизатора
с откидной нижней крышкой
жена кулачковая дробилка 7 для измельчения
получаемых стержней.
Исходный расплав 7 при закрытой ниж-
ней крышке заливается в трубчатку через шту-
цер 4. В межтрубное пространство подается
охлаждающий агент II. Охлаждение продолжа-
ется до полного отверждения расплава в труб-
ках. После этого прекращается подача хлад-
агента, сливают его остатки из межтрубного
пространства и туда подают греющий пар (горя-
чую воду). После некоторого подплавления
стержней открывается нижняя крышка аппара-
та и они выпадают из трубок кристаллизатора,
попадая в дробилку. Из последней измельчен-
ный продукт 777 в кусках требуемых размеров
выводится из аппарата через бункер 8.
Трубчатый кристаллизатор поворотного
типа (рис. 5.3.4) состоит из вертикального пуч-
ка трубок 7, один конец которых заварен, кор-
пуса 5 и поворотного механизма 3. Трубчатка
опирается на полуоси 2 и 6, вокруг которых
поворачивается на 180° с помощью поворотно-
го механизма. Полуось 6 имеет каналы для
подвода и отвода охлаждающего или нагре-
вающего агента. В нижней части кристаллиза-
тора может быть установлена дробилка. В вер-
тикальном положении трубчатки через штуцер
7 трубы наполняются расплавом, после чего в
межтрубное пространство подается охлаж-
дающий агент. По окончании процесса отвер-
ждения расплава подача хладагента прекра-
щается, кристаллизатор поворачивается на 180°
и включается нагрев. Стержни в трубках оп-
Рис. 5.3.4. Схема трубчатого кристаллизатора
поворотного типа:
/ - трубчатка; 2,6- полуоси; 3 - поворотный
механизм; 4 - приемный бункер; 5 - корпус
аппарата; 7 - штуцер исходного расплава;
7 - вход воды; // - выход воды
КРИСТАЛЛИЗАТОРЫ ДЛЯ ОТВЕРЖДЕНИЯ РАСПЛАВОВ
529
лавляются и падают в приемный бункер 4 или
в дробилку. Затем кристаллизатор возвращается
в исходное положение и процесс повторяется.
Отверждение расплавов часто осуще-
ствляют в тонком слое, что позволяет произ-
водить процесс в непрерывном режиме, суще-
ственно повышающем производительность
оборудования [14]. В этом случае продукты
получаются в виде тонких пластинок, чешуек и
полусфер. Для осуществления такого процесса
используются ленточные, барабанные (вальце-
вые) и дисковые кристаллизаторы.
Ленточные кристаллизаторы применяют
для отверждения нафталина, серы, парафина,
различных смол, пека и др. [14]. Основным ра-
бочим органом аппаратов этого типа является
тонкая металлическая лента, натянутая на два
барабана, из которых один является привод-
ным. Расплав на ленту подается в виде сплош-
ного слоя, в виде полосок определенной шири-
ны или отдельными тонкими струйками и даже
в виде капель.
Охлаждение расплава может произво-
диться по-разному, в зависимости от свойств
охлаждаемого вещества, толщины слоя распла-
ва и требований к готовому продукту. Если
продукт должен быть сухим после затвердева-
ния или не допускает контакта с влагой, то
лента снизу орошается струей охлаждающей
воды. В некоторых случаях охлаждение про-
изводят путем обдува холодным воздухом ма-
териала на ленте или обратной стороны ленты.
Наиболее эффективным является непосредст-
венное орошение охлаждаемого продукта хо-
лодной водой, если их контакт допустим.
В ленточном кристаллизаторе с нижним
охлаждением исходный расплав непрерывно
стекает на ленту 8. натянутую между бараба-
нами 7, 5 из бункера 2, а продукт собирается в
бункер 6 (рис. 5.3.5, а). Нижняя поверхность
ленты с охлаждаемым слоем 4 орошается ох-
лаждающей водой через разбрызгивающие со-
пла. Во избежание растекания расплава лента
окаймлена с обеих сторон резиновыми борти-
ками 3, к которым она плотно прижата при
движении. Съем отвержденного продукта бла-
годаря изгибу ленты на натяжном барабане 5,
как правило, происходит без применения но-
жей. В некоторых случаях для очистки ленты
устанавливают специальные вращающиеся
щетки 7. Толщина отверждаемого слоя зависит
от теплофизических свойств продукта, интен-
сивности охлаждения, длины и скорости дви-
жения ленты и т п. На практике она обычно со-
ставляет 1... 10 мм, скорость ленты 0,1...0,3 м/с.
Рис. 5.3.5. Схемы ленточных кристаллизаторов:
а - с нижним охлаждением ленты; б-с непосредственным орошением;
7, 77 - охлаждающая вода
530
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
В ленточном кристаллизаторе с непо-
средственным орошением расплава водой из
коллектора 9 вода отводится из лотка 10
(рис. 5.3.5, б).
Если расплав обладает большой адгезией
к металлической ленте (например, смолы, пе-
ки), то его подают тонкими струйками на пред-
варительно смоченную ленту или через слой
воды. В последнем случае ленту кристаллиза-
тора погружают частично в ванну с водой.
Барабанные кристаллизаторы применя-
ют для получения чешуированных продуктов:
аммиачной селитры, карбамида, калиевой се-
литры, едкого натра, нафталина, парафина, ка-
пролактама, серы, льда, ядохимикатов, жиров,
мыла и др. Существует ряд конструктивных
модификаций барабанных кристаллизаторов,
основным узлом которых является полый ба-
рабан, охлаждаемый изнутри водой, холодным
рассолом или кипящим хладагентом (аммиа-
ком, фреоном и др.).
Охлаждение барабанов жидкими хлад-
агентами осуществляют по двум вариантам:
1) охлаждающий агент подается через
одну полую цапфу в полость барабана и выво-
дится оттуда через другую цапфу;
2) охлаждающий агент поступает в бара-
бан по неподвижной трубе, проходящей через
полую цапфу, и разбрызгивается форсунками.
Омывая тонкой пленкой всю внутреннюю по-
верхность барабана, хладагент собирается в
нижней части барабана и отводится оттуда с
помощью сифона или вакуум-насоса.
Для создания высокой интенсивности от-
вода теплоты охлаждение барабана часто про-
изводится за счет непосредственного испаре-
ния жидкого аммиака или фреона в полости
барабана.
По способу питания исходным расплавом
барабанные кристаллизаторы разделяются на
четыре группы: с нижним питанием; с верхним
питанием; с боковым питанием; двухбарабан-
ные кристаллизаторы.
В нашей стране наибольшее распростра-
нение получили барабанные кристаллизаторы с
нижним питанием (рис. 5.3.6). Исходный рас-
плав непрерывно подается по трубе 16 в ванну
кристаллизатора, где поддерживается постоян-
ный уровень. В ванну на определенную глуби-
ну погружен охлаждаемый барабан 7, медлен-
но вращающийся вокруг оси. При контакте ох-
лаждаемой поверхности барабана с расплавом
на ней образуется кристаллический слой. При
выходе из ванны вращающийся барабан увле-
кает и пленку расплава, которая также кри-
сталлизуется. Образующийся слой твердого
продукта непрерывно снимается с барабана
ножом 14 и сбрасывается в приемный бункер
15, откуда шнеком 5 непрерывно выводится
через патрубок 6.
Ванна снабжена рубашкой для поддержа-
ния требуемой температуры расплава. Аппарат
может быть полностью герметизирован; выде-
ляющиеся из расплава пары отсасываются вен-
тилятором через патрубок 12. В кожухе аппа-
рата предусмотрены смотровые окна 13 для
наблюдения за срезом отвержденного слоя.
Частота вращения барабана находится в преде-
лах 0,01 ...20 мин1.
Рис. 5.3.6. Барабанный кристаллизатор с нижним питанием:
1 - барабан; 2 - охлаждающее устройство; 3, 10 - опоры. 4 - станина, 5 - шнек, 6 - шгуцер для выгрузки
продукта; 7- привод шнека; 8 - ванна, 9 - привод; 77 - кожух, 12 - патрубок для вытяжки;
13 - смотровое окно; 14 - ножевое устройство. 75 - приемный бункер, 76 - труба для расплава
КРИСТАЛЛИЗАТОРЫ ДЛЯ ОТВЕРЖДЕНИЯ РАСПЛАВОВ
531
Поверхность барабана может быть глад-
кой или ребристой. Кристаллизаторы с гладкой
поверхностью барабана применяют в тех слу-
чаях, когда затвердевшая корка лимитирована
по толщине, не откалывается от поверхности
барабана. Кристаллизаторы с ребристой по-
верхностью предпочтительны, когда затвер-
девшая корка не лимитирована по толщине,
легко скалывается с поверхности барабана и по
условиям производства требуются минималь-
ные размеры аппарата.
Двухбарабанные кристаллизаторы состо-
ят из двух соприкасающихся барабанов 7 и 7
(рис. 5.3.7). Торцовыми стенками зумпфа 6 яв-
ляются щеки, опирающиеся на поверхность ба-
рабанов. Исходный расплав подается непо-
средственно в зумпф, где он непрерывно пере-
мешивается горизонтальной лопастной мешал-
кой 5. Перемешивание предотвращает засты-
вание всей массы расплава в зумпфе. Барабаны
устанавливают с некоторым зазором, не допус-
кающим протекания расплава из зумпфа, кото-
рый регулируется перемещением ведомого ба-
рабана. Отвержденный слой продукта снимает-
ся ножами 12, установленными в нижней части
барабанов. Готовый продукт выгружается из
аппарата шнеком 9.
Двухбарабанные кристаллизаторы изго-
товляют только с гладкими поверхностями ох-
лаждаемых барабанов. Их обычно применяют в
тех случаях, когда расплав не допускает дли-
тельного воздействия высокой температуры
или содержит твердые включения, которые
должны попасть в отверждаемый продукт. Ба-
рабанные кристаллизаторы с верхним и боко-
вым питанием предназначены в основном для
охлаждения вязких расплавов. Конструкции
таких аппаратов и принципы их действия опи-
саны в монографии [14].
В дисковых кристаллизаторах верти-
кального и горизонтального типов отвержде-
ние расплавов происходит на поверхностях
вращающихся, охлаждаемых изнутри дисков.
Отвержденный продукт снимается неподвиж-
ными ножами. По сравнению с ленточными и
барабанными аппаратами они используются
реже ввиду более сложной конструкции.
Отверждение расплавов в диспергиро-
ванном виде получило довольно широкое рас-
пространение. При этом капли расплава охла-
ждаются в воздушной или жидкой среде. Дис-
пергирование производится с помощью форсу-
нок, вращающихся дисков и др. Гранулы, по-
лучаемые при отверждении диспергированных
Рис. 5.3.7. Двухбарабанный кристаллизатор:
1,7 - барабаны; 2 - щеки; 3 - труба для расплава;
4 - патрубок для отсоса паров; 5 - мешалка;
6 - зумпф; 8 - смотровые окна; 9 - шнек;
10- штуцер для выгрузки продукта; 11 - станина;
12 - нож
расплавов, чаще всего имеют сферическую
форму, соответствующую минимуму поверх-
ностей энергии на границе раздела фаз. Пред-
ложены разнообразные методы гранулирова-
ния веществ путем диспергирования их рас-
плавов, которые можно разделить на две груп-
пы: гранулирование в жидкой среде и гранули-
рование в потоке газа.
Гранулирование путем охлаждения дис-
пергированого расплава в жидкой среде воз-
можно в тех случаях, когда последняя инертна
по отношению к отвержденному продукту.
Один из способов такого гранулирования за-
ключается в том, что расплав диспергируется
непосредственно над поверхностью охлаж-
дающей жидкости, движущейся в желобе. Об-
разующиеся капли расплава подхватываются
потоком, в процессе транспортирования от-
верждаются и отделяются от жидкости на на-
клонном грохоте.
Иногда гранулирование производится в
колонных аппаратах, в верхней части которых
непосредственно в охлаждающей жидкости
располагается питательная тарелка, через от-
верстия которой происходит истечение рас-
плава. Для предотвращения забивания отвер-
стий тарелка подогревается. Охлаждающая
жидкость движется в колонне навстречу опус-
кающимся каплям. Затвердевшие гранулы на-
капливаются в нижней части колонны, откуда
они периодически или непрерывно выводятся.
532
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Диспергирование расплава можно также
производить с помощью инжектора, используя
охлаждающую жидкость в качестве инжекти-
рующего потока.
Широкое распространение в промышлен-
ности получил метод гранулирования распла-
вов путем их диспергирования во встречном
потоке газа (воздуха). Этим методом получают
гранулированные продукты из расплавов ам-
миачной селитры, карбамида, шлаков, серы,
смол и др.
Грануляционные башни представляют со-
бой массивные сооружения. Так, высота башни
для гранулирования аммиачной селитры или
карбамида достигает 45 м, а диаметр 16 м.
Диспергированный расплав падает вниз в виде
капель и охлаждается встречным потоком воз-
духа. Скорость воздуха в башне составляет
0,4...2,5 м/с, диаметр получаемых гранул
1...3 мм. Расплав подается в башню обычно
при температуре на 5... 10 °C выше точки плав-
ления. Выходящие из башни гранулы нагреты
до 60...80 °C, поэтому перед упаковкой их до-
полнительно охлаждают либо путем обдува
холодным воздухом на конвейере, либо в псев-
доожиженном слое.
Грануляторы с псевдоожиженным слоем
обычно представляют собой вертикальные ап-
параты. Расплав с помощью форсунок подается
непосредственно в псевдоожиженный слой
или разбрызгивается над ним. Охлаждающий
воздух поступает в нижнюю часть аппарата
под газораспределительную решетку.
Рост гранул при этом происходит за счет
кристаллизации мелких частиц расплава на по-
верхности растущих гранул. Такой способ гра-
нулирования по сравнению с башенным позво-
ляет повысить удельную производительность
гранулятора в несколько раз. Однако продукт
получается неоднородным по размерам. Кроме
того, мелкие частицы продукта выносятся из
аппарата потоком ожижающего агента, что
обусловливает его потери и необходимость ус-
тановки мощных пылеулавливающих уст-
ройств.
Смесительные кристаллизаторы предна-
значены для отврждения вязких плохо кри-
сталлизующихся расплавов [14]. Конструктив-
но эти аппараты практически ничем не отли-
чаются от обычных лопастных смесителей,
снабженных охлаждающими рубашками; в не-
которых случаях в них также охлаждаются пе-
ремешивающие лопасти. В процессе охлажде-
ния происходит одновременно кристаллизация
и дробление получаемого продукта. В некото-
рых случаях для улучшения процесса кристал-
лизации к расплаву добавляются различные
наполнители.
Расчет установок для отверждения
расплава. Производительность установки для
отверждения расплава в формах
^ = ^фРк/ти> (5-3.1)
где Уф - объем формы; т - число форм; рк -
плотность затвердевшего продукта; тц - про-
должительность цикла охлаждения расплава в
форме.
Величина тц может быть выражена сум-
мой
Тц=Тз+Тк+То+Ти,
где т3- время заливки формы; тк - время
полной кристаллизации расплава; т0 - время
охлаждения отвержденного продукта до задан-
ной температуры: ти - время извлечения от-
ливки и подготовки формы к новой операции.
Расчет стадии кристаллизации обычно
производят с использованием теоретических
зависимостей, полученных при рассмотрении
процесса кристаллизации расплавов на охлаж-
даемых поверхностях плоской, цилиндриче-
ской или сферической формы. Для расчета ста-
дии доохлаждения используются уравнения
нестационарной теплопроводности. Методики
таких расчетов приведены в монографии [14].
Зависимость (5.3.1) можно также исполь-
зовать для расчета производительности труб-
чатых кристаллизаторов. При этом величина
т равна числу труб кристаллизатора.
Производительность ленточных кристал-
лизаторов при подаче расплава на ленту в виде
сплошного слоя
G = sp к wd ,
где 5 - ширина ленты; w - скорость движе-
ния ленты; рк , 8 - соответственно плотность
и толщина затвердевшего слоя.
Время охлаждения расплава на ленте
длиной /
т = //и>.
Тогда
С7 = 5рк8//т.
КРИСТАЛЛИЗАТОРЫ С ОТВОДОМ ТЕПЛОТЫ ЧЕРЕЗ ОХЛАЖДАЕМЫЕ ПОВЕРХНОСТИ
533
Величины бит взаимосвязаны. Время
охлаждения должно быть таким, чтобы слой
расплава на ленте успел полностью перейти в
кристаллическое состояние. Для определения
связи между толщиной кристаллического слоя
5 и временем охлаждения расплава т можно
воспользоваться одним из теоретических мето-
дов, приведенных в [14].
При отверждении расплава на барабан-
ных кристаллизаторах с нижним питанием
толщина слоя 5^, снимаемого ножом, склады-
вается из двух слагаемых: толщины слоя 5,
закристаллизовавшегося на погруженной части
барабана, и толщины жидкого слоя 5Ж , увле-
каемого вращающимся барабаном.
5^ — 5 + 5Ж .
Методики расчета величин 5 и 5Ж при-
ведены в монографии [14].
Производительность кристаллизатора
G = .spKvi6v ,
где 5 - ширина барабана; w - окружная ско-
рость барабана; рк - плотность затвердевшего
слоя.
Так как w = 120n/?n6 , то часовая произ-
водительность барабанного кристаллизатора
G = 120n/?n6spK5£,
где R - радиус барабана; - частота враще-
ния барабана, мин"1.
5.3.2. КРИСТАЛЛИЗАТОРЫ С ОТВОДОМ
ТЕПЛОТЫ ЧЕРЕЗ ОХЛАЖДАЕМЫЕ
ПОВЕРХНОСТИ
Для осуществления такого процесса при-
меняют аппараты разнообразных конструкций
с охлаждающими рубашками или различными
погружными теплообменными элементами
(змеевиками, трубчатками, дисками и др.). Ох-
лаждающими агентами служат жидкости, со-
храняющие неизменным свое агрегатное со-
стояние (вода, рассолы, органические вещества
с низкой температурой плавления и др.), а так-
же испаряющиеся жидкости (аммиак, фреоны,
пропан, этан и др.). Последние обычно исполь-
зуют при фракционировании низкоплавких
смесей.
Емкостные кристаллизаторы с охлаж-
дающей рубашкой по конструкции практиче-
ски ничем не отличаются от емкостных реак-
торов [14, 15, 80]. Кристаллизующаяся смесь в
таких аппаратах перемешивается рамными,
якорными или лопастными мешалками. Пере-
мешивание поддерживает растущие кристаллы
во взвешанном состоянии и интенсифицирует
процессы тепло-, массообмена. Для улучшения
перемешивания кристаллизующейся смеси в
кристаллизаторе иногда используют внутрен-
нюю циркуляцию, осуществляемую пропел-
лерной мешалкой и направляющей трубой.
При направленном движении суспензии обра-
зуются более однородные по размерам кри-
сталлы и понижается склонность к их оседа-
нию на рабочих поверхностях.
Объем таких аппаратов может достигать
нескольких кубических метров. Чаще всего ем-
костные кристаллизаторы работают периоди-
чески. Режим охлаждения устанавливают с
учетом особенностей кристаллизации конкрет-
ных смесей, в большинстве случаев плавно по-
нижая температуру в аппарате по определен-
ной программе. При этом разность температур
между кристаллизующейся смесью и охлаж-
даемой поверхностью не должна превышать
8... 10 °C. В случае кристаллизации смесей,
склонных к переохлаждению, при достижении
насыщения в смесь вводят затравочные кри-
сталлы.
Недостатком емкостных кристаллизато-
ров является небольшая площадь поверхности
теплообмена. Для ее увеличения внутри аппа-
ратов часто размещают дополнительные охла-
ждающие элементы: змеевики, трубчатки и др.
Получаемую кристаллическую суспензию
обычно выгружают через нижний спускной
штуцер. Во избежание забивки спускные шту-
цера обычно подогревают паром или горячей
водой. В ряде случаев спускные штуцера снаб-
жают специальными очищающими штырями.
При разделении легкоокисляющихся, взрыво-
опасных или токсичных веществ аппараты вы-
полняют в герметичном исполнении, а процесс
часто осуществляют в атмосфере инертного га-
за (например, азота).
Для организации непрерывного процесса
применяют каскад рассмотренных аппаратов, в
которых температура фракционирования по-
степенно понижается. При такой организации
процесса можно получить довольно крупные и
однородные по размерам кристаллы [42]. Ис-
ходную смесь подают в первый аппарат каска-
534
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
да, а полученную суспензию выводят из по-
следнего. Хладагент обычно движется проти-
вотоком к кристаллизующейся смеси. Недоста-
ток такого каскада аппаратов - его громозд-
кость, а также возможность забивки трубопро-
водов для перетока кристаллизующейся смеси.
Механические кристаллизаторы. Эти
аппараты широко используют для проведения
непрерывной кристаллизации. Большинство из
них представляет собой горизонтальный ци-
линдрический аппарат, снабженный шнеками,
скребковыми мешалками, роторами, ножами
и др.
Скребковые кожухотрубчатые кристал-
лизаторы часто применяют для проведения
фракционной кристаллизации органических
веществ (рис. 5.3.8). Эго теплообменный аппа-
рат непрерывного действия типа и4труба в
трубе”, состоящий из последовательно соеди-
ненных горизонтальных труб 7, внутри кото-
рых движется кристаллизующийся расплав,
подаваемый насосом. Эти трубы снабжены ру-
башками 2, через которые проходит поток ох-
лаждающего агента (воды, рассола, аммиака и
др.). Внутри труб для расплава (длина каждой
трубы достигает 12 м) проходят валы 4 с за-
крепленными на них скребками для очистки
внутренней поверхности от оседающих кри-
сталлов. Вал обычно выполнен из толстостен-
ной трубы, а скребки - в виде двух изогнутых
пластин, прижимающихся к охлаждаемой по-
верхности с помощью пружин. Частота враще-
ния вала 10... 15 мин-1. Диаметр внутренних
труб 100... 180 мм.
Рассматриваемые кристаллизаторы име-
ют обычно 2-14 секций. При большом числе
охлаждающих секций их располагают в два ря-
да [14, 15]. В некоторых конструкциях трубы
заключают в два блока с размещением по шес-
тиугольнику. При этом в каждом блоке трубы
имеют общую охлаждающую рубашку.
Достоинством рассматриваемых кристал-
лизаторов является развитая поверхность теп-
лообмена, а их недостатком - большое гидрав-
лическое сопротивление и большое число
сальниковых уплотнений.
Кристаллизатор с ленточной мешалкой
состоит из горизонтально расположенного ко-
рыта 1 с полуцилиндрическим днищем, кото-
рое снаружи имеет водяную рубашку 2, а внут-
ри - тихоходную ленточную мешалку 3, изго-
товленную из расположенных по спирали ме-
таллических лент и приводимую во вращение
червячной передачей 4 (рис. 5.3.9). Горячий
концентрированный раствор по штуцеру 5 по-
дается на один конец корыта и, постепенно ох-
лаждаясь, проходит вдоль аппарата к сливному
штуцеру 6. Для облегчения выгрузки кристал-
лического продукта на конце вала закреплена
специальная лопастная мешалка, которая хо-
рошо перемешивает суспензию и обеспечивает
ее однородный состав при сливе через штуцер
6. Охлаждающая вода поступает в рубашку че-
рез штуцер 7 и движется противотоком раство-
ру к выходному штуцеру 8.
Рис. 5.3.8. Кожухотрубчатый механический кристаллизатор с однорядным расположением труб:
I - охлаждающая труба; 2 - рубашка, 3 - соединительное колено; 4 - вал со скребками;
5 - цепная передача; 6 - редуктор; 7 - электродвигатель;
7- расплав; II- кристаллизат; 777, IV- охлаждающий агент
КРИСТАЛЛИЗАТОРЫ С ОТВОДОМ ТЕПЛОТЫ ЧЕРЕЗ ОХЛАЖДАЕМЫЕ ПОВЕРХНОСТИ 535
Рис. 53.9. Кристаллизатор с ленточной мешалкой
В зависимости от условий производства
корыто может быть закрытым или открытым
[4, 41, 42]. В последнем случае скорость кри-
сталлизации несколько выше вследствие час-
тичного испарения растворителя. Ширина ко-
рыта кристаллизаторов обычно составляет
600...800 мм. Ленточная мешалка не только
перемещает кристаллы вдоль аппарата, но и
поддерживает их во взвешенном состоянии,
способствуя образованию сравнительно одно-
родных по размеру кристаллов.
Аппараты собираются из отдельных эле-
ментов (но не более четырех) длиной 3...4 м.
Переход охлаждающей воды из одной секции в
другую осуществляется через соединительные
патрубки 9.
Если требуется большая производитель-
ность, то последовательно устанавливают не-
сколько кристаллизаторов. При этом для эко-
номии производственной площади кристалли-
заторы монтируются друг над другом, что
обеспечивает движение раствора самотеком из
аппарата в аппарат [41,42].
Кожухотрубчатые кристаллизаторы с
вращающимся ротором, на котором укреплены
плоские ножи, описаны в [14, 15, 41]. Эти ап-
параты применяют для выделения парафина,
фракционного разделения изомеров ксилола и
ряда других органических смесей [14, 15]. Ро-
торные кристаллизаторы работают непрерыв-
но. Исходная смесь подается под избыточным
давлением в полость между стенкой охлаж-
дающего цилиндра и ротором. При охлажде-
нии расплава кристаллы образуются преиму-
щественно на внутренней поверхности охлаж-
дающего цилиндра, откуда они непрерывно
снимаются специальными ножами и попадают
в расплав. Частота вращения ротора составляет
300...2000 мин1 [41]. Благодаря хорошему пе-
ремешиванию охлаждаемого расплава здесь
достигаются сравнительно высокие коэффици-
енты теплопередачи - до 3 кВт/(м2 оС).
Основным недостатком роторных кри-
сталлизаторов является образование мелких
кристаллов, отделение которых от маточника
часто затруднено. Для увеличения размера
кристаллов роторные кристаллизаторы часто
последовательно соединяют с емкостными. В
роторном кристаллизаторе происходит зарож-
дение кристаллов, а в емкостном - их даль-
нейший рост [42]. В некоторых случаях после-
довательно соединяют несколько роторных
кристаллизаторов.
Дисковые кристаллизаторы отличаются
высокой эффективностью и развитой поверх-
ностью теплообмена [14]. Они состоят из набо-
ра пустотелых дисков 3, внутри которых по
кольцевым каналам движется охлаждающая
жидкость (рис. 5.3.10). Диски собраны в пакет
болтами 4 и имеют сквозные отверстия (часто
сегментной формы) для перетока расплава
сверху вниз. При сборке диски разворачивают
так, чтобы переточные отверстия были повер-
нуты друг относительно друга на угол 270...
300°. Каждый диск имеет два штуцера для под-
вода и отвода охлаждающего агента. Соседние
диски уплотнены промежуточными проклад-
ками.
Все диски имеют в центре отверстие, че-
рез которое проходит вал со скребками 2 для
536
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Рис. 5.3.10. Дисковый кристаллизатор:
7- штуцер для исходной смеси; II- ввод
хладагента; III - штуцер для выхода суспензии
очистки охлаждающих поверхностей от осе-
дающих кристаллов, а также для перемешива-
ния кристаллизата. Кроме того, скребки спо-
собствуют транспортированию кристаллов к
переточным отверстиям. Скребок выполнен
так, что одна его лопасть очищает нижнюю по-
верхность диска, а другая - верхнюю. Привод
вала кристаллизатора осуществляется от элек-
тродвигателя через редуктор. Частота враще-
ния вала обычно 3...10 мин’1. Площадь по-
верхности теплообмена в таких аппаратах не-
редко достигает 100 м2.
Исходный расплав I поступает в междис-
ковое пространство через верхний питающий
штуцер, расположенный на крышке кристалли-
затора. Образующаяся в результате охлажде-
ния суспензия последовательно проходит через
междисковые пространства и выгружается че-
рез нижний штуцер III. Охлаждающая жид-
кость II обычно подается в полость нижнего
диска и, пройдя через кольцевые каналы, про-
текает через колено в полость вышележащего
диска и т.д.; она уходит из полости верхнего
диска. Таким образом, расплав и охлаждающая
жидкость движутся противотоком, что способ-
ствует образованию более крупных кристал-
лов. При необходимости можно изменять тем-
пературу охлаждения в любом диске, подавая в
него охлаждающий агент требуемой темпера-
туры.
Барабанные кристаллизаторы с водяным
или воздушным охлаждением довольно часто
используются для кристаллизации неорганиче-
ских веществ из водных растворов [42].
Кристаллизатор с водяным охлаждением
представляет собой вращающийся барабан 7.
имеющий водяную рубашку 2 и установлен-
ный под небольшим углом к горизонту
(рис. 5.3.11). Во избежание деформации ру-
башки между ней и корпусом в шахматном по-
рядке вварены бобышки 3. На корпусе кри-
сталлизатора закреплены два бандажа 4, каж-
дый из которых опирается на две пары опор-
ных роликов 5. Чтобы предупредить осевое
скольжение барабана, у одного из бандажей
установлены упорные ролики 6. Вращение ба-
рабана с частотой 10...20 мин1 осуществляет-
ся через зубчатый венец 7, который входит в
зацепление с шестерней привода. Горячий рас-
твор 77 подается в верхний конец барабана и
при непрерывном перемешивании медленно
движется к противоположному разгрузочному
концу 777. Охлаждающая вода 7 подается проти-
вотоком раствору через распределительное уст-
ройство и отводится через отверстие в рубашке.
Рис. 5.3.11. Барабанный кристаллизатор с водяным охлаждением
КРИСТАЛЛИЗАТОРЫ С ОТВОДОМ ТЕПЛОТЫ ЧЕРЕЗ ОХЛАЖДАЕМЫЕ ПОВЕРХНОСТИ 537
Отношение длины барабана к его внут-
реннему диаметру обычно составляет 10... 12, а
внутренний диаметр 0,5... 1,5 м, толщина слоя
раствора в аппарате 100...200 мм.
Толщина слоя раствора в барабане, угол
его наклона и частота вращения барабана вы-
бираются в зависимости от свойств кристалли-
зуемого вещества и требуемого качества про-
дукта. Производительность барабанных кри-
сталлизаторов зависит от их размера и от при-
роды кристаллизуемого вещества. Так, для ап-
паратов длиной 10 м она может составлять
350...600 кг/ч кристаллического продукта [42].
Потребляемая мощность и расход воды на 1 м3
кристаллизуемого раствора в среднем состав-
ляют соответственно 1... 2 кВт и 3... 5 м3.
Существенным недостатком барабанных
кристаллизаторов с водяным охлаждением яв-
ляется значительная инкрустация внутренних
поверхностей вследствие резкого охлаждения
стенок барабана и сравнительно небольших
скоростей движения раствора. Для предотвра-
щения образования кристаллов на внутренней
поверхности иногда в барабан на всю его дли-
ну помещают тяжелую цепь, которая при вра-
щении барабана перекатывается по его внут-
ренней поверхности и механически сбивает
кристаллические наросты. Для предупрежде-
ния образования инкрустаций используются
барабанные кристаллизаторы с воздушным ох-
лаждением, в которых раствор охлаждается
сильной струей воздуха, подаваемой вентиля-
тором внутрь барабана противотоком движе-
нию раствора. Охлаждение в таком кристалли-
заторе происходит не только за счет передачи
воздуху части количества теплоты раствора, но
и, главным образом, в результате испарения
раствора.
Циркуляционные кристаллизаторы.
Для кристаллизации неорганических солей из
водных растворов часто используют циркуля-
ционные кристаллизаторы двух типов: с цир-
куляцией осветленного маточника и с цирку-
ляцией суспензии. Конструкции таких кри-
сталлизаторов и особенности их работы описа-
ны в [42, 47].
Кристаллизаторы с циркуляцией освет-
ленного маточника (рис. 5.3.12) обычно состо-
ят из кристаллорастворителя /, теплообменни-
ка 2 и циркуляционного насоса 3. Исходный
раствор I смешивается с циркулирующим ма-
точником и подается в теплообменник 2, в ко-
тором смесь охлаждается хладагентом II на
1...2°С ниже точки насыщения. Пересыщен-
Рис. 5.3.12. Схема кристаллизатора
со взвешенным слоем
ный раствор поступает по центральной трубе 4
в нижнюю часть кристаллорастворителя 1. Об-
разующиеся кристаллы взвешены в восходя-
щем потоке маточника. Пройдя через псевдо-
ожиженный слой кристаллов, маточник освет-
ляется и по циркуляционному контуру 5 воз-
вращается в теплообменник 2.
В кристаллорастворителе происходит
частичная классификация кристаллов по раз-
мерам. Сгущенная суспензия //отводится через
штуцер в донной части аппарата, а часть освет-
ленного маточника III отбирается через штуцер
в верхней части кристаллорастворителя.
При охлаждении циркулирующего ма-
точника возможна инкрустация внутренних
поверхностей теплообменника. Для удаления
осевших кристаллов теплообменник периоди-
чески промывают или пропаривают. Установки
большой мощности часто снабжают несколь-
кими (до шести) рабочими контурами, которые
последовательно отключают для регенерации
теплообменников [47]. Продолжительность ра-
бочего цикла теплообменников можно увели-
чить поддержанием разности температуры ме-
жду циркулирующим маточником и хладаген-
том 4...6 °C.
Кристаллизаторы с циркуляцией суспен-
зии применяют реже, чем аппараты с циркуля-
538
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
цией маточника. Конструкции таких кристал-
лизаторов описаны в [4, 42, 47, 66].
Расчет кристаллизаторов с отводом те-
плоты через охлаждаемые поверхности. При
осуществлении процесса фракционной кри-
сталлизации выход кристаллической фазы К и
маточника М, а также количество отводимой
теплоты Q можно определить из совместного
рассмотрения уравнений материального и теп-
лового балансов [14, 15, 42]. На рис. 5.3.13 по-
казана диаграмма равновесия фаз процесса
фракционной кристаллизации бинарной смеси
(раствора) F. В качестве растворенного веще-
ства выступает компонент А, а в качестве рас-
творителя - компонент В.
Исходный раствор F находится в пере-
гретом (насыщенном) состоянии. При этом его
исходная температура tр выше температуры
насыщения /н . Так как концентрация исход-
ного раствора (содержание компонента А в
растворе) Хр выше эвтектической Хр, то
процесс кристаллизации происходит в кри-
сталлизационном поле компонента А.
Рассматриваемый процесс состоит из
двух стадий: простого охлаждения раствора и
кристаллизации. На стадии простого охлажде-
ния исходный раствор F охлаждается от тем-
пературы tp до конечной температуры фрак-
ционирования /ф. При температуре /н раствор
достигает насыщенного состояния. Затем при
понижении температуры в системе начинается
стадия кристаллизации. При этом по мере по-
нижения температуры в системе увеличивается
выход кристаллической фазы К и соответст-
Рис. 5.3.13. Диаграмма равновесия фаз процесса
кристаллизации бинарной смеси путем
ее охлаждения
венно уменьшается количество маточника М.
Снижается также содержание растворенного
вещества в маточнике хм . Так как в рассмат-
риваемой системе не происходит образования
кристаллогидратов, при кристаллизации выде-
ляются кристаллы чистого компонента А. При
этом их концентрация хк = 1.
Материальный баланс такого процесса
кристаллизации описывается уравнениями [15,
42]:
F = K+M, (5.3.2)
Fxp -Кхк +Мхм . (5.3.3)
При совместном решении уравнений
(5.3.2) и (5.3.3) получается следующее выраже-
ние для расчета выхода кристаллов:
К = . (5.3.4)
хк “хм
Значения концентраций хк и хм можно
определить по диаграмме равновесия фаз рас-
сматриваемой системы при выбранной конеч-
ной температуре кристаллизации /ф.
В случае образования кристаллогидратов
концентрация кристаллической фазы [42]
хк=Мб/Мг, (5.3.5)
где Mq и Мг - молекулярная масса соответ-
ственно безводной соли и кристаллогидрата.
При периодической кристаллизации ко-
личество теплоты, отводимой на стадии про-
стого охлаждения Q}, можно определить из
уравнения теплового баланса данной стадии:
Q}=FcF(tF-tH), (5.3.6)
где Ср - удельная теплоемкость исходного
раствора.
Продолжительность стадии простого ох-
лаждения т J можно рассчитать по уравнению
[15]
где - коэффициент теплопередачи от рас-
твора к хладагенту; 0 - средняя температура
хладагента; /- площадь поверхности теплооб-
мена кристаллизатора.
ВЫПАРНЫЕ КРИСТАЛЛИЗАТОРЫ
539
Количество теплоты, отводимой на ста-
дии кристаллизации , можно определить из
уравнения теплового баланса этой стадии:
Ql + ^(гкр -ск^ф)-см^ф ’ (53.8)
где ск и см - теплоемкость соответственно
кристаллов и маточника, гкр - теплота кри-
сталлизации растворенного вещества.
Методики расчета продолжительности
стадий кристаллизации т2 и площади поверх-
ности теплообмена кристаллизаторов f перио-
дического действия приведены в специальной
литературе [15, 42, 47].
При непрерывной кристаллизации коли-
чество отводимой теплоты можно определить
по балансовому уравнению
Q = Fcptр + — ск^ф j — см^ф • (5.3.9)
Площадь поверхности теплообмена
f = ~T~- (5.3.10)
k\t
где к - коэффициент теплоотдачи от кристал-
лизующегося раствора к хладагенту; Аг - сред-
няя разность температуры между кристалли-
зующимся раствором и хладагентом.
Коэффициент к зависит от целого ряда
параметров: теплофизических свойств хлад-
агента, исходного раствора, содержания кри-
сталлической фазы в получаемой суспензии,
конструкции кристаллизатора, расходов пото-
ков, скоростей их движения и др. Чаще всего
величину к выбирают на основании опытных
данных [42, 47, 66].
В случае использования испаряющихся
хладагентов разность температур
А/ = Гф-О, (5.3.11)
где 0 - температура испарения хладагента.
При использовании обычных хладагентов
величина
02 -О]
А/ = , (53.12)
. ^ф 01
где 0| ,02 - температура хладагента соответ-
ственно на входе в охлаждающую рубашку ап-
парата и на выходе из нее.
5.3.3. ВЫПАРНЫЕ КРИСТАЛЛИЗАТОРЫ
В выпарных кристаллизаторах пересы-
щение раствора достигается за счет частичной
отгонки растворителя [4, 42, 47, 66]. Такие ап-
параты применяют для кристаллизации ве-
ществ, растворимость которых мало зависит от
температуры, а также для веществ, обладаю-
щих обратной растворимостью [42]. По конст-
рукции выпарные кристаллизаторы напомина-
ют обычные выпарные аппараты, дополненные
узлом вывода кристаллической суспензии. Они
могут иметь внутреннюю или выносную
греющую камеру.
По принципу организации потоков все
выпарные кристаллизаторы можно разделить
на три группы: кристаллизаторы с естествен-
ной или принудительной циркуляцией раство-
ра (суспензии) и аппараты со взвешенным сло-
ем.
Конструкции выпарных кристаллиза-
торов. Выпарной кристаллизатор с естест-
венной циркуляцией маточного раствора
снабжен выносной нагревательной камерой 4 и
солесборником 5 (рис. 5.3.14). Нагревательная
камера 4 и сепаратор 2 соединены между собой
циркуляционными трубами 3 и 6. В греющих
трубках раствор испытывает дополнительное
давление столба жидкости, находящейся в
«подъемной» трубе 3, поэтому интенсивное
парообразование начинается лишь при перехо-
де перегретого раствора по трубе 3 в сепаратор.
В сепараторе происходит разделение па-
рожидкостной смеси: соковый (вторичный) пар
отводится через штуцер /, а суспензия, со-
стоящая из маточного раствора и кристаллов,
по трубе 6 поступает в солесборник 5. В кони-
ческой части солесборника кристаллы осажда-
ются и периодически или непрерывно в виде
сгущенной суспензии отводятся на центрифу-
гирование. Маточный раствор с мелкими кри-
сталлами из солесборника возвращается в на-
гревательную камеру, многократно циркулируя
по контуру аппарата.
Довольно большой объем раствора в се-
параторе способствует более полному снятию
пересыщения и уменьшает вероятность образо-
вания инкрустации в циркуляционной трубе 6.
Благодаря наличию солесборника из ап-
парата можно отводить довольно концентриро-
ванную суспензию. Однако при этом уменьша-
ется содержание кристаллов в циркулирующей
суспензии, а следовательно, возрастает опас-
ность их образования на стенках аппарата. По-
540
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Рис. 5.3.14. Схема выпарного аппарата
с выносной нагревательной камерой и
солесборником:
/ - пар; 77- конденсат; 777 - раствор,
IV- суспензия; V- соковый пар
этому очень часто из циркуляционного контура
исключают солесборник, что способствует
увеличению концентрации кристаллов в сус-
пензии и скорости снятия возникающего в рас-
творе пересыщения.
Длина труб в выпарных кристаллизаторах
с выносными греющими камерами обычно со-
ставляет 3...6 м. Их диаметр должен быть не
менее 50 мм [42]. Скорость циркуляции рас-
твора в трубках 1...2 м/с, при этом коэффици-
ент теплопередачи в кристаллизаторах состав-
ляет 900...1400 Вт/(м2оС).
Для того чтобы избежать инкрустации
стенок сепаратора, их часто полируют или
производят их орошение небольшим количест-
вом конденсата [42].
Общим недостатком выпарных аппаратов
с естественной циркуляцией является сравни-
тельно небольшая скорость движения жидко-
сти в трубках греющей камеры, что не всегда
может предупредить образование инкрустаций.
Кроме того, скорость циркуляции в большой
степени зависит от стабильности параметров
греющего пара и его подачи. Для поддержания
возможно больших ее значений требуется зна-
чительная разность температур между грею-
щим паром и раствором (до 20...25 °C), что не
позволяет варьировать тепловую нагрузку ап-
парата в сторону ее хменьшения для получения
более крупнокристаллического продукта.
В выпарных аппаратах с принудительной
циркуляцией раствора увеличение скорости
циркуляции раствора уменьшает вероятность
образования в нем инкрустаций и повышает
надежность его работы. Принудительная цир-
куляция в выпарных аппаратах создается спе-
циальными насосами, которые помещают сна-
ружи или внутри аппарата и могут обеспечи-
вать любую заданную скорость движения рас-
твора.
В аппаратах небольших размеров для
создания циркуляции могут быть использова-
ны быстроходные пропеллерные мешалки. В
выпарном кристаллизаторе с подвесной грею-
щей камерой циркуляция осуществляется
при помощи пропеллерного насоса 2, установ-
ленного над нагревательной камерой 3
(рис. 5.3.15). Для создания равномерного пото-
ка суспензии и уменьшения гидравлического
сопротивления насос снабжен направляющим
патрубком 7, а под нагревательной камерой
расположена отражательная перегородка 4.
Образующиеся кристаллы циркулируют по
контуру аппарата и отводятся вместе с маточ-
ным раствором через штуцер 5.
Более простым и надежным в эксплуата-
ции является аппарат с выносной нагреватель-
ной камерой, для циркуляции раствора в кото-
ром используется насос 7, установленный вне
аппарата (рис. 5.3.16). Питающий раствор, по-
даваемый в обратную трубу 2, смешивается с
большим количеством циркулирующего ма-
точного раствора, после чего подается в нагре-
вательную камеру 3. Небольшая величина пе-
регрева жидкости, а также наличие подъемной
трубы 4 устраняют закипание раствора в
греющих трубках; оно переносится в верхнюю
часть трубы 4 и сепаратор 5. Для предупреж-
дения отложений соли подъемную трубу ино-
гда помещают на 1... 1,5 м ниже уровня раство-
ра. В этом случае парообразование происходит
в основном в сепараторе.
Суспензию отводят через фонарь 6, по-
зволяющий поддерживать постоянный уровень
ВЫПАРНЫЕ КРИСТАЛЛИЗАТОРЫ
541
Рис. 5.3.15. Схема выпарного кристаллизатора
с принудительной циркуляцией и подвесной
нагревательной камерой:
I- Г- см. рис. 5.3.14
раствора в сепараторе. Наличие выносной на-
гревательной камеры, помимо эксплуатацион-
ных преимуществ (свободного доступа для ос-
мотра и ремонта), позволяет осуществить тан-
генциальный (безударный) ввод парожидкост-
ной смеси в сепаратор, что улучшает сепара-
цию пара от капелек раствора.
Оптимальная скорость циркуляции рас-
твора по греющим трубкам 2...3 м/с. При
меньших скоростях возможно отложение соли
на теплопередающей поверхности. Увеличение
скорости циркуляции не экономично ввиду
резкого возрастания гидравлического сопро-
тивления контура, а следовательно, расхода
энергии на привод насоса. К тому же при ско-
рости раствора свыше 3...3,5 м/с становится
заметным механическое истирание кристаллов.
Допустимое содержание кристаллов в
циркулирующей суспензии в аппаратах с при-
Рис. 5.3.16. Схема выпарного кристаллизатора
с принудительной циркуляцией и выносной
нагревательной камерой:
I - V-см. рис. 5.3.14
нудительной циркуляцией значительно выше,
чем в аппаратах с естественной циркуляцией и
может достигать 20 % (по массе). Это, с одной
стороны, снижает вероятность инкрустации
внутренних поверхностей кристаллизатора, а с
другой, - способствует увеличению значений
коэффициентов теплопередачи [42]. Эти пре-
имущества обусловили широкое применение
таких аппаратов для выпаривания кристалли-
зующихся растворов солей как с прямой, так и
с обратной растворимостью [42].
Выпарные аппараты со взвешенным сло-
ем предназначены для получения крупнокри-
сталлического продукта. Это аппараты с при-
нудительной циркуляцией раствора, включаю-
щие в свой контур кристаллораститель, в кото-
ром поддерживается взвешенный слой кри-
сталлов.
542
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Кристаллизатор (рис. 5.3.17) состоит из
кристаллорастителя 1, сепаратора 2, насоса 3,
греющей камеры 4, отстойника для мелких
кристаллов 5 и циркуляционных труб 6, 7, 8.
Аппарат работает следующим образом. Исход-
ный раствор III, смешиваясь с циркулирующим
маточником, насосом 3 направляется в грею-
щую камеру 4, а затем по трубе 8 в сепаратор 2,
в котором он вскипает. Образующий соковый
пар V отводится из сепаратора, а пересыщен-
ный раствор по трубе 6 поступает в кристалло-
раститель 7, где во взвешенном слое происхо-
дит рост кристаллов. По мере прохождения
раствора через взвешенный слой пересыщение
раствора постепенно снимается. Из верхней
части криталлорастителя осветленный раствор
засасывается по трубе 7 насосом 3. Сгущенная
суспензия IV отводится из нижней части кри-
сталлорастителя. Избыток маточника раствора
может отводиться через фонарь 9. Для получе-
ния более крупных кристаллов кристаллизатор
снабжен отстойником 5 мелких кристаллов,
которые периодически выводятся из аппарата и
додаются на растворение.
Рис. 53.17. Схема выпарного кристаллизатора
со взвешенным слоем:
I- И-см. рис. 5.3.14; VI- маточный раствор
Выпарные кристаллизаторы с взвешен-
ным слоем позволяют получать однородный
кристаллический продукт размером 0,6...2 мм
[42, 47].
Расчет выпарных кристаллизаторов.
При проведении выпарной кристаллизации, как
и обычной кристаллизации, выход кристалли-
ческого продукта К и маточника М можно
определить из уравнений материального и теп-
лового балансов процесса.
Материальный баланс выпарной кристал-
лизации описывается уравнениями:
F = K + M + ^; (5.3.13)
Fxf =Кхк + Мхм + FTx^ , (5.3.14)
где F, Хр - соответственно масса (поток) ис-
ходного раствора и содержание (концентрация)
в нем растворенного вещества; IV, Хцг - соот-
ветственно масса удаляемых вторичных паров
и содержание в них растворенного вещества;
хк и хм - концентрация растворенного веще-
ства соответственно в кристаллической фазе и
маточнике.
Если принять, что летучесть растворен-
ного вещества мала и с потоком вторичного
пара не уносятся капли маточника, то можно
принять
х^=0. (5.3.15)
Тогда при совместном рассмотрении
уравнений (5.3.13) - (5.3.15) получается сле-
дующая зависимость для выхода кристалличе-
ского продукта
F(xf -хм ) + JVxM
К = —--------“2------м.. (5.3.16)
хк —-'•м
Если при рассмотрении процесса выпар-
ной кристаллизации принять определенное со-
отношение между содержанием кристалличе-
ской фазы и маточником в получаемой суспен-
зии
Ь = К1М, (5.3.17)
то при решении системы уравнений (5.3.13) -
(5.3.15) получается более удобная расчетная
зависимость для определения выхода кристал-
лов
K = F bXF—. (5.3.18)
5хк + хм
ВАКУУМ-КРИСТАЛЛИЗАТОРЫ
543
При этом выход вторичного пара
(b+V)xF
bxK +хм
(5.3.19)
W = F
В случае кристаллизации безводных со-
лей можно принять хк=1. При образовании
кристаллогидратов величину хк можно опре-
делить по уравнению (5.3.5).
Если при кристаллизации достигается
равновесие фаз, то концентрацию получаемого
маточника хм можно принять равной концен-
трации насыщенного раствора хн при его
температуре кипения tK (рис. 5.3.18). В свою
очередь, температура кипения раствора зависит
от давления Р в аппарате и температурной де-
прессии раствора 8Т [42]. При этом темпера-
тура
zk=zb+St> (5.3.20)
где /в - температура насыщенных паров рас-
творителя (воды) при давлении в аппарате р.
Расход теплоты на проведение выпарной
кристаллизации QH можно определить из теп-
лового баланса процесса
QH =D(/n -cBtn) = W7-К(гкп -cKtK)-
\ 11 ВИ/ I Кр К К /
-Fcpt р +McMtK, (5.3.21)
где D - расход греющего пара на процесс кри-
сталлизации; св - теплоемкость конденсата
(воды); /п, I - энтальпии соответственно
греющего и вторичного пара; /п - температу-
ра насыщения греющего пара.
Из уравнения (5.3.21) можно определить
расход греющего пара на проведение процесса
£)=---—-----=
-св^п
_ —^(гкр ~ск^к )~Fcptр +McMtK
—св^п
(5.3.22)
Рис. 5.3.18. Расчетная схема выпарной
кристаллизации (а) и диаграмма равновесия
фаз (б)
Площадь поверхности теплообмена грею-
щей камеры кристаллизатора
/к= _^н_ (5.3.23)
куп )
где к - коэффициент теплопередачи от конден-
сирующегося пара к кипящему раствору.
5.3.4. ВАКУУМ-КРИСТАЛЛИЗАТОРЫ
В вакуум-кристаллизаторах процесс кри-
сталлизации осуществляют без подвода тепло-
ты в результате адиабатического испарения
части растворителя путем понижения давле-
ния, т.е. за счет самоиспарения. При этом на
растворение испарителя расходуется физиче-
ская теплота самого раствора, что приводит к
его охлаждению до температуры кипения при
остаточном давлении. В этом случае пересы-
щение достигается вследствие как повышения
концентрации раствора, так и за счет пониже-
ния температуры. Количество испаряющегося
544
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
растворителя обычно составляет 8... 10 % об-
щей массы раствора. Такой процесс называют
также вакуумный, вакуум-выпарной или адиа-
батной кристаллизации.
Вакуум-кристаллизаторы в меньшей сте-
пени подвержены инкрустации по сравнению с
кристаллизаторами других типов, отличаются
значительной производительностью и большим
разнообразием конструкций. Они относительно
просты по конструкции, не имеют громоздкого
привода и в ряде случаев могут быть выполне-
ны без каких-либо движущихся частей. Отсут-
ствие теплопередающих поверхностей позво-
ляет изготовлять их из любых коррозионно-
стойких материалов, в том числе обладающих
малой теплопроводностью или облицовывать
их изнутри коррозионными материалами. Это
обстоятельство часто оказывает решающее
значение при выборе кристаллизационного
оборудования для химических производств с
агрессивными растворами.
При вакуумной кристаллизации стано-
вится возможным использовать скрытую теп-
лоту конденсации соковых паров для нагрева
исходных растворов или воды, направляемой
на растворение сырья. Кроме того, выделяю-
щаяся при выпадении кристаллов теплота по-
лезно расходуется на выпаривание растворите-
ля. В охладительных кристаллизаторах это ко-
личество теплоты необходимо отводить с ох-
лаждающим агентом.
Применение вакуумной кристаллизации
особенно целесообразно для веществ, раство-
римость которых относительно медленно
уменьшается с понижением температуры.
Существенными недостатками вакуум-
кристаллизаторов долгое время оставалось по-
лучение в них только мелкокристаллического
продукта, средний размер которых не превы-
шает 0,10...0,15 мм, а также образование ин-
крустаций в зоне кипения раствора, для удале-
ния которых аппараты необходимо было оста-
навливать на промывку. Эти недостатки устра-
нены в циркуляционных вакуум-кристалли-
заторах, что обеспечило их широкое распро-
странение.
При небольшой производительности или
периодичности предыдущих производствен-
ных процессов иногда используют вакуум-
кристаллизаторы периодического действия. По
мере понижения давления в аппарате раствор
вскипает и вследствие испарения части раство-
рителя охлаждается до температуры, соответ-
ствующей температуре кипения при данном
разрежении. После охлаждения раствора до
конечной температуры в аппарате повышают
давление до атмосферного и полученную сус-
пензию отводят на центрифугирование.
Ввиду высокого пересыщения раствора
при периодической кристаллизации часто по-
лучают мелкокристаллический продукт, а на
внутренней поверхности аппарата, особенно в
зоне кипения раствора, образуются наросты
соли [42]. Путем эмалирования внутренних
стенок кристаллизатора и обеспечения высоких
скоростей перемешивания раствора можно су-
щественно уменьшить скорость образования
инкрустаций. Однако следует отметить, что
при периодической работе кристаллизатора от-
ложение соли на стенках не создает особых не-
удобств при эксплуатации аппарата, так как
после каждой новой загрузки горячего раство-
ра эти осадки полностью растворяются.
Конструкции вакуум-кристалл изато-
ров. Простейшим вакуум-кристаллизатором
непрерывного действия является однокорпус-
ный аппарат с гидравлическим затвором (рис.
5.3.19). Через штуцер 2 в аппарат непрерывно
подается горячий раствор, образующиеся кри-
сталлы вместе с маточным раствором посту-
пают по барометрической трубе 4 в гидроза-
твор, откуда через переливной штуцер 7 отво-
дятся на последующие технологические опера-
ции. Для предупреждения осаждения соли на
дно гидрозатвор снабжается мешалкой 6.
Разница уровней раствора в сепараторе и
гидрозатворе (барометрическая высота Яб) за-
висит от атмосферного давления, плотности
суспензии и остаточного давления в сепарато-
ре.
Гидрозатворы кристаллизаторов могут
выполняться и без мешалки. В этом случае они
имеют вид цилиндра, диаметр которого выби-
рают так, чтобы скорость восходящего потока
была в несколько раз больше скоростей осаж-
дения наиболее крупных кристаллов. Однако
гидрозатворы без мешалок менее надежны в
работе, так как уменьшение скорости подачи
питающего раствора в кристаллизатор или
временное прекращение его подачи могут вы-
звать осаждение кристаллов и забивание баро-
метрической трубы.
Вследствие быстрого вскипания и охлаж-
дения раствора в рассматриваемом аппарате
процесс кристаллизации протекает при высо-
ком пересыщении, что приводит обычно к об-
разованию мелкокристаллического продукта с
кристаллами размером не более 0,1 мм [42].
ВАКУУМ-КРИСТАЛЛИЗАТОРЫ
545
Рис. 5.3.19. Схема вакуум-кристаллизатора
с гидравлическим затвором:
/ - конденсатор; 2 - штуцер для подачи раствора;
3 - корпус аппарата; 4 - барометрическая труба; 5 -
гидравлический затвор; 6 - мешалка; 7 - штуцер для
отвода суспензии; 8 - резиновый насадок на конце
питающего штуцера; / - раствор; II - вода; III - сус-
пензия; IV- соковый пар
Подвод питания через штуцер, располо-
женный выше уровня раствора, позволяет
уменьшить скорость образования инкрустаций
на стенках аппарата. Однако питающий шту-
цер очень быстро зарастает осадком, так как
именно здесь раствор вскипает и создается
наибольшее пересыщение. Для устранения ин-
крустаций в штуцере на его конец монтируется
резиновый насадок 8. При разбрызгивании рас-
твора насадок подвергается вибрации, препят-
ствующей отложению солей.
Вакуум-кристаллизаторы со взвешенным
слоем применяют для получения крупнокри-
сталлического продукта (с кристаллами разме-
ром 1 ...2 мм). По принципу действия аппараты
этого типа аналогичны описанному выше ох-
ладительному кристаллизатору со взвешенным
слоем с той лишь разницей, что пересыщение в
них создается не охлаждением через стенку, а в
результате самоиспарения раствора под вакуу-
мом. Такие кристаллизаторы бывают открыто-
го и закрытого типов.
В кристаллизаторе открытого типа горя-
чий концентрированный раствор поступает в
аппарат через штуцер 8, смешивается с цирку-
лирующим маточным раствором (в соотноше-
нии 1 : 50 ... 1 : 200), перегревая его при этом
на 0,2...2,0 °C и насосом 7 подается в сепара-
тор (рис. 5.3.20). Раствор вскипает в сепараторе
и охлаждается на эту же величину 0,2.. .2 °C.
Рис. 5.3.20. Вакуум-кристаллизатор
со взвешенным слоем и открытым корпусом:
I - корпус; 2, 5, 9 - циркуляционные трубы; 3 - се-
паратор; 4 - штуцер сокового пара; 6 - отстойник
мелкой соли; 7 - циркуляционный насос; 8 - штуцер
для подачи раствора; /, III, IV - см. рис. 5.3.19;
V- маточный раствор
18 - 10358
546
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
Таким образом, возникающее пересыщение не
выходит за пределы, допустимые для получе-
ния крупных кристаллов в оборудовании этого
типа. Пересыщенный раствор по трубе 2 по-
ступает в корпус 7, и далее процесс идет так
же, как в охладительном кристаллизаторе. Со-
ковый пар из сепаратора удаляется через шту-
цер 4.
Кристаллизаторы закрытого типа имеют
более сложную конструкцию [42, 47, 66].
В аппаратах со взвешенным слоем, как и
во всех вакуум-кристаллизаторах, наиболее
опасными с точки зрения образования инкру-
стаций являются внутренние поверхности се-
паратора, а также трубы 2, которые соприка-
саются с максимально пересыщенным раство-
ром.
Для предотвращения образования инкру-
стаций можно рекомендовать полировку сте-
нок сепаратора или орошение их конденсатом,
экранирование стенок от кипящего раствора
эластичными вибрирующими материалами,
местный обогрев стенок ниже уровня раствора
ит. д.
Циркуляционные вакуум-кристаллизато-
ры находят в химической промышленности все
более широкое распространение. Отличаясь от
аппаратов со взвешенным слоем более высокой
производительностью, они в то же время по-
зволяют получать сравнительно крупнокри-
сталлический продукт, средний размер которо-
го 0,25...0,45 мм, а в случае удаления мелочи -
даже 0,65...0,80 мм [42].
Отличительная особенность этих аппара-
тов состоит в том, что благодаря интенсивной
циркуляции горячий питающий раствор пред-
варительно смешивается с уже охлажденным
маточным раствором. В результате такого
смешения температура раствора становится
всего лишь на несколько градусов (или даже
десятых долей градуса) выше температуры ки-
пения при данном вакууме, и при самоиспаре-
нии раствора в нем возникает сравнительно
небольшое пересыщение. Кроме того, путем
циркуляции в зоне кипения раствора поддер-
живается большое количество кристаллов. Они
при своем росте быстро снимают пересыще-
ние, снижая тем самым скорость образования
новых зародышей.
Таким образом, смешение питающего
раствора с большим количеством маточного и
наличие сильно развитой кристаллической по-
верхности в зоне кипения раствора резко сни-
жают пересыщение при кристаллизации, что
Рис. 5.3.21. Схема циркуляционного
вакуум-кристаллизатора с пропеллерной
мешалкой:
I- раствор; III — суспензия; IV- соковый пар
позволяет не только получить сравнительно
крупные кристаллы, но и существенно умень-
шить или даже полностью устранить образова-
ние инкрустаций на внутренней поверхности
аппарата.
Циркуляционные вакуум -кристаллизато-
ры бывают с внутренним и внешним контуром
циркуляции [42, 47].
В кристаллизаторах с внутренним конту-
ром циркуляцию обычно создают с помощью
пропеллерных мешалок [4, 42, 47] (рис. 5.3.21).
По оси корпуса 1 расположена циркуляционная
труба 2 и пропеллерная мешалка 3. Горячий
раствор, поступая через штуцер 4, смешивается
с циркулирующим маточным раствором. Обра-
зовавшиеся кристаллы в виде суспензии отво-
дятся по переливной трубе 5 насосом 6 на по-
следующую переработку. Продолжительность
работы такого аппарата между промывками
колеблется от двух до четырех недель.
В кристаллизатор с циркуляционным на-
сосом 2 (рис. 5.3.22) горячий раствор поступает
во всасывающую линию 7, смешивается с
большим количеством циркулирующего ма-
точного раствора и по трубе 3 подается в кри-
сталлизатор. Суспензия из сепаратора сливает-
ся по трубе 4 и насосом 5 подается на центри-
фугу-
ВАКУУМ-КРИСТАЛЛИЗАТОРЫ
547
Гидравлическое сопротивление контура
кристаллизатора обычно невелико (не выше
1,0...1,5 мм рт. ст.), поэтому можно пользо-
ваться низконапорными пропеллерными осе-
выми насосами, имеющими большую произ-
водительность при сравнительно небольшой
потребляемой мощности.
Для получения крупнокристаллического
продукта в циркуляционных вакуум-кристал-
лизаторах иногда осуществляют искусственное
сгущение суспензии и удаление наиболее мел-
ких кристаллов путем отвода части маточного
раствора через специальный осветитель
[42, 47].
Вакуум-кристаллизатор с естественной
циркуляцией раствора (рис. 5.3.23) состоит из
корпуса 4, циркуляционной трубы 5, сепарато-
ра 1 и гидрозатвора 8 с мешалкой. Сверху над
центральной трубой расположен отбойник 3
для гашения кинетической энергии парожид-
костной смеси и уменьшения, тем самым,
брызгоуноса в конденсатор. Аппарат промыва-
ется при помощи оросительного устройства 2.
Рис. 5.3.23. Схема вакуум-кристаллизатора
с естествениой циркуляцией раствора:
I, III, IV - см. рис. 5.3.21
Питающий раствор по штуцеру 6 подает-
ся в центральную трубу 5. Поднимаясь, он
вскипает в ее верхней части вследствие пони-
жения давления. Так как в трубе образуется
парожидкостная эмульсия, плотность которой
меньше плотности суспензии в кольцевом про-
странстве между центральной трубой и корпу-
сом 4, в кристаллизаторе возникает естествен-
ная циркуляция раствора вверх по центральной
трубе и вниз по кольцевому сечению. Образо-
18*
548
Глава 5.3. ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ
вавшиеся кристаллы по барометрической трубе
7 отводятся в гидрозатвор 8, откуда поступают
на центрифугу.
Для аппаратов с естественной циркуляци-
ей степень смешения обычно равна 10... 12, а
температура раствора после смешения на
5...6 °C выше его температуры кипения в сепа-
раторе. Средний размер получаемых кристал-
лов составляет 0,30...0,35 мм. Наибольшая
скорость циркуляции в центральной трубе
(0,3...0,4 м/с) достигается, если верхний конец
ее расположен на 100... 150 мм ниже уровня
кипящего раствора в сепараторе.
По сравнению с описанными выше цир-
куляционными кристаллизаторами аппарат с
центральной трубой отличается простотой кон-
струкции, так как для создания циркуляции не
используется пропеллерная мешалка или насос.
Иногда циркуляцию раствора в кристаллизато-
рах рассматриваемого типа производят с по-
мощью струйных насосов.
Многокорпусные вакуум-кристаллизато-
ры, в которых процесс охлаждения раствора
разбивается на ряд ступеней, получили распро-
странение в крупнотоннажных производствах.
На рис. 5.3.24 представлена схема четырехкор-
пусной вакуум-кристаллизационной установки,
в каждом из корпусов которой поддерживается
различный, постепенно возрастающий вакуум.
В верхней части каждого корпуса 1 установле-
ны трубчатые поверхностные конденсаторы 2,
последовательно соединенные друг с другом
по охлаждающей воде. Горячий раствор через
штуцер 3 подается в первый корпус, где вски-
пает и за счет самоиспарения охлаждается до
температуры, соответствующей остаточному
давлению в этом корпусе. Частично охлажден-
ный раствор с выпавшими кристаллами само-
теком переходит во второй корпус и охлажда-
ется аналогично. Наряду с образованием новых
зародышей во втором корпусе происходит рост
тех кристаллов, которые поступили в него из
первого корпуса. Затем маточный раствор с
кристаллами таким же образом переходит в по-
следующие корпуса, а из последнего по баро-
метрической трубе 4 отводится в гидрозатвор 5
и далее на центрифугу.
Так как с повышением вакуума возраста-
ет барометрическая высота, то уровень раство-
ра в корпусах повышается от первого аппарата
к последнему, и при большой разности давле-
ний между корпусами их приходится устанав-
ливать ступенчато. Число ступеней в таких
многокорпусных установках может доходить
до 12... 14 и даже 24. Однако наибольшее рас-
пространение в практических условиях полу-
чили трех- и четырехкорпусные установки.
Многокорпусные вакуум-кристаллизато-
ры позволяют существенно снизить расход ох-
лаждающей воды. Теплоту конденсации соко-
вых паров можно использовать для нагрева ис-
ходного раствора, если его направить в по-
верхностные конденсаторы вместо охлаждаю-
щей воды.
Многокорпусные установки более эконо-
мичны и по расходу энергии на создание ва-
куума, так как основная масса растворителя
испаряется при сравнительно небольшом оста-
точном давлении (в первых ступенях), макси-
мальный же вакуум поддерживается только в
последней ступени.
В таких установках, естественно, замед-
ляется охлаждение раствора, что позволяет по-
лучить более крупные кристаллы.
Чтобы сделать установку более компакт-
ной, часто в одном корпусе размещают три-че-
тыре ступени. При этом кристаллизатор обыч-
Рис. 53.24. Схема многокорпусной
вакуум-кристаллнзацноииой установки:
/-раствор; //-вода;///-соковый пар;
IV - суспензия
ВАКУУМ-КРИСТАЛЛИЗАТОРЫ
549
но выполняют в виде горизонтально располо-
женного цилиндрического корпуса 1, который
по всей длине имеет лопастную мешалку 3 и
разделен на отдельные камеры перегородками
5 с отверстием в нижней части для перетока
суспензии из одной камеры в другую
(рис. 5.3.25). В каждой камере поддерживается
свой постепенно повышающийся вакуум. Го-
рячий раствор непрерывно подается в первую
ступень через штуцер 4, маточный раствор с
кристаллами отводится из последней ступени
через штуцер 2. Для смыва инкрустаций с
внутренних поверхностей аппарата каждая
ступень имеет специальное разбрызгивающее
устройство б, через которое стенки могут оро-
шаться водой.
Важной составной частью вакуум-крис-
таллизаторов является аппаратура для создания
и поддержания вакуума. В качестве вакуум-
насосов для кристаллизационных установок
обычно применяют эжекторные пароструйные
насосы, которые компактны, просты по уст-
ройству и в эксплуатации и не требуют при
монтаже специального фундамента [4, 42].
Большим преимуществом таких насосов явля-
ется отсутствие движущихся частей, благодаря
чему они могут быть изготовлены из различ-
ных коррозионно-стойких материалов и ис-
пользованы для удаления агрессивных парога-
зовых смесей. Правда, их КПД значительно
ниже КПД механических вакуум-насосов.
Для уменьшения расхода пара часто ис-
пользуются многоступенчатые пароструйные
насосы или, так называемые, пароэжекторные
блоки [42]. В этом случае воздух и другие не-
конденсирующие примеси газов, попадающие
в пар из раствора или при подсосе через не-
плотности аппаратуры, откачиваются из ос-
новного конденсатора эжектором первой сту-
пени. Затем паровоздушная смесь поступает в
промежуточный конденсатор (обычно конден-
сатор смешения), в котором конденсируется
основная масса пара, а оставшийся пар вместе
с примесями сжимается эжектором второй сту-
пени и подается во второй промежуточный
конденсатор смешения и т.д.
В зависимости от создаваемого вакуума,
параметров охлаждающей воды и пара для ва-
куум-кристаллизационных установок обычно
используются двух-, трех- или черырехступен-
чатые пароэжекторные блоки. При температу-
ре охлаждающей воды 15...20 °C и давлении
пара 0,6...0,9 МПа такие блоки позволяют соз-
дать в системе вакуум, соответствующий оста-
точному давлению 5,3...3,3 кПа и температуре
кипения воды 34...26 °C. При необходимости
эту температуру можно понизить путем созда-
ния более глубокого вакуума.
Для конденсации сокового пара могут
быть использованы либо поверхностные кон-
денсаторы, либо конденсаторы смешения
[4, 42].
Рис. 5.3.25. Схема горизонтального многоступенчатого вакуум-кристаллизатора:
1 - корпус; 2 - штуцер для выхода суспензии; 3 - лопастная мешалка; 4 - штуцер для подвода раствора;
5 - перегородка; 6 - оросительное устройство
550
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
Расчет вакуум-кристаллизаторов. Ма-
териальный баланс вакуумной кристаллизации
такой же, как и при выпарной кристаллизации.
Он описывается уравнениями (5.3.13) -
(5.3.16). При этом, как и в случае выпарной
кристаллизации, концентрация получаемого
маточника хм зависит от температуры кипе-
ния раствора в сепараторе tK . В свою очередь,
температура tK зависит от остаточного давле-
ния в сепараторе и температурной депрессии
раствора.
Уравнение теплового баланса в данном
случае имеет вид
Fcptр + Кгк1р -KcKtK + McMtK +WI •
(5.3.24)
При совместном решении уравнений
(5.3.13) - (5.3.15) и (5.3.24) получается сле-
дующая зависимость для определения выхода
кристаллической фазы в процессе вакуумной
кристаллизации:
(хр — хм^1 + X pCMtK —XMCptp
гкр — ск^к)хм +хксм^к —(хк ~хм)^
(5.3.25)
Глава 5.4
СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
5.4.1. ОБЩИЕ СВЕДЕНИЯ
Сублимацией (возгонкой) называют пе-
реход вещества из твердой фазы в газообраз-
ную, минуя жидкую фазу. В процессе субли-
мации давление пара вблизи твердой поверх-
ности ниже равновесного. Десублимация -
конденсация вещества из газообразного со-
стояния в твердое.
Сублимация и десублимация в совре-
менной технологии. Процессы сублимации и
десублимации находят широкое применение в
химической, металлургической, медицинской,
пищевой и других отраслях промышленности.
Одним из наиболее распространенных прило-
жений процессов сублимации и десублимации
является сублимационная сушка - удаление
влаги из замороженных материалов путем суб-
лимации льда. Этот процесс может быть осу-
ществлен при атмосферном давлении (сушка
белья на морозе). Однако в естественных усло-
виях сублимационная сушка мало интенсивна.
В промышленности обычно процесс проводят в
вакууме при давлении парогазовой среды ниже
давления, соответствующего тройной точке
воды (613,3 Па). В этих условиях при подводе
энергии, необходимой для сублимации, не
происходит плавления льда и его температура
остается близкой к равновесной. Материалы,
высушенные сублимационным методом, почти
полностью сохраняют свои первоначальные
свойства и по качеству намного превосходят
материалы, обезвоженные другими способами,
например распылительной сушкой. Сохраня-
ются специфические свойства различных био-
логических препаратов. Благодаря этому соз-
дается возможность консервирования весьма
ценных продуктов, таких как антибиотики,
кровь и ее компоненты, кефирные грибки, ма-
теринское донорское молоко и др. Пищевые
продукты, обезвоженные сублимационным ме-
тодом, могут длительно храниться при поло-
жительных температурах и после обводнения
практически не отличаются от натуральных.
При этом сохраняются их питательные свойст-
ва, вкус, цвет, запах. Масса продуктов, высу-
шенных сублимацией, в 5 - 10 раз меньше пер-
воначальной, что важно для их транспортиров-
ки [13,20].
Широкие возможности для применения
сублимационной сушки открываются в хими-
ческой промышленности в связи с появлением
криохимической технологии получения мате-
риалов с заданным строением и высоким уров-
нем эксплуатационных характеристик
Реализуемый метод заключается в том,
что посредством достаточно быстрого замора-
живания многокомпонентного раствора в по-
лученном материале фиксируется пространст-
венное распределение компонентов, близкое к
их распределению в жидкой фазе. В результате
сублимационной сушки полученного заморо-
женного раствора получается ультрадисперс-
ный порошок с высокой степенью однородно-
сти, который в дальнейшем используется для
производства уникальных материалов и изде-
лий из них [68].
Вещества, получаемые криохимическим
методом, отличаются чрезвычайно развитой
структурой. Это позволяет применять их в ка-
честве дисперсных примесей, добавляемых ме-
ханически в другие материалы.
СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
551
Другой областью применения сублима-
ции является очистка веществ. В настоящее
время таким методом очищают от примесей
бензойную кислоту, камфору, хинизарин, ан-
трахинон, хлорид алюминия, йод и многие
другие вещества. Определенные технологиче-
ские выгоды дает сублимационная очистка не-
которых металлов, например магния.
В тех случаях, когда для очистки веществ
может быть использована сублимация, то ей
следует отдать предпочтение перед кристалли-
зацией или экстракцией растворителем.
Сублимацию используют также как фи-
зический метод разделения смесей на компо-
ненты. В случае очистки смесей целевой ком-
понент получают обычно в результате субли-
мации, тогда как основная часть примесей ос-
тается не сублимированной. В некоторых слу-
чаях примеси сублимируются более легко, чем
целевой компонент, - тогда его получают в ви-
де остатка. Сублимация оказывается полезной
как способ удаления компонентов из реакци-
онной смеси. Ее используют также как способ
получения продуктов с особой кристалличе-
ской структурой (с определенной формой и
размером зерен). Методом сублимации можно
обеспечить контролируемое введение компо-
нента в реакционную систему, например, пу-
тем испарения твердого тела в поток газа. Если
процесс дистилляции сопровождается разло-
жением продукта или коррозией, то отдают
предпочтение сублимационному методу очист-
ки, поскольку в этом случае рабочие темпера-
туры значительно ниже, чем соответствующие
температуры при дистилляции.
Также широко используется процесс де-
сублимации. Прежде всего, следует отметить
его применение в технологии получения про-
дуктов каталитического окисления углеводо-
родов, где с помощью этого процесса выделя-
ют фталевый ангидрид, малеиновый ангидрид,
антрахинон, а также хлориды [16]. Десублима-
ция оказывается полезной как способ удаления
компонентов из реакционной смеси. Одной из
хорошо развитых областей применения десуб-
лимации является нанесение покрытий на по-
верхность изделий.
Десублимация применяется для очистки
технологических газов. Поступающий на раз-
деление методом глубокого охлаждения воздух
не должен содержать паров диоксида углерода
и воды. Эти вещества в процессе десублимации
удаляются из воздуха.
Физические основы процесса. Статика
процесса. В условиях равновесия давление па-
ров и температура твердого вещества находят-
ся в однозначном соответствии. Связь между
давлением и температурой фазового перехода
определяется по диаграмме состояния (рис.
5.4.1). Кривые фазового равновесия между
всеми тремя фазами в координатах температу-
ра - давление делят диаграмму на три смежные
области: область твердого, жидкого и газооб-
разного состояния вещества, пересекаясь в
тройной точке В. В этой точке одновременно
сосуществуют все три фазы (твердая, жидкая и
парообразная). Линия 2 является геометриче-
ским местом точек, отвечающих таким величи-
нам температуры и давления паров, при кото-
рых находятся в равновесии твердое тело и
пар. Линия 3 соответствует равновесию в сис-
теме жидкость - пар, линия 7 - равновесию в
системе твердое тело - жидкость. Линия 4 со-
ответствует метастабильным состояниям рав-
новесия, характерным для некоторых веществ.
В этом случае жидкая фаза может существо-
вать при давлении более низком, чем давление
тройной точки. Кривая 2 равновесия твердая
фаза - пар позволяет определять параметры,
при которых возможны процессы сублимации
и десублимации.
Термодинамические закономерности суб-
лимации и испарения жидкости идентичны. За-
висимость между давлением пара и температу-
рой в условиях равновесного перехода твердая
фаза - пар описывается, также как и на границе
жидкость - пар, уравнением Клапейрона -
Клаузиуса
552
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
dp L
— = —--------г, (5.4.1)
dT Т(Р2~^)
где Тир- соответственно температура и дав-
ление равновесного перехода; L - теплота фа-
зового перехода при температуре Г; Гь Г2 -
молярные объемы сосуществующих фаз.
Уравнение (5.4.1) описывает условия
равновесия любых двух фаз в однокомпонент-
ной системе. На практике используется также
упрощенная интегральная форма данного
уравнения в виде
1пр = -у + 2?.
В табл. 5.4.1 приведены значения А и В
для некоторых элементов и соединений.
5.4.1. Физические и термодинамические
свойства некоторых элементов и соединений
Элемент (соединение) Тройная точка А В
Г, °C р, Па
Zn 419 20 11,12 6750
Mg 660 300 10,82 7680
Мп 1314 430 11,37 1390
Sr 770 210 10,02 7950
Sb 630 17 12,50 10100
Ba 810 9,1 10,06 8910
Cr 1903 600 12,20 20300
A120j 2030 6500 13,40 22000
As2o3 320 20000 10,10 3700
Fe2O4 1670 10,5-106
CaJ2 575 105 11,20 6200
A1C13 192 18000 10,80 3000
MgCl2 712 70 9,45 7460
c7H6o2 (бензойная кислота) 121,7 760 11,50 3400
с7н6о3 (салициловая кислота) 159 4500 11,30 3300
СюН9 80,3 1050 10,16 2620
С10Н16О 178,5 50000 11,05 2900
С14Н8О2 286 8000 12,40 4750
С|4Н|0 216 2300 11,10 3760
Кинетика процесса. Скорость процесса
сублимации определяется количеством тепло-
ты, подведенной к поверхности фазового пере-
хода. При подводе энергии к поверхности раз-
дела газ - твердое вещество динамическое рав-
новесие нарушается и количество молекул ве-
щества, переходящих в газовую фазу, превы-
шает количество десублимирущихся молекул.
Скорость процесса J так же, как и в случае
фазового перехода пар - жидкость, определя-
ется по уравнению Герца - Кнудсена:
Рп Рф
^2nRTn ^2tiRT$
где Тп и 7ф - температура соответственно
пара и поверхности; рп - давление пара вбли-
зи поверхности; Рф - давление насыщенного
пара при температуре 7ф .
Процессы сублимации и десублимации,
как правило, проходят при непрерывном изме-
нении условий тепло- и массообмена, так как в
процессе изменяются толщина и пористость
слоя, шероховатость поверхности, обстановка
на границе контакта и др. Этим определяется
специфика расчета данных процессов.
Классификация сублимационного обо-
рудования. В настоящее время отсутствуют
типовые конструкции сублимационной аппара-
туры. Это приводит к большому разнообразию
аппаратурно-технологического оформления
сублимационных процессов, и в то же время
крайне затрудняет ее обобщающую классифи-
кацию. Ниже приведено деление сублимаци-
онной аппаратуры на две группы, объединен-
ных в зависимости от давления, при котором
проводится процесс: сублимационное оборудо-
вание для вакуумной и атмосферной сублима-
ции. Первые работают при давлении ниже,
вторые при давлении выше давления, соответ-
ствующего тройной точке возгоняемого веще-
ства.
Вакуумная сублимационная аппаратура и
установки - это сублиматоры; вакуумные де-
сублиматоры; оборудование для заморажива-
ния; установки для сублимационной сушки и
очистки веществ в вакууме.
Атмосферные сублимационные аппараты
и установки - это атмосферные сублиматоры;
десублиматоры для выделения веществ из па-
рогазовой смеси; атмосферные сублимацион-
ные установки.
ВАКУУМНАЯ СУБЛИМАЦИОННАЯ АППАРАТУРА
553
5.4.2. ВАКУУМНАЯ СУБЛИМАЦИОННАЯ
АППАРАТУРА
Основными частями оборудования для
сублимационной сушки и очистки веществ яв-
ляются сублимационная камера (или сублима-
тор), десублиматор и вакуум-насосная система.
В состав сублимационной сушильной установ-
ки, помимо этого, входят морозильный аппарат
и холодильное оборудование. Принципиально
схемы процесса вакуумной сублимационной
сушки и вакуумной сублимационной очистки
веществ аналогичные. В сублиматоре происхо-
дит испарение сублиманда, а в десублиматоре
пары осаждаются с образованием сублимата. В
случае сублимационной сушки целевым про-
дуктом является остаток, представляющий со-
бой пористое вещество неорганического или
органического происхождения. При вакуумной
сублимационной очистке, как правило, целевой
продукт - сублимат.
Вакуумные сублиматоры. В сублимато-
ре или сублимационной камере происходит ос-
новной процесс - переход вещества из твердо-
го состояния в газообразное. Производитель-
ность сублиматора определяется количеством
теплоты, которое подводится к материалу в
процессе. При вакуумной сублимации приме-
няют в основном три метода энергоподвода:
кондуктивный, радиационный и СВЧ.
К сублиматорам с кондуктивным энерго-
подводом относятся сублиматоры, в которых
необходимая для сублимации теплота переда-
ется к влажному материалу через непроницае-
мую перегородку. Наиболее распространенные
аппараты этой группы - сублимационные
шкафы полочного типа. Кроме того, использу-
ются конструкции, подобные применяемым
при обычной атмосферной сушке: ленточные,
вальцеленточные, барабанные, гребковые, виб-
рационно-гравитационные и другие типы суб-
лиматоров.
В сублимационных шкафах продукт
обычно располагается на противнях. На прак-
тике прилегание противня к полке и продукта к
противню не бывает плотным, поэтому разре-
женная среда в образующихся зазорах создает
значительные термические сопротивления.
Даже в идеальном случае, т.е. при отсутствии
этих зазоров, теплота передается лишь нижней
поверхности материала, лежащего на противне.
В случае сушки теплота подводится к зоне
сублимации сквозь высохший слой продукта,
теплопроводность которого низкая. Радиаци-
онный теплоподвод к продукту от располо-
женной над ним полки в этих условиях незна-
чителен. Невысокая производительность суб-
лиматоров с кондуктивным энергоподводом
(напряжение рабочей поверхности не превы-
шает 0,5...3,5 кг/(м2ч) по сублимату) обусло-
вила необходимость поиска способов интенси-
фикации процесса.
Существенная интенсификация процесса
(в три раза и более) достигается при переме-
шивании продукта. Такой процесс реализуется
с помощью вибрации или перемешивающих
устройств различного типа, например, гребков.
Эффект усиливается, если перемешивание ма-
териала сопровождается периодическим при-
жатием материал к теплоподводящей поверх-
ности [12].
Расчет длителънос/пи процесса сушки
при кондуктивном энергоподводе. Теплота пе-
редается теплопроводностью через стенку пол-
ки и днище противня (рис. 5.4.2). Значительное
термическое сопротивление создается зазорами,
возникающими вследствие неплотного прилега-
ния продукта к противню и противня к стенке
полки. Общий коэффициент теплопередачи
a I X,
где а - коэффициент теплоотдачи от стенки к
хладагенту; 8Z, X, - соответственно толщина
и теплопроводность стенки и зазора.
Продолжительность сушки сплошного
материала с начальной толщиной Н, объемным
содержанием влаги у, теплотой сублимации L
и теплопроводностью осушенного слоя X [13]
Рис. 5.4.2. Распределение температуры
при кондуктивном энергоподводе:
1 - влажный замороженный слой материала;
2 - осушенный слой материала; 3 - стенка противня;
4 - стенка греющей плиты; 5 - теплоноситель;
6 - поток пара
554
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
К )2(Т.-Т3)Х
п2
т=^
2ХсМ5М
где Тт и Т3 - температура соответственно те-
плоподводящей поверхности и замороженной
части материала.
В случае сублимации неподвижного или
перемешиваемого слоя сыпучего материала, не
имеющего каркаса (например, при сублимаци-
онной очистке вещества), расчет ведут по зави-
симостям, приведенным в [12].
В сублиматорах с радиационным энерго-
подводом часто отдают предпочтение тепло-
подводящим системам, выполненным в виде
набора плоских горизонтальных полых плит,
внутри которых непрерывно циркулирует жид-
кий теплоноситель. Температура теплоносите-
ля колеблется в основном в пределах 50...
170 °C, в некоторых специальных случаях она
может достигать 350 °C. Такой радиационный
теплоподвод называют низкотемпературным, а
излучатели - «темными».
В ряде установок используются электри-
ческие высокотемпературные нагреватели -
ТЭНы или электрические лампы накаливания.
В последнем случае температура может быть
повышена до 2000...2500 °C. Такой энергопод-
вод называют высокотемпературным, а излуча-
тели - «светлыми».
В качестве светлых излучателей в на-
стоящее время могут применяться лампы нака-
ливания различных систем с температурой ни-
ти накала 2000...3000 °C. Несмотря на очевид-
ные теоретические преимущества светлых из-
лучателей, связанные со способностью энергии
проникать на некоторую глубину в толщу ма-
териала, они не получили широкого промыш-
ленного применения. Это обусловлено трудно-
стями эксплуатации, особенно санитарной об-
работки оборудования, содержащего большое
количество электрических контактов.
Расчет длительности процесса сушки
при радиационном энергоподводе. При посто-
янной температуре замороженного ядра Т3
(выполнение этого условия обеспечивается пу-
тем поддержания постоянного давления в ап-
парате) получены решения для различных ус-
ловий на внешней границе. В случае, если тем-
пература поверхности Т = const, то продолжи-
тельность процесса для тел в форме пластины
(п = 0), цилиндра (п = 1) и шара (п = 2)
где у - массовое содержание льда в объеме
замороженного слоя; Г| - характерный размер
тела (полутолщина пластины, радиус цилиндра
или шара).
При радиационном подводе энергии ус-
ловия на границе (Л =Т1 п) нелинейны:
с^Диз 7п ^пр’
где Гиз - температура излучателя; Спр - при-
веденный коэффициент излучения.
При этих условиях полезно ввести экви-
валентный коэффициент теплоотдачи ар. То-
гда продолжительность процесса сублимации
составит
= Ул^-Пп (1
Суб МТ’из- Гз)(« +1)12 BiJ’
где Bi-apT]n/Xc .
Эквивалентный коэффициент теплоотда-
чи для теплообмена излучением между двумя
параллельными пластинами
/ \4 / \4
(т V (Т \
1 из _ 1 з
l100J l100J
а р - спр - —
7 ИЗ 1 3
СВЧ-нагрев. Энергия высокочастотного
электромагнитного поля, проникая на значи-
тельную глубину в толщу материала, может
трансформироваться в теплоту в материале,
имеющем вкрапления не замороженной влаги,
практически не воздействуя на уже высохший
материал. Таким образом, высокочастотный
нагрев, успешно применяемый в различных
областях техники, теоретически является пред-
почтительным методом и для процессов суб-
лимационной сушки. Тем не менее, этот способ
не нашел применения в промышленных мас-
штабах. Это объясняется вероятностью воз-
никновения электрического пробоя в разре-
женной паровоздушной среде, сложностью
эксплуатации оборудования. Для сублимаци-
ВАКУУМНАЯ СУБЛИМАЦИОННАЯ АППАРАТУРА
555
онной очистки веществ СВЧ-нагрев, как пра-
вило, не используется.
Вакуумные десублиматоры. Наиболее
распространенной системой удаления пара,
выделяющегося в процессе вакуумной субли-
мации, является конденсация его в твердое аг-
регатное состояние (десублимация) на тепло-
отводящей поверхности. Температура теплоот-
водящей поверхности поддерживается на более
низком уровне, чем температура сублимации.
В установках сублимационной сушки десуб-
лиматоры (конденсаторы-вымораживатели)
выполняются в виде набора труб или полых
плоских панелей, внутри которых кипит холо-
дильный агент (аммиак, фреон). Влага осажда-
ется в виде льда на охлаждаемых элементах де-
сублиматора. Существуют и другие методы
удаления пара: с помощью адсорбентов или
систем непосредственной эвакуации парогазо-
вой среды эжекторными вакуумными насоса-
ми. Однако опыт работы промышленных уста-
новок показывает преимущество десублимато-
ров.
Вакуумные десублиматоры периодиче-
ского действия. На рис. 5.4.3 приведены схемы
наиболее распространенных конструкций де-
сублиматоров, применяемых в настоящее вре-
мя. В большинстве из них делается попытка
обеспечить равномерную подачу парогазовой
среды ко всем охлаждаемым элементам.
Расчет десублиматора периодического
действия. При технологическом расчете де-
сублиматора периодического действия опреде-
ляют два параметра: максимальную толщину
намороженного десублимата и его протяжен-
ность. Первый параметр определяет расстояние
между пластинами, а второй - их длину.
Пример. Определить протяженность слоя де-
сублимата и его максимальную толщину для конден-
сатора панельного типа (рис. 5.4.3, з).
Исходные данные: расход пара М= 5 кг/ч;
давление в аппарате р = Т1 Па, на поверхности пла-
стин поддерживается температура Г =233 К. Про-
должительность цикла работы 10 ч. Высота пластин
0,5 м.
Протяженность слоя десублимата
JSmi А
~4~т ’ <5-4-2)
л
где ту - производительность десублиматора,
L
кг/(м ч); А =-------------— ; L - теплота де-
^„(Т’дес-Т’хл)?
сублимации, кДж/кг; Ал - теплопроводность льда,
Рис. 5.4.3. Схемы десублиматоров:
а - скребкового; б - кожухотрубного; в - змеевикового спирального; г - змеевикового кольцевого; д - трубча-
того вертикального из гладких труб; е - трубчатого из оребренных труб; ж - трубчатого горизонтального из
оребренных труб; з - панельного; 1 - вход паровоздушной смеси; 2 - выход неконденсируемых газов; 3 - вход
холодильного агента; 4 - выход холодильного агента
556
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
Вт/(м К); Гдес - температура на поверхности десуб-
лимации, К; TXJ} -температура охлаждающего аген-
та, К; р - плотность десублимата, кг/м3.
Температура на поверхности десублимации
Гдес = 240 К (равновесное значение при давлении
р = 27 Па). Периметр пластин в сечении, перпенди-
кулярном потоку пара, 4 м, отсюда т0 =
= 1,25 кг/(м ч). После подстановки значений тепло-
проводности льда Хл = 2,28 Вт/(м-К), теплоты де-
сублимации L - 2900 кДж/кг, плотности р =
= 921 кг/м3 получим X- 0,83 м. Толщина льда h за-
висит от расстояния между пластинами х и определя-
ется по формуле
(5.4.3)
Максимальная толщина льда (на передней
кромке набегающего потока пара при х = 0)
hx=Q = 0,021 м.
В приведенном примере расчет произве-
ден для теплоотводящей поверхности в виде
пластины. Однако он приемлем и для других
случаев. Например, если пар десублимируется
на панели, составленной из вертикальных труб,
то протяженность участка десублимации сле-
дует отсчитывать по соответствущей длине
полуокружности каждой из труб.
Расчет десублиматораа непрерывного
действия. Пример. Определить протяженность
зоны десублимации скребкового десублиматора
(рис. 5.4.3, а) при различных скоростях вращения
скребка.
Исходные данные: расход пара М = 25 кг/ч,
внешний диаметр обечайки теплоотводящей поверх-
ности D = 1 м, температура поверхности Гхл = 213 К,
давление в аппарате р = 13,3 Па, число скребков i = 2,
частоты вращения со = 1; 10 ч.
Расход пара на единицу периметра теплоотво-
дящей поверхности
М 25
та =----=------------= 0,0022 кг/(мс).
TtD 3,14-1-3600
Время обновления теплоотводящей поверхно-
сти при со = 1 об/ч
ZCO
=-----= 1800 с.
Протяженность участка десублимации опреде-
ляется по формулам (5.4.2) и (5.4.3).
При заданном давлении в аппарате температу-
ра десублимации Тлсс =233 К; используя (5.4 2) и
(5.4.3), получим следующие значения протяженности
зоны десублимации, при частоте вращения 1 ч"1
Х= 0,70 м и при частоте вращения 10 ч~’ Х= 0,22 м.
Оборудование для замораживания. В
совокупности процессов, объединенных поня-
тием сублимация или сублимационные процес-
сы, замораживанию следует отвести особую
роль. Этот процесс нужно рассматривать не
просто как подготовительную технологиче-
скую операцию, в результате проведения кото-
рой подвергаемый возгонке компонент исход-
ного материала переходит в твердую фазу, но и
как весьма тонкий механизм, который в ряде
случаев в решающей степени определяет важ-
нейшие функциональные характеристики ко-
нечного продукта.
В основу классификации оборудования
для замораживания разумно положить способ
теплоотвода от замораживаемого объекта, не-
посредственно определяющий важнейший ре-
жимный параметр - скорость замораживания, а
также металло- и энергоемкость, производи-
тельность и другие основные характеристики
оборудования.
Материал, подвергаемый сублимацион-
ной сушке, может замораживаться предвари-
тельно вне сублимационной камеры и непо-
средственно в сублиматоре. В последнем слу-
чае замораживание материала может прово-
дится как перед сублимацией, так и в ходе
процесса сублимации. Для предварительного
замораживания на практике используются кон-
вективные, кондуктивные (барабанные, пли-
точные и др.), контактные морозильные аппа-
раты [11, 49, 70]. Предварительное заморажи-
вание в полочных вакуумных сублиматорах
может производиться непосредственно на пли-
тах, через которые пропускается хладоноси-
тель. В атмосферных сублимационных уста-
новках процесс замораживания осуществляется
холодным воздухом.
Испарительное замораживание (самоза-
мораживание) как предварительная стадия
процесса в пищевой промышленности практи-
чески не используется ввиду низкого качества
продукта. Вместе с тем этот процесс с успехом
применяется для непрерывного гранулообразо-
вания при сублимации в криохимической тех-
нологии [68].
Для приближенной оценки коэффициента
теплоотдачи а, Вт/(м2 К), в процессе замора-
живания при различных условиях внешнего
ВАКУУМНАЯ СУБЛИМАЦИОННАЯ АППАРАТУРА
557
отвода теплоты можно рекомендовать данные,
приведенные ниже.
Конвективный в воздухе..... 10...50
Контактный в охлаждающей
жидкости....................... 80... 500
Кондуктивный на охлажденной
металлической поверхности...... 500...1000
Контактный в сжиженных газах. До 5000
При проведении процесса испарительно-
го замораживания в вакууме жидкость вводит-
ся в отвакуумированный аппарат через специ-
альное вакуум-распыливающее устройство в
виде потока капель, замораживание которых
происходит во время их полета. Конечный
продукт получается в виде массы сферических
гранул, каждая из которых сформирована из
субмикронных частиц.
Наиболее сложные инженерные задачи
возникают при вводе жидкости в аппарат, дав-
ление в котором ниже давления, соответст-
вующего тройной точке. В этих условиях со-
пло, через которое осуществляется истечение
жидкого материала, практически мгновенно
блокируется льдом, и дальнейшее развитие
процесса становится невозможным.
Схема устройства, реализующего прин-
цип термогидрофобизации кромок сопла исте-
чения путем нагрева их до температуры, пре-
вышающей температуру Лейденфроста, пока-
зана на рис. 5.4.4.
Установки для сублимационной сушки
и очистки веществ в вакууме. Установки
сублимационной сушки периодического дейст-
вия. Вакуумная сублимационная установка
УВС-8 предназначена для высушивания пред-
варительно замороженных жидких, пастооб-
разных или кусковых пищевых продуктов жи-
вотного и растительного происхождения (рис.
5.4.5). Энергоподвод к объекту сушки - радиа-
ционный. В рабочей сушильной камере 6
смонтирована энергетическая тележка, пред-
ставляющая собой горизонтально расположен-
ные (в виде этажерки) плоские греющие эле-
менты (плиты). В полости этих плит циркули-
рует жидкий теплоноситель. Вторая тележка
(этажерка) выдвигается из рабочей сушильной
камеры. Объект сушки на плоских противнях
располагается в зазорах между греющими пли-
тами. Загрузка (выгрузка) высушиваемого про-
дукта осуществляется при выдвинутом из ра-
бочей камеры положении тележки. Установка
снабжена двумя выносными десублиматорами
Рис. 5.4.4. Схема устройства ввода жидкости
в вакуум:
1 - капилляр; 2 - переходник; 3 - уплотнение; 4 -
гайка; 5 - трубка для подачи раствора; 6 - теплопод-
водящий элемент; 7 - нагреватель (лампа типа КГМ);
8 - изолирующий кожух; 9 - кронштейн; 10 - токо-
воды
Рис. 5.4.5. Вакуумная сублимационная
установка УВС-8:
1 - теплообменник для подогрева (охлаждения) теп-
лоносителя; 2 - центробежные циркуляционные на-
сосы для теплоносителя; 3 - десублиматор; 4 - ваку-
умные насосы; 5 - выдвигающаяся этажерка с про-
тивнями; б - рабочая сушильная камера
3, каждый из которых соединен с рабочей су-
шильной камерой посредством коллектора с
вакуумными задвижками. Охлаждение плит
десублиматора осуществляется холодильными
558
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
машинами, которые входят в комплект субли-
мационной установки или подсоединяются к
общей системе холодоснабжения предприятия.
Установка имеет следующие технические
параметры.
Рис. 5.4.6. Установка испарительного заморажи-
вания и сублимационной сушки растворов:
1 - блок вакуум-распыливающих устройств; 2 - рас-
пылительная колонна; 3 - соединительный патрубок;
4 - блок энергоподвода; 5 - откачной патрубок; 6 -
узел выгрузки продукта; 7 - вакуумный агрегат
Средняя производительность,
кг сырья/цикл сушки............... 300
Рабочее давление в вакуумной каме-
ре, Па, не более................ 60
Температура плит десублиматора, °C -30.. .-40
Температура греющих плит, °C, не
более. . .140
Установленная электрическая мощ-
ность, кВт, не более ... .... 58
Габаритные размеры, мм....... 3914*532*2584
Масса установки, т.............. 13
Установка, обеспечивающая проведение
испарительного замораживания и сублимаци-
онной сушки солевых растворов в одном аппа-
рате представлена на рис. 5.4.6
Установки сублимационной сушки непре-
рывного действия. Вальцеленточная сублима-
ционная сушилка предназначена для высуши-
вания жидких продуктов (рис. 5.4.7). Матери-
ал, подвергаемый сушке, подается дозирую-
щим насосом в вакуумную камеру. Он нано-
сится равномерным тонким слоем на бесконеч-
ную ленту 3 из коррозионно-стойкой стали, ко-
торая служит конвейером, переносящим про-
дукт через несколько подогревающих зон и в
конце через охлаждающую зону. После попа-
дания в вакуумную камеру жидкий продукт
наносится на нижнюю сторону ленты при по-
мощи ролика 7, находящегося в питательном
желобе. На другой стороне ленты имеется ро-
лик или шкив, который выпрямляет ленту в
месте питания и позволяет регулировать зазор
между питающим роликом и лентой 0,1...
0,75 мм. Толщина слоя материала регулируется
этим зазором и зависит от свойств материала,
который должен быть высушен.
Рис. 5.4.7. Вальцеленточная сушилка:
/ - нагреваемый валец; 2 - охлаждаемый валец; 3 - лента; 4 - излучатель; 5 - отвод паровоздушной смеси;
6 - нож; 7 - питающий лоток и питающий ролик; 8 - ресивер для сухого продукта; 9 - вакуумный затвор
ВАКУУМНАЯ СУБЛИМАЦИОННАЯ АППАРАТУРА
559
Материал, подвергаемый сушке, нужно
предварительно довести до необходимой кон-
центрации. После прохождения первой радиа-
ционной зоны лента проходит вокруг барабана
(вальца) 7, обогреваемого паром (температура
барабана 60...200 °C). Сухой продукт поступа-
ет на охлаждающий барабан 2. Охлажденный
продукт отделяется от ленты ножом 6 и пода-
ется шнеком в один из двух приемников, рабо-
тающих попеременно. Продолжительность
сушки при длине конвейера 16 м составляет от
15 с до нескольких минут.
Сушильная установка с вибрационно-
гравитационным сублиматором состоит из ци-
линдрического корпуса 7, в котором размеще-
ны две входящие одна в другую гребенки по-
лок 2 с электронагревателями 3 (рис 5.4.8).
Гребенки полок соединены в жесткую конст-
рукцию, которая крепится на амортизаторах 4 к
основанию 5 сублиматора и получает колеба-
тельное движение от электрических или пнев-
матических вибраторов 6. Все полки сублима-
тора имеют регулируемый уклон. На крышке 7
сублиматора расположен винтовой питатель 8
с маятниковым распределением льдокрошки.
Ледяная крошка из питателя поступает на
верхнюю полку 10, откуда под действием силы
тяжести и вибрации перемещается на нижеле-
жащую, а затем через все полки до выгрузного
люка 77, расположенного в нижней части суб-
лиматора. Скорость перемещения материала
определяется углом наклона полок и частотой
колебаний.
Сублимация льда происходит за счет теп-
лоты, выделяемой электронагревателями, рас-
положенными под каждой полкой. Чтобы ма-
териал равномерно пересыпался с полки на
полку, полки имеют направляющие ребра. Для
исключения возможности прилипания мате-
риала в случае оттаивания ледяной крошки,
что может иметь место при нарушении режима
сушки или при каких-либо иных нарушениях
аварийного характера, полки сублиматора по-
крываются гидрофобным жаростойким покры-
тием.
Сублимационная установка непрерывно-
го действия для очистки веществ (антрахинона,
бензантрона, метилантрахинона и др.) с пере-
мешиванием продукта показана на рис. 5.4.9.
Сублиматор 3 представляет собой нагреваемый
цилиндр, внутри которого передвигается сы-
рье, перемешиваемое механическим устройст-
вом - лопастным мешателем. Это же устройст-
во служит для удаления остатка. Десублиматор
Рис. 5.4.8. Схема сушильной установки
с вибрационно-гравитационным сублиматором:
7 - цилиндрический корпус сублиматора; 2 - гребен-
ки полок; 3 - электронагреватель; 4 - амортизатор;
5 - основание сублиматора; 6 - вибратор; 7 - крышка
сублиматора; 8 - винтовой питатель; 9 - маятнико-
вый распределитель ледяной крошки; 10 - верхняя
полка; 77 - выгрузной люк; 72 - штуцер для откачки
газов из промежуточного сборника; 73 - шиберный
затвор; 14 - приемный бункер; 75 - промежуточный
сборник; 16 - вращающийся нож для нарезания ле-
дяной крошки
6 также выполнен в виде цилиндра с охлаж-
даемой поверхностью, с которой десублимат
(сублимат^) непрерывно соскребается механи-
ческим устройством - скребками 4 на специ-
альных пружинах. Загрузочный бункер 77
снабжен регулируемым дозирующим устрой-
ством. В конце сублимационной части нахо-
дится люк 8 для удаления несублимируемого
остатка. В конечной части корпуса конденса-
тора, который проходит через приемный резер-
вуар, имеется выходное отверстие 7, через ко-
торое готовый продукт поступает в приемник и
далее выгружается из аппарата. Полый вал с
лопастями и скребками имеет внутренний
обогрев.
560
Глава 5.4. СУБЛИМАЦИОННОЕ ОБОРУДОВАНИЕ
Рис. 5.4.9. Сублимационная установка непрерывного действия:
1 - электронагреватели; 2 - лопасти; 3 - сублиматор; 4 - скребки; 5 - водяная рубашка; 6 - десублиматор;
7 - отверстие для выхода готового продукта; 8 - люк для выхода несублимируемого остатка; 9 - полый вал;
10- привод вала; 11 - загрузочный бункер
Оборудование для напыления в вакуу-
ме. Одна из областей применения десублима-
ции - нанесение различных покрытий. Наибо-
лее качественные зеркальные покрытия полу-
чают десублимацией паров алюминия в вакуу-
ме. Металлы и другие материалы покрываются
полимерами путем термического испарения
последних и последующей десублимацией па-
ров.
Атмосферные сублимационные аппа-
раты и установки. Основными частями обо-
рудования для атмосферных сублимационной
сушки и очистки веществ являются сублима-
тор, десублиматор, системы прокачки парога-
зовой смеси, фильтрации и гравитационного
или инерционного отделения взвешенных час-
тиц сублимата.
В сублиматоре происходит испарение
сублиманда, а в десублиматоре пары конден-
сируются с образованием сублимата. Как и в
случае сублимационной сушки целевым про-
дуктом является остаток, представляющий со-
бой пористое вещество неорганического или
органического происхождения. При атмосфер-
ной сублимационной очистке целевым продук-
том может быть как сублимат, так и остаток.
В атмосферном сублиматоре теплота,
необходимая для сублимации, подводится на-
гретым газом, в основном воздухом. Таким об-
разом, по сути, он выполняет те же задачи, что
и конвективная сушилка. Атмосферные субли-
маторы могут быть камерного, ленточного, ба-
рабанного типа и с применением кипящего
слоя и других типов. Конструкции атмосфер-
ных сублиматоров и конвективных сушилок
одинаковые, поэтому здесь они не рассматри-
ваются.
Десублиматоры для выделения веществ
из парогазовой смеси входят в состав атмо-
сферных сублимационных установок и приме-
няются самостоятельно для выделения веществ
в различных технологических процессах и для
очистки газов от примесей. В зависимости от
того, где образуется сублимат (в объеме аппа-
рата или на охлаждаемой поверхности), десуб-
лиматоры разделяют на объемные, поверхно-
стные и объемно-поверхностные.
В объемных десублиматорах образование
аэрозоля происходит при пересыщении, вызы-
ваемом понижением температур смеси. Охла-
ждение может быть вызвано адиабатическим
расширением газа, смешением газа с более хо-
лодным потоком и отводом теплоты через
стенку, вдоль которой движется газовый поток.
При высокой температуре газов смеси теплота
может отводиться лучеиспусканием в окру-
жающую среду, имеющую значительно более
низкую температуру.
Образование частиц аэрозоля в объеме
является основой процесса объемной десубли-
мации и нежелательным явлением при прове-
дении поверхностной десублимации. Поэтому
при объемной десублимации применяют раз-
личные методы, предотвращающие образова-
ние десублимата на поверхности (например,
использование вдува газа через пористую стен-
ВАКУУМНАЯ СУБЛИМАЦИОННАЯ АППАРАТУРА
561
ку). Отделение твердой фазы осуществляют
традиционными методами: гравитационным
осаждением, применением циклонов или
фильтров.
В атмосферных поверхностных десубли-
маторах в аппарате создаются условия, при ко-
торых образование десублимата в объеме ми-
нимальное. Это достигается путем введения
специальных устройств (например, ребер) и
поддержания температурного режима, исклю-
чающего пересыщение пара. Определение тем-
пературного режима, исключающего пересы-
щение пара, проводится по методикам, изло-
женным в специальной литературе [42].
В объемно-поверхностных десублимато-
рах процесс десублимации происходит в объе-
ме и на охлаждаемой поверхности. Широко
распространенный десублиматор ящичного ти-
па 5 (рис. 5.4.10) представляет собой круглые
или овальные полые ящики, выполненные из
листовой стали. Такие десублиматоры приме-
няются в производстве антрахинона. Десубли-
мация в этих аппаратах обеспечивается охлаж-
дением медленно движущейся парогазовой
смеси через аппарат (в результате теплопотерь
через стенки). Для более полного охлаждения
последовательно устанавливают ряд аппаратов,
причем первые по ходу парогазовой смеси ап-
параты снабжаются рубашками, в которых
циркулирует охлаждающая вода. Продукт вы-
деляется как на стенках аппарата, так и в его
объеме. Для улавливания продукта, выделен-
ного в объеме, могут использоваться циклоны
или скрубберы. Степень выделения веществ в
таких аппаратах обычно составляет 90...95 %,
средняя производительность не превышает
1 кг/(м2ч).
Для съема продукта со стенок аппараты
периодически обстукивают деревянными мо-
лотками. Возможна также очистка охлаждаю-
щих поверхностей вращающимися обметате-
лями, однако при этом в основной продукт по-
падают смолистые примеси. Кристаллы десуб-
лимата выгружают через нижние люки аппара-
тов.
Регулируя степень охлаждения парогазо-
вой смеси в последовательно установленных
ящичных десублиматорах, можно производить
фракционное разделение веществ с различной
упругостью паров. Для этой цели в последние
по ходу смеси в ящичные десублиматоры вво-
дят воздух или инерт.
Атмосферные сублимационные установ-
ки. Аппараты для сублимации с газом-носите-
лем работают по схеме, аналогичной схеме
атмосферной сушки с замкнутой циркуляцией
газа. Для целей атмосферной сублимационной
сушки этот процесс находит ограниченное
применение. Это объясняется крайне низким
влагосодержанием паровоздушной среды при
отрицательных температурах, а следовательно,
очень большим удельным расходом сухого
воздуха: более 600 кг/кг (испаряемой влаги). В
результате энергетические затраты, обуслов-
ленные необходимостью прокачивать, охлаж-
дать и подогревать большое количество возду-
Рис. 5.4.10. Схема установки для проведения непрерывного процесса сублимационной очистки:
1 - калорифер; 2 - сублиматор, 3 - сепаратор, 4 - фильтр; 5 - десублиматор ящичного типа; 6 - циклон
562 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРО ДИФФУЗИОННЫХ ПРОЦЕССОВ
ха, могут превышать эксплутационные затраты
при вакуумной сублимационной сушке. Кроме
того, возникает необходимость включения в
схему устройств для улавливания инея, обра-
зующегося при атмосферной десублимации,
что приводит к усложнению установки и росту
ее габаритных размеров, которые так же, как и
эксплутационные расходы резко возрастают
при понижении рабочей температуры продук-
та. Тем не менее, стоимость оборудования для
атмосферной сублимационной сушки часто
оказывается меньше, чем при вакуумной. Этим
объясняются известные случаи применения
атмосферной сублимационной сушки на прак-
тике.
Схема установки для проведения непре-
рывного процесса сублимационной очистки
показана на рис. 5.4.10. Предварительно из-
мельченный исходный продукт поступает в
сублиматор 2, куда подается также из калори-
фера подогретый инертный газ-носитель. В ре-
зультате смешения и нагрева продукт субли-
мируется, и полученная парогазовая смесь, ув-
лекающая некоторое количество нелетучих
примесей, поступает в сепаратор 3, в котором
отделяются нелетучие примеси. Для более тон-
кой очистки парогазовой смеси после сепара-
тора служит фильтр 4. Затем пары поступают в
десублиматор 5, в котором происходит кри-
сталлизация продукта из парогазовой фазы.
Продукт выделяется как на стенках аппарата,
так и в его объеме. Для улавливания продукта,
выделенного в объеме, используется циклон 6.
Полученный продукт - сублимат - выгружает-
ся из десублиматора и циклона, а газ-носитель
направляется в калорифер.
Глава 5.5
ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ
И ЭЛЕКТРОДИФФУЗИОННЫХ
ПРОЦЕССОВ
5.5.1. АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА,
УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
Мембрана - тонкая пленка, пронизанная
огромным количеством пор. В объеме пленки
поры составляют до 80 %.
Первое поколение отечественных поли-
мерных мембран разработано более 20 лет на-
зад на основе ацетатов целлюлозы. Недоста-
точная химическая стойкость, подверженность
микробиологическому воздействию, малая ме-
ханическая прочность ограничила область
применения мембран этого класса. Использо-
вание для получения мембран полимеров с по-
вышенными показателями химической и тер-
мической стойкости (полиамидов, полисуль-
фонамидов, фторопластов, кремнийсодержа-
щих сополимеров) позволило получить мем-
браны, имеющие высокие показатели селек-
тивности и проницаемости и отличающиеся
более широкой сферой применения [7, 9].
В последнее время появились металличе-
ские (стальные, серебряные, золотые, титано-
вые), стеклянные, углеродные и другие неорга-
нические мембраны, в числе которых керами-
ческие мембраны третьего поколения. Благо-
даря более высокой термической, механиче-
ской, химической и биологической стойкости и
возможности регенерации «жесткими» режи-
мами (в отдельных случаях - выжиганием) они
все шире применяются для очистки жидкостей
и газов в биотехнологии, пищевой, фармацев-
тической, химической, металлургической и
других отраслях промышленности [43].
Движущей силой мембранного процесса
разделения могут быть градиенты давления,
концентрации или электрического потенциала.
Ниже рассматриваются только процессы, осу-
ществляемые под действием разности давле-
ний - баромембранные процессы.
Между размером пор и градиентом дав-
ления существует определенная взаимосвязь:
уменьшение размера пор в мембране, приво-
дящее к способности задерживать более мел-
кие частицы, обусловливает необходимость
использования все более высокого давления
(табл. 5.5.1).
5.5.1. Классификация баромембранных
процессов
Процесс Размер пор, мкм Давле- ние, МПа
Микрофильтрация 0,02...10 0,01...0,2
Ультрафильтрация 0,001...0,02 0,2...1,0
Нанофильтрация 0,001...0,01 0,3...1,6
Обратный осмос 0,0001...0,001 1,0...25,0
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
563
Микрофильтрация - мембранный про-
цесс, применяемый для отделения от раствора
крупных коллоидных частиц или взвешенных
микрочастиц. Его используют для концентри-
рования тонких суспензий (например, латек-
сов), осветления (удаления взвешенных ве-
ществ) различных растворов, очистки сточных
и природных вод.
Ультрафильтрация - процесс мембран-
ного разделения растворов высокомолекуляр-
ных и низкомолекулярных соединений, а также
фракционирования и концентрирования высо-
комолекулярных соединений. Ультрафильтра-
цию обычно используют для разделения сис-
тем, в которых молекулярная масса растворен-
ных компонентов намного больше молекуляр-
ной массы растворителя.
Обратный осмос - процесс фильтрации
растворов под давлением, превышающим ос-
мотическое, через мембраны, пропускающие
растворитель и задерживающие молекулы и
ионы растворенных веществ. В основе этого
метода лежит явление осмоса - самопроиз-
вольного перехода растворителя через полу-
проницаемую перегородку в раствор. Давле-
ние, при котором наступает равновесие, назы-
вается осмотическим. Если со стороны раство-
ра приложить давление, превышающее осмо-
тическое, то перенос растворителя будет осу-
ществляться в обратном направлении - обрат-
ный осмос. Обратный осмос - метод опресне-
ния и обессоливания воды, широко используе-
мый в энергетике, в медицинской, пищевой,
химической промышленности, а также для
улучшения качества технической и питьевой
воды. Исключительный интерес представляет
применение обратного осмоса для очистки
промышленных и бытовых стоков.
Нанофильтрация занимает промежу-
точное положение между ультрафильтрацией и
обратным осмосом и характеризуется малой
задерживающей способностью (селективно-
стью) по солям с одновалентными анионами и
органическими соединениями и высокой - по
солям с двух- и поливалентными анионами и
органическими соединениями. Широкое при-
менение нанофильтрация находит в питьевом
водоснабжении для умягчения и частичного
обессоливания жестких и солоноватых вод.
Основными характеристиками мембран
[64] являются средний диаметр пор <Уср,
селективность ф и удельная производитель-
ность G.
Средний диаметр пор,, нм,
J 810-58б
^ср ~ 20 I ,
у1,5Ю3-60П
(5.5.1)
где 8 - числовая постоянная в законе Пуазейля;
110"5 - динамическая вязкость воды при тем-
пературе 20,5 °C, г с/см\ 5 - толщина испы-
туемого образца мембраны, см; Q - производи-
тельность испытуемого образца мембраны,
см3/(см2мин); П - пористость, характеризую-
щая объем пустот в мембране; 1,5-103 - давле-
ние (в момент испытания на производитель-
ность), г/см2.
Селективность ф (%) характеризует сте-
пень задержания растворенных веществ:
ф=^1юо= 1-^- 100,
х, I *1 J
(5.6.2)
где Xj и %2 ~ концентрации растворенного
вещества соответственно в исходной смеси и в
фильтрате.
При разделении ультрафильтрацией ве-
личину ф часто называют коэффициентом за-
держания при нанофильтрации и обратном ос-
мосе - солезадержанием.
Удельная производительность (прони-
цаемость), л/(м2ч),
G = K/(Ft), (5.5.3)
где И - объем (или масса) фильтрата, л; т -
время фильтрации, ч; F - рабочая площадь по-
верхности мембраны, м2.
Аппараты для баромембранных про-
цессов. Большинство процессов мембранного
разделения - обратный осмос, нано-, ультра-
фильтрация - осуществляются в режиме тан-
генциальной фильтрации. В этом случае разде-
ляемую среду подают параллельно рабочему
слою мембраны. Под действием разности дав-
лений происходит разделение исходного пото-
ка на две части: раствор,' прошедший через
мембрану, - фильтрат (пермеат) и раствор, за-
держанный мембраной, - концентрат (ретен-
тат), который содержит ионы, молекулы и их
ассоциаты, твердые частицы, бактерии. По-
скольку разделяемая среда подается вдоль по-
верхности мембраны, то только часть загрязне-
ний, задержанных мембраной веществ накап-
ливается на ее поверхности, что удерживает
564 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
значение удельной производительности на оп-
ределенном уровне [7, 71].
Часть процессов мембранного разделе-
ния - микро-, ультрафильтрация - может осу-
ществляться в режиме тупиковой фильтрации,
при которой подающийся на мембрану поток
перпендикулярен ее поверхности. Под дейст-
вием перепада давлений жидкость проходит
через поры мембраны, а микрочастицы задер-
живаются, при этом происходит их накопление
с образованием слоя отложений на поверхно-
сти мембраны. Толщина этого слоя возрастает
со временем фильтрации, поэтому с увеличе-
нием его толщины уменьшается удельная про-
изводительность мембраны [33].
Основным узлом установок для про-
цессов мембранного разделения является
мембранный аппарат, который включает на-
порный или безнапорный корпус со штуцера-
ми, мембранный элемент и систему подвода и
отвода основных потоков.
Напорные корпусы аппаратов изготовля-
ют из коррозионно-стойкой стали или стекло-
пластиков и должны выдерживать давление до
10 МПа. Безнапорные корпусы предназначены
для сбора фильтрата и защиты его от загрязне-
ний и рассчитываются на работу под давлени-
ем не выше 0,2 МПа. Их изготовляют из сопо-
лимера АБС, ударопрочного полистирола, по-
ливинилхлорида, ацетобутирата целлюлозы и
др. При особых требованиях к коррозионной
стойкости или чистоте фильтрата корпусы из-
готовляют из коррозионно-стойкой стали.
Система подвода и распределения разде-
ляемых систем в аппаратах должна обеспечи-
вать хорошие гидродинамические условия для
разделения, отсутствие застойных зон, турбу-
лизацию потока и предотвращение отложения
осадков на поверхности мембран.
Аппараты для баромембранных процес-
сов подразделяют на несколько типов в зави-
симости от используемого мембранного фильт-
рующего элемента и от режима фильтрации:
для процесса микро-, ультрафильтрации в
тупиковом режиме - патронного (картриджно-
го) типа;
для мембранных процессов (микро-,
ультра-, нанофильтрации и обратного осмоса) в
режиме тангенциальной фильтрации - с пло-
скими мембранными элементами, трубчатыми
мембранными элементами, мембранными эле-
ментами рулонного типа и в виде полых воло-
кон.
Аппараты патронного (картриджного)
типа. Мембранная фильтрация в тупиковом
режиме осуществляется, как правило, с исполь-
зованием фильтр-патронов (рис. 5.5.1). Внутри
корпуса патрон фиксируется при помощи спе-
циальных прокладок или колец. Жидкость,
подлежащая фильтрации, подается в патрон,
проходит через складчатую мембрану к центру
и выходит через отвод в нижней части устрой-
ства. В фильтровальной установке патроны
можно соединять последовательно или парал-
лельно. Мембраны для фильтр-патронов изго-
товляют из эфиров целлюлозы, политетрафтор-
этилена (тефлона), фторопласта, нейлона, ак-
рила и др. Существует большое число самых
разнообразных конструкций корпусов для па-
тронных фильтров. Мембранные модули па-
тронного типа могут отличаться конструкция-
ми, материалами и уплотнениями, которыми
патрон удерживается в корпусе [7].
Среди отечественных изготовителей ап-
паратов патронного типа следует отметить:
ЗАО НТЦ «Владипор» (г. Владимир), ООО
«ЭКСПРЕСС - ЭКО» (г. Обнинск), НПП
«БИОТЕХПРОГРЕСС» (г. Кириши, Ленин-
градской области). Зарубежными фирмами яв-
ляются Палл (США), Сарториус (Германия),
Кюно (Япония), Домник (Великобритания),
Миллипор (США).
Воздушный
клапан
Рис. 5.5.1. Схема фильтр-патрона
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
565
Аппараты с плоскими мембранными эле-
ментами. В аппаратах этого типа используют-
ся листовые (пленочные) мембраны, которые
собираются по аналогии с фильтр-прессом, по-
этому их часто называют аппаратами фильтр-
прессного типа.
Мембранный элемент состоит из плоских
(листовых) мембран, уложенных по обе сторо-
ны плоского пористого делителя - дренажа.
Расстояние между соседними мембранами -
канал, по которому проходит исходный рас-
твор, обычно составляет 0,5...5 мм. Разделяе-
мый раствор, проходя последовательно между
всеми мембранными элементами, концентри-
руется и выводится из аппарата. Часть исход-
ного раствора, прошедшая через мембрану в
дренаж, образует пермеат.
Аппараты с плоскими мембранными эле-
ментами выпускают в различных модификаци-
ях: корпусные и бескорпусные, с центральным
и периферийным выводом пермеата, с общим
отводом пермеата либо отдельно из каждого
элемента. По форме мембранные элементы из-
готовляют круглыми (эллиптическими) и пря-
моугольными (квадратными). Форма элементов
существенно влияет на организацию потока
разделяемого раствора над поверхностью мем-
бран и на характеристики процесса разделения
[8].
В бескорпусном аппарате типа фильтр-
пресса используется плоский элемент типа
«сэндвич» (рис. 5.5.2, а): две мембраны 4 уло-
жены по обе стороны гонкой опорной рамы 3.
между мембраной и пластиной находится по-
ристый материал - дренаж 6, служащий для
отвода пермеата. Набор таких элементов пря-
моугольного сечения (от нескольких до сотен
штук в зависимости от производительности),
разделенных по периферии тонкими проклад-
ками 1 (рис 5 5,2, б), стягивается также по пе-
риферии болтами 4 между двумя плоскими
прижимными фланцами 3. Схема ввода исход-
ного потока предусматривает последователь-
ное и, по возможности, равномерное прохож-
дение исходного раствора над мембранами в
напорной камере. Под действием рабочего дав-
ления часть воды фильтруется через мембраны
и по дренажу подводиться к отверстию в опор-
ной пластине и выводится из аппарата. Высота
напорной камеры, по которой течет исходная
вода-концентрат, определяется толщиной про-
кладок (обычно 0,5...! мм). В напорных каме-
рах между «сэндвичами» укладываются капро-
новые сетки, турбулизирующие поток [21,26].
Аппараты фирмы ДДС (Дания) являются
наиболее распространенной конструкцией
фильтр-прессного типа (рис. 5.5,3). Они пред-
ставляют собой набор круглых в плане с цен-
тральным отверстием фильтрующих элементов
/, каждый из которых включает две мембраны
2, расположенные на опорной пластине 3,
обеспечивающей сбор и отвод фильтрата из
аппарата. Между фильтрующими элементами
расположен разделительный диск 4. имеющий
Рис. 5.5.2. Бескорпусной аппарат типа фильтр-пресса:
а - плоский элемент типа «сэндвич»; / - уплотнительные резиновые прокладки, 2 - переточная щель; 3 - кор-
пус рамки; 4 - мембрана; 5 - штуцера для отвода фильтрата; б - дренаж; б - общий вид аппарата; / - раздели-
тельный элемент; 2- герметизирующая прокладка, 3 - прижимные фланцы, 4 - шпильки с зажимными болта-
ми; 5 - соединительные трубки; б - коллекторы для сбора фильтрата
566 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРО ДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.3. Фильтр-прессный
обратноосмотический аппарат фирмы ДДС
(Дания):
1- исходная вода; //-обессоленная вода;
///- концентрат
утолщения по контуру и около центрального
отверстия, обеспечивающие герметизацию на-
порной камеры при сборке аппарата. В разде-
лительном диске предусмотрены отверстия и
желобки для равномерного распределения по-
тока обессоливаемой воды вдоль поверхности
мембран. Фильтрующие и распределительные
элементы в пакете сживаются между двумя
круглыми фланцами 5 и с помощью централь-
ного стяжного болта 6. Фильтрат от каждой
напорной пластины отводится индивидуальной
полимерной трубочкой 7 в общий коллектор 8.
Аппараты фирмы ДДС предназначены
для работы при давлении до 2 МПа с раствора-
ми,-имеющими значение pH 0...14 и темпера-
туру до 100 °C. В зависимости от числа мем-
бранных элементов площадь поверхности мем-
бран в одном аппарате составляет 4.5; 9; 18; 27
и 42 м2.
В аппарате, разработанном в ЗАО «Мем-
браны», фильтрующий элемент состоит из
двух мембранных полотен / (рис. 5.5.4, а), ме-
жду которыми вложен дренажный материал 2,
создающей канал для сбора пермеата через от-
верстие 3. Делители 4 (рис. 5.5.4, б) выполнены
из полиэтилена высокого давления и конструк-
Исходный раствор
в)
Рис. 5.5.4. Обратноосмотический аппарат ЗАО «Мембраны»:
а - фильтрующий элемент; б - делители; в - общий вид аппарата, / - мембрана, 2 - дренаж; 3 - отверстие
для отвода пермеата; 4 - делители, 5 - фильтрующий элемент; 6 - шпильки с гайками; 7 - опорные пластины;
8 - трубка для отвода пермеата
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
567
тивно изготовлены так, что фильтрующий эле-
мент 5, зажатый между двумя делителями 4,
омывается с двух сторон рабочим раствором.
Под действием рабочего давления часть потока
проходит через мембрану и по дренажному ка-
налу собирается в пермеатотводящую трубку 8
и выводится из аппарата.
Мембранный аппарат (рис. 5.5.4, в) наби-
рается из 50 - 70 делителей 4, последовательно
чередующихся с фильтрующими элементами.
Аппарат может работать в широком диапазоне
pH (0...14), при температуре до 45 °C и давле-
нии до 1 МПа и широко используется для мик-
ро-, ультрафильтрации агрессивных сред (тра-
вильных растворов и электролитов). Площадь
поверхности мембраны в одном аппарате
до 3 м2.
Для аппаратов с плоскими мембранами
производительность установки обычно не пре-
вышает 8 м3/ч. Дальнейшее увеличение произ-
водительности плоскорамного модуля связано
с конструктивными трудностями (равномерно-
стью затягивания стяжных болтов, короблени-
ем пластин).
Положительной особенностью плоскопа-
раллельных элементов является простота кон-
структивных решений. К основным недостат-
кам относятся: использование ручных опера-
ций при сборке и разборке, высокая металло-
емкость, низкая плотность укладки мембран в
единице объема, сложность герметизации от-
дельных узлов.
Аппараты с трубчатыми мембранными
элементами. Трубчатые мембранные элементы
делятся на три типа [21] в зависимости от по-
дачи разделяемой среды: 1) внутрь трубки
мембранного элемента; 2) снаружи трубки
мембранного элемента; 3) одновременно
внутрь и снаружи трубки мембранного элемен-
та.
В элементах с подачей разделяемой сре-
ды внутрь трубки мембрана расположена на
внутренней поверхности и работает на растя-
жение, при этом корпус аппарата безнапорный.
Такие аппараты имеют небольшую металлоем-
кость, мембраны работают в благоприятных
гидродинамических условиях за счет равно-
мерности потока раствора во всех точках ее
поверхности, гидродинамическое сопротивле-
ние потоку фильтрата в них незначительное,
возможна механическая очистка таких аппара-
тов без разборки.
Элементы второго типа представляют со-
бой трубки или стержни с нанесенными на на-
ружную поверхность мембранами. Эти элемен-
ты имеют ббльшую плотность укладки, чем
элементы первого типа, так как могут иметь
малый диаметр. При этом не требуется высокая
точность диаметра опорной поверхности кар-
каса и возможен визуальный контроль процес-
са формования мембраны на поверхности
трубки.
Элементы с подачей разделяемых сред
внутрь и снаружи трубки одновременно не на-
шли широкого практического применения из-
за сложности конструкции (особенно вследст-
вие уплотнения торцов элементов), а также
вследствие значительного гидравлического со-
противления из-за большой длины каналов для
отвода фильтрата в продольном направлении.
Выбор материала и способа изготовления
опорных каркасов осуществляется в соответст-
вии с конкретными условиями его применения
(pH среды, температуры, требуемого качества
фильтрата, давления при разделении и т.д.).
Наиболее распространенными в настоящее
время являются каркасы на основе стеклопла-
стиков. Диаметр трубки в таких элементах
6...25 мм [69].
Трубчатые микро-, ультрафильтры типа
БТМ (БТУ) 05/2 разработаны в России (ЗАО
НТЦ «Владипор», г. Владимир). Блок трубча-
тый ультрафильтрационный БТУ 0,5/2 (рис.
5.5.5) представляет собой семь плотно уложен-
ных параллельно друг другу трубчатых эле-
ментов, каждый из которых состоит из мем-
браны 2 и дренажного каркаса 1. Дренажный
каркас изготовляют из открытопористой пла-
стиковой трубки, являющейся опорой для мем-
бранного элемента и обеспечивающего отвод
пермеата и микропористой подложки. Полу-
проницаемая мембрана 2 наносится на внут-
реннюю поверхность дренажного каркаса. Тип
используемой мембраны - на основе ацетата
целлюлозы, фторопласта, ароматического по-
лисульфонамида, поливинилхлорида, поли-
амида. Оба конца трубок залиты в обоймы 3 из
отвержденной смолы.
Аппарат с трубчатым мембранным эле-
ментом, разработанный в ЗАО «Мембраны»,
показан на рис. 5.5.6. Трубчатый мембранный
блок 1 герметично размещается в безнапорном
корпусе 2. Соединение аппаратов осуществля-
ется с помощью калачей 3. Длина элемента со-
ставляет 2 м, диаметр обоймы 60 мм, общая
568 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.5. Трубчатый мембранный фильтр типа
БТУ 05/2:
1 - дренажный каркас;
2 - полупроницаемая мембрана; 3 — обойма
Рис. 5.5.6. Аппарат с трубчатыми
ультрафильтрами ЗАО «Мембраны»
площадь фильтрующей поверхности 0,5 м2,
внутренний диаметр трубок 13,2 мм, рабочее
давление фильтрации 0,1...0,6 МПа, темпера-
тура до 60 °C [69].
Фирма KOCH/ABCOR (США) выпускает
ультрафильтрационные трубчатые элементы, с
внутренним нанесением мембраны с трубками
диаметром 12,7...25,4 мм, длиной 1,5 м и 2,8 м.
В фильтрующих аппаратах трубки соединены
параллельно-последовательно в количестве,
обеспечивающем необходимую производи-
тельность. Внешний каркас ультрафильтраци-
онных трубок выполнен из пористого плетено-
го материала. Рабочее давление фильтрации
0,1...0,6 МПа, температура 50...60 °C. В по-
следнее время фирма перешла на выпуск мно-
готрубчатых систем с 7 или 19 мембранными
каналами, вмонтированными в один корпус.
Трубчатые аппараты оснащают разными ульт-
ра- и микрофильтрационными мембранами,
преимущественно из поливинилиденфторида и
полисульфона.
Трубчатые фильтрующие мембранные
аппараты, выпускаемые фирмой Нитто Денко
(Япония) могут использоваться как для ульт-
рафильтрации. так и для обратноосмотического
концентрирования. Конструкция этих уст-
ройств аналогична описанной выше и отлича-
ется только количеством и диаметром фильт-
рующих трубок.
Для уменьшения количества разъемных
соединений фирма Филко Форд (США) ис-
пользует в мембранных аппаратах длинные
трубчатые мембранные элементы. Элементы в
виде оплетенных рукавов длиной в несколько
десятков метров наматывают на катушку мно-
гослойной спиралью, имеющей разделитель-
ные перегородки, и укладывают в безнапорный
кожух. На концах трубчатого мембранного
элемента закрепляют штуцера для подачи раз-
деляемого раствора и вывода концентрата.
В последние годы в промышленности на-
ходят широкое применение ультрафильтраци-
онные модули, представляющие собой трубча-
тые элементы диаметром преимущественно
6 мм, изготовленные из порошковых материа-
лов. Внутреннюю поверхность покрывают ок-
сидом циркония или другого неорганического
материала, выполняющего роль микропористо-
го фильтрующего слоя. Выпускаются аппараты
трубчатого типа или в виде профилированных
труб.
Фильтрующие аппараты фирмы Имека-
Жетеви (Франция) имеют вертикальное распо-
ложение трубчатых элементов. Поток фильт-
руемого раствора в этих аппаратах движется
сверху вниз. Аппараты имеют профилирован-
ные трубы длиной 0,85 м со сквозными по всей
длине каналами диаметром 4 мм. Такие профи-
лированные трубы монтируют в герметичные
корпуса из коррозионно-стойкой стали для
создания ультрафильтрационных модулей.
Фирма Имека-Жетеви выпускает модули трех
видов: в виде одного трубчатого элемента с
площадью рабочей поверхностью фильтрации
0,2 м2; с семью профилированными трубами с
площадью рабочей поверхностью 1,4 м2; с
19-профилированными трубами с площадью
поверхности фильтрации 3,8 м2.
Аналогичные аппараты изготовляют
фирмы Церавар и Сфек (Франция), отличаю-
щиеся от трубчатых элементов фирмы Имека-
Жетеви внутренним диаметром.
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
569
Сравнительно короткий срок службы
трубчатых мембранных элементов определяет
главное требование, предъявляемое к аппара-
там, - легкость их замены и надежная гермети-
зация. Преимуществами трубчатых раздели-
тельных элементов являются: возможность их
использования для разделения систем, содер-
жащих взвешенные частицы; невысокие требо-
вания к предварительной очистке разделяемых
систем; возможность предотвращения образо-
вания осадка в процессе разделения и легкость
очистки поверхности мембран от осадков. К
недостаткам относятся низкая плотность пло-
щади мембран в единице объема аппарата и
высокие затраты электроэнергии на осуществ-
ление процесса.
Аппараты с рулонными мембранными
элементами. Аппарат с рулонными мембран-
ными элементами включает напорный корпус
со штуцерами для подключения линий разде-
ляемой системы и ее компонентов и непосред-
ственно мембранный рулонный разделитель-
ный элемент. Конструкция рулонного элемента
должна обеспечивать хорошие гидродинами-
ческие условия для разделения, отсутствие за-
стойных зон, турбулизацию потока и предот-
вращение отложения осадков на поверхности
мембран [21, 33].
Наиболее широкое промышленное при-
менение нашли рулонные мембранные элемен-
ты с несколькими пакетами И одной пермеат-
отводящей трубкой (рис. 5.5.7). Дренажный
материал 2 размещается между двумя полу-
проницаемыми мембранами 1. Каждый пакет
склеен по трем сторонам периферии, а четвер-
тая открытая сторона прикрепляется дренажем
к перфорированной трубке 4 для отвода пер-
меата. Между пакетами прокладывают разде-
лительные капроновые сетки-турбулизаторы 3.
Пакеты и сетки свернуты вокруг трубки в ру-
лон. В получившемся элементе напорные кана-
лы образованы капроновой сеткой-турбулиза-
тором и открыты с торцов элемента. Высота
канала зависит от толщины сетки, а его гид-
равлическое сопротивление при заданном рас-
ходе исходной воды определяется плотностью
сетки (числом нитей на 1 см длины) и спосо-
бом плетения.
Фирма Торей (Япония) разработала кон-
струкцию рулонного элемента с боковым вхо-
дом исходного потока (рис. 5.5.8), подаваемого
на внешнюю поверхность рулонного элемента
и движущегося по турбулизатору-разделителю
7 по спирали к центру элемента. Часть обраба-
Рис. 5.5.7. Рулонный мембранный элемент:
7 - мембраны; 2 - дренаж; 3 - разделительная сетка в
напорном канале; 4 - центральная трубка для отвода
пермеата; 5 - исходная вода; 6 - поток пермеата;
7 - выход концентрата
Рис. 5.5.8. Рулонный элемент фирмы Торей:
7 - разделительная сетка, 2 - мембрана; 3 - дренаж;
4 - слой клея, герметизирующий торцовую сторону
элемента; 5 - подача исходной воды; 6 - манжета,
герметизирующая зазор между рулоном и корпусом
модуля; 7- выход концентрата, 8 - выход пермеата
тываемой воды отводится через торец рулон-
ного элемента. Фильтрат поступает по дренажу
3 к центральной водоотводящей трубке. В та-
ком рулонном элементе отсутствует опасность
сдвига слоев мембран.
Для стабильной работы рулонного эле-
мента при низких скоростях потока над мем-
браной ЗАО «Мембраны» разработало конст-
рукцию мембранного элемента, схема которого
показана на рис. 5.5.9. Мембранный рулонный
элемент содержит пакет из двух мембран 7 и 2,
между которыми размещено дренажное полот-
но 3, сепаратор и фильтратотводящая трубка 5.
Сепаратор состоит из сетки-турбулизатора 6,
на поверхности которой выполнены попереч-
570 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.9. Мембранный рулонный элемент
ЗАО «Мембраны»
ные перегородки 4, образующие каналы дви-
жения рабочего раствора перпендикулярно
фильтратотводящей трубке 5. Поперечные пе-
регородки располагаются в шахматном поряд-
ке по ходу движения рабочего раствора. Пакет
загерметизирован по трем сторонам, а четвер-
той присоединен к фильтратотводящей трубке
5 и намотан вокруг нее по спирали с разме-
щенным между витками сепаратором.
Рулонные элементы чаще всего изготов-
ляют длиной около 1000 мм, диаметром 100 и
200 мм. Плотность упаковки мембран в рулон-
ных элементах 800...900 м2/м3. Основные фир-
мы, выпускаеющие мембранные рулонные
элементы, Нитто Денко, Торей (Япония), Дю-
пон, Гидронавтик, Филмтек (США) имеют
принципиально одинаковые конструкции, но
несколько отличаются площадью рабочей по-
верхности мембран. В России рулонные обрат-
ноосмотические элементы выпускаются ЗАО
НТЦ «Владипор».
Аппарат может включать несколько ру-
лонных мембранных элементов до шести штук.
Элементы 1 последовательно, один за другим
вставляются в корпус-трубку 2 из металла или
стеклопластика (рис. 5.5.10), рассчитанный на
необходимое рабочее давление. Диаметр эле-
мента лишь немного (на 2...4 мм) меньше
внутреннего диаметра корпуса. Этот зазор гер-
метизируется специальной манжетой, чтобы
весь поток исходной воды направлялся внутрь
рулона. Центральные трубки для отвода пер-
меата также герметизируются при сочленении
соседних элементов в модуле.
В ЗАО «Мембраны» разработаны и более
15 лет эксплуатируются аппараты с рулонными
мембранными элементами, работающие при
низком (до 2 МПа) и высоком (до 6 МПа) дав-
лении. Первый тип аппаратов используется для
проведения процессов микро-, ультра- и нано-
фильтрации, второй - для обратноосмотиче-
ского разделения.
Аппараты с рулонными мембранными
элементами имеют высокую плотность упаков-
ки мембран до 900 м2/ м3 и малую металлоем-
кость, они просты в эксплуатации, монтаже и
легко заменяемы. Недостатком этих аппаратов
являются необходимость предварительной
фильтрации исходного раствора перед подачей
в аппарат.
Аппараты с полыми волокнами. Аппара-
ты с полыми волокнами нашли широкое при-
менение для разделения растворов ультра-
фильтрацией и обратным осмосом. Схема ап-
парата с полыми волокнами показана на рис.
5.5.11 [69].
Мембраны в виде полых волокон для об-
ратного осмоса обычно имеют наружный диа-
метр 45...200 мкм и толщину стенки 10...
50 мкм, а для ультрафильтрации соответствен-
но 200.. .1000 и 50.. .200 мкм. При таких разме-
рах обеспечивается необходимая прочность
волокон под действием рабочих давлений, ис-
пользуемых при обратном осмосе и ультра-
фильтрации (соответственно до 10 и 1 МПа).
Аппараты с полыми волокнами различа-
ются по способу их расположения [6, 21].
В аппарате с параллельным расположе-
нием полых волокон и с движением разделяе-
мого раствора вдоль их наружной поверхности
в корпус 1 установлен пучок полых волокон 5
(рис. 5.5.12), собранный с помощью спирально
навитой нити 4, которая одновременно обеспе-
чивает необходимый зазор между отдельными
волокнами, что улучшает распределение разде-
ляемого раствора в пучке.
Рис. 5.5.10. Аппарат с рулонными мембранными элементами:
1 - рулонный мембранный элемент; 2 - корпус аппарата
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
571
а/
§ IV II
Рис. 5.5.11. Схема аппарата с полыми волокнами:
I- концентрат; II- фильтрат; III- ввод для мойки;
IV- исходный поток
Рис. 5.5.12. Схема аппарата с одним пучком
полых волокон:
1 - пермеат; //-исходный поток; ///-концентрат
Аппараты с цилиндрическими мембран-
ными элементами комплектуются мембранны-
ми элементами 2, собранными в корпусе / в
секции, разделенные отражательными перего-
родками 3, которые совместно с сердечником 4
обеспечивают последовательное прохождение
разделяемым раствором всех цилиндрических
мембранных элементов (рис. 5.5.13). Разделяе-
мый раствор, поступающий в кольцевой зазор
между корпусом / и мембранными элементами
2, движется вдоль полых волокон 5 сначала к
продольной оси аппарата, на которой располо-
жен сердечник 4, а затем от центра к стенке
аппарата.
Аппараты с цилиндрическими мембран-
ными элементами используют для создания ус-
тановок большой производительности. Недос-
татки этих аппаратов - необходимость замены
всей секции при выходе из строя одного из
мембранных элементов, большие потери рабо-
чего давления при движении разделяемого рас-
твора по полым волокнам (так как используют-
Рис. 5.5.13. Схема аппарата с цилиндрическими
мембранными элементами в виде полых волокон
с подачей разделяемого раствора на внешнюю
поверхность волокна:
/ - корпус; 2 - мембранный элемент; 3 - отражатель-
ная перегородка; 4 - сердечник; 5 - полое волокно,
/ - концентрат; //- пермеат; /// - исходный поток
ся полые волокна большой длины). При разра-
ботке аппаратов с цилиндрическими мембра-
нами большие трудности вызывает создание
простой и надежной системы герметизации по-
лых волокон в мембранных элементах и самих
мембранных элементов в корпусе.
Аппараты с U-образным расположением
полых волокон просты в изготовлении и сбор-
ке, удобны в монтаже и эксплуатации, имеют
низкую материалоемкость (рис. 5.5.14). Откры-
тые концы U-образного пучка 2 полых волокон
длиной 1,5...2 м склеивают эпоксидной смолой
в шайбе 3. Среди основных недостатков таких
аппаратов следует отметить довольно сложную
систему герметизации и уменьшение (на
5... 10 %) площади рабочей поверхности воло-
кон при вклеивании их в шайбу 3. Последнее
572 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРО ДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.14. Схема аппаратов с U-образными мембранными элементами в виде полых волокон:
1 - III - см рис. 5 5.13
обусловлено тем, что шайба должна выдержи-
вать воздействие высокого давления и поэтому
имеет большую толщину.
Аппараты с полыми волокнами просты по
устройству, технологичны в изготовлении; они
легко собираются и удобны в эксплуатации. В
этих аппаратах вследствие малых диаметров
волокон обеспечивается очень высокая удель-
ная площадь поверхности мембран (20...
30 тыс.м2/м3). Поэтому они нашли широкое
применение в крупнотоннажных химических
производствах, в производстве особо чистой
воды, в пищевой промышленности и т.д. Одна-
ко при эксплуатации этих аппаратов предъяв-
ляют повышенные требования к предваритель-
ной очистке разделяемых растворов от взвесей.
В случае выхода из стоя части полых волокон
приходится заменять весь пучок полых воло-
кон.
Мембранные аппараты на основе полых
волокон производят фирмы Амикон и Ромикон
(США), Нитто (Япония) и др. В нашей стране
ультрафильтрационные аппараты на основе
полисульфоновых полых волокон выпускаются
ГП ВНИИПВ (г.Мытищи).
Типовые схемы баромембранных про-
цессов [33]. Установки для проведения баро-
мембранных процессов включают комплекс
устройств и технических средств, обеспечи-
вающих процесс мембранного разделения. В
него входят; мембранный модуль и вспомога-
тельное оборудование. Мембранный модуль
представляет собой систему аппаратов, ком-
пактно уложенных в определенном геометри-
ческом порядке, объединенных единой гидрав-
лической схемой и обеспечивающих заданную
производительность мембранной установки.
Для удобства обслуживания установки боль-
шой производительности ее модуль может
разделяться на несколько автономных секций
или блоков.
Вспомогательное оборудование включа-
ет:
насосное оборудование для проведения
как основного процесса мембранном разделе-
нии. так и вспомогательных операций, напри-
мер. химической или обратноточной промы-
вок;
емкости для приготовления растворов
химических реагентов (моющих, дезинфици-
рующих, консервирующих), обеспечивающих
стабильную работу мембранного модуля уста-
новки;
приборы контроля, измерения и автома-
тизации основных технологических показате-
лей баромембранного разделения (давления на
входе и выходе из мембранного модуля, тем-
пературы разделяемой среды, расхода основ-
ных потоков и др.);
теплообменники, фильтры, арматуру,
трубопроводы.
Полный расчет установок включает тех-
нологический, гидравлический и механический
расчеты. В ряде случаев, когда используются
системы подогрева или охлаждения растворов,
необходим также тепловой расчет. В ходе тех-
нологического расчета определяют необходи-
мую площадь поверхности мембран, жидкост-
ные потоки и их состав.
Цель гидравлического расчета - опреде-
ление гидравлического сопротивления аппара-
тов и арматуры, механического - обоснование
размеров элементов аппаратов и выбор арма-
туры для работы установки при соответствую-
щих давлениях. Тепловой расчет позволяет оп-
ределить необходимую площадь поверхности
теплообмена и расход тепло- или хладоносите-
лей.
АППАРАТЫ ДЛЯ ОБРАТНОГО ОСМОСА, УЛЬТРА- И МИКРОФИЛЬТРАЦИИ
573
Параметры мембранного процесса [64].
1. Коэффициент уменьшения объема -
величина, равная отношению расхода (объема)
исходной смеси Ки к расходу (объему) ретен-
тата Кр,
^уо = ^и/^р •
2. Коэффициент концентрирования одно-
го компонента раствора - величина, равная от-
ношению концентрации данного вещества в
ретентате Ср к концентрации его в исходной
смеси Си,
*к=Ср/Си.
Оба коэффициента идентичны, если все
компоненты полностью отфильтрованы и на-
ходятся в пермеате или ретентате.
3. Объем пермеата - количество пермеа-
та, отфильтрованного за единицу времени, л/ч.
4. Коэффициент (константа) проницаемо-
сти - количество вещества, проникающе-
го через единицу площади поверхности мем-
браны в единицу времени, на единицу движу-
щей силы, л/(м2ч-МПа). Коэффициент Kq
определяется опытным путем для конкретных
мембран и сред.
5. Удельная производительность мембра-
ны (пропускная способность) Q, л/(м2 ч), зави-
сит в первую очередь от трансмембранного
давления, и для жидкой фазы его можно пред-
ставить следующим выражением:
<?=л:с(р-л),
где р - рабочее давление над мембраной, МПа;
л - осмотическое давление раствора, МПа.
6. Средняя концентрация растворенного
вещества в пермеате при обратноосмотическом
разделении
Сф = си Q - к~к^^ )/(1 - кк-1/<₽),
где (р - наблюдаемая селективность мембраны.
Системы организации баромембранных
процессов. Системы с открытой циркуляцией
разделяемой среды (рис. 5.5.15, а) - простые
системы с наличием одного насоса, который
создает необходимое рабочее давление и ско-
рость потока над мембраной в модуле. Недос-
татком этой схемы является то, что любое из-
менение скорости, зависящей от вязкости раз-
деляемой среды, влияет на соотношение давле-
ний на входе и выходе из мембранного модуля.
Модифицированные системы с открытой
циркуляцией разделяемой среды отличаются
тем, что имеют клапан на выходе ретентата из
мембранного модуля, который регулирует ра-
бочее давление в системе.
Системы с закрытой циркуляцией разде-
ляемой среды (рис. 5.5.15. б) для оптимизации
скорости тангенциального потока и перепада
трансмембранного давления имеют два насоса,
один из которых является подпитывающим и
подает разделяемую среду из емкости в замк-
нутый цикл, обеспечивая в первую очередь
требуемое рабочее давление. Это позволяет без
особых энергозатрат достичь рабочих парамет-
ров в системе. Циркуляционный насос облада-
ет небольшой мощностью, однако при необхо-
димости можно получить требуемую скорость
потока в мембранном модуле, увеличивая его
подачу. Недостатком системы является быст-
рый рост концентрации в цикле ретентата, ко-
торый зависит от объема циркуляционного
контура.
Для уменьшения скорости нарастания
концентрации в циркулирующей через модуль
жидкости предусматривается слив определен-
ного количества разделяемого раствора из сис-
темы.
В системах полуоткрытого цикла перио-
дического процесса разделения (рис. 5.5.15, в)
предусмотрен возврат ретентата (10...20 %) в
емкость исходного раствора, что снижает и
обеспечивает выравнивание концентрации
компонентов в циркулирующей системе.
Системы полуоткрытого цикла непре-
рывного процесса разделения характеризуются
наличием постоянного отвода ретентата из
циркуляционного контура (рис. 5.5.15, г). В тех
случаях, когда необходимо достигнуть высо-
кой степени концентрирования, применяется
система полуоткрытого цикла непрерывного
производства. Эта система состоит из несколь-
ких каскадов, расположенных один за другим.
Ретентат, прошедший первую ступень, посту-
пает последовательно в следующие.
В процессе эксплуатации мембранных
установок происходит снижение производи-
тельности за счет загрязнения мембран. Для
восстановления производительности проводит-
ся периодическая химическая мойка мембран-
ных элементов.
Для увеличения времени работы установ-
ки между химическими мойками применяются:
574 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.15. Схемы систем организации барометрических процессов:
а - с открытой циркуляцией разделяемой среды; б- с закрытой циркуляцией разделяемой среды;
в - полуоткрытого цикла периодического процесса; г - полуоткрытого цикла непрерывного процесса разделения
периодическая гидравлическая промывка
мембранного модуля исходным потоком разде-
ляемой смеси: резкое увеличение скорости ис-
ходного потока над поверхностью мембраны,
вследствие чего происходит вынос загрязнений
из канала мембранного элемента. Для интен-
сификации этого процесса часто используется
одновременная подача в исходный поток воз-
духа (водовоздушная промывка);
обратноточная промывка для микро-,
ультрафильтрационных мембран, при этом
пермеат, поступающий импульсом в направле-
нии, обратном обычной фильтрации, разруша-
ет гель-слой на поверхности мембраны, что
увеличивает производительность пермеата.
5.5.2. АППАРАТЫ ДЛЯ ДИАЛИЗА
И ЭЛЕКТРОДИАЛИЗА
Мембрана способна пропускать один
компонент быстрее другого из-за различий фи-
зических и (или) химических свойств мембра-
ны и компонентов разделяемой смеси. Транс-
порт через мембрану является результатом
воздействия движущих сил на индивидуальный
компонент в исходной смеси. В общем случае
движущей силой переноса веществ через мем-
брану является разность химических потенциа-
лов Др. [43]. При этом поток вещества, про-
ходящего через мембрану,
I = KA[i, (5.5.4)
где К - коэффициент, учитывающий химиче-
скую природу материала мембраны, ее струк-
туру, геометрические характеристики и взаи-
модействие мембраны с разделяемой системой.
В конкретных случаях разделения жид-
ких и газовых смесей движущей силой процес-
сов может быть градиент давления Др, кон-
центрации ДС, электрического потенциала
ДС или температуры ДГ .
Диализ - процесс, в котором движущей
силой служит разность концентраций с разных
сторон гомогенной мембраны ДС .
Аппараты для диализа. Диализ предна-
значен для мембранного разделения коллоид-
ных систем и растворов, содержащих высоко-
молекулярные и низкомолекулярные соедине-
ния, за счет различной проницаемости мем-
бран для веществ с различной молекулярной
массой [10]. При постоянной толщине мембра-
ны процесс описывается уравнением
АППАРАТЫ ДЛЯ ДИАЛИЗА И ЭЛЕКТРОДИАЛИЗА
575
Q = Dd ЛАС, (5.5.5)
где Q - количество вещества, перенесенного за
единицу времени; А - площадь мембраны;
Dd - коэффициент диализа.
При диализе растворенные вещества под
действием градиента концентраций диффунди-
руют с одной стороны мембраны к другой, об-
разуя диализат. Разделение растворенных ве-
ществ достигается из-за разных скоростей их
переноса через мембрану, что обусловлено
различием молекулярного размера. Транспорт
вещества при диализе происходит вследствие
диффузии через непористые мембраны, и для
того, чтобы понизить сопротивление диффу-
зии, применяют мембраны, которые могут
сильно набухать.
Для водных систем используются гидро-
фильные полимерные материалы такие, как
ацетат целлюлозы, омыленные ацетат целлю-
лозы (регенерированная целлюлоза), поливи-
ниловый спирт, полиакриловая кислота, поли-
метилметакриалат, сополимеры этилена и ви-
нилацетата или этилена и винилового спирта, а
также более гидрофобные материалы, напри-
мер, поликарбонаты.
В большинстве случаев для разделения
растворов и коллоидных систем методом диа-
лиза используют разделительные аппараты
безопорного типа на основе полых волокон.
Электромембранные процессы. Основ-
ные методы электромембранной технологии:
электродиализ и мембранный электролиз.
Перспективы широкого внедрения этих мето-
дов для очистки и разделения различных рас-
творов связаны с экологической безопасностью
и энергетической эффективностью токовых
процессов [18, 19].
Основным фрагментом электромембран-
ных систем, представляющих пакет из поли-
мерных пленок и растворов электролитов меж-
ду электродами, являются синтетические заря-
женные полимерные пленки, так называемые,
ионообменные мембраны [24, 29].
Ионитовые мембраны представляют со-
бой полиэлектролиты, т.е. хорошо набухающие
пленки, несущие на полимерной матрице фик-
сированные положительные или отрицатель-
ные заряды. Высокая плотность этих зарядов
внутри макромолекулы создает пространствен-
ный заряд, который компенсируется эквива-
лентным числом зарядов противоположного
знака - противоионами [23, 24, 29].
Противоионы представляют собой ионы,
которые соединены с функциональной группой
для нейтрализации ее заряда (RSO3 Na+). Про-
тивоионы в окрестности пришитых, фиксиро-
ванных зарядов создают ионную атмосферу и
обеспечивают электронейтральность полимера.
Наложение на мембрану постоянного
электрического поля вызывает направленное
движение противоионов (электромиграцию).
Поэтому набухшая в воде или растворе иде-
альная мембрана является полиэлектролитом с
униполярной проводимостью в отличии от рас-
творов электролитов, в которых ток переносят
и катионы, и анионы.
Удельная электропроводность мембран
km сравнима с электропроводностью растворов
электролитов. Для разных структурных типов
мембран значение km изменяется от (1...2)10-4
до 21(Г2 (Ом см)"1 [29,40].
Другое электрохимическое свойство
мембран - селективность, т.е. избирательная
проницаемость ионов определенного знака в
электрическом поле. Высокая электропровод-
ность и идеальная селективность мембран - это
их основные транспортные свойства, обеспе-
чивающие высокую производительность элек-
тромембранного процесса разделения.
Первые ионитовые мембраны были изго-
товлены на основе сополимеризации стирола и
дивинилбензола, позволившей получить трех-
мерную матрицу, к которой пришивались ио-
ногенные группы разной природы. В качестве
фиксированных ионов для катионообменных
мембран используют группы: -SO3, -COO.
-РО3, НРО2, -AsO3 , -SeO3. Заряд этих групп
компенсируется положительными противоио-
нами. В анионообменных мембранах могут
быть привиты к матрице соответственно поло-
жительные фиксированные заряды: -NH3,
-RNH2, -R3N, -R3P, -RS. Заряд этих групп
компенсируется отрицательно заряженными
противоионами.
Природа фиксированных зарядов и про-
тивоионов существенно влияет на селектив-
ность и электрическую проводимость мембран.
Большинство промышленных катионообмен-
ных мембран содержат сульфогруппы, а анио-
нообменных - группы четвертичных аммоние-
вых оснований, например [~(CH3)3N+].
Электродиализные мембраны чаще всего
изготовляют на основе ионообменных смол из
полистирола, сшитого дивинилбензолом. Эти
материалы представляют собой полимерные
композиции гетерогенного типа, состоящие из
576 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
размолотой в пудру ионнообменной смолы
(60...65 % по массе) и инертных полимеров
(полиэтилена, поливинилхлорида и других до-
бавок), часто содержат армирующие волокна
для придания листу мембраны механической
прочности.
Основной тип ионообменных мембран,
применяемых при электродиализе в России, -
гетерогенные мембраны (серийные катионооб-
менные мембраны МК-40; анионообменные
мембраны МА-40, МА-41), производство кото-
рых было основано в г. Щекино (Московской
обл.). Кроме крупных серий по заказу изготов-
ляют изопористые мембраны МА-41 И и мак-
ропористые МА-41П (аналоги анионообмен-
ной мембраны МА-41), катионообменные мем-
браны МК-41.
В настоящее время на российском рынке
мембран для электродиализа появились гете-
рогенные мембраны марок МАК-1, МАК-2,
МАКУ-1, МАКУ-2, МКК-1, а также НМКК-1.
НМАК-1, НМАК-2 (ВНИИХТ, г. Москва).
Стремление добиться более равномерно-
го распределения зарядов и лучших электро-
химических и разделительных свойств мем-
бран привело к созданию гомогенных мем-
бран, названных так, главным образом, по ме-
тоду изготовления. В этих мембранах ионоген-
ные группы вводятся непосредственно в плен-
ку полимера, получаемого разными приемами.
Простейший способ - сульфирование или ами-
нирование полиэтиленовой пленки. Наиболее
известные и применяемые мембраны этого ти-
па: сильнокислотная катионообменная мем-
брана МФ-4СК (г. Черкассы, Украина);
АО «Пластполимер» (г. Санкт-Петербург),
слабоосновная анионообменная мембрана
МАЛ (АООТ НИИ «Пластмассы» им. Г.З. Пет-
рова, г. Москва).
Особый тип электромембранных мате-
риалов - биполярные мембраны, позволяющие
реализовать важнейший процесс электрохими-
ческого получения кислот и щелочей из соот-
ветствующих солей. Эти мембраны представ-
ляют собой бислойную систему, состоящую из
совмещенных в один лист катионо- и анионо-
обменных мембран. В электрическом поле та-
кая мембрана способна генерировать разнона-
правленные потоки ионов Н+ и ОН- за счет
электрического разложения воды на стыке сло-
ев.
Опытное производство биполярных мем-
бран с каталитической добавкой (БМТ-1Р,
БМТ-1С) освоено в центре «Мембранная тех-
нология» при Кубанском государственном
университете (г. Краснодар). Основные марки
биполярных мембран: МБ-1 (прессование
МК-40 и МА-40); МБ-2 (прессование МК-40 и
МА-41); МБ-3 (прессование МА-41 и МК-41).
Мембрана МБ-3 имеет наименьшее электросо-
противление при эксплуатации. Во ВНИИХТ
испытаны и выпускаются биполярные мембра-
ны марок .АКК-1-1 и АККК-2-7 с армировкой
капроновой тканью
В 1964 г. фирмой Дюпон впервые был
получен патент на изготовление гомогенных
сульфокатионитовых мембран на основе фтор-
углеродной матрицы, широко известных под
торговой маркой «Nafion» [18, 40]. Мембрана
«Nafion» относится к твердым полимерным
электролитам (ТПЭ) - веществам, имеющим
полимерное строение, в состав которых входят
функциональные группы, способные к диссо-
циации с образованием катионов или анионов,
направленное движение которых внутри струк-
туры полимера обусловливает его ионную про-
водимость. Аналогичные ТПЭ стали выпус-
каться в России под названием МФ-4СК.
Уже в 70-е годы XX века в хлорно-ще-
лочном электролизе, важнейшем промышлен-
ном процессе, вместо асбестовых диафрагм
стали применять перфторированные мембраны.
Первый в мире мембранный электролиз для
получения хлора и щелочи был освоен в 1975 -
1976 гг. фирмой Асахи хемикел индастри кам-
пани лимитед (Япония) с применением ионосе-
лективных мембран «Nafion».
Существенный прогресс в создании топ-
ливных элементов, локальных источников
электрической энергии, был достигнут благо-
даря применению перфторированных мембран
«Nafion» и МФ-4СК в качестве твердого элек-
тролита между электродами. Наиболее извест-
ными производителями ионоселективных мем-
бран, наряду с фирмой Дюпон, являются Те-
кияма Сода (Япония), выпускающая мембраны
«Neosepta»; Асахи гласе компани лимитед,
производящая электродиализное оборудование
на базе ионоселективных мембран «Selemion».
Аппараты для электродиализа. Элек-
тродиализ - мембранный процесс, в котором
движущая сила ионного транспорта поддержи-
вается разностью электрических потенциалов
&U. Это один из основных электромембранных
процессов, который используется для очистки
воды от ионов [10, 18, 19, 43]. Типичной чер-
той этого процесса является необходимость
использования заряженных мембран - ионо-
обменных. Принцип электродиализа можно
АППАРАТЫ ДЛЯ ДИАЛИЗА И ЭЛЕКТРОДИАЛИЗА
577
понять из схемы, представленной на рис.
5.5.16. Между катодом и анодом помещается
большое число катионо- и анионообменных
мембран, расположенных в чередующемся по-
рядке. При наложении разности потенциалов
на систему, положительно заряженные ионы
(например, ионы натрия) передвигаются к ка-
тоду, а отрицательно заряженные ионы (хло-
рид-ион) - к аноду, причем анионы не могут
проходить через отрицательно заряженные
мембраны, а катионы - через положительно за-
ряженные мембраны. Движущая сила не ока-
зывает влияние на незаряженные молекулы,
что позволяет отделять их от компонентов, не-
сущих электрический заряд.
Количество ионов, перенесенных через
мембрану, прямо пропорционально силе элек-
трического тока I или плотности тока у. Глав-
ным недостатком электродиализа является
концентрационная поляризация, которая огра-
ничивает плотность тока. Сила электрического
тока
I = zFQ\C/e, (5.5.6)
где z - валентность иона; F - постоянная Фара-
дея; Q - скорость потока; АС - разность кон-
центраций до мембраны и после нее; е - эф-
фективность силы тока, связанная с числом
парных камер в блоке.
Сила электрического тока связана с элек-
трическим потенциалом по закону Ома
E = IR, (5.5.7)
где R - общее сопротивление мембранного
блока, равное сопротивлению парной ячейки
Лер, умноженному на число ячеек N в блоке:
Я = ЯСЛ, (5.5.8)
В свою очередь сопротивление одной
парной ячейки представляет собой сумму че-
тырех сопротивлений:
*ср ~ ^ат + *рс *" ^ст + Rfc ’ (5.5.9)
где Ram - сопротивление анионообменной
мембраны; Rpc - сопротивление камеры «пер-
меата» (после мембраны); Rcm - сопротивле-
ние катионообменной мембраны; Rfc ~ сопро-
тивление камеры до мембраны.
Разность потенциалов, которая должна
быть приложена для осуществления процесса,
определяется общим сопротивлением мем-
бранного блока и плотностью тока. Увеличе-
ние плотности тока приводит к росту числа пе-
ренесенных ионов. Однако плотность тока
нельзя увеличивать беспредельно. Предельная
плотность тока - это тот ток, который необ-
ходим для переноса всех присутствующих ио-
нов.
Электродиализаторы по конструкции
подразделяются на три основные группы [18,
74]: 1) фильтр-прессового типа; 2) рамочные;
3) специальной конструкции (винтовые, спи-
ральные и др.).
Электродиализаторы фильтр-прессового
типа - наиболее известные и применяемые на
практике (рис. 5.5.17). Эти электродиализаторы
обычно содержат общие по назначению конст-
руктивные элементы:
электродные камеры с размещенными в
них электродами;
19 - 10358
578 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.17. Электродиализатор ЭДУ-50:
7 -рамная плита; 2 - решетка; 3 - стержень, 4 -
анионитовая мембрана МА-40; 5 - стяжной болт; 6 -
сетка; 7 - рамная прокладка; 8 - катионитовая мем-
брана МКК; 9 - анионитовая мембрана МАК. 10 -
коллектор; 77 - пробка; 72 - штуцер; 73 - каналы в
рамных плитах
ионоселективные мембраны;
рамки,
рабочие камеры деионизации и концен-
трирования, образованные мембранами и зажа-
тыми между ними рамками;
сепараторы, размещенные внутри рабо-
чих камер и предохраняющие мембраны от со-
прикосновения;
коллекторы для подвода и отвода рабочих
жидкостей, располагаемые снаружи электро-
диализатора или образуемые путем совмеще-
ния отверстий в рамках и ионоселективных
мембранах при сборке электродиализатора;
питатели - устройства, соединяющие
коллекторы подвода и отвода рабочих сред с
рабочими камерами;
прижимные плиты - прочные и жесткие
конструкции, которые с помощью стяжных
болтов или шпилек сжимают пакет чередую-
щихся мембран и рамок в гидравлически плот-
ный аппарат фильтр-прессного типа.
В электродиализаторах фильтр-прессного
типа формирование рабочих камер осуществ-
ляется с помощью рамок, размещенных между
ионоселективными мембранами. Рамки опре-
деляют высоту рабочей камеры - расстояние
между мембранами и являются одним из дей-
ственных средств совершенствования гидро-
динамических условий в камерах, определяе-
мых равномерностью распределения потока
раствора по площади камеры, отсутствием за-
стойных зон. Рамки изготовляют из неэлектро-
проводных, негигроскопичных и эластичных
материалов: паронита, резины, поливинилхло-
рида, полипропилена и др.
В зависимости от конструкции рамок
различают два типа электродиализаторов
фильтр-прессового типа: лабиринтный и про-
кладочный. В лабиринтном электродиализато-
ре жидкость в рабочей камере течет по изме-
няющему свое направление каналу-лабиринту
(рис. 5.5.18), прорезанному в рамке. В прокла-
дочном электродиализаторе рамка-прокладка
ограничивает рабочую камеру по периметру, и
внутри рабочей камеры размещают сепаратор.
В рамках лабиринтного типа в электро-
диализаторе типа «Родник-21 У» прокладки
имеют один сквозной канал и два противопо-
ложно расположенных канала с питателями,
открытыми в противоположные стороны отно-
сительно плоскости прокладки. Это позволяет
жестко закрепить края отверстий мембраны
между соседними прокладками и достичь эф-
фекта равномерного распределения потока рас-
твора по сечению рабочей камеры, предотвра-
щения перетоков растворов и их смешения.
Оба типа рамок имеют свои преимущест-
ва и недостатки. Например, в электродиализа-
торах с рамками-прокладками при прочих рав-
ных условиях меньше толщина диффузионного
слоя, и это позволяет вести процесс при мень-
ших скоростях потока или при большей плот-
ности тока. Кроме того, у рамок-прокладок
эффективная площадь мембран больше, чем у
лабиринтных рамок. В то же время, в электро-
диализаторах с рамками лабиринтного типа
относительно более длинный путь раствора по
лабиринтному каналу обусловливает длитель-
ное время контакта раствора с мембраной.
АППАРАТЫ ДЛЯ ДИАЛИЗА И ЭЛЕКТРОДИАЛИЗА
579
Рис. 5.5.18. Рамка лабиринтного
типа:
а - с прямоугольными прорезями;
б - фирмы Ionics Inc. (США); в -
с прорезью в виде спирали; 1 - рам-
ка; 2 - прорезь-спираль; 3 - сквозные
отверстия для прохода растворов в
соседние камеры; 4, 5- соответствен-
но входное и выходное отверстия с
питателями; 6 - мембрана; 7 - питате-
ли; 8 - перегородки
Рис. 5.5.19. Схема размещения
распределительных и уплотнительных колец
в камерах деионизации (а) и концентрирования
(£) электродиализатора:
1 - рамка-прокладка; 2,3- распределительное
кольцо соответственно для ввода и вывода раствора;
4 - уплотнительное кольцо;
5 - направление движения раствора в камере
По способу подачи в камеры и вывода из
них обрабатываемых растворов электродиали-
заторы подразделяют натри основные группы:
1) с распределительными и уплотнитель-
ными кольцами (рис. 5.5.19);
2) с образующими коллекторы отвер-
стиями и прорезями-питателями в рамках;
3) с внешними коллекторами и свобод-
ным выходом растворов в рабочие камеры.
Достоинство аппаратов первой группы в
том, что раствор поступает в камеру не через
узкие питатели, а по всему периметру внутрен-
него трубопровода. Кроме того, упрощается
конструкция прокладки. Однако кольца в элек-
тродиализаторе могут смещаться, затруднено
обеспечение точного соответствия высот рамок
и колец. Эти недостатки приводят к наруше-
нию питания камер, целостности мембран, по-
этому аппараты такой конструкции не нашли
широкого применения.
Во второй группе электродиализаторов
подача растворов в рабочие камеры первона-
чально осуществлялась по четырем внутрен-
19*
580 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
Рис. 5.5.20. Электродиализатор с сепараторами-турбулизаторами, выполненными в виде
гофрированных пластин (а), тканой сетки из капроновой нити (<>), сетки просечка - вытяжка (в) и
из гофрированной перфорированной пленки (г):
7 - электродная камера; 2, 3- ионоселективные мембраны; 4 - сепараторы, выполненные в виде
гофрированных пластин или выступов на мембране
ним каналам, образованным отверстиями в
мембранах и прокладках, совмещающимися
при сборке электродиализатора. Для предот-
вращения соприкосновения ионоселективных
мембран внутрь прокладки вкладывается сепа-
ратор (рис. 5.5.20).
Рамки-прокладки с питателями в виде
прорезей, соединяющих рабочую камеру с от-
верстиями, выполненными в прокладках и яв-
ляющимися составной частью канала-коллек-
тора, получили самое широкое распростране-
ние (рис. 5.5.21).
В электродиализаторах третьей группы, с
внешними коллекторами и свободным входом
растворов в рабочие камеры, рамка заменена
двумя узкими пластинами из эластичного ма-
териала, размещенными с двух противополож-
ных сторон рабочей камеры. В камерах деио-
низации и концентрирования уплотнительные
полосы повернуты под прямым углом друг от-
носительно друга. Между уплотнительными
полосами проложена сетка-сепаратор, соеди-
няемая в ряде случаев в единую конструкцию с
уплотнительными полосами. Растворы пода-
ются в камеры деионизации и концентрирова-
ния и выводятся из них через неуплотненные
кромки камер, в которых проложены удлинен-
ные концы сеток-сепараторов. Коллекторы
ввода и вывода растворов выполнены в виде
крышек, плотно прижатых к электродиализно-
му пакету со стороны неуплотненных кромок
рабочих камер, что обусловливает возмож-
ность только гидравлически параллельного
сплочения.
К электродиализаторам с внешними рас-
пределительными коллекторами и рабочими
камерами, не содержащими питателей для со-
единения камер с коллекторами, может быть
отнесен струнный электродиализатор безра-
мочного типа, в котором сепаратор выполнен в
виде параллельно расположенных тонких ни-
тей - струн из неэлектропроводного материа-
ла - капрона, полиэтилена и др., причем край-
ние струны выполняют роль уплотнителей ра-
бочих камер (рис. 5.5.22). Растворы поступают
в рабочие камеры и выводятся из них через
коллекторы в крышках и свободные входы в
камеры вдоль струн. Недостаток конструкции
описанного электродиализатора заключается в
сложности его сборки.
АППАРАТЫ ДЛЯ ДИАЛИЗА И ЭЛЕКТРОДИАЛИЗА
581
Рис. 5.5.21. Схема электродиализатора типа
«Родник-3» с рамками-прокладками:
1 - рамка-прокладка; 2 - ионоселективная мембрана;
3 - сквозное отверстие в прокладке для прохода рас-
твора; 4, 5 - отверстия в прокладке соответственно
для ввода и вывода раствора; 6 - сквозное отверстие
в мембране
По характеру гидравлического соедине-
ния рабочих камер в аппаратах фильтр-прессо-
вого типа различают наиболее широко приме-
няемые типы электродиализаторов с гидравли-
чески параллельным (рис. 5.5.23, а) или после-
довательным (рис. 5.5.23, б) соединением ка-
мер деионизации и концентрирования. В элек-
тродиализаторе с гидравлически параллельным
включением рабочих камер может быть дос-
тигнута сравнительно невысокая степень
деионизации обрабатываемой жидкости, вслед-
ствие чего необходимо вести процесс много-
ступенчато в несколько гидравлически после-
довательно включенных электродиализаторах,
либо многократно пропуская обрабатываемую
жидкость через один и тот же электродиализа-
тор. Преимуществом такого электродиализато-
ра является его низкое гидравлическое сопро-
тивление.
Рис. 5.5.22. Струнный электродиализатор:
/, 2 - крышки электродных камер; 3, 4 - ионоселек-
тивные мембраны; 5 - струнные сепараторы; 6 - 9 -
крышки коллектора; 10,11- соответственно входной
и выходной патрубки электродной камеры; 12 -
входной (выходной) патрубок крышек-коллекторов
Электродиализатор с гидравлически по-
следовательным включением рабочих камер
позволяет обеспечить высокую степень
деионизации обрабатываемой жидкости за
один проход. К его недостаткам следует отне-
сти высокое гидравлическое сопротивление и
связанное с ним повышение давления жидко-
сти в электродиализаторе, обусловливающее
возможность нарушения гидравлической плот-
ности аппарата, разрывы мембран и др., что в
значительной степени усложняет задачу созда-
ния сравнительно простых и надежных в экс-
плуатации конструкций.
Известны конструкции многокамерного
электродиализатора с комбинированной схе-
мой гидравлического включения рабочих ка-
мер (рис. 5.5.23, в), позволявшей достичь высо-
кой степени деионизации при снижении гид-
равлического сопротивления, например, «Род-
ник-3». По этой схеме рабочие камеры, вклю-
ченные гидравлически параллельно, объедине-
ны в пакеты, которые соединены последова-
тельно и агрегатируются между собой парой
582 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРО ДИФФУЗИОННЫХ ПРОЦЕССОВ
а) б)
электродов, причем количество включаемых
камер в каждом последующем пакете сокраща-
ется и выбирается так, чтобы увеличившаяся
скорость потока в каждом последующем паке-
те сохраняла деионизационное ограничение
при текущем значении концентрации дилюата.
Промышленный выпуск прокладочных
электродиализаторов фильтр-прессного типа
производится фирмами Америкен машин и
фаундри компани (США), Асахи хемикел и
Асахи гласе (Япония), АО «Тамбовмаш»,
ЗАО «Мембраны» (г. Владимир) и др.; лаби-
ринтных электродиализаторов - фирмами Ио-
нике инк. (США), «Мембранные технологии»
(Казахстан - Россия), «Эйкос» (г. Москва) и др.
Электродиализаторы блочно-камерного
типа промышленное применение нашли наряду
с электродиализаторами фильтр-прессного типа,
особенно при концентрировании морской воды
в процессе добычи из нее поваренной соли.
Электродиализаторы блочно-камерного
типа представляют собой группу камер кон-
центрирования, образованных плотно соеди-
ненными по контуру анионо- и катионо-селек-
тивными мембранами, помещенными в ванну.
Камеры концентрирования отделены друг-от
друга прокладками-сепараторами и омываются
солесодержащим раствором, например мор-
ской водой. Блок камер концентрирования рас-
полагается между катодом и анодом, либо ме-
жду центральным анодом и двумя катодами.
АППАРАТЫ ДЛЯ ДИАЛИЗА И ЭЛЕКТРОДИАЛИЗА
583
размещенными в концах блоков камер. Кон-
центрат выводится из камер концентрирова-
ния через переливные трубки. Обычно мем-
браны, образующие камеру концентрирования,
склеиваются или свариваются по контуру.
Электродиализаторы блочно-камерного
типа изготовляются фирмами Асахи хемикел,
Асахи гласе, Токияма сода (Япония), центром
«Мембранная технология» (г. Краснодар), ЗАО
«Мембраны» и др.
Электродиализаторы специальной кон-
струкции (спиральные, винтовые, с загрузкой
камер ионитом и др.) занимают особое место
[18, 74]. Фирмой Америкен машин и фаундри
разработаны конструкции с винтообразной
мембраной (рис. 5.5.24, а). При изготовлении
этого аппарата мембрану круглой формы раз-
резают по радиусу в одном месте. Затем мем-
браны закрепляют на стержне из диэлектрика и
сваривают между собой в местах разрезов та-
ким образом, что они образуют непрерывную
винтообразную ленту. Мембраны могут быть
плоскими или для увеличения эффективной
площади гофрированными.
Фирма Ионике инк. предложила конст-
рукцию электродиализатора спирального типа
(рис 5.5.24, б), представляющего собой цилин-
дрический корпус 2 из диэлектрика, на внут-
ренней вертикальной стороне которого разме-
щен один из электродов, другой стержневой
электрод размещен вдоль оси цилиндра. Каме-
ры деионизации выполнены в виде герметично
соединенных по краям лент - мембран, сверну-
тых спирально вместе с размещенными между
ними сепаратором и расположенных концен-
трично с электродами. По концам спирали пре-
дусмотрены выводы для подачи и вывода рас-
твора. Концентрат, служащий одновременно и
средой для промывки электродов, протекает по
наружному каналу, образованному спиральной
камерой деионизации.
Электродиализаторы с камерами обес-
соливания, содержащими ионообменную на-
садку, позволяют снизить потери напряжения
при глубокой деминерализации воды методом
электродиализа. Предложен цилиндрический
электродиализатор, внешняя стенка которого
является катодом. В центре цилиндра разме-
щен стержень, играющий роль анода. В про-
странстве между анодом и катодом концентри-
чески помещаются две пористые инертные
диафрагмы, которые делят аппарат на три ка-
меры: катодную, анодную и среднюю. Средняя
камера заполняется смесью катионо- и анионо-
обменных смол, а катодная и анодная - исход-
ным раствором. При протекании тока происхо-
дит обессоливание раствора в средней камере,
как и в трехкамерном электродиализаторе с
инертными мембранами. Концентрация рас-
твора в электродных камерах увеличивается.
По достижении заданного уровня автоматиче-
ски приводится в действие система, периоди-
чески промывающая электродные камеры ис-
ходной водой. При диаметре катода, внешней и
внутренней диафрагм соответственно 40, 32 и
10 см, высоте ванны 90 см, напряжении 60...
80 В, затратах мощности 100...600 Вт и исход-
ном содержании 1,1 г/л конечное солесодержа-
ние обрабатываемой воды составляет 0,051 г/л.
Рис. 5.5.24. Электродиализаторы с винтообразной мембраной (д) и спирального типа (о):
/ - анод; 2 - корпус; 3 - спиральная камера деионизации; 4 - катод; 5,6- соответственно вход и выход
дилюата и концентрата
584 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРОДИФФУЗИОННЫХ ПРОЦЕССОВ
В Кубанском государственном универси-
тете разработан многокамерный электродиали-
затор, включающий камеры обессоливания, за-
полненные смешанным монослоем ионитов
(катионита КУ-2 и анионита АВ-17) в виде
гранул с инертным спейсером (рис. 5.5.25).
Каждая гранула ионита размещена в ячейке
сетчатой прокладки, которыми снабжены ка-
меры обессоливания электродиализатора.
Электродиализная установка типа ПЭ ДУ
производительностью 100 л/ч для получения
апирогенной воды и воды для гемодиализа с
использованием такого аппарата изготовляется
в центре «Мембранная технология» (г. Красно-
лар).
В конструкциях электродиализаторов,
разработки В.Д. Гребенюка [19], в качестве ио-
нообменных наполнителей в камеры деиониза-
ции могут быть введены также тонкие плоские
или гофрированные листы ионообменных ма-
териалов, плоские сетки из спутанных волокон
с ионообменными материалами.
Известны конструкции электродиализа-
торов, отличающиеся от традиционных аппа-
ратов фильтр-прессного типа наличием ионо-
селективных наполнителей, в частности, элек-
тродиализатор ленточно-спирального типа [18,
74] с сепаратором, выполненным из ионооб-
менного материала в виде нитей, ткани или во-
локнистой массы наподобие войлока. Камеры
деионизации сформированы в виде внутренних
полостей шланга, сваренных из полос анионо-
и катионообменных мембран через диэлектрик.
Камеры концентрирования образованы про-
странством между витками шланга, свернутого
спиралью вместе с сепаратором.
Рис. 5.5.25. Схема канала обессоливания:
1 - сепаратор, 2 - ионообменная смола;
3 - анионообменная мембрана; 4 - катионообменная
мембрана
Распределение потоков жидкости. В за-
висимости от гидравлической схемы соедине-
ния все электродиализаторы можно разделить
на прямоточные и циркуляционные. Циркуля-
ционные установки могут быть периодическо-
го и непрерывного действия. В прямоточных
электродиализных установках солесодержание
исходной воды снижается до заданного значе-
ния за один проход через мембрану обессоли-
вания (рис. 5.5.26). В циркуляционных порци-
онных установках исходная вода циркулирует
через камеры обессоливания и емкость обессо-
ленной воды до тех пор, пока ее солесодержа-
ние не понизится до заданной величины.
В циркуляционных установках непре-
рывного действия диализат циркулирует с по-
мощью насоса через электродиализатор и соот-
ветствующую емкость. По мере обессоливания
исходной воды часть ее непрерывно поступает
потребителю, а к остальной части добавляется
такое же количество исходной воды.
обработанный
раствор
Рис. 5.5.26. Гидравлические схемы включения электродиализаторов:
1 - электродиализатор; 2 - насос; 3 - емкость
АППАРАТЫ ДЛЯ МЕМБРАННОГО ИСПАРЕНИЯ И ГАЗОВОЙ ДИФФУЗИИ
585
Прямоточные электродиализные установ-
ки могут быть одноступенчатыми и многосту-
пенчатыми. Одноступенчатые состоят из одно-
го или нескольких электродиализаторов, гид-
равлически соединенных между собой парал-
лельно, а многоступенчатые на каждой ступени
имеют по одному или несколько параллельно
соединенных электродиализаторов. Ступени
последовательно соединяются между собой
питающими их коммуникациями. В каждом
электродиализаторе питание однородных ка-
мер может быть как параллельным, так и по-
следовательным. Последовательное питание
серий параллельно соединенных камер обессо-
ливания увеличивает производительность ап-
парата и уменьшает осадкообразование на
мембранах. Так как по мере обессоливания
жидкости критическая скорость потока увели-
чивается, определенные преимущества имеют
многоступенчатые установки, в которых на
каждой ступени число камер убывает. Обессо-
ливаемый раствор проходит через ступени по-
следовательно, и скорость его по мере обессо-
ливания увеличивается.
Общим недостатком всех установок с по-
следовательным распределением потоков явля-
ется значительный перепад давлений в сосед-
них камерах, результатом которого может быть
соприкосновение и даже прорыв мембраны.
5.5.3 АППАРАТЫ ДЛЯ МЕМБРАННОГО
ИСПАРЕНИЯ И ГАЗОВОЙ ДИФФУЗИИ
Испарение через мембрану (первапора-
ция) является одним из мембранных процессов
разделения. При первапорации исходная жид-
кая смесь контактирует с одной из сторон мем-
браны, а пермеат в виде паров удаляется с про-
Рис. 5.5.27. Схема проведения процесса первапорации при вакуумировании (д) и
продувки инертным газом (^):
1 - конденсатор; 2 - вакуумный насос; I- исходная смесь; II- концентрат; III- пар; IV- пермеат; V- газ
тивоположной ее стороны. Парциальное дав-
ление пара (пермеата) должно быть ниже дав-
ления насыщенного пара, что практически реа-
лизуется путем создания вакуума со стороны
пермеата или путем продувки инертным газом
или воздухом (рис. 5.5.27). Эффект разделения
жидких смесей при первапорации является
следствием изменения равновесия в системе
пар - жидкость - мембрана. Селективные свой-
ства мембраны основаны на различиях коэф-
фициентов растворимости и диффузии прони-
кающих компонентов. При первапорации на-
ряду с массопереносом происходит теплопере-
нос, т.е. необходимо подводить теплоту к ис-
ходной смеси для поддержания испарения со
стороны пермеата.
Массоперенос через мембрану в общем
случае может быть описан с использованием
механизма растворения-диффузии, который
состоит из трех стадий: селективной сорбции
исходной жидкой смеси в поверхностном слое
мембраны, диффузии компонентов, испарения
в газовый поток.
Поток пермеата J t индивидуального
компонента i через мембрану может быть опи-
сан первым законом Фика:
dC,
J,=-D,—(5.5.10)
dx
где Dt - коэффициент диффузии; Cz - кон-
центрация Z-ro компонента в мембране.
Заменяя дифференциалы разностями,
уравнение (5.5.10) может быть записано в виде
J,=D,(c;-C,’)/8. (5.5.11)
586 Глава 5.5. ОБОРУДОВАНИЕ ДЛЯ МЕМБРАННЫХ И ЭЛЕКТРО ДИФФУЗИОННЫХ ПРОЦЕССОВ
где
С' = S, p'j; С" = S, р" , (5.5.12)
где С' и С" - концентрации компонентов;
р' и р” - давления паров по обе стороны
мембраны толщиной 8; - коэффициент рас-
творимости.
Используя соотношение (5.5.12), имеем
Л=у(л-л), (5.5.13)
где Рг-Вг8г - коэффициент проницаемости
/-го компонента.
Коэффициент диффузии Dz и коэффици-
ент растворимости Sl не являются константа-
ми и сильно зависят от состава смеси
/’,=o,(c,,c7)s((c,,c7). (5.5.14)
Отсюда следует, что и коэффициент про-
ницаемости (5.5.14) также сильно зависит от
состава смеси.
При первапорации бинарных или много-
компонентных жидких смесей характеристики
разделения невозможно получить из данных
для чистых жидкостей из-за наложения явле-
ний, обусловленных взаимным влиянием пото-
ков и термодинамических взаимодействий.
Взаимодействие потоков может быть уч-
тено в рамках неравновесной термодинамики.
Так, для бинарной исходной смеси индивиду-
альные потоки компонентов определяются
следующими уравнениями
^1 =-An ; (55.15)
ах ах
r r Jill г фэ
^2 -~^21 ------^22 ~Т~ ’ (5 5.16)
ах ах
где - феноменологические коэффициенты;
Liz - химический потенциал.
Первое слагаемое в правой части уравне-
ния (5.5.15) описывает поток /-го компонента
под действием собственной движущей силы,
второе слагаемое определяет поток /-го компо-
нента, обусловленный присутствием у-го ком-
понента.
Мембраны для первапорации. Для пер-
вапорации применяют непористые мембраны
асимметричного или композиционного типа
(табл. 5.5.2) [43].
5.5.2. Системы, обнаруживающие избирательную сорбцию
Бинарная система Полимеры1
Вода/метанол Поли(метил-Ь-глутамат), ПДМС
Вода/этанол ПВА, АЦ, ПАН, ПММА, ПДМС, Selemion
Вода/пропанол ПДМС
Вода/бутанол ПДМС
Этанол/1, 2 - дихлорэтилен ПТФЭ/ПВП
Этанол/хлороформ ПТФЭ/ПВП
Уксусная кислота/1, 2 - дихлорэтилен ПТФЭ/ПВП
Хлороформ/вода Каучуки SBR, NBR
Т рих лорэтилен/вода Каучуки BR, NBR
Бензол/вода Каучук NBR
Толуол/вода Каучуки BR, NBR
Бензол/циклогексан Поли(метил-Ь-глутамат)
Бензол/гептан Каучук NBR
о-Ксилол/п-ксилол Трипропионат целлюлозы
1 АЦ - ацетат целлюлозы, ПАН - полиакрилонитрил, ПВА - поливиниловый спирт, ПДМС - полиди-
метилсилоксан, ПММА - полиметилметакрилат, ПТФЭ - политетрафторэтилен, ПВП - полиметилпирроли-
дон.
АППАРАТЫ ДЛЯ МЕМБРАННОГО ИСПАРЕНИЯ И ГАЗОВОЙ ДИФФУЗИИ
587
5.5.3. Производительность Fw селективность а различных гомогенных мембран
Полимер F, кг/(м2 ч) а
Полиакрилонитрил 0.03 12500
Полиакриламид 0.06 4080
Полиакриламид с высоким содержанием карбоксильных групп 0.42 2200
Поливиниловый спирт (98 %) 0,14 350
Поливиниловый спирт (100 %) 0.38 140
Полиэфирсульфон 0.72 52
Полигидразид 1.65 19
В табл. 5.5.3 представлены результаты
первапорации смеси этанол - вода (90 % эта-
нола по массе) при температуре 70 °C с помо-
щью гомогенных мембран толщиной 50 мкм
[43].
Аппараты для первапорации. Основ-
ные требования, предъявляемые к аппаратам
для первапорации, следующие:
низкое гидравлическое сопротивление (не
больше потери давления со стороны пермеата);
большая удельная площадь поверхности
мембран.
В первапораторах используют, главным
образом, плоскокамерные модули (рис. 5.5.28)
или модули из полых волокон.
Особенностью метода первапорации яв-
ляется наличие фазового перехода-испарения,
который связан с активной теплоотдачей. Для
поддержания требуемого температурного ре-
жима процесса необходима компенсация теп-
лоотдачи испарения путем внешнего теплопод-
вода. Как правило, в существующих установ-
ках достаточно предварительного подогрева
разделяемой смеси до рабочей температуры.
Однако, такой метод накладывает ограничение
на длину мембранного модуля: протекая вдоль
мембран, смесь не должна остыть ниже допус-
тимой температуры. Поэтому в установках с
большой производительностью ставят парал-
лельно несколько мелких мембранных модулей
или организуют ступенчатый подогрев рабочей
смеси после каждого цикла испарения.
Такие конструктивные решения тепло-
подвода обладают рядом недостатков: высокая
материалоемкость; ступенчатый подогрев тре-
бует установки дополнительных теплообмен-
ников, соединительных патрубков, приводит к
возрастанию гидравлических и тепловых по-
терь.
Рис. 5.5.28. Схема устройства плоскокамерного
модуля:
/ - выход продукта (ретанта), 2 - дренажный канал,
3 - напорный канал, 4 - пластины, 5 - шпилька
Указанные недостатки частично устране-
ны в спиральном мембранном аппарате, пред-
ставляющим собой два вертикальных спираль-
ных канала, навитых из рулонного материала
вокруг центральной разделительной перего-
родки. Торцы камер герметично закрывают
торцовые крышки. Аппарат снабжен четырьмя
штуцерами для ввода и вывода теплоносите-
лей. два из которых установлены в центре тор-
цовых крышек, а другие - на наружной части
корпуса. В одном из каналов вертикально рас-
полагаются пучки мембран из полого волокна,
открытые концы которых герметично закреп-
лены в крышках.
588
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Достоинства такой конструкции - боль-
шая рабочая площадь поверхности, присущая
мембранам из полого волокна, простота сборки
и эксплуатации. Наличие одного канала тече-
ния разделяемой жидкости снимает проблему
распределения потока, что особенно важно для
вязких сред. В аппарате реализуется полный
противоточный равномерный теплообмен по
всей поверхности, при этом можно работать
при увеличенной скорости теплоносителей.
Варьируя конструктивно-технологические па-
раметры установки, можно добиться того, что-
бы охлаждение смеси за счет испарения было
полностью компенсировано теплообменом ме-
жду камерами.
Использование в такой конструкции мем-
бран разных типов, открытые концы которых
выводятся в разные камеры, позволяет осуще-
ствлять разделение многокомпонентных сме-
сей с отводом пермеата разного состава в от-
дельные сборники.
К недостатком такой конструкции отно-
сятся более высокая сложность изготовления,
увеличенные гидравлические потери в канале с
мембранными элементами, повышенные тре-
бования к предварительной очистке рабочей
смеси от взвешенных частиц, способных ис-
портить полые волокна.
Целью инженерного расчета спирального
мембранного аппарата является:
определение требуемой площади рабочей
поверхности мембраны и геометрических раз-
меров элементов аппарата, что предполагает
нахождение сечений каналов и их длины (чис-
ла витков спирали);
расчет подачи и температуры горячего
теплоносителя, которые обеспечат эффектив-
ную компенсацию теплопотерь на испарение,
т е. равенство температуры разделяемой смеси
по всей длине камеры;
определение подачи газоносителя.
Глава 5.6
ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
5.6.1. ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ
ЭКСТРАКЦИИ
Экстракция в системе жидкость - жид-
кость представляет собой процесс извлечения
одного или нескольких компонентов из исход-
ного раствора в несмешивающийся с раство-
ром растворитель, называемый экстрагентом.
Экстракцию широко используют для концен-
трирования одного или нескольких компонен-
тов, разделения близких по свойствам веществ
и очистки. Ее применяют в процессах перера-
ботки нефти для разделения ароматических и
алифатических углеводородов, в химической
технологии, в том числе для разделения изоме-
ров, обезвоживания укс\сной кислоты, при по-
лучении различных лекарственных препаратов
.и др. [17, 25, 27, 35, 48, 62, 76, 78].
Классификация экстракторов. Про-
мышленные экстракционные аппараты можно
подразделить на периодически и непрерывно
действующие, а по принципу взаимодействия
или способу контакта фаз - на дифференци-
ально-контактные и ступенчатые.
Дифференциально-контактные экстрак-
торы отличаются непрерывным контактом ме-
жду фазами и плавным изменением концентра-
ций вдоль длины (высоты) аппарата. Они ком-
пактны и не требуют большой производствен-
ной площади. Вместе с тем, в аппаратах этого
типа может происходить значительное умень-
шение средней движущей силы за счет про-
дольного перемешивания.
Ступенчатые аппараты состоят из дис-
кретных ступеней, в каждой из которых осуще-
ствляется контактирование фаз, после чего они
разделяются и движутся по принципу противо-
тока в последующие ступени. Продольное пе-
ремешивание в этих аппаратах значительно
слабее, чем в дифференциально-контактных, а
эффективность ступеней высокая. Однако не-
обходимость разделения фаз между соседними
ступенями может приводить (при плохо от-
стаивающихся системах) к существенному
увеличению размеров аппарата и объема нахо-
дящегося в нем экстрагента.
Экстракторы классифицируют по роду
сил, под действием которых осуществляется
диспергирование одной фазы в другой: под
действием гравитационных сил (разности
плотностей фаз) и под действием внешней
энергии. Введение внешней энергии возможно
путем сообщения жидкости колебательного
движения (пульсации или вибрации), переме-
шивания механическими мешалками, контак-
тирования в поле центробежных сил.
Важный признак, учитываемый при клас-
сификации экстракторов, - вид процесса сепа-
рации фаз, которая может происходить вслед-
ствие разности плотностей фаз (гравитацион-
ная сепарация), либо под действием центро-
бежных сил (центробежная сепарация). Экс-
тракторы, в которых смешение и сепарация
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
589
осуществляются в поле центробежных сил, на-
зывают центробежными.
Выбор конструкции аппарата для кон-
кретного производственного процесса жидко-
стной экстракции основан на технико-экономи-
ческом сравнении разных конструкций с уче-
том их производительности, разделительной
способности, энергетических затрат, а также
капитальных и эксплуатационных расходов. В
некоторых случаях, в первом приближении,
ограничиваются одним из критериев сравнения
различных экстракторов - фактором эффек-
тивности, который представляет собой отно-
шение предельно допустимой удельной произ-
водительности W, м7(м2 с), суммарной по обе-
им фазам, к высоте эквивалентной теоретиче-
ской ступени ВЭТС, м, или к высоте единицы
переноса ВЕП, м. Эта величина, обратная вре-
мени задержки жидкости в аппарате, может
рассматриваться как удельная разделительная
мощность, определяющая съем продукции,
м3/с, с единицы рабочего объема аппарата [78].
Гравитационные экстракторы. Движе-
ние взаимодействующих жидкостей происхо-
дит под действием разности плотностей фаз.
Поверхность контакта фаз в них образуется за
счет собственной энергии потоков.
К гравитационным экстракторам относят-
ся распылительные, ситчатые и насадочные
колонны [25, 67, 78]. Все гравитационные экс-
тракторы отличаются простотой конструкции
(обусловленной отсутствием движущихся час-
тей) и низкой стоимостью эксплуатации. Про-
изводительность гравитационных экстракторов
(особенно распылительных) относительно вы-
сокая, но интенсивность массопередачи в них
низкая.
Распылительный экстрактор (рис. 5.6.1)
представляет собой полую колонну, заполнен-
ную сплошной фазой. Для создания большой
поверхности контакта дисперсная фаза распы-
ляется при помощи распределительного уст-
ройства в сплошной фазе. Распылительные ко-
лонны используют в основном в тех случаях,
когда требуется достичь высокой производи-
тельности аппарата при низком числе теорети-
ческих ступеней контакта фаз (не более двух).
В ситчатых колоннах с перфорирован-
ными тарелками и переливными устройствами
диспергируемая фаза, проходя через отверстия
тарелок, многократно дробится на капли, а
сплошная фаза движется перекрестным током
в межтарельчатом пространстве и через сли-
вы перетекает с тарелки на тарелку (рис. 5.6.2).
Рис. 5.6.1. Распылительный колонный
экстрактор:
1 - корпус; 2 - распылитель легкой жидкости
(дисперсной фазы); 3 - поверхность раздела фаз;
4 - гидравлический затвор
Рис. 5.6.2. Ситчатый экстрактор:
1 - поверхность раздела фаз (при диспергировании
легкой фазы), 2 - граница коалесценции капель;
3 - подпорный слой; 4 - перфорированная тарелка;
5 - переливное устройство
590
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Капли, пройдя сквозь отверстия тарелок, коа-
лесцируют и образуют подпорный слой под
каждой тарелкой или над ней, в зависимости от
того, какая фаза диспергируется: легкая (ЛФ)
или тяжелая (ТФ).
Ситчатые гравитационные экстракторы
отличаются высокой производительностью
(уступая лишь распылительным колоннам), а
также надежностью в работе. Благодаря сек-
ционированию продольное перемешивание в
этих экстракторах невелико. Вместе с тем, они
не пригодны для обработки жидкостей с малой
разностью плотностей (ориентировочно менее
50 кг/м3), содержащих твердые примеси в ко-
личествах > 0,1 % (по массе).
В насадочных колоннах для уменьшения
продольного перемешивания экстракционную
колонну заполняют насадкой, которая служит
одновременно для ускорения протекания про-
цессов коалесценции и диспергирования ка-
пель дисперсной фазы. Насадочные колонны
используют в основном для систем, не имею-
щих твердой фазы. В них можно достичь сте-
пени извлечения, соответствующей несколь-
ким теоретическим ступеням разделения.
Колонные экстракторы с вводом энер-
гии. Роторные колонные экстракторы - ро-
торно-дисковые, роторные с мешалками и го-
ризонтальные роторные [25, 67, 78] получили
широкое распространение в промышленности.
Основными достоинствами этих аппара-
тов являются:
высокая интенсивность массопередачи, в
том числе при обработке трудноэкстрагируе-
мых систем, состоящих из жидкостей с повы-
шенной вязкостью и отличающихся большими
значениями отношения межфазного натяжения
к разности плотностей фаз;
гибкость в работе, обусловленная воз-
можностью варьирования интенсивностью
массопередачи и производительности, за счет
изменения частоты вращения ротора;
возможность эксплуатации аппаратов
большой единичной мощности, отличающихся
высокой надежностью в работе;
малая чувствительность к умеренным со-
держаниям примесей твердой фазы в жидко-
сти.
В роторно-дисковых экстракторах по оси
колонны вращается ротор-вал, на который на-
сажены плоские диски, перемешивающие жид-
кость (рис. 5.6.3). Колонна делится на секции
кольцевыми перегородками, укрепленными на
стенках обечайки аппарата, причем диски на-
Рис. 5.6.3. Схемы роторно-дисковых экстракторов:
а - однороторный; б - многороторный; в - асимметричный роторный; 1 - корпус; 2 - ротор с плоскими
дисками; 3 - отстойные кольцевые секции; 4,5- верхняя и нижняя разделительные камеры соответственно
для отстоя и вывода легкой и тяжелой фаз; 6 - боковая разделительная камера для разделения и вывода фаз
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
591
ходятся на середине высоты каждой секции.
Движущиеся противотоком жидкие фазы сме-
шиваются в каждой секции и в некоторой сте-
пени разделяются при обтекании неподвижных
кольцевых перегородок, ограничивающих сек-
ции, и у стенок обечайки аппарата. В верхней и
нижней частях колонны расположены отстой-
ные зоны. Высота рабочей зоны (участок с
кольцевыми перегородками и дисками) опре-
деляется свойствами обрабатываемой экстрак-
ционной системы, т.е. числом теоретических
ступеней для разделения компонентов.
Производительность и эффективность ро-
торно-дискового экстрактора зависит от часто-
ты вращения ротора, соотношения размеров
дисков и кольцевых перегородок, расстояния
между ними, соотношения расходов фаз.
Роторные колонны с мешалками исполь-
зуют в целях интенсификации процесса мас-
собмена экстракционных процессов за счет
увеличения межфазной поверхности.
Мешалки располагаются на центральном
валу (рис. 5.6.4). Секционирование осуществ-
ляется за счет горизонтальных кольцевых пе-
регородок. Верх и низ колонны служат для от-
стаивания.
Для повышения турбулентности жидко-
сти в колоннах устанавливают отражательные
перегородки. Оптимальная частота вращения
вала мешалки определяется для каждой систе-
мы индивидуально.
Колонны с механическим перемешивани-
ем отличаются простотой конструкции пере-
мешивающего устройства, малым расходом
энергии, простотой обслуживания и низкой
чувствительностью к твердым примесям.
Стоимость механических экс[ракционных ко-
лонн на 30.. .50 % ниже стоимости тарельчатых
и насадочных колонн.
К горизонтальным роторным экстракто-
рам относится горизонтальный разбрызгиваю-
ще-черпаковый экстрактор (рис. 5.6.5) [78].
Внутри горизонтального цилиндрического кор-
пуса 1 на центральном валу 2 смонтированы
диски 3, между которыми расположен ряд чер-
паков (ковшей) 4. Жидкости движутся проти-
вотоком по периферийному щелевому про-
странству между стенкой корпуса / экстракто-
ра и черпаками 4. Сечение щелевого канала для
прохода жидкостей выбирают таким, чтобы
общий перепад давлений был не слишком ве-
лик. но достаточен для сведения к минимуму
продольного перемешивания При медленном
вращении ротора каждая из фаз диспергирует-
ся одна в другой, что является принципиальной
особенностью аппарата данной конструкции.
Рис. 5.6.4. Схемы экстракционных колонн с мешалками:
а, б - с плосколопастными мешалками; в - с турбинными мешалками, 1 - корпус. 2 - вал, 3 - плосколопастные
мешалки; 4 - кольцевые перегородки; 5 - перфорированные перегородки, 6 - турбинные мешалки
592
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Рис. 5.6.5. Горизонтальный роторный экстрактор
В вибрационных экстракторах исполь-
зуются пульсации малой амплитуды и высокой
частоты (рис. 5.6.6) [78]. Перемешивание фаз
осуществляется при помощи движущихся ме-
ханических органов, размещенных внутри ко-
лонны (пакета тарелок с отверстиями). Тарелки
в колонне крепятся к общему стержню и со-
вершают возвратно-поступательное движение.
Продольное перемешивание в вибраци-
онной колонне увеличивается с повышением
частоты вибраций, диаметра отверстий в та-
релках и расстояния между ними. Для умень-
шения продольного перемешивания вибри-
рующие тарелки занимают не все сечение ап-
парата, а сплошная фаза движется не через от-
верстия в тарелках, где образуются капли, а в
межтарельчатом пространстве.
С целью нахождения компромисса между
предельной производительностью и интенсив-
ностью массопередачи разработана конструк-
ция вибрационного экстрактора, получившего
промышленное применение. В корпусе 1 ко-
лонны на центральном штоке 2 вибрирует па-
кет ситчатых тарелок 3, имеющих срезанные в
виде сегмента кромки у противоположных
концов смежных тарелок (рис. 5.6.7, а). При
этом в смежных тарелках образуются каналы,
смещенные друг относительно друга на угол
180°, так что взаимное направление фаз в ко-
лонне приближается к перекрестному току.
Тот же принцип несколько иначе реали-
зован в динамически уравновешенном экс-
тракторе (рис. 5.6.7, б), в котором осуществле-
но встречное движение соседних тарелок. Та-
релки делятся на две равные группы, причем
Рис. 5.6.6. Схемы вибрационных колонн:
а - с перфорированными тарелками; б - с тарелками и кольцевыми перегородками; в - с отбортованными
тарелками; г - с тарелками, снабженными переливными устройствами; 1 - корпус; 2 - шток;
3 - перфорированная тарелка; 4 - кольцевая перегородка; 5 - тарелка с отбортовкой;
б - тарелка с переливным устройством
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
593
Рис. 5.6.7. Вибрационные экстракторы:
а - динамически неуравновешенный; б - динамически уравновешенный; 1 - корпус; 2 - шток;
3 - ситчатая тарелка со срезанным сегментом
тарелки одной группы чередуются с тарелками
другой. Каждая группа имеет самостоятельные
приводы, штоки которых свободно, с зазором,
проходят сквозь отверстия тарелок другой
группы. Штоки соединены с коленчатым ва-
лом; кривошипы вала сообщают двум группам
тарелок возвратно-поступательное движение,
смещенное по фазе на 180°.
Недостатком всех вибрационных экстрак-
торов (по сравнению с пульсационными) явля-
ется необходимость зазора между кромками
вибрирующих тарелок и внутренней поверхно-
стью стенок аппарата. Наличие зазора способ-
ствует усилению продольного перемешивания
и поперечной неравномерности, причем отри-
цательное влияние байпасного движения жид-
костей через зазор может стать существенным
в аппаратах большой единичной мощности.
Опыт промышленной эксплуатации и ре-
комендации по расчету вибрационных экстрак-
торов освещены в монографии [17].
Пульсационные ситчатые колонны со-
стоят из непосредственно технологического
аппарата, пневматической системы пульсаций,
включающей пульсационную камеру (аккуму-
лятор энергии импульсов), пульсопровод (пе-
редатчик импульсов), генератор импульсов
(пульсатор) и вспомогательного оборудования
[27].
Генератор импульсов через пульсопровод
генерирует в пульсационной камере импульсы
определенной мощности и приводит в колеба-
тельное движение жидкостную систему. При
движении пульсирующего потока через встро-
енные в аппарат неподвижные устройства
обеспечивается требуемый гидродинамический
режим движения потока и смешения фаз. Ко-
лонны работают при противоточном и прямо-
точном движении фаз (рис. 5.6.8).
Колонна снабжается ситчатыми тарелка-
ми без патрубков для перетока сплошной фазы
(рис. 5.6.9). В качестве пульсатора, обеспечи-
вающего колебательные движения небольшой
594
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Рис. 5.6.8. Схемы пульсационных колонных аппаратов:
а - при диспергировании легкой фазы, б - при диспергировании тяжелой фазы,
в - с двумя сплошными фазами, г - с распределительной насадкой КРИМЗ
я) б) в) г)
Рис. 5.6.9. Пульсаторы:
1 - корпус экстрактора; 2 - перфорированная тарелка. 3 - бесклапанный поршневой насос, 4 - мембрана,
5 - сильфон
амплитуды (тт=1О...25 мм) и определенной
частоты / чаще всего используют бесклапан-
ный поршневой насос, присоединенный трубой
к днищу колонны (рис. 5.6.9. а) или к линии
подачи легкой жидкости (рис. 5.6.9, б). При со-
общении жидкости пульсаций происходит
многократное тонкое диспергирование одной
из фаз, что обусловливает интенсивную массо-
передачу. Помимо ситчатых экстракторов при-
меняются насадочные п\льсационные колон-
ны.
Для надежного отделения механизма
пульсатора от рабочей среды при обработке
химически агрессивных и радиоактивных ве-
ществ применяют мембрану (рис. 5.6.9. в),
сильфон (рис. 5.6.9. ?) или пневматическое уст-
ройство. В последнем случае между поршнем
пульсатора и колонной помещают слой возду-
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
595
ха, который попеременно расширяется и сжи-
мается, сообщая колебания жидкости в колон-
не.
Для улучшения диспергирования фаз в
пульсационных колоннах устанавливают рас-
пределительные насадки.
Затраты мощности на перемешивание в
пульсационных колоннах в несколько раз вы-
ше, чем у экстракторов с механическим пере-
мешиванием. Поэтому их применение оправ-
дано лишь в очень ограниченных случаях, на-
пример, когда особые условия производства
требуют дистанционного управления или не-
возможно обслуживать движущиеся части не-
посредственно в рабочей зоне. Такие аппараты
рассчитаны на производительность до
5... 10 м3/ч.
Основным достоинством пульсационных
колонн является возможность увеличения тур-
булентности потоков равномерно по всему
объему аппарата, в результате чего получаются
капли одинакового размера.
В пульсационных насадочных экстракто-
рах интенсификация процесса достигается за
счет турбулизации жидкости и увеличения по-
верхности контакта фаз под действием пульса-
ций при многократных соударениях капель с
насадкой и их деформации [27].
Насадочные колонны с пульсацией могут
стабильно работать, обеспечивая интенсив-
ность массообмена в несколько раз большую,
чем гравитационные насадочные колонны.
Предпочтительная область их применения -
обработка жидкостей, требующих полной изо-
ляции рабочей среды от обслуживающего пер-
сонала; кроме того, они более приспособлены
для работы на загрязненных жидкостях, чем
обычные насадочные колонны, но менее при-
годны для легко эмульгируемых жидкостей.
Смесительно-отстойные экстракторы.
К старейшим экстракционным аппаратам отно-
сятся горизонтальные смесители-отстойники.
Они состоят из ряда ступеней, причем каждая
включает смесительную и отстойную камеры,
в которых фазы движутся прямотоком, в то
время как аппарат в целом работает по прин-
ципу противотока фаз [25, 27, 67, 78].
Для непрерывнодействующих горизон-
тальных смесителей-отстойников с механиче-
ским перемешиванием характерны следующие
достоинства:
высокая эффективность ступеней, кото-
рая может приближаться к эффективности рав-
новесной (теоретической)ступени;
гибкость конструкции, позволяющей в
случае необходимости легко изменять число
ступеней аппарата;
пригодность для работы в широких пре-
делах изменения физических свойств и объем-
ного соотношения фаз;
легкое масштабирование:
сохранение концентраций фаз по ступе-
ням после остановки, что обеспечивает быст-
рый последующий ввод аппарата в нормаль-
ную эксплуатацию.
Экстрактор смеситель-отстойник Эде-
леану (рис. 5.6.10) представляет каскад отдель-
но расположенных смесительных 1 и отстой-
ных 3 камер. Тяжелая фаза (ТФ) в нем перете-
кает самотеком, легкая (ЛФ) подается насоса-
ми. Недостатком аппарата является необходи-
мость поддержания определенного уровня раз-
дела фаз в каждой секции, большая площадь,
занимаемая им, и наличие двух разных меха-
низмов для каждой экстракционной ступени.
Насосно-отстойные экстракторы не со-
держат смесительных камер, их заменяют на-
сосы, позволяющие уменьшить объем аппарата
(рис. 5.6.11, а). Кроме того, высокая степень
диспергирования фаз в насосах обеспечивает
минимальное время контактирования. Совер-
шенствование конструкций этих аппаратов
привело к созданию однокорпусного экстрак-
тора (рис. 5.6.11, б, в).
Общий недостаток насосно-отстойных
экстракторов - наличие большого количества
механизмов, нуждающихся в обслуживании, и
Рис. 5.6.10. Экстрактор Эделеану:
/ - смесительная камера; 2 - мешалка, 3 - отстойная
камера, 4 - насос, 5 - патрубок ввода эмульсии
в отстойную камеру
596
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
б)
Рис. 5.6.11. Схемы насосно-отстойных
экстракторов с разнесенными отстойными
камерами (а) и однокорпусного (бу.
1 - насос; 2 - отстойная камера
возможность потерь реагентов через уплотне-
ния.
Смесительно-отстойные ящичные экс-
тракторы применяют на разделительных ус-
тановках различной производительности [17,
78]. В таком аппарате интенсивность смеше-
ния, поверхность массообмена и движение тя-
желой фазы обеспечиваются импеллерными
мешалками 6 (рис. 5.6.12. а). Легкая фаза дви-
жется самотеком или принудительно (рис.
5.6.12, б, в). Конструкция позволяет осущест-
вить рециркуляцию любой из фаз, а регулиро-
вание уровня раздела на выходе тяжелого реа-
гента можно производить при помощи специ-
альной камеры, находящейся под дополни-
тельным давлением воздуха.
В настоящее время для ряда отраслей
промышленности требуются смесительно-
отстойные экстракторы большой производи-
тельности (1000... 1500 м3/ч и более), состоя-
щие из десятков ступеней.
На рис. 5.6.13 показана схема смеситель-
но-отстойного экстрактора с раздельными пе-
ремешивающими и транспортирующими уст-
ройствами на одном вал\.
Рис. 5.6.12. Смеситель-отстойник КАРЬ (а) и различные схемы поступления легкой фазы в его
смесительную камеру принудительно (б) и самотеком (в):
1 - гидрозатвор импеллерной мешалки; 2 - отстойная камера; 3 - жалюзи; 4 - отверстие для перетока легкой
фазы, 5 - смесительная камера, 6 - импеллерная мешалка, 7- отверстие для перетока тяжелой фазы
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
597
Рис. 5.6.13. Схема смесительно-отстойного экстрактора с раздельными перемешивающими
и транспортирующими устройствами на одном валу:
1 - смеситель; 2 - пропеллерная мешалка; 3 - осевой насос; 4 - труба-диффузор; 5 - направляющие лопатки;
6 - прямоугольный лоток; 7- отстойник; 8 - успокоительные перегородки
Рис. 5.6.14. Схема смесителя смесительно-отстойного экстрактора для систем, требующих малого
времени контакта фаз:
7 - корпус; 2 - мешалка; 3 - диски; 4 - камера; 5 - лопатки; б - крышка; 7 - канал, 8 - труба
Для обработки легко эмульгируемых сис-
тем, чувствительных к срезающим усилиям,
создаваемым мешалкой, разработаны промыш-
ленные аппараты, в которых эффективное вре-
мя пребывания составляет лишь 10...20 с. Сме-
ситель аппарата такого типа имеет цилиндри-
ческий корпус 7, снабженный мешалкой 2, вы-
полняющий функции одновременно смеси-
тельного и насосного устройств (рис. 5.6.14).
Диаметр мешалки составляет 70...90 % диа-
метра смесителя. Мешалка снабжена большим
числом лопаток и находится между двумя не-
подвижными горизонтальными дисками 3. Над
мешалкой и под ней расположены рециркуля-
ционные камеры 4. Для ускорения циркуляции
по траекториям, указанным стрелками, камеры
снабжены криволинейными перегородками;
при этом скорости жидкостей при рециркуля-
ции не менее чем на порядок выше их скорости
при поступлении к мешалке.
Сверху объем смесителя ограничен глу-
хой коаксиальной цилиндрической крышкой 6.
Над ней расположен периферийный кольцевой
канал 7, по которому эмульсия поднимается, а
затем по переливной трубе 8 поступает танген-
циально в компактный отстойник. Камера от-
стойника делится неподвижными перегород-
ками, слегка наклоненными в направлении
598
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
движения эмульсии, на 40 - 50 отсеков, благо-
даря чему отстаивание протекает в слоях тол-
щиной 20...30 мм. Производительность аппа-
рата (при диаметре смесителя 1270 мм) дости-
гает 200 м3/ч.
Смесительно-отстойные пульсационные
экстракторы имеют неподвижные перемеши-
вающие и транспортирующие устройства (рис.
5.6.15). Их применяют в ряде случаев, когда
присутствие в реакционной зоне движущихся
элементов (мешалок) является нежелательным,
например при переработке высокотоксичных,
летучих и коррозионных реагентов.
Основные достоинства смесительно-
отстойных пульсационных аппаратов являют-
ся: возможность достижения необходимого
числа ступеней контакта и требуемого времени
контактирования в каждой ступени; незначи-
тельное влияние изменения нагрузки на техно-
логические показатели процесса (КПД, унос
фаз и т.д.); возможность работы на разных сис-
темах без изменения конструкции аппарата;
одинаковые гидродинамические характеристи-
ки каждой секции; небольшая высота.
К недостаткам пульсационных смеси-
тельно-отстойных аппаратов относятся: непри-
годность для систем, образующих стойкие
эмульсии; большая площадь отстойника для
разделения фаз: длительный период выхода на
стационарный режим работы; увеличенное ко-
личество незавершенной продукции из-за
большого объема экстрагента в аппарате.
Центробежные дифференциально-кон-
тактные экстракторы. Отличительной осо-
бенностью центробежных экстракторов явля-
Рис. 5.6.15. Схема смесительно-отстойного
пульсационного экстрактора с самотечной
транспортировкой фаз:
1 - отстойная камера; 2 - смесительная камера;
3 - пульсационное перемешивающее устройство;
4, 5- переточные отверстия для легкой и тяжелой
фаз
ется существенное ускорение в них процессов
смешения и разделения жидких фаз в поле цен-
тробежных сил и, соответственно, малое время
пребывания разделяемых жидкостей, обычно
исчисляемое секундами и не превышающее
минут. Эти экстракторы могут успешно рабо-
тать на системах жидкость - жидкость с малой
разностью плотностей и при малой объемной
доле экстрагента. Эти достоинства имеют ре-
шающее значение при выборе относительно
дорогих (по капитальным затратам и эксплуа-
тационным расходам) центробежных экстрак-
ционных машин для обработки лабильных и
легко эмульгируемых продуктов.
Центробежные экстракторы делятся на
две основные группы:
1) дифференциально-контактные, в кото-
рых процесс протекает при близком к непре-
рывному контактировании движущихся
встречных потоков фаз;
2) камерные, или дискретно-ступенчатые,
состоящие из отдельных ступеней (камер), в
каждой из которых осуществляются последо-
вательно смешение и разделение движущихся
противотоком фаз [76. 78].
Экстрактором дифференциально-кон-
тактного типа является центробежный экс-
трактор (рис. 5.6.16). Он имеет цилиндриче-
ский ротор 7, закрепленный на полом горизон-
тальном валу 2. Ротор и вал вращаются с
большой скоростью (1200...5000 мин’1) в опо-
рах станины 3. Ротор заключен в кожух 4 со
съемной крышкой. На концах полого вала
имеются каналы, через которые легкая ЛФ и
тяжелая ТФ фазы раздельно подаются в ротор
и отводятся из него. Вал приводится во враще-
ние через клиноременную передачу 5.
Корпус ротора состоит из внутренней и
наружной концентрических обечаек 6 и 7. за-
крытых с торцов боковыми стенками. Внутри
ротора находится пакет концентрических ци-
линдров 8, расположенный с зазором относи-
тельно боковых стенок корпуса; цилиндры за-
креплены в двух боковых дисках. Цилиндры
имеют отверстия круглые плоские либо в виде
коротких сопел, либо прямоугольной формы с
отбортовкой, от чего существенно зависит эф-
фективность разделения фаз. Отверстия в
смежных цилиндрах расположены взаимно
противоположными группами, что позволяет
удлинить путь и увеличить продолжительность
контакта жидкостей.
Взаимодействующие жидкости подают
под избыточным давлением через каналы вала 2;
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
599
Рис. 5.6.16. Центробежный дифференциально-контактный экстрактор Подбильняка
при этом тяжелая жидкость поступает в ротор
через сопла у его внутренней обечайки б, а
легкая - через сопла у наружной обечайки 7.
Через контактные элементы (цилиндры) жид-
кости движутся противотоком, многократно
перемешиваясь друг с другом (при истечении
тяжелой жидкости через отверстия) и сразу же
разделяясь в каналах между цилиндрами под
действием центробежных сил. Многократное
противоточное перемешивание фаз является
характерным признаком центробежных экс-
тракторов этого типа. Рафинат и экстракт уда-
ляются через раздельные коаксиальные каналы
в цапфах вала 2.
В других конструкциях дифференциаль-
но-контактных центробежных экстракторах
увеличение эффективности реализуется за счет
удлинения пути контактирования жидкостей.
К числу таких аппаратов относятся вертикаль-
ные экстракторы «Альфа-Лаваль», у которых
достигается эффективность разделения, соот-
ветствующая 3-20 теоретическим ступеням, а
также горизонтальные экстракторы «Квадро-
ник» (США).
В НИИХИММАШе разработаны одноро-
торные (ЭГН) и двухроторные (ЭЦД) эффек-
тивные центробежные экстракторы, пригодные
для разделения на компоненты в одном аппа-
рате экстракционных систем, требующих до
пяти-шести (предельно - до восьми) теорети-
ческих ступеней [76, 78].
Центробежные однороторные экстрак-
торы ЭГН. Особенностью этих экстракторов
является наличие в роторе двух разделенных
продольной перегородкой и параллельно рабо-
тающих пакетов контактных цилиндров с от-
верстиями. Площадь отверстий уменьшается с
увеличением диаметра соосных цилиндров, а
сами отверстия выполнены с учетом влияния
кориолисова ускорения на движение жидко-
стей в межцилиндровом пространстве. Эти
конструктивные усовершенствования позволи-
ли уменьшить гидравлическое сопротивление,
устранить образование в роторе застойных зон,
увеличить площадь поверхности контакта фаз,
а следовательно, повысить эффективность ап-
парата.
Центробежный двухроторный экстрак-
тор ЭЦД (рис. 5.6.17) имеет соосно располо-
женные наружный 1 и внутренний 2 роторы с
независимыми приводами. Роторы вращаются
в одну сторону, но с различными скоростями.
Внутренний ротор снабжен мешалками 3. На
внутренней поверхности ротора 1 имеются
кольцевые перегородки 4 с отверстиями, с по-
мощью которых пространство между роторами
600
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Рис. 5.6.17. Двухроторный центробежный экстрактор ЭИД конструкции НИИХИММАШа
разделяется на смесительные зоны, в которых
происходит перемешивание фаз мешалками, и
отстойные зоны. Жидкости поступают самоте-
ком через противоположные цапфы ротора 2 и
движутся противотоком, последовательно сме-
шиваясь и расслаиваясь (с образованием двух
кольцевых слоев) в роторе 7. Слив жидкостей
осуществляется через переливы 5 и 6 в обособ-
ленные камеры кожуха аппарата, из которых
они удаляются. Изменяя разность частот вра-
щения роторов 7 и 2, регулируют интенсив-
ность смешения фаз, т.е. подбирают оптималь-
ную скорость массообмена. Разделение фаз
происходит в поле центробежных сил при
вращении ротора 7.
Транспортирование фаз через аппарат
происходит также за счет разности скоростей
вращения роторов 7 и 2.
Центробежные ступенчатые экстрак-
торы. Преимуществом многоступенчатых цен-
тробежных экстракторов является меньшее
число приводов в экстракционной установке.
Это особенно важно, когда экстракционная
схема состоит из нескольких десятков или со-
тен ступеней. К недостаткам этих экстракторов
следует отнести их относительную сложность в
изготовлении и обслуживании.
По способу смешения фаз многоступен-
чатые центробежные экстракторы можно раз-
делить на две группы: 1) дробление дисперс-
ной фазы в сплошной происходит в соплах
различных конструкций в гравитационном по-
ле; 2) смешение фаз осуществляется с помо-
щью различных механических устройств (ме-
шалок, лопаток и др.) в центробежном поле.
К группе ступенчатых центробежных ап-
паратов относится экстрактор Лурги - Вестфа-
лия («Лувеста»), представляющий собой цен-
трифугу с внутренним устройством в виде двух
или трех ступеней, или смесительно-раздели-
тельных камер.
Трехступенчатый экстрактор «Луве-
ста» включает ротор 7 с нижним приводом 2
(рис. 5.6.18). По оси ротора расположен непод-
вижно закрепленный в кожухе экстрактора
узел 3 ввода и вывода жидкостей с отверстия-
ми и каналами, через которые жидкости пода-
ются и отводятся, перемещаясь со ступени на
ступень. Ступени отделены друг от друга не-
подвижными разделительными тарелками 4. В
каждой ступени находятся напорные диски 5 и
б, предназначенные для прямоточного смеше-
ния и транспортирования жидкостей, и пакет
ОБОРУДОВАНИЕ ДЛЯ ЖИДКОСТНОЙ ЭКСТРАКЦИИ
601
Рис. 5.6.18. Трехступенчатый центробежный камерный экстрактор «Лувеста»:
I, II, III - ступени; I - ротор, 2 - привод ротора, 3 - узел ввода и вывода жидкостей,
4', 4", 4"' - разделительные тарелки, 5', 5'2 5”', 6', 6", 6"’ - напорные диски, 7 - тарелки;
8, 10, 11, 13 - каналы, 9 - ребро; 12 - отверстия
тарелок 7, в пространствах между которыми
осуществляется тонкослойное разделение жид-
костей.
Траектория движения тяжелой фазы по-
казана сплошной линией, легкой фазы - пунк-
тирной, а их смеси - штрихпунктирной линией.
Исходные фазы поступают в ротор самотеком.
Тяжелая фаза по каналу 8 узла 3 подается на
ступень /. Сюда же, в пространство под узлом
3, со ступени II через диск 5" и канал 9 подает-
ся легкая фаза. Смесь жидкостей движется
вниз через пространство, разделенное ребрами
9', и поступает в межтарелочные пространства.
где происходит разделение фаз (пакет тарелок
7 показан условно лишь в ступени If). Легкая
фаза под действием центростремительных сил
выводится из ступени I через диск 5', а тяжелая
фаза отбрасывается к периферии ступени и на-
правляется через канал под разделительной та-
релкой 4' к диску 6'.К этому же диску со сту-
пени III (через диск 5”' по каналу 10) подается
легкая фаза. Образовавшаяся смесь жидкостей
направляется по каналу / / через отверстия 12 в
пространство между ребрами 4”. откуда она
поступает в межтарельчатые пространства сту-
пени II. Аналогично протекают процессы сме-
602
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
шения и разделения фаз в ступени III, причем к
напорному диску 6” по каналу 13 поступает
исходная легкая фаза (обычно свежий экстра-
гент). Тяжелая фаза выводится из аппарата
верхним диском 6”', а легкая - нижним дис-
ком 5'.
Таким образом, в пределах каждой ступе-
ни осуществляется прямоточное смешение фаз,
в то время как работа аппарата в целом проис-
ходит по принципу противоточного их движе-
ния. В каждой ступени за очень короткое время
контактирования практически достигается фа-
зовое равновесие. Соответственно эффектив-
ность одной ступени очень близка или равна
одной теоретической ступени разделения.
Одноступенчатые центробежные экс-
тракторы ЦЕНТРЭК НИКИМТа [35], обладая
общими для всех центробежных экстракторов
достоинствами, имеют ряд преимуществ перед
многоступенчатыми:
легко компонуются в установки с любым
количеством ступеней;
легко осуществляется управление уста-
новкой с любым количеством ступеней;
при остановках каскадов из одноступен-
чатых центробежных экстракторов растворы
остаются в ступенях, фронт концентраций по
каскаду при этом не нарушается, и последую-
щий пуск с выходом на стационарный режим
происходит очень быстро;
имеют более простую конструкцию и, что
особенно важно, проще демонтаж, ремонт и
замена неисправной ступени;
могут быть разработаны на более высо-
кую производительность, чем многоступенча-
тые.
Центробежные модульные и блочные
экстракторы ЭЦБ НИКИМТа разработаны в
трех исполнениях [35]:
1) в корпусе объединены перетоки между
ступенями, кольцевые сборники фаз и смеси-
тельные камеры (блочный центробежный экс-
тракционный аппарат ЭЦБ80-4 производитель-
ностью до 0,4 м3/ч) (рис. 5.6.19, а). Такая кон-
струкция наиболее пригодна для экстракторов
малой производительности;
2) в корпусе объединены перетоки между
ступенями и смесительные камеры (блочный
центробежный экстракционный аппарат
ЭЦБ400-4 производительностью до 20 м3/ч)
(рис. 5.6.19, б). Экстрактор предназначен для
процессов с медленной кинетикой массопере-
дачи;
Рис. 5.6.19. Четырехступенчатый блочный
экстракционный аппарат:
а - ЭЦБ80-4; б - центробежный ЭЦБ400-4
3) в корпусе объединены только перетоки
между ступенями (блочный центробежный
экстракционный аппарат ЭЦБ 125-6 производи-
тельностью до 1,5 м3/ч). Аппараты такого типа
могут быть использованы для ядерно-безо-
пасных процессов.
Методы инженерных расчетов жидкост-
ных экстракторов приведены в работах [5, 17.
25, 35, 45, 58, 65, 76].
5.6.2. ТВЕРДОФАЗНЫЕ ЭКСТРАКТОРЫ
Твердофазные экстракторы служат для
извлечения целевых компонентов из твердых,
как правило, пористых материалов растворите-
лями и отделения полученных растворов этих
компонентов в растворителях от отработанных
твердых пористых веществ [51,54].
Необходимо отметить, что в литературе
нет единого мнения по разграничению понятий
«растворение», «выщелачивание», «экстраги-
рование». Во многих случаях обобщающим
термином считают экстрагирование - способ
разделения смеси жидких или твердых веществ
с помощью избирательных растворителей.
Растворение считают простейшим случа-
ем процесса экстрагирования из твердой фазы
(твердое тело однородно и целиком состоит из
растворимого в данной жидкости вещества).
ТВЕРДОФАЗНЫЕ ЭКСТРАКТОРЫ
603
Процессы экстрагирования и выщелачивания
характеризуются тем, что в них исходная твер-
дая фаза всегда содержит как растворимые (це-
левые компоненты), так и нерастворимые
(твердый скелет-носитель) вещества. При экст-
рагировании извлекаемые продукты диффун-
дируют из пор исходной твердой фазы к ее по-
верхности. Однако при растворении продукта,
состоящего из двух или нескольких компонен-
тов, скорость растворения которых различная,
можно наблюдать аналогичную картину: мед-
ленно растворяющийся компонент образует
пористую структуру, в которой диффундируют
продукты растворения более легко и быстро
растворяющихся компонентов, а также раство-
ритель.
Реакции растворения, как правило, вклю-
чают три стадии: 1) перенос растворителя к по-
верхности, на которой происходит его взаимо-
действие с растворяемым веществом; 2) собст-
венно химическая реакция и образование соль-
ватов; 3) отвод продуктов реакции от реакци-
онной поверхности.
Экстракционные твердофазные процессы
часто называют диффузионными, так как дви-
жущей силой переноса целевых компонентов
из исходной смеси в экстрагент является раз-
ность концентраций. Как и все диффузионные
процессы, экстрагирование зависит от темпе-
ратуры и других параметров, определяющих
физические условия процесса. Температура
существенно влияет на кинетику экстрагирова-
ния: с ее повышением увеличивается скорость
извлечения, однако из-за свойств обрабатывае-
мых материалов в промышленной практике
обычно экстрагирование проводят при умерен-
ных температурах (ниже 150 °C) или даже при
температурах ниже температуры окружающей
среды (сжиженными газами в качестве экстра-
гентов). Скорость диффузионного извлечения
существенно зависит от величины энергии ак-
тивации Еакт, которая является усредненной ха-
рактеристикой процесса.
Применение повышенных температур по-
зволяет проводить экстрагирование при мень-
ших скоростях экстрагента: с повышением
температуры процесса до 60 °C скорость обте-
кания частиц основным потоком растворителя
можно уменьшить в 1,5-2 раза. В промыш-
ленной практике экстрагирование обычно ве-
дут при атмосферном давлении и, лишь в от-
дельных случаях (при большой летучести экст-
рагента), при повышенном.
При проведении экстрагирования, выще-
лачивания или растворения используют ряд
вспомогательных процессов: подготовку сы-
рья; подготовку и регенерацию экстрагента;
перемешивание, а также разделение суспензий
отстаиванием, центрифугированием, кристал-
лизацией и др.
Существует множество моделей экстрак-
ционных процессов для условий непрерывно-
сти или периодичности их протекания, а также
различного направления основных потоков
(прямо- и противотока, перекрестного тока)
исходного материала и экстрагента.
Гидродинамика процессов тесно связана
с выявлением структуры потоков, установле-
нием влияния их относительных скоростей, пе-
ремешивания, наличия застойных зон и др. и, в
конечном счете, определяет основные энерге-
тические затраты.
Классификация экстракторов. Твердо-
фазные экстракторы можно систематизировать
по следующим классификационным призна-
кам: по режиму работы - периодического, по-
лупериодического и непрерывного действия;
по взаимному направлению движения экстра-
гента и твердой фазы - противоточные, прямо-
точные, с периодическим процессом, с процес-
сом полного смешения, с процессом в слое и
комбинированные; по характеру циркуляции
экстрагента - с однократным прохождением, с
рециркуляцией экстрагента и оросительные; по
давлению в экстракторе - работающие под ат-
мосферным давлением, под вакуумом и под
избыточным давлением; по свойствам обраба-
тываемой твердой фазы - для крупнозерни-
стых. мелкозернистых, тонкодисперсных, пас-
тообразных. волокнистых и других материа-
лов; по гидродинамическому характеру про-
цесса. протекающего в аппарате. - с непод-
вижным, движущимся и взвешенным слоем
твердых частиц.
По направлению и способу транспорти-
рования твердого материала и экстракта, кон-
струкции аппаратов подразделяют на шесть
основных типов: карусельные; конвейерные;
вертикальные колонные; горизонтальные шне-
ковые и лопастные; барабанные; смесительно-
разделительные экстракционные установки.
Кроме того, экстракторы классифициру-
ют на две большие группы: 1) аппараты с ме-
ханическими транспортирующими устройст-
вами; 2) аппараты, в которых для транспорта
контактирующих фаз используется энергия
жидкой или паровой (газовой) фаз. участвую-
604
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
щих в процессе и вводимых извне специально
для этой цели.
Аппараты с механическими транспор-
тирующими устройствами. Экстракторы с
механическими транспортирующими устрой-
ствами в свою очередь подразделяются на ка-
русельные, конвейерные и колонные.
Карусельные экстракторы работают по
принципу периодического заполнения экстра-
гируемым материалом с последующим опо-
рожнением отдельных секций (ячеек). В кару-
сельном экстракторе с прижимными решетка-
ми горизонтальный ротор образован наружной
1 и внутренней 2 цилиндрическими стенками и
разделен радиальными перегородками на кон-
тактные ячейки (рис. 5.6.20). В нижней части
ротора находится неподвижная дренажная ре-
шетка 3, снабженная окном для выгрузки твер-
дого остатка. Ротор закреплен с помощью кре-
стовины 4 на оси 5. Он опирается на ролики 6
через кольцевые опоры 7. Ротор периодически
вращается с помощью двух пар гидроцилинд-
ров, расположенных в диаметрально располо-
женных точках. Противоточная циркуляцион-
ная система растворителя состоит из оросите-
лей 8, сборников-поддонов 9, циркуляционных
насосов 10 и трубопроводов 77. Ороситель 8
представляет собой наклонный (с целью отвода
осевших в растворителе частиц) лист с отвер-
стиями.
Каждая контактная ячейка экстрактора
снабжена нажимной решеткой 72 с храповыми
зубчатыми зажимами 73, фиксируемыми на
стенках ротора штифтами 14. Нажимные ре-
шетки 72 состоят из продольных Т-образных
колосников 75, связанных поперечными круг-
Рис. 5.6.20. Схема карусельного экстрактора
с прижимными решетками
лыми стержнями 16. Решетка фиксируется на
слое материала пружинами 7 7, выравнивая
слой материала, улучшая условия смачивания
и контакта фаз.
В карусельном экстракторе с шиберными
секторными ячейками каждый сектор-шибер 7
днища соответствует в плане размерам ячейки
ротора 2 (рис. 5.6 21), перекрывая которую об-
разует закрытую снизу камеру 3 для обрабаты-
ваемого материала. Разгрузка ведется через
шахту 4. Секторы днища опираются роликами
на кольцевую направляющую 5 и по мере за-
полнения твердой фазой периодически приво-
дятся в движение толкателем 6. После выгруз-
ки закрытая камера 3 перемещается под раз-
грузочное устройство 7, а разгруженная ячейка
(без сектора-шибера) занимает ее место в про-
межутке между зонами загрузки и выгрузки.
Далее цикл повторяется.
Достоинства карусельных экстракторов -
соблюдение противотока между фазами, малая
степень разрушения частиц в процессе экстра-
гирования, хорошее использование объема ап-
парата, относительная простота конструкции.
В конвейерных экстракторах транспор-
тирующим органом может служить ленточный
горизонтальный, ленточно-рамный, ковшовый
(ячеечный) или шнековый конвейер. При этом
в разных конструкциях аппаратов продольная
ось конвейера, а также корпус аппарата могут
быть расположены вертикально, горизонтально
или под углом к горизонту.
Рис. 5.6.21. Карусельный экстрактор
с шиберными секторными ячейками
ТВЕРДОФАЗНЫЕ ЭКСТРАКТОРЫ
605
В оросительном ленточном экстракторе
(рис. 5.6.22) измельченный твердый материал
из бункера 1 поступает на ленточный конвейер
2 с отверстиями, свежий экстрагент подается в
левый распылитель 3, проходит поперек дви-
жущегося слоя дисперсного материала и стека-
ет в приемную емкость 4. Насос 5 подает еще
не полностью насыщенный экстракт на сле-
дующий участок слоя материала, и т. д. Про-
цесс в аппарате протекает по сложной схеме -
перекрестный ток фаз при переходе от участка
к участку и противоточное движение в целом.
Основное преимущество конструкции -
возможность получения экстракта высокой
концентрации с малым содержанием взвешен-
ных частиц.
Аппараты с ковшовыми и корзиночными
конвейерами фирм Бамаг, Окрим, Андерсон
(США) применяются в маслоэкстракционном
производстве.
Вертикальный шнековый экстрактор
для многотоннажного производства, работаю-
щий также по способу погружения, состоит из
загрузочной колонны 7, горизонтального звена
2 и экстракционной колонны 3 (рис. 5.6.23).
Внутри корпуса экстрактора (в каждой колон-
не) расположены рабочие шнеки 4 с отвер-
стиями, которые приводятся во вращение от
электродвигателей 5 через соответствующие
редукторы. Вал горизонтального шнека со-
ставляет одно целое с осью редуктора. В верх-
ней части шнекового вала колонны 3 установ-
лен полый вал 6, на нижнем конце которого
укреплен лопастной сбрасыватель шрота 7.
Внутри верхней части колонны 7 расположен
упорный кронштейн 8 для предотвращения
вращения загружаемого твердого материала
вместе со шнеком. Для предотвращения прово-
5 5
Мисцвлла
(отвод)
Рис. 5.6.22. Схема оросительного ленточного
экстрактора:
7 - экстрагент; 77- твердый материал; 777- экстракт;
7Е- отработанный материал
Рис. 5.6.23. Экстрактор НД-1250
рачивания материала горизонтальным шнеком
и шнеком экстракционной колонны 3 вдоль
образующей цилиндров установлены направ-
ляющие планки 9.
К группе конвейерных экстракторов
можно также отнести двухколонные U-образ-
ные экстракторы, башенные многоколонные
фирмы Олье (Франция), ковшовые фирмы
Больман (Германия).
Горизонтальные шнековые экстракторы
совершенствуются в направлении разработки
устройств, обеспечивающих улучшение массо-
обменных свойств слоя твердого материала. На
рис 5.6.24 в горизонтальном экстракторе с сек-
ционирующими шнеками твердая фаза через
606
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Рис. 5.6.24. Схема экстрактора
с секционирующими шнеками:
1 - бункер; 2 - корпус; 3 - окно; 4,5- штуцера
для ввода жидкости и вывода твердого остатка;
6 - сплошной вал; 7 - мешалка; 8 - перегородка;
9 - прерывистый шнек; 10 - полый вал
загрузочный бункер 1 поступает на сплошную
часть шнека 2 и перемещается вдоль оси
вплоть до первой секции. В секции пропеллер-
ной мешалкой 7 создают циркуляционные то-
ки. Растворяющая жидкость и твердая фаза
движутся в пределах секции по замкнутой тра-
ектории. Мешалками в соседних секциях соз-
дают движение в противоположных направле-
ниях - все это вместе с перегородками и лопа-
стями прерывистого шнека препятствует про-
дольному перемешиванию.
При вращении прерывистого шнека твер-
дая фаза последовательно перемещается из
секции в секцию, причем время пребывания ее
в каждой секции определяется и регулируется
частотой вращения шнека. Жидкость, много-
кратно циркулируя вместе с твердым материа-
лом в каждой секции, движется противотоком
по отношению к результирующему движению
твердой фазы. На выходе из последней ступени
твердая фаза вновь захватывается сплошной
частью шнека и подается к разгрузочному уст-
ройству.
Для интенсификации массообмена между
жидкостью и твердым телом в процессах про-
мывки, экстрагирования, выщелачивания мате-
риалов органического или неорганического
происхождения предложен аппарат, представ-
ленный на рис. 5.6.25. Аппарат состоит из
трубчатого корпуса 1 с чередующимися эле-
ментами сужений, выполненными в виде двух
труб 2 и 3 и расширений 4, с которыми трубы 2
и 3 соединены наклонно При принудительном
пропускании суспензии с определенной скоро-
стью через устройство внутри труб 2 и 3, об-
щее сечение которых меньше элементов 4, соз-
даются условия кавитирования жидкости. Се-
чения элементов отвечают таким скоростям те-
чения жидкости, которые достаточны для
мгновенного захлопывания кавитационных по-
лостей в жидкости. В местах соединения труб 2
и 3 с элементами 4 кавитирующая суспензия
подвергается дополнительным гидродинамиче-
ским столкновениям встречными струями.
Достоинством экстракторов конвейерно-
го типа является высокая их производитель-
ность, что позволяет получить продукт низкой
себестоимости.
Колонные твердофазные экстракторы
по конструктивным признакам делятся на од-
но- и многоколонные, по расположению ос-
новного корпуса (корпусов) - на вертикальные,
горизонтальные и наклонные, а по виду транс-
портного органа - на лопастные, шнековые и
цепные.
Достоинства аппаратов этого типа - вы-
сокий коэффициент заполнения полезного объ-
ема аппарата твердым материалом, непрерыв-
ность противоточного процесса, позволяющая
включать аппарат в непрерывно действующие
технологические линии, простота конструкции.
Однако работа аппаратов этого типа зависит от
вида обрабатываемого сырья. В случае расти-
тельного сырья в экстракторе образуются
пробки в местах сочленения шнеков, что за-
трудняет движение экстрагента и создает за-
стойные зоны необработанного материала. При
Рис. 5.6.25. Схема аппарата для интенсификации массообмена в системах жидкость - твердое тело
Узел 1
ТВЕРДОФАЗНЫЕ ЭКСТРАКТОРЫ
607
применении гранулированных материалов с
твердым пористым скелетом резко возрастает
трение между движущимся шнеком и материа-
лом, причем увеличивается степень дробления
материала, попадающего в зазоры между шне-
ком и корпусом, что повышает расход энергии.
Контакт жидкости и материала также полно-
стью не достигается.
УкрНИИХИММАШем разработан двух-
роторный смеситель с разгрузочным шнеком,
применяемый в химической, пищевой и других
отраслях промышленности в качестве экстрак-
тора (рис. 5.6.26).
Аппарат работает следующим образом.
Исходные компоненты загружаются в камеру
смешения 7, под механическим воздействием
лопастей 2 перемещаются от торцовых стенок
корыта к его центру. При этом происходит
процесс выщелачивания или растворения.
Вращение лопастей с разными окружными
скоростями и в разные стороны, а также пере-
мещение массы разгрузочным шнеком способ-
ствуют многоцикличному контакту фаз по все-
му объему аппарата. По окончании процесса
шнек переключается на обратное вращение, и
при вращающихся лопастях выгружают массу
из экстрак юра
В аппарате для лрюивиючного контак-
тирования жидкости с твердой зернистой фа-
зой поступающая из бункера 3 в загрузочную
трубу 2 твердая фаза подается в нижнюю часть
рабочей зоны (рис. 5.6.27). Одновременно в
верхнюю часть аппарата через коллектор 4
вводится жидкая фаза. Выходя из загрузочной
трубы 2, твердая фаза стекает по направляю-
щему конусу 6 и располагается на поплавке 7.
В нижнюю часть корпуса по патрубку 8 пода-
ются импульсы давления, которые сообщают
Рис. 5.6.26. Схема двухроторного смесителя:
7 - камера; 2 - рабочие органы; 3 - электродвигатели
Рис. 5.6.27. Схема аппарата для противоточного контактирования жидкой фазы
с твердой зернистой фазой
608
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
поплавку 7 возвратно-поступательное движе-
ние. При ходе поплавка 7 вверх конус 6 пере-
крывает загрузочное отверстие трубы 2. При
этом твердая фаза под влиянием импульсов
поднимается в противотоке движущейся жид-
кой фазы. Благодаря тому, что тарелки 9 имеют
щели 10, причем щели каждых двух соседних
тарелок расположены под углом одна к другой,
твердая фаза при движении вверх закручивает-
ся, приобретает поперечное движение, что спо-
собствует более интенсивному контакту твер-
дой фазы с жидкой. Твердая фаза выгружается
через край корпуса в кольцевой желоб 5 с на-
клонным днищем. Жидкая фаза, пройдя сверху
вниз, отбирается в дренажный узел 77 с пере-
ливными трубами 13. При этом поверхность
сетки 12 очищается от гранул зернистого мате-
риала щетками, которые движутся вместе с та-
релкой 14 и поплавком 7 возвратно-поступа-
тельно под воздействием импульсов давления.
Частота возвратно-поступательного движения
поплавка 7 и его амплитуда могут регулиро-
ваться.
Аппараты с транспортированием вза-
имодействующих фаз за счет энергии жид-
кости или газа. Аппараты этого типа получи-
ли распространение в процессах гидрометал-
лургии урана, редких и цветных металлов, ио-
нообменной технологии, в каталитических
(гидрокрекинге, гидрогенизации) и других
процессах.
Одним из путей интенсификации экс-
тракционных процессов является их проведе-
ние во взвешенном слое. Так, например, из-
вестны многочисленные аппараты для раство-
рения различных природных солей или других
материалов в восходящем потоке растворителя.
Сорбционные процессы при ионообмене также
часто осуществляют во взвешенном (псевдо-
ожиженном) слое (в условиях внешнедиффу-
зионной кинетики). Проведение процесса в
псевдоожиженном слое приводит к ликвидации
«мертвых зон» в объеме ионита, увеличивает
его полную динамическую обменную емкость,
повышает скорость сорбции, позволяет осуще-
ствлять сорбцию из труднофильтруемых рас-
творов с мелкодисперсными частицами (на-
пример, из суспензий) и т. д. Большим досто-
инством проведения процесса в псевдоожи-
женном слое ионита является стабильность его
гидравлического сопротивления в широком
диапазоне нагрузок; при этом также легко мо-
жет быть осуществлен гидротранспорт частиц
ионита.
Экстракторы с гидравлическим переме-
щением взаимодействующих фаз. На рис.
5.6.28 показан колонный аппарат для экстраги-
рования и промывки с элементами, обеспечи-
вающими интенсивное взаимодействие фаз без
застойных зон. Корпус аппарата разделен по
высоте на секции 7 с кольцевыми перегород-
ками 2, представляющими собой соединенные
вершинами конусы В перегородках находятся
переточные отверстия 3 и распределительные
устройства, состоящие из патрубка 4 и кониче-
ского отражателя 5 с радиальными прорезями.
На патрубке 4 закреплен нижний распредели-
тельный элемент 6, состоящий из радиальных
секторов и наклонных лопастей. В верхней час-
ти корпуса расположены отстойная камера 7 и
загрузочное устройство 8, в нижней - разгру-
зочное устройство 9. Жидкая фаза (экстрагент
или промывная жидкость) поступает в ниж-
нюю часть аппарата через штуцер 10, проходит
последовательно через все контактные секции,
приводя твердую фазу во взвешенное состоя-
ние, и выводится через кольцевой канал 77.
Рис. 5.6.28. Колонный аппарат с коническими
перераспределителями для промывки
и извлечения растворимых веществ из осадков
ТВЕРДОФАЗНЫЕ ЭКСТРАКТОРЫ
609
Экстракторы с пульсационным переме-
шиванием могут работать периодически и не-
прерывно (рис. 5.6.29). Пульсации создаются
при помощи пневматических пульсаторов 4
(например, с золотниковым распределитель-
ным механизмом). Непрерывно действующий
пульсационный экстрактор Токарева и Лас Ко-
рина показан на рис. 5.6.30. Конструкция пред-
назначена также и для ионообменной техноло-
гии.
К достоинствам пульсационных аппара-
тов относятся: отсутствие движущихся частей
в рабочей среде, конструктивная простота и
надежность в работе. Основные недостатки -
невозможность растворения грубодисперсных
материалов и низкий КПД передачи энергии
(50...60 %), который в 1,5 раза ниже по срав-
нению с КПД механических мешалок.
Экстрактор с газлифтным перемещени-
ем фаз (рис. 5.6.31) состоит из ряда последо-
вательно соединенных ячеек (секций), в каж-
дой из которых смесь жидкой и твердой фаз
интенсивно перемешивается газом (воздухом)
и перемещается по определенному циркуляци-
онному контуру. Особенности контура заклю-
чаются в том, что, во-первых, в потоке газа, ко-
торый подается в него при помощи специаль-
ной газораспределительной решетки, создается
неравномерный профиль скоростей струек газа.
Это позволяет плавно изменять скорость дви-
жения агрегатов частиц, образующихся при
взаимодействии потока газа с суспензией, и,
таким образом, избежать резкого изменения
направления и значения скорости частиц друг
относительно друга, что значительно уменьша-
ет их истирание. Во-вторых, с целью улучше-
ния условий сепарации как твердых частиц от
газожидкостной смеси, так и воздуха от сус-
пензии поток газа с суспензией в каждой сек-
ции подается вдоль зеркала слоя, что позволяет
частицам равномерно осаждаться в жидкости
(экстрагенте).
С целью увеличения производительности
экстрактора и улучшения качества обработки
твердых частиц, разнородных по плотности,
путем увеличения пути, проходимого частица-
ми в секции аппарата, разработана конструк-
ция многоступенчатого экстрактора, снабжен-
ного лабиринтной насадкой с сужениями, рас-
положенной в верхней части каждой секции и
размещенной в нижней части каждой секции
зигзагообразной насадкой. Последняя выпол-
нена из полых секционированных по длине,
перфорированных в верхней части элементов, в
которых выполнены сквозные каналы, а загру-
20 - 10358
Суспензия
Рис. 5.6.29. Схема экстрактора с пульсационным
перемешиванием:
1 - корпус; 2 - пульсационное устройство;
5 - пульсационная камера; 4 - пульсатор;
5 - электродвигатель
Рис. 5.6.30. Пульсационный экстрактор Токарева
н Ласкорина:
/ - корпус; 2 - днище с отверстиями; 3 - труба
зочные устройства газлифтов расположены на
уровне середины лабиринтной насадки.
Аппараты с трехфазной системой газ -
жидкость - твердое тело имеют большие пре-
имущества перед аппаратами с системой жид-
кость - твердое тело и механическим переме-
шиванием фаз: отсутствует механическое
дробление частиц, имеют интенсивное и пол-
ное перемешивание фаз, высокую удельную
производительность, равнодоступность по-
верхности частиц для экстрагента и др.
Анализ конструкций экстракторов для
системы жидкость - твердое тело показывает,
610
Глава 5.6. ОБОРУДОВАНИЕ ДЛЯ ЭКСТРАКЦИИ
Рис. 5.6.31. Схема колонного многосекцнонного
экстрактора с газлифтным перемещением фаз:
1 - корпус; 2 - секции; 3 - загрузочная воронка; 4 -
коллектор с отверстиями; 5 - перетоки; б - барботер;
7 - трубы для подачи газа; 8 - коллектор газа; 9 - за-
грузочное устройство; 10 - разделительное устройст-
во; 77 - отражатель; 72 - выгрузной шнек; 13 - труба
для подачи экстрагента
что основной тенденцией в развитии этих ап-
паратов является повышение их производи-
тельности. В настоящее время ведущими фир-
мами в этой области созданы комплектные ус-
тановки производительностью до 1000 т экст-
рагируемого твердого продукта в сутки.
Разрабатываются новые конструкции, по-
зволяющие существенно повысить эффектив-
ность работы экстракторов. Для этой цели ис-
пользуется механическое воздействие на двух-
и трехфазные системы с целью увеличения
скорости массопередачи (вибрация, истирание,
перемешивание), применяются интенсивные
методы разделения фаз (центрифугирование,
фильтрация), снижается продольное переме-
шивание (секционирование, промежуточный
отжим) и др.
За последнее время сглаживаются разли-
чия между отдельными типами экстракторов,
что позволяет разработать комбинированные
конструкции, обладающие всеми преимущест-
вами этих аппаратов (многоэтажный карусель-
ный экстрактор колонного типа, автоматически
действующая диффузионная батарея и т. д.).
Методы расчета экстракторов. Перед
проведением инженерных расчетов твердофаз-
ных экстракторов, следует:
1) провести изучение механизма извлече-
ния целевого компонента из данного вида сы-
рья;
2) разработать математические модели
экстрагирования для аппаратов различного ти-
па, в которых можно осуществить данный про-
цесс;
3) на основании анализа этих моделей
выбрать метод расчета (проектирования) уста-
новки.
Изучение механизма извлечения начина-
ется с характеристики частиц обрабатываемого
материала, их гранулометрического анализа,
оценки структуры с целью определения спосо-
ба диффузии целевого компонента.
Важно решить, как организовать процесс
экстрагирования - во взвешенном состоянии
(например, в экстракторе с мешалкой или с
пульсатором), в движущемся слое (например, в
шнековом или карусельном экстракторе) или в
неподвижном или орошаемом слое (например,
в ленточном экстракторе, в диффузионной ба-
тарее и др.).
В общем случае при проектировании экс-
трактора необходимо также определить для
данного сырья среднюю степень извлечения
целевого компонента или, если экстракцион-
ный процесс сопровождается химической ре-
акцией, среднюю степень превращения веще-
ства за определенное время. Если сырье нахо-
дится в аппарате во взвешенном состоянии, то
расчетные зависимости, из которых при задан-
ных условиях можно найти среднюю расчет-
ную степень извлечения, получают путем со-
вместного решения уравнений кинетики и рас-
пределения единовременной загрузки материа-
ла в аппарате по временам пребывания. Такой
метод получил широкое применение при по-
строении математических моделей многих
массообменных процессов, проводимых во
взвешенном состоянии.
Если материал обрабатывается в слое, то
важным фактором является оптимальная тол-
щина этого слоя, зависящая от физических
свойств экстракционной системы, движущей
силы процесса и других параметров.
При определении механизма экстрагиро-
вания в любом аппарате обязательно выясне-
ние: характера диффузии в твердой фазе; диф-
СПИСОК ЛИТЕРАТУРЫ
611
фузии на границе раздела фаз твердое тело -
жидкость (газ) и диффузии в потоке. На осно-
вании установленных определяющих зависи-
мостей может быть рассчитана концентрация
целевого компонента на выходе из экстрактора
и, следовательно, найдена зависимость для
расчета степени извлечения.
В монографии [51] подробно рассмотре-
ны методы и примеры инженерного расчета
основных твердофазных экстракторов:
каскада реакторов полного перемешива-
ния для извлечения вещества выщелачиванием;
экстрактора периодического действия;
противоточного экстрактора для непо-
ристых гранулированных материалов;
шнековых экстракторов;
пульсационного экстрактора для тонко-
дисперсных материалов;
противоточного экстрактора для обработ-
ки частиц с различной плавучестью.
В расчетах представлены уравнения ма-
тематических моделей твердофазного экстра-
гирования, при решении которых находят сте-
пени недоизвлечения, концентрации по ступе-
ням и конечную концентрацию на выходе из
последней ступени, число ступеней, время
пребывания и размеры аппаратуры, которые
обеспечивают заданную величину отработки
сырья, приведены алгоритмы проектных расче-
тов на ЭВМ, даны рекомендации по интенси-
фикации процессов твердофазного экстрагиро-
вания.
СПИСОК ЛИТЕРАТУРЫ
1. Александров И.А. Ректификационные
и абсорбционные аппараты. Методы расчета и
основы конструирования. М.: Химия, 1978.
277 с.
2. Амелин А.Г. Теоретические основы
образования тумана при конденсации пара. М.:
Химия, 1972. 304 с.
3. Аэров М.Э., Тодес О.М., Нарин-
ский Д.А. Аппараты со стационарным зерни-
стым слоем. М.: Химия, 1979. 176 с.
4. Бемфорт А.В. Промышленная кри-
сталлизация. М.: Химия, 1969. 240 с.
5. Берестовой А.М., Белоглазов И.Н.
Жидкостные экстракторы: Инженерные мето-
ды расчета. Л.: Химия, 1982. 208 с.
6. Борисов Г.С. и др. Основные процес-
сы и аппараты химической технологии: Посо-
бие по проектированию / Под ред. Ю.И. Дыт-
нерского, М.: Химия, 1991. 496 с.
20*
7. Брок Т. Мембранная фильтрация: Пер.
с англ. М.: Мир, 1987. 464 с.
8. Брык М.Т., Цапюк Е.А., Твердый А.А.
Мембранная технология в промышленности.
Киев: Техника, 1990. 280 с.
9. Брык М.Т., Цапюк Е.А. Ультра-
фильтрация. Киев: Наук, думка, 1989. 288 с.
10. Дубяга В.П, Перепечкин Л.П., Ка-
тал евский Е.Е. Полимерные мембраны. М.:
Химия, 1981.
11. Венгер К.П. Машинная и безмашин-
ная система хладоснабжения для быстрого за-
мораживания пищевых продуктов. М.-Рязань:
Узорочье, 1999. 143 с.
12. Волынец А.З. и др. Непрерывный
процесс сублимационной очистки дисперсных
веществ//ТОХТ. Т. 18. №5. 1984. С. 615-622.
13. Волынец А.З. Сублимация. М.:
МИХМ, 1987. 56 с.
14. Гельперин Н.И., Носов Г.А. Основы
техники кристаллизации расплавов. М.: Химия,
1975.352 с.
15. Гельперин Н.И., Носов Г.А. Основы
техники фракционной кристаллизации. М.:
Химия, 1986. 304 с.
16. Горелик А.Г., Амитин А.В. Десуб-
лимация в химической промышленности. М.:
Химия, 1986. 272 с.
17. Городецкий И.Я. и др. Вибрацион-
ные массообменные аппараты. М.: Химия,
1980. 190 с.
18. Гребенюк В.Д. Электродиализ. Киев:
Техника, 1976. 160 с.
19. Гребенюк В.Д., Пономарев М.И.
Электромембранное разделение смесей. Киев:
Наук, думка, 1992. 183 с.
20. Гуйго Э.И., Журавская Н.К., Каух-
чешвили Э.И. Сублимационная сушка в пи-
щевой промышленности. М.: Пищевая про-
мышленность, 1972. 433 с.
21. Дытнерский Ю.И. Баромембранные
процессы. Теория и расчет. М.: Химия, 1986.
272 с.
22. Дытнерский Ю.И. Процессы и аппа-
раты химической технологии. М.: Химия, 1995.
768 с.
23. Заболоцкий В.И. и др. Развитие элек-
тродиализа в России: Мембраны // Критиче-
ские технологии. 1999. №4. С. 4—27.
24. Заболоцкий В.И., Николенко В.В.
Перенос ионов в мембранах. М.: Наука, 1996.
322 с.
25. Зюлковский 3. Жидкостная экстрак-
ция в химической промышленности / Под ред.
П.Г. Романкова. М.: Химия, 1969. 479 с.
612
СПИСОК ЛИТЕРАТУРЫ
26. Карелин Ф.Н. Обессоливание воды
обратным осмосом. М.: Стройиздат, 1988.
208 с.
27. Карпачева С.М. и др. Пульсирую-
щие экстракторы / Под ред. С.М. Карпачевой.
М.: Атомиздат, 1964. 300 с.
28. Кельцев Н.В. Основы адсорбционной
техники. М.: Химия, 1976. 512 с.
29. Кожевников И.Е. и др. Ионообмен-
ные мембраны в процессах электродиализа. М.:
НИИТЭХИМ, 1975. Вып.18 (88).
30. Колонные аппараты: Каталог. М.:
ЦИНТИхимнефтемаш, 1987. 27 с.
31. Конструирование тарельчатых кон-
тактных устройств. Методические указания /
В.С. Шубин, С.А. Трифонов. М.: МИХМ, 1989.
32 с.
32. Красников В.В. Кондуктивная сушка.
М.: Энергия. 1973. 288 с.
33. Кремневская Е.А. Мембранная тех-
нология обессоливания воды. М.: Энергоатом-
издат, 1994. 160 с.
34. Криворот А.С. Конструкция и осно-
вы проектирования машин и аппаратов хими-
ческой промышленности. М.: Машинострое-
ние, 1976.
35. Кузнецов Г.И., Пушков А.А., Косо-
горов А.В. Центробежные экстракторы
ЦЕНТРЭК. М.: РХТУ им. Д.И. Менделеева,
2000.214 с.
36. Лащинский А.А., Толчинский А.Р.
Основы конструирования и расчета химиче-
ской аппаратуры. Л.: Машиностроение , 1970.
752 с.
37. Лыков М.В. Теория сушки. М.: Энер-
гия, 1968. 471 с.
38. Лыков М.В. Сушка в химической
промышленности. М.: Химия, 1970. 430 с.
39. Лыков М.В., Леончик Б.И. Распыли-
тельные сушилки. М.: Машиностроение, 1966.
322 с.
40. Мазанко А.Ф., Камарьян Г.М., Ро-
машин О.П. Промышленный мембранный
электролиз. М.: Химия, 1989. 236 с.
41. Малл ин Д.У. Кристаллизация. М.:
Металлургия, 1965. 342 с.
42. Матусевич Л.Н. Кристаллизация из
растворов в химической промышленности. М.:
Химия, 1968. 304 с.
43. Мулдер М. Введение в мембранную
технологию: Пер. с англ. М.: Мир, 1999. 513 с.
44. Муштаев В.И., Ульянов В.М. Сушка
дисперсных материалов в химической про-
мышленности. М.: Химия, 1988. 363 с.
45. Основные процессы и аппараты хи-
мической технологии: Пособие по проектиро-
ванию / Под ред. Ю.И. Дытнерского. М.: Хи-
мия, 1983. 272 с.
46. Плановский А.Н., Николаев П.И.
Процессы и аппараты химической и нефтехи-
мической технологии. М.: Химия, 1999. 496 с.
47. Понаморенко В.Г., Ткаченко К.П.,
Курлянд Ю.А. Кристаллизация в псевдоожи-
женном слое. Киев: Техника, 1972. 132 с.
48. Последние достижения в области
жидкостной экстракции. М.: Химия, 1974.
448 с.
49. Постольски Я., Груда 3. Заморажи-
вание пищевых продуктов. М.: Пищевая про-
мышленность, 1980. 608 с.
50. Промышленная теплотехника и теп-
лоэнергетика: Справочник / Под общ. ред.
В.А. Григорьева и В.М. Зорина. М.: Энерго-
атомиздат, 1983. 552 с.
51. Романков П.Г., Курочкина М.И.
Экстрагирование из твердых материалов. Л.:
Химия, 1983. 256 с.
52. Романков П.Г., Лепилин В.Н. Не-
прерывная адсорбция газов и паров. Л.: Химия,
1968. 228 с.
53. Романков П.Г., Рашковская Н.Б.
Сушка во взвешенном состоянии. Л.: Химия,
1979. 271 с.
54. Романков П.Г., Фролов В.Ф. Массо-
обменные процессы химической технологии
(системы с дисперсной твердой фазой). Л.: Хи-
мия, 1990. 388 с.
55. Рудобашта С.П. Массоперенос в сис-
темах с твердой фазой. М.. Химия, 1980. 248 с.
56. Рудобашта С.П., Карташов Э.М.
Диффузия в химико-технологических процес-
сах. М.: Химия, 1993. 208 с.
57. Сажин Б.С. Основы техники сушки.
М.. Химия, 1984. 320 с.
58. Склокин Л.И. Разделение эмульсий
в смесительно-отстойных экстракторах. Апати-
ты // Инет, химии и технол. редких элементов и
минерального сырья. Кольский филиал Акаде-
мии наук, 1988. 92 с.
59. Современные конструкции теплооб-
менных тарельчатых контактных устройств.
М.: ЦИНТИхимнефтемаш, 1984. 44 с.
60. Справочник по распыливающим,
оросительным и каплеулавливающим устрой-
ствам / А.Н. Чохонелидзе и др. М.: Энерго-
атомиздат, 2002. 608 с.
61. Стабников В.Н. Расчет и конструи-
рование контактных устройств ректификаци-
онных и абсорбционных устройств. Киев: Тех-
ника, 1970. 208 с.
СПИСОК ЛИТЕРАТУРЫ
613
62. Степин Б.Д. и др. Методы получения
особо чистых неорганических веществ. Л.: Хи-
мия, 1969. 480 с.
63. Сушильные аппараты и установки.
Каталог. М.: ЦИНТИхимнефтемаш, 1992. 80 с.
64. Термины и их определения, рекомен-
дуемые для использования в научно-техни-
ческой документации по мембранной техноло-
гии И Приложение к решению IV Всесоюзной
конференции по мембранным методам разде-
ления смесей. М.: 1987. С. 10.
65. Тимонин А.С. Основы конструирова-
ния и расчета технологического и природо-
охранного оборудования: Справочник. Т.2. Ка-
луга: Изд-во Н. Бочкаревой, 2001. 988 с.
66. Тодес О.М., Себалло В.А., Гольци-
кер А.Д. Массовая кристаллизация из раство-
ров. Л.: Химия, 1984. 232 с.
67. Трейбал Р. Жидкостная экстракция /
Под ред. С.З. Кагана. М.: Химия, 1966. 724 с.
68. Третьяков Ю.Д., Олейников Н.Н.,
Можаев А.П. Основы криохимической техно-
логии. М.: Высшая школа, 1987. 143 с.
69. Фетисов Е.А., Чагаровский А.П.
Мембранные и молекулярно-ситовые методы
переработки молока. М.: ВО Агропром издат,
1991.255 с.
70. Фомин Н.В. и др. Барабанные моро-
зильные аппараты. Л.: Машиностроение, 1986.
160 с.
71. Фрог Б.Н., Левченко А.П. Водопод-
готовка: Учеб, пособ. для вузов. М.: Издатель-
ство МГУ, 1996. 680 с.
72. Фролов В.Ф. Моделирование сушки
дисперсных материалов. Л.: Химия, 1987.
207 с.
73. Хавкин Ю.И. Центробежные фор-
сунки. Л.: Машиностроение, 1976. 168 с.
74. Цейтлин И.М. и др. Основные науч-
но-технические направления развития пробле-
мы электродиализа (процессы и аппараты) в
СССР и за рубежом // НИИПМ НПО «Пласт-
массы». М.: НИИТЭхим, 1986. 60 с.
75. Чернобыльский И.И., Тананай-
ко Ю.М. Сушильные установки химической
промышленности. Киев: Техшка, 1969. 279 с.
76. Шкоропад Д.Е., Лысковцев И.В.
Центробежные жидкостные экстракторы. М.:
Машгиз, 1962. 216 с.
77. Шубин В.С., Рыбинский А.Г., Ши-
тиков Е.С. Расчет и конструирование колон-
ных массообменных аппаратов: Учебное посо-
бие. М : МИХМ. 1986. 52 с.
78. Ягодин Г.А. и др. Основы жидкост-
ной экстракции / Под ред. Г.А. Ягодина. М.:
Химия, 1981. 400 с.
79. Baumann К.Н., Voigt Н. Technische
Massenkristallisation. Berlin: Akademie-Verlag,
1984. 174 s.
80. Matz G. Kristallisation. Grundlagen und
Technik. Berlin: Springer, 1969. 400 s.
РАЗДЕЛ 6
ХИМИЧЕСКИЕ РЕАКТОРЫ
Реакторы являются основными аппарата-
ми химической, нефтеперерабатывающей, га-
зовой, металлургической, пищевой, фармацев-
тической и ряда других отраслей промышлен-
ности. Во всех реакторах имеют место опреде-
ленные физические процессы (гидродинамиче-
ские, тепловые, диффузионные), с помощью
которых создаются оптимальные условия для
проведения собственно химического превра-
щения вещества (химической реакции).
Для осуществления физических процес-
сов реактор имеет в своем устройстве типовые
конструктивные элементы, применяемые в
аппаратах для проведения физических процес-
сов (мешалки, контактные и теплообменные
устройства и т.д.).
Количество типов реакторов велико, что
объясняется многообразием и сложностью
протекающих в них процессов химического
превращения веществ. Для реакторов сущест-
вуют общие принципы, на основе которых
можно найти связь между конструкцией аппа-
рата и основными закономерностями проте-
кающего в нем химического процесса.
Глава 6.1
ЖИДКОСТНЫЕ РЕАКТОРЫ
Критериями, по которым классифициру-
ют жидкостные реакторы, являются периодич-
ность или непрерывность процесса, его гидро-
динамический и тепловой режимы, физические
свойства взаимодействующих веществ [22]:
по принципу организации процесса - не-
прерывного, периодического и полунепрерыв-
ного действия;
по гидродинамическому режиму - полно-
го вытеснения, полного смешения и с проме-
жуточным гидродинамическим режимом.
В реакторе непрерывного действия все
отдельные стадии процесса химического пре-
вращения вещества (подача реагирующих ве-
ществ, химическая реакция, вывод готового
продукта) осуществляются параллельно (рис.
6.1.1, а). Характер изменения концентраций
реагирующих веществ в реакционном объеме
различен в каждый момент времени в разных
точках объема аппарата, но постоянен во вре-
мени для одной и той же точки объема.
В реакторе периодического действия все
отдельные стадии процесса протекают после-
довательно, в разное время (рис. 6.1.1, б). Ха-
рактер изменения концентраций реагирующих
веществ одинаков во всех точках реакционного
объема, но различен во времени для одной и
той же точки объема.
Реактор полунепрерывного действия ра-
ботает в неустановившихся условиях (рис.
6.1.1, в). Такой реактор можно рассматривать
как непрерывнодействующий аппарат, в кото-
ром потоки входящего и выходящего из реак-
тора вещества не равны (вследствие чего изме-
няется общая масса реагирующих веществ в
объеме), и, кроме того, как периодически дей-
ствующий аппарат, в котором ввод одного из
реагирующих веществ или вывод продукта
реакции осуществляется периодически.
Сравнение реакторов периодического
и непрерывного действия показывает одно
различие между ними. В реакторе периодиче-
ском концентрация целевого компонента из-
меняется от начальной до конечной, тогда как
ЖИДКОСТНЫЕ РЕАКТОРЫ
615
<0
Рис. 6.1.1. Схема реакторов:
а - непрерывного действия; б - периодического действия; в - полунепрерывного действия;
1 - теплообменный аппарат; 2 - реактор
реакции
в)
при непрерывном режиме работы концентра-
ция в реакторе всегда равна минимальной для
данного процесса.
При переходе от периодического процес-
са к непрерывному снижение скорости реакции
приходится компенсировать за счет увеличе-
ния среднего времени пребывания среды.
В этих условиях вместо одного аппарата ис-
пользуют каскад реакторов - систему из двух
или более аппаратов. Чаще всего из соображе-
ний удобства эксплуатации используют аппа-
раты одинакового объема.
Реактор полного вытеснения характери-
зуется переменной концентрацией реагирую-
щих веществ по длине аппарата, наибольшей
разницей концентраций на входе и выходе из
реактора (рис. 6.1.2). Изменение концентрации
в реакционном объеме носит плавный харак-
тер, так как последующие реакционные объе-
мы реагирующих веществ не смешиваются с
предыдущими, а полностью ими вытесняются
(рис. 6.1.3).
Практически к режиму полного вытесне-
ния можно приблизиться в реакторе с малым
Рис. 6.1.2. Схемы реакторов полного вытеснения:
1 - однотрубного; 2 - многотрубного;
3 - змеевикового типа
диаметром и большой длиной при относитель-
но высоких скоростях движения реагирующих
веществ.
Следует отметить, что реакторы вытесне-
ния имеют самую большую среднюю движу-
щую силу процесса (ДС = Ср - С). Несмотря
на это они не получили широкого распростра-
нения вследствие того, что на входе в реактор
616
Глава 6.1. ЖИДКОСТНЫЕ РЕАКТОРЫ
Рис. 6.1.3. Характер изменения концентрации С
целевого компонента по длине L реактора
полного вытеснения (С, Сн, Ск и Ср -
соответственно текущая, начальная, конечная
и равновесная концентрация)
Рис. 6.1.4. Схема реакторной установки
с реактором полного вытеснения:
1 - охладительная емкость; 2 - инжектор-смеситель,
3 - реактор-змеевик
происходит скачок концентрации. Справиться
с этим явлением довольно трудно. Существует
несколько способов преодоления этого недос-
татка.. Можно распределить дозировку компо-
нентов по длине реактора, обеспечить мгно-
венное смешение компонентов на входе в реак-
тор таким образом, чтобы начало реакции в
уже приготовленной смеси происходило в ре-
акторе. Примером последнего способа может
служить реакторная установка для получения
нитроглицерина (рис. 6.1.4). Исходные компо-
ненты через дозаторы подаются под давлением
в инжектор 2, где происходит их мгновенное
смешение. Затем смесь поступает в змеевик /,
в котором протекает реакция с выделением
теплоты.
Реактор полного перемешивания обычно
снабжен перемешивающим устройством и ха-
рактеризуется постоянством концентрации
целевого компонента во всем объеме реактора
в любой момент времени (рис. 6.1.5). Предпо-
лагается практически мгновенное перемешива-
ние реагирующих компонентов на входе в ре-
актор. Поэтому изменение концентрации целе-
вого компонента на входе носит скачкообраз-
ный характер. Далее изменение концентрации
Рис. 6.1.5. Реактор полного перемешивания:
/ - привод, 2 - крышка, 3 - корпус; 7 - сливной
клапан; 5 - змеевик, 6 - вал с мешалками
не наблюдается. Средняя движущая сила про-
цесса в таком реакторе меньше, чем в аппарате
полного вытеснения ДС (рис. 6.1.6).
Реакторы этого типа наиболее широко
применяются для процессов нитрования, суль-
фирования.
Следует учитывать, что введение понятия
о мгновенном распределении веществ по всему
объему аппарата является идеализированным.
На практике можно говорить только о той или
с|5
*
С К
:_______
L
Рис. 6.1.6. Характер изменения концентрации С
подлине L реактора полного перемешивания
ЖИДКОСТНЫЕ РЕАКТОРЫ
617
иной степени приближения к этим идеальным
условиям. Тем не менее эта модель, благодаря
своей простоте, используется применительно к
реакторам с мешалками наиболее часто.
Реактор с промежуточным гидродина-
мическим режимом появился в связи со стрем-
лением объединить преимущества реакторов
полного вытеснения и перемешивания по
средней движущей силе и температурной об-
становке. Средняя движущая сила процесса в
этих реакторах больше, чем в аппаратах полно-
го перемешивания, но меньше, чем в аппаратах
полного вытеснения. Характер изменения кон-
центрации С целевого компонента аналогичен
показанному на рис. 6.1.3.
В аппарате должны существовать две зо-
ны: полного перемешивания и полного вытес-
нения.
Реакторы с промежуточным гидродина-
мическим режимом применяются в тех случа-
ях, когда процесс химического превращения
вещества сопровождается большим тепловым
эффектом или протекает при высоких концен-
трациях реагирующих веществ.
В реакторе с центральным диффузором и
кожухотрубным теплообменником в диффузо-
ре 5, ниже перемешивающего устройства, ус-
танавливаются лопатки, профилированные по
•винтовой линии, обратного направления по
отношению к лопастям перемешивающего
устройства (рис. 6.1.7). Они предназначены для
спрямления потока в целях уменьшения гидрав-
лического сопротивления внутренних потоков.
В диффузоре происходит мгновенное пе-
ремешивание поступающих компонентов.
Затем смесь под напором поступает в трубки
Рис. 6.1.7. Схема реактора с промежуточным
гидродинамическим режимом:
/ - привод; 2 - корпус; 3 - сливной клапан;
4 - теплообменник; 5 - диффузор
Рис. 6.1.8. Схема реактора
с выносным теплообменником:
1 - теплообменник-реактор, 2 - камера распределения;
3 - привод; 4 - винтовая мешалка;
5 - диффузор
618
Глава 6.1. ЖИДКОСТНЫЕ РЕАКТОРЫ
теплообменника 4, в котором протекает реак-
ция и осуществляется съем реакционной теп-
лоты. При постоянном уровне в реакторе одна
часть жидкой фазы отводится через переточ-
ный патрубок, а другая - возвращается во
внутренний циркуляционный контур. Необхо-
димо отметить сложность изготовления реак-
тора такой конструкции, что связано с наличием
внутри аппарата зоны полного перемешивания.
Особенностью другого конструктивного
варианта реактора с промежуточным гидроди-
намическим режимом (рис. 6.1.8) является вы-
несенная камера полного перемешивания и
выполненная в виде кожухотрубного теплооб-
менника-реактора 1 зона полного вытеснения.
Винтовая мешалка 4 (колесо осевого насоса)
формирует прямолинейный поток. Принцип
работы реактора аналогичен описанному выше.
В некоторых случаях процесс химическо-
го превращения веществ проводится не в од-
ном аппарате полного перемешивания, а в не-
скольких таких реакторах, соединенных после-
довательно (рис. 6.1.9).
Рис. 6.1.9. Схема каскада реакторов
полного перемешивания
Рис. 6.1.10. Схема многосекционного
горизонтального реактора
Рис. 6.1.11. Характер изменения концентрации С
подлине прямоточного каскада реакторов
Такая система, состоящая в некоторых
случаях из десятка и более аппаратов, получи-
ла название каскада реакторов (или батареи
реакторов). Близок к каскаду и многосекцион-
ный горизонтальный аппарат (рис. 6.1.10).
В каскаде реакторов изменение концентрации
реагирующих веществ носит ступенчатый ха-
рактер, так как продукт реакции предыдущего
реактора (или секции) является исходным реа-
гирующим веществом в последующем реакто-
ре. Гидродинамический режим работы каскада
реакторов является промежуточным и зависит
от числа аппаратов, с увеличением числа кото-
рых он приближается к режиму полного вы-
теснения. В каскаде увеличивается время пре-
бывания реагирующих компонентов по срав-
нению с реактором полного перемешивания,
а также возрастает выход целевого компонента.
Рис. 6.1.12. Реактор с коническим подъемником
и гравитационным сепаратором:
Г-привод; 2 - конический подъемник;
3 - сепаратор; 4 - корпус; 5 - змеевики
ЖИДКОСТНЫЕ РЕАКТОРЫ
619
Противоток в каскаде реакторов, требуемый
при разделении двух фаз, осуществляется с
использованием гравитационных или центро-
бежных сепараторов, которые могут быть как
самостоятельными машинами, так и совме-
щенными с реакторами. Характер изменения
концентраций С в прямоточном каскаде реак-
торов приведен на рис. 6.1.11.
В реакторе с коническим подъемником 2
эмульсии разделение на легкую и тяжелую
фракции происходит в статическом сепараторе
3 за счет разности плотностей (рис. 6.1.12).
Статические сепараторы могут размещаться и
рядом с нитраторами. Но при такой компонов-
ке оборудования требуются дополнительно
насосы для транспортирования легкой и тяже-
лой фаз. При этом возрастает требуемая произ-
водственная площадь.
С целью сокращения времени сепарации,
а следовательно, габаритных размеров обору-
дования, применяют центробежные сепарато-
Рис. 6.1.13. Реактор с центробежным сепаратором:
1 - привод; 2 - крышка; 3 - центробежный
сепаратор; 4 - змеевик; 5 - клапан слива
ры, установленные на одном валу с перемеши-
вающими устройствами (рис. 6.1.13).
В отдельную группу можно выделить ре-
акторы с герметическим приводом и винтовым
перемешивающим устройством. Их применяют
для проведения быстродействующих жидко-
фазных изотермических процессов с большим
тепловым эффектом, для токсичных, взрыво-
опасных и других сред, утечка которых не до-
пустима. Они могут быть использованы как
эффективные смесители и подогреватели без
осуществления химических процессов.
Реактор с герметическим приводом (рис.
6.1.14) состоит из корпуса 1 с теплообменным
устройством 2, герметического привода 3, вин-
тового перемешивающего устройства 4.
Рис. 6.1.14. Схема реактора с герметическим
приводом
620
Глава 6.1. ЖИДКОСТНЫЕ РЕАКТОРЫ
Герметический привод к винтовому пе-
ремешивающему устройству выполняется на
базе серийного асинхронного электродвигате-
лю и является взрывозащищенным (рис.
6.1.15). Такой привод называется электромаг-
нитным. Вращающийся магнитный поток соз-
дается статором асинхронного электродвигате-
ля, представляющим собою электромагнит с
бегущим магнитным полем. Статор привода
охлаждается посредством масляного термоси-
фона. Масло охлаждается водяной рубашкой.
Для защиты ротора и подшипников привода от
проникновения коррозионной среды из реакто-
ра в верхнюю часть привода подается инерт-
ный газ. Винтовые перемешивающие устрой-
ства состоят из винта 7, направляющего аппа-
рата 2 и диффузора 3, переходящего в цирку-
ляционную трубу (рис. 6.1.16).
Корпуса аппаратов изготовляют цельно-
сварными или с отъемной крышкой. Примене-
ние отъемных крышек для корпусов большого
диаметра считается нецелесообразным, прежде
всего, из-за повышенного расхода металла,
трудоемкости изготовления фланцев большого
диаметра и их уплотнения. Возможность внут-
реннего осмотра и чистки аппарата, а также
сборки и разборки мешалок и внутренних уст-
ройств, обеспечивается в этих случаях путем
установки люков достаточно большего раз-
мера.
Данные по выбору корпусов аппаратов
с мешалками, типов перемешивающих, тепло-
обменных устройств, приводов аппаратов
приведены в справочной литературе [12, 14,
20,21].
Оригинальной конструкцией реакторов
являются аппараты, изготовляемые из спечен-
ной керамики «твердого фарфора». Применя-
ются они для проведения химических реакций
агрессивных жидких сред. Находят примене-
ние в химической, фармацевтической, пищевой
и других отраслях промышленности. Твердый
фарфор является абсолютно водо- и газонепро-
ницаемым. Он обладает высокой коррозионной
стойкостью против кислот (за исключением
плавиковой кислоты), примерно до 40 °C про-
тив щелочей небольшой концентрации и про-
тив органических жидкостей и смесей. Вслед-
ствие высокой прочности на истирание прак-
тически не наблюдается изнашивание под аб-
разивным действием сред во время работы
мешалки. Глазурованные поверхности предот-
вращают выпадение веществ и позволяют вес-
ти легкую очистку. Все соприкасающиеся со
средой части изготовлены из керамики.
Рис. 6.1.15. Схема герметического привода:
/ - вал, 2 - ротор асинхронного электродвигателя;
3 - гильза экранирующая из немагнитного материала;
4 - корпус реактора, 5 - статор асинхронного элек-
тродвигателя; 6 ~ масляная ванна; 7 - охлаждающая
водяная рубашка, 8 - винт перемешивающего уст-
ройства, 9 - диффузор
Рис. 6.1.16. Схема винтового перемешивающего
устройства
РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
621
Реакторы состоят из конструкционных
групп: фарфорового котла, нагревательного
или охлаждающего бака, крышки, якоря и при-
водного агрегата с двигателем с прифланцо-
ванным редуктором. В баке для нагрева или
охлаждения находится змеевик, через который
протекает нагревающий или охлаждающий
агент.
Глава 6.2
РЕАКТОРЫ
ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ
В ГАЗОВОЙ ФАЗЕ
Реакторы для проведения реакций в го-
могенной газовой фазе наиболее часто класси-
фицируют по тепловому эффекту реакции и
тепловому режиму реактора.
Пламенные реакторы с предварительным
смешением газов состоят из камеры смешения,
диффузора, в котором заканчивается процесс
смешения, и камеры сгорания, в которую рав-
номерно поступают газы из диффузора. Самым
простым реактором с камерой смешения мож-
но считать горелку Бунзена (рис. 6.2.1). Про-
мышленные горелки бывают пламенными и
беспламенными. В промышленной горелке для
перемешивания горючего с воздухом исполь-
зуется трубка Вентури 7, а для большей устой-
чивости пламени - насадка 2 (рис. 6.2.2).
В реакторах-горелках для парциального
окисления углеводородов теплота, необходи-
мая для проведения эндотермической реакции,
может быть получена путем сочетания этой
реакции процесса горения с эндотермической
реакцией таким образом, чтобы общий тепло-
вой эффект был положительным.
Рис. 6.2.1. Схема горелки Бунзена:
1 - трубка смешения; 2 - отверстия
Реакторы-горелки используются для про-
изводства сажи из метана рис. 6.2.3. Сажа об-
разуется при высокой температуре в условиях,
когда свободная энергия диссоциации метана
на углерод и водород имеет отрицательное
значение, а необходимое для проведения реак-
ции тепло получается в результате сгорания
части метана с воздухом В реакторе, пока-
занном на рис. 6.2.3. а, метан для образования
сажи подается в камеру сгорания, а в реакто-
рах, показанных на рис. 6.2.3 б, в и г, метан для
образования сажи подается в камеру смешения,
при этом количество воздуха, подаваемого в
реактор, значительно ниже стехиометрическо-
го соотношения. Температура газов в зоне го-
рения 1300... 1400 °C.
Образующаяся сажа вместе с реакцион-
ными газами направляется на фильтры отделе-
ния твердых частиц от газообразных продуктов
сгорания.
Реакторы для производства ацетилена
путем парциального окисления метана ки-
слородом. Ацетилен образуется из метана в
результате эндотермической реакции с одно-
временным разложением метана. Процесс по-
лучения ацетилена должен быть скоротечен, в
противном случае может начаться реакция
горения ацетилена, поэтому его проводят в
реакторах горелочного типа. Углеводороды,
смешанные с кислородом, проходят с большой
скоростью через горелки определенных разме-
ров и зажигаются в камере сгорания. Часть
метана, сгорая со всем введенным кислородом,
дает значительное количество теплоты, необ-
ходимой для быстрого повышения температу-
ры оставшихся углеводородов до 1300...
1500 °C. при которой степень превращения
будет оптимальной. Затем с помощью ороше-
ния холодной водой создается, так называемое,
«замороженное» равновесие, благодаря чему
достигается требуемая производительность.
Рис. 6.2.2. Промышленная горелка:
1 - камера смешения с диффузором;
2 - камера сгорания; 3 - насадка;
4 - камера смешения реакционных газов
622
Глава 6.2. РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
Рис. 6.2.3. Типы реакторов-горелок для производства сажи:
1 - изоляция; 2 - огнеупорный материал
Рис. 6.2.4. Реактор типа Саксе для парциального
окисления метана кислородом в ацетилен
Реактор типа Саксе для проведения опи-
санного выше процесса состоит из камеры
смешения, которая может иметь различную
форму диффузора, блока металлической или
керамической горелки и камеры сгорания (рис.
6.2.4). В камере смешения 1 газы должны
в предельно короткое время образовать од-
нородную смесь. Завершается эта операция в
1
Рис. 6.2.5. Реактор типа Гриненко для парциального
окисления метана кислородом в ацетилен:
/ - подогреватель; 2 - метано-кислородная горелка;
3 - сопло; 4 - смотровое окно;
5 - камера сгорания
диффузоре 2. Блок горелки 3 охлаждается во-
дой. Блок перфорирован каналами, через кото-
рые с большой скоростью протекают газы. Под
камерой сгорания пламя резко охлаждается до
80 °C, после чего газы из реактора направля-
ются в установку для отделения сажи, концен-
трирования и очистки ацетилена.
В реакторе Гриненко (рис. 6.2.5) получа-
ют ацетилен путем частичного соединения
метана с кислородом в потоке большой турбу-
лентности. Смесь метана с кислородом, подог-
ретая до 400 °C в подогревателе /, выходит из
сопла 3 с большой скоростью, загорается
и поступает в камеру сгорания 5, где происхо-
дит горение в турбулентном потоке. Пламя
устанавливается путем бокового введения до-
полнительного количества кислорода, нагретого
РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
623
Рис. 6.2.6. Схема реактора парциального
окисления метана кислородом под давлением
до 750...800 °C сжиганием небольшого коли-
чества метана с кислородом в специальной
горелке 2. Кислород, необходимый для стаби-
лизации пламени, составляет 5... 10 % общего
расхода.
В другом варианте реактора для парци-
ального окисления метана кислородом под
давлением, метан и кислород, нагретые до
400 °C при давлении 0,4 МПа, после смешения
в камере / проходят через распределитель 2 и
попадают в камеру сгорания 3, в которой тем-
пература повышается более чем до 1500 °C и
происходит образование ацетилена и алкенов
(рис. 6.2.6). Вторичный подогретый углеводо-
род вводится через сопла 4 и 5 в камеру сгора-
ния, в которой путем крекинга снова получают
ацетилен и алкены. В конце процесса газы ох-
лаждаются водой до 130... 140 °C и выходят из
реактора.
Реактор для получения синтез-газа пу-
тем парциального окисления метана. Полу-
чение синтез-газа состоит из двух стадий: экзо-
термической реакции сгорания метана в кисло-
роде и взаимодействия этих продуктов с ос-
тавшимся метаном по эндотермической реак-
ции. Реакционная камера 2 для проведения
процесса в гомогенной фазе устанавливается
сбоку от разделенной на части печи 1 (рис.
6.2.7). Кислород вдувают по оси через сопло,
Рис. 6.2.7. Схема реактора для получения
синтез-газа
Рис. 6.2.8. Схема реактора для получения
этилена из этана и кислорода:
/ - реакционная камера; 2 - решетка;
3 - камера смешения
сообщая ему вращательное движение. Вводи-
мый метан нагрет до 650 °C.
Реактор для получения этилена из эта-
на и кислорода. При проведении большинства
реакций в пламени трудно поддерживать его
устойчивым. В свободном пространстве устой-
чивое пламя можно получить в том случае,
если проводить реакцию в реакционном объе-
ме с огнеупорной насадкой. В реакторе для
парциального окисления этана в этилен реаген-
ты гомогенизируются в камере смешения 3
624
Глава 6.2. РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
небольшого объема, затем проходят через ре-
шетку 2, которая имеет симметричные отвер-
стия по всей поверхности, и попадают в реак-
ционное пространство 7, заполненное насадкой
из фарфоровых шаров (рис. 6.2.8). Кислород и
этан подогреваются отдельно до температуры
600 °C, а затем смешиваются. В реакционном
пространстве часть этана сгорает до оксида
углерода и водорода, а выделенное количество
теплоты используется для эндотермической
реакции распада этана на этилен и водород.
Реакторы для синтеза соляной кисло-
ты. Хлор бурно реагирует с водородом по ре-
акции Н2 + С12 = 2НС1, которая может начаться
при температуре 500 °C, если реагенты хорошо
высушены. Реактор для синтеза соляной ки-
слоты состоит из горелки 3, реакционной
камеры 2, камеры охлаждения образовавшихся
газов и регулятора давления 1 (рис. 6.2.9, а).
Горелка (рис. 6.2.9, б) представляет собой
кварцевую трубу 1 с закрытым концом, кото-
рый имеет наклонные отверстия для подачи
хлора С12. Снаружи этой трубы циркулирует
водород. Газы горят, образуя пламя в отвер-
стии наружной трубы. Охлаждение газов про-
изводится путем естественной конвекции на
поверхности реактора.
Реактор для автотермического разло-
жения ацетилена на сажу и водород (рис.
6.2.10). Реактор полностью изготовлен из ме-
талла. Реактор 1 - стальная трубка с охлаждае-
мыми стенками - снабжен в верхней части
калиброванным соплом, через которое входит
ацетилен. Реакция сильно экзотермична. Вос-
пламенение смеси происходит в электрическом
поле, затем реакция протекает автотермически
с выделением большого количества теплоты.
Температура при этом достигает 2550 °C. Сра-
зу после начала реакции вокруг слоя газа обра-
зуется проходной кольцевой канал, на «стен-
ках» которого оседает сажа, образуя кольцо-
изолятор с внутренней раскаленной поверхно-
стью. За время прохождения ацетиленом реак-
ционного пространства он почти полностью
разлагается.
Для охлаждения продуктов реакции у вы-
хода из реактора вводят 1500 м3/ч водорода
при 50 °C, которые путем диффузии в потоке
газа и прямого обмена потоков в предвари-
тельном сепараторе создают неустойчивое
пламя. Водород из зоны реакции и водород,
вводимый для охлаждения, вместе с сажей
проходит через поверхностный ороситель,
в результате чего происходит выделение
сажи.
Рис. 6.2.9. Схемы реактора для синтеза соляной кислоты (а) и горелок (б):
1 - кварцевые трубы; 2 - асбест; 3 - сита
РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
625
Рис. 6.2.10. Схема для автотермической
диссоциации ацетилена:
1 - реактор; 2 - соединительный трубопровод пред-
варительного сепаратора сажи; 3 - холодильник,
4 - вальцы, охлаждаемые водой, 5 - предваритель-
ный сепаратор при входе продуктов разложения
Рис. 6.2.11. Реактор для хлорирования метана:
/ - смеситель, 2 - никелевый трубопровод; 3 - на-
садка из колец Рашига, 4 - центральная керамиче-
ская труба; 5 - стальной цилиндр; 6 - реакционная
камера, 7 - гильзы для пирометра; 8 - топка
Реакторы для термического хлориро-
вания метана. Для получения хлористых про-
изводных метана (от хлористого метила до
четыреххлористого углерода) используется
реакция хлорирования метана при температуре
390...450 °C. В промышленных условиях хло-
рирование в гомогенной газовой фазе проводят
при избытке метана. После отделения хлори-
стых производных осуществляют рециркуля-
цию метана.
Реактор для хлорирования метана (рис.
6.2.11) представляет собой цилиндрический
сосуд, дно которого сделано из нихрома, так
как нагревание происходит снаружи непосред-
ственно горячим газом при погружении в дру-
гой аппарат. Метан перемешивается с хлором в
смесителе /, по трубопроводу 2 газы направ-
ляются в реактор и поступают в центральную
керамическую трубу 4, которая выполняет роль
нагревателя, получающего теплоту из реакци-
онной камеры 6. Далее газы проходят через на-
садку 3 из колец Рашига, которые служат
фильтром для сажи, образованной при вторич-
ных реакциях.
Другая конструкция реактора для хлори-
рования метана показана на рис. 6.2.12. Основ-
ной его частью является секция хлорирова-
ния /, имеющая форму цилиндра и изготов-
ленная из чугуна, облицованного слоем анти-
кислотного цемента. Внутри этой секции рас-
положена труба 2 для подачи смеси газов в
реакционную зону. Одна часть реакционных
газов идет по трубопроводу 7 на переработку,
вторая часть рециркулирует по направлению к
эжектору 6. Хлор и смесь газов, которая про-
ходит через трубопровод 5, гомогенизируется
эжектором 4 перед тем как пройти через трубу
2. Третья частичная гомогенизация газов, на-
правляющихся к трубе 2, с реакционными га-
зами осуществляется эжектором 10. Для пуска
реактор имеет рубашку, обогреваемую горячим
газом.
626
Глава 6.2. РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
Рис. 6.2.12. Реактор для хлорирования метана:
/ - секция хлорирования; 2 - труба для подачи смеси
газов в реакционную зону; 3 - изоляция; 4, 6,
10 - эжекторы; 5, 7, 8 - трубопроводы; 9 - кольца
Рашига; 11 - рубашка; 12- никелевый держатель
Реактор для полимеризации этилена
при высоком давлении. Получение полиэти-
лена с большой молекулярной массой (более
20 000) происходит при температуре 180...
200 °C и давлении 100 МПа. В этих условиях
часть этилена полимеризуется путем введения
инициатора - пироксида или кислорода. Неза-
полимеризовавшийся этилен промывают, очи-
щают и снова вводят в цикл.
Для проведения такого процесса в про-
мышленности используют два типа реакторов.
Трубчатый реактор с полным вытеснением
состоит из большого числа труб, соединенных
коленчатыми переходами (рис. 6.2.13). Каждая
труба снабжена рубашкой, через которую цир-
кулирует тепловой агент. Таким образом, реак-
тор является теплообменником типа «труба в
трубе». Первые секции реактора нагреваются
паром до 160... 170 °C, чтобы реагенты достиг-
ли температуры реакции. Остальные секции
Рис. 6.2.13. Трубчатый реактор
для полимеризации этилена
охлаждаются, чтобы поглотить теплоту реак-
ции. Режим течения в реакторе турбулентный.
Образующийся полиэтилен удаляется с раство-
ренным в нем большим количеством этилена.
Затем давление постепенно снижается до атмо-
сферного и происходит грануляция продукта.
Реактор с перемешиванием имеет внутри
винтовую мешалку (рис. 6.2.14). Перемешива-
ние позволяет достигать большой степени пре-
вращения. Реакция полимеризации - экзотер-
мическая, с отводом теплоты частично через
рубашку, а частично - непосредственно с про-
дуктами реакции (реактор действует автотер-
мически).
Реакторы для проведения эндотерми-
ческих процессов. При производстве этилена
и пропилена из пропана или бензина использу-
ется трубчатый реактор с полным вытеснением
и программированным тепловым режимом
(рис. 6.2.15). Реактор представляет собой змее-
вик 2 большой длины, помещенный внутри
печи 1 с двумя зонами: конвекционной и ра-
диационной. Используемые печи, получившие
название «градиентных печей», имеют горелки
с коротким пламенем, работающие с неболь-
шим избытком воздуха.
В адиабатических реакторах с циркуля-
цией теплового агента в смеси с реагентом в
качестве теплового агента может быть исполь-
зован газ или твердое тело. Поэтому такие ре-
акционные аппараты имеют различную конст-
рукцию.
РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
627
Рис. 6.2.14. Реактор с перемешиванием
для полимеризации этилена:
1 - экранированный электропровод; 2 - корпус;
3 - винтовая мешалка; 4 - охлаждающие рубашки
Рис. 6.2.15. Трубчатый реактор
для производства этилена
Известны две конструкции реакторов, ис-
пользующих в качестве теплового агента газ. В
трубчатом реакторе для крекинга углеводоро-
дов паром реагент (углеводород) подогревают
до температуры 600...690 °C, а пар - до темпе-
ратуры 930...950 °C отдельно один от другого
в трубчатой печи, после чего вводят в реактор
снизу под давлением 24 МПа. Реактором явля-
ется хорошо изолированная труба большой
длины с объемом, обеспечивающим время кон-
такта 1 с. Газы с большим содержанием водо-
рода поступают в верхнюю часть камеры сго-
рания и образуют с кислородом первичный
пар. Для регулирования температурного режи-
ма в камеру сгорания вводится дополнительное
количество пара.
К этой группе реакционных аппаратов
относится также реактор, изображенный на
рис. 6.2.16. Горючие газы с большой скоростью
проходят через зону смешения 3, в которую
вводится углеводород (пропан или бензин) с
небольшим количеством пара, и попадают в
реакционную зону 4, в которой образуется
ацетилен и этилен.
Существует множество различных реак-
торов, в которых количество теплоты, необхо-
димое для проведения эндотермической реак-
ции крекинга углеводородов, доставляется
твердым тепловым агентом, циркулирующим в
смеси с реагентом. В реакторе со взвешенным
слоем специально гранулированного кварцево-
го песка реагент нагревается в подогревателе 5,
смешивается с паром и поступает в нижнюю
628
Глава 6.2. РЕАКТОРЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ В ГАЗОВОЙ ФАЗЕ
Горючее
Воздух
или
кислород
Продукт
крекинга
2
Рис. 6.2.16. Схема реактора для производства ацетилена по методу Эстмана:
7 - подогреватели; 2 - камера сгорания; 3 - зона смешения; 4 - реакционная зона; 5 - смотровое окно
Рис. 6.2.17. Схема реактора
со взвешенным слоем песка (Лурги):
1 - бункер; 2 - циклон; 3 - реактор; 4 - устройство
для пневмотранспорта песка; 5 - подогреватель
часть реактора 3 (рис. 6.2.17). В верхнюю часть
реактора вводится кварцевый песок, нагретый
до 760...900 °C. Песок, который поступает на
циркуляцию, нагревают сжиганием жидкого
топлива в трубопроводе пневмотранспорта 4.
Другие реакторы используют падающий
слой твердого теплового агента (порошкооб-
разного или шаровидного) в перекрестном или
параллельном потоке с реагентом.
Регенеративный реактор для термиче-
ского крекинга метана. Реактор заполнен
керамической массой^ которая попеременно
нагревается и охлаждается метаном, который
эндотермически крекируется в ацетилен. Меж-
ду этими основными фазами находятся фазы
удаления и очистки. Реактор (рис. 6.2.18) со-
стоит из цилиндрического вертикального кор-
пуса с наружной рубашкой 4 из нихрома, ох-
лаждаемой воздухом для горения, который в
ней подогревается. Внутри реактор имеет ру-
башку 3 из огнеупорного материала и смешан-
ную насадку 5 из тонких пластинок.
Горючие газы
Рис. 6.2.18. Регенеративный реактор
для термического крекинга метана:
1 - сопло охлаждения; 2 - горелки для метана;
3 - рубашка из огнеупорного материала; 4 - корпус,
5 - насадка; 6 - наружная рубашка
При выборе огнеупорного материала
нужно учитывать, что в процессе превращения
происходит периодическое изменение давле-
ния внутри реактора в результате чередования
двух фаз. По этой причине материалы не
должны обладать пористостью.
ТВЕРДОФАЗНЫЕ РЕАКТОРЫ
629
Вода
I
Газ
Рис. 6.2.19. Реактор для получения ацетилена
путем крекинга в электрической дуге
постоянного тока:
/ - распределительная камера;
2 - верхний электрод; 3 - реакционная труба
В период нагревания метан подают в го-
релки 2, расположенные по радиусу в верхней
части аппарата. Воздух нагревается от стенок и
затем попадает в пространство для горения.
Горючие газы удаляются с помощью газодув-
ки. Наиболее высокая температура достигается
в верхней части реактора и постепенно умень-
шается к его основанию. В обеих фазах реак-
ции метан проходит противотоком. Подача
метана происходит через кольцевой распреде-
лительный трубопровод. При выходе из реак-
тора продукт охлаждается водой.
Реактор с электрической дугой (рис.
6.2.19). Газы проходят по трубопроводу в рас-
пределитель с круговым движением и по каса-
тельной входят внутрь распределительной ка-
меры /. Таким образом, газы поступают в ре-
акционное пространство 3, стенки которого
служат одновременно нижним электродом.
Здесь образуется электрическая дуга, протя-
женностью от верхнего электрода 2 почти до
нижней части камеры реакционной трубы 3.
Верхний электрод сделан из меди и изолирован
фарфоровыми изоляторами. Под распредели-
тельной камерой находится вспомогательный
электрод, снабженный пневматическим капсу-
лем. Как верхний, так и вспомогательный элек-
троды охлаждаются водой для предупреждения
перегрева. Непосредственно при выходе из
зоны реакции в реакторе возникает устойчивое
равновесие вследствие введения воды, охлаж-
дающей газы до 150 °C и очищающей их.
Глава 6.3
ТВЕРДОФАЗНЫЕ РЕАКТОРЫ
Твердофазные реакторы - это устройст-
ва для проведения различных типов твердо-
фазных реакций. Между гомофазными реак-
циями в растворах и газах, с одной стороны, и
твердофазными реакциями - с другой, сущест-
вуют фундаментальные различия. Первые, как
правило, происходят в гомофазных системах и
сводятся к химическим превращениям индиви-
дуальных молекул, ионов или радикалов. Вто-
рые всегда совершаются в гетерофазных сис-
темах, так как реагенты и продукты образуют
самостоятельные фазы, состоящие из очень
большого числа структурно упорядоченных
частиц, которыми могут быть те же молекулы,
ионы или радикалы. Для газо- и жидкофазных
реакций характерно образование сравнительно
небольшого набора промежуточных продуктов,
тогда как любая твердофазная реакция совер-
шается в виде существенно большего набора
промежуточных состояний, энергетически
мало отличающихся одно от другого [22].
Эти различия в определенной мере обу-
словлены числом частиц, участвующих в эле-
ментарном химическом акте. В первом случае
это число строго ограничено, тогда как во вто-
ром оно велико вследствие сильного коопера-
тивного взаимодействия атомов, ионов или
молекул, образующих фазы реагентов и про-
дуктов. Иначе говоря, в газо- и жидкофазных
системах (во всяком случае при интенсивном
перемешивании) молекулярные участники
химического превращения ведут себя незави-
симо от поведения одноименных частиц, тогда
как в твердофазных системах поведение ато-
мов, молекул или ионов каждого реагента или
продукта определяется не только их химиче-
630
Глава 6.3. ТВЕРДОФАЗНЫЕ РЕАКТОРЫ
скими пристрастиями (как в первом случае), но
и энергетикой связи с другими частицами в
пределах твердых фаз - реагентов.
Другой характерной особенностью твер-
дофазных реакций является их топохимиче-
ский характер, т.е. локализация реакционной
зоны на поверхности раздела фаз реагентов и
продуктов. Ничего подобного не существует в
газо- и жидкофазных системах, в которых при
интенсивном перемешивании эффективные
столкновения реагентов могут происходить в
любой точке пространства, физически зани-
маемого системой, т.е. реакционная зона огра-
ничена только объемом самой системы.
Важнейшие типы твердофазных реакций
можно выразить уравнениями
R{ = R2; (6.3.1)
Ri + R2 = R3; (6.3.2)
Rx + R2 = R3 + R4, (6.3.3)
где Rt - твердофазный реагент или продукт.
Типичным примером реакций типа (6.3.1)
являются полиморфные превращения простых
и сложных веществ, широко используемые при
создании неорганических материалов. Так,
полиморфное превращение железа явилось
основой для создания новых ферросплавов, а
структурные изменения углерода при сверхвы-
соких давлениях привели к возможности полу-
чения синтетических алмазов.
Независимо от характера структурных
изменений, сопутствующих твердофазным
превращениям, различают две разновидности
превращений: энантиотропные и монотроп-
ные. Энантиотропными называют обрати-
мые превращения одной полиморфной моди-
фикации в другую при определенном давлении
и температуре. Если полиморфное превраще-
ние необратимо и одна из модификаций термо-
динамически нестабильна в любом темпера-
турном интервале, то такое превращение назы-
вают монотропным.
Примерами монотропных превращений
могут служить переходы у-модификаций окси-
да алюминия и железа, имеющих высокоде-
фектную структуру, в a-модификацию типа
корунда или алмаза в графит. Превращение
белого олова в серое - типичный пример энан-
тиотропного превращения. Разумеется, что
монотропные модификации всегда метаста-
бильны, т.е. термодинамически неустойчивы,
но кинетически могут (алмаз) существовать
неопределенно долго. Температура монотроп-
ных превращений не является константой и
зависит от способа получения метастабильных
модификаций и обусловленных им дефектов
предыстории, включая примеси.
Реакции типа (6.3.2) широко используют-
ся для синтеза многочисленных функциональ-
ных материалов, т.е. материалов со специфиче-
скими магнитными, электрическими, оптиче-
скими, теплофизическими свойствами. Типич-
ным примером может служить синтез ферри-
тов - магнитных диэлектриков.
Большое техническое значение имеют и
твердофазные реакции, обратные реакции типа
(6.3.2) и связанные с распадом твердых раство-
ров, синтезированных при высоких температу-
рах, а затем отжигаемых при умеренных тем-
пературах нагрева. Именно такой распад ответ-
ствен за значительное увеличение магнитной
энергии сплавов типа Al-Fe-Ni-Co и высокие
токонесущие параметры многих высокотемпе-
ратурных сверхпроводников [6].
Наконец, реакции типа (6.3.3) оказывают-
ся исключительно важными при эксплуатации
композитов или гетероструктур. В первом слу-
чае речь идет о взаимодействии матрицы и
наполнителя, а во втором - о взаимодействии
пленки с подложкой, на которую эта пленка
наносится специальными методами (например,
плазменным или лазерным напылением).
В обоих случаях реакция типа (6.3.3) нежела-
тельна, и ее пытаются избежать, используя
разнообразные методы, основанные на пра-
вильном выборе «партнеров» или условий экс-
плуатации.
Активность твердофазных реагентов за-
висит не только от их химической и фазовой
индивидуальности, но и от состояния кристал-
лической решетки, обусловленного, в частно-
сти, способом приготовления или обработки
реагентов. В настоящее время не вызывает
сомнений, что эти различия в состоянии кри-
сталлической решетки связаны с образованием
в ней различных видов дефектов, которые сле-
дует тщательно контролировать, чтобы опти-
мально осуществить твердофазный процесс.
Рассмотренные примеры твердофазных
реакций составляют лишь небольшую часть
процессов, используемых в настоящее время
для получения конструкционных и функцио-
нальных материалов. Вместе с тем они позво-
ляют понять характер трудностей, которые
следует преодолевать всякий раз, когда возни-
кает задача получения нового твердофазного
материала со структурно-чувствительными
свойствами. Можно с определенностью утвер-
ждать, что потребность в таких материалах
непрерывно возрастает.
ТВЕРДОФАЗНЫЕ РЕАКТОРЫ
631
По составу твердофазные материалы дос-
таточно разнообразны и могут быть объедине-
ны в группы, естественно, не исчерпывающие
всю их полноту: 1) оксиды, сложные оксиды;
2) нитриды, карбиды, силициды, бориды;
3) халькогениды, галогениды; 4) Si, Ge и дру-
гие элементы; 5) интерметаллиды; 6) смешан-
ные материалы.
Состояние используемых материалов
также может быть различным: керамика, моно-
кристаллы, тонкие пленки, толстопленочные
покрытия, обладающие промежуточными
свойствами между собственно пленками и объ-
емными образованиями. С точки зрения функ-
циональных свойств, которыми обладают ма-
териалы, и их назначения также может быть
предложена классификация:
конструкционные (термостойкие, меха-
нически прочные, износостойкие);
электрические (полупроводники, диэлек-
трики, пьезо- и сигнетоэлектрики);
оптические (прозрачные в различных об-
ластях спектра, люминисцентные, электро-
хромные);
магнитные (магнитомягкие, магнитоже-
сткие, ППТ и др);
катализаторы (СО2 - лазеры и др.);
пористые (адсорбенты, тепловые трубы).
Большинство твердофазных реакций, в
частности синтез тугоплавких неорганических
соединений, обычно проводят в конденсиро-
ванной фазе в печах различных типов. Взаимо-
действие исходных компонентов в таких усло-
виях связано с определенными трудностями
макрокинетического характера, так как реаген-
ты в процессе реакции разделяются пленкой
продукта, обладающей при этих температурах
большим диффузионным сопротивлением.
С одной стороны, выбор температуры и
продолжительности проведения обжига обу-
словлен необходимостью достаточно полного
синтеза целевого продукта, а с другой, - нужно
по возможности не допустить его значительно-
го спекания на этой стадии.
Образование тугоплавких соединений в
большинстве случаев можно отнести к катего-
рии реакций горения, которые, как известно,
обладают рядом замечательных особенностей.
Одна из них - возможность протекания реак-
ции в узкой зоне, перемещающейся по вещест-
ву за счет теплопередачи после локального
инициирования реакции в ненагретой смеси.
Эта реакция получила название «самораспро-
страняющегося высокотемпературного синте-
за» (СВС).
Конструкции твердотельных реакто-
ров. Для проведения простого твердофазного
синтеза и большинства СВС-процессов приме-
няют камерные печи периодического действия,
туннельные и вращающиеся печи непрерывно-
го действия. В качестве нагревательных эле-
ментов используются металлические сплавы
высокого сопротивления, карбид-кремниевые,
дисилицидмолибденовые и др. нагреватели.
В настоящее время находят широкое
применение в качестве твердофазных реакто-
*ров аппараты шахтного типа. Шахтная печь
для производства кальцинированной соды
представляет собой шахту цилиндрической
формы с внутренним диаметром 4,5 м и высо-
той до 17 м (рис. 6.3.1). Шахта выложена из
обыкновенного кирпича и футерована огне-
упорным кирпичом.
Рис. 6.3.1. Шахтная печь с вращающимся подом:
/ - загрузочное устройство; 2 - труба для выхода
газов, 3 - цилиндрическая шахта; 4 - стальной ко-
жух, 5 - теплоизоляция; 6 - огнеупорный слой;
7 - колпак; 8 - вращающийся под; 9 - неподвижный
стол; 10 - конвейер; // - понижающая передача;
12 - течка; 13 - лопастной питатель
632
Глава 6.3. ТВЕРДОФАЗНЫЕ РЕАКТОРЫ
Для синтеза кроме конвективного тепло-
подвода также могут использоваться другие
виды энергетического воздействия: индукци-
онный нагрев, радиационно-термический син-
тез, лазерный, электродуговой и др.
СВС-процессы часто осуществляют в
бомбах постоянного давления (рис. 6.3.2) и в
криогенных герметических реакторах (рис.
6.3.3).
Для ускорения твердофазных реакций ис-
пользуют физические методы, среди которых в
последнее время выдвинулся на передний план
метод механической активации, заключаю-
щийся в проведении твердофазных реакций в
измельчительных аппаратах различного типа
[1, 23]. В процессе совместной механической
обработки твердых смесей происходят измель-
чение и пластическая деформация веществ.
Прч этом ускоряются процессы массопереноса
и происходит эффективное смешивание ком-
понентов, что и обеспечивает ускорение хими-
ческого взаимодействия между твердыми реа-
гентами.
Имеются различные варианты примене-
ния метода механической активации для уско-
рения твердофазных реакций. По одному из
них твердофазная реакция происходит непо-
средственно в момент механической обработки
(механохимическая реакция), а по другому -
проводится предварительная механическая
активация исходных компонентов или их сме-
сей перед термической обработкой. Возможен
и вариант проведения твердофазных реакций
путем механической обработки при повышен-
ной температуре (механотермические реак-
ции). Указанное деление реакций на три типа в
какой-то степени условно по той причине, что
и при обычной механической обработке смесей
в местах соударений могут генерироваться ло-
кальные импульсные температуры и давления.
Другой механохимический процесс - ме-
ханическое легирование является уникальным
процессом производства соединений разнород-
ных составляющих в форме порошка. Этот
процесс заключается в смешивании элементов
или основных составляющих сплавов (лигатур)
в форме порошка, а также, при необходимости,
с требуемой дисперсной фазой при использо-
вании специальных высокоэнергетических
шаровых механореакторов. Продуктом процес-
са является композиционный порошок, со-
стоящий из однородной гомогенной смеси всех
компонентов.
Аппараты для механической активации,
называемые также механореакторы или трибо-
реакторы, представлены различными видами
шаровых, центробежных, дисковых, роликовых
и других мельниц [4, 16].
Расчет механохимических процессов.
Поскольку процесс механоактивации твердых
тел связан с изменением их структуры и нако-
плением внутренней энергии, то одна из мате-
матических моделей поглощения подводимой к
телу энергии (процесс считается диссипатив-
ным) может быть представлена в виде
t/£M ?
= (6.3.4)
где £м - поглощаемая энергия; - скорость
деформирования материала; А. - коэффициент
пропорциональности, учитывающий способ-
ность вещества поглощать подведенную энер-
гию.
zzzz/zz/z/z/zS
Рис. 6.3.2. Схема бомбы постоянного давления:
1 - корпус; II - смотровое окно; III - манометр;
IV - образец; V - фоторегистратор скорости горения;
I - воспламенитель; 2 - продукт горения; 3 - зона
реакции при горении; 4 - несгоревшая часть образца;
5 - объем с аргоном (или азотом)
Рис. 6.3.3. Схема криогенного реактора:
I - корпус; II - стакан; III - манометр; IV - сосуд
Дьюара; I - смесь металл - жидкий азот; 2 - зона
превращения; 3 - продукт горения (нитрид); 4 - вос-
пламенитель; 5 - избыточный азот
БАРБОТАЖНЫЕ АППАРАТЫ
633
Коэффициент пропорциональности
(63.5)
’24 (кТ)3
где К$ - адиабатический модуль сжатия; Cq -
скорость света в вакууме; h - постоянная
Планка; к - постоянная Больцмана; Т - абсо-
лютная температура.
Кинетика релаксации активного состоя-
ния материала описывается выражением
= -const Ем . (6.3.6)
Решение уравнения (6.3.6) записывается в
виде
£м =£мОехР(-//0)> (63.7)
где Емо - начальное содержание энергии в
теле; 0 - константа, зависящая от свойств ма-
териала и по физическому смыслу представ-
ляющая собой время, за которое содержание
энергии в теле уменьшается в е раз.
В математических моделях комбиниро-
ванных процессов, в которых механически
активированная гетерогенная химическая ре-
акция протекает с большим тепловым эффек-
том; механоактивационные эффекты учитыва-
ются в виде внутренних источников теплоты
(так как часть подведенной к системе механи-
ческой энергии трансформируется в теплоту),
понижающих температуру начала реакции и
энергию активации химической реакции.
Глава 6.4
РЕАКТОРЫ
ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Основными характеристиками газожид-
костной смеси являются ее объемное газосо-
держание
8Г = Vrl ^гж (6.4.1)
и удельная площадь межфазной поверхности
*$уд = *^/^гж ’ (6.4.2)
где Угж ~ объем газожидкостной смеси, запол-
няющей аппарат; Иг - объем газа, заключенно-
го в объеме S - площадь межфазной по-
верхности.
Если газ находится в жидкости в виде пу-
зырей диаметром 8П, то Еуд и 8Г связаны между
собой соотношением
*$уд ~68Г/8П (6.4.3)
В зависимости от способа формирования
межфазной поверхности реакторы можно раз-
делить на три основные группы:
1) барботажные, в которых поверхность
контакта фаз образуется при введении газа
через газораспределительные устройства (бар-
ботеры) в слой жидкости;
2) с механическим диспергированием га-
за, в которых вводимый в аппарат через барбо-
тер газ диспергируется в жидкости различными
перемешивающими устройствами;
3) пленочные, в которых контакт газа
осуществляется с жидкостью, находящейся в
основном в виде пленки на стенках аппарата.
6.4.1 БАРБОТАЖНЫЕ АППАРАТЫ
Барботажные колонные аппараты обычно
выполняют в виде вертикальных цилиндриче-
ских емкостей /, в придонной части которых
размещены газораспределители - барботеры 2
(рис. 6.4.1). Колонны могут быть пустотелыми
или секционированными гоонтальными пере-
городками 3, которые служат промежуточными
газораспределителями и уменьшают продоль-
ную циркуляцию жидкости. Теплообменными
устройствами служат размещенные внутри
змеевики или стенки аппарата, заключенные в
рубашку.
Простота конструкции барботажных ко-
лонн позволяет проектировать их на большие
объемы, допускает установку антикоррозион-
ной футеровки, обеспечивает высокую надеж-
ность в эксплуатации.
Характерным признаком работы барбо-
тажных колонн является неорганизованная и
слабая циркуляция жидкости, поэтому при
анализе гидродинамики таких аппаратов обыч-
но считают, что газ барботирует через жид-
кость, не имеющую направленного движения.
Слабая циркуляция не позволяет обрабатывать
в барботажной колонне неоднородные жидкие
системы (суспензии, эмульсии) с большой раз-
ностью плотностей фаз.
634
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Рис. 6.4.1. Схема барботажного
колонного аппарата
Среднее газосодержание в аппарате при
обработке маловязкой жидкости можно рас-
считать по формуле, полученной С.С. Кутате-
ладзе и М.А. Стыриковичем в результате
обобщения опытных данных многих исследо-
вателей [13]:
, \0,25 З0’68
- ( Рж ~Рг I
Г
I )
(6.4.4)
где С = 0,4, рг - плотность газа, кг/м3, рж -
плотность жидкости, кг/м3; ст - поверхностное
натяжение жидкости, Н м; vr - кинематическая
вязкость газа, м2/с.
Для вязких жидкостей в уравнение
(6.4.14) В.В. Консетов рекомендует [17] вво-
дить дополнительный сомножитель и считать
( 60 ^°’5
С = 0,4 1 +--------- , (6.4.5)
V )
Пропускная способность барботажных
колонн по газу лимитируется его приведенной
скоростью (объемным расходом, отнесенным к
площади свободного сечения) около 0,1 м/с.
При более высоких скоростях газа образуются
слишком крупные пузыри, возникают крупно-
масштабные пульсации, влекущие за собой
значительные колебания давления и вибрацию
аппаратов.
С точки зрения математического модели-
рования при упрощенном подходе барботаж-
ные колонны, не секционированные горизон-
тальными перегородками, обычно относят к
аппаратам идеального смешения по жидкой
фазе и вытеснительного типа по газовой. При
секционировании каждая секция рассматрива-
ется как аппарат идеального смешения.
Пустотелые колонны наиболее целесооб-
разно использовать для реакций, продолжи-
тельных по времени, т.е. протекающих в кине-
тической области, и сопровождаемых малым
тепловым эффектом. Роль теплообменной по-
верхности обычно выполняют стенки колонны,
заключенные в рубашку. Если площадь по-
верхности боковых стенок не обеспечит отвод
теплоты реакции, то внутри колонны устанав-
ливают змеевики или трубчатые вертикальные
теплообменные элементы.
где Ren =^Г5П/Уж ’ vr ~ приведенная к
полному сечению колонны средняя скорость
газа, м/с; 8П - средний эквивалентный диа-
метр пузырька, м; Уж - кинематическая вяз-
кость жидкости, м2/с.
Удельная площадь межфазной поверхно-
сти определяется физическими свойствами
жидкости и газа, их скоростями и практически
не зависит от размера отверстий в газораспре-
делителе. Существенное влияние на величину
5уд оказывает присутствие в жидкости по-
верхностно-активных веществ (ПАВ). Неболь-
шие и часто практически нефиксируемые до-
бавки ПАВ могут в значительной степени из-
менять структуру газожидкостной системы,
приводить к образованию устойчивых пен с
повышенным газосодержанием. При приблизи-
тельно одинаковых вязкости, поверхностном
натяжении и плотности жидкостей величина
5уД зависит и от химической природы жидко-
сти. Для растворов электролитов величина
5УД оказывается значительно больше, чем для
недиссоциированных жидкостей.
Помимо полых барботажных колонн в
химической промышленности используются
колонны, заполненные насадкой. По конструк-
ции они практически не отличаются от абсорб-
БАРБОТАЖНЫЕ ГАЗЛИФТНЫЕ АППАРАТЫ
635
ционных и ректификационных насадочных
колонн. Насадка обычно выполняется из кера-
мических колец. В качестве насадки может
быть использован и гранулированный катали-
затор, который позволяет увеличить площадь
поверхности контакта фаз в системе газ - жид-
кость, интенсифицировать процесс массопере-
носа.
Барботажные колонны с затопленной на-
садкой применяют для осуществления химиче-
ских превращений как в диффузионном, так и в
кинетическом режимах. Если гранулы катали-
затора не слишком велики или насадка пред-
ставляет собой полые шары со средней плотно-
стью, почти не отличающейся от плотности
жидкости, то при восходящем течении газо-
жидкостной смеси можно осуществить взве-
шивание насадочных тел. При этом улучшается
теплоперенос в радиальном направлении, что
способствует отводу реакционной теплоты из
всего объема аппарата.
Реакторы с насадкой в виде гранулиро-
ванного катализатора в последние годы нашли
применение в ряде каталитических газожидко-
стных процессов. Такие аппараты выполняют в
виде барботажных колонн 1 (рис. 6.4.2), весь
объем катализатора в которых разделен на
слои. Каждый слой 3 уложен на газораспреде-
лительную решетку с сеткой и сверху пружи-
нами поджат другой сеткой. Пространства ме-
жду слоями служат для перераспределения
газовой фазы и дополнительного ввода газа
или сырья (если это необходимо) и размещения
теплообменных элементов 2.
Время непрерывной работы реактора
ограничено сроком службы катализатора. Су-
щественным недостатком является также
большое сопротивление аппарата, достигаю-
щее 2,5-105 Па на 1 м высоты слоя. Это сопро-
тивление может сильно возрастать за счет ос-
моления катализатора и закупорки межзерно-
вых каналов. В более благоприятных условиях
с этой точки зрения работают аппараты с сус-
пендированным катализатором, который мож-
но непрерывно обновлять за счет стока и прито-
ка регенерированного, не прекращая процесса.
В барботажных колоннах с восходящим
течением газожидкостной смеси через слой
неподвижной насадки газосодержание не зави-
сит от формы и размеров насадочных тел,
от скорости жидкости в пределах 0...0,007 м/с
и от диаметра аппарата. При динамической
вязкости жидкости Цж = 0,001...0,025 Пас
газосодержание в насадочных колоннах может
быть рассчитано по уравнению
ег =----- , , - > (6-4.6)
l+l,3^r2/(g</3)
где d3 - эквивалентный диаметр насадочного
тела.
6.4.2. БАРБОТАЖНЫЕ
ГАЗЛИФТНЫЕ АППАРАТЫ
Конструкции барботажных газлифт-
ных аппаратов. Газлифтные аппараты отли-
чаются от барботажных колонн тем, что внутри
их корпуса 1 установлены одна или несколько
барботажных труб 3, в которые с помощью
газораспределителя 2 вводится газ (рис. 6.4.3).
При подаче газа в затопленный жидкостью
аппарат в барботажных трубах образуется га-
зожидкостная смесь, плотность которой мень-
ше плотности однородной жидкости в цирку-
ляционной зоне (на рис. 6.4.3 - в межтрубном
пространстве), вследствие чего в аппарате воз-
никает циркуляция жидкости с восходящим
потоком смеси внутри циркуляционной трубы
и нисходящим потоком в зазоре между корпу-
сом и циркуляционной трубой. Конструктив-
ное исполнение газлифтных аппаратов может
636
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
барботажного газлифтного аппарата
быть различным, но независимо от конструк-
ции в основу их работы положен принцип цир-
куляционного контура, состоящего из восхо-
дящего газожидкостного потока и нисходящего
потока жидкости с небольшим количеством
захваченных ею газовых пузырей.
Максимальная приведенная скорость газа
в циркуляционном контуре, определяющая
производительность аппарата по газу, состав-
ляет 2 м/с (в пересчете на свободное сечение
кожуха аппарата - до 1 м/с). Скорость цирку-
лирующей жидкости может достигать 1 ...2 м/с,
что позволяет обрабатывать в газлифтных ап-
паратах неоднородные жидкие системы с
большой разностью плотностей сплошной и
дисперсной фаз.
Стремление увеличить удельную (отне-
сенную к единице объема) площадь поверхно-
сти теплообмена привело к созданию конст-
рукций многотрубных газлифтных аппаратов.
Наиболее совершенными из них следует при-
знать устройства, в которых барботажные и
циркуляционные трубы объединены в общем
кожухе.
Аппарат, представленный на рис. 6.4.4,
выполнен в виде трубчатого теплообменника,
заключенного в корпус 1. Закрепленные в ре-
шетках трубы делятся на барботажные 2 и цир-
куляционные 3. Нижние концы всех труб вы-
ведены под трубную решетку на длину
/ = (4,5...5)4
где d - внутренний диаметр труб.
Рис. 6.4.4. Схема кожухотрубного
газлифтного аппарата
В стенках выступающих концов барбо-
тажных труб на расстоянии h\ - 4d от нижнего
среза просверлены отверстия 4, расположен-
ные на одном уровне. Диаметр и количество
отверстий в одной трубе выбирают исходя из
условий работы газораспределителя.
Жидкость вводится в аппарат через шту-
цер 5 и, заполнив трубное пространство, слива-
ется через штуцер 6. При подаче в аппарат газа
через штуцер 7 под нижней трубной решеткой
образуется газовый слой, отжимающий жид-
кость вниз до тех пор, пока не откроются от-
верстия 4 и газ не устремится через них в бар-
ботажные трубы. Расчетная высота h газового
слоя (от оси отверстий до уровня жидкости)
определяется сопротивлением односторонне
затопленных отверстий, зависящим в основном
от скорости проходящего через них газа. Меж-
трубное пространство аппарата используется
для подачи в него теплоносителя.
Расчет газлифтного аппарата. Одной из
основных задач гидродинамического и тепло-
вого расчета газлифтного аппарата является
определение скорости циркуляции газожидко-
стной смеси или приведенной скорости жидко-
БАРБОТАЖНЫЕ АППАРАТЫ С МЕХАНИЧЕСКИМИ ПЕРЕМЕШИВАЮЩИМИ УСТРОЙСТВАМИ 637
сти ажб в барботажных трубах. Основное
уравнение газожидкостного циркуляционного
контура
Рж (^гб ~^гц)^^ ~ ^Рб + ДРц (6.4.7)
показывает, что движущий напор газлифта,
обусловленный разностью газосодержаний в
барботажной 8гб и циркуляционной 8ГЦ трубах,
затрачивается на преодоление гидравлического
сопротивления барботажной и циркуля-
ционной Дрц труб контура (Н - высота труб
аппарата).
6.4.3. БАРБОТАЖНЫЕ АППАРАТЫ
С МЕХАНИЧЕСКИМИ ПЕРЕМЕШИВАЮЩИМИ
УСТРОЙСТВАМИ
В барботажных аппаратах с механиче-
ским перемешиванием жидкости вследствие
развитой турбулентности достигается наиболее
тонкое диспергирование газовой фазы, что при
достаточно высоком газосодержаний создает
большую площадь поверхности контакта фаз.
Благодаря этому аппараты с механическим
диспергированием газа получили широкое
распространение в промышленности. Опыт
эксплуатации как газожидкостных химических
реакторов, так и ферментаторов, показал, что
аппараты с механическим перемешиванием
газа в жидкости целесообразно выполнять с
номинальным объемом не более 100 м3 при
диаметре сосуда не более 3,6 м. Пропускная
способность таких аппаратов по газу обычно
не превышает 2000 м3/ч. Различают аппараты с
мешалкой(ами) в свободном объеме и с мешал-
кой в циркуляционном контуре.
Газожидкостный аппарат с перемеши-
вающими устройствами в свободном объеме
обычно выполняют в виде сосуда 1 (с эллипти-
ческими или плоскими крышками и днищами),
заключенного в рубашку 2 (рис. 6.4.5). На ап-
паратах с объемом менее 6,3 м3 рубашка дела-
ется сплошной, а при объемах более 6,3 м3 -
секционированной. Внутри сосуда на верти-
кальном валу закреплены одна - четыре ме-
шалки 3, в зависимости от высоты аппарата.
Под нижней мешалкой или на одном уровне с
ней размещают газораспределитель (барботер)
4. Вдоль образующих сосуда устанавливают
три или четыре отражательные перегородки 5
шириной Ьп = 0,1 £> и высотой hn = Н^/(\ -
- 8Г), где D - внутренний диаметр аппарата;
- высота исходного слоя жидкости в нем.
При объеме сосуда более 16 м3 внутри него
могут быть устанавлены дополнительные теп-
лообменные элементы - змеевики.
Наиболее эффективными для дисперги-
рования газа в жидкости считаются открытые
турбинные мешалки с прямыми или изогнуты-
ми лопастями при соотношении диаметров
мешалки и аппарата D, равном 0,2...0,3.
Газораспределитель (барботер) выполня-
ют в виде горизонтально расположенного тора
или кольцевого открытого снизу желоба с рав-
номерно распределенными и обращенными
вверх отверстиями. Диаметры отверстий d0 =
= 2...5 мм при шаге размещения t « 2d0. При
диаметре сосуда D > 2 м необходимо устанав-
ливать несколько параллельно работающих
кольцевых желобов.
В аппаратах небольших объемов или с
малой глубиной заполнения для диспергирова-
ния газа могут применяться самовсасывающие
турбинные мешалки. Отличительная особен-
ность такой мешалки заключается в том, что
внутри ее корпуса 1 на прямых лопастях 2 за-
креплен кольцевой конический газораспреде-
литель 3 с патрубком 4 для подвода газа (рис.
6.4.6). Патрубок с помощью уплотняющего
устройства соединен с неподвижной воздухо-
заборной трубой, выведенной из аппарата на-
ружу.
Рис. 6.4.5. Схема барботажного аппарата
с мешалками в свободном объеме
638
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Рис. 6.4.6. Схема самовсасывающей
турбинной мешалки
Использование самовсасывающих меша-
лок исключает необходимость принудительной
подачи газа в аппарат. В этом их основное дос-
тоинство. Особенно часто такие мешалки при-
меняют для подсоса в жидкость воздуха из
окружающей среды в процессах аэрирования и
ферментации. Однако разрежение, создаваемое
самовсасывающими мешалками, относительно
невелико. Это ограничивает глубину их погру-
жения, которая по данным Иркутского
НИИхиммаша [18] обычно не превышает
Н = 0,3n2d2/g,
где п - частота вращения мешалки, с-1, <7М -
диаметр мешалки, м.
Самовсасывающие мешалки как устрой-
ства для ввода газа в жидкость имеют невысо-
кий энергетический КПД. Однако хорошее
дробление газа, обеспечивающее большую
площадь поверхности контакта фаз, ставит эти
мешалки по удельным энергозатратам (на еди-
ницу массы поглощенного целевого газообраз-
ного компонента) на один уровень с высокоин-
тенсивными диспергирующими устройствами.
Пропускная способность по газу аппара-
тов с мешалкой в свободном объеме ограниче-
на режимом захлебывания, когда при достиже-
нии некоторого расхода подаваемого в аппарат
газа избыточный его объем не диспергируется
в жидкости, а, обтекая мешалку, поднимается
вверх вдоль вала. При перемешивании наибо-
лее эффективными турбинными мешалками
открытого типа этот режим наступает при ус-
ловии, что критерий расхода газа
2г
-S->0,6...0,7, (6.4.8)
nd*
м
где Qv - объемный расход газа, м3/с.
По этой зависимости можно предвари-
тельно выбрать минимальную частоту враще-
ния мешалки п.
Мощность привода следует находить ис-
ходя из условий перемешивания гомогенной
жидкости:
^ж=^Рж«3^- (6.4.9)
где - коэффициент мощности.
Мощность, затрачиваемая на перемеши-
вание газожидкостной системы, характеризу-
ется зависимостью
AU/tf* =1-егл, (6.4.10)
IЖ Ж 1Л 7 V /
где 8ГЛ - локальное газосодержание системы в
зоне действия мешалки.
Барботажные аппараты с мешалкой в
циркуляционном контуре могут быть выполне-
ны в двух вариантах: с винтовой (пропеллер-
ной) мешалкой внутри циркуляционного ста-
кана и с открытой турбинной мешалкой, рас-
положенной под циркуляционным стаканом.
Аппарат с винтовой мешалкой внутри
циркуляционного контура выполнен в виде
сосуда 2 с отношением высоты к диаметру
LID = 5... 10 (рис. 6.4.7, а). Внутри сосуда ус-
тановлен циркуляционный стакан 3, диаметр
которого рассчитывается из условия равенства
площадей сечений стакана и кольцевого зазора,
образованного им со стенками сосуда. Нижняя
часть стакана имеет уменьшенное сечение, и в
ней размещены винтовая мешалка 4, выпол-
няющая роль осевого насоса, и спрямляющие
поток устройства. Практика эксплуатации та-
ких аппаратов показала, что в качестве насоса
может быть использована мешалка с прямыми
лопастями, имеющими угол наклона к гори-
зонтали а = 15... 45°.
Аппарат наиболее эффективно работает в
условиях полного заполнения его объема газо-
жидкостной смесью, поэтому вывод непогло-
щенного газа и жидкости осуществляется через
верхний штуцер, соединенный с сепаратором /
газожидкостной смеси.
Конструктивно аппарат с одним циркуля-
ционным стаканом может быть выполнен объ-
емом до 20 м3. При установке в одном сосуде
нескольких параллельно работающих стаканов
с перемешивающими устройствами объем ап-
парата можно увеличить до 100 м3, что позво-
ляет существенно снизить удельную мощность
перемешивания (NlV^y Например, в аппарате
с тремя стаканами она может быть уменьшена
на 40 %.
ПЛЕНОЧНЫЕ АППАРАТЫ
639
0
Рис. 6.4.7. Схемы барботажных аппаратов
с винтовой (а) и турбинной (б) мешалками
в циркуляционном контуре
Пропускная способность аппарата по газу
определяется предельной приведенной скоро-
стью его в циркуляционном стакане, которая
не должна превышать 0,02 м/с. В противном
случае возможен срыв работы мешалки и на-
рушение циркуляции жидкости. Устойчивая
работа перемешивающего устройства опреде-
ляется газосодержанием системы, предельная
величина которого составляет 8Г « 0,4, поэтому
аппараты с винтовой мешалкой в циркуляци-
онном контуре можно применять только для
жидкостей, не образующих устойчивых пен.
Если в реакции участвуют газы с воз-
можным образованием взрывоопасной смеси,
аппарат с циркуляцией газожидкостной смеси
является одним из наиболее надежных уст-
ройств. Внутри аппарата не образуется боль-
ших объемов газов со взрывоопасной концен-
трацией, так как аппарат полностью заполнен
газожидкостной смесью. В верхней части сепа-
ратора опасная ситуация может быть устранена
за счет непрерывной продувки его азотом.
Аппарат с турбинной мешалкой в цирку-
ляционном контуре конструктивно отличается
от рассмотренного тем, что турбинная откры-
тая шестилопастная мешалка (рис. 6.4.7, б) с
первичным газораспределителем (барботером)
размещена под циркуляционным стаканом.
По результатам испытаний реакторов
обоих типов наиболее эффективным по массо-
переносу вещества из газа в жидкость оказался
аппарат с турбинной мешалкой под циркуля-
ционным стаканом. В нем достигается лучшее
диспергирование газа, и он устойчиво работает
при повышенных газосодержаниях системы и
даже на устойчивых пенах. Однако пропускная
способность по газу у этого аппарата также
невелика, он работает устойчиво только при
скоростях vv < 0,1 м/с.
6.4.4. БАРБОТАЖНЫЕ АППАРАТЫ
С ИНЖЕКТИРОВАНИЕМ И ДИСПЕРГИРОВАНИЕМ
ГАЗА СТРУЯМИ ЖИДКОСТИ
Основным дополнительным элементом
таких аппаратов является стационарный струй-
ный диспергатор (рис. 6.4.8), в который жид-
кость подается выносным циркуляционным
центробежным насосом, а газ подсасывается за
счет инжекционного эффекта или вводится
принудительно. Струйный диспергатор можно
встроить как в барботажную колонну, так и в
барботажный газлифтный реактор. Если реак-
тор работает при давлении, близком к атмо-
сферному, то струйный диспергатор может
сообщить газу энергию, достаточную для про-
ведения барботажа газа.
640
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Рис. 6.4.8. Схема струйного диспергатора
В рассматриваемых аппаратах объем, за-
нимаемый газожидкостной смесью, можно
разделить на две области. В активной области
А диспергирование газа происходит за счет
кинетической энергии струи жидкости. При
высокой скорости диссипации энергии в объе-
ме активной области пузырьки газа могут дос-
тигать размеров 1 мм. Соответственно в этой
зоне аппарата образуется система пузырей с
большой удельной площадью поверхности
контакта фаз газ - жидкость.
Из активной области газожидкостная
смесь перетекает в барботажную область Б, в
которой происходит всплывание газовых пу-
зырей. В этой зоне основную роль играют гра-
витационные силы, диссипация энергии значи-
тельно. ниже. Здесь происходит укрупнение
газовых пузырей до 2...5 мм (главным обра-
зом, за счет их коалесценции) и соответствен-
но - уменьшение удельной площади межфаз-
ной поверхности.
Струйные газожидкостные аппараты не
уступают по интенсивности массопереноса
системам с механическими мешалками. При
этом они не содержат погруженных в жидкость
подвижных устройств и сложного привода, что
существенно повышает их эксплуатационную
надежность и ремонтопригодность.
6.4.5. ПЛЕНОЧНЫЕ АППАРАТЫ
Проведение тепло-, массообменных про-
цессов в тонком слое жидкости всегда связана
с высокой интенсивностью, малым временем
пребывания жидкости в аппарате, низким со-
противлением по газовой фазе и хорошо разви-
той поверхностью газ - жидкость. Пленочные
аппараты применяются для проведения хими-
ческих превращений в системах газ - жид-
кость, если реакция протекает быстро с выде-
лением (поглощением) большого количества
теплоты.
По способу организации течения жидко-
сти в виде пленок различают аппараты: со сте-
кающей пленкой, с восходящей пленкой, с
закрученным газожидкостным потоком и с
механически перемешиваемой пленкой.
Аппараты со стекающей пленкой. Их
применяют для проведения процессов как тре-
бующих подвода или отвода большого количе-
ства теплоты, так и при тепловом эффекте,
близком к нулю.
Для проведения процессов с большим те-
пловым эффектом применяются аппараты с
развитой теплообменной поверхностью. Наи-
более совершенной конструкцией этого типа
является кожухотрубный аппарат (рис. 6.4.9).
Жидкость, подаваемая на верхнюю трубную
решетку, равномерно распределяется по тру-
бам 2 и в виде пленки, образованной оросите-
лем /, стекает вниз по внутренней поверхности
труб. Газ отводится из нижней части аппарата
вместе с жидкостью и направляется в сепаратор.
Если проведение процесса требует подвода
газа, который должен двигаться противотоком
Рис. 6.4.9. Кожухотрубный аппарат
со стекающей пленкой
ПЛЕНОЧНЫЕ АППАРАТЫ
641
с жидкостью, то в нижней части аппарата не-
обходимо расположить газораспределительную
тарелку с патрубками.
Для проведения процессов с незначи-
тельным тепловым эффектом применяются
пластинчатые аппараты. Как трубчатые, так и
пластинчатые аппараты имеют распредели-
тельное устройство для жидкости и газа, оро-
сительные устройства и сепаратор. Распреде-
лительные устройства необходимы для обеспе-
чения равномерной раздачи жидкости и газа по
отдельным элементам (трубам, каналам, пла-
стинам). Стремление улучшить качество рас-
пределения жидкости привело к появлению
одно-, двух- и даже трехярусных перераспре-
делительных тарелок (рис. 6.4.10, а).
Как правило, подвод жидкости к трубам
осуществляется из кольцевого коллектора (рис.
6.4.10, 6), размещенного по контуру трубной
решетки, или при помощи одиночного цен-
трального патрубка (рис. 6.4.10, в). Такие спо-
собы подвода обеспечивают равномерное рас-
пределение жидкости по отдельным трубам
при достаточно высоком слое ее на трубной
решетке.
Распределительное устройство для газа в
аппарате со стекающей пленкой необходимо
только при противоточном движении фаз. Для
трубчатых аппаратов оно выполняется в виде
тарелки с патрубками. Для распределения жид-
кости по каналам и одновременно по ширине
пластин пластинчатого аппарата можно при-
менить коллектор (рис. 6.4.11), выполненный
из труб.
Оросительное устройство предназначено
для распределения жидкости по периметру
каждого элемента. Оно должно отвечать сле-
дующим требованиям: обеспечивать равно-
мерность орошения, иметь минимальное гид-
равлическое сопротивление проходящему по-
току газа, максимальные размеры пленкообра-
зующих зазоров (каналов), способных дли-
тельно работать без засорения. По способу
образования пленки оросительные устройства
можно подразделить на следующие виды: пе-
реливные, щелевые, разбрызгивающие, капил-
лярные и струйные.
Образование пленки в переливных уст-
ройствах происходит при переливе жидкости
через верхние кромки труб (рис. 6.4.12, а) или
через прорези различной конфигурации (рис.
6.4.12, 6). Такие устройства работают при вы-
соте уровня жидкости над переливом
5...20мм, т.е. они могут быть применены
в трубчатых аппаратах, имеющих малое число
21 - 10358
Рис. 6.4.10. Схемы распределителей жидкости
Рис. 6.4.11. Трубчатый распределитель жидкости
труб, либо в многотрубных аппаратах с уста-
новленными в них перераспределительными
тарелками (см. рис. 6.4.10, а).
К щелевым оросителям относятся уст-
ройства, в которых пленка образуется при ис-
течении жидкости через затопленные щели или
каналы различного профиля. Устройства с
кольцевой щелью по условиям истечения мо-
гут иметь ширину зазора не более 0,5 мм. В
связи с этим они требуют точной обработки
деталей и концов труб и могут быть примене-
ны только при работе на чистых жидкостях без
механических примесей.
642
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Рис. 6.4.12. Типы оросительных устройств:
а, б - переливные; в, г - щелевые; д - струйные; е - капиллярно-щелевое
Удовлетворительное качество распреде-
ления жидкости достигается при применении
оросителей с тангенциальной подачей ее на
поверхность труб при помощи одного или двух
винтовых каналов (рис. 6.4.12, г) или отверстий
(рис. 6.4.12, в). Применение щелевых оросите-
лей позволяет удерживать на трубной доске
слой жидкости высотой 100 мм и более.
К разбрызгивающим относятся оросите-
ли, в которых жидкостная пленка формируется
из капель, образующихся при дроблении жид-
кости форсунками. Их можно использовать при
работе аппарата по схеме нисходящего прямо-
тока.
Струйные оросители - это устройства, в
которых жидкость подается на орошаемую
поверхность в виде струй (рис. 6.4.12 д, е).
ПЛЕНОЧНЫЕ АППАРАТЫ
643
Такие оросители весьма надежны при больших
плотностях орошения и пригодны как для
трубчатых, так и для пластинчатых аппаратов.
Оросители типа капиллярно-щелевые можно
применять только в аппаратах, в которых от-
сутствует сквозной проток газа, например, в
испарителях или в выпарных аппаратах.
Выбор плотности орошения. При экс-
плуатации пленочных аппаратов необходимо
добиваться полного смачивания всей поверх-
ности орошаемых элементов. Это условие вы-
полняется лишь в том случае, если локальная
плотность орошения в любой точке поверхно-
сти элемента превышает некоторое минималь-
но допустимое значение Гтщ. Если же это
условие не выполняется, то пленка разрывает-
ся, и жидкость течет отдельными струйками.
Уравнение для расчета минимальной плотно-
сти орошения можно получить на основе ана-
лиза сил, действующих в месте разрыва плен-
ки. Для свободно стекающей пленки, когда
касательное напряжение между пленкой и га-
зовым потоком пренебрежимо мало по сравне-
нию с напряжением на стенке, оно имеет вид
г
1 min
уж 3
/ \5/8
_2 o(l-cos0)
” 4/3 1/3
v>k Рж g )
, (6.4.11)
где рж - плотность жидкости кг/м3; 0 - краевой
угол смачивания; о - поверхностное натяже-
ние жидкости, Н/м; Уж - кинематическая вяз-
кость жидкости, м2/с.
Течение с брызгоуносом наступает, когда
относительная скорость фаз превышает неко-
торое предельное значение. Газ с каплями
жидкости образует практически гомогенную
газожидкостную смесь плотностью
Ргк =Рг+Рж—Г, (6.4.12)
иг
где угж - скорость жидкости, приведенная к
полному сечению канала; wr - скорость газа,
приведенная к полному сечению канала; Y -
унос, характеризующий долю жидкостного
потока, взвешенного в газе;
^“^Жг/^ж, (6.4.13)
ZI\ 1 / ZI\ 7 v '
м>жг - приведенная к полному сечению канала
скорость жидкостного потока, диспергирован-
ного в газе.
В этом случае действительная
орошения поверхности труб
плотность
Г = ^-(1-У),
п
(6.4.14)
где £?ж ~ расход жидкости, м3/с.
Для количественной оценки
величины
уноса в длинных трубах, когда процесс срыва и
осаждения капель на поверхность пленки при-
ходят в динамическое равновесие, можно вос-
пользоваться зависимостью, представленной на
рис. 6.4.13.
При противоточном движении фаз с рос-
том скорости газа сначала увеличивается тол-
щина пленки, а при некотором значении скоро-
сти газа wr течение жидкости вниз с заданным
расходом становится невозможным, наступает,
так называемый, режим захлебывания. Вели-
чину wr можно найти из уравнения
у \0,25
РгЦ!
&pgD
+ т
9 \0,25
Ржиж
bpgD
= 0,9,
(6.4.15)
где т - 2,2Re-0’25 при Re <25; т = 1 при
Re > 25; Ар = рж - рг; D - внутренний диа-
метр трубы, м; wr и ггж - приведенные к пол-
ному сечению трубы средние расходные ско-
рости газа и жидкости, м/с.
Уравнение (6.5.15) справедливо только
для труб длиной более двух метров.
Рис. 6.4.13. Зависимость уиоса Y от величины
z \0.5
*7угР/ ( Рг ]
° кРж )
21
644
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
Аппараты с восходящей пленкой. Их
применяют для процессов, требующих разви-
той поверхности массообмена между газом и
жидкостью и высоких коэффициентов массо-
отдачи, протекающих с большим тепловым
эффектом. В нижней части аппарата размеще-
но распределительное устройство (рис. 6.4.14),
которое позволяет равномерно распределить
подаваемую в аппарат жидкость по трубам.
Оросителем поверхности труб может служить
отверстие 1 в стенке трубы. Газ, подаваемый
снизу в трубы со скоростью 10...50 м/с, увле-
кает жидкость вверх в виде капель и пленки,
равномерно распределенной по периметру
трубы.
По сравнению с аппаратами со стекаю-
щей пленкой аппараты с восходящей пленкой
имеют высокое гидравлическое сопротивление.
Область существования режима восхо-
дящей пленки. С ростом скорости газа в аппа-
рате нисходящее течение пленки становится
невозможным. При этом внутри канала уста-
навливается циркуляционное течение: нисхо-
дящее по стенкам и восходящее в ядре потока.
Высокие волны на поверхности пленки смы-
каются, образуя жидкостные пробки. Пленоч-
ный режим переходит в снарядный.
Условие смены снарядного режима коль-
цевым (режим восходящего пленочного тече-
ния) характеризуется эмпирическим уравнени-
ем, предложенным Уоллисом [5]
Frr0’5 = 0,9 + 0,6Fr°’5 при Ргж <2,25;
(6.4.16)
Рис. 6.4.14. Схема распределительного
устройства пленочного испарителя
с восходящей пленкой
Frr0’5 = (7 + 0,06рж/рг)Ргж5 при Ргж >2,25,
(6.4.17)
где
Frr=^; Ргж=^
ApgZ) ж ApgD
; Ар = рж -
- рг, D - внутренний диаметр труб.
Дальнейшее увеличение скорости газа
приводит к интенсивному брызгоуносу с по-
верхности восходящей пленки. Такой режим
течения называется дисперсно-кольцевым.
Количественно величину брызгоуноса можно
оценить по рис. 6.4.13.
Аппараты с закрученным газожидко-
стным потоком (рис. 6.4.15) отличаются от
рассмотренных выше тем, что внутри каждой
трубы / установлены винтовые вставки-завих-
рители 2, сообщающие газовому потоку
вращательное движение. Жидкость, подавае-
мая сверху (в данной схеме), после первого
Рис. 6.4.15. Схема пленочного реактора
с закрученным газожидкостным потоком
ПЛЕНОЧНЫЕ АППАРАТЫ
645
Рис. 6.4.16. Оросительные устройства аппарата с закрученным газожидкостным потоком:
а - питание через тангенциальное отверстие в стенке трубы; б - центральное питание
через патрубок (закрутка газа с помощью тангенциальных щелей)
завихрителя приобретает вращательное дви-
жение и отбрасывается к стенке трубы. Каса-
тельное напряжение на границе раздела фаз
поддерживает крутку пленки. Вследствие тре-
ния крутка газожидкостного потока уменьша-
ется, и для поддержания ее на требуемом уров-
не необходимо устанавливать по длине трубы
ряд завихрителей. Самый нижний завихритель
играет роль сепаратора.
Аппараты с закрученным газожидкост-
ным потоком по сравнению с аппаратами со
стекающей пленкой имеют в 2 - 3 раза более
высокий коэффициент массообмена. Крутка
газожидкостного потока позволяет равномерно
распределить жидкость по поверхности каждой
из труб даже при малых плотностях орошения.
Поэтому в аппаратах с закрученным газожид-
костным потоком применяют простейшие оро-
сительные устройства, задача которых - подача
определенного количества жидкости в область
действия интенсивно закрученного газового
потока.
Жидкость может быть введена или через
одиночное отверстие в стенке трубы (рис.
6.4.16, а), или с помощь питательного патруб-
ка, расположенного в центре газового потока
(рис. 6.4.16, б).
Роторные пленочные аппараты прак-
тически незаменимы при переработке вязких,
кристаллизующихся, терм о лабильных сред.
Основными элементами конструкции аппарата
(рис. 6.4.17) являются корпус с рубашкой 1, вал
2 с лопастями 3 и распределитель жидкости 4.
Корпус аппарата может быть цилиндрическим
или коническим. Аппараты с цилиндрическим
корпусом устанавливаются, как правило, вер-
тикально, а с коническим - горизонтально.
Лопасти вертикальных цилиндрических
аппаратов имеют в основном три вада (рис.
6.4.18):
а) жесткие, лопасти которых жестко со-
единены с валом и имеют постоянный зазор с
внутренней поверхностью корпуса;
б) шарнирные, лопасти которых крепятся
шарнирно, и во время работы зазор А между
кромкой лопасти и корпусом аппарата самоус-
танавливается, достигая в режиме «стирания»
значения А = 0;
в) маятниковые, лопасти которых
закреплены шарнирно, но зазор всегда больше
нуля. Распределительное устройство верти-
кальных роторных аппаратов выполняют в
виде кольца 4 (см. рис. 6.4.17), вращающегося
вместе с валом ротора; оно предварительно
распределяет расход жидкости по периметру
корпуса. Образовавшаяся жидкостная пленка
перемешивается лопастями ротора, в результа-
те чего происходит выравнивание распределе-
ния жидкости по поверхности аппарата, интен-
сифицируется теплообмен между корпусом
аппарата и жидкостью, улучшается процесс
массообмена и химического взаимодействия в
жидкой фазе.
646
Глава 6.4. РЕАКТОРЫ ДЛЯ СИСТЕМ ГАЗ - ЖИДКОСТЬ
пленочный аппарат
Иногда вертикальные роторные аппараты
применяют и в тех случаях, когда процесс мас-
сопередачи лимитируется условиями массооб-
мена в газовой фазе. В этом случае устанавли-
ваются роторы жесткой конструкции с зазо-
ром А, превышающим толщину стекающей
жидкостной пленки. Вертикальные цилиндри-
ческие роторные аппараты изготовляют
диаметром 0,15... 1 м с площадью теплообмен-
ной поверхности до 16 м2. В них можно обра-
батывать жидкие среды, максимальная дина-
мическая вязкость которых достигает 20 Па с.
В аппаратах с жестким ротором окружная
скорость обычно составляет 5... 12 м/с, а зазор
между корпусом и ротором Д = 0,6.. .3 мм. Эти
аппараты следует применять при получении
продуктов, когда недопустимо их загрязнение
частицами, появляющимися при трении лопа-
сти о стенки корпуса. Аппараты с жестким
ротором требуют точной обработки внутрен-
ней поверхности корпуса и кромок лопастей
ротора, строгой соосности корпуса и ротора.
В аппаратах с шарнирными лопастями
окружная скорость ротора составляет
1,5...5 м/с. Поскольку в них не исключена воз-
можность трения лопастей о внутреннюю по-
верхность корпуса, возможно загрязнение про-
дукта частицами натира. Аппараты с шарнир-
ными лопастями имеют меньшую стоимость,
так как их корпус допускает бблыпую оваль-
ность и менее строгую соосность с ротором.
Горизонтальные аппараты с коническим
корпусом имеют площадь теплообменной по-
верхности до 7 м2, угол конусности обычно
составляет 2...5°. Роторы горизонтальных ко-
нических аппаратов изготовляют жесткими.
Зазор Д между кромками лопастей и корпусом
легко регулируется за счет осевого перемеще-
ния ротора. Эти аппараты обладают повышен-
ной удерживающей способностью по сравне-
нию с вертикальными. Время пребывания жид-
кости в них может составлять от нескольких
секунд до нескольких минут.
При переработке высоковязких материа-
лов (до 50 Па с) жидкости следует подавать в
аппарат со стороны узкой части корпуса. В
этом случае центростремительное ускорение
способствует увеличению осевой составляю-
щей скорости течения в сторону выгрузки про-
дукта. При переработке жидкостей низкой вяз-
кости подача осуществляется со стороны ши-
рокой части корпуса. В этом случае аппарат
обладает гарантированной удерживающей спо-
собностью, и даже при низких расходах жид-
кости сохраняется высокая интенсивность про-
цессов тепло-, массообмена.
Рис. 6.4.18. Роторы вертикальных роторных пленочных аппаратов
РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
647
Глава 6.5
РЕАКТОРЫ
ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ
В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
Классификация оборудования. Боль-
шой класс химических реакторов предназначен
для проведения химических процессов в гете-
рофазных системах газ - твердое тело. К ним
относятся, в частности, различные реакторные
системы для осуществления многих следую-
щих высокотемпературных процессов:
обжига руд (например, колчедана) с по-
лучением газообразного и твердого продуктов;
сжигания твердого топлива;
термического разложения солей с образо-
ванием газообразных и твердых продуктов
(например, разложение известняка);
восстановления оксидов металлов водо-
родом, углеродом или другими восстановите-
лями (процессы в черной и цветной металлур-
гии);
очистки технологических или отходящих
газов с помощью адсорбентов или твердых
реагентов (например, поглощения сероводоро-
да на оксиде цинка) и др.
Реакторы для проведения процессов в
системе жидкость - твердое тело (разложения
фосфорных руд серной кислотой, растворения
металлов в кислотах, ионообменной очистки
жидкостей от примесей и др.) принципиально
не отличаются по устройству. К гетерофазным
процессам в системе газ - твердое тело примы-
кают и многочисленные гетерогенно-каталити-
ческие процессы с участием газообразных реа-
гентов и использованием твердых катализато-
ров (каталитический крекинг газойля, катали-
тический риформинг, синтез аммиака, синтез
Фишера - Тропша и др.).
Реакторы для осуществления процессов в
системе газ - твердое тело можно классифици-
ровать по нескольким признакам. Прежде всего
следует различать реакторы по способу орга-
низации процесса во времени:
для непрерывных процессов (рис. 6.5.1,
б - е);
Рис. 6.5.1. Схемы реакторов для проведения некаталитических
гетерогенных реакций в системе газ - твердое тело:
а - полупериодического действия; б - непрерывного действия с движущимся слоем; в - непрерывного дейст-
вия с механической мешалкой; г - непрерывного действия с вращающимся корпусом; д - непрерывного дейст-
вия с механическим перемещением слоя (транспортом); е - непрерывного действия со взвешенным слоем
648 Глава 6.5. РЕАКТОРЫ ДОЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
для полунепрерывных (полупериодиче-
ских) процессов (рис. 6.1.5, а);
для периодических процессов (сравни-
тельно редко встречающийся тип реактора, в
большей степени он применим для системы
жидкость - твердое тело, например, для рас-
творения заданного количества твердой фазы в
жидкости).
Для расчета реакторов целесообразно ис-
пользовать иной способ классификации - по
способам организации перемещения потока
твердой и газовой фазы в аппарате:
работающие в режиме вытеснения и по
газовой, и по твердой фазе, например при про-
тивоточном перемещении твердой и газовой
фазы в реакторе шахтного типа (рис. 6.5.1, б)
или во вращающихся аппаратах барабанного
типа (рис. 6.5.1, г);
в которых твердая фаза находится в ре-
жиме псевдоожижения (рис. 6.5.1, е); в таких
реакторах можно предполагать, что перемеще-
ние твердой фазы в основном осуществляется в
режиме, близком к идеальному смешению, а
газовой фазы - в режиме вытеснения.
По характеру движения частиц во взве-
шенном слое аппараты классифицируют сле-
дующим образом: с собственно псевдоожи-
женным слоем - аппараты каталитического
крекинга, гидроформинга, восстановления же-
лезной руды водородом, обжига сульфидных
руд, окисления нафталина; с разрыхленным
слоем - газогенераторы Винклера, дробилка
Лурги для песка, реакторы обжига цементного
клинкера; с фонтанирующим слоем - аппараты
для сушки катализаторов и других сыпучих
материалов и др.
Реакторы для непрерывных процессов в
соответствии с этой классификацией различа-
ются по виду функции распределения времени
пребывания твердых частиц в аппарате, что
влияет на процедуру расчета конструктивных
размеров реактора.
Для расчета гетерофазных реакторов
имеет значение также характер распределения
частиц твердого материала по размерам:
с одинаковым размером частиц R;
с некоторым отличающимся от однород-
ного гранулометрическим распределением
твердых частиц F(R).
Конструкции реакторов для осуществ-
ления гетерофазных процессов в системе
газ - твердое тело. Печи для обжига извест-
няка. Их используют с целью получения окси-
да кальция и диоксида углерода и в других
производствах, например, в содовой и сахар-
ной промышленности. Печь для обжига из-
вестняка имеет наружную рубашку, изготов-
ленную из листовой стали, облицованной кир-
пичом и защищенной огнеупорной кладкой
(рис. 6.5.2). Максимальная температура метал-
лической рубашки печи не превышает 120 °C,
так что потеря теплоты через стенки невелика
и составляет 20 % (потери теплоты с газами в
дымоходе 25 %, а с несгоревшим коксом при-
мерно 5 %). Печь имеет следующие рабочие
зоны (сверху вниз):
сушки и нагревания материала (до темпе-
ратуры 400...500 °C), расположенную непо-
средственно под загрузочным бункером;
горения или обжига (с температурой
600... 1200 °C), в которой происходит выделе-
ние диоксида углерода из известняка;
охлаждения оксида кальция и нагревания
воздуха, в которой температура снижается до
500 °C.
Известняк поднимается элеватором 7 на
верхнюю платформу, где находится загрузоч-
ный бункер, хорошо закрывающий печь свер-
ху. Тяга обеспечивается газодувкой 7, которая
подает воздух, необходимый для горения. Если
используется жидкое или газообразное топливо
с большой теплотой сгорания, то для преду-
преждения перегревания печи необходимо,
чтобы часть горючих газов рециркулировала.
После прохождения через все зоны печи куски
извести достигают нижней ее части и падают в
бункер 6.
Общее время (для всех трех зон), необхо-
димое для обжига, зависит от размера вводи-
мых кусков твердой фазы. Так, при диаметре
кусков 250 мм для обжига требуется примерно
70 ч, а при диаметре 100 мм - до 23 ч.
Вертикальный реактор для производства
сероуглерода. Сероуглерод образуется в ре-
зультате взаимодействия паров серы с древес-
ным углем при температуре 900... 1000 °C.
Промышленный реактор (рис. 6.5.3), состоя-
щий из трех реакционных зон, имеет эллипти-
ческое сечение, защищен от коррозионного
воздействия паров серы огнеупорной кладкой и
обогревается горячим газом до температуры
850 °C. Расплавленную серу вводят через тру-
бопровод в реторту, где она испаряется при
контакте с нагретыми стенками и проходит
насадку 7 из слоев древесного угля снизу
вверх. Реагируя с древесным углем, выделяется
сероуглерод, который удаляется из верхней
части реактора.
РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
649
Рис. 6.5.2. Вертикальная печь для обжига известняка (производительность 45 т/сут):
1 - газодувка; 2 - смотровое отверстие; 3 - газовые горелки; 4 - горелка,
5 — воздуховод; 6 - бункер; 7 - элеватор
Реакторы типа полочной печи использу-
ют для обжига сульфидных руд. Их изготов-
ляют в различных конструктивных вариантах.
В основном эти печи состоят из многочислен-
ных горизонтально расположенных одна над
другой полок, по которым непрерывно от
верхней полки к нижней движется перерабаты-
ваемый твердый материал. Противотоком к
нему поступает воздух (иногда предварительно
нагретый). На рис. 6.5.4 показана механическая
полочная печь для обжига сульфидной руды.
Реакторы с движущимся слоем твердой
фазы (газогенераторы) используют для произ-
водства горючих или технологических газов из
твердого топлива. Такие реакторы являются
вертикальными печами, топливо в которые
загружают сверху, а снизу вводят газ. В про-
мышленном газогенераторе типа Лурги мед-
ленно опускающийся слой кусков твердого
топлива размером 5...30 мм продувается снизу
650 Глава 6.5. РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
Сера
Рис. 6.5.3. Реактор для производства сероуглерода:
7 - насадка из древесного угля; 2 - горелка; 3 - вентилятор; 4 - сажевый канал
Рис. 6.5.4. Механическая полочная печь с полками для обжига сульфидных руд:
7 - питающий бункер; 2 - циркуляционные полки; 3 - скребок
РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
651
парокислородной (паровоздушной) смесью под
давлением около 3 МПа (рис. 6.5.5). По высоте
слоя образуется несколько зон с различными
температурами: наибольшая температура в
нижней части слоя (она не должна превышать
температуру плавления золы), затем темпера-
тура уменьшается вследствие протекания в
выше расположенных зонах эндотермических
реакций. При температуре ниже 800...900 °C
газификация прекращается и в верхней части
слоя преобладает процесс полукоксования.
Удельный расход газифицируемого топлива
составляет до 2,4 т/(м2 ч), производительность
по генераторному газу составляет около
105 м3/ч, максимальный диаметр большинства
газогенераторов примерно 4 м.
В газогенераторах типа Копперс-Тотцек
газификации подвергают угольную пыль с
частицами размером менее 100 мкм, которая
перемещается в одном направлении с пароки-
слородной смесью. Угольную пыль смешивают
с водяным паром и кислородом в устройстве
типа горелки и при атмосферном давлении
подают в реакционный объем. Большое содер-
жание кислорода в дутье обеспечивает высо-
кую температуру процесса (1400... 1600 °C) и
жидкое шлакоудаление. Стенки аппарата внут-
ри футерованы огнеупорным кирпичом. На
выходе шлак гранулируется водой. Производи-
тельность газогенератора по генераторному
газу составляет (25... 50)-103 м3/ч.
Реакторы типа ротационных (вращаю-
щихся) печей. При проведении физико-
химических процессов в ротационных печах
используется теплота, выделяющаяся при сго-
рании топлива, которая может быть передана
непосредственно твердому реагенту, который
движется противотоком по отношению к горя-
чему газу в реакционном пространстве или
через поверхность стенки вне реакционного
пространства.
Ротационная печь представляет собой ме-
таллический цилиндр, облицованный огне-
упорным кирпичом длиной в 20...30 раз боль-
ше ее диаметра (диаметр ротационной печи
1,8...3,5 м, длина не более 100 м). Печь распо-
ложена на роликах под небольшим углом к
горизонту. Благодаря наклону и вращению
корпуса, твердый материал дробится и посте-
пенно перемещается в нижнюю часть печи. На
рис. 6.5.6 показана ротационная печь для каль-
цинирования соды с косвенным обогревом.
Г оплибо
Рис. 6.5.5. Распределение зон
в газогенераторе типа Лурги:
/ — подсушки и нагревания воздуха; //- сухой пере-
гонки; III - коксования; IV - газификации; V - золы
и шлака; / - решетка; 2 - гидравлический затвор;
3 - трубопровод для подачи воздуха
Ротационные печи являются в основном
аппаратурой тяжелой и дорогостоящей. Боль-
шая длина печи требует строгого расчета аппа-
рата на механическую прочность. Поэтому
допускаемая толщина материала, из которого
сооружаются печи, достигает иногда несколь-
ких сантиметров. Ремонт ротационных печей
очень трудоемок, охлаждение и установление
рабочего режима требует много времени. Кро-
ме того, коэффициент заполнения таких аппа-
ратов мал. Тем не менее ротационные печи
имеют ряд преимуществ и получили широкое
распространение в промышленности. Они
обеспечивают достаточно хороший контакт
между газом и твердым телом. Несмотря на
большую массу, особых трудностей при мон-
таже ротационных печей не возникает. Задача
герметизации таких печей решается довольно
легко. Действие ротационных печей сравни-
тельно просто и достаточно безопасно. Для
проведения в них эндотермических реакций
теплота может быть передана непосредственно
от газа к материалу, что позволяет иметь эко-
номически выгодный тепловой баланс.
Реакторы с псевдоожиженным слоем
твердого материала. При прохождении восхо-
дящего газового потока через массу гранули-
рованного или распыленного материала при
определенных скоростях газа твердая фаза
переходит в псевдоожиженное состояние.
652 Глава 6.5. РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
Рис. 6.5.6. Ротационная печь для кальцинирования соды:
1 - барабан; 2 - бункер; 3 - конвейер; 4 — печь
Применение аппаратов с псевдоожижен-
ным слоем получило широкое распространение
в химической технике благодаря ряду его пре-
имуществ по сравнению с неподвижным слоем,
к которым относятся: большая площадь по-
верхности взаимодействия реагентов вследст-
вие малых размеров и большой подвижности
твердых частиц; быстрое выравнивание темпе-
ратур; высокий коэффициент теплопередачи.
В то же время аппараты с псевдоожиженным
слоем твердого материала имеют ряд недостат-
ков: возможность механического износа стенок
аппарата вследствие воздействия на них твер-
дых частиц, большой пылеунос.
Установка для обжига сульфидных руд
в псевдоожиженном слое твердого материа-
ла (печь «кипящего» слоя), показанная на рис.
Рис. 6.5.7. Схема установки для обжига сульфидных
руд во взвешенном (псевдоожиженном) слое
с дополнительным рекуперированием теплоты:
/ - бункер для питания пиритом; 2 - реактор со
взвешенным слоем; 3 - змеевик для перегрева пара;
4 - решетка; 5 - рекуператор теплоты; 6 - конвейер
для вывода золы
6.5.7, имеет ряд преимуществ перед печью,
показанной на рис. 6.5.4: более высокую ин-
тенсивность процесса, возможность более пол-
ного использования теплоты реакции и регули-
рования температуры в слое. Она состоит из
реактора 2 цилиндрической формы с тепловой
изоляцией и питателя для раздробленного пи-
рита. Воздух подается с помощью ротационно-
го компрессора, проходит через отверстия ре-
шетки 4, а реакционные газы вместе с неболь-
шими частицами твердого продукта входят в
рекуператор теплоты. Образующийся пар пере-
гревается в змеевике 3, расположенном над
решеткой, погруженной во взвешенный слой.
Зола удаляется конвейером 6, который собира-
ет также частицы пыли, оседающие в рекупе-
раторе.
В газогенераторе со взвешенным слоем
газифицируемого угля (типа Винклера) псев-
доожиженный слой 3 мелкозернистого топлива
с частицами размером 2... 10 мм продувают
парокислородной смесью, подаваемой по тру-
бопроводу 5 при атмосферном давлении (рис.
6.5.8). Температуру слоя (900...950 °C) подби-
рают такой, чтобы зола удалялась в твердом
виде. Удельный расход газифицируемого топ-
лива составляет 2.5...3 т/(м2 ч). Для уменьше-
ния уноса твердых частиц кислород дополни-
тельно вводят над взвешенным слоем на рас-
стоянии 3...4 м через кольцо с дюзами. К цен-
тру газогенератора подается практически чис-
тый кислород (с очень небольшим количеством
пара), в пламени которого сгорает взвешенная
угольная пыль, а остатки угля разлагаются,
значительно улучшая тем самым качество газа.
В реакторе для обжига известняка в псев-
доожиженном слое, показанном на рис. 6.5.9,
достигается значительная экономия топлива и
оксид кальция получается более высокого ка-
чества, чем в вертикальных или ротационных
РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
653
Рис. 6.5.8. Схема газогенератора
типа Винклера для получения
генераторного газа во взвешенном слое:
1 - бункер; 2 - конвейер; 3 - зона взвешенного слоя;
4 - трубопровод для кислорода; 5 - трубопровод
для смеси пара с кислородом; 6 - приспособление
для удаления шлака
Газ
Продукт
Рис. 6.5.9. Схема реактора со взвешенным слоем
для обжига известняка:
1 - бункер; 2 - элеватор; 3 - реактор со взвешенным
слоем; 4 - циклон; 5 - бункер для пыли; 6 - насос для
подачи топлива; 7- воздуходувка; 8 - конвейер для
продукта
печах. Реактор 3 состоит из стального цилинд-
рического корпуса, облицованного огнеупор-
ным материалом и разделенного на несколько
секций. Каждая секция имеет отверстия, через
которые проходят газы, и сливные щели, через
которые движется известняк. Топливо вводит-
ся внутрь во вторую секцию снизу и сжигается.
Температура горения в реакторе 870...950 °C.
Продукт реакции охлаждается до температуры
340 °C и удаляется с помощью винтового кон-
вейера 8. Раздробленный известняк поднимает-
ся элеватором 2 и вводится в реактор сверху.
Мелкие частицы известняка, уносимые газом,
отделяются в циклоне 4.
Псевдоожиженный слой используют и
для обжига тонко измельченного гипса, кото-
рый при температуре 140... 180 °C почти пол-
ностью дегидратируется в течение 1,5 ч.
Основные принципы расчета реакто-
ров для гетерофазных процессов в системе
газ - твердое тело. Особенностью кинетики
гетерогенных процессов и, в частности, про-
цессов в системе газ - твердое тело является их
многостадийность - обязательное наличие на-
ряду с одной или несколькими чисто химиче-
скими стадиями (т е. одной или несколькими
химическими реакциями) стадий, которые
можно было бы назвать физическими (при их
протекании не происходит химических пре-
вращений). Последние связаны с переносом
вещества от одной фазы к другой, причем кон-
центрация вещества в разных фазах (или в ядре
фазы и на поверхности раздела) различная.
Разность концентраций является движущей
силой этих процессов переноса (диффузион-
ных). В общем случае скорости отдельных
стадий, составляющих гетерогенный процесс,
могут существенно различаться и по-разному
зависеть от изменения параметров технологи-
ческого режима. Например, температура не-
одинаково влияет на скорости химической
реакции и переноса веществ за счет диффузии.
Так как конечный результат любого хи-
мико-технологического процесса - это образо-
вание продукта в результате химического пре-
вращения. то скорость гетерогенного процесса
в любом случае не может быть выше скорости
химической реакции.
Однако скорость гетерогенного процесса
не может быть больше и скорости диффузион-
ного переноса вещества, так как он предшест-
вует химической реакции.
При анализе гетерогенных процессов вы-
деляют две крайние, принципиально разли-
чающиеся ситуации;
654 Глава 6.5. РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
1) скорость химической реакции велика и
превышает скорость диффузионных стадий.
Тогда для увеличения производительности и
интенсификации процесса нужно стремиться к
устранению тормозящего влияния диффузион-
ных стадий. Этот случай соответствует диффу-
зионной области протекания гетерогенного
процесса;
2) скорость химической реакции при дан-
ном режиме осуществления процесса мала по
сравнению со скоростью диффузионных ста-
дий. Интенсификация гетерогенного процесса в
целом может быть достигнута при таком изме-
нении технологического режима, которое при-
ведет к интенсификации химической стадии.
Такие гетерогенные процессы принято назы-
вать процессами, протекающими в кинетиче-
ской области.
Поэтому, прежде чем приступить к расче-
ту реакторов, по литературным или экспери-
ментальным данным оценивают область проте-
кания процесса - диффузионную, кинетиче-
скую или переходную, в которой вклад и диф-
фузионных, и кинетических стадий соизмерим.
Для описания кинетики гетерогенного
взаимодействия в системе газ - твердое тело
используют две основные модели: с фронталь-
ным перемещением зоны реакции (модель с
непрореагировавшим ядром) и квазигомоген-
ную. Для большинства некаталитических гете-
рогенных процессов наиболее применима мо-
дель с фронтальным перемещением зоны реак-
ции (рис. 6.5.10). Этот процесс можно разде-
лить на пять основных стадий:
внешней диффузии - подвода реагента А
к поверхности твердой частицы через слой
газа, обедненный этим компонентом. Скорость
этой стадии описывается уравнениями конвек-
тивной диффузии;
внутренней диффузии - проникновения
газообразного реагента через поры твердого
продукта реакции к ядру твердого реагента.
Механизм этой стадии - молекулярная диффу-
зия в поры;
химической реакции на поверхности не-
прореагировавшего ядра, описываемой закона-
ми химической кинетики поверхностных реак-
ций;
внутренней диффузии газообразных про-
дуктов через слой твердых продуктов;
внешней диффузии газообразных продук-
тов в ядро газового потока.
R+5-/? г 0 г R
Рис. 6.5.10. Профиль изменения концентрации
газообразного реагента при взаимодействии
с твердой частицей (модель с фронтальным
перемещением зоны реакции):
1 - пограничная газовая пленка с концентрацией
реагента А ниже, чем в газовом потоке; 2 - слой
твердых продуктов реакции (слой золы);
3- ядро непрореагировавшего реагента В
В предположении о наличии лимити-
рующей стадии могут быть выведены расчет-
ные зависимости для одиночной твердой час-
тицы, обтекаемой потоком газообразного реа-
гента, связывающие между собой время пре-
бывания т твердой частицы радиусом R в зоне
реакции и глубину ее превращения. При проте-
кании процесса во внешнедиффузионной об-
ласти (лимитировании со стороны стадии кон-
вективной диффузии) эта зависимость имеет
вид
т = тп*в, (6.5.1)
где Хв ~ степень (глубина) превращения твер-
дой частицы, доли единицы.
Время полного (100 %-ного) превращения
частицы радиусом R
_ Рв^
3Z>PcAg ’
(6.5.2)
где рв - мольно-объемная плотность твердого
тела, кмоль/м3; b - коэффициент, учитываю-
щий стехиометрию реакции; c^g - концен-
трация газообразного реагента в газовом пото-
РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
655
ке, кмоль/м3; р - коэффициент конвективной
массоотдачи.
При протекании процесса во внутренне-
диффузионной области (лимитировании со
стороны стадии молекулярной диффузии в
порах) зависимость между т и хв имеет вид:
т = тп [1 - 3 (1 - лв )2/3 + 2 (1 - лв )] , (6.5.3)
где
Pbr2
6bDc&g
(6.5.4)
D - коэффициент молекулярной диффузии
газообразного реагента в поры твердого веще-
ства, заполненные смесью газообразных реа-
гента и продукта.
При протекании процесса в кинетической
области (лимитировании со стороны стадии
поверхностной химической реакции) зависи-
мость между т и хв имеет вид:
т = тп[1-(,-хв)1/3Ь (6-5-5)
где
_РвД_.
bkS сAg
(6.5.6)
ks - константа скорости поверхностной хими-
ческой реакции.
Уравнения (6.5.1) - (6.5.6) позволяют оп-
ределить необходимое время пребывания оди-
ночной твердой частицы в аппарате.
Если все твердые частицы имеют одина-
ковый размер и характеризуются одинаковым
временем пребывания в аппарате (например, в
случае их движения в шахтном реакторе в ре-
жиме свободного падения), то расчет глубины
превращения для одной частицы может быть
совмещен с расчетом реактора в целом. Тогда
от времени пребывания т при известном массо-
вом расходе материала можно перейти к опре-
делению объема реакционной зоны И, м3,
т = Ир/С,
где р - плотность твердого материала, кг/м3;
G ~ массовый расход, кг/с.
В более общем случае для расчета непре-
рывно действующих реакторов с движущимся
слоем зернистого материала может быть при-
менен метод расчета с сегрегированными по-
токами, основанный на использовании функ-
ций распределения времени пребывания и ха-
рактера распределения частиц по размерам.
Каждая твердая частица в таком реакторе в
соответствии с общим подходом к сегрегиро-
ванным потокам рассматривается как периоди-
ческий микрореактор. Для каждой частицы в
отдельности справедливы закономерности,
приведенные выше.
Зная характер функции распределения
времени пребывания твердых частиц, можно
рассчитать средние характеристики на выходе
из аппарата, пользуясь уравнением типа
00
1-*В = fh - ХВ (т)]/(т)Л . (6.5.7)
О
Однако при расчете гетерогенных реак-
торов необходимо дополнительно учесть ряд
особенностей гетерогенных процессов. Прежде
всего необходимо иметь в виду, что конкрет-
ный вид уравнения, описывающего зависи-
мость между степенью превращения хв и вре-
менем пребывания твердой частицы в реакто-
ре, зависит от того, какая стадия гетерогенного
процесса определяет его скорость. Если из-
вестно, какая стадия является лимитирующей
при заданных условиях проведения процесса
(температура, размеры частиц, линейная ско-
рость газа и др.), то в уравнение (6.5.7) под-
ставляют зависимость хв (т), определенную по
одному из уравнений (6.5.1), (6.5.3) или (6.5.4).
Кроме того, особенность расчета реакто-
ров для переработки зернистого материала
состоит в том, что при равном времени пребы-
вания в аппарате степени превращения двух
твердых частиц разного размера различаются.
Из уравнений для определения времени полно-
го превращения следует, что оно зависит от
радиуса частицы. Обычно твердая фаза состоит
из частиц, различающихся по размерам в неко-
тором диапазоне значений R. Следовательно,
при расчете гетерогенного процесса в реакторе
нужно проводить усреднение результатов не
только по времени пребывания в соответствии
с уравнением (6.5.7), но и по размерам частиц
твердой фазы.
Для учета распределения частиц по раз-
мерам можно было бы использовать функции
распределения F(R) или f(R). Однако для экс-
периментального изучения распределения час-
656 Глава 6.5. РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ ПРОЦЕССОВ В СИСТЕМЕ ГАЗ - ТВЕРДОЕ ТЕЛО
тиц по размерам обычно пользуются ситовым
анализом, результаты которого получают в
дискретной форме (рис. 6.5.11): массовая доля
частиц со средним размером Rj составляет
ф( R;), доля частиц с размером Rl+\ составля-
ет ф(Я/+1) и т.д. Размеры R\, R2, Rj,
Rn - это средние размеры частиц, остающихся
при ситовом анализе на данном сите. Если,
например, мелкое сито имеет отверстия с ра-
диусом Rj, а следующее за ним - отверстия с
радиусом Ri+i, то средний размер частиц,
которые останутся на мелком сите, определя-
ется как среднее арифметическое:
Я, =0,5(Я,+Я,+1). (6.5.8)
Если для ситового анализа взята проба
частиц с суммарной массой w, а масса частиц
со средним размером Rj составляет т( Rj), то
статистический вес данной фракции
<р(/?,) = (6.5.9)
Естественно, что
п
£<р(Я,)=1. (6.5.10)
1=\
причем Rn - максимальный размер частиц.
По результатам ситового анализа прини-
мают, что статистический вес частиц данного
размера в потоке зернистого материала такой
же, как и в пробе, взятой для анализа. Дискрет-
ное распределение частиц по размерам пред-
ставляют в виде таблицы или гистограммы
распределения (рис. 6.5.11).
Рис. 6.5.11. Гистограмма распределения частиц
по размерам в исходном твердом веществе
Пусть все частицы разного размера нахо-
дятся в реакторе в течение времени т. Степень
превращения твердого реагента у частиц с ма-
леньким радиусом высокая, а у частиц с боль-
шим R низкая. Среднюю долю непревращенно-
го реагента (1 - хв) ПРИ одинаковом времени
пребывания в реакторе т можно определить,
проведя суммирование по размерам:
^тах
!-хВ = X (6.5.11)
я,=о
где 0 < хв < 1.
При выполнении суммирования необхо-
димо помнить, что для очень мелких частиц
время пребывания в реакторе может оказаться
достаточным для полного превращения твер-
дого реагента В, т.е. есть какой-то минималь-
ный размер Для которого выполняется
соотношение т(7?гпш) = тп. Тогда в сумму
(6.5.11) все члены, отвечающие размерам Rj <
< /?гтпп- войдут как нули независимо от их ста-
тистического веса. Поэтому при суммировании
их можно сразу исключить и уравнение пред-
ставить в виде
^шах
1-хв= £ [1-хв(/?/)]ф(7?/).
^тш(т=тп)
(6.5.12)
Итак, уравнения (6.5.7) и (6.5.12) позво-
ляют провести усреднение степени превраще-
ния сегрегированного потока по времени пре-
бывания или по размерам зернистого материа-
ла. Однако в общем случае поток характеризу-
ется и некоторым распределением по размерам
и неравномерной функцией распределения
времени пребывания. В этом случае сначала
нужно для частиц каждого размера вычислить
среднюю степень превращения по уравнению
(6.5.7), учтя конкретный вид функции f (т),
азатем провести суммирование по размерам в
соответствии с уравнением (6.5.11), т.е.
^гпах °°
!-хв = X
*/=0
10
(6.5.13)
РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
657
При известном времени пребывания, не-
обходимом для достижения заданной глубины
превращения твердого материала, может быть
определен объем реакционного пространства,
если известен расход твердого материала.
Глава 6.6
РЕАКТОРЫ ДЛЯ СИСТЕМ
ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
Реакции в гетерогенной системе жид-
кость - твердое тело могут протекать при раз-
личных условиях подачи реагентов:
1) жидкий реагент непрерывно проходит
сквозь один или несколько слоев неподвижно-
го твердого реагента - реакции умягчения воды
ионообменом и регенерации ионообменной
смолы и др. Для проведения процесса ионооб-
мена необходимо иметь развитую поверхность
жидкости в потоке, скорость которого должна
выбираться таким образом, чтобы при выходе
из реактора вода была полностью умягчена;
2) твердый реагент вводится в реактор
непрерывно или периодически вместе с жид-
ким реагентом (реакция происходит при не-
прерывном перемешивании суспензии) - реак-
ции гидрометаллургических процессов раство-
рения нежелезистых металлов в кислотах, по-
лучения суперфосфатных удобрений и др. Час-
то твердый реагент содержит, по крайней мере,
один растворимый компонент, растворение
которого сопровождается химической реакци-
ей. При этом между фазами возникает зона,
насыщенная растворенным твердым реагентом.
Реакция происходит вне этой зоны в жидкой
фазе.
Расчетные уравнения для химических
превращений жидкость - твердое тело. Для
того чтобы скорость реакции была наиболь-
шей, необходимо иметь по возможности более
тонкий насыщенный слой на межфазной по-
верхности. Достичь этого можно энергичным
перемешиванием, приводящим к увеличению
коэффициента массопередачи и к интенсифи-
кации процесса в целом. Вывод уравнения об-
щей скорости реакции, проводимой в гетеро-
генной системе жидкость - твердое тело, ана-
логичен выводу уравнения скорости реакции,
протекающей в системе газ - твердое тело (не-
каталитические реакции).
На рис. 6.6.1 дан профиль концентрации с
жидкого реагента х вблизи твердой сфериче-
ской поверхности для реакции типа
Ж 1В
—Вук
ж
+ STB,
когда твердый продукт растворен в реакцион-
ной среде, например,
2НС1 + MgO -» MgCl2 + Н2О.
Предположив, что это реакция первого
порядка, можно записать
'Т? =Skc(cG-се),
где - скорость химической реакции; кс -
константа скорости химической реакции; -
концентрация жидкого реагента у поверхности
раздела; се - концентрация этого же реагента
в состоянии равновесия; S - площадь поверх-
ности контакта реагентов в системе жидкость -
твердое тело (межфазной поверхности).
Скорость переноса массы реагента через
неподвижный слой твердых круглых частиц
(зерен)
ro=SZ)*(Q-C0)8-1.
где D* - коэффициент диффузии жидкого
реагента; - концентрация жидкого реагента
в конвективной зоне на поверхности зерен;
5 - толщина пограничного неподвижного слоя
(см. рис. 6.6.1).
При установившемся режиме обе скоро-
сти должны быть равны, т.е. = Гр. Следо-
вательно,
cL~ce ^S(CL-Ce)
8 1 8 1
------1------------1---
SD* Skc D* kc
Рис. 6.6.1. Изменение концентраций с
на межфазной поверхности в системе
твердое тело - жидкость
658
Глава 6.6. РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
Необходимо учитывать, что площадь по-
верхности твердых зерен изменяется в течение
реакции вследствие уменьшения радиусов.
Поэтому ее нужно выражать в функции изме-
няющегося радиуса частицы. Общая скорость
реакции, полученная таким образом, может
быть использована для подстановки в одно из
характеристических уравнений.
Можно получить уравнение общей ско-
рости реакции и без учета объема твердой фа-
зы, распределенной в жидкости. Обозначим
через концентрацию насыщения при рас-
творении дисперсной твердой фазы в сплош-
ной жидкой фазе и через концентрацию,
при которой достигается переход всего количе-
ства твердого вещества в раствор. Тогда
при С£ < Cg концентрация cg не может
быть достигнута;
при С£ > Cg при насыщении в дисперс-
ной фазе еще остается нерастворенное вещест-
во;
при Ci = Cg в дисперсной фазе нахо-
дится необходимое для достижения насыщения
количество твердого вещества.
Пусть с - концентрация реагента в
сплошной (жидкой) фазе в данный момент
реакции. Скорость, с которой происходит ре-
акция, пропорциональна произведению разно-
сти Cg - с (величина отклонения от равнове-
сия, выраженная через разность между концен-
трацией насыщения, которую можно устано-
вить для вещества, переходящего в сплошную
фазу, и действительной его концентрацией в
этой фазе) на площадь поверхности переноса
между фазами. В свою очередь, площадь по-
верхности переноса между фазами пропорцио-
нальна количеству дисперсной фазы, еще не
перемещенной в сплошную фазу в результате
химической реакции, - с, т.е. разности меж-
ду концентрацией, которая устанавливается в
сплошной фазе, когда все количество вещества,
находящееся в дисперсной фазе, перемещается
в нее, и действительной концентрацией в
сплошной фазе.
Следовательно, общая скорость реакции
de
- = k(cg-c)(cL-c), (6.6.1)
где к - константа, зависящая от свойств реа-
гентов и гидродинамического режима вблизи
межфазной поверхности.
Используя величины х = с / Cg,
a-Ci/Cg, уравнение (6.6.1) может быть
представлено в безразмерной форме. В случае
реактора непрерывного действия с перемеши-
ванием, оно превращается в уравнение вида:
V _
Qv ^с^~х\^а~х\У
где кс = к Cg, И - объем жидкой фазы;
Qv - общий расход питания обеих
фаз; Хд -с§/ cg (на входе в реактор);
Xy=c/cg (на выходе из реактора).
Определить коэффициенты массопереда-
чи при растворении твердых веществ при пе-
ремешивании сложно, потому что одновремен-
но изменяются площадь поверхности твердой
фазы и концентрация раствора, а следователь-
но, скорость массопередачи. Коэффициент
массоотдачи можно вычислить исходя из урав-
нения для скорости переноса массы G, кмоль/с:
G = kGZS\
Н
z-x2
Z-Xi
(6.6.2)
где kG - коэффициент массоотдачи,
кмоль/(м2 с), кмоль/(м3с); Z - мольная доля
растворимого соединения во всем растворяе-
мом материале; S - площадь поверхности твер-
дого тела, м2; р - плотность раствора, кг/м3;
М - средняя молекулярная масса раствора;
(p/A/)w - среднее арифметическое значений
р/А/ на поверхности раздела фаз и в объеме
раствора; Х\, Х2 - мольные доли растворимого
твердого вещества на поверхности раздела фаз
насыщения и в состоянии кристаллизации.
Площадь поверхности твердых частиц опреде-
ляется их средними линейными размерами.
При обработке экспериментальных данных с
использованием уравнения (6.6.2) получена
зависимость общего вида:
D* (pD*
х-0,5
7
<pnd2'
(6.6.3)
РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
659
где d - диаметр мешалки, м; Z)* - коэффици-
ент молекулярной диффузии растворимого
компонента; р. - динамическая вязкость рас-
твора; п - частота вращения мешалки, мин-1;
а, b - коэффициенты для пропеллерной ме-
шалки а = 0,13, b = 0,58; для турбинной ме-
шалки а = 0,0032, b = 0,87.
Уравнение (6.6.3) действительно как для
периодического, так и для непрерывного про-
цесса.
Аппараты непрерывного действия для
производства суперфосфата. Для производст-
ва суперфосфата используются от трех до пяти
вертикальных цилиндрических аппаратов, по-
Рис. 6.6.2. Аппарат непрерывного действия
для производства суперфосфата
следовательно соединенных между собой и
изготовленных из стали, облицованной внутри
кислотоупорным кирпичом. Каждый аппарат
снабжен мешалками 1 с четырьмя плоскими
лопастями (рис. 6.6.2). Окружная скорость
первой мешалки 6... 6,5 м/с, последней
5,5 м/сек. Мешалки обернуты асбестом и по-
крыты сверху кислотоупорной замазкой. Время
перемешивания составляет 6 мин.
Аппарат имеет устройство для точной до-
зировки серной кислоты и смеси фосфатов.
Расход серной кислоты регулируется с помо-
щью ковшевого дозатора, а подача фосфата
осуществляется ленточным конвейером с авто-
регулятором. Реакция между природным фос-
фатом и серной кислотой протекает в опти-
мальных условиях и точно выдерживается оп-
ределенное время пребывания материала в
реакторе.
В реакторе башенного типа непрерывно-
го производства суперфосфата процесс не-
прерывного производства суперфосфата сопро-
вождается быстро протекающей реакцией ме-
жду фосфоритной мукой и 62 %-ной серной
кислотой. Реактор 2 выполнен из кислотоупор-
ной стали (рис. 6.6.3). Производительность
такого реактора 45 т суперфосфата в 1 ч.
Удельный расход электроэнергии на 36 %
меньше, чем при периодических процессах.
Реакторы для ионного обмена. Ионный
обмен является обратимой химической реакци-
ей, которая происходит между замещенными
ионами различных нерастворимых твердых
веществ и ионами раствора. Ионообмен в про-
мышленных условиях осуществляется тремя
способами:
фосфоритная
мука
Рис. 6.6.3. Схема башенного способа непрерывного производства суперфосфата:
/ - питатель; 2 - реактор; 3 - аппарат для охлаждения; 4 - мельница; 5 - элеватор;
6 ленточный конвейер; 7 - приспособление для сортировки
660
Глава 6.6. РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
1) в неподвижном слое (полупериодиче-
ски или с непрерывной циркуляцией жидко-
сти);
2) в суспензии (полупериодически);
3) в противотоке (непрерывно).
Приблизительно 90 % процессов ионооб-
мена проводят в неподвижном слое.
Реактор с ионообменом в неподвижном
слое имеет форму вертикального цилиндра с
перфорированной тарелкой, которая поддер-
живает слой ионообменной смолы, занимаю-
щий 50...75 % всего объема реактора (рис.
6.6.4).
Процесс, протекающий в этом реакторе,
состоит из следующих этапов:
1) обрабатываемый раствор проходит че-
рез неподвижный слой обычно сверху вниз
(реакция); реакция заканчивается, когда кон-
центрация ионов, которые должны быть удале-
ны, достигает предельного значения, называе-
мого точкой проскока;
2) слой промывается водой, которая течет
снизу вверх и одновременно увеличивает его
высоту от 50 до 100 % (очистка); цель промы-
вания заключается в очистке ионообменной
смолы от посторонних фильтрующих примесей
и в разрыхлении слоя;
3) слой обрабатывается раствором, кото-
рый содержит ионы, участвующие в обмене
(регенерация);
4) вторичное промывание водой для уда-
ления избытка регенерирующего раствора (от-
мывка).
Рис. 6.6.4. Схема комбинированного реактора:
А - раствор NaOH - вода; В - истощенный раствор
NaOH и H2SO4 - вода; С - раствор H2SO4 - вода
Аппараты с механическими переме-
шивающими устройствами. Наиболее рас-
пространенный класс оборудования - стан-
дартные аппараты с мешалками, по разным
оценкам они составляют 80...90 % общего
числа применяемого оборудования. Они отли-
чаются простотой и универсальностью.
При обработке систем жидкость - твер-
дое тело необходимо обеспечить упорядочен-
ное движение обрабатываемой среды. При
этом интенсификация протекающих в аппарате
с мешалкой процессов достигается за счет уве-
личения скорости диссипации энергии в еди-
нице объема перемешиваемой среды. Наиболее
благоприятные условия для увеличения интен-
сивности перемешивания достигаются при
возникновении устойчивого циркуляционного
движения. Циркуляция может быть принуди-
тельной при наличии замкнутого контура, ес-
тественной при возникновении одиночного или
парного вихрей или ряда самостоятельных, как
правило, парных, обменивающихся между со-
бой вихрей.
Для аппаратов циркуляционного типа ха-
рактерно движение обрабатываемой среды по
замкнутому контуру. В них используются од-
нотипные мешалки - встроенные осевые насо-
сы. Их совершенствование связано с более
тщательным учетом особенностей проведения
конкретных технологических процессов. Оп-
тимальные условия достигаются путем изме-
нения формы корпуса и использования встро-
енных устройств специальных конструкций.
При проведении кристаллизации за счет
химического превращения необходимо:
обеспечить быстрое смешение исходных
компонентов с циркулирующей в аппарате
суспензией;
свести к минимуму измельчение кристал-
лов;
создать взвешенный слой кристаллов в
определенной части аппарата, в которой воз-
можна их частичная классификация по разме-
рам.
В аппаратах с циркуляционной трубой,
показанных на рис. 6.6.5, а, б, используется
специальная мешалка 4 винтового типа, снаб-
женная отражательным кольцом 6, создается
устойчивая циркуляция при минимальном ме-
ханическом воздействии на кристаллы. В аппа-
рате с перфорированным диффузором (рис.
6.6.5, в) с рабочей поверхности непрерывно
удаляется осадок за счет динамического воз-
действия на него со стороны циркулирующего
потока обрабатываемой среды.
РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
661
Рис. 6.6.5. Схемы циркуляционных аппаратов:
а, б - с циркуляционной трубой; в - с перфорированным диффузором:
7 - привод; 2 - корпус; 3 - диффузор; 4 - мешалка; 5 - перелив;
6 - отражательное кольцо; 7 - перфорированный диффузор
Недостатком аппаратов циркуляционного
типа, несмотря на их высокую эффективность,
является значительное увеличение их высоты
при необходимости увеличения объема (при
постоянном диаметре). Увеличение диаметра
приводит к нарушению устойчивости движе-
ния восходящего потока суспензии и образова-
нию обратных токов. Аппарат с перфориро-
ванным диффузором обеспечивает устойчивое
вихревое движение фаз (рис. 6.6.5, в). Движу-
щаяся с большой скоростью вдоль теплооб-
менного устройства жидкость вызывает вихре-
вое движение суспензии в объеме аппарата.
Данный аппарат примененяется при кристал-
лизации веществ с высокой растворимостью и
способностью образовывать устойчивые пере-
сыщенные растворы.
Для аппаратов емкостного типа харак-
терно развитое трехмерное вихревое (циркуля-
ционное) движение обрабатываемой среды с
высокой интенсивностью (рис. 6.6.6). Для под-
вода и отвода теплоты от реагирующих сред
внутри аппарата размещают змеевики 6 (рис.
6.6.6, а), которые позволяют увеличить по-
верхность теплообмена и являются достаточно
простыми в изготовлении, это способствовало
их широкому распространению.
д) б)
Рис. 6.6.6. Схемы аппаратов емкостного типа:
7 - привод; 2 - корпус; 3 - мешалка;
4 - вертикальные теплообменные элементы;
5 - отражательная перегородка; 6 - змеевик
При обработке систем жидкость - твер-
дое тело при прочих равных условиях необхо-
димо стремиться к снижению частоты враще-
ния мешалки, с тем, чтобы исключить дробле-
ние кристаллов. Использование лопастных ме-
662
Глава 6.6. РЕАКТОРЫ ДЛЯ СИСТЕМ ЖИДКОСТЬ - ТВЕРДОЕ ТЕЛО
Рис. 6.6.7. Схема аппарата вихревого типа:
1 - корпус; 2 - кольцевая камера; 3 - днище;
4 - верхний ротор; 5 - нижний ротор
Рис. 6.6.8. Конструктивная схема аппарата
с винтовыми радиальными потоками
шалок с отношением высоты к диаметру 1... 1,2
позволяет снизить частоту ее вращения при
неизменной эффективности перемешивания.
Установка профилированных отражательных
перегородок непосредственно около мешалки
позволяет свести к минимуму вращательное
движение жидкости, повысить скорости ее
радиального и вращательного движения и ис-
ключить дробление образовавшихся кристал-
лов.
С целью упрощения очистки наружной
поверхности теплообменника в качестве пере-
городок используют трубки Фильде (рис.
6.6.6, б). В аппаратах такой конструкции осу-
ществляют обработку неньютоновских сред с
большим содержанием дисперсной фазы.
В вихревых аппаратах для повышения
эффективности процесса перемешивания во
внутреннем пространстве поток разделяется на
ряд вихрей. Малые линейные размеры вихрей и
высокая интенсивность циркуляции в них об-
рабатываемой среды позволили получить
удельную скорость диссипации энергии
600... 1800 Вт/кг.
Аппараты вихревого типа делятся на две
группы: с кольцевыми вихревыми потоками, с
винтовыми вихревыми потоками. Кольцевой
вихрь - это вихревая трубка тока, замкнутая
сама на себя. Кольцевое вихревое движение
суспензии может быть обеспечено с помощью
специальных вихревых аппаратов. Однако бо-
лее эффективным оказалось создание вихревых
колец между двумя коаксиальными цилиндра-
ми, имеющими различную частоту вращения,
при небольшом относительном зазоре между
ними.
В таких конструкциях, как показано на
рис. 6.6.7, перегородка лабиринтного типа яв-
ляется теплопередающей поверхностью, разби-
вает объем аппарата на две не сообщающихся
между собой зоны. В одной зоне находится
обрабатываемая среда, в другой - теплоноси-
тель. Вихревое движение обрабатываемой сре-
ды, так называемые вихри Тейлора, образуются
между вращающимися и неподвижными коак-
сиальными цилиндрическими поверхностями.
Благодаря лабиринтной форме каналов для
обрабатываемой среды и хладагента исключа-
ется их проскок. Такие аппараты применяются
при проведении процессов растворения и хи-
мического превращения.
Радиальные винтовые потоки использу-
ются в аппаратах для обработки дисперсных
частиц (рис. 6.6.8). В вихревой камере на рото-
ре 1 под действием центробежных сил суспен-
зия движется от центра к периферии. На стато-
ре 2 вследствие более высокого давления на
периферии имеет место обратное направление
движения. За счет противоположного движе-
ния фаз интенсифицируются процессы на по-
верхности твердых частиц.
Общим для приведенных конструкций
аппаратов является рациональное сочетание
размеров корпуса с внутренними перемеши-
вающими устройствами. При этом достигается
высокая эффективность химического превра-
щения в системе жидкость - твердое тело при
минимальных частотах вращения мешалки.
СПИСОК ЛИТЕРАТУРЫ
1. Аввакумов Е.Г. Механические мето-
ды активации химических процессов. Новоси-
бирск: Наука, 1986. 305 с.
2. Аксельруд Г.А., Молчанов А.Д. Рас-
творение твердых веществ. М.: Химия, 1977.
268 с.
3. Брагинский Л.Н., Бегачев В.И., Ба-
рабаш В.М. Перемешивание в жидких средах.
Л.: Химия, 1984. 336 с.
СПИСОК ЛИТЕРАТУРЫ
663
4. Вареных Н.М. и др. Химико-
технологические агрегаты механической обра-
ботки дисперсных материалов. СПб.: Изд-во
С.-Петерб. ун-та, 2002. 482 с.
5. Васильцов Э.А., Ушаков В.Г. Аппа-
раты для перемешивания жидких сред. Спра-
вочное пособие. Л.: Машиностроение, 1979.
272 с.
6. Вест А. Химия твердого тела: Теория
и приложения. Т. 1. М.: Мир, 1988.. 556 с.
7. Вишневский Н.Е., Глуханов Н.П.,
Ковалев И.С. Машины и аппараты с гермети-
ческим электроприводом. Л.: Машинострое-
ние, 1979. 272 с.
8. Вэйлас С. Химическая кинетика и
расчет промышленных реакторов. М.: Химия.
1967. 437 с.
9. Железняк А.С., Иоффе И.И. Методы
расчета многофазных химических реакторов.
Л.: Химия, 1974. 320 с.
10. Лойцянский Л.Г. Механика жидко-
сти и газа. М: Наука, 1973. 848 с.
11. Карпачева С.М., Рагинский Л.С.,
Муратов В.М. Основы теории и расчета гори-
зонтальных пульсационных аппаратов и пуль-
саторов / Под ред. С.М. Карпачевой. М.: Атом-
издат, 1978. 174 с.
12. Крамере X., Вестертерп К. Химиче-
ские реакторы. Расчет и управление ими. М.:
Химия, 1967. 387 с.
13. Кутателадзе С.С., Стырикович Н.А.
Гидродинамика газожидкостных систем. М.:
Энергия, 1976. 296 с.
14. Михаил Р., Кырлогану К. Реакторы
в химической промышленности. Л.: Химия,
1968. 387с.
15. Новацкий Б.Г. Применение акусти-
ческих колебаний в химико-технологических
процессах. М.: Химия, 1983. 190 с.
16. Сиденко П.М. Измельчение в хими-
ческой промышленности. М Химия, 1977.
368 с.
17. Соколов В.Н., Доманский И.В. Га-
зожидкостные реакторы. Л.: Машиностроение,
1976.216 с.
18. Соколов В.Н., Яблокова М.А. Аппа-
ратура микробиологической промышленности.
Л.: Машиностроение, 1988. 278 с.
19. Соколов Е.Я., Зингер Н.М. Струй-
ные аппараты. М.: Энергоатоммаш, 1989. 352 с.
20. Стренк Ф. Перемешивание и аппара-
ты с мешалками. Л.: Химия, 1975. 384 с.
21. Тимонин А.С. Основы конструиро-
вания и расчета химико-технологического и
природоохранного оборудования: Справочник.
Т.2. Калуга: Изд-во Н. Бочкаревой. 2002. 1026 с.
22. Третьяков Ю.Д. Твердофазные реак-
ции. М.: Химия, 1978. 360 с.
23. Хайнике Г. Трибохимия. М.: Мир,
1987. 584 с.
24. Холланд Ф., Чапман Ф. Химические
реакторы и смесители для жидкофазных про-
цессов. М.: Химия, 1974. 207 с.
25. Шервуд Т., Пигфорд Р., Уилки Ч.
Массопередача: Пер. с англ. М.: Химия, 1982.
696 с.
РАЗДЕЛ 7
ОБОРУДОВАНИЕ
ДЛЯ ПЕРЕРАБОТКИ ПЛАСТМАСС И РЕЗИНЫ
Глава 7.1
ПОДГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
7.1.1. ОБОРУДОВАНИЕ ДЛЯ ИЗМЕЛЬЧЕНИЯ
Оборудование для измельчения применя-
ется в промышленности переработки полимер-
ных материалов для проведения дробления,
раздавливания, истирания, расщепления во-
локнистых ингредиентов и отходов полимер-
ных материалов при их вторичной переработ-
ке, а также для других операций и подразделя-
ется на дробилки, мельницы, дезинтеграторы,
грануляторы, резательные станки, дистиллято-
ры и др. В качестве рабочих органов дробилок
используют роторы с жесткими продольными
билами, молотковыми, крестовыми, консольно-
стержневыми. ножевыми устройствами. Типо-
вые бильные валы показаны на рис. 7.1.1.
Роторы с продольными билами 1 харак-
теризуются массивностью. Жестко закреп-
ленные на них билы различной конфигурации
Рис. 7.1.1. Типовые бильные валы:
/ - с продольными билами; 2 - молотковые устрой-
ства; 3 - крестовые устройства; 4 - консольно-
стержневые насадки; 5 - ножевые роторы
служат для грубого дробления твердых тел
(различных смол, твердых компонентов и др.).
Молотковые устройства 2 характеризуются
наличием шарнирно закрепленных насадок-мо-
лотков и служат для дробления твердых тел, в
том числе и отходов пластмасс. Крестовые
устройства 3 предназначены для вторичного
дробления, разрыхления и распушки полимер-
ных продуктов. Консольно-стержневые насад-
ки 4 характеризуются наличием стержней, же-
стко закрепленных в дисках, которые располо-
жены концентрично и вращаются навстречу
друг другу. Подобные конструкции бильных
валов применяются в дезинтеграторах для
дробления наполнителей полимеров, отходов
резинотехнических изделий и других материа-
лов. Ножевые роторы 5 характеризуются нали-
чием нескольких жестко закрепленных ножей
и используются в дезинтеграторах при перера-
ботке полимерных материалов и их отходов,
шин и резинотехнических изделий.
На рис. 7.1.2 показана типичная конст-
рукция ножевого измельчителя. Полимерные
материалы, подлежащие дроблению, из загру-
зочной воронки 8 поступают в измельчитель-
ную камеру и захватываются вращающимся
ротором 5. Измельчение происходит между
двумя ножами 4 и 7, установленными на вра-
щающемся роторе 5, и неподвижным корпусом
3. Качество измельчения материалов определя-
ется величиной зазора между ножами. Регули-
ровка зазора производится путем радиального
перемещения ножей на роторе. Степень из-
мельчения характеризуется величиной отвер-
стий калибрующей решетки 9. При перегрузках
(например, заклинивании ножей при попада-
нии металлических предметов) шпильки 6 сре-
заются и диск начинает свободно вращаться
относительно ротора.
ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
665
Рис 7.1.2. Ножевой измельчитель:
1 - станина; 2 - фланцевый электродвигатель;
3 - корпус; 4 - неподвижный нож; 5 - ротор; 6 -
шпильки; 7 - подвижный нож; 8 - загрузочная во-
ронка; 9 - сменная калибрующая решетка; 10 - лоток
Производительность ножевых дробилок,
кг/ч,
GH =3600тл$(рр, (7.1.1)
где v ~ скорость движения крошки через се-
чение отверстий сита, м/с; 5 - суммарная пло-
щадь отверстий сита, м2; (р = 0,5...0,8 - коэф-
фициент полноты заполнения отверстий сита
крошкой; р - насыпная плотность крошки,
кг/м3.
Мощность на валу электродвигателя дро-
билки, кВт,
где Р = тср F - сила среза материала одним
ножом; тср - напряжение среза материала,
МПа; F = 5/ - площадь среза, м2; 5 - толщина
среза, м; / - длина ножа, м; = nRn/30 \ R -
радиус действия силы среза (определяется пу-
тем геометрического измерения), м; п- частота
вращения ротора двигателя, мин'1; z - количе-
ство ножей; Г| - КПД привода дробилки.
Рис. 7.1.3. Схема вибровращательной мельницы
Перспективным направлением в конст-
руировании измельчителей барабанного типа
является разработка вибровращательных мель-
ниц, у которых отсутствуют недостатки, при-
сущие барабанным шаровым и вибрационным
мельницам: низкая эффективность процесса
измельчения, наличие застойных зон, значи-
тельная металлоемкость и ограничение по час-
тоте вращения барабана.
Вибровращательная мельница (рис. 7.1.3)
состоит из барабана /, подшипниковых опор 2,
жестко установленных на стойках 3 и опираю-
щихся на виброплиту 4, которая монтируется
на четырех цилиндрических пружинах 6, опи-
рающихся на плиту 7. Вибратор 5 крепится к
нижней поверхности плиты 4. Вращение бара-
бана осуществляется от электродвигателя, че-
рез редуктор (вариатор) и клиноременную пе-
редачу 8.
Описание конструкций и принципа рабо-
ты других измельчителей изложено в [5, 12,
38].
7 1.2. ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
Оборудование для смешения сыпучих
материалов. Смешение полимерных материа-
лов применяется для введения в полимер доба-
вок (вулканизирующих агентов, наполнителей,
пластификаторов, стабилизаторов, красителей,
измельченных отходов производства изделий и
др.), целенаправленно его изменяющих [10].
666
Глава 7.1. ПОДГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
Для приготовления многокомпонентных сме-
сей из сыпучих материалов используются сме-
сители разных конструкций, которые подробно
описаны в разд. 2.
Наиболее часто при приготовлении по-
лимерных композиций применяют барабанные
смесители, поскольку они просты в изготовле-
нии и эксплуатации. Для повышения интен-
сивности и эффективности процесса смешива-
ния во вращающемся барабане и исключения
нежелательных последствий эффекта сегрега-
ции компоненты загружаются в смеситель по-
следовательно в порядке увеличения удельных
плотностей или уменьшения размеров частиц.
В смесителях непрерывного действия данный
регламент реализуется за счет загрузки компо-
нентов в места, расположенные на разных рас-
стояниях по длине загрузочного отверстия
барабана.
В установке периодического действия,
показанной на рис. 7.1.4 [10], внутри барабана
3, вдоль его оси установлена труба 2 с щелевой
прорезью на всю ее длину. Труба 2 приводится
во вращение реверсивным приводом 4. Изме-
нение направления вращения трубы 3 осущест-
вляется механизмом 5. На одном из краев ще-
левой прорези трубы 2 установлена пластина 6
с возможностью ее перемещения в радиальном
направлении и поворота.
Основной компонент загружают в бара-
бан 3, а ключевой - в трубу 2. Барабан приво-
дится во вращение. Основной компонент дви-
жется по замкнутому циркуляционному конту-
ру внутри барабана. Труба 2 с помощью ревер-
сивного привода 4 и механизма управления 5
поочередно поворачивается в противополож-
ных направлениях на угол больше угла трения
покоя сыпучего материала, относительно вер-
тикального диаметра. При этом сыпучий мате-
риал равномерно распределяется по длине тру-
бы 2. После этого с помощью механизма
управления 5, реверсивный привод начинает
вращать трубу 2 с постоянной угловой скоро-
стью в юм же направлении, что и барабан 3.
При достижении открытой поверхностью сы-
пучего материала угла наклона к горизонту,
равного углу трения покоя, ключевой компо-
нент начинает высыпаться из трубы 2 и рас-
пределяться по наружной поверхности основ-
ного компонента, движущегося по замкнутому
циркуляционному контуру в поперечном сече-
нии вращающегося барабана.
При постоянной угловой скорости за
одинаковые промежутки времени труба будет
поворачиваться на одинаковые углы. Посколь-
ку угол наклона открытой поверхности сыпу-
чего материала к горизонту в процессе осыпа-
ния практически не меняется, то, используя
принцип обращенного движения, нетрудно
определить, какое количество материала будет
высыпаться из трубы за эти промежутки вре-
мени.
При приготовлении многокомпонентных
смесей загрузка компонентов в барабан осуще-
ствляется последовательно [24]. При реализа-
ции непрерывного процесса смешения особое
внимание следует уделять выбору дозаторов,
поскольку от этого существенно зависит каче-
ство смеси и ее себестоимость. Непрерывное
дозирование сыпучих материалов можно осу-
ществлять различными дозаторами.
Рис. 7.1.4. Схема барабанного смесителя периодически о действия
ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
667
Смесители-пластикаторы. Такие смеси-
тели используются при производстве и перера-
ботке пластмасс и резиновых смесей с целью
получения высококачественных композиций. В
зависимости от конструкции смесительно-
пластицирующего органа (лопасти, ротора,
валка, червяка и др.) смесительные машины
подразделяются на лопастные, роторные, вал-
ковые, червячные. Основные требования к
конструкции смесительных устройств - это
минимальные затраты электроэнергии, малая
металлоемкость, компактность и долговеч-
ность при эксплуатации.
Лопастные смесители применяются для
смешения сыпучих и волокнистых материалов
с пластификаторами, для изготовления паст,
замазок, клеев и других высоковязких поли-
мерных композиций. Рабочие органы таких
смесителей выполнены обычно в виде двух
Z-образных валов, расположенных горизон-
тально и вращающихся навстречу друг другу с
различными окружными скоростями (рис.
7.1.5). В зависимости от проводимой техноло-
гической операции лопасти выполняются одно-
или многокрыльчатыми, штифтовыми или в
ином конструктивном исполнении.
Мощность, кВт, потребляемая смесите-
лем для перемешивания с учетом геометриче-
ских размеров лопасти, определяется по фор-
муле [24]:
/V = 0,105 since (1 + /ctgoc)x
х[(я3 -z3 )(0,009 fRn2 -0,24)+ (7.1.3)
+ 0,86/7?(/?2 - z2)],
где n - частота вращения лопасти, мин '1: z -
количество лопастей; b - ширина лопасти, м;
р - плотность материала, кг/м3; се - угол на-
клона лопасти, °;/- коэффициент трения мате-
риала о металл; R - радиус лопасти, м; г - ра-
диус вала лопасти, м.
Производительность, кг/ч,
, 60 <2<р
G =------. (7.1.4)
где Q - единовременная загрузки компонентов
в рабочую камеру, кг; ср = 0,8...0,9 - коэффи-
циент использования машинного времени; /3 -
время загрузки компонентов, мин; /с - время
смешения, мин; /в - время выгрузки готовой
смеси, мин.
Рис. 7.1.5. Открытый смеситель с Z -образными
гладкими лопастными валами
К недостаткам оборудования этого типа
относятся: длительность обработки смеси, зна-
чительный расход мощности привода на еди-
ницу готовой смеси, периодический режим
работы. С целью снижения энергозатрат и вре-
мени смешения полимерных материалов разра-
ботаны комбинированные смесительные уст-
ройства с винтовой скребковой мешалкой, рас-
положенной в смесительном бункере, и че-
тырьмя роторами в корпусе смесителя (два
пальчиковых ротора малого диаметра и два
лопастных ротора большего диаметра). Конст-
рукции выпускаемых отечественной промыш-
ленностью лопастных смесителей и их техни-
ческие характеристики приведены в [38].
Роторные смесители - смесители, лопа-
сти которых занимают около 60 % общего объ-
ема смесительной камеры. Они применяются
для смешивания пластических масс с наполни-
телями, красителями и другими ингредиента-
ми, для диспергирования, гомогенизации и
проведения механо-химических процессов.
Основным элементом смесителя является ра-
бочая камера 2, образованная двумя полуци-
линдрами, в которой расположены фигурные
роторы 7, вращающиеся навстречу друг другу с
разными скоростями (рис. 7.1.6). В верхней
части закрытых смесителей расположен под-
вижный затвор 3, предназначенный для запи-
рания смесительной камеры после заполнения
ее компонентами. Подробное описание конст-
рукции смесителей изложено в [31. 38].
Процесс приготовления смесей в ротор-
ных смесителях является периодическим
и ведется по заранее установленному регла-
менту. характерному для смесей каждого типа.
Выбор режимов работы смесителей зависит
от ряда факторов, определяющих условия
смешения: суммарного количества загружае-
мого в смесительную камеру материала,
продолжительности смешения. давления
верхнего затвора, частоты вращения роторов,
668
Глава 7.1. ПОДГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
Рис. 7.1.6. Роторные смесители:
а - открытые; б - закрытые; / - смесительные
роторы; 2 - смесительная камера; 3 - верхний затвор;
4 - разгрузочное устройство
давления в камере, порядка загрузки компо-
нентов и температуры процесса смешения.
Производительность закрытых смесите-
лей определяется массой загружаемой смеси,
которая, в свою очередь, зависит от объема
смесительной камеры. Для расчета производи-
тельности смесителя Q, кг/ч, можно использо-
вать формулу
С = 60^<р, (7.1.5)
ТЦ
где V- объем загружаемой смеси; V = 0,8...0,89
полного объема камеры, м3; р - плотность пе-
рерабатываемого материала или смеси, кг/м";
ф - коэффициент использования машинного
времени; для обычных условий ф = 0,8...0,9;
тц- продолжительность цикла смешения, мин.
Конструкции смесителей и их основных
механизмов приведены в [32].
В валковых смесителях-пластикаторах
(вальцах) основными рабочими органами яв-
ляются два полых цилиндрических валка, вра-
щающихся навстречу друг другу с разными
окружными скоростями, с осями, расположен-
ными в горизонтальной плоскости. Основные
технологические операции, проводимые на
вальцах, - это смешение, пластикация, дробле-
ние, рафинирование смесей, промывка каучу-
ков, подогрев смесей и др.
На рис. 7.1.7 показаны вальцы для пла-
стикации, на чугунной фундаментной плите
которых размещены две стальные станины
с траверсами, в которых установлены подшип-
ники для валков. Задняя пара валковых
подшипников неподвижная, передняя - может
перемещаться в направляющих станины при
помощи нажимных винтов, которые вращают-
ся электродвигателями через червячные редук-
торы /. Валки нагреваются водой, перегретой
до температуры 180 °C. Задний валок приво-
дится во вращение через двухступенчатый
коническо-цилиндрический редуктор 8 и пару
приводных колес 4. Передний валок приводит-
ся во вращение через пару фрикционных шес-
терен 2. Асинхронный электродвигатель 7 со-
единен с редуктором упругой муфтой. Для
остановки вальцев служит колодочный тормоз
6. Система смазки подшипников циркуляцион-
ная.
Вальцы снабжены приспособлениями для
возврата массы в зазор валков и скатывания
вальцуемого материала в рулон, ножом для
подрезания кромок, передвижными ограничи-
тельными стрелами 3. Просыпающаяся (через
зазор между валками) во время загрузки по-
рошкообразная масса возвращается в рабочий
зазор вальцев ленточным конвейером.
Рнс. 7.1.7. Вальцы для переработки пластических масс
ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
669
Пластицируемые и смешиваемые мате-
риалы несколько раз пропускаются через зазор
вальцев для получения однородной массы.
Выходящая с вальцев масса свертывается в
рулон валиком, прижимаемым к образующей
переднего валка. Для съема материала при
изготовлении ленты применяют устройство с
двумя дисковыми ножами, установленными на
передвижных каретках. Каретка с ножами при
помощи ходового винта совершает возвратно-
поступательное движение вдоль образующей
валка. При этом срезается лента необходимой
ширины.
Расчет основных параметров вальцев
сводится к определению распорных сил, мощ-
ности привода и производительности по зави-
симостям, полученным на основе гидромеха-
нической теории вальцевания [5].
Распорные силы
( \п
Рр = (1 + /W? -М F-
(7.1.6)
Мощность привода валков
ЛГд=2(1 + /)ц£М1Я — ----------Ф,
\ "О) П
(7.1.7)
где функция F = 1,93 + 3,63n + 1,22м2; п - ин-
деке течения; f - коэффициент фрикции между
валками; ц - эффективная вязкость; Z, R -
соответственно рабочая длина и радиус валка;
Ло ~ минимальный зазор между валками; и} -
линейная скорость переднего валка; функция
Ф = 4,67 + 8,06/7 + 4,09/72; Т| - КПД привода
вальцев.
Величины Рр и могут быть найдены и
по другим зависимостям [7].
Производительность вальцев непрерыв-
ного действия, кг/ч,
GH = 60 nDnbhpa., (7.1.8)
где D - диаметр валка, м; р - плотность смеси,
кг/м3; а = 0,8...0,9 - коэффициент использова-
ния машинного времени; п - частота вращения
переднего валка, мин1; b и h - соответственно
ширина и толщина срезаемой ленты вальцуе-
мой массы, м.
Смесители непрерывного действия явля-
ются наиболее перспективными смесителями,
так как имеют ряд преимуществ перед смеси-
телями периодического действия. В них реали-
зуются более высокие скорости и напряжения
сдвига, в результате отсутствия пиковых на-
грузок снижается мощность привода до 40 %,
улучшаются показатели качества смеси за счет
работы смесителя в установившемся режиме,
возможно совмещение операции смешения с
профилированием заготовок.
Для смешения высоковязких полимерных
композиций применяют двухчервячные смеси-
тели типа DSM со спаренными взаимозацеп-
ляющимися и вращающимися в одном направ-
лении червяками со смесительными лопастями,
аналогичными элементам закрытых роторных
смесителей периодического действия.
Технологический блок смесителя состоит
из трех секций: загрузки, смешения и пласти-
кации с дросселирующими элементами и на-
гнетания, дозирования (рис. 7.1.8). В соответ-
ствии с этим каждый вращающийся рабочий
вал состоит из трех элементов: загрузочного
червяка 6, смесительной лопасти 7 и разгру-
зочного (напорного) червяка 9. Загрузочные
червяки с большим межвитковым объемом и
глубокой нарезкой захватывают перерабаты-
ваемый материал и транспортируют его в ка-
меру смешения, в которой он пластицируется и
перемешивается под давлением двумя взаимо-
зацепляющимися смесительными лопастями.
Давление в камере смешения можно устанав-
ливать, регулируя в достаточно широких пре-
делах величину двух конических дроссели-
рующих зазоров. Кроме того, регулируя пло-
щадь поперечного сечения с помощью дроссе-
лирующего элемента, можно воздействовать на
важнейшие технологические параметры про-
цесса смешения, например, на напряжение
сдвига, давление, время пребывания материала
в смесительной камере, его температуру и ка-
чество смешения. После прохождения дроссе-
лирующих зазоров материал попадает в напор-
ные червяки, вращающиеся в отделенных друг
от друга полостях корпуса, в котором могут
быть предусмотрены дегазационные отверстия.
Оба разгрузочных червяка продавливают мате-
риал через фильеры или другой формующий
инструмент в зависимости от заданной формы
экструдата.
Корпус смесителя в зоне смешения и раз-
грузки имеет электрический обогрев и воздуш-
ное охлаждение, а полые червячные валы мо-
гут термостатироваться с помощью воды или
пара.
670
Глава 7.1. ПОДГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
Рис. 7.1.8. Двухчервячный смеситель DSM:
1 - главный привод; 2,4- опоры червяков; 3 - гидросистема перемещения червяков; 5 - приводные шестерни;
6 - загрузочный червяк; 7 - смесительная лопасть; 8 - дроссель с конической щелью; 9 - разгрузочный червяк;
10 - каналы для воздушного охлаждения корпуса; 11 - электрический обогрев корпуса; 12 - решетки (фильеры)
Рис. 7.1.9. Смеситель для непрерывного клееприготовления типа СН-100
Производительность таких смесителей
варьируется в широком диапазоне в зависимо-
сти от свойств получаемой смеси, соотношения
компонентов и их количества и заданной фор-
мы и размеров экструдата.
Смесители типа СН-100 являются наибо-
лее перспективными и универсальными смеси-
телями непрерывного действия и используются
на различных стадиях производства и перера-
ботки широкого класса полимерных и компо-
зиционных материалов на их основе (рис. 7.1.9)
[5, 32].
Смеситель такого типа чаще всего состо-
ит из раскрывающегося корпуса с горизон-
тальной линией разъема. Верхняя 1 и нижняя 8
части корпуса имеют рубашки обогрева 2 и 4.
Для подвода и отвода теплоносителя в рубаш-
ки 6 вварены патрубки с фланцами 5 и 6. Внут-
ри корпуса 10 в горизонтальной плоскости
расположены два сборных червяка 7, находя-
щихся в зацеплении и имеющих однонаправ-
ленное вращение.
На валах 11 смесителя монтируются (на-
деваются) рабочие червячные насадки (прямые
5 и обратные 9), рабочие смесительные диски
13, а также питающие червячные насадки 4.
Рабочие червячные насадки и смесительные
диски смонтированы в определенной последо-
вательности и закреплены на валах шпонками,
а питающие червячные насадки установлены
на валах с возможностью свободного их вра-
щения.
Передача вращающего момента рабочим
червячным насадкам и смесительным дискам
происходит от вала электродвигателя через
клиноременную передачу, вариатор, редуктор-
раздвоитель и шлицевые муфты.
Питающие червячные насадки 4, распо-
ложенные в зоне загрузочного отверстия, вра-
щаются независимо от индивидуального при-
вода. Загрузка компонентов смеси в рабочую
полость смесителя производится из камеры,
которая смонтирована над загрузочным отвер-
стием корпуса смесителя. Кроме того, в корпу-
се предусмотрены штуцера для подачи жидких
компонентов и выгрузки готовой смеси. Кор-
пус смесителя с приводом установлен на свар-
ной раме. В зависимости от проводимой техно-
логической операции конструктивное оформ-
ление рабочих насадок можно изменять в ши-
роком диапазоне.
ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
671
Объемную производительность двухчер-
вячного смесителя непрерывного действия
определяют по соотношению:
Q = KVc/x, (7.1.9)
где Ис - суммарный объем рабочей полости
смешения; т - среднее время нахождения смеси
в полости смешения; К - суммарный средний
коэффициент заполнения полости смешения.
Так как червяк имеет сборную конструк-
цию, состоящую из рабочих насадок, имеющих
различный шаг нарезки и рабочих смеситель-
ных дисков, то объем рабочей полости смеше-
ния рассчитывается отдельно для групп наса-
док с одинаковым шагом нарезки и отдельно
для смесительных дисков, а затем результат
суммируется и удваивается.
Расчет среднего времени нахождения
смеси в полости смешения производится с уче-
том качества смеси, смешивающей способно-
сти червяка и частоты вращения червяков. Рас-
чет суммарного среднего коэффициента запол-
нения полости смешения при использовании в
сборной конструкции червяков различной
конфигурации дисков ведется раздельно по
нарезной и дисковой зонам червяка. Потреб-
ляемая мощность, кВт, по аналогии с одночер-
вячными машинами, рассчитывается как сумма
мощностей, затрачиваемых на отдельных уча-
стках червяков:
1) между корпусом и червяками
№ = 2-10-3| 1 + -^-|ел2£>2ит1 /cosX,
1 I 360J 7
(7.1.10)
где а = 2 arccos A/D - центральный угол,
соответствующий зоне перекрытия червяков, °;
А - межосевое расстояние червяков, м; D -
наружный диаметр червяков, м; е - ширина
вершины витка червяков, м; п - частота вра-
щения червяков, с-1; Т] = y(grad$i) =
= Г| 1 grad - напряжение сдвига, Па; ш -
динамическая вязкость, определяемая по рео-
логической зависимости r|i( У ), Па с; у - ско-
рость сдвига, с-1; grad = TtDn/b\ , с-1; 8i =
= 0,01Z) - зазор между гребнем червяка и внут-
ренней поверхностью цилиндра, м; X - угол
подъема винтовой линии нарезки червяков,
град (X = 5° - при однозаходной нарезке червя-
ков);
2) в зазорах между боковыми поверхно-
стями червяков
TV2 =3,310 5 * л/ *)3 sin(a/2)[l-cos(a/2)]«T2/cosX, (7.1.11)
где т2 = Л grad 32 ) = Л2 grad 32 , Па;
grad 32 =27г£>и/82ср , с'1; б2Ср = (8, + t -
- 2е)/2, м; / -шаг нарезки червяков, м;
3) в зазоре между вершиной и впадиной
витков
W3 = 5,4-10-7 л2ие/)Сра(£>-47вн)тз /cosX,
(7.1.12)
где т3 = Л grad З3) = Г|з grad З3, Па;
grad = 2л£>и/83ср, с’1; 8зСр = (§1 +
+ S2)/2, м; 82 = — в” , м; Z)Cp, б/Вн -
2cos(a/2)
соответственно средний и внутренний диамет-
ры нарезки червяков, м;
4) между кулачками одной пары и корпу-
сом
=2,75-10 7 л2/)срАпекал^пк , (7.1.13)
где т4 = Л grad Э4 ) = Т|4 grad 34 , Па;
grad $4 = 2itDn/b^ , с”1; 84 = 0,0\D, м; ек -
ширина вершины кулачка, м; пк - число пар
кулачков; А = 0,866/), м;
5) на выдавливание материала в зонах об-
ратных витков и формующей головки
<V5 = 2,75-10-7 Др(г>2 -г/2н)лОсрм/а,
(7.1.14)
где Др - перепад давлений по длине рабочих
органов, Па.
Конструкции основных узлов и деталей
смесителя типа СН и других конструкций сме-
сителей непрерывного действия приведены в
[5, 7, 32].
672
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Глава 7.2
ПРЕССОВАНИЕ И ЛИТЬЕ
ПОД ДАВЛЕНИЕМ
7.2.1. ПРЕССОВОЕ ОБОРУДОВАНИЕ
ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ
ИЗ ТЕРМОРЕАКТИВНЫХ ПОЛИМЕРНЫХ
МАТЕРИАЛОВ
Прессование - старейший способ перера-
ботки пластмасс в изделия разнообразной фор-
мы, размеров и назначения.
Способы прессования, применяемые в
промышленности, отличаются способами на-
грева материала, его ввода в форму и после-
дующего формования: прямое (компрессион-
ное), литьевое (трансферное) и непрерывное
профильное (штранг-прессование).
В процессе прямого (компрессионного)
прессования (рис. 7.2.1, а) подготовленный к
прессованию материал 2 (пресс-порошок) до-
зируется и поступает в матрицу пресс-формы
3, в которой осуществляется процесс формова-
ния изделия 5, после чего изделие удаляется из
матрицы выталкивателем 4. Литьевое (транс-
ферное) прессование (рис. 7.2.1, 6) отличается
от прямого тем, что расплавленный в загрузоч-
ной камере пресс-материал 1 под действием
давления, передаваемого пуансоном 2, через
литниковые каналы 3 поступает в предвари-
тельно сомкнутую форму, где он отверждается
в изделие 4.
Непрерывное профильное прессование,
или штранг-прессование, применяется для
получения профильных погонажных изделий
4 з
Рис. 7.2.2. Схемы процесса непрерывного
профильного прессования:
1 - инжекционный цилиндр; 2 - плунжер;
3 - мундштук; 4 - система обогрева; 5 - торпеда
постоянного сечения выдавливанием расплава
пресс-материала плунжером 2 через формую-
щий инструмент, образованный мундштуком 3
и торпедой 5 (рис. 7.2.2). Привод плунжера 2
обеспечивает его возвратно-поступательное
движение. Прогрев материала происходит при
помощи системы обогрева 4 и за счет сдвиго-
вых деформаций при его выдавливании.
Прессование слоистых пластиков, пред-
ставляющих собой композиционные материа-
лы и состоящих из наполнителя и связующего,
чаще всего термореактивных смол, осуществ-
ляется на многоэтажных гидравлических прес-
сах. В результате получают пластики различ-
ные по толщине: текстолит, стеклотекстолит,
асботекстолит, гетинакс, декоративный слои-
стый пластик, древесный слоистый пластик [46].
Конструкции прессового оборудования.
Прессы - машины статического действия,
предназначенные для формования изделий из
пресс-материалов путем приложения давления
[3]. Разнообразные современные конструкции
прессового оборудования могут быть клас-
сифицированы по ряду признаков. Наиболее
Рис. 7.2.1. Схемы способов прессования:
а - прямого; 1 - пуансон; 2 - пресс-материал; 3 - матрица; 4 - выталкиватель; 5 - изделие; б - литьевого
с верхней загрузочной камерой; 1 - пресс-материал; 2 - пуансон; 3 - литниковый канал; 4 - изделие
ПРЕССОВОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
673
важной представляется классификация по виду
привода: прессы с механическим, гидромеха-
ническим и гидравлическим приводом.
Прессы с механическим приводом могут
быть винтовые, кривошипные, рычажные, ро-
тационные и др. Прессы с гидромеханическим
приводом совмещают в конструкции пресса
механическую систему (например, рычажную)
с гидравлическим цилиндром, что позволяет
развивать значительные скорости предвари-
тельного смыкания пресс-инструмента, а при
осуществлении собственно прессования созда-
вать высокое давление, однако при переработ-
ке полимеров данный вид прессов применяется
крайне редко.
Наиболее распространенным прессовым
оборудованием являются прессы с гидравличе-
ским приводом, которые обладают значитель-
ными преимуществами перед другими пресса-
Рис. 7.2.3. Гидравлический колонный пресс
с верхним расположением рабочего цилиндра:
1 - рабочий гидроцилиндр; 2 - плунжер; 3 - верхняя
неподвижная поперечина (архитрав); 4 - гайка;
5 - шток возвратного цилиндра; 6 - подвижная пли-
та, 7 - колонна; 8 - возвратный цилиндр; 9 - гидро-
цилиндр выталкивателя; 10 - нижняя неподвижная
плита (стол)
ми. В гидравлическом колонном прессе с верх-
ним расположением рабочего цилиндра (рис.
7.2.3) рабочая жидкость (эмульсия или масло)
поступает под давлением рг в гидроцилиндр 7,
в результате этого плунжер 2 диаметром D\
перемещается вниз вместе с соединенной с ним
подвижной плитой 6 под действием номиналь-
ной силы прессования
7
Сила прессования - один из основных па-
раметров пресса.
Гидравлический пресс, как правило,
включает следующие основные механизмы и
детали: станину, систему цилиндров (рабочий,
возвратный, выталкивающий) с плунжерами
или поршнями, подвижные и неподвижные
поперечины, гидроагрегат, состоящий из насо-
сов, трубопроводов и распределителей потока
жидкости.
По направлению действующей силы
прессования гидравлические прессы подразде-
ляют на вертикальные, горизонтальные и угло-
вые. В зависимости от конструкции станины
прессы бывают колонные, рамные и челюстные.
Колонные прессы обеспечивают хороший
доступ к пресс-форме, однако имеют значи-
тельные габаритные размеры и металлоем-
кость, а также малую жесткость. Эти недостат-
ки отсутствуют в прессах рамной конструкции
(рис. 7.2.4). В верхней части рамы 1 жестко
закреплен рабочий гидроцилиндр 9 с диффе-
ренциальным поршнем 8 двойного действия.
Плита 7 движется по направляющим 5 под
действием соединенного с ним поршня 8. В
нижней части рамы расположен стол 4 и вытал-
киватель 2. Для ограничения хода ползуна 6 и
штока выталкивателя 2 служат выключатели 3.
Достоинством пресса с нижним располо-
жением рабочего цилиндра является его устой-
чивость (так как центр тяжесги расположен
достаточно низко), небольшие габаритные раз-
меры, возможность применения съемных форм
с большой силой прессования. Прессование
слоистых пластиков проводят на этажных
прессах колонной конструкции с нижним рас-
положением рабочего гидроцилиндра 7 (рис.
7.2.5).
Основные параметры гидравлических
прессов для пластмасс, регламентированные
ГОСТ 8200, приведены в табл. 7.2.1.
22 - 10358
674
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Рис. 7.2.4. Гидравлический пресс рамной
конструкции с верхним расположением
рабочего цилиндра:
1 - рама; 2 - выталкиватель; 3 - конечные выключа-
тели; 4 - стол; 5 - направляющие; 6 - ползун;
7 - плита; 8 - поршень рабочего гидроцилиндра;
9 - рабочий гидроцилиндр
Основные механизмы и детали пресса.
Основные элементы гидравлического пресса -
станина (рамная или колонная), главные (рабо-
чие), возвратные и выталкивающие цилиндры,
плунжеры, подвижные и неподвижные плиты
подвержены силовому воздействию и основ-
ному силовому фактору, которым является
сила прессования Рн.
Станина пресса должна быть достаточно
прочной и жесткой, чтобы обеспечить требуе-
мую точность взаимного расположения меха-
низмов пресса и относительного положения
инструмента и обрабатываемого объекта при
динамических нагрузках. Расчет станины прес-
са изложен в [3, 24, 30].
Рис. 7.2.5. Схема колонного четырехэтажного
пресса с нижним расположением рабочего цилиндра:
1 - рабочий гидроцилиндр; 2 - плунжер; 3 - станина;
4 - подвижный стол; 5 - колонна; 6- архитрав;
7 - обогревающие плиты; 8 - узел обогрева;
9 - распределитель пара
Колонны, связывая верхнюю и нижнюю
плиты в жесткую раму, воспринимают все си-
лы, развиваемые прессом, и одновременно
служат направляющими для подвижной плиты
пресса. Сила с учетом предварительной затяж-
ки гаек колонн пресса в процессе монтажа
=1,2/>н/и, (7.2.2)
где п - число колонн.
Участок колонны между нижней и верх-
ней плитами в связи с деформацией плит и
эксцентричным их нагружением работает не
только на растяжение, но и на изгиб. Кроме
того, на колонны действуют пульсирующие
нагрузки, поэтому выполняется расчет и на их
усталость [24]. Колонны обычно изготовляют
из стали Ст5 или низколегированных сталей.
При этом коэффициент запаса прочности при-
нимают равным 2,0...2,2.
Резьбу на колоннах обычно выполняют
упорной и рассчитывают на смятие и на изгиб
7.2.1. Основные параметры гидравлических прессов
Параметры
Значения параметров
Номинальная сила прессования Рн, кН 100 160 250 400 630 1000 1600 2500 4000 6300
Ход ползуна 5П, мм 320 320 450 450 450 560 630 710 800
Наибольшее расстояние между столом и ползуном Н, мм 500 500 710 710 800 900 1000 1250 1400 1600
Размеры стола, мм: длина L ширина В 320 250 320 250 560 500 560 500 630 560 710 630 800 710 1120 1000 1250 1120 1400 1250
Номинальная сила нижнего вытал- кивателя, кН, не менее 20 31,5 50 80 125 200 315 500 630 1000
Ход нижнего выталкивателя, мм 100 100 160 160 160 200 250 360 360 450
Скорость холостого хода ползуна, мм/с, не менее: вниз вверх 100 100 100 100 200 70 200 70 200 70 200 70 200. 70 200 60 100 50 100 40
Скорость рабочего хода ползуна регулируемая, мм/с: наибольшая наименьшая 10 2 10 2 50 1 50 1 50 1 50 1 50 1 50 1 4 2,5
Скорость рабочего хода нижнего выталкивателя регулируемая, мм/с: наибольшая наименьшая - - 100 5 100 5 100 5 100 5 100 5 100 5 100 5 15
Удельная материалоемкость (без средств автоматизации), кг/(кН м3), не более 800 500 100 63 36 20 11 6 3,6 4,2
Удельная энергоемкость, кВт/(кН м2/мин), не более 0,12 0,09 0,09 0,06 0,05 0,05 0,04 0,03 0,03 0,04
ПРЕССОВОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ 675
676
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
витков. Для облегчения монтажа и предотвра-
щения самоотвинчивания гайки колонн прес-
сов выполняют из двух, стягиваемых болтами,
проверяя торцовую поверхность гайки на смя-
тие от силы предварительной затяжки.
Подвижные поперечины (плиты) и пол-
зуны изготовляют литыми или сварными из
стали. Сечения поперечин выполняют коробча-
тым или балочным с большим количеством
ребер, препятствующих возникновению мест-
ных напряжений. Расчет подвижной поперечи-
ны (или ползуна) аналогичен расчету попере-
чин рамы. При этом предполагается, что плита
укреплена в направляющих и нагружена по
диаметру плунжера распределенной нагрузкой
от силы Рн. Расчет проводится аналогично
расчету на изгиб балки, закрепленной в двух
опорах [24].
Конструкция гидроцилиндра выбирается
с учетом схемы пресса, рабочего давления
жидкости, силы прессования, условий работы.
Различают поршневые (рис. 7.2.6), плунжерные
(рис. 7.2.7), простые и дифференциальные гид-
роцилиндры.
ГОСТ 16514-96 регламентирует общие
технические требования к гидроцилиндрам,
применяемым в гидравлических прессах. По
ГОСТ 6540 следует выбирать диаметры цилин-
дров, поршней, плунжеров, штоков и их ход и
ряд номинальных давлений рабочей жидкости.
При проектировании гидроцилиндра ис-
ходными данными являются: сила прессования
Рн, давление рабочей жидкости рг, допускае-
мое напряжение на растяжение для металла, из
которого изготовлен гидроцилиндр. Расчет
элементов конструкции гидроцилиндра изло-
жен в [3].
Следует отметить, что гидравлические
прессы в процессе формования изделий имеют
достаточно много ручных операций.
Прессы-автоматы, созданные на базе гид-
равлических прессов, имеют дополнительные
транспортирующие, дозирующие, разгрузоч-
ные и другие устройства.
Пресс-автоматы и роторные линии.
Пресс-автоматы различаются: по виду привода-
механические, гидромеханические, гидравли-
ческие; по количеству производимых опера-
ций - одно-, двух-, трех- и четырехоперацион-
ные; по числу позиций (одно- и многопозици-
онные).
Четырехоперационный пресс-автомат со-
стоит из гидравлического пресса рамной
конструкции и устройств для таблетирования,
Рис. 7.2.6. Гидроцилиндр гидравлического
пресса поршневого типа:
/ - крышка цилиндра; 2 - разрезное кольцо,
3 - уплотнительное кольцо; 4 - гайка; 5 - крышка
поршня, 6, 8 - уплотнительные манжеты; 7 - пор-
шень; 9 - шток, 10 - резьбовое кольцо, // - корпус
цилиндра, 12 - направляющая втулка, 13 - нажимной
фланец
диэлектрического нагрева материала и механи-
ческой обработки отпрессованных изделий
(рис. 7.2.8).
Пресс-порошок засыпается в бункер 6, из
которого материал поступает в дозатор 7 таб-
летирующего устройства. В начале цикла доза-
тор двигается влево, сталкивая ранее оформ-
ленные таблетки 4 в металлический желоб 3,
по которому таблетки попадают в нагреватель-
ную камеру 2 генератора ТВЧ. В момент дос-
тижения дозатором крайнего левого положения
порошок засыпается в матрицу таблетирующе-
го устройства. После отвода дозатора в исход-
ное положение плунжер 5 пресса начинает
опускаться и оформлять пресс-порошок в таб-
летку.
ПРЕССОВОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
677
Рис. 7.2.7. Цилиндр гидравлического пресса
плунжерного типа:
/ - цилиндр; 2 - плунжер; 3 - станина;
4 - манжета; 5 - нажимной фланец; 6 - болт
В это же время в пресс-форме / уже на-
ходятся нагретые до необходимой температуры
таблетки, перегруженные из нагревательной
камеры специальной кареткой с гидравличе-
ским приводом. После смыкания пресс-формы
происходит процесс оформления прессовочно-
го материала в изделие и его отверждение. По
окончании процесса отверждения пресс-форма
размыкается и к матрице подводится механи-
ческий съемник 9 (в виде цанги), на который
выталкивателем пресс-формы надевается изде-
лие. Съемник вместе с изделием перемещается
в исходное положение к автоматическому уст-
ройству 8 для механической обработки изделия
(удаление грата). По окончании обработки
изделие 10 падает в приемную тару или на
ленточный конвейер 11, которым подается на
контроль и упаковку.
Рис. 7.2.8. Схема четырехоперационного
пресс-автомата
Прессование изделий из реактопластов на
автоматических прессах имеет существенные
недостатки, к которым в первую очередь отно-
сится необходимость затраты большой части
времени цикла на последовательные возвратно-
поступательные движения рабочих и вспомога-
тельных органов пресса (главного плунжера и
выталкивателя пресса, устройства для загрузки
материала в пресс-форму, удаления из нее от-
прессованных изделий и ее очистки, устройст-
ва для свинчивания резьбовых изделий, предо-
хранительных и контрольных механизмов и
т.д.).
Этот недостаток устранен на роторных
пресс-автоматах револьверного типа, ротор
которого поворачивается периодически на оп-
ределенный угол, и ротационного типа, ротор
которого вращается непрерывно.
В роторном пресс-автомате в позиции I
прессуемый материал 4 через лоток 5 загру-
жается в матрицу / пресс-формы (рис. 7.2.9).
678
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Рис. 7.2.9. Схема действия роторного пресс-автомата
Формодержатель 7 поднимается (позиция II ) и
происходит формование изделия и его отвер-
ждение (позиции III - IX). В промежутке меж-
ду позициями IX и X формодержатель с матри-
цей опускаются, после чего в позиции X специ-
альное устройство 8, закрепленное на рычаге
13, свинчивает с резьбового знака пуансона 6
отпрессованное изделие 12. В дальнейшем
цикл прессования повторяется. Матрицы и
пуансоны обогреваются электрическими на-
гревателями сопротивления 2, закрытыми теп-
лоизоляционными кожухами 3.
Пресс-автомат оснащен устройством для
точного объемного дозирования порошкооб-
разного материала. Материал загружают в бун-
кер 9, из которого он попадает в дозировочную
зону между пуансонами 10 и 11. Под действи-
ем привода пуансоны перемещаются влево,
при этом заключенная между пуансонами доза
материала высыпается в лоток и загружается в
пресс-форму.
Коэффициент использования подобного
пресса при прессовании составляет 65...70 %.
Наиболее полно требованию автоматиза-
ции процесса удовлетворяют роторные линии,
в которых совмещены во времени все транс-
портные и производственные операции. Отли-
чительной особенностью роторных линий яв-
ляется наличие нескольких непрерывно вра-
щающихся роторов. Каждый ротор представля-
ет собой многопозиционную машину, предна-
значенную для осуществления какой-либо од-
ной технологической или транспортной опера-
ции. Каждая позиция ротора оснащена ком-
плектом инструмента, который вращается с
ротором и обрабатываемым материалом.
Автоматическая линия ЛПИ-10, предна-
значенная для компрессионного прессования
резьбовых изделий, состоит из трех рабочих и
четырех транспортных роторов, которые при-
водятся во вращение общим электродвигателем
(рис. 7.2.10). При этом благодаря жесткой ки-
нематической связи обеспечивается синхрон-
ная работа роторов.
ПРЕССОВОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
679
Рис. 7.2.10. Схема роторной линии ЛПИ-10
(п - число позиций ротора)
Пресс-порошок из бункера подается ро-
тором дозирования 1 на ротор таблетирова-
ния 2. Отформованные таблетки транспортным
ротором 3 передаются на 24-позиционный ро-
тор 4 предварительного подогрева, осуществ-
ляемого ТВЧ. Нагретые до температуры
80...90 °C таблетки транспортным ротором 5
последовательно передаются в матрицы ротора
прессования 6, имеющего 36 позиций, каждая
из которых состоит из гидравлических цилинд-
ров прессования и выталкивания пресс-
инструмента. На каждой позиции ротора прес-
сования осуществляются: смыкание, выдержка
под давлением и размыкание пресс-форм, а
также, при необходимости, подпрессовка. За
время прохождения от позиции загрузки до
позиции разгрузки пресс-материал, находя-
щийся в нагретой замкнутой пресс-форме, от-
верждается. После окончания процесса прессо-
вания пресс-форма размыкается и изделие вы-
талкивается на резьбовом знаке, который вы-
винчивается из изделия. Транспортным рото-
ром 7 готовое изделие передается на лоток 8, а
затем - в сборник.
Наряду с трехоперационными роторными
линиями, выполняющими таблетирование,
нагрев материала и прессование изделий, при-
меняют и другие роторные линии, например,
четырехоперационные, которые кроме пере-
численных операций производят и обработку
изделий. Техническая характеристика некото-
рых роторных линий приведена в табл. 7.2.2.
Кроме роторных линий при производстве
изделий из реактопластов с толщиной стенки
не менее 10 мм применяются автоматические
прессовые линии с выносными пресс-формами
(рис. 7.2.11). Линия состоит из питателя 4 для
загрузки таблетированного материала в пресс-
форму, пресса 5 для смыкания и механизмом
7.2.2. Техническая характеристика роторных линий
Параметр Линия
ЛПИ 65-30/7 ЛПИ 5 ЛПИ 10 ЛПИ 16 ЛПИ 25 ЛПИ 63
Сила прессования, кН 100 50 100 160 250 630
Максимальные разме- ры изделий (длина х х ширина х высота), мм 60x50x30 40x40x30 60x50x50 75x75x60 90x90x60 145x145x125
Максимальная масса изделия, г 30 16 30 50 100 200
Число позиций в рото- ре прессования 32 45 32 28 24 12
Габаритные размеры, м: длина х ширина х х высота 2,5x2,2x2,8 2,8x1,4x2,5 2,5x1,8x2,5 2,5x2,5x2,5 3x2,5x3 3x2,5x3,2
Производственная площадь, mj 22 20 20 22 25 25
Масса, т 10 7 8 12 15 16
680
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Рис. 7.2.11. Автоматическая прессовая линия с выносными пресс-формами:
а - общий вид линии, б - выносная пресс-форма с запорным устройством
запирания пресс-формы, шагового конвейера 7
для перемещения сомкнутых пресс-форм 6.
пресса 3 для раскрытия пресс-формы и гидро-
цилиндра / для выталкивания отпрессованных
изделий из пресс-формы.
Цикл начинается с загрузки в пресс-
форму предварительно нагретых таблеток из
питателя 4. Шаговый конвейер перемещает
раскрытую пресс-форму под пресс 5. который
смыкает ее. сжимая пакеты тарельчатых пру-
жин 12. и оформляет изделия, при этом захва-
ты / / автоматически запирают пресс-форму. В
конце первой линий пресс-форма под действи-
ем толкателя 8 перемещается на вторую линию
шагового конвейера, которая возвращает
пресс-форму к началу первой линии. Во время
транспортировки изделие отверждается в на-
гретой пресс-форме.
С помощью пресса 3 происходит раскры-
тие пресс-формы. При этом плунжер пресса
вначале сжимает тарельчатые пружины пресс-
формы, в результате чего высвобождаются ее
захваты. После отвода пуансона пресс-форма
под действием тарельчатых пружин остается в
раскрытом состоянии, перемещается конвейе-
ром к выталкивающему устройству, на кото-
ром готовые изделия 10 выталкиваются
шпильками 9 под действием гидроцилиндра 1 и
удаляются из пресс-формы специальным съем-
ником.
Специализированные прессы. Принци-
пы действия большинства гидравлических
прессов аналогичны. Их конструктивные раз-
личия связаны с проведением специфических
операций при получении изделий особого вида.
К таким прессам относятся специализирован-
ные прессы [14]. В зависимости от назначения
и конструктивных особенностей гидравличе-
ские прессы для пластмасс подразделяют на
литьевые, прессы профильного прессования,
угловые, этажные, блок-прессы. Несмотря на
конструктивные особенности принцип дейст-
вия. методы расчета этих прессов общие.
На рис. 7.2.12 показан пресс для литьево-
го прессования, левая часть - это исходное
положение, когда материал в виде таблеток
размещен в материальном цилиндре, правая
часть соответствует циклу формования.
Непрерывное профильное прессование -
это метод получения изделий постоянного по-
перечного сечения и практически неограни-
ченной длины путем продавливания материала
через формующий инструмент с открытым
входным и выходным отверстиями (рис.
7.2.13). В зависимости от конструкции оформ-
ляющего инструмента профильным прессова-
нием можно получить как сплошные, так и
полые изделия разнообразной формы: трубы,
стержни, ленты, уголки равнобокие и нерав-
нобокие, тавровые, двутавровые, коробчатые,
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
681
Рис. 7.2.12. Пресс для литьевого прессования:
1 - рабочий плунжер пресса; 2 - подвижная плита
пресса с многогнездной литьевой полуформой;
3 - обойма пуансона; 4 - пуансон; 5 - блок матриц с
материальным цилиндром; 6 - плунжер впрыска;
7 - выталкиватели пресс-формы; 8 - плита выталки-
вателей; 9~ неподвижная плита пресса; 10- плунжер
цилиндра впрыска; F3 - сила запирания пресс-
формы; F:i - сила литья
швеллерные и др. Профильное прессование
производится обычно на специальных горизон-
тальных гидравлических прессах.
Угловые прессы служат для прессования
сложных изделий в пресс-формах с двумя
плоскостями разъема. На общей станине рас-
положены два рабочих цилиндра: горизонталь-
ный и вертикальный. Первый цилиндр служит
для замыкания пресс-формы в вертикальной
плоскости, а второй - для прессования. Для
того чтобы в процессе прессования форма не
раскрывалась, сила горизонтального цилиндра
должна быть в 1.5 раза больше, чем вертикаль-
ного.
Блок-прессы применяют для прессования
плит из целлулоида, а этажные - при производ-
стве листовых материалов.
7.2.2. ОБОРУДОВАНИЕ
ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Литьевые машины предназначены для
формования изделий из полимерных материа-
лов, в основном из термопластов. Литьевые
изделия из термопластов выпускают размерами
от 1 мм до 4 м и массой от нескольких милли-
грамм (например, детали микромеханизмов
точной механики) до 30...40 кг (например,
интегральные панели несущего кузова легково-
го автомобиля) [3].
Способ литья под давлением заключа-
ется в следующем. Гранулированный материал
из бункера / подается в нагревательный (пла-
стикационный) цилиндр 2. снабженный элек-
Рис. 7.2.13. Пресс для профильного прессования:
1 - фланец крепления плунжера; 2 - плунжер; 3 - загрузочная камера; 4 - штуцер для подвода охлаждающей
воды; 5 - дорнодержатель; 6 - электрообогрев; 7- матрица; 8 - дорн; 9 - мундштук; 10 - фланец матрицы,
11 - обойма; 12 - каналы охлаждения, 13 - бункер
682
Глава 12. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
трообогревом 3 (рис. 7.2.14). Подготовленная в
цилиндре доза 4 расплавленного материала
впрыскивается поршнем 5 в холодную литье-
вую форму 6, 6', приобретает конфигурацию
формуемого изделия и отвердевает.
Наиболее распространенный вариант
литьевой машины состоит из двух основных
технологических механизмов: впрыска 7 и
смыкания формы 8. Механизм смыкания со-
стоит из двух неподвижных плит 9 и 10, соеди-
ненных, как правило, четырьмя колоннами 77.
На плите 9 закреплен привод перемещения
подвижной плиты 72 (в данном случае - гид-
роцилиндр 13), на которой монтируется под-
вижная полуформа 6. На плите 10 смонтирова-
на неподвижная полуформа 6'. Внутри нагрева-
тельного цилиндра 2 механизма впрыска 7 по-
мещен червяк 5. Вращательное движение чер-
вяка обеспечивает привод 14 (например, гидро-
или электродвигатель с червячным редукто-
ром). Возвратно-поступательное движение
червяка осуществляет гидроцилиндр 75. Кор-
пус 16 механизма впрыска может перемещать-
ся по станине 77 гидроцилиндром 18 для ввода
в контакт (или разобщения) наконечника 19
(сопла) нагревательного цилиндра с централь-
ным литниковым каналом 20 литьевой формы.
Полный цикл формования изделия вклю-
чает следующие машинные операции.
Смыкание формы. Рабочая жидкость
(масло) подается в поршневую полость цилин-
дра 13, полуформы 6 и 6' смыкаются и запира-
ются с силой, достаточной для того, чтобы
противостоять распорной силе, возникающей
вследствие давления расплава, заполнившего
литьевую форму.
Подвод узла впрыска. Масло подается в
поршневую полость гидроцилиндра 18. и ме-
ханизм впрыска перемещается до входа в кон-
такт сопла 19 с формой.
Впрыск. Рабочая жидкость подается в
поршневую полость гидроцилиндра 75, при
этом червяк 5, работая как поршень, перемеща-
ется влево и впрыскивает через литник в
оформляющую полость литьевой формы нако-
пленную перед ним дозу расплава 4.
Выдержку под давлением. Вследствие
охлаждения впрыснутого в форму расплава его
объем уменьшается на 15...20 %, поэтому чер-
вяк продолжает оказывать давление на матери-
ал, подавая в форму дополнительную порцию
расплава. Выдержка под давлением длится до
тех пор, пока материал в литнике или оформ-
ляющей полости не отвердеет. Однако к этому
моменту температура материала отформован-
ного изделия еще достаточно высокая, и изде-
лие поэтому не способно противостоять силам,
которые действуют на него при извлечении из
формы.
Выдержку на охлаждении. Отформован-
ное изделие продолжает охлаждаться в форме,
при этом червяк не оказывает давление на ма-
териал.
Отвод узла впрыска. Во избежание неже-
лательного отвердевания материала в сопле
вследствие длительного его контакта с холод-
ной формой узел впрыска отводится от формы
гидроцилиндром 18.
Набор дозы. В течение выдержки изделия
в форме на охлаждении червяк должен успеть
набрать дозу расплава для последующего цик-
ла литья. Червяк приводится во вращение и
транспортирует материал в сопловую зону
полости нагревательного цилиндра. Здесь раз-
вивается давление расплава, достаточное для
отвода червяка вправо по мере накопления
дозы. Вращение червяка прекращается, когда
требуемый объем дозы накоплен.
Рис. 7.2.14. Схема литьевой машины
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
683
Раскрытие формы. Подвижная плита пе-
ремещается на расстояние, достаточное для
того, чтобы извлечь из раскрывшейся формы
изделие.
Выталкивание изделия из формы. При
раскрытии формы изделие, как правило, оста-
ется в подвижной полуформе. Система вытал-
кивания изделия приводится в движение спе-
циальным гидроцилиндром машины (на рис.
7.2.14 не показан), но она может приводиться в
движение и механическим способом во время
операции раскрытия формы.
Существует много вариантов конструк-
тивного исполнения литьевых машин, которые
могут классифицироваться по следующим при-
знакам: способу пластикации материала, типу
привода, взаимному расположению механиз-
мов смыкания и впрыска и их количеству [15].
Тип привода рабочих органов. При гид-
равлическом типе перемещения подвижной
плиты, червяка и механизма впрыска выпол-
няются непосредственно гидроцилиндрами, а
вращательное движение червяка обеспечивает-
ся гидродвигателем.
При гидромеханическом типе рабочие ор-
ганы перемещаются гидравлическими движи-
телями через посредство какого-либо механиз-
ма. Целесообразность такого привода рабочих
органов обусловлена рядом причин. Примене-
ние его, например, в механизмах смыкания
позволяет существенно уменьшить размеры
гидроцилиндра и при этом возложить на него
функции не только перемещения подвижной
плиты, но и создания значительной силы запи-
рания формы, а также обеспечить перемещение
подвижной плиты с переменной в процессе
движения технологически целесообразной ско-
ростью.
При электромеханическом типе привода
рабочих органов движителями являются элек-
тродвигатели.
Взаимное расположение механизмов
смыкания и впрыска. У машин горизонтально-
го типа оси механизма смыкания 00 (см. рис.
7.2.14) и механизма впрыска О'О' совмещены.
Такой тип машин наиболее распространен, так
как в этом случае для изъятия готового изделия
не требуется, как правило, каких-либо допол-
нительных механизмов: поверхность разъема
полуформ вертикальная и вытолкнутое из под-
вижной полуформы изделие падает вниз
(в тару, на конвейер и др.).
У машин вертикального типа оси ОО и
О'О' так же совмещены, а механизмы впрыска
и смыкания находятся один над другим. Такой
тип машин целесообразно использовать при
литье изделий с крупногабаритной и тяжелой
металлической арматурой: будучи заложенной
в подвижную полуформу раскрытой формы
арматура надежно удерживается в ней весом
вплоть до полного смыкания полуформ.
У машин углового типа оси ОО и О'О'
взаимно перпендикулярны, например, ось О'О'
лежит в плоскости а смыкания полуформ (см.
рис. 7.2.14). В машине такого типа расплав
впрыскивается не в центральную, а в перифе-
рийную зону формы, что целесообразно для
некоторых изделий. В угловых машинах гори-
зонтального типа ось ОО горизонтальная, а ось
О'О' механизма впрыска может быть горизон-
тальной или вертикальной (в последнем вари-
анте машина более компактна и предпочти-
тельна для изделий с арматурой). Конструкции
некоторых машин допускают трансформацию
горизонтального типа в угловой тип. Механиз-
мы смыкания и впрыска у них выполнены на
отдельных станинах, так что пользователь мо-
жет в соответствии со своими потребностями
монтировать их как «в линию», так и под углом
друг к другу, причем возможны варианты как
горизонтального, так и вертикального распо-
ложения механизма смыкания.
Количество механизмов впрыска. Неко-
торые типы литьевых изделий изготовляют не
из одного, а из двух материалов, различных по
типу или по цвету; например, рассеиватель
заднего фонаря автомобиля выполнен из крас-
ного прозрачного материала и имеет вставку из
бесцветного прозрачного материала. Последо-
вательное заполнение формы материалами
двух типов выполняется двумя механизмами
впрыска, идентичными по конструкции и раз-
мещенными, как правило, параллельно друг
другу. Машины с двумя механизмами впрыска
имеют горизонтальное исполнение; их принято
называть машинами для двухцветного литья.
Количество механизмов смыкания. При
литье толстостенных изделий операция вы-
держки в форме на охлаждении столь длитель-
ная, что механизм впрыска, не обслуживающий
в течение этой операции данную форму, успе-
вает осуществить накопление дозы, впрыск и
выдержку под давлением еще в нескольких
формах. Машины для литья толстостенных
684
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
изделий (например, каблуков или подошв для
обуви) имеют один механизм впрыска и не-
сколько (3-12) механизмов смыкания. Такие
машины принято называть многопозиционны-
ми. Существует два варианта исполнения этих
машин: механизм смыкания стационарен, а
механизм впрыска перемещается к каждому из
них для выполнения впрыска и выдержки под
давлением, и наоборот. В последнем случае
чаще всего механизмы смыкания размещаются
по окружности на поворотной карусели, а ось
механизма впрыска горизонтальна и радиальна
по отношению к этой окружности.
Параметры литьевых машин. Совокуп-
ность параметров литьевой машины данного
типоразмера определяет ее технологические
возможности, т.е. возможность формования на
ней изделия с конкретными габаритными раз-
мерами и массой. В табл. 7.2.3. приведена тех-
ническая характеристика литьевых машин
фирмы Манесма - Демаг (Германия).
Объем впрыска - это максимальный объ-
ем дозы расплава, который может быть накоп-
лен в нагревательном цилиндре. Он определя-
ется диаметром червяка и максимальным
ходом его осевого смещения. Это один из глав-
7.2.3. Пример технической характеристики
литьевых машин
Параметр Машина
Марка машины ДЕЗ 130 KD150
Объема впрыска, cmj 125 225
Сила запирания формы, кН 1000 1500
Высота формы в направле- нии смыкания формы, мм: наибольшая наименьшая 320 160 220 450
Ход подвижной плиты, мм 320 430
Ход гидравлического вы- талкивателя, мм - 160
Расстояние между колон- нами в свету, мм: по горизонтали по вертикали 400 320 460 460
Давление литья, МПа 132 160
Скорость впрыска, см7с 104 170
ных параметров технической характеристики,
так как именно он определяет максимально
возможную массу изделия, которое может быть
отформовано на машине, поэтому типоразмер
машины принято характеризовать именно объ-
емом впрыска. В настоящее время производят-
ся литьевые машины с объемом впрыска
0,5...40 000 см3.
Значения других параметров литьевой
машины так или иначе связаны с габаритными
размерами и толщиной стенок формуемых
изделий. В связи с этим их выбирают, ориен-
тируясь на установленный практикой вероят-
ный диапазон габаритных размеров литьевых
изделий данной массовой категории. Пред-
ставление об этом диапазоне неоднозначное:
машины различных изготовителей, имеющие
одинаковые объемы впрыска, могут иметь су-
щественно различные значения других пара-
метров.
Сила смыкания - это максимальная сила,
с которой форма может удерживаться в сомк-
нутом состоянии плитами механизма смыка-
ния. Во избежание раскрытия формы и истече-
ния из нее расплава эта сила должна превы-
шать распорную силу, равную произведению
давления расплава р в оформляющей полости
формы на площадь отливки, т.е. площадь про-
екции изделия на плоскость, нормальную к
направлению смыкания полуформ (рис. 7.2.15).
Поэтому площадь отливки, однозначно связан-
ная с силой смыкания, также часто использует-
ся вместо последнего параметра в технической
характеристике.
Высота формы - расстояние между пли-
тами в сомкнутом состоянии Н. Для различных
изделий одной весовой категории высота фор-
мы в направлении смыкания, зависящая от
размера изделия h в этом же направлении, мо-
жет быть различной. По этой причине расстоя-
ние между подвижной 4 и неподвижной 5 пли-
тами в сомкнутом состоянии выполняется бес-
ступенчато регулируемым в диапазоне от //mjn
до ^тах; именно значения Нт1П и Нтах являют-
ся числовым выражением параметра характе-
ристики «высота формы».
Ход подвижной плиты s должен быть
достаточным, чтобы в образовавшийся между
полуформами 2 и 3 разъем / могло беспрепят-
ственно выпасть отформованное изделие 1
высотой И. В качестве параметра технической
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
685
А-А
Рис. 7.2.15. Схема взаимодействия узла смыкания с литьевой формой:
а - форма сомкнута; б - форма разомкнута
характеристики выступает максимальное для
данного типоразмера значение хода S.
Ход выталкивателя. При механическом
приводе системы выталкивания изделия эле-
мент 6 этой системы в процессе раскрытия
формы входит в контакт с неподвижным упо-
ром 7 и останавливается вместе с другими ее
элементами и изделием 10, в то время как под-
вижная полуформа 2 продолжает перемещаться
на некоторое расстояние И, в результате чего
изделие сталкивается с подвижной полуформы.
Позиция упора 7 регулируется в осевом на-
правлении, так как ход V системы выталкива-
ния не одинаков у различных форм.
При гидравлическом приводе вместо
упора 7 установлен гидроцилиндр, шток кото-
рого приводит в движение элемент 6 системы
выталкивания, после того как форма полно-
стью раскроется. Максимальный ход его явля-
ется параметром технической характеристики,
определяя максимально допустимую величину
V у литьевых форм для машины данного типо-
размера.
Расстояние между колоннами в свету
(горизонтальное г и вертикальное в). При
установке формы на машину ее заводят в про-
странство между плитами, как правило, опус-
кая с помощью кран-балки между верхними
колоннами 11 и 12. Однако, возможна установ-
ка формы горизонтальным ее смещением меж-
ду колоннами 11 и 13. Очевидно, что размеры в
и г определяют максимально допустимые габа-
ритные размеры формы.
Давление литья - это максимальное дав-
ление, которое способен создавать червяк в
дозе расплава на стадиях впрыска и выдержки
под давлением. На стадии впрыска это давле-
ние должно быть достаточным для того, чтобы
заполнить расплавом с требуемой, технологи-
чески обоснованной скоростью оформляющие
полости форм, имеющие наибольшее гидрав-
лическое сопротивление. На стадии выдержки
под давлением это давление должно быть дос-
таточным, чтобы исключить дефекты, связан-
ные с недостаточностью «подпитки», оформ-
ляющей полости расплавом (утяжины на по-
верхности, раковины в теле изделия и др.).
Однозначного представления о достаточном
значении этого давления нет, поэтому литье-
вые машины выпускают с давлением литья
60... 180 МПа.
Скорость впрыска (или объемная ско-
рость впрыска) - это максимальный расход, с
которым червяк может заполнить форму рас-
плавом дозы при своем осевом перемещении.
Скорость впрыска должна быть достаточной,
чтобы расплав не успевал значительно охла-
диться, контактируя с холодными стенками
полости формы в процессе ее заполнения.
686
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Наряду со скоростью впрыска оперируют
эквивалентным ему по смыслу параметром
«время впрыска», которое равно частному от
деления объема впрыска на скорость впрыска.
Чем меньше толщина стенки формуемого из-
делия (толщина стенки хорошо коррелирует
для большинства изделий с их массой), тем
интенсивней охлаждение расплава при запол-
нении формы, а следовательно меньше время
впрыска. Время впрыска у современных машин
составляет от сотых долей секунды (объемом
впрыска около 1см3) до 10 с и более (объем
впрыска 30 000 см3 и более).
Пластикационная производитель-
ность - это максимальная (объемная или мас-
совая) производительность, с которой червяк,
вращаясь, накапливает дозу расплава. Произ-
водительность червяка зависит от его геомет-
рических параметров, частоты вращения и типа
нагреваемого (пластицируемого) материала.
Под пластикационной производительностью
конкретной машины понимают производи-
тельность, достигаемую на термопластах типа
полистирола при максимальной частоте вра-
щения червяка, которая у современных машин
составляет 200...400 мин-1.
Быстроходность литьевой машины
оценивают временем холостого цикла (или
числом холостых циклов в единицу времени).
Время холостого цикла - это время цикла,
который выполняется при максимальных зна-
чениях скорости и хода подвижной плиты и
нулевых значениях технологического времени
выдержки под давлением, на охлаждение и на
набор дозы. Этот параметр, существенно влияя
на реальную производительность машины,
является одной из важных характеристик сте-
пени технического ее совершенства.
Установочные размеры - это, прежде
всего, диаметр отверстий D в плитах, которые
обеспечивают центровку формы по оси ОО
машины и сетка межцентровых расстояний Kf
резьбовых отверстий для крепления полуформ
к плитам. В соответствии с европейским стан-
дартом, который начали применять практиче-
ски все изготовители машин, принят шаг меж-
ду соседними отверстиями К, = 70 мм.
Механизмы впрыска. Конструкции на-
гревательных цилиндров (механизма впрыска)
литьевых машин различных производителей
достаточно однотипны, однако, конструктив-
ные варианты привода червяка во вращение и
на осевое перемещение отличаются большим
разнообразием.
Толщина стенки цилиндра 1 определяется
не только тем, что внутри него развивается
давление расплава до 180 МПа, но и требова-
нием достаточной однородности температуры
внутренней стенки цилиндра при реально су-
ществующей окружной неоднородности тепло-
вого потока от электронагревателей 2 (рис.
7.2.16). Для поддержания технологически
обоснованного профиля температуры по длине
цилиндра электронагреватели объединены в
несколько секций, каждая из которых имеет
свой датчик температуры - термопару 3 и тер-
морегулятор. Тепловой поток от ближайшего к
загрузочному отверстию 6 нагревателя может
нагреть стенки корпуса 8 до температуры
плавления полимера, и его гранулы прилипнут
к стенке, заблокировав подачу материала в
канал червяка. Во избежание этого загрузочное
отверстие оснащено контуром 7 водяного ох-
лаждения.
Для полного или частичного извлечения
червяка 4 (с целью ревизии состояния гребня
винтовой нарезки и наконечника, очистки от
деструктировавшего полимера и т.д.) перед-
нюю часть цилиндра 5 выполняют съемной.
Осевым смещениям цилиндра в корпусе пре-
пятствуют разрезное кольцо 9 и гайка 10, а
провороту - шпонка 11.
При впрыске в накопленной перед червя-
ком дозе расплава (в полости Г) развивается
давление, под действием которого расплав
через отверстия 13 в передней части и отвер-
стие 14 в сопле 15 впрыскивается в форму. Под
воздействием этого давления расплав может
истекать из дозы через винтовой канал червяка
в количестве до 30...40 % ее объема, что край-
не нежелательно. Во избежание таких утечек
на конце червяка устанавливают обратные кла-
паны различной конструкции.
Наиболее распространенная конструкция
клапана состоит из кольца 16 п наконечника 17
червяка. При наборе дозы червяк приводится
во вращение через его шлицевой хвостовик 12
и начинает транспортировать материал. В по-
следних витках канала червяка развивается
давление расплава, которое, воздействуя на
кольцо 16, смещает его влево до упора в тор-
цовую поверхность В головки наконечника 17.
При этом открывается кольцевой конический
зазор между кольцом 16 п шайбой 18, через ко-
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
687
Рис. 7.2.16. Пластикационный цилиндр
торый расплав начинает поступать в полость Г
перед наконечником. При впрыске накоплен-
ной дозы гидроцилиндр впрыска начинает пе-
ремещать червяк влево, и в полости Г возника-
ет давление, большее, чем в последнем витке
канала червяка, в результате чего кольцо 16
перемещается относительно наконечника впра-
во. и кольцевой конический зазор между коль-
цом /би шайбой 18 наконечника исчезает. Тем
самым предотвращаются утечки расплава из
дозы в винтовой канал червяка при впрыске.
Набор дозы осуществляется, как правило,
при отсутствии контакта сопла /5 с литьевой
формой. Выходное отверстие 14 сопла сооб-
щено с атмосферой, и под воздействием давле-
ния в полости Г расплав может через это от-
верстие истекать из цилиндра. Если перераба-
тываются полимеры с достаточно высокой
вязкостью расплава, то это истечение отсутст-
вует. В противном случае сопловую часть ци-
линдра оснащают запорными клапанами, от-
крывающими отверстие 14 только во время
операций впрыска и выдержки под давлением.
Клапаны могут иметь различные приводы.
Клапаны первого типа имеют независимый
гидравлический или электромагнитный привод
рабочего органа. В клапанах второго типа под-
пружиненный рабочий орган открывает вы-
ходное отверстие сопла за счет силы прижима
механизма впрыска к форме. На рис. 7.2.16
представлен клапан третьего типа. Пружина 19
посредством рычага 20 удерживает шток 2/ в
прижатом к отверстию 14 состоянии. Давление
расплава, развивающееся в полости Г и, следо-
вательно, в полости Д, на стадии набора дозы
(обычно не выше 10 МПа), недостаточно для
того, чтобы преодолев силу пружины, отжать
шток 21 вправо и открыть отверстие 14. Одна-
ко при впрыске в этих полостях развивается
намного большее давление (до 180 МПа), и
шток открывает отверстие 14.
Следует отметить, что в канале червяка
при его вращении должно поддерживаться
давление, достаточное для уплотнения размяг-
чающихся и плавящихся гранул полимера и
удаления тем самым имеющегося между ними
воздуха, который отводится через загрузочное
отверстие 6 в бункер. Давление в канале непо-
средственно зависит от того давления, которое
развивается в полости Г и достаточное для
отжима червяка вправо при свободном истече-
нии масла из поршневой полости гидроцилин-
дра впрыска (см. рис. 7.2.14), но может быть
недостаточным для уплотнения гранул поли-
меров некоторых типов. В этом случае требуе-
мого давления в полости Г, а следовательно, в
688
Глава 7.2. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
винтовом канале червяка достигают, поддер-
живая в поршневой полости некоторое (регу-
лируемое) давление масла.
Закономерности процессов транспорти-
ровки полимера в винтовом канале червяка и
перехода его в процессе прогрева в вязкотеку-
чее состояние в червячных пластикаторах
литьевых машин подобны таковым у экструзи-
онных машин, рассмотренным выше. В связи с
этим для проектного выбора геометрии червя-
ка, а также для расчетного определения мощ-
ности электрообогрева, мощности привода
червяка во вращение и его пластикационной
производительности можно применять приве-
денные там зависимости. Однако имеются два
отличия в режиме работы червяков литьевых и
экструзионных машин.
Во-первых, вращаясь, червяк смещается в
осевом направлении так, что рабочая его длина
(расстояние от последнего витка червяка до
загрузочного отверстия) в процессе набора
дозы уменьшается. Вследствие этого темпера-
тура поступающего в дозу расплава уменьша-
ется; при больших смещениях в конце набора
дозы возможен даже проскок в нее отдельных
неполностью расплавившихся гранул. Уста-
новлено, что при осевом смещении червяка, не
превышающем в 2,5 - 3,5 раза его диаметр 2),
температурная неоднородность дозы вследст-
вие этого фактора не превышает 12... 15 °C, что
считается допустимым. Исходя из этого опре-
деляют диаметр D для типоразмера машины с
объемом впрыска V:
V = hD2H ,
(7.2.3)
где Н= (2,5. .3.5)2) или D~
4К
(2,5±3,5)л
1/3
Во-вторых, периоды вращения червяка
сменяются периодами выстоя. Время пребыва-
ния материала в канале червяка, достаточное
для полного расплавления, в таком пульси-
рующем режиме работы обеспечивается при
меньшей длине червяка по сравнению с режи-
мом непрерывного его вращения. По этой при-
чине червяки литьевых машин выполняют на
25...30 % короче червяков экструдеров. Их
длина, как правило, составляет (18...22)2).
Материалы червяков, виды термической
обработки и другие способы упрочнения, а
также технология их изготовления такие же,
как у червяков экструдеров.
На рис. 7.2.17 представлен один из вари-
антов компоновки привода, позволяющий чер-
вяку осуществлять вращение и осевое переме-
щение. Механизм впрыска может перемещать-
ся относительно неподвижной плиты 1 меха-
низма смыкания двумя гидроцилиндрами 2,
скользя при этом в направляющих 3, укреплен-
ных на станине. Пластикационный цилиндр 4
Рис. 7.2.17. Схема привода червяка
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
689
укреплен на корпусе механизма впрыска, пред-
ставляющем собой единое целое с двумя гид-
роцилиндрами впрыска 5. Осевая сила, возни-
кающая на червяке, как при вращении во время
набора дозы, так и при отсутствии вращения во
время впрыска и выдержки под давлением,
передается штокам гидроцилиндров 5 через
упорный подшипник 6 и траверсу 7. На травер-
се закреплен корпус тихоходного высокомо-
ментного гидродвигателя 8, а его выходной вал
9 соединен со шлицевым хвостовиком червяка
10 зубчатой муфтой 11.
Как отмечалось, при работе литьевой ма-
шины гидроцилиндры впрыска 5 используются
только для осевого перемещения червяка влево
при впрыске; при этом масло под давлением
подается в штоковые полости 12. При наборе
дозы давление в полости Г, отводящее червяк
вправо, создается самим червяком, нагнетаю-
щим в эту полость расплав. Однако имеется
необходимость воспроизводения всего цикла
работы машины при отсутствии материала в
пластикационном цилиндре (например, при
ремонте). В этом случае червяк отводят вправо
принудительно, подавая масло в поршневые
полости цилиндров впрыска 5, а штоковые
полости соединяя со сливом.
Очевидно, что суммарная сила гидроци-
линдров впрыска должна быть равна произве-
дению давления литья на площадь поперечного
сечения наконечника червяка с кольцевым
клапаном. Сила, которую создают гидроцилин-
дры прижима 2, должна превышать ту распор-
ную силу от давления расплава, которая возни-
кает в месте контакта сопла 13 с литниковой
втулкой литьевой формы. Как правило, ее при-
нимают равной 0,05 - 0,1 от силы впрыска.
Упорный подшипник работает в течение
цикла в двух режимах: статической нагрузки
при впрыске и выдержке под давлением (чер-
вяк не вращается) и динамической нагрузки во
время набора дозы; причем статическая на-
грузка от давления литья может быть в 10 и
более раз больше динамической. Типоразмер
упорного подшипника необходимо определять
с учетом этой особенности его работы.
Существуют варианты компоновки при-
вода с одним гидроцилиндром впрыска и од-
ним гидроцилиндром прижима. В этом случае
из-за необходимости соблюдения соосности
активной силы, создаваемой гидроцилиндром,
и соответствующей ей реакции опоры, гидро-
цилиндры вынуждены размещать вдоль оси
00. При таком размещении гидроцилиндров
значительно возрастает длина литьевой маши-
ны. Конструкция усложняется, так как гидро-
цилиндр впрыска приходится размещать между
червяком и гидродвигателем, пропуская при
этом через гидроцилиндр детали, предающие
вращающий момент. В противном случае при-
ходится двигатель размещать вне оси ОО, а
вращение от него червяк} передавать посред-
ством промежуточной передачи. Сравнитель-
ные оценки различных конструкций привода
узлов впрыска до сих пор неоднозначны, чем и
обусловлено их многообразие.
Механизмы смыкания. Механизм смы-
кания выполняет два вида операций: во-
первых, перемещает подвижную полуформу
при смыкании и размыкании формы, во-
вторых, создает силу прижима полуформ друг
к другу, после того как они сомкнуты (силу
запирания). Первые операции выполняются
при больших перемещениях со значительными
скоростями, но при малых необходимых для
этого силах. Вторая операция выполняется с
развитием большой силы, однако возникающие
при этом взаимные смещения элементов кон-
струкции имеют значения одного порядка с
упругой деформацией в силовой цепи деталей,
создающих силу запирания формы. При столь
различных силовых и скоростных характери-
стиках этих операций каждую из них целесо-
образно выполнять отдельным механизмом.
При этом удается обеспечить малую энергоем-
кость механизма смыкания при малых его га-
баритных размерах и металлоемкости. Для
малых и средних типоразмеров машин разра-
ботаны конструкции механизмов компромисс-
ного типа с несколько худшими показателями
по энергоемкости, но более простые и надеж-
ные в работе.
На рис. 7.2.18 представлена схема смыка-
ния гидравлического типа с двумя механизма-
ми: для смыкания формы и для ее запирания,
которые имеют гидравлический привод. Меха-
низмы смыкания такого типа применяют в
машинах с силой смыкания 15 000 кН и более.
Перемещение подвижной плиты 3 при смыка-
нии и размыкании формы 9 осуществляют че-
тыре гидроцилиндра, выполненные в колоннах
4. Колонны закреплены в подвижной плите
гайками 2 и перемещаются вместе с ней при
смыкании формы. В конце хода смыкания пра-
вые концы колонн, имеющие несколько коль-
цевых проточек, пройдя через отверстия в не-
подвижной плите <$, входят в захваты 6, нахо-
дящиеся в раскрытом состоянии. При создании
690
Глава 12. ПРЕССОВАНИЕ И ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Рис. 7.2.18. Узел смыкания гидравлического типа
силы запирания формы захваты 6, приводимые
гидроцилиндрами 7, зажимают концы колонн и
в кольцевых гидроцилиндрах 5 развивается
давление масла. Плита 1 необходима для за-
крепления левых концов штоков 10 гидроци-
линдров 4. Расстояние между плитами 3 и 8 в
сомкнутом состоянии регулируют, приводя во
вращение четыре гайки 2 с помощью цепной
передачи.
Механизм смыкания гидромеханического
типа выполняет как смыкание - размыкание
полуформ 1 и 2, так и их запирание с требуе-
мой силой (рис. 7.2.19). При подаче масла в
поршневую полость гидроцилиндра 3 рычаги 4
и 5 коленчато-рычажного механизма, распрям-
ляясь, перемещают по четырем колоннам 7
подвижную плиту 6 с полуформой 2. Необхо-
димая для этого сила гидроцилиндра невелика,
так как связана лишь с преодолением сил тре-
ния. При постоянном расходе подаваемого в
гидроцилиндр масла скорость перемещения
плиты 6 на основной части ее хода сравнитель-
но большая, однако в конце, перед входом в
контакт полуформ она значительно уменьша-
ется. Этим обеспечиваются большая быстро-
ходность и безударное смыкание формы.
Полуформы 1 и 2 входят в контакт при
некоторых достаточно малых значениях углов
СС|, а2, р (порядка 3...5°). Дальнейшее переме-
щение поршня гидроцилиндра приводит к то-
му, что эти углы становятся равными нулю.
При этом в рычагах 4 и 5 возникает сжимаю-
щая, а в колоннах 7 - растягивающая силы (а
также соответствующие им деформации), за-
пирающие полуформы 1 и 2. Вследствие мало-
сти углов а и р в момент начала развития силы
запирания коэффициент мультипликации силы
для данного механизма очень большой, благо-
даря чему очень высокие значения силы запи-
рания удается создать тем же малым гидроци-
линдром 3. Силы запирания можно регулиро-
вать от максимального значения до нуля, изме-
няя значения углов а и р в позиции входа в
контакт полуформ. Весь механизм смонтиро-
ван на промежуточной плите 8. имеющей резь-
бовой хвостовик 9. Вращая гайку 10, закреп-
ленную на подвижной плите 11, можно сме-
щать весь механизм относительно второй не-
подвижной плиты /2 с полуформой /, изменяя
тем самым значения углов аир.
Кинематический и силовой анализы ме-
ханизмов подобного типа, позволяющие опре-
делить размеры всех элементов, выполняются
традиционными в теории механизмов и машин
методами. Однако следует иметь в виду, что
размеры поперечных сечений деталей, входя-
щих в силовую цепь, создающую силу запира-
ния, должны определяться не только условием
их прочности, но и требованием достаточной
общей жесткости механизма смыкания, кото-
рую принято оценивать суммарной продольной
деформацией деталей силовой цепи при разви-
тии паспортной (максимальной) силы запира-
ния форм. С увеличением жесткости уменьша-
ется, во-первых, продольная деформация лить-
евой формы на стадии развития в ней давления
ЭКСТРУДЕРЫ
691
Рис. 7.2.19. Узел смыкания
гидромеханического типа
расплава, что повышает достижимую точность
формуемых изделий, во-вторых, работа по соз-
данию силы запирания, т.е. снижается энерго-
емкость механизма смыкания, но увеличива-
ются размеры и металлоемкость. Современные
литьевые машины имеют жесткость механиз-
мов смыкания порядка 1 мм на 1000 кН силы
запирания [13].
Управление литьевыми машинами.
Литьевые машины, как и большинство машин-
автоматов, имеют четыре машинных режима
работы.
1. Наладочный режим. Каждая из опера-
ций цикла формования выполняется после
ручного нажатия соответствующей кнопки на
пульте управления и длится до тех пор, пока
кнопка нажата. Операции выполняются при
минимальных значениях скоростей и в любой
последовательности. Этот режим используется
преимущественно при монтаже формы.
2. Ручной режим. Каждая операция начи-
нает выполняться при нажатии кнопки и длит-
ся с заданной скоростью до полного ее завер-
шения только в технологической их последова-
тельности. Режим используется для установки
технологических параметров режима литья.
3. Полуавтоматический режим. После
нажатия кнопки машина выполняет все опера-
ции цикла литья и после раскрытия формы
останавливается. Режим используют при руч-
ном извлечении изделий из формы или ручной
установке арматуры в нее.
4. Автоматический режим. После испол-
нения цикла литья изделие выталкивается из
формы (в тару, на конвейер), а затем цикл ли-
тья повторяется.
Глава 7.3
ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Экструзией называется процесс непре-
рывного или периодического выдавливания
профилированных изделий бесконечной или
ограниченной длины из вязкого материала
через формующий инструмент определенного
поперечного сечения.
Одним из наиболее распространенных
видов оборудования для переработки полимер-
ных материалов являются экструзионные агре-
гаты. Независимо от вида получаемых изделий
во всех этих агрегатах производство изделий
осуществляется в основном в три стадии:
1) предварительной обработки (пластикации и
гомогенизации), осуществляемой в экструдере;
2) формования (придания заготовке вида изде-
лия) в формующем инструменте; 3) оконча-
тельной обработки (фиксации формы и разме-
ров изделия) в комплектующем оборудовании
различных типов.
7 3 1. ЭКСТРУДЕРЫ
Экструдеры применяют в качестве гене-
раторов расплава в агрегатах для гранулирова-
ния пластичных материалов, нанесения тон-
кослойных покрытий и пластмассовой изоля-
ции, дублирования пленок, для производства
пленки, листов, шлангов, труб, профильных
погонажных и полых изделий из ненаполнен-
ных и наполненных, невспененных и вспенен-
ных полимерных материалов; для дегазации,
692
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
окрашивания, обезвоживания, смешения, пла-
стикации и пластификации термопластов, ре-
актопластов и резиновых смесей; для проведе-
ния в них некоторых химических реакций и
процессов.
Классификация экструдеров. По виду
рабочего органа экструдеры разделяются на
поршневые, червячные, бесчервячные (диско-
вые, гидродинамические, шестеренчатые) и
комбинированные (дисково-червячные, чер-
вячные с плавильной плитой и т.д.), с электри-
ческим обогревом (омическим, индукционным,
диэлектрическим), с обогревом при помощи
теплоносителя (воды, пара, минерального мас-
ла) и без наружного обогрева. По методу регу-
лирования и поддержания заданной температу-
ры цилиндра различают экструдеры с воздуш-
ным, водяным и смешанным охлаждением.
Для привода экструдеров применяют
электродвигатель переменного тока со ступен-
чатой или бесступенчатой регулировкой часто-
ты вращения рабочего органа экструдера, элек-
тродвигатель постоянного тока и гидравличе-
ский двигатель.
Поршневые и бесчервячные экструдеры
имеют ограниченное применение ввиду низкой
производительности поршневых экструдеров и
недостаточного давления, развиваемого бес-
червячными машинами.
Благодаря универсальности наибольшее
распространение получили червячные экстру-
деры, основными параметрами которых явля-
ются: диаметр червяка, отношение его диамет-
ра к длине и частота вращения червяка. От
диаметра червяка в первую очередь зависят
производительность, потребляемая мощность,
габаритные размеры и масса машины.
Червячные экструдеры разделяют на од-
но- и многочервячные, одно- и многостадий-
ные, одно- и многоцилиндровые, с простым
профилем червяка (цилиндрический червяк
с постоянным или переменным шагом, с пере-
Рис. 7.3.1. Схема одночервячного экструдера
менной или постоянной глубиной канала) и со
сложным профилем червяка (ступенчатым,
прерывистым, коническим, параболическим), с
винтообразными лопастями, кулачками и т.д.
В зависимости от частоты вращения чер-
вяка различают нормальные (политропические)
экструдеры (до 150 мин-1) и скоростные (свы-
ше 150 мин-1), которые обычно работают в
автотермическом режиме На некоторых экс-
трудерах червяк кроме вращательного имеет и
возвратно-поступательное (осциллирующее)
движение в осевом направлении.
В зависимости от конструктивного ис-
полнения различают горизонтальные и верти-
кальные экструдеры с выходом материала
вверх и вниз, стационарные и вращающиеся.
Конструкция экструдера зависит от пере-
рабатываемого материала и в меньшей степе-
ни - от вида профилируемого изделия. Для
переработки гранулированных термопластич-
ных материалов применяют в основном одно-
червячные экструдеры. Двух- и многочервяч-
ные машины, как правило, используются при
переработке негранулированных, порошкооб-
разных термопластов и композиций на их ос-
нове.
Одночервячные экструдеры. В одно-
червячном эктрудере вращаемый двигателем 1
через редуктор 2 червяк 5 захватывает матери-
ал, поступающий из загрузочной воронки бун-
кера 4, пластицирует, сжимает и перемещает
его вдоль цилиндра 6. обеспечивая гомогени-
зацию перерабатываемого материала и его
выдавливание через фильтрующие сетки 7 и
решетки 8, а также профилирующую головку 9
(рис. 7.3.1). Цилиндр разделен на несколько
зон автономного автоматического контроля и
регулирования температуры. Каждая зона под-
ключена к системам обогрева 10 и охлаждения
11. Осевые силы, возникающие при вращении
червяка, воспринимаются упорным подшипни-
ком 3.
Нагнетающее действие червяка зависит
от частоты его вращения, угла подъема винто-
вой линии и разницы коэффициентов трения
материала о стенки цилиндра и о поверхность
червяка, которые зависят главным образом от
перерабатываемого материала и температуры
поверхности цилиндра и червяка. Наиболее
эффективно нагнетающая способность червяка
проявляется при максимальном трении мате-
риала о стенки цилиндра и минимальном тре-
нии о поверхность червяка. Для уменьшения
трения материала о поверхность червяка по-
следний иногда охлаждают водой, однако при
ЭКСТРУДЕРЫ
693
Рис. 7.3.2. Схема однозаходного червяка с тремя зонами
чрезмерном охлаждении червяка снижается
температура экструдируемого материала,
уменьшая развиваемое червяком давление и
производительность экструдера. Для улучше-
ния условий захвата перерабатываемого мате-
риала червяком зона загрузки экструдера также
охлаждается водой.
В обычном червячном экструдере термо-
пласт проходит через три состояния: твердое,
смесь твердого материала с расплавом и рас-
плавленное, при этом применяются односта-
дийные червяки с постоянным шагом и пере-
менной глубиной в зонах питания Aj и дозиро-
вания Л3 (рис. 7.3.2), состоящие из зон пита-
ния , сжатия и дозирования (выдавлива-
ния) A3 .
Обычно дозирующая зона определяет
производительность червячного экструдера и
необходимую для привода червяка мощность.
В дозирующей зоне существует три потока:
вынужденный (прямой) и противоток (обрат-
ный) - потоки вдоль винтового канала червяка
и утечка материала через радиальные зазоры
между гребнями червяка и внутренней поверх-
ностью цилиндра. Поток утечки по сравнению
с двумя другими потоками незначителен и при
расчетах им часто пренебрегают. Объемная
производительность дозирующей области рав-
на разности расходов между прямым и обрат-
ным потоками:
л2 D2 nh sin ср cos ср
Q - ~ FqFpq ~
tiDIt sinz ср ( A/? )
—\F-F«-
где D - диаметр червяка; h - глубина винто-
вого канала; п - частота вращения червяка;
(р - угол подъема винтовой линии; Др -
градиент давления на длине канала; L - длина
Рис. 7.3.3. Зависимости коэффициентов
формы канала F(j и Fp от относительной
его глубины Н!В
нарезанной части зоны дозирования; Fq , Fp -
коэффициенты формы канала, зависящие от
отношения его глубины h к ширине В (рис.
7.3.3); щ /2 - средняя вязкость
находящегося в канале расплава, и -
вязкость соответственно расплава на дне кана-
ла червяка и у стенок корпуса; F^ и F^p -
коэффициенты, учитывающие влияние измене-
ния вязкости на вынужденное течение и проти-
воток (рис. 7.3.4) [9].
В случае если червяк с постоянными раз-
мерами канала работает в изотермическом ре-
жиме и вязкость постоянна по его длине, то
мощность
N =
tiD3 n2\tmL л 2 Z)2 пН sin срДр
h 2 cos ср
n2 D2ne\xmL
8 tgcp
(7.3.2)
где e - толщина гребня червяка
694
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Ю 7 f0~s ю~3 ю~'/ ю' Ю3 10s ю7
^б/^s
Рис. 7.3.4. Зависимости для определения
поправочных коэффициентов, учитывающих
изменение вязкости по глубине канала червяка
Необходимая для привода червяка мощ-
ность может быть также определена из энерге-
тического баланса экструдера:
W=32 1(T5£>c(7’p-7’0),kBt. (7.3.3)
где Q - производительность экструдера, кг/ч;
с - теплоемкость материала, Дж/(кг °С); Тр -
температура расплава, °C; 7q - температура
загружаемого материала, °C.
На рис. 7.3.5 приведена номограмма для
определения мощности N привода червяка для
полиэтилена низкой и высокой плотности 1 и
2, полиамидов 3, полиметилметакрилата 4,
ударопрочного полистирола 5 и сополимера
АБС 6 в зависимости от температуры перера-
ботки Тр - Tq и производительности Q экс-
трудера. Из номограммы следует, что с увели-
чением температуры расплава при данной
мощности привода уменьшается его произво-
дительность.
На основании обработки показателей
технических характеристик одночервячных
экструдеров, выпускаемых разными фирмами,
получены следующие зависимости, которые
позволяют определять с достаточной для ин-
женерных расчетов точностью производитель-
ность экструдера Q (кг/ч) и мощность его
привода N (кВт) от диаметра червяка D (мм):
Q=KqDCQ- (1.М)
N = KnDCk-'. (7.3.5)
где Kq= 6,75- 1СГ2; =1,8; ^=1,261(Г2;
CN =1,8.
Основной задачей прочностного расчета
червячного экструдера является проверка
предварительно рассчитанных размеров червя-
ка и определение его максимально допустимо-
го прогиба. На червяк действует осевая сила Р,
вращающий (крутящий) момент Л/кр и равно-
мерно распределенная нагрузка q от собствен-
ного веса червяка. Силы Р и q вызывают про-
гиб f червяка (рис. 7.3.6). Максимальный про-
гиб червяка от распределенной нагрузки
fmax=bj’ (73'6)
где Е - модуль упругости материала червяка;
J - момент инерции поперечного сечения.
Полученный прогиб должен быть меньше
радиального зазора между гребнем червяка и
стенкой цилиндра.
Так как червяки должны хорошо проти-
востоять нагрузкам от кручения и изгиба и
обладать повышенной стойкостью к износу, их
обычно изготовляют из хромомолибденоалю-
миниевой стали (азотируемой 38ХМЮА), хро-
моникелевой или хромомолибденовой. По-
верхности червяков упрочняют методами тер-
мохимической обработки (азотирования, за-
калки), а также нанесением на поверхность
червяка или его гребней твердого хрома и
твердых сплавов [31].
Цилиндры экструдеров должны обладать
высокой прочностью, так как они работают при
повышенной температуре (до 400 °C) и давле-
нии (до 60 МПа), износо- и коррозионностой-
костью. Для повышения износо- и коррозион-
ностойкости обычно в полость цилиндра уста-
навливают гильзу (втулку) или набор гильз.
В большинстве случаев внутренняя поверх-
ность цилиндра или гильз азотируется. По-
скольку азотированная поверхность склонна к
ЭКСТРУДЕРЫ
695
Рис. 7.3.5. Номограмма для определения мощности привода червяка
Рис. 7.3.6. Расчетная схема сил, действующих на червяк
короблению и образованию трещин из-за кон-
центрации напряжений в граничном слое, при-
меняют биметаллические цилиндры, изготов-
ленные методом центробежного литья. Толщи-
на слоя износостойкого покрытия цилиндра
после окончательной обработки равна пример-
но 1,5 мм. Биметаллические цилиндры в 3 раза
долговечнее азотированных.
Так как толщина стенки S цилиндра экс-
трудера не превышает 10 % наружного его диа-
метра и отношение наружного диаметра DH к
внутреннему DBH больше 1,5, такой цилиндр
можно рассматривать как толстостенный сосуд
и рассчитывать толщину их стенки по следую-
щей зависимости:
о £>вн
s =—SS-
2
+ С, (7.3.7)
696
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
где суд - допускаемое напряжение; С - при-
бавка на коррозию; Р - коэффициент, учиты-
вающий материал цилиндра; Р =1,73 для ста-
ли и Р =2 для чугуна; Др - давление в ци-
линдре [14].
Существенными недостатками одночер-
вячных эктрудеров являются: невозможность
создания высокого давления без уменьшения
объемной производительности экструдера и
регулирования времени пребывания материала
в нем; отсутствие сильно выраженного гради-
ента скорости сдвига перерабатываемого мате-
риала, необходимого для перемешивания и
гомогенизации; неспособность непрерывного
обновления эффективных поверхностей пере-
рабатываемого материала для осуществления
процесса массопередачи. Кроме того, при за-
грузке одночервячных экструдеров крошкой и
мелкодисперсным порошком с низкой насып-
ной массой, а также расплавом или пастой,
прилипающей к червяку, транспортирование
материала, как правило, либо неудовлетвори-
тельное, либо вовсе отсутствует.
Двухчервячные экструдеры. Несомнен-
ными преимуществами многочервячных экс-
трудеров, наиболее распространенными из
которых являются двухчервячные, являются
хороший захват исходного продукта в зоне
питания независимо от формы сырья, принуди-
тельное продвижение материала к формующе-
му инструменту и взаимная самоочистка чер-
вяков.
Различие в принципах работы двух- и од-
ночервячной машин связано с разными меха-
низмами создания давления в перерабатывае-
мом материале. Если у одночервячного экстру-
дера давление развивается благодаря вязкому
течению, вызванному относительным движе-
нием червяка в цилиндре, то у двухчервячных
экструдеров давление создается за счет
выжимающего действия витка сопряженного
червяка. Способность к развитию давления у
одночервячного экструдера определяется глу-
биной винтового канала, в то время как у двух-
червячного - геометрической степенью замк-
нутости винтового канала
£ = —, (7.3.8)
t -ie
где t - шаг винтовой нарезки; / - число захо-
дов червяка.
Величина £ показывает, какая часть се-
чения канала перекрывается, и характеризует
принудительность транспортирования перера-
батываемого материала к формующему инст-
рументу экструдера и способность червяка
развивать давление.
Кинематическая схема двухчервячного
экструдера приведена на рис. 7.3.7. Червяки
вращаются от электродвигателя 7, вал которого
соединен муфтой с быстроходным валом трех-
ступенчатого редуктора 6 Выходной (тихо-
ходный) вал редуктора цепной передачей 5 и
зубчатыми колесами 4 через жесткую муфту 3
связан с червяками 2. Основными конструк-
тивными элементами двухчервячного экстру-
дера являются цилиндр /, червяки 2, подшип-
никовый узел 8, коробка скоростей и электро-
двигатель 7. Перерабатываемый материал по-
дается через загрузочную воронку 9.
У двухчервячного экструдера основными
рабочими органами являются червяки, которые
могут вращаться как в одну, так и в разные
стороны. При вращении в одну сторону на-
правление винтовой нарезки обоих червяков,
находящихся в зацеплении, совпадает, в случае
встречного вращения - оно различное (табл.
7.3.1).
В зависимости от назначения экструдеры
могут оснащаться червяками одного из сле-
дующих типов: 1) с малой и нулевой степенью
сжатия, которые в основном применяют для
смешения материалов при относительно низ-
ких температурах, а также для переработки
полимеров, чувствительных к нагреву: 2) со
степенью сжатия 1:1.5. обычно используемые
для смешения и переработки термопластов;
3) со степенью сжатия 1:2. применяемые при
тщательном распределении добавок в смеси
при перемешивании композиций.
Производительность и мощность двух-
червячных экструдеров, находящихся в зацеп-
лении, можно определить с помощью зависи-
мостей (7.3.4) и (7.3.5) при Kq = 3,64 10“2,
Cq=2. = 5,25 10“3 и Сд, =1,84.
Дисковые и диско-червячные экстру-
деры. Необходимость поисков новых способов
экструзии объясняется тем, что у червячных
экструдеров большая часть теплоты, необхо-
димой для пластикации материала, передается
путем теплопередачи от стенок обогреваемого
цилиндра. Поскольку полимеры имеют низкую
теплопроводность, такой способ передачи теп-
лоты требует длительного пребывания (обычно
несколько минут) материала в экструдере. По-
вышение градиента температур между цилин-
дром и холодным полимером улучшает тепло-
ЭКСТРУДЕРЫ
697
? 2 J
$ 8
Рис. 7.3.7. Кинематическая схема двухчервячного экструдера
7.3.1. Конструкции червяков двухчервячных экструдеров
Зацепление Вращение червяков
встречное однонаправленное
Зацепляющиеся червяки
ШЕЙНИН
1
! §
Незацепляющиеся червяки
Отсутствуем
698
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
передачу, но вызывает опасность термической
деструкции полимера. Поэтому желательно,
чтобы полимеры нагревались более
равномерно и за короткое время в результате
трения. Кроме того, червячные экструдеры
обычно не обеспечивают высокого качества
смешения и диспергирования материалов, для
которых необходим равномерный и интенсив-
ный сдвиг материала по всей длине червяка
экструдера.
В бесчервячном дисковом экструдере ис-
пользованы свойства эластичности расплава
полимера: эффект нормальных сил, который
возникает при сдвиге вязкоэластичного мате-
риала между вращающимся и неподвижным
дисками.
Дисковый экструдер состоит из профильного
вращающегося диска б, расположенного в
обогреваемом корпусе 7 (рис. 7.3.8). Диск при-
креплен к фланцу 8 вала 1, установленного
в радиально-упорных подшипниках 5. На кон-
соли вала обычно устанавливается зубчатое
колесо, связанное с приводом. Для обогрева
диска и корпуса предусмотрены электрические
нагреватели, необходимые в момент пуска
дискового экструдера.
Рабочая камера дискового экструдера
расположена между торцовыми частями кор-
пуса и диска. Для изменения зазора между
диском и корпусом (в пределах 0,2... 10 мм)
установлена червячная передача 4, под дейст-
вием которой посредством системы плит 3 и
колонн 2 происходит относительное переме-
щение вала и корпуса. На цилиндрических
поверхностях фланца и корпуса имеется вин-
товая нарезка, которая выполняет роль лаби-
ринтового уплотнения, препятствующего про-
никновению через зазор материала. Перераба-
тываемый материал в виде порошка или гранул
поступает в загрузочный канал 9, расположен-
женный тангенциально по отношению к коль-
цевому каналу. Для устойчивой работы диско-
вые экструдеры оснащают различными по кон-
струкции питателями.
В дисковом экструдере нагрев происхо-
дит по всей массе материала вследствие интен-
сивных деформаций сдвига. В результате необ-
ходимая длительность пластикации и гомоге-
низации материала резко сокращаются, что
особенно важно для термонестабильных мате-
риалов.
Дисковые экструдеры отличаются высо-
кой диспергирующей и гомогенизирующей
способностью, связанной с однородностью
поля скоростей сдвига, простотой конструкции
и малыми габаритными размерами. Они пред-
назначены в первую очередь для смешения,
окрашивания, дегазации и обезвоживания ма-
териалов, переработки быстроразлагающихся
термопластов и грануляции. Однако крайне
ограниченное давление экструзии и недоста-
точная производительность затрудняют их
промышленное применение.
Дисково-червячные экструдеры обладают
высокой пластикационной и гомогенизирую-
щей способностью, малым временем пребыва-
ния полимера в экструдере, развивают высокое
давление расплава на выходе из него.
Дисково-червячные экструдеры с инди-
видуальными приводами в одну линию (рис.
7.3.9, а) и под углом (рис. 7.3.9, 6) позволяют
изменять в широком диапазоне частоты вра-
щения диска и червяка.
Как и в случае червячных и двухчервяч-
ных экструдеров производительность и мощ-
ность дисковых экструдеров можно определять
по зависимостям (7.3.4) и (7.3.5) при
^=6,6-10-4, Со =2,23, KN =2,51 10~4
и Сдг = 2,5 .
Рис. 7.3.8. Схема дискового экструдера
ЭКСТРУДЕРЫ
699
а)
Рис. 7.3.9. Схемы дисково-червячных экструдеров:
1 - диск; 2 - корпус экструдера; 3 - червяк
Специальные экструдеры. В ряде слу-
чаев переработки полимерных материалов ис-
пользование червяка без специальных зон или
устройств оказывается неэффективным, так как
не достигается необходимая степень дисперги-
рования и смешения, а в ряде случаев требует-
ся проведение операции дегазации.
Диспергирующие элементы червяков по-
зволяют создавать большие напряжения сдви-
га, а смесительные - большие деформации
перерабатываемого материала (рис. 7.3.10).
Наиболее простым диспергирующим элемен-
том является проточка в нарезке или смещение
винтовой нарезки червяка 6. Круглые или тре-
угольные кулачковые шайбы 1 устанавливают-
ся в виде набора с последовательным поворо-
том на некоторый угол. Часто применяется
торпеда с «обратной» нарезкой 5 и дисперги-
рующий элемент Лероя 2, в котором переме-
щение расплава в осевом направлении возмож-
но только через кольцевой зазор между по-
верхностями элемента и материального цилин-
дра. Хорошие результаты дает использование
элемента с несколькими кольцевыми и про-
дольными прорезями 4. Смесительные и дис-
пергирующие элементы, как правило, устанав-
ливаются между зонами с обычной нарезкой
червяка 3. Смесительные элементы могут ис-
пользоваться как диспергирующие, и наоборот.
В одночервячных осциллирующих смеси-
телях типа «Ко-Кнеттер» фирмы Басс АД
(Швейцария) червяк наряду с вращательным
совершает возвратно-поступательное движение
(рис. 7.3.11), в процессе которого зубья на ци-
линдре многократно проходят через специаль-
ные продольные пазы в нарезке червяка, бла-
1
Рис. 7.3.10. Варианты расположения
смесительных и диспергирующих элементов
одночервячных экструдеров
Рис. 7.3.11. Схема смесителя типа «Ко-Кнеттер»
(А - траектория движения частиц расплава)
годаря чему намного увеличивается эффектив-
ность смешения полимера. Следует отметить,
что для улучшения условий подпора материала
в зоне загрузки продольные пазы в нарезке
червяка отсутствуют [37].
Одним из частных случаев работы зоны
дозирования является режим работы с частич-
но заполненным каналом, что широко приме-
няется в дегазационных экструдерах для уда-
ления из расплава захваченного гранулами
воздуха, растворенных низкомолекулярных
фракций, газов и др. (рис. 7.3.12). Отсос лету-
чих производится через отверстия в корпу-
се цилиндра в специально устраиваемой зоне
700
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 7.3.12. Схема
червяка дегазационного экструдера
Рис. 7.3.13. Схема телескопического
автотермического экструдера
дегазации III, в которой необходимо создать
условия для поддержания давления ниже атмо-
сферного. Это достигается согласованием ра-
боты отдельных зон экструдера путем подбора
глубины канала по зонам или установкой спе-
циальных дросселирующих устройств. В пер-
вом случае производительность дозирующей
зоны IV, расположенной за зоной дегазации IIL
устанавливается больше производительности
дозирующей зоны II и зоны питания 1, распо-
ложенных до дегазационной секции, вследст-
вие применения червяков с отношением глуби-
ны канала в указанных зонах, равным 1,2... 1,4.
Глубина канала в самой зоне дегазации выпол-
няется в 2 - 3 раза больше глубины канала в
первой зоне дозирования [3].
Обычно червячные экструдеры работают
в политропическом режиме при наличии ин-
тенсивного теплообмена от стенок цилиндра к
перерабатываемому материалу, а также от ма-
териала к деталям машины и дальше к окру-
жающей среде. Червячцые машины, работаю-
щие без внешнего обогрева, называют адиаба-
тическими экструдерами. Однако в реальности
всегда происходит теплообмен между стенка-
ми цилиндра, червяком и перерабатываемым
материалом, поэтому правильнее такие экстру-
деры называть автотермическими.
В телескопическом автотермическом
экструдере составной червяк состоит из двух
червяков (рис. 7.3.13) внутреннего 1 и наруж-
ного 13, соединенных болтом 9 и шпонкой 7.
Наружный червяк заканчивается гладкой пара-
болической торпедой 12, образующей узкий
кольцевой канал 8 с цилиндром 14 экструдера,
в котором и создаются интенсивные сдвиговые
деформации.
Корпусные элементы 14 и 16 экструдера
и фланцы 2 и 11 соединены резьбовыми колон-
нами 5. Внутри конического корпуса 3 уста-
новлен червяк 1, а на наружной поверхности
имеется винтовая нарезка, которая выполняет
роль червяка в среднем кольцевом канале 4.
Перерабатываемый материал поступает
из бункера в загрузочное отверстие корпуса 16
и транспортируется витками червяка, при этом
материал постепенно нагревается, пластициру-
ется и по каналу 4 поступает в канал 6. Нали-
чие винтовой нарезки на наружной поверхно-
сти конуса 3 и червяка 75 способствует транс-
портировке и нагнетанию материала. Однород-
ный пластицированный материал через каналы
8 и 12, пройдя дроссель 10, направляется в
формующий инструмент экструдера (на рисун-
ке не показан), который крепится к фланцу.
Профилирующая головка и корпус экс-
трудера оснащены электрическими нагревате-
лями, которые включаются только в период
пуска экструдера. При нормальной эксплуата-
ции экструдера материал нагревается и плавит-
ся за счет теплоты, выделяющейся от трения и
сдвига. Экструдер имеет небольшие габарит-
ные размеры, обеспечивает высокую гомогени-
зацию расплава и возможность переработки
различных термопластов.
7.3.2. ЭКСТРУЗИОННЫЕ АГРЕГАТЫ
И ИХ КОМПЛЕКТУЮЩЕЕ ОБОРУДОВАНИЕ
Наиболее типичными экструзионными
агрегатами являются агрегаты для производст-
ва труб, профилей и рукавной пленки, которые
оснащены наибольшим количеством разнооб-
разного комплектующего оборудования, часть
из которого будет рассмотрена ниже.
Экструзионный агрегат для производства
труб, стержней, шлангов и других профилиро-
ванных изделий (рис. 7.3.14) состоит из чер-
ЭКСТРУЗИОННЫЕ АГРЕГАТЫ И ИХ КОМПЛЕКТУЮЩЕЕ ОБОРУДОВАНИЕ
701
вячного экструдера 7, кольцевой аксиальной
головки 2 с калибрующей насадкой 3, уст-
ройств 4-7 для охлаждения, измерения длины,
вытяжки и резки трубы 8 на участки необхо-
димой длины, а также из устройства для шта-
белировки труб (на рисунке не показано). Тру-
бы небольшого диаметра и шланги обычно не
режут, а наматывают в бухты приемными уст-
ройствами барабанного типа.
В большинстве случаев калибрование
трубы производят по наружному диаметру
(рис. 7.3.15). Насадку крепят непосредственно
к головке или устанавливают рядом с охлаж-
дающим устройством. Экструдируемая труба
прижимается к полированной поверхности
насадки сжатым воздухом, нагнетаемым в по-
лость трубы через канал 1 головки. Для герме-
тизации трубы в ней устанавливают скользя-
щую пробку, состоящую из набора резиновых
колец 5, закрепленных на штоке 4. Калибруе-
мая труба охлаждается водой, проходящей
через рубашку насадки. Для подачи и отвода
воды в рубашке имеются отверстия 3 и 2.
В некоторых случаях осуществляют ва-
куумную калибровку трубы, соединяя полости
калибрующей насадки с вакуумной линией. В
этом случае необходимость в герметизации
трубы отпадает. При изготовлении толстостен-
ных труб их калибруют, создавая внутреннее
избыточное давления сжатого воздуха и на-
ружный вакуум. При изготовлении шлангов и
наматываемых в бухту труб свободный их ко-
нец закрывают пробкой, вращающейся вместе
с концом трубы или шланга. Тонкостенную
трубу небольшого диаметра можно изготов-
лять без пробки, сплющивая ее свободный
конец.
Охлаждающее устройство обычно пред-
ставляет собой отдельную передвижную ванну
с проточной водой, в которой охлаждается
экструдируемая труба. Торцы ванны уплотне-
ны резиновыми кольцами с отверстиями для
трубы.
Для вытяжки экструдируемых изделий с
необходимой скоростью применяют обрези-
ненные роликовые и гусеничные устройства с
механическим, гидравлическим или пневмати-
ческим зажимом изделий. Гусеничное устрой-
ство для вытяжки труб состоит из гусениц 7 и 2
с пластинами 3, покрытыми пористой резиной,
механизма для бесступенчатого привода гусе-
ниц с помощью вариатора и регулятора 5 рас-
стояния между гусеницами (рис. 7.3.16).
При вытяжке профилированных изделий
обычно вместо гусеничных устройств приме-
няют ленточный конвейер. Для вытяжки слож-
нопрофильных изделий применяют комбини-
рованные тянущие устройства гусеничного
типа и с профильными роликами.
Для резки труб и профилированных изде-
лий применяют главным образом дисковые
пилы с планетарным механизмом, поворачи-
вающим вращающуюся пилу относительно
экструдируемого изделия. В течение резки
пила перемещается вместе с изделием, после
чего возвращается в исходное положение.
Рис. 7.3.14. Схема экструзионного агрегата для изготовления труб
Рис. 7.3.15. Калибрующая насадка для экструдируемых труб
702
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 7.3.16. Схема тянущего гусеничного
устройства
Экструзионные агрегаты для производст-
ва листов, гранулирования, нанесения покры-
тий из полимерных материалов и т.д. принци-
пиально не отличаются от описанного агрегата.
Различие состоит в основном в степени труд-
ности конструирования и изготовления фор-
мующего инструмента.
7.3.3. ОБОРУДОВАНИЕ
ДЛЯ РАЗДУВНОГО ФОРМОВАНИЯ
Экструзионно-раздувные агрегаты. Эти
агрегаты предназначены для производства по-
лых полимерных изделий, которые использу-
ются в качестве различных тароупаковочных
средств (бутылки, банки, флаконы, канистры,
баки, бочки и др.). Основными характеристи-
ками, отличающими различные типы этого
оборудования, являются максимальные значе-
ния объема полости формуемых изделий и
штучной производительности (табл. 7.3.2).
Принципиальное устройство всех экстру-
зионно-раздувных агрегатов идентично (рис.
7.3.17). В их состав, как правило, входят одно-
червячный экструдер 1, оснащенный кольцевой
экструзионной головкой 4, которая предназна-
чена для получения трубчатой заготовки из
расплава полимерного материала, и приемное
устройство 2 с раздувными полуформами,
смонтированными на его подвижных плитах 3,
которые предназначены для приема получае-
мой трубчатой заготовки и последующего ее
раздувания сжатым газом в полое изделие.
Принцип работы экструзионно-раздув-
ных агрегатов заключается в том, что исходное
полимерное сырье в виде гранул или порошка
захватывается из бункера-накопителя 5 вра-
щающимся червяком, а по мере продвижения в
обогреваемом цилиндре плавится, пластициру-
ется и продавливается через формующий инст-
румент - обогреваемую кольцевую экструзи-
онную головку 7 (рис. 7.3.18), выходя из нее в
виде трубчатой заготовки 2, попадая затем в
пространство между разомкнутыми половина-
ми охлаждаемой раздувной формы 4, смонти-
рованными на подвижных плитах приемного
устройства. По достижению заготовкой опре-
7.3.2. Техническая характеристика экструзионно-раздувных агрегатов различных типов
Параметры Объем полости формуемых изделий, л
0,1...! 1...3 3...5 5. .10 10..60 60... 100 100... 200
Диаметр червяка, мм 32...45 45...63 63 63...90 63...90 63...90 90...125
Отношение длины червяка к его диамет- РУ 20 20 20 20...25 20...25 20...25 20...25
Частота вращения червяка, мин 0...100 0...100 0...100 0...100 0...100 0...100 0...100
Сила запирания раз- дувных полуформ, кН 8...10 10...30 30...40 40...50 50... 70 70... 200 200... 500
Объем копильного устройства, л 0,25 0,8 0,8...1,2 1,5...6 6...10 10...15
Мощность привода экструдера, кВт 8...14 14...18 18...20 20... 40 20... 40 20...40 40... 60
Мощность обогрева, кВт 5...7 7...9 9...10 10...15 10...15 10...15 15...20
ОБОРУДОВАНИЕ ДЛЯ РАЗДУВНОГО ФОРМОВАНИЯ
703
Рис. 7.3.17. Экструзионно-раздувной агрегат
экструзионно-раздувного формования
Рис. 7.3.19. Изменяемый зазор
формующей щели экструзионной головки
деленной длины производится смыкание раз-
дувных полуформ с захватом заготовки и ее
раздувание сжатым газом, подаваемым в по-
лость заготовки через раздувной ниппель 3.
После охлаждения производится размыкание
полуформ и съем готового полого изделия 5.
Затем цикл формования изделия повторяется.
При производстве изделий малого объема ис-
пользуются многоручьевые экструзионные
головки и многогнездные раздувные формы [4].
Для формования крупногабаритных изде-
лий (канистр, баков, бочек и др.) используются
экструзионно-раздувные агрегаты, оснащенные
копильным устройством (аккумулятором),
расположенным между червяком экструдера и
экструзионной головкой, в котором накаплива-
ется расплав полимера, нагнетаемого непре-
рывно вращающимся червяком экструдера за
время, в течение которого происходит раздува-
ние и охлаждение изделия в форме. После на-
копления необходимого объема расплав поли-
мера под действием поршня копильника с
большой скоростью выдавливается из него
через экструзионную головку с образованием
трубчатой заготовки.
С целью снижения разнотолщинности
формуемых изделий, обусловленной гравита-
ционной вытяжкой получаемых заготовок и их
неоднородным деформированием при раздува-
нии, экструзионные головки часто снабжают
специальным устройством, позволяющим в
процессе экструзии целенаправленно изменять
размер кольцевого зазора ее формующей щели,
что обеспечивает желаемое распределение
толщины стенки по длине получаемой экстру-
зионной заготовки. Для этого используют кони-
ческие дорны 2 и мундштуки / с относитель-
ным смещения их в процессе экструзии заго-
товки (рис. 7.3.19), обеспечиваемым отдель-
ным, как правило, гидравлическим приводом,
управляемым по заранее заданной программе.
Приемные устройства раздувных агрега-
тов предназначены для выполнения следую-
щих технологических и вспомогательных опе-
раций: перемещения раздувных полуформ к
экструзионной головке для приема экструди-
руемой заготовки; смыкания и запирания раз-
дувных полуформ; отрезания заготовки у экс-
трузионной головки; подачи сжатого газа для
раздувания заготовки; отвода раздувных полу-
форм от экструзионной головки; охлаждения
изделия; размыкания полуформ и съема гото-
вого изделия.
704
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
По числу рабочих позиций приемные
устройства разделяются на одно-, двух- и мно-
гопозиционные. Одно- и двухпозиционные
приемные устройства могут быть оснащены
специальными механизмами, осуществляющи-
ми вертикальное, горизонтальное или сложное
кинематическое перемещение (подвод и отвод)
раздувных полуформ относительно оси экстру-
зионной головки, что позволяет обеспечивать
непрерывный процесс получения заготовок.
Многопозиционные приемные устройства ис-
пользуются в тех случаях, когда время получе-
ния заготовки намного меньше времени ее
раздувания и охлаждения получаемого изде-
лия. Такие приемные устройства представляют
собой периодически или непрерывно вращаю-
щийся ротор 4, на котором смонтировано не-
сколько раздувных полуформ 3, снабженных
индивидуальным приводом для их смыкания -
размыкания (рис. 7.3.20).
Экструзионно-раздувные агрегаты, осна-
щенные многопозиционными приемными уст-
ройствами, работают непрерывно, что обеспе-
чивает их высокую производительность. Неко-
торые модели таких агрегатов, выпускаемых
АО КБАЛ им. акад. Л.Н. Кошкина, производят
до 15-20 изделий в 1 мин при использовании
одной экструзионной головки. Кроме того,
многопозиционные приемные устройства по-
зволяют одновременно изготовлять изделия
различной конфигурации, но только в том слу-
чае, когда для их формования может быть ис-
пользован один типоразмер экструзионной
заготовки.
Важной особенностью экструзионно-
раздувных агрегатов является согласованная
работа червячного экструдера и приемного
устройства, условием которой является равен-
ство или кратность суммы времени раздувания,
охлаждения и съема готового изделия со вре-
менем получения заготовки. Время раздувания
изделия
(7.3.9)
где Го, Гф - объем полости соответственно
заготовки и формуемого изделия; pg, ри -
соответственно исходное давление газа в по-
лости заготовки и давление газа, истекающего
в полость раздуваемой заготовки; к - показа-
тель адиабаты газа, подаваемого в полость
раздуваемой заготовки через раздувной нип-
пель.
Объемный расход газа GH , истекающего
в полость раздуваемой заготовки через раздув-
ной ниппель [33],
ь V£+l ь ь
где Цр - коэффициент расхода пневмокомму-
никационной системы, обеспечивающей под-
вод сжатого газа из ресивера в полость разду-
ваемой заготовки; S - площадь проходного
сечения раздувного ниппеля; 7?р,Гр - соот-
ветственно удельная газовая постоянная и тем-
пература этого газа в ресивере.
Время, необходимое для охлаждения из-
делия в раздувной форме [4, 45],
'о
4 52 , , ,
--------In 1,1
л2 а
Т -Т \
и 7ф
Т-Т.
з ф у
(7.3.10)
Рис. 7.3.20. Схема
многопозиционного приемного устройства:
/ - экструзионная головка; 2 - экструдируемая труб-
чатая заготовка; 3 - раздувные полуформы; 4 - ротор
где Т3 , 7ф , Ти - температура соответственно
заготовки, раздувной формы и извлекаемого из
нее изделия; 5 - средняя толщина стенки
формуемого изделия; а - коэффициент темпе-
ратуропроводности полимера в рабочем интер-
вале температур.
Время извлечения (съема) готового изде-
лия из раздувной формы определяется как его
габаритными размерами, так и оснащенностью
приемного устройства специально предназна-
ченными для этого манипуляторами, и в зави-
симости от этого составляет 1... 5 с.
Время получения (экструзии) заготовки
при использовании агрегатов, не оснащенных
ОБОРУДОВАНИЕ ДЛЯ РАЗДУВНОГО ФОРМОВАНИЯ
705
копильным устройством, определяется объе-
мом материала заготовки и объемной произво-
дительностью экструдера:
где У3 - объем материала заготовки; Q - объ-
емная производительность экструдера.
При использовании агрегатов, оснащен-
ных копильным устройством, время получения
заготовки
, =J_L + _±2_\
п 3^аи КэгАр)
где а - коэффициент, характеризующий гео-
метрию используемого червяка [4, 14, 39];
п - частота вращения червяка; /Сэг - коэф-
фициент, характеризующий геометрию кана-
лов экструзионной головки [4, 42]; Др - пере-
пад давлений в головке, создаваемый гидроци-
линдром копильного устройства; Ц2 “ среднее
значение динамической сдвиговой вязкости
расплава полимера в каналах экструзионной
головки.
Оборудование для инжекционно-
раздувного формования. Многие виды полых
полимерных изделий могут быть получены на
оборудовании, которое реализует инжекци-
онно-раздувной метод их производства. Этим
методом производятся различные бутылки и
банки объемом 0,25...3 л, а также фляги и ка-
нистры объемом З...8л. Основными техниче-
скими характеристиками, отличающими раз-
личные типы оборудования для реализации
этого метода, являются максимальные значе-
ния объема полости получаемых изделий, а
также обеспечиваемая штучная производи-
тельность.
Рис. 7.3.21. Схема получения
литьевых (инжекционных) заготовок
Суть метода заключается в том, что полу-
чаемая на первой стадии его реализации труб-
чатая заготовка - преформа, затем раздувается
(формуется) сжатым газом в готовое изделие.
Существуют две технологии инжекционно-
раздувного формования полых полимерных
изделий: раздельная и совмещенная.
При реализации раздельной технологии
стадии получения заготовки и ее раздувного
формования в изделие существенно разделены
во времени. Стадия получения заготовок реа-
лизуется на литьевых машинах (рис. 7.3.21).
Исходный полимерный материал захватывает-
ся и пластицируется вращающимся червяком 3.
По мере накопления в пластикаторе 2 необхо-
димого объема расплава полимера 4 последний
впрыскивается за счет поступательного пере-
мещения червяка через сопло 5 в предвари-
тельно сомкнутую охлаждаемую литьевую
форму 7. После выдержки полимера под дав-
лением и охлаждения литьевая форма раскры-
вается, отлитые заготовки 6 удаляются с по-
мощью специального сталкивающего устрой-
ства, и цикл формования повторяется. Как пра-
вило, литьевые формы имеют от единиц до
нескольких десятков формообразующих гнезд,
что обеспечивает высокую производительность
получения преформ.
Стадия раздувного формования преформ
в изделия осуществляется на специальных раз-
дувных линиях (рис. 7.3.22).
Равномерность разогрева заготовок обес-
печивается вследствие их вращения вокруг оси
симметрии в процессе поступательного пере-
мещения вдоль нагревательных элементов /.
Нагретые заготовки перемещаются в механизм
раздувания, оснащенный раздувными охлаж-
даемыми полуформами 4. Формование заго-
товки в изделие 5 происходит при подаче
сжатого газа в полость последней через раз-
дувной ниппель 3. После формообразования
Рис. 7.3.22. Схема раздувного формования
инжекционных заготовок
23 - 10358
706
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
изделия и его охлаждения раздувные полуфор-
мы размыкаются, а готовое изделие 5 сбрасы-
вается с раздувного ниппеля.
Как правило, раздувной механизм осна-
щен многогнездными раздувными формами
[4], что обеспечивает высокую производитель-
ность оборудования. Для повышения степени
двухосной ориентации макромолекулярной
структуры материала заготовки при ее разду-
вании в изделие этот механизм часто оснащают
специальным устройством, обеспечивающим
дополнительную принудительную вытяжку
раздуваемой заготовки в осевом направлении.
Реализация двухосной ориентации материала
заготовки для некоторых полимеров позволяет
повысить его прочностные характеристики и
снизить газопроницаемость формуемых изде-
лий.
При реализации совмещенной технологии
используются инжекционно-раздувные агрега-
ты, создаваемые на базе литьевых машин с
предварительной червячной пластикацией. С
этой целью литьевые машины дополнительно
оснащают устройством, обеспечивающим раз-
дувное формование изделий из получаемых
заготовок, которые перемещаются на позицию
раздувания с помощью специальных автомати-
ческих устройств непосредственно после их
инжекционного формования [4, 14]. Отличие
этого способа производства полых полимерных
изделий от раздельной технологии их формо-
вания состоит в том, что получаемая с помо-
щью литьевой машины заготовка отливается на
специальном полом сердечнике [14], оснащен-
ном клапанным устройством, через которое
затем производят подачу сжатого газа в по-
лость отлитой заготовки, обеспечивая ее разду-
вание.
К преимуществам метода инжекционно-
раздувного формования полых изделий следует
отнести высокую степень механизации и авто-
матизации, а также высокую производитель-
ность оборудования. Линии для раздувного
формования полых изделий из инжекционных
заготовок, выпускаемые фирмами Сидел ь
(Франция), Крупп-Каутекс (Германия), позво-
ляют производить от нескольких сотен до не-
скольких десятков тысяч изделий в 1 ч, что
обеспечивается за счет параллельного исполь-
зования нескольких механизмов раздувания,
оснащенных многогнездными раздувными
формами.
Штучная производительность оборудова-
ния, обеспечивающего реализацию инжекци-
онно-раздувного метода производства полых
полимерных изделий, зависит от времени цик-
ла их формования. При использовании раз-
дельной технологии время цикла литьевого
формования преформы
/ц ® , (7.3.11)
где t0 - время охлаждения получаемой пре-
формы, описываемое зависимостью (7.3.10).
При использовании совмещенной техно-
логии производства определяющим моментом
является условие равенства времени циклов
инжекционного формования заготовок и раз-
дувного формования из них изделий. Послед-
нее условие накладывает вполне определенные
требования к выбору типоразмера литьевого
оборудования, на базе которого проектируются
инжекционно-раздувные агрегаты.
Линии для производства рукавных
пленок. Большое количество термопластичных
полимеров перерабатывается в пленочные ма-
териалы. Существуют два разных метода их
получения: рукавный раздувного формования и
плоскощелевой. Наибольшее распространение
в практике переработки полимеров получил
рукавный метод. Он может быть реализован по
следующим технологическим схемам: верти-
кально снизу - вверх или сверху - вниз и гори-
зонтально. Для реализации рукавного метода
производства полимерных пленок используют
пленочные линии. Основными техническими
характеристиками таких линий являются мак-
симальный размер получаемого пленочного
рукава в его двойном сложении и диапазон
толщин пленок, которые могут быть на них
получены.
Линия для производства рукавных пленок
по схеме снизу - вверх управляется с помощью
пульта управления 13 (рис. 7.3.23). Исходное
полимерное сырье в виде гранул загружается в
бункер экструдера 11, откуда захватывается его
вращающимся червяком и по мере продвиже-
ния в обогреваемом цилиндре пресса плавится,
пластицируется и продавливается (экструдиру-
ется) через формующий инструмент - обогре-
ваемую кольцевую экструзионную головку 9,
ОБОРУДОВАНИЕ ДЛЯ РАЗДУВНОГО ФОРМОВАНИЯ
707
Рис. 7.3.23. Линия для производства рукавных полимерных пленок по схеме снизу - вверх
выходя из нее в виде трубчатой заготовки. По-
следняя под действием сжатого воздуха не-
большого давления, подаваемого через специ-
альное отверстие в экструзионной головке,
раздувается в рукав, охлаждается подаваемым
через обдувочное кольцо 8 воздухом, нагне-
таемым в него воздуходувкой 12. Полученный
охлажденный пленочный рукав отбирается
тянущим устройством 4, при этом устройство
5, установленное на эстакаде 6, складывает его
в полотно двойного сложения. Сложенное по-
лотно через систему направляющих роликов 2
поступает на устройство /, в котором наматы-
вается на бобину. При необходимости двойное
полотно с помощью устройства 3 может разре-
заться на одно или два одинарных. Для очистки
получаемого расплава полимера от возможных
инородных включений используется специаль-
ный сменный фильтр 10, а для придания ус-
тойчивости получаемому рукаву - ограничи-
тельная «корзина» 7.
Недостатком реализации такой техноло-
гической схемы получения рукавных пленок
является то, что охлаждение получаемого ру-
кава осуществляется за счет его обдувания
потоком воздуха, обладающего относительно
низкой теплоемкостью. В результате этого зона
охлаждения получаемого пленочного рукава
достигает значительных размеров (до несколь-
ких метров), что увеличивает габаритные раз-
меры пленочных линий и затрудняет их об-
служивание. Этот недостаток частично ком-
пенсируется при получении рукавных пленок
по схеме сверху - вниз», при этом раздуваемая
пленка дополнительно охлаждается водой.
Линия для получения пленок по схеме
сверху - вниз управляется с пульта 7 (рис.
7.3.24). Трубчатая полимерная заготовка вы-
давливается экструдером 5 через кольцевую
экструзионную головку 4 вертикально вниз и
раздувается в пленочный рукав, который пред-
варительно охлаждается потоком воздуха через
23*
708
Глава 7.3. ЭКСТРУЗИОННОЕ ОБОРУДОВАНИЕ
Рис. 7.3.24. Линия для производства рукавных полимерных пленок по схеме сверху - вниз
обдувочное кольцо 3 и окончательно охлажда-
ется в водяном охлаждающем калибре 9. Полу-
ченный охлажденный рукав отбирается тяну-
щим устройством 10. при этом происходит его
двойное сложение складывающим устройством
8. Затем рукав попадает в устройство 11. в ко-
тором происходит его сушка, а затем через
систему направляющих роликов - в устройство
2. в котором разрезается на два полотна, нама-
тываемых на бобины устройствами /.
Использование калибра с водяным охла-
ждением существенно сокращает зону охлаж-
дения получаемого рукава, а следовательно,
уменьшает габаритные размеры оборудования.
Кроме того, водяное охлаждение повышает
скорость охлаждения полимера, которая для
некоторых видов из них оказывает весьма важ-
ное влияние на процесс образования кристал-
лической структуры. Так, переработка поли-
пропилена в пленку с использованием водяно-
го охлаждения приводит к образованию в нем
тонкодисперсной кристаллической структуры,
в результате чего получаемая пленка становит-
ся оптически прозрачной.
Как правило, получаемые рукавными ме-
тодами пленки отличаются разнотолщинно-
стью, что существенным образом затрудняет
их равномерную намотку на бобину. Для уст-
ранения этой проблемы используются различ-
ные технические решения [14]. Так, НПО по-
лимерного машиностроения «Арсенал индуст-
рии» (Россия) в конструкциях выпускаемых
пленочных линий использует принцип осцил-
лирующего вращения экструзионных головок
вокруг собственной оси. Это приводит к рав-
номерному распределению неоднородностей
толщины пленки по ширине получаемого рука-
ва в процессе экструзии, а следовательно,
обеспечивает более равномерную его намотку.
Тянущее устройство предназначено для
отбора получаемого пленочного рукава, регу-
лирования толщины получаемой пленки, а
также, при необходимости, для обеспечения ее
перфорации.
Тянущее устройство смонтировано на
сборной станине 3 (рис. 7.3.25). Получаемый
охлажденный и сложенный пленочный рукав
протягивается в зазоре между валком 6, приво-
димым в движение мотор-редуктором 5, и
прижимным валком 7, при этом сила прижима
регулируется давлением сжатого воздуха, по-
даваемого в пневмоцилиндр 8. Затем пленоч-
ный рукав по системе направляющих обводных
роликов поступает на намоточное устройство.
При необходимости получения перфорирован-
ной пленки рукав сначала протягивается в за-
зоре между валками 2 и 4. один из которых
металлический с соответствующей профильной
поверхностью, а второй гуммированный. При-
вод валка 4 осуществляется за счет цепной
передачи, соединяющей его с валком 6. Сила
прижима между валками 4 и 6 регулируется
ОБОРУДОВАНИЕ ДЛЯ РАЗДУВНОГО ФОРМОВАНИЯ
709
Рис. 7.3.25. Тянущее устройство
давлением сжатого воздуха, подаваемого в
цилиндр 1. Приводы тянущих устройств в со-
временных пленочных линиях обеспечивают
линейную скорость отбора пленки, достигаю-
щую 2 м/с.
Намоточное устройство предназначено
для равномерной намотки получаемой пленки.
По принципу действия намоточные устройства
разделяются на устройства с центральным и
периферийным приводом, а по числу одновре-
менно наматываемых бобин - на одно-, двух- и
многопостовые намотчики. Последние исполь-
зуются в том случае, когда получаемый пле-
ночный рукав разрезается на отдельные полот-
на. Двухпостовое намоточное устройство с
периферийным приводом состоит из двух бо-
ковых стоек 7, соединенных между собой
шпильками, на которых смонтированы мотор-
редуктор 5, два приводных валка 4, два при-
жимных валка, направляющие зубчатые рейки
2 и ряд других элементов (рис. 7.3.26). При-
водные валки 4 связаны между собой цепной
передачей. В состав намоточного устройства
входят также две штанги 3 с укрепленными на
них бобинами, которые в рабочем положении
устанавливаются на наклонные направляющие
зубчатые рейки 2. На концах штанг установле-
ны подшипники, на которых смонтированы
шестерни.
Каждое из двух полотен разрезанного
пленочного рукава протягивается в зазоре ме-
жду валками 4, приводимыми в движение мо-
тор-редуктором 5, и прижимными валками (на
рис. 7.3.26 не показаны), при этом концы поло-
тен наворачиваются на бобины. Расположен-
ные на наклонных направляющих зубчатых
рейках 2 штанги 3 под действием собственного
веса прижимают бобины к поверхности при-
жимных валков, при этом за счет трения между
соприкасающимися поверхностями оси штанг
Рис. 7.3.26. Двухпостовое намоточное устройство
с бобинами вращаются в подшипниках, что и
обеспечивает намотку пленочного полотна. По
мере увеличения диаметра наматываемого ру-
лона штанги перемещаются по направляющим
зубчатым рейкам, находящимся в зацеплении с
шестернями штанг, что автоматически обеспе-
чивает необходимую угловую скорость намот-
ки рулона.
Принципиальное отличие намоточных
устройств с центральным приводом от намот-
чиков с периферийным приводом состоит в
том, что вращение штанг с установленными на
них бобинами непосредственно обеспечивается
приводом. Это позволяет повышать плотность
намотки, что является важным при производ-
стве пленок из жестких полимерных материа-
лов. В конструкции намоточных устройств
такого типа предусматривается автоматическое
регулирование угловой скорости намотки по
мере увеличения диаметра наматываемого ру-
лона.
710 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
Основную расчетную зависимость, свя-
зывающую параметры получаемой пленки с
технологическими параметрами процесса ее
производства и конструктивными параметрами
различных механизмов пленочной линии,
можно получить из условия практической не-
сжимаемости полимерных сред, которая в дан-
ном случае имеет вид:
(71,2)
Ро Ki ^2
где Ар - толщина получаемого пленочного
рукава; 8ф - ширина формующей щели коль-
цевой экструзионной головки, образованной
поверхностями ее дорна и мундштука; рэ,
р0 - плотность расплава полимера соответст-
венно, экструдируемого через экструзионную
головку, и охлажденного материала в отбирае-
мом тянущим устройством пленочном рукаве:
Aq, К2 - коэффициенты, характеризующие
соответственно продольную и поперечную
деформации экструдируемой трубчатой заго-
товки при формообразовании из нее пленочно-
го рукава;
K\=V3/v0; ^2 - Dр /^ф» (7.3.13)
v3 , v0 - соответственно среднее интегральное
значение скорости расплава полимера на выхо-
де из экструзионной головки и линейная ско-
рость отбора пленочного рукава тянущим уст-
ройством; Z)p , £)ф - диаметр соответственно
получаемого рукава и средний диаметр фор-
мующей щели кольцевой экструзионной го-
ловки.
Средняя интегральная скорость экструзии
полимера через кольцевой формующий канал
головки, входящая в зависимость (7.3.13). оп-
ределяется с учетом объемного расхода рас-
плава полимера Q следующим образом:
лОфЗф
Линейная скорость отбора пленочного
рукава тянущим устройством
ли
VO ~ ^ПВ ’
где п, 7?пв - соответственно частота вращения
и радиус приводного валка тянущего устройст-
ва.
Глава 7.4
ПЕРЕРАБОТКА
ЛИСТОВЫХ, ПЛЕНОЧНЫХ, жидких
И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
7.4.1. ФОРМОВОЧНЫЕ МАШИНЫ
ЛИСТОВЫХ И ПЛЕНОЧНЫХ МАТЕРИАЛОВ
Методы формования листовых и пле-
ночных материалов. Суть метода формования
состоит в том, что плоская заготовка из термо-
пластичного листа или пленки тем или иным
способом нагревается до температуры, соот-
ветствующей высокоэластическому состоянию
(при переработке аморфных термопластов) или
до температуры начала плавления кристаллов
(для термопластов с различной степенью кри-
сталличности) и формуется в изделие под дей-
ствием разности давлений над свободной по-
верхностью подвижно или неподвижно закреп-
ленной по контуру в зажимном устройстве
заготовки и в полости, образованной заготов-
кой и оформляющей поверхностью формую-
щего инструмента. При оформлении изделия
происходит вытяжка термопласта. Чтобы за-
фиксировать конфигурацию отформованного
изделия, его охлаждают, снижая температуру
термопласта ниже точки стеклования или на-
чала плавления кристаллов.
Перепад давлений может быть создан
различными способами: вакуумированием по-
лости между оформляющей поверхностью
формующего инструмента и заготовкой (ваку-
ум-формование); созданием избыточного
пневматического (пневмоформование), парово-
го (паровоздушное формование) или гидравли-
ческого (гидроформование) давления на по-
верхность заготовки; давлением на заготовку
специальных механических пуансонов (меха-
ническое формование). Наибольшее распро-
странение в промышленности получили мето-
ды вакуум-, пневмо- и механического формо-
вания. Кроме того, в производстве часто ис-
пользуют различные комбинации силовых воз-
действий (пневмовакуум-фомование, механо-
пневмоформование и др.)
Разработано множество вариантов этих
методов, каждый из которых позволяет проще,
экономичнее и качественнее изготовлять кон-
ФОРМОВОЧНЫЕ МАШИНЫ ЛИСТОВЫХ И ПЛЕНОЧНЫХ МАТЕРИАЛОВ
711
кретное изделие, полнее использовать возмож-
ности формующего оборудования. Разновид-
ности методов формования можно разделять по
следующим признакам: способу нагрева заго-
товки; виду устройства для зажима заготовки;
виду формования; применяемому формующе-
му инструменту [43].
Нагрев заготовки осуществляется конвек-
тивным, теплорадиационным, контактным и
смешанным способами. Воздушный конвек-
тивный нагрев дает наилучшие результаты с
точки зрения равномерности температурного
поля заготовки. Наиболее распространен теп-
лорадиационный нагрев. В зависимости от
толщины заготовок и желаемой производи-
тельности процесса он может быть одно- или
двусторонним. По сравнению с конвективным
теплорадиационный нагрев дает менее равно-
мерное температурное поле, но имеет мень-
шую длительность цикла процесса формова-
ния. Контактный нагрев для переработки лис-
товых термопластов применяется относительно
редко. Смешанный нагрев представляет собой
сочетание конвективного и теплорадиационно-
го нагрева и обладает преимуществами обоих,
хотя конструктивное решение оборудования в
этом случае усложняется.
При формовании применяют два вида
устройств для зажима заготовок: 1) обеспечи-
вающий жесткое закрепление по периметру:
2) позволяющий заготовке в момент формова-
ния проскальзывать, вовлекая в процесс обра-
зования изделия материал, находившийся в
начальный момент вне контура зажимного
устройства. В зависимости от конструктивного
оформления процесса зажимные устройства
могут выполняться подвижными или стацио-
нарными.
Вне зависимости от способа создания
формующего перепада давлений формование
листовых и пленочных материалов подразде-
ляют на негативное, позитивное, свободное и
негативно-позитивное. Негативное формование
(формование в матрице) обеспечивает получе-
ние изделий, наружная поверхность которых
воспроизводит форму и тиснение внутренней
поверхности матрицы. При позитивном фор-
мовании (формование на пуансоне) внутренняя
поверхность формуемого изделия повторяет
форму и тиснение внешней поверхности пуан-
сона. Свободное формование происходит без
контакта материала заготовки с формующим
инструментом. Негативно-позитивное формо-
вание сочетает элементы формования как в
матрице, так и на пуансоне. Возможен вариант
сочетания свободного формования с негатив-
ным или позитивным.
Для получения наиболее качественных
изделий при их формовании часто используют
предварительную механическую или пневма-
тическую вытяжку заготовки.
Классификация формовочных машин.
Основным параметром формовочных машин
принято считать максимальный размер их за-
жимных устройств и наибольшую глубину
формования. Формовочные машины классифи-
цируют следующим образом:
по методу формования - вакуум-фор-
мовочные (для тонкостенных изделий с не-
сложным рельефом поверхности), пневмофор-
мовочные (для изделий из толстолистового
материала и изделий со сложным рельефом
поверхности), для механического формования
(в крупносерийном производстве изделий про-
стой формы) и для формования комбинирован-
ными методами (для всех разновидностей
формованных изделий);
по виду управления - с ручным управле-
нием (для изготовления единичных образцов и
мелких серий изделий), с полуавтоматическим
управлением (для мелких и средних серий из-
делий, для изделий больших габаритных раз-
меров или сложной формы, требующих ручно-
го съема) и с автоматическим управлением
(для крупных серий однотипных изделий):
по назначению - универсальные (для
производства широкого ассортимента изделий
всевозможных габаритных размеров мелкими
сериями), специализированные (для больших
серий изделий узкой номенклатуры из опреде-
ленного термопласта) и комбинированные (для
больших и средних серий изделий, причем
изменение номенклатуры требует существен-
ной переналадки машины);
по виду заготовок или организации пита-
ния - с использованием заготовок определен-
ного размера (мерных заготовок), для формо-
вания рулонных материалов и питающихся
непосредственно от каландра или экструдера;
по числу позиций - однопозиционные
(все операции, связанные с производством
изделия, осуществляются на одной позиции),
многопозиционные с позициями разного на-
значения (на каждой позиции происходят при-
сущие только ей операции), многопозиционные
с однородными позициями (одни и те же опе-
рации производятся одновременно на несколь-
ких позициях).
712 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
Многопозиционные машины с позициями
разного назначения, в свою очередь, подразде-
ляются по траектории движения перерабаты-
ваемого материала на машины карусельного
типа (для переработки листовых мерных заго-
товок, обычно при производстве крупногаба-
ритных изделий), барабанного типа (для пере-
работки пленочных или тонколистовых рулон-
ных материалов); ленточного типа (для перера-
ботки тонколистовых рулонных материалов в
изделия небольших и средних габаритных раз-
меров).
По комплектации оборудования машины
бывают самых различных конфигураций и
могут включать следующие устройства: вы-
рубные; сварочные; для заполнения отформо-
ванной тары; для формования крышек к фор-
муемой таре; для закупорки отформованной и
заполненной тары; для нанесения печати на
изделия; для автоматической подачи и закреп-
ления мерных заготовок; для съема, ориента-
ции и упаковки готовых изделий и т. п.
Установки для механопневмофор-
мования. Они предназначены для переработки
практически всех видов листовых термопла-
стов толщиной до 15 мм, позволяют совмещать
в процессе формования ряд механических и
отделочных операций (отжим кромок, пробив-
ку отверстий и сварку).
Показанная на рис. 7.4.1 установка состо-
ит из трех основных частей: силового (формо-
вочного) устройства на базе гидравлического
пресса, нагревательного устройства и магази-
на-питателя.
В магазин-питатель загружают стопу
предварительно нарезанных заготовок 13, а
первую заготовку размещают на подвижном
столе 9. Стол находится в исходном положе-
нии, т.е. одна его часть расположена в магази-
не-питателе, а вторая - в нагревательном уст-
ройстве. После включения установки стол 9
перемещается в направлении силового устрой-
ства и заготовка оказывается в термокамере 8,
в которой с помощью электронагревателей //
начинается ее разогрев. Температура в камере
контролируется специальной термопарой 10. В
это же время механизм захвата листа с помо-
щью пневмоцилиндра опускает вакуумные
присоски 12 до уровня верхнего листа, лежа-
щего в стопе заготовок. Присоски подхваты-
вают лист и возвратным ходом поршня пнев-
моцилиндра поднимает его выше уровня по-
верхности стола 9 и удерживают заготовку в
таком положении до возврата стола в магазин-
питатель.
Первая заготовка в это время нагревается
до высокоэластического состояния и стол 9
возвращается в исходное положение. Чтобы
первая заготовка не перемещалась вместе со
столом в магазин-питатель, она удерживается
на месте специальным приспособлением, пе-
ремещаясь при этом на переднюю часть стола,
расположенную ближе к силовому устройству.
Как только стол вернулся в исходное положе-
ние, механизм захвата сбрасывает на него оче-
редную заготовку.
Рис. 7.4.1. Установки для механо-пневмоформования
ФОРМОВОЧНЫЕ МАШИНЫ ЛИСТОВЫХ И ПЛЕНОЧНЫХ МАТЕРИАЛОВ
713
Первая заготовка из нагревательного уст-
ройства перемещается в зону формующего
инструмента 5 силового устройства. Там она
снимается со стола с помощью либо вакуумной
рамы, расположенной по контуру матрицы,
либо рамы, снабженной специальными при-
колками, и оказывается уложенной на пневмо-
камеру 4, закрепленную на неподвижной ниж-
ней плите силового устройства. Гидроцилиндр
1 опускает верхнюю траверсу 2 с расположен-
ной на ней матрицей 3, происходит закрепле-
ние заготовки с одновременной герметизацией
внутренних полостей формы и осуществляется
предварительная механическая вытяжка заго-
товки плунжером б, приводимым в движение
гидроцилиндром 7. Затем в пневмокамеру 6
подается сжатый воздух и происходит оформ-
ление изделия, после охлаждения которого
форма размыкается, изделие удаляется и на
стол 9 подается очередная нагретая до темпе-
ратуры формования заготовка.
Перемещение стола осуществляется от
привода, состоящего из пневмоцилиндра /,
рейки 2, входящей в зацепление с зубчатым
колесом 3, на котором закреплен блок 4 (рис.
7.4.2). Поворачиваясь, блок тянет тросик 5,
приводя в движение стол 6.
Установки механопневмоформования
производят формование в полуавтоматическом
режиме. Для обеспечения полностью автомати-
зированного цикла агрегат часто оборудуется
устройством, производящим захват нагретой
заготовки с «горячей» части стола (рис. 7.4.3).
Заготовка 6 зажимается между неподвижным
верхним зажимом / и нижним подвижным
зажимом 2. Зажимы смыкаются вследствие
давления штока 3 пневмоцилиндра 4 на коро-
мысло нижнего зажима. Зажим поворачивается
вокруг шарнира 5, и заготовка закрепляется.
6
5
Рис. 7.4.2. Схема привода транспортирующего
стола установок для механо-пневмоформования
Рис. 7.4.3. Схема устройства для захвата
заготовок, применяемого в установках
для механопневмоформования
Чтобы уложить заготовку на формующий
инструмент, необходимо сдвинуть ее немного
вперед с поддона 7. Это достигается движени-
ем вниз штока 8 пневмоцилиндра 9, неподвиж-
но закрепленного на переднем торце нижнего
стола пресса. Шток поворачивает относительно
шарнира 10 коромысло //.и установленное на
нем зажимное устройство вместе с заготовкой
отходит вправо. Затем пневмоцилиндр 4 осво-
бождает заготовку.
Установки для механопневмоформования
имеют несколько модификаций. Так, установ-
ки, работающие в линии с экструдером, не
имеют подвижного стола и механизма захвата
и подъема листов из стопы заготовок. Поступ-
ление заготовок в зону нагрева происходит с
помощью подвижной каретки. Эта каретка
снабжена обрубным устройством и специаль-
ными приколками, которые захватывают заго-
товку. Из зоны нагрева каретка с разогретой
заготовкой поступает в зону формования. Там
она сталкивает изделие, отформованное в пре-
дыдущем цикле, сбрасывает заготовку на
пневмоформу и возвращается в исходное по-
ложение для принятия следующей заготовки.
Модифицированные установки рассчи-
танны на одновременное формование двух
изделий (установки двухпоточного формова-
ния) и включают силовое устройство с двух-
этажной формующей оснасткой и нагреватель-
ную камеру с двумя, расположенными один
над другим подвижными столами или совме-
714 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
щенные в одном узле нагревательную камеру и
магазин-питатель.
Пневмо- и вакуум-формовочные ма-
шины. Наиболее распространена классифика-
ция пневмо- и вакуум-формовочных машин по
количеству позиций, поэтому именно она по-
ложена в основу описания конструкций этих
машин. Позиционность машины определяется
числом узлов (механизмов), на которых во
время формования производится та или иная
технологическая операция либо последова-
тельно несколько операций. Так, в однопози-
ционных машинах все технологические опера-
ции осуществляются в одном и том же узле
машины, в двухпозиционных - в одном узле
может осуществляться закрепление и нагрев
заготовки, а все остальные технологические
операции - в другом узле, и т.д.
В однопозиционной вакуум-формовочной
машине с ручным управлением на станине 2
установлена матрица 1 (рис. 7.4.4). Над матри-
цей неподвижно смонтирована нижняя часть
зажимной рамы 4, на которой с помощью
верхней подвижной рамы 3 укрепляется листо-
вая заготовка 5. Над заготовкой размещен на-
греватель 6, положение которого регулируется
по высоте. При установке заготовки и съеме
готового изделия нагреватель отводится в сто-
рону.
После разогрева заготовки осуществляет-
ся подъем матрицы, при этом ее верхняя кром-
ка соприкасается с разогретым термопластом и
матрица останавливается, после чего создается
формующий перепад давлений. По окончании
процесса оформления нагреватель отводится и
начинается охлаждение готового изделия. Для
обдува изделий, с целью ускорения процесса
охлаждения, некоторые машины снабжены
воздушными пистолетами. Затем матрица
опускается вниз, готовое изделие извлекается
из зажимной рамы, а на его место устанавлива-
ется новая заготовка.
Однопозиционные машины выполняют
чаще всего с ручным или полуавтоматическим
управлением и формуют, как правило, листо-
вые мерные заготовки. Однако иногда их ком-
плектуют устройствами, позволяющими закре-
плять в них рулонный материал. Такие маши-
ны могут быть оборудованы нагревателями
различного типа: инфракрасными или конвек-
ционными с одно- или двусторонним обогре-
вом. Часто однопозиционные машины предна-
значаются для формования изделий средних и
больших размеров. Чтобы иметь возможность
легко изменять габаритные размеры изделий,
формуемых на одной и той же машине (без
увеличения отходов), их снабжают набором
различных зажимных устройств.
Двухпозиционная вакуум-формовочная
машина с однородными позициями состоит из
системы создания вакуума с ресивером 6, двух
механизмов подъема стола /, двух комплектов
формующего инструмента 2, двух зажимных
устройств 3 и одного нагревателя 5 (рис. 7.4.5).
Рис. 7.4.4. Схема
однопозиционной машины
с ручным управлением
Рис. 7.4.5. Схема двухпозиционной вакуум-формовочной машины
с однородными позициями
ФОРМОВОЧНЫЕ МАШИНЫ ЛИСТОВЫХ И ПЛЕНОЧНЫХ МАТЕРИАЛОВ
715
Некоторые машины снабжаются верхними
пуансонами 4, предназначенными для предва-
рительной механической вытяжки при нега-
тивном формовании. Большинство двухпози-
ционных машин работает в полуавтоматиче-
ском режиме.
Съем готового изделия, закладка заготов-
ки на одной из позиций и ее перемещение и
установка нагревателя осуществляются вруч-
ную. Формование, охлаждение и освобождение
готового изделия происходят автоматически.
Разновидностью двухпозиционных ма-
шин с однородными позициями являются
сдвоенные машины, которые имеют два нагре-
вателя и две позиции формования. Однако вся
машина обслуживается одной вакуум- или
пневмосистемой, а также единой системой
управления. Работа сдвоенных пневмо- или
вакуум-формовочных машин построена таким
образом, чтобы цикл формования на отдельных
позициях был сдвинут, что позволяет эконо-
мичнее использовать привод машины и повы-
сить производительность труда.
Многопозиционные машины с однород-
ными позициями универсальны и применяются
только для переработки толстого листового
материала. Наиболее часто они предназначены
для вакуумного или комбинированного формо-
вания, реже - для пневматического. Многопо-
зиционные машины с позициями различного
назначения получили большое распростране-
ние, что связано с более высокой их произво-
дительностью и с возможностью осуществле-
ния на них полуавтоматического и автоматиче-
ского режимов работы.
Для переработки толстолистовых мате-
риалов наибольшее распространение получили
карусельные машины. Простейшей машиной
карусельного типа является двухпозиционная
машина. На диаметрально противоположных
сторонах вращающегося ротора закреплены
две зажимные рамы. Пока на одной из позиций
происходит формование изделия, его охлажде-
ние, съем и укладка новой заготовки, на другой
позиции происходит процесс нагрева листа.
Трехпозиционная машина состоит из ро-
тора с укрепленными на нем тремя зажимными
рамами, формующей камеры, нагревателя и
станины. На первой позиции термопластичная
заготовка закладывается в зажимную раму и
зажимается. Через определенный момент вре-
мени ротор поворачивается на 120°, и заготов-
ка попадает на вторую позицию, в которой
происходит ее разогрев. Затем ротор поворачи-
вается еще на 120°, и нагретая заготовка пере-
ходит на третью позицию, где происходит
формование и охлаждение изделия. При оче-
редном повороте ротора отформованная заго-
товка снова поступает на первую позицию,
оператор дает команду на снятие готового из-
делия и закладку новой заготовки. Как показы-
вает опыт, разогрев заготовки идет примерно в
2 - 2,5 раза дольше, чем любого процесса, про-
исходящего на остальных позициях.
В четырехпозиционных карусельных
пневмовакуумформовочных машинах процесс
разогрева происходит на двух позициях -
предварительного и окончательного разогрева.
Машины такого типа предназначены для фор-
мования крупногабаритных изделий из листо-
вых заготовок толщиной 2... 15 мм. Лист тер-
мопласта вручную закладывается в зажимную
раму 5 и автоматически зажимается (рис.
7.4.6). На роторе машины закреплены четыре
зажимные рамы. Поворот ротора осуществля-
ется с помощью пневмоцилиндра 4. Ротор по-
ворачивается на 90° и заготовка перемещается
с позиции загрузки на позицию подогрева, а на
загрузку подается следующая рама. В позиции
подогрева установлены нагреватели 3, которые
обычно обеспечивают двусторонний нагрев
заготовки. Следующим движением ротора за-
готовка перемещается в позицию окончатель-
ного нагрева 2.
4
Рис. 7.4.6. Схема четырехпозиционной
пневмоформовочной машины
716 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
Окончательно нагретый термопласт после
очередного поворота ротора поступает на фор-
мование. На позиции формования у вакуум-
формовочных машин находится пневмокамера,
в которой размещен формующий инструмент,
укрепленный на подвижном столе. В пневмо-
формовочных машинах позиция формования
оборудована прессом 1 челюстного типа, обес-
печивающим смыкание пневмокамеры и вы-
рубку отформованного изделия.
Все машины карусельного типа работают
в полуавтоматическом режиме и для работы с
рулонными материалами не приспособлены.
По назначению их можно отнести к машинам
комбинированного типа: замена номенклатуры
формуемых изделий на этих машинах возмож-
на в довольно широких пределах, но при пере-
ходе с одного изделия на другое требуется
существенная переналадка.
Многопозиционные машины ленточного
типа предназначены для формования изделий
из рулонных материалов. На рис. 7.4.7 приве-
дена схема такой машины с горизонтальным
формующим механизмом, предназначенная для
работы в автоматическом цикле.
С механизма размотки 1 лента термопла-
ста попадает в зону нагрева 2, останавливается
и находится там в течение определенного вре-
мени. Затем с помощью шагового устройства
протяжки 5 нагретый участок ленты попадает в
механизм формования 3, в котором происходит
оформление (чаще всего в многогнездной фор-
ме) и охлаждение изделий. После окончания
процесса формования матрица и пуансон раз-
водятся с помощью пневмоцилиндров, а уча-
сток ленты вместе с отформованными в нем
изделиями (чаще всего мелкой тарой) подается
на позицию заполнения жидким или сыпучим
продуктом из дозатора 4. Следующим ходом
механизма протяжки заполненная тара попада-
ет в механизм сварки 6, где к ней в качестве
крышки приваривается слой фольги, дублиро-
ванной полимерной пленкой, поступающей с
механизма / для размотки. Как правило, в этих
узлах используется термоимпульсной метод
сварки. На следующей за механизмом сварки
позиции 7 происходит вырубка готовых упако-
вок, которые попадают на ленту конвейера 8 и
оттуда в приемный бункер, а перфорированная
лента термопласта сматывается в рулон меха-
низмом намотки отходов 9.
Иногда укупорка мелкой тары произво-
дится не заваркой фольгой, а с помощью фор-
мованных крышек. В этом случае автомат,
подобный рассмотренному выше, дополни-
тельно комплектуется механизмом формования
крышек. Машины ленточного типа работают в
автоматическом режиме с высокой производи-
тельностью. В последнее время выпускаются
машины для формования изделий средней и
крупногабаритной тары.
Следует отметить, что для формования
мелкой тары с последующим заполнением и
закупориванием применяют агрегаты с непре-
рывным движением формуемой ленты (рис.
7.6.8). Он состоит из механизма размотки /,
ленты термопласта 2, вращающегося ротора с
формующими гнездами 3, нагревателя 4, охла-
ждающего 6 и направляющего устройств 5,
дозатора 7 с управляемыми клапанами 8, меха-
низма 9 для размотки фольги, прижимного
ролика 10, сваривающего //и вырубного /2
устройств, направляющего лотка (или конвейе-
ра) 13 и устройства для сбора остатков лен-
ты 14.
Рис. 7.4.7. Схема многопозиционной машины ленточного типа
ФОРМОВОЧНЫЕ МАШИНЫ ЛИСТОВЫХ И ПЛЕНОЧНЫХ МАТЕРИАЛОВ
717
Рис. 7.4.8. Схема многопозиционной машины с узлом формования ротационного типа
Для получения рельефного рисунка или
тиснения на термопластичных пленках исполь-
зуются специальные машины барабанного типа
(рис. 7.4.9). Сматываемая с рулона / пленка
через систему направляющих валков 2 попада-
ет на формовочный барабан 5, проходит под
нагревателем 3, и формуется на тканой под-
ложке 4 как на форме и, пройдя систему на-
правляющих роликов 6 и охлаждающий бара-
бан S, сматывается в рулон 7. В качестве тка-
ной подложки используют тюль или полотно с
вышивкой гладью или ришелье.
Производство вакуум- и пневмоформо-
вочных машин в России началось лишь в 90-х
годах XX века. Это связано с тем, что в соот-
ветствии со специализацией СЭВ подобные
машины производились в Венгрии. В СССР в
институте УКРНИИпластмаш в 60-х годах был
разработан ряд формовочных машин. Все они
были изготовлены в одном-двух экземплярах и
установлены на различных заводах по перера-
ботке пластмасс. Несмотря на то что многие
машины этого ряда зарекомендовали себя по-
ложительно, серийно они не выпускались. Ис-
ключение составили лишь установки для меха-
нопневмоформования, разработанные и изго-
товленные в ООКБ под руководством
К.Н. Стрельцова [36]. Эти установки совер-
шенствовались и выпускались в течение почти
30 лет. Кроме того, на базе разработок ООКБ
Рис. 7.4.9. Схема барабанной машины
для тиснения рисунка на полимерной пленке
Оренбургский завод прессов в 70-х годах осво-
ил выпуск установок для механопневмоформо-
вания модели ДБ2430Д на базе гидравлическо-
го пресса с номинальной силой 1000 кН.
В связи с большой потребностью в поли-
мерной упаковке в середине 90-х годов резко
увеличивается спрос на машины для пневмо- и
вакуумного формования. Это стимулировало
переориентацию некоторых отечественных
машиностроительных предприятий на выпуск
соответствующего оборудования.
В настоящее время основными произво-
дителями этого оборудования и формующего-
инструмента являются следующие фирмы Рос-
сии и СНГ: ОКБ «Формопласт» (г. Санкт-
Петербург), «Полиформ» (г. Санкт-Петербург),
«Ликом-2000» (г. Киев), «Формопак» (г. Харь-
ков) и др. Однако эти машины не всегда могут
конкурировать с такими известными во всем
мире производителями формовочного обору-
дования как фирмы Иллиг и Кифель (Герма-
ния), Грайнер Ферпакунг (Австрия), Риго
групп и Кеннон (Италия) [48, 51].
Так, скоростной пневмоформовочный ав-
томат фирмы Иллиг RDM 54 К. получающий
рулонный материал методом экструзии, пред-
назначен для производства стаканчиков, емко-
стей и других подобных изделий. В нем ис-
пользуется формующий инструмент, совме-
щенный с вырубным устройством. Автомат
снабжен:
устройством для установки и автоматиче-
ской размотки рулонного материала, которое
имеет тормоз с регулируемой тормозной силой
для остановки рулона во время периодических
остановок при протяжке пленки;
валками предварительного прогрева в
энергосберегающем исполнении благодаря
комбинации контактного и конвекционного
нагрева в изолированном нагревательном шка-
фу для предотвращения тепловых потерь;
718 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
устройством ввода предварительно про-
гретой пленки;
пленочным конвейером с приводом от
сервомотора;
упрочненными поддерживающими план-
ками для пленочного конвейера;
устройством централизованного выстав-
ления ширины для пленочного конвейера;
планкой охлаждения для пленочного кон-
вейера с водяным охлаждением;
автоматическим разглаживающим уст-
ройством для пленочного конвейера с пневмо-
приводом;
нижним нагревом с регулированием тем-
пературы общего поля;
верхним нагревом с регулированием тем-
пературы нагрева по продольным рядам;
керамическими инфракрасными высоко-
температурными нагревателями;
устройствами контроля за провисанием
ленты;
пневматическим подводом нагревателей;
моторизованным изменением глубины
реза с указателем положения на мониторе;
воздушным ресивером с устройством за-
дания давления формования;
пневматическим управляющим приспо-
соблением для прижима в области ранта, с
цифровым заданием давления прижима;
приводом для станции формования;
автоматической системой централизован-
ной смазки с электрически насосом;
виброгасительными опорами под основа-
нием машины;
стартовой автоматикой;
устройством температурного регулирова-
ния верхнего и нижнего инструмента, включая
устройство режима «стенд бай»;
безрезьбовым подсоединением воздуха
формования и охлаждения на верхнем и ниж-
нем столах;
трубопроводами охлаждения с системой
защиты от образования конденсата;
устройством отображения температуры
обратной магистрали охлаждения, с возможно-
стью предельных значений на мониторе;
программируемым микропроцессорным
управлением с цифровым кулачковым кон-
троллером;
цветным монитором, вмонтированным в
поворотный пульт управления, с возможно-
стью записи программируемых параметров на
3,5" дискету и подключением для принтера
(параллельный порт);
диагностической поддержкой;
шкафом управления;
штабелирующим, счетным и выводящим
устройством;
мельницей для измельчения решетчатой
ленты отходов;
пневмоконвейером для отбора раздроб-
ленных отходов ленты;
холодильным агрегатом.
Основные технические данные автомата
RDM 54 К приведены ниже.
Максимальная площадь формования
при глубине, мм х мм:
до 125 мм..................... 520 х 300
от 126 до 150 мм.............. 520 х 260
Минимальная площадь
формования, мм..................... 220 х 140
Максимальная негативная глубина
формования стандарт/особая, мм.......125/150
Максимальная позитивная глубина
формования, мм.............................15
Максимальная ширина пленки
(без учета разводки транспортера), мм...545
Скорость работы на холостом ходу,
циклов/мин.................................40
7.4.2. ОБОРУДОВАНИЕ ДЛЯ РОТАЦИОННОГО
И ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ
Методы формования жидких и порош-
кообразных материалов. Ротационное и цен-
тробежное формование заключается в получе-
нии изделий из пластмасс во вращающихся
формах. В качестве исходного полимерного
материала используют твердые вещества раз-
ного дисперсного состава (гранулы, порошки)
и жидкие различной вязкости. При кажущейся
схожести процессов эти два метода имеют су-
щественные отличия. При центробежном фор-
мовании распределение вещества по поверхно-
сти вращающейся формы происходит за счет
центробежных сил и центробежные силы
влияют на структуру образующихся полиме-
ров. При ротационном формовании центро-
бежные силы невелики и распределение поли-
мера на поверхности формы происходит за
счет других физических процессов. При этом
вращение формы может быть вокруг как одной
ОБОРУДОВАНИЕ ДЛЯ РОТАЦИОННОГО И ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ
719
оси, так и двух. Во время вращения форма по-
гружается в «болото», из которого постепенно
как бы вычерпывается вещество независимо от
того, является оно твердым или жидким.
В качестве примера возьмем два разных
исходных вещества, которые используются в
процессе ротационного формования: 1) поро-
шок полиэтилена с частицами размером около
0,5 мм; 2) расплав капролактама, полимери-
зующийся по анионному механизму и имею-
щий начальную вязкость, близкую к вязкости
воды. В первом случае в закрытую полую хо-
лодную форму засыпается порошок полиэти-
лена, форма приводится во вращение и поме-
щается в камеру нагрева. Форма нагревается и
происходит плавление частиц полиэтилена,
которые находятся на стенке формы. Расплав-
ленный полимер налипает на поверхности
формы. Поскольку вязкость расплавленного
полимера чрезвычайно высокая, он не стекает
под воздействием сил гравитации в «болото».
Постепенно расплавляясь весь порошок нали-
пает на поверхности формы. Важное значение
имеет распределение температуры по поверх-
ности формы. Наиболее сильно нагретые уча-
стки формы быстрей «забирают» полиэтилен и
в этом месте образуется более толстая стенка
изделия. При равномерном нагреве формы
толщина стенки изделия получается одинако-
вой [50].
Во втором случае горячий расплав капро-
лактама с активирующими добавками залива-
ется в предварительно нагретую форму и про-
цесс полимеризации капролактама протекает
уже во вращающейся форме. В процессе нарас-
тания вязкости образующегося полимера про-
исходит его налипание на поверхности формы
и постепенно весь образующийся полимер
распределяется по поверхности формы. Нали-
пание и распределение образующегося поли-
мера по поверхности формы становится воз-
можным, когда сила адгезии вязкого полимера
будет больше силы гравитации.
Выбор частоты вращения формы необхо-
димо согласовывать со скоростью нарастания
вязкости. Если скорость полимеризации, а сле-
довательно, скорость нарастания вязкости ве-
лики, то при низких частотах вращения весь
полимер не сумеет из «болота» равномерно
распределиться по поверхности формы. Как
правило, частота вращения форм при исполь-
зовании жидких компонентов в 1,5-2 раза вы-
ше, чем при формовании изделий из твердых
веществ. Этим методом формования получают
изделия и на основе полиэфирных и эпоксид-
ных смол [44]. Принципиальная схема ротаци-
онного формования показана на рис. 7.4.10.
Центробежное формование - метод из-
готовления изделий в виде тел вращения под
действием центробежных сил. Этот метод
применяется преимущественно для производ-
ства труб, втулок, подшипников скольжения,
зубчатых колес и различных заготовок из тер-
мопластов и термореактивных смол, в том чис-
ле наполненных стекловолокном [44]. Центро-
бежное формование - длительный, периодиче-
ский процесс, который применяется обычно в
тех случаях, когда изделие необходимых раз-
меров и качества не может быть изготовлено
другим методом.
При производстве изделий засыпка или
заливка жидких компонентов производится во
вращающуюся форму и за счет центробежных
сил происходит равномерное распределение
полимерного материала (жидких компонентов)
по внутренней поверхности формы. За счет
подвода теплоты через стенку формы происхо-
дит спекание (полимеризация) полимерных
материалов. В случае использования термопла-
стов в виде гранул или порошка, плавление
полимера и его гомогенизация осуществляются
во вращающейся обогреваемой форме, на что
требуется дополнительное время. Кроме того,
при использовании гранулированного сырья
очень трудно получить изделие с толщиной
стенки более 4 мм, не содержащего газовых
включений. Центробежные силы могут суще-
ственно влиять на структуру образующегося
полимера: структура полимера получается бо-
лее равномерной. Частота вращения формы
будет определяться наружным диаметром из-
делия и толщиной стенки. Ось вращения может
быть расположена как в горизонтальном на-
правлении (при получении трубы), так и верти-
кальном (при производстве шкивов, зубчатых
колес).
Машины для ротационного и центро-
бежного формования. Конструктивное оформ-
ление машин для ротационного формования,
определяемое необходимостью вращения фор-
мы вокруг одной или двух осей, нагрева и ох-
лаждения, разными фирмами выполняется по-
разному [47]. Вращения форм от двигателей
может быть клиноременным, цепным и фрик-
720 Глава 7.4. ПЕРЕРАБОТКА ЛИСТОВЫХ, ПЛЕНОЧНЫХ И ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ
Рис. 7.4.10. Схема ротационного формования:
а - загрузка; б - нагрев; в - охлаждение; г - извлечение
ционным, при этом изменение частоты враще-
ния формы может осуществляться либо через
систему шкивов и зубчатых колес, либо с по-
мощью вариаторов электродвигателя.
При производстве изделий используется
прямой нагрев форм с помощью газовых горе-
лок или через конвекцию горячего воздуха. Во
втором случае нагрев воздуха* происходит в
камере, в которой в качестве источника тепло-
ты используется либо горение газа (жидкого
топлива), либо электрическая энергия. При
выборе конструкции камер горения и подачи
горячего воздуха, а также камеры нагрева форм
предпочтение отдается той, в которой достига-
ется быстрый нагрев форм и наименьший рас-
ход топлива. Отходящие газообразные продук-
ты горения имеют высокую температуру и
часто используются в теплообменниках для
рекуперации теплоты и его последующего ис-
пользования на производстве.
Охлаждение изделий может быть либо
естественным, либо принудительным. Для
принудительного охлаждения используют воз-
душные вентиляторы, водяные форсунки или
их комбинацию. Для того чтобы теплота и во-
дяной пар от охлаждающихся форм не посту-
пали в помещение, охлаждение форм произво-
дится в закрытых камерах, снабженных систе-
мой отвода теплоты и образующихся водяных
паров.
Аппаратурное оформление ротационного
формования может быть самым разнообраз-
ным, в зависимости от типа изделия, объемов
производства и т.д. Машины для ротационного
формования выпускаются несколькими фир-
мами: Ferry Industries Inc. (США), STP Equip-
ment (Канада), Alan Yorke Engineering Ltd. (Ве-
ликобритания), Ernst Reinhardt GmbH (Герма-
ния), Polivinil S.p.a. and Cassia S.p.a. (Италия) и
др. [49]. В наиболее часто используемой ма-
шине карусельного типа с независимыми «ру-
ками», на которых крепятся формы, на первой
позиции происходит подготовка формы и за-
грузка исходного материала. В камере naipeea
осуществляется формование изделия и его вы-
держка, после чего форма, пройдя промежу-
точную позицию, поступает в камеру на охла-
ждение. Машины с независимыми «руками»,
смонтированными на тележках, позволяют
получать изделия разные по габаритным раз-
ОБОРУДОВАНИЕ ДЛЯ РОТАЦИОННОГО И ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ
721
мерам и толщине стенки. Управление «рука-
ми» производится вариаторами, позволяющи-
ми выполнять реверсивное вращение «рук» с
переменной скоростью и их маятниковое дви-
жение. Предусмотрена возможность подачи
сжатого воздуха или инертного газа в форму
через валы «руки».
Для получения длинномерных изделий,
когда длина изделия существенно больше ши-
рины, например, лодок, используют машины
типа «гок & roll». В таких машинах одна из
осей совершает колебательное движение,
а вторая - вращательное.
Главными направлениями совершенство-
вания ротационных машин является повыше-
ние их производительности и уровня автомати-
зации. При этом решается проблема автомати-
ческой подачи порошкообразных полимеров в
форму, раскрытие формы и извлечение изде-
лий [49].
Машины (линии) для центробежного
формования изделий из пластмасс машино-
строительными фирмами не производятся и их,
как правило, проектируют и изготовляют по
заказу.
Проектирование изделий и форм для ро-
тационного формования базируется на основе
рекомендаций, изложенных в [47]. Форма для
ротационного формования (рис. 7.4.11) состоит
из следующих основных элементов: полости,
рамы (каркаса) /, монтажной плиты и запи-
рающих механизмов. Кроме того, она может
иметь опорные пружины, подъемные кольца,
вентиляционные трубы, зажимы для закладных
деталей.
Формы изготовляют из металла литьем,
механической обработкой, гальваническим ме-
тодом и напылением. Выбор способа изготов-
ления и материала формы определяется мно-
гими факторами. Формы, полученные методом
литья из алюминия, несмотря на их высокую
стоимость, позволяют получать сложные изде-
лия высокого качества. Стальные формы, изго-
товленные сваркой из листа, являются наибо-
лее распространенными вследствие низкой
стоимости и возможности изготовления изде-
лий больших размеров.
Рис. 7.4.11. Схема формы для ротационного формования:
1 - рама; 2 - пружина или узел крепления; 3 - фланец полуформ; 4 - замок;
5 - упор для разъема полуформ; 6 - нижняя полуформа; 7 - крепежная плита;
8 - стенка формы; 9 - плоскость разъема
722
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Глава 7.5
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
7.5.1. ПРИЕМ, ХРАНЕНИЕ И ПОДГОТОВКА
РЕЗИНОВЫХ СМЕСЕЙ
Светлые сыпучие ингредиенты и тех-
нический углерод по требованиям стандарта
должны поступать на заводы резиновой про-
мышленности в кондиционном виде, не тре-
бующем дополнительной обработки [41]. Од-
нако транспортировка и хранение этих мате-
риалов в неблагоприятных условиях приводят
к повышению влажности порошкообразных
материалов, комкованию и потере сыпучести.
Материалы с повышенной влажностью сушат в
Рис. 7.5.1. Бункер для технического
углерода объемом 8 м3:
1 - бункер; 2 - ворошитель;
3 - винтовой конвейер; 4 - привод
воздушных или вакуумных, барабанных и
шнековых сушилках непрерывного действия.
Дробление комкующихся материалов произво-
дится в шаровых барабанных или дисковых
мельницах, после чего они проходят сепара-
цию на виброситах или в шнековых сушильно-
просевных агрегатах. Промежуточное хране-
ние сыпучих ингредиентов осуществляется в
расходных бункерах соответствующего объема
(рис. 7.5.1). Развеска сыпучих ингредиентов
осуществляется на автоматических весах с
пределом взвешивания 80 кг.
Жидкие и легкоплавкие мягчители ра-
зогреваются и плавятся в баках до консистен-
ции, позволяющей их транспортировку в обог-
реваемых паром трубопроводах, дозируются на
автоматических весах и перед подачей в рези-
носмеситель хранятся в обогреваемых расход-
ных бачках.
Синтетические каучуки, поступающие в
брикетах массой 30... 100 кг, режутся на мно-
голезвийных или дисковых ножах для облегче-
ния развески, а кристаллизующиеся каучуки
подвергаются распарке в периодических рас-
парочных камерах.
Натуральный каучук поступает на за-
воды в кипах массой 100... 115 кг, как правило,
в закристаллизованном виде и подвергается
резке и распарке. Очередность проведения
этих процессов может быть различной. Резка
нераспаренного каучука характеризуется по-
вышенными силами резания и производится
обычно на однолезвийных вертикальных гид-
равлических ножах, а распаренного, более мяг-
кого каучука - на многолезвийных гидравличе-
ских или гильотинных ножах. Выбор того или
иного порядка подготовки натурального кау-
чука определяется условиями конкретного
производства.
Распарка - декристаллизация натурально-
го каучука производится в воздушных распа-
рочных камерах и установках ТВЧ периодиче-
ского и непрерывного действия. В распароч-
ных камерах периодического действия кипы
каучука разогреваются циркулирующим горя-
чим воздухом, при этом длительность процесса
распарки разрезанных кип до 8... 18 часов, а
неразрезанных - до 1.. .2 суток.
В установках ТВЧ каучук разогревается в
результате воздействия на него электрического
поля высокой частоты, при этом прогрев кипы
происходит по всей массе одновременно, что
значительно ускоряет процесс декристаллиза-
ции. Степень прогрева кип проверяется иголь-
ПРИЕМ, ХРАНЕНИЕ И ПОДГОТОВКА РЕЗИНОВЫХ СМЕСЕЙ
723
чатым щупом. Недостаточно прогретые кипы
направляются на вторичный обогрев.
Резка каучука на куски осуществляется на
гидравлических, гильотинных и дисковых
вращающихся ножах. Удельная сила резания
(сила, приходящаяся на единицу длины лезвия
ножа) зависит как от типа каучука и его со-
стояния, так и от конструктивных параметров
режущего оборудования (угла заточки лезвия,
скорости резания, размера кипы или брикета и
др.) и составляет обычно для синтетического
каучука 1...2 кН/см; для распаренного нату-
рального каучука 2...3 кН/см, а для закристал-
лизованного каучука 8... 10 кН/см.
В вертикальных гидравлических ножах
на базе вертикального колонного гидравличе-
ского пресса используются многолезвийные
ножи для резки брикетов синтетического и кип
распаренного натурального каучука, а однолез-
вийные ножи - для резки кип закристаллизо-
ванного натурального каучука. Вертикальные
гидравлические ножи выпускаются на номи-
нальную силу 0,3; 0,6 и 1,3 МН (30, 60 и
130 тс).
Горизонтальные гидравлические ножи
предназначены для разрезания кип распаренно-
го натурального каучука. Максимальная сила,
развиваемая плунжером, составляет 1 МН
(100 тс).
Брикеты синтетического и кипы распа-
ренного натурального каучука режутся на
гильотинных ножах с механическим приводом
(рис. 7.5.2). Кипа 2 конвейером 1 подается на
рольганг 3 и устанавливается под лезвием ножа
4. Вертикальное перемещение ножа осуществ-
ляется электродвигателем 8 и кривошипно-
шатунным механизмом 7. Перемещение кипы
для следующего реза производится при верх-
нем положении ножа. Нож совершает три-
четыре реза в 1 мин, мощность электродвига-
теля 15...30 кВт.
Брикеты синтетического каучука режутся
и четырехдисковыми вращающимися ножами и
подаются к ним рифлеными валками, имею-
щими привод от электродвигателя. Производи-
тельность таких установок при механической
подаче брикетов до 35 т/ч, а затрачиваемая
мощность 13 кВт.
С целью автоматизации процессов раз-
вески каучуков и улучшения их транспорта-
бельности внутри цеха каучуки иногда подвер-
гают гранулированию (гранулы цилиндриче-
ской формы диаметром 12... 15 и длиной
20...25 мм) в червячной машине с гранули-
рующей головкой. При выходе из головки гра-
нулы охлаждаются суспензией каолина в воде
и одновременно опудриваются для предотвра-
щения слипания, излишняя влага отделяется на
сетчатом виброконвейере. Сушка гранул про-
изводится в принудительном потоке воздуха в
камерных агрегатах, во вращающихся установ-
ках барабанного типа или в виброконвейерах
вертикального типа [23].
Виброконвейер по сравнению с камен-
ными агрегатами и установками барабанного
типа позволяет совместить операции сушки и
охлаждения гранул с их вертикальным пере-
мещением. Виброконвейер состоит из спи-
рального лотка 1, укрепленного на несущей
трубе 2, которая подвешена на амортизирую-
щих пружинах 3 к перекрытию 4 (рис. 7.5.3).
На нижнем конце несущей трубы установлен
инерционный вибратор 5, создающий колеба-
ние конвейера вдоль и вокруг его вертикальной
оси, что обеспечивает необходимое пересыпа-
ние и перемещение гранул.
Для промежуточного хранения гранули-
рованных каучуков и маточных резиновых
смесей применяются секционные бункера, со-
стоящие из отдельных секций, каждая из кото-
рых имеет выдвижное дно. Количество секций
определяется необходимым запасом гранул.
Периодическое пересыпание гранул из секции
в секцию (при открывании дна) препятствует
их слипанию. Нижняя секция бункера снабжена
питателем, передающим гранулы в расходные
бункеры, установленные у резиносмесителей.
Приготовление резиновой смеси пред-
ставляет собой процесс равномерного распре-
Рис. 7.5.2. Гильотинный нож
с механическим приводом:
/ - подающий конвейер; 2 - кипа каучука;
3 - рольганг; 4 - гильотинный нож; 5 - куски
нарезанного каучука; 6 - отборочный конвейер;
7 - кривошипно-шатунный механизм;
8 - электродвигатель
724
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис. 7.5.3. Схема вертикального виброконвейера:
/ - спиральный лоток; 2 - несущая труба; 3 - пружи-
ны; 4 - перекрытие; 5 - инерционный вибратор; 6 -
резинокордный вал; 7 - двигатель, 8 - генератор
постоянного тока; 9 - асинхронный двигатель; 10 -
загрузочный патрубок; / / - разгрузочный патрубок,
12 - рукав; 13 - окно загрузочного патрубка, 14 -
шиберная заслонка
деления ингредиентов в массе полимера и мо-
жет осуществляться на вальцах, в червячных
смесителях непрерывного действия, в закры-
тых резиносмесителях периодического дейст-
вия [28].
Наибольшее распространение в резино-
вой промышленности получили закрытые ре-
зиносмесители с роторами овальной формы
типа «Бенбери» (рис. 7.5.4). Смесительная ка-
мера 5, состоящая из двух полуцилиндров и
двух боковин по торцам камеры, установлена
на фундаментной плите 7. Сдвиговая деформа-
ция загруженного материала и смешение ком-
позиции осуществляются двумя фигурными
роторами 6, помещенными в смесительную
камеру, и вращающимися навстречу друг другу
с разными скоростями. Привод роторов осуще-
ствляется от электродвигателя через блок-
редуктор с раздвоенной тихоходной ступенью
и универсальные шарнирные шпиндели. Рото-
ры имеют винтообразные гребни (длинный и
короткий) с наплавками из твердого сплава.
Рис. 7.5.4. Закрытый резиносмеситель
с овальными роторами
Над смесительной камерой установлена
загрузочная воронка /, закрываемая откидной
дверцей 2, перемещаемой с помощью пневмо-
цилиндра. Пневмоцилиндр 3 перемещает груз
верхнего затвора 4, перекрывающий загрузоч-
ное отверстие смесительной камеры, и оказы-
вает давление на смесь до 0,8 МПа.
Готовая смесь выгружается через разгрузочное
окно, расположенное в нижней части смеси-
тельной камеры по всей ее длине и закрывае-
мое горбушей 8 нижнего затвора. Перемеще-
ние нижнего затвора скользящего типа осуще-
ствляется пневмоцилиндром 9, шток которого
неподвижно закреплен на основании резинос-
месителя. Утечка сыпучих ингредиентов и
выпрессовка смеси через зазор между горбу-
ПРИЕМ, ХРАНЕНИЕ И ПОДГОТОВКА РЕЗИНОВЫХ СМЕСЕЙ
725
шей нижнего затвора и направляющими стани-
ны приводят как к потерям материалов (обыч-
но безвозвратным), так и к заклиниванию ниж-
него затвора при его перемещении. Радикаль-
ное улучшение работы узла достигается при-
менением нижнего затвора откидного типа, в
котором горбуша поджимается к разгрузочно-
му отверстию смесительной камеры клином,
перемещаемым от гидроцилиндра. Подъем
нижнего затвора в рабочее положение осуще-
ствляется гидромотором.
Уплотнительные устройства в месте про-
хода шейки ротора через боковину смеситель-
ной камеры предотвращают выход сыпучих
ингредиентов и резиновой смеси из камеры
наружу. Наибольшее распространение на рези-
носмесителях получили лабиринтные уплотне-
ния.
Сложность кинематики перемешиваемых
масс и непостоянство механических свойств
смеси в целом затрудняют расчет энергосило-
вых параметров работы резиносмесителей за-
крытого типа.
Закрытые резиносмесители периодиче-
ского действия в соответствии с действующи-
ми стандартами изготовляют со свободным
объемом смесительной кймеры 4,5; 18; 71; 250
(270); 370; 620 (630) дм3 и частотой вращения
быстроходного ротора до 80 мин-1 (для смеси-
телей 4,5 дм3 с частотой до 140 мин-1).
Резиносмесители непрерывного действия,
как правило, представляют собой одно- или
двухчервячную машину, геометрия рабочих
органов которой обеспечивает повышенное
смесительное воздействие на перерабатывае-
мый материал. Двухчервячный смеситель име-
ет червяки, вращающиеся навстречу друг другу
с одинаковой скоростью, рабочая часть червя-
ков имеет три участка. Первый (по ходу дви-
жения материала) участок имеет обычную для
двухчервячных машин геометрию нарезки и
обеспечивает равномерную подачу ингредиен-
тов из загрузочной воронки на второй участок -
смесительную камеру. Червяки на втором уча-
стке выполнены аналогично роторам резино-
смесителей периодического действия и имеют
овальные лопасти, ориентированные по винто-
вой линии с переменным шагом. Обратные,
тормозящие витки нарезки червяков на третьем
участке регулируют выход материала из сме-
сительной камеры, а следовательно, время
смешения.
Для доработки резиновых смесей после
смесителя периодического действия и второй
стадии смешения используются одночервячные
смесители типа «Трансфермикс» с нарезкой
переменной глубины на червяке и цилиндре
(рис. 7.5.5). При уменьшении глубины нарезки
на червяке и одновременном увеличении глу-
бины нарезки на цилиндре смесь переходит из
Рис. 7.5.5. Резиносмеситель непрерывного действия РСНД-380/450-1:
/ - вал редуктора; 2 - промежуточная вставка; 3 - радиально-упорный подшипник; 4 - корпус загрузочной
секции; 5 - гильза; 6. //, 15- полости для охлаждающей воды; 7 - рама; 8 - червяк, 9- первая и вторая части
секции смешения; 10, 14 - рубашки; 12 - труба для охлаждения червяка; 13 - корпус секции выдавливания;
16- хвостовик; /7-головка; 18 -толкатель
726
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
витков нарезки червяка в витки корпуса, под-
вергаясь при этом интенсивному сдвигу и пе-
ремешиваясь. При обратном изменении глуби-
ны нарезки смесь возвращается в нарезку чер-
вяка и, пройдя две секции смешения, поступает
в секцию выдавливания, а затем - в головку
[23].
Фирмой Вернер и Пфлейдерер (Герма-
ния) для аналогичных целей разработаны од-
ночервячные смесители с червяком диаметром
90...650 мм. Эффект смешения достигается за
счет размещения поперек винтового канала
червяка (по всей его длине) перегородок, обес-
печивающих интенсивный срезающий эффект,
хорошее продольное смешение (за счет возвра-
та части потока в предыдущую канавку нарез-
ки) и достаточно равномерное распределение
температуры по потоку резиновой смеси [34].
7.5.2. ИЗГОТОВЛЕНИЕ ЛИСТОВЫХ
РЕЗИНОВЫХ И РЕЗИНОТКАНЕВЫХ
МАТЕРИАЛОВ
Листовые резиновые и резинотканевые
материалы находят широкое применение в
производстве шин и резинотехнических изде-
лий как полуфабрикат для вырубки и раскроя
заготовок, для гуммирования оборудования,
валков и т.д. Для производства листовых рези-
новых и резинотканевых материалов широкое
распространение получили вальцы, каландры,
клеепромазочные машины.
Для листования, подогрева и пластикации
резиновых смесей, в производстве регенерата
применяют вальцы различных типов, принци-
пиально мало отличающиеся друг от друга.
Устройство современных смесительно-листо-
вальных вальцов подробно рассмотрено в [41].
Для изготовления тонких листовых рези-
новых заготовок (0,5...2,5 мм), обрезинивания
корда (как текстильного, так и металлокорда),
промазки или обкладки тканей резиновой сме-
сью. а также дублирования многослойных ре-
зинотканевых заготовок в производстве рези-
нотехнических изделий и шинном производст-
ве широко применяют каландры. В зависимо-
сти от операций, выполняемых на каландрах,
их можно разделить на следующие типы: лис-
товальные для изготовления листов резиновой
смеси, а также обрезинивания шинного корда и
тканей (частота вращения всех валков этих
каландров одинаковая); промазочные для про-
мазки или втирания резиновой смеси в ткань
(валки этих каландров имеют разные частоты
вращения (фрикцию)); универсальные, которые
могут работать как листовальные и как прома-
зочные, т.е. без фрикции и с фрикцией.
В зависимости от числа валков различают
двух-, трех-, четырех- и пятивалковые каланд-
ры. Листовальные каландры чаще изготовляют
трех- и четырехвалковыми. Промазочные ка-
ландры обычно имеют три валка, частота вра-
щения среднего валка промазочного каландра
(в отличие от листовального) в 1,2...1,5 раза
выше частоты вращения верхнего и нижнего
валков. Вследствие разности скоростей проис-
ходит втирание резиновой смеси в ткань при
прохождении их в зазоре между средним и
нижним валком или средним и верхним.
На рис. 7.5.6 приведены схемы получения
листовых заготовок резиновых смесей и обре-
зинивания корда на каландрах. В первой облас-
ти деформации (питающем зазоре) произво-
дится грубое формование листовых заготовок
из бесформенной массы, во второй области
(калибрующей) - обжатие - калибровка до
заданной толщины. Современные высокоточ-
ные каландры обеспечивают получение листо-
вых заготовок с точностью до ± 0,01 мм. Ино-
гда при каландровании жестких резиновых
смесей материал проходит последовательно
три зазора с целью получения поверхности
листа высокого качества.
Сущность процесса обрезинивания с ис-
пользованием каландров состоит в непрерыв-
ном наложении на армирующую основу с двух
сторон бесконечных листов резиновой смеси с
последующим прессованием всей системы в
бесконечную ленту определенной толщины.
При одностороннем обрезинивании бес-
конечный лист резиновой накладки получают в
области деформации между первой парой вал-
ков, а при двустороннем - между первой и
последней парой валков. Армирующая основа
(текстильный корд, металлокорд, ткань, шнуры
или тросы) подается во второй зазор (прессо-
вочный), в котором происходит наложение на
нее резиновой накладки с одной или двух сто-
рон и прессование всей резинокордной (рези-
нотканевой) системы.
В процессе каландрования валки каланд-
ра имеют разные частоты вращения (фрикцию)
при промазке либо равные при обрезинивании,
обкладке тканей резиновой смесью и дублиро-
вании.
В современной технологии производства
шин используют две схемы изготовления об-
резиненного корда: с двумя последовательно
ИЗГОТОВЛЕНИЕ ЛИСТОВЫХ РЕЗИНОВЫХ И РЕЗИНОТКАНЕВЫХ МАТЕРИАЛОВ
727
Рис.7.5.6. Схемы расположения валков каландра и способы обрезинивания тканевой основы:
а - двукратным последовательным проходом через один трехвалковый каландр; б, д, е - проходом через один
четырехвалковый каландр; в, г - последовательным проходом через два трехвалковых каландра; 7 - валки
каландра; 2 - дополнительный валик; 3 - резиновая смесь; 4 - тканевая основа; 5 - обрезиненная с двух сторон
ткань (корд)
Рис. 7.5.7. Трехвалковый каландр с треугольным расположением валков:
/ - фундаментная плита; 2 - аварийный выключатель; 3 - система охлаждения и подогрева валков; 4 - стани-
на, 5 - механизм регулировки зазора; 6 - шарнирные муфты; 7 - блок-редуктор; 8 - редуктор; 9 - электродви-
гатель; 10 — валки; И - механизм перекоса валков; 12- валковый подшипник; 13 - прессующие ролики
установленными трехвалковыми каландрами
(рис. 7.5.6, а, в, г) и одним четырехвалковым
каландром (рис. 7.5.6, б, д, е). При двусторон-
нем обрезинивании корда на одном четырех-
валковом каландре запрессовка резиновой сме-
си производится одновременно за один проход
через машину, а на двух трехвалковых каланд-
рах процесс осуществляется в две стадии: 1) на
первом каландре, 2) на втором.
Универсальный трех валковый каландр с
угловым расположением валков состоит из
двух чугунных станин 4, установленных на
фундаментной плите 7 и соединенных верхней
поперечиной - траверсой (рис. 7.5.7). В окнах
каждой станины установлены валковые под-
шипники 72, в которых вращаются валки 10
каландра. Средний корпус подшипника непод-
вижный, а верхний и нижний вместе с валками
могут перемещаться по направляющим в окнах
станин для изменения зазора между валками.
Перемещение валковых подшипников с валка-
ми осуществляется при помощи механизмов
регулировки зазоров 5.
Валки каландра чугунные, имеют цен-
тральный канал и периферические каналы для
охлаждения или подогрева. Для обеспечения
равнотолщинности листовых заготовок по ши-
рине листа верхний и нижний валки имеют
728
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
бомбировку (бочкообразность). Клиновые ме-
ханизмы перекоса 11 предназначены для ком-
пенсации прогибов валков. При перекрещива-
нии валков за счет разности зазоров в середине
и по краям валков компенсируются их упругие
прогибы. Величина перекрещивания зависит от
распорных сил между валками, длины и диа-
метра валков.
Привод каландра осуществляется от элек-
тродвигателя 9, через редуктор 8 и блок-
редуктор 7. От блок-редуктора вращение пере-
дается индивидуально к каждому валку через
специальные шарнирные муфты 6, позволяю-
щие регулировать зазор между валками калан-
дра. Привод каландров должен обеспечивать
плавное регулирование окружных скоростей
валков в необходимых пределах в зависимости
от технологического процесса.
Распорные силы между валками и мощ-
ность, потребляемая на деформацию материала
между одной парой валков, можно рассчитать
по зависимостям, изложенным в [1].
При каландровании на ткань наносятся
относительно толстые резиновые слои
(120... 130 г/м2), более тонких на каландре по-
лучить не удается. Для нанесения тонких слоев
резиновой смеси в виде клея слои резины до
10 г/м2 на ткань применяют клеепромазочные
машины (шпрединг-машины). Обычно ткань
покрывают резиновым клеем с одной или двух
сторон, пропуская ее через машину несколько
раз (от 1 до 20) в зависимости от требуемой
толщины слоя [5].
Для промазки тканей резиновым клеем
применяются машины различных конструкций
(рис. 7.5.8). Наибольшее распространение по-
лучили машины, в которых ткань пропускается
в зазор между обрезиненным валком 1 и лезви-
ем 2 ракли 3 (рис. 7.5.8, а). В зависимости от
способа и сушки слоев клея, наложенного на
ткань, различают горизонтальные машины, в
которых сушка происходит на горизонтальной
горячей плите или инфракрасными нагрева-
тельными элементами, и барабанные машины с
сушкой на горячем барабане.
В горизонтальной промазочной машине
ткань проходит через зазор между обрезинен-
ным валом 5 и лезвием ракли 6, которая снима-
ет избыток клея (рис. 7.5.9) [1]. Бензин (рас-
творитель) испаряется при движении ткани над
паровыми плитами 7 и под ними. Пары бензина
собираются под капсулой 9, откуда они отса-
сываются и направляются на рекуперацию.
Рулон 4 ткани для промазки устанавливается в
Рис. 7.5.8. Схемы промазочных машин для прорезинивания тканей:
а - с раклей, б - двумя валками, в - забирающим валком; г - с погружными валками; 1 - обрезиненный вал;
2 - лезвие, 3 - ракля; 4 - нижний валик; 5 - верхний валик; 6 - ванна, 7 - забирающий валик; 8 - передающий
валик; 9- погружные направляющие валики; 10- наружный направляющий валик; 11 - отжимные валики
Рис. 7.5.9. Схема горизонтальной клеепромазочной машины:
1 - станина; 2 - рулон прокладки; 3 - рулон промазанной ткани; 4 - раскатываемый рулон ткани;
5 - обрезиненный вал; 6 - лезвие ракли; 7 - паровые плиты; 8 - задний приводной вал; 9 - капсула
ПРОИЗВОДСТВО ФОРМОВЫХ И НЕФОРМОВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
729
раскаточное устройство. К концу ткани при-
шивается прокладочная ткань длиной, позво-
ляющей обеспечить заправку всей машины от
раскатки до закатки. Намазочный нож (ракля)
обеспечивает получение ровного непрерывного
резинового слоя на поверхности ткани, толщи-
на которого определяется зазором между тка-
нью и ножом и может регулироваться винто-
вым механизмом.
При движении над плитами и под ними
ткань поддерживается роликами и после сушки
направляется на закаточное устройство, распо-
ложенное в передней части машины. Если
ткань промазывается с одной стороны, то ее
закатывают в рулон без прокладки, если с двух
сторон, - то через прокладку. Для создания
натяжения ткани раскаточное устройство
снабжено тормозным приспособлением. Для
повышения производительности горизонталь-
ных клеепромазочных машин почти в 2 раза
стали применять предварительный нагрев ин-
фракрасными подогревательными элементами.
С целью увеличения производительности
промазки предложена конструкция плиточно-
барабанной машины, в которой наряду с паро-
выми плитами для увеличения площади обог-
рева используется также сушильный барабан
[5].
7 5.3 ПРОИЗВОДСТВО ФОРМОВЫХ И
НЕФОРМОВЫХ РЕЗИНОТЕХНИЧЕСКИХ
ИЗДЕЛИЙ
Формовые изделия изготовляют в таком
порядке: получают заготовку, подготавливают
арматуру, осуществляют формование резино-
вой смеси, вулканизацию и обработку изделий.
Заготовки для изготовления формовых резино-
технических изделий формуют в экструдерах
или на каландрах. Из полученных листов тол-
щиной до 30 мм вырубают заготовки штанце-
выми ножами, имеющими замкнутый контур
режущей кромки и конфигурацию, соответст-
вующую форме заготовки. Для резки экструзи-
онной заготовки разработаны специальные
автоматические установки.
При использовании литьевой технологии
не требуется изготовления заготовок для каж-
дого изделия. Литьевые машины в зависимости
от конструкции запитываются резиновой лен-
той или гранулами.
Для изготовления резинометаллических
изделий подготовка поверхности арматуры
осуществляется методами латунирования,
фосфатирования или покрытия клеем с целью
создания прочного соединения резины с ме-
таллом [8]. Формование готового изделия осу-
ществляется в формующем инструменте мето-
дами компрессионного или трансферного прес-
сования, литья под давлением, интрузии и
комбинированным (литьем и прессованием).
Вулканизация формовых изделий глав-
ным образом осуществляется в прессах и лить-
евых машинах. Для обеспечения частичной или
полной механизации вулканизационных прес-
сов прессы оснащают подъемными столами и
манипуляторами. После раскрытия пресса и
поочередного совмещения подъемного стола с
уровнем каждого этажа манипуляторы осуще-
ствляют выдвижение пресс-форм (кассет), их
раскрытие и удаление изделий из гнезд полу-
формы.
Литьевые формы классифицируются так
же, как и пресс-формы для прямого прессова-
ния, но в отличие от последних они всегда за-
крытого типа и имеют систему литниковых
каналов.
Для массового производства резинотех-
нических изделий несложной конфигурации
нашли применение карусельные гидравличе-
ские полуавтоматы, оснащенные вращающим-
ся столом, на котором по окружности установ-
лено несколько одноэтажных пресс-точек.
Цикл работы автоматический, за исключением
закладки заготовок в форму и удаления из нее
вулканизованных деталей. Наилучшие резуль-
таты при производстве резинотехнических
изделий сложной конфигурации дает примене-
ние специальных многопозиционных литьевых
машин.
Продолжительность вулканизации боль-
шинства резиновых изделий значительно
дольше, чем у цикла пластикации резиновой
смеси и впрыска ее в форму. Поэтому одно
пластикационное устройство может быть ис-
пользовано для обеспечения процесса заполне-
ния ряда форм, закрепленных в соответствую-
щих формодержателях. На рис. 7.5.10 показаны
три возможных варианта размещения формо-
держателей в многопозиционных машинах:
а) формодержатели установлены на пово-
ротном столе 7, и могут последовательно по-
ступать к пластикационному устройству 2 для
заполнения форм резиновой смесью;
б) устройство пластикации закреплено на
планшайбе 3 и может поворачиваться вокруг
вертикальной оси, перемещаясь от одного
формодержателя к другому;
в) формодержатели расположены в ли-
нию, вдоль которой по направляющим 4 пере-
730
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис. 7.5.10. Схемы
размещения формодержателей
в многопозиционных
литьевых машинах
мешается устройство пластикации; при этом
количество формодержателей в многопозици-
онных машинах составляет от 2 до 24.
Обработка изделий заключается в удале-
нии облоя индивидуально с помощью обрезки
и шлифовки при нормальной температуре или
групповым методом при низкой температуре. В
первом случае применяют универсальные при-
способления с использованием тримминг-
машин, токарных и сверлильных станков,
шлифовальных шайб, а также автоматические
линии при массовом производстве изделий.
Метод глубокого охлаждения (чаще всего жид-
ким азотом до температуры - 80...- 130 °C)
основан на том, что при кратковременном воз-
действии низких температур тонкий слой об-
лоя становится хрупким, а не успевшее сильно
охладится изделие сохраняет упругость. При
этом применяют галтовочные барабаны, дро-
беметные установки, щеточные, вибрационные
и инерционные машины.
К неформовым резинотехническим изде-
лиям относятся прокладки и уплотнители,
шнуры и трубки, а также другие длинномерные
профильные резиновые детали.
Заготовки для таких изделий наиболее
эффективно профилировать на червячных ма-
шинах холодного питания с вакуум-отсосом, а
вулканизацию осуществлять в аппаратах пе-
риодического действия - автоклавах или на
линиях непрерывного действия. Для тонко-
стенных и трубчатых изделий используется
непрерывная вулканизация в псевдоожижен-
ном слое инертного теплоносителя.
При использовании рассмотренных схем
вулканизации прогрев изделий происходит от
их поверхности к центру неравномерно, со
значительными потерями теплоты в окружаю-
щую среду. Нагрев заготовки со специальными
добавками, помещенной в сверхвысокочастот-
ное электрическое поле (1000...3000 МГц), в
значительной степени устраняет указанные
недостатки и позволяет интенсифицировать
нагрев материала во всем объеме, исключить
антиадгезионную обработку профиля перед
вулканизацией и чистку изделий после нее,
резко повысить тепловой КПД оборудования.
Установки, в которых за счет интенсив-
ных сдвиговых деформаций в головке экстру-
дера резиновая смесь интенсивно разогревает-
ся и выходит из головки уже частично подвул-
канизированной, обеспечивают высокую точ-
ность размеров и хороший внешний вид изде-
лий. Окончательная вулканизация изделия
проводится в среде горячего воздуха.
7.5.4. ПРОИЗВОДСТВО КОНВЕЙЕРНЫХ ЛЕНТ,
ПЛОСКИХ ПРИВОДНЫХ И КЛИНОВЫХ РЕМНЕЙ
Конвейерные ленты резинотканевой и ре-
зинотросовой конструкции предназначены для
транспортирования сыпучих, кусковых, штуч-
ных и других грузов. Сборка сердечника рези-
нотканевых лент осуществляется путем по-
слойного наложения или за один проход.
Изготовление сердечника металлотросо-
вых лент осуществляется следующим образом:
со шпулярника тросы под натяжением прохо-
дят через направляющую гребенку и профиль-
ПРОИЗВОДСТВО КОНВЕЙЕРНЫХ ЛЕНТ, ПЛОСКИХ ПРИВОДНЫХ И КЛИНОВЫХ РЕМНЕЙ 731
2
Рис. 7.5.11. Одноэтажный пресс для вулканизации конвейерных лент:
7 - рамы; 2 - продольные балки для крепления верхней опорной плиты, 3 - стержни-подвески; 4 - верхняя
опорная плита; 5 - нагревательные плиты; 6 - секция подъемного стола; 7- рабочие цилиндры; 8 - основание
пресса; 9- фундаментные балки, 10 - фундамент; 11 - стол для перезарядки пресса,
12 - зажимно-растяжное устройство
ный валик для выдержки заданного шага рас-
положения тросов и поступают в средний зазор
четырехвалкового каландра. Обкладка сердеч-
ников резиновыми листами осуществляется в
среднем зазоре четырехвалкового каландра,
при этом резиновые листы выходят из верхнего
и нижнего зазоров каландра. На выходе из ка-
ландра кромки листов роликами заворачивают-
ся на нерабочую сторону ленты.
Вулканизация конвейерных лент произ-
водится на гидравлических многоплунжерных
прессах большой мощности (рис. 7.5.11). Про-
цесс производится участками длиной 10 м (со-
ответственно длине плиты), при этом перед
смыканием плит пресса зажимно-растяжным
устройством производится вытяжка лент, ко-
торая у резинотканевых лент уменьшает вы-
тяжку лент при эксплуатации, а у резинотросо-
вых лент исключает искривление тросов сер-
дечника при вулканизации. Во избежание пе-
ревулканизации ленты концы плит (на длине
200...300 мм) охлаждаются водой. Опрессовка
боковых сторон конвейерной ленты обеспечи-
вается специальными линейками, отходящими
от ленты при размыкании пресса и перемеще-
нии вулканизованного участка вдоль пресса.
Плоские приводные ремни имеют строе-
ние, аналогичное резинотканевым конвейер-
ным лентам, и изготовляются на том же обору-
довании.
При сборке кордотканевых ремней при-
меняют прямую сборку, т.е. детали ремня на-
кладывают на сборочный барабан, начиная со
слоя сжатия. Сборка кордошнуровых ремней
осуществляется в обратном порядке, т.е. сна-
чала накладывается слой сжатия. Это обеспе-
чивает более точную навивку кордшнура с
заданным шагом и облегчает операцию скаши-
вания боковых граней ремня, осуществляемую
непосредственно на сборочном станке, однако
после сборки викеля и резки заготовок ремни
необходимо выворачивать.
На рис. 7.5.12 представлены схемы рота-
ционных вулканизаторов клиновых ремней.
Вулканизация ремней длиной до 2,7 м произ-
водится на вертикальных вулканизаторах, дли-
ной до 24 м - на горизонтальных. Заготовки
ремней укладываются в канавки вулканизаци-
онного барабана 2 и натяжного ролика 6, пере-
мещением последнего обеспечивается натяже-
ние ремней и требуемая вытяжка. Опрессовка
ремней (давлением до 0,5 МПа) осуществляет-
ся прессующей лентой 5. изготовленной из
обрезиненной металлической сетки. При вра-
щении барабана заготовки ремней нагреваются
от барабана и внешних нагревательных эле-
ментов и вулканизуются в течение 23...26 мин.
По окончании цикла вулканизатор останавли-
вают и перезаряжают.
732
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис. 7.5.12. Схемы ротационных вулканизаторов:
а - вертикального; б - горизонтального; / - нагревательные элементы; 2 - профильный вулканизационный
барабан; 3 - дополнительные нагревательные элементы, 4 - вулканизуемое изделие; 5 - прессующая лента,
6 - профильный натяжной ролик; 7- ролик натяжения прессующей ленты; 8 - прорезиненная тканевая лента;
9- катушки
7.5.5. ПРОИЗВОДСТВО РУКАВОВ
Напорные и всасывающие рукава, приме-
няемые для транспортировки газов, жидкостей
и сыпучих материалов, состоят из каркаса (си-
лового слоя), внутреннего резинового слоя
(камеры) и наружного резинового слоя (об-
кладки). Рукава высокого давления содержат в
каркасе металлическую оплетку в один-три
слоя. Напорно-всасывающие рукава имеют в
каркасе проволочную спираль для предупреж-
дения смятия при работе под вакуумом (т.е.
при внешнем избыточном давлении). По кон-
струкции каркаса различают рукава прокла-
дочные, оплеточные, навивочные, обмоточные
(рис. 7.5.13).
Рукава в зависимости от их конструкции
и предъявляемых к ним требований изготов-
ляют на жестких и эластичных дорнах или
бездорновым способом. Жесткие дорны, пред-
ставляющие собой дюралюминевую или сталь-
ную трубку с гладкой наружной поверхностью,
служат хорошей опорой при сборке и прикатке
деталей рукава, однако их применение ограни-
чивает длину изготовляемых рукавов. Приме-
нение гибких пластмассовых дорнов позволяет
выпускать рукава большей длины, так как их
можно наматывать на барабаны. При бездор-
новом способе опорой при сборке рукавов
служит сжатый воздух, подаваемый внутрь
предварительно подвулканизованной камеры,
длина рукава достигает 500 м и более.
На рис. 7.5.14 представлена схема агрега-
та для сборки рукавов бездорновым способом с
каркасом из двух разреженных слоев нитей без
промежуточного резинового слоя между ними.
В состав агрегата входят вальцы 1, конвейер 2,
червячная машина 3, навивочный станок 4 с
двумя планшайбами, отборочный барабан 5,
червячная машина 6 для наложения наружного
резинового слоя и отборочный конвейер 7. При
выходе резиновой камеры из головки червяч-
ной машины 3 на камеру с катушек 10 накла-
дывается несколько продольных нитей, преду-
преждающих продольную вытяжку рукава при
сборке. Синхронизация привода машин агрега-
та осуществляется сельсинами 9.
В агрегате для сборки обмоточных рука-
вов дорновым способом дорн 1 с надетой на
него камерой с помощью подающего устройст-
ва 2 последовательно проходит через прома-
зочное устройство 3 и обмоточную головку 7,
состоящую из вращающейся планшайбы 5,
подвижной втулки 9, на которой установлена
катушка 8 (рис. 7.5.15). С катушки прорези-
ненная тканевая лента 10 заправляется через
направляющий штифт И и отклоняющий
штифт 12 и закрепляется на дорне. При непре-
рывной подаче дорна с камерой и вращении
планшайбы камера промазывается клеем и
спирально обматывается лентой под углом
54°44'. При прохождении второй обмоточной
головки 13 рукав обматывается лентой в про-
тивоположном направлении.
ПРОИЗВОДСТВО РУКАВОВ
733
Рис. 7.5.13. Напорные рукава различных конструкций:
а - прокладочный, б - оплеточный, в - навивочный, г - обмоточный; / - резиновая камера; 2,4 - тканевые или
нитяные прокладки; 3 - промежуточный резиновый слой; 5 - наружный резиновый слой
Рис. 7.5.14. Схема агрегата для сборки навивочных рукавов бездорновым способом:
1 - вальцы; 2.7 - конвейеры; 3. 6 - червячные прессы; 4 - навивочный станок; 5 - отборочный барабан;
8 - камера; 9 - сельсин; 10 - катушка
Рис. 7.5.15. Схема агрегата для сборки обмоточных рукавов дорновым способом:
/ - дорн с камерой; 2 - подающее устройство; 3 - промазочное устройство; 4, 13 - обмоточные головки;
5 - планшайба; 6,7 - тормоза; 8 - катушка; 9 - втулка; 10- тканевая лента; / / - направляющий штифт;
12 - отклоняющий штифт; 14 - протягивающее устройство типа «Танк»
734
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
После разрезания перемычек между дор-
нами рукава подают на последующие опера-
ции. Вулканизация рукавов производится в
котлах, причем рукава, собранные бездорно-
вым способом, предварительно подвергаются
освинцеванию.
7.5.6. ПРОИЗВОДСТВО ШИН
Технологический процесс производства
шин включает: приготовление резиновых сме-
сей в смесителях; обработку корда (пропитку
синтетическими латексами, сушку, термиче-
скую вытяжку и нормализацию, двустороннюю
обкладку резиновой смесью на каландрах);
заготовку деталей покрышек (раскрой обрези-
ненного корда, стыковку кусков в непрерыв-
ную ленту, наложение на нее резиновой про-
слойки и гермослоя, профилирование загото-
вок протекторов, боковин, наполнительных
шнуров и других элементов на червячных экс-
трудерах и каландрах, изготовление крыльев);
сборку покрышек на специальных станках и
поточных линиях; формование и вулканизацию
покрышек в форматорах-вулканизаторах; изго-
товление заготовок ездовых камер на камерных
агрегатах, их стыковку и вулканизацию в ин-
дивидуальных вулканизаторах и др.
Оборудование для изготовления дета-
лей покрышек. Протекторные заготовки (про-
текторы) получают на протекторных агрегатах,
базовым оборудованием которых являются
одна или несколько червячных машин «холод-
ного» или «теплого» питания. Число червяч-
ных машин в агрегате зависит от составных
частей протектора, так как каждая из машин
профилирует отдельные детали протектора,
которые, проходя через общую протекторную
головку (рис. 7.5.16), дублируются между со-
бой, образуя монолитный протектор сложной
конструкции. Известны агрегаты на базе одной
(симплекс), двух (дуплекс), трех (триплекс) и
четырех (квадроплекс) червячных машин [21,29].
Кроме червячных машин и каландров в
протекторные агрегаты входят отборочные и
усадочные конвейеры (рольганги), маркеры,
весы для непрерывного контроля погонной
массы заготовок, охлаждающие устройства,
ножи для отрезания и весы для контроля массы
мерных заготовок, съемные устройства и др.
На рис. 7.5.17 представлена схема симплексно-
го протекторного агрегата на базе одной чер-
вячной машины и трехвалкового каландра.
Агрегат позволяет получать протекторные за-
готовки из одной резиновой смеси, которые
затем дублируются в каландре 8 с надбрекер-
ным слоем с помощью дублировочного валика
9. Мультиплексные агрегаты могут профили-
ровать беговую часть протектора, боковины,
наполнительный шнур. В комбинации с двух-
валковым каландром они позволяют выпускать
высококачественный герметизирующий слой, а
в комплекте с одновалковой головкой - гер-
мослой, боковины, оберточные и другие тонко-
стенные профилированные детали [8].
Рис. 7.5.16. Схемы протекторных головок для одной (а), двух (б, в); четырех (г) резиновых смесей:
1 - корпус; 2 - профилирующая планка; 3 - зажимная гребенка; 4 - пневмоцилиндр; 5 - полости для нагрева
или охлаждения; 6 - червяк; 7 - щель для выдавливания протектора
ПРОИЗВОДСТВО шин
735
27 26 25
Рис. 7.5.17. Схема симплексного протекторного агрегата с каландром:
7 - электродвигатель; 2- червячный пресс; 3, 77.16,17, 22, 27- конвейеры; 4 - маркировочный валик;
5 - весовой конвейер; 6 - весы непрерывного взвешивания; 7,10, 18, 23 - рольганги; 8 - каландр; 9 - дублиро-
вочный валик; 12 - шероховальный станок; 73 - промазочный валик; 14 - ванна для клея; 75 - направляющие
ролики; 19- охладительная установка; 20 - компенсатор; 27 - дисковый нож; 24 - весы для мерных заготовок;
25 - протектор; 26 - подвеска; 28 - подвесной конвейер
Обрезиненные технические ткани и тек-
стильный корд подвергаются диагональному и
продольному раскрою с помощью быстровра-
щающихся дисковых ножей. Схемы раскроя
показаны на рис. 7.5.18. Диагональный раскрой
используется при заготовке слоев корда карка-
са и брекера, продольный - для заготовки уз-
ких крыльевых и бортовых лент.
Производительность диагонально-реза-
тельной машины по исходному полотну
(рис. 7.5.18, а), м/ч,
_ 60тЬ
Q =-------, (7-5.1)
cos а
где а - угол закроя; b - ширина отрезаемой
полосы; т - число резов за одну минуту.
Производительность продольнорезатель-
ной машины (м/ч)
Q = 60г, (7.5.2)
где и - скорость движения разрезаемой ленты,
м/мин.
Принцип диагонального раскроя заклю-
чается в следующем: конвейеры 7 и 2 подают
порцию материала в зону резания и останавли-
ваются, каретка 5 с вращающимся ножом 6
перемещается по диагонали 4, отрезает порцию
материала и останавливается. Вновь включа-
ются в работу конвейеры 7 и 2 и подают сле-
дующую порцию материала. Отрезанный ранее
кусок отделяется от остальной части материала
вследствие разности скоростей конвейеров 7 и
2. Возвратно-поступательное движение карет-
ки вдоль диагонали обеспечивает специальный
привод. Диагонально-резательные машины
работают, как правило, в составе агрегата,
включающего раскаточные и стыковочные
устройства для разрезаемого материала, ком-
пенсаторы, стыковочные столы для отрезанных
заготовок, центрирующие устройства, каланд-
ры для наложения резиновых прослоек на за-
кроенные полосы ткани. Основные техниче-
ские характеристики резательных агрегатов
приведены в [11].
Приводы основных рабочих органов диа-
гонально-резательных агрегатов (раскатки,
конвейеров, каретки) работают в условиях час-
тых включений и выключений и должны быст-
ро разгоняться и останавливаться. Мощность,
необходимая для разгона конвейера,
N ~ ^дин + ^ст ’ (7.5.3)
2 т ^2
V" miv V* J
где /удин = У--------Н У ------ - мощность,
гр 'р
необходимая для преодоления инерционных
сил и моментов сопротивления при разгоне
конвейера; mt - масса 7-й прямолинейно дви-
жущейся детали конвейера; /р - время разгона;
7р = 0,5... 1 с; Jj - rrij^ Иц + - момент
инерции j-й вращающейся детали; Ан/ и 7?ву -
соответственно наружный и внутренний ради-
ус вращающейся у-й детали с массой т/, NCT -
мощность, необходимая для преодоления ста-
тических сил и моментов сопротивления (рас-
считывается по известным методикам, исполь-
зуемым при проектировании транспортирую-
щих машин).
736
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис. 7.5.18. Схемы диагонального (а) и
продольного (б) раскроя обрезиненного
текстильного материала:
7 - приемный конвейер; 2 - основной конвей-
ер; 3 - раскраиваемый материал; 4 - диаго-
наль; 5 - каретка; 6 - нож; 7 - отрезанный
кусок ткани; 8 - полотно обрезиненной тка-
ни; 9 - ножевой вал; 10 - направляющие
гребенки; 11 - дублировочные валики; 12 -
закаточные валики; 13 - бобины с нарезан-
ными лентами, 14 - бобины с прокладочным
материалом
12 3 16 17 18 19
Рис. 7.5.19. Каландровая линия холодного обрезинивания металлокорда:
1 - шпулярник; 2, 3, 4,5,8, 11- соответственно распределительное, направляющее, следящее, ориентирующее,
управляющее и раскаточное устройства; 6 - двухвалковый каландр, 7, 10 - рольганги; 9 - стыковочное устрой-
ство; 12 - тянульное устройство; 13 - закатка для пленки; 14 - устройство обрезки кромок; 15 - закаточное
устройство для кромок; 16 - компенсатор; 77- вытягивающее устройство, 18 - устройство поперечной резки;
19 - двойное закаточное устройство
В каркасах грузовых и брекерах легковых
и грузовых радиальных шин применяется ме-
таллокорд, обрезинивание которого производят
холодным или теплым способами на каландро-
вых линиях.
При холодном способе обрезинивания
(рис. 7.5.19) нити металлокорда из шпулярника
7 проходят через распределительное 2, направ-
ляющее 3, следящее 4 и ориентирующее 5 уст-
ройства в зазор двухвалкового каландра 6, куда
по рольгангам 7 через управляющие устройст-
ва 8 поступают две резиновые ленты из раска-
точных устройств 9. Обрезиненный металло-
корд по рольгангу 10 через компенсатор 16 и
вытягивающее устройство 77 поступает в
двойное закаточное устройство 79.
В линиях для теплого обрезинивания ис-
пользуются четырехвалковые каландры.
Для раскроя обрезиненного металлокорда
2 применяют диагонально-резательные агрега-
ты, режущее устройство которого состоит из
нижнего неподвижного ножа 7 в виде стальной
полосы, прикрепленной к ножевой балке, и
верхнего дискового ножа 3, установленного на
каретке (рис. 7.5.20). Каретка перемещается по
направляющей с помощью цепной передачи
или зубчатого ремня. Дисковый нож постоянно
прижат к неподвижному ножу специальным
амортизатором, а кордное полотно подается на
неподвижный нож и прижимается к нему при-
жимами.
В состав крыла традиционной конструк-
ции входят бортовое кольцо, наполнительный
шнур, оберточные и крыльевые ленточки. Бор-
товые кольца изготовляют из стальной обрези-
ненной проволоки диаметром 1 мм на кольце-
ПРОИЗВОДСТВО шин
737
Рис. 7.5.20. Схема раскроя
обрезиненного металл о корд а
делательных агрегатах (рис. 7.5.21). Шпули с
рихтованной проволокой устанавливаются в
шпулярник 9. Число шпуль равно числу прово-
лок по ширине кольца. Из шпулярника 9 про-
волока через направляющее устройство 8 и
нагреватель 7 поступает в головку червячной
машины 6, где обрезинивается и в виде рези-
нопроволочной ленты подается протягиваю-
щим станком в компенсатор 3 (после охлажде-
ния водой и обдувки воздухом). Из компенса-
тора лента механизмом подачи намоточного
станка подается в замок шаблона кольцедела-
тельного автомата 1 или 2, закрепляется и на-
матывается на шаблон до получения заданного
числа слоев. Затем шаблон останавливается,
лента обрубается, замок открывается, кольцо
сбрасывается с шаблона и после изоляции
(скрепления) стыка бязевой ленточкой подает-
ся на станок для подвулканизации (упрочне-
ния) стыка. Затем, в зависимости от конструк-
ции крыла, на бортовое кольцо может накла-
дываться резиновый наполнительный шнур,
оберточная и крыльевая ленты с использовани-
ем специальных оберточных и крыльевых
станков.
Оборудование для сборки покрышек.
Известны несколько способов сборки покры-
шек. Выбор того или иного способа зависит от
особенностей конструкции покрышек и вида
их деталей, поступающих на сборку, от конст-
руктивных особенностей сборочного оборудо-
вания и от организации производства. По-
крышки диагональной конструкции собирают в
одну стадию путем последовательного нало-
жения деталей на металлический сборочный
барабан, их центрирования, обработки и дуб-
лирования. Радиальные покрышки, как прави-
ло, собираются в две стадии: сначала на жест-
ком металлическим барабане собирается кар-
кас покрышки (первая стадия), затем этот кар-
кас формуется на специальном барабане и на
него накладываются брекер, протектор и при-
катываются (вторая стадия). Необходимость
двухстадийной сборки радиальных покрышек
обусловлена различным направлением нитей
корда в каркасе и брекере и разной растяжимо-
стью последних в меридиональном и окружном
направлениях.
В зависимости от вида деталей для карка-
са и брекера, поступающих на сборку, различа-
ют следующие виды сборки покрышек: брас-
летный, когда детали каркаса и брекера после-
довательно надеваются на сборочный бара-
бан в виде кольцевых заготовок, состоящих из
двух или более слоев обрезиненного корда, и
дублируются; послойный, когда каждый слой
каркаса или брекера последовательно наматы-
вается на барабан, стыкуется и прикатывается;
комбинированный, при котором первая группа
Рис. 7.5.21. Кольцеделательный агрегат АКД 80/1300:
1.2- кольцеделательные автоматы; 3 - компенсатор; 4 - установка для подачи резиновой смеси;
5 - нагревательное устройство для резиновой смеси; 6 - червячная машина; 7 - нагреватель проволоки;
8 - направляющая стойка; 9 - шпулярник
24 - 10358
738
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
слоев корда каркаса надевается в виде кольце-
вой заготовки на сложенный барабан, затем
барабан раскладывается и на него последова-
тельно наматываются остальные слои.
В зависимости от конструкции сборочно-
го барабана различают плоскую, полуплоскую
и полудорновую сборку, а также сборку из
уширенных слоев корда. Кроме того, в зависи-
мости от организации производства сборка
может осуществляться на индивидуальных
станках, на многопозиционных агрегатах и на
поточных линиях.
Оборудование, предназначенное для
сборки пневматических шин, отличается боль-
шим разнообразием и классифицируется по
нескольким признакам [6, 11]: по конструкции
покрышек - станки для сборки диагональных и
радиальных покрышек; по конструкции сбо-
рочного барабана - станки с барабаном пло-
ской (типа СПК), полуплоской (типа СПП) и
полудорновой (типа СПД) конструкции; по
назначению покрышек - станки для сборки
велосипедных, мотоциклетных, легковых, гру-
зовых, крупногабаритных, сельскохозяйствен-
ных, авиационных и других покрышек; по ис-
ходному состоянию обрезиненного корда для
слоев каркаса и брекера - станки для послой-
ной, браслетной и комбинированной сборки:
по способу обработки бортовой части покрыш-
ки в процессе ее сборки - станки с обработкой
борта на неподвижном и вращающемся бара-
бане; по способу организации сборки - станки
для индивидуальной сборки, поточные линии и
многопозиционные станки-агрегаты; по спосо-
бу проведения сборки покрышек - станки для
раздельной и совмещенной сборки.
Несмотря на столь большое разнообразие
конструкций сборочною оборудования имеет-
ся ряд механизмов одинакового назначения:
фундаментные плиты, механизмы посадки
крыльев и обработки борта, приводы враще-
ния, складывания и раскладывания сборочных
барабанов; механизмы прикатки слоев каркаса,
брекера, крыльев, бортовых лент, протектора,
боковин; специальные питатели, предназна-
ченные для подачи в зону сборки элементов
собираемых покрышек.
Станки для послойной сборки покрышек
на полуплоских барабанах, предназначенные
для сборки легковых и легкогрузовых покры-
шек, имеют неподвижную правую 1 и подвиж-
ную левую 2 группы (рис. 7.5.22). Обе группы
оснащены шаблонами для посадки крыльев 4,
механизмами обработки борта 5 и дополни-
тельными барабанами (в некоторых исполне-
ниях). Для прикатки (дублирования) резино-
кордных материалов в процессе сборки по-
крышек станок снабжен блоком прикаточных
механизмов 3 с роликами, способными пере-
мещаться как по беговой (цилиндрической)
части, так и по бортовой зоне покрышки.
7 6 5 4 3 2
8 9
Рис. 7.5.22. Сборочный станок СПП 3-460-800:
/ - правая группа; 2 - левая группа; 3 - блок прикатчиков; 4 - шаблон, 5 - механизм обработки борта; 6 - про-
межуточная плита; 7 - световой указатель; 8 - рама, 9 - блок пневмооборудования, 10 - сборочный барабан
ПРОИЗВОДСТВО шин
739
Станок комплектуется сборочным бара-
баном 10 повышенной точности, механизмом
безынерционного складывания последнего,
имеет микропроцессорную систему программ-
ного управления и обеспечивает высокое каче-
ство и прецизионность сборки покрышек.
Последовательность технологических пе-
реходов и соответствующие им положения
элементов рычажного механизма обработки
борта показаны на рис. 7.5.23 [6]. Сборка по-
крышки начинается с установки крыла на
шпильки шаблона правого механизма обработ-
ки борта. Кольцо «протаскивается» через сло-
женный сборочный барабан, который затем
раскладывается. В исполнениях станка, преду-
сматривающих наличие дополнительных бара-
банов, последние одновременно выдвигаются
до упора в плечики сборочного барабана. Затем
производится последовательное наложение и
стыковка слоев корда и их дублирование (рис.
6.5.23, а), после чего дополнительные бараба-
ны отводятся в исходное положение и начина-
ется формирование бортовых частей покрышки
на неподвижном барабане: выход рычажного
механизма из под шаблона (рис. 7.5.23, б); об-
жатие слоев корда по плечикам сборочного
барабана и посадка крыльев (рис. 7.5.23, в);
заворот слоев корда на крыло (рис. 7.5.23, г);
заворот слоев корда на цилиндрическую часть
сборочного барабана (рис. 7.5.23, б); отвод
распорных рычагов с кольцевой пружиной от
прикатных (обжатых) слоев корда на цилинд-
рической части барабана (рис. 7.5.23, е).
Затем рычажные механизмы отводятся от
барабана в исходное положение под шаблоны.
Все перечисленные переходы осуществляются
автоматически на неподвижном барабане, а
прикатка слоев каркаса, протектора и боковин -
на вращающемся барабане с помощью блока
прикаточных механизмов. Для подачи слоев
корда на сборочный барабан станки укомплек-
тованы соответствующими питателями роли-
кового типа.
Станки для сборки грузовых покрышек на
полудорновых барабанах обеспечивают полно-
стью сборку послойным или браслетным спо-
собами покрышек диагональной конструкции
или только каркасов покрышек радиальной
конструкции с одним или двумя крыльями в
борту, т.е. первую стадию сборки.
Для посадки крыльев и формирования
бортов собираемой покрышки левая и правая
группы станка снабжены шаблонами и рычаж-
ными механизмами обработки борта, рабо-
тающими синхронно.
Рис. 7.5.23. Технологические переходы (а - е) при сборке покрышек на станке типа СПП 3-460-800:
/ - сборочный барабан; 2 - слои корда; 3 - дополнительный барабан; 4 - обжимной рычаг; 5 - крыло;
6- шаблон; 7,8- первый и второй кольцевые цилиндры; 9-распорный рычаг; 10- кольцевая пружина
24*
740
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис.7.5.24. Рычажный механизм обработки борта
станка СПД 2-710-1100:
1 - поршень; 2 - основной рычаг; 3 - обжимной
рычаг; 4 - основная пружина; 5 - манжета;
6 - воротник; 7 - гайка
Рычажный механизм обработки борта
имеет корпус в виде кольцевого цилиндра,
внутри которого размещен кольцевой поршень
1 (рис. 7.5.24). В пазах корпуса на винтах за-
креплены оси сорока основных 2 и сорока об-
жимных 3 рычагов. Поршень 7 обеспечивает
поворот основных рычагов 2. Ход поршня 7
регулируется гайкой ~ Принудительный пово-
рот обжимных рычагов 3 осуществляется спе-
циальным подпружиненным кольцом, ход ко-
торого регулируется с помощью винтов. На
рычагах 2 установлена кольцевая пружина 4.
Концы обжимных рычагов 3 также соединены
между собой специальными пружинами. Ос-
новные технологические операции, выполняе-
мые рычажными механизмами обработки бор-
та, показаны на рис. 7.5.25 [11].
Формирование бортов покрышки меха-
низмами и шаблонами осуществляется автома-
тически одновременно с посадкой крыльев на
соответствующую группу слоев корда при не-
подвижном барабане и с обеих его сторон од-
новременно.
Пер бая группа.
Слоек
ШаЪлон.
Рис. 7.5.25. Технологи-
ческие переходы при
сборке покрышек на
станке типа
СПД 2-710-1100:
/плечико
отборочное о
Ъа раба на
ОЬнсимной
рычаг_
Оснобнаи
а)
а - рычажный механизм
и шаблон в исходном
положении, на барабане
первая группа слоев; б -
выход обжимных рыча-
гов из-под шаблона для
захвата слоев; в - траек-
тория движения обжим-
ных рычагов при захвате
слоев; г - положение
захвата слоев; д - посад-
ка первого крыла; е -
заворот слоев корда на
первое крыло; ж - об-
жатие вокруг заплечика
барабана и дублирова-
ние первой группы
слоев; з - проталкивание
группы слоев под крыло;
и - проталкивание бор-
товой ленты под крыло
ж)
ПРОИЗВОДСТВО шин
741
Формование ранее собранного каркаса,
наложение на него брекера, протектора, боко-
вин и их прикатка - вторая стадия сборки по-
крышки радиальной конструкции - может
осуществляться на индивидуальных станках,
двухпозиционных агрегатах и специальных
модулях, входящих в состав многопозицион-
ных агрегатов и поточных линий.
Двухпозиционные агрегаты этой стадии
сборки легковых радиальных покрышек отли-
чаются от индивидуальных станков тем, что
имеют две позиции сборки: брекерно-
протекторного браслета и окончательной сбор-
ки покрышки, на которой каркас, собранный на
станке первой стадии сборки, совмещается с
браслетом, формуется, после чего браслет при-
катывается.
В отличие от агрегатов второй стадии
сборки многопозиционные агрегаты и поточ-
ные линии позволяют проводить раздельно
первую и вторую стадию сборки, т.е. полно-
стью собирать покрышку радиальной шины.
Принцип работы агрегата состоит в сле-
дующем. На первой позиции собирается кар-
кас, на второй - брекерно-протекторный брас-
лет. Затем каркас захватывается перекладчи-
ком, переносится и устанавливается на фор-
мующий барабан. Одновременно брекерно-
протекторный браслет захватывается другой
частью перекладчика, перемещается и устанав-
ливается вокруг каркаса, зафиксированного на
заплечиках формующего барабана. Далее кар-
кас формуется, соединяется с браслетом, по-
следний прикатывается к каркасу и готовая
покрышка снимается с барабана.
Оборудование для совмещенной двухста-
дийной сборки радиальных покрышек предпо-
лагает использование наиболее современной
перспективной технологии. По этой техноло-
гии сборка покрышки осуществляется полно-
стью на одном барабане, способном изменять
свою первоначально цилиндрическую (на пер-
вой стадии сборки) форму в тороидальную (на
второй стадии сборки). С этой целью использу-
ется цельнометаллический барабан с гибкими
металлическими сегментами, обтянутыми сна-
ружи специальной резиновой диафрагмой.
Изменение формы осуществляется механиче-
ски, причем равномерно и симметрично отно-
сительно осей барабана, а сборочная поверх-
ность при этом сохраняет необходимую жест-
кость. Подобные сборочные барабаны исполь-
зуются в агрегатах как только для второй ста-
дии сборки, так и в агрегатах для совмещенной
двухстадийной сборки [35].
Для расчета мощности приводов враще-
ния сборочных барабанов может быть исполь-
зована формула (7.5.3).
Вулканизационное оборудование для
покрышек. Процесс вулканизации покрышек
является завершающей стадией их производст-
ва. Он протекает при повышенных температу-
рах (130.. . 160 °C) и давлении во внутренней
полости изделия 2 .4 МПа Интенсивность
процесса вулканизации с повышением темпе-
ратуры возрастает, однако для получения рези-
ны с требуемыми свойствами необходимо вы-
держивать не только температурный режим, но
и время вулканизации. Температура, давление
и время вулканизации покрышек зависят от их
конструктивных особенностей.
Вулканизация покрышек производится в
автоклав-прессах, индивидуальных вулканиза-
торах, форматорах-вулканизаторах и поточных
линиях. Автоклав-прессы и индивидуальные
вулканизаторы являются морально устаревшим
видом вулканизационного оборудования, хотя
продолжают эксплуатироваться на ряде отече-
ственных шинных заводов.
Форматоры-вулканизаторы являются
наиболее распространенным видом оборудова-
ния для вулканизации покрышек пневматиче-
ских шин. Поскольку операции формования и
вулканизации покрышек совмещены в одной
машине, то исключается необходимость в ус-
тановке многих вспомогательных механизмов,
как в случае вулканизации в автоклав-прессах
и индивидуальных вулканизаторах. Современ-
ные конструкции форматоров-вулканизаторов
механизированы и автоматизированы, поэтому
все процессы в них производятся автоматиче-
ски с помощью специальных приборов и
средств автоматики по заданной программе. По
принципу действия форматоры-вулканизаторы
делятся на три группы [40]: с выдвигающейся
диафрагмой (типа «бег-о-матик»), с убираю-
щейся диафрагмой (типа «автоформ») и без-
диафрагменные.
Отличительной особенностью формато-
ров-вулканизаторов первых двух групп являет-
ся наличие мягкой резиновой диафрагмы, за-
меняющей варочную камеру и не отделяющей-
ся от машины при выгрузке вулканизованной
покрышки. Применение диафрагмы позволило
совместить в одной машине формование по-
крышки, ее вулканизацию и выемку диафраг-
мы при выгрузке готового изделия, создать
более благоприятные условия для прогрева
742
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
покрышки как изнутри (за счет циркуляции
перегретой воды в диафрагме), так и снаружи.
В бездиафрагменном форматоре-
вулканизаторе роль диафрагмы выполняет
вулканизуемая покрышка, имеющая внутрен-
ний герметизирующий слой из высококачест-
венной резиновой смеси. При вулканизации
теплоносители подаются непосредственно в
покрышку, которая плотно зажимается в бор-
товых частях специальными секторными за-
жимами.
В зависимости от размеров покрышек,
для вулканизации которых предназначены ма-
шины, форматоры-вулканизаторы имеют раз-
личные модификации и отличаются размерами,
энергосиловыми характеристиками и конст-
руктивным исполнением.
В зависимости от способа обогрева пресс-
форм форматоры-вулканизаторы подразделяют
на автоклавного типа, с рубашечным обогре-
вом, с плитовым обогревом, а по конструкции
привода - на рычажно-механические и гидрав-
лические.
В паровой камере форматора-вулканиза-
тора нижняя половина паровой камеры днищем
6 закреплена на станине болтами 5 (рис. 7.5.26).
Уплотнение между верхней 25 и нижней 32
половинами паровой камеры обеспечивается
самоуплотняющейся резиновой прокладкой 31.
Нижняя половина 7 пресс-формы опирается на
днище 6 через диск 4, и крепится болтами 35.
Верхняя полуформа 8 болтами 22 крепит-
ся к планшайбе 24. Во время вулканизации
верхняя полуформа плотно прижата к нижней
полуформе. Это достигается регулировкой
положения планшайбы по высоте при плотно
сжатых кольцах 30 паровой камеры с помощью
оси 13, шестерни 75, зубчатого колеса 14 и
втулки 26. снабженной наружной правой и
внутренней левой резьбами. После установки
верхней полуформы ось 13 стопорится специ-
альной вилкой, закрепленной на траверсе.
Верхняя часть паровой камеры болтами 16
крепится к траверсе через теплоизолирующие
прокладки 18. В крышке 23 паровой камеры
имеются люки 27 для доступа к болтам 22.
Люки заглушены крышками 20.
Паровая камера теплоизолирована слоем
стекловаты 33, заключенной в кожух. Для ох-
лаждения пресс-формы в нижней части паро-
вой камеры установлен коллектор 34. в кото-
рый подается холодная промышленная вода.
Ввод пара в камеру производится через патру-
бок в нижней половине, а отвод конденсата и
воды - через патрубок 3. Отвод конденсата с
верхнего диска 53 крепления диафрагмы 28
производится трубкой 9.
В нижней части паровой камеры распо-
ложен блок цилиндров 41, в котором ходит
цилиндрический шток-толкатель 46, внутри
последнего находится другой шток 43. С по-
мощью блока цилиндров производится управ-
ление диафрагмой. Диафрагма зажата вверху
кольцом 27 и диском 53. закрепленными на
штоке 43. Внизу диафрагма зажата между дис-
ками 52 и 49. прикрепленными к штоку-
цилиндру 46.
В течение цикла вулканизации греющий
пар, перегретая вода, охлаждающая вода по-
следовательно подаются в полость диафрагмы
через одну из телескопических трубок 40 и
распределитель 54, а отвод воды и конденсата
производится через другую телескопическую
трубку. В подвижных соединениях трубок 40 и
толкателя 46 с блоком цилиндров 41 преду-
смотрены уплотнительные устройства 2 и 39
соответственно.
Для извлечения диафрагмы из готовой
покрышки после слива воды и открытия вулка-
низатора полость диафрагмы соединяется с
вакуумной линией. Диафрагма стремится
сжаться и отделиться от покрышки. Одновре-
менно подается вода давлением 2,5 МПа в ци-
линдры 7 и 46 под резиновый клапан 47. При
этом рычаги 42 и 48 воздействуют на цилиндр
46. поднимая его вверх вместе с кольцом 49. а
шток 43 также идет вверх относительно ци-
линдра 46. При этом покрышка отрывается от
нижней полуформы, а диафрагма - от покрыш-
ки. Поднятая над нижней полуформой по-
крышка подхватывается роликами сбрасываю-
щего механизма и удерживается в таком поло-
жении. Затем производится переключение по-
дачи воды в штоковую полость цилиндра 7, и
цилиндр 46 начинает опускаться, окончательно
отрывая диафрагму от покрышки. Покрышка
удаляется из вулканизатора.
Группа форматоров-вулканизаторов типа
«автоформ» построена также на принципе
использования мягкой диафрагмы, но рабо-
тающей иначе (рис. 7.5.27): диафрагма не вы-
двигается вверх, как у форматоров-
вулканизаторов типа «бег-о-матик», а убирает-
ся вниз в специальный цилиндр, вмонтирован-
ный в станину. В форматоре-вулканизаторе
типа «автоформ» с рычажно-механическим
приводом траверсы и с направляющими пазами
в щеках 7 для роликов траверсы 2 последняя
ПРОИЗВОДСТВО шин
743
Рис. 7.5.26. Паровая камера и узел управления диафрагмой форматора-вулканизатора
типа «бег-о-матик»
имеет кулисы 3, к которым прикреплены роли-
ки 4, катящиеся в пазах 5 щек 1. При отводе
траверсы назад кулисы удерживают ее от по-
ворота, благодаря чему верхняя полуформа 6
всегда находится в горизонтальном положении.
Покрышка 7 из полуформы 6 попадает на роль-
ганг 8 и подается на отборочный конвейер.
Форматоры-вулканизаторы с электроме-
ханическим кривошипно-шатунным приводом
траверсы имеют следующие недостатки: воз-
можное неравномерное смыкание полуформ
вследствие прогиба траверсы; сложную траек-
торию движения траверсы с верхними полу-
формами, снижающую точность взаимодейст-
744
Глава 7.5. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Рис. 7.5.27. Схема форматора-вулканизатора
типа «автоформ»:
1 - щека; 2 - траверса; 3 - кулиса; 4 - ролик; 5 - паз в
щеке; 6- верхняя полуформа; 7- вулканизованная
покрышка; 8 - рольганг
вия элементов пресс-форм. Этих недостатков
не имеют современные форматоры-
вулканизаторы типа «автоформ» с гидравличе-
ским приводом. Пример компоновки гидравли-
ческого форматора-вулканизатора «автоформ»
и взаимное положение его элементов в процес-
се работы показано на рис. 7.5.28.
Г идравлические форматоры-вулканиза-
торы типа «автоформ» благодаря их преиму-
ществам перед вулканизаторами других типов
являются наиболее перспективными при
строительстве новых и реконструкции дейст-
вующих вулканизационных цехов шинных
заводов.
Бездиафрагменные форматоры-вулкани-
заторы выгодно отличаются от диафрагменных
тем [21, 40], что исключается необходимость в
производстве диафрагм, замены их в процессе
износа, нагревании и охлаждении в процессе
вулканизации. Однако такие вулканизаторы
имеют более сложную систему герметизации
бортов покрышки и требуют применения в
конструкции покрышек специального гермети-
зирующего слоя.
Поточные линии вулканизации покры-
шек, в основе которых лежит разделение опе-
раций [6, 21, 25, 40], нашли применение в про-
изводстве массовых типоразмеров шин. Так
как продолжительность всех операций, связан-
ных с перезарядкой, гораздо меньше продол-
Рис. 7.5.28. Пример компоновки и взаимное
положение элементов гидравлического
форматора-вулканизатора «автоформ»
на стадии вулканизации:
/ - станина, 2 - нижняя паровая плита, 3 - нижняя
полуформа; 4 - приемный цилиндр; 5 - диафрагма;
6 - секторный механизм; 7 - верхняя паровая плита,
8 - гидроцилиндр управления секторным механиз-
мом, 9 - запорные штанги, 10 - силовые гидроци-
линдры; 11- устройства подъема приемного цилин-
дра, 12 - пневмоцилиндр управления верхним коль-
цом диафрагмы, 13 - i идроцилиндры управления
нижним кольцом диафрагмы, 14- патрон загрузчика;
15 - подставка для сырой покрышки
жительности процесса вулканизации, то пере-
зарядчик обслуживает несколько вулканизаци-
онных элементов.
Производительность вулканизатора
ZB +
где п - число покрышек, одновременно загру-
жаемых в вулканизатор; ZB - продолжитель-
ность вулканизации, мин; /п - продолжитель-
ность перезарядки вулканизатора, мин;
К = 0,9...0,95 - коэффициент использования
машинного времени.
ОСНАСТКА, ПРИМЕНЯЕМАЯ ПРИ ФОРМОВАНИИ
745
Глава 7.6
ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ
ПЕРЕРАБОТКЕ ПЛАСТМАСС И
РЕЗИНОВЫХ СМЕСЕЙ
7.6.1. ОСНАСТКА, ПРИМЕНЯЕМАЯ
ПРИ ФОРМОВАНИИ ЛИСТОВЫХ И
ПЛЕНОЧНЫХ ТЕРМОПЛАСТОВ
Метод формования листовых и пленоч-
ных термопластов использует большую гамму
самой разнообразной технологической оснаст-
ки (проймы, матрицы, формующие и вытяжные
пуансоны, натяжные рамы и др.). При этом
существуют варианты использования одной и
той же оснастки в сочетании с разнообразными
технологическими приемами.
Технологическую оснастку для формова-
ния изделий из листовых и пленочных термо-
пластов можно классифицировать по выпол-
няемой функции следующим образом:
оформляющая, которая определяет лишь
общую конфигурацию готового изделия (на-
пример, проймы при свободном формовании);
формующая, которая непосредственно
формует заготовку и придает ей форму и раз-
меры готового изделия (например, матрицы
при негативном формовании);
вспомогательная, которая используется
для предварительной механической вытяжки
перед формованием или для других вспомога-
тельных целей (при этом изделие не воспроиз-
водит геометрию вспомогательной оснастки).
По методу осуществляемого на данной
оснастке формования ее можно разделить на
проймы (для свободного формования), нега-
тивную, позитивную и негативно-позитивную,
по методу установки на оборудование - на
стационарную и съемную; по числу одновре-
менно формуемых изделий - на одногнездную
и многогнездную. Технологическая оснастка
для термоформования может быть жесткой и
эластичной, разъемной, двусторонней, со
вставными или закладными подвижными или
неподвижными знаками, с термостатированием
или без него.
Невысокие рабочие давления, используе-
мые при формовании, позволяют применять
для изготовления формующей оснастки мате-
риал с относительно низкими прочностными
показателями. Выбор материала зависит от
количества формуемых деталей и от требова-
ний к их качеству. Установлено, что деревян-
ные формы выдерживают до 500 формовок.
гипсовые - до 50, формы из каменного литья и
из литьевых полимерных компаундов - свыше
500. На формах из цветных металлов и стали, а
также на гальвано-бетонных формах можно
получать неограниченное число изделий.
Для изготовления изделий с глянцевой
поверхностью соприкасающаяся с изделием
поверхность формы должна бьиь тщательно
обработана (Ra = 0,16 мкм) В случае одновре-
менного изготовления нескольких изделий
предпочтительно применять не пуансоны, а
многогнездные матрицы. Это устраняет опас-
ность образования складок на листе и позволя-
ет расположить большее количество изделий
на той же площади.
Для термостатирования форм в них
обычно предусматриваются каналы, пазы,
змеевики или специальные наружные рубашки.
Диаметр каналов обычно 10... 12 мм, реже - до
20 мм. В ряде случаев, особенно в составных
формах, технологичнее использовать не круг-
лые каналы, а пазы. Наружные змеевики и ру-
башки устанавливают только на формах, вы-
полненные из материала с высокой теплопро-
водностью.
Своевременное удаление воздуха из по-
лости формы способствует лучшей вытяжке
материала и получению изделия с более одно-
родной толщиной стенок. Как правило, боль-
шие углубления формы требуют более интен-
сивного отвода воздуха для обеспечения за-
полнения их материалом, чем, например, пло-
ские поверхности. При угом отверстия должны
быть расположены в тех местах, откуда воздух
уходит в последнюю очередь
Характерный размер отверстий воздуш-
ных каналов на формующей поверхности инст-
румента должен быть таким, чтобы не остав-
лять на формуемом изделии заметных следов.
Как показывает опыт, диаметр каналов для
эвакуации воздуха при переработке полиэтиле-
на должен составлять 0,25...0.6 мм. при пере-
работке листов толщиной 6 мм и более из уда-
ропрочного полистирола. АБС-пластиков, по-
лиметилметакрилата и пластифицированного
поливинилхлорида - 0.5...0,7 мм. а при толщи-
не заготовок не более 2 мм - 0.2...0.4 мм. Для
других жестких тонколистовых материалов
рекомендуются отверстия диаметром
0.6... 1 мм. Для жестких и толстых листов диа-
метр отверстия может составлять до 1.6 мм.
Допускается увеличение диаметра отверстий
до 2 мм при толщине материала 2...6 мм. если
следы от отверстий для удаления воздуха не
746
Глава 7.6. ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС
влияют на внешний вид и эксплуатационные
свойства изделий. Нормальный шаг отверстий
15...20 мм.
В ряде случаев, например при негативном
формовании, с предварительной пневматиче-
ской вытяжкой, требуется быстрое удаление
воздуха. С этой целью вместо отверстий в
форме предусматриваются продолговатые или
кольцевые прорези шириной 0,4...0,5 мм, ко-
торые могут быть выфрезерованы в металличе-
ских формах или получены при отливке неме-
таллических форм, закладкой тонких металли-
ческих полос-стержней. Ширина подобных
Объем формы, м3 0,001...0,005 0,005...0,01
Число отверстий, шт 100...200 200...400
Матрицы и пуансоны, предназначенные
для механической вытяжки, также снабжены
отверстиями для воздуха. Их функциональное
значение несколько иное: они необходимы
лишь для исключения недоформовок, вызы-
ваемых образованием между рабочей поверх-
ностью инструмента и формуемой заготовкой
воздушной прослойки. В период оформления
заготовки, имеющийся до начала процесса в
форме воздух оттесняется формуемым листом
вглубь, сжимается и скапливается в тех местах
формы, где оформление идет в последнюю
очередь. Там и предусматривают вентиляцион-
ные отверстия.
7.6.2. ФОРМУЮЩИЙ ИНСТРУМЕНТ
Формующий инструмент - основной
автономный рабочий орган оформления изде-
лий оборудования, перерабатывающего пла-
стические массы и резиновые смеси. Его про-
ектируют отдельно под определенное изделие,
но обязательно с учетом конструктивных и
технологических параметров оборудования. В
зависимости от метода переработки пластмасс
и резиновых смесей различают следующий
формующий инструмент: формы для прямого и
литьевого прессования, формы для литья под
давлением и экструзионные головки.
Конструктивные особенности фор-
мующего инструмента. Формы для прямого
прессования предназначены для изготовления
изделий практически из всех видов реактопла-
стов, резиновых смесей, сравнительно редко -
из термопластов массой от нескольких грамм
до 5... 10 кг простой и сложной конфигурации,
с металлической арматурой, мало- и крупнога-
баритные, плоские и объемные.
прорезей должна быть равна диаметру соответ-
ствующих отверстий. Увеличение диаметра
канала или ширины прорези для эвакуации
воздуха приводит к тому, что на поверхности
изделий остаются отпечатки этих отверстий
или прорезей, а неоправданное уменьшение
этих размеров ведет к удорожанию формы, так
как число отверстий в этом случае должно
быть увеличено, чтобы суммарное проходное
сечение каналов осталось неизменным.
Ниже приведены ориентировочные зна-
чения числа цилиндрических отверстий в зави-
симости от объема отводимого воздуха.
0,01.„0,1 0,1.„0,15 0.15.„0,5
400... 1000 1000...5000 5000.. .10000
Форма для прямого прессования состоит
из следующих групп деталей (рис. 7.6.1):
формообразующих деталей, включавших
пуансон 7 и составную матрицу 77, 13. Часть
полости матрицы 72, расположенная непосред-
ственно над формуемым изделием, называется
загрузочной камерой:
системы выталкивания, включающей вы-
талкивающие шпильки 7 7, а также верхний 18
и нижний 19 фланцы с толкателем 23. пере-
дающие шпилькам движение от плунжера вы-
талкивающего гидроцилиндра пресса. Толка-
тель 23 соединен с плунжером резьбовым хво-
стовиком:
системы обогрева, состоящей из цилинд-
рических стержневых электронагревателей,
вставляемых в отверстия 2, 14, выполненные в
деталях 5 и 75, непосредственно контакти-
рующих с матрицей и пуансоном (отверстия
выполнены также в обоймах 10 матрицы и б
пуансона, в плоскость разреза не попали);
направляющей системы, обеспечивающей
взаимную центровку пуансона и матрицы не-
посредственно перед входом их в контакт при
смыкании формы. Как правило, эта система
состоит из четырех комплектов направляющих
колонок 26 и втулок 27;
системы опорных и крепежных деталей.
В нее входят верхняя 8 и нижняя 9 опорные
планки. Первая из них укреплена на полуформе
пуансона, а вторая - на полуформе матрицы.
При смыкании формы планки входят в контакт,
фиксируя тем самым глубину захода пуансона
в полость матрицы. Крепеж формы осуществ-
ляется на подвижной 7 и неподвижной 22 пли-
тах пресса с помощью обойм б пуансона и 10
матрицы, опорных плит 5, 75, 20 и брусьев 16.
Обоймы имеют проушины 24 для крепежа по-
ФОРМУЮЩИЙ ИНСТРУМЕНТ
747
Рис. 7.6.1. Форма для прямого прессования
луформ к плитам пресса болтами 25 с квадрат-
ной головкой, которая заводится в Т-образный
паз 3 плиты пресса. Форма теплоизолируется
от плит пресса прокладками 4 и 21, выполняе-
мыми. как правило, из асбеста.
Формы для прямого прессования класси-
фицируют: по характеру связи с плитами маши-
ны - съемные, стационарные, полустационар-
ные; по количеству оформляющих полостей -
одно-, многогнездные; по количеству поверх-
ностей разъема - с одной поверхностью, двумя
и т.д.; по виду загрузочной камеры - с общей и
индивидуальной камерой; по способу извлече-
ния изделий - сталкиванием (выталкивателем
748
Глава 7.6. ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС
или съемной плитой), сжатым воздухом, зна-
ками и т.д. Кроме того, формы подразделяют
на формы открытого типа (не имеют загрузоч-
ной камеры, для изделий неглубоких и с боль-
шой площадью прессования), закрытого (за-
грузочная камера является продолжением
формующей) и полузакрытого (площадь попе-
речного сечения загрузочной камеры больше
площади поперечного сечения формующей
полости).
Разновидностью форм для прямого прес-
сования являются формы для литьевого прес-
сования (для изделий сложной конфигурации, с
арматурой), в которых предварительно подог-
ретый материал загружается не непосредствен-
но в полость формы, а в специальную камеру,
откуда под давлением плунжера перетекает
через литниковую систему в оформляющую
полость предварительно сомкнутой формы [2].
Формы для литья под давлением позво-
ляют получать изделия от простейших до осо-
бо сложных и высокоточных практически из
всех термопластов, а также из многих марок
реактопластов и резиновых смесей.
Форма для литья под давлением, пред-
ставленая на рис. 7.6.2, включает пуансон 77,
матрицу 15 и плиты крепления - неподвижную
14 и подвижную 1 с фланцами 16 для точного
центрирования формы относительно оси ин-
жекционного цилиндра 18. В обойме 13 уста-
новлена литниковая втулка 17 с центральным
литниковым каналом. Матрицы 75 установле-
ны в обойме /3, прикрепленной к плите 14.
Пуансоны 7 7 установлены в подвижной обой-
ме 27 и крепятся с помощью промежуточной
плиты 27.
В пространстве между стойками 10, пли-
той 27 и плитой крепления 7 расположена пли-
та 4 выталкивателей. В ней установлены вы-
талкиватели 7 для извлечения отливки 72, цен-
тральный выталкиватель 79 с направляющей 20
для удаления центрального литника, а также
возвратные толкатели 23. Для центрирования
системы выталкивания служат направляющие
колонки 8 и втулки 9. В выталкивающую сис-
тему входят также плита 3, в исходном поло-
жении опирающаяся на упор 2, хвостовик 6 и
пружина 5, осуществляющая наряду с возврат-
ными толкателями 23 обратный ход системы.
Для центрирования пуансона относитель-
но матрицы служат направляющие колонки 25,
соединенные болтами с втулками 24, и направ-
Рис. 7.6.2. Форма для литья под давлением
ФОРМУЮЩИЙ ИНСТРУМЕНТ
749
ляющие втулки 26. После заполнения гнезда
формы отливка затвердевает, так как темпера-
тура внутренних поверхностей гнезда ниже
температуры расплава, вследствие их охлажде-
ния жидкостью, циркулирующей в каналах
охлаждения 22. При размыкании формы хво-
стовик 6 наталкивается на упор машины и ос-
танавливает систему выталкивания, происхо-
дит сброс изделия вместе с литниковой систе-
мой.
Формы для литья под давлением класси-
фицируют: по связи с машиной - стационар-
ные и полустационарные; по направлению
разъема - с горизонтальным, комбинирован-
ным разъемом; по числу оформляющих гнезд -
одногнездные и многогнездные; по способу
удаления изделий - со стержневыми выталки-
вателями, с плитой съема, с автоматическим
вывинчиванием деталей; по степени автомати-
зации - полуавтоматические и автоматические.
В первом случае извлечение деталей произво-
дится вручную, а все остальные операции -
автоматические.
Экструзионные головки. Головка
оформляет подготовляемый экструдером рас-
плав полимера в непрерывное изделие-
профиль, который весьма близок к окончатель-
ному. Фиксация размеров и конфигурации
изделия осуществляется в процессе его охлаж-
дения в калибрующем устройстве.
Наиболее употребляемые экструзионные
головки представлены в табл. 7.6.1.
7.6.1. Схемы конструкции экструзионных головок
Тип головки Основные детали
1 2
Прямоточная кольцевая головка для труб и шлангов
1 - гайка мундштука; 2 - винты для центровки
мундштука относительно дорна 5: 3 - матрица
(мундштук); 4 - обойма мундштука: 6 - фланец
дорнодержателя: ” - винты крепления дорно-
держателя; 8 - дорнодержатель; 9 - рассекатель;
10 - корпус головки; 11 - решетка; 12 - пере-
ходная втулка; 13 - цилиндр экструдера
Угловая головка для пленки
1 - дорн; 2 - корпус головки с мундштуком
(матрицей); 3 - регулировочное кольцо: 4 - пе-
реходник; 5 - цилиндр экструдера; 6 - канал для
воздуха
Профильная головка
1 - мундштук; 2 - обойма: 3 - гайка мундштука;
4 - винт крепления; 5 - корпус головки: б - ре-
шетка (сетка); 7 - переходная втулка; 8 - ци-
линдр экструдера
750
Глава 7.6. ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС
Продолжение табл. 7.6.1
1
2
Плоскощелевая головка для листов, пленки
1 - болты для регулирования высоты формую-
щем щели; 2 - болт дросселя; 3 - коллектор;
4, 5 - соответственно верхняя и нижняя часть
головки; 6 - призма регулирования (дроссель);
7 - неподвижная губка: 8 - верхняя подвижная
губка
Угловая кабельная головка
/ - дорн; 2 - корпус головки с мундштуком; 3 -
изолируемый провод; 4 - переходник; 5 - ци-
линдр экструдера
Экструзионный формующий инструмент
классифицируют: по направлению выхода по-
тока расплава - прямоточный и угловой: по
назначению - трубный, профильный, кабель-
ный, для производства листов, рукавных пле-
нок, раздувных изделий: по конфигурации по-
перечного сечения, формующего канал, -
плоскощелевой, с кольцевым поперечным се-
чением, с сечением сложных контуров; по типу
термостатирования корпуса головки - с жид-
ким и газообразным теплоносителем, с элек-
трообогревом; по максимальному давлению -
до 4 МПа (стержни диаметром более 5 мм.
толстостенные трубы, листы, профили); до
10 МПа (стержни диаметром 3...5 мм, трубы и
профили с толщиной стенки до 1 мм); до
10 МПа (пленки, волокна и др.).
Основы конструирования формующего
инструмента для прессования. Проектирова-
ние форм для прямого прессования [22] начи-
нается с определения ее гнездности. Проекти-
ровать многогнездную форму нецелесообразно
при числе поверхностей разъема более двух,
для изделий, имеющих арматуру, резьбовые
знаки, боковые вкладыши и сложную конфигу-
рацию. При отсутствии перечисленных огра-
ничений гнездность определяют по зависимо-
сти
" = ^/^=^/(^0/)- (7.6.1)
где FH,Fnp - соответственно номинальная
сила пресса и сила прессования; р0 - давление
прессования, определяемое типом прессуемого
материала; к= 1,2 - коэффициент, учитываю-
щий потери давления на трение в уплотнитель-
ных устройствах пресса: f - площадь прессова-
ния.
Система оформляющих деталей форм со-
стоит из пуансона и матрицы, формующих и
резьбовых знаков и др.
Матрицы являются наиболее ответствен-
ными деталями, сочетающими два элемента -
собственно матрицу и загрузочную камеру.
Конструктивно они могут быть выполнены как
одно целое или составными. С точки зрения
изготовления целесообразно делать матрицу
составной (рис. 7.6.3, а). Наружные очертания
матрицы обычно делают цилиндрической или
прямоугольной формы. Сопряжение пуансона
ФОРМУЮЩИЙ ИНСТРУМЕНТ
751
(рис. 7.6.3, 6) с загрузочной камерой или с мат-
рицей зависит от размера и конфигурации по-
перечного сечения пуансона, при этом мини-
мальное значение зазора равно 0,02...0,03 мм
на сторону.
Формующие знаки, образующие в изде-
лии гладкие отверстия, квадратные и шести-
гранные «окна» (рис. 7.6.3, в), могут быть не-
подвижными и подвижными (знаки выталкива-
телей).
Резьбовые знаки (рис. 7.6.3, г) в нижней
части формы имеют цилиндрический стержень,
который входит в соответствующее отверстие
в матрице, а в верхней части большей частью -
буртик, удерживающий их в определенном
положении относительно пуансона.
Объем загрузочной камеры должен быть
достаточным для того, чтобы вместить необхо-
димое количество пресс-материала, оставляя
свободным пространство высотой 8... 10 мм
для направления пуансона.
Расчетные зависимости для определения
высоты загрузочной камеры Н применительно
к схемам элементов приведены в табл. 7.6.2.
Рис. 7.6.3. Схемы матрицы (а), пуансона (б),
гладкого знака (в) и резьбового знака (г)
7.6.2. Зависимости для определения высоты загрузочной камеры
Вариант оформляющего гнезда Высота загрузочной камеры, Н, мм Условные обозначения
Открытая пресс-форма
G _рАк_ + (0,005...0,01)
Полузакрытая одногнездная пресс-форма
1 - -И Д - + (0,005. ..0.01) /зк
JJ J
Полузакрытая многогнездная пресс-форма
—I—
г Др л /зк + (0,005...0,01)
Закрытая пресс-форма
1 t
!— -Д- +(0,005...0,01)
G. р - соответствен-
но масса и плот-
ность пресс-
материала; V - объ-
ем гнезда ниже
плоскости начально-
го положения пуан-
сона; п - число
гнезд; - площадь
сечения загрузочной
камеры; - пло-
щадь проекции на
плоскость разъема
пресс-формы таб-
летки, помещенной
в загрузочную каме-
РУ
752
Глава 7.6. ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС
Расчеты деталей форм, подверженных
действию внутреннего давления, которое раз-
вивается при прессовании в оформляющей
полости, выполняются на прочность и жест-
кость. Объектами расчета обычно являются
матрицы и обоймы (внутреннее давление),
пуансоны (наружное давление), плиты и опор-
ные планки (сила прессования), выталкиватели
(сила выталкивания), крепежные болты (сила
обратного хода) [2].
В формах для реактопластов применяется
система электрического обогрева, оммического
и индукционного [2].
Целью теплового расчета форм является
определение мощности нагревательных эле-
ментов в момент разогрева формы и в стацио-
нарном режиме работы.
Основы конструирования формующего
инструмента для литья под давлением. При
производстве изделий литьем под давлением
объем впрыска Ив должен превышать объем
отливки Ио с учетом объема литниковой сис-
темы:
rB > kV0 , (7.6.2)
Коэффициент превышения к- 1.3 учиты-
вает тот факт, что расплав, впрыскиваемый в
форму, уменьшается в объеме вследствие ох-
лаждения.
Расчет гнездности литьевых форм [2]
проводят на основе технико-экономической
оценки (табл. 7.6.3).
Из рассчитываемых значений Пу* , Пд,
nF принимают наименьшее Так как при уве-
личении числа гнезд себестоимость отливки
сначала снижается, а затем возрастает, необхо-
димо определить оптимальное число гнезд [2]:
^опт
д1/2
Сц/7
0,45Сф_
где Сц - себестоимость одного цикла литья под
давлением изделия; П - годовая программа
выпуска изделия; Сф - себестоимость одного
гнезда формы.
Конструкции таких деталей, как матрицы
и пуансоны, системы направления и крепежа в
формах для прессования и литья под давлени-
ем принципиальных отличий не имеют. Основ-
ное их различие может состоять в наличии
литниковой системы.
7.6.3. Оценка гнездности форм с учетом характеристик перерабатываемого
материала и оборудования
Фактор, по которому проводится оценка Число гнезд Формулы для расчета
уточненная упрощенная
Объем впрыска VR у в Р1Р ч и
Пластикационная произ- водительность машины- автомата А ПА PH*! А
Сила замыкания формы F„ nF Лин Лин
Ро/иМз Ро/и
Примечание. Обозначения: Г] - объем одного изделия; - коэффициент объема литниковой сис-
темы в расчете на У\ (для затвердевающих литников), р( - коэффициент использования машины; р( = 0,75
для аморфного материала; pj = 0,65 для кристаллизующихся термопластов, 7Ц - общее время технологиче-
ского цикла; р - плотность термопласта, z - быстроходность машины, /мн - номинальная сила смыкания
формы, развиваемая механизмом смыкания машины, - давление формования, для полистирола,
Ро * 32 МПа;/и - площадь проекции изделия на плоскость разъема формы (без учета отверстий в изделии),
£2 - коэффициент учета площади литников в плане; к2 = 1.1; Ад - коэффициент использования максималь-
ной силы смыкания; к3= 1.25... 1.11
ФОРМУЮЩИЙ ИНСТРУМЕНТ
753
Конструкция литниковых систем варьи-
руется в зависимости от гнездности формы,
числа впусков в одно гнездо, расположения
литниковых каналов, конфигурации каналов и
др. На рис. 7.6.4 показана структура элементов
литниковой системы с входящим в нее основ-
ным (одногнездная форма), разводящим и впу-
скным каналами.
В многогнездных формах находят приме-
нение прямолинейное, радиальное, радиальное
с разветвляющими разводящими каналами
расположение литниковых каналов различного
поперечного сечения [2].
Прямолинейное расположение позволяет
разместить большее число гнезд при относи-
тельно малой массе литников и удобно распо-
ложить охлаждаемые каналы. Радиальное рас-
положение позволяет одновременно заполнять
все гнезда, но расположение охлаждающих
каналов конструктивно неудобное.
Оптимальным является круглое сечение
канала, с минимальными потерями теплоты и
на трение, но такое сечение необходимо делать
в двух полуформах, поэтому чаще используют
более технологические поперечные сечения
(рис. 7.6.5).
Отношение площади поверхности разво-
дящего канала к его объему Крк должно
быть наименьшим, а отношение этой площади
к периметру поперечного сечения /7рк наи-
большим. Одновременно при /7рк —> min и
/рк —> max возможно обеспечение рацио-
нальной экономии материала, идущего на раз-
водящие литники. При этом
/рк — /пр /^рк ’
где /пр- наибольшая площадь поперечного
сечения той части канала, которая предшеству-
ет рассчитываемой; ярк - число разводящих
каналов [2].
Впускные каналы, являющиеся продол-
жением разводящих, непосредственно примы-
кающих к полости формы. Прогрессивным
является использование точечных и туннель-
ных впускных каналов, позволяющих облег-
чить отделение литника в момент размыкания
формы, автоматизировать работу и практиче-
ски полностью ликвидировать литниковые
отходы [2, 22, 26].
В отличие от форм для прессования в
системах термостатирования литьевых форм
наибольшее распространение нашли водоцир-
кулирующие охлаждающие системы, которые
могут представлять собой каналы (круглого,
прямоугольного сечений), полости (круглого,
прямоугольного, конического сечений) и их
комбинации и располагаться параллельно, пе-
ресекаться и г.д в зависимости от конфигура-
ции и особенностей конструкции изделия [2, 26].
Рис. 7.6.4. Структура элементов
литниковой системы:
1 - литниковая втулка с основным каналом;
2 - центральный литник; 3 - литниковая плита;
4 -разводящий литник; 5 - впускной литник;
6 - изделие
Рис. 7.6.5. Распространенные типы поперечного
сечения разводящего литникового канала при
различных отношениях площади/рк поперечного
сечения канала к его периметру /7рк:
а. б -ffK/ Прк = 0.250; в -fvJ nfK = 0,1530;
г ~f$J ^рк = 166Z); 0,1D; 0,07D соответственно
npnd= D/2;d= D/4;d= D/5
754
Глава 7.6. ФОРМУЮЩИЙ ИНСТРУМЕНТ ПРИ ПЕРЕРАБОТКЕ ПЛАСТМАСС
Основы конструирования экструзион-
ного формующего инструмента. Фактическая
производительность экструдера, снабженного
конкретной экструзионной головкой, опреде-
ляется рабочими характеристиками дозирую-
щей зоны червяка экструдера и его головки в
виде зависимости производительности Q от
перепада давлений \р. Для экструзионной
головки эта зависимость имеет следующий
вид:
Q = k\pl^. (7.6.3)
где к - коэффициент, зависящий от геометрии
каналов головки; цэф - эффективная динамиче-
ская вязкость расплава в этих каналах, опреде-
ляемая в зависимости от скорости сдвига у
материала в них.
На основе расчета расхода через экструзи-
онную головку определяется перепад давлений.
Гидравлический расчет формующего ин-
струмента состоит из следующих этапов. Экс-
трузионная головка разбивается на ряд зон,
характеризующихся постоянным или монотон-
но изменяющимся поперечным сечением. По
табл. 7.6.4 определяются значения коэффици-
ентов к и у для каналов различной конфигу-
рации, а для перерабатываемого материала по
зависимости Цэф ~Уэф определяется Цэф.
После этого подсчитывается общий перепад
давлений в экструзионной головке суммирова-
нием перепадов давлений в ее отдельных зо-
нах.
7.6.4. Значения коэффициентов Л и у для каналов различной конфигурации
Тип канала к, см' У, с*'
1 2 3
Круглый цилиндрический
Л 7i d4 32g
— — •«
<1 128Л л<73
Круглый конический с большим диаметром на входе
Зл£>3<73
128Z.(o2 + Dd + d2^
256g
тг(£> + <7)3
Конический кольцевой с конической щелью
л(^1^2 ~ ^2$1)
6 Лео
6g
л(Я|+Я2)(/?2-/?|)2
Кольцевой
л(/?2+/?|)(/?2-/?|)3
12А
22,3g
4л(Л| + R2 )(5] +62)2
ФОРМУЮЩИЙ ИНСТРУМЕНТ
755
Продолжение табл. 7.6.4
2
3
Плоский щелевой
bh3
\2L
6Q
bh2
Щелевой клиновидный
bh[h2
6L(hi + /^)
И, 2g
й(/г, +/г2)2
Цилиндрический с произвольным поперечным сечением
F3
2LFI3
2QFI
F2
Примечание. Обозначения: со =
2,3(Д, - /?2)2 /?,62 (/?, -/?2)(8,-62) _ 62-62
(/?,S2 -/?25( )2 Й2Й| (Л182 ~ Л2б1 )б1б2 28|52
площадь поперечного сечения канала; П - периметр поперечного сечения.
При проектировании экструзионных го-
ловок необходимо иметь в виду, что общий
поток расплава разбивается перемычками ре-
шетки, ребрами дорнодержателя и другими
преградами на отдельные потоки. Для сварива-
ния необходимо достаточное давление в рас-
плаве и эффективная деформация поверхно-
стей контакта сливающихся потоков, что обес-
печивается монотонным уменьшением площа-
ди поперечного сечения подводящего и пере-
ходного (предшествующих формующему) ка-
налов в 3-5 раз.
С целью недопущения огрубления по-
верхности экструдируемого изделия, возни-
кающей в результате нерегулярности самой
формы экструдата (пульсации), диапазон до-
пустимых углов переходных зон лежит в пре-
делах минимальных (8... 10°) и максимальных
(45...60°) значений.
При повороте потока расплава в переход-
ных зонах и при набегании расплава на препят-
ствия, например, в виде рассекателя дорнодер-
жателя и ребер в местах входа и схода расплава
образуются зоны нетекущего полимера - зоны
застоя. Застаивающийся в таких зонах расплав
вследствие длительного температурно-времен-
ного воздействия подвергается термодеструк-
ции и, частично захватываясь текущим распла-
вом, ухудшает качество изделий. Поэтому, как
показала практика, углы наклона поверхностей
каналов по отношению к основному направле-
нию течения расплава в зонах как сужения, так
и расширения для большинства материалов
должны составлять 45...60°.
И, наконец, для получения кондиционных
изделий необходимо соблюдать условия равен-
ства расходов расплава во всех точках попе-
речного сечения формующего канала. При
невыполнении этого условия на участке с
большей производительностью происходит
утолщение стенок изделий и образование гофр
и складок. Частично это может быть исправле-
но принудительным отбором экструдируемого
изделия - вытяжкой. В наибольшей мере это
относится к плоскощелевым головкам для про-
изводства листов и пленок. Для выравнивания
в них расходов расплавов переходному и фор-
мующему каналам придается такая форма, при
756 Глава 7.7. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
которой течение массы дросселируется (тормо-
зится) в средней части сечения и усиливается
по краям щели [2, 22]. Возможно технологиче-
ское выравнивание сопротивления: температу-
ра стенок формующего канала на его выходе
повышается по мере удаления от середины
щели. Расход выравнивается вследствие
уменьшения вязкости расплава на указанных
участках.
Наилучшие результаты выравнивания по-
тока расплава достигаются в плоскощелевых и
угловых экструзионных головках для рукавной
пленки, имеющих коллектор и добавочное
сопротивление.
Глава 7.7
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
И ИЗДЕЛИЙ ИЗ НИХ
7.7.1. ХАРАКТЕРИСТИКА КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Композиционные материалы - это гете-
рофазные системы, состоящие из двух или
более компонентов, в которых сохраняются
индивидуальные свойства каждого компонен-
та. Композиционные материалы по совокупно-
сти различных свойств выгодно отличаются от
других конструкционных материалов: во-
первых, состав и форма компонентов опреде-
ляются заранее; во-вторых, вид и количествен-
ный состав компонентов подбирается в зави-
симости от заданных свойств формируемого
материала; в-третьих, сформированный мате-
риал является однородным в макромасштабе и
неоднородным на микроуровне; компоненты
различаются по свойствам и между ними су-
ществует граница раздела - межфазный слой.
Как правило, компоненты композиций разли-
чают по геометрическому признаку.
Матрица - компонент, обладающий не-
прерывностью по всему объему. Арматура -
прерывный компонент, разделенный в объеме
композиции (усиливающий, армирующий ком-
понент, наполнитель). В качестве матрицы
могут быть использованы органические и не-
органические полимеры, керамика и другие
вещества, усиливающим наполнителем - дис-
персные частицы или волокна материалов раз-
личной природы [17].
Дисперсионно-упрочненные композиты
представляют собой систему, в матрице кото-
рой равномерно распределены мелкодисперс-
ные частицы в количестве, не превышающем
2...4 % по объема. У волокнистых композитов
пластичная матрица армируется высокопроч-
ными волокнами, объемная доля которых мо-
жет достигать 75 %. Отличительной особенно-
стью волокнистых композитов, нашедших наи-
большее распространение, является анизотро-
пия свойств, обусловленная преимуществен-
ным расположением волокон в том или ином
направлении. Механические свойства волокни-
стых композиционных материалов определя-
ются тремя основными параметрами: прочно-
стью армирующего наполнителя, жесткостью
матрицы и прочностью связи на границе мат-
рица- наполнитель [16, 17, 20, 27].
При создании волокнистых композитов
используют высокопрочные стеклянные, угле-
родные, борные и органические волокна, ме-
таллические проволоки или волокна и ните-
видные кристаллы ряда карбидов, оксидов,
боридов, нитридов и других соединений. Во-
локнистая арматура может быть представлена в
виде моноволокон, нитей, проволок, жгутов,
сеток, тканей, лент, холстов. Важными требо-
ваниями для волокнистой арматуры являются
их технологичность и совместимость с матри-
цей.
Матрица должна обеспечивать монолит-
ность композита, фиксацию формы изделия и
взаимного расположения волокон, равномер-
ное распределение напряжений по объему ма-
териала, а также высокую химическую стой-
кость композита. Она и определяет метод изго-
товления изделий.
Границы раздела, в первую очередь адге-
зионное взаимодействие волокна с матрицей,
определяют уровень свойств композитов и их
постоянство в условиях эксплуатации.
Для композиционных волокнистых мате-
риалов существует несколько классификаций,
в основу которых положены различные при-
знаки, например, материаловедческий (по при-
роде компонентов); конструктивный (по типу
арматуры и ее ориентации в матрице). В рам-
ках рассматриваемых классификаций можно
выделить несколько больших групп компози-
ционных материалов. Ниже рассматриваются
композиты с полимерной матрицей (пластики)
и оборудование для их производства.
В качестве полимерной матрицы исполь-
зуются отвержденные эпоксидные, полиэфир-
ные, фенолоформальдегидные. фурановые,
кремнийорганические, некоторые другие тер-
МЕТОДЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
757
мореактивные смолы, а также некоторые тер-
мопласты.
В зависимости от природы армирующих
волокон различают следующие композиты на
полимерной матрице: стеклопластики, угле-
пластики, боропластики, органопластики и т.д.
На рис. 7.7.1 и рис. 7.7.2 представлены
характерные профили армирующих волокон и
структура стеклотканей.
Свойства композитов зависят не только
от свойств волокон и матрицы, но и от спосо-
бов армирования. По этому признаку различа-
ют композиты: образованные из слоев, арми-
рованных параллельными непрерывными во-
локнами (свойства их в основном определяют-
ся свойствами однонаправленного слоя); арми-
рованные тканями (текстолиты); с хаотическим
и пространственным армированием.
В результате совмещения армирующих
элементов и матрицы образуется комплекс
свойств композита, не только отражающих
исходные характеристики его компонентов, но
и включающий свойства, которыми изолиро-
ванные компоненты не обладают.
7.7.2. МЕТОДЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
Методы изготовления изделий отличают-
ся разнообразием по аппаратурно-технологи-
ческому оформлению и зависят от формы и
размеров изделия, типа полимерной матрицы и
наполнителя, специфики заданных эксплуата-
ционных свойств и ряда дру i их факторов. Все
они могут быть в самом общем слу чае разделе-
ны на открытые и закрытые.
К открытым методам относятся методы
контактного формования, напыления, намотки,
центробежного формования и ряд их разно-
видностей. Общим для этих методов является
наличие одной формообразующей поверхно-
сти, что вызывает трудности контроля за рас-
пределением компонентов по толщине изде-
лия. К закрытым методам относятся прессова-
ние, инжекционное формование, протяжка. В
этих случаях изделия оформляются формую-
щим инструментом, в результате чего в про-
цессе изготовления достигается требуемая точ-
ность геометрических параметров изделий.
Рис. 7.7.1. Профили волокон (примерные размеры даны в мкм):
а - сплошные, б - полые
Рис. 7.7.2. Расположение нитей основы в стеклотканях различного плетения:
а - в - однослойных (а - полотняного, б - сатинового, в ~ саржевого плетения);
г, д - многослойных (г - с соединением соседних слоев в процессе ткачества,
д - с соединением всех слоев ткани перевязочной нитью основы)
758 Глава 7.7. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В табл. 7.7.1 приведены наиболее распро-
страненные методы изготовления изделий из
армированных пластиков.
Вид армирующего наполнителя во мно-
гом определяет выбор метода формования из-
делий. Так, элементарное стеклянное волокно,
получаемое вытяжкой через фильеры из рас-
плава, целесообразно использовать для полу-
чения высокопрочных однонаправленных
стеклопластиков СВ AM: нити, жгуты, ленты -
при намотке оболочек, рубленое волокно - для
метода напыления, холсты и ткани - при кон-
тактном формовании, прессовании, прямой
намотке труб, хаотично ориентированные во-
локна - при контактном формовании и прессо-
вании.
Совмещение волокнистого наполнителя и
матрицы в процессе формования изделия пред-
ставляет собой «мокрый» способ формования.
Формование изделий из предварительно про-
питанных связующим волокнистых наполните-
лей - препрегов, является «сухим» способом
формования. При изготовлении препрегов рас-
творы полимерных связующих наносят в за-
данном количестве на поверхность армирую-
щих волокон с последующей сушкой для уда-
ления растворителя. Такие полуфабрикаты
сохраняют свои технологические свойства и
пригодны для переработки в изделия в течение
10-15 дней.
7.7.1. Основные методы формования изделий из стеклопластиков
Метод
1
Контактное формование - послойная ук-
ладка в открытой форме листов наполнителя с
его предварительной или одновременной про-
питкой связующим с помощью кисти или
пульверизатора и уплотнением прикаточным
валиком
Напыление рубленого наполнителя и свя-
зующего с последующим уплотнением прика-
точным валиком
Спиральная или продольно-поперечная на-
мотка непрерывного однонаправленного на-
полнителя (нити, жгута, ленты) с его предва-
рительной, одновременной или последующей
пропиткой связующим
Прямая или спиральная намотка непрерыв-
ного рулонного наполнителя (ткани, холста) с
его предварительной, одновременной или
последующей пропиткой связующим
Центробежное формование труб - загрузка
стекловолокнистой заготовки, ее уплотнение и
пропитка связующим при вращении формы
Прессование в замкнутой форме листов
наполнителя с его предварительной, одновре-
менной или последующей пропиткой связую-
щим под давлением или в вакууме
Схема
2
МЕТОДЫ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
759
Продолжение табл. 7.7.1
1
Протяжка (пултрузия) - формование и
пропитка связующим однонаправленного пуч-
ка наполнителя и протяжка его через фор-
мующую фильеру
Формование листов - напыление рублено-
го наполнителя и связующего (или укладка
стеклохолста с пропиткой его связующим) и
формование непрерывного листа между двумя
слоями изолирующей пленки с последующим
гофрированием или без него
Наряду с предварительной пропиткой во-
локнистого наполнителя и пропиткой его в
процессе формования изделия применяют про-
питку волокнистого наполнителя на завер-
шающей стадии, которая осуществляется после
сборки и необходимого уплотнения заготовки
будущего изделия в замкнутой форме.
Процессы формования композиционных
материалов могут производиться под давлени-
ем. Без давления осуществляются процессы
контактного формования и напыление. Уплот-
нение композиции в этих случаях прикаточны-
ми валиками носит локальный и кратковре-
менный характер. Намотка и центробежное
формование производятся при малом давлении
(до 2,5 МПа), «мокрое» прессование волокни-
стого наполнителя в замкнутой форме - при
среднем давлении (2,5...7,5 МПа), а прессова-
ние предварительно пропитанных материалов -
при высоком давлении (до 30 МПа).
Достижение требуемой ориентации во-
локнистого наполнителя в стенке изделия яв-
ляется самой сложной задачей. В этом плане
метод намотки открывает широкие возможно-
сти. Выбор оптимальных углов намотки в со-
четании с требуемым технологическим натя-
жением арматуры позволяет придать материа-
лу изделий свойства, наиболее полно отве-
чающие характеру внешних нагрузок. На
рис. 7.7.3 и рис. 7.7.4 приведены наиболее рас-
пространенные схемы укладки армирующих
волокон при изготовлении различных оболо-
чек.
Существенным недостатком метода на-
мотки является получение изделий с недоста-
точной герметичностью, что характерно, впро-
чем, и для других методов открытого формова-
ния. Этот недостаток можно устранить изме-
нением угла намотки, созданием многослойной
конструкции стенки изделия (рис. 7.7.5) или
3
Рис. 7.7.3. Схемы намотки оболочек:
/ - полярная, 2 - спиральная перекрестная,
3 - продольная, 4 - кольцевая; 5 - спиральная
широкой лентой, 6 - простая овальная,
7 - строго сферическая
Рис. 7.7.4. Схема укладки и вытяжки
трансверсально-изотропного пакета стеклотканей
на поверхности полусферической формы
760 Глава 7.7. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Рис. 7.7.5. Структура четырехслойного
коррозионно-стойкого стеклопластика:
1 - футеровочный химически стойкий слой;
2 - усиленный химически стойкий слой;
3 - конструкционный слой;
4 - наружный защитный слой
Рис. 7.7.6. Структура бипластмассы:
1 - внутренний защитный с юй из термопласта;
2 - конструкционный слой из стеклопластика;
3 - наружный защитный слой
применением герметизирующего слоя из тер-
мопластов или эластомеров - созданием би-
пластмасс (рис. 7.7.6).
Возможность изготовления методом на-
мотки изделий сложной геометрической фор-
мы ограничивается стоимостью оборудования.
В табл. 7.7.2 приведена сравнительная характе-
ристика различных методов производства из-
делий из стеклопластиков.
7.7.2. Сравнительная характеристика основных методов
производства стеклопластиковых изделий
Метод Относительный показатель*
Стоимость оборудования Производи- тельность Квалификация рабочих Степень слож- ности изделия Прочность изделия
Контактное формование 1 1 10 10 3
Напыление 4 4 10 10 1
Прессование 8 8 4 5 7
Намотка 6 6 2 4 10
* Высший бал равен 10.
7.7 3. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ
ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Формование изделий методами намот-
ки. Формование структуры композиционного
материала методом намотки тесно связано с
конструированием самого изделия. При этом
должны учитываться реальная форма оболоч-
ки, наличие в ней комбинированных частей в
виде инородных материалов внутренних слоев
и закладных деталей, а также размеры конст-
рукции. Формование совершенной структуры
намотанного композиционного материала пре-
дусматривает равнонапряженность всех воло-
кон арматуры. Это условие реализуется при их
укладке на поверхности наматываемого изде-
лия волокон по геодезическим линиям, опреде-
ляющим на поверхности произвольной формы
кратчайшее расстояние между двумя точками.
По ряду причин это условие на практике не
реализуется [16].
Наименьшие сложности возникают при
изготовлении цилиндрических оболочек (труб).
Самый простой метод формования - прямая
(радиальная или окружная) намотка рулонного
наполнителя на вращающуюся оправку. В этом
случае угол намотки ос. т.е. угол между обра-
зующей оболочки и касательной к плоскости
рулонного наполнителя в месте его укладки на
оправку составляет 90°. В простейшем вариан-
те такой намотки длина изготовляемой оболоч-
ки равна ширине рулонного наполнителя.
Если длина трубы превышает ширину ру-
лона, прямую намотку ведут одновременно с
ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
761
нескольких рулонов параллельно, с небольшой
нахлесткой по краям (5...50 мм). Для нивели-
ровки утолщений в местах нахлестки оправке
сообщается кроме вращательного незначитель-
ное возвратно-поступательное движение на
величину, несколько превышающую размер
нахлестки. Схемы станков прямой тканевой
намотки даны на рис. 7.7.7. При таком методе
можно не только формовать трубы постоянной
толщины, но и оформлять специальные утол-
щения (например, бурты для фланцевых со-
единений), прекращая подачу на оправку на-
полнителя с некоторых рулонов. Современные
станки позволяют получать силовые оболочки
диаметром 3 и длиной в 20 м. Прочность стек-
лопластиков в таких оболочках не превышает
600 МПа, однако они отличаются хорошей
герметичностью, высокими технологическими
и экономическими показателями.
Трубы из композиционных материалов
можно изготовлять методом спиральной на-
мотки рулонного наполнителя В этом случае
возможно организовать непрерывный и дис-
кретный способ получения труб соответст-
венно бесконечной длины и ограниченных
размеров.
При непрерывном способе наполнитель
подается на оправку с двух рулонов, что позво-
Рис. 7.7.7. Схемы станков с двумя опорными валками (а) и без опорных валков (о)
для прямой тканевой намотки труб:
/ - опорные валки; 2 - прижимной валок; 3 - оправка; 4 - направляющий валок, 5 - рулоны со стеклотканью
Рис. 7.7.8. Схемы станков для непрерывной намотки труб с наращиваемой (а)
и с неподвижной (о) оправкой:
/ - оправка; 2. 7- подающие и приемные центрирующие валки; 3, 6- планшайбы с раскладчиками рулонного
наполнителя; 4 - направляющие устройства для продольного армирования; 5 - наполнитель для продольного
армирования; 8- тянущие валки (обогреваемые)
762 Глава 7.7. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
ляет осуществлять поступательное перемеще-
ние намотанной трубы по поверхности непод-
вижной оправки (или движение трубы вместе с
наращиваемой оправкой) и взаимно-
противоположное вращение планшайб с распо-
ложенными на них раскладчиками рулонного
наполнителя (рис. 7.7.8). Станки, осуществ-
ляющие эти процессы, различаются располо-
жением транспортирующих валков: при нара-
щиваемой оправке (рис. 7.7.8, а) имеются по-
дающие и центрирующие валки, при непод-
вижной оправке (рис. 7.7.8, 6) - только тяну-
щие.
При дискретном методе арматура подает-
ся на вращающуюся оправку только с одного
рулона, установленного на каретке станка
(рис. 7.7.9). Взаимно-перекрестное ориентиро-
вание волокон осуществляется при возвратно-
поступательном перемещении каретки вдоль
оправки. Широкого применения такие методы
тканевой намотки труб не нашли ввиду слож-
ности и ненадежности станков, при этом свой-
ства получаемых труб не отличаются от
свойств труб, изготовленных методом прямой
намотки.
Наиболее совершенным способом изго-
товления качественных труб является намотка
не тканевого наполнителя, а армирующего
материала в виде пряди нитей или лент. Для
реализации этого способа используют станки,
работающие по схемам продольно-поперечной
и спиральной намотки.
При реализации схем продольно-
поперечной намотки каждый несущий слой
образуется двумя системами нитей, одна из
которых укладывается с заданным шагом вдоль
образующей оправки с углом намотки
а = 0...50, нити другой системы наматываются
практически по окружности (а = 85... 90°).
Необходимые местные утолщения создаются
дополнительной окружной намоткой. При этом
методе намотки используют станки двух типов
(рис. 7.7.10). Станки обоих типов снабжены
оправкой 2, кареткой /. планшайбой 5 и ка-
тушками с лентами для продольной укладки.
Отличие их состоит в следующем. В одном
типе станков продольные слои укладывают на
неподвижную оправку с помощью захватов и
фиксаторов при осевом перемещении каретки,
а ленты для окружной намотки располагаются
на вращающейся планшайбе (рис. 7.7.10, а). В
другом типе станков расположение катушки с
лентами обратное: ленты для окружной намот-
ки расположены на возвратно-поступательно
движущейся каретке, а ленты для продольной
укладки - на синхронно вращающейся с оправ-
кой планшайбе. При этом обеспечивается бо-
лее высокое качество изделия и непрерывность
процесса намотки, хотя станки для этих целей
сложны и громоздки. Продольно-поперечная
намотка используется также для изготовления
изделий конической формы.
При формовании структуры композици-
онного материала со спиральной намоткой
пряди нитей за каждый оборот оправки или
нитераскладчика станка образуется система
двух слоев со взаимно-перекрестным ориенти-
рованием армирующих волокон (спирально-
перекрестная намотка). Эти слои характеризу-
ются углами намотки otj и (*2 = 180°-а|. Для
оболочек, работающих в условиях осесиммет-
ричных нагрузок, эти углы равны и отличаются
Рис. 7.7.9. Схемы станков для дискретной (косой) тканевой намотки труб с опорными валками (а)
и с прижимным валком {б)'.
1 - опорные валки; 2 - прижимной валок; 3 - оправка; 4 - направляющие валки; 5 - натяжной валок;
6 - рулон с тканью; 7 - каретка с рулоном ткани, установленным в механизме качания и натяжения
ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
763
7777777777777777777777777^77777^
б)
Рис. 7.7.10. Схемы станков для продольно-
поперечной намотки труб на неподвижную (а)
и на вращающуюся (б) оправку:
1 - каретка; 2 - оправка; 3 - фиксатор продольной
укладки ленты; 4 - захваты для продольной укладки
ленты; 5 - планшайба; 6 - лента для продольного
армирования; 7 - лента для поперечного армирова-
ния
только знаком. Спиральная намотка может
осуществляться под углом Ct] = 25...85° в за-
висимости от направления главных напряже-
ний при нагружении оболочек эксплуатацион-
ными нагрузками. Кроме того, она может быть
многозаходной, когда стенки изделия форми-
руются нитями, наматываемыми под разными
углами в каждом из несущих слоев и уклады-
ваемыми одновременно или последовательно.
Спиральная намотка труб однонаправ-
ленным наполнителем, как самостоятельный
метод их изготовления, не получил широкого
распространения, так как по комплексу техни-
ко-экономических показателей уступает ранее
рассмотренным методам намотки изделий про-
стой геометрической формы.
Однако спиральная намотка приобретает
особое значение для изготовления оболочек
сложной формы и является практически един-
ственным и универсальным способом их полу-
чения. К такой группе изделий можно отнести
напряженные замкнутые оболочки в виде сфер,
эллипсоидов, цилиндров со сферическими и
эллиптическими днищами, полюсными и непо-
лярными отверстиями различного диаметра, а
также несимметричными профилями днищ.
Такие конструкции можно получить методом
спиральной намотки. На рис. 7.7.11 даны неко-
торые кинематические схемы станков, осуще-
ствляющих спиральную намотку оболочек
двойной кривизны.
Конструкции намоточных станков отли-
чаются разнообразием, что обусловлено преж-
де всего разнообразием форм и размеров изго-
товляемых оболочек и типов армирующих
материалов, непрерывностью или дискретно-
стью процесса. Различаются они и конструк-
Рис. 7.7.11. Кинематические схемы спиральной
намотки оболочек двойной кривизны:
а - возвратно-поступательное движение раскладчи-
ка; б - вращательное движение раскладчика; в -
неподвижный раскладчик и вращательное движение
оправки в двух плоскостях; г - неподвижный рас-
кладчик и вращательное движение оправки в трех
плоскостях; д - движение раскладчика по замкнутой
криволинейной направляющей; е - вращение рас-
кладчика на планшайбе вокруг оси оправки и движе-
ние планшайбы по системе направляющих вдоль оси
оправки; ж - вращение раскладчика на планшайбе
вокруг кольцевой оси торовой оправки (перемещение
оправки осуществляется вдоль этой оси); / - оправ-
ка; 2 - раскладчик, 3 - планшайба, 4 - направляющая
764 Глава 7.7. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
тивным исполнением пропиточно-формующе-
го тракта, кинематикой движений различных
элементов, типом привода, степенью автомати-
зации и системами программного управления,
а также степенью универсальности. Подробные
сведения о станках можно найти в [16].
Основным элементом аппаратурно-тех-
нологического оформления процесса намотки
изделий является технологическая оправка. Ее
форма и размеры с заданной точностью долж-
ны соответствовать форме и размерам внут-
ренней поверхности изделий и быть стабиль-
ными под действием силовых и температурных
воздействий при намотке и отверждении ком-
позиции. К оправкам предъявляются требова-
ния прочности, жесткости, технологичности в
изготовлении и извлечении готового изделия,
малой массы и невысокой себестоимости.
В зависимости от объема изготовляемых
изделий оправки могут быть одноразового,
многоразового использования и комбиниро-
ванные (часть ее элементов используется мно-
гократно, а часть - одноразово). Оправки мно-
горазового применения, как правило, разбор-
ные. выполненные из легких алюминиевых
сплавов или стали. Эти оправки более удобны
для организации внутреннего обогрева, без
которого редко обходятся при намотке изде-
лий, особенно толстостенных. В последние
годы для снижения массы оправок в их конст-
рукциях стали использовать композиционные
материалы, например, углепластики, стекло-
пластики.
Оправки одноразового использования из-
готовляют из легко удаляемых материалов
(вымыванием, разрушением, выплавлением),
таких как гипс, смеси спирта с песком, гипса и
соли с высокой температурой плавления, гипса
с песком, песка с поливинилацетатным латек-
сом, песка с поваренной солью с раствором
столярного (костного) клея, а также высокопа-
рафиновую смесь и сплав Вуда [16].
Для улучшения качества стенок намотан-
ного изделия как по «мокрому», так и по «су-
хому» способу иногда осуществляют дополни-
тельную его пропитку связующим непосредст-
венно на оправке. Этот прием особенно эффек-
тивен при формировании заготовки изделий из
непропитанного волокнистого наполнителя,
которое может быть осуществлено с высокими
скоростями, не лимитированными присутстви-
ем связующего. В представленной на
рис. 7.7.12 схеме осуществления такого про-
цесса пропитки оправка с намотанным издели-
ем помещается в замкнутую форму, в которую
затем под давлением нагнетается связующее.
Естественно, что при этом в самой оправке
должны быть предусмотрены дренажи, облег-
чающие процесс пропитки. Необходимые тех-
нологические расчеты такого процесса даны в
[16].
Формование изделий контактным ме-
тодом, наполнением и прессованием в замк-
нутой форме. Общим для всех этих методов
является наличие формующего инструмента,
соответствующего профилю и размерам фор-
муемого изделия. Оформляемая поверхность
должна по точности размеров, шероховатости
и другими параметрам соответствовать рабо-
чей поверхности изделия - негативная (матри-
ца) и позитивная (пуансон) форма (рис. 7.7.13).
Для придания дополнительной плотности
стенкам изделий, изготовляемым контактным
формованием и напылением после прикатки
роликами, на изделие можно передать давление
с помощью эластичного вкладыша (цулаги).
Рис. 7.7.12. Схема пропитки под давлением намотанной сферической стекловолокнистой
заготовки в замкнутой форме:
7 - бак со связующим; 2 - форма; 3 - уплотнение; 4 - пропитываемая заготовка, 5 - оправка;
6 - ловушка для связующего
СПИСОК ЛИТЕРАТУРЫ
765
Рис. 7.7.13. Схемы формования изделия
с помощью эластичного вкладыша:
7 - матрица; 2 - изделие; 3 - эластичный вкладыш;
4 - патрубок для присоединения вакуум-насоса;
5 - крепление эластичного вкладыша к форме;
6 - пуансон
В случае необходимости нагрева изделия
для отверждения связующего, в форму могут
быть помещены трубчатые электронагревате-
ли, либо в ней проделаны каналы для теплоно-
сителя, либо саму форму с изделием можно
поместить в термокамеру. Для облегчения из-
влечения изделия из формы между ними нано-
сят разделительный антиадгезионный слой
(поливиниловый спирт, силиконовую смазку,
целлофан и др.).
Как правило, в большинстве случаев из-
готовление изделий этими методами требует
ручного труда. Исключение составляет метод
напыления, при котором используются маши-
ны для рубки волокна, его смешения со свя-
зующим и подачи полученной смеси на форму
воздушной струей или струей инертного газа.
Различные приемы контактного формо-
вания с использованием локального подогрева
(индукционного, СВЧ) используются при
оформлении отдельных элементов изделий,
например, у химических аппаратов и трубо-
проводов (патрубки, фланцы, укрепляющие
элементы, опоры и др.). Конструктивные и
технологические их решения, а также схемы
крепления различных закладных деталей и
соединения отдельных элементов химических
машин, аппаратов и трубопроводов, обеспече-
ние их надежности освещены в литературе [16-
18, 20, 27].
СПИСОК ЛИТЕРАТУРЫ
1. Андрашников Б.И. и др. Машины и
аппараты резинового производства. М.: Химия,
1975. 600 с.
2. Басов Н.И., Брагинский В.А., Ка-
занков Ю.В. Расчет и конструирование фор-
мующего инструмента для изготовления изде-
лий из полимерных материалов. М.: Химия,
1991.352 с.
3. Басов Н.И., Казанков Ю.В., Лю-
бартович В.А. Расчет и конструирование обо-
рудования для производства и переработки
полимерных материалов. М.: Химия, 1986.
488 с.
4. Басов Н.И., Ким В.С., Скура-
тов В.К. Оборудование для производства объ-
емных изделий из термопластов. М.: Машино-
строение, 1972. 272 с.
5. Бекин Н.Г. и др. Оборудование и
основы проектирования заводов резиновой
промышленности. М.: Химия, 1985. 504 с.
6. Бекин Н.Г., Петров Б.М. Оборудо-
вание для изготовления пневматических шин.
Л.: Химия, 1982. 264 с.
7. Бекин Н.Г., Шанин Н.П. Оборудо-
вание заводов резиновой промышленности. Л.:
Химия, 1969. 376 с.
8. Белозеров Н.В. Технология резины.
2-е изд. М.: Химия, 1967. 660 с.
9. Бернхардт Э. Переработка термо-
пластичных материалов. М.: Госхимиздат,
1962. 747 с.
10. Бортников В.Г. Основы технологии
переработки пластических масс. Л.: Химия,
1983. 304 с.
11. Вещев А.А. Специальное оборудо-
вание заводов резиновой промышленности:
Учебное пособие. Ярославль: Яросл. гос. техн,
ун-т., 1977. 114 с.
12. Голубев Б.А., Ершов Б.А. Типовые
конструкции механизмов в химическом маши-
ностроении: Справочное пособие. М.: Маши-
ностроение, 1966. 162 с.
13. Гурвич С.Г., Ильяшенко Г.А.,
Мочман Ш.Е. Расчет и конструирование ма-
шин для переработки пластических материа-
лов. М.: Машиностроение, 1970. 295 с.
14. Завгородний В.К. Механизация и
автоматизация переработки пластических масс.
М.: Машиностроение, 1970. 596 с.
15. Завгородний В.К., Калинчев Э.Л.,
Марам Е.И. Литьевые машины для термопла-
стов и реактопластов. М.: Машиностроение,
1968.372 с.
16. Калинчев В.А., Макаров М.С. На-
мотанные стеклопластики. М.: Химия, 1986.
272 с.
17. Композиционные материалы: Спра-
вочник / Под общ. ред. В.В. Васильева,
Ю.В. Тарнапольского. М.: Машиностроение,
1990.512 с.
766
СПИСОК ЛИТЕРАТУРЫ
18. Конструкционные стеклопластики /
В.И. Альперин и др. М.: Химия, 1979. 360 с.
19. Кошкин Л.Н. Комплексная автома-
тизация производства на базе роторных линий.
М.: Машиностроение, 1972. 351 с.
20. Макаров В.Г., Шевченко А.А. На-
дежность изделий из стеклопластиков в хими-
ческой промышленности. М.: Химия, 1993.
128 с.
21. Машины и аппараты резинового
производства / Под ред. Д.М. Барскова. М.:
Химия, 1975. 600 с.
22. Мирзоев Р.Г. Пластмассовые детали
машин и приборов. М.: Машиностроение, 1971.
362 с.
23. Мирзоев Р.Г., Кугушев И.Д., Бра-
гинский В.А. Учебное пособие для студентов
вузов. М.: Машиностроение, 1972. 416 с.
24. Мухутдинов А.А. и др. Альбом тех-
нологических схем основных производств ре-
зиновой промышленности. М.: Химия, 1980.
72 с.
25. Оборудование для переработки пла-
стмасс: Справочное пособие / Под ред.
В.К. Завгороднего. М.: Машиностроение, 1976.
407 с.
26. Оборудование и основы проектиро-
вания заводов резиновой промышленности:
Учеб, пособ. для вузов / Под общ. ред.
Н.Д. Захарова. Л.: Химия, 1985. 504 с.
27. Пантелеев А.П., Шевцов Ю.М.,
Горячев И.А. Справочник по проектированию
оснастки для переработки пластмасс. М.: Ма-
шиностроение, 1986. 400 с.
28. Перлин С.М. Макаров В.Г. Хими-
ческое сопротивление стеклопластиков. М.:
Химия, 1983. 184 с.
29. Рагулин В.В. Производство резино-
вых технических изделий. М.: Высшая школа,
1980. 165 с.
30. Рагулин В.В. Технология шинного
производства. М.: Химия, 1970. 400 с.
31. Розанов Б.В. Гидравлические прес-
сы. М.: Машиностроение, 1959. 427 с.
32. Рябинин Д.Д., Лукач Ю.Е. Смеси-
тельные машины для пластмасс и резиновых
смесей. М.: Машиностроение, 1972. 272 с.
33. Рябинин Д.Д., Метлов Б.Н. Валко-
вые машины для переработки пластмасс и ре-
зиновых смесей. М.: Машиностроение, 1967.
296 с.
34. Седов Л.И. Механика сплошной
среды. Т. 2. М.: Наука, 1973. 584 с.
35. Скачков А.С. Левин С.Ю. Обору-
дование предприятий резиновой промышлен-
ности. М.: Высшая школа, 1968. 348 с.
36. Справочник по полимерному обо-
рудованию для производства шин. Часть II.
Оборудование для производства шин / Сост.
Ю.А. Красильников и др. М.: ЦИНТИхимнеф-
темаш, 1991. 192 с.
37. Стрельцов М.Н. Переработка тер-
мопластов методами механопневмоформова-
ния. Л.: Химия, 1981. 231 с.
38. Техника переработки пластмасс /
Под ред. Н.И. Басова и В. Броя. М.: Химия,
1985. 528 с.
39. Тимонин А.С. Основы конструиро-
вания и расчета химико-технологического и
природоохранного оборудования: Справочник.
Т. 2. Калуга: Изд-во Н. Бочкаревой, 2002.
1026 с.
40. Торнер Р.В. Основные процессы пе-
реработки полимеров (теория и методы расче-
та). М.: Химия, 1972. 456 с.
41. Цыганок Н.П. Вулканизационное
оборудование шинных заводов. М.: Машино-
строение, 1967. 324 с.
42. Шварц А.И. Интенсификация про-
изводства резинотехнических изделий. М.:
Химия, 1989. 208 с.
43. Шенкель Г. Шнековые прессы для
пластмасс. Л.: ГХИ, 1962. 468 с.
44. Шерышев М.А., Ким В.С. Перера-
ботка листов из полимерных материалов. Л.:
Химия, 1984. 216 с.
45. Энциклопедия полимеров. Т. 3. М.:
Советская энциклопедия, 1977. 351 с.
46. Юдаев Б.Н. Техническая термоди-
намика. Теплопередача. М.: Высшая школа,
1988. 479 с.
47. Яковлев А.Д. Технология изготов-
ления изделий из пластмасс. Л.: Химия, 1968.
304 с.
48. Beall G.L. Rotational Molding. Desing,
Materials, Tooling and Processing, Munchen:
Hanser, 1998. 245 p.
49. Illig A. Thermoformen in der Praxis.
Munchen; Wien: Hansen, 1997. 259 p.
50. Paul Nugent. Rotational Molding: A
Practical Guide. USA, 2002. 809 p.
51. Rodney Syler. Focus on Video.
Rotation. Nol. V. 1. Jssue 1. Spring 1997. P. 16 -
20.
52. Throne J. L., Beine J. Thermoformen:
Werkstffe - Verfahren - Anwendung. Munchen.
Wien: Hansen, 1999. 504 p.
РАЗДЕЛ 8
ОБОРУДОВАНИЕ ВЫСОКОГО ДАВЛЕНИЯ
Глава 8.1
СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Сосуды являются основным конструк-
тивным элементом аппаратов высокого давле-
ния, предназначенных для проведения химиче-
ских и физико-химических процессов при дав-
лении 1...250 МПа.
В соответствии с классификацией про-
цессов химической технологии все аппараты
условно можно разделить на четыре типа:
1. Емкости предназначены для сбора,
хранения и раздачи жидких и газообразных
продуктов под высоким давлением, разделения
жидкой и газообразной фаз рабочих сред под
действием сил тяжести, сил инерции (в том
числе центробежных), фильтрования на сетках
и других пористых материалах, либо для обра-
ботки давлением помещенных в них продуктов
и изделий. Внутри емкостей высокого давления
могут размещаться различные вспомогатель-
ные конструктивные элементы - трубы, отбой-
ные экраны, сепарационные устройства, завих-
рители, диффузоры и конфузоры, фильтрую-
щие сетчатые пакеты и перфорированные ста-
каны, тарелки с насыпными насадками, пере-
городки, ложементы и др. (рис. 8.1.1).
2. Теплообменники предназначены для
нагрева, охлаждения и конденсации различных
рабочих сред, а также для проведения химиче-
ских процессов. Теплообменники высокого
давления обычно представляют собой кожу-
хотрубные аппараты с прямыми (рис. 8.1.2)
62 0 600
Рис. 8.1.1. Газосепаратор
установки производства спиртов
768
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
или U-образными трубками. Применяются
также теплообменники змеевиковые, типа
“труба в трубе” и др.
Рис. 8.1.2. Теплообменник высоко! о давления
агрегата синтеза аммиака
(трубное пространство - водородсодержащий газ с
параметрами р = 32 МПа, Т = 350 °C; межтрубное
пространство - вода с параметрами р = 13 МПа, Т =
= 330 °C): 7 - верхняя камера трубного пространства;
2 - вход газа; 3 - верхняя трубная решетка; 4 - выход
воды; 5 - корпус межтрубного пространства; 6 - вход
воды; 7 - нижняя трубная решетка; 8 - нижняя каме-
ра трубного пространства; 9- выход газа
3. Колонны - массообменные аппараты,
в которых происходит перенос одного или не-
скольких компонентов исходной продуктовой
смеси из одной фазы в другую, т. е. абсорбция,
ректификация, экстракция, адсорбция, раство-
рение и сушка.
Рис. 8.1.3. Колонна синтеза аммиака
(р = 32 МПа, Т= 300 °C); 1 - выход газа;
2 - теплообменник; 3 - корпус; 4 - катализаторная
коробка; 5 - выход газа; 6 - натрубные выгрузки
катализатора; 7 - люк загрузки катализатора
СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
769
Колонны высокого давления представля-
ют собой вертикальные аппараты, в корпусах
которых размещены опорные решетки, массо-
обменные тарелки и насадки различных конст-
рукций. Часто внутри колонны для защиты
корпуса от коррозии или перегрева устанавли-
вают защитный стакан из коррозионно-стой-
кого материала, покрытый снаружи теплоизо-
ляцией, а для усиления защитного эффекта в
зазор между корпусом и стенкой этого стакана
подают нейтральную холодную рабочую среду,
поступающую затем в реакционное простран-
ство колонны (рис. 8.1.3).
Рис. 8.1.4. Автоклав для гидротермального
синтеза кристаллов
(р = 70 МПа; Т =400 °C)
Рис. 8.1.5. Реактор производства полиэтилена
с рабочим давлением 144 МПа
25 - 10358
770
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
4. Реакторы и автоклавы предназначе-
ны для проведения физических или химиче-
ских процессов, в том числе с использованием
катализаторов. Они представляют собой верти-
кальные аппараты, внутри корпусов которых
размещены различные насадки, полки или кор-
зины для катализатора, смесительные устрой-
ства, системы подачи реакционных сред и дру-
гие устройства.
На рис. 8.1.4. показан многослойный ав-
токлав для гидротермального синтеза кристал-
лов под давлением 70 МПа.
Аппараты, работающие при давлении
свыше 100 МПа, применяют в производстве
полиэтилена высокого давления (рис. 8.1.5).
8.1.1. КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ
Конструкции сосудов высокого давления
определяются требованиями технологических
процессов, эксплуатационными параметрами,
техническими возможностями предприятий-
изготовителей, условиями транспортировки,
монтажа и эксплуатации. В общем случае кон-
струкция сосудов высокого давления зависит
от следующих параметров:
рабочего и расчетного давления;
рабочей и расчетной температуры;
минимальной (отрицательной) темпера-
туры стенки;
характеристики рабочей среды (взрывопо-
жароопасной, коррозионной и др.);
геометрической формы и размеров (диа-
метра, длины, высоты);
географических и климатических условий
эксплуатации;
срока службы.
В зависимости от назначения, характера
протекающего химического или тепломассо-
обменного процесса, наличия внутренних уст-
ройств сосуды высокого давления имеют раз-
нообразную форму (рис. 8.1.6). Корпуса сосу-
дов изготовляют в виде цилиндрических, кони-
ческих или сферических оболочек, соединен-
ных с плоскими или выпуклыми днищами и
крышками сварными швами или с помощью
механических крепежных устройств.
Типы сосудов высокого давления. В за-
висимости от конструкции и технологии изго-
товления сосуды высокого давления делятся на
два основных типа:
с однослойной (монолитной) стенкой -
цельнокованые; кованосварные; штампосвар-
ные; вальцованосварные;
с многослойной стенкой - с концентри-
ческим расположением относительно тонких
слоев (до 6 мм), с концентрическим расположе-
нием относительно толстых слоев (25...60 мм),
рулонированные, витые из профильной ленты.
Сосуды высокою давления с однослой-
ной (монолитной) стенкой обладают высокой
надежностью, работоспособностью при значи-
тельных циклических нагрузках по давлению и
температуре как при внутреннем, так и при
наружном обогреве. К недостаткам сосудов с
монолитной стенкой относятся:
высокая металлоемкость;
сложность сварки и термообработки
крупногабаритных деталей из-за больших тол-
щин стенок;
возможность хрупкого разрушения
вследствие быстрого развития трещины на всю
толщину стенки.
Рис. 8.1.6. Формы корпусов сосудов
высокого давления:
/ - плоская крышка; 2 - фланец; 3 - цилиндрическая
обечайка, 4 - плоское днище; 5 - выпуклое эллипти-
ческое днище; 6 - выпуклая крышка; 7 - конический
переход; 8 - горловина; 9 - выпуклое днище с цен-
тральным отверстием; 10 - выпуклое полусфериче-
ское днище
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
771
Потребность химической и нефтехимиче-
ской промышленности в крупногабаритных
толстостенных и более экономичных сосудах
высокого давления привела к созданию много-
слойных конструкций их корпусов.
Многослойные сосуды имеют диаметр
до 3,6 м, длину более 40 м. Их размеры огра-
ничиваются только условиями транспорти-
ровки и монтажа.
Многослойные сосуды высокого давле-
ния более экономичны ввиду меньших потерь
металла при изготовлении и меньшей трудо-
емкости. Кроме того, во многих случаях отпа-
дает необходимость в проведении трудоемкой
и дорогостоящей термообработки сварных
швов, соединяющих обечайки между собой и с
концевыми элементами. Существенным пре-
имуществом многослойных сосудов является
их большая безопасность. Наличие контроль-
ных отверстий, проходящих в многослойной
стенке до центральной обечайки, позволяет
своевременно обнаружить утечки рабочей сре-
ды и остановить сосуд для ремонта. Дефекты
или трещины локализуются в одном слое и не
развиваются на всю толщину стенки. Кроме
того, при такой конструкции сравнительно
просто можно обеспечить коррозионную защи-
ту внутренней поверхности корпуса благодаря
установке центральной обечайки из коррози-
онно-стойкой стали.
К недостаткам многослойных сосудов
высокого давления относятся: большое количе-
ство массивных кольцевых швов, в которых из-
за сочетания различных конструкционных и
сварочных материалов возможно появление
дефектов; наличие зазоров между слоями, а
следовательно, пониженная теплопроводность
стенки, которая обусловливает некоторые ог-
раничения по числу циклов нагружения давле-
нием и температурой, по скорости нагрева и
охлаждения, по возможности работы с наруж-
ным обогревом.
Цельнокованые сосуды высокого давления
имеют монолитный корпус, изготовленный из
одной поковки, что определяет их относитель-
но небольшие размеры (внутренний диаметр
0,6... 1,2 м, длину до 18 м).
Их чаще всего применяют при давлении
более 32 МПа и высокой температуре, особен-
но при наружном обогреве корпуса.
Кованосварные сосуды высокого давления
имеют корпус из нескольких механически об-
работанных кованых частей (обечаек, днищ,
фланцев, горловин), скрепленных между собой
25*
кольцевыми сварными швами. Применение
нескольких поковок для изготовления одного
корпуса значительно расширяет возможности
изготовления кованосварных сосудов по срав-
нению с цельноковаными.
Штампосварные и вальцован ос варные
сосуды высокого давления имеют корпус, вы-
полненный из нескольких штампованных йли
вальцованных обечаек (или полуобечаек), со-
единенных между собой продольными и коль-
цевыми сварными швами, и концевые детали
(днища, фланцы и горловины), изготовленные
отдельно из поковок или штамповок. Такие
сосуды более экономичны по сравнению с
цельноковаными и кованосварными. Их можно
изготовлять значительно большего диаметра.
Однако надежность таких сосудов меньше из-
за наличия продольных сварных швов.
Многослойные сосуды высокого давления
выпускаются трех основных типов (рис. 8.1.7):
с концентрическим расположением
тонких слоев (способ изготовления АО Смит),
выполненный из нескольких обечаек, состоящих
из слоев (листов толщиной 4...6 мм), обтяги-
вающих с натягом центральную обечайку тол-
Рис. 8.1.7. Многослойный сосуд:
/ - рулонированная обечайка; 2 - кольцевой шов;
3 - фланец; 4 - днище; 5 - крышка
772
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
щиной 16...24 мм, выполненную из коррозион-
но-стойкого материала. Обечайки соединены
между собой и с концевыми элементами кор-
пуса кольцевыми сварными швами;
с концентрическим расположением
толстых слоев, выполненный последователь-
ной напрессовкой нескольких сварных цилин-
дрических обечаек из толстого листа
(25...60 мм);
рулонированные, имеющие корпус из
одной или нескольких многослойных рулони-
рованных обечаек, соединенных между собой и
с концевыми элементами корпуса кольцевыми
сварными швами. Концевые элементы выпол-
няются из поковок или штамповок. Много-
слойная рулонированная обечайка состоит из
центральной обечайки толщиной 16...24 мм и
намотанной на нее по спирали до необходимой
толщины рулонной полосы шириной
1400... 1800 мм и толщиной 4...6 мм. Снаружи
на рулонированную обечайку надевается за-
щитный кожух толщиной 8... 12 мм.
Технологичность изготовления (простота
механизации процесса навивки рулона), более
низкая удельная металлоемкость (меньше от-
ходов тонкого листа) обусловливают более
низкую стоимость изготовления рулонирован-
ных сосудов по сравнению с многослойными с
концентрическими слоями.
Промышленное производство и исполь-
зование сосудов высокого давления различ-
ных типов.
Каждая промышленно развитая страна
ориентируется на изготовление и эксплуата-
цию одного-двух типов исполнения корпусов
сосудов высокого давления. В России широко
распространены цельнокованые, кованосвар-
ные, штампо- и вальцованосварные, а также
рулонированные сосуды высокого давления.
Предпочтительные параметры и условия их
применения в зависимости от типа конструк-
тивного исполнения приведены в табл. 8.1.1.
Основные требования к конструкциям
сосудов высокого давления. Конструкция
сосуда высокого давления должна обеспечи-
вать надежность и безопасность его эксплуата-
ции в течение расчетного срока службы и пре-
дусматривать возможность проведения техни-
ческого освидетельствования, гидравлических
испытаний, очистки, промывки, полного опо-
рожнения, продувки, ремонта, эксплуатацион-
ного контроля металла и соединений.
Расчет на прочность, применяемые мате-
риалы, нормы проектирования и заложенные в
конструкторскую документацию требования к
изготовлению и контролю качества должны
соответствовать действующей нормативно-
технической документации, утвержденной или
согласованной Госгортехнадзором России.
Сосуды высокого давления должны быть
снабжены необходимым количеством люков
(диаметром не менее 400 мм) и смотровых
лючков (диаметром не менее 80 мм), обеспечи-
вающих осмотр, очистку и ремонт, а также
монтаж и демонтаж разборных внутренних
устройств. Сварные швы при сварке обечаек,
приварке днищ, фланцев и горловин должны
быть только стыковыми с полным проплавле-
нием. Они должны быть доступны для контро-
ля при изготовлении, монтаже и эксплуатации.
Продольные швы смежных обечаек и швы
днищ должны быть смещены относительно
друг друга на величину, равную трем толщи-
нам наиболее толстого элемента, но не менее
чем на 100 мм. В случае приварки опор или
иных элементов к корпусу расстояние между
краем сварного шва сосуда и краем шва при-
варки элемента должно быть не менее толщи-
ны стенки корпуса сосуда, но и не менее 20 мм.
8.1.1. Условия применения сосудов высокого давления (0...130 МПа)
Корпус сосуда (исполнение) Температура стенки, °C Внутренний диаметр, мм Толщина стенки, мм
Кованый -40...+ 525 Не ограничены
Кованосварной Не ограничен До 300
Вальцованосварной Более 700 До 160
Штампосварный 600... 1400
Многослойный рулонированный -40...+ 420 600...3600 До 300
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
773
Как правило, отверстия люков, лючков,
штуцеров, а также внутренние и наружные
устройства, элементы и опоры должны распо-
лагаться вне сварных швов корпусов.
Конструкционные и коррозионно-стойкие
материалы, применяемые в конструкциях со-
судов и их элементов, должны обеспечивать их
надежную работу в течение расчетного срока
службы с учетом условий эксплуатации.
Толщина защитного слоя может состав-
лять 3...20 мм. Исходя из этого, внутренние
поверхности сосуда футеруют листовым мате-
риалом или защищают наплавкой.
Кроме того, должны быть предусмотрены
строповочные устройства (цапфы, упоры, хо-
муты, захватные приспособления) для прове-
дения погрузочно-разгрузочных работ, транс-
портировки, подъема и установки сосуда в
проектное положение, а также опоры (лапы,
бурты, юбки и др.) и средства для крепления
теплоизоляции.
Конструкция, применяемые материалы,
технические условия на изготовление сосудов
высокого давления, приобретаемых за рубе-
жом. должны соответствовать требованиям
Госгортехнадзора России.
Цилиндрические элементы корпуса со-
судов высокого давления. Однослойная (мо-
нолитная) обечайка представляет собой ци-
линдрическую часть корпуса, выполненную из
цельной кольцевой поковки либо штампованых
полукорыт или вальцованых цилиндров из
толстого листа, сваренных продольными шва-
ми. На торцах обечайки должна быть преду-
смотрена разделка под сварку кольцевых швов.
Защита монолитных обечаек от коррозии
осуществляется методом наплавки или футе-
ровки листом из коррозионно-стойкого мате-
риала, либо вся обечайка изготовляется из та-
кого материала.
Многослойная рулонированная обечайка
(многослойная царга) содержит центральную
обечайку 7, закрепленную на ней клиновую
вставку 2, намотанную по спирали до необхо-
димого размера рулонную полосу 3 толщиной
4...6 мм, одну клиновую вставку для придания
наружной поверхности круглой формы, защит-
ный кожух 4 суммарной толщиной не менее
двух слоев спиральной навивки, которым за-
крыта снаружи вся царга (рис. 8.1.8). Число
спиральных слоев в многослойной рулониро-
ванной обечайке должно быть не менее семи.
Для защиты от коррозии центральная
обечайка может быть выполнена из биметалла
с плакирующим слоем или целиком из листа,
коррозионно-стойкого в соответствующей ра-
бочей среде.
Для создания дренажной (контрольной)
системы и выхода диффундирующих газов на
расстоянии 50... 130 мм от торцов многослой-
ной царги предусматривают отверстия до пер-
вого намотанного слоя.
Длина рулонированной обечайки зависит
от ширины рулонной полосы, поставляемой
металлургическими заводами, и составляет
1600... 1800 мм. диаметр ограничен только
общей массой сосуда по возможностям грузо-
подъемных механизмов и габаритным разме-
рам подвижного состава при транспортировке
обечайки, толщина ее стенки достигает
300 мм.
Днища. В соответствии с гребованиями
правил Госгортехнадзора России в сосудах
высокого давления использую гея следующие
основные типы днищ: плоские отбортованные
(рис. 8.1.9, а, б); эллиптические (рис. 8.1.9, в)\
полусферические (рис. 8.1.9. г).
Фланцы и горловины. 1 ипичные кова-
ные фланцы, приваренные к монолитной и
многослойной обечайкам (рис 8.1.10) евверт-
Рис. 8.1.8. Мноюслойная
рулонированная обечайка:
/ - центральная обечайка. 2 - клиновая
вставка; 3 - рулонная полоса.
4 - защитный кожух. 5 - отверстие
774
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Рис. 8.1.9. Отбортованные днища
сосудов высокого давления:
а, б - плоские; в, г - выпуклые; а - с конической
отбортовкой; б - с радиусной отбортовкой;
в - эллиптические; г - полусферические
Рис. 8.1.10. Фланцы сосудов высокого давления:
а - с монолитной обечайкой; б - с многослойной
обечайкой
ними крепежными шпильками, компактны,
обеспечивают минимальный изгибающий мо-
мент в конструкции вследствие расположения
шпилек по минимально возможному диаметру
и экономичны по металлоемкости.
В тех случаях, когда в сосуде не требует-
ся разъем корпуса по всему диаметру для уста-
новки и извлечения внутренней насадки или
других устройств, применяются горловины,
которые обеспечивают доступ во внутреннюю
полость сосуда только для освидетельствова-
'ния, монтажа по частям каких-либо внутрен-
них устройств, засыпки и выгрузки катализа-
тора и др. (рис. 8.1.11).
Крышки. Для сосудов высокого давле-
ния малых и средних диаметров широко при-
меняют плоские кованые крышки, а для сосу-
дов больших диаметров, когда сложно изгото-
вить плоскую крышку из одной поковки, -
выпуклые сварные крышки, состоящие из ко-
ваного фланца и эллиптической или сфериче-
ской кованой или штампованной части
(рис. 8.1.12).
Штуцера. Штуцера (рис. 8.1.13, в, г)
применяются в конструкциях сосудов, внут-
ренняя поверхность которых выполнена из
коррозионно-стойкой стали.
Разъемные соединения. В оборудовании
высокого давления они представляют собой
совокупность конструктивных элементов,
обеспечивающих возможность открытия и
закрытия сосудов и герметичность мест стыка
соединяемых деталей в условиях эксплуатации.
В литературных источниках часто использует-
ся термин «затвор» вместо термина «разъемное
соединение».
Рис. 8.1.11. Горловины сосудов высокого давления:
а - малого и среднего диаметров;
б - крупногабаритных
Рис. 8.1.12. Сферическая крышка ковано- или
штампосварной конструкции
Рис. 8.1.13. Штуцера сосудов высокого давления:
а - отверстие в монолитной стенке; б - приварной к
монолитной стенке; в - вваренный в монолитную
стенку; г - вваренный в многослойную стенку
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
775
Уплотнение включает уплотнительное
кольцо (прокладку) и уплотнительные элемен-
ты соединяемых деталей. Крепежные детали
удерживают элементы уплотнения относитель-
но друг друга в заданном положении. Наиболее
широкое распространение в промышленности
имеет разъемное соединение с крепежными
деталями в виде шпилек и с резьбовыми гнез-
дами, расположенными по торцу фланца или
горловины корпуса.
В зависимости от конструкции разъемно-
го соединения герметичность обеспечивается
либо за счет принудительного уплотнения,
создаваемого силами затяжки (в литературе и
нормативных документах часто применяется
Рис. 8.1.14. Разъемные соединения
с принудительным уплотнением:
а - плоское беспрокладочное; б - коническое
беспрокладочное, в - с плоской прокладкой
из мягкого металла
термин «усилиями затяжки»), либо за счет са-
моуплотнения. Конструкции разъемных соеди-
нений с принудительным уплотнением пред-
ставлены на рис. 8.1.14. Наиболее распростра-
нены разъемные соединения с плоскими про-
кладками из меди, алюминия, мягкой стали,
паронита, фторопласта.
В разъемных соединениях с самоуплот-
нением уплотнительные поверхности контакта
дополнительно нагружаются за счет действия
давления среды. При этом различают соедине-
ния с радиальным, осевым и комбинированным
(сочетающим оба вида) самоуплотнением. Со-
единение типа Simon-Carvs, с радиальным са-
моуплотнением (рис. 8.1.15) применяется в
реакторах производства полиэтилена при дав-
лении до 250 МПа и диаметре 300...500 мм.
Разъемное соединение с осевым самоуп-
лотнением показано на рис. 8.1.16.
Рис. 8.1.15. Разъемное соединение типа Simon-
Carvs с волнообразным уплотнительным
кольцом:
1 - кольцо; 2 - фланец корпуса; 3 - полумуфта;
4 - стяжное кольцо
Рис. 8.1.16. Разъемное соединение с осевым
самоуплотнением и прокладкой из мягкого
металла:
7 - корпус; 2 - крышка; 3 - прокладка; 4 - кольцо;
5 - шпилька
776
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
В промышленности широко применяется
разъемное соединение с двухконусным уплот-
нительным кольцом, основанное на принципе
комбинированного самоуплотнения. Уплотне-
ние в нем осуществляется стальным уплотни-
тельным кольцом 1 и прокладками 4 из листо-
вой меди, алюминия (рис. 8.1.17).
Различные варианты разъемных соедине-
ний с принудительным уплотнением (напри-
мер, фирмы Казале), с осевым самоуплотнени-
ем (типов Найтроджен и Уде-Бредшнайдер),
разработанные еще в первой половине XX ве-
ка, используются в промышленности до на-
стоящего времени.
Согласно действующей в России норма-
тивно-технической документации (ОСТ 26
0186-88) основными типами уплотнений высо-
кого давления являются:
1) двухконусное уплотнительное кольцо
(рис. 8.1.17);
2) уплотнительное кольцо треугольного
сечения (рис. 8.1.18);
3) уплотнительное кольцо восьмиуголь-
ного сечения (рис. 8.1.19);
4) плоская прокладка (рис. 8.1.20).
Параметры их применения приведены в
табл. 8.1.2.
Рис. 8.1.17. Разъемное соединение с двухконусным уплотнительным кольцом:
] - уплотнительное кольцо; 2 - крышка; 3 - фланец; 4 -прокладка; 5 - прижимное кольцо
Рис. 8.1.18. Разъемное соединение с уплотнительным кольцом треугольного сечения:
7 - уплотнительное кольцо; 2 - крышка; 3 - фланец
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
777
Рис. 8.1.20. Разъемное соединение с плоской прокладкой:
1 - прокладка; 2 - крышка; 3 - фланец
Рис. 8.1.19. Разъемное соединение с уплотнительным кольцом восьмиугольного сечения:
1 - уплотнительное кольцо; 2 - крышка; 3 - фланец
8.1.2. Параметры применения уплотнений по ОСТ 26 0186-88
Тип уплотнения Внутренний диаметр аппарата, мм Расчетное давление, МПа Расчетная температура, °C
С двухконусным кольцом 200...3200 10...120 -40...+420
С кольцом треугольного сечения 200... 1200 20...120 -40...+420
С кольцом восьмиугольного сечения 400... 1200 10...40 -40...+420
С плоской прокладкой 200... 1000 10...30 -40...+200
778
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Особое место занимают разъемные со-
единения с мембранными уплотнениями
(рис. 8.1.21). При сборке крышку с предвари-
тельно приваренной мембраной устанавливают
на выступ корпуса, мембрану приваривают к
корпусу, после чего устанавливают нажимной
фланец и затягивают шпильки требуемой си-
лой затяжки. При разборке соединения (рис.
8.1.21, а) разрезают один из сварных швов с
последующей заменой мембраны. Другой тип
мембранного соединения предполагает при-
варку мембраны по отдельности к корпусу и
крышке и последующую сварку их между со-
бой изнутри (рис. 8.1.21, б) или снаружи в за-
висимости от диаметра соединения. Мембран-
ные узлы с внутренней сваркой, как правило,
используются при больших диаметрах сосудов
и могут быть использованы при высоких тем-
пературах и высоких требованиях к герметич-
ности затворного узла.
В качестве уплотнения сосудов, рабо-
тающих при температуре до 100 °C, часто ис-
пользуют соединения с резиновыми кольцами
круглого сечения.
Крепежные детали сосудов высокого
давления - шпильки с гайками и шайбами.
Диаметр шпилек в зависимости от внутреннего
диаметра сосуда и рабочего давления может
достигать 200 мм и более. Опорный торец гай-
ки и прилегающая к нему поверхность под-
кладной шайбы имеют форму сферы, что по-
зволяет устранять изгиб шпилек, возникающий
вследствие неточности монтажа.
При малых диаметрах сосуда и больших
давлениях (свыше 100 МПа) в разъемном со-
единении чаще применяют резьбовое крепле-
ние (рис. 8.1.22).
8.1.2. РАСЧЕТ НА ПРОЧНОСТЬ СОСУДОВ
ВЫСОКОГО ДАВЛЕНИЯ
Рабочее давление рр для сосудов и аппа-
ратов - наибольшее внутреннее избыточное
давление при нормальном течении рабочего
процесса. При определении рр не учитывают
гидростатическое давление среды и кратковре-
менное повышение давления при срабатывании
предохранительного клапана или других пре-
дохранительных устройств.
Расчетное давление р в рабочих услови-
ях для элементов сосудов и аппаратов - это
давление, на которое рассчитывают их проч-
ность. Расчетное давление принимают, как
правило, равным рабочему давлению. При пре-
вышении давления во время срабатывания
предохранительных устройств более чем на
10% по сравнению с рабочим давлением эле-
менты сосудов и аппаратов следует рассчиты-
вать на давление, составляющее 90 % давления
при полном открытии клапана или предохра-
нительного устройства Для элементов, разде-
ляющих пространства с разными давлениями,
за расчетное следует принимать либо давление
в каждом из этих пространств, либо давление,
при котором требуется большая толщина стен-
ки рассчитываемого элемента. Допускается
также расчет по гарантированной разности
давлений.
Рис. 8.1.21. Разъемные соединения
с мембранными уплотнениями:
1 - мембрана, 2 - фланец; 3 - крышка;
4 - нажимной фланец
Исполнение 2
Исполнение 1
Рис. 8.1.22. Резьбовое крепление:
1 - корпус; 2 - втулка; 3 - крышка;
4 - уплотнительное кольцо; 5 - муфта
РАСЧЕТ НА ПРОЧНОСТЬ
779
Сосуды высокого давления подвергают
поверочному расчету на пробное давление рпр,
т. е. давление при гидравлических испытаниях.
Значения пробного давления регламентирова-
ны правилами, утвержденными Госгортехнад-
зором России.
Для устранения зазоров между слоями и
уменьшения остаточных напряжений в свар-
ных швах многослойных сосудов производят
их технологическую опрессовку повышенным
давлением ртех . Значения ртех и регламент
проведения опрессовки определены норматив-
но-технической документацией на изготовление
многослойных сосудов (ОСТ 24.201.03-90).
Расчетную температуру, необходимую
для определения физико-механических харак-
теристик материала и допускаемых напряже-
ний, определяют на основании тепловых рас-
четов или результатов испытаний. При поло-
жительной температуре стенки за расчетную
температуру принимают ее максимальное зна-
чение, при отрицательных температурах -
+20 °C. При невозможности выполнения теп-
ловых расчетов или измерений, а также в слу-
чаях, когда при эксплуатации температура
стенки повышается до температуры среды,
соприкасающейся со стенкой, за расчетную
следует принимать наибольшую температуру
среды, но не ниже +20 °C.
Нормативные методы расчета на проч-
ность сосудов высокого давления, которые
работают при температурах, не вызывающих
ползучести материала, основаны на принципах
оценки по предельным состояниям (вязкому
разрушению, охвату всего сечения элемента
сосуда пластической деформацией, возникно-
вению макротрещин при циклическом нагру-
жении). Толщины элементов рассчитывают по
предельным нагрузкам, соответствующим пре-
дельным состояниям: вязкому разрушению или
пластической деформации по сечению элемен-
та (ОСТ 26 1046-87). При расчете по методу
предельных нагрузок расчетное давление р
принимают в щ или пв раз меньше значений р1
или рв (где Рч, рв - давление, при котором вся
стенка элемента соответственно переходит в
пластическое состояние или разрушается; /7Т.
/7В- коэффициент запаса статической прочно-
сти соответственно по рТ или рв).
Метод предельных нагрузок является не-
достаточным для оценки прочности деталей,
имеющих зоны возможной локализации пла-
стических деформаций и значительные по раз-
мерам области повышенных напряжений, так
как этим методом нельзя определить напряже-
ния в отдельных точках элемента. В этом слу-
чае необходим расчет напряженно-
деформированного состояния элемента. Для
оценки статической прочности при сложном
напряженно-деформированном состоянии ис-
пользуют критерии прочности, позволяющие
перенести результаты испытаний образцов при
одноосном напряженном состоянии на случай
сложного напряженного состояния. Соответст-
вие между сложным напряженным состоянием
и одноосным растяжением устанавливают с
помощью эквивалентных напряжений аэкв
Коэффициенты запаса прочности и до-
пускаемые напряжения. Коэффициент запа-
са статической прочности - это некоторая
величина, связывающая расчетное напряжение
с предельным напряжением материала или
расчетную нагрузку с предельной нагрузкой,
действующей на элемент сосуда.
При расчете на прочность сосудов высо-
кого давления принимают коэффициенты запа-
са прочности /7, = 1,5 и /7В = 2,4. а для шпилек -
только /7Т =1.5 (ОСТ 26 1046-87). При испы-
тании сосудов пробным давлением принимают
коэффициент запаса прочности по пределу
текучести /7Т = 1.1 при температуре испытания.
При опрессовке многослойного сосуда повы-
шенным давлением коэффициент запаса проч-
ности по пределу текучести при температуре
испытаний должен быть не менее 1 для шпилек
и не менее 1.07 для других деталей. Такую
проверку не проводят для многослойных ци-
пиндрических обечаек и при расчете укрепле-
ния отверстий.
При расчете элементов сосудов по пре-
дельным нагрузкам для углеродистых, низко- и
среднелегированных сталей допускаемое на-
пряжение определяют из условия
Rp или Rp0.2 R„,
(8.1.1)
/Г
соответственно предел
предел текучести, вре-
где
текучести, условный
менное сопротивление при расчетной темпера-
туре.
Для многослойной стенки со слоями из
различных материалов, отличающихся механи-
ческими свойствами, в расчете используют
среднее значение допускаемого напряжения,
определенное с учетом суммарной толщины
слоев каждого материала.
780
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Последовательность расчета на проч-
ность элементов сосудов высокого давления.
При проектировании сосудов высокого давле-
ния проводят расчет толщин стенок и опреде-
ляют основные размеры конструктивных эле-
ментов в соответствии с требованиями
ОСТ 26 1046-87. В зонах сопряжения стыкуе-
мых элементов сосуда для уменьшения крае-
вых напряжений учитывают конструктивные
рекомендации, полученные на основе анализа
напряженно-деформированного состояния в
этих зонах. После выбора основных размеров
элементов при необходимости проводят пове-
рочный расчет на статическую и циклическую
прочность, основанный на анализе напряжен-
но-деформированного состояния. Одним из
важнейших факторов, определяющих это со-
стояние сосудов, являются температурные на-
пряжения, обусловленные неравномерностью
температурного поля либо различными коэф-
фициентами температурного расширения ма-
териалов, из которых изготовлены элементы
сосуда.
При поверочном расчете температурные
напряжения не учитывают в следующих случа-
ях: температура стенки внутри сосуда или ап-
парата не превышает 200 °C; наружная поверх-
ность теплоизолирована; в качестве защитного
слоя для корпуса из углеродистой и низколеги-
рованной стали использована аустенитная
сталь при температуре стенки не выше 200 °C;
температура внутренней поверхности много-
слойных сосудов не ниже температуры наруж-
ной поверхности; скорость нагрева не более
30 °С/ч.
Удовлетворяющие этим условиям одно-
слойные и многослойные сосуды и аппараты со
стандартными элементами могут быть допу-
щены к эксплуатации без проверки на проч-
ность при малоцикловом нагружении с числом
циклов не более 1000. Это справедливо для
многослойных сосудов с внутренним диамет-
ром не более 1400 мм при внутреннем давле-
нии не выше 32 МПа. Многослойные сосуды
при давлении до 32 МПа с внутренним диамет-
ром 1400... 1800 мм допускаются к эксплуата-
ции без расчета на циклическую прочность при
числе циклов N < 500, а с внутренним диамет-
ром 1800...2400 мм - при W< 200.
Для элементов однослойных сосудов и
аппаратов, удовлетворяющих стандарту по
конструктивному оформлению и указанным
выше требованиям к температуре стенки, но
работающих с числом циклов нагружения
N> 1000, проводят поверочный расчет на
прочность при малоцикловом нагружении. При
этом должно выполняться условие
аа-[аа] или (8.1.2)
Амплитуду напряжений <за , а также до-
пускаемую амплитуду [oj или допускаемое
число циклов [W] определяют по ГОСТ 25859.
Если элементы однослойных и много-
слойных сосудов и аппаратов по конструктив-
ному оформлению отличаются от требуемых
по ОСТ 26 1046-87, то необходим расчет на-
пряженно-деформированного состояния и про-
верка выполнения условия (8.1.2). Если в сосу-
дах высокого давления существует опасность
хрупкого разрушения, то проводится расчет на
сопротивление хрупкому разрушению в сле-
дующих случаях.
1) минимальная температура стенки ап-
парата при рабочих режимах эксплуатации или
при гидроиспытаниях может быть меньше или
равна критической температуре хрупкости
материала аппарата (Гсг < Тк ) ;
2) основной металл или сварные соеди-
нения при рабочих режимах эксплуатации или
при испытании имеют ударную вязкость ниже
значений, предусмотренных правилами
ПБ 03-576-03, например, в результате наводо-
раживания сталей;
3) при проведении технической диагно-
стики сосуда обнаружены дефекты, выходящие
за пределы норм, установленных по
ОСТ 24.201.03-90. При этом проведение ре-
монта дефектных мест связано с большими
техническими трудностями;
4) при диагностике выявлены отдельные
трещины, которые после выборки были заваре-
ны и места ремонта проконтролированы на от-
сутствие дефектов.
Оценка сопротивления хрупкому разру-
шению выполняется в соответствии с требова-
ниями, изложенными в ПНАЭ Г-7-002-86.
Расчет однослойных цилиндрических
корпусов. Толщину стенки цилиндрических
корпусов всех конструкций рассчитывают по
предельным нагрузкам:
по давлению перехода материала всей
стенки в пластическую зону
/?т=/?р1пР (8.1.3)
или по давлению разрушения сосуда
/?в=/?т1пР, (8.1.4)
РАСЧЕТ НА ПРОЧНОСТЬ
781
где р = Dn/D- коэффициент толстостен-
ности; Dn, D- диаметр соответственно на-
ружный и внутренний.
Так как
р = min< — ; —
[Иг пв
формула для расчетного давления имеет вид
/? = [о]1пр. (8.1.5)
Толщина стенки цилиндрического корпу-
са определяется по уравнению
Р
s = R ехр
-1 + с, (8.1.6)
где с - суммарная прибавка к расчетной тол-
щине.
Часто используется формула, достаточно
близко приближенная к формуле (8.1.6),
s= р1^~ -+С. (8.1.7)
2ф[ст]-р
Расчет многослойных цилиндрических
корпусов. Результаты исследований много-
слойных сосудов до разрушения показали, что
они равнопрочны монолитным сосудам из ма-
териалов с такими же механическими свойст-
вами. В действительности, прочность много-
слойных сосудов при использовании сталей
одинаковых марок несколько выше вследствие
применения тонкого листа с более высокими
механическими свойствами.
Расчет толщины стенки многослойных
цилиндров производят по формулам (8.1.6).
(8.1.7), при этом допускаемое напряжение при-
нимают средним для различных слоев по фор-
муле
r , (Н1 *1 +[°]2 *2 +Нз *3 +-+К
Си —--------------------------г----------,
ср (5]+52+...+S„)
(8.1.8)
где
[о]. = min|/?wz !2,4;Rpir /1,5}. (8.1.9)
Расчетное давление
р = ф[ст]1п(£)н /D), (8.1.10)
а толщина стенки определяется по формуле
(8.1.7).
Толщину стенки рассчитывают по приве-
денным формулам методом последовательных
приближений: сначала по механическим свой-
ствам слоев принимают приближенное значе-
ние [о] и находят по формуле (8.1.7) толщину
стенки, затем по формуле (8.1.8) получают [о]ср
и уточняют толщину стенки по формуле
(8.1.7). Вычисления повторяют до совпадения
допускаемых напряжений с точностью до
0,5 МПа.
При проектировании сосудов, как прави-
ло, толщины центральной обечайки sz и на-
ружного слоя sn принимают конструктивно, а
все остальные слои изготовляют из одного ма-
териала ([ст]2 = [ст]3 = ... = [ст]^ = [ст]ср) В
этом случае искомая толщина стенки
+ 51 + sn •
(8.1.11)
где
Р\= р- [ст]. In — - [ст] In-----У—.
1 L J1 R L in RH-sn
(8.1.12)
При проектировании рулонированных со-
судов к полученной толщине стенки прибав-
ляют толщину одного слоя навиваемой полосы.
Расчет днищ, фланцев, крышек. Опре-
деление основных размеров конструктивных
элементов сосудов высокого давления произ-
водится по требованиям нормативной доку-
ментации (РТМ 121-65. ГОСТ 25215,
ОСТ 26 1046-87). Ниже приведены расчеты
днищ, фланцев, крышек основных типов кон-
струкций, рекомендуемых к применению при
внутреннем давлении 10... 100 МПа.
Кованые плоские отбортованные и
слабовыпуклые днища (рис. 8.1.23). Для этих
конструкций должны соблюдаться условия:
г >sR ; >1,85/?; h\>\,%sR', h^>sR.
Расстояние /2 между кромками двух со-
седних отверстий, измеряемое по хорде, долж-
но быть не меньше диаметра меньшего отвер-
стия, расстояние /1 > б/р + с.
782
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Рис. 8.1.23. Конструктивные параметры кованых плоских (а, б) и слабовыпуклого (в) днищ с HID < 0,25
(ОСТ 26 1046-87)
Согласно ГОСТ 25215 расчет толщины
плоских отбортованных и слабовыпуклых
днищ проводят по формуле:
51Я ~ ^45KqDr
(8.1.13)
п .
/=1
соседних отверстий, измеряемое по хорде,
должно быть не меньше диаметра меньшего
отверстия. При Si < s должно соблюдаться
условие >3.
Расчетная толщина днища равна:
5 = pR
2[о]ср-0,5р ’
(8.1.15)
dr = D-r.
При этом исполнительная толщина дни-
ща 51 должна удовлетворять условию
51-51й + с>
где с - прибавка на коррозию.
Допускаемое давление
(8.1.14)
+с-
Выпуклые днища (рис. 8.1.24). Расчет
применим для полусферических днищ, днищ,
выполненных в виде сферического сегмента с
углом 6, эллиптических днищ при соблюдении
следующих условий:
V)H/D >0,2; (.s, -c)/D<0,15;
2) расстояние от края отверстия до внут-
ренней цилиндрической поверхности t >O,1Z);
3) угол сферического сегмента 6 > 75 °.
Расстояние от внутренней поверхности
днища до гнезда под шпильку должно быть
tx > б/р+с. Расстояние /2 между кромками двух
Рис. 8.1.24. Конструктивные параметры
сферического (а) и эллиптического (б) днищ,
сопряженных с монолитной обечайкой
(ОСТ 26 1046-87, ГОСТ 25215)
РАСЧЕТ НА ПРОЧНОСТЬ
783
Если днище выполнено в виде сфериче-
ского сегмента с углом 6 и глубиной днища Н
(рис. 8.1.24, а), то внутренний радиус днища
находят из геометрических соотношений, соот-
ветствующих данной конструкции:
D2
R =----+ 0,5/7. (8.1.16)
8/7
Эллиптическое днище рассчитывают по
той же формуле (8.1.15). При этом в качестве
расчетного радиуса принимают наибольший
радиус кривизны рассчитываемого днища (в
точке пересечения контура эллипса с его малой
осью)
R = a2/b = 0,25D2 /Н, (8.1.17)
где а и b - соответственно большая и малая
полуоси эллипса.
Значения /?, определенные по формулам
(8.1.16) и (8.1.17), совпадают при Н = О,5D и
незначительно отличаются при 75° < 9 < 90°,
причем значение R, определенное по формуле
(8.1.16), меньше рассчитанного по формуле
(8.1.17). В связи с этим для упрощения записи
расчетный радиус для сферического и эллип-
тического днищ рассчитывают по формуле
(8.1.17). Если длина цилиндрической отборто-
ванной части эллиптического днища
h>0,^D(Sl-c), то толщина днища должна
быть не меньше толщины цилиндрической
отбортовки, рассчитанной как обечайка. Если
известна толщина стенки днища, то допускае-
мое давление можно определить по формуле
М2(^ -с)[а!ф
= _А_!—и J +
R + Q,5(s}-c)
Выпуклые днища, сопряженные с много-
слойными обечайками. На эти днища распро-
страняются все ограничения на соотношения
геометрических параметров и условия на кон-
структивное оформление, указанные выше для
выпуклых днищ. Сферические днища с углом
сегмента 90° > 9 > 87° соединяют с много-
слойной обечайкой непосредственно. Толщину
днища рассчитывают по формуле (8.1.15).
Конструктивное оформление зоны пере-
хода рекомендуется выполнять по одному из
вариантов, показанных на рис. 8.1.25. а, при
этом должно соблюдаться условие
Рис. 8.1.25. Конструктивные параметры сферического (а) и эллиптического (б) выпуклых днищ,
сопряженных с многослойной обечайкой (без вставки)
784
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Рис. 8.1.26. Конструктивные параметры сферических днищ с углом сегмента 87° > 0 > 75°,
соединенных вставкой с многослойной обечайкой:
а - s = 5Х|; б - s/sxl > 1,2; в - 5 > sxl
Если < 0,8sM, то необходим расчет
напряженно-деформированного состояния
зоны сопряжения многослойного цилиндра с
днищем по специальным методикам. После
этого выполняют проверку на статическую или
циклическую прочность. Выпуклые днища в
виде сферического сегмента при 87° > 0 > 75°
соединяют с многослойной обечайкой одно-
слойной цилиндрической вставкой
(рис. 8.1.26).
Толщину днища рассчитывают по форму-
ле (8.1.15). Толщину однослойной цилиндриче-
ской вставки определяют по формуле (8.1.6) и
принимают не менее 5М . Длина однослойной
цилиндрической вставки должна удовлетворять
условию Aj > 0,4>/Ds. При 5>1,25м
(рис. 8.1.26, б) многослойную обечайку нара-
щивают до толщины s дополнительными слоя-
ми на длине L>0^>[Ds^ При s/s^<\,2
дополнительные слои можно не вводить. При
этом выполняют скос однослойной вставки (в
соединении с многослойной обечайкой) так,
чтобы соблюдалось соотношение > 3
(рис. 8.1.26, в). Толщину эллиптического дни-
ща, сопряженного с многослойной обечайкой,
определяют по формуле (8.1.15). Зону сопря-
жения эллиптического днища с многослойной
обечайкой оформляют аналогично сфериче-
ским днищам.
Фланцы (рис. 8.1.27). В отличие от рас-
смотренных элементов конструирование флан-
цев осуществляется исходя из требований раз-
мещения крепежных шпилек и уплотнитель-
ных элементов. После этого производится по-
верочный расчет прочности фланца на изгиб в
диаметральном сечении в соответствии с
ОСТ 26 1046-87. Диаметр окружности центров
шпилек определяют по формуле
О3 > max < D + 2с/р;
2,2^
sin 180%
где z - число шпилек; с/р - резьбовой диаметр
шпильки.
Для уплотнения с плоской металлической
прокладкой должно соблюдаться условие
> 1,05Dr -ь с/р , где DR - наибольший диа-
метр выточки под уплотнение. Наружный диа-
метр фланца £>2 - ^3 +2с/р. Рекомендуемый
угол наклона образующей конической части
фланца а < 30°; допускается 30° < а <45°.
Размеры h3 и /г6 находят из следующих
условий: >/р 4-0,25с/р и h^>0,7sR при
ос <30°; > /р з- 0,75с/р и h^>sR при
30° < а < 45°. Расчетную длину свинчивания
/р определяют в соответствии с требованиями
к крепежным деталям.
Исполнительная толщина стенки 5 ци-
линдрической части фланца, стыкуемой с обе-
чайкой корпуса, должна быть не менее 5р,
определяемой по формуле (8.1.7), и не меньше
толщины стыкуемой с фланцем обечайки. При
s > 5М (рис. 8.1.27, б) толщину многослойной
обечайки в месте стыка с фланцем следует
увеличить до толщины 5 введением дополни-
РАСЧЕТ НА ПРОЧНОСТЬ
785
Рис. 8.1.27. Конструктивные параметры кованых фланцев, сопряженных с цилиндрической обечайкой:
а - однослойной; б - многослойной
Рис. 8.1.28. Конструктивные параметры крышек:
а - плоской; б - сферической
786
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
тельных слоев на длине L>Q^yJDs. При
s/sM <1,2 можно не вводить дополнительные
слои. В этом случае на фланце в месте стыка с
многослойной обечайкой выполняют скос по
аналогии с сопряжением выпуклого днища с
обечайкой.
Плоские крышки. Расчетная толщина пло-
ской крышки (рис. 8.1.28, а)
р dr+\d^-dr)QIQjx
[а] n ?z7
£>4-2<7о
/=1
(8.1.19)
где Q - расчетная сила, действующая на крыш-
ки; 2д ~ осевая сила от действия внутреннего
давления на крышку определяются в зависимо-
сти от конструкции разъемного соединения.
Диаметры отверстий под шпильки для
крепления присоединяемых к крышке элемен-
п
тов входят в сумм) \ множенными на
/=1
коэффициент 2/2///3 (где /2 - глубина /-го
несквозного отверстия). При /, >0,5Яз при-
нимают коэффициент Н3 = 1 .
После окончательного конструктивного
оформления крышки ее толщину проверяют по
формуле
Фактическая толщина крышки
Н3 > H3R+c. (8.1.21)
Формула (8.1.20) получена аналогично
формуле (8.1.19), но при определении предель-
ного момента учтена фактическая конфигура-
ция плоской крышки.
Минимальная толщина крышки в месте
расположения выточки под уплотнение (в слу-
чае применения двухконусного кольца)
т1.5| (8.,.22)
Фактическая минимальная толщина
крышки должна удовлетворять условию
Я2 H2R+c. (8.1.23)
Формула (8.1.22) выведена для предель-
ного состояния крышки в сечении с минималь-
ной толщиной
Выпуклые крышки (рис. 8.1.28, б). При
расчете выпуклой крышки необходимо соблю-
дать следующие условия: расстояние t, изме-
ряемое в проекции на поперечное сечение кор-
пуса сосуда, должно удовлетворять условию
t > 0,ID; расстояние /2 между двумя соседни-
ми отверстиями, измеряемое по проекции,
должно быть не меньше диаметра меньшего
отверстия; радиус закругления г >0,4^; 1/2
угла сферического сегмента крышки должна
быть в пределах 50° < 9 < 80° для срединной
поверхности сегмента:
9 = arcs in
D + s\ /sin 9'
27? + Sj
(8.1.24)
где угол 9' определяют по внутренней поверх-
ности сегмента.
Расчет применим для выпуклых сфериче-
ских крышек при использовании уплотнений с
двухконусными или кольцами треугольного
сечения.
При этом выполняют проверку по пре-
дельному состоянию двух рассмотренных ра-
нее элементов: сферической части крышки и
фланца. Толщина стенки сферической части
выпуклой крышки
1,25^7?
2[а]ср-0,5р ’
+ с ,
(8.1.25)
РАСЧЕТ НА ПРОЧНОСТЬ
787
где [о] - допускаемое напряжение материала
сферической части крышки при расчетной
температуре.
Высота фланца выпуклой крышки
H3R
— j (— D-2d$)
(8.1.26)
, . D3 — do D^+do
где к = In —--- + —----- In---=—.
£> Dy-dQ D^+do
При этом для фактической толщины
фланца должно выполняться условие (8.1.21).
Расчетный изгибающий момент М в диа-
метральном сечении фланцевого кольца опре-
деляют как для фланца, соединенного с цилин-
дром:
Л/ =(О,5/тг)
Fb^-Fq, \d + -±- ]-FpDR-FQ20,5(D+DR)
* < sin 0 у к
(8.1.27)
где Fb - расчетная сила, действующая на
шпильки; Fq\, Fq2, Fp - сила от давления,
действующего соответственно на сфериче-
скую часть крышки и на площадь кольца с
диаметрами D3-D и на площадь круга диа-
метром Dr.
Расчет укрепления отверстий. Отвер-
стие, через которое рабочая среда попадает в
сосуд высокого давления или выходит из него,
может иметь штуцер и укрепляющие элементы.
Ввод среды в сосуд или аппарат может осуще-
ствляться также через отверстие, выполненное
в бобышке или непосредственно в стенке сосу-
да.
Вариантов оформления штуцерных узлов
для сосудов высокого давления существенно
меньше, чем для сосудов низкого и среднего
давлений. В частности, в сосудах высокого
давления не применяют приварные усиливаю-
щие накладки, как правило, не используют
штуцера с некруговым отверстием и др. Конст-
руктивное оформление штуцерного узла зави-
сит от ряда факторов: диаметра отверстия; мес-
та расположения (в днище или цилиндриче-
ской стенке корпуса); расстояния от отверстия
до других концентраторов напряжений; конст-
рукции стенки корпуса; возможности размеще-
ния укрепляющей части штуцера внутри аппа-
рата; характера нагружения. Основные харак-
теристики штуцерного узла - безразмерные
параметры df D и djyjDs , где d и D - внут-
ренние диаметры отверстия и сосуда; 5 - тол-
щина стенки корпуса (днища).
Рассматриваемые ниже методы расчета
распространяются на отверстия без штуцеров,
а также на отверстия, укрепленные штуцерами,
ось которых отклоняется от нормали к поверх-
ности корпуса (днища) не более чем на 15°.
Для диаметров отверстий принята следующая
классификация.
К отверстиям малого диаметра при
сплошном соединении штуцера и корпуса
(рис. 8.1.29) относятся отверстия, которые
удовлетворяют условию
d — dQ 2сш .
(8.1.28)
где с/0- расчетный диаметр отверстия, допус-
каемого без укрепления; сш - суммарная при-
бавка к расчетной толщине штуцера.
Для цилиндрических корпусов и эллип-
тических днищ
d0 . (8.1.29)
для сферических днищ
do=0,4y[Ds^ (8.1.30)
Рис. 8.1.29. Варианты приварки штуцеров:
а - к корпусу встык, б - по всей толщине стенки
корпуса
788
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Неравенство (8.1.28) ограничивает об-
ласть малых диаметров отверстий в однослой-
ной стенке без штуцера. Такие отверстия вы-
полняют с фланцевым разъемом, примыкаю-
щим непосредственно к стенке корпуса
(рис. 8.1.30). Для отверстий со штуцерами,
приваренными к корпусу не по всей толщине
его стенки, условие (8.1.28) заменяют неравен-
ством
d<d0 -2яш, (8.1.31).
где 5Ш - исполнительная толщина стенки шту-
цера.
Такие отверстия в однослойной или мно-
гослойной стенке корпуса снабжают гермети-
зирующей фиксирующей накладкой 1
(рис. 8.1.31).
К отверстиям среднего диаметра при
сплошном соединении штуцера и корпуса (по
всей толщине стенки) относятся отверстия,
удовлетворяющие ограничению
d0 - 2сш < d < 2,5dG - 2сш. (8.1.32)
При неполном проваре штуцеров отвер-
стиями среднего диаметра считают отверстия,
диаметр которых удовлетворяет условию
б/0 “25ш <d < 2,5JO -25ш. (8.1.33)
Отверстия среднего диаметра укрепляют
металлом как корпуса, так и штуцера. Избы-
точный металл в стенке штуцера учитывают
при расчете укрепления только штуцеров со
сплошным соединением. Утолщение несущих
стенок может быть местным. В цилиндриче-
ском корпусе укрепление выполняют также в
виде пояса усиления (рис. 8.1.32).
Отверстия больших диаметров со
сплошным соединением штуцера и корпуса
удовлетворяют условию
2,5d0 - 2сш < d < 0,3Z). (8.1.34)
При переходе от малых диаметров к
средним и от средних к большим нормы конст-
руирования и оценки прочности штуцеров
Рис. 8.1.30. Отверстия в однослойной стенке корпуса без приварного штуцера
Рис. 8.1.31. Конструктивные параметры
несплошного соединения штуцера с одно-
и многослойной стенкой с герметизирующей
фиксирующей накладкой
Рис. 8.1.32. Конструктивные параметры штуцера
в цилиндрической одно- и многослойной стенке
корпуса с поясом усиления
РАСЧЕТ НА ПРОЧНОСТЬ
789
несколько ужесточаются. Это связано с тем,
что при нерациональном размещении укреп-
ляющего металла напряжения в зоне штуцера
могут существенно возрастать с увеличением
диаметра отверстия. Для конструкций, пока-
занных на рис. 8.1.29 - рис. 8.1.32, с учетом
условий прочности и опыта эксплуатации оп-
ределен ряд требований. Переход от внутрен-
ней поверхности корпуса сосуда к патрубку
должен быть плавным. При этом наружный и
внутренний радиусы переходов должны удов-
летворять неравенствам соответственно:
гн >яш/3, но не менее 15 мм; (8.1.35)
гв < 5Ш/3, но нс менее 10 мм. (8.1.36)
Для конструкций с поясом усиления его
толщина должна быть не больше исполнитель-
ной стенки корпуса, т.е.
5б<5. (8.1.37)
при этом длина конического перехода должна
удовлетворять условию
/б1 >35б. (8.1.38)
При многослойном укрепляющем поясе
длина бандажа (рис. 8.1.32)
/б >0,5<7 + /б1. (8.1.39)
Расстояние от границы кольцевого шва
корпуса (днища) до границы сварного шва
штуцеров всех типов должно быть не меньше
расчетной толщины 5р стенки корпуса, а до
оси отверстия не меньше 0,9<7.
При размещении нескольких близко рас-
положенных штуцеров и отверстий расстояние
между кромками двух отверстий в цилиндри-
ческом корпусе должно быть не менее 1,4 по-
лусуммы диаметров этих отверстий. В выпук-
лом днище расстояние между кромками двух
соседних отверстий, измеряемое по хорде,
должно быть не меньше диаметра наименьшего
из этих отверстий.
При размещении штуцеров в многослой-
ной рулонированной стенке граница сварного
шва ввода должна быть смещена относительно
начального и замыкающего продольных швов
рулонированного корпуса. Это смещение
должно составлять не менее 30° по окружности
корпуса. Для любой конструкции штуцера не-
обходимо соблюдение неравенства
5Ш < s , (8.1.40)
где 5Ш и 5 - исполнительная толщина стенки
соответственно штуцера и корпуса.
В отечественных и зарубежных нормативах
расчет толщин несущих элементов штуцера ос-
нован на принципе компенсации. Для формули-
рования принципа рассматривают площади сече-
ния (рис. 8.1.33)’ «избыточного» металла
штуцера, FK () корпуса ^днища) и F компен-
сируемой, т.е. подлежащей восстановлению,
площади сечения металла, удаленного из стенки
сосуда для получения отверстия ввода. Под "из-
быточным" понимают необходимый для укреп-
ления отверстия металл в сечении стенки корпуса
или штуцера, расположенный вне соответствую-
щих расчетных толщин 5р , 5шр и не выходя-
щий за границы зоны укрепления /к, /ш . Рас-
четные толщины 5р, 5шр определяют по
ГОСТ 25215 для корпуса и штуцера независи-
мо, т. е. без учета их взаимодействия и ослаб-
ления корпуса отверстием. Условие компенса-
ции площадей ?ш 4- FK > F должно выпол-
няться для всех сечений, проходящих через ось
штуцера.
Отверстие можно укреплять дополни-
тельным поясом, либо частью штуцера, про-
пущенной внутрь корпуса или днища сосуда.
При этом и металл пояса усиления, и металл
пропущенной в корпус части штуцера следует
учитывать как компенсирующий (укрепляю-
щий).
Основные соотношения. Для одиночных
отверстий и штуцеров малого диаметра, т. е.
при выполнении условий (8.1.28) или (8.1.29),
допустимо применять отверстия без дополни-
тельного укрепления. При этом должны вы-
полняться соотношения
S > 5р + Ск , > 5шр + сш , (8.1.41)
Рис. 8.1.33. Схема к расчету укрепления отверстия
790
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
где 5р, 5шр - расчетные значения толщин
стенок соответственно корпуса (днища) и шту-
цера, определяемые по ГОСТ 25215; ск- сум-
марная прибавка к расчетной толщине корпуса
(днища).
Под одиночным понимают отверстие,
кромка которого удалена от кромки ближайше-
го отверстия или иного концентратора напря-
жений на расстояние не менее
2y](D + s)(s~c)
При использовании штуцеров с несплош-
ным соединением минимальная высота сварно-
го шва штуцера
/г>1,5яш . (8.1.42)
Для отверстий среднего диаметра, т. е.
при выполнении неравенства (8.1.32) или
(8.1.33), отверстие следует укреплять металлом
либо штуцера, либо одновременно штуцера и
корпуса. При использовании отверстий средне-
го диаметра должны выполняться неравенства
FU1+FK + F5>F, (8.1.43)
Гш>0,2Р, (8.1.44)
где Fg- площадь сечения пояса усиления.
11лощади F. FllJ , FK и F6 определяют
по формулам, приведенным ниже. Неравенство
(8.1.43) является условием компенсации. Усло-
вие (8.1.44) обеспечивает наличие укрепляюще-
го металла в стенке штуцера. Размещение всего
укрепляющего металла в стенке корпуса приво-
дит к тому, что штуцер недостаточно эффектив-
но сопротивляется силам, возникающим в месте
соединения штуцера и корпуса. Эти силы возни-
кают при нагружении сосуда внутренним давле-
нием и для отверстий среднего диаметра суще-
ственно повышают напряжения в месте стыка
штуцера и корпуса. Кроме того, размещение
всего укрепляющего металла в корпусе сосуда
повышает металлоемкость. При постоянной
толщине стенки корпуса это приводит к ее уве-
личению на значительном расстоянии от отвер-
стия.
Для однослойных корпусов (днищ) без
приварных штуцеров, а также отверстий с не-
сплошным соединением штуцера и корпуса,
условие компенсации имеет вид
FK + F6>F (8.1.45)
При этом минимальное расстояние Ц (см.
рис. 8.1.30) от внутренней поверхности корпу-
са (днища) до резьбового гнезда под шпильку
должно быть не меньше диаметра этого гнезда
> б/р + с
(8.1.46)
где с - суммарная прибавка на коррозию, до-
пуск при изготовлении и др.
Условие компенсации (8.1.43) должно
выполняться для всех сечений, проходящих
через ось штуцера. В связи с этим для обеспе-
чения прочности сечений, содержащих резьбо-
вые гнезда под шпильки, площадь F укреп-
ляющего металла, расположенного в этом се-
чении, должна быть уменьшена на площадь
гнезд, попадающих в это сечение.
Отверстия большого диаметра, удовле-
творяющие условию (8.1.34), следует укреп-
лять металлом корпуса (днища) и штуцера.
При этом должно выполняться условие
(8.1.43), а также соотношения
FK + F6 >0,35F : (8.1.47)
Fm >0,2F.
(8.1.48)
Неравенство (8.1.47). обязательное для рас-
сматриваемых штуцеров и отверстий, отражает
тот факт, что для отверстий большого диаметра
при размещении всего укрепляющего металла в
стенке штуцера принцип компенсации не обеспе-
чивает необходимой несущей способности шту-
церного узла. Для толстостенных корпусов (с
коэффициентом толстостенности (3 = 1,2... 1,3)
этот факт подтвержден большим числом экспе-
риментальных данных.
Определение площадей, входящих в усло-
вие компенсации. Площадь укрепления штуце-
ра
Ли — 2/Шр 5Шр (8.1.49)
где /шр < yJd^Sw -сш) . но не больше испол-
нительной длины штуцера; хш - коэффициент,
учитывающий различие временных сопротив-
лений металлов штуцера и корпуса;
МДЧ приИш
1 при lCTL
<14;
(8.1.50)
РАСЧЕТ НА ПРОЧНОСТЬ
791
где Гея и Га| - допускаемые напряжения для
Ь J ш J к
металлов соответственно штуцера и корпуса.
Расчетные толщины стенок штуцера и
корпуса, а также допускаемые напряжения
следует определять по ГОСТ 25215.
Укрепляющая площадь корпуса
FK=2lK(s-sp-cK), (8.1.51)
где /к < yjD^s -ск) , но не больше расстоя-
ния до ближайшего кольцевого шва фланца,
днища, трубной решетки или иной существен-
ной конструктивной неоднородности стенки
корпуса.
Площадь сечения пояса усиления
Лз — (^бр ^k)56x6’ (8.1.52)
где /gp <yjD^S- Ск) , но не больше испол-
нительной длины укрепляющего пояса; -
толщина укрепляющего пояса (см. рис. 8.1.32);
- коэффициент, учитывающий различие
временных сопротивлений металлов корпуса и
пояса усиления;
М/Нк прн Иб < Ик;
1 ПРИ [°]б -Мк’
(8.1.53)
где [су]^- допускаемое напряжение металла
пояса усиления (ГОСТ 25215).
Площадь F, подлежащая компенсации, не
включает площадь сечения отверстия диамет-
ром d0 :
F =(t/-t/0)sp. (8.1.54)
где d0- расчетный диаметр наибольшего от-
верстия, допустимого без укрепления согласно
формулам (8.1.29) и (8.1.30).
Металл сварного шва, соединяющего
штуцер и корпус, в соответствии с рекоменда-
циями большинства применяемых норм
(ГОСТ 24755, ОСТ 108.031.10-85) следует
учитывать при расчете укрепляющих площадей
Лс» Л> ’ Ли •
Расчет трубных решеток. Расчет тол-
щины трубной решетки теплообменников вы-
сокого давления зависит от их конструктивных
особенностей.
По способу крепления трубной решетки с
камерой трубного и кожухом межтрубного
пространства теплообменники классифициру-
ют следующим образом:
с жестким креплением трубной решетки с
камерой трубного и кожухом межтрубного
пространства.
с жестким креплением с кожухом (или с
распределительной камерой) и шпильками с
распределительной камерой (кожухом);
с креплением трубной решетки шпилька-
ми с кожухом и распределительной камерой.
Толщину трубной решетки можно опре-
делить, рассматривая ее как плоское днище или
как плоскую крышку с отверстиями. Формулы
для предварительного расчета толщины труб-
ных решеток кожухотрубчатых теплообменных
аппаратов с U-образными трубами, с компен-
саторами на трубах, с компенсаторами на кор-
пусе приведены в руководящем документе
РД 2601-167-88. Расчеты, проведенные по
этим формулам, не требуют дальнейших пове-
рочных расчетов, если выполняются следую-
щие условия:
конструкции трубных решеток соответст-
вуют конструкциям, рассмотренным в РД 26
01-167-88;
число циклов нагружения не превышает
1000;
расчетное давление в камере высокого
давления не превышает 40 МПа:
отношение толщины трубной решетки 5 к
наружному диаметру D' не превышает 0,3 и
D' < 1500 мм:
перепад температур по толщине трубной
решетки в рабочих условиях не превышает
50 °C:
разность температур сред трубного и меж-
трубного пространств для теплообменников с
U-образными трубами в рабочих условиях не
превышает 35 °C.
Если хотя бы одно из перечисленных ус-
ловий не выполняется, необходимо проводить
расчет напряженно-деформированного состоя-
ния трубной решетки с учетом ее совместного
деформирования со всеми стыкуемыми с ней
элементами [6].
Если толстостенная трубная решетка же-
стко связана с корпусом камеры высокого дав-
ления (рис. 8.1.34), то формулы для определе-
ния толщины стенки трубной решетки выво-
дятся из рассмотрения предельного состояния
шарнирно-опертой круглой плиты относитель-
792
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Рис. 8.1.34. Расчетные параметры трубной
решетки, жестко связанной с кожухом и корпусом
камеры высокого давления
но диаметрального сечения аналогично урав-
нению (8.1.13) для расчета плоских днищ.
Формула для расчета толщины стенки
трубной решетки 5 теплообменников с
U-образными трубами или с компенсатором на
корпусе имеет вид
Р | р(ЗР'-Р~
2
(8.1.55)
где Р = max {DT; DM | ; р = max {рт; } ;
рт- расчетное давление в камере трубного
пространства аппарата; рм - расчетное давле-
ние в камере межтрубного пространства аппа-
рата; DT - внутренний диаметр камеры труб-
ного пространства аппарата; DM - внутренний
диаметр камеры межтрубного пространства
аппарата; Р' - наружный диаметр трубной
решетки; d - диаметр отверстия в трубной ре-
шетке; К - поправочный коэффициент; [а] -
допускаемое напряжение для материала труб-
ной решетки; п - максимальное число отвер-
стий в диаметральном сечении.
Значение поправочного коэффициента К
зависит от способа соединения трубной решет-
ки с корпусом (ГОСТ 14249).
Кроме толщины трубной решетки, опре-
деляемой из рассмотрения ее предельного со-
стояния при изгибе по формуле (8.1.55), рас-
сматривается прочность трубной решетки на
срез. Формула для определения толщины труб-
ной решетки исходя из условий прочности на
срез по цилиндрической поверхности с диа-
метром £>0 имеет вид
; _ tDoP
(8.1.56)
где t - расстояние между осями отверстий в
решетке; Ро - диаметр перфорированной час-
ти трубной решетки.
За толщину стенки трубной решетки при-
нимают большее из двух значений, определен-
ных по формулам (8.1.55), (8.1.56).
При расчете теплообменных аппаратов с
компенсатором на корпусе межтрубного про-
странства (рт>Рм) используются анало-
гичные формулы.
Толщина трубной решетки при рассмот-
рении ее прочности на изгиб в диаметральном
сечении определяется по формуле
Рт (3D'- DT) + ^[d2 (ЗОМ -2Оо)- рЗ]
(8.1.57)
При рассмотрении прочности трубной
решетки на срез получим
tD0
[ f
Рт~Рм+ ~ Рм
k ^0 )
(8.1.58)
5 =
где Рк - наружный диаметр компенсатора.
Если трубная решетка в теплообменниках
с U-образными трубами или компенсаторами
на трубах крепится шпильками (рис. 8.1.35), то
толш шу трубной решетки можно определить
как для плоской крышки по формуле
s = Р,
р Dc+3(DH-Dc)-5-
I и х П и 7
Д______________1
У 6K[Dr-2rfB-n</][G
(8.1.59)
РАСЧЕТ НА ПРОЧНОСТЬ
793
Рис. 8.1.35. Трубная решетка, жестко связанная
с кожухом, а с камерой - шпильками
где £>с- средний диаметр уплотнения; DH-
диаметр окружности центров шпилек; <7В
диаметр отверстия шпильки; Fg - осевая сила
от действия давления среды на трубную
решетку; FB - расчетная сила, действующая на
шпильки при расчетном давлении.
Толщина трубной решетки из условия
прочности на срез определится по формуле
(8.1.60)
Расчет разъемных соединений. Разъем-
ные соединения с двухконусным кольцом. Гео-
метрические размеры уплотнительного кольца
для сосудов с внутренним диаметром D (см.
рис. 8.1.17) для материалов с пределом текуче-
сти > 343 МПа (при температуре 20 °C)
р
приведены в табл. 8.1.3. Такие уплотнительные
кольца не рассчитываются. При изготовлении
уплотнительных колец из сталей с пределом
20
текучести R < 343 МПа рассчитывают толь-
р
ко толщину кольца. Осевые размеры элементов
соединения не рассчитывают, а принимают по
нормативно-технической документации. Тол-
щину b кольца определяют по формуле
(0,63Оср +а)(/!| -/г2)
b =-------------х
6.920^
гг20
х 2,42-^^-^) ,
L R? J
(8.1.61)
где Оср = О + 0,5(Л] -/?2 - средний
диаметр уплотнительной поверхности;
20
а = 0,16 м; асм - напряжение при смятии
промежуточной прокладки; для алюминия
асм = 68,6 МПа, для меди = 98,1 МПа.
При необходимости выполнения в крыш-
ке выточки или при соединении уплотнитель-
ного кольца с выпуклой крышкой минимально
необходимая толщина Ь} упорного кольца
должна быть не менее 0,75b.
Прокладка 4 из листовой меди или алю-
миния имеет толщину 0,5...2 мм в зависимости
от диаметра сосуда. Расчетная ширина уплот-
нительной поверхности /р = 0,5(/fy -/^cosy.
Внутренний диаметр кольца принимают
О0 = О + (/?0 -^)tgY-26.
Диаметральный зазор между внутренней
поверхностью кольца и наружной поверхно-
стью упора крышки
3 = D0/?p°/(I, IEq0) . (8.1.62)
где Е^''1 - модуль упругости материала при
температуре 20 °C.
Диаметр наружной поверхности упора
крышки Dy = Dq - 5 . Высота кольца по сред-
ней линии уплотнительных поверхностей
/гср =О,5(Ло-А2).
Внутренний диаметр прокладки прини-
мают £>п в < Dq + b/З .
Расчетная сила, действующая на крепеж-
ные элементы в рабочих условиях,
2 = С?Д+СВ. (8.1.63)
794
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
8.1.3. Геометрические размеры
двухконусного уплотнительного кольца, мм
(см. рис. 8.1.17)
D ho /?2 b О0
200 30 15 17 I
300 35 18 20 272+0,081
400 45 22 23 3 7О+0,089
500 50 25 26 466+0097
600 60 30 30 56 Г0110
800 70 35 34 756+О'125
1000 85 42 40 948+0140
1200 100 50 47 1137+О155
1400 115 58 53 1330*° 195
1600 135 68 61 1522+0 230
1800 150 75 67 1 71 5 0 23”
2000 165 82 74 1905"°280
2200 180 92 82 2О94+о,28°
2400 200 100 89 2290*°330
2600 220 НО 96 2478*°330
2800 235 113 103 2670’"330
3000 250 125 109 2864 й 330
3200 270 185 117 3050*°330
где £?д- равнодействующая от внутреннего
давления р на крышку: £9В - осевая состав-
ляющая равнодействующей от внутреннего
давления на уплотнительное кольцо:
2Д =0,257iDcpp; (8.1.64)
QB = 0,5nA|Dcp/?cp/?tgy, (8.1.65)
где у = 30° - угол конуса уплотнительных по-
верхностей (угол между осью вращения детали
и образующей уплотнительной поверхности):
к] - коэффициент, учитывающий влияние силы
предварительной затяжки на расчетную силу;
к\ = 4-0,102/? при расчетном давлении
/><29,4 МПа; к\ =1 при р > 29,4 МПа.
Приближенно можно принимать
£„=0,06*,^. (8.1.66)
При пробном гидравлическом испытании
давлением />пр нагрузку на шпильки ^пр
определяют по формуле (8.1.63). В расчетные
формулы (8.1.64) и (8.1.65) подставляют рпр
вместо р. При технологической опрессовке
сосуда с многослойным цилиндрическим кор-
пусом гидравлическим давлением />тех на-
грузку на шпильки £тех определяют по фор-
муле (8.1.63). При этом в расчетные формулы
(8.1.64), (8.1.65) подставляют />тех вместор.
Силу затяжки шпилек Q3 перед гидравли-
ческими испытаниями пробным давлением />пр,
давлением опрессовки />тех и перед эксплуата-
цией в рабочих условиях определяют по фор-
муле
& = ^cMZ)cp/psin(Y + P)/cosp,
(8.1.67)
где р - угол трения на уплотнительных по-
верхностях; принимают р = 15°.
Разъемное соединение с кольцом тре-
угольного сечения (см. рис. 8.1.18). Геометри-
ческие размеры кольца не рассчитывают, а
выбирают по табл. 8.1.4 для сосуда соответст-
вующего диаметра при материале уплотни-
тельного кольца с пределом текучести
/?р°>18бМПа. При внутреннем диаметре
сосуда D. отличающемся от табличного значе-
ния. геометрические размеры сечения уплотни-
тельного кольца и ответных канавок под него
следует принимать соответствующими бли-
жайшему табличному значению D. Высоту
направляющего выступа крышки и соответст-
вующей выточки корпуса принимают конст-
руктивно. но не менее высоты уплотни-
тельного кольца.
8.1.4. Геометрические размеры
уплотнительного кольца треугольного
сечения, мм (см. рис. 8.1.18)
D Do О, ло
200 219 226 220 13
300 320 328 321 15
400 423 432 424 16
500 528 537 529 18
600 628 637 629 20
800 828 837 829 24
1000 1037 1048 1039 26
1200 1237 1248 1239 30
РАСЧЕТ НА ПРОЧНОСТЬ
795
Расчетная сила, действующая на крепеж-
ные детали в рабочих условиях, определяется в
соответствии с РД 2601-168-88 или по форму-
ле (8.1.63), причем
2Д =0,25л£>2р ; (8.1.68)
Qb = 0,5nDK/%ptgYK, (8.1.69)
где DK - диаметр контакта уплотнительных
поверхностей; ук= 47° - угол конуса уплот-
нительной поверхности крышки и фланца кор-
пуса сосуда.
Приближенно можно принимать
О,=0,052д. (8.1.70)
При пробном гидравлическом испытании
давлением рпр силу 0пр, действующую на
шпильки, определяют по формуле (8.1.63) по-
сле подстановки в формулы (8.1.68) и (8.1.69)
/?пр вместо р. При технологической опрессов-
ке сосуда с многослойным цилиндрическим
корпусом давлением /?тех при определении
силы (?тех , действующей на шпильки, в фор-
мулы (8.1.68) и (8.1.69) подставляют ртех
вместо р.
Сила затяжки шпилек Q3 перед гидрав-
лическими испытаниями пробным давлением
рпр, давлением опрессовки ртех и перед
эксплуатацией в рабочих условиях
ft = nDKq3, (8.1.71)
где q3 - 588 кН/м герметизирующая сила
затяжки, приходящаяся на единицу длины пе-
риметра уплотнения.
Разъемное соединение с кольцом восьми-
угольного сечения (см. рис. 8.1.19). Геометриче-
ские размеры уплотнительного кольца приве-
дены в табл. 8.1.5 и соответствуют материалам
уплотнительного кольца с пределом текучести
225 МПа < Я20 <294 МПа и Я20 > 294 МПа.
При внутреннем диаметре сосуда О, отли-
чающемся от табличного значения, геометри-
ческие размеры сечения уплотнительного
кольца и ответных канавок под него следует
принимать для ближайшего табличного зна-
чения D. Для материалов уплотнительных
20
колец с 7?р < 225 МПа геометрические па-
раметры следует рассчитывать по приведен-
ным ниже зависимостям (РД 2601-168-88).
8.1.5. Геометрические размеры (мм) уплотнительного кольца восьмиугольного сечения
(см. рис. 8.1.19)
д° р D р. МПа, не более DcP b /?о fh
400 31.4 470 455 15 24
500 590 571 19 28 6
600 19.6 660 646 14 22
225 МПа< 31,4 710 687 23 32
< я20 < 800 19,6 880 882 18 28 о
- Кр 31.4 930 900 30 42 о
< 294 MI 1а 1000 19.6 1100 1078 22 36 1 й
31,4 1180 1142 38 53 1 и
1200 19,6 1320 1293 27 42 1 э
31,4 1410 1365 45 64
400 31.4 460 468 14 20
500 31,4 570 552 18 24
600 19,6 600 646 14 20 6
31,4 685 665 20 24
р20 Кр 800 19,6 870 854 16 24
31,4 910 884 26 36 8
> 294 МПа
1000 19,6 1090 1070 20 32
31,4 1140 1108 32 42 10
1200 19.6 1300 1276 24 36
31,4 1370 1332 38 50 12
796
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
Средний диаметр уплотнительного кольца
£>ср > £)Д 1—1,16/?/. Ширина его уплот-
нительной поверхности I - 0,155£>Срр/т?р° .
Толщина уплотнительного кольца
b = 0,25£>Ср/?/т?р0 . Ширина перемычки в
корпусе сосуда
T>0,5\5DcpP/^° .
Высоту h\ цилиндрической части уплот-
нительного кольца принимают в зависимости
от внутреннего диаметра D сосуда по приве-
денным ниже данным.
D, мм 400...800 800...1000 1000...1200
h\, мм... 6. ..8 8. ..10 10...12
Глубина конической части канавки под
уплотнительное кольцо
Л 2 = 0,5(Л0 -A1) + 0,005Dcosy + //i,
где у = 22°30' - угол конуса уплотнительных
поверхностей; h\ = 1,0... 1,5 мм при
D < 600 мм; h\ = 1,5...2,5 мм при
D > 600 мм.
Полная высота уплотнительного кольца
Ло = ^1 + 2/cos у . Полная глубина канавки
под уплотнительное кольцо /73 = (где
Л2 = 0,005D), но не менее 3 мм.
Расчетная сила, действующая на крепеж-
ные детали, определяется по формуле (8.1.63),
где равнодействующую внутреннего давления
вычисляют по формуле (8.1.64), а осевая со-
ставляющая реакции уплотнительного кольца
QB = KOcp/?p°7sin(Y + p)/cosp, (8.1.72)
где =1,2/?р°- герметизирующее напря-
жение при смятии уплотнительного кольца в
условиях эксплуатации; / - ширина уплотни-
тельной поверхности; р = 11°40' - угол трения
на уплотнительных поверхностях.
При пробном гидравлическом давлении
рпр силу, действующую на шпильки, опреде-
ляют по формуле (8.1.63); при этом в расчет-
ную формулу (8.1.64) подставляют рпр вместо
р. а в формулу (8.1.72) - напряжение при смя-
20 q п20 . г
тии сусм пр = U, о Ар . При технологической
опрессовке сосуда с многослойным корпусом
давлением ртех нагрузку на шпильки (2тех опре-
деляют по формуле (8.1.63); при этом в расчет-
ную формулу (8.1.64) подставляют ртех вместо
р, а в формулу (8.1.72) - напряжение при смя-
20 _ АО а20
тии псм тех - 0,87?р
Сила затяжки
перед технологической опрессовкой дав-
лением ртех
Сз.тех = 257tDip [/’тех + о, 5 sin (у + p)/cos р];
(8.1.73)
перед гидроиспытаниями пробным дав-
лением и последующей эксплуатацией при
расчетном давлении р
0зпр -0,25лРсррх
х1,25/?р° /?р + 0,5 sin (у + p)/cos р j;
(8.1.74)
перед эксплуатацией при расчетном дав-
лении р (без гидроиспытаний)
(93 = 0,25 л£)ср р [ 1 + 0,75 sin (у + p)/cos р];
(8.1.75)
где /?р - предел текучести материала уплотни-
тельного кольца при расчетной температуре,
МПа.
Разъемное соединение с плоской проклад-
кой (см. рис. 8.1.20). Геометрические размеры
элементов соединения (см. рис. 8.1.20) рас-
считывают по РД 2601-168-88. Толщину про-
кладки принимают Лпр = 2...5 мм. Наимень-
ший диаметр уплотнительной поверхности D\
следует принимать конструктивно или опре-
делять по соотношению D\ = D + 5 мм. Рас-
четную ширину Ьр металлической прокладки
принимают равной большему из двух значе-
ний, определяемых по формулам:
Ьр = 0,25рО,Д[<Т-0,25р);
(8.1.76)
Ьр = 0,25pO^[a]20 -а2° пр -0,25/Д
(8.1.77)
РАСЧЕТ НА ПРОЧНОСТЬ
797
где [a]Z и [а]20 - допускаемое контактное
напряжение на уплотнительных поверхностях
при температуре соответственно расчетной и
20 20
20 °C; асм и асм Пр - напряжение смятия
материала прокладки при давлении соответст-
венно рабочем и пробном.
Исполнительную ширину прокладки на-
значают b > ip . Наибольший диаметр уплот-
нительной поверхности = Dj + 2b . Сред-
ний диаметр уплотнительной поверхности
Dcp =0,5(Dj +D2). Значения [a]Z и [а]20
в формулах (8.1.76), (8.1.77) принимают рав-
ными меньшим из значений пределов текуче-
сти материалов фланца корпуса и крышки:
[ст]' = 0,35Я'к+176,6. (8.1.78)
тт г 120 .
Напряжение [cyj вычисляют по фор-
муле (8.1.78), подставляя вместо к .
Герметизирующее напряжение при смя-
20
тии прокладки принимают сусм = 68,67 МПа
20
для алюминия; сусм = 98.1 МПа для меди;
Стем= 176,6 МПа для стали 08X18Н1 ОТ.
Расчетная нагрузка, действующая на кре-
пежные детали,
е = 2д + 2пр, (8.1.79)
где 2д определяют по формуле (8.1.64);
бтех “ реакция прокладки в рабочих условиях;
бпр = ^ср^см • (8.1.80)
При технологической опрессовке сосуда с
многослойным корпусом под давлением ртех
при определении нагрузки на шпильки 2тех
по (8.1.79) в расчетную формулу (8.1.64) под-
ставляют ртех вместо р, а в формулу (8.1.80)
20 20
- напряжение при смятии асмтех =0, 5сусм
вместо а см •
При пробном гидравлическом давлении
рПр нагрузку на шпильки 2пр рассчитыва-
ют по формуле (8.1.79). При этом в расчетную
формулу (8.1.64) подставляют рПр вместо р,
а в формулу (8.1.80) - напряжения при смятии
асм.пр ~0’5<УСм вместо (Усм
Силу затяжки шпилек принимают: перед
технологической опрессовкой давлением ртех
Q3 тех = бтех : перед гидро испытаниям и
пробным давлением рпр (?зпр=2пр’ для
гидро испытаний пробным давлением рпр с
последующей эксплуатацией без демонтажа
уплотнения Q3 пр равна большему из двух
значений Q или 2пр ’ для условий эксплуата-
ции без гидроиспытаний пробным давлением
Q3 равна расчетной силе Q.
Расчет крепежных деталей. Действую-
щими нормативными документами
(РД 26 01-126-80, ГОСТ 26303) предусмотрены
шпилечное, резьбовое и муфтовое крепления
крышки к корпусу сосуда.
Наиболее распространены в качестве кре-
пежных деталей шпильки, ввернутые одним
концом в резьбовые гнезда торца корпуса. Такое
расположение деталей соединения наиболее
целесообразно, так как позволяет уменьшить до
минимума расстояние от наружных поверхно-
стей уплотнения до осей центров шпилек. Стан-
дартом на резьбовые соединения для сосудов и
аппаратов на давление 10... 100 МПа
(ОСТ 26 01-138-81) предусмотрены следую-
щие типы их исполнения (рис. 8.1.36): а) - для
затяжки затвора гаечным ключом (тип А); б) -
для затяжки затвора гидродомкратом с захва-
том шпильки за основную резьбу (тип Б); в) -
для затяжки затвора гидро дом кратом с захва-
том шпильки за резьбовой хвостовик (тип В).
Соединение каждого типа включает
шпильку, гайку, шайбу, резьбовое гнездо и
защитный колпачок. Размеры, форма, резьба,
предельные отклонения и параметры шерохо-
ватости поверхностей шпилек, гаек, шайб,
резьбовых гнезд и защитных колпачков долж-
ны соответствовать ОСТ 2601-139-81 -
ОСТ 26 01-143-81.
Нарезкой или накаткой на шпильках вы-
полняют метрическую резьбу диаметром d с
шагом 6 мм. Диаметр гладкой средней части
шпильки несколько меньше внутреннего диа-
метра резьбы; переходы к участкам с резьбой
должны быть плавные. В центре шпильки пре-
дусмотрено сквозное отверстие для подачи
смазочного материала во ввернутую часть
резьбы; в этом отверстии можно также разме-
щать контрольный стержень при определении
798
Глава 8.1. СОСУДЫ ВЫСОКОГО ДАВЛЕНИЯ
fl)
Рис 8.136. Типы резьбовых соединений:
а - соединение типа А; б - соединение типа Б; в - соединение типа В; 1 - фланец; 2 - крышка; 3 - шайба;
4 - гайка; 5 - шпилька; 6 - защитный колпачок
нагрузки на шпильку по ее удлинению. При
наличии дренажных отверстий во фланце кор-
пуса сосуда шпильку можно выполнять без
центрального осевого отверстия. Ввернутый
конец шпильки имеет концевой гладкий уча-
сток длиной h\ с конической фаской и входит
до упора в соответствующее коническое уг-
лубление резьбового гнезда фланца корпуса. В
зону расположения гайки смазочный материал
поступает по предусмотренным в теле шпиль-
ки отверстиям и каналам.
Возможный изгиб шпильки (при перекосе
крышки во время монтажа) самопроизвольно
устраняется благодаря тому, что опорный то-
рец гайки и прилегающая к нему поверхность
подкладной шайбы выполнены сферическими.
Для обеспечения необходимого поворота гайки
в процессе затяжки затвора гидродомкратом в
теле гайки предусмотрены радиальные отвер-
стия для размещения в них специального во-
ротка. Защитные колпачки предназначены для
предохранения резьбовых частей шпильки в
процессе эксплуатации сосуда высокого давле-
ния от попадания на них грязи, а также от ме-
ханических повреждений.
Детали резьбовых соединений выполня-
ют из сталей, указанных в ОСТ 26 01-144-81.
Материалы шпилек и гаек, работающих при
наличии тепловых воздействий, необходимо
выбирать с учетом температурных коэффици-
ентов линейного расширения материалов
фланца корпуса и крышки сосуда. Для разъем-
ных соединений, работающих при высоких
температурах, коэффициент линейного расши-
рения для материала шпилек должен быть не-
сколько меньше, чем для материалов соеди-
няемых деталей. Выполнение этого условия
обеспечит дополнительное нагружение уплот-
нительных поверхностей в рабочих условиях.
Расчет основных размеров шпилек. Рас-
четный диаметр стержня шпильки по
ГОСТ 26303
’ (81.81)
где К2 - коэффициент, учитывающий наличие
тангенциальных напряжений, возникающих в
шпильке при затяжке; К2 = 1; в случае затяжки
шпилек уплотнительного соединения с пло-
ской прокладкой с приложением к шпильке
крутящего момента К2 - 1,1; К2 - коэффици-
ент, учитывающий неравномерность распреде-
ления нагрузки между шпильками; при некон-
тролируемой затяжке с приложением к шпиль-
ке крутящего момента = 1,5; при затяжке
осевой вытяжкой шпильки с последующим
доворачиванием гайки К2 — 1,3; при равномер-
ной затяжке всех шпилек с контролем удлине-
ний или сил, обеспечивающих их отклонения в
ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
799
пределах 10%, - 1,1; Q - расчетная сила,
действующая на все шпильки, определяется по
формуле (8.1.63); z - число шпилек в затвор-
ном узле; принимается из ряда чисел 4; 6; 8; 10;
12; 16; 20; 24; 28; 32; Rp ш - предел текучести
материала шпильки; d0 - диаметр центрального
отверстия в шпильке; выбирается конструк-
тивно или назначается по ОСТ 26 01-139-81.
Диаметр d резьбы шпильки принимают
по ГОСТ 24705 в зависимости от шага резьбы t.
Расчетную длину I свинчивания резьбы
для сопряжения шпилька - гнездо корпуса
определяют исходя из соотношений механиче-
ских характеристик резьбовой пары:
/ = 1,25J при Rmui/RmK<l,5;
I = 0,5d (1 + /Кщк)
при 1,5 < Rmm/RmK — 20 •>
где и RmK - временное сопротивление
материала соответственно шпильки и фланца
корпуса (для последнего - при расчетной тем-
пературе).
Расчет применим для резьбовых соедине-
ний при выполнении следующих условий:
d/t < 2,0 при 3 < t < 6 ; d/t < 33 при t = 6 .
Конструкция и размеры шпилек должны
соответствовать ОСТ 26 01-139-81, рекомен-
дующему определять длину резьбы ввертного
конца шпильки из условия Rmul/RmK < 1,7 .
Конструкция и размеры резьбовых гнезд под
шпильки должны соответствовать
ОСТ 26 01-142-81.
Длину свинчивания резьбового сопряже-
ния хвостовика шпильки с тягой диаметром б/2
гидродомкрата для шпильки типа В при
Кпп - 13 (где Rmj- временное сопро-
тивление материала тяги гидродомкрата при
температуре 20 °C) следует принимать
/ = 0,9^2 • Для шпилек типа Б длину резьбы
определяют с учетом’длины свинчивания под
резьбовое сопряжение хвостовика шпильки с
тягой гидродомкрата, которую принимают
/2 = 0,9 d . С учетом этого защитные колпачки
на хвостовики шпилек выполняют по
ОСТ 26 01-143-81.
Длину шпилек выбирают так, чтобы
резьбовая часть диаметром d для шпилек типов
А и В выступала из соединения с гайкой на
(2... 3)1, а для шпилек типа Б - на
0,9J+(2...3)z.
При автофретировании сосуда или его
технологической опрессовке шпильки прове-
ряют на прочность. При этом принимают запас
прочности по пределу текучести пт = 1,1. Во
всех других случаях используют формулу
пт = TtRpaiz(dl -dl}l(4K3Q), (8.1.82)
где Q определяют по формуле (8.1.63) подста-
новкой ра или ртех вместо р.
Если это условие не выполняется
(лт < 1,1), то необходимо увеличить диаметр
шпильки или принять материал шпильки с
более высоким пределом текучести Rpm .
Для резьбового сопряжения шпилька -
гайка длину свинчивания для всех
типоразмеров принимают / = 1,1 <7; при этом
соотношения механических характеристик
материалов шпильки и гайки должны
20 / 20
составлять: 1,1 < Rmm/ Rmv <1,3 при
диаметре резьбы меньшем или равном Ml20;
20 / 20
1,1 < Rmml Rmv <1,25 при диаметре резьбы
больше М120 (где Rmv - временное сопротив-
ление материала гайки при расчетной темпера-
туре). При этом конструкции и размеры гаек
должны соответствовать ОСТ 26 01-140-81.
Конструкции и размеры используемых в этих
соединениях шайб принимают по ОСТ 26 01-
141-81.
Глава 8.2
ТРУБОПРОВОДЫ ВЫСОКОГО
ДАВЛЕНИЯ
Основное назначение трубопроводов -
транспортирование газообразных, парообраз-
ных и жидких продуктов. В зависимости от
назначения и территориального расположения
различают магистральные и технологические
трубопроводы. К магистральным относятся
газо- и нефтепроводы, по которым транспорти-
руют продукты от места добычи к месту по-
требления и переработки. К технологическим
относятся трубопроводы, расположенные в
пределах предприятия и транспортирующие
различные вещества, в том числе, сырье, полу-
фабрикаты, конечные продукты и отходы про-
изводства, необходимые для ведения техноло-
гического процесса или являющиеся его ко-
нечными продуктами или отходами. В зависи-
800
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
мости от расположения по отношению к обору-
дованию технологические трубопроводы могут
быть внутренними и внешними. Внутренние
трубопроводы расположены внутри агрегата и
связывают в единое целое его элементы (аппа-
раты, компрессорные машины и др.). Внешние
трубопроводы связывают отдельные агрегаты в
единый производственный комплекс.
Ниже рассмотрены вопросы, относящиеся
только к технологическим трубопроводам вы-
сокого давления.
В химической промышленности суммар-
ная длина технологических трубопроводов
высокого давления достигает десятков кило-
метров, а их стоимость составляет до 20...25 %
стоимости всего оборудования. Основные тре-
бования при проектировании трубопроводов -
их надежность и минимальные затраты при
изготовлении и эксплуатации. Требования к
надежности и безопасной эксплуатации трубо-
проводов высокого давления содержатся в
ПБ 03-585-03.
При эксплуатации на трубопроводы дей-
ствуют различные нагрузки. Давление транс-
портируемой среды вызывает в материале тру-
бопровода преимущественно напряжения рас-
тяжения. Нагрузки от массы труб, транспорти-
руемой среды, тепловой изоляции, распреде-
ленные по длине, а также сосредоточенные
нагрузки от массы арматуры и реакции опор
вызывают напряжения изгиба и кручения.
Компенсационные нагрузки от температурных
деформаций вызывают напряжения растяже-
ния, изгиба и кручения. В период монтажных
работ трубопроводы испытывают нагрузки от
давления гидроиспытаний, при пуске - нагруз-
ки от неравномерного прогревания. Кроме
того, возникают нагрузки от защемления тру-
бопроводов в опорах или чрезмерного трения в
них.
Нагрузки от давления транспортируемой
среды относятся к внутренним, все остальные
нагрузки являются внешними. Внутреннее
давление считается основной нагрузкой, ос-
тальные - дополнительными. Толщины стенок
элементов трубопроводов определяют при рас-
чете на прочность от действия внутреннего
давления. Расчеты трубопроводов в целом, с
учетом всех нагрузок, действующих при экс-
плуатации, выполняют в процессе проектиро-
вания с учетом конфигурации трассы, опор и
их конструкции. При этом определяют и на-
грузки от трубопроводов на штуцеры соеди-
няемых элементов (аппаратов, компрессорного
оборудования и др.). Эти сложные расчеты
выполняют с использованием компьютерной
техники по специальным программам, что по-
зволяет достичь оптимальной металлоемкости
при обеспечении надежности трубопроводов.
Проектирование трубопроводов высокого
давления сводится к подбору отдельных стан-
дартизованных элементов. Государственные
стандарты на элементы трубопроводов основа-
ны на двух характеристиках: условном проходе
Dy и условном давлении Ру. Для конкрет-
ных установок химических производств разра-
ботаны отраслевые стандарты. В последних
отраслевых стандартах в качестве основной
характеристики принято не условное, а рабочее
давление. Это сделано для исключения излиш-
них запасов прочности и удобства использова-
ния нормативных документов. Отраслевые
стандарты включают номенклатуру материалов
и деталей, не вошедших в государственные
стандарты, но необходимых для изготовления
конкретных установок.
Под условным проходом Dy понимают
величину, характеризующую внутренний диа-
метр элемента трубопровода (в мм) и не обяза-
тельно совпадающую с его действительным
внутренним диаметром.
Согласно ГОСТ 356 рекомендуется при-
нимать следующие условные проходы, мм: 3;
6: 10; 15; 20: 25; 32; 40; 50; 65; 80; 100; 125;
150; 200; 250; 300; 400; 500 и 600.
Условное давление Ру- это наибольшее
избыточное давление при температуре среды
20 °C. при котором допустима длительная ра-
бота деталей трубопровода с заданными разме-
рами, обоснованными расчетом на прочность
при выбранных материалах и их прочностных
характеристиках, соответствующих температу-
ре 20 °C. Для трубопроводов высокого давле-
ния рекомендуются значения условного давле-
ния принимать из следующего ряда, МПа: 1,00;
12.5; 16; 20; 25; 32; 40; 50; 63; 80 и 100.
Значения условного, рабочего и пробного
давлений для деталей трубопроводов высокого
давления, изготовленных из сталей различных
марок, приведены в табл. 8.2.1 и табл. 8.2.2. При
определении условного давления по рабочему
давлению, не указанному в табл. 8.2.1, допуска-
ется превышение рабочего давления по сравне-
нию с его ближайшим значением, не более чем
на 5 %. Если рабочее давление превышает при-
веденные в табл. 8.2.1 значение более чем на
5 %, то условное давление принимают по сле-
дующей более высокой ступени.
КОНСТРУКЦИИ И МАТЕРИАЛЫ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
801
8.2.1. Условноеру и рабочеерр давления для трубопроводов высокого давления
из различных сталей (по ГОСТ 22790)
Сталь Ру» МПа рр, МПа
Температура среды, °C
200 250 300 350 400 450 475 510
20 20 20 18 15 13,5 11,5 7,8 - -
32 32 28 24 22,0 17,0 11,9 - -
14ХГС; 15ГС 25 25 23 19 17,0 15,0 - - -
40 40 35 36 26,0 23,0 - - -
50 50 49 37 33,0 29,0 - - -
63 63 54 48 40,0 37,0 - - -
25 25 23 22 21,0 20,0 18,0 - -
ЗОХМА; 18ХЗМВ; 20Х2М; 22ХЗМ 40 40 36 35 33,0 32,0 30,0 28 -
63 63 56 54 53,0 51,0 47,0 44 -
80 80 70 69 67,0 65,0 62,0 56 -
20ХЗМВФ 32 32 30 29 28,0 26,0 24,0 22 17,0
50 50 47 46 45,0 41,0 37,0 33 29,0
80 80 74 72 70,0 65,0 60,0 52 45,0
12Х18Н10Т; 10Х17Н13М2Т; 10X17H13M3T 100 100 94 92 90,0 82 75,0 66 58,0
20 20 19 18 16,5 15,0 14,0 13 11,5
32 32 29 28 26,0 24,0 23,0 22 17,0
Примечание. Сталь ЗОХМА применяют при температуре до 450 °C
Температуру среды принимают равной
температуре, при которой происходит дли-
тельная эксплуатация изделия, без учета крат-
ковременных отклонений, допускаемых соот-
ветствующими стандартами или нормативно-
технической документацией.
Значения рабочего давления и температу-
ры не должны выходить за пределы примене-
ния, установленные Правилами Госгортехнад-
зора России для различных материалов трубо-
проводов.
При известных условном проходе и номере
исполнения по ГОСТ 22791 - ГОСТ 22826 выби-
рают требуемую деталь (колено, тройник и др.).
Для труб и деталей трубопроводов, работающих в
условиях пульсации давления, переменных тем-
ператур, повышенных вибраций, частых гидрав-
лических ударов, специфических свойств среды,
рабочее давление следует определять с учетом
поправочных коэффициентов и дополнительных
прибавок к толщине стенки труб и деталей.
8.2.1. КОНСТРУКЦИИ И МАТЕРИАЛЫ
ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
Трубы. Их изготовляют специализиро-
ванные заводы черной металлургии по стан-
дартам и техническим условиям. В технике
высокого давления используют бесшовные
трубы холодно- и горячедеформированные.
К горячедеформированным относятся горяче-
катаные трубы, а также трубы, изготовленные
непрокатными методами (например, прессо-
ванные). К холоднодеформированным относят-
ся трубы, полученные холодной прокаткой,
волочением или редуцированием.
Качество труб во многом зависит от каче-
ства заготовок, применяемых для их изготов-
ления, а также от способа производства самих
труб. Для производства труб, предназначенных
для работы под высоким давлением, как пра-
вило, применяют кованые или катаные заго-
товки. Для устранения осевой рыхлости эти
26 - 10358
802
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
8.2.2. Условноеи пробноерр давления
для деталей трубопроводов высокого
давления разного исполнения (ГОСТ 22790)
Сталь Исполнение детали Ру, МПа Pnpj МПа
20 1 20 30
2 32 45
14ХГС; 15ГС 1 25 35
2 40 56
3 50 65
4 63 80
30ХМА; 18ХЗМВ; 20Х2М; 22ХЗМ 1 25 35
2 40 56
3 63 80
4 80 100
20ХЗМВФ 1 32 45
2 50 65
3 80 100
4 100 125
12Х18Н10Т; 10Х17Н13М2Т; 10Х17НВМЗТ; 08Х17Н15МЗТ 1 20 30
2 32 45
3 40 56
заготовки подвергают сверлению, поверхност-
ные дефекты удаляются обточкой на токарных
станках. Металл особо ответственных труб, к
чистоте которого предъявляют повышенные
требования, подвергают электрошлаковому
переплаву, рафинированию или очистке дру-
гими способами от загрязнений неметалличе-
скими включениями.
Для изготовления трубопроводов высоко-
го давления рекомендуется применять бесшов-
ные трубы, поставляемые по следующим тех-
ническим условиям:
ТУ 14-3-251 - из сталей 20, 14ХГС,
18ХЗМВ, 20ХЗМВФ, 30ХМА, 15ХФ, 1Х8ВФ;
ТУ 14-3-433 - из сталей 14ХГС, 30ХМА и
20Х2МА;
ТУ 14-3-731 - из стали 12Х18Н10Т;
ТУ 14-3-1335 - размером 194 х 36 мм из
стали 15Х5М.
В химической и нефтехимической про-
мышленности широко используют котельные
трубы, изготовляемые по следующим техниче-
ским условиям:
ТУ 14-3-460 - из сталей 20, 15ГС, 15ХМ,
12Х1МФ, 15Х1М1Ф, 12Х2МФСР,12Х11В2МФ
и 12Х18Н12Т;
ТУ 14-3-923 - из конструкционной стали.
Для конкретных условий производства
можно использовать трубы и по другим норма-
тивным документам. При этом качество труб и
объем проводимого контроля должны соответ-
ствовать требованиям, указанным в техниче-
ских условиях.
При проектировании конструктору обыч-
но известны условное давление и исполнение
детали. Исходя из этих характеристик, размеры
труб рекомендуется выбирать по ГОСТ 22790 -
ГОСТ 22826. Размеры труб следует выбирать
также с учетом коррозионно-эрозионного из-
носа. При заказе небольшого количества труб
определенного размера необходимо преду-
смотреть возможность замены труб одного
сортамента другим, более широко используе-
мым в проектируемой установке. В любом
случае трубы выбранного сортамента должны
удовлетворять условию прочности и обеспечи-
вать стыковку с деталями трубопроводов.
Фасонные детали - колена, отводы,
угольники, тройники. Все основные детали
трубопроводов высокого давления химических
производств унифицированы и стандартизова-
ны. Их конструкции, размеры и требования к
изготовлению изложены в следующих государ-
ственных и отраслевых стандартах:
ГОСТ 22790 - ГОСТ 22826; ГОСТ 9400;
ГОСТ 9399; ГОСТ 10493; ГОСТ 10494;
ГОСТ 10495; ГОСТ 11447; ОСТ 26 01-20 -
ОСТ 26 01-22; ОСТ 26 01-24 - ОСТ 26 01-30;
ОСТ 26 01-33 - ОСТ 26 01-49.
Колена (рис. 8.2.1), применяемые в тех-
нике высокого давления, обычно имеют отно-
шение радиуса гиба к наружному диаметру
Rr/D<2.
Как правило, колена изготовляют штам-
пованными из трубных заготовок. В качестве
заготовок используют кованые трубные заго-
товки с последующим сверлением или утол-
щенные трубы. Штамповку производят в две
стадии: после нагрева трубу-заготовку изгиба-
ют до заданного радиуса, при этом колено
сплющивается в плоскости изгиба; после вто-
рого нагрева производят осадку колена в пер-
пендикулярной плоскости (до превращения
сечения в круглое) и калибровку его размеров.
При этом на стенках внутри колена могут об-
разоваться небольшие наплывы, практически
не препятствующие движению среды. Сечение
КОНСТРУКЦИИ И МАТЕРИАЛЫ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
803
Рис. 8.2.1. Колена и отводы:
а - двойное колено с фланцами (ГОСТ 22798); б - колено с углом 90° с фланцами (ГОСТ 22794);
в - то же, с опорой (ГОСТ 22795); г - гнутый отвод с фланцами (ГОСТ 22817)
Рис. 8.2.2. Угольники:
а - с карманом под термометр сопротивления (ГОСТ 22810); б - с ответвлением и фланцами (ГОСТ 22800);
в - с фланцами (ГОСТ 22799); г - то же (ГОСТ 22820)
штампованного колена почти круглое, а разно-
стенность существенно меньше, чем при гибке
трубы другими способами. Стандартные коле-
на обычно поставляют с приваренными к ним
опорами (рис. 8.2.1, в).
Гнутые отводы (рис. 8.2.1, г) изготовляют
гибкой на трубогибочных станах. В качестве
заготовок используют те же трубы, что для
основного трубопровода, или трубы с большей
толщиной стенки (усиленные трубы).
При гибке отводов возникают значитель-
ная овальность и утонение стенки поперечного
сечения в месте гиба. Для уменьшения разно-
стенности сечения отводы изготовляют радиу-
сом гиба не менее 2,5...3 наружных диаметров
трубы. В технике высокого давления стандарты
строго регламентируют предельные величины
овальности и разностенности отводов. Стан-
дартные отводы, как правило, имеют прямые
участки, длина которых определяется условия-
ми закрепления трубы в процессе гибки.
Угольники и тройники выполняют из по-
ковок (рис. 8.2.2, рис. 8.2.3). В технике высоко-
го давления допускается выполнять тройнико-
вое соединение врезкой ответвляемого трубо-
провода, если его условный проход не более
26*
804
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
Рис. 8.2.3. Тройники:
а - проходной с фланцами (ГОСТ 22801); б- переходной несимметричный с фланцами (ГОСТ 22803);
в - проходной с ответвлением и фланцами (ГОСТ 22802)
0,6...0,7 условного прохода основной трубы.
Ослабление основной трубы врезкой ответв-
ляемого трубопровода компенсируют за счет
резерва прочности основной трубы либо вва-
ривают специальные усиленные штуцера
(рис. 8.2.4). Воротниковые укрепления в обо-
рудовании высокого давления не применяют.
При выборе размеров укрепления необходимо
учитывать, что кроме внутреннего давления на
тройниковое соединение могут воздействовать
внешние силы, изгибающие и крутящие мо-
менты.
Тройники из поковок, как и угольники,
изготовляют механической обработкой. Отвер-
стие в кованых тройниках укрепляют увеличе-
нием толщины стенок в месте соединения.
Переходы и другие детали. Переходы
предназначены для изменения проходного се-
чения трубопровода. По конструкции переходы
бывают концентрическими и эксцентрически-
Рис. 8.2.4. Штуцера по ОСТ 26 01-35:
я-Z)y = 6...40; б-Z)y = 50...125
а)
Рис. 8.2.5. Переходы:
а - по ГОСТ 22826; б - с фланцами по ГОСТ 22806
ми. В технике высокого давления в основном
применяют концентрические переходы, кото-
рые изготовляют механической обработкой из
кованых заготовок или штамповок из труб
(рис. 8.2.5).
Трубопроводы снабжают и другими дета-
лями: отводами под термометры сопротивле-
ния и термоэлектрические, фланцевыми за-
глушками, линзовыми отводами и др. Конст-
рукция и размеры этих деталей приведены в
ГОСТ 22811. ГОСТ 22815, ГОСТ 22808,
ГОСТ 22809.
Фланцевые соединения. В трубопрово-
дах высокого давления применяют фланцевые
соединения с овальной, восьмиугольной пло-
ской или линзовой прокладками и с резьбовы-
ми либо приварными фланцами (рис. 8.2.6).
Фланцевые соединения с резьбовыми фланца-
ми и с линзовой прокладкой стандартизованы
(ГОСТ 22790; ГОСТ 9400; ГОСТ 9399;
ГОСТ 10463; ГОСТ 10495; ГОСТ 10494,
ГОСТ 11447). Фланцевые соединения с при-
варными фланцами и овальной прокладкой
стандартизованы соответствующими отрасле-
выми документами.
Фланцевое соединение надежно работает
только в том случае, если оно правильно спро-
ектировано, выполнено из соответствующих
материалов и тщательно собрано. Несоблюде-
ние этих условий приводит к тому, что флан-
цевые соединения становятся одним из наибо-
лее уязвимых мест трубопроводов и для их
ремонта приходится останавливать основные
агрегаты производства.
Крепежные детали должны быть одной
партии и затянуты с помощью устройств, обес-
печивающих контроль силы затяжки. Порядок
сборки соединений, контроля силы затяжки
должны быть приведены в нормативно-
технической документации или производст-
венной инструкции (технологической карте) с
учетом величин, приведенных в рабочей доку-
ментации.
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
805
Рис. 8.2.6. Фланцевые соединения:
а, 6 - с плоской металлической прокладкой; а - типа «шип - паз»; б ~ типа «выступ - впадина»;
в - с фасонной уплотнительной прокладкой; г - с линзовой прокладкой
Не допускается устранение зазоров, непа-
раллельное™ или несоосности между сбороч-
ными единицами или деталями путем натяже-
ния трубопроводов.
8.2.2. РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
ТРУБОПРОВОДОВ
Общие положения. Нормативным доку-
ментом, устанавливающим нормы и методы
расчета на прочность элементов трубопрово-
дов высокого давления является РД 26 01-44.
Основной нагрузкой при расчете трубо-
провода является внутреннее давление. За
расчетное внутреннее давление р, как прави-
ло, принимают рабочее давление рр. Если во
время срабатывания предохранительного кла-
пана давление в трубопроводе повышается по
сравнению с рабочим более чем на 10 %, то за
расчетное давление следует принимать боль-
шую из двух величин: р или 0,9рКд , где ро -
давление в трубопроводе при полном откры-
тии предохранительного клапана. При расчете
деталей трубопровода проверяют их проч-
ность при пробном давлении рПр (ГОСТ 356).
В расчетные формулы вместо р подставляют
рПр , ПРИ этом допускаемое напряжение
[ст] = ст^0/1,1, (8.2.1)
20
где от - предел текучести материала деталей
при температуре 20 °C.
При определении допускаемых напря-
жений прочностные характеристики материа-
лов принимают при расчетной температуре.
За расчетную температуру принимают наи-
большую температуру стенки детали, кото-
рую определяют тепловым расчетом или экс-
периментально.
При отрицательной температуре стенки
(не ниже -50 °C) для определения допускае-
мых напряжений расчетную температуру
принимают равной 20 °C. Допускаемое на-
пряжение рассчитывают по одной из формул,
приведенных в табл. 8.2.3.
Механические характеристики прини-
мают по стандартам и техническим условиям.
При расчете детали, изготовленной из сталь-
ных отливок или методом литья, допускаемые
напряжения, определяемые по табл. 8.2.3,
должны быть уменьшены на коэффициент
г| = 0,75...0,85. При расчете труб со сварны-
ми швами в формулы вводят коэффициенты (р
(при растяжении) и (ри (при изгибе), учиты-
вающие ослабление сварного соединения по
сравнению с основным материалом.
При выборе окончательных размеров де-
талей расчетные значения суммируют с при-
бавкой с, которая включает: прибавки Ci и С2
на коррозионный износ соответственно внут-
806
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
8.2.3. Расчетные формулы для определения допускаемого напряжения
Сталь Деталь Расчетная формула для [а] Коэффициент запаса прочности
Углеродистая Низколегирован- ная Трубы, криволинейные элементы, кованые детали, переходы, за- глушки, штуцера • ств СТт стд min<—; —; — > ["в "т пл\ при отсутствии данных по Пд • 1 & в & т & п 1 mm<—; —;— > 1"в ПТ "nJ пв = 2,6; пТ = 1,5; ид = 1,5; пп = 1,0
Аустенитная Фланцы • <*т °Д mm< —> [«т ”д J при отсутствии данных по Пд • [ат стп] min<—;— > 1 "т "nJ ит = 2,0 при t < 400 °C; ит = 2,2 при t > 400 °C Ид = 2,0; ип = 1,0
Шпильки ит- см. табл. 8.2.4; Ид = 2,0; ип = 1,0
Примечание. Расчет с учетом ад и ап производится при температуре Т > 380 °C для углероди-
стой стали, при Т > 420 °C для низколегированной и при Т > 510 °C для аустенитной.
8.2.4. Коэффициент запаса прочности лт для
шпилек в зависимости от отношения сгв/пт и
диаметра резьбы
ав/ат Шпилька
до М22 более М22
Больше 1,5 2,5 2.25
Меньше 1,5 3 2,5
ренней и наружной поверхности детали; сз,
компенсирующую допуски на размеры при
изготовлении детали; С4, компенсирующую
эрозионный и другие'неучтенные виды изно-
са.
Таким образом
с = С\ + с2 + с3 + с4. (8.2.2)
Значения С\ и с2 устанавливаются проек-
тирующей организацией. Технологические
допуски на размеры с3, с4 принимают по
стандартам и техническим условиям на изго-
товление деталей.
Детали трубопроводов, как правило, ра-
ботают при переменных напряжениях, много-
кратно изменяющихся в процессе эксплуата-
ции. В связи с этим, если число смен нагруже-
ний (число циклов N) с амплитудой напряже-
ний. превышающей на 15% расчетный уро-
вень. удовлетворяет условию N < 1000, то
считают, что трубопровод работает в условиях
повторно-статических нагрузок, и выполняют
статический расчет деталей, определяя их раз-
меры по механическим характеристикам, по-
лученным при статических испытаниях. При
числе циклов W > 1000 нагружение считают
циклическим и после выбора размеров деталей
рассчитывают их циклическую прочность при
переменном нагружении с учетом предела вы-
носливости материала.
Расчет элементов трубопроводов при
статическом нагружении. Расчет размеров
трубы, нагруженной внутренним давлением р.
Толщина стенки трубы
5Т — К\ + С
(8.2.3)
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
807
где = 1/(1-0,0181) - коэффициент, зави-
сящий от минусового допуска 81 на изготовле-
ние трубы по толщине стенки (рис. 8.2.7); sp -
минимальная расчетная толщина стенки:
5р =0,5£>(рр-1)/рр при заданном наруж-
ном диаметре Z); sp = 0,5(J + 2ci)(pp-1)/рр
при заданном внутреннем диаметре J; Рр -
коэффициент толстостенности трубы; с = Ci +
+ С*2 + Сд.
Коэффициент толстостенности трубы
трубы; гп\ =a£ai/(l-v); а\ =—-------1;
2р21пр
v - коэффициент Пуассона; Е - модуль упруго-
сти; a - температурный коэффициент линейно-
го расширения.
2. Внутренний обогрев (Д\ > Т2; КГ > 0).
В зависимости от конкретных значений р и КГ
наиболее напряженными могут оказаться и
внутренняя, и наружная поверхности; поэтому
проверяют напряжения по формуле (8.2.6) при
КГ > 0 и рассчитывают эквивалентное напря-
жение на наружной поверхности
р
₽р •
(8.2.4)
аэкв
1
р2-1
>/зр2 + Зр/и2ДТ + (/и2ДТ)2
где р - расчетное давление; (р - коэффициент
сварного шва; [а] - см. табл. 8.2.3.
Наружный диаметр трубы
Dj —(8.2.5)
Значения толщины стенки sT и диаметра
DT трубы, вычисленные по формулам (8.2.3) и
(8.2.5), округляют до ближайших значений 5 и
D, имеющихся в сортаменте поставляемых
труб. При этом необходимо выполнение усло-
вия slD^/D..
Если на трубу, кроме внутреннего давле-
ния, действуют температурные нагрузки, то
выполняют проверочный расчет напряжений
от совместного действия внутреннего давления
и температуры (РД 26 01-44-78). Температур-
ная нагрузка возникает при перепаде темпера-
тур А/ по толщине стенки. Возможны следую-
щие два варианта.
1. Наружный обогрев (Т\ < Т2; КТ < 0,
где Т\ и Т2 - температура соответственно внут-
ренней и наружной стенок трубы; ДГ = Т\ - Т2
температурный перепад по толщине стенки
трубы).
Максимальные эквивалентные напряже-
ния на внутренней поверхности трубы от дей-
ствия р и А7"1
в
°экв
р2
р2-1
^Зр2 + Зрт\ДТ+(mi&.T)2
(8.2.6)
где р = D/d - коэффициент толстостенности
(8.2.7)
Р2 -1
где /и2 = aEa2/(l-v); a2 •
Эквивалентные напряжения, рассчитан-
ные по формулам (8.2.6) и (8.2.7), должны
удовлетворять условиям ОСТ 26 10-46:
^экв - ^0,2/1’1 ’ ^экв — ^0,2/1’1- (8.2.8)
Расчет колен, двойных колен и отводов
связан с определением толщин стенок в ряде
сечений по формулам, полученным на основе
оценки предельного состояния криволинейного
элемента. Толщина стенки криволинейного
элемента на гнутом участке должна быть не
менее (рис. 8.2.8):
на боковой нейтральной поверхности
Рис. 8.2.7. Зависимость коэффициента К\ от
минусового допуска 8] по толщине стенки трубы
808
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
А
Рис. 8.2.8. Схема к расчету толщины стенок криволинейного элемента трубопровода
на вогнутой поверхности
5 2 — 0,5^б/ + 2с]) । Р р — 1 j + с; (8.2.10)
на выпуклой поверхности
5 = 0,5(4/ + 2c])(j2Pp-1) + с, (8.2.11)
где Рр - расчетный коэффициент толстостен-
ности элемента, определяемый по формуле
(8.2.4); J\. J1- коэффициенты, характеризую-
щие соответственно необходимое утолщение
стенки в сечении толщиной 5j и допустимое
утонение стенки в сечении толщиной 52 по
сравнению с прямой трубой (рис. 8.2.9).
Для обеспечения необходимых размеров
криволинейного элемента в месте гиба толщи-
на стенки 53 используемой заготовки должна
удовлетворять условию
[ 8а _ - 1
53 > max^ 0,5d(J]Pp - 1)—[----;s
8а r + 1
(8.2.12)
где а г = Rr / D - относительный радиус кри-
визны элемента; Rr - радиус гиба элемента по
нейтральной оси; D = d + 2s - наружный
диаметр прямолинейного участка колена.
Наружный диаметр заготовки
£>3 = d + 253.
Тройники и угольники. Приведенные ниже
формулы применимы для расчета кованых
тройников и угольников двух конструктивных
исполнений (рис. 8.2.10). Наружные диаметры
D\ и £>2 цилиндрических участков деталей
определяют как для толстостенной прямой
трубы, нагруженной внутренним давлением, по
(8.2.3), (8.2.4).
Диаметры Dv\ и £)т2 укрепленных участ-
ков с разными условными проходами Dy:
°т1 = 4i (^i +2ci) -
О,2 ~ П1 (<^2 +2с'|) > D2. (8.2.13)
Длина укрепления основной трубы L\ и
отвода L2:
Рис. 8.2.9. Зависимость коэффициентов J\
(кривые 1 - 4) и (кривые 5, 6) от аГ и
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
809
а}
Рис. 8.2.11. Зависимости коэффициентов и at от отношения р/[с]
для кованых тройников (угольников):
а - типа 1; б - типа 2
Рис. 8.2.10. Схема кованого тройника (угольника):
а - типа 1; б - типа 2
Zj — DT j /а । 0,5 (DT j DT2 ) >
^2 ~ ^т2/а1 +0,5(Z)T1 -Z)t2). (8.2.14)
Коэффициенты гц и оц в зависимости от
отношения определяют по (рис. 8.2.11).
Допускаемое напряжение [а] определяют
по табл. 8.2.3.
Конструктивно размеры В\ и В2 для трой-
ников и угольников типа 1 (рис. 8.2.10, а) допус-
кается принимать: В\ - 0,45 В2 - 0,9 £)т1
для деталей с разными проходами и В\ = 0,45 Z)T;
В2 - 0,9 Z)T для деталей с равными проходами.
При этом должны выполняться условия: в пер-
вом случае В\ > 0,5Z>i; В2 > ; во втором
Вх >0,5Z); В2 >D.
Если по конструктивным соображениям
требуется уменьшить размеры детали (напри-
мер длину Z), то выполняют поверочный рас-
чет, который позволяет учесть коррозионный
износ внутренней поверхности и убедиться в
правильности выбора конструктивных разме-
ров.
Необходимое условие прочности имеет
вид
fKF+f^B, (8.2.15)
810
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
где f - площадь сечения металла на расчетной
длине L (£j, £2), определенная с учетом корро-
зионного износа; F - площадь действия рабо-
чей среды на той же длине; fz - площадь кор-
родирующего металла на этой же длине; В -
параметр, определяемый по формуле
д 1,2р/[о]
1-0,6р/[о]
(8.2.16)
Если условие (8.2.15) не выполняется, то
необходимо увеличить диаметры Z)Ti или £>т2-
Допускаемое рабочее давление для гото-
вой детали
г 1 f
Ь = -----J------. (8.2.17)
1 J 1,2 F + /c+0,5/
Конические переходы. Толщины 5j и 52
стенок перехода (рис. 8.2.12) должны быть не
менее толщин стенок прямых труб соответст-
вующих внутренних диаметров; ак < 45°; зна-
чения 5J и 52 определяют по формулам:
5| =0,5(J) 4-2с1)(рр-1) + с; (8.2.18)
=0,5(г/2+2с[)(ррк-1) + с, (8 2.19)
где d\, - внутренний диаметр соответствен-
но большого и малого цилиндра;
Ррк =ехР
Р
ф[су] cos а к
- расчетный коэф-
Рис. 8.2.12. Расчетные параметры конического
перехода
фициент толстостенности перехода; ср - коэф-
фициент сварного шва; [и] - по табл. 8.2.3;
ак - угол между осью и образующей конуса.
Допускаемое рабочее давление для гото-
вой детали
[р] = ф[о]1п[£)1(4/1 +24?])], (8.2.20)
где Dj = d\ + 25j .
Расчет фланцевых соединений. В тру-
бопроводах высокого давления применяют
главным образом резьбовые фланцы и цельные
с конической втулкой (рис. 8.2.13). Для уплот-
нения соединения при высоком давлении при-
меняют металлические прокладки (плоские,
овальные, восьмиугольные), а также сфериче-
ские и конические линзы.
Рис. 8.2.13. Расчетные параметры фланцевого соединения:
а - резьбового; б - с конической втулкой и овальной прокладкой
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
811
Расчет фланцевого соединения начинают
с определения силы Q, растягивающей шпиль-
ки в рабочих условиях. Для расчета Q необхо-
димо знать размеры уплотнительной проклад-
ки, которые назначают конструктивно по ана-
логии с нормализованными и с поправкой на
проектные параметры. Размеры прокладок
рекомендуется принимать в зависимости от их
типа.
Линзовая прокладка. Наружный диаметр
линзы (рис. 8.2.14, a) Dn > DH, где DH - на-
ружный диаметр уплотнительной поверхности.
Высота линзы
йл = 2^/я2 —(0,5<УЛ )2 -^/я2 -(0,5£>л )2 ^+С,
(8.2.21)
где R - радиус сферы линзы, определяемый из
условия DK=2Rs\na; DK = 0,5(£>н + -
диаметр контактной поверхности; а = 20° -
угол наклона уплотнительной поверхности;
dn = d - внутренний диаметр линзы; с - кон-
структивная прибавка.
Овальная и восьмиугольная прокладки.
Высота прокладки Лп » 5,6^/ф /10 ; ширина
прокладки b « 4,0^ф /10 ; ширина и глубина
канавки под прокладку соответственно
5 «4,4^710-0,5 и А«2,5^ф/10 (см.
рис. 8.2.13). В этих выражениях d$ - внут-
ренний диаметр фланца, мм.
Прежде чем окончательно принять разме-
ры, прокладку с гнездом необходимо прочер-
тить и убедиться в том, что обеспечено касание
прокладки и гнезда.
Плоская прокладка. Высота Лп и шири-
на b прокладки приведены в табл. 8.2.5 в зави-
симости от условного прохода Dy.
Определение расчетной силы. В общем
случае расчетная сила, действующая на
шпильки, определяется по уравнению
Q= Q\ + 62 + 63+64, (8.2.22)
где 61 ~ сила от давления рабочей среды; 62 -
сила уплотнения прокладки в рабочих услови-
ях; 6з ~ нагрузка, возникающая под действием
изгибающего момента от самокомпенсации
температурных расширений трубопровода;
6д - нагрузка, возникающая от неравномерно-
го нагрева рабочей средой деталей фланцевого
соединения.
Рис. 8.2.14. Расчетные параметры элементов фланцевых соединений с прокладками:
а - линзовой; б - восьмиугольной
8.2.5. Размеры плоской прокладки, мм
Размер Условный проход Dy
15 25 32...80 100 125...300 350...500
/>П 2 2...3 3...4
ь 10 15 20 25
812
Глава 8.2. ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
Нагрузку учитывают при температуре
деталей Т > 300 °C, если детали соединения
изготовлены из однородных материалов, и при
Т > 100 °C, если детали изготовлены из разно-
родных материалов (например, углеродистой и
аустенитной стали).
Нагрузки Q3 и можно рассчитать, если
известны размеры фланцевого соединения.
Расчет проводится в два этапа.
1. Определяют
01=O,25nD„p; (8.2.23)
ДЛЯ линзы
02 = 7гОп<?; (8.2.24)
для овальной, восьмиугольной и плоской
прокладок
Q2 = TtDnb3mp, (8.2.25)
где q - удельная нагрузка на единицу длины
контактной линии (рис. 8.2.15); £>п - расчет-
ный диаметр прокладки; для линзы Dn = DK ;
для овальной, восьмиугольной и плоской про-
кладок Dn = Dcp ; b3- эффективная ширина
прокладки; для овальной и восьмиугольной
прокладок Ь3 = 0,25b ; для плоской прокладки
b3 = b при b <10 мм и b3 = \ OyjO,\b при
Ь> 10 мм; m - коэффициент, зависящий от
материала прокладки, и принимается равным:
для алюминия m = 4; для меди m = 4,8; для
стали 0,8w = 5,5; для стали 12X13 m = 6; для
аустенитной хромоникелевой стали
08Х18Н10Т w = 6,5;
Q3=4KM/D„, (8.2.26)
Рис. 8.2.15. Зависимость удельной нагрузки q от
условного прохода Dy
где К - коэффициент, зависящий от типа про-
кладки; А/ - внешний изгибающий момент,
определяемый при расчете трубопровода на
самокомпенсацию.
Если момент М не задан, то его прини-
мают равным допускаемому [М\ при изгибе
трубы:
(8.2.27)
где Р - коэффициент толстостенности трубы;
(ри- коэффициент сварного шва при изгибе;
а = ат для ступени I, а = ад для ступени II.
Ниже приведены значения коэффициента
К в зависимости от типа прокладки.
Прокладка.......Линзовая Овальная Плоская
восьмиугольная
Коэффициент А".....0,5 0,6 1,0
Общая расчетная сила
0 = /С'(01+02+0з), (82.28)
где К' - 1,1...1,2 - коэффициент, компенси-
рующий неучтенную температурную нагрузку
04, К' = 1 при 04 = 0 .
Исходя из полученной по формуле
(8.2.28) расчетной силы, определяют диаметр
шпильки б/р и толщину Лф тарелки фланца.
Остальные размеры принимают конструктивно.
2. Уточняют нагрузку Q3 и рассчитывают
Qi в зависимости от разности температурных
удлинений и коэффициентов податливости
элементов фланцевого соединения
(РД 26 01-44-78).
При определении расчетной силы с уче-
том Q4 следует рассматривать два варианта:
установившийся режим работы фланцевого
соединения и режим прогревания. Температур-
ная нагрузка составляет значительную часть
общей расчетной силы, особенно в момент
прогревания. Для уменьшения этой силы реко-
мендуется: теплоизолировать фланцевые со-
единения; разогревать соединение медленно
для уменьшения разности температур деталей;
рабочее давление создавать после прогревания,
при установившемся режиме работы соединения.
В процессе прогревания соединения раз-
ность температур деталей принимают в 3-4 ра-
за больше, чем при установившемся режиме
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
813
(ПБ 03-585-03). Запасы прочности для мате-
риалов шпилек и фланца при прогреве можно
уменьшить по сравнению со стационарным
режимом до значений пт = 1,5 и лд = 1,5.
Окончательное значение расчетной силы
определяют по формулам (8.2.22) - (8.2.25),
затем уточняют размеры dc и Лф. Расчетные
размеры не должны превышать принятые более
чем на 5 %. Если это условие не выполняется,
то принятые размеры увеличивают и выполня-
ют перерасчет соединения, при этом следует
учитывать, что с ростом размеров соединения
повышается температурная нагрузка.
Для снижения температурной нагрузки
Q4 материалы шпилек и фланцев должны иметь
близкие механические свойства и температурные
коэффициенты линейного расширения.
Dy, мм.......... 3~40 50...100
z............... 3;4 6; 8
Диаметр dc стержня шпильки (диаметр
гладкой части шпильки или внутренний диа-
метр резьбы) и диаметр dm резьбы шпильки
принимают по нормативным документам на
шпильки; при этом должно быть выполнено
условие dc > dp .
Расчет фланцев. Все размеры фланца
кроме Лф принимают конструктивно из условия
размещения шпилек. Рекомендуется
принимать: диаметр отверстия под шпильку
б/0 = ^ш +(1--3) : диаметр описанной окруж-
ности гайки dr, соответствующей шпильке
принятого диаметра, - по ГОСТ 10495; наруж-
ный диаметр фланца Оф = Ош +dr + 0...5).
Остальные размеры выбирают в зависимости
от типа фланца.
Расчет основных элементов для цельного,
резьбового и наклонных фланцев проводится
согласно (РД 26 01-44-78).
Глава 8.3
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
СОСУДОВ И ТРУБОПРОВОДОВ
ВЫСОКОГО ДАВЛЕНИЯ
Анализ конструкций и условий эксплуа-
тации сосудов и трубопроводов высокого
давления показывает, что при выборе конст-
рукционных материалов для их изготовления
необходимо учитывать следующие факторы:
При проверке прочности фланцевого со-
единения пробным давлением значения Q3 и Q4
принимают равными нулю и расчет выполняют
по Q = & + Q2.
Расчет шпилек. Диаметр dp шпильки
рассчитывают по силе Q, полученной по
(8.2.28), и уточняют по значению, найденному
из уравнения (8.2.22):
где [а]ш - допускаемое напряжение материала
шпилек (см. табл. 8.2.3). Число шпилек z реко-
мендуется принимать в зависимости от Dy:
125...200 250...400 400...500
8; 12 12; 16 16; 20
назначение и конструктивное исполне-
ние детали или изделия, их условия работы
(давление и температуру рабочей среды, сте-
пень ее коррозионной активности);
характер приложения нагрузки (статиче-
ский, малоцикловый, циклический) и механи-
ческие свойства материалов при заданных
условиях эксплуатации;
стоимость материалов;
возможность поставки материалов с уче-
том дефицитности легирующих элементов.
Применяемые материалы должны обес-
печивать надежную работу конструкции в
течение всего расчетного срока службы, по-
скольку сосуды и трубопроводы высокого
давления при эксплуатация являются объек-
тами повышенной пожаро- и взрывоопасно-
сти.
Для сосудов и трубопроводов, предна-
значенных для установки на открытых пло-
щадках или в неотапливаемых помещениях,
если температура стенки в процессе их экс-
плуатации может принимать отрицательные
значения (под воздействием низких климати-
ческих температур или содержащихся в них
технологических сред), при выборе материа-
лов необходимо учитывать влияние низких
температур на их свойства. В этих условиях
важное значение приобретают сведения о
критических температурах хрупкости мате-
риалов, применяемых для их изготовления.
На стадии проектирования особое вни-
мание должно быть уделено соответствию
814
Глава 8.3. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
выбираемых материалов параметрам и свой-
ствам рабочей среды, учитывая особенности
работы металла: при высокой температуре,
длительном непрерывном или с кратковре-
менными перерывами воздействии нагрузки в
контакте с технологическими средами, отли-
чающимися высокой коррозионной активно-
стью. При выборе марок сталей должны быть
представлены данные об их механических,
физических и технологических свойствах,
полученные при испытании образцов про-
мышленных плавок, приведены сведения о
чувствительности сталей к механическому
старению, об их работоспособности в услови-
ях малоциклового нагружения в режимах мяг-
кого или жесткого видов нагружения. Для
материалов, предназначенных для работы при
температуре Г>450°С, должны быть полу-
чены характеристики длительной прочности и
длительной пластичности.
Свариваемость сталей должна быть под-
тверждена результатами испытаний сварных
соединений, выполненных по рекомендуемой
технологии (с обеспечением необходимых
прочностных, пластических и других свойств
сварных соединений).
Для изготовления сосудов и трубопро-
водов высокого давления применяют поковки,
рулонную сталь, листовой и сортовой прокат,
двухслойную сталь, трубы. Поковки получают
из углеродистых (спокойных), низко-, средне-
и высоколегированных сталей, выплавленных
в мартеновских или электрических печах, а
также способами электрошлакового перепла-
ва. Механические свойства поковок рекомен-
дуется определять на тангенциальных образ-
цах. Чистовая механическая обработка поко-
вок выполняется после их окончательной
термической обработки, дефектоскопии, кон-
троля макроструктуры и испытаний механи-
ческих свойств.
Сталь для изготовления рулонной поло-
сы, используемой в конструкциях многослой-
ных сосудов для навивки центральных обеча-
ек, рекомендуется выплавлять в кислородных
конвертерах с последующим изготовлением
слябов методом непрерывной разливки и про-
катки в полосу толщиной 4...6 мм и шириной
1400... 1700 мм.
Рулонная сталь должна обладать малой
чувствительностью к наклепу и высокой пла-
стичностью. Для обеспечения хорошей свари-
ваемости и устойчивости против старения
сталь должна быть низкоуглеродистой. В зоне
термического влияния сварных соединений
должны обеспечиваться необходимые механи-
ческие свойства без последующей высокотем-
пературной обработки. Для достижения высо-
ких и равномерных по длине полосы механи-
ческих свойств и теплоустойчивости рулонной
стали ее легируют марганцем, кремнием, вана-
дием, ниобием, хромом, никелем, молибденом
и титаном, а также подвергают термомехани-
ческой обработке в процессе прокатки или
термической обработке в проходных печах.
Поставку стали производят рулонами, готовы-
ми для процесса навивки рулонированных обе-
чаек.
Для изготовления штампованных днищ
и горловин сосудов применяют толстолисто-
вой прокат (толщиной до 160 мм) из низколе-
гированной стали. Для деталей отбирают
только такой металл, который после тщатель-
ного контроля качества неразрушающими
методами, исследования макроструктуры,
проверки механических свойств отвечает тре-
бованиям технической документации, по-
скольку в толстолистовом прокате весьма
вероятно присутствие пороков в виде рас-
слоений, неметаллических включений, а так-
же неравномерность механических свойств по
толщине листа.
Для центральных обечаек и наружных
кожухов рулонированных сосудов применяют
листовой прокат из низколегированных ста-
лей повышенной прочности со стабильными
механическими свойствами в широком темпе-
ратурном интервале и хорошей свариваемо-
стью. Для защиты центральных обечаек от
агрессивного воздействия рабочей среды ис-
пользуется двухслойная листовая горячеката-
ная сталь с плакирующим слоем из коррози-
онно-стойкого металла.
При особо агрессивных средах (напри-
мер, в плаве карбамида) внутреннюю поверх-
ность сосудов футеруют листами из хромони-
кельмолибденовых сталей с пониженным со-
держанием углерода (03X17H14M3,
08Х17Н13М2Т, 08X17H13M3T и др.), а также
применяют наплавку специальными свароч-
ными материалами. Для футеровки использу-
ют горячекатаную коррозионно-стойкую
сталь после термической обработки, травле-
ния поверхности и контроля стойкости к меж-
кристаллитной коррозии.
Воздействие температуры. Технологи-
ческие процессы, осуществляемые при высо-
ком давлении, протекают, как правило, при
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
815
высокой температуре (200...500 °C и выше);
при этом длительность температурного воз-
действия на металл может достигать 100 тыс.ч
и более. В этих условиях сведения о механи-
ческих свойствах материалов, использован-
ных при их изготовлении, приобретают особо
важное значение, так как на их основе осуще-
ствляется расчет допускаемых напряжений в
элементах конструкций высокого давления и
устанавливается срок их службы.
Существующий опыт выбора сталей для
конструкций высокого давления показывает,
что оценка их работоспособности при повы-
шенной температуре по прочности и пластич-
ности, определенных при испытаниях металла
без учета временного фактора, допускается:
для углеродистой стали при температуре не
выше 380 °C, для низколегированной стали
при температуре 420...450 °C, для аустенит-
ной стали при температуре не выше 525 °C.
При более высоких температурах эксплуата-
ции прочностные и пластические характери-
стики сталей следует оценивать с учетом
влияния длительности воздействия статиче-
ских нагрузок и температур. В этих условиях
свойства стали оцениваются исходя из сле-
дующих характеристик: временного сопро-
тивления; предела длительной прочности;
максимальной пластичности при разрушении.
Эксплуатационная надежность сталей в
конструкциях высокого давления, работаю-
щих при высокой температуре, обеспечивает-
ся их легированием, основанном на использо-
вании структурного упрочнения двух видов:
образования твердого раствора посредством
введения элементов, повышающих темпера-
туру рекристаллизации и снижающих интен-
сивность диффузионных процессов в сплаве,
или получения высокодисперсной смеси фаз
путем закалки и отпуска стали. Для структур-
ного упрочнения первого вида обычно ис-
пользуют хром, молибден и вольфрам, второ-
го вида - ванадий, ниобий и титан.
Хромомолибденовые теплоустойчивые
стали наиболее часто применяют для сварных
конструкций, как обладающие структурной
стабильностью в процессе длительной работы
при высоких температурах. Поэтому основ-
ные легирующие элементы в теплоустойчи-
вых сталях - хром и молибден. Легирование
металла шва теплоустойчивых сталей хромом
(0,5 % и более) предотвращает графитизацию
стали и сварного шва в процессе эксплуата-
ции при температуре 7= 400 °C и выше. Мо-
либден применяют для легирования с целью
повышения теплоустойчивости сталей, так
как он повышает температуру рекристаллиза-
ции. Однако для достижения удовлетвори-
тельной длительной прочности в сталь надо
вводить примерно в 2 раза больше вольфрама,
чем молибдена.
Структурное упрочнение второго вида
осуществляется введением в сталь карбидооб-
разующих элементов - ванадия, ниобия и угле-
рода. Теплоустойчивые стали с карбидным
упрочнением подвергают термической обра-
ботке (закалке на мартенсит и высокому отпус-
ку), так как ванадий и ниобий положительно
влияют на жаропрочность стали тогда, когда
они находятся в стали в виде высокодисперс-
ных карбидов.
Номенклатура сталей, применяемых для
изготовления деталей, приведена в табл. 8.3.1.
Выбор конкретной марки стали для того или
иного конструктивного элемента осуществля-
ется исходя из фактической (или расчетной)
температуры его стенки, рабочего (и расчетно-
го) давления технологической среды, ее корро-
зионной активности и регламентируется соот-
ветствующей нормативно-технической доку-
ментацией.
Коррозионное воздействие. В процессе
эксплуатации материал может подвергаться
различным видам коррозионного воздействия
агрессивных компонентов технологической
среды. Под прокладками, в зазорах, в резьбо-
вых соединениях стали могут подвергаться
местной (щелевой) коррозии, в зоне сварных
соединений (при наличии коррозионных
сред) - ножевой коррозии, а также избира-
тельной и равномерной коррозии.
Металл элементов, соприкасающихся в
процессе эксплуатации с водой, может под-
вергаться коррозионному растрескиванию.
Разрушение металла при коррозионном рас-
трескивании происходит при совместном воз-
действии механических напряжений растяже-
ния и среды с образованием трещин внутри
кристаллов и по их границам. Технологиче-
ская среда, используемая в теплообменниках
высокого давления, может иметь повышенное
содержание кислорода, стимулирующего про-
цессы коррозионного растрескивания метал-
ла. Коррозионному растрескиванию подвер-
жен металл элементов с температурой стенки
300. ..400 °C, изготовленных из хромомолиб-
денованадиевых сталей, при работе в контакте
со средами, содержащими водные растворы
щелочей. Длительные (6...7 тыс. ч) исследо-
816
Глава 8.3. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
8.3.1. Отечественные стали, используемые при изготовлении элементов
сосудов и трубопроводов высокого давления
Поковки Листовые и рулонные стали Двухслойные стали Заготовки для крепежных деталей
фланцев шпилек гаек
20; 22К 20К 20К + (08Х18Н10Т; 12Х18Н10Т; 10X17H13M3T) 20; 22К, 35; 40; 45 40ХФА; 35Х; 38ХА; 40Х 35; 40
/5ГС; 14ХГС', 09Г2С 16ГС; 09Г2С; 10Г2С 16ГС + (08Х18Н10Т; 12Х18Н10Т) 09Г2С; ЗОХ; 40Х; 38X4 ЗОХ; 38ХА; 40Х 35Х; 38ХА; ЗОХ, 40Х
ЗОХМА; 20Х2МА; 22ХЗМ 12X1 МФ; 12Х2МФА 09Г2С + (08Х18Н10Т; 12Х18Н10Т; 10X17H13M3T) 20Х2МА; 2ХЗМ; ЗОХМА; 35ХМ ЗОХМА; 35ХМ; 40ХФА ЗОХМА; 35ХМ; 25Х1МФ
15Х2МФА; 18Х2МФА; 25ХЗМФА 08Г2СФБ 12ХМ + (08Х18Н10Т; 12Х18Н10) 25Х1МФ; 25Х2М1Ф 38ХНЗМФА; 34XH3M; 25Х1МФ; 25Х2М1Ф
18ХЗМФ; 20ХЗМФ 12ХГНМ; 12ХГНМФ; 15ХГНМФТ 12МХ + (08Х18Н10Т; 12Х18Н10) 20ХЗМВФ - -
38ХНЗМФА - 10Х2М1 +08Х18Н10Т - - -
15Х5М - - - - -
12Х18Н10Т; 10X17H13M3T; 03X17H14M3 - - - - -
Примечание: Обычным шрифтом обозначены стали, используемые при изготовлении сосудов вы-
сокого давления, курсивом - стали, используемые при изготовлении деталей трубопроводов высокого давле-
ния, жирным шрифтом - стали, используемые при изготовлении сосудов и трубопроводов высокого давления.
вания влияния концентрации щелочи на свой-
ства сталей при температуре 350...400 °C по-
казали, что коррозионное растрескивание
этих материалов начинается при концентра-
ции щелочи в растворе более 5 %.
Опасный вид коррозионного разрушения -
растрескивание элементов, изготовленных из
аустенитных сталей, в водных растворах, со-
держащих хлориды. Основные меры защиты
металла от коррозионного растрескивания - это
сведение к минимуму уровня напряжений, сни-
жение местной концентрации напряжений, под-
бор соответствующих материалов, систематиче-
ский анализ и контроль содержания кислорода,
хлоридов, щелочей в составе рабочей среды.
На установках производства полиэтилена
высокого давления известны случаи выхода из
строя (через 5...60 тыс.ч эксплуатации) гнутых
элементов холодильников высокого давления
типа «труба в трубе», изготовленных из труб
40x12 мм из стали 20ХЗМВФ-Ш и труб
146x43 мм из стали 30CrNiMo8, вследствие об-
разования трещин.
В производстве карбамида, гидрокрекинге
металл сосудов и трубопроводов высокого дав-
ления может подвергаться межкристаллитной
коррозии. Аустенитные коррозионно-стойкие
стали проявляют склонность к межкристаллит-
ной коррозии после сенсибилизации в результа-
те нагрева до температуры 510...790 °C в ре-
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
817
зультате обеднения границ зерна хромом, облас-
ти которых корродируют вследствие функцио-
нирования локальных гальванических пар.
Восприимчивость аустенитных коррози-
онно-стойких сталей к межкристаллитной кор-
розии можно снизить уменьшением содержания
углерода до 0,03 %, введением стабилизаторов,
термической обработкой (аустенизацией или
стабилизирующим отжигом).
Процессы, осуществляемые под высоким
давлением, имеют свою специфику, состоящую
в том, что в них, как правило, используются
технологические среды, содержащие такие ком-
поненты, как высокотемпературный газообраз-
ный водород под давлением, газообразный ам-
миак, оксид углерода. Эти компоненты техноло-
гических сред представляют наибольшую опас-
ность для сталей, используемых в сосудах и
трубопроводах высокого давления, вызывая их
азотирование, водородную и карбонильную
коррозию. Именно эти виды коррозионного
воздействия наиболее неблагоприятно влияют
на работоспособность и надежность материалов
при температурах выше 200.. .300 °C.
Водородная коррозия. Технологические
среды, содержащие газообразный водород или
его соединения, при температуре выше 200 °C.
когда водород становится химически активным,
вызывают водородную коррозию и водородное
охрупчивание металла. В результате водородной
коррозии изменяется структура стали, происхо-
дит межкристаллитное растрескивание; прочно-
стные, пластические и вязкостные характери-
стики стали необратимо ухудшаются, приводя к
преждевременным поломкам и разрушениям
элементов.
Определяющее влияние на растворимость
водорода в стали оказывает температура: с ее
повышением концентрация водорода в металле
возрастает по экспоненциальной зависимости,
тогда как с ростом давления она изменяется
линейно. Промежуток времени от момента на-
чала взаимодействия водорода с металлом до
появления признаков обезуглероживания назы-
вают индукционным (инкубационным) перио-
дом. Для сталей ряда марок получены эмпири-
ческие соотношения, по которым можно рассчи-
тать продолжительность индукционного перио-
да в зависимости от температуры и давления
водорода в газовой фазе [1].
Продолжительность индукционного пе-
риода определяет период безопасной эксплуата-
ции оборудования в высокотемпературном газо-
образном водороде высокого давления. Для
обеспечения эксплуатационной надежности
металла элементов, работающих в водородсо-
держащих средах, следует отдавать предпочте-
ние материалам, индукционный период которых
превышает расчетный срок службы оборудова-
ния.
Материалы, у которых продолжительность
индукционного периода превышает продолжи-
тельность их расчетного срока службы, являют-
ся водородоустойчивыми, т. е. способными про-
тивостоять процессу протекания водородной
коррозии в течение времени, сопоставимого с
предполагаемым сроком их службы в конструк-
ции.
Скорость водородной коррозии стали опре-
деляется совместным действием многих факто-
ров: температуры, парциального давления водо-
рода, химического состава стали, толщины стен-
ки конструкции, возникающих в ней напряжений.
Как правило, температура и парциальное давле-
ние водорода регламентированы технологией
того или иного химического процесса. В связи с
этим основным способом повышения стойкости
сталей к водородной коррозии является измене-
ние природы ее карбидной фазы посредством
легирования цементита Fe3C карбидообразую-
щими элементами (хромом, молибденом, вана-
дием, вольфрамом и др.), связывающими весь
углерод в карбиды и повышающими устойчи-
вость цементита.
Опыт эксплуатации оборудования за ру-
бежом при повышенных температурах и давле-
ниях водорода обобщен в работе [10], в которой
приведены эмпирические зависимости водоро-
доустойчивости различных сталей в зависимо-
сти от условий их эксплуатации. По мере накоп-
ления данных о поведении сталей в водородсо-
держащих средах в условиях промышленного
производства эти сведения периодически уточ-
няются.
В значительной степени устойчивость ста-
ли против водородной коррозии при высокой
температуре и давлении обусловлена также
структурой стали, которая зависит от условий ее
термической обработки. Наибольшая водородо-
устойчивость стали достигается после ее закал-
ки и высокого отпуска. Температура отпуска,
обеспечивающая оптимальную водородоустой-
чивость, обычно составляет 650...720 °C. Сталь с
мартенситной структурой наименее устойчивая
Сварные соединения стали, по степени ле-
гирования равноценные основному металлу,
имеют такую же водородоустойчивость как и
основной металл. Для повышения водородо-
818
Глава 8.3. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
устойчивости металла сварных соединений
сварка элементов, контактирующих с высоко-
температурными водородсодержащими среда-
ми, должна производиться с предварительным и
сопутствующим подогревом до температуры
300 °C, с последующим высоким отпуском при
650...680 °C.
Однако применение сталей, легированных
хромом, молибденом и другими дорогостоящи-
ми компонентами, не всегда приемлемо как по
техническим причинам, например, из-за отсут-
ствия поковок необходимых размеров из стали
необходимого легирования, так и вследствие
существенного повышения стоимости сосудов и
трубопроводов высокого давления. В таких слу-
чаях защиту стали от водородной коррозии
можно осуществить другим способом. Сущ-
ность его состоит в уменьшении давления водо-
рода в зоне его контакта со сталью при сохране-
нии давления водорода в газовой фазе в соот-
ветствии с заданным технологическим процес-
сом. Давление водорода на границе контакта с
металлом уменьшается до такого значения, при
котором количество водорода, растворенного в
стали, недостаточно для протекания реакции
гидрогенизации карбидной фазы углеродистой
или низколегированной стали.
Для уменьшения давления водорода угле-
родистые и низколегированные стали футеруют
или плакируют материалом, обладающим низ-
кой водородопроницаемостью, соблюдая при
этом определенное, поддающееся предвари-
тельному расчету, соотношение между толщи-
ной защитного слоя футеровки (плакировки) и
защищаемого материала.
Аустенитные стали 12Х18Н10Т;
10Х17Н13М2Т; 10X17H13M3T; 08X17H13M3T
и др., стали аустенитно-мартенситного класса
08X13...20X13, медь, алюминий и сплавы на их
основе имеют более низкую водородопроницае-
мость (на порядок ниже), чем углеродистые и
низколегированные стали. Плакирующий слой
из этих материалов многократно снижает агрес-
сивное действие водорода, поскольку водородо-
проницаемость плакирующего металла во много
раз меньше, чем для основного. В этом случае
значительно уменьшается концентрация диф-
фундирующего водорода на границе плакирую-
щий слой-основа. Оценка эффективности за-
щитного покрытия стали от воздействия водо-
рода осуществляется в соответствии со специ-
альными методиками [9].
Водородное охрупчивание. Но и в случае,
когда сталь легирована соответствующими эле-
ментами в необходимых пропорциях, предупре-
ждающими изменение природы ее карбидной
фазы, водород, абсорбированный сталью при
повышенном давлении и температуре, хотя и не
вызывает ее водородной коррозии, однако отри-
цательно влияет на ее механические свойства,
вызывая охрупчивание и разупрочнение. В наи-
большей степени охрупчивание стали, абсорби-
ровавшей водород при высокой температуре,
проявляется после охлаждения металла до нор-
мальной температуры.
По данным эксплуатации сосудов и трубо-
проводов высокого давления трубы из стали
20X3МВФ после длительной эксплуатации (до
63 тыс.ч) под давлением 32 МПа (парциальное
давление водорода 28 МПа) при температуре
400 °C хрупко разрушались при нормальной
температуре и давлении около 17 МПа. Водо-
родная коррозия металла стенки труб при этом
не обнаружена, но зафиксировано высокое со-
держание водорода в стали (до 14 см3/100 г).
Степень водородного охрупчивания при-
нято оценивать по изменению механических
характеристик стали, до высокотемпературного
водородного воздействия и после. Наибольшие
изменения при этом претерпевают характери-
стики пластичности стали (относительные уд-
линение и сужение), а также временное сопро-
тивление. Сведения об изменении механических
характеристик сталей (водородном охрупчива-
нии) под влиянием растворенного в них водоро-
да (в условиях, когда обезуглероживания стали
не происходит) обобщены в [2].
Водородное охрупчивание в большой сте-
пени определяется напряженным состоянием
материала, содержащего водород. Наводоро-
женный металл, располагая определенным запа-
сом пластичности в условиях одноосного и
плоского растяжения, способен полностью утра-
тить свои пластические свойства в местах кон-
центрации напряжений, в которых реализуется
объемное напряженное состояние. При эксплуа-
тации в водородсодержащей среде известны
случаи выхода из строя труб из-за макрохрупко-
го разрушения стенки в местах концентрации
напряжений (скопления неметаллических вклю-
чений или дефектов на внутренней поверхности
стенки), хотя материал при испытаниях на од-
ноосное растяжение имел достаточный запас
пластичности.
Водород, растворенный в стали и вызы-
вающий ее охрупчивание, может быть удален из
нее при нагреве; при этом пластичность стали
восстанавливается практически до ее исходного
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
819
значения. Это явление достаточно широко ис-
пользуется на практике. Для предупреждения
хрупкого разрушения элементов из-за водород-
ного охрупчивания их медленно охлаждают для
удаления водорода из стали, а после длительной
эксплуатации в водородсодержащих средах их
подвергают восстановительной термической
обработке (отпуску или закалке с отпуском).
Области применения наиболее распро-
страненных при изготовлении сосудов и трубо-
проводов высокого давления отечественных
сталей в высокотемпературных газообразных
водородсодержащих средах приведены в
табл. 8.3.2.
Карбонильная коррозия. В технологиче-
ских средах производства метанола, бутиловых
спиртов и некоторых других металл подверга-
ется карбонильной коррозии - разновидности
поверхностной коррозии материала в газовой
технологической среде, содержащей оксид
углерода. Оксид углерода, взаимодействуя с
металлической поверхностью деталей, образует
соединение с железом - пентакарбонил железа
Fe(CO): его образование начинается при 125 °C
(максимальное его количество образуется при
150...200°C) и прекращается при 300°C. Пен-
такарбонил железа (продукт коррозии) имеет
слабую связь с металлической матрицей и по-
степенно переходит с поверхности металла в
газовую фазу, уменьшая толщину стенки дета-
лей.
Стойкость стали в среде оксида углерода
зависит от парциального давления СО в газо-
вой фазе, температуры и химического состава
стали. С увеличением содержания хрома стой-
кость стали в среде СО возрастает. Наиболее
8.3.2. Максимально допускаемая температура применения сталей
в водородсодержащих средах, °C
Марка стали Парциальное давление водорода, МПа
1,5 2,5 5 10 20 30 40
20; 20К; 22К; 15ГС; 16ГС; 09Г2С;10Г2С1 290 280 260 230 210 200 190
14ХГС 310 300 280 260 250 240 230
30ХМА; 12ХМ; 15ХМ; 12X1 МФ 400 390 370 330 290 260 250
20Х2М 480 460 450 430 400 390 380
10Х2М1; 12Х2МФА; 15Х1М1Ф; 25Х2МФА 510 490 460 420 390 380
22ХЗМ; 25ХЗМФА 510 500 490 475 440 430 420
18ХЗМВ 510 500 470 450
20ХЗМВФ; 15Х5М; 12Х18Н1 ОТ; 10Х17Н1ЗМ2Т; 10Х17Н1ЗМЗТ; 08X17H13M3T 510
20+ 12Х18Н10Т; 09Г2С+ 12Х18Н10Т; 16ГС+ 12Х18Н10Т 380 350
2МХ+ 12Х18Н10Т; 12ХМ+ 12Х18Н10Т 400 390 370
Примечания: 1. Условия применения двухслойной стали установлены для отношения толщин ос-
новного и плакирующего слоев не более 9 при парциальном давлении водорода за основным слоем не более
0,1 МПа.
2. Для сталей 20ХЗМВФ, 15Х5М, 12Х18Н10Т; 08Х17Н13М2Т; 08Х17Н15МЗТ; 10Х17Н13М2Т;
10X17H13M3T максимально допускаемая температура в водородсодержащих средах 510 °C (при парциаль-
ном давлении водорода до 40 МПа).
3. Максимально допускаемые температуры относятся также к сварным соединениям, если по содержа-
нию легирующих компонентов металл шва не уступает основному металлу.
820
Глава 83. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СОСУДОВ И ТРУБОПРОВОДОВ
стойки в среде СО стали, содержащие 18 % Сг
и более (12Х18Н10Т, Х21Н5Т, Х25Т). Доста-
точно высокую стойкость в газовых средах,
содержащих оксид углерода, имеют медь,
бронза, латунь. Алюминий практически не
подвергается карбонильной коррозии [4].
При исследовании стойкости углеродистых
Aq42, Aq45, St45.29, СЗО (до 0,25 % С), низколе-
гированных АС (0,22 % С, 1,0... 1,5 % Мп), сред-
нелегированных Р5 (0,15 % С, 4...6% Сг,
0,45 % Мо) сталей, а также сталей 20, ЗОХМА,
18ХЗМВФ и 12Х18Н9Т и их сварных соединений
при давлении смеси (СО + Н2) 40 МПа и объем-
ной доле оксида углерода 30, 40 и 60 %, в про-
мышленных и лабораторных условиях установ-
лено, что все исследованные материалы устойчи-
вы в Тазовой среде с долей СО до 30 % при дав-
лении смеси 37...40МПа. Скорость коррозии
углеродистых и низколегированных сталей мак-
симальна при доле оксида углерода 60 % в интер-
вале температур 175...225 °C. В газовой среде,
содержащей до 60 % СО, устойчивы стали и их
сварные соединения с содержанием 3...6 % Сг;
не корродирует сталь 12Х18Н9Т и ее сварные
соединения. Примесь сероводорода к оксиду
углерода усиливает процесс карбонильной корро-
зии. В присутствии 0,1% H2S при парциальном
давлении оксида углерода 12 МПа скорость кар-
бонильной коррозии резко возрастает и для ста-
лей 20, ЗОХМА при 200 °C достигает
12,6... 11,7 г/(м2 ч). Основной металл и металл
шва, имеющие одинаковые степени легирования,
корродируют с одинаковой скоростью.
Особо интенсивной карбонильной коррозии
подвергаются уплотнительные поверхности и
линзы из низколегированных сталей с 2...5 % С;
для повышения работоспособности их следует
наплавлять аустенитными электродами. Для ис-
ключения утечек в линзовых уплотнениях на
уплотнительные поверхности можно также про-
изводить их кадмирование или цинкование. Осо-
бенно это необходимо при наличии в технологи-
ческой среде примеси сероводорода.
В местах недостаточного контактного
давления даже при использовании коррозион-
но-стойких сталей, а также наплавке уплотни-
тельных поверхностей аустенитными электро-
дами, происходит разуплотнение ввиду обра-
зования сквозных свищей.
Максимально допустимые параметры
применения сталей в средах, содержащих ок-
сид углерода, при которых они являются ус-
тойчивыми к карбонильной коррозии, приве-
дены в табл. 8.3.3.
Азотирование. Металл сосудов и трубо-
проводов высокого давления установок синтеза
аммиака в процессе эксплуатации может под-
вергаться азотированию. Характерные случаи
повреждений металла реакторов высокого дав-
ления в процессе эксплуатации в высокотемпе-
ратурных средах, содержащих аммиак под дав-
лением, описаны в работе [8].
Сущность явления азотирования состоит
в том, что содержащийся в технологической
азотоводородоаммиачной среде газообразный
аммиак диссоциирует при повышенной темпе-
ратуре с образованием атомарного азота. Сте-
пень термической диссоциации аммиака зави-
сит от его парциального давления в газовой
фазе и температуры, а также от условий работы
установок синтеза аммиака. Атомарный азот
адсорбируется металлом, диффундирует в его
поверхностные слои и, взаимодействуя с желе-
зом и легирующими элементами стали, образу-
ет нитриды, придающие азотированному слою
высокую твердость и хрупкость.
Азотирование стали сопровождается значи-
тельным увеличением объема металла насы-
щенного азотом слоя: образовавшийся поверх-
ностный азотированный слой вызывает появ-
ление значительных напряжений растяжения в
материале под азотированным слоем. Допол-
нительные напряжения от распирающего дей-
ствия азотированного слоя не должны превы-
шать 1...1,5 МПа, что соответствует отноше-
нию толщины азотированного слоя к толщине
стенки детали не более 0,05.
8.3.3. Максимально'допустимое парциальное давление оксида углерода в газовой смеси, МПа
Стали Температура, °C
до 100 свыше 100
Углеродистые и низколегированные с содержанием хрома до 2 % 24 Не рекомендуется
Низколегированные с содержанием хрома 2 . 5 % 10
Коррозионно-стойкие аустенитного класса 24
СПИСОК ЛИТЕРАТУРЫ
821
8.3.4. Максимально допускаемая температура применения сталей в средах,
содержащих аммиак, °C
Марки сталей Парциальное давление аммиака, МПа
св. 1 до 2 св. 2 до 5 св. 5 до 8
20; 20X; 22K; 09Г2С; 10Г2С1; 15ГС; 16ГС 300
14ХГС; ЗОХМА; 12MX; 15XM; 12Х1МФ 340 330 310
15Х1М1Ф; 20X2M; 10X2M1; 22X3M; 12Х2МФА; 15Х2МФА; 25Х2МФА; 25ХЗМФА; 18ХЗМФ; 20X3МВФ; 15Х5М 360 350 340
12Х18Н10Т, 10Х17Н13М2Т, 10X17H13M3T; 08Х17Н15МЗТ; 08Х17Н1ЗМ2Т 560
Примечание. Данные при скорости азотирования не более 0,5 мм/год.
Скорость азотирования имеет тенденцию
к уменьшению с увеличением продолжитель-
ности процесса, о чем свидетельствуют резуль-
таты испытаний материалов в промышленных
условиях в течение более 20 тыс.ч. Замедление
азотирования с течением времени обусловлено
уменьшением интенсивности диффузии ато-
марного азота в глубь металла по мере увели-
чения толщины азотированного слоя. Заметное
азотирование перлитных сталей начинается
при 350...380 °C. Аустенитные стали подвер-
жены азотированию в меньшей степени. Пер-
вые признаки азотирования для сталей этого
класса обнаруживаются при температуре выше
400 °C.
Максимально допустимая температура
применения сталей в средах, содержащих ам-
миак, приведена в табл. 8.3.4.
Скорость азотирования сварных соедине-
ний сталей 20ХЗМВФ, 15Х5М, 12Х18Н10Т,
выполненных по режимам промышленной
сварки, практически равна скорости азотиро-
вания основного металла.
СПИСОК ЛИТЕРАТУРЫ
1. Арчаков Ю.И. Водородоустойчи-
вость сталей. М.: Металлургия, 1978. 152 с.
2. Карпенко Г.В., Крипякевич В.И.
Влияние водорода на свойства стали. М.: Ме-
таллургиздат, 1962. 196 с.
3. Касаткин А.Г. Основные процессы
и аппараты химической технологии. М.: Хи-
мия, 1971. 784 с.
4. Коррозия и защита химической ап-
паратуры: Справочное руководство. Л.: Химия,
1974. Т. 9. 576 с.
5. Нормы расчета на прочность обору-
дования и трубопроводов атомных энергетиче-
ских установок (ПНАЭ Г-7-002-86) / Госатом-
энергонадзор СССР. М.: Энергоатомиздат,
1989. 525 с.
6. Погодин В.К. Разъемные соедине-
ния и герметизация в оборудовании высокого
давления / Под ред. А.М. Кузнецова. Иркутск:
Издание ОГУП «Иркутская областная типо-
графия № 1», 2001. 406 с.
7. Румянцев О.В. Оборудование цехов
синтеза высокого давления в азотной промыш-
ленности. М.: Химия, 1970. 376 с.
8. Середюк Ф.С., Беззубов Ю.Л., Мо-
роз В.Г. Исследование работоспособности
металла и сборных соединений в процессе азо-
тирования И Эксплуатация, модернизация и
ремонт оборудования. М.: ЦНИИТ , 1980. № 1.
С. 18-27.
9. Сосуды и трубопроводы высокого
давления: Справочник / Под ред. А.М. Кузне-
цова, В.И. Лившица, Е.Р. Хисматулина и др.
Изд. 2-е дополненное. Иркутск: ГП «Иркутская
областная типография № 1», 1999. 600 с.
10. Anwendungsgrenzen fur Stable im
Kontakt mit Wasserstof. Werkstoffe und
Korrosion. 1963. № 2. s. 65-69.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоклав 769
Агрегат экструзионно-раздувной 703
Адсорбент 468
Адсорбер подвижного плотного слоя 476.
Расчет 478
- псевдоожиженного слоя 479.
Расчет 481
Аммонизатор-гранулятор 182
Аппарат барботажный 633
- воздушного охлаждения 377.
Классификация 378.
Расчет 381
Аппарат выпарной с естественной
циркуляцией 411
- пленочный 414
- с принудительной циркуляцией 413
- роторно-пленочный 416
- с тепловым насосом 416
Аппарат для отстаивания 207
- газлифтный 636
- колонный 456
- псевдоожиженного слоя 334, 336
Аппарат пылеулавливающий мокрый.
Классификация 303
- центробежный сухого типа 289
Аппарат роторно-модуляционный.
Классификация 345.
Расчет 348
Аппарат сушильный. Расчет 506
- вальцеленточный 505
- взвешенного слоя.
Расчет 513
- ленточный 504
Аппарат теплообменный змеевиковый.
Классификация 369
- многоэлементный. Расчет 372
Аппарат циклонный 293
Аэратор. Схемы перемешивания 332
Б
Барабан магнитный 175
Барабанная мельница
см. «Мельница барабанная»
Барабан-окатыватель 182
Барботажный аппарат
см. «Аппарат барботажный»
Башня грануляционная 188
Безопасность 32
Законодательная экспертиза 31
Основные аспекты 23
- оборудования. Общие требования 25
- технологическая в нормальных
условиях эксплуатации оборудования 23
~ экологическая в нормальных
условиях эксплуатации оборудования 24
Безотходная технология 22
Безотходное производство 23
Бипластмасса 760
Брызгоуловитель сеточный 317
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
823
Бункер. Типы 158
В
Вакуум-фильтр.
Расчет мощности привода 232
- барабанный 222
- безъячейковый 222
- дисковый 225
- карусельный 225
- ленточный 226
- тарельчатый 225
- ячейковый 222
Вакуум-формовочная машина
см. «Машина вакуум-формовочная»
Валки в смесителях 141
Вибрационный грохот
см. «Грохот вибрационный»
Виброконвейер 724
Волокно лавсановое 277
- нитроновое 278
- оксалоновое 278
- стеклянное 277
- тефлоновое 278
Вулканизатор ротационный 731
Выпаривание 408
- многокорпусное 419
- однокорпусное 417
Г
Газопромыватель скоростной 311
Газораспределительное устройство 337
Герметичность 26
Гигроскопичность 127
Гидроциклон. Классификация 254.
Расчет 259.
Условное обозначение 256
Головка гранулирующая 191
- экструзионная 749
Гранулометрический состав 126
Гранулятор барабанный 180.
Расчет 184
- с гравитационной классификацией
гранул 338
- окатывания для мелкодисперсных
материалов 180
- прессующий шнековый 190
-расплавов 187
- тарельчатый (дисковый) 186
-центробежный 189
Гранулятор-сушилка 182
Грохот барабанный 165
-вибрационный 165
- гидравлический дуговой 166
Грохочение 263
Д
Деаэратор пленочный 408
Дезинтегратор с билами 114
- с пальцами 114
Диагностика 32
Диагностические технологии.
Совершенствование 33
Дисмембратор 114
Диспергатор струйный 640
Дисперсный состав 126
Диффузия 282
Диэлектрофорез 176,178
Дозатор 153
- аэрационный. Типы 154
-вибрационный 155
- с вращающимся рабочим органом 153
- гравитационного типа 153
- с поступательным движением
рабочего органа 154
Дозировочное устройство.
Классификация 153.
Рекомендации по выбору 157
- многокомпонентное 156
Дробилка 86
- валковая 89. Расчет 92
Дробилка конусная 87.
Техническая характеристика 89
- виброинерционная 101
Дробилка с комбинированным движением
щеки 86
824
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- молотковая 94
- ножевая 100
- роторная 94.
Классификация 96
- со сложным движением щеки 87
Дробилка щековая 87
-вибрационная 100
Дымосос-пылеуловитель 299
3
Затвор 159
Защита электрохимическая от коррозии 72
- противоаварийная (ПАЗ) 31
Защитные покрытия 73
Зона влияния производства
на атмосферный воздух 24
И
Измельчитель 664
-бисерный 123
- вибрационный 110
- ударно-отражательного действия 116
- шаровой 105
Индикация работоспособности
оборудования 30
Инерционное осаждение
см. «Осаждение инерционное»
Инерционный каплеуловитель
см. «Каплеуловитель инерционный»
Инструмент формующий 746
К
Каландр 727
Каплеуловитель инерционный 262
Классификатор воздушно-замкнутый 172
- гравитационный противоточный 168
- с пересыпными полками 168
- для сверхтонкого разделения 171
-спиральный 171
-циркуляционный 173
-электростатический 171
Классификация оборудования 12
- смеси частиц 160
Кожухотрубный теплообменник:
см. «Теплообменник кожухотрубный»
Колонна насадочная 461
- синтеза аммиака 768
- тарельчатая.
Гидравлический расчет 460
Композиционный материал см. «Материал
композиционный»
Коэффициент вариации (неоднородности)
смеси 130
- внешнего трения сыпучего
материала 128
- Пуассона сыпучего материала 129
- экологического действия 22
Кристаллизация 525
М
Магнитная восприимчивость минералов
174
Материал искусственный силикатный 61
- керамический кислотоупорный 59
- композиционный 756
- конструкционный. Требования 39
- неметаллический 58
- на основе каучука 68
- сыпучий 126.
Механические характеристики 128
- углеграфитовый 70
- футеровочный 90
Машина вакуумформовочная 714
- клеепромазочная 728
- пневмоформовочная 715
Машина таблеточная 194
- гидравлическая 200
- роторная 198
Машина формовочная 711
Мельница. Классификация 103
-барабанная 104. Расчет 109
- бисерная 123, 475
- дисковая 125
- молотковая 116
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
825
- среднеходная 102
- струйная 119
- трубная 109
- ударного действия 113
- центробежно-планетарная 112
Методы математического моделирования
надежности 18
- прогнозирования надежности 18
- эвристического моделирования
надежности 18
Мешалки для перемешивания
жидких сред 322
Миграция турбулентная 282
Модуль деформации сыпучего
материала 129
Молотковая мельница
см. «Мельница молотковая»
Монтаж оборудования. Безопасность 30
Н
Надежность. Значение 17.
Методы прогнозирования 18.
Оценка по критерию
коррозионной стойкости 19
Нанесение защитных покрытий 73.
Схема 82
Насадка 393, 462
Неразрушающий контроль и
диагностика (НКиД) 32
Нож гильотинный 723
О
Оборудование. Классификация 12.
Освидетельствование технического
состояния 30
- для переработки пожаро- и взрыво-
опасных и токсичных веществ.
Безопасность 26
- работающее при повышенном
уровне шума.
Безопасность 28
- для среднего измельчения 100
- характеризующееся выделением
теплоты. Безопасность 28
- характеризующееся излучением
электромагнитных полей высоких,
ультравысоких и сверхвысоких частот.
Безопасность 28
- характеризующееся низкой
механической прочностью.
Безопасность 29
- для работы при отрицательных
температурах. Безопасность 28
Обработка среды 73
Однородность смеси. Оценка 130
Оребрение труб 366
Ороситель. Типы 305
Осаждение 282
- инерционное 282
- центробежное 234
- электрофоретическое 282
Осветление центробежное 234
Освидетельствование технического
состояния оборудования 30
Остаточный ресурс
эксплуатируемого оборудования 19
Отстаивание 207
Отстойник непрерывного действия 207.
Расчет 207
- для разделения суспензия 209
Отстойник-классификатор 214
Отстойник-сгуститель 213
Оценка безопасности оборудования.
Комплексность 31
П
Пеногаситель 261
Пенообразователь 350
- роторного типа 354
Перегородка фильтрующая 230
Перемешивание пневматическое 331
Печь. Классификация 421
- с кипящим слоем 434
- для обжига известняка 649
- с псевдоожиженным слоем 336
826
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- ротационная 652
- трубчатая 425
- шахтная 631
Питатель шлюзовой 154
Плазма 442
Плазмотрон высокочастотный 444
- дуговой 442
- факельный 444
Плотность сыпучего материала насыпная
127
Пневмоклассификатор 167, 172
Показатели качества машин и аппаратов 14
- количественные риска аварии 25
Покрытие защитное листовое 79
- пленочное 75
- усиленное 75
Полимеры. Химическая стойкость 76 - 78
Порозность сыпучего материала 127
Преемственность при проектировании 16
Пресс валковый 191
- гидравлический. Основные
параметры 675
Пресс-автомат 676
Пресс-инструмент таблеточных
машин 202, 205
Прессование 672
Природные кислотоупоры 58
Проектирование машин и аппаратов.
Требования 15.
Конструктивная преемственность 16
Промывка осадка 220
Просушка (обезвоживание) 220
Псевдоожиженный слой 334,479
Пылеуловитель вихревой 295
- жалюзийный 291
- инерционный 290
- мокрый. Классификация 303.
Методы расчета 312
- пенный 306
Р
Разряд коронный 265
Распылитель. Условное обозначение 497
- дисковый 495
Реактопласты 67
Реактор жидкостный 614
- криогенный 632
- плазмохимический 446
- пленочный 644
- полного вытеснения 615
- полного перемешивания 616
- твердофазный 629
Резиносмеситель 724
Ректификация 456
Ресурс остаточный. Определение 19
Решетка-завихритель 353
Решетка трубная 364
Риск аварии 25
С
Сгуститель с периферическим
приводом 211
Сгущение центробежное 234
Седиментация 282
Сепаратор. Классификация 236.
Расчет 253
- жидкостный 248
-магнитный 174
Сепарация эмульсии 234
Сертификация 15
Силы аутогезионные 128
Синтез аммиака 768
Система автоматического контроля
и диагностики 33
- контроля химического производства
и окружающей среды 33
- поглотительная 27
- предупредительная обеспечения
безопасности производственного
оборудования 25
-сертификации 15
-химико-технологическая 14
-химическая 14
Скруббер 301
- насадочный 306
- с подвижной шаровой насадкой 308
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
827
- тарельчатый 306
- центробежный 301
Слеживаемость сыпучего материала 128
Смеситель 129. Классификация 130
- барабанный 142, 152, 666
- вибрационный прямоточный 148
-двухроторный 139
- с диффузионным смешиванием 143
- ленточный 138
Смеситель лопастной 667
-центробежный 134
Смеситель непрерывного действия 144.
Классификация 146
- объемного смешивания 137, 152
- периодического действия 131
- планетарно-лопастной 141
-планетарно-шнековый 132
-плужный 139
- размывного действия 149
- роторный 668
-спирально-винтовой 147
- с центральной циркуляционной
трубой 137
Смеситель-пластикатор 667
Смеситель центробежный 150
- волчковый 136
- лопастной 134
- прямоточный 147
Смеситель циркуляционный 132
Смешение сыпучих материалов 665
Сосуд высокого давления. Расчет 778
- многослойный 771
Сталь листовая 40
Стали и сплавы 40
Стеклопластик 758
Степень совершенства технологического
процесса 22
Сушилка аэрофонтанная 512
- барабанная 487. Расчет 489
- вихревая 518
- полочная. Расчет 486
- распылительная 491
- циклонная 518
- шахтная 521
Сушка 482
Т
Таблетирование 193
Тарелка клапанная 460
- колпачковая 460
- струйная 460
Тела мелющие 109
Теплообменник 318.
- высокого давления 768
Теплообменник кожухотрубный 358.
Классификация 359
- с гибкими компенсаторами 360
- жесткого типа 359
- с плавающей головкой 361
Теплообменник неметаллический 390
- пластинчато-ребристый 387
Теплообменник пластинчатый.
Классификация 383
- блочный 384
- ламельный 386
- полу разборный 384
- разборный 383
- сварной неразборный 385
Теплообменник регенеративный 394
- смесительный 403
-спиральный 389
- типа «труба в трубе» 376
- углеграфитовый 391
- фторопластовый 393
Теплообменник-деаэратор 408
Технология малоотходная 22
- экологически чистая 22
Трение сыпучего материала 128
Труба высокого давления 801
- тепловая 434
У
Угол естественного откоса
сыпучего материала 128
Условия безопасности параметров
воздушной среды
в рабочем помещении 26
828
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Устройства для подавления аварий 31 Устройство оросительное 645 - распылительное 492 - гидравлическая 492 - пневматическая 493 Футеровка защищаемой поверхности 79
Ф ц
Фильтр. Классификация 222. Технологический расчет 231 - воздушный 315 - волокнистый 313. Классификация 314 - глубокий 3)6 - грубой очистки 316 Фильтр зернистый - с импульсной регенерацией 285 - с неподвижным зернистым слоем 283 - плоский двухслойный 283 - роторный 285 Фильтр емкостной 229 - непрерывного действия 222 - периодического действия 227 - патронный 228 - тканевый. Классификация 274 - тонковолокнистый 315 Фильтрование 218. Основные закономерности 218 - пылегазовых систем 272 - центробежное 234 Фильтр-пресс 227 - камерный 228 Фильтр-сгуститель 229 - дисковый 230 - патронный 230 Фильтр-туманоуловитель 316 Фильтр цепной 287 Фильтр-циклон зернистый 286 Фильтрующие элементы 276 Фитиль тепловой трубы 436 Флегмовое число 458 Форма литья под давлением 748 - прямого прессования 747 Формование ротационное 720 - центробежное 719 Форсунка. Типы 304 Центрифуга. Классификация 234 - непрерывного действия 236 - периодического действия 242 Центрифугирование осадительное 234 Центробежное осветление 234 - сгущение 234 Циклон 289. Схемы 289 - 292 - батарейный 295 - конический 293 - цилиндрический 293 Циклонно-пенный аппарат - с осевым патрубком и центробежным завихрителем 353 - с тангенциальным патрубком 352 - улиточный 352 Ч Чугун 50 - антифрикционный 51 - жаростойкий 50 - ковкий 51 - легированный 53 - щелочестойкий 50 Э Эвристика 16 Эксплуатация машин и аппаратов. Особенности 12 Экструдер 691 - двухчервячный 696 - дисковый 698 - одночервячный 696 Экструзионная головка см. «Головка экструзионная» Экструзионно-раздувной агрегат см. «Агрегат экструзионно-раздувной»
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
829
Электрод коронирующий 268
Электрооборудование. Безопасность 29
Электрофильтр 265.
Классификация 226
- одноступенчатый 265
- пластинчатый 267
- трубчатый 266
Электрофорез 176
Электрохимическая защита от коррозии
см. «Защита электрохимическая
от коррозии»
Элемент фильтровальный
- жесткий 286
- комбинированный 286
- из пористых материалов 287
Эмульгатор 334
Эффективность фракционная
центробежного
пылеулавливания 299
СПРАВОЧНОЕ ИЗДАНИЕ
Михаил Борисович Генералов
Владимир Петрович Александров
Владимир Викторович Алексеев и др.
МАШИНОСТРОЕНИЕ. ЭНЦИКЛОПЕДИЯ
Том IV-12
МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ И
НЕФТЕХИМИЧЕСКИХ ПРОИЗВОДСТВ
Лицензия ИД № 05672 от 22.08.01 г.
Редактор З.М. Рябкова
Художественный редактор Т.Н. Галицына
Инженеры по компьютерному макетированию: Т.В. Курохтина, О.В. Мочалина, Е.А. Плотникова,
С.Н. Целуйко
Сдано в набор 28.12.03 г. Подписано в печать 24.06.04 г.
Формат 70x100 1/16. Бумага офсетная. Гарнитура Times NR.
Печать офсетная. Усл. печ. л. 67,6.
Уч.-изд. л. 62,5. Тираж 1000 экз. Заказ 10358
ОАО «Издательство “Машиностроение”»
107076, Москва, Стромынский пер., 4
Оригинал-макет изготовлен в издательско-полиграфическом центре Тамбовского
Государственного технического университета
392032, Тамбов, ул. Мичуринская, 112
Отпечатано в полном соответствии с качеством
предоставленного оригинал-макета в ГУП ППП «Типография “Наука”» РАН
121099, г. Москва. Шубинский пер., 6
Научно-техническое издательство «Машиностроение»
при участии Российской Академии наук
представляют
ЭНЦИКЛОПЕДИЮ «МАШИНОСТРОЕНИЕ»
в 40 томах
ВЫШЕДШИЕ ТОМА
Т. 1-1. Математика. Под ред. чл.-корр. РАН У.Г. Пирумова, д-ра техн.наук
В.С.Зарубина
От элементарной до прикладной математики, получившей развитие в последнее
время и нашедшей применение при создании новой техники в различных областях про-
мышленности. 992 с.
Т. 1-2. Теоретическая механика. Термодинамика. Теплообмен. Под ред. акад.
РАН К.С. Колесникова. 600 с.
Т. 1-3. Динамика и прочность машин. Теория механизмов и машин. В двух кни-
гах. Под ред. акад. РАН К.С. Колесникова.
Обобщены последние мировые достижения в современной теории и методах расче-
та деталей и узлов машин. Кн. 1 - 534 с., Кн. 2 - 624 с.
Т. 1-4. Автоматическое управление. Теория. Под ред. акад. РАН Е.А. Федосова.
Рассмотрены основы теории человеко-машинных систем, состав, структура и архи-
тектура САПР, автоматизация различных стадий разработки технических объектов, про-
граммирование управляющих ЦВМ. 688 с.
Т. 1-5. Стандартизация и сертификация в машиностроении. Под ред. проф.
Г.П. Воронина. 672 с.
Т. П-2. Стали. Чугуны. Под ред. акад. РАН О.А. Банных, д-ра техн, наук
Н.Н. Александрова. 784 с.
Т. П-З. Цветные металлы и сплавы. Композиционные металлические материа-
лы. Под ред. акад. РАН И.Н. Фридляндера. 880 с.
Т. Ш-2. Технологии заготовительных производств. Под ред. д-ра техн, наук
В.Ф. Мануйлова. 736 с.
Т. Ш-З. Технология изготовления деталей машин. Под ред. д-ра техн, наук
А.Г. Суслова.
Содержится полная информация по классическим и современным технологиям из-
готовления деталей машин. 840 с.
Т. Ш-5. Технология сборки в машиностроении. Под ред. чл.-корр. РАН
Ю.М. Соломенцева.
Отражен передовой отечественный и зарубежный опыт. 640 с.
Т. Ш-7. Измерения, контроль, испытания и диагностика. Под ред. чл.-корр.
РАН В.В. Клюева. 464 с.
Т. Ш-8. Технологии, оборудование и системы управления в электронном маши-
ностроении. Под ред. д-ра техн, наук Ю.В. Панфилова. 744 с.
Т. IV-1. Детали машин. Конструкционная прочность. Трение, износ, смазка.
Под ред. д-ра техн, наук Д.Н. Решетова. 864 с.
T. IV-3. Надежность машин. Под ред. чл.-корр. РАН В.В. Клюева.
Освещен опыт исследования и обеспечения надежности различных сложных тех-
нических систем: атомных энергетических установок, ракетно-космической техники,
самолетов, радиоэлектронной аппаратуры, автомобильного транспорта, трубопроводов
для транспортировки нефти и газа. 592 с.
Т. IV-4. Машины и оборудование кузнечно-прессового и литейного производст-
ва. Под ред. д-ров техн, наук Ю.А. Бочарова и И.В. Матвеенко. 800 с.
Т. IV-5. Машины и агрегаты металлургического производства. Под ред. д-ра
техн, наук В.М. Синицкого. 880 с.
Т. IV-6. Оборудование для сварки. Под ред. акад. РАН и НАН Б.Е. Патона. 496 с.
Т. IV-7. Металлорежущие станки и деревообрабатывающее оборудование. Под
ред. д-ра техн, наук Б.И. Черпакова. 864 с.
Т. IV-12. Машины и аппараты химических и нефтехимических производств.
Под ред. д-ра техн, наук М.Б. Генералова. 832 с.
Т. IV-13. Машины и агрегаты текстильной и легкой промышленности. Под ред.
д-ра техн, наук И.А. Мартынова.
Кроме машин и аппаратов отечественного производства подробно описаны конст-
рукции и даны характеристики машин передовых зарубежных фирм. 608 с.
Т. IV-15. Колесные и гусеничные машины. Под ред. д-ра техн, наук В.Ф. Платоно-
ва.
Готовится новое издание. 688 с.
Т. IV-16. Сельскохозяйственные машины и оборудование. Под ред. акад. РАСХН,
проф. И.П. Ксеневича. 720 с.
Т. IV-17. Машины и оборудование пищевой и перерабатывающей промышлен-
ности. Под ред. д-ра техн, наук С.А. Мачихина. 736 с.
Т. 1V-21. Самолеты и вертолеты. В трех книгах. Под ред. д-ра техн, наук
В.Г. Дмитриева.
Кн. 1. Аэродинамика, динамика полета, прочность. Под ред. акад. РАН
Г.С. Бюшгенса. 800 с.
Кн. 2. Проектирование, конструкции и системы самолетов и вертолетов. Под
ред. чл.-корр. РАН А.М. Матвеенко. 752 с.
Т. IV-25. Машиностроение ядерной техники. В двух книгах. Под ред. д-ра техн,
наук Е.О. Адамова.
ОАО «Издательство “Машиносдюение”»
107076, МОСКВА, СТРОМЫНСКИЙ ПЕР., Д. 4
Тел. (095) 269 66 00, факс 269 48 97, E-mail: realiz@mashin.ru